Influence of precipitation on dislocation substructure and creep properties of P91 steel weld joints
6
Influence of precipitation on dislocation substructure and creep properties of P91 steel weld joints Dagmar Jandova ´ * and Josef Kasl S ˇ KODA VY ´ ZKUM s.r.o., Tylova 1y57, 316 00, Plzen ˇ , Czech Republic *E-mail: [email protected] ABSTRACT Two trial weld joints were prepared using the GTAW and SMAW methods and they underwent creep testing at temperatures between 525 and 625 C. The longest time to rupture was 45,811 h. Two main processes occurred during creep exposures: recovery and precipitation of secondary phases. Slight coarsenings of the M 23 C 6 carbide, precipitation of Laves phase and Z-phase were observed after long tests at high temperatures. Some differences in microstructure and creep failure were found in the individual zones of weldments. After long exposure at temperatures up to 600 C, fractures occurred in the fine-grain heat-affected zone as a result of a low density of fine vanadium nitride and a high density of coarse particles at grain and subgrain boundaries. At 625 C, growth of Laves phase caused a softening of the ferritic matrix and crack propagation in the weld metal. Keywords: creep resistant steels, weld joints, microstructure, precipitation 1. INTRODUCTION Grade P91 is the main representative of creep resistant modified 9Cr – 1Mo steels. It is currently used for manufac- turing boiler and turbine components of fossil fuel power plants, especially steam piping and rotors, but also turbine casings, outlets and so on. As these components have to operate at severe conditions for years, high long-term structural stability is required. Modified 9Cr – 1Mo steels are generally used in conditions after quenching and tempering. Two main processes take place during tempering. First, recovery causes a reduction in the high dislocation density and the formation of sub-grains. Second, precipitation of carbides, nitrides or carbonitrides occurs. The M 3 C carbides are dissolved and the more stable phases arise. Chromium rich M 23 C 6 carbides precipitate at prior austenite grain boundaries, ferrite lath and subgrain boundaries, while vanadium and niobium rich MX nitrides or carbonitrides are spread mainly within subgrains [1,2]. The high creep rupture strength of P91 steel relies on the martensitic transformation hardening and additionally: (i) substructural strengthening of coarse M 23 C 6 carbides, which pin the grain and subgrain boundaries; (ii) precipita- tion strengthening of fine MX particles; and (iii) strength- ening of the solid solution by molybdenum atoms. Changes in size and distribution of secondary phases taking place at creep conditions cause a decrease in the creep rupture strength and are strongly dependent on the temperature and duration of the creep exposure. Both M 23 C 6 carbides and MX nitrides are considered to be stable during long-term creep exposures at temperatures up to 600 C [3]. Significant changes in substructure can occur during loading at 550 C and higher temperatures as a result of precipitation of two undesirable phases: (i) the Fe 2 Mo Laves phase that causes depletion of ferritic matrix by molybdenum; and (ii) the modified Z-phase that causes dissolution of MX particles [4]. These microstructural processes taking place in the creep- exposed weld joints can induce an unexpected decrease in creep strength. The kinetics of precipitation depends on the local chemical composition and the initial structure of the individual zones of the weld joint. Thus, the final structures and also the creep properties of the weld metal (WM), heat affected zones (HAZ) and the base material unaffected by welding (BM) can be different. Consequently, creep failure is concentrated in specific regions of the weld joints and different types of cracking occur [5,6]. The study investigates trial weld joints which underwent long-term creep testing. As received and crept specimens were compared and microstructural changes in WM, HAZ and BM were evaluated. The goal of the study was to elucidate the microstructural processes taking place in different zones of the weld joints which result in specific types of fractures. Partial results have already been presented at several international conferences [7 – 10]. 2. EXPERIMENTAL MATERIAL AND PROCEDURES Two trial weld joints were fabricated from wrought or cast P91 steel using GTAW and SMAW methods. The weld assigned as ‘C’ was produced by joining cast plates 5006150625 mm in size, and the C1 weld was made by MATERIALS AT HIGH TEMPERATURES 27(2) 1–000 1 # 2010 Science Reviews 2000 Ltd doi: 10.3184/096034010X12710730545552 MHT090297 FIRST PROOF
-
Upload
independent -
Category
Documents
-
view
4 -
download
0
Transcript of Influence of precipitation on dislocation substructure and creep properties of P91 steel weld joints
Influence of precipitation on dislocation
substructure and creep properties of P91 steel
weld joints
Dagmar Jandova* and Josef Kasl
SKODA VYZKUM s.r.o., Tylova 1y57, 316 00, Plzen, Czech Republic
*E-mail: [email protected]
ABSTRACT
Two trial weld joints were prepared using the GTAW and SMAW methods and they underwent creep
testing at temperatures between 525 and 625�C. The longest time to rupture was 45,811 h. Two main
processes occurred during creep exposures: recovery and precipitation of secondary phases. Slight
coarsenings of the M23C6 carbide, precipitation of Laves phase and Z-phase were observed after long
tests at high temperatures. Some differences in microstructure and creep failure were found in the
individual zones of weldments. After long exposure at temperatures up to 600�C, fractures occurred
in the fine-grain heat-affected zone as a result of a low density of fine vanadium nitride and a high
density of coarse particles at grain and subgrain boundaries. At 625�C, growth of Laves phase caused
a softening of the ferritic matrix and crack propagation in the weld metal.
Keywords: creep resistant steels, weld joints, microstructure, precipitation
1. INTRODUCTION
Grade P91 is the main representative of creep resistant
modified 9Cr – 1Mo steels. It is currently used for manufac-
turing boiler and turbine components of fossil fuel power
plants, especially steam piping and rotors, but also turbine
casings, outlets and so on. As these components have to
operate at severe conditions for years, high long-term
structural stability is required.
Modified 9Cr – 1Mo steels are generally used in conditions
after quenching and tempering. Two main processes take
place during tempering. First, recovery causes a reduction in
the high dislocation density and the formation of sub-grains.
Second, precipitation of carbides, nitrides or carbonitrides
occurs. The M3C carbides are dissolved and the more stable
phases arise. Chromium rich M23C6 carbides precipitate at
prior austenite grain boundaries, ferrite lath and subgrain
boundaries, while vanadium and niobium rich MX nitrides or
carbonitrides are spread mainly within subgrains [1,2].
The high creep rupture strength of P91 steel relies on the
martensitic transformation hardening and additionally: (i)
substructural strengthening of coarse M23C6 carbides,
which pin the grain and subgrain boundaries; (ii) precipita-
tion strengthening of fine MX particles; and (iii) strength-
ening of the solid solution by molybdenum atoms. Changes
in size and distribution of secondary phases taking place at
creep conditions cause a decrease in the creep rupture
strength and are strongly dependent on the temperature and
duration of the creep exposure. Both M23C6 carbides and
MX nitrides are considered to be stable during long-term
creep exposures at temperatures up to 600�C [3]. Significant
changes in substructure can occur during loading at 550�Cand higher temperatures as a result of precipitation of two
undesirable phases: (i) the Fe2Mo Laves phase that causes
depletion of ferritic matrix by molybdenum; and (ii) the
modified Z-phase that causes dissolution of MX particles [4].
These microstructural processes taking place in the creep-
exposed weld joints can induce an unexpected decrease in
creep strength. The kinetics of precipitation depends on the
local chemical composition and the initial structure of the
individual zones of the weld joint. Thus, the final structures
and also the creep properties of the weld metal (WM), heat
affected zones (HAZ) and the base material unaffected by
welding (BM) can be different. Consequently, creep failure
is concentrated in specific regions of the weld joints and
different types of cracking occur [5,6].
The study investigates trial weld joints which underwent
long-term creep testing. As received and crept specimens
were compared and microstructural changes in WM, HAZ
and BM were evaluated. The goal of the study was to
elucidate the microstructural processes taking place in
different zones of the weld joints which result in specific
types of fractures. Partial results have already been presented
at several international conferences [7 – 10].
2. EXPERIMENTAL MATERIAL AND
PROCEDURES
Two trial weld joints were fabricated from wrought or cast
P91 steel using GTAW and SMAW methods. The weld
assigned as ‘C’ was produced by joining cast plates
5006150625 mm in size, and the C1 weld was made by
MATERIALS AT HIGH TEMPERATURES 27(2) 1–000 1# 2010 Science Reviews 2000 Ltddoi: 10.3184/096034010X12710730545552
MHT090297
FIRST PROOF
joining pipe segments with an outer diameter of 325 mm, a
wall thickness of 25 mm and a length of 400 mm. The
chemical composition of the base materials and the weld
metals is shown in Table 1. Both base materials were
austenitized at 1050�C for 1.5 h, and then were oil quenched
and tempered at 750�C for 3.5 h. The post-weld heat
treatment (PWHT) was applied as follows: (740 –
750)�Cy2.5 h for the C weld joint and 760�Cy2.5 h for the
C1 weld joint. Smooth cross-weld specimens underwent
creep testing to rupture in a temperature range from 525 to
625�C at stresses from 50 to 240 MPa. The longest time to
rupture was 45,811 h. Creep data were evaluated in relation
to the Larson – Miller parameter P ¼ T � ðCþ log tÞ, where
T is temperature (K), C is a material constant equal to 25 and
t is time to rupture (h). The creep strength of both weld joints
fell into the usually permitted + 20% scatter band of creep
strength for the corresponding base material in a temperature
range up to 575�C. At higher temperatures, it decreases
below the bottom of that scatter band. Applied stresses
versus Larson – Miller parameter are graphically represented
in Figure 1. In addition, the type of fracture is indicated.
It was found that the type of fracture depends on the creep
test conditions and on the kind of weldment. The pipe weld
joint ruptured in the weld metal or in the fine-grain heat-
affected zone (FG HAZ) if the Larson– Miller parameter
were lower or higher than 24,000, respectively. The plate
weld joint fractured in the FG HAZ across almost the whole
range of temperatures and applied stresses with one excep-
tion; the fracture was located in the weld metal after testing
at the highest temperature and the lowest stress, which
corresponded to the highest Larson – Miller parameter. All
the fracture surfaces were observed using scanning electron
microscopy. No defects were detected which would cause
premature rupture of weld joints. This means that fractures
occurred as a result of gradual microstructural changes
taking place during creep exposures. Different strain rates
and development of cavitation failure in individual zones of
the weldment resulted in crack propagation in specific
regions.
Microstructural investigation was carried out using light
metallography, scanning (SEM) and transmission electron
microscopy (TEM). Secondary phases were identified using
energy dispersive X-ray microanalysis (EDX) and selected
area electron diffraction (SED). Carbon extraction replicas
were prepared from the weld metals and the base materials.
Thin foils were prepared from the weld metal, the coarse
prior austenitic grain heat affected zone (CG HAZ), the fine
prior austenitic grain heat affected zone (FG HAZ) and the
base material. Foils were jet electropolished to transparency
in a 6% solution of perchloric acid in methanol at tempera-
tures ranging from � 60 to � 40�C.
Cross-weld hardness profiles were measured before and
after the creep tests.
3. RESULTS AND DISCUSSION
The microstructure in all the weld joint zones was tempered
martensite formed with a ferritic matrix and particles of
secondary phases. Differences in individual zones could be
observed on etched metallographic samples using light
microscopy and SEM. After PWHT a lath-like structure
was evident in the WM, the CG HAZ and in the BM,
while a featureless structure occurred in the FG HAZ.
Some evidence of dendritic segregation was observed in
the cast base material and small globular-shaped inclusions
were present in the weld metal. Coarse chromium rich M23C6
carbides were located at prior austenite grain boundaries,
boundaries of ferritic laths and also at subgrain boundaries.
The density of coarse carbides was relatively low in the WM
and the CG HAZ and markedly higher in the FG HAZ.
The dislocation substructure and fine precipitates were
studied using TEM. Dislocation walls were present in some
Influence of precipitation on P91 steel weld joints: Dagmar Jandova and Josef Kasl
2 MATERIALS AT HIGH TEMPERATURES www.materialshightemp.co.uk
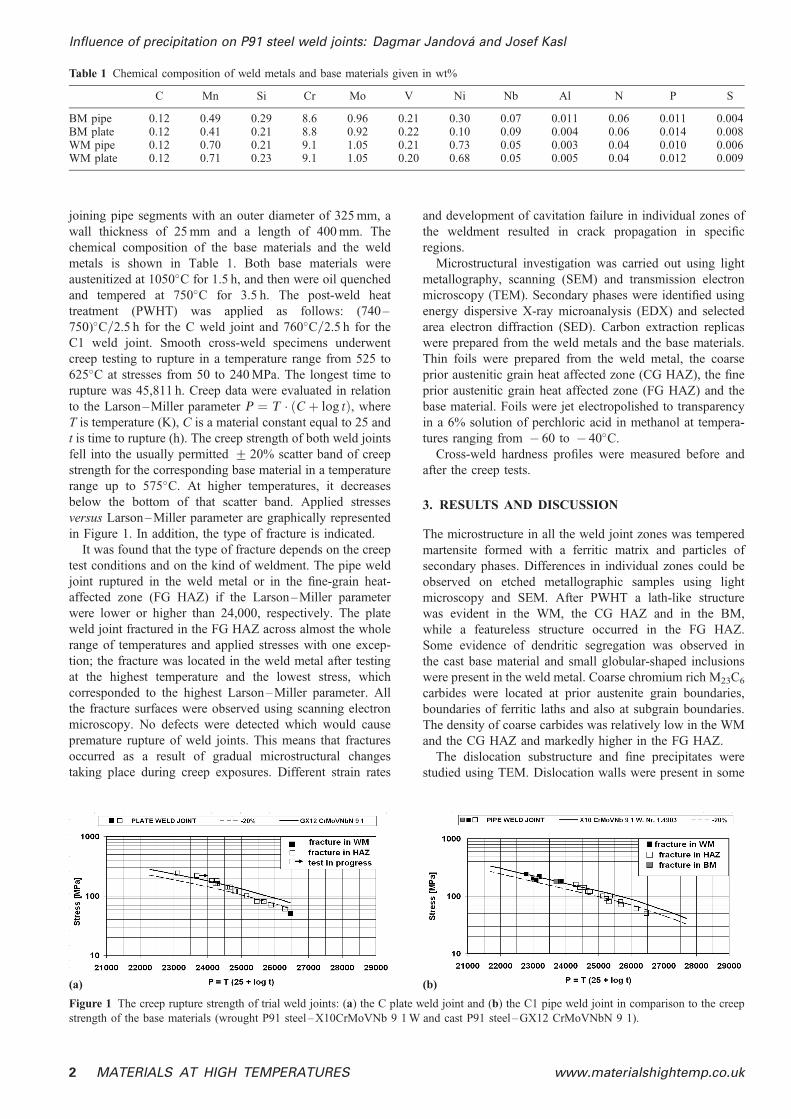
Table 1 Chemical composition of weld metals and base materials given in wt%
C Mn Si Cr Mo V Ni Nb Al N P S
BM pipe 0.12 0.49 0.29 8.6 0.96 0.21 0.30 0.07 0.011 0.06 0.011 0.004BM plate 0.12 0.41 0.21 8.8 0.92 0.22 0.10 0.09 0.004 0.06 0.014 0.008WM pipe 0.12 0.70 0.21 9.1 1.05 0.21 0.73 0.05 0.003 0.04 0.010 0.006WM plate 0.12 0.71 0.23 9.1 1.05 0.20 0.68 0.05 0.005 0.04 0.012 0.009
Figure 1 The creep rupture strength of trial weld joints: (a) the C plate weld joint and (b) the C1 pipe weld joint in comparison to the creep
strength of the base materials (wrought P91 steel– X10CrMoVNb 9 1 W and cast P91 steel – GX12 CrMoVNbN 9 1).
(a) (b)
laths that formed subgrain boundaries. The density of free
dislocations within the subgrains was lower than the density
of the non-arranged dislocation nets in other laths. The
highest dislocation density was observed near the fusion
line. A relatively high dislocation density was also observed
in the weld metal and in the base material. A significantly
lower dislocation density was found in the FG HAZ. The
occurrence of fine intragranular V(C,N) precipitate was
proved using electron diffraction in all zones of the weld-
ments. Some small orthorhombic (Cr,V)2C carbides were
also detected in the weld metal of the plate weld joint.
The precipitation reaction taking place during creep
exposures was strongly dependent on the creep loading
conditions. After long creep tests, no M2C carbide was
identified in the weld metal of the plate weld joint. This
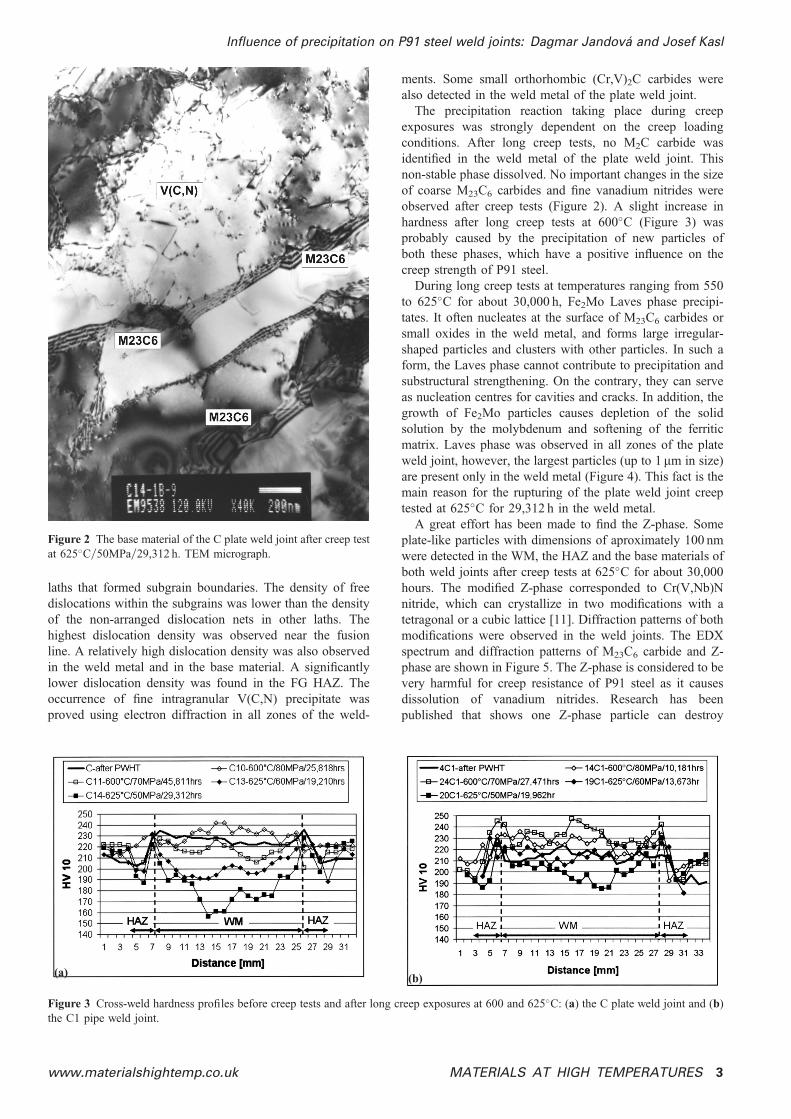
non-stable phase dissolved. No important changes in the size
of coarse M23C6 carbides and fine vanadium nitrides were
observed after creep tests (Figure 2). A slight increase in
hardness after long creep tests at 600�C (Figure 3) was
probably caused by the precipitation of new particles of
both these phases, which have a positive influence on the
creep strength of P91 steel.
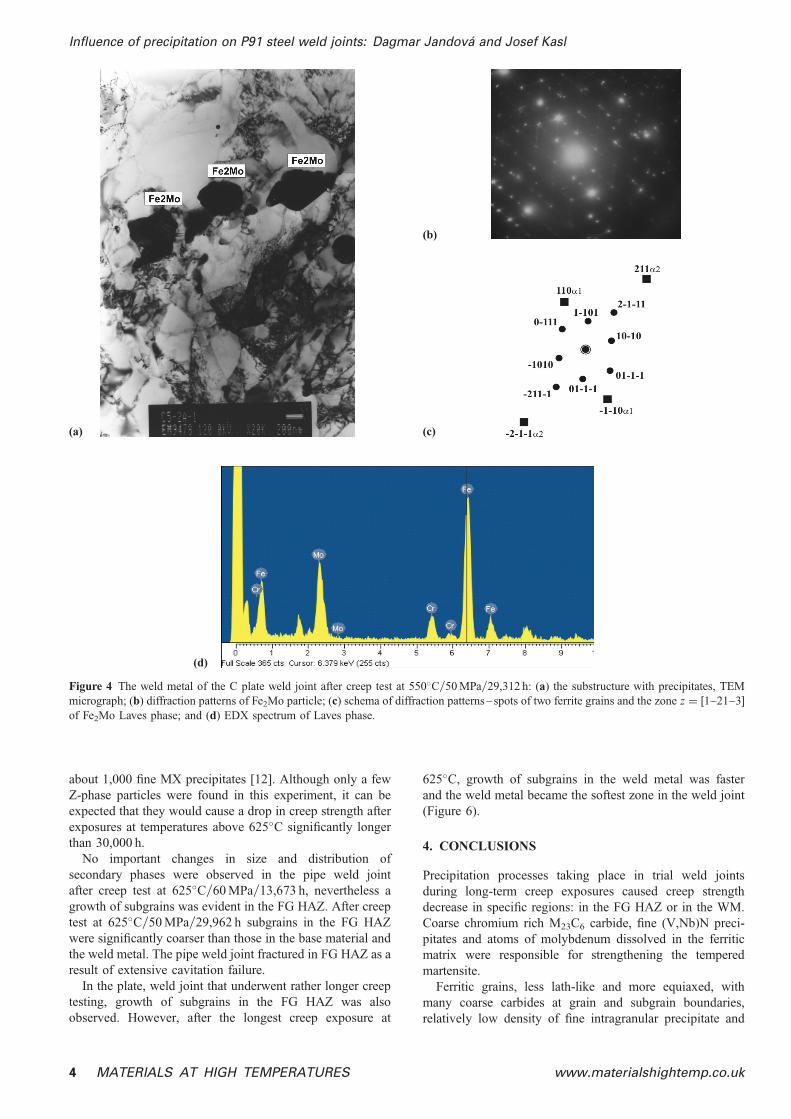
During long creep tests at temperatures ranging from 550
to 625�C for about 30,000 h, Fe2Mo Laves phase precipi-
tates. It often nucleates at the surface of M23C6 carbides or
small oxides in the weld metal, and forms large irregular-
shaped particles and clusters with other particles. In such a
form, the Laves phase cannot contribute to precipitation and
substructural strengthening. On the contrary, they can serve
as nucleation centres for cavities and cracks. In addition, the
growth of Fe2Mo particles causes depletion of the solid
solution by the molybdenum and softening of the ferritic
matrix. Laves phase was observed in all zones of the plate
weld joint, however, the largest particles (up to 1 mm in size)
are present only in the weld metal (Figure 4). This fact is the
main reason for the rupturing of the plate weld joint creep
tested at 625�C for 29,312 h in the weld metal.
A great effort has been made to find the Z-phase. Some
plate-like particles with dimensions of aproximately 100 nm
were detected in the WM, the HAZ and the base materials of
both weld joints after creep tests at 625�C for about 30,000
hours. The modified Z-phase corresponded to Cr(V,Nb)N
nitride, which can crystallize in two modifications with a
tetragonal or a cubic lattice [11]. Diffraction patterns of both
modifications were observed in the weld joints. The EDX
spectrum and diffraction patterns of M23C6 carbide and Z-
phase are shown in Figure 5. The Z-phase is considered to be
very harmful for creep resistance of P91 steel as it causes
dissolution of vanadium nitrides. Research has been
published that shows one Z-phase particle can destroy
Influence of precipitation on P91 steel weld joints: Dagmar Jandova and Josef Kasl
www.materialshightemp.co.uk MATERIALS AT HIGH TEMPERATURES 3
Figure 2 The base material of the C plate weld joint after creep test
at 625�Cy50MPay29,312 h. TEM micrograph.
Figure 3 Cross-weld hardness profiles before creep tests and after long creep exposures at 600 and 625�C: (a) the C plate weld joint and (b)
the C1 pipe weld joint.
(a)(b)
about 1,000 fine MX precipitates [12]. Although only a few
Z-phase particles were found in this experiment, it can be
expected that they would cause a drop in creep strength after
exposures at temperatures above 625�C significantly longer
than 30,000 h.
No important changes in size and distribution of
secondary phases were observed in the pipe weld joint
after creep test at 625�Cy60 MPay13,673 h, nevertheless a
growth of subgrains was evident in the FG HAZ. After creep
test at 625�Cy50 MPay29,962 h subgrains in the FG HAZ
were significantly coarser than those in the base material and
the weld metal. The pipe weld joint fractured in FG HAZ as a
result of extensive cavitation failure.
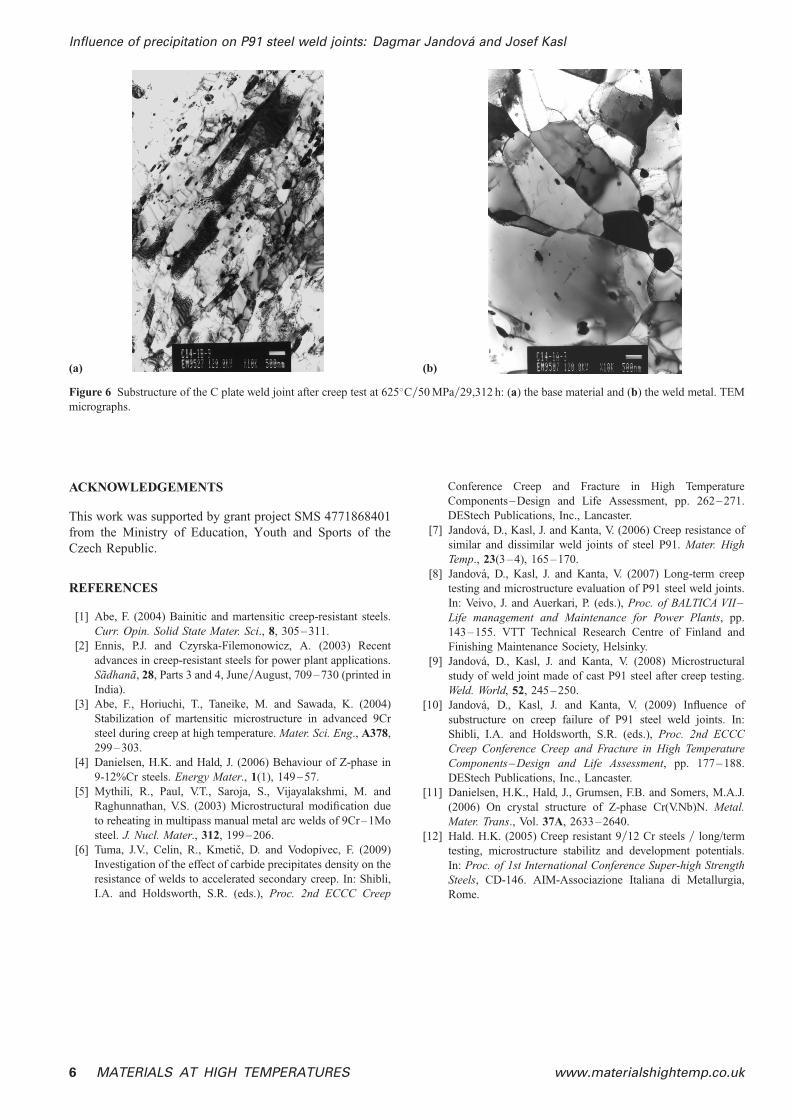
In the plate, weld joint that underwent rather longer creep
testing, growth of subgrains in the FG HAZ was also
observed. However, after the longest creep exposure at
625�C, growth of subgrains in the weld metal was faster
and the weld metal became the softest zone in the weld joint
(Figure 6).
4. CONCLUSIONS
Precipitation processes taking place in trial weld joints
during long-term creep exposures caused creep strength
decrease in specific regions: in the FG HAZ or in the WM.
Coarse chromium rich M23C6 carbide, fine (V,Nb)N preci-
pitates and atoms of molybdenum dissolved in the ferritic
matrix were responsible for strengthening the tempered
martensite.
Ferritic grains, less lath-like and more equiaxed, with
many coarse carbides at grain and subgrain boundaries,
relatively low density of fine intragranular precipitate and
Influence of precipitation on P91 steel weld joints: Dagmar Jandova and Josef Kasl
4 MATERIALS AT HIGH TEMPERATURES www.materialshightemp.co.uk
Figure 4 The weld metal of the C plate weld joint after creep test at 550�Cy50 MPay29,312 h: (a) the substructure with precipitates, TEM
micrograph; (b) diffraction patterns of Fe2Mo particle; (c) schema of diffraction patterns – spots of two ferrite grains and the zone z ¼ ½1��21��3�
of Fe2Mo Laves phase; and (d) EDX spectrum of Laves phase.
(a)
(b)
(c)
(d)

low dislocation density, occurred in the FG HAZ. The
hardness of such structures was lower than that of the lath-
like structures in other parts of the weld joints. These soft
zones are generally susceptible to fracture during long-term
creep exposures. Plastic deformation of individual grains was
caused by dislocation creep and resulted in the formation of
steps at grain and subgrain boundaries that could serve as
nucleation centres of cavities. Cavities were also formed as a
result of interaction between dislocations and coarse carbides
at grain and subgrain boundaries. Subsequent growth and
coalescence of cavities was promoted by grainysubgrain
boundary diffusion. Cavities were concentrated in the HAZ
after creep tests at temperatures up to 600�C. Individual
cavities also appeared in the weld metal and the base material
after exposures at 625�C and in the WM after exposures at
550�C for more than 30,000 h.
During long creep exposures at temperatures above 550�Cprecipitation of Laves phase occurred, which caused a drop
in the strengthening of the ferritic matrix by molybdenum.
Laves phase was present especially in the weld metal and
often formed clusters with M23C6 carbides and silicon
oxides. Consequently, fracture occurred in the weld metal,
although extended cavitation was also present in the FG
HAZ.
At long exposures at temperatures above 600�C, two
competitive processes of creep failure are expected in
similar P91 steel weld joints: cavitation failure in the FG
HAZ and softening of the ferritic matrix as a result of the
growth of Laves phase particles. In addition, under creep
loading at temperatures above 600�C for more than
30,000 h, creep strength decreases as a result of the
precipitation of Z-phase.
Influence of precipitation on P91 steel weld joints: Dagmar Jandova and Josef Kasl
www.materialshightemp.co.uk MATERIALS AT HIGH TEMPERATURES 5
Figure 5 The weld metal of the C plate weld joint after creep test at 625�Cy50 MPay29,312 h: (a) substructure with precipitates, TEM
micrograph; (b) diffraction patterns of tetragonal Z-phase and ferrite matrix; (c) diffraction patterns of the zone z ¼ ½012� of M23C6 carbide; (d)
EDX spectrum of Z-phase; and (e) M23C6 carbide.
(a)
(b)
(c)
(d) (e)
ACKNOWLEDGEMENTS
This work was supported by grant project SMS 4771868401
from the Ministry of Education, Youth and Sports of the
Czech Republic.
REFERENCES
[1] Abe, F. (2004) Bainitic and martensitic creep-resistant steels.
Curr. Opin. Solid State Mater. Sci., 8, 305 – 311.
[2] Ennis, P.J. and Czyrska-Filemonowicz, A. (2003) Recent
advances in creep-resistant steels for power plant applications.
Sadhana, 28, Parts 3 and 4, JuneyAugust, 709 – 730 (printed in
India).
[3] Abe, F., Horiuchi, T., Taneike, M. and Sawada, K. (2004)
Stabilization of martensitic microstructure in advanced 9Cr
steel during creep at high temperature. Mater. Sci. Eng., A378,
299 – 303.
[4] Danielsen, H.K. and Hald, J. (2006) Behaviour of Z-phase in
9-12%Cr steels. Energy Mater., 1(1), 149 – 57.
[5] Mythili, R., Paul, V.T., Saroja, S., Vijayalakshmi, M. and
Raghunnathan, V.S. (2003) Microstructural modification due
to reheating in multipass manual metal arc welds of 9Cr– 1Mo
steel. J. Nucl. Mater., 312, 199 – 206.
[6] Tuma, J.V., Celin, R., Kmetic, D. and Vodopivec, F. (2009)
Investigation of the effect of carbide precipitates density on the
resistance of welds to accelerated secondary creep. In: Shibli,
I.A. and Holdsworth, S.R. (eds.), Proc. 2nd ECCC Creep
Conference Creep and Fracture in High Temperature
Components – Design and Life Assessment, pp. 262 – 271.
DEStech Publications, Inc., Lancaster.
[7] Jandova, D., Kasl, J. and Kanta, V. (2006) Creep resistance of
similar and dissimilar weld joints of steel P91. Mater. High
Temp., 23(3 – 4), 165 – 170.
[8] Jandova, D., Kasl, J. and Kanta, V. (2007) Long-term creep
testing and microstructure evaluation of P91 steel weld joints.
In: Veivo, J. and Auerkari, P. (eds.), Proc. of BALTICA VII–
Life management and Maintenance for Power Plants, pp.
143 – 155. VTT Technical Research Centre of Finland and
Finishing Maintenance Society, Helsinky.
[9] Jandova, D., Kasl, J. and Kanta, V. (2008) Microstructural
study of weld joint made of cast P91 steel after creep testing.
Weld. World, 52, 245 – 250.
[10] Jandova, D., Kasl, J. and Kanta, V. (2009) Influence of
substructure on creep failure of P91 steel weld joints. In:
Shibli, I.A. and Holdsworth, S.R. (eds.), Proc. 2nd ECCC
Creep Conference Creep and Fracture in High Temperature
Components – Design and Life Assessment, pp. 177 – 188.
DEStech Publications, Inc., Lancaster.
[11] Danielsen, H.K., Hald, J., Grumsen, F.B. and Somers, M.A.J.
(2006) On crystal structure of Z-phase Cr(V.Nb)N. Metal.
Mater. Trans., Vol. 37A, 2633– 2640.
[12] Hald. H.K. (2005) Creep resistant 9y12 Cr steels y long/term
testing, microstructure stabilitz and development potentials.
In: Proc. of 1st International Conference Super-high Strength
Steels, CD-146. AIM-Associazione Italiana di Metallurgia,
Rome.
Influence of precipitation on P91 steel weld joints: Dagmar Jandova and Josef Kasl
6 MATERIALS AT HIGH TEMPERATURES www.materialshightemp.co.uk
Figure 6 Substructure of the C plate weld joint after creep test at 625�Cy50 MPay29,312 h: (a) the base material and (b) the weld metal. TEM
micrographs.
(a) (b)