STATI TENSIONALI E DEFORMATIVI NELLA BIELLA, NELLO SPINOTTO E NEL PISTONE DI UN MOTORE DA...
300
Università di Bologna _______________________________________________________ FACOLTA’ DI INGEGNERIA Corso di Laurea in Ingegneria Meccanica Costruzione di Macchine STATI TENSIONALI E DEFORMATIVI NELLA BIELLA, NELLO SPINOTTO E NEL PISTONE DI UN MOTORE DA COMPETIZIONE - PARTE PRIMA Tesi di laurea di: Relatore: Cesare Maglioni Prof. Ing. Pier Gabriele Molari Correlatori: Prof. Ing. Piero Pelloni Prof. Ing. Giovanni Tani Dott. Ing. Giovanni Molari Dott. Ing. Guido Di Paola _______________________________________________________ Anno Accademico 2001 - 2002
Transcript of STATI TENSIONALI E DEFORMATIVI NELLA BIELLA, NELLO SPINOTTO E NEL PISTONE DI UN MOTORE DA...

Università di Bologna
_______________________________________________________
FACOLTA’ DI INGEGNERIA Corso di Laurea in Ingegneria Meccanica
Costruzione di Macchine
STATI TENSIONALI E DEFORMATIVI NELLA
BIELLA, NELLO SPINOTTO E NEL PISTONE DI UN
MOTORE DA COMPETIZIONE - PARTE PRIMA
Tesi di laurea di: Relatore:
Cesare Maglioni Prof. Ing. Pier Gabriele Molari
Correlatori:
Prof. Ing. Piero Pelloni Prof. Ing. Giovanni Tani Dott. Ing. Giovanni Molari Dott. Ing. Guido Di Paola _______________________________________________________
Anno Accademico 2001 - 2002


Parole chiave:
Sistema biella - spinotto - pistone , F.E.M., Fretting,
Fatica Multiassiale, Piano Critico


A mio nonno, mio padre e mia madre


Ringraziamenti:
Profonda riconoscenza va a tutte le persone che tanto mi hanno insegnato in questi anni di studi, ed in particolare al Prof. Ing. Pier Gabriele Molari, relatore della tesi, anche per le opportunità offertemi. Ringrazio vivamente anche il Prof. Ing. Adriano Guarnieri, l'Ing Giovanni Molari e l'Ing. Angelo Fabbri, del Dipartimento di Economia ed Ingegneria Agrarie, per il supporto, la collaborazione e la disponibilità concessa durante i mesi di svolgimento di questa tesi. Infine un ringraziamento speciale va ad Angela, supporto vitale per la mente ed il cuore.


INDICE
INTRODUZIONE ....................................................................................................1
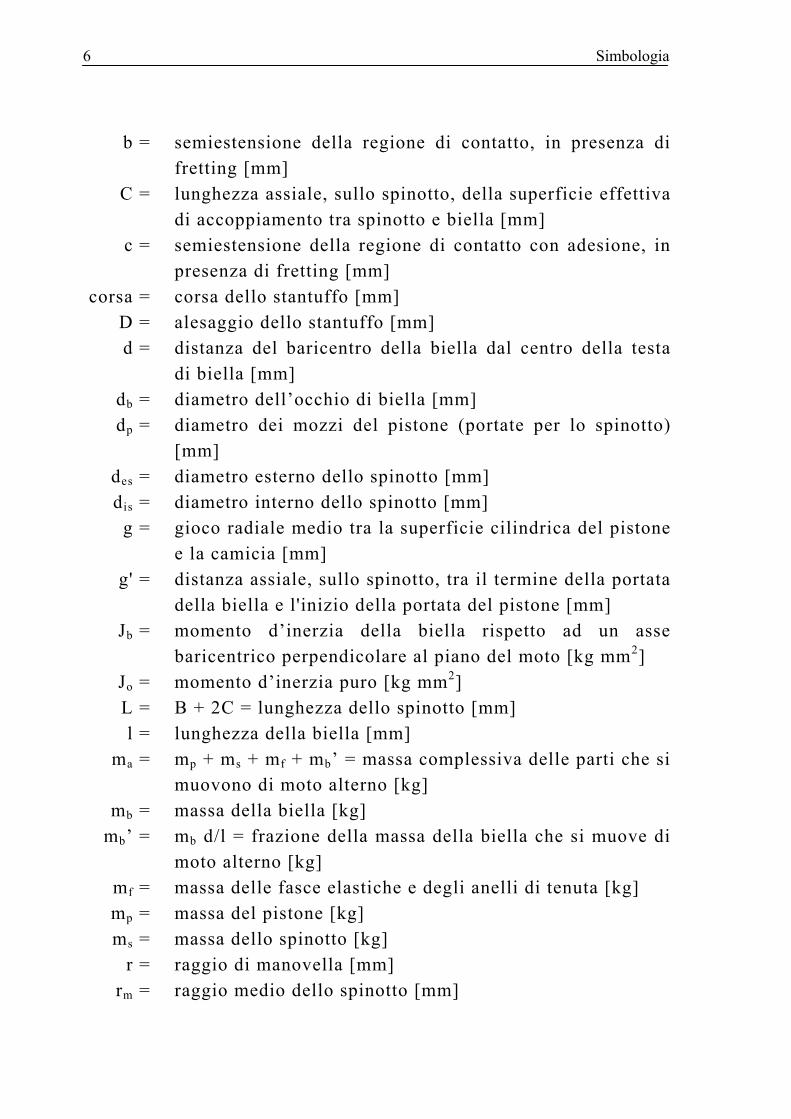
SIMBOLOGIA ........................................................................................................5
Capitolo I -
-
IL SISTEMA BIELLA – SPINOTTO – PISTONE ............................... 15
1.1 Generalità ............................................................................ 15
1.2 Il caso in esame ................................................................... 16
1.3 Il pistone.............................................................................. 19
1.4 Verifica dello spinotto......................................................... 21
1.4.1 Calcolo a tensione ............................................................... 22
1.4.2 Calcolo a pressione specifica .............................................. 29
1.4.3 Calcolo a deformazione ...................................................... 30
1.4.4 Relazioni di confronto......................................................... 31
Capitolo II MODELLO F.E.M..................................................................... 33
2.1 Generalità ............................................................................ 33
2.2 Dati ...................................................................................... 35
2.2.1 Dati geometrici.................................................................... 36
2.2.2 Rilievi di pista ..................................................................... 38
2.2.3 Dati e analisi dei carichi...................................................... 43
2.2.4 Dati sui materiali ................................................................. 51

Indice
II
2.3 Ipotesi .................................................................................. 56
2.4 Scelta delle configurazioni .................................................. 57
2.5 Spettro di carico................................................................... 66
2.6 Caratteristiche del modello F.E.M. ..................................... 68
2.6.1 Le due serie di modelli ........................................................ 69
2.6.2 Materiali .............................................................................. 69
2.6.3 Geometria ............................................................................ 70
2.6.4 Mesh e proprietà.................................................................. 77
2.6.5 Vincoli ................................................................................. 84
Capitolo III -
-
RISULTATI E VERIFICHE ........................................................... 91
3.1 Generalità ............................................................................ 91
3.2 Verifiche.............................................................................. 91
3.2.1 Verifica della mesh.............................................................. 92
3.2.2 Verifica dell’equilibrio........................................................ 94
3.2.3 Verifica della massa del pistone.......................................... 94
3.2.4 Confronto con i risultati teorici ........................................... 96
3.2.5 Verifica delle ipotesi ......................................................... 103
3.3 Risultati ............................................................................. 104
3.3.1 Serie A ............................................................................... 105
3.3.2 Serie B ............................................................................... 115
Capitolo IV FATICA DA FRETTING ............................................................. 129
4.1 Generalità .......................................................................... 129
4.2 Osservazioni sperimentali ................................................. 129
4.3 Meccanica della rottura da fretting ................................... 132
4.4 Modelli per la FF............................................................... 134
4.4.1 Modelli secondo la fatica "pura"....................................... 135
4.4.2 Modelli a parametri di danneggiamento superficiale........ 146

Indice
III
4.4.3 Modelli frattali .................................................................. 150
4.4.4 Modelli F.E.M................................................................... 151
4.5 Il caso in esame ................................................................. 153
Capitolo V - FATICA MULTIASSIALE .......................................................... 161
5.1 Generalità .......................................................................... 161
5.2 Giaciture e fasi delle tensioni............................................ 163
5.3 Stato tensionale biassiale semplice ................................... 163
5.3.1 Criterio di Gough-Pollard (1935)...................................... 164
5.4 Stato tensionale triassiale semplice................................... 168
5.4.1 Criterio di Sines (1955)..................................................... 168
5.4.2 Criterio di Langer (1971) .................................................. 173
5.4.3 Criterio di Findley (1957) ................................................. 174
5.4.4 Criterio di Crossland (1956) ............................................. 175
5.5 Stato tensionale complesso ............................................... 177
5.5.1 Criterio di Garud (1980) ................................................... 178
5.5.2 Criterio delle pseudotensioni (1979)................................. 179
5.5.3 Criteri del piano critico ..................................................... 179
5.5.3.1 Piano critico con approccio tensoriale .............................. 180
5.5.3.2 Piano critico secondo Carpinteri (2001) ........................... 186
5.5.3.3 Piano critico con approccio deformativo .......................... 190
5.5.4 Criteri compositi piano critico - energia ........................... 194
5.6 Conteggio dei cicli e cumulatività del danno.................... 198
5.7 Il caso in esame: vita a fatica del pistone.......................... 201
5.7.1 Ricerca della zona critica .................................................. 202
5.7.2 Diagrammi di Wöhler ....................................................... 209
5.7.3 Spettro di tensione e danno cumulativo ............................ 214
5.7.4 Utilizzo di criteri multiassiali............................................ 225

Indice
IV
CONCLUSIONI.................................................................................................. 231
BIBLIOGRAFIA................................................................................................. 235
Appendice A -
-
IMPLEMENTAZIONE DEL MODELLO F.E.M. ......................... 239
A.1 Generalità .......................................................................... 239
A.2 Impostazioni globali .......................................................... 241
A.3 Materiali ............................................................................ 249
A.4 Geometria .......................................................................... 250
A.5 Superfici di contatto .......................................................... 252
A.6 Mesh e Proprietà................................................................ 256
A.7 Carichi ............................................................................... 262
A.8 Vincoli ............................................................................... 264
Appendice B VANTAGGI E LIMITI DELL’ANALISI F.E.M. E DEL SOFTWARE
ADINA ............................................................................... 271
B.1 L'analisi F.E.M. ................................................................. 271
B.2 Il software ADINA ............................................................. 277

INTRODUZIONE
Il presente lavoro è il risultato di alcuni mesi di lavoro svolto in
collaborazione con Ferrari GeS, con l’obiettivo di sviluppare un esame approfondito del sistema biella − spinotto − pistone del motore 051 F1, impiegato nella stagione 2002. Lo studio, motivato dai problemi strutturali che si sono verificati durante questa stagione, si è incentrato sulla realizzazione e l'analisi di diversi modelli F.E.M. del sistema, con lo scopo di:
o analizzare lo stato tensionale e deformativo globale, con
particolare riguardo al pistone ed al contatto tra pistone e spinotto;
o indagare, quindi, sulle cause della formazione di cricche sulla superficie della portata del pistone;
o studiare, infine, la vita a fatica del pistone, evidenziando anche quale sia il criterio di fatica migliore da applicare al caso in esame;
o fornire uno strumento utile e flessibile, per la simulazione e per la progettazione di soluzioni alternative che cerchino di risolvere i problemi esistenti.
In primo luogo, dopo una breve introduzione alle caratteristiche
del sistema in esame, ne sono stati esaminati i problemi riscontrati sperimentalmente (Capitolo I). In quest'ambito, inoltre, è stata riproposta la teoria classica per il dimensionamento e la verifica dello spinotto, con alcune modifiche per quanto concerne la

Introduzione 2
deformazione della sezione trasversale, ottenendo relazioni utili per la verifica dei risultati numerici.
È stata quindi effettuata l'analisi dei dati, relativamente a geometria, materiali e carichi, ed è stato costruito il modello F.E.M. del sistema, con l'introduzione di alcune approssimazioni e tramite l'assunzione di alcune ipotesi fondamentali. Le caratteristiche principali del modello sono presentate nel Capitolo II, mentre in Appendice sono descritti i tratti salienti per la sua realizzazione con il software ADINA.
A questo proposito si sottolinea che sono stati realizzati più modelli, poiché l'analisi numerica effettuata è di tipo statico: per studiare l'intero campo di esistenza della soluzione è stato necessario dunque realizzare diversi modelli, diversificati al variare del carico, della posizione della manovella e della geometria stessa del sistema reale. Gli aspetti basilari dell'analisi agli elementi finiti ed i problemi maggiori riscontrati durante l'utilizzo del software sono riportati in Appendice.
Una volta risolti i modelli, sono state eseguite alcune verifiche per testarne la validità e per accertare la correttezza dei risultati ottenuti (Capitolo III). In primo luogo, sono state controllate la mesh ed il volume di questa per ogni modello. Successivamente, è stata eseguita una verifica dell'equilibrio globale e sono state confrontate, in alcuni punti dello spinotto, le tensioni ottenute per via numerica con quelle ricavate dalla teoria classica. Infine, anche alla luce delle verifiche effettuate, è stata eseguita l'analisi dei risultati e, su di questi, sono stati svolti dei confronti allo scopo di chiarire il comportamento dinamico del sistema.
In seguito, è stato eseguito il calcolo della vita a fatica del pistone (Capitolo V). Dato che, in ogni punto, lo stato tensionale è generalmente multiassiale, non esistendo in questo caso una teoria universalmente riconosciuta ed accettata, per il calcolo a fatica sono state seguite diverse strade, sia per la scelta del criterio di individuazione della zona maggiormente critica, sia per il calcolo e la composizione dello stato tensionale in tale zona e sia per il

Introduzione
3
conteggio dei cicli di tensione e quindi del danno cumulativo. Sono dunque stati studiati nel dettaglio diversi criteri, in stato multiassiale semplice e complesso, e successivamente alcuni di essi sono stati applicati e comparati.
Sempre nel contesto del calcolo a fatica, poiché il pistone è potenzialmente sottoposto ad un fenomeno di fretting nelle regioni della portata a contatto con lo spinotto, è stato effettuato anche lo studio della fatica da fretting, la cui descrizione e modellazione è discussa al Capitolo IV, con l'applicazione dei risultati al caso in esame.


SIMBOLOGIA
Grandezze geometriche e fisiche:
α = generico angolo [rad] δ = scorrimento relativo tra due superfici in contatto [mm] γ = angolo di inclinazione della biella rispetto all’asse del
cilindro [rad] θ = angolo di rotazione della manovella rispetto alla
posizione di p.m.e. [rad] ϕ,θ,ψ = angoli di Eulero [deg] ζ = angolo tra il versore normale al piano di sviluppo della
cricca ed il versore normale al piano critico, secondo il criterio di Carpinteri
ρ = densità [kg/dm3] λ = r/l = rapporto caratteristico del manovellismo A = area generica [mm2] a = semiestensione della regione piana di contatto, in
presenza di fretting [mm] a = dimensione della cricca [mm] aFF = dimensione critica della cricca in fatica da fretting [mm] B = semilunghezza assiale, sullo spinotto, della superficie
effettiva di accoppiamento tra spinotto e pistone [mm] b = distanza del baricentro della biella dal centro del piede di
biella [mm]
Simbologia
6
b = semiestensione della regione di contatto, in presenza di fretting [mm]
C = lunghezza assiale, sullo spinotto, della superficie effettiva di accoppiamento tra spinotto e biella [mm]
c = semiestensione della regione di contatto con adesione, in presenza di fretting [mm]
corsa = corsa dello stantuffo [mm] D = alesaggio dello stantuffo [mm] d = distanza del baricentro della biella dal centro della testa
di biella [mm] db = diametro dell’occhio di biella [mm] dp = diametro dei mozzi del pistone (portate per lo spinotto)
[mm] des = diametro esterno dello spinotto [mm] dis = diametro interno dello spinotto [mm] g = gioco radiale medio tra la superficie cilindrica del pistone
e la camicia [mm] g' = distanza assiale, sullo spinotto, tra il termine della portata
della biella e l'inizio della portata del pistone [mm] Jb = momento d’inerzia della biella rispetto ad un asse
baricentrico perpendicolare al piano del moto [kg mm2] Jo = momento d’inerzia puro [kg mm2] L = B + 2C = lunghezza dello spinotto [mm] l = lunghezza della biella [mm] ma = mp + ms + mf + mb’ = massa complessiva delle parti che si
muovono di moto alterno [kg] mb = massa della biella [kg] mb’ = mb d/l = frazione della massa della biella che si muove di
moto alterno [kg] mf = massa delle fasce elastiche e degli anelli di tenuta [kg] mp = massa del pistone [kg] ms = massa dello spinotto [kg] r = raggio di manovella [mm] rm = raggio medio dello spinotto [mm]

Simbologia
7
RTT = coefficiente di dilatazione termica calcolato alla temperatura di T °C [K-1]
T = temperatura di funzionamento [°C] t = tempo [sec] Wg = modulo di resistenza della sezione trasversale dello
spinotto alla flessione globale [mm3] Wo = modulo di resistenza della sezione longitudinale dello
spinotto alla flessione ovalizzante [mm3] z = spostamento del centro del piede di biella rispetto al
p.m.e. [mm] Tensione, deformazione e grandezze annesse:
εmax = valore massimo della deformazione con sollecitazione affaticante
εmin = valore minimo della deformazione con sollecitazione affaticante
εm = (εmin + εmax)/2 = valore medio della deformazione, in un ciclo, con sollecitazione affaticante
εa = (εmin - εmax)/2 = ampiezza dell'oscillazione, in un ciclo, della deformazione con sollecitazione affaticante
∆ε = 2εa = campo di variazione della deformazione, in un ciclo, per sollecitazione affaticante
εPi = εPim ± εPia = componente principale massima (i = 1), intermedia (i = 2) e minima (i = 3) della deformazione
εxx,yy,zz = componenti della deformazione nelle direzioni X, Y e Z del sistema di riferimento globale
ε 'f = coefficiente di duttilità in fatica assiale γ 'f = coefficiente di duttilità in fatica torsionale
γxy,xz,yz = componenti di scorrimento angolare della deformazione tra le direzioni X e Y, X e Z, Y e Z, nel sistema di riferimento globale

Simbologia
8
∆γ = campo di variazione dello scorrimento angolare, in un ciclo, per sollecitazione affaticante
ηf = sensibilità all'intaglio ηFF = sensibilità all'intaglio equivalente da fretting [σ] = tensore degli sforzi (3 × 3) [MPa] σn = generica tensione normale, secondo la teoria di Saint
Venant [MPa] σGP = σm ± σGPa = tensione equivalente dinamica, secondo il
criterio di Gough-Pollard [MPa] σID = tensione equivalente statica, secondo il criterio di Von
Mises [MPa] σL = σm ± σLa = tensione equivalente dinamica, secondo il
criterio di Langer [MPa] σS = σSm ± σSa = tensione equivalente dinamica, secondo il
criterio di Sines [MPa] σC = σCm ± σCa = tensione equivalente dinamica, secondo il
criterio di Crossland [MPa] σPC = tensione equivalente dinamica, secondo il criterio del
piano critico di Carpinteri σreale = tensione reale locale nel componente [MPa] σPi = σPim ± σPia = componente principale massima (i = 1),
intermedia (i = 2) e minima (i = 3) della tensione [MPa] σ i i = σ i im ± σ i ia (con i = x,y,z) = componenti normali della
tensione nelle direzioni X, Y e Z del sistema di riferimento globale [MPa]
σs,c = tensione secondaria in direzione circonferenziale nello spinotto [MPa]
σs,a = tensione secondaria assiale nello spinotto [MPa] σmax = valore massimo, in un ciclo, della tensione normale con
sollecitazione affaticante [MPa] σmin = valore minimo, in un ciclo, della tensione normale con
sollecitazione affaticante [MPa]

Simbologia
9
σbulk = tensione normale remota dovuta alla sollecitazione affaticante esterna in presenza di fretting [MPa]
σm = (σmin + σmax)/2 = valore medio in un ciclo, della tensione normale con sollecitazione affaticante (precarico) [MPa]
σa = (σmin - σmax)/2 = ampiezza dell'oscillazione, in un ciclo, della tensione normale con sollecitazione affaticante [MPa]
∆σ = 2σa = campo di variazione, in un ciclo, della tensione normale per sollecitazione affaticante [MPa]
σD = σm ± σA = generico limite di fatica [MPa] σFF = generico limite di fatica in presenza di fretting (limite in
fatica da fretting) [MPa] σAaT = ampiezza limite di resistenza a fatica per 107 cicli di
trazione – compressione, alla temperatura di T °C [MPa]. σDaT = σm ± σAaT = limite di fatica per 107 cicli di trazione –
compressione, alla temperatura di T °C; i simboli O ed I in luogo della D indicano rispettivamente cicli dall'origine e all'inversione [MPa]
σAaT(0) = σIaT = ampiezza limite di resistenza a fatica per 107 cicli di trazione – compressione, alla temperatura di T °C valutata per σm = 0 [MPa].
σAfT = ampiezza limite di resistenza a fatica per 107 cicli in flessione rotante, alla temperatura di T °C [MPa]
σDfT = σm ± σAfT = limite di fatica per 107 cicli in flessione rotante, alla temperatura di T °C; i simboli O ed I in luogo della D indicano rispettivamente cicli dall'origine e all'inversione [MPa]
σAfT(0) = σIfT = ampiezza limite di resistenza a fatica per 107 cicli in flessione rotante, alla temperatura di T °C valutata per σm = 0 [MPa].
σRT = tensione di rottura statica a trazione, alla temperatura di T °C [MPa]

Simbologia
10
σST = tensione limite di snervamento statico a trazione, alla temperatura di T °C [MPa]
σ 'f = coefficiente di resistenza in fatica assiale [MPa] σg = tensione di flessione globale nello spinotto [MPa] σo = tensione di flessione ovalizzante nello spinotto [MPa] τ = generica tensione tangenziale, secondo la teoria di Saint
Venant [MPa] τ 'f = coefficiente di resistenza in fatica torsionale [MPa] τpa = tensione tangenziale principale alterna = componente
alterna della tensione equivalente dinamica, secondo il criterio di Findley [MPa]
τott-a = tensione tangenziale ottaedrale alterna [MPa] τ i j = τ i jm ± τ i ja (con i = x,y,z) componenti tangenziali della
tensione nel sistema di riferimento globale [MPa] τm = valore medio in un ciclo della tensione tangenziale con
sollecitazione affaticante [MPa] τa = ampiezza dell'oscillazione della tensione tangenziale con
sollecitazione affaticante [MPa] ∆τ = 2τa = campo di variazione, in un ciclo, della tensione
tangenziale per sollecitazione affaticante [MPa] τAT = ampiezza limite di resistenza a fatica per 107 cicli a
torsione, alla temperatura di T °C [MPa] τDT = τm ± τAT = generico limite di fatica per 107 cicli a
torsione, alla temperatura di T °C; i simboli O ed I in luogo della D indicano rispettivamente cicli dall'origine e all'inversione [MPa]
τAT(0) = τIT = ampiezza limite di resistenza a fatica per 107 cicli di trazione – compressione, alla temperatura di T °C valutata per τm = 0 [MPa]
ν = coefficiente di Poisson b = esponente di resistenza in fatica assiale b0 = esponente di resistenza in fatica torsionale c = esponente di duttilità in fatica assiale

Simbologia
11
c0 = esponente di duttilità in fatica torsionale Di = frazione di danno causata da un numero di cicli ni
D = danno cumulato che coincide con il collasso della struttura
Dlap = danno cumulato in un giro di pista dD/dn = velocità di sviluppo del danno di fatica [cicli-1]
da/dn = velocità di avanzamento ciclico della cricca [mm/ciclo] E = modulo di Young [MPa] G = modulo di elasticità tangenziale [MPa] m = pendenza della curva S-N considerata per il calcolo a
fatica IIm = invariante primo delle componenti medie di tensione
[MPa] IImax = invariante primo delle componenti massime di tensione
[MPa] KI = fattore di intensità degli sforzi (modo I) [MPa m ] KII = fattore di intensità degli sforzi (modo II) [MPa m ] Kσ = fattore di intensità degli sforzi normale [MPa m ]
Kτ = fattore di intensità degli sforzi tangenziale [MPa m ] Kth = valore di soglia del fattore di intensità degli sforzi a
trazione [MPa m ] Kτ th = valore di soglia del fattore di intensità degli sforzi a
taglio [MPa m ] Ka
MPa = semiampiezza del campo di variazione del generico
mfattore di intensità degli sforzi [ ]
kFF = fretting o coefficiente
∆kFF = i variazione del coefficiente di intaglio a fatica da
e dello sforzo [Mcicli]
kf = coefficiente di intaglio a fatica kt = fattore di forma (coefficiente di intaglio teorico)
coefficiente di intaglio a fatica dadi intaglio equivalente da fretting campo dfretting
N = vita a fatica in cicli di oscillazion

Simbologia
12
Nlap = vita a fatica in giri di pista [giri] numero di cicli di carico p ncc = resenti nell'intervallo di
ni = dei cicli di tensione con ampiezza costante ∆σ i/2
= e to P relativo alla
campionamento di 0,05s [cicli] numero[cicli] vettore tensione in un gen rico punwt
v
giacitura normale al versore wv [MPa] = componenti di tensione normale e tangenziale del vettore
W(t) = peso per il criterio del piano critico secondo Carpinteri
randezze cinematiche, dinamiche e di pressione
σv , τv
wt [MPa] funzione di
v
G :
ω = 2πn/60 = velocità angolare dell'albero motore in
ntro del piede di biella [mm/s2]
Fb = smesse
Fx = l'asse x) delle forze
Fp = di contatto tra due componenti in presenza
Fq = contatto tra due
Mo = flettente ovalizzante agente sullo spinotto
P = dovuta alla pressione in camera di
dθ/dt =[rad/s]
a = accelerazione del ce F = generica forza [N] Fi = forza d'inerzia [N]
componente lungo l'asse della biella delle forze tradall'accoppiamento biella − spinotto − pistone [N] componente trasversale (lungo trasmesse dall'accoppiamento [N] Forza normale di fretting [N] Forza tangenziale superficiale di componenti in presenza di fretting [N]
Mg = momento flettente globale agente sullo spinotto [Nmm] momento[Nmm]
n = velocità di rotazione del motore in [giri/1’] forza concentratacombustione [N]

Simbologia
13
p = pressione in camera di combustione [MPa] distribuzione della pressione normal p(x) = e nella regione di
pab = e ammissibile sulla bronzina del piede di biella
q = componenti del sistema biella −
q(x) = iale in
0 valor = asmesse
v = di traslazione del centro del piede di biella [mm/s]
ltre grandezze
contatto in presenza di fretting [MPa] pression[MPa]
pap = pressione ammissibile sul mozzo del pistone [MPa] pressione di contatto tra ispinotto − pistone [MPa] distribuzione della tensione tangenziale superficuna zona di contatto in presenza di fretting [MPa]
q = e massimo della pressione di contatto [MPa]
iFP + = risultante vettoriale delle forze trzRv vv
dall'accoppiamento in direzione z [N] velocità
A :
ella farfalla
x,y,z
lle direzioni del sistema di riferimento globale
µ = fattore di attrito ξ = fattore di sicurezza e% = generico errore percentuale f% = percentuale di apertura d ∆% = variazione percentuale X,Y,Z = coordinate del sistema di riferimento globale
= coordinate del sistema di riferimento locale zzyyxx i,i,i
vvv = versori de


CAPITOLO
1 I
IL SISTEMA BIELLA –SPINOTTO – PISTONE
1.1 GENERALITÀ
Un manovellismo di spinta (Figura 1) è un sistema articolato composto da quattro membri binari (1,2,3 e 4), collegati mediante tre coppie rotoidali (punti "O", "A" e "B") ed una prismatica ("C"). Il cilindro (4) funge da telaio, mentre la manovella (3) ruota attorno al punto fisso "O" con velocità angolare ω e lo stantuffo (2) trasla di moto alterno dentro il cilindro. La biella (1) è l'elemento di accoppiamento fra i membri 2 e 3 e permette la trasformazione del moto alterno dello stantuffo (punto "A") in moto rotatorio della manovella (punto "B") e quindi dell'albero motore [15].
Figura 1 - Schema cinematico di un generico manovellismo di spinta.
Il manovellismo può essere di tipo centrato o disassato, a seconda che l'asse del cilindro intersechi o meno l'asse di rotazione dell'albero motore. Il sistema considerato è del primo tipo.

Il sistema biella – spinotto – pistone
16
Il collegamento tra biella e pistone avviene tramite una coppia rotoidale lubrificata realizzata con uno spinotto (cavo o pieno) che si accoppia con la biella nella parte centrale e lateralmente viene inserito nei mozzi ricavati sul pistone. Il suo fissaggio assiale è ottenuto mediante anelli elastici di fermo, inseriti in opportune cave ricavate nei mozzi.
Solitamente lo spinotto è flottante sia sul pistone che sulla biella, il cui piede è dotato di una bussola di bronzo (o altro materiale antifrizione) inserita a pressione, ma altre soluzioni prevedono lo spinotto piantato nell'occhio del piede e flottante sul pistone oppure bloccato nel pistone e flottante solo sulla biella. La soluzione con spinotto flottante viene utilizzata quando il carico trasmesso è elevato (come nei motori da competizione), in modo che lo spinotto stesso possa ruotare attorno al proprio asse e variare continuamente le superfici su cui agisce il carico. Le altre due soluzioni comportano la mancanza di lubrificante nella zona di bloccaggio e, dunque, un valore generalmente più elevato della pressione di interfaccia: ciò è ammissibile solo quando non si devono trasmettere carichi eccessivi [32]. Nel caso in esame lo spinotto è flottante su entrambi i componenti.
1.2 IL CASO IN ESAME
Il presente lavoro è incentrato sullo studio del sistema biella – spinotto – pistone del motore da competizione Ferrari 051 F1 impiegato nella stagione 2002, ed in particolare sui problemi strutturali che si sono verificati durante questa stagione.
Durante il corso dell'anno, al termine dei G.P., si sono osservate delle microfessurazioni superficiali sulle portate del pistone. Le cricche hanno generalmente direzione assiale, e sono plurime e parallele. Inoltre, nonostante la superficie di contatto sia ampia, le cricche si presentano soprattutto in due posizioni: sulla semiportata superiore, dove questa diviene cilindrica, vicino e dentro alle tasche di lubrificazione (1 in Figura 2) e, sempre all'interno delle tasche,

Il sistema biella – spinotto – pistone
17
dal lato della biella, nella zona in cui la tasca è esterna al mozzo nel raccordo con lo scavo per la presa del lubrificante (2 in Figura 2).
Figura 2 - Posizione più frequente delle fessurazioni.
Sperimentalmente si è osservato che la presenza delle cricche è influenzata dai chilometri percorsi dalla vettura, piuttosto che dal carico agente sul sistema. Infatti si nota che entro i 300 km percorsi le fessure non si presentano. Il fenomeno, inoltre, è più frequente per leghe alluminio - rame, aventi migliore resistenza meccanica e peggiore resistenza alla corrosione, rispetto a leghe di alluminio - silicio che presentano un carico di rottura minore ma maggiore resistenza alla corrosione.
La tesi si concentra, dunque, sull'accoppiamento spinotto – pistone, al fine di indagare sulle cause che favoriscono l'insorgere di queste cricche sulle portate per lo spinotto.
Per quanto riguarda il pistone comunque, a causa della sua complessa forma e data l'articolata distribuzione della temperatura e dello stato tensionale al suo interno, non è possibile effettuare un calcolo classico a resistenza: l'analisi deve essere effettuata tramite

Il sistema biella – spinotto – pistone
18
metodi F.E.M e, possibilmente, affiancata da indagini di tipo sperimentale. Per lo spinotto, invece, sarà eseguito anche il calcolo secondo la teoria classica (Paragrafo 1.4), in modo da poter verificare la correttezza dei risultati numerici ottenuti con il modello ad elementi finiti.
Figura 3 - Due viste del pistone; si può
la fessa
internamente, a causa dei necessalle
della forma del cielo.
notare orma compl sia
ari ggerimenti e delle
nervature, sia esternamente, a causa

Il sistema biella – spinotto – pistone
19
1.3
ollecitazioni che agiscono sul pistone sono di due tipi [32].
Sollecitazioni termiche
IL PISTONE
In condizioni di normale funzionamento, le s
: Durante il funzionamento del motore, la temperatura in camera è
molto elevata ed il pistone è il componente del sistema che maggiormente funge da dissipatore di calore. La temperatura del materiale, comunque, resta elevata solo sul cielo, mentre nel mantello decresce progressivamente allontanandosi dal cielo stesso.
La distribuzione della temperatura sul cielo è variabile in funzione della sua forma, quest'ultima condizionata fortemente dalla geometria della camera di combustione (Figura 4).
Figura 4 - Il cielo del pistone.
L'andamento della temperatura all'interno del pistone si può ottenere agevolmente tramite un'analisi F.E.M. termodinamica o

Il sistema biella – spinotto – pistone
20
gra ali: con questi metodi si osserva un decremento da 350°C sul cielo a circa 200°C sulle portate per lo spi
te il funzionamento a regime, ria
zie a diagrammi speriment
notto e sul mantello. Le maggiori temperature sulla testa rispetto al mantello
comportano delle dilatazioni termiche tutt'altro che trascurabili (decimi di mm). Di conseguenza il pistone è realizzato con forma troncoconica in modo che, duran
cquisti la forma cilindrica ottimale. Inoltre, a causa della distribuzione non uniforme della temperatura sul mantello, la sezione ortogonale all'asse del moto risulta ovale, in modo da ottenere una forma circolare alla temperatura di funzionamento.
Sollecitazioni meccaniche: Questo tipo di sollecitazione deriva dalle forze d'inerzia e di
pressione agenti ed, in parte, anche dal campo termico descritto in pre
effetto intaglio sono stati realizzati elevati raggi di raccordo sul fondo.
Infine, sulle portate per lo spinotto vengono indotte deformazioni e solle ti e alla non uniforme distribuzione delle pressioni di contatto. È questa la
ch mente critica. utt ente di tipo dinamico e dunque
il
zona tensorialmente più attiva e calcolare la vita del pistone. Per tale
cedenza: la deformazione conseguente a quest'ultimo, limitata dal materiale stesso del componente, induce su di esso uno stato tensionale spesso non trascurabile.
Per diminuire le deformazioni e le sollecitazioni, nel pistone in esame sono presenti delle costole di irrigidimento (Figura 5): queste, oltre a consentire spessori minori, aumentano la superficie radiante e facilitano quindi il raffreddamento del pistone. Per evitare l'
citazioni in seguito all'accoppiamento fra i due elemen
zona e risulta spesso essere quella maggiorT i i carichi agenti sono naturalmpistone risulta sollecitato a fatica: una volta noto lo stato
tensionale nel corpo del pistone, grazie come detto ad un'analisi numerica o ad un'indagine di tipo sperimentale, si può individuare la

Il sistema biella – spinotto – pistone
21
calcolo, per il conteggio dei cicli di tensione ed il calcolo del danno cumulativo sono stati considerati diversi criteri (Capitolo V).
Figura 5 - Particolare delle nervature di irrigidimento; si nota anche la sede per
l'anello di fissaggio dello spinotto.
1.4
ozzi del pistone infinitamente rigidi. In particolare dalla letteratura specifica1 sono
c indagine:
VERIFICA DELLO SPINOTTO
I modelli teorici per il proporzionamento e la verifica dello spinotto valutano lo stato di sollecitazione e l'ovalizzazione (in caso di spinotto cavo) nell'ipotesi semplificativa di m
stati ri avati i seguenti criteri d'
Calcolo a tensione: o calcolo delle tensioni flessionali (globali) o calcolo delle tensioni ovalizzanti
1 Si vedano [7], [16], [17], [24] e [32].

Il sistema biella – spinotto – pistone
22
o calcolo delle tensioni taglianti Calcolo a pressione specifica:
calcolo della pressione o di interfaccia spinotto - pistone o calcolo della pressione di interfaccia spinotto - biella Calcolo a deformazione: o calcolo dell'ovalizzazione della sezione trasversale Non è necessario un calcolo a smaltimento del calore poiché la
velocità relativa di strisciamento tra lo spinotto e i due membri è piuttosto bassa e quindi lo sviluppo di calore è limitato.
Per eseguire questi tre calcoli è necessario conoscere la distribuzione della pressione di interfaccia tra lo spinotto e i due componenti con cui esso si accoppia: lo studio di questa distribuzione esula dagli scopi di questa tesi e perciò, nel seguito, ne è stata assunta la schematizzazione convenzionale.
1.4.1 CALCOLO A TENSIONE
istinte sezioni tspinotto (Figura 6):
o Sezione 1, di mezzeria, in presenza di tensioni flessionali e ovalizzanti, verificata nel punto più caricato, punto A.
istone eunto
più cari
Si verifica la resistenza di due d rasversali dello
o Sezione 2, di passaggio tra la portata del p l'occhio di biella, sottoposta essenzialmente a taglio, verificata nel p
cato, punto B.
Il calcolo delle tre sollecitazioni interne agenti risulta assai difficoltoso se si utilizza la distribuzione reale della pressione di

Il sistema biella – spinotto – pistone
23
contatto sullo spinotto (Figura 7a). Per questo motivo si introducono alcune semplificazioni.
(a) (b)
Figura 6 - Sezioni di verifica dello spinotto e punti maggiormente sollecitati (a) in mezzeria e (b) nelle sezioni di passaggio tra portata della biella e del pistone.
(a) (b) (c)
Figura 7 - Distribuzione (a) reale delle pressioni dicalcolo (b) delle tensioni globali di flessione e (c
contatto e idealizzazioni per il alizza
momento Mo, con riferimento allo schema di Figura 7c, si idealizza
) delle tensioni ov nti.
Innanzitutto, per il calcolo delle tensioni ovalizzanti e quindi del

Il sistema biella – spinotto – pistone
24
una distribusione uniforme della pressione di contatto q in direzione assiale, mentre circonferenzialmente si assume
αcos q q 2
0= (1.1) con
m0 4r
3F q = (1.2)
dove q indica il valore massimo della pressione, F è il carico ma
tria della iella. Questa distribuzione, basata su una modellazione piana
dell'valore non conservativo del momento ovalizzante ma permette di ottenerne unnello spinotto uno stato piano di deformazione .
In secondo luogo, per il calcolo delle tensioni globali, si assume essione di contatto sia distribuita secondo lo schema di
igura 7b. Qui la pressione è assialmente uniforme solo a tratti, mencalcolo delle tensioni ovalizzanti, per la sola semicirconferenza su cui avviene il comigliore la realtà fisica e permette di ottenere una espressione conservativa del momento flettente globale.
glio τ e due tensioni sec
0
ssimo agente sullo spinotto, rm il suo raggio medio e α rappresenta l'angolo misurato a partire dall'asse di simmeb
accoppiamento, non rispecchia la realtà fisica e fornisce un
a espressione piuttosto semplice: essa, inoltre, genera 2
che la prF
tre circonferenzialmente ha la stessa distribuzione assunta per il
ntatto. Questa distribuzione approssima in modo
Oltre a tensioni ovalizzanti e globali, nella generica sezione trasversale, sono presenti anche tensioni di ta
ondarie, di intensità minore. Per il calcolo di queste ultime si assume la distribuzione della pressione di Figura 7c.
La prima è una tensione compressiva di sforzo normale, σs,c , agente in direzione circonferenziale e dovuta al fatto che lo spinotto 2 si veda [24] a pag. 151-152.

Il sistema biella – spinotto – pistone
25
è schiacciato dalla pressione di contatto. L'altra è una tensione agente in direzione assiale, σs,a , anch'essa
compressiva e dovuta all'effetto Poisson. Infatti il calcolo delle tensioni ovalizzanti viene eseguito assumendo uno stato piano di defor a causa dell'ovalizzazione, ma tale deformazione assiale è vincolata dalle sez
ezzeria agli estremi. Ponendo la deformazione assiale εyy = 0 i trova
0oas, σνσ
mazione: la generica sezione tende ad ingobbirsi
ioni vicine, che si ingobbano di una quantità sempre maggiore dalla ms
( )p−=
(1.3)
Sezione 1, punto A: Con le assunzioni fatte si ottengono facilmente le espressioni di
Mo e Mg nella sezione di mezzeria (sezione 1 di Figura 6a)
8FLMg = (1.4)
8FrM m
o = (1.5)
e, quindi
⎟⎟⎞⎛ −
==44
ggg ddπ
MWM
σ
⎠⎝ esd32 ⎜⎜isesg
(1.6)
6LtM
WMσ 2
o
o
oo == (1.7)

Il sistema biella – spinotto – pistone
26
in cui Wo e Wg sono i moduli di resistenza della sezione trasversale e longitudinale dello spinotto rispettivamente.
l ciclo di fatica della tensione globale è alterno asimmetrico, seg
Iuendo l'oscillazione del carico esterno risultante sullo spinotto F,
mentre il ciclo seguito da quella ovalizzante è dall'origine, dato che l'ovalizzazione della sezione trasversale è sempre in un sol senso, comunque agisca il carico F. La causa di questo comportamento non lineare della struttura risiede nella presenza del contatto monolatero tra spinotto, biella e pistone.
Figura 8 - Stato tensionale teorico nel punto A di verifica della sezione di mezzeria
dello spinotto.
Nel punto A, inoltre, si ha τ =0 per simmetria, è presente σs,c con valore
4LtFσ cs, = (1.8)
poiché lo spinotto è schiacciato anche in senso orizzontale da una forza risultante che vale F/2, mentre σs,a è nulla, poiché la sezione di mezzeria non si ingobba sempre per ragioni di simmetria (Figura 8).
Si ha dunque che, nel punto A, la tensione globale (trattiva, in direzione assiale) e quella ovalizzante sommata a σs,c (compressiva,

Il sistema biella – spinotto – pistone
27
in direzione circonferenziale) sono due tensioni principali, non essen sione principale, q iché in A non vi è pressione di co
dunque cal
do presenti tensioni tangenziali, mentre la terza tenuella radiale, è nulla po
ntatto alcuna (Figura 7a). La tensione secondaria σs,c , di intensità molto minore delle due principali, viene di solito trascurata nei calcoli.
In fase di verifica della mezzeria dello spinotto occorrecolare il coefficiente di sicurezza nel punto A. Si impiega la
definizione di tensione ideale affaticante secondo il criterio del lavoro di distorsione, ottenendo
DfTOfT
og2
OfT
o2
DfT
g
σσσσ
σσ
σσ
−⎟⎟⎠
⎞⎜⎜⎝
⎛+⎟⎟
⎠
⎞⎜⎜⎝
⎛
2ξ1
= (1.9)
da cui si ricava ξ, noti i valori del limite di fatica in flessione rotante per ciclo dall'origine e per il generico ciclo seguito dal carico esterno.
Sezione 2 e 2', punto B:
zione di passaggio tra la portata del pistone e della biella (sezioni 2 e 2' di Figura 6b). Qui lo sfo
ove sono nulle le tensioni globali, qu
Si esamina ora lo stato tensionale nella se
rzo preponderante è il taglio e la forza di taglio vale la metà del carico esterno agente F. La tensione di taglio, inoltre, è massima sull'asse neutro della sezione, d
indi la si calcola nel punto B:
( )2is
2esis
es
es
is
ddπ2F
dd
dd/11
34τ
−⎥⎦
⎤⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛++= (1.10)
In questo punto sono presenti anche tensioni ovalizzanti, tensioni
di sforzo normale circonferenziale e tensioni secondarie assiali

Il sistema biella – spinotto – pistone
28
(Figura 9). La tensione normale circonferenziale vale
2LtFσ cs, = (1.11)
po
σs,a vale invece
(1.12)
iché lo spinotto è schiacciato in senso verticale da una forza
risultante che vale F, mentre la tensione ovalizzante ha la stessa espressione che nella sezione di mezzeria, dato che per il calcolo del momento ovalizzante si è assunto un modello piano che produce tensioni ovalizzanti costanti lungo tutto l'asse dello spinotto. La tensione secondaria assiale
oas, νσσ =
essendo nulla la pressione di contatto in B. Quest'ultima tensione viene di solito trascurata nei calcoli di verifica.
Figura 9 - Stato tensionale teorico nel punto B di verifica della sezione di passaggio tra
la portata della biella e del pistone.
Il ciclo di fatica seguito nsdalle te ioni ovalizzante e normale è dall'origine, poiché entrambe sono dovute all'ovalizzazione ed essa avviene sempre in un sol senso, mentre la tensione tagliante segue il ciclo del carico esterno, generalmente alterno asimmetrico.

Il sistema biella – spinotto – pistone
29
In fase di verifica si deve calcolare il coefficiente di sicurezza nel punto B. Si impiega laecondo il criterio del lavoro di distorsione, ottenendo
definizione di tensione ideale affaticante s
2OaTOfT ξσσ ⎟
⎠ (1.13)
2cs,o
2
DT
1σσττ
=⎟⎞
⎜⎜⎝
⎛++⎟⎟
⎠
⎞⎜⎜⎝
⎛
da cui si ricava ξ, noti i valori del limite di fatica in flessione rot
e verifiche.
1.4 SSIONE SPECIFICA
o e biella sulla portata centrale non superino certi limiti. Questi sono imposti rispettivamente dal materiale del pistone (pap) e della bussola del piede di biella (pab). Facendo sempuò scrivere:
ante e in trazione – compressione per ciclo dall'origine e il limite di fatica a torsione per il generico ciclo seguito dal carico esterno.
A priori non si può sapere quale dei due punti A o B risulti più sollecitato: è quindi opportuno eseguire entrambe l
.2 CALCOLO A PRE
Per questo tipo di calcolo si assume che la pressione di contatto sia distribuita uniformemente sia in direzione assiale che circonferenziale dello spinotto.
In fase di verifica, occorre controllare che le pressioni di contatto tra spinotto e pistone sulle portate laterali e tra spinott
pre riferimento alla Figura 6 si
apes
p2Bd
≤ F (1.14)
abes
pCd
F≤ (1.15)
dove F rappresenta il carico massimo agente sullo spinotto.

Il sistema biella – spinotto – pistone
30
I due valori delle pressioni ammissibili sono generalmente alti
amente per pochissimi istanti; il valore ammissibile sulla bussola del piede di biella è comunque maggiore di quello sul pistone dato che la lega di alluminio di quest'ultimo tollera pressioni inferiori.
1.4.3
e deformate principali dello spinotto sono quella flessionale e di ov
a poter ottenere un'espressione con cui effettuare un co
(1.1) lo spostamento in direzione radiale del generico concio infinitesimo di trave individuato dall'angolo α (Figura 10) vale
poiché il carico F che provoca i valori massimi della pressione di contatto agisce impulsiv
CALCOLO A DEFORMAZIONE
Lalizzazione e normalmente si verifica solo quest'ultima poiché è
ritenuta la più pericolosa. Tale verifica è fatta sulla sezione trasversale dello spinotto ed avviene, solitamente, con formule semi-empiriche: qui si vuole però riportare un procedimento più preciso in modo d
nfronto con i risultati numerici. Studiando tale sezione come se fosse una trave elastica ad asse
circolare3, sotto il carico della pressione di contatto assunta
( ) ( )1α2cos24EIFrαu 2
3m −= (1.16)
Per gli angoli α = 0 e α = π/2, individuanti rispettivamente il
raggio medio deformato verticale rmV e quello orizzontale rmO, il valore di tale spostamento è
( ) ( )π/2u24EIFr0u
3m −== (1.17)
che deve mantenersi entro limiti accettabili.
3 Con l'ipotesi semplificativa di spessore sottile.

Il sistema biella – spinotto – pistone
31
Figura 10 - Ovalizzazione della sezione trasversale dello spinotto.
1.4.4 RELAZIONI DI CONFRONTO
Per verificare la validità dei risultati numerici del modello F.E.M. si calcola lo stato tensionale e deformativo teorico dello spinotto in più punti, utilizzando le relazioni esposte nei paragrafi precedenti. A questo proposito si eseguono due tipi di verifiche.
Verifica principale: Riguarda tutti i modelli realizzati. Per motivi di semplicità di
calcolo si è scelto di usare, come parametro di confronto, il valore di tensione lungo l'asse dello spinotto nel punto A. Detto y tale asse, nel punto A questa tensione coincide con il valore della tensione globale di flessione (Figura 8), anche principale massima
P1
esd4 ⎟⎟⎠
⎜⎜⎝
4is
4es
A g,A yy, ddπ ⎞⎛ −(1.18)
σFLσσ ===

Il sistema biella – spinotto – pistone
32
Verifica secondaria:
esta verifica, estesa a più valori, è stata effettuata solo per un llo scelto a caso. Detto z l'asse verticale di caricamento si la, oltre a σ
Qumodecalco
yy,A , il seguente valore di tensione nel punto A:
( ) P32m
Acs,oA x, σ4LtF
4Lt3Frσσ =+=+= (1.19) xσ
coincidente con la tensione principale minima e le seguenti tensioni nel punto B* (Figura 9):
( )2is
2esis
es
es
isB*B*B yz, ddπ
2Fdd
dd/11
34ττσ
−⎥⎦
⎤⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛++=≈= (1.20)
( ) ( ) 2m
4is
4es
*Bas,g*B yy, 4Lt3Frν*z
ddπ8FLσσσ +
−=+= (1.21)
Si considera il punto B* in luogo di B poiché nel modello non è
detto che esista un nodo che giace esattamente in B in cui calcolare tali valori. Il punto B* è distante z* dall'asse neutro ed appartiene comunque alla sezione di passaggio tra la portata del pistone e della biella4.
Oltre a queste tensioni si confronta, nella sezione di mezzeria, lo spostamento radiale subito da due punti giacenti sul raggio medio: i punti corrispondenti ad α = 0 ed α = π/2, secondo le (1.17).
4 Questa sezione, nel modello, non è definita con precisione poichè esiste il gioco g' tra la biella e il pistone

CAPITOLO
2 II
MODELLO F.E.M.
2.1 GENERALITÀ
Il metodo dell’analisi agli elementi finiti (F.E.M.) è uno strelevae com ici, dinamici e di elasticità linaltretteoriche, mentre diviene addirittura indispensabile per problemi non lin
Il reale risolt merica.
non comp elevato di equazioni differenziali nocalcomode hi dinamici in un contesto statico.
om eguenza di questa scelta si ha che:
necessario vincolare la struttura in tutti i suoi gradi di libertà.
umento molto efficace per la pratica ingegneristica, grazie al suo to potere risolutivo nei confronti di problemi di diversa natura plessità. Con il F.E.M. problemi stat
eare possono essere risolti più velocemente e in maniera tanto accurata rispetto alle classiche tecniche di calcolo
eari e fluidodinamici. metodo, come noto, prevede la schematizzazione del problema con un modello matematico di equazioni differenziali che viene o dal calcolatore per via nu
Lo studio del problema in esame, strutturale tridimensionale e lineare, necessita l’implementazione di un modello molto lesso, con un numero molto
n lineari. Questo fatto unito alla limitata capacità di calcolo del latore a disposizione ha reso necessaria la realizzazione di un llo di tipo statico. Si prevede, quindi, la simulazione di caric
C e cons
o Il modello non deve essere labile, al contrario di un modello dinamico, per cui è

Modello F.E.M.
34
o Il calcolo dei carichi agenti avviene in modo approssimato. o Il regime di rotazione, e di conseguenza anche le forze agenti,
sto regime per studiare solo alcuni valori caratteristici della
r cias dei regimi di rota , ichi variano anche è dunque necessario considerare
condizioni di θ, quelle ritenute più gravose.
li ultimi d è la necessità di realizzare più modelli, a seconda de ic smesso. Ognuno di qu ere ben def e soprattutto ognuno deve essere univoco per poter essere risolto dal softwa , mentre la realtà fisica spesso non lo è: infatti il sistema reale è definito all'interno di
n campo di tolleranze geometriche, e la variazione delle dimensioni di accoppiamento può portare a risultati diversi. I vari modelli statici sono stati, du ell'angolo di
anovella e delle tolleranze di accoppiamento considerate. Per poter
distinte serie di odelli:
Serie A: comprende modelli con differenti tolleranze di acc
igurazione carico - geometria risulti più critica. Serie B: a parità di accoppiamento, quello risultato maggiormente
critico dall'analisi della serie A, sono stati costruiti differenti modelli variando il regime del motore e l'angolo di manovella. Lo scopo è quello di ottenere una buona stima dello stato tensionale del pistone in modo da calcolarne, successivamente, la vita a fatica.
variano durante la vita operativa del sistema. È necessario, per avere un numero limitato di modelli, discretizzare que
velocità di rotazione del motore. o Pe cuno zione i car
con l’angolo di manovella ed solo alcune
Una conseguenza deg ue aspetti
l car o traesti deve comunque ess inito
re
u
nque, definiti in funzione del regime, dmstudiare il sistema reale nella sua completezza, quindi, si procede variando questi tre parametri nell'ambito di due m
oppiamento, al variare anche del regime del motore e dell'angolo di manovella. Lo scopo è quello di ottenere una prima stima dello stato tensionale globale e, tramite questo, valutare quale conf

Modello F.E.M.
35
Oltre a queste due serie sono stati realizzati anche altri modelli, con differenti caratteristiche. Potendoli ritenere di interesse secondario, di questi saranno mostrati solo i risultati nel prossimo capitolo.
In questo capitolo, invece, vengono presentate le caratteristiche principali di tutti i modelli realizzati per le due serie, mentre in Appendice sono descritti i tratti salienti per la loro costruzione. Per la realizzazione dei modelli e per effettuare l'analisi numerica è stato utilizzato il software ADINA (Automatic Dynamic Incremental Nonlinear Analysis, versione 7.5 per Windows) procedendo nel modo seguente:
1. Analisi dei dati (Paragrafo 2.2): i dati forniti vengono
analizzati e manipolati in modo da poter essere utilizzati per la realizzazione dei mo
ipotesi di lavoro (Paragrafo 2.3): sono state introdotte alcune ipotesi semplificative per la costruzione dei
na vita
apitolo III): si
n questo paragrafo sono riportati tutti i dati utilizzati per la costruzione dei modelli.
delli numerici. 2. Formulazione delle
modelli. 3. Ricerca delle configurazioni critiche (Paragrafo 2.4): sono stati
presi in considerazione i casi di carico e le configurazioni geometriche ritenute più significative, nell'ambito di ucaratteristica del sistema.
4. Implementazione dei modelli F.E.M. (Paragrafo 2.6 e Appendice A): costruzione dei modelli numerici secondo le direttive dei punti 1, 2 e 3.
5. Verifica dei modelli e sintesi dei risultati (Ceseguono diverse verifiche per saggiare la bontà dei modelli realizzati e vengono presentati e discussi i risultati ottenuti.
2.2 DATI
I

Modello F.E.M.
36
2.2.1 DATI GEOME
Lo schema di riferimento è rappresentato in Figura 11. Le dimensioni principali hanno i seguenti valori (vedi Simbologia):
des = mm dis = mm
db = mm dp = mm
r = 20,7 mm corsa = 2r = 41,4 mm l = 103,6 mm d = 28,644 mm b = l − d = 74,956 mm λ = 0,1998
L = mm C = mm
B = 11,15 ÷ 11,35 mm D = mm
g = 0,05 mm g' = 0,4 mm
TRICI
0 005,018−
0,21,011+
−
0,020015,018+
+0,008
004,018++
0 05,05,39 −
0,050 15+
0,015015,0520,95 +
−
Figura 11 - Schema di riferimento del manovellismo di spinta.

Modello F.E.M.
37
me
(2.1)
sono olo nell e,
mentre ai lati esterno (verso la cam d interno (ve ) hanno un profilo a conicità variabile, secondo lo schema di Figura 13.
ntre in Figura 12 è rappresentato l’andamento dell’angolo di oscillazione di biella γ , legato a θ dalla relazione:
sen γ = λ sen θ
I mozzi del pistone c silindrici icia) e
a zona centralrso la biella
Fig golo di biella in funzione dell'a novella. ura 12 - An ngolo di ma
Figura 13 - Schem ella portata del pistone pera del profilo d lo spinotto.

Modello F.E.M.
38
2.2
urazione che esso rappresenta (Paragrafo 2.4). er questo processo è stato preso in considerazione il rilievo
ntesimi di secondo, della velocità di rotazione del motore e della percentuale della corsa dell'acceleratore (proporzionale all'apertura lla) in un pista dell'autod di Monza (Figur
.2 RILIEVI DI PISTA
Poiché tutti i carichi agenti dipendono dalla velocità di rotazione, per poterli applicare ai modelli, che rappresentano ognuno una sola configurazione carico - geometria, è stata discretizzata la variazione del regime del motore nell'arco di una sua vita caratteristica.
Dopo aver discretizzato il regime e tenendo in considerazione anche la percentuale di apertura della farfalla opportunamente corretta, è stato costruito lo spettro di carico discretizzato e sono stati valutati i carichi da applicare ad ogni modello, a seconda della config
Psperimentale, ogni cinque ce
della farfa giro di romo a 14).
Velocità di ro ap di prova a monza] tazione [l
Figura 14 - Spettrcaratt
o reale del regime di el motore in un giro di pieristico.
rotazione d sta

Modello F.E.M.
39
In un giro, il regime di rotazione varia approssimativamente tra 70
nere una discretizzazione soddisfacente6.
La discretizzazione del regime è stata dunque effettuata considerando gli intervalli di Tabella 1, mentre le velocità di rotazione comprese in ciascun intervallo sono approssimate al valore di discretizzazione (esempio in Tabella 2). Lo spettro che ne risulta è rappresentato in Figura 15 sovrapposto all'originale.
00 e 19000 giri/1'. Per discretizzare tale spettro, sono state scelte le velocità di rotazione5 di 14500, 17000 e 18000 giri/1' ed è stato introdotto un quarto valore di 10000 giri/1' per otte
Velocità di rotazione e velocità di rotazione discretizzata [lap di prova a monza]
Figura 15 - Confronto tra spettro reale e discreto del regime di rotazione del motore.
Questo procedimento comporta un'approssimazione sul totale dei giri e sulla media che comunque rimane molto limitata (Tabella 3).
di rotazione con cui sono rilevati i dati di carico discussi nel prossimo paragrafo.
n si riesce ad avere un buon 5 Regimi6 Con i soli tre valori no risultato poichè il regime minimo rilevato rimane lontano dal valore minimo scelto di 14500 giri/1'. I dati di carico per 10000 giri/1', però, non sono noti. Nel Paragrafo 2.2. mento utilizzato per potere ottenerli come estrapolazione dai valori noti. 3 viene illustrato il procedi

Modello F.E.M.
40
Tabella 1 - Campi di discretizzazione del regime.
regzzato [giri/1'] [giri/1']
ime reale [giri/1']
ime intervallo regdiscreti
10000 ≥ 3250300010000+
− 7000...< 13250
14500 ≥ 13250...< 15750 1250125014500+
−
17000 ≥ 15750...< 17450 45012517000+
− 1000
0
18000 ≥ 17450...≤ 19000 55018000+−
Tabella 2 - Esempio di discretizzazione del regime.
DISCRETIZZAZIONE tempo [s]
n [giri/1']
giri motore n [giri/1'] giri motore
... ... ... ... ... 9,75 17688 14,74 18000 15
17000 14,17 9,95 14845 12,37 14500 12,08 10 14546 12,12 14500 12,08 ... ... ... ... ...
9,8 16968 14,14 17000 14,17 9,85 16418 13,68 17000 14,17 9,9 15930 13,28
Tabella 3 - Confronto tra regime reale e discretizzato.
totale giri motore (1 lap) n medio [giri/1'] reale 21733,1 16178
discreto 21717,5 16167 errore -15,6 giri -11 giri/1'
errore [%] -0,00072 -0,00068 A questo punto si applica una correzione ai valori della
percentuale di apertura della farfalla, considerando sia il fatto che, in un motore endotermico, l'angolazione della farfalla influisce

Modello F.E.M.
41
notevolmente sull'andamento della pressione in camera di combustione sia il fatto che, in un motore da competizione come quello qui studiato, tale organo può considerarsi di tipo "a tutto o a niente", poiché il pilota non parzializza quasi mai il carico durante la guida. Questo fatto è confermato dagli stessi rilievi di pista (Tabella 4) che mostrano come, durante un lap, che dura circa 80 secondi, la farfalla rimanga aperta oltre al 99% per quasi il 75% del giro.
Tabella 4 - Apertura della farfalla in un lap.
% farfalla % sul lap tempo [s] 100 55,74 ~ 45 > 99 74,36 ~ 60 > 90 75,48 ~ 61
~ 63 > 50 79,33 ~ 64 > 70 78,27
La , diventando circa
un 80%, quando si consideri un'apertura maggiore del 50%. Si esegue una buona approssimazione, dunque, se si corregge la pe falla completamente aperta quando la parzializzazione è oltre il 50% e co isulta una ripartizione sul lap
ome quella di Tabella 5.
ione sull'apertura della farfalla.
% farfalla % sul lap tempo [s]
percentuale sul totale del giro cambia poco
rcentuale di apertura "a tutto o a niente", considerando la far
mpletamente chiusa altrove. Ne rc
Tabella 5 - Correz
100 (> 50) 79,33 ~ 64 0 (< 50) 20,67 ~ 16

Modello F.E.M.
42
In Figura 16 è illustrata la correzione eseguita sull'apertura della farfalla mentre in Figura 17 è riportato lo spettro discretizzato, assieme alla percentuale di apertura della farfalla corretta.
Figura 16 - Confronto tra l'andamento reale dell'apertura della farfalla e l'andamento corretto "a tutto o a niente".
Apertura della farfalla [%]
Apertura della farfalla corretta [%]

Modello F.E.M.
43
Velocità di rotazione discreta e % farfalla corretta [lap di prova a monza]
Figura 17 - Spettro discretizzato del regime e apertura della farfalla.
2.2.3 DATI E ANALISI DEI CARICHI
I carichi agenti sono assunti positivi se diretti nella direzione delle Z decrescenti (poiché producono uno stato tensionale globale di trazione) e sono di tre tipi: di pressione, inerziali e termici.
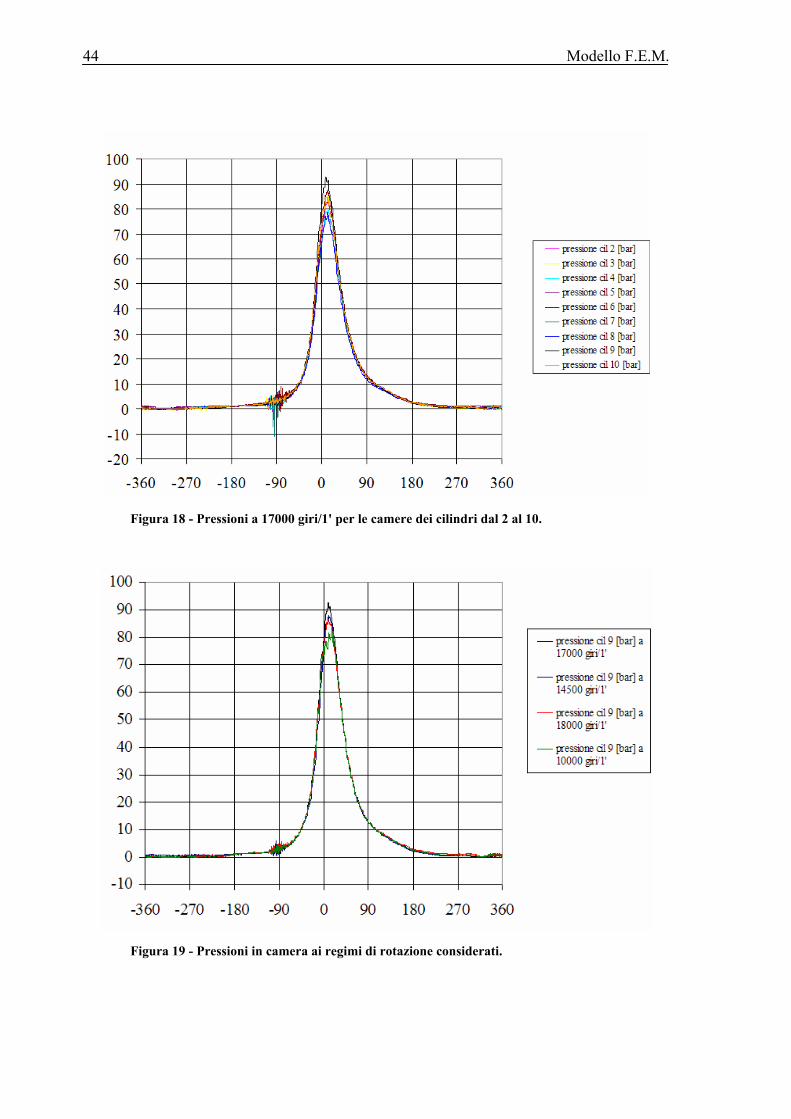
Carico di pressione: Il carico di pressione è stato misurato sperimentalmente in camera
di combustio velocità di rotazione costante per i valori di 14500, 17000 e 18000 giri/1’ e diagrammato in funzione dell’angolo di manovella (Figura 18), per i
il
ne con farfalla completamente aperta e con
c indri dal 2 al 10. Il massimo valore riscontrabile si presenta sempre al 9° cilindro,
per ogni regime di rotazione: vengono dunque presi in esame i soli valori ad esso relativi (Figura 19).
Modello F.E.M.
44
Figura 18 - Pressioni a 17000 giri/1' per le camere dei cilindri dal 2 al 10.
Figura 19 - Pressioni in camera ai regimi di rotazione considerati.

Modello F.E.M.
45
Questa pressione agi l pistone
= πD2/4 = π 962/4 = 7238 mm2 da
er estrapolare i valori della pressione in camera anche per il regime di 10000 giri/1', sono state fatte alcune osservazioni sui dati in nostro possesso:
essi, al variare del regime, fuori dall'intervallo θ = [0°,+20°] e solo entro questo
ttano, quindi, alcune ipotesi per il regime di 10000 giri/1':
o si assume che anche pediagramma delle pressioni sia lo noti, e presenti anch'esso un picco nell'intervallo θ = [-
un massimo nell'intorno dei 10°. o si ipotizza che, fuori dall'intervallo θ = [0°,+20°], i valori della
pressione siano simili a quelli dati e si possano quindi calcolare come la media di questi ultimi:
sce sulla superficie del cielo de A
ndo la risultante
P = Ap (2.2) diretta lungo l’asse Z e di segno negativo (Figura 24). Il ciclo delle pressioni illustrato in Figura 19, ovviamente, si annulla quando la farfalla è completamente chiusa.
P
o ad ogni regime, l'andamento della pressione è simile ed è tale
per cui la forza di pressione è trascurabile fuori dall’intervallo θ = [-90°,+180°] e raggiunge il suo valore massimo nell’intorno dei 10°.
o i valori della pressione sono pressoché gli st
si differenziano notevolmente.
Si ado
r questo regime l'andamento del stesso riscontrato ai regimi
90°,+180°] ed

Modello F.E.M.
46
3pppp 145001700018000 ++
= 10000 (2.3)
o si assume, infine, che nell'in allo θ = [0°,+20°] i valori di tramite
un'estra lineare:
terv
pressione siano ricavabili da quelli datipolazione
( ) ( )
( ) 45002500
ppp
10000145001450017000pppp
145001700014500
14500170001450010000
⋅−
−=
=−⋅−−
−= (2.4)
Figura 20 - Estrapolazione del valore della pressione per θ = -360°.
Pressione a -360°
Pressione a 0°
Figura 21 - Estrapolazione del valore della pressione per θ = 0°.

Modello F.E.M.
47
Pressione a 10°
Figura 22 - Estrapolazione del valore della pressione per θ = 10°.
Pressione a 180°
Figura 23 - Estrapolazione del valore della pressione per θ = 180°.
Carico inerziale:
l secondo tipo di carico è quello inerziale, ed è stato calcolato
sfrIuttando la teoria del manovellismo di spinta, noto il regime, le
masse e la geometria del manovellismo stesso: le relazioni cinematiche per manovellismo centrato sono (Figura 11):
( ) ( )( )[ ]( ) ( )[ ] cos2 /λsen2sen ωr γθθ +=
senλ12 /λsen2sen ωr dx 22 θθθ =−+== (2.5) dt
v

48 Modello F.E.M.
( ) ( ) ( ) ] 4cosdt
3γ (2.6)
l carico inerziale totale da valutare per il nostro modello è quello ch
[ /2senλcos/λcos2cos rω dv 232 θγθθ ++==a
Ie riguarda le parti del manovellismo dotate di moto alterno e si
ottiene ponendo: mb’ = 0 ⇒ ( )ammmamF fspai
vvv++−=−= (2.7)
è diretto lungo l’asse Z del cilindro, con verso opposto all’accelerazione ma segno concorde ad essa7.
⇒ Fi = maa (2.8)
Il carico inerziale totale è stato calcolato solo per stabilire quali siano le condizioni più critiche per il sistema (Figura 24). Esso è stato quindi scomposto tra i vari componenti ed applicato come forza distribuita sull’intero volume di ciascuno di essi.
I dati relativi ai carichi inerziali sono i seguenti: n = 10000 giri/1' ⇒ ω = 1047,2 rad/s n = 14500 giri/1’ ⇒ ω = 1518,4 rad/s n = 17000 giri/1’ ⇒ ω = 1780,2 rad/s n = 18000 giri/1’ ⇒ ω = 1885 rad/s
con ω = 2πn/60, inoltre:
mp = 0,2437 kgms = 0,0488 kg
⇒ ma = mp + ms = 0,2925 kg
Viene trascurato il valore di mf.
scenti. 7 Ciò è dovuto all’assunzione dei segni positivi con le z decrescenti per le forze, mentre l’accelerazione è positiva se diretta lungo le z cre

Modello F.E.M.
49
Carico termico:
odello F.E.M. non è stato o il carico termico, ma er l’analisi dei risultati si terrà conto di questo prendendo come
ite di fatica, di rottura e ento quelli relativi alla a di funzionamento nel più caricate, cioè sulle
er le quali si h °C.
Nel m applicatpvalori lim di snervamtemperatur le zone portate del pistone, p a mediamente T = 200
Carico risultante: Le forze diagrammate in Fig inerziale e di
na risultante Rz d Z del cilindro: rze trasmesse dall’accoppiamento può essere
composta, come noto, in una componente Fb lungo l’asse della mponente trasversa iretta lungo l’asse X.
x v
ura 24 (carico pressione) danno u iretta lungo l’assetale risultante delle fosbiella ed una co le Fx d
Tralasciando il calcolo di Fb , F
ale:
( )γγ cos l/ γ dJ tgadmPam F obax +⎟⎞
⎜⎝⎛ ++=
dtl 2
2
⎠(2.9)
d
ove
( ) γθ 3222
2
cos/sen ω λ-1 λ- dtγd
= (2.10)
Jo = Jb – mb d b (2.11)
con
mb = 0,265 kg Jb = 564,843 kg mm2 ⇒ Jo = Jb – mb d b = -4,1225 kg mm2
Infine, le forze di attrito possono ritenersi trascurabili.

Modello F.E.M.
50
Figura 24 - Andamento delle forze d'inerzia e delle forze di pressione ai regimi
considerati.
Figura 25 - Risultante delle forze trasmesse e componente trasversale ai regimi
considerati.

Modello F.E.M.
51
In Figura 25 sono diagrammate la componente Fx e la risultante Rz delle e del motore, nel caso in cui la farfalla sia aperta al 100%.
Come si può notare, Rz è massima in prossimità del p.m.e. ad inizio espansione (per maggiore precisione a 9,5°, 9°, 10° e 10,5° dell’angolo di manovella per i regimi di 14500, 17000, 18000 e 10000 giri/1’ rispettivamente) e si tratta di un carico compressivo. Per questo valore il carico di pressione è predominante ed il valore diminuisce con l’aumentare della velocità di rotazione, in accordo con il diagramma di Figura 19. Un altro valore interessante di Rz è quello che si presenta sempre a p.m.e. ma ad inizio aspirazione (-360°); si tratta di un carico trattivo in cui la componente predom e nta con l’aumentare de ione. Sono di particolare interesse
a -180°, carichi di compressione con componente inerziale predominante.
Si nota, inoltre, che la risultante si annulla, per i regimi di 14500, 17000 e 18000 giri/1', in θ 0°, -70°, -25° e +280°, mentre per il regime di 10000 giri/1' si annulla in θ ≈ -280° e +280
ui la farfa ia completamente chiusa, invece, la risu le forze messe coincide con d il suo andamento coincide con l'andamento delle forze d'i i Figura 24. so i val nteressanti si pres er θ = -360°, -180°, 0° e +180° e la funzione si annulla in θ = -280°, -70°,
2.2
i seguito vengono riportati i dati relativi ai materiali di biella, spi
forze trasmesse, al variare della velocità di rotazion
inante è il carico in rziale per cui il suo valore aumella velocità di rotaz
anche i valori (tra loro simili) a +180° e
≈ -28°.
Nel caso in c lla sltante Rz del tras Fi e
nerzia d In questo ca ori più i entano p
+70° 2 +280°.
.4 DATI SUI MATERIALI
Dnotto e pistone. Biella: La biella è realizzata in lega di Titanio (E = 110000 MPa).

Modello F.E.M.
52
Spinotto:
spinotto è realizzato con Lo un l'acciaio 31 CrMoV9-ESU, da nit otezione superficiale contro l'usura chiamato DLC (diamond light coating) ed avente le seg
rurazione, sottoposto ad un trattamento di pr
uenti caratteristiche: durezza: min 690 HV10 carico di rottura statico: 1200 ÷ 1400 N/mm2
profondità di nitrurazione interna: min 0,2 mm profondità di nitrurazione esterna: min 0,3 mm Pistone: I dati riguardanti le caratteristiche meccaniche e tecnologiche del
pis
due ma
ta alla presenza di silicio è l'alta co
a presenza del legante, oltre a rendere la
tone sono sottoforma di diagrammi (Figura 26 e seguenti) e sono relativi a due leghe di alluminio con diverse caratteristiche: M 124P ed M-SP25. In Tabella 6 sono riassunte e qualitativamente confrontate tra loro le caratteristiche tecnologiche di questi
teriali. Dai diagrammi si ricavano i dati di Tabella 7. La prima è una lega Al-Si. Essa non dà risultati pratici al
trattamento di bonifica ma la presenza di silicio fa aumentare in proporzione le caratteristiche di resistenza e durezza della lega, senza ridurre la sua duttilità e la sua resistenza alla corrosione. La caratteristica principale lega
labilità insieme ad un sensibile abbassamento della fragilità di ritiro. L'elemento legante ha però un effetto sfavorevole nei confronti delle lavorazioni alle macchine utensili. La lega8 presenta un valore discreto di tenacità a frattura KIC.
L'M-SP25 è invece una lega Al-Cu con caratteristiche migliori della precedente ma di fatto peggiore poiché induce maggiori problemi di criccatura. L
8 La lega Al-Si è quella utilizzata oggi per la realizzazione del pistone, ottenuto per fusione e successivamente lavorato alle macchine utensili.

Modello F.E.M.
53
leg
n generale scadimento della resistenza alla corrosione, oltre alla riduzione della colabilità e al contemporaneo aumento
nque ben lavorabile alle macchine utensili, aumentando anche la sua lucidabilità9. Questa leg
Tabella 6 - Caratteristiche tecnologiche dei due materiali utilizzati per il pistone; i simboli ↑ e ↓ sono da intendersi riferiti al confronto relativo tra i due materiali.
M 124P M-SP25
a bonificabile, ha lo scopo di aumentarne la resistenza meccanica e la durezza, caratteristiche capaci di mantenersi anche ad alte temperature. L'effetto negativo della presenza anche scarsa di rame è quello di u
della fragilità di ritiro. La lega è comu
a ha un valore più scarso della tenacità a frattura KIC.
lega Al-Si
lega Al-Cu
no bon
resiste
durezz
resiste
colabi
fragili
lavora lavorabilità M.U. ↑ pro
note:
Resistenza a fatica ↓ dovuta alla
maggiore probabilità di soffiature interne e alla peggiore rifinitura superfic ibile. Resistenza a fatica da fretting ↑dovuta al liore resistenza allacorrosione e al miglior KIC
Resistenza a fatica ↑ dovuta alle eccaniche
migliore finitura superficiale
istenza a fatica ting ↓ uta alla peggior nza a rosione, alla p tà di
criccatura interna causa fragilità di IC
ifica bonifica
nza meccanica ↑ resistenza meccanica ↑↑
a ↑ durezza ↑↑
nza alla corrosione ↑ resistenza alla corrosione ↓
lità ↑ colabilità ↓
tà di ritiro ↓ fragilità di ritiro ↑
bilità M.U. ↓ cesso: fusione e M.U. estrusione, forgiatura e M.U.
note:
minore resistenza statica, alla migliori caratteristiche m
iale otten dov
la mig cor
e alla ottenibile. Res da fret
e resisterobabili
ritiro ed al peggior K
9 Il pis realizza nte e macchine utensili e bonificato.
tone, con questa lega, è to per estrusione, successivame forgiato e quindi lavorato all

Modello F.E.M.
54
Figura 26 - Densità [kg/cm3].
Figura 27 - Modulo di elasticità [MPa].
Figura 29 - Composizione chimica percentuale. Figura 28 - Coefficiente di espansione termica [K-1].

Modello F.E.M.
55
Figura 30 - Tensione di rottura statica a trazione in funzione della temperatura.
Figura 31 - Limite di fatica σ 7
Tabella
M 124P M-SP25
AfT per 10 cicli all'inversione in flessione rotante in funzione della temperatura.
7 - Sunto delle caratteristiche meccaniche dei due materiali.
σR2 333 00 [MPa] 227 σAf2 125 00 [MPa] 111
σR10-200 [MPa] 190 210 ρ [kg/dm ] 2,69 2,77 3
E [MPa] 80000 74000 RT200 [K-1] 2,1⋅10-5 2,4⋅10-5

Modello F.E.M.
56
2.3 IPOTESI
Le ipotesi di cui è stata fatta assunzione per la realizzazione dei modelli sono:
a. materiale elastico-lineare per tutti i componenti b. semplificazione de
ss de ic mi
e. assenza di lubrifics gi ia l
l di rotazione al motore costan pe calcolo dei carichi inerziali
econdo i diagrammi presenti nel Paragrafo 2.2.4. L’ipotesi di materiale elas co lineare consente di rendere meglio interpretabili i risultati rispetto a quelli relativi ad un modello elasto-plastico
La semplificazione della geometria del pistone, l'assenza dell'anello di fissaggio assiale dello spinotto e l'assenza della boccola tra questo e la biella permettono una notevole semplificazione ma non influenzano i risultati (Paragrafo 3.2.5).
L'assunzione della velocità di rotazione costante istantaneamente è indotta dalla necessità del calcolo delle inerzie in accordo con le teorie che si trovano maggiormente in letteratura [17] e consente la
lla geometria del pistone c. a senza di attrito d. as enza l car o ter co
azione f. a senza dell’anello di fissag o ass le del o spinotto g. ve ocità dell’ bero te10 r il
h. assenza della boccola tra biella e spinotto Le ipotesi di materiale elastico-lineare, di assenza di attrito e di
assenza di carico termico favoriscono un confronto dei risultati con la teoria presentata al Capitolo I, a scapito della confrontabilità diretta con i dati reali. Un passo successivo è quello di integrare il modello introducendo un materiale di tipo elasto-plastico, tenendo conto del carico termico per la valutazione della resistenza statica ed a fatica del materiale, s
ti
.
10 Si intende costante istantaneamente: ciò stà ad indicare la trascurabilità della derivata prima della velocità di rotazione dell'albero motore.

Modello F.E.M.
57
risoluzione del modello per fissati regimi di rotazione: è l'approssimazione che riguarda il calcolo dei carichi a cui si era accennato ad inizio capitolo.
Infine l’assunzione di assenza di lubrificazione viene introdotta per le difficoltà di implementazione di un modello fluidodinamico per il meato sottile di lubrificazione da accoppiare al modello strutturale, a causa della diversa dimensione di meshatura dei due modelli: si amplificherebbe l’onerosità computazionale. La conseguenza di questa ipotesi è la non diretta confrontabilità dei risultati con i dati reali.
Nel Capitolo III verranno esaminati i risultati dei modelli e, di conseguenza, verranno verificate anche alcune di queste ipotesi, chiarendo il grado di influenza che queste hanno sull'analisi numerica.
2.4 SCELTA DELLE CONFIGURAZIONI
In base all'an e ipotesi esposte al Paragrafo 2.3, sono state realizzate due serie di modelli:
erie A
alisi dei dati svolta al Paragrafo 2.2 e all
S :
campo di tolleranze, che rende necessario lo studio di più geometrie. Le o quelle di giochi tutti minimi e tutti massimi, e gli estremi
mpo piamen tabelle che seguono contengono pe i valo dei diametri di accopp i tre c enti ed giochi estremi che con questi si ss are. considera piame stone e micia. a v el reg rotazione forzndono n essario studia più casi di carico. I regimi presi in
esame sono quelli di 14500 e 18000 giri/1'.
1. L’accoppiamento dei componenti è definito all’interno di un
geometrie prese in esame son per valutar di tale
ca di accop to. Leris ttivamente ri limite iamentode ompon i po ono verific Non si l'accop nto trapi ca
2. L ariabilità d ime di e delle e agenti re ec re

Modello F.E.M.
58
T im ccoppiam mponenti.
mpone e ∅ [mm] ∅MIN [mm]
abella 8 - D ensioni limite di a ento tra i co
Co nt MAX
spinotto 18,000 17,995 pistone 18,008 18,004 biella 18,020 8,015 1
Tabella 9 - Campo di tolleranza delle dimensio ei componenti.
oppiam to Gioco massimo [µm] ]
ni d
Acc en Gioco minimo [µmspinotto – b la 25 15 iel
spinott 4 o – pistone 13
T Configur ni e carichi conside per la serie A. Il valore indicato è quello del carico ris i configu ura 25) ed è calcolato secondo quanto ri tato nel
POSIZIONE DEL PISTONE [deg]
abella 10 - azio rati ultante Rz in ogn Paragrafo 2.2.3.
razione (Fig por
- 360° + 180° 0° ~10° giochi
regime [giri/1'] CARICO APPLICATO [N]
m nimi 14500 16306 -12778 -39716 -47227 imassimi 14500 16306 -12778 -39716 -47227 m nimi 18000 25389 -19188 -29664 -37415 imassimi 18000 25389 -19188 -29664 -37415
3. Per ciascuno siderati, i carichi
agenti variano con l’angolo dieriod ogni 72 or indivi o quattr no quelle per cui si presenta il lor (o un olto alto risulta ichi tra (Paragra 2.2.3 e Figura 2
izio aspirazione) θ = 0 d inizio ione)
+9,5° (vicino a ca ad ini espansione
dei regimi di rotazione con manovella e si ripetono
situazioni pin
icamenteduate son
0°. Leo e so
di maggi teresse
va e massimo valore m ) della nte deicar smessi fo 5):
θ = –360° (p.m.e. ad in
° (p.m.e., a espansθ = ÷ 10° p.m.e., cir zio )

Modello F.E.M.
59
θ = + . a fine espansione)
i duano diverse configurazioni, ognuna delle quali va studiata con un di dello F.E.M.sc tizza ella 10.
B
180° (p.m.i Quest casi indivi sedici
fferente mo , come hema to in Tab Serie :
toller ze di accop mento sono quelle massime, in nseguenza dei risultati enuti dalla Serie . I giochi che si rif ripor abella 11. In questa serie di
e azione an ppiamento pi icia.
Tabella 11 - Giochi negli accoppiamenti tra i componenti.
Accoppiamento Gioco massimo [µm]
1. Le an pia
co ott Ave icano sono tati in Tmod lli viene preso in consider
ston camche l'acco
tra e e
spinotto – biella 25 spinotto – pistone 13 pistone – camicia 50
Tabella 12 - Configurazioni e carichi considerati per la Serie B. Il valore che compare in tabella è
POSIZIONE DEL PISTONE [deg]
quello del carico risultante Rz (diagramma di Figura 25).
- 3 ~10° 60° + 180° regime [giri/1'] CARICO APPLICATO [N] 18000 89 -19188 -37415 25317000 0 -17112 -44479
16306 -12778 -47227 ,5 -7092,3 -51372
23011450010000 7673
reg esam quelli di 1 4500,
000 gir ’ (Paragrafo .2). 2. I imi presi in e sono 0000, 1 17000 e
18 i/1 2.2

Modello F.E.M.
60
3. Gli a novella presi in consider no tr
– . ad inizio aspirazione) θ = +180° (p.m.i. a fine espan
= +9 (vicino e., circa a ansio
i casi i ividuano dod configurazioni, riportate in Tabella 12. Con queste si conside lo alcune ni di linearizzando "a tratti" il diagramma di Figura 25. Questa schematizzazione, riassunta in Tabella 13, porta a considerare gli an ti llustra ura 32 e in Figura 33.
T Angoli di ella presi in considerazione per la schematizz ne del ciclo di cari
angolo di manovella θ
ngoli di ma azione so e:
θ = 360° (p.m.esione)
θ ° ÷ 10,5° a p.m. d inizio esp ne) Quest nd ici
rano so condizio carico,
damen del carico i ti in Fig
abella 13 - manov azio co.
[deg] p=0 -360° -280° -180° -70° 0° +70° +180° +280° +360°
ca ico ≠ 0 = 0 ≠ 0 = 0 ≠ 0 = 0 ≠ 0 = 0 ≠ 0 rangolo di manovella θ [deg]
p 0 -360° -280° -180° -70° -25° +10° +180° +280° +360°≠ca ico ≠ 0 = 0 ≠ 0 = 0 = 0 ≠ 0 ≠ 0 = 0 ≠ 0 r
In riferimento a tale linearizzazione, essendo i modelli costruiti
relativi ai soli quattro angoli di manovella di Tabella 12 (in corsivo in Tabella 13), per ano sempre questi quattro, commetten valore del carico tras o (Tab enti) ale a consid stato tensionale, per tali ang ni, prossim relat d u ettivamente realizzati: commcomunque a favore della sicurezza e sovrastima le tensioni realmente p ne .
le altre angolazioni si utilizzdo un'approssimazione sul
mess ella 14 e segu . Ciò equiv erare loivo aolazio o a quello
no dei modelli eff l'errore esso è
resenti lla struttura

Modello F.E.M.
61
Figura 32 - Schematizzazione di un ciclo di carico a farfalla aperta.
Figura 33 - Schematizzazione di un ciclo di carico a farfalla chiusa.

Modello F.E.M.
62
Tab di ri 00 g d
ta.
ME DI 10 [giri/1
ella 14 - Schemaeffettua
ferimento per la linea o a 100rizzazione del caric iri/1' e approssimazione
R IEG 000 '] carico [N]
p=0 modello reale a lic pp ato errore
[%] -360 m100_36 7966,4 73,° 0 76 5 -3,68% -280 - 0 0 -180 m100_18 -5313, -7092,3 -70° - 0 0 0° m100_360 7966,4 7673,5 -3,68%
++180° m100_180 +280 0 - +360° m100_360 7966,4 7673,5 -3,68%
carico [N]
° - ° 0 1 +33,5%
-
70° - 0 0 - -5313,1 -7092,3 +33,5%
° - 0
p≠0 modello errore
[%] reale applicato -360° m100_360 7673,5 7673,5 0 -280° - 0 0 - -180° m100_180 -6058,4 -7092,3 +17,07%-70° - 0 0 - -25° - 0 0 - +10° m100_010 -51372 -51372 0
+180° m100_180 -7092,3 -7092,3 0 +280° - 0 0 - +360° m100_360 7673,5 7673,5 0

Modello F.E.M.
63
Tabella 15 - Schema di riferimento per la linearizzazione del carico a 14500 giri/1' ed approssimazione effettuata.
REGIME DI 14500 [giri/1'] carico [N]
p=0 modello reale applicato errore
[%] -360° m145_360 16749 16306 -2,64%-280° - 0 0 - -180° m145_180 -11171 -12778 +14,4%-70° - 0 0 - 0° m145_360 16749 16306 -2,64%
+70° - 0 0 - +180° m145_180 -11171 -12778 +14,4%+280° - +
- 0 0 360° m145_360 16749 16306 -2,64%
carico [N] p≠0 modello reale applicato
errore [%]
-360° m145_360 16306 16306 0 -280° - 0 0 - -180° m145_180 -11808 -12778 +8,21%-70° - 0 0 - -25° - 0 0 - +10° m145_010 -47227 -47227 0
78 0 +280° - 0 0 - +
+180° m145_180 -12778 -127
360° m145_360 16306 16306 0

Modello F.E.M.
64
Tabella o per la linearizzazione del carico a 10000 giri/1' ed approssimazione
GIME DI 17000 [giri/1']
16 - Schema di riferimenteffettuata.
REcarico [N]
p=0 modello reale applicato errore
[%] -360° m170_360 23023 23010 -0,06% -280° - 0 0 - -180° m170_180 -15355 -17112 +11,44%-70° - 0 0 - 0° m170_360 23023 23010 -0,06%
+70° - 0 0 - +180° m170_180 -15355 -17112 +11,44%+280° - 0 0 - +360° m170_360 23023 23010 -0,06%
carico [N] p≠0 modello reale applicato
errore [%]
-360° m170_360 23010 23010 0 -280° - 0 0 - -180° m170_180 -16143 -17112 +6,00%-70° - 0 0 - -25° - 0 0 - +10° m170_010 -44479 -44479 0
+180° m170_180 -17112 -17112 0 +
23010 23010 0 280° - 0 0 -
+360° m170_360

Modello F.E.M.
65
Tabella 17 - Schema di riferimento per la linearizzazio 10000 giri/1' ed approssimazione effettuata.
18
ne del carico a
REGIME DI 000 [giri/1'] carico [N]
p=0 modello reale applicato [%] errore
-360° m180_360 25811 25389 -1,63% -280° - 0 0 -
25389 -1,63% - 0 0 - ° -17214 -19188 +11,47%
+
-180° m180_180 -17214 -19188 +11,47%-70° - 0 0 - 0° m180_360 25811
+70°+180 m180_180
280° - 0 0 - +360° m180_360 25811 25389 -1,63%
carico [N] p≠0 modello
errore reale applicato [%]
-360° m180_360 25389 25389 0 -280° - 0 0 - -180° m180_180 -18024 -19188 +6,46%-70 - - -25 - 0 - +10 180_010 15 7415 0
+180° m180_180 188 188 0 +280° - 0 0 - +
° 0 0° 0 ° m -374 -3
-19 -19
360° m180_360 25389 25389 0

Modello F.E.M.
66
2.5 SPETTRO DI CARICO
di carico, con o senza pressione, è basato su due giri dell'albero motore (diagramma di Figura 25),
alore
Tabella ettro di carico.
Lo spettro di carico discreto, necessario per il calcolo a fatica da eseguire con la serie B è stato costruito procedendo nel modo seguente:
1. Avendo come base lo spettro del regime di rotazione
discretizzato (diagramma di Figura 17), è stato calcolato, in primo luogo, quanti giri compie il motore durante l'intervallo di campionamento di 0,05 secondi.
2. Considerando che un ciclo
è stato calcolato quanti di questi cicli di carico si ripetono, nell'intervallo di 0,05 secondi, e si approssima il vottenuto all'intero più vicino ncc.
18 - Esempio di costruzione dello sp
DISCRETIZZAZIONE tem giri motore ncc f% di carico po [s] n [giri/1']
ciclo
... ... ... ... ... ... 9,75 18000 8 100 Figura 32 9,8 17000 Figura 32
9,85 17000 14,17 7 100 Figura 32
15 14,17 7 100
9,9 17000 14,17 7 0 Figura 33 9,95 14500 12,08 6 0 Figura 33 10 14500 12,08 6 100 Figura 32 ... ... ... ... ... ...
3. In funzione del valore di f% corretta, infine, si pongono in
successione gli ncc cicli di carico corrispondente (p = 0 oppure p ≠ 0) relativi al regime in quell'intervallo.

Modello F.E.M.
67
Figura 34 - Spettro di carico con regime di rotazione continuo.
Figura 35 - Spettro di carico con regime di rotazione discreto.

Modello F.E.M.
68
L'intero procedimento è stato implementato in MATLAB 6 R12, per tutti gli intervalli di campionamento di un lap, al variare della velocità di rotazione discreta (esempio in Tabella 18).
In Figura 34 e Figura 35 sono riportati gli spettri di carico reale11 e discretizzato, entrambi valutati con farfalla modellata “a tutto o a niente”. Da un confronto dei due spettri si può osservare la validità del procedimento adottato, non ottenendo modifiche sostanziali dello spettro, anche in vista di una notevole semplificazione del problema.
2.6 CARATTERISTICHE DEL MODELLO F.E.M.
In questo paragrafo vengono esposte le caratteristiche principali dei modelli finali, utilizzati per il calcolo della vita a fatica del pistone (serie B). La descrizione dei passaggi fondamentali necessari per costruirli è riportata nell'Appendice A.
Le o materiali o geometria CAD o superfici di contatto o carichi e vincoli o mesh e proprietà È necessario, comunque, tenere presente che il modello ad
elementi finiti è un'approssimazione della geometria CAD del sistema, la quale è anch'essa un’approssimazione della struttura reale: questa serie di inesattezze intrinseche può portare ad un errore finale accettabile di addirittura l’8..10% rispetto ai risultati sperimentali. In un confronto con i risultati teorici, inoltre, l'errore può aumentare ulteriormente: ciò è giustificato se si considera che anche la teoria di calcolo è un'approssimazione rispetto alla realtà fisica.
caratteristiche che definiscono un modello F.E.M. sono:
11 Lo spettro reale è ottenuto applicando la stessa procedura ma riferendosi al regime di rotazione non discretizzato (diagramma di Figura 14).

Modello F.E.M.
69
2.6.1 LE DUE SERIE DI MODELLI
Come detto sono state realizzate due serie principali di modelli e tra queste la seconda (serie B) nasce dal miglioramento della prima (serie A). Tra le due le differenze riguardano la mesh dello spinotto sulla sua superficie di contatto ed il vincolo sul mantello del pis mentre rimangono invariati gli altri vincoli, le mesh di biella e pistone, le impostazioni globali, i carichi applicati, i materiali proprietà generali (Tabella 19).
Per le motivazioni che hanno portato a questi miglioramenti si rimanda all'Appendice B.
Tabella 19 - Differenze tra i modelli delle due principali serie.
Serie A Serie B
tone,
e le
mesh dello spinotto da 0,5 mm sulla superficie di contatto
mesh dello spinotto da 0mm sulla superficie di contatto
,21
vincoli bilateri alla traslazione in X e Y sul mantello del pistone
vincoli monolateri in X esul mantello tramite una superficie di contatto
Y
Nei paragrafi che seguiranno si farà riferimento alle
caratteristiche di un generico modello della serie B e verrà indicato quando vi sono differenze per la serie A.
2.6.2 MATERIALI
Per tutti i modelli, in accordo con l’ipotesi di materiale elastico-lineare, i tre corpi sono considerati deformabili con tre diversi

Modello F.E.M.
70
moduli elastici e coefficienti di Poisson, secondo la Tabella 20 (Paragrafo 2.2.4).
Tabella 20 - Proprietà dei materiali.
gruppo materiale E [N/mm2] ν N° spinotto acciaio 210000 0,3 1 pistone alluminio 74000 0,33 biella titanio 110000 0,3
2 3
Per il pistone viene utilizzato il valore di E relativo all'M-SP25.
Una volta effettuato il calcolo di tutti i modelli e scelta la configurazione che risulta più gravosa con questo valore, il rispettivo modello verrà analizzato con i dati dei due diversi materiali per il pistone, abbandonando l'ipotesi di materiale elastilineare e considerando un materiale elasto-plastico (bilineare).
2.6.3 GEOMETRIA
L’accoppiamento pistone – spinotto – biella è rappresentato simmetricamente rispetto al piano perpendicolare all’asse comunaccoppiamento (asse Y, Figura 37). Non sono rappresentateboccola tra biella e spinotto e l’anello di fissaggio assialequest’ultimo (ipotesi “f” ed “h”). Spinotto e biella sono rappresentati nel modello con geometrie reali, secondo i disegni forniti. Il fusto della biella è stato troncato ad una distanza dal piritenuta sufficiente a non perturbare la soluzione. Il pistone è stato invece semplificato (Figura 36):
a. il cielo è simmetrico rispetto al piano YZ, e su di esso
mancano le cavità necessarie per l’apertura delle valvole, b. si ha simmetria di alcuni particolari della geometria interna, c. mancanza dei fori per lo scarico del lubrificante sulle sedi per
gli anelli raschia-olio,
co-
e di la di
ede

Modello F.E.M.
71
d. mancanza dei fori per lo scarico del lubrificante sul fondo delle due portate, in corrispondenza delle sedi per l’anello di fissaggio dello spinotto.
43),
Figura 36 - Semplificazioni nella geometria del pistone.
Sulle superfici interne di accoppiamento con lo spinotto è riportata la geometria reale delle portate del pistone (Figura secondo lo schema presentato in Figura 13 a pag. 37. Per quanto riguarda le tolleranze di accoppiamento sono state realizzate due geometrie, prendendo in considerazione i casi estremi di giochi massimi e minimi, secondo le indicazioni di Tabella 9.

Modello F.E.M.
72
La geometria del sistema com lessivo e dei suoi componenti,
rappresen
pfatta eccezione per la superficie esterna che che funge da camicia, è
tata in Figura 37 e successive.
Figura 37 - Geometria complessiva del sistema biella - spinotto - pistone. Si può osservare la
rappresentazione simmetrica rispetto al piano X-Z. La biella è troncata sul fusto ad una distanza tale da non perturbare la soluzione. In questa immagine, per motivi di chiarezza, non è rappresentata la superficie della camicia.

Modello F.E.M.
73
Figura 38 - Geometria per le configurazioni a 360°, 180°, 0° dell'angolo di manovella.
Figura 39 - Geometria con biella inclinata per la configurazione a 10° dell'angolo di
manovella.

Modello F.E.M.
74
Figu
ra 4
0 - G
eom
etri
a de
l sis
tem
a e
part
icol
are
dell'
acco
ppia
men
to tr
a bi
ella
e s
pino
tto.
Da
ques
te v
iste
si p
osso
no n
otar
e l'a
ssen
za
dell'
anel
lo d
i fis
sagg
io d
ello
spin
otto
e la
geo
met
ria
della
bie
lla.

Modello F.E.M.
75
Figu
ra 4
1 - G
eom
etri
a de
l pis
tone
. Si n
otan
o du
e co
stol
e di
irri
gidi
men
to in
tern
e, le
sedi
per
gli
anel
li di
tenu
ta e
ras
chia
olio
ed
il ci
elo
sem
plifi
cato
.

Modello F.E.M.
76
Figu
ra 4
2 - G
eom
etri
a de
l pis
tone
. Si n
otan
o le
due
gro
sse
nerv
, lo
scas
so p
er il
pos
izio
nam
ento
del
l'ane
llo d
i fis
sagg
io
per
lo sp
inot
to (n
on p
rese
nte
nel m
odel
lo) e
d il
ma
rcon
fere
nzia
lmen
te p
er so
li 12
0° c
irca
. at
ure
sull'
este
rno
ntel
lo, l
imita
to c
i

Modello F.E.M.
77
Figura 43 - Particolare delle portate del pistone. Si osservano le tasche per la lubrificazione
dell'accoppiamento spinotto - pistone ed il profilo delle portate stesse. La zona cilindrica è quella centrale più ampia.
2.6.4 MESH E PROPRIETÀ
tipo 3D solido tetraedrico a 4 nodi. Questi sono definiti come elementi spazialmente isotropi a tensione - deformazione costante. Risulta
possibile, a causa dell'onerosità computazionale, sviluppare un mo traedrici a 10 nodi.
ono riportate alcune immagini raf ò effettuare un confronto con le immagini della geometria delle pa
L’elemento utilizzato, indipendentemente corpo meshato, è di
imdello con elementi teIn Figura 44 e seguenti sfiguranti la mesh del sistema e dei vari componenti. Si pu
gine precedenti.

Modello F.E.M.
78
Figura 44 - Vista isometrica frontale della mesh del pistone.
Figura 45 - Vista dal basso della mesh del pistone.

Modello F.E.M.
79
Figura 46 - Particolare della mesh del pistone: tasche per la
lubrificazione delle portate per lo spinotto.
Figura 47 - Vista posteriore della mesh del sistema. Modello con biella inclinata.

Modello F.E.M.
80
Figu
ra 4
8 - V
ista
pos
teri
della
mes
h de
l pis
tone
. ore

Modello F.E.M.
81
Figu are della mesh del pistone: si osserva ento, la sede
anello di fissag siale dell tto avo per il suo fermo. ra 49 - Particol
dell'no le nervature di irrigidim
gio as o spino e lo sc
Figura 50 - Sezione della mesh del pistone, in corrispondenza del piano di simmetria. Si confronti
questa immagine con la Figura 43.

Modello F.E.M.
82
inot
to e
Fi
gura
51
- Par
ticol
are
della
mes
h de
l pis
tone
: por
tata
per
lo sp
tasc
a di
lubr
ifica
zion
e.
Figu
ra 5
2 - M
esh
della
bie
lla.

Modello F.E.M.
83
Figura 53 - Mesh dello spinotto: serie A (sopra) e serie B (sotto).

Modello F.E.M.
84
Le caratteristiche risultanti dalla meshatura sono le seguenti: Serie A:
40159 nodi in totale 57688 lementi per lo 83588 lementi per il p
e spinotto e istone 185087 elementi in totale
3807 elementi per la bie la
pring
4 l
4 elementi di tipo s
Serie B: 90575 nodi in totale 286851 elementi per lo spinotto 83588 elementi per il pistone 414254 elementi in totale 43807 elementi per la biella
8 elementi di tipo spring
2.6.5 VINCOLI
I vincoli applicati al modello, riassunti in Tabella 21 e in Tabella 22
a. Le sezioni di simmetria dello spinotto, della biella e del pistone sono vincolate alla traslazione in Y (asse di accoppiamento) tramite un vincolo denominato SYMM (Figura
punti generici della biella e due dello spinotto sono vincolati alla traslazione in X tramite un vincolo denominato
rigida attorno all’asse Y ed alla traslazione rigida lungo l’asse
, sono i seguenti:
54). b. Due
NOTX (Figura 55). Questo è necessario per rendere stabili i due componenti che altrimenti sarebbero labili alla rotazione

Modello F.E.M.
85
X. Questi vincoli non modificano la condizione globale di carico poiché applicati in punti distanti dalla zona maggiormente caricata e simmetricamente rispetto al piano YZ, piano lungo cui avviene il caricamento.
Figura 54 - Vincolo di simmetria per biella, spinotto e pistone
c. La superficie semicilindrica esterna, entro cui scorre il pistone, è vincolata in tutti i suoi gradi di libertà (ALL), solo per la serie B poiché per la serie A non vi è una superficie che funge da camicia: questa è emulata dal vincolamento della superficie del mantello del pistone alla traslazione nelle direzioni X e Y (NOTXY).
el fusto di biella è vincolata alla traslazione in Z tramite il vincolo NOTZ (Figura 56, solo per i modelli con
d. La sezione ultima d
biella non inclinata). e. Quattro punti a due a due diametralmente opposti del mantello
del pistone sono “vincolati” alla traslazione lungo X tramite 4

Modello F.E.M.
86
molle (spring) di rigidezza trascurabile (k = 10-3 N/mm, Figura 57): queste sono necessarie solo da un punto di vista formale e servono per stabilizzare il pistone lungo l’asse X durante il moto di corpo rigido che esso effettua prima di entrare in contatto con il mantello esterno, mentre non alterano la
presente solo per la serie B. soluzione dato il basso valore della rigidezza. Questo vincolo è
Figura 55 - Vincoli alla traslazione lungo l'asse x per biella e spinotto
no la soluzione.
f. Due punti diametralmente opposti del mantello del pistone e due dello spinotto sono “vincolati” alla traslazione lungo Z tramite 4 molle di rigidezza k = 10-6 N/mm (Figura 57): servono per stabilizzare il pistone e lo spinotto lungo l’asse Z durante il moto di corpo rigido che avviene prima del contatto tra i componenti e, come per al punto precedente, non altera
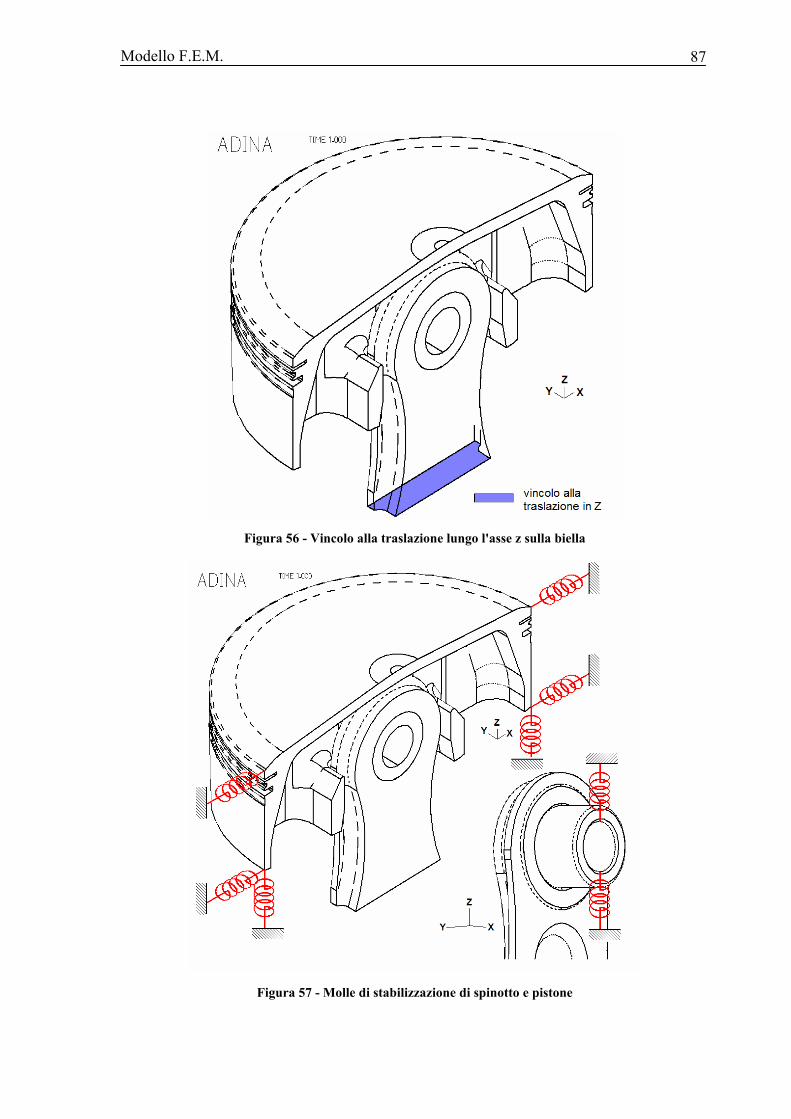
Modello F.E.M.
87
Figura 56 - Vincolo alla traslazione lungo l'asse z sulla biella
Figura 57 - Molle di stabilizzazione di spinotto e pistone

Modello F.E.M.
88
Tabe zione dei vi risco indica che il n è applicato a nei li dove essa è
GDL vincolato
lla 21 - Costitumodel
ncoli; l'aste inclinata
vincolo no lla biella
n Rz ome vincolo Tx Ty Tz Rx Ry NOTX* ✓ ✓ ✓ ✓
ALL ✓ ✓ ✓ ✓ ✓ ✓ SYMM ✓ ✓ ✓ ✓ NOTZ* ✓ ✓ ✓ ✓ NOTXY ✓ ✓ ✓ ✓ ✓
Tab
GDL di reazione
ella 22 - Costituzione delle molle
rigidezza property molla set Tx Ty Tz Rx Ry Rz
1e-03 2 ✓ ✓ ✓ ✓
1e-06 1 ✓ ✓ ✓ ✓
Per quanti riguarda le molle, inoltre, è bene evidenziare che esse
non sono presenti nella soluzione poiché sono definite in modo tale da autoeliminarsi agli ultimi istanti di convergenza12.
biella inclinata, la biella non può più avere i vincoli NOTZ e NOTX: la sua sezione ultima deve essere vincolata all l rezione d dente con l'asse z), mentre almeno un punto di questa sezione deve essere vin
si utilizzano degli elementi di tipo truss, i quali reagiscono solo a sforzo assiale. Il vincolo NOTZ è allora sostituito
nati in direzione one ultima del fusto di biella. Ognuno di essi
Nei modelli con la
a tras azione in di el suo asse (non più coinci
colato alla traslazione in direzione perpendicolare all'asse della biella (non più direzione x).
Per far questo
da una serie di questi elementi, posizioperpendicolare alla sezi
12 Per un maggiore dettaglio a questo proposito si può vedere l'Appendice A.

Modello F.E.M.
89
ha
perpendicolare ai precedenti ed avente il
un estremo incastrato a terra e l'altro incernierato ad un nodo di tale sezione. Il vincolo NOTX sui due punti della biella è sostituito sempre da un elemento truss,
primo estremo incastrato al suolo e l'altro solidale ad uno dei due nodi che nei modelli non inclinati sono vincolati in x.
Figura 58 - Vista frontale del sistema meshato con biella inclinata. Si possono osservare i truss sulla
sezione ultima di biella.


CAPITOLO
3 III
TA E ERIFI E
RISUL TI V CH
3.1 RALITÀ
Nella prima parte del capitolo, vengono svolte alcune verifiche sui sulla sol esti ott con ADINA ste ver gono eseg per due ragio cipali: il c llo del solutore utilizzato e la verifica della bontà dei modelli costruiti.
Per ragioni commerciali, infatti, i software che svolgono analisi F.E.M. sono presentati con grande ottimismo riguardo alle capacità di
ella seconda parte vengono invece presentati e commentati i risultati.
3.2 V
ENEG
modelli e uzione di qu enuta . Queifiche ven uite ni prin ontro
risolvere qualsiasi problema e la dimostrazione della loro validità [3] è spesso di carattere accademico più che pratico e reale, basata su problemi semplici. Inoltre le verifiche consentono di accertare che non siano stati commessi errori durante la costruzione dei modelli (Appendice A) e che questi rappresentino una buona approssimazione della realtà fisica.
N
ERIFICHE
Per ogni modello di entrambe le serie si è proceduto nel modo seguente:
o Prima di avviare la soluzione è stato verificato che la mesh sia
stata realizzata correttamente e che il posizionamento

Risultati e verifiche
92
automatico dei nodi sia stato effettuato entro i limiti di tolleranza accettabili.
o Risolto il modello, è stata effettuata la verifica dell'equilibrio globale del sistema.
o Con riferimento alle ipotesi esposte al Paragrafo 2.3 è stato effettuato un confronto dei risultati ottenuti con quelli teorici
di confronto presentate al Paragrafo 1.4.4. Si presenta, quindi, la possibilità di verificare che le ipotesi
plicità vengono omessi i risultati delle verifiche riguardanti tutti i modelli realizzati al di fuori delle due serie pri
3.2
Dato che la regione in cui si concentra l'analisi è quella della portata del pistone, è stata effettuata una verifica rigorosa della mesh in questa zona. Tale verifica è stata effettuata controllando che tutti i nodi della portata del pistone siano posizionati correttamente su tale superficie, entro un valore di tolleranza accettabile, confrontando la loro posizione con quella teorica.
l campo di tolleranza entro cui attendersi il risultato è la somma della tolleranza del disegno CAD della geometria (1e-05 mm, Figura 127) con quella di meshatura della superficie di contatto del pistone
errore = ± 2e-05 mm. l calcolo è stato eseguito tramite un foglio di lavoro Microsoft
Exce nel quale si inseriscono le coordinate di ogni nodo (xmi,ymi,zmi) stratte dal modello e le coordinate che questo dovrebbe
ortata (xti,yti,zti) ponendo
tramite le relazionio
introdotte, sempre al Paragrafo 2.3, come base per la costruzione dei modelli siano corrette ed accettabili.
Per ragioni di sem
ncipali.
.1 VERIFICA DELLA MESH
I
(1e-05 mm, Figura 135):
Il
eteoricamente avere sulla geometria della p

Risultati e verifiche
93
la sua coordinata assiale ymi = yti. Le coordinate teoriche del nodo i-esi erime 3 a pagina 37. Il confronto è stato effettuato tramite lo scostamento tra le co dello
mo sono ricavate in rif nto allo schema di Figura 1
ordinate radiali del mo
2mi
2mimi zxr += (3.1)
e quelle radiali teoriche
2ti
2titi zxr += (3.2)
59 in funzione della ed è rappresentato graficamente in Figura
coordinata trasversale xmi .
Figura 59 - Errore radiale nel posizionamento automatico dei nodi in funzione della coordinata
trasversale del generico nodo

Risultati e verifiche
94
Per tutti i modelli lo scostamento trovato tra i due valori rimane entro il campo di tolleranza previsto di 2e-05 mm e dunque si può affermare che i nodi della portata sono correttamente posizionati.
.2.2 VERIFICA DELL’EQUILIBRIO
na volta condotta l'analisi del generico modello, è stato
llo rispetti la condizione di equilibrio. I ris
ie B. L'errore percentuale si mantiene sempre nel campo
e s
3
Uverificato che il valore della reazione globale (in direzione del carico) corrispondesse al valore del carico applicato. Ciò equivale a verificare che il mode
ultati sono riportati in Tabella 23 per la serie A ed in Tabella 24 per la ser
e% = -3,93% ÷ +0,04%
i può quindi ritenere verificato l'equilibrio. Tabella 23 - Verifica dell'equilibrio per la serie A
modello [n-θ Gioco] carico
applicato [N] reazione
globale [N] e% 180-360 Gmin e Gmax 25389 25394 0,02 145-360 Gmin e Gmax 16306 16310 0,02 180-180 Gmin e Gmax -19188 -19167 -0,11 145-180 Gmin e Gmax -12778 -12761 -0,13 180-000 Gmin e Gmax -29664 -29095 -1,92 145-000 Gmin e Gmax -39716 -38156 -3,93 180-010 Gmin e Gmax -37415 -36771 -1,72 145-010 Gmin e Gmax -47227 -46574 -1,38
3.2.3 VERIFICA DELLA MASSA DEL PISTONE
Anche se l'analisi effettuata per ogni modello è di tipo statico, si esegue la verifica della massa del pistone: questo per avere una

Risultati e verifiche
95
stima del volume della geometria CAD e della mesh in confronto al volume del pistone reale. Tabella 24 - Verifica dell'equilibrio per la serie B
modello [n-θ] carico applicato [N] reazione globale [N] e% m180-360 25389 25394 0,02 m170-360 23010 23010 0,00 m145-360 16306 16310 0,02 m100-360 7676,5 7676,3 0,04
-0,11 m145-180 -12778 -12761 -0,13
0 -7074,1 -0,26 m180-010 -37415 -36771 -1,72
m180-180 -19188 -19167 -0,11 m170-180 -17112 -17094
m1 0-180 -7092,3
m170-010 -44479 -43791 -1,55 m145-010 -47227 -46574 -1,38 m100-010 -51372 -50765 -1,18 La massa reale del pistone, relativamente all'M-SP25, è
AD si sfruttano i omandi del modellatore solido utilizzato, SOLID EDGE V8.0, i
qu
mp = 243,7 g Per calcolare la massa della geometria C
cali forniscono un valore del volume della geometria (metà pistone) Vgeometria = 41157 mm3
che, con ρ = 2,77 kg/dm3, corrisponde a
mpg/2 = Vgeometria · ρ = 0,041157 · 2,77 = 0,114 kg = 114 g

Risultati e verifiche
96
⇒ mpg = 228 g ⇒ e% = -6,44% Per calcolare la massa della mesh si utilizzano dei comandi di
ADINA che forniscono un volume Vmesh = 41467 mm3
⇒ mpm = 229,7 g ⇒ e% = -5,74%
scostano in maniera accettabile dal valore de nque le masse di geometria e mesh son
La validità dei risultati è stata verificata tramite il confronto delle ten nuti tramite la eoria classica dell'elasticità.
ensione sullo spinotto mentre la seconda è estesa a più valori della tensione, sempre nello spinotto,
sta olo per un modello scelto a caso. In entrambe, comunque, per quanto osservato al Paragrafo 2.6 a
rig
Entrambi i valori silla massa del pistone reale, du
o verificate.
3.2.4 CONFRONTO CON I RISULTATI TEORICI
sioni nel modello con i corrispondenti valori ottet
Come detto al Capitolo I, si eseguono due tipi di verifiche sullo stato tensionale: la prima riguarda tutti i modelli e si effettua tramite un valore di confronto della t
ed è ta condotta s
uardo della costruzione del modello F.E.M., ci si deve attendere, e si può considerare verificato, un modello il cui errore massimo sulle tensioni sia compreso nel campo
e% = ± 10 ÷ 12%. Verifica principale: La tensione adottata come parametro di confronto è quella in
direzione assiale, σyyA , nella sezione di mezzeria dello spinotto, nel

Risultati e verifiche
97
punto maggiormente caricato, valutata secondo la (1.18). Tale tensione risulta essere quella principale massima:
P1
es
4is
4es
A g,A yy, σ
ddd
4π
FLσσ =
⎟⎟⎠
⎞⎜⎜⎝
⎛ −== (1.18)
dove F è il caricriportati in Tabe
o agente sullo spinotto. I risultati del confronto sono lla 25 e seguenti, dove sono evidenziati gli errori
che sono prossimi o superano il 10%. Tabella 25 - Confronto dei risultati del modello con la teoria per la serie A; il parametro di confronto
scelto è la tensione in direzione assiale nel punto A della sezione di mezzeria (Figura 6).
modello [n-θ] σyyA teorica [MPa] σyyA modello [MPa] e% Gmin180-360 254,6 265 4,10 Gmax180-360 254,6 253,6 -0,38 Gmin145-360 163,5 167,5 2,42 Gmax145-360 163,5 159,8 -2,23 Gmin180-180 192,4 157,5 -18,14 G
358,7 -9,92 G
max180-180 192,4 180,4 -6,24 Gmin145-180 128,1 106,6 -16,81 Gmax145-180 128,1 120,6 -5,88 Gmin180-000 297,4 289,7 -2,60 Gmax180-000 297,4 323,8 8,87 Gmin145-000 398,2
max145-000 398,2 406,4 2,06 Gmin180-010 375,1 356,5 -4,97 Gmax180-010 375,1 405,4 8,07 Gmin145-010 473,5 432,1 -8,75 Gmax145-010 473,5 496,5 4,85
Per quanto concerne la prima serie, si può vedere che l'errore
percentuale è compreso in un campo esteso:

Risultati e verifiche
98
e% = -18% ÷ +9%
I valori che maggiormente rimangono dubbi sono però solo quelli relativi ai due modelli caratterizzanti la configurazione di giochi minimi, a 180° dell'angolo di manovella, per entrambe le velocità di rotazione. Sarà quantomeno necessaria, allora, una certa cautela nel trattare in seguito i dati relativi a questi due modelli. Per gli altri il valore dell'errore è contenuto entro il limite di tolleranza accettabile.
Per quanto riguarda la serie B, invece, si vede che l'errore è più contenuto
e% = = -5% ÷ +11%
Tabella 26 - Confronto dei risultati del modello con la teoria per la serie B; il parametro di confronto scelto è sempre la tensione in direzione assiale nel punto A della sezione di mezzeria (Figura 6).
modello [n-θ] σyyA teorica [MPa] σyyA modello [MPa] e [%] m180-360 254,6 280,6 10,21 m170-360 230,7 254 10,10 m145-360 163,5 177,8 8,75 m100-360 76,94 80,61 4,77 m180-180 192,4 182,5 -5,14 m170-180 171,6 162,9 -5,05 m145-180 128,1 122 -4,77 m100-180 71,11 68,27 -3,99 m180-010 375,1 415,5 10,76 m170-010 446 485,9 8,96 m145-010 473,5 508 7,28 m100-010 515,1 542 5,23 Si ve
della velocità di rotazione (Figura 60), indipendentemente dalla pressione agente. Dunque esso è funzione del carico inerziale e
de inoltre che esso aumenta, in valore assoluto, all'aumentare

Risultati e verifiche
99
dipende poco da quello di pressione. Inoltre l'errore percentuale è positivo nel caso di posizion arico inerz di e n
e del manovellismo tale che il co se co è di compressione.iale sia trazione egativ tale cari
Figura e perc alo , sulla confront ione de ità
azione
e ch sia to essenzialmente a caz del ca nerzi on a o modello. Forse l'approssimazione maggiore, nella costruzione del
odello, è stata commessa proprio nell'applicazione di questi me mostrato al Paragrafo A.7. A
tale proposito s osserv to, il mode lta zi i caric li ap a e c .
sione el ono si ve anc o que tto, f ce er i odell . Co a per li svi fut può re in dera i cam metod pl e de i ine
60 - Error entuale, in v re assoluto tensione di o in funz lla velocdi rot
Questo andamento dell'errore fa pensar e esso dovull'appli ione rico i ale e n ll'inter
mcarichi, avvenuta nodo per nodo, co
i può più iner
p
are che, con il metodo utilizzadov sh è p fitta, pllo risu ale lad e la me iù oiché
hi noda licati h nno valor ostanteIn conclusto aspe
i modatta ec
li posszione p
ritenerdue m
rificatii citati
he sottme not
eventua luppi uri si prende consi zione dbiare il o di ap icazion i carich rziali.

Risultati e verifiche
100
Verifica secondaria: Per questa verifica si utilizzano le (1.17), (1.19), (1.20) e (1.21).
Si sceglie il modello che rappresenta la configurazione a 18000 giri/1' con angolo di manovella di 180° della seconda serie. Per esso il carico agente vale
F = -19188 N. Nel punto B*, posizionato in corrispondenza di un nodo per cui
z* 0,1 mm, si ricava la tensione tangenziale di taglio ≈
( ) =−⎟
⎟ddπd 22
es
⎟
⎟
⎠
⎞
⎜⎜⎜⎜
⎝
⎛
+
dd
114σis
is
+d
is=
3*B yz,
2es
F
es
( ) MPa ,04116918
117,99
17,995
2 −
⎜⎝
+
e la tensione normale dirett l'asse
2⎠117,995π −
⎟1
82 =
15 ⎟
⎟111
1134
⎜⎜ +−=
⎟⎞
⎜⎛
a lungo Y
( ) ( ) +⋅−⋅⋅
−=4Lt2
m+1π
39,518ν*d8σ 4B yy, −
zd44=
π* 0,1 117,9954
91883FrFL
ises
MPa 62,553,539,547,251918830,3 2 −=
⋅⋅⋅−
mentre sul modello, per tale nodo, si trova
⋅⋅

Risultati e verifiche
101
σyz, B* = -115,93 MPa ⇒ e% = -0,09% σyy, B* = -59,12 MPa ⇒ e% = -5,48% Nel punto A si calcola la tensione principale minima
MPa 2
191883FLt
3Frσ 2m
= 250,3−
3,539,543,539,54t 2 =⋅⋅
−⋅⋅
7,25191884L4A xx,
⋅⋅−=+
mentre sul modello, in tale i tro
σ 241,78 M Oltre a queste tensioni, si valuta la variazione ra subit
diam edi cale ed zontale sezio mez (Figu si
= − rm 0) =
=
punto s va
xx, A = - Pa ⇒ e% = -3,41%
diale ne di
a daizeriaetri m verti oriz della
ra 10): ha
dmV − dm 2 · (rmV ) = 2 · u(
= 56,203,539,5102,1
7,2519188ELtFr
24EIFr2 35
3
3
3m
3m −=
⋅⋅⋅⋅
−==⋅ µm
dmO − dm = 2 · (rmO − rm) = 2 · u(π/2) = −2 · u(0) = +20,56 µm
dove il segno negativo sta ad indicare che si tratta di una diminuzione ed il segno positivo sta per un aumento.
Si deve però osservare che in questo modello, avente giochi massimi, considerando il pistone infinitamente rigido il massimo valore di aumento del diametro orizzontale è di soli 13 µm sulla biella (Tabella 11), e questo vale anche per la sezione di mezzeria

Risultati e verifiche
102
poiché l'ovalizzazione è uniforme in direzione assiale e tutte le sezioni trasversali si ovalizzano allo stesso modo. Nel modello, su tale sezione trasversale, si trova
dmV − dm = −20,40 µm ⇒ e% = -0,008%
avendo considerato, per il secondo confronto, il pistone infi e rigido a di dia oriz di .
In conclusione si può ritenere provata anche questo tipo di verif
io he
dmO − dm = +14,09 µm ⇒ e% = +0,084%
nitamentzontale
e dunque una variazione massim metro+13 µm
ica.
Osservaz ni critic : L denti v litiche c
basano su procedimenti di calcolo classici di uno spinotto automobilistico, illustrati al Paragrafo a teo sen però fondata su alcune appr zioniconsiderate n si ag nti finiti del sistema. Ciò porta i n s
riguarda i mozzi del pistone che vengono co er considerare lo spinott solvere quindi il
flottante sui mozzi). La deformabilità degli elementi accoppiati modifica le condizioni di interazione con conseguenze non trascurabili sulla distribuzione delle sollecitazioni.
Altre due assunzioni vengono fatte per il calcolo a tensione, una per il calcolo delle tensioni ovalizzanti e l'altra per quello delle
e prece erifiche utilizzano relazioni ana he si
1.4. L ria pre tata èossima e su assunzioni che non sono
ell'anali li elemenevitabilme
La prima assunzione te ad una di crepanza.
nsiderati infinitamente rigidi. Questo serve per poto come una trave incastrata agli estremi e ri
sistema iperstatico che ne deriva. Nel caso in esame questa idealizzazione ha limiti evidenti, essendo l'alluminio del pistone tutt'altro che infinitamente rigido ed essendo i due mozzi lungi dall'essere incastri perfetti (si tenga presente che lo spinotto è

Risultati e verifiche
103
tensioni globali di flessione. Entrambe schematizzano la distribuzione della pressione di contatto ed entrambe sono lontane dalla realtà fisica, portando a sottostimare il valore della pressione
le portate del pistone e l'occhio di biella.
Infine l'ultima assunz calcolo a pressione. Anche qui viene idea ressione di con he s ma la p e massima di contatto (poiché as rconf almente uniforme) di un fattore 1/1 che fornisce il valore medio della pressione (poich a assialmente uniforme).
Nonostante questa ser i ed approssimazioni si ottiene, comunque, una
3 RIFIC LLE IPOT
un onto con ltati teorici come quello appena espos olo delle introd ssono o re
ommentate e può essere espresso un giudizio sulla loro assunzione eridicità: quelle che riguardano la semplificazione della
b. semplificazione df za d di fi assiale d spinotto
za d ccola tr e spino
Tali ipotesi, alla luce dei risultati delle precedenti verifiche, possono essere ritenute influenti per gli scopi prefissati. L'anello di fissaggio assiale dello spefficacemente it es a il vincolo di simmetria: non potendo quest'ultimo mancare, tale anello si rivela del tutto superfluo.
a v dei risu lle tensi punto A re, perme di are a infl che si be
massima di contatto, agente sulla sezione di passaggio tra
ione viene fatta per il lizzata una distribuzione della p
tatto c ottosti ressionsunta ci erenzi ,5 e
stessa é assunt
ie di idealizzazion buona concordanza dei risultati.
.2.5 VE A DE ESI
Tramite confr i risuto, s alcune ipotesi otte po ra esse
ce vgeometria. Queste sono:
ella geometria del pistone . assen ell’anello ssaggio ello
h. assen ella bo a biella tto
approssimazioni ininotto, per esempio, è
o dall'azione che su quest'ultimosostitu ercit
La buon erifica ltati de oni nel , inolttte conferm la scars uenza avreb

Risultati e verifiche
104
nell'aggiungere la boccola tra biella e spinotto, componente con il quale, in teoria, si otterrebbe la giusta distribuzione delle pressioni di contatto.
C i ved l p o ten ale nel pisto e è t onsider ica la so a delle p per lo : p sto motivo, e per la b verifica sua massa, possono ritenersi ininfluenti anche le semplificazioni apportate alla sua geometria la Figu i pagin
Tra le altre assunzioni c za d o
za d ico termicza d ificazione
i deve effettuare un confronto dei risultati numerici con i dati perimentali, mentre per quanto riguarda l'ipotesi
azioni int
er la rappresentazione dei risultati si considerano le tensioni principali in coordinate polari. Sulla portata per lo spinotto le
ome s rà neale da c
rossimo paragrafo, infine, lo stat sionortaten
spinottoare crit la n
uona zo
er que della
(si veda ra 36 d a 71). , per la verifica di
. assen i attritd. assen el car o e. assen i lubr
ss
a. materiale elastico-lineare per tutti i componenti sono stati implementati alcuni modelli elasto-plastici: i risultati di questi sono presentati, e comparati a quelli dei rispettivi modelli elastici, nel prossimo paragrafo.
3.3 RISULTATI
In questo paragrafo vengono presentati i risultati dell'analisi relativa ai modelli delle due serie, ed i risultati relativi ad altri modelli realizzati che possono fornire comunque inform
eressanti. L'analisi del Post-Processing ha dimostrato che la zona maggiormente caricata del pistone è quella della portata per lo spinotto (Figura 62) e dunque in questa zona è stata fatta un'analisi dettagliata dello stato tensionale.
P

Risultati e verifiche
105
ten dia e minima hanno direzione, rispettivamente, circonferenziale, assiale e radiale (Figura 61). La ten
enti dal carico trasmesso e da
omprende modelli con differenti tolleranze di accoppiamento, al variare del regime del motore e dell'angolo di
geometria risulti più critica. Per questo motivo si presentano i valori di tensione al variare del regime dei giochi di accoppiamento, senza entrte er l .
lle te
sioni principali massima, interme
sione radiale superficiale coincide, come noto, con la pressione di contatto cambiata di segno. Tramite l'osservazione, per ogni modello, di immagini del tipo di Figura 61, si può vedere che le direzioni principali di tensione non cambiano al variare della configurazione: sono, cioè, indipend
ll'angolo di manovella.
3.3.1 SERIE A
Questa serie c
manovella, allo scopo di valutare quale configurazione carico -
di rotazione eare nel dettaglio dell
a, illustrata solo pa distribuzione delle
a serie Bnsioni sulla portat Valori massimi de nsioni: valori riportati nelle tabelle seguenti sono quelli massimi delle
ten
nda ella posizione del pistone, del regime di rotazione e dei giochi di
accoppiamento. In valore assoluto, tutte le tensioni raggiungono il valore massimo
per θ = +10° mentre sono minime, le radiali per θ = -360°, le
Isioni principali e della tensione ideale secondo il criterio di Von
Mises, in funzione del regime di rotazione, della posizione del pistone e dei giochi di accoppiamento: essi si verificano sulla superficie della portata del pistone. Valori negativi indicano uno stato tensionale di compressione.
I valori delle tensioni non sono stati ricavati per posizioni fisse sulla portata, ma i punti in cui si presentano sono variabili a secod

Risultati e verifiche
106
circonferenziali per θ = +180°. Le tensioni assiali assumono valori molto bassi, in confronto alle altre due tensioni principali.
Figura 61 - Direzione delle tre tensioni principali. I vettori hanno dimensione e colore proporzion
all'intensità della tensione nel punto. Già da questa immagine si vede che la zona caricata è la portata per lo spinotto. La tensione principale massima (in rosso nello zoom) ha direzione circonferenziale, quella intermedia (in verde) ha direzione assiale e quella minima (in blu) ha direzione radiale
ale più
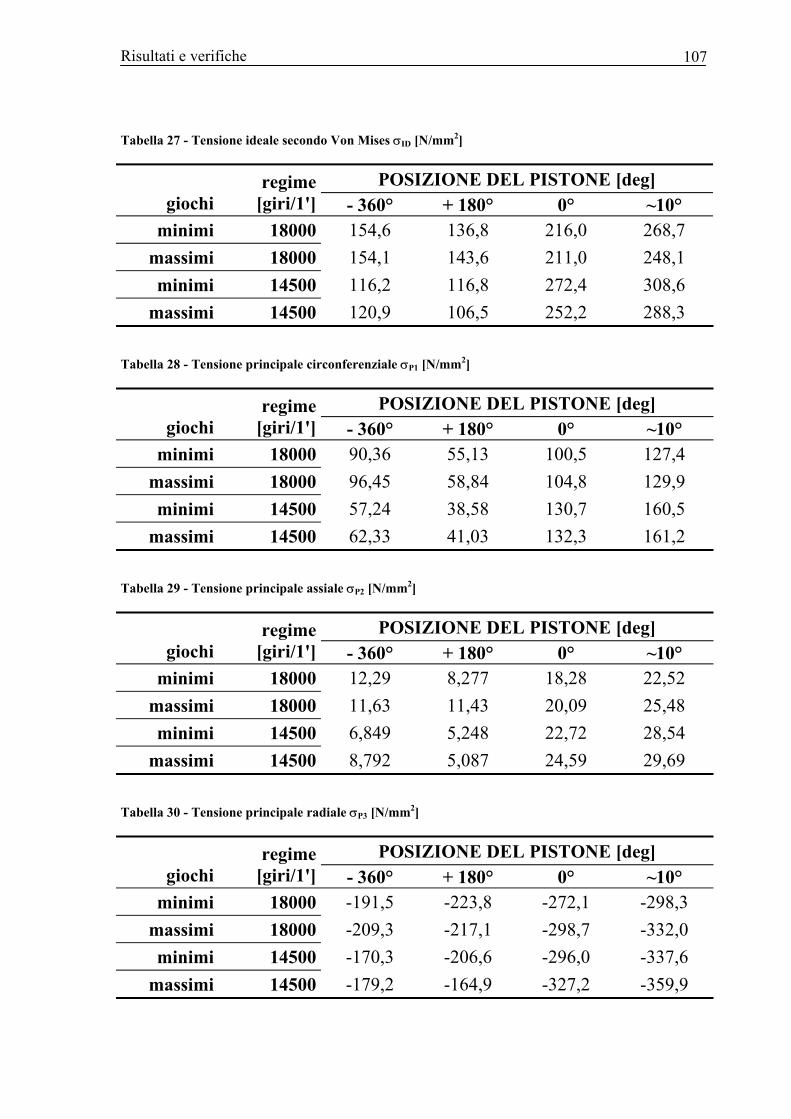
Risultati e verifiche
107
Tabella 2 - Tensione ide7 ale secondo Von Mises σID [N/mm2]
POSIZIONE DEL PISTONE [deg] giochi
regime [giri/1'] - 360° + 180° 0° ~10°
minimi 18000 154,6 136,8 216,0 268,7 massimi 18000 154,1 143,6 211,0 248,1 minimi 14500 116,2 116,8 272,4 308,6
massimi 14500 120,9 106,5 252,2 288,3
Tab
POSIZIONE DEL PISTONE [deg]
ella 28 - Tensione principale circonferenziale σP1 [N/mm2]
giochi regime
[giri/1'] - 360° + 180° 0° ~10° minimi 18000 90,36 55,13 100,5 127,4
massimi 18000 96,45 58,84 104,8 129,9 minimi 14500 57,24 38,58 130,7 160,5
massimi 14500 62,33 41,03 132,3 161,2
Tabella 29 - Tensione principale assiale σP2 [N/mm2]
POSIZIONE DEL PISTONE [deg] giochi
regime [giri/1'] - 360° + 180° 0° ~10°
minimi 18000 12,29 8,277 18,28 22,52 massimi 18000 11,63 11,43 20,09 25,48 minimi 14500 6,849 5,248 22,72 28,54
massimi 14500 8,792 5,087 24,59 29,69
Tabella 30 - Tensione principale radiale σP3 [N/mm2]
POSIZIONE DEL PISTONE [deg] giochi
regime [giri/1'] - 360° + 180° 0° ~10°
minimi 18000 -191,5 -223,8 -272,1 -298,3 massimi 18000 -209,3 -217,1 -298,7 -332,0 minimi 14500 -170,3 -206,6 -296,0 -337,6
massimi 14500 -179,2 -164,9 -327,2 -359,9

Risultati e verifiche
108
Confronto al variare del regime: Nelle Tabelle 31, 32 e 33 vengono presentati i valori di
variazione percentuale (∆%) delle tensioni massime nel passaggio tra il regime di rotazione di 14500 giri/1' a 18000 giri/1', a parità di tolleranze di accoppiamento e di posizione del pistone. Viene riportato anche il valore della variazione percentuale del corrispondente carico trasmesso (∆% carico) ed il campo di
nel peri
Tabella 31 -
giochi massimi
variazione della tensione massima, per fissata velocità di rotazione, odo di 720° (∆σ).
Confronto sui valori della tensione principale circonferenziale σP1 [N/mm2]
POSIZIONE DEL PISTONE [deg] regime [giri/1'] - 360° + 180° 0° ~10°
∆σP1 [MPa]
14500 62,33 41,03 132,3 161,2 ~120 18000 96,45 58,84 104,8 129,9 ~71
∆% 54,74% 43,41% -20,79% -19,42% ∆% carico 54,09% 50,16% -25,31% -20,78%
giochi minimi POSIZIONE DEL PISTONE [deg] regime
[giri/1'] - 360° + 180° 0° ~10° ∆σP1
[MPa]
14500 57,24 38,58 130,7 160,5 ~122 18000 90,36 55,13 100,5 127,4 ~72
∆% 57,86% 42,90% -23,11% -20,62% ∆% carico 54,09% 50,16% -25,31% -20,78%
Per θ = -360° e θ = +180° sono più significativi i carichi inerziali,
che aumentano con il crescere del regime: dunque per queste posizioni il valore massimo della tensione circonferenziale aumenta proporzionalmente con il regime (Tabella 30). Passando da 14500 giri/1' a 18000 giri/1', il carico complessivo incrementa, per le due

Risultati e verifiche
109
posizioni, circa del 54% e del 50%, mentre il massimo delle tensioni circonferenziali incrementa rispettivamente del 58% e del 43% (per i giochi minimi, del 55% e 43% per i giochi massimi).
Tabella 32 - Confronto sui valori della tensione principale assiale σP2 [N/mm2]
giochi massimi POSIZIONE DEL PISTONE [deg] regime
[giri/1'] - 360° + 180° 0° ~10° ∆σP1
[MPa]14500 8,79 5,09 24,59 29,69 ~25 18000 11,63 11,43 20,09 25,48 ~14
∆% 32,28% 124,69% -18,30% -14,18% ∆% carico 54,09% 50,16% -25,31% -20,78%
giochi minimi POSIZIONE DEL PISTONE [deg] regime
[giri/1'] - 360° + 180° 0° ~10° ∆σP1
[MPa]
14500 6,85 5,25 22,72 28,54 ~23 18000 12,29 8,28 18,28 22,52 ~14
∆% 79,44% 57,72% -19,54% -21,09% ∆% carico 54,09% 50,16% -25,31% -20,78%
= +10°, invece, sono più significativi i carichi di pressione, scono col diminuire del regime di rotazione: dunque per osizione il valore massimo della tensione circonferenziale
Per θche crequesta pdiminuisce al crescere del regime. Passando da 14500 giri/1' a 18000 gir
ensione massima nell'arco dei 720°, che aumenta al diminuire del regime di rotazione: passando da 18000 giri/1' a 14500 giri/1' il ∆σP1 passa approssimativamente da 70 MPa a 120 MPa. Questo comportamento si può osservare su tutte
i/1', il carico complessivo diminuisce di circa il 21% mentre il massimo delle tensioni circonferenziali diminuisce del 13% (per i giochi minimi, del 14% per i giochi massimi).
Questi due diversi andamenti delle tensioni rispetto al regime influenzano il campo di variazione della t
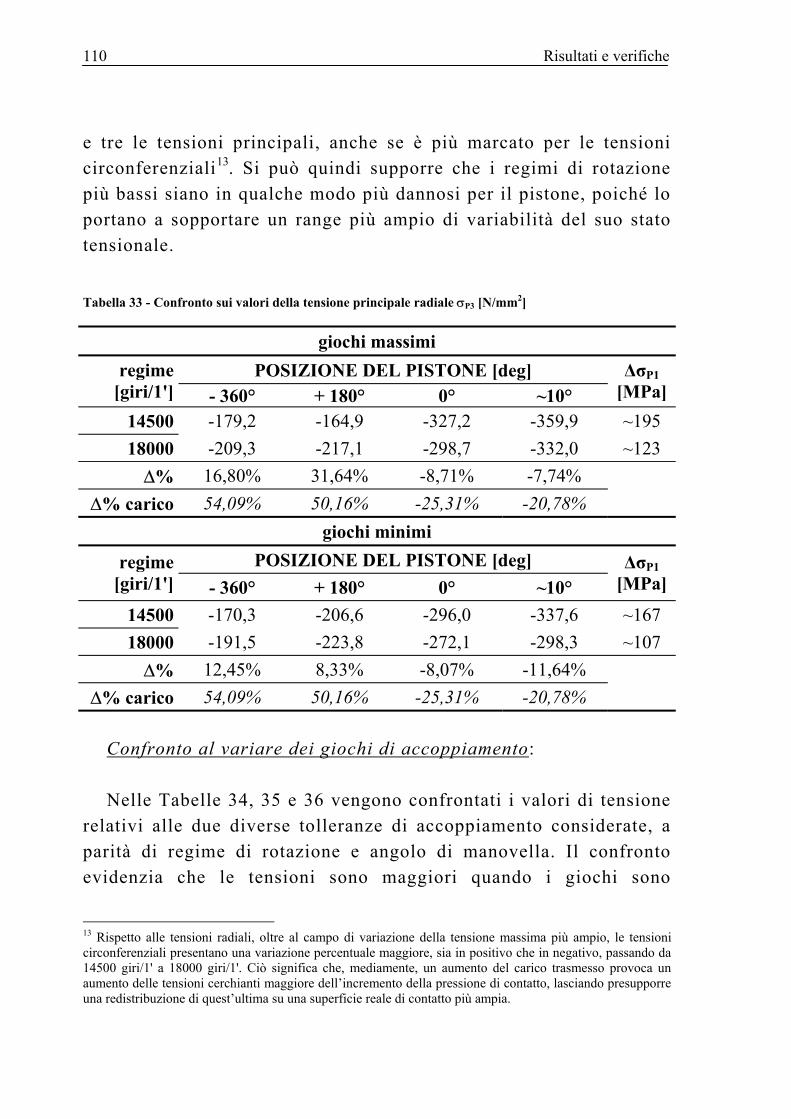
Risultati e verifiche
110
e tre le tensioni principali, anche se è più marcato per le tensioni
più bassi o più dannosi per il pistone, poiché lo portano a sopportare un range più ampio di variabilità del suo stato tensionale.
Tabella 33 - Confronto sui valori della tensione principale radiale σP3 [N/mm2]
giochi massimi
circonferenziali13. Si può quindi supporre che i regimi di rotazione siano in qualche mod
POSIZIONE DEL PISTONE [deg] regime [giri/1'] - 360° + 180° 0° ~10°
∆σP1 [MPa]
14500 -179,2 -164,9 -327,2 -359,9 ~195 18000 -209,3 -217,1 -298,7 -332,0 ~123
∆% 16,80% 31,64% -8,71% -7,74% ∆% carico 54,09% 50,16% -25,31% -20,78%
giochi minimi POSIZIONE DEL PISTONE [deg] regime
[giri/1'] - 360° + 180° 0° ~10° ∆σP1
[MPa]
14500 -170,3 -206,6 -296,0 -337,6 ~167 18000 -191,5 -223,8 -272,1 -298,3 ~107
∆% 12,45% 8,33% -8,07% -11,64% ∆% carico 54,09% 50,16% -25,31% -20,78%
onto al variare dei giochi di accoppiamentoConfr :
Nelle Tabelle 34, 35 e 36 vengono confrontati i valori di tensione
parità dievidenzi
relativi alle due diverse tolleranze di accoppiamento considerate, a regime di rotazione e angolo di manovella. Il confronto a che le tensioni sono maggiori quando i giochi sono
ispetto alle tensioni radiali, oltre al campo di variazione della tensione massima più ampio, le tensioni
circonferenziali presentano una variazione percentuale maggiore, sia in positivo che in negativo, passando da 14500 giri/1' a 18000 giri/1'. Ciò significa che, mediamente, un aumento del carico trasmesso provoca un aumento delle tensioni cerchianti maggiore dell’incremento della pressione di contatto, lasciando presupporre
13 R
una redistribuzione di quest’ultima su una superficie reale di contatto più ampia.

Risultati e verifiche
111
massimi. In corsivo sono indicati valori della variazione in controtendenza, comunque di entità trascurabile.
Tabella 34 - Confronto sui valori della tensione principale circonferenziale σP1 [N/mm2]
regime 18000 giri/1' POSIZIONE DEL PISTONE [deg]
giochi - 360° + 180° 0° ~10° massimi 96,5 58,8 104,8 129,9 minimi 90,4 55,1 100,5 127,4
∆% -6,31% -6,31% -4,10% -1,92% regime 14500 giri/1'
POSIZIONE DEL PISTONE [deg] giochi - 360° + 180° 0° ~10°
massimi 62,3 41,0 132,3 161,2 minimi 57,2 38,6 130,7 160,5
∆% -8,17% -5,97% -1,21% -0,43% Tabella 35 - Confronto sui valori della tensione principale radiale σP3 [N/mm2]
regime 18000 giri/1' POSIZIONE DEL PISTONE [deg]
giochi - 360° + 180° 0° ~10° massimi -209,3 -217,1 -298,7 -332,0 minimi -191,5 -223,8 -272,1 -298,3
∆% -8,50% 3,10% -8,91% -10,16% regime 14500 giri/1'
POSIZIONE DEL PISTONE [deg] giochi - 360° + 180° 0° ~10°
massimi -179,2 -164,9 -327,2 -359,9 minimi -170,3 -142,4 -296,0 -337,6
∆% -4,97% -13,63% -9,54% -6,20%
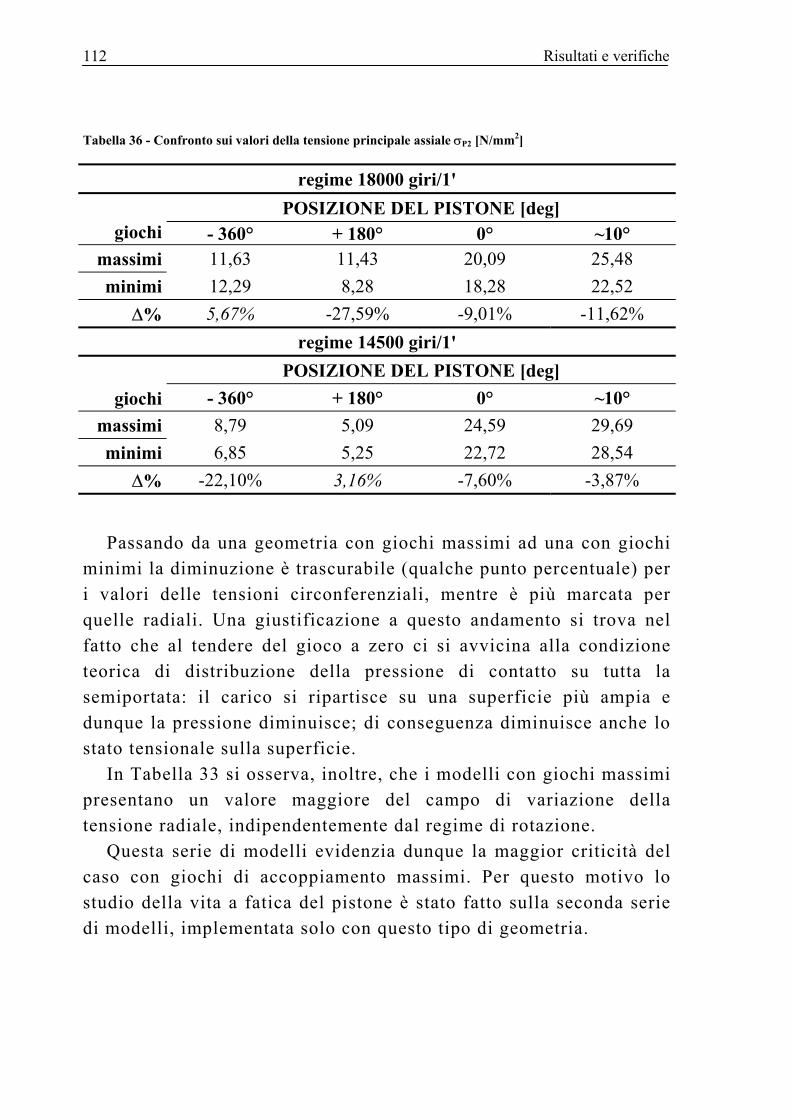
Risultati e verifiche
112
Tabella 36 - Confronto sui valori della tensione principale assiale σP2 [N/mm2]
regime 18000 giri/1' POSIZIONE DEL PISTONE [deg]
giochi - 360° + 180° 0° ~10° massimi 11,63 11,43 20,09 25,48 minimi 12,29 8,28 18,28 22,52
∆% 5,67% -27,59% -9,01% -11,62% regime 14500 giri/1'
POSIZIONE DEL PISTONE [deg] giochi - 360° + 180° 0° ~10°
massimi 8,79 5,09 24,59 29,69 m 5,25 22,72 28,54 inimi 6,85
∆% -22,10% 3,16% -7,60% -3,87%
geometria con giochi massimi ad una con giochi m ne è trascurabile (qualche punto percentuale) per i oni circonferenziali, mentre è più marcata per
giustificazione a questo andamento si trova nel fat d l gioco a zero ci si avvicina alla condizione teorica di distribuzione della pressione di contatto su tutta la semip co si ripartisce su una superficie più ampia e dunque la pressione diminuisce; di conseguenza diminuisce anche lo
a superficie. sserva, inoltre, che i modelli con giochi massimi
l campo di variazione della tensione radiale, indipendentemente dal regime di rotazione.
odelli evidenzia dunque la maggior criticità del caso con giochi di accoppiamento massimi. Per questo motivo lo studio della vita a fatica del pistone è stato fatto sulla seconda serie di
Passando da una inimi la diminuziovalori delle tensi
quelle radiali. Una to che al tendere
ortata: il cari
stato tensionale sullIn Tabella 33 si o
presentano un valore maggiore de
Questa serie di m
e
modelli, implementata solo con questo tipo di geometria.

Risultati e verifiche
113
Confronto con portata cilindrica:
Nemodemoderotazi ta co
Quconcedella ri delle tensioni principali sono riportati in Ta lporta
Tabella
tensioni [MPa]
ll'ambito dei problemi riscontrati durante la costruzione dei lli di questa serie (Appendice B), è stato implementato un llo in tutto uguale al modello con giochi massimi, regime di one di 14500 giri/1' e posizione θ = 0°, ma con porta
mpletamente cilindrica del pistone. esto modello ha mostrato una distribuzione delle tensioni più ntrata in prossimità del bordo interno della portata, dal lato biella. I valo
be la 37 e confrontati con i corrispondenti valori del modello con ta originale.
37 - Confronto tra i valori massimi delle tensioni principali per i modelli con portata originale e cilindrica.
circonferenziali radiali assiali
portata originale 132,3 -327,2 29,7 portata cilindrica 157,5 -451,9 35,6
∆% +19,1% +38,1% +20,0% L'analisi dimostra che l’assenza del profilo a conicità variabile
sulla portata ha come conseguenza un aumento piuttosto considerevole delle tre tensioni principali. Ciò si può spiegare osservando la Figura 150 a pagina 279, dove si vede che la regione di contatto è spostata verso il raccordo del bordo interno: il contatto tra spinotto e pistone non è più esteso a tutta la portata, ma è localizzata, causando un aumento dello stato tensionale.

Risultati e verifiche
114
Figu
ra 6
2 - D
istr
ibuz
ions
ioni
pri
ncip
alne
l pis
tone
. L r
egio
ne p
iù c
ri. I
l re
sto
della
stva
loch
è nu
lli (a
zzur
ro)
di p
oco
nega
tico
po
tica
è qu
ella
vi
(blu
) o d
i pode
lla p
orta
ta p
er lo
spin
otto
sitiv
i(ver
de).
a oi m
assi
me
ri p
ress
one
glo
bale
del
le te
rutt
ura
si m
antie
ne su

Risultati e verifiche
115
3.3.2 E B
Questa serie comprende solo modelli con giochi di accoppiamento massimi, al variare del regime di rotazione del motore e dell'angolo di manovella, poiché con i risultati della serie precedente è stato
a più gravosa. Lo scopo è quello di o una buona pistone in modo da calcolarne la vita a fatica (Paragrafo 5.7).
Distribuzione delle tensioni sulla portata
SERI
evidenziato che tale condizione è lttenere stima dello stato tensionale del
: Si sservar cità di rotazione del
motore, la zona di tensione radiale minima si sposta più volte, durante il periodo di 720° di rotazione della manovella, dalla
θ = -360°, +360°) a quella superiore (per θ = -18 e il carico com trasm a di trazione mpressione ( a 63).
può o e che, ad una generica velo
superficie inferiore della portata (per 0°, +10°, +180°), a seconda ch
plessivo esso si o di co Figur
Figura 63 - Sequenza dello spostamento della ragione di tensione radiale minima, nel passaggio da -
di 10000 giri/1'. Le scale di colori non sono
ssima
360° a + 10°, con velocità di rotazione confrontabili tra loro.
Il minimo di detta tensione si verifica, indipendentemente dalla velocità di rotazione, sempre nel modello con angolo di manovella di 10° e si trova dove lo spinotto, ovalizzandosi, esercita la ma

Risultati e verifiche
116
forza di compressione sul pistone14 (Figura 64). Nel relativo modello, a causa di questa ovalizzazione e a causa della presenza delle tasche di lubrificazione, si verifica che le zone di maggiore compressione radiale sono i bordi, interni alla portata, delle tasche stesse, ed in particolar modo quello superiore, sul quale la tensione radiale raggiunge il minimo di circa -270 MPa.
Figura 64 - Tensione principale minima sul pistone, nella zona della portata per lo spinotto, con regime
di rotazione di 10000 giri/1' ed angolo di manovella di 10°. Si rappresenta lo stato tensionale relativo a questa velocità di rotazione poichè è quella che prmaggiori a questo angolo di manovella. I valori sono in MPa. Sulla supe
oduce le tensioni rficie di contatto
tale tensione ha direzione radiale. Le zone in rosso indicano uno stato di compressione quasi nulla, il verde rivela le zone tra -90 e -180 MPa circa, mentre il blu le zone di
0
massima compressione, tra -180 e -27 MPa .
14 Questo avviene dove la linea elastica pinotto è tangente alla deformata della sezione trasversale del pistone.
della sezione trasversale dello s

Risultati e verifiche
117
Figura 65 - Tensione principale minim portata per lo spinotto, con regime
di rotazione di 18000 gi di -360°. I valori sono in MPa. Si rappresenta lo stato oichè è quella che
roduce le tensioni m cie di contatto tale nsione h e radiale. Le zone dicano uno stato di c ione quasi ulla, il v le zone di compre -30 e -70 MPa, il blu l massima ompress 0 e -125 MPa .
esso rtamento si ca anche per nsione prin e circ ziale, il cui o si sposta p dalla
o portata, durante i 720° di rot però sempre nell'intorno de
a sul pistone, nella zona dellari/1' ed angolo di manovella
tensionale relativo a questa velocità di rotazione paggiori per tale angolo di manovella. Sulla superfip
te a direzionerde rivela
in rosso inssione tra
ompresse zone dn
ci
ione, tra -7
Lo st compo verifi la tecipal onferen massim iù volte
z na inferiore a quella superiore della azione della manovella, mantenendosille tasche di lubrificazione (Figura 66).

Risultati e verifiche
118
Figura 66 - Sequena dello spostamento della ragione di tensione circonferenziale massima, nel
passaggio da -360° a + 10°, con velocità di rotazione di 10000 giri/1'. Le scale di colori non sono confrontabili tra loro.
Figura 67 - Tensione principale massima sul pistone, nella zona della portata per lo spinotto, con
regime di rotazione di 10000 giri/1' ed angolo di manovella di 10°. I valori sono in MPa. Sulla superficie di contatto tale tensione ha direzione circonferenziale. Le zone in giallo indicano uno stato di trazione tra i 95 ed i 125 MPa, il rosso rivela le zone di massima trazione, comprese tra 125 e 185 MPa, il blu le zone in compressione, tra 0 e -56 MPa .

Risultati e verifiche
119
Figura 68 - Tensione principale massima sul pistone, nella zona della portata per lo spinotto, con
regime di rotazione di 18000 giri/1' ed angolo di manovella di -360°. I valori sono in MPa. Sulla superficie di contatto tale tensione ha direzione circonferenziale. Le zone in verde-giallo indicano uno stato di trazione tra i 30 ed i 70 MPa, il rosso rivela le zone di massima trazione, comprese tra 70 e 95 MPa, il blu le zone in cui tale tensione è circa nulla.
Inoltre il massimo della tensione circonferenziale si presenta, indipendentemente dalla velocità di rotazione, sempre per manovella a 10° e sempre in zone in cui il contatto tra i due corpi è assen : qinternamedal lato d
La regio sere lo scavo della tasca di lubrificazione, nella posizione di passaggio tra l'interno e l'esterno alla portata, dal lato della biella. Al centro di questo scavo,
teueste zone sono il fondo della gola di lubrificazione, sia
nte che esternamente alla portata, ed il raccordo del bordo ella biella (Figura 64).
ne tensorialmente più attiva risulta es

Risultati e verifiche 120
sul raccordo, la tensione circonferenziale raggiunge il suo massimo, p
sumono, invece, valor altre due tensioni p
i abili in prima approssima
ari a circa 185 MPa. sLe ten ioni assiali as
bassi in confronto allepossono r tenersi trascur
i massimi molto più rincipali, e dunque
zione (Figura 69).
Figura 69 - Tensione principale intermedia sul pistone, nella zona della portata per lo spinotto, con
i contatto. La zona in cui assume valore minimo (circa -132 MPa) coincide con quella in cui anche la tensione radiale è minima, mentre la regione di
regime di rotazione di 10000 giri/1' ed angolo di manovella di 10°. I valori sono in MPa. Sulla superficie di contatto tale tensione ha direzione assiale (asse Y). Le zone in giallo indicano uno stato di tensione circa nulla, il rosso rivela le zone di massima trazione, comprese tra 15 e 55 MPa, il blu le zone in compressione, con minimo di circa -132 MPa.
Si può osservare, infatti, che la tensione assiale è ovunque circa nulla e assume valori di poco negativi nella zona d

Risultati e verifiche
121
ma
prila
ssimo (circa 55 MPa) è sul fondo delle tasche, dove è massima anche la tensione circonferenziale.
Figura 70 - In questa
immagine si può osservare qualitativamente lo stato
tensionale nella zona della portate del pistone. La
regione in rosso evidenzia uno stato biassiale di
tensione, causato dalle tensioni principali
intermedie e minime. La regione in blu indica uno
stato biassiale di tensione, causato dalle tensioni principali massime ed
intermedie. La regione in verde rappresenta uno stato
di tensione monoassiale, dovuto alla sola tensione principale massima. La distribuzione dello stato
tensionale si intende simmetrica rispetto al piano verticale di simmetria della
portata. Se si trascura l'effetto delle tensioni assiali, le zone blu e verde indicano
uno stato di tensione monoassiale di sola tensione
ncipale massima, mentre zona rossa indica sempre
uno stato monoassiale ma di sola tensione principale
minima.
Questo fatto induce a pensare che l'intera zona della portata per lo
spinotto si trovi approssimativamente in uno stato biassiale o monoassiale di tensione (Figura 70):
o dove la tensione assiale è nulla, si annulla anche la tensione
radiale (zona senza contatto, in verde) e sono presenti solo tensioni circonferenziali trattive o di poco compressive, per cui lo stato tensionale si può approssimare bene ad uno stato monoassiale causato dalla sola tensione principale massima;

Risultati e verifiche
122
o dove la tensione assiale è positiva (fondo delle tasche, in blu), si annulla la tensione radiale, per cui lo stato tensionale risulta biassiale trattivo, composto dalla tensione principale massima
egativa anche la entre la circonferenziale è nulla o,
in questo caso, trascurando il stato tensionale si
n Figura 71 ed in Figura 72 viene rappresentato l'andamento de
ed intermedia; o dove la tensione assiale è negativa risulta n
tensione radiale (in rosso), mal più, di poco negativa:contributo della tensione circonferenziale, lopuò considerare biassiale compressivo.
Ille tensioni principali massime e minime, in una sezione
trasversale del pistone posizionata all'altezza dell'inizio della zona cilindrica della portata.
Figura 71 - Tensioni principali massime su una sezione della mesh del pistone, per la configurazione
di 10000 giri/1' e angolo di manovella di 10°. La sezione è posizionata all'altezza dell'inizio della zona cilindrica della portata (questa zona si riconosce nella Figura 67 dove la mesh inizia ad essere più irregolare)
Su questa sezione la tensione principale massima assume valori significativi solo nella zona superiore del pistone; inoltre si può osservare che nei pressi delle tasche, su questa sezione, tale tensione ha un forte gradiente di variazione, passando da valori positivi a

Risultati e verifiche
123
negativi nell'arco di pochi millimetri: da più di 130 MPa a circa -15 MPa.
Anche la tensione principale minima è significativa nella zona superiore del pistone, ma solo nei pressi della portata; dalla sua distribuzione, inoltre, si può capire qual'è lo stato di compressione dovuto al contatto.
Figura 72 - Tensioni principali minime sulla stessa sezione e per la stessa configurazione di Figura 71.
Valori massimi delle tensioni: In Tabella 38, 39 e 40 vengono riportati i valori massimi, sulla
superficie della portata del pistone, delle tensioni principali, in funzione del regime di rotazione e della posizione del pistone.
Come per la serie precedente, i valori presentati non sono ricavati per posizioni fisse sulla portata, ma i punti in cui si presentano sono variabili a seconda della posizione del pistone e del regime di rotazione. I punti in cui si presentano si possono desumere dalle figure delle pagine precedenti. In valore assoluto, tutte le tensioni massimizzano per θ = +10°.

Risultati e verifiche
124
Tabella 38 - Tensione principale circonferenziale σP1 [N/mm2]
POSIZIONE DEL PISTONE [deg] regime [giri/1'] - 360° + 180° ~10°
18000 95,6 59,3 138,3 17000 86,9 53,0 163,4 14500 61,3 41,9 171,7 10000 32,3 24,6 185,4
Tabella 39 - Tensione principale assiale σP2 [N/mm2]
POSIZIONE DEL PISTONE [deg] regime [giri/1'] - 360° + 180° ~10°
18000 9,12 8,79 23,02 17000 8,27 7,92 27,46 14500 6,24 5,48 28,55 10000 4,51 3,85 30,25
Tabella 40 - Tensione principale radiale σP3 [N/mm2]
POSIZIONE DEL PISTONE [deg] regime [giri/1'] - 360° + 180° ~10°
18 -126,7 -227,8 000 -124,7 17000 -118,5 -116,9 -248,7 14500 -95,8 -95,3 -253,4 10000 -68,8 -67,0 -270,4
Le tensioni assiali assumono valori assai scarsi, in confronto alle
altre due tensioni principali. Inoltre, si osserva che le tensioni cir n to, minori di quelle radiali. Vo n pistone, si conclude che le tensioni più dannose sono quelle circonferenziali, anche le radiali, poiché sono quelle di trazione maggiori.
co ferenziali sono, in valore assolule do studiare, in ultima analisi, la vita a fatica del
se minori del

Risultati e verifiche
125
Confronto al variare del regime:
quattro i regimi considerati. unque ∆σP1 , il campo di variazione della tensione principale
ma irotazi10000 ò osservare su tutte e
e le tensioni principali, anche se è mediamente più marcato per le tensioni circonferenziali rispetto alle tensioni radiali. Per queste ultime il ∆σP3 passa da 103 MPa per 18000 giri/1' a 202 MPa per 10000 giri/1'.
Si può quindi confermare la supposizione fatta a proposito dei risultati della prima serie, cioè che i regimi di rotazione più bassi siano in qualche modo più dannosi per il pistone, poiché causano un range più ampio di variabilità del suo stato tensionale.
Confronto con la Serie A
Per quanto riguarda la variazione delle tensioni con il regime di rotazione del motore, si possono ripetere le osservazioni fatte a riguardo della serie A, per tutti e
Dss ma nell'arco dei 720°, aumenta al diminuire del regime di
one, passando da 43 MPa per 18000 giri/1' a 153 MPa per giri/1'. Un comportamento simile si pu
tr
: Il confronto dei risultati ottenuti dalla prima e seconda serie di
modelli, a parità di configurazione considerata, è riportato in Tabella 41 ed in T
Si osserva che l'infittimento della mesh sullo spinotto, principale dif rtensiocompangolo di manovella di 10°. Questa variazione, inoltre, è medi
abella 42.
fe enza tra i modelli delle due serie, non ha quasi effetto sulle ni principali circonferenziali, producendo una variazione
resa tra l'1% e il 7%, con valore più marcato per modelli con
amente più marcata all'aumentare del carico totale trasmesso. L'effetto del miglioramento della mesh dello spinotto si riflette in
maniera molto evidente, invece, sul valore delle tensioni radiali. Il valore diminuisce di circa il 40% e ciò è dovuto alla redistribuzione delle tensioni in seguito all'attenuazione del fenomeno ondulatorio

Risultati e verifiche
126
(Appendice B). Non si possono, considerare attendibili, dunque, i valori delle tensioni radiali della prima serie di modelli. Tabella 41 - Confronto sui valori della tensioni σP1 [N/mm2] ottenuti dalle due serie di modelli.
regime 18000 giri/1' POSIZIONE DEL PISTONE [deg]
- 360° + 180° ~10° Serie A 96,5 58,8 129,9 Serie B 59,3 138,3 95,6
∆% 0,91% -0,83% -6,47% regime 14500 giri/1'
POSIZIONE DEL PISTONE [deg]
- 360° + 180° ~10° Serie A 62,3 41,0 161,2 Serie B 61,3 41,9 171,7
∆% 1,67% -2,22% -6,51%
Tabella 42 - Confronto sui valori della tensioni σP3 [N/mm2] ottenuti dalle due serie di modelli.
regime 18000 giri/1' POSIZIONE DEL PISTONE [deg]
- 360° + 180° ~10° Serie A -209,3 -217,1 -332,0 Serie B -124,7 -126,7 -227,8
∆% -40,4% -41,7% -31,4% regime 14500 giri/1'
POSIZIONE DEL PISTONE [deg]
- 360° + 180° ~10° Serie A -179,2 -164,9 -359,9 S -95,3 -253,4 erie B -95,8
∆% -46,6% -42,2% -29,6%

Risultati e verifiche
127
Confronto con modelli elasto-plastici: Per alcune delle configurazioni rivelatesi più critiche, quella con
angolo di manovella di 10° a 10000 giri/1', è stata effettuata un'analisi più dettagliata sviluppando un modello di tipo eplastico, di iato per i due materiali principali utilizzati per il pistone. In questo caso è stata dunque abbandonata l'ipotesi di ma
sitive, coincide con il valore dello sne a
olto simile al modello elastico (Figura 73
lasto-fferenz
teriale elastico-lineare per tutti i componenti, introducendo il limite di snervamento per il pistone, in favore di una migliore rappresentazione della realtà fisica.
Il materiale elasto-plastico è stato simulato tramite una curva del materiale di tipo bilineare. Il tratto orizzontale di questa curva, presente solo per tensioni po
rvamento in temperatura σST dei due materi li15. Il modello elasto-plastico, per entrambi i materiali, presenta una
distribuzione delle tensioni m), ed il valore massimo risulta praticamente invariato. Il confronto
è stato effettuato solo sulle tensioni principali massime poiché sono le massime di trazione.
Tabella 43 - Confronto sui valori estremi della tensione principale massima σP1 [N/mm2], nella configurazione con angolo di manovella θ = 10° e regime di rotazione 10000 giri/1'.
M-SP25 M 124P σS200 [MPa] ∼282 ∼188
σP1 modello elastico [MPa] 185,4 185,4 σP1 modello elasto-plastico [MPa] 185,5 183,1
∆ % +0,05% -1,24%
Si può concludere che, dal punto di vista delle tensioni agenti, modello elastico e modello elasto-plastico sono praticamente equivalenti. Il calcolo a fatica è stato effettuato, dunque, con la teoria della fatica ad alto numero di cicli, trascurando gli effetti
15 Per questo dato si veda il Paragrafo 5.7.2 ed i commenti al riguardo.

Risultati e verifiche
128
della leggera plasticizzazione che si ha in corrispondenza dei picchi di tensione per la configurazione di Tabella 43
Figura 73 - Confronto sulla distribuzione delle tensioni principali massime σP1 [MPa] tra il modello
con materiale del pistone M124P (a) elasto-plastico e (b) elastico. Si può osservare la somiglianza della distribuzione delle tensioni nei due casi. In questa immagine le scale di colore non sono direttamente confrontabili tra loro, poiché differiscono leggermente i valori massimo e minimo. Il valore massimo raggiunto in (a) si differenzia comunque di poco dal massimo di tensione raggiunto in (b).

C
IV
APIT L
4
FATICA DA FRETTING
O O
4 ITÀ
f ( ingle “sfregamento”) n par fenomeno t o si m festa qu o si limi isciamenr v u uperf att orzat t i e d ’ordidei micron); si ha fatica da t g q d u o nm anico, s p o d s i l t o a t nsubisce le azioni indotte dal fretting. Il d eggiamento globale che n riva det i f u n t e t ta e l a a
i motori altissime prestazioni, come quelli che spingono le moderne vetture di Formula1, è possibile che si stabiliscano le c zi e z e . p iportate del pistone, descritte al Paragrafo 1. e il m estarsi di tale fenomeno: questo a causa dei microslittamenti che possono sussistere tra spinotto e pistone.
4 O R ZIONI SPERIMENTALI
olt m o secolo si stu s fenom o o ste iti n e i stu t e a e e i ancoo i è poco c s , p t o s t indagine e previsione v a e c ,p ica, s tri che influenzano la FF.
.1
Il ribolelati
ecc
e ded un
Ne
ondi
ssere
.2
Dasegugg
rat
GENE
rettinggico co tra d
RAL
in he e s
otto
erm ca ad
r la
anif
VA
ezzrosono
molti i parame
se aniici a cont
a
è uha
o (sF) soanna d
art
to li pn es
ticotatoamo azi
lare strnti n cni
ando ftintem
to ne te ti,
riscuanleci
ellmpffa
fre si
(Fa d
oneicaost un
na colo
orti a f
ridtic
zio.
i di vi l componen e, rispe to normal
oni p presen a d lla FF In cola2, si suppone possano
re le cricche sulle
SSE
re um
dia rimuttonte
queent, nriconosc
enfinun . Qu
erlo,oloesto
sonma me per
ati ra di
in
di eto euni
tes soers
spratlm
r disteiuto
ciu odohé
ono

Fatica da fretting
130
I primi studi effettuati sull'argomento indicavano il valore del che
nfluisce direttamente sulla FF [9]. vita
dei componenti sottoposti a FF fosse dovuta alla sinergia tra i due fenoatica (effetto affaticante). Nel tentativo di separare le due azioni,
tati condotti esperimenti in atmosfera di gas inerte i quali hanno mostrato che, anche se l’usura da fretting diminuisce, la vita a ati
processi, a no in relazione diretta e, e direttamente
ntare dU r
l'usura da s o relativo compreso tra 0,001 ma ad un range critico dell’ordine di 15 µm: al di fuori di questo range si ha assenza di dmetodi classici [9], [28].
n seguito studi più approfonditi hanno mostrato l'esistenza di un
i
microslittamento relativo fra i corpi a contatto come parametroi
Successivamente è stata introdotta l'idea che la riduzione di
meni che vi concorrono: usura da fretting (effetto erosivo) e fsono s
f ca non aumenta in maniera significativa. Ciò significa che i due nche se concomitanti, non so
dunque, la suscettibilità alla FF non è correlata solo 16all'ammo ell'usura da fretting [11].
lterio i indagini hanno messo in luce il fatto che, anche se fretting si manifesta per un range di littament
÷ 250 µm, la riduzione drastica di vita per FF si nifesta solo per microslittamenti di valore appartenente
anneggiamento e la vita a fatica è determinata con i
Ieffetto scala per quanto riguarda il fenomeno di riduzione di vita per FF17, simile all'effetto scala noto per la fatica class ca e legato anch'esso alla presenza di forti gradienti tensionali: questo effetto mostra che la vita a FF è funzione anche dell'area e della pressione di contatto tra i componenti [9].
16 La produzione dei detriti tipici dell'usura da fretting, infatti, ha spesso come conseguenza la scarsa o addirittura nulla diminuzione della resistenza a fatica del componente. 17 Variando, nei provini soggetti a contatto con le apposite pastiglie (fretting pads) solo l’area del contatto e non la pressione media, è stata mostrata l’esistenza di una dimensione critica, per tale area, sotto la quale la vita a FF risulta molto maggiore (N > 107) che al di sopra di tale limite.

Fatica da fretting
131
Figura 74 - Diagramma di influenza delle principali variabili sulla FF [11].

Fatica da fretting
132
Si sono dunque delineati, nel corso degli anni, molti parametri che influenzano la FF, tra i quali i più importanti sono [11], [13]:
o materiali e stato delle superfici a contatto
area e pressioni di contatto o
llo utilizzato per la caratterizzazione della FF (Paragrafo 4.4).
.3 MECCANICA DELLA ROTTURA DA FRETTING
Il danneggiamento da fretting è visto fondamentalmente come risultato dei seguenti contributi [25]:
o Usura da Fretting (fretting wear) FW
orrosion) FC o Fatica da Fretting (fretting fatigue) FF
ch
ne, causata da un processo di usura meccanica, del sot
particelle metalliche (detriti) tra le parti in contatto. In corrispondenza di tale processo si nota, generalmente, un aumento del coefficiente di attrito misurato
o sistema delle sollecitazioni affaticanti agenti o frequenza e numero di cicli o
scorrimento relativo e coefficiente di attrito temperatura, umidità e aggressività dell’ambiente o
o distribuzione delle tensioni di contatto Tali parametri sono indipendenti l'uno dall'altro ma interagiscono
secondo uno schema generale che può essere riassunto come in Figura 74. Tutti i parametri menzionati hanno però un peso differente a seconda del mode
4
o Corrosione da Fretting (fretting c
e agiscono secondo un meccanismo che si suddivide in tre fasi:
1. Rimoziotile strato di ossido che copre la superficie del materiale. Una
volta rimosso l’ossido, dopo pochi cicli, si formano delle saldature fredde, che fratturandosi causano l’accumulo di

Fatica da fretting
133
fra to. Il modello tribologico che descrive questa fas , a livello sperimentale, mette in relazione l'escursione massima ne
ito è proporzionale all'escursione della sollecitazione affaticante ed è nullo lo scorrimento relativo, una fase intermedia di scorrimento plastico (in verde) ed una fase finale di distacco tra le due superfici a contatto (in blu).
i corpi a contate
l ciclo della forza d'attrito sul contatto (Figura 75a) e l'entità dello scorrimento relativo tra i componenti (Figura 75b) con l'escursione della sollecitazione affaticante per vari valori della forza di contatto. Con tale modello si individuano tre diverse sottofasi di comportamento: una fase di aderenza iniziale (in rosso) in cui l'escursione della forza d'attr
Figura 75 - Risultati sperimentali del modello tribologico
2.
vicino alla superficie, ulteriore usura e possibilità di formazione di
ortare alla nucleazione di una serie di microcricche di dimensione paragonabile a quella dei grani del metallo. Se queste microcricche sono confinate allo strato di ossido, verranno separate ulteriori particelle di ossido, potenziprocesso di usura. Le altre microcricche possono sia non propagare,
Ulteriori cicli di fretting generano deformazioni plastiche
nuovo ossido, attraverso l’ossidazione sia delle particelle già separate, sia del metallo vergine al di sotto dello strato di ossido usurato. Le deformazioni plastiche in prossimità della superficie possono p
almente in grado di accelerare il

Fatica da fretting
134
per essere asportate in seguito, o propagare appena al di sotto della superficie fino a collegarsi ad altre cricche formando una più grande particella detritica.
Figura 76 - Dettaglio della nucleazione di una microcricca in un a
lluminio AA 7075-T6, da [11].
ssaratterizzata dalla propagazione di una o più di queste microcricche
e, quando la fessura è propagata fino ad una distanza di diverse centinaia di micron dalla superficie, diviene meno importante anche l’influenza delle tensioni di contatto: a questo punto la propagazione è dominata solo dalla presenza di tensioni globali affaticanti (tensioni di bulk). Il processo di sviluppo della fessura in questa fase si suddivide in due sottostadi (stadio I e II) analoghi agli stadi di avanzamento della cricca nella fatica classica (Paragrafo 4.4.1).
4.4 MODELLI PER LA FF
Attualmente, per la caratterizzazione della FF, si stanno seguendo diverse strade, sviluppando modelli teorici, numerici o empirici che
3. Quindi avviene la transizione da quella che finora era stata enzialmente usura (meccanica e chimica) alla condizione di FF, e
csuperficiali in profondità. La microcricca diviene una vera e propria cricca e man mano che questa propaga l'influenza dell'erosione è sempre minore

Fatica da fretting
135
considerano la FF sotto aspetti differenti. In questo paragrafo non verranno presentati tutti i modelli esistenti ma solo i più importanti e studiati ad oggi:
o Modelli secondo la fatica "pura" o Modelli a parametri di danneggiamento superficiale o Modelli frattali o Modelli F.E.M.
4.4.1 MODELLI SECONDO LA FATICA "PURA"
Nella prospettiva di considerare separatamente l'effetto di fatica ed ero zando fondamentalmente due analogie:
o Con i metodi della meccanica della frattura si analizza lo stato
sione, la valutazione della vita per FF è condotta utiliz
locale di tensione in analogia con i campi tensionali in presenza di una cricca (crack-analogue).
Figura 77 - Dettaglio di una cricca da FF in un alluminio Al Cu4, da [11].

Fatica da fretting
136
o Con i metodi analitico - sperimentali che valutano lll'intaglio di un
a sensibilità a materiale in presenza di una discontinuità geometrica si caratterizza la sensibilità a fretting del materiale
direzione perpendicolare allo sforzo principale ma
bbassano il limite di fatica (tratto orizzontale della curva di Wöhler) sono quelli che hanno un'influenza notevole sul
(notch-analogue). Come noto, lo sviluppo di una cricca per fatica si compone di due
stadi principali (Figura 77): il primo riguarda l'iniziazione e la crescita sul piano di slittamento, mentre il secondo considera la propagazione in
ssimo. Nella fatica ad elevato numero di cicli la fase che occupa la parte preponderante della vita a fatica del componente è la prima. I fattori, dunque, che a
l'iniziazione della cricca.
Figura 78 - Diagramma di Wöhler qualitativo che caratterizza il confronto tra fatica e Fatica da
Fretting. Per tensioni subito al di sopra del limite classico di fatica la differenza è minima: ciò indica che, quanapprossimativamente la stessa nei d
do la cricca è iniziata la sua propagazione è ue casi. Dunque la differenza risiede soprattutto nella
fase di iniziazione. Da [11].
Con l'osservazione sperimental di diagrammi come quello di Figura 78, si è ad una drastica
e arrivati all'idea che la FF porti

Fatica da fretting
137
rida fessura di fatica.
a prima analogia nasce allora dall'esigenza di mettere in relassume che l'azione dell'usura da fretting ha effetto solo nella prima
giormente dalla co
maggiore sensibilità all'intaglio ubiscono le maggiori riduzioni di vita a FF.
In quest'ottica la FF viene interpretata, quindi, come un
fenomeno di fatica "pura" e l'effetto aggiuntivo del fretting viene considerato tramite un intaglio equivalente, valutando i fattori di intensità degli sforzi KI e KII e il coefficiente di sensibilità all'intaglio ηFF .
Notch-analogue
uzione di vita poiché influenza maggiormente proprio il primo stadio di propagazione dell
Lazione la FF con lo sviluppo della cricca stessa: questa analogia
fase di formazione della cricca ma, una volta che essa è cresciuta passando dal primo al secondo stadio di sviluppo, la propagazione ne risente molto meno, essendo influenzata mag
mponente affaticante e dallo stato locale di tensione. La seconda analogia prende spunto, invece, dall'osservazione
sperimentale che i materiali con s
: In [28] si definisce il coefficiente di intaglio equivalente da
fretting kFF come a del provino in ass
il rapporto tra il limite di faticenza ed in presenza di fretting:
FF
Df
σk = = kσ
(4.1)
a sperimentazione mostra che l'influenza del fretting è maggiore
il limite di fatica in
FF
L
all'aumentare del numero di cicli e dunque kFF è variabile a seconda del numero di cicli a cui si vuole calcolare σFF . Il caso più dannoso è comunque quello di cicli all'inversione. Inoltre

Fatica da fretting
138
pre
ne e in differenti casi di acc
cli che varia tra il 5% e il 10% dei cicli totali, nella zona interessata da fretting, in corrispondenza del bordo della superficie di contatto e con un'angolazione (stadio I) prossima ai 45°. ) avviene in un piano perpendicolare alla superficie (Figura 77).
] coincide allora con la sen
senza di fretting σFF decresce quando la pressione di contatto aumenta oltre un certo livello.
In Tabella 44 sono riportati i valori di kFF per alcune leghe di alluminio in vari casi di sollecitazio
oppiamento tra superfici. Sperimentalmente si osserva che la cricca di fatica ha
nucleazione, dopo un numero di ci
Il successivo sviluppo (stadio II
La sensibilità a fretting del materiale [9sibilità all'intaglio equivalente
1k1kη
t
FFFF −
−= (4.2)
dove kt è il fattore di forma, diverso da kFF a causa anche dell'effetto scala già menzionato. Se il valore di kFF è noto sperimentalmente, il limite di fatica da fretting si calcola agilmente dalla (4.1), mentre se esso non è noto si devono stimare kt e ηFF e calcolare kFF dalla (4.2).
Il valore di ηFF è correlato all'effetto scala ed è funzione del materiale e della geometria dell'intaglio equivalente; esso è calcolabile tramite le note leggi empiriche tipo quella di Peterson
1
FFmη
−
⎟⎞
⎜⎜⎛
=eqr
1 ⎟⎠⎝
+ (4.3)
con m = costante del materiale [mm] = 0,508 ÷ 0,634 per
l'alluminio

Fatica da fretting
139
k FF
1,58
∼2,
32
∼1,
86
2,04
2,00
3,04
2,79
1,92
2,71
3,76
1,59
1,80
∼ 1,37
σF
F
[MP
a]
120
56
70
55
45
56
99
82,8
49,5
35,6
52,5
60
∼
73
Mat
eria
le d
i ac
copp
iam
n0,5
M
n0,8
M
ento
0A
g1,5
g0,7
gMn
AlM
g4M
n0,7
AM
g6
Stee
l 30
KhG
SA
AM
g6N
D16
AT
DT
D 5
07
RR
58
AlC
uMg
AlC
u4,4
M
AlC
u4,4
M
Mil
d St
eel
AlC
u4
AlC
u4M
σD
[MP
a]
190
∼13
0
∼13
0
112
90
170
276
159
134
134
83,5
108
100
σR
[MP
a]
360
430
430
424 - - 350
450
390
390
370
430
∼ ∼ ∼ ∼ ∼ 314
Mat
eria
le
DT
D 5
070A
(a
150°
C)
n0,5
Mg1
,5
n0,8
Mg0
,7
n0,8
Mg0
,7
AM
g6
AM
g6
AM
g6
N
N
D16
AT
C)
RR
58
(a 1
50°
AlC
uMg
AlC
u4,4
M
AlC
u4,4
M
AlC
u4,4
M
AlC
u4
AlC
u4M
gMn
AlM
g4M
n0,7
Tab
ella
in
tagl
io e
quiv
alen
e ca
oni
ione
-
) a
10
e ro
ta)
a 10
cli
13
44 -
Coe
ffic
ient
e di
per
diff
eren
ti ca
si d
i s
zion
e di
tra
z
zion
e di
fle
ssio
n
te d
a fr
ettin
g e
e ac
copp
iam
ento
. Il s
i
com
pres
sion
e al
l'in
vers
ione
(
nte
all'
inv
ratt
eris
tiche
di r
esm
bolo
"∼"
indi
ca c
he
σ
ersi
one
(σ
iste
nza
per
al il
val
ore
deri
cune
legh
e di
allu
min
io (d
esig
nazi
poc
o ce
rti.
cli
ori
gina
li)
olle
cita
zion
va d
a da
ti
N°
soll
ecit
a
1 2 3 4 5 6 soll
ecit
a
7 8 9 10
11
12
D =
σIa
7 ci
D =
σIf
7 ci

Fatica da fretting
140
b = semiestensione dell'area di contatto [mm] (Figura 79) req = raggio dell'intaglio equivalente [mm] = (0,2 ÷ 0,25)b oppure con il metodo del gradiente di tensione (Kuhn-Hardrath)
( ) 1FF χ*ρ1η
−+= (4.4)
dove:
ssimo, funzione della geometria =
ρ* = caratteristica del materiale ricavabile da diagrammi sperimentali ≈ (140/σR)2 [mm]
maxrealeσ = valore della tensione reale massima [MPa]
χ = gradiente degli sforzi normalizzato rispetto al valore reale
ma maxrealeσ1
dxdσ [1/mm]
Il valore di k , invece, si ricava dalla ben nota espressione
t
n
maxreale
t σσk = (4.5)
una volta noti, nella zona di fretting, il valore della tensione
nominale σn ed il valore della tensione reale massima maxrealeσ . Mentre
il primo si calcola facilmente con la teoria di Saint Venant18, il secodo si riesce a valutare, per via teorica, solo in casi di geometria estremamente semplice e solo per alcune configurazioni di carico particolari. Per altri casi si deve ricorrere necessariamente a delle approssimazioni.
A questo proposito in [10], con riferimento alla Figura 79 in cui
18 Per come viene valutato il valore al numeratore della (4.5) nelle prossime pagine, la tensione nominale assume il significato di tensione superficiale di contatto, parallela alla superficie e con direzione appartenente al piano su cui avviene il contatto, avente valore uguale ed opposto alla pressione massima.

Fatica da fretting
141
rrimento relativo nullo (stick zone) [mm]
σbul campo tensionale dovuto al sistema di sollecitazioni
F fase
m]
b = semiestensione della regione di contatto [mm] a = semiestensione della regione piana di contatto [mm] c = semiestensione della regione di contatto con sco
Fp = forza di pressione (costante) per unità di lunghezza [N/mm]
k = affaticanti esterne [MPa]
q = forza di attrito per unità di lunghezza, oscillante incon il sistema di sollecitazioni remote affaticanti σbulk [N/m
a 79 - Problema di contatto flat rounded punch. FFigur
si tensiodell'edella p(x) e q(x) la distribuzione di tensioni normali e tangenziali in superficie si trova
p è costante nel tempo, Fq è oscillante in fase con il campo di sollecitazioni affaticanti remote σbulk .
valuta la tensione σxx diretta lungo l'asse X del sistema; tale ne diviene massima in superficie in corrispondenza
stremità di coordinate (b,0), opposta rispetto al verso positivo forza Fq. Indicando con
( ) ( ) pxxbulk
bxxreale σσdt
t
bmax
btq2
++==π
b,0σσ ∫−−
(4.6)

Fatica da fretting
142
dove pxxσ è un termine correttivo che tiene conto dello spessore
finito del componente19. Questa espressione, esatta, è di ardua integrazione per cui, nella pratica, se ne calcolano delle espressioni approssimate.
Ad esempio, nel caso di completo slittamento Fq = µFp, si calcola una relazione del tipo
( ) ( ) pxxbulk
qxx
maxreale σσ
F0,17a/b14/b,0σσ ++−
−==
bπab(4.7)
valida sia nel caso di bulk nullo (σbulk = 0) che non nullo (σbulk ≠ 0). t
autori ricavano il valore del picco tensionale , anche per
pa ≤ µFp:
Sempre in [10], oltre a fornire espressioni alternative esat e ed approssimate per p(x) e q(x) nel caso del contatto di Figura 79, gli
maxrealeσ
rziale slittamento Fq
( ) ( ) pxx
pqxx
maxreale σ
bπµFF
ab0,17a/b14/b,0σσ +−
−== (4.8)
valida nel caso di bulk nullo e
( ) pqmax σσµF
k2pb,0σσ ++== xxbulkp
maxxxreale F(4.9)
valida nel caso di bulk non nullo, con
a2 ⎞⎛
2
ba1
ba
π2
baasen
π21
bπk
⎟⎠⎞
⎜⎝⎛−⎟
⎠⎞
⎜⎝⎛−⎟
⎠⎞
⎜⎝⎛−
⎠⎝= (4.10)
asen1 ⎟⎜−
19 Il suffisso "p" indica che esso è dovuto al solo contributo del carico normale p(x).

Fatica da fretting
143
Queste espressioni, anche se approssimate, forniscono una stima del picco di tensione superficiale in buon accordo con le misure sperimentali.
La maggiore carenza di questa teoria è l'assenza di un fattore che ten rva al variare del materiale di contatto accoppiato.
ga conto della differenziazione che, sperimentalmente, si osse
Crack-analogue: Facendo riferimento allo schema di Figura 80, dove Fσ è la forza
esterna variabile che produce il campo di tensione affaticante (di ulk), nel caso di completo slittamento (Fq = µFp), i fattori di
int one di contatto p e dalla tensione tangenziale superficiale q possono essere calcolati da
bensità degli sforzi KI e KII indotti dalla pressi
lle seguenti formule [28]:
( )
( )
( )
⎪⎪⎪⎪⎪⎪
⎩
⎨
−=
⎟⎟⎠
⎞⎜⎜⎝
⎛
−−+
++−⋅−=
⎠
pqKK
22,38ξ41,8ξ28,14ξ
5,442ξ1,184ξ1,294ξ1
πapK
IpIIq
543
22
IIp
(4.11)
⎪⎪⎪⎪⎪⎪⎧
⎟⎞
⎜⎜⎝
⎛
−+
+++⋅−=
⎟⎟⎠
⎞⎜⎜⎝
⎛
−+−
++−+⋅−=
22,1410,89ξ
0,1281ξ0,0044ξ1,2949ξ1
πaqK
21,82ξ59,74ξ53,38ξ
15,41ξ0,84ξ0,06ξ0,824ξ1
πapK
3
22
Iq
654
322
Ip
⎟+10,96ξξ 54
econdo questo modello, dunque, la cricca per FF è comandata, ne
Sl primo stadio dal fattore di intensità degli sforzi tangenziale
( )[ ]13cosKsenK2
cos21K IIIτ −+= ϕϕϕ
(4.12)

Fatica da fretting
144
dove KI e KII sono i fattori di intensità degli sforzi dovuti a tutte le co el secondo stadio la
ropagazione è controllata dal fattore di intensità degli sforzi no
mponenti di tensione agenti, mentre np
rmale:
⎥⎦⎤⎡ −= ϕ⎢⎣
ϕϕ senK3cosKcosK 2 (4.13)222 IIIσ
n entrambi gli stadi la fessura si propaga su piani individuati dal va
Ilore di ϕ che rende massimi i fattori di intensità degli sforzi
tangenziale e normale.
Figura 80 - (a) Schema di carico per un provino sottoposto a FF e (b) schema di caricamento della
cricca di fatica.
La condizione di transizione tra il primo ed il secondo stadio, che ricorre per tensioni maggiori al limite di fatica da fretting σFF può essere scritta nel modo seguente (curva 1 in Figura 82):
Kτ ≥ Kτ th , Kσ ≤ Kth (4.14)
mentre la condizione di non propagazione che corrisponde a tensioni minori di
tale limite è (curva 2 in Figura 82):

Fatica da fretting
145
Kτ ≤ Kτ th (4.14) dove Kth e Kτ th so ed a taglio del fattore di intensità degli sforzi, ricavabili da test sperimentali.
no rispettivamente i valori di soglia a trazione
Figura 81 - Dettaglio di una microcricca da FF in un alluminio AA 7075-T6, da [11].
Figura 82 - Modello di propagazione della cricca in FF.
o e τ e Kσ in funzione el come in Figura 82, si può stimare la imensione limite della cricca in FF aFF . Per tensioni maggiori del
C n qu sti due valori limite, e diagrammando Kla dimensione della cricca d
d

Fatica da fretting
146
lim ndi, con il diagramma sperimentale che fornisce 'andamento di da/dN in funzione di Kτ per il corrispondente sistema
di caricamento, si può calcolare il numero di cicli che necessari affinché la cricca raggiunga, in condizioni subcritiche, tale dimensione.
In alternativa, in mancanza dell'avanzam ella cricca si possono applicare leggi di av ]
ite di fatica, quil
dei diagrammi, per il calcolo ento ciclico d
anzamento della cricca simili alla legge di Anderson-Paris [11
( ) ( )0
aa dKKdnda (4.15)
dove Ka = (Kτmax - Kτmin)/2 è la semiampiezza del campo di variazione di Kτ . Integrando per via numerica si trova il numero di cicli N necessari perché la cricca raggiunga la dimensione aFF.
4.4 M ANNEGGIAMENTO SUPERFICIALE
dell'erosione meccanica dovuta all'usura da fretting, piuttosto che all'effetto affaticante.
La quantificazione dell'azione congiunta dei due contributi
avviene, infine, tramite la valutazione di parametri analitici o semi-empirici di danneggiamento superficiale e con l'ausilio di mappe caratteristiche del materiale o di diagrammi sperimentali del tipo curve S-N [9], [25].
∫=∞
aKpdadn
.2 ODELLI A PARAMETRI DI D
Sperimentalmente si è osservato, come detto, che l'effetto erosivo e quello affaticante sono disgiunti, ma non sempre il campo tensionale locale indotto dai carichi di contatto applicati, unito al sistema di tensioni affaticanti, è da solo sufficiente a spiegare il peggioramento del comportamento a fatica rispetto a quello del materiale base.
Questi modelli tendono quindi a dare rilevanza all'effetto

Fatica da fretting
147
Parametri classici: Il primo parametro ad essere stato utilizzato per la
quantificazione del danneggiamento superficiale da fretting è il valore massimo dello scorrimento relativo (slip amplitude) tra le superfici a contatto δMAX. Come già osservato la massima riduzione di vita dovuta a FF si osserva per δMAX nell’intorno di 15 ÷ 20 µm.
Al di sotto di tale valore il danneggiamento superficiale che induce le microcricche è trascurabile. Al di sopra si pensa che l’usura stessa riesca a rimuovere le cricche già nucleate. In Figura 83 è mostrato un diagramma che evidenzia una certa correlazione tra δMAX e la vita a FF del provino.
Figura 83 - Vita a FF in relazione al parametro δMAX.
Un altro parametro utilizzato per quantificare il danno da FF è il parametro F1 definito da:
F1 = (τ·δ)MAX (4.16)
dove τ è la tensione tangenziale superficiale dovuta all’attrito e δ è lo scorrimento relativo. Si assume come valore caratteristico quello massimo che F1 assume sulle superfici in contatto.

Fatica da fretting 148
Il parametro F1 ha l’importante significato di energia specifica dissipata a causa dell’attrito. In Figura 84 è riportata la correlazione
tra FF e F1. sperimen le ottenu
ta ta
Figura 84 - Vita a FF i relazione al parametro F1
Un ulteriore valore spesso utilizzato per quantificare il danno da fretting è quello del parametro di danneggiamento composito F2 o parametro di Ruiz:
F2 = (σ·τ·δ)MAX (4.17)
che cerca di tenere quantitativamente conto dell’evidenza sperimentale secondo la quale le fratture originano più facilmente nelle zone in cui il campo tensionale è trattivo.
Anche in questo caso per quantificare il danno da fretting in un problema di contatto si prende il valore massimo di F2 nella zona in esame. In Figura 85 viene mostrato il legame, misurato sperimentalmente, tra F2 e la vita a FF.
I risultati sperimentali per tutti questi parametri, riportati nelle figure precedenti, mostrano una buona correlazione, analoga a quella delle comuni curve di fatica S-N.
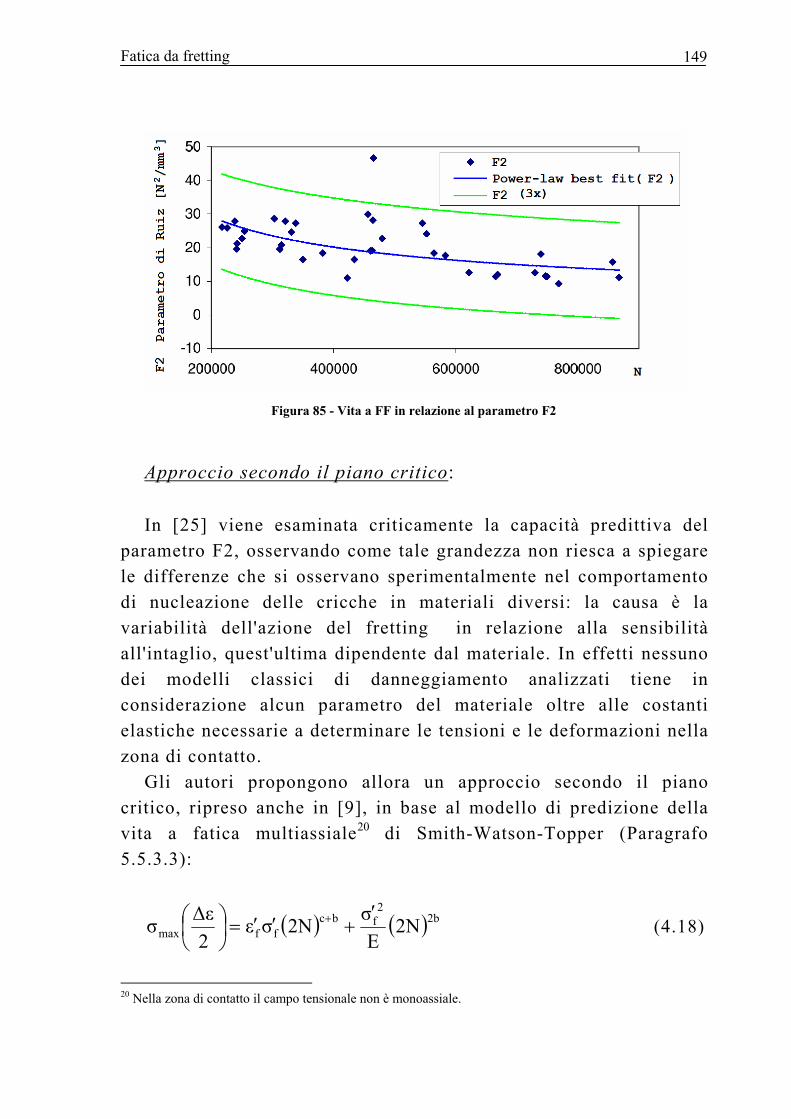
Fatica da fretting
149
Figura 85 - Vita a FF in relazione al parametro F2
Approccio secondo il piano critico: In [25] viene esaminata criticamente la capacità predittiva del
parametro F2, osservando come tale grandezza non riesca a spiegare le differenze che si osservano sperimentalmente nel comportamento di nucleazione delle cricche in materiali diversi: la causa è la variabilità dell'azione del fretting in relazione alla sensibilità all
o del materiale oltre alle costanti ela
lla vita a fatica multiassiale20 di Smith-Watson-Topper (Paragrafo 5.5.3.3):
'intaglio, quest'ultima dipendente dal materiale. In effetti nessuno dei modelli classici di danneggiamento analizzati tiene in considerazione alcun parametr
stiche necessarie a determinare le tensioni e le deformazioni nella zona di contatto.
Gli autori propongono allora un approccio secondo il piano critico, ripreso anche in [9], in base al modello di predizione de
( ) ( )2b2
fbcffmax 2N
Eσ2Nσε
2∆εσ
′+′′=⎟
⎠⎞
⎜⎝⎛ + (4.18)
20 Nella zona di contatto il campo tensionale non è monoassiale.

Fatica da fretting
150
dove compaiono le proprietà a fatica del materiale tramite le costanti c, b, ε 'f e σ 'f ricavabili dalla curva ciclica stabilizzata per prove in reg
(4.19)
va dunque a ricadere in un modello di
Γ per il problema di Cattaneo-ne analitica. Nel
cal
ime di fatica monoassiale. Il modello suppone che la cricca si propaghi preferenzialmente su
un piano dove la combinazione tra la massima tensione normale σmax e l'ampiezza della deformazione normale ∆ε/2 è più dannosa. Tale combinazione è individuata dal semplice prodotto
Γ = σmax(∆ε/2)
Tra tutti i piani passanti per un certo punto quello che, nel ciclo di carico, presenta Γ massimo è detto critico e si immagina che su di esso si sviluppi la cricca.
Da questo punto di vista la FF fatica più ampio e generico, e l'azione aggiuntiva del fretting
viene inglobata in Γ. Considerando quest'ultimo come parametro di danneggiamento superficiale anche questo approccio ricade nei modelli che stimano parametri di danneggiamento superficiale.
Gli autori propongono il calcolo di Mindlin, di cui è nota, in campo elastico, la soluzio
colo si prescinde dunque dalla plasticità poiché, non volendo indagare la zona di fatica oligociclica, si ha
∆εTOT = ∆εp + ∆εe ≈ ∆εe
I risultati numerici del problema, concretizzati nella costruzione
della Γ-mappa del contatto e nel calcolo della vita, vengono poi paragonati con i risultati sperimentali, rilevando un buon accordo.
4.4.3 MODELLI FRATTALI
Al contrario dei criteri appena descritti, questi tendono a ribaltare la prospettiva, dando rilevanza primaria al campo locale di tensione,

Fatica da fretting
151
rispetto a quello nominale affaticante ed all'effetto erosivo. Sono fondati sulla determinazione, analitica o numerica, dei campi tensionali e della concentrazione delle tensioni a livello di
da FF. L’ipotesi di base di tali modelli è che i campi tensionali macroscopici (nominali) rim
microasperità di contatto nelle zone interessate
angano elastici, mentre le tensioni a livello delle microasperità possano superare il limite plastico.
Figura 86 - Modello frattale per il contatto a livello di microasperità
Tuttavia questo tipo di approccio si scontra con la difficoltà di definire la he sembra un
e
elastici o elasto-plastici agli elementi finiti per la simulazione delle prove sperimentali e l'analisi dettagliata dello stato tensionale in presenza di FF. La potenza, la
scala a cui si considerano i fenomeni: quella ca singola asperità ad un certo fattore di scala, risulta essere
composta da numerose asperità se osservata ad una scala inf riore (Figura 86).
4.4.4 MODELLI F.E.M.
I recenti sviluppi delle potenzialità dei metodi F.E.M. hanno indotto l'implementazione di modelli

Fatica da fretting
152
rel
a per le prove sperimentali a FF) viene studiata l'influenza del fattore di attrito, dei car ttrito e del campo tensionale affaticante di bulk sullo stato tensionale locale.
o
lo slittamento è nullo, delimitata dalla coordinata "c" in Figura
dalla dimensione della zona di contatto con slittamento (slip zone, delimitata
o dalla deformazione plastica in prossimità della superficie di contatto.
entfino ad una distanza dallco
o che i vari fattori hanno influenza su diversi asp tti:
o L'incremento d
principalmente il picco di tensione σ , facendolo aumentare.
ativa semplicità ed il basso costo di tali metodi rispetto alle prove sperimentali ha reso possibile lo studio per varie configurazioni di contatto, in modo da caratterizzare l'influenza di un sempre maggior numero di variabili sul comportamento a FF.
In [29], tramite l'implementazione di un modello elasto-plastico21 di una configurazione di contatto molto semplice (tampone cilindrico su piastra pretensionata, quella che si us
ichi di pressione e di a
L'analisi dei risultati mette in luce che l'iniziazione della microcricca da FF è influenzata, oltre che dallo stato tensionale locale e dalla dimensione complessiva dell'area di contatto,
dalle dimensioni della zona di contatto statica (stick zone, dove
79) o
dalle coordinate "b" ed "a" in Figura 79)
m re la sua propagazione è controllata dal campo di tensioni locali
a superficie di circa 100 µm, mentre oltre è mandata solo dal campo di tensioni remote σbulk . I risultati mostrane
el campo tensionale di bulk influenza xx
o L'accrescimento del carico d'attrito Fq influisce sulla distribuzione delle tensioni tangenziali, facendo aumentare la
21 Materiale isotropico con snervamento secondo il modello di Von Mises

Fatica da fretting
153
zona di slittamento, sulla dimensione e sul valore di
zona di nucleazione della cricca, che sale in superficie.
e, ed il valore di deformazione plastica, che aumenta.
4.5 IL CASO IN ESAME
el caso in esame sono utilizzate due leghe di alluminio lari, l' M-SP25 e l'M 124P si veda il Paragrafo 2.2.4, per le
uali non sono disponibili test a FF. Inoltre la configurazione dell'
er cui sono disponibili i pochi dati storici sulla FF.
a fretting (Paragrafo 5.7.1). In questo caso si può tentare di effettuare una stima di tale riduzione att paragrafi precedenti.
deformazione della zona plastica, che diminuiscono, e sulla
o L'aumento del fattore di attrito influenza, invece, il picco tensionale, che aumenta, la dimensione della zona di plasticizzazione, che decresc
Nparticoq
accoppiamento in analisi è molto diversa dalle schematizzazioni p
Per la valutazione della vita del pistone, comunque, si rende necessario valutare il coefficiente riduttivo kFF per entrambi i materiali, con il quale calcolare il limite di fatica ridotto nelle zone della portata per lo spinotto interessate d
raverso i metodi esposti nei Stima di kFF: Si può, innanzitutto, valutare un range di variabilità di kFF per
l'alluminio, estrapolando i valori minimi e massimi dalla Tabella 44. ∆kFF = 1,37 ÷ 3,76 Per stimare, sempre per estrapolazione, un valore indicativo per le
due leghe interno a qelle due leghe con quelli dei materiali presenti in Tabella 44.
M-SP25 presenta delle caratteristiche somiglianti con la lega quella del caso 8, per cui si può stimare
uesto campo, si confrontano i dati di resistenza d
L'dei casi 2 e 3 e con

Fatica da fretting
154
k
e r
FF = kFF' · (kFF(10)/ kFF(9)) = 2,12 · (3,76/2,71) = 2,95 ≈ 3 avendo scelto di stimare la variazione di kFF, dovuta al diverso
cicli di carico, indifferentemente dal tipo di sollecitazione affaticante.
L'M 124P, invece, ha un comportamento molto simile al materiale del caso 1, nonostante sia una llega Al-Mg. Si può quindi stimare
av
questo valore di kFF è valido a 107 cicli di carico, indifferentemente dal tipo di sollecitazi
FF' = (kFF(2) + kFF(8))/2 = (2,32+1,92)/2 = 2,12
icordando che il materiale di accoppiamento è acciaio si valuta
k
materiale di accoppiamento, linearmente con la variazione subita per lo stesso motivo dalla lega dei casi 9 e 10, poiché anch'essa è una lega Al-Cu. Questo valore di kFF è valido a 107
ega Al-Si mentre quest'ultimo è una
kFF = kFF(1) · (kFF(2)/ kFF(3)) = 1,58 · (2,32/1,86) = 1,97 ≈ 2 endo scelto, questa volta, di stimare la variazione di kFF
linearmente con la variazione subita dalla lega dei casi 2 e 3, poiché della stessa natura della lega del caso 1. Anche
one affaticante.
Valutazione di kFF tramite la notch-analogue: Innanzitutto si calcola, con i dati menzionati al Paragrafo 4.4.1
per l'alluminio, la sensibilità a fretting dei due materiali tramite la for questa relazione compare però il valore di req , che è funzione della semiestensione dell'area di contatto, va
dell'angolo di manovella, Tabella 12).
mula di Peterson (4.3). In
riabile a sua volta con il carico agente: si sceglie allora di calcolare kFF per il caso di carico massimo (10000 giri/1' e 10°

Fatica da fretting
155
Per calcolare il valore della semiestensione dell'area di contatto non si possono però sfruttare le relazioni note per il contatto piano hertziano, poiché la geometria del contatto stesso non è conforme a tale caso22. Si può comunque fare riferimento al modello F.E.M. considerato e valutare approssimativamente l'estensione del contatto tramite la distribuzione delle tensioni radiali (Figura 87).
≈ °) = 8,87 mm
e s
ra 88):
= |R |/(2·B) = 51372/(2·11,
te
α 80° ⇒ b' = dp/2·cos(90° - α) ≈ 18,008/2·cos(10
ottraendo la zona in cui non vi è contatto a causa della presenza della tasca di lubrificazione (Figu
b = b' - dp/2·(cos(12°) - cos(28°)) ≈ 8 mm
La forza normale di contatto per unità di lunghezza si ricava dividendo la risultante delle forze trasmesse lungo l'asse Z per la dimensione effettiva totale di accoppiamento tra pistone e spinotto:
Fp z 25) = 2283,2 N/mm Si utilizza quindi la (4.7), assumendo totale slittamento con un
coefficien di attrito µ = 0,3 e ipotizzando un valore nullo per pxxσ ,
poiché nel nostro caso il pistone ha uno spessore finito ma non sottile rispetto allo spinotto che funge da indentatore.
Inoltre, per un contatto di questo tipo23 a → 0, quindi la (4.7) diventa [10]:
bulkp
bulkqmax
reale σπb4F
µσπb4F
σ +=+= =
22 Poichè la differenza tra i due diametri è dp - des = 13 µm <<< dp, des [20]. 23 contatto di tipo hertziano non conforme [20].

Fatica da fretting
156
Figura 87 - Valutazione approssimativa dell'estensione della zona di contatto.
Figura 88 - Schema del contatto del caso in esame. Lo spinotto è rappresentato
pieno e di dimensioni non proporzionate alla portata per questioni di chiarezza.

Fatica da fretting
157
= MPa 180MPa 179702283,20 ≈=+8π
4,3⋅
⋅ ⋅
atto che, nella posizione in cui
vviene il contatto (Figura 89) la tensione di bulk coincide con la tensione in direzionosservazioni delin
contatto (in rosso), con un range che va dai 63 MPa agli 80 Pa. Tale sezione è in corrispondenza con l'inizio della zona di
forzo vi è il valore più alto delle tensioni circonferenziali e poiché è qu
avendo posto
σbulk = σxx = 63 ÷ 80 MPa ⇒ σbulk = 70 MPa
Questa posizione nasce dal fa
e X. Il valore di 70 MPa deriva dalle modello F.E.M. considerato per il calcolo: si vede
Figura 90 che tale tensione è abbastanza uniforme sopra tutta la zona diM
ma cilindrica della portata, dal lato della biella, poiché in tale naesta la regione di maggiore presenza delle cricche (Paragrafo 1.2,
Figura 2).
portata, lato biella. Le tensioni sono in MPa
Figura 89 - Campo tensionale di bulk (per il punto di contatto considerato) in una sezione trasversale del pistone coincidente con l'inizio della zona cilindrica della

Fatica da fretting
158
La tensione nominale che compare nella (4.5) coincide con la tensione circonferenziale sulla superficie di contatto del pistone (vedi nota 18 a pagina 140), anche principale massima in questo punto, che vale (Figura 90)
σn = σP1 = 69,92 ≈ 70 MPa
kt = σn = 180/70 = 2,571
Si trova quindi
maxrealeσ /
Figura 90 - Distribuzione delle tensioni principali massime nella sezione trasversale del
pistone considerata
Infine, con i dati noti per l'alluminio, si valuta ηFF e quindi kFF: m = 0,571 req = 0,225 · b = 1,8 mm
759,01,8
0,5711rm1η
11
eqFF =⎟
⎠⎞
⎜⎝⎛ +=⎟
⎟⎠
⎞⎜⎜⎝
⎛+=
−−
⇒

Fatica da fretting
159
⇒ ( ) =−+= 1kη1k tFFFF 1+0,759 · (2,571−1) = 2,19 Concludendo che si può assumere kFF = 2,2 per entrambi i
ma eriali.
vista globale, mentre in realtà le condizioni di contatto sono diverse
tSi osserva che questo coefficiente è stato calcolato da un punto di
da punto a punto, sulla portata del pistone. Si assume, per semplicità, che questo coefficiente sia lo stesso per tutti i punti potenzialmente a rischio di fatica da fretting.


CAPITOLO
5 M V
FATICA ULTIASSIALE
5.1 GENERALITÀ
Il danneggiamento per fatica è stato studiato soprattutto in campo monoassiale, con prove sperimentali e con modelli teorici, poiché in qu
elle teorie si semplifica notevolmente. Nonostante i numerosi studi, fenomeno non è stato ancora sufficientemente chiarito, mancando
ra una definizione soddisfacente del danno a fatica e del modo con cui esso si accumula portando a rottura il materiale [6]. Quandolo stato di tensione diviene pluriassiale24 aumentano notevolcomplicazioni, al punto da indurre a riferirsi ad uno stato di tensione monoassiale equivalente, per poter utilizzare i dati storici e le teorie di cedimento e di danneggiamento della fatica monoassiale [6], [14].
Per poter passare dallo stato pluriassiale a quello monoassiale equivalente, sono necessari però dei criteri dinamici di equivalenza spesso poco intuitivi e di difficile applicazione: esistono diverse teorie ma nessuna universalmente riconosciuta ed approvata, anche perché ognuna di esse, come avviene per il calcolo della tensione ideale statica, è più o meno adatta a seconda del tipo di materiale ed al suo comportamento a rottura affaticante. Questo complesso argomento, inoltre, si suddivide in tre categorie relative a tre aspetti differenti, ma non disgiunti, dello stesso fenomeno [14]:
esto ambito l'analisi dei risultati delle prove e la modellazione dilanco
mente le
24 Gli stati multiassiali di tensione sono molto comuni nella pratica, gli stati multiassiali di deformazione sono invece difficili da evitare [14].

Fatica multiassiale
162
o Snervamento o Nucleazione della cricca di fatica o Sviluppo della cricca La prima categoria riguarda quei criteri che studiano la
plasticizzazione locale del materiale in stato multiassiale, fornendo in ultimo relazioni matematiche per definire una tensione monoassiale equivalente di snervamento.
Il secondo aspetto, che coincide con lo stadio I della vita a fatica di un pezzo, è preponderante per fatica ad alto numero di cicli25, ed è tutt'oggi fonte di numerose ricerche, teoriche e sperimentali. Queste ricerche riguardano metodi per l'individuazione della zona critica del componente, metodi per l'equivalenza dinamica, metodi per il conteggio dei cicli e per il calcolo del danno cumulativo. Alcuni dei criteri che vi appartengono sono argomento di questo capitolo. Questa fase fondamentale, inoltre, si suddivide in due rami principali: caso di carico affaticante che produce uno stato semplice di tensione o deformazione pluriassiale e caso di carico affaticante che provoca uno stato tensionale complesso di tensione o deformazione26.
La terza categoria, coincidente con lo stadio II della vita a fatica, è preponderante per fatica oligociclica ed è investigata con i metodi della Meccanica della frattura.
In questo capitolo si vuole, in primo luogo, fornire un quadro generale dello stato dell'arte per quanto riguarda le teorie ed i criteri che studiano la nucleazione della cricca in stato pluriassiale di tensione27 e, successivamente, applicarne alcuni al caso in esame.
25 Per fatica monoassiale la terminologia "ad alto numero di cicli" indica che il componente è soggetto ad uno stato tensionale affaticante, comunque variabile, che porta alla rottura per un numero di cicli maggiore di 5·104 ÷ 105 [6], ovvero che lo stato tensionale è tale da non indurre plasticizzazione locale del materiale. Per fatica pluriassiale significa che il componente arriva a rottura per un numero di cicli di 5·104 ÷ 105, ovvero che lo stato tensionale è tale da indurre una tensione locale di snervamento equivalente minore del limite di proporzionalità del materiale. Come si vede i tre aspetti sono legati tra di loro. 26 Si veda il Paragrafo 5.2. 27 Sia semplice che complesso. Non si riportano quei criteri applicabili solo per vita infinita, come per esempio le estensioni per l'uso delle teorie statiche di Von Mises e Tresca ed il criterio di Soderberg, poichè l'interesse è rivolto al calcolo a termine.

Fatica multiassiale
163
5.2 GIACITURE E FASI DELLE TENSIONI
tre, vengono dette sincrone se hanno la stessa fre
i sperimentali indicano che lo stato di ten
munque tra
sola tensione principale massima, poiché gli stati ten
ole eseguire un calcolo più preciso ed affidabile o, diversamente, per materiali metallici simmetrici a trazione e
Il cedimento per fatica è conseguenza dello stato di tensione locale, costituito da due stati sovrapposti: uno è quello delle tensioni medie, statiche, e l'altro è quello delle tensioni alterne, dinamiche. Lo stato di tensione affaticante pluriassiale viene definito semplice se non cambiano nel tempo le giaciture dei piani su cui agiscono le tensioni alterne, mentre si dice complesso se tali giaciture non sono fisse nel tempo [6].
Le tensioni, inolquenza, diversamente sono asincrone: nel primo caso sono in fase
se raggiungono contemporaneamente i valori massimi o minimi, in controfase se una raggiunge il massimo quando l'altra raggiunge il minimo, fuori fase se altrimenti.
In ogni caso, osservazionsione complesso è più dannoso dello stato di tensione semplice,
mentre, localmente, tensioni fuori fase producono uno stato di pericolo maggiore di quello relativo a tensioni in fase.
5.3 STATO TENSIONALE BIASSIALE SEMPLICE
Dopo quello monoassiale, lo stato di tensione biassiale è il più studiato. La tensione principale intermedia è nulla o co
scurabile. Le altre tensioni principali sono, generalmente, una positiva ed una negativa. Si considerano solo stati biassiali semplici.
Per i materiali metallici non simmetrici, quei materiali che presentano una resistenza statica a compressione molto più elevata della resistenza statica a trazione, si può eseguire il calcolo a fatica considerando la
sionali compressivi sono generalmente meno dannosi. In questo caso ci si riporta ad una situazione monoassiale e dunque si sfruttano le teorie della fatica monoassiale.
Se però si vu

Fatica multiassiale
164
compr ssione statica, si procede con e criteri biassiali, come il criterio di Gough-Pollard, da [6].
realizzato con materiali aventi car
alle azioni interne applicate e no
5.3.1 CRITERIO DI GOUGH-POLLARD (1935)
Con il criterio di Gough-Pollard si considera un solido cilindrico circolare con superficie liscia,
atteristiche plastiche, soggetto ad azioni interne, momento flettente e momento torcente, sincrone ed in concordanza di fase, come si ha impiegando la macchina di prova realizzata da Gough e Pollard (Figura 91). Si fa riferimento
n allo stato di tensione locale28.
Figura 91 - Risultati tipici e schema della prova di Gough-Pollard [6].
Le curve limite ottenute dalle prove sono riportate nel piano delle tensioni alterne σa-τa. Per provino liscio con tensioni medie σm e τm nulle, la curva è un quarto di ellisse. La presenza, nel ciclo, di un valor medio, statico, riduce i semiassi di tale ellisse, mentre gli intagli modificano la forma della curva che diviene un arco di ellisse con il centro degli assi traslato, rispetto a quello dei provini lisci, lungo l'asse delle ascisse (Figura 91).
28 Si devono trattare con particolare attenzione i casi in cui l'intaglio modifica sensibilmente lo stato di sforzo locale.

Fatica multiassiale
165
Per un calcolo a resistenza infinita si deve entrare nel diagramma con le coordinate di tensione alterna del caso e verificare che il pu
latività del danno più adatta.
nto individuato (σa, τa) si mantenga all'interno delle curve menzionate. Il relativo fattore di sicurezza si calcola con i metodi esposti di seguito. Per un calcolo a termine, si deve valutare una tensione equivalente ed utilizzare il diagramma di Wöhler, o le curve S-N, e la legge di cumu
Tensione media nulla: Se il momento flettente e quello torcente sono alternati, con valor
medio nullo, sincroni e con fasi concordi, la curva limite che meglio interpola i dati sperimentali nel piano σa-τa è un quarto di ellisse:
( ) ( ) 10τ0σ 2
A
a2Af
a =+ (5.1)
Questa relazione può essere posta nella forma
( )0στHσ 2Af
2a
2Da
2a =+ (5.2)
con
τσ 22
( )( )0τ0σH
A
AfDa = (5.2b)
La tensione, monoassiale, alterna equivalente secondo Gough-
Pollard vale dunque
2a
2Da
2aGPa σσ += τH (5.3)

Fatica multiassiale
166
Se tale tensione equivalente si mantiene minore dell'ampiezza limite di resistenza a fatica in flessione rotante per sforzo medio nullo, σAf(0), il componente ha vita infinita. Il relativo coefficiente di sicurezza si ottiene
( )
GPa
Af
σ0σξ = (5.4)
avendo assunto uguale sicurezza per flessione e torsione. Se questo non si verifica si deve imporre un rapporto tra i fattori di sicurezza a torsione ξ t e flessione ξf e valutare
2a
f
t2Da
2aGPa τHσσ ⎟⎟
⎠
⎞⎜⎜⎝
⎛+=′
ξξ
(5.3b)
da
cui
( )GPa
Af
σ0σξ
′= (5.4b)
Se, invece, la tensione alterna di Gough-Pollard supera l'ampiezza
limite σAf(0), con σGPa si può utilizzare il diagramma di Wöhler e calcolare un termine della cumulatività del danno (Paragrafo 5.6).
vita del componente con un criterio di
Tensione media non nulla: Gough e Pollard notarono che un valore medio sulla tensione
tangenziale non influenza la vita a fatica dei provini, una tensione media trattiva sulla tensione normale ne riduce fortemente la resistenza a fatica, mentre una tensione media compressiva ha un effetto benefico [8]. Dai diagrammi di Haigh relativi alla flessione

Fatica multiassiale
167
ed alla torsione si ricavano allora le tensioni limite σD e τD e si calcola la tensione alterna equivalente secondo Gough-Pollard come
2a
2D
2aGPa τHσσ += (5.5)
con
Am
Am
D
DD ττ
σστσH
++
== (5.5b)
La tensione monoassiale equivalente secondo Gough-Pollard vale
allora σGP = σm ± σGPa (5.6)
dove σm è il valor medio della tensione normale. Se una delle due tensioni σ o τ è costante nel tempo e uguale rispettivamente a σm o τm, la relazione di Gough-Pollard diviene, al limite
1ττ
σσ
2
D
a2
R
m =⎟⎟⎠
⎞⎜⎜⎝
⎛+⎟⎟
⎠
⎞⎜⎜⎝
⎛ 1
ττ
σσ
2
R
m2
D
a =⎟⎟⎠
⎞⎜⎜⎝
⎛+⎟⎟
⎠
⎞⎜⎜⎝
⎛ (5.7)
nel caso sia costante rispettivamente lo sforzo normale o lo sforzo tangenziale.
Nel caso la tensione equivalente σGP si mantenga minore di σD, il componente ha vita infinita ed il relativo coefficiente di sicurezza, assumendolo uguale per flessione e torsione, è
GP
D
σσξ = (5.8)

Fatica multiassiale
168
Nel caso in cui, invece, σGP > σD si può valutare la vita a fatica del componente utilizzando le relazioni e i diagrammi della fatica monoassiale.
Applicabilità del criterio: Il criterio di Gough-Pollard si applica per stati biassiali semplici
di tensione, con azioni interne sincrone e concordi29. Viene di solito impiegato per la verifica degli alberi e viene spesso generalizzato per trattare casi in cui le azioni interne non siano in fase: in ogni caso, azioni interne in fase si ritiene producano pericolo maggiore di azioni interne fuori fase [6], anche se da autorevoli studi30 si evince che la differenza di fase sembra non influenzare la resistenza a fatica dei metalli duri [8].
5.4 STATO TENSIONALE TRIASSIALE SEMPLICE
Negli organi delle macchine lo stato tensionale triassiale è meno frequente di quello biassiale [6].
Come nel caso di stato biassiale, per i materiali metallici non simmetrici a trazione e compressione statica, si può eseguire il calcolo a fatica considerando la sola tensione principale massima. Se però si vuole eseguire un calcolo più raffinato e affidabile o, diversamente, per materiali metallici simmetrici a trazione e compressione statica, si procede con criteri triassiali, come il criterio di Sines, di Crossland, di Findley o di Langer, [6] [14], [4].
5.4.1 CRITERIO DI SINES (1955)
Il criterio di Sines assume la tensione tangenziale ottaedrale alterna τott-a come grandezza caratteristica del pericolo prodotto
29 La fase tra le azioni interne è una caratteristica diversa dalla fase tra gli sforzi applicati. 30 Un lavoro sperimentale di Froustey e Lasserre del 1989 e uno studio teorico condotto da Papadopoulos nel 1994.

Fatica multiassiale
169
dalle componenti alterne della tensione, poichè essa rappresenta una media quadratica degli sforzi di scorrimento in tutte le possibili direzioni. Il metodo nasce dall'osservazione sperimentale dell'effetto del valor medio sull'alternanza ammissibile (Figura 92): la dipendenza di σa da σm può essere ritenuta lineare. Il limite che τott-a può raggiungere dipende, allora, dal materiale e da una funzione lineare dell'invariante primo delle componenti medie statiche di tensione.
Il criterio, dunque, si può rappresentare con una relazione lineare del tipo:
τott-a ≤ A − kIIm (5.9)
Figura 92 - Effetti delle diverse combinazioni di sforzi statici e alternati sulla vita a fatica. Le curve
interpolanti derivano da dati sperimentali originali dello stesso Sines e di altri autori [6].

Fatica multiassiale
170
con
P3aP2aP3aP1aP2aP1a2222P3aP2aP1aaott σσσσσσσσσ
3τ −−−++=− (5.10)
= σ + σ + σ = σ + σ + σ (5.11) IIm P1m P2m P3m xxm yym zzm
Le costanti A e k si ricavano dalla prova di fatica a trazione -
compressione monoassiale all'inversione, che fornisce l'ampiezza limite σAa(0) e da quella di fatica dall'origine, avente come limite σOa = 2σAa. Dalla prima prova si ha:
( ) 0kA0σ32σ
32τ aott =− AaP1a ⋅−==
⇒ ( )0σ32A Aa= (5.12)
Dalla seconda prova si ottiene:
P1aP1mP1aaott kσAkσAσ32τ −=−==−
( ) AaAaAaAa kσ0σ32kσAσ
32
−=−=
⇒ ( )
⎟⎟⎠
⎞⎜⎜⎝
⎛−= 1
σ0σ
32k
Aa
Aa (5.13)
La tensione monoassiale equivalente secondo Sines σS si compone
dunque di due contributi: quello medio, statico

Fatica multiassiale
171
σSm = IIm (5.14) e quello alterno, dinamico
aottSa τ2
3σ −= (5.15)
da cui
σS = σSm ± σSa (5.16) Se tale tensione equivalente si mantiene minore del generico
limite di resistenza a fatica σD la vita è infinita. In questo caso, quando IIm non dipende dai carichi applicati31 il coefficiente di sicurezza si ottiene dalla relazione
≤−−−++= P3aP2aP3aP1aP2aP1a2P3a
2P2a
2P1aSa σσσσσσσσσσ
(5.17)
( ) ( )⎥⎦
⎤⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛−−≤ Im
Aa
AaAa I1
σ0σ0σ
ξ1
mentre quando IIm è dovuto ai carichi applicati, che presentano un valor medio costante nel tempo, la relazione di verifica diventa
( ) ( )0σσI1σ
0σξ AaSaImAa
Aa =⎥⎦
⎤⎢⎣
⎡+⎟⎟
⎠
⎞⎜⎜⎝
⎛− (5.18)
In Figura 93 è rappresentato il criterio per stato di tensione
biassiale. Si osserva l'influenza del valor medio: una tensione media
31 Questo si ha quando, per esempio, IIm è legato ad autotensioni e può essere considerato come una caratteristica del materiale.

Fatica multiassiale
172
di compressione, sovrapposta a quella alterna, aumenta l'ampiezza disponibile mentre una tensione media di trazione la riduce.
Se σS ≥ σD, con σS si possono sfruttare i procedimenti della fatica monoassiale, ed eseguire un calcolo a termine.
Il criterio può essere esteso per utilizzare le deformazioni in luogo delle tensioni. La deformazione alterna equivalente εSa vale
( ) ( ) ( )( ) 2ν1
εεεεεεε
2P3aP2a
2P3aP1a
2P2aP1a
Sa +−+−+−
= (5.19)
Figura 93 - Ellissi limite, secondo il criterio di Sines per le componenti alterne di
tensione per stato di sforzo biassiale
Applicabilità del criterio: Il criterio di Sines si applica per stati triassiali e biassiali semplici
di tensione, con tensioni sincrone. Altre condizioni fondamentali sono che non si abbia elevata plasticizzazione del materiale e che lo stato tensionale sia tale da mantenersi al di sopra del limite di

Fatica multiassiale
173
resistenza alla propagazione della cricca. Il metodo si può estendere, con alcune precauzioni, al caso di tensioni fuori fase, ma in questo caso è preferibile rifarsi a diagrammi del tipo di Figura 93. Con l'estensione della (5.23) si può utilizzare il criterio di Sines anche per fatica a basso numero di cicli32.
5.4.2 CRITERIO DI LANGER (1971)
Il criterio di Langer utilizza la massima tensione tangenziale alterna τa come criterio di collasso. La tensione monoassiale alterna equivalente vale
σLa = 2τa (5.20)
con τa = max { }/2∆τij per i,j = x,y,z. Con σLa si possono sfruttare le
relazioni ed i diagrammi della fatica monoassiale, relativi alla tensione media normale σm , per cui diventa
⇒ σL = σm ± σLa (5.21) Il criterio può essere esteso per utilizzare le deformazioni in
luogo delle tensioni. La deformazione alterna equivalente vale
( )ν12γε a
La += (5.22)
dove γa = max { }ij∆γ per i,j = x,y,z è la massima ampiezza dello
scorrimento in un ciclo, valutabile dalle deformazioni principali con
( )2εε
γ jjiiij
−= per i,j = x,y,z (5.23)
32 A tale riguardo non vi sono conferme sperimentali.

Fatica multiassiale
174
Applicabilità del criterio: Il criterio di Langer si applica per stati triassiali e biassiali
semplici di tensione, quando vi è un singolo carico che provoca lo stato tensionale affaticante. Allo stesso modo con cui si ottiene la (5.24) si può però estendere il criterio al caso di più carichi agenti tra loro non proporzionali.
5.4.3 CRITERIO DI FINDLEY (1957)
Il criterio di Findley cerca di tenere conto del modo di cedimento del materiale. La grandezza indice del pericolo di collasso, corretta per tener conto dell'anisotropia del materiale, è denominata tensione tangenziale principale alterna τpa
( )( ) lim
2a
2
A
Af2apa ττ
0τ0σσ
21τ ≤⎟⎟
⎠
⎞⎜⎜⎝
⎛+= (5.24)
e dovrà essere valutata
o con la massima tensione principale σP1 , se le cricche si
propagano su piani perpendicolari alla tensione normale massima, per cui σa = σP1a e τa = 0
o con la tensione tangenziale massima, se le cricche si propagano sui piani di massima tensione tangenziale, per cui τa = max {τ i j} con i,j = x,y,z
mentre τ l im è la tensione tangenziale limite a fatica in stato multiassiale e deve essere ricavata sperimentalmente. Per la verifica Findley propone l'equazione

Fatica multiassiale
175
( )
( )( )
( ) 10τ
τ0σ
σ2
A
a0τ0σ
Af
a A
Af
≤⎟⎟⎠
⎞⎜⎜⎝
⎛+⎟⎟
⎠
⎞⎜⎜⎝
⎛ (5.25)
Per materiali duttili σAf(0)/τA(0) = 2, il criterio coincide con
quello di Gough-Pollard in stato biassiale e la curva interpolante dei dati sperimentali è un'ellisse. Per σAf(0)/τA(0) = 1, la curva interpolante è una parabola. Sperimentalmente si osserva che il rapporto σAf(0)/τA(0) dipende non solo dal materiale ma anche, se presente, dal tipo di intaglio. Per un calcolo a termine si devono utilizzare curve S-N relative alla torsione.
Applicabilità del criterio:
[6], alla necessaria sin
eriale e da una unzione lineare dell'invariante primo delle componenti massime di
tensione. Il criterio, dunque, si può rappresentare con una relazione lineare del tipo:
τott-a ≤ B − wIImax (5.26)
con
Il criterio è può essere considerato come un'estensione per stato triassiale del criterio di Gough-Pollard e dunque si applica per stati semplici di tensione. Non si fà cenno, in
cronia delle azioni interne.
5.4.4 CRITERIO DI CROSSLAND (1956)
Il criterio di Crossland è simile a quello di Sines ma assume che il limite disponibile per la τott-a dipenda dal matf
P3aP2aP3aP1aP2aP1a2P3a
2P2a
2P1aaott σσσσσσσσσ
32τ −−−++=− (5.27)

Fatica multiassiale
176
IImax = σP1max + σP2max + σP3max = σxxmax + σyymax + σzzmax (5.28) Come nel caso del criterio di Sines, le costanti B e w si ricavano
dalla prova di fatica a trazione - compressione monoassiale all'inversione, che fornisce l'ampiezza limite σAa(0) e da quella di fatica dall'origine, avente come limite σOa = 2σAa. Si ottiene:
( )
( )
( )⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡
−
−+=
Aa
Aa
Aa
Aa
Aa
σ0σ2
1σ
0σ
10σ32B (5.29)
( )
( )Aa
Aa
Aa
Aa
σ0σ2
1σ
0σ
32w
−
−= (5.30)
La tensione monoassiale equivalente secondo Crossland σC si
compone dunque di due contributi: quello medio, statico
σCm = IImax (5.31) e quello alterno, dinamico
aottCa τ2
3σ −= = σSa (5.32)
⇒ σC = σCm ± σCa = IImax ± σSa (5.33) Se tale tensione equivalente si mantiene minore del generico
limite di resistenza a fatica σD la vita è infinita. In questo caso, quando IImax è dovuto ai carichi applicati, la relazione di verifica è

Fatica multiassiale
177
B=⎟⎟⎠
⎞⎜⎜⎝
⎛+ ImaxCa wIσ
32ξ (5.34)
mentre quando è da essi indipendente la relazione di verifica diventa
( )ImaxCa wI2
3ξ1σ −≤ B (5.35)
Se σC ≥ σD, si possono sfruttare i procedimenti della fatica
monoassiale, il diagramma di Wöhler o le curve S-N e calcolare la vita del componente con una legge di cumulatività del danno.
Applicabilità del criterio: Il criterio di Crossland ha la stessa applicabilità del criterio di
Sines, dunque per stati triassiali e biassiali semplici di tensione, con tensioni sincrone, in mancanza di elevata plasticizzazione del materiale e se tensionale è tale da mantenersi al di sopra del limite di resistenza alla propagazione della cricca.
5.5 STATO TENSIONALE COMPLESSO
I criteri basati sugli invarianti delle tensioni, come quelli di Sines e Crossland, prevedono abbastanza bene se vi sono le condizioni per la nucleazione della cricca di fatica, ma non forniscono informazioni sull'orientamento della direzione dominante su cui essa si può sviluppare. Questo accade perché questi criteri sono formulati in stati semplici di tensione e, dunque, non prendendo in considerazione la variabilità dei piani di azione delle componenti alterne di tensione.
Diversamente, i criteri semi-empirici basati sulla modifica del criterio statico di Von Mises, come il criterio di Gough-Pollard e l'estensione di Findley, impongono il piano di propagazione della

Fatica multiassiale
178
cricca, diversificandolo in base alla sollecitazione preponderante ed in base al tipo di materiale.
Inoltre, si può dire che ad uno stato multiassiale di tensione il materiale reagisca in maniera multiassiale: i criteri basati su un approccio di tipo tensoriale non tengono in considerazione questo fatto, poiché ognuno di essi cerca la strada per ridurre un generico stato di tensione multiassiale in uno stato monoassiale equivalente da utilizzare per il confronto con il limite di fatica del materiale. Questo aspetto, fondamentale nel processo di fatica, può indurre stati di deformazione plastica e modificare la curva ciclica.
Per poter studiare uno stato di tensione biassiale o triassiale qualunque, con piani principali variabili nel tempo e fasi qualsivoglia, tenendo in considerazione anche gli aspetti sopra menzionati, sono stati proposte tre categorie fondamentali di criteri: i criteri energetici, quelli del piano critico e quelli misti piano critico-energia.
Di seguito sono presentati il criterio di Garud (energetico), una estensione del criterio di Langer (tensoriale), diversi approcci secondo il criterio del piano critico ed alcuni criteri compositi piano critico-energia.
5.5.1 CRITERIO DI GARUD (1980)
Il criterio di Garud utilizza il lavoro di deformazione plastica nel ciclo come parametro significativo per la vita fino ad iniziazione della cricca. Il lavoro plastico è calcolato integrando il prodotto dell'area del ciclo di isteresi per ognuna delle sei componenti di tensione del tensore degli sforzi.
La determinazione dei cicli di isteresi (σ − ε) e (τ − γ) richiede un'attenta valutazione delle leggi di incrudimento e di addolcimento ciclico del materiale in esame. Non si riporta la complessa procedura esposta dall'autore per questo scopo.
Nonostante la correlazione con i risultati sperimentati sia piuttosto buona, la teoria di Garud prevede che il lavoro plastico in

Fatica multiassiale
179
torsione produca solo la metà del danno del caso di flessione. Inoltre questo metodo sembra fornire un risultato contrario agli altri per quel che riguarda tensioni in fase e fuori fase a bassi livelli di tensione: sforzi in fase risultano più dannosi di sforzi fuori fase.
5.5.2 CRITERIO DELLE PSEUDOTENSIONI (1979)
Il metodo delle pseudotensioni è un'estensione del criterio di Langer al caso di stato tensionale complesso [14]. Si utilizzano le sei componenti di tensione del tensore degli sforzi oppure le corrispondenti componenti di deformazione.
In due istanti successivi del generico ciclo, queste componenti hanno generalmente un valore diverso: la differenza, tra i due istanti, di ognuna di esse viene definita pseudotensione. In seguito si valutano le componenti principali delle pseudotensioni e dimezzando la differenza tra le tre pseudotensioni principali si ottengono le pseudotensioni tangenziali.
Il criterio assume come indice del pericolo di collasso la massima pseudotensione tangenziale delle tre calcolate. I due istanti di tempo utilizzati per il calcolo devono essere, allora, quelli che producono i valori massimi delle tre pseudotensioni tangenziali. Per trovarli è necessario, dunque, investigare molte coppie di istanti di tempo successivi.
Il metodo è di semplice sviluppo e può essere migliorato, secondo Fuchs, se si assume come indice del pericolo di collasso la pseudotensione tangenziale ottaedrale in luogo dei valori massimi delle pseudotensioni tangenziali. Il criterio è incluso in alcuni codici di calcolo dell'ASME.
5.5.3 CRITERI DEL PIANO CRITICO
Attualmente gli studi tendono ad una descrizione fisica del danno a fatica e si vanno affermando teorie che cercano di individuare nel materiale la giacitura dei piani sui quali il cimento per fatica

Fatica multiassiale
180
raggiunge valori critici. Su questi piani si forma e si propaga la cricca di fatica. Questi criteri sono detti del piano critico [6].
Secondo le ultime tendenze si ritengono necessarie almeno due formulazioni per descrivere i diversi materiali. Nel caso di materiali duttili, infatti, le cricche si formano e si propagano lungo piani preferenziali di scorrimento che non cambiano giacitura. Nel caso di materiali tenaci le cricche si formano invece su piani di massimo scorrimento sui quali interviene, successivamente, il rinforzo per incrudimento; le cricche, allora, si spostano su altri piani, finche si arriva alla formazione del difetto visibile, la cui propagazione porta alla rottura [6].
Esistono diversi criteri secondo il piano critico, alcuni dei quali sono presentati di seguito, ma non è stata ancora definita una teoria che abbia avuto un consenso unanime [30].
Una possibile classificazione distingue i tanti criteri in due categorie principali: una è quella dei criteri basati su un approccio sostanzialmente di tipo tensoriale, per i quali cioè il calcolo avviene sulle tensioni, mentre l'altra prevede un calcolo basato sulle deformazioni.
5.5.3.1 PIANO CRITICO CON APPROCCIO TENSORIALE
Comunemente a tutti i criteri che assumono questo tipo di approccio, la valutazione del danno di fatica in stato multiassiale avviene in due fasi. In primo luogo si determina l'orientamento teorico del piano critico, in un determinato istante, massimizzando l'ampiezza e/o il valore di alcune componenti di tensione. Successivamente si valuta la resistenza a fatica impiegando una funzione di alcune delle tensioni agenti su tale piano.
Di seguito sono riportate le relazioni di base utilizzate per il criterio del piano critico con approccio tensoriale ed alcuni esempi di tale metodo proposti da Findley, Matake e McDiarmid, [8]. Questi tre metodi sono applicati in [8], riscontrando una buona correlazione

Fatica multiassiale
181
con i dati sperimentali per il criterio di Findley e quello di Matake, più scarsa per il criterio di McDiarmid.
Nel prossimo paragrafo verrà esposto uno degli ultimi approcci di questo tipo, presentato da Carpinteri, Spagnoli e Vantadori.
Componenti di tensione sulla giacitura: Lo stato piano di tensione (appartenente al piano XY in
coordinate globali) in un generico punto P, è definito dalle componenti di tensione σxx(t), σyy(t) e τxy(t) del tensore degli sforzi
( )[ ]( ) ( )( ) ( )
⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡=
0000tσtτ0tτtσ
tσ yyxy
xyxx
(5.36)
ed è generalmente variabile nel tempo.
Figura 94 - Sistemi di coordinate Puvw e PXYZ con l'asse
w perpendicolare al piano ∆..

Fatica multiassiale
182
In un generico istante di tempo, con riferimento alla Figura 94, si considera un piano elementare ∆, passante per P, e due versori ortogonali appartenenti a tale piano. Il terzo versore , ortogonale ai precedenti, è normale al piano ∆. Si assume la direzione di come l'intersezione tra ∆ ed il piano individuato dalla normale e l'asse Z, per cui
v e u vv wv
uv
wv vv appartiene al piano XY. "Puvw" è dunque un sistema di coordinate ortogonale destro. I coseni direttori di , sono valutati, nel sistema di riferimento globale
, in funzione dei due angoli ϕ e θ in
coordinate sferiche (0° ≤ ϕ < 360°, 0° ≤ θ ≤ 180°). Si trova:
wv v e u vv
"PXYZ" di versori zzyyxx i e i ,ivvv
[ ]
[ ]
[ ]⎪⎪⎪⎪⎪⎪
⎩
⎪⎪⎪⎪⎪⎪
⎨
⎧
⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡⋅=
⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡⋅−=
⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡⋅−=
zz
yy
xx
zz
yy
xx
zz
yy
xx
iii
cosθsenφ senθφcossenθw
iii
0cosφsenφv
iii
senθsenφ θcosφcosθcosu
v
v
v
v
v
v
v
v
v
v
v
v
(5.37)
In un generico istante di tempo, dunque, la giacitura ∆ è
individuata da . Il vettore tensione wv wtv
(t) agente in P, relativo a tale giacitura, è variabile nel tempo ed è definito dalle sue due componenti (t) e (t), con σv τv σv (t) tensione normale diretta lungo , il cui valore scalare vale
wv
( ) ( )[ ] =⋅⋅= wtσwtσ vv (5.38)
( ) ( )( ( ) )sen2φtτφsentσφcostσθsen xy2
yy2
xx2 ++=

Fatica multiassiale
183
e (t) tensione tangenziale appartenente a ∆ τv
( ) ( ) ( )tσtttτ wvvv −= =
( ) ( ) ( )( )( )[ ]( ) ( ) ( )( )( )[ ]
( ) ( ) ( )( )
( ) ( )( ) ( )
⎥⎥⎥
⎦
⎤
−+−+
⎢⎢⎢
⎣
⎡
++−+−++−+
=
φθsen2sen1senθ cosφtτφθcos2sen1senθ senφtτ
sen2φtτφsentσφcostσθcosθsenφθcossentσtσθcostσsenφsenθφθsensentσtσθcostσcosφsenθ
22xy
22xy
xy2
yy2
xx2
22xxyy
2yy
22yyxx
2xx
(5.39)
Con queste relazioni si possono ottenere le componenti di
tensione normale e tangenziale relativamente ad una qualsiasi giacitura ∆, in un determinato istante. Al variare del tensore degli sforzi, in un ciclo generico di tensione, la giacitura del piano rimane fissa ma variano le componenti σv (t) e τv (t) su di esso agenti; la tensione normale varia di entità ma la sua direzione rimane fissa, mentre la tensione tangenziale è variabile, sempre su ∆, in entità e direzione.
In un generico ciclo di tensione si possono individuare, grazie alle relazioni sopra, le coordinate sferiche ϕ e θ per le quali si massimizza una qualsiasi funzione delle componenti di tensione
wv
σv (t) e (t), una volta note le caratteristiche di resistenza del materiale, quali l'ampiezza limite di fatica per flessione all'inversione σAf(0) e per torsione all'inversione τA(0).
Piano critico secondo Findley (1959)
τv
: Tra gli infiniti piani passanti per un predeterminato punto P,
Findley propose di determinare l'orientamento di quello critico ∆c

Fatica multiassiale
184
massimizzando una combinazione lineare dell'ampiezza della tensione tangenziale ∆τ/2 e del valore massimo della tensione normale σmax nel ciclo, in tale punto. L'orientamento del piano è descritto dalle coordinate sferiche (ϕc , θc) del suo vettore normale
:
cwv
( )( )
( ) ( )⎭⎬⎫
⎩⎨⎧ +
∆ θφ,Aσθφ,2τmax:θ,φ maxθ φ,cc (5.40)
La rottura per fatica avviene quando la seguente espressione non
è verificata:
( ) ( ) Dθ,φBσθ,φ2τ
ccmaxcc ≤+∆
(5.41)
dove i parametri A,B e D dipendono dal materiale e si calcolano:
( )( )
( )( ) 10τ0σ2
0τ0σ2
BA
A
Af
A
Af
−
−== ,
( )( )( ) ⎟⎟
⎠
⎞⎜⎜⎝
⎛−
=1
0τ0σ4
0σD
A
Af
2Af (5.42)
Applicando questo metodo si osserva una buona correlazione con
i dati sperimentali, con uno scostamento medio conservativo. Piano critico secondo Matake (1977): Secondo Matake il piano critico è quel piano sul quale l'ampiezza
della tensione tangenziale attinge al suo massimo:
( )( )
( )⎭⎬⎫
⎩⎨⎧∆ θφ,
2τmax:θ,φ
θ φ,cc (5.43)

Fatica multiassiale
185
e la rottura per fatica avviene secondo la relazione (5.41) dove però B e D sono parametri del materiale valutabili applicando la (5.41) per due casi limite: fatica in torsione all'inversione, per cui ∆τ/2(ϕc , θc) = τA(0) e σmax(ϕc , θc) = 0, e fatica in flessione all'inversione, per la quale ∆τ/2(ϕc , θc) = σAf(0)/2 e σmax(ϕc , θc) = σAf(0)/2. Da questi due casi limite si ottiene:
B = (2τA(0)/σAf(0)) − 1, D = τA(0) (5.44)
Applicando questo metodo si osserva una discreta correlazione con i dati sperimentali, peggiore che con il criterio di Findley, con uno scostamento medio di poco conservativo.
Piano critico secondo McDiarmid (1991): Secondo McDiarmid il piano critico è individuato sempre da
(5.43). In aggiunta, però, viene sfruttando anche il concetto di Brown e Miller per la diversificazione del modo di sviluppo della cricca: nel modo A* la cricca nuclea ed inizia a propagare lungo un piano di taglio, mentre nel modo B* la cricca propaga su un piano perpendicolare alla direzione di massima tensione principale. La rottura per fatica è sempre espressa dalla relazione (5.41) dove, in questo caso,
R
*B A*,
2στ
B = , D = τA*,B* (5.45)
in cui il limite di fatica a torsione τA*,B* è uguale a τA* o τB* , a seconda del modo di propagazione della cricca a cui corrisponde il piano di rottura: per uno stato di tensione biassiale causato da flessione e torsione combinate si verifica il modo A* e dunque τA*,B* = τA* = τA(0) ed il vettore normale al piano critico appartiene al piano XY.
cwv

Fatica multiassiale
186
Applicando questo metodo si osserva una scarsa correlazione con i dati sperimentali, peggiore che con i criterio precedenti, con uno scostamento medio non conservativo.
5.5.3.2 PIANO CRITICO SECONDO CARPINTERI (2001)
Per il metodo di Carpinteri si fa riferimento a [8]. Qui gli autori presentano un criterio con approccio tensoriale, prima per il caso di stato tensionale piano con tensioni di tipo sinusoidale, non preso in considerazione nel seguito, poi una sua estensione al caso di carico qualunque (random).
Con questo criterio, la valutazione dell'orientamento del piano critico avviene, attraverso opportune funzioni di peso, in relazione delle direzioni principali mediate nel tempo. La valutazione del danno di fatica è compiuta, infine, considerando una combinazione non lineare della tensione normale massima e dell'ampiezza della tensione tangenziale agenti sul piano critico.
Gli autori, in ultimo, applicano il criterio a diversi casi di carico, sia di tipo sinusoidale che random, con sforzi in fase e non, osservando una buona correlazione con i dati sperimentali, migliore e più conservativa di quella riscontrata con i criteri esposti nel paragrafo precedente.
1. Direzioni principali mediate di tensione: Ad un dato istante, in un predeterminato punto P, il sistema di
riferimento principale "P123", con assi coincidenti con le direzioni principali di tensione, può essere individuato, rispetto al sistema di riferimento globale "PXYZ", attraverso gli angoli principali di Eulero ϕ, θ e ψ (Figura 95):
0° ≤ ϕ < 360° 0° ≤ θ ≤ 180° 0° ≤ ψ < 360°

Fatica multiassiale
187
Figura 95 - Direzioni principali 1, 2 e 3 descritte attraverso gli angoli
di Eulero ϕ, θ e ψ. La direzione di tensione principale massima 1 è definita attraverso i due angoli ϕ e θ.
Il campo di variazione effettivo dei tre angoli di Eulero può essere ridotto con l'obiettivo di mediare correttamente i risultati ottenuti in differenti istanti di tempo:
0° ≤ ϕ θ ≤ 90° -90° ≤ ψ < 90° Dato il tensore degli sforzi (5.36) in P, nel generico istante di
tempo tk , si possono valutare gli angoli di Eulero ridotti ϕ(tk), θ (tk) e ψ(tk) nello stesso istante, diagonalizzando il tensore. Le direzioni
principali di tensione mediate sono determinate mediando i valori istantanei ϕ(tk), θ (tk) e ψ(tk) attraverso appropriate funzioni di peso W(tk):
3̂ e 2̂ ,1̂
( ) ( )
( ) ( )
( ) ( )⎪⎪⎪
⎩
⎪⎪⎪
⎨
⎧
∑=
∑=
∑=
N
1
N
1
N
1
t
tkk
t
tkk
t
tkk
tWtψW1ψ̂
tWtθW1θ̂
tWtφW1φ̂
(5.46)

Fatica multiassiale
188
con
(5.47)
L'effetto della tensione principale massima σP1(tk) sulla posizione
mediata ( ) delle direzioni principali di tensione è considerata adottando la seguente funzione di peso:
( )∑=N
1
t
tktWW
ψ̂ ,θ̂ ,φ̂
( )( ) ( )
( )( ) ( ) ( )⎪
⎪
⎩
⎪⎪
⎨
⎧
≥⎟⎟⎠
⎞⎜⎜⎝
⎛
<
=−
0σξ1tσper
0σtσ
0σξ1tσper 0
tW
AfkP1
m1
Af
kP1
AfkP1
k (5.48)
Questa assunzione include nella procedura di media solo quegli
orientamenti delle direzioni principali di tensione per le quali σP1 è maggiore o uguale del limite di fatica per flessione all'inversione, opportunamente ridotto con un fattore di sicurezza ξ. Il coefficiente m è la pendenza della curva S-N considerata per ricavare σAf (0).
2. Orientamento del piano critico: Viene ripreso il concetto di Brown e Miller per la diversificazione
del modo di sviluppo della cricca: in un modo la cricca nuclea ed inizia a propagare lungo un piano di taglio, mentre nell'altro la cricca propaga su un piano perpendicolare alla direzione di massima tensione principale.
Nella fatica ad alto numero di cicli, generalmente, più del 90% della vita del componente si consuma prima che la cricca sia nucleata. Dunque il piano critico, inteso come quel piano su cui effettuare l'accertamento della resistenza a fatica del componente,

Fatica multiassiale
189
deve coincidere con il piano su cui la cricca, potenzialmente, ha nucleazione.
unque l'orientamento del piano critico è assunto distinto da quello del piano su cui si sviluppa la cricca di fatica. Il piano di
sviluppo della frattura è il piano perpendicolare al versore di , mentre il piano critico, di normale
D
1̂cwv , si differenzia da questo di un
angolo
( )( ) ⎥
⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛−=
2
Af
A
0σ0τ1
2345ζ (5.49)
Si trova che per metalli fragili, poiché τA(0)/σAf(0) = 1, è ζ = 0°
ed i due piani coincidono, mentre al limite caratteristico tra metalli fragili e duttili, poiché τA(0)/σAf(0) = 1/ 3 , è ζ = 45°.
3. Criterio di resistenza e danno cumulativo: Dopo aver determinato le direzioni principali mediate e, con la
(5.49) aver determinato l'orientamento del piano critico, la valutazione della rottura per fatica avviene attraverso il calcolo di una tensione monoassiale equivalente, definita come combinazione quadratica della norma di σv (t) e della norma di (t), agenti sul piano critico:
τv
( ) ( ) ( )( ) ( ) 2
2
A
Af2PC tτ
0τ0σtσtσ vv
⎟⎟⎠
⎞⎜⎜⎝
⎛+= (5.50)
Una stima della vita a fatica può essere effettuata con il conteggio
dei cicli su σPC(t) ed utilizzando i diagrammi della fatica monoassiale ed un modello di danno cumulativo.

Fatica multiassiale
190
5.5.3.3 PIANO CRITICO CON APPROCCIO DEFORMATIVO
Per i criteri che assumono questo tipo di approccio, la valutazione del danno di fatica in stato multiassiale avviene determinando l'orientamento teorico del piano critico, in un determinato istante, massimizzando l'ampiezza e/o il valore di alcune componenti di deformazione e, successivamente, valutando la resistenza a fatica attraverso un parametro, funzione di alcune delle componenti di deformazione e tensione agenti su tale piano.
Di seguito sono riportate le relazioni fondamentali di Basquin-Coffin-Manson utilizzate per il criterio del piano critico con approccio deformativo, ed alcuni esempi di tale metodo, [18]. I criteri presentati sono applicati in [18], dove si conclude che le previsioni migliori sono ottenute con la (5.55) e la (5.56).
Equazioni di Basquin-Coffin-Manson: La vita a fatica, in stato monoassiale, per cicli di tensione
normale o tangenziale di ampiezza costante, è legata all'equazione di Basquin-Coffin-Manson
( ) ( )cf
bf 2Nε2NEσ
2∆ε ′+
′= per carichi assiali (5.51)
( ) ( ) 00 cf
bf 2Nγ2NGτ
2∆γ ′+
′= per carichi torsionali (5.52)
Queste due equazioni sono utilizzate, nel seguito, come base per
determinare i parametri di danno in relazione alla vita in stato di fatica multiassiale.
Criterio di Smith, Watson e Topper (1970): Il modello proposto da Smith, Watson e Topper riesce a tener

Fatica multiassiale
191
conto in maniera abbastanza soddisfacente dell'incrudimento e dell'addolcimento ciclico del materiale:
( ) ( )2b2
fbcff
SWT
P1∆εmax 2N
Eσ2Nσε
2∆εσ P1
′+′′=⎟
⎠⎞
⎜⎝⎛ +
43421 (5.53)
dove è il valore massimo della tensione normale agente sul
piano su cui si verifica ∆εP1 . Il piano critico è individuato, allora, come quel piano su cui agisce l'ampiezza della deformazione principale massima ∆εP1.
Il conteggio dei cicli avviene su εP1 e la frazione di danno in un ciclo è calcolata con il parametro SWT. La vita a fatica è valutata con un qualsiasi modello di danno cumulativo.
Con questo criterio le previsioni si rivelano buone per quei materiali che presentano una rottura di tipo normale, o che comunque sono caricati con uno stato di tensione prevalentemente normale, mentre è assai scarsa e non conservativa per quelli che presentano una rottura di tipo tangenziale o che sono soggetti ad uno stato tensionale prevalentemente tangenziale, [18].
Criterio di Kandil, Brown e Miller (1982)
P1∆εmaxσ
: Un approccio deformativo per il piano critico è stato proposto da
Brown e Miller nel 1973 per quei materiali che mostrano una rottura di tipo tangenziale (modo II). Il criterio era formulato in funzione dello scorrimento angolare e della deformazione normale sul piano critico, in base alle osservazioni sperimentali effettuate, che rivelano che lo scorrimento governa la formazione ed il primo sviluppo della cricca (stadio I), mentre la deformazione normale ne assiste lo sviluppo in un secondo momento (stadio II). Un parametro di danneggiamento basato su questo modello è proposto più tardi dagli stessi autori, insieme a Kandil, come
Fatica multiassiale
192
KBM = max∆γmax εs2
∆γ∆+ (5.54)
dove è calcolata sul piano su cui si verifica ∆γmax, ed s è una costante del materiale non meglio definita, calcolabile dalle proprietà di resistenza a fatica, quali l'ampiezza limite di fatica per trazione-compressione all'inversione σAa(0) e l'ampiezza limite per torsione all'inversione τA(0).
Il piano critico è dunque individuato come quel piano contenente il massimo valore del campo di variazione dello scorrimento angolare (∆γmax). Il conteggio dei cicli avviene su γ, la frazione di danno in un ciclo è calcolata con il parametro KBM definito sopra e la vita a fatica è valutata con un qualsiasi modello di danno cumulativo.
Criterio di Fatemi e Socie (1988)
max∆γε∆
:
Gli autori ricavano un parametro simile al KBM, nel caso di rottura di tipo tangenziale, definito come
( ) ( ) 00max
cf
bf
FS
S
∆γmaxmax 2Nγ2N
Gτ
σσz1
2∆γ ′+
′=⎥
⎦
⎤⎢⎣
⎡+
444 3444 21
(5.55)
dove z è una costante del materiale determinabile sperimentalmente dalle prove di fatica assiale e a torsione, mentre è la massima
tensione normale agente sul piano su cui si verifica ∆γmax: questo è quindi definito come piano critico ed il conteggio dei cicli avviene ancora su γ. La frazione di danno in un ciclo è calcolata con FS e la vita a fatica è valutata con un qualsiasi modello di danno cumulativo. L'incrudimento e l'addolcimento ciclico e l'effetto del valore medio della tensione normale sono considerati attraverso la
max∆γmaxσ

Fatica multiassiale
193
tensione normale. Altri autori33 sostengono l'utilizzo dei parametri SWT ed FS, a
seconda che il meccanismo di rottura sia normale o tangenziale, e di seguito assumere il piano di massimo danneggiamento come piano critico. Il conteggio dei cicli ed il danno cumulativo sono calcolati rispettivamente sulla deformazione normale o sullo scorrimento angolare. Con questo criterio le previsioni si rivelano buone, con l'unica eccezione di un paio di casi con carico assiale, [18].
Criterio di Wang e Brown (1993): Gli autori propongono l'utilizzo del parametro KBM sostituendo il
campo di variazione della tensione normale max∆γε∆ con l'ampiezza della deformazione normale = max∆γ
aε max∆γε∆ /2:
=+44 344 21
WB
∆γmax
max
2∆εs
2∆γ
(5.56)
( )[ ] ( ) ( ) ( )cf
bmf 2Nε0,5s1,52NE2σσsν1ν1 ′++
−′−++=
ed il piano critico è individuato sempre come quel piano contenente il massimo valore di ∆γmax . Il conteggio dei cicli avviene ancora su γ e la frazione di danno in un ciclo è calcolata con il parametro WB definito sopra. La vita a fatica è valutata con un qualsiasi modello di danno cumulativo.
Con questo criterio le previsioni si rivelano buone, con scarto mediamente conservativo per carichi non proporzionali e con scarto non conservativo con carichi non proporzionali per quei materiali che presentano un elevato incrudimento ciclico, [18].
33 Bannantine e Socie nel 1991.

Fatica multiassiale
194
5.5.4 CRITERI COMPOSITI PIANO CRITICO - ENERGIA
Il criterio del piano critico ha lo svantaggio di riferire il calcolo a fatica ad un piano su cui si massimizza una certa funzione dello stato tensionale, o deformativo, che non necessariamente coincide con il piano in cui il danno di fatica attinge al suo massimo [18].
Poiché il danno di fatica si calcola più agevolmente con parametri di tipo energetico, molti autori hanno proposto, solo recentemente, di modificare questo concetto, componendolo con un approccio di tipo energetico. La valutazione della vita a fatica avviene, dunque, utilizzando parametri di danneggiamento basati su concetti energetici e assumendo il piano di massimo danno, calcolato sulla base di questi parametri, come piano critico.
Di seguito sono esposti alcuni di questi criteri. Le previsioni effettuate sulla base di questi sono esposte in [18], da cui si evince che la previsione migliore è ottenuta applicando la (5.61).
Criterio di Glinka (1995): Propone di utilizzare, come parametro indice del pericolo di
collasso in caso di frattura di tipo tangenziale
⎥⎦
⎤⎢⎣
⎡′−
+′− f
22maxf
12max
1212
σ/σ11
τ/τ11
2∆τ
2∆γ
(5.57)
Il piano critico è individuato come quel piano su cui massimizza
il prodotto tra l'ampiezza dello scorrimento angolare e l'ampiezza della tensione tangenziale, mentre e sono rispettivamente la tensione tangenziale massima e la tensione normale massima agenti, nel ciclo, su quel piano. Il conteggio dei cicli avviene indifferentemente su γ o su τ e la frazione di danno in un ciclo è calcolata con il parametro. La vita a fatica è valutata con un qualsiasi modello di danno cumulativo.
12maxτ 22
maxσ

Fatica multiassiale
195
Criterio di Chen, Xu e Huang (1999): Gli autori propongono l'utilizzo di un criterio basato sul concetto
combinato di piano critico e di densità di energia, valido per entrambi i modi di frattura, normale e tangenziale. Questo poiché viene postulato che entrambe le componenti di tensione sul piano critico, normale e tangenziale, contribuiscano al collasso del materiale. Per materiali che presentano una rottura di tipo normale, il piano critico coincide con il piano su cui agisce la deformazione principale massima. Il criterio, in relazione alla vita a fatica definita con un approccio deformativo, è dato da
( ) ( ) cbff
2b2
f
I CXH
∆ε∆ε∆εP1 2Nεσ42N
Eσ4∆τ∆γ∆σ∆ε P1P1P1 +
−
′′+′
=+4444 34444 21
(5.58)
Per materiali che mostrano una rottura tangenziale, il piano
critico è quel piano su cui agisce il massimo campo di variazione dello scorrimento angolare, ed il criterio è
( ) ( ) 000maxmaxmax cbff
2b2
f
II CXH
∆γ∆γ∆γmax 2Nγτ42N
Gτ4∆σ∆ε∆τ∆γ +
−
′′+′
=+44444 344444 21
(5.59)
Il conteggio dei cicli avviene, nei due casi, su ε e su γ e la
frazione di danno in un ciclo è calcolata rispettivamente con il parametro CXH-I e CXH-II. La vita a fatica è valutata con un qualsiasi modello di danno cumulativo.
Le previsioni di questo criterio, però, si rivelano assai scarse, e soprattutto non conservative, [18].
Criterio di Pan, Hung e Chen (1999): Gli autori propongono la modifica del parametro di Glinka, per

Fatica multiassiale
196
tener conto anche di rotture di tipo normale, pesando i diversi contributi energetici sulla base dalle proprietà di resistenza assiale e tangenziale a fatica del materiale:
2∆σ
2∆ε
τεσγ
2∆τ
2∆γ 2222
ff
ff1212
′′′′
+ (5.60)
Il piano critico è sempre individuato come quel piano su cui
massimizza il prodotto tra l'ampiezza dello scorrimento angolare e l'ampiezza della tensione tangenziale, mentre /2 e /2 sono rispettivamente l'ampiezza della tensione e della deformazione normale, agenti nel ciclo su quel piano.
Il conteggio dei cicli avviene indifferentemente su γ o su τ e la frazione di danno in un ciclo è calcolata con il parametro. La vita a fatica è valutata con un qualsiasi modello di danno cumulativo.
Alcuni autori34 propongono la modifica di tale parametro, per tener conto dell'effetto del valor medio, dell'incrudimento e dell'addolcimento ciclico dovuto alla tensione normale agente sul piano critico. Si trova
22∆σ 22∆ε
( )
( ) ( ) 000 cbff
2b2
f
2222
ff
ff1212f
22m
2Nγτ2NGτ
2∆σ
2∆ε
τεσγ
2∆τ
2∆γσ/σ1
+′′+′
=
=′′′′
+′+
(5.61)
dove è la tensione media normale agente, nel ciclo, sul piano di danneggiamento massimo, individuato sempre dal prodotto tra l'ampiezza dello scorrimento angolare e l'ampiezza della tensione tangenziale.
22mσ
34 Han, Chen e Kim, [18], 2002.

Fatica multiassiale
197
Le previsioni fatte in base a (5.60) si rivelano assai scarse, e non conservative, in fatica assiale e per carichi non proporzionali. Al contrario, con la modifica apportata (5.61) le previsioni si ottimizzano in un intorno di ± 100 cicli rispetto ai dati sperimentali, per tutti i casi di carico, [18].
Criterio di Varvani e Farahani (2000): Gli autori propongono un criterio basato sul concetto di piano
critico utilizzando, per applicarlo, un parametro di tipo energetico. Il parametro è dato dalla somma dell'energia di deformazione normale e dell'energia di deformazione tangenziale, ed è calcolato sul piano dove le tensioni e le deformazioni forniscono il circolo di Mohr più ampio durante il ciclo. L'energia di deformazione normale e tangenziale in questo parametro sono pesate, rispettivamente, dalle proprietà di resistenza assiale e tangenziale a fatica del materiale. Il parametro è dato da
( ) ( )⎥⎦
⎤⎢⎣
⎡⎟⎠⎞
⎜⎝⎛
′′′+
+′′ 2
γ∆∆τγτσ/σ1∆σ∆ε
εσ1 max
maxff
fm
ff
(5.62)
e tiene conto dell'effetto causato dal valor medio della tensione normale sul piano di massima tensione tangenziale.
In relazione alla vita a fatica secondo un approccio deformativo, si trova
( ) ( )
( ) ( ) 000 cbff
2b2
f
maxmaxfm
ff
ff
2Nγτ22NGτ2
2γ∆∆τσ/σ1∆σ∆ε
εσγτ
+′′+′
=
=⎥⎦
⎤⎢⎣
⎡⎟⎠⎞
⎜⎝⎛′++
′′′′
(5.63)

Fatica multiassiale
198
Il conteggio dei cicli avviene su ε e su γ a seconda che il materiale mostri una rottura di tipo normale o tangenziale, e la frazione di danno in un ciclo è calcolata con il parametro. La vita a fatica è valutata con un qualsiasi modello di danno cumulativo.
Come per il criterio precedente, le previsioni in base a (5.62) sono scarse, e non conservative, mentre con la (5.63) si ottimizzano, per tutti i casi di carico, [18].
5.6 CONTEGGIO DEI CICLI E CUMULATIVITÀ DEL DANNO
La tecnica più spesso utilizzata per il conteggio dei cicli è il rainflow, in caso di carico con ampiezza variabile, mentre per il calcolo del danno cumulativo si applica universalmente il modello empirico di danno lineare, noto con il nome di Palmgren-Miner.
Queste due tecniche, spesso usate in coppia, hanno però dei limiti applicativi: sperimentalmente ne è nota, infatti, l'inefficacia in alcuni casi. Questo poiché il materiale, soggetto ai noti fenomeni di understressing ed overstressing, si comporta in modo assai diverso da come viene descritto dalla legge di Palmgren-Miner.
Questo modello, infatti, fu sviluppato inizialmente per cicli di tensione con ampiezza costante, e la sua estensione a casi di carico con ampiezza variabile non è sempre accettabile. Inoltre questa sua estensione, proprio per come è formulato il modello, implica tacitamente il fatto che l'ampiezza influenza il danno cumulativo solo con il suo valore e non con la sua variabilità temporale: viene trascurata la storia dell'ampiezza di carico.
Allo stesso modo il rainflow, proprio perché nato dalla necessità di utilizzare la legge di Palmgren-Miner per cicli ad ampiezza variabile, riduce lo spettro di tensione ad un cumulo di cicli senza più una storia, trascurando quindi l'effetto della diversa successione dei cicli nel tempo.
Studi più approfonditi dimostrano che i casi di carico per cui questi modelli risultano inefficaci sono quelli in cui l'ampiezza è variabile in modo tale da avere sovraccarichi di tensione che portano

Fatica multiassiale
199
a plasticizzazione locale del materiale. Sono quei casi per cui si può distinguere, nello spettro di carico, tra cicli ad alto ed a basso livello di tensione.
Inoltre, alcuni studi teorici mettono in evidenza i limiti e le condizioni necessarie e sufficienti per poter applicare la legge di Miner: condizioni che non sempre possono essere verificate.
L'utilizzo universale di questi due modelli, comunque, sembra avere spiegazione innanzitutto nella praticità e nella semplicità con cui si applicano, ma anche perché non esistono ancora altri modelli che producano risultati più soddisfacenti in un campo così vasto di applicazioni come quello per cui questi due sono stati adottati.
Il Modello lineare di Palmgreen-Miner: Il modello di Palmgren-Miner si sviluppa sulla base di prove
sperimentali ad ampiezza costante. Indicando con ni il numero di cicli di tensione di ampiezza costante ∆σ i/2 e con Ni il numero di cicli di tensione, con la stessa ampiezza, che porta al collasso del componente, gli autori supposero che la frazione di danno causato dagli ni cicli fosse
⎪⎩
⎪⎨
⎧
≤
>=
Ai
Aii
i
i
σ/2∆σper 0
σ/2∆σper DNn
D (5.64)
avendo indicato con D il danno che coincide con il collasso del provino e con σA l'ampiezza limite di fatica della curva S-N considerata. Per ni = Ni si ha il collasso, mentre per ∆σ i ≤ σA la vita è infinita.
In accordo con questa osservazione, considerando uno spettro di tensione ad ampiezza variabile, si possono individuare un numero J di blocchi di cicli con diversa ampiezza, comunque minore dell'ampiezza limite, per i quali vale la seconda delle (5.64) ed un

Fatica multiassiale
200
numero I di blocchi di cicli con diversa ampiezza, per ognuno dei quali vale la prima delle (5.64). La cumulatività del danno diventa allora lineare ed indipendente dal livello di sforzo applicato, ed il collasso si ha quando la somma delle varie frazioni di danno coincide con D:
⎪⎩
⎪⎨
⎧
≤
∑ >∑== = =
Ai
I
1iAi
I
1i i
ii
σ/2∆σper 0
σ/2∆σper DNnD
D (5.65)
che si può anche scrivere
⎪⎪⎩
⎪⎪⎨
⎧
≤∑ =
>∑ =
=
=
Ai
J
1j j
j
Ai
I
1i i
i
σ/2∆σ che talejper 0Nn
σ/2∆σ che taleiper 1Nn
(5.65b)
oppure
⎪⎪
⎩
⎪⎪
⎨
⎧
≤∆
∑ >∆
⎟⎟⎠
⎞⎜⎜⎝
⎛∆
== −
Ai
I
1iAi
m1
i
A0
i
σ2/σper 0
σ2/σper
2/σσN
n
D (5.65c)
avendo indicato con m la pendenza della curva S-N considerata (in coordinate doppio logaritmiche) e con N0 il numero di cicli per cui è valutata l'ampiezza limite σA:
⎥⎦
⎤⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎟⎠
⎞⎜⎜⎝
⎛−=
0A NN/log
σσlogm (5.66)

Fatica multiassiale
201
Applicabilità del modello: Studi approfonditi dimostrano che non sempre si può applicare la
legge di Palmgren-Miner. Condizione necessaria e sufficiente, affinché questo modello possa essere utilizzato, è che la velocità di sviluppo del danno di fatica dD(n)/dn sia rappresentabile nel seguente modo:
dD(n)/dn = f(D,σ) = f1(D) · f2(∆σ) (5.67)
cioè come il prodotto di due funzioni: una, f1(D), dipendente dal solo ammontare istantaneo del danno e l'altra, f2(∆σ), dipendente dal solo valore istantaneo dell'ampiezza35, [27]. Questa condizione, ovviamente, esula dalle osservazioni fatte al Paragrafo 5.6.
5.7 IL CASO IN ESAME: VITA A FATICA DEL PISTONE
Esaminando i risultati ottenuti dall'analisi numerica, esposti al Paragrafo 3.3.2, si può capire come il calcolo della vita a fatica del pistone sia un problema di non semplice soluzione.
Una difficoltà, innanzitutto, sta nell'individuare, tra le numerose zone tensorialmente attive della portata, quella che può essere ritenuta più critica per la vita a fatica. Non si può affermare, a priori, che la zona più critica sia quella con valore massimo o minimo di una delle tre tensioni principali. Non si può neanche utilizzare un criterio statico di equivalenza, implementabile direttamente in ADINA, poiché inadeguato ad un calcolo a fatica, mentre un criterio di equivalenza dinamico, per poter essere applicato, necessiterebbe della conoscenza preventiva del ciclo di tensione in ogni punto36. Ci si deve affidare, dunque, alle osservazioni fatte al Paragrafo 3.3.2: vi sono regioni con elevato valore della tensione principale massima ma che sono in stato 35 L'ampiezza della tensione o della deformazione indifferentemente. 36 Come noto i modelli rappresentano ognuno una sola configurazione.

Fatica multiassiale
202
monoassiale di tensione e senza contatto, altre con valori minori ma che si trovano in stato biassiale di tensione, ed infine vi sono zone di contatto con valori (assoluti) elevati della tensione radiale, ma molto bassi di quella circonferenziale.
Una seconda difficoltà, riguarda lo scegliere il criterio più adatto per il calcolo a fatica, per i punti in stato pluriassiale. Tra i tanti criteri presentati nei paragrafi precedenti solo alcuni sono adatti, in relazione allo stato tensionale nel punto considerato ed all'applicabilità dei criteri noti, e solo alcuni possono essere applicati, in relazione ai parametri del materiale necessari, non sempre noti. Se si vuole, comunque, applicare un criterio che necessita di parametri del materiale non direttamente noti, di questi ultimi si deve effettuare necessariamente una stima, ed il risultato perde alquanto di significatività.
5.7.1 RICERCA DELLA ZONA CRITICA
Per superare le difficoltà esposte si è operato per passi successivi, adottando diversi criteri di individuazione della zona critica.
Come osservazione preliminare è necessario tenere presente che la tensione più pericolosa è quella principale massima poichè, in generale, gli stati di trazione sono più dannosi di quelli di compressione. Questa tensione, però, ha un peso differente, sulla criticità del punto in cui è valutata, a seconda che tale punto si trovi in stato monoassiale o pluriassiale di tensione o che si trovi in zone più o meno prossime al contatto, a causa del rischio che si verifichino fenomeni di fatica da fretting.
La ricerca è stata effettuata sul modello rappresentante la configurazione maggiormente critica, con velocità di rotazione di 10000 giri/1' e manovella a 10°. Le zone individuate come critiche si ripetono simmetriche rispetto al piano verticale YZ di simmetria del pistone.

Fatica multiassiale
203
1. Massimo valore della σP1:
Per un primo approccio al problema è stata considerata la sola tensione principale massima ed è stata cercata la zona in cui questa raggiunge i suoi valori estremi. Questo modo semplificato di procedere esclude i punti caricati da tensioni di compressione elevate.
Si è quindi individuata la regione prossima al nodo 16669 come la più critica (Figura 96, in blu): in questo nodo la tensione principale massima raggiunge il picco di 185,4 MPa (Tabella 38). Qui il pistone si trova in stato biassiale di tensione (Figura 70), causato dalla tensione principale massima e da quella intermedia. In tutta la regione, comunque, la tensione principale intermedia non supera i 30 MPa e, nel punto 16669, non raggiunge i 10 MPa: si ritiene allora trascurabile il suo contributo. La tensione principale minima è praticamente nulla.
Non è possibile però escludere, per ora, l’esistenza di zone sulla portata che, pur presentando valori della tensione circonferenziale più modesti, abbiano vita a fatica inferiore.
2. Massimo valore assoluto di σP3: La ricerca del minimo di questa tensione è stata effettuata solo
per capire quale sia la zona dove sono massime le pressioni di contatto e dunque dove è maggiore il rischio dovuto al fretting. Il punto individuato e la regione nel suo intorno, comunque, non vengono considerate critiche poiché lo stato di tensione è di compressione.
Si è individuata (Figura 96, in rosso) la zona prossima al nodo 17219 come la più compressa, situata sul bordo superiore della tasca di lubrificazione: in questo caso la tensione principale minima raggiunge il picco di -270,4 MPa (Tabella 40), nel suddetto nodo. In questa regione il pistone si trova in stato biassiale, causato dalla tensione principale minima e da quella intermedia, che raggiunge il

Fatica multiassiale
204
picco di -130 MPa e, nel punto 17219, i -105 MPa. La tensione principale massima non raggiunge i 30 MPa.
Figura 96 - Posizione (in blu) del nodo 16669 e della regione che presenta il massimo valore della
tensione principale massima, (in rosso) del nodo 17219 e della regione che presenta il massimo valore assoluto della tensione principale minima. Queste zone si ripetono praticamente simmetriche rispetto al piano di simmetria verticale YZ del pistone.
3. Elevato valore di σP1 in prossimità del contatto: Sono state considerate le regioni dove avviene il contatto. Come
osservato al Paragrafo 3.3.2, dove c'è contatto la tensione principale massima è in generale trascurabile37. Le regioni critiche sono state individuate, allora, al confine della regione di contatto, dove la tensione principale massima subisce una elevata variazione di valore
37 Trascurabile rispetto al suo valore massimo e rispetto al valore assoluto delle tensioni di compressione.

Fatica multiassiale
205
nell'arco di pochi decimi di millimetro (Figura 64 e Figura 67 a pagina 116). Questo tipo di ricerca si basa sulla considerazione sperimentale che il fenomeno del fretting causa una cricca che si sviluppa, solitamente, al bordo estremo della regione di contatto (quota b in Figura 79).
Figura 97 - Posizione dei nodi 13045 e 22029 e della regione che presenta un elevato valore della
tensione principale massima in prossimità del contatto. Queste zone si ripetono praticamente simmetriche rispetto al piano di simmetria verticale YZ del pistone.
Sono state quindi individuate due regioni critiche (Figura 97), in prossimità del bordo della tasca di lubrificazione: qui sono presenti tensioni di compressione dovute al contatto, e la tensione principale massima è maggiore di 50 MPa. I punti in cui si massimizza il valore

Fatica multiassiale
206
della tensione circonferenziale sono il 13054, per cui vale circa 90 MPa, ed il 22029, per cui vale circa 70 MPa. Nei punti considerati la tensione principale intermedia, di compressione, si può ritenere trascurabile. Si osserva, inoltre, che il nodo 22029 è situato al confine della regione di massima compressione individuata precedentemente.
4. Stati biassiali di tensione: In questo caso la regione critica è individuata sulla base delle
considerazioni fatte a proposito della Figura 70, nella quale le zone in stato biassiale sono due, indicate in rosso (tensioni principali minime ed intermedie) e in blu (tensioni principali massime ed intermedie). Si ricorda, però, il carattere assolutamente qualitativo di questa rappresentazione e delle relative osservazioni: i confini tra queste regioni non sono così ben definiti, nella realtà.
Per un’analisi più approfondita del problema sono state valutate, sulla base della distribuzione delle tensioni per la configurazione più critica, le zone della portata in cui vi sono punti per i quali non sono trascurabili almeno due tensioni principali, anche con valori più modesti di tensione. Questa analisi si è basata sui diagrammi di Figura 98 e di Figura 99, ricavati dallo stato tensionale dei nodi della portata, per la configurazione con velocità di rotazione di 10000 giri/1' e angolo di manovella di 10°.
Da questi diagrammi si osserva che non esistono regioni significative in stato triassiale, come previsto, ma solo alcune regioni in stato biassiale di tensione. Inoltre, stati biassiali di trazione, dovuti alle tensioni principali massime ed intermedie, sono praticamente assenti: nella ricerca dei punti zone critici, allora, si cercano quelli con elevato valore della tensione principale massima situati in prossimità di stati biassiali di compressione (Figura 96 e Figura 100, in rosso).

Fatica multiassiale
207
Figura 98 - Diagramma per la ricerca di zone, sulla portata, in stato biassiale di tensione, stato
causato dalle tensioni principali massime e minime. I valori sono in MPa. Sull'asse delle ascisse sono riportati i nodi in sequenza numerica.
Figura 99 - Diagramma per la ricerca di zone, sulla portata, in stato biassiale di tensione, stato
causato dalle tensioni principali massime ed intermedie. I valori sono in MPa. Sull'asse delle ascisse sono riportati i nodi in sequenza numerica.

Fatica multiassiale
208
Figura 100 - Regioni critiche individuate considerando gli stati biassiali di tensione.
La prima zona individuata con stato biassiale di compressione è quella già commentata al punto (2) considerando il massimo valore assoluto della tensione radiale (Figura 96, in rosso). Per essa non vi sono punti con valore significativo della tensione principale massima.
La seconda zona individuata è rappresentata da tutta la superficie cilindrica superiore della portata ed è definita, più specificatamente, dai nodi compresi nell'intervallo [19458, 19794]. Qui il punto più compresso è il 19458, caricato con tensione radiale di -261 MPa e tensione assiale di -104 MPa, ma per esso sono trascurabili le tensioni di trazione. In questa regione la tensione principale massima, nei punti di contatto significativi, non raggiunge i 50 MPa e dunque si conclude che non vi sono punti più critici di quelli già individuati.

Fatica multiassiale
209
La terza zona avente tensioni radiali ed assiali non trascurabili è in prossimità del raccordo superiore della portata, lato biella, ed è definita dai nodi compresi nell'intervallo [16354, 16538]. Qui il punto più compresso è il 16524, caricato con tensione radiale di -263 MPa e tensione assiale di -111 MPa, ma anche per esso sono trascurabili le tensioni circonferenziali, non superando i 40 MPa. In questa regione il punto soggetto alla massima tensione circonferenziale, di circa 80 MPa, situato in una zona di contatto, è il 16501: le tensioni intermedie e radiali, di compressione, valgono rispettivamente -50 MPa e -170 MPa.
La quarta zona con stato biassiale è in prossimità della tasca di lubrificazione, vicino al bordo, sulla superficie cilindrica inferiore della portata. Qui la tensione circonferenziale però non raggiunge valori significativi, almeno in presenza di tensioni di contatto.
I punti critici individuati, su cui costruire lo spettro delle tensioni ed effettuare il calcolo a fatica del pistone, sono rappresentati in Figura 96 e seguenti.
5.7.2 DIAGRAMMI DI WÖHLER
Nel Paragrafo precedente è stato evidenziato che tutti i punti ritenuti critici, con approssimazione accettabile, sono soggetti a cicli di tensione di trazione-compressione dall'origine.
Per il calcolo a fatica del pistone, comunque, non è noto il diagramma di Wöhler per carico pulsante in trazione-compressione: è stato dunque costruito diagramma di Wöhler (σD , N) partendo dai dati riguardanti il provino lucidato liscio sottoposto a flessione rotante con ciclo all’inversione, adottando la procedura descritta di seguito (Tabella 46), [6], [14], [21], [22] e [23]. Si fa riferimento ai dati sui materiali alla temperatura di 200°C (Paragrafo 2.2.4).
Per quanto riguarda i dati di partenza, comunque, non tutti quelli necessari sono noti. A questo proposito i materiali del pistone

Fatica multiassiale
210
presentano numerose analogie con due leghe di alluminio commerciali da lavorazione plastica38:
M-SP25 ≡ AA 2618-T61 = P-Al Cu3,5FeMgNi UNI 3578 M 124P ≡ AA 4032-T6 = P-Al Si12MgCuNi UNI 3572
Tabella 45 - Caratteristiche meccaniche delle due leghe analoghe a quelle usate, desunte da [21], [22],
[31] e [33].
AA 2618-T61 AA 4032-T6 σR [MPa] 415 ÷ 435 380 σS [MPa] 300 ÷ 370 290 ÷ 315
σS200 [MPa] ∼282 ∼188 σIf (107 cicli) [MPa] ∼126 ∼119
σIf (5·108 cicli) [MPa] 130 110 σIf200 (5·108 cicli) [MPa] 81,67 77,86
Dunque, per i dati non noti si fà riferimento a quelli relativi a
queste due leghe (Tabella 46). Per entrambi i materiali è nota la resistenza statica a
trazione σR200: il suo valore è valido, in flessione rotante, per 104 cicli secondo [6] e per 103 cicli secondo [21]. Quest'ultimo autore indica anche che, passando dalla flessione rotante al caso di trazione-compressione, si deve assumere un coefficiente riduttivo bC di 0,9 e dunque considerare 0,9 · σR200 , a 103 cicli. Per il caso in esame si assume valida σR200 per 103 cicli in flessione rotante mentre bC = 0,95 e dunque si considera 0,95 · σR200 per 103 cicli in trazione compressione. Inoltre, passando dal caso di flessione rotante al caso di trazione-compressione, si riducono anche i limiti di fatica per 107 e per 5 · 108 cicli, di 0,7 per [6] e di 0,85 per [21]. In questo caso si assume un fattore riduttivo bC di 0,75.
38 Designazione convenzionale della Aluminium Association (A.A.) americana [33] e designazione italiana [19].

Fatica multiassiale
211
A questo punto, quindi, sono noti i punti di un diagramma in trazione-compressione con ciclo all'inversione per il provino. Per tener conto del valor medio e passare dunque ad un diagramma per ciclo dall'origine si utilizza il diagramma semplificato di Goodman-Smith (Figura 101).
Figura 101 - Diagramma semplificato di Goodman Smith per l'alluminio M-SP25,
ottenuto in base ai dati noti per questo materiale, per il caso di trazione-compressione, ad 1e07 cicli. La retta tratteggiata in blu serve per ricavare il limite di fatica a trazione-compressione pulsante.
Da questo diagramma, costruito sia per vita di 107 cicli che per vita di 5 · 108 cicli con i dati dei materiali, si ricava il valore del limite di resistenza a fatica pulsante, rispettivamente a 107 ed a 5 · 108 cicli (linea tratteggiata in blu in Figura 101).

Fatica multiassiale 212
In questo modo si sono ottenuti quattro punti che definiscono la curva di Wöhler per il provino lucidato liscio. Per la curva riguardante il pistone si deve passare attraverso il coefficiente bS , che tiene conto dell'intaglio dovuto alla rugosità superficiale. Nella zona della portata si ha una lavorazione di rettifica fine e, da [6], [22] e [23], si ricava bS = 0,97 per l'M-SP25 e bS = 1 per l'M 124P.
Il coefficiente b0 , che dovrebbe tener conto dell'effetto scala passando dalle prove su provini alla fatica sul componente reale, si assume uguale ad 1 poiché le tensioni risultanti dall'analisi F.E.M. tengono già conto della dimensione reale del componente.
Fles
sion
e Ro
tant
e Pr
ovin
o lu
cido
lisc
io
Cic
lo in
vers
ione
Traz
ione
-com
pres
sion
e Pr
ovin
o lu
cido
lisc
io
Cic
lo in
vers
ione
Tr
azio
ne-c
ompr
essi
one
Prov
ino
luci
do li
scio
C
iclo
all’
orig
ine
Traz
ione
-com
pres
sion
e R
ugos
ità re
ale
Cic
lo a
ll’or
igin
e
σR200 (1 ciclo) 333 - 333 333 - 333 σR200 (103 cicli) 333 0,95 316,4 316,4 0,97 306,9σD200 (107 cicli) 125 0,75 93,75 161,1 0,97 156,3M
-SP2
5
σ'D200 (5 108 cicli) 82 0,75 61,50 111,6 0,97 108,3
σR200 (1 ciclo) 227 - 227 227 - 227 σR200 (103 cicli) 227 0,95 215,7 215,7 1 215,7σD200 (107 cicli) 111 0,75 83,25 134,4 1 134,4M
124
P
σ'D200 (5 108 cicli) 78
b C
0,75 58,50
Goo
dman
-Sm
ith
101,1
b S
1 101
Tabella 46 - Schematizzazione del procedimento utilizzato per la costruzione del diagramma di Wöhler per fatica in trazione-compressione dall'origine, partendo dai dati noti in flessione rotante all'inversione. Il coefficiente bC serve per passare dal caso di flessione rotante al caso di trazione - compressione, mentre bS serve per tenere conto dell'effettiva rugosità superficiale del pistone nella zona considerata. Per passare da ciclo all'inversione a ciclo dall'origine, invece, si utilizza il diagramma semplificato di Goodman-Smith.

Fatica multiassiale
213
Figura 102 - Diagramma di Wöhler per carico pulsante in trazione-compressione, alla
temperatura di 200°C.
Figura 103 - Diagramma di Wöhler per carico pulsante in trazione-compressione, alla
temperatura di 200°C, in presenza di fretting.
Fatica multiassiale 214
Si ottiene quindi la curva di Wöhler cercata (Figura 102), per entrambi i materiali, definita dai punti:
1. (σR200 , 1) 2. (0,95·σR200 , N10
3) 3. (σOa200 , N10
7) 4. (σ 'Oa200 , N5·108)
Per quei punti, però, situati in una zona di contatto, i due valori
della resistenza a fatica per 107 e per 5 · 108 cicli risultano ridotti a causa del fretting (Figura 78 a pagina 136). Il coefficiente riduttivo, ricavato al Paragrafo 4.5, vale 1/kFF = 0,455. ed il diagramma di Wöhler diventa quello di Figura 103.
5.7.3 SPETTRO DI TENSIONE E DANNO CUMULATIVO
Innanzitutto sono state estrapolate dai modelli le tre tensioni principali, nei vari punti critici, al variare della configurazione, in base ai risultati della serie B. Successivamente, con queste sono stati costruiti i relativi andamenti sul ciclo elementare di 720°, con e senza carico di pressione (Figure nelle pagine seguenti). Infine, per la costruzione dello spettro di tensione in un giro di pista, sono state utilizzate le stesse assunzioni e gli stessi metodi adottati al paragrafo 2.5 utilizzando, in luogo dei cicli elementari di carico di 720° i cicli elementari di tensione ricavati.
Lo spettro delle tensioni è stato costruito per molti punti, per i quali però si sono raggiunti risultati di durata molto maggiore di quelli che per i punti individuati come critici nel paragrafo precedente. Di seguito viene presentato, dunque, solo lo spettro di tensione elementare (720°) costruito sui punti critici, evidenziati in grassetto nelle pagine precedenti. Da questo si ottiene lo spettro di tensione in un giro di pista. Si osserva che, per tutti i punti considerati, tale spettro è composto esclusivamente da cicli all'origine, o quasi39. Inoltre i picchi delle tensioni che compongono
39 L'errore che si commette a considerarli tali rientra nel campo di errore accettato per la presente analisi.

Fatica multiassiale
215
il generico stato biassiale che interessano il calcolo a fatica, cioè quelli significativi per la riduzione della vita del pistone, si presentano sincroni ed in controfase, sia nel caso di pressioni nulle che non nulle.
Infine, viene calcolata la vita a fatica del pistone in relazione a tali punti. I criteri utilizzati sono quelli classici della fatica monoassiale considerando, dove opportuno, la riduzione di vita dovuta al fretting. Lo spettro di tensione ricavato è generalmente ad ampiezza variabile: per il cumulo del danno si può comunque pensare di applicare il modello lineare di Palmgreen-Miner e, di conseguenza, la tecnica del rainflow per il conteggio dei cicli, poiché, come mostrato al Paragrafo 3.3.2 con l'analisi del modello elasto-plastico, il livello massimo di tensione raggiunto è tale da mantenersi entro il limite di plasticizzazione. Il conteggio è stato implementato in MATLAB 6 R12.
Punto 16669:
Figura 104 - Andamento delle tre tensioni principali nel nodo 16669 al variare dell’angolo di
manovella, per il caso di pressioni non nulle.

Fatica multiassiale 216
Figura 105 - Andamento delle sole tensioni principali minima ed intermedia nel nodo 16669.
Figura 106 - Andamento delle tre tensioni principali nel nodo 16669 al variare dell’angolo di
manovella, per il caso di pressioni nulle in camera di combustione.
Lo spettro elementare di tensione per questo punto è
rappresentato in Figura 104 e seguenti, sia per pressioni ulle che non nulle.

Fatica multiassiale
217
In base alle osservazioni dei paragrafi precedenti, il conteggio dei cicli è stato effettuato sulla sola tensione principale massima. Il risultato è rappresentato in Figura 107 e riassunto in Tabella 47.
Tabella 47 - Cicli di tensione dal rainflow, in relazione al punto 16669: ni è il numero di cicli di tensione
di ampiezza costante σai = ∆σi/2 e tensione media σmi.
ni 240 624 1406 1416 2274 2280 σmi 92,7 85,8 6,5 11,8 14,4 19,9 σai 92,7 85,8 6,5 11,8 14,4 19,9
ni 2849 3450 3479 5624 5752 5797 σmi 81,7 21,1 26,4 69,2 29,7 23,3 σai 81,7 21,1 26,4 69,2 29,7 23,3
Figura 107 - Spettro delle tensioni principali massime medie in un lap per il punto 16669,
ottenuto con la tecnica del rainflow.
Lo spettro di tensione in questo punto contiene 35191 cicli di diversa ampiezza, di cui solo 9337 contribuiscono al danno per fatica, suddivisi in quattro differenti livelli di tensione. Il calcolo a fatica è stato eseguito utilizzano i diagrammi di Wöhler di Figura 102 ed è riportato in Tabella 48.

Fatica multiassiale 218
Tabella 48 - Danno cumulativo in un giro di pista Dlap e numero massimo di giri di pista percorribili Nlap in relazione al punto 16669, per i due materiali. Ni è il numero di cicli di tensione, con ampiezza σai = ∆σi/2, che porta al collasso.
M-SP25 M 124P ni Ni Di = ni/Ni ni Ni Di = ni/Ni
5624 4,29 107 1,31 10-4 5624 6,33 106 8,84 10-4
2849 6,47 106 4,41 10-4 2849 3,72 105 7,65 10-3
624 3,92 106 1,59 10-4 624 1,47 105 4,24 10-3
240 1,68 106 1,43 10-4 240 1,68 104 7,75 10-3
Dlap 8,73 10-4 Dlap 2,06 10-2
Nlap = 1/ Dlap 1145 Nlap = 1/ Dlap 48 Punto 13054: Lo spettro elementare di tensione per questo punto è
rappresentato in Figura 108.
Figura 108 - Andamento delle tre tensioni principali nel nodo 13054 al variare dell’angolo di
manovella, per il caso di pressioni non nulle.

Fatica multiassiale
219
Figura 109 - Spettro delle tensioni principali massime medie in un lap per il punto 13054,
ottenuto con la tecnica del rainflow.
Il conteggio dei cicli è stato effettuato sulla tensione principale massima, poiché solo su questa tensione si tiene conto della presenza del fretting40. Il risultato è rappresentato in Figura 109 e riassunto in Tabella 49.
Tabella 49 - Cicli di tensione dal rainflow, in relazione al punto 13054: ni è il numero di cicli di tensione
di ampiezza costante σai = ∆σi/2 e tensione media σmi.
ni 240 624 1406 1416 2274 2280 σmi 44,165 43,04 8,135 9,73 17,575 17,055 σai 44,165 43,04 8,135 9,73 17,575 17,055
ni 2849 3450 3479 5624 5752 5797
σmi 43,15 25,425 22,4 42,655 25,01 27,96 σai 43,15 25,425 22,4 42,655 25,01 27,96 Lo spettro di tensione contiene 35191 cicli di diversa ampiezza,
di cui solo 24336 contribuiscono al danno per fatica, suddivisi in
40 La tensione nominale che si calcola con la teoria di Saint Venant e la tensione reale presente nel punto che compaiono in (4.5) sono tensioni dirette parallelamente alla superficie di contatto, e nel nostro caso coincidono con la tensione principale in direzione circonferenziale.

Fatica multiassiale 220
sette differenti livelli di tensione. Il calcolo a fatica è riportato in Tabella 50. Per questo punto si utilizzano i diagrammi di Wöhler di Figura 103.
Tabella 50 - Danno cumulativo in un giro di pista Dlap e numero massimo di giri di pista percorribili Nlap in relazione al punto 13054, per i due materiali. Ni è il numero di cicli di tensione, con ampiezza σai = ∆σi/2, che porta al collasso.
M-SP25 M 124P ni Ni Di = ni/Ni ni Ni Di = ni/Ni
5752 4,33 108 1,33 10-5 5752 1,75 108 3,29 10-5
3450 3,74 108 9,24 10-6 3450 1,41 108 2,44 10-5
5797 1,50 108 3,85 10-5 5797 3,80 107 1,53 10-4
5624 5,73 106 9,82 10-4 5624 2,36 106 2,38 10-3
624 5,56 106 1,12 10-4 624 2,25 106 2,77 10-4
2849 5,51 106 5,17 10-4 2849 2,22 106 1,28 10-3
240 5,09 106 4,72 10-5 240 1,97 106 1,22 10-4
Dlap 1,72 10-3 Dlap 4,72 10-3
Nlap = 1/ Dlap 581 Nlap = 1/ Dlap 234 Punto 22029:
Figura 110 - Andamento delle tre tensioni principali nel nodo 22029 al variare dell’angolo di
manovella, per il caso di pressioni non nulle.

Fatica multiassiale
221
Figura 111 - Spettro delle tensioni principali massime medie in un lap per il punto 22029,
ottenuto con la tecnica del rainflow.
Lo spettro elementare di tensione per questo punto è rappresentato in Figura 108.
Tabella 51 - Cicli di tensione dal rainflow, in relazione al punto 22029: ni è il numero di cicli di tensione
di ampiezza costante σai = ∆σi/2 e tensione media σmi.
ni 240 624 1406 1416 2274 2280 σmi 34,055 31,045 5,105 7,45 11,32 10,25 σai 34,055 31,045 5,105 7,45 11,32 10,25
ni 2849 3450 3479 5624 5752 5797
σmi 29,035 16,405 12,905 24,305 14,235 17,975 σai 29,035 16,405 12,905 24,305 14,235 17,975 Come per il punto critico precedente, il conteggio dei cicli è stato
effettuato sulla tensione principale massima. Il risultato è rappresentato in Figura 111 e riassunto in Tabella 51.
Lo spettro di tensione contiene 35191 cicli di diversa ampiezza, di cui solo 9337 contribuiscono al danno per fatica per l'M 124P, suddivisi in quattro livelli di tensione, e solo 3713 per l'M-SP25,

Fatica multiassiale 222
suddivisi in tre livelli. Il calcolo a fatica è riportato in Tabella 52, avendo utilizzato i diagrammi di Wöhler di Figura 103
Tabella 52 - Danno cumulativo in un giro di pista Dlap e numero massimo di giri di pista percorribili
Nlap in relazione al punto 22029, per i due materiali. Ni è il numero di cicli di tensione, con ampiezza σai = ∆σi/2, che porta al collasso.
M-SP25 M 124P ni Ni Di = ni/Ni ni Ni Di = ni/Ni
2849 1,02 108 2,79 10-5 5624 2,52 108 2,23 10-5
624 4,97 107 1,25 10-5 2849 2,18 107 1,31 10-4
240 1,69 107 1,42 10-5 624 9,41 106 6,63 10-5
240 6,58 106 3,65 10-5
Dlap 5,46 10-5 Dlap 2,56 10-4
Nlap = 1/ Dlap 18314 Nlap = 1/ Dlap 3907 Punto 16501: Lo spettro elementare di tensione per questo punto è
rappresentato in Figura 112.
Figura 112 - Andamento delle tre tensioni principali nel nodo 16501 al variare dell’angolo di
manovella, per il caso di pressioni non nulle.

Fatica multiassiale
223
Il conteggio dei cicli è stato effettuato sempre sulla tensione principale massima. Il risultato è rappresentato in Figura 114 e riassunto in Tabella 53.
Tabella 53 - Cicli di tensione dal rainflow, in relazione al punto 16501: ni è il numero di cicli di tensione
di ampiezza costante σai = ∆σi/2 e tensione media σmi.
ni 240 624 2849 5624 5752 3479 σmi 39,73 37,73 36,48 31,80 14,07 12,84 σai 39,73 37,73 36,48 31,80 14,07 12,84
ni 2280 1416 5797 3450 2274 1406
σmi 9,65 4,97 3,30 2,92 1,79 0,59 σai 9,65 4,97 3,30 2,92 1,79 0,59
Figura 113 - Spettro delle tensioni principali massime medie in un lap per il punto 16501,
ottenuto con la tecnica del rainflow.
Anche questo spettro di tensione contiene 35191 cicli di diversa ampiezza, di cui solo 9337 contribuiscono al danno per fatica, suddivisi in quattro livelli di tensione. Il calcolo a fatica è riportato in Tabella 54, avendo utilizzato i diagrammi di Wöhler di Figura 103.

Fatica multiassiale 224
Tabella 54 - Danno cumulativo in un giro di pista Dlap e numero massimo di giri di pista percorribili Nlap in relazione al punto 22029, per i due materiali. Ni è il numero di cicli di tensione, con ampiezza σai = ∆σi/2, che porta al collasso.
M-SP25 M 124P ni Ni Di = ni/Ni ni Ni Di = ni/Ni
5624 3,80 107 1,48 10-4 5624 8,61 106 6,53 10-4
2849 9,28 106 3,07 10-4 2849 4,93 106 5,78 10-4
624 8,41 106 7,42 10-5 624 4,24 106 1,47 10-4
240 7,20 106 3,34 10-5 240 3,34 106 7,18 10-5
Dlap 5,63 10-4 Dlap 1,45 10-3
Nlap = 1/ Dlap 1777 Nlap = 1/ Dlap 689 Conclusioni: Si osserva che il calcolo della durata del pistone è condotto sulla
base di condizioni standard normali di prova (Paragrafo 2.2.2), per un giro di pista caratteristico della vettura: è possibile che, nella realtà, esistano condizioni tali da pregiudicare questa stima di vita.
Il punto più critico, tra tutti quelli presi in considerazione, è risultato essere il 16669, che causa la vita inferiore per entrambi i materiali: il pistone realizzato con la lega M-SP25 resiste per 1145 giri di pista, teoricamente, mentre se realizzato con l'M 124P resiste per soli 48 giri. Inoltre, tutta la regione nell'intorno di questo nodo (Paragrafo 3.3.2) è soggetta ad un elevato campo tensoriale di trazione, di carattere monodimensionale.
Anche con il calcolo della vita a fatica da fretting si ottiene una resistenza del pistone maggiore che nel punto suddetto. Questo calcolo evidenzia però una caratteristica interessante: in presenza di fretting il comportamento dei due materiali è molto più simile che in fatica classica. Infatti, mentre senza fretting il rapporto della durate tra l'M-SP25 e l'M 124P è circa di 24:1, nei punti caratterizzati da fretting tale rapporto scende fino a 5:2. Questo in concordanza con le previsioni esposte al Paragrafo 2.2.4, nelle note di Tabella 6.

Fatica multiassiale
225
Si ricorda, inoltre, che il coefficiente di intaglio equivalente da fretting è stato preso uguale per i due materiali: se fossero stati assunti i valori stimati per similitudine dalla Tabella 44, il comportamento per i due materiali sarebbe invertito: il punto più critico rimarrebbe il 16669, che con il calcolo a fatica classica fornirebbe la stessa durata, ma il punto più critico a fatica da fretting, il 13054, fornirebbe una durata di 332 giri per l'M 124P e solo 191 per l'M-SP25.
5.7.4 UTILIZZO DI CRITERI MULTIASSIALI
Nei paragrafi precedenti sono stati individuati dei punti,supposti critici, sulla base di considerazioni abbastanza qualitative e, soprattutto, volte ad individuare la criticità relativamente alla tensione principale massima.
L'implementazione, su tutti i nodi della portata, di un criterio di fatica multiassiale, necessita della conoscenza dello spettro di tensione nel punto, e questo calcolo, anche se teoricamente possibile, non è di fatto attuabile41. Inoltre, non tutti i criteri presentati nei paragrafi precedenti sono adatti o, comunque, necessari per il problema in esame.
Non è necessario applicare, per esempio, un criterio per il calcolo in stato complesso, come quelli energetici o del piano critico, poiché i piani principali di tensione rimangono fissi nel tempo, che equivale a dire che tutta la portata si trova in stato semplice di tensione. Inoltre, non esistono stati triassiali significativi, il che renderebbe sufficiente applicare un criterio per stato biassiale.
In più c'è il fatto che l'alluminio è un materiale che presenta prevalentemente una rottura normale alla direzione di massima tensione principale. Questo è uno dei motivi che ha indotto ad effettuare la ricerca del punto critico in base alla tensione principale massima. Questo fatto, inoltre, suggerisce di non utilizzare quei
41 La costruzione automatica dello spettro di tensione e il conteggio dei cicli, operazioni implementate in Matlab 6, richiedono molto tempo.

Fatica multiassiale 226
criteri che considerano le tensioni (o le deformazioni) tangenziali come preponderanti per la vita a fatica, come il criterio di Langer o alcuni criteri del piano critico. Sempre per questo motivo, l'applicazione del criterio di Findley coincide con il calcolo monoassiale sulla tensione principale massima.
Infine, se si osservano i diagrammi di Figura 98 e Figura 99, si può affermare che tutti i punti della portata si comportano in modo simile a quelli investigati42, possedendo tensioni sincrone e sempre in controfase rispetto alla tensione principale massima. Questo esclude l'utilizzo del criterio di Gough-Pollard.
Restano verificati tutti i presupposti per l'applicazione dei criteri di Sines e Crossland, tra loro formalmente equivalenti. Entrambi, comunque, si riducono al calcolo monoassiale già eseguito per il punto 16669.
Escludendo dunque le regioni in stato monoassiale, e quelle in stato biassiale di compressione poiché ininfluenti nel calcolo a fatica, esistono zone biassiali di trazione: il calcolo in base al criterio di Sines è stato implementato in alcuni punti delle zone in blu di Figura 70, ma in nessuno di questi la composizione delle tensioni produce una tensione equivalente maggiore che nel punto 16669, per cui non se ne riportano i risultati. Per capire la bassa criticità di queste zone, basta osservare i valori massimi che qui assumono le tensioni principali massima ed intermedia.
Si può pensare allora di utilizzare un approccio secondo il piano critico, anche se non necessario, allo scopo di verificarne la validità nel caso in esame. La difficoltà sta nel reperire i dati necessari per l'applicazione di un criterio di questo tipo: per i materiali utilizzati non sono stati trovati dati storici, e neanche per i materiali considerati molto simili ad essi (Paragrafo 5.7.2). Questi dati si possono allora stimare con un'estrapolazione, assolutamente qualitativa, da quelli storici relativi a leghe di alluminio simili. Il risultato ottenuto è però da tenere in considerazione tanto meno
42 Tale affermazione introduce una approssimazione accettabile e semplifica notevolmente il problema.

Fatica multiassiale
227
quanto più scarsa è la qualità di questa estrapolazione. I dati reperibili in letteratura riguardano quasi esclusivamente la
fatica assiale e dunque, date anche le osservazione già fatte a riguardo del tipo di rottura caratteristico per l'alluminio, non si applicano i criteri che prevedono l'utilizzo di parametri tangenziali. Gli unici criteri che è stato possibile considerare sono applicati e commentati nel seguito.
Criterio del piano critico secondo Carpinteri: Essendo le direzioni principali di tensione fisse nel tempo, esse
coincidono con le direzioni principali mediate. Inoltre, l'alluminio è un metallo a carattere duttile τA(0)/σAf(0) = 1/ 3 , e dunque ζ = 45°.
Da queste osservazioni si deduce che la tensione ideale secondo il criterio del piano critico di Carpinteri, nel nostro caso, coincide con la tensione ideale secondo Von Mises
( ) ( ) ( )( ) ( ) ( ) ( )
( ) ( )tσtσ3τσ
tτ3tσtτ0τ0σtσtσ
P1ID22
2222
A
Af2PC
==+=
=+=⎟⎟⎠
⎞⎜⎜⎝
⎛+= vvvv
la quale è massima sempre nel punto 16669 ed in esso coincide praticamente con la tensione principale massima σP1. Nel caso in esame il criterio del piano critico secondo Carpinteri coincide con il criterio monoassiale di valutazione della sola tensione principale massima.
Criterio del piano critico di Smith, Watson e Topper:
Si ricorda che le previsioni si rivelano buone per quei materiali che presentano una rottura di tipo normale.

Fatica multiassiale 228
Per applicare il criterio di Smith-Watson-Topper è necessario conoscere i valori dei coefficienti e degli esponenti di resistenza e di duttilità a fatica assiale. Una stima di questi dati è possibile, però, solo per l'M-SP25 poiché è una lega al rame, ed i dati storici reperiti riguardano solo questo tipo di leghe, [9], [14], [30], [6]. Eseguendo una media su sette diverse leghe Al-Cu si trova:
σ 'f = 992 MPa ε 'f = 0,280 b = 0,112 c = 0,597
Il piano critico è individuato come quel piano su cui agisce
l'ampiezza della deformazione principale massima: nel punto 16669 tale deformazione è la εP1 che compie 35191 cicli dall'origine e
dunque = σP1. Di questi 35191 cicli solo 9337 contribuiscono al danno per
fatica43, suddivisi in quattro differenti livelli di deformazione. Integrando per via numerica la (5.53) per ognuno di questi quattro livelli si ottengono i risultati di Tabella 55.
Tabella 55 - Danno cumulativo in un giro di pista Dlap e numero massimo di giri di pista percorribili
Nlap in relazione al punto 16669, per l'M-SP25. Il calcolo di Ni è eseguito con il criterio del piano critico secondo il modello di Smith, Watson e Topper.
∆εP1 [MPa] ni Ni ni/Ni
P1∆εmaxσ
P1∆εmaxσ
2,477 · 10-3 185,4 5624 3,755 107 1,498 10-4
2,298 · 10-3 171,7 2849 7,366 107 3,868 10-5
2,188 · 10-3 163,4 624 1,144 108 5,455 10-6
1,851 · 10-3 138,3 240 5,053 108 4,750 10-7
Dlap 1,944 10-4
Nlap = 1/ Dlap 5144
43 L'aggiunta dei livelli inferiori a questi non influenza il risultato.

Fatica multiassiale
229
Criterio del piano critico di Chen, Xu e Huang: Nel caso in esame, sia la tensione che la deformazione principale
massima agiscono con cicli dall'origine. Per materiali che presentano una rottura di tipo normale, il piano
critico coincide ancora con il piano su cui agisce la deformazione principale massima: nel punto 16669 tale deformazione è la εP1 che
compie 35191 cicli dall'origine e dunque = σP1. Di questi cicli, però, nessuno è tale da portare danno. Dunque con questo criterio la vita del pistone risulta infinita.
P1∆ε∆σ


CONCLUSIONI
Il caso in esame: Il sistema biella − spinotto − pistone studiato presenta problemi di
criccatura del pistone, sulla superficie della portata per lo spinotto, ed in particolare all'interno delle tasche che servono alla lubrificazione dell'accoppiamento spinotto − pistone. Lo studio effettuato in questa tesi ha permesso di esaminare le cause che portano a questa rottura, ed ha anche evidenziato l'ottima congruenza che esiste tra la pratica e l'analisi F.E.M.
La tesi: È stato sviluppato uno studio del pistone e dello stato tensionale
nell'accoppiamento con lo spinotto, tramite la realizzazione e l'analisi di un serie di modelli ad elementi finiti. Questi ultimi sono stati costruiti sulla base di alcune assunzioni e, successivamente, verificati sotto molteplici aspetti, ottenendo una buona congruenza con la teoria classica. I relativi risultati numerici sono stati esaminati per ricercare le cause che portano alla fessurazione ed alla rottura del pistone.
L'analisi dello stato tensionale ha indicato la portata per lo spinotto come la regione tensorialmente più attiva. Più precisamente, le zone maggiormente critiche sono risultate essere le tasche laterali di lubrificazione, soggette a stati monoassiali o biassiali semplici di

Conclusioni 232
tensione causati dagli sforzi principali radiale e circonferenziale. È stata quindi riscontrata un'ottima concordanza con i dati sperimentali, poiché i punti più sollecitati risultano essere quelli nei quali si verificano le cricche. Il punto maggiormente critico, e sottoposto ad uno stato monoassiale di tensione, è situato all'interno della tasca, appena fuori della portata, dal lato della biella.
Con i risultati dei modelli, inoltre, è stata studiata la vita a fatica del sistema, cumulando il danno con il modello lineare di Palmgren-Miner, sulla base di condizioni standard normali di prova per due diversi materiali del pistone.
Oltre a ciò, è stato effettuato un esame dettagliato delle principali teorie che studiano e modellano la fatica da fretting, come le analogie secondo la "fatica pura", i modelli a parametri di danneggiamento superficiale, le teorie frattali ed i modelli F.E.M. È stata quindi analizzata la possibilità che le fessurazioni, nella zona della portata su cui si sviluppa il contatto, fossero dovute anche al fenomeno del fretting, combinato al campo tensionale affaticante. Come noto, la vita dei componenti sottoposti a fatica da fretting è molto ridotta rispetto alla normale sollecitazione di fatica ma nel caso in esame, con il modello del notch analogue introdotto per considerare questa evenienza, la vita del pistone rimane pregiudicata dal punto critico indicato dalla fatica classica e situato in una zona senza contatto.
Infine è stato fornito un quadro generale dello stato dell'arte per quanto concerne le teorie ed i criteri che studiano la nucleazione della cricca in stato pluriassiale di tensione, in fatica ad alto numero di cicli. Sono stati esaminati criteri di fatica in stato biassiale e triassiale semplice, come il criterio di Gough-Pollard, di Sines, di Langer, di Findley e di Crossland, ed anche in stato complesso, come il criterio di Garud e quello delle pseudotensioni. In particolare sono stati analizzati quei metodi di ultima generazione che studiano la fatica pluriassiale complessa con un approccio secondo il piano critico, o con un approccio misto piano critico - energia. Sono quindi state applicate alcune delle teorie presentate al

Conclusioni 233
caso in esame, ottenendo però dei risultati molto approssimativi, data la scarsa conoscenza dei dati necessari relativamente ai due materiali in questione.
Concludendo si può dunque affermare che con il presente lavoro sono stati raggiunti gli scopi prefissati. Inoltre sono stati condotti studi approfonditi sulla fatica da fretting e sulla fatica multiassiale ed è anche stato realizzato un supporto numerico flessibile ed utile per la simulazione e per la progettazione di soluzioni alternative.
Sviluppi futuri: Come eventuale sviluppo del presente lavoro, si può prevedere
l'approfondimento ed il miglioramento di alcuni aspetti, riguardanti sia il modello F.E.M. che l'applicazione delle teorie sul fretting e sulla fatica multiassiale.
Innanzitutto, si può pensare di raffinare il modello abbandonando alcune delle ipotesi assunte per la sua realizzazione, per esempio applicando il carico termico e, di conseguenza, costruendo anche una geometria del cielo meno approssimata. Inoltre, si può applicare un fattore di attrito adeguato nel contatto tra i diversi componenti, oppure tentare di implementare un modello fluidodinamico per il sottile meato di lubrificante presente nelle zone di contatto, ottenendo un modello più completo ma comunque più complesso, per il quale aumenterebbero notevolmente le risorse hardware necessarie.
Un altro perfezionamento, riguardo al modello F.E.M., può essere apportato cambiando il metodo di applicazione dei carichi inerziali poichè, come si è visto, l'applicazione nodo per nodo produce un errore, comunque accettabile, proporzionale al carico.
Per quanto riguarda la fatica da fretting e la fatica multiassiale, infine, le teorie ed i criteri a riguardo sono stati applicati con l'introduzione di coefficienti e di parametri, inerenti i materiali, ottenuti in via approssimativa. Un approfondimento in questo senso

Conclusioni 234
si può ottenere sviluppando una serie di test sperimentali, a fatica ed a fatica da fretting, specifici per ottenere i dati necessari.

BIBLIOGRAFIA
[1]. ADINA User Interface Primer; ADINA R&D; 2001. [2]. ADINA User Interface Users Guide; ADINA R&D; 2001. [3]. ADINA Verification Manual; ADINA R&D; 2001. [4]. Altshuler T.L.; Fatigue Life Predictions for Materials
Selection and Design; ASM; 1986. [5]. Bathe K.J; Finite Element Procedures; PRENTICE HALL;
1996. [6]. Belloni G., Lo Conte A.; Costruzione di Macchine;
HOEPLI; 2002. [7]. Caboni F.; Costruzione di Macchine; PITAGORA; 1974. [8]. Carpinteri A., Spagnoli A., Vantadori S.; Critical Plane
Approach For Multiaxial Fatigue Of Metals; VII Summer School of Fracture Mechanic; 2001.
[9]. Ciavarella M., Dini D., Demelio G.P.; Analisi Comparata dei Parametri di Danneggiamento nella Fatica da Fretting; XXX Convegno Nazionale AIAS; 2001.
[10]. Ciavarella M., Macina G., Demelio G.P.; Concentrazione degli Sforzi nell'Intaglio Equivalente da Fretting; XXX Convegno Nazionale AIAS; 2001
[11]. Edwards P.R., Endo K., Forsyth P.J.E., Hoeppner D.W., O' Connor J.J., Taylor D.E., Waterhouse R.B.; Fretting Fatigue; R.B.WATERHOUSE & APPLIED SCIENCE PUBLISHERS; 1981.
[12]. Ente Nazionale Italiano di Unificazione; CNR-UNI 10011; UNI; 1985.

Bibliografia 236
[13]. FRONTALI P.; Stato dell’Arte della Fatica Fretting; Tesi di Laurea in Ingegneria Meccanica; 2002.
[14]. Fuchs H.O., Stephens R.I.; Metal Fatigue In Engineering; JOHN WILEY & SONS; 1980.
[15]. Funaioli E., Maggiore A., Meneghetti U.; Lezioni di Meccanica Applicata alle Macchine Vol. I; PÀTRON; 1996.
[16]. Garro A.; Progettazione Strutturale del Motore; LEVROTTO & BELLA; 1951.
[17]. Giovannozzi R.; Costruzione di Macchine Vol. II; PÀTRON; 1980.
[18]. Han C., Chen X., Kim K.S.; Evaluation of Multiaxial Fatigue Criteria Under Irregular Loading; International Journal of Fatigue; 2002.
[19]. Isandri F., Straneo L., Vianello G.; Manuale di Meccanica; Zanichelli ESAC; 1979.
[20]. Johnson K.L.; Contact Mechanics; Cambridge University Press; 2001.
[21]. Lipson C., Juvinall R.C.; Handbook of Stress and Strength; Macmillan; 1963.
[22]. Niemann G., Winter H.; Elementi di Macchine; EST-SPRINGER; 1981.
[23]. Peterson R.E.; Stress Concentration Factors; JOHN WILEY & SONS; 1974.
[24]. Strozzi A.; Costruzione di Macchine; PITAGORA; 1998. [25]. Szolwinski M.P., Farris T.N.; Mechanics of Fretting Fatigue
Crack Formation; WEAR 198; 1996. [26]. Theory and Modeling Guide Volume I: ADINA; ADINA
R&D; 2001. [27]. Todinov M.T.; Necessary and Sufficient Condition For
Additivity in the Sense of the Palmgren-Miner Rule; Computational Material Science; 2001.
[28]. Troshchenko V.T.; Threshold Fatigue and Fretting Fatigue of Metals; Strength of Materials 32 n.5; 2000.

Bibliografia
237
[29]. Tsai C.T., Mall S.; Elasto-plastic Finite Element Analysis of Fretting Stresses in Pre-stressed Strip in Contact With Cylindrical Pad; Finite Elements In Analysis And Design 36; 2000.
[30]. Vergani L.; Meccanica dei Materiali; McGraw-Hill; 2001. [31]. Veschi D.; L'Alluminio e le Leghe Leggere; HOEPLI; 1989. [32]. Vignocchi D.; Elementi di Progettazione del Motore;
ATHENA; 2002. [33]. www.matweb.com


APPENDICE
A. A
IMPLEMENTAZIONE DEL MODELLO F.E.M.
A.1 GENERALITÀ
Il modello F.E.M. utilizzato in ADINA per l'analisi finale ha richiesto alcuni mesi di lavoro, durante i quali è stato raffinato e migliorato. Il procedimento per la sua completa definizione e risoluzione è il seguente (Figura 114 e successive), [1], [2], [3], [26]:
AUI: ADINA-IN 1. Configurazione delle impostazioni globali 2. Definizione dei materiali e delle proprietà 3. Costruzione della geometria 4. Definizione delle superfici di contatto 5. Applicazione dei carichi e dei vincoli 6. Pre-processing: meshatura delle superfici di contatto e della
geometria 7. Salvataggio del file di modello così realizzato (.idb) e
creazione del file di input per il solutore (.dat) ADINA 8. Processing: il solutore risolve il sistema costituito dal modello,
i carichi ed i vincoli, utilizzando il file .dat e creando il file di visualizzazione dei risultati (.por)

Implementazione del modello F.E.M. 240
AUI: ADINA-PLOT 9. Post-processing: vengono visualizzati i risultati sotto forma
grafica, tramite il porthole file (.por) Nei prossimi paragrafi vengono descritti i passaggi fondamentali
per la costruzione del modello (punti dall'1 al 6). Si fà riferimento a quanto descritto nel Capitolo II.
Figura 114 - Definizione del problema e pre-processing.
Figura 115 - Processing.
Figura 116 - Post-processing.

Implementazione del modello F.E.M.
241
I risultati ottenuti al punto 8) e visualizzati in 9) sono sotto forma di spostamenti u,υ e w dei nodi, deformazioni ε e tensioni σ degli elementi e tramite l'ADINA-PLOT possono essere manipolati per la visualizzazione delle variabili richieste.
A.2 IMPOSTAZIONI GLOBALI
Avviato l'Adina User Interface (AUI) in ambiente ADINA-IN, attraverso il menù Control si devono innanzitutto definire alcune impostazioni di carattere generale.
Tramite Control - Heading si definisce il titolo dell'analisi, utile se in un secondo tempo questa viene riutilizzata. Tale titolo non appartiene al file di costruzione del modello (.idb) che si stà realizzando ma all'analisi stessa e quindi viene associato a tutti i file che questa genera (.mod, .dat, .por e .out). In un secondo tempo si può riutilizzare lo stesso file .idb per generare un'altra analisi, cambiando l'heading che la caratterizza (e avendo cura di dare un'altro nome al file .dat).
Nel nostro caso si scrive: "STATIC ANALYSIS OF PISTON – PIN – CONROD SYSTEM" Control - Degrees Of Freedom serve, invece, per eliminare da
subito i gradi di libertà non funzionali, quelli che si prevede non vengano sfruttati dal sistema. Questo passo non è obbligatorio ma alleggerisce notevolmente il file e quindi riduce il tempo di calcolo del modello. Appare una finestra come quella di Figura 117 nella quale si applica il vel (✓) ai soli GDL che interessano l'analisi (traslazioni in X, Y e Z). Le altre impostazioni della finestra rimangono inalterate rispetto a quelle di default.
Si deve tenere presente che per GDL, in un software per l'analisi agli elementi finiti, si intendono i GDL dei nodi degli elementi e non dei corpi presenti. Eliminare del tutto i tre GDL riguardanti le

Implementazione del modello F.E.M. 242
rotazioni non vincola le rotazioni dei corpi, né degli elementi44, ma solo quelle dei nodi per i quali non ha alcun senso parlare di rotazione.
Figura 117 - Definizione dei gradi di libertà.
Figura 118 - Definizione della Time Function.
In seguito, dal menù Control - Time Function si apre una finestra come in Figura 118, nella quale si può definire la funzione da
44 La rotazione degli elementi, è una funzione dei soli spostamenti nodali u, υ e w.
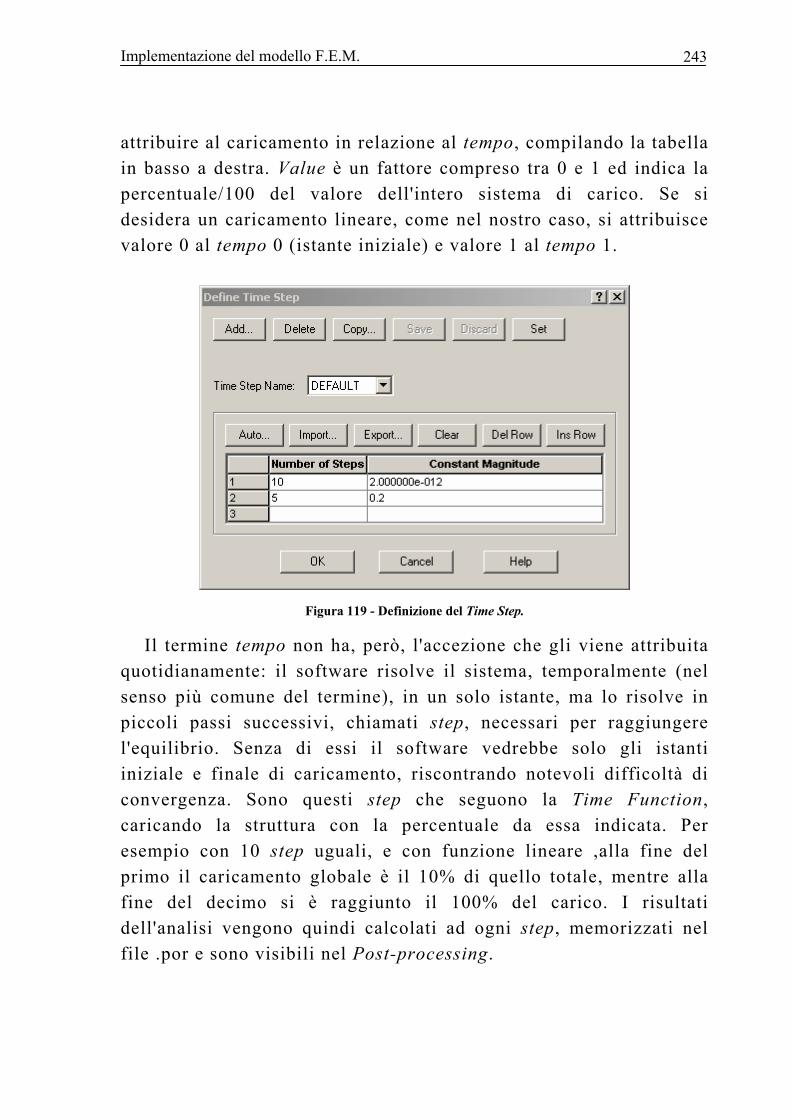
Implementazione del modello F.E.M.
243
attribuire al caricamento in relazione al tempo, compilando la tabella in basso a destra. Value è un fattore compreso tra 0 e 1 ed indica la percentuale/100 del valore dell'intero sistema di carico. Se si desidera un caricamento lineare, come nel nostro caso, si attribuisce valore 0 al tempo 0 (istante iniziale) e valore 1 al tempo 1.
Figura 119 - Definizione del Time Step.
Il termine tempo non ha, però, l'accezione che gli viene attribuita quotidianamente: il software risolve il sistema, temporalmente (nel senso più comune del termine), in un solo istante, ma lo risolve in piccoli passi successivi, chiamati step, necessari per raggiungere l'equilibrio. Senza di essi il software vedrebbe solo gli istanti iniziale e finale di caricamento, riscontrando notevoli difficoltà di convergenza. Sono questi step che seguono la Time Function, caricando la struttura con la percentuale da essa indicata. Per esempio con 10 step uguali, e con funzione lineare ,alla fine del primo il caricamento globale è il 10% di quello totale, mentre alla fine del decimo si è raggiunto il 100% del carico. I risultati dell'analisi vengono quindi calcolati ad ogni step, memorizzati nel file .por e sono visibili nel Post-processing.
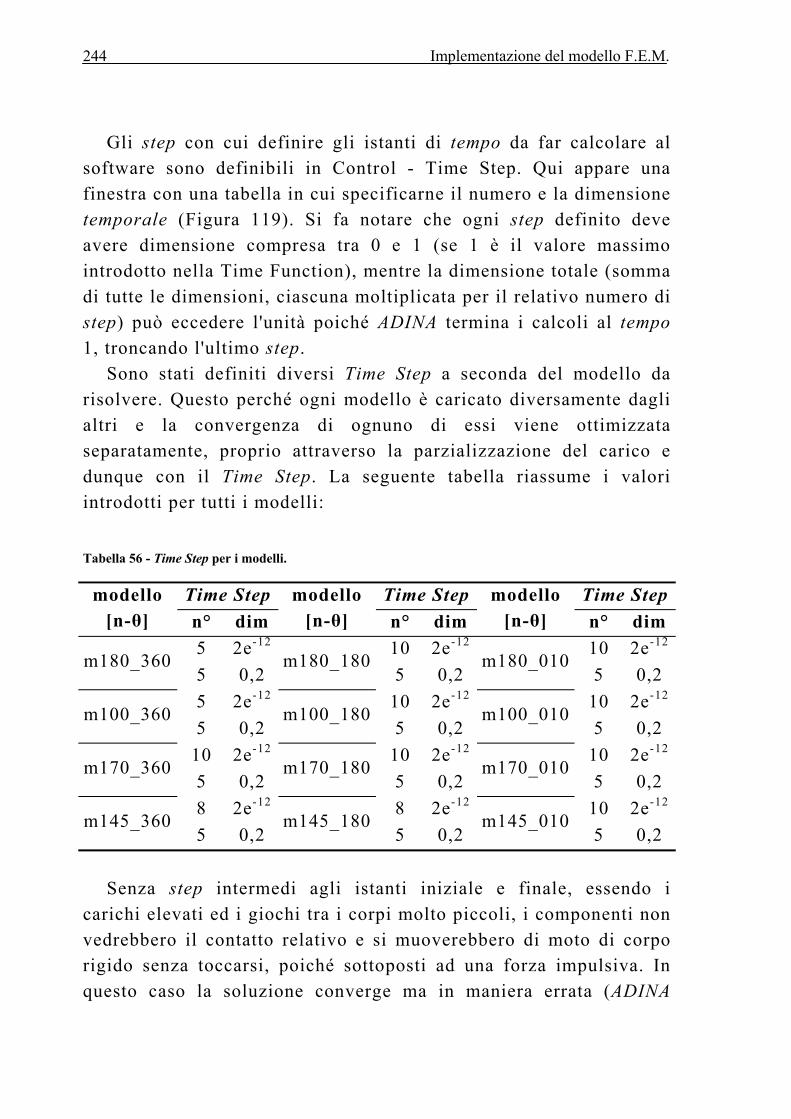
Implementazione del modello F.E.M. 244
Gli step con cui definire gli istanti di tempo da far calcolare al software sono definibili in Control - Time Step. Qui appare una finestra con una tabella in cui specificarne il numero e la dimensione temporale (Figura 119). Si fa notare che ogni step definito deve avere dimensione compresa tra 0 e 1 (se 1 è il valore massimo introdotto nella Time Function), mentre la dimensione totale (somma di tutte le dimensioni, ciascuna moltiplicata per il relativo numero di step) può eccedere l'unità poiché ADINA termina i calcoli al tempo 1, troncando l'ultimo step.
Sono stati definiti diversi Time Step a seconda del modello da risolvere. Questo perché ogni modello è caricato diversamente dagli altri e la convergenza di ognuno di essi viene ottimizzata separatamente, proprio attraverso la parzializzazione del carico e dunque con il Time Step. La seguente tabella riassume i valori introdotti per tutti i modelli:
Tabella 56 - Time Step per i modelli.
Time Step Time Step Time Stepmodello [n-θ] n° dim
modello [n-θ] n° dim
modello [n-θ] n° dim
5 2e-12 10 2e-12 10 2e-12
m180_360 5 0,2
m180_1805 0,2
m180_010 5 0,2
5 2e-12 10 2e-12 10 2e-12
m100_360 5 0,2
m100_1805 0,2
m100_010 5 0,2
10 2e-12 10 2e-12 10 2e-12
m170_360 5 0,2
m170_1805 0,2
m170_010 5 0,2
8 2e-12 8 2e-12 10 2e-12
m145_360 5 0,2
m145_1805 0,2
m145_010 5 0,2
Senza step intermedi agli istanti iniziale e finale, essendo i
carichi elevati ed i giochi tra i corpi molto piccoli, i componenti non vedrebbero il contatto relativo e si muoverebbero di moto di corpo rigido senza toccarsi, poiché sottoposti ad una forza impulsiva. In questo caso la soluzione converge ma in maniera errata (ADINA

Implementazione del modello F.E.M.
245
risolve anche moti di corpo rigido). È necessario, allora, caricare la struttura in modo che i componenti entrino in contatto gradualmente, aumentando il numero degli step all'inizio della Time Function e riducendoli di dimensione, in modo da ravvicinare gli istanti successivi di calcolo e favorire la convergenza. L'ottimizzazione riguarda, quindi, i primi step, all'inizio del caricamento, quando ancora i corpi non sono in contatto. Date poi le elevate forze in gioco ed i piccolissimi giochi tra le superfici di contatto, si spiegano le dimensioni dei primi 5 ÷ 10 step di ogni modello. A contatto avvenuto si può utilizzare una suddivisione anche molto più ampia.
Successivamente, attraverso il menù Control - Analysis Assumption - Kinematics si verifica che i calcoli vangano eseguiti con l'assunzione di base di piccoli spostamenti e piccole deformazioni (Figura 120).
Figura 120 - Assunzioni cinematiche.
Inoltre, dal menù Control - Solution Process si configurano i parametri che governano la risoluzione del modello. Il metodo migliore di soluzione è lo sparse, che indica che il solutore risolve il sistema di equazioni in ordine sparso; si imposta in tal modo l'opzione Equation Solver. Inoltre, il software può amministrare la soluzione suddividendo la struttura, gli elementi e le relative equazioni in più sottogruppi, così da ottimizzare la gestione della memoria. In [2] si trova che il numero migliore di sottogruppi è 12, quindi si imposta in tal modo l'opzione # of Sub-groups/Element

Implementazione del modello F.E.M. 246
Group. Gli altri valori della finestra rimangono quelle di default (Figura 121).
Figura 121 - Definizione dei parametri di risoluzione del modello.
Per analisi di tipo non lineare, come è nel nostro caso, con il pulsante Iteration Method si può scegliere il metodo iterativo di soluzione ed il numero di iterazioni da eseguire ad ogni step per arrivare alla convergenza (Figura 122). Sempre in [2] si legge che il metodo migliore in problemi di contatto è il Full Newton Method mentre il numero di iterazioni dipende fondamentalmente dalle difficoltà di convergenza e queste, a loro volta, sono legate alla complessità del modello: se ne assumono 40. Ciò non vuol dire che ad ogni step venga eseguito il numero massimo di iterazioni: se la convergenza è veloce il software ne utilizza solo il numero necessario (con un minimo di 2), mentre le usa tutte se è più difficoltosa. Si seleziona, infine, Printout for each iteration nella relativa casella: questo per permettere di monitorare l'andamento della convergenza durante la risoluzione del modello, ad ogni

Implementazione del modello F.E.M.
247
iterazione (tramite il file .out, visibile con un qualsiasi editor di testo).
Figura 122 - Metodo iterativo.
Sempre per analisi di tipo non lineare, con il pulsante Iteration Tolerance della finestra Solution Process, si configurano i valori di tolleranza per il raggiungimento della convergenza ed il criterio di convergenza stesso (Figura 123). In [2] il criterio adottato in caso di problemi di contatto è quello dell'Energia, con una tolleranza 1e-03. Si configura in tal modo la finestra, lasciando altrove i valori di default.
Figura 123 - Tolleranze per le iterazioni.

Implementazione del modello F.E.M. 248
Infine si imposta una funzione molto utile, denominata Automatic Time Stepping (ATS): nel caso che la soluzione trovi difficoltà nella convergenza, a causa della dimensione troppo elevata di un generico step, questa funzione permette al solutore di suddividerlo automaticamente in modo da facilitare la convergenza. In questo caso il calcolo non si arresta quando lo step non converge, ma si introduce la possibilità di ricalcolarlo per sottostep di entità minore.
La procedura può essere ripetuta anche per i sottostep, fino ad un numero massimo impostabile di volte.
Figura 124 - Automatic Time Stepping.
Figura 125 - Definizione dei parametri per l'ATS.
Con il tasto presente sulla Module Bar si apre la finestra di Figura 124 in cui scegliere se attivare o meno l'ATS. I parametri si
definiscono nuovamente con l'icona presente in questa finestra (Figura 125). Il Factor for Dividing Time Step indica in quanti sottostep uguali si opera la suddivisione, il Maximum Time Step

Implementazione del modello F.E.M.
249
Factor indica il numero massimo di volte in cui la procedura può essere ripetuta all'interno dello stesso step mentre Maximunm Subdivision Allowed è il numero massimo di suddivisioni permesse per uno step. Si impostano i valori di Figura 125.
A.3 MATERIALI
Per impostare le proprietà dei materiali (nell'ordine di Tabella 20 a pagina 70) si entra nel menù Model - Material - Elastic - Isotropic (Figura 126). Qui si impostano i valori di E e ν per i tre materiali, lasciando nulli i valori della densità (poiché si tratta di un'analisi statica) e del coefficiente di espansione Termica (poiché si è in assenza di carico termico).
Figura 126 - Definizione dei materiali.
Infine, il software non utilizza le unità di misura di un sistema prefissato. Le unità di misura vengono impostate quando si definisce il modulo di elasticità dei materiali: introducendo il valore in N/mm2 è sottointeso che, durante tutta la successiva costruzione del modello, l'unità di lunghezza corrente sarà il [mm] mentre l'unità di forza sarà il [N].

Implementazione del modello F.E.M. 250
A.4 GEOMETRIA
Dal menù Geometry - Tolerances si imposta il grado di tolleranza con il quale si vuole realizzare la geometria del modello (Figura 127). Il grado da considerare è Coincidence, che indica il valore, nell'unità di misura corrente, entro il quale due entità geometriche differenti vengono considerate coincidenti. Il nostro modello presenta dimensioni importanti anche nell'ordine dei micron (1e-03 mm, si veda la Figura 13 a pagina 37) quindi, per avere una tolleranza dell'1% su queste dimensioni è sufficiente il valore di default che considera coincidenti due entità geometriche distanti meno di 1e-05 mm.
Figura 127 - Tolleranze geometriche.
Le geometrie di spinotto e biella, relativamente semplici da disegnare, sono state costruite in ADINA tramite il modellatore solido ADINA-M interno al software, mentre la superficie cilindrica esterna che rappresenta la camicia (solo per la serie B di modelli) è stata disegnata con i comandi presenti nel menù Geometry.
Infine, a causa della sua complessità, la geometria del pistone è stata realizzata tramite un modellatore solido esterno, SOLID EDGE V8.0, salvata in formato Parasolid (.X_T) e successivamente importata in ambiente ADINA con il comando ADINA-M - Import Parasolid Model (Figura 128). Nella finestra che compare è necessario impostare alcune opzioni:
1. Le coordinate che si vuole dare all'origine di partenza della
geometria, se diversa da quella dell'ambiente di arrivo (Model Origin).

Implementazione del modello F.E.M.
251
2. Il versore dell'asse X di partenza, se diverso da quello di arrivo (Direction Vector of Model's X Axis).
3. Il versore che definisce il piano XY dell'ambiente di partenza, sempre se diverso da quello di arrivo (Vector defining Model's X-Y Plane).
4. L'unità di misura con cui interpretare le dimensioni della geometria importata (Unit).
5. Il numero progressivo che indica il corpo in ambiente ADINA (Start Body #).
Figura 128 - Importazione della geometria in formato Parasolid.
Per i modelli in cui la biella è inclinata, la geometria di quest'ultima si ottiene da quella non angolata facendola ruotare attorno al centro dell'occhio di biella dell'angolo γ = 1,988°

Implementazione del modello F.E.M. 252
(corrispondente a θ = 10° secondo la 2.1). La rotazione si definisce dal menu Geometry - Transformation scegliendo il tipo Rotation.
La geometria del sistema è riassunta in Tabella 57.
Tabella 57 - Conformazione della geometria del modello.
componente nome entità geometrica spinotto Body #1 solido di tipo B-Rep pistone Body #2 solido di tipo B-Rep biella Body #3 solido di tipo B-Rep
camicia Surface #1 superficie AUI Geometry
A.5 SUPERFICI DI CONTATTO
Costruita la geometria, è necessario configurare il contatto. Si fa riferimento al seguente schema:
1. Impostazione delle opzioni generali di contatto. 2. Definizione delle contact surface, quelle superfici, cioè, sulle
quali si prevede un contatto quando la struttura è caricata. Se non si definissero tali superfici i corpi del sistema non avrebbero modo di interagire e, quelli caricati, si muoverebbero di moto di corpo rigido.
3. Definizione delle contact pair, le coppie di superfici che entrano reciprocamente in contatto. Con esse si stabilisce quali superfici sono di tipo Contactor e quali sono Target.
Il primo passo è stabilire quale algoritmo di soluzione del
contatto utilizzare. In [2] si trova che, per problemi di contatto con fattore di attrito nullo, la velocità di convergenza della soluzione è maggiore con l'algoritmo Constraint Function, che risulta essere anche l'algoritmo in generale più efficiente. La funzione utilizzata con questo metodo è

Implementazione del modello F.E.M.
253
( ) ⎟⎠⎞
⎜⎝⎛ +
−−
+= Nε2
CFNORMg2
CFNORMgCFNORMg,w
dove g è il gioco iniziale, CFNORM è la forza di contatto normale alle superfici ed εN un parametro di piccola entità. Per definire l'algoritmo di contatto si entra nel menù Model - Contact - Contact Control (Figura 129).
Figura 129 - Definizione dell'algoritmo di contatto.
In questa finestra si definisce anche un'altra importante opzione.
Durante la soluzione può succedere che tra le iterazioni successive per raggiungere l'equilibrio, un nodo della superficie Contactor oscilli tra due o più segmenti di contatto della superficie Target. Si può decidere allora di applicare, ai nodi che hanno questo comportamento, una speciale procedura per sopprimere l'oscillazione all'iterazione specificata: si impostano quindi cinque iterazioni nella casella denominata Number of Iterations for Pairing Contactor Node to Target Segment.
Dal menù Model - Contact - Contact Group si apre una finestra come in Figura 130, tramite la quale si definisce il contact group: esso è la "famiglia di appartenenza" di tutte le superfici di contatto e ne definisce le caratteristiche principali. Si configura un gruppo di tipo 3-D Contact con possibilità di penetrazione iniziale (Initial Penetration Into Target Allowed Plus Printout) e con tolleranza

Implementazione del modello F.E.M. 254
sulla penetrazione (Penetration Tolerance) che assicuri che i giochi presenti nella geometria non vengano interpretati come una penetrazione iniziale dei nodi Contactor sui segmenti Target: il valore di default è sufficiente. Le altre opzioni rimangono invariate.
Figura 130 - Definizione del Contact Group.
Per definire le superfici di contatto vere e proprie si entra nel menù Model - Contact - Contact Surface e si definiscono cinque superfici di contatto secondo quanto indicato in Tabella 58.

Implementazione del modello F.E.M.
255
Tabella 58 - Costituzione delle superfici di contatto.
n° superficie
definita in base a entità orientamento
1 B-Rep Solid
Model Face 1, 4 of Body #1 Automatically
2 B-Rep Solid
Model
Face 1, 24, 20, 22, 18, 15, 14, 26, 12, 252, 4, 25, 13, 16, 17, 21, 19, 23, 9, 255
of Body #2
Automatically
3 B-Rep Solid
Model Face 27, 26, 28, 29
of Body #3 Automatically
4 (solo
serie B)
B-Rep Solid Model
Face 49, 50, 78, 90, 96, 102, 147, 53, 52, 101, 95,
89, 84, 83, 97, 91, 85, 104, 103, 56, 55 of Body #2
Automatically
5 (solo
serie B)
AUI Geometry
Surface #1
from User Input:
Opposite to Underlying Geometry
Tabella 59 - Costituzione dei Contact Pair.
Contact Pair Target Surface Contactor Surface 1 1 3 2 1 2 3 5 4
La superficie n.1 è quella cilindrica estern dello spinotto, la n.2
quella interna del pistone che definisce la portata per lo spinotto, la n.3 quella cilindrica interna dell'occhio di biella, la n.4 quella semicilindrica esterna del pistone che definisce il mantello dello
a

Implementazione del modello F.E.M. 256
stesso e la n.5 è la superficie semicilindrica che funge da camicia; le ultime due sono presenti solo nella seconda serie di modelli.
Infine, per definire le Contact Pair si entra nel menù Model - Contact - Contact Pair e si imposta la finestra di Figura 131 secondo la Tabella 59. Il coefficiente di attrito (Coulomb Friction Coefficient) si assume nullo.
Figura 131 - Definizione dei Contact Pair.
Una delle principali differenze tra Contactor e Target è che una superficie del primo tipo non può essere infinitamente rigida. Per definire una superficie di contatto infinitamente rigida quindi, come è assunta la superficie 5 che funge da camicia, è necessario definirla come Target Surface nel Contact Pair e vincolare tutti i suoi nodi in tutti i loro GDL. Inoltre, sempre in [2] si legge che è conveniente che, tra due componenti in contatto, su quello più rigido sia definita la superficie di tipo Target (lo spinotto sia nel Contact Pair 1 che nel 2).
A.6 MESH E PROPRIETÀ
La mesh di tutti i corpi e delle superfici del modello verrà realizzata in automatico dal software. Per avere un maggiore controllo della qualità, della densità e della finitura della mesh,

Implementazione del modello F.E.M.
257
però, si sfrutta la possibilità di definire manualmente il numero e la dimensione degli elementi che andranno ad essere posizionati su ogni entità geometrica. Questa procedura è chiamata suddivisione della geometria e si applica con i comandi del menù Meshing - Mesh Density.
Prima di tutto, però, è necessario definire alcune impostazioni generali, quali i gruppi di appartenenza degli elementi (uno per ogni materiale ed uno per ogni tipo di elemento da utilizzare) ed il metodo globale di suddivisione della geometria.
Figura 132 - Definizione degli Element Group per gli elementi 3D tetraedrici.
Per quanto riguarda i gruppi, invece, nel nostro caso ne sono necessari tre, ognuno relativo ad un diverso componente e materiale, poiché tutti i corpi saranno meshati con lo stesso tipo di elementi. Per definirli si entra nel menù Meshing - Element Group (Figura
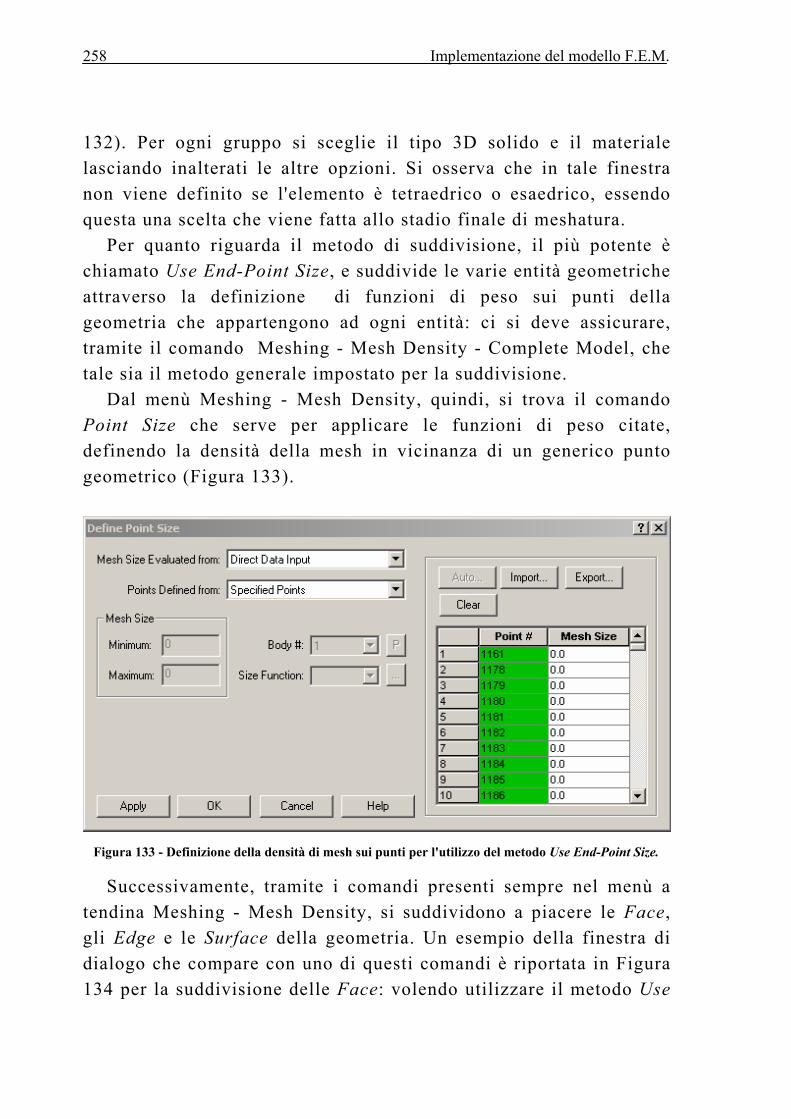
Implementazione del modello F.E.M. 258
132). Per ogni gruppo si sceglie il tipo 3D solido e il materiale lasciando inalterati le altre opzioni. Si osserva che in tale finestra non viene definito se l'elemento è tetraedrico o esaedrico, essendo questa una scelta che viene fatta allo stadio finale di meshatura.
Per quanto riguarda il metodo di suddivisione, il più potente è chiamato Use End-Point Size, e suddivide le varie entità geometriche attraverso la definizione di funzioni di peso sui punti della geometria che appartengono ad ogni entità: ci si deve assicurare, tramite il comando Meshing - Mesh Density - Complete Model, che tale sia il metodo generale impostato per la suddivisione.
Dal menù Meshing - Mesh Density, quindi, si trova il comando Point Size che serve per applicare le funzioni di peso citate, definendo la densità della mesh in vicinanza di un generico punto geometrico (Figura 133).
Figura 133 - Definizione della densità di mesh sui punti per l'utilizzo del metodo Use End-Point Size.
Successivamente, tramite i comandi presenti sempre nel menù a tendina Meshing - Mesh Density, si suddividono a piacere le Face, gli Edge e le Surface della geometria. Un esempio della finestra di dialogo che compare con uno di questi comandi è riportata in Figura 134 per la suddivisione delle Face: volendo utilizzare il metodo Use

Implementazione del modello F.E.M.
259
End-Point Size, per una qualsiasi entità geometrica, si deve impostarlo nell'opzione Method. Dato l'elevato numero di entità geometriche e data la complessità della geometria globale non si riportano, per brevità, tutte le suddivisioni impostate nel caso in esame.
Figura 134 - Definizione della densità di mesh sulle Face; una finestra simile compare per la
suddivisione di Edge, Line e Surface.
Figura 135 - Meshatura delle superfici di contatto.

Implementazione del modello F.E.M. 260
Dopo aver suddiviso la geometria si deve realizzare la mesh vera e propria dei corpi. Per prima cosa si devono realizzare le mesh delle superfici di contatto. Per farlo si utilizza il comando Model - Contact - Meshing, con il quale appare una finestra come quella di Figura 135. Qui si scelgono le superfici e si definisce anche quanti nodi deve avere il tipo di elemento che andrà ad avere una faccia su di esse (quattro nel nostro caso). Il valore di default per la tolleranza di meshatura è sufficiente.
Figura 136 - Meshatura dei corpi.
Per realizzare la mesh dei corpi, infine, si utilizza il comando Meshing - Create Mesh - Body (Figura 136). In questa finestra si sceglie, innanzitutto, il corpo da meshare nella tabella in basso a destra e si devono impostare le caratteristiche dell'elemento da utilizzare: il gruppo di appartenenza ed il tipo di elemento, che

Implementazione del modello F.E.M.
261
devono coincidere con quanto già definito a proposito della Figura 132.
Sempre in questa finestra, si sceglie il metodo automatico di realizzazione della mesh: si impostano tali opzioni come in Figura 136. L'opzione Min. # of Element Across Thin Section permette di impostare il numero di elementi minimo nelle sezioni di spessore sottile, mentre l'opzione Layer Table (anche questa non riportata per brevità) permette di definire l'esatto numero di elementi su una qualsiasi sezione, definibile manualmente attraverso gli Edge o le Face che la delimitano (Figura 137).
Figura 137 - Layer Table per la definizione del numero esatto di elementi (#
of Layers) su una generica sezione, tra due Edge o tra due Face.
Con il tasto More>>, infine, si imposta l'opzione Check Node Coincidence come No Checking. Il contrario permetterebbe al software, nella realizzazione automatica della mesh, di controllare se la distanza tra due nodi qualsiasi sia minore di una certa tolleranza

Implementazione del modello F.E.M. 262
e, se verificato, di farli coincidere in uno solo: ciò comporterebbe notevoli problemi nell'interfaccia tra i vari corpi.
A.7 CARICHI
I carichi applicati al modello, secondo quanto calcolato al Paragrafo 2.2.3, sono i seguenti:
o Forze d'inerzia sul pistone o Forze d'inerzia sullo spinotto o Forze di pressione sul pistone La forza di pressione è applicata tramite una pressione distribuita
sul cielo mentre le forze d'inerzia sono applicate a spinotto e pistone come forze nodali concentrate di opportuna entità. Prima di attribuire questi carichi è necessario però definire due diversi Node Set, i quali determinano i due insiemi di nodi da considerare per i carichi inerziali di pistone e spinotto.
Figura 138 - Definizione dei Node Set per applicare le forze d'inerzia a
tutti i nodi di spinotto e pistone.

Implementazione del modello F.E.M.
263
Per farlo si entra nel menù Meshing - Node - Node Set. Compare una finestra come in Figura 138 e tramite il tasto Auto si definiscono in maniera automatica i Node Set relativi appunto a pistone e spinotto (Tabella 60).
Tabella 60 - Dati per l'Auto Generation dei due Node Set relativi a spinotto e pistone
Auto Generation spinotto
(Node set #1) pistone
(Node Set #2) from node # 40168 12659
step 1 1 to node # 102585 30883
Figura 139 - Applicazione dei carichi.
Quindi, dal menù Model - Loading - Apply, si apre la finestra di Figura 139 e, dopo avere scelto il tipo di carico ed il tipo di elemento su cui applicarlo (Pressure sulle Face 143, 144, 145, 146 e 147 del Body #2 oppure Force sui Node Set #1 o #2) con il tasto

Implementazione del modello F.E.M. 264
define se ne definisce intensità, direzione e verso (Figura 140). L'intensità della pressione distribuita e l'intensità dei carichi
inerziali sono funzione dell'angolo di manovella e del regime di rotazione, che definiscono la configurazione del modello in esame, e si calcolano secondo quanto illustrato al Paragrafo 2.2.3. Il valore che ne risulta per i carichi inerziali da applicare ai due corpi va ovviamente suddiviso per il numero dei nodi presenti nel relativo Node Set.
Figura 140 - Intensità, direzione e verso del carico applicato.
A.8 VINCOLI
I vincoli applicati sono riassunti in Tabella 62 e le molle in Tabella 61.
Tabella 61 - Costituzione delle molle
GDL di reazione entità
rigidezza molla
property set Tx Ty Tz Rx Ry Rz
Points 2109, 2110, 2118, 2117 (solo serie B)
1e-03 2 ✓ ✓ ✓ ✓
Points 2109, 2110, 1183, 1184
1e-06 1 ✓ ✓ ✓ ✓

Implementazione del modello F.E.M.
265
Tabella 62 - Costituzione dei vincoli; l'asterisco indica che il vincolo non è applicato alla biella nei modelli dove essa è inclinata
GDL vincolato entità
nome vincolo Tx Ty Tz Rx Ry Rz
Points 1183, 1184, 2507, 2508 NOTX* ✓ ✓ ✓ ✓
Surface 1 (solo serie B) ALL ✓ ✓ ✓ ✓ ✓ ✓
Edge 1,3 of Body #1 NONE ✓ ✓ ✓
Edge 65,66 of Body #3 NONE ✓ ✓ ✓
Face 3 of Body #1 SYMM ✓ ✓ ✓ ✓
Face 77,79,82 of Body #2 SYMM ✓ ✓ ✓ ✓
Face 6 of Body #3 SYMM ✓ ✓ ✓ ✓
Face 3 of Body #3 NOTZ* ✓ ✓ ✓ ✓
Face 49,50,78,90,96,102 (solo serie A)
NOTXY ✓ ✓ ✓ ✓ ✓
Figura 141 - Applicazione dei vincoli

Implementazione del modello F.E.M.
266
In ADINA la superficie di contatto di tipo Contactor non può avere alcuno spostamento imposto e dunque non può nemmeno essere vincolata. Inoltre, per evitare problemi di convergenza, è bene che neanche la superficie di tipo Target abbia uno spostamento prescritto. Per questi motivi è necessario "svincolare" gli spigoli (Edge) ed i punti (Points) comuni tra superfici di contatto e superfici vincolate: si applica quindi la totale assenza di vincolamento (NONE) agli spigoli 1 e 3 dello spinotto ed agli spigoli 65 e 66 della biella.
Figura 142 - Definizione dei vincoli.
Per applicare i vincoli si entra nel menù Model - Boundary Condition - Apply Fixity e si compila la tabella presente (Figura 141) secondo le specifiche della Tabella 62, avendo prima cura di definire tutti i vincoli tramite il pulsante Define (Figura 142).
Si noti che, in Tabella 21 e in Tabella 62, i GDL già bloccati tramite il comando Contol - Degrees of Freedom sono depennati in chiaretto, allo stesso modo di come si presentano nella finestra di dialogo di Figura 142 TP
45PT.
TP
45PT I vincoli, che ora si applicano alla geometria del modello (Points, Edge e Face), riguardano in realtà i nodi.

Implementazione del modello F.E.M.
267
Figura 143 - Definizione dell'Element Group per gli elementi "molla"
Figura 144 - Definizione delle proprietà delle molle
Le molle, invece, vengono definite ed applicate diversamente, essendo esse degli elementi veri e propri. È necessario, allora, definire un gruppo di elementi di tipo spring, dal menù Meshing -

Implementazione del modello F.E.M.
268
Element Group (Figura 143). Una volta aperta la finestra di dialogo
e selezionato il tipo spring, clickando sull'icona si stabiliscono i property set dell'elemento molla (Figura 144): due set, caratterizzati da due diverse rigidezze (Element Stiffness) secondo quanto indicato in Tabella 61.
Figura 145 - Definizione delle molle
A questo punto è possibile applicare le molle. Si entra nel menù Meshing - Elements - Spring, con cui si apre una finestra come in Figura 145 e si configurano tutte le molle che si vuole applicare: otto molle, quattro per le traslazioni in X, con property set # 2, e quattro per le traslazioni in Z, con property set # 1. È necessario definire, inoltre, i punti per il fissaggio degli estremi di ciascuna molla, riferendosi ancora alla Tabella 22: in Point 1 si scrive il punto della geometria a cui si vuole applicare la molla, mentre in Point 2 si inserisce 0 che indica che la molla viene fissata a terra (riferimento fisso). Per entrambi i punti estremi si deve stabilire il GDL in cui essi reagiscono se la molla è caricata.

Implementazione del modello F.E.M.
269
In questo menù, inoltre, si introduce un Death Time di 0,8 per tutte le molle: in questo modo le molle si autoeliminano quando il Time Step diviene maggiore o uguale al valore impostato, così da non perturbare minimamente la soluzione finale.
Per quanto riguarda i modelli con la biella inclinata, infine, è stato detto che si utilizzano, per vincolare la biella alla traslazione lungo il suo asse, degli elementi di tipo truss, i quali reagiscono solo a sforzo assiale. Lo stesso viene fatto per vincolare un suo punto alla traslazione in direzione perpendicolare a tale asse.
Figura 146 - Caratteristiche degli elementi di tipo truss.
Per definirli si entra nel menù Meshing - Element Group e si definisce un gruppo di elementi di tipo truss tramite una finestra del tipo di Figura 132. Si lasciano tutte le opzioni di default e si seleziona il materiale 3 (materiale della biella). Per applicarli si deve procedere manualmente, elemento per elemento, definendone prima l'area della sezione trasversale dal menù Meshing - Elements - Element Data (Figura 146): la definizione di un'area trasversale serve, nel nostro caso, solo da un punto di vista formale ma è bene

Implementazione del modello F.E.M.
270
che sia calcolata in modo tale da caratterizzare i truss in modo tale che essi abbiano una rigidezza assiale simile a quella del fusto di biella sulla sezione su cui sono applicati. Successivamente se ne definiscono, uno per uno i nodi estremi dal menù Meshing - Elements - Element Nodes (Figura 147): di questi nodi solo quelli sulla biella esistono già, gli altri devono essere definiti anch'essi manualmente, tramite la traslazione delle coordinate dei nodi della sezione terminale della biella.
Figura 147 - Nodi estremi degli elementi di tipo truss.

APPENDICE
B. B
VANTAGGI E LIMITI DELL’ANALISI F.E.M. E DEL SOFTWARE ADINA
B.1 L'ANALISI F.E.M.
Il F.E.M. è, oggigiorno, una tecnica versatile ed affidabile, nonostante abbia basi molto semplici. Tale semplicità, tuttavia, non implica assolutamente banalità nell'impiego, ma richiede una considerevole dose di accortezza e di conoscenza [5].
Uno degli enormi vantaggi dell'analisi agli elementi finiti è quello di poter valutare per via grafica l'intero stato tensionale di un corpo, dalla geometria comunque complessa, sottoposto all'azione di forze; questo significa, ad esempio, che anche gli effetti locali quali brusche variazioni di sezione possono essere valutati adeguatamente con un modello ad elementi finiti senza dover ricorrere a diagrammi e/o tabelle sperimentali che riportano i coefficienti di sovrasollecitazione e di concentrazione degli sforzi (una pratica, questa, comunque valida, ma non sempre perseguibile a causa delle infinite combinazioni geometriche possibili).
Inoltre, accanto alla rappresentazione grafica dei risultati, esiste un output numerico che può essere facilmente gestito tramite programmi specifici implementabili dall'utente, ad esempio per l'effettuazione di verifiche a fatica.
Tuttavia i modelli F.E.M. possibili per la rappresentazione di un sistema fisico sono infiniti, essendo tali le variabili numeriche che li definiscono: numero di nodi, tipo e numero di elementi, loro distorsione sono tutte variabili che influiscono in modo notevole sul risultato finale. Si può dimostrare che l'errore che intercorre tra
Vantaggi e limiti dell’analisi F.E.M. e del software ADINA
272
risultato numerico e teorico tende a zero quando il numero di elementi tende ad infinito TP
46PT, ossia quando la dimensione degli
elementi stessi tende a divenire nulla (l'elemento non è più finito ma diviene infinitesimo).
L'utilizzo di mesh con elevato numero di elementi accresce l'accuratezza della soluzione, ma fa aumentare contemporaneamente anche i tempi necessari al calcolo e può impegnare in modo considerevole le risorse hardware. Per ogni problema da analizzare occorre quindi trovare il giusto compromesso tra precisione desiderata, tempi di soluzione e risorse di calcolo disponibili.
Si possono analizzare singolarmente i diversi parametri che definiscono un modello F.E.M. per vedere in che misura influenzano il risultato finale.
UDensità della mesh U: Il numero di elementi ed il numero di nodi sono ovviamente legati
tra loro; tuttavia dei due il secondo è il fattore più significativo in quanto il numero delle incognite (e quindi la dimensione del sistema di equazioni da risolvere) è legato alla quantità di nodi attraverso una costante: il numero di GDL.
Come detto, diminuendo il numero di nodi diminuisce anche il tempo di calcolo ma, parallelamente, si ha anche un peggioramento della precisione del risultato. Vale comunque la seguente regola generale: in presenza di elevati gradienti di sforzo, ad esempio causati da intagli, la mesh deve essere più fitta che altrove. Inoltre il rapporto
(numero di nodi) / (tempo di calcolo)
non è costante per uno stesso problema analizzato con differenti densità di mesh; in altre parole, raddoppiando il numero di nodi il
TP
46PT A patto che l'elemento sia sviluppato sulla stessa base della teoria.

Vantaggi e limiti dell’analisi F.E.M. e del software ADINA
273
tempo di calcolo diviene più che doppio, poichè generalmente si può affermare che vale la seguente regola:
(tempo di calcolo) ∝ GDL P
3P = f(numero di nodi) P
3P
In alcuni casi, però, è possibile sfruttare le eventuali simmetrie
geometriche e di carico e riuscire così ad avere la densità di mesh desiderata limitando i nodi a poco più della metà (o poco più di un quarto nel caso di doppia simmetria) di quelli che sarebbe necessario utilizzare simulando l'intera struttura. Questa osservazione ha portato alla rappresentazione simmetrica del sistema biella - spinotto - pistone, ma occorre tuttavia porre attenzione alla "eliminazione" delle parti simmetriche in quanto ciò comporta l'imposizione degli opportuni vincoli ai nodi giacenti sugli assi e sui piani di simmetria: l'applicazione dei vincoli, così come quella delle forze, crea dei "disturbi" (le ipotesi di De Saint Venant valgono anche per il F.E.M.) che possono influenzare la soluzione nell'intorno del nodo vincolato o caricato.
Tutto questo fa capire come la valutazione del numero di nodi atto a fornire la precisione desiderata limitando l'impegno delle risorse di calcolo non sia in genere un problema di facile soluzione.
UTipo di elemento U: La scelta del tipo di elemento più idoneo è funzione del fenomeno
che si vuole indagare. Tuttavia in moltissimi casi sono la geometria stessa della struttura da calcolare e le condizioni di carico e/o di vincolo che impongono il tipo di elemento da impiegare.
Nel caso di uno stato di sforzo generico il problema è tridimensionale e l'elemento necessario è di tipo 3D: bisogna stabilire se usare elementi dalla forma esaedrica o tetraedrica.
Generalmente passando dal primo tipo al secondo si ottiene una mesh che ha circa il doppio dei nodi ma un numero quadruplo di elementi e l'errore risulta superiore. Inoltre, nonostante il numero di
Vantaggi e limiti dell’analisi F.E.M. e del software ADINA
274
equazioni sia lo stesso nei due casi, il tempo totale impiegato per la soluzione è superiore perchè, avendo più elementi, sono maggiori i tempi necessari alla costruzione della matrice di rigidezza globale [K] ed al calcolo degli sforzi all'interno degli elementi stessi. La scarsa precisione è dovuta al fatto che gli elementi del secondo tipo sono poco adatti a sentire i gradienti di sforzo. Tuttavia, studiando zone lontane dagli intagli e dai punti di applicazione di forze e di vincoli, si ottengono nei due casi risultati praticamente identici.
Nonostante la loro scarsa "sensibilità" gli elementi tetraedrici sono comunque molto usati a causa della facilità con cui si possono ottenere rapidamente transizioni tra zone con mesh molto fitta e zone con mesh molto larga. Inoltre, in molti casi, è praticamente impossibile, principalmente a causa di vincoli di carattere geometrico, stendere mesh costituite esclusivamente da elementi esaedrici.
Questo problema è oggi poco sentito in quanto il continuo perfezionamento di meshatori automatici permette la generazione di mesh di qualità sempre migliore, con un numero di elementi triangolari estremamente ridotto.
Nel nostro caso si ricorre ai tetraedri anche, e soprattutto, perché è con questo tipo di elemento che il meshatore tridimensionale automatico di ADINA costruisce la mesh: si sacrifica la qualità della mesh in favore della rapidità con la quale vengono ottenuti i modelli.
UDistorsione degli elementi U: La forma ideale di un elemento quadrangolare è quella quadrata,
mentre per un elemento triangolare è quella di un triangolo equilatero. Tuttavia a livello pratico, salvo casi del tutto particolari, è impossibile generare mesh perfettamente ed interamente "quadrate" o comunque equilatere. La qualità dell'elemento tende a scadere quando l'angolo tra due lati adiacenti si avvicina ai 180°, valore teoricamente limite per avere una matrice di rigidezza

Vantaggi e limiti dell’analisi F.E.M. e del software ADINA
275
dell'elemento che sia definita positiva, cioè matematicamente "accettabile".
Tuttavia molti codici di calcolo oggi in commercio avvisano l'utente quando anche solo per un elemento l'angolo sopra citato supera valori di gran lunga inferiori al limite teorico. Anche la presenza di elementi con quattro angoli retti ma con due lati molto più lunghi degli altri due è in genere da evitare.
Queste considerazioni hanno una validità generale, ma ancora una volta acquistano un'importanza notevole nelle zone ad elevato gradiente di sforzo, dove è quindi auspicabile limitare al massimo la presenza di elementi fortemente distorti, che possono dar luogo a risultati fuorvianti.
Tutti questi parametri, assieme a molti altri, hanno una notevole influenza sulla precisione del risultato finale. È necessario allora capire qual'è il livello di affidabilità dell'analisi e dei risultati che da essa si ottengono.
A questo scopo è necessario ricordare che il modello F.E.M. è utilizzato per la rappresentazione di un sistema matematico, ed è il risultato di un'idealizzazione del problema fisico: questa idealizzazione passa attraverso un'approssimazione della geometria CAD del sistema, anch'essa schematizzazione della struttura reale. Il modello viene quindi ad essere funzione di approssimazioni, assunzioni e ipotesi che riguardano anche la geometria, il materiale, il carico e le condizioni di vincolo, oltre che le proprietà degli elementi.
Inoltre, il sistema di equazioni che il solutore deve affrontare non può essere risolto analiticamente in forma chiusa, ma viene risolto con metodi numerici, iterativi o diretti, e dunque anche la fase di soluzione porta con se un'approssimazione. Nonostante ciò, anche se non può essere ottenuta, la soluzione analitica in forma chiusa esiste ed è unica ed una sua approssimazione è ciò che si ricava dalla risoluzione per via numerica. Per quanto detto, indicando con n.n. il numero dei nodi e con d.e. la dimensione media degli elementi, l'errore tra la soluzione esatta R e quella numerica vale, al limite

Vantaggi e limiti dell’analisi F.E.M. e del software ADINA
276
0RRlim . =−∞⎯→⎯
n.nn.n.
0RRlim
0=−
⎯→⎯d.e.
d.e.
Si può quindi affermare che l'affidabilità di un'analisi agli
elementi finiti e dei suoi risultati, per un problema ben formulato, cioè un modello F.E.M. ben realizzato, è diretta conseguenza della presenza di due fattori fondamentali:
o La soluzione numerica deve convergere alla soluzione analitica
esatta al tendere a zero della dimensione degli elementi (o al tendere all'infinito del numero dei nodi) per qualunque materiale, proprietà, carico e condizione di vincolo.
o Per una dimensione "ragionevole" della mesh, si deve ottenere una soluzione proporzionalmente "ragionevole" ed essa non deve essere influenzata in modo drastico dai dati riguardanti il materiale, le proprietà, il carico ed i vincoli.
Mentre la prima condizione è funzione della bontà del solutore ed
è spesso verificata, la formulazione che sta alla base del F.E.M., di cui si accennava inizialmente, a volte è tale da non soddisfare la seconda, se non vengono presi adeguati provvedimenti.
In conclusione, si può capire come il F.E.M. possa essere un validissimo strumento, se utilizzato con le dovute precauzioni, nel valutare gli stati tensionali all'interno di corpi con geometria anche complessa per i quali i classici metodi della Scienza delle Costruzioni cadono in difetto.
Nella discussione sulla bontà del metodo, comunque, da un lato c'è chi non si fida di una "scatola nera" in cui entrano e da cui escono dei numeri, mentre dall'altro c'è chi ritiene molto ottimisticamente che "tutto" possa essere risolto tramite il F.E.M., rifiutando di comprenderne e di accettarne i limiti pratici; in ultimo,

Vantaggi e limiti dell’analisi F.E.M. e del software ADINA
277
esiste chi sostiene di non avere bisogno di analisi così accurate per i propri prodotti.
Quello che però è indubbiamente vero e deve essere chiaro è che, in un prodotto per il quale il fattore strutturale è importante, l'introduzione del calcolo ad elementi finiti rappresenta una valida alternativa, che porta con se un risparmio in termini di tempo e costi. Sperimentazione e prototipazione sono, comunque, fasi immancabili ed insostituibili nello sviluppo di un progetto: il F.E.M. può essere inteso, allora, come una guida o un'integrazione per agevolare tali fasi.
B.2 IL SOFTWARE ADINA
Nello sviluppo dei modelli per lo studio del problema presentato, sono state eseguite molte prove, e il modello utilizzato per l'analisi finale è il risultato del miglioramento di tutti quelli che lo hanno preceduto in diversi mesi di lavoro.
Partendo da modelli molto semplificati, raffinando passo passo la mesh e l'applicazione dei carichi, cambiando le proprietà generali, i vincoli e le impostazioni globali si è giunti alla costruzione di un modello molto complesso, affidabile ma che richiede notevoli risorse hardware: per la risoluzione di un qualunque modello della serie B sono occorsi, in media, tre giorni di calcolo TP
47PT.
Quanto ottenuto prima dei modelli di questa ultima serie, comunque, non è stato buttato via ed i relativi risultati, anche se si possono ritenere meno affidabili e precisi, sono stati sfruttati per l'analisi.
I modelli della serie A sono stati risolti con l'unico scopo di ottenere un confronto tra una geometria con giochi massimi ed una con giochi minimi, come già detto al Capitolo II. Essa ha però messo in evidenza alcuni aspetti che hanno portato alla modifica del modello base utilizzato per la realizzazione della serie B.
TP
47PT Il calcolatore utilizzato è un biprocessore (da 1 GHz l'uno), dotato di 1Gb di Ram. Il numero di GDL è dato,
circa, dal numero di nodi (sottraendo quelli vincolati) moltiplicato per tre: risultano circa 270000 equazioni.

Vantaggi e limiti dell’analisi F.E.M. e del software ADINA
278
UIl problema del Contatto U: Un primo aspetto evidenziato è stata la presenza di variazioni
periodiche delle tensioni sulla superficie di contatto del pistone, in direzione circonferenziale. Questo andamento, ben visibile per le tensioni ideali secondo Von Mises (Figura 148), è marcato sulle tensioni principali radiali (Figura 149b) mentre è molto meno evidente su quelle circonferenziali (Figura 149a).
Figura 148 - Fenomeno ondulatorio sulle tensioni ideali (Von Mises)
Figura 149 - Fenomeno ondulatorio sulle tensioni principali (a) ciconferenziali e
(b) radiali

Vantaggi e limiti dell’analisi F.E.M. e del software ADINA
279
Si è ipotizzato, in un primo momento, che questo fenomeno potesse avere una causa di tipo fisico e dipendere dalla geometria reale del pistone. Per verificare questa ipotesi è stato implementato un modello in tutto uguale al generico modello della serie A ma con portata cilindrica sul pistone. Questo ha mostrato una distribuzione delle tensioni piuttosto diversa ma, anche se meno visibile, il fenomeno è ancora presente (Figura 150 e Figura 151).
Figura 150 - Confronto, sulla stessa scala di colori, tra le tensioni radiali (a) sulla portata
originale e (b) sulla portata cilindrica
Probabilmente si ha un'attenuazione dell'oscillazione poiché il contatto tra spinotto e pistone non è più esteso a tutta la portata, ma
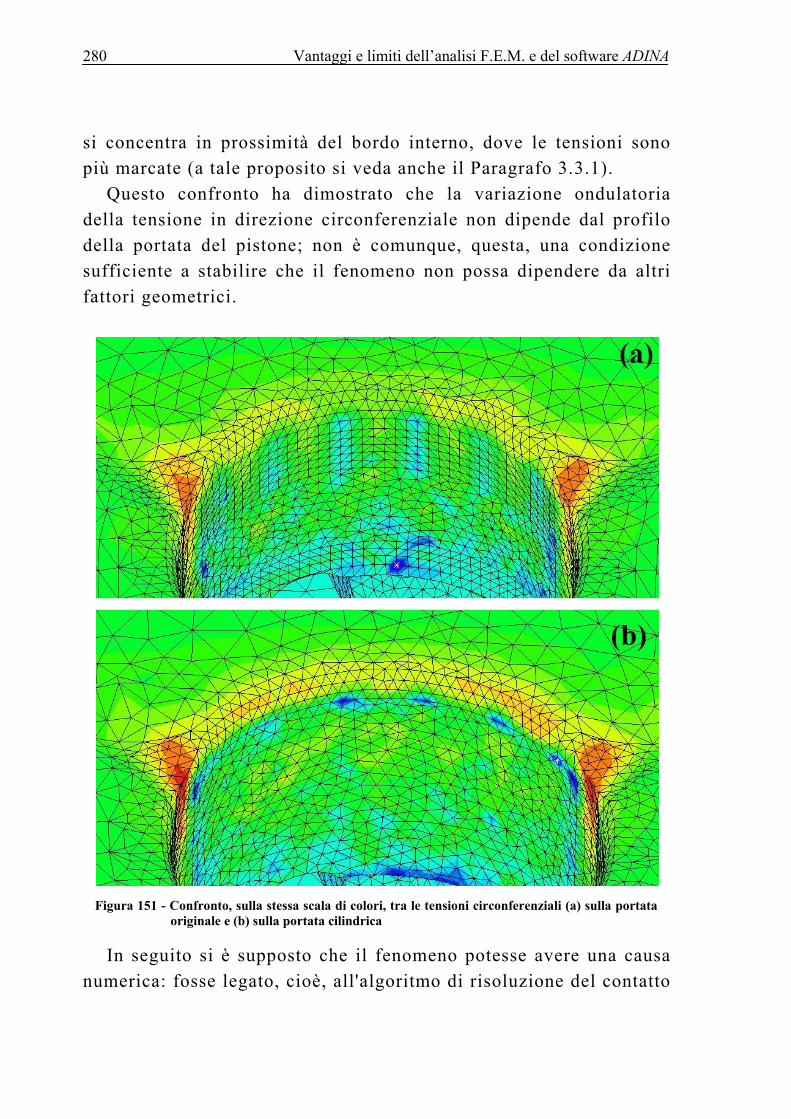
Vantaggi e limiti dell’analisi F.E.M. e del software ADINA
280
si concentra in prossimità del bordo interno, dove le tensioni sono più marcate (a tale proposito si veda anche il Paragrafo 3.3.1).
Questo confronto ha dimostrato che la variazione ondulatoria della tensione in direzione circonferenziale non dipende dal profilo della portata del pistone; non è comunque, questa, una condizione sufficiente a stabilire che il fenomeno non possa dipendere da altri fattori geometrici.
Figura 151 - Confronto, sulla stessa scala di colori, tra le tensioni circonferenziali (a) sulla portata
originale e (b) sulla portata cilindrica
In seguito si è supposto che il fenomeno potesse avere una causa numerica: fosse legato, cioè, all'algoritmo di risoluzione del contatto

Vantaggi e limiti dell’analisi F.E.M. e del software ADINA
281
e quindi al solutore stesso del software. A favore di questa ipotesi si riscontra, sulla superficie di contatto della biella, lo stesso tipo di ondulazione anche se meno espansa in direzione assiale e circonferenziale (Figura 152). Se la causa fosse di carattere numerico, dunque, sarebbe da indagare tra le proprietà di contatto che presentano delle analogie tra i due accoppiamenti.
Figura 152 - Fenomeno ondulatorio sulle tensioni ideali (Von Mises) della biella
Per verificare se la causa del fenomeno fosse numerica, si è costruito un modello con un numero maggiore di nodi sulla superficie di contatto dello spinotto. Questa scelta deriva dal fatto che tale superficie funge da “segmento” nell’algoritmo di contatto Node To Segment, e si è desunto in [2] che per tale algoritmo l’ottimizzazione avvenga raffinando la mesh del “segmento”.
A questo scopo sono stati fatti tentativi di impiego di elementi tetraedrici a 10 nodi ma, a causa dell'onerosità computazionale che questi comportano, è risultato impossibile svilupparne l'analisi. Non potendo aumentare il numero di nodi per il singolo elemento, è stato incrementato il numero di elementi sulla superficie riducendoli di dimensione.
Il risultato ottenuto dal nuovo modello, confrontato con il corrispondente della prima serie, ha mostrato che raffinando la mesh

Vantaggi e limiti dell’analisi F.E.M. e del software ADINA
282
sulla superficie di contatto dello spinotto si ha un notevole miglioramento, venendo meno le ondulazioni e mostrando una distribuzione delle tensioni più uniforme (Figura 153 e Figura 154).
Figura 153 - Confronto, sulla stessa scala di colori, tra le tensioni ideali (Von Mises) sulla portata
(a) con spinotto meshato a 0,5 mm e (b) con spinotto meshato a 0,21 mm
Quest’ultimo confronto dimostra che la variazione ondulatoria della tensione in direzione circonferenziale è, molto probabilmente, un problema numerico. La serie B è stata costruita basandosi anche su queste osservazioni. La presenza del fenomeno ondulatorio è, comunque, dipendente anche dall'intensità del carico applicato al

Vantaggi e limiti dell’analisi F.E.M. e del software ADINA
283
modello, ripresentandosi lievemente per i carichi trasmessi di minor entità.
Figura 154 - Confronto, sulla stessa scala di colori, tra le tensioni radiali sulla portata (a) con
spinotto meshato a 0,5 mm e (b) con spinotto meshato a 0,21 mm
Constatata la natura numerica del fenomeno, si è cercato di capire qual'è il meccanismo per cui si genera.
Innanzitutto si è visto come il fenomeno dipenda dalla raffinatezza della mesh del corpo Target (spinotto), sul quale, inoltre, l'ondulazione è totalmente assente. In più si può notare che dove la mesh del Contactor (pistone e biella) è irregolare, e dunque i suoi nodi sono disallineati da quelli del Target, non si hanno più

Vantaggi e limiti dell’analisi F.E.M. e del software ADINA
284
ondulazioni in un solo senso ma la distribuzione delle tensioni è più casuale,"a macchie". Il fenomeno esiste anche in questa zona, dunque, ma è meno evidente.
Tutto ciò suggerisce che il fenomeno possa dipendere dalla definizione stessa dei due tipi di superficie e dal procedimento seguito dall'algoritmo di contatto per arrivare a convergenza: si faccia riferimento alla Figura 155 per quanto descritto nel seguito.
Figura 155 - Overlap per i nodi della superficie Target. Nessun Overlap per i nodi della superficie
Contactor
Una volta meshati i componenti di un accoppiamento, può succedere che essi si trovino in una sorta di compenetrazione reciproca, a causa della discretizzazione della geometria che viene fatta attraverso la meshatura. Questa situazione può verificarsi all'istante iniziale oppure in un qualsiasi istante di risoluzione del modello. L'overlap è la possibilità di un nodo di una superficie di oltrepassare l'altra e quindi dare penetrazione. Se l'overlap fosse possibile per entrambe le superfici si avrebbero delle penetrazioni notevoli ed il contatto stesso verrebbe meno. È quindi stabilito nel codice del software che solo i nodi della superficie Target possono dare overlap. In altri termini si può dire che i nodi di questa sono connessi tramite "segmenti di contatto" che possono penetrare nell'altro corpo, mentre i nodi della Contactor sono disaccoppiati tra

Vantaggi e limiti dell’analisi F.E.M. e del software ADINA
285
loro e rappresentano, dal punto di vista del contatto, solo un insieme di nodi a cui non è permesso dare penetrazione.
Se, durante l'analisi dello step, avviene una penetrazione non ammessa, cioè un nodo della superficie Contactor oltrepassa un segmento Target, il software cerca di eliminarla per potere arrivare a convergenza. L'eliminazione di questa penetrazione "non ammessa" avviene tramite il riposizionamento del nodo Contactor che la causa sul segmento di contatto, in funzione dei nodi Target ad esso più vicini. Questo processo, ovviamente, porta ad un tensionamento fittizio del corpo Contactor sulla sua superficie di contatto. Questo è il procedimento seguito dall'algoritmo di contatto scelto, definito Node to Segment.
Si può pensare, allora, che il fenomeno ondulatorio menzionato possa essere causato proprio da questo riposizionamento e che, dipendendo questo dalla vicinanza dei nodi Target, possa essere funzione della distanza relativa tra tali nodi ed, in ultima analisi, possa dipendere dalla dimensione della mesh sul corpo Target.
Questo ragionamento è in accordo con le osservazioni esposte e chiarisce anche il fatto che, per carichi di minore entità, possa ripresentarsi l'ondulazione anche con un infittimento della mesh: in questo caso, infatti, il tensionamento fittizio, anche se è minore in valore assoluto essendo minore la dimensione della mesh, è percentualmente più pesante rispetto al valore complessivo dello stato tensionale dovuto al carico.
UVincoli monolateri U: Come illustrato al Paragrafo 2.6.1 e in Figura 156, l'altra
differenza tra le due serie di modelli è la presenza, nella prima, di un vincolo bilatero alle traslazioni in X ed Y sul mantello del pistone mentre, nella seconda, di una superficie semicilindrica di contatto.
Il software utilizzato non permette l'applicazione diretta di vincoli monolateri: essi devono essere realizzati tramite

Vantaggi e limiti dell’analisi F.E.M. e del software ADINA
286
l'implementazione di una superficie di contatto da coniugare con una superficie infinitamente rigida.
Figura 156 - (a) Nella serie A sono presenti vincoli alla traslazione sul mantello nelle direzioni X ed Y
mentre (b) nella serie B questi sono sostituiti più realisticamente da una superficie semicilindrica
Nella serie A è stato applicato il vincolo bilatero poiché l'introduzione di un'altro contatto avrebbe richiesto notevoli risorse hardware. Ovviamente tale vincolo corrisponde alla realtà solo quando il mantello del pistone tende a deformarsi in modo tale da andare in compressione in senso radiale. In alcune configurazioni però, tendendo il mantello ad ovalizzarsi, nascono delle zone, subito sopra alle nervature di irrigidimento, dentro alla sede per l'ultimo anello elastico di tenuta, in cui questi vincoli agiscono nel verso non reale, portando in trazione radiale il mantello del pistone, anche con valori di tensione non trascurabili (Figura 157).
Le reazioni fittizie corrispondenti a tali stati tensionali hanno valori compresi tra 40 e 400 N e sono comunque distanti dalla zona di maggior interesse. Nonostante questo scarso valore, per la realizzazione dell'ultima serie di modelli, si è pensato che tale fenomeno potesse influire sull'intero stato tensionale del pistone e dunque, anche a scapito del tempo di risoluzione del modello, si è deciso di realizzare il vincolo tramite un nuovo contatto.

Vantaggi e limiti dell’analisi F.E.M. e del software ADINA
287
Figura 157 - Conseguenza dei vincoli bilateri sulla distribuzione delle tensioni principali massime.