


































































The Art of Lithography - Forgotten Books
372
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of The Art of Lithography - Forgotten Books


ALOYS SENEFELDERIN V EN TOR OF LITH OGRAPH Y



PREFACE.
TEN years ago the lithographic trade was in a critical
position ,and it was an Open question whether it would
improve or go under . Thanks,however , to a number of
remarkable inventions , in processes , in machinery ,and in
the purely chemical aspects of the art , a great revival was
brought about , with the result that lithogr aphy is better
ab le to ho ld its own in the printing world to-day than at
any period in its past history . The most pressing need
of the trade at the present time is an ample supp ly of
workmen of alLround competence , and it is with the
object of helping to meet this need that the author has
undertaken the preparation of this manual .
The work is the result of long experience both in the
workshop and the technical classroom, and the author
has sought to make it comprehensive , thorough ly up-to
date,and
,above all, practical . Every lithographic Opera
tion is described in the fullest detail , and useful practical
hints will be found on almost every page . It comp letelymeets the requirements of the lithographic syllabus of the
C ity and Guilds of L ondon Institute in all grades .
Certain processes of great importance and value are
described in the book for the first time, particularly the
simp ler and cheaper transferring method dealt with in
Chapter XI and the practical aerograph process set forth
inChapter V . The important question of the trainingof apprentices is also fully dealt with . Special attention
is d irected to the very full combined index and glossary .
The author gratefully, acknowledges the invaluable
assistance of many firms and individuals,especially in

PREFA CE .
those chapters that treat of subjects not within his own
immediate knowledge and experience . M r. Walter M urray
has supervised the work throughout from an editorial
standpoint and has read all the proofs , bes ides preparingthe index .
‘
Special mention should also be made of
M essrs . James Brown Cc . ,E sk P aper M ills , P enicuik ;
M essrs . M orris Bo lton,L td . ,
L ondon ; and M essrs .
F urnival Co . , L td . , Redd ish . H urst’
s treatise on “The
T heory of C olour (Scott , Greenwood Son) , Sindall’
s
P aper T echnology‘
(Charles Griffin Co . ,L td ) , and
H ind’
s“A Short H istory of Engraving and Etching
(Archibald Constab le Co . ,L td . ) have been o f th
greatest service .
H .
'
J . R .
January, 1914.

CON TEN TS .
CHAPTER I .
TH E BASIS OF L ITH OGRAPH YPlanography—A Chemica l P rocess—Some Chemica l Terms—Act ion
of Oleic and Arabi c Acids—An Outl ine of the L ithograph icProcess .
CHAPTER I I .
L ITH OGRAPH IC STONESThe So lnhofen Quarries—The Origin o f the Solnhofen Stone—The
Archaeopteryx—Qual i ties o f Stones—Backing Th in Stones
Preparation of Stones—Importance o f Uniform Th icknessTesting Stones—Stone-po lishing by Chemica l Means—Gra ining Stones
—The H ausa Automatic Stone-grind ing Mach ineTh ickness and Weight of Standard Sizes of Stones .
CH APTER I I I .
ALUMIN IUM AN D Z IN C PLATESOccurrence and Properties of Aluminium—Graining of Aluminium
Plates—Plate-gra ining Mach ine—F inish ing Operations—Remova l o f Work from Plates—Occurrence and Propert ies of
Z inc—Preparation of Z inc for L i thography—Graining Meta lPlates by Hand—The Rela tive Values of the D ifferent Printing Surfaces .
CHAPTER IV .
CH EM ICALS AN D OTH ER MATERIALS USED IN L ITH OGRAPH YChemical notation .
L IST OF PLANOGRAPH IC MATERIALS—Acetic Acid -Alum— Ammonium N itrate—Ammonium Pho sphate—Asphalt—Beeswax—Benzoline—Bichromate of Po tash—Carbolic Acid—Cas torOil—Caustic Potash—Caustic Soda—Chromic Acid—CitricAc id—Crayons —Cuttle-fi shBone—Dabbers and Daubers—Damp ingCloths—Dextrine—F lake Wh ite—French Chalk—GelatineGlass Powder—Glycerine—Go ld Size—Gum Arabic—Gum As
phaltum—Gum E lemi—Gum Gamboge—Hydroch loric AcidIndiarubber Lampblack Lavender Oi l L inseed Oil
L itharge—Magnesia—N aphtha—N i tric Acid—Offset Powd er

X CONTENT S.
PAGE—Oleic Acid—Oxal ic Ac id— Pa lm Oil—P araffi n Oil—P araffi nWax— P easemeal—Phosphori c Acid—P itch—Plaster o f Pari s—Potash , Caustic—Pumice Stone—Resin—Rubber—SandShellac—Soap—Soda ,
Caustic—Sodium Pho sphate—SpongesStarch—Stearine—Suet— Syrup—Tallow—Tam o
’
Shanter
S tone—Terebene—Turps—V arnis ‘
n (Litho) -Vasel ine —Water
o f Ayr Stone—Wh itening .
CHAPTER V .
DRAWING , PROV ING , AN D HAND -PRESS WORKMethods o f L i thograph ic Drawing—Number o f Printings—Thc
Wo rk o f the Prover—Making a Key— Guide L ines and
Reg ister Marks—Offsets or P a ints—Reversing the K ey—Off
sets or Fa ints for Offset Mach ine Work—Hand Stippl ingShading Mediums—Finishing S tipp le Work—Crayon WorkTrea ting Crayon Work on S tone—Treating Crayon Work on
Metal Plates—Aerograph or Air -brush Work (The N ew L ithography) —The Air-brush—The Process—Preparing the Stone
for the Work—Gumming-out or Stopping -out— Preparing theStone for Proving , Printing , or for Transfers—Splash WorkPhoto -chromolithography Proving Chromo - l i thograph ic
Work—H ow to Ensure Perfect Register—Prevention of Off
setting .
HAND -PRESS PRINTING—Business Cards , Invo ices , etc—Ind iaPaper Prints .
CHAPTER V I .
TRANSFER PAPERS AN D INKSK inds of Transfers—Varie ties o f Transfer Papers—Stone-to-stone
and Stone-to -plate Transfer Papers—Scottish Transfer Paper—Berl in Transfer Paper— French Transfer Paper—Semi-mo ist
and E ver-damp Transfer Papers— Copperpla te Transfer Paper—Letterpress -to -stone (or Meta l Plate) Transfer PaperPhoto- litho Transfer Paper—L itho~writing Transfer PaperGra ined Transfer Paper—Materia ls for Coa ting Transfer Papers
-Recipes for Transfer Paper Coatings—Ma terials Used in
Making Transfer Inks—Rec ipes for Transfer Inks .
CHAPTER VI I .
TRANSF ERSTransfer Impress ions—Copperpla te Press and Accessories—Copper
and Steel Plate Transfers—Tes ting for Pressure—Inking overand Pul l ing the Transfer —Qual i ty o f Paper—OflsettingCopperpla te Trans fers Efiect o f Unequal Damp ing A
Quicker Process for Copper and Steel Plate Transfers—Advantages o f Stone Engraving—Decl ine o f Stone Engraving inBrita in—American Commerc ia l S tone Work—Preparing a
Stone for Engrav ing on—Ink ing- in the Engrav ing—Pull ingthe Trans fer—Photo - l i tho Trans fers .

CONTENTS .
CHAPTER V I I I .
PATCH ING OR IMPOS ITION OF T H E TRANSF ERSIntroductory—Gripper Allowance—Testing the L ay-out Sheet
Imposition of the Pages—The Margin s— Sticking down the
Transfers— The Key Sheet—Treatment o f Small Patches .
CHAPTER IX .
H AN D AN D POWER TRANSFERRING AN D PRINTING PRESSESMechani sm o f the Transferring Press—The Broadway Press—The
Top-lever Press —Tympans— Scrapers—N eed of Uniform Pres
sure—Adapting the Scraper to the Scraper-box—Bed of the
Press and Packing—Cleanliness E ssential .
CHAPTER X .
TRANSFERRINGA Fascinating Art—Importance of Cleanl iness—General Considera
tions in Transferring—The Transferring Process in OutlineTreatment o f Stones wi th Alum So lution—E ffect of AlumTreatment—Warm Stones—Other Methods o f Preparing a
Stone—Testing the Scraper—Adjusting the Pressure—Transferring the Work to the Printing Stone—Preparing the Stonefor Desensi tizing—Acid Resists—The Inking- in Process—ABetter Method of Inking- in—The First E tch—The SecondE tch—Defects of the Above Method—The ‘Grea t Princip le o f
Transferring—Rubbing and Ro lling -up—Summary .
A Detailed Practica l Description—The First Inking—Applying theAcid Resist—Picker and Po lishing Stone—The F irst E tchPreparation for the Second Etch—The Second E tch—E tchingfor H igh Relief—Transferring Autographs to Stone—Transferring to Metal Plates—Z inc Transfers—Aluminium Transfers—Cleaning-up Metal Plates .
CHAPTER XI .
A SIMPLE , LABOUR-SAV ING TRANSFERRING PROCESSE stablished Practice—Great Care and Ski ll Required—The Troubles
Obviated by a N ew Process—The Arobene Trea tment D escribed-The Two Methods Compared—Advantages of Arobene
Treatment at End of Day—Preparat ion for Mach ine—Arobene
for Proofs .
CHAPTER X I I .
REDUC ING AN D ENLARG ING BY MAC H INE PROCESSUsefulness of Reducing and Enlarging Mach ines—The F ougeado ire
Mach ine—Coating for Rubber S heet - Application to N ewWork—Proper Condit ion of Coating—Taking the ImpressionBurnish ing—The Reducing or Enlarging Process—Applica tionto Chromo Work .
Xi

CONTENTS .
CHAPTER X III .
TRANSPOSING AN D REV ERS INGMeaning o f Transpos i tion—The Rel ief or Polish ing Method—The
Gum Method—The Transfer Method—Principle o f the TransferMethod—Reversing Transfers—The “Reverso ” Transfer Re
versing and Offset Proving Press—The Reverso for Prov ingOff set Work—Other Uses of the Reverso
CHAPTER X IV .
PAPERPaper-mak ing Ma teria ls—Rags -E sparto—Wood Pulp—Other M a
terials—The Process of Paper-making—Preparation o f the
Raw Ma teria l—Making o f the Pulp or Ha lf-stuff—Bleachingthe Pulp—Beating the Pulp -Load ing , Sizing , and Co louringHand -made Papers—Mach ine -made Paper—F inish ing Operations—Art Papers—M ix ing of Pulps—Physical Qua lities o f
Paper—Paper and Moisture—L ithographic Requirements in
Paper—Standard S izes of Writ ing and Printing PapersStandard S izes o f Cards .
CHAPTER XV .
TH E TH EORY OF COLOURLight and Colour—The Nature o f White Light - The Spec trum of
Whi te L ight—Co loured Bod ies—Luminosity of Co loursPrimary and Derived Co lours—The M ixture of Co loured L ights—Complementary Colours—The True Primary Colours—Contrast o f Colours w Colour Harmon ies .
CHAPTER XVI .
PRINTING INKSConsti tuents of Printing Inks—L inseed Oi l- Bo i l ing the Oil
Black Pigments—Wh ite Pigments—Blue Pigments—Red P igments—Yellow P igments—Green P igments—Brown Pigments
—Purple , Violet , and Mauve P igments—Permanence of P igments—Transparency o f P igments—Tints , Mediums , and
Pomades—Drying of Inks— The M ix ing of Inks—V arnishableand N on-varnishable Inks—Preparat ion o f Inks by the L i thographer—Consistency of Inks—Driers in Chromo WorkPrint ing Tints .
CHAPTER XVI I .
L ITH OGRAPH IC PRINTIN G MAC H INES . D IRECT FLAT-BED MAC H INES .
Introductory—Types o f L i thograph ic Printing Mach ines—TheD irect Printing Flat -Bed Mach ine—The Frame—The Carriage—The Impress ion Cy l inder—Driving the Carriage—D riv ingthe Cyl inder—T he Cylinder- starting Arrangement—A DoubleInk ing Mechan ism—The Cy l inder-lo ck ing Arrangement—T heF urnival Cyl inder Brake—Other Cy l inder Brakes—Air-cushion ing Cyl inders—The Ink ing Mechanism—T he Damp ingMechan ism or Wa ter M o tion—The Feed ing Mechanism—TheDel ivery Mechan ism—T he Mach ine Brake .

CONTENT S .
CHAPTER XVI I I .
MACH INE AN D HAND-PRESS ROLLERSThe D iffef ent K inds o f Ro llers—The Forme -ink ing Ro l lers—N ap
Forme-inking Ro llers—Glazed Forme- inking Rollers—Rubbercovered Forme- inking Rollers—The Ink-d istributing Ro llersThe R ider Ro l lers—The V ibrating Ink Ductor Ro ller—TheForme-d amping Rol lers— The Vibra ting Damping DuctorRo ller— T he Water-founta in Rol ler—Hand Rol lers .
CHAPTER X IX .
ROTARY AN D OFF SET MACH INES
Introductory .
TH E D IRECT ROTARY MACH INE—The Frame—The Pla te Cy linder—The Impression Cylinder The Inking Mechanism —TheDamp ing Mechanism—Feed ing and Delivery Mechani smThe S low Turning Mo t ion .
TH E FLAT-BED OFF SET MACH INE— Introductory—The Transfer or
Offset Cylinder—The Impression Cyl inder—Feeding and De
l ivery Mechanism—Prevention o f Doubl ing—Conversion to
D irect Mach ine .
TH E ROTARY OF F SET MACH INE—General—The Transfer or Offset
Cylinder—The Impression Cy linder—The Feed ing Mechanism—The Delivery Mechani sm—Device for Ensuring RegisterGear Marks—Power for L ithograph ic Mach ines .
AUTOMATIC AC CESSORIES OF L ITH OGRAPH ICM ACH INES—Automatic
Feeders—The H arris Feeder—The Slogger Feeder—TheDexter Feeder—The Jogger—The Automat ic Counter .
CHAPTER XX .
EXAMPLES OF PRINTING MACH INESIntroductory—The Wogdon Improved Litho Press—F urnival
C o .
’s Improved E xpress D irect Flat-bed Machine—The
Scott Stop-cylinder F la t-bed Mach ine .
F urn ival Co .
’s F lat-bed Off set Machine Attachment —The Re
l iab le ” F lat-bed Offset Mach ine .
The “Reliable ” D irect Rotary Mach ine—The L . M . D irectPrinting Rotary Mach ine—F urnival Co .
’s D irect Printing
Rotary Mach ine—The Scott D irect Rotary Mach ine—R . H oe
Co .
’s D irect Rotary Press .
The “ Baby ”Rotary Off set Machine—The Wai te Rotary Offset
Machine—The L . M . Ro tary Offset Mach ine—The F urnivalRotary Offset Press—The Harri s Automatic Ro tary Off set
Press—The Scott Six -ro ller Offset Press , with “Dexter ”
Feeder .
George Mann CO .
’s Two-co lour and Perfecting Rotary Offset
Machine—R . H oe Co .
’s Two -co lour Ro tary Press—R . H oe
Co .
’s N ew-pattern TWO-co lour Rotary Press—R . H oe Co .
’s
Three-colour Rotary Press .
IIiii

x iv CONTENT S .
CHAPTER XX I .
MACH INE MANAGEMENTMethod , Orde r, Cleanliness—Requirements o f the Mach ineman
Acqua intance wi th the Machine—Attention to the CylinderThe Cylinder Brush and Grit-guard—The Cy l inder and F lywheel Brakes—The Flyer Drum—T he Gearing—T he Stone o r
Bedpla te Carriage—The Under-parts—The Side Rai ls—TheAir-cushioning Cyl inders—T he Ink D uc t—The Wa ter Duct or
Founta in—The Damp ing Slab— The Mach ine Belts—The
Cylinder Coverings .
CH APTER XXI I .
MACH INE PRINT ING FROM S TONESetting the Stone—M ix ing the Ink—Ink for Bright Enamel Papers
—Wash ing-out the Work—Taking the Impression—A Registerfinder—Three Great Principles in Printing—Overlay ing the
Cyl inders—Ga ining Experience—Doctoring Th ickened Wo rk—Doctoring Weakened Wo rk—Paper- creasing at the Machine .
CHAPTER XX I I I .
PRINTING CH ROMO OR COLOUR WORK
Interesting but Anxious Work— Precautions aga inst Bad Register—The K eystone—Bronze and Metal Leaf—T he Sa fety VacuumBronzing Machine—H ints on Bronzing—The Ro tation o f the
Co lours—Print the Out line Forme Early—Double Printingand Double Roll ing—The Cause of Setting-off—Prevention o f
Setting o o ff—Regis ter—Some Causes o f Inaccurate RegisterImprovement of Register—Unequal Damp and PressureH ow to Remedy Expansion of the Paper—Altering a Section .
CHAPTER XXIV .
MACH INE PRINTING F ROM METAL PLATESFLAT-BED PRINTING—The Iron Bedplate Supports— Print ing from
Meta l Plates—Effect of Gum on Meta l Pla tes—An Experi
ment .
ROTARY PRINTING The Principles Setting the PressureReg ister on Ro tary Ma ch ines The Automatic Damp ingAppara tus—The Forme- inking Rol lers—Specia l Precaut ions onOffset Mach ines—Cyl inders True with each other—The RubberBlanket—Inks for Offset Machines .
CHAPTER XXV .
SPEC IAL FIN ISH ING AN D OTH ER PROCESSESVarnishing L i thographed Work—Gela t ining L ithographed Wo rk
—F inishing Chromo Wo rk—Rough ing Printed Work—G ra ining Printed Wo rk—Emboss ing—Spangle and K indred WorkGraduated T int Print ing—Ra inbow Print ing—Printing Transparenc ies .

CONTENT S .
CHAPTER XXV I .
D IRECT PH OTO-LITH OGRAPH Y IN L INE AN D HALF -TONED irect Photo -lithography—The L ine Process—The Half-tone Pro
cess—Half-tone L ithography—Ord inary Three- colour Work .
CHAPTER XXV I I .
L ITH O PRINTING ON FABRICS AN D TINPLATE : DECALC OMANIE TRANSF ERS
The Older Process for Si lk and Cal ico—The N ew Method—TheOlder Process of Tinplate Printing—D irect Tinp late PrintingDecalcomanie Transfer Printing .
CHAPTER XXV I I I .
COLLOTY PE PRINTINGN ature of the Process—The N egative—Preparing the Printing
Plate—Printing thei mage—Washing and Preparing the Plate
Printing .
CHAPTER XX IX .
COPPERPLATE OR INTAGLIO PRINTINGIntagl io Printing—Intaglio Processes—L ine Engraving—Etch ing
—Dry-po int Engraving—Mezzotint Engra ving—Aquatint Eu
graving—The Crayon Method—Stippl ing—Co lour PrintingPhotogravure—Commercia l Photogravure .
CHAPTER XXX .
ESTIMATING AN D COSTINGThe Relation of E s timating to Costing—A Sample E stimate and
Cost Sheet—The E lements in Pri ce—Cost of Production—TwoForms of Oncost—Departmenta l Oncost—Office Onco st .
CHAPTER XXX I .
TH E TRAIN ING OF APPRENTIC E SExplanation—An Expensive Luxury—Responsibi lity of Employers
—An Apprentice Guard ian Committee—The Term o f Apprenticeship Sui tab ility o f Lads An All-round TrainingN ecessary
—A Suggested Course—Technica l E ducation .
COMBINED INDEX AN D GLOSSARY
XV


CH APTER I .
TH E BASIS OF LITHOGRAPHY .
Planog ra phy .—The art of printing from a polished cal
careous stone was invented by Aloys Senefelder, a native of
P rague, Bohemia ,about the year 1796 . The name L ithography
(from the Greek words, li thos, a stone,and grapho , I write) was
given‘
to the process , and this is stil l in general use,a lthough
to -day it by no means adequately represents the art as it d id uptill about a quarter of a century ago , because of the extensiveand ever- increas ing employment of z inc and the introduction of
aluminium as printing surfaces . Accordingly, the word mightwith advantage be replaced by another which wi l l convey a
broader meaning . The term P lanography (from the L atin word,
p lanus, level , flat , plane) has been much in evidence of late, andthere is no reason why it should not be generally adopted todenote all processes of printing from flat surfaces .
A Chemica l Proces s .— L ithography (or planography), being
a flat-surface process , occupies an intermediate position betweenletterpress or rel ief printing and copperplate or intaglio (sunk)printing but with this essential difference ,
thatwhile letterpressand Copperplate printing are mechanica l processes , planographyis of necessity a chemical one .
If a printer’
s inking ro ller is passed over a letterpress forme,
the raised face of the type,which represents the actua l work
,is
immediately charged with ink,whilst no ink is deposited on the
supporting base of the plate . But if the ro l ler is passed overa plane , level surface, such as a lithographic stone or a marbleslab, which has not undergone any previous preparation ,
it willdeposit ink over the entire surface. Therefore
,in planographic
printing two forces or materials are necessary one that wil l a ttract printing ink to the parts where it is required
,that is, to the
work which is to be printed,and another that wil l repel it from
all other parts and this can only be brought about by the aid of
chemistry . The separation between'
the printing and the non
printing surface, which is effected in letterpress printing by means

2 T H E BA S IS OF LITHOGRAPHY .
o f the mechanica l device o f re l ief, is effected in l ithographicprinting by the action o f suitable chemicals .
S ome C hemica l Terms .—Befo re pro ceeding to expla in the
chemica l actions employed in l ithography,it is necessary to de
fine some chemical terms for the guidance o f non-chemicalreaders .
Chemica l ly all substances are classed as elements and com
p ounds . An element is a s imple substance , such as sulphur oroxygen ,
that canno t be reso lved into any o ther substance . A
compound is a chemical combinat ion o f two or more e lements .
For example ,sulphuric acid consists of hydrogen
,sul phur
,and
oxygen combined in certa in definite proportions . A compoundo f an element with oxygen (one o f the gases in the atmosphere)is ca l led an oxide o f the e lement . Thus water is an oxide of
hydrogen . So compounds with sulphur are cal led sulphides
compounds with chlorine ,chlorides and so on . Compounds o f
elements with hydrogen and oxygen are cal led hydra tes . Thuscaustic soda is the hydrate o f a metal cal led sodium.
A large class of chemical compounds cal led sa lts are producedby the combination of a base with an acid . A base is usua l l ythe oxide or hydrate o f an element : fo r example , ferric oxide
,
which is an oxide o f iron o ccurring inmany iron ores , and caustic
soda . An acid is a compound o f hydrogen,usual ly with a sour
taste, that has the property o f turning a vegetable blue, such as
l itmus, to a bright red . When a base combines with an acid,the
e lement in i the base displaces the hydrogen in the acid,and forms
a sa lt . Thus, when caustic soda combines with hydrochloricacid (a chloride of hydrogen), the sodium in the caustic sodatakes the place of the hydrogen in the acid
,and sodium chlor
ide (or common sa lt) is formed . SO a lso , when l ime,that is ,
oxide of ca lcium,combines with sulphuric acid
,a salt ca l led
sulpha te o f ca lcium is formed .
Certain bases , such as caustic soda,reverse the reddening
action of acids on vegetable blues,and restore the blue co lour .
These are cal led alka lis . Substances which are neither acidnor a lka line in their action on l itmus are said to be neutra l.
For l ithographic purposes a distinction between fa tty or ci tyacids and wa ter acids is useful . The former are fats and o ils ,such as stearine (or stearic acid) and o leine (or Oleic acid) , possessing a sour
,rancid taste and an acid reaction. The latter
are acids either so luble in water or intimately miscible with it .
Examples o f these are the famil iar substances , nitric acid , sul
phuric acid,and citric acid .
Act ion o f Ole ic and Ara b ic Ac ids —Acids play the most
important part in the chemistry o f l ithography , inasmuch as
they comb ine with the base o r element in the printing surface

4 T H E BA SIS OF LITHOGRAPHY .
o thers the work on the stone or plate prints on to a rubberblanket on a cylinder, and this in turn transfers the impressionto the paper . The former are called direct printing machines,and the latter printing machines . Where a job is in
several co lours, each co lour involves a separate printing forme
and a different ink.

CH APTER II .
LITHOGRAPHIC STONES .
The S o lnho fen Quarries —L ithographic stone is composedalmost entirely (about 97 per cent) of carbonate of lime, otherwise ca l led carbonate of calcium. It is a stratified rock
,that is,
one that has been deposited in layers, and the world’
s supplycomes chiefly from a small district in Central Bavaria
,where
FIG . 1.-M ap of Central Europe, showing position of Solnhofen .
there are a number of quarries (Fig . The centre of this districtis a place cal led Solnhofen (F ig . some sixty mi les north -westof M unich, and about ten miles north of the River Danube, fromwhich river-bed the sand is obtained for the purpose of grindingthe face of the stones before they leave the quarries“ The
texture of the stone is very compact and homogeneous it is hard,
(5)


OR I GIN OF T H E SOLNHOFEN STONE . 7
yet easily fractured ; and it varies in c o lour from blue -grey to
pa le buff. It is easily worked and cut into s izes to su it the re
quirements of the printer.
The Orig in o f the S o lnho fen S tone .
— It may be of interest
to the young l ithographer to
have some idea as to how thisrock, which has proved to be o fsuch great value to the world
,
came to be there . The geo
logica l age in which it was
deposited is that cal led bygeologists the Jurassic
,from
the Jura M ountains,
on the
frontiers of France and Switzerland . The Jurassic Age is muchmore recent than the Coa lM easures
,but it ended long
before the advent of man on the
earth . F ig . 3 gives a roughidea of the geo logica l positionof the So lnhofen l imestone .
The regions in which German lithographic stone is now
found were, perhaps mil lions ofyears ago ,
covered with largelakes or seas
,or the estuaries
o f rivers which flowed into theseas. These rivers wou ld , aftercontinued heavy rains
,become
much swo l len,and carry down
to the lakes or seas greatquantities of stones , sand, mud ,
minera ls,etc .
,which would be
depos ited by gravity in regularorder. If we take a large c learglass bottle and fil l it three partsful l o f water, and stir into thisone or two hand fu ls Of f arth'we FIG . 3 .
—Relative Geological PositionShal l find upon allowmg all to
o f the Solnhofen L ithographicremain undisturbed for some L imestone .
time that the water has againbecome quite c lear
,and the earth which we mixed with ithas been
deposited In layers . The sand and grit went quickly to the bottom the less heavy particles gradual ly fel l on top o f the sand and
So on,until there was nothing left in the water but the very finest
and l ightest sediment,which s lowly settled down on top o f all.

8 LITHOGRAPHIC STONES .
N ow,if we go down,
after several days of heavy rain; to the
mouth of a smal l river or stream,where it runs into the sea
,its
course far out into the ocean may easily be fo l lowed with the eye ,because o f the brown ,
muddy l ine it has made for itsel f throughthe clear water. The same thing is happening here as tookplace in the bottle , but this time it is in a current instead of in
stil l , confined water and we may easily imag ine that, once out
Of the great force and dash o f the stream,the coarse and heavy
particles in the form o f smal l pebbles w il l soon settle at the
bottom,and a l ittle beyond, where the current is less strong,
the sand wil l gather. But the water is stil l heavy and thickwith fine inso luble matter. This
,too ,
a l though it may be milesfarther out, wil l all gradua l ly settle .
It is estimated that,on an average
,every lb . o f
river water contains 2 1 lb . o f minera l matter,of which 11 lb.
is carbonate o f l ime the balance being made up of carbonate o fmagnesium (a constituent o f litho stone), sulphate o fmagnesium
,
common salt, sil ica, etc . When we consider that the amount o fmineral matter in solution carried annua l ly to the sea by sucha river as the Thames is estimated at 2 30 tons
,we are able
to form some idea how sedimentary stone, such as we use for
l ithographic printing,was gradua l ly built up . This gradua l
building up may go on for thousands or even mil l ions o f years ,the weight and pressure increasing as time goes on
,causing the
under layers to become very firm and hard ; unti l at length a
gradual upheavaltof these parts takes place , and the deposits are
exposed as dry land .
The Archae opteryx .—M any interesting fossils
,representing
both land and water life,are found in l ithographic stone . Of
these the most interesting by far is the Archwop terya: (see inF ig . of which there are only two Specimens in existence, onein the British M useum in L ondon
,and the other in the Royal
M inera logica l M useum in Berl in . The Archwop terya’ is the
earliest known bird,and stil l retains many reptil ian characters
,
s o establ ishing the evo lution o f birds from reptiles . It was aboutthe Size of a rook .
Qua lit ies o f S tones .
—Besides Bavaria,l ithographic s tone
is found in Spain,F rance
,I taly
,America , and Eng land (Somer
setshire) , but it is all o f a more or less inferio r qual ity,and need
hard ly be considered in connection with our subj ect . Even fromthe best quarries in Bavaria the qual ity varies cons iderably , bo thin texture and co lour . The best stones are o f a pa le yel lowco lour and free from chalk marks or veins , but there is also a
l ight grey variety, which is harder than the yel low stone,and is
in grea t demand by American l ithographers,as wo rk is incl ined
to print sharper from it. This suits the ir fine commercial eu

LITHOGRAPHI C l FOSSI LS .
Archwop terya .
Archwop terycc.
«(Roya l M ineralogica l Museum,Berlin . ) (British Museum. )
A Sea - lily (Antedon p enna ta ) .
A F i sh (L ep tolep is) . A Crustacean (M ecochirns) .
FI G . 4.—The Archaeop terya' or Earliest Known Bird and other Fossi ls found
in Solnhofen L imestone .

10 LITHOGRAPHIC STONE S .
gravings , which are so much admired in Britain. Both Of'
these qual ities are unfortunately getting very scarce and costly,but nevertheless it pays the printer to buy only the best
,and
this being so,the greatest possible care i s exercised by the
quarrymen when taking out large slabs . These Slabs are rare l ymore than 5 o r 6 inches in thickness , the superfluous stone from:
the thick ones being chipped away until the necessary thi cknessis obtained .
Back ing Th in S tones .—A stone of o therwise good qual ity
but too thin is sometimes cemented to another thin stone of in
ferior qua l ity . This is done by first grind ing the stones , one on
top of the o ther, with sand and water unti l they are perfectlytrue with each other. The sand is then washed off and the sur
faces dried or left wet accord ing to the nature o f the cement to '
be used . A quantity of the cement is put upon one o f the new lyground surfaces, and the other stone is aga in placed on t op .
The top stone is then worked about until the cement has spreadevenly but thinly all over both o f the surfaces, SO that the
stone can only be moved with difficulty . They are then left .
in position with weights on top for a few days until the cement
has hardened . A cement which is said to be usefu l for thispurpose (P aget
’
s M astic) may be made as fo l lows . Knead to
a paste 2 1 parts chalk, 63 parts sand,5 parts white lead ,
and
2 parts l itharge, with a saturated solution of acetate o f lead ,and
fina l ly mix with 6 parts l inseed o il. The surfaces shoul d bedry when this cement is appl ied .
P re pa ra t ion o f S tones .-The working surface is got by
covering the stone with Danube sand and grinding . H and
grinding is done with another stone on top , but in up-to
date quarries the grinding is done by machinery carrying a .
number o f smal l s tones attached to circular grippers . When an
unusual l y thick s lab is found , it is cut into stones Of ord inarythickness by means o f a diamond -toothed saw .
Impo rtance o f U nifo rm Thicknes s .—It is much to be re
gretted that more attention is not given to the uniformity Of’
thickness of large stones before they leave the quarries , as manya va luable one might be saved by the exercise of a li ttle more
care . It no t infrequently happens that, ow ing to the stone not
being of uniform thickness , it breaks in the printing machine or
press the first time that work is done from it . Such a disaster
might,o f course ,
have been averted had the user taken the time
and trouble to grind it level , but facil ities for do ing such workare to be had in only a very few Shops .
T es t ing S tones .
—When a new stone o f any s ize is purchased ,
it should first be tested at both ends w ith the cal l ipers , and iffound to be thicker at the one end than the o ther, the thick end

12 LITHOGRAPHIC STONES .
ing'
zeach sl ip by pulling sl ightly (Fig . The loose piecesindicate ho l lows and the tight ones the high parts, which mustbe marked fo r further grinding. This is to be repeated in the
centre and at the Oppos ite s ide . H aving made the back right,turn the stone over and treat the work ing surface in the same
FIG . 7.—Stone-planing Machine .
manner,after which it may be finished o ff by rubbing with a
block of artificia l pumice stone and water until all traces o f sandho les have been removed . F inal ly
,give the necessary finish
with Scottish Tam o’
Shanter stone . The stone must then bewashed with a plentiful supply o f pure water
,when,
after
drying , it will be in a cond ition to receive l ithographic work .
F IG . 8 .— Testing the Surface o f a Stone for Evenness .
S tone -
po lishing by C hemica l M eans —Old work on
l ithographic s tones may be cleaned Off and the s tone repreparedfor new work a lmo s t entirely by chemical means
,and while the

GRA IN ING STONE S . 13 ‘
method is considered not so satisfactory as grinding and po lishing ,
good results may be obtained by it, and a great deal of
time saved, especia l ly when a number of forms are to be set up
and only a Short run required from each . A large stone that .
would occupy from two to three hours to prepare by the
grinding and po l ishing method may be prepared in fifteenminutes by chemica l means .
There are severa l preparations on the market for thispurpose, the best known of these being an acid preparationcal led L iasine. It is used as fo l lows . Po l ish the stone with a
block of Water of Ayr stone and water unti l the rel ief causedby etching the old work has been rubbed down to the level ofthe remainder of the stone (this is essential with all chemica lpolishes , and only occupies a few minutes) then sprinkle some
pumice powder over the stone ; pour on a quantity of liasine,distribute it quickly all over the surface with a felt pad, and rub
vigorous ly for a few minutes . Wash with pure water and dry,when the stone w il l be ready for transferring upon.
A good chemica l po l ish may be made up as follows :
Dissolve lb . of caustic soda in 6 lb . of water,and then add
lb. of l iquid carbol ic acid (pure, not the brown qua l ity) .This preparation is used in the fo l low ing manner . Select .
the s tone'
to be used for the purpose, which should be
properly ground leve l and polished in the usua l way . N ow
pour upon it some of the so lution and po lish it l ightly with a
block of Water of Ayr stone ; then wash with water , and af
terwards treat it with the nitric-alum wash as recommended inChapter X . Wash off and dry . The stone wil l then be readyfor the first transfer .
There is a specia l reason for this preliminary chemica l treatment. It has the effect of hardening the surface and preventing the first transfer from getting deep into the stone . If this isneglected ,
the chances are that although subsequent transfersmay be easi ly removed and wil l not attempt to return
,the first .
transfer wil l be continua lly reappearing . T o reprepare the
stone for subsequent printings,the old work is treated exactly as .
described for the prel iminary chemical treatment, that is, itShould be polished S l ightly with the block of Water of Ayr stone
and caustic so lution,washed with pure water
,then with the
nitric—alum So lution,and fina l ly with pure water and dried .
Gra ining S tones —When the stone is required for a direct )
crayon drawing, it is necessary for it to undergo the furtherprocess of graining. This is required to give it a texture, SO»
that, when the artist draws upon it,the l ines, instead of ap
pearing l ike pen-and - ink l ines,are broken up into minute dots ,
thus a l lowing him to produce any des ired tone from a so l id to »

14 LITHOGRAPHIC STONES .
the finest tint. The gra ining is done by covering the stone
w ith good fl int sand or g lass powder—coarse sand producing a
coarse gra in— and working over it in a regular, method ica l
manner with a smal l rounded stone of about 15 inches incircumference . The stone must be flat on the working S ide
,
and the edges , to avo id scratching, should be nicely rounded .
A l ittle water is sprinkled over the sand,and both hands (one
on top o f the other) placed upon the l ittle rounded stone thenproceed
,from the top left hand corner, in a manner describing
sma l l circles . The sand must be washed o ff and a fresh supplys ifted on from time to time
,and it must on no account be
a l lowed to become much worn,or the resul t w il l be a flat
gra in. When the graining has been suffi cientl y carried out,the
stone must be washed under running water w ith the aid o f a
c lean,hard brush . It Should then be a l lowed to d ry, and
examined by the artist who is to execute the drawing upon it.The H ansa
”Automa t ic S tone -g rind ing M a chine .
—A useful machine that performs all o f the above Operations isthe H ansa automatic stone -grinding machine
,which is il lus
trated in F ig . 9 . It grinds the stone and levels it at the same
time ; grains it for d irect crayon drawings ; or fine-po l ishes itfor transfers . It is largel y employed on the Continent .
On a strong base frame,the bed
,there is a heavy table
which gl ides in prism leads . This table supports the stone un
dergo ing treatment . A cross piece extend ing over the table,
which is fixed to the bed by means of latera l stands, supports
the adjustable grind ing head which is to be seen in F ig . 9 .
The machine works in the fo l lowing way . By means of the
bel t pul leys bes ide the bed,after the bel ts have been laid on
,
the mo tion is carried over the table through a cogged intermedi
ate gear. In this way the table, together with the s tone placedon it, is subjected to a movement in a longitud ina l d irection , and
this motion is made a reciprocating one by the a id o f revers inggear. The l imit o f travel o f the table can be eas ily and quicklyadjusted to requirements in each case while the machine is inful l action. The grinding head is equipped w ith a Spec ia l set o fbel t driving gear. The driving shaft, which is la id through the
cro ss p iece, transmits the motion to the head by means o f a
conical wheel mechanism,and at the same time acts upon the
mechanism so that the grinding head becomes endowed w ithautomatic motion . In the same way this movement is trans
formed into an automatic movement forwards and backwardsby means o f a s l ight adjustment by hand . The extent o f the
switch mo tion varies greatly according to the degree o f adjustment employed in each ind ividua l case . The procedureemployed in do ing the grind ing may therefore be briefly

HAN SA STONE -GR I ND ING MACHINE . 15
s ummed up as fo l lows : The table together with the stone is
subjected to an automatic movement of a reciprocating charact er, and s imultaneously a rotary movement Of the grindinghead takes place, during which the latter is steadily impel led ina forward direction in an automatic manner.
The who le of the requisite manual operations are to be per
formed from the quarter directly Opposite to the belt gear, andthat too at one and the same place .
FIG . 9 . H ausa Automatic Stone-grinding Machine .
The “
.
H ansa machine may be equipped for direct electricpower driving at an increased rate . The power of motor re
q uISIte IS about 2 -3 h.p . , according to the size of machineemployed . In this case the tOp intermediate gear is notr equi red .

16 LITHOGRAPHIC STONES .
Thicknes s and We ig ht o f S tanda rd S izes o f S tones .
-The fo l lowing table shows the thickness and approximate
weight of the standard S izes of l ithographic stones . The names
of the corresponding paper s izes are also given
Approximate C orresponding P aperWeight . S i z es .
Demy 8vo
H
E lephant .9’
Double Crown.
Imperial .
Double Demy
Royal .Quad Crown .
Imperia l 8vo .
Demy 4to .
Roya lCrown Folio .
Large Post Folio .
Demy Folio .
Foolscap .
Demy Folio .
Foolscap .
Half Royal .Crown .

CH APTER III .
ALUMINIUM AND Z INC PLATES.
Occurrence and P ro pert ies o f Aluminium .—Aluminium
is a l ight meta l which does not occur native, but is widely distributed throughout the world as the oxide, a lumina, and the
Si licate, clay . It is now extensively manufactured, chiefly by
means of the intense heat obtainable in e lectric furnaces . It is
a Si lver-white meta l,rather bluish in comparison with pure
si lver . It is of equa l hardness to the latter meta l when cast,
but becomes stil l harder when ro l led, a process which a l so gives
it the desirable qua lity o f flexibil ity . It is capable of taking on
a good po l ish , and is highly resonant . As compared with l ithographic stone and zinc it is not so readily attacked by acidsnitric acid, for instance, having no effect upon it . It Is
,how
ever, so luble In hydrochloric acid and di lute sulphuric acid ; and
it is acted upon by a so lution of common salt when organic acids
(acetic, c itric ,tartaric , etc . ) are present. It is also readily soluble
in caustic alkal ine so lutions . A particularly interesting reactionis set up if a solution of common salt, to which has been added2 0 per cent nitrate of mercury
,is applied to an a luminium plate
and a llowed to act for a few seconds and then wiped off with a
dry cloth . Owing to the evo lution of heat the part dries a lmost
immediately, and there at once appears a growth of a white,
woo l ly, crysta l line substance , which if brushed off quickly repeatsitself, and wil l do so several times until the action is exhausted .
The plate wil l then be found upon examination to be covered at
that part with minute ho les .
Gra ining o f Aluminium P la tes —For planographic printingpurposes a luminium is rolled into Sheets or plates of various thickness to suit the requirements of the different makes of machines .
The ro lling produces upon each side of the plate a hard,polished
skin ,which Is not suited for lithography. This must therefore be
removed from the working surface,and replaced by a granulated
one , be fore work may be put upon the plate . The reason for
this is that a po l ished lithographic stone,to a very large extent
,
is natural ly absorbent of moisture and sensitive to the action of
(17) 2

18 ALUMINI UM AN D Z I NC PLATE S .
the chemicals ; but a po lished meta l plate is non-absorbent andis only sl ightly sensitive to the action o f the chemicals . The
granulating or roughening o f the surface supplies the necessaryqual ities .
P la te -g ra ining M a ch ine .— The graining is done in a p la te
gra iningmachine (F ig . 10) which consists of a light, shal low troughor tray, resting upon four steel balls in a saucer- l ike arrangementone at each corner of the iron framework support. The plate isplaced face up on the bottom of the tray
,and the whole area is
covered with glass or porcelain marbles of about 1 inch d iameter. When the machine is set ih motion,
these rotate in smallconfined spaces, cutting up the surface o f the plate
,with the aid
FIG . 10 .—Plate-gra ining Machine .
of sand,glass
,or pumice powder, and giving to it the appearance
of ground glass—a coarse grain being obtained with coarse sand .
It is necessary during the graining process to renew the sand or
powder, which must be kept wet with pure water at frequentinterva ls , as already indicated in connection with the graining oflithographic s tones ; otherwise the grain becomes flat or worn,
and the best results canno t afterwards be obtained .
A plate -graining trough Should be fitted with a false bottommade in three pieces , from 1 to 2 inches thick . The centre
piece must be the exact width of the printing surface of the platecylinder o f a rotary machine or the iron bed -plate of a flat-bed
machine, so that the bent-over gripper edges o f the plate fallneatly over the sides . The other two pieces then clamp them in
2 0 ALUMIN I UM AN D Z INC PLATES.
treatment which has a twofo ld object, namely,to whiten the plate
so that fine work may the more readily be seen upon it,and a lso
to render it more sensitive to the action of the fatty acids contained in the transfer inks .
Immediatel y after washing,and while the plate is stil l wet
,
it is flooded with a solution of a dilute corrosive acid,using for
the purpose a large, soft Turkey sponge . After rinsing wel l
under pure running water, and drying o ff quickly, it is finishedby rubbing l ightly all over with crisp N o . 0 pumice powder as
d irected for a luminium, when it is ready to receive work . In
selecting an acid for this purpose, one must be chosen that hasa decided whitening action without depositing an adherent film
,
such as phosphoric acid would do . N early all the wel l -knownacids in general use for repreparing and cleaning l ithographicstone wil l give the required result on zinc . Acetic acid witha lum is recommended in the fo l lowing proportions 2 o z . acetic
acid, .5 o z . powdered alum,60 o z . water .
Gra ining M eta l P la tes by H and—Graining zinc and alu
minium plates by hand is not to be recommended . The time
required to do the work is considerable and the results are not assatisfactory as those obtained with a power graining machine .
For the purpose,however
,a sma l l tray may be made on s imilar
l ines to the power grainer,the marbles being kept in motion by
shaking it about. A simpler way is to grain the plate exactl yin the same manner as described for graining a l ithographicstone .
The Re la t ive Va lues of the Different Print ing Surfaces .
— In considering the relative values of stone, zinc, and alu
minium as printing surfaces it is necessary to take into account.
the experience the transferrer has had, not only in connection
with the particular surface about to be transferred upon,but
also with the particular class o f transfer in hand . Before the
advent of the aluminium plate,plain uncoated zinc was not so
wel l understood as it is at the present day, but fair and evengood resu lts were sometimes obtained from plates coated withca lcareous preparations . These
,however
,are now but l ittle used
and are practically out of date . M any transferrers and machinemen
,having gained experience with a luminium, hes itate to
make any change,while others who have had considerable ex
perience with both metals declare in favour o f zinc . There is .
one thing certa in,however : work transferred to z inc wil l take a
firmer ho ld than the same work would do on a luminium and
the former does not oxid ize anything l ike so readily as the latter,which is a great cons ideration . U ndoubtedly z inc is steadilyga ining favour in the trade
, while aluminium is just as steadilylosing it
RELATIVE VALUES OF D IFFERENT PRINT ING SURFACE S .
Certain classes of work, such as a large sheetful of Copperplate transfers , are better done from stone, owing to the
di fficulty experienced in cleaning away scum and scratches, andthe disinclination of the hard plate transfer ink generally usedfor this purpose to transfer perfectly . Stones , of course , can
not be used on rotary machines and are therefore out of the
question for economica l printing ; and they cannot be storedaway by the hundred in a small cupboard or rack awaiting a repeat order of the job that at present occupies,
the
surface . We may conclude then that under certain conditions,
and with certain classes of transfers,stone is the most useful
material,but generally speaking the metal plate possesses eco
nomical and other advantages over the former. There is alsothe question of cost. In the case of stone it is a matter of
pounds, where with metal plates it is merely a matter of
shillings .

CH APTER IV .
CHEMICALS AND OTHER MATERIALS USED IN LITHOGRAPHY.
C hemica l N o ta ti on — In this chapter there is given in
a lphabetica l order, chiefly for reference,an explanatory l ist o f
all the materials commonly used in connection with planographicprinting. In many cases the chemical formula is g iven,
and to
make these formulae intel l igible to non -chemical readers thefol lowing explanations are necessary .
Each element is denoted in chemistry by a symbo l . The
fo l lowing symbo ls occur in this l ist or elsewhere in the bookC Carbon,
H H ydrogen, O Oxygen, N N itrogen,P
Phosphorus, S Sulphur, K Potassium,N a Sodium, Ca
Calcium,M g M agnes ium
,AI Aluminium
,Zn Z inc
,
Pb L ead, Cr Chromium, C l Chlorine . Acetic acid is
denoted by the formula C 2 H 4OQ,which means that the mo lecule
(or smal lest ultimate constituent) o f acetic acid is composed of
2 atoms (or smal lest ultimate constituents) of carbon,4 atoms of
hydrogen,and 2 atoms o f oxygen. So with other compounds .
Severa l groups of elements occur very often in chemica l formulae. Of these a few may be noted here
,namely, N H 4
Ammonium (a kind of hypothetica l metal which does not actua l lyexist as an e lement), 8 0
4a sulphate, OH (or H O) a
hydrate,CO
3a carbonate
,N O
3a nitra te
,H PO
4a phos
phate, E gO water.
L IST OF P LANOGRAP H IC M AT ER IAL S .
Acet ic Ac id , G2 H 4Oz ,is a co lourless l iquid, obta ined from
crude wood vinegar. It is used in a dilute form to repreparea l ithographic stone for additions and new work . The workshould first be inked w ith a very sparingly charged black inkro l ler, and dusted over w ith resin. The diluted acid is thenappl ied to the parts where the additions are to be made, and
they are afterwards washed with clean warm water. It is a l soused in conjunction with a lum to sens itize z inc plates a fter the
gra ining has been completed and the plate washed .
Alum,K2SO
4. Al
2 (SO4)3 . 2 4H 0 ,is a double sulphate o f
a luminium and po tass ium . It d isso lves eas ily in co ld water if
( 2 9)

CHEMI CALS AN D OTHER MATER IAL S USED . 2 8
previous ly powdered , and in this form,but very much diluted,
it is used to make a l ithographic stone more sensitive previousto laying down transfers of a weak nature , such as re -transfers
containing del icate work or -fine l itho writing. It is a lso usedin conjunction with acetic and other acids for the same pur
pose on zinc plates after the graining has been finished and the
plates washed .
Ammonium N itrate ,N H
4N 0
3,is a co lourless crysta l l ine
substance simi lar in appearance to common salt . It is of
bitter taste and readi ly so luble in water . It is used in l ithography with other chemica ls as a metal plate etch, but it is of
l ittle practica l va lue .
Ammonium Phospha te , (N H 4) 2 H PO4, is a colourless crystalline substance like common sa lt in appearance and taste . It
is used as a desensitizer (or etch) on zinc and a luminium,in con
junction w ith gum so lution,phosphoric and .other acids . It is
a lso used in the damping water at the machine as an anti -tint
so lution 1—5 o z . ammonium phosphate disso lved in a littlewater and added to 80 o z . thin gum arabic so lution . A cupfulor less of this in a pai l of water may be used continuously .
Aspha lt . See Gum Aspha ltum on page 2 6 .
Beeswax is obtained from the honeycomb o f bees,and is
used in l ithography as an ingredient in transfer inks, for waxingsewing thread, and as a protective film against damp on
engraved steel plates . For the last-named purpose it is betterto add to it, by heating, an equa l proportion of paraffin wax .
Benzo line is a clear, co lourless l iquid obtained from coa l tar .
It is a so lvent of fatty bodies and res inous gums,and is prin
cipally used for this purpose in l ithography . It is very inflammable, and must be used w ith great caution .
Bichroma te o f P otash,K2Cr
207,is a hard
,red, anhydrous
crysta l line substance very sensitive to the action o f l ight,which
makes it usefu l in photo - l ithographic work . It is also used with
gum solution on zinc . It Shou ld not be expo sed to light formore than a few minutes . Its use is not recommended, as it isvery caustic and po isonous .
C a rbo lic Ac id or Pheno l, C6H 50 H ,
obtained from cOal tar,is a powerfu l solvent of fatty bodies . It is useful for dissolvingink on a l ithographic stone or zinc plate
,when the ink has be
come hard and refuses to d isso lve by ordinary means . It has
strong antiseptic qual ities, and if a few drops are added to
paste, gum,etc .
,it w i l l counteract putrefaction .
C a s tor Oil is used occasional ly for softening the under Sideof. leather tympans , but it Should be employed sparingly . It
is also used for the same purpose on the leather of machinebuffers (air cushions) ; and the crude o il is useful for lubricat

2 4 CHEMICALS AN D OTHER MATERIALS U SED .
ing new machinery and for sha fting which has been a l lowed tofire .
C aust ic P o ta sh or Potas s ium H yd ra te ,KOH
,is a strong
caustic a lkal i s imilar to caustic soda,and is used in l ithography
for the same purpose, but it is not as good as the latter .
C aus t ic S oda or S od ium H ydra te ,N aOH
,has the pro
perty of saponifying fats (that is , converting them into soaps)and rendering them easily soluble in water. It has a very cor
rosive effect upon the skin and Should therefore be handled withgreat care . In l ithography it may be used as a chemica l stone
po l ish and a lso in conjunction with pumice powder for remov
ing old work from z inc and aluminium plates previous to graining them in the plate-gra ining machine . Caustic soda readilydisso lves a luminium,
but apparently has l ittle or no effect uponz inc or l ithographic stone .
C hromic Ac id , CrO3 , is obtained by the decompo sition o f
bichromate of potash with concentrated sulphuric acid,and forms
rhombic crystals which del iquesce when exposed to air. It is used
in conjunction with other acids or salts as a desensitizer (oretch) for z inc or aluminium. If used with gum so lution
,it
should be made up each time as required . It acts very injuriously upon the skin
,and Should be avo ided by lithographers if
possible .
C it ric Ac id , C6H 8O7,is obtained chiefly from the juice o f
lemons . It is used for the same purpose as acetic acid. and is
much safer,as it does not form adherent crystals on the surface .
C ray ons for lithographic purposes are made from a mixtureof wax , soap
,tallow
,shel lac ,
and lampblack,which are all
bo iled together . The mass is then cast into shapes resembl ingshort pencils .
C uttle -f ish Bone is the internal calcareous plate o f the
cuttle -fish. It is sometimes used by l ithographic artists fo r
working up asphaltum tints on grained stones, and by the l ithographer for improving impoverished wo rk on stone . The stone
should be gummed over and fanned dry, and the work washed outwith turps and o il. The cuttle bone is then rubbed l ightly overthe work to expose a new surface to the action o f the grease and
asphaltum with which it is afterwards developed . This methodo f restoring work should not be attempted unless the designshows clearly in rel ief from the action o f previous etchings .
Da bb ers and Daubers .
—A dabber is a smal l block o f woodcovered on the face with clo th or flannel and used fo r the purpose o i inking - in engravings done on stone . A dauber may be
described as a bal l o f so ft cotton cloth used for the purp o se o f
charging a trans fer on stone or metal plate with ink previous to
dusting it w ith res in and preparing it w ith an etching so lution.

CHEMICALS AN D OTHER MATER IAL S USED . 2 5
Damping C loths are used by the transferrer and hand-press
p rinter for distributing the damp in an even,uniform manner
o ver the stone or plate . Any soft, open ,cottonmaterial wil l do .
The coverings from the carcases of frozen meat, when washed ,are excellent for this purpose .
Dext rine , Sta rch Gum , or Brit ish Gum is prepared froms tarch and is especia lly useful to the l ithographic machineman
for its strong adhesive qualities . The brown quality appears tobe more adhesive than the white . Dextrine is also used by the
l ithographic artist for gumming-out air-brush work .
Flake White , or carbonate of lead, PbCO3, is a pure formo f the pigment white lead . It is used as a white ink when
ground with l itho varnish, and in transfer paper compositionswhen ground with water .
French Cha lk or Ta lc is a hydrated magnesium Silicate .
It is used for dusting over the work to form an acid resist pre
v ions to etching but it should be dusted l ightl y, for if rubbedhard it is inclined to adhere to parts where it is not wanted, andso to prevent the acid from do ing its work . It is also useful atthe machine for dusting over the feed-board
, cylinder covering,e tc . , and a lso for dusting over certain bright enamel and otherpapers when the ink refuses to bind firmly to them. In the
last-mentioned case the dusting should be done a day'or two
a fter the printing.
Gelat ine or Glue is obtained from the tissues and bones ofanimals and is employed in lithography chiefly for transfer
paper coatings . Only the hard, clear, amber-co loured qualities
should be used .
Gla ss P owder o f various grades is used to roughen or grainz inc and aluminium plates . The coarse qua l ities may be usedfor grinding old work off l ithographic stones .
Gly cerine ,C3H5 (OH ) when pure
,is a colourless l iquid and
very sweet to the taste . It is obtained as a by-product in the
manufacture o f soaps and fatty acids . It is very hygroscopic,
and for that reason it is employed in the manufacture of everdamp transfer papers . A small quantity may also be used in thedamping water when printing from stone
,fo r the purpose of
keeping the stone mo ist with a minimum quantity of water . It
must not, however, be used on meta l plates
,as it readily dis
solves the oxides of many metals,and renders z inc and aluminium
sensitive to the action o f grease .
Go ld S ize is a drier of the varnish or terebene order, and isone of the best and safest for l ithographic purposes .
Gum Arab ic and Gum S eneg a l are the dried juice of
severa l kinds of African acacia . There is little to distinguishbetween the two gums, and their properties are almost identi

2 6 CHEMICALS AN D OTHER MATER IALS U SED .
cal, as they are the product o f the same trees , but from different
countries . They are o f great va lue to the l ithographer, becauseo f their chemical action upon stone and plate after the work hasbeen put upon them
,by reversing the conditions o f those parts
no t containing work . Owing to the action o f the arabic acid
contained in the gum so lution ,the parts not containing work are
rendered more or less ink-resisting and water-attracting . The
gums are also used in powder form in the process o f transposingor revers ing work . To powder the gum the water which it
contains must first be driven o ff by heating. It may then be
eas ily powdered after it has assumed a white sugary appearance .
Gum As pha ltum or As pha lt is a mineral pitch of a blackish-brown colour and is soluble in benzo l ine and turp entine . It
is used in the form o f a thin varnish by applying a sma l lquantity to the work
,after the ink has first been removed w ith
turps . The best qual ity comes from T rinidad , and this,after
specia l treatment,becomes very sensitive to the action of light
,
when it is no longer so luble in turpentine . It is used in th isform for pho to reproductions in half-tone on zinc .
Gum Elemi is a resinous exudation from certain trees . It
makes a good addition to transfer inks .
Gum Gambog e or Gambog e is a reddish -yel low gum res in
obtained from a laurel - l ike tree in the M a lay P eninsula , and is
va luable ch iefly for its deep yel low co lour when d isso lved in
water,but it a lso has adhesive qua l ities . It is used in trans fer
paper coatings because of these properties,and it may be used
by the l itho writer to paint over errors or make a lterations on
the transfer paper. A fresh writing may be made on top o f the
old one when the so lution has dried .
H y d ro chlo ric Ac id ,H Cl, is obtained as a by
-product inthe manufacture of sal t cake . It is not used to any extent byl ithographers
,but is sometimes useful if appl ied to z inc or alu
minium plates (when dry) for the purpose of keeping away d irtand work that has been cleaned o ff.
lnd ia rubber . See Rubb er on page 2 9 .
Lampb la ck , o r o il soot, is obtained by burning o ils . Some
times this is done by burn ing the o il as in a lamp,that is
,w ith
a wick ; or it may be burned w ithout a w ick . M etal cyl inderswhich are kept coo l from the ins ide revo lve over the flames and
the soot is removed w ith a knife -scraper. This substance is usedin the manufacture o f Copperplate transfer ink ,
but is not used
as much as formerly in the manufacture o f printing ink.
La vende r Oi l is an essentia l o il extracted from the lavenderplant . The commercia l qua l ity is used in l ithography for the
purpose o f ea s ing printing inks ,for
,l ike o ther essentia l o ils , it

2 8 CHEMICALS AN D OTHER MATER IALS USED .
bination with l ithographic stone it forms oxa late of l ime and it
is used by the machineman as a saturated so lution which isappl ied to the edges o f the s tone for the purpose of preventingtheir taking ink. It does not act as a corrosive acid upons tone, but belongs to the class which adhere or
“ build up”
;
therefore,if by misadventure some of the solution has touched
the work,and the part refuses to print, the adherent film must
be removed by Sl ightly po l ishing the part w ith a piece o f po l ishing stone the work is then rubbed up w ith an ink dabber and
gum sponge and trea ted as a new transfer. This acid should beused very sparingly and cautiously . On aluminium it acts as a
sensitizer. It is very poisonous .
P a lm Oil is obtained by means of pressure from the fru it o f
the o il palm o f West Africa . U sed in l ithographic printing inka s a doctor, it has the objectionable qua l ity of causing scratchesthrough the work by the partic les of hard fatty acid which ito ften contains ; and it is a non-drier.
Pa ra ffin Oi l, or M inera l Oil, is a thin,non-drying liquid
d istil led from shale . For washing ink slabs , ro l lers, etc .
,it
Should be mixed w ith an equal proportion of naphtha .
P ara ffin Wa x is obtained from the same source as the
o il. The distil late separates after coo ling in the filter presses,one part forming into wax . It is used in the manufacture of
transfer inks, etc . , and in conjunction with beeswax for protecting engraved steel plates .
Peasemea l.—Peasemeal is sometimes dusted over sheets toassist printed work to dry quickly . It may be improved for thispurpose by the addition of a l ittle French chalk . It is sometimes
mixed w ith bronze powder, when the bronze has a tendency to
blacken certain enamel papers or cards .
Pho spho ric Ac id , H 3PO
4,is a co lourless syrupy l iquid
obtained by the decompos ition of calcium phosphate with d i lutesulphuric acid . It is the principa l acid used in the prepara tiono f transfers on z inc or a luminium plates , and forms upon theman adherent film o f phosphate o f z inc and phosphate o f alu
minium respectively . It may be used w ith or without theaddition o f gum so lution
,but the plate must be gummed over
a fterwards .
P itch is one o f the principa l ingred ients in C opperplatetransfer ink and the kind general ly used is the common blackvariety . It is obta ined by heating wood tar until all the
vo latile constituents have passed off when it becomes a hardres inous substance
,eas il y affected by heat .
P la s ter o f Pa ris is a white chalky powder composed o f
several k inds o f gypsum. It is used in the coating compos itionfor plate trans fer paper.

CHEMICALS AN D OTHER MATER IALS USED . 2 9
Pota sh , C a us t ic . See C aus t ic Potash on page 2 4.
Pumice S tone is a Sponge - like substance found in the
neighbourhood of volcanoes . It is used for polishing lithographic stones ; but for this purpose the artificial briquette isbetter. It 18 used In the powdered form for graining z inc and
aluminium plates, and also for roughening Stones previous totransferring.
Res in,in the form o f a fine powder cal led flour resin,
is the
chief acid resist of the l ithographer . It is obtained by firstdipping p ine wood into alcoho l , and then d istilling the so lutionthus obtained . The residue is resin .
Rub ber, lnd iarubber, or C a out chouc is the juice of varioustropica l trees . The juice, which is of a milky nature, is co l lectedin a cup fixed below a ho le drilled in the bark . The l iquid isSpread out thinly in clay vessels and dried in hot smoke . The
impurities are then removed, and it is afterwards worked in a ,
kneading and ro l ling machine . It is used in l ithographicprinting for covering the blanket cylinder on offset machines, andalso for the expanding sheet on the enlarging and reducingmachine . Ind iarubber disso lves readi ly in carbon disulphide .
Sand is used to grind out old work from lithographic stone
previous to repolishing it ; also for graining either stones or
metal plates when required by the artist for direct crayondrawings . For this latter purpose h ard flint sand is perhapsthe best ; and this should be passed through a Sieve that wi llgive the proper grade to suit the work in hand . Other powders ,snob ‘ as glass and emery , may be used for the same purpose .
She llac .
—Shel lac is a gum or resin produced in largequantities by the lac insect which thrives on the branches of
severa l trees native to the East Indies . It contains a strong dyecalled lac dye . After the dye has been extracted
,the residue
is dried into cakes . If disso lved in Spirits it forms the wellknown spirit varnish . For cheap qual ities the varnish is
adulterated with resin . It is used as an ingredient in copperplate transfer ink .
Soa p is a substance composed of various fats and o ils incombination with soda or potash . It is the addition of thesealkalis that gives to the fats the qual ity of being soluble inwater. Wax and resin a lso enter largely into the compositionof soaps ; and the different qua l ities a lso vary considerably inthe percentage of water which they contain . It wi l l thus beseen that, as an ingredient in transfer inks , soap is a very nucertain quantity. It shou ld be cut into shavings and the wateral lowed to evaporate before it is used .
S oda , C aust ic . See C aust ic S oda on page 2 4Sod ium Phos phate , N a
zH PO
4,l ike ammonium pho s

30 CHEM I CALS A N D OTHER MATER IALS USED .
phate,is useful in conjunction with gum arabic so lution
,etc .
a s an etch for zinc and a luminium plates .
S pong es are ind ispensable to the l ithographer,whether
transferrer or machineman . Only the best Turkey qual itiesshou ld be used , which are close in texture and very soft.
Before wetting them,they should be wel l beaten with a
hammer or o ther hard instrument,so that the smal l shel ls
which they contain may be pulverized and afterwards d islodgedby shaking ; or they may be immersed for a short time in d ilutenitric acid (vinegar strength) .
S ta rch ,G6EIOO5 , is prepared from wheat, maize
,rice,
potato es,etc . It is used in the manufacture of dextrine,
’
and for
d irect l ithographic purposes as an ingred ient in transfer papercompos itions .
S tea rine , or S tearic Ac id , is a hard, white substance made
from dripping,tal low, pa lm,
and o ther o ils,which are subjected
to pressure to remove the o leine or Oleic acid . It is used byl ithographic machinemen to restore weak work by rubbing a
l ittle on a so ft cloth and applying it to the parts requiring to bestrengthened .
Suet .—Suet is the fatty tissue Situated in the regions o f the
lo ins and kidneys of the sheep and ox,and is useful in l itho
graphy as an ingredient in transfer inks owing to its mel tingand hardening qual ities and a lso for the o leine which it
contains .
Sy rup .
-Syrup is obta ined as a by-product in the manufac
ture of sugar . It is o f a sticky,semi -fluid consistency and pos
sesses the qual ity of being hygroscopic,that is to say, it attracts
mo isture . It is useful in paste for sticking down transfers , and
a lso as an ingredient in transfer paper compositions .
Ta llow is the fat of oxen and sheep after having been freed
from the cel l wal ls, blood ,and other impurities ; and cons ists o f
over 70 per cent stearine and pa lmitine . It is used as a lubri
cant on the tympan of transferring presses,in the manufacture
o f trans fer inks,and as a doctor in printing ink . For the
last-named purpose , however, it must be borne in mind tha tit is an abso lute non-drier ; yet for this very reason a smal lquantity is o ften useful
,especial l y in chrome yel lows when they
form the groundwork o f a job in a number o f workings,and in
any other co lour which is l ikel y to prove too quick- drying, so
preventing the succeed ing co lours from printing properly .
Tam o’
Shanter S tone . SeeWa ter o f Ay r S tone on page
T e rebene is a l iquid drier prepared from turpentine and is
useful in bronze work,as it is incl ined to dry sticky . It Should
be used cautiousl y in co lourwork and on super-calendered papers .

CHEMICAL S AN D OTHER MATER IALS U SED . 31
Turps or Oil o f Turpent ine is a wood spirit, and is used inlithography as a solvent ; a lso for washing out work on stone or
plate , and for thinning down printing ink . It is also veryuseful as an aid in transferring facsimile writings which havebeen written on plain,
uncoated paper. It is very penetrating,yet mild in action,
non-greasy , and very volatile . The
d rawback to its more extensive use is its cost. Ordinarynaphtha is pretty much of the same nature as turps and is verymuch cheaper .
Va rnish (L itho) is the medium into which dry co lours are
ground to form printing ink. It is made by boiling linseed o il
to various degrees of thickness, the grades being known as extra
thin thin,medium, strong, and extra strong. M any of the
Cheaper l ithographic varnishes are adulterated with resin to
obtain the required degree of thickness without the expenseo f boiling . These never work satisfactoril y and are deficient Indrying qualities . Only the best Baltic l inseed o il should beused in making litho varnish .
Vaseline is prepared from petro leum and is a good lubricant for certain parts of machinery . It may a lso be used inl itho inks to cause them to sink , and to make them pasty
,that
is,to shor ten them.
Water of Ayr S tone is a dark blue -
grey slate- l ike stone of
very fine texture,resembling the t exture of l ithographic stone,
but slightly sOfter . It is used in large blocks for giving the finalpo l ish to the l itho s tone and also in the form of pencils by thetransferrer for cleaning purposes . The quality known as Tamo
’Shanter stone is the most suitable for lithographic purposes .
Snake stone is a Simi lar stone used in the same way .
Whitening .-Whitening is chalk which has been pulver
i z ed and freed from impurities . It is sometimes used alongwith peasemeal and French chalk for dusting printed sheetsupon which the ink is not drying quick enough . It is a lsoused for polishing copper and steel plates previous to takingthe transfer . Only the fine precipitated whitening Should beused for l ithographic purposes .

CH APTER V .
DRAWING , PROVING , AND HAND -PRESS WORK .
M ethod s o f L ithog ra phic Draw ing .—The original design
or hand -coloured Sketch is not necessarily the work of the l ithographic artist, although he may often be cal led upon to make it ,but he Should always be consu lted as to the number o f workingsthat wil l be necessary to produce the desired effect . It is thenhis Special business to analyse the work in his mind
,and to
translate his impressions in a lithographic manner to stone ,
metal plate, or transfer paper, the resu lt being severa l drawingswhich ,
when printed in their respective co lours one on top o f the
other, or sup erimp osed, as it is ca l led , wil l produce a facsimileo f the origina l drawing . This he may do by different methods :
(1) by hand stipp ling, or by using shading mediums ; (2 ) byworking with a greasy crayon upon a grained l ithographic sur
face ; (3) by sp raying with the air -brush, or aerograph , or bysp lashing upon a po lished stone or sl ightly roughened meta lplate ; (4) by working up transfers having a photographic base,half-tone , co l lotype, etc . ; (5) by a combination of the abovemethods . Each method has its own specia l advantages .
N umber o f P rint ing s .—The number of printings , and the
method by which the work is to be carried out, must to a largeextent be determined by the nature of the design and other circumstances . If the subject is a ful ly co loured one, with con
siderable detai l in the drawing , the work of artist,transferrer, and
printer a like wil l be much simpler when nine or ten printingsare al lowed than when only six or seven co lours are to be used .
The larger number of printings wil l include Special workings forthe light tints , which wi l l therefore not require the same carefu lhandl ing as when they have to be
'
obtained by breaking up the
strong co lours into almost microscopic do ts but it is always to
the advantage o f the trade to produce the very best possiblework in the fewest printings .
The Wo rk o f the P ro ven—The proving room is the con
meeting l ink between the artist’s department and the transferring
room,and the prover is the person whose duty it is to supply the
artist with o ffsets upo n stone, metal plate, or transfer paper. It
(313)

MAKING A KEY . 33
is a lso his business , when the artist has finished the work , to desensitiz e the stone or plate and prepare it for printing, provmg,or taking transfers, and also to carry out necessary alterations ,
with or without the guidance of the artist, as occasion may re
quire . H e should be a very competent l ithographer, with a
keen appreciation of co lour, and a thorough knowledge of the
chemistry of his trade . M uch depends upon the prover , for ifhis work is not carried out in a thorough and efficient manner,
the defects are often permanent,resulting in flat, poor, and
muddy work . It is a quite common practice in the trade to
supply a customer with a poorly printed proof of his job, in thebe lief that if the best work were sent out as proofs there mightbe difficulty afterwards in obtaining as good a result on the
printing machine . This is a much mistaken po licy, which often
ends in the loss of the job a ltogether . The too ls of the proverand transferrer are Shown in F ig . 11.
M ak ing a Key .—Ii the work which the artist is about to
proceed with is an ordinary co loured sketch without an outline,
then, as a temporary guide for his own use , and afterwards forthat of the transferrer
, an outline must be made . This is cal ledthe key (Fig . and ismade by pinningdown a sheet of gelatine ontop of the sketch and tracing the latter by scratching the gelatinewith a steel point . This ge latine engraving is then handed overto the prover or the transferrer, to be filled in with soft transfer
ink,which is done by dabbing the ink all over the sheet and
working it into the engraving, then wiping away the superfluousink with rags and whitening in a manner simi lar to inking a
Copper or steel plate . It must then'
be placed between dampsheets until the gelatine becomes quite limp , when it is run
through the press a few times on a clean stone under a goodpressure . It may then be pulled off. If the work has not transferred properly, it is because the gelatine has not been madesufficiently limp and yielding to allow of the c lose contact re
quired between the ink and the stone ; but it may again be
placed between the damp sheets and the transferring repeated .
Guide L ines and Reg ister M a rks —If the subject is a
label or co loured outl ine drawing, the artist may proceed at once
with the work, drawing the outline with. l ithographic writingink upon transfer tracing paper placed over the sketch . H e
may add a few temporary guide or key lines to certain partscontaining more than one co lour, which are not enclosed
,and
these l ines may be taken away when the work is being proved .
The artist must not forget to put in the register marks (F ig .
which usual ly consist of not fewer than four crosses, one at
either S ide, and one each at’
the top and the bottom, close to thework . The use of these wi l l be explained later .
Offsets or Fa int s .—The offset or faint is a coloured impres
sion of the key upon stone, metal plate, or transfer paper,3

34 DRAWING,PROVING
,A N D HA ND- PRESS WORK .
FIG . 11.- Prover’s and Transferrer’
s Tools .
1, 2,Leather roller-handle covers . 3
,Ca llipers . 4, Scissors (Q inch
blades) . 5 , 6 , 7, Scrapers (5 , po int too long 6 , po int too short 7, mediumpo int, correct) . 8 , D ividers . 9
,Compasses . 10 . Foot rule . 11. Camel
ha ir acid brush . 12, Sable-ha ir touching-up brush .

36 DRAWING,PROVING ,
AN D HAND—PRE SS WORK .
such co louring matter being used as w il l in no way affect the
work,or take printing ink later when the stone or plate is being
prepared . An impression o f the key is printed in black ink on
a suitable non-stretching paper and dusted over immediately w ithan ofiset p owder while the ink is stil l wet. The best powdersfor this purpose are those special ly prepared w ith anil ine dye .
The usual mode o f applying the dust is to pour a sufficientquantity on to the printed sheet
,after which the sheet is l ifted
by catching ho ld of either end,and the dust is worked about
until it has travel led over all parts . Pour back the dust intothe box
,and then work some fine sand over the Sheet in exactly
the same manner. This wi l l have the effect of removing the
superfluous dust and clearing up the impression general ly . One
offset w il l be required for each colour to be drawn up .
Re vers ing the Key .
—If the work is to be done upon grainedtransfer paper, the key impression,
immediately after pu l l ing,must be laid face down upon another piece of paper placed uponthe stone and pul led through the press under pressure to reversethe image. The origina l impression may be discarded, and the
reversed (offsetted) one dusted over with the offset powder,which is then laid upon the grained transfer paper and pul ledthrough the press under a fair pressure in exactly the same
manner as the Offset impression . It is then ready for the artist
to fi l l in the work .
Offs ets o r Fa int s for Offset M a chine Wo rk —When the
job is to be printed on the offset machine,the offsets must not be
reversed for drawing on grained transfer paper ; but they w il l haveto be reversed if put to stone or meta l plate . For offset machineprinting, the work when on stone or plate must read the ordinaryway (from left to right), but for direct printing it must read
from right to left . The stone should be dampened before pul ling through the offset, but for meta l plates it must be put
on dry . The impression should contain l ittle more than a trace
of ink otherwise it wil l get through the powder on to the plateand act l ike a transfer .
H and S t ippling .
—H and stippl ing (F ig . 13) is a process of
do tting with pen and
l ithographic writing ink,
and is especial ly usefulin modell ing and working up gradations in
sma l l spaces , such as are
required,for instance
,
when giving expressionto the flush upon a child ’
sFIG . 13 . Illustrat ion o f Hand Stippl ing .
Cheeks . The dots are
put in large and close together where the flush is strongest ,

CRAYON WORK.37
tapering o ff to a mere micrOSCOpic dot according to.
the strengtho f co lour in which it is to be printed . Each dot 1s done Wi ththe utmost care , and one at a time .
Shad ing M ed iums .
—Stippl ing may also be done by usinga mechanical device ca l led a shadingmedium (F ig . This con
sists of a thin,trans
parent, gelatine or cel
lulo id casting from an
intagl io (or sunk) plateof engraved dots, lines ,etc . ,
stretched across a
frame . The dots , lines ,etc . are in relief, and
the film is charged withtransfer ink by rollingit over with a letterpressprinting ro l ler (a smallhand one) . When the
film is laid face downupon the stone or plate,the o ffset impressionmay easily be s e e n
F IG. 14.—Shading Medium.
through it ; and the
artist, by rubbing the
back of it at any particular part, wi l l , produce correspondingdots, lines, etc . upon the stone or plate by contact . These fi lms
may be had in a great many patterns,and are extremely usefu l
for flat tints,Sky effects , etc .
Finish ing S t ipple Wo rk —If the work has been executedby either of these methods , the stone Or plate will most l ike lyhave been a lready gummed over by the artist ; but if not, it
must be gummed over now and fanned dry . The work is thentreated as an ordinary transfer by rubbing it up with a blackink dabber and gum Sponge
,dusting with resin
,etching, and
cleaning up as recommended in Chapter X .
C ray on Wo rk —Crayon or cha lk work cal ls for delicacyand refinement . Onl y the most experienced lithographic artists
are capable of doing rea l justice to this class of work,and the
same may also be said of those who come after them, the
provers,transferrers , and printers . COpal crayons of different
degrees of hardness are used in working up the drawing upon a
specially grained stone or metal plate . If the work has beendone upon Istone
,it must first be treated with an acidulated
gum arabic solution . The gum should be of a thin,syrupy con
sistency, and nitric acid should be added to it unti l it producesa mild effervescence when appl ied to the edge of the stone .
The work is etched at this stage in order to convert the so luble,

38 DRAWING,PROVING
,AN D HAND - PRES S WORK .
soapy crayon immediately into a subs tance which is insolublein watery so lutions
,and also to desens itize the stone and a l low
greater freedom and certainty in the treatment which is to
fo l low .
Trea t ing C ray on Wo rk on S tone —To carry out thisetching Operation the stone should be placed upon a trough and
the etching so lution appl ied freely,but evenly, with a broad
camel -hair brush . Al low the stone to remain undisturbed untilthe so lution has dried
,when it may be washed off w ith plenty
of pure water,not forgetting to rinse the sponge wel l after
wards . N ow pour upon the stone,While stil l damp , suffi cient
turpentine to wash out the work,using for the purpose a soft
,
clean cloth . When the crayon is all d isso lved, sprinkle a l ittlepure water in a long with it
,and w ith the aid of the cloth mix
it all together . Wipe it down until the stone is just the rightdampness for ro l ling ; then ink in the work w ith a black inkro l ler which has been previously scraped and charged with a
very l ittle thin ink. The trace of turpentine stil l on the stone
wil l cause a tint to fo l low the ro l ler . It w ill enable the finestwork to take ink at once and wil l a lso assist the so l ids and darkportions . After a few ro l l ings all wil l come clear as the turpentine evaporates . When the work appears to be ful ly inked and
presents all the l ife and sparkle which the artist intended it tohave
,it must be dusted over with resin,
cleaned up , and etchedagain ; washed off, dried, and gummed up .
T rea t ing C ray on Wo rk‘
on M eta l P la tes .—Ii the work
has been drawn upon a grained zinc or aluminium plate,the
treatment wil l differ considerably from that done on the grainedstone . In the first place nitric acid cannot be used as an etching so lution upon zinc, and it wil l be found more difficult toconvert the so luble crayon to an insoluble condition
,but the
fo llowing method may be safely adopted . Disso lve 5; o z . am
monium phosphate in a l ittle water, and add this to half a pint of
gum arabic so lution o f medium consistency then with the broadcamel -hair brush apply the so lution to the plate . Do not go
over any part twice i f it has been sufficiently coated with the
first appl ication . N ow take a Shee t o f soft printing paper, layit on top o f the plate so covered with wet solution
,and pass
the hand quickly all over it . Take the sheet off at once ,and
a long with it as much of the so lution as poss ible . Repeat thisw ith clean sheets until no more so lution can be taken up , whenthe plate mus t be fanned dry,
1and the work washed out on top
1 The reader will come across the words fanned dry or fan dry manyt imes in th is book , and therefore a short explanation may be useful . A piec eo f cardboard or someth ing s imilar is used to hasten the dry ing o f a damp sur
face,by be ing shaken backwards and forwards rapidly across the surface in a
fan-l ike manner.

AEROGRAPH OR A IR-BRUSH WORK . 39
of the dry solution by the asphaltum method , as recommendedin Chapter X . The work is then charged with ink by ink ingin with a black ink rol ler which has been previously scraped ,and to which a few drops of turps may be added as requiredto assist the inking . When the work appears to be fullycharged, dust it over with resin
, and then with French chalk ;clean away the dirt
,desensitize the plate with the regular
plate - etching so lution, and then gum up . The most satisfactoryetch for this purpose is Arobene, which does the two operations (etching and gumming) in one . The dirt Shou ld be
cleaned away with a piece of po inted wood wetted with caustic
soda so lution and a touch of pumice powder ; or if fairlystrong hydrochloric acid is careful ly appl ied to the partswhile the plate is dry there wi l l be l ittle risk of the dirt re
appearing. The scraper and po l ishing stone must not be usedon metal .Aerog ra ph o r Air=brushWo rk (The N ew L ithog raphy ) .
Aerograph work, and especial ly retransferred aerograph
'
work,is
general ly considered in the trade as impracticable ,and at pres
ent there are only one or two firms in the country that havereally made a commercia l success of the process ; and yet the
who le matter is simplicity itse lf,and the most delightful results
may be obtained,and long editions printed from one transfer if
a few simple rules are put into practice. The process is most
useful in working up large Spaces,and for tints which taper
away from the so l id to a mere microscopic do t. F or ca lendars,
large book i l lustrations,Show cards , posters , etc .
,and imitation
water-co lour drawings on thick,soft , matt paper (which should
be printed s l ightly damp) , the process is hard to beat forbeautiful results and economy in working up .
The A ir=brush .—The air-brush (Fig . 15 ) is a smal l instru
FIG . 15 . The Air-brush .
ment,resembling a fountain pen in appearance . It does the
work by blowing out a fine Spray of ink by means of com
pressed air . To the brush is attached a rubber tube which isconnected at the other end to the compressed air- tank . The
pump may be worked by foot (but this is not recommended) orit may be driven by power, with an automatic arrangement for

40 DRAW ING,PROVING
,AN D HAND- PRE SS WORK .
switching on and o ff the belt accord ing to the pressure ind icatedon the air-pressure gauge (F ig .
The s ize of dot may be regulated by pressure o f the fore
finger , which rests upon a smal l lever arrangement about thecentre o f the brush . This makes it suitable for any class o f
work. The work may be printed d irect from the original onstone
, z inc, or aluminium but,strange to say ,
the best work isprinted from transfers on z inc plate
,at high Speed in rotary
machines . F ig . 17 is an il lustration o f air-brush work .
The P rocess — For work which is intended to be re trans
ferred , stones only should be used as originals . Let these be o f
good qual ity and nicely po l ished . After setting the stone in
FIG . 16 .—Compressed -air Tank and Motor Drive .
the press and fixing the pressure,dampen it w ith clean water ,
and while it is stil l s l ightly wet , run down the o ffset,which
Should be strong and hold . The o ffset powder mus t be the
indel ible Standphast variety . Al low the stone to remain un
d isturbed for at least half an hour before proceed ing ,the o ffset
requiring this time to penetrate the stone and become more or
less permanent,and a lso to withstand the subsequent treatment .
N OW it must be understood that in this case the tra nsfer ink is
not appl ied to the stone by rubb ing,or by pressure
,or by pa int
ing w ith a brush but by a process o f a l low ing a fine Spray ,
blown from a del i cate instrument,to settle upon it a lmost as
dust from the a tmosphere would settle ; and it wil l be quiteapparent that the s l ightest trace o f foreign matter on the face o f
the stone in any form Whatever, w il l abso lute l y prevent th is

PREPAR ING T H E STONE FOR T H E WORK . 41
dusty spray from attaching itself and becoming sound work . It
will,upon reflection
,also suggest itself
,that during the gumming
out by the artist trouble wil l be in store if anything but themost
harmless of subs tances is used for this purpose ; so it will benecessary to make a sl ight departure from the ordinary litho
graphic routine and adopt only methods suitable for this specialprocess .
FIG . 17.—Air-brush Work .
P re pa ring the St one fo r the Work .—P lace the stone with
the offset upon it on a trough,and flood it with pure water from
the hose pipe, but do not touch it w ith c loth or sponge . Whi leit is in this condition
,pour over it from a porcelain jug or other
porcelain vessel a quanti ty of nitric acid so lution (diluted with purewater only, with no a lum or other sensitizer) of sufficient strengthto produce a brisk effervescence . The stone being wet, the acid

42 DRAWING,PROVING
,AN D HAND-PRESS WORK .
w il l flow evenly . When the effervescence has ceased,
flood it
aga in with plenty o f pure water from the hose pipe,and then
stand it on end to dry . On no account should any Sponge or
o ther article he used at th is stage to ass ist in dry ing the stone ,
or streaks through the work w il l be the result . When the stone
is thoroughly dry it is ready for the artist. The acid treatment
o f the stone wil l have in no way affected the o ffset impression.
Gumming -out o r S to pp ing =o ut .—Stopping-Out is a means
o f protecting those parts o f the work which are considered as
being finished , or parts o f the stone which are to be kept free o f
the spray a ltogether. When a sufficient quantity of spray hasbeen blown on to suit the very l ightest tints
,
l these parts are
gummed over and the spraying continued and then furthergumming -out done
,and so on . Ordinary gum arabic so lution
must not be used for this purpose, as the work w il l not stand itsbiting tendency . Take equa l parts o f brown and white dextrinepowders , mix these with water to an ord inary gum cons istency ,
then heat to bo il ing po int . Add a smal l quantity of dry ver
milionette powder as co louring matter, and a few drops o f car
bo l io acid to prevent it turning sour . It may be used when co ld ,and wil l remain fresh and sweet for a cons iderable time if bottled .
It should be appl ied liberal l y,because
,if too thin,
the ink from
subsequent spraying may go through it . When the artist has
completed the work, he should gum over all remaining partswith dextrine so lution as wel l as the parts a lready gummed out
,
for the purpose o f redissolving that which has dried . Thentake up all the superfluous gum so lution by laying on a piece o f
paper and passing the hand over it quickly, repeating thi s w ithclean paper unti l all has been absorbed ; then fan dry. The
work may remain in this condition until the prover is ready totake it over . The art ist usual ly removes the cap altogetherfrom the nozzle o f the brush
,and it is sometimes necessary
here to increase the aperture somewhat to facil itate the flow of
the thickish l itho ink,and a lso to give a more decided l itho
graphic texture . This is effected by rubbing the nozzle ou an
o il stone— care being taken not to overdo it.
P repa ring the S tone fo r P rov ing , P rint ing , o r fo r
Tra ns fe rs —When the s tone leaves the artist it w il l be foundto be coated— as a lready explained— with a thin, even film o f
dextrine , which should not be removed w ith water . P our uponthe stone a l ittle freshly made gum arabic so lution
,and d istribute
this evenly with a so ft,clean Sponge and fan dry . This w il l
remove the dextrine,and prepare the stone for inking . When
the gum has been dried,wash it o ff w ith clean water
,and ink- in
1 A spec ial dense blac k l iquid lithc writ ing ink a t present on the marketi s bes t for aerograph ic work .

44 DRAWING,PROVING
,A N D HAND-PRESS WORK .
marks must be put on the origina l before starting to take thetransfers . The same process may be appl ied to co l lotypetransfers .
P roving C hromo -lithog ra ph icWork — In proving chromo
l ithographic work it lis usua l to do the yel low first,unless a bronze
is to be employed , when it is genera l ly made the first printing.
The reason for doing the yel low at this early stage is that it is ofa very dense, Opaque nature
,and would be l ikely to smother
other co lours if they were printed below . When there are a
number of printings in the job, and the proving is l ikely to beextended over severa l days , a smal l piece o f ta l low or other nondrying fat should be added to the yel low ink
,as the co lours
which are to fo l low wil l not print upon it nice ly if it has beenal lowed to dry too hard .
H ow t o Ensure P erfect Reg ister.
—H aving done a sufficientnumber of proofs from the first printing
,take a Sharp needle (kept
for this purpose) and point a ho le through the centre o f the registermarks—Which Should be about one inch from either end of the
Sheet—and then lay the Sheets face downwards for the nextcolour . Two more need les of the same Size and thickness as
that used for po inting the ho les in the register marks are re
qu ired for inserting into the ho les just made,
and then into
corresponding ho les in the stone or plate,when the work is be
ing proved . The needles shou ld be the ordinary fine sewingkind
,inserted into smal l wooden hand les about two inches long
by a quarter of an inch square . The one to be used for pierc
ing should be inserted in the wood eye first and the other twopo int first . Then with the aid of a pair of pl iers the latter twoShould be broken just above the eyes , and the parts rubbed on an
Oil stone to produce a Short stumpy point in place of the long,
tapering eyes . When these po ints are inserted into the registerho les in the stone o r plate
,the needles wil l be o f a uniform
thickness all over ; so it w il l make no difference whether the
Sheet is at the top o f them —as it must be at this particularmoment— or whether it is lying on t he stone or plate previousto W ithdrawing them . There wil l be no play Whatever between them and the ho les in the stone or plate
,and those in
the proo f Sheet ; thus ensuring perfect register . The ho les inthe stone or plate should be dril led w ith a sharp p icker, exactlyin the centre o f the register marks , and only deep enough totake in the Short stumpy po ints o f the need les .
H aving inked - in the work and inserted the need les in the
proof shee t,hand le it by plac ing the fingers underneath ,
SO thatthe pa lms are up and the need les come through between the
two ins ide fingers— the thumbs resting on tOp c l the l ittle two
inch handles to steady them (see F ig . N OW ,w ith the fore

First Position.
Second Position.
FIG . 18 .-Registering Co lour Work by means of Needles .
46 DRAWING,PROVING
,AN D HAND -PRE SS WORK .
fingers bend the outer edge of the sheet over towards the body,so that when you are standing in a perfectly easy position thepo int-ho les in the stone may be seen by looking over the tOp of
the proof,not under it . When the need les have been inserted ,
and are in correct position,w ithdraw the fingers from below the
proof,and place them in exactly the same position on top
—stil lkeeping the thumbs on the handles—and gentl y push it downon to the stone or plate . If necessary the needles may be in
clined in one direction or another to suit any Sl ight variationthat may be taking place in the register, but otherw ise theyshould be kept perfectly straight. While the Sheet is beingheld firmly to the stone by the tips of the fingers , al low the
needles to drop . P ick them up with the right hand just beforetaking off the left . Repeat the method with all succeedingco lours .
P revent ion o f Offsett ing .—When the co lours are being
fol lowed in quick succession,trouble may arise from the o ffset
ting upon the stone o f the previously printed work, in whichcase the stone or plate must be kept damp while the proof isbeing pul led through . If the work is on stone, a l ittle glycerine may be kept in the damping water, which w il l help con
siderably ; but this substance must not be used upon metalplates , as its chemical action causes them to become greasy and
take on tint . Sometimes the better way out of the difficulty isto dust over the proofs w ith magnesia
,P aris whitening, F rench
cha lk,or peasemeal, or a mixture of them but dusting a lways
has the effect of dul l ing the co lours s l ightly . AS each co lourstone or plate is finished
,the work should be washed out, inked
in with a black ink ro l ler,very sparingly charged, dusted over
With resin, and gummed with clean gum.
H AN D -PRE SS PRIN T ING .
Bus iness C a rd s , Invo ices , etc —The hand -press (F ig . 19)is now seldom used for commercia l work, but there are stil l a
few shops where a l ittle is done . The principal work done inthis way consists of business cards
,visiting cards
,dance
programmes,wedding invitations, and funera l letters ,
with occa
sionally a smal l order of note headings,invo ices , or memoran
dum forms . The former are usually transferred to the stone
with a Sl ight twist,that is; not square with the stone
,SO that
when they are pul led through under pressure the scraper willmount them first at the corners . This does not cause the stone
to jerk, with the l iabil ity o f the cards shifting,as would be the
case if the scraper mounted them broadside . A number of
various cards are transferred and printed together on the same

BU S INESS CARD S , INVOI CE S , ET C . 47
stone . The lay o f each card is marked Off on the stone, while it isdamp ,
with a piece of compositor’
s lead which has been sharpened by scraping with a knife . A number of cards are thentaken in the right hand and fanned or spread out so that thebottom card, as it is laid to the marks
,may be easily steadied
and held in position by the forefinger and thumb of the left .
hand . The cards should be slightly bent before laying themdown,
in order to prevent them from moving and also to keep
FIG . 19 .—The Hand-press .
them from touching the work before the pressure is applied .
N ote headings,if printed with a fly
- leaf,that is, with two
leaves or four pages, Shou ld be transferred head to head withsufficient space between the sheets to admit of handling.
Single note headings , invo ices, and memorandum forms may be
transferred severa l in a row,that is
,one above the other the
long way of the stone, allowing just a l ittle more Space betweenthem than the depth of the work . The sheets are laid downcommencing at the bottom one
,the next overlapping the bottom
one, and so on.

48 DRAWING,PROVING
,AN D HAND-PRESS WORK .
Ind ia P a per P rints—Portraits and views printed on Ind ia
paper and mounted Simultaneously are produced in the fo l lowing manner. The mounts
,which should consist of a thick soft
Sized paper,are first damped by l ifting Six or eight sheets of the
paper and passing all together through a trough of pure water .
AS each lot is damped it is put on top of the previous lot ‘
and
the who le a l lowed to stand for a Short time,when weights may
be put on them. It is better then to distribute the dampsomewhat by ha lving the pile and then forming a new pile bytaking alternately a smal l quantity from each . The paperShou ld then be put into a screw or hydrau l ic press , or severa lstones put on the top of it , and pressed . The India paper mustnow be sponged over w ith thin
,wel l -strained paste and hung
over ropes to dry, after which it is cut to size and inserted sheetby sheet between the damp mounts . The lay of the Indiapaper is next marked Off with lead on the damp stone (a leadmark does not take ink if made while the printing surface is
damp) and then the position or lay of the mount is likewisefound and marked o ff. After the work has been inked in,
the
India paper is first laid down, taking care to have the pasted
Side uppermost , and then the mount on top , a lso taking care to
note that the coarse side or back of the paper is uppermo st .
The tympan sheet is then laid on top , and the who le is pul ledthrough under a firm pressure . The India paper will be foundto be adhering firmly to the mount.

CH APTER VI .
TRANSFER PAPERS AND INKS .
Kinds Of Transfers —A lithographic transfer is a print,writing, or drawing, done on a specially prepared paper, and
w ith a Specia l ink .,Any number of such prints may be made
and arranged in position upon Sheets of paper of a suitable su e
for printing, and thereafter transferred to the printing surface
from which the work is to be done . The prints may be takenfrom work a lready on stone or meta l plate (planographic) ; orfrom engraved copper or steel plates (intagl io) or from engravedletterpress blocks and type (relief) ; or from co l lotype (planographi c) or they may be printed upon light-sensitive transferpaper by photography . Whatever process they are producedby
,the principle is the same
,namely that of securing the image
in an ink impregnated with fatty acids upon a paper coated witha medium that will readily disso lve - ih water “
after the means
have been appl ied to ensure the necessary close contact betweenthe ink and the printing surface to which the work is beingtransferred . There is yet another form of transfer, the l ithowriting and crayon-drawing transfer .
Va riet ies o f T rans fer P apers—A suitable transfer . paper
is necessary for each of the above -named processes, and theyare known by the following names Stone-to - stone or stone-to
plate transfer paper,which include the Scottish, Berlin, French,
Semi-mo ist,and Ever damp transfer papers Copperplate
transfer paper L etterpress-to - stone transfer paper Photolitho transfer paper L itho -writing and Grained transfer papers .
S tone =to =st one and S tone =to =p la te Transfer Papers .
Stone-to -stone or stone - to -plate transfer paper should be of sucha nature as will take a good print with a fair body of ink withoutSpreading. It should be composed of materials that will notabsorb or dry the ink, but rather tend to keep it unaffected uponthe surface. It should be sufficiently adhesive to stick to a
Slightly dampened stone or plate during the first run throughthe press under a moderate pressure . It must be readi lyso luble in warm water.
Sco tt ish Transfer Pa per Scottish transfer paper has a
Similar composition to copperplate transfer paper, but it contains
(49) 4

50 TRANSFER PAPERS AN D INKS .
more of the adhes ive and ink-res isting element than the latter.
It is considered useful when transfers from both stone and
Copperplate are to be patched up on one Sheet,being then made
adhesive by the very uncertain process of damping the who letogether between damp Sheets previous to transferring to a warmstone or it may be transferred to a cold damp stone . Scottishpaper wil l take a better impress ion if previous ly S l ightly dampened .
Berlin T ransfer Pa per.-Berlin transfer paper belongs to
the bright - enamel variety, and apparently conta ins no glycerineor other hygrOSCOpic agent, or only a very l ittle. It takes an
impress ion readi ly under a med ium pressure but owing to itsglazed surface it is only capable of l ifting a very thin film of ink
without Spreading, which seems to be its principa l fault . It
Should be transferred to a damp surface .
French Trans fer Pa per.—French transfer paper is of the
transparent order, which makes it especial ly useful for co lourwork where the register marks have been omitted by the artist.
It is a dry transfer paper, and the composition with which it iscoated apparently contains a large proportion o f gum arabic . It
takes a moderately good impression, but not all that could be
des ired,having the same fault as the Berl in paper. It gives
considerable trouble at times from curl ing,especia l ly during
warm,dry weather ; but this diffi cul ty may be got over by
Sponging the backs of the sheets w ith water containing a l ittleglycerine
,and then hanging them over a rope to dry. This
a lso improves the printing quality of the paper.
Semi =mo ist and Evera damp Trans fer P a pers—The
nature of these is indicated by their titles , the latter being madedamper than the former. The advantage of a damp paper inprinting is that it picks up the ink better than a dry one .
Damp paper is more yield ing under pressure, and thereforecomes into much closer contact with the printing surface. A
damp transfer paper has this qua l ity in its favour, but it hasa lso o thers . The transfer ink is kept upon the surface of the
composition instead o f being absorbed,as in some cases
,and
the paper wil l readily adhere to a d ry or S l ightly dampenedstone or plate during the first run through the press under a
moderate pressure . The d isadvantages o f damp papers are thatthey are subject to variations accord ing to weather cond itions ,
and a lso to risk of distortion of the transfer ; but the transferrer
w il l soon learn to guard against these d iffi cul ties . In the firstplace
,the transfer paper must be pro tected, and the transfers
should be kept in books made of blo tting o r antique wovepapers ; and second ly
,the transfer must be taken o ff the work
by pul ling the paper uniformly,no t from one corner. The

5 2 TRAN SFER PAPERS AN D INKS .
- Photo - litho T rans fer P a per.—Photo -l itho transfer paper
is prepared with a l ight- sens itive gelatinous coating, and is
suited for l ine subjects ; but the process is now,to a grea t ex
tent, superseded by direct photo -printing on zinc or a luminiumplates, which gives a much more satisfactory result in either l ineor half-tone . An ordinary “Bank post paper makes a suitablebase for the transfer composition .
L itho =writ ing T rans fe r P a per.— L itho -writing transfer
paper should be made in two qua l ities,one for use on ord inary
work,which need only be once coated
,and the other for heavy
p lan work , which shoul d be twice coated w ith a composition thatmay easily be scraped to admit of a lterations and corrections ,and stil l leave a sufficient amount of coating for transferringpurposes . In either case the composition must be suffi cientl yhard to a l low the writer or draughtsman to work freely upon itwithout c logging the pen and it must have the qual ity neces
sary to enable it to stick to a S l ightly dampened co ld stone or
metal plate with the first run through the press under pressure .
Gra ined Transfer Pa per.
— Grained transfer paper is Special ly prepared to take the place o f grained stones
,and is useful
as an easy means o f transport if the drawings are made some
d istance away but grained metal plates wil l give better resultsif treated properly , and they are just as easy to parcel up and
post as the paper is . With plates,too , no transferring is required ,
but the artist is under the disadvantage of drawing the work fromright to left instead of the correct way . The paper selected forgraining should be a thick, soft-S ized one, and Should be thicklycoated with a composition of the chalk or fiake white order, whichmust contain
,however, a sufficient quantity of adhes ive material
to enable the paper to stick to a dampened stone or plate duringthe first run through the press under pressure . The gra in is
given to the paper by first damping it (after coating) and thenpulling it through a copperplate press on a special ly engravedplate, in a manner similar to that o f taking a copperplate transfer, but Without ink or a Sharply grained stone or meta l platewil l do . It is ready for use when dry.
M a teria ls for C o a t ing Trans fer P a pers—The table on the
opposite page shows some o f the materials used in the manufac
ture o f l ithographic transfer coatings , indicating the purposesfor which each is added .
The flour is used in the form of paste , wh ich is made as
fol lows . To 1 lb . flour add 1 pint o f co ld water ; mix this , andbeat up with the hand until it is free from lumps ; then add
other 5 pints water. P lace this on a fire or stove ,and stir all
the time til l it bo ils ; then l ift the pot on to the floor or benchand continue stirring until it coo ls somewhat
,when the lid Should

MATER IALS FOR“
COAT IN G TRAN SFER PAPERS . 58
M aterials . fThickening . Adhesive . H ygroscopic .
FlourStarch .
IGlue‘Flake Wh iteePlaster of ParisGum Arab ic
.SyrupfGlycerine
Gum Gamboge
be placed on to prevent a Skin from forming if it is not to be
used at once .
The starch is also used in the form of paste,which is made
by mixing it first with co ld water, and then adding bo iling wateruntil it becomes clear and of the right
,
consistency .
The glue Should be al lowed to soak for some hours in coldwater . The water is then poured Off
,and the vessel containing
the glue Shou ld be put into another vessel of a larger siz e con
taining hot or boiling water until dissolved . It may then beadded to the other ingredients .
Theflake whi te should be mixed with water into a stiff pastewith a palette knife on a slab . It IS then taken
,little by little ,
and wel l ground with a mul ler , after Which it is ready to add to
the other articles .
P laster of Paris is one o f the most “ tricky ”articles the
l ithographer is asked to‘ handle
,and it is probably for this
reason,
and because of the lack of knowledge regarding sub
stitutes , that so few shops make their own transfer papers ; andthat, where they are made, the qua l ity is often so very poor .
The old method of placing the plaster m a vessel , and repeatedlyadding quantities of water until it Showed no further S igns of
thickening, shou ld not be fo llowed . What usual ly happens tothe beginner by fo l lowing this method is, that when the mixtureShows signs of requiring more water—which takes place verysuddenly—it often gets into the so l id or gritty condition beforethe necessary addition can be made , and then of course it is
spo iled . Surely a given quantity of water can be absorbedby a g iven amount of plaster and mixed in a simple , practicalmanner .
H ave two pails , one containing Six measured pints of water,and the other thoroughly dry . Into the dry pail place 1 lb .
plaster of Paris , and add to it from the other pail half a pint (a10 o z . tumblerful) of the water . M ix this
,using the hand
,with
the plaster quickly but thoroughly, until free of lumps ; thenwithout hesitation add the who le of the remaining water.

54 TRAN SFER PA PER S AN D INK S .
Swirl it round a few times w ith the hand , and then pour it ofi”
Slowly into the pail which previously contained the water.
This wil l get rid o f the coarse particles,wh ich by this time w il l
have fa l len to the bottom and may be washed out . The mixture must be stirred unti l it thickens
,which wil l happen in about
fifteen minutes . The success of the operation depends entirelyupon the Speed with which the first mixing is carried out .
The gum arabic Should be disso l ved in a given quantity of
water,and then strained through a cloth o f cotton or fine
musl in .
Syrup (golden) may be used as bought .
Glycerine is also used as bought .
Gum gamboge should be bought in the powder form and
mixed into a paste with co ld water . It may then be added to
the composition.
RE C IPES FOR TRAN SFER PAPER COAT INGS .
I. Scott ish Transfer Paper.
1 lb . flour made into paste with 6 pints of water .
1 lb . plaster of Paris prepared with 6 pints of water.
3 o z . glue .
2 o z . gum arabic disso lved in 8 o z . of water.
1 o z . gum gamboge .
40 drops carbo l ic acid .
For coating use a six - inch broad camel -hair brush , finishingo ff by using only the tips of the hair
, which wil l prevent streaks .
The composition Should be kept warm while in use.
II . S emi =mo is t and Ever=damp T rans fer P a pers .
1 lb . glue (best clear) soaked in130 o z . water (more or less according to the qual ity of the
glue) .30 o z . glycerine (pure) .40 drops carbo l ic acid .
Al low the glue to soak for twelve hours or longer . Thenstand the vessel inside another containing very hot water .
When the glue has mel ted , add the o ther ingred ients . The
paper, which Should be a hard - Sized,super-calendered one ,
Should first be sponged on the back w ith a so lution Of two partswater to one part glycerine, and then pressed to flatten it. The
compos ition should be used at a temperature o f about 130°
F .
employing a S ix - inch broad camel -ha ir brush , finishing off w iththe tips o f the ha ir as recommended in the previous recipe .
M ore or less glycerine may be added , according to loca l requirements and conditions . What may suit one Shop is unsuitable

COPPERPLATE TRAN SFER PAPER . 55
in another. One point shou ld be remembered in using glycerinethe larger the quantity used the sooner the composition w il l loseits adhesive qua l ity and become useless . H ot water Should beused in soaking off the transfers .
III . C opperplate Trans fer Pa per.
1 lb. flour made into paste with 6 pints of water.
4 o z . starch made into paste .
1 lb . plaster of Paris prepared with 6 pints of water .
1 lb . flake white ground into paste .
1 o z . glue,soaked , and then melted .
2 o z . gum arabic disso lved in 8 o z . o fwater .
2 o z . gum gamboge (powder) .40 drops carbo lic acid .
The composition Should be kept warm, not hot, whi le inuse
,and should be measured with a sp ,oon giving the same
quantity to each sheet . It should be worked wel l into the pape1,brushing both ways
,finishing with just the tip of the hair to
smooth out the streaks . After the first coat has dried, the papershould be flattened by ro l l ing it the reverse way of the curl , andthen pressing it under weights . It should then receive .a secondCoat ; but this time it must be done by simply taking a quantityon the brush and distributing it very quickly over the sheet before the first coating has time to d isso lve . This paper will re
main good for years .
IV . Let terpress =t o =s tone Trans fer P aper.—Prepare ex
actly as for semi -moist transfer paper , but i t must be coateddry, not sponged first
,and a considerably stouter paper Should
be used .
V . Photo = litho T ransfer Pa per (W. K . Burton) . - Coatthe paper with a simple so lution of 10 -
pe-r cent gelat ine.
After this has set, it should be immersed for ten minutes in a
saturated so lution of a lum, and then washed ln co ld water and
dr ied . It then receives the fo l lowing l ight- sensitive coating, o fcourse
,in a dark room15 o z . N e lson’
s N O . 1 gelatine .
o z . white loaf sugar.
40 grains bichromate o f po tassium (converted into doublechromate of potassium by the addition of ammonia) .
1 pint water.
VI . Writ ing Transfer P a per.
N o . 1 (Ordinary) .4 o z . gelatine , soaked In co ld water before melting .
1 o z . gamboge powder, mixed In 4 o z . of co ld water.

5 6 TRANSFER PA PERS AN D INK S .
2 o z . plaster of Paris .
4 o z . flour paste .
2 & pints water (50
N O. 2 (f or plan work,5 o z . gelatine .
4 o z . plaster of Paris .
4 o z . flake white.
1 o z . gamboge powder mixed in 4 o z . of cold water.
15 o z . glycerine .
1 lb . flour paste (stiff) .o z . water .
The mixtures should be strained through a suitable cloth , and
kept up to a-moderate heat while in use . Apply with a 6 -inch.
broad camel -hair brush . Both papers must be plate-glazedwhen dry . N o . 2 must be twice coated .
VII . Gra ined Transfer Paper.
1 lb . flour.
1 1b. plaster of Paris .
lb . flake white .
i lb . starch .
The composition must be kept warm while in use, and appl ied with a stiff -hair brush
,finishing o ff with the usual broad
camel -hair brush to prevent its drying streaky. The paper isusually coated twice, but one thick coating, if nicely finished withthe fine brush, is sufficient.
M ateria ls U sed in M ak ing Trans fer lnks .—The fo llow
Ing is a l ist o f some of the materials used in the manufacture
of lithographic transfer inks, Showing the Special use of eachmaterial
M elting andM aterIals .
Re-hard ening .
Fatty Aci d C olouri ng .
SoapSuet
BeeswaxParaflin Wax
S tearic Acid (Stearine)Oleic Acid (Oleine)L itho VarnishPi tchShellac .
Gum AsphaltumGum ElemiLampblack

COPPER AN D STEEL PLATE TRANSFER IN K . 5 1
REC IPES FOR TRAN SFER IN KS .
I . Stone =to =stone Transfer Ink .
—21 lb . mutton suet .
i lb . pitch (black) .31> lb. soap .
1 lb . black litho ink.
F irst melt the suet, then add the pitch,fo llowed
and final l y the black ink.
II . C o pper and S tee l P la te T rans fer Ink (an old recipe) .
4l b . paraffin wax .
i lb . soap .
7} lb. Shellac .
75 lb . pitch .
lb . mutton suet.
lb . Venice turpentine .
f l o z . lampblack .
The suet and wax are first melted in an iron saucepan thenthe soap is added in smal l quantities at a time to prevent tumefaction. The pitch
,suet, and Venice turpentine may then be
added,and
' fina lly the lampblack . These proportions may be
altered somewhat to suit the requirements of a soft, hard, ore xtra hard ink
,and the burning—which is to fol low—may be
prolonged a little.
if the ink is required harder. When the ing redients have all been added
,the temperature is increased until
the mixture takes fire when the surface is touched wi th a red
hot iron. It Should then be allowed to burn from one to two
minutes,when the lid of the pot is put on to extinguish the
flame . It may then be poured on to a Slab and divided intopieces of suitable size .
III . L itho =writ ing Trans fer Ink (L emercier) .7} lb . wax .
lb . Shel lac.
lb. suet.
v } lb . soap .
v 1 o z . lampblack .
It is made exactly as given in the recipe for copperplate
IV . Let terpres s =to =stone Trans fer Ink .
This ink may be made exactly l ike stone -to -stone transfer
ink,but it may contain in addition a little Oleic or stearic acid .
It may a lso be used by the l ithographic artist for Shad ingmediums .

CH APTER VII .
TRANSFERS .
T ransfer Impress ions .-Transfer impressions from stone
or meta l plates are taken in exactly the same manner as
ordinary prints are taken upon ordinary paper, but essentia lfeatures of transfers al e the excel lence of the Impression and the
presence of a sufficient amount of fatty acid in the ink . An ink
suitable for this purpose may be made by adding a l ittle Oleic or
stearic acid to ordinary Slow-drying black (l itho) printing ink, butit is better to prepare it according to a good recipe (see Chapterv i ) or to buy it from a rel iable manufacturer. It must
contain, however, a sufficient quantity of the fatty acid to form
an Oleate with the stone or plate, but the amount must meces
sarily be l imited ; otherwise considerab le trouble wou ld be ex
perienced through the tinting or greasing o f the stone or meta lplate from which the transfers were being taken . In all cases ,
the person taking the transfers Should be provided with a p roofcopy in black ink of the work in hand as a guide to go by and
the transfer Should be, if poss ible , a Shade sharper and clearerthan the proof . This condition may have to be brought about .
by a s l ight etching of the work before commencing . When the
transfers have all been taken,ro l l up the work with a very bare
black -ink ro l ler, dust it over With resin,and gum an impress ion
o f the job on the face o f the stone . It is better first to dampenthe impression to prevent air bl isters .
C opperp la te P ress and Accessories —The Copperplatepress used in taking transfers is a very Simple machine of the
mangle type (F ig . It consists o f a framework support, two
iron ro l lers,between which a travel l ing iron plank operates,
and a handle or star wheel for pul l ing the plank through . The
ro l lers are adjustable by means o f pressure screws to suit the
varying thicknesses o f the copper plates . A hot stove or hea ter
(F ig. 2 1) a j igger (F ig . or box to ho ld Whitening, whichmayal so be used for wiping and po l ishing the plates upon ; threeo r four fine printer’
s blankets ; a few dusters ; and a p iece o f
Copperplate ink wil l complete the outfit.
C o pper a nd S te e l P la te Trans fers —The taking o f
(58 )

60 TRAN SFERS
Tes t ing fo r P ressure —If the plate is an old one, the en
graving Should first be cleaned out w ith a mixture o f turps andcarbo l ic acid
,to rid it o f all traces o f old ink which may have
been left in it,and then tested for pressure . AS these plates
vary considerably in thickness, care must be taken not to cut
the blankets by risk ing too much . P lace the plate in positiono n the iron bed and cover it with a piece of thin printing papera l ittle larger than the plate ; then lay the blankets on top . If
the plate appears to be a thickish one,discard one o f the three
o r four blankets temporarily, and then pul l the who le through
the press—once only. If the pressure is right,it wil l be found
upon examining the piece of paper that it now contains a
complete embossed impression of the engraving, and that theedges of the plate have also left a uniform impression ; but ifthe rel ief appears more pronounced on the one Side than the
other, the pressure screws must be adjusted to suit . In that
FIG . 2 1.—H ot Stove . F IG .
i
2 2 .—Jigger.
case release the screw on the S ide showing most pressure and
then add the discarded blanket if necessary .
Inking -over and P ulling the Trans fer.
- N ow place the
plate on the hot stove or heater, and rub the transfer ink all
over it . The heat wil l cause the ink to filter gradual ly throughthe cloth in which it Should have been previously tied . It is
not necessary that the plate shou ld be very thickly coa ted .
H aving smeared it all over with the melted ink,it Shou ld be
taken o ff the s tove, and the ink should be worked into the en
graving (on top o f the j igger) w ith a cotton clo th in the form o f
a pad , giving it a firm twisting motion from the wrist in a
manner describing semicircles . When the who le has been goneover, change the motion,
without turning the clo th,to one o f
wip ing, and continue this until all trace of the ink has been
cleaned o ff . Then a l low the plate to become thoroughly co ld .
T here wil l stil l remain,however, a fa int tint of ink all over the
pla te , and this must be po l ished away with a soft cotton clothc ontaining a l ittle whitening . The plate is then gentl y warmed

OFFSE TTING COPPERPLATE TRAN SFERS . 61
all over, the dampened transfer paper is laid in position , and“
On
top o f this the blanket covering . The who le is then pulledthrough the press three or four times .
Qua lity o f P a per.—The amount of damp required in the
transfer paper wil l depend almost entirel y upon the quality'of
the paper and the nature of the composition . A soft, thin paperwith a composition containing too much of the adhes iveelement may give rise to considerable trouble by refusing to
leave the plate if any more than the slightest amount of uniform
damping is given to it ; whilst, on the other hand , a hardthickish paper containing too little o f the adhesive qual ity mayleave the plate too quickly ,
refusing to pick up the ink properl y ,even though it has received a considerable amount of damp ing .
In warming o ff the transfer, care Should be taken not to
over-heat the plate in places, or thickening of the work in theseparts wil l be the result.
Offsett ing C o pperpla te Trans fers—These transfers have
yet to undergo a process of ofisettirig, which is a means of
reducing the amount of ink that stands out in relief upon the
transfer, thereby lessening the risk of the work smashing, or
Spreading under pressure during transferring . The offsetting ~
.is
carried out by passing the transfer through the transferring presson
'
top of a stone under a moderate pressure,face down upon
blotting or other soft paper . If the blot ting paper, w ith the
transfer still adhering to it, is now held in front of a fire or
stove,the transfer ink wil l soften,
and the action of the heat willcause the transfer to curl off and leave some of the ink behind .
This has sometimes to be repeated severa l times, according tothe depth of the engraving and the manner in which the inkingand heating of the late has been carried out. T his is one of
the many weak oints in the copperplate process ; and the
only advantage to be gained by engraving upon Copper for
l itho purpo ses instead of on l ithographic stone is that of storage .
Effect o f U nequa l Damp ing —If the transfer is not uni
formly glossy, but contains dul l patches here and there,with an
indication of the work being weak on these parts,it is due to
unequa l damping . The dul l parts have no t received sufficient
water .
A Quicker P rocess for C opper and S teel P late T rans fers .
—Transfers may a lso be taken from copper and steel plateengravings by placing them inside a frame o f strawboard and
pul l ing them through on top of a stone on an ord inary l ithographic transferring press
,using stone -to - stone transfer ink and
paper . The transfer paper may be either the Scottish or the
ever-damp variety, but if the former is used it must first bedampened , though not enough to make it stick to the plate .

6 2 TRA N SFERS
F irst warm the plate , and then smear the engraving w ith the
transfer ink (ful l strength) , us ing for the purpose a firm cloth
pad, and afterwards wipe it down w ith a cloth until only a
uniform tint is left . N OW rub a l ittle whitening on the fleshypart of the hand, and by means of a few sw ift strokes towardsthe body— us ing more whitening if necessary—wipe the platec lean. The transfer paper is now laid on , and next to it a
piece o f rubber blanket or thin Sheet rubber,and the who le is
pulled through the press—once only . This process is quickerthan the old method, and gives very satisfactory results after
a l ittle experience has been gained .
Advantag es o f S tone Eng ra v ing —Transfer impressionsfrom stone engravings are taken in quite a d ifferent manner to
those from copper or steel plates . An engraving upon a litho
graphic stone is not only an engraving in the true sense of the
term,but it has also the property of a l ithograph
, that is, itpossesses the power of attracting greasy printing ink where it isrequired, and repel l ing it from all other parts by a water-retain
ing and ink -resisting surface . It wil l readil y be understood,then, that such a process must possess immense advantageso ver a roundabout method such as that necessary for copperplatework . The stone process a lso excels in another respect, namelydep th of engraving. Owing to the engraving on stone possessingthe ink -attracting property
,it is not necessary—nor would it be
an advantage—to engrave so deeply as is required for copper or
s teel . This saves the trouble that arises from the ink standingo ut in rel ief and the subsequent necessary offsetting operation .
Decline o f S tone Eng ra v ing in Brita in—The art of emgraving upon a l ithographic stone, and taking transfer impressionstherefrom,
has become a lmost lost in Britain,and the younger
men in the trade know very l ittle concerning it. The result isthat commercia l l ithography , the branch o f the trade for whichs tone engraving is so eminently suited, has sunk to such a low
ebb that many people would rather have their work printed inplain type than accept the fearful smudge produced bymanyo f the l ithographic houses . This is no t as it Should be . L ithography is capable of reproducing the most beautiful effects in
e ither black or co lour, crayon or a ir-brush , stipple or l ine ,but
rules must be observed and laws obeyed .
American C ommerc ia l S toneWo rk .
—Itmay not be genera l ly known that nearlythewho le o f the fine specimens o fAmericancommercia l work
,which from time to time come over to Britain,
are printed from transfers taken from engravings done on l ithographic s tone
,and not from copper or stee l plates . We on this
side o f the Atlantic have done our best to imitate this desirableclass o f work
,and would undoubtedly have succeeded but for

PREPAR ING A STONE F OR ENGRAVI NG ON . 63
the fact that we have so persis tentl y adhered to that elaborateand uncertain process which has a lmost proved the ruin of thisbranch of our business .
P repa ring a S tone for Eng rav ing o h .—The method of
preparing a lithographic stone for engraving upon is as fo llows .
Se lect one a little larger than the work which is to go on it. It
Shou ld be of the hard grey qual ity and about three inches inthickness . H ave it well ground and po l ished, and then subjectit to rubbing with a pad and oxalic acid solution, and afterwardswith a coat of gum,
which Should be fanned dry . The gum is
then washed off under running water and the stone is fanneddry . It is then rubbed all over with a little lampblack powder
,
after which it is ready for the engraver. A stone-engravingmachine is Shown in F ig . 2 3 . The engraving having been
F IG . 2 3 .—Stone-engraving Machine .
completed, the surface of the stone is next flooded with raw
linseed o il, which should be allowed to remain on for a few
minutes . The fatty acid contained in the oil will attack the
engraved parts and wil l give them the property of attracting
greasy printing ink . The o il may now be wiped away with a
soft cloth,and the surface which has not been attacked by the
0 11, due to the protective film formed by the oxal ic acid and gum,
may be gummed over with c lean,fresh gum and fanned dry.
lnking =in the Eng rav ing —The next part of the process isthe inking- in of the engraving . Two dabbers (Fig . 2 4) are required
for this purpose, one covered
with thick, coarse printer’
s
blanket, and the other witha thin fine quality . Thesecoverings are stretched overp ieces of wood about 4 in .
square by 2 in. thick, and
tacked round the sides . The
FIG . 2 4.—Dabber .
transfer InkShould bem1xed
with an equal quantity o f
b lack ink and reduced with thin varnish . It should be used

64 TRAN SFERS .
stiff and spare on the fine dabber, and thinner and ful ler on the
coarse one . After wash ing the gum from the stone it is w ipedover with the damping cloth, and the coarse dabber appl ied witha twisting motion
,us ing as much pressure from the wrists as
possible . The stone is then dampened again, and the fine dabberused in a Similar manner, but finished off w ith a few l ight sk iffs ,which Wil l have the effect o f clearing the stone and sharpening thework . If clogging o f the work takes place
,or the stone takes ink
on pa1ts where it is not required, it is because the ink is too thinor there i s too much of it on the dabber .
Pulling the Trans fer.
— The transfei paper,which should
be o f the soft, evei -damp variety,is now laid on the work, and
on tOp of this a piece o f thin sheet rubber,
and then the card
backer or tympan sheet (genera l ly used w ith a leather tympanto protect the articles below from grease or dirt) then pul lthrough the press under a fair pressure . A little gum should bekept in the damping water
,as this helps to prevent scratches
appearing on the transfers . An old dabber is better than a new
one but to get a new one into condition quickly, work it aboutover a coarse -grained stone a long with a l ittle thin black ink
,
l ifting it o ff the rough surface stra ight up . Then w ith a l ightedtaper singe off the short hairs from the surface and repeat theoperation,
when it w il l be ready for use . After a l ittle experi
ence a good many perfect transfers may be taken in the time
that woul d be required to pul l one from a Copper or steel plate .
When the transfers have all been taken,charge the engrav
ing with ink, using the dabber, and dust it over w ith resIn .
Then gum an impression of the work over the face‘
of the stone
for the purpose of protecting the work, and a lso to serve as a readymeans of identifying it . The impression Should first be dampened to prevent a ir bl isters , which often cause serious injury tol ithographic work .
Photo ==litho Transfers .—Photo - litho transfers are made by
exposing the specia l gelatinous l ight- sensitive transfer paper tothe action of l ight, under a strong, dense negative . After the ex
posure has been made,the print is taken from the frame (in the
dark room) and charged with a very thin film of transfer ink .
This is usua l ly done by ro l l ing the face o f the print all over witha printer
’
s ink ro l ler (a smal l composition one) . Then,after
having rece ived a thin uniform film o f the transfer ink, it is put
into co ld water to soak . The gelatine wh ich has not been acted
upon by l ight wil l at once begin to absorb water,and w il l
gradual ly lessen its hold o f the ink but on the parts where theconditions have been a ltered by the action o f l ight, the waterw il l have no effect and the ink w il l retain its ho ld .
When the transfer has had sufficient soaking, it is la id upon

PHOTO-LI THO TRANSFERS . 65
a glass or stone s lab, and the face is rubbed all over withwetted cotton woo l . It wil l then be found that the ink wi l l come
away easi ly from all parts except where it is held by the work .
It wi l l now be readily understood that if the negative were thinand weak, a l lowing the l ight to penetrate , even though on ly a
l ittle,great diffi culty would be experienced in obtaining a satis
factory result .

CH APTER VIII .
PATCHING OR IMPOSITION OF TH E TRANSFERS .
Introductory .—H aving obtained the necessary number o f
transfers, the next proceeding is to place them in position -upona Special ly ruled-off sheet of the paper upon which the work isto be printed ,
a process known as p a tching. Owing to the multifarious nature of l ithographic work general ly , it is quite impossible in a book such as this to give anything more than a few
brief hints in connection with this part o f lithography . The
patcher must be guided, to a very large extent,by the require
ments o f the particular work in hand, and by his natural
common sense . There are a few rules,however
,which are ap
pl icable to nearly all classes of work, such as the fo l low ing : (1)M ake certain that the size of sheet is correct before commenc
ing to space it out ; (2 ) make the proper al lowance for
gripping,i . e . leave a sufficient portion of the Sheet, not to be
printed on,for the machine to catch ho ld of ; (3) make sure
that the sheet is square ; (4) mark the position and cuttingl ines which enable the printer to obtain at once the correct
position of the work on the sheet without trouble, and whichw il l a lso indicate to the cutter the exact places at which to cut
the work ; (5) mark o ff the position for the po int dots for the
fo lding machine,and for labels to be cut w ith a d ie ; (6) at
tend to the correct impos ition of the pages . All these rulescall for more or less consideration at the proper time .
Gripp er Allowance —With letter headings , memorandumforms , catalogues, and other classes o f book work ,
gripper roomdoes not require to be considered , as the work do es not come
near to the edge of the paper ; but in label s and many otherclasses o f work ,
where a tint very often extends to the cuttingl ine
,an extra margin for gripper must be a l lowed for .
Tes t ing the Lay- out S heet .
—H aving secured a sheet o f
the paper upon which the work is about to be printed , measure
it careful ly in order to see whether it is the correct S ize, as thed ifferent reams sometimes vary cons iderably . If the work hasbeen set up to an extra large sheet, the necessity sometimes
arises for do ing it all over again when the printer comes to a lot
that has been cut a l ittle under the standard size . It is safer,
(66)

O8 PATCHING OR IMPOS I T ION OF T H E TRAN SFERS .
from s ixteen to thirty-two pages . This is done by bringingdown the top to meet the bottom, but the fo ld must be made
exactl y as the last one, i . e . the top portion fo lded underneaththe bottom,
not on top (see d ia . With these two latterfo lds
,a practica l fo lder wou ld turn over the Sheet each time ,
and then fo ld as d irected for Sixteen pages .
The M a rg ins—The margins of a book are general ly decided
upon either by the author or the publisher ; but this is not always
0 11 . I. 0 16 . 2 .
ou 3
0 10 5 Di. 0
FIG . 2 5 .—Fo lding a Sheet to find Imposition o f Pages .
the case, especial l y when the work is to be l ithographed ; forthis usual ly means that the book is not an ordinary one, and
that many of its pages are o f an irregular character,and are
made up o f d iverse drawings and designs , interspersed here and
there w ith type matter . Be this as it may, the margins mustbe decided upon by some one
,and therefore all interested in the
get-up o f the work ought to know something about them.
The first thing to cons ider, in decid ing this po int,is the
general character of the contents whether,for instance
,it is o f

T H E MARGIN S. 69
a business nature, such as a cata logue, or whether it is a work
o f art or similar work especially designed to adorn the bookshelf. In the first case, the nature of the matter might not lenditself to much artistic display on the part of the patcher—the
who le feel ing would be rather one of severity—but a great dealmore scope might be a l lowed for individua l taste in the lattercase . Whatever be the nature of the work, a l ibera l marginalways looks better than a scrimped one. Then it should benoticed that the margins at the back edges Should a lways be lessthan those at the fore edges ; otherwise the book has the ap
pearance of having been cut down. The accompanying sketches
(Fig . 2 6) wil l serve to il lustrate what is meant .
AS regards the top and bottom edges,it is a lways better to
keep the work a little high ; for when it is put exactly in the
centre,it has the appearance of being lower than it rea l ly is.
The size of a crown octavo book, after being trimmed ,is
C o r re c t M a rg ins .Inco r rect M a rg ins ,
FIG . 2 6 .—D iagrams showing Margins .
about 731,in.
,x Ag in . z
},in . having been trimmed from the foot ,
in . from the top , and i in . from the fore edge . The generalwidth of margin a l lowed on a book of this size is about in .
at the bottom and fore edges, and three - fourths o f this— or
whatever space may have been decided upon for the fore edgemay be a l lowed for the top and back edges
,after the trimming
has been a l lowed for .
There is yet another important po int to be observed whentype is being dealt w ith (especial ly by the lithographer, becausehe is not nearl y so wel l up in bookwork as the letterpress compositor), that is, the correct position of a portion of a page whicheither begins a new chapter
,or is the finish of the previous one .
In the first instance a libera l top margin (often ca lled a sink) isa l lowed— say one -fourth of the page— and in the latter case the
work is kept up to its usual place at the top , even though theremay be on l y a few l ines of it altogether, the rest of the page being left blank .

70 PATCHING OR IMPOS I T ION OF T H E TRANSFERS .
S t ick ing down the Trans fers .— An adhesive suitable fo r
sticking down the transfers may be made from flour paste and a
l ittleglycerine or syrup,but treacle (black mo lasses) should be
avo1ded . A strong adhesive for stout transfer paper may be

T H E KEY SHEET . 71
made by mixing together two parts flour paste and one partsyrup , and then driving out the bu lk of the moisture by heating .
Whatever is used for this purpose Should be of a more or lesshygroscopic nature
,so that it will readily release its ho ld on the
appl ication of mo isture during transferring . Care Should betaken that only a sufficient quantity is used to enable the transfer to stick and every effort Should be made to apply it to placeswhere it is not likely to soak through and injure the work on
the face o f the transfer . The hands shou ld be washed clean before commencing to p atch up transfers ; and these should behandled so as not to receive a greasy impression from the fingers .
The Key Sheet — If the work in hand is a sheet fu l l ofco loured labels
,coloured book il lustrations
,tickets , or such- l ike
,
having more than one colour,a key sheet must first be made up .
On co loured work containing an outline , the key is general lyprinted as one of the workings , but when the design does not
contain an outline,the same temporary outl ine key as used by
the artist for offsets must be employed here . The transfers are
fixed in position on the sheet, but on no accountmust the registermarks round the work be cut o ff. This is now transferred inposition to suit the machine , and after being prepared, an impress ion is taken from it upon a specia l Sheet, wh ich is cal led thekey sheet. The work is then charged with ink
,dusted over with
resin, and gummed,when it is
-laid‘
aside unti l the machine isready to take it up .
A good,flat, unstretchable key Sheet is made by cutting a
piece of N o . 5 gauge zinc to the size of the job in hand, and
gumming a c lean sheet of the paper upon either Side. Whenthe paper has dried, a permanent key sheet to suit two differentjobs wil l be the result. Ordinary gum arabic so lution may be
used for this purpose,which al lows of the paper being easi ly re
moved by soaking if the zinc should be required at some future
time for other work . Before taking the impression on this keySheet, pu l l one or two impressions on plain paper to make cer
tain that the impression on the zinc -covered sheet will be a per
fect one ; when it should be dusted over with French cha lk inorder to dry the ink. A smal l portion is now cut from the centre
of each of the register marks on the transfer,and the transfer is
then stuck in position on the key sheet, so that the registermarks on the transfer fa l l dead upon those on the key Sheet.Of course , transparent transfer paper may be used for this purpose, and the register marks wi l l not be required but the same
qua lity of impression cannot be obtained upon this paper as upona semi -mo ist
,opaque transfer paper . All the co lours are stuck
up to the same key, after which it may be put away until the
same job comes on again .

72 PAT CHING OR IMPOS I T ION OF T H E TRANSFERS.
Treatment o f Sma ll Pa tches —Where a considerablenumber of smal l patches from copper and steel plate engravingsare required to make up a page or design,
it is better to mark off
the work on a Sheet of transfer paper, and stick down the patchesd irectl y on to this, especial ly if the work is to be transferred to
a damp stone . Owing to the necessarily limited amount of ad
hesive material in the transfer paper composition,it wil l be
readily understood that a very narrow strip of the paper,such as
a transfer containing a l ine of smal l lettering, would not standthe best chance of adhering to a damp stone during the first runthrough the press under pressure ; but if the patches are stuckdown on a sheet of good adhesive stone -to -stone transfer paper,there will be very little risk of anything going wrong in this d irection. If a copy of the work already exists , it is a simplematter to place a p iece of transparent transfer paper over it,sticking it down at the corners , and then, without any rul ingoff whatever, to stick the patches on in position . The who lemay then be separated from the copy and placed in position on
the lay-out sheet.

CH APTER IX .
HAND AND POWER TRANSFERRING AND PRINTING PRESSES.
M echanism o f the Trans ferring Pres s — The transferringpress (F ig . 2 8 ) is a machine of very simple construction . It con
sists of an oblong iron framework standing about 3 ft. high .
Above this, near to the centre, is a strong cross -head, from
FIG . 2 8 .—The Transferring Press .
which is suspended a screw for raising and lowering—
the
scraper-box . Resting upon rai ls,which run a long either
S ide at the top of the framework, is the stone carriage ; andimmediately below this
,directly under the scraper -box
,there is
a pla in friction ro l ler or cyl inder, which may be driven bye ither hand or power . When the carriage containing the stone
(73)

74 TRAN SFERR ING AN D PRINT ING PRE SSE S .
(or iron bed -plate, if zinc or a luminium is in use) is pushedunder the scraper-box
,a long lever is pu l led down SO as
o
to ra i se
the friction ro l ler by means o f cams (F ig . and so j am the
carriage and stone firmly aga inst the scraper, wh i ch , o f
course,must first be adjusted by means of the screw to su i t
the thickness of the particular stone in
use at the moment . If the ro l ler is thenmade to revo lve by turning the handle (ifit is a hand -press) or putting on the power,the carriage wil l be driven through under
p ressure, by which means transferring is
carried out or impressions are taken . The
stone,however, does no t come into direct
contact with the scraper, as a Sheet of
leather, card ,or metal , cal led a tymp an,
l
and two or three sheets of paper intervene .
The Broadw ay P res s — There is
another style of press cal led the broadway press . It is Similar to the ordinarypress , but the stone or plate passes throughthe broad way instead of lengthwise . Bythis means the work is transferred in thesame direction as the Sheet is printed on
the machine, which makes it easier to
Obtain good register . It Should not be
made in larger sizes than quad demy, asit requires much more power to drivethan the same s ize running lengthw isewould do .
FIG . 2 9 .—The Cam-Lever Action.
The To p- lev er P res s — This type o f press (F ig . 30) is of
continental origin ,and is more modern than those already re
ferred to . Instead ~o f the friction ro l ler being raised,in this
case it is the scraper that is lowered . It is cla imed that thepressure is very elastic and yield ing
,thereby lessening the risk
o f breakage,and it requ ires less labour to pu ll it through .
T ympans .
— The tympan in most genera l use on smal l andmed ium -s ized presses is made of leather. This is perhaps bestWhere a genera l class o fwork is ldone , but ifmetal is preferred, z inc
1 The tympan is intended to pro tect the trans fer from damage when passing through the press under pressure .

76 TRANSFERRI NG AN D PR INT ING PRE SSE S .
o f pul l ing up the tympan as the carriage is being driven for
ward .
S cra pers—The scraper is usua l ly of boxwood planed V
shape, and afterwards trued to the stone and nicely rounded .
When in use with a meta l tympan,it Should have a strip of
leather stretched tightly a long the face and tacked with verysma l l tacks at either end . There is no reason, however , why a
scraper Should be of wood at all an iron one (F ig . 32 ) answers thepurpose admirably , especial ly in the large sizes . A casting maybe made from a wooden one
,and S lot ho les afterwards sunk to
a l low the scraper-box screws to fit in as supports . The edgewhich comes into contact with the tympan must be careful lytrued to a stra ight- edge
,and then very n icely rounded w ith a
fine file and emery cloth . Two layers of good chrome leatherare then fixed over the face by means of small bo lts at intervalswhich go right through the iron,
and are fastened with a nut on
the other Side,thus holding the leather in position . A scraper
treated this way can,unl ike a wooden one, be rel ied upon for
FIG . 3 2 .- Iron Scraper.
months at a time,without any further attention, except the usual
appl ication of ta l low or blacklead for lubricating purposes .
N eed o f U nifo rm P res sure —While it is necessary to
bestow cons iderable attention and care upon the face of the
scraper,it is a lso important to give some heed to the back or
top as we l l . Certain presses become known as s tone-breakers .
Work canno t be properly transferred in them w ithout resortingto enormous pressure , a lthough the bedding may have receivedevery attention . The trouble is due to the top of the scraperbox being untrue . F or instance, if it were S l ightl y convex, andthe tOp of the scraper were a lso sl ightl y convex , it is not d ifficul tto imagine the tremendous pressure that would be required beforethe transfers a long either s ide of the stone could receive the
necessary amount of pressure to enable them to trans fer pro
perl y,especial ly when we remember that the all-over pressure
is appl ied from one centra l screw which comes into d irect con
tact with the h igh parts of the scraper-box and scraper. After
all,it is no t very grea t pressure that is required SO much as
uniform pressure,as may be eas ily demonstrated by damping a
c lean stone,laying down the trans fer, and rubb ing it l ightly

BED OF T H E PRE SS AN D PA CKING . 77
on the back with the handle of a pocket knife, a bone fo lder, or
even the thumb nail . By damping and repeating the rubbinga few times, the impression wil l be transferred,
Adapt ing the S cra per to the Scra per=box .
— The top of the
scraper-box o f course , is a difficult place to get at , and therefore
cannot be easily put right so the scraper must be made to suit
it . Take a l ittle red ink on a brush and paint the inside top of the
box right a long then insert the scraper and apply pressure bypul l ing down the lever on top of the stone in the usua l way .
N ow take out the scraper and examine it . If the red ink has
marked it only in parts, these parts must be planed ,and the
FIG . 33 .—Board for Rai sing Thin Stones .
process repeated until it takes the red ink equal ly all a long. If
the scraper is an iro none it must be filed .
Bed o f the P res s and P a cking .
—The bed of the press ,which is a lways of wood on the top side
,must receive periodi
cal attention . It Should be tested with the straight-edge bothlengthwise and across, and if necessary planed level . The iron
straps underneath must a lso be examined from time to - t ime,
and worn ones removed before they give way . One ply of corkbedding, covered with a sheet o f s tout zinc
,is then all that is
necessary to complete the outfit,with the exception of a board
(F ig . 33) which is required to bring up the thickness of thinstones . It is a great mistake to pack up thin stones with a lot

78 TRAN SFERR ING AN D PR INT ING PRE SSE S .
o f soft bedding,and a so l id wooden board is also bad , as it is
impossible to prevent warping . A much better plan is to havea board o f spars only . These should be about 3 in . broadby 1 in. thick , w ith 17} in. between,
which wil l considerably minimize any risk from breakage . The cork bedding and
z inc must be placed on top of this .
C leanlines s Essent ia l. —A transferring press should not beused as a cleaning-up bench, as is too often the case for withsuch use it is quite imposs ible to prevent gum,
acid,resin, etc . ,
from getting about it, which wil l sooner or later cause troubleby spo il ing work . It should be kept scrupulous ly clean and
we l l o iled . The packing used for untrue stones Shou ld not be
too thick, but should be nicel y tapered and w ithout suddendrops . If the paper used is of the thick wrapper variety
,the
edges should be first feathered by tearing .

CH APTER X .
TRANSFERRING .
A Fas c ina t ing Art—We have now arrived at what may
be described as the most fascinating branch of the art,namely,
the laying down of the transfers on a prepared stone or on a
zinc or aluminium plate, and thereafter chemical ly treating thesurface so as to enable the work to be printed upon paper,c lo th
,or tinplate by means of one of the various makes of litho
graphic printing machines .
Importance Of C leanliness —As in everything e lse l itho
graphic, cleanl iness may be said to be of first importance, butthere is perhaps a greater necessity for the observance of the
rule at this stage of the work than at a lmost any other . A
c lean bench and press ; clean cloths and Sponges ; cleanwater ; a clean stone or plate clean hands and clean transfers ;all these are simple and effective aids to good work .
“
Dirt,
carelessness,and disorder cause trouble
,needless labour, and
vexation . There are other aids at the disposal of the trans
ferrer, but they are m ore or less of a chemical nature, and mayturn out to be hindrances of a serious kind
,if not used with
care and forethought .
Genera l C ons idera t ions in Trans ferring—M any con
siderations must be taken into account previous to laying downthe transfers
,such as the simplest and best method of treating
the stone to suit the particular class o f transfer on hand ; thequantity of damp that wil l be required to ensure the particulartransfer paper sticking with the first pul l through the press underpressure ; whether the stone should be treated with alum so lution
,and if so ,
what is l ikely to be the effect of such treatment
upon the class of transfer about to be transferred and whetherit would be better to use a medium or a heavy pressure for thefirst pu l l through . All of these things , and more
,will flash
through the mind of a thoughtful man before taking any decideds tep , and he wil l soon learn from experience that to get the bestresults from the various classes of transfers he wi l l require toa lter or modify the treatment as occasion demands .
The Transferring Process in Out line .—The stages o f
(79)

80 TRAN SFERRING .
the transferring process are set out in order here before the details of each are expla ined . They are as fo l lows :
1. T reatment of stone with a lum,bicarbonate o f soda
,nitric
acid so lution,or pumice powder .
2 . Damping the stone or plate , or damping the transfers between damp sheets .
3 . Laying down the dry transfers on the damp stone o r
plate,or the damp transfers on the dry stone or plate .
4. Passing the transfers through the press under pressureand damping them at interva l s .
5 . Soaking Off the transfers .
6 . Drying the stone or plate .
7. Gumming the stone or plate.
8 . Washing out the transfer (aluminium only) with turpsand developing it in aspha ltum. Wash off with thin gum.
9 . Charging the transfer with ink .
10 . Dusting with acid resist (resin and French chalk) .11. C leaning away the dirt (commonly cal led cleaning-up) .12 . F irst etch with nitric-
gum so lution (weak) .13. Wash o ff and fan dry.
14. Gum-up (good coat) and fan dry .
15 . Re -
gum (very thinly) and fan dry .
16 . Washing out transfer with turps on top of dry gum.
Wipe dry .
17. Developing transfer in asphaltum. Wash off w iththin gum.
18 . Ro l l ing up with black ink . roller very Sparingly chargedwith thin ink.
19 . Dusting with acid resist (resin and F rench chalk) .2 0 . Second etch with nitric -
gum so lution (stronger) .2 1. Washing off so lution and farming dry.
2 2 . F inal gumming . Again fan dry .
Treatment o f Stones w ith A lum S o lut ion .—A prepared
l ithographic stone,as we have already stated , is highly sensitive
to the action of fatty acids, but it may be made even more so
by treating the po l ished surface with a weak so lution o f a lum,
1
with o r without the addition of nitric acid . This treatment wil lnot only make the surface more sensitive, but it wil l thoroughlycleanse it of any trace o f deleterious matter that may havehappened to get upon it
,which , o f course, is the ideal condi
1 D issolve 3 o z . alum in 80 o z . water, and add 1 o z . n itric acid . For use
add two parts o f th is to s ixteen parts Of water. After setting the pressure ,flood the stone with the solution,
using the transferring cloth for the purpo se ,and then wash with plenty o f pure wa ter. Leave only suffi cient damp toensure the trans fers s tick ing wi th the first pull through the press under
pressure .

EFFE CT OF ALUM TREATMENT . 81
tion for all l itho printing surfaces previous to laying down the
transfers .
A stone treated with a lum,however, is not a suitable surface
for all classes of transfers ; but for transfer impressions fromstone or meta l plates which contain very fine work, and whichmust of necessity carry only a very l imited amount of fatty acidin the ink, and a lso for very fine l ithographic writings, and fortransfers which have been kept for a considerable time
,nothing
can be better, provided the transferrer is prepared to carryout the subsequent Operations required by this treatment. To
transfer a crayon drawing done on grained transfer paper, however
,or a l itho -drawing transfer containing heavy lettering and
masses of so luble writing ink, to a stone treated in this manner
would probably prove fatal , no matter what the subsequenttreatment might be .
Effect o f Alum Trea tment —When a l ithographic stone
is treated with a lum solution,an adherent crystal l ine film
,
so luble in acids such as nitric and hydrochloric,but inso luble
in water,is at once formed upon its surface . This film is
highly sensitive to the action of fatty acids,and it may be
readi ly understood that if a transfer containing ink that will notdissolve in water, such as re -transfers from stone , zinc, or alu
minium, copperplate , stone -engraving,and type transfers , is
transferred to this sensitive surface, _the w ork -must necessari lytake a very firm ho ld
,and that the ink cannot be disso lved
during the damping and soaking-off of the transfer paper . But
if,on the other hand, the transfer is one that has been drawn
with l ithographic crayon or l ithographic writing ink ,both of
which are very so luble in water , owing to the large proportionof soap they contain
,there wou ld be a considerable risk of these
dissolving out during the damping and soaking process,with the
probable result that wherever the d issolved ink had made its
way to , there it would remain permanently. This disso lvingout of the ink would , of course, take place just the same had the
stone not been sensitized with a lum,but the dissolved matter
would in that case not be likely to take hold owing to the desensiti z ing effect which the transfer paper composition has upon theraw stone .
Warm S tones —A stone is sometimes warmed by placingit in front of a fire or in a chest or oven heated by steam
,the
object being to make it more sensitive to hard plate transferinks and fine l itho writings . If this is done, the transfer mustbe dampened between Sheets of damp blotting-paper
,so that it
wil l adhere to the dry, warm surface . The method is now
Somewhat antiquated, and necessitates not only the heating of
the stone but a lso the cooling of it, with the risk of cracking6

8 2 TRANSFERRI NG . .
during either process . It invo lves a cons iderable loss o f time,
which is a handicap to the trade general ly, and the young l ithographer should make every effort to attain the desired result byquicker and safer methods .
Other M ethod s o f P re pa ring a S tone — There are othermethods of preparing a stone previous to laying down the
transfer, but these are adopted more for the purpose of ensuringthorough cleanl iness of the surface
,or for s l ightly roughening it
w ith a V iew to minimizing the risk of the ink spreading w ithsuch transfers as Copperplate or stone engravings
,or l itho
writings, drawings, etc.,which appear to conta in too much ink
,
than for the purpose of increasing its sensitiveness,as is the
case with a lum. For cleaning the stone,a so lution o f bicar
bonate o f soda may be used in the proportion of one teaspoonful to half a pint of water ; or it may be Sprinkled over withdry , crisp pumice powder and secured with a felt pad or bal l ofclean paper, and dusted o ff with cotton wool . This method no t
only cleans the surface but a lso S l ightly roughens it. Anothermethod
,which gives a stil l rougher surface and ho lds the damp
we l l,and is useful when transferring a large sheet of Copper
plate transfers, is to wash over the stone with dilute nitric acid .
The acid should be of such a strength as to effervesce Sl ightl ywhen appl ied to a dry part . It should be appl ied by commenc
ing at one end and go ing regularly over it until the other end is
reached, but taking a fresh d ip of the so lution for each fewstrokes o f the c loth or sponge .
Test ing the S craper.—When the stone has been set in
position on the bed of the transferring press , and beforetreating it by any of the above methods
,it should be covered
over with a sheet of paper, and the scraper— if it is a wooden
One—tested . This is done by placing severa l short strips o f
paper at intervals across the stone,and the scraper on top o f
these, and then trying the strips by pul l ing. The loose ones
indicate ho l lows which must be removed by rubbing down the
high parts on coarse sand -paper. Another way, which wil lsaveothe trouble of taking out the scraper if it happens to beeven ,
is to mark the sheet, after adjusting the pressure,with a
black Conte crayon or piece o f charcoal , from edge to edge o f
the stone . Then lay another Sheet on top and run through the
press under pressure . If the l ines have o ffsetted uniformly,the
scraper is all right .
Ad just ing the Pres sure —TWOor three clean Sheets shouldnow be placed next to the stone, and on the top of these a looseSheet of z inc (N o . 7 or 8 gauge) . The tympan is then broughtdown,
the carriage pushed under the scraper,and the pressure
adjusted . If it is necessary to use packing at one or other end

84 TRANSFERR ING .
it over w ith a black ink ro l ler until the work is ful ly charged .
Itmay a lso be done by rubbing it up w ith a pad of soft cotton cloth
(such as used for covering foreign beef and mutton) Sparinglycharged w ith thin black ink in conjunction with gum arab icsolution ; or by a combination of the two pro cesses— first rubbingup and then ro l l ing. The work wil l then be m a cond ition to
absorb a sufficient quantity of the fine powdered resin,which
w il l form a p i otective film to it while the rest o f the suiface isbeing etched and prepared to receive the gum arabic solution .
This gum so lution w il l combine w ith the stone and form a new
compound capable of attracting mo isture and Opposing a moderately greasy printing ink, whi le the actual work wil l attract theprinting ink and Oppose the mo isture .
The Inking = in P ro cess —The action of gum arabic so lutionupon the new ly
’
transferred work and surface is a very mild one,
and it is d ifficult to see how the earl y stages of preparation couldbe carried on were it otherwise . This weakness, however, inthe later stages (the fina l gumming) has been one of the drawbacks to the trade ever Since it was establ ished over one
hundred years ago but a remedy has been found which wil l bedescribed in the fo l lowing chapter . U pon a stone that has beentreated with alum, gum arabic has very l ittle action at all untilthe crystal l ine film has been removed at a later stage by dilutenitric acid (the first etch) . N ow it wi l l not be difficu lt to understand that if the inking- in process is attempted by ro l l ing over
the stone with a black- ink ro l ler while it is in such a glazed,sens itive condition, the edges of the work, which are the first .
places to repel the damp ing water and become dry , w il l takegrease from the ro l ler, and in a few minutes hold it so firm thatit rea l ly becomes part of the work itself and canno t afterwardsbe got rid of. This is the reason why the use of alum is so
o ften condemned by those who have fai led to employ it successful ly and have not made a study of the subject .
N ow suppose that the work which is to be transferred is a .
large sheet of transfers from various sources,say transfers from
grained stones, fine air-brush work, engraved headings , etc. ,
which would contain all the gradations possible to get by thel ithographic process , and that it is transferred to a stone thathas not been chemical ly treated w ith a lum
,and the work then
charged with ink by ro l l ing after the usua l gumming. It wouldsoon become apparent, owing to the weak nature of the transfer
ink,that to retain the very finest work on the stone, it would
be necessary to use thin ink on the ro l ler ; and this in turn
would cause the heavy three -quarter tints to become clogged .
On the o ther hand , if the ink is worked stiff and spare for the

A BETTER METHOD OF INKING- IN . 8 5
s ake of keeping the work on these heavy parts Open ,then itwi ll be
a t the expense of the fine work, which will disappear a ltogether .
A Bet ter M ethod o f Ink ing = in—The combined methodOf inking- in the work wil l give much better results
,and is
carried out,as already explained . by first rubbing-up the work
and afterwards ro l ling it up . The treatment is as fo l lows .
After adjusting the pressure , the stone is washed with cleanwater on ly
, and the quantity of water is then reduced until onlyenough is left to enable the paper to stick with the first run
through under pressure, or the transfers may be dampenedbetween damp sheets until sufficiently adhes ive, and then laidd own on the dry stone
,after which the transferring is carried
out in the usual manner . The stone is afterwards gummedover with fresh ,
clean gum,and the work charged with ink by
rubbing-up with a pad of soft cotton c loth and thin black ink,
into which some transfer ink has been mixed . Rub-up the
work with the right hand , and fo llow this up occasiona l l y withthe gum sponge contained in the left hand . When the workhas been ful l y charged, all superfluous gum should be wiped off,and the stone should be laid aside until , if possible, the fo l lowing day . By the laying aside of the stone for severa l hours, thework benefits in a two -fold manner . In the first place
,the
transfer has received a fresh supply of greasy ink, of which it
makes use during the interval by'
a tta‘
cking the stone and oh
taining a firmer hold . The gum solution does the same thingon the parts not taken possession of by the transfer
,so that the
work is in a much better condition to withstand the ro llingwhich it afterwards receives , because the finest tints wil l havetaken a firm ho ld of the stone
,and the three-quarter tints are
not so l iable to become c logged .
The F irs t Etch .—The gum must then be washed off
,and
the work ro l led-up with a black - ink ro l ler containing a moderate
supply of ink o f medium consistency, after which it is dustedwith fine flour res in
,c leaned-up , and then etched with nitric -
gumso lution of sufficient strength to effervesce sl ightly when appl iedto a dry corner o f the stone . An etching so lution should do itsown work . DO not attempt to assist it by rubbing parts of thework with the sponge . After it has been a l lowed to act for a
few minutes wash it off,dry the stone
,and give it a coat of gum,
which must then be fanned dry . The object of etching a stone
with nitric-
gum so lution,as a lready explained, is to assi st the
action of the gum coating which it afterwards receives . This itdoes by breaking or roughening the surface and making it more
absorbent . The first etch, which is a mild one,cannot do this
properly, but its action is sufficient to a l low the transferrer to re

8 6 TRAN SFERRING .
charge the work with a firmer resist and prepare it for thesecond and stronger etch .
The S econd Etch .—This second or stronger etch Should
have the effect o f roughening or chemical ly graining the surface
and putting it into the best possible condition to receive the fina lcoating o f gum. It should be about half as strong again as the
first etch, but it Shoul d not effervescew ith a rush when appl ied tothe stone . Before this can be appl ied it wil l be necessary to
protect the work further, and here again different methods ohtain . It is the custom with some transferrers to ro l l -up the
work again on top of the existing ink and resinwith a little thin inkon the ro l ler . The work is then dusted a second time with theacid resist and the stronger etch appl ied . This method is cer
tainly a quick one,and the two layers of ink and resin form a
very strong, acid -resisting film,which al lows of a free appl ication
of the etching so lution .
Defect s o f the Abo ve M ethod .—After the second etch
the stone should be washed clean,and then fanned dry and
gummed over with fresh , c lean gum arabic solution. Then after
drying, it is the genera l practice to lay it aside until the machineis ready to take it up , which may occur within an hour
,or it may
be severa l days . It must stand to reason,then
,that by adding
another film of ink and resin to the origina l one, every l ine and
dot must have been appreciably thickened (broadened as wel l asheightened) , and that the stone
’
s surface has been encroachedupon at these parts
, so that it cannot be acted upon by the etching so lution. These , too , are the parts which are most in needo f the treatment. Then,
again,if the stone has been laid aside
for a few days in this cond ition,even though the machineman
may get a satisfactory proof passed, a mysterious thickening of
the work soon begins to manifest itself, causing the machinemanto use undesirable methods to keep the work Sharp . The
eventual result may be that the printing turns out badly, or thatthe transfer has to be put on again .
The Grea t P rincip le o f T rans ferring—The great prin
ciple , then, which the transferrer must ever keep in view if
good printing is to be done, is ° N EV ER LOSE SIGH T OF THE
TRU E CON DIT ION OF T H E WORK . H ave no excuses for work appearing thick such as it is in resin just now
,but it w il l be all
right when it is washed out and SO on . Such excuses are at
best onl y “ bl inds,
and the good workman wil l avo id makinguse o f them. U nless the stone is etched each time right up to
the actua l work,and the gum al lowed to take effect, it w il l be
quite impossible for it to print properly on the machine ; and tomake matters worse, the consequences are usual ly laid upon thewrong man, namely the printer.

8 8 TRA NSFERRING .
certain parts o f the process should not be adopted ,the remaining
portion of the chapter w il l be devoted to showing in deta i l themeans of obtaining the best resul ts on a commercia l bas is .
The F irs t Ink ing— H aving completed the transferring ,
soaked o ff the transfers,washed and fanned the stone thoroughly
d ry , gum it over w ith fresh , clean gum . N ow rub down a l ittleblack ink with extra thin l itho varnish unti l it is quite soft and
workable ; but take care that it is not merely varnish w ith a
l ittle ink in it. While it is necessary that it should be soft and
workable, it should have a good body of co lour. Dip the dauberor pad wel l into this, and then work it about on a clean part of
the slab,unti l all free ink has disappeared . Then proceed to
rub up the work with it. Bear in mind that onl y a very thin,
uniform film of ink is required on the work ; but at the same
time it must have enough . If the work is rubbed -up unneces
sarily ful l , there wil l be danger of its becoming permanentlythickened . N ow wipe off the inky gum with the dampingc loth
,using
,if necessary
,a l ittle pure water from the Sponge .
If the stone is a large one,it is better to have two cloths, reserv
ing a clean one to finish up with . Then fan it dry .
Ap ply ing the Ac id Res is t —The work Should now be care
ful ly examined ~and compared with the copy . If any partsappear to have been missed in rubbing-up , the stone should bere-gummed and the parts rubbed-up again,
and the gum thenwiped off a s before . The transfer Should now be an exactfacsimile o f the origina l (if from stone or metal plate) , just as itappeared when charged w ith transfer ink previous to taking theimpression . If everything appears to be satisfactory, dust thework over with the finest flour resin ,
and then l ightly, on top of
that, with French chalk . As the so l id parts of the work are
a lways more l iable to be damaged by the acid than the fine
work,it is better to assist the ama lgamation of the res in and the
ink at this stage by rubbing the parts with the finger . The
stone may now be washed over with the water sponge, and the
d irt cleaned away with picker and po l ishing stone,when it is
ready to receive the first etch .
P icker and P o lishing S t one .—A good picker may be made
from a sma l l three -cornered file (see N o . 7 in F ig . 11,on p .
ground to a po int ofmedium length . If the po int is made too long,it is apt to out too deeply into the stone , and it .cannot be heldin proper pos ition if it is too Short, the Shoulders of the po intare apt to cut away work . The p icker Should be held in the
same manner as a pen,w ith the hand resting upon a sponge or
clo th . It should be kept Sharp,and only the very surface o f
the stone Should be l ightly scrap ed , SO as to avo id mak ing cuts
o r holes . The po l ishing stone is a S l ip or pencil o f Water o f

PREPARAT ION F OR T H E SE COND ETCH . 89
Ayr stone, and is used by first wetting the stone with the watersponge and then po l ishing away the dirt while in this condition .
The F irs t Etch —The etching so lution should cons ist of
thin gum,with just sufficient nitric acid in it to create a very
mild effervescence when appl ied to a corner of the stone . A
broad brush , a sponge,or a soft
,open cotton cloth may be used
to apply the so lution,but care must be taken not to rub the
work, or it may be injured by the so lution undermining it.
Apply it freely, and a l low it to do its own work then wash itOff fan dry ,
and gum over with a coat of good, fresh , clean gum,
rubbing it with the flat of the hand while fanning dry.
P repa ra t ion for the S econd Etch—The work is not yetin a fit condition to withstand the wear and tear of the printingo f a long edition
,owing to the surface of the stone not having
been made sufficiently absorbent to benefit to the ful l extent bythe mild desensitizing action of the gum arabic so lution ; so it
must be etched again,but this time with a stronger so lution .
Before this can be done,the stone must be re -gummed with
thin gum,and then wiped down with a soft, dry cloth—not a
damp or wet one—unti l only a very thin,even film is left,
which must be fanned thoroughly dry. N ow wash out the
work with turps (using a dry cloth and no water) on top of thisfilm of dry gum and ,
having w iped away the inky turps, pouron some aspha ltum so lution
,
1and
‘
distribute this quickly and
evenly over the surface w ith another dry cloth . These clothsand bottles should all be kept together in a fire -proof box madefor the purpose.
U p to this po int nothing of a watery nature has been usedd uring the washing-out process , but it must be used now to
remove the aspha ltum from all parts of the stone except thework . This is done by washing the stone over w ith thin gum,
and afterwards with pure water,when the work wil l be d is
tinctly seen deve loped in the protective, acid- resisting asphal
tum film,and it wil l readil y take ink from the black- ink ro l ler
with which it is now ro l led-.up
The condition of the inking ro l ler at this stage is an important matter . The stone having a lready been given a l ibera l etchwith nitric -
gum so lution ,fo l lowed with a coating of gum arabic,
there can be no fear whatever of any immediate tinting of thestone or clogging o f the three - quarter tints and it w i l l be quiteunnecessary to risk weakening the fine work by us ing stiff ink
On the ro l ler, bes ides giving oneself extra labour. Charge the
1 Dissolve Ii lb . asphaltum powder in gal. ben z olene by stand ing the
vessel in hot water (not near a fire) ; then add 72 gal. turpentine and 2 o z .
o l ive o il or melted ta llow,or a little Oleic acid . If for use on z inc , omi t all
g rease , but gold s i ze or terebene may be used .
90 TRANSFERR ING .
ro l ler wel l with some o f the same thin black ink that was usedfor rubbing-up the transfer, and then scrape it clean and washthe s lab , when it wil l be in the right condition for ro l l ing-up the
work .
Give the work plenty o f firm ro l l ing and it wi l l be all the
better for it . If everything appears satisfactory, dust over thework w ith resin and French cha lk just as before , not forgettingto rub over the so l ids l ightl y with the finger
,and then wash
away the superfluous res in,etc.
,with the water sponge . If the
work is now examined,it wil l be found that the addition o f
the resin and cha lk has made practical ly no d ifference to its
appearance . Every l ine and dot w il l be found to be clear and
sharp, and the three -quarter tints just as Open as on the proo fCopy ; and the who le , being protected by the aspha ltum
,the
ink, and final ly the resin and chalk,is in a condition to wi th
stand a good etch .
The S econd Etch — The second etching so lution should besomewhat stronger than the first
, but it is a mistake to make it.
too strong. Try it as before on a corner of the stone if it ef
fervesces a l ittle more than the first one , it wil l be right.While the stone is stil l d amp , apply the so lution sparingly at.
first, and then l ibera l ly, taking great care not to scrub the work .
N ow wash it off, using a soft Sponge and pure water,and then
fan dry . The surface has now been roughened,or gra ined , and
made absorbent by the action of the etch and it is in a muchbetter condition to benefit by the desensitizing action of the
arabic acid contained in the gum so lution with which the stone
is now coated . The gum must be thoroughly dried before the
stone is sent to press .
Etch ing for H ig h Relief—It is sometimes considered necessary, when hand-made or other hard
,rough papers are to be
printed upon,to have the work on stone wel l in rel ief of the
base, so that it may the better impress itse lf into the rough
grain of the sheet . This is obtained by Simply repeating theprocess of washing-out
,inking
,dusting with acid resist
,and
etching as described for the second etch until the desired rel iefhas been obtained .
T rans ferring Autog ra phs to S tone —What is genera llytermed an autograph transfer is a writing done upon plainwriting-paper with l ithographic writing ink
,and w ith a person
’
s
own hand . It may take the form of a circular letter, an architect
’s or builder’
s schedule, or any kind of office work containingmuch detail
,such as measurements, prices , etc . Sometimes a
grea t many different forms have to be printed,only a few Copies
being required from each .
With this class of work it is not so much qual ity of printing

9 2 TRAN SFERR ING .
ink to flow,and both the original and the offset would be per
manently thickened .
If the transfer is a c ircular letter,it is sometimes necessary
to print a copperplate head ing a long with it. The pos ition o f
the heading should be marked Off on a Sheet of the paper,which
,
in turn,is laid in pos ition upon the clean stone and marked off.
T he clean stone is then dampened, and the copperplate transferlaid to themarks
,and pul led through under pressure a few times .
The autograph transfer is then transferred as a lready described ,
taking care not to al low the turps to get on to the heading transfer.
It should then be rubbed up very sparingly with black ink, and
the gum fanned dry . The transferring of the heading is'
thenproceeded with . The who le of the work is then treated as an
o rd inary transfer ; but it wil l not be necessary to etch twice,
unless a long edition is required .
Trans ferring to M eta l P la tes —The first thing to cons iderwhen about to lay down a transfer on a z inc or aluminium plateis whether it is a freshly prepared one or otherwise . If thereis any doubt whatever about this
,the plate should be rubbed
over w ith a felt pad and some dry, crisp,fine pumice powder .
This must be done very l ightly in a manner describ ing smal lc ircles to imitate the mechanica l gra in the machine gives as
nearly as possible,but caremust be taken not to overdo it . The
plate is then dusted with clean cotton woo l until all traces of
powder have been removed,when the transferring may be pro
ceeded with in exactly the same manner as w ith stone , purewater only being used for damping . It Should be completedwith as l ittle delay as poss ible
,especia l ly with a luminium,
as
the plates are so sensitive to damp that they eas ily corrode, sorequiring the work to be all re -done .
Z inc .Transfe rs .—If the plate is a z inc one ,
coat it with a
libera l supply o f fresh, clean gum,
and then work the gum off
again by wip ing it with a sponge and squeez ing i t out unti l onl ya very thin film is left on the surface . Then charge the workwith ink by rubbing-up exactl y as d irected for stone . If thereis too much gum left on the plate , there w il l be d iffi cul ty ingetting the work to catch the ink. A few drops o f water w il lbe required from time to time to thin the gum. Do not load thedauber with ink
,but wo rk it as bare as poss ible ; and do not
be concerned if the plate appears to take 0 11 a tint while the
rubbing -up is proceed ing . A rub with the gum sponge w il lremove that a t once . It is afterwards treated exactly l ike a
trans fer upon stone , but, o f course ,a d ifferent etching so lution
is used . A suitable etch for z inc and a luminium plates may be
made up as fo l lows : 80 o z . water, 3 o z . sod ium phosphate,
o z . ammonium nitrate,
«A o z . phosphoric ac id . Bichromate o f

CLEANING -U P METAL PLATE S . 93
potash and chromic acid are a lso used for this purpose, but theseare very po isonous and shoul d be avoided .
Aluminium Tra nsfers — If the transfer is on a luminium,
gum it over as directed for zinc, but this time w ipe the gum
down with a dry cloth unti l only a faint trace of it is left. Thenfan thoroughly dry. Wash out the transfer with turps , using a .
dry c loth then apply asphaltum so lution as directed for stone,
and when dry, wash off w ith gum so lution . The work is now
charged with ink by rubbing -up exactly as described for stone
and zinc,using the same etch as recommended for the latter .
C leaning =up M eta l 1P la tes .— In cleaning-up the work on
meta l plates, great care must be taken to preserve the originalgrain on the surface . P o l ishing , as on stone
,is not permissible
but if certain parts cannot be cleaned without removing the
grain ,it must be replaced by as close an imitation as possible.
A good plan is to sharpen a smal l piece of wood about thethickness of a lead penci l
,pointed at one end and flat at the
other . Dip this into caustic soda solution,and then into fine
pumice powder. N ow remove the dirt by rubbing the part ina manner describing tiny circles
,taking great care not to al low
the caustic so lution to touch the actual work . If it is abso lutelyessentia l to use a picker on certain parts
,see that it is a sharp
one, and touch the parts only very lightly with it.

CH APTER XI .
A SIMPLE ,LABOUR-SAVING TRANSFERRING PROCESS.
Es tab lished P ra ct ice .—For many years the theory has
been accepted—and wherever good printing is done,it has been
c arried into practice— that to obtain the best results from a
transfer upon a l ithographic stone, it must be at least twiceetched with ni tric -
gum so lution that the work must be broughtinto sl ight rel ief by the etching ; that the po l ished surface must
be roughened by the action of the nitric acid before it can benefit to the ful lest extent by the mild action of the gum arab icso lution ; that this roughening is a lso necessary to carry and
ho ld the damp, and to grip the inking ro l lers and prevent Skidd ing ; and that the work must be washed-out with turps and
d eveloped in asphaltum,just as recommended in the previous
chapter .
Grea t C are and Sk ill Required .
—To carry out this workproperly , however, considerable time is required, and it cal ls forcare and for skil l of no mean order . This is particularly true
o f the part of the process fo l lowing the first etch , as it is from
this point onwards that the transferrer meets w ith most of his
troubles . If he should decide not to carry his work beyond thefirst etch, but to gum up final ly at this stage, he merely postpones the troubles for the printer
,which no t only places an extra
burden upon the shoulders of the wrong mang but is very badeconomy .
T he Tro ub les Ob viated by a N ew P rocess —Everytransferrer is aware how simply and effectively the work may bec arried through up to the po int of charging it with ink
,dus ting
i t over with resin ,and giving it a weak etch and how great is
the temptation to shelve it at this stage . The new processof preparing to be described in the fo l lowing paragraphs enablesthis to be done, and a t the same time produces better work .
Another important feature of the process is that exactl y thesame simple treatment is appl icable to all l itho printingsurfaces, stone
,zinc
,and a luminium.
The Arobene Trea tment Described —The new method isa s fo l lows . T ransfer the work to a thoroughly clean stone or
(94)

96 A S IMPLE , LABOUR- SAVING TRAN SFERRING PROCESS .
which there is no danger o f tinting and l ittle l ikel ihood o f anydoctoring of the work be ing required, a very quick start must bethe result . With certain ename l papers which give cons iderable trouble by caus ing the stone to tint
,and by biting through
the work, the d iffi cul ty may be entirely overcome by adoptingthe Arobene me thod, especial ly if the pressure is set just up to
printing po int,and no h igher . The pressman may then use a
l ittle more o f his favourite ink- doctor in the printing ink,wh ich
w il l do away w ith the biting tendency of the paper .
Trea tment a t End o f Day .—It is a lso recommended
that, at the end of the day’
s run,the stone should be inked in
w ith the machine ro l lers,the work dusted over with French
cha lk , and the stone then gummed up w ith equal parts of gumand Arobene . The quantity o f Arobene, however, must bedecided to a large extent by the nature of the ink with wh ichthe work is charged . N ext morning the usual start may be
made without washing-out the work .
P repa rat ion for M ach ine—When themachineman receivesthe stone or plate, the Arobene should be removed by washingoff w ith water . A l ittle gum so lution is then distributed overthe surface , and w iped down until only a thin even film
remains,which must be fanned thoroughly dry. The transfer
is then washed out with turps or naphtha—which Shouldcontain a l ittle Oleic acid (4 o z . to 1 gal ) , o live o il
,or other
grease, if it is for stone or aluminium,but if for zinc it is better
to omit everything greasy—and then,after wip ing-up clean
with a dry cloth,apply asphaltum so lution as recommended in
the previous chapter. It is better to remove the asphaltum,
after fanning it dry, with watery gum so lution .
Arobene for P roofs —Arobene wil l a lso be found most
useful when a number of transfers or proofs are required to be
taken from the origina l stone , as the treatment wil l make it impossible for the stone to tint .

CH APTER XII .
REDUCING AN D ENLARG ING BY MACHINE PROCESS.
U sefulness o f Reduc ing and Enlarg ing M a chines —Oneof the most useful adjuncts to an up
-to -date l ithographic es
tablishment is the reducing and enlargingmachine, or pantograph ,and the qua l ity of work that may be done by it cannot be ex
cel led by any other process . Even in large offices where a
photographic plant is in operation,reductions are genera l ly ex
ecuted on the reducing machine when the work already existsupon stone or copperplate . The reason for this is that it is a
direct transfer method, from one stone to another, but insteadof a sheet of transfer paper a sheet of indiarubber is used as the
carrying medium. The process is cheaper than photography,
and there is a lso the special advantage of the work being donein the department . The process is especial ly useful for redueing and enlarging
-
show cards; labels;'
engraved views, letterheadings
, transfers from type,woodcuts
,etc .
, and all classes of
l ithographed chromo work .
The Foug ea do ire M achine .—The type of machine most
genera l ly used at the present day is that by M . Fougeado ire, of
P aris (F ig . It is made in severa l s izes, and intending
purchasers would be wel l advised to decide upon a Size largerthan may be cons idered absolutely necessary .
The base of the machine consists of a strong,square, iron
framework , resting upon four fixed legs, which stand about 12
in. high . Around the inner side of the framework are four rodswith a screw arrangement at either end . On each screw thereis a block or carrier
, containing a stud projecting from the top ,
and this in turn fits into a ho le at the end of each of the four
bars which . form the expanding frame ; so that when the rodsare caused to revo lve by the turning o f the handle the carriers
are compel led to travel in one‘
or other direction,taking the bars
with them. At the near left-hand corner there is an arrangement of gearing, for the purpose of working all four rods simu ltaneously, or one opposite pair only
,at the wi l l of the Operator
,
so that the frame may be extended or reduced in either directionor both . The rubber sheet is held in position by smal l screw
(97) 7

98 REDU CING AN D ENLARGING BY M A CHINE PROCESS .
clamps attached to brass lattice work,wh ich covers the movable
bars , and which expand s or contracts as the frame is enlargedor reduced
, the
clamps and rub
b e r s h e e t, o f
course , travel l inga l o n g with it .
There is a lso an
expand ing anglep i e c e at eachcorner
, for the
purpose of bo lding the movablebar's square and
rigid during the
taking or trans
ferring o f the impression . On the
inner Side of thesefour angle pieces
,
just inside of the
m o v a b l e bars,
there are four longs c r e w s
,one at
each corner,which act as legs for the expanding frame when it is
de tached from the machine and turned face down over the stone
to receive or transfer the impression . The legs may be
lengthened or shortened to suit the thickness of the stone .
C oa t ing for Rub b er Sheet .-The rubber sheet
,as it comes
from the maker,is covered with a white preservative coating
,
which must be cleaned o ff by rubbing with a Sponge and hot
water. If it is a lready in position on the machine,it must be
coated w ith a specia l elastic composition which may be made as
fo l lows . Soak 15 o z . gelatine in 18 o z . co ld water, and after
wards add 2 5 o z . go lden syrup . D isso lve the whole by heating,
and then add eighteen drops of carbo l ic acid as a preservative .
As this composition has the property of attracting mo isture,it
must be understood that more or less of the syrup w il l be re
quired accord ing to loca l cond itions . A smal l quantity o f thisshould be warmed
,and d istributed with a piece of sponge over
the rubber Sheet. Then finish o ff by pass ing the hand over itwhile fanning it dry, until the coating has the appearance of be
ing unifo rm and without streaks . The coating must be donewhile the rubber is down to its norma l S ize (not stretched) ,whether for enlargement or reduction but if for the former
,the
coating Should be put on very spare .
FIG . 34.—Fougeado ire Reducing and Enlarging
Mach ine.

100 REDUCING AN D ENLARGING BY MA CHINE PROCESS .
FIG . 35 .—Frame in Position to Receive or Transfer the Impression.
FIG . 36 .—Frame replaced on Machine ready for Reducing or Expanding .

A PPLI CATION To CHROMO WORK . 101
the shoulder while pressure from the body is brought to bearon the ro l ler . Owing to the sensitive nature of the rubberand composition, it will not be found difficult to rub down a
good impression. Excel lent results may a lso be go t by greasingthe back of a piece of enamel paper with tallow,
and rubbingwith a strong fo lder or the back of the handle of a pocketknife .
The Reducing o r Enla rg ing Process—The frame is thenraised at one end
,if possible by lengthening the screw legs, and
the rubber carefully and slowly released from the stone ; after
which it is placed back into the machine . Then loosen the
screws and extend or reduce the frame Until the impression hasattained the desired s ize . Tighten the screws again , lift theframe out
,and adjust it over the clean dry stone to which the
enlarged or reduced impression is to be transferred . Wheneverything is ready
,the frame should be lifted up at one end to
admit of the stone being dampened . It is then again placed inposition as soon as all surface water has disappeared , the trans
ferring being done in exactly the same manner as the impressionwas taken but a l ittle water may afterwards be injected underthe rubber to assist in re leasing the composition and transfer .
The stone should be sensitized with a lum, and the work after
wards treated by rubbing-up with black- ink dauber and gum as
recommended in Chap ter X,but not rolled-up .
Applicat ion to Chromo work — For chromo work the keyor black outline must be done first
,and an impression taken on
_a Sheet of gelatine which has been previously varnished on
both sides to prevent its being affected by atmospheric conditions ; the co lours are then reduced or enlarged to fit this .
T o get exact register it will be necessary at a certain stageto lock-up the frame
, l ift it out and stand it on end ,and
shine-up from the back of the rubber. Once the registerhas been obtained
,great care wil l be required in transferring the
image to stone,as the rubber is -so l iable to distortion . N early
everything depends upon having the frame nicely adjusted , sothat the rubber almost touches the stone ; and a lso upon the
manner in which the hand-ro ller is passed over it . A few sheetsof bright ename l paper on tOp of the rubber previous to passingthe ro l ler over wil l help to prevent distortion .

CH APTER XIII .
TRANSPOSING AND REVERSING .
M eaning Of T ranspos it ion .—Transposing is a term used to
denote the reversing of a design,that is
,converting what may
be cal led a positive des ign into a negative one or vice versa .
Take,for example ,
a plain typ e transfer . U nder ordinary circumstances this would be transferred and printed with black or
co loured ink letters on a plain paper background, giving a pos itive print. Transposition of this transfer would produce a blackor co loured ink background
,with the plain paper Showing through
the letters— a negative print .
The process a lways excites interest in the mind of the younglithographer
,because to him there is an element of magic about
it ; but apart from that, it is wel l he should know how to pro
ceed,as he may be ca l led upon to do it at any time as part of
his everyday work . (See Figs . 37
The Relie f or P o lishing M ethod — There are at least threed ifferent methods o f achieving the same result
,all of which are
good if carried through in an intel l igent manner . The first ando ldest of these is the “
rel ief or po l ishing ” method . Thisconsists in etching the stone severa l times (protecting the workeach time by washing-out, ro l l ing-up ,
with d ilute nitric
acid until the work is sufficiently in rel ief to al low of a sl ip o f
fine po l ishing stone (Water of Ayr or Snake stone) being rubbedover the top o f it without interfering with the base . When the
desired rel ief has been obtained ,namely the thickness of a
business card , the work should be washed out with turpentineand a c lean cloth . The whole o f that portion Of the stone must
now be made sensitive (afi‘ini ti z ed) by washing w ith d ilute citric
acid,or with d ilute ni tric acid and a lum
,fo l lowed w ith plenty o f
pure water,and then thoroughly dried . A pencil l ine Should
now be drawn round the work to where the so l id is to be ex
tended to,and the space afterwards fil led in with strong litho
graphic writing ink,which must be fanned dry . N ow gum
round the rema ining parts of the stone and fan dry ,and after
wards wash away the so l id mass o f ink w ith turps and a dryc loth
,and develop the whole in asphaltum as recommended in
(10 2 )

104 TRAN SPOS ING A N D REVERS ING .
Chapter X . It wil l then be a comparatively s imple proceedingto po l ish l ightly over the top o f the work w ith the Sl ip o f pol ishing stone and water
,as it stands up in rel ief from the base .
When this has been done, the work ,which is now reversed, may
be charged with ink by ro l l ing it with a Sparingly charged handro l ler covered with black ink,
using a very weak etching so lutionif necessary to prevent the po l ished parts from again taking ink .
The work is then dusted With res in and talc,and etched . The
washing-out, ro l l ing-up , and etching must be repeated until theparts that were in re l ief are etched down S l ightly below the new
surface . This method is stil l practised in many places,but it is
a s low process and cannot be recommended as up- to -date .
The Gum M ethod —The second method is termed the
gum process . A good print is taken w ith stiff black inkupon an ordinary hard - sized paper ; and while the ink is stillwet and on the surface of the paper— that is
,immediately after
the impression is taken— it is dusted over with very finelypowdered gum arabic (gum acacia), and afterwards with cleancotton woo l . The latter dusting must be thoroughly done , asevery speck of gum left on the surface of the paper represents a
white speck when the work has been transposed . Sometimes a
very smal l proportion of tannic or oxal ic acid powder is mixedwith the gum,
but this is not necessary .
The press scraper Should be dead level with the stone, and
set with a good pressure . The stone is then dampened withpure water onl y
,the gummed impression laid in position and
pul led through under pressure once only . The resu lt is an im
pression o f the image in gum,which must be fanned dry .
N ow mark o ff with a pencil where the so l id is to extend to,and
gum over all parts of the stone outs ide of this then fan thoroughly dry. N ext , with a transfer- ink ro l ler, ink the stone overso l id . The ink may now be removed with a l ittle turps and a
dry cloth and replaced by asphaltum. F an the aspha ltum dry ,
and then wash over the who le with a Spongeful o f thin,c lean
,
gum solution,when the reversed work should Show up Sharp
and c lear,developed in aspha ltum. It is then charged
'
w ithink
, e ither by ro l l ing, or by rubbing-up with a dauber ; dustedwith resin and talc cleaned and then coated with Arobene or
etched with nitric-
gum in the usua l way . The method is verys imple, and good ,
quick resul ts may be go t by it. Success
depends chiefly upon the damping of the stone previous to
laying down the gummed impression. Too much damp wouldmake the gum spread
, and cause sharp l ines to become irregu
lar ; and too l ittle damp would mean that the gum could no t
adhere properly .
The Trans fer M ethod —The third method is perhaps the

PR INCIPLE OF T H E TRANSFER METHOD . 105
best of all, and may be termed the “ transfer process . The
transfer is put down upon a clean stone (no alum or other sensit izer being used) in the usual way, and afterwards charged withink—preferably by rubbing-up
—dusted with resin and talc ,and
then cleaned using the picker very l ightly . The stone is thenplaced upon the water trough, flooded with dilute nitric acid
and a lum to clean i t thoroughly and sens itize it, and afterwardswashed with pure water and dried . N ow fi l l in the preparedpart with strong lithographic writing ink ,
dissolved in water, andfan dry .
Principle of the T ransfer M ethod —The principle of thismethod is as fo llows . Certain parts of this so lid mass (all partse xcept where the original trans fer is) have taken a much firmer
ho ld of the stone than the remaining parts (the parts covered bythe original transfer) . N ow if the who le o f this ink can be
c leaned o ff with some searching l iquid strong enough to erase
the weak parts chemically, but not of sufficient strength seri
o usly to affect the more powerful writing ink,it wil l stand to
r eason that when the stone is afterwards rol led over with a
black- ink ro ller,everything must come up except on those parts
where the origina l transfer was .
H aving fanned the l ithographic writing ink dry, pour uponIt a quantity of gum arabic so lution and p lenty of turpentine ,
a nd then,with a c lean cloth ,
as‘
quickly'
a
'
s poss ible dissolve theink
,mixing all together . Do not attempt to work up a tint on
the design with the inky gum,but get rid of it quickly . The
s tone is then ro lled-up w ith a black- ink ro ller,previous ly we l l
s craped,until the work appears strong and firm ; dusted with
resin and talc , and subjected to the usua l etch .
This method is recommended as being the best for fine,
sharp work ; and good results are easi ly and quickly obtaineda fter one or two experiments .
Revers ing Trans fers .-Reversing is quite different from
transpos ing. In the latter case the image,as a lready explained
,
i s converted from a po sitive design to a negative one ; in reversing , however, the image remains positive , but simply reads or
a ppears in the opposite direction to that of the origina l , theright and left Sides being interchanged . For instance
,a fancy
d esignmight be required for a complete border ; or to Show a
c entre -piece of a floral or ornamenta l ironwork design,lace work ,
etc . It would only be necessary for the artist to draw a sma l lsection of the work, and the whole could afterwards be made upfrom a number of ordinary transfers and an equal number of
reversed transfers . If the origina l section of the design is transferred, and a transfer impression taken in the usua l way and if
this transfer is laid upon the stone face uppermost, and another’

106 TRAN SPOSING AN D REVER S ING .
piece of clean transfer paper la id face down upon it,and the
who le pul led through under a good pressure,it wil l be found
Origina l Transfer. Reversed Transfer.
Completed Des ign.
FIG . 39 .— Illustrations o f Revers ing .
upon separating the transfer papers that the original transfer haso ffsetted a considerable portion o f its ink on to the o ther piece

108 TRAN SPOS ING AN D REVERS ING .
o n the customer’
s plate to obtain an offset printed proof, as a
perfectly printed proof can be rapidly produced on the Reverso ,
”
and in any number of co lours, so that the machine wil l also befound va luable in the t in -printing trade .
|0 In proving co lour wo rk , the old method o f laying the sheetto needle points is entirely done away w ith . Instead
,the
sheets are laid on the feed -plate to front and s ide gauges havingd el icate micrometer adjustment
,while in the bed o f the press a
screw adjustment is provided for ho lding and regulating the
s tone or plate .
FIG . 40 . Reverso Press .
Othe r U s es o f the Re verso —An impression may be
taken on the rubber-coated cyl inder from any type forme , andgiven on to the transfer paper, which is then ready for layingdown on the plate or stone . When a d irect proof is required ,
e ither letterpress or l ithographic , a sheet is fed into the grippersand the impress ion taken d irect on to the paper . The machinewil l take any thickness from a type forme up to 4- in . stones ,
and the change from one thickness to ano ther is instantaneous lyaccompl ished . Stones and bed -plate are adjusted and locked inthe bed by screws similar to those used in flat-bed l ithomach ines .

CH APTER XIV .
PAPER.
Pa pe r=making M a teria ls .
—Paper is manufactured from
various vegetable fibres by a kind of felting process . Woo l isused in some grades o f mottled papers , and a few thin threadsof silk are sometimes found in certain cheque papers, but practica l ly Speaking anima l fibres are not inc luded among the materia lsof the paper-maker. The principa l vegetable materials em
ployed are the fo l low ing : Co tton and l inen rags, esparto grass,
wood pulp , straw ,hemp, and jute . Rags
,esparto , and wood are
by far the most important for writing and printing papers , theothers being used mostly for wrapping and s imilar papers . The
bamboo , bagasse (that is, the crushed stalk of the sugar-cane), thebaobab, the paper mulberry of Japan and China
,and a few
other materials have been occas ional ly used in paper-making,
but are of no practica l importance .
Ra g s .
—The finest qualities of writing and printing paper aremade from l inen and cotton rags
,especial ly the former. White
rags are preferable to co loured ones . Cotton contains more than90 per cent of the fibrous materia l ca l led cellulose, which is thebasis of all paper, and in l inen the percentage of cel lulose is a lso
'
»
high,more than 80 per cent . Cel lulose has the chemica l formu la .
CfiHloOs, the same as starch
,but it is an entirely different sub
stance . The fibres of l inen and cotton are long, being usua l lyover an inch in lengt h before treatment. The use of cotton and
l inen in paper-making dates back to a very early period .
Esparto .
— Esparto grass, which grows in Spain and N orthAfrica, was introduced for paper-making about the middle of the
nineteenth century , and is now in very extensive use . Its per
centage of cel lulose is low,less than 50 per cent, and its fibres
are very short,about one -seventeenth of an inch . An esparto or :
straw paper w il l become of a light yel lowish -brown co lour if ex
posed for some twenty hours to a temperature of about 2 30°
F .
(110° C . ) in an oven,
but a good rag paper wil l show no apprec i
able change under this test . The presence of esparto in a
paper may be better indicated by heating it gently with a so lution of anil ine sulphate in water (1 part in A rose -p ink
(109)

110 PA PER .
tint denotes esparto , the depth indicating the proportion roughly .
Straw ,however, reacts s imilarly w ith anil ine su lphate, but by
means of the microsco pe and after a l ittle practical experiencestraw and esparto can be read ily d istinguished .
Woo d P ulp .— The use o f wood fibre prepared by a me
chamical process for paper-making dates from about 1846,and
twenty years later chemica l ly prepared wood pulp was introduced .
Britain now imports very large quantities o f both chemicaland mechanica l wood pu lp from Canada and
‘
the Scandinavianforest regions . Wood pulp is obtained from various trees of theconiferous or cone -bearing kind
,especial ly Spruces, s ilver firs , and
certain pines ; a l so to some extent from poplar and other broadleaved trees . The percentage o f cel lulose exceeds that in esparto
,
but the fibre is present in a more woody condition . M echanica l
p ulp is S imply ground wood, and by itself produces a very inferior qual ity of paper, l iable to rapid decay through the oxidationo f the non-cel lulose materia ls . Chemical pulp is prepared byd igesting the wood with a suitable chemical
,chiefly bisu lphite
o f l ime,commonly cal led sulphite, and is a much better paper
making materia l .A mechanica l pulp paper wil l turn to a deep ye l lowish-brown
co lour when heated in an oven as described in the precedingparagraph . A so lution o f zinc chloride and iodine colours a
mechanical pulp paper deep yel low,and gives a bluish tint to a
chemical pu lp paper . Anil ine sulphate so lution (4 parts in 100o f water) stains a mechanical pulp paper yel low ,
the depth depend ing on the amount of pulp present . Another test invo l vesthe use of a so lution of 4 parts of phloroglucine in 100 of ab
s o lute a lcoho l and 50 of pure hydrochloric acid . This so lutionstains a mechanical pulp paper more or less red accord ing to theamount of pulp present , but the presence of certain anil ine co loursw il l a lso give a red stain w ith this so lution
,even in the absence
o f mechanical pulp . The stain in the latter case is due to the
hydrochloric acid,and develops suddenly and uniformly ; and
o f course the acid a lone w ithout phloroglucine w i l l produce it .
Other M a teria ls —S traw obtained from the ord inary cerealc rops has been in use as a paper-making materia l for over a
century, but it is very l ittle used to -day , except in the manu
facture of the packing material known as strawboard . A l ittlestraw pulp is added to some printing papers for hardening purposes . Straw is very s imilar to esparto in the nature o f its
fibres and in o ther ways,but it is of inferior paper -making
qual ity .
H emp is a comprehensive term covering a variety o f strongfibres, containing from 64 to 80 per cent o f cel lulose . Theseinclude common hemp ,
cultivated chiefly in Russia and Ita ly,
112 PA PER .
mechanica l wood pulp, the pulp is made by digest ing the pre
pared raw materia l with a suitable chemica l substance in a
boiler o r d igester . The chemica l so lution employed is usual lycaustic soda for rags , esparto , and straw
, but for chemical woodpulp it is either bisulphite of l ime
,sulphate of soda
, or caustic
soda, the latter chemica ls producing three different grades of
pulp, cal led respectively sulphi te, sulpha te, and soda pulp . The
bisulphite o f l ime,Shortly ca l led sulphite
,is prepared express ly
for the purpose in a suitable plant, in which sulphur dioxidegas, resulting from the burning of sulphur
,is absorbed by l ime
or l imestone.
With rags and usua l ly w ith straw,the bo iler used is a re
vo lving one o f spherical or cyl indrical shape, but in the case of
esparto a stationary cyl indrica l bo iler is employed . The bo iledpulp is subjected to a thorough washing in the breaker or breakingengine. This consists of an ova l trough divided into two by a
centra l partition ca l led a midfea ther running the long way of
the trough,but no t reaching to the ends . In one half of the
trough the bo iled rags or other materia l are further disintegratedby means o f an iron ro l l with steel knives on its surface
,which
revo lves just above a bed-plate provided with s imilar knives . In
the other half of the trough there is a revo lving drum washer
adapted for carrying off the dirty water resulting from treatment
o f the rags,etc . A large quantity of pure water must be con
tinuously suppl ied to the breaker whi le it is in operation.
The digester used in making chemical wood pu lp is a ta l lsteel cyl inder l ined w ith acid -proo f brick or more usua l ly leadl ined . In this vessel the wood chips are subjected to the actiono f the bisulphite so lution and high-pressure steam for severa lhours
,and the pulp so obtained is then thoroughly washed and
afterwards passed through screens of various degrees of finenessin order to remove certain impurities and to sort it out into
various qua l ities . It is then partial ly dried by pressing, or
thoroughly dried by steam-heated cyl inders . There is a lso a
slow process of digestion for chemica l pulp, which is better forcertain kinds of paper
, such as the strong,thin papers known as
banks and a lso imitation parchment papers .
M echanica l pulp is made by press ing the wood chips“
againsta large grindstone which revo lves rapid ly either in a horizonta lor in a vertica l position . As the wood is ground it is led off bya stream o f water. As with chemica l pu lp ,
a process of Screen
ing fo l lows to remove impurities and to sort out the pulp intovarious grades . The pulp is then freed from much of its waterby pressure .
Blea ch ing the P ulp— The pulp is very often bleached in
the breaker , but this process may be carried out in separate

BEATING T H E PULP 113
tanks called patchers, which are identical in construction withthe breaking-engine. In the case of esparto and wood pulp, itis now often done in a special kind of large tower, with a centri
fugal pump which causes the highly concentrated pulp to circu
late from the bottom of the tower to the top . This saves a
large proportion of the bleach, owing to the stuff being bleachedcold and in a very concentrated state . The bleaching substanceused is bleaching powder, otherwise known as chloride of lime .
Beat ing the Pulp .—The beating of the pulp or half- stuff is
probably the most important Operation in the manufacture of
paper, because upon it depends , more than upon anything else ,the quality of the paper to be made . The H o l lander beating-en
gine or bea ter (F ig . which is the one mostl y used, is verySimilar to the breaking-engine or breaker, but there are more
knives on the rol l and the bed -plate, and they are somewhat differently arranged . The relative position of the ro l l and the
FIG . 41.—Ho llander Beating-engine .
bed-plate can a lso be adjusted with greater precision, and upon
the proper adjustment depends the qua lity of the finished paper .
Short fibres l ike those of esparto,straw
,and mechanica l
wood pulp need but little beating,because the pro longation of
the process has very little effect in changing the condition of
these materials . The prolongation of the beating process has ,however, the effect of hydrating the pulp
,that is
,combining it
with water, thus producing a harder and firmer paper , but withgreater liability to stretch . Rag pulp and chemical wood pulp
,
on the o ther hand , wi l l give very different qualities of paper ao
cording to the time and conditions of beating . A blottingpaper, for instance, is made from pulp beaten only for an houror two ; a good printing paper requires from three to five hours ’
beating ; whilst the strong, thin ,transparent papers cal led banks
and loans are beaten for nine or ten hours . Special types of
beaters have been introduced for treating wood pulp,but i t is
unnecessary to describe them in this book .
8

114 PAPER .
Load ing , S iz ing , and C olo uring—Various chemica ls are
added to the pulp in the beating-engine before the paper isactua l ly made . Some o f these are intended to load or weightthe paper by more or less fil l ing up its pores and increasingits Opacity
, but the opacity o f papers is not entirely due
to loading . Others , cal led si z es , are added to remove the ah
sorbent quality which, in blotting-papers , causes ink to soak intothe paper and run through its substance. All writing and
printing papers must be s ized . Stil l other chemicals are
added to colour the papers . Even white papers require to
have a l ittle co louring matter,usua ll y blue, added to the
pulp,because all half -stuff
,however pure
,has a yellowish
tinge . The Sizing is done on the finished paper in the case of
high-class rag papers, especially hand-made papers .
The chief substances used for loading paper are China clay,which is a hydrated silicate of aluminium
, pearl hardening, con
sisting of sulphate of l ime and chalk,and sulp ha te of bar ium,
the last being known as blancfire or p ermanent whi te. S tarch
is also used as a loading substance,and it h as incidenta l ly the
effect of increasing the “handle or toughness of the finishedpaper .
The chief Sizing substances are resin si z e, starch, gela tine,and glue, the last two being essential ly the same substance and
being described general l y as animal si z e. A paper which iss ized in the beating- engine is ca l led an engine
-si z ed (or E S . )paper ; one Sized by dipping in a bath or tub of gelatine so lutionis cal led animal-si z ed or tub-si z ed Resin Size (or, more
usua l ly among paper-makers , rosin Size) consists of resin
combined with caustic soda or carbonate of soda to form a resin
soap ,which consists of res inate of soda containing free resin . A
so lution of sulphate of a luminium is added to the pulp after
treatment with resin size , so as to precipitate resinate of a luminium and free resin . Another substance used in Siz ing papersis casein,
which is prepared from milk . P apers with only a
smal l amount o f Size are cal led sof t-si z ed wel l- sized papers , onthe other hand
,are said to be hard -si z ed .
The co louring matters added to pulp in the beater comprisevarious famil iar pigments , such as P russian blue
,u ltramarine
,
chrome yel low,Ind ian red , manganese brown
,etc.
,but these are
now a lmost entirely superseded by the more bril l iant thoughmore fugitive anil ine dyes prepared from coal tar.
H and =made Papers .—The finest qual ities of rag papers are
made by hand , but the great mass o f commercial paper is ma
chine -made . In the hand process the apparatus cons ists o f a
rectangular mould ofwire- cloth enclosed by a wooden frame,and
having a movable frame cal led a deckle to fit closely over it

PAPER.

MACHINE-MADE PAPER .117

118 PAPER .
to overflowing so as to give a uniform head to the machine .
The rate of flow is contro l led by a va lve .
3 . Sand- trap s .
—These retain impurities that are present inthe pulp .
4. S tra iners —These serve to purify the pulp stil l further,
by retaining l ighter impurities that have not been taken up bythe sand - traps .
5 . The M achine Wire—This is the essential part o f themachine, corresponding to the wiremould in hand paper-making .
The wire- cloth is 40 or 50 ft. long,and passes round ro l lers in
an endless sheet. A thin strip of rubber,cal led an ap ron,
guidesthe pulp on to the wire, and a brass bar, ca l led a slice, placed overthe wire, regulates the thickness of the pulp . The pulp is re
tained at the sides by endless rubber bands, cal led deckle-strap s,which travel round brass pul leys . The water that drains throughthe meshes contains a certain amount of pulp and a cons iderable
FIG . 45 .—Dandy -rolls for Wove (the upper one) and La id Paper .
percentage of the added loading,and is therefore caught in a box
and pumped into the entering pulp before it reaches the sandtraps .
6 . Dandy-roll. —This is a wire gauze cyl inder
, nearly 2 ft .
in circumference, which revo lves in contact with the wet webof pulp , and imparts to it either the la id or wove character(F ig . and also any desired wa ter -mark.
7. Couch-rolls .—The wet web of paper is pressed between
two ro l ls, one covered with felt,and becomes more compacted .
It is then carried on an endless sheet of felt to the press -ro l ls .
8 . P ress-rolls .—These carry the process of fel ting and com
paoting stil l further by subjecting the sheet to considerablepressure .
9 . Drying-cylinders .
—These are large,hol low cyl inders
heated internal ly by steam,and they serve to deprive the paper
of a great deal o f its mo isture . They may number from twelveto over thirty .

12 0 PAPER .
machine proper, a drying machine, and a reel ing machine .
Each Side of the paper is usua l ly coated separately. The effec t
of adding this coating is to increase the weight about 30 per cent,but the bulk is in no way increased, that is to say, sixteenpages o f the paper before coating bulk exactly the same after
coating.
A Super-calender.
The printing 0 11 an art paper takes place, o f course, on the
mineral coating added , but the qual ity of the body paper isnevertheless o f great importance . It must be strong and flex
ible,so that the coating w il l not pluck away from the surface o f
the Sheet when it is being printed . The best qual ity o f body paperis produced from Spanish esparto w ith a smal l percentage o f

PHYSI CAL QUALITIES OF PAPER . 12 1
chemical wood pu lp . The resin used in the beating-engine and
the proportion of glue used in the coating must neither be toolittle nor too much . If there is too l ittle glue, the ename l peelso ff in printing ; if too much, the ink is not properly absorbed .
Co louring substances may be introduced into the coatingminera l so as to produce a co loured art paper. If a differentco louring substance is used for the two sides , a dup lex p ap er isthe result. Imi ta tion art p ap er is a heavily loaded and lightlySized paper wetted on the surface before passing through the
calender ro l ls of the paper machine . It serves in place of art
papers for some purposes, but it has a poorer surface and is
usua l ly less durable .
M ix ing of P ulps .
—In paper-making pulps of differentkinds are frequentl y mixed, different mixtures being used fordifferent purposes . Ordinary newspapers are usua l ly printedon paper made from a mixture of mechanical wood pulp and
chemical wood pulp, the former greatly predominating. A
chemical pulp prepared with soda, either unmixed or mixedwith esparto pulp, is very suitable for soft papers of cons iderablebulk
, such as blotting papers and antique papers . A bleachedsulphite pulp mixed with esparto or rag pulp yie lds an ex
cellent paper for lithographic purposes .
Phy s ica l Qua lit ies o f Pa per.
—A few notes on variousphysica l qual ities of paper wil l be helpful - to the
’
l ithographer.
1. Weight. The weight is expressed by giving the weighto f a ream
,the ream consisting of 480 sheets, or more usual ly in
o rdinary printing papers, 500 or 516 sheets . Thus we mayspeak of a paper of 40 lb . demy
,meaning that a ream of demy
s ize weighs 40 lb .
2 . Bulk. The bulk of paper is indicated by giving the
thickness of a ream or the thickness o f a single sheet,the latter
being measured by a micrometer gauge . The bulk dependsupon the kind of pulp used, and a l so upon the process of
manufacture . Cotton rags yield a bulkier paper than any o thermateria l , and esparto comes next in this respect. The longerthe pu lp is beaten, the thinner the resulting paper . The ca lendering and glazing ro l ls greatly reduce the bulk of a paper .
3 . Transp arency. Some fibres yield a more transparentpaper than o thers , and transparency is usua l ly increased by prolonging the beating of the pu lp . Sulphite wood pulp producesthe most transparent papers, and . after it come in order
,straw
,
rags , esparto , soda wood pulp, jute, and mechanical wood pulp .
L oading tends to Opacity and super-calendering makes fortransparency .
4. S trength. This is variously ind icated and measured . It
may be expressed by the weight required to break a definite

12 2 PA PER .
strip ,cal led the breaking stra in,
or by the pressure required to
burst a sheet fixed horizonta l ly, ca l led the bursting s tra in. The
strength of a machine -made paper is greatest in the machinedi rection o f the paper, that is , in the direction of flow of the
pulp in the paper-making machine .
5 . S tretch. This denotes the elongation of a paper undertension,
and is important from a lithographic standpo int . A
paper stretches least in the machine d irection,and most in the
direp tion at right angles to the machine direction . To find the
machine direction of a paper, when it cannot be deduced fromthe appearance of the fibres
,place a circular piece o f it on water
so as to wet only the under surface . Then lay the piece on the
back of the hand . It wil l curl round into a sort o f tube whoselength runs with the machine direction o f the paper .
6 . Resistance to Folding a nd Wear . These are qua l ities of greatimportance for various kinds of paper, and may be tested em
p irically in severa l ways .
Pa per and M o is ture—An ordinary paper Iusually contains
from 4 to 6 per cent of mo isture, the amount varying accordingto the humidity of the atmosphere . If a paper with l ittle or
no mo isture is exposed to the air,it wi l l gradua l ly absorb
mo isture and therefore increase in weight . The expansion o f
the fibres in th is way may result in creases, and these natural lycause trouble to the printer. A pile o f sheets may become wavyat the edges through the absorption of moisture there . All
paper for printing,especial ly for l ithographic printing, must be
ma tured,that is
,exposed freely to the air so as to absorb the
maximum o f mo isture throughout its who le substance . This sub
ject wil l be more ful ly dea lt with in Chapters XXII and XXIII .
L ithog ra phic Requirements in Pa per.
— Paper for l ithogra phic printing should be careful ly made
,and Specia l pre
cautions should be taken in the preparation of the pulp to
ensure the minimum of stretch during printing. The bestqual ity o f l itho paper is made from esparto ,
but sulphite pulp isOften mixed with the esparto pulp . To obtain the best
'
resu lts ,the esparto half- stuff should be beaten quickly and cut up withSharp tackle so as to produce an Open pulp
,easily dra ined and
dried on the paper machine . Such a pulp does not Shrink muchin drying, and expands very l ittle in printing . From the wet
to the dry end of the paper machine the tens ion on the web
of paper as it is being gradual ly dried o ff should be as l ittle as
possible, and the fe lts which keep the paper in contact with thedrying- cyl inders must be tight, so as to prevent cockl ing in
the finished sheet . In order that the Sheets may expand the
correct way when printing, the paper Should be run the narrow
way between the deckles on the paper machine . For example ,

12 4 PAPER.
PRIN T IN G PAPERS .
S izes . D imens ions .
Inches .
Demy 177 x 2 2 '
Double Crown 2 0 x 30
Roya l 2 0 x 2 5
Double Foolscap 17 x 2 7
Double Demy 2 2 1; x 35
Double Roya l 2 5 x 40
Imperial 2 2 x 30
Super royal 2 1 x 2 8
From the above tables it is easy to calculate the dimensions
o f any sheet 1n any of the folds, whether fol io, quarto, or octavo .
‘
Thus the demy Sheet, l77i x 2 2 5 in . ,gives demy fo lio , 174x l1} in . ,
demy quarto , x l l i in.,and demy octavo , 8g x 53 in .
Super-royal octavo represents a size of 104x 7 in .
GI S tanda rd S izes o f C a rds .—The fol lowing table shows the
s tandard sizes of cards
Sizes .
ThirdsExtra ThirdsReduced Smal lSmal lTown SizeCarte de visiteL argeCorrespondenceL arge CourtDouble Sma l lDouble L argeCab inet
Quadruple SniallQuadruple L arge
CH APTER XV
TH E THEORY OF COLOUR.
L ig ht and C o lour.—Colour is a property of bodies which
is manifested only in the presence of l ight . In complete darkness there is no distinction of co lour
,and in a d im l ight all
colours appear to bemore or less al ike . The co lour of a body is,
in fact,due to a kind of selective action it has on the light that
falls upon i t. The exact nature o f this action is completely uh
known,but its results are matters of daily observation. Why a
vio let is blue or sulphur yel low we cannot say, butwe know thateach derives its colour by absorbing certain e lements from whitel ight and reflecting others .
’
The N a ture o f Wh ite L ig ht—A simple experiment
,first
made by Sir Isaac N ewton more than 2 00 years ago , wil l provethat the white l ight of the sun,
either -direct'
or diffused as dayl ight
,is a combination of many co lours . Darken a room com
pletely by covering the windows with shutters, and pierce a sma l lho le through one of the shutters . A beam of l ight wil l passacross the room from the ho le and l ight up a spot on the oppositewa l l, its path being more or less traceable owing to the presenceof dus t particles in the a ir . If a triangular glass prism is placedin the path of the beam,
as shown in F ig . 47, the l ight in passingthrough the prism wi l l be refracted, that is, it wi l l have its direction changed so that it wil l strike the opposite wall at a different height . N ot only so ,
but instead of a bright Spot of white lightthe wal l wi l l Show a band of coloured l ight, with colours arrangedin series
“
l ike those of the rainbow,namely, red , orange, yel low,
green,blue
,indigo, violet . The rainbow,
indeed,is caused by
refraction of sunl ight in a similar way . White l ight is thusshown to be composed of a number of varieties of coloured l ight
,
which are refracted to different extents, the red being the leastrefrangible and the vio let the most . The co loured band
“
of l ightproduced as above is called a sp ectrum, and the co lours of the
Spectrum can be re -combined to form white light.The Spectrum o f White L ig ht .
—The co lours of the spectrum are usual ly given as seven in number, namely
,red
, orange,yel low,
green,blue, indigo , violet, and are easily remembered by
(12 5)
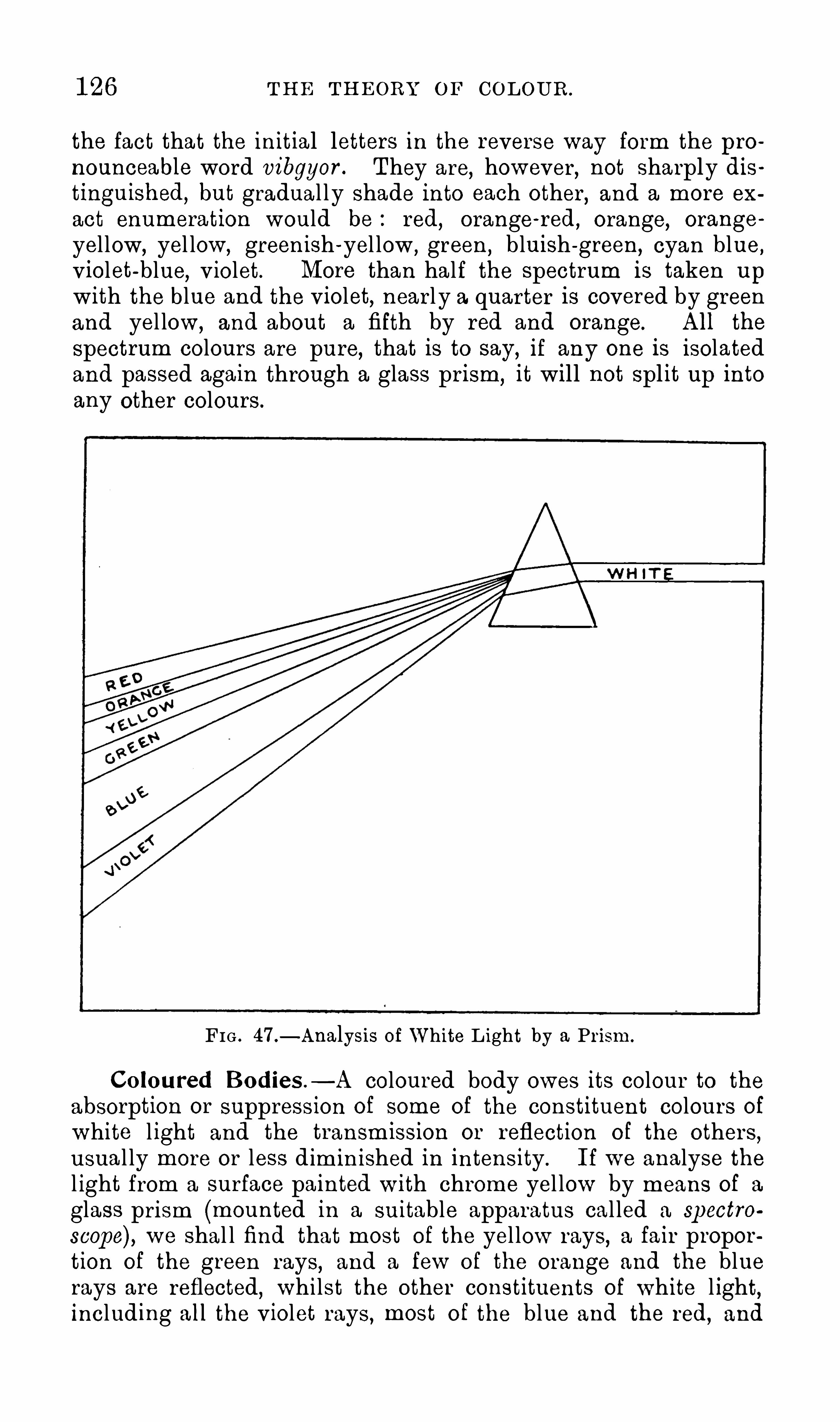
12 6 T H E T H EORY o r COLOUR .
the fact that the initial letters in the reverse way form the pro
nounceable word vibgyor. They are, however, not sharply distinguished , but gradual l y shade into each o ther
,and a more ex
act enumera tion would be red , orange -red, orange
, orangeyel low,
yel low,greenish -yel low , green, bluish -green, cyan blue ,
vio let-blue, vio let. M ore than ha lf the spectrum is taken upwith the blue and the vio let, nearl y a quarter is covered by greenand yel low,
and about a fifth by red and orange . All the
spectrum co lours are pure, that is to say, if any one is isolatedand passed again through a glass prism,
it will not spl it up intoany other colours .
FIG . 47,—Analysis of White L ight by a Prism.
C o loured Bo d ies —A co loured body owes its co lour to the
absorption or suppress ion of some of the constituent co lours ofwhite l ight and the transmission or reflection o f the others
,
usua l ly more or less d iminished in intensity . If we analyse thel ight from a surface painted with chrome yel low by means of a
glass prism (mounted in a suitable apparatus cal led a sp ectro
scope), we shal l find that most of the yel low rays,a fair propor
tion of the green rays,and a few o f the orange and the blue
rays are reflected,whilst the other constituents of white l ight,
includ ing all the vio let rays , most o f the blue and the red , and

12 8 T H E THEORY OF COLOUR .
Thus orange and green combine to produce citron, green and
purple yield a slate colour, purple and orange result in a russet
hue . The mixing of a co lour with more or less white leaves itshue unchanged but a lters its tint. The more white, the l ighterthe tint . If a co lour is mixed with more or less black ,
its shade
is changed . The more black, the darker the shade .
The M ixture of C o loured L ig hts—The combination of
l ights of different colours produces different results from the
mixing of co loured pigments . If we mix a yel low and a blue
FIG . 48 .- Newton’
s Di sk .
pigment,for example, the yel low absorbs all the red and blue
rays,and the blue absorbs all the red and yel low rays . The
result is that all the constituent rays o f white l ight are absorbedby the combination except green ,
which is transmitted or re
flected by both pigments . What we obtain by the mixture isnot a combination of blue l ight and yel low l ight
,but the trans
miss ion or reflection o f what is left o f white l ight when its red ,
blue ,and ye l low are absorbed
,namel y
,green .
The combination o f l ights o f different co lours can be studied

T H E TRUE PR IMARY COLOURS . 12 9
by means of N ewton’
s d isk (Fig. This consists o f a circulardisk of cardboard which is made to revolve rapidly by means of
a suitable mechanism. The disk can be painted in sectors of
different co lours , and when it is rotated the eye sees a uniform
co lour resulting from the combination of the colours painted on
the disk . If all the colours of the so lar spectrum are painted on
the disk in proper order and in proper relative areas, the result
is white light . If one half is painted blue and the other halfyel low
,the result is white (or grey , according to the Shades o f
the primaries) and not green . Vermi lion and emerald green on
the disk give in combination a yel low co lour , but the mixture of
these pigments results in a brick red .
By means of a more exact apparatus it is possible to studycombinations of the pure Spectrum co lours as distinguishedfrom combinations of the impure hues of pigments . Amongthe results of experiments of this kind a few are worthy o f note .
The fol lowing five pairs of colours each combine to producewhite light : red and bluish -green,
orange and greenish-blue,yel low and blue
,greenish -yellow and vio let
,green and purple .
Red and green combine to produce yellow .
C omplementary C o lours —In the previous paragraph we
gave five pairs of co lours that produce white when Opticallycombined . These are known as comp lementary colours . Thusblue is the complementary of yellow,
because a combination of
blue and ye l low l ight results in white ; Similarly yellow is the
complementary of°
blue. 8 0 green and purple are complemen
tary to each other ; bluish- green is the complementary of red
greenish-blue of orange ; greenish -ye l low o f vio let .
The True Primary C o lo urs — The theory that red,blue ,
and yel low are the primary colours is not scientifica l ly sound ,
but it is useful as explaining the results of mixing pigments .
From the point of view of scientific Optics,the true primary
colours are red,green
,and blue (or violet) . A combination of
these three colours produces white light , not black or a darkbrown ,
as is the case with a mixture of the primary pigment
co lours . The secondary colours according to this more scienti
fic system are as fol lows yel low,resulting from red and green ;
greenish-blue or sea -green,resulting from green and blue ;
purple, resulting from red and blue . In each case the secondary co lour occupies a position in the spectrum midway betweenthe two primaries of which it is composed .
C ontrast o f C o lours —The greatest contrast in co lours isbetween complementary pairs . Thus purple and green contrast
strongly , as do yel low and blue . If two co lours are seen in
juxtaposition,the hue of each appears to be modified by the
o thers . Thus if we look at a yel low and a green patch Side by9

130 T H E THEORY OF COLOUR .
s ide, the yellow assumes an orange hue and the green a bluishhue . So green beside blue incl ines to a yel lowish colour, whilethe blue acquires a vio let tint . Complementary co lours s ide bySide intensify each other by contrast. The general principle inall such modifications by contrast may be stated thus : If two
colours of the sp ectrum a re p laced side by side, each tends to
acquire a hue a stage farther away in the spectrum f rom the
other .
If we look intently for a time at a red object, and thendirect our gaze to a white surface
,we shal l see a faint greenish
image of the red object . If the original object is blue, the faintimage wil l be yel low . In each case the after- image is in—thecomplementary colour of the origina l . If instead of directingthe gaze to a white surface after looking intently at a co louredobject, we direct it to a coloured surface, the true colour of thesurface becomes modified for our vision by mixture with the
complementary of the colour of the first object. For example,suppose we have been looking at a blue object intently, and
then turn our eyes on a green surface ; the green surface wil lseem yel lowish -green because of admixture of its colour withyel low, the complementary of blue . This is known as succes
sive contrast,to distinguish it from the simultaneous contrast
described in the preceding paragraph .
C o lour H a rmonies — In all designs invo lving co lours, thequal ities of the individua l co lours and the harmonious combinat ion o f them must be taken into ful l consideration . Reds are
warm co lours, yel lows are bright,blues and vio lets are co ld .
Red and yel low suggest nearness,whilst blue and green suggest
d istance . C ertain co lour groupings are pleasing to the eye ,
whilst others are harsh and displeasing . C losely relatedcolours , such as ye l low and green
,green and blue
,crimson and
orange,make bad harmonies
,but complementary pairs in
proper shades usua l l y harmonize we l l together . Among goodand pleasing combinations we may mention the fo l lowing :
crimson and blue,crimson and go lden-yel low
,scarlet and blue ,
orange and blue,yel low and vio let, green and red . When more
than two co lours are associated together, the problem of
harmony becomes a much more difficult one .

18 2 PR INT ING INKS .
buttery product is obtained ,which on being rubbed over with
the finger sticks to it, and shows a smooth , glossy surface on the
part which has been disturbed .
‘
L ins eed Oil. -L inseed o il is the chief drying o il, and is ex
pressed from the seeds of the flax plant,which is extensive ly
cultivated for this purpose as wel l as for the fibre that is manu
factured into l inen . The best o il for printing inks comes fromthe shores of the Baltic Sea ,
and is cal led Baltic oil, but Calcuttaoil
,as obtained from India
,is not now much inferior. The
oils obtained from Argentina,the U nited States , and the shores
o f the Black Sea contain impurities that render them useless tothe manufacturer of printing inks .
After the o il has been expressed from the seeds , it is run intolarge tanks which are traversed by hot pipes
,and is there al
lowed to s ettle until all the chief impurities, cal led foots , havesubsided to the bottom . The o il in this state, known as refinedo il, is sent to the printing ink manufacturer, who stores it in
tanks for several months before making it into printing inkvarnish . After standing in these tanks it is known as old
tanked oi l.
Bo i ling the Oil. -The old tanked o il is run into varnish potscontaining from 40 to 100 gal lons each
,and it is then heated up
to a certain temperature,at which it is kept for a whole day .
After being a l lowed to coo l down,it is heated to a much higher
temperature,so as to cause it to thicken . It is maintained at
this temperature during the day and al lowed to cool over night,the heating being repeated day after day until a varnish of theproper streng th is obtained . One day
’
s heating at the hightemperature wil l give only a very thin varnish
,and each ad
ditional day’
s heating adds to'
the strength of the resultingvarnish .
For certain inks and under certain conditions substancescal led driers (such as l itharge
,acetate of lead , etc . ) have to be
added to the o il during boiling. These have the effect o f hastening the drying of the o il varnish when it is mixed with the p igment for printing . U nder certain other conditions it is necessaryto remove all the grease possible . For this purpose the o il is
placed in a Special kind of pot and heated until it wil l just l ighton contact with a flame . It is then al lowed to burn until therequisite consistency is obtained . Varnishes made in this wayare very costly and very dark in co lour ; consequentl y their use
is very restricted .
Bla ck P igments .
—L amp black is the fine soo t depositedwhen certa in o ils and gases are burned in a l imited suppl y of air,so that the carbon is no t oxidized to any extent. The flame
plays on to a revo lving metal rol ler, from which the soo t is

BLACK PIGMENTS.

134 PR INT ING INKS .
removed steadily by a scraper placed on the other side from the
flame . The chief grades are sp iri t black, the most expensive,obtained from burning Spirit ; carbon or gas black, obtained byburning the natural gases occurring in the U nited States ; andcommon or vegetable black, made by burning almost any oil
or fat .
F rankfort or drop black is a heavy but not dense blackprepared by charring wood and animal matter in air-tight kilns .
Ivory black and bone black are made by charring ivory and bonesin a similar manner . These char blacks are not so extens ivelyused in the manufacture of printing inks as those mentioned inthe previous paragraph .
White P igments .—The most important white pigment is
whi te lead, which consists of a mixture of the carbonate and the
hydrate of lead in varying proportions , the former being the es
sential constituent . The hydrate is added in order to make thepigment dry more rapidly
,but it tends to reduce its opacity .
The oldest process of manufacture of white lead, known as the
Dutch process , is still in extensive use, and may be outlined as
follows . Ins ide a brick building or stack,some 2 0 ft. high,
there are placed alternate layers of Spent tan bark and earthenware pots, the pots containing each a piece of Sheet lead on a
l ittle shelf above some dilute acetic acid . The stack is fil led upin this way and left c losed for some three months , during whichthe tan bark ferments
, producing'
a considerable amount of heatand much ca1bon dioxide gas . The heat vaporizes the acetic
acid in the pots and causes it to combine with the sheet lead toform acetate o f lead
,which is in turn acted upon by the carbon
d ioxide gas with the formation of white lead . The white lead of
the stacks undergoes a subsequent purification to fit it for use as
a pigment . There are other processes of manufacture,but it is
unnecessary to describe them here .
Kremni tz whi te, snow whi te, and F rench drop whi te are
produced by modifications of the process . F lake whi te is a verypure form o f white lead
,free from hydrate .
Owing to the h ighly poisonous character of white lead,
various substitutes,such as lead sulpha te, ca l led sublimed whi te
lead ,and lead sulphi te, have been introduced .
Z inc whi te or Chinese whi te is an oxide o f zinc,prepared by
burning the vapour of metal l ic zinc . Z inc sulphide is also usedas a white pigment, genera l ly mixed with barium sulphate or
some other substance .
The native barium sulphate,cal led barytes, after purification ,
forms an excel lent white pigment known as reducing whi te.
Another form o f the barium sulphate pigment is prepared fromthe blanc fire or p ermanent white wh ich occurs as a by
-product

136 PR INT ING INKS.
mercury and flowers o f sulphur in a so lution o f caustic po tashfor severa l hours , but a better qua l ity o f pigment is obta ined byheating mercury and sulphur together in shal low iron pansw ithout the add ition of a l iquid . The best qua l ity is Chinesevermilion
,and o ther varieties include orange vermilion, scarlet
vermilion,and extract of vermilion. Vermilionettes are imita
tions o f vermil ion prepared by precipitating certain o f the coaltar co lours on to white minera l substances l ike barium sulphateo r white lead . They are less permanent than true vermil ion.
Red ochre is prepared by heating a natural ly occurringimpure hydrate of iron so as to reduce it to iron oxide mixedw ith such other oxides as a lumina and sil ica . L ight red
,
Venetian red , and Indian red (al so cal led P ers ian red) are practical ly varieties o f red ochre, differing in shade and to some
extent in composition . They are manufactured as by-products
o f certain chemica l industries .
Chrome red is a chromate of lead prepared from chrome
yel low by bo il ing with caustic soda or l ime , or by bo il ingwhite lead with a so lution of potassium chromate . It appearson the market under such names as Chinese red and Americanvermilion.
Antimony red or antimony vermi lion is a compound of the
metal antimony with sulphur and oxygen .
M any o f the red pigments are of the class cal led lakes, cons isting o f certain organic co louring acids combined w ith meta l l icbases, such as a lumina
,barium sulphate
,or lead oxide . In
s evera l o f these lakes the co louring acid is carminic acid ,
obtained from the dried bodies o f the cochinea l insects whichl ive on a species o f cactus plant cal led the cochineal fig
,found
in America . Of these cochineal lakes , as they are cal led ,the
most important is carmine, a very expensive co lour . It
contains the minimum of the metal l ic base,and is therefore of a
rich,intense hue . Crimson lake contains more o f the base ,
and
scarlet lake owes its brighter co lour to an admixture o f ver
mil ion . F lorentine lake is another variety o f carmine lake .
Bronz e ca rmine and bronz e scarlet are lakes o f th is class w ith a
characteristic bronze Sheen .
Another group o f red lakes are prepared from the root o f
the madder plant instead o f the cochinea l insect . These are
known as madder lakes . The varieties include cr imson madder
lake, scarlet madder lake
,rose madder lake, and madder
lake s imply .
Indian lake or lac lake is derived from lac ,a res inous secre
tion on certa in East Ind ian trees produced by the puncture o f
the lac insect, wh ich is c losely akin to the coch inea l insect .
The aniline o r coa l- tar lakes are an impo rtant group ,in
YELLOW PI GMENT S . 137
which the co louring matter is derived from the coal -tarproducts . The colouring principle of madder, a li z arin ,
is now
usua l ly obtained from coa l tar, and accordingly madder lakesrea l ly belong to this group . Other red coa l - tar lakes includeorange lake, scarlet lake, geranium lake, red lake, and roseine
red,but the last name may be sometimes merely a fancy trade
d escription .
Red lead is an oxide of lead which is used to a sma l l extentin the manufacture of printing inks .
Y ellow P igments .
—The mo st important yel low p igments
a re chromates of lead,z inc
,and barium
, especial ly of the first
named metal . These are known,according to Shade
,as lemon
chrome, p rimrose chrome, p ale chrome, golden chrome
,deep
chrome, yellow chrome or chrome yellow,and orange chrome or
chrome orange. The lead co lour is prepared by treating potass ium bichromate with lead acetate (i . s . sugar of lead) or leadnitrate . Soda crysta ls (i . e . sodium carbonate) or G lauber
’
s sa lts
(i . e . sodium sulphate) may be added in order to a lter the Shadeo f the co lour . Chrome orange and chrome red are made bytreating lead chromate with caustic soda or lime .
Z inc chromate,sometimes cal led z inc yellow and ci tron
yellow,is prepared by treating potassium chromate (not bichro
mate) with sulphate of z inc . Barium chromate,made from po
tassium chromate and barium ct ride,’
is of a greenish -yel lowcolour.
Cadmium yellow,the dearest of the yel low pigments
,is a
sulphide of cadmium,prepared by acting on a so lution o f a
c admium sa lt with sulphuretted hydrogen gas or so lution . It
can’
be obtained in either a pale or a deep Shade .
True N ap les yellow is a compound of an oxide of lead withan oxide of antimony
,but the pigment now usua l ly so ld under
that name is an imitation .
Yellow ochre,also cal led golden ochre and brown ochre, and
raw sienna are natura l ly occurring iron earths,containing an
oxide or hydrate o f iron a long with a lumina,S il ica , etc . The
Sienna is a purer and finer earth than the ochre,and usual ly
contains a l ittle manganese oxide . If raw s ienna is heated to
low redness, burnt sienna
,which is of a more orange tint
,is
o btained .
Yellow lake results from precipitating quercitrin,a substance
found in the bark of a N orth American species o f oak tree, on
to alumina .
The gum or resin gamboge, prepared from a M a laysianplant, yields a bright yel low pigment
,which is most useful in
the form of a lake with a lumina .
Indian yellow or p urree, made from the urine of cattle that

138 PR INT ING INKS .
have been fed on the leaves of the mango tree,is very fugitive
and very expensive, but a cheaper and more permanent imitation is so ld underthe name .
Green P igment s — Chrome green consists of an oxide o f
chromium,but some varieties contain phosphate of chromium.
C uignet’
s green is one form of chrome green,and another is
known as viridian.
P aris green or emera ld green is a compound of copperacetate and copper arsenite
,but its very po isonous nature ne
cessarily restricts its use. The ink so ld now under the name o f
emerald green is a very fugitive lake .
Terre verte (that is, green earth) is a kind of dul l green ochrewhich is used to .Some extent as a pigment.
M alachi te green consists of a mixture of copper carbonateand copper hydrate, and occurs in nature as the mineral malachite .
The name Brunswick green is sometimes appl ied to a
compound of Copper w ith oxygen and chlorine, but more
usua l ly to a mixture of P russian blue and chrome yel lowcombined with barytes . It is manufactured by mixing togetherso lutions of iron su lphate
,lead acetate, barytes , potassium ferro
cyanide, and potassium bichromate, fi ltering off and drying theprecipitate . This latter Brunswick green
,a lso called chrome
green,is of the nature of a lake. Other green lakes are
prepared S imilarly from Pruss ian blue and gamboge,among
them being P russian green and,H ooker
’
s green.
Brown P igment s —Raw umber is a brownish natura lochreous earth consisting o f s il icates of iron,
manganese , and
a lumina . Burnt umber,with a darker co lour
,is prepared by
heating raw umber to low redness .
Vandyck brown is properly a kind of bog earth containingoxide of iron,
but the name is now usua l ly appl ied to bituminous ochres and even to artificial preparations in imitation of
them. Sometimes commercial Vandyck brown is a mixture of
lampblack and yel low ochre.
Sep ia is the dark brown secretion of the cuttle -fish after it
has been chemical ly purified .
York brown is a cheap qua l ity of brown earthy pigment .
M aroon lake is obtained by precipitating the co louring matter of
certain barks on to a mixture of a lumina and l ime . Brown
lake is a name used to denote a brown pigment made from dyestuffs in contradistinction to a brown earth .
P urp le , V iolet , and M auve P igments — Just as greenscan be obtained by mixing blues and yel lows
,so purples can be
obtained by mixing reds and blues,but there are a lso distino
tive purple pigments . P urp le lake is akin to crimson lake .

140 PRINTING INKS.
FIG . 51.—Experimental Room of an Ink Factory.

V ARN ISH ABL E AN D N ON -V ARN ISEA RL E INKS . 141
P omade is used in printing inks for shortening purposes ,that is
,to make them pasty and easily workable . It belongs to
the vasel ine group of fats .
Dry ing o f Inks — L inseed o il, which is the medium of all
printing inks,is a quick -drying o il, that is to say ,
it quicklyabsorbs oxygen from the atmosphere and dries to a thin,
trans
parent film. Some pigments assist,or at least do not retard,
the drying process , but others retard drying considerably . The
latter require to have substances added to them ca l led driers, inorder to assist the absorption of atmospheric oxygen by the oil.
The principal driers are li tharge (an oxide of lead), red lead
(another oxide of lead), sugar of lead (i . e . lead acetate), gold'
si z e, manganese dioxide, and manganese bora te. The driers are
often added to the o il during the boi l ing process described on
page 13 2 . The slowest drying inks are the lakes, lampblack ,emerald green
,Vandyck brown,
and sepia ,whilst such inks as
lemon chrome,orange chrome
,burnt sienna, burnt umber,
bronze blue,and vermil ion are quick -drying.
The M ix ing o f Inks — Certain co lours cannot be mixedtogether because of mutua l chemical action . F or instance , the
sulphur in ultramarine wil l darken white lead by forming some
black lead sulphide,so affecting the Shade of the mixture but
zinc white can be safely mixed with u ltramarine,because zinc
sulphide is white . The same is true of u ltramarine and chrome
yel low ; consequently greens are produced from the latter bythe action of Prussian blue . U ltramarine is gradual ly de
stroyed by acids , and Prussian blue by alka l is .
V a rnis hab le and N on=vam isha b le Inks —When printinginks are to be varnished it is wel l to have a guarantee from the
ink-makers that these wil l stand Spirit varnish , this being theprincipal varnish used on printed work . M any of the co loursused by the lithographer contain a proportion of ani l ine dye to
give brightness,and this is apt to be affected by the Spirit which
the Shel lac,from which the varnish is made
,is dissolved in .
When printing with inks that are to take varnish afterwards , aquantity of go ld Size Shou ld be added to ensure a protectiveSkin being formed on the work . COpal varnish is not so severeon printed work as Spirit varnish
,but it is much more expen
sive . The fo l lowing l ist of varnishable and non -varnishable
inks wi l l be useful . Some of the names are merely makers ’
trade names for specia l shades or mixtures , rather than names
of distinct pigments .

142 PRINTING INKS.
RED LAKE S .
Varnishable Inks . N on-varnishable Inks .
C armine Lake Geranium L akeM adder L ake Bronze Carmine LakeCrimson M adder Ruby LakeScarlet L ake Cerise L akeRose L akeGarnet LakeF lorentine LakeM aroon L akeBril l iant L ake
REDS .
Lake Red Geranium Red
P ure Vermil ionVermil ion RedImitation Vermil ionCarmine Red
Ruby RedChinese RedM adder RedCrimson Red
Scarlet Red
VIOLET S , ET C .
M auve Carmine L akeVio let L akeM auve L akePurple
'L ake
M agenta L akeC laret L ake
BL U ES .
Bronze B lue Azure BlueChinese B lue Venetian BlueM ilori Blue Turquo ise BluePure Blue E lectric BluePrussian Blue Peacock BlueAntwerp BlueM arine Blue

144 PRINTING INKS .
WH IT ES .
Varnishable Inks . N on-varnishable Inks .
Kremnitz WhiteZ inc WhiteF lake WhiteTransparent T int WhiteSpecia l White (for T in
P rinting
N ata—This l ist will vary to some extent with d ifferent makers .
P repa rat ion o f lnks by the L ithog ra pher.
-It is veryrare
,nowadays
,for a printer to grind his own inks
,the general
plan being to buy the co lours direct from the manufacturer
ready for use ; but owing to the specia l requirements of the
l ithographer,it is the custom of the makers to supply them
with as ful l a body of co lour as possible , and stiffer than theyare l ikely to be required . It is then a Simple matter to reduce
or thin them to suit all kinds and conditions of work . On the
other hand, the co lour which is about to be printed may be a
tint only, and not a strong body -colour, in which case a verysma l l proportion of ink is mixed into a suitable transparentmedium,
which takes the place of ordinary ink . This mediummay be composed entire ly of l ithographic varnishes
,such as
ordinary thick or middle varnish thinned as required withthin or extra thin varnish ; but it is better to use the tintingmedium as so ld by the ink manufacturers
,thinned down to
proper working consistency with extra thin varnish or bo iledl inseed o il.
L ithographic inks as bought in are also as free as possiblefrom added grease
,it being left to the printer to determine the
amount and kind of ink doctor l ikely to be most suitable .
Indeed,this could not be otherwise ,
as the ink manufacturer
has no means of knowing the proportions of ink and medium ,
or anything in connection with the various jobs which the particular ink is to be used for . N or can he know the kind of
surface from which the work is to be printed stone and aluminium require more grease than zinc .
C ons istency o f Inks —Regarding the consistency o f printinginks , much depends upon the qual ity of the paper and otherconditions . To use a stiff ink upon a highly super-ca lenderedpaper would be to invite trouble from offsetting ; therefore insuch a case the ink mus t be made soft and buttery by us ingextra thin varnish, bo iled o il
,pomade, or anything that w il l
make it short and loose,instead of stringy . The speed of the
machine must also be taken into account . The quicker the
Speed ,the greater is the necessity for thin inks
,the genera l rule

PR INT ING TINTS . 145
being to use a‘very thin
,short ink, with only a sufficient
quantity on the ro l lers to print the so lid portions of the workso l id . The amount of body-co lour is determined by these con
ditions . If the so l ids are printing sol id and yet not sufficientlystrong in co lour, do not try to get the desired resul t by overloading the work with ink, but s trengthen the ink by addingmore body-co lour to it .
Driers in C hromo Work —The drying qual ity o f co loursmust be taken into account by the machineman before beginning to print. If the work in hand is a job in which there are
severa l printings,it wil l be necessary for the printer to take
some precaution against the yel low—which is usua l l y done first—drying too quickly . A second colour fal l ing on top o f one
that has dried hard does not print wel l neither would it printwel l if the first were wet and sticky . It must therefore be the
a im of the printer to regulate the drying qual ity of the inks so
that they dry neither too fast nor too s low . In printing chromowork it is a good plan to add just a l ittle tal low or o live oil to
the yel lows , etc .
,and a little go ld size or other drier to the
lakes . Tinting medium is a s low-drying ink.
P rint ing T ints— If the co lour about to be mixed is a tint
,
an idea Should be formed as to the quantity likely to be used,and a l ittle more should always be allowed for . Take as mucho f the tinting white ink (tinting medium) on to the slab as is
considered necessary to work off the job, al lowing for the littleextra , and thin it to working consistency with thin lithographicvarnish . The co lour copy Should now be studied to determinewhich is the predominating co lour, and when this has beendecided upon
,add this co lour to the tint ing medium until suffi-w
c ient has been worked in to bring it up to nearly the strength of
the copy . This must be tested by daubing out a touch uponpaper, and then adding the other necessary co lours to bringabout the correct tone . For instance , if the colour about to bematched is a dark grey incl ining to the blue Shade
,begin by
adding blue to the medium,until
,when a touch is daubed on
paper it appears to be of about equal strength to that of the
copy , only blue instead of grey . N ow add sufficient burnts ienna to bring the colour round to a greenish shade, and finallyadd crimson lake very careful ly until the correct shade of greyis obtained . It is a good practice to mix just a small quantityfirst, so as to form an idea of the proportions before proceedingwith the bulk
Although a grey tint may be produced by adding a smal lproportion of black ink to the printing medium ink
,it does not
as a rule produce so nice a co lour as that which may be got bymixing the burnt Sienna
, crimson lake,and pure blue together.
10

146 PR INTING INKS .
It is well that the young prover or machineman Shoul d use thesethree colours and become as famil iar with them as possible
,as
there is no end to the variety o f shades and tones that may be
made by varying the proportions , including all the shades o f
buffs,browns
,and greys right down to a soft black .

148 LITHOGRAPHIC PRINTING MA CHINES .
brought into contact with another cyl inder cal led the intermediate or transfer or blanket cylinder . This latter cyl inder is coveredwith an india-rubber blanket
, which receives a direct print fromthe printing surface
,and this print is o ffsetted on to the sheet
of paper on the impression cyl inder.
In colour work,with hand feeding
,the output of a rotary
machine is ful ly half as much again as that of a flat-bed
machine ; and in work where register is not very important therotary can easily do double the work of a flat-bed machine .
Automatic feeding wil l greatly increase the rate of output .
Rotary machines take up very much less room in proportionto their printing surface than flat bed machines . Taking a
printing surface of 45 x 35 in .,the fol lowing figures show
the comparative dimensions o f a rotary and a flat-bed machine
Type o f M achine . Length . Bread th. H eight .
17 ft.‘
9 ft 6 in 7 ft 3 in
12 9 10 6 6
The floor area covered by the flat—bed machine is,therefore ,
161% sq . ft .,whereas the equivalent rotary machine occupies
only 118 sq . ft . , or fully 2 5 per cent less .
The Direct P rint ing Fla t ==bed M achine .—As the o ldest
type o f litho printing machine, and as exemplifying much thatis common to all types , the direct flat-bed machine will be described first, and at greater length than the remaining types .
The essentia l parts of the machine may be enumerated thus (seeF i g. (1) the frame ; (2 ) the carr i age, forreceiving the stoneor iron bed plate ; (3) the imp ress ion cylinder, round which thesheet of paper passes in order to receive the 1mpression from the
printing surface , (4) the dri ving mechanism for pIOpelling the
carriage,revo lving the cyl inder, etc . ; (5 ) the inking mechani ,
smfor inking the surface o f the stone or plate ; (6) the damp ing mechanism,
for damping the sq ace of the stone or plate ; (7) the
feeding mechani ,sm for supplying the sheets of paper to the 1m
pression cylinder ; (8) the delivery mechan ism,for taking the
printed Sheets o ff after they have received the impression . All
these eight parts of the machine wil l now be described in suc
cession,along with various details associated with them .
The Frame —The frame of the machine must be verys trong and rigid
,because the who le of the strain ul timately fal ls
upon it . It consists o f two strong iron s ide frames , jo ined bycross stays . The centre stay ,
which should be placed exactlyunder the centre of the impress ion cyl inder
,in order to take the

T H E FRAME . 149
full weight o f the impress ion,must be firmly bolted to the side
frames . It is a good plan to grout it into the foundation withconcrete, or to pack it up with hardwood wedges, thus rendering

LITHOGRAPHI C ItIN T IN G MACHINES .
it impossible for any spring to take place . The front and backs tays serve as ties to the S ide frames , and the latter a lso carries
e
S
one
or
Ion
Bed-p
a
e.
ower
ng
or
Ra
5
ng
an
tone
Carr
iage
,
the journals for the bearings o f the
driving shaft.The C arriag e
—Resting upon and
bo lted to these three stays are the
runner ra ils upon which the carriagereciprocates , that is, moves backwardsand forwards . These rails must bevery accuratel y finished
,and must be
strong enough to prevent any dip fromtaking place . The carriage rests upona number o f pairs o f runner bowls o r
anti -friction rollers , which ro l l backwards and forwards on the runner rails .
These ro l lers must be ground accur
ately to l imit gauges, so as to ensure
that they are all of the same diameter,
for if there is any difference in the diameters the carriage will rest only uponthose o f largest diameter.
The carriage itself is sometimes re
ferred to as the coffin because of its
shape . It consists o f a bottom en
closed by four s ides,all very strong,
and the coffin- l ike Shape is intendedto make it suitable for being fi ttedwith a movable bed, whose positionin the carriage can be adjusted to suit
the thickness of any particular stone
or iron bed -plate for meta l plate printing . This adjustment is effected as
fol lows (Fig . At the bo ttom o f
the coffin there are wedge pieces uponwhich res t corresponding inclines on
the underside o f the movable bed .
P rojecting through the carriage at its
front end , and attached to the wedges,
there are screws,by means of which
the wedges are drawn forward or
pushed back , thus raising or loweringthe bed so as to bring the stone into
correct contact with the cyl inder .
The Impress ion Cy linder.
-The
impression cyl inder is o f iron groundperfectly true
,and is o f mass ive construction . It is mounted
on a sol id st eel Shaft o f good d iameter in order to withstand

15 2 LITHOGRAPHIC PR INTING MACHINE S .
Driv ing the C a rriag e—The driving shaf t, which is journ
alled on the back stay,is revo lved by a belt from the power
Shaft, the bel t Operating on the usual fast and loose pul ley ar
rangement , or it may be
driven by an electric motor .
On the other end o f the driv
ing shaft from the fast and
loo se pul leys there is a largeflywheel . On the centre o f
the driving shaft there is a
pinion wheel , or more usua l l ytwo p inions , gearing withlarge sp ur wheels set low in
the frame o f the machine .
These Spur wheels , which are
on the same shaft, are coupledtogether by a crank pin ,
which su orts and contro lsEm' Of Obta ining
one end olfrthe connecting rod .
The o ther end of this connecting rod is forked with a short shaft or stud journal led in each side ,which carries a rack wheel for propel l ing the carriage
,
The
reason for forking this end of the connecting rod is to supportthe rack whee l at each side , so as to make it strong enough to
prope l such a heavy carriage as is required in a l ithographicmachine . On its lower side the rack wheel is in mesh with afixedrack attached to the centre stay
, whilst on its upper side it is inmesh with a rack attached to the underside o f the carriage . Ao
cordingly , as the Spur wheels revolve,the rack whee l is moved
backwards and forwards a long the bottom rack ,and as this rack
is fixed the rack wheel is thereby caused to revo lve, thus propel l ing the carriage backwards and forwards by its action on
the upper rack . In one of the machines afterwards il lustratedthe propulsion of the carriage is effected by a hypocyclo ida lmechanism.
Driv ing the C y linder.
- On top of the carriage and
attached to it are two racks,one at each s ide
,which are in
mesh with two Spur wheels on the cyl inder shaft,one at each
s ide . The wheel on the off side o f the cyl inder is cal led the
fast wheel, because it is fixed to the Cyl inder shaft so as to
revo lve with it ; the o ther,cal led the loose wheel, revo lves
freely on the cyl inder Shaft at the feeder’
s s ide . The loosewheel , being a lways in mesh with its rack
,oscil lates as the
carriage reciprocates, and keeps the cyl inder and carriagea lways in proper relation to each o ther. The fast wheel hasS everal teeth cut away so as to avo id meshing with its rack

T H E CYLINDER-STARTING ARRANGEMENT . 153
w hen the carriage is reversing . The cut-away portion is so
t imed as to come opposite to the rack at the end o f its stroke ,
t hus allowing the carriage to return while the cylinder remains
s tationary for the grippers to receive the next sheet .
The C y linder=start ing Arrang ement .
-The looSe wheels tarts the cyl inder and turns it until the fast wheel comes into
mesh with its rack, the mechanism for securing this being as
f ollows (Fig. H aving its bearing in the end o f the cylinderthere is a swivelling pawl which has a tail -piece in engagementwith a spring stud , whose pressure keeps the pawl in its normalposition. H anging loosely on the
‘
cylinder shaft, on the outs ideo f the loose wheel and revo lving with it, there is a link havinga t its end a pro jectionwhich pro trudes through a radial Slot inthe loose wheel . This link is held against one end o f the slotby means of a spring attached to the loose wheel , on the insideo f which there is a lug against which rests the projection of the
link. When the cyl inder has completed a printing revo lution,
“
the carriage reverses, thereby changing the direction of revolu
t ion of the loo se wheel and leaving the cyl inder stationary .
T he lug on the loose wheel then comes into contact with the
p awl , compresses the Spring, and so a l lows the lug together withthe projection on the link to pass . The travel of the carriage iss o arranged that the pro jection goes _just beyond
’
the pawl , andt he removal o f the pressure on this al lows the spring stud to
swivel it into its normal position once more, so that when the«c arriage again reverses
, the pro jection and .lug come against thepawl , and the cyl inder is revo lved into contact with the printings urface .
If these parts were working always in the relation described,t he cyl inder would take every time
, but as this is not desirable a
c heck action is provided which is operated by a handle on the
o utside of the s ide frame,convenient to the feeder or layer-on .
This handle is attached to a stud which connects , on the insideo f the frame
,to a cross piece which
,when in one position,
a l lows the different parts to operate so as to revolve the
c ylinder ; but when it is desirable to check the cylinder, theh andle is moved so as to bring the cross piece into such a
p osition that when the loose wheel is reversing it stands in the
p ath of the pro jection on the link , so preventing it from fol lowing the lug on the loose wheel . U nder these conditions the lugo n the loose wheel presses down the pawl , but the pro jection on
the link not being able to pass with it holds the pawl down ,and
t hus when the wheel again reverses , the lug on the loose wheel
p asses over the pawl, leaving the cyl inder stationary .
A Do uble= inking M echanism .
—Ou the check handlet here is a tail -piece, at the end of which there is a stud engaging

154 LITHOGRAPHI C PRINTING MA CHINES .
with a bar attach z d at its other end to a stud in a wh : ol whichis in mesh with a pinion o f hal f its d iameter, keyed to the spur
wheel shaft. AS the Spur wheel shaft and the wheel on it onlymake one revo lution to each complete cycle of the machine , it
fo l lows that the wheel in mesh with it,being twice its d iameter,

156 LITHOGRAPHIC PRINTING MA CHINES .
the cyl inder is fitted with a locking arrangement which ,in con
junction with the push-home rod, ensures that the cylinder wil l
come to rest at exactly the same place each time (F ig . On
the insides of the Side frames,s l iding vertica l l y, there are two
bars which are held in their top position by springs underneath .
These together form what is termed the lock-bolt. At the topthey are cut away so that together they form a cup , and one o f
them a lso has a shoulder or cam piece on to which runs a bowlattached to the fast wheel , the contac t causing the Spring underneath to compress and so a l low the bar to drop . The carriageat this point having arrived at the end of its stroke, the cyl inderis pulled up by means of the brake, the bowl resting on the baruntil the cyl inder is pushed home , which is accompl ished in thefo l lowing manner . Swivel l ing on a stud in the side frame thereis a lever on which is a bowl in contact with a cam on the Spurwheel shaft
,and attached to this lever there is a rod, at the
other end of which is the push -home lever, also swivel l ing on a
stud . The latter lever, through the action of the cam,swivels
backwards and forwards and comes in contact with a lug on the
brake wheel (fixed to the cyl inder Shaft) , thereby pushing thecyl inder home
,that is to say, pushing it until the bowl on the
cyl inder wheel rests in the cup formed by the two bars , the one
on which the bowl has been resting immediatel y rising behindthe bowl when it has passed into the cup . In this way whenthe pushing lever recedes the cyl inder is held in a given positionuntil the loose wheel engages with it, when an incline on the
underside of the carriage comes into contact with a bowl fixedto the
“
bar or lock-bo lt against which the cyl inder has beenpushed
,forces it down, and al lows the cylinder to revolve .
The Furniva l C y linder Brake— Ih Furnivalmachines the
cyl inder is fitted with a powerful swirelbrake (Fig . 58) whose engagement and
adjustment with the brake wheel are regulated by means of a powerful Spring on
the underside . On the brake wheel thereare two swel l ings which, as the cyl inderrevo lves, run on to the brake shoe
,there
by compressing the spring,whose pres
sure effectual l y contro ls the cyl inder.
The pressure of the spring is regulatedby means of a screw and nuts . One o f
the swel l ings is so placed that it runs on
to the brake shoe just before the carriagehas finished its stroke, and remains in
contact'until the cyl inder has again commenced to revo lve, thereby not onl y s low
ing down the cyl inder but, together with the lock -bo l t, keep ing it
FIG . 58 .—Th 3 F urnival
Cyl inder Brake.

T H E INKING MECHANISM .157
under complete contro l . The other swel ling is so placed that.
as
the cylinder revo l ves and approaches its contact W1th the printIng
surface,it runs on to the brake shoe and remains In contact
unti l the friction between the stone and the cylinder is effective,after which it once more runs free . The effect of the brake at thispo int is to stagger the cylinder gear in the rack so that the
cylinder stil l meets the stone at exactl y the same place eachtime .
Other C y linder Brakes— Other methods are adopted by
differentmakers to obtain the same
results . F ig . 59 Shows the brakeon a machine of M ann Co . It
consists of a shoe in two portions ,‘
the upper parts of which are drawnmore or less close to the brakewheel bymeans of connecting rodswith a pressurewheel in the centre .
T his pressurewheel rests upon an
eccentric cam,which, while re
vo lving, ushes it up , causing the
Shoe tdtip
ghten and grip the brakeF IG' 59' S Cyhndel
wheel, releasing it again as it
comes round to a lower part . F ig . 60 shows what is known as
the “band brake . It is worked by -
‘
a S imple up -and -downmovement of the rod, thus loosening or tightening the band . The
strong black l ines indicate the leather facings on the shoes .
A ir=cushioning Cy linders .—Air-cushioning cylinders, or
air buffers, are now genera l l y employed on all lithographic flat
bed machines of large size . Their effect is to lessen the greatstrain p ut upon a machine by the action of the powerful brake ,and to assist in revers ing the bed . The cylinders
,usual ly
four in number, are fixed low inside the frame , at either end of
the machine . A rod carrying a,
head at either end is fixed tothe carriage . As the carriage nears thep oint of reversing
,the
head on the rod, called the plunger, enters the cylinder and
compresses the air which it contains, thereby drawing up the
carriage in a gentle and natura l manner.
The Ink ing M echanism .—The inking apparatus is a most
important part of a l ithographic machine . The printing surface
receives the ink after it has been evenly and thinly spread bytransference through contact with several surfaces
,mostly of
ro l lers . The ink is placed in an ink duct at the driving end of
the machine, and this duct is in contact with an ink cylinder
duct roller, which is driven by a chain frOm the shaft of the largeSpur wheel below . This cyl inder is operated by a ratchet wheelat its end engaging with a pawl
,the paw l riding on a disk that

158 LITHOGRAPHI C PRINTING MACHINES .
can be set so as to regulate the number of teeth through whichthe ink cyl inder wil l turn at each revo lution o f the shaft. If
the ink is to be suppl ied thinly, the ro l ler is made to turn but
l ittle if more thickly, the ro l ler is made to turn more at eachrevo lution. In add ition there is a Spring pawl revo lving con
tinuously round the end o f the ink cyl inder, which can, whilethe machine is in motion, be put into and out o f engagementwith a lug attached to the ink cyl inder . When the pawl en
gages the lug, it causes the ink cyl inder to revolve continuously .
The ink is taken from the ink cyl inder by a vibra ting1 ductor
roller, which moves backwards and forwards so as to come into
FIG . 60 .—The Band Cyl inder Brake .
contact with the ink cyl inder and the inking slab al ternately .
It is Operated by a cam which is so set that the rol ler drops on
to the slab when the latter has passed wel l under it, and so
deposits ink on the return of the carriage . The inking slab,which may be either of iron or o f marble ,
is attached to the stone
1 There is some confus ion between the terms vibra ting and oscilla ting in
genera l us e, but in th is book we fo llow the preva iling trade practice in de
scrib ing the movement o f the ductor roller as vibrating and the latera l movement o f some of the inking rollers as oscillating . The former is in stI ictneSS
an oscillating movement , and the latter a reciprocating movrment. The termv i bra tion is more correctly appl ied to a very rapid oscillatory movement dueto
the elasticity o f the moving body , e .g . the movement o f a sound ing tuning
for
160 LITHOGRAPHI C PRINTING MA CHINE S .
case the ro l lers always run in the straight, the lateral or recipro
cating mo tion being imparted to the riders by means of bobbinson their spind les
,in which a lever moves to and fro . Owing to
the riders being geared ,they and the forme-inking ro l lers are
continuously revo lving , whether in contact with the s tone and
Slab or not,and therefore there is a great increase in the amount
o f d istribution as compared with the o lder method .
The Damp ing M echanism o r Water M ot ion—In a l ithographic machine there must be provision for continuous dampingas well as ink ing of the printing surface, and to ensure a .
uniform and not excessive damping the moisture has to reachthe stone or plate through a series of ro l lers and a dampingSlab . The mechanism is very similar to the inking mechanism,
but it is placed at the o ther end of the machine . The clo th -co
vered damp ing slab, like the inking slab, is part of the stone or
plate carriage,and reciprocates with it in the bed of the
machine . In automatic damping arrangements it receives itsmo isture by contact with a vi bra ting damp ing roller, which is inturn moistened by intermittent contact with a brass duct roller
revo lving half in a wa ter duct or wa ter founta in. The lastnamel rol ler is operated by a pawl and ratchet arrangement
Similar to that on the inking cyl inder . In o lder machines thereis no automatic mechanism for damping the slab, and water hasthen to be sprinkled on to it from time to time as i t moves .
The slab transfers its mo isture to the two damp ing rollers,wh ich in turn dampen the printing surface . The details o f an
tomatic damp ing arrangements vary on different makes o f
machines .
There is a lsoa geared form of damper similar to the gearedinking arrangements . The two damping ro l lers are surmounted
by a po l ished brass rol ler which is driven through a pinion in
mesh with a rack on the tOp of the carriage . The setting andadjus tment o f these ro l lers are accomplished in the same way as
a lready described for the corresponding inking rol lers . Th isgeared damper is essentia l where the geared inkers are in use ;
o therwise the mach ineman wil l find d ifficulty in keeping the
edges o f the stone clean .
The Feed ing M echanism .
—The Sheets for printing on are
fed to the cylinder by a feeder from a feed-boa rd , of which partis flat for carrying the pile of sheets and part l pes down tan
gentially to the cyl inder at such an angle tha t each sheet as
placed upon i t finds its way to the front rests by its own weigh t.The tangentia l pos ition of the sloping feed-board ensures that thesheet wil l fal l natural ly on to the gripper rests without having tobe forced or bent on to them by means of smoothers or guides .
The sheet is caught on to the cyl inder by means of grippers

TH E DELIV ERY ME CHANISM . 161
that close and Open alternately with the revolution of.
the
cylinder. Of these there are two kinds , the solid p la te gripper
and the finger gripper . The former is a cast iron piece extending the full width of the inside of the cylinder and mounted on
a shaft journal led in the cyl inder walls . Fastened to this castiron portion is a flat steel plate , which is actua l ly the gripper
that nips the sheet against the edge of the cylinder . The frontlay or sheet rest is a piece on the cast iron running its ful l lengthand at right angles to the steel plate . This lay may be madeup of a series of small pieces which can be adjusted to suit the
Shape o f the gripper edge of the sheet , so avoiding any risk of
the Sheet rocking and thereby causing bad register. The fingergripper, as the name denotes, consists o f a series of fingerswhich can be moved a long the gripper shaft to suit the positiono f the sheet, and the “
nip of each finger may be set individual ly . When the finger gripper is used, it is customary foreach finger to be fi tted with a Sheet rest capable of adjustment tosuit the amount of grip .
A register motion is attached to the underside of the feedboard
,being connected to the side lay through the Slot in the
table in which it Sl ides . The movement of the Side lay is
obtained from a cam on the loose wheel of the cylinders,and is
such that, when the sheet is fed to the,front - and Side lays , the
latter automatically pushes the Sheet into its correct positionand flies back immediately the grippers have closed upon the
sheet, thus preventing the sheet from dragging against the laywhen the cylinder begins to revolve . The lay is easily set for
different sizes of sheet by means of a wing screw .
The Delivery M echanism .—There are very few machines
now without an automatic delivery mechanism . T he printedsheet is picked off the impression cyl inder on to a delivery or
flyer drum by means of a suitable gripper mechanism, and it
passes thence down Sloping tapes over long parallel sticksknown as flyers . These automatic flyers move backwards and
forwards round their fixed lower ends from the tapes to the
del ivery board, and at each forward movement carry a printedsheet with them. An automa tic counter may be attached forcounting the sheets . There is very little risk of marking thework if the sticks are fitted either with star whee ls pro jectingthrough slits or with file cards on their surface . The latter con
s ist of cloth covered with Shor t wires like the bristles of a brush,
such as used to clean files, etc . Where finger grippers are in
use, great care should be taken when adjusting them along the
shaft , to see that one is not set opposite a gripper in the flyer
drum,as the latter grippers cross the path of the former when
opening into the gap of the impression cylinder in order to grip11

16 2 LITHOGRAPHI C PR INTING MA CHINES .
the sheet and pass it on to the flyers . The flyer sticks Shoulda lso be placed im pos ition so as not to interfere w ith the
grippers on the flyer drum .
The M a chine Brake —Last but no t leas t, the machine isfitted with a very powerful brake , which acts on the flywheel
,
and is operated by means of the bel t striker hand le . It
operates automatica l ly as the belt is moved on to the loosepulley
,and in fact when the handle is pushed home the
mach ine is locked . The brake is so powerful that the mach ineman can bring the machine to a dead stop in a few inches .

164 MA CHINE AN D HAND PRESS ROLLERS.
secured to the stock by stitching , or it may be bought fromdealers in the tubular or stocking shape ready to pul l on . Thisvariety is manufactured in different s izes to suit the variousth icknesses o f ro l lers . There are two different kinds o f leatherro l lers , namely, the soft absorbent kind , and the glazed variety .
The former are known as nap rollers , because of the soft,velvety pile on the surface the latter are cal led gla z ed rollers ,
because of their hard,smooth surface .
N a p Forme = ink ing Ro llers —There are severa l methodsof preparing nap ro l lers for printing . AS they are receivedfrom the makers
,the leather is dry and of a buff colour, but the
nap is already prepared . The skins are sometimes treated firstto an appl ication of castor o il
,and the ro llers are then put into
the machine and worked up for a considerable time with s tronglitho varnish, after which they are washed with turps and
scraped with a blunt knife,when they are ready to receive ink .
This treatment, however, has the objectionable result o f causingthe ro l lers to work greasy for a considerable time afterwards
,
and the lea ther stretches easily . A good p lan with new ro l lersis to saturate the skins with thin l ithograph ic varnish . A
coating may be put on by spreading it over with the hand ,and
further appl ications may be afterwards given unti l the leatherrefuses to absorb more . If they are then scraped to free themfrom superfluous varnish
,they may be put at once into the
machine and charged with printing ink ; but they should not beused on fine work to commence with . N ap ro l lers are best forall planographic work
,but it is necessary to have at least four
complete sets, one set for each range o f co lours .
Gla zed Fo rme = ink ing Ro llers —Glazed ro l lers are prepared,
if new, by placing them in the machine and running them up in
thin l ithographic varnish and driers such as go ld s ize or goodpaste driers . When this has been wel l worked into the skins
,
the rol lers Should be scraped and the s lab washed,after wh ich
they Should be charged with a hard,quick -dry ing ink
,such
as a mixture of a yel low chrome burnt umber, and go ld size . It
is better to a llow the ro l ler to run in a good supply of ink untilit is worked thoroughly into the grain ,
and then by scraping upthe S lab severa l times gradual ly to reduce the quantity untilonly the thinnest film of ink is left on the surface . The ro l lersmay then be l ifted from the machine and placed on end in the
ro l ler rack for a few days until the ink has become quite hardand dry . The surface o f the ro l lers wil l now have a rough
,
gritty feel ing as the hand is passed over them ; so they must bemade smooth by rubbing them with a block o f wood coveredw ith fine glass paper . The ink ing, drying , and glass -paperingmust be repeated two or three times until a satis factory surface

T H E VIBRATING INK DUCTOR ROLLER . 165
has been obtained . It is not essential that the ro l lers should benew to do this . It may be done at any time by al lowing theprinting ink to dry upon them after they have been in use
but the principal po int to bear in mind is to have only the
thinnest poss ible coating on at each inking . If a short roadis attempted by trying to make one thick coating do in
stead of severa l thin ones, the result wi l l be that the ink wil ldry on the surface , but it may take months instead of days tobecome hard throughout . Glazed ro llers cannot be successful lyworked on metal plates ; for these, nap ro l lers are best , withrubber ones next best . Glazed rollers , however, are very usefulon stone, and al low of quick changing of colour . These ro l lersshould be worked very sparingly charged with strong colour of
thin or buttery consistency . U nder these conditions long runs
of good work may be carried through .
Rubber=covered Fo rme= ink ing Ro llers .—Rubber-covered
forms - inking ro llers may be made by casting the indiarubber on
to the iron stocks,and afterwards turning them true in the
lathe , or they may be covered with a rubber skin pulled over acovering of flannel
, and then tied at the ends exactly in the
same manner as a leather ro ller. Rubber rollers may be usedon all planographic work ,
whether on flat bed or rotary machines .
Their chief recommendation, however , as with glazed rol lers, isthe ease and speed with which they may be cleaned, and for
that reason only one set of rollers is necessary for eachmachine . The diameter of the ro llers for flat bed machinesshould be exactly the same as that of the iron co l lars on eitherend of the spindles .
The lnk =d istribut ing Ro llers —The distributing rollers ,unl ike the forms ro l lers, do not come into direct contact with theprinting surface
,but act on flat-bed machines midway between
the forme ro l lers and the ink duct,whilst on rotary machines
they act in conjunction with the oscil lating ink drum. Theirspecial use, as their name implies , is to distribute the ink on the
s lab or drum in the best possible manner previous to its deposition on the forme rollers . They Should all be prepared byglazing as recommended for glazed forme rol lers .
The Rider Ro llers —The rider rollers are o f small diameterand made of smooth so lid steel . They revo lve on and betweenthe forme- inking ro llers
,and there are also riders on the
.distri
buting ro llers . They ass ist the further distribution of the ink
and help to keep it in a fi csh,printable condition .
The Vibrat ing lnk Ductor Ro ller.—The vibrating ink
ductor ro ller is the one that moves to and from the ink duct,
bringing with it each time a supply of ink, and depositing it Onthe ink slab or oscil lating ink drum
,as the case may be . The

166 M ACH IN E z AN D HAND PRE SS ROLLERS.
quantity o f ink carried is regulated by the thumb -screws at the
rear o f the duc t and a l so by its dwel l on the duct rol ler or
cyl inder . It is general ly prepared as recommended for glazedforme ro llers, and may be of either leather or felt, but it may be
cast in indiarubber or printer’s ro l ler composition . The lattermakes the best rol ler of all, but
'
it is l iable to be affected by thedamp ,
and also by atmospheric and other conditions .
The Fo rme =damp ing Ro llers —The forme -damping ro l lers,like the forme- inking rol lers
,are those which come into direct
contact with the forme or printing surface, and supply to it thenecessary amount of damp to prevent the forme-inking ro l lersfrom depositing ink on the parts where it is not required . The
quality and condition o f the damping rol lers are of the utmo stimportance, and this canno t be too s trongly impressed upon the
mind of the young machineman,as so much depends upon an
even, uniform damping with the minimum quantity of water .
The damping rol ler,as a rule, consists of an iron stock
,gener
al ly (but wrongly) of very smal l diameter,and covered with
several coverings of felt , flanne l,etc .
,with an outer covering of
a tough , hard-wearing cloth cal led moleskin . These ro llersmust be_perfectly level from end to end
,and o f uniform thick
ness . It is essentia l that they Should be kept clean and in an
absorbent condition , by washing them with turps or naphthaand the scrubbing brush ,
and afterwards with warm water,and
finally by scraping them with a blunt knife . This should bedone at least two or three times a week .
M ore difficulty is sometimes experienced with proper dampingon rotary machines than on flat- bed machines . This is largelydue to the rol lers continual ly revolving the one way , instead of
reversing as on the flat-bed machine , and a lso to the oscil latingmotion of the brass d istributing ro l ler, which hasa tendency towork the soft packing towards the centre
,and cause them to
become high at these parts . It would be better if these stockswere made o f such a thickness that no t more than two coverings would be required to complete them . They Should behol low to avo id unnecessary weight , faced with brass to preventrus t
,and dead true .
The old idea that a damping ro l ler buil t up with a numberof thick absorbent coverings of felt and flannel must necessari lyho ld a considerable quantity o f water, with which it wil l gradually part to the printing surface, is erroneous . This is now recogni z ed by the machine-makers , and modern machines are fittedwith automatic damping arrangements on Similar l ines to the
inking arrangements , wh ich give the necessary supply o f dampwith each traverse of the cyl inder ; but the makers , with few ex
ceptions, do not appear to have seen the necessity for an

168 MACHINE AN D HAND PRESS ROLLERS .
co lour for any length of time after being in use . The ink shouldbe scraped from them with a blunt knife
,and then washed with
a mixture of three parts of naphtha to one part o f parafli n o il.
After scraping again the ro l lers may be left until required .
Special precautions must be taken if driers are used in the ink .

CH APTER XIX .
ROTARY AND OFFSET MACHINES.
i lntroductory .—We have already indicated the genera l
character of rotary and offset machines, and have shown the ad
vantage oi rotary over flat-bed machines . The offset machine ,which is of comparatively recent introduction,
has great advan
tages for certain classes of work . It is only since the advent of
the offset machine that it has been possible to produce perfect
FIG . 6 2 .—An Early Type o f Rotary Machine : Two Views .
printing of the nature of a very finely engraved view , or fine
unbroken hair- lines, or a smooth, sparely printed flat tint on
rough hand-made paper without previously damping it, and thatis done at a speed that a few years ago would have been con
s idered impossible . Fine chromo work ' done on the offset
machine possesses a character and charm peculiar to itself,and produces the most artistic matt effects . L ess ink is requiredby the offset process than by the direct method .
TH E DIRECT ROTARY M ACH IN E .
The Frame —A direct rotary machine (F ig . 63) is builtupon and securely braced to a substantial base plate . The sideframes are of so lid plate section and are firmly bo lted to the
base and suitably stayed so as to ensure abso lute rigidity .
(169)

170 ROTARY AN D OFFSET MACHINES .

172 ROTARY AN D OFFSET MACHINES .
lever is provided ,having on its periphery a h igh and a low
surface upon wh ich ride the bowls fixed on the paw l s . This .
lever is contro lled by the pedal on the feeder’
s stand , so tha tw hen the peda l is depressed it moves the radial lever into such a
position that the inner pawl , that is ,the one next to the impres
sion cylinder, is on the high part of the lever . The other pawl,
being on the lower part, drops into position to engage w ith the
lugs on the first radial lever, so turning the trip shaft and
moving the toggle levers , and in this way drawing down the ec
c entric bushes and moving the impression cylinder out o f
c ontact with the plate .
The pedal may be depressed at any time . When the feederi s ready to feed another Sheet , the pedal is released ,
thus al low ingthe other pawl to engage and take the cyl inder into printing contact . It is essentia l that during printing the centres of the togglelevers and the coupling rods should be in a dead straight l ine, sofo rming a lock which wil l resist the heaviest impression. The
rods are composed of right and left-hand screws with coupl ingsand lock nuts to suit . By means of these couplings the rodsmay be Shortened or lengthened to regulate the degree o f impress ion . The cyl inder coverings are tightened in the usual way bymeans of a ratchet bar .
Steel finger grippers mounted on a steel shaft are used, anda re operated by means of a tumbler at the end of the shaft coming into alternate engagement with two pins , one for opening andthe o ther for c losing the grippers .
The Ink ing M echanism .
— The speed of a rotary machinenecessitates exceptional inking power . The ink-box is fi tted witha flexible steel blade regulated by means of fine - thread thumbs crews set close together, which a l low the flow of ink to be
regulated to a nicety at any po int . The ink-cylinder in contact
with the blade is operated by a pawl and ratchet arrangement
c apable of wide adjustment,just as in the flat-bed machine
a lready described . The ductor roller conveys the ink by vibratingfrom the ink-cyl inder to a large, geared revo lving drum whichoscil lates in the d irection o f its length . This osci lla ting ink
d rum is surmounted by a pyramid of d istr ibuting rollers . The
ink is taken from the drum by an intermediate ro l ler on whichis a po l ished steel rider, and is transmitted thence to one of the
riders on the forme -rollers , and so to the fo rme ro l lers thems el ves , whose number varies according to the s ize o f the machine .
Each pa ir of inkers is in contac t with a geared o scil latings tee l rider, and the separate pairs are coupled together by meanso f pol ished s teel riders , so that the ink wil l pass over all the
ro l lers , bes ides being d istri buted on the inking plate or s lab of
the plate cyl inder. The setting and the adjustment of the ro l lers

T H E DAMPING MECHANISM . 173
are practically the same as in the geared inking arrangement on
flat-bed machines,with the exception that the fork blocks are on
a slide at a radius from the centre of the cylinder, _so that a rollerwhen once set to the plate may be moved into c loser contact
with the rider without altering its position relative to the plate .
There is a roller lif ter which is automatic , instead of beingoperated manual ly like the flat-bed l i fter, and which permits of
the machine being run with the inking ro l lers in any one of the
three fo l lowing positions : (1) L ifted clear of bo th printing andinking plates : (2 ) lifted clear of the printing plate, but in con
tact with the inking plate (3) in contact with both plates . The
ro l ler lifter is coupled to the cyl inder trip,so that when the
cyl inder is tripped the ro l lers automa tical ly take up the positiondescribed above as At the same time the ro l lers can be
contro l led by means of a hand lever,
fitted with a spring p in ,
which engages with any of three notches,
representing thethree positions above noted . They are then independent of thecyl inder trip . The mechanism for lifting the ro l lers is verys imilar to that of the cylinder trip .
The ro l ler- l ifting mechanism also checks the ink supply , asit puts into Operation a flat bar which moves a lever into con
tact with a tai l -piece on the duct lever, ho lding it stationary .
This is easily disconnected to al low of the ink supply being con
tinued when the rol lers are lifted . When the Cyl inder trip ,ro l ler
l ifter, and ink check are working automatically, and the cylinder
is tripped,it fo llows that for however many revolutions it remains
tripped, neither the plate nor ithe rollers receive any more ink, and
after throwing the cyl inder in agam the next sheet printed wil lbe exactly like the previous one .
The Damp ing M echanism.—A most important feature in
plate printing is the damping,and a damper with a wide range
of adjustment is a necessity . The water is contained in a brasstrough
,in which there is a slowly revo lving brass ro l ler, by which
the water is picked up . It is thence conveyed through the ductorro l ler to a geared oscil lating intermediate brass ro ller in con
tact with the two damping ro l lers . The amount of water is regulated by the period of contact of the ductor ro ller with the
trough ro l ler,known as the dwell of the former . The ductor
ro l ler is contro l led by means of a bowl riding on a sleeve cammounted on the side Shaft. While the machine is running, thiscam can be moved along the shaft through the agency of the convenient handle ,
so regulating the dwel l of the duct ro l ler fromthe maximum to nothing . The forme-damping rollers are in
contact with the geared intermediate roller and are continuouslydriven by it
,their setting being Similar to that of the inking
ro l lers . The who le of the damping apparatus may be swung

174 ROTARY AN D OFFSET MA CHINES .
away from the cyl inder to al low of easy access to the ro l lers , andthere is an arrangement whereby the forme-damping rol lers canbe held out o f contact w ith the plate through the depression o f
a peda l on the feeder’
s stand .
Feed ing and Delivery M echanism .
—The feed - table on
the rotary machine is much flatter than that on the flat-bed
machine . The Sheets are fed to a fixed side lay and a l iftingfront lay, both o f which are fitted with micrometer adjustments .
The off S ide of the impress ion cyl inder, that is , the part not
covered by the blanket, is fitted with grooves corresponding inwidth to the front lays . The gaps are Spanned by bridges
,one
oppo site to each groove , so that the lays ride on the bridges and
in the grooves , thus allowing the sheet to be laid to the face of
the cyl inder,and in this way avoiding the creases and register
d ifficul ties caused by the Sheet being bent over the under lays .
The rising and fal ling of the front lays are Operated by means of
a bowl riding on a cam on the impression cylinder shaft, whichShould be set so as to lift the lays immediately after the grippershave nipped the sheet.
A brush is fitted to the impress ion cylinder, built in sections ,
so as to smooth out the Sheet and cause it to lie flat to the
cylinder . The brush is automatic in action, and is easilyadjusted to the different Sizes of sheets . On the front lay Shaftthere are smoothers for the purpose of taking away any cockle or
unevenness from the gripper edge . On a separate shaft , and
contro l led in a s imilar manner to the front lays,are the drop s ,
which are weighted fingers for dropping on to the sheet and
ho lding it steady while the gripper closes and the lay l ifts . The
d el ivery of the sheets on a rotary machine is very s imilar tothat on a flat-bed machine .
The S low Turning M o t ion .
-The s low turning motion is
a very useful adjunct to the rotary motion . It is operated inthe fol lowing manner . Attached to the loose pul ley there is a
Sprocket wheel round wh ich there is a ro l ler chain . On the
base of the driving stand there is a bracket which carries a shortShaft, upon which there swivels a lever carry ing a pul leygrooved to suit the periphery of the flywheel . The chain on
the sprocket wheel on the loose pul ley drives another sprocketwheel which runs loo sely on the Short shaft, and has attachedto it a pinion which in turn drives a pinion connected with the
grooved pul ley . It is obvious that while the belt is on the loosepul ley
,the grooved pul ley will always be revo lving, but in its
norma l po sition out o f contact w ith the flywheel . The contact
is brought about, when desired
,by depressing a peda l which
causes the lever to sw ivel upwards until the grooved pulleyengages w ith the rim o f the flywheel , which then revo lves . The

176 ROTARY AN D OFFSET MACHINE S

FIG. 64.—Flat bed Offset M achine Feeder’s Side Elevation.


178 ROTARY AN D OFF SET MACH INES .
transfer cylinder, the damping apparatus is placed at the
Opposite s ide Of the cyl inder . The damping mechanism is
s imilar to that o f the direct rotary machine .
The Trans fer o r Offse t C y linder— The transfer cyl inder
is journal led in the side frames in eccentric bushes,and has
stretched over its surface a level rubber blanket free frompinholes . A new blanket should be wel l ro l led out in contact
with the plate, and the s lack should then be taken up by means
of the ratchet rod at the back edge of the cyl inder . U nder thisblanket there is another exactly the same
,which has its front
edge fixed to the bar but its back edge loose . It has been foundby experience that the combination of these two blankets givesthe best results ; and as they are interchangeable the bottomonemay be placed on top when the surface of the top one is no
longer perfect . Care should be exercised in putting on the
blanket,as there is a considerable difference in the amount o f
stretch . Some makers mark which should be the gripper or
back edge,so avo iding any chance o f putting it on the wrong
way.
The pressure between the transfer and plate cyl inders is
regulated by means of a right and left-hand thread coupl ing on
the rods attached to the eccentric bushes o f the transfer cyl inder .
A quick and easy method of setting the cyl inder is as fo l lows .
P lace the transfer cylinder in contact with the plate cyl inder,
blanket to plate,by means of the hand lever described below .
Drop the eccentrics by turning the coupl ing nuts,until the plate
and blanket do not touch then place a strip Of paper betweenthe cylinders at each side and put on the pressure until the stripat each s ide can just be pul led out from the nip o f the cyl inders .
The transfer cyl inder is then level w ith the plate cyl inder,and
the required amount o f pressure may then be obta ined throughthe coupl ing nuts , care being taken to give each coupl ing thesame number of turns to ensure that the cyl inders remain
paral lel . Above all,it is mo st essential that the height Of the
plate and Of the blanket , in proportion to the cyl inder bearings,should a lways be exactly as stated by the makers of the press .
SO long as the blanket is even and in good condition,the amount
Of pressure required between the plate and the blanket is not
very great,but it is wel l to adhere as c losely as possible to the
maker’s figures .
Besides the automatic trip,the transfer cyl inder is fitted with
a hand lever whereby it is possible to throw the cyl inder into andout o f contact at wi l l . This wil l be found useful when startinga job, for firs t getting the impress ion right on the rubber befo reregulating the impression or paper- carrying cyl inder .
The Impress ion C y lind er.—The impress ion cyl inder is also

180 ROTARY AND OFF SET MACH INE S .
agreeing,brought about by inattention to the correct thickness
o f blanketing ; or the printing plate may be either too thick or
too th in . Work containing large surfaces of flat tints or so lidsis most l iable to be affected in this way .
P ower for L ithog ra phic M achines .—U nquestionably e lec
tricity is the best motive power for l ithograph icmachines . Eachmachine should be fitted with an independent motor to ensure a
steady drive and this is Special ly necessary where Offset
mach ines are employed, because owing to the res ilient , sens itivenature o f the rubber it is next to impossible to prevent fine hairlines from doubl ing when the smooth running of the machine isbeing constantly interfered with by other machines and transferring pres ses momentarily checking the power as they restart
or stop when they are driven from a genera l shaft .
AU TOM AT IC AC CESSORIE S OF L IT H OGRAP H IC M ACH IN ES .
Automa t ic Feeders —The time is no t far distant whennearly all up
- to -date l ithographic machines wil l have an auto
matic feed attachment . There are several forms of these sel ffeeders at present on the market which give very satisfactoryresults .
The H arris Feeder (see in Fig . 88 on p .
—The H arris
feeder forms an integral part of the machine . It is of verySimple construction and feeds up to 5000 sheets per hour, butit is better to have a young person in attendance to place thebundles of sheets in position as the feeder takes them away ,
which ,however, in no way interferes with the continuity o f
the run . A bundle of sheets is “ fanned out”
Slightly in a
manner so that the top sheet is a l ittle in front of the othersand so on
,and the who le sl ipped down the s loping board .
The sheets then lie in this position upon a rubber- coveredrest . A revolving rubber-covered ro l ler catches the sheets oneat a time and places them on to a series Of revo lving ro l lerswhich carry them in quick succession to a stop just beforethe gripper snatches them after they have been pushed intoexact position by a side lay . Before this bundle is finishedthe young person slips another bundle gently down below the
bottom sheet of the first bundle ; so there is no stopping to wa itfor paper . It is fitted with an automatic trip or throw -o ff
device which immediately places the press out of action after the
last sheet has passed through . This also comes into action
should by any chance more than one sheet be fed up to the
printing cyl inder. F irst-c lass co lour work may be printed at
the rate o f 3500 to 4000 Sheets per hour .

THE SLOGGER FEEDER 181
The S log g er Feeder.—The Slogger is a feeder of the
“pile type,which after loading is ready for a long
,continuous
run . The tOp sheets Of the pile are kept in a loose condition bya blower. The Space occupied by this feeder is the depth of the
largest sheet capable of being worked by press plus 17 in .
After careful ly stacking the paper on the loading board the apparatus is ready to start. The sheets are held at the front
corners by feelers , and a pressure of wind is directed into the
front feed edge of the paper by a vibrating trough or nozzle,
loosening some forty or fifty sheets in the pile , and final ly , in itsupward movement
,carrying the top sheet c lear of the others ,
PH} . 67. Slogger ” Automatic Feeder attached to L . M . RotaryL itho Machine.
rendering such sheet ready for del ivery , and in perfect control ,to the printing machine . The fee lers now rise
,and a pair of
Spring strokers come into action simultaneousl y w ith the risingof the feelers , carrying the free top sheet forward on to movingtapes which carry the sheet down to within Ii in . Of the front
lay . The sheet is then caught and steadied by Spring catchers ,which Open and let the Sheet travel gently up to the front lays .
A most efficient Side lay (easily adjusted by a screw for the d if
ferent weights of paper) now comes into Operation ; this effected ,the spring ho lders now grip the paper and ho ld it in position

18 2 ROTARY AN D OFF SET MACH INES .
FIG . 68 .—The Slogger Automatic Feeder. Showing Front Portion o f
Layboard raised to enable Operator to get at Cylinder.
F IG. 69 .—T he Slogger Automatic Feeder Ready for Working .

184 ROTARY AN D OFFSET MACH INES .
A distinctive feature of the “Dexter feeder is an arrangement
Of the driving power SO that the feeding machine may be
Operated independently of the press . Each feeder is equippedwith a h .p . mo tor (or with Shaft for belt where motor drive isnot used) placed on top Of the machine . This motor servesprincipal ly to run the pi ling board up and down
,which
,by
having independent power , can be done while the press isstanding stil l . This is convenient and saves time , as the
pressman is not interfered with while the attendant is refilling
FIG . 71.—The “Dexter Automatic Feeder.
the feeding machine . This extra power is also used to drive theblower
,and to Operate the feeder independently of the press .
All types of feeders wil l , o f course , occasiona l ly feed more
than one Sheet Off the pile ,and wil l a lso send forward sheets with
turned corners . It is therefore necessary to have a positivemechanica l cal l iper as a safeguard aga inst damaging the forme .
In this machine there are two mechanical cal l ipers , one on each
side o f the machine, just in front Of the pile . The cal lipers are

THE JOGGER . 185
s et to one thickness of paper the sheets are advanced throughthe cal l ipers , which are actuated by the Sheet if more than one is
(present or if the corner is turned on either edge .
The automatic action Of the calliper'
serves directl y to arrest
the operation of the feeding machine proper , the stopping of the
press being incidental to the stopping of the feeding machine .
If the press is in the act of taking a Sheet when the feeder isstopped the impress ion wil l be completed , and the press wil l beautomatica l ly tripped and stopped just before the grippers close
«on the next succeeding sheet . With this arrangement the im
pression cylinder cannot poss ibly rest on the forme,and a white
sheet cannot be delivered on the fly-table (or de l ivery- table) of
the press .
In their new rotating buckler finger the makers have dev elOped an entirely new principle in buckling devices for feedingmachines . This consists in causing the rubber buckler finger torotate slightly while at the same time it moves forward , w iththe advantage of ro l l ing the corner into an arch or buckle in prec isely the same way as is done with the finger in hand feeding .
By this means the corners are buckled or arched w ith very little ,i f any, tension on the finger
,thereby avoiding the l iabi lity of
buckl ing more than one sheet at a time .
The buckling Of the corners is the beginning o f the Operationo f feeding : therefore it is essential to Start right
, as upon thisthe success of the machine largely depends .
F or convenience in stopping press and feeder there is prov ided a stop lever at either end of the ink fountain
,just under
the fly-board Of the press . By this handy arrangement the
pressman has contro l Of the press from this position,and can
s top the machine w ithout running to the regular belt- shifter. In
this way he Simply brings into action the automatic stoppingd evice , which appl ies the brake and trips the impression withmore precision than can be attained in the usua l way .
Fly trips have nothing to do with actual feeding,but they
serve to make more perfect the contro l of the press . Simplemechanical fingers rest immediately above the Sheet as it leavesthe cyl inder. If the press fails to run the printed Sheet out on
the fly or del ivery in a propermanner,it usua l ly chokes up , and
this causes the fingers to trip and stop the press,thus preventing
the bunched ”sheet from damaging the form.
It wil l be seen that with this attachment the makers haveg one a step further than Simply feeding sheets to the guides .
They have succeeded in arranging both press and feeder bymeans
Of simple mechanica l devices to be automatical ly contro l led bythe travel l ing sheet -from the time it leaves the pi le on the feed
ing machine unti l it reaches the del ivery-board of the press .
The Jog g er.—The jogger, or automatic Sheet-adjuster (F ig .7

186 ROTARY AN D OFFSET MACH INES .
is a mechanical contrivance for the purpose of eveninggup thesheets as they are del ivered by the fiyers on to the delivery -table .
It consists of four Oblong sides o f about 4 in. deep which forma kind of sectional framework . These sides , or sections , may

CH APTER XX .
EXAMPLES OF PRINTING MACHINES .
lnt ro duct o ry .
—H aving described the general structure and
work ing of the various types o f l ithographic machines, we shal lnow put before the reader a selection of actual machines byvarious makers
,British and American
,showing the variety of
form and detai l assumed by each type in practice . Eachmachine is i llus trated and described suffi ciently, with special ref erence to its characteristic features . At the end of the chapterwe give examples o f two and three - co lour machines
,types to
which no reference has hitherto been made .
FIG . 73 .—An Early Type o f Furnival F lat-bed Machine , 1865 .
The Wo g don Imp ro ved L itho P res s —The Wogdon
m achine is a comb ined l itho press and printing mach ine Of
s imple cons truction. It can be used for proving, and for th isw ork its sel f- inking and sel f-damp ing equipment render it emi
(188)

3“EXPRE S S ’ D IRECT FLAT -BED MACH INE . 189“
nently suitable . It transfers to stone or metal it yields sharp .
and clear reverse transfers very rapidly ; and it proofs o ffset
work . It is a rigid flat-bed machine,and there is no locking up
and no make ready”necessary . The stone (or meta l plate) is~
as accessible as that on a hand press , and any branch of workthat can be done on a hand press can a lso be done on a
Wogdon Its printing capacity is from 800 to 1000 per
hour, and Short runs are profitable on it . The makers cla imthat it enlarges the field Open to l itho work
,rendering litho
graphy commercia l ly poss ible for work that hitherto it couldnot touch . (See F ig .
By changing the inkers and the blanket the press mayreadily be converted into a letterpress proofing and printingmachine .
FIG . 74.—The Wogdon Press .
Furniva l and C o .
’
s Improved Express Direct Flat =bed"
M a chine .—This machine , manufactured by Furnival and Co .
,
L td .,has very massive framing
,built up with strong stays and
longitudinal bearer rails securely bolted and braced together . .
The cylinder is ground abso lutely true on the surface ; the
pressure is appl ied by the method of weights and levers charac~
teristic of this firm’
s machines,and a massive box girder is fixed
directly under the cylinder to sustain the pressure withoutyielding, thus ensuring a Sharp nip and the necessary elasticity required for producing the highest class Of printingDouble driving gear is fitted. The cyl inder wheels and racks , .
and the wheel and rack for propel ling the carriage,are all

190 EXAMPLES OF PR INTING MACH INES .
machine-cut out of the so l id, ensuring quiet and steady running .
An automatic double registering apparatus is fitted, giving
perfect register, and when required a l lows of two sheets beingfed into the machine at once . (See F ig .
The improved inking arrangements are such that double inking is rendered unnecessary for almost every class of work ,a l though the double - inking arrangement is fitted to each machinein case it may be required for some very specia l purpose . Anew improvement has been introduced in the inking ro l lerbrackets, in which bushes are fitted to the roller Spindles and
fixed in the brackets, thus ensuring that the ro llers will run withgreater steadiness and quietness , while not interfering with the
d iagonal ro l ling . This arrangement prevents the ro llers fromjumping when coming in contact with the edge of the stone ,
and
reduces the danger of skidding to a minimum.
FIG . 75 .—Furnival’s Express Direct Flat-bed Machine .
There is an extra distributing arrangement,which is fixed
near the ink duct,and is arranged SO that the ordinary duct
rol ler,instead of depositing the ink direct on to the slab, deposits
it on a leather-covered rol ler w ith a pol ished steel rider in con
tact, and then the ink is transferred to the s lab by the leathercovered ro ller, thus getting a perfect distribution of ink on the
Slab . Geared reciprocating riders can also be fitted to the
inkers and dampers .
An improved lath and cord fiyer can be fitted when required .
T his is arranged so that each fiyer lath can be moved to anyposition required . A jogger or automatic Sheet-adjuster can besuppl ied to machines fitted with flyers
,which is exceedingly
s imple , and “knocks up the sheets perfectly (see p .

EXAMPLE S OF PRINTING MACHINE S .
The largest size o f the machine has an extreme length of
about 18 ft . and an extreme breadth of ful ly 12 ft. , the heightbeing nearly 6 ft . This size weighs ful ly 2 0 tons
,and takes
stones up to 45 in . x 70 in . The working Speed may reach 1500
per hour , for a rather smal ler size.
FIG . 77.—Furnival Offset Attachment for F lat-bed Machines .
Furniva l 6: C o .
’
s Flat =bed Offset M achine At tachment .
This is an arrangement that can be fitted to any fiat-bed
machine, and wil l enable the owners to cope with any offset workthat may come a long . TO print Offset w ith this arrangement,
FIG . 78 .— The Rel iable ” F lat-bed Offset Machine .
the rubber transfer blanket is put on what is'now the impression
cyl inder. The sheet is fed into the present gripper and then

THE “ REL IABLE D IRECT ROTARY MACH INE . 198
transferred to the gripper in the top cyl inder . After printing,it
is conveyed to the lath and tape flyer and deposited printed sideup on the delivery table . The machine can stil l be used fordirect printing , the change being made from one to the other intwo or three minutes . The makers, of course, supply new
machines complete with this offset arrangement . (See F ig .
The Reliab le”F lat =bed Offs et M achine — This machine,
manufactured by John Ratcliff Sons,has been designed for
producing the highest class of commercia l and colour work on
any class of paper, either hard hand -made or the roughest
grained,and wil l give perfect
’
impressions with accurate register .
FIG . 79.—The “Reliable ” D irect Rotary Machine .
It is equally suitable for either long or Short runs, and can beused for printing from either metal plates or stone . It is SimpleIn construction . (See F ig .
The Reliable Direct Rota ry M achine—This mach ine(F ig . by the same makers as the previous one, stands on an
exceedingly solid and heavy bedplate, and has so l id frames which
are of uniform thickness throughout, instead Of being ribbed l ikethose of some makers, thereby do ing away with all vibration
,
and ensuring a heavy and solid impression .
The cylinders are made in the strongest possible manner,
having massive steel shafts,giving great rigidity
,which is So es
13

194 EXAMPLE S OF PRINTING MACH INE S .
sential for obtaining a good impression . They are turned on
their own necks , which ensures their being true . The bearingswhich carry the cylinders are hushed with gun metal and boredout in their working position in the mach ine . The plate clampsopen automatical ly to receive the plates, enabl ing the Operator tohave bo th hands at l iberty when changing the plates . It wil la lso be found that the plate is very easy of access on thismachine , and a large space is left between the damping and the
inking ro llers for wash ing or cleaning the plate .
Every inking ro l ler on this machine has an independent ad
justment,which can be set while the machine is running. The
ro l lers are checked automatica lly each time the machine is
tripped ,and are l ifted o ff the plate when the machine is stopped .
There is also a means for l ifting or lowering the rol lers by hand ,when required, in any position of the cyl inders . The distribut
ing and the inking ro l lers are of the same size and interchangeable. The ink feed is a lso checked
,if required
,each time the
machine is tripped . The distributing ro l lers are also capable o f
being l ifted clear of the drum when necessary . The ends of all
ro l lers pro ject beyond the sockets far enough to enable the
operator to handle them eas ily , when l ifting in or out . A
Special feature o f this machine is that,after tripping ,
the inkingro l lers are brought down to ink up the plate before the nextsheet is printed , thereby avo iding any waste of sheets throughan imperfect supply of ink .
The inking ro l lers have a side adjustment,with a set screw
to hold them in the desired po sition . Further,they are set to
the plate with a screw adjustment,and are arranged so that
they can be set to the riding ro l ler without altering the plate ad
justment . When they are tripped they move to either side of
the riding ro l ler, thereby do ing away with the need for movingthe riding ro l ler out of gear .
The damping apparatus is Simple and easily adjus ted ,having
a micrometer o r screw adjustment to the cam lever, whichactuates the feed ro l ler, a llowing the flow of water to be
adjusted wh ile the machine is running . The water motion has
two speeds,giving any variation o f supply that may be neces
sary under any conditions . The ro l ler brackets can be droppedfrom the plate cylinder low enough to take out the ro l lers wi ththe cyl inder in any po sition. The ro l lers are automaticallychecked ,
if required , but if this is not desired , each time the
machine is tripped it can be made to damp in the regularmanner by throwing out a smal l lever . The damping motioncan also be checked by hand when required while the machineis running, and thrown on again by a S l ight touch from ‘
theoperator. The damper feed ro l ler can also be checked eitherautomatical ly o r by hand .

196 EXAMPLE S OF PRINTING MACH INE S .
the d istributing cyl inder when the press is tripped, so as to stopink supply , and by the same mechanism the forme -inking ro l lersare l ifted Off the plate . The transfer rol lers are very large
,and
a re as accessible as all the o thers . The forme rol lers are carriedin sockets , which can be adjusted with equa l faci lity on boths ides of the machine . They are raised automatica l ly when the
press is tripped ,but they can a lso be raised by hand when de
sired . The'
ink fountain is not only accessible to themachineman
for cleaning, fil ling,and regulating , but it does not obstructwhen
putting on a plate ,nor does it interfere with the Sponging or with
FIG . 80 .—L . 85 M . Direct Rotary Machine .
its manipulation .
rI‘
_he geared riders on the forme ro l lers re
vo lve at all times in fixed bearings ; consequently ,the gearing
which drives them is always in proper mesh,not necessitating
the movement of a compl icated sp ider or frame , or l iftingthem partly out o f gear , as was the case in old-fashionedmachines .
The damping mechanism is carried by two Side brackets ,wh ich are lifted into position to damp the plate ,
and loweredabout 2 7} inches when it is necessary to take out the ro l lers , allthe operative parts being easily accessible for adjustment . The
evenness of the driving of the water-distributing ro l ler, and the
facil ity with which the dampers may be adjusted to the plate ,have been carried to great perfection . The supply of water is
FU RNIV AL’S DIRE CT ROTARY MACH I NE . 197
checked automatical lywhen the cylinder is tripped ,thus prevent
ing an excess o f water on the plate .
The del ivery of the Sheets has been improved by putting a
safety device on the flyers, which wil l prevent the cam lever frombeing broken Should the flyers be released at the wrong time .
The delivery table is unusua l ly high,which enables the machine'
man to examine the work conveniently,and makes it easier for
him to take away the sheets .
The L . M . Direct Rotary M achine is built in four sizes ,the largest taking a plate 51 x 65 in .
,and the smal lest 37 x
42 in . They are equipped with a ro tary paper-Sl itter and an
automatic counter .
Furniva l 6: C o .
’
s Direct P rint ing Ro ta ry M a chine .
This machine (F ig . by Furnival Co .
,L td . ,
is bo lted to a
so l id bedplate . The frames are of so l id p late section, which ,in
combination with the bedplate , ensures absolute rigidity . The
driving Shaft runs the ful l width of the machine,and is j ournalled
in both side frames . At each end there is a pinion in gear withthe whee ls on the plate - carrying cyl inder .
The cylinders are wel l ribbed , have so lid arms,and are
mounted on steel shafts of large diameter . The accuracy of
the cyl inders is obta ined in the fo l lowing manner. They are in
the first place bored , the stee l shafts then being driven in . Theyare then turned between centres , and fina l ly ground by a specialprocess, running in their own bearings . In this way the
cyl inders are made abso lutely the same diameter, and they are
submitted to a severe test before being put into the machines .
In addition to the accuracy,the grinding gives that fine face to
the cylinders which ensures an even impression all over theSheet.
The plate cyl inder is journalled in bushes carefu lly let intothe side frames . The printing p late is fixed by Spring clamps at
the front and back edges . There is a simple arrangement in
the gears to al low of each plate being adjusted to register withthe previous one . The impression cylinder is journal led in ec
centric bushes let into the side frames . The o ff side o f the
cylinder is fitted with grooves , and the gap with bridges , inwhich the front lays ride . This does away with the necessityfor the steel underlays , which ,
however thin they may be, sometimes have a tendency to cause creasing . Thus the sheet is feddirect on to the cylinder, and l ies perfectly flat thereon,
ensuringperfect register.
The eccentric bushes before mentioned are for the setting of
the impression and tripping the cyl inder . By the adjustment o fthese bushes, the minder brings the impression cylinder up to or
away from the plate cyl inder to suit the thickness of paper or
198 EXAMPLE S OF PR INTING MA CH I NE S.
card and the amount of impress ion required . By the depressiono f a pedal on the platform, the feeder puts into motion an in
genious but s imple mechanism, which gives a s l ight turn to theeccentrics , thus drawing the impression cylinder away from the
plate cyl inder, so that the two surfaces are not in contact .
When the cyl inders are checked the eccentrics remain stationaryuntil the pedal is released .
The ink-box is fitted wi th a flexible steel blade,so that the
flow of ink can be regulated to a nicety . The co lour is fed fromthe ink cyl inder to a large geared
.
reciprocating or oscillatingdrum. The drum is surmounted by a pyramid of distributing
FIG . 81.—Furnival’s Direct Rotary Machine .
ro llers . The co lour is taken from the drum by means o f an ih
termediate ro l ler,
fitted with a po l ished steel rider , and is trans
mitted to one o f the riders on the forme ro l lers , and thence to
the fo rme ro l lers,which are e ight
, s ix,or four in number, ao
cording to the Size o f the machine . Each pair of forme rol lershas in contact a geared o scil lating po l ished steel rider . An ih
termed iate po l ished steel rider is also placed between each pairo f forme ro llers , thus connec ting the who le of the inking .
From this it will be readily seen that the inking is verypowerful
,and on the other hand it wil l be understood that every
job wil l not require the ful l complement o f ro l lers , in which case
a number can be dispensed with .
The adjustment o f the ro l lers is very Simple . The geared

2 00 EXAMPLE S OF PR INT ING MACHINE S .
o f a smal l hand lever . The tak ing-o ff drum is of cast iron,
ground and po l ished to ensure its running accurately with the
impress ion cyl inder, thereby obviating any risk of smutting theSheet . The machine is fi tted w ith a sheet -adjuster .
This machine is a lso fitted w ith a slow-turning motion .
When it is stopped and the bel t is running on the loose pul ley, thecyl inder can be made to revo lve slowly . The machineman maybe do ing something at the plate
,and wants the cyl inder tomove
round a little ; he presses a pedal , which is convenient to hisfoot , and when the cyl inder has reached the desired pos ition hereleases the pressure and it instantly stops . This is of very great
FIG . 8 2 .—The Scott D irect Rotary Mach ine.
convenience when putting the plate on . A sheet- sl itter can a lsobe suppl ied .
The double demy s ize o f this machine, for a sheet 36 x
2 4 in.,covers a space of 85 ft. by 6 ft. 8 in. The quad double
crown size,for a sheet 64 x 44 in .
,occup ies a Space of 14 ft.
by 10% ft .
The S co tt Direct Ro t a ry M a ch ine —In this American
machine (F ig . manufactured by the Sco tt Company,the side
frames are securelymounted on a rigid wel l -braced bedplate. The
plate and impress ion cyl inders are turned and ground to a true
and smooth surface and careful ly balanced . The plate cyl inderis fitted with suitable stee l clamps
,which ho ld the plates securel y
in such a way as to a l low o f their being brought to perfectregister .

R . H OE CO’
S D IRECT ROTARY PRE SS . 2 01
The inking apparatus is located and arranged to the besta dvantage ,
the weight of the ro llers giving the pressure on the
inking plate and on the printing plate . The ink fountain is con
structed to supply a thin film of ink,and is adjusted by thumb
screws in the usua l way . The dwel l of the ductor ro ller is in
d icated by a sca le and is regulated by a thumbscrew . The ductorro l ler remains in contact with the distributing cyl inder duringtwo revo lutions and one vibration of the cylinder .
The vibrating distributing ink and water rol lers in contact
with the forme ro l lers do no t commence to vibrate whi le the
printing plate passes under them. These rol lers are geard riven,
and rotate the forme ro l lers at the same surface speedas the printing cylinders
,thus p reventing any undue wear of
the design on the plate . There are eight forme - inking ro llers .
T hey can be ra ised from the printing plate when inking up .
There are three forme -damping ro l lers . These rol lers , w iththeir distributors, are raised and lowered automatical ly to dampthe printing plate and clear the ink- distributing plate . Theycan be removed and replaced w ithout moving their sockets .
The water supply can be cut off from the ductor and the platewhen ink ing up the distributing ro l lers . The water-distributingro l lers are brass-covered to prevent rust . All forme and d istri
buting ro l lers can be lifted from their sockets and removed fromthe machine without being obstructed by the frames; and can be
replaced without deranging their adjustment .
The impression cylinder can be set out of contact with the
plate cylinder , and can be tripped at will by the feeder . Whenthe press is tripped , the counter does not count . The feed
gauges , Sheet supports , and gu ides are such as to facil itate thefeeding and ensure perfect register. The sheets are deliveredby means of a gripper cyl inder and fly mounted with star
wheels .
The i largest Size , for a Sheet 45 x 65 in .,has an extreme
length of 14 ft . and a breadth of 11% ft .,w ith a height of 7 ft .
Its weight is 12 tons as boxed . A smal ler size can be run upto 5000 per hour .
R. H oe 6: C o .
’
s Direct Rota ry P res s .— In this machine
(F ig . made by the N ew Y ork firm of R. H oe C o .,the s ide
frames , of the“ box frame pattern
,rest upon a rigid and
strongly braced bedplate , ensuring perfect al ignment throughout .
The impression and plate cyl inders are of the same size . Whenthe plate c lamps are loosened, the jaws remain open to receivethe plate , thus enabling the pressman to hold the plate withboth hands when putting it in the clamps . Wing nuts are usedto close the jaws on the plate ; and ,
owing to the unique con
s truction o f the jaws, the plate is gripped more securely by

2 0 2 EXAMPLE S OF PRINTING MACHINE S.
means o f these nuts than by screws tightened with a wrench,as
in ordinary clamps .
The ro l lers that apply the water to the plate are carried in
hinged frames which can be easily swung away from the cyl inder,leaving the sockets open and unobstructed so the rol lers can
be put in and taken out quickly and easily . M eans are providedfor regulating the supply of water .
The ink is convey ed from the fountain to a large rapidly os
cillating cylinder,upon wh ich it is distributed by a set of ro l lers ,
and is then given to the group of oscil lating and forme ro llers
FIG . 83 —Hoe’s D irect Rotary Machine .
which come first in contact with the printing plate . After furtherdistribution,
the remaining ink on the cyl inder is given to the
group of ro l lers nearest to the impression cyl inder. By thismethod the best inking is obtained
,as the thinnest and most
evenlyr distributed film Of ink is appl ied to the printing plate just
before printing . The oscil lating ro l lers make a complete re
c iprocation during the time that the inking surface of the cylinderpasses under the forme ro l lers , but stop oscil lating while the
printing p late passes underneath ,thus obviating the transmission
Of any vibratory mo tion to the forme ro l lers , which , even thoughvery s l ight , has a tendency to wear the design o ff the plate .
When fresh ink is ‘
put in the fountain, the ro l lers set,and the
machine run to work up the co lour,the rollers are automatical ly

2 04 EXAMPLE S OF PRINT ING MACHINE S
lifted to clear the printing plate as it passes under them and
brought down upon the ink ing surface in each revo lution of the
press . In this way the co lour is thoroughly worked up unti lthere is sufficient ink on the ro l lers and the inking surface beforeany is appl ied to the printing plate , thus obviating waste o f ink
a nd the loss of time that ensues in washing the ink o ff the platewhen in the ordinary way the plate is inked in working up thec o lour. The ro l lers can also be kept in a raised position a t
will .The press can be reversed by means of a treadle giving com
plete contro l of the machine from the feeder’
s stand,without
having to pul l on the flywheel .The Ba by Ro ta ry Offs et M ach ine .
—This machine(F ig .
intended for commercia l work , is made by George M ann and
C o .,L td . It is carried On a large cas t- iron bedplate . It is fitted
with an ink ductor and a lso a checking device which the feedero perates w ith her foot . This device is very s imple . The feedersits at the machine when at work, with the feet resting on a
smal l wooden bar . If it is necessary to miss an impression,the
S imple action of removing the feet from this bar immediatelyparts the cyl inders and l ifts the inkers from the plate . The
Sheets are del ivered in front o f the feeder, so that they can be
examined periodical ly without having to move from the feeding
p osition . A large distributing drum and three large -diameter
forme ro l lers on the plate give strength of ro l l ing power sufficientfor the very heaviest o f commercia l work .
The demy quarto size is about 5 ft . long by 34ft . broad , andweighs only 13 cwt . gross . It can be run up to a speed of 3500
revo lutions per hour, but this , of course, necessitates an auto
matic feeder . A motor o f h .p . is required to drive it . The
demy fo l io size weighs 16 cwt . gross , and is a l ittle larger thanthe demy quarto machine . It a lso requires a 7} h .p . motor
,and
can be run up to 3000 revo lutions per hour.
The Wa it e Ro t a ry Offs et M a chine .—The makers of this
machine (F ig . M essrs . Waite and Savil le,L td , claim that it
possesses exceptional merits . It is almost no iseless in its working .
T he cyl inders are ground dead true while running in bearings, andall cyl inders have steel Shafts running in pho sphor bronze bearings . Adjustments to the forme ro l lers are made from the out
side of the machine w ith nothing whatever in the way, wh ilstnone o f the distributors or inkers protrude through the frame
S ides,so enabl ing them to be l ifted stra ight out . The press has
exceptiona l inking powers . The oscillating ink cyl inders and
ro l lers are so arranged as to break up the ink thoroughly beforeapplying it to the plate - forme ro l lers
,o f wh ich there are five of
large d iameter . Th e d istributing ro l lers and mechanism,wh ich

T H E WA ITE ROTARY OFFSET MA CHINE . 2 05
absorb most of the power required to drive this type o f press,
are driven direct from the driving shaft,not through the cyl inder
gears,thus causing the minimum of wear to the gears . This is
a most important feature in an offset press, where the cyl indergear plays such an important part . The inking rol lers can be
raised from the plate while the ink is distributed without disturbing their adjustments . The ink duct has a flexible steel
knife and thumbscrews, while a sma l l~ lever is provided to re
gulate the dwel l o f the duct ro l ler while the machine is running .
The damping arrangements are very efficient, and the damping ro l lers can be raised instantly from the plate
,without d is
turbing their adjustment . The water supply can be quickly
FIG . 85 .—The Waite Rotary Offset Machine .
regulated with the utmost del icacy, whi le the press is running .
The impression can be checked by hand or foot, this action
simultaneously checking the water and ink supplies,while pro
vision is made whereby either impression,water
,or ink can be
checked independently . The cyl inder is automatically checkedat the right position
,just before the printing surfaces meet,
thus minimizing waste of sheets .

2 06 EXAMPLES OF PR INTING MA CH INE S
Both plate and blanket cyl inders are free ly accessible witho ut removing any ro l lers . The plate clamps a l low of the platebeing rapidly changed, and the plate tension being self-adjusting,all danger of s tretch ing the plate by over-screwing is obviated .
T he rubber blanket can be quickly fixed and the proper tensions ecured .
The regis ter cylinder gearing ensures that the three cylinderssha l l run together in abso lute register. The makers particularlyc laim that tints and so lids can be printed perfectly on this press ,without a trace of gear marks .
The sheet is under gripper control from feed to delivery ,being delivered printed Side up w ithout anything touching the
printed face . N o tapes are employed . Automatic guides jogthe sheet straigh t on the delivery table .
The overa l l dimensions of a demy machine , to print sheets2 3 x 18 m .
,are 5 ft . 3 In . x 5 ft . , the height being 5 ft . 97 In .
The speed Is only limited by the capacity of the feeder .
The L . 6: M . Rota ry Offset M a chine—The L . M .
Ro tary Offset M achine (F ig . 86) is a two -revolution machine ,that is to say , the impression and transfer cylinders make tworevo lutions to each revolution of the plate cylinder . This means
that there is greater time for the feeder to lay the Sheets than isthe case with a S ingle -revo lution machine . For example wi tha single -revolution press running at the rate of 2 000 per hour,the max imum time ava ilable to feed a sheet is 06 55 secs . withthe L . M . Rotary Offset, running at equal speed , the
maximum time is I 'l l secs . Obvious ly this gives the feeder of
the latter a better chance to get perfect register at high Speeds .
This is most important in co lour printing, in which deadregister is imperative .
The delivery is by chain and gripper bars , which ,by a
patented variable speed device, deposit the sheets accurately on
the de livery -board,due to its Slowing down and check ing the
impetus of the sheet being carried. The delivery - board is
arranged to ro l l out on tracks when and as far as required,so
that the machineman can stand between the board and the
o ffset cyl inder , and when the delivered Sheets have beenremoved , it can be rolled out un ti l it hangs from the one end of the
tracks , or it can be conveniently removed from the machine .
The impression cylinder is fitted with a smoother-brush ,
which is arranged to drop after the front edge of the sheet haspassed ,
so preventing the edge of the sheet from being turnedback, a common occurrence when a rigid brush is fitted .
The trip mechanism is a modification o f that adopted on the
d irect rotary mach ine by the same makers , and has beenadapted to suit the h igh speeds of this mach ine . The ro l lers

2 08 EXAMPLE S OF PR INTING MACHINE S .
up motion,which can be used when washing or o therwise at
tending to the blanket.The plate cyl inder is journa l led in bearings rigidly attached
to the s ide frames,and is twice the s ize o f the impression and
o ffset cyl inders . When the plate is in position there is amplesurface exposed for a proper examination to be made , and to
enable it to be washed or gummed by the machineman .
When seated on the swinging seat the mach ineman’
s rightfoo t has contro l of the backing-up motion pedal
,a sl ight
pressure on which is enough to move the machine to anyposition required . H is right hand can manipulate the water
motion l ifting-handle,and , as this has been careful ly balanced ,
it is extremely easy to operate . On his left the machineman has
the forme-ro l lers l ifting-handle,the ink ductor ro ller trip -rod
,
and the water ductor rol ler trip -rod , which gives him a completecontro l o f water and ink . The setting of the ink- feeder is
placed at the left -hand end o f the ink-duct . The water-motion
ductor setting can also be eas i ly reached .
The ink-duct is of special design. Screw adjustments are
given for setting the who le of the blade . Ordinary screws forloca l adjustme
’
nt are also provided , but are so arranged thatwhen removing the fountain blade and back ,
all the loca l settingscrews come away a lso
,which enables the operator to remove
and replace the parts w ithout d isturbing the setting . Screws
are a lso provided for adjusting the complete fountain .
The distribution of the ink is effected by a distributingdrum
,three d istributing ro l lers
,three rider d istributing ro llers ,
two transfer ro l lers , two vibrator ro l lers , four forme ro l lers,and
a ductor ro l ler . The water motion consists of two forme ro l lers ,a vibrator ro l ler , a ductor ro l ler
,and a fountain ro l ler .
The Furniva l Rot a ry Offset P ress .
— This press (F ig .
made by Furnival Co . , L td .,has strong frames securely bo lted
and stayed together on a so l id base plate, and is abso lutely without vibration on the tOp Speed . It has three cyl inders of equaldiameter
,which are made as smal l as possible , consistent with
good printing, to enable the highest Speed to be attained . The
impression cyl inder makes one revo lution to one impression ,the
advantage of which is obvious . This press wil l give 5000 impressions per hour.
The cylinders are ground perfectly accurate to give a
uniform periphery ,a most important po int in Offset printing .
The transfer and impression cylinders run in eccentric journals,and are so arranged that when the feeder depresses a peda l ,these two cyl inders separate ,
and the contact with the platecyl inder is automatical ly broken ; in other words, the contact
between all three cyl inders is broken . At the same time there

TH E F U RN IV AL ROTARY OF F SET P RESS . 2 09
is an arrangement whereby , by hand , the transfer cylinder can
be put in and out of contact with the plate cylinder while the
cylinders are tripped . The advantage of this method will be
obvious . The plate cylinder is fitted with the usual plate clips
and plate -shi fting device , the latter being most useful when the
plate is clamped to the cylinder out of register , back to front .
The transfer cylinder has a very simp le blanket-stretchingdevice , whereby an equal tension on all parts o f the blanket is
attained . The impression cylinder, of course, carries no
covering . The pressure is regulated by means of micrometer
FIG. 87.—Furnival Rotary Offset Press .
nuts . The inking and damping are similar to those on the
direct rotary machine of the same makers . The damper doesnot protrude in an inconvenient manner over the feed-board .
The inking rollers are so arranged that , when the cylinders arechecked, the rollers lift
(automatically , and at the
'
same time the
supply is stopped. It can a lso be checked and unchecked byhand at any time. The Sheet is conveniently delivered, printedside up ,
by grippers , and the delivery-table is fitted with a
jogger. The machine can be fitted with an automatic feeder .
14

2 10 EXAMPLE S OF PR INTING MACHINES .
The H a rris Automa t ic Rot a ry Offset P res s —ThisAmerican machine is capable of attaining the Speed o f 5000 im
pressions an hour . It is equipped with an automatic feeder,which forms an integra l part of the press . It a lso has an
automatic trip, or throw-o ff device , which immediately places
the press out of action after the last Sheet of paper has left theautomatic feeder. This throw- off device a lso comes into Operation should more than one sheet of paper be fed up to the printing cylinder by any chance .
It is equipped with split gears , bearers , and regis ter racks ,which enable it to give hair- l ike register and el iminate the possi
FIG . 88 .—The Harris Rotary Offset Press with Automatic F eede
bility of gear marks or s treaks appearing on the finished work .
There is a special ly constructed,
pos itive chain delivery , or
jogger del ivery, which presents a ful l view o f the work as it is
being delivered . (See Fig .
The Scott S ix =ro ller Offs et P ress w ith Dexter Feeder.
—This American machine (F ig . 89) is especia l ly designed tomee tthe demand for large Offset presses for fine co lour work . The
standard s ize is the N o . 4,taking sheets up to 38 x 5 2 in.
This is a particularly des irable size both for ordinary litho and

2 12 EXA M PLES OF PRINTING MA CHINE S .
continuous attachment . This device enables the fountain rol leralways to turn a considerable amount , irrespective of the amountof ink “ ducted ,
” because the dwel l of the ductor ro ller on the
fountain ro l ler is lengthened or shortened to feed more or lessink . If the ink is short and constantmotion in the fountain
is undesirable, the ratchet is set to move the fountain ro l leronly as much as is necessary . Any intermediate adjustmentbetween the ratchet teeth can be obtained by changing the lengthof the dwe l l of the ductor , exactly as when the continuous
type is in use . By this combination any desired effect is secured .
The camwhich opens the delivery grippers to drop the sheetsis adjustable while the press is in motion
,so that the del ivery
can be set to suit exactly the paper being run and the speed of
the press . .This is a great advantage on a large press,which is
usual ly started up and run at a comparatively Slow speed untilthe water and ink are working right and the register is adjusted ,when it is put up to Speed .
Geo rg e M ann C o .
’
s Two - co lour and Perfect ing Rota ryOffset M achine .
—Thismachine (F ig . constructed by GeorgeM ann Co . ,
L td . ,has the remarkable feature of being able to
print at one Operation either (a) two co lours on the front of thesheet ; or (b) the same colour front and back or (c) diflerentco lours front and back . The name p erfecting denotes that itprints both sides of the sheet at the same run through themachine .
The plate cylinder, which is of large diameter , has surfaces and
clamps to ho ld a plate on each half of its circumference . Runningover and in contact with this cylinder there are two distinct sets
of inking and distributing ro l lers, each complete with its own ink
supply . Each set of inking ro l lers automatical ly fal ls to its plateand lifts to avoid contact with the Opposite plate , the gap in the
cylinder which is necessary to accommodate the clamps givingsuffi cient time for this movement to take place . The blanketcylinder is of the same diameter as the plate cyl inder and carries
two rubber blankets corresponding with the two plates, eachblanket taking an impression from its own plate . The impression cyl inder is half the diameter of the blanket cyl inder,SO that when the sheet is carried round twice an impressionis received from each blanket on the face of the sheet . In the
case of perfecting, a small adjustment al lows the gripper to
Open at the second revolution of the impression cyl inder, instead of at the first . By this means the first blanket gives itsimpression to the blanket on the impression cylinder ; the sheetis then taken by the gripper and receives an impression back and
front simultaneously at the point of contact between the two
cyl inders .
A foot-pedal is conveniently placed , which ,when depressed

MANN’
S PERFECTING ROTARY OFFSET MACHINE . 2 18
by the feeder, causes the cylinders to part , thus mi ss ing an
FIG . 90 .—;Mann’
s Two -co lour and Perfecting Rotary Offset Machine;
FIG . 90a .- Mann’
s Two -co lour and Perfecting Rotary Offset MachineAnother View.
impression at the same time the inkers automatically lift from the
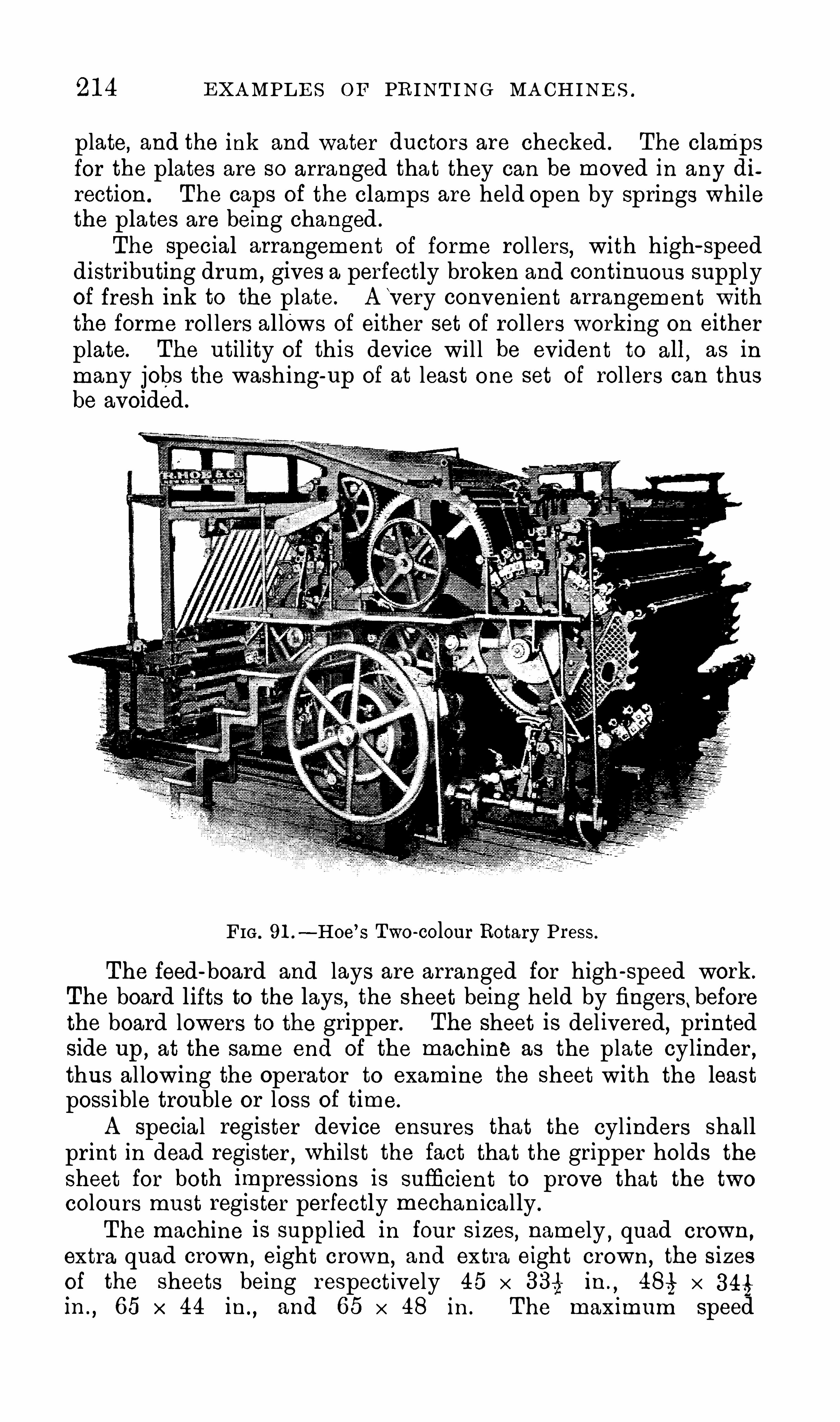
2 14 EXAMPLES OF PRINTING MA CHINES .
plate, and the ink and water ductors are checked . The clampsfor the plates are so arranged tha t they can be moved in any direction. The caps of the clamps are held open by springs whilethe plates are being changed .
The special arrangement of forme rol lers,with high- speed
distributing drum, gives a perfectly broken and continuous supplyof fresh ink to the plate . Avery convenient arrangement withthe forme ro l lers al lows of either set of ro l lers working on eitherplate . The utility of this device wil l be evident to all
,as in
many jobs the washing-up of at least one set o f rol lers can thusbe avoided .
FIG . 91.—Hoe’
s Two -colour Rotary Press .
The feed-board and lays are arranged for high -speed work .
The board lifts to the lays , the Sheet being held by fingers,before
the board lowers to the gripper. The Sheet is del ivered,printed
side up ,at the same end of the mach ine as the plate cylinder,
thus al lowing the operator to examine the sheet with the leastpossible trouble or loss of time .
A specia l register device ensures that the cyl inders sha llprint in dead register , whilst the fact that the gripper ho lds thesheet for bo th impressions is sufficient to prove that the twoco lours must register perfectly mechanical ly .
The machine is suppl ied in four Sizes , namely ,quad crown,
extra quad crown, eight crown,and extra eight crown, the sizes
of the sheets being respectively 45 x 3335 in .
,48% x 344»
in . , 65 x 44 in. , and 65 x 48 in . The maximum speed

2 16 EXAMPLE S OF PRINTING MACHINE S .
down,and are del ivered from the upper Side of the cyl inder
printed s ide up ,nothing coming in contact with the printed
surface while they are being del ivered . The p lates are inked byfour ro l lers carried in frames , which can be swung away fromthe cyl inders for ease in placing and removing the ro l lers . The
plate cyl inders make two revo lutions for each impression, and
the plates are therefore inked twice . The impression cyl indercan be tripped by the feeder. The delivery-board is arranged so
that it can be lowered as the height of the pile o f sheets increases
,and can be quickly raised when the pile is taken OH.
The motor for driving is placed underneath the feed-board,
driving by belt with a pul ley on the driving Shaft . A h.p .
FIG . 93 .—Hoe’
s Three -colour Rotary Press .
motor is required, a lthough it does not take quite so much poweras this . The maximum size of sheet is 44 x 64 in .
‘
The
floor Space occupied is about 155 ft . by 9 ft. , with a height of
71 ft.I
R. H o e C o .
’
s Three =co lour Ro ta ry P res s .— This
machine shows a further development of multi -colour printing .
Four forme rol lers are provided on each of the two plate cylin
ders,and as these cyl inders make three revo lutions to one
printing,they give an equivalent of twelve forme - inking ro l lers .
The co lour is thoroughly distributed before being applied to the
forme ro l lers . The damping movement is adjusta ble by handwheel from maximum to minimum supply . The feeder standson the floor
,instead of upon an elevated platform, and thereby
has greater freedom and contro l o f the press . The improvedfeed motion gives perfect register.

HOE’
S THREE -COLOUR ROTARY PRE SS . 2 17
The cyl inder is tripped at any time, automatically, by a foot
treadle , requiring only slight pressure of the foot to actuate it .
The patent front del ivery takes the printed sheet and depositsi t,printed Side up , on the del ivery-table , which is adjustable in
height . N o tapes or surfaces whatever can come in contact
with the print .
CH APTER XXI .MACHINE MANAGEMENT .
M etho d , Order, C leanlines s .—A machineman should
,
above all things,be methodica l at work . M ethod is of great as
s istance in many ways,and is one o f the first things that wil l
help to create in the mind of the young man an a ffection for
his machine and an interest in his work generally . Withoutmethod work becomes a vexation and a worry .
The machineman should be provided w ith all necessary ao
cessories , and he should never be at a loss to know where to
find them . Borrowing Should be a thing almost unknown to
him,for the man who is constantly seeking favours from his
neighbour is the man who makes but little headway . H is
machine should be properly o iled at regular intervals, the lubricating cups should be a lways kept wel l suppl ied w ith o il, and
while taking care that a sufficient quantity of o il is gettingthrough for the purpose
,he must see that it does not run to
waste . If the o il is running through too quickly, a piece of feltor some coarse worsted must be placed at the bottom of the cupso that it will filter through only very gradua lly and lubricatethe journa l drip by drip .
To obtain the best results from a machine,it must a lso be
kept clean and tidy , and the immediate surroundings should not
be neglected . So iled cotton waste, rags,waste paper , etc .
,
should be put into receptacles specially kept for the purpose and
not thrown about upon the floor . It must not, however, beinferred from this that the machineman should waste his timewith emery c loth and po l ishing paste far from it
,but it is abso
lutely essential that the working parts of the machine shouldbe kept free from dirt
,the o il ho les kept clear , the brush and
grit -guard kept free from fluff and grit from the paper , and
the del ivery and feed boards dusted daily . The machine wil lthen no t only look wel l , but it wil l print wel l . M ethod , order,cleanliness, then,
mus t be the watchwords of the planographicmachineman .
Requirements o f the M achineman.—The machine atten
dant is known as the machineman,machme-minder, orp ressman .
(2 18)
2 2 0 MACHINE MANAGEMENT .
p rinting through uneven pressure ; so it must be removed w ithemery cloth and o il, and measures taken to prevent its recur
rence,as the evenness of the cyl inder would soon become
a ffected by successive scourings . The o il holes in the cyl inderand its accessories should a lso be looked to , and all parts careful ly oiled .
T he C y linder Brush and Grit -
g ua rd .
— The cyl inderbrush is a very necessary adjunct to the flat-bed machine . It is
s ituated close to the cyl inder and immedia tely below the
g ripper , and its purpose is to prevent doubl ing or blurring o f the
work . The Sheet is fed into the gripper in an almost uprightposition,
and as there is a cons iderable distance for it to travelbefore it reaches the printing surface , a thin paper wil l Show an
incl ination to sag and touch the work in places before its propertime ; so the brush
,which extends right across the cylinder,
must be adjusted to hold the sheet sufficiently close and tight toprevent this sagging or dipping, but not so tight as to drag thesheet . If a grit-guard is fixed on to this
,its usefulness wil l be
c onsiderably enhanced by gathering grit, fluff,etc . ,
which maycome o ff or from between the Sheets . This grit-guard is madeb y fixing a sheet of ro l led or other card to the inside of the
u pright bars that ho ld the brush in po sition . It should extendthe ful l length of the cyl inder, and be of sufficient depth to come
r ight on to the brush,with a l i ttle bit extra to form an angled
receptacle , which should cover the brush almost to the tips o f
the bristles . This wil l co l lect grit and fluff, which might o therw ise get on the rol lers and cause considerable trouble .
T he Cy linder and Flywheel Bra kes—The brakes are very
important parts of the mechanism of a flat-bed machine . There.a re two of these , the more important being the cyl inder brake,a nd the less important one the flywhee l brake . The usefulnesso f the cyl inder brake is demonstrated just before the cyl indertakes the printing surface by “
staggering or drawing the
gearing together, thus ensuring perfect register. It is a lso usefula s the cyl inder leaves the stone after the sheet is printed .
Were it not for the drag exercised by the brake at this par
ticular moment,the cylinder would ,
owing to the sudden releaseo f pressure , come home with a nasty jerk . The a ir- cushioningcyl inders which are now put on most large machines l ightenthe work o f the brake considerably . Only j ust enough brakeshould be appl ied to prevent the cyl inder coming home with a
thud ,i .e . the cyl inder Should s lip home easily ,
quietly,and
natura l ly . The flywheel brake is intended to prevent overrunning when the machine is pul led up . These brakes get
out of order and become more or less ineffective through in
a ttention to the leather on the brake shoes . The Shoes should

T H E GEAR ING ,ET C . 2 2 1
be taken off and the leather examined . If it is in a hard,dry,
glazed condition,it should be scraped or filed with a coarse file
unti l it has been made somewhat rough . It should be soaked‘
with castor oil and then replaced .
The Fly er Drum .
—This i s a smal l cylinder In connection
with the delivery apparatus . It is situated just under the feedboard close to the top of the impression cylinder . Its speciar
function is to snatch the printed sheet from the cyl inder as it
comes round, transfer it to the travel ling tapes and thence to theflysticks , and final ly to the del ivery-board . It should be takendown from its position
,the tapes removed
,and if necessary
washed, and the rubber rings below the finger grippers should be
renewed or turned round to an unworn part . The position of
the cyl inder, which is usual ly indicated by corresponding marks,
should be careful ly noted before removal .The Gea ring
— There is a considerable amount of gearingon all types of planographic machines
,but the rotary offset
machines have more than the others owing to the extra cyl inder,and it is very important that the spaces between the teeth shouldbe kept free from dirt to ensure smooth running . The gearedracks which run along either side of the stone carriage and ink
slab are especial ly liable to accumulate dirt, fluff,cotton waste ,
etc . , which must all be cleaned out . All gearing should be
lubricated with tal low or other solidified oil.
The Stone or Bedpla t e C a rriag e—The stone
'
carriage isusual ly suppl ied with one ply of special cork bedding to giveresiliency while the stone is under pressure
,and this is covered
with a sheet of stout zinc . These should be removed ,the
iron bed examined , and all dirt that may have accumulatedround the edges must be cleaned out . The screws for raisingand lowering the iron bedplate should then be turned ,
and the
bed ra ised until it wi l l go no farther . Then lower it by givingeach screw a few turns alternately
,and take care that the plate
does not jam and allow the supports to leave it . If it does , the
cause must be looked for . It is not advisable to o il and greasethis part Of the machine, but it must be kept clean and made towork freely .
The U nder-pa rt s .—The under-parts of the machine must
a lso receive their due share of attention. Among these may be
included such important parts as the main driving and Spurwheels ; the journa ls and their bearings ; the driving shaft and
connecting-rod,with their important oil ho les at either end ; the
steel ro l lers that support the stone carriage and ink slab ; andthe rails upon which they run . All these require to be keptclean and careful ly oiled .
The S ide Ra ils .—These are the polished parts running a long

2 2 2 MACHINE MANAGEMENT .
either side o f themachine at the top of the frame , between whichthe stone carriage travels very clo sely to ensure register and pre
v ent swaying . It is most important that these should be lubri
cated two or three times a day with either machine Oil or a so l idi
fied o il such as tal low or vasel ine .
The Air- cushioning C y linders—The air- cushioning cyl
inders , or air buffers , are designed to assist in reversing the
carriage when the machine is in motion ,and also to l ighten
the work of the brake . They should be lubricated with an
o il having a good body , such as castor o il. The leather on
the plungers should be soaked occasional ly with the same Oil,
as it must be kept in a soft pl iable condition ,and not al lowed to
become hard and dry.
The lnk Duct .
— The ink duct (Fig . 94A) is a box arrangement
used for ho lding a supply o f ink, and is Situated across the top
o f the,
rear end of the machine paral lel to the ink slab . It is
formed by a steel rol ler at the front , with a broad flexible blade
FIG . 94.—Ink Duct (A) and Ink-separating Lead (B) .
resting on an iron support at an angle o f about 45 degrees ,through which thumb - screws run for the purpose of regulatingthe flow o f ink by increasing or diminishing the space betweenthe edge of the blade and the duct ro l ler in front . In regulatingthe ink flow care must be taken not to have any part of the bladepressing unduly against the ro l ler, as this would soon result inthe blade becoming worn in places , and excessive tightening is
(quite unnecessary . It wil l,however
,be necessary to have some
lead or plaster o f P aris castings made for the purpose o f confiningthe ink in the box to the parts where it is mos t required
, or for
s eparating the inks when working with more than one co lour at
o ne printing (Fig . The castings should be made directly inthe box , but before the lead or plaster sets , a screw nail Shouldbe inserted half-way in,
so that it may afterwards be used forc onvenience in handling, or as an easy means of keeping thec astings in position by the aid o f a piece of thin wire or stringtwisted round the na ils and extended from one to the other .
T he castings should be of various thicknesses , ranging from a
q uarter of an inch to one and a hal f inches .

2 2 4 MACHINE MANAGEMENT .
pl ies of fine canvas solutioned together and finished with a thickuniform coating o f pure indiarubber on top . Another good covering is made by using a three-ply rubber canvas blanket
,which
is exactly the same as the rubber blanket, but without an indiarubber facing, and on top of this a black glazed American cloth .
This certainly makes a first-class cover , and is much more eco
nomical to use than the rubber blanket,but it demands an even,
regular printing surface,as it cannot dip into ho llows l ike a good
rubber blanket. A printer’
s thick flannel blanket covered with a
glazed American cloth is a lso useful , but is not so good as the
two already mentioned . On a ro tary offset machine only a rubberblanket wi l l do .

CH APTER XXII .MACHINE PRINTING FROM STONE .
Set t ing the Stone—As no two stones are alike for thickness it is necessary to set each one to suit its own requirements.This is done by first testing it all round with the ca l lipers , andthen making up any deficiency in thickness with plies of thinwrapping paper, fanned out in such a way as to form a gradualtaper. It is better to place the packing between the iron bed
and the cork bedding,as this wil l help to lessen the risk z of
breakage from this source . Always remember at this stage thatthe stone should be set very slightly higher at the front. edge ,that is , the gripper edge, than at the back . There is more thanone reason for doing this . In the first place, if the stone wereset otherwise
,the cyl inder would leave it at each impression
with a thud that would not _be in the best interests of the
machine,and the cylinder coverings would soon be Spoiled by
the back edge of the stone cutting it . There is also the risk of
the stone becoming loose by reason of the excessive pressure on
the back causing it to tilt at the front, which would gradual lyhave the effect of loosening the screws . The register would alsobe affected by the distortion of the paper.
H aving slipped the stone into the carriage,lower . it by
turning the pressure screws until it is below the geared rack on
e ither side,and then take the carriage to the back of the machine ,
release the cylinder check, and turn the flywheel again until thecylinder has turned ha lfway over the stone . N ow turn up the
pressure screws unti l the stone is jammed tight against the cylindera t either side
,but as this wil l not be quite up to printing pressure
the cylinder must be brought round to its place and the pressureagain raised very slightly
,
‘
when the pressure screws m ay be
temporarily jammed . The stone may then be brought up to
within a couple of inches of the front edge of the bed and
centred exactly the other way ; then fit in suitable blocks andtighten the screws just enough. to ho ld the .stone .fu r positionwhile an impression of the work is taken .
M ixing the lnk .
—Lithographic ink as a rule is not quiteready for use as it comes from the maker . Even the strong
(2 2 5) 15

2 2 6 MACHINE PRINTING FROM STONE .
c olours , such as black, red , and blue , a lthough they are to be
p rinted ful l strength , require to be thinned and altered to suit
the various working conditions . In other words , the inks are
bought from the maker in concentrated form. Owing to themultifarious nature of l ithographic work general ly
, this is by farthe handiest and most economical way of obtaining and usingthem ; indeed to purchase them in any o ther form
, except forSpecia l work, is simply out o f the question. The most usefulinks for general work are (1) Black, (2 ) Crimson L ake , (3) PureBlue, (4) Y el low Chrome, (5) Burnt Sienna , and (6) BurntUmber . With crimson lake, pure blue, and burnt sienna nearlyall the shades of browns and greys right up to a soft black maybe made by mixing them in different proportions a long with a
g reater or less quantity o f medium. In mixing inks the sameprinciple should be kept in view, whether they are to be used as
s trong body colours or as del icate tints : they must be mixedw ith a medium that wil l hold the co lour in suspension and not
a llow it to separate and fa ll to the bottom,or to print so that
the medium would be absorbed by the paper while the pigmentwould be left on the surface as a dry powder . The propermediums for this purpose are the li thographic va rnishes, whichshould be guaranteed to be manufactured only from pure Balticlinseed oil boiled to various degrees of thickness
,and the
mediums known as tinting medium and tinting whi te ink, whichare made chiefly from alumina white and are used in conjunction with extra thin or thin lithographic varnish which ,
whencoloured w ith ink, forms a printing ink tint .
Inks should be of easy, l ppy ,
or buttery consistency,no t
stringy ; they must not work greasy , yet they must contain a
sufficient amount of grease to feed the work as the printingproceeds . When inks are required to be printed up to theirful lest possible strength of colour, . they must be reduced withboiled l inseed Oil
,such as painters use for thinning their paints,
but only in such smal l quantities as to reduce the ink to workingconsistency and no more . Especial ly is this the case with inksintended to dry with a lustre, such as bronze blue ink . To
reduce this beyond a certain point would destroy the lustre so a
very thin reducing medium must be used . Ink to be used forprinting bronze work must be made up with a good body of
co lour,that is, an ink carrying a ful l proportion o f p igment, and
it must be one that will dry hard and quickly on the surface of
the paper . It must a lso possess adhesive qua l ities so as readilyto catch the bronze dust as it is passed over the surface o f the
sheet. A useful ink for bronze work may be made by mixingo ne part yel low chrome ink with two parts burnt umber ink,
using as a reducing medium a mixture o f equa l parts of thin

2 2 8 MACHINE PRIN T ING FROM STONE .
Tak ing the Impress ion—Everything being consideredsatisfactory , place a sheet of the job in the cy l inder grippers and
pass round the cylinder. This impression will be anything butperfect . It wil l lack both ink and pressure , and the work willnot he in position,
which wil l necessitate re -adjusting both the
side lay and the stone . The same sheet might now be passedthrough again, and attention given to the bushes of the cylinderfor any movement while it is taking or leaving the stone . If no
movement whatever takes place the pressure must be increaseduntil the s lightest indication of movement is observed on eitherside of the machine. Be careful never to start the machine withtoo much pressure . If this mistake should be made, thenloosen the jam screws which ho ld the stone in position, lowerthe bed , and pass round the cyl inder again before tighteningthem.
Once the correct printing pressure has been found it will bea simple matter in the future to obtain the same result bymeans of a gauge . This may be accurately done by placing a
long straight-edge right across the stone carriage and on top o f
the gearing guards , and finding the exact di stance between the
bottom of the s traight- edge and the stone by means of a. smallwooden wedge , which must be marked at the spot where it
comes into contact with the straight-edge .
A Reg ister=finder .—A register-finder may also be easily
made . When the,
first printing is finished,take a printed sheet
and lay it , printed side to the work, in exact pos ition on the
stone . N ow take a strip of card or thin zinc and place one end
against the inside edge of the stone carriage (gripper s ide) andmark upon it the exact spot where the edge of the paper comesto. N ow do the same at the side-lay end . It wil l stand toreason if
,in the after printings , when the pressure has been
Obtained , this sheet is laid down in a similar manner , and the
stone moved until the edges of the paper agree with the markson the finder, the work must be in exact printing position,
provided,of course ,
that the stone is locked up without beingmoved again.
Three Great P rinci ples in P rint ing— There are three
great principles which mus t be observed by planograph ic ma
chinemen . They are as fo l lows :Work with the minimum amount o f pressure .
Work with the minimum amount of ink .
Work with the minimum amount o f damp .
The ink should be o f a soft,buttery consistency , not stringy .
It should contain only sufficient grease to feed the work and
keep it in a healthy condition without causing the other parts totint
, and it should always contain a good ful l body of co lour. If

OVERLAYING T H E CYLINDERS . 2 2 9
the solids in the impression are printing solid ,but the colour is
not of suffi cient strength ,do not try to obtain the desired result
by pil ing ink on the ro l lers,but rather strengthen it by adding
more strong colour . P lain,uncoated printing papers require
more pressure than enamel papers : indeed the great secret in
the successful printing of enamels is light pressure .
Overlay ing the C y linders—Overlaying is a method of
patching over with paper certain parts of the cylinder, the objecto f which is to bring more pressure to bear, and give emphasis inprinting, on' these particular places . The process is better knownto the letterpress printer than to the planographic machineman,
but it might w ith advantage be imitated more , in a modified way,on either the flat-bed or the direct rotary machine . It often
happens that co lour work , and even black work,is required to be
printed on roughish papers . The work on the stone or platemay inc lude a range of tones varying from the lightest tint righ tup to the so lid . N ow to get sufi cient ink on the ro l lers to en
able the solid parts to print solid ,it very often means that it is
done at the expense of the tones,namely the three-quarter tints ,
the half tints , the quarter tints , right down to the very finest of
the work , which all suffer through the printing appearing thickand muddy . On the other hand, if the work is printed withsufficient ink only to sui t the tones
,the so lid portions must suffer
for want of colour, and the life and sparkle the work was intendedto have are lost .
As already explained , one of the great principles the pressman
must keep in view if the work is to be printed in good conditionis to work with the minimum quantity of ink . It is quite certainthen that the work must be printed to suit the tones , and thato ther means must be adopted to bring up the so lids and otherheavy parts, and this can only be brought about by judiciousoverlaying on the cylinder. For this purpose the best cylindercovering is the hard, economical three-ply rubber-canvas blanketwi th an outer cover of glazed American cloth . To go
about'
this properly, secure by means of fish glue or dextrine a
Sheet of strong, flat paper of the same size as the sheets to be
printed a long the gripper edge of the cylinder, making certain
that the part of the cyl inder cloth to which the sheet is to adherehas first been freed from grease by washing with soap and water
or benzo line, or rubbed over with a clean clo th and dry whitening . When the adhesive has dried somewhat
,take an impression
o f the work on a paper that is not too thick,and afterwards run
the cylinder round again,but without a sheet this time
,so that
the impression is printed on the sheet adhering to the cylinder .
N ow careful ly and accurately cut from the first Sheet the partsthat require to be emphasized on the print
,and paste these down

2 30 MACHINE PR INT ING FROM STONE .
in exact position on to the printed sheet adhering to the cyl inderthen try another impression . A considerable improvement willnow be seen on th is print
,but another patch or two may stil l be
required in places to make the work perfect.Another method that may be adopted , and in some respects
a better one, is to fix to the cyl inder a number o f paper flaps
(smal l sheets of paper adhering at the top end only) representingthe number o f pages or transfers on the forme , making eachpiece o f paper as nearly as possible the exact s ize of the work .
It is better to tear the flaps to the s ize required than to cut them, as
the Sharp sudden edges left by the scissors wi l l cause an indentation to appear on the backs o f the printed sheets . They are
simply fixed on by the top edge and afterwards passed round toreceive an impression of the work , and the patches are thenpasted on just as described for the first method . This method issuperior to the former if anything Should come o ff, but makecertain that the parts to which the flaps adhere are thoroughlycleaned before sticking them down o therwise they are sure to
come away as soon as the adhes ive becomes .dry . Work on
a luminium wil l no t stand overlaying to the same extent as workon stone or zinc .
Ga ining Experience— H aving obtained a satisfactory proo f
and received the signature or stamp o f the person responsible forthe qual ity of the printing
, every e ffort must be made to main
tain this standard . This can only be accomplished by constant
care and watchfulness,and these are the only means of gaining
the experience tha t is so essential before one can expect to beentrusted wi th better work
,or a more expensive and intricate
machine . It is only natural,however, to expect that until the
young pressman has ga ined at least a’
certain amount of experience ,he wil l occas iona l ly have trouble with his work . After the
forme has been running for some time,the work wil l Show signs
of becoming s l ightly thickened or sl ightly weakened ,which in
either case must be remedied at once . It is not a lways necessaryto stop the printing to effec t a remedy . The principal thing isto apply the means at the very commencement of the trouble,which can only be detected by making regular and careful com
p arisons between the signed proof sheet and the impressions as
they are printed .
Docto ring Thickened Wo rk .
— If the tendency is towards
a thickening o f the work ,it is most probably due to the ro l lers
carrying too much ink, or the ink may conta in too much grease ,but it may be due to the damping ro l lers not supplying the dampin a firm, even manner . The exact cause must be ascertainedbefore a remedy can be effected . In the meantime
,however
,a
s l ight appl ication of the ammonium phosphate so lution as recom

2 8 2 MACHINE PR INT ING FROM STONE .
SSH ?res in and French chalk, etch it with nitric-
gum so lution.
of
medium strength, and then treat it exactly as recommended forthickened w ork
,but when washing it out with turps on top o f
the dry gum previous to applying the asphaltum,rub a little
ta l low or other grease into the work to strengthen it.
Pa per-crea s ing a t the M achine—Paper may crease
during the printing from various causes . The most common of
these is a wavy conditionof the sheets
,which ,
l itera l ly speaking
,means tha t
they are b igger round theedges than in the centre .
This is due to expansioncaused by the absorptiono f mo isture from the
atmosphere . If a Sheetin this condition is passedbetween two even sur
faces , such as a stone
and the cylinder of the
machine,the excess round
the edges must fold overor crease in a greater or
less degree ,according to
the amount of expansionthat has taken place . The
cure for this is to hangthe paper in smal l quantities over ropes or racksexposed to coo l , dampair, until it has become
F IG . 95 .—Paper Creasing Through not
equal ly afieCted by 1110 18
Being Cut Square .
ture throughout, a pro
cess which occupies aboutforty-eight hours . When the creasing is not very bad
,it may
sometimes be go t rid of by gumming on to the gripper edge of
the cyl inder a sheet of stout,flat paper just big enough to take
in the work ,a l lowing it to hang loose at the back .
Creasing often arises on a flat-bed machine from the who leweight o f the sheet bearing on the two ends only ,
instead o f
being equal ly supported right along . The paper as it comes
from the paper-mil l is not a lways cut straight . Some times it
happens that from certa in causes it has been out either convex orconcave . If the latter , then it must stand to reason that when a
Sheet is fed into the gripper o f the cyl inder , the who le o f its
weight wil l rest on the two ends, wh ich wil l have the effect o f

PAPER- CREA S ING AT T H E MA CH INE . 2 88
c ausing it to sag in the centre , thus drawing in the back edge.
This would be equa l in effect to being wavy,as the gripper
w ould close and ho ld it in that position . Again,the gripper
rests may be at fault . P erhaps for some reason during a‘
previous run these may have been a ltered,so that the Sheet is
now left without support in the centre . In either case the
remedy is practica l ly the same . The sheet must have moresupport in the centre by adjusting the rests , even though the
e nd ones are taken away from the sheet altogether.
Creasing sometimes results from the paper being cut consid
e rably off the square,and the sheet while passing the side-guide
i s pushed a little towards the centre, thus causing a kind of
c rinkling of the paper (Fig . The machine brush may catch“
the Sheet and hold it in . this condition while it takes the stone ,
thus forming creases . Turning the paper round and using theo pposite edge for gripping wil l sometimes get over the d iffic ulty but failing—
this , the paper must be cut square if the Side
g uide is a fixed one .

CH APTER XXIII .
PRINTING CHROMO OR COLOUR WORK .
Interes t ing but Anx ious Wo rk .—The mo st interesting :
class of work printed on a planographic machine is undoubtedlychromo or co lour work . It is interes ting from the development .
point of view,because beginning with bronze or yel low , or a .
l ight grey or buff tint,and then adding co lour on top of co lour,
we fina l ly obtain a facsimile of the original o il painting or water
co lour Sketch . At the same time this class of work gives thegreatest cause for anxiety
,because its completion seems such
a long way o ff,and every co lour printer is only too familiar
with the many little troubles that crop up from time to time ,
and which require Specia l treatment and attention . Eventhe weather has its effect upon the work , some papers beingmuch more susceptible to weather conditions than others .
Sudden changes from dry weather to damp , muggy weather oftenhave a considerable effect upon register ; and a sudden rise or
fall in temperature has an effect, not only upon the paper butalso upon the printing ink . Ink that may have been working ;anything but greasy in the morning may require considerablealteration in the afternoon, but many of these l ittle troubles anddifficulties may be entirely obviated by a l ittle forethought .
P recaut ions ag a ins t Bad Reg ister .—Several precautions .
must be taken when commencing a job in a number ofworkings,
all of them hearing more or less directly on the question of register . If the work in hand is a sheet of labels , maps , or such »
l ike , requiring dead regis ter,the paper after being matured by
hanging Should be run through the machine on a clean stone or
plate under ordinary working conditions , that is to say, the stone
should be level,the pressure right, and the correct quantity o f
’
damp upon its surface . If s l ip sheets are to be used during theprintings
,they should be inserted now o therw ise they may be
piled . For a ful l treatment o f register, which is so important inco lour work
,see later in this chapter, at p . 2 40 .
The Key s t one—It is a wise plan to put the keystone into
the machine and pul l some impressions, not only to secure the
correct position on the sheet,but a lso to make cer tain that none .
(2 34)
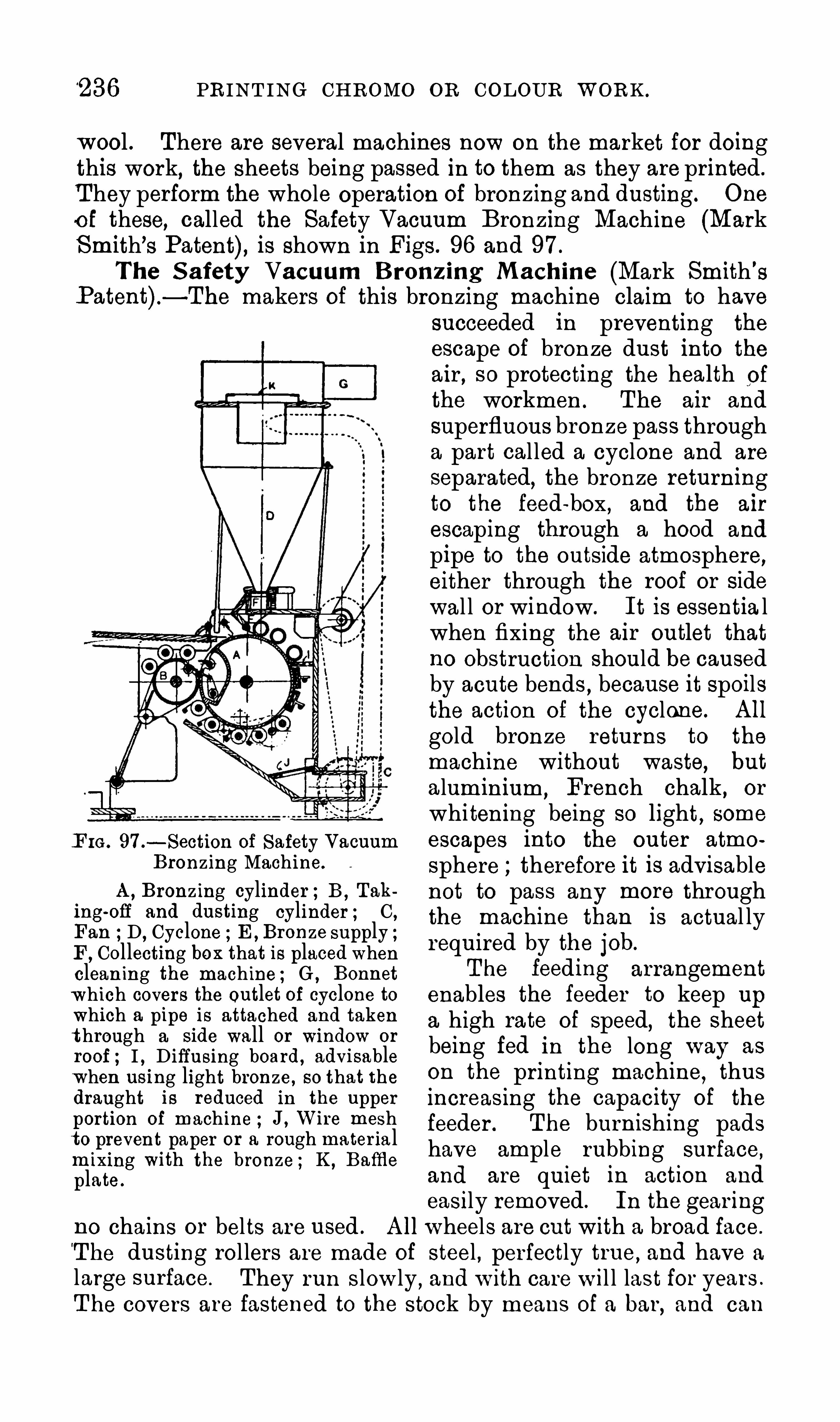
2 86 PRINT ING CHROMO OR COLOUR WORK .
wool . There are several machines now on the market for do ingthis work, the sheets being passed in to them as they are printed .
T hey perform the who le Operation of bronzing and dusting . One
o f these, called the Safety Vacuum Bronzing M achine (M arkSmith’
s Patent) , is Shown in F igs . 96 and 97.
The S a fety Vacuum Bronz ing M ach ine (M ark Smith'
s
P atent) . -The makers of this bronzing machine claim to have
F IG. 97.—Section of Safety VacuumBronz ing Machine.
A,Bronz ing cylinder ; B , Tak
ing-off and dusting cylinder ; C
,
Fan D,Cyclone E
, Bronze supply ;F
, Collecting box that is placed whenclean ing the mach ine ; G ,
Bonnet
which covers the outlet of cyclone towhich a pipe i s attached and takent hrough a side wall or window or
roof ; I , D i ffusing board , advi sablewhen using light bronze , so that thedraught i s reduced in the upperportion of mach ine ; J , Wire mesht o prevent paper or a rough materia lmixing with the bronze ; K ,
Baffle
plate .
succeeded in preventing the
escape of bronze dust into the
air, so protecting the health ofthe workmen . The air and
superfluous bronze pass througha part cal led a cyclone and are
separated,the bronze returning
to the feed~box , and the air
escaping through a hood and
pipe to the outside atmosphere,either through the roof or sidewal l or window . It is essentia lwhen fixing the air outlet thatno obstruction should be causedby acute bends , because it spoilsthe action o f the cyclone . All
go ld bronze returns to the
machine without waste,but
a luminium,French chalk , or
whitening being so light , someescapes into the outer atmo
sphere therefore it is advisablenot to pass any more throughthe machine than is actual lyrequired by the job .
The feeding arrangementenables the feeder to keep upa high rate of Speed, the sheetbeing fed in the long way as
on the printing machine,thus
increas ing the capacity o f the
feeder. The burnishing padshave ample rubbing surface ,
and are quiet in action and
easily removed . In the gearingno chains or belts are used . Allwheels are cut with a broad face .
The dusting ro l lers are made of stee l , perfectly true ,and have a
large surface . They run S low ly,and w ith care w il l last for years .
The covers are fastened to the stock by means of a bar, and can

TH E SAFETY VA CUUM BRONZ ING MACHIN E . 2 87

PR I NT ING CHROMO OR COLOUR WORK .
be removed and re covered in a few minutes . N o glue, laces, oro ther objectionable devices are used .
A fine spray of bronze is Sprinkled on to the sheet from a
plush -covered ro l ler. This ro l ler does not touch the sheet, andso cannot become clogged by the ink . The quantity is regulatedin the same way as the ink in an ink duct on a printingmachine . The sheets are del ivered into a flyer similar to thaton a printing machine
,and are kept s traight by a jogger. A
straight pile of bronzed sheets is dusted both back and front,at
the rate of 1500 to 2 000 per hour, with one person feeding .
The backs are dusted by a special dusting cylinder,the dust
when recovered returning again into the machine.
When metal leaf is used , the leaves are laid one by one all
o ver the sheet, and a glazed hand rol ler passed over to press themeta l into contact with the ink . It is then usual to lay twosheets face to face and to pull them through the hand pressunder pressure
, or to pass them through a paper-ro l ling machine between metal “paper-glazing plates , after which the
superfluous metal is cleaned Off by rubbing the sheet overwith a felt pad .
H ints on Bronzing —AS a general rule the bronze is thefirSt printing, but this is not always the case . Sometimes as
many as seven to ten workings must be printed before the
bronze,in which case very special precautions have to be taken
by the printer during the printing of these early colours . The
chief points to be observed are in connection with the inks,
which must be used so that they wil l sink into the paper and
not dry on the surface . This is effected by (1) using strongcolours and printing with the minimum quantity of ink ; (2 )avo iding driers , medium and strong l itho varnishes , and othersticky substances ; (3) reducing the inks with the thinnestpossible reducing mediums
,such as extra th in l itho varnish , pe
troleum o il, vasel ine , etc . Y el low chrome inks might a lsocontain in addition a little tallow and a very small quantity of
ordinary paraffin o il. The bronze powder itself a lso requiressome consideration. The finer this powder is , the more readilyit will adhere to printed work ; and while it is sometimes impossible to make headway with a job owing to the bronzeadhering where it is not required
,by changing it for a coarse
qual ity the work may he proceeded with . If the work cannot
be got on with owing to this trouble , it must be first dusted overwith a mixture of peasemeal and French chalk wel l rubbed in tothe work . A smal l quantity of this powder mixed in with the
bronze wil l also help .
The Ro ta t ion o f the C o lours —The printer must beguided as far as possible by fo l lowing the original progressive

2 40 PRINT ING CHROMO OR COLOUR WORK.
material ly or does not matter wil l depend entirely upon the natureof the particular work in hand . In any case this ought to beprevented whenever possible, because if the back of the sheet isnot important, the work on the front of the sheet is not improved by parts of the ink being picked off or reduced in places .
Setting-off is caused by the paper not being able to absorbthe ink before the succeeding sheets are pressed into close con
tact with the wet ink below,with the result that they must ne
cessarily pick up a certain amount of it . In chromo work ,fo l lowing up the co lours in quick succession will cause setting-off
owing to the earlier colours not having had a chance to drysufficiently . On the other hand
,if too long a time elapses be~
tween the printings, the same thing may happen by the earl ierprinted co lours becoming hard and tinny
, and refusing to al lowthe paper to absorb the later colours .
P revent ion o f S ett ing -o ff .—There is only one rel iable
method of preventing setting-off,and that is by interleaving or
slip-sheeting . Each sheet
,as it is printed, has placed over it a .
sheet of suitable brown or other roughish paper to separate it fromthe next sheet. The printed sheets may be laid back to back , so
.
that only half the number of slip sheets wil l be required . Caremust be taken during printing that the ink is not a l lowed to drystick ing to the sheets . Slip -sheeting is always more or less .
troublesome,and adds to the cost o f production,
and it is betterif it can be done without . Specia l trays may be used for the
purpose of lessening the risk o f setting-off by laying the workout in these in very sma l l quantities . The trays may then be :
piled up .
Reg ister.—The term register means the agreement o f two or
more formes, that is , the accurate fitting of one printed colour
to another to form a perfect design . Without the means of ohtaining absolute register, co lour work would be impossible .
S ome C auses o f Inaccurate Reg is ter .—The register may
be affected by any of the fo l lowing conditions1. The working parts of the machine may have become .
worn .
2 . The cylinder may not come properly home .
3 . The paper may s l ip between the gripper rests and the
gripper plate .
4. A groove may have been cut in the side-lay by long con
tinued cutting of the Sheet as it is drawn away from it by thecyl inder, the sheet sometimes getting into the groove and at othertimes lodging outside of it.
5 . The gripper plate or fingers may not' grip the sheet.
sufficiently tight , or may grip it only at one end .
6 . The stone may not be properl y locked up .

IMPROVEMEN T OF REGISTER . 2 41
7. The paper may be bad ly cut,the edges being cut concave
or convex .
8 . Atmospheric influence may affect the paper between the
printings .
Improvement o f Reg is ter.- In the first of the above cases
the machine might be improved if overhauled by the makers . In
the second case, the push rod must be readjusted so that itpushes the cylinder -stop right home to the stop -block, but care
must be taken that thi s is not overdone . Always test it after
making this alteration by turning round the cylinder by handbefore putting on the power. The cylinder-stop and the stopblock should not be jammed too tightly but only enough to holdloosely a piece of thin printing paper between them .
If the defect is‘
due to the third cause , the rest shou ld beSl ightly sunk into a groove cut in the gripper plate . To removethe fourth of the above causes o f bad register the side lay mustbe taken off and carefully fi led until the cutting has been entirelyremoved, when the face Should be finished off by rubbing withfine emery cloth . A small piece of case-hardened steel insertedin this part wi l l prevent cutting of the side lay .
In the event of the gripper being at faul t,if it is one of the
old-style so l id-p late kind, it may be tested by putting in a sheetof paper and then closing it, after which the sheet should be
pul led at either end and in the centre -If it is found too looseat any particular part, it is probab ly due to having got bent, andit may require to be straightened by a mechanic ; but it maysometimes be made right by loosening the screws and inserting a
sma l l piece of'
card at a convenient place or places,so that when
the screws are tightened again the packing wil l have the effect of
bulging the plate Sl ightly at those particular parts . With finger
grippers , a strip of paper shou ld be placed in each and the grippersthen closed . The fingers then found to be loose must be re adjusted .
If the stone or bedplate is not locked up properly, it wil l certainly move and the work will be spoiled . Sometimes a screw
becomes loose through the jam nut not having been tightenedsufficiently , or owing to its being worn . The blocks , being of
wedge- like shape , may have worked loose and thus given the
stone play , especial ly if the pressure has been excessive on the
back edge. If the trouble arises from any of these causes, the
remedy is obvious .
Badly cut paper is often the cause of variations in the
register (F ig . Sometimes it is out far from square,and when
a sheet is pu l led up to the side lay the top of the sheet extendsbeyond this , and in passing the side lay it is gradually forced totake the form of a wave , which may or may not recover itself
16
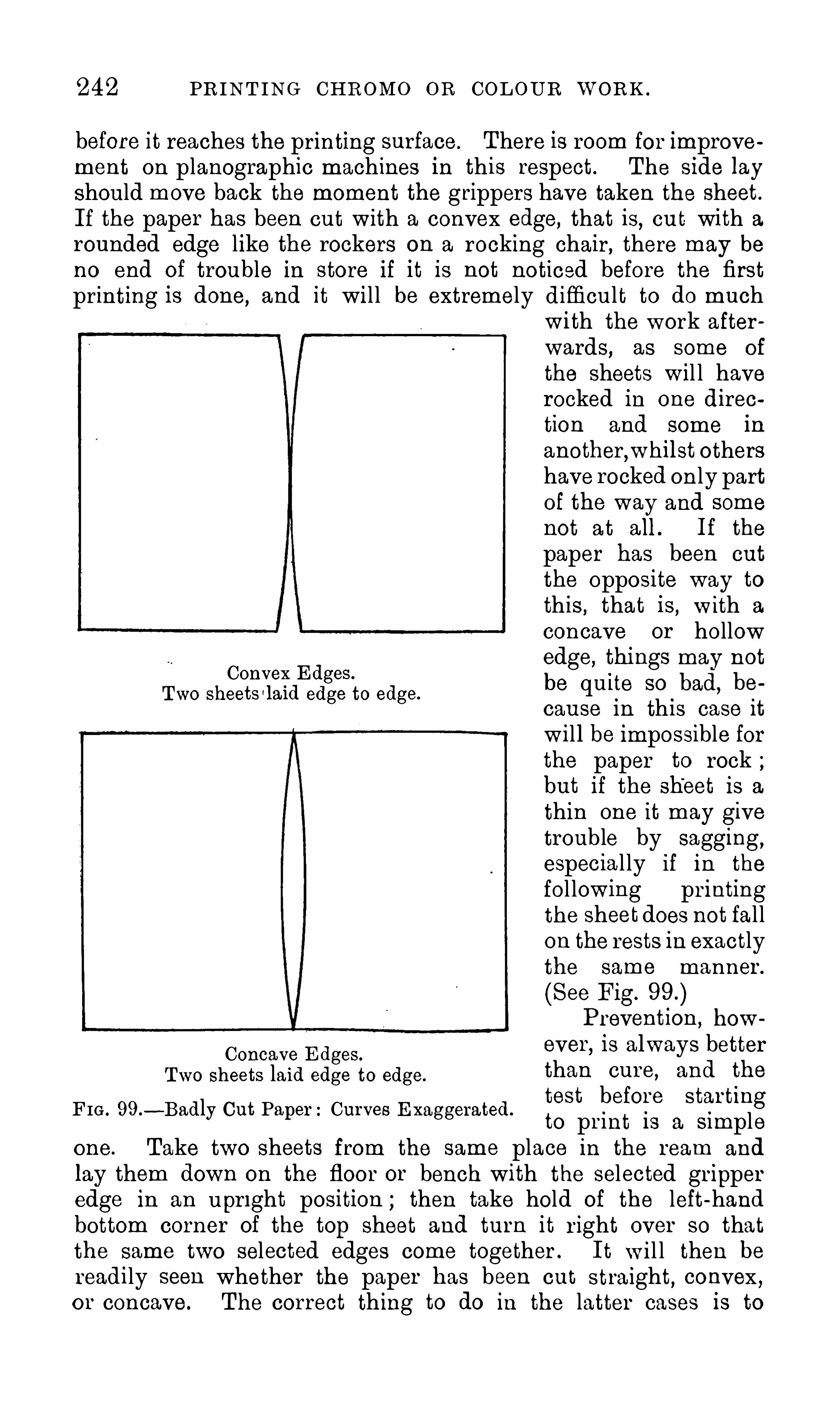
2 42 PR INT ING CHROMO OR COLOUR WORK .
before it reaches the printing surface . There is room for improvement on planographic machines in this respect. The side layshould move back the moment the grippers have taken the sheet .
If the paper has been cut with a convex edge, that is, cut with a
rounded edge like the rockers on a rocking chair, there may be
no end of trouble in store if it is not no ticed before the firstprinting is done, and it wil l be extremely difficul t to do much
with the work after
wards , as some of
the sheets wil l haverocked in one direc
tion and some in
another,whilst o thershave rocked only partof the way and some
not at all. If the
paper has been cut
the opposite way tothis , that is , w ith a
concave or ho llowedge , thi ngs may not
be quite so bad,be
cause in this case it
wil l be impossible forthe paper to rock ;but if the sheet is a
thin one it may givetrouble by sagging
,
especia l ly if in the
fo l lowing printingthe sheetdoes not fal lon the rests in exactlythe same manner.
(See Fig .
Prevention ,how
Concave Edges .
ever, is always better
Two sheets laid edge to edge .than and the
test before startingto print is a simple
one . Take two sheets from the same place in the ream and
lay them down on the floor or bench with the selected gripperedge in an upright position ; then take ho ld of the left-handbottom corner of the top sheet and turn it right over so thatthe same two selected edges come together . It wi l l then be
read ily seen whether the paper has been cut straight, convex ,o r concave . The correct thing to do in the latter cases is to
Convex Edges .
Two sheets 'laid edge to edge.
FIG . 99 .—Badly Cut Paper : Curves Exaggerated .

2 44 PR INTING CHROMO OR COLOUR WORK .
mended for paper-creasing, has very o ften the desired effect .
Reducing the pressure on the back edge of the forme bylowering the stone S l ightly , and then inserting packing under thefront edge to raise it to its proper level again,
may also be tried .
Altering a S ect ion .
— Sometimes the register may be goodall over the sheet except at one corner, which may be very bad,and which no amount of manoeuvring wil l remedy . In this case
there are only two things to be done either transfer the who le
job over again,which may produce no better result than the first
,
or a lter the bad corner on the machine . The latter process iscarried out as fo l lows . Draw two ormore fine - l ine cross marks atconvenient places in the loca lity where the a lterations are to bemade, but in positions that wil l not interfere w ith the subsequentOperations, though they must be within the boundary of the
paper. These marks are best made with a brass pin1 if on stone
,
or with a H H H H H H lead pencil if onmetal plate, for the sake o fgetting the finest l ines . Then c lean o ff the parts to be removed bypo l ishing with Water o f Ayr stone
,if on stone ,
or with pumicepowder and caustic so lution if on meta l plate . These substances ,o f course , must not be a l lowed to get near the otherWork, andthe cross lines just put inmust also be avoided . After washingoff all traces of the pumice powder and caustic so lution give theparts (stone or plate) a sl ight etch for temporary purposes and
then take an impression on a sheet of the job . Examine the
print careful ly and see that all the other parts of the Sheet haveprinted in perfect register. If they have not
,take another im
pression,and also see that the cross marks have printed .
If all is found satisfactory, most of the sheet,for the sake of
convenience in handling, may be cut off and discarded,but a
piece of about 12 in . long in the close proximity of the alterations should be left for a purpose which wil l be explainedimmediately. Fresh transfers having now been pul led on transparent transfer paper, they Should be placed in position on thatpart of the sheet which has just been prepared to receive them
,
and which contains the cross marks , taking care to fix them in
exact register . The work on the stone or plate should now be
gummed over very sparingly,fanned dry, and then washed out
by the asphaltum method , after which the who le surface must
be washed with clean water and dried . The parts where the new
1 If a l ithographic stone that has been washed free o f gum and dried is
marked with a brass pin so as to leave a metal lic marking l ike a weak pencilline , or if a z inc or aluminium plate ismarked s imilarly with a HHHHHH leadpencil , and a thindaub of printing ink appl ied to the part with the finger, itwillbe found that upon damping o ff the superfluous ink with a water sponge themarkings have held the ink and will print . The work ,
o f course , has only asuperficial bold , but the process is often useful .

ALTER ING A SECT ION . 2 45
work is to be transferred must now be prepared and made sensi
tive . If the work is on stone the parts should be again l ightlypo l ished w ith the fine Water of Ayr stone
,and afterwards
sensitized with dilute nitric acid and a lum so lution . If a plate ,the parts must be grained (rubbed with pumice powder and a
piece of felt in a manner describing smal l circles) and thensensitized with dilute acetic or other suitable acid and a lumso lution. In either case the parts are afterwards washed withplenty of pure, clean water
,and -both the sensitizing and the
washing should be done with a cloth or Sponge Specially keptfor this purpose . It is then fanned dry. If the work is on
metal plate,the parts Should be again rubbed lightly with fine
,
crisp pumice powder and then dusted clean with cotton wool .N ow
,with a Sharp pocket knife, cut out very accurately a
corner from each of the cross marks from the piece of the Sheetcontaining the transfers
,and then lay the who le face down to the
corresponding marks on the dry, prepared surface . M ake certainthat the position is absolutely right
,then place the left hand
firmly on the 12 - in . piece specia l ly left on for this purpose,and with the right hand lift up the Opposite end whi le some
‘
one
dampens the parts with pure water, when it is laid down again
in a manner that wil l ensure its fal ling exactly in the same position . Pass the hand quickly over the back of the sheet to cause
the transfers to adhere lay a_clean_sh_eet over the Who le surface,
and al low the cylinder to do the transferring, the rollers , of course,being raised during the operation . The parts are then treatedas a new transfer .

CH APTER XXIV .
MACHINE PRINTING FROM METAL PLATES.
FLAT -BED PRINT ING .
The Iron Bedp late Suppo rt s .—A zinc or aluminium plate
being not much thicker than a business card, as against 3 or
4 in . in the case of a l ithographic stone, and as a flat-bed
machine is no t special ly built for meta l -plate printing only, butalso for printing from thick lithographic stones, it is necessary tohave a support for the plate in the carriage . The best supportfor the purpose is what is known as an iron bed (F ig . Thi siron bed compares in thickness and solidity with that of the stone ,and it is placed in the stone carriage and locked up in exactly thesame manner . There is a gripper arrangement on either side forthe purpose of holding the plate in position. On nearly allmakes
FIG . 100—lron Bed .
of iron beds the front gripper is made in such a manner that itmay be drawn forward with the Object of tightening the plateafter it has been fixed in the grippers . This arrangement
,how
ever , does not a lways prove satisfactory, owing to the impossi
bility of drawing a plate so tight and close to a flat surface as can
be done on a round one such as a cyl inder. There is always a
certain amount of “play between the plate and the surface of
an iron bed , which means that the plate surface is s l ightly in
excess of that of the support. N ow this being the case,when
the cylinder comes round with its heavy pressure , everything inexcess of the actual s ize o f the iron support must necessarily besqueezed and forced a long to the back edge . If at this po int theexcess cannot, as it were , find immediate escape owing to its be
(2 46 )

2 48 MA CHINE PRINTING FROM METAL PLATES .
fanned dry, and the best means then cons idered for testing thegrease-resisting qual ities o f the four different preparations .
Some gum arabic so lution (afterwards proved to be sour) wasprocured from a jar in use at one o f the machines
,and appl ied
with a c lean brush to stop out a portion of each o f the four d i
visions,wh ich was fanned dry . The stopp ing-out was done w ith
the object of protecting these parts from grease , which was nowrubbed in all over the pla te . The plate was then dampened wi thwater
,which
, of course , removed the gum from the parts , and
showed them to be perfectly free from the greasy tint whichoccupied all o ther parts o f the plate . The plate was then ro l ledup wi th a black ink ro l ler, and the four preparations showedtheir good qualities by the plate clearing up and leaving no traceof tint anywhere . So it was again fanned dry and the who le platesubjected to ano ther and more vigorous greasing test, after whichit was again inked with the black ink ro l ler . The result this time
was exac tly as before , except on the parts which ,on the previous
greasing , were protected with the th ick coating of dry , sour gum .
These,on this occasion,
much to the surprise of all, took greasereadil y and ro l led up a lmost so l id ,
a l though theywere the veryparts which , from the liberal gumming they had received
, one
would have considered the most grease -proof parts of the plate .
It is quite evident then that once a plate has been properly prepared , a thick coating of gum is not only unnecessary ,
but is
likel y to prove harmful to both the ink- attracting and ink-repell ing parts ; therefo re in gumming -up use thinnish gum and wipeit down with a c loth unti l only a trace o f it is left , which shouldbe fanned dry at once , making sure that the gum is fresh . A
smal l quantity of the ammonium phosphate so lution as recommended for use on the rotary machine should a lways be kept inthe damping water.
ROTARY PRINT IN G .
The P rinc i ples- The same principles that affect the
working of flat -bed machines a lso ho ld good on ro tary machines,
whether they are direct-printing ro tary machines or ro tary o ffset
machines , only perhaps in a more marked degree on the latter.
The machine must be kept scrupulously clean and very ca refullyoiled ,
and the damping and inking ro l lers must be kept in a
tho rough state of repair . Careful attention must al so be givento the cyl inders to see that they are all as nearly of the same
peripheries as it is possible to get them ; otherw ise they wil l notwork in unison and the result wil l be a slurring o f the work .
S ett ing the P ress ure—U nl ike the flat- bed machine whenstones are being used , the pressure does no t require to be set

REGI STER ON ROTARY MA CHINE S . 2 49
w ith each different job . The flanges or bearers on either end of
the cylinders indicate their ful l circumference or periphery , andthese, under printing conditions , Should be almost bearing on
e ach other,but not quite . This
,of course
,means tha t to obtain
s ufficient pressure , the cylinder coverings must be Slightlyhigher than the bearers , which may be tested by placing a longstraight edge right across the impression cyl inder and thenfinding the difference between the straignt edge and the cyl inderbearers with a feeler gauge . It is important that the pressureshould be uniform at either end . The better way to find this isto - take two long strips of the paper or card to be printed , and to
put the cyl inders into contact; with One of these strips betweenthem at either end , and then to take o ff pressure until the stripsa re free and may be pul led out . N ow put on pressure until thec yl inders again grip the strips so that they can only be movedby moderately strong pull ing
,al lowing the same pu ll at either
e nd , after which pressure may be added equal ly until a firm
printing impression is obtained . Regarding the amount of
pressure necessary,this must be regulated to a certain extent by
the nature of the printing paper,but a lways work with the
minimum and bring up the sol id parts (if printing from zinc) by
judicious ly patching the cyl inder. L ight pressure is best for thework on the plate, best for the paper , and best for the machine .
Reg ister on Rota ry M achines .
—An occasional cause of
bad register In co lour work , and one that may be entirely overlooked, or not even dreamed of
,is the stretching o f the metal
p late from which the work is being printed . It Is a good thing,when putting on the printing plate
,to have it close and tight to
the support (cylinder) , as we have seen from our experi encewith the Iron bed on the flat bed machine ; but so great is thes train or pul l that may be brought to bear on a zinc or a luminium plate by the use of a powerful screw key or tommy keythat it is very easy fo r the work and plate to be stretched con
siderably Without the machineman having the s lightest idea thatsuch is taking place . M achine -makers now recognize this and
arrange the plate clamps so that the plates are drawn tight byhand only, and without the aid of any mechanica l contrivance .
It is wel l to remember then,in putting on a zinc or an alum
inium plate,to avoid all tension beyond the s imple contact with
the cyl inder. A l ittle strain may be found useful in the laterprinting af ter an impression has been taken
,when it —may be
d iscovered that the paper has expanded slightly either at one
end o nly or all over . But i f the s train has been put on in thee arly stages of the work
,and the work is already stretched
,
the evil has been done and can only be remedied by puttingthe work on again, set U p to a printed Sheet instead o f the key .
2 50 M A CHINE PR INT ING FROM METAL PLATES .
The Aut oma t ic Damp ing Appa ratus—The forme-damp
ing ro l lers Should be set with equal pressure on the printingplate and the bra ss water-distributing ro l ler. This may be
tested by pushing a clean palette knife between them and s lowl ywithdrawing it again in a similar manner to testing the pressureof the cyl inders wi th the strips of paper. The pressure of the
dampers Should no t be great, but just sufficient to give a nice
uniform damp without marking the work . The damp ing troughshould be cleaned regularl y and suppl ied with fresh water, and
it is a good plan to keep a l ittle of the fo l lowing so lution always
mixed with it to prevent thickening Of the work and tinting ofthe plate
,and also to prevent previous ly printed co lours from
repeating on the plate and taking ink . The so lution is
composed as fo llows : Disso lve 53 o z . ammonium phosphate inwater, and add this to 1 quart of thin gum arabic solution use
a teacupful (more or less) to a bucket of water .
The brass fountain ro l ler Should be kept clean and not
al lowed to gather grease ; otherwise it cannot possibly supplywater evenly to the vibrat ing ro ller . A good plan to help toprevent this ro l ler from taking greasy ink readil y is to clean itthoroughly with benzo l ine , and afterwards to rub it with plateetching solution and gum it over . This , of course ,
must bewashedOff before using . It is wel l
,however
,to al low the brass distributl
ing ro l ler to gather ink to a certain extent , as this he lps considerably to keep the dampers clean and in a good absorbent condition .
The Fo rme- ink ing Ro llers .— The forme- inking ro l lers
should be set with their ful l weight on the printing plate, a l lowing just a s l ight clearance in the brackets ; that is to say ,
the
ro l lers Should not be resting - in the bottom of the brackets , butjust free of this . The geared rider ro l lers
,however, should rest
on the bottom of the brackets , and the forme ro l lers Should becareful l y set to them,
testing the contact at either end with stripsof strong paper, just as the cyl inders were tested . These remarksapply to both direct-printing and Offset-printing rotary machines .
S pec ia l P recaut ions on Offset M a chines .—Owing to the
resil ient and sensitive nature of theO
rubber blanket on the transfer cyl inder, careful setting of the pressure is even more important ou Offset machines than on direct rotary machines . The
contact between the rubber blanket and the printing plate Shouldbe such as simply to give a firm impression and no more . Anything beyond this is superfluous and harmful . To demonstrate
how l ight this pressure may be, charge some work w ith ink and
then lay a p iece o f rubber blanket 1 in. square on some parto f it and press it on the back with the thumb . N ow lay the
rubber on a piece of paper and press it again ,when the resul t
w il l be a perfectly printed offset .

CH APTER XXV .
SPECIAL F INISHING AND OTHER PROCESSES .
Va rnish ing L ithog ra phed Wo rk .—All ordinary work that
i s to be varnished must be printed upon papers sufficiently hards ized to resist the penetrating tendency o f the varnish . The
F IG. 101. Newsum Varnishing Mach ine (Geo . Mann Co .,
v arnish genera l ly used for this purpose is shel lac varnish ,that is ,
s hel lac d isso lved in spirit . For the better class of work a pro
portion of copal varnish may be added to this , and for the cheaperc lasses resin may be added . The work is done on a varnishingmachine (F igs . 101, and is then passed on to a travel l ing
(2 5 2 )

GEL AT IN IN G LI THOGRAPHED WORK . 2 53
band . If the band is of sufficient length and the temperature keptto suit, the sheets wil l be dry and may be co llected as soon as
they arrive at the returning po int of the band ; otherwise theymust be hung over ropes or placed in trays .
Gelat ining L ithog raphed Wo rk .—Gelatining is a method
by which printed work may be given a superior gloss to that obtained by varnishing . It may be carried out as fo llows . Soakthe gelatine in cold water, and afterwards dissolve it by heating,the heat being maintained at a temperature of about 110
°
F .

2 54 SPECIAL F IN I SHING AN D OTHER PROCESSES .
A sheet of clean glass which has been previously wel l rubbedo ver with French chalk is dipped into the melted so lution so thatboth sides take on a coating . The glass is then stood in a rackuntil the so lution has set somewhat, when a print
,which has been
previously soaked in water, is laid (face to the gelatine) on eitherside and fixed by rubbing with a rol ler squeegee . The printsmust then be left until thoroughly dry .
F inishing .C hromo Wo rk .—There are several methods of
enhancing the decorative effects of o therwise finished chromol ithographed work . These include Roughing, Grammy, Emboss ing, decorating with Sp angle or Gli tter , F rost and Snow
P owders , Iris P owder, and F lock P owder .
Roug hing P rint ed Wo rk .
—Roughing is a method Of producing an irregular granular effect all over the sheet, and givingt o it the appearance o f having been printed upon a hand -maded rawing paper . The effect is produced by passing the sheetthrough a fiat-bed machine under a good pressure on top of the
roughened stone . To make the rough stone , first select a stone
o f fairly hard quality and see that it is perfectly level . H ave it
g rained with coarse sand or glass powder exactly as describedo n p . 14. It should then be washed clean with water and a
hard brush and al lowed to dry . The who le surface is thenro lled over uniformly with a glazed hand ro l ler suffi cientlycharged with transfer ink to protect each l ittle point or grainproperly
,after which it may be dus ted with resin and then with
F rench chalk,and the surface subjected to a mild etching with
d ilute nitric-
gum solution . The grain is now treated as an or
d inary transfer , repeating the inking and etching until a grainhas been secured of sufficient dep th to produce the desired effect
upon the work ,when all ink is cleaned Off. It is general ly
better to work with the damping ro l lers in the usual way whileroughing the paper, as the damp prevents the printed matter
from being picked Off by the rough stone .
Gra ining P rinted Wo rk .
—Graining is a method of producing upon the sheet a s l ightly embossed effect s imilar to roughing,but of more regular texture . This usual ly takes the form of
stipple do tting, l ine work , canvas or Open musl in patterns , etc .
Transfers Of the first two may be taken from engraved Copperplates or shading mediums , but for the last a piece of fine canvas ,musl in
,or bookbinder
’
s cover cloth should be selected . A stone
s l ightly larger than the piece of selected cloth should be set in
the press and then inked over so l id w ith a sparingly chargedtransfer ink ro ller . The piece of c lo th is then laid on top of the
ink and pul led through under pressure . If the cloth is now laidupon a clean stone and pul led through (once only) under a fair
pressure,a complete pattern of the cloth in transfer inkwil l be the

2 56 SPECIAL F INI SHING AN D OTHER PROCE SSE S .
Graduat ed T int P rint ing .—A graduated tint is sometimes
printed as an ordinary co lour of a Show card , a Show bill,a
calendar, etc . , that is to say, a solid tint is drawn direct or
transferred to the printing surface so as to print on a givenspace on the Sheet. Or the tint may be printed over the entire
sheet from edge to edge of the paper,in which case a clean
,dry,
polished stone is all that is necessary,no transferring requiring
to be done ,but the damp ing ro l lers must be raised or removed ,
and the work printed without them . The ink Should be mixedto suit the strongest co lour, which general ly comes at the top of
the work ,the tint gradual ly tapering off towards the bo ttom.
Sometimes , however , the strong co lour comes in the centre, and
the tapering Off is extended in either direction . It is better tomake three or four strengths Of co lour by reducing the strongink with more and more varnish and tinting medium, and thendividing it in the ink duct by thin lead castings . It is an ad
vantage to have both the forme ro l lers and the distributingrollers made to o scil late .
Ra inbow P rint ing—Rainbow printing is done in exactly
the same manner,and is just ano ther form of graduated tint
printing, using for the purpose a dry stone or plate . The threeinks, blue, crimson lake, and yel low,
are divided off in the ink
duet with the lead castings and the co lours made to run into
each other,or blend
,by the oscil lating of the ro l lers . In hand
press work the co lours should be arranged in order at the top of
the Slab . After each print the ro l ler is pushed up to the co loursin a manner that wil l a l low of the ro ller picking up just theproper amount each time . The variations in laying the rolleron the s lab while distributing the ink will be quite sufficient tocause the colours to blend nicely .
Print ing T ranspa rencies .—Transparencies are transparent
printed designs for decorating the windows of dwelling housesin imitation of stained glass, or for advertisements to fix on to
windows of tram cars, omnibuses, railway trains , etc . These are
sometimes Special ly printed to be viewed by transmitted l ight, asfrom the inside of a bus , in which case all co lours used shouldbe as transparent as possible , but sometimes they are printed to
be seen from the street, in which case they are viewed by re
flected l ight. In the latter case parts of the work are requiredto remain white, and a special Opaque white must be printed to
give the effect . If any co lour is required to stand out from the
others with exceptiona l bril l iancy, such as a strong , tel l ing red,this co lour must be printed in accurate register upon both sideso f the paper. This is done by the simple process of firstprinting direct on to the cyl inder blanke t , which Should be a
rubber one, and then printing the next impression on the sheet

PR INT ING TRANSPARENCIES . 2 57
in the usual way, thus securing a direct print on one side of the
paper and a transferred impression from the rubber blanket inabso lute register on the other side The paper for this class of
work must be thin, strong, and well-calendered , and must absorbvarnish readily . The sheets are afterwards varnished either onone side only or on both sides, which converts them from the
opaque to the transparent . They are then coated on the face
with a strong adhesive composed of gelatine and gum appliedwarm. By Simply damping a print with a little water it maybe fixed on to any piece of glass or window .

CH APTER XXVI .
DIRECT PHOTO-LITHOGRAPHY IN LINE AND HALF -TONE .
Direct Photo - lithog raphy .—Direct photo - lithography is so
cal led because the design is printed direct on to a lithographicstone
,or on to a zinc or a luminium plate (the plate being prefer
able owing to the difficulty of obtaining suffi ciently close contact on
FIG . 103 .—Camera for Photo - li thography .
a cumbersome uneven stone) , instead of being done on photo - l ithotransfer pap er and afterwards transferred to the printing surface .
This is a much more satisfactory method than the latter , and italso saves time and risk in transferring . The negative for thispurpose should be exact ly as that required for a pho to - lithotransfer on paper, but in this case it must be made to read the
( 2 58 )

2 60 DIRECT PHOTO-LITHOGRAPHY .
Ord ina ry Three-co lo ur Wo rk —Ordinary three -co lourplates to be printed l ithographically may be made on l itho zincor aluminium from any wash drawing or painting or object byphotographing the subject through a half-tone screen, but the
screen should not be finer than 100 to 12 5 lines to an inch .
Whi le fairly good results may be Obtained by this method ,it is
quite impossible to produce anything l ike a first-class job unless“fine etching is resorted to , a process adopted by half- toneblock makers to Obtain fine Open results in the h igh l ights .
Ordinary three-co lour work is essentially a letterpress process ,and the best results cannot be obtained by any method of trans
ferring the work to a planographic surface , but nevertheless muchmay be done by utilizing a half-tone photo -litho plate for some
of the l ighter co lours in chromo work .

CH APTER XXVII .
LITHO PRINTING ON FABRICS AND TINPLATE : DECALCOM ANIETRANSFERS.
The Older Process for Si lk and C a lico .—For many
years designs have been lithographed upon si lk and calico .
These usually took the form of handkerchiefs, cushion covers ,coats of arms, etc ., and were printed in small pieces previously
FIG . 105 .—Calico -printing by Planography : The Transferring Room.
mounted on Sheets of stout paper. In some instances, when themateria l was fa irly rigid from being wel l- sized, it was possible toprint it without previous mounting, but this material wasusua l ly of the cheaper qua lity, and the printing would be lostafter washing .

2 62 LITHO PRINT ING ON FABR I CS AN D T INPLATE .
The N ew M ethod .—A new method has recently been
invented by which textiles may be l ithographed from the reeljust as newspapers are printed
,four or more co lours being
printed s imultaneously by the rotary principle , at a speed of
60 yards and more in a minute . This process promises to re
volutioniz e the cal ico -printing industry . The designs are
usual ly lithographical ly drawn on k ey plates , which are stored
and kept til l required , when they are transferred by a s implenew machine to tubes of prepared zinc or a luminium . After
FIG . 106.—Cal ico-printing by Planography : The Machine Room .
printing,the designs are cleaned off by ordinary simple plano
graphic methods . When repeat orders are wanted ,the work is
re-transferred from the origina l key plates to the metal tubes ,which are easily sl ipped on and off the impression cylinders .
Paper may a lso be printed from this machine just in the same
manner as the cotton or silk material is printed , in which case it
may be cut Simultaneously into any size of sheet by an auto
matic cutting arrangement . In future wall papers are l ikelyto be printed by this machine as wel l as co loured newspapersand co loured magazines .

2 64 LITHO PR INT I NG ON FABRI CS AN D T INPLATE .
sheen or lustre . A tinned Sheet is then coated with varnish ,
and when it is nearly dry (tacky) the transfer is fixed to it facedown and pressure appl ied in a firm, even manner. When thevarnish has thoroughly dried, the transfer is soaked o ff withwater ; the design will then appear upon the tin the properway, resting upon a white ground : and the parts printed in thetransparent yel low lacquer, but not covered over with the whiteprinting, wil l appear as go ld , due to the metallic lustre of the tinshining through it. After the whole receives a coat of varnishit is stoved at a temperature of about 135° to 145
°
F . In
printing these transfers it will be necessary to keep the brightcolours and the tints strong, as they lose considerably during the
FIG . 108 .-Tinplate Printing Machine at Work .
stoving and driers must be added to all medium o r slow-dry inginks , as the coating on the paper prevents any absorption .
Direct T inpla te P rint ing—The more modern or so -called
“direct”method o f printing upon tinned plates is an appl ication
of o ffset printing . The printing machines may belong to eitherthe flat-bed or the rotary type , but they are built for this Spec ia lclass of work
,and have their own characteristics (F igs . 107,
The tinned plate does no t come into contact with the printingsurface but, as it is carried round with the cyl inder into whichit is fed
,it receives an o ffset impression from a rubber blanket

DIRECT TINPLATE PR INT ING . 2 65
fixed upon a second cylinder, which has already taken a direct
print from the printing surface. As the plates are printed ,
they are placed separately in racks, which ,
'
when full , may be
wheeled aside to dry naturally ; or they may be put into a stovefor forced drying.
Before printing , each plate should be thoroughly rubbed on
both sides with a duster to remove dirt, grease, etc . , which may
perchance have got upon it, and which,if left , would prevent the
ink from printing or drying properly on such parts . Defective
p lates must a lso be removed , and turned-up corners flattenedwith a mallet . Rough edges must also be smoothed , as otherwise the rubber blanket would soon be damaged .
The co lour sequence for this method is exactly the Oppos iteOf that in the
“
transfermethod that is,it would be printed like
ordinary work done on paper. The White (once or twice printed)would be done first
, and would cover up all parts except those
FIG . 109 .—Feeding Arrangement on Tinplate Machine .
required to appear as go ld and silver, or any parts in which a
co lour is required to appear with a sheen or lustre . Of course,
only transparent co lours,such as lakes and blues
, wou ld producethis effect. N O printing at all is required for the s ilver, as themetal itself gives this . The transparent yel low lacquer is usua l lyprinted after the white it produces a nice strong buff
'where itfal ls upon the white, and a bright go ld where it comes upon thebare tin . It may, h owever ,
be had of various shades to suit
special requirements . It helps to give depth of co lour and
bril liancy to solid reds and other co lours when it and the whiteare put under them ; but if put under the blues the tendencyis to cause them to appear blacker. Indeed it is an importantmatter for the artist when drawing the design to take ful l advantage of the light co lours , as by carefully superimposing the
printings the intensity of the co lours may be greatly improved ,thus giving sparkle and l ife to the finished work . The blackprinting would come next , fo l lowed by the red and the b lue . After

2 66 LITHO PRINTING ON FABRICS AN D TINPLATE .
the work has dried , the plates are varnished by machinery and
then stoved ,a fter which they are ready for the tin box workers .
As with ordinary offset printing, the rubber blanket w il l require to be washed several times during the day . Th is Shouldbe done with a very vo lati le fluid , such as so lvent naphtha ,
Spirits of turpentine,or benzo l ine, and it should be immediately
afterwards dusted over with fine flour sulphur . This treatment
wil l impart to the rubber a fine printing surface .
All designs to be printed on tin should be special ly l ithographed by an artist with experience of tinplate work . Typematter must be reversed ; and in photo - litho transfer work the
photographer should be given instructions to make reversetransfers or if it is photographed direct to stone or plate it mustbe made to read the right way (left to right) .
Deca lcomanie Trans fer P rint ing .
—Decalcomanie transfer
work Is simply an extension of the tinplate transfer-printing process , so as to make it applicable to almost everything and anyth ing .
U nlike tinplate transfer work,Special printings must be made
when go ld or Silver enters into the design,forwhich purpose go ld
leaf and aluminium leaf are genera lly employed . The work isalso very often of a highly artistic order
,and may run into a
considerable number of workings . The character o f the designs,howeveI
,varies a good deal according to the specific purpose for
which they are intended . For railway carriages,engines
,motor
cars , private conveyances,etc . , coats of arms , monograms , and
such devices , made bright with crimson,purple
,and go ld, are
usual ly employed , whilst for sewing machines, bicycles , organs ,pianos , and the l ike, the designs are chiefly confined to trademarks and makers’
imprints . For glasswar,
e pottery , and or
namental goods of all descriptions , the designs are often veryelaborate and most careful ly reproduced .
When the transfers are required for the inside of transparentartic les , the co lour sequence would be exactly as in ord inarychromo work but if wanted for opaque goods , the order must
be reversed . Quick ,hard-drying inks should be preferred .
M edium and Slow-drying co lours must have driers added to
them . The sheets require to be interleaved throughout withrough , brown S lip Sheets , to prevent the so l ids from becomingmarked by offsetting.
When printing go ld or aluminium leaf on revei sed transfer
work , which , o f course , must be the last working, except when a
white is employed,a strong transparent .medium consisting of
l ithographic and Copa l varnishes,Japan gold size
,and Venice
turpentine must be used to ink in the forme in place of the
regular printing ink but if the transfers are to be printed in theordinary way ,
the go ld or silver printing would be done first ,

CH APTER XXVIII .
COLLOTYPE PRINTING .
N a ture o f the P rocess .—Collotype printing is general ly
c onsidered to be a planographic process, but strictly Speaking itis Sl ightly intaglio . L ike lithography , it is based upon the princ iple of two opposing forces, one that will oppose printing inkand attract moisture , and another that will Oppose moisture and
attract printing ink. The process is after the nature of photol ithography , and indeed it is sa id to have been discovered while
FIG . 110 .—Collotype Machine .
experimenting in that direction. Beautiful results may be go t
from a good plate ,the work being photographica l ly correct and
possessing a depth in the shadows a lmos t equa l to that given byan engraved steel plate
,while the finest work is so del icate that
no other printing process can compare with it. The method of
preparation and printing is somewhat Slow and uncertain,and
in recent years the process has received a considerable set-backfrom the less elegant but more certain pho to -mechanica l halftone printing process . The work may be printed in a Single
(2 68)

PREPAR ING T H E PR INTING PLATE . 2 69
colour as a mechanical ly printed photograph , or it may be
done in severa l co lours as in chromo-l ithography, and verybeautiful results may be obtained on decalcomanie transfer
paper for use in pottery decoration .
The N eg a t ive .—The negative for this purpose must be a
reversed one as described on page 2 59. The reversing may bedone by a reversing prism when the object i s being photographed, which is called “direct reversing , or the film maybe stripped from an ordinary negative by first flooding it witha solution o f warm gelatine and then allowing it to dry . If
the edges of the gelatine are now carefully trimmed with a
Sharp knife and the blade then inserted under one corner, the
who le film may be easily removed. It is then used as the negative . The quality of a negative for this purpose should be soft
and full of detail o therwise the best results cannot be obtained .
All parts which are not to . be printed are stopped out by first
squaring o ff the work to the size required and then covering upthe edges wi th tin foil or black paper, or painting out the partswith an Opaque paint .
Prepa ring the Print ing P late—The collotype printingplate consists of a sheet of thick plate glass which is
‘
used as a
base, with a film of gelatine on top as the printing surface . The
glass 1s specially ground with emery powder until a good , evenmatt effect has been obtained, which i s done for the purpose of
giving the warm gelatine solutiona grip When the graining isfinished, the plate i s put into the warm drying oven for a time ,and then coated with the gelatine solution . The gelatine coatingis applied twice, the first application being treated with chemicalsSuch as silicate of soda or silicate of potash and chrome a lum
,with
the addition sometimes of a small quantity of caustic po tash .
This preparation takes a firm hold of the ground glass and makesa good, tough foundation for the real printing surface (the bichromati z ed gelatine) which Is put on top . It also prevents anyrisk of the machine inking rollers pulling the who le away fromthe glass base . This second coating, as already indicated , consists of warm gelatine solution containing a proportion o f
bichromate of potash, chrome alum,and other chemicals which
are subject to Variations according to usage and the experienceof the operator . The weather conditions and the quality of the
materials must also be taken into consideration at this stage, andit is sometimes an advantage to use a little ammonia . The plateis flooded evenly with the solution, and it is then placed in thespecial drying oven through which a free current of air is con
stantly passing . The time required for this purpose is from two
to three hours,the gelatine becoming harder the longer it is kept
in the oven, but the temperature should never exceed 130°
F .
2 70 COLLOTYPE PR INTING .
P rint ing the Imag e—When the plate is co ld, it is placed
face down on top o f the negative in a special printing framewhich is fas tened down tight to bring the two—the plate and thenegative— into very close contact, and is then exposed to the
action o f l ight . The time required for exposure wi l l depend en
t irely upon the qua l ity of both the negative and the l ight,a dense
negative and a weak l ight requiring much longer than a thinnegative and a strong l ight Either dayl ight or the powerfull ight from an e lectric arc lamp may be used for the purposeThe usua l time for exposure is from half an hour to one hour .
Wa shing and P repa ring the P la te—When the plate has
been sufficiently exposed to the action of light,it is taken out of
the printing frame and placed in a bath of cold running waterfor the purpose o f extracting the chemicals from the parts wherethe light has no t acted . As the chemicals wash out, the gelatineabsorbs water, which causes it to swell , but the parts that havebeen acted upon by light, which in reality cons titute the work ,
do not absorb water and so remain sunk, or intagl io , the
depth varying according to the nature o f the work . The Shadowsare deeper than the high l ights . The deep parts are known to
the printer as the relief because , presumably, of the contrast theygive on the print .
Print ing—When the plate has been thoroughly dried , it is
prepared for printing by first soaking it with a so lution of glycerine and ammonia . The gelatine retains this moisture for a
considerable time,thus a llowing of the plate being inked at each
impression and a considerable number of prints being taken beforeit requires to be treated again . The l ithographic surface on the
other hand, being non-absorbent, requires to be dampened after
each impression . Both nap inking ro l lers and composition inkingro l lers are used together for printing in the collotype machine .
The nap ro l lers,with their soft granular texture , d ip into the
l ittle ho llows or sunk parts which contain the work and deposit aful l complement of ink, and the composition ro l lers , which fo l lowthe nap ro llers and are therefore the last in passing over theplate
, clear up the work and give softness and qual ity to the
printing . Very stiff ink containing only the minimum quantityo f varnish must be used for printing collo type work .
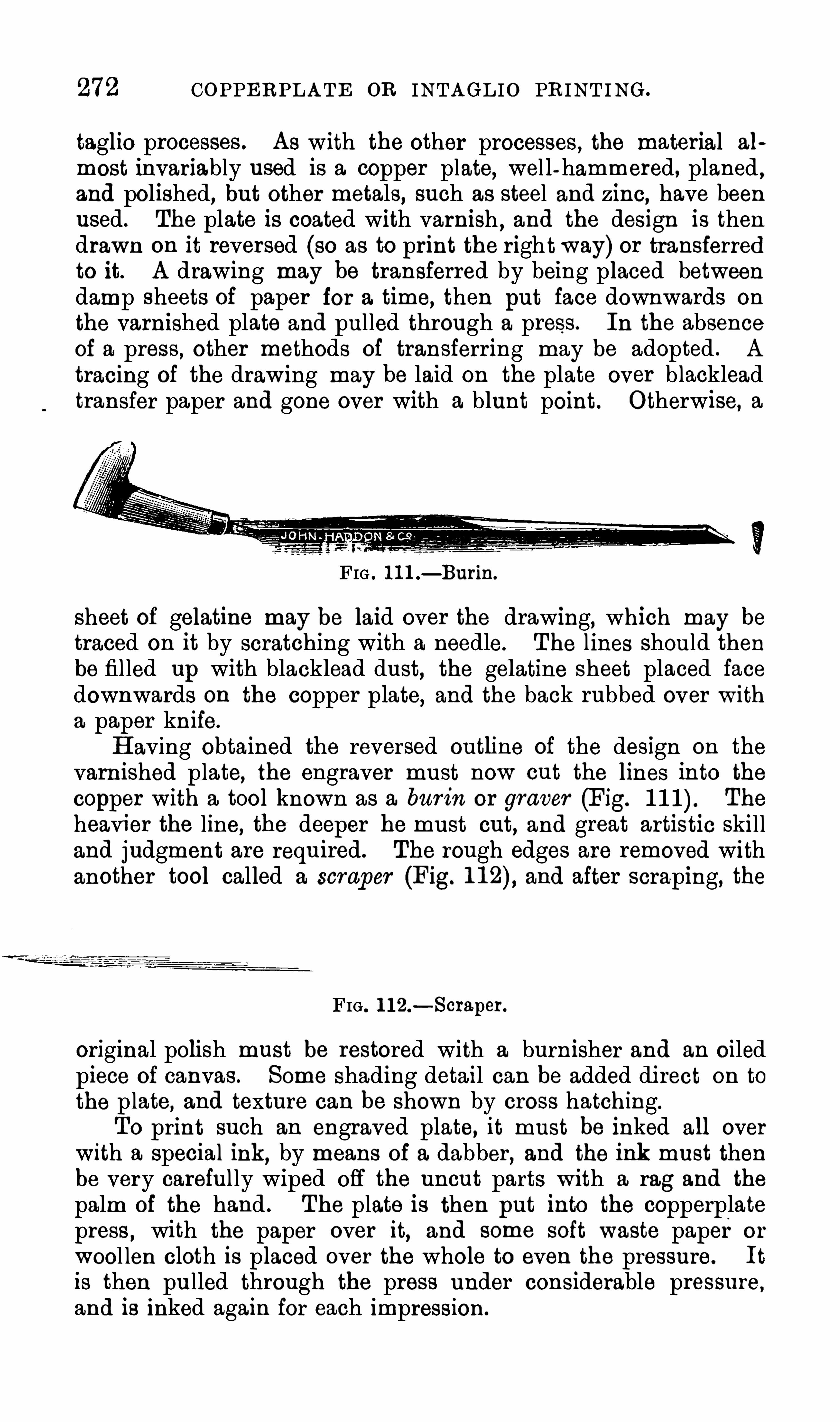
COPPERPLATE OR INTAGLIO PRINTI NG .
taglio processes . As with the other processes , the material al
most invariably used is a copper plate, wel l-hammered, planed ,
and po lished, but other metals, such as steel and zinc, have beenused . The plate is coated with varnish ,
and the design is thendrawn on it reversed (so as to print the righ t way) or transferredto it. A drawing may be transferred by being placed betweendamp sheets of paper for a time , then put face downwards on
the varnished plate and pul led through a press . In the absenceof a press , other methods of transferring may be adopted . A
tracing of the drawing may be laid on the plate over blackleadtransfer paper and gone over with a blunt point . Otherwise, a
FIG . 111.—Burin.
Sheet of gelatine may be laid over the drawing,which may be
traced on it by scratching with a needle . The l ines should thenbe fil led up with blacklead dust, the gelatine sheet placed facedownwards on the copper plate, and the back rubbed over witha paper knife .
H aving obtained the reversed outline of the design on the
varnished plate, the engraver must now out the lines into the
copper with a too l known as a burin or graver (F ig . The
heavier the line, the deeper he must cut, and great artistic Ski l land judgment are required . The rough edges are removed withanother too l called a scrap er (Fig . and after scraping, the
FIG. 112 .—Scraper.
original polish must be restored with a burnisher and an o iledpiece of canvas . Some Shading detail can be added di rect on to
the plate,and texture can be shown by cross hatching.
To print such an engraved plate, it must be inked all overwith a Special ink, by means of a dabber, and the ink must thenbe very careful ly wiped off the uncut parts with a rag and the
palm of the hand . The plate is then put into the copperplatepress
,with the paper over it, and some soft waste paper o r
wool len cloth is placed over the who le to even the pressure . It
is then pulled through the press under considerable pressure ,
and is inked again for each impression.

ETCHING . 2 78
The use o f steel plates was very common in the secondquarter of last century . They were capable o f producing a
larger number of impressions without wearingdown than copper plates ,but the e ffect is harsher .
Steel -faced copper platesretain the advantages ofcopper while po ssessingsomething of the durability of steel .
Etching —In etching ,
which dates fromthe early sixteenth cen
tury, a chemical action is employed to do the work of the
burin in fixing the design into the copper. The plate is coveredwith an acid resist cal led a ground, consisting of a mixture ofwhite wax, gum mastic
, and asphaltum. A bal l of this mixtureis enclosed in a piece Of thin Silk and passed over a hot plate so
that the ground melts and comes through the Silk . It can thenbe dabbed on to the plate . Otherwise
,the ground may be made
i nto a paste with o il Of lavender and spread‘
on the plate with a
ro ller, the o il being afterwards evaporated off by gentle heating .
Whichever method of applying the; ground is adopted , it must be’
blackened by smoking it over a l ighted taper , in order that theetcher may be able to see his work on it .
The etcher works with a needle set in a wooden handle (Fig .
removmg the ground along the lines o f the design but not
FIG . 113 — Copper and Steel EngravingMach ine .
FIG . 114.—Etch ing Po int .
scratching the copper. The back and edges o f the plate are
then covered with a protect-ing varnish, and the exposed parts ofthe copper are subjected to the action of a bath of mordant .
The usual mordant is diluted nitric acid , but nitrous acid issometimes used
,and also a mixture of chlorate of potash and
hydrochloric acid,cal led Dutch mordant. Perchloride of iron is
the .mordant used in preparing process plates . Theo
bubbles
must be removed with a soft brush as they appear, and their ap
pearance serves as a guide to the time required for properlybiting the des ign into the Copper . There are no bubbles withthe Dutch mordant . After the biting is judged complete, theplate is taken out o f the bath
,r insed with water
,and dried
,and
the ground is removed w ith a rag and turpentine .
18

2 74 COPPERPLATE OR INTAGLIO PR INT ING .
The printing is done as in l ine engraving, but is mo re dithcult and requires greater skil l in the w iping o f the ink .
Del icate effects can be produced by not wiping uniformly clean.
Black grounds have been used in order to o bviate the neces
si ty of smoking ; and a l iquid ground , cons isting o f the ordinaryground disso lved in chloroform
,has also been tried . The
chloroform can be easily evaporated Off. The etcher worksunder the disadvantage of having the l ight unetched parts dark
,
giving a negative effect,and therefore attempts have been made
in the d irection of positive etching . A s ilver-coated plate with a.
ground o f special ly prepared whitening has been used .
The proces s o f stopp ing-out is important and requires some
explanation . When some o f the l ighter l ines o f the des ignhaveb een suffi ciently bitten by the mordant they may be Covered overw ith Brunswick black or some o ther pro tecting varnish, and the
plate then exposed to further b iting in the stronger l ines .
Severa l successive stoppings -out may take place in this way , so
as to produce the required gradations Of line . Another methodof achieving the same result is to draw in at first only the
heaviest lines , then to add the next heaviest after the first havebeen exposed for a time to the mordant
,and so on
,the finest
lines being marked out by the needle last of all.Dry =po int Eng ra v ing .
—In dry-
p oint work the design is
scratched direct on the copper with an etching needle or d iamondpoint . The scratching raises a ridge or burr on one Side of the
groove or on both sides, according to the incl ination of the
needle . This burr is not removed, and the cl inging of the ink
to it in printing gives a rich,soft effect . It is a d iffi cult method
for the artist and for the printer . The burr soon wears down inprinting
,and the characteristic qual ity of the dry
-po int printthen disappears . The number of good Copies that can be Oh
tained from a plate is not more than twenty at the outside , unlesssteel facing is resorted to . The process is used chiefly for landscape and portrait work .
M ezzot int Eng ra v ing .—U nl ike the previous processes ,
mezzotint is a tone method of engraving . It was invented inthe seventeenth century by a German called Ludwig von Siegen,
and wasalso prac tised by his contemporary P rince Rupert, thefamous cavalry leader in the Engl ish C ivil War. Formezzotintwork the copper plate has to undergo the laborious preparatoryprocess of rocking . This is effected by a tool called a rocker
(Fig . a kind o f steel chisel whose edge is set with very minuteteeth . The engraver works down the left-hand s ide of the platefrom the top edge with the too l in a z igzag manner, and con
tinnes in this way s trip by strip across to the right-hand side ,
until all the plate has been covered . H e then goes over theplate a gain in a direction a t right angles to th is one ,
and sub

2 76 COPPERPLATE OR INTAGLIO PRINTING .
the usua l etching ground , then placing tine sand paper or emerypaper over it face down , and pul ling several times through the
press under pressure . This is known as sand paper aqua tint .
Whichever method of preparation is adopted , the subsequent
process is the same . The design must be transferred to the
prepared plate in the usualway ,
and the engraver thenproceeds as in l ine etching .
P ortions that are to haveno tone at all must be
stopped out with Brunswick black . Aquatint gives an eventone ,
and the genera l effect is not so opaque as mezzotint .
The C rayon M ethod — The chief too ls of the crayon
method are the roulette (Fig . a l ittle revo lving toothedWheel in a handle
,the mace-head or ma ttoir (F ig . a kind
of smal l toothed c lub,and the e
’
chopp e, a sort of ovalpo inted burin . The plate is covered with etchingground
,and the crayon drawing is then transferred
to it . The roulette is“
next passed up and down the
l ines,the matto ir and the échoppe being used after it.
The plate SO treated is then etched with acid and
printed in the colours desired .
S t ipp ling—In stippl ing
, the engraver works on
a plate covered with etching ground with s ingle and
double needles o f various shapes and Sizes . H e per
forates the ground down to the Copper surface wi th irregulardots, which are large and close in the dark parts , but finer and
wider apart in the lights . The work is then etched in the usualway . The most del icate shading is done direct on the dry bareCopper after etching .
Stippl ing is a process o f great del icacy , g iving very subtlegradations . N ext to mezzotint
,it is the best method for repro
ducing paintings .
C o lour P rint ing— If a subject engraved in the above ways
has to be printed in more than one co lour, severa l methods maybe adopted . All the co lours may be appl ied to the same pla te
,
each in its proper parts o f the design, and the plate can then be
pul led through the press with the paper over it . This is practical ly a painting process . Alternativel y
,there may be a plate for
each colour,each plate showing only the parts o f the work that
are to print in one particular co lour . In this case , it is most
impo rtant to take steps to ensure that the various printings sha l lbe in proper register with o ne ano ther . Thirdly
,there is the
three - co lour process introduced by a German , Jacob ChristophL e Blon
,in the early eighteenth century . This is based upon
analysis o f the co lours o f the design into combinations o f the
three primaries,red
,blue, and yel low (see p . and only
FIG . 116 .— Roulette .

COMMERCIAL PHOTOGRAVU R ]

2 78 COPPERPLATE OR INTAGLIO PRINTING .
three plates are required for printing . The co lours are superimpo sed and comb ined as in modern three -co lour printing, butthe analysis of the design before the days of photography musthave been a very_difiicult task .
Photog ra vure .—H aving briefly described the chief hand
engraving processes,we must now describe the process of photo
gravure, which is commercial ly much more important . Pho togravure is akin to aquatint, but the design is placed on the platephotographical ly instead of by the hand of an artist
,and it is
now possible to print from the etched plate a very large numberof impressions at the rate of 3000 an hour .
The copper plate for photogravure is prepared with resin
dust, as a lready noted in the first aquatint method . A photogra
phic negative of the subject to be printed is obtained , and a
positive transparency is made from this . A print from thistransparency is made on a carbon tissue
,which is then pressed
close down on the prepared copper plate and developed . The
edges and back of the plate having then been protected byvarnish in the usual way, the plate is subjected to etching inperchloride of iron so lution of various strengths . The etchingwil l be deepest in the Shadows of the origina l picture and leas tin the high lights . Very fine prints can be obtained from suchan etched plate, possessing depth and softness quite foreign to
half- tone work ,and moreover it is unnecessary to use a shiny ,
coated paper for printing them .
C ommerc ia l P hotog ra vure .—In order to make it poss ible
to print photogravure plates rapidly in large numbers , and so
make the process o f commercia l value , the carbon tissue print,before being laid down on the copper plate, is exposed under avery fine ruled screen similar to
, but much finer than ,those used
in making ha lf-tone blocks . This breaks up the surface into
very minute dots , and makes the engraved plate able to standthe rougher usage of the quick-printing machine .
The original form of this process was known as Rembrandt
photogravure, and a further development is represented by theRotogravur p rocess , in which the engraved surface is a Coppercyl inder instead of a flat copper plate . This Rotogravur machine
(F ig . 118) runs at 3000 revo lutions an hour, and can print bothp ictures and letterpress simultaneously . The paper is fed to
the machine in a continuous ro l l, and is cut into Sheets before
del ivery by a rotary cutting knife. Both sides o f the paper are
printed in the one run of the machine, there being two engraved
copper cyl inders, with between them a s team drum to dry the
paper after one side has been printed and before it passes on to
the second cyl inder. Each engraved cyl inder is inked by meansof an inking rol ler
,and the ink is scraped from the non-printing
parts of the surface by a knife cal led a doctor.

E STIM AT ING AN l ) COST ING .
9
8
$33.
8mm
.
u
fihowmc
fa
med-e
a
mmzoa
m
2
235:
wc
fmzo
;
m:
>o
wee
m
EEmEO
mc
z
gma
;
mo
cca
m
mfg
mo
no
?0
25«
0
$0
0
swa
gmc
fz
fuo
fifi
£88?ma
ca
wmo
m
GEO
?
a:
mic

A SAM PLE COST SHEET . 2 81
N.
62
$
55
H
90
oo
o
mwmse
so
is
a
s
8
ooo
dm
A
39“?
P
333
m
se
fio
z
fio
e
fi
ms
éfio
c
c
503
33
3
3no
ma
ze
?
.
mc
m
gr
34
3
Q.
8
3
5:
e
.
cmso
m
.
wz
0
5was
So
wc
zemma
m
3g03m
mz
flmzo
m
mmcop
m
3
0
3
30
wmmw
cno
fifi
mama
.
mSB
EEmEO
2 8 2 ESTIMAT IN G A N D COSTING .
The Elements in P rice —The price quoted for a job co rr
prises three e lements , namely (1) cost of production, (2 ) onco stor establ ishment expenses, and (3) profit . The cost of productionis the value of materials and labour required for the job . The
oncost or establishment exp enses consist of a number of genera lcharges in a business of which each job must bear a reasonableshare
,although they are not special ly related to any particular
job . They include such charges as rent, rates , taxes , depreciation, interest on capital , insurance ,
advertising, postage, o ffice
sa laries, management expenses,selling expenses , bad debts , etc .
Profit requires no special explanation. If the cost of productionor the oncost charges for a job are underestimated , the profita l lowed for may be swal lowed up or more than swal lowed up .
Cost of production is easily ascertained by keeping correct works .
records in proper form for every job ,but the a l location of oncost
raises difficult questions of principle or method .
C o s t o f Product ion.—The cost o f production or prime cos t
is obtained from records accurately kept in the works and enteredup on suitable cards or into suitable books in the office. The
fo l lowing Shows a sample page from an Orders Received Bookfor a l ithographic house

2 84 E STIMATING AN D COSTING .
The number of columns under the heading “Departments maybe extended as much as necessary .
The next form shows a sample page from a M achineman'sBook , giving essentia l information for ascertaining prime cost .

Two FORMS OF ONCOST . 2 8 5
A suggested form of Artist’s T ime Book is here given
,and
the same formmight be used for proving , transferring, and otherdepartments .
ARTIST ’
S TIM E BOOK .
Time .
Date. Description. Remarks .
H ours.
Two Fo rms of Oncos t .—Oncost or establishment charges
can be ana lysed under the two headings (1) Departmental Expenses and (2 ) Office Expenses . The former consist of the (socal led) unproductive expenses of the departmentwhere a businessis organized in departments . They are a factor in production, al
though they do not enter into the cost of the job in the samedirect way as materials, machine time
,e tc . Office expenses are
not concerned with production in any direct way at all, but ih
clude the genera l expenses of administration of the business as awhole and all sel l ing expenses . Every department must bear a
reasonable Share of these genera l non-departmenta l expenses .
Depa rtmenta l Onco s t .— The number of departments in a
l ithographic business wil l depend upon the Size of the businessto some extent. The fo l lowing may be mentioned as usua l de
partments paper store , artists’ department
,stone and plate pre
paring department, transferring and proving department,machine
room ,finishing departments , packing room. Departmental ou

2 86 E STIMAT ING A N D COST ING .
cost consists of unproductive wages or salaries in the department,its share of rent , rates , and taxes, light, heat, power, repairs , etc .
It is usual to charge departmental expenses against each jobin the hour rate . The hour rate for a machine
,for instance, is
so fixed as to recover not only the actual wages cost but as
nearly as possible the proportion of the departmental oncost
(rent, properly belonging to it. The proper rate can onlybe ascertained by experience , and may have to be revised everyyear on the basis of the previous year’
s results .
Office Oncost .—Office oncost or administrative expenses are
al located in a d ifferent way from departmental oncost . Eachd epartment has to bear a percentage of the total offi ce oncost
c orrespond ing to its productive costs , that is, its cost in labourand material. It is a mistaken system to make the al locationin proportion to the total cost o f a job ,
includ ing all departmentalcharges.

2 88 T H E TRA IN ING OF APPRENT I CES .
F IG . 119—Litho Class Room, the Royal Technical College , Glasgow.

T H E TERM OF APPRENTI CE SHIP . 2 89
An Apprent ice Guard ian C ommittee —As already pointedout , an apprentice is an expensive luxury to all concerned if histraining is not carried out in an efficient manner ; therefore if onlyfrom a purely economic standpo int , the trade society shou ldjealously guard l the apprentice from the first day he cas ts his
eye upon a l ithographic stone . The employer is in exactly thesame position, and therefore an Apprentice Guardian Committeeconsisting of thoroughly practical men representative o f the em
ployers and the trade societies Should be formed in all l ithographic centres . It wou ld be the duty of this committee to out
l ine a scheme of progress ive training covering the ful l term of
apprenticeship ,which would inc lude evening studies such as
arithmetic and elementary mathematics,English language and
l iterature,elementary science , history, and citizenship during
the first four years , the committee always keeping in view that
while it is good to train a young person to become a good work
man,it is s til l better to make him also a good ci ti z en . It would
a lso be the committee'
s duty to lis ten to the grievances o f the
lads and , in the interests of the trade , to see that they are receiv
ing fair treatment also to examine them periodical ly in technicalmatters , the first examination to take place six months after commeh oing . Th is would give the committee an idea as to the
suitabi lity of the lad as a lithographer, and also give the lad an
e arly Opportunity of trying his hand a t an occupation more in
harmony with his individuality . The o ther examinations needonly take place yearly a fter that , and the lad Should receive a
certificate after each showing the progress he has made . If,at
the end of each term,his progress is no t considered sufficiently
good,the committee Shou ld advise the employer and make ar
rangements forhis remaining for a further period at the same workOn the o ther hand if
,after five years
’
service,the committee find?
the lad in a backward condition through no fault o f his own, or
it is considered that the employer is not in a position,from want
o fmodern machinery , to carry out the completion of the training,
the committee Shou ld make arrangements accord ingly for histransference to ano ther ShOp the so le consideration of this committee being the comp lete educa tion of the app rentice .
The T erm o f Apprent iceship .
constitute the term of apprenticesh ip In the l ithographic trade Is
usual ly arranged by mutual agreement be tween the employersassoc iation and the trade society . In Britain the recognizedterm is seven years ; so in order to become a journeyman at
twenty -one years o f age an apprentice must commence at four
teen . Whatever term may be decided upon in future ,the Ap
prentice Guardian Committee Sho 1101have the power to increaseit if from any cause the lad has not become proficient . A term
19

2 90 T H E TRA IN I NG OF APPRENTICES .
of six years is conSIdeI ed by many to be a sufficiently long periodin which to learn the l ithographic bus iness
,provided tha t a
systematic and careful training is carried out . This mod ifiedterm would give the committee a year or two to work on withbackward apprentices if considered necessary
, and would not beunduly hard on the lads . It would a lso encourage a young man
to do his very best during his apprenticeship , wh ich would not
only be good fo r himsel f, good for his employer , and good for thetrade society of which he must ultimately become a member
,
but would also b e good for the community at la1ge To demandthat an incompetent tradesman must rece ve the ful l standardrate o f wages simply because he has spent seven years workinga t the trade is , to say the least, an outrage against common
sense , and is bad economy from every poss ible standpoint .
Suita b ility o f Lads .-Any lad o f ordinary intel ligence , pro
v ided that he has a natural l iking for pictures and colours,and
i s interested in machinery , may assume that he possesses some
o f the principa l qualifications necessary to warrant his com
meh oing a term o f apprenticeship as a l ithographer . It is onlyon a very rare occasion that a lad o f fourteen years W i ll Showsome such outstanding qual ity that w il l at once decide for hima great future career, and if there is one qua lity that should standout from all o thers in the lad who aspires to l ithography , it is
the quality of cleanliness cleanl iness in person and cleanl inessin habits . The careless , Slovenly lad never succeeds in l ithography, nor Should he be to lerated . It should be d istinctlyunderstood, however, that the average lad of th is age knowsnothing o f business or of factory l ife , and that he canno t be heldresponsible if, after he has been at the trade for some l ittle time ,
he should find the work irksome,or the employer Should con
s ider him unsuitable ; but opportunity and training wil l soonbring to the surface all the h idden and undeveloped virtues frombelow, and a very few months wil l be sufficient for either partyto come to a decis ion regarding the future .
An All- round T ra ining N eces s a ry .— L ithography , being a
chemical process and one that is susceptible to many influences,
demands from the Operator a thorough and complete knowledgeo f the who le routine . A theoretical knowledge is no t sufficient .
To be successful he must have a thorough practical knowledgeas wel l ; no thing else wil l do . H undreds o f intel l igent men in
the trade are suffering to -day for the want of this all-roundtraining , and it is no t only they who suffer, but the trade as a
who le must suffer also . Some men have spent their seven yearspul ling transfers from o rigina l stones, it having been d iscoveredwhile they were very young that they could do th is and that itpaid , and so the firm kept them at it until they became journey

2 9 2 T H E TRA I NI NG OF APPRENTICE S .
training o f apprentices , it wil l be found that in less than S ix
weeks’
time the lad wil l be capable o f printing smal l jobs in the
hand press in a very creditable manner, and it cannot be too
strongly emphasized that the more o f these smal l jobs that can
be put his way the better, for undoubtedly this is the propertime and place to impress upon his mind the meaning o f the
words p rinting qua li ty,and a lso for him to learn the funda
mental principles which underl ie the art,for no amount of work
in afterLlife can ever make good the lack Of this knowledge .
A Sug g es ted C o urse .—The fo l lowing may be useful as a
suggested course o f training covering the ful l term o f apprenticeShip :
F irst Year . U nder the supervis ion Of stone po l isher and
metal plate preparer,two weeks . U nder supervis ion of prover
and transferrer , one month . Pul l ing transfers from stone and
from Copperplate, transferring, and printing same at handpress
,Six months . Proving and printing
,four and half months .
Second Yea r. Similar to previous Six months , but to
include patching and transferring smal l jobs for mach ine . In
all cases carrying through the work from beginning to end
whenever practicable .
Third Year . M ore advanced work, including transferringto metal plates : a lso enlarging and reduc ing and coatingtransfer papers .
F ourth Year . Printing good plain black and co lour com
mercial work on smal l flat -bed machine ,spending first two
weeks assisting and being instructed by a careful and competentmachineman , transferring and preparing his own work wheneverpossible .
F if th Year . P rinting good black and colour work on largerflat-bed machine .
Sixth and Seventh Years . P rinting good black and colourwork on direct printing and offset printing rotary machines ;Spending the first two weeks assisting and being instructed by a
careful and competent rotary machineman .
Technica l Educa t ion.—The question of technica l education
is an important one and Should receive the most careful attention from employers, managers
,and those in charge o f appren
tices . Technica l education may be divided into two branches ,namely
,theoretical and practical . Whether it wil l be necessary
for the apprentice to attend specia l classes for instruction in
e ither o f these branches wil l depend entire ly upon the Oppor
tunities at his disposal in the workshop . The workshop possess ing ah adequate and up
- to -date plant is undoubtedly the besttraining ground for practical work , but unless provision is alsomade for instruction in theory
,it is most essential that the lad

TECHN ICAL EDUCAT ION . 2 93
Should attend a special class for th is . The apprentice who hasacquired a sound theoretical knowledge as we ll as a thoroughpractical training is the lad who is going to be of most service tohis employer and to the community general ly . Theoretical instruc tion should be dispensed to the student in a simple but efficient manner
,commencing from the time of his initiation into
the trade , and for the first three or four years it Should beimparted to him once a week during part of a working day and
no t after hours, it being now genera l ly recognised that to obtainthe greatest benefit from instruction of any kind ,
both body and
mind Should be in a fit condition to receive it . This instructionshould be given by a thoroughly qualified teacher, the appren
tices being graded accord ing to the time they have been at the
trade ,each grade receiving its instruction at different times .
T H E


2 96 AL L’
M IN A— ARTI ST .
Alumina ,the ox ide of aluminium 17 ; a base for lake colours . 136 .
wh ite , a p igment, 135 how prepared , 135 the bas is o f t intingmed ium
,139
,2 2 6 .
<A luminium ,a very l ight meta l used for l itho printing plates , 17 ; occurrence
and properties , 17 chemical symbol , 2 2 ; d isso lved by caustic soda ,2 4;
compared with z inc for l itho purposes , 2 0 ."Aluminium plates , gra ining o f , 17.
transfer. See Transfer , a luminium .
‘American cloth , for mak ing cyl inder coverings,2 2 4.
commercial engrav ing , done on l ight grey stones , 8 h igh qua l ity o f, 6 2 .
vermil ion,a form of chrome red
,136 .
Ammonia , the name o f a gas (N H 3) of characteristic odour, or more usuallyo f i ts solution in water (N H 4
0 H ) ; used in pho to -l itho transfer papercoating
, 55 ; a so lvent o f casein ,119 ; in collotype work ,
2 69 , 2 70 .
Ammonium,a hypothetical metal
,2 2 ; formula ,
2 2 .
Ammonium n itrate , the nitric acid salt o f ammonia or ammonium formula,
2 3 p operties , 2 3 ; used in etch fo rmeta l plates , 2 3 , 9 2 .
phosphate , the phosphoric acid salt of ammonia or ammonium formula,
2 3 ; properties , 2 3 l itho uses,2 3 for treating crayon work on plates ,
38 ; for thickened work , 2 30 used in damp ing water in printing fromplates
,2 48 , 2 50 .
Aniline colours for tinting paper, 114.
lakes , 136-7.
sulphate , used in testing paper for esparto and straw,109 -10 ; used in
testing for me hanical wood pulp in paper, 110 .
Animal s ize , in paper-mak ing s iz e cons isting of gelatine or glue , 114.
Anima l -S ized paper, paper s i z ed with gelatine or glue, same as tub - S izedpaper, 114.
Antimony red,a p igment cons isting o f a sulphate o f the metal antimony ,
136 .
vermilion,same as antimony red , 136 .
Anti - t int so lution,used in the damp ing water in printing from pla tes ; re
cipes for, 2 3 , 2 50 .
Antwerp blue,a mixture o f Prussian blue and alumina ,
135 .
Apprentice Guard ian Committee,suggested , 2 89 .
Apprentices , tra ining o f , 2 87-93 ; general education o f, 2 89 ; examinationsfor, 2 89 ; need o f all-round tra ining
,2 90 ; course o f tra ining outl ined ,
2 91- 2 ; technica l education o f,2 9 2 - 3 .
Apprenticesh ip , term of,2 89.
Aquatint engraving , a form o f copperplate engraving , 2 75 ; sand paper aquatint, 2 76 .
Arab ic acid , a water acid, the bas is of gum arab ic, 3 ; its place in l itho
graphy , 3 .
Arabinate,a salt of arabic acid . 3 .
Archa p teryx , an extinct k ind o f b ird found as a foss il in Solnhofen l i thographic stone ,
the earliest known bird , 8 , 9 .
Arobene , a registered prepara tion for greatly s impl ify ing and clreapening the
transferring process , 94- 6 ; whence obta ina ble , 95 ; how appl ied , 95 ;comparison o f Arobene trea tment with Older trans ferring process , 95 ;advantages of Arobene method , 94, 95 -6 ; treatment a t end o f day , 96 ;for proofs 96 as etch for plates
, 39 ; for treat ing work to be reduced or
enlarged , 99 in transpos ing , 104 for th ickened work , 2 31.
Art paper, a paper coated so as to make i t suit i ble for printing half -tone
blo cks , 119 coatings for, 119 ; the body paper important , 12 0 l ithograph ic use , 12 3 ink for bright enamel papers , 2 2 7.
imitation , nature o f,12 1.
Artist, l itho ,work o f , 3 2 .

ARTI ST’
S TIME BOOK— BLA CK . 2 97
-Artist’
s T ime Book , specimen ruling o f , 2 85 .
Asphaltum or asph alt , a mineral pitch inuch used in lithography , 2 6 ; sourceof , 2 6 , for washing out aerograph work , 43 ; in transfer inks , 56 ; usedin preparing for second etch , 89 ; for aluminium transfers , 93 ; in the
Arobene process o f tran s ferring , 96 in transposing , 10 2 , 104 inwashingout work on stone , 2 2 7 ; in wash ing -out work on plates
,2 47 in the
etching ground , 2 73 asphalt dust in aquatint , 2 75 .
Atom,the smallest ultimate consti tuent of an element, 2 2 .
Autograph transfer, definition of , 90 process of transferring , 912 .
Automatic counter. See C ounter , automa tic .
del ivery mechanism. See Delivery mechanism .
feeder. See F eed er , automa tic.
sheet -adjuster. See Sheet-adj uster ,automa tic .
BABY rotary o ffset machine, 2 03 , 2 04.
Bagasse, an unimportant paper-making material,109 .
Baltic o il, best kind of linseed o il for l itho purposes . 13 2 .
Bamboo , an unimportant paper -making materia l , 109 .
Band brake , one form o f cylinder brake on litho printing mach ines , 157, 158 .
Bank paper,a thin,
transparent variety o f paper beating for,113 .
Baobab , an unimportant paper-making material,109 .
Barium sulphate for load ing paper, 114; in pigments , 134 an adulterant o fwhite lead , 135 a base o f lakes , 136 for coating art paper, 119 .
Barker, a machine for removing the bark from wood prior to pulping , 111.
Barytes,native form o f Ba r ium sulp ha te
Base , the ox ide or hydrate of an element,combining with an acid to
form a salt 2 .
Beater, same as Bea ting engine (q . v .
Beating of pulp In paper-making, method of,113 ; effect and importance of ,
113 .
B eating -engine , for beating pulp in paper-making , 113 .
Bed ,movable
,in carriag e o f flat-bed machines , 150 ; adjustment of, 150 .
iron,same as i ron bedp la te . See Bedp la te .
of press , testing of , 77.
Bedplate iron , a support for a metal plate in the carriage o f a flat-bed ma
chine 2 46 mode of fixing , 2 46-7 ; of hand press, 74.
Beeswax , source of , 2 3 litho uses , 2 3 in transfer inks , 56 .
Belts,machine, requirements o f , 2 2 3 .
xBen z oline,source and properties , 2 3 ; a solvent o f fats and resins
,2 3 ; in
flammable , 2 3 ; used in making a sphaltum solution , 89 ; for washingrubber blankets , 2 51.
B erl in blue , same as P russian blue
transfer paper, 50 .
Bicarbonate of soda for cleaning stones , 8 2 .
B ichromate of potash (or potassium), formula and properties , 2 3 litho uses ,
2 3 not recommended,2 3 in photo -l itho transfer paper coating , 55 in
e tch for plates , 9 2 -3 in collotype work , 2 69 .
Bisulphite of lime , how prepared ,112 used in preparing chemical wood pulp
for paper-making , 110 , 112 .
Black , bone , a pigment , 134.
Brunswick,for stopp ing -out in etching , 2 74 for stopping -out in aquatint
,
2 76 .
carbon,a variety o f lampblack
,134.
common,a variety o f lampblack , 134.
drop,a pigment . 134.
Frankfort , a pigment , 134.
gas , a variety of lampblack , 134.

2 98 BLACK—BROWN .
Black,ivory
,a p igment , 134.
Spirit , the best variety o f lampblack , 134.
vegetable , a variety o f lampblack , 134.
Black inks , among the most useful , 2 2 6 .
pigments , 13 2 -4.
Blacks, char, no t much used in making printing inks , 134 k inds o f
,134.
Blanc flxe , a name for barium sulphate as p igment and coating for art papers"See Bar ium sulp ha te .
Blanket,rubber, the covering of the transfer or offset cylinder on oflsetjma n
ch ines,175 , 178 ; how to treat a new one on flat-bed machines , 175 ;
treatment on rotary machines,2 51 double blanket on rotary mach ines ”
178 best blanket for overlaying on, 2 2 9 .
Blankets , printer’s , in copperplate press , 58 .
Bleaching of pulp in paper-making , 112 -3 .
powder, used in bleach ing paper pulp ,113 .
Blisters , a ir, prevention in covering work on stone , 64.
Blo tting -paper, amount o f beating o f pulp to produce , 113 .
Blower for Slo Iger feeder, 183 .
Blue, Antwerp , a pigment cons isting of Prussian blue mixed with alumina ,
135 .
Berlin, same as Prussian blue , 135 .
bronze , a variety of Pruss ian blue, 135 .
Chinese, a variety of Prussian b lue , 135 .
cobalt, a pigment, 135 .
electric, a blue lake ,135 .
M ilori , a variety of Prussian blue, 135 .
Oriental, a variety of ultramarine , 135 .
Prussian. See P russian blue .
pure . See P ure blue .
turquo ise,a blue lake , 135 .
Blue inks , varnishable and non-varnishable , 142 -3 .
pigments,135 .
Board ,for ra ising thin stones in presses , 77 how made , 78 .
Boiler, in paper-making , 112 .
Bone black , a char black p igment , 134.
Borax,a solvent of casein,
119 .
Boxwood , a nraterial for scrapers , 76 .
Brake, cyl inder , a brake on the impression cylinder o f flat-bed printingmach ines to prevent the cy l inder from coming home wi th a jerk , .
156-7, 2 2 0 ; Furnival brake , 156 Mann brake , 157 band brake , 158 ,
159 ; care o f, 2 2 0 -1.
flywheel or machine , on l itho print ing machines to bring them to a dead
stop , 16 2 , 2 2 0 ; care of, 2 2 0 -1.
Breaker, same as Breaking-engine
Break ing -eng ine , in paper -making , for d i sintegrating and wash ing the boiledpulp
,112 .
Break ing strain o f paper, 12 2 .
Bri tish gum,same as Dextr ine
Broadway press , d ifference from ordinary press , 74.
Bronze , fi rst printed in colour work , 44.
Bronze blue,a variety o f Pruss ian blue
,135 .
carmine,a lake, 136.
powder,for a gold work ing, 2 35 .
scarlet , a lake , 136 .
work , ink for, 2 2 6 .
Bronz ing ,in co lo ur work , 2 36 -8 ; machine for , 2 36 ; hints 0 11 2 38
Brown;Vandyck , a p igment o f various compos ition,138 .

300 CARR IAGE— CHROMIC AC ID .
Carriage , the part o f a flat -bed l itho printing mach ine that carries the stone
or metal plate , 148 ; o f a d irect flat-bed mach ine , 150 ; structure o f ,150 how driven,
15 2 care of, 2 2 1 on a hand press , 73 .
Casein ,the essentia l constituent of milk and cheese ; for S iz ing paper
,114
for fix ing coatings on art paper,119 how d issolved ,
119 .
Castor o il, l itho uses of,2 3 -4 ; used in preparing nap rollers for printing ,
164 for treating brake Shoes,2 2 1 for lubricating a ir- cush ioning
cylinders , 2 2 2 .
Caustic potash , the hydrate of potassium formula and l itho uses, 2 4 used
in collo type work , 2 69 .
soda , the hydrate of sodium,2 formula and properties , 2 4 l itho uses
,2 4
care required in handl ing , 2 4 in a stone -pol ish ing preparation ,13 for
removing work from plates , 19 for cleaning dirt from plates , 39 for
cleaning-up metal plates, 93 for d igesting pulp in mak ing paper
,112
in resin S ize,114 used in altering a section of wo rk , 2 44.
Cellulo id , used in Shading med iums , 37.
Cellulose , the essential constituent o f paper fibres ; formula ,109 in cotton ,
l inen,etc. , 109 ; in wood pulp , 110 in hemp , 110 in jute , 111.
Cement,for back ing thin stones , 10 .
Centre stay o f frame in direct flat -bed mach ine , 148 .
Chalk , used in mak ing Paget’s Ma stic,10 ; in decalcornanie transfer paper
coating , 2 67.
Chalk , French . See F rench cha lk .
Char b lacks , rarely used in printing inks , 134.
Chemica l notation,briefly expla ined
,2 2 .
pulp ,wood made into pulp for paper by chemica l treatment and notmerely
by grind ing,110 tests for, 110 ; effect of beating on
,113 present in
best art papers , 12 1.
symbols , for ch ief elements , 2 2 .
terms expla ined , 2 .
Chemica ls used in l ithography , 2 2 - 31.
China clay , the purest form o f clay ; compos ition o f , 114 for° load ing paper,114 for coating art papers , 119 .
Chinese blue , a variety o f Pruss ian blue , 135 .
red,a form o f chrome red , 136 .
vermi l ion,the best
‘
quality o f vermilion,136 .
wh ite,the same as z inc white , 134.
Ch ipper,a mach ine for preparing wood for chemical pulp , 111.
Chlorate of potash ,used as a mordant in etch ing , 2 73 .
Chloride,a compound of an element with chlorine ,
2 .
Chloride o f l ime,same a s B leaching p owder
C hlorine,a gaseous element ; chemica l symbol , 2 2 .
Chrome,deep , a variety of chrome yellow, 137.
golden , a variety o f chrome yellow,137.
lemon, a variety o f chrome yellow ,137.
orange , a variety o f chrome yellow ,137
pale ,a variety o f chrome yellow ,
137.
primrose ,a variety o f chrome yellow,
137.
yellow,same as C hrome yellow
Chrome a lum,in collotype work , 2 69 .
green,a variety of Brunswick g reen,
138 ; o therwi se an ox ide o f chro
mium, 138 .
orange , a variety of chrome yellow, 137.
red , a ch roma te o f lead , 136 , 137.
yellow,a chromate o f lead ,
137 how prepared ,137 for colouring
paper,114.
Chromic acid ,an ox ide of chromium (or its solution) formula and pre

CHROMIUM— COPPERPLATE PR INTI NG 301
paration,2 4; litho uses
,2 4; to be avo ided , 2 4; in etch for plates
,
93 .
Chromium, an element ; chemical symbol ,Chromo work , same a s C olour work
C innabar, a natural form of verm i lion ,135 .
Ci tric acid , formula and source , 2 4 li tho uses , 2 4;a water acid , 2 for sen
siti z ing stone in transposition ,10 2 .
C itron yellow,a form o f z inc chromate a s a pigment , 137.
Cl, the chemical symbol for chlorine , 2 2 .
Clay,a silicate of aluminium, 17.
C lay,China . See C hina clay .
Cleaning, of plates , 93 ; of stones , 8 2 .
Cleanliness , essentia l wi th transferring presses , 78 ; in transferring , 79 ; inprinting machines , . 2 18
,2 48 ; in apprentices , 2 90 .
Coa l -tar lakes,a group of pigments , 136
-7.
Coating of art paper , 119 ; effect o f , 12 0 ; for rubber Sheet in Fougeado ire
machine, 98 proper condition o f rubber coating in F ougeado iremach ine,
99 .
Coa ting -machine , for paper, 119 - 2 0 .
Coatings,for transfer papers , 5 2 for art papers , 119 .
Coba lt blue,an expens ive pigment
,135 ; compos ition, 135 .
Cosh ineal lakes,prepared from cochineal insect , 136 varieties o f
,136 .
Cockling of paper , prevention o f,12 2 .
Coffin, a name for the carriage o f the flat- bed machine , 150 .
Collotype , a process akin to photo - l ithography , in wh ich the print ing plate i sglass covered with a film of gela tine ; machine for
,2 68 printing , 2 68 -70 .
Colour, defined ,12 5 ; theory of , 12 5
-30 ; in bodies , 12 6 ; harmonies , 130 ;contrasts , 12 9 .
Colour work,proving o f
,44; reducing and enlarging
,101 ; driers in ,
145 ;prin ting
,2 34-43 ; finish ing , 2 54
“
copperplate co lour prInting , 2 76 .
Colouring of paper,114; o f art paper, 12 1.
Colouring materia ls , in transfer paper coatings , 53 for paper , 114.
Colsurs , primary and derived , 12 7 ; true primary and secondary,12 91; lumin
o sity of , 12 7 ; complementary,12 9 ; contrast of , 12 9 ; harmonies o f ,
130 ; mixture of,12 8 ; tint o f , 12 8 ; Shade o f , 12 8 ; rotation in prin ting
,
2 38 . See also P igments .
Common black , a grade .of lampblack , 134.
Compa sses , used by prover and trans ferrer, 34.
Complementary co lours, any pa ir of colours wh ich, when optica lly mixed ,
produce white , 12 9 .
Compound , a chemical combinat ion of two or more elements,2 .
Concave edges of paper,effect on register , 2 42 .
Connecting rod of direct flat bed machine , 15 2 .
Consistency o f ink,144
,2 2 6 , 2 2 8 .
Contrast o f colours,12 9-30 ; principle o f
,130 Simultaneous and successive,
130 .
Convex edges of paper,effect on register, 2 42 .
COpal crayons , for l itho drawing on stone or plate , 37.
varnish , for inks , 141 ; for varnishing litho work , 2 5 2 ; in a bronze ink ,2 2 7.
Copper plate , how prepared for intagl io work, 2 72 steel - faced , 2 73 .
Copperplate engravings , treatment of,
small patches from, 72 .
heading with autograph transfer, 9 2 .
press , described and illustrated , 58 -9 .
printing,the process of printing from copper plates hav ing the work cut
into them in various ways , 2 71-8 contrasted with lithography and letterpress printing , 1, 2 71.
300 CARR IAGE— CHROMIC AC ID .
Carriage, the part o f a fiat -bed l itho print ing mach ine that carries the stone
or metal plate , 148 ; o f a d irect fiat-bed mach ine , 150 ; structure o f ,150 how driven ,
15 2 care o f, 2 2 1 on a hand press , 73 .
Casein ,the essential constituent of milk and cheese ; for s iz ing paper
, 114
for fix ing coat ings on art paper,119 how d issolved ,
119 .
Castor o il, l itho uses of , 2 34 ; used in preparing nap rollers for printing ,164 for treating brake shoes , 2 2 1 for lubricating a ir-cush ioningcylinders , 2 2 2 .
Caustic potash , the hydrate of potassium formula and l itho uses , 2 4 used
in co llo type work , 2 69 .
soda , the hydrate o f sodium,2 formula and properties , 2 4 l itho uses
,2 4
care required in handl ing , 2 4 in a stone -pol ish ing preparation, 13 for
removing work from plates , 19 for cleaning dirt from plate s , 39 for
cleaning -up metal plates, 93 for d igesting pulp in mak ing paper , 112
in res in s ize, 114 used in altering a section of wo rk , 2 44.
Cellulo id , used in shad ing med iums , 37.
Cellulose, the essential constituent o f paper fibres formula,109 in cotton ,
l inen, etc. , 109 ; in wood pulp , 110 in hemp , 110 in jute , 111.
Cement,for back ing thin stones , 10 .
Centre stay o f frame in direct flat-bed mach ine , 148 .
Chalk , used in mak ing Paget’s Mastic,10 ; in decalcomanie transfer paper
coating , 2 67.
Cha lk,French . See F rench cha lk .
Char b lacks,rarely used in printing inks
,134.
Chemical notation , briefly explained , 2 2 .
pulp ,wood made into pulp for paper by chemica l treatment and notmerely
by grinding,110 tests for, 110 effect o f beating on,
113 present inbest art papers , 12 1.
symbols , for chief elements , 2 2 .
terms explained,2 .
Chemicals used in l ithography , 2 2 -31.
China clay,the purest form of clay ; composition of , 114; for load ing paper,
114 for coating art papers , 119 .
Chinese blue , a variety o f Prussian blue , 135 .
red,a form o f chrome red , 136 .
vermi l ion,the best
‘
quality o f vermil ion,136 .
wh ite , the same as z inc white , 134.
Ch ipper,a mach ine for preparing wood for chemical pulp , 111.
Chlorate of potash ,used as a mordant in etch ing , 2 73 .
Chloride,a compound o f an element with chlorine , 2 .
Chloride o f l ime,same a s Bleaching p owder
C hlorine,a gaseous element ; chemical symbol , 2 2 .
Chrome,deep , a variety of chrome yellow, 137.
golden,a variety o f chrome yellow,
137.
lemon, a variety o f chrome yellow,137.
orange , a variety o f chrome yellow,137.
pale , a variety o f chrome yellow ,137.
primrose , a variety o f chrome yellow,137.
yellow, same as C hrome yellow
Chrome a lum,in collotype work , 2 69 .
green,a variety o f Brunswick g reen, 138 ; o therwi se an ox ide o f chro
mium, 138 .
orange , a variety of chrome yellow,137.
red , a ch romate o f lead ,136 , 137.
yellow,a chroma te o f lead
,137 how prepared ,
137 for colouringpaper
,114.
Chromic acid ,an ox ide of chromium (or its solution) ; fo rmula and pre
30 2 COPPERPLATE TRAN SFER— DAMPING A PPARATUS .
Copperplate transfer , 58 60 ; quicker method for, 61- 2 ; ofi'
setting ,16 ; bes t
on s tone 2 1 ni tric acid for roughening stone with , 8 2 .
transfer ink, 57.
paper, 51.
coating , 55 .
Copper sheets used in plate-glaz ing , 115 .
Copy ”for the l i thographer, nature o f, 3 .
Cork bedding in presses , 77 in stone carriage , 2 2 1.
Corn flour in double printing , 2 39.
Cost , prime , same as C ost of p roductionCost o f production , the cost of a job in labour and materials , 2 8 2 ; how as
certa ined , 2 8 2 .
sheet, sample o f , 2 8 1.
Costing , the process of ascerta ining the costs o f jobs , 2 79 ; relation to estimating , 2 79 .
Cotton , compos ition o f , 109 ; percentage of cellulose in,109 ; fibres long , 109 .
Cotton rags , as a paper-making material,109 .
wool , for dusting gra ined aluminium plates , 19 ; for rubb ing photo -l ithotransfers , 65 ; for cleaning stones , 8 2 ; for spreading turpentine on
stone,91 for dusting pumice powder from plates , 9 2 ; in transposition ,
104.
Coucher, a man employed in mak ing hand -made paper,115 .
Counter, automatic , described , 187 ; on direct fiat-bed mach ines , 161 on
rotary offset machines , 179 .
Cr, the chemical symbo l for chromium,2 2 .
Crayon method,in copperplate engraving , 2 76 .
work , a method o f litho drawing , 37 on stone, etching treatment for, 38 ;
on plates , etching treatment for, 38 .
Crayons , how made for l ithography, 2 4; greasy , 3 2 ; copa] , 37.
Creas ing o f paper, causes and remedies , 12 2 , 2 3 2 .
Creoso te , a preservative of the damping slab , 2 2 3 .
Crimson lake , one o f the cochineal lakes , 136 ; used in making a grey , 145 ;a useful ink ,
2 2 6 .
Crimson madder lake ,one o f the madder lakes , 136 .
Crown octavo , trimmed s ize , 69 .
Cutting of paper, 119 .
Cuttle -fish , the source of sepia , 138 .
Cuttle -fi sh bone,l itho uses of , 2 4.
Cyl inder brake . See Bra ke , cylinder .
brush . See Brush, cylinder .
coverings , nature and material o f,2 2 3 .
Cyl inder- locking arrangement, on d irect flat-bed machines , 155 -6 .
Cyl inder-starting arrangement , on direct fiat-bed mach ines , 153 ,154.
Cyl inders , driving on d irect flat-bed machines,15 2 ; care of
,2 19 ; rust on ,
2 19 - 2 0 ; o il ing of,2 2 0 ; overlaying o f
,2 2 9 ; true with each other on
rotary o ffset machines , 2 51. See also Imp ress ion. cylinder, T ransfercylinder , Ink cylinder .
DABBER , a block o f wood covered with cloth or flannel and used for ink ing - in
engravings on stone , 2 4 described and i llustrated, 63 how to get a new
one into cond ition ,64 for rubb ing up ,
8 5 , 87. See also D a'uber .
Damp -d istributing and grease-co llecting ro ller,one o f the ro llers belonging to
a damp ing mechanism ,163 .
Damp ing in print ing , principle relating to,2 2 8 ; e ffect o f unequal damping
on paper, 2 43 e ffect o f unequal damp ing on copperplate transfers , 16important for autograph transfers
, 91.
Damping apparatus . See Damp ing mechan ism.
DAMPING CLOTH S— DOCTOR . 303
Damping cloths , their use in lithography , 2 5 .
mechanism, the parts of a li‘tho printing machine whose purpose i s todamp the stone or plate properly before it passes under the inkingro llers , 148 ; on direct flat bed machines , 160 ; on direct rotarymachines , 173 ; care o f damping apparatus in rotary machines , 2 50 .
rollers , or forme damping ro llers , the ro llers for transferring the waterfrom the damping slab to theworkm a li tho print ingmach ine
,163 , 166 ;
on direct flat bedmachines , 160 ; on direct rotary mach ines , 1 3 .
slab , a part o f the damping mechanism in a f at bed machine,
fo rming part of the cari iage , 160 structure of , 2 2 3 attention to ,2 2 3 .
table , same as Damp ing slab , 2 2 3 .
Dandy-roll , in the paper-mak ing machine , a wire gauze cyl inder for giv ingthe wove or la id character to paper and also the water-mark
,118 .
Dauber, a bal l of so ft cotton for charging the work on a stone or platewith ink,
2 4. See also Dabber .
Dec rlcomanie transfer , a print on transfer paper suitable for transferring toglass , porcelain ,
tin, or other s imi lar surface , 2 66 -7 printing of , 2 67.
transfer paper , 2 67.
Deckle , in the making of paper by the hand process , a movable frame for en
closing themould , 114-5 .
Deck le -straps , in the paper-making mach ine , endless moving rubber bandsat the sides of the machine wire for retaining the pulp , 118 .
Deep chrome , a variety o f chrome ye llow,137.
Del ivery drum,or fiyer drum ,
an essential part of the deli very mechanism on
a litho printing machine wh i ch takes the printed sheet from the impression cylinders and transfers i t to the fiyer sticks , 161, 2 2 1 care of
,
2 2 1.
mechanism, the parts of a li tho printing machine whose purpose is to takeo ff the sheets a lter printing and lay them flat in a pi le
, 148 on direct
fiat-bed machines , 161 on direct rotary machines , 174 on flat-bed
o ffset machines , 177 on rotary o ff set machines , 179 .
Departments in a litho bus iness,l ist o f , 2 85 .
Desens itiz ing , to make a surface which is sensitive to grease , into one in
sensitive to grease , genera lly effected by an etching so lution. See E tch.
Dexter feeder, one type of automatic feeder,183 -5 i llustration of , 2 11.
Dextrine , a gum prepared from starch ,2 5 litho uses , 2 5 ; used in aerograph
work in place of gum arabic,42 .
lDigester , in paper-making, the bo iler used in preparing pu p from raw ma
terial, 112 ; varieties of , 112 .
D irect fiat-bed printing machines , those in wh ich the work, conta ined on a
stone or plate in a reciprocating carriage , prints d irect on to the paper,
148 -6 2 essential parts , 148 examples , 188 -91.
photo -l ithography,photo - lithography in whi < h the work is printed
d irect on to a stone or plate without the use of transfer paper,2 58 pro
cess , 2 58 -60 .
printing machines , those litho machines that print direct from the workto the paper, 3 -4
, 147.
rotary printing machines , those in which the work, conta ined on a
meta l plate bent round a cylinder , prints direct on to the paper , 169 75 ;examples , 193 2 04.
D istributing rollers , in an inking mechanism, those rollers that take the inkfrom the inking slab or cylinder , and break i t up thoroughly before itcomes in contact with the forme rollers in direct fiat bed mach ines , 159 ;in direct rotary machines , 172 ; structure
, 165 .
D ividers , used by prover and transferrer, 34.
D octor, in the Rotogravur machine , a kni fe for scrapmg the ink from thenon-printing parts o f the plate
,2 78 .
304 DOCTOR—EMERALD GREEN .
Doctor, ink, a material , usually of an o ily or greasy nature , added to printingink by the l ithographer to make i t suitable for l itho work ,
144.
Doctqring work , the improvement o f work that is defective in any way pro
0‘
sses for th ickened and weakened work , 2 30 -1.
Doubl
e ink ing mechanism, a mechanism for ink ing the wo rk 0 11 a printingmach ine twice for every once in the ord inary process on d irect fiat-bed
mach ines , 153 -4.
Doubling, a printing fault consisting in the printing of l ines double, 177 ;
cause and prevention,177.
Drawing , for l ithograph ic work , methods of,3 2 how placed on copper plate
for l ine engraving , 2 72 .
Drier, a substance which when added to an ink increases i ts drying qual i ty,
13 2 ; mode o f a ct ion,141 ; chief substances used ,
132 , 141 ; driers in
colour work,145 .
Driving o f plate cyl inder in d irect rotary machines , 171 of impress ioncylinder in d irect ro tary mach ines , 171.
Driving mechanism,the parts o f a l itho printing mach ine whose purpose i s
to propel the carriage , rotate the cyl inders , etc . , 148 in d irect fiat -bed
mach ines , 15 2 -3 in direct ro tary mach ines , 171.
shaft o f direct flat -bed mach ines , 15 2 .
Drop black, a char black p igment , 134.
Drops , on a rotary printing machine , weighted fingers for dropping on to the
printed sheet and hold ing it steady while the gripper closes and the layl ifts
,174.
Drum,del ivery . See Delivery drum.
flyer, same as Delivery drumink. See Ink drum.
Drum washer, in paper-mak ing , an important part of the breaking - engine , 112 .
Drying o fhand -made paper , 115 ; ofmachine-made paper, 118 , 119 o f inks , 141Dry-point engraving , a copperplate or intagl io process , 2 74.
Duct roller,in a damp ing mechanism
, a brass roller that revolves in the
water duct or fountain ,also called wa ter -founta in ro ller, 160 , 163 , 167
in an ink ing mechanism,the same as Ink cylinder
Ductor ro ller , in an ink ing mechanism, a vibrating roller that carries ink
from the ink cylinder to the inking slab or ink drum in direct flat -bed
mach ines ,158 ; in d irect rotary machines , 172 ; structure, 165 -6 .
in a damping mechanism , a v ibrating roller that carries water from the
duct or water founta in roller to the damping slab or correspond ingdrum, a lso called vibra ting damping (d i lctcr ) roller in di i ect flat -bed
machines , 160 ; in d irect rotary machines , 173 ; purpose , 167.
Duplex paper, a paper coloured d ifferently on the two s ides , 12 1.
Dusting , a preparatory process for rags , etc. ,in paper-mak ing , 111.
Dutch mordant,one o f the mordants used in etch ing a copper plate , cons ist
ing of chlorate o f potash and hydrochloric acid ,2 73 .
Dwell , the period o f contact o f one roller with ano ther, 173 .
ECH OP PE , a tool used in crayon work on copper plates,2 76 .
Education, technical , o f apprentices , 2 9 2 .
Electric blue , a blue lake pigment, 135 .
E lectricity , the best power for litho printing mach ines , especially o ff set , 180 ;for Hansa ”
stone-grinding machine,15 .
Element,a substance that cannot be resolved into any o ther substance
chemically d ifferent , distinguished from Comp ound 2 .
Emboss ing,the process o f producing h igh rel ief from a l ithograph ic stone ,
2 55 ; how carried out,2 55 .
Emerald green, a po isonous arsenical pigment also know11 as P a r is green ,
138 ; a lso a fugitive lake , 138 .

FLITTER— GELAT INE .
F l itter , same as Sp angle
Florentine lake, a variety o f carmine lake
,136 .
F lour, in transfer paper coatings , 5 2 , 53 ; in coating for Scottish transfer
paper, 54; in coating for copperplate transfer paper
, 55 ; in coatings forgra ined and writing transfer papers , 56 .
F lour paste , used in making an adhesive for sticking transfers , 70 , 71.
resin,a fine powdered form o f Resin 2 9 .
Fly trips , on the Dexter ”feeder
,185 .
Flyer drum, same as Delivery drumFlyers , in the del ivery mechanism o f l itho printing mach ines , a series o f vi
brating parallel sticks on wh ich the printed sheets are carried from the
delivery drum to the delivery board,161.
F lywheel brake . See Brake , flywheel.F oot rule
,used by prover and transferrer
,34.
F oots , impuri ties to be removed from l inseed o il,13 2 .
F orma line, a preservative o f gum,2 47.
Forme-damp ing ro llers . S ee Damp ing rollers .
F orme- inking rollers . See Inking rollers .
F ossils found in l ithographic stone , 8 , 9 .
F ougeado ire machine for reducing and enlarging , 978 .
-Frame , o f d irect fiat-bed machines , 148 ; of direct rotary machines , 169 .
F rankfort black,a char black pigment
,134.
F rench chalk, or ta lc, composition o f
,2 5 ; l itho uses , 2 5 ; for dusting over
inked work , 39 for dusting aerograph work , 43 for preventing offsett ing , 46 used in p reparing a key sheet , 71 a s aci d resist
,88 in pre
paring for second etch , 90 ; in Arobene process , 95 ; in transposition ,
104, 105 for ink on bright enamel papers , 2 2 7 in bronz ing, 2 38 for
dusting rubber blankets , 2 5 1.
drop wh ite, a variety o f wh ite lead , 134.
transfer paper, qual i ties of , 50 .
Frey process o f half -tone lithography , 2 59 .
Friction-glaz ing mach ine , for finishing the surface o f paper , 119 .
Front lay , in a feed ing mechanism , a rest up to wh ich the sheet o f paper i sfed on d irect fiat-bed machines , 161 on d irect rotary machines ,174; rising and fallingmechanism,
174.
Frost powder, nature of , 2 55 how attached to l itho work , 2 55 .
Furnival and Co . ,L td lever pressure system,
15 2 ; cylinder b rake , 156 ;Express d irect fiat-bedmachine
,189 flat-bed offset attachment , 19 2
d irect rotary mach ine , 197-8 rotary o ffset press,2 08 -9 tinplate
printing machine , 2 63 .
GAMBOGE , a yellow gum resin used in l ithography , 2 6 ; in transfer papercoatings , 53 , 54 in coating for Scottish trans fer paper , 54 in coatingfor copperplate trans fer paper, 55 in coating for writing transfer paper,556 ; as a pigment, 137.
Gas b lack , a grade of lampblack , 134.
Gear marks , mark ings that sometimes appear 0 11 work printed on planographic machines . 179 how caused , 179 .
G eared damping , a damping mechanism in wh ich the forme-damping rollersare surmounted by a brass ro ller driven by rack and pinion , 160 .
ink ing , an ink ing mechanism in which there are geared rec iprocating or
oscillating rider rollers in touch with the forme- ink ing ro llers , 159 .
Gearing , care o f, 2 2 1.
Gearing , spur. See Spur gear ing .
Gelat ine , a glue-l ike substance obta ined from bones , etc. , used in l ithography , 2 5 gelatine sheet used in mak ing a key , 33 in shad ing med
iums,37 in pho to l itho trans fer paper coating , 5 5 in writing transfer

GEL AT IN IN G’ LI THO WORK—GREYS. 307
paper coat ing,55
, 56 in elastic coating for rubber sheet , 98 for siz ingpaper, 114; bichromati z ed gelatine in photo - litho work , 2 59 ; as filmfor collotype work , 2 69 ; gelatine sheet used in transferring drawing tocopper plate , 2 72 .
Gelatining litho work , process described , 2 5 3.
Geranium lake , a coal -tar lake colour, 137.
Glass marbles , used in pla te -
gra ining'machine , 18 .
paper,used in finishing glazed rollers
,164.
plate,in collotype work , 2 69.
powder, litho uses of , 2 5 for graining stones , 14.
Glazed rollers , leather-covered . rollers with hard , smooth surface , 164; howprepared for printing
,164 when useful , 165 for d istributing , 165 .
Glitter,same as Sp angle
Glue, nature and source , 2 5 litho uses,2 5 in transfer paper coatings , 53
in coatings for Scottish , semi -moist , and ever-damp transfer paper, 54 ;in coating for copperplate transfer paper , 55 for siz ing paper , 114 for
fixing coatings on art paper, 119 for coating art paper,12 ] in decalco
manie transfer paper coating , 2 67.
Glycerine, a sweet , viscid substance obtained in the process o f soap manu
facture ,2 5 formula ,
2 5 properties,2 5 litho uses , 2 5 not to be used
on metal plates,2 5
,46 ; for .preventing offsetting , 46 ; for preventing
curl ing o f French transfer paper , 50 in transfer paper coatings , 53 , 54in coating for semi -moist and ever-damp transfer paper, 54, 55 in coat
ing for wri ting transfer paper, 56 used in making adhesive for sti ckingtransfers
, 70 ; in decalcomanie transfer paper coating, 2 67 ; for soakingcollotype printing plate , 2 70 .
Gold leaf , in colour work , 2 35 how applied ,2 38 .
s ize,a drier, 2 5 , 141, 145 ; in asphaltum solution for z inc plates , 89 ;
added to inks that are to be varnished , 141 used in preparing glazedrollers , 164; in bronze inks , 2 2 7.
working,in colour work , 2 35 .
Golden chrome , a vari ety of chrome yellow,
'
137.
ochre same as yellow ochre 137.
Graduated tint printing , how carried out , 2 56 .
Grain or machine d irection o f paper,how to find , 51, 12 2 .
Grained transfer paper, 5 2 coating for, 56 .
Graining , the roughening of a stone or other surface in order to make it sui table for taking lithographic work
,13 o f stones , 13 -4 by the Hansa
machine , 14; of aluminium plates , 17 hand -gra ining o f metal platesnot recommended , 2 0 methods of gra ining meta l plates by hand ,
2 0 o f
paper; 5 2 gra ining stone for roughing fini sh,2 54; gra ining printed
work , 2 54.
Graver, an engraver’s tool , also called burin , 2 72 .
Grease , to be avo ided on z inc , 2 47.
Green, Brunswick , the name o f two different pigments , 138 .
chrome , a pigment , 138 ; also a name for one kind o f Brunswick green ,
138 .
emera ld same as Paris green, 138 also a fugitive lake,138 .
Guignet s , a form of chrome green,138 .
Hooker’s , a green lake . 138 .
malachite , a pigment, 138 .
Pari s , a very poisonous pigment , 138 .
Prussian, a green lake , 138 .
ultramarine , a pigment , 135 .
Green pigments , 138 .
Greens , non-varnishable , 143/
Greys , how produced by mixing colours, 145 , 2 2 6.

308 GR INDING OF STONES— HEMP.
Grinding o f stones , 10 ; by hand ,11 ; by machinery , 11 ; by the Hansa
machine, 14.
Gripper a llowance , a marg in allowance on paper left clear o f work for thema
chine to grip , 66.
Grippers , on printing machines , for catching the sheets o f paper on to the
impres sion‘
cyl inder , 160 ; two k inds of grippers on d irect flat-bed
machines , 161 ; finger grippers , 161 ; sol id pla te gripper, 161 ; on d irectrotary machines , 172 ; on flat -bed off set machines
,175 ; on rotary o ff set
machines , 179 ; adjustment for register, 2 41.
Grit -guard ,an attachment to a l itho mach ine fixed to the brush for catch ing
up grit , fluff , e tc. , from the paper as it i s fed to the cylinder,2 2 0 ; how
made,2 2 0 .
Gro and, an acid resist in etch ing on copper plate , 2 73 special grounds , 2 74.
Guide or key l ines , used by l itho artists, 33 .
Guignet'
s green,a variety o f chrome green , 138 .
Gum arab ic,one o f the most important substances in l ithograph ic work
nature and source,2 5 ; use in solution , 2 6 ; use in powdered form,
2 6 ;how to powder, 2 6 for preparing stone for crayon drawing , 37 for treat
ing crayon work on plates,38 not to be used in aerograph work , 42 in
transfer paper coatings , 53 , 54; in coating for Scottish transfer paper54; in coating for copperplate transfer paper
, 55 ; for preparing s tone
for engraving , 63 ; for preventing scratches on transfers, 64; used in
mak ing key sheet, 71 ; the ch ief desensiti z ing agent
,8 3 ; in inking -in
process,85 ; in first etch
, 89 ; in z inc transfers, 9 2 ; powder used in
transposition , 104 solution used in transposition, 105 eflect on plates ,2 47 e ffect on plates when sour, 2 47 in damping water at the printingmachine
,2 50 ; in decalcomanie transfer paper coating , 2 67.
asphaltum. See Asp ha ltum.
elemi,nature and l itho uses , 2 6 in transfer inks
, 56 .
gamboge . See Gamboge.
mastic,in etching ground
,2 73 .
method o f transposition , 104.
Senega l , practically the same as gum arab ic , 2 5 .
Gumming -out , in aerograph work , 42 .
H,the chemica l symbol for hydrogen,
2 2 .
Half - stuff , a name for the pulp fromwhich paper i s made , 111 how prepared ,
111- 2 .
Half -tone , a process of printing from blocks made from photographs takenthrough a fine-mesh screen,
2 59 half -tone screen in photo -chromolitho
graphy , 43 half-tone process in photo - lithography , 2 59 half-tone l ithography processes , 2 59 in commercial photogravure , 2 78 .
Hand press , a printing or transferring machine worked by hand power, 73 ;i llustration,
47 hand press printing , 46 work suitable for, 46 .
ro llers , the rollers o f hand presses , 167.
stippling , a method adopted by the l itho artist , 3 2 described and illustrated , 36 i ts use
, 36 .
Handle o f paper, 114.
Hand -made paper, process for, 114-5 .
Hansa automatic stone -grinding machine , 14 5 .
Hard -s ized paper, paper with a considerable quantity o f s ize in it, 114.
Harmony o f co lours , principles o f, 130 .
Harris automatic feeder, 180 ; illustrated , 2 10 .
rotary o ffset press , 2 10 .
Heater,same as H ot stove
Hemp, as a paper-mak ing material , 109 , 110 , 111 varieties o f , 110 -1 per
centage o f cellulose , 110 .

310 INKING M EcIIAN ISM—LAKE .
Ink ing mechanism, in a printing mach ine , those parts whose purpose is tosupply the ink to the work in proper print ing cond ition , 148 on d irect
flat -bed mach ines , 157 on direct rotary machines , 172 .
rollers,or forme- inking rollers , in an ink ing mechanism, those rol lers that
pass the d istributed ink on to the work , 163 kinds o f, 163 -5 on d irect
flat-bed machines , 159 ; mode of l ifting , 159 ; on rotary machines ,172 , 2 50 .
slab , in fiat-bed machines , a flat slab forming part o f the carriage whichreceives ink from the vibrating ductor rol ler and passes i t to the d istributing rollers
,158 .
Inks , printing , 131-46 ; consti tuents o f, 131 ; mix ing , 2 2 5 ; precautions inmixing
,141 ; drying o f, 141 ; varnishable and non-varnishable, 141 ;
for super-calendered paper, 144; for fast machines , 144 ; cons istencyo f , 144, 2 2 6, 2 2 8 ; prepara tion by l1thographers , 144; the most usefulinks , 2 2 6 ; fo r bronze work , 2 2 6 ; for bright enamel papers , 2 2 7 ; principle to be Observed in print ing , 2 2 8 ; effect of weather on,
2 34; for
ro tary offset machines , 2 5 1.
Ink- separating lead , in the ink duct, 2 2 2 .
Intaglio printing , same as Copp erp la te p rintingInterleaving , same as S lip -sheetingIntermediate cyl inder, same as Transfer cylinderInvo ices printed on hand press , 47.
Iodine,u sed in testing paper for wood pulp , 110 .
Iris work , a kind of spangle work , 2 55 .
Iron for scrapers , 76.
Iron bed or bedplate . See Bedp la te ,i ron .
Ivory b lack , a char b lack pigment , 134.
JIGGER,in connection with the copperplate press , a box for hold ing whi ten
ing , etc.,58 , 60 .
Jogger, same as Sheet-adj uster , a utoma tic
Jurassic, the geological age in which the li thographic stone of Solnhofen wasdepos ited
, 7.
Jute, as a paper-making material , 109 , 111 ; where cultivated , 1111; percent
age of cellulose, 111 ; use , 111.
K , the chemical symbo l for potassium ,2 2 .
Key , a temporary outline used a s a guide by the litho arti st or transferrer,33 ; how made , 33 ; example , 35 ; how reversed
,36 .
Key lines , same as Gu ide lines
sheet,a paper-covered sheet of z inc or o ther unstretchable material con
taining an impression Of the outline o f work to be printed , to wh ichtransfers of the various printings are patched to obta in register, 71 ;howmade, 71 use of
, 71.
Keystone, in colour work , a stone cantaining the key or outline Of a job usedby the machineman to secure the correct pos ition of the work upon the
printing paper, 2 34-5 .
Kremnitz white, a variety of wh ite lead , 134.
L . M . d irect rotary machine , 195 -6 .
L . M . rotary o ff set machine , 2 06-7.
L ac lake, another name for Indian lake p igment, 136 .
Lacquer, yellow,in tinplate printing , 2 64, 2 65 .
La id paper, paper made on a mould or dandy -roll having thicker wires run
n ing parallel a t regular intervals across its breadth ,Lake , a p igment cons isting o f an organic colouring acid comb ined with a
metal l ic base such a s alumina , barium sulphate , or lead ox ide , 136 .

LAKE—LIME STONE . 311
Lake ,brown
,a brown pigment made from dyestuffs
,158 .
burnt , a charred form of crimson lake ,-139 .
geranium, a red coal -tar lake , 137.
Indian, a lake deri ved from lac, 136 .
lac, same as Indian lake, 136 .
magenta , a coal -tar lake , 139 .
maroon, a brown lake , 138 .
mauve , a coal -tar lake , 139 .
orange,a red coal -tar lake, 137.
purple,a pigment akin to crimson lake , 138 .
red , a coal -tar lake , 137.
scarlet, a red coal -tar lake , 137.
v iolet , a lake Obtained from the alkanet plant , 139 .
yellow,a lake Obta ined from quercitrin, 137.
Lakes , aniline, lakes obta ined from coal -tar, 135 , 136 -7.
blue , aniline lakes of blue colour, 13 5 .
coal-tar , same as aniline lakes , 136 -7.
cochineal,red lakes derived from the cochineal insect , 136 .
green, examples Of, 138 .
madder, lakes prepared from the madder plant or from the same substanceas extracted from coal-tar, 136 , 137.
red , kinds Of , 136 .
Lampblack , Oil soot used as a pigment and in other ways , 2 6 l i tho uses, 2 6
how prepared , 2 6 , 13 2 -4; grades of, 134 in transfer inks , 56 , 57 ; usedto prepare stone for engraving , 63 .
Lapi s lazuli,natural source o f ultramarine , 135 .
Lavender , o il Of,the essential Oi lOf the lavender plant , 2 6 litho uses , 2 6-7
used in etching , 2 73 .
L ay . See F ront lay , S ide lay .
L ayerman, one Of the men employed in making paper by band ,
115 .
L ay-out sheet , the sheet o f paper on which transfers are patched , 67 ; howtested , 66-7.
L e Blon’s three-colour copperplate process
,2 76 .
L e Prince , J . B inventor of aquatint engraving,2 75 .
Lead , chemical symbo l of , 2 2 .
Lead , red . See Red lea d .
Lead acetate , the acetic ac id salt o f lead used inmak ing Paget’s Mastic, 10a drier for inks , 132 .
oxide , a base o f lake pigments , 136 . See also L i tharge and Red lead .
sulphate , the sulphuric acid salt o f lead a substi tute for white lead , 134.
sulphite, a salt of lead differing from the sulphate in having less oxygen
in it a substitute for white lead , 134.
Leather, for tympans , 74 for covering iron scrapers , 76 for coveringrollers , 163 , 164.
Leather-covered rollers , two kinds of , 164.
Lemon chrome,a vari ety Of chrome yellow, 137.
Letterpress printing, contrasted with li thography and intaglio printing,1,
2 71?
Letterpress-to -plate transfer paper,qualities of , 51.
Letterpress-to -stone transfer paper, qualities of, 51 coating for, 55 ink
for, 57.
Lever system of obtaining pressure on impression cylinder, 151.
Levigator, an instrument for grinding stones by hand,11.
L iasine, a preparation for polishing li thographic stones , 13 .
L ight red,a xariety of red ochre
,136 .
L ime , composition of,2 .
L imestone , composition of , 3 .

312 LINE ENGRAVING— MANGANE SE BORATE .
L ine engraving . See Engraving , line .
process in direct photo -litho work , 2 59 .
Linen, as a paper-mak ing material , 109 ; fibres long , 109 p ercentage of
cellulose, 109 .
L inotype and Machinery L td . , d irect rotary mach ine , 195 ; rotary Offset
machine,2 06 .
L inseed o il, an Oil obta ined from the flax plant , 2 7 origin,132 properties ,
2 7 ; l itho uses , 2 7 ; adulterants , 2 7 ; preparation, 13 2 ; the basis Of
p rinting inks , 13 2 , best qual ities for inks , 13 2 drying Of, 141
u se Of driers in ,13 2 burning o f , 13 2 used on stone engravings , 63
used in making Paget’s Mastic , 10 .
L itharge,one Of the oxides o f lead , 2 7 formula ,
2 7 a drier, 2 7, 13 2 , 141
a constituent of Paget’s Mastic , 10L itho varnish . See Varni sh, li tho .
writing ink , a writing ink containing the necessary fatty acids and colouringmatter to make it suitable for lithographic purposes ; for handstippling
,36 for aerograph work , 42 for splash work , 43 .
transfer ink,recipe for , 57.
paper, 5 2 recipe for, 55 -6 .
writings, a lum treatment o f stone for, 81.
L ithography , the art of printing from a polished calcareous stone or from a
z inc or a luminium plate, 1 derivation Of the word,1 date o f invention,
1 ; name Of inventor,1 ; chemical basis o f , 3 ; outl ine o f , 3 ; the new
lithography , 39 .
Loading Of paper, the weighting of paper by adding chemicals to the pulp,
114 substances used in ,114.
Loan paper, a thin , transparent kind Of paper beating for, 113 .
Lock -bolt in cylinder-locking arrangement , 156 .
Loft-dried papers , 119 .
Luminosity of colours , sca le o f , 12 7.
M ACE -head, a tool used in the crayon engraving method , 2 76 .
M achine , Often used as a shorter form o f the full name p rinting machine or’
p rinting p ress .
M ach ine brake . See Bra ke , flywheel.direction or gra in of paper, how found , 51, 12 2 ; relation to strength and
stretch , 12 2 .
management , 2 18-51.
printing , from stone , 2 2 5 -45 from plates,2 46-51.
Machine -made paper , paper made on the p aper-making machine,as d istin
guished from paper made on the hand mould,115 .
M achine-minder, same as
Machineman,a man in charge of a printing machine
,2 18 requirements of ,
1 2 18 -9 .
Machineman’
s Book , form for, 2 84.
Madder lakes , lakes prepared from the madder plant, 136 ; a lso made fromcoal -tar, 137 ; varieties , 136 .
Magenta lake,a coal -tar lake , 139 .
Magnesia,the carbonate o f magnesium, 2 7 formula ,
2 7 litho uses,2 7 for
preventing o ffsetting , 46 ; in tinting med ium,139 ; for dusting rubber
blankets,2 51.
Magnesium, a metal whose carbonate is known as M agnesia chemica l
symbol , 2 2 .
Magnesium carbonate,usually ca l led M agnesi a
Malachite , a naturally occurring compound Of copper, used a s a pigment , 138 .
Malachite green , malachite used as a pigment,138 .
Manganese borate,the boric acid salt o f manganese a drier
,141.

314 NEEDLES—OLE INE .
Needle s, specially mounted for use in obta ining regi ster, 44-5 .
Negative , in collotype work , 2 69 .
Negative ,reversed . See Reversed nega tive.
Negative de s ign expla ined , 10 2 .
Neutral , appl ied to substances that are nei ther acid nor alkal ine, 2 .
Newspapers , l itho printing of , 2 6 2 .
Newton’
s d isk,a piece of apparatus for comb ining colours , 12 8 , 12 9 .
Nitrate , a salt of nitric acid ; formula ,2 2 .
N itric acid , an acid containing hydrogen,nitrogen, and oxygen in comb ina ~
tion ; formula , 2 7 l i tho uses , 2 7 a water acid , 2 no effect on aluminium
, 17 a so lvent of z inc,19 ; for preparing stone in aerograph work ,
41 ; in photo -chromolithography , 43 ; for roughening stones , 8 2 ; for
treating stones in certa in cases , 87 ; in first etch,89 in transposition
,
10 2 , 105 ; in altering a section ,2 45 ; as mordant in copperplate
etching,2 73 .
N i tric -alum solution, a solution of alum with nitric acid added , 80 ; for'
treating stones in transferring , 80 for stone -polishing , 13 in transpos i
tion ,10 2 .
N itric -
gum solution,a solution o f gum arab ic with nitric acid added ; used
in crayon work, 37 ; for etching stone , 8 5 in transposition,
104.
N itrogen, one of the two ch ief gaseous elements in the atmosphere symbol , .
Ni trous acid , an acid compound of hydrogen ,nitrogen , and oxygen
,d iffering:
from n itric acid in having less oxygen ; used as mordant in copperplateetch ing
,2 73 :
Note headings , printed on hand press , 47.
Number of printings,how determined , 3 2 .
0 , chemical symbol of oxygen ,2 2 .
Ochre , brown, another name for yellow ochre , 137.
golden, another name for yellow ochre , 137.
red , a pigment consisting essentially of an oxide of. iron,
yel low,an earthy iron pigment, 137.
Office oncost , the general administrat i ve expenses o f a business , 2 85 ; howdistributed among the various j obs , 2 86 .
Offset,another name for F a int
Offset cy l inder, same as Transfer cylinder
powder, a fine dust for making off sets or fa ints , 2 7, 36 ; in aerographwork , 40 .
printing machines,litho printing machines in which the impression is .
made on the paper not d irectly from the work but from an o ffset o f the
work on a rubber-covered cyl inder , 4, 147-8 advantages o f , 169 o ffsets
for,36 .
work , proving of , 107.
Offsetting , in colour work,the impression o f a previously printed colour left
on the stone or plate , 46 how prevented , 46 .
a process of reducing the amount o f ink in rel ief upon a copperplatetransfer
, 61 object , 61 ; method,61.
Oil, l inseed . See L inseed oil.
Oil ing, necessity o f , 2 18 , 2 2 1 hints on, 2 18 important 0 11 rotary mach ines ,2 48 .
Old tanked o il, a form o f l ins eed o il,13 2 .
Oleate , a sa lt o f o leic acid . 3 .
Ole ic acid , an acid obta ined from various o ils . 2 7 formula , 2 7 prepara tion,
2 7 l i tho uses, 2 7 a fatty acid ,
2 ; i ts place in l ithography , 3 in
transfer inks , 56 , 57 for washing -out transfers in Arobene method , 96 .
Oleine , same as Oleic a c id

OLIVE OIL— PA PER-M AKING MATER IALS . 315
Olive o i l,
“
used in making asphaltum solution , 89 ; for washing-out transfers t in Arobene method, 96 ; added to yellow . inks to retard drying ,145 .
Oncost , charges other than the immediate cost o f production that enter intothe price of a job , 2 8 2 two forms o f , 2 85 departmental oncost, 2 85how departmenta l oncost is charged ,
2 86 office oncost , 2 85 how office
oncost is charged , 2 86.
Opacity o f paper, causes o f , 114. See also Transp arency .
Orange chrome , a variety of chrome yellow,137.
lake , a coal -tar lake , 137.
vermilion, a variety of vermi lion ,136 .
Orders Received Book,specimen of , 2 8 3 .
Oriental blue,a form o f ultramarine , 135 .
Osci llating,expla ined
,158 .
Osci lla ting ink drum. See Ink drum.
Outline forme to be printed early,2 39 .
Overlaying . the patching of parts of the impression cy linder of a printingmachin } with pieces of paper in order to make the printing give li feand sparkle to the work , 2 2 9 .
Oxal ic acid , a poisonous acid sometimes used in lithography , 2 7 formula and
preparation,2 7 ; litho uses , 2 8 ; e ffect on a luminium,
2 8 ; uses in per
paring stone for engraving , 63 ; for mixing with gum arabic powder intransposition ,
104.
Oxidation ,the comb ination o f an element with oxygen ; o f aluminium
plates , 19 .
Oxide, a compound of an element with
'
oxygen,2 .
Oxygen, one o f the two ch ief gaseous elements in the atmosphere , essentialto breathing ; chemical symbol , 2 2 .
P , the chemical symbol for phosphorus, 2 2 .
Pack ing for l itho stones,2 2 5 .
Paget's Mastic , a cement for backing thin s tones , 10 preparation , 10 .
Pa le chrome , a variety of chrome yellow, 1377
Palm o il, source of, 2 8 l itho uses , 2 8 .
Pantograph , a name for the reducing and enlarging machine , 97.
Paper, 109- 2 4 materials for, 109 process of making, 111 hand-made
paper, 114-5 ; mach ine-made paper, 115 ; drying , 115 ; finishing , 119 ;
phys ica l qual ities , 12 1 ; bulk , 12 0 , 12 1 ; weight, transparency ,12 1 ; strength , 12 1- 2 ; stretch , 12 2 ; for tympans in hand press , 75 ; fornewspapers , 12 1 for l ithography , 12 1, 12 2 for letterpress transfers , 51for copperplate transfers , 51 for photo - litho transfers
, 5 2 ; for gra ined
transfers , 5 2 ; for semi -moist and ever-damp transfer paper , 54; forCopperplate transfers , 61 ; for varnishing , 2 5 2 ; for photogravure , 2 78 ;testing composition of , 109-10 ; testing for acid and alkal i , 12 3 , 2 31printing pressure for d ifferent papers , 2 2 9 ; mo isture in, 2 3 2 ; effect of
weather on ,2 34; effect of atmosphere on , 2 43 ; maturing , 12 2 , 2 32 ;
creasing at mach ine, 2 3 2 ; may not be cut straight,2 3 2 ; testing for
straightness of edges, 2 42 effect o f bad cutting on register, 2 41 effect
o f unequal damp , 2 43 effect of unequal pressure, 2 43 how to remedyexpansion
,2 43 .
Paper, art or enamel , 119- 2 1 ink for, 2 2 7.
super-calendered,ink for, 144.
transfer. See Transfer p ap er .
glazing plates of paper-rol ling machine,2 38 .
mulberry , source of a rarely used paper-making material , 109.
Paper-making machine, described and i llustrated,115 -8 .
materials , 109.

316 PARAFF IN OIL— PLATE .
Paraffin o il, a mineral o il d isti lled from shale , 2 8 l itho uses , 2 8 for washing nap rollers , 168 as a medium for offset inks , 2 51.
wax, a so lid substance obta ined from the same sources as paraffi n o il, 2 8
l itho uses , 2 8 in transfer inks, 56.
Paris green,a very po isonous pigment , 138 .
wh ite , same as wh itening,135 .
Patching, the impos i tion o f transfers in proper pos ition on a sheet of the
printing paper as a preparation for transferring them to the stone or
plate , 3 , 66 rules for, 66 treatment of small patches , 72 .
Pb , the chemica l symbol for lead , 2 2 .
Pearl hardening , a material for loading paper, 114 composition, 114.
P easemeal, litho uses of , 2 8 used in preventing o ff setting , 46 used in
bronz ing,2 38 .
Perchloride of 1r ,on a compound of n on and chlorine a mordant for process
plates, 2 73 ; fo1 etching in photog ravu1e , 2 78 .
Perfecting, applied to printing machines that print both s ides of the paper atthe same run, 2 12 .
Permanent white , a name appl ied to Bar ium sulp ha te as a pigment.
Pers ian red , a variety of red ochre , 136 .
Phenol , same as Carbolic acidPhloroglucine, used in testing paper for wood pulp , 110 .
Phosphate , a sa lt of phosphoric acid formula , 2 2 .
Phosphoric acid,an acid containing hydrogen, phosphorus , and oxygen in
combination ; formula and preparation,2 8 ; l itho uses , 2 8 ; in etch for
plates , 92 .
Phosphorus,a non-metallic element chemical symbol , 2 2 .
Photo chromolithography , colour l ithography wi th a photograph ic base , 43 ;process expla ined , 43 .
Photog1avu1e , a process ak in to aquatint eng1aving , but wi th the design placedon the copper photographically , 2 78 ; comme1cial photogi avme
,2 78 ;
Rembrandt photogravure , 2 78 . See also Rotogravur .
Photo - litho transfer, a transfer printed photographically on a light-sensitivet1ansfe1 pape1, 64; p1ocess f0 1, 64 , photo - l itho transfer paper, 5 2 ,
coat
ing for photo l itho transfer pape1, 55 .
Photo l ithography, d irect, a li thographic process in which the wo1k1s p1intedphotographically di1cot on to the stone on plate without the intermediaryo f transfer paper , 2 58 .
Picker, an instrument sometimes made from a file , used for scraping away
d irt from a l itho stone , 88 also used on plates , 93 .
Pigments,colouring materials
, animal , vegetab le , or mineral , used in makingup inks for printing , 131 mixture cf pigments distinguished frommixtureo f co loured l ights
,12 9 permanence
,139 permanent and fugitive pig s
ments , 139 transparency, 139 opaque and transparent pigments , 139 .
See a lso Black ,Blue, Green ,
Red , etc. , P igmcnts .
P itch,a tarry substance , 2 8 source and preparation ,
2 8 l itho uses,2 8 in
transfer inks,5 6, 57.
Planing stones by mach inery , 11.
Planograph ic materials , 2 2 -31.
Planography , a suggested equiva lent term for l ithography , 1 ; derivation of
word,1.
Plaster o f Paris , nature and l itho use,2 8 in transfer paper coatings
,53 ;
how to use,5 3-4 transfer paper, 54 in coating
for copperplate trans fer paper, 55 in coating for writing and gra inedtransfer papers
, 56 used in emi ossing work , 2 5 5 .
Plate,a sheet o f z inc or a luminium used by l ithographers as a printing surfacein place o f s tone hand gra ining, 2 0 mach ine gra ining , 18 ° generallypre ferable to stone , 2 1 crayon work on,
38 ; corrosion ,9 2 °
cleaning ,

318 PRU SS IAN BLUE— REDUCING AN D ENLARGING .
Pruss ian blue , a valuable pigment ; compos ition o f , 135 ; prepara tion,135 ;
varieties , 135 ; for colouring paper, 114 effect o f alkal is on ,141.
green, a p igment prepared from Pruss ian blue, 138 .
Pulp,in paper-mak ing
,the result of bea ting the prepared raw matera l, 111
how made , 111- 2 mix ing o f pulps , 12 1.
o ften used to denote Wood p ulpPumice stone , a volcanic substance or its imitation used in lithography , mostly
as a
‘
powder, 2 9 ; l itho use , 2 9 for finish ing preparation o f stones , 12 in
plate-gra ining mach ine , 18 for fini sh ing gra ined aluminium plates, 19
for removing work from plates , 19 ; for sens iti z ing z inc plates , 2 0 ; forcleaning plates , 39 , 93 for cleaning stones
, 8 2 for roughening stones incerta in cases , 87 for preparing pla tes
, used in altering a section,
Pure blue,a variety o f Prussian blue , 135 ; used in mak ing a grey , . 145 ; a
useful ink , 2 2 6 .
Purple lake , a pigment ak in to crimson lake,138 .
pigments , 138 .
Purree, same as Ind ian yellow
Push -home rod , in cyl inder- locking arrangement , 156 .
QUARRY , o f l ithographic stone, 6 .
Quercitrin ,the colouring substance in yellow lake , 137.
RACK,for machine ro llers , 163 .
Rack driving mechanism for carriage in direct fiat-bed machines , 15 2 .
Rags . as a p i per-making material,109 ; preparation for paper-mak ing , 111 ;
beating o f the pulp , 113 .
Ra inbow printing , process o f , 2 56 .
Ratchet and Continuous ”regulation o f ink on Scott rotary o ffset mach ine,
2 11.
Ratcl i ff , John, Sons ,“ Reliable ”
fiat-bed off set mach ine , 193 ;able direct rotary mach ine , 193 .
Raw si enna . See S ienna ,raw.
umber. See Umber , raw .
Recipes : for trans fer paper coatings , 546 ; for transfer inks , 57 ; for alumso lution for treating stones , 80 ; for cleaning stones
, 8 2 ; for asphaltumsolution to prepare for second etch ,
89 ; for etch for metal plates , 9 2 - 3
for coating rubber blanket in reducing and enlarging machine , 98 ; foran ink for bronze work , 2 2 6 ; for ammonium phosphate solution in
damping water, 2 50 .
Red ,antimony , a pigment
,136 .
Ch inese,a name for chrome red , 136.
chrome , a pigment cons isting of lead chromate,136 ; how prepared ,
136 , 137.
Ind ian,a variety o f red ochre
,136 .
l ight,a variety of red ochre
,136 .
Persian,same as Ind ian red
roseine,a coal -tar lake , 137.
ultramarine,an unimportant pigment
,135 .
Venetian , a variety o f red ochre , 136 .
Red lake , a coal - tar lake , 137.
lakes,varieties o f , 136-7 varnishable and non-varnishable
,142 .
lead,an ox ide o f lead rarely used in inks
,137 a drier , 141.
ochre , an iron p igment prepared from an earth , 136 ; varieties , 136 .
p igments , 135 -7 ; varnishable and non-varnishable ,142 .
Reducing , process of , 97 mach ine for , 97 ; for colour work , 101.
Reducing and enlarging mach ine , Fougeado ire , described and illustra ted , 97.
R EDU C ING WHITE—ROUGHING PRINTED LITHO WORK . 319
Reducing white ,a pigment consisting of larium sulphate , 134.
Refined o il, a form of l inseed o il, 13 2 .
Reg ister, in printing o f colour work , the placing of each colour impression inits exact relation to the preceding ones , 2 40 ; how to get perfect register ,44-6 ; register device on rotary offset machines , 179 ; precautions re
gard ing , 2 34 causes o f bad register , 2 40 ; improvement , 2 41 improvement o f a section ,
2 44 on rotary machines , 2 49.
marks , l ittle crosses on the s ides o f a proof serving as guides to correct
register , 33 , 35 ; in photo -chromolithography , 43 -4; use of, 71.
mot ion,on a d irect flat-bed machine , a dewce attached to the feeding
mechani sm for ensuring correct regi ster , 161.
Register-finder, how made , 2 2 8 .
Rel iable direct rotary machine , 193 fiat-bed offset machine , 19 2 -3 .
Relief , meaning in collotype , 2 70 .
Relief method o f transpos ition ,10 2 .
R embrand t photogravure , 2 78 .
Removal of work from plates , 19 .
R esin ,preparation of , 2 9 use in l ithography , 2 9 ; for dusting over work on
stone , 38 for dusting over aerograph work , 43 best acid resist , 83 , 88 ;
in preparation for second etch , 90 in Arobene process , 95 in transposi
t ion ,104, 105 ; as a s ize for paper , 114; in art for cheap
varnishing , 2 5 2 in aquatint , 2 75 in photogravure , 2 78 .
R es in soap , in paper-making , 114.
Resi st , acid . See Acid resis t .
R eversed negative , for direct photo- l itho work , 2 59 for collotype work , 2 69.
Reversing a key , 36 .
of transfers , the interchange of the two s ides of a transfer des ign so thata right-hand design becomes a left -hand one, and vice versa , 105 -6 ;method for, 105 -6 ; by machine process , 107.
prism. See P r i sm.
Reverso transfer reversing and offset proving press, 107-8 .
Ii ibbing , same as Gear marks
R ider ro llers , s znall additiona l ro llers of solid steel in an inking mechanismhelping to distribute the ink more completely , 159, 163 , 165 ; how set ,159 .
Rocker, a tool used in mez zo tint engraving,2 74-5 .
R ocking , the process o f preparing a copper plate for mez zotint engraving ,2 74.
R ollers , for inking and damping on printing machines , 163 -7 hand rollers ,167-8 ; anti -friction rollers on direct fiat-bed machine , 150 ; on collotype printing machines
,2 70 . See names of separate k inds .
R oller l ifter, on direct rotary mach ines , 173 .
R ol l ing-up work wi th ink , 8 3 -4; not recommended , 87 double rolling 2 39.
Ros e madder lake, one of the madder lakes , 136 .
Roseine red , a coal-tar lake,137.
R osin, same as Resin the usua l form in the paper trade .
R otary offset machines , those l itho print ing’
machines in wh ich the printingsurface , a metal plate bent round a cylinder, prints on to a rubbercovered second cylinder, whence the impress ion is in turn transferred tothe paper , 177-80 ; examples , 2 04-17 ; precautions in printing on,
2 50inks for, 2 51.
printing mach ines , those in wh ich the printing surface i s a metal platebent round a cylinder, 3 , 147 foreshadowed by Senefelder , 147 earlytype, 169 ; advantages over fiat-bed machines
,148 printing on; 2 48 .
R otogravur, a machine for commercial photogravure work , 2 77-8 .
R oughening stones , 8 2 .
R oughing printed litho work , 2 54.
3 2 0 ROULETTE— SENEFELDER .
Roulette, a tool used in crayon engraving method,2 76 .
Rubber, source of , 2 9 ; l itho uses,2 9 solvent for, 2 9 ; in the reducing and
’
.
enlarging machine , 978 coating for rubber sheet in F ougea i o ire
mach ine , 98 for covering rollers , 163 , 167 for blanket on o ff set
machines , 175 , 2 51 ; for covering cyl inders , 2 2 3 -4.
Rubber canvas as a cyl inder covering for damping rollers,167.
Rubber-covered rollers,165 howmade , 165 usefulness , 165 .
Rubb ing-up with ink , 84 better than rolling-up , 87.
Runner bowls , the wheels on .which the carriage o f a fiat-bed machine trave lsbackwards and forwards on the runner ra i ls , 150 .
ra ils , the ra ils a long wh ich the carriage of a flat-bed mach ine travel s on
the runner bowls , 150 .
Runners , on the inking ro llers in d irect fiat-bed mach ines , 159 .
Rupert , Prince , as a pioneer o f mez zotint , 2 74.
Rust,how to remove from cylinder , 2 19- 2 0 danger o f , 2 19 - 2 0 .
8 , the chemica l symbol of sulphur , 2 2 .
Sable -hair touching -up brush ,used by prover and transferrer , 34.
Salt , a compound of a b 1se and an acid 2 .
Sal t, common , a compound o f sodium and chlorine , 2 action on aluminium17 in aquatint
,2 75 .
Sand , litho uses o f,2 9 used in making Paget’s Mastic , 10 Danube
sand used in grinding stones,5,10 fl int sand used in gra ining
stones , 14 used in plate-gra ining machine , 18 used in clearing-up»
faints , 36 .
Satin white , a substance used for coating art papers , 119 composition , 119
must not be used in l itho paper, 12 3 .
Scar—let, bronze , a cochinea l lake , 136 .
Scarlet lake , a coa l -tar lake, 137.
madder lake , one o f the imadder lakes , 136 .
vermi lion , a variety of vermi lion ,136 .
Scissors , used by prover and transferrer, 34.
Scott Company,stop -cylinder flat-bed machine
,191 ; d irect rotary mach ine }
2 00 s ix -roller offset press , 2 10 -1.
Scottish transfer paper,qual ities of , 49-50 reo1pe for coating , 54; . for copper
and steel plate transfers , 61.
Scraper , in a l itho press , the detachable part aga inst which the tympancovered surface is forced to receive pressure when the lever i s pulleddown
, 74 in a top- lever press , 74 usually of boxwood , 76 may be o f
iron covered with leather, 76 to be adapted to the scraper-box, 76 , 77
testing , 77, 8 2 how to put right , 77.
a tool used by the prover and transferrer, 34.
a tool used by the l ine engraver, 2 72 also one used in mezzotint work ,
2 75 .
Scraper-box,in a l itho press , a ho llow arrangement fitted with one 0 1
° more
thumb -screws to hold the scraper in‘
position, 73 , 74 to be adapted to thescraper
, 76 , 77.
Scratches on transfers , how to prevent , 64.
Sears high -l ight process of hal f-tone lithography , 2 59.
Secondary (or derived ) colours , those colours obta ined by comb ining the threeprimary colours in pairs
,12 7 the conventional secondary colours , 12 7
the true secondary colours , 12 9 .
Section ,altering a
, 2 44.1
Semi -moist transfer paper, qualities of,50 ; coating for, 54; for aerograph
work,43 for revers ing, 107.
Senefelder, Aloys , inventor o f l ithography , 1 foresaw rotary machines , 147see also frontispiece .

32 2 SOFT- SI ZED PAPER— STONE- TO- STONE PAPERS .
Soft-s ized paper , paper with not much size in it, 114.
Solnho fen, the centre o f the chief l ithographic stone quarries , 5 .
Spangle work , a finish for l itho work , 2 55 .
Spectroscope, an instrument for Observing spectra ,12 6.
Spectrum, a band o f fundamenta l colours obta ined by resolving wh ite l ight ora co loured l ight through a glass prism,
12 5 ; o f white l ight , 12 5 -6 of
chrome yellow,12 7 ; of ultramarine
, 12 7 ; of carmine, 12 7 ; o f Indian
red,12 7.
Sp irit black , the best grade o f lampblack , 134.
varnish, for inks , 141.
Splash work ,a method used by the l itho artist, 32 how carried out, 43 .
Splinter machine , for preparing wood for chemical pulp, 111.
Sponges , Turkey , for litho purposes , 30 preparation , 30 for finishing gra inedplates
,19 ; for sensiti z ing z inc plates , 2 0 .
Spring system for obta ining pressure on fiat -bed machines , 151- 2 .
Spur gearing , for driving the carriage o f a fiat-bed machine,15 2 .
Stagmatype process o f half-tone l ithography , 2 59.
Stapart , inventor of an aquatint process , 2 75 .
Starch , formula and sources, 30 ; li tho uses , 30 ; in transfer paper coatings ,
53 in coating for copperplate transfer paper, 55 ; in coating for grainedtransfer paper, 56 for loading paper
,114 for s izing paper, 114 in tint
ing med ium,139 ; in coating for decalcomanie transfer paper, 2 67.
Starch gum, same as Dex tr ine
Stearic acid , a fatty acid present in 1 tallow, etc. ,2, 30 ; properties . 30 ; l itho
uses , 30 in transfer Inks , 56 , 57.
Stearine , same as S tear ic a cid
Steel , tinned , for tympans , 75 .
Steel plates , used instead o f copper plates In intaglio work , 2 72 , 2 73 .
plate transfers . See C opp erp la te transfers .
Steel-faced copper plates , used in intaglio work , 2 73 .
Stippl ing , a method of copperplate engraving,2 76 .
Stippling , hand , a method o f the l itho artist,3 2 , 36- 1.
Stone , li thographic , a Special variety o f l imestone used in l ithography , 5 ;nature and properties , 5 ; compos ition , 3 ; where Obtained , 5 ; geological origin , 7 ; qualities , 8 ; colours , 8 ; backing of th in stones ,grinding , 10 , 11, 14-5 ; sawing , 10 ; importance of uni form thickness ,10 test ing the thickness
,10 planing
,11 testing for evenness , 11- 2
1polishing , 12 -3 ; gra ining, 13 -4 ; thickness and weight,16 ; Sizes , 16 ;
when 1preferable to plates,2 1 ; crayon .work on
,38 ; preparation for
aerograph work , 41 preparat ion for engraving, 63 treatment witha lum solution ,
80 ; warm stones , 8 1 ; methods of preparing for transferring , 8 2 ; cleaning , 8 2 ; methods o f roughening , 8 2 ; transferring{autographs to stone , 90 - 2 ; mach ine printing from stone
,2 2 5 ; sett ing
the stone in a print ingmachine , 2 2 5 pack ing stone in printingmach ine ,2 2 5 ; test ing thicknes s in machine , 2 2 5 ; gra ining stone for roughingfinish , 2 54.
Stone carriage . See C arr i age .
engraving , advantages o f, 6 2 ; decl ine in Brita in , 6 2 ; American com~
mercial work , 6 2 -3 ; process , 63 4; machine for, 63 .
Stone -breakers , certa in presses become known as, 76 cause
, 76 .
Stone-engraving machine , 63 .
Stone-grind ing mach ines , 11, 14-5 .
Stone-planing machine , 11, 12 .
Stone-to -plate transfer paper,49 .
Stone-to -stone transfer ink, 57 for Copper and steel plate transfers , 61.
papers , 49 ; small patches on, 72 ; for copper and steel plate
transfers, 61.

STOPPING-OU T— THREE - COLOUR WORK . 32 3
Stopping-out , same as C umming-out
in copperplate etch ing, the protecting by Brunswick black of parts notto be acted on by the mordant , 2 74.
Straw,as a paper-making material , 109 , 110 how detected in paper, 109-10
how d istinguished from esparto in paper, 110 i ts value, 110 preparationfor paper-making , 111.
Strawboard ,a kind of packing papermade from straw, 110 ; used in taking
copper and steel plate transfers , 61.
Strength of paper, how expressed , 12 1- 2 .
Stretch of paper, meaning of , 12 2 .
Sublimed white lead , a substitute for white lead , 134.
Suet , nature and li tho uses , 30 in transfer inks, 56 , 57.
Sugar, in photo-l itho transfer paper coating , 55 .
Sugar of lead , same as L ead aceta te 141.
Sulphate , a salt of sulphuric acid , 2 formula,2 2 .
Sulphate of aluminium,in resin Size , 114.
of soda ,used in digesting wood pulp , 112 .
pulp , wood pulp for paper-making prepared by digesting with sulphate of
soda ,112 .
Sulphide , a compound of an element with'
fsulphur, 2 .
Sulphite , a short term for B i sulp hi te of lime
Sulphite pulp , wood pulp prepared for paper-making by digesting with bi
sulphite of lime,112 .
Sulphur, chemical symbol , 2 2 used as powder for dusting rubber blanket o ftransfer cylinder, 2 51.
Sulphur d ioxide , an oxide of sulphur, used in preparing b i sulphite of l ime , 112 .
Sulphuric acid , an acid conta ining hydrogen, sulphur, and oxygen, 2 a water
acid , 2 a so lvent o f aluminium, 17 a solvent of z inc , 19.
Sunn hemp , a variety of hemp , 111.
Super calender, a machine for super-ca lendering paper,119 2 0 .
Super calendering , giving the surface of paper a fine poli sh, 119 .
Super imposition of drawings , in colour work , 3 2 .
Swivel brake , on Furnival printing machines , 156 .
Syrup, whence obtained,30 ; properties and l itho uses , 30 ; in transfer paper
coatings , 53 , 54 used inmaking adhesive for sticking transfers , 70 , 71 ;in elastic coating for rubber sheet , 98 ; in decalcomanie transfer papercoating , 2 67.
T ACKS , rustproof , for fixing coverings on damping Slabs , 2 2 3 .
T a lc , same as F rench cha lk
Tallow,nature and compos ition ,
30 ; l itho uses , 30 ; added to yellow ink to
retard drying , 44, 145 used in making asphaltum solution ,89 .
T am o’Shanter stone
,a slaty kind of stone used in lithography , a variety of
Wa ter of Ayr stone 31.
T annic acid,used for mixing with gum arab ic powder in transposition ,
104.
T erebene , a preparation from turpentine , 30 l itho uses,30 used in making
asphaltum solution for z inc plates , 89 used in a bronze ink ,2 2 7.
T erre verte,a dull green ochre used as a pigment
,138 .
T ertiary colours , colours obta ined by comb ining the secondary colours withprimaries
,or with one another
,12 7.
T esting stones for thickness,2 2 5 paper for acid and alkal i , 12 3 , 2 31
scraper, 77, 8 2 .
Text i le printing by l ithography , 2 61- 2 .
T hickened work , causes of , 2 30 method o f doctoring , 2 30 .
T hickening materials , in transfer paper coatings , 53 .
T hree-colour rotary press , 2 16 .
work for litho printing , 2 60 .

3 2 4 T INPLATE PR INT ING—T U B- SI ZED PA PER .
T inplate printing by l ithography , o lder process,2 63 ; d irect process , 2 64;
proving,107
,108 .
Tint , o f co lours , determined by the amount o f wh ite mixed with them , 12 8 .
T inting med ium,a transparent wh ite l itho ink genera lly made by grind ing
alumina wh ite or other such substance into l itho varnish,139 ; slow
drying,145 ; how to use in printing
,145 ; for mix ing inks , 2 2 6 ; for
th ickened work,2 31.
T inting white ink , as a mixing med ium,2 2 6 .
T ints , inks made by adding a sma ll quant ity o f Strong colour to a colourlessprinting medium
,139 ; use in printing , 145 .
Tools , for use of apprentices , 2 91 for provers and transferrers , 34.
T op-lever press
,a variety o f l itho press , 74, 75 .
Touching-up brush ,used by prover and transferrer , 34.
Transfer, an impression or print pulled on a special ly prepared paper with a
specia l ink from an original drawing,engraving on stone , etc . , 3 , 49 ,
58 ; from what prepared , 49 ; patch ing , 66 .
Trans fer, aluminium, a transfer tha t has been transferred to an aluminiumplate , 93 .
autograph ,a writing on pla in writing paper wi th l itho writing ink , 90 ;
process for, 91- 2 .
copperplate . See C opp erpla te transf er .
decalcomanie,a print
,usually in colour on transfer paper for
'
work to betransferred on to glass
,tin
,porcelain , etc 2 66 .
photo - l ith’
o, 64.
stone engraving , how taken , 6 2 .
z inc,a transfer that has been trans ferred to a z inc plate , 9 2 .
Transfer cyl inder, in an Off set printing mach ine , the rubber- covered cyl inderthat receives the impression from the work and transmits i t to the
paper, 148 ; in fiat-bedmach ines , 175 in rotary mach ines,178 ; setting
of , 178 .
method o f transpos ition , 104.
ink ,a greasy k ind o f ink used for pulling transfers , 3 , 49 , 58 ; materials
for, 56 ; kinds , 57 ; appl ication to copperplate wo rk , 60 ; preparationfor inking - in stone engravings , 63 .
paper, a Specially coated paper for tak ing transfers on ,3,49 k inds , 49
coating materials , 5 2 ; for a erograph work , 43 ; for stone engravings ,64; for decalcomanie work , 2 67.
Trans ferrer , his tools , 34.
Transferring , the process of placing the work on t 1 the printing s‘one or
plate by means of transfer impi ession'
s on transfer paper , 79 outline ,79 -80 ; great principle of , 86 detai led practica l description, 87
transferring to s tone , 83 ; transferring to plates . 9 2 ; defect s o f usualprocess , 8 6 , 87 ; d ifficul ties o f Old process , 94 ; S impler and ea sier
process , 94.
Trans ferring press, a press for pull ing transfers , 73 4; for hand , 73 ; for
power,75 .
Transparency , a transparent print , 2 56 ; printing of , 2 56 ; in photogravure,2 78 .
Transparency o f paper, causes o f , 12 1.
Transparent. white , same as a lumi na. whi le 135 .
Transposi tion, the revers ing o f a design from pos itive to nega tive , 10 2 ; illustration ,
103 ; methods , 10 2 -5 .
Trea cle , not to be used for s tick ing trans fers , 70 .
Tr ip mechanism,on direct rotary mach ine , 171 ; on impress ion cylinder o f
ro tary o ff set mach ine , 179 .
Trough ro ller , part o f the damping mechanism in rotary mach ines , 173 .
Tub- S ized paper, paper S i zed with anima l s ize,114 ; process described ,
119 .

32 6 VIOLET PI GMENTS—WOVE PAPER .
Vio let pigments , 139 ; non-varnishable , 142 .
Virid ian, a variety o f chrome green ,
138 .
Visiting cards , done on the hand press , 46 .
WAITE SAV ILLE , L rn. ,Reverso press
,107 rotary o ffset machine ,
2 04,
2 0 5 .
Wa ll papers , printing by litho method,2 62 .
Warm stones,purposeof , 81 objections to
,81- 2 .
Wa sh ing-out work , on stone , 2 2 7 on plates,2 47.
Water, composition of,2 formula ,
2 2 .
Water duct,or water founta in
,in a damping mechanism , the vessel containing
the supply o f water for the damping Slab and rollers , 160 , 2 2 3 care o f ,2 2 3 .
fountain, same as Wa ter duct
roller,same as Duct roller
mark , on paper, a des ign impressed on the pulp in the making , 115 , 118 .
motion, same as Damp ing mechanismof Ayr stone , a slaty kind of stone used in l ithography , 31 l itho uses , 31 ;Tam O
’Shanter variety for finishing preparation of litho stones , 12 ;
for pol ishing l itho s tones , 13 , 8 8 -9, 10 2 for altering a section , 2 44, 2 45 .
trough ,in direct rotary machines
,173 .
YVax, white , used in an etching ground ,2 73 . See also Beeswax .
Weakened work , causes o f , 2 31 doctoring o f, 2 31.
Weather , effect on paper, 2 34, 2 43 effect on ink ,2 34.
Weight of paper,how expressed , 12 ] increased by coating , 12 0 .
White , alumina , the chief base used in lakes , 135 basis of tinting medium,
139 , 2 2 6 .
Chinese , same as z inc white , 134.
flake. See F lake whi te .
French drop,a variety o f white lead , 134.
Kremnitz , a variety o f wh ite lead , 134.
Paris , a name for whitening , 135 .
permanent, a form of barium sulphate as a pigment , 134.
reducing, a form o f barium sulphate as a pigment , 134.
snow, a variety o f white lead , 134.
transparent, same as alumina wh ite , 135 .
z inc , an ox ide o f z inc as a pigment , 134.
White ink, tinting. See T i nting whi te ink .
lead , a p igment consisting Of carbonate o f lead with more or less o f thehydrate o f lead ,
134 manufacture , 134 varieties , 134 used in mak ingPaget’s Mastic
,10 .
light,composition o f, 12 5 -6 .
p igments , varnishable and non-varnishable , 144.
Wh itening,a form of carbona te o f l ime used as a p igment , 31 ; litho uses ,
31 for remov ing superfluous work , 33 for preventing o ff setting , 46 for
making copperplate transfers , 6 2 a s a pigment , 135 .
Willow,a mach ine for preparing rags for paper-making , 111.
Wogdon improved l itho press , 188 9 .
Wood,block used in removing work from plates , 19 .
Wood pulp , as a paper-making material , 109 , 110 ; when introduced , 110
mechanical and chemical , 110 ; whence obta ined ,110 ; percentage o f
cellulose ,110 preparation o f wood , 111 how bleached , 113 .
Wool , present in some papers , 109.
Work,in lithography , the matter on the stone or plate that is to be printed on
to the paper ; how removed from p lates , 19 how washed-out, 2 2 7.
Wo ve paper , paper made with a mould or dandy -roll in which the wires form a
perfectly uniform mesh -work , 115 , 118 .
WR IT ING I NK—ZN . 32 7
Writing ink, litho . See L i tho wri ting ink.
paper, what chiefly made of , 109 sizes , 12 3 .
transfer paper, coating for, 55 -6 .
YELLOW, cadmium, the dearest yellow pigment , 137.
chrome,chromate of lead as a pigment , 137 for preparing glazed rollers ,
164 a useful ink , 2 2 6 in a bronze work ink , 2 2 6 .
ci tron,z inc chromate as a pigment
, 137.
Indian , an animal yellow pigment, 137-8 .
Naples , two k inds of pigment , 137.
z inc, z inc chromate as a pigment, 137.
Yellow chrome,same as chrome yellow,
137.
lacquer,in tinplate printing , 2 64, 2 65 .
lake,a pigment prepared from quercitrin , 137.
ochre , an earthy pigment, 137.
pigments , 137-8 ; varnishable , 143 .
printing, usually proved first, 44.
York brown,a cheap
,brown earthy pigment
,138 .
Z INC , chemical symbo l of , 2 2 ; occurrence and properties , 19 ; lithographicadvantages
,2 0 ; compared wi th a luminium,
2 0 ; coated ca lcareously,2 0 ; corrosion in damp a ir, 2 0 ; graining , 19 ; best printing surface for
aerograph transferred work , 40 , 43 ; for making a key sheet, 71 ; for
tympans, 74; in bedding of presses , 77 z inc sheet used in adjusting
pressure in transferring press,8 2 ; z inc Sheets used in plate - glaz ing
,
‘
115 ; requires less grease than stone or aluminium,144 grease to be
avo ided on,2 47 ; z inc plate as inking slab on plate cylinder of direct
rotary machine , 171 z inc sheet in stone carriage,2 2 1 used in
making a register-finder , 2 2 8 in intaglio engraving,2 72
Zinc b lende , an ore of z inc,19 .
chloride , used in testing paper for wood pulp , 110 .
sulphide , a white pigment,134.
transfer , work transferred to a z inc plate for printing, 9 2 .
white, an oxide of z inc as a pigment, 134 ; in coating for decalcomanie
transfer paper,2 67.
yellow, z inc chromate as a pigment , 137.
Zn,chemica l symbo l of z inc
,2 2 .
ABERDEEN : T H E UNIVERSITY PRESS

T H E T R E A T M E N T O F
S P E C IA L P U R P OS E S
A PRACT ICAL IN T RODU CT ION T O T H E
PREPARAT ION OF PAPER PRODU CT S
FOR A GREAT VARIET Y OF PU RPOSES
SU C H AS
Parchment Paper, T ransfer Papers, Preservative Papers, Grained
T ransfer Papers , Fireproo f and Antifalsificat io n Papers, Po lish
ing Papers, T racing and C opying Papers, Cha lk and L itho
T ransfer Papers, L eather Papers , Luminous Papers, T o rto ise
shel l and Ivory Papers, M etal Papers , C o loured Papers, etc .,
etc . ,and Paper A rticles.
L O U IS EDGA R A N DES
TRAN S L A TED FRO/ll T H E GE RJIA N
C R OW N 8 V O . 2 5 0 P A G E S . 48 I L L U S I‘
R A T I O N S
Price 6/net (Post Free, Home ; Abroad)
C ontents of this Volume w i ll be sent
t applica t ion to the publishers
S C O T T , G R E E N \V O O D S O N
8 BROADWAY , LUDGATE , LONDON , E . C .

Fo r ever st e o
L ithographic
M AS IN GLE AN D TWO-COLO U R
O F F S ET S
H ENRY STREET , GRAY’
S IN N ROAD,
LON DON , W .C .
(330)

M achine used fo r
purpo ses, apply
QU PERB P R IN TIN G ON AN Y C LAS SOF PAPER.
A CON S ISTEN TLY RAP ID OU TP U TALWAY S M AIN TAIN ED .
N O LOS S O F TIM E TH ROU GHSTOP PAGES .
UARAN TEED ABSOLU TELY RE
L IABLE IN EV ERY RESP ECT .
WORKS : LEEDS .
ALSO AT
M AN C H ESTER , PARIS , BERU N ,
N EW Y ORK, BRU SSELS , ETC .
(331)


Telegraphic Address Telephone CableZ innober, Fleet, Lond on N o . 6890 6891 H
Specialties Specialties
Prm tm
Ink a ndM 23
“
rm shL I'l‘ l—l lN E, prevents
EC LIPSE T RA N SFER
M anufacturers
“A ROBEN E,
the new
preparat ion for EC L IPSE DRi ERs .
L'
i b T ' fl 0 IanS C I'
S
D 1per lb .
per gall.e a e rs
WA XOVAN A p R ENfi
g E R $9
R w f
$ 17N D R EEL 8
23?t Blankets .
per g all.
LITHO AND LETTERPRESS INKSof every shade and for every class of work. a a
Black and Coloured Process Inks o f the finest quality.
N ews Inks to suit machines of any make , and for all climates.
Offset, Ro tary and T in-
plate Litho Inks a Speciality .
Awarded a Gold M edal for PrintingInks at the Franco-Bri ti sh Exh ib i tion,
London, 1908 .
FREE SAM PLES AND QUOTATIONSON APPLICATION .
EC L IP S E W O RK S ,
CARPEN TERS ROAD,
ST RAT FORD, E .

IF YOU WOU LD
Imp ro ve the Qua lityOF YOU R
Lithographic PRIN T IN G
T H E M OST
S imp le and Effective
PREPARAT ION FOR
Stone , Z inc and A luminium.
PR ICE PER GALL . SAM PLE QU ART,
T o be obta ined only o f
M o rr i s ? n ,Ltd
P RIN T IN G IN K M AN U FACT U RERS,
17 e 18 TOOKS COURT,FURNIVAL ST
London, E.C .
Telephones Telegrams6890 and 8891 H olborn.
“Z innober, Fleet , London

T e lep hone s : 2 8 8 8 C ent ra l : 2 15 8 H olborn.
T e leg rams :“M od ula t ion . Flee t , L ondon.
”

I’
e S S e S
WIT H A U T OM AT IC FEEDERS
LIT H OGRAPH IC OFFSET .
SINGLE- COLOUR AN D
TWO- C O LO U R
LETTERPRESS
Speeds from to impres
s ions an hour, according to Siz e and
style o f Press
Manufactured in Various Siz es up to Quad Demy .
For full particulars and prices apply to
Lanston M onotype Corporation
(Printers’M achinery Dept . )
45 8: 45a Fetter Lane, London, E.C.


Re lia b le M a ch ine ry
0 P r in t e r s
OFFS ET ROTARY .
T H E Jim OFFSET L ITH O ROTARY is a two
revo lut ion press . It is fitted w ith an Automa tic Trip Operating the
Impression Cyl inder, and Inking Ro llers , Ink Feed ,and Water
Feed . It also has adj ustable Feed Mo t ions contro lling the supplyo f bo th ink and water. A backing-up Mo tion is fi tted which can
be operated from e ither end o f the machine or from the foo tboardas desired . T he T ransfer Cyl inder ha s a powerful a t tachment for
t ightening up and ensuring an even tension o f the rubber blanket .T he Shee t is del ivered printed side up by a chain del ivery whichslows down while depositing the Shee t on the jo gger board. An
Impression C yl inder Brush and a Sheet Jo gging At tachment are alsosuppl ied .
S i z e N O . 4 takes a sheet up to 2 5 in. by 37 in. Size N O . Itakes a sheet up to 37§ in. by 5 2 in.
DIRECT ROTARY .
T H E M L lT H O ROTARY is a h igh-grade machinefor d irect litho print ing . It is renowned fo r the excellence o f its
rolling power and its rig id impression, and is producing some o f the
finest colour printing in dead register a t rotary speed . Befo re
lay ing down new Ro tary plant in the L ithographic Department ,the Printer Should conv ince h imself that it will improve or at leastma intain the quality o f his wo rk , and that it will print a sheet up tothe Size he requires o r is l ikely to require . T he L itho Ro tarymanufac tured by L ino type and Machinery L imited possesses strongfeatures peculiar to i tsel f, enabling it to produce a quantity o f l ithographic printing which canno t be SO economically accompl ished byany o ther ro ta ry l itho graphic mach ine . It is built in four s izes ;the largest S iz e takes a sheet up to 47 in . by 65 in.
L IN OTY PE AN D M AC H IN ERY L IM ITED
H ea d Of f i ce : 18 8 -9 F lee t S t L o nd o n , E .C .
N o rthe rn O ffic e County Bldg s .
,Cannon St .
,M AN CH ESTER.
GLASGOW 197 H oward St . DU BLIN : 17 C row St .

A V o lume on the Theo ry o f C o lour
GEORGE H . H U RST ,F . C . S .
COIVTEN TS
C H APT ER I . Co lour and its P roduct ion.—L ight—Colour—D isper
sion o f White L ight—Methods o f Producing the Spectrum—G lass Prism and
D iffract ion Grating Spectroscopes—T he Spectrum—Wave Mo tion o f L ight—Recompo s ition o f Wh ite L igh t—H ue—Lumino sity —Purity o f Co loursT he Polariscope—PhOSphorescence—Fluorescence—Interference .
C H APT ER I I . Cause o f Co lour in Coloured Bod ieS .—Transmit ted
Co lours—Absorption Spectra o f Colouring Matters .
C H APT ER I I I . Co lour Phenomena and T heories —M ixing Colours—White Light from Co loured L ights—Effect o f Co loured L ight on Colours—Compl imentary Co lours—Young -Helmholtz Theory—Brewster TheorySupplementary Co lours—Maxwell 's Theory—Co lour Pho to graphy .
C H APT ER IV . The Phy s iolog y o f L ight— Structure o f the Eye
Persistence o f Vision—Subj ect ive C o lour—Phenomena—Co lour Blindnes s .
C H APT ER V. Cont rast .—Contrast—S imultaneous Contrast—Success ive
Contrast—Contra st o f Tone—Contrast o f Colours—M od ification of Coloursby Contrast—Colour Contrast in Decora t ive Design .
C H APT ER VI . C o lour in Deco rat ion and Des ig n.— Colour H ar
monies—Co lour Equivalents—Illuminat ion and Colour—Co lour and Text ileFabrics—Surface S tructure and Colour.
C H APT ER V II. M easurement o f C o lour .—Colour Patch Method
The T intometer— Chronometer.
I N DEX .
DEM Y 8 y o I 6 0 PAGES
lVI 7H I O COLOL'
A’ED I
’LA
'
I'
ES A N D 72 ILL U S TRA T ION S
P rice 75 . 6d . net (Po st free , 78 . I o d . H ome ; SS . Abroad)
P U BL ISH ED BY
SCOT T ,GREENWOOD SON
8 Broadway ,Ludgate ,
L ondon, E C .
L IM IT ED
M anu fa c tu re rs o f
H i gh-C la s s
P a s teboa rd s ,s s
E tc . . E tc .
ACKHALL PAPER M ILLS
PAISLEY
T e legrap hic Add ress Te lephone
CARDBOARD ,PA ISLEY N o . 37.

L T D
5 and 6 ST . AN DREW ’S H ILL
LON DON , E . 0AN D AT
2 3 M ITC H ELL STREET,G LA S G O W.
M anufacturers of
P R IN IN IN K
L IT H O AN D LETTERPRESS lN KS OF AN Y
S HADE.
ROTARY OFFSET , AN D T IN PLATE
L lT H O IN KS .
VARN IS H ES AN D DRY COLOU RS .
S pe c ia l P e rmanent La ke s and Chro me s , fre e fro m
Ac id , fo r the be s t wo rk .
Litho g ra phic S to ne s ( ls t q ua lity o nly ) .
Bro n z e s and M e ta ls .
Wo o lle n Bla nke t ing s , M o le s k ins , Ro ta ry Fe l ts , a nd
Drinte rs’M a te ria ls o f e ve ry d e s c rip tio n .
S e am le s s C o ve ring fo r Damp ing Ro l le rs .
S pe c ia l O ffs e t Rub be r Bla nke t ing .
S ole M anufa c turers o f
STDL lT H OL ,
The Aid for Lithographers .
Wr i te f or S amp le s a n d Quo ta t i on s .
(344)
L IM IT ED .
P rinting Juk, Ro ller, and
100-101 Shoe Lane, LONDON,
WIN E OFFICE COU RT , E. CWorks
AN D STRATFORD, ESSEX.
T H E PRIN C IPAL H OU SE FOR T H E S U PPLY OF
L ithog ra ph ic Offset
lnks and M ateria ls .
La rg e s tocks a lway s on hand fo r ins tan t deli very .
M anufacturers of TRANSFER PAPERS for all Processes.
Telegrams—“FU LGEN CY LONDON
Telephones—“Centra l 62 30 and “H olborn l l"
S end Post Card fo r Pamphlet o f “ Inst ruct ions fo r Revers ing
Of fset T ransfers wh ich w i ll be sent g rat is on applicat ion.
G ET T H E
B U T T E R Y F E E L
H A B IT
WE SP hC IAL IZ E IN
Dry Colours and Varnishes.
Our Ro tary ,Offset and Wharfeda le L itho
g raph ic Inks wo rk down to tha t beaut iful
buttery cons istency that is so pleasant to
the printer. T hey a re j ust g reasy enough ,
just tacky enough ,and in fact just right .
Our REDS a re Red .
Our BRON ZE BLU E d rie s w ith a brig ht:
‘ f iery sheen
Our BLACKS have ob ta ined a world -w ide
reputa t ion for g ood qua lity .
Let us send y ou Samp les and Quo tat ions .
Co lours M atched P rompt ly and Carefully
The don Printi Ink c. ,
10 CAMOM ILE STREET, LONDON, E.C

T H E PRIN TERS’
8c STATION ERS
AN D COM PEN D IU M
BY V . G RA H A M
CON TEN TS
Price per Sheet and per Quire ,rising by 3 Sheets , from 55 . to 2 0 5 . per Ream
(rising by 6d . per Ream). 1wt
Price per Ream , from I to 50 Reams , a t from 55 . to 2 0 5 . per Ream.
Price per 1h. (1 lb . to 2 8 and 1 q r. ,2 qrs .
,and 3 qrs . , at from 55 . to 2 0 5 .
Cost o f 10 0,2 50 , 750 , and i ,doo Sheets o f Fo lio , 3to , 4to , 8vo , 1 2 m0
,16mo , and
3 2 mo , a t from 55 . to 2 0 5 . per Ream.
F ractional Parts o f 55 . to 2 0 5 . (ris ing by 6d .
-Do z ens and Grosses , from 55 . to
2 0 5 . (ris ing byU seful M uli iples , o f from 55 . to z o s.
C ost o f Quires a t price per Ream , from 2 d . per Quire to 2 5 . per Quire (rising byi d . per Quire up to I S . and then by 5d . per Quire ).
Price per 1b . to price per Ream—Co st o f Cards per (3rd s , Extra 3rds ,
Small , L arge , Doub le Small,Doub le L arge) , at from 55 . to 30 5 . out o f Royal.
Quantity T able (showing Paper r equired to Print Co pies o f a Book in anyform from 8vo to 3 2 mo ).Table fo r G iving Out Paper from Folio to 48mo , 50 toSiz es and We ights o f Paper.
Sub -d ivis ions o f Paper.
Equivalent We ights o f Paper—S i z es o f M illboard s—Siz es o f C ard bo ard and
Bristo l Boards—S i z es o f C ut C ards - Waste C ards—C ard s Out o f Royal—S trawboards and Wood pulp Board s—Siz es o f Account Bo oks—S iz es o f Po rtfo l io sN o tes on Account Books—Index for A ccount Books—Pa tterns o f Account BookRulings—S iz es o f T ea and T obacco Papers .
N umber o f Pages in G iven N umber o f Quires—Printing M onthly CalendarsFo rms o f Bills ,
etc .
Table o f D iscounts o r Interest— Practice T ables—Holidays and Quarter-Days .
Average N umber o f Ems to a Foot .Siz es o f P o int Bod ies and Old British Bod ies—Siz es o f Spaces—L eads to a lh.
S iz es o f Wood Furniture .
.lust ify ing W ith L eads .
M easure fo r Bookwo rk .
D ifference between Type Bod ies .
S iz es o f Pla tens o f Presses .
S i z es o f Envelo pes , and H ow best to cut out .
Weights and M easures in Improved Fo rm.
D ictionary o f U se ful Wo rds—Co rrecting P roo fs .
Book-keep ing spec ially adapted fo r Printers .
C ROWN ~8v0 I I 2 PAGES
P rice 35 . d . net (Po s t free , 3 5 . 9d . H ome ; 3 5 . i o d . A broad)
P U BL ISH ED BY
SCOTT , GREENWOOD SON8 Bro adway, Ludga te , L ondon, E . C .


PLEASE DO NOT REM OVE
CARDS ORSLIPS FROM TH IS POCKET
UN IVERSITY OF TORONTO LIBRARY