Lean Six Sigma in SMEs Fundamental of Lean Six
29
Lean Six Sigma in SMEs Fundamental of Lean Six Sigma Rodriques Johnpeter 1
-
Upload
independent -
Category
Documents
-
view
2 -
download
0
Transcript of Lean Six Sigma in SMEs Fundamental of Lean Six
Lean Six Sigma inSMEs
Fundamental of Lean Six SigmaRodriques Johnpeter
1
Table of ContentsAbstract:..........................................................31. Origin of Lean Six sigma.......................................4
2. Describing Six sigma concept...................................53. Describing Lean concept........................................7
4. Integration of Six Sigma and lean..............................85. Researches on SMEs.............................................9
6. Analysis of Lean six sigma methodology in SMEs based on five casestudies...........................................................10
7. Analysis of Post Implementation of Lean six sigma.............118. Results Discussion............................................12
9. Critical Success Factors......................................159.1. Executive Engagement..................................15
9.2. Communications.............................................169.3. Projects...................................................16
10. Conclusion...................................................17Bibliography......................................................18
2

List of Figures
Figure 1 Origin of Lean Six sigma..................................5Figure 2 Six Sigma at Motorola.....................................6Figure 3 five stage cycle of Six sigma.............................7Figure 4 Basic five lean approaches................................8Figure 5 Nature of improvement.....................................9Figure 6 Define (DMAIC)...........................................12Figure 7 Measure(DMAIC)...........................................14Figure 8 Analyse (DMAIC)..........................................14Figure 9 Improve(DMAIC)...........................................15Figure 10 control(DMAIC)..........................................15Figure 11 Lean tool...............................................16Figure 12 Lean and six sigma tool based on case studies...........18
3
Abstract
Purpose: The purpose of this study is to find out Common Lean
Six Sigma tools applied in Small/medium Company.
Design/Methodology/approach: Intense Literature review was
carried out in Lean Six Sigma and an investigation was carried
out by looking at the five case studies in SME.
Findings: The common tools which is used in the SME were
analysed: VOC, SPC, Project plan, Data collection plan, cause
and effect, Basic statistics, control plan, and in Lean tools
root causes analysis, value stream map, Which are the common
tools that been used to meet their goal.
Research limitations/Implications: the number of case studies
considered to be small, as only case five studies are to be
considered. Some of the case studies did not reveal that
applied Lean Six Sigma tools in SMEs. Further research will
increase the number of case studies to find out the common
lean six sigma tools applied in SMEs.
Practical Implications: The final research output will help
the beginners to initiate lean six sigma in the area of SME
Keywords: Lean, six sigma, lean six sigma,
Paper type: Research paper
4

1.Origin of Lean Six sigma
The Increased level of globalization and continuous
technological development, the organizations have to
accelerate the speed of change to adjust to new situations.
This situation presents opportunities and threats for company
to innovate and
attempt for operational excellence in order to stay
competitive in the industries. Origin of Six sigma can be
traced back when organisation like GE, Ford, General Motors,
and Xerox etc started to implement to decrease variation, in
products and process, to attain high quality (Sankar, 2009).
The figure 1 represents the origin of lean six sigma.
5

Figure 1 Origin of Lean Six sigma
Six sigma is the result of many years of quality development
efforts by Great guru. Dr. W. Edward Deming,has been regarded
as “Father of modern Quality movement” (Sankar, 2009). The
term six sigma was coined by Bill Smith (1929 - 1993) in
6
Motorola(Figure 2) .
Figure 2 Six Sigma at Motorola
2.Describing Six sigma concept
The purpose of six sigma is to reduce cost by reducing the
variability in the processes
which leads to decreased defects (Naslund, 2008). The term
“Six Sigma” refers to a statistical measure of defect rate
within a system. Six sigma presents a structured and
methodical approach to process development (Pepper and
Spedding, 2010).
By using statistical methods, administrations are able to
recognize variations in
a process, which helps to identify the cause of the problem.
Process improvement can be improved by eliminating root
causes, and sufficient measure to control the process
variation in the future (Naslund, 2008). Over a period of time
six sigma has been used in all area of business including
designing, improving and monitoring business process. Deming’s
plan-do-check-act cycle guides initiative process through a
five stage cycle of define-measure-analyse-improve-control7
(DMAIC) figure 3. Each cycle has its own tools and techniques
in order to system/process under control.
Figure 3 five stage cycle of Six sigma
Six Sigma is a quality management tool , regardless of type of
business or field, can bring success in the context of
continuous improvement. To have a positive application in the
aspect of continuous improvement factors like commitment of
management and clear open communication are essential. Pros
and cons of six sigma has been discussed below:
8
Define Measure
Analyse
Improve
Control
Process excellence

9
ProsSix sigma strategy focuees on achieving measurable and quantifiable financial returns to the bottom-line of an organisation (Antony,2004). Six sigma strategy places an unprecedented importance on strong and passionate leadership and the support required for its successful deployment (Antony,kumar and Madu,C.2005).ConsThe challenge of data availbility(Antony,2004).The right selection and prioritisation of the projects is considered one of the big challenge for cricitcal success(Antony,2004).
3.Describing Lean concept
Lean is defined “as the methodical removal of waste by every
members of the organization from all areas of the values
stream (Womack, 1994).Lean helps organisation to increase
efficiency, decrease cost by eliminating all unwanted steps
and inefficiencies in the process. The main aim of lean is to
reduce waste and adding value to production systems so that
organization does more than less (Andrew, 2009). Lean
manufacturing system is way beyond the scope of the Toyota
production system. There are seven kinds of muda (waste) that
are addressed in the Toyota Production System which are
described below:
1. Defective products
2. Excess Motions
3. Work-In-Process
4. Inappropriate Processing
5. Transportation
6. Waiting
7. Overproduction
Lean helps to eliminate waste in all area of business startingfrom production, customer relation, product design and management by using basic five lean approaches (figure 4).
10
Figure 4 Basic five lean approaches
Lean system identifies and reduces unwanted variation by
creating uniform activity pattern. Lean production system
helps to practice MTO production by decreasing lead time and
still providing on time deliveries.
11
IdentifyMeasure the value stream
Pull on customer demand
Create flow
Achieve perfecti
on
Process Efficien
cy

4.Integration of Six Sigma and lean
Lean six sigma is a method that aims to increase shareholder
value by achieving progress in customer satisfaction, cost,
quality, process speed and flexibility. Interaction of Six
Sigma and lean management is considered as the state-of-the
art, as each system gives priority to each part of business.
Each system gives priority to certain facets of organizational
performance. A detailed analysis of the two programs provides
some obvious reasons why the programs alone may fail to
achieve absolute perfection (Arnheiter and Maleyeff, 2005).
Arnheiter and Maleyeff (2005) explain the nature of
improvements which are possible in the initiative figure 5.
Figure 5 Nature of improvement
The vertical axis represents the cost from producer viewpoint
and horizontal axis represents customer view point of value,12
which includes on time delivery and quality. Under either
system, improvements will be made, but these improvements will
begin to level
off at a certain point in time. With Six Sigma and lean
management, improvement extends to certain level and then it
drops, but whereas with both lean and six sigma the
perspective of customer and producer increase as it drives
significant results.
5.Researches on SMEs
SMEs are the source of enhancing competiveness and they
contribute major to the economics of any country.SMEs are the
suppliers to large organisation and hence they are considered
as the “footprint”. Due to the fast growing of the supply
chain management, it is therefore SMEs responsibility to cater
product with high quality at low price as they are the
footprint of the large organisation. Let us understand
Deficient characteristics of SMEs so that the beginners can
understand the challenges in running a small or medium
enterprise which was summarized by Prasanna and Vinodh
( 2013).
Lack of management skills
Lack of knowledge of employee
Poor quality and logistics
Lack of proper management commitment
Poor communication
Low degree of standardisation
13
Insufficient infrastructure for any change
Fear of new initiatives and technologies
The main reason for SMEs to fall back behind the target is
the adaptability of embracing new technologies and
initiative. The top management team need to be noticeably
supportive of every phase of six sigma initiative and they
must reveal by their lively participation, participation and
by their actions that such support is more than lip service.
14
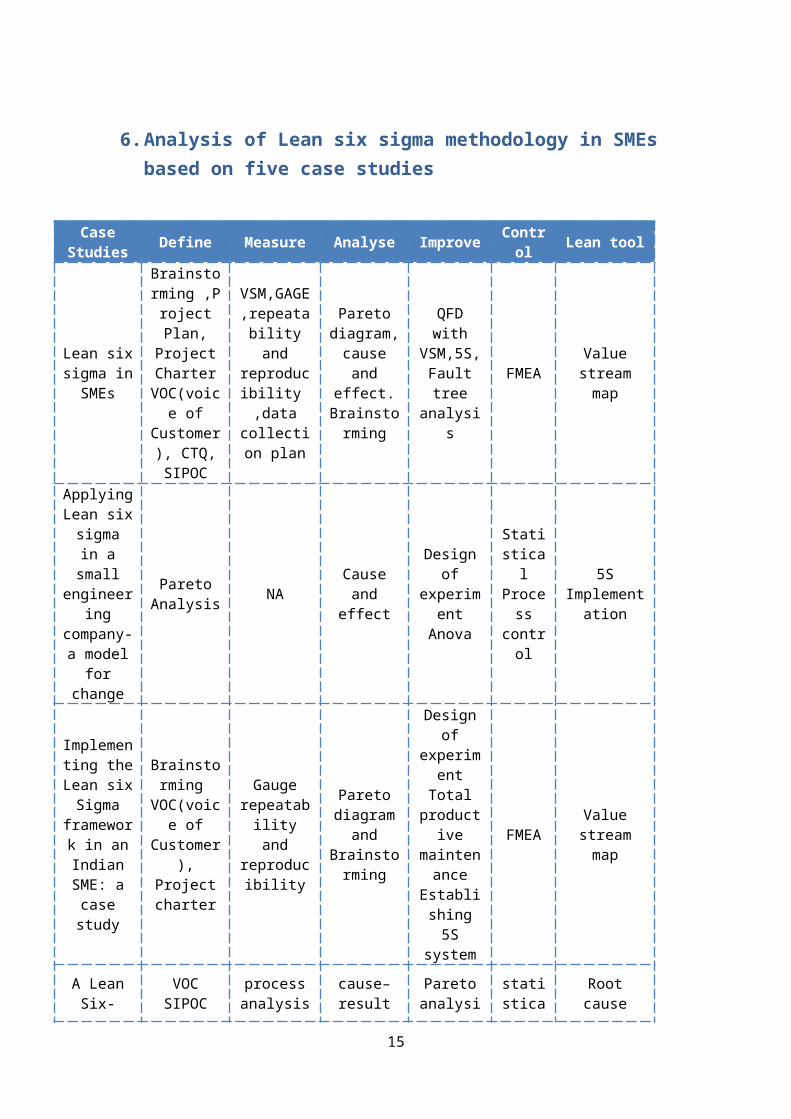
6.Analysis of Lean six sigma methodology in SMEs based on five case studies
CaseStudies Define Measure Analyse Improve Contr
ol Lean tool
Lean sixsigma in
SMEs
Brainstorming ,ProjectPlan,ProjectCharterVOC(voic
e ofCustomer), CTQ,SIPOC
VSM,GAGE,repeatabilityand
reproducibility ,data
collection plan
Paretodiagram,causeand
effect.Brainstorming
QFDwith
VSM,5S,Faulttree
analysis
FMEAValuestreammap
ApplyingLean sixsigmain asmall
engineering
company-a model
forchange
ParetoAnalysis NA
Causeand
effect
Designof
experiment
Anova
Statistica
lProcess
control
5SImplement
ation
Implementing theLean sixSigma
framework in anIndianSME: acasestudy
Brainstorming VOC(voic
e ofCustomer
),Projectcharter
Gaugerepeatabilityand
reproducibility
Paretodiagram
andBrainstorming
Designof
experiment
Totalproduct
ivemaintenance
Establishing5S
system
FMEAValuestreammap
A LeanSix-
VOCSIPOC
processanalysis
cause–result
Paretoanalysi
statistica
Rootcause
15
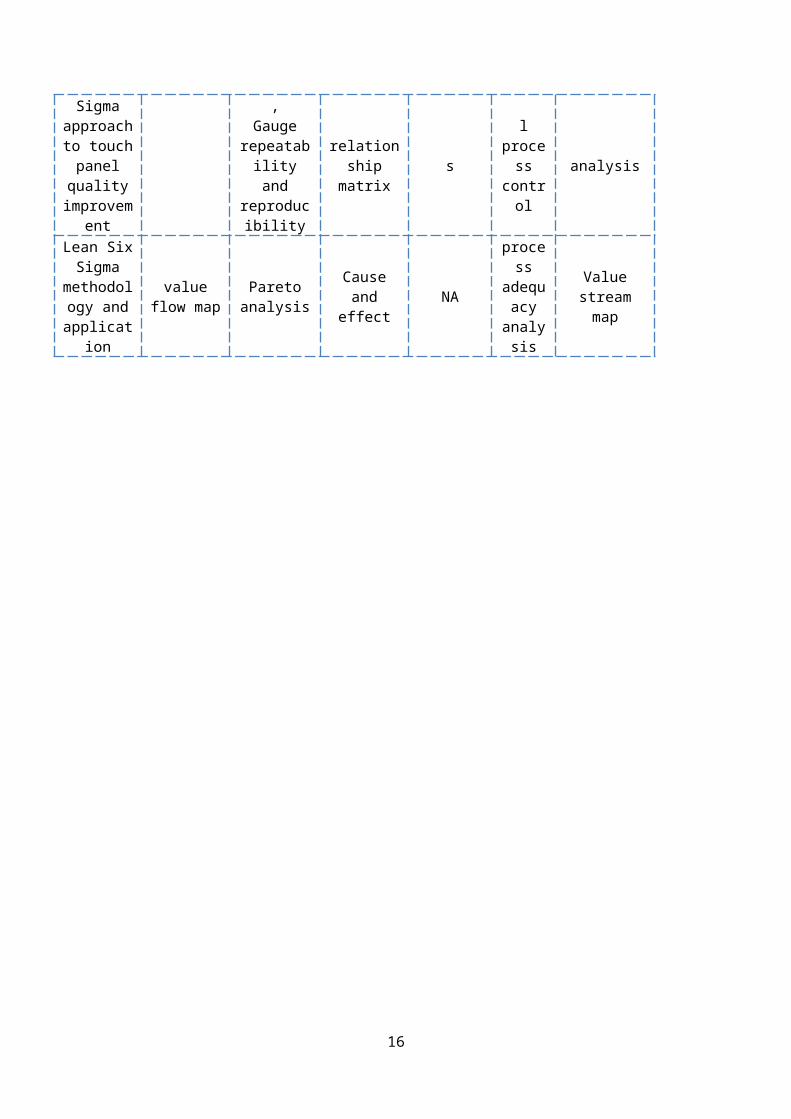
Sigmaapproachto touchpanelqualityimprovem
ent
,Gauge
repeatabilityand
reproducibility
relationshipmatrix
s
lprocess
control
analysis
Lean SixSigma
methodology andapplicat
ion
valueflow map
Paretoanalysis
Causeand
effectNA
process
adequacy
analysis
Valuestreammap
16

7.Analysis of Post Implementation of Lean six sigma
Case Studies-Journals Problem Results Benefits Author
Lean six sigma
in SMEs: an exploration through
literaturereview
1)To improve the first time right (FTR) percentagePoor quality and on time delivery
Decrease inProduction
lead time from412 mins to242 mins
NA
(Prasannaand
Vinodh,
2013)
Applying Leansix sigma in
a smallengineeringcompany-amodel forchange
1)Responsiveness and
flexibility toreact
effectively toa more erraticdemand profile
2)machinebreakdownproblems
Led to poordelivery
Hours downtimebefore LSS ¼100 hours ¼ 5per cent.
Hours downtimeafter LSS ¼ 40hours ¼ 2 per
cent.
Cost ofrejectsbeforeLSS ¼
£69,000,cost ofrejectsafter LSS
¼£36,000.
(Thomas,
Bartonand
Chuke-Okafor
,2008)
Implementingthe Lean six
Sigmaframework inan Indian SME:a case study
1)Reduce thedefects whichoccur in thefinal product-
crackpropagation inthe automobileaccessories
manufactured bythe companyCustomer
dissatisfaction& customerloyalty at
risk.
Reduction indefects
occurring ateach stage ofproduction
Thesavingsgenerateddue to
reductionin
defectswas
estimatedaround$46 500per year
(Kumar etal.,2006)
A Lean Six-Sigma approachto touch panel
1)To increaseproduct qualityin touch panel
Accuracy,reaction time,touch life,
NA(ChenandLyu,
17

qualityimprovement
as there wasfunctionality
issuepoor quality
and lowcustomer
satisfaction
high-temperatureoperation,anti-UV andstrength.
Key efficiencyfactor,
enterpriserevenue andcustomer
satisfactionincreasedmarkedly.
2009)
Lean Six Sigmamethodology
andapplication
1)Inflexiblefor designchanges formanufacturingdishwasher
High scrap rateand increasedproduct cost
led to customerdissatisfaction
Increase firstpass yield ,
less scrap andreduction incycle time
20%reduction
inproductcost
(Atmaca andGirene
s,2013)
8.Results Discussion
18

Brainstorming
project plan VO
CCTQ
SIPOC
Project charter
Value flow map
01234
Define process-Six Sigma
Figure 6 Define (DMAIC)
The above figure 6, different types of tools used in Define
phase based on the five case studies in SME. By observing the
graph we can say that VOC , Project charter, SIPOC and
brainstorming are the most common tool which is used in define
stage in SME. The “voice of the customer” is a process used
to capture the requirements/feedback from the customer
(internal or external) to provide the customers with the best
in class service/product quality. This procedure is all about
being preemptive and continuously innovative to capture the
shifting requirements of the customers with time. This data is
used to classify the quality attributes needed for a delivered
component or material to incorporate in the process or product
(Isixsigma.com, 2014). The Project Charter is an official,
basic document that outlines a process improvement project and
it will be periodically updated based on the scope of the
project. This plays important role in SME as it include
19
Business Case, Problem Statement, Goal Statement, Team
Members/Roles, and Constraints/Boundaries.
VSM Gage R&R Data collection
plan
Process analysis
Pareto analysis
0
1
2
3
4Measure -Six sigma
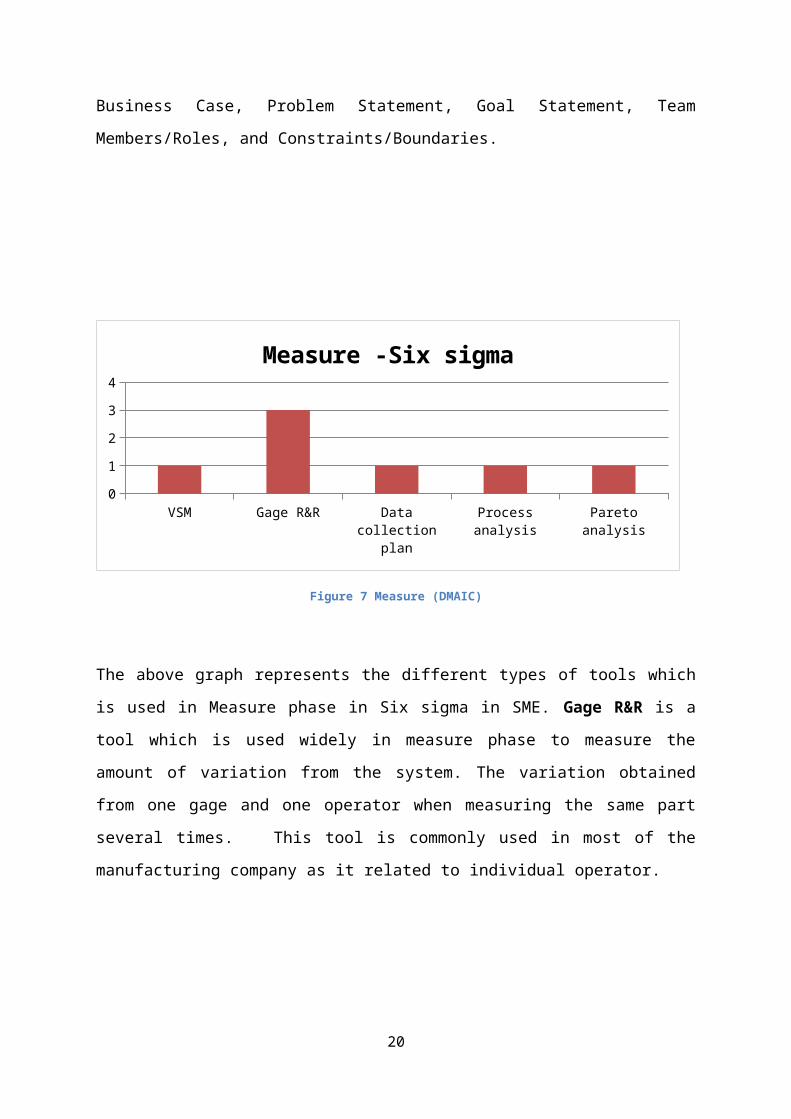
Figure 7 Measure (DMAIC)
The above graph represents the different types of tools which
is used in Measure phase in Six sigma in SME. Gage R&R is a
tool which is used widely in measure phase to measure the
amount of variation from the system. The variation obtained
from one gage and one operator when measuring the same part
several times. This tool is commonly used in most of the
manufacturing company as it related to individual operator.
20
Pareto analysis cause and effect. Brainstorming 0
1
2
3
4
5
Analyse- Six sigma
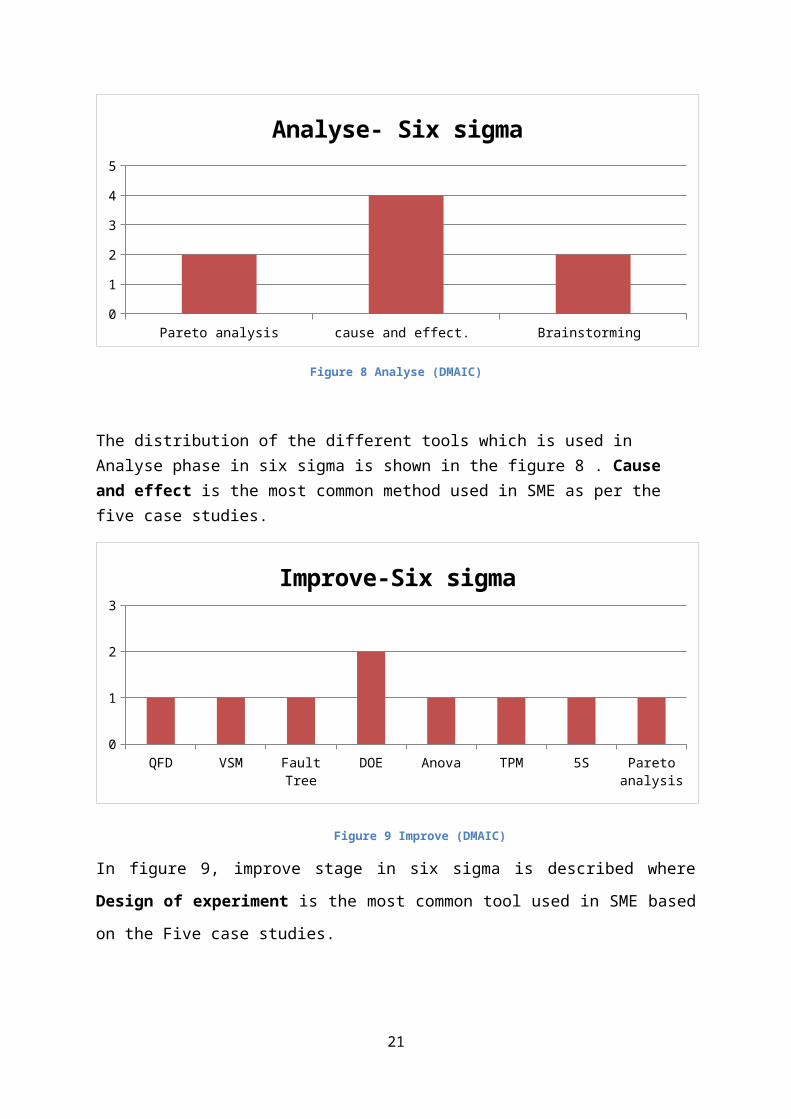
Figure 8 Analyse (DMAIC)
The distribution of the different tools which is used in Analyse phase in six sigma is shown in the figure 8 . Cause and effect is the most common method used in SME as per the five case studies.
QFD VSM Fault Tree
DOE Anova TPM 5S Pareto analysis
0
1
2
3Improve-Six sigma
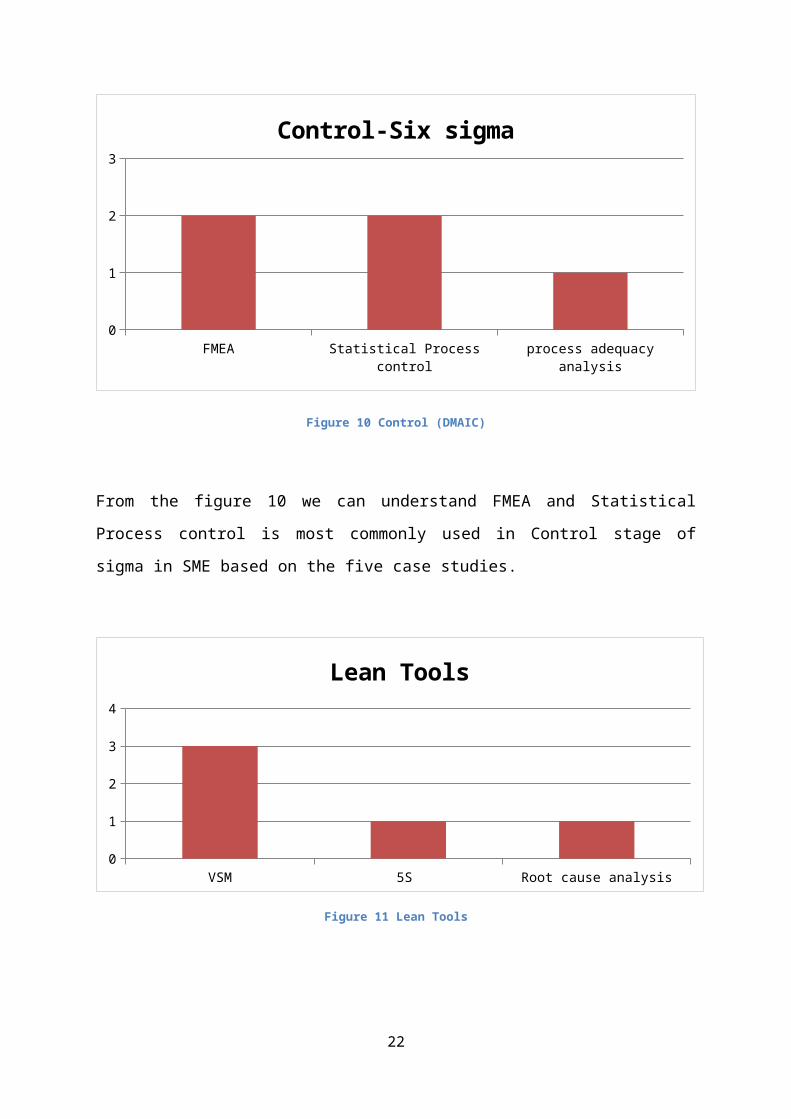
Figure 9 Improve (DMAIC)
In figure 9, improve stage in six sigma is described where
Design of experiment is the most common tool used in SME based
on the Five case studies.
21
FMEA Statistical Process control
process adequacy analysis
0
1
2
3Control-Six sigma
Figure 10 Control (DMAIC)
From the figure 10 we can understand FMEA and Statistical
Process control is most commonly used in Control stage of
sigma in SME based on the five case studies.
VSM 5S Root cause analysis0
1
2
3
4
Lean Tools
Figure 11 Lean Tools
22
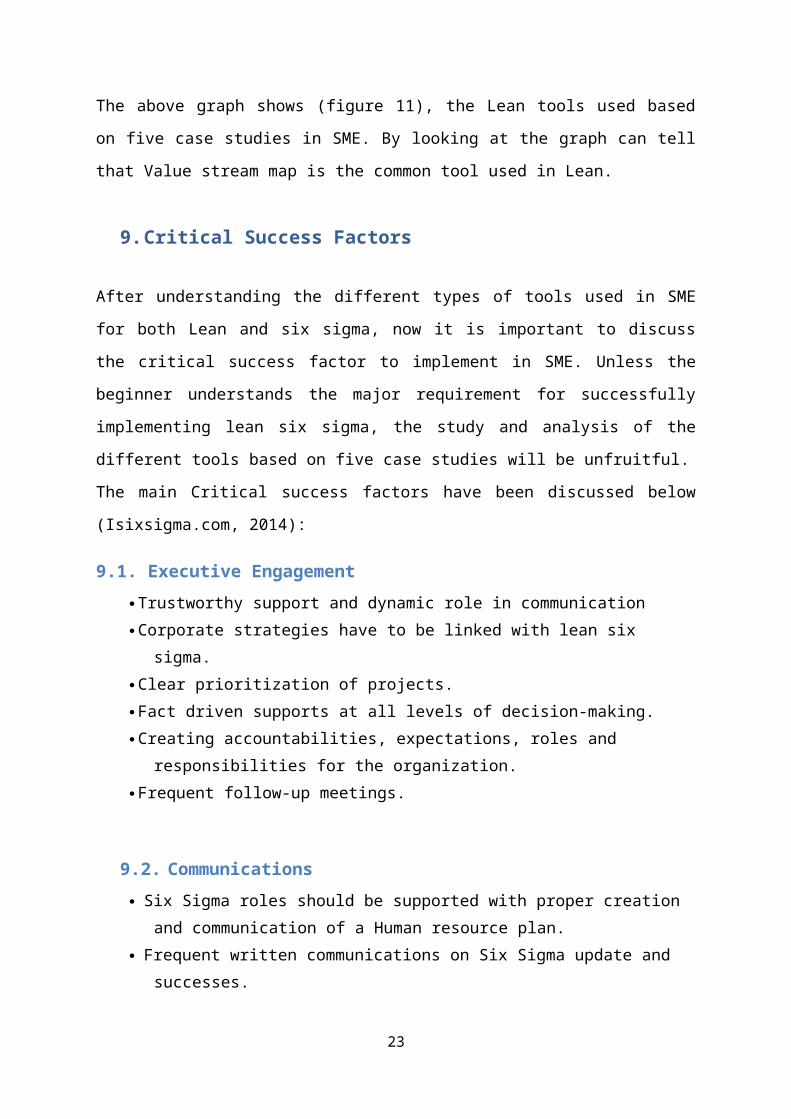
The above graph shows (figure 11), the Lean tools used based
on five case studies in SME. By looking at the graph can tell
that Value stream map is the common tool used in Lean.
9.Critical Success Factors
After understanding the different types of tools used in SME
for both Lean and six sigma, now it is important to discuss
the critical success factor to implement in SME. Unless the
beginner understands the major requirement for successfully
implementing lean six sigma, the study and analysis of the
different tools based on five case studies will be unfruitful.
The main Critical success factors have been discussed below
(Isixsigma.com, 2014):
9.1. Executive EngagementTrustworthy support and dynamic role in communication Corporate strategies have to be linked with lean six
sigma. Clear prioritization of projects. Fact driven supports at all levels of decision-making. Creating accountabilities, expectations, roles and
responsibilities for the organization. Frequent follow-up meetings.
9.2. Communications Six Sigma roles should be supported with proper creation
and communication of a Human resource plan. Frequent written communications on Six Sigma update and
successes.
23
Development and dissemination of communication aids to management.
Creating a “common language” based on Six Sigma.
9.3. Projects Assure linkage of Six Sigma projects to critical business
and customer needs. Establish projects of appropriate scope and size
(significant savings & achievable). Assign a Champion and Black Belt to each project (and
hold them accountable). Implement a project tracking system to facilitate
replication and reuse.
24
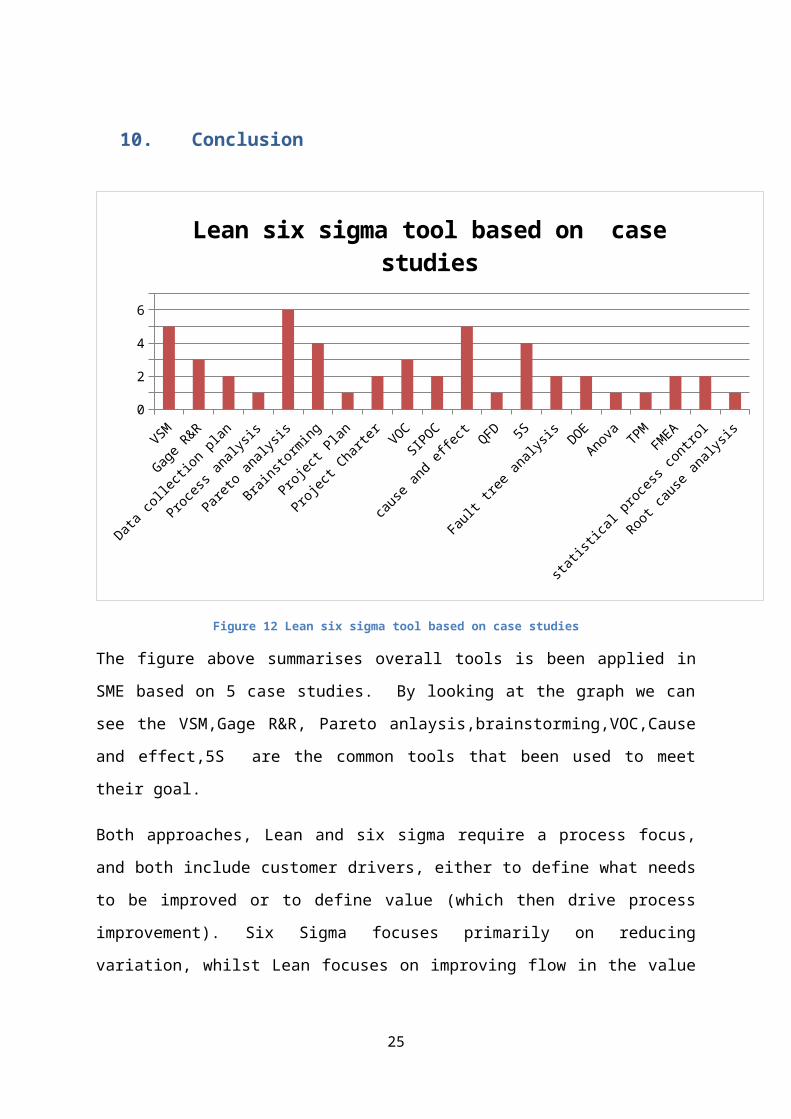
10. Conclusion
VSM
Gage R&R
Data collection plan
Process analysis
Pareto analysis
Brainstorming
Project Plan
Project Charter
VOCSIPOC
cause and effect QF
D 5S
Fault tree analysis
DOEAnova
TPMFMEA
statistical process control
Root cause analysis
0
2
4
6
Lean six sigma tool based on case studies
Figure 12 Lean six sigma tool based on case studies
The figure above summarises overall tools is been applied in
SME based on 5 case studies. By looking at the graph we can
see the VSM,Gage R&R, Pareto anlaysis,brainstorming,VOC,Cause
and effect,5S are the common tools that been used to meet
their goal.
Both approaches, Lean and six sigma require a process focus,
and both include customer drivers, either to define what needs
to be improved or to define value (which then drive process
improvement). Six Sigma focuses primarily on reducing
variation, whilst Lean focuses on improving flow in the value
25
stream and eliminating waste, although both may have similar
secondary effects.
The full benefits of Lean Six Sigma will only be realised when
applied at both strategic and operational levels, with
universal application only at the strategic level. Application
at the operational level results only in cost reduction,
whereas application at the strategic level results in wider
benefits for the organisation.
26
Bibliography
Antony, J. (2004). Some pros and cons of Six Sigma: an
academic perspective. The TQM Magazine, 16(4), pp.303—306
Antony, J., Kumar, M. and Madu, C. (2005). Six sigma in small-
and medium-sized UK manufacturing enterprises: Some empirical
observations. International Journal of Quality \& Reliability Management,
22(8), pp.860—874
Andrew, T., 2009. Applying lean six sigma in a small engineering company- a model for change. Journal of manufacturing Technology, 20(1), pp. 13-129.
Sankar, V., 2009. Lean Six Sigma. Chennai, s.n.
Womack, J., 1994. From lean production to the lean enterprise.Harvard Business Review, 72(2), pp. 93-103.
Naslund, D. (2008). Lean, six sigma and lean sigma: fads or real process improvement methods?. Business Process Management Journal, 14(3), pp.269—287
Pepper, M. and Spedding, T. (2010). The evolution of lean Six
Sigma. International Journal of Quality \& Reliability Management, 27(2),
pp.138—155
Antony, J. (2004). Some pros and cons of Six Sigma: an
academic perspective. The TQM Magazine, 16(4), pp.303—306
Antony, J., Kumar, M. and Madu, C. (2005). Six sigma in small-
and medium-sized UK manufacturing enterprises: Some empirical
observations. International Journal of Quality \& Reliability Management,
22(8), pp.860—874
27
Arnheiter, E. and Maleyeff, J. (2005). The integration of lean
management and Six Sigma. The TQM magazine, 17(1), pp.5--18.
Thomas, A., Barton, R. and Chuke-Okafor, C. (2008). Applying
lean Six Sigma in a small engineering company--a model for
change. Journal of Manufacturing Technology Management, 20(1),
pp.113--129.
Kumar, M., Antony, J., Singh, R., Tiwari, M. and Perry, D.
(2006). Implementing the Lean Sigma framework in an Indian
SME: a case study. Production Planning and Control, 17(4), pp.407--
423.
Chen, M. and Lyu, J. (2009). A Lean Six-Sigma approach to
touch panel quality improvement. Production Planning and Control,
20(5), pp.445—454
Atmaca, E. and Girenes, S. (2013). Lean Six Sigma methodology
and application. Quality \& Quantity, 47(4), pp.2107—2127
Prasanna, M. and Vinodh, S. (2013). Lean Six Sigma in SMEs: an
exploration through literature review. Journal of Engineering, Design
and Technology, 11(3), pp.224—250
Isixsigma.com, (2014). Voice Of the Customer (VOC). [online]
Available at: http://www.isixsigma.com/dictionary/voice-of-
the-customer-voc/ [Accessed 29 Apr. 2014]
Antony, J., Kumar, M. and Madu, C. (2005). Six sigma in small-
and medium-sized UK manufacturing enterprises: Some empirical
observations. International Journal of Quality \& Reliability Management,
22(8), pp.860—874
28
Isixsigma.com, (2014). Six Sigma Critical Success Factors. [online]
Available at: http://www.isixsigma.com/implementation/success-
factors/six-sigma-critical-success-factors/ [Accessed 30 Apr.
2014]
29