
Pengolahan Data Six Sigma
51
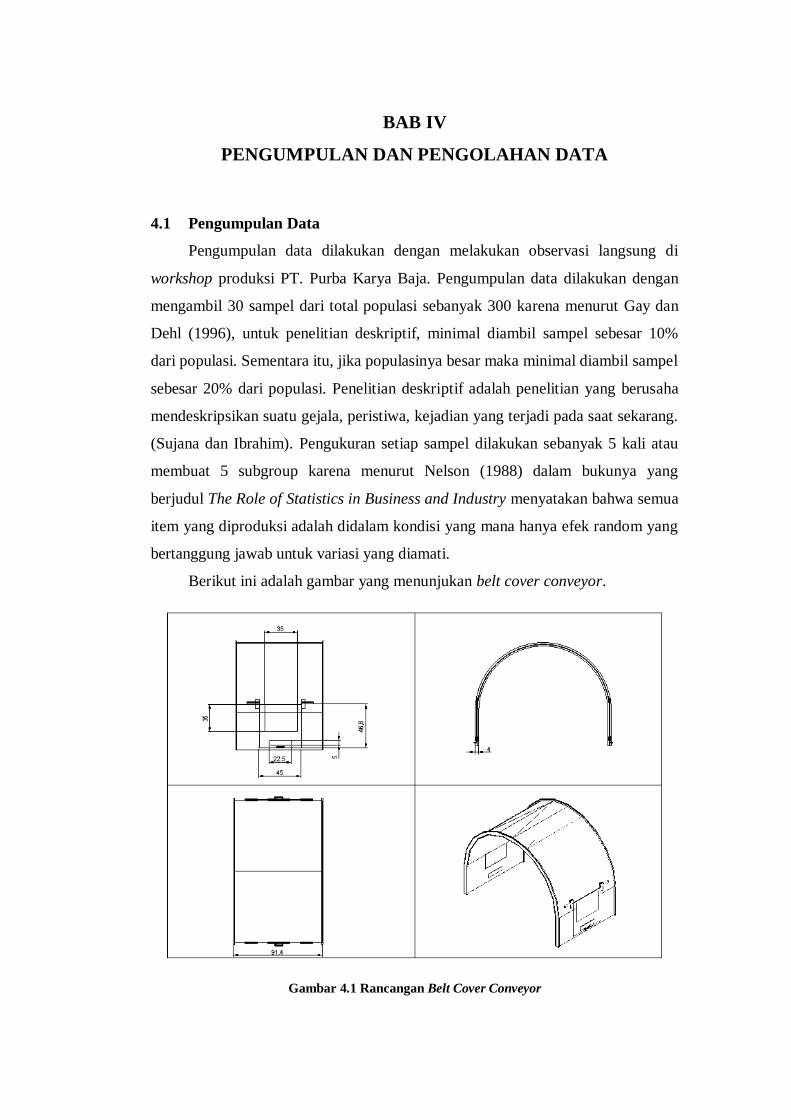
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA 4.1 Pengumpulan Data Pengumpulan data dilakukan dengan melakukan observasi langsung di workshop produksi PT. Purba Karya Baja. Pengumpulan data dilakukan dengan mengambil 30 sampel dari total populasi sebanyak 300 karena menurut Gay dan Dehl (1996), untuk penelitian deskriptif, minimal diambil sampel sebesar 10% dari populasi. Sementara itu, jika populasinya besar maka minimal diambil sampel sebesar 20% dari populasi. Penelitian deskriptif adalah penelitian yang berusaha mendeskripsikan suatu gejala, peristiwa, kejadian yang terjadi pada saat sekarang. (Sujana dan Ibrahim). Pengukuran setiap sampel dilakukan sebanyak 5 kali atau membuat 5 subgroup karena menurut Nelson (1988) dalam bukunya yang berjudul The Role of Statistics in Business and Industry menyatakan bahwa semua item yang diproduksi adalah didalam kondisi yang mana hanya efek random yang bertanggung jawab untuk variasi yang diamati. Berikut ini adalah gambar yang menunjukan belt cover conveyor. Gambar 4.1 Rancangan Belt Cover Conveyor
Transcript of Pengolahan Data Six Sigma
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Pengumpulan Data
Pengumpulan data dilakukan dengan melakukan observasi langsung di
workshop produksi PT. Purba Karya Baja. Pengumpulan data dilakukan dengan
mengambil 30 sampel dari total populasi sebanyak 300 karena menurut Gay dan
Dehl (1996), untuk penelitian deskriptif, minimal diambil sampel sebesar 10%
dari populasi. Sementara itu, jika populasinya besar maka minimal diambil sampel
sebesar 20% dari populasi. Penelitian deskriptif adalah penelitian yang berusaha
mendeskripsikan suatu gejala, peristiwa, kejadian yang terjadi pada saat sekarang.
(Sujana dan Ibrahim). Pengukuran setiap sampel dilakukan sebanyak 5 kali atau
membuat 5 subgroup karena menurut Nelson (1988) dalam bukunya yang
berjudul The Role of Statistics in Business and Industry menyatakan bahwa semua
item yang diproduksi adalah didalam kondisi yang mana hanya efek random yang
bertanggung jawab untuk variasi yang diamati.
Berikut ini adalah gambar yang menunjukan belt cover conveyor.
Gambar 4.1 Rancangan Belt Cover Conveyor
IV-2
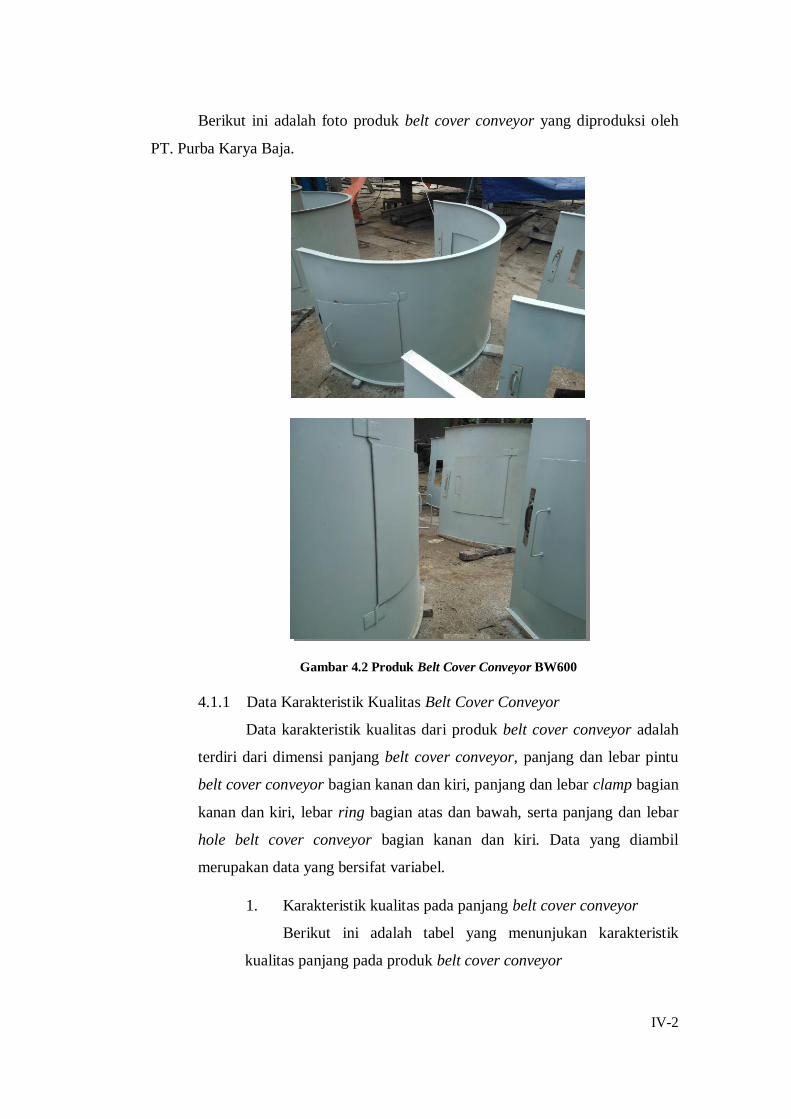
Berikut ini adalah foto produk belt cover conveyor yang diproduksi oleh
PT. Purba Karya Baja.
Gambar 4.2 Produk Belt Cover Conveyor BW600
4.1.1 Data Karakteristik Kualitas Belt Cover Conveyor
Data karakteristik kualitas dari produk belt cover conveyor adalah
terdiri dari dimensi panjang belt cover conveyor, panjang dan lebar pintu
belt cover conveyor bagian kanan dan kiri, panjang dan lebar clamp bagian
kanan dan kiri, lebar ring bagian atas dan bawah, serta panjang dan lebar
hole belt cover conveyor bagian kanan dan kiri. Data yang diambil
merupakan data yang bersifat variabel.
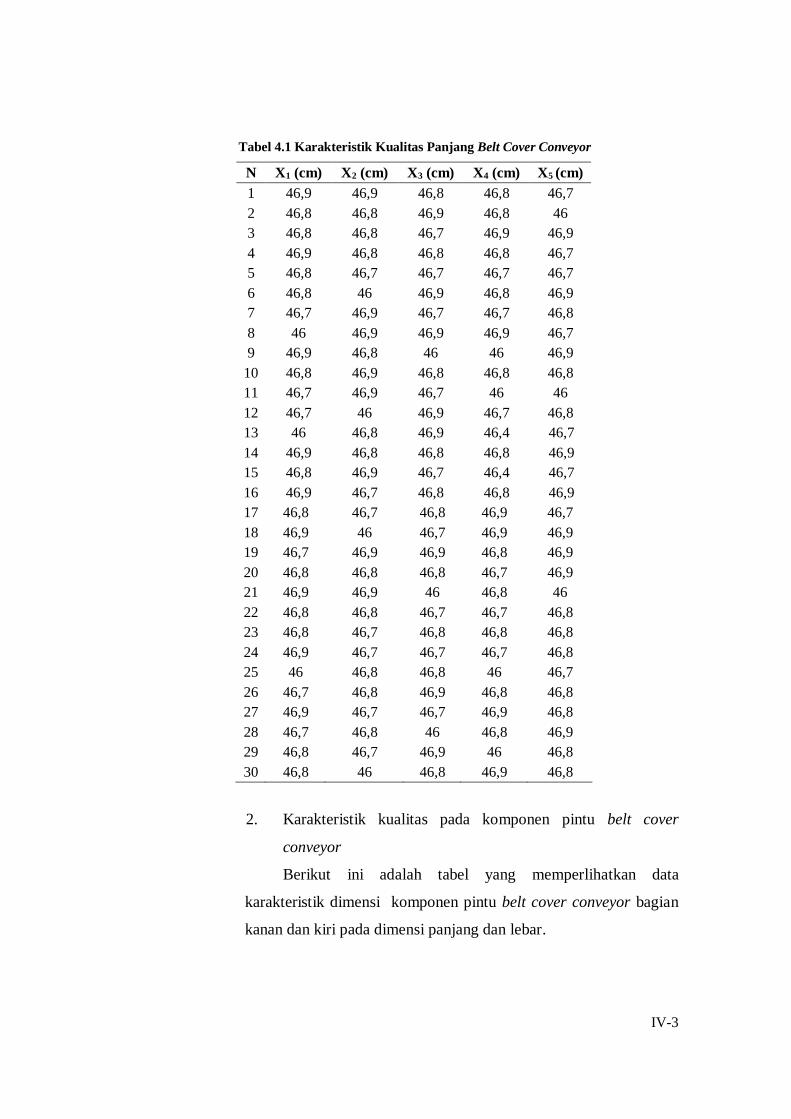
1. Karakteristik kualitas pada panjang belt cover conveyor
Berikut ini adalah tabel yang menunjukan karakteristik
kualitas panjang pada produk belt cover conveyor
IV-3
Tabel 4.1 Karakteristik Kualitas Panjang Belt Cover Conveyor
N X1 (cm) X2 (cm) X3 (cm) X4 (cm) X5 (cm)
1 46,9 46,9 46,8 46,8 46,7
2 46,8 46,8 46,9 46,8 46
3 46,8 46,8 46,7 46,9 46,9
4 46,9 46,8 46,8 46,8 46,7
5 46,8 46,7 46,7 46,7 46,7
6 46,8 46 46,9 46,8 46,9
7 46,7 46,9 46,7 46,7 46,8
8 46 46,9 46,9 46,9 46,7
9 46,9 46,8 46 46 46,9
10 46,8 46,9 46,8 46,8 46,8
11 46,7 46,9 46,7 46 46
12 46,7 46 46,9 46,7 46,8
13 46 46,8 46,9 46,4 46,7
14 46,9 46,8 46,8 46,8 46,9
15 46,8 46,9 46,7 46,4 46,7
16 46,9 46,7 46,8 46,8 46,9
17 46,8 46,7 46,8 46,9 46,7
18 46,9 46 46,7 46,9 46,9
19 46,7 46,9 46,9 46,8 46,9
20 46,8 46,8 46,8 46,7 46,9
21 46,9 46,9 46 46,8 46
22 46,8 46,8 46,7 46,7 46,8
23 46,8 46,7 46,8 46,8 46,8
24 46,9 46,7 46,7 46,7 46,8
25 46 46,8 46,8 46 46,7
26 46,7 46,8 46,9 46,8 46,8
27 46,9 46,7 46,7 46,9 46,8
28 46,7 46,8 46 46,8 46,9
29 46,8 46,7 46,9 46 46,8
30 46,8 46 46,8 46,9 46,8
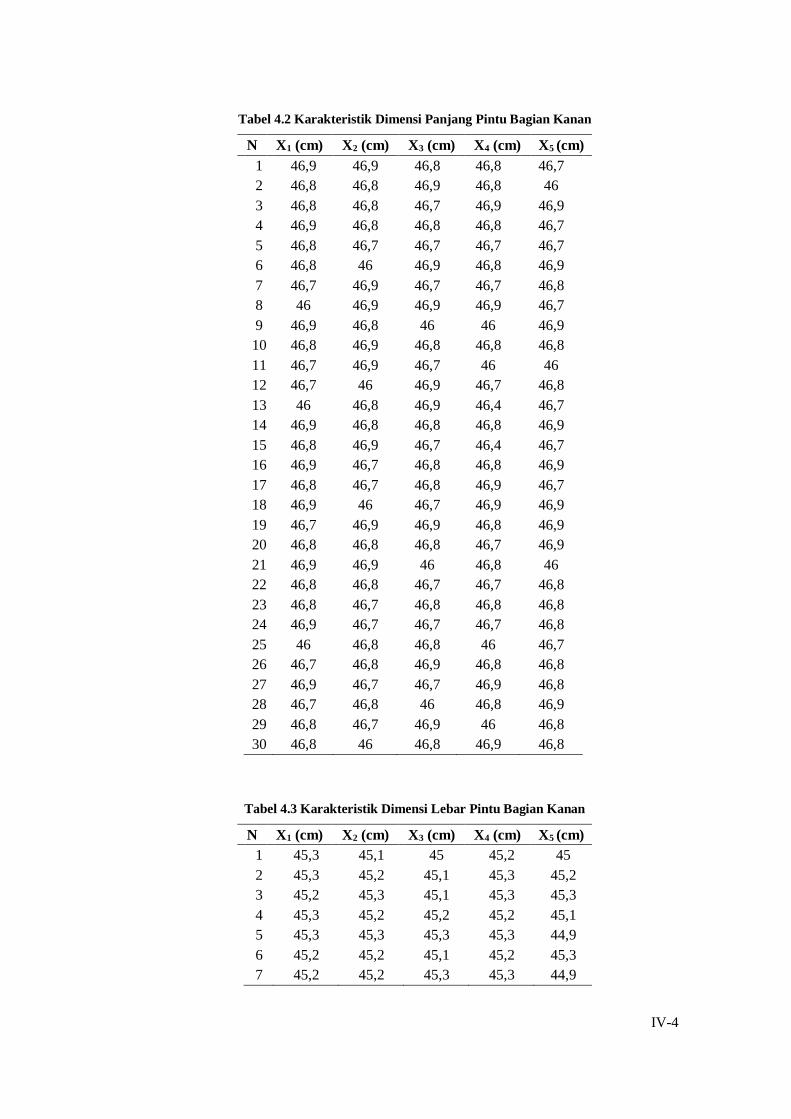
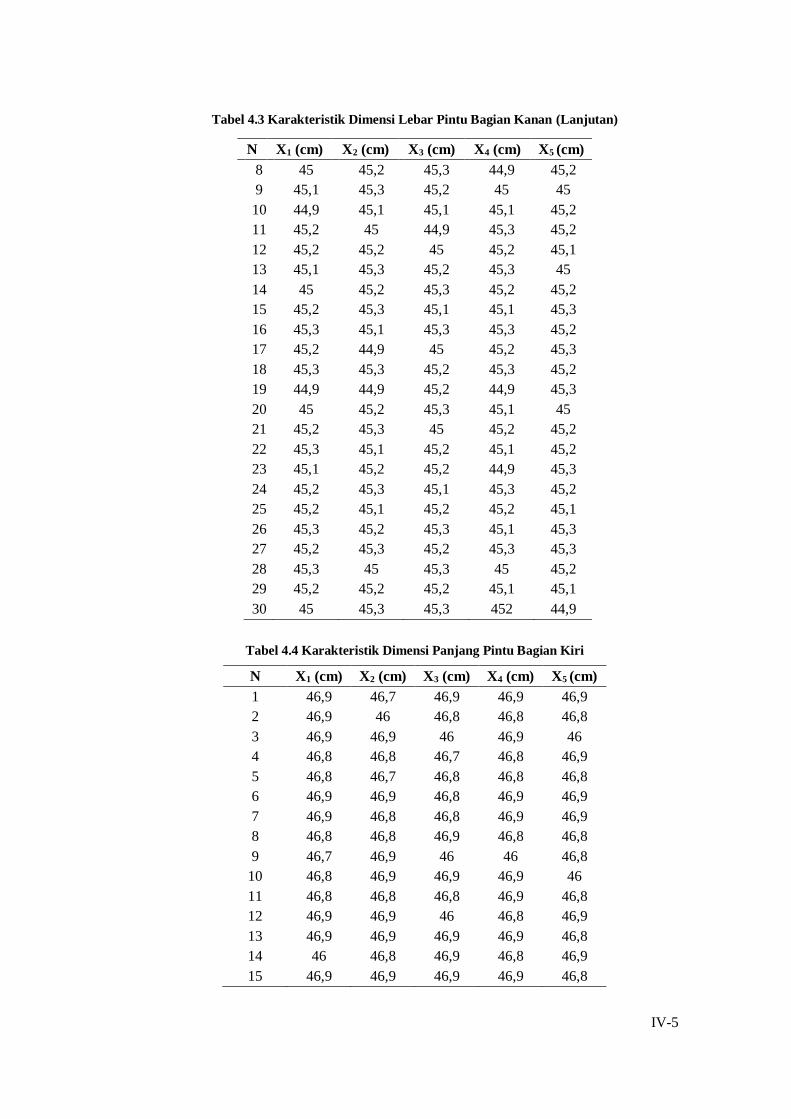
2. Karakteristik kualitas pada komponen pintu belt cover
conveyor
Berikut ini adalah tabel yang memperlihatkan data
karakteristik dimensi komponen pintu belt cover conveyor bagian
kanan dan kiri pada dimensi panjang dan lebar.
IV-4
Tabel 4.2 Karakteristik Dimensi Panjang Pintu Bagian Kanan
N X1 (cm) X2 (cm) X3 (cm) X4 (cm) X5 (cm)
1 46,9 46,9 46,8 46,8 46,7
2 46,8 46,8 46,9 46,8 46
3 46,8 46,8 46,7 46,9 46,9
4 46,9 46,8 46,8 46,8 46,7
5 46,8 46,7 46,7 46,7 46,7
6 46,8 46 46,9 46,8 46,9
7 46,7 46,9 46,7 46,7 46,8
8 46 46,9 46,9 46,9 46,7
9 46,9 46,8 46 46 46,9
10 46,8 46,9 46,8 46,8 46,8
11 46,7 46,9 46,7 46 46
12 46,7 46 46,9 46,7 46,8
13 46 46,8 46,9 46,4 46,7
14 46,9 46,8 46,8 46,8 46,9
15 46,8 46,9 46,7 46,4 46,7
16 46,9 46,7 46,8 46,8 46,9
17 46,8 46,7 46,8 46,9 46,7
18 46,9 46 46,7 46,9 46,9
19 46,7 46,9 46,9 46,8 46,9
20 46,8 46,8 46,8 46,7 46,9
21 46,9 46,9 46 46,8 46
22 46,8 46,8 46,7 46,7 46,8
23 46,8 46,7 46,8 46,8 46,8
24 46,9 46,7 46,7 46,7 46,8
25 46 46,8 46,8 46 46,7
26 46,7 46,8 46,9 46,8 46,8
27 46,9 46,7 46,7 46,9 46,8
28 46,7 46,8 46 46,8 46,9
29 46,8 46,7 46,9 46 46,8
30 46,8 46 46,8 46,9 46,8
Tabel 4.3 Karakteristik Dimensi Lebar Pintu Bagian Kanan
N X1 (cm) X2 (cm) X3 (cm) X4 (cm) X5 (cm)
1 45,3 45,1 45 45,2 45
2 45,3 45,2 45,1 45,3 45,2
3 45,2 45,3 45,1 45,3 45,3
4 45,3 45,2 45,2 45,2 45,1
5 45,3 45,3 45,3 45,3 44,9
6 45,2 45,2 45,1 45,2 45,3
7 45,2 45,2 45,3 45,3 44,9
IV-5
Tabel 4.3 Karakteristik Dimensi Lebar Pintu Bagian Kanan (Lanjutan)
N X1 (cm) X2 (cm) X3 (cm) X4 (cm) X5 (cm)
8 45 45,2 45,3 44,9 45,2
9 45,1 45,3 45,2 45 45
10 44,9 45,1 45,1 45,1 45,2
11 45,2 45 44,9 45,3 45,2
12 45,2 45,2 45 45,2 45,1
13 45,1 45,3 45,2 45,3 45
14 45 45,2 45,3 45,2 45,2
15 45,2 45,3 45,1 45,1 45,3
16 45,3 45,1 45,3 45,3 45,2
17 45,2 44,9 45 45,2 45,3
18 45,3 45,3 45,2 45,3 45,2
19 44,9 44,9 45,2 44,9 45,3
20 45 45,2 45,3 45,1 45
21 45,2 45,3 45 45,2 45,2
22 45,3 45,1 45,2 45,1 45,2
23 45,1 45,2 45,2 44,9 45,3
24 45,2 45,3 45,1 45,3 45,2
25 45,2 45,1 45,2 45,2 45,1
26 45,3 45,2 45,3 45,1 45,3
27 45,2 45,3 45,2 45,3 45,3
28 45,3 45 45,3 45 45,2
29 45,2 45,2 45,2 45,1 45,1
30 45 45,3 45,3 452 44,9
Tabel 4.4 Karakteristik Dimensi Panjang Pintu Bagian Kiri
N X1 (cm) X2 (cm) X3 (cm) X4 (cm) X5 (cm)
1 46,9 46,7 46,9 46,9 46,9
2 46,9 46 46,8 46,8 46,8
3 46,9 46,9 46 46,9 46
4 46,8 46,8 46,7 46,8 46,9
5 46,8 46,7 46,8 46,8 46,8
6 46,9 46,9 46,8 46,9 46,9
7 46,9 46,8 46,8 46,9 46,9
8 46,8 46,8 46,9 46,8 46,8
9 46,7 46,9 46 46 46,8
10 46,8 46,9 46,9 46,9 46
11 46,8 46,8 46,8 46,9 46,8
12 46,9 46,9 46 46,8 46,9
13 46,9 46,9 46,9 46,9 46,8
14 46 46,8 46,9 46,8 46,9
15 46,9 46,9 46,9 46,9 46,8
IV-6
Tabel 4.4 Karakteristik Dimensi Panjang Pintu Bagian Kiri (Lanjutan)
N X1 (cm) X2 (cm) X3 (cm) X4 (cm) X5 (cm)
16 46,8 48,8 46,8 46,8 46,7
17 46,9 46,9 46 46,9 46,9
18 46,9 46,8 46,9 46,7 46,8
19 46,8 46,9 46 46,9 46,7
20 46 46,8 46,8 46,8 46,7
21 46,9 46,9 46,9 46,8 46
22 46,8 46,9 46,8 46,9 46,7
23 46,9 46,9 46,9 46,8 46,9
24 46,9 46,9 45,9 46,9 46,9
25 46,8 46,8 46,8 46,9 46,8
26 46,9 46,9 46,9 46,8 46,9
27 46,9 46 46 46,7 46,8
28 46,8 46,8 46,9 46,9 46,9
29 46,9 46,9 46,9 46 46
30 46,8 46,9 46,8 46,8 46,9
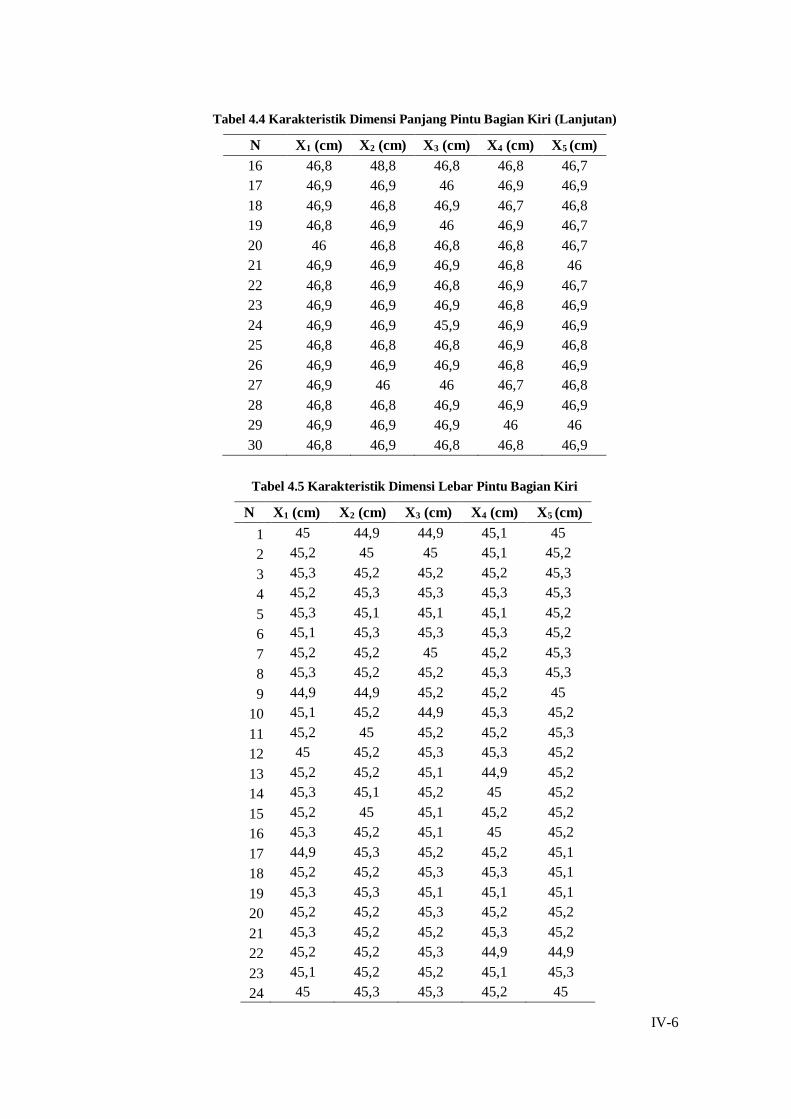
Tabel 4.5 Karakteristik Dimensi Lebar Pintu Bagian Kiri
N X1 (cm) X2 (cm) X3 (cm) X4 (cm) X5 (cm)
1 45 44,9 44,9 45,1 45
2 45,2 45 45 45,1 45,2
3 45,3 45,2 45,2 45,2 45,3
4 45,2 45,3 45,3 45,3 45,3
5 45,3 45,1 45,1 45,1 45,2
6 45,1 45,3 45,3 45,3 45,2
7 45,2 45,2 45 45,2 45,3
8 45,3 45,2 45,2 45,3 45,3
9 44,9 44,9 45,2 45,2 45
10 45,1 45,2 44,9 45,3 45,2
11 45,2 45 45,2 45,2 45,3
12 45 45,2 45,3 45,3 45,2
13 45,2 45,2 45,1 44,9 45,2
14 45,3 45,1 45,2 45 45,2
15 45,2 45 45,1 45,2 45,2
16 45,3 45,2 45,1 45 45,2
17 44,9 45,3 45,2 45,2 45,1
18 45,2 45,2 45,3 45,3 45,1
19 45,3 45,3 45,1 45,1 45,1
20 45,2 45,2 45,3 45,2 45,2
21 45,3 45,2 45,2 45,3 45,2
22 45,2 45,2 45,3 44,9 44,9
23 45,1 45,2 45,2 45,1 45,3
24 45 45,3 45,3 45,2 45
IV-7
Tabel 4.5 Karakteristik Dimensi Lebar Pintu Bagian Kiri (Lanjutan)
N X1 (cm) X2 (cm) X3 (cm) X4 (cm) X5 (cm)
25 45,2 45,2 44,9 45,2 45,2
26 45,3 45,2 45 44,9 45,3
27 45,2 45,3 45,2 45,3 45,1
28 45,1 45 45,3 45,1 45,3
29 45,2 45,2 45,1 45,2 45
30 45,3 45,1 45 45,2 45
3. Karakteristik kualitas pada komponen clamp
Berikut ini adalah data karakteristik kualitas pada komponen
clamp bagian kanan dan kiri produk belt cover conveyor pada
dimensi panjang dan lebar.
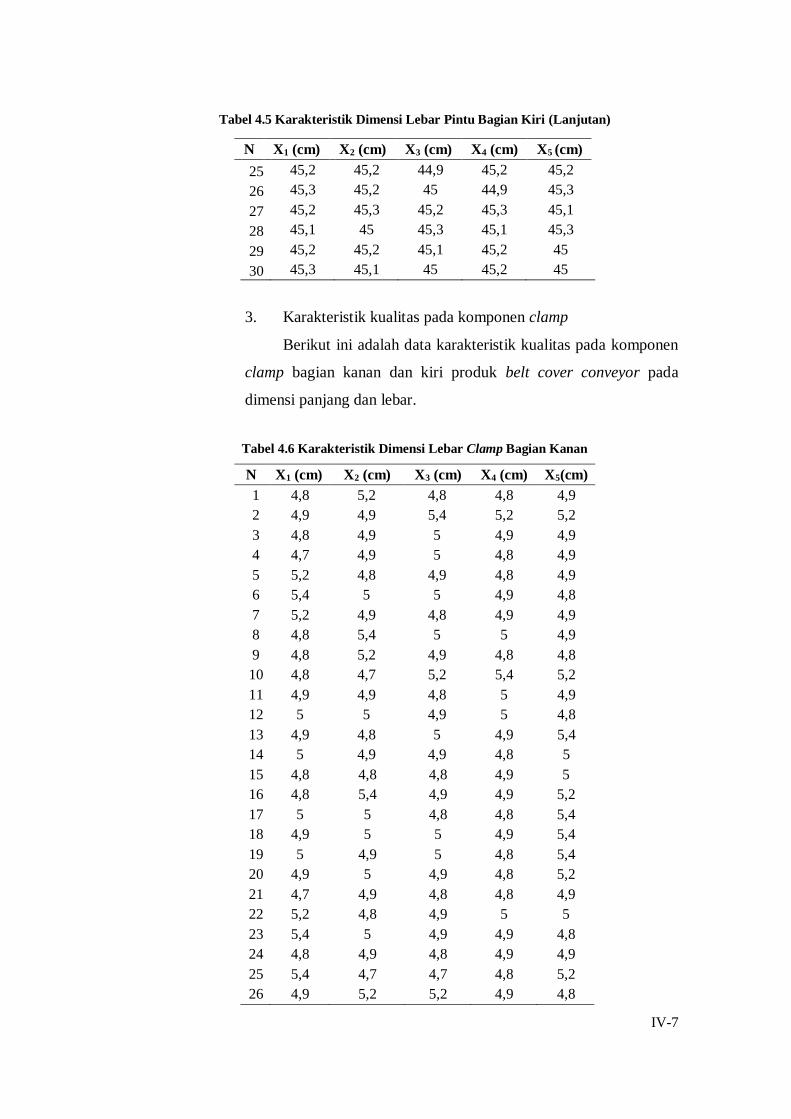
Tabel 4.6 Karakteristik Dimensi Lebar Clamp Bagian Kanan
N X1 (cm) X2 (cm) X3 (cm) X4 (cm) X5(cm)
1 4,8 5,2 4,8 4,8 4,9
2 4,9 4,9 5,4 5,2 5,2
3 4,8 4,9 5 4,9 4,9
4 4,7 4,9 5 4,8 4,9
5 5,2 4,8 4,9 4,8 4,9
6 5,4 5 5 4,9 4,8
7 5,2 4,9 4,8 4,9 4,9
8 4,8 5,4 5 5 4,9
9 4,8 5,2 4,9 4,8 4,8
10 4,8 4,7 5,2 5,4 5,2
11 4,9 4,9 4,8 5 4,9
12 5 5 4,9 5 4,8
13 4,9 4,8 5 4,9 5,4
14 5 4,9 4,9 4,8 5
15 4,8 4,8 4,8 4,9 5
16 4,8 5,4 4,9 4,9 5,2
17 5 5 4,8 4,8 5,4
18 4,9 5 5 4,9 5,4
19 5 4,9 5 4,8 5,4
20 4,9 5 4,9 4,8 5,2
21 4,7 4,9 4,8 4,8 4,9
22 5,2 4,8 4,9 5 5
23 5,4 5 4,9 4,9 4,8
24 4,8 4,9 4,8 4,9 4,9
25 5,4 4,7 4,7 4,8 5,2
26 4,9 5,2 5,2 4,9 4,8
IV-8
Tabel 4.6 Karakteristik Dimensi Lebar Clamp Bagian Kanan
N X1 (cm) X2 (cm) X3 (cm) X4 (cm) X5(cm)
27 4,9 5,4 5,4 4,8 5,4
28 4,8 4,8 4,8 5,4 4,9
29 4,9 5,2 5,4 4,8 4,7
30 4,9 4,9 4,8 4,9 5,2
Tabel 4.7 Karakteristik Dimensi Panjang Clamp Bagian Kanan
N X1 (cm) X2 (cm) X3 (cm) X4 (cm) X5 (cm)
1 22,7 22,6 23,1 23,3 23
2 22,8 22,7 22,9 23,1 23,1
3 22,5 23,1 22,9 22,8 23,4
4 23 22,7 22,8 22,9 22,8
5 22,5 22,8 23,2 22,9 22,9
6 22,5 22,7 22,8 22,5 23
7 22,8 22,6 22,7 23,1 22,7
8 22,9 22,8 23,2 23,1 22,7
9 22,8 22,9 22,9 22,7 22,6
10 23,1 22,7 22,8 22,7 22,7
11 22,9 22,8 23,2 22,8 23,1
12 22,8 22,7 22,6 22,8 22,9
13 23,2 22,8 22,7 23,2 22,9
14 22,9 22,5 23,1 23,1 22,7
15 22,7 22,8 22,5 23 22,5
16 22,6 22,7 23,1 22,7 22,8
17 23,1 22,9 22,9 22,8 23,2
18 22,7 22,8 22,5 22,8 22,7
19 22,6 22,7 23,1 22,5 23,1
20 22,9 22,8 23,2 22,6 22,7
21 22,7 22,7 22,8 22,6 23,2
22 22,8 22,9 22,9 22,5 23,1
23 22,9 22,7 22,6 23,1 22,7
24 22,5 22,8 22,7 22,9 22,8
25 23,1 22,5 23,1 22,9 22,5
26 23,1 22,5 23,1 22,9 22,5
27 23,1 23 22,7 22,8 22,8
28 22,7 22,8 22,5 22,5 22,5
29 22,6 22,7 23,1 23,1 23
30 22,7 22,8 22,8 23,2 22,8
IV-9
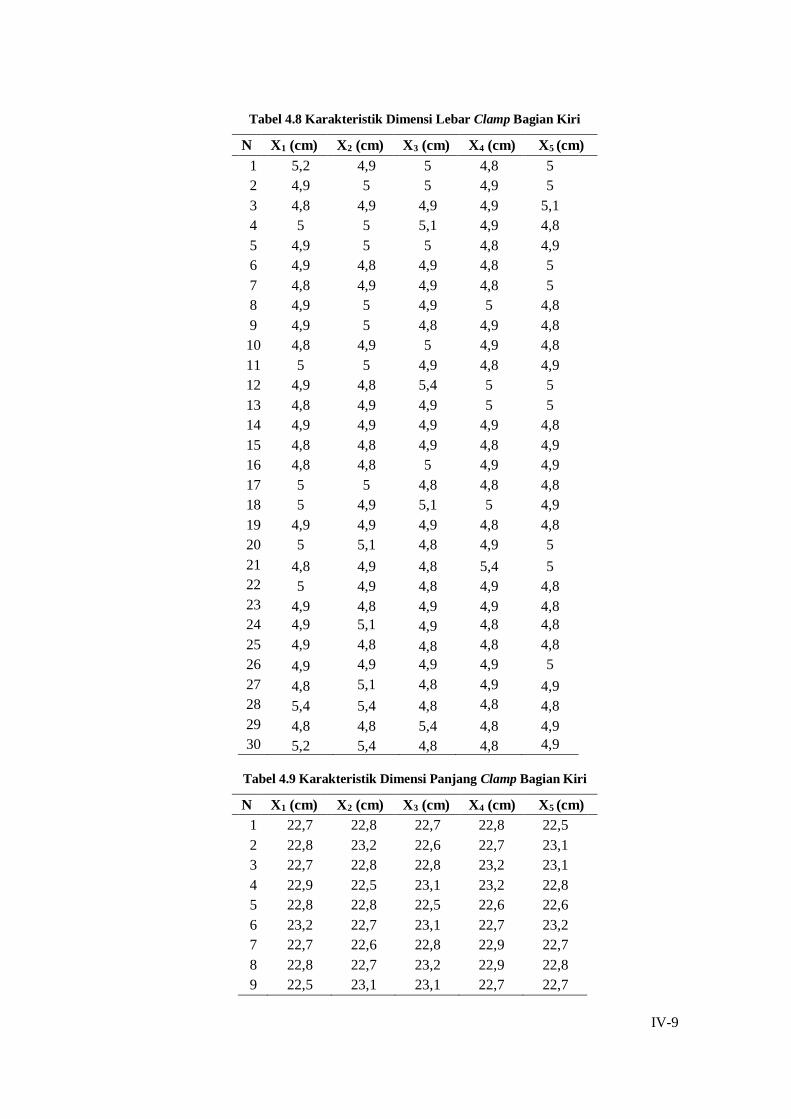
Tabel 4.8 Karakteristik Dimensi Lebar Clamp Bagian Kiri
N X1 (cm) X2 (cm) X3 (cm) X4 (cm) X5 (cm)
1 5,2 4,9 5 4,8 5
2 4,9 5 5 4,9 5
3 4,8 4,9 4,9 4,9 5,1
4 5 5 5,1 4,9 4,8
5 4,9 5 5 4,8 4,9
6 4,9 4,8 4,9 4,8 5
7 4,8 4,9 4,9 4,8 5
8 4,9 5 4,9 5 4,8
9 4,9 5 4,8 4,9 4,8
10 4,8 4,9 5 4,9 4,8
11 5 5 4,9 4,8 4,9
12 4,9 4,8 5,4 5 5
13 4,8 4,9 4,9 5 5
14 4,9 4,9 4,9 4,9 4,8
15 4,8 4,8 4,9 4,8 4,9
16 4,8 4,8 5 4,9 4,9
17 5 5 4,8 4,8 4,8
18 5 4,9 5,1 5 4,9
19 4,9 4,9 4,9 4,8 4,8
20 5 5,1 4,8 4,9 5
21 4,8 4,9 4,8 5,4 5
22 5 4,9 4,8 4,9 4,8
23 4,9 4,8 4,9 4,9 4,8
24 4,9 5,1 4,9 4,8 4,8
25 4,9 4,8 4,8 4,8 4,8
26 4,9 4,9 4,9 4,9 5
27 4,8 5,1 4,8 4,9 4,9
28 5,4 5,4 4,8 4,8 4,8
29 4,8 4,8 5,4 4,8 4,9
30 5,2 5,4 4,8 4,8 4,9
Tabel 4.9 Karakteristik Dimensi Panjang Clamp Bagian Kiri
N X1 (cm) X2 (cm) X3 (cm) X4 (cm) X5 (cm)
1 22,7 22,8 22,7 22,8 22,5
2 22,8 23,2 22,6 22,7 23,1
3 22,7 22,8 22,8 23,2 23,1
4 22,9 22,5 23,1 23,2 22,8
5 22,8 22,8 22,5 22,6 22,6
6 23,2 22,7 23,1 22,7 23,2
7 22,7 22,6 22,8 22,9 22,7
8 22,8 22,7 23,2 22,9 22,8
9 22,5 23,1 23,1 22,7 22,7

IV-10
Tabel 4.9 Karakteristik Dimensi Panjang Clamp Bagian Kiri (Lanjutan)
N X1 (cm) X2 (cm) X3 (cm) X4 (cm) X5 (cm)
10 22,6 22,7 23,1 22,5 23,1
11 22,8 23,2 23,1 23 22,7
12 22,9 22,9 22,7 22,5 22,8
13 22,7 22,6 22,8 22,9 22,7
14 22,8 22,7 23,2 22,9 22,8
15 22,5 23,1 23,1 22,7 22,7
16 23,1 22,5 23,1 22,9 22,5
17 23,1 23 22,7 22,8 22,8
18 22,7 22,5 22,8 23,2 22,7
19 22,7 22,9 22,8 22,7 22,8
20 23,1 22,9 22,5 23,1 23,2
21 22,7 22,8 22,8 22,5 22,6
22 22,6 22,7 22,7 23,1 22,5
23 22,8 23,2 23,2 23,1 23
24 22,9 22,9 22,9 22,7 22,5
25 22,7 22,8 22,6 22,8 22,9
26 22,8 23,2 22,7 23,2 22,9
27 23,1 22,5 23 22,5 22,9
28 23,1 23,1 22,7 22,8 22,8
29 22,7 22,9 22,8 23,2 22,7
30 22,7 22,5 22,8 22,7 22,8
4. Karakteristik kualitas pada komponen ring
Berikut ini adalah data karakteristik kualitas komponen ring
bagian atas dan bawah produk belt cover conveyor pada
dimensi lebar.
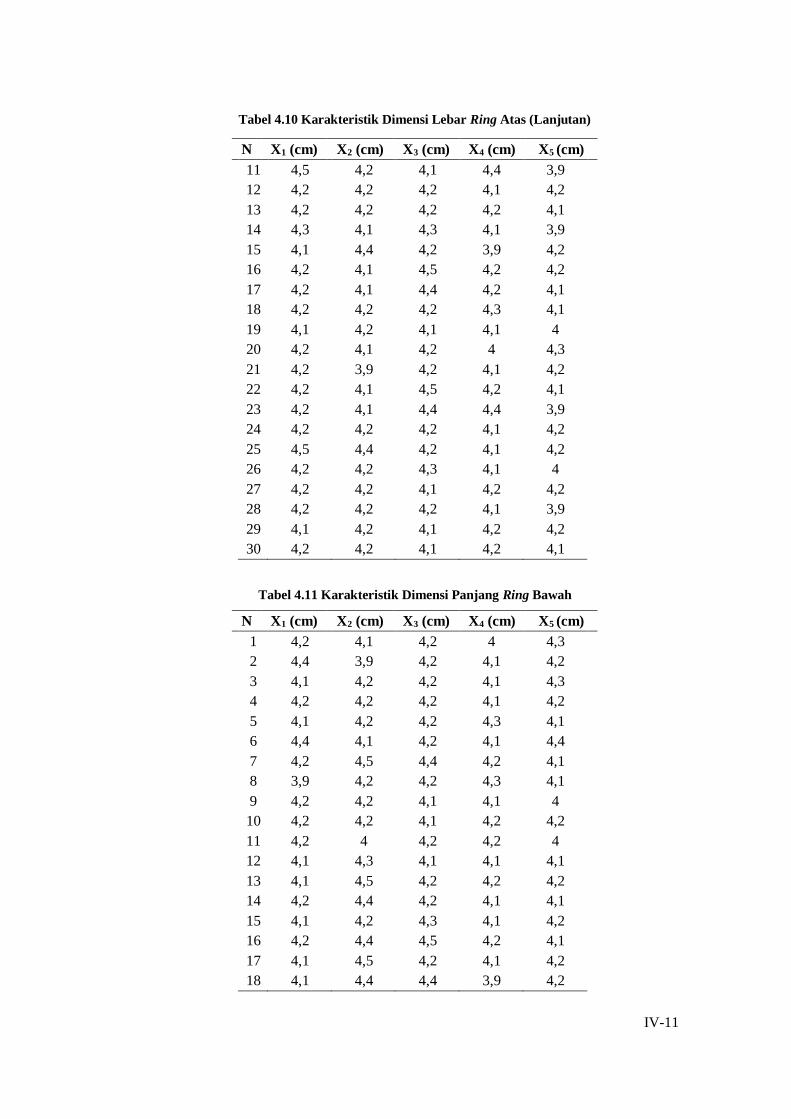
Tabel 4.10 Karakteristik Dimensi Lebar Ring Atas
N X1 (cm) X2 (cm) X3 (cm) X4 (cm) X5 (cm)
1 4,3 4,2 4,2 4 4,2
2 4,2 4,3 4,3 4,2 4,3
3 4,2 4,2 4,2 4,2 4
4 4,2 4,1 4,1 4,2 4,2
5 4,4 4,5 4,4 4,2 4,3
6 4,5 4,2 4,4 4,1 4,1
7 4,2 4,1 3,9 4,2 4,3
8 4,1 4,2 4,2 4,2 4,1
9 4,1 4 4,1 4,1 3,9
10 4 4,3 4,2 4,3 4,2
IV-11
Tabel 4.10 Karakteristik Dimensi Lebar Ring Atas (Lanjutan)
N X1 (cm) X2 (cm) X3 (cm) X4 (cm) X5 (cm)
11 4,5 4,2 4,1 4,4 3,9
12 4,2 4,2 4,2 4,1 4,2
13 4,2 4,2 4,2 4,2 4,1
14 4,3 4,1 4,3 4,1 3,9
15 4,1 4,4 4,2 3,9 4,2
16 4,2 4,1 4,5 4,2 4,2
17 4,2 4,1 4,4 4,2 4,1
18 4,2 4,2 4,2 4,3 4,1
19 4,1 4,2 4,1 4,1 4
20 4,2 4,1 4,2 4 4,3
21 4,2 3,9 4,2 4,1 4,2
22 4,2 4,1 4,5 4,2 4,1
23 4,2 4,1 4,4 4,4 3,9
24 4,2 4,2 4,2 4,1 4,2
25 4,5 4,4 4,2 4,1 4,2
26 4,2 4,2 4,3 4,1 4
27 4,2 4,2 4,1 4,2 4,2
28 4,2 4,2 4,2 4,1 3,9
29 4,1 4,2 4,1 4,2 4,2
30 4,2 4,2 4,1 4,2 4,1
Tabel 4.11 Karakteristik Dimensi Panjang Ring Bawah
N X1 (cm) X2 (cm) X3 (cm) X4 (cm) X5 (cm)
1 4,2 4,1 4,2 4 4,3
2 4,4 3,9 4,2 4,1 4,2
3 4,1 4,2 4,2 4,1 4,3
4 4,2 4,2 4,2 4,1 4,2
5 4,1 4,2 4,2 4,3 4,1
6 4,4 4,1 4,2 4,1 4,4
7 4,2 4,5 4,4 4,2 4,1
8 3,9 4,2 4,2 4,3 4,1
9 4,2 4,2 4,1 4,1 4
10 4,2 4,2 4,1 4,2 4,2
11 4,2 4 4,2 4,2 4
12 4,1 4,3 4,1 4,1 4,1
13 4,1 4,5 4,2 4,2 4,2
14 4,2 4,4 4,2 4,1 4,1
15 4,1 4,2 4,3 4,1 4,2
16 4,2 4,4 4,5 4,2 4,1
17 4,1 4,5 4,2 4,1 4,2
18 4,1 4,4 4,4 3,9 4,2
IV-12
Tabel 4.11 Karakteristik Dimensi Panjang Ring Bawah (Lanjutan)
N X1 (cm) X2 (cm) X3 (cm) X4 (cm) X5 (cm)
19 4,2 4,2 4,1 4,2 4,2
20 4,2 4,1 4,2 4,2 4,3
21 4,3 4,4 4,1 4,2 4,1
22 4,2 4,5 4,2 4,2 4,2
23 3,9 4,2 4,2 4,2 4,3
24 4,2 4,1 4,1 4,2 4,2
25 4,2 4,1 4,2 4,2 4,2
26 4,2 4,2 4,2 4,1 4,3
27 4,3 4,1 4,1 4,4 4,1
28 4,2 4,1 4,2 4,5 4,2
29 4,5 4,4 4,1 3,9 3,9
30 4,2 4,4 4,2 4,2 4,2
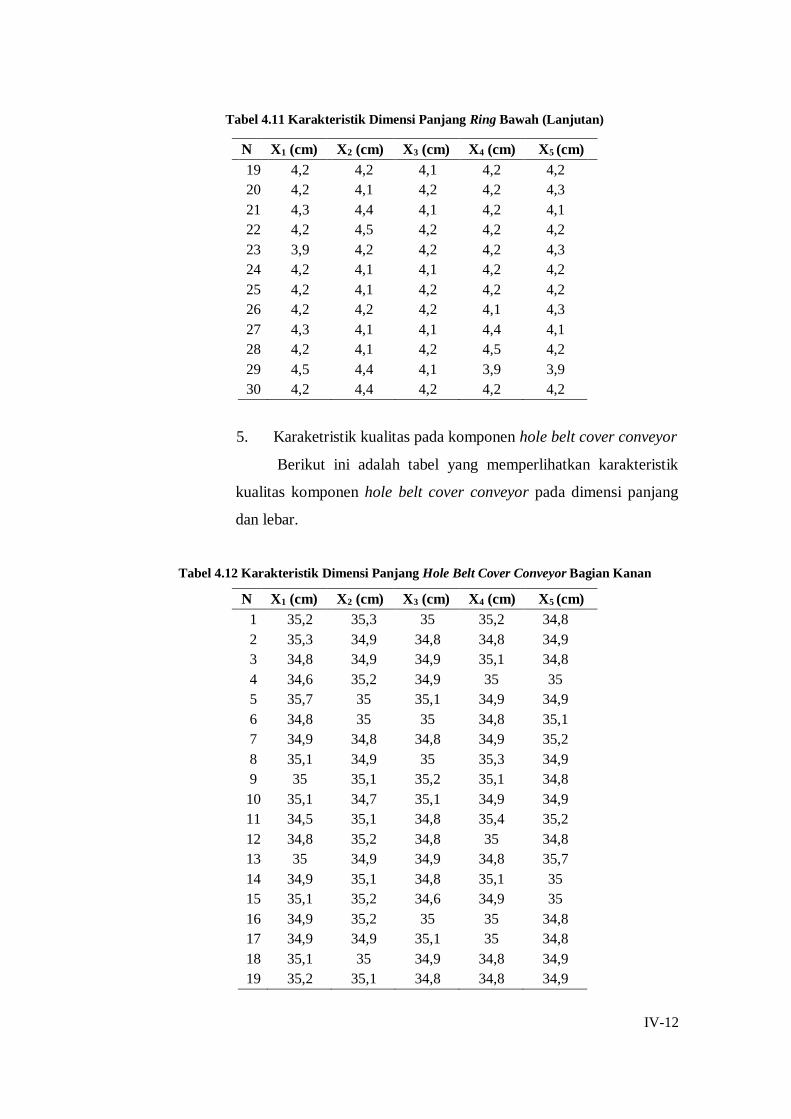
5. Karaketristik kualitas pada komponen hole belt cover conveyor
Berikut ini adalah tabel yang memperlihatkan karakteristik
kualitas komponen hole belt cover conveyor pada dimensi panjang
dan lebar.
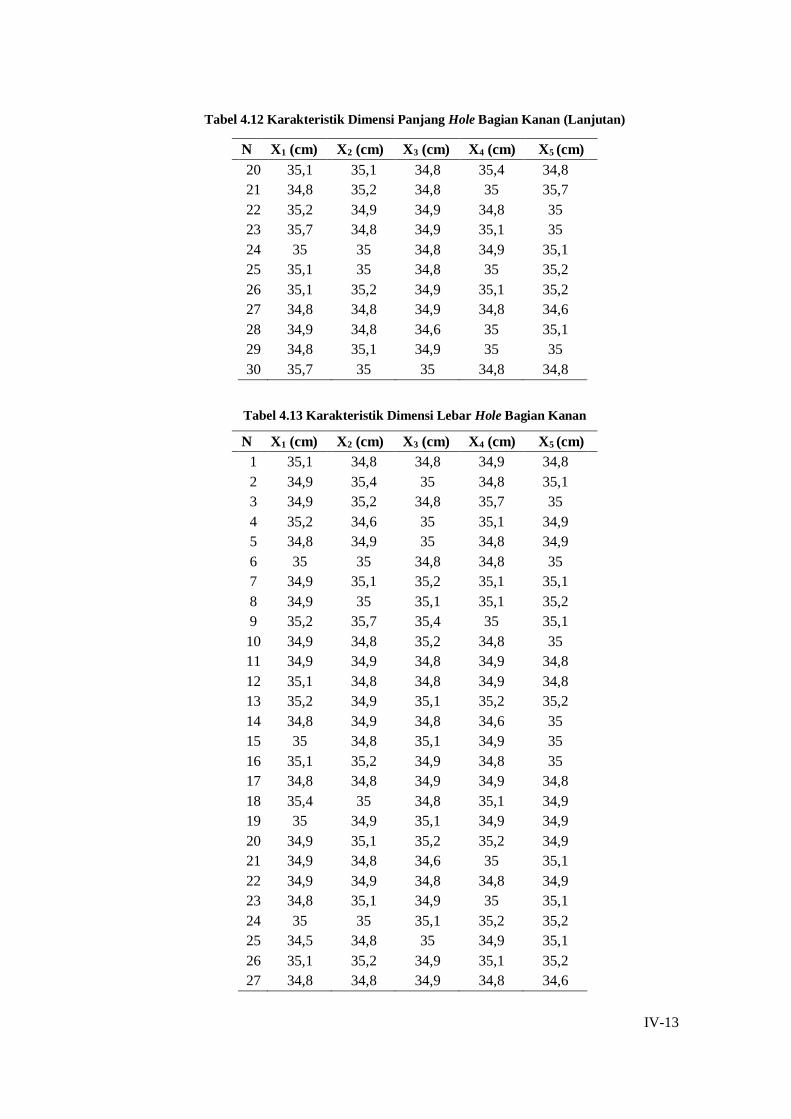
Tabel 4.12 Karakteristik Dimensi Panjang Hole Belt Cover Conveyor Bagian Kanan
N X1 (cm) X2 (cm) X3 (cm) X4 (cm) X5 (cm)
1 35,2 35,3 35 35,2 34,8
2 35,3 34,9 34,8 34,8 34,9
3 34,8 34,9 34,9 35,1 34,8
4 34,6 35,2 34,9 35 35
5 35,7 35 35,1 34,9 34,9
6 34,8 35 35 34,8 35,1
7 34,9 34,8 34,8 34,9 35,2
8 35,1 34,9 35 35,3 34,9
9 35 35,1 35,2 35,1 34,8
10 35,1 34,7 35,1 34,9 34,9
11 34,5 35,1 34,8 35,4 35,2
12 34,8 35,2 34,8 35 34,8
13 35 34,9 34,9 34,8 35,7
14 34,9 35,1 34,8 35,1 35
15 35,1 35,2 34,6 34,9 35
16 34,9 35,2 35 35 34,8
17 34,9 34,9 35,1 35 34,8
18 35,1 35 34,9 34,8 34,9
19 35,2 35,1 34,8 34,8 34,9
IV-13
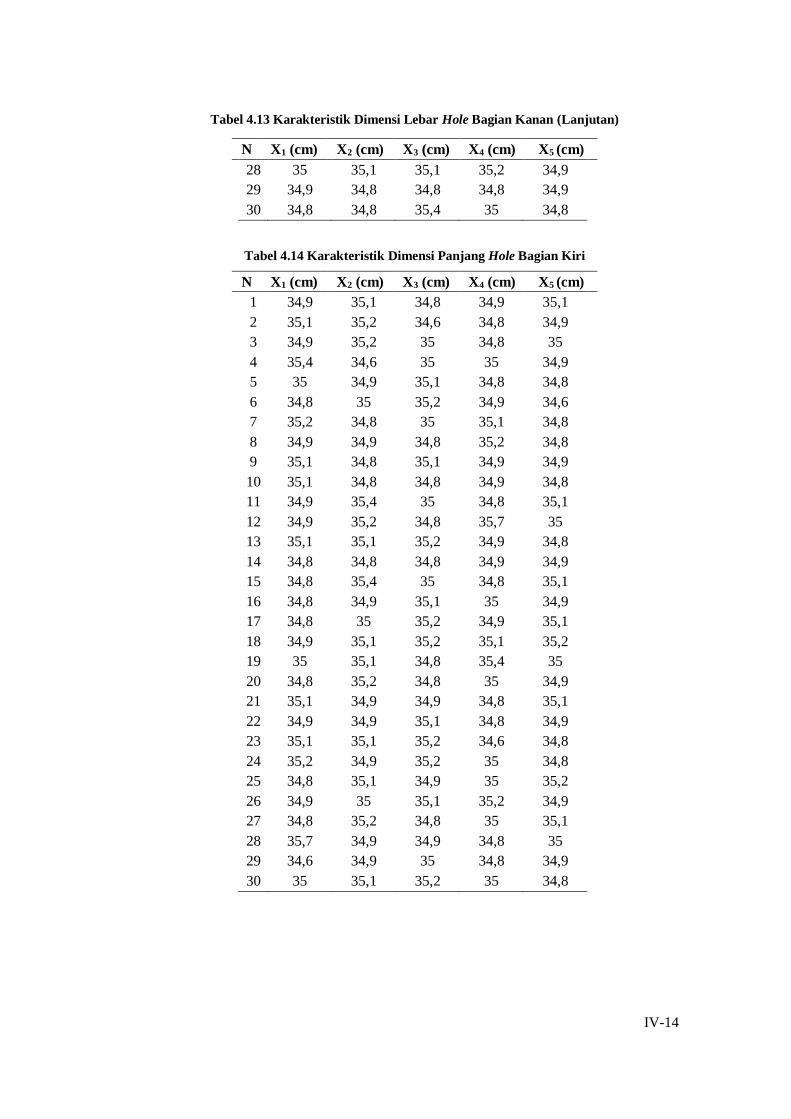
Tabel 4.12 Karakteristik Dimensi Panjang Hole Bagian Kanan (Lanjutan)
N X1 (cm) X2 (cm) X3 (cm) X4 (cm) X5 (cm)
20 35,1 35,1 34,8 35,4 34,8
21 34,8 35,2 34,8 35 35,7
22 35,2 34,9 34,9 34,8 35
23 35,7 34,8 34,9 35,1 35
24 35 35 34,8 34,9 35,1
25 35,1 35 34,8 35 35,2
26 35,1 35,2 34,9 35,1 35,2
27 34,8 34,8 34,9 34,8 34,6
28 34,9 34,8 34,6 35 35,1
29 34,8 35,1 34,9 35 35
30 35,7 35 35 34,8 34,8
Tabel 4.13 Karakteristik Dimensi Lebar Hole Bagian Kanan
N X1 (cm) X2 (cm) X3 (cm) X4 (cm) X5 (cm)
1 35,1 34,8 34,8 34,9 34,8
2 34,9 35,4 35 34,8 35,1
3 34,9 35,2 34,8 35,7 35
4 35,2 34,6 35 35,1 34,9
5 34,8 34,9 35 34,8 34,9
6 35 35 34,8 34,8 35
7 34,9 35,1 35,2 35,1 35,1
8 34,9 35 35,1 35,1 35,2
9 35,2 35,7 35,4 35 35,1
10 34,9 34,8 35,2 34,8 35
11 34,9 34,9 34,8 34,9 34,8
12 35,1 34,8 34,8 34,9 34,8
13 35,2 34,9 35,1 35,2 35,2
14 34,8 34,9 34,8 34,6 35
15 35 34,8 35,1 34,9 35
16 35,1 35,2 34,9 34,8 35
17 34,8 34,8 34,9 34,9 34,8
18 35,4 35 34,8 35,1 34,9
19 35 34,9 35,1 34,9 34,9
20 34,9 35,1 35,2 35,2 34,9
21 34,9 34,8 34,6 35 35,1
22 34,9 34,9 34,8 34,8 34,9
23 34,8 35,1 34,9 35 35,1
24 35 35 35,1 35,2 35,2
25 34,5 34,8 35 34,9 35,1
26 35,1 35,2 34,9 35,1 35,2
27 34,8 34,8 34,9 34,8 34,6
IV-14
Tabel 4.13 Karakteristik Dimensi Lebar Hole Bagian Kanan (Lanjutan)
N X1 (cm) X2 (cm) X3 (cm) X4 (cm) X5 (cm)
28 35 35,1 35,1 35,2 34,9
29 34,9 34,8 34,8 34,8 34,9
30 34,8 34,8 35,4 35 34,8
Tabel 4.14 Karakteristik Dimensi Panjang Hole Bagian Kiri
N X1 (cm) X2 (cm) X3 (cm) X4 (cm) X5 (cm)
1 34,9 35,1 34,8 34,9 35,1
2 35,1 35,2 34,6 34,8 34,9
3 34,9 35,2 35 34,8 35
4 35,4 34,6 35 35 34,9
5 35 34,9 35,1 34,8 34,8
6 34,8 35 35,2 34,9 34,6
7 35,2 34,8 35 35,1 34,8
8 34,9 34,9 34,8 35,2 34,8
9 35,1 34,8 35,1 34,9 34,9
10 35,1 34,8 34,8 34,9 34,8
11 34,9 35,4 35 34,8 35,1
12 34,9 35,2 34,8 35,7 35
13 35,1 35,1 35,2 34,9 34,8
14 34,8 34,8 34,8 34,9 34,9
15 34,8 35,4 35 34,8 35,1
16 34,8 34,9 35,1 35 34,9
17 34,8 35 35,2 34,9 35,1
18 34,9 35,1 35,2 35,1 35,2
19 35 35,1 34,8 35,4 35
20 34,8 35,2 34,8 35 34,9
21 35,1 34,9 34,9 34,8 35,1
22 34,9 34,9 35,1 34,8 34,9
23 35,1 35,1 35,2 34,6 34,8
24 35,2 34,9 35,2 35 34,8
25 34,8 35,1 34,9 35 35,2
26 34,9 35 35,1 35,2 34,9
27 34,8 35,2 34,8 35 35,1
28 35,7 34,9 34,9 34,8 35
29 34,6 34,9 35 34,8 34,9
30 35 35,1 35,2 35 34,8
IV-15
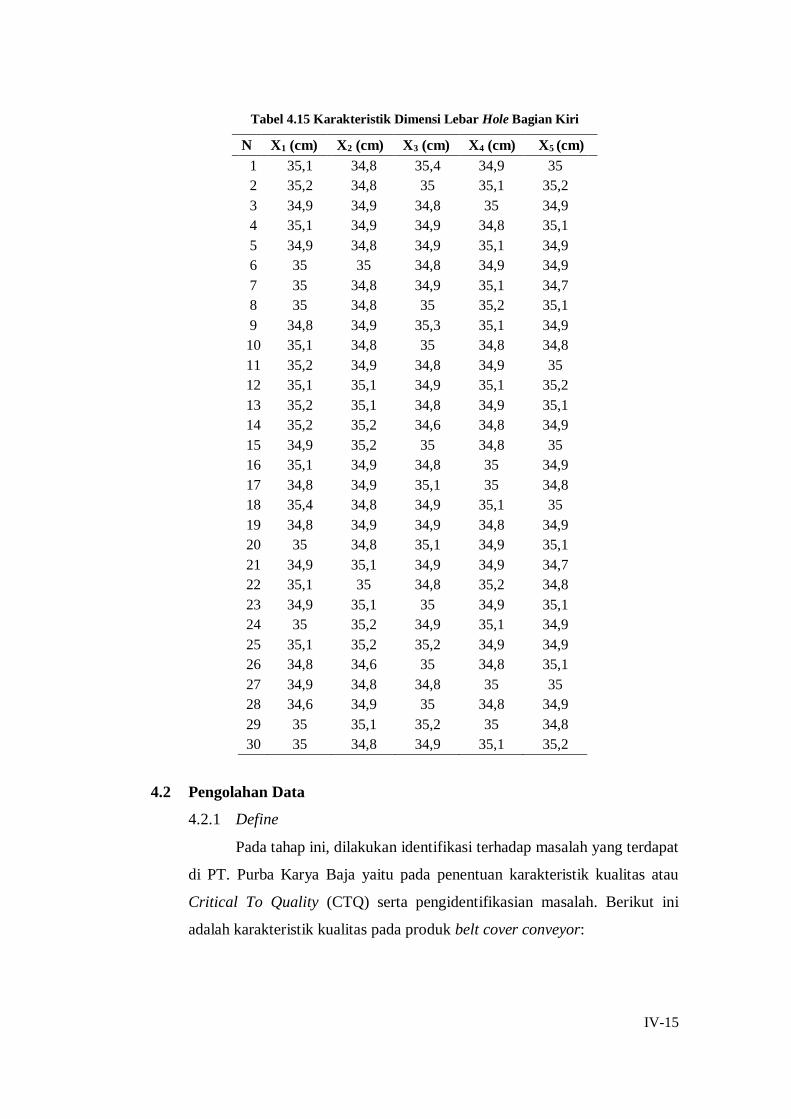
Tabel 4.15 Karakteristik Dimensi Lebar Hole Bagian Kiri
N X1 (cm) X2 (cm) X3 (cm) X4 (cm) X5 (cm)
1 35,1 34,8 35,4 34,9 35
2 35,2 34,8 35 35,1 35,2
3 34,9 34,9 34,8 35 34,9
4 35,1 34,9 34,9 34,8 35,1
5 34,9 34,8 34,9 35,1 34,9
6 35 35 34,8 34,9 34,9
7 35 34,8 34,9 35,1 34,7
8 35 34,8 35 35,2 35,1
9 34,8 34,9 35,3 35,1 34,9
10 35,1 34,8 35 34,8 34,8
11 35,2 34,9 34,8 34,9 35
12 35,1 35,1 34,9 35,1 35,2
13 35,2 35,1 34,8 34,9 35,1
14 35,2 35,2 34,6 34,8 34,9
15 34,9 35,2 35 34,8 35
16 35,1 34,9 34,8 35 34,9
17 34,8 34,9 35,1 35 34,8
18 35,4 34,8 34,9 35,1 35
19 34,8 34,9 34,9 34,8 34,9
20 35 34,8 35,1 34,9 35,1
21 34,9 35,1 34,9 34,9 34,7
22 35,1 35 34,8 35,2 34,8
23 34,9 35,1 35 34,9 35,1
24 35 35,2 34,9 35,1 34,9
25 35,1 35,2 35,2 34,9 34,9
26 34,8 34,6 35 34,8 35,1
27 34,9 34,8 34,8 35 35
28 34,6 34,9 35 34,8 34,9
29 35 35,1 35,2 35 34,8
30 35 34,8 34,9 35,1 35,2
4.2 Pengolahan Data
4.2.1 Define
Pada tahap ini, dilakukan identifikasi terhadap masalah yang terdapat
di PT. Purba Karya Baja yaitu pada penentuan karakteristik kualitas atau
Critical To Quality (CTQ) serta pengidentifikasian masalah. Berikut ini
adalah karakteristik kualitas pada produk belt cover conveyor:
IV-16
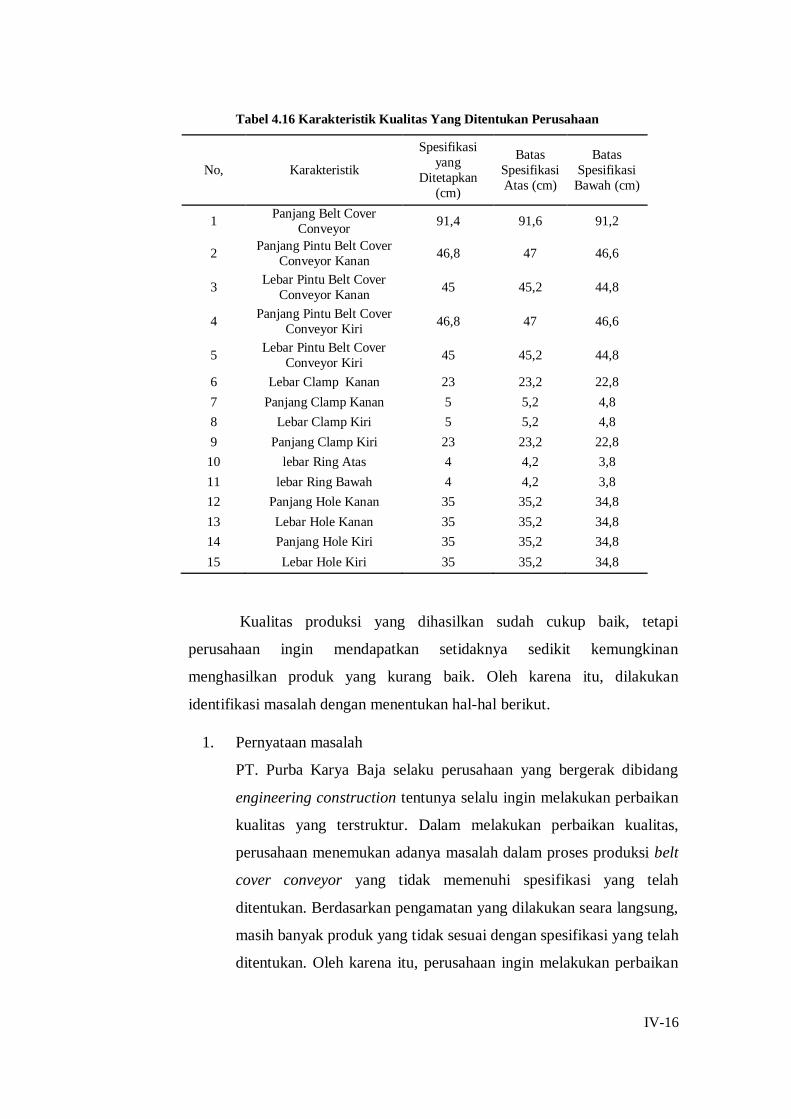
Tabel 4.16 Karakteristik Kualitas Yang Ditentukan Perusahaan
No, Karakteristik
Spesifikasi
yang
Ditetapkan
(cm)
Batas
Spesifikasi
Atas (cm)
Batas
Spesifikasi
Bawah (cm)
1 Panjang Belt Cover
Conveyor 91,4 91,6 91,2
2 Panjang Pintu Belt Cover
Conveyor Kanan 46,8 47 46,6
3 Lebar Pintu Belt Cover
Conveyor Kanan 45 45,2 44,8
4 Panjang Pintu Belt Cover
Conveyor Kiri 46,8 47 46,6
5 Lebar Pintu Belt Cover
Conveyor Kiri 45 45,2 44,8
6 Lebar Clamp Kanan 23 23,2 22,8
7 Panjang Clamp Kanan 5 5,2 4,8
8 Lebar Clamp Kiri 5 5,2 4,8
9 Panjang Clamp Kiri 23 23,2 22,8
10 lebar Ring Atas 4 4,2 3,8
11 lebar Ring Bawah 4 4,2 3,8
12 Panjang Hole Kanan 35 35,2 34,8
13 Lebar Hole Kanan 35 35,2 34,8
14 Panjang Hole Kiri 35 35,2 34,8
15 Lebar Hole Kiri 35 35,2 34,8
Kualitas produksi yang dihasilkan sudah cukup baik, tetapi
perusahaan ingin mendapatkan setidaknya sedikit kemungkinan
menghasilkan produk yang kurang baik. Oleh karena itu, dilakukan
identifikasi masalah dengan menentukan hal-hal berikut.
1. Pernyataan masalah
PT. Purba Karya Baja selaku perusahaan yang bergerak dibidang
engineering construction tentunya selalu ingin melakukan perbaikan
kualitas yang terstruktur. Dalam melakukan perbaikan kualitas,
perusahaan menemukan adanya masalah dalam proses produksi belt
cover conveyor yang tidak memenuhi spesifikasi yang telah
ditentukan. Berdasarkan pengamatan yang dilakukan seara langsung,
masih banyak produk yang tidak sesuai dengan spesifikasi yang telah
ditentukan. Oleh karena itu, perusahaan ingin melakukan perbaikan
IV-17
untuk mengurangi kesalahan proses pada produksi belt cover
conveyor.
2. Penetapan Tujuan
Setelah mengetahui bahwa terdapat permasalahn pada proses
produksi di PT. Purba Karya Baja, maka yang selanjutnya dilakukan
adalah menetapkan tujuan. Penetapan tujuan ini dilakukan untuk
mengetahui seberapa banyak jumlah produk cacat dan faktor apa saja
yang mempengaruhi jumlah produk cacat sehingga dapat dilakukan
perencanaan terkait perbaikan terhadap kualitas agar hasil produksi
sesuai spesifikasi yang ditetapkan. Setelah itu, ditentukan langkah
apa saja yang harus ditempuh agar kualitas produksi di PT. Purba
Karya Baja meningkat.
3. Kendala-kendala
Dalam pemenuhan kualitas, terdapat beberapa kendala seperti
terjadinya hambatan berupa sumber dana yang dimiliki oleh PT.
Purba Karya Baja serta ketidakterampilan operator dan pengaruh
fakto noise. Selain itu, metode yang diterapkan juga mungkin akan
menghambat tujuan yang telah ditetapkan sebelumnya, sehingga
perlu dilakukan perbaikan yang terstruktur.
4.2.2 Measure
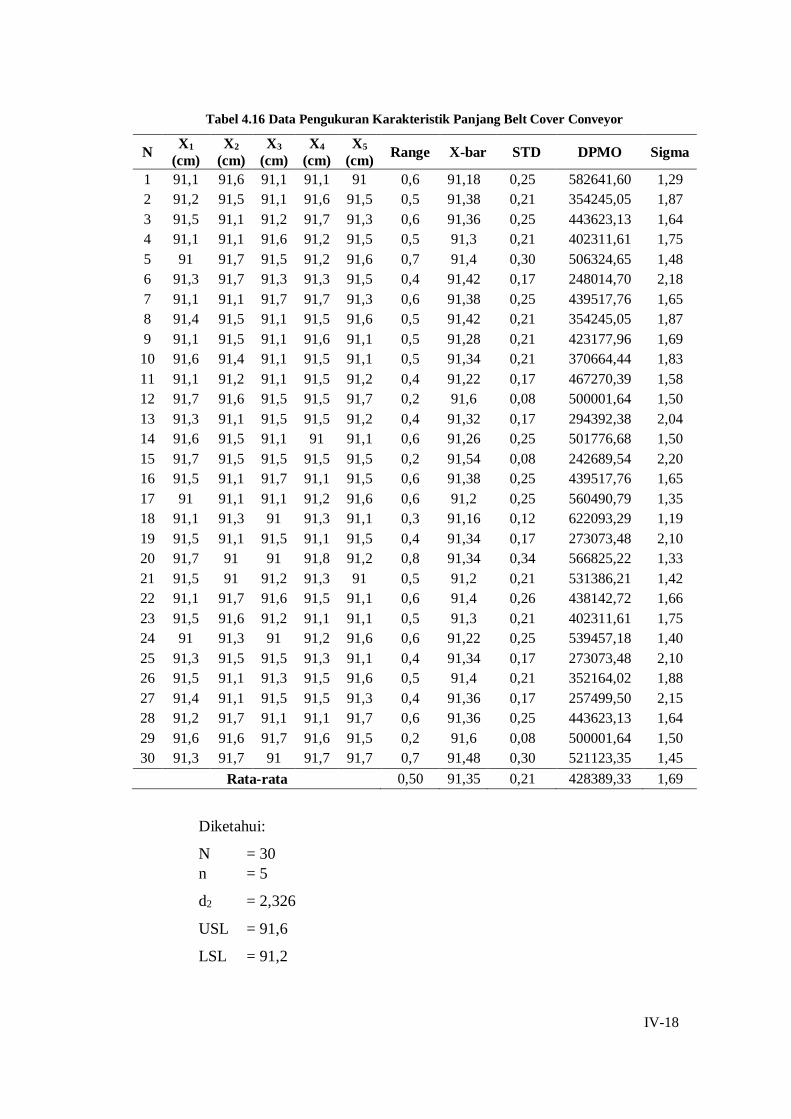
4.2.2.1 DPMO dan Sigma Value Panjang Belt Cover Conveyor
a. Karakteristik Panjang
Berikut ini adalah tabel yang memperlihatkan data dari hasil
pengukuran yang telah dilakukan untuk mengetahui nilai Defect
Per Million Opportunities dan Sigma Value dari karakteristik
panjang Belt Cover Conveyor.
IV-18
Tabel 4.16 Data Pengukuran Karakteristik Panjang Belt Cover Conveyor
N X1
(cm)
X2
(cm)
X3
(cm)
X4
(cm)
X5
(cm) Range X-bar STD DPMO Sigma
1 91,1 91,6 91,1 91,1 91 0,6 91,18 0,25 582641,60 1,29
2 91,2 91,5 91,1 91,6 91,5 0,5 91,38 0,21 354245,05 1,87
3 91,5 91,1 91,2 91,7 91,3 0,6 91,36 0,25 443623,13 1,64
4 91,1 91,1 91,6 91,2 91,5 0,5 91,3 0,21 402311,61 1,75
5 91 91,7 91,5 91,2 91,6 0,7 91,4 0,30 506324,65 1,48
6 91,3 91,7 91,3 91,3 91,5 0,4 91,42 0,17 248014,70 2,18
7 91,1 91,1 91,7 91,7 91,3 0,6 91,38 0,25 439517,76 1,65
8 91,4 91,5 91,1 91,5 91,6 0,5 91,42 0,21 354245,05 1,87
9 91,1 91,5 91,1 91,6 91,1 0,5 91,28 0,21 423177,96 1,69
10 91,6 91,4 91,1 91,5 91,1 0,5 91,34 0,21 370664,44 1,83
11 91,1 91,2 91,1 91,5 91,2 0,4 91,22 0,17 467270,39 1,58
12 91,7 91,6 91,5 91,5 91,7 0,2 91,6 0,08 500001,64 1,50
13 91,3 91,1 91,5 91,5 91,2 0,4 91,32 0,17 294392,38 2,04
14 91,6 91,5 91,1 91 91,1 0,6 91,26 0,25 501776,68 1,50
15 91,7 91,5 91,5 91,5 91,5 0,2 91,54 0,08 242689,54 2,20
16 91,5 91,1 91,7 91,1 91,5 0,6 91,38 0,25 439517,76 1,65
17 91 91,1 91,1 91,2 91,6 0,6 91,2 0,25 560490,79 1,35
18 91,1 91,3 91 91,3 91,1 0,3 91,16 0,12 622093,29 1,19
19 91,5 91,1 91,5 91,1 91,5 0,4 91,34 0,17 273073,48 2,10
20 91,7 91 91 91,8 91,2 0,8 91,34 0,34 566825,22 1,33
21 91,5 91 91,2 91,3 91 0,5 91,2 0,21 531386,21 1,42
22 91,1 91,7 91,6 91,5 91,1 0,6 91,4 0,26 438142,72 1,66
23 91,5 91,6 91,2 91,1 91,1 0,5 91,3 0,21 402311,61 1,75
24 91 91,3 91 91,2 91,6 0,6 91,22 0,25 539457,18 1,40
25 91,3 91,5 91,5 91,3 91,1 0,4 91,34 0,17 273073,48 2,10
26 91,5 91,1 91,3 91,5 91,6 0,5 91,4 0,21 352164,02 1,88
27 91,4 91,1 91,5 91,5 91,3 0,4 91,36 0,17 257499,50 2,15
28 91,2 91,7 91,1 91,1 91,7 0,6 91,36 0,25 443623,13 1,64
29 91,6 91,6 91,7 91,6 91,5 0,2 91,6 0,08 500001,64 1,50
30 91,3 91,7 91 91,7 91,7 0,7 91,48 0,30 521123,35 1,45
Rata-rata 0,50 91,35 0,21 428389,33 1,69
Diketahui:
N = 30
n = 5
d2 = 2,326
USL = 91,6
LSL = 91,2
IV-19
Contoh perhitungan pada data ke 15:
X = 54.915
5.915.915.915.917.91
R = 02.05.917.91
STD = 085985.0326.2
02.0
2
d
R
DPMO 610)]()(1[ x
STD
XLSLZP
STD
XUSLZP
610)]
08.0
54.9120.91()
08.0
54.916.91(1[ xZPZP
54.242689
5.1)10
54.24268910(5.1)
10
10(
6
6
6
6
NORMSINVDPMO
NORMSINVSIGMA
20.2
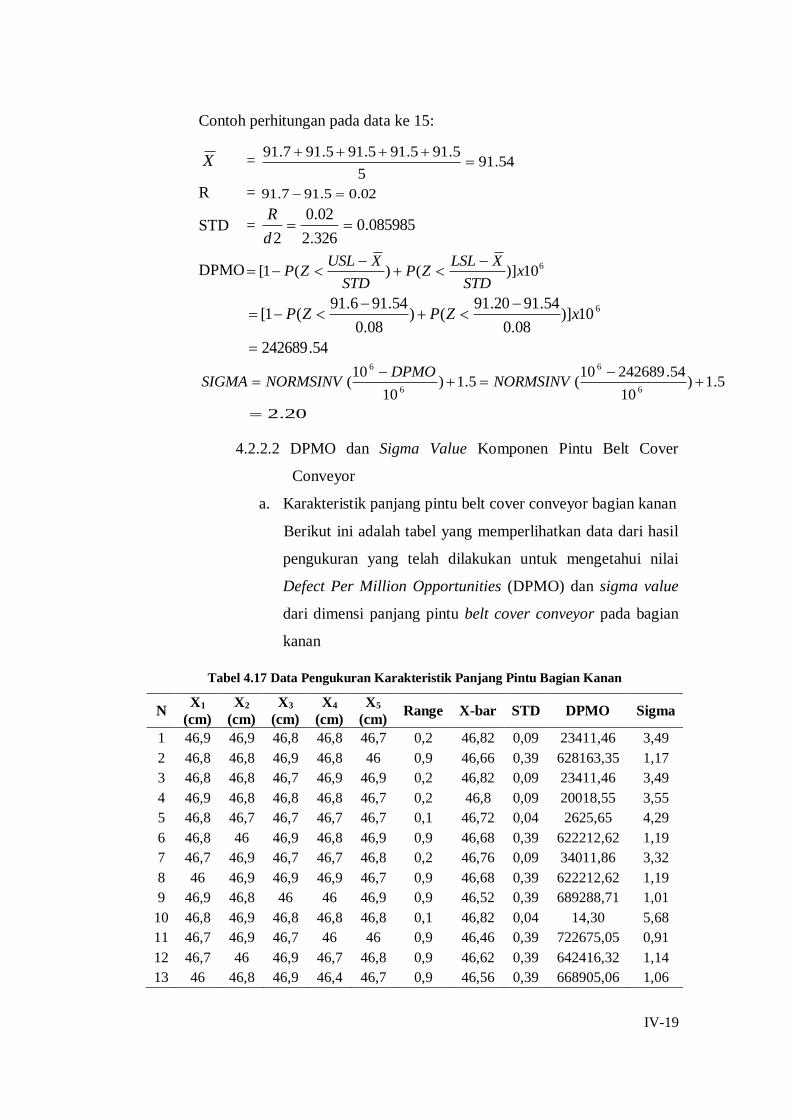
4.2.2.2 DPMO dan Sigma Value Komponen Pintu Belt Cover
Conveyor
a. Karakteristik panjang pintu belt cover conveyor bagian kanan
Berikut ini adalah tabel yang memperlihatkan data dari hasil
pengukuran yang telah dilakukan untuk mengetahui nilai
Defect Per Million Opportunities (DPMO) dan sigma value
dari dimensi panjang pintu belt cover conveyor pada bagian
kanan
Tabel 4.17 Data Pengukuran Karakteristik Panjang Pintu Bagian Kanan
N X1
(cm)
X2
(cm)
X3
(cm)
X4
(cm)
X5
(cm) Range X-bar STD DPMO Sigma
1 46,9 46,9 46,8 46,8 46,7 0,2 46,82 0,09 23411,46 3,49
2 46,8 46,8 46,9 46,8 46 0,9 46,66 0,39 628163,35 1,17
3 46,8 46,8 46,7 46,9 46,9 0,2 46,82 0,09 23411,46 3,49
4 46,9 46,8 46,8 46,8 46,7 0,2 46,8 0,09 20018,55 3,55
5 46,8 46,7 46,7 46,7 46,7 0,1 46,72 0,04 2625,65 4,29
6 46,8 46 46,9 46,8 46,9 0,9 46,68 0,39 622212,62 1,19
7 46,7 46,9 46,7 46,7 46,8 0,2 46,76 0,09 34011,86 3,32
8 46 46,9 46,9 46,9 46,7 0,9 46,68 0,39 622212,62 1,19
9 46,9 46,8 46 46 46,9 0,9 46,52 0,39 689288,71 1,01
10 46,8 46,9 46,8 46,8 46,8 0,1 46,82 0,04 14,30 5,68
11 46,7 46,9 46,7 46 46 0,9 46,46 0,39 722675,05 0,91
12 46,7 46 46,9 46,7 46,8 0,9 46,62 0,39 642416,32 1,14
13 46 46,8 46,9 46,4 46,7 0,9 46,56 0,39 668905,06 1,06

IV-20
Tabel 4.17 Data Pengukuran Karakteristik Panjang Pintu Bagian Kanan (Lanjutan)
N X1
(cm)
X2
(cm)
X3
(cm)
X4
(cm)
X5
(cm) Range X-bar STD DPMO Sigma
14 46,9 46,8 46,8 46,8 46,9 0,1 46,84 0,04 98,99 5,22
15 46,8 46,9 46,7 46,4 46,7 0,5 46,7 0,21 402311,61 1,75
16 46,9 46,7 46,8 46,8 46,9 0,2 46,82 0,09 23411,46 3,49
17 46,8 46,7 46,8 46,9 46,7 0,2 46,78 0,09 23411,46 3,49
18 46,9 46 46,7 46,9 46,9 0,9 46,68 0,39 622212,62 1,19
19 46,7 46,9 46,9 46,8 46,9 0,2 46,84 0,09 34011,86 3,32
20 46,8 46,8 46,8 46,7 46,9 0,2 46,8 0,09 20018,55 3,55
21 46,9 46,9 46 46,8 46 0,9 46,52 0,39 689288,71 1,01
22 46,8 46,8 46,7 46,7 46,8 0,1 46,76 0,04 98,99 5,22
23 46,8 46,7 46,8 46,8 46,8 0,1 46,78 0,04 14,30 5,68
24 46,9 46,7 46,7 46,7 46,8 0,2 46,76 0,09 34011,86 3,32
25 46 46,8 46,8 46 46,7 0,8 46,46 0,34 716216,11 0,93
26 46,7 46,8 46,9 46,8 46,8 0,2 46,8 0,09 20018,55 3,55
27 46,9 46,7 46,7 46,9 46,8 0,2 46,8 0,09 20018,55 3,55
28 46,7 46,8 46 46,8 46,9 0,9 46,64 0,39 634913,58 1,16
29 46,8 46,7 46,9 46 46,8 0,9 46,64 0,39 634913,58 1,16
30 46,8 46 46,8 46,9 46,8 0,9 46,66 0,39 628163,35 1,17
Rata-rata
46,71 0,21 306750,04 2,68
Diketahui:
N = 30
n = 5
d2 = 2,326
USL = 47
LSL = 46,6
Contoh perhitungan pada data ke 23:
X = 78.465
8.468.468.467.468.46
R = 1.07.468.46
STD = 04.0326.2
1.0
2
d
R
DPMO 610)]()(1[ x
STD
XLSLZP
STD
XUSLZP
610)]
04.0
78.468.46()
04.0
78.4647(1[ xZPZP
30.14
IV-21
5.1)10
30.1410(5.1)
10
10(
6
6
6
6
NORMSINVDPMO
NORMSINVSIGMA
68.5
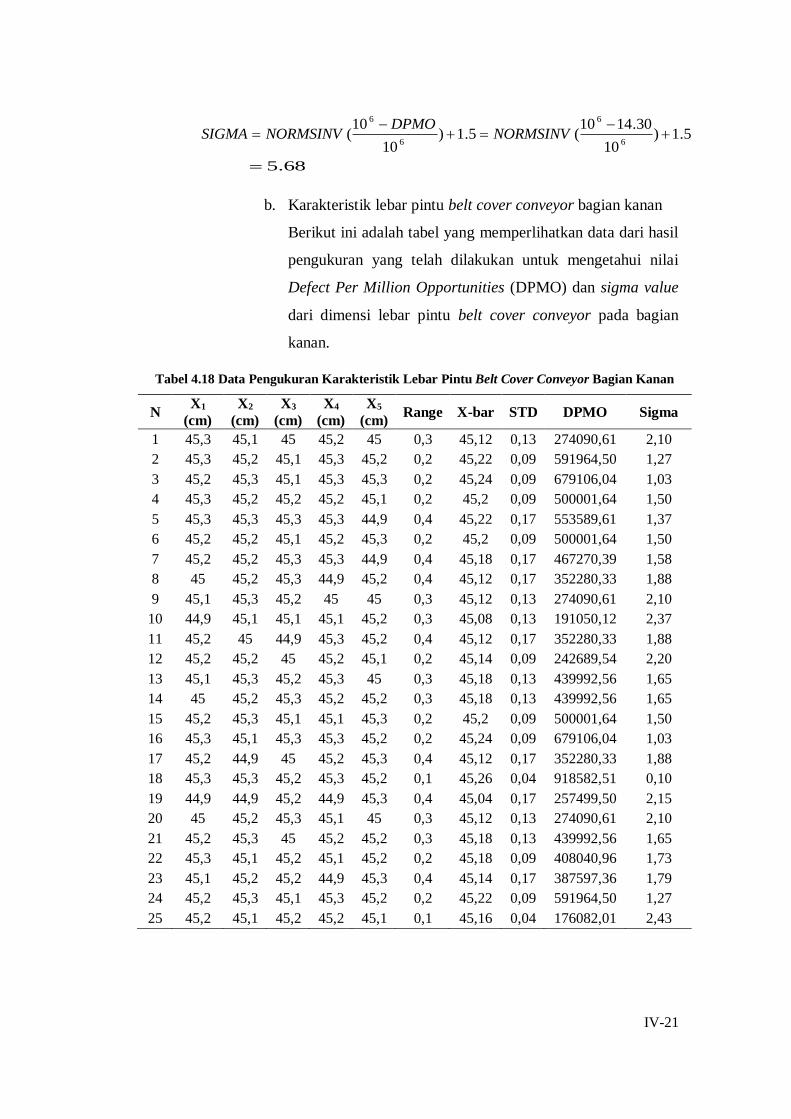
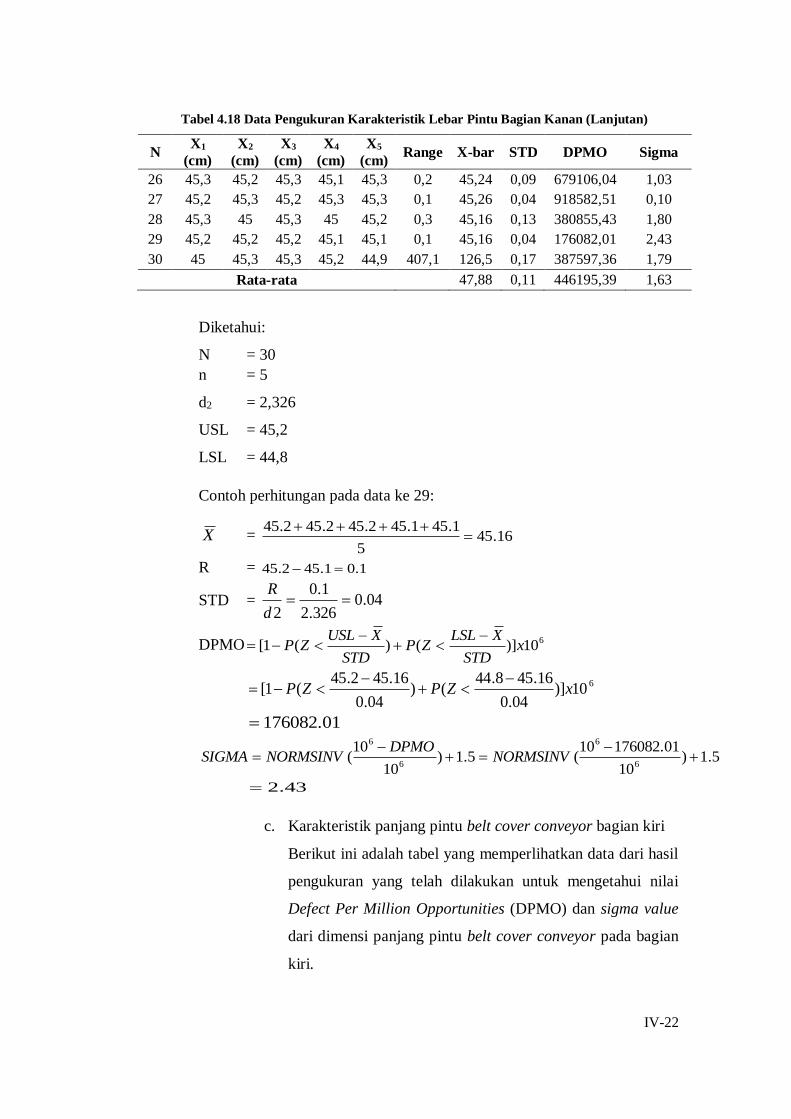
b. Karakteristik lebar pintu belt cover conveyor bagian kanan
Berikut ini adalah tabel yang memperlihatkan data dari hasil
pengukuran yang telah dilakukan untuk mengetahui nilai
Defect Per Million Opportunities (DPMO) dan sigma value
dari dimensi lebar pintu belt cover conveyor pada bagian
kanan.
Tabel 4.18 Data Pengukuran Karakteristik Lebar Pintu Belt Cover Conveyor Bagian Kanan
N X1
(cm)
X2
(cm)
X3
(cm)
X4
(cm)
X5
(cm) Range X-bar STD DPMO Sigma
1 45,3 45,1 45 45,2 45 0,3 45,12 0,13 274090,61 2,10
2 45,3 45,2 45,1 45,3 45,2 0,2 45,22 0,09 591964,50 1,27
3 45,2 45,3 45,1 45,3 45,3 0,2 45,24 0,09 679106,04 1,03
4 45,3 45,2 45,2 45,2 45,1 0,2 45,2 0,09 500001,64 1,50
5 45,3 45,3 45,3 45,3 44,9 0,4 45,22 0,17 553589,61 1,37
6 45,2 45,2 45,1 45,2 45,3 0,2 45,2 0,09 500001,64 1,50
7 45,2 45,2 45,3 45,3 44,9 0,4 45,18 0,17 467270,39 1,58
8 45 45,2 45,3 44,9 45,2 0,4 45,12 0,17 352280,33 1,88
9 45,1 45,3 45,2 45 45 0,3 45,12 0,13 274090,61 2,10
10 44,9 45,1 45,1 45,1 45,2 0,3 45,08 0,13 191050,12 2,37
11 45,2 45 44,9 45,3 45,2 0,4 45,12 0,17 352280,33 1,88
12 45,2 45,2 45 45,2 45,1 0,2 45,14 0,09 242689,54 2,20
13 45,1 45,3 45,2 45,3 45 0,3 45,18 0,13 439992,56 1,65
14 45 45,2 45,3 45,2 45,2 0,3 45,18 0,13 439992,56 1,65
15 45,2 45,3 45,1 45,1 45,3 0,2 45,2 0,09 500001,64 1,50
16 45,3 45,1 45,3 45,3 45,2 0,2 45,24 0,09 679106,04 1,03
17 45,2 44,9 45 45,2 45,3 0,4 45,12 0,17 352280,33 1,88
18 45,3 45,3 45,2 45,3 45,2 0,1 45,26 0,04 918582,51 0,10
19 44,9 44,9 45,2 44,9 45,3 0,4 45,04 0,17 257499,50 2,15
20 45 45,2 45,3 45,1 45 0,3 45,12 0,13 274090,61 2,10
21 45,2 45,3 45 45,2 45,2 0,3 45,18 0,13 439992,56 1,65
22 45,3 45,1 45,2 45,1 45,2 0,2 45,18 0,09 408040,96 1,73
23 45,1 45,2 45,2 44,9 45,3 0,4 45,14 0,17 387597,36 1,79
24 45,2 45,3 45,1 45,3 45,2 0,2 45,22 0,09 591964,50 1,27
25 45,2 45,1 45,2 45,2 45,1 0,1 45,16 0,04 176082,01 2,43
IV-22
Tabel 4.18 Data Pengukuran Karakteristik Lebar Pintu Bagian Kanan (Lanjutan)
N X1
(cm)
X2
(cm)
X3
(cm)
X4
(cm)
X5
(cm) Range X-bar STD DPMO Sigma
26 45,3 45,2 45,3 45,1 45,3 0,2 45,24 0,09 679106,04 1,03
27 45,2 45,3 45,2 45,3 45,3 0,1 45,26 0,04 918582,51 0,10
28 45,3 45 45,3 45 45,2 0,3 45,16 0,13 380855,43 1,80
29 45,2 45,2 45,2 45,1 45,1 0,1 45,16 0,04 176082,01 2,43
30 45 45,3 45,3 45,2 44,9 407,1 126,5 0,17 387597,36 1,79
Rata-rata
47,88 0,11 446195,39 1,63
Diketahui:
N = 30
n = 5
d2 = 2,326
USL = 45,2
LSL = 44,8
Contoh perhitungan pada data ke 29:
X = 16.455
1.451.452.452.452.45
R = 1.01.452.45
STD = 04.0326.2
1.0
2
d
R
DPMO 610)]()(1[ x
STD
XLSLZP
STD
XUSLZP
610)]
04.0
16.458.44()
04.0
16.452.45(1[ xZPZP
176082.01
5.1)10
176082.0110(5.1)
10
10(
6
6
6
6
NORMSINVDPMO
NORMSINVSIGMA
43.2
c. Karakteristik panjang pintu belt cover conveyor bagian kiri
Berikut ini adalah tabel yang memperlihatkan data dari hasil
pengukuran yang telah dilakukan untuk mengetahui nilai
Defect Per Million Opportunities (DPMO) dan sigma value
dari dimensi panjang pintu belt cover conveyor pada bagian
kiri.

IV-23
Tabel 4.19 Data Pengukuran Karakteristik Panjang Pintu Bagian Kiri
N X1
(cm)
X2
(cm)
X3
(cm)
X4
(cm)
X5
(cm) Range X-bar STD DPMO Sigma
1 46,9 46,7 46,9 46,9 46,9 0,20 46,86 0,09 52989,35 3,12
2 46,9 46 46,8 46,8 46,8 0,90 46,66 0,39 628163,35 1,17
3 46,9 46,9 46 46,9 46 0,90 46,54 0,39 678866,06 1,04
4 46,8 46,8 46,7 46,8 46,9 0,20 46,80 0,09 20018,55 3,55
5 46,8 46,7 46,8 46,8 46,8 0,10 46,78 0,04 14,30 5,68
6 46,9 46,9 46,8 46,9 46,9 0,10 46,88 0,04 2625,65 4,29
7 46,9 46,8 46,8 46,9 46,9 0,10 46,86 0,04 564,17 4,76
8 46,8 46,8 46,9 46,8 46,8 0,10 46,82 0,04 14,30 5,68
9 46,7 46,9 46 46 46,8 0,90 46,48 0,39 711258,78 0,94
10 46,8 46,9 46,9 46,9 46 0,90 46,70 0,39 617103,32 1,20
11 46,8 46,8 46,8 46,9 46,8 0,10 46,82 0,04 14,30 5,68
12 46,9 46,9 46 46,8 46,9 0,90 46,70 0,39 617103,32 1,20
13 46,9 46,9 46,9 46,9 46,8 0,10 46,88 0,04 2625,65 4,29
14 46 46,8 46,9 46,8 46,9 0,90 46,68 0,39 622212,62 1,19
15 46,9 46,9 46,9 46,9 46,8 0,10 46,88 0,04 2625,65 4,29
16 46,8 48,8 46,8 46,8 46,7 2,10 47,18 0,90 839314,46 0,51
17 46,9 46,9 46 46,9 46,9 0,90 46,72 0,39 612871,81 1,21
18 46,9 46,8 46,9 46,7 46,8 0,20 46,82 0,09 23411,46 3,49
19 46,8 46,9 46 46,9 46,7 0,90 46,66 0,39 628163,35 1,17
20 46 46,8 46,8 46,8 46,7 0,80 46,62 0,34 611426,87 1,22
21 46,9 46,9 46,9 46,8 46 0,90 46,70 0,39 617103,32 1,20
22 46,8 46,9 46,8 46,9 46,7 0,20 46,82 0,09 23411,46 3,49
23 46,9 46,9 46,9 46,8 46,9 0,10 46,88 0,04 2625,65 4,29
24 46,9 46,9 45,9 46,9 46,9 1,00 46,70 0,43 650687,15 1,11
25 46,8 46,8 46,8 46,9 46,8 0,10 46,82 0,04 14,30 5,68
26 46,9 46,9 46,9 46,8 46,9 0,10 46,88 0,04 2625,65 4,29
27 46,9 46 46 46,7 46,8 0,90 46,48 0,39 711258,78 0,94
28 46,8 46,8 46,9 46,9 46,9 0,10 46,86 0,04 564,17 4,76
29 46,9 46,9 46,9 46 46 0,90 46,54 0,39 678866,06 1,04
30 46,8 46,9 46,8 46,8 46,9 0,10 46,84 0,04 98,99 5,22
Rata-rata
46,76 0,23 311954,76 2,92
Diketahui:
N = 30
n = 5
d2 = 2,326
USL = 47,0
LSL = 46,6

IV-24
Contoh perhitungan pada data ke 22:
X = 82.465
7.469.468.469.468.46
R = 2.07.459.46
STD = 09.0326.2
2.0
2
d
R
DPMO 610)]()(1[ x
STD
XLSLZP
STD
XUSLZP
610)]
09.0
82.466.46()
09.0
82.460.47(1[ xZPZP
23411.46
5.1)10
23411.4610(5.1)
10
10(
6
6
6
6
NORMSINVDPMO
NORMSINVSIGMA
3.49
d. Karakteristik lebar pintu belt cover conveyor bagian kiri
Berikut ini adalah tabel yang memperlihatkan data dari hasil
pengukuran yang telah dilakukan untuk mengetahui nilai
Defect Per Million Opportunities (DPMO) dan sigma value
dari dimensi lebar pintu belt cover conveyor pada bagian
kiri.
Tabel 4.20 Data Pengukuran Karakteristik Lebar Pintu Bagian Kiri
N X1
(cm)
X2
(cm)
X3
(cm)
X4
(cm)
X5
(cm) Range X-bar STD DPMO Sigma
1 45 44,9 44,9 45,1 45 0,20 44,98 0,09 23411,46 3,49
2 45,2 45 45 45,1 45,2 0,20 45,10 0,09 122657,17 2,66
3 45,3 45,2 45,2 45,2 45,3 0,10 45,24 0,04 823917,99 0,57
4 45,2 45,3 45,3 45,3 45,3 0,10 45,28 0,04 968613,79 -0,36
5 45,3 45,1 45,1 45,1 45,2 0,20 45,16 0,09 320908,27 1,97
6 45,1 45,3 45,3 45,3 45,2 0,20 45,24 0,09 679106,04 1,03
7 45,2 45,2 45 45,2 45,3 0,30 45,18 0,13 439992,56 1,65
8 45,3 45,2 45,2 45,3 45,3 0,10 45,26 0,04 918582,51 0,10
9 44,9 44,9 45,2 45,2 45 0,30 45,04 0,13 138775,31 2,59
10 45,1 45,2 44,9 45,3 45,2 0,40 45,14 0,17 387597,36 1,79
11 45,2 45 45,2 45,2 45,3 0,30 45,18 0,13 439992,56 1,65
12 45 45,2 45,3 45,3 45,2 0,30 45,20 0,13 500963,26 1,50

IV-25
Tabel 4.20 Data Pengukuran Karakteristik Lebar Pintu Bagian Kiri
N X1
(cm)
X2
(cm)
X3
(cm)
X4
(cm)
X5
(cm) Range X-bar STD DPMO Sigma
13 45,2 45,2 45,1 44,9 45,2 0,30 45,12 0,13 274090,61 2,10
14 45,3 45,1 45,2 45 45,2 0,30 45,16 0,13 380855,43 1,80
15 45,2 45 45,1 45,2 45,2 0,20 45,14 0,09 242689,54 2,20
16 45,3 45,2 45,1 45 45,2 0,30 45,16 0,13 380855,43 1,80
17 44,9 45,3 45,2 45,2 45,1 0,40 45,14 0,17 387597,36 1,79
18 45,2 45,2 45,3 45,3 45,1 0,20 45,22 0,09 591964,50 1,27
19 45,3 45,3 45,1 45,1 45,1 0,20 45,18 0,09 408040,96 1,73
20 45,2 45,2 45,3 45,2 45,2 0,10 45,22 0,04 679105,88 1,03
21 45,3 45,2 45,2 45,3 45,2 0,10 45,24 0,04 823917,99 0,57
22 45,2 45,2 45,3 44,9 44,9 0,40 45,10 0,17 320987,73 1,96
23 45,1 45,2 45,2 45,1 45,3 0,20 45,18 0,09 408040,96 1,73
24 45 45,3 45,3 45,2 45 0,30 45,16 0,13 380855,43 1,80
25 45,2 45,2 44,9 45,2 45,2 0,30 45,14 0,13 325086,96 1,95
26 45,3 45,2 45 44,9 45,3 0,40 45,14 0,17 387597,36 1,79
27 45,2 45,3 45,2 45,3 45,1 0,20 45,22 0,09 591964,50 1,27
28 45,1 45 45,3 45,1 45,3 0,30 45,16 0,13 380855,43 1,80
29 45,2 45,2 45,1 45,2 45 0,20 45,14 0,09 242689,54 2,20
30 45,3 45,1 45 45,2 45 0,30 45,12 0,13 274090,61 2,10
Rata-rata
45,16 0,11 441526,82 1,65
Diketahui:
N = 30
n = 5
d2 = 2,326
USL = 45,2
LSL = 44,8
Contoh perhitungan pada data ke 30:
X = 12.455
452.45451.453.45
R = 3.0453.45
STD = 13.0326.2
3.0
2
d
R
DPMO 610)]()(1[ x
STD
XLSLZP
STD
XUSLZP
610)]
13.0
12.458.44()
13.0
12.452.45(1[ xZPZP
274090.61
IV-26
5.1)10
274090.6110(5.1)
10
10(
6
6
6
6
NORMSINVDPMO
NORMSINVSIGMA
2.10
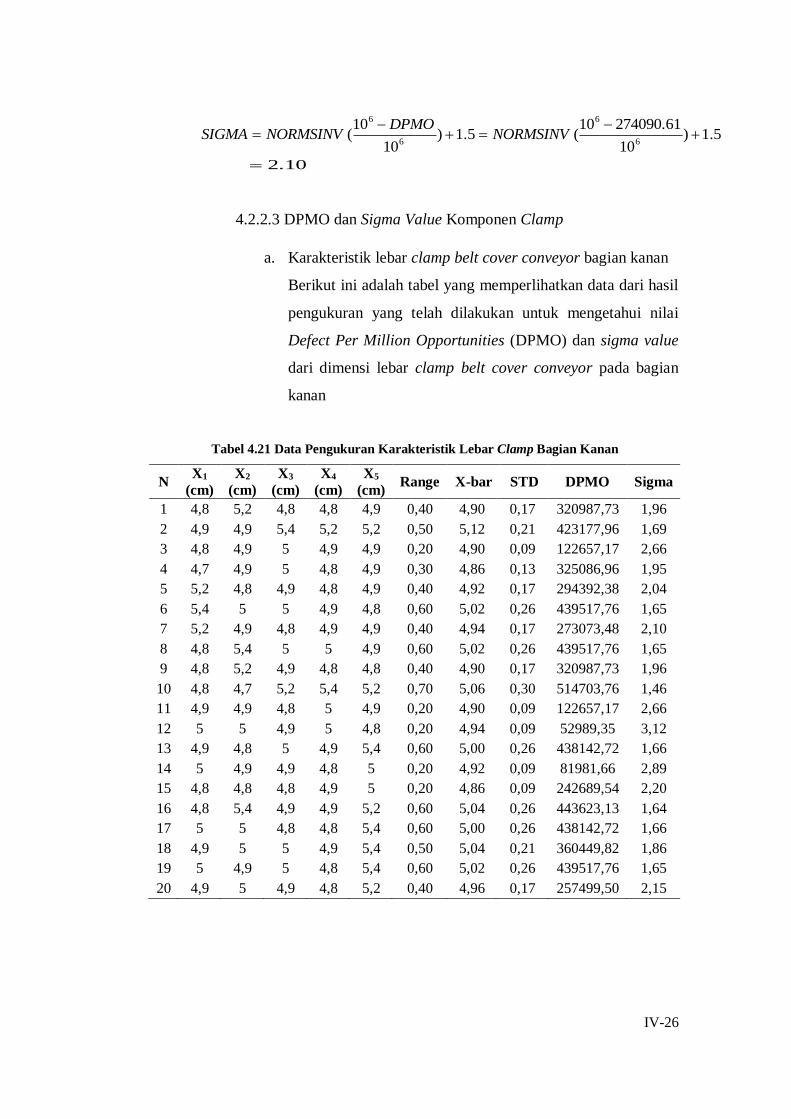
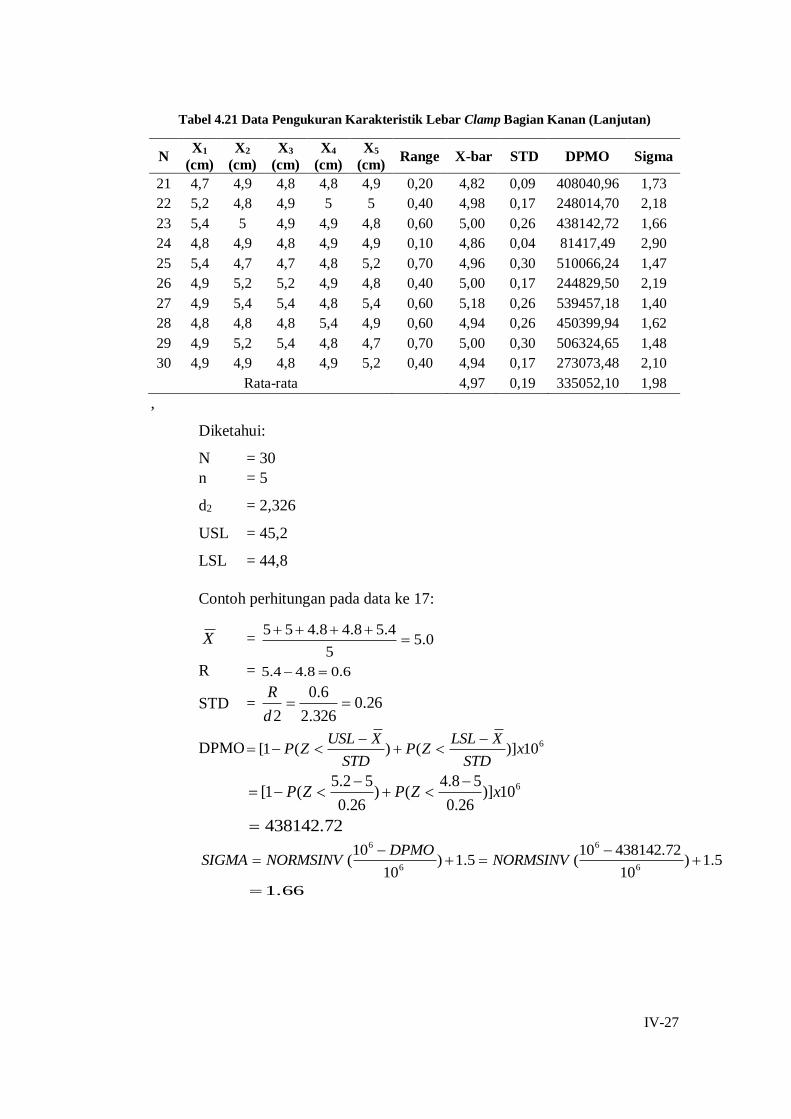
4.2.2.3 DPMO dan Sigma Value Komponen Clamp
a. Karakteristik lebar clamp belt cover conveyor bagian kanan
Berikut ini adalah tabel yang memperlihatkan data dari hasil
pengukuran yang telah dilakukan untuk mengetahui nilai
Defect Per Million Opportunities (DPMO) dan sigma value
dari dimensi lebar clamp belt cover conveyor pada bagian
kanan
Tabel 4.21 Data Pengukuran Karakteristik Lebar Clamp Bagian Kanan
N X1
(cm)
X2
(cm)
X3
(cm)
X4
(cm)
X5
(cm) Range X-bar STD DPMO Sigma
1 4,8 5,2 4,8 4,8 4,9 0,40 4,90 0,17 320987,73 1,96
2 4,9 4,9 5,4 5,2 5,2 0,50 5,12 0,21 423177,96 1,69
3 4,8 4,9 5 4,9 4,9 0,20 4,90 0,09 122657,17 2,66
4 4,7 4,9 5 4,8 4,9 0,30 4,86 0,13 325086,96 1,95
5 5,2 4,8 4,9 4,8 4,9 0,40 4,92 0,17 294392,38 2,04
6 5,4 5 5 4,9 4,8 0,60 5,02 0,26 439517,76 1,65
7 5,2 4,9 4,8 4,9 4,9 0,40 4,94 0,17 273073,48 2,10
8 4,8 5,4 5 5 4,9 0,60 5,02 0,26 439517,76 1,65
9 4,8 5,2 4,9 4,8 4,8 0,40 4,90 0,17 320987,73 1,96
10 4,8 4,7 5,2 5,4 5,2 0,70 5,06 0,30 514703,76 1,46
11 4,9 4,9 4,8 5 4,9 0,20 4,90 0,09 122657,17 2,66
12 5 5 4,9 5 4,8 0,20 4,94 0,09 52989,35 3,12
13 4,9 4,8 5 4,9 5,4 0,60 5,00 0,26 438142,72 1,66
14 5 4,9 4,9 4,8 5 0,20 4,92 0,09 81981,66 2,89
15 4,8 4,8 4,8 4,9 5 0,20 4,86 0,09 242689,54 2,20
16 4,8 5,4 4,9 4,9 5,2 0,60 5,04 0,26 443623,13 1,64
17 5 5 4,8 4,8 5,4 0,60 5,00 0,26 438142,72 1,66
18 4,9 5 5 4,9 5,4 0,50 5,04 0,21 360449,82 1,86
19 5 4,9 5 4,8 5,4 0,60 5,02 0,26 439517,76 1,65
20 4,9 5 4,9 4,8 5,2 0,40 4,96 0,17 257499,50 2,15
IV-27
Tabel 4.21 Data Pengukuran Karakteristik Lebar Clamp Bagian Kanan (Lanjutan)
N X1
(cm)
X2
(cm)
X3
(cm)
X4
(cm)
X5
(cm) Range X-bar STD DPMO Sigma
21 4,7 4,9 4,8 4,8 4,9 0,20 4,82 0,09 408040,96 1,73
22 5,2 4,8 4,9 5 5 0,40 4,98 0,17 248014,70 2,18
23 5,4 5 4,9 4,9 4,8 0,60 5,00 0,26 438142,72 1,66
24 4,8 4,9 4,8 4,9 4,9 0,10 4,86 0,04 81417,49 2,90
25 5,4 4,7 4,7 4,8 5,2 0,70 4,96 0,30 510066,24 1,47
26 4,9 5,2 5,2 4,9 4,8 0,40 5,00 0,17 244829,50 2,19
27 4,9 5,4 5,4 4,8 5,4 0,60 5,18 0,26 539457,18 1,40
28 4,8 4,8 4,8 5,4 4,9 0,60 4,94 0,26 450399,94 1,62
29 4,9 5,2 5,4 4,8 4,7 0,70 5,00 0,30 506324,65 1,48
30 4,9 4,9 4,8 4,9 5,2 0,40 4,94 0,17 273073,48 2,10
Rata-rata
4,97 0,19 335052,10 1,98
,
Diketahui:
N = 30
n = 5
d2 = 2,326
USL = 45,2
LSL = 44,8
Contoh perhitungan pada data ke 17:
X = 0.55
4.58.48.455
R = 6.08.44.5
STD = 26.0326.2
6.0
2
d
R
DPMO 610)]()(1[ x
STD
XLSLZP
STD
XUSLZP
610)]
26.0
58.4()
26.0
52.5(1[ xZPZP
438142.72
5.1)10
438142.7210(5.1)
10
10(
6
6
6
6
NORMSINVDPMO
NORMSINVSIGMA
1.66
IV-28
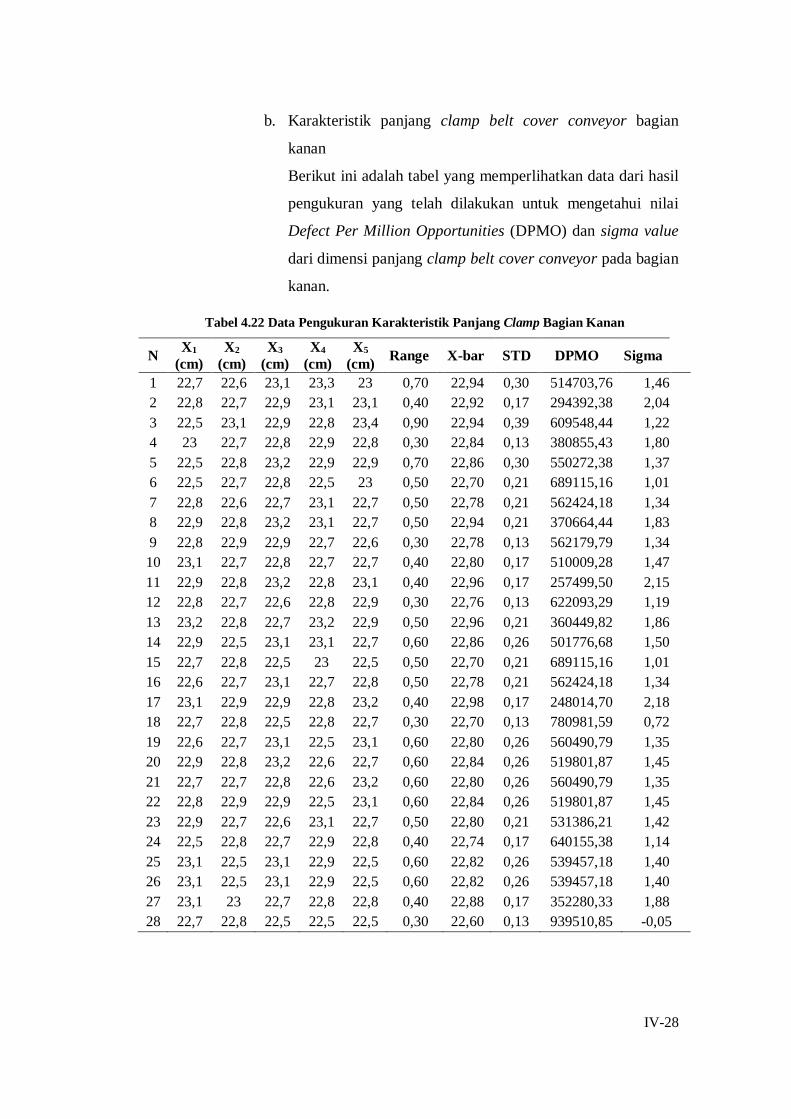
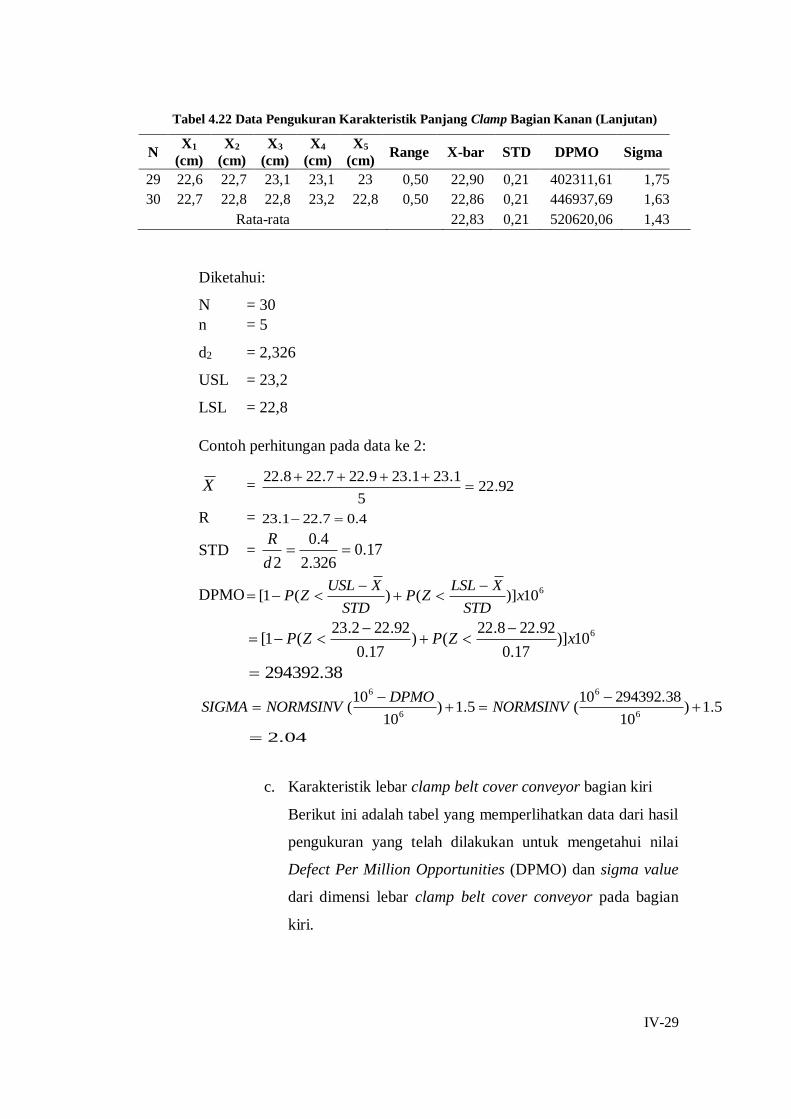
b. Karakteristik panjang clamp belt cover conveyor bagian
kanan
Berikut ini adalah tabel yang memperlihatkan data dari hasil
pengukuran yang telah dilakukan untuk mengetahui nilai
Defect Per Million Opportunities (DPMO) dan sigma value
dari dimensi panjang clamp belt cover conveyor pada bagian
kanan.
Tabel 4.22 Data Pengukuran Karakteristik Panjang Clamp Bagian Kanan
N X1
(cm)
X2
(cm)
X3
(cm)
X4
(cm)
X5
(cm) Range X-bar STD DPMO Sigma
1 22,7 22,6 23,1 23,3 23 0,70 22,94 0,30 514703,76 1,46
2 22,8 22,7 22,9 23,1 23,1 0,40 22,92 0,17 294392,38 2,04
3 22,5 23,1 22,9 22,8 23,4 0,90 22,94 0,39 609548,44 1,22
4 23 22,7 22,8 22,9 22,8 0,30 22,84 0,13 380855,43 1,80
5 22,5 22,8 23,2 22,9 22,9 0,70 22,86 0,30 550272,38 1,37
6 22,5 22,7 22,8 22,5 23 0,50 22,70 0,21 689115,16 1,01
7 22,8 22,6 22,7 23,1 22,7 0,50 22,78 0,21 562424,18 1,34
8 22,9 22,8 23,2 23,1 22,7 0,50 22,94 0,21 370664,44 1,83
9 22,8 22,9 22,9 22,7 22,6 0,30 22,78 0,13 562179,79 1,34
10 23,1 22,7 22,8 22,7 22,7 0,40 22,80 0,17 510009,28 1,47
11 22,9 22,8 23,2 22,8 23,1 0,40 22,96 0,17 257499,50 2,15
12 22,8 22,7 22,6 22,8 22,9 0,30 22,76 0,13 622093,29 1,19
13 23,2 22,8 22,7 23,2 22,9 0,50 22,96 0,21 360449,82 1,86
14 22,9 22,5 23,1 23,1 22,7 0,60 22,86 0,26 501776,68 1,50
15 22,7 22,8 22,5 23 22,5 0,50 22,70 0,21 689115,16 1,01
16 22,6 22,7 23,1 22,7 22,8 0,50 22,78 0,21 562424,18 1,34
17 23,1 22,9 22,9 22,8 23,2 0,40 22,98 0,17 248014,70 2,18
18 22,7 22,8 22,5 22,8 22,7 0,30 22,70 0,13 780981,59 0,72
19 22,6 22,7 23,1 22,5 23,1 0,60 22,80 0,26 560490,79 1,35
20 22,9 22,8 23,2 22,6 22,7 0,60 22,84 0,26 519801,87 1,45
21 22,7 22,7 22,8 22,6 23,2 0,60 22,80 0,26 560490,79 1,35
22 22,8 22,9 22,9 22,5 23,1 0,60 22,84 0,26 519801,87 1,45
23 22,9 22,7 22,6 23,1 22,7 0,50 22,80 0,21 531386,21 1,42
24 22,5 22,8 22,7 22,9 22,8 0,40 22,74 0,17 640155,38 1,14
25 23,1 22,5 23,1 22,9 22,5 0,60 22,82 0,26 539457,18 1,40
26 23,1 22,5 23,1 22,9 22,5 0,60 22,82 0,26 539457,18 1,40
27 23,1 23 22,7 22,8 22,8 0,40 22,88 0,17 352280,33 1,88
28 22,7 22,8 22,5 22,5 22,5 0,30 22,60 0,13 939510,85 -0,05
IV-29
Tabel 4.22 Data Pengukuran Karakteristik Panjang Clamp Bagian Kanan (Lanjutan)
N X1
(cm)
X2
(cm)
X3
(cm)
X4
(cm)
X5
(cm) Range X-bar STD DPMO Sigma
29 22,6 22,7 23,1 23,1 23 0,50 22,90 0,21 402311,61 1,75
30 22,7 22,8 22,8 23,2 22,8 0,50 22,86 0,21 446937,69 1,63
Rata-rata
22,83 0,21 520620,06 1,43
Diketahui:
N = 30
n = 5
d2 = 2,326
USL = 23,2
LSL = 22,8
Contoh perhitungan pada data ke 2:
X = 92.225
1.231.239.227.228.22
R = 4.07.221.23
STD = 17.0326.2
4.0
2
d
R
DPMO 610)]()(1[ x
STD
XLSLZP
STD
XUSLZP
610)]
17.0
92.228.22()
17.0
92.222.23(1[ xZPZP
294392.38
5.1)10
294392.3810(5.1)
10
10(
6
6
6
6
NORMSINVDPMO
NORMSINVSIGMA
2.04
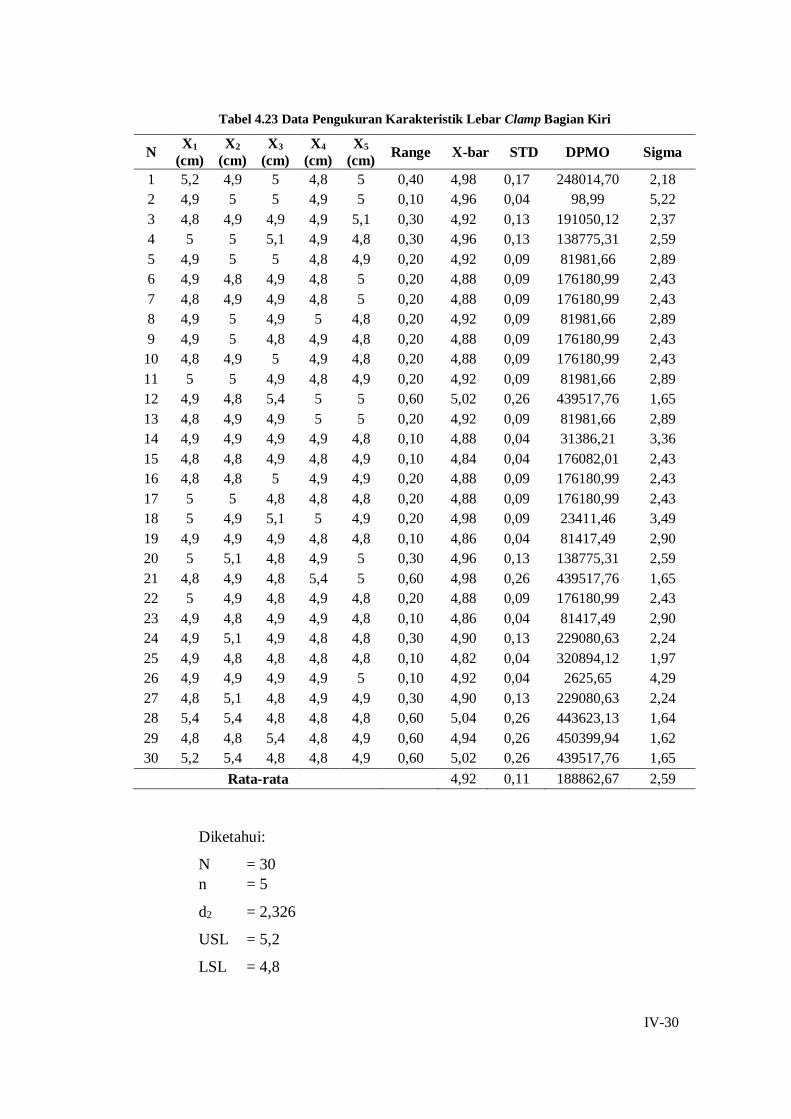
c. Karakteristik lebar clamp belt cover conveyor bagian kiri
Berikut ini adalah tabel yang memperlihatkan data dari hasil
pengukuran yang telah dilakukan untuk mengetahui nilai
Defect Per Million Opportunities (DPMO) dan sigma value
dari dimensi lebar clamp belt cover conveyor pada bagian
kiri.
IV-30
Tabel 4.23 Data Pengukuran Karakteristik Lebar Clamp Bagian Kiri
N X1
(cm)
X2
(cm)
X3
(cm)
X4
(cm)
X5
(cm) Range X-bar STD DPMO Sigma
1 5,2 4,9 5 4,8 5 0,40 4,98 0,17 248014,70 2,18
2 4,9 5 5 4,9 5 0,10 4,96 0,04 98,99 5,22
3 4,8 4,9 4,9 4,9 5,1 0,30 4,92 0,13 191050,12 2,37
4 5 5 5,1 4,9 4,8 0,30 4,96 0,13 138775,31 2,59
5 4,9 5 5 4,8 4,9 0,20 4,92 0,09 81981,66 2,89
6 4,9 4,8 4,9 4,8 5 0,20 4,88 0,09 176180,99 2,43
7 4,8 4,9 4,9 4,8 5 0,20 4,88 0,09 176180,99 2,43
8 4,9 5 4,9 5 4,8 0,20 4,92 0,09 81981,66 2,89
9 4,9 5 4,8 4,9 4,8 0,20 4,88 0,09 176180,99 2,43
10 4,8 4,9 5 4,9 4,8 0,20 4,88 0,09 176180,99 2,43
11 5 5 4,9 4,8 4,9 0,20 4,92 0,09 81981,66 2,89
12 4,9 4,8 5,4 5 5 0,60 5,02 0,26 439517,76 1,65
13 4,8 4,9 4,9 5 5 0,20 4,92 0,09 81981,66 2,89
14 4,9 4,9 4,9 4,9 4,8 0,10 4,88 0,04 31386,21 3,36
15 4,8 4,8 4,9 4,8 4,9 0,10 4,84 0,04 176082,01 2,43
16 4,8 4,8 5 4,9 4,9 0,20 4,88 0,09 176180,99 2,43
17 5 5 4,8 4,8 4,8 0,20 4,88 0,09 176180,99 2,43
18 5 4,9 5,1 5 4,9 0,20 4,98 0,09 23411,46 3,49
19 4,9 4,9 4,9 4,8 4,8 0,10 4,86 0,04 81417,49 2,90
20 5 5,1 4,8 4,9 5 0,30 4,96 0,13 138775,31 2,59
21 4,8 4,9 4,8 5,4 5 0,60 4,98 0,26 439517,76 1,65
22 5 4,9 4,8 4,9 4,8 0,20 4,88 0,09 176180,99 2,43
23 4,9 4,8 4,9 4,9 4,8 0,10 4,86 0,04 81417,49 2,90
24 4,9 5,1 4,9 4,8 4,8 0,30 4,90 0,13 229080,63 2,24
25 4,9 4,8 4,8 4,8 4,8 0,10 4,82 0,04 320894,12 1,97
26 4,9 4,9 4,9 4,9 5 0,10 4,92 0,04 2625,65 4,29
27 4,8 5,1 4,8 4,9 4,9 0,30 4,90 0,13 229080,63 2,24
28 5,4 5,4 4,8 4,8 4,8 0,60 5,04 0,26 443623,13 1,64
29 4,8 4,8 5,4 4,8 4,9 0,60 4,94 0,26 450399,94 1,62
30 5,2 5,4 4,8 4,8 4,9 0,60 5,02 0,26 439517,76 1,65
Rata-rata
4,92 0,11 188862,67 2,59
Diketahui:
N = 30
n = 5
d2 = 2,326
USL = 5,2
LSL = 4,8

IV-31
Contoh perhitungan pada data ke 26:
X = 92.45
0.59.49.49.49.4
R = 1.00.59.4
STD = 04.0326.2
1.0
2
d
R
DPMO 610)]()(1[ x
STD
XLSLZP
STD
XUSLZP
610)]
04.0
92.48.4()
04.0
92.42.5(1[ xZPZP
2625.65
5.1)10
2625.6510(5.1)
10
10(
6
6
6
6
NORMSINVDPMO
NORMSINVSIGMA
4.29
d. Karakteristik panjang clamp belt cover conveyor bagian kiri
Berikut ini adalah tabel yang memperlihatkan data dari hasil
pengukuran yang telah dilakukan untuk mengetahui nilai
Defect Per Million Opportunities (DPMO) dan sigma value
dari dimensi panjang clamp belt cover conveyor pada bagian
kiri.
Tabel 4.24 Data Pengukuran Karakteristik Lebar Clamp Bagian Kiri
N X1
(cm)
X2
(cm)
X3
(cm)
X4
(cm)
X5
(cm) Range X-bar STD DPMO Sigma
1 22,7 22,8 22,7 22,8 22,5 0,30 22,70 0,13 780981,59 0,72
2 22,8 23,2 22,6 22,7 23,1 0,60 22,88 0,26 485618,88 1,54
3 22,7 22,8 22,8 23,2 23,1 0,50 22,92 0,21 384702,77 1,79
4 22,9 22,5 23,1 23,2 22,8 0,70 22,90 0,30 529253,69 1,43
5 22,8 22,8 22,5 22,6 22,6 0,30 22,66 0,13 861156,64 0,41
6 23,2 22,7 23,1 22,7 23,2 0,50 22,98 0,21 354245,05 1,87
7 22,7 22,6 22,8 22,9 22,7 0,30 22,74 0,13 679286,75 1,03
8 22,8 22,7 23,2 22,9 22,8 0,50 22,88 0,21 423177,96 1,69
9 22,5 23,1 23,1 22,7 22,7 0,60 22,82 0,26 539457,18 1,40
10 22,6 22,7 23,1 22,5 23,1 0,60 22,80 0,26 560490,79 1,35
11 22,8 23,2 23,1 23 22,7 0,50 22,96 0,21 360449,82 1,86
12 22,9 22,9 22,7 22,5 22,8 0,40 22,76 0,17 597218,72 1,25
13 22,7 22,6 22,8 22,9 22,7 0,30 22,74 0,13 679286,75 1,03

IV-32
Tabel 4.24 Data Pengukuran Karakteristik Lebar Clamp Bagian Kiri (Lanjutan)
N X1
(cm)
X2
(cm)
X3
(cm)
X4
(cm)
X5
(cm) Range X-bar STD DPMO Sigma
14 22,8 22,7 23,2 22,9 22,8 0,50 22,88 0,21 423177,96 1,69
15 22,5 23,1 23,1 22,7 22,7 0,60 22,82 0,26 539457,18 1,40
16 23,1 22,5 23,1 22,9 22,5 0,60 22,82 0,26 539457,18 1,40
17 23,1 23 22,7 22,8 22,8 0,40 22,88 0,17 352280,33 1,88
18 22,7 22,5 22,8 23,2 22,7 0,70 22,78 0,30 607910,55 1,23
19 22,7 22,9 22,8 22,7 22,8 0,20 22,78 0,09 591964,50 1,27
20 23,1 22,9 22,5 23,1 23,2 0,70 22,96 0,30 510066,24 1,47
21 22,7 22,8 22,8 22,5 22,6 0,30 22,68 0,13 823945,67 0,57
22 22,6 22,7 22,7 23,1 22,5 0,60 22,72 0,26 653156,43 1,11
23 22,8 23,2 23,2 23,1 23 0,40 23,06 0,17 273073,48 2,10
24 22,9 22,9 22,9 22,7 22,5 0,40 22,78 0,17 553589,61 1,37
25 22,7 22,8 22,6 22,8 22,9 0,30 22,76 0,13 622093,29 1,19
26 22,8 23,2 22,7 23,2 22,9 0,50 22,96 0,21 360449,82 1,86
27 23,1 22,5 23 22,5 22,9 0,60 22,80 0,26 560490,79 1,35
28 23,1 23,1 22,7 22,8 22,8 0,40 22,90 0,17 320987,73 1,96
29 22,7 22,9 22,8 23,2 22,7 0,50 22,86 0,21 446937,69 1,63
30 22,7 22,5 22,8 22,7 22,8 0,30 22,70 0,13 780981,59 0,72
Rata-rata
22,83 0,20 539844,89 1,39
Diketahui:
N = 30
n = 5
d2 = 2,326
USL = 23,2
LSL = 22,8
Contoh perhitungan pada data ke 11:
X = 96.225
7.22231.232.238.22
R = 5.07.222.23
STD = 21.0326.2
5.0
2
d
R
DPMO 610)]()(1[ x
STD
XLSLZP
STD
XUSLZP
610)]
21.0
96.228.22()
21.0
96.222.23(1[ xZPZP
360449.82
IV-33
5.1)10
2625.6510(5.1)
10
10(
6
6
6
6
NORMSINVDPMO
NORMSINVSIGMA
1.86
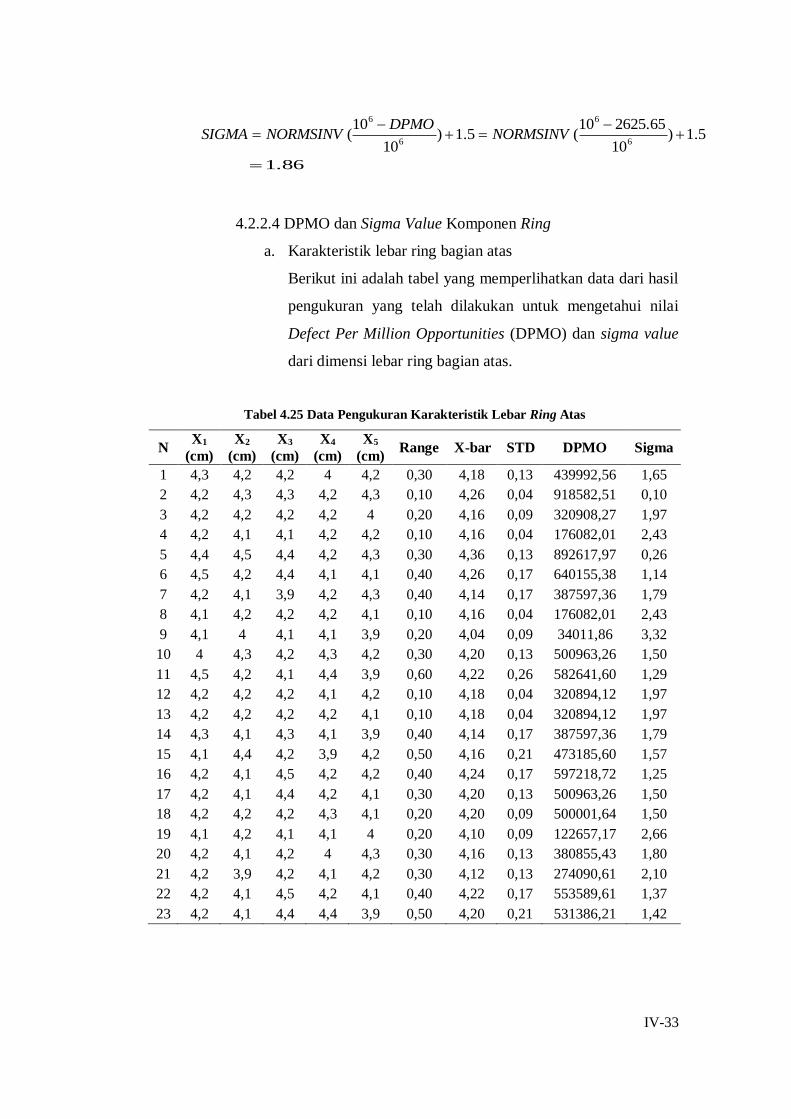
4.2.2.4 DPMO dan Sigma Value Komponen Ring
a. Karakteristik lebar ring bagian atas
Berikut ini adalah tabel yang memperlihatkan data dari hasil
pengukuran yang telah dilakukan untuk mengetahui nilai
Defect Per Million Opportunities (DPMO) dan sigma value
dari dimensi lebar ring bagian atas.
Tabel 4.25 Data Pengukuran Karakteristik Lebar Ring Atas
N X1
(cm)
X2
(cm)
X3
(cm)
X4
(cm)
X5
(cm) Range X-bar STD DPMO Sigma
1 4,3 4,2 4,2 4 4,2 0,30 4,18 0,13 439992,56 1,65
2 4,2 4,3 4,3 4,2 4,3 0,10 4,26 0,04 918582,51 0,10
3 4,2 4,2 4,2 4,2 4 0,20 4,16 0,09 320908,27 1,97
4 4,2 4,1 4,1 4,2 4,2 0,10 4,16 0,04 176082,01 2,43
5 4,4 4,5 4,4 4,2 4,3 0,30 4,36 0,13 892617,97 0,26
6 4,5 4,2 4,4 4,1 4,1 0,40 4,26 0,17 640155,38 1,14
7 4,2 4,1 3,9 4,2 4,3 0,40 4,14 0,17 387597,36 1,79
8 4,1 4,2 4,2 4,2 4,1 0,10 4,16 0,04 176082,01 2,43
9 4,1 4 4,1 4,1 3,9 0,20 4,04 0,09 34011,86 3,32
10 4 4,3 4,2 4,3 4,2 0,30 4,20 0,13 500963,26 1,50
11 4,5 4,2 4,1 4,4 3,9 0,60 4,22 0,26 582641,60 1,29
12 4,2 4,2 4,2 4,1 4,2 0,10 4,18 0,04 320894,12 1,97
13 4,2 4,2 4,2 4,2 4,1 0,10 4,18 0,04 320894,12 1,97
14 4,3 4,1 4,3 4,1 3,9 0,40 4,14 0,17 387597,36 1,79
15 4,1 4,4 4,2 3,9 4,2 0,50 4,16 0,21 473185,60 1,57
16 4,2 4,1 4,5 4,2 4,2 0,40 4,24 0,17 597218,72 1,25
17 4,2 4,1 4,4 4,2 4,1 0,30 4,20 0,13 500963,26 1,50
18 4,2 4,2 4,2 4,3 4,1 0,20 4,20 0,09 500001,64 1,50
19 4,1 4,2 4,1 4,1 4 0,20 4,10 0,09 122657,17 2,66
20 4,2 4,1 4,2 4 4,3 0,30 4,16 0,13 380855,43 1,80
21 4,2 3,9 4,2 4,1 4,2 0,30 4,12 0,13 274090,61 2,10
22 4,2 4,1 4,5 4,2 4,1 0,40 4,22 0,17 553589,61 1,37
23 4,2 4,1 4,4 4,4 3,9 0,50 4,20 0,21 531386,21 1,42
IV-34
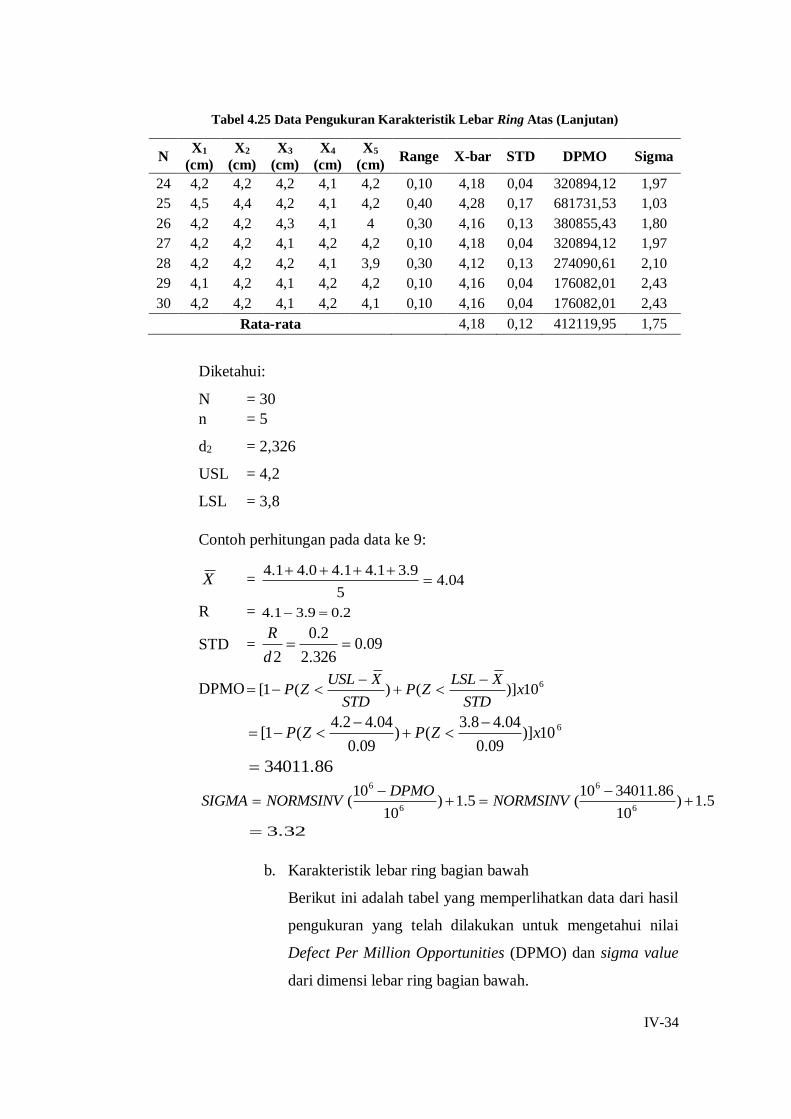
Tabel 4.25 Data Pengukuran Karakteristik Lebar Ring Atas (Lanjutan)
N X1
(cm)
X2
(cm)
X3
(cm)
X4
(cm)
X5
(cm) Range X-bar STD DPMO Sigma
24 4,2 4,2 4,2 4,1 4,2 0,10 4,18 0,04 320894,12 1,97
25 4,5 4,4 4,2 4,1 4,2 0,40 4,28 0,17 681731,53 1,03
26 4,2 4,2 4,3 4,1 4 0,30 4,16 0,13 380855,43 1,80
27 4,2 4,2 4,1 4,2 4,2 0,10 4,18 0,04 320894,12 1,97
28 4,2 4,2 4,2 4,1 3,9 0,30 4,12 0,13 274090,61 2,10
29 4,1 4,2 4,1 4,2 4,2 0,10 4,16 0,04 176082,01 2,43
30 4,2 4,2 4,1 4,2 4,1 0,10 4,16 0,04 176082,01 2,43
Rata-rata
4,18 0,12 412119,95 1,75
Diketahui:
N = 30
n = 5
d2 = 2,326
USL = 4,2
LSL = 3,8
Contoh perhitungan pada data ke 9:
X = 04.45
9.31.41.40.41.4
R = 2.09.31.4
STD = 09.0326.2
2.0
2
d
R
DPMO 610)]()(1[ x
STD
XLSLZP
STD
XUSLZP
610)]
09.0
04.48.3()
09.0
04.42.4(1[ xZPZP
34011.86
5.1)10
34011.8610(5.1)
10
10(
6
6
6
6
NORMSINVDPMO
NORMSINVSIGMA
3.32
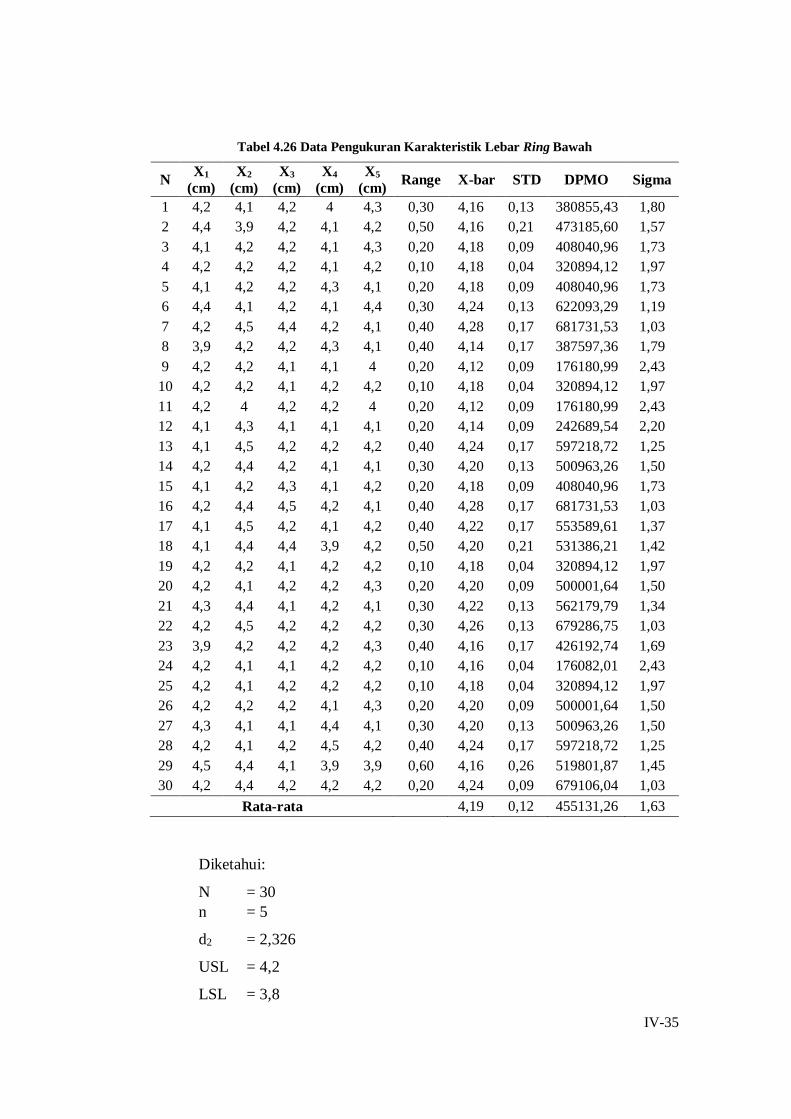
b. Karakteristik lebar ring bagian bawah
Berikut ini adalah tabel yang memperlihatkan data dari hasil
pengukuran yang telah dilakukan untuk mengetahui nilai
Defect Per Million Opportunities (DPMO) dan sigma value
dari dimensi lebar ring bagian bawah.
IV-35
Tabel 4.26 Data Pengukuran Karakteristik Lebar Ring Bawah
N X1
(cm)
X2
(cm)
X3
(cm)
X4
(cm)
X5
(cm) Range X-bar STD DPMO Sigma
1 4,2 4,1 4,2 4 4,3 0,30 4,16 0,13 380855,43 1,80
2 4,4 3,9 4,2 4,1 4,2 0,50 4,16 0,21 473185,60 1,57
3 4,1 4,2 4,2 4,1 4,3 0,20 4,18 0,09 408040,96 1,73
4 4,2 4,2 4,2 4,1 4,2 0,10 4,18 0,04 320894,12 1,97
5 4,1 4,2 4,2 4,3 4,1 0,20 4,18 0,09 408040,96 1,73
6 4,4 4,1 4,2 4,1 4,4 0,30 4,24 0,13 622093,29 1,19
7 4,2 4,5 4,4 4,2 4,1 0,40 4,28 0,17 681731,53 1,03
8 3,9 4,2 4,2 4,3 4,1 0,40 4,14 0,17 387597,36 1,79
9 4,2 4,2 4,1 4,1 4 0,20 4,12 0,09 176180,99 2,43
10 4,2 4,2 4,1 4,2 4,2 0,10 4,18 0,04 320894,12 1,97
11 4,2 4 4,2 4,2 4 0,20 4,12 0,09 176180,99 2,43
12 4,1 4,3 4,1 4,1 4,1 0,20 4,14 0,09 242689,54 2,20
13 4,1 4,5 4,2 4,2 4,2 0,40 4,24 0,17 597218,72 1,25
14 4,2 4,4 4,2 4,1 4,1 0,30 4,20 0,13 500963,26 1,50
15 4,1 4,2 4,3 4,1 4,2 0,20 4,18 0,09 408040,96 1,73
16 4,2 4,4 4,5 4,2 4,1 0,40 4,28 0,17 681731,53 1,03
17 4,1 4,5 4,2 4,1 4,2 0,40 4,22 0,17 553589,61 1,37
18 4,1 4,4 4,4 3,9 4,2 0,50 4,20 0,21 531386,21 1,42
19 4,2 4,2 4,1 4,2 4,2 0,10 4,18 0,04 320894,12 1,97
20 4,2 4,1 4,2 4,2 4,3 0,20 4,20 0,09 500001,64 1,50
21 4,3 4,4 4,1 4,2 4,1 0,30 4,22 0,13 562179,79 1,34
22 4,2 4,5 4,2 4,2 4,2 0,30 4,26 0,13 679286,75 1,03
23 3,9 4,2 4,2 4,2 4,3 0,40 4,16 0,17 426192,74 1,69
24 4,2 4,1 4,1 4,2 4,2 0,10 4,16 0,04 176082,01 2,43
25 4,2 4,1 4,2 4,2 4,2 0,10 4,18 0,04 320894,12 1,97
26 4,2 4,2 4,2 4,1 4,3 0,20 4,20 0,09 500001,64 1,50
27 4,3 4,1 4,1 4,4 4,1 0,30 4,20 0,13 500963,26 1,50
28 4,2 4,1 4,2 4,5 4,2 0,40 4,24 0,17 597218,72 1,25
29 4,5 4,4 4,1 3,9 3,9 0,60 4,16 0,26 519801,87 1,45
30 4,2 4,4 4,2 4,2 4,2 0,20 4,24 0,09 679106,04 1,03
Rata-rata
4,19 0,12 455131,26 1,63
Diketahui:
N = 30
n = 5
d2 = 2,326
USL = 4,2
LSL = 3,8
IV-36
Contoh perhitungan pada data ke 14:
X = 2.45
1.41.42.44.42.4
R = 3.01.44.4
STD = 13.0326.2
3.0
2
d
R
DPMO 610)]()(1[ x
STD
XLSLZP
STD
XUSLZP
610)]
13.0
02.48.3()
13.0
2.42.4(1[ xZPZP
500963.26
5.1)10
500963.2610(5.1)
10
10(
6
6
6
6
NORMSINVDPMO
NORMSINVSIGMA
1.50
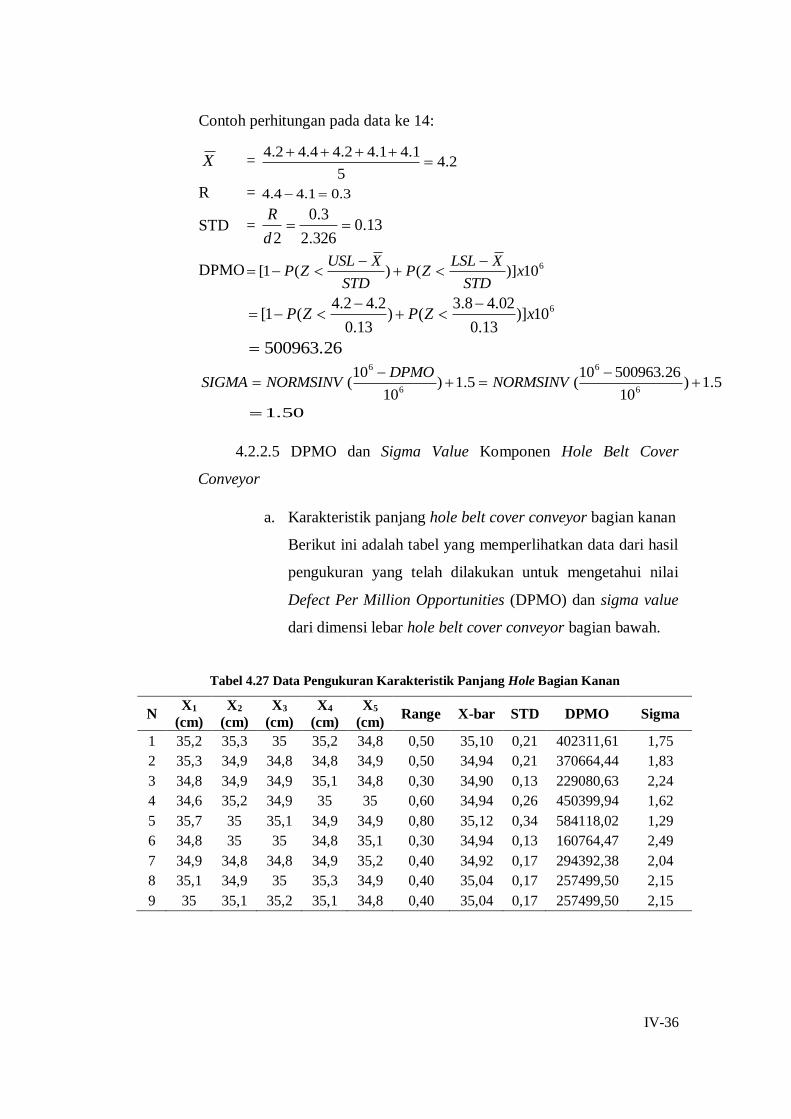
4.2.2.5 DPMO dan Sigma Value Komponen Hole Belt Cover
Conveyor
a. Karakteristik panjang hole belt cover conveyor bagian kanan
Berikut ini adalah tabel yang memperlihatkan data dari hasil
pengukuran yang telah dilakukan untuk mengetahui nilai
Defect Per Million Opportunities (DPMO) dan sigma value
dari dimensi lebar hole belt cover conveyor bagian bawah.
Tabel 4.27 Data Pengukuran Karakteristik Panjang Hole Bagian Kanan
N X1
(cm)
X2
(cm)
X3
(cm)
X4
(cm)
X5
(cm) Range X-bar STD DPMO Sigma
1 35,2 35,3 35 35,2 34,8 0,50 35,10 0,21 402311,61 1,75
2 35,3 34,9 34,8 34,8 34,9 0,50 34,94 0,21 370664,44 1,83
3 34,8 34,9 34,9 35,1 34,8 0,30 34,90 0,13 229080,63 2,24
4 34,6 35,2 34,9 35 35 0,60 34,94 0,26 450399,94 1,62
5 35,7 35 35,1 34,9 34,9 0,80 35,12 0,34 584118,02 1,29
6 34,8 35 35 34,8 35,1 0,30 34,94 0,13 160764,47 2,49
7 34,9 34,8 34,8 34,9 35,2 0,40 34,92 0,17 294392,38 2,04
8 35,1 34,9 35 35,3 34,9 0,40 35,04 0,17 257499,50 2,15
9 35 35,1 35,2 35,1 34,8 0,40 35,04 0,17 257499,50 2,15
IV-37
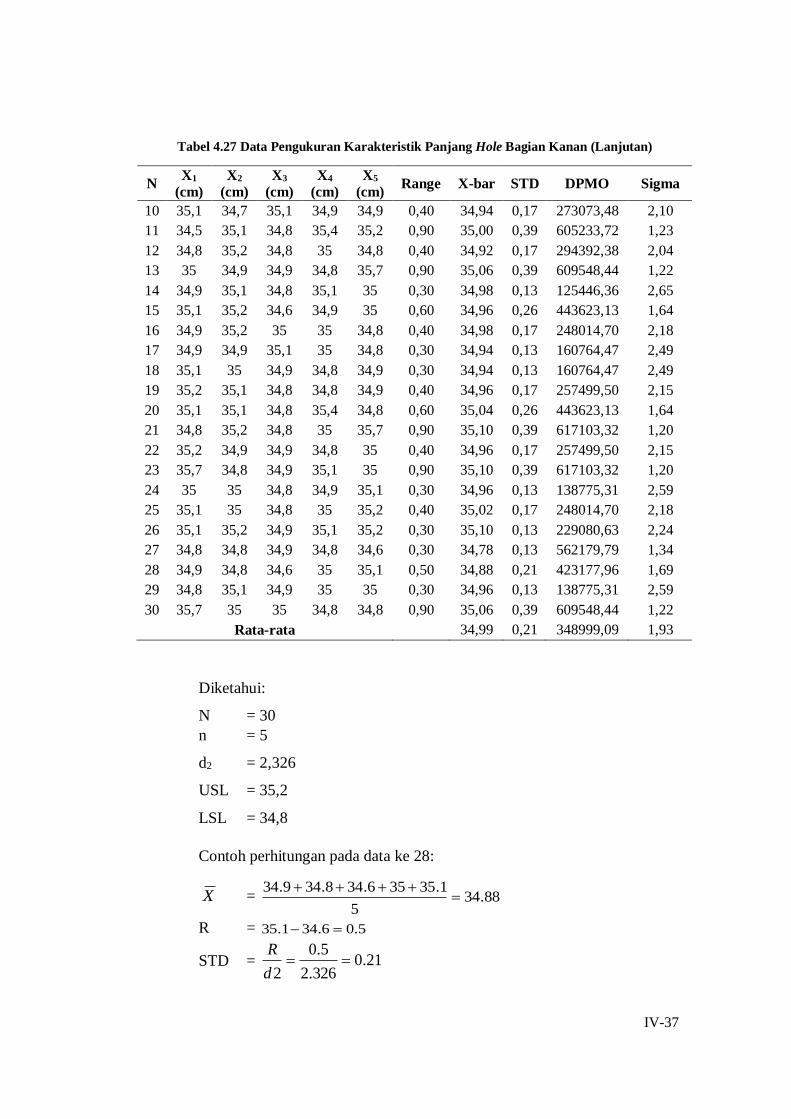
Tabel 4.27 Data Pengukuran Karakteristik Panjang Hole Bagian Kanan (Lanjutan)
N X1
(cm)
X2
(cm)
X3
(cm)
X4
(cm)
X5
(cm) Range X-bar STD DPMO Sigma
10 35,1 34,7 35,1 34,9 34,9 0,40 34,94 0,17 273073,48 2,10
11 34,5 35,1 34,8 35,4 35,2 0,90 35,00 0,39 605233,72 1,23
12 34,8 35,2 34,8 35 34,8 0,40 34,92 0,17 294392,38 2,04
13 35 34,9 34,9 34,8 35,7 0,90 35,06 0,39 609548,44 1,22
14 34,9 35,1 34,8 35,1 35 0,30 34,98 0,13 125446,36 2,65
15 35,1 35,2 34,6 34,9 35 0,60 34,96 0,26 443623,13 1,64
16 34,9 35,2 35 35 34,8 0,40 34,98 0,17 248014,70 2,18
17 34,9 34,9 35,1 35 34,8 0,30 34,94 0,13 160764,47 2,49
18 35,1 35 34,9 34,8 34,9 0,30 34,94 0,13 160764,47 2,49
19 35,2 35,1 34,8 34,8 34,9 0,40 34,96 0,17 257499,50 2,15
20 35,1 35,1 34,8 35,4 34,8 0,60 35,04 0,26 443623,13 1,64
21 34,8 35,2 34,8 35 35,7 0,90 35,10 0,39 617103,32 1,20
22 35,2 34,9 34,9 34,8 35 0,40 34,96 0,17 257499,50 2,15
23 35,7 34,8 34,9 35,1 35 0,90 35,10 0,39 617103,32 1,20
24 35 35 34,8 34,9 35,1 0,30 34,96 0,13 138775,31 2,59
25 35,1 35 34,8 35 35,2 0,40 35,02 0,17 248014,70 2,18
26 35,1 35,2 34,9 35,1 35,2 0,30 35,10 0,13 229080,63 2,24
27 34,8 34,8 34,9 34,8 34,6 0,30 34,78 0,13 562179,79 1,34
28 34,9 34,8 34,6 35 35,1 0,50 34,88 0,21 423177,96 1,69
29 34,8 35,1 34,9 35 35 0,30 34,96 0,13 138775,31 2,59
30 35,7 35 35 34,8 34,8 0,90 35,06 0,39 609548,44 1,22
Rata-rata
34,99 0,21 348999,09 1,93
Diketahui:
N = 30
n = 5
d2 = 2,326
USL = 35,2
LSL = 34,8
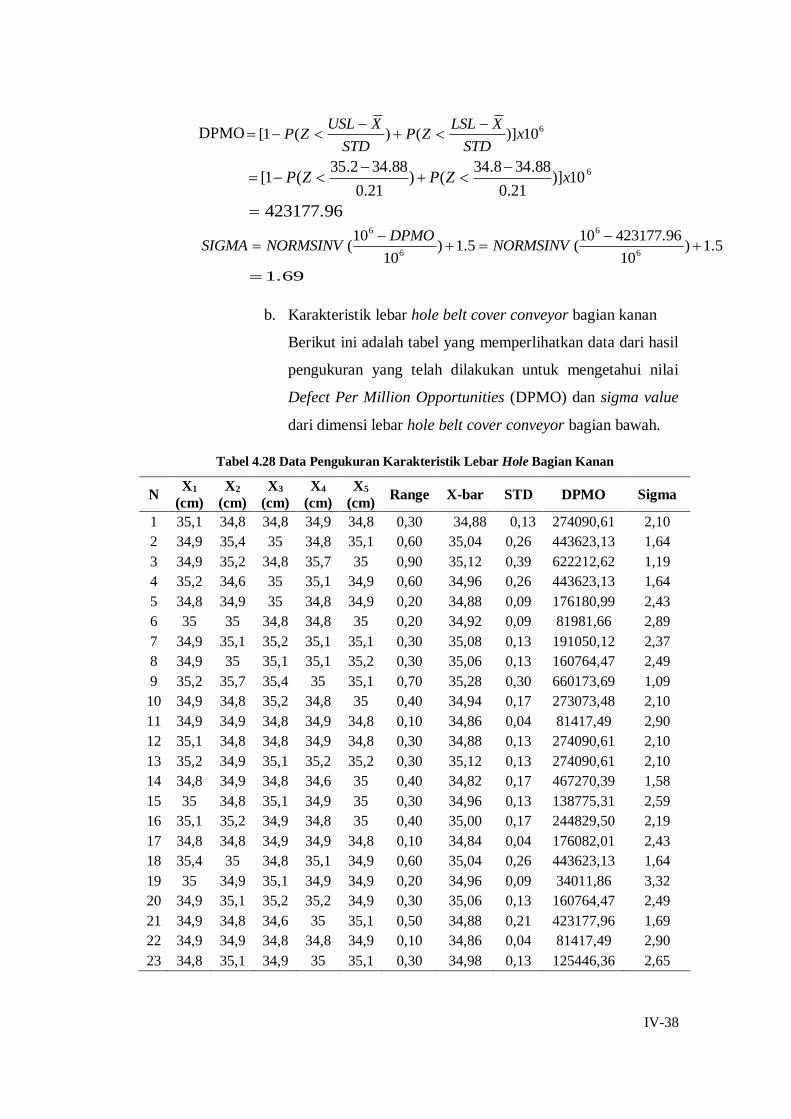
Contoh perhitungan pada data ke 28:
X = 88.345
1.35356.348.349.34
R = 5.06.341.35
STD = 21.0326.2
5.0
2
d
R
IV-38
DPMO 610)]()(1[ x
STD
XLSLZP
STD
XUSLZP
610)]
21.0
88.348.34()
21.0
88.342.35(1[ xZPZP
423177.96
5.1)10
423177.9610(5.1)
10
10(
6
6
6
6
NORMSINVDPMO
NORMSINVSIGMA
1.69
b. Karakteristik lebar hole belt cover conveyor bagian kanan
Berikut ini adalah tabel yang memperlihatkan data dari hasil
pengukuran yang telah dilakukan untuk mengetahui nilai
Defect Per Million Opportunities (DPMO) dan sigma value
dari dimensi lebar hole belt cover conveyor bagian bawah.
Tabel 4.28 Data Pengukuran Karakteristik Lebar Hole Bagian Kanan
N X1
(cm)
X2
(cm)
X3
(cm)
X4
(cm)
X5
(cm) Range X-bar STD DPMO Sigma
1 35,1 34,8 34,8 34,9 34,8 0,30 34,88 0,13 274090,61 2,10
2 34,9 35,4 35 34,8 35,1 0,60 35,04 0,26 443623,13 1,64
3 34,9 35,2 34,8 35,7 35 0,90 35,12 0,39 622212,62 1,19
4 35,2 34,6 35 35,1 34,9 0,60 34,96 0,26 443623,13 1,64
5 34,8 34,9 35 34,8 34,9 0,20 34,88 0,09 176180,99 2,43
6 35 35 34,8 34,8 35 0,20 34,92 0,09 81981,66 2,89
7 34,9 35,1 35,2 35,1 35,1 0,30 35,08 0,13 191050,12 2,37
8 34,9 35 35,1 35,1 35,2 0,30 35,06 0,13 160764,47 2,49
9 35,2 35,7 35,4 35 35,1 0,70 35,28 0,30 660173,69 1,09
10 34,9 34,8 35,2 34,8 35 0,40 34,94 0,17 273073,48 2,10
11 34,9 34,9 34,8 34,9 34,8 0,10 34,86 0,04 81417,49 2,90
12 35,1 34,8 34,8 34,9 34,8 0,30 34,88 0,13 274090,61 2,10
13 35,2 34,9 35,1 35,2 35,2 0,30 35,12 0,13 274090,61 2,10
14 34,8 34,9 34,8 34,6 35 0,40 34,82 0,17 467270,39 1,58
15 35 34,8 35,1 34,9 35 0,30 34,96 0,13 138775,31 2,59
16 35,1 35,2 34,9 34,8 35 0,40 35,00 0,17 244829,50 2,19
17 34,8 34,8 34,9 34,9 34,8 0,10 34,84 0,04 176082,01 2,43
18 35,4 35 34,8 35,1 34,9 0,60 35,04 0,26 443623,13 1,64
19 35 34,9 35,1 34,9 34,9 0,20 34,96 0,09 34011,86 3,32
20 34,9 35,1 35,2 35,2 34,9 0,30 35,06 0,13 160764,47 2,49
21 34,9 34,8 34,6 35 35,1 0,50 34,88 0,21 423177,96 1,69
22 34,9 34,9 34,8 34,8 34,9 0,10 34,86 0,04 81417,49 2,90
23 34,8 35,1 34,9 35 35,1 0,30 34,98 0,13 125446,36 2,65

IV-39
Tabel 4.28 Data Pengukuran Karakteristik Lebar Hole Bagian Kanan (Lanjutan)
N X1
(cm)
X2
(cm)
X3
(cm)
X4
(cm)
X5
(cm) Range X-bar STD DPMO Sigma
24 35 35 35,1 35,2 35,2 0,20 35,10 0,09 122657,17 2,66
25 34,5 34,8 35 34,9 35,1 0,60 34,86 0,26 501776,68 1,50
26 35,1 35,2 34,9 35,1 35,2 0,30 35,10 0,13 229080,63 2,24
27 34,8 34,8 34,9 34,8 34,6 0,30 34,78 0,13 562179,79 1,34
28 35 35,1 35,1 35,2 34,9 0,30 35,06 0,13 160764,47 2,49
29 34,9 34,8 34,8 34,8 34,9 0,10 34,84 0,04 176082,01 2,43
30 34,8 34,8 35,4 35 34,8 0,60 34,96 0,26 443623,13 1,64
Rata-rata
34,97 0,15 281597,83 2,16
Diketahui:
N = 30
n = 5
d2 = 2,326
USL = 35,2
LSL = 34,8
Contoh perhitungan pada data ke 6:
X = 92.345
358.348.343535
R = 2.08.3435
STD = 09.0326.2
2.0
2
d
R
DPMO 610)]()(1[ x
STD
XLSLZP
STD
XUSLZP
610)]
09.0
92.348.34()
09.0
92.342.35(1[ xZPZP
81981.66
5.1)10
81981.6610(5.1)
10
10(
6
6
6
6
NORMSINVDPMO
NORMSINVSIGMA
89.2
c. Karakteristik panjang hole belt cover conveyor bagian kiri
Berikut ini adalah tabel yang memperlihatkan data dari hasil
pengukuran yang telah dilakukan untuk mengetahui nilai

IV-40
Defect Per Million Opportunities (DPMO) dan sigma value
dari dimensi panjang hole belt cover conveyor bagian kiri.
Tabel 4.29 Data Pengukuran Karakteristik Panjang Hole Bagian Kiri
N X1
(cm)
X2
(cm)
X3
(cm)
X4
(cm)
X5
(cm) Range X-bar STD DPMO Sigma
1 34,9 35,1 34,8 34,9 35,1 0,30 34,96 0,13 138775,31 2,59
2 35,1 35,2 34,6 34,8 34,9 0,60 34,92 0,26 459751,63 1,60
3 34,9 35,2 35 34,8 35 0,40 34,98 0,17 248014,70 2,18
4 35,4 34,6 35 35 34,9 0,80 34,98 0,34 561565,44 1,35
5 35 34,9 35,1 34,8 34,8 0,30 34,92 0,13 191050,12 2,37
6 34,8 35 35,2 34,9 34,6 0,60 34,90 0,26 471546,11 1,57
7 35,2 34,8 35 35,1 34,8 0,40 34,98 0,17 248014,70 2,18
8 34,9 34,9 34,8 35,2 34,8 0,40 34,92 0,17 294392,38 2,04
9 35,1 34,8 35,1 34,9 34,9 0,30 34,96 0,13 138775,31 2,59
10 35,1 34,8 34,8 34,9 34,8 0,30 34,88 0,13 274090,61 2,10
11 34,9 35,4 35 34,8 35,1 0,60 35,04 0,26 443623,13 1,64
12 34,9 35,2 34,8 35,7 35 0,90 35,12 0,39 622212,62 1,19
13 35,1 35,1 35,2 34,9 34,8 0,40 35,02 0,17 248014,70 2,18
14 34,8 34,8 34,8 34,9 34,9 0,10 34,84 0,04 176082,01 2,43
15 34,8 35,4 35 34,8 35,1 0,60 35,02 0,26 439517,76 1,65
16 34,8 34,9 35,1 35 34,9 0,30 34,94 0,13 160764,47 2,49
17 34,8 35 35,2 34,9 35,1 0,40 35,00 0,17 244829,50 2,19
18 34,9 35,1 35,2 35,1 35,2 0,30 35,10 0,13 229080,63 2,24
19 35 35,1 34,8 35,4 35 0,60 35,06 0,26 450399,94 1,62
20 34,8 35,2 34,8 35 34,9 0,40 34,94 0,17 273073,48 2,10
21 35,1 34,9 34,9 34,8 35,1 0,30 34,96 0,13 138775,31 2,59
22 34,9 34,9 35,1 34,8 34,9 0,30 34,92 0,13 191050,12 2,37
23 35,1 35,1 35,2 34,6 34,8 0,60 34,96 0,26 443623,13 1,64
24 35,2 34,9 35,2 35 34,8 0,40 35,02 0,17 248014,70 2,18
25 34,8 35,1 34,9 35 35,2 0,40 35,00 0,17 244829,50 2,19
26 34,9 35 35,1 35,2 34,9 0,30 35,02 0,13 125446,36 2,65
27 34,8 35,2 34,8 35 35,1 0,40 34,98 0,17 248014,70 2,18
28 35,7 34,9 34,9 34,8 35 0,90 35,06 0,39 609548,44 1,22
29 34,6 34,9 35 34,8 34,9 0,40 34,84 0,17 426192,74 1,69
30 35 35,1 35,2 35 34,8 0,40 35,02 0,17 248014,70 2,18
Rata-rata
34,98 0,19 307902,81 2,04
Diketahui:
N = 30
n = 5
d2 = 2,326
IV-41
USL = 35,2
LSL = 34,8
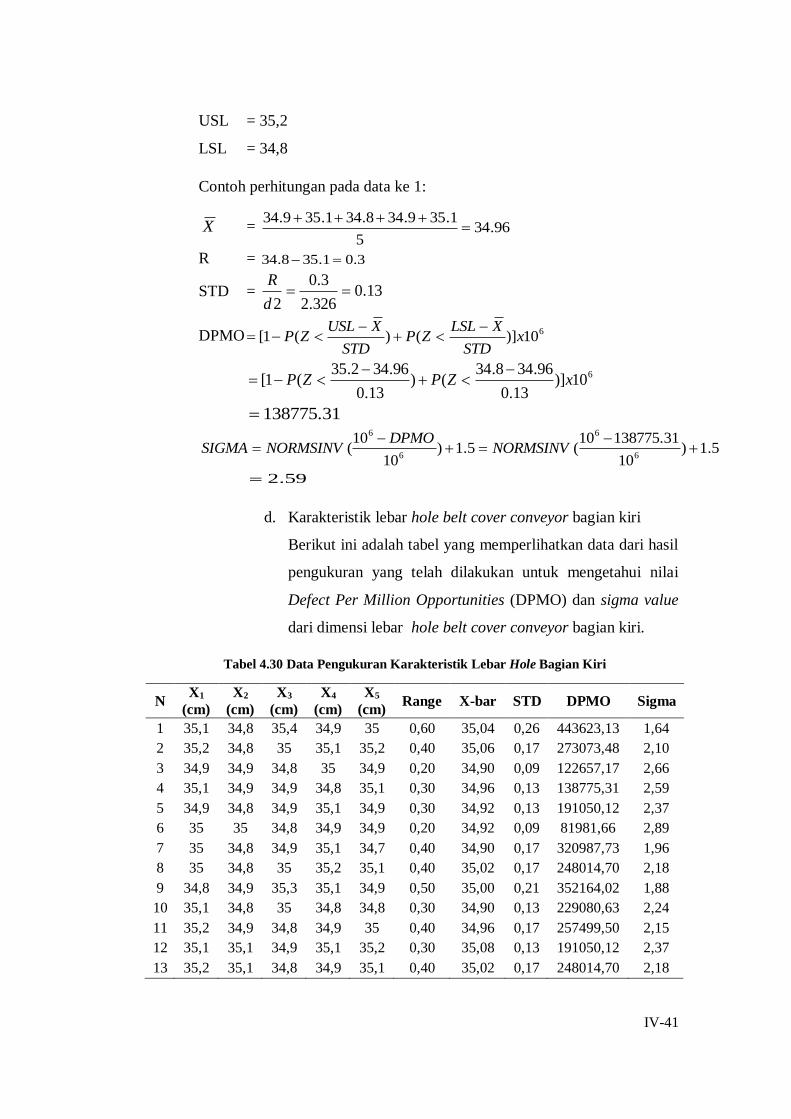
Contoh perhitungan pada data ke 1:
X = 96.345
1.359.348.341.359.34
R = 3.01.358.34
STD = 13.0326.2
3.0
2
d
R
DPMO 610)]()(1[ x
STD
XLSLZP
STD
XUSLZP
610)]
13.0
96.348.34()
13.0
96.342.35(1[ xZPZP
138775.31
5.1)10
138775.3110(5.1)
10
10(
6
6
6
6
NORMSINVDPMO
NORMSINVSIGMA
59.2
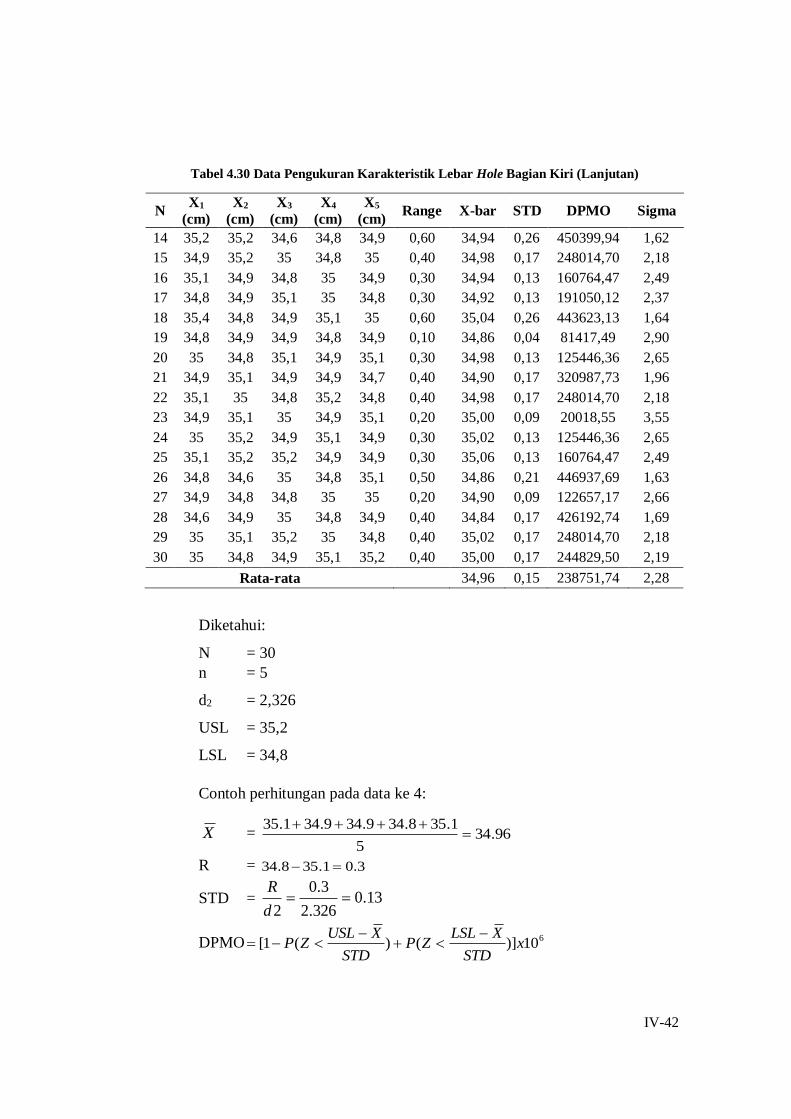
d. Karakteristik lebar hole belt cover conveyor bagian kiri
Berikut ini adalah tabel yang memperlihatkan data dari hasil
pengukuran yang telah dilakukan untuk mengetahui nilai
Defect Per Million Opportunities (DPMO) dan sigma value
dari dimensi lebar hole belt cover conveyor bagian kiri.
Tabel 4.30 Data Pengukuran Karakteristik Lebar Hole Bagian Kiri
N X1
(cm)
X2
(cm)
X3
(cm)
X4
(cm)
X5
(cm) Range X-bar STD DPMO Sigma
1 35,1 34,8 35,4 34,9 35 0,60 35,04 0,26 443623,13 1,64
2 35,2 34,8 35 35,1 35,2 0,40 35,06 0,17 273073,48 2,10
3 34,9 34,9 34,8 35 34,9 0,20 34,90 0,09 122657,17 2,66
4 35,1 34,9 34,9 34,8 35,1 0,30 34,96 0,13 138775,31 2,59
5 34,9 34,8 34,9 35,1 34,9 0,30 34,92 0,13 191050,12 2,37
6 35 35 34,8 34,9 34,9 0,20 34,92 0,09 81981,66 2,89
7 35 34,8 34,9 35,1 34,7 0,40 34,90 0,17 320987,73 1,96
8 35 34,8 35 35,2 35,1 0,40 35,02 0,17 248014,70 2,18
9 34,8 34,9 35,3 35,1 34,9 0,50 35,00 0,21 352164,02 1,88
10 35,1 34,8 35 34,8 34,8 0,30 34,90 0,13 229080,63 2,24
11 35,2 34,9 34,8 34,9 35 0,40 34,96 0,17 257499,50 2,15
12 35,1 35,1 34,9 35,1 35,2 0,30 35,08 0,13 191050,12 2,37
13 35,2 35,1 34,8 34,9 35,1 0,40 35,02 0,17 248014,70 2,18
IV-42
Tabel 4.30 Data Pengukuran Karakteristik Lebar Hole Bagian Kiri (Lanjutan)
N X1
(cm)
X2
(cm)
X3
(cm)
X4
(cm)
X5
(cm) Range X-bar STD DPMO Sigma
14 35,2 35,2 34,6 34,8 34,9 0,60 34,94 0,26 450399,94 1,62
15 34,9 35,2 35 34,8 35 0,40 34,98 0,17 248014,70 2,18
16 35,1 34,9 34,8 35 34,9 0,30 34,94 0,13 160764,47 2,49
17 34,8 34,9 35,1 35 34,8 0,30 34,92 0,13 191050,12 2,37
18 35,4 34,8 34,9 35,1 35 0,60 35,04 0,26 443623,13 1,64
19 34,8 34,9 34,9 34,8 34,9 0,10 34,86 0,04 81417,49 2,90
20 35 34,8 35,1 34,9 35,1 0,30 34,98 0,13 125446,36 2,65
21 34,9 35,1 34,9 34,9 34,7 0,40 34,90 0,17 320987,73 1,96
22 35,1 35 34,8 35,2 34,8 0,40 34,98 0,17 248014,70 2,18
23 34,9 35,1 35 34,9 35,1 0,20 35,00 0,09 20018,55 3,55
24 35 35,2 34,9 35,1 34,9 0,30 35,02 0,13 125446,36 2,65
25 35,1 35,2 35,2 34,9 34,9 0,30 35,06 0,13 160764,47 2,49
26 34,8 34,6 35 34,8 35,1 0,50 34,86 0,21 446937,69 1,63
27 34,9 34,8 34,8 35 35 0,20 34,90 0,09 122657,17 2,66
28 34,6 34,9 35 34,8 34,9 0,40 34,84 0,17 426192,74 1,69
29 35 35,1 35,2 35 34,8 0,40 35,02 0,17 248014,70 2,18
30 35 34,8 34,9 35,1 35,2 0,40 35,00 0,17 244829,50 2,19
Rata-rata
34,96 0,15 238751,74 2,28
Diketahui:
N = 30
n = 5
d2 = 2,326
USL = 35,2
LSL = 34,8
Contoh perhitungan pada data ke 4:
X = 96.345
1.358.349.349.341.35
R = 3.01.358.34
STD = 13.0326.2
3.0
2
d
R
DPMO 610)]()(1[ x
STD
XLSLZP
STD
XUSLZP
IV-43
610)]
13.0
96.348.34()
13.0
96.342.35(1[ xZPZP
138775.31
5.1)10
138775.3110(5.1)
10
10(
6
6
6
6
NORMSINVDPMO
NORMSINVSIGMA
59.2
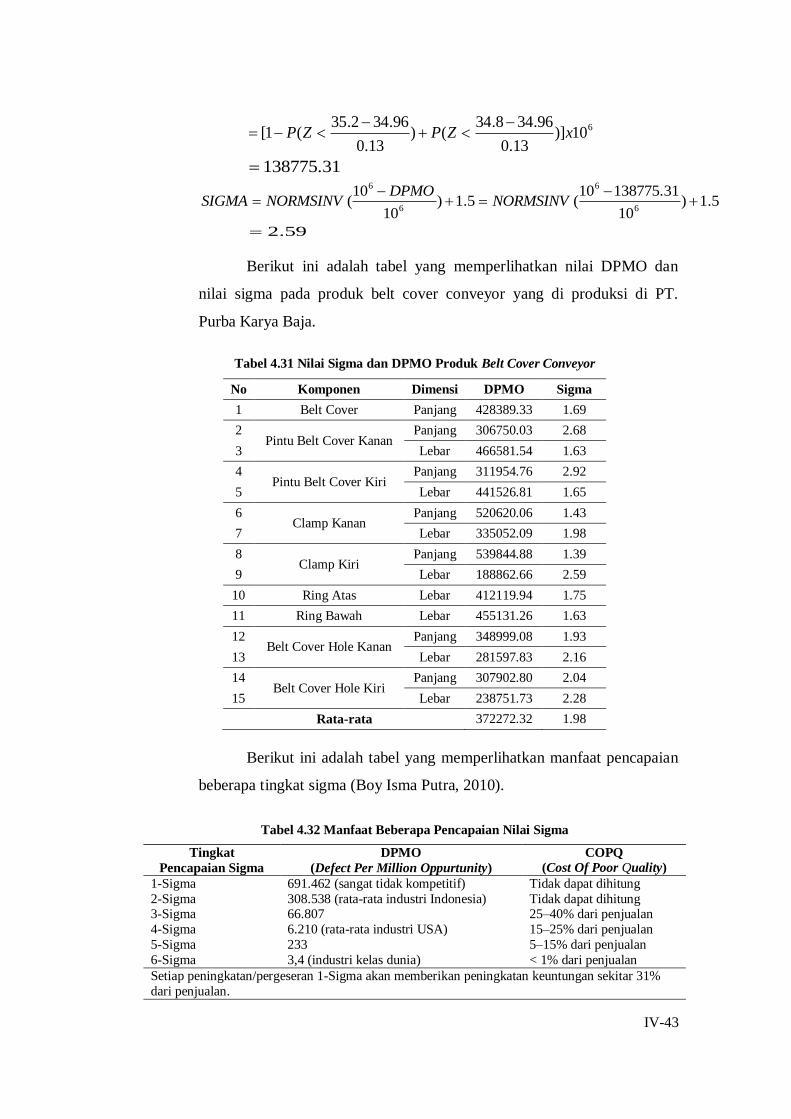
Berikut ini adalah tabel yang memperlihatkan nilai DPMO dan
nilai sigma pada produk belt cover conveyor yang di produksi di PT.
Purba Karya Baja.
Tabel 4.31 Nilai Sigma dan DPMO Produk Belt Cover Conveyor
No Komponen Dimensi DPMO Sigma
1 Belt Cover Panjang 428389.33 1.69
2 Pintu Belt Cover Kanan
Panjang 306750.03 2.68
3 Lebar 466581.54 1.63
4 Pintu Belt Cover Kiri
Panjang 311954.76 2.92
5 Lebar 441526.81 1.65
6 Clamp Kanan
Panjang 520620.06 1.43
7 Lebar 335052.09 1.98
8 Clamp Kiri
Panjang 539844.88 1.39
9 Lebar 188862.66 2.59
10 Ring Atas Lebar 412119.94 1.75
11 Ring Bawah Lebar 455131.26 1.63
12 Belt Cover Hole Kanan
Panjang 348999.08 1.93
13 Lebar 281597.83 2.16
14 Belt Cover Hole Kiri
Panjang 307902.80 2.04
15 Lebar 238751.73 2.28
Rata-rata 372272.32 1.98
Berikut ini adalah tabel yang memperlihatkan manfaat pencapaian
beberapa tingkat sigma (Boy Isma Putra, 2010).
Tabel 4.32 Manfaat Beberapa Pencapaian Nilai Sigma
Tingkat
Pencapaian Sigma
DPMO
(Defect Per Million Oppurtunity)
COPQ (Cost Of Poor Quality)
1-Sigma 691.462 (sangat tidak kompetitif) Tidak dapat dihitung
2-Sigma 308.538 (rata-rata industri Indonesia) Tidak dapat dihitung 3-Sigma 66.807 25–40% dari penjualan
4-Sigma 6.210 (rata-rata industri USA) 15–25% dari penjualan
5-Sigma 233 5–15% dari penjualan
6-Sigma 3,4 (industri kelas dunia) < 1% dari penjualan
Setiap peningkatan/pergeseran 1-Sigma akan memberikan peningkatan keuntungan sekitar 31%
dari penjualan.
IV-44
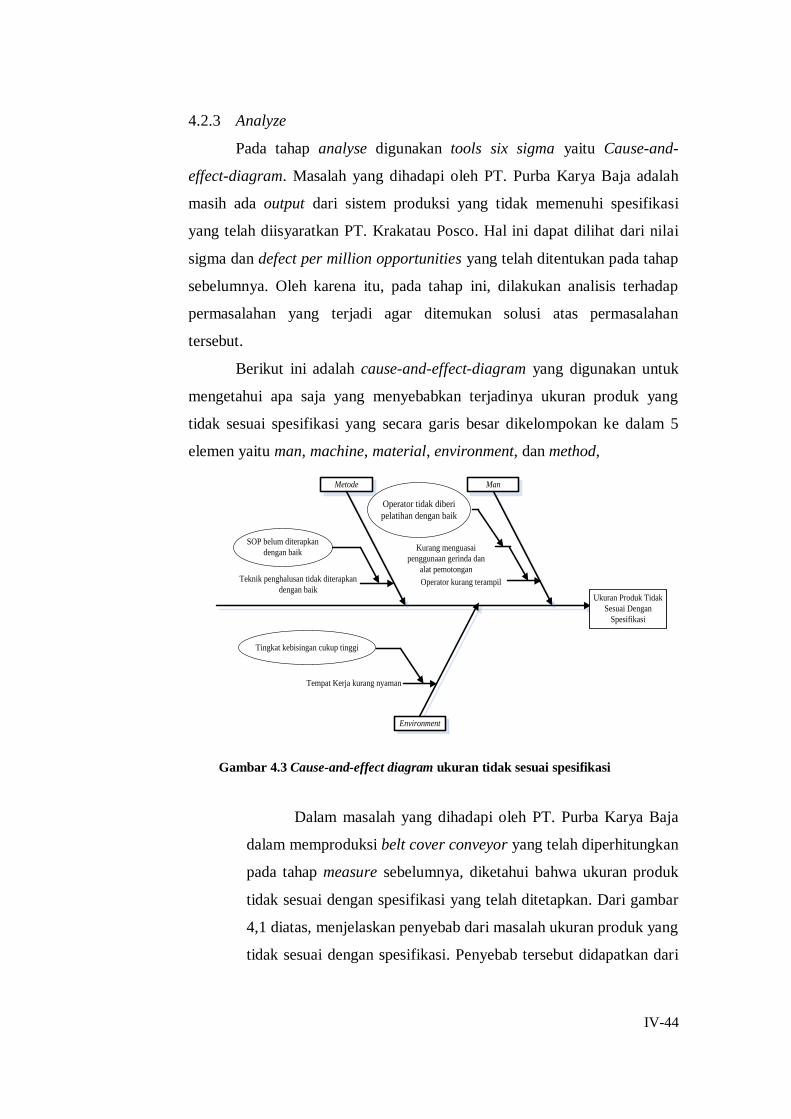
4.2.3 Analyze
Pada tahap analyse digunakan tools six sigma yaitu Cause-and-
effect-diagram. Masalah yang dihadapi oleh PT. Purba Karya Baja adalah
masih ada output dari sistem produksi yang tidak memenuhi spesifikasi
yang telah diisyaratkan PT. Krakatau Posco. Hal ini dapat dilihat dari nilai
sigma dan defect per million opportunities yang telah ditentukan pada tahap
sebelumnya. Oleh karena itu, pada tahap ini, dilakukan analisis terhadap
permasalahan yang terjadi agar ditemukan solusi atas permasalahan
tersebut.
Berikut ini adalah cause-and-effect-diagram yang digunakan untuk
mengetahui apa saja yang menyebabkan terjadinya ukuran produk yang
tidak sesuai spesifikasi yang secara garis besar dikelompokan ke dalam 5
elemen yaitu man, machine, material, environment, dan method,
Metode Man
Environment
Ukuran Produk Tidak
Sesuai Dengan
Spesifikasi
Operator kurang terampilTeknik penghalusan tidak diterapkan
dengan baik
Tempat Kerja kurang nyaman
Kurang menguasai
penggunaan gerinda dan
alat pemotongan
Operator tidak diberi
pelatihan dengan baik
SOP belum diterapkan
dengan baik
Tingkat kebisingan cukup tinggi
Gambar 4.3 Cause-and-effect diagram ukuran tidak sesuai spesifikasi
Dalam masalah yang dihadapi oleh PT. Purba Karya Baja
dalam memproduksi belt cover conveyor yang telah diperhitungkan
pada tahap measure sebelumnya, diketahui bahwa ukuran produk
tidak sesuai dengan spesifikasi yang telah ditetapkan. Dari gambar
4,1 diatas, menjelaskan penyebab dari masalah ukuran produk yang
tidak sesuai dengan spesifikasi. Penyebab tersebut didapatkan dari

IV-45
hasil wawancara dan dengan pengamatan secara langsung pada
saat proses produksi berlangsung.
Dari faktor manusia (man) terdapat pengaruh operator yang
kurang terampil. Hal ini, disebabkan oleh operator yang kurang
menguasai penggunaan alat penghalus dan alat pemotongan. Dari
hasil wawancara kepada kepala produksi yang menjadi
penanggung jawab workshop, diketahui bahwa pada saat PT. Purba
Karya Baja mendapatkan order untuk memproduksi belt cover
conveyor dari PT. Krakatau Posco, manajemen langsung
melakukan hiring untuk operator pada proses pemesinan dan
langsung mempekerkjakannya tanpa diberikan pendidikan dan
pelatihan yang sesuai dengan harusnya. Operator baru tersebut
hanya diberikan pengetahuan mengenai tata cara melakukan proses
pemesinan oleh operator yang lebih dulu bekerja di perusahaan
tersebut selama 3 hari dan langsung melakukan proses ke material
secara langsung. Dari hal tersebut dapat disimpulkan bahwa
operator tidak diberikan pendidikan dan pelatihan dengan baik oleh
pihak perusahaan.
Dari faktor metode, diketahui bahwa teknik penghalusan
tidak diterapkan dengan baik. Dari hasil pengamatan, seringkali
operator tidak melakukan proses penghalusan secara terstruktur
sehingga menyebabkan adanya perbedaan kedalaman permukaan
dan ketebalan pada beberapa produk. Hal ini disebabkan oleh
Standard Operational Procedure yang tidak diterapkan dengan
baik.
Dari faktor lingkungan, ditemukan bahwa kondisi
workshop yang kurang nyaman. Hal ini dikarenakan kebisingan
yang terjadi akibat proses pemesinan. Kebisingan dapat
menyebabkan turunnya tingkat konsentrasi pada operator (Priatna
dan Utomo).
Selain 3 faktor tersebut, terdapat 2 faktor yang tidak
memberikan efek secara signifikan terhadap terjadinya ukuran
IV-46
produk yang tidak sesuai dengan spesifikasi. Dari faktor mesin,
berdasarkan pengamatan yang telah dilakukan, tidak terdapat
adanya indikasi yang mempengaruhi ketidaksesuaian antara hasil
produksi dengan spesifikasi yang telah ditentukan. Kondisi mesin
yang digunakan dalam keadaan baik dan dapat dioperasikan secara
normal. Sementara itu, dari faktor material, juga tidak terdapat
indikasi yang mempengaruhi ketidaksesuaian antara hasil produksi
dengan spesifikasi yang telah ditentukan. Material yang digunakan,
disesuaikan berdasarkan kriteria produk yang akan dibuat dan
didapatkan dari PT. Krakatau Steel.
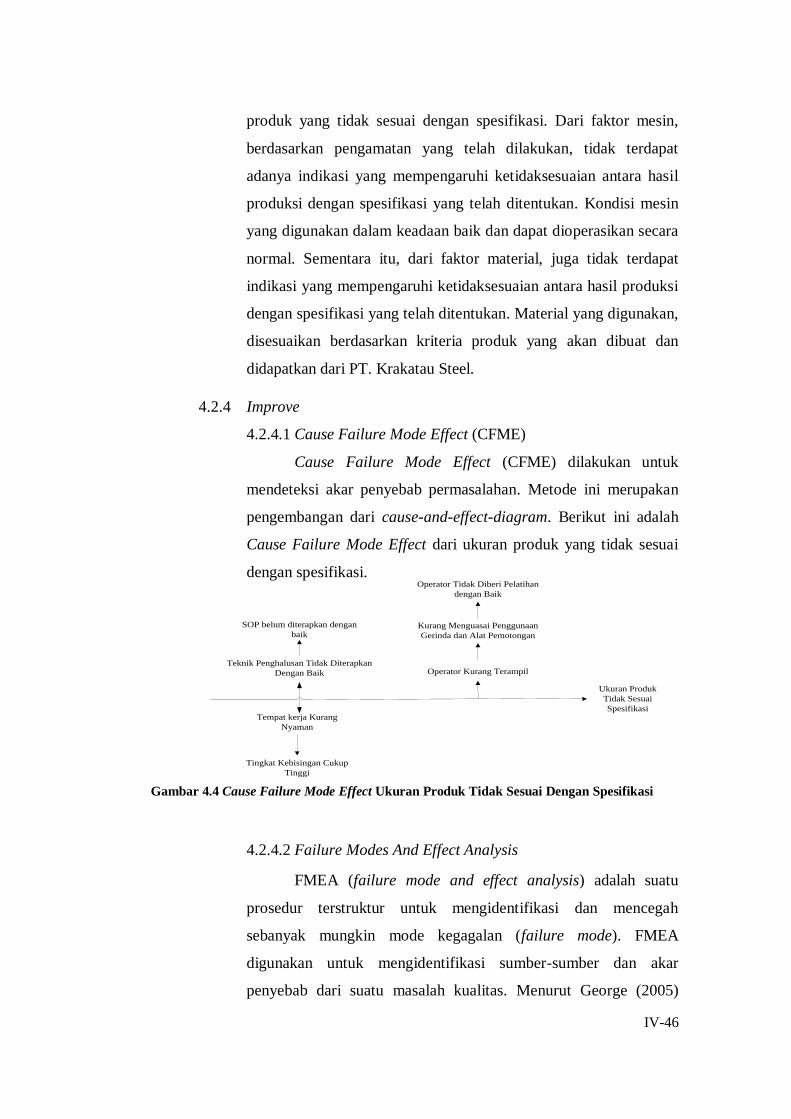
4.2.4 Improve
4.2.4.1 Cause Failure Mode Effect (CFME)
Cause Failure Mode Effect (CFME) dilakukan untuk
mendeteksi akar penyebab permasalahan. Metode ini merupakan
pengembangan dari cause-and-effect-diagram. Berikut ini adalah
Cause Failure Mode Effect dari ukuran produk yang tidak sesuai
dengan spesifikasi.
Gambar 4.4 Cause Failure Mode Effect Ukuran Produk Tidak Sesuai Dengan Spesifikasi
4.2.4.2 Failure Modes And Effect Analysis
FMEA (failure mode and effect analysis) adalah suatu
prosedur terstruktur untuk mengidentifikasi dan mencegah
sebanyak mungkin mode kegagalan (failure mode). FMEA
digunakan untuk mengidentifikasi sumber-sumber dan akar
penyebab dari suatu masalah kualitas. Menurut George (2005)
Ukuran Produk
Tidak Sesuai
Spesifikasi
Operator Kurang Terampil
Kurang Menguasai Penggunaan
Gerinda dan Alat Pemotongan
Operator Tidak Diberi Pelatihan
dengan Baik
Teknik Penghalusan Tidak Diterapkan
Dengan Baik
SOP belum diterapkan dengan
baik
Tempat kerja Kurang
Nyaman
Tingkat Kebisingan Cukup
Tinggi

IV-47
Adapun langkah-langkah Membuat FMEA itu sendiri yaitu
sebagai berikut (Nuraeni, 2010) :
1. Melakukan peninjauan terhadap proses atau produk yang
akan diteliti.
2. Melakukan brainstorming terhadap kegagalan yang mungkin
tejadi.
3. Tulis akibat yang akan terjadi dari setiap kegagalan yang
mungkin terjadi.
4. Hitung nilai Severity dan Occurance dari kegagalan tersebut.
Severity (keparahan) merupakan tingkat/ rating yang
mengindikasikan keseriusan efek dari jenis kegagalan
potensial sedangkan Occurrence yaitu rating yang
berhubungan dengan probabilitas terjadinya kegagalan.
5. Tulis bentuk control yang yang sudah dilakukan terhadap
jenis kegagalan serta hitung nilai detectionnya. Control
merupakan tindakan yang diambil untuk mengontrol
terjadinya kegagalan. Detection adalah rating yang
berhubungan dengan kemungkinan bahwa control proses
yang ada akan mendeteksi suatu jenis kegagalan pelayanan
sebelum sampai kepada pelanggan.
6. Hitung nilai RPN untuk setiap akibat kegagalan dengan cara
mengalikan nilai Severity dan Occurance serta Detection.
7. Gunakan nilai RPN untuk menentukan kegagalan mana yang
harus diprioritaskan untuk ditangani terlebih dahulu.
8. Buat rencana untuk mengurangi atau menghilangkan akibat
yang muncul jika kegagalan tersebut terjadi.
Untuk pengisisan nilai pada kolom Frequency of Occurrence.
Severity for Quality dan Probability of Detection pada FMEA,
didapat dari hasil brainstorming peneliti, studi lapangan dan
memadukannya dengan melihat tabel rating FMEA berikut ini.
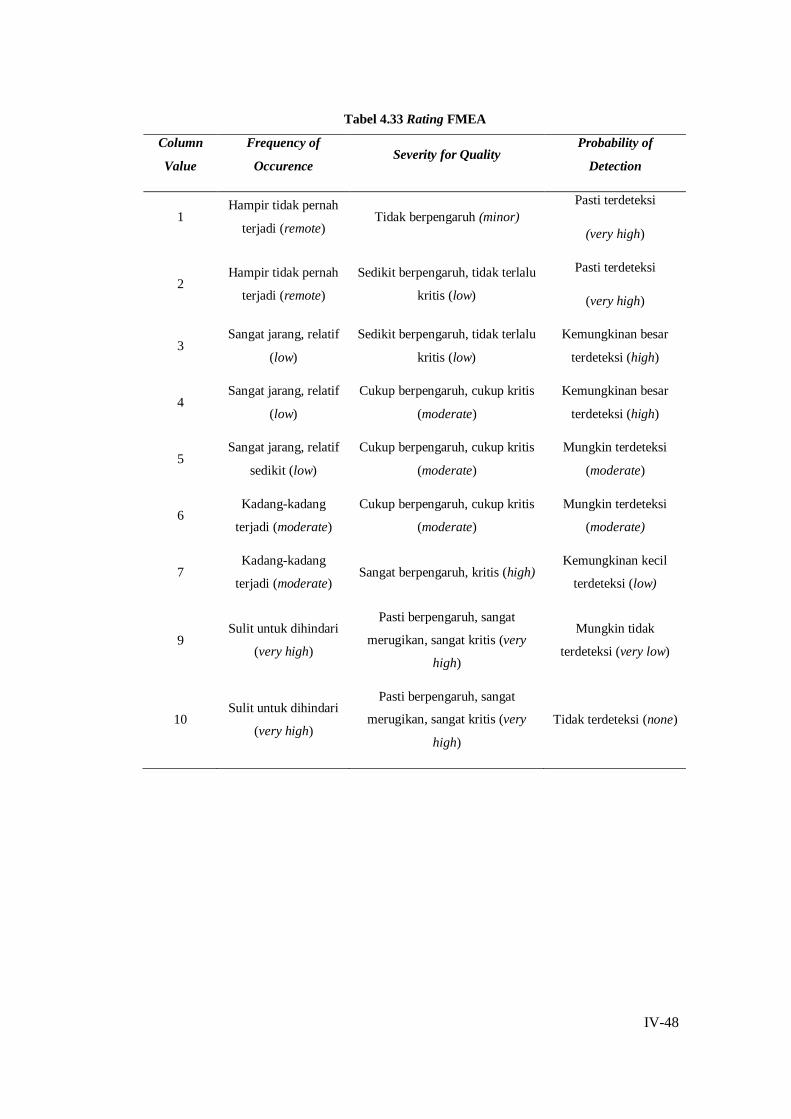
IV-48
Tabel 4.33 Rating FMEA
Column
Value
Frequency of
Occurence Severity for Quality
Probability of
Detection
1 Hampir tidak pernah
terjadi (remote) Tidak berpengaruh (minor)
Pasti terdeteksi
(very high)
2 Hampir tidak pernah
terjadi (remote)
Sedikit berpengaruh, tidak terlalu
kritis (low)
Pasti terdeteksi
(very high)
3 Sangat jarang, relatif
(low)
Sedikit berpengaruh, tidak terlalu
kritis (low)
Kemungkinan besar
terdeteksi (high)
4 Sangat jarang, relatif
(low)
Cukup berpengaruh, cukup kritis
(moderate)
Kemungkinan besar
terdeteksi (high)
5 Sangat jarang, relatif
sedikit (low)
Cukup berpengaruh, cukup kritis
(moderate)
Mungkin terdeteksi
(moderate)
6 Kadang-kadang
terjadi (moderate)
Cukup berpengaruh, cukup kritis
(moderate)
Mungkin terdeteksi
(moderate)
7 Kadang-kadang
terjadi (moderate) Sangat berpengaruh, kritis (high)
Kemungkinan kecil
terdeteksi (low)
9 Sulit untuk dihindari
(very high)
Pasti berpengaruh, sangat
merugikan, sangat kritis (very
high)
Mungkin tidak
terdeteksi (very low)
10 Sulit untuk dihindari
(very high)
Pasti berpengaruh, sangat
merugikan, sangat kritis (very
high)
Tidak terdeteksi (none)
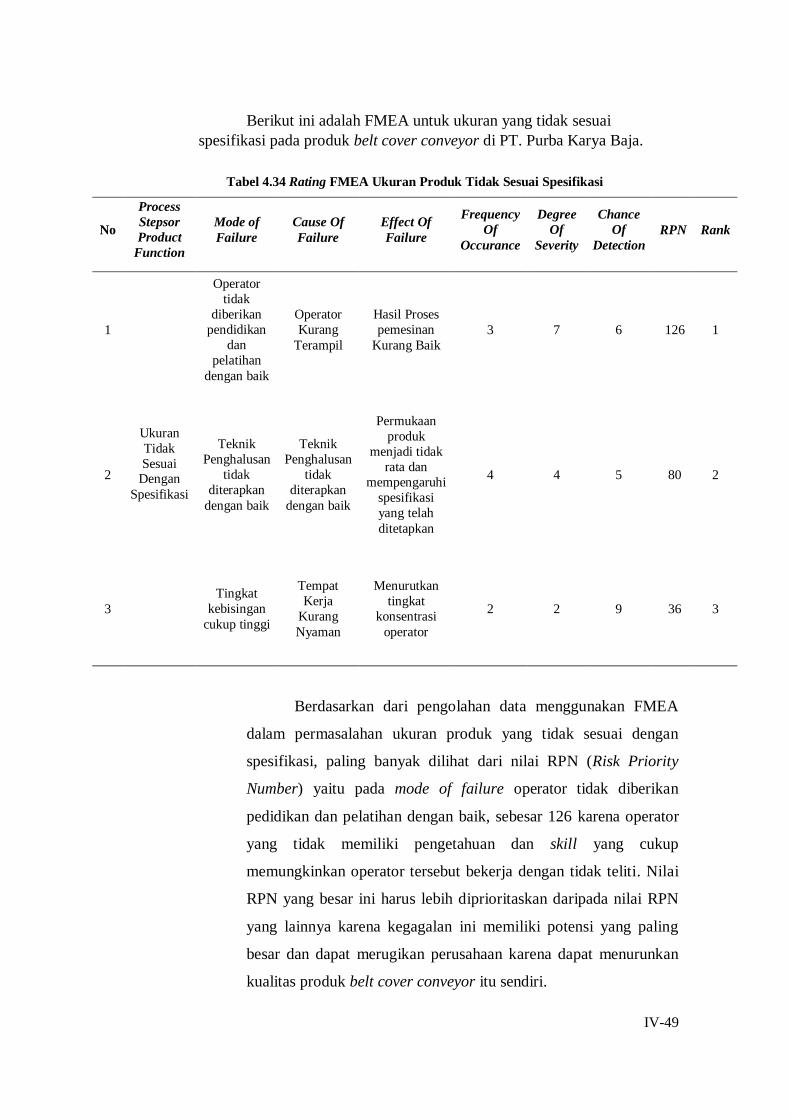
IV-49
Berikut ini adalah FMEA untuk ukuran yang tidak sesuai
spesifikasi pada produk belt cover conveyor di PT. Purba Karya Baja.
Tabel 4.34 Rating FMEA Ukuran Produk Tidak Sesuai Spesifikasi
No
Process
Stepsor
Product
Function
Mode of
Failure
Cause Of
Failure
Effect Of
Failure
Frequency
Of
Occurance
Degree
Of
Severity
Chance
Of
Detection
RPN Rank
1
Ukuran
Tidak
Sesuai Dengan
Spesifikasi
Operator
tidak
diberikan
pendidikan
dan
pelatihan
dengan baik
Operator
Kurang
Terampil
Hasil Proses
pemesinan
Kurang Baik
3 7 6 126 1
2
Teknik
Penghalusan
tidak
diterapkan
dengan baik
Teknik
Penghalusan
tidak
diterapkan
dengan baik
Permukaan
produk
menjadi tidak
rata dan
mempengaruhi
spesifikasi
yang telah
ditetapkan
4 4 5 80 2
3
Tingkat
kebisingan
cukup tinggi
Tempat
Kerja
Kurang
Nyaman
Menurutkan
tingkat
konsentrasi
operator
2 2 9 36 3
Berdasarkan dari pengolahan data menggunakan FMEA
dalam permasalahan ukuran produk yang tidak sesuai dengan
spesifikasi, paling banyak dilihat dari nilai RPN (Risk Priority
Number) yaitu pada mode of failure operator tidak diberikan
pedidikan dan pelatihan dengan baik, sebesar 126 karena operator
yang tidak memiliki pengetahuan dan skill yang cukup
memungkinkan operator tersebut bekerja dengan tidak teliti. Nilai
RPN yang besar ini harus lebih diprioritaskan daripada nilai RPN
yang lainnya karena kegagalan ini memiliki potensi yang paling
besar dan dapat merugikan perusahaan karena dapat menurunkan
kualitas produk belt cover conveyor itu sendiri.
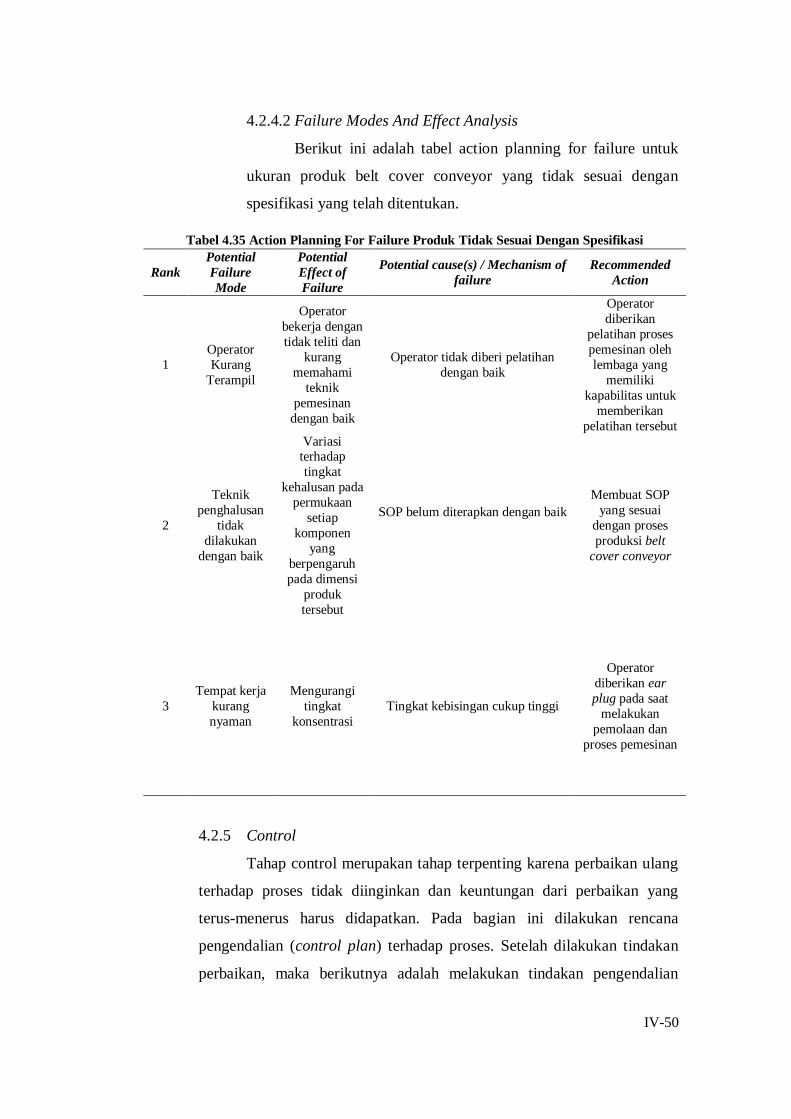
IV-50
4.2.4.2 Failure Modes And Effect Analysis
Berikut ini adalah tabel action planning for failure untuk
ukuran produk belt cover conveyor yang tidak sesuai dengan
spesifikasi yang telah ditentukan.
Tabel 4.35 Action Planning For Failure Produk Tidak Sesuai Dengan Spesifikasi
Rank
Potential
Failure
Mode
Potential
Effect of
Failure
Potential cause(s) / Mechanism of
failure
Recommended
Action
1
Operator
Kurang
Terampil
Operator
bekerja dengan
tidak teliti dan
kurang
memahami
teknik
pemesinan
dengan baik
Operator tidak diberi pelatihan
dengan baik
Operator
diberikan
pelatihan proses
pemesinan oleh
lembaga yang
memiliki
kapabilitas untuk
memberikan
pelatihan tersebut
2
Teknik
penghalusan
tidak
dilakukan
dengan baik
Variasi terhadap
tingkat
kehalusan pada
permukaan
setiap
komponen
yang
berpengaruh
pada dimensi
produk
tersebut
SOP belum diterapkan dengan baik
Membuat SOP
yang sesuai
dengan proses
produksi belt
cover conveyor
3
Tempat kerja
kurang
nyaman
Mengurangi
tingkat
konsentrasi
Tingkat kebisingan cukup tinggi
Operator
diberikan ear
plug pada saat
melakukan
pemolaan dan
proses pemesinan
4.2.5 Control
Tahap control merupakan tahap terpenting karena perbaikan ulang
terhadap proses tidak diinginkan dan keuntungan dari perbaikan yang
terus-menerus harus didapatkan. Pada bagian ini dilakukan rencana
pengendalian (control plan) terhadap proses. Setelah dilakukan tindakan
perbaikan, maka berikutnya adalah melakukan tindakan pengendalian
IV-51
terhadap perbaikan-perbaikan tersebut, terutama yang langsung
behubungan dengan proses. Adapun beberapa tindakan pengandalian yang
akan diusulkan, sebagai berikut:
1. Melakukan pemeriksaan sebelum proses produksi yang
dilakukan terhadap semua komponen mesin yang terlibat
langsung dalam proses. Pemeriksaan ini bertujuan untuk
mencegah terjadinya gangguan pada mesin pada saat proses
produksi. Pemeriksaan dilakukan oleh operator sebelum proses
produksi dimulai.
2. Perlunya pengawasan dan bimbingan pada setiap operator yang
sedang melakukan proses pemesinan. Hal ini ditujukan untuk
mencegah pecahnya konsentrasi operator pada saat melakukan
pekerjaan dan menghindari kesalahan yang disebabkan oleh
manusia.
3. Melakukan pertemuan teknis setiap sebelum memulai produksi.
Hal ini dilakukan agar komunikasi antara setiap operator dapat
terjalin dengan baik sehingga diharapkan tidak terjadi
kesalahan komunikasi yang menyebabkan penurunan kualitas
produksi.
4. Melakukan pemantauan saat proses produksi berjalan. Hal ini
bertujuan untuk mengendalikan proses yang sedang
berlangsung sehingga apabila terjadi masalah dapat ditangani
sedini mungkin oleh tim.
5. Melakukan inspeksi pada setiap output dari setiap stasiun pada
setiap proses yang akan dikirimkan ke stasiun berikutnya dan
pada setiap produk yang siap dikirimkan ke pemesan.




















