
TRATAMIENDO TRABAJON TERMINADO
34
UNIVERSIDAD CATOLICA SANTO TORIBIO DE MOGROVEJO FACULTAD DE INGENIERÍA – ESCUELA DE INGENIERÍA INDUSTRIAL PROYECTO DE INVESTIGACIÓN VALORIZACION DE RESIDUOS ORGANICOS EN AGROINDUSTRIA AIB Autores: Fiestas Chávez Walter Núñez Rojas Romy Tsukamoto Yncio Julio Cesar
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of TRATAMIENDO TRABAJON TERMINADO
UNIVERSIDAD CATOLICA SANTO TORIBIO DE MOGROVEJOFACULTAD DE INGENIERÍA – ESCUELA DE INGENIERÍA INDUSTRIAL
PROYECTO DE INVESTIGACIÓN VALORIZACION DE RESIDUOS ORGANICOS EN
AGROINDUSTRIA AIB
Autores:
Fiestas Chávez Walter Núñez Rojas Romy Tsukamoto Yncio Julio Cesar

Chiclayo, 28 de Junio del 2013
I. INFORMACIÓN GENERAL
1. TITULO DEL PROYECTO DE INVESTIGACIÓN:
VALORIZACION DE RESIDUOS ORGANICOS EN AGROINDUSTRIA AIB
2. AUTOR:
Fiestas Chávez Walter Núñez Rojas Romy Tsukamoto Yncio Julio Cesar
3. ASESOR:
María Luisa Espinoza García Urrutia
4. TIPO DE INVESTIGACIÓN:
Descriptiva
5. ÁREA DE LA INVESTIGACIÓN
Tratamiento de desechos industriales
6. LOCALIDAD Y/O INSTITUCIÒN DONDE SE DESARROLLARÀ EL PROYECTO
AGROINDUSTRIA AIB S.A
7. DURACIÓN DEL PROYECTO:
7.1. PERÍODO QUE DURARÁ EL PROYECTO: 3 meses
7.2. FECHA DE INICIO: 15 de Abril del 2013
8. FIRMA DE LOS AUTOR DEL PROYECTO

9. FIRMA DEL ASESOR DEL PROYECTO
RESUMEN y PALABRAS CLAVE
Presentación sintetizada y panorámica del trabajo global. La redacciónes estructurada con apartados punto a punto. Gira en torno a: situaciónproblemática, problema, justificación, objetivos; metodología deinvestigación, resultados que se esperan lograr. Hasta 250 palabras; sepuede redactar con un punto menos en el tamaño de letra (no es resumenejecutivo)
Palabras clave: Pasteurizador, Cascara de Maracuyá, Semilla de Maracuyá, Emulsificantes y
Metoxilo
II. PLAN DE INVESTIGACIÒN
1. PLANTEAMIENTO DEL PROBLEMA DE ESTUDIO
1.1 PLANTEAMIENTO DEL PROBLEMA
Actualmente existe una preocupación por preservar los
recursos naturales y disminuir los desechos tanto
domésticos e industriales por ello surge el tema de
reciclar pero también el de tratar dichos desechos para la
producción de nuevos productos.
Los procesos en la industria alimentaria traen como
consecuencia una serie de desechos de toda índole. Los
desechos más representativos son los orgánicos que, en
gran parte de las veces, aumentan el nivel de
contaminación ambiental del lugar donde se procesan
alimentos.
La agroindustria AIB SA, se dedicada a la obtención de
jugo concentrado a partir de la maracuyá, utilizando un
promedio de 100 toneladas al día de materia prima,
obteniendo solo para su proceso el jugo de la maracuyá que
equivale el 8% de la materia prima; y el resto de la
materia considerada como residuo en el proceso, teniendo
así un promedio de 90 a 92 toneladas de residuos diarios,
posee un 60% de cascara de maracuyá, 20% de semillas y 12%
de pulpa; las cuales como no son de utilidad durante la
obtención de jugo concentrado, y son consideradas como
residuos no reutilizables; son destinas a la población
para la alimentación de ganado.
Debido a que el destino de estos residuos le es favorable
a la población, ya que ahorran en la alimentación de su
ganado; pero no le favorece de la misma manera a la
empresa, es por esto que se realiza esta investigación
donde se valorizará los residuos producidos por la
Agroindustrias AIB S.A. siendo diversos, pero en este caso
la investigación se centrara en buscar un tratamiento
adecuado para la obtención de subproductos a partir de los
residuos de la extracción de jugo concentrado de maracuyá,
cuyos principales y en mayor cantidad son las cáscaras y
las semillas de la misma.
1.2 FORMULACIÓN DEL PROBLEMA

¿Se podrá dar tratamiento y valorizar los residuos orgánicos de la Agroindustria AIB S.A.
del proceso de jugo concentrado de maracuyá, generándole una utilidad más a la
empresa?
2. OBJETIVOS DE LA INVESTIGACIÓN
2.1 OBJETIVO GENERAL
Valorizar los desechos que surgen a partir de la extracción
de jugo concentrado de maracuyá, para la obtención de pectina y
de aceite.
2.2 OBJETIVOS ESPECÍFICOS
Caracterizar los desechos y residuos de la
Agroindustria AIB
Evaluar el proceso de obtención de pectina y aceite
Evaluar la demanda de consumo de aceite y pectina de
maracuyá mediante un estudio de mercado.
Realizar el análisis costo beneficio y ambiental.
3. JUSTIFICACIÓN
Esta investigación es sumamente necesaria debido a que, nos ayudara
a realizar una evaluación para conocer la problemática actual de los
residuos de la Agroindustrias AIB S.A. y su impacto en la comunidad.
Posteriormente se realizará una caracterización físico-química a los
residuos, permitiéndonos así proponer diferentes alternativas de
reaprovechamiento de la cascara de maracuyá y de sus semillas.
Con ello contribuiremos a la reducción de residuos sólidos en la
comunidad, y podremos obtener subproductos que servirán como materia

prima en distintas industrias, contribuye a que estos subproductos
tengan alcance para los centros de medicina natural o alternativa y
centros de estética.
4. MARCO DE REFERENCIA DEL PROBLEMA:
4.1. ANTECEDENTES DEL PROBLEMA.
M. Rivadeneira, P. Cáceres (1997) : “Extracción de pectina líquida a partir
de cáscaras de Maracuyá (Passiflora edulis)” y su aplicación en el desarrollo de un
producto de humedad intermedia
Este trabajo tiene como objetivo el aprovechamiento de la
disponibilidad de residuos por parte de plantas procesadoras de
concentrado de maracuyá, enfocado a la obtención de extracto de
pectina líquido en condiciones óptimas. Para la extracción de
pectina líquida se estudia el tratamiento y análisis de las
cáscaras de maracuyá como materia prima.Diseño del proceso de obtención del extracto de pectina
+

Es viable técnicamente la creación de una planta procesadora
de cáscara de maracuyá en la ciudad de Guayaquil por tener
al alcance la materia prima que es desperdiciada, ya que
genera también un impacto positivo en el aspecto ambiental,
logrando una concientización de las empresas procesadoras de
frutas de la necesidad de separación de los desechos y el
aprovechamiento de estos.
Del extracto de pectina de este estudio se obtiene
resultados positivos en las pruebas cualitativas de
identificación, y análisis químico presentando un contenido
de metoxilo de 7.8% y 262.1ppm de ácido galacturónico, lo
que determina que es una pectina de alto grado de
esterificación del 50%, pero de gelificación lenta,
produciendo texturas de consistencia similar a la pectina
comercial, por lo que puede concluirse la factibilidad de
usar cáscaras de maracuyá como materia prima para la
obtención de material gelificante y ser esta una buena
alternativa para la industria alimentaria.
V. Durán, M. Honores, P. Cáceres (2001). “Obtención de pectina en polvo a
partir de la cáscara de maracuyá (Passiflora Edulis)” La orientación del uso de
la pulpa de maracuyá deja como residuos grandes cantidades de
cáscara en la industria. Debido a que el jugo en la fruta
representa un 30% - 40%, mientras la cáscara se presenta en 50-
60%, y las semillas 10-15% El uso común de estos residuos es
como alimento para ganado o abono orgánico, debido a que poseen
interesantes características nutricionales aprovechables.
Estudios realizados en las cáscaras de la maracuyá han
determinado que poseen cantidades considerables de carbohidratos
y fibra, y es una buena fuente de proteína, pectina y minerales.
El desecho de cáscara de los cítricos es una fuente rica de
pectina, que contiene aproximadamente del 20 al 25% de la misma
en base seca, por lo que esta tesis ha tenido como objetivo el
aprovechamiento de los residuos provenientes de las industrias
que procesan maracuyá, mediante lo cual se obtuvo pectina con
propiedades tecnológicas similares a las existentes en el
mercado.
En el proceso de obtención de pectina, las variables dentro
de la hidrólisis ácida: tipo de ácido, concentraciones de
ácido, temperatura y tiempo, son valores críticos que
determinan el grado de esterificación final.
Con un nivel de confianza del 95,0% existe una diferencia
significativa en los porcentajes de grado de esterificación
de las 84 muestras obtenidas mediante el proceso de
hidrólisis ácida.
Las temperaturas de hidrólisis mayores a 98 °C y tiempos de
hidrólisis mayores a 90 minutos, influyen negativamente en
los resultados finales, puesto que la pectina se
desnaturaliza y sus características de gelificación, dadas
por los valores de grado de esterificación, disminuyen.
Se observó que los porcentajes de grado de esterificación
obtenidos mediante el uso de ácidos orgánicos fueron
elevados, en comparación a aquellas muestras en las que se
utilizó ácido inorgánico, este detalle no está concreto en
ninguna información bibliográfica de estudios anteriores
referente a este tema, pero se ha notado que es un
comportamiento repetitivo en estudios anteriores.
4.2. FUNDAMENTOS TEÓRICOS
Desde 1987, Agroindustrias aib SA se dedica a la elaboración y
comercialización de productos alimenticios de alta calidad que
se distribuyen en los mercados más exigentes a nivel mundial.
Esto convierte a Agroindustrias aib SA en una empresa con amplia
experiencia y líder del sector agroindustrial.
Contamos con dos plantas de jugos dirigidos por personal
altamente calificado.
En ellas tenemos líneas continuas de producción, teniendo en
cuenta el mejor flujo de las materias primas, logrando una
óptima planificación en la producción.
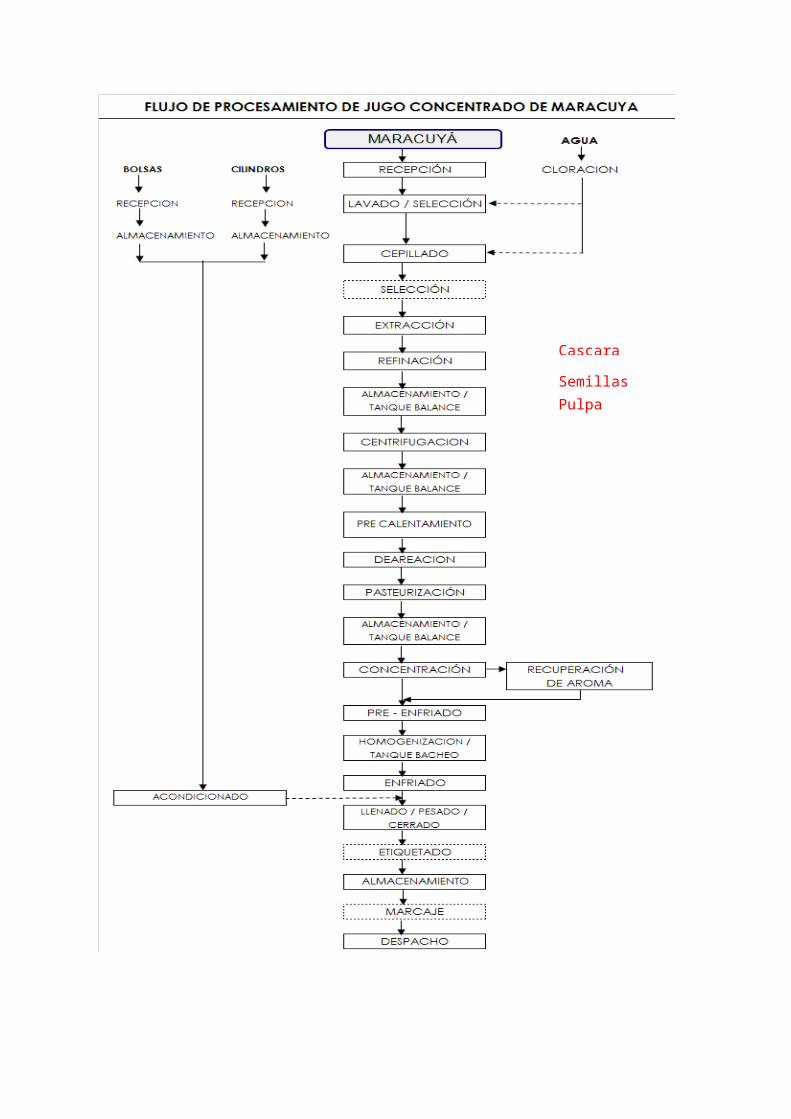
4.2.2 JUGO CONCENTRADO DE MARACUYA
El jugo concentrado de maracuyá, es un producto 100% natural,
obtenido a partir de la fruta maracuyá, Passiflora edulis, en
condiciones óptimas de conservación y madurez.
El maracuyá es recepcionada en la planta para su procesamiento;
el proceso incluye operaciones como: lavado y selección,
cepillado, selección y extracción donde la fruta es cortada,
pulpeada y el jugo extraído es sometido a un proceso de
refinación en maya de 0.5 a 1.0mm.; luego siguen la
centrifugación, precalentamiento, deareación, pasteurización y
concentración con recuperación de aromas que se mezclan con el
jugo. Terminada la concentración el jugo es pre-enfriado y
almacenado en tanques de acero inoxidable para su homogenización,
se enfría nuevamente, es llenado, pesado y cerrado en bolsas
dentro de cilindros metálicos; finalmente es almacenado antes de
su despacho.
El producto es un líquido viscoso y ácido con un nivel de pH de
2.4 - 3.2 sometido a una pasteurización como tratamiento de
conservación. Las características físico químicas y
microbiológicas dependen del requerimiento del cliente.
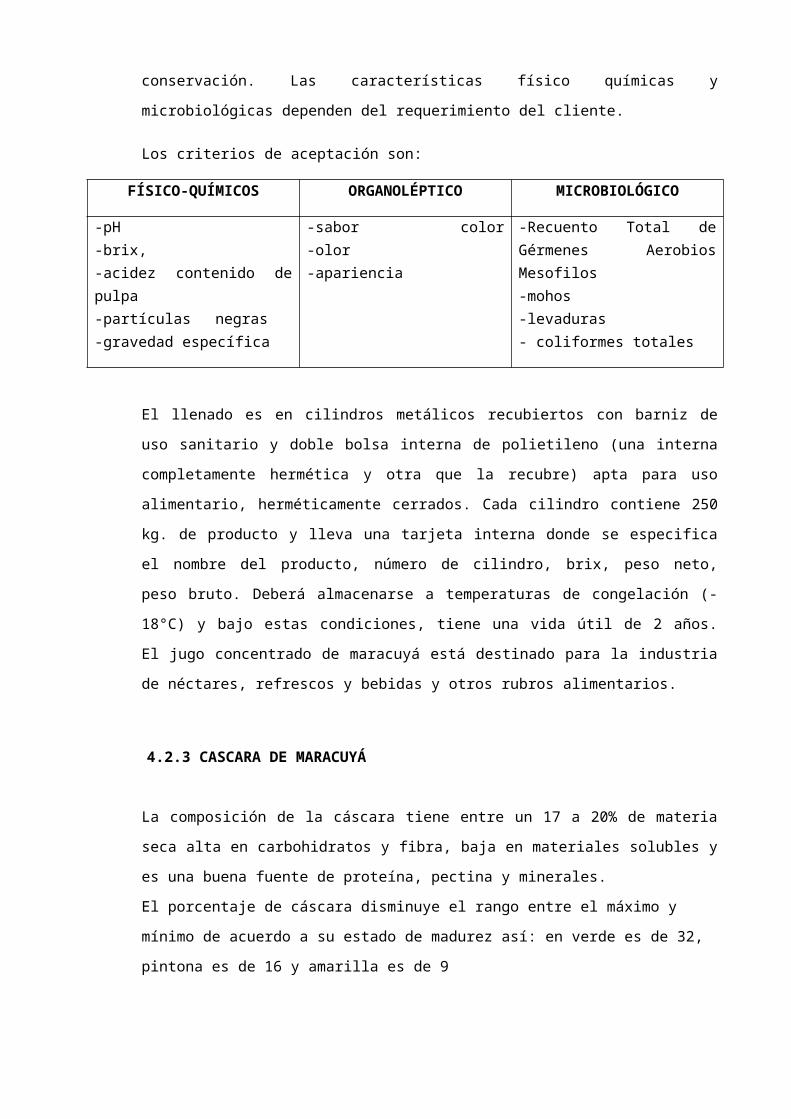
Los criterios de aceptación son:
FÍSICO-QUÍMICOS ORGANOLÉPTICO MICROBIOLÓGICO
-pH-brix,-acidez contenido depulpa-partículas negras -gravedad específica
-sabor color-olor -apariencia
-Recuento Total deGérmenes AerobiosMesofilos-mohos-levaduras- coliformes totales
El llenado es en cilindros metálicos recubiertos con barniz de
uso sanitario y doble bolsa interna de polietileno (una interna
completamente hermética y otra que la recubre) apta para uso
alimentario, herméticamente cerrados. Cada cilindro contiene 250
kg. de producto y lleva una tarjeta interna donde se especifica
el nombre del producto, número de cilindro, brix, peso neto,
peso bruto. Deberá almacenarse a temperaturas de congelación (-
18°C) y bajo estas condiciones, tiene una vida útil de 2 años.
El jugo concentrado de maracuyá está destinado para la industria
de néctares, refrescos y bebidas y otros rubros alimentarios.
4.2.3 CASCARA DE MARACUYÁ
La composición de la cáscara tiene entre un 17 a 20% de materia
seca alta en carbohidratos y fibra, baja en materiales solubles y
es una buena fuente de proteína, pectina y minerales.
El porcentaje de cáscara disminuye el rango entre el máximo y
mínimo de acuerdo a su estado de madurez así: en verde es de 32,
pintona es de 16 y amarilla es de 9
La cáscara es usada como alimento de ganado después de haber sido
secada mostrando características parecidas a los cítricos,
utilizada también para la preparación de abono.
4.2.4 SEMILLAS DE MARACUYÁ
La fruta de maracuyá contiene cerca de 250 semillas pequeñas, de
color café oscuro y agradable sabor. Las semillas se encuentran
suspendidas en un líquido gelatinoso de color amarillo y
constituye del 7 al 12% del peso del fruto.
Las semillas de la maracuyá se puede utilizar como fuente de
grasas comestibles o para uso industrial en fabrica de barnices y
pinturas
4.2.5 PECTINA
Son muy abundantes en todo el reino vegetal, pueden ser obtenidas
de las peladuras de cítricos y de restos de manzanas, que las
contienen respectivamente en un 20-40% y 10-20% de la materia
seca.
Debido a su gran capacidad para la formación de geles se utiliza
para la elaboración de mermeladas y jaleas, así como en la
estabilización de bebidas como emulsificantes de aceites etéreos
y en la elaboración de helados.
OBTENCION DE PECTINA A PARTIR DE MARACUYA
El contenido de pectina de la corteza es de alrededor del
2%; obteniendo un rendimiento de extracción elevado y nivel
de metoxilos suficientes para poder elaborar producto
farmacéuticos y alimenticios.
La cáscara constituye aproximadamente el 52% del peso de la
fruta y es utilizada en la obtención de pectina, la cual
está enfocada en la industria alimentaria y también en la
aplicación de industrias como la farmacéutica (preparación
de insulina y penicilina), industria cosmética para la
preparación de productos de aseos
2.4.6 ACEITES
Es un término genérico para designar numerosos líquidos grasos
de orígenes diversos que no se disuelven en el agua y que tienen
menor densidad que ésta.
Son sustancias líquidas y grasas que se consiguen a partir del
tratamiento de diferentes semillas y frutos, como ocurre con la
soja, las almendras, el coco o el maíz.
EXTRACCION DE ACEITES A PARTIR DE LA SEMILLA DE MARACUYA
Aceites Esenciales: La semilla de maracuyá posee de 25
30 % de aceites esenciales, el cual es usado en productos
como resinas para pinturas, detergentes, perfumes,
saborizantes, industria de cosméticos, etc.
Aceites: La utilización de aceite de maracuyá como
materia prima para aplicaciones cosméticas, ha ido
incrementando debido a la preferencia de mercado para la
obtención de productos de del cuidado personal.
Aceites Comestibles: La obtención de aceites para el uso
doméstico, que soporte altas temperaturas sin
descomponerse

Cascara
SemillasPulpa
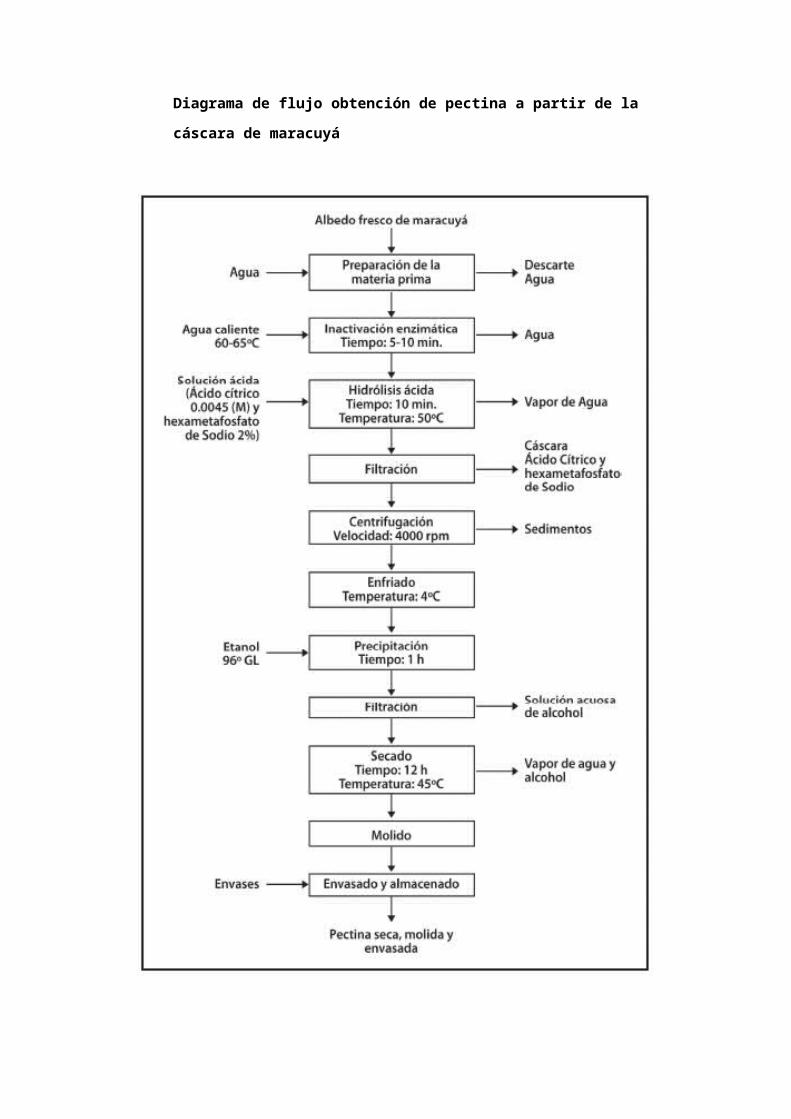
Diagrama de flujo obtención de pectina a partir de la
cáscara de maracuyá

Diagrama de flujo de obtención de aceite gourmet a partir
de las semillas de maracuyáSemillas
Secado de Semillas
Triturado
Prensado
Extracción deAceite
Filtrado
Destilado
Aceite Crudo
Filtrado
Neutralizado
Vapor Condensado
Hexano Torta deSemillas
Lavado
Secado
Blanqueado
SodaCaustica
Jabón
Agua Agua
CarbónActivado
Carbón Activado
Desodorización
Aceite refinado
Envasado
Etiquetado
Aceite de Maracuyá
BotellasTapas
Etiquetas
Vapor Vapor
4.3. DEFINICIÓN DE TÉRMINOS
- Pasteurizador: es un intercambiador de calor de placas de
cinco secciones que utiliza vapor y agua durante su trabajo y
su función es eliminar/reducir la carga microbiana presente en
el jugo.
- Cascara de Maracuyá: Residuo de la materia prima de jugo
concentrado de maracuyá
- Semilla de Maracuyá: Residuo de la materia prima de jugo
concentrado de maracuyá
- Metoxilo: un grupo funcional consistente en un grupo metilo
unido a un oxígeno, con fórmula: –O–CH3
- Emulsificantes: Hacen posible que el agua y el aceite se
dispersen casi completamente el uno en el otro, creando una
emulsión estable, homogénea y fluida
5. PLANIFICACIÓN DE LA VIABILIDAD
En vista de que no es posible realizar una minimización de
residuos desde el inicio del proceso de obtención de jugo
concentrado de maracuyá, tenemos como como finalidad realizar
una propuesta de un plan para tratar y reutilizar los residuos
en la Agroindustria AIB SA, la cual permitirá realizar un
estudio, evaluando la posibilidad de utilizar las semillas y
cáscaras de maracuyá en la obtención de aceites y pectina

5.1 ACEITE DE MARACUYA
Se utilizará como materia prima la semilla de maracuyá para
el proceso industrialización del aceite, la cual contiene de
20 a 30 % de aceite esencial:
Caracterizar los desechos de la Agroindustria AIB
Los desechos de la Agroindustria AIB utilizados en el
proceso de valorización es la semilla de maracuyá, la cual
abarca cerca del 20% de la fruta total utiliza en el
proceso de obtención de jugo de maracuyá, siendo así un
total diario de 18 toneladas de desecho, la cual será
evaluada para la obtención de aceite gourmet.
Para esta obtención del aceite, se puede extraer
directamente de la semilla ya que tiene 21.30% de aceite, y
obtener mayor cantidad de aceite con la adición de un
solvente, en este caso utilizando hexano.
Evaluar el proceso de obtención de pectina y aceite
Debido al exceso de residuo generado de semillas de maracuyá,
hemos evaluado el proceso al cual puede ser sometido para la
obtención de aceite gourmet, por lo cual debido a los
distintos cambios físicos químicos, forma impurezas y
sustancias que dan un sabor indeseable, por ello es sometido
al proceso de refinado, el cual brindara beneficios de
reducción de impurezas permitiendo así tener un nuevo producto
rico y liviano.
Evaluar la demanda de consumo de aceite y pectina de
maracuyá mediante un estudio de mercado.
La mayor cantidad de consumo de aceite de maracuyá abarca el
mercado de Estados Unidos; en el caso de Perú, es escaso el
consumo de este aceite; por ello realizamos un estudio de
mercado a las amas de casa, lo cual nos mostro que un 25%
estaría dispuesto a consumir el aceite gourmet de maracuyá;
existiendo así una demanda muy atractiva para el aceite de las
semillas de maracuyá en nuestra Región, lo cual demuestra que
existen condiciones favorables de mercado para un nuevo
proyecto industrial.
En la valorización que se le da a las semillas de maracuyá
para la obtención del aceite gourmet, se espera que se pueda
realizar una comercialización con restaurantes, los cuales
tienen como prioridad dar un sabor nuevo a sus platos
También se puede comercializar con empresas como Alicorp y
como producto de consumo novedoso para los hogares, el cual
poseerá un sabor distinto, incentivando a las personas a la
creación de platos nuevos.
Con ello incrementaríamos la demanda y brindaríamos una nueva
marca al mercado el cual competiría con Oleum, los cuales son
productores primarios de este aceite exótico.
Realizar el análisis costo beneficio y ambiental.
El beneficio que alcanza el proyecto de obtención de aceite a
partir de la semilla de maracuyá, es poder brindar un
subproducto a través del residuo generados por la
agroindustria, el cual al darle un valor agregado, podrá
generar una ganancia extra a la empresa.
El precio de adquisición para el público será de bajo costo,
debido a que se rige de acuerdo a la competencia del producto,

en el cual se tiene ventaja debido a que solo existe un
productor en el mercado; además su costo de producción no es
elevado, ya que utilizamos como materia prima el residuo
generado por la misma empresa
BENEFICIO AMBIENTAL
El Proyecto de obtención de aceite gourmet de maracuyá
Las operaciones y procesos que no originan
modificaciones ambientales perjudicables; por ser un
su mayoría operaciones mecánicas y de transmisión de
masa, que implican solo cambios de materia y los
cuales causan impactos mínimos
Materia prima para la obtención e aceite
El proyecto utiliza como materia prima semillas, que
es un residuo industrial del proceso de obtención de
jugo concentrado de maracuyá.
Las actividades de mitigación consistirá en reutilizar
estos residuos, para tratarlos y comercializarlos.
Energía utilizada
El proyecto utilizara como combustible la energía
eléctrica. Por lo cual no producirá emanaciones de
gases combustibles
5.2 PECTINA
Caracterizar los desechos y residuos de la Agroindustria
AIB
Los residuos de a cascara de maracuyá en la Agroindustria
AIB SA, poseen un adecuado grado de madurez y sobre todo
una buena textura, la cual determinara una buena
despolimerización de pectina, mostrando que es un compuesto
que otorga una gran utilidad en la industria como es en la
producción de pectina.
La cáscara contiene aproximadamente 60% de fibra dietética
en base seca en el mesocarpio, el cual contiene 66.1% de
fibra dietética en base seca, mostrando así ser un producto
utilizable para reemplazar espesantes que se utilizan en la
industria de las conservas como es la pectina y goma.
Evaluar el proceso de obtención de pectina y aceite
Para la obtención de pectina a partir de la cascara de
maracuyá, es necesario un buen control de la cáscara a
utilizar debido a que no puede estar contaminada; de la
hidrólisis ácida, siendo este un proceso de cocción, que
permitirá separar la pectina presente del resto de los
compuestos de la cascara, siendo así de gran importancia en
el proceso, pues gracias a ella se obtendrá el producto que
cumpla con las condiciones del mercado
Evaluar la demanda de consumo de aceite y pectina de
maracuyá mediante un estudio de mercado.
Para la utilización de pectina en el mercado peruano, es
necesario importarla para ser utiliza en las diversas
industrias alimentarias, ya sea en la elaboración de jugos,
néctares, los productos de repostería como la elaboración
de jaleas, salsas y mermeladas; y en la industria
farmacéuticas.

Como no existe empresas productoras en el Perú, y en la
actualidad son seis los productores de pectina a nivel
mundial: Cargill, Naturex, Andre Pectin, Herbstreith & Fox
KG Pektin Fabriken, Danisco y CP Kelco; esto nos demuestra
que es favorable la implementación de una planta productora
de pectina
La demanda de este sub producto elaborado y el consumo de
ella en el país será beneficiaria no solo para este
estudio, sino también para los consumidos, debido a que la
compra de la pectina les será mas cómodo debido a que no
tendrán gastos extras de importaciones y con ello
contribuirá a la utilización de residuos y a la
contribución de mercado nacional.
Realizar el análisis costo beneficio y ambiental
La implementación de una nueva planta de elaboración de
pectina, beneficiará económicamente a la empresa, debido a
que será la única empresa productora en el Perú; logrando
así ser competencia de otros productos importados que
tendrán en el mercado un valor mucho más elevado debido a
su difícil adquisición.
El costo de elaboración solo se verá en las materias
secundarias, debido a que la materia principal será propia
del desecho de la agroindustria, contribuyendo con su
manejo.
BENEFICIO AMBIENTAL
El Proyecto de elaboración de pectina
En cuanto a las operaciones y procesos que comprende,
no originan modificaciones ambientales perjudícales.

Materia Prima empleada
El proyecto utiliza como materia prima cascara de
maracuyá, que es un residuo industrial del proceso de
obtención de jugo concentrado de maracuyá.
Las actividades de mitigación consistirá en reutilizar
estos residuos, para tratarlos y comercializarlos, lo
que buscamos es obtener la pectina con el uso de
tecnologías de bajo impacto ambiental y con una
inversión menor de recursos
Energía utilizada
El proyecto utilizara como combustible la energía
eléctrica. Por lo cual no producirá emanaciones de
gases combustibles
6. REFERENCIAS BIBLIOGRÁFICAS:

http://www.agrolalibertad.gob.pe/sites/default/files/
MANUAL%20DEL%20CULTIVO%20DE%20MARACUYA_0.pdf
http://www.grippo.com/post/228441/procesadora%20de
%20semilla%20de%20maracuya.html
Serna, J. y Chacón, C. 2000. El Cultivo del maracuyá.
Bogotá, CO. Federación Nacional de Cafeteros de Colombia.
32 pp.
Guidi, A. & Zyla, M. & Quiroga, A. (2010) Obtención de
pectina a partir de la cascara de maracuyá mediante
hidrólisis ácida. Bolivia: Universidad del Valle
Cerón, F. & Osorio, O. & Hurtado, A. (2011)
Identificación de ácidos grasos contenidos en los aceites
extraídos a partir de semillas de tres diferentes especies
de frutas. Colombia: Universidad de Nariño
Castello, A. (2011) Obtención de pectina a partir de
cáscara de maracuyá. Bolivia: Universidad Mayor de San
Simón
Rodríguez, E. (2012) Evaluación de características
espesantes de mesocarpio de maracuyá en la producción de
conservas. Honduras: Zamorano

III. ACTIVIDADES Y PREVISIÓN DE RECURSOS
1. CRONOGRAMA DE ACTIVIDADES
2. PRESUPUESTO
RECURSOS TOTAL (S/.)BIENES Útiles de escritorio 10Materiales de Cómputo 5Internet 20SERVICIOS
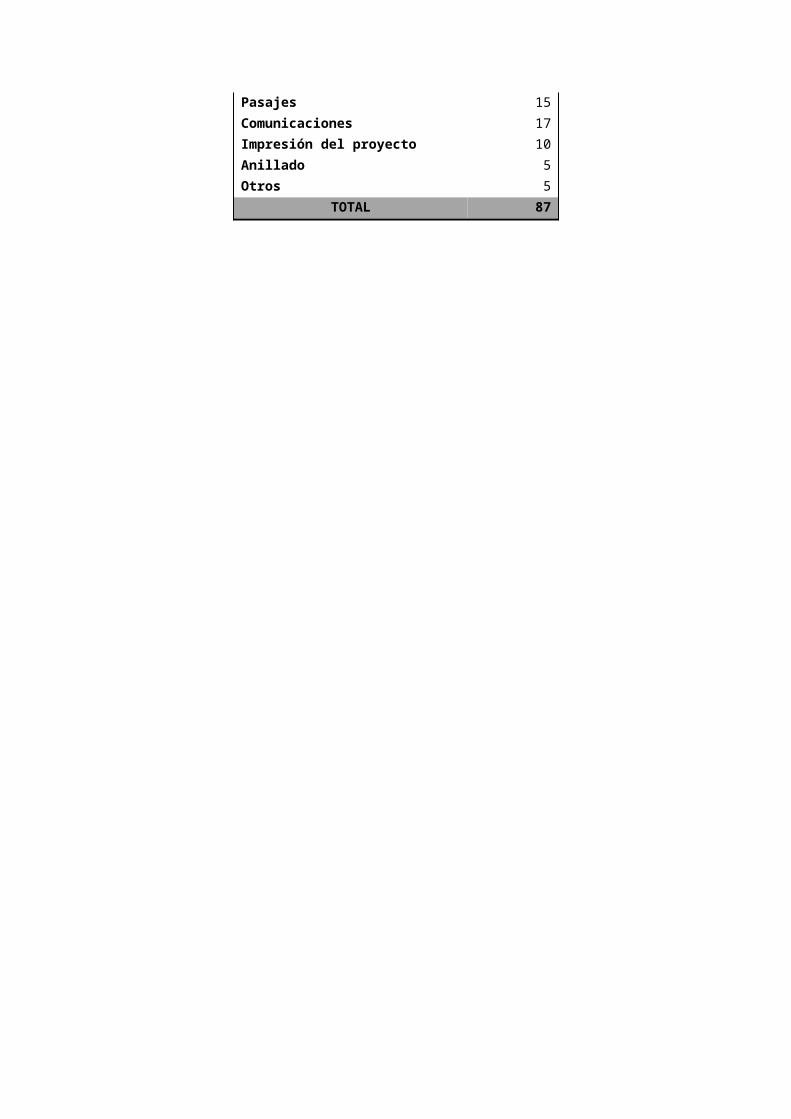
Pasajes 15Comunicaciones 17Impresión del proyecto 10Anillado 5Otros 5
TOTAL 87

ANEXOS
ANEXO Nº 1: Proceso de jugo concentrado de maracuyá

ANEXO Nº 2: Proceso de obtención de pectina
Diagrama de proceso de obtención de jugo concentrado de maracuyá. Fuente Agroindustria AIB SAC
Diagrama de proceso de obtención de pectina. Fuente: Castello, A. (2011) Obtención de pectina a partir de cáscara de maracuyá. Bolivia: Universidad Mayor de San Simón

ANEXO Nº 3: Ubicación de la Agroindustria aib SA
CARACTERÍSTICAS FISICOQUÍMICAS
Brix refractométrico a 20º C 50.0 - 50.5
Brix Corregido por Acidez 52.0 – 54.0
Acidez Cítrica Anhidra, % p/p (*) 12.0 – 18.0
pH 20º C 2.4 – 3.2
Ratio (*) 2.9 – 4.5
Contenido de Pulpa, % v/v (*) a 370 g 10 minutos (Jugo reconstituido a su concentración natural: 15 º Bx) 20 – 40
Partículas negras x ml Máx. 1
Gravedad específica a 20º C(*) 1.240 – 1.254
* Estos parámetros son inherentes a las características de la fruta en función a cada campo ytemporada de cultivo por lo que los rangos están sujetos a variaciones.
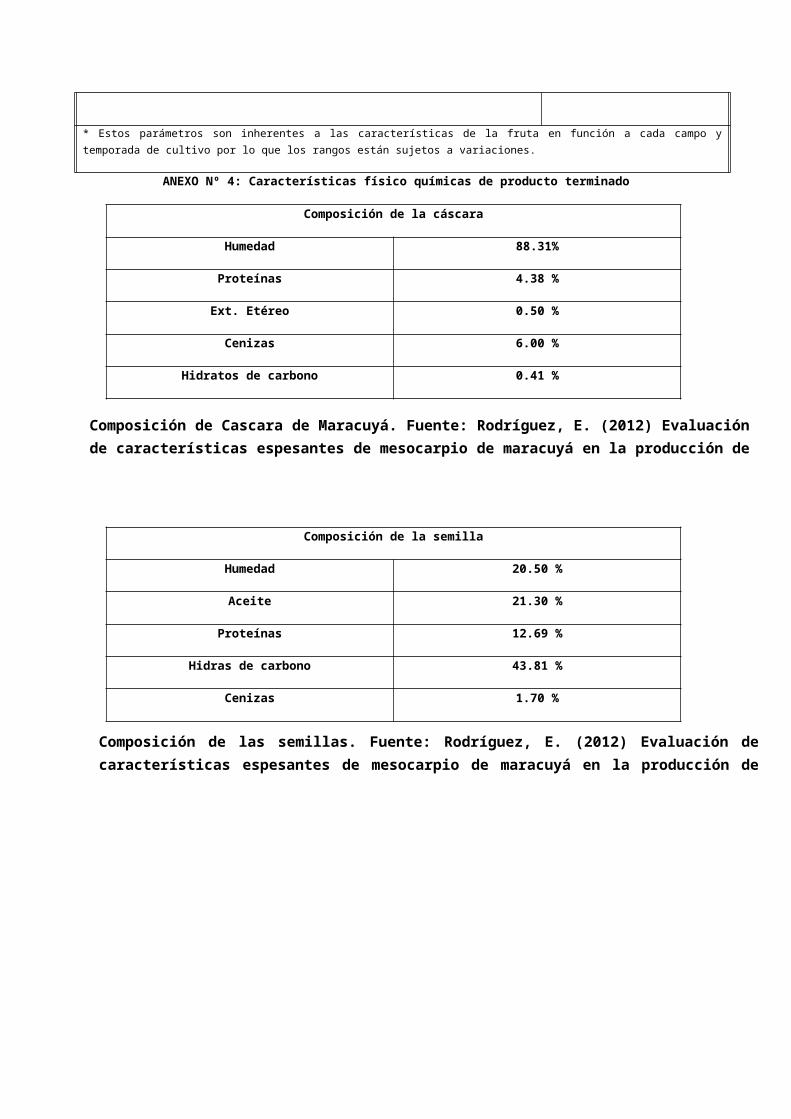
ANEXO Nº 4: Características físico químicas de producto terminado
Composición de la cáscara
Humedad 88.31%
Proteínas 4.38 %
Ext. Etéreo 0.50 %
Cenizas 6.00 %
Hidratos de carbono 0.41 %
Composición de la semilla
Humedad 20.50 %
Aceite 21.30 %
Proteínas 12.69 %
Hidras de carbono 43.81 %
Cenizas 1.70 %
Composición de Cascara de Maracuyá. Fuente: Rodríguez, E. (2012) Evaluaciónde características espesantes de mesocarpio de maracuyá en la producción deconservas. Honduras: Zamorano
Composición de las semillas. Fuente: Rodríguez, E. (2012) Evaluación decaracterísticas espesantes de mesocarpio de maracuyá en la producción deconservas. Honduras: Zamorano
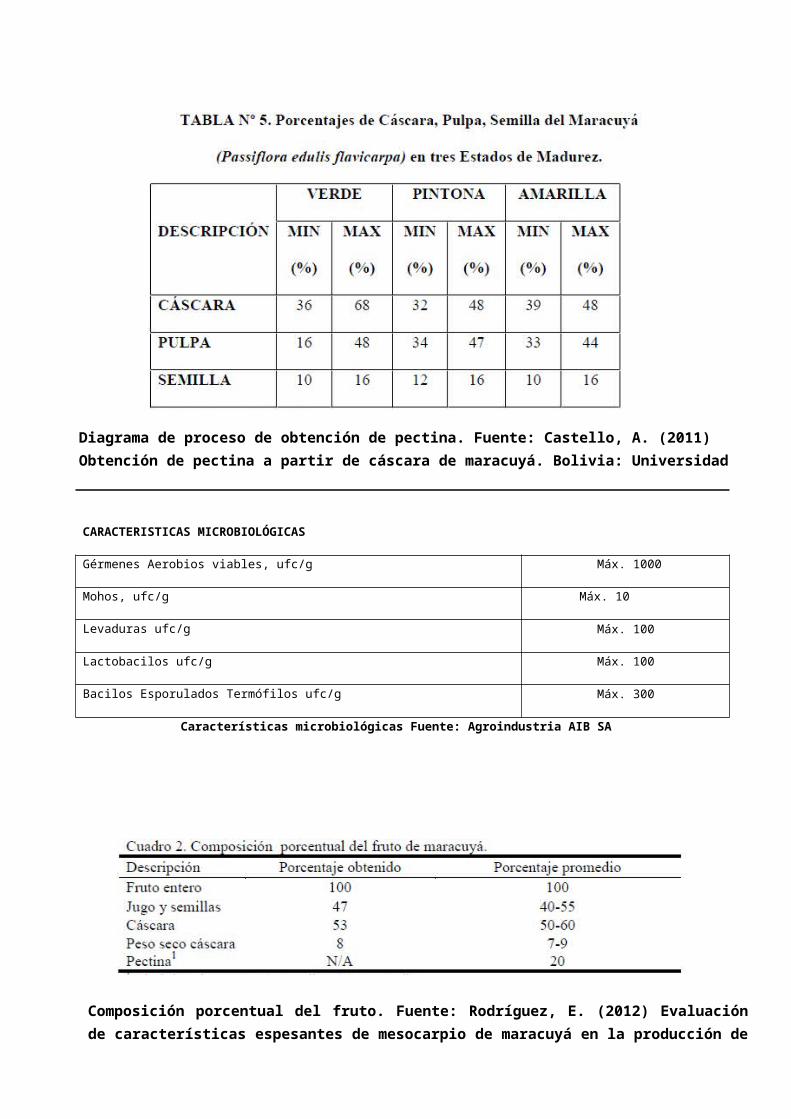
CARACTERISTICAS MICROBIOLÓGICAS
Gérmenes Aerobios viables, ufc/g Máx. 1000
Mohos, ufc/g Máx. 10
Levaduras ufc/g Máx. 100
Lactobacilos ufc/g Máx. 100
Bacilos Esporulados Termófilos ufc/g Máx. 300
Características microbiológicas Fuente: Agroindustria AIB SA
Diagrama de proceso de obtención de pectina. Fuente: Castello, A. (2011) Obtención de pectina a partir de cáscara de maracuyá. Bolivia: Universidad Mayor de San Simón
Composición porcentual del fruto. Fuente: Rodríguez, E. (2012) Evaluaciónde características espesantes de mesocarpio de maracuyá en la producción deconservas. Honduras: Zamorano

ANEXO Nº 6: Composición porcentual de maracuyá
Rendimiento de cáscara de maracuyá Fuente: Rodríguez, E. (2012) Evaluaciónde características espesantes de mesocarpio de maracuyá en la producción deconservas. Honduras: Zamorano
















