Heat exchanger fouling model and preventive maintenance scheduling tool
Upload
khangminh22Category
view
5download
0
CFD modelling of
Heat Exchanger Fouling
A Thesis submitted in fulfillment of the requirements for the degree of
Doctor of Philosophy [PhD]
29th July 2005
By Patrick Walker
Department of Chemical Engineering and Industrial Chemistry
University of New South Wales
Sydney
Australia

2
Abstract Heat exchanger fouling is the deposition of material onto the heat transfer surface causing a
reduction in thermal efficiency. A study using Computational Fluid Dynamics (CFD) was
conducted to increase understanding of key aspects of fouling in desalination processes.
Fouling is a complex phenomenon and therefore this numerical model was developed in
stages. Each stage required a critical assessment of each fouling process in order to design
physical models to describe the process’s intricate kinetic and thermodynamic behaviour.
The completed physical models were incorporated into the simulations through employing
extra transport equations, and coding additional subroutines depicting the behaviour of the
aqueous phase involved in the fouling phenomena prominent in crystalline streams.
The research objectives of creating a CFD model to predict fouling behaviour and assess
the influence of key operating parameters were achieved. The completed model of the key
crystallisation fouling processes monitors the temporal variation of the fouling resistance.
The fouling rates predicted from these results revealed that the numerical model
satisfactorily reproduced the phenomenon observed experimentally. Inspection of the CFD
results at a local level indicated that the interface temperature was the most influential
operating parameter. The research also examined the likelihood that the crystallisation and
particulate fouling mechanisms coexist. It was found that the distribution of velocity
increased the likelihood of the particulate phase forming within the boundary layer, thus
emphasizing the importance of differentiating between behaviour within the bulk and the
boundary layer. These numerical results also implied that the probability of this composite
fouling was greater in turbulent flow. Finally, supersaturation was confirmed as the key
parameter when precipitation occurred within the bulk/boundary layer.
This investigation demonstrated the advantages of using CFD to assess heat exchanger
fouling. It produced additional physical models which when incorporated into the CFD
code adequately modeled key aspects of the crystallisation and particulate fouling
mechanisms. These innovative modelling ideas should encourage extensive use of CFD in
future fouling investigations. It is recommended that further work include detailed

3
experimental data to assist in defining the key kinetic and thermodynamic parameters to
extend the scope of the required physical models.

4
Table of Contents
Abstract .................................................................................................................................. 2
Acknowledgments................................................................................................................ 10
Nomenclature ....................................................................................................................... 12
1. Introduction .............................................................................................................. 19
2. Literature Review..................................................................................................... 22
2.1. Introduction.......................................................................................................... 22
2.2. Heat Exchanger Fouling....................................................................................... 23
2.2.1. Definition ..................................................................................................... 23
2.2.2. A basic description of fouling ...................................................................... 23
2.2.3. The Consequences of Fouling...................................................................... 25
2.2.4. The Purpose of this Study ............................................................................ 27
2.3. Influential Aspects of Fouling.............................................................................. 27
2.3.1. Fouling Mechanisms .................................................................................... 28
2.3.2. Fouling Processes......................................................................................... 29
2.3.3. Influential Parameters .................................................................................. 32
2.3.4. Composite Fouling ....................................................................................... 35
2.4. Models Describing Fouling.................................................................................. 36
2.4.1. Fouling Curves: an overall view .................................................................. 36
2.4.2. Modelling the processes and mechanisms ................................................... 38
2.4.2.1. The Induction Period............................................................................ 38
2.4.2.2. The Roughness Delay Period ............................................................... 41
2.4.2.3. Deposition: Resistance ......................................................................... 43
2.4.2.4. Deposition: the Lagrangian modelling approach ................................. 48
2.4.2.5. Deposition: the Eulerian modelling approach...................................... 51
2.4.2.6. Deposition: Composite Fouling ........................................................... 54
2.4.2.7. Removal ............................................................................................... 55
2.5. Techniques for the analysis of Fouling ................................................................ 56

5
2.5.1. Key Experimental Investigations ................................................................. 56
2.5.2. Using CFD to Investigate fouling ................................................................ 57
2.5.3. Advantages of Using CFD over Experimental Techniques ......................... 58
2.6. Closing Statement ................................................................................................ 59
3. Materials................................................................................................................... 60
3.1. Computational Fluid Dynamics – An introduction.............................................. 60
3.2. The Strategy for Validation of the fouling model................................................ 61
3.2.1. Transport Phenomena: Empirical Correlations............................................ 62
3.2.2. Fouling Processes: The Experimental Data ................................................. 68
4. Methodology ............................................................................................................ 71
4.1. CFD: The Governing Equations .......................................................................... 71
4.1.1. The Transport Equation................................................................................ 71
4.1.2. The Turbulence models................................................................................ 72
4.1.2.1. The Standard k-ε model ....................................................................... 73
4.1.2.2. The Low Reynolds number k-ε model................................................. 77
4.1.3. Verification Strategy .................................................................................... 79
4.2. The Energy Transport Equation ........................................................................... 80
4.3. The Crystallisation Mechanism - Eulerian Modelling Approach ........................ 80
4.3.1. The Eulerian Modelling Approach to the homogeneous phase ................... 80
4.3.2. Precipitation in bulk/boundary layer............................................................ 82
4.3.3. Crystallisation Fouling: Precipitation at the surface .................................... 83
4.4. The Particulate Mechanism Lagrangian Modelling Approach ............................ 85
4.4.1. The Lagrangian Modelling Approach to the discrete particulate phase ...... 85
4.4.2. Particulate Generation: Precipitation within bulk/boundary layer............... 85
4.4.3. Particulate deposition: Additional Forces acting on Particle ....................... 86
4.4.4. Particulate Flux: Quantifying the deposition of the Particulate Material .... 88
4.4.5. Composite Fouling: The Combined CFD model ......................................... 89
4.4.6. Assumptions used in the Lagrangian Modelling Approach......................... 90
4.5. The transient nature of foulant deposition ........................................................... 91

6
4.5.1. The Moving Boundary Approach ................................................................ 91
4.5.2. The Distribution of Heat Flux ...................................................................... 92
4.5.3. The Nucleation Relationship........................................................................ 93
4.5.4. The Crystallisation Mechanism - Moving Boundary Technique................. 95
4.5.5. Calculating the Fouling Resistance Using CFX-4.3 .................................... 98
4.5.6. The Combined Code depicting the Moving Boundary Technique: The
developed CFX-4.3 FORTRAN Codes ..................................................................... 100
4.6. The Inclusion of Roughness using CFX-5.7 ...................................................... 101
4.6.1. The Roughness Algorithm ......................................................................... 102
4.6.2. The Lower and Upper Limit of Roughness ............................................... 103
4.6.3. The Roughness Relationship...................................................................... 104
4.6.4. Methodology Calculating the Fouling Resistance ..................................... 106
4.6.5. The Moving Boundary-Roughness Code developed in CFX-5.7 .............. 107
5. Development of 2D model with CaSO4 Precipitation occurring within flow using an
Eulerian modelling approach ............................................................................................. 113
5.1. Introduction........................................................................................................ 113
5.2. Model Boundary Conditions .............................................................................. 113
5.3. Verification of the Precipitation Model ............................................................. 115
5.4. Examination of Calcium Sulphate Precipitation within different flow regimes and
under various conditions ................................................................................................ 119
5.4.1. Precipitation in Laminar Flow ................................................................... 120
5.4.1.1. Observation of Generation ................................................................. 120
5.4.1.2. Effect of Velocity in Laminar Flow................................................... 122
5.4.1.3. Effect of Velocity at Varying Inlet Supersaturation .......................... 126
5.4.1.4. Effect of Velocity at Various System Temperatures.......................... 127
5.4.2. Precipitation in Fully Turbulent Flow........................................................ 128
5.4.2.1. Verification for the Turbulent Conditions.......................................... 128
5.4.2.2. Isothermal Fully Turbulent Flow ....................................................... 129
5.4.2.3. The Effect of Temperature Gradients in Fully Turbulent Flow......... 131
5.5. Validation: Modelling a Particulate Phase......................................................... 134
5.6. Summary: Usefulness of CFD ........................................................................... 136

7
6. Study of CaSO4 Precipitation in Laminar Flows in pipes and slits under Isothermal
Conditions .......................................................................................................................... 138
6.1. Introduction........................................................................................................ 138
6.2. Model Boundary Conditions .............................................................................. 138
6.3. Examination of Precipitation Behavior within different Geometries ................ 139
6.3.1. Effect of Residence Time and Velocity ..................................................... 139
6.3.2. Precipitation in different Geometries ......................................................... 141
6.3.2.1. Equal Shear Stress.............................................................................. 141
6.3.2.2. Equal Velocity.................................................................................... 143
6.3.2.3. Equal Reynolds Number .................................................................... 145
6.4. Summary ............................................................................................................ 147
7. Development of a steady state 2D model of fouling mechanisms to focus on
deposition. .......................................................................................................................... 148
7.1. Introduction........................................................................................................ 148
7.2. Model Boundary Conditions .............................................................................. 149
7.3. Results and Discussions ..................................................................................... 150
7.3.1. Model development.................................................................................... 150
7.3.1.1. Turbulent Models: Developing Flow................................................. 151
7.3.1.2. The Operation of the Lagrangian Model............................................ 153
7.3.2. Key Results and Validation........................................................................ 158
7.3.2.1. Crystallisation Fouling Mechanism: Re ≈ 4000, Tin = 323 K............ 158
7.3.2.2. Crystallisation Fouling Mechanism: Re ≈ 5000, Tin = 343 K............ 159
7.3.2.3. Combined Crystallisation and Particulate Fouling Mechanism: Re ≈
5000, Tin = 343 K ................................................................................................... 161
7.3.2.4. Relative Effect of Supersaturation and Temperature: Re ≈ 5000, Tin =
343 K ............................................................................................................ 162
7.3.2.5. Assessing the Precipitation through examining the calcium ion profiles:
Re ≈ 5000, Tin = 343 K........................................................................................... 164
7.3.2.6. Combined Crystallisation and Particulate Fouling Mechanism: Re ≈
4000, Tin = 323 K ................................................................................................... 166

8
7.3.3. Physical Method: Relating Issues .............................................................. 167
7.3.3.1. The Kinetics of Precipitation ............................................................. 168
7.3.3.2. Solution Thermodynamics ~ The Solubility ...................................... 172
7.3.3.3. Steady State v. Transient.................................................................... 173
8. Development and Validation of an Unsteady State Numerical Model of the
Crystallisation Fouling Mechanism within a Crystalline System...................................... 175
8.1. Introduction........................................................................................................ 175
8.2. Model Boundary Conditions .............................................................................. 176
8.3. Model Verification ............................................................................................. 177
8.3.1. Grid Analysis ............................................................................................. 177
8.3.2. Selection of the Heat Flux Method ............................................................ 178
8.4. Results and Discussion....................................................................................... 180
8.4.1. Using the Nucleation Relationship ............................................................ 181
8.4.2. Numerical Fouling ..................................................................................... 183
8.4.2.1. Operating Parameters ......................................................................... 183
8.4.2.2. Fouling Resistance ............................................................................. 188
8.4.3. Validation of Numerical Results................................................................ 190
9. Derivation and Validation of a Numerical Expression Describing the Influence of
Surface Roughness on Crystallisation Fouling .................................................................. 194
9.1. Introduction........................................................................................................ 194
9.2. Roughness Model Boundary Conditions ........................................................... 195
9.3. Model Verification ............................................................................................. 195
9.4. Results and Discussion....................................................................................... 196
9.4.1. Difference in turbulent models................................................................... 197
9.4.2. Operation of the Roughness Model ........................................................... 200
9.4.3. Use of the Roughness Relationship in the Numerical Fouling Model....... 206
9.4.3.1. The Operating Parameters.................................................................. 206
9.4.3.2. The Fouling Resistances .................................................................... 212
9.4.4. Validation of The Numerical Results......................................................... 214
9.5. Enhancement of the Roughness Model.............................................................. 218
10. Conclusions and Recommendations ...................................................................... 221

9
10.1. Conclusions .................................................................................................... 221
10.2. Recommendations.......................................................................................... 227
References .......................................................................................................................... 230
Appendix A. Papers Produced from this Thesis ................................................... 237
Appendix B. The Simulation Command Files...................................................... 238
B.1 The CFX 4.3 Command Language written for CaSO4 Precipitation in Laminar
Flows in an Annular Geometry ...................................................................................... 238
B.2 The CFX 4.3 Command Language written for CaSO4 Precipitation in turbulent
Flows in an Annular Geometry ...................................................................................... 240
B.3 CFX 4.3 Command Language written for Combined Precipitation, Particulate
fouling and Crystallisation fouling ................................................................................ 242
B.4 The CFX 4.3 Command Language written for the fouling simulations in this
research .......................................................................................................................... 244
B.5 The CFX 5.7 command Language written for the fouling simulations in this
research .......................................................................................................................... 247
Appendix C. The Simulation User-Subroutines ...................................................... 254
C.1 The FORTRAN Codes developed in CFX-4.3 to model CaSO4 Precipitation in
Laminar and turbulent Flows in an Annular Geometry ................................................. 254
C.2 The FORTRAN Codes developed in CFX-4.3 to model CaSO4 Precipitation and
the subsequent transport of particles as a solid phase using a Lagrangian transport
equation .......................................................................................................................... 255
C.3 The FORTRAN Codes developed in CFX-4.3 to model Heat Exchanger Fouling .
............................................................................................................................ 258
C.4 The FORTRAN Codes developed in CFX-5.7 to model Heat Exchanger Fouling .
............................................................................................................................ 261

10
Acknowledgments
I’d like to thank my supervisors Roya Shiehkholeslami and Soji Adesina. Special thanks
goes to Farid Fahiminia and Teresa Chong for sharing their experimental results with me. I
would also like to thank Mike Brungs, the School of Chemical Engineering, Tim Hesketh
and the Faculty of Engineering for their financial assistance.
A final word of thanks goes to Mr. Madden. Mr. Madden, over the past 4 years, you taught
me the patience required to adjust and overcome the changing external demands. This was
of particular significance when, going into the final quarter, all seemed lost. Even a student
needs to posses a selection of schemes within their playbook that are not exclusively related
to the strategy of their project.
I would also like to thank my parents and my wife, Fia.

11
But I firmly believe that any man’s finest hour, the greatest fulfillment of
all the he holds dear, is that moment when he has worked his heart out in
a good cause and lies exhausted on the battle field – Victorious.
V. Lombardi

12
Nomenclature
Symbols
[Ca++] calcium ion concentration [kg/m3]
[Ca++]o initial calcium ion concentration [kg/m3]
[SO4--] sulphate ion concentration [kg/m3]
a Heat transfer surface area [m2]
a Proportionality constant used in roughness relationship [-]
A, B correlation constants in Equation (2.31) [–]
A1 correlation constant in Equation (2.11) [–]
Ac cross sectional area [m2]
ah constant in Equation (2.9) [–]
AInt,i local solid-liquid interface area [m2]
ASurf total surface area [m2]
ASurf,i local heat transfer surface area [m2]
C constant in turbulence wall function (Equation (4.16)) [–]
c0 correlation constant (Equation (2.12)) [–]
c1 correlation constant (Equation (2.14)) [–]
C1ε turbulent constant (Equation (4.10)) [–]
C2 correlation constant (Equation (2.32)) [–]
C2ε turbulent constant (Equation (4.10)) [–]
C3 correlation constant (Equation (2.33)) [–]
CA concentration of species A [–]
Cb bulk concentration [kg/m3]
CD drag coefficient [–]
Cf Friction Coefficient [–]
Cm mean concentration [kg/m3]
CN constant in Equation (2.9) [–]
Cp Specific heat [J/kg K]
CPart concentration of suspended particles [kg/m3]

13
CS surface concentration [kg/m3]
CSat saturation concentration [kg/m3]
Cµ turbulent constant (Equation (4.6)) [–]
Cξ computational velocity vector of particle [m/s]
D dissipation length [m]
DAB species diffusivity [m2/s]
dc collector diameter [m]
dh hydraulic diameter [m]
Di diffusivity of aqueous component i [m2/s]
dL characteristic length [m]
dp particle diameter [m]
DP particle diffusivity [m2/s]
E integration constant (Equation (4.16)) [-]
EA activation energy [J/mol]
Eij mean component of the rate of deformation tensor [1/s]
eij rate of deformation tensor [1/s]
Eφ turbulent parameter (Equation (4.16)) [–]
f Friction factor [–]
f(θ) correction factor for heterogeneous nucleation [–]
f1 wall dampening functions (Equation (4.22)) [–]
f2 wall dampening functions (Equation (4.22)) [–]
Fa,i component of the attachment force [N]
Fd drag force [N]
Fe external force [N]
Fr random force [N]
FR resultant force vector [N]
fµ wall dampening functions (Equation (4.20)) [–]
h heat transfer coefficient [W/m2 K]
hC cold side heat transfer coefficient [W/m2 K]
hH hot side heat transfer coefficient [W/m2 K]
I turbulence intensity [–]

14
J mass flux [kg/m2 s]
JCrys crystallisation flux [kg/m2 s]
jD Chilton and Colburn j-factor [–]
Jj mass flux of species i [kg/m2 s]
Jj,i local mass flux of species i [kg/m2 s]
k kinetic energy of turbulence [m2/s2]
K thermal conductivity of fluid [W/m.K]
k+ non-dimensional roughness value [–]
k+i local non-dimensional roughness value [–]
kB Boltzmann constant [J/K]
kd deposition coefficient [m/s]
kD rate of dissolution [m3/mol s]
kf thermal conductivity of fouling layer [W/m K]
km mass transfer coefficient [m/s]
kR surface crystallisation reaction rate [m4/kg s]
kr volumetric rate of precipitation [m3/mol s]
kR,0 surface crystallisation reaction rate frequency factor [m4/kg s]
kS thermal conductivity of heat transfer surface [W/m K]
Ksp solubility product [kg/m3]
ksp solubility product [mol/kg H2O2]
kt transport coefficient [m/s]
L length [m]
L1/L2 grid stretching factor [–]
mCV,i mass flow rate from control volume [kg/s]
MD (i,t) local mass deposited at time t [kg]
mf mass of deposit per unit area [kg/m2]
mp particle mass [kg]
MWi molecular weight of species i [g/mol]
n coefficient (Equation (3.6)) [–]
NA Avagrado’s number [1/mol]
NP the number of position along the heat transfer surface [–]

15
nrxn order of reaction [–]
Nu Nusselt Number (= h⋅dh/K) [–]
p pressure [N/m2]
ph coefficient relating nucleation rate to nucleation time [–]
Pk turbulence production due to viscous forces (Equation (4.11)) [kg/m s3]
Pkb turbulence production due to buoyancy forces (Equation (4.11)) [kg/m s3]
Pr Prandlt Number [–]
PrT turbulent Prandtl number [–]
q Rate of Heat Transfer [W]
q" heat flux [W/m2]
q"i local heat flux on solid liquid interface [W/m2]
q"initial initial heat flux along the heat transfer surface [W/m2]
R universal gas constant [J/mol K]
RA reaction source term of component A [kg/m3 s
Rca Calcium mass fraction convergence residual [–]
Re Reynolds Number (= νin⋅dh⋅ρ/µ) [–]
Renth enthalpy convergence residual [J]
Rf fouling resistance [m2 K/kW]
Rfc Fouling Resistance on the cold side of heat transfer surface [m2 K/kW]
RHt,i local roughness height [m]
RHt,max maximum roughness height [m]
RHt,min minimum roughness height [m]
ri inner radius [m]
Ri local thermal resistance [m2 K/kW]
Ro i, t – local radial position of interface [m]
ro outer radius [m]
rp particle radius [m]
rppt rate of precipitation [kg/m3 s]
S supersaturation [–]
Sc Schmidt Number [–]
ScT turbulent Schmidt Number [–]

16
Sh Sherwood Number (= km⋅dh/DAB) [–]
Sint,i local supersaturation at the solid-liquid interface [–]
SP sticking probability [–]
Ssurf,I local supersaturation at the heat transfer surface [–]
Sαi source term of mass fraction of species i [kg/m3 s]
Sφ general source term of φ [kg/m3 s]
T temperature [K]
t time [s]
tg growth time [s]
tind induction time associated with nucleation [s]
tind,I local induction time associated with nucleation [s]
Tint,I local temperature of the solid-liquid interface [K]
Tm mean temperature [K]
tn nucleation time [s]
TSurf surface temperature [K]
Tsurf,I local temperature of the heat transfer surface [K]
Tw wall temperature [K]
U overall heat transfer coefficient [W/m2K]
U velocity vector in transport equations [m/s]
u* an alternative velocity scale [m/s]
u` fluctuation velocity [m/s]
u+ dimensionless velocity [–]
Uf fluid velocity [m/s]
um mean velocity [m/s]
Uo overall heat transfer coefficient including fouling [W/K]
Up particle velocity vector [m/s]
Up particle velocity [–]
Ut tangential velocity [–]
uw particle velocity normal to wall [m/s]
uτ friction velocity [m/s]
VCV,i volume of control volume [m3]

17
vint interface velocity [m/s]
Vm molecular volume [m3/mol]
Vx(y) velocity profile [m/s]
W flow rate [kg/s]
x, y spatial co-ordinates [m]
xf fouling layer or deposit thickness [m]
xf,i current local deposit thickness [m]
xfront position of the nucleation front [m]
xi,p position of the particle in the ith dimension [m]
xi,Surf position of the nearest surface in the ith dimension [m]
XRXN the left hand side of Equation (5.1) [L/mol]
y* an alternative length scale [–]
y+p dimensional distance from the wall to first nodal point [–]
yp distance from the wall to first nodal point [m]
yR equivalent sand grain roughness [m]
Greek Letters
∆t time step [s]
∆tC time step considering the induction time [s]
∆Tm mean temperature difference… [K]
∆ycell,i local distance from the wall to first nodal point [m]
ΓΤ turbulent diffusion coefficient [–]
Γφ General Diffusion coefficient [–]
Ω a pre-exponential term (Equation (2.6)) [–]
α0 correlation constants (Equation (2.10)) [m]
α1 correlation constants (Equation (2.10)) [m/s]
αi mass fraction of species i [–]
αi, sat saturation mass fraction of species i [–]
β geometric factor [–]

18
δij Kronecker Delta [–]
ε dissipation rate of turbulence [m2/s3]
φ general transport property [–]
φ` Fluctuation component of general transport property [–]
φcrys rate of crystallisation deposition [kg/m2 s]
φd rate of deposition [kg/m2 s]
φnet net rate of deposition [kg/m2 s]
φpart rate of particulate deposition [kg/m2 s]
φr rate of removal [kg/m2 s]
γ proposed correlation factor (Equation (7.2)) [–]
ϕ potential energy [J]
κ Von Karman’s constant [–]
µ viscosity [kg/m s]
µΤ turbulent viscosity [kg/m s]
ν volume of molecular unit [–]
νin inlet velocity [m/s]
θ contact angle [–]
θI delay period [s]
ρ fluid density [kg/m3]
ρf density of fouling deposit [kg/m3]
ρsol solution density [kg/m3]
σ energy parameter for solid surface [J/m2]
τ time constant [s]
τij shear stress tensor [N/m2]
τs shear stress [N/m2]
τw wall shear stress [N/m2]
ξ, η computational co-ordinates [–]
ψ bond strength [–]

Chapter 1
19
1. Introduction Equation Chapter 1 Section 1
This research is concerned with the numerical investigation of organic fouling associated
with desalination processes. Fouling is a phenomenon that threatens the sustainability of
thermal and membrane desalination processes. The deposition of fouling material on the
heat/mass transfer surface increases the amount of energy required for operation. In heat
exchangers, the consequence of this deposition is a reduction in thermal efficiency which
incurs subsequent increased economic and environmental costs. While preventing fouling
may be impossible, developing methods of prediction would assist in understanding its
behavior and limiting its severity.
Fouling is a transient phenomenon. Extensive research has been able to evaluate the
various processes and mechanisms of this dynamic phenomenon. The processes, like
transport and deposition, often occur simultaneously, within a system experiencing fouling.
The various fouling mechanisms experience these processes for time that fouling persists.
Two mechanisms common to desalination processes are crystallisation and particulate
fouling. Particulate fouling occurs when particles, either entering in the process stream or
forming within the bulk, are transported and deposit onto the solid interface.
Crystallisation fouling occurs when ionic species within the solution are transported and
precipitate directly onto a solid interface. The key operating parameters of the solution
supersaturation, temperature and velocity dictate the severity of these mechanisms. Hence,
the interaction between the key operating parameters with the fouling processes and
mechanism make fouling a complex phenomenon.
Research into fouling within crystalline systems has traditionally been experimentally
based. Experimental investigations examine various fouling mechanisms through
monitoring the impact which different operating parameters have on the fouling rates [1].
Their objective is to develop empirical models that predict the fouling resistance, a key
design variable. Therefore the creation of adequate models requires the understanding of
how the operating parameters interact with each other to influence the observed fouling
phenomenon. However, despite the accumulation of empirical models through the 30 years

Chapter 1
20
of fouling research there exists no satisfactory prediction capability [2]. This is indicative
of the problem that the experimental investigations have inadequately assessing the
interactions of key operating parameters and determining their influence on the fouling
resistance. This motivates the exploration into the use of alternate methods in the
investigation of the fouling phenomenon.
Recent work has explored the use of Computational Fluid Dynamics (CFD) to detail the
transport phenomena within units experiencing fouling. These investigations characterize
the behavior of velocity and temperature on a local level then hypothesize about the
implications they have on fouling. Such investigations offer an improved understanding
but are limited by the model’s dependency on the empirical correlations to define the
behavior of the fouling phase. Hence, the work using numerical models still relies on the
developed empirical correlations for fouling to estimate the fouling resistance. A recent
listing of research priorities [2] states that new methods are required to deliver improved
prediction of the fouling resistance. New methods obviously refer to alternate methods to
the established empirical correlations. It is acknowledged, however, that any developed
model will require some form of dependency on experimental result either in a calibration
or validation capacity. Thus, there appears a need for a method which offers a true
alternative and minimizes the use of using the established correlation.
This project uses Computational Fluid Dynamics (CFD) to develop a numerical model of
the fouling phenomenon. The objective is to use CFD as a tool capable of assessing and
predicting fouling behavior. This involves the development of a model capable of
examining the local behavior of key operating parameters to assess the significance of their
impact on the fouling phenomenon. It differs from other CFD investigations into fouling
by including the fouling phase as well as components of the fouling processes and
mechanisms in the actual CFD simulation. This includes describing the intricate kinetic
and thermodynamic behavior of the fouling phenomenon in the form of various physical
models. Once developed, these physical models are incorporated into the commercial CFD
code through user-defined subroutines. The designed user-defined subroutines must be
compatible with the structure of the CFD code in order to operate properly. Hence,

Chapter 1
21
achievement of these objectives involves conceptualizing the physical model, using
computer code to integrate it into the CFD code and then assessing the results of the
subsequent simulation. This pattern of analysis will be repeated throughout the
investigation as different aspects of the fouling phenomenon are integrated into the CFD. It
is anticipated that the end result of this novel approach will be a numerical module
simulating the fundamentals of fouling and associated water chemistry of the sparingly
soluble salts involved.
This research into fouling commences with a literature review detailing relevant fouling
theory, previously developed models and key investigations from the literature. Where
possible, focus is on studies assessing aspects of fouling common to the saline streams
associated with the desalination industry. Subsequent chapters include the methodology,
which outlines the essential background of the CFD technique. The methodology also
details the physical models and associated subroutines developed as part of this research to
simulate key fouling processes. These physical models are utilized in the CFD throughout
the discussion chapters where the model’s complexity increases as progression is made
from examining steady state to transient conditions. The numerical results are examined in
regard to the information they provide regarding characteristics of the fouling process. This
may be in the form of analyzing the local behavior of key operating parameters or
predicting the temporal behavior of the fouling resistance. The adequacy of the numerical
solutions is continually assessed within the discussion using a pre-determined validation
strategy outlined in the materials chapter. Finally, a more detailed outline of the command
files and subroutines used for the CFD simulations in each chapter is included in the
appendix.

Chapter 2
22
2. Literature Review Equation Chapter 2 Section 1
2.1. Introduction
Taberok et al. [3] in 1972 published an article which suggested that fouling was a major
unresolved problem of heat transfer. Eleven years later, Epstein [4] examined fouling in
depth by developing ideas regarding the types of fouling. He concluded that rather than
being unresolved fouling had become unsolvable. Epstein’s research had discovered
enough to provide the fundamental ideas regarding the processes and mechanisms involved
in the fouling phenomenon.
The research covered in this thesis is concerned with the prediction of the fouling
phenomenon rather than its prevention. Therefore it is essential to review the key work
which has been performed in developing predictive models of the fouling process. These
models examine the various stages of fouling and are based on the understanding of the
fouling phenomena gained through research. The majority of this research has been
experimentally based, the traditional investigative technique. The application of numerical
methods to fouling has emerged as a secondary research technique in more recent years [5-
7]. These numerical investigations use Computational Fluid Dynamics (CFD) and its
ability to examine the behaviour of influential transport phenomena on a local scale. This
numerical approach delivers detail that is unable to be obtained using the traditional
experimental approach.
The following review discusses each of these points. It provides a comprehensive analysis
of the relevant fouling theory, the developed predictive models and the key investigations.
The investigations to be examined from literature include both experimental and numerical
work. It is anticipated that this analysis will establish areas of the fouling where the
knowledge is limited and, hence, introduce the key ideas that will be developed in this
research.

Chapter 2
23
2.2. Heat Exchanger Fouling 2.2.1. Definition
In 1972, Taborek et al. [3] published an article entitled Heat Transfer; Fouling: The Major
Unresolved Problem in Heat Transfer. The article signified the beginning of a continuing
period of research into a phenomenon considered a complex science [8]. Taborek [3]
outlines ideas on the problem through analyzing its stages and suggesting various
predictive models. The problem, fouling, is defined as the unwanted deposition of material
on surfaces involved in the transfer of heat. Mukherjee [9] makes the point that fouling is
the inescapable consequence of heat transfer between two flowing streams across a metal
surface. This surface is referred to as the heat transfer surface. Mukherjee emphasizes the
point that the heat transfer surface in most heat exchangers experiences some form of
fouling [9].
2.2.2. A basic description of fouling
Fouling induces an increase in the thermal resistance and the subsequent decrease in
thermal efficiency. In a heat exchanger, heat is transferred from one liquid to another by
two different modes, convection and conduction. If a clean surface, one that has not
experienced fouling, the heat is transferred from the bulk of the liquid of the hot side by
convection to the heat transfer surface and then is transmitted through the surface by
conduction. Finally heat is transferred from the solid surface interface into the bulk of the
fluid on the cold side by convection. Each of these stages offers a resistance to the overall
heat transfer. The resistance of each stage depends on the thermal properties of the
materials through which the heat passes. For fluids the expression for the heat transfer
coefficient is used, h, and for solid materials the expression for thermal conductivity is
used, k. The overall resistance is quantified in the form of the overall heat transfer
coefficient, U.
1 1 1
H S C
lU h k h
= + + (2.1)

Chapter 2
24
In Equation (2.1), the variables hH, hC and kS represent the heat transfer coefficient of the
hot side, cold side and the thermal conductivity of the heat transfer surface, respectively.
The thickness of the heat transfer surface fouled layer is represented by l.
Fouling acts as an added thermal resistance and therefore affects the value of the overall
heat transfer coefficient. The occurrence of fouling adds an extra obstacle to the transfer of
heat and the mode of transfer is conduction since the foulant deposit is solid. The deposit
has a considerable impact on the overall heat transfer coefficient because the thermal
conductivity of a foulant deposited on a heat exchanger surface is invariably smaller than
that of the metal on which is resides [10]. This impact causes the thermal resistance to
increase and the thermal efficiency to significantly fall. With the deposit on one side of the
solid surface there are now four different resistances to heat transfer. This can be described
by calculating the new value of the overall heat transfer coefficient, U0, where RfC
represents the foulant resistance on the cold side of the heat transfer surface:
0
1 1 1fC
H S C
l RU h k h
= + + + (2.2)
The results from calculating the overall heat transfer coefficient in the above equations for
both clean and fouled surfaces can be used to obtain three important values. These are
values for the total heat transferred and the fouling resistance [11]. The total heat
transferred is calculated using the total heat transfer surface area and the temperature
difference:
0 mq U a T= ∆ (2.3)
The fouling resistance is difference between the inverse value of the overall heat transfer
coefficient for the clean and fouled surface:

Chapter 2
25
0
1 1fR
U U= − (2.4)
These equations are used when fouling is experimentally investigated. Often the fouling
resistance, Equation (2.4), is calculated continuously for an experimental run and the
resulting values are plotted against time. This demonstrates how the behaviour of fouling is
monitored.
A value for the resistance due to the deposit needs to be found in order to calculate the
overall heat transfer coefficient for a system experiencing fouling. This would mean
having to know the value for the RfC expression in equation (2.2). However, exact values
are not available. Epstein, in 1983, describes how the current practice in heat exchanger
design for fouling is to select variables of Rf from Tubular Exchangers Manufacturers
Association (TEMA) [4]. Once these values are found then they are used in the
calculations for the overall heat transfer coefficient. Such tables are the cause for
speculation due to their “questionable accuracy” [3]. These values are constant, most are
associated with the point where fouling is considered to be at its highest, when fouling is a
time dependant process. Also, the values obtained from TEMA are often ranges or
obtained from various correlation diagrams [12] therefore the final choice depends on the
designer’s interpretation of the tables. Another way of estimating the fouling factor is from
knowledge gained through experience [13]. In 1996 [9] it was stated that the designer still
had no well-designed methods for selecting fouling resistances. In 2002, a similar
comment is made by Karabelas [2] who commented which it was still impossible to
satisfactorily predict the fouling resistance and its variation with time.
2.2.3. The Consequences of Fouling
The most significant consequence of fouling is the reduction in the thermal efficiency of a
process unit. For the heat exchanger this means obtaining an outlet stream that is at a
temperature different to that calculated when the unit was designed. By not achieving the
design specification the entire process will be affected. This provides a glimpse of how the

Chapter 2
26
problems of fouling can propagate, affecting more than just a single unit operation. The
significance of fouling can be further investigated by examining the economic
consequences. The key to an industrial operation is whether a process is profitable or not.
The extent of the consequences is further demonstrated when examining the areas that
directly affect the profit margin. This section aims to show the significance of fouling and
the consequential need for further research.
The need to anticipate the effect of fouling causes an increase in expenses when in the
design stage. One method of limiting the effect of fouling is to incorporate a fouling factor
in the design stage (Equations (2.2)-(2.3)). A problem with using the fouling factor is that
it causes the engineer to oversize the heat exchanger to compensate for long-term
degradation of the heat transfer surface [8]. The size of the equipment is dependant on the
choice of fouling factor. In some cases the excessive or over conservative use of fouling
factors can actually increase the potential for fouling [8] and results in the investment of
more on maintenance.
There are a number of other consequences of fouling. These are experienced in the area of
maintenance, energy consumption and economic costs. The main problem in terms of
maintenance is the need for the unit to be taken out of service for cleaning at an
inconvenient and economically undesirable time [14]. Other types of costs in this area are
for anti-foulants and chemical treatments. Not only is the cost economic but
environmental. The waste from chemically cleaning the heat exchanger may have adverse
effects on the local environment if not disposed of properly. In terms of energy
consumption, the heat exchanger fouling requires the energy consumption to be increased
to maintain the outlet stream temperature, a design specification. This involves increasing
fuel consumption, which reduces the thermally efficiency of the overall system further and
hence consumes more of the already depleted natural resource. Finally, the remedies
required to combat the consequences of fouling such as the over sizing on the equipment
and the increased maintenance, puts strain on or increases the amount of capital that is
required to operate. For an example it is estimated that fouling costs the U.S. process
industries over $5 billion dollars per year in lost production, energy and maintenance [8].

Chapter 2
27
2.2.4. The Purpose of this Study
Fouling and its associated problems have been discussed in this opening section of the
review. The objective of this review was to introduce the concept of fouling and
demonstrate the significance of its consequences. The review demonstrates that in the past
30 years Taborek’s problem remains mostly unresolved despite the number of
investigations into the fouling phenomenon. Most of these investigations have been
performed experimentally and have assisted in gaining further understanding of the details
of fouling, as will be discussed. However, with the continuing need to increase the
engineering and the scientific communities understanding of fouling it is important to
continue with the experiments and even to explore other avenues of investigation.
An important motivation for the current research is the ability to adequately describe the
process through a model [4, 11, 15, 16]. Bailey [8] emphasizes this in his discussion on
optimisation of heat exchangers to minimise fouling where he states that it is necessary to
be able to predict the dependence of fouling resistance on both time and operational
parameters [14]. However, Karabelas [2] notes that despite lengthy experimental
investigations the prediction capability is unsatisfactory and that there exists a difficulty in
developing models to predict the temporal variation in the fouling resistance. This
motivates the development of alternate methods to predict the fouling phenomenon. Before
developing an alternate model of fouling, the key processes involved in fouling needs to be
understood and those models that already exist need to be assessed.
2.3. Influential Aspects of Fouling
The classification of various aspects of fouling can be broken down according to the
physical and chemical processes that occur [14]. Epstein [4] suggested a novel approach to
this by stating that there were five primary fouling categories, known as mechanisms, and
for each there are five successive events, processes. Epstein referred to the combination of
the five mechanisms and five processes as the 5×5 matrix. The aim of formulating this

Chapter 2
28
matrix was initially to break the overall fouling problem down into simpler elements that
could be progressively solved. His article attempted to invigorate interest in the challenge
that fouling presented to the scientific and engineering community 10 years before by
Taborek [3].
Epstein now viewed the problem from a different perspective claiming that it was no longer
an unresolved problem. Rather, in his opinion, it had now become an unsolved problem
[4]. Even though efforts continue to obtain further understanding in the field, the basic
factors that are associated with fouling have been covered. This section will present what is
known about the processes and mechanism of fouling as well as identify how equipment
design parameters influence fouling.
2.3.1. Fouling Mechanisms
The five fouling mechanisms depicted in Epstein’s 5×5 matrix [4] are:
1. Crystallisation
2. Particulate
3. Biological
4. Corrosion
5. Chemical Reaction
Crystallisation Fouling can be subdivided into precipitation fouling and solidification
fouling. Precipitation fouling is the precipitation of dissolved substances onto the heat
transfer surface. It occurs within aqueous solutions that are being heated or cooled. The
dissolved substances are required to become supersaturated before precipitation occurs.
This chemical process is highly temperature dependant [14]. Solidification fouling is the
solidification of a pure liquid or constituents of a liquid on a sub-cooled heat transfer
surface.
Particulate Fouling is the attachment of particles from the fluid onto the heat transfer
surface. These particles come in contact with the wall either by gravitational settling or by
Chapter 2
29
impaction as result of a particular for of particle transport. However, if the particles are of
colloidal in size then deposition will result from diffusion or surface forces.
Biological Fouling is the attachment of biological organism to heat transfer surfaces. Both
microorganisms and macroorganisms accumulate and grow on the surface.
Corrosion Fouling occurs when the heat transfer surface reacts with its surrounding to
produce corrosion products. The products can then foul the heat transfer surface and
promote the attachment of other foulants.
Chemical Reaction Fouling is the formation of deposits on the heat transfer surface by
chemical reaction between various constituents of the fouling stream.
2.3.2. Fouling Processes
The initial definition of fouling simplified the processes involve by stating that it was the
deposition of unwanted material. However, it is the numerous processes involved in this
deposition that lead some to believe fouling to be a complex science [8]. The 5×5 matrix is
completed by the listing of the following processes:
1. Initiation
2. Transport
3. Attachment
4. Removal
5. Aging
Lastly, it is noted that fouling is distinctly transient [17, 18] in nature and that the listed
processes can occur simultaneously within a unit experiencing fouling. These are two
points that serve to emphasis the complexity involved in the analyses of the fouling
phenomenon.
Initiation or induction period is the time before a fouled layer begins to form on the heat
transfer surface. During this period only negligible fouling occurs. The size of the period

Chapter 2
30
is dependent on the severity of the fouling that usually occurs with the material used.
Under more severe conditions the initiation becomes shorter. For Crystallisation fouling
the initiation process is associated with the nucleation of crystals on the heat transfer
surface [4]. Nucleation continues throughout the initiation process until a specific point of
time in the initiation process where the amount of nucleation sites become so numerous that
the fouling rate starts increasing rapidly [4].
Transport is the process where solid particles are transferred from the bulk liquid to the
surface of the heat exchanger. The transport step is considered to be a mass transfer
process. Within the fluid there must be an existence of a concentration gradient of a
component through which the components move to reduce the gradient. The mass is
transported to the heat transfer surface by one or a combination of mechanisms [13]. These
mechanisms include Brownian motion, turbulent diffusion or the momentum possessed by
a particle.
Mass is transferred from the bulk to the surface of the heat transfer surface. The trajectory
of this transfer crosses a region of flow close to the wall called the viscous sub-layer or the
laminar boundary layer. This boundary layer is present in turbulent flow as well as where
there is a layer of slow moving fluid adjacent to the solid surface. A boundary layer
represents a resistance to the transfer or momentum, mass and heat therefore it is of great
interest what occurs in this region of flow.
The fluid dictates the motions of particles. The particles that are carried in the fluid
experience inertia forces [13]. Particles that follow streamlines are capable of colliding
with the object surface by interception when the streamlines round the object. However,
when particles are colloidal in size, they are small enough so that the fluid’s molecules
influence the particle’s trajectory. It is this molecular bombardment that causes the particle
to experience the random motion referred to as Brownian motion. If the fluid flow is
turbulent then “eddy diffusion” superimposes on the Brownian motion. The transport of
material across the “boundary layer” is generally possible by Brownian or molecular
motion [13]. Also, the fluid’s solid interface places a decisive role in the characteristic of

Chapter 2
31
the flow close to the wall that could affect the boundary layer. In crystallisation fouling,
both ions and particles are transported to the heat transfer surface.
Attachment is where solid particles interact with the heat transfer surface resulting in an
adherence of the particles to the surface. For the attachment to occur the foulant either
attaches itself directly to the surface or it reacts and the product deposits on the surface.
There are various long-range attractive forces that cause particles to interact with the
surface. These are van der Waals forces, electrostatic forces and gravitational forces. The
surface property is another variable that influences attachment; some surfaces are coarser
than others. This degree of surface roughness will enhance the adhesion forces because of
the availability of larger contact areas associated with rougher surfaces.
Removal of the deposit can coincide with the attachment of particles to the heat transfer
surface. The deposit removal may even begin right after the deposition has commenced
[4]. Two scenarios are present when deposits are removed. The deposits are either small
particles that become loose from a larger deposit that has grown too large or the conditions
within the heat transfer unit may have been altered. For the former, as a deposit grows on
the heat transfer surface the shear force it experiences from the fluid will increase. These
forces may increase to the point that causes part or all of the deposit to break away from the
wall, returning to the fluid’s bulk. The removal is very complicated because the exact
explanation depends on the fouling mechanism experienced.
Aging is the changing of the chemical or physical properties of the deposit. Aging begins
as soon as the deposit has formed on the heat transfer surface. The changes will influence
the strength of the deposit, either decreasing or increasing the deposit’s bond strength.
Changes in crystal or chemical structure, especially at constant heat flux, will strengthen
the deposit with time. Changes in crystal structure, chemical degradation, or developing
thermal stresses may result in the decrease of bond strength with time. An interesting
observation made by Kho [11] was that a variable that influences bond strength is the
surface temperature. A higher temperature favours stronger bond strength. Kho suggested

Chapter 2
32
that as the deposit builds up it causes the surface temperature to decrease and therefore the
bond strength to decrease as well.
2.3.3. Influential Parameters
An essential part of the experimental investigation into fouling is devoted to increasing the
understanding of how the operating parameters impact on the fouling. This is of most
importance when attempting to model the process. Mukherjee [9] states that the most
important parameter is the nature of the flowing fluid. He then compares clean fluids like
light hydrocarbons that cause “virtually no fouling” to heavy waxy substance that are prone
to foul. Mukherjee goes on to suggest a number of other parameters that effect fouling.
Kho [11] and Bott [13] tend to agree with the parameters suggested by Mukherjee but
without explicitly stating that one parameter is more influential than the other. The other
parameters influencing fouling gathered from the various mentioned sources include flow
velocity, temperature, concentration and design.
As mentioned, the flow velocity has a strong to moderate effect on the majority of fouling
processes [3]. A high velocity seems to minimise all types of fouling. By increasing flow
velocity the shear stress being exerted on the deposits will be increased. This will impact
on the removal rate. Shear stress can be maximised by maximising the velocity and the
hydraulic diameter/flow length ratio [8]. Another effect of increasing the velocity is to
reduce the contact time between particles and the heat transfer surface. The velocity will
also affect the transport step that is dependant on the different flow regime. The influence
of velocity on the mass transfer process depends on whether the flow is turbulent or
laminar. Epstein [10] stated the dilemma associated with velocity is that it could promote
both “mass transfer to surfaces and compression of slime but fostering saltation of solids
and removal of deposits or shelter deposits”. Further investigation may be required to
determine the range of velocity within which the effect of velocity is to hinder fouling
rather than promote it. Mukherjee [9] was bold enough to state “ideal velocity ranges of
1.5 to 2.1m/s and 1.0 to 1.5 m/s for liquid inside and outside the tubes respectively”. These
values are different from the value of 1.8 m/s suggested by Epstein for cooling water

Chapter 2
33
purposes. Obviously if an ideal range exists it will depend on the overall process and if the
ideal velocities fall within the range of those specified for operation. One important notion
to take from this is just how important velocity is and how it is considered that there are
specific ranges within which fouling is minimized.
Temperature affects the solubility of dissolved species and chemical reaction. Normal salts
should not be affected too much by an increase in temperature because their solubility
increases with temperature. For normal salts, precipitation will occur when temperatures
are cooled. However, the use of inverse solubility salts like calcium carbonate, magnesium
hydroxide and calcium sulphate causes problems because these salts precipitate at high
temperatures. In particular, the mechanism of crystallisation fouling is highly dependant on
temperature and a degree of supersaturation is required before precipitation occurs [14].
The degree of supersaturation is the ratio of the concentration to its saturation
concentration, a representation of solution solubility. Temperature also affects the rate of a
reaction that may occur between foulants or between foulant and their surrounding
environs. The rate of reaction is commonly known to have an Arrhenius type relationship
with temperature and this is the case for reactions concerning fouling. Temperature plays
an important role in the positions within the geometry where foulants form and therefore,
where they deposit.
A final group of influential parameters are those associated with the construction of the heat
exchanger. These parameters include the material, the surface characteristics [19] and the
configuration of the heat exchanger. The type of material is important for the need to
minimize the possibility of corrosion. Surface roughness influences both the fluid flow and
the sites of deposition. Disturbing the fluid flow may impact on the possibility of
impaction of foulant materials. Surface characteristics include surface roughness and
energy [19]. Both impact on the various fouling processes. A rough surface promotes
fouling, having a shorter induction period than a smooth surface. There are a variety of
treatments that can be used to lower the surface energy that seems to result in lowering
crystalline scale formation substantially [19]. Finally, the layout or the design of the heat
exchanger can influence fouling. Previously mentioned was the fact that a unit can be

Chapter 2
34
oversized to compensate for fouling. The distribution of flow through the unit may be
affected because the unit is too large for the specified flow. Two types of heat exchanger
popular in use are the shell and tube and the plate heat exchangers. There are various
reasons for the choices of one over another. For example, the corrugated structure of the
surface of plate heat exchangers [20] causes a greater the amount of turbulence, which
promotes heat transfer. This increase in the amount of turbulence results in a lower heat
transfer resistance for a lower flow velocity.
Finally, these parameters that influence fouling often interact and have a combined impact
on the behavior of the deposited material and the observed fouling processes. For example,
one source notes how the combined impact of temperature and velocity [17] contribute to
resulting fouling layer having a non-uniform distribution along the heat transfer surface.
Another example of how the parameters can interact with the fouled layer is often observed
experimentally in the form of the roughness delay time [21], detectable through monitoring
the fouling resistance. It is a period often observed following the initiation period prior to
the sustained increase in thermal resistance. The period is actually induced by the growing
crystal deposit. As the crystal deposit grows, it disturbs the boundary layer by penetrating
the viscous sub-layer causing an increase in turbulence [21]. The increased turbulence
promotes heat transfer, lowering the local heat transfer coefficient and may result in a
negative value of the fouling resistance [22]. The negative fouling resistance persists until
the higher thermal resistance of the deposit layer overcomes this advantage of increased
turbulence, which results in the fouling resistance becoming positive. The point where the
fouling resistance becomes positive and remains so is indicative of the end of the roughness
delay period. A final interaction of the key operating parameters is observed
experimentally and is referred to as auto-retardation [22]. Auto-retardation is when the
formation of deposit decreases the rate of fouling as a direct result of the interaction
between the increasing deposit thickness and the local operating parameters. The increase
in the deposit thickness and its associated thermal resistance causes the temperature to
decrease at the solid-liquid interface. A decrease in temperature results in a reduction in the
rate of crystallisation and, hence, fouling.

Chapter 2
35
2.3.4. Composite Fouling
The discussion above considered the fouling mechanism and processes of the five by five
matrix [4]. It is possible that those fouling mechanisms outlined co-exist [23]. The co-
existence of mechanisms is referred to as composite fouling. An example of this
phenomenon is observed in the desalination industry. The varying salt content of the
process streams increases the possibility of precipitation occurring both at within the bulk
as well as at the surface. The fouling mechanisms associated with this are the
crystallisation and the particulate mechanisms, where the particulate matter can be
generated via the precipitation occurring within the bulk or boundary layer. Various
investigations suggest that the likelihood of particulate matter forming with the bulk or
boundary layer is dependant on the solution supersaturation [24-26]. However another
study suggest that the kinetics of the solution do not favour the generation of particulate
matter within the bulk [20]. This study cites the reason as being that most often the bulk
temperature are not high enough [20]. Hence, the two key parameters influencing
composite fouling are supersaturation and temperature. Also it is noted that the emphasis is
on the likelihood of precipitation occurring in the bulk. There appears limited effort in
distinguishing between the bulk and the boundary layer even though the higher temperature
experienced within the boundary layer region adjacent to the heat transfer surface would be
more conducive to precipitation. This final point is difficult to assess experimentally as the
only means of experimental investigation is the comparison of filtered and unfiltered runs
[27, 28]. The results of the runs do show that the amount of the deposition process [28] is
enhanced for the unfiltered run, which is assumed to represent the presence of particulate
matter. However, this method is unable to properly assess the generation of particulate
matter within the heat exchanger itself.
Another important point to note is the impact and relevance of composite fouling. This
phenomenon affects the amount of deposition and also alters the deposit morphology. The
investigations [27, 28] comparing filtered and unfiltered runs have found that a greater
amount of material deposits in the unfiltered case. This considerable enhancement of the
deposition process [28] in the presence of particles demonstrates the synergetic

Chapter 2
36
characteristic that exist when the two mechanism co-exist. Another important concept
relates to the morphology of the resulting deposit. Bramson [28] used analytical techniques
(XRD, SEM) to examine the structure of the deposit. He observed that the tenacity of the
resulting foulant layer was greater for the filtered run, i.e. crystallisation fouling was the
only mechanism. Sheikholeslami [23] highlighted the significance of adequately defining
the deposit’s morphology by arguing the benefit of distinguishing between the fouling
resistance and deposition of mass per unit area. To obtain the fouling resistance from the
deposition of mass, or visa versa, the characteristics of the deposit need to be known.
Therefore, characterization of the deposit and the balance of mechanisms are required to
accurately use either of these variables for their intended predictive use. Also, the author
explained that knowledge of the fouling mechanism is paramount for proper process and/or
mechanical design to mitigate fouling of process equipment [23]. One aspect of doing this
is to develop a method to assess the balance of mechanism occurring in a composite fouling
as the intended model strives to do.
2.4. Models Describing Fouling 2.4.1. Fouling Curves: an overall view
The first step in reviewing the models is to examine a general model. This general model
can be described graphically by plotting the fouling resistance against time, a fouling curve.
Fouling curves demonstrate the transient nature of fouling. The basis of a fouling curve is
the initial model that defines the net fouling rate expressed as the difference between a
deposition and a removal rate and is as follows:
( )f f
d r
d x kdt
φ φ= − (2.5)
The thermal resistance, Rf, is represented by the term xf / k f where xf is the thickness of the
deposit and kf is its thermal conductivity. φd is the term used for the rate of deposition
which accounts for both the transportation and the attachment processes. The rate of
removal is represented by φr. Bowen states [15] that the different types of fouling curves

Chapter 2
37
represent the different predictive models used to describe the fouling process. Each
predictive model is based on the initial model. The difference is in the definition of the
deposition and removal terms in equation (2.5). Changing the definition of these terms
results in differently shaped fouling curves.
The fouling curves proceed through each individual fouling process. A fouling curve plots
thermal resistance against time, beginning with a clean surface and finishing with a fouled
one. The initiation step is identified by the time period where negligible thermal resistance
is observed. The next process is the transportation of foulant to the heat transfer surface
followed by the attachment. Transport and attachment are represented by a linear increase
in the fouling resistance. This symbolises the build up of a deposit. It is assumed that the
linear increase indicates the amount of deposit being removed is negligible. After this point
the gradient of the fouling curve tends to decrease. This reflects the beginning of the
removal process. Further changes in the fouling curve are due to the individual processes
of transport, attachment and removal continuing simultaneously. It is assumed that aging
occurs as soon as a deposit is formed and therefore is a continuous process occurring for the
time period where there is fouling resistance.
Figure 2.1 - The four basic fouling curves [13].

Chapter 2
38
The fouling curves introduce the idea of different type of models by presenting them in a
clear graphical format (Figure 2.1). There are four different types of fouling curves. They
are the linear-rate fouling curve, falling rate fouling curve, the asymptotic fouling curve and
the saw-tooth fouling curve. The number of curves demonstrates various possibilities in
describing the processes of fouling. For example the asymptotic fouling curve begins with
steady depositions followed by an increase in removal rate with the fouling layer thickness.
Finally, the removal and deposition rates become equal, resulting in the curve reaching an
asymptote. The four fouling curves provide good insight into the possible ways that the
deposition and removal steps interact. Taborek [29] envisaged that progress could be made
in formulating better and more reliable methods of fouling curve predictions for all
industrially important types of fouling. To construct such curves requires the development
of more complex models with particular focus on modelling the deposition rate.
2.4.2. Modelling the processes and mechanisms
The previous section introduced the idea of quantitatively describing the fouling
phenomena. By presenting different fouling curves it was shown how the deposition and
removal stages could be expressed in a number of different ways. This section reviews the
mathematical models behind such curves by examining the individual fouling processes.
2.4.2.1. The Induction Period
There seems to be no general model to describe the time delay associated with the
induction period. Induction or the delay period, θI, is dependant on the various operating
parameters. Bott [13] acknowledges the essential fact that the inaccuracy in ignoring the
initiation period is not likely to be great. This is not to say that the initiation period does
not impact on the processes that follow. If the delay period could be extended indefinitely
fouling would never occur but this would require adequate control of the length of the delay
period [26]. The delay period could be better controlled if a greater understanding could be
obtained of the triggers that occur within the initiation period which influence the severity
of the fouling.

Chapter 2
39
In crystallisation fouling [30], this delay period is associated with the crystal nucleation
process. The delay period, θI, tends to decrease as the supersaturation is increased and as
the temperature level is increased, which is similar to the characteristics observed in
nucleation. As such, the Classical Nucleation theory has been used to describe the delay
period observed within systems experiencing precipitation related fouling. The Classical
Nucleation Theory is based on the net thermodynamic processes involved [26] and the
resulting equation is expressed as follows:
( )( )
3 2
23 2 3
1ln lnln
m Aind
V N ft
R v T Sβσ θ⎛ ⎞
= + Ω⎜ ⎟⎝ ⎠
(2.6)
Where the interfacial tension between the crystal and the aqueous solution is represented by
σ, a generalized parameter describing the surface energy between the crystal and the salt
solution. The other parameter of interest is the contact angle, θ, which determines the value
of the f(θ) parameter (Equation (2.6)). The contact angel depends on the nature of the
nucleation, which is either homogeneous or heterogeneous. The variable f(θ) makes
allowance for the presence of foreign bodies such as a heat transfer surface [31], which is
present in heterogeneous nucleation and has the effect of reducing the energy required to
overcome for the nucleation to occur.
( ) ( )( )22 cos 1 cos4
fθ θ
θ+ −
= (2.7)
The induction time calculated by Equation (2.6) is actually the summation of the nucleation
time and the growth time. The growth time, tg, is defined as the time taken for the nuclei to
grow to a size large enough for it to be detected. In fouling experiments, detection of the
induction time coincides with the noticeable deviation in the fouling resistance, often
signifying the commencement of the growth period.

Chapter 2
40
ind n gt t t= + (2.8)
An interesting perspective on the nucleation that occurs prior to fouling in crystalline
systems was presented by Hasson [27]. Hasson defined the nucleation time as the time
required to detect experimentally the presence of a primary deposit at a given axial
position. His expression for nucleation time, tind, appears similar to Equation (2.6). His
objective was to describe the distribution on nucleation along a heat transfer surface for a
single fouling experiment. Hasson put forth a transient nucleation expression that
considered the contact time between the surface and the supersaturated solution in addition
to the key elements of the classical nucleation theory:
( ) ( )3 2
23 3 2 b
Sat
1 1log log2.303Clog C
m A Nind
h h Surf hSurf
v N f uCtp a A p xR T v
βσ θ α τ= + + ⋅
⋅⎛ ⎞⎜ ⎟⎝ ⎠
(2.9)
Equation (2.9) demonstrates that the distribution of nucleation along a heat transfer surface
is considered through the inclusion of variable accounting for the local position, x. Other
relationships that describe the distribution of the nucleation time along that surface
experiencing fouling have been developed based on experimental results. This relationship,
like that in Equation (2.10), correlates the positions of the nucleation sites with the time that
they emerge on the heat transfer surface.
1 0frontx tα α= + (2.10)
The nucleation processes described in both equations (2.9) and (2.10) describe a
phenomenon referred to as the propagation of the nucleation front. Essentially, the
nucleation moves up-stream towards along a heat transfer surface as time progresses [6]. A
final model is the one developed by Ritter [1]. It is an empirical model that quantifies an
overall value of induction time (Equation (2.11)).

Chapter 2
41
12ind
b Satm
Sat
AtC Ck
C
=⎛ ⎞−⎜ ⎟⎝ ⎠
(2.11)
In Equation (2.11) the variable A1 represents an empirical constant and the variable CSat is
the saturation concentration at the heat transfer surface. While the equation does not return
a distribution of induction time along the heat transfer surface, it does give an interesting
insight into the variables impacting the induction time associated with crystallisation
fouling and the nucleation process. Of most interest is the dependence the induction time
has on the mass transfer coefficient, km. The mass transfer coefficient itself is a function of
the hydrodynamic behaviour of the system. Hence, the inclusion of the mass transfer
coefficient could be interpreted partly as a quantification of the hydrodynamic impact on
the induction time. The hydrodynamic impact was also considered in Equation (2.9)
through the inclusion of velocity in the final term.
2.4.2.2. The Roughness Delay Period
Previously, a description was given of the key operating parameters interacting with the
material deposited on the heat transfer surface. It was detailed how these interactions
prolong the period before the commencement of the growth to beyond the induction time.
This occurrence was referred to as the roughness delay period and is related to the surface
roughness imposed by the deposited layer. In 1933, Pigott [32] was likely the first to
observe this impact the deposited layer has on the surface roughness. He attempted to
characterise roughness and concluded that the roughness induced by deposit in small steel
and uncoated cast-iron pipes is largely that of both a reduction in diameter and an increase
of surface roughness [32]. This occurrence was observed through its impact on the overall
pressure drop. Moody [33] also did work on characterizing the surface roughness in this
way. Moody [33] did considerable work quantifying the roughness of various surface but
did not consider the impact of fouling. Recent investigations into crystallisation fouling
only make brief qualitative observations of roughness and the impact it has on the fouling
resistance. There appears no direct work modelling or at least quantifying the impact of the

Chapter 2
42
roughness induced by the fouling layer. In fact Mwaba [6] incorporated the roughness
delay period into a relationship describing the nucleation period by noting the time when
the fouling resistance at a point becomes positive and remains positive for the rest of the
experiment.
This current investigation plans to quantify and then simulate the roughness delay period.
Therefore, it is beneficial to briefly outline the general methods used to quantify roughness
and understand what they physically represent. Moody [33] established a quantifying
expression of roughness through conducting numerous experiments using pipes artificially
roughened with uniform-sized sand roughness and developed a relative roughness
correlation. The resulting correlations allowed engineers to quantify the effect of
roughness using Moody’s correlations through estimating the equivalent sand grain
roughness [34]. Recent investigations have found the use of a single parameter to
characterizes roughness to be somewhat contrived [35]. A single parameter does not
consider flow between the roughness elements and is incapable of differentiating between
the case comparing two rough surface where the equivalent sand grain roughness height is
the same but their surface texture [35] is different. This would impact on the resulting
value of the friction factor. Despite this what remains the same is the physical
interpretation of roughness. Moody stated that there exists a transition between smooth
pipes and “rough pipes”. This transition occurs when the laminar layer becomes small
compared to the surface irregularities due to the increase in Reynolds number.
Consequently, the laminar portion of the flow is broken into turbulence and complete
turbulence is established practically throughout the flow [33]. Schlichting [21] also notes
the importance of appreciation the physical meaning of surface roughness. He emphasizes
this point by stating that the determining factor in quantifying roughness should be the ratio
of height of the protrusions to the boundary layer thickness. The point where this
transitional state of roughness enters the completely rough regime occurs when roughness
protrusions penetrate through the entire laminar sub-layer. So if one is restricted to using
the equivalent sand-grain roughness then care must be taken to ensure that the selected
value has the desired physical impact on the laminar boundary layer.

Chapter 2
43
2.4.2.3. Deposition: Resistance
Deposition is the transport step and attachment step of foulants to the heat transfer surface.
Both of these steps will be discussed in the current section. It has widely [10, 16, 30] been
accepted that the transportation and adhesions steps are difficult to separate. This however
could be said about all the different fouling processes because there is no doubt that one
process affects another, be it indirectly or directly. The review of the deposition models
will be subdivided into sections to classify the different approaches taken to develop the
models.
The resistance in fouling terms is analogous to the resistance encountered in heat transfer.
As the material that contributes to the fouling proceeds from the bulk of the fluid to the
wall, each of the fouling processes that occur translates to a different type of resistance.
The basis for each model is that the deposit flux is proportional to concentration, much like
heat transfer where the heat flux is proportional to temperature. In both cases, the
proportionality constant accounts for the characteristics of physical properties of the
materials through which the flux passes. These proportionality constants dictate the
amount of flux that passes and therefore the resistance.
Table 2.1 displays the deposition models that are applicable to the current study. The final
column of the table demonstrates how different models have been developed for different
purposes. The models are listed chronologically. An initial view shows that all the models
except Parkins’ [36] posses a concentration term. Parkins model has an expression for
mass flux. It is assumed when calculating the value of the flux that concentration is
considered. Hence, in all models the deposition rate is proportional to concentration. The
proportionality constant, resistance term, is the main area of difference and shall be the
main area of comparison.

Chapter 2
44
Author Model of Deposition Flux Purpose [10]
Parkins [36] 0A SurfE RT
d PJS Jc eφ −= = (2.12)
Particulate fouling
Watkinson and
Epstein [37] ( )d m b S Ok C C Saφ = − (2.13)
( )
12
A SurfE RT
Pc eS
uτ
−
= (2.14)
Particulate and chemical
reaction fouling
Beal [38, 39]
( ) ( )1 1b
d d bm w
Ck Ck Su
φ = =+
(2.15)
Particle deposition by
eddy and Brownian
diffusion, and inertial
coasting
Ruckstein and
Prieve [15, 38,
40, 41]
( ) ( )1 1
bd d b
m R
Ck Ck k
φ = =+
(2.16)
A WE RTRk e−∝ (2.17)
Colloidal deposition
across zeta potential
barrier at wall
Epstein [4] 1(1 ) 1 ( )
b Satd n
t R S Sat
C Ck k C C
φ −
−=
+ − (2.18)
t mk k≅ (2.19)
Transport of ions,
molecules or sub
micrometer particles
Epstein [4] 1(1 ) 1 ( )
bd n
t r S
Ck k C
φ −=+
(2.20)
t mk k≅ (2.21)
Modified for colloidal
particle deposition
Table 2.1 - Fouling Transport Models, refer to nomenclature

Chapter 2
45
Following Parkins work a number of other models emerged which attempted to describe
the rate of foulant deposition. The first of these was Watkinson and Epstein [37] who
attempted to quantify the results from experiments in gas oil fouling. Their focus was on
the deposition of particles onto the heat transfer surface in the usual two-step process,
transport then adhesion. It was agreed that the Parkins model which had the deposition rate
proportional to both the mass flux and the sticking probability was an adequate starting
point. However, they made a modification by defining the mass flux as a mass convection
equation similar to:
( )d t b Sk C Cφ = − (2.22)
where Cb is the concentration in the bulk and CS is the concentration at the surface of the
deposit. When the fouling surface is clean CS is equivalent to the wall concentration, Cw.
In addition, the expression used for sticking probability by Parkins was elaborated.
Watkinsons and Epstein concluded that SP was proportional to the adhesive forces that
bound the particles to the wall. The idea that the sticking probability had an Arrhenius
relationship to surface temperature, defined in equation (2.23), was maintained.
( )
12
A SurfE RT
Pc eS
uτ
−
= (2.23)
Their reasoning behind this was that Sp was used to accommodate the phsyico-chemical
nature of these forces. With respect to Parkins, the Watkinson and Epstein model generally
agrees with the placement of the resistance.
Beal [39] was the first to produce a model that completely separated the resistance of the
two consecutive processes. He developed and published his model in 1969 [39]. It
accounted for deposition of particles in turbulent flow due to both momentum and
Brownian or molecular diffusion. By considering both momentum and Brownian diffusion,
Beal’s model is valid for both small and large particles. Beal had researched a theory that
stated that particles only need to diffuse to within one particle diameter from the wall and

Chapter 2
46
by virtue of their momentum the particles would coast to the wall. Hence the developing of
the phenomena referred to as “inertial coasting”. There was concern about what would
happen if some particle does not reach the wall and/or some particles does not stick upon
impact [37]. This led to the use of a sticking probability term that was defined as the
fraction of particles sticking to the wall. By assuming particle flux in the wall region was
equal to the particle flux depositing on the wall, Beal was able to come up with the
relationship seen in equation (2.15). The main difference from the Watkinsons and Epstein
model is the resistance term. In deriving his expression Beal has come up with a combined
resistance term that separates the steps to deposition into individual expressions. The idea
of combining the resistance is similar to the heat transfer model (Equation (2.2)) that
considers the resistance to heat passing through different types of media. It would seem
that Beal has separated the deposition then combined for an overall resistance.
In 1973, Ruckenstein and Prieve [41] developed a model that separates the resistance of the
transport and attachment step in a similar way to Beal. The object of their work was to
develop a model that could predict the deposition rate of colloidal particles by considering
the effects of diffusion, convection, and interaction forces. The difference was in the
consideration of the attachment. The attachment model by Ruckstein and Prieve considers
the surface particle interactions and the requirement for the particle to overcome the
resultant forces acting on it to attach. The expression for this was defined in equation
(2.24) with the constant kR having an Arrhenius relationship to temperature:
d R Sk Cφ = (2.24)
Their corresponding deposition model combined equation (2.24) with a transport
expression. The result was two separated resistances, one for each process, equation (2.16).
In comparison with Beal, these authors attempted to quantify the actual forces rather than
just expressing the resulting interactions as a probability term. In both cases the results
justified the use of the models. Another difference was that Ruckenstein and Prieve
worked exclusively in the case of colloidal particles while Beal focused on a larger range.
A point here is that for colloidal particles momentum could probably be considered

Chapter 2
47
negligible and Beal’s model was based on the momentum, inertia, of the particle.
Therefore, Ruckenstein and Prieve’s model is more relevant to the current work.
Epstein [10], in 1983, developed deposition models for both particulate and crystallisation
fouling. The model for crystallisation fouling was the result of combining equation (2.22)
for transport with the equation that represents ions reacting to form a crystal lattice on the
heat exchanger surface, equation (2.25).
( )nR S Satk C Cφ = − (2.25)
Equation (2.25) represents the equation used for attachment when crystallisation fouling
[30] is being examined. Epstein’s models of equation (2.18) and equation (2.20) only differ
in that the latter neglects the saturation concentration in considering colloidal particles
deposition. The similarity between these two models and previous model of Beal,
Ruckenstein and Prieve is that the denominator has two separate terms. One of these terms
is for transport resistance and the other for attachment resistance. This method ensures that
when one step is controlling, the resulting equation resembles the equation for the
individual process. For example, if transport is controlling in equation (2.18) it becomes:
( )d m b Satk C Cφ = − (2.26)
Equation (2.26) is similar to the transport process, equation (2.22), with the mass transport
coefficient symbolic of the controlling transport process. Similar observations can be
performed for equations (2.15) and (2.16). However, this cannot be done with Equations
(2.12) and (2.13) since the resistance terms cannot be separated in a similar manner. The
most apparent difference between the crystallisation and particle fouling is the reliance that
crystallisation fouling has on the saturation concentration. This means that the resistance
for attachment equation (2.18) would rely on bulk temperature as well as surface
temperature. The reason for this is that saturation concentration is dependant on fluid
temperature.

Chapter 2
48
All models reviewed in this section have been for the type of fouling which will be studied
in the current research. The importance of reviewing the models was to examine the
information that needs to be considered when developing one’s own model. Information on
the various types of phenomena that exist in deposition like convective-diffusive mass
transfer, Brownian motion and surface forces were identified. In addition, in various
models emphasis was placed on the idea of breaking down the deposition into a number of
consecutive resistances that enables one to determine the controlling process. These
models assist in the development of an understanding into the interaction of the consecutive
processes that occur during deposition.
2.4.2.4. Deposition: the Lagrangian modelling approach
Chang [42] and Wiesner [43] use similar methods to derive expressions for particle
deposition. They used a Lagrangian modelling approach to the problem where the frame of
reference moves with the particle. A force balance is performed on a single particle to
develop an expression for its discrete trajectory. Hence, the results return the position of an
individual particle as a function of time. This expression is incorporated in a numerical
algorithm. Their algorithm was designed to check whether or not a particle deposits
depending on its position relative to a collector. Deposition had occurred if the co-
ordinates of a particle during its trajectory were the same as the position of the collector.
The results confirmed that only a certain percentage of the total particles would deposit on
the collector.
The first step in developing the deposition algorithm is to sum all the forces that are acting
on the particle. It is assumed that the particles of concern are colloidal in size and for this
reason the gravitational force is neglected. The force that act on the particle are drag force,
Fd, the external force, Fe, and the random force, Fr. The resulting force balance is as
follows:
pR P d e r
dVF m F F F
dt= = + + (2.27)

Chapter 2
49
Equation (2.27) is commonly referred to as the Langevin equation. The random force
represents the Brownian diffusion [43] experienced by the particle. Brownian diffusion is
the random movement of colloidal particles caused by molecular bombardment [44].
Inclusion of the random force term makes the process depicted in this equation stochastic.
The external forces involved are the surfaces forces experienced by the particle when it
comes close to the collector surface. These forces are London van-der Waals and
electrostatic double layer forces. The remaining force, Fd, is the drag experienced by the
particle in the flow field [42].
To obtain an expression to be used in the numerical algorithm, Equation (2.27) has to be
integrated. Before integration, equation (2.27) should be divided through by the mass of
the particle, mp. Then the expression is integrated twice to obtain an equation for a
particle’s position vector as a function of time, r(t). After the first integration the resulting
equation is for a particle’s velocity vector as a function of time, V(t). It should be noted
that the expression for the external and random forces are complex functions. Once the
integration is complete the resulting equation can be manipulated to form an algorithm with
finite time steps. After each time interval the position of the particle at time t is known. As
well as placing the equation for position and velocity of a particle into the algorithm the
initial condition need to be entered. The initial condition is the starting position of each
particle. The algorithm will take one particle at a time and track it over the complete time
interval. Then starting again from t = 0, the algorithm is used to track the position of
another particle over the complete time interval. This cycle will continue for each particle.
It is important to realise that the difference between cycling through the algorithm for each
particle is that each particle has a different initial position. Each particle will have a result
file containing the position co-ordinates for a particle at each time step over the complete
time interval.
Now that the theory behind calculating the trajectory of the particle has been explained the
method of determining whether or not the particle deposits can be explained. Two sets of
information should be known to determine deposition. The first is the position vector of

Chapter 2
50
the each particle at time, t. The second is the co-ordinates that describe the position of the
collector or the geometry onto which the particle deposits. Through knowing both of these
the position of the particle relative to the collector can be determined. A final concept must
be included in the description of the algorithm in the previous paragraph. This is an
algebraic expression to check the position of the particle relative to the collector at each
time step for each particle. Chang et al. [42] derived a simple expression for this purpose
stating that if the position vector was less than or equal to the position vector of the closest
point of the collector plus a radius of the particle then deposition has occurred. In algebraic
terms his expression is defined as (note this is a 2D model):
( )2c px y d r+ ≤ + (2.28)
Where x and y are the co-ordinates of the centre of the particle, dc is the resultant position
of the collector edge nearest the particle and rp is the radius of a particle. According to the
inequality of equation (2.28) deposition was defined as the particle coming into contact
with the surface. Therefore the final results would be the number of particles, which had
come into contact with the collector signifying that they had deposited. From these results
the percentage of deposited particles could be calculated. This percentage, or efficiency, of
particles that have deposited is similar to the sticking probability used in the resistance
models. However, the value of the sticking probability is known before calculations but the
value of the percentage deposition using the force balance technique is calculated from the
solutions of the particle transport equation.
There is concern whether or not the particles in this method would produce adequate
results. The reason for this is the inclusion of the random Brownian diffusion, defined in
the Fr expression, which represents a stochastic process [43]. By using the described
technique it may be hard to able to reproduce the results from the previous simulation but
the results would emphasize the chaotic behaviour encountered when dealing with colloidal
sized particles. Also, there is the question of whether or not all the particles that do not
deposit would continue downstream. However, Lightfoot [45] states that the trajectory of
any diffusing molecule on average moves ever further from its point of origin with

Chapter 2
51
increasing time despite the fact of the random movements. Hence, the particles continues
pass the collector if they have not been deposited. The validity of the results can be
checked, if a similar simulation was attempted, by making sure that all particles have either
deposited or continued pass the collector.
The Lagrangian approach directly incorporates the various forces to obtain deposition for a
single particle. It offers an alternative method that enables the visualisation of the particle’s
random movements that influences deposition. The amount of particles flux to the wall can
be calculated by comparing the initial amount in the solution and the final amount that have
impacted with the surface. The ability to visualise the particle’s motion before impact
allows the method obtained to be validated and thus to check how closely the model
reflects the actual physical process. The limitations of the Langevin equation are similar to
those for the convection models; the method relies upon specific values. Some of these
limitations are in the calculating the values of the potentials used for surface forces and in
the methods used for the complex calculation of the random quantities.
2.4.2.5. Deposition: the Eulerian modelling approach
Bowen et al. put forth a model that describes the deposition of particles by solving an
equation for concentration distribution [15, 16]. This model uses the Eulerian modelling
approach where the frame of reference is fixed in space. The results return the
concentration of particles as a function of position and time. However, the model produced
by Bowen et al. is for a system at steady state. An expression for flux that provides the
information for fouling is then derived from the concentration distribution. This section
will detail the ideas that the authors had when they developed this model. Then a few
concluding comments will be made on the relevance of this model.
The general partial differential equation that was derived be Bowen et al. resembles the
following:

Chapter 2
52
( ) Part Part P Partx P
B
C C D Cv y Dx y y k T y
ϕ⎡ ⎤∂ ∂∂ ∂= +⎢ ⎥∂ ∂ ∂ ∂⎣ ⎦
(2.29)
The above equation is for a two-dimensional system (x,y). Velocity is in the x direction and
is a function of the y direction. To solve equation (2.29) the velocity profile must be
specified. Other terms in the equation account for concentration and the various forces
involved. The system has been assumed to be at steady state with concentration a function
of position, CPart(x,y). The forces that are represented by terms in equation (2.29) are those
that the particles experience in the continuous phase. Firstly, the hydrodynamic interaction
force is accounted for by using a variable for the particle diffusivity, DP. This diffusivity is
a function of the separation between the particle and the wall. Therefore, it must account
for the viscous interactions too. Secondly, there is the potential energy term, ϕ, which
accounts for the electrical double layer forces and the London van-der Waals forces.
In order to decrease the difficulty in solving the equation various simplifying assumptions
have been made. It is more interesting to note these assumptions rather then going through
the solving of equation (2.29). The assumptions made were possible due to the physical
nature of the problem [15]. Initially it was assumed that the functions of DP and ϕ could be
simplified for ease of solving. It was also assumed that the double layer thickness and
particle size are small compared with the dimensions of the geometry. These assumptions
allowed the velocity and potential energy field to be uncoupled into two regions. One
region is referred to as the wall region where the convective term is neglected. It is in the
wall region where the interaction forces that contribute to the potential energy term have
greatest influence of the movement of mass. The second region, Bowen refers to as the
core region. In this region the potential energy and hydrodynamic term, the second
expression on the RHS, is neglected. Also the hydrodynamic term, D, in the first
expression on the RHS is simplified becoming a constant. This emphasizes the fact that the
complex interaction force only has a significant impact on transportation step transfer close
to the wall of the duct.

Chapter 2
53
There were problems found with the simulation results of this model. It was found that the
deposition rates depicted by the model were orders of magnitude smaller than those
observed experimentally. To account for the difference it was suggested that this could be
explained by uncertainties in the theoretical evaluation of the interaction energy particularly
for the theory on electrical double layer interactions. The second suggestion was to relax
assumptions restricting the range of the interaction forces [16]. It was initially assumed
that the surface interactions are restricted close to the wall [15]. This assumption needs to
be relaxed and the interval over which these interactions apply is increased. Even though
there proved to be some uncertainties, Bowen et al. were able to extend on the initial
convection model and define a complex expression for mass flow by including terms for
the interaction forces that were more detailed. It was shown that for deposition a model
requires adequate descriptions of interaction and surface forces. Also, by solving the initial
equation the distribution of mass could be observed.
A similar differential equation to that of Bowen et al. [16] arises from simplifying the
continuity equation for mass transport. Using the same assumptions from Bowen’s work
the following equation can be derived from Lightfoot [46]:
2
2( ) A Ax AB
C Cv y Dx y
∂ ∂=
∂ ∂ (2.30)
Equation (2.30) closely resembles the core region of the model stated by Bowen et al. It
does not include terms that account for complex interaction forces. This reflects that the
equations proposed by Lighfoot are purely concerned with transport and not attachment.
However, Lightfoot does account for a reaction to occur in the bulk. Since fouling involves
some reactions like precipitation and these can occur in the bulk there is an interest in how
the inclusion of a reaction term would impact upon the results. If there is a reaction
occurring in the system an RA term is added to the RHS of equation (2.30). It is assumed
that the similarity between equation (2.30) and the equation for the core region would mean
that a reaction term could be added to equation (2.30). This would make obtaining a

Chapter 2
54
solution slightly more complex but it has transformed the equation into a form that has the
potential to adequately describe particular aspects of fouling.
2.4.2.6. Deposition: Composite Fouling
Part of this research is concerned with assessing the occurrence of the composite fouling
which is associated with saline streams prominent in desalination processes. The review of
relevant literature reveals that there are two such models which consider the coexistence of
the crystallisation and particulate mechanisms. The first is a simple yet clever adaptation of
the resistance-based empirical fouling models [23]:
part crys rnet A Bφ φ φ φ= ⋅ + ⋅ − (2.31)
Equation (2.31) calculates the net rate of the fouling associated with a saline system
experiencing composite fouling. In Equation (2.31), coefficients are placed in front of the
terms representing the rates of the particulate and crystallisation mechanisms. The
individual models of each mechanism are similar to Equation (2.20) and Equation (2.18)
for the particulate and crystallisation mechanisms, respectively. The expression for
removal will be examined in the following section. The actual coefficients in Equation
(2.31) are used to accommodate for the synergetic behaviour that has been observed
experimentally [27] when these mechanisms simultaneously occur. In context of the
synergism, these coefficients are interpreted as representation of the change in the
thermodynamic and kinetic effects induced by the co-existence of mechanisms. Hence the
inclusions of these coefficients stresses the importance of differentiating between the types
of mechanisms involved as well as the balance in order fully assess the impact of the
fouling phenomenon. However, the difficulty lies in quantifying these coefficients and
whilst there is potential seen in Equation (2.31), the author concedes that more
experimental data is required [23]. Such is the requirement for the further development of
any such model. Kostoglou [24] presents a second model of composite fouling. It is not a
resistance-based model and is developed from first principles based on mass balances of the
species involved. The most interesting aspect is his use of plug flow and assumption of a

Chapter 2
55
uniform radial concentration distribution [24]. However, such flow specifications do not
enable one to differentiate between bulk and boundary flow. The significance of being able
to different between the regions of flow is highlighted by Mori [47]. Finally, another
important point was similar to that raised by Sheikholeslami [23]. Kostoglou [24]
emphasizes the importance of having access to a considerable amount of experimental data
that is very useful in the modelling effort, for both parameter estimation and model
validation [24].
2.4.2.7. Removal
The removal mechanisms may be expressed by considering the force acting on the deposit
[3]. There are three forces that act on the deposit. They are shear force, attachment force
and lift. Fluid shear is defined as the friction component of the fluid against the fouling
deposit [3]. The shear stress of a fluid is associated with the laminar sub layer. In both
turbulent and laminar flow there is a layer of a finite thickness close to the wall where the
velocity gradient is at its maximum. This velocity gradient causes the fluid stress to
increase and the effect of the fluid’s viscosity becomes greatest close to the wall. Another
term for this region is viscous sub layer. It is of great interest in both the removal and the
deposition because of its impact. The force that maintains the attachment of the deposit to
the heat transfer surface is referred to as the bond strength. It is expressed as the adhesive
strength of the deposit per unit strength at the weakest plane of adhesion. A final force that
acts on the deposit is the lift force. At the surface when there is turbulent flow [4] tornado
like vortexes are experienced. Therefore, the lift force is assumed to be a function of the
velocity. The turbulent bursts occur randomly over less than 0.5% of the surface at any
instant [4]. Overall, the bond strength can be interpreted as the force that is opposing the
actions of the shear stress and turbulent bursts.
Taborek et al. [3] proposed a model that considers the shear stress and bond strength:
2S f
r
mC
τφ
ψ= (2.32)

Chapter 2
56
In the above equation C2 is a constant and ψ is the bond strength. The shear stress, τS, is
defined as
2
31
Sc
WCA
τρ
⎡ ⎤= ⎢ ⎥
⎣ ⎦ (2.33)
where C3 is a constant, Ac cross sectional area, W constant flow rate, and ρ the fluid
density. Furthermore, the impact of the turbulent bursts can be quantified as follows:
* 2 * 2( ) ( )
crit
u uψ ψ
⎛ ⎞> ⎜ ⎟
⎝ ⎠ (2.34)
This relationship assists in determining a suitable bond strength that incorporates the effects
of lift. The subscript crit denotes some critical value for the fluid [4].
There is no specific model for aging. However, the ψ term in equation (2.32) will vary
over time. Depending on the conditions, such as velocity, temperature, concentration and
design, the bond strength will either increase or decrease and this influences the removal
rate. The inclusion of the bond strength in the denominator in equation (2.32) means that as
the bond strength increases the removal rate decreases. Thus, to develop a model for aging
one could begin by developing a method to calculate the bond strength.
2.5. Techniques for the analysis of Fouling 2.5.1. Key Experimental Investigations
Experimental investigations have examined various aspects of fouling. The aspect common
to all is the study of the impact that operating parameters have on fouling. From their
results, observations are made regarding how altering the variables impacted the severity of
fouling, which allowed postulation of the most influential operating parameters. For

Chapter 2
57
example, Bansal [20] through examination of the influence that operating parameters had
on the fouling rate determined that the deposition rate was increased with higher
temperatures and higher solution concentration. Another key objective in these
experimental studies is to determine the dominant process and controlling mechanisms.
For example, a study by Helalizadah [14] into crystallisation fouling in an annular test
section postulated the impact of varying operating parameters on the controlling process.
Most notably it was noted that the crystallisation fouling was reaction-controlled at higher
velocities but became diffusion controlled as the velocity decreased, which increased the
thickness of the hydrodynamic boundary layer.
Key observations regarding the most influential operating parameter or the most dominate
mechanism led to the development of empirical models. Most of these were presented in
Table 2.1. Another example, Ritter [1] examined the fouling results for two salts and
developed separate empirical models through the correction of the result with six possible
parameters. For the first salt he placed the fouling rate as a function of the supersaturation
ratio squared and the mass transfer coefficient. For the second salt, the empirical model
derived for the fouling rate was a function of the supersaturation and the surface
temperature. The difference was justified by the fact that the second salt was determined to
be reaction-rate controlled (temperature dependant) while the first was diffusion or mass
transfer controlled. A final example of such efforts to use experimental investigation to
first examine the influence of key parameters then use the results to evaluate a empirical
model predictive models is presented by Mori [48]. These are the main aspects that
experimenters deduce from their results.
2.5.2. Using CFD to Investigate fouling
A number of recent fouling studies have emerged that use CFD to examine components of
the fouling phenomena. Studies like that of Kho [11] and Grijspeerdt [18], use CFD to
evaluate the behaviour of the velocity and temperature within their chosen geometry. The
authors analyse the resulting CFD solutions to hypothesis how the observed transport
characteristics would impact the fouling phenomenon. Such studies do not include models

Chapter 2
58
of the processes involved in fouling. There are two studies that do model the fouling
processes by employing the CFD solutions in empirical resistance-based fouling models.
The first, Mwaba [6], formulates a three-dimensional conduction problem to determine the
impact that a crystal layer depositing on one section of the geometry has on the simulated
temperature field. In the second, Brahim [5] obtains CFD solutions of the velocity field as
well as the temperature field in his investigation that numerically models calcium sulphate
fouling. Utilizing the empirical models of various fouling processes, he simulates the
growth of the crystal layer and achieves an estimate for the temporal behaviour of the
overall fouling resistance. However, Brahim only considers a fictitious growth of the
crystal layer rather than the actual growth because of the complexity involved in altering
the geometry when considering actual or real crystal growth [5]. The “fictitious” method
maintained an unaltered geometry for the duration of the simulation but altered the inlet
velocity in accordance with the crystal layer. The concept of complexity was reinforced in
Grijspeerdt’s comment stating that the difficulty in modelling the fouling phenomena
relates to the fact that the processes involved are intrinsically dynamic [18]. Despite this
justifiable complexity, the research detailed in this paper includes many of the fouling
processes within the CFD component in an effort to describe the effect that real crystal
growth has on the behaviour of the transport variables.
2.5.3. Advantages of Using CFD over Experimental Techniques
Essentially, the experimental approach does provide important information to the
researcher but is limited in the level of detail it is able to achieve. On the other hand, the
CFD approach is capable of providing a greater level of detail. For example, the
experimental technique is restricted to assessing the impact of changing conditions by
examining their overall effect. The CFD technique allows analysis to be conducted on the
impact of operating parameters at a local scale and to determine whether the impact varies
in different regions of the chosen geometry. Obtaining the same level of details
experimentally would require more intrusive techniques that may actually affect the studied
phenomena. For example, a transparent window could be inserted in a heat exchanger to
observe the transient development of a deposit by inserting on the heat exchanger [13].

Chapter 2
59
However, since the window would have different surface properties to the metal, it is likely
fouling material will deposit on the window. Other experimental tools such as
thermocouples inserted into the geometry and any protrusions holding such tools in place
would most likely influence transport characteristics, like the hydrodynamics, which dictate
any deposition. There do exist other, more non-intrusive techniques like laser techniques,
radioactive tracers and moving pictures but they are not commonly used due to their
expense. Hence, CFD provides a relatively cheap technique that is completely non-
intrusive and capable of detailing the interactions of parameters on a local scale.
2.6. Closing Statement
The literature review has introduced the concept of fouling and its key characteristics. This
was followed by an extensive outline of the main fouling models and the different
techniques used to predict its transient behaviour. The resistance-based models are the
most established technique that provides details on the global influence of operating
parameters. The Lagrangian and the Eulerian method both provided a closer examination
of various fouling aspects. However, there existed no comprehensive model predicting the
fouling behaviour. This is despite the growth of fouling investigation using numerical
techniques and, in particular, the CFD approach. The CFD method presents an opportunity
to detail intricate interactions of the various phenomena associated with fouling. The CFD
technology will provide the necessary tools to detail these interactions and, ultimately,
provide an understanding of fouling that is of practical use. Hence, this research is capable
of delivering the alternate methodology that Karabelas [2] called for in his review of
current fouling research priorities.
Chapter 3
60
3. Materials Equation Chapter 3 Section 1
This chapter describes the tools required for both the development and assessment of the
numerical model. The first part of the chapter introduces the numerical technique used and
the software employed for the model development. The following section examines the
tools used to assess the adequacy of the resulting model. A specific strategy has been
selected to ensure each stage of the model is properly evaluated and the likely sources of
error established. This strategy will assist in identifying areas needing improvement in a
model that will become complex in the latter stages of development.
3.1. Computational Fluid Dynamics – An introduction
Computation Fluid Dynamics (CFD) is the numerical modelling of systems that exhibit
fluid flow, heat transfer and mass transfer [49]. The basis for the analysis is the derivation
of equations governing the conservation of the fluid flow, heat transfer and mass transfer
over a given domain of interest. The resulting conservation equations are reminiscent of
the partial differential equations associated with the Naiver Stokes equation. To
numerically solve these equations, they need to be transformed into a finite algebraic form.
Once in this form the equations are then solved using a computer following the
specification of the flow domain and the conditions within. Following the solving of the
numerical equation, the CFD solutions are capable of returning a complete picture of the
behaviour of fluid flow and the other phenomenon under given conditions [50]. It is a very
powerful technique that has far reaching applications in both industrial and non-industrial
areas [49].
It is the ability for the CFD method to return a complete picture of the behaviour of fluid
flow, heat transfer and mass transfer that makes it the method of choice for this research.
Traditionally, experimental methods have been used to investigate fouling. However, as
the literature survey showed, the use of CFD in fouling research is a growing area. The
most obvious reason is in its ability to visualize the complete phenomenon within the
process unit of interest. The ability to visualize allows either the examination of the

Chapter 3
61
variation of flow characteristics within a geometry in relation to the distribution of the
deposit [11] or, for similar purposes, examining the heat transfer characteristics [18]. In
both cases the detail was used firstly to understand the effect a given variable, like velocity,
had on the fouling phenomena and, secondly, as a guide for improving design to minimize
the fouling. The ideas fit into the key objective of this research of creating a predictive
model. One must have a detailed understanding of the intricate interactions are involved
within a process unit experiencing fouling in order to predict such a complex phenomena.
Brahim [5] states another reason being that CFD simulations offer a fast prediction of the
fouling phenomena. This is no doubt relative to the experimental approach.
To use the CFD method required various materials as well as a basic knowledge. For this
research project, which started in 2001, the commercial CFD code of choice was CFX-4.3.
Its internal structure of information made customizing the model a relatively
straightforward task, particularly for an inexperienced user. The commercial code can be
customized through the coding of additional subroutines in the computer language of
Fortran. Hence, the second software required was that of Visual Fortran, which provided a
compiler compatible with the CFD code. In June 2004 CFX-5.7 was released and provided
additional capabilities that were of interest to the investigation. As a result, upon release,
CFX-5.7 was used as the commercial CFD code. It also required the use of Visual Fortran
to customize the code to model aspects of the fouling phenomenon via functions and
subroutines. In terms of hardware a Pentium 3 was used for CFX-4.3 while the upgrade to
a Pentium 4 coincided with the release of CFX-5.7. The focus of the project was centered
on developing extensive subroutines to model the fouling phenomena and, hence, a PC
proved satisfactory in most cases.
3.2. The Strategy for Validation of the fouling model
Validation is the process used to determine whether the development CFD model
adequately represents the real process, which it is attempting to simulate. Formally, it is
defined as the process which ensures the code is “solving the right equations” [51]. The
procedure involves examining various aspects of the numerical solutions. This may include

Chapter 3
62
determining the suitability of chosen numerical methods or equations as well as evaluating
the appropriateness of applied boundary conditions. The most common form of evaluation
is the comparison of the numerical solutions with experimental results. The model that is
developed, as part of this investigation, will be analysed with respect to these aspects where
possible. However, the comparison with experimental data is often considered to be the
main step in the validation.
A two-step form of this validation is adopted within this research. The first involves
comparing the numerical solutions for the basic transport processes with established
empirical relationships. The purpose is to determine whether the selected equations
correctly model the transport phenomenon before increasing the complexity by including
the fouling components of the model and, thus, increasing its complexity. The relevant
empirical correlations for momentum, heat and mass transfer are briefly outlined below.
The second step compares the results of the model components which consider fouling
process. The numerical results are compared with the data obtained from experimental
fouling investigations, detailed below, to ensure the quality of the model’s fouling aspects.
Essentially this strategy is considered ideal for the intended complexity of the model as it
methodically identifies possible sources of error, which will assist in a better evaluation of
the final model.
3.2.1. Transport Phenomena: Empirical Correlations
The hydrodynamic characteristic of the numerical solutions will be assessed through
comparing the values of the friction coefficient. The numerical solution for the shear stress
at a solid boundary can be combined with the bulk velocity to calculate the fiction
coefficient, show in equation (3.1).
212
wf
m
Cu
τρ
= (3.1)

Chapter 3
63
The ability of CFD solutions to describe the local hydrodynamic characteristics means that
Equation (3.1) can be used to calculate the distributed of the friction factor along a solid
boundary. To validate the results a corresponding empirical model is required. For
example, a common geometry used in the investigation of heat exchanger fouling is tubular
geometry and the turbulent flow regime is often the regime of interest. An empirical
correlation that describes the friction factor under these conditions for fully developed flow
is defined in Equation (3.2) [52].
1 50.184 Ref −= (3.2)
The values calculated from Equation (3.2) are only valid over the following range:
[ ]10, 000 Re 100, 000≤ ≤ (3.3)
Finally, the friction coefficient is calculated by substituting the value obtained from
Equation (3.2) into Equation (3.4) and the resulting value compare with the obtained from
the numerical solutions.
4ffC = (3.4)
This examination could also assist in the selection of the most suitable turbulent model.
Other expressions can be found for differing geometry and ranges as well as for laminar
flow.
A variable often used in validating the heat transfer characteristics is the Nusselt Number.
There are two main correlations for the fully developed Nusselt number. These define the
heat transfer characteristics in turbulent flow. The first is the Colburn equation (Equation
(3.5)).
4 5 1 30.023 Re PrNu = (3.5)

Chapter 3
64
The second and preferred version of the Colburn equation is the Dittus-Boelter relationship
(Equation (3.6)). It differs only slightly from the Colburn equation and is of the form.
4 50.023 Re PrnNu = (3.6)
where n = 0.4 for heating (TSurf>Tm) and 0.3 for cooling (TSurf<Tm). These equations have
been confirmed experimentally for the range of conditions.
0.7 Pr 160Re 10, 000
10LD
⎡ ⎤⎢ ⎥≤ ≤⎢ ⎥
≥⎢ ⎥⎢ ⎥
≥⎢ ⎥⎣ ⎦
(3.7)
Equation (3.8) is used to obtain a value for the heat transfer from the numerical solutions by
considering the local heat flux with the corresponding wall and bulk temperatures.
( )Surf m
qhT T
′′=
− (3.8)
The mass transfer coefficient is then use to calculate a corresponding numerical value for
the Nusselt number. Caution needs to be taken to determine whether the heat transfer
coefficient calculated in Equation (3.8) represents fully developed thermal conditions. To
obtain a sound validation the conditions experienced within the numerical results must
correspond with those used in deriving the empirical correlations. The local values of the
heat transfer coefficient calculated from the numerical data are plotted against their position
on the solid surface to determine whether or not those represent the fully developed case.
Fully developed thermal conditions are attained when the local heat transfer coefficient is
constant and independent of position along the solid surface.

Chapter 3
65
The mass transfer phenomenon is the last characteristic to be examined and the mass
transfer coefficient is the variable considered when examining the mass transfer
characteristics. From the numerical results, it is calculated based on the local mass
concentration values at the wall and in the bulk as well as the corresponding value wall
mass flux (Equation (3.9)). However, the mass transfer coefficient can only be calculated if
there exists a mass flux within the CFD simulation.
( )mSurf m
JkC C
=−
(3.9)
It is important to establish the significance of the mass transfer coefficient in the context of
the fouling phenomenon to demonstrate the significance of selecting the most suitable
empirical correlation. A key aspect in experimental investigations of the fouling
crystallisation mechanisms is the determination of the kinetic data associated with the
investigated process. To determine the kinetic data, two components of the previously
described resistance-based models are combined. The first represents the transportation
process (Equation (3.10)):
( )d m b Sk C Cφ = − (3.10)
The second represents the surface attachment (Equation (3.11)) process:
( ) rxnnd R S Satk C Cφ = − (3.11)
These two equations combine to describe the net depositions of the crystallisation
mechanism. There exist two unknown variables in Equation (3.10) and Equation (3.11),
the surface concentration and surface reaction rate constant. The variable of interest is the
surface reaction rate constant. Therefore Equation (3.10) and Equation (3.11) are
rearranged to eliminate the surface concentration. In doing this, the crystallisation
phenomena defined in Equation (3.11) is considered a 2nd order reaction as is confirmed by
various experimental investigations [53]. Lastly, the mass transfer coefficient within

Chapter 3
66
Equation (3.10) is assumed to be a known variable, calculated from a selected Sherwood
number. Following the inclusion of these variables, the rearrangement and factorization,
Equation (3.12) is the resulting equation from which the reaction rate constant is calculated.
( )
( )2
@
12
14
ind
mb Sat
Rff f m
t m mb Sat
R R
k C CkdR
k kdt k k C C
k k
ρ
⎡ ⎤⎛ ⎞+ − −⎢ ⎥⎜ ⎟
⎝ ⎠⎢ ⎥= ⎢ ⎥
⎛ ⎞ ⎛ ⎞⎢ ⎥+ −⎜ ⎟ ⎜ ⎟⎢ ⎥
⎝ ⎠ ⎝ ⎠⎣ ⎦
(3.12)
In Equation (3.12) the value of the deposition rate is calculated from the initial growth rate
of the fouling resistance for a dynamic fouling run [54]. The value of the deposition rate is
attributed to an average surface temperature that is estimates as a constant value. The
deposition rate together with a mass transfer coefficient is then inserted into Equation
(3.12) and a rate constant is calculated. Hence, the calculated rate constant represents the
surface temperature that was attributed to the deposition rate. A number of rate constants
can be calculated if fouling rates are obtained for different surface temperatures. The
resulting array of rate constants and their corresponding surface temperature values are
used in an Arrhenius relationship to estimate kinetic data for the crystallisation.
In this particular discussion the main point of interest is the mass transfer coefficient used
in Equation (3.12). This is because there exists a variety of Sherwood correlations that
describe the same mass transfer characteristics. The resulting value of the reaction rate
constant depends on the selection of the Sherwood correlations used to calculate the mass
transfer coefficient. Values for the mass transfer coefficient are obtained from published
Sherwood number correlations. Similarly to the correlation for the Nusselt number, the
Sherwood number correlations depend on flow conditions and geometry [6]. The
correlation that was used in the literature, which derived Equation (3.12), follow [54, 55]:
0.875 0.330.034 Re ScSh = (3.13)

Chapter 3
67
The correlation defined in Equation (3.13) was based on experimental investigations
examining crystallisation fouling on a heating surface [55]. This correlation has been used
to define mass transfer characteristics in both annular [54] and rectangular [5] geometry. It
requires calculating the viscosity of a CaSO4 solution and the diffusivity of CaSO4 in water.
An alternate correlation used by Mwaba [6] for the same purpose is defined in Equation
(3.14).
0.8 0.33 60.023 Re Sc 1 hdShx
⎛ ⎞= +⎜ ⎟⎝ ⎠
(3.14)
Equation (3.14) takes into account the impact of entrance effects [6] in a tubular geometry.
These entrance effects are accounted for in the final term. They appear to dependant on
both the hydraulic diameter and the displacement from the entrance. It is assumed that the
other component describes conditions for fully developed flow, as it appears similar to a
variety of empirical correlations for the Sherwood number. These correlations consider a
similar mass transport phenomena to that encountered by Mwaba [6] but for fully
developed turbulent flow in tubular geometry. The first of these is the Chilton j-factor
analogy [56]:
0.171 3 0.023 Re
Re ScDShj −= = (3.15)
Another represents turbulent flow in tubes and is a modified Gilliland and Sherwood
correlation for liquids [56]:
0.83 0.440.023 Re ScSh = (3.16)
Finally, there is the Dittus-Boelter Analogy [52] which can be used by considering the n
coefficient being equal to 0.3, the value corresponding to the occurrence of deposition
(Cs<Cm)):

Chapter 3
68
4 5 0.30.023 Re ScSh = (3.17)
Equation (3.17) is included to emphasis the diverse range of possible correlations that can
be used to define the mass transfer coefficient.
Where a mass flux is specified within the CFD model, the numerical value for the fully
developed mass transfer coefficient (Equation (3.9)) will be compared with corresponding
values obtained from Equations (3.13)-(3.17). It is expected these empirical correlations
will return a range of values for the same conditions because differences can be observed in
the form and the coefficients of the various empirical correlations. This makes obtaining a
conclusive result from the validation difficult to perform. Hence, the objective is to assess
which empirical correlation best corresponds with the mass transport phenomena depicted
in the CFD model.
3.2.2. Fouling Processes: The Experimental Data
Having used the empirical correlations to assess the numerical results for the transport
phenomena the next stage of the validation is to examine the fouling components of the
model. This is done through obtaining suitable fouling experimental results to assist in
both the model development and the comparison. There exist two difficulties in attempting
this validation. The first is obtaining data from experimental runs that correspond to the
numerical simulations visa versa. The second difficulty is obtaining a set of experimental
results that enable a comprehensive validation of the modeled fouling phenomena.
Valiambas [57] conducted a study outlining the information required to achieve a complete
set of fouling data which would achieve the desired comprehensive model validation.
However, the study found that there generally does not exist a complete set of such data
[57]. Interestingly, three of the four vital areas where there exists an insufficient amount of
data would be most suited for the purpose of validating CFD solutions. These areas of
deficiency include a lack of measurement of deposit properties and the lack of data to
assess the possible variation of deposition rate along the flow path. Another problem was
that the existing fouling data covered a relatively narrow range of both flow velocities and

Chapter 3
69
wall temperatures. To possess a more complete set of data would be most advantageous in
this investigation considering that the CFD solutions give results of the behavior of
operating parameters on a local scale.
It was fortunate that this investigation was able to obtain two separate sets of experimental
data, which could be used at different stages of model development. The first set of
experimental results obtained is for the thickness distribution of the final deposit along the
heat transfer surface (Figure 3.1). The results are for an annular duct where the heated
section if the inner surface and flow enters with low turbulent Reynolds number to
minimize the occurrence of removal.
0.0000
0.0005
0.0010
0.0015
0.0020
0.0025
0.0030
0.0035
0.0040
0.0 0.4 0.8 1.2 1.6Length m
Expe
rim
enta
l Thi
ckne
ssm
Figure 3.1 – Experimental results [58] representing the distribution thickness of the deposit along the heat
transfer surface.
The second set of data is a collection of fouling curves obtained for the same run but from a
number of thermocouples distributed along a heated section. This experimental data used
in this paper is part of ongoing work of Fahiminia from the University of British Columbia,
Canada. His assistance is greatly appreciated [59]. The run was conducted over a 32-hour
period to investigate fouling of calcium sulphate within a tubular geometry. The geometry
was 0.772 m long and had an inner diameter of 9.02 mm. Calcium sulphate in pure water
was used as the crystalline system. The inclusion of thermocouples distributed at different

Chapter 3
70
intervals along the external surface of the tubular geometry allowed Fahiminia to monitor
the local behavior of fouling through its resistance over time. These results are beneficial
because their local nature is compatible with the abilities of CFD. The fact that Fahiminia
used thermocouples to obtain local fouling curves reflects the sentiment expressed by
Karbaelas [2] that a more intimate understanding of fouling is required. An example of the
results is presented in Figure 3.2. Figure 3.2 shows essentially three sections of the run
namely, the nucleation time, the roughness delay time and the fouling period. In addition,
the observed linear fouling rate leads to the assumption that removal of the fouling film is
negligible. Finally, a fine filter was used and the assumption is made that only
crystallisation fouling occurs. These experimental results included data for the initial and
final values of surface temperature as well as induction time estimates at each
thermocouple. It is noted that the geometry is different for the two data sets and, thus,
requires the numerical model to be altered accordingly.
-6 2Fouling Rate = 4.85×10 m K/kJ
The Fouling Period
RoughnessDelay Time
Nucleation Time
Figure 3.2 – Experimental results [59] of the changing fouling resistance over time obtained at the 10th
Thermocouple. This fouling curves displays two fouling processes the induction period and the fouling
period. The induction period includes a nucleation period and a roughness-delay period.
Finally, various experimental results, both quantitative and qualitative, from literature
concerned with fouling [1, 20, 22, 28] will be used during the model development. Other
data required concerns relationships for the kinetic [54] and thermodynamic [60, 61]
behavior.

Chapter 4
71
4. Methodology Equation Chapter 4 Section 1
4.1. CFD: The Governing Equations 4.1.1. The Transport Equation
In the previous chapter CFD was described as the numerical modelling of the equations
governing the conservation of momentum, energy and mass. The corresponding general
transport equation for incompressible laminar flow is shown by equation (4.1).
( ) ( ) St φ φ
ρφ ρφ φ∂+ •∇ = ∇ • Γ ∇ +
∂U (4.1)
The variable of Equation (4.1) is referred to as the general transport property (φ). It
represents the transport variables like velocity, temperature and mass fraction. These
equations are solved numerically using the finite volume or control volume technique [49].
The control volume technique involves dividing the domain (geometry) of interest into a
number of finite portions, referred to as a grid or mesh. The governing transport equations
(Equation (4.1)) are integrated over the finite mesh volumes to obtain a set of algebraic
equations, which can be solved numerically. The numerical solver is the essential
component of the commercial software package used. To conduct a simulation using the
commercial package requires the user to develop a finite grid of the desired domain, enter
the physical properties and to specify the relevant boundary conditions. The boundary
conditions are required in solving the governing transport equations (Equation (4.1)). Once
specified, this data is submitted into the software, which then implements its solver to
obtain a solution. However, the clarity of the resulting numerical solution depends on the
discretion of the user in both the specification step and in terms of monitoring the solving
process.

Chapter 4
72
4.1.2. The Turbulence models
Equation (4.1) represents the laminar form of the transport equation. To evaluate the
turbulent form of Equation (4.1) requires the performing of a step known as time averaging
[49]. Essentially, it involves breaking down the velocity into two components. One
represents the mean value and the other is a representation of the fluctuations that are
characteristic of turbulent flow. Equation (4.2) is the result of this transformation.
( ) ( )( ) ( )T u u pt
ρ ρ µ ρ∂ ⎡ ⎤ ′ ′+ •∇ = ∇ • ∇ + ∇ + ∇ • − − ∇⎢ ⎥⎣ ⎦∂U U U U U (4.2)
The main difference between the laminar form of the velocity equation (Equation (4.1)) and
its turbulent form (Equation (4.2)) is the appearance of the second term of the right hand
side of Equation (4.2). This term is representative of the turbulent stresses and is referred
to as the Reynolds Stresses. These are additional to the viscous stresses, which are
prominent within the boundary layer and also appear in the laminar form of the equation.
For the three dimensional form of the equations, the Reynolds Stresses creates six extra
unknowns which make the equations difficult to solve directly as the number of unknowns
out number the number of equations. These extra unknowns are evaluated based on a
theory developed by Boussinesq (1877). For incompressible flow, one recalls Newton’s
law of viscosity, which states that the viscous stress is proportional to the rate of
deformation:
jiij ij
j i
uue
x xτ µ µ
⎛ ⎞∂∂= = +⎜ ⎟⎜ ⎟∂ ∂⎝ ⎠
(4.3)
Boussinesq (1877) developed an analogy for the Reynolds stress stating that the Reynolds
stress was also related to the rate of deformation but utilized a value of the turbulent
viscosity as the proportionality constant:

Chapter 4
73
jiij i j T
j i
uuu ux x
τ ρ µ⎛ ⎞∂∂′ ′= − = +⎜ ⎟⎜ ⎟∂ ∂⎝ ⎠
(4.4)
Using this relationship the values of the Reynolds Stresses can be approximated and, hence,
solved for the turbulent equations for motion. An analogy of Equation (4.4) can be applied
to the general case in the form of the Eddy Diffusivity Hypothesis (Equation (4.5)).
TT
T
u µρ φ φ φ
σ′ ′− = Γ ∇ = ∇ (4.5)
The task now becomes deriving expressions to calculate the turbulent viscosity, µT, which
appears in Equation (4.4) and Equation (4.5). Hence, to complete the description of the
Reynolds shear stresses requires defining the turbulent viscosity. The k-ε model turbulent
model provides an algebraic definition to the turbulent viscosity, µT, and brings closure to
the turbulent form of the transport equations. The Low Reynolds number k-ε model and
the standard k-ε model number, which uses scalable wall functions, are two forms of the
models that will be used in this research.
4.1.2.1. The Standard k-ε model
One of the most prominent turbulence models, the k-ε (k-epsilon) model, has been
implemented in most general purpose CFD codes and is considered the industry standard
model [49]. It has proven to be stable, numerically robust and has a well-established regime
of predictive capability. For general-purpose simulations, the k-ε model offers a good
compromise in terms of accuracy and robustness. This turbulent model defines turbulent
viscosity, µT, using the following algebraic expression:
2
TkCµµ ρε
= (4.6)

Chapter 4
74
Furthermore, the k-ε model uses the turbulent viscosity, µT, in an Extended Boussinesq [49]
approach to define the Reynolds stress:
23
223
jii j T ij
j i
T ij ij
uuu u kx x
E k
ρ µ ρ δ
µ ρ δ
⎛ ⎞∂∂′ ′− = + −⎜ ⎟⎜ ⎟∂ ∂⎝ ⎠
= −
(4.7)
Substituting the Extended Boussinesq expression (Equation (4.7)) for the Reynolds stresses
into the velocity transport (Equation (4.2)) gives:
( ) ( )( )
( )( ) 23
Tsol sol
TT sol
t
p k
ρ ρ µ
µ ρ
∂ ⎡ ⎤+ •∇ − ∇ • ∇ + ∇ =⎢ ⎥⎣ ⎦∂⎡ ⎤−∇ + ∇ • ∇ + ∇ −⎢ ⎥⎣ ⎦
U U U U U
U U δ (4.8)
To calculate the turbulent viscosity and solve Equation (4.7), values for the turbulent
kinetic energy and the dissipation, variable that appears in the k-equation, are required.
The dissipation of turbulent kinetic energy is the work done by the smallest eddies against
the viscous stresses. Therefore, the k-ε model introduces two new variables into the system
of equations. The values of k and ε come directly from the differential transport equations
for the turbulence kinetics energy and turbulence dissipation rate:
( ) Tk
k
k k k Pt
µρ ρ µ ρεσ
⎡ ⎤⎛ ⎞∂+ ∇ • = ∇ • + ∇ + −⎢ ⎥⎜ ⎟∂ ⎝ ⎠⎣ ⎦
U (4.9)
( ) ( )1 2T
kC P Ct k ε ε
ε
µρε ερ ε µ ε ρεσ
⎡ ⎤⎛ ⎞∂+ ∇ • = ∇ • + ∇ + −⎢ ⎥⎜ ⎟∂ ⎝ ⎠⎣ ⎦
U (4.10)
( ) ( )2 33
Tk T T kbP U k Pµ µ ρ= ∇ • ∇ + ∇ − ∇ • ∇ • + +U U U U (4.11)

Chapter 4
75
The interesting component of this two-equation turbulence model is in its use of wall
functions to evaluate the behavior within the viscous sub-layer. These wall functions have
been calibrated to model the universal behavior of near-wall flows:
( )1 ln pUu Eyuτ κ
+ += = (4.12)
pp w
yy ρτ
µ+ = (4.13)
However, there exists a problem in the standard wall function approach when the objective
is to model additional variables, which have a higher Schmidt number. As will be
described in the remainder of this methodology it is the aim of this investigation to model
additional scalar variables with a relatively high Schmidt number. The problem with the
standard wall functions concerns the specification of the scalar version of the E variable,
which appears in Equation (4.12):
0.75
Pr Prexp 9.0 1 1 0.28exp 0.007E E φ φ
φφ φ
κσ σ
⎛ ⎞⎛ ⎞⎛ ⎞⎛ ⎞ ⎛ ⎞⎜ ⎟⎜ ⎟= − + −⎜ ⎟⎜ ⎟ ⎜ ⎟⎜ ⎟ ⎜ ⎟⎜ ⎟⎜ ⎟⎜ ⎟⎝ ⎠ ⎝ ⎠⎝ ⎠⎝ ⎠⎝ ⎠ (4.14)
In Equation (4.14), the value of Eφ has an upper limit 5.0×1035 meaning that it is incapable
of modelling phases that posses a high molecular Prandtl number. The intended additional
phases have what is considered a high molecular Prandtl number of around 400 and are
therefore more compatible with the standard wall functions. However, the standard k-ε
turbulence model in the June 2004 release of CFX-5.7 uses the scalable wall functions.
The scalable wall function method is an improvement on the standard wall functions in
terms of their robustness and accuracy when the near-wall mesh is very fine. Most
importantly these improvements enable the following scalable wall functions to model

Chapter 4
76
phases that have a high molecular Prandtl number. These scalable wall functions are
outlined in Equations (4.15) to (4.17).
1 4 1 2*u C kµ= (4.15)
( )1 log *tU y Cuτ κ
= + (4.16)
( )* *y u yρ µ= ∆ (4.17)
Of additional usefulness is the ability the scalable wall functions have to be modified to
incorporate the case of a rough surface. For rough walls, the same logarithmic profile
exists, but is adjusted so the wall moves closer under the same inlet flow conditions. This
is accounted for by modifying the equation (4.16) as follows:
1 *ln1 0.3
tU y Cu kτ κ +
⎛ ⎞= +⎜ ⎟+⎝ ⎠ (4.18)
where the non-dimensional expression for roughness, k+, is defined as:
*Rk y uρµ
+ = (4.19)
In Equation (4.19), the dimensionless roughness, k+, is a function of the equivalent sand
grain roughness, yR. As explained in the literature review, the equivalent sand grain
roughness is the same as surface roughness that was established by Moody [33]. Caution
needs to be taken when specifying the equivalent sand grain roughness within the
commercial code as instabilities can arise if its value is of the same order or larger than the
distance from the wall to the first mesh point [62].

Chapter 4
77
4.1.2.2. The Low Reynolds number k-ε model
The wall function approach operates well when the Reynolds number is high and the
resulting viscous effects are unimportant [63]. Although, when a lower turbulent Reynolds
number is applied the viscous stresses are more influential and the function approach is not
as suitable. Thus, the Low Reynolds number turbulent k-ε model was proposed to deal
with the Reynolds number range of 5,000 to 30,000. Unlike the standard version, the low
Reynolds number version is able to integrate through the boundary layer by its use of
various assumptions and functions [63]. These functions are known as dampening
functions, which are used to ensure that viscous stress take over from the Reynolds stresses
within the near wall region [49]. Patel [63] reviews eight different versions of the Low
Reynolds k-e model including the Launder-Sharma version. Basically, the difference
between these review models lies in their definition of the dampening functions. In the
commercial code used, the Launder-Sharma version is applied and it replaces Equations
(4.6)-(4.10) of the standard model with the following equations:
2
T solkC fµ µµ ρε
= (4.20)
( )
( ) ( )12
2: 2
Tsol sol
k
TT sol
k k kt
k
µρ ρ µσ
µ ρ ε µ
⎡ ⎤⎛ ⎞∂+ •∇ − ∇ • + ∇ =⎢ ⎥⎜ ⎟∂ ⎢ ⎥⎝ ⎠⎣ ⎦
⎡ ⎤∇ ∇ + ∇ − − ∇⎣ ⎦
U
U U U
(4.21)
( )
( )
( )
2
1 1 2 2
2
:
2
Tsol sol
TT sol
T
sol
t
C f C fk k
ε
ε ε
µρ ε ρ ε µ εσ
ε εµ ρ
µµρ
⎡ ⎤⎛ ⎞∂+ •∇ − ∇ • + ∇ =⎢ ⎥⎜ ⎟∂ ⎢ ⎥⎝ ⎠⎣ ⎦
⎡ ⎤∇ ∇ + ∇ − +⎣ ⎦
∇∇
U
U U U
U
(4.22)

Chapter 4
78
As with the standard k-ε model, the required boundary conditions that need specification
are essentially that at the inlet and the specification of conditions at the wall. To model the
flow entering fully developed the inlet is simply set, in CFX-4.3, as a mass boundary, the
mass flow specified and the velocity components are all extrapolated from upstream then
adjusted to fix desired mass flow rates [64]. However, a similar procedure is not used in
CFX-5.7. The specification of fully developed flow within CFX-5.7 involves the
generation of a fully developed velocity profile, which is then specified at the inlet. The
boundary conditions at the wall are similar with either a value or a flux requiring
specification. The only difference being that the Low Reynolds k-ε model in the
commercial codes used is the mobility to simulate roughness at the wall.
Finally, when using the Low Reynolds k-ε model, a developing flow can be modeled in
part due to the use of the dampening functions. However, the turbulent models do have
difficulty in their prediction of the transition involved in the development of flow [49] but
one can utilize the ability of the dampening functions to achieve a representation of
developing flow. To model the development of flow using the Low Reynolds number k-ε
turbulent model involves varying the turbulent parameters at the inlet to obtain a
development of the boundary layer along the path of the flow that is physically feasible and
correct. The turbulent parameters at the inlet that need specification are the dissipation
length (D) and turbulence intensity (I). These parameters are then used to specify the
turbulent kinetic energy (k), equation (4.23), and the specific dissipation rate (ε), equation
(4.24).
( )232 ink U I= (4.23)
34
32kC
Dµε = (4.24)
The difficulty arises in selecting the values of these parameters that result in the attainment
of a representation of the developing boundary layer that is physically sound. For example,

Chapter 4
79
the CFX manual states that using the hydraulic diameter in specification of the dissipation
length is not a good approximation when the inlet is as wide as the domain, when the
profiles of the turbulence quantities will be more important [65]. Furthermore, there is no
comprehensive theory of transition [49] because the transition that occurs in the
development of the boundary layer cannot be well predicted by the k-ε model [66]. To
resolve these problems and obtain suitable inlet conditions a method used in other
investigations [67, 68] is adopted. Simply, it is considered that the there exists a certain
degree of turbulence at the inlet, which is determined by conducting an analysis on the
dissipation length (D) and turbulence intensity (I). The analysis is essentially a calibration
that compares the resulting behaviour of the friction coefficient, a representation of the
developing boundary layer, with established theoretical data [69]. Finally it should be
noted that varying the level of turbulence in this matter does not impact on the degree of
turbulence that is present further downstream in the fully developed section of flow.
4.1.3. Verification Strategy
In the brief that defined the CFD methodology it was explained how the accuracy and
adequacy of the resulting numerical solution depends on the user’s discretion. One method
of ensuring that a high level of clarity is achieved is to adopt the strategy of verification.
Verification is an analytical method used to ensure that the governing “equations are solved
right” [51]. It involves assessing various aspects of the numerical simulation. There are
three main aspects of verification that are relevant to this study. The first concerns the
generation of a grid and obtaining an adequate spatial discretisation for the mesh points.
There exist a number of guidelines that should be followed to obtain a suitable grid.
However, these guidelines differ according to the flow models to be implemented. This is
particularly the case for the turbulent models. For example, the use of the standard k-ε
turbulent model requires a grid that has all mesh points outside the viscous sub-layer but
has have a minimum number of mesh points inside the boundary layer [70]. While for the
low Re k-ε turbulent model it is recommended that there is at least 15 mesh points for a
sub-layer [70]. The sub-layer has an approximate non-dimensional thickness (y+) of 60.
Therefore, to achieve suitable grids that follow these guidelines requires generation of grids

Chapter 4
80
that have their mesh points non-uniformly distributed to ensure they either do or do not
favor the laminar sub-layer, depending on the flow model used. The second aspect of the
verification is ensuring that a suitable level of iterative convergence and solution stability is
achieved. The final aspects relates to the intended transient simulations. The set-up of
transient simulations involves the specification of time steps, temporal discretisation. Each
of these verification steps requires a number of preliminary simulations to be conducted for
each component of the model. Therefore, the verification steps outlined here will be
followed in each stage of model development.
4.2. The Energy Transport Equation
One of the scalars to be modeled is temperature, which when substituted into the general
transport equation forms the following turbulent energy transport equation:
( ) ( )Pr
Tsol P sol P P
T
C T C T K T C Tt
µρ ρ⎛ ⎞∂
+ •∇ = ∇ • ∇ + ∇ • ∇⎜ ⎟∂ ⎝ ⎠U (4.25)
Equation (4.25) has utilized the Eddy Diffusivity Hypothesis (Equation (4.5)) to account
for the turbulence characteristics of the flow. Hence, the last term of Equation (4.25) does
not appear in the laminar version of the energy transport equation.
4.3. The Crystallisation Mechanism - Eulerian Modelling Approach 4.3.1. The Eulerian Modelling Approach to the homogeneous phase
This investigation is concerned with the modelling of the fouling mechanisms prominent in
saline streams associated with the desalination industry. A number of salts appear in the
streams and are involved in fouling. The simplest is calcium sulphate. It is considered to
be part of the equilibrium expressed in equation (4.26).
( ) ( ) ( )
2 24 4
R
aq aq sD
k
kCa SO CaSO+ − ⎯⎯→+ ←⎯⎯ (4.26)

Chapter 4
81
Equation (4.26) assumes that the combination of the two aqueous ions interact to form a
calcium sulphate precipitate. This is a simplification as the calcium sulphate can appear in
a transitional aqueous form as well as a solid precipitate form. Sparingly soluble salts such
as calcium carbonate or calcium phosphate have more complicated chemistry than this and
are also prominent salts found to cause fouling. However, the simplicity of the calcium
sulphate salt expressed in Equation (4.26) is most suitable in this investigation, whose
prime objective is on model development and the effects of operating parameters. More
complicated chemistry can be applied once the foundations of the model have been
produced.
The innovative part of this research is that the aqueous phase of equation (4.26) is included
in the CFD simulations as two additional transport equations, one for each species. The
general transport equation (Equation (4.27)) for the aqueous phase depicts the behavior of
the mass fractions of the species (αCa, αSO4).
( ) ( )Sc i
Tsol i sol i sol i i i
T
D St α
µρ α ρ α ρ α α⎛ ⎞∂
+ •∇ = ∇ • ∇ + ∇ • ∇ +⎜ ⎟∂ ⎝ ⎠U (4.27)
Equation (4.27) is the turbulent version and is for incompressible flow. As with the energy
transport equations, this species transport equations accommodates for the turbulence
behavior with the inclusion of the Eddy Diffusivity Hypothesis. Another characteristic of
Equation (4.27) is the substitution of the solution density for the fluid density. The solution
density is a function of the fluid density, the local mass fraction of the species and their
corresponding densities. The last term in Equation (4.27) is referred to as the source term.
It is noted that the high Schmidt number obtained from the aqueous species associated with
Equation (4.27) make the model incompatible with any turbulent model that uses standard
wall functions. This concept was raised in section 4.1.2.1. The turbulent models that are
therefore incompatible with this model set-up included the standard k-ε turbulent model
(CFX-4.3 version) and the Reynolds Stress equation model.

Chapter 4
82
4.3.2. Precipitation in bulk/boundary layer
Depending on conditions, calcium sulphate can be generated within the bulk/boundary
layer through the precipitation reaction from the aqueous phase as represented by Equation
(4.26). Equation (4.28) describes the 2nd order kinetic reaction that is usually used
associate with the calcium sulphate precipitation [53].
( )4ppt r soln spr k Ca SO kρ++ −−⎡ ⎤ ⎡ ⎤= −⎣ ⎦ ⎣ ⎦ (4.28)
The rate constant, kr, has an Arrhenius relationship [53] (Equation (4.29)) and the solubility
constant, ksp, (Equation (4.30)) is related to the solubility product and is a function of
temperature [64].
46.49×10
6 35.67×10 m mol.sRTrk e
−= (4.29)
12545.62log 390.9619 152.6264log 0.0818493SPk T TT
= − − + (4.30)
As previously mentioned the consideration of calcium sulphate is a simplification of a
saline stream and Equation (4.28) is the corresponding kinetic model. Equation (4.28) is
usually used in physical modelling the fouling kinetics of sparingly soluble salts [23]. To
model this precipitation in the CFD it will be incorporated into Equation (4.27). This is
simply done by specifying an adjusted form of Equation (4.28) as the source term. The
expression for the precipitation source term describing the consumption of both species of
the aqueous phase follows:
2-2+ 4
2+ 2-4
soln SOsoln Casp
Ca SOMW MWi rS k Kα
ρ αρ α⎛ ⎞⎡ ⎤⎡ ⎤⎜ ⎟⎢ ⎥= − −⎢ ⎥⎜ ⎟⎢ ⎥⎢ ⎥⎣ ⎦ ⎣ ⎦⎝ ⎠
(4.31)

Chapter 4
83
Equation (4.28) is based on the generation of particulate matter or the consumption of ions
in solution is generalized for either case as:
( )( )22 42 2
4 4
2 24
2solnsoln
soln 1i i
Ca SO
SOCar sp CaSO Ca SO
S MW k kMW MWα α
α α
ρ αρ αρ α α α
−+
+ −
+ −
⎛ ⎞⎡ ⎤⎡ ⎤⎜ ⎟⎢ ⎥ ⎡ ⎤⎢ ⎥= − − + +⎜ ⎟⎢ ⎥⎢ ⎥ ⎣ ⎦⎢ ⎥⎜ ⎟⎣ ⎦ ⎢ ⎥⎣ ⎦⎝ ⎠
(4.32)
To incorporate Equation (4.32) into the CFD involves the user writing a subroutine to alter
the source term of the transport equation for each species. CFX-4.3 allows the user to
specify the source terms through a Fortran subroutine known as USRSRC. An additional
function is coded for the solubility product, ksp, and called from within USRSRC. The code
can be found in Appendix B.
4.3.3. Crystallisation Fouling: Precipitation at the surface
Crystallisation Fouling is the result of the calcium sulphate precipitation occurring at the
surface (Equation (4.26)). The formed precipitant adheres to the surface forming a hard
and tenacious crystal deposit. This process is incorporated into the CFD through a
boundary condition imposed on the transport equations of the aqueous phases (Equation
(4.27)) at the solid-liquid interface of interest. The crystallisation fouling boundary
conditions is formulated in similar way to Equation (4.32) but is expressed as a flux (i
Jα )
per unit area and uses a surface reaction rate constant (kR):
( )
22 4
2 24
2 24 4
solnsoln
2
soln 1
Ca SOi
SOCa
Surf Surfi R
sp CaSO Ca SO Surf
MW MWJ MW k
k
α αα
ρ αρ α
ρ α α α
−+
+ −
+ −
⎛ ⎞⎡ ⎤⎡ ⎤⎜ ⎟⎢ ⎥⎢ ⎥ −⎜ ⎟⎢ ⎥⎢ ⎥⎜ ⎟⎣ ⎦ ⎢ ⎥= ⎣ ⎦⎜ ⎟⎜ ⎟⎡ ⎤⎛ ⎞− + +⎜ ⎟⎜ ⎟⎢ ⎥⎝ ⎠⎣ ⎦⎝ ⎠
(4.33)

Chapter 4
84
Equation (4.33) includes a reaction rate constant (Equation (4.34)) and the solubility
product (Equation (4.30)) for a calcium sulphate in a saline stream [64] (Ksp). Both depend
on the local temperature.
,0
A
surf
ERT
R Rk k e−
= (4.34)
The difficulty is that no data is available to describe the crystallisation surface kinetics in a
saline stream. An alternative is to consider the case of the Calcium Sulphate-Water System
(Equation (4.35)) where there exists satisfactory kinetic data [54] (Equation(4.36)).
( )2,i R sol i sol i satJ k ρ α ρ α= − (4.35)
44.04×10
4422.15 m kg CaSO .ssurfRT
Rk e−
= (4.36)
Equation (4.35) uses the saturation concentration [60] (Equation (4.37)) to describe the
solubility in the Calcium Sulphate-Water System. The saturation concentration expression
depends on the local temperature:
( ) ( )( )
4
3 2
, 0.00104 - 273.25 - 0.28772 - 273.25
16.74529 - 273.25 1839.83408
CaSO Sat Surf Surf
Surf
T T
T
α = ⋅ ⋅ +
⋅ + (4.37)
The kinetics values in Equation (4.36) are used as a basis for a validation study to assess the
appropriateness of the kinetic data describing crystallisation flux (Equation (4.33)) within a
saline stream. This study will be discussed in detail within the chapter investigating
precipitation fouling within saline waters.
To incorporate the crystallisation flux boundary condition into the CFD requires the coding
of another user subroutines. In CFX-4.3 the additional code is in the form of a subroutine

Chapter 4
85
known as USRBCS while in CFX-5.7 the boundary condition is entered as a CEL function.
In each case, the corresponding solubility relationships are coded as a separate user
function. These codes are submitted to the solver with the other simulation specifications.
4.4. The Particulate Mechanism Lagrangian Modelling Approach 4.4.1. The Lagrangian Modelling Approach to the discrete particulate phase
An alternate to the Eulerian Modelling approach used to describe the behavior of the
precipitated or particulate phase is the Lagrangian Modelling approach. It is used to
determine the trajectory of discrete particles formed within the aqueous phase. To derive
the Lagrangian equation (Equation (4.38)), the forces that act on a particle are taken into
account with the main force being the drag force.
( )218
pp Drag p D f p f p
dm d C
dtπ= = − • −
UF U U U U (4.38)
This ordinary differential equation (Equation (4.38)) is numerically solved for the trajectory
for a given particle. Solving Equation (4.38) requires the specification of the initial
position and velocity of the particulate matter as well as other characteristics including the
diameter, volume and an associated mass flow rate.
4.4.2. Particulate Generation: Precipitation within bulk/boundary layer
Modelling the particulate phase arises from the interest in assessing the likelihood of
composite fouling. Particular interest is placed on analyzing the impact of the particulate
matter that forms within the geometry. This objective motivated the development of a code
that interrelated the Eulerian and the Lagrangian modelling components. It is within the
Eulerian modelling component that the precipitation occurs through the consumption of the
aqueous phase (Equation (4.28)). However, it is the Lagrangian modelling component that
models the behavior of the discrete particulate phase, which forms as a result of this
precipitation reaction. In relating the two phases it was considered that the precipitation

Chapter 4
86
rate, the rate of particle production, is essentially the mass flow rate of the particulate
matter at the volumetric point of injection and, hence, a corresponding mathematical
relationship was formulated (Equation (4.39)).
( )( )
22 4
2 24,
2 24 4
solnsoln
,
2
soln 1
Ca SOCV i i
SOCa
p R CV i
sp CaSO Ca SO
MW MWm MW k V
k
α αα
ρ αρ α
ρ α α α
−+
+ −
+ −
⎛ ⎞⎡ ⎤⎡ ⎤⎜ ⎟⎢ ⎥⎢ ⎥ −⎜ ⎟⎢ ⎥⎢ ⎥
= ⋅⎜ ⎟⎣ ⎦ ⎢ ⎥⎣ ⎦⎜ ⎟⎜ ⎟⎡ ⎤− + +⎜ ⎟⎢ ⎥⎣ ⎦⎝ ⎠
& (4.39)
4.4.3. Particulate deposition: Additional Forces acting on Particle
For a particle to deposit it has to be under the influence of a force which brings it into
contact with the surface. It is conceivable that inertial or drag forces can cause this contact
but the probability of this is very low if the particles are small and the flow streamlines are
parallel to the surface. Such is the case in this research when the particles produced in the
precipitation are considered to be colloidal in size. Therefore, for the particle to deposit
there has to be alternative forces acting on it. In this investigation, London van der Waals
force is considered as the “attachment force” and acts in the direction of the wall. Its
magnitude is inversely proportional to the distance of the particle from the heat transfer
surface (Equation (4.40)). Hence, it only has significant influence on a particle’s trajectory
in the near field region.
( )attach, i 2
, ,
1
i p i surf
Fx x
∝−
(4.40)
The Lagrangian equation that includes the drag force and this described attachment force is
depicted in Equation (4.41).
Pp Drag Attach
dmdt
= +U F F (4.41)

Chapter 4
87
The problem is that the commercial package (CFX-4.3) does not have the capability of
including additional forces. To overcome this problem the author developed a more
suitable user-Lagrangian code using Fortran. Apart from the attachment forces, it was
required that a complete code be generated, which included the solver linking the CFD
solution to the user-Lagrangian and developing a code to deal with the advent of particle
deposition efficiency.
A user subroutine for the particle transport was developed as a post-processor code and was
linked to the CFD simulation using the CFX4-3 user-subroutine known as USRTRN. The
difficulty in its development was not the addition of the attachment force or the selection
and incorporation of the solver. It was determining the numbers of the nodes surrounding
the spatial position of a particle at a given time. At the nodal position the transport and
physical properties of the fluid are stored. The local values of these properties are required
for the calculation of the forces involved in Equation (4.41). After trying several different
set-ups, it was decided that the only way to do this was by continuously switching between
the physical co-ordinates and the computational co-ordinates. This configuration is actually
the method used by the CFX-4.3 particle transport model as outlined in their online help
menu [71]. However, as expected, the details within the help menu were restricted to only
details on the key equations. Incidentally, the solver used was an implicit Euler method
with an adaptive time step. The implicit Euler method was used to account for the
displayed stiffness in the resulting ODE’s. While the adaptive time step ensured an
efficient number of time steps.
To determine the solution for the particle transport equation involved simultaneously
solving two sets of ordinary differential equations. One set was for the velocity of which
there are two within the set, one for each dimension in what is assumed to be a two
dimensional system. The other set is the ODE for the displacement equation, which also
has two within the set. For the purpose of being able to efficiently and correctly link the
instantaneous position of a discrete particle to the surrounding nodes, the displacement
ODE set needed to relate to the co-ordinate system associated with the nodal positions,

Chapter 4
88
referred to as the computational co-ordinates. Hence, the equation that represents this is as
follows:
ddt ξξ
= C (4.42)
In Equation (4.42), the variable ξ represents the computational co-ordinate vector and C
represents the computational velocity vector. To convert the physical velocity calculated
by Equation (4.41) into computational form for use in Equation (4.42) an inverse Jacobian
(co-ordinate transform) matrix is used (Equation (4.43)).
x xp
y y
ξ η
ξ ξ η
∂ ∂∂ ∂∂ ∂∂ ∂
⎡ ⎤= •⎢ ⎥
⎢ ⎥⎣ ⎦C U (4.43)
To accurately code equations (4.41)-(4.43) requires intensive use of the utility functions
provided in the Fortran component of the commercial code to locate the desired
information within the extensive data stacks. Therefore, to add the addition attachment
force required the user, the author, to develop a complete particle transport code that can
continuously interact with the stacks, which hold the numerical values of the CFD solution,
the solver and the physical position of the particle. The knowledge gained relating to the
location and retrieval of numerical data from the internal data structure of the commercial
assisted in the development of the remaining of the methodology. An outline of the code is
included in Appendix B.
4.4.4. Particulate Flux: Quantifying the deposition of the Particulate Material
The aim is to quantify the deposition of particulate matter and subsequently calculate the
particulate flux. Previous studies using the Lagrangian approach have observed particle
behavior through examining either the particle tracks, the resulting volumetric distribution
[72], concentration profile [73] or a deposition velocity [65]. The deposition velocity is of
most interest in this study as it quantifies the amount of particles that have deposited from

Chapter 4
89
the bulk solution. It is a function of the volumetric flow rate, surface area and particle
efficiency. The efficiency depends on the ratio of particles entering to either those
deposited [42] or those leaving [65]. A value for the deposition velocity is calculated for a
given run and then compared to others where the operating parameters differ, i.e. there is
one value per run. This method of quantifying particle deposition is not suitable for the
current investigation as the objective of this investigation is to obtain a distribution of the
particle flux along the surface where the deposition is occurring. Hence, where previous
investigations were quantifying a variable that represents the overall flux, this study aims to
quantify flux on a local level. To quantify the deposition and evaluate the flux distribution,
the mass flow (Equation (4.39)) associated with the particulate matter is used to calculate
the accumulative flux (Equation (4.44)) at the finite position on the surface where the
deposition has occurred.
,
Part, i Part, iSurf, i
CV npmJ J
A= +
& (4.44)
Equation (4.44) is the accumulative flux that is calculated at each position along the heat
transfer surface following the deposition of a particle. The calculated flux of the particulate
fouling mechanism is based on mass flow produced via rate of precipitation at the control
within which it is formed and “injected”. The surface area is the area of the finite position
where the deposition has occurred. This flux calculation is the first term on the right hand
side of Equation (4.44) while the second term is included to account for any particle that
have been deposited previously at that position.
4.4.5. Composite Fouling: The Combined CFD model
To model the concept of composite fouling within the CFD code involves combining each
of the crystallisation, bulk precipitation and particle transport components. These three
components are incorporated into the CFD code using separate subroutines, as described.
Therefore, to model a system that assesses the possibility of composite mechanisms
occurring involves combining these subroutines. This involves placing the subroutines in

Chapter 4
90
the same Fortran file and stating within the CFX-4.3 command file which subroutines are
contained within that Fortran file. For example, the run assessing the likelihood of
composite fouling would include the subroutine for Crystallisation (USRBCS), bulk
precipitation (USRSRC) and particle transport/deposition (USRTRN). Also within the file is
the function that defines the system solubility as it is called by each of three subroutines.
Other subroutines are included to model the behavior of physical properties on temperature
and concentration. Lastly, if the aim were to model just the crystallisation fouling
mechanism then only the associated subroutine (USRBCS) would be included in the Fortran
file and listed in the corresponding command file. A complete listing of the Fortran files
and corresponding command files are in the Appendix.
4.4.6. Assumptions used in the Lagrangian Modelling Approach
The current section detailed the methodology to be used in simulating particulate fouling
based on a Lagrangian modelling approach depicted by Equation (4.41). It is
acknowledged that the proposed modelling approach overlooks certain aspects of particle
transport. Aspects of particle transport not considered in the proposed model include the
impact of turbulence on particle dispersion, the possible occurrence of collisions or other
interactions between particles and particles entering with the flow. Based on the literature
reviewed in section 2.3.4, it was assumed that the particles more likely to deposit would be
those generated within the laminar sub layer adjacent the heat exchanger surface.
Therefore, the impact of turbulence was considered negligible. A simplification was made
by not including particle-particle interaction to focus on developing and examining the
methodology outlined above for particle deposition. Particle-particle interactions could be
added at a later stage once the described model has been implemented and its performance
assessed. Another useful addition would be the inclusion of a particle size distribution
together with a population balance method to improve the precipitation characteristics.

Chapter 4
91
4.5. The transient nature of foulant deposition
As fouling is a transient process [17], the objective is to extend the model to consider the
unsteady case. The first aspect of this is considering unsteady simulation of the
crystallisation mechanism within a CaSO4-H2O system. The crystallisation mechanism
used for this is that expressed in equation (4.35) with the kinetics from Equation (4.37) and
the solubility defined in Equation (4.36). To completely simulate the unsteady case
additional processes involved in the fouling phenomenon need to be included. These
include a nucleation period and the actual growth of the deposit, formed via the in
crystallisation flux. The models developed to simulate these physio-chemical processes are
outlined below. Also outlined are the key sections of user-subroutines coded to incorporate
these models into commercial CFD code.
4.5.1. The Moving Boundary Approach
Crystal growth is calculated from the crystallisation flux and simulated by employing the
moving boundary technique. The moving boundary approach is often used to simulate
phase change. For example, the solidification of water [74]. In this case, a moving
boundary represents the interface between the liquid and solid phase of the water. New
positions of the solid-liquid interface are determined for successive times steps by solving
an energy balance at the interface. This movement of the interface is represented by a
variable known as the interface velocity [75]. In this investigation the interface velocity
represents the rate at which crystal deposits on the heat transfer surface. The deposition
occurs as a result of a precipitation reaction at the interface, the crystallisation fouling
mechanism. The method used in this investigation was based on theory obtained from
various sources [71, 74-76].

Chapter 4
92
4.5.2. The Distribution of Heat Flux
Most heat exchangers are designed to operate with a specified temperature difference. The
temperature difference is maintained by applying a constant amount of heat, which is
alternatively expressed as a heat flux. However, the occurrence of fouling and the growing
thickness of the deposited layer impacts on the thermal conditions within the heat transfer
unit. Previous researchers [5, 6] who have modelled such systems specify the local heat
flux according to the distribution fouling layer, which is often non-uniform in characteristic
[17]. These studies agreed that the maximum heat flux occurs at the position on the heat
transfer surface where the thickness of the deposit has the minimum value. Hence, the
resulting distribution was assumed inversely proportional to the distribution of the thermal
resistance imposed by the deposit thickness. Considering that the total heat input is
constant, the heat flux at an elemental position along the heat transfer surface is calculated
using Equation (4.45).
,
1
11
1i
i NPSurf i
ii
Rq qA
R=
′′= ⋅ ⋅
∑ (4.45)
Preliminary simulations conducted using the heat flux boundary condition depicted in
Equation (4.45) revealed that a considerable temperature increase was experienced in
regions of minimal fouling, minimum thermal resistance. This increase was not observed
experimentally [59] and, thus, motivated the development of an alternative method. The
basic idea of the alternate heat flux configuration was that the heat applied to the system
would be evenly distributed along the solid-liquid interface and was to remain constant for
the entire simulation. Even though the local heat applied to the system would be evenly
distributed along the solid-liquid interface, the local heat flux (Equation (4.46)) would
change according to the changing local surface area of the solid-liquid interface imposed by
the moving boundary technique which simulates the actual deposition of the fouling layer.

Chapter 4
93
,i Int iqq A
NP′′⋅ = (4.46)
The preliminary analysis that compares both of these heat flux relationships will be
examined in the relevant results and discussion chapter, Chapter 8.
4.5.3. The Nucleation Relationship
A key process in the transient fouling phenomena is the nucleation. Nucleation is the
formation of nuclei on the surface and the time it takes to occur precedes the fouling period.
The nucleation time is the time taken for the nuclei to reach the critical size, which enables
the crystal growth. A relationship (Equation (4.47)) based on classical nucleation theory is
used to determine the local nucleation time as a function of interface temperature and
supersaturation [26]. This relationship required the calculation of empirical constants
before it could be implemented in the code.
( )( ), 23
, ,
lnln
ind i
Surf i Surf i
At BT S
= + (4.47)
The constants in Equation (4.47) were obtained through correlation of the local nucleation
times determined from the work of Fahiminia [59] (Figure 4.1). An effective
heterogeneous surface energy from the classical nucleation equation was calculated as
12.37 MJ/m2, which compares well to other empirical nucleation models [77].

Chapter 4
94
10.0
10.1
10.2
10.3
10.4
10.5
10.6
10.7
10.8
10.9
11.0
5.3 5.4 5.5 5.6 5.7 5.8
(ln(S surf ))-1
ln(ti
nd)
Experimental
Fitted
Figure 4.1 – A plot of the nucleation time against the local surface supersaturation used to correlate the
experimental data to obtain a mathematical expression for the variation of nucleation time as a function of
local conditions (Equation (4.47)).
The developed nucleation relationship (Equation (4.47)) is used to calculate all local
nucleation times at the start of the simulation. It is expected that the variation of
temperature and supersaturation along the heat transfer surface will result in a distribution
of nucleation times. These nucleation times are continuously compared with the advancing
simulation time. When a local nucleation time is surpassed then the crystallisation
boundary condition, Equation (4.35), takes effect and allows crystal growth to occur at the
corresponding axial position. The outline code of this phenomenon appears in Algorithm
4.1 and will be implemented in CFX-4.3 using the USRBCS subroutine.

Chapter 4
95
Algorithm 4.1 - The crystallisation flux mechanism boundary condition along the solid-liquid interface
associated with the (αCa,) transport equation.
4.5.4. The Crystallisation Mechanism - Moving Boundary Technique
The growth of the calcium sulphate crystal deposit is modeled using the moving boundary
technique [75]. This involves altering the geometry at the end of each time step
corresponding to the crystal growth. The thickness (xf) of the growing crystal layer is
related (Equation (4.48)) to the crystallisation flux to obtain the interface position at the
next time step.
4CaSOff Ca
Ca
MWdxJ
dt MWρ
++
= ⋅ (4.48)
The corresponding flux is determined from Equation (4.35) by solving for the aqueous
calcium phase and is then used to estimate the new wall position. The consideration of
both the nucleation and the moving wall technique, used for crystal growth, leads to the
simulation of an experimentally observed phenomenon referred to as the advancing of the
nucleation front [27]. However, there exists a problem in the need to approximate the
subsequent wall position within a region yet to experience nucleation and to define the
behavior of the species with the region where nucleation has already occurred during the
same time step. An innovative solution to this problem was developed as part of this study
and involves concurrently solving two transport equations each for the same aqueous
species. The transport equation for the calcium aqueous species (αCa) is used to detail the
mass fraction behaviour for the current time step. Its flux boundary condition
Loop over local positions on the Solid-Liquid Interface If tind,i < t & Sint,i > 1 then
JCa,i = -kR·(ραCa - ραCa, Sat)2 Else
JCa,i = 0 EndIfClose Loop

Chapter 4
96
Loop over local positions on the Solid-Liquid Interface If tind,i < (t + ∆t) & Sint,i > 1 then
JCa, next,i = -kR·(ραCa, next - ραCa, Sat)2 Else
JCa, next,i = 0 EndIfClose Loop
(Equation(4.48)) operates over the region where nucleation has occurred at the current time
step. While the other transport equation is used to approximate the subsequent position of
the nucleation front (the crystal layer). The approximation is achieved by basing its
corresponding flux boundary condition on the nucleation time associated with the next time
step, which includes regions where nucleation has yet to occur. The variable of the second
of these transport equations is defined as αCa, next.
The crystallisation mechanism (Equation (4.27)) is applied to each of the transport
equations representing the calcium aqueous species, one for each (αCa) and another for (αCa,
next). However, the implementation of the crystallisation as a boundary condition at the
solid-liquid interface is different for each of the two variables. The basic pseudo code for
the boundary condition outlined in Algorithm 4.1 still applies for the regular calcium
aqueous species (αCa). However, the corresponding boundary condition for the other
variables (αCa, next) is altered slightly and is defined in Algorithm 4.2. Besides representing
different transport equations, the difference appears with the first line of the IF-block logic.
In Algorithm 4.2, the condition of flux is based on a comparison between the local
induction time (tind) and the current time (t) value plus the time step size (∆t). Hence, it
operates based on the successive or next time step. The concept represented in Algorithm
4.2 enables the approximation of the subsequent wall position within a region yet to
experience nucleation.
Algorithm 4.2 - The crystallisation flux mechanism boundary condition along the solid-liquid interface
associated with the (αCa, next) transport equation.

Chapter 4
97
Having solved the additional transport equation (αCa, next) and obtaining the value for flux
from Algorithm 4.2 the next step is to approximate the new interface position. This is done
using Algorithm 4.3, which is essentially the finite form of equation (4.48). It resolves the
new position of the solid-liquid interface (xf,i) based on the calculated flux and an assumed
density. Whereas the crystallisation boundary condition utilizes the USRBCS subroutine
during each iteration within a single time step, Algorithm 4.3 is performed at the end of
each time step with using the USRTRN subroutine. Hence, there exists a need to store and
transfer the flux data from USRBCS to USRTRN. At each elemental position the flux data is
used to calculate the amount of mass deposited within that previous time step. If nucleation
occurred during the time step then the mass is scaled appropriately. The mass calculated is
added to the mass already deposited (MD (i,t-∆t)), which was stored from the previous time
step. The final step is to estimate the new position of the solid-liquid interface (xf,i) using
the calculated total deposited mass (MD (i,t)), the elemental surface area of the wall and the
assumed density of the fouling layer (ρf). As stated this procedure involves two user-
subroutines coded in CFX-4.3, USRBCS and USRTRN.
Algorithm 4.3 - Using the crystallisation flux mechanism calculated for the (αCa, next) variable to obtain an
approximation of the new interface position.
The technique of approximating the successive interface positions outlined in Algorithm
4.2 and Algorithm 4.3 obviously depends on the time step size (∆t). A verification step is
Loop over local positions on the heat Transfer Surface If ((t + ∆t) -tind,i) < ∆t then
∆tC = (t + ∆t) -tind,i Else
∆tC = ∆t EndIf JCaSO4, next, i = JCa, next, i·MWCaSO4 /MWCa MD (i,t) = ∆tC·AInt,i·JCaSO4, next, i + MD (i,t-∆t) ASurf, i = AInt, i·(Ro i, t=0 / Ro i, t) xf,i = MD (i,t)/(ASurf, i·ρf)
Close Loop

Chapter 4
98
required to select a suitable time step. A poor choice of time step would result in a poor
estimation of successive interface positions and, consequently, instability in the solution.
As a basis, a concept was found in the literature [76] that suggests the time step size should
be proportional to 25% of the width of the smallest grid element (Equation (4.49)).
Equation (4.49) could be interpreted as placing the time step dependant on both the size of
the elements adjacent the interface and the rate at which the interface position moves.
( )int ,25% cell it MIN yν ⋅∆ ≤ ⋅ ∆ (4.49)
4.5.5. Calculating the Fouling Resistance Using CFX-4.3
The previous section used the CFD solution to analyze the behaviour of the operating
parameters and showed their important interactions. In this section, the CFD solutions are
used to calculate the fouling resistance at the various positions along the interface
corresponding to the thermocouples of the experimental setup. The local fouling resistance
is calculated by Equation (4.50). For the equations in this section, the i-direction is the
direction along the length of the heat transfer surface and the j-direction is perpendicular to
the initial position of the heat transfer surface.
,,
, , 0
1 1f if i
i t f i t
xR
h k h =
= + − (4.50)
Equation (4.50) uses an assumed thermal conductivity for the deposit layer (kf), the local
thickness of the deposited material (xf,i) and the change in the local value of the overall heat
transfer coefficient to calculate the local fouling resistance. The value of the local heat
transfer coefficient can be calculated using Equation (4.51).
, ,
ii
Int i m i
qhT T
′′=
− (4.51)

Chapter 4
99
Equation (4.51) uses the wall heat flux and the difference between its corresponding wall
and bulk temperature to estimate the heat transfer coefficient. To perform this calculation
the wall variables from the boundary elements need to be paired with the corresponding
bulk values, which is associated with the internal elements. Using the systematic ordering
of nodal points provided by the utility routines within CFX-4.3, the bulk value of
temperature, Tm,i, is calculated using internal elements in the following equation:
( )
( ),
,,
i jj
m ii j
j
UATT
UA
ρ
ρ=
∑∑
(4.52)
Other mean variables calculated in addition to the mean temperature are the mean velocity,
Um,i, (Equation (4.53)) and the mean concentration of the calcium species, αm,i, (Equation
(4.54)).
( )
( ),
,,
i jj
m ii j
j
AUU
A
ρ
ρ=
∑∑
(4.53)
( )
( ),
,,
Ca i jj
Ca m ii j
j
AU
AU
α ρα
ρ=
∑∑
(4.54)
The mean variables in Equation (4.53) and (4.54) can be coupled with their corresponding
wall variable to calculate the friction factor and mass transfer coefficient, respectively. The
calculation of the thermal resistance and other important data (Equations (4.50)-(4.54))
required an additional user subroutine to be coded. From this data, the fouling rate can be
evaluated by plotting the fouling resistance against time any given elemental position along
the solid-liquid interface.

Chapter 4
100
4.5.6. The Combined Code depicting the Moving Boundary Technique: The
developed CFX-4.3 FORTRAN Codes
The above description referred to various user-subroutines required for the implementation
of the moving wall technique. The full list of CFX-4.3 User-Subroutines Coded as part of
this research appears below. They include the procedures involved following each time
step in outputting the data along the heat transfer surface representing the behavior of the
transport phenomena as well as that required for the fouling resistance. The list also
includes all the supporting routines required to process the output data, post-simulation.
Note that the formation of the initial grid is a pre-simulation module and does not require
an additional code.
Simulation - Use the user-subroutines that model the fouling process and perform the
intermediate collection of key variables along the solid-liquid interface for each time step.
The following are the User Subroutines Coded For CFX-4.3:
USRTPL
Defines the geometrical information required for the construction of the grid including
labeling of inlet, outlets and wall, specification of number and size of blocks associated
with the grid. Lastly, the cylindrical co-ordinates are set.
USRGRD
Is called at the start of the start time step. It defines the spatial information of each
section of the grid that is associated with the geometrical information provided in
USRTPL. It implements the solution to the moving wall technique (Equation (4.48)) by
using the thickness of the deposit to redefine the geometry and hence, specify the new
wall position, calculated in the subroutine USRTRN.
USRBCS
Implements both Algorithm 4.1 and Algorithm 4.2 for the aqueous phase as the wall
boundary, which becomes the solid-liquid interface as the deposition begins. It also

Chapter 4
101
implements the heat flux configuration which is either Equation (4.45) or Equation
(4.46).
USRCVG
Monitors the converging residuals of each transport variables and terminates when each
of the residuals drop below the specified tolerance.
USRTRN
Completes four tasks using the converged CFD solution at the end of each time step.
Firstly, the program loops through each gird point in the geometry to calculate the mean
variables as described in Equations (4.52)-(4.54). Secondly, at the start of the first time
step Equation (4.47) is applied along the heat transfer surface in order to calculate the
nucleation time at each elemental position. The third part of the subroutine calculates
the accumulated mass deposited and hence, its thickness, a value to be used in USRGRD
defining the new geometry (Algorithm 4.3). This subroutine also calculates the
transient time step to skip the minimum induction time.
Post-simulation - A developed Fortran subroutine called ‘Fouling’ was used to collate the
data collected from each time step into figures representing the temporal variation of the
fouling resistance and key transport variables at locations on the heat transfer surface
corresponding to the positions of each thermocouple in the experiment [59].
4.6. The Inclusion of Roughness using CFX-5.7
CFX-4.3 is not capable of modelling all the processes experienced in the fouling
phenomena. One of these processes is the roughness that is induced by the growth of the
fouling layer. The impact that roughness has is apparent within the experimental results
available for validation [59]. Therefore, it would be beneficial to include the impact of
roughness in an effort to fully assess the fouling phenomena with respect to these results.
The availability of CFX-5.7 in June 2004 and the use of scalable wall functions enabled the
impact of surface roughness to be considered. This required the codes developed for CFX-

Chapter 4
102
4.3 to model various fouling processes to be transferred to the CFX-5.7. However, the
conversion of the code was not a straightforward exercise as the use of the internal data
structure in CFX-5.7 is considerably different from CFX-4.3. This required developing
alternate approaches to achieve the same methodology. Again the program monitors the
variation of fouling resistance over time as a simulated fouling deposit forming on the heat
transfer surface. It includes the aqueous phase at the wall forming a crystal deposit, the
movement of the solid-liquid interface due to the forming of a crystal deposit and the
period of delay in the commencement of crystal growth, the induction period. In addition
to these changes, additional algorithms were required for CFX-5.7 to simulate the impact of
surface roughness, which consequently causes a roughness delay time to occur. The
following sections outlines the technique used to consider roughness and describes the
alternate method developed to calculate the fouling resistance. The final part of the section
explains how all these separate subroutines were combined for use in the commercial CFD
code.
4.6.1. The Roughness Algorithm
It has been established that the crystal layer growing on the heat transfer surface disturbs
the local hydrodynamics and initiates the observed delay time. As time progresses the
impact of roughness increases causing the fouling resistance to reach a minimum negative
value. With time, the fouling resistance becomes positive, indicative of the impact that
roughness has on the fouling resistance being not as significant as the thickness of the
deposited layer. Eventually the impact of the roughness is no longer noticeable, as the
value of the fouling resistance continues to increase. Hence, the key parameter impacting
on the roughness seems to be the changing thickness of the fouled layer.
The objective in the development of a roughness relationship was to create a mathematical
interpretation of the qualitative details provided in the various literature sources [20, 22].
In developing such a relationship one must ensure that it is non-intrusive and that the
solution to the resulting crystallisation fouling mechanism controls the characteristics of the
roughness delay period. A similar concept was applied for the nucleation relationship

Chapter 4
103
where the numerical solutions for surface temperature dictate the value of the nucleation
time (Equation (4.47)). Therefore, this motivated the need to create a suitable algorithm
with the fouling layer thickness being the key parameter. Initially the clean heat transfer
surface has a nominal (minimum) roughness. As the fouling layer grows the roughness on
interface increases until it reaches a maximum value. This maximum value is maintained
for the remainder of the fouling simulation. The increase of the fouling resistance from a
negative to a positive value, as observe experimentally, the model relies on the continued
growth of the fouling layer. Hence, the algorithm balances the influence that roughness and
the thermal resistance of the fouling layer have on the fouling resistance. The concept is
presented in the form of Algorithm 4.4.
Algorithm 4.4- The initial concept developed based on qualitative observations to model the roughness
induced by the growth of the fouling layer.
The above algorithm is a simple representation of the behaviour of roughness. It has a
logic framework consisting of three variables: a lower limit, an upper limit and a
relationship that has roughness a function of the thickness of the fouling layer. These
variables need to be defined.
4.6.2. The Lower and Upper Limit of Roughness
At first glance the specification of the limiting roughness values appears straightforward. A
lower value is based on theory [19] that states the original roughness common for a
stainless steel surface of 0.14 µm. The maximum value, 80 µm, was determined through
Loop over local positions on the Solid-Liquid Interface If xf,i = 0 then
Rht,i = Rht, minElse if xf,i > 0 & xf,i < Rht, max then Rht,i ~ f(xf )
Else Rht,i = Rht, max
Close Loop

Chapter 4
104
preliminary simulations and estimating the impact that it would have on the fouling
resistance by noting the effect it had on the local values of the heat transfer coefficient.
However, the complication is in the form of the moving wall. As the wall moves,
decreasing the channel diameter, the thickness of the boundary layer decreases and the
stated maximum value would possibly violate of the restrictions mentioned in association
with the roughness component of the standard k-ε turbulent model. Violation of these
restrictions causes instability in solution convergence, physically inaccurate results and
may even cause the simulation to stop prematurely.
The simple solution is to replace the specification of roughness height by a dimensionless
representation of roughness, k+, which is defined in Equation (4.19). Hence, as the wall
moves due to the growing crystal layer, the roughness height varies proportional to the
changing thickness of the boundary layer affecting the same level of roughness once the
maximum value is achieved. This enables a more logical choice of the maximum
roughness because it is indicative of the relative size between the roughness element and
the boundary layer. However, it is difficult to properly assess the maximum roughness
without further information of the experimental run. One requires further information like,
for example, the behaviour of the overall pressure drop over time. The overall pressure
drop could assist in the determination of the friction factor, which could assist in adding
detail to the roughness relationship (Algorithm 4.4). The selection of the maximum values
of k+ are relative to their physical meaning, the varying degrees at which the roughness
penetrates the laminar sub-layer creating a transitional level of roughness. Furthermore,
these k+ values are required to be within the limitations prescribed in relation to the grid
and the turbulent model to ensure solution stability is maintained for each time step. Both
the upper and lower limits of roughness height in Algorithm 4.4 are replaced by
corresponding dimensionless values.
4.6.3. The Roughness Relationship
Despite the importance of the previously specified limits, the key to successful operation of
the above algorithm is in the relationship between the roughness and the initial growing of

Chapter 4
105
the crystal layer. This refers to the second expression in the algorithm that defines the
relationship between the degree of roughness and the thickness of the fouling layer. To
evaluate and quantify this relationship the type function used to relate these two parameters
must be resolved. The solution to this problem lies in the experimental results of Mr
Fahiminia. In his experimental results, for example Figure 3.2, the onset of roughness is
signified by the decrease in the fouling resistance. This decrease is observed to be
continuous in nature and hence, the most suitable way to ensure this behaviour is
reproduced numerically is by linearly relating the level of roughness to the thickness of the
fouling layer. These concepts are presented in Algorithm 4.5, the revised version of
Algorithm 4.4.
Loop over local positions on the Solid-Liquid Interface k+
i = (α⋅xf)⋅u*⋅(ρ/µ) If xf,i = 0 then
k+i = k+
min Else if xf,i > 0 & k+
i < k+max then
Rht, i = α⋅xf Else
k+i = k+
max Close Loop
Algorithm 4.5- The revised concept developed based on qualitative observations to model the roughness
induced by the growth of the fouling layer, which presents a linear relation between the thickness of the
deposit and the equivalent sand grain roughness.
In Algorithm 4.5, the value for the minimum roughness has been replaced by a
dimensionless value based on the original roughness common for the metallic material of
the heat transfer surface. The only variable left to define is the proportionality constant, α.
From roughness theory it is known that in small pipes the level of roughness is greater than
the height of the roughness element [32]. This indicates the proportionality constant must
be greater than 1 and is estimated as having a value of 6 based on case studies reported in
literature [21].

Chapter 4
106
4.6.4. Methodology Calculating the Fouling Resistance
A main difference between coding in a CFX-5.7 and CFX-4.3 is the extra subroutines
required to re-assemble, re-organize and operate on the data outputted in a CFX-5.7
solution to calculate the variable used to monitor the fouling phenomena, the fouling
resistance. This complication arises from the way the data is structured in CFX-5.7
internally. The specified grid is imported from a created CFX 4.3 geometry file and is
restructured in the form of CFX-5.7, presumably so that it conforms to the configuration of
the solver. The grid elements are divided into internal and boundary elements. The values
of the transport variables are associated with each single element. This is similar to CFX-
4.3 but in CFX-5.7, once divided into internal and boundary elements, the elements are then
divided into elemental groups. For example, the boundary that is the heat transfer surface
(solid-liquid interface) consists of boundary elements divided into a number of boundary
element groups. The elements within these groups are not organized in a sequence
corresponding to their spatial positions. Hence, dividing elements into such groups makes
finding a value at a specific location difficult. This difficulty is realized when performing
an operation like integration over a spatial area, which requires utilizing a specific set of
elements. These elements required for the integration might actually belong to different
elemental groups. Incidentally, what made CFX-4.3 so easy to work with was that the data
structure provided to the user made performing such procedures straightforward.
Numerically, the local fouling resistance is calculated using Equation (4.51) to calculate the
heat transfer coefficient. This involves a similar procedure that was outlined for CFX-4.3
and included the calculation of Equations (4.50)-(4.54). However, the calculation of these
simple equations was much more difficult due to the organization of the internal and
boundary element groups within the commercial code. Essentially, CFX-5.7 divides the
grid as an unstructured grid making it difficult to determine the internal elements that
correspond to the boundary elements involved in the calculation. Furthermore, the faces of
the elements within the internal element groups are divided into sectors and the area
associated with these elements is actually an a multi-dimensional array area containing the
area of each sector. Simply to calculate the cross-sectional area in Equation (4.52) requires

Chapter 4
107
some rigorous, a multi-dimensional calculation. To remedy this situation additional user-
code was required that re-organized and operated on large sets of data arrays to calculate
the fouling resistance (Equation (4.50)) at the end of each time step. Furthermore, this has
to be done in an efficient manner as to not have a detrimental effect on the speed of the
achieving a solution to this transient fouling problem.
Another consideration that needs to be accounted for due to the organization of the internal
and boundary element groups is specification of the heat flux boundary condition. For
example, to apply the second equation depicting the heat flux (equation (4.46)) requires a
readjustment because the total number of elements of the sold-liquid interface is not readily
accessible due to the division into boundary elements. Therefore, variables for the initial
heat flux and elemental surface area are specified. These variables are then compared to
the current elemental surface area in calculation of the corresponding heat flux. This
calculation is depicted in equation (4.55).
, ,i Int i intial Surf iq A q A′′ ′′⋅ = ⋅ (4.55)
4.6.5. The Moving Boundary-Roughness Code developed in CFX-5.7
Listed below are the subroutines used in customizing CFX-5.7 to model the fouling
processes as well as the subroutines that are required in the calculation of equation (4.50).
Also, all supporting routines like those required to define the initial grid, pre-simulation,
and process the output data are outlined, post-simulation.
Pre-simulation - A subroutine was coded to generate the initial geometry file in a CFX-4.3
format, which was then imported into CFX-5.7.
Simulation - Use the user-subroutines that model the fouling process and perform the
intermediate collection of key variables along the solid-liquid interface for each time step.
The following are the User Subroutines Coded For CFX-5.7 listed in order called over a

Chapter 4
108
whole time step and associated with the ‘FOULING’ library. A more detailed description
can be found within Appendix B and the full subroutines are located on the CD-Appendix.
USER_JCB_MOVE
A junction box routine called at the start of each time step that prepares collates the
calculated thickness of the crystal layer from the various user directories for use in
redefining the position of the ‘wall’ using the subroutine USER_JCB_CRD.
USER_JCB_CRD
A subroutine that uses the thickness calculated at the end of the previous time
step to alter the geometry to simulate the growth of the crystal layer on the heat
transfer surface.
ROUGH_WALL
A CEL Function called during each iteration to assign the value of roughness to the
elemental positions along the solid-liquid interface corresponding to the values
approximated in the USER_JCB_MEAN at the end of the previous time step.
FLUXCANEXT_WALL
A CEL Function called during each iteration of the time step. It specifies the boundary
condition at the solid-liquid interface for species flux according to the local nucleation
time Algorithm 4.2.
FLUXCA_WALL
A CEL Function called during each iteration of the time step. It specifies the boundary
condition at the solid-liquid interface for species flux according to the local nucleation
time Algorithm 4.1.

Chapter 4
109
FLUXHT_WALL
A CEL Function called during each iteration of the time step. It specifies the heat flux
along the solid-liquid interface, which depends on the current interface relative to its
initial position (Equation (4.55)).
USER_JCB_INDUCT
A junction box routine called at the end of each time step calculates the induction time,
the thickness of the crystal layer (Algorithm 4.3) and the adjusted time step with respect
to the estimated induction time. It also calls the USER_JCB_MEAN subroutine.
USER_JCB_MEAN
A subroutine that calculates the mean variables (Equations (4.52)-(4.54)),
outputs the data including the values along the interface for post-simulation
analysis, evaluates the fouling resistance (Equation (4.50)) and estimates the
roughness boundary conditions (Algorithm 4.5).
USER_JCB_ORDER
A subroutine that creates indexes used to efficiently locate elements
required for calculations in the remaining time step associated with the
evaluation of the fouling resistance. This subroutine is called only once,
following the first time step.
A list of Auxiliary Subroutines used for various purposes within the above subroutines:
GEONUMBERING (KSTEP, F)
Used to convert the numbers associated with the elemental groups from
integer (KSTEP) to characters (F).
FILENUMBERING (KSTEP, F)
Used to convert the numbers associated with the time step for labeling the
output files from integer (KSTEP) to characters (F).
CALCMEAN (XSORT, NLEN, NCOUNT, MEAN, ILEN, JLEN, IEPT)

Chapter 4
110
Performs the key operations in calculating the variables in Equations (4.52)-
(4.54).
SORTMEAN (XSORT, NLEN, NCOUNT)
A subroutine that sorts the spatial variables associated in
USER_JCB_ORDER.
CONVERTAREA (NARVIP, NEL, NDIM, NIP, AELG)
Calculates the appropriate normal surface area for a given elemental from
the array of the sector areas.
Post-simulation - Use a subroutine to collate the data collected for each time step into
figures representing the temporal variation of key transport variables at the location on the
heat transfer surface corresponding to the positions of each thermocouple in the experiment
[59]. The following subroutines are developed for this:
KeyVariables.F
TimeStep.F
All_Important_Variables.F
Finally, Table 4.1 lists the User data directories created using the Memory Management
System (MMS). These directories are utilized continuously to transfer data within the
different components of the code during each iteration. It allows data calculated at the end
of the initial or a previous time step to be used in the calculation of boundary conditions
during the current time step. Each of these directories were created, altered and accessed
within the code using utility routines provided by CFX-5.7 as part of the Fortran modules.
Another important aspect is the internal structure of the MMS exhibited in Table 4.1. In the
table there exist three “ZN1BELG” directories within which are variable arrays with
identical names. This is an illustration of the description from the start of this section. The
solid-liquid interface is made up of three boundary element groups and to perform the
calculation using the solid-liquid interface the corresponding groups have to be established.
In Table 4.1 the three “ZN1BELG” directories correspond to the boundary element groups
“BELG” associated with the solid-liquid interface for that particulate grid used. To keep
the data divided like this makes it easier for continual reference of data within the code,

Chapter 4
111
which operates using this structure exits. To obtain a combined array of all values in these
directories for a particular variable a sorted integer array was developed at the end of the
first time step using JCB_TEST_ORDER and is stored in the “ZN1” directory under the
name “IBPT”. Hence, the length of the integer array “IBPT” is equal to the total number of
elements on the solid-liquid interface. Incidentally, the array “IEPT” in the same directory
contains integers representing the internal elements, which have been ordered spatially to
enable ease in the calculation of equations (4.50)-(4.54). The remaining variables within
Table 4.1 have been arranged with similar intentions. Their purposes include the execution
of the moving wall technique.
Table 4.1 - Directories used for in simulating Fouling & Roughness in CFX-5.7
/USER_DATA
THETA REAL
ZN1BELG87 (DIRECTORY)
ZN1BELG88 (DIRECTORY)
ZN1BELG89 (DIRECTORY)
TMIN REAL
ZN1 (DIRECTORY)
/USER_DATA/ZN1BELG87
CAFLUXNEXT ARRAY REAL
CAFLUX ARRAY REAL
INITIALAREA ARRAY REAL
HFLX_FL1 ARRAY REAL
AMASS ARRAY REAL
INDUCTION ARRAY REAL
THICKNESS ARRAY REAL
/USER_DATA/ZN1BELG88
CAFLUX ARRAY REAL
CAFLUXNEXT ARRAY REAL
AMASS ARRAY REAL
THICKNESS ARRAY REAL
INITIALAREA ARRAY REAL
HFLX_FL1 ARRAY REAL
INDUCTION ARRAY REAL
/USER_DATA/ZN1BELG89
CAFLUX ARRAY REAL
AMASS ARRAY REAL
THICKNESS ARRAY REAL
CAFLUXNEXT ARRAY REAL
INITIALAREA ARRAY REAL
HFLX_FL1 ARRAY REAL
INDUCTION ARRAY REAL
/USER_DATA/ZN1
HTCINITIAL ARRAY REAL
INDTIM ARRAY REAL
IEPT ARRAY INTR
IBPT ARRAY INTR
Finally, the computer codes for each model component specified within the methodology
are included in Appendix B. Also in the appendix are the boundary conditions used in the

Chapter 4
112
subsequent chapters and are specified in the form of the command files. These command
files are included in Appendix A and are listed in the sequence corresponding to the
following result chapters.

Chapter 5
113
5. Development of 2D model with CaSO4 Precipitation
occurring within flow using an Eulerian modelling
approach Equation Chapter 5 Section 1
5.1. Introduction
The Literature Review examined the fouling processes and mechanisms that are associated
with crystalline systems. In part, the discussion focused on the possible co-existence of the
crystallisation and particulate fouling mechanisms, referred to as composite fouling. It was
explained how the possibility of composite fouling was influenced by the operating
parameters. Previous investigations indicated that the solution supersaturation was the
most influential factor in the occurrence of composite fouling when the particulate matter
was formed via precipitation within the test section.
This chapter is concerned with using Computational Fluid Dynamics (CFD) as a tool to
investigate the effect of flow conditions on precipitation within the bulk and in the
boundary layer. Isothermal conditions were initially used to isolate and study the effect of
velocity without interference of temperature gradients. Once the basic behaviour was
identified, the model was extended to non-isothermal flow to assess the effect of
temperature gradient. Information gained from this first stage of modelling assist in
assessing the possibility of particulate and crystallisation fouling coexisting within a saline
stream.
5.2. Model Boundary Conditions
The Methodology provided a general overview of the model components. This section
outlines those components relevant to the current chapter as well as the corresponding
boundary conditions. It also explains the geometry and co-ordinate system used.

Chapter 5
114
v in
L
r i
r o
A simple 2D annular flow domain is used in this investigation with the fluid entering and
leaving perpendicular to the cross section of the annulus. The simple geometry (Figure 5.1)
allows the physical phenomena to be observed. The effect of flow geometry can be easily
incorporated at later stages for various flow channels and 3D configurations.
The objective of the investigation is to study the precipitation behaviour that occurs within
the flow. To do this, the Eulerian modelling approach was used to model the aqueous
phase as well as the component that depicted the precipitation in the bulk/boundary layer.
As described in the methodology, this involves using additional transport equations to
describe the behaviour of the mass fraction for both the aqueous and particulate phase with
the precipitation phenomena included through an additional
code defining the relevant source terms.
Both the laminar and turbulent regimes were used in this
assessment of the impact the flow has on the precipitation
behaviour. The inlet conditions for both cases assumes flow
entered with a uniform temperature, velocity and particulate
free, equi-molar ionic concentrations. The ionic concentrations
are the inlet boundary conditions for the transport equations
describing the aqueous phase. At the walls, no slip conditions
are applied for the velocity and a zero flux of the aqueous
phase is assumed. Investigations examining laminar flow
assumed isothermal conditions whilst examining the impact that different laminar Reynolds
number, inlet supersaturation and system temperatures had on the precipitation behaviour.
Isothermal conditions were also considered for the turbulent case to assess the similarities
between the two flow regimes and the impact of varying the turbulent Reynolds number.
For the isothermal conditions the heat flux at both the inner and outer wall of the annulus
were set to zero. Additionally, the effect of temperature gradient on precipitation within
turbulent flow was examined. This was performed through setting the heat flux to zero at
the outer wall and applying a constant heat flux at the inner wall. These non-isothermal
Figure 5.1 - The annular geometry in two-dimensions.

Chapter 5
115
conditions were investigated, as they are similar to those encountered in heat exchange
systems. In both analyses the inlet temperature and supersaturation were kept constant.
A cylindrical co-ordinate system was used since the geometry considered is an annulus.
The commercial CFD package CFX 4.3 was used for the simulations and within the
appendix are the expanded equations, the simulation command files and the relevant
components of the user code.
5.3. Verification of the Precipitation Model
An important part of developing any model, regardless of the investigative method used, is
to validate the model by testing if it behaves similarly to the real system. This is a check of
model consistency. It was felt that there were two important physical concepts that needed
to be checked to see how accurately the code defined the physical process. Firstly, the rate
of generation/consumption was to be checked against the experimental data [53] used in the
coded rate expression. Secondly, the solubility limit was tested to determine if it has been
correctly implemented within the code. It was felt that a correct description of both these
two areas would demonstrate the ability of the code to accurately simulate the precipitation
process.
A study by Liu and Nancollas [53] into the kinetics of gypsum crystal growth was able to
determine the activation energy of the system. The experimental data obtained from this
article was used in the added source code. One way of validating the subroutine is to
compare the experimental value of the rate constant used with the rate constant calculated
from the CFD solution of species mass fractions. To perform this the rate equation,
Equation (4.28), is rearranged assuming that the soluble species are present in equal molar
portions. The resulting expression can then be integrated to obtain Equation (5.1).
0
0
1 ln ln2
sp spR
sp sp sp
Ca K Ca Kk t
K Ca K Ca K
++ ++
++ ++
⎛ ⎞⎛ ⎞ ⎛ ⎞⎡ ⎤ − ⎡ ⎤ −⎣ ⎦ ⎣ ⎦⎜ ⎟⎜ ⎟ ⎜ ⎟− =⎜ ⎟⎜ ⎟⎜ ⎟⎡ ⎤ ⎡ ⎤+ +⎣ ⎦ ⎣ ⎦⎝ ⎠⎝ ⎠⎝ ⎠
(5.1)

Chapter 5
116
In Figure 5.2, the slope of the plot of the expression on the left hand side of Equation (5.1)
against time will give the value of the rate constant. A value of 0.02428 L/mol.s was
determined for a solution with a Reynolds number of 500. On comparison with data used
from Nancollas’s study, at the same temperature of 25°C, the percentage error was found to
be 0.08 %. At a lower Reynolds number of 250, a percentage error of 0.20 % was
achieved. For the numerical results to be this close to the data used from the source
demonstrates how the rate expression coded must be accurate.
0.0
0.2
0.4
0.6
0.8
1.0
1.2
0 5 10 15 20 25 30 35 40 45
Time (s)
X RXN
(L/
mol
)
Figure 5.2 – Verification of the coded precipitation reaction expression and its rate, kr, CFD = 0.02428 L/mol.s,
Re = 500. Note the variable XRXN is equivalent to the left hand side of Equation (5.1).
The second study of validation was to test the solubility limit of the code. To perform this
simulation a long two-dimensional geometry was used and the velocity was lowered to
ensure the reaction would proceed to its full extent. The results (Figure 5.3) showed that as
the residence time approached infinity the concentration of the ions reached the saturation
concentration. In addition, a mass balance confirmed that the total amount of species was
constant throughout the flow domain. Therefore, the added code properly models the
precipitation.

Chapter 5
117
0.000
0.005
0.010
0.015
0.020
0.025
0.030
0.035
0 1 2 3 4 5Length (m)
Con
cent
ratio
n (m
ol/L
)
CaPartCs
Figure 5.3 – Examination of the axial concentration behaviour within an infinitely long geometry where
precipitation is occurring
The main objective in verifying the solution is to generate an optimum grid that could be
utilized in studying the impact that different variables have on the system. An optimum
grid is defined as one that adequately describes the phenomena of interest but solves
efficiently. The behaviour of the species involved in the precipitation reaction is the
phenomena of interest for verification. To achieve this, several grids were developed in
CFX-Build. Each grid was a structured two-dimensional grid. The basis for the
development was that each consecutive grid had double the number of elements in the
radial direction whilst maintaining an aspect ratio of approximately 5. This aspect ratio
will provide suitable stability and an efficient amount of grid elements. Use of these
specifications will develop a suitable grid.
Six grids were developed then their performance was compared. The hybrid convective
scheme was found to be the most stable scheme used. The mass tolerance achieved for
each grid was between 0.01 % and 0.10 %. This convergence was satisfactory enough to
proceed with the verification with a high level of confidence for comparison. The first
criterion on which comparison was based was the radial concentration profile for both
soluble and particulate species. The radial concentration profile was taken at the outlet

Chapter 5
118
using a Reynolds number of 1000. Figure 5.4 shows a comparison of six different girds
while Table 5.1 details the corresponding size of each grid. In this figure the finite volume
results have been converted to finite element to incorporate the boundary conditions. It
appears that there is not a lot of difference between the consecutive grids except for at the
walls. However, this area adjacent to the wall is of considerable interest and the
investigation requires that a detailed description of this area be obtained. Grid 2 seems the
most sensible choice when considering what has been previously discussed. It forms a
shape similar to the finer grids, maintaining this shape to the wall with relatively minimal
change. Grid 2 provides enough elements to achieve efficient convergence whilst
maintaining an adequate description of phenomena adjacent to the walls. A similar
conclusion can be drawn upon examination of the profile for the other species.
0.031
0.032
0.033
0.034
0.035
0.036
0.037
0.0 0.2 0.4 0.6 0.8 1.0Position ([r-r i ]/[r o -r i ])
[Ca+
+]
mol
/L
Grid 1 Grid 2 Grid 4
Grid 7 Grid 5 Grid 6
Figure 5.4 – Grid analysis of the outlet radial calcium concentration distribution, Re = 1000, T = 298 K.
The second criterion for comparison is the rate of generation. This comparison further
confirmed that Grid 2 with the dimensions of 20×670 (13,400) elements should be used to
obtain the remaining solutions.

Chapter 5
119
Grid Name Radial Elements Axial Elements Radial Distribution
Grid 1 15 500 Uniform
Grid 2 20 670 Uniform
Grid 4 30 950 Uniform
Grid 5 35 1150 Uniform
Grid 6 40 1300 Uniform
Grid 7 30 670 Non-Uniform
Table 5.1 – Dimensions of grids used for comparison in Figure 5.4.
5.4. Examination of Calcium Sulphate Precipitation within different
flow regimes and under various conditions
As previously noted, this study aims to examine in detail
the effect of velocity and residence time distribution in
precipitating crystalline systems under both isothermal
and non-isothermal conditions. The investigation
demonstrates that velocity has a decisive influence on
the behaviour of the precipitation process, especially
through its relationship with fluid residence time that
causes concentration gradients to emerge in the bulk
and/or boundary layer depending on the flow region.
These concentration gradients are due to formation of
particulate matter, which can contribute to fouling by
particulate deposition, and in addition have a similar
effect to those induced by temperature gradients in non-
isothermal systems and influence diffusion of species
towards the walls. The following section discusses the
results in laminar and fully developed turbulent flow.
For laminar flow, the velocity effects have been Figure 5.5 - Calcium Ion Distribution, Re = 1000

Chapter 5
120
examined at varying solution supersaturation and system temperatures to see whether or not
the velocity effects would be exacerbated by the degree of supersaturation and system
temperatures. For turbulent flow that is mostly encountered in heat exchange systems, the
effect of temperature gradient is assessed.
5.4.1. Precipitation in Laminar Flow
5.4.1.1. Observation of Generation
It is vital to the rest of the investigation that the important characteristics of the generation
process are identified before discussing the impact that changing the operating parameters
has on the process. This section is devoted to discussing the physical characteristics of the
solution to laminar flow with a Reynolds number of 1000 at 25°C.
Figure 5.5 shows the distribution of calcium ion mass fraction for a Reynolds number of
1000 at 25°C. It is observed that the inlet calcium ion mass fraction is uniform in the radial
direction and as progress is made along the annulus the mass fraction of calcium ion in the
bulk decreases. In some regions of the flow, the mass fraction of calcium ions is 5.5% less
than that at the inlet. For the sulphate ion the distribution and consumption is similar. In
the corresponding distribution for particles the mass fraction increases along the annulus
because the precipitation process is producing calcium sulphate particles.
A distinct observation that can be made in Figure 5.5 is that as progress is made along the
annulus the mass fraction profile in the radial direction does not remain constant. This
suggests that the rate of ion consumption is varying not only in the axial direction but as
well in the radial direction. The observed radial variation in precipitation rate and hence
mass fraction is largest at the outlet.
Figure 5.6 shows the variation in the concentration profiles of species for calcium ion and
particulate matter at two consecutive axial positions. At both of these positions the flow is
fully developed and as such the difference is only due to the effect of residence time.
Examination of Figure 5.6 suggests that the precipitation is greater adjacent to the walls and

Chapter 5
121
more particles are produced closer to either wall than around the middle position. Since the
process is isothermal and the solution supersaturation and hence concentration of species is
uniform at the inlet, the variation in precipitation rate can only be due to the velocity
gradient. Figure 5.7 depicts a plot of the fully developed radial velocity profile, which
corresponds to both axial positions in Figure 5.6, showing that the lower velocity regions
correspond to the regions where more particles have been generated because at lower
velocities the precipitation reaction has more time to proceed before the fluid exits the
annulus. Figure 5.6 also demonstrates that at two points in a fully developed flow the
overall concentration of particles and the concentration gradients for each species are larger
downstream. The emergence of concentration gradients show the decisive influence that
residence time has on the production of particles and their possible contribution to fouling
by mode of particulate deposition and also the ionic concentration gradient which would
induce diffusion of ions to the wall and contribution to fouling by mode of crystallisation.
0.000
0.002
0.004
0.006
0.008
0.010
0.012
0.014
0.016
0.0 0.2 0.4 0.6 0.8 1.0Position ([r-r i ]/[r o -r i ])
[Ca++
] m
ol/L
Ca, z = 0.5 Part, z = 0.5Ca, z = 1.5 Part, z = 1.5
Figure 5.6 - Radial Concentration Profile at various axial (z) position for Re = 1000, T =298 K

Chapter 5
122
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.0 0.2 0.4 0.6 0.8 1.0Position ([r-r i ]/[r o -r i ])
Velo
city
m/s
Figure 5.7 - Developed Velocity Distribution for Re = 1000, T =298 K
5.4.1.2. Effect of Velocity in Laminar Flow
By changing the inlet velocity, keeping within the laminar regime, the impact can be further
examined. Figure 5.8 demonstrates how at lower Reynolds numbers a greater amount of
soluble ions are converted to particulate matter within the flow domain. In reviewing the
observations made regarding the velocity and the consumption of soluble species, a
connection is made. That connection is residence time, τ. This is apparent in both cases
when the Reynolds number is changed or when the radial profile of the concentration is
compared to the velocity profile. In essence, the longer the species spends in the flow
domain the more time it has to react and the more particulate matter is produced. Velocity
does have a considerable impact on the generation process by affecting the residence time
and, therefore, the amount of species reacted.

Chapter 5
123
0.0125
0.0130
0.0135
0.0140
0.0145
0.0150
0.0 0.2 0.4 0.6 0.8 1.0
Position ([r-r i ]/[r o -r i ])
[Ca++
] m
ol/L
Re =250 Re = 500 Re = 1000 Re = 1500
Figure 5.8 - At outlet radial calcium concentration distribution with varying Reynolds numbers
One observable consequences of the impact that velocity has is the establishment of
concentration gradients adjacent to the walls. In both Figure 5.6 and Figure 5.8 a
concentration gradient can be seen for both particulate and soluble matter. Figure 5.6
demonstrates that at two points in fully developed flow the concentration gradient for each
species is greater further down stream. Even though closer to the wall the reaction rate is
lower than in the bulk due the difference in concentration of soluble species, the
comparative difference in residence time is enough to have considerable impact on the
concentration of species. Figure 5.8 depicts how there are larger concentration gradients
within the flow for lower Reynolds numbers. This demonstrates that a longer residence
time in the flow domain produces a larger concentration gradient. It is known that diffusive
mass transfer is proportional to a concentration gradient, as defined by Fick’s law. Hence,
the significance of concentration gradients being developed in the flow is that there is the
possibility the species present in solution could experience a diffusive flux in the radial
direction. By observing Fick’s law, it is concluded that a larger radial diffusive flux of
species would occur at a lower Reynolds number in a bulk precipitation system.
A convective flux of species can also occur in the radial direction. Convective flux is
proportional to velocity. To determine the dominant mode of radial flux concentration

Chapter 5
124
profiles at different Reynolds numbers with the same residence times were compared. The
results show that the radial concentration profile for the species is identical for each
Reynolds number as seen in Figure 5.9. From this it can be stated that if there was any
radial movement of species, which would impact on the radial concentration profile, then it
is not related to the velocity. Furthermore, if there was no movement at all then at any
nodal position the sum of the concentrations of species should be constant. This was not
observed, the sum of the species concentration at each nodal point along the outlet varied
for each Reynolds number. The variation is in the region corresponding to the
concentration gradients. Therefore, these observations facilitate the conclusion that radial
movement of species does occur and it is predominantly diffusive in nature.
0.034
0.035
0.036
0.037
0.038
0.0 0.2 0.4 0.6 0.8 1.0
Position ([r-r i ]/[r o -r i ])
[Ca+
+]
mol
/L
Re = 250 Re = 500 Re = 1000 Re = 1500 Re = 2000
Figure 5.9 - Outlet radial calcium concentration: different Reynolds numbers, same residence time
of 15 seconds.
To more closely analyse the differing concentration profiles for different values of
Reynolds numbers shown in Figure 5.9 and to assess the relative effect of convective flow
of momentum in the developing region as opposed to residence time, the concentration
profiles are plotted (Figure 5.10) for a developing flow for various Reynolds numbers at a
given residence time. Figure 5.10 demonstrates that the flux is mainly diffusive and the
degree of convection only affects the profile next to the wall and there is no difference
between these profiles within the bulk.

Chapter 5
125
0.01496
0.01498
0.01500
0.01502
0.01504
0.0 0.2 0.4 0.6 0.8 1.0
Position ([r-r i ]/[r o -r i ])
[Ca++
] m
ol/L
Re = 250 Re = 500 Re = 1000Re = 1500 Re = 2000
Figure 5.10 - The comparison of the radial calcium ion distribution for different Reynolds number
with the same residence time of 2 seconds in developing flow. T = 298 K.
The occurrence of a diffusive flux impacts upon the aforementioned fouling mechanisms.
Precipitation in the bulk induces the diffusion of soluble species towards the surface. In
crystallisation fouling, soluble species are transported to the heat transfer surface where
they deposit via reaction on the surface. The precipitation of species in the bulk may in fact
promote the crystallisation on the surface. It is to be noted that the reaction on the surface
has different physical and kinetic properties to the reaction in the bulk. A comparison of
these properties reveals that the surface reaction is significantly favoured over the reaction
in the bulk [13]. Even though the precipitation in the bulk is small compared with the
crystallisation on the surface it may be significant enough to induce the transport of ions
towards the surface.
Precipitation in the bulk could also influence the movement of the particulate matter. The
solutions of this investigation suggest that in laminar flow there is a significant amount of
precipitation occurring, especially in the region close to the wall. As a result of this a
significant particulate concentration gradient forms in these regions. Therefore, there may
also be some movement of particles generated in the bulk by diffusion. It is difficult to

Chapter 5
126
conclude the impact it has on the resulting particle motion because other characteristics like
any stochastic behaviour need to be considered. It is most likely that the particulate matter,
which is colloidal in size, will follow the streamlines of the laminar flow. Overall, the CFD
solutions demonstrate that the residence time in the annular section under laminar flow is
sufficient to produce significant amounts of particulate matter.
5.4.1.3. Effect of Velocity at Varying Inlet Supersaturation
The rate of reaction is a function of the degree of solution supersaturation. Figure 5.11 was
constructed to assess the relative influence of velocity at various inlet supersaturation.
Whilst the radial trend described in the previous section exists in each profile, it is obvious
that the velocity effects become more significant and pronounced at higher degrees of
supersaturation.
0.000
0.005
0.010
0.015
0.020
0.025
0.0 0.2 0.4 0.6 0.8 1.0Position ([r-r i ]/[r o -r i ])
[Ca++
] m
ol/L
S.S. = 1.5 S.S. = 3 S.S. = 4.5
Figure 5.11 - The radial concentration profile at the outlet for three different inlet concentrations
with equal molar feed of reactants: Re = 1000. T = 298K.
In some situations, the solution is stable above the saturation concentration to a certain
extent. Precipitation does not occur once the solubility limit is exceeded. This physical
phenomenon is referred to as metastability. In the present investigation it is assumed that a
region of metastability does not exist. The effect of metastability can be easily

Chapter 5
127
incorporated into the code. Similar characteristics as discussed would be displayed with the
incorporation of the metastable region. A metastable environment slows the kinetics of the
precipitation process. Hence, the precipitation rates at a given degree of supersaturation
would be less in a metastable system compared with a system that does not experience
metastability.
5.4.1.4. Effect of Velocity at Various System Temperatures
The effect of temperature on precipitation is well established. Comparative simulations
have been carried out (Figure 5.12) to show the relative effect of velocity on the generated
concentration gradients at a given solution supersaturation but varying system temperatures
(25oC to 45oC). The concentration gradient is much steeper at higher temperatures and
further highlight the impact that velocity has on distribution of species at higher
temperatures.
0.010
0.011
0.012
0.013
0.014
0.015
0.016
0.0 0.2 0.4 0.6 0.8 1.0
Position ([r-r i ]/[r o -r i ])
[Ca++
] m
ol/L
T = 298 K T = 308 K T = 318 K
Figure 5.12 - Effect of temperature on outlet calcium concentration for an inlet supersaturation of 3, Re =
1000
Comparison of Figure 5.11 and Figure 5.12 indicates that temperature and its influence on
the reaction rate constant has a more dominating impact on precipitation and the generated
concentration profile than the degree of solution supersaturation. In heat exchangers, the

Chapter 5
128
accumulated impact of velocity and the existing temperature gradients further induces
concentration gradients and would contribute to the magnitude of soluble species flux
towards the surface and also possibly the particulate fouling by generated particles; this will
be assessed in turbulent flows usually encountered in heat exchanger systems.
5.4.2. Precipitation in Fully Turbulent Flow
5.4.2.1. Verification for the Turbulent Conditions
Two important steps need to be covered before analyzing the occurrence of precipitation
within turbulent flow. The first is the selection of a suitable turbulent model and the second
involves determining the most appropriate grid for the model to be used in the subsequent
analysis.
Selection of the turbulent model was a straightforward procedure. The Low Reynolds
number turbulent models were selected over the other models, like the standard k-ε
turbulent model, because the Low Reynolds number turbulent models are capable of
resolving the behaviour adjacent the wall. The benefit of this was highlighted in the
laminar component of this chapter, which demonstrated that the phenomenon of interest
was that adjacent the wall. Also, the other turbulent model within the commercial CFD
package used for this component of work operated using standard wall functions. As
described in the literature review, standard wall functions are not suitable for the
consideration of the aqueous phase as it has a relatively high Schmidt number.
Grid analysis was an important part in preparation for the examination of the laminar
conditions and remains the case for the turbulent component. With the focus shifting to
turbulent flow, another grid analysis is required to obtain a grid that efficiently describes
the characteristics caused by these changed flow conditions. Figure 5.13 presents the result
of the grid analysis for turbulent flow with a Reynolds number of 10,000. The low
Reynolds k-ε turbulent model is used in this analysis. There is an apparent difference in the
radial distribution of grid points when Figure 5.13 is compared to Figure 5.4. For both
conditions the grids are structured but for the turbulent simulations (Figure 5.13) the grid

Chapter 5
129
points are non-uniformly spaced with more grid points closer to the walls within the
viscous sub-layer. Hence, this grid analysis uses the same number of grid points (30) but
studies the effect of changing the ratio of grid points adjacent the walls to the number
within the bulk. As this ratio is increased it seems to have little impact on the resulting
solution. Hence, the ratio value of ‘50’ is chosen as it seems to capture the behaviour
adjacent the walls that grids with a higher ratio would whilst having more grid points left to
describe the phenomenon in other sections of the flow.
0.03733
0.03734
0.03735
0.03736
0.03737
0.03738
0.03739
0.0 0.2 0.4 0.6 0.8 1.0Position([r-r i ]/[r o -r i ])
[Ca++
] m
ol/L
L1/L2 =30 L1/L2 =50 L1/L2 = 70
Figure 5.13 - Grid analysis of the outlet radial calcium concentration distribution using the Low Reynolds
number turbulent model, Re = 10,000, T = 298 K.
5.4.2.2. Isothermal Fully Turbulent Flow
Experimental studies have focused considerable attention on the fouling phenomenon in
turbulent flows. Turbulent flows increase the shear stress that acts at the wall, which helps
to remove fouled deposits. However, turbulence reduces the resistance to mass transfer that
enable higher mass transfer rates, facilitating ion transport towards the wall. The residence
time behaviour observed in the precious sections also has a similar impact on the
precipitation in turbulent flow. Specifically, in the viscous sub-layer region of the turbulent
flow the behaviour of species is expected to be similar to that identified in laminar flow
because of the similar flow characteristics.

Chapter 5
130
The bulk residence time is so short that the amount of
particles produced in the turbulent bulk is considered to
have a negligible effect on fouling. Figure 5.14
demonstrates the concentration profiles for calcium ions
along the annulus for a Reynolds number of 10,000. In
some regions of this turbulent flow only a maximum of
0.15% of the calcium ions have been consumed which is
much smaller than the corresponding 5.5% experienced in
the laminar flow of Figure 5.5 indicating that the amount
of particles produced in the bulk is insignificant.
Within the viscous sub-layer the concentration gradients
are similar to those that were developed in laminar flow,
which induce a radial, diffusive flux of the species. The
increased residence time adjacent to the walls allows more
particles to form. Figure 5.14 shows that the minimum
calcium ion mass fraction appears adjacent to either walls
of the annulus corresponding to a maximum amount of
particles being produced near the walls. This is explained
by the characteristics of the fully developed turbulent flow having a fairly constant velocity
in the bulk and laminar characteristics in the viscous sub-layer adjacent to the walls where
viscous forces are more dominant than Reynolds stresses. Figure 5.15 shows that although
for both velocities the flow is fully developed, and the average residence times are the
same, the different degrees of turbulence does indeed affect the particle generation and the
concentration profiles.
Figure 5.14 - Calcium Ion Distribution for Isothermal Turbulent flow

Chapter 5
131
0.015006
0.015008
0.015010
0.015012
0.015014
0.015016
0.0 0.2 0.4 0.6 0.8 1.0Position ([r-r i ]/[r o -r i ])
[Ca++
] m
ol/L
Re = 10,000 Re = 20,000
Figure 5.15 - The comparison of the radial calcium ion distribution for the Reynolds number of 10,000 and
20,000 for a fully developed flows at a given residence time. T = 298 K.
5.4.2.3. The Effect of Temperature Gradients in Fully Turbulent Flow
Heat exchangers operate under various heat transfer conditions. Important to all is the
impact that the resulting temperature gradient has on fouling. This section will examine the
effect that temperature gradients have on precipitation in turbulent flow, the flow regime at
which heat exchangers operate to minimize fouling. The temperature gradients are
simulated by imposing a constant heat flux as a boundary condition on the inner wall of the
annulus. For a given run, the constant heat flux corresponds to a constant temperature
gradient adjacent the inner wall because the values of viscosity, heat capacity and thermal
conductivity are assumed to be constant.
Figure 5.16 shows the drastic effect that a temperature gradient has on precipitation. As
was noticed in Figure 5.12, the varying temperature has a significant effect on the rate of
precipitation and, hence, the amount precipitated. The position where most ionic species
have been consumed corresponds to the position of highest temperature, at the inner
surface. The temperature decreases toward the bulk and this corresponds to the decrease in
the amount of ionic species consumed in Figure 5.16. The resulting temperature gradient

Chapter 5
132
leads to the establishment of a concentration gradient adjacent to the heat transfer surface.
Furthermore, a comparison of Figure 5.15 and Figure 5.16 suggest that temperature
gradients have a more significant impact on developing concentration gradients than the
distribution in residence time; however, the effect of residence time distribution is not
negligible though it is often neglected.
0.01475
0.01480
0.01485
0.01490
0.01495
0.01500
0.01505
0.0 0.2 0.4 0.6 0.8 1.0
Position ([r-r i ]/[r o -r i ])
[Ca++
] m
ol/L
q" = 14 kW/m2q" = 7 kW/m2
Figure 5.16 - Comparison of the radial ion distribution with different heat fluxes at the same position for a
Reynolds number of 20,000.
Researchers have drawn general conclusions that higher surface temperatures, higher heat
fluxes, lead to a greater amount of scale forming on the surface. The phenomenon that
causes one to make this conclusion is clearly demonstrated and quantified in Figure 5.16. It
is observed that a higher heat flux causes a more significant concentration gradient to
develop adjacent the heat transfer surface. As previously stated, these concentration
gradients lead to a diffusive flux of ionic species. In terms of fouling, these concentration
gradients would have an influence on the transport mechanism. Hence, at a higher heat
flux there would be a superior diffusive flux, which suggests that a greater amount of scale
would form.

Chapter 5
133
0.01475
0.01480
0.01485
0.01490
0.01495
0.01500
0.01505
0.0 0.2 0.4 0.6 0.8 1.0
Position ([r-r i ]/[r o -r i ])
[Ca++
] m
ol/L
Re = 10,000Re = 20,000
Figure 5.17 - Comparison of the radial ion distribution for the Reynolds number of 10,000 and 20,000 at the
same residence time and the same heat flux at ri. Tbulk = 300 K.
Various researchers have compared results of different flows to speculate on whether
transport or attachment is the rate-controlling step in the observed scale deposition. Similar
conclusions cannot be drawn from these results because attachment is not examined.
However, this study will provide an insight into how different flows effect the transport
mechanism. Figure 5.17 show the results for two Reynolds numbers for fully developed
flows at a given average residence time, heat flux and bulk temperature. A larger
concentration gradient has emerged for the lower Reynolds number. This implies that a
greater amount ionic diffusive transport occurs for lower Reynolds numbers due to
residence time distribution.
The detail of the CFD results allows a better appreciation of the transition between the two
possible controlling steps of deposition and also different mechanisms of fouling. It was
previously observed that surface temperature relates to the temperature gradient and its
impact on the concentration gradient. For these two runs (Figure 5.17) that were at a given
bulk temperature, given heat flux, and a given average residence time, the lower flow rate
has a higher surface temperature. This is attributed to the lower Reynolds number having a
thicker boundary layer, a larger resistance to heat transfer. It is demonstrated by comparing
the results in Figure 5.17 that as the boundary layer is decreased so too will the difference

Chapter 5
134
between bulk and surface temperature. This has the effect of reducing the size of the
concentration gradient and, consequentially, the magnitude of the diffusive flux. Therefore,
it quantifies how the controlling step of the deposition process alternates from diffusion
controlled to surface reaction controlled as flow increases.
5.5. Validation: Modelling a Particulate Phase
In the verification step of Figure 5.4 it was demonstrated how a satisfactory level of grid
convergence was achieved, which led to the selection of a specific grid to be used for the
laminar simulations. The convergence behaviour observed in the figure demonstrated that
a grid independent solution was obtained, the goal in all grid analysis. However, as Figure
5.18 demonstrates, a similar verification step conducted on the particulate matter does not
obtain the same level of convergence. The figure shows that despite the application of finer
grids the values, particular adjacent the walls do not converge to a point. Rather it seems
that the values at the wall decrease with increasing grid size. This behaviour appears
somewhat confusing in the context of Figure 5.4. The initial interpretation was that the
observed behaviour related to how that data was extracted from the CFD solution in the
post-processing program. If this was the case then a similar occurrence would be observed
in Figure 5.4 and it is clearly not the case.

Chapter 5
135
0.000
0.005
0.010
0.015
0.020
0.025
0.030
0.0 0.2 0.4 0.6 0.8 1.0Position ([r-r i ]/[r o -r i ])
[CaS
O4]
mol
/L
Grid 1 Grid 2 Grid 4
Grid 7 Grid 5 Grid 6
Figure 5.18 - At outlet radial calcium sulphate (particulate matter) concentration Distribution Re = 1000
Closer consideration of the results for the particulate matter and their formulation indicated
that the phenomenon exhibited in Figure 5.18 is not a simple verification problem. Rather,
it appears to be related to the specification of the particulate model. This being the case
then the problem is related to the concept of validation, ensuring the right model is solved.
It is explained through comparing the eulerian transport equation specified to describe the
ionic phase and another for the particulates. Examination of the transport equation
representing their corresponding mass fractions reveals that there are three terms the
advection, diffusion and the source term. A comparison of each term reveals that there are
two differences, the first in the source term and the second in the diffusive term. The
source term describes the precipitation in the aqueous phase and in both equations depends
only on variables in the aqueous phase, with the only difference in the conversion factor
used to relate it to either phase. For the diffusive terms, the diffusion coefficient for the
particulate phase is greater than that for the aqueous phase. Since the source terms are
essentially the same, it is the diffusion that is relied upon to “balance” the rest of the
equation. For the aqueous phase, the balance of species applies through each term as each
term has the mass fraction for that phase. However, this is not so for the particulate phase.
As mentioned, only the convective and diffusive terms are left in the particulate equation to
counter the behaviour of the source term, which depends on the aqueous phase. This leads

Chapter 5
136
to the imbalance observed in Figure 5.18 where the larger diffusion coefficient of the
particulate phase is causing the value of the absolute at the wall to increase with decreasing
grid size. Presumably this occurrence is a result of the solution trying to balance the
changing source term. Essentially, it indicates that these transport equations are not
compatible with one another. If the desire was to maintain this set-up and avoid this
problem then the diffusion coefficients for both phases should be the same. It was noticed
in the simulations conducted for the isothermal generation that the solution converged
quicker when the diffusions where set equal. If this is felt to be an unreasonable resolution
then an alternate method is required to model the particulate phase. Alternate methods
included utilizing a non-homogenous or multi-phase model.
5.6. Summary: Usefulness of CFD
Throughout the previous sections the CFD solutions have not only been used to examine
the behaviour of precipitation but also to examine the use of CFD in obtaining accurate
solutions. Verification was performed to ensure that the best possible CFD solutions were
obtained. For example, a grid convergence test was used to demonstrate that a grid
independent solution was obtained and hence, confirmed the quality of the grid. The
iterative convergence was discussed to quantify the adequacy of the conceptual model.
Validation was performed to examine the accuracy of the coded model by a comparison
with some experimental data. However, comparison with the radial profiles of species is
more difficult because there is no analytical method that can extract the results in a similar
form. Consequently, validation can only be performed on selected values calculated from
the CFD solution [49]. Two key ideas evolve from this problem. Firstly, it emphasizes the
importance of rigorously checking the grid convergence, the concepts used in the model
development and making a comparison of numerical solutions to ensure credibility of the
results. This is an attempt to minimize all possible errors. It is analogous to the procedures
performed for the same purpose in other investigative methods. Secondly, the inability to
validate the solution in detail proves the usefulness of CFD and specifically its ability to
gain information unable to be obtained using the traditional experimental methods. Thus,

Chapter 5
137
when used astutely CFD proves to be both a practical and an informative investigative
method.
By using CFD details, the effect of hydrodynamics on kinetics of precipitation will be
obtained that would be unattainable using traditional experimental investigations. CFD is a
non-intrusive investigative technique, which can extract information that is difficult to
obtain experimentally and allows detailed examination of the flow domain and enabling the
intricate relationship between variables to be established. Hence, the advantage of CFD is
that the influence that variables like temperature, velocity, and residence time have on
fouling can be closely analyzed. Also, CFD has the advantage of being able to isolate the
phenomena so it can be understood individually before examining the process as a whole.
The knowledge gained and future developments and refinement of the approach can help to
predict the location within the flow domain where precipitation will take place and would
assist in fundamental understanding of the process.

Chapter 6
138
6. Study of CaSO4 Precipitation in Laminar Flows in
pipes and slits under Isothermal Conditions Equation Chapter 6 Section 1
6.1. Introduction
The previous chapter has shown that the distribution of the fully developed velocity profile
and the associated residence time leads to precipitation within laminar boundary layers or
viscous sub-layers and induces flux of ionic species that could promote crystallisation
fouling in addition to contribution to fouling by particulate deposition.
This chapter examines similar concepts, as it investigates the impact that the
hydrodynamics have on the precipitation of calcium sulphate within the bulk and boundary
layer. It compares the characteristics of this behavior for two different geometries, a tube
and a slit. These types of geometries are present within the desalination industry and both
experience fouling. It is anticipated that the resulting information provides insight into how
the precipitation behavior varies between geometries. The analysis will also enable the
determination of whether or not a particular variable can be used to relate the resulting
fouling phenomena for the two different geometrical configurations. To establish this
possible means of comparison, CFD simulations of calcium sulphate precipitation study the
cases of equal shear stress, equal Reynolds number and equal velocity are compared at the
same average residence time.
6.2. Model Boundary Conditions
The Eulerian modelling approach has been used to describe transport equations, including
the aqueous phase. The source terms of the aqueous phase have been added to simulate the
precipitation reaction kinetics, which occur in the bulk and boundary layer. The model
performance in laminar flow is simulated using a 2D structured grid for both geometries.

Chapter 6
139
The boundary conditions are varied throughout the investigation to assess the impact that
each parameter has on the precipitation. At the inlet, the feed consists of an equi-molar
concentration of ionic species but no solid calcium sulphate is present. At the wall no-slip
conditions are assumed for velocity. To isolate the effect of velocity and residence time
distribution on precipitation and concentration profiles, it is assumed that there are no heat
and mass fluxes at the boundaries and that the system operates under isothermal conditions.
It is acknowledged the practical operation of heat exchangers involves the occurrence of
temperature gradients and heat flux, which would have cumulative effects on precipitation
and concentration gradients. However, the interest here is in examining the impact of the
hydrodynamics with the anticipation of using a hydrodynamic variable to relate the data
from the two geometries.
6.3. Examination of Precipitation Behavior
within different Geometries
The discussion of the results will consist of two related
sections. The first section will briefly review the
important aspects of precipitation in laminar flow. The
second section will draw on the observations made in the
first one as well as relevant fouling knowledge to
compare the solutions of the two geometries.
Comparison will be performed in three ways. It will be
based on the Reynolds number, velocity and shear stress.
The objective is to determine which basis of comparison
provides the most useful information in the pursuit of
fouling knowledge.
6.3.1. Effect of Residence Time and Velocity
Figure 6.1 shows the distribution of calcium ion mass fraction for feed with supersaturation
of 2 at 25°C in the rectangular geometry. The left hand vertical boundary represents the
Figure 6.1 - Calcium Ion Distribution for Re = 2000

Chapter 6
140
plane of symmetry, which was assumed in the development of the grid. In Figure 6.1, the
calcium ion mass fraction is decreasing as flow progresses through the channel. Similar
behaviour is observed for the sulphate ion while the mass fraction for calcium sulphate
increases as progress is made along the geometry. These observations indicate the
occurrence of the precipitation process and, more importantly, the effect of residence time.
They are similar to the observations made for the precipitation within an annular geometry
detailed in the previous chapter.
Figure 6.2 is a graphical representation of the distribution of calcium ion mass fraction
from the Figure 6.1. It shows the radial plot of the calcium ion concentration at consecutive
positions along the geometry, from inlet, midpoint to outlet. The characteristics of the
distributions observed in Figure 6.2 are similar to the behavior within the annulus, the
factor of key importance in the precipitation is the velocity and the influence it has on the
residence time. Essentially, in regions of lower velocity the residence time is greater and
more precipitation occurs. This leads to the emergence of concentration gradients
perpendicular to the flow. These gradients are apparent adjacent to the walls as shown in
Figure 6.1 and Figure 6.2. The significance of the concentration gradients with respect to
both crystallisation and particulate fouling was addressed previously.
0.00998
0.01002
0.01006
0.01010
0.01014
0.01018
0.01022
-1.0 -0.5 0.0 0.5 1.0Position (x/d L )
[Ca++
] m
ol/L
)
Inlet Midpoint Outlet
Figure 6.2 - Radial Concentration Profile at various axial (z) position within the Slit Geometry.

Chapter 6
141
6.3.2. Precipitation in different Geometries
The next step of this analysis is to draw a comparison between the precipitation behaviour
within the two types of geometry. Overall, similar precipitation characteristics were
exhibited in the rectangular and tubular geometries. However, there exist significant
differences between the concentration profiles, which need to be examined in order to
understand how the nature of fouling varies in different geometries. To identify these
differences the solutions for both geometries were compared using three inter-related
parameters. These parameters are Reynolds number, average velocity and shear stress.
Finally, to gain a more meaningful comparison, the radial concentration profiles for fully
developed flow were compared for equal average residence times. In all simulations the
system temperature is at 25°C and the inlet supersaturation is 2, which corresponds to
calcium ion concentration of 1.1082×10-2 mol/L.
6.3.2.1. Equal Shear Stress
Comparison of the results at a given shear stress for the slit and for the pipe in developed
flow, illustrates further the importance of residence time. Figure 6.3 shows the calcium ion
concentration in the two geometries for the same shear stress of 4.22×10-2 Pa and the same
average residence time. For this specification, the flow in the pipe experiences a higher
velocity and higher Reynolds number of 2500.

Chapter 6
142
0.00993
0.00998
0.01003
0.01008
0.01013
0.01018
-1.0 -0.5 0.0 0.5 1.0
Position (x/d L )
[Ca++
] m
ol/L
)
PipeSlit
Figure 6.3 - Calcium concentration profile in different geometries for equal shear stress and equal average
residence time.
Two important observations can be made. Firstly, the same amount of calcium ion is
present within the bulk. This shows that for the same average residence time, the same
amount of calcium ion has been consumed and is consistent with the concept discussed
previously regarding residence time. However, there is a significant difference in the shape
of the concentration profiles adjacent to the walls. Hence, the second important
observation is that the concentration gradients are not the same in the two geometries. This
observation suggests that the shape of the conduit influences the distribution of the
residence time. A greater inlet velocity and a bigger channel cause both the velocity
distribution and the residence time distribution, in the direction perpendicular to the flow,
to be larger (Figure 6.4). Thus, for a given average residence time, the influence that the
velocity and channel size have on the residence time results in more ions being consumed
adjacent to the wall for a pipe. This results in the emergence of larger concentration
gradients in the pipe geometry.

Chapter 6
143
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
-1.0 -0.8 -0.6 -0.4 -0.2 0.0 0.2 0.4 0.6 0.8 1.0Position (x/d L )
U/ υ
in
PipeSlit
Figure 6.4 – The comparative velocity profiles for the different geometries for the case of the equal shear
stress
6.3.2.2. Equal Velocity
Figure 6.5, shows the plot at a given inlet velocity and a given average residence time for
which the flow within both geometries is fully developed. In Figure 6.5 the comparative
concentration profiles are similar to those exhibited in Figure 6.3. Since the inlet velocities
are the same, the velocity profile in the slit is much steeper (Figure 6.6) and as such the
shear stress in the slit is higher. The lower shear stress experienced at the pipe wall
translates to higher residence time. Consequentially, more precipitation occurs and larger
concentration gradients develop against the wall. Hence, these results imply that a larger
flux of soluble species towards the wall is induced in the pipe.

Chapter 6
144
0.00978
0.00988
0.00998
0.01008
0.01018
-1.0 -0.5 0.0 0.5 1.0
Position (x/d L )
[Ca++
] m
ol/L
)
PipeSlit
Figure 6.5 - Calcium concentration profile in different geometries for equal inlet velocity of 0.02 m/s and
equal average residence time.
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
-1.0 -0.5 0.0 0.5 1.0Position (x/d L )
U/ υ
in
PipeSlit
Figure 6.6 - The comparative velocity profiles for the different geometries for the case of equal velocity

Chapter 6
145
6.3.2.3. Equal Reynolds Number
To compare the geometries at a given Reynolds number, a value of Re = 95 was used.
Under this condition, the velocity within the slit is an order of magnitude larger than that
within the pipe. Figure 6.7 demonstrates the concentration profile for a given Re for both
geometries and the profiles are similar to those observed in the previous two comparisons.
As with the previous figures, the bulk concentration is almost the same for both geometries
but the concentration gradients are more pronounced within the pipe. For the case of the
same shear stress, the difference in the magnitude of inlet velocities and the channel size
were used to explain the variation in the distribution of residence times and hence the
concentration profiles. For the case of the same Reynolds number, more precipitation
occurs adjacent to the wall in the pipe geometry, which has the lower inlet velocity.
However, as Figure 6.8 demonstrates, the non-dimensional velocity range experienced
within the pipe is significantly larger than that for the slit, which would mean that the
distribution of residence time would be larger. Such observations have previously been
established as factors contributing to the occurrence of larger concentration gradients.
Based on this analysis the fluid at the pipe wall experiences a lower shear stress and a
higher residence time. Figure 6.7 demonstrates that a smaller shear stress causes the
occurrence of more precipitation adjacent to the wall and larger concentration gradients to
emerge.

Chapter 6
146
0.00978
0.00988
0.00998
0.01008
0.01018
-1.0 -0.5 0.0 0.5 1.0Position (x/d L )
[Ca++
] m
ol/L
)
Pipe
Slit
Figure 6.7 - Calcium concentration profile in different geometries for equal Reynolds number and equal
average residence time.
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
-1.0 -0.5 0.0 0.5 1.0Position (x/d L )
U/ υ
in
SlitPipe
Figure 6.8 - The comparative velocity profiles for the different geometries for the case of equal Reynolds
Number.

Chapter 6
147
6.4. Summary
Overall, the geometry appears to have a significant effect on the comparative magnitude of
the concentration gradients. Another contributing factor appears to be shear stress. The
results indicated that the lower value of shear stress could be related to a greater
distribution in residence time, resulting in the emergence of larger concentration gradients.
However, a comparison of all figures that compare the concentration profiles show that the
largest concentration gradients appear in the pipe geometry. Thus, the effect of shear stress
is secondary to the type of geometry.
This study establishes a key idea relevant to fouling in a crystalline system. It relates to the
significance of not being able to inter-relate the results between the two geometries based
on the investigated hydrodynamic parameters. The subsequent stages of the model
development require the incorporation of various thermodynamic and kinetic data into
model boundary conditions. In some cases this involves the use of available empirical data,
which may only be available for a certain type of geometry. Another example exists for the
case of Reynolds number and velocity where the different geometry causes the shear stress
to be higher within the pipe, shear stress being a major factor of consideration for removal
aspect of the fouling processes. So any data obtained from one source has to be scrutinized
in the context of the geometry as well as the conditions it was obtained from. The
relevance of the results that question whether the data from one geometrical configuration
can be related to another may become more apparent upon completion of the final model.

Chapter 7
148
7. Development of a steady state 2D model of fouling
mechanisms to focus on deposition. Equation Chapter 7 Section 1
7.1. Introduction
The possible impact of precipitation occurring within the bulk and the boundary layer has
already been identified in the preceding discussions. The likely impact that this
precipitation has on both the crystallisation and particulate fouling mechanisms has been
proposed. The next stage of model development is to incorporate the fouling mechanisms
into the CFD model to simulate the deposition by both of these mechanisms. The
incorporation of both crystallisation and particulate fouling mechanisms is an effort to
define the deposition attributed to composite fouling.
The objective is to develop and validate a model using Computational Fluid Dynamics
(CFD) to assess both fouling mechanisms. Figure 7.1 shows the key areas that the model
will focus on. It highlights the possible fouling mechanisms that are related to precipitation
within a saline stream. Crystallisation fouling occurs when the ions are transported to and
precipitate at the heat transfer surface. Particulate fouling is associated with the
precipitation of ions within the flow and the resulting precipitant or particulate matter is
transport to the wall where they deposit. Figure 7.1 clearly identifies how the fouling
material associated within the particulate mechanisms can occur in different regions of the
flow. It was described in the literature review how it is extremely difficult for the
experimental methods found to differentiate between these sections of flow. In addition,
models that consider deposition associated with composite fouling also do not differentiate
between these sections of flow. Therefore, it would be beneficial to develop a model with
the ability to differentiate between these two sections of flow and assess the significance of
the fouling from the different sections.

Chapter 7
149
PrecipitationReaction
AnionsCations
Particles BoundaryLayer δ
FluidBulk
AnionsCations
Heat Transfer Surface
Particles
PrecipitationReaction
CrystallisationMechanism
ParticulateMechanism
Figure 7.1 – Schematic of possible scenarios considered in this study.
This required the development of a novel approach using CFD to define the resulting flux
of two mechanisms that occur as a consequence of precipitation. The novel approach
involved the development of a Eulerian-Lagrangian model with the ability to relate the
bulk/boundary layer precipitation with the particulate fouling mechanisms. This also
allows the model to establish whether particles are formed within either the bulk or
boundary layer. This is unable to be determined using experimental means. This model
also required incorporating the key forces that lead to particle attachment and to quantify
the flux associated with an attaching particle. Results representing both scenarios,
crystallisation and composite fouling, are validated against experimental results [58]. The
intention is to then use the CFD model that best fits the experimental data to conduct an
assessment of the impact that various operating parameters have on the magnitude and the
balance of mechanisms on the fouling flux. Through doing this, insight into the interaction
involved between mechanisms and parameters during composite fouling will be provided.
7.2. Model Boundary Conditions
The boundary conditions and geometry implemented in this investigation correspond to
those in Chong [58]. These experiments were carried out in an annular heat exchanger.
For simplicity the CFD simulations will assume the geometry is a two-dimensional annular
slice with the inner wall being the heat transfer surface. Two simulations are run for each

Chapter 7
150
set of deposit thickness data. The first thickness data was obtained for a laminar Reynolds
number and an inlet temperature of 50°C. The second thickness data was obtained for a
turbulent Reynolds number and an inlet temperature of 80°C. For both cases it is assumed
that the flow is developing. An inlet supersaturation of 3 was also specified. A constant
temperature drop of 8°C was imposed which, at fouled conditions, translates to a constant
heat flux of 2.6 kW. Calcium sulphate was used as the representative crystalline system;
however the code can be modified for other salts. The scalar transport equations were
utilized to model the mass fractions of the CaSO4 aqueous phase. The models used here
that were outlined in the methodology are those for precipitation (Equation (4.32)),
crystallisation (Equation (4.33)) and particulate fouling (Equation (4.41)) in a saline
system. The low Reynolds number k-ε model is used for the turbulent conditions.
The position of particle injection corresponded to the position of the grid nodes while the
initial velocity was set to 99 % of the fluid velocity at the node corresponding to the
position of injection.
7.3. Results and Discussions
The results and discussion are divided into three parts. The first discusses the
determination of suitable inlet turbulent parameters to simulate developing flow and the
verification of attachment of particulate matter using the Lagrangian model. The second
section uses the developed Eulerian-Lagrangian model to obtain results at both laminar and
turbulent conditions. These results will be validated. The final section examines the
application of different operating conditions.
7.3.1. Model development
The completion of the Eulerian-Lagrangian model involves calibration of two important
aspects of the model. The experimental apparatus did not have a section where flow was
allowed to develop before entering the heated section where the fouling occurred. In
addition, the flow entered the apparatus perpendicular to the heated surface and created

Chapter 7
151
some degree of cross-flow. This is complicated by the assumption of two-dimensional
flow. Two-dimensional flow was considered to limit the complexity of the flow and,
hence, focus on the operation of the modeled fouling mechanisms. The simulation of the
development of flow using the Low Reynolds number k-ε turbulent model involved the
appropriate specification of the boundary conditions at the inlet of the annular geometry.
7.3.1.1. Turbulent Models: Developing Flow
Figure 7.2 - A plot of the coefficient of friction as a function of distance from the entrance and Reynolds
number: (a) Re = 1.0034×104, (b) Re = 4.0813×104 [78].
Figure 7.2 displays the characteristics that are exhibited for the friction coefficient in
developing flow. The objective is to reproduce these characteristics in this model through
manipulation of the inlet turbulent quantities of the turbulence intensity and the dissipation
length. The significance of adjusting these terms was discussed in more detail within the
Methodology. The first step was performing a grid analysis to find a grid independent
solution of the developed section of the flow. Following this verification, the second step
involved conducting a sensitive analysis of the inlet turbulent parameters, dissipation length
and intensity. Throughout the analysis the results were qualitatively compared to Figure
7.2 with focus on the characteristics in the developing part of the flow. This comparison

Chapter 7
152
was deemed sufficient in achieving a representation of the developing flow that was
physically feasible.
Figure 7.3 shows two of the results obtained in the sensitivity analysis. The figure
compares the distribution of the friction coefficient obtained at the default settings and that
at the final settings. The default settings assumed there was a minimal amount of
turbulence at the inlet (3.70%) and specified that the dissipation length equivalent to the
size of the hydraulic diameter. It was not the purpose of this study to closely investigate the
impact that changing each parameter had on the results. Such studies are found elsewhere
[67, 68]. The turbulent values determined here were based on these studies and the strategy
outlined in Section 4.1.2.2. A distribution of the friction coefficient is obtained using the
adjusted set (Figure 7.3) that compares well with those in Figure 7.2. The amount of
turbulence at the inlet was significantly increased, as was the dissipation length, to affect an
earlier occurrence of flow transition. Such differences agree with the computer code
manual [65] that states the use of the hydraulic diameter in specification of the dissipation
length is not a good approximation when the inlet is as wide as the domain. The higher
values indicate a greater amount of turbulence existing within the flow at the inlet for the
simulated Reynolds number than assumed in the default values. In Figure 7.3 both sets, the
default and adjusted sets, achieve the same characteristics and value for the friction
coefficient near the outlet. The results confirm Lin’s [68] observation that the varying of
inlet turbulence parameters does not effect a change in the turbulent behavior within the
developed section of the flow.

Chapter 7
153
0.0000.0050.0100.0150.0200.0250.0300.0350.0400.0450.050
0 20 40 60 80 100
Length m
Fric
tion
Coe
ffici
ent -
Cf
DefaultAdjusted
Figure 7.3 - Comparison of distributions for friction factor obtained for different inlet turbulent conditions.
Default ~ I = 3.70%; D = 0.019 m., Adjusted ~ I = 40%; D = 0.050 m.
7.3.1.2. The Operation of the Lagrangian Model
As described in the Methodology, the objective is to use the Lagrangian model to quantify
the deposition of particulate matter, generated within the flow by associating their
deposition with a flux. A flux distribution can then be evaluated once the transport of each
particulate has been resolved and the accumulative flux of those deposited has been
determined. The code was extensively tested to ensure it operated in the intended manner.
Firstly, testing focused on the operation of the ODE solver. In doing this only the drag
force was considered. The resulting trajectories, which were resolved, were compared with
those obtained from the commercial code under corresponding conditions. There was good
agreement between models and it was interpreted to mean that the solver operated
correctly. The second part of the testing focused on the quantification of the deposition.
As there was an absence of comparative data available, this step involved scrutinizing each
aspect of the code involved in the flux evaluation. This included the examination of the
components used to effect the deposition as well as those that calculated the accumulative
flux. Three figures will be utilized to illustrate the findings of this preliminary analysis.

Chapter 7
154
Figure 7.4 represents the initial results of the particulate flux where the source of particles
was a precipitation within the geometry. It compares two distributions of the particulate
flux mechanism for the same operating conditions but for different grids. The most
prominent observation is the appearance of a number of multiple broken lines for each case.
There is one major line that is surrounded by other values both above and below. In the
figure, both distributions have some values that indicate there exists a zero flux at various
positions along the length. Therefore, the information obtained from this figure indicate
that the flux derived using the Lagrangian modelling approach is not continuous in the
same fashion that is exhibited when adopting the Eulerian modelling approach. Before
proceeding to the analysis it needs to be determined whether these characteristics relate to
problems within the code or are the distribution associated with fluxes derived from a
discrete phase. The trajectory of each particulate matter is solved individually and
successively.
0.0E+00
4.0E-07
8.0E-07
1.2E-06
1.6E-06
2.0E-06
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6Length m
Parti
cula
te F
lux
kg/
m2 s
Finer Coarser
Figure 7.4 – A preliminary result that highlights key issues that were overcome.
The characteristics of the flux distribution identified in Figure 7.4 relate both to the solver
part of the code and the method of the calculation of the particulate flux. These areas are
identified through examining the method of which the particulate flux is calculated. As
described, the flux distribution is calculated from a finite surface area and the mass flow

Chapter 7
155
associated with depositing discrete phase. Each particle’s trajectory is solved starting at the
point of injection until it either exits the geometry or deposits within finite intervals on the
surface. Figure 7.5, a sample of these trajectories, has been included to assist in the
visualization of this behavior. The particulate matter has been injected at successive
control volume centers, which are adjacent to one another. Additionally, the trajectories
were taken from a section of flow that was fully developed and, hence, uniform. The
integers along the horizontal axis represent the finite intervals on the surface while the
vertical axis represents the computational co-ordinate perpendicular to the surface and
magnitude of the particulate flux. Firstly, the characteristic observed for particulate flux
appears similar to that present in Figure 7.4. The majority of values seem to coincide with
a distinct horizontal line with the existence of some higher and lower values. Again, the
lower values represent zero flux. Now, relating the trajectories to the evaluated values,
there appears to be a distinct pattern. There appears an average particle flux where
consecutive flux values maintain a uniform distribution. The particle transport trajectories
associated with these values of particle flux appear to be more uniform and similar
compared to those where the values of flux experience more variation. Additionally,
Figure 7.5 shows the zero flux actually does coincide with no particle depositing while
more than one particle have deposited at positions with a corresponding flux that is greater
than the average values. This is a good result as it shows that the accumulative flux
calculated is operating as intended. However, the variation within the distribution is
unexplained considered that the flow conditions and the position of injections are the same
for each trajectory.

Chapter 7
156
0.0
0.2
0.4
0.6
0.8
1.0
1.2
804 805 806 807 808 809 810 811 812 813 814 815 816 817 818
0E+00
1E-08
2E-08
3E-08
4E-08
5E-08
6E-08
7E-08
Par
ticle
Flu
x k
g/m
2 s
Figure 7.5 - A sample of the trajectories that lead to the particulate flux.
Figure 7.6 is the flux distribution produced using the Lagrangian model after a number of
modifications were made to the code and its specification. A smoother particulate flux was
obtained. To obtain these improvements the method of gird generation was revised, a vital
part of the code was adjusted and a tighter convergence was specified. It appears that
improving the tolerance of both the grid and the interpolation scheme within the solver had
a considerable impact on the deposition results. The interpolation scheme was the main
part of the code, which was adjusted. The interpolation scheme is used to interpolate the
transport properties from the surrounding control volume to the current position of the
particle. It proved to be one of the more tedious part of the code’s development that was
most sensitive to changes in the problem’s specification. This is a surprising point because
its algorithm was much simpler to code when compare to that of the solver, which uses an
adaptive time step. However, despite these improvements there still exist values in Figure
7.6 which are isolated from the main distribution. These are present close to the inlet where
flow is developing and, which obviously appear to not depend on the areas addressed.
Close examination of the trajectories corresponding to these particles show that they were
generated within the geometry and transported downstream a significant distance until the
attachment force effected their deposition. This behavior is probably related to the varying
flow conditions observed near the inlet, which sees most of the particles from this area exit

Chapter 7
157
the geometry despite being formed and injected close to the surface. After all, the only zero
flux values that occur in Figure 7.6 appear immediately following the entry.
0.0E+00
2.0E-07
4.0E-07
6.0E-07
8.0E-07
1.0E-06
1.2E-06
1.4E-06
1.6E-06
1.8E-06
0.0 0.4 0.8 1.2 1.6
Length m
Parti
cula
te F
lux
kg/
m2 s
Figure 7.6 – The particulate flux distribution following the modification of various aspects of the code
including the developing section and the grid resolution
There is one remaining issue relating to the calculation of particulate flux distribution
which needs to be addressed. It relates to both the effect of gird size and the occurrence of
the isolated values of Figure 7.6. In Figure 7.4 the effect of grid size was examined and
despite the preliminary nature of the study, it showed how the average flux is greater for the
finer grid and the resulting particulate flux distribution appears to be smoother. The latter
point is easily explained in terms of the position of injection for the finer grid. The point of
injection for a finer gird is closer to the wall meaning that it experiences a stronger initial
attachment force and is more likely to deposit. The first point it implied is that changing
the grid size would make more points of injection and would consequently affect the
magnitude of the resulting flux. A finer grid would also mean that more particle transport
equations need solving. This task is daunting when trying to obtain a grid independent
solution. It is conceivable that a grid solution for the transport properties can be obtained
but a similar solution for the particulate flux is slightly more difficult, a point that raises the
issue of available computer power. The alternative is obtaining a distribution that is a
distribution representative of the material deposited along the surface of interest. The

Chapter 7
158
results used in the following discussion is a reasonable compromise between the number of
particles that can be simulated given the available computational facilitates and the number
needed to attain a representative sample. Graham [73] delivers a complete review of this
concept of efficiency and the Lagrangian Particle transport model.
7.3.2. Key Results and Validation
Comparisons are drawn between the experimental thickness of the fouled layer and the
numerical flux, which are both distributed along the length of the heat transfer surface. The
first involves assessing the operation of the crystallisation fouling mechanism for each flow
model. This assessment includes the validation of numerical results for crystallisation flux
using experimental results. The second part discusses the Lagrangian modelling
component of the model. The most important point in this part is the inclusion of the
particulate phase using the Lagrangian technique and inter-relating that with the Eulerian
modelling approach.
7.3.2.1. Crystallisation Fouling Mechanism: Re ≈ 4000, Tin = 323 K
The numerical results obtained for crystallisation fouling are validated using experimental
data. Both experiments, which were run at different inlet temperatures, are compared to
numerical solutions. The first comparison is at an inlet temperature of 50oC and a Reynolds
number of 4000. Flow with a Reynolds number of 4000 is considered to be within the
transitional flow regime. However, since CFD has difficulty modelling transitional flow,
the laminar flow model will be assumed suitable for the purpose of this investigation.
Figure 7.7 depicts the numerical results for the Laminar flow model compared with the
deposit thickness obtained experimentally. The distribution of crystallisation flux, which is
represented by the numerical results, appears to agree well with the experimental thickness.
Both sets of data increase in magnitude from inlet to outlet with the same rapid increase
observed within the entry region. It is within this entry region that the thickness of the
hydrodynamic boundary layer is increasing thus causing the surface temperature and
crystallisation flux to exhibit a similar increase. The similarity between the experimental

Chapter 7
159
results and numerical predictions suggests that this behavior would probably be present in
the experimental system as well. Furthermore, the quality of the comparison and of the
Eulerian modelling component is appreciated when considering that the results in Figure
7.7 support the ideas expressed by previous researchers that the intensity and, hence,
thickness of the fouled layer increases [17] as progress is made from the inlet to the outlet.
0.000
0.001
0.002
0.003
0.004
0.005
0.0 0.4 0.8 1.2 1.6
Length m
Expe
rimen
tal T
hick
ness
m
5.0E-07
5.5E-07
6.0E-07
6.5E-07
7.0E-07
7.5E-07
Num
eric
al F
lux
kg/
m2 s
Experimental ThicknessCrystallisation Flux Only
Figure 7.7 - Comparison of experimental results for thickness with laminar numerical results for
crystallisation flux at the heat transfer surface, Tin = 50oC.
7.3.2.2. Crystallisation Fouling Mechanism: Re ≈ 5000, Tin = 343 K
Validation at the higher temperature of 70oC has also been conducted and the results are
presented in Figure 7.8 using a supersaturation of 3. The experimental thickness in Figure
7.8 does not possess the same distribution as seen for the lower temperature. These non-
uniformly distributed results for experimental thickness were obtained using the low
Reynolds number k-ε turbulent model. The similarity between the distributions in Figure
7.8 appears to be limited. The distribution for the experimental thickness experiences a
general increase along the surface to the halfway point, then there is a drastic decrease,
which is maintained to the outlet but becomes more gradual. The difference between these
results and the numerical results is that the numerical results experience a continued

Chapter 7
160
increase along the geometry. Based on this resulting distribution, the thickness associated
with this Crystallisation Flux should be increasing along the heat transfer surface. Hence,
these numerical predictions are not in agreement with the experimental results. The
inclusion of results for particulate flux may provide a clearer idea of the observed
difference between the experimental and numerical results in Figure 7.8.
0.0000
0.0002
0.0004
0.0006
0.0008
0.0010
0.0 0.4 0.8 1.2 1.6Length m
Expe
rimen
tal T
hick
ness
m
4.0E-07
4.3E-07
4.6E-07
4.9E-07
5.2E-07
5.5E-07
Num
eric
al F
lux
kg/
m2 s
Experimental Thickness
Crystallisation Flux Only
Figure 7.8 - Comparison of experimental results for thickness with low Re k-ε model for crystallisation flux
at the heat transfer surface, Tin = 70oC.
A more substantial comparison could be drawn if the numerical deposition fluxes were
translated to the deposit thickness along the heat exchanger surface. However, this
transformation of results would require further reduction of the data by incorporating the
flux with time and the knowledge of deposit property [23] such as density. It should be
noted that uncertainties in the kinetic data affect the magnitude of the crystallisation flux; a
more tailored value for the kinetic relationships might be required as the activation energy
is unique to the crystalline system and independent of the other factors.

Chapter 7
161
7.3.2.3. Combined Crystallisation and Particulate Fouling Mechanism: Re ≈ 5000,
Tin = 343 K
This section discusses results obtained using the developed Lagrangian-Eulerian fouling
model, which considers particles being generated within the flow and then uses the
Lagrangian equation to model their transport. In modelling the particles, the Eulerian
equations which describe the transport of ions are extended by adding an appropriate source
term, which models precipitation within the bulk and the boundary layer. This precipitation
is the source of the modelled particles and, using an attributed value for mass flow rate, a
particulate flux is calculated if the tracked particle deposits on the heat transfer surface.
The current section examines the distribution along the heat transfer surface of the
particulate flux as well as the crystallisation flux for a precipitating flow. These results will
assist in determining the balance of the particulate flux in a system with co-existing
mechanisms.
Figure 7.9 shows the calcium sulphate flux distribution along the heat transfer surface for
the summation of the individual mechanisms. The conditions used to obtain the results
were an inlet temperature of 70oC, Reynolds number of 5000 and supersaturation of 3. The
flow model used was the low Reynolds k-ε turbulent model. A comparison between Figure
7.9 and Figure 7.8 elucidates the different impact that considering the combined deposition
of crystallisation and particulate has compared to considering the case only when
precipitation occurs at the surface. In fully developed flow, approximately greater than 0.4
m length, the distribution of flux is decreasing in Figure 7.9 while it is increasing in Figure
7.8. The decreasing trend in the numerical flux (Figure 7.9) is attributed to the precipitation
in the bulk and boundary layer and formation of particulate matter, which reduces the
driving force for crystallisation. Again, it is difficult to determine the prevailing
mechanism or mechanisms for these numerical results with the consideration of removal
despite the comparison in Figure 7.9, which indicates the co-existence of mechanisms in
the latter section of the geometry.

Chapter 7
162
0.0000
0.0002
0.0004
0.0006
0.0008
0.0010
0.0 0.4 0.8 1.2 1.6
Length m
Expe
rimen
tal T
hick
ness
m
0.0E+00
3.0E-07
6.0E-07
9.0E-07
1.2E-06
1.5E-06
Num
eric
al F
lux
kg/
m2 s
Experimental Thicknes s
Combined Flux
Figure 7.9 - The flux distribution along the heat transfer surface for the flux of the combined particulate and
crystallisation mechanisms. Re = 5000. Tin = 70oC.
The comparisons in Figure 7.7 to Figure 7.9 have revealed the innovative nature of this
novel approach to the fouling problem. Through the validation analysis, it demonstrates
how the model is capable of determining which mechanisms occur within a saline system
experiencing fouling. As indicated in the literature survey, the level of detail used in
assessing the mechanisms to assess in this investigation has not been able to be achieved in
others.
7.3.2.4. Relative Effect of Supersaturation and Temperature: Re ≈ 5000, Tin = 343 K
An important part of this model is its ability to break down flux into its components and
evaluate which is the dominant mechanism. Figure 7.10 plots the distribution along the
heat transfer surface for the individual crystallisation and particulate flux distributions with
their combined distribution. A comparison of the distributions for the individual
mechanisms reveals that the particulate flux goes through a maximum with the combined
flux but such a maximum is absent at the corresponding position within the crystallisation
flux distribution. This implies that the particulate flux has dominance over the
crystallisation flux. However, once flow is fully developed the trends of the individual
fluxes are similar to each other.

Chapter 7
163
0.0E+00
2.0E-07
4.0E-07
6.0E-07
8.0E-07
1.0E-06
1.2E-06
1.4E-06
0.0 0.4 0.8 1.2 1.6Length m
Flux
CaS
O4/m
2 s
Combined FluxParticulate FluxCrystallisation Flux
Figure 7.10 - The flux distribution along the heat transfer surface for the particulate mechanism, the
crystallisation mechanism and the combined flux of these mechanisms. Re = 5000. Tin = 70oC.
Another important part of the model further highlights the advantage of using CFD. It
relates to the ability to examine and determine the influence that operating parameters have
on the fouling mechanisms. Figure 7.11 is a plot of the distribution of temperature and
supersaturation along the surface. These parameters both influence the precipitation rate as
well as the surface crystallisation rate. The most influential parameter can be determined
by comparing these trends with the results for the fouling mechanisms.
Comparing Figure 7.10 and Figure 7.11, the trend of crystallisation flux appears very
similar to the trend for supersaturation. Both decrease in a similar fashion along the length.
This indicates that the crystallisation fouling mechanism depends on supersaturation more
than temperature. The corresponding results in Figure 7.8 for crystallisation fouling where
precipitation only occurs at the surface displays a trend similar to the surface temperature
distribution. From this analysis, it would seem that the occurrence of precipitation in the
bulk and boundary layer has had a significant impact on the fouling behavior to the extent
that its occurrence dictates which operating parameter is most influential.

Chapter 7
164
340
350
360
370
380
390
0.0 0.4 0.8 1.2 1.6Position m
Surfa
ce T
empe
ratu
re K
]
1.0
1.5
2.0
2.5
3.0
3.5
Supe
rsat
urat
ion
Surface TemperatureSupersaturation
Figure 7.11 – Plot of the distribution of the Surface Temperature and Supersaturation along the heat transfer
surface.
As for the particulate flux, the particulate matter is formed within either the bulk or
boundary layer and then transported to the surface. Therefore, to determine which of the
parameters have most influence on the resulting particulate flux one needs to examine
closely the behavior of operating parameters in these respective regions. Considering the
data provided in Figure 7.10 it is suggested that the difference between crystallisation and
particulate flux results within the entry region is related to the different between
interactions of the operating parameters in the bulk/boundary layer to that at the surface.
Another interesting observation that is made from Figure 7.10 is that the minimum
exhibited in the solution for the particulate flux is further down stream than the maximum
in the combined flux. This demonstrates the effect that fluid velocity has had on the
particles by transporting downstream from their point of injection, at which they obtained
the mass flow attributed to a higher temperature.
7.3.2.5. Assessing the Precipitation through examining the calcium ion profiles: Re
≈ 5000, Tin = 343 K
The previous chapters hypothesized the effect that CaSO4 precipitation had on the both the
crystallisation and particulate fouling mechanisms. It was suggested that the developed
concentration gradients, formed via precipitation, might induce the transportation of soluble

Chapter 7
165
species towards the wall and promote an increase in crystallisation flux. This idea was
developed through the examination of the outlet aqueous calcium concentration profile. It
is evoked when applying a similar method of analysis to the current results. Figure 7.12
compares the outlet aqueous calcium concentration profile for the case where crystallisation
fouling is the only mechanism with that where both crystallisation fouling and precipitation
within the flow is occurring. An interesting observation is, for the case of crystallisation
only, is the emergence of a concentration gradient with similar characteristics to those for
the precipitation in the flow. However, the resulting concentration gradient is not as
significant or prominent. The crystallisation flux values from Figure 7.10 and Figure 7.8 at
the outlet position are used to elucidate how the characteristics observed in Figure 7.12
impact the crystallisation flux. A comparison of the values obtained from these figures
demonstrates the crystallisation flux is greater for the case of “Crystallisation Only”. This
is obviously attributed to the larger degree of supersaturation value that is present at the
wall for the case of “Crystallisation Only” case. Hence, the degree of supersaturation is a
more significant factor in assessing the flux rather the developed concentration gradient.
The analysis of previous chapters is revised based on these observations. Relative to the
case of only crystallisation flux, the occurrence of precipitation in the bulk and boundary
layer appears not to promote crystallisation fouling at the wall. Rather, a more precise
perspective would be that precipitation in the bulk/boundary layer increases the likelihood
of particulate fouling.

Chapter 7
166
0.006
0.008
0.010
0.012
0.014
0.016
0.018
0.0 0.2 0.4 0.6 0.8 1.0Position ([r-r i ]/[r o -r i ])
[Ca++
] m
ol/L
Crystallisation Only
Combined: Crystallisation,Bulk/Boundary Layer Precipitation
Figure 7.12 – Composition of the outlet radial ion concentration profile in a system experiencing only
crystallisation flux with one experiencing both precipitation and crystallisation flux for Re ≈ 5000, Tin = 343
K.
7.3.2.6. Combined Crystallisation and Particulate Fouling Mechanism: Re ≈ 4000,
Tin = 323 K
A similar comparison and analysis for the combined mechanisms was conducted for the
inlet temperature of 50oC. These results (Figure 7.13) have been obtained using a laminar
flow model as its suitability for this inlet temperature was confirmed in the previous
section. The result for the combined flux distribution demonstrates that the solution
supersaturation has drastically reduced and produced negligible flux values in fully
developed flow. This is attributed to the effect that the high surface temperatures,
experienced using this flow model, has on increasing the bulk precipitation rate and thus,
reducing the solution supersaturation. Further, from comparing these results with the
experimental thickness distribution, it is obvious that there exists no similarity between
their forms. This may indicate that there is no significant precipitation occurring within the
experimental system. However, there is a similarity between the experimental results and
the crystallisation flux (Figure 7.7), which suggests that the prevailing mechanism of
deposition in the cited experimental results at the lower temperature and lower Reynolds
number must be crystallisation. However, it is acknowledged that this study only examines

Chapter 7
167
the deposition and the effect of removal is not considered. The inclusion of removal would
no doubt produce a more accurate representation of the fouling process but this does not
detract from the current investigation.
0.0E+00
2.0E-07
4.0E-07
6.0E-07
8.0E-07
1.0E-06
1.2E-06
1.4E-06
1.6E-06
1.8E-06
0.0 0.4 0.8 1.2 1.6Length m
CaS
O4
Flux
kg/
m2 s Crystallisation Flux
Particulate FluxCombined
Figure 7.13 - Comparison of CFD results for Crystallisation flux, particulate flux and a combined flux using
Laminar model.
7.3.3. Physical Method: Relating Issues
A secondary objective of this research project is to use different operating conditions in the
developed CFD model and then determine the optimum operating parameters which
minimize fouling. As part of this task, an assessment needs to be made of the model’s
ability to function with different boundary conditions. The following sections discuss the
application of different boundary conditions and analyses any problems which emerge.
The discussion focuses on three key aspects of the developed Physio-Chemical models, the
kinetics of precipitation, the thermodynamics of solution and the consideration of steady
state.

Chapter 7
168
7.3.3.1. The Kinetics of Precipitation
Precipitation is involved in both of the fouling mechanisms modeled in this chapter. It is
involved in simulating the bulk/boundary layer precipitation and that which occurs at the
surface. Deriving both of these components data required the specification of their
respective kinetic behavior. This involved the correct selection of empirical expressions
obtained from literature and subsequent tests to ensure that they operated as intended. For
example, once the kinetic values for the precipitation in the bulk/boundary layer were
chosen and coded their operation was tested. Isothermal laminar flow of the precipitation
system was simulated in a long geometry. The resulting bulk values for the aqueous phase
along the length were plotted against time. Time was based on the position along the
length divided by the corresponding mean velocity. The rate constant calculated from these
numerical results was found to be within 1.25 % of that entered in the source term and this
confirmed the successful operation of the precipitation. Such verification was vital in the
model development and was performed on each of the other aspects that considered
precipitation.
A more extensive validation was conducted following the selection of suitable kinetic data
to investigate the model’s ability to cope with different wall heat fluxes. The initial
selection of appropriate surface kinetics to describe the crystallisation mechanism proved
difficult due to the lack of experimental data. The only established kinetic data for this
particular surface reaction was derived by Bohnet [54] in his work on the fouling of heat
transfer surfaces. This kinetic data and its corresponding solubility relationship were
applied as the boundary conditions for the aqueous phase. Preliminary investigations
revealed that the model examining only crystallisation fouling, using Bohnet’s kinetics,
experienced difficulty in obtaining numerical convergence at the specified thermal
boundary conditions. Further investigations found that a satisfactory level of numerical
convergence was obtained when the wall heat flux was lowered. This implies that
changing the thermal conditions influences the boundary conditions for the aqueous phase
through affecting the kinetics, which are temperature dependant. Table 7.1 summarizes the

Chapter 7
169
key parameter used in this analysis. Closer inspection of the table shows that as the applied
heat flux increases, corresponding to the increase in the temperature difference, the level of
convergence for both the enthalpy (Renth) and the calcium mass fraction (Rca) deteriorates.
While the difference in the listed enthalpy residuals is tolerable when compared to the value
of the overall enthalpy, the same cannot be said about the mass fraction residuals. As Table
7.1 shows the difference in residuals from the first to the last is almost two orders of
magnitude. The impact that these difficulties of convergence have on the resulting
solutions is visualized in Figure 7.14. The figure demonstrates that the higher values of
heat flux (D, E) deliver distributions of flux that appear erratic when compared to that for
the lower flux (A). However, physical meaning needs to be associated with this lack of
convergence to enable definite decisions to be made regarding the suitability of the data
that is used in the boundary conditions.
Run ∆Tm Renth Rca km [m/s]
A 1.27 3.02×10-2 7.12×10-9 5.29×10-6
B 1.91 4.64×10-2 7.24×10-9 5.30×10-6
C 2.16 5.21×10-2 7.26×10-9 5.29×10-6
D 2.42 5.80×10-2 1.04×10-8 2.15×10-6
E 2.54 6.05×10-2 5.20×10-8 3.68×10-6
F 8.01 1.94×10-1 2.83×10-7 6.79×10-6
Table 7.1 – The impact of varying the heat flux on the convergence of two key variables, Re = 5002.3, Pr =
2.5, Sc = 389.3 and Annular geometry

Chapter 7
170
0.00E+00
2.00E-07
4.00E-07
6.00E-07
8.00E-07
1.00E-06
1.20E-06
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6
Length m
Num
eric
al F
lux
kg/
m2 s
A
D
E
Figure 7.14 – The impact of varying the heat flux on the CFD solution for the numerical flux of aqueous
species corresponding to data presented in Table 7.1.
0.00E+00
1.00E-05
2.00E-05
3.00E-05
4.00E-05
5.00E-05
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6
Length m
Mas
s Tra
nsfe
r Coe
ffici
ent
m/s
B C A
D E F
Figure 7.15 - The impact that altering the heat flux has on the development of the mass transfer coefficient,
Re = 5002.3, Pr = 2.5, Sc = 389.3 and Annular geometry.
The above analysis has also shown a degree of caution is required in selecting kinetic
values for use in the boundary conditions. This is more important given the observed
impact that the composite fouling has on the kinetic data. In the literature review, various
sources [27, 28] hypothesized that the kinetics of crystallisation vary with the event of

Chapter 7
171
composite fouling. This likely impact of composite fouling on the kinetics is presented in
an equation used by Sheikholeslami [23] (Equation (2.31)). Two things need to be done to
translate the idea postulated in Equation (2.31) into boundary conditions for CFD purposes.
Firstly, the expression for each component and, secondly, the components of the equations,
need to be broken down as the boundary conditions are applied to each species. The
following would be the resulting expression for the crystallisation flux of the aqueous
phase:
( )4Crys R spJ B k Ca SO K++ −−⎡ ⎤ ⎡ ⎤= ⋅ −⎣ ⎦ ⎣ ⎦ (7.1)
The difference in the boundary condition proposed in Equation (7.1) and that utilized in this
investigation is the appearance of the ‘B’ coefficient. This coefficient represents the
interactivity [23] and the possible synergetic effects of the mechanisms involved in
composite fouling. It is assumed that this coefficient has kinetic implications rather than
thermodynamic as the thermodynamic parameter, the solubility product, is derived from a
relationship that is capable of accounting for changing chemistry within a crystalline stream
[64]. Therefore the occurrence of composite fouling could affect either of the kinetic
parameters. If it does affect the activation energy then a suggested formulation is presented
in Equation (7.2) and could conceivably be implemented in the specification of boundary
conditions.
, @ ,A Crys Composite A CrysE Eγ= ⋅ (7.2)
Ultimately, it is unknown how one would alter the kinetic parameters to accommodate for
composite fouling. Additionally, this research was focused on quantifying the balance of
mechanisms but experimental observations [28] demonstrate that the balance may impact
on the kinetics. This would create a dilemma for the specification of the boundary
conditions as the results could influence the kinetics. This dilemma is best resolved by
utilizing comprehensive experimental data to fully evaluate the impact on the kinetic
behavior and develop a relationship for purposed of use in the CFD. Such a relationship
may be similar to the form hypothesized in equation (7.2).

Chapter 7
172
7.3.3.2. Solution Thermodynamics ~ The Solubility
The correct selection of thermodynamic data for use in the model is as relevant as the
aforementioned kinetic data. The thermodynamics of the model is considered in the use of
relationships depicting the solubility characteristics. The solubility data is used in the
expressions defining precipitation related phenomena, in the bulk/boundary layer and at the
wall. The solubility relationship is dependant on the chemistry of the solution and,
essentially, there are two options. The solubility product is associated with a saline stream
while the saturation concentration represents the solubility of calcium sulphate in pure
water. Figure 7.16 presents the results obtained for the combined crystallisation and
particulate flux using the solubility relationship for the single salt stream. The distribution
for the saline stream is displayed in Figure 7.9. In both cases precipitation is occurring in
the bulk. The aqueous mass fraction at the inlet and the other boundary conditions are the
same. Firstly, the use of different solubility relationships causes the inlet supersaturation to
be different for each case, a value of 1.11 for the saturation concentration and a value of
2.90 for the solubility product. Secondly, despite the considerable difference in the
supersaturation similar characteristics are observed in the resulting flux distributions. As
previously mentioned, the supersaturation appears to be the controlling variable for the
simulated saline stream. While this relationship to the supersaturation is not as obvious in
Figure 7.16, the distribution of the combined flux experiences a slight reduction as it nears
the outlet. This characteristic is more similar to the distribution of supersaturation than that
for the surface temperature. A similarity demonstrating the influential effect that even a
marginal degree of precipitation has in shifting the dominant operating parameter away
from the surface temperature. This decrease in precipitation causes only a minimal amount
of particles being produced and results in a lower amount particulate flux. Even though
Figure 7.16 is a plot of the combined flux, the amount of particulate flux is negligible
compared with the magnitude of the crystallisation flux. Literature [24] suggests that that
particulate fouling is more likely within aqueous solutions experiencing a higher degree of
supersaturation. This idea is confirmed by the negligible amount of particulate flux that
occurs in the results experiencing a lower supersaturation.

Chapter 7
173
0.0E+00
2.0E-06
4.0E-06
6.0E-06
8.0E-06
1.0E-05
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6Length m
Num
eric
al F
lux
kg/
m2 s
Figure 7.16 – The resulting flux distribution for the case of precipitation within flow and at the wall
considering the saturation of aqueous single salt solution.
7.3.3.3. Steady State v. Transient
This steady-state investigation served its purpose by assessing which fouling mechanisms
would dominate in a system which experienced precipitation within the bulk/boundary
layer compared to one that did not. It also identified the operating parameters that appeared
to have a key influence in the result. However, it is acknowledged that fouling is a
transient phenomena [9] and an unsteady state simulation is required to achieve a more
complete description of fouling. This requires the inclusion of the various physical
processes involved in fouling, like that of nucleation and actual deposit growth, that
essentially makes the fouling process so intrinsically dynamic [18]. Inclusions of these
models would allow an assessment to be made of the impact that the changing
hydrodynamic and thermal conditions would have on the balance of mechanisms involved
in composite fouling. However, to incorporate these physio-chemical models into the
transient case would require testing to ensure their operation, at the intended boundary
conditions, was both numerically stable and physically feasible. This point was raised in
the above discussion, as was the need for more detailed experimental results to assist in the
development of a model which could adequately operate under a wider range of boundary

Chapter 7
174
conditions. Hence, the ideal scenario would be to obtain more data to allow a fuller
description of the phenomena occurring within the system. Valiambas [57] categorizes the
key data required from a fouling experiment that would enhance both the development and
validation of a fouling model. This data includes both quantitative data (deposit rates,
deposit thickness) as well as qualitative results (SEM analysis, XRD analysis) and could be
used here to obtain a more thorough validation.

Chapter 8
175
8. Development and Validation of an Unsteady State
Numerical Model of the Crystallisation Fouling
Mechanism within a Crystalline System Equation Chapter 8 Section 1
8.1. Introduction
Previous chapters have observed key characteristics associated with the precipitation
phenomenon both within the flow and at the wall. These characteristics result from the
occurrence of precipitation and have been established through the solution to steady state
stimulations. The use of steady state has also assisted in the development of various model
components used in the assessment of precipitation related phenomena. However, the
literature review indicated that a most significant aspect of fouling was its dynamic nature.
To fully depict the complexity of the fouling behavior a transition needs to be made from
steady state to transient conditions. In this chapter the concepts developed in previous
chapters are taken and incorporated into a model of unsteady conditions. Through
completing this next stage the numerical model will serve to increase the appreciation of
how different fouling processes interact with each other and the operating parameters.
The objective of this study is to assess and validate a CFD model describing both the
induction and deposition processes of fouling. The model examines the crystallisation
mechanism in a crystalline system. The intention is to validate the resulting model using
the strategy outlined in Chapter 3. It is noted that validation does not guarantee the model
returns results that are highly accurate. Rather the employed strategy ensures that if errors
exist then their sources are easily elucidated. A commercial CFD code was used with
additional subroutines developed by the author added to simulate precipitation occurring at
the wall, the crystallisation fouling mechanism. Firstly, the aqueous phase and the
crystallisation mechanism are modelled using transport equations for the mass fractions of
both the calcium and sulphate ions. Secondly, the moving boundary technique is applied to
simulate real crystal growth. Thirdly, a nucleation relationship is developed and utilised in
an additional subroutine for the initiation period. The above components were combined in

Chapter 8
176
an unsteady simulation to obtain results for the development of the fouling layer. It is
anticipated that the results of the model will provide a significant insight into the
interactions of the operating parameters on a local scale. In addition, through calculating
the local and overall fouling resistances from the CFD solution, this model demonstrates its
capability in determining the key influential parameters and predicting key design
variables.
8.2. Model Boundary Conditions
As stated above, the numerical simulation is based on an experimental run conducted
independent from the author’s research. Therefore the set-up of the experiment dictated the
numerical boundary conditions. The experimental apparatus was a tubular channel under
turbulent flow with a Reynolds number of 20,000, an inlet temperature of 55.5°C and a
supersaturation of 1.5 calcium sulphate, in pure water. Heat was applied through an
external electric source and the amount of heat applied maintained a temperature difference
of 10.7°C. The low Reynolds k-ε model selected was the most suitable to model this
turbulent flow. In addition, since the numerical model was developed using CFX-4.3, this
selection of turbulent model allowed the inclusion of additional transport equations to
model the aqueous phase.
The methodology outlined in detail the approach that was taken to model the processes
involved. Firstly, an empirical relationship based on the experimental results was
developed to obtain the local induction time. Secondly, the crystallisation mechanism was
modeled as the boundary condition and thermodynamic relationship corresponding to the
calcium sulphate-pure system. The physical models of these processes were combined and
used in the implementation of the moving wall technique, which was employed to simulate
actual crystal growth. The methodology defined how these models and other components
used in the analysis were included in the CFD solver process as a number of Fortran
subroutines.

Chapter 8
177
The tubular experimental apparatus was modelled as a two-dimensional tubular channel
with flow entering fully developed. This is a sound assumption as the actual experimental
apparatus had a section of geometry leading up to the heated section which was the same
size and was of reasonable length to assume that once flow entered the heat section it would
be fully developed. The benefit of being able to model a two-dimensional tubular channel
was that it allowed the analysis to focus on the development of the model for fouling
phenomena. It was also assumed that the level of supersaturation was maintained at a
constant value through the section of the experimental apparatus used to develop the flow
because this section is unheated and, hence, the likelihood of precipitation occurring within
will be negligible.
8.3. Model Verification
Two areas on model verification required attention prior to the simulation and analysis of
the numerical results of the model. The first involved determining a suitable grid to
describe the flow domain while the other related to the selection of the heat flux boundary
condition.
8.3.1. Grid Analysis
The key component of this simulation is the grid variation that follows each time step as
part of the moving wall technique. The solver continues following the alteration of the grid
in the effort to achieve a suitable level of convergence. Therefore, finding an optimum grid
is critical to the efficient solving of the specified problem. Various grids were tried of
which four are presented in Figure 8.1. The experimental data also appears in this figure
but as only a point of reference and not validation at this stage. In fact it is Grid D that
comes closest to the experimental data although it does not contain the number of cells
within the boundary layer recommended for this particular turbulent model. The grids that
correspond to the other results in Figure 8.1 were each constructed with the recommended
minimum 10 mesh points within the boundary layer. It appears that the solutions
converged sufficiently enough for one to say a grid independent solution was obtained.

Chapter 8
178
Therefore, Grid D is deemed inappropriate in terms of the verification method adopted,
even thought it gives good comparison with the experimental data. In fact, Grid B was the
grid selected and it was coarser compared to Grid D but obviously the difference in
construction is the determining factor. For Grid B, the radial grid points were non-
uniformly distributed to obtain the recommended number of mesh points within the
boundary layer. The degree of stretching used for the non-uniform distribution was
included as part of the code and implemented as part of the grid variation following each
time step.
55
60
65
70
75
80
85
90
0.00 0.10 0.20 0.30 0.40 0.50 0.60 0.70 0.80Axial Position m
Surfa
ce T
empe
ratu
re C
Grid AGrid BGrid CGrid DExperimental Data
`
Figure 8.1 – A comparison of the surface temperature results for a number of different grids with the
experimental results.
8.3.2. Selection of the Heat Flux Method
A constant heat input is required to maintain a constant temperature difference for the
duration of the simulation. Initially it was decided that the distribution of the applied heat
would depend on the thermal resistance of the growing crystal layer. This decision was
made based on ideas of conductive heat transfer from theory [52] and evaluations made
from previous researchers. The data with the prefix “Resistance“ in Figure 8.2 presents the
preliminary results for the simulation conducted based on the objective of the current
chapter. In the figure there are two types of data for each set, one is the heat flux and the

Chapter 8
179
other is for the thickness of the fouled layer. Both are presented as distributions along the
heat transfer surface of the heat transfer surface. Through the comparisons of the
distributions, it is observed how the maximum heat flux is associated with the minimum
fouling layer thickness. This is expected, as thermal resistance is proportional to thickness.
The more thickness, the more resistance and hence, the less heat flux associated with that
particular position on the heat transfer surface.
0
50000
100000
150000
200000
250000
300000
0.00 0.10 0.20 0.30 0.40 0.50 0.60 0.70 0.80Position m
Loca
l Hea
t Flu
x W
/m2
0.00E+00
3.00E-05
6.00E-05
9.00E-05
1.20E-04
1.50E-04
1.80E-04
Foul
ed L
ayer
Thi
ckne
ss
m
Constant Heat Input - Heat Flux Resistance - Heat FluxConstant Heat Input - Thickness Resistance - Thickness
Figure 8.2 – A comparison of the heat flux distribution obtained from using the different boundary condition
methods and the corresponding thickness distributions.
Figure 8.3 is a plot of the temperature distribution along the heat transfer surface
corresponding to the heat flux defined in Figure 8.2. Higher temperatures are associated
with higher heat fluxes and this is the case when Figure 8.3 is compared to Figure 8.2. A
much larger temperature is experienced in the region where the thickness is minimal.
Furthermore, this is only after a short time into the simulation. One postulates that as the
simulation progressed the flux and the resulting temperature would further increase in the
entry region while the temperature lower further up-stream. This phenomenon is not
observed in the experimental data [59]. In the experiment the temperature near the entry
experiences a slight decrease due to the occurrence of the roughness delay time while the
wall temperatures have considerably increased close to the output. An alternative heat flux

Chapter 8
180
boundary conditions is developed and subsequently used based on this analysis. Figure 8.2
plots the heat flux and the thickness while Figure 8.3 plots the corresponding temperature
for the alternate method under the label “Constant Heat Input”. As the label suggests, the
alternative method simply assumes the heat input is evenly distributed along the heat
transfer surface and this configuration remains constant with time. It is only the heat flux
that changes with time due to the changing surface area of the solid-liquid interface caused
by the growth of the crystal. An example of this alternate heat flux is visible in Figure 8.2,
upon closer inspection. Lastly, the average heat flux for each scenario in Figure 8.2 is
calculated in a final verification step and the values were the same. The need for the
alternate method in this case compare to that in previous investigations may be related to
the electrical heating device used in the experiment.
330
335
340
345
350
355
360
365
370
0.00 0.10 0.20 0.30 0.40 0.50 0.60 0.70 0.80
Position m
Inte
rface
Tem
pera
ture
K
Constant Heat Input - Heat Flux
Resistance - Heat Flux
Figure 8.3 – A comparison of the interface temperature obtained using the different boundary condition
methods for the heat flux corresponding to the thickness distribution in Figure 8.2.
8.4. Results and Discussion
The results and discussion are divided into two parts. The first part correlates experimental
data for the nucleation with the previously-stated relationship and examines operation in the
CFD simulation. The second part, discusses the results of using this relationship with the

Chapter 8
181
moving boundary technique in the unsteady numerical simulation of fouling. This second
part includes analysis of the interactions of the key operating parameters and the validation
of the numerical model.
8.4.1. Using the Nucleation Relationship
The relationship describing the nucleation is used with the CFD code to calculate the
nucleation time distribution along the heat transfer surface. Figure 8.4 compares the
resulting distribution of the CFD results with the original experimental data. It is
immediately observed that the CFD based induction time underestimates the experimental
data. Figure 8.4 also compares the CFD and experimental results for surface temperature.
This figure shows that the CFD solutions for surface temperature are higher than the
corresponding experimental value. The difference observed in Figure 8.4 is explained by
noting that surface temperature is inversely related to induction time. There are two
possibilities that explain the reasons for this error in the temperature estimation. Firstly, it
could be inferred that another turbulent model should be tried. Preliminary simulations
showed that the standard k-ε turbulent model gave a better estimation of surface
temperature but its use of standard wall functions within CFX-4.3 restricts it from
incorporating the aqueous phase. Secondly, the turbulent model used assumes that the wall
boundary is completely smooth. In reality the surface of the experimental apparatus would
display a degree of roughness. Surface roughness promotes mixing adjacent the wall,
reducing both the hydrodynamic and thermal boundary layer causing an increase in the
local heat transfer coefficient and hence reducing the surface temperature. However, usable
commercial codes considering roughness and the low Reynolds k- ε turbulent model were
unavailable at the time of the investigation of the current chapter. Therefore, the results
displayed in Figure 8.4 are assumed to justify the use of this particular turbulent model in
the simulation examining fouling.

Chapter 8
182
330
335
340
345
350
355
360
365
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
Axial Position m
Inte
rface
Tem
pera
ture
K
0
5
10
15
20
25
30
35
Indu
ctio
n Ti
me
hrs
Interface Temperature, CFDInterface Temperature, ExperimentalInduction Time, CFDInduction Time, Experimental
Figure 8.4 – Comparison of the experimental and numerical solutions for the initial surface temperature prior
to the occurrence of fouling as well as the corresponding calculated values of induction time.
The complication of comparing numerical solutions with experimental results is that often
there are errors involved in both sets of data. Therefore, the results from the CFD solution
for various transport phenomena at fully developed conditions are compared to established
empirical correlations. Firstly, for the case of the hydrodynamics the friction factor was
calculated from the numerical solutions using Equation (3.1) and compared with a result
from an empirical correlation (Equation (3.2)). The numerical results is 6.21×10-3 which
compared to a value of 6.34×10-3 from the correlations. This 2.1% difference indicates that
a fairly good agreement is obtained. The second step was to consider the heat transfer
through the comparison of the Nusselt number. A value of 95.69 was obtained from the
numerical solutions while that calculated using the empirical correlations was 97.29, which
is only a 1.6 % difference. The Dittus-Boelter equation, for the case if heating, was used as
empirical correlation (Equation (3.6)) describing the Nusselt number. Hence, the difference
observed in Figure 8.4 for surface temperature may not be indicative of the inadequacy of
the Low Re k-ε turbulent but could relate to experimental sources of error.

Chapter 8
183
8.4.2. Numerical Fouling
The results for the numerical fouling are presented in three sections. Firstly, the behaviour
of key operating parameters and their important interactions are evaluated. The second
section examines the results for the fouling resistance and how it is influenced by the
operating parameters. Thirdly, the numerical model is validated using Fahiminia’s
experimental data for fouling resistance and surface temperature.
8.4.2.1. Operating Parameters
From Figure 8.5 the innovative use of the moving wall technique in conjunction with the
nucleation relationship is observed. The figure presents the position of the solid-liquid
interface, the moving boundary, over a time interval of about approximately 13 hours of
which fouling is experienced only for 8 hours, which includes 4.7 hours for the shortest
nucleation period where fouling did not occur. Prior to the occurrence of nucleation, the
position of the interface is equal to the inner radius of the tubular geometry (4.51 mm),
which represents the position of the heat transfer surface. The figure demonstrates that
crystal growth is occurring in both the axial and radial directions. At a given axial position,
the operation of the moving wall techniques is observed with the wall position decreasing
over time causing reduction in the channel width. This reduction corresponds to the growth
of a crystal deposit on the heat transfer surface. At any given time this growth is restricted
to a specific axial interval on the heat transfer surface and the size of this interval increases
with time. This is an observation of the operation of the nucleation relationship, which is
more apparent if Figure 8.4 and Figure 8.5 are directly compared. The combined effect of
the moving boundary and nucleation leads to the growth of the crystal layer along the heat
transfer surface as well as in the radial direction. Hasson [27] observed this phenomenon
experimentally referring to it as the propagation of the nucleation front. The changing
interface position observed in Figure 8.5 indicates that the model correctly simulates what
physically occurs in a crystalline fouling system. The use of the moving wall technique
with the nucleation model enables the reproduction of fouling.

Chapter 8
184
0.00420
0.00425
0.00430
0.00435
0.00440
0.00445
0.00450
0.00455
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
Axial Position m
Inte
rface
Pos
ition
m
t < 4.7 hrst = 6.0 hrst =9.0 hrst = 12.0 hrs
Figure 8.5 – The changing solid-liquid interface position over time, which represents the growth of a crystal
layer on the heat transfer surface via the crystallisation fouling mechanism.
Now that the behaviour of the crystal growth has been established, the impact that it has on
the local operating parameter can be evaluated. It is anticipated that a greater detail of the
intricate interactions between operating parameters will assist in furthering the
understanding of fouling. The use of CFD enables such level of detail to be obtained and
analysed. While results are for only a single run, they are enough to observe these
interactions and evaluate the parameters that possess the greatest influence. The parameters
to be investigated included the shear stress, the interface temperature and the interface
supersaturation. The variation of these parameters with time are presented in a simple
graphically format.
Figure 8.6 demonstrates the operation of the heat flux boundary condition (Equation (4.46)
). A constant heat input is maintained but the local heat flux changes with the varying local
interface surface area. It plots the temporal variation of the interface heat flux at a local
position corresponding to thermocouple 6 in the experimental set-up (axial position 0.620
m). The decrease in the local interface position is also depicted in Figure 8.6. Its decrease

Chapter 8
185
causes a decrease of the interface surface area. In accordance with the specific boundary
conditions, a decrease in local interface surface area causes the increase in local heat flux
(Figure 8.6). Therefore, over the course of the simulation, the local heat input remains
constant as the deposition of the crystallisation flux causes the interface position to alter
and, consequently, the heat flux to change also.
125000
127000
129000
131000
133000
135000
137000
139000
0 10000 20000 30000 40000 50000
Time Seconds
Inte
rfac
e H
eat F
lux
W/m
2
0.00420
0.00425
0.00430
0.00435
0.00440
0.00445
0.00450
0.00455
Wal
l Pos
ition
m
Heat FluxWall Position
Figure 8.6 – Examination of the impact that the change in wall position over time has on the specified
boundary condition of heat flux at a local position corresponding to thermocouple 6 in the experimental set-
up.
The growth of the crystal layer alters the channel width, impacting on local hydrodynamic
characteristics. Figure 8.7 plots the x- and y- component of the local shear stress at a local
position on the solid-liquid interface corresponding to thermocouple 6 in the experimental
set-up. For this simulation the x- and y- directions correspond to the radial and axial
directions, respectively. It shows that for the fully developed flow the shear stress is
constant along the interface in the time preceding the minimum nucleation time, when the
surface is free from fouling. Following the commencement of the fouling at this particular
location the local shear stress (Figure 8.7) increases as the crystal layer builds, decreasing
the interface position as shown in Figure 8.6. This behaviour in shear stress reflects a
variation in the local boundary layer thickness. Furthermore, the variation in shear stress

Chapter 8
186
from the initial value suggests that the flow is no longer fully developed in regions
experiencing crystal growth. An examination of the corresponding Y shear stresses
supports this observation. Its significance is that where flow is not fully developed flow
there exists fluid motion in both directions, which would affect the movement of species.
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
0 10000 20000 30000 40000 50000
Time Seconds
Inte
rface
X-S
hear
Stre
ss
Pa
0.340
0.345
0.350
0.355
0.360
0.365
0.370
0.375
0.380
Inte
rface
Y-S
hear
Stre
ss
Pa
X-Shear StressY-Shear Stress
Figure 8.7 – The temporal behaviour of shear stress at the solid-liquid interface for the axial position
corresponding to thermocouple 6 in the experimental set-up.
The thermal variables important to fouling are also affected by the moving solid-liquid
interface. Apart from the interface heat flux, these thermal variables include bulk
temperature, interface temperature, wall temperature and the heat transfer coefficient.
Figure 8.6 demonstrates how the reduction in the channel diameter induces an increase in
the local heat input whilst maintaining a constant heat flux. Figure 8.8 displays the
corresponding behavior of a plot of interface temperature. It shows that the interface
temperature experiences only a slight reduction over the period of the simulation time.
Such a minimal change is also experienced with the temperature distribution along the
interface. The bulk temperature remains constant over time maintaining the 10.7°C
temperature difference along the geometry. Hence, during the fouling period the difference
between local bulk and interface temperatures remains relatively constant, a characteristic
which was also observed experimentally [59]. As for the heat transfer coefficient, build up

Chapter 8
187
of the deposit layer contributes towards reduction in the hydrodynamic boundary layer and
also causes the local heat transfer coefficient to increase (Figure 8.9). This is an example of
how the operating parameters interact and the changes in the hydrodynamics induced by the
moving interface affect changes in the thermal conditions.
352
353
354
355
356
357
358
0 10000 20000 30000 40000 50000
Time Seconds
Inte
rface
Tem
pera
ture
K
1.45
1.50
1.55
1.60
1.65
1.70
1.75
Inte
rface
Sup
ersa
tura
tion
TemperatureSupersaturation
Figure 8.8 – The temporal behaviour of temperature and supersaturation at the solid-liquid interface for the
axial position corresponding to thermocouple 6 in the experimental set-up.
The key difference between this research into fouling using CFD and others is the use of
additional transport equations to model the aqueous phase. This enables an analysis of the
solution supersaturation to be conducted. Figure 8.8 also displays a result for the change in
interface supersaturation over time, which was calculated from the CFD solutions of
temperature and the aqueous species mass fraction. The most notable observation is the
rapid decline of supersaturation after a period where a constant value is sustained. This
occurrence is indicative of the overall time becoming greater than the nucleation time at the
axial position on interface represented in the figure and the subsequent commencement of
operation for the local crystallisation flux at that position. This commencement of the local
crystallisation flux induces a rapid decline in the interface supersaturation following the
local induction time. However, as Figure 8.8 shows, this decrease is sustained only for a
short period and then the local interface supersaturation begins to increase. This increase is

Chapter 8
188
evidence of the interaction between the hydrodynamics and mass transfer. Once crystal
growth is established, the interface supersaturation increases with time. Given that the
constant interface temperature only experiences minimal change, the interface
concentration increases as the interface changes position. This occurrence is explained by
considering the changing hydrodynamics. The plot of the local mass transfer coefficient
(Figure 8.9) demonstrates how the changing hydrodynamics causes the resistance to mass
transfer to decrease. Hence, it is the changing hydrodynamics that results in the build-up of
species at the solid-liquid interface.
0
2000
4000
6000
8000
10000
0 10000 20000 30000 40000 50000
Time Seconds
Hea
t Tra
nsfe
r C
oeffi
cien
t W
/m2 K
0.0E+00
3.0E-05
6.0E-05
9.0E-05
1.2E-04
1.5E-04
Mas
s Tr
ansf
er C
oeffi
cien
t m
/s
Heat Transfer CoefficientMass Transfer Coefficient
Figure 8.9 - The temporal behaviour of the local heat and mass transfer coefficients at the solid-liquid
interface for the axial position corresponding to thermocouple 6 in the experimental set-up.
8.4.2.2. Fouling Resistance
The previous section analyzed the behaviour of the operating parameters and showed their
important interactions. With the objective of developing a predictive model, one needs to
understand and quantify the impact that these interactions have on the fouling rate. This is
achieved through analysing the operating parameters in reference to the fouling resistance.
Figure 8.10 consists of three fouling curves representing the variation of the fouling
resistance with time at different axial positions.

Chapter 8
189
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0 10000 20000 30000 40000 50000Time Seconds
Loca
l Fou
ling
Resis
tanc
e m
2 K/k
W
Thermocouple 4
Thermocouple 6
Thermocouple 10
Figure 8.10 – The numerical results depicting the local behaviour of fouling resistance over time calculated
using Equation (4.50) from the CFD solutions at each time step. The curves correspond to the positions of
thermocouples located along the tube in the experimental set-up. Thermocouple 4, 6 and 10 are axially
located at the position 0.42 m, 0.62 m and 0.76 m, respectively.
In Figure 8.10, the fouling processes of the nucleation period and the subsequent fouling
period are clearly identifiable. The time period until the commencement of the fouling
period, the nucleation time, is greatest at the thermocouple furthest from the outlet,
Thermocouple 4, and decreases towards the outlet. As described in Figure 8.4, this
observed distribution in the nucleation time along the heat transfer surface is related to the
distribution of the temperature. This distribution in temperature obviously impacts on the
subsequent fouling period. Each of the curves illustrates a different linear fouling rate. The
distribution of the fouling rates along the heat transfer surface is similar to that of the initial
surface temperature. Hence, these results indicate that the surface temperature plays an
important role in the resulting characteristics of the fouling phenomena along the heat
transfer surface. Furthermore, the analysis of the operating parameters at the solid-liquid
interface demonstrates how the impact of the crystal growth causes the interface
temperature to be constant while the interface supersaturation to gradually increase once

Chapter 8
190
growth is established. With the knowledge that the crystal growth is dependent on both
interface temperature and supersaturation the linear fouling rate is then related to the
dominance of the constant interface temperature over other operating parameters. This is
confirmed by the observation that despite the changing concentration of species adjacent to
the growing crystal layer the fouling rate remains constant.
The analysis suggests that in this investigation the controlling mechanism is possibly the
surface-reaction because of the purported dominance of the interface temperature. Previous
experimental researchers [14] note that the decrease in the mass transfer boundary layer
shifts the controlling mechanism from mass transfer towards surface-reaction controlled.
Indeed, CFD results showed the growing crystal layer causes resistance to mass transfer to
reduce, shifting the controlling mechanism towards the surface reaction. However, a
definite conclusion on the controlling mechanism is difficult to make at this stage.
8.4.3. Validation of Numerical Results
The experimental results provided by Fahiminia [59] allows a thorough validation of the
numerical model to take place which will assist in determining the adequacy of the modeled
fouling phenomena. The validation of the numerical model is performed through
comparison with fouling resistance and surface temperature. Referring to Figure 8.10, the
axial positions of fouling resistance used correspond to positions where the thermocouples
were positioned in Fahiminia’s experiments. Therefore Fahiminia’s results for local
fouling rates (Figure 3.2) are compared to that obtained from the fouling curves in Figure
8.10. Comparison of the fouling curves for the various thermocouples demonstrates that
the numerical results correctly predict the linear behaviour of the fouling rate. Comparing
magnitude, the linear fouling rate at thermocouple 10 [59] is calculated to be 4.85×10-6
m2K/kJ while the corresponding value from Figure 8.10 is almost double at 8.06×10-6
m2K/kJ. This comparison demonstrates the numerical estimate for the fouling rate is the
correct order of magnitude. Further comparison of the numerical (Figure 8.10) and
experimental (Figure 3.2) reveals the absence of the roughness delay period in the

Chapter 8
191
numerical results. Hence, complete validation can only be achieved with the inclusion of
the roughness delay period through the incorporation of surface roughness.
The difference in magnitude could relate to the selection of kinetics, which were originally
calculated with the use of a empirical Sherwood number correlation [54]. Figure 8.9 was
used to analyze the behaviour of the mass transport. It showed the behavior of the mass
transfer coefficient could be analyzed because of the occurrence of a surface flux. The
ability to numerically calculate the mass transfer coefficient allows a comparison to be
drawn with the result obtained from the correlation used to obtain the kinetics. The average
Sherwood number corresponding to the results in Figure 8.9 is 423 whereas the Sherwood
number value calculated using the correlation in the crystallisation fouling investigations
[54] is 1450. There is a large difference between the values. Normally the empirical
correlations are for fully developed conditions and it is assumed that the correlation used in
the crystallisation fouling investigations (Equation (3.13)) considers fully developed
conditions. Secondly, the mass transfer coefficient calculated for these experimental
investigations is based on the inlet Reynolds number. Therefore the correlations are based
on fully developed initial or “clean” conditions, not those in Figure 8.9 where the fouled
layer thickness is causing an increase in the local shear stress (Figure 8.7) and the local
Reynolds number would experience continual change.
The need to calculate a mass transfer coefficient for conditions similar to those obtained for
the empirical correlations leads to the adoption of an alternate method of comparison. The
concept is based on the “steady-state” simulation of the surface crystallisation from the
previous chapter which considered a crystallisation flux operating along the heat transfer
surface for the original clean geometry. Figure 8.11 presents the values of the Sherwood
Number obtained using this concept. It gives the numerical value for the corresponding
mass transfer coefficient for fully developed conditions. The fully developed section of
Figure 8.11 returns a value of 394, which is similar to the average from Figure 8.9 and
considerably less than that calculated using Equation (3.13). Various alternate Sherwood
number correlations were trialled to determine if a correlation exists that gives a similar
value from the numerical one from Figure 8.11. The closest was the Dittus-Boelter Mass

Chapter 8
192
transfer analogy (Equation (3.17)) using the coefficient representing cooling (Cinterface <
Cbulk), which gives a value of 392.9, a 0.30% difference. This analysis highlights two
points. Firstly, the steady state method used in Figure 8.11 proves to be a reasonable
method of obtaining a representation of the mass transfer behaviour based for the range of
the results experienced in Figure 8.9. Secondly, the numerical values for these mass
transfer variables do not agree with the values calculated by the correlation used to
calculate the surface crystallisation kinetics (Equation (3.12)). The large difference in mass
transfer variables could indirectly explain the numerical over-prediction of the experimental
fouling rates.
0
200
400
600
800
1000
1200
1400
1600
1800
0.00 0.10 0.20 0.30 0.40 0.50 0.60 0.70 0.80
Axial Position m
Loca
l She
rwoo
d N
umbe
r
Figure 8.11 – Steady-state simulation of the surface crystallisation flux used to obtain the mass transfer
coefficient in fully developed flow for comparison with Figure 8.9 results and the empirical mass transfer
correlations.
A secondary aspect of the validation is the comparison between the wall temperature
profiles of the tubular geometry. In both results the wall temperature increases (Figure
8.12) in the region experiencing fouling with the highest wall temperature occurring near
the outlet. The wall temperature dramatically decreases upstream from the outlet, a trend
that follows the axial distribution of the crystal layer. However, this agreement is not
achieved closer to the inlet. The experimental results report fouling in this area but the wall
temperature has declined rather than increased. A hypothesis is that within this region of

Chapter 8
193
the experimental apparatus material has deposited but it is not substantial enough to
increase the fouling resistance. Rather it has served only to increase surface roughness and
reduce the local heat transfer coefficient thus causing the wall temperature to decrease.
This is indicative of how the deposition of crystal matter has impacted on the surface
roughness and, subsequently, causes a reduction in the interface temperature. Given the
significance of interface temperature established in the above discussion, such a reduction
would facilitate a lower fouling rate. It could also explain the observed difference between
the Nusselt number calculated numerically with that calculated using the empirical the
correlations, which was previously attributed to experimental error.
350
355
360
365
370
375
380
385
390
0 10000 20000 30000 40000 50000
Time Seconds
Wal
l Tem
pera
ture
K
Figure 8.12 – The behaviour wall temperature over time at thermocouple 6 calculated from the numerical
results for interface temperature and wall position.

Chapter 9
194
9. Derivation and Validation of a Numerical
Expression Describing the Influence of Surface
Roughness on Crystallisation Fouling Equation Chapter 9 Section 1
9.1. Introduction
The previous chapter completed the stage of transition from a steady state to a transient
simulation. The result was a CFD model capable of monitoring the temporal behaviour of
fouling resistance and delivered a predictive tool of the crystallisation fouling mechanism.
This achieved a concept raised in the literature review by Karabelas [2, 57], the need to use
methods alternate to the traditional empirical approach to predict the temporal fouling
behaviour.
A number of areas were identified for improvement when the results were compared with
the corresponding experimental results as part of the validation strategy outlined in Chapter
3. One particular area concerned the observed absence in the numerical results of a
roughness delay time, only the fouling processes of nucleation and deposition were
considered. Another area identified was that the numerical results for the fouling rates over
predicted the corresponding experimental data [59]. Therefore, the objective of this chapter
is to consider the surface roughness induced by the simulated growth of the crystal layer.
The consideration of roughness will allow a roughness delay time to occur and is likely to
affect a decrease in the predicted fouling rates. In addition, the numerical solutions provide
a unique insight into the interaction of the operating parameters within the fouling layer at a
local level, which will contribute to furthering the understanding the fouling phenomenon.
Furthermore, the inclusion of the effects of roughness will allow a more comprehensive
validation to be performed and, consequently, a thorough evaluation of the main sources of
error.

Chapter 9
195
9.2. Roughness Model Boundary Conditions
The boundary conditions for this chapter are essentially the same as the previous because it
is an extension of the work simulating the unsteady crystallisation fouling mechanism. It
considers a tubular geometry with flow with a Reynolds number of 20,000, an inlet
temperature of 55.5°C and a supersaturation of 1.5 calcium sulphate, in pure water. Heat
was applied through an external electrical source and the amount applied maintained a
temperature difference of 10.7°C. Compared to the previous chapter, the most significant
difference is the use of CFX-5.7 and the standard k-ε turbulent, using scalable wall
functions, to model the impact of surface roughness. In the Methodology the use of this
turbulent model’s ability to consider roughness was detailed and the roughness relationship
to the growing fouling layer was outlined in the form of the intended algorithm. For the
surface roughness, the key aspect relates to have the roughness of the solid-liquid interface
increasing with the changing interface position but once the maximum roughness is
achieved then it maintains this value for the remainder of the simulation time. It was
demonstrated that the inclusion of the defined roughness relationship required the
conversion of the user-subroutines from CFX-4.3 into a form corresponding to CFX-5.7.
The complexity involved in this conversion was discussed in the Methodology. The
method used for modelling surface roughness is expected to induce the occurrence of a
roughness delay time [22]. Finally, the use of a different turbulent required the generation
of a suitable grid and a velocity profile to simulate the fully developed conditions at the
inlet.
9.3. Model Verification
Figure 9.1 compares the final grid selected from the CFX-5.7 with that used in the CFX-4.3
simulations. The difference in the grid is indicative of the different turbulent models
applied with each grid. Figure 9.1 demonstrates the significant difference is in the
definition of the grid adjacent the solid surface, the right hand side, where less mesh points
are required for the standard k-ε turbulent model. This point was raised in the
Methodology. The advantage of using the standard k-ε turbulent model was that a large

Chapter 9
196
number of mesh points adjacent the surface is not required because the wall functions are
employed to depict the behaviour within the viscous region. This would allow a reduction
in the total mesh points used and serves to decrease the time for the overall simulation.
Therefore, a specific grid was generated with the mesh point adjacent the surface having a
dimensionless distance from the wall (y+) of approximately 20, as recommended [70]. The
results from the low Reynolds number version were used to obtain an initial approximation
of the mess point position that corresponded with the desired y+ value. Once the position
was located, a suitable grid was generated and the flow simulated based on the initial
conditions. Results demonstrated that the position of the y-value required adjustment. This
was done accordingly either through varying the non-uniform distribution of the grid point
or the stretching. The final grid appears in Figure 9.1 with a y+ value of 21.69.
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
0.0 0.2 0.4 0.6 0.8 1.0
Position r/r o
Velo
city
m
/s
Low Reynolds k-e modelStandard k-e model
Figure 9.1 – Comparison of the turbulent models used to simulate fouling using the moving wall technique.
9.4. Results and Discussion
Similar observations made about the modelled phenomena in the previous chapter can be
made in the current chapter. The key difference here is the impact that roughness has on
the variables influencing nucleation. The inclusion of the roughness and the need to switch
from CFX-4.3 to CFX-5.7 meant that the turbulence model changed. Hence, the first
section of the discussion will focus on the observed differences between the behaviour of

Chapter 9
197
key transport phenomena using both the turbulence models. The following section involves
a step-by-step analysis of the developed roughness relationship. Once the key parameters
of the relationship have been quantified the impact that roughness model has on the fouling
resistance and operating parameters are assessed. The remaining parts of the discussion
focus on determining whether the roughness is the factor contributing to the differences
observed in the predicted results as well as examining aspects of the roughness model that
could be enhanced.
Note that the total time used in the numerical simulations was estimated from the
experimental results. The maximum value of the fouling resistance in the experimental
results [59] was experienced at thermocouple 10 and was approximately 0.40 m2K/kW.
Therefore, the total time assumed for the numerical simulation is the time taken for the
numerical values for the fouling resistance to reach this value at the position corresponding
to thermocouple 10. No benefit would be gained from running the simulation longer until
the adequacy of the model was thoroughly assessed using the intended validation
procedures.
9.4.1. Difference in turbulent models
The need to include the affect of surface roughness motivated the use of an alternate
turbulence model. Therefore, before analysing the results of incorporating roughness one
should begin the discussion by firstly examining the impact of using a different turbulence
model. In CFX-4.3 the low Reynolds k-ε turbulent model was used while for CFX-5.7 the
standard k-ε turbulent model, which utilizes the scalable wall functions, was used. A
comparison of the surface temperature obtained by using the different turbulent models
with the corresponding experimental data (Figure 9.2) enables an assessment of the
difference in using these models.

Chapter 9
198
330
335
340
345
350
355
360
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
Axial Position m
Surfa
ce T
empe
ratu
re K
CFX-4.3CFX-5.7Experimental
Figure 9.2 – A comparison of the solution at the initial clean conditions (time zero) for surface temperature
and calculated nucleation times obtained by using the different turbulent models.
The solution for the surface temperature of the standard k-ε turbulent model is lower than
that of the low Reynolds k-ε turbulent model. Hence the calculated nucleation times are
higher since the nucleation time is inversely proportional to temperature. This is a further
demonstration of the advantage of using the classical nucleation equation that is a function
of these changing operating conditions. Comparison of these results to the experimental
results demonstrates that the standard k-ε turbulent model delivers a better prediction. This
is an encouraging sign as the purpose of this investigation it to improve the previous
numerical predictions of the data associated with the fouling observed experimentally. This
includes the possible improvement in fouling rate as it was previously established that
lower fouling rates coincided with the lower temperatures.
The complication of comparing numerical solution with experimental results is that often
the errors involved in obtaining both sets of data are overlooked. However, in both cases
comparisons with alternative data sets or correlations are often performed to ensure
confidence in the results. The CFD solutions for the transport phenomena are validated
against established empirical relationship. As seen in Figure 9.3 solutions were obtained

Chapter 9
199
for the Nusselt and Sherwood numbers. Also the friction factor was evaluated from the
CFD solutions of interface shear stress. The Sherwood number was obtained for the
consideration of flux along the whole heat transfer surface at steady conditions for the sole
purpose of validation. The results from the CFD and those calculated using the correlation
compared well. For the friction factor, 6.24×10-3 from the numerical solutions compared
with 6.34×10-3 from the correlations (Equation (3.2)). This is a slight improvement on
6.21×10-3, which was calculated for the low Reynolds k-ε turbulent model in CFX-4.3. A
fully developed Nusselt number of 100.2 was obtained from the numerical solution, which
is 2.9% greater than the empirical correlations (Equation (3.6)). A result that is interesting
since the corresponding value for the low Reynolds k-ε turbulent model obtained in the
previous chapter was 1.6% less than that from the correlations. According to these
correlation results the surface temperature should lie between the values obtained for the
two turbulence models. However, the experimental surface temperatures imply that the
Nusselt number is even greater that that calculated using the standard k-ε model. One
possibility is the advent of roughness within the experimental apparatus causes this.
Preliminary simulations using a nominal roughness associated with the particular material
used experimentally (stainless steel) demonstrate that such a variation in surface
temperature is not feasible. It is worth noting that the information regarding the error
assessment for the experimental data was not available.
The previous chapter put forth a method to assess the mass transfer characteristics of the
system (Figure 8.11). The method involved using operating conditions from the
experimental data [59] in a steady state simulation for the original or “clean” geometry with
the specification of a crystallisation flux along the length of the heat transfer surface. This
enables a numerical value of the mass transfer coefficient to be estimated for fully
developed conditions. The numerical estimate of the fully developed value of the
Sherwood Number for the standard k-ε turbulent model is 551. This value is greater than
that calculated in the previous chapter using CFX-4.3. It is not surprising when the values
estimated for both the friction factor and the Nusselt numbers were greater for the standard
k-ε turbulent used in CFX-5.7 than the low Reynolds k-ε turbulent model in CFX-4.3.
Now comparing the value obtained for standard k-ε turbulent model with the empirical
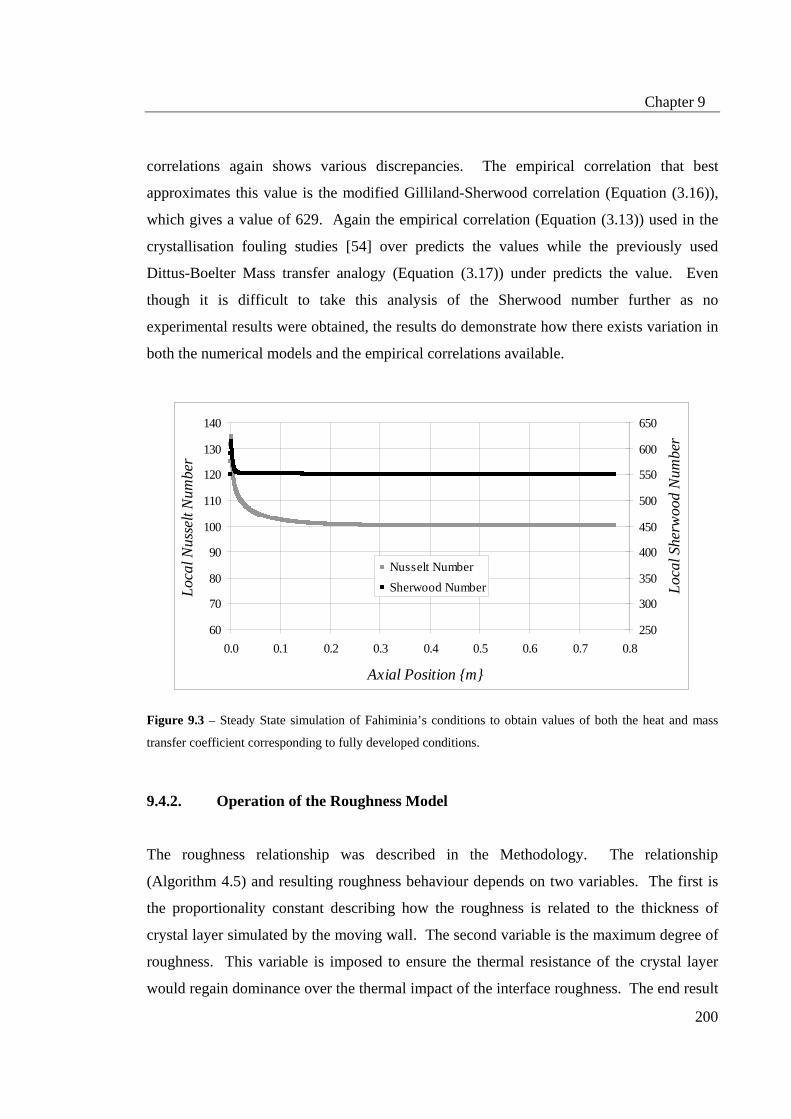
Chapter 9
200
correlations again shows various discrepancies. The empirical correlation that best
approximates this value is the modified Gilliland-Sherwood correlation (Equation (3.16)),
which gives a value of 629. Again the empirical correlation (Equation (3.13)) used in the
crystallisation fouling studies [54] over predicts the values while the previously used
Dittus-Boelter Mass transfer analogy (Equation (3.17)) under predicts the value. Even
though it is difficult to take this analysis of the Sherwood number further as no
experimental results were obtained, the results do demonstrate how there exists variation in
both the numerical models and the empirical correlations available.
60
70
80
90
100
110
120
130
140
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
Axial Position m
Loca
l Nus
selt
Num
ber
250
300
350
400
450
500
550
600
650
Loca
l She
rwoo
d N
umbe
r
Nusselt NumberSherwood Number
Figure 9.3 – Steady State simulation of Fahiminia’s conditions to obtain values of both the heat and mass
transfer coefficient corresponding to fully developed conditions.
9.4.2. Operation of the Roughness Model
The roughness relationship was described in the Methodology. The relationship
(Algorithm 4.5) and resulting roughness behaviour depends on two variables. The first is
the proportionality constant describing how the roughness is related to the thickness of
crystal layer simulated by the moving wall. The second variable is the maximum degree of
roughness. This variable is imposed to ensure the thermal resistance of the crystal layer
would regain dominance over the thermal impact of the interface roughness. The end result

Chapter 9
201
is a relationship that has the roughness as an indirect function of time as the key variable,
fouling layer thickness, changes with time. Figure 9.4 presents some preliminary results of
how this relationship operates. The figure plots the three variables involved in specifying
the roughness wall boundary condition; the thickness of the crystal layer, the non-
dimensional roughness and the equivalent sand grain roughness height. In the figure the
roughness variables are related to the thickness of the crystal layer. All variables in this
part of the figure are increasing linearly but with the roughness variables increasing with a
greater rate. This is an observation of how the proportionality constant, which relates the
thickness to the roughness variable, works. Another feature within the figure is the
enforcement of the constant roughness value whilst the crystal layer grows and its thickness
continues to increase. These two aspects were the fundamental ideas in the conceptual
development of the roughness relationship. Lastly, it is interesting to compare the two
roughness parameters. The comparison highlights how the two variables interact with each
other and the growing crystal deposit. Through specifying the maximum roughness via the
non-dimensional value a constant level of roughness is maintained while the actual
roughness decreases. This decrease is related to the changing hydrodynamic conditions
imposed by the movement of the interface.
0.0E+00
2.0E-05
4.0E-05
6.0E-05
8.0E-05
1.0E-04
1.2E-04
0 10000 20000 30000 40000 50000 60000
Time Seconds
Hei
ght
m
0
3
6
9
12
15
18
k+
Fouling LayerRoughnessk+
Figure 9.4 – Operation of the roughness model, a plot of the changing fouling layer height, roughness height
and dimensionless roughness parameter over time at a given position along the heat transfer surface (z = 0.76
m).

Chapter 9
202
Evaluating the impact that the aspects described in Figure 9.4 have on the fouling resistance
is possible through analysing Figure 9.5. The thermal resistance data for the
proportionality constant of six (a = 6) in Figure 9.5 corresponds to the roughness behaviour
of Figure 9.4. Immediately, it is observed that inclusion of the developed roughness
relationship has resulted in the occurrence of a rough delay time. Thus, confirming that the
initial idea behind the roughness component and its relation to the thickness operates as
intended when incorporated into the fouling model. Another important point that can be
made regards the selection of a suitable proportionality constant, ‘a’. The figure compares
two values of the proportionality constant a value of 6 and a value of 1. The latter was
included to confirm the assumption that roughness is not equivalent to the value of the
thickness.
-0.05
0.00
0.05
0.10
0.15
0.20
0.25
0 10000 20000 30000 40000 50000 60000
Time Seconds
Foul
ing
Resis
tanc
e m
2 K/k
W
Roughness 15 - a = 6Roughness 15 - a = 1
Figure 9.5 – Impact on the roughness on the fouling resistance over time and a comparison of using different
linear proportionality constants in the roughness algorithm at a given position along the heat transfer surface
(z = 0.7600 m).
The final aspect in verifying the operation of the roughness relationship is the assessment of
the impact of the maximum value for the dimensionless roughness factor (k+max). Three
values of the appropriate maximum value for the dimensionless roughness factor (k+max)
were selected for this assessment. The values of these variables were selected such that

Chapter 9
203
they fall within the completely rough regime [21]. The significance is that the completely
rough regime is where the roughness element protrudes through the laminar sub-layer to
produce high levels of roughness. Figure 9.6 demonstrates the results of using these
different maximum values through showing the impact theses values have on fouling
resistance. From the figure it is observed that the fouling rate experienced within the
growth period varies for the different maximum values. The fouling rate is greatest for the
lowest value of roughness and decreases for the maximum values of roughness. This is to
be expected because an increase in surface roughness is known to reduce the resistance to
heat transfer causing the surface temperature to drop. Higher temperatures result in
increased rates of crystallisation and hence, greater fouling rates. Turning the attention to
the induced roughness delay period it is apparent that the maximum value of roughness has
two effects. The first being the duration of the roughness delay time. The length of the
delay time appears to increase with increasing maximum roughness value. Again, this is
assumed to be related to the impact roughness has on crystal growth through temperature
but more detailed analysis will be conducted in the remaining sections. The second and
more interesting observation relates to the value of the minimum resistance. In Figure 9.6,
the minimum fouling resistance experienced varies from the lowest to the median value but
is identical when the median is compared to the highest. Without a more detailed
examination of the CFD solutions, it is a difficult to hypothesize as to why the minimum
fouling resistance is the same in these two cases making selection of the most suitable
upper limit difficult.

Chapter 9
204
-0.05
0.00
0.05
0.10
0.15
0.20
0.25
0 10000 20000 30000 40000 50000 60000
Time Seconds
Foul
ing
Resis
tanc
e m
2 K/k
W
Roughness 45Roughness 30Roughness 15
Figure 9.6 – A comparison of the impact that different maximum roughness values have on the characteristics
of an induced roughness delay period at the position corresponding to thermocouple 10 (z = 0.7600 m).
Figure 9.7 provides a detailed examination of the fouling resistance and is included to
evaluate the characteristic observed in Figure 9.6 regarding the minimum fouling
resistance. It plots the behavior of the non-dimensional roughness together with the fouling
resistance against time. Despite the data in Figure 9.6 belonging to a different axial
position, the same minimum characteristic is observed. It appears that increasing the
maximum value for the roughness beyond a certain magnitude has no impact on the
minimum value of the fouling resistance. Comparison of the two variables at the time that
minimum value occurs reveals that the minimum fouling resistance is surpassed before the
maximum roughness is attained. This confirms that the minimum fouling resistance indeed
has some kind of limit. The reason for this becomes apparent when the only factor that
could cause the increase in fouling resistance, producing the minimum, is considered. In
reference to the equation defining the fouling resistance, the only variable that could cause
the increase is the thickness of the fouling layer. Obviously the time taken for the fouling
thickness to have a noticeable impact of the fouling resistance, when also considering
roughness, is greater than that taken for the roughness to reach its maximum value. Hence,
for the case of a 45 level of roughness, the rate at which the fouling layer grows is quicker

Chapter 9
205
than the time taken for the roughness to reach its maximum. In both cases the rate depends
on the crystal growth, which is defined by the kinetics of surface crystallisation.
0
10
20
30
40
50
60
0 10000 20000 30000 40000 50000 60000
Time Seconds
k+
-0.05
0.00
0.05
0.10
0.15
0.20
0.25
Foul
ing
Resis
tanc
e m
2 K/k
Wk+
Fouling Resistance
Figure 9.7 – Comparing the temporal variation of fouling resistance with the corresponding roughness
relationship, which has a maximum non-dimensional roughness value of 45. The data was obtained at the
axial position corresponding to thermocouple 6 (z = 0.620 m).
This section described how the roughness relationship operates. The selection of the most
suitable maximum roughness value was made difficult by the occurrence of the minimum
fouling resistance that appeared independent of the maximum roughness value beyond a
certain value. Added to this problem, the experimental results did not provide any
information to justify the selection of one variable over another. Additional information is
required to more accurately evaluate the roughness relationship. The variable that would
provide most assistance is that of the behaviour of the overall pressure drop over time.
Most investigations that consider roughness examine the impact it has on the friction factor,
which is evaluated via the estimation of the overall pressure drop. Figure 9.8 is included to
emphasise this point and it compares the changing pressure drop for each case presented in
Figure 9.7 with that for the case where roughness is not considered. From Figure 9.8 it is
obvious that the inclusion of roughness imposes a drastic change in the pressure drop. If

Chapter 9
206
data could be obtain for pressure drop then a more sound value of the maximum roughness
variable could be ascertained.
0
500
1000
1500
2000
2500
3000
3500
0 10000 20000 30000 40000 50000 60000 70000 80000
Time Seconds
Pres
sure
Dro
p P
a
Roughness 45Roughness 30Roughness 15No Roughness
Figure 9.8 – The temporal change in the pressure drop experienced using different values for the maximum
roughness compared with the pressure drop experienced when roughness is not considered.
9.4.3. Use of the Roughness Relationship in the Numerical Fouling Model
9.4.3.1. The Operating Parameters
In this chapter the operation of the moving wall is similar to the previous. Observation of
the changing position of the solid-liquid interface shows how the propagation of the
nucleation front is simulated. Also, the comparison between the interface heat flux and the
interface position demonstrates how the wall boundary conditions operate. The difference
between the current chapter and the previous is the inclusions of roughness. Therefore this
section is devoted to highlight how the roughness influences and interacts with the
operating parameters.
Figure 9.9 plots the normal shear stress at the solid-liquid interface as calculated using the
scalable wall function approach. The plot is indicative of the hydrodynamic behavior
caused by both the movement of the interface and the impact it has on roughness. The

Chapter 9
207
shear maintains a constant value until the conclusion of the nucleation period. The initial
movement of the solid-liquid interface coincides with the increase of the roughness, which
depends on the solid-liquid interface position. Such an increase in the level of roughness,
towards its maximum value, causes a rapid increase in shear stress. The significance of
which is realized when compared to the behavior of the shear stress after the maximum
roughness value has been attained. Comparing the shear stress in Figure 9.9 with the
changing roughness in Figure 9.7 demonstrates that the rate at increase experienced by the
shear stress is more gradual once the maximum roughness value is reached. Within this
period it is only the movement of the interface surface that affects further change in the
hydrodynamics. Hence, the roughness induced by the growth of the crystal layer has a
significant impact on the hydrodynamics at the local positions along the solid-liquid
interface by increase the shear stress, which implies that there is a reduction in the
boundary layer thickness. An observed drop in the thickness of a boundary layer is
interpreted to mean that there is also a decrease in the resistance to transport and,
consequently, an increase in transport of species toward the solid-liquid interface. Finally,
the changing hydrodynamics in Figure 9.9 indicated that no longer is the flow fully
developed above the simulated crystal deposit in this two dimensional channel.
0123456789
10
0 20000 40000 60000 80000 100000
Time Seconds
Inte
rface
She
ar S
tress
Pa
Figure 9.9 – The impact of roughness on the temporal behaviour of shear stress at the solid-liquid interface
for the axial position corresponding to Thermocouple 6 (z = 0.620 m).

Chapter 9
208
The thermal properties have been established as having a dominant impact on the fouling
phenomenon and the resulting curves. This is still the case with the inclusion of roughness.
Analysis of the thermal properties assists in explaining how roughness causes both a
reduction in the fouling rate and the occurrence of the delay time. Figure 9.2 displayed the
initial distribution of temperature along the solid-liquid interface. Once the nucleation time
is surpassed the temperature distribution experiences considerable change. Figure 9.10 is a
plot of the temporal behaviour of the temperature distribution at a given local position.
There are three distinct characteristics in Figure 9.10, which correspond to the various
stages of surface roughness. The first is the aforementioned nucleation period where the
interface temperature maintains a constant value. Following this the temperature goes
through a rapid and significant decrease over a relative short time period. When compared
to Figure 9.7, this rapid drop in surface temperature coincides with the development of the
roughness and the commencement of the roughness delay time. Once the maximum
roughness is reached the temperature decrease becomes more gradual. This final
characteristic is maintained throughout the growth period and the rate of the growth period
experienced in Figure 9.7 is linear. Hence, despite a gradual temperature decrease, a linear
fouling rate is maintained. It would be interesting to test if the linear fouling rate is
maintained for a longer simulation time.

Chapter 9
209
346
348
350
352
354
356
358
0 20000 40000 60000 80000 100000
Time Seconds
Inte
rface
Tem
pera
ture
K
1.45
1.50
1.55
1.60
1.65
1.70
1.75
Inte
rface
Sup
ersa
tura
tionTemperature
Supersaturation
Figure 9.10 – The impact of roughness on the temporal behaviour of temperature and supersaturation at the
solid-liquid interface for the axial position corresponding to Thermocouple 6.
Another thermal variable that experiences considerable changes with the consideration of
roughness and influences the temporal behavior of the fouling resistance is the heat transfer
coefficient. Figure 9.11 is a plot of the local heat transfer coefficient and the thickness of
the deposited crystal layer against time. These are the two variables involved in the
calculation of the fouling resistance. The figure shows that the period where the local heat
transfer coefficient experiences a rapid increase is the same as that where the surface
roughness moves towards it maximum value (Figure 9.7). The roughness causes this
change in the local heat transfer coefficient, which is indicative of a reduction in the
resistance to heat transfer at the solid-liquid interface. It is similar to how the roughness
has impacted on the hydrodynamic behaviour, increasing the level or turbulence and
reducing the thickness of the boundary layer. These changes also have a significant
influence on the fouling resistance and induce the commencement of the roughness delay
period (Figure 9.7). Since the thickness of the fouled layer is minimal, the drastic decrease
in the thermal resistance causes the fouling resistance to obtain a negative value. This
behavior persists for a period of time until the thickness of the fouled layer (Figure 9.11)
causes its thermal resistance to balance the increased heat transfer. Eventually, the thermal
resistance of the fouled layer, which is proportional to its thickness, becomes more

Chapter 9
210
dominant than the reduction in heat transfer resistance caused by the roughness and causes
the fouling resistance to move into positive values. This method of operation, a balance
between the two resistances imposed by the use of a maximum fouling value was the
intention of the initial development of the roughness model. Such phenomenon has been
described in literature [22] where the occurrence of roughness has increased the turbulence
resulting in the roughness delay time.
0
2000
4000
6000
8000
10000
12000
14000
16000
0 20000 40000 60000 80000 100000
Time Seconds
Hea
t Tra
nsfe
r Coe
ffici
ent
W/m
2 K
0.0000
0.0001
0.0002
0.0003
0.0004
0.0005
0.0006
0.0007
0.0008
Foul
ed L
ayer
Thi
ckne
ss m
Heat Transfer CoefficientThickness
Figure 9.11 – Comparison of the changing thickness of the fouling layer and the impact of roughness on the
temporal behaviour of the local heat transfer coefficient at the solid-liquid interface for the axial position
corresponding to Thermocouple 6.
Roughness also has a noticeable impact on the interface supersaturation and the mass
transfer behavior. Figure 9.10 also plots the temporal variation in the supersaturation at the
solid-liquid interface. When compared to the corresponding plot from the previous chapter,
the most significance difference is the short but sudden increase in the supersaturation after
its initial drop. Following on from the previous analysis, this sudden increase is assumed to
be the influence of the surface roughness. There is no doubt that there surface roughness
impacts the resistance to mass transfer resistance in a similar way to the impact it had on
both the hydrodynamic and thermal boundary layers. Hence, the sudden rise in increase is
related to both an increase in the saturation concentration, induced by the drop in

Chapter 9
211
temperature, and a build up of concentration at the interface. Figure 9.12 is a plot of the
mass transfer coefficient and confirms that the sudden increase in roughness has caused a
similarly sudden drop in the resistance to mass transfer. It is concluded from this analysis
that the inclusion of roughness has promoted the transport of species towards the interface.
Finally, once the maximum roughness value has been achieved the supersaturation
experiences a steady increase, which is continued for the remainder of the simulation. An
increase in the supersaturation at the wall would increase the crystallisation flux but it
affects seem negligible as the corresponding fouling rate is a constant value through this
period (Figure 9.7).
0.00E+00
2.00E-05
4.00E-05
6.00E-05
8.00E-05
1.00E-04
1.20E-04
0 20000 40000 60000 80000 100000
Time Seconds
Mas
s Tr
ansf
er C
oeffi
cien
t m
/s
Figure 9.12 – The temporal behaviour of the local mass transfer coefficient at the solid-liquid interface for
the axial position corresponding to Thermocouple 6.
In this section the impact that the occurrence of roughness has on the various parameters
was apparent. However, it is worth acknowledging how that roughness value was
calculated. The uniqueness of the developed roughness relationship was that the degree of
roughness within the roughness delay period depended on the thickness of the simulate
crystal layer (Figure 9.11). The thickness is a variable whose values rely on those same
variables that were impacted by the development of a roughness towards a maximum value.

Chapter 9
212
Hence, the analysis provides an insight into how the key parameters and the thickness of
the fouled layer interact to produce the resulting phenomenon.
9.4.3.2. The Fouling Resistances
Figure 9.7 previewed the impact the developed roughness model has on the fouling
resistance. Figure 9.13 is included to gain a full appreciation of its influence. Figure 9.13,
which compare the solution for a smooth case and the roughness scenario. The comparison
demonstrates that the consideration of roughness impacts on each fouling process. The
nucleation time is lengthened as the nominal roughness of the geometry causes a slight
decrease in surface temperature, which translates to a slight increase in the induction time
(see classical nucleation equation). As previously discussed, the inclusion of the roughness
induced by the growing crystal layer results in the occurrence of the delay time. Lastly, the
inclusion of roughness causes a lower local fouling rate within the growth period. This
decrease is attributed to the previously observed sudden drop in the interface temperature.
The temperature drop was brought about by the roughness induced by the growth of the
fouling. Hence, the occurrence of fouling combined by the association of a level of
roughness has brought about a decrease in fouling rate relative to the conditions
experienced when no roughness was considered. In part, this is an observation of a process
referred to as auto-retardation, the formation of the deposit acting to inhibit the rate of
deposition [20]. However, in full, auto-retardation refers to the sustained decrease in the
fouling rate imposed by the reduction in the interface temperature. The observation of the
operating parameters showed there was a decrease in the interface temperature but the
linear fouling rate was maintained. Perhaps the interface temperature needs to experience a
larger variation within the growth period than it does in Figure 9.10 for a decreasing fouling
rate to be observed.

Chapter 9
213
-0.05
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0 20000 40000 60000 80000 100000Time Seconds
Foul
ing
Resis
tanc
e m
2 K/k
W
No RoughnessRoughness 45
Figure 9.13 – Comparing the temporal variation of fouling resistance for the case of roughness and for the
case where roughness is not considered for the axial position corresponding to Thermocouple 10.
Figure 9.14 shows how these observed characteristics in the fouling resistance is present for
the curves at along the solid-liquid interface. These figures show that at different positions
the nucleation time is greater and the fouling rate is lower farther from the inlet. The
temperature at the positions in the figure is highest at that closest to the outlet during the
respective periods of nucleation and growth. As previously shown it is within the
roughness delay period the temperatures experience the most considerable change. From
Figure 9.14 it is difficult to differentiate between the behaviour within this period at each
position. Numerical analysis in the form of Table 9.1 shows that there is a trend in the
characteristics of the roughness delay time. Firstly, the length of the roughness delay time
is lowest closest to the outlet where the initial temperature is greatest. A similar
observation that associated shorter roughness delay times with an increased interface
temperature was made by Bansal [22] as well as from the experimental result of Fahiminia
[59]. However, Bansal’s statement was based on the overall fouling curves but these show
that idea hold when comparing the local fouling behaviour. The second characteristic
related to the minimum fouling resistance with the lowest experienced at the thermocouple
with the highest temperature, that closest to the outlet. Again one would relate this to the
rate’s dependency on temperature. It is difficult to ascertain a trend for this characteristic

Chapter 9
214
from the experimental result of Fahiminia [59] that would either confirm or repute these
numerical results. In addition, the closeness of the values in Table 9.1 makes it difficult to
draw any significant conclusions. Even though, the interface temperature does appear to be
the most influential parameter.
-0.05
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0 20000 40000 60000 80000 100000
Time Seconds
Foul
ing
Resis
tanc
e m
2 K/k
W
Thermocouple 6Thermocouple 8Thermocouple 10
Figure 9.14 – The temporal variation of the fouling resistance at axial positions along the solid-liquid
interface position corresponding to thermocouples 6, 8 and 10 in the experimental set-up.
Axial Position Roughness
Delay Time Rf,min
Thermocouple
[m] [hr] [m2K/kW]
6 0.62 2.17 -0.0172
8 0.69 2.10 -0.0175
10 0.76 2.04 -0.0177
Table 9.1 – Numerical assessment of the fouling phenomena considering roughness using CFX-5.7
9.4.4. Validation of The Numerical Results
The purpose of this investigation was to include all the fouling processes observed
experimentally [59] in an effort to improve the numerical approximation of the fouling

Chapter 9
215
rates. In each of the fouling curves from the experiment [59] there occurred a nucleation
period and a roughness delay period. At those closer to the outlet there was also a growth
period with a linear fouling rate. The developed roughness relationship allows these three
processes to be duplicated in the numerical model with the results presented in Figure 9.14.
In Table 9.2, the values of the fouling rate for the roughness case indicates that the
roughness improves the numerical estimates for the fouling rates. A comparison of results
using CFX-5.7 demonstrates that the consideration of roughness improves the fouling rate
estimate calculated for smooth conditions by approximately 13%. However, there is a
difference of about 40 % between the numerical and experimental results. Acknowledging
that a maximum roughness of 45 is considerably large reinforces the significance of this.
Therefore, whilst including the impact that the growing layer has on roughness with the
other processes there still is a significant difference in the estimated value for the fouling
rate.
Experimental
Value CFX-4.3
CFX-5.7
Smooth
CFX-5.7
Roughness Thermocouple
[m2K/kJ] [m2K/kJ] [m2K/kJ] [m2K/kJ]
6 * 7.64×10-6 7.41×10-6 6.38×10-6
8 4.27×10-6 7.86×10-6 7.65×10-6 6.62×10-6
10 4.85×10-6 8.06×10-6 7.88×10-6 6.86×10-6
Table 9.2 – Comparison of fouling rates obtained from CFX-4.3, CFX-5.7 for no roughness and CFX-5.7 for
roughness with that from the experimental data. The * denotes an inability to extract a reliable value for
fouling rate as the experimental data plot ends shortly after the end of the roughness delay time.
The secondary part of the validation is to compare the resulting wall temperature. The wall
temperature in Figure 9.15 was calculated based on the corresponding interface
temperature, the heat flux and the thermal resistance of the fouled layer. The thermal
resistance is a function of the thickness of the fouled layer and its assumed thermal
conductivity. Only the final of the wall temperature distribution is available from
experimental data [59] for a comparison. The final value at the corresponding
thermocouple is significantly less than that in Figure 9.15. The behaviour in Figure 9.15

Chapter 9
216
and the decrease experienced within the roughness delay period is confirmed by comparing
the final temperatures at the positions along the interface that are still experiencing the
roughness delay period at the termination of the experiment.
350
360
370
380
390
400
410
420
0 20000 40000 60000 80000 100000
Time Seconds
Wal
l Tem
pera
ture
K
Figure 9.15 – A plot of the variation of the wall temperature with time the axial position corresponding to
position 0.620 m (Thermocouple 6).
Completion of the validation allows a closer examination of the reasons behind the
differences in the fouling rate to be elucidated. Comparisons of all the figures for the
numerical fouling results in this chapter and the previous chapter with the experimentally
data demonstrated that the time taken to reach the same level of fouling resistance was
much shorter in the numerical case. Furthermore, the assessment of the roughness
relationship indicated that an increase in maximum roughness would have no impact since
the minimum value of the fouling resistance is surpassed before the maximum roughness
value is achieved. The minimum values obtained numerically did not compare well with
the corresponding experimental values, which were much less. Finally, the observed value
of the final wall temperature thermocouple represented in Figure 9.15 was much larger than
that experienced experimentally. These parameters are functions of time and demonstrate
that the fouling phenomenon is occurring significantly faster in the numerical results than
the experimental. The most apparent explanation lies in the specification of the

Chapter 9
217
crystallisation kinetics for the surface reaction. The kinetic data was obtained from
literature [54] and utilized within the numerical model does not appear to match the given
experimental results [59].
It is worthwhile recalling the method used to evaluate the surface crystallisation kinetics
considering that they appear to be the key area influencing the over-prediction of the
fouling rates. The material section reviewed how Bohnet [54] experimentally evaluated
surface kinetics based on the empirical resistance based models and the overall fouling
resistance (Equation (3.12)). It was explained that the important role of the mass transfer
coefficient played in the assessment of the kinetics. The values used for the mass transfer
coefficient were derived from a selected Sherwood number correlation by Equation (3.13).
Previous analysis of the Sherwood number, in this chapter, showed that the Sherwood
numbers calculated numerically was considerably less than that calculated. Using the
temperature variation of mass transfer coefficient (Figure 9.12) the corresponding
Sherwood number can be calculated (Figure 9.16). Again, it is exhibited that the range of
Sherwood number experienced is considerably less than the value calculated for the same
conditions using Equation (3.13). Hence, it is possible that a difference between the mass
transfer coefficient from the simulations and the empirical correlation used in
Crystallisation studies could indirectly explain the over-prediction of the fouling rate.
Perhaps if the CFD models were used to revise the Sherwood correlations then a value of
the reaction rate constant could be established that would better predict the fouling rates.
However, the difficulty is that the numerical results of the Sherwood numbers vary
significantly for the different turbulent models.

Chapter 9
218
0
200
400
600
800
1000
0 20000 40000 60000 80000 100000
Time Seconds
Loca
l She
rwoo
d N
umbe
r
Figure 9.16 – The temporal behaviour of the Sherwood Number based on the mass transfer coefficient in
Figure 9.12.
9.5. Enhancement of the Roughness Model
The roughness model applied in this investigation was based on experimental observations.
It specified the degree of roughness to be dependant on the thickness of the crystal layer
and hence, modelled the roughness induced by the developing crystal layer. A plot of the
temporal variation in the fouling resistance demonstrated that this relationship produced a
roughness delay period, a phenomenon observed within the experimental results used for
validation. However, there exists a difference in the characteristics of the two types of data
for the roughness delay period. This final section compares the characteristics or shape of
the roughness delay period in both sets of data in an effort to establish possible areas where
the roughness model could be enhanced.
The roughness delay period in Figure 9.7 appears not to be symmetrical in form. This lack
of symmetry within the roughness delay period is also observed in the experimental fouling
curves (Figure 3.2). In the numerical results, the rate at which the fouling resistance
decreases towards its minimum value is greater than that at which it ascends from the
minimum. This form of the roughness delay period is not observed in the experimental

Chapter 9
219
fouling curves. In fact the form is actually opposite to the numerical results. Using the
knowledge gained from examining the numerical results it is possible to establish a reason
for this difference. In the numerical results, it is observed that the increasing roughness
corresponds to a decrease in temperature and a reduction in the crystallisation and, hence,
fouling rate. Based on this knowledge, the increase in the fouling rate observed in the
experimental results, from the minimum value of the fouling resistance, implies the
interface temperature has experienced an increase. Such an increase appears only possible
if there is a reduction experienced in the interface roughness, which causes the surface
temperature to increase.
In an effort to improve the roughness model, it is beneficial to evaluate possible reasons for
the implied reduction in surface roughness experienced experimentally following the
minimal value of the fouling resistance. This assumed change in roughness could relate to
the interaction between the crystal characteristics and the changing hydrodynamic forces at
the interface. For example, as the thickness of the crystal layer grows and the channel
narrows, the shear force experienced at the solid-liquid interface would increase. The
change in shear force at the interface is likely to affect the crystal characteristics including
its surface texture. In a previous investigation by Helalizadeh [14] into crystallisation
fouling, the texture of the crystal deposit was examined and quantified by defining its
fractal dimension. This concept of interface texture has also appeared in work by Scaggs
[79] that attempts to characterise surface roughness. Scaggs states how traditional
approaches to the roughness problem suffered from the omission of texture information.
The omission of texture overlooks cases where two surfaces with the same average
roughness height can have significantly different friction coefficients. An idea supported
by Tarada [80], who states that the gaps between roughness elements are important in the
characterization of surface roughness. The fractal dimension determined by Helalizadeh
[14] is a variable that represents this concept It is defined as the efficiency of an object to
take up space [62]. Another reason for the change in the surface texture of the crystal layer
surface is the occurrence of secondary nucleation would cause crystals to grow in gaps of
the crystal layer. Secondary nucleation is the nucleation which occurs on the crystal
deposits. This nucleation often occurs within the gaps of the deposit and, consequently has

Chapter 9
220
an impact on the texture of the deposit’s surface. By changing the texture of the surface
and this would impact on the roughness based on the idea suggested by Tarada [80].
These possibilities serve to demonstrate the complexity of modelling the surface roughness
at the crystal interface. It implies that there exist limitations by having just the equivalent
sand grain roughness to specify roughness. An alternate candidate is the ratio of the
apparent wall shear stress due to form drag on the roughness elements to the total wall
shear stress [35] although it is still a representation of roughness with a single variable.
Also, it is conceivable that a variable like the fractal dimension could be used to
characteristic the roughness. Tarada [80] suggested using a number of variables to give a
full description of the finite roughness elements. However this is restricted by the
capability of the turbulence model, which only uses the equivalent sand grain roughness to
quantify the roughness.

Chapter 10
221
10. Conclusions and Recommendations Equation Chapter 10 Section 1
10.1. Conclusions
This project demonstrated the usefulness of adopting the Computational Fluid Dynamics
(CFD) method in examining heat exchanger fouling and associated phenomena. The
project’s objective was to develop a model using CFD that would detail the fouling
common to crystalline streams. Once completed, the model would assist in furthering the
understanding of fouling as well as the intricate interactions of key operation of parameters
on a local scale. Model components were developed and assessed using a progressive
stage-wise strategy. The first stage examined the Eulerian approach to the occurrence of
calcium sulphate precipitation within the flow. It was revealed that the Eulerian modelling
approach was suitable for the aqueous phase but not for the precipitated particulate phase.
A revised Lagrangain approach for the particulate phase was adopted for the next stage of
evaluating the combined crystallisation and particulate mechanisms. This ability to change
approaches but to continual progress demonstrates the benefit of adopting a stage-wise
strategy in its ability to progressively assess the suitability of individually components.
These initial stages were conducted assuming steady state conditions. It allowed an
assessment of the operation and physical accuracy of the precipitation occurring both
within the flow and at the heat transfer surface. Another significant stage was the transition
from steady state to transient conditions. It would have been difficult to evaluate the
operation of all the individual model components using the transient case where the use of
the moving wall technique significantly increased the model’s complexity. This stage wise
development was accompanied by verification and validation techniques, which were
continually used to determine the adequacy of the model. These techniques detected the
suitability of the applied methods and identified areas requiring improvement. Another
benefit of employing this overall approach was the characteristics revealed in the analysis
of each stage that contribute to increasing the knowledge of fouling and associated
precipitation phenomena.

Chapter 10
222
The first stage in model development was the examination of calcium sulphate precipitation
in both laminar and turbulent flow. Precipitation occurs in saline streams where there is a
significant level of sparingly soluble salts. Based on a modified rate equation, the
governing transport equations for the aqueous species were altered to simulate their
consumption within the geometry. Extensive verification techniques showed how a
reaction rate equation and corresponding kinetic data from literature could be successfully
incorporated into the model. Further testing demonstrated how the kinetic value
incorporated into the model could be calculated from the actual numerical solutions. Use
of this precipitation model in both laminar and turbulent flow revealed some intriguing
characteristics relevant to the fouling phenomena. The findings inferred that velocity and
residence time distribution influences the behavior of the precipitation process. The
velocity and residence time distribution causes the emergence of a concentration gradient of
the aqueous species adjacent the wall. These induced concentration gradients could
conceivably cause species to diffuse towards the transfer surface and promote deposition by
the crystallisation mechanism at the surface. The alternate is that the increased
precipitation could result in the deposition via the particulate mechanism. A study of the
impact which operating conditions had on this precipitation behavior revealed that the
severity of these concentration gradient were influence by velocity, temperature and inlet
supersaturation. The difference in flow conditions was that in turbulent flow these
concentration gradients were confined to the sub layer where in the laminar flow the
gradients extend into the bulk. This ability of the CFD approach to effectively simulate
precipitation process has assisted in gaining improved understanding of velocity,
temperature, and concentration gradients affecting the fouling mechanisms.
The precipitation component of the model was utilized in chapter 6 to observe its behavior
in different geometries and to establish whether there existed a link between the observed
characteristics in these geometries. In attempting to establish a link the behavior was
compared based on three key hydrodynamic variables that are often used in the
characterization of the fouling phenomenon. The three key hydrodynamic variables are
velocity, shear stress and the Reynolds number. However, the effort to inter-relate the
precipitation behavior in rectangular slits to tubular geometries proved unsuccessful. It

Chapter 10
223
seemed that these hydrodynamic variables are not suitable measures of comparing the
results for different geometries. Results indicated that the geometry was the main factor
contributing to the observed difference in the precipitation and consequently concentration
gradients. In fact, the concentration gradients formed within the tubular geometry were
consistently greater than that for the rectangular slit. It would appear that, based on the
previously mentioned diffuse idea and its relation to the concentration gradients, the tubular
geometry would be more prone to possible crystallisation fouling and possible particulate
fouling.
The second stage involved continuing the precipitation concept from the previous chapter
with the consideration of both the crystallisation and particulate flux at the heat transfer
surface. This required altering the model to consider the occurrence of precipitation to both
within the bulk/boundary layer and at the wall, as part of the overall crystallisation
mechanism. Particulate fouling was also included as the emphasis of the investigation was
to assess the likelihood of composite fouling through validation even though the numerical
simulations were conducted at steady state. The most intriguing of this Eulerian-
Lagrangian model was its ability to convert the transport of a discrete particle to a value for
flux provided the particulate matter deposited. The resulting accumulated particulate flux
was distributed along the heat transfer surface.
The numerical solutions for the particulate and crystallisation flux were validated with
corresponding experimental thickness distributions to provide an insight into factors
determining the likelihood of the fouling mechanisms. The numerical results considered
the case where precipitation occurred within the bulk/boundary layer and the case where
precipitation only occurred at the surface. For laminar flow, the results comparison of the
two cases with the experimental results indicated that no precipitation occurred within the
bulk/boundary layer and crystallisation was the only fouling mechanism present. For the
turbulent case, the experimental results compared best with the case where precipitation
was occurring within the bulk/boundary layer and, thus, implying both mechanisms
occurred. Closer analysis of the flux distributions for the turbulent case proves the valuable
insight that this model could give into composite fouling. Firstly, the ability of modelling

Chapter 10
224
the individual flux mechanisms allowed the balance of mechanisms to be evaluated.
Secondly, it showed the ability to evaluate the dominant fouling mechanism, the particulate
mechanism in the turbulent case. Thirdly, the model showed how it was able to
differentiate between the precipitation within the bulk, boundary layer and that at the
surface. It revealed that the deposited particles were generated within the boundary layer
and not the bulk, emphasizing the importance of possessing the capability to assess the
interactions within the boundary layer. The detail used in making these assessments was
also applied to the local operating parameters and assisted in elucidating the most
influential parameter on a local scale. The supersaturation proved to be most influential
when precipitation was occurring within the bulk/boundary layer but in its absence the
surface temperature was the dominant variable. This type of analysis is another example of
the level of detail enable to be achieved when using CFD. The final point of significance in
this section relates to the impact the inclusion of the crystallisation flux had on the
emerging concentration gradients within the flow. The results portrayed that a higher
amount of crystallisation flux was achieved when precipitation was not occurring within the
flow despite the emergence of the aforementioned concentration gradients. It appears the
higher degree of supersaturation at the surface was the determining factor rather than the
diffusion of species induced by the emergence of the concentration gradients. Therefore,
the correct assessment would be that the occurrence of precipitation within the flow,
particularly the boundary layer, increase the likelihood of particulate fouling and reduces
the possible amount of crystallisation flux.
The following stage required the transition from the steady state scenario to considering
dynamic behavior of the deposition using transient simulations. The significance of this
stage was the development of various physical models and numerical methods to allow the
true dynamic nature of fouling to be reproduced. This involved using experimental results
to create a relationship describing the nucleation and a relationship to account for the effect
of the changing wall position on the local interface heat flux. Central to the operation of
this transient simulation was the adoption of the moving wall technique to simulate the
actual deposit growth. The impact that deposit growth had in terms of fouling was
observed through the calculation of the fouling resistance and monitoring its temporal

Chapter 10
225
variation. The resulting fouling curves were used to estimate numerical values for the
fouling rate. Validation with experimental work confirmed the successful reproduction of
the transient crystallisation fouling. It also demonstrated the CFD ability to satisfactorily
predict the fouling rates. Hence, the key objective of creating a predictive fouling model
was successfully achieved. Another key objective achieved was in the ability of the CFD
method employed to examine the behavior of operating parameters on a local scale over
time. The detail of the CFD method gave a new insight into the intricate interactions
occurring between key operating parameters on a local scale. The moving wall also
imposed a change on the local hydrodynamic behaviour. This changed caused a movement
and subsequent buildup of species adjacent the wall. Despite this continual build up of
species and increase in the local interface supersaturation the fouling rate maintained a
constant value, which is indicative of the dominant influence of the interface temperature.
The only concern with this numerical model was it’s over prediction of the experimentally
determined fouling rates. However, it was hard to make a comprehensive analysis to
explain the reasons for this over prediction without the inclusion of a roughness delay
period, which was present in the experimental results.
The final stage saw the inclusion of the impact that the depositing material had on the
roughness of the solid-liquid interface into the unsteady crystallisation model. This
interface roughness was included in an effort to allow a comprehensive analysis of the
difference observed between the numerical and experimental fouling rates. A validation of
the initial unsteady crystallisation model demonstrated the absence of a roughness delay
period. An innovative model was developed based on the concept that the roughness delay
period was a balance between the interaction of the local variables and the interface
roughness induced by the crystal deposit. Through successfully reproducing the roughness
delay period, the numerical results demonstrated precisely what had been observed
experimentally. The thermal resistance of the growing deposit eventually countered the
advantage that the interface roughness has on promoting heat transfer. This inclusion of
roughness provided further insight into the interaction of the developing deposit and the
local behavior of the operating parameters. At a local level, the occurrence of roughness
considerably increased the build up of the species adjacent the wall and at the same time

Chapter 10
226
caused a significant drop in the local temperature at the interface. Analysis of the predicted
fouling rates indicated that the behavior of the interface temperature was more influential
than the interface supersaturation because the predicted fouling rates dropped. Relative to
the case of the smooth wall, the predicted fouling rates dropped and the occurrence of local
roughness delay period was testimony to the successful operation of the roughness
relationship. However, the predicted fouling rates were still high compared with the
experimental results. As roughness has been modeled, a thorough analysis of possibilities
indicated that the used kinetic values from literature were most likely the significant factor
in the over-prediction of the fouling rates.
The completion of various stages continually provided evidence that CFD was a worthy
tool in modelling the intricate fouling processes. It was observed that the developed model
components operated satisfactorily at the intended conditions for comparison. However, in
various chapters the inability of the various components to operate for a broader range of
conditions was discussed. This was initially referred to in chapter 7 whilst examining the
operation of the derived physical models and the combined fouling mechanisms. The
objective was to examine the behavior of these mechanisms for a range of operating
conditions. However, it was discovered that there existed limitations in the operation of
key components in the developed CFD model. The most interesting point raised was the
implication that the kinetic data used within the crystallisation boundary conditions
operated only for a certain range of both thermal and supersaturation conditions. The
significance of these findings was questioned by the use of steady state conditions when
fouling is a dynamic phenomenon. However, similar issues were raised concerning the
kinetics in the remaining chapters investigating transient conditions. These issues surfaced
when the predicted fouling rate significantly over-predicted the experimental results even
though the impact of the interface roughness was considered. Ultimately, the same level of
fouling resistance was achieved numerically over a shorter time period than was observed
experimentally. Hence, for the second time within the investigation the kinetics of the
crystallisation boundary condition appeared to be a contributing factor in the problems
observed numerically. Both of these cases were revealed based on the same strategy of
validation. Early in the investigation this simple but comprehensive strategy of validation

Chapter 10
227
was devised. It consisted of separately validating the transport phenomena and the fouling
processes. Its importance to the study was revealed in the above assessment regarding the
appropriateness of the crystallisation boundary conditions and, in particular, the kinetic data
incorporated from the literature.
The application of the CFD method has proven to be beneficial in investigating various
aspects of fouling associated with crystalline streams. In both the literature review and the
materials section, the advantages of using the CFD method with its ability to provide detail
of the behaviour of key operating parameters on a local scale was emphasized. This aspect
was utilized in the analysis of the results for key operating variables at local level to
provide an insight into fouling. In addition, the commercial CFD model was successfully
modified with developed user subroutines to model the true transient nature of fouling. The
ability of the resulting CFD model to predict the temporal variation of fouling resistance
proves the numerical method is an effective alternative to the traditional experimental
approach.
10.2. Recommendations
The recommendations for further research cover two areas. The first continues from the
final point in the conclusion and focuses on the need to obtain suitable experimental data.
Suitable experimental data would assist in improving key components of the current model
and allow its use over a wider range of operating conditions. Once this improvement has
been achieved then the model can be extended further to complete the modelling, which is
the second area recommended to be investigated in further research. Ultimately, the goal
should be to complete a transient CFD model capable of operating over a range of
conditions that predicts composite fouling.
An important part of developing a model of any phenomena is to ensure it reliably operates
over wider range of boundary conditions. The analysis of the CFD model developed in this
research indicates that additional work is required to enable the use of a wider range of
boundary conditions. Additional work should initially focus on further evaluating the

Chapter 10
228
kinetics used in the boundary conditions. It was implied that the mass transfer coefficient
could perhaps be the determining factor. Given the right experimental information this
could be established. More suitable crystallisation kinetic data could have been elucidated
from the results used for validation if more detail was provided. Hence, a co-operation is
necessary between the experimental and numerical investigations with the emphasis on
making sure a complete set of data required for validation is obtained. Another example,
which encapsulates this idea, relates to the nucleation model. The nucleation relationship
in this thesis represented only a portion of the actual work conducted on the nucleation.
Most of the work involved attempting to developed a universal relationship based on
various investigations mentioned in the literature review. However, the objective was
hampered by the lack of suitable data available and it was not until a complete set of data
become available that a nucleation relationship could be developed. In this instance the
complete data was in the form of a local distribution of both induction time and
temperature, which facilitated the derivation of a suitable empirical model. The depth of
information in this set of data was not enough to generalize the model and evaluate the
values of the key thermodynamic aspects defined in the classical nucleation theory,
particularly on a local level. Similar issues were raised in the discussions regarding the
accurate assessment of the roughness delay period and the need for information about the
temporal behavior of the pressure drop. The most sensible solution is for the parallel
running of the experimental and numerical investigations. To run the experimental and
numerical investigations in parallel is the most desirable scenario when conducting any
type of CFD investigation. However, it is difficult to do so when the additional subroutines
required take a considerable amount of time to both develop and verify.
Once a complete set of experimental data is obtained and the scope of the existing CFD
model broadened then it can be extended. The most obvious extension is the completion of
an unsteady model of composite fouling. This would involve revising some of the existing
physical models like nucleation, which is known to vary in the presence of particulate
matter. Also, the occurrence of composite fouling is known to significantly impact the
kinetic data and, hence, the corresponding boundary conditions would need to be re-
evaluated. The drawback of pursuing this unsteady simulation of composite fouling would

Chapter 10
229
be the time required following each time step to obtain the particulate flux by running the
Lagrangian modelling component. Such a simulation would take longer than running a
corresponding experimental run. An alternative is to run a number of simulations to obtain
a table of reference covering the key variables, like the balance of mechanisms, over a
range of operating conditions. This seems reasonable as it coincides with the next step that
involves investigating the effect of operating parameters to determine the optimal operating
condition for minimizing the occurrence of fouling. Other key areas include considering
removal and, thus, considering the net fouling rate rather than just the deposition. Another
extension would be transferring the model from 2D to 3D. However, the initial focus
should be on ensuring that the model developed in this project operates for the intended
processes over a range of operating conditions. By broadening the scope of the model
components and ensuring its operation then work could commence on its extension.

References
230
References 1. Ritter, R.B., Crystalline Fouling Studies. Transactions of the ASME, 1983. 105: p.
374-378.
2. Karabelas, A.J., Scale formation in tubular heat exchangers—research priorities.
International Journal of Thermal Science, 2002. 41: p. 682–692.
3. Taberok, J., Ritter, R. B., Palen J. W., Heat Transfer; Fouling: The Major
Unresolved Problem in Heat Transfer. Chemical Engineering Progress, 1972.
68(2): p. 59-67.
4. Epstein, N., Thinking about Heat Transfer Fouling: A 5x5 matrix. Heat Transfer
Engineering, 1983. 4(1): p. 43-56.
5. Brahim, F., Ausgustin, W., Bohnet, M., Numerical simulation of the fouling
process. International Journal of Thermal Sciences, 2003. 42: p. 323-334.
6. Mwaba, M.G., Analysis of Heat Exchanger Fouling in Cane Sugar Industry. 2003,
Technische Universiteit Eindhoven: Eindhoven. p. 132.
7. Kho, T.C.S., Effect of Flow Distribution on Scale Formation in Plate and Frame
Heat Exchangers, in Chemical and Process Engineering. 1998, Surrey: Guildford.
p. 292.
8. Bailey, K., Optimise Heat Exchanger Operations By Minimising Fouling.
Hydrocarbon Processing, 1999(July): p. 113-127.
9. Mukherjee, R., Conquer heat exchanger fouling. Hydrocarbon Processing, 1996: p.
121-127.
10. Epstein, N. Fouling in Heat Exchangers. in Proceedings of the 2nd International
Conference Heat Transfer. 1978.
11. Kho, T., Muller-Steinhagen, H., An experimental and numerical investigation of
heat transfer fouling and fluid flow in flat plate heat exchangers. Trans IChemE,
1999. Part A, 77: p. 124-130.
12. Sinnott, R.K., Coulson, J. M., Richardson, J. F., Coulson & Richardson's Chemical
Engineering. 2 ed. Vol. 6. 1996, Oxford: Butterworth-Heinemann.
13. Bott, T.R., Fouling of Heat Exchangers. 1995: ELSEVIER science B.V.
14. Helalizadeh, A., Muller-Steinhagen, H., Jamialahmadi, M., Mixed salt
crystallisation fouling. Chemical Engineering and Processing, 2000. 39: p. 29-43.

References
231
15. Levine, S., Bowen, B., Epstein, N., Fine Particle Deposition in Smooth Parallel-
Plate Channels. Journal of Colloidal and Interface Science, 1976. 54(3): p. 375-390.
16. Bowen, B., Epstein, N., Fine Particle Deposition in Smooth Parallel-Plate
Channels. Journal of Colloidal and Interface Science, 1979. 2(1): p. 81-97.
17. Schreier, P.J.R., Heat Exchanger Fouling: a model study of Laboratory Data.
Chemical Engineering Science, 1995. 55(8): p. 1311-1321.
18. Grijspeerdt, K., Hazarika, B., Vucinic, D., Application of computation fluid
dynamics to model the hydrodynamics of plate heat exchangers for milk processing.
Journal of Food Engineering, 2003. 57: p. 237-242.
19. Muller-Steinhagen, H., Zhao, Q., Helali-Zadeh, A., Xiao-Guang Ren, The effect
surface properties of CaSO4 scale formation during convective heat transfer and
subcooled flow boiling. The Canadian Journal of Chemical Engineering, 2000.
78(February): p. 12-20.
20. Bansal, B., Muller-Steinhagen, H., Chen, X. D., Performance of plate heat
exchangers during calcium sulphate fouling - investigation with an in-line filter.
Chemical Engineering and Processing, 2000. 39(6): p. 507-519.
21. Schlichting, H., Boundary Layer Theory. 6th ed. 1968, New York: McGraw-Hill
Book Co., Inc.
22. Bansal, B., Muller-Steinhagen, H., Crsytallization Fouling in Plate Heat
Exchangers. Transactions of the A.S.M.E., 1993. 115(August): p. 584-591.
23. Sheikholeslami, R., Calcium Sulfate Fouling - Precipitation or Particulate; A
Proposed Composite Model. Heat Transfer Engineering J., 2000. 21(2): p. 24-33.
24. Kostoglou, M., Andritsos, N., Karabelas, A. J., Flow of supersaturated solutions in
pipes. Modelling bulk precipitation and scale formation. Chemical Engineering
Communications, 1995. 133: p. 107-133.
25. Amjad, Z., Calcium Sulfate Dihydrate (Gypsum) Scale Formation on Heat
Exchanger Surface: The Influence of Scale Inhibitors. Journal of Colloid and
Interface Science, 1988. 132(2).
26. Sheikholeslami, R., Nucleation and Kinetics of Mixed Salts in Scaling. AIChE
Journal, 2003. 49(January): p. 194-202.

References
232
27. Hasson, D., Zahavi, J., Mechanism of Calcium Sulfate Deposit on Heat-Transfer
Surfaces. I&EC Fundamentals, 1970. 9(1): p. 1-10.
28. Bramson, D., Hasson, D., Semiat, R., The roles of gas bubbling, wall crystallisation
and particulate deposition in CaSO4 scale formation. Desalination, 1995. 100: p.
105-113.
29. Taberok, J., Ritter, R. B., Palen J. W., Heat Transfer: Part 2; Predictive Methods
for Fouling Behaviour. Chemical Engineering Progress, 1972. 68(7): p. 69-78.
30. Forster, M., Bohnet, M., Influence of the interfacial free energy crystal/heat transfer
surface on the induction period during fouling. International Journal of Thermal
Science, 1999. 98(11): p. 944-954.
31. Forster, M., Augustin, W., Bohnet, M., Influence of the adhesion force crystal/heat
exchanger surface on fouling mitigation. Chemical Engineering and Processing,
1999. 38: p. 499-461.
32. Pigott, R.J.S., The Flow of Fluids in Closed Conduits. Mechanical Engineering,
1933(August): p. 497.
33. Moody, L.F., Princeton, N. J., Friction Factors for Pipe Flow. Transactions of the
A.S.M.E., 1944(November): p. 671-684.
34. Fred Farshad, H.R., James Garber, New developments in surface roughness
measurements, characterization, and modelling fluid flow in pipe. Journal of
Petroleum Science and Engineering, 2001. 29: p. 139-150.
35. Scaggs, W.F., Taylor, R. P., Coleman H. W., Measurement and Prediction of Rough
Wall Effects on Friction Factor - Uniform Roughness Results. Journal of Fluids
Engineering, 1988. 110(December): p. 385-391.
36. Parkins, W.E., Paper 9. 1961, Atomic Energy of Canada Ltd.: Chalk River,
Ontario.
37. Watkinson, A.P., Epstein, N. Paper HE 1.6. in Proc. 4th IHTC. 1971: Elsevier.
38. Beal, S.K. Paper No. 76-C. in 65th Annual Meeting AIChE. 1972. New York.
39. Beal, S.K., Nuclear Science and Engineering, 1970. 40(1).
40. Epstein, N., Particulate Fouling of Heat Transfer Surfaces: Mechanisms and
Models. Fouling Science and Technology, 1988: p. 143-164.

References
233
41. Ruckstein, E., Prieve, D. C., Journal of Chemical Society Faraday II, 1973. 69: p.
1522.
42. Chang You-Im, W.J.-J., Particle Deposition Behaviour Simulated by the Stochastic
Method. Journal of Petroleum Science and Engineering, 1999: p. 189-203.
43. Wiesner, M.R., Morphology of Particle Deposits. Journal of Environmental
Engineering, 1999: p. 1124-1132.
44. Pomeau, Y., Resibois, P., Time dependant correlations functions and mode-mode
coupling theories. Physics Reports, 1975. 19(2): p. 63-139.
45. Lightfoot, E.N., Building Randomness. The Chemical Engineer, 1990(July 12th): p.
18-19.
46. Lightfoot, E.N., Bird, R. B, Stewart, W. E., Transport Phenomena. 1960: John
Wiley & Sons.
47. Walker, P., Sheikholeslami, R., Assessment of the effect of velocity and residence
time in CaSO4 precipitation flow reaction. Chemical Engineering Science, 2003.
58(16): p. 3807-3816.
48. Mori, H., Nakamura, M., Toyama, S., Crystallisation Fouling of Calcium Sulfate
Dihydrate on Heat Transfer Surfaces. Journal of Chemical Engineering of Japan,
1996. 29(1): p. 166-173.
49. Versteeg, H., Malalasekera, W., An introduction to Computational Fluid Dynamics.
1995, Harlow: Pearson Education Limited.
50. Orszag, S.A., Staroslefky, I, CFD: Progress and Problems. Computer Physics
Communications, 2000. 127: p. 165-171.
51. Roache, P.J., Perspective: A method for uniform reporting of grid refinement
studies. Journal of Fluids Engineering, 1994. 116(September): p. 405-413.
52. Incropera, F.P., DeWitt, D. P., Fundamentals of Heat and Mass Transfer. 1996:
John Wiley & Sons.
53. Liu, S., Nanacollas, G. H., The kinetics growth of crystal calcium sulphate
dihydrate. Journal of Crystal Growth, 1970. 6: p. 281-289.
54. Bohnet, M., Fouling of Heat Transfer Surfaces. Chemical Engineering Technology,
1987. 10: p. 113-125.

References
234
55. Krause, S., Fouling of heat transfer surface by crystallisation and sedimentation.
International Chemical Engineering, 1993. 33(3): p. 355-401.
56. Hines, A.L., Maddox, R. N., Mass Transfer Fundamentals and Applications. 1985,
New Jersey: PTR Prentice-Hall Incorporated.
57. Valiambas, S., Andritsos, N., Karabelas, A. J., An Assessment of data and
Predictive Tools For Cooling Water Fouling of Heat Exchangers, in Energy
Efficiency in Process Technology, P.A. Pilavachi, Editor. 1993.
58. Chong, T., Comparison of CaSO4 experimental fouling results with numerical data,
in Department of Chemical Engineering and Industrial Chemistry. 2002, UNSW:
Sydney.
59. Fahiminia, F. 2003, University of British Columbia.
60. Power, W.H., Fabuss, B. M., Transient Solubilities in the Calcium Sulfate-Water
System. Journal of Chemical and Engineering Data, 1964. 9(3): p. 437-442.
61. Raju, K.U.G., Atkinson, G., The thermodynamics of Scale Mineral Solubilities 3.
Calcium Sulfate in Aqueous NaCl. Journal of Chemical Engineering Data, 1990. 35:
p. 361-367.
62. Gleick, J., Chaos - Making a New Science. 1987: Cardinal.
63. Patel, V.C., Rodi, W., Scheurer, G., Turbulence Models for Near-Wall and Low
Reynolds Number Flows: A Review. AAIA Journal, 1985. 23(9): p. 1308-1319.
64. Marshall, W., Slusher, R., Aqueous Systems at High Temperature: Solubility to
200oC of Calcium Sulphate and Its Hydrates in Sea Water and Saline Water
Concentrates, and Temperature-Concentration Limits. Journal of Chemical and
Engineering Data, 1968. 13(1): p. 83-93.
65. Greenfield, C., Quarini, G., A Lagrangian simulation of particle deposition in a
turbulent boundary layer in the presence of thermophoresis. Applied Mathematical
Modelling, 1998. 22: p. 759-771.
66. Schroder, K., Gelbe, H., Two- and three-dimensional CFD-simulation of flow-
induced vibration excitation in tube bundles. Chemical Engineering and Processing,
1999. 38: p. 621-629.

References
235
67. Huiren, Z., Songling, L., Numerical simulation of transitional flow and heat
transfer in a smooth pipe. International Journal of Heat and Mass Transfer, 1991.
34(10): p. 2475-2482.
68. Lin, C.X., Ebaduan, M. A., The effects of inlet turbulence on the development of
fluid flow and heat transfer in a helically coiled pipe. International Journal of Heat
and Mass Transfer, 1999. 42: p. 739-751.
69. Kakac, S., Shah, R. K., Aung, W., Handbook of Single-Phase Convective Heat
Transfer. 1987, New York: Wiley.
70. CFX 5.7 User Manual. ANSYS CFX. 2004.
71. CFX 4.3 User Manual. CFX International, AEA Technology, Harwell, Didcot,
Oxfordshire, UK.
72. Gosman, A.D., Ioannides, E., Aspects of computer simulation of liquid fueled
combustors. Journal of Energy, 1983. 7(6): p. 482-490.
73. Graham, D.I., Moyeed, R. A., How many particles for my Lagrangian simulation?
Powder Technology, 2002. 125: p. 179-186.
74. Yeoh, G.H., Behnia, M., De Vahl Davis, G., Leonardi, E., A Numerical Study of
Three-Dimensional Natural Convection During Freezing of Water. International
Journal For Numerical Methods in Engineering, 1990. 30: p. 899-914.
75. Wei Shyy, H.S.U., Madhukar M. Rao, Richard W. Smith, Computational Fluid
Dynamics with Moving Boundaries. 1996.
76. Zhang, H., Prasad, V., Moallemi, M. K., Numerical Algorithm using Multizone
Adaptive Grid Generation for Multiphase Transport Processes with Moving and
Free Boundaries. Numerical Heat Transfer, Part B, 1996. 29: p. 399-421.
77. Hasson, D., Drak, A., Semiat, R., Induction times induced in an R.O. system by
antiscalants delaying CaSO4 precipitation. Desalination, 2003. 157: p. 193-207.
78. Ames, W.F., Non-linear ordinary differential equations in transport processes.
1968, Academic Press: New York.
79. Scaggs, W.F., Taylor, R. P., Coleman H. W., Measurement and Prediction of Non-
uniform Surface Roughness on Turbulent Flow Friction Coefficients. Journal of
Fluids Engineering, 1988. 110(December): p. 380-384.

References
236
80. Tarada, F., Prediction of rough-wall boundary layers using a low Reynolds number
k-ε model. International Journal of Heat and Fluid Flow, 1990. 11(4): p. 331-345.

Appendix A
237
Appendix A. Papers Produced from this Thesis
Walker, P., Sheikholeslami, R., Assessment of the effect of velocity and residence
time in CaSO4 precipitation flow reaction. Chemical Engineering Science, 2003.
58(16): p. 3807-3816.
Walker, P., Sheikholeslami, R., Preliminary Numerical Study of CaSO4
Precipitation in Laminar Flows in pipes and slits under Isothermal Conditions. The
9th APCChE Congress and CHEMECA 2002, 2002: p. 612-621.
Walker, P., Sheikholeslami, R. A novel approach, development and validation of a
comprehensive model for prediction of fouling from saline waters. in IDA World
Conference on Desalination and Water Reuse. 2003. Paradise Island, Bahamas.
Walker, P.G., Sheikholeslami, R. Development and Validation of an Unsteady
Numerical model of Fouling within a Crystalline System. in Chemeca 2004 -
Sustainable Processes. 2004. Sydney, Australia.

Appendix B
238
Appendix B. The Simulation Command Files
B.1 The CFX 4.3 Command Language written for CaSO4 Precipitation in Laminar
Flows in an Annular Geometry
COMMAND FILE:
Version = 4.3
OPTIONS TWO DIMENSION, BODY FITTED GRID
CYLINDRICAL COORDINATES
AXIS INCLUDED
LAMINAR FLOW
HEAT TRANSFER
INCOMPRESSIBLE FLOW
STEADY STATE
USER SCALAR EQUATIONS 3
USER FORTRAN USRDEN
USRSRC
VARIABLE NAMES USER SCALAR1 'PART'
USER SCALAR2 'CA'
USER SCALAR3 'SO'
DIFFERENCING SCHEME ALL EQUATIONS 'HYBRID'
PHYSICAL PROPERTIES FLUID 'WATER'
VISCOSITY 9.000E-04
THERMAL CONDUCTIVITY 6.100E-01

Appendix B
239
FLUID SPECIFIC HEAT 4.1800E+03
SCALAR DIFFUSIVITIES PART 4.8400E-09
CA 1.8100E-06
SO 1.8100E-06
SOLVER DATA PROGRAM CONTROL
MAXIMUM NUMBER OF ITERATIONS 20000
MASS SOURCE TOLERANCE 1.0000E-06
MODEL BOUNDARY CONDITIONS See Appendix for definitions
INLET BOUNDARIES
PATCH NAME ‘INLET’
NORMAL VELOCITY 5.000E-01
TURBULENCE INTENSITY 3.7000E-02
DISSIPATION LENGTH SCALE 9.00E-03
TEMPERATURE 2.9800E+02
PART 0.0000E+00
CA 1.500E-03
SO 3.600E-03
WALL BOUNDARIES
PATCH NAME ‘WALLIN’
HEAT FLUX 0.000E+00
WALL BOUNDARIES
PATCH NAME ‘WALLOUT’
HEAT FLUX 0.000E+00
PRESSURE BOUNDARIES
PATCH NAME 'PRESS'
PRESSURE 0.0000E+00
STOP

Appendix B
240
B.2 The CFX 4.3 Command Language written for CaSO4 Precipitation in
turbulent Flows in an Annular Geometry
COMMAND FILE:
Version = 4.3
OPTIONS TWO DIMENSION, BODY FITTED GRID
CYLINDRICAL COORDINATES
AXIS INCLUDED
TURBULENT FLOW
HEAT TRANSFER
INCOMPRESSIBLE FLOW
STEADY STATE
USER SCALAR EQUATIONS 3
USER FORTRAN USRDEN
USRSRC
VARIABLE NAMES USER SCALAR1 'PART'
USER SCALAR2 'CA'
USER SCALAR3 'SO'
DIFFERENCING SCHEME ALL EQUATIONS 'HYBRID'
PHYSICAL PROPERTIES FLUID 'WATER'
VISCOSITY 9.000E-04
THERMAL CONDUCTIVITY 6.100E-01
FLUID SPECIFIC HEAT 4.1800E+03
TURBULENCE MODEL

Appendix B
241
TURBULENCE MODEL 'LOW REYNOLDS NUMBER K-EPSILON (OMEGA)'
SCALAR DIFFUSIVITIES PART 4.8400E-09
CA 1.8100E-06
SO 1.8100E-06
SOLVER DATA PROGRAM CONTROL
MAXIMUM NUMBER OF ITERATIONS 20000
MASS SOURCE TOLERANCE 1.0000E-06
MODEL BOUNDARY CONDITIONS See Appendix for definitions
INLET BOUNDARIES
PATCH NAME ‘INLET’
TURBULENCE INTENSITY 4.000E-01
DISSIPATION LENGTH SCALE 5.00E-02
TEMPERATURE 2.9800E+02
PART 0.0000E+00
CA 1.500E-03
SO 3.600E-03
WALL BOUNDARIES
PATCH NAME ‘WALLIN’
HEAT FLUX 0.000E+00
WALL BOUNDARIES
PATCH NAME ‘WALLOUT’
HEAT FLUX 0.000E+00
PRESSURE BOUNDARIES
PATCH NAME 'PRESS'
PRESSURE 0.0000E+00
STOP

Appendix B
242
B.3 CFX 4.3 Command Language written for Combined Precipitation, Particulate
fouling and Crystallisation fouling
COMMAND FILE:
Version = 4.3
OPTIONS TWO DIMENSION, BODY FITTED GRID
CYLINDRICAL COORDINATES
AXIS INCLUDED
TURBULENT FLOW
HEAT TRANSFER
INCOMPRESSIBLE FLOW
STEADY STATE
USER SCALAR EQUATIONS 7
USER FORTRAN USRBCS
USRSRC
USRTRN
USRGRD
USRTPL
VARIABLE NAMES USER SCALAR1 'PART'
USER SCALAR2 'CA'
USER SCALAR3 'SO'
USER SCALAR4 'USRD TMEAN'
USER SCALAR5 'X SHEAR STRESS'
USER SCALAR6 'REAL PRESSURE'
USER SCALAR7 'YPLUS'
MODEL TOPOLOGY See USRTPL

Appendix B
243
DIFFERENCING SCHEME ALL EQUATIONS 'HYBRID'
PHYSICAL PROPERTIES FLUID 'WATER'
DENSITY 9.775500E+02
VISCOSITY 4.010E-04
THERMAL CONDUCTIVITY 6.640E-01
FLUID SPECIFIC HEAT 4.1890E+03
TURBULENCE MODEL TURBULENCE MODEL 'LOW REYNOLDS NUMBER K-EPSILON'
SCALAR DIFFUSIVITIES PART 1.0300E-06
CA 1.0300E-06
SO 1.0300E-06
SOLVER DATA PROGRAM CONTROL
MAXIMUM NUMBER OF ITERATIONS 25000
MASS SOURCE TOLERANCE 1.0000E-09
EQUATION SOLVERS - PRESSURE 'AMG'
CREATE GRID See USRGRD
MODEL BOUNDARY CONDITIONS See Appendix for definitions
INLET BOUNDARIES
PATCH NAME ‘INLET’
TURBULENCE INTENSITY 4.000E-01
DISSIPATION LENGTH SCALE 5.00E-02
TEMPERATURE 3.4300E+02
PART 0.0000E+00
CA 6.5500E-04

Appendix B
244
SO 1.5720E-03
WALL BOUNDARIES
PATCH NAME ‘WALLIN’
HEAT FLUX 3.150E+04
WALL BOUNDARIES
PATCH NAME ‘WALLOUT’
HEAT FLUX 0.000E+00
PRESSURE BOUNDARIES
PATCH NAME 'PRESS'
PRESSURE 0.0000E+00
OUTPUT OPTIONS WALL PRINTING - FINAL SOLUTION
STOP
B.4 The CFX 4.3 Command Language written for the fouling simulations in this
research
COMMAND FILE:
Version = 4.3
OPTIONS TWO DIMENSION, BODY FITTED GRID
CYLINDRICAL COORDINATES
AXIS INCLUDED
TURBULENT FLOW
HEAT TRANSFER
INCOMPRESSIBLE FLOW
TRANSIENT FLOW
TRANSIENT GRID
USER SCALAR EQUATIONS 10
USER FORTRAN USRGRD

Appendix B
245
USRBCS
USRTPL
USRTRN
USRCVG
VARIABLE NAMES USER SCALAR1 'PART'
USER SCALAR2 'CA'
USER SCALAR3 'SO'
USER SCALAR4 'CANEXT'
USER SCALAR5 'SONEXT'
USER SCALAR6 'USRD TMEAN'
USER SCALAR7 'X SHEAR STRESS'
USER SCALAR8 'REAL PRESSURE'
USER SCALAR9 'YPLUS'
USER SCALAR10 'CONVECTIVE HEAT FLUX'
MODEL TOPOLOGY See USRTPL
DIFFERENCING SCHEME ALL EQUATIONS 'HYBRID'
PHYSICAL PROPERTIES FLUID 'WATER'
DENSITY 9.781300E+02
VISCOSITY 4.380E-04
THERMAL CONDUCTIVITY 6.450E-01
FLUID SPECIFIC HEAT 4.2090E+03
TURBULENCE MODEL TURBULENCE MODEL 'LOW REYNOLDS NUMBER K-EPSILON'
SCALAR DIFFUSIVITIES PART 1.0300E-06
CA 1.0300E-06

Appendix B
246
SO 1.0300E-06
CANEXT 1.0300E-06
SONEXT 1.0300E-06
TRANSIENT PARAMETERS
See USRTRN
FIXED TIME STEPPING
TIME STEPS 140* 3.6000E+03
SOLVER DATA PROGRAM CONTROL
MAXIMUM NUMBER OF ITERATIONS 25000
MASS SOURCE TOLERANCE 1.0000E-09
EQUATION SOLVERS - PRESSURE 'AMG'
TRANSIENT CONTROL
CONVERGENCE TESTING ON VARIABLE
ENTHALPY
CONTROL PARAMETERS
MINIMUM RESIDUAL VALUE 2.78E-01
MAXIMUM RESIDUAL VALUE 1.00E+00
See USRCVG
CREATE GRID See USRGRD
MODEL BOUNDARY CONDITIONS See Appendix for definitions
MASS FLOW BOUNDARIES
FLUXES -5.97780E-02
MASS FLOW SPECIFIED
INFLOW VARIABLES
PATCH NAME 'OUTLET'
TURBULENCE INTENSITY 4.000E-01
DISSIPATION LENGTH SCALE 5.00E-02
TEMPERATURE 3.286500E+02
PART 0.0000E+00
CA 9.2000E-04

Appendix B
247
SO 2.2080E-03
CANEXT 9.2000E-04
SONEXT 2.2080E-03
WALL BOUNDARIES
See USRBCS
PATCH NAME ‘WALLIN’
HEAT FLUX 1.2890E+05
PRESSURE BOUNDARIES
PATCH NAME 'PRESS'
PRESSURE 0.0000E+00
OUTPUT OPTIONS WALL PRINTING - FINAL SOLUTION
STOP
B.5 The CFX 5.7 command Language written for the fouling simulations in this
research
COMMAND FILE:
Version = 5.7
Results Version = 5.7
RUN DEFINITION:
Definition File = d:/recfx/induction_time_step/recfx4_length.def
Initial Values File = d:/recfx/induction_time_step/recfx4_length_122.res
FUNCTIONS
OUTOF
Spatial Fields = y, z
Profile Data: Turbulence Eddy Dissipation, Turbulence Eddy Frequency,
Turbulence Kinetic Energy, Velocity u, Velocity v, Velocity w
CaFlux

Appendix B
248
Argument Units = [kg m^-3,K,kg m^-3,m]
Result Units = [kg m^-2 s^-1]
CaFluxNext
Argument Units = [kg m^-3,K,kg m^-3,m]
Result Units = [kg m^-2 s^-1]
HtFlux
Argument Units = [m,m,W m^-2]
Result Units = [W m^-2]
Rough
Argument Units = [m,m,m]
Result Units = [m]
EXPRESSIONS:
AreaWall = area()@wall
FLUX = Flux(Calcium,T,density,xGlobal)
PressureDrop = massFlowAve(Pressure )@INTO –massFlowAve(Pressure)
@OUTOF
Qin = 126692 [W m^-2]
Rhtmax = 8.00E-05 [m]
Rhtmin = 1.40E-07 [m]
Vout = massFlow()@OUTOF
User CEL Function
CaFlux : - user_caflux
CaFluxNext:- user_next_caflux
HtFlux: - user_htflux
Rough: - user_rough_wall
Library Name = Fouling
Library Path = d:/recfx/Induction_Time_Step/
Junction Box Routine

Appendix B
249
Movement:- jcb_test_move
Junction Box Location = Start of Time Step
Induct: - jcb_test_induct
Junction Box Location = End of Time Step
Library Name = Fouling
Library Path = d:/recfx/Induction_Time_Step/
ADDITIONAL VARIABLE
CalciumNext - Volumetric [kg m^-3 ]
Calcium - Volumetric [kg m^-3 ]
MATERIAL: Water
Material Description = Water (liquid)
Material Group = Water Data,Constant Property Liquids
Option = Pure Substance
Thermodynamic State = Liquid
Dynamic Viscosity = 0.000438 [kg m^-1 s^-1]
Density = 978.13 [kg m^-3]
Reference Pressure = 1 [atm]
Reference Specific Enthalpy = 0.0 [J/kg]
Reference Specific Entropy = 0.0 [J/kg/K]
Reference Temperature = 25 [C]
Specific Heat Capacity = 4209 [J kg^-1 K^-1]
Thermal Conductivity = 0.645 [W m^-1 K^-1]
SOLUTION UNITS:
Angle Units = [rad]
Length Units = [m]
Mass Units = [kg]
Solid Angle Units = [sr]
Temperature Units = [K]

Appendix B
250
Time Units = [s]
DOMAIN: Slab
Domain Type = Fluid
DOMAIN MOTION:
Option = Stationary
MESH DEFORMATION:
Option = Junction Box Routine
Junction Box Routine = Movement
ADDITIONAL VARIABLE: Calcium
Kinematic Diffusivity = 1.0530E-09 [m^2 s^-1]
Option = Transport Equation
ADDITIONAL VARIABLE: CalciumNext
Kinematic Diffusivity = 1.053e-009 [m^2 s^-1]
Option = Transport Equation
HEAT TRANSFER MODEL: Thermal Energy
TURBULENCE MODEL: k epsilon
WALL FUNCTIONS: Scalable
SIMULATION TYPE:
Option = Transient
INITIAL TIME:
Time = 0 [s]
TIME DURATION:
Total Time = 25 [s]
TIME STEPS:
Timesteps = 0.01 [s]
BOUNDARY CONDITIONS:
BOUNDARY: INTO
Boundary Type = INLET

Appendix B
251
BOUNDARY CONDITIONS:
ADDITIONAL VARIABLE: Calcium
Additional Variable Value = 0.900 [kg m^-3]
ADDITIONAL VARIABLE: CalciumNext
Additional Variable Value = 0.9 [kg m^-3]
FLOW REGIME:- Option = Subsonic
HEAT TRANSFER:
Option = Static Temperature
Static Temperature = 328.65 [K]
MASS AND MOMENTUM:
Option = Cartesian Velocity Components
U = OUTOF.Velocity u(y,z)
V = OUTOF.Velocity v(y,z)
W = OUTOF.Velocity w(y,z)
TURBULENCE:
Epsilon = OUTOF.Turbulence Eddy Dissipation(y,z)
Option = k and Epsilon
k = OUTOF.Turbulence Kinetic Energy(y,z)
BOUNDARY: wall
Boundary Type = WALL
BOUNDARY CONDITIONS:
ADDITIONAL VARIABLE: Calcium
Option = Flux in
Additional Variable Flux =
CaFlux(Calcium,T,density,xGlobal)
ADDITIONAL VARIABLE: CalciumNext
Option = Flux in
Additional Variable Flux =
CaFluxNext(CalciumNext,T,density,xGlobal)
HEAT TRANSFER:

Appendix B
252
Option = Heat Flux
Heat Flux in = HtFlux(x,y,Qin)
WALL INFLUENCE ON FLOW:
Option = No Slip
Wall Velocity Relative To = Mesh Motion
WALL ROUGHNESS:
Option = Rough Wall
Roughness Height = Rough(Rhtmin,Rhtmax,x)
BOUNDARY: OUTOF
Boundary Type = OUTLET
BOUNDARY CONDITIONS:
FLOW REGIME:- Option = Subsonic
MASS AND MOMENTUM:
Option = Static Pressure
Relative Pressure = 0 [Pa]
BOUNDARY: SymAx
Boundary Type = SYMMETRY
BOUNDARY: Symm
Boundary Type = SYMMETRY
SOLVER CONTROL:
ADVECTION SCHEME:
Blend Factor = 1.0
Option = Specified Blend Factor
CONVERGENCE CONTROL:
Maximum Number of Coefficient Loops = 10
CONVERGENCE CRITERIA:
Residual Target = 0.000001

Appendix B
253
Residual Type = MAX
JUNCTION BOX ROUTINES:
Junction Box Routine List = induct
TRANSIENT SCHEME:
Option = Second Order Backward Euler
OUTPUT CONTROL:
MONITOR POINT: Expression Value = PressureDrop
MONITOR POINT: Expression Value = AreaWall
EXPERT PARAMETERS:
min mode el = 750

Appendix C
254
Appendix C. The Simulation User-Subroutines
Below is a more detail description of the subroutines called the actual subroutines can be
found on CD with file name the same as listed below.
C.1 The FORTRAN Codes developed in CFX-4.3 to model CaSO4
Precipitation in Laminar and turbulent Flows in an Annular Geometry
A List User Subroutines Coded For CFX-4.3
USRSRC
USRDEN
An Outline Description of the User Subroutines Coded For CFX-4.3
USRSRC (IEQN, ICALL, CNAME, CALIAS, AM, SP, SU, CONV, U, V, W, P,
VFRAC, DEN, VIS, TE, ED, RS, T, H, RF, SCAL, XP, YP, ZP, VOL,
AREA, VPOR, ARPOR, WFACT, IPT, IBLK, IPVERT, IPNODN,
IPFACN, IPNODF, IPNODB, IPFACB, WORK, IWORK, CWORK)
• Find the variables number corresponding to the particle species.
• Use variable number to find the source term for the transport equation
corresponding to the particulate matter.
• To alter the source term of the transport equation, loop over each control volume of
the geometry
o Calculate Solubility
o Calculate Reaction Rate
o Summate the mass fraction of all species present within the flow.
o Determine the appropriated concentration values using the mass fractions of
the aqueous species and the solution density.

Appendix C
255
o Alter the source term based on the appropriate reaction rate equation to
simulation the Generation of Particles. This involves altering only the SU
component of the source term.
• Repeat for the two aqueous species where the only difference is in the definition of
the sources term. The sources term simulates the consumption of ionic species.
This involves specifying both components of the source term as it is recommended
that the second component, SP, should not be a positive value.
USRDEN (DENN, U, V, W, P, VFRAC, DEN, VIS, TE, ED, RS, T, H, RF, SCAL,
XP, YP, ZP, VOL, AREA, VPOR, ARPOR, WFACT, DRHODP, CP,
RGAS, WMSINV, FLUFRC, DENSIT, WMOLF, WMOLS, CPRES,
VARAMB, URFVAR, IPT, IBLK, IPVERT, IPNODN, IPFACN, IPNODF,
IPNODB, IPFACB, WORK, IWORK, CWORK)
• Calculate the local fluid density for the control volume as a function of the local
temperature.
o The density function is a quadratic spline developed using established data
from literature [52].
• Calculate the local solution density using a weighting function based on this
calculated fluid density with the local mass fractions and their corresponding
density.
o Requires calculating the mass fraction of the fluid.
C.2 The FORTRAN Codes developed in CFX-4.3 to model CaSO4
Precipitation and the subsequent transport of particles as a solid phase using a
Lagrangian transport equation
A List User Subroutines Coded For CFX-4.3
USRSRC
USRDEN
USRTRN

Appendix C
256
Note that the subroutines USRSRC and USRDEN are similar to those described in the
previous section. Hence, only the subroutine USRTRN will be outlined below.
An Outline Description of the User Subroutines Coded For CFX-4.3
USRTRN (U,V,W,P,VFRAC,DEN,VIS,TE,ED,RS,T,H,RF,SCAL,XP,YP,ZP,VOL,
AREA,VPOR,ARPOR,WFACT,CONV,IPT,IBLK,IPVERT,IPNODN,IPFA
CN,IPNODF,IPNODB,IPFACB,WORK,IWORK,CWORK)
• Specify the number of individual particles to be injected as well as the individual
size, density and mass.
• Specify the total time, which each set transport equation will be solved.
• Use CFX-4.3 utility subroutines to locate spatial information and information
relating to the aqueous species mass fraction
• Loop over the boundary elements along the wall
o Use Fortran utility subroutines to determine which block the section of wall
is locate within
o Loop over the internal cells perpendicular to the position at the wall
o Retrieve the temperature and species mass fraction at the current nodal
position.
o Use the kinetic data for the precipitation reaction to calculate the volumetric
rate of precipitation.
o Calculate the corresponding mass flow, which will be attributed to the
particle(s) injected at the current position.
o Determine the initial computational position.
o Set initial velocity and the spatial position
o Call the Lagrangian Solver - TRANSPORT
• Loop over wall and output the resulting flux distribution to file.

Appendix C
257
TRANSPORT (XPI,YPI,UPI,VPI,dp,Mdotp,ILEN,JLEN, JD,IPFACB,IPNODB,U,
V,L,dh,Tl,Nit,Vfr,JPFLUX,IE,JE,DEN,VIS,IPT,WIPT,IWNPT,NNODE,NC
ELL,NFACE,NPHASE,NBDRY,YP,XP,mp,ro,ri,AREA,IPNODN,IPFACN
,WFACT,IBLK,NBLOCK,IPVERT,WORK,IWORK,CWORK,XVERT,YV
ERT)
• Read in/set the computational co-ordinates and velocities.
• Enter while loop setting the maximum and minimum limitations of spatial co-
ordinates that if reached the solver will stop.
o Using the CFX-4.3 data stacks for both spatial co-ordinates and the transport
phenomena locate the computational position within the geometry of the
current particle.
Involves the continue use of transformation between physical and
computational co-ordinate as detailed in the methodology.
o Interpolate the velocity and other transport phenomena to the position of the
particle using the spatial co-ordinates of the particle with that of the
surrounding nodes using the subroutine LWI.
o Calls IMPLEUL to use the implicit Newton Raphson solve for the first half
time step followed by the second.
o Check convergence is achieved and if not then precede to the next time step
o Before entering the next time step check the step size and if appropriate
changing according to the stiffness of the current ordinary differential
equation.
IMPLEUL (tpt,cept,cnpt,ept,npt,vpt,xpt,ypt,upt,EPSILON,A,dh,L,UH,VH,DENH,
VISH,dp,BETA,UFUN,mp,TOLR,h,DEDY,DNDY,DEDX,DNDX,DYDE,
DXDE,DXDN,DYDN,YWALL,xptm,yptm,ceptm,cnptm,eptm,nptm,uptm,v
ptm)
• Subroutine employs an algebraic form of the Implicit Euler method to solve each
ODE for the current time step (tpt) using the stated step size (h).

Appendix C
258
• Solves the equations outlined in the methodology for the particle transport. The
equations are the computational space ODE (Equation (4.42)) and the physical
forces ODE (Equation (4.41)). Each dimension of these equations solved as
separate algebraic equations.
• Performs the transformation outlines by Equation (4.43) before exiting the
subroutine.
LWI (P,Pt,F,Ft,N,M,L,ro,ri,Len)
• Subroutine called within TRANSPORT to interpolate in two dimensions based on
the principle of Hermite interpolation.
• Once the data from the main program is inserted into matrices they are then solved
using the fundamental matrix operations of inversion, transposition and
multiplication.
C.3 The FORTRAN Codes developed in CFX-4.3 to model Heat Exchanger
Fouling
A List User Subroutines Coded For CFX-4.3
USRGRD
USRTPL
USRTRN
USRBCS
USRCVG
An Outline Description of the User Subroutines Coded For CFX-4.3
USRTRN (U, V, W, P, VFRAC, DEN, VIS, TE, ED, RS, T, H, RF, SCAL, XP, YP,
ZP, VOL, AREA, VPOR, ARPOR, WFACT, CONV, IPT, IBLK, IPVERT,
IPNODN, IPFACN, IPNODF, IPNODB, IPFACB, WORK, IWORK,
CWORK)

Appendix C
259
• Calculating the distribution of the induction time along the heat transfer surface
using the Nucleation Relationship
• Manipulation of time step such that the minimum induction time where there is not
change is bypassed by altering the step size for the initial time step appropriately
and then reverts the step size to the originally specified value of for the remaining
time steps.
• Output to the following file the mean and wall variables at the end of each time
step:
o 'MeanVariable' xp, UM, TM, CM
o 'CurentVarbls' xp, Tinter, Cinter
o 'Next__Varbls' xp, τyx, JCa
o 'Wall__Varbls' xp, τxy, y+, q”
o ‘WallPosition’ xp, mD, xf, Ri
• Calculation of mass deposited, thickness and the new position of the solid-liquid
interface.
USRTPL (NBLOCK, NPATCH, NGLUE, NDBLK, CBLK, INFPCH, CPATCH,
INFGLU, IBBPP, IBBPD, WORK, IWORK, CWORK)
• Define the name and size in computational co-ordinates of desire blocks
• Specify the name, position and orientation on each blocks of the associated patches.
• Apply glue to join two meeting blocks
• Specify that the geometry is cyclic
USRGRD (U, V, W, P, VFRAC, DEN, VIS, TE, ED, RS, T, H, RF, SCAL, XP, YP,
ZP, VOL, AREA, VPOR, ARPOR, WFACT, XCOLD, YCOLD, ZCOLD,
XC, YC, ZC, IPT, IBLK, IPVERT, IPNODN, IPFACN, IPNODF, IPNODB,
IPFACB, WORK, IWORK, CWORK)
• Set time step, transferred via COMMON BLOCK.

Appendix C
260
• Determine the minimum value of the induction time.
• Read from file the new position of the solid-liquid interface from the file called
'WallPosition'.
• Incorporate the new position of the solid-liquid in generating the new position of the
vertices for the grid used in the succeeding time step.
USRBCS (VARBCS, VARAMB, A, B, C, ACND, BCND, CCND, IWGVEL,
NDVWAL, FLOUT, NLABEL, NSTART, NEND, NCST, NCEN, U, V, W,
P, VFRAC, DEN, VIS, TE, ED, RS, T, H, RF, SCAL, XP, YP, ZP, VOL,
AREA, VPOR, ARPOR, WFACT, IPT, IBLK, IPVERT, IPNODN,
IPFACN, IPNODF, IPNODB, IPFACB, WORK, IWORK, CWORK)
• Determine the position and corresponding flux of the aqueous species with respect
to the local induction time and transport variables.
• Determine the local Heat flux based on the current position of the solid-liquid
interface relative to its original position.
USRCVG (U, V, W, P, VFRAC, DEN, VIS, TE, ED, RS, T, H, RF, SCAL, XP, YP,
ZP, VOL, AREA, VPOR, ARPOR, WFACT, CONV, IPT, IBLK, IPVERT,
IPNODN, IPFACN, IPNODF, IPNODB, IPFACB, CMETH, MNSL,
MXSL, RDFC, RESOR, URFVAR, LCONVG, WORK, IWORK,
CWORK)
• Calculate the residuals of each variable for the current iteration.
• Test the convergence and terminate the current time step if all the calculated
residuals have achieved the pre-defined tolerance.
Additional Subroutines and Functions:
NUMBERING (KSTEP, D, C, E)
CSATPAR (TI, RHOW)
FILENUMBERING (KSTEP, F)

Appendix C
261
Post-simulation:
Use a subroutine to collate the collected data from each time step into figures representing
the temporal variation of key transport variables at the location on the heat transfer surface
corresponding to the positions of each thermocouple in the experiment [59]. The following
subroutine:
CFX_4_3_Data.f – Data_Collation
• Input from files generated in USRTRN
o MeanVariableCTSTEP.dat Tm
o Wall__VarblsCTSTEP.dat q”inter
o CurentVarblsCTSTEP.dat Tinter
o WallPositionCTSTEP.dat – xf
• Calculations – Local values
o Heat Transfer Coefficient h = q”inter/(Tinter- Tm)
o Initial fouling resistance Rf,0 = (1/h) + (xf/1.11)
o Fouling resistance R f,t = (1/h) + (xf/1.11) - Rf,0
• Output – Local values
o Axial position.
o Interface temperature.
o Fouling thickness
o Fouling resistance.
A more general subroutine (Data.f) was developed to extract data to calculate local values
of the shear stress, the heat and mass transfer coefficient for each time step.
C.4 The FORTRAN Codes developed in CFX-5.7 to model Heat Exchanger
Fouling
A List User Subroutines Coded For CFX-5.7

Appendix C
262
Name referred to in command file: File name of corresponding Fortran code
Junction Box Routines:
Movement: USER_JCB_MOVE
Called at the Start of each Time Step.
Induct: USER_JCB_INDUCT
Called at the End of each Time Step.
User CEL Functions:
Rough: ROUGH_WALL
Called during each iteration.
CaFlux: FLUXCA_WALL
Called during each iteration.
CaFluxNext: FLUXCANEXT_WALL
Called during each iteration.
HtFlux: FLUXHT_WALL
Called during each iteration.
Additional Junction Box Routines:
USER_JCB_CRD - JCB_TEST_CRD (VX,NVX,ATK,NATK,UVX,IUVX_S,
IUVX_F, CZONE,CZ,DZ,IZ,LZ,RZ)
Called within JCB_TEST_MOVE
USER_JCB_MEAN - JCB_TEST_MEAN (CZ,DZ,IZ,LZ,RZ)
Called within JCB_TEST_INDUCT
USER_JCB_ORDER - JCB_TEST_ORDER (CZ,DZ,IZ,LZ,RZ)
Called within JCB_TEST_MEAN
Auxiliary Subroutines:
Called at various stages within the above subroutine and functions
GEONUMBERING (KSTEP, F)

Appendix C
263
FILENUMBERING (KSTEP, F)
CALCMEAN (XSORT, NLEN, NCOUNT, MEAN, ILEN, JLEN, IEPT)
SORTMEAN (XSORT, NLEN, NCOUNT)
CONVERTAREA (NARVIP, NEL, NDIM, NIP, AELG)
An Outline Description of the User Subroutines Coded For CFX-5.7
USER_JCB_MOVE.f – JCB_TEST_MOVE (CZ, DZ, IZ, LZ, RZ)
To prepare for the calculated thickness of the crystal layer for use in redefining the
geometry, the position of the ‘wall’.
• Extract thickness from the directories and place into one array...
• Then transfer this created thickness array into an ordered thickness array using the
boundary indexes, ‘IBPT’…
• Makes a call to the JCB_TEST_CRD subroutine...
• Set the new co-ordinates
JCB_TEST_INDUCT.f – JCB_TEST_INDUCT (CZ, DZ, IZ, LZ, RZ)
Calculates the induction time, the thickness of the crystal layer and the adjusted the time
step with respect to the estimated induction time. It also calls the subroutine that calculates
the output variables,
• Calculate the distribution of the induction time over the heat transfer surface using
the Nucleation Relationship and places them into a directory for use in other
subroutines.
o Uses the subroutine of BELGGET (C, Z, N) to obtain the list of boundary
element groups that for the solid-liquid interface. A list generated by the
subroutine LOCATBELG (C, Z), defined later.
o Uses the function of CSATPAR (TI, RHOW) to obtain saturation
concentration.
o The induction times array are stored in the user directories are associated
with their boundary element group for the purpose of easy reference and

Appendix C
264
implementation in the CEL functions as part of the boundary conditions in
the succeeding time steps.
o The minimum induction time and the total induction time array are stored in
the user directories.
• Makes a call to the JCB_TEST_MEAN subroutine
o See description of the JCB_TEST_MEAN subroutine for details.
• Calculation of the mass deposit and the thickness of the crystal layer using flux of
the next calcium additional variable, induction time, the area of the clean surface,
the mass already deposited and deposit density.
o Also uses the subroutine of BELGGET (C, Z, N).
o The arrays of accumulate deposit mass and total thickness are stored in
directories associated with the boundary element groups from which their
variables were extracted for calculated. It is done this way for ease of
reference when this data is extracted in the subroutine that alters the
geometry.
• Skip the induction period through adjusting the time step according to the minimum
induction time value.
o The next time and time step is dumped into a ‘Time Step Manipulation’ file
for use in the post-simulation data collation.
USER_JCB_MEAN.f – JCB_TEST_MEAN (CZ, DZ, IZ, LZ, RZ)
Calculates the local fouling resistance at each position along the heat transfer
surface at the end of each time step. This requires calculating the local heat transfer
coefficient using the corresponding values of mean and surface temperatures as well as the
local heat flux.
• Makes a call to the JCB_TEST_ORDER subroutine at the end of first time step.
o Only used the ‘current’ time step is the first.
o See description of the JCB_TEST_ORDER subroutine for details.
• Loop over all the internal element groups and place the values in an array.
o Temperature, Density, Calcium, Velocity, Co-ordinates (via LocVxEl).

Appendix C
265
o Uses the subroutine of CONVERTAREA to calculate the Cross-sectional
Area from the array of the area sector for the integration points (via NarvIp).
o Use INFDAT to extract geometric data as their stacks are listed as
vulnerable.
o Use LOCDAT and GETVAR for all other variables.
• Loop over all the boundary element groups and place the values in an array.
o Temperature, Density, Calcium, Velocity, Turbulence Kinetic Energy,
HTFLUX, CAFLUX, THICKNESS, Co-ordinates (via LocVxEl)
o Calculates USTAR from the Turbulence Kinetic Energy
o Uses the subroutine of CONVERTAREA to calculate the Cross-sectional
Area.
o Below summarizes of variables outputted per to file time step:
'WallVariables' – xc, T, K, CCA
'WallFluxes' – xc, JCANEXT, JCA, q”
• Locate from the USER_DATA stack the integer arrays developed in
JCB_TEST_ORDER containing the integer indexes that provide the desired spatial
sequence of both the boundary and internal element groups.
• Using the subroutine CALCMEAN with the array of internal element variables and
the ordered integer area to calculate the integrate values of velocity, temperature
and calcium over the cross-section to calculate the corresponding mean values.
o Uses the subroutine of CALCMEAN to calculate the mean values from the
array of data from the internal element groups.
o Due to the developed indexes, the calculated mean values can be positioned
within an array so that they correspond correctly with each wall position.
• On the first current time step the initial heat transfer coefficient is calculate at each
position along the heat transfer surface using the mean variables, the surface
variables and the indexes from the USER_DATA stack. The resulting array the
initial heat transfer coefficient is stored in the USER_DATA stack.
• Extract the initial local heat transfer coefficient array from the USER_DATA stack.

Appendix C
266
• Loop along the heat transfer surface calculating the heat transfer coefficient of the
current time step. Then use the initial and current coefficient as well as the
thickness of the crystal layer to calculate the corresponding fouling resistance.
o Below summarizes of variables outputted to file per time step and gives
values at each elemental position along solid-liquid interface:
'Transport' - xc, τ, xf, JCA, um
'MeanOut' - xc, Tm, Tinterface, Cm, Cinterface
'Fouling' - xc, ho, km, h, Rf
• Using the data from the end of each time step to calculate the surface roughness
conditions in the roughness CEL function in the next time step.
o Includes extracting data from the stack specified in the roughness CEL
function, ROUGH_WALL: yR,MIN, yR,MAX, k+MIN, k+
MAX
o Then relate this data to the local thickness of the crystal in a devised
algorithm:
o To ensure suitable convergence it was decided to approximate roughness per
time step then transfer the associated data to the ROUGH_WALL CEL
function. The alternative was to calculate the values directly in the CEL
function per iteration. However, to calculate roughness requires the use of
turbulent parameters that in turn are impacts the turbulence parameters and
hence, may results affect the convergence in this complex roughness
distribution.
o Below summarizes of variables outputted to file per time step:
'ROUGH' - xc, τ, k+, yR, u*
USER_JCB_ORDER.f – JCB_TEST_ORDER (CZ, DZ, IZ, LZ, RZ)
Produces an integer array of indexes for the both the internal and boundary element groups
that are sequentially ordered. The subroutine constructs an integer array whose order
corresponds to the spatial co-ordinates of all internal elements sorted with respect to the y-
cord then to the x-cord. This is repeated for all the boundary elements. The result is two
integer arrays of indexes for the purpose of use in the calculation of mean variables and the

Appendix C
267
associated transport phenomena. Once formed, these arrays are stored in the USER_DATA
stack to allow continual access during the remaining time steps.
• Loop over all the internal element groups placing the spatial co-ordinates of each
element and an element number into one array.
• Makes a call to the subroutine SORTMEAN to sort the spatial co-ordinates. This
results in the element numbers within the array being rearranged accordingly.
• The re-arranged element numbers are converted to integers and stored as indexes in
the USER_DATA stack under the label ‘IEPT’, i.e. internal elements point
(indexes) array.
• Makes a call to the subroutine BELGGET.
• Loop over all the boundary element groups placing the reference co-ordinates of
each element into the one array.
• Use the subroutine SORTMEAN (XSORT, NLEN, NCOUNT) to sort the array and
re-arrange the boundary element number.
• The re-arranged element numbers are converted to integers and stored as indexes in
the USER_DATA stack under the label ‘IBPT’, i.e. internal elements point
(indexes) array.
USER_JCB_CRDS.f – JCB_TEST_CRD (VX, NVX, ATK, NATK, UVX,
IUVX_S, IUVX_F, CZONE, CZ, DZ, IZ, LZ, RZ )
Uses the thickness to change the geometry appropriately.
• Estimate theta
o The value of theta is stored in the user directories.
• Transfer the thickness array from the element centers to the vertices by assuming a
geometric average between the two elements either side of a vertex.
• Generate new vertices Co-ordinates by using the thickness area in the geometry
creation algorithm.
o Need to be careful to ensure indexing of the vertices coincide with the order
of the CRDVX array obtained from the stack. (This indexing procedure is
not related to ‘IBPT’ or ‘IEPT’.)

Appendix C
268
• Input new vertices Co-ordinates into the array (VX) for updating…
ROUGH_WALL.f - USER_ROUGH_WALL (NLOC, NRET, NARG, RET,
ARGS, CRESLT, CZ, DZ, IZ, LZ, RZ )
Uses specifies the roughness of the wall according to the values approximated in the
JCB_TEST_MEAN at the end of the previous time step.
FLUXCANEXT_WALL.f – USER_NEXT_CAFLUX (NLOC, NRET, NARG,
RET, ARGS, CRESLT, CZ, DZ, IZ, LZ, RZ )
Uses to specify the flux of calcium next species along the solid-liquid interface.
• Place the FluxCaNext into the user data stacks…
• Involves relating the induction time to the flux calculation in a developed algorithm.
FLUXCA_WALL.f – USER__CAFLUX (NLOC, NRET, NARG, RET, ARGS,
CRESLT, CZ, DZ, IZ, LZ, RZ )
Uses to specify the flux of calcium species along the solid-liquid interface.
• Place the FluxCa into the user data stacks…
• Involves relating the induction time to the flux calculation in a developed algorithm:
FLUXHT_WALL.f – USER_HTFLUX (NLOC, NRET, NARG, RET, ARGS,
CRESLT, CZ, DZ, IZ, LZ, RZ )
Uses to specify the heat flux along the solid-liquid interface, which depends on the current
interface relative to its initial position.
a. Place the initial Area into the user data stacks…
b. Calculate heat flux based on current area, initial area and original flux.
c. Place the Heat Flux into the user data stacks…
Pre-Simulation:

Appendix C
269
GeoCreation.f - A program that creates a geometry file (m99.geo) in a CFX-4 format
through specifying the co-ordinates of vertices for the initial geometry. It utilizes the same
algorithm as used in JCB_TEST_CRD to specify the new co-ordinates.
• Size of grid: Number of grid points in each dimension
• Patch specification
• Stretching
• Specification of spatial co-ordinates
• Grid generation: Mapping Spatial onto Computational
Post-simulation:
Use a subroutine to collate the collected data from each time step into figures representing
the temporal variation of key transport variables at the location on the heat transfer surface
corresponding to the positions of each thermocouple in the experiment [59]. The following
subroutine:
All_Important_Variables.f – Data_Collation
• Specified
o Fluid Density.
o Axial Position.
o NTSTEP – 1 to CTSTEP
• Input from files generated in USER_JCB_INDUCT
o PressureDropCTSTEP.dat – Pi, Po
o TimeStepManipulationCTSTEP.dat – t
• Input from files generated in USER_JCB_MEAN
o FoulingCTSTEP.dat – Rf
o MeanOutCTSTEP.dat – Tmean, Cmean, Tinter, Cinter
o WallFluxesCTSTEP.dat – q”, Jca
o ROUGHCTSTEP.dat – k+, yR
o TransportCTSTEP.dat – xf
• Calculations
Appendix C
270
o Pressure drop – ∆P = Po-Pi
o Mass transfer coefficient –
o Heat Transfer Coefficient –
o Wall Temperature (assume kf) –
o Interface supersaturation - Cinter /CSat
o Overall Fouling resistance -
• Output – Local values
o Axial position.
o Interface values of heat flux, temperature, concentration and supersaturation.
o Wall values of temperature.
o Transport variable of heat and mass transfer coefficients.
o Roughness height and corresponding dimensionless value.
o Fouling thickness and fouling resistance.
• Output – Overall values
o Time and Pressure drop, overall fouling resistant
Copyright © 2022 FDOKUMEN