
Parametric optimization of NiFe2O4 nanoparticles synthesized by mechanical alloying
11
Materials Science-Poland http://www.materialsscience.pwr.wroc.pl/ DOI: 10.2478/s13536-013-0173-x Parametric optimization of NiFe 2 O 4 nanoparticles synthesized by mechanical alloying A. HAJALILOU 1 * , M. HASHIM 1 , R. EBRAHIMI -KAHRIZSANGI 2 , H. MOHAMED KAMARI 3 , S. KANAGESAN 1 1 Material Synthesis and Characterization Laboratory, Institute of Advanced Nano Technology (ITMA), Universiti Putra Malaysia, 43400 UPM Serdang, Selangor, Malaysia 2 Materials Engineering Department, Islamic Azad University, Najafabad Branch, Isfahan, Iran 3 Physics Department, Universiti Putra Malaysia, 43400 UPM Serdang, Selangor, Malaysia In this study, the Taguchi robust design method is used for optimizing ball milling parameters including milling time, rotation speed and ball to powder weight ratio in the planetary ball milling of nanostructured nickel ferrite powder. In fact, the current work deals with NiFe 2 O 4 nanoparticles mechanochemically synthesized from NiO and Fe 2 O 3 powders. The Taguchi robust design technique of system optimization with the L9 orthogonal array is performed to verify the best experimental levels and contribution percentages (% ρ ) of each parameter. Particle size measurement using SEM gives the average particle size value in the range of 59 – 67 nm. X-ray diffraction using Cu Kα radiation is also carried out to identify the formation of NiFe 2 O 4 single phase. The XRD results suggest that NiFe 2 O 4 with a crystallite size of about 12 nm is present in 30 h activated specimens. Furthermore, based on the results of the Taguchi approach the greatest effect on particle size (42.10 %) is found to be due to rotation speed followed by milling time (37.08 %) while ball to powder weight ratio exhibits the least influence. Keywords: magnetic materials; microstructure; X-ray diffraction; crystal structure © Wroclaw University of Technology. 1. Introduction Recently, synthesis of nanosized NiFe 2 O 4 pow- der particles has attracted the attention of re- searchers due to their high saturation magnitiza- tion, low eddy current loss in alternating applica- tions, and high magnetocrystalline anisotropy. Soft ferromagnetic NiFe 2 O 4 is one of the most impor- tant ferrites of the inverse spinel family which is widely used in magnetic information storage in- struments, sensors, drug delivery agents, cataly- sis, etc. [1–5]. By decreasing the particle size of this ferrite to about 10 nm, significant changes may occur in its physical, magnetic, and mi- crostructural properties that include the anoma- lous cation ratio at the octahedral and tetrahedral sites in small particles, increased external field, ef- fective anisotropy constant [6], and surface spin disorder [7]. Thus, evaluation of ferrite structure * E-mail: [email protected] and crystallite size is essential for selecting the proper method of synthesizing NiFe 2 O 4 nanopar- ticles. Different methods have been used so far to fabricate NiFe 2 O 4 nanoparticles such as sol- gel [8], chemical route [9], hydrothermal [10], co- precipitation [11] and ball milling method [12]. In this study, mechanical alloying was chosen for syn- thesizing NiFe 2 O 4 nanoparticles. In this method, the magnetic properties and final structure of the product may be affected by the different process parameters such as type of mill, milling speed, milling container, and ball to powder ratio [13]. Previous studies have simulated the dynamics ef- fects of the milling process based on the rate of collision, ball velocity, and kinetic energy be- tween powder particles during mechanical activa- tion [14–17]. A number of relations have been sug- gested [16, 17] for calculating the impact of ve- locity and the kinetic energy transferred from balls to powder particles. These relations have been em-
Transcript of Parametric optimization of NiFe2O4 nanoparticles synthesized by mechanical alloying
Materials Science-Polandhttp://www.materialsscience.pwr.wroc.pl/DOI: 10.2478/s13536-013-0173-x
Parametric optimization of NiFe2O4 nanoparticlessynthesized by mechanical alloying
A. HAJALILOU1∗, M. HASHIM1 , R. EBRAHIMI-KAHRIZSANGI2 , H. MOHAMED KAMARI3 ,S. KANAGESAN1
1Material Synthesis and Characterization Laboratory, Institute of Advanced Nano Technology (ITMA), Universiti PutraMalaysia, 43400 UPM Serdang, Selangor, Malaysia
2Materials Engineering Department, Islamic Azad University, Najafabad Branch, Isfahan, Iran3Physics Department, Universiti Putra Malaysia, 43400 UPM Serdang, Selangor, Malaysia
In this study, the Taguchi robust design method is used for optimizing ball milling parameters including milling time,rotation speed and ball to powder weight ratio in the planetary ball milling of nanostructured nickel ferrite powder. In fact, thecurrent work deals with NiFe2O4 nanoparticles mechanochemically synthesized from NiO and Fe2O3 powders. The Taguchirobust design technique of system optimization with the L9 orthogonal array is performed to verify the best experimental levelsand contribution percentages (% ρ) of each parameter. Particle size measurement using SEM gives the average particle sizevalue in the range of 59 – 67 nm. X-ray diffraction using Cu Kα radiation is also carried out to identify the formation ofNiFe2O4 single phase. The XRD results suggest that NiFe2O4 with a crystallite size of about 12 nm is present in 30 h activatedspecimens. Furthermore, based on the results of the Taguchi approach the greatest effect on particle size (42.10 %) is found tobe due to rotation speed followed by milling time (37.08 %) while ball to powder weight ratio exhibits the least influence.
Keywords: magnetic materials; microstructure; X-ray diffraction; crystal structure
© Wroclaw University of Technology.
1. IntroductionRecently, synthesis of nanosized NiFe2O4 pow-
der particles has attracted the attention of re-searchers due to their high saturation magnitiza-tion, low eddy current loss in alternating applica-tions, and high magnetocrystalline anisotropy. Softferromagnetic NiFe2O4 is one of the most impor-tant ferrites of the inverse spinel family which iswidely used in magnetic information storage in-struments, sensors, drug delivery agents, cataly-sis, etc. [1–5]. By decreasing the particle size ofthis ferrite to about 10 nm, significant changesmay occur in its physical, magnetic, and mi-crostructural properties that include the anoma-lous cation ratio at the octahedral and tetrahedralsites in small particles, increased external field, ef-fective anisotropy constant [6], and surface spindisorder [7]. Thus, evaluation of ferrite structure
∗E-mail: [email protected]
and crystallite size is essential for selecting theproper method of synthesizing NiFe2O4 nanopar-ticles. Different methods have been used so farto fabricate NiFe2O4 nanoparticles such as sol-gel [8], chemical route [9], hydrothermal [10], co-precipitation [11] and ball milling method [12]. Inthis study, mechanical alloying was chosen for syn-thesizing NiFe2O4 nanoparticles. In this method,the magnetic properties and final structure of theproduct may be affected by the different processparameters such as type of mill, milling speed,milling container, and ball to powder ratio [13].Previous studies have simulated the dynamics ef-fects of the milling process based on the rateof collision, ball velocity, and kinetic energy be-tween powder particles during mechanical activa-tion [14–17]. A number of relations have been sug-gested [16, 17] for calculating the impact of ve-locity and the kinetic energy transferred from ballsto powder particles. These relations have been em-
A. HAJALILOU et al.
ployed in the present study based on the followingequations:
||~Vc||2 = (RΩ)2 +(r− rb)2ω
2(
1+2ω
Ω
)(1)
Ek =12
m||~Vc||2 (2)
where, r, R, m, Ω, ω , and rb represent the vial ra-dius, the distance between the vial center and disccenter, the mass of balls, the speed of disc rota-tion, the speed of vial rotation, and the radius ofthe balls, respectively.
The Taguchi robust design method provides anefficient, simple and systematic approach for ver-ifying the optimal factors involved in the produc-tion process. Moreover, it is used to examine allfactors with only a small number of tests. A sta-tistical analysis of variance (ANOVA) can also beexecuted to determine the statistically significantfactors. Thus, the optimal parameters can be antici-pated by the orthogonal array experiments [18, 19].In this study, the main factors of the planetary ballmilling (i.e., milling time, rotation speed, and ballto powder weight ratio) were optimized using thistechnique.
The contents of each phase produced in the as-synthesized product were determined using the in-tegrated X-ray diffraction peak intensities based onthe following equation:
Wx =A(hkl)
x
∑xA(hkl)x
(3)
where, Wx and Ax, designate the calculated frac-tion for one compound and the integrated diffrac-tion intensity of the major peak of compound X,respectively.
2. ExperimentalCommercial nickel and iron oxide powders
were purchased from Alfa Aesar and used as start-ing materials. To produce the NiFe2O4, the pow-ders of NiO and Fe2O3 were mixed in a stoichio-metric ratio of 1:1 (molar mass). The mechanical
activation process was performed in a high energyplanetary ball milling machine. The characteristicsof the milling tool and the experimental conditionsare described below:
Vail (stainless steel, volume 150 ml), ball (stain-less steel, 5 balls 18 mm in diameter), ball to pow-der ratio (10:1, 20:1, and 30:1), atmosphere (ar-gon), milling time (0, 4, 6, 10, 12, 14, 18, 24 and30 h). The terms r, R, and Ω as defined above wereR = 120 mm, r = 45 mm, and 150 < Ω < 600 rpm.
The X-ray diffraction spectrometer (XRD) wasused to analyze phase changes during the ballmilling process. The Bragg diffraction angle (2θ )in all the experiments was chosen in the rangeof 20 – 80 degrees, applying the Cu Kα ofλ = 0.154 nm.
Since the crystallite size and lattice strain arethe most important factors that can influence suchproperties as microstructure and magnetic proper-ties, it was decided to apply the modified Scher-rer equation [20] to report the precise crystal-lite size and lattice strain. Scherrer equation (i.e.,d = Kλ /β cosθ ) was first developed in 1918 tocompute crystallite size (d) using an X-ray diffrac-tion radiation wavelength (λ ) by considering fullwidth at half maximum peak (β ) at the Braggdiffraction angle (2θ ). In this equation, K is theshape factor whose value can vary from 0.62 to2.08, but a value of about 0.9 is commonly cho-sen for this parameter. Evidently, this equation willonly yield a mean crystallite size and will not pro-vide information on particle size distribution or thescope of grain agglomeration.
The first point to note about this equation is thatit cannot be used to calculate lattice strain. More-over, if all the peaks on the diffraction pattern havethe same value as d, then β cosθ must also havethe same value. This signifies that for a crystal-lite size (d) of 5 nm and λ = 0.154 nm, for in-stance, the peak at Bragg diffraction angle (2θ ) of10° must be ten times narrower than the peak at2θ = 70°; this situation is never observed. Hence,Monshi [21] modified this equation as Lnβ = Ln(kλ /d) + Ln (1/cosθ ) by using the least squaresmethod to minimize the errors induced. The Lnβ
plots the inverse of Ln (1/cosθ ) to obtain the inter-cepts of a least square line regression.

Parametric optimization of NiFe2O4 nanoparticles synthesized by mechanical alloying
The Scanning Electron Microscopy (SEM) us-ing a FEINOVA nano SEM 230 machine was usedto observe both the topography and morphology ofthe particles and to measure their grain size and dis-tribution.
3. Results and discussion3.1. Evaluation of the effect of milling timeon crystallite size
Duration of mechanical alloying is one ofthe fundamental parameters usually exploited toachieve a steady-state (SS) between the breakingand rewelding (cold working) of powder particles.The different parameters of milling type, ball topowder weight ratio and rotation speed can vary thecombustion reaction time during the ball millingprocess. In fact, to achieve the optimum millingtime, the above parameters should be adjusted inrelation to each other depending on the system se-lected. Fig. 1 shows the X-ray diffraction patternsof the samples after different milling times whileball to powder weight ratio (BPR) is kept constantat 20:1 and the vial’s rotation speed at 600 rpm.The spectra of NiO and Fe2O3 are visible in thisXRD pattern in the initial powder after the sim-ple mixing. The major peaks of the two initial rawmaterials, i.e. NiO at 2θ = 43.298 and Fe2O3 at2θ = 33.155, can be accordingly indexed to ICCDcards of 044-115 for NiO and 01-079-1741 forFe2O3. The phase changes occurring after differ-ent milling times confirm the effect of milling timeon powder particles. The peaks of nickel ferriteappeared in the XRD pattern after increasing themilling time by up to 18 h. Further increase ofmilling time to 30 h, caused nickel ferrite to be-come almost amorphous due to the transfer of highenergy to powder particles.
The refinement of mean particle size during amilling process can be stated with this relation-ship applying a simple model for the refinement ofnanocrystalline particle size [13]:
D = Kt−23 (4)
where t is the milling time, D is the particle size andK is the constant. However, since a number of pro-
Fig. 1. X-ray diffraction patterns taken from theNiO/Fe2O3 powder mixture after differentmilling times by keeping constant RPM(600 rpm) and BPR (20:1); NiO ( ), Fe2O3(H), NiFe2O4 ().
cess variables as mentioned by Suryanarayana [13]earlier, could influence the particle size achieved,more systematic experiments are needed beforesolid explanations can be made.
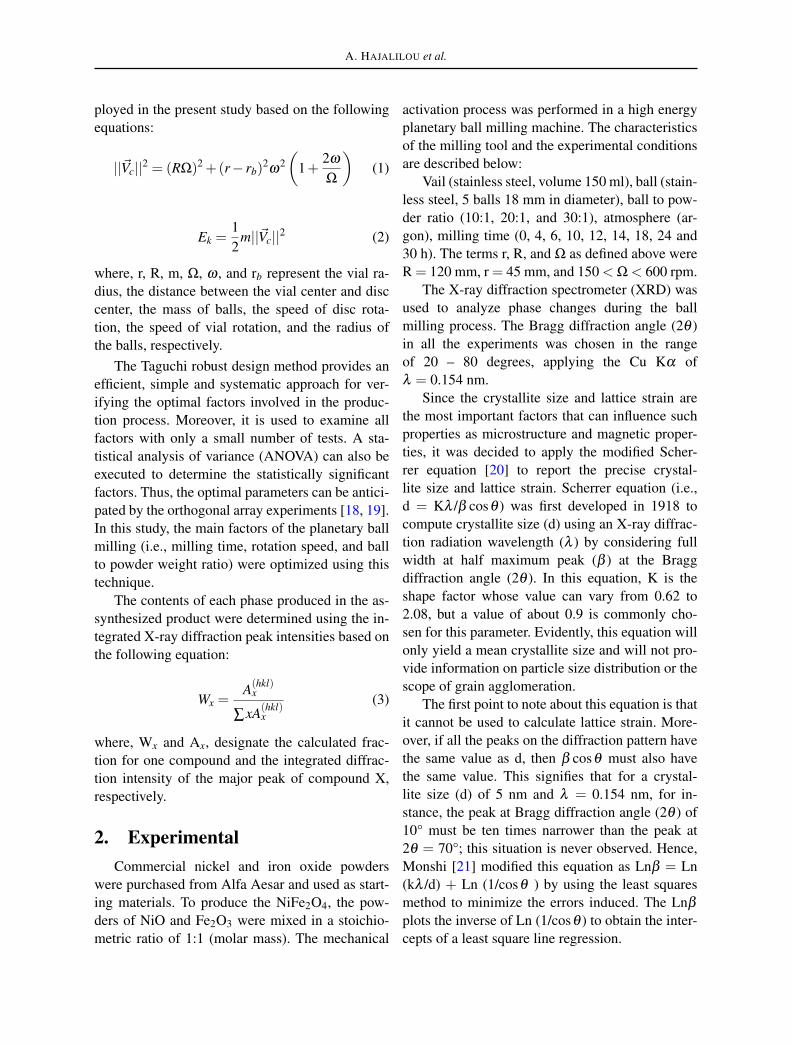
Fig. 2 displays SEM images of NiFe2O4 fer-rite after being milled for 18 and 30 h. After 18 hmilling, the size ranges from about 48 nm to 89 nmwith a mean particle size of about 59 nm. After fur-ther milling up to 30 h, the powders exhibit high ag-glomeration of particles as can be seen in the SEMimage. This is due to the high energy transferredto the powder particles after 30 h of milling. Thesize ranges from about 57 to 101 nm with a meanparticle size of about 67 nm.
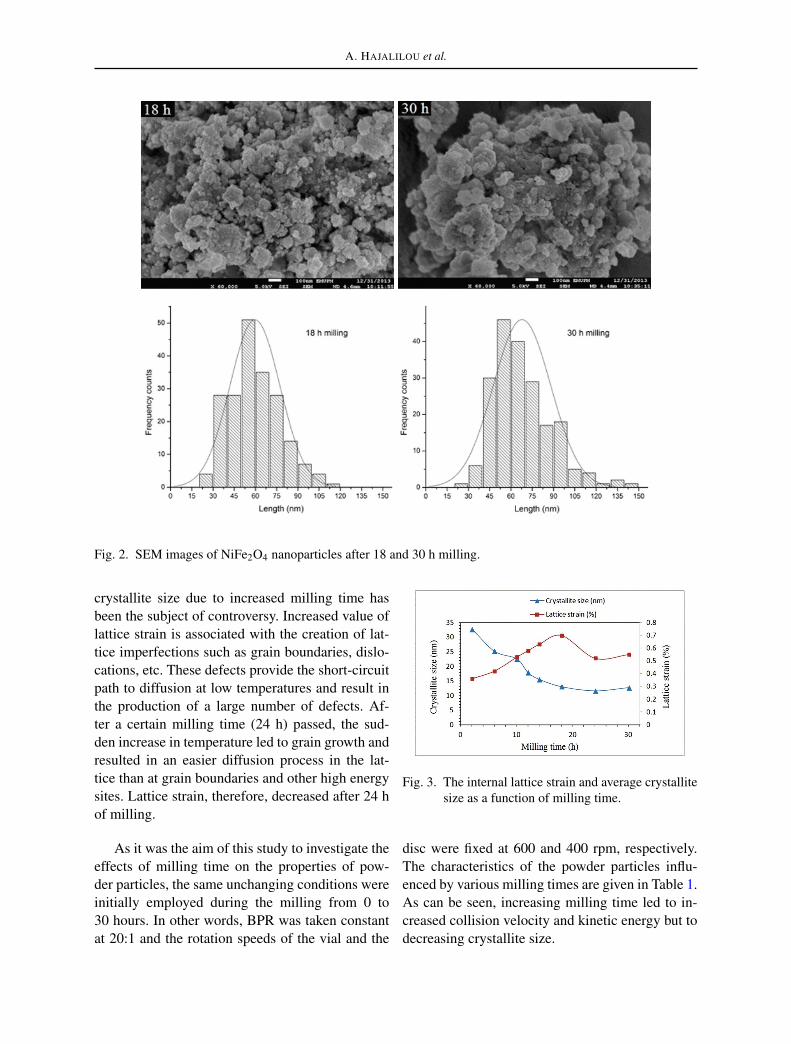
The internal lattice strain and average crystal-lite size of the ball-milled samples as a function ofmilling time is illustrated in Fig. 3. A gradual de-crease is observed in average crystallite size from33 (2 h milling) to approximately 12 nm (24 hmilling) followed by a slight increase in crystal-lite size of about 1.9 percent (about 13 nm) af-ter 30 h of milling. To explain this phenomenon,one can consider the fact that the ball milling pro-cess leads to the refinement of crystallite size bybreaking and rewelding of powder particles, butthat after a certain (critical) milling time, the pow-der particles stick together and become agglomer-ated due to an abrupt increase in temperature in-side the vial. Regarding lattice strain, the effect of
A. HAJALILOU et al.
Fig. 2. SEM images of NiFe2O4 nanoparticles after 18 and 30 h milling.
crystallite size due to increased milling time hasbeen the subject of controversy. Increased value oflattice strain is associated with the creation of lat-tice imperfections such as grain boundaries, dislo-cations, etc. These defects provide the short-circuitpath to diffusion at low temperatures and result inthe production of a large number of defects. Af-ter a certain milling time (24 h) passed, the sud-den increase in temperature led to grain growth andresulted in an easier diffusion process in the lat-tice than at grain boundaries and other high energysites. Lattice strain, therefore, decreased after 24 hof milling.
As it was the aim of this study to investigate theeffects of milling time on the properties of pow-der particles, the same unchanging conditions wereinitially employed during the milling from 0 to30 hours. In other words, BPR was taken constantat 20:1 and the rotation speeds of the vial and the
Fig. 3. The internal lattice strain and average crystallitesize as a function of milling time.
disc were fixed at 600 and 400 rpm, respectively.The characteristics of the powder particles influ-enced by various milling times are given in Table 1.As can be seen, increasing milling time led to in-creased collision velocity and kinetic energy but todecreasing crystallite size.

Parametric optimization of NiFe2O4 nanoparticles synthesized by mechanical alloying
Table 1. Structural properties of powder particles as a function of milling time.
Milling Proportion of Collision velocity, Kinetic energy Crystallite Lattice Wt. (%)time (h) ω(rpm)/Ω(rpm) Vc (m/s) per hit (J) size (nm) strain (%) NiFe2O4
2 600/400 0.2848 0.2097 32.8 0.36 –6 600/400 0.3653 0.3732 25.2 0.42 –
10 600/400 0.4562 0.5832 22.6 0.53 –12 600/400 0.5475 0.8397 17.9 0.58 –14 600/400 0.6337 1.1435 15.6 0.63 –18 600/400 0.7307 1.4938 13.1 0.71 8024 600/400 0.7506 1.5436 11.6 0.52 10030 600/400 0.9214 2.3334 12.2 0.55 100
3.2. Evaluation of the effect of rotationspeed on the crystallite size
A similar effect on crystallite size was observedby changing rotation speed and fixing milling timeto 30 h and BPR at 20:1. Increasing rotation speedcaused powder particle size to decrease and latticestrain to increase. The X-ray diffraction patterns ofball milled samples at different rotation speeds areshown in Fig. 4.
Fig. 4. XRD patterns of NiO/Fe2O3 powders ball milledat different RPMs by keeping constant millingtime at 30 h and BPR 20:1; NiO ( ), Fe2O3 (H),NiFe2O4 ().
As can be observed, when mechanical activa-tion was run at 150 rpm, no significant modificationwas observed in the relevant XRD pattern peakscompared with those for the simple mixing of ini-tial powders. However, the broadening of the crys-tallite peaks was observed which can be related tothe refinement of crystallite size and the incrementof internal lattice strain. By increasing the rotation
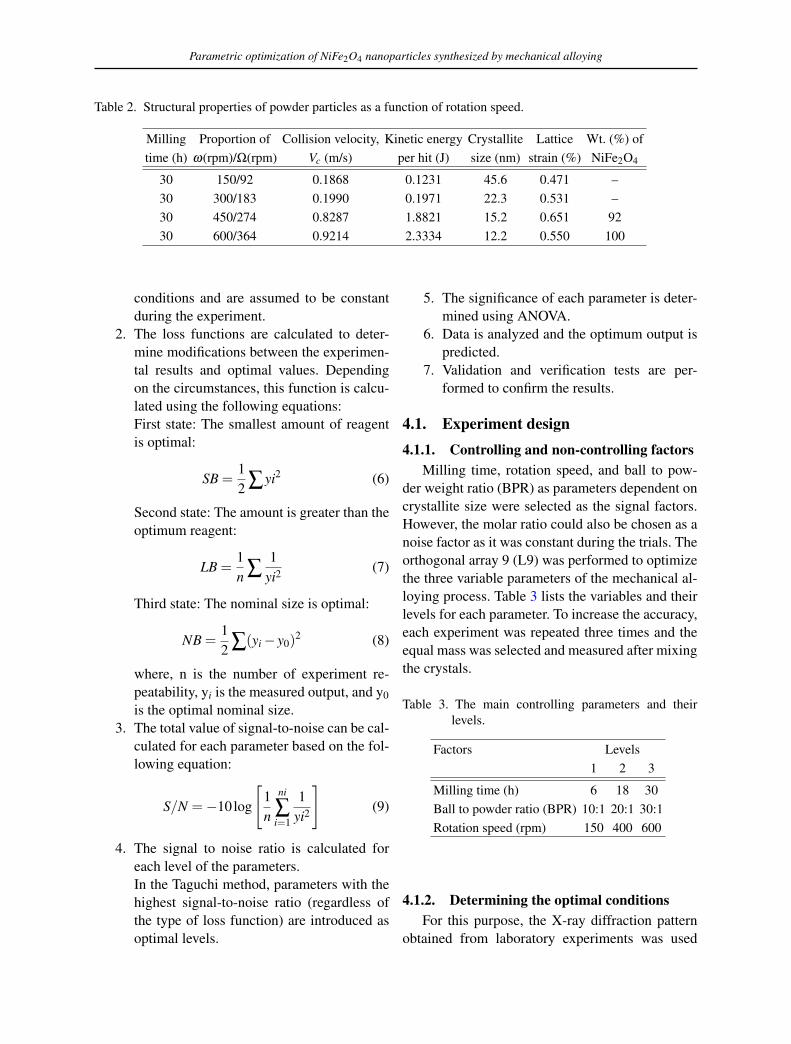
speed to 300 rpm, the peak position of the Fe2O3phase slightly shifted toward higher Bragg diffrac-tion angles and the intensity of the peaks decreased.For instance, the three major peaks of Fe2O3 movedto the Bragg diffraction angle positions of 33.470,35.853, and 54.205 when compared with the ref-erence peak positions. It is noteworthy that by in-creasing rotation speed above 450 rpm, the positionof the peaks shifted to lower Bragg diffraction an-gles as compared to the situation when the rotationspeeds were 300 or 450 rpm. This could be asso-ciated with the solid solution formation of (Fe, Ni)O with FCC structure. The value of the NiFe2O4phase increased from 68.2 wt.% at a rotation speedof 450 rpm and a transferred energy of 1.5335 J/hitto 92.4 wt.% at a rotation speed of 600 rpm anda transferred energy of 2.3334 J/hit. This increasein the percentage of the NiFe2O4 phase with therising energy transferred to the powder is due tothe effective diffusion of atoms at higher rotationspeeds. As shown in Table 2, more energy is im-parted to powder particles by elevating the rotationspeed, which results in the development of crys-tal defects such as dislocations, vacancy, and grainboundaries. In addition, the refinement of crystal-lite size leads to short-circuit diffusion and the ex-istence of crystal defects results in increased solu-bility of elements in the crystal lattice. Therefore,facilitating the diffusion mechanism leads to an in-crease in the amount of the NiFe2O4 phase throughincreased rotation speed [22]. Since crystallite sizeand lattice strain are the factors that affect peakbroadening, we calculated their values using the

A. HAJALILOU et al.
modified Debye-Scherrer equation as reported inTable 2.
Moreover, lattice parameter is an important fac-tor which can be associated with the displacementof position peaks. Therefore, the lattice parame-ter of NiFe2O4 was computed using the followingequation [23]:
a = d(hkl)
√h2 + k2 + l2 (5)
The values for the lattice parameter of nickelferrite were calculated as 0.8278 and 0.8248 nmfor 450 and 600 rpm, respectively. This indicatesthat the lattice parameter depends on rotation speedin such way that increasing the rotation speed de-creases its value. In addition, the values of lat-tice parameter obtained for the NiFe2O4 singlephase produced at 450 and 600 rpm were less thanthose reported for the bulk value of NiFe2O4 (a =0.8339 nm) [24]. This is due to the reduction ofpowder particles as well as the accumulation of de-fects as a result of frequent breaking and reweldingof powder particles at high rotation speeds duringthe ball milling process.
3.3. Evaluation of the effect of ball to pow-der weight ratio (BPR) on crystallite size
As already mentioned, ball milling is a com-plicated process that requires the optimization ofa number of variable parameters in order to ob-tain products with desirable magnetic properties.The effects of varying values of BPR on particlesize for a milling time of 30 h and a constant ro-tation speed of 600 rpm are shown in Fig. 5. Ascan be observed, the single phase of nickel ferritewas produced for all the ball to powder weight ra-tios of 10:1, 20:1, and 30:1. The only significantdiscrepancy can be related to the varying powderparticle sizes which were found to be 14.3, 12.2,and 16 nm at 10:1, 20:1, and 30:1 BPRs, respec-tively. In fact, by increasing the ratio of ball to pow-der weight, the amount of powder charged insidethe vial decreases, leaving more space inside thevial which allows the velocity of ball-powder colli-sions to increase and much more energy to be trans-ferred to powder particles. When the value of BPRwas raised to 30:1, contrary to our expectation, the
powder particle size was seen to increase, indicat-ing that when the amount of powder decreases, thegreater amount of energy transferred to powdersleads to increase heat inside the vial which finallycauses the agglomeration of powder particles.
Fig. 5. XRD pattern of NiFe2O4, 30 h milling as a func-tion of BPR (by keeping constant milling timeat 30 h and RPM at 20:1); NiO ( ), Fe2O3 (H),NiFe2O4 ().
4. Taguchi methodThe Taguchi robust experimental design
method was introduced in 1960 by ProfessorTaguchi. This method not only minimizes thenumber of experiments to determine the optimalconditions but also dramatically saves time andmoney for the tests required [25]. According tothis method, selected parameters and levels ofseveral orthogonal arrays are used as the matrixexperiments. In this way, the changes caused bythe introduction of each takes the signal to noiseratio as the experimental conditions. The highestsignal-to-noise ratio is chosen as the optimalcondition [26]. In this study, the Taguchi methodbriefly described below was used to determine theoptimum conditions and the effects of synthesisparameters on the particle size of nickel ferrite.
1. The signal factor (S) and noise factor (N)accompanied by the relevant level are se-lected. In fact, signal factors are input pa-rameters which can be changed in order toachieve optimal conditions in laboratory ex-periments in terms of selected levels andmatrix of experiments. Noise factor refersto all the factors that cause changes in the
Parametric optimization of NiFe2O4 nanoparticles synthesized by mechanical alloying
Table 2. Structural properties of powder particles as a function of rotation speed.
Milling Proportion of Collision velocity, Kinetic energy Crystallite Lattice Wt. (%) oftime (h) ω(rpm)/Ω(rpm) Vc (m/s) per hit (J) size (nm) strain (%) NiFe2O4
30 150/92 0.1868 0.1231 45.6 0.471 –30 300/183 0.1990 0.1971 22.3 0.531 –30 450/274 0.8287 1.8821 15.2 0.651 9230 600/364 0.9214 2.3334 12.2 0.550 100
conditions and are assumed to be constantduring the experiment.
2. The loss functions are calculated to deter-mine modifications between the experimen-tal results and optimal values. Dependingon the circumstances, this function is calcu-lated using the following equations:First state: The smallest amount of reagentis optimal:
SB =12 ∑yi2 (6)
Second state: The amount is greater than theoptimum reagent:
LB =1n ∑
1yi2
(7)
Third state: The nominal size is optimal:
NB =12 ∑(yi− y0)
2 (8)
where, n is the number of experiment re-peatability, yi is the measured output, and y0is the optimal nominal size.
3. The total value of signal-to-noise can be cal-culated for each parameter based on the fol-lowing equation:
S/N =−10log
[1n
ni
∑i=1
1yi2
](9)
4. The signal to noise ratio is calculated foreach level of the parameters.In the Taguchi method, parameters with thehighest signal-to-noise ratio (regardless ofthe type of loss function) are introduced asoptimal levels.
5. The significance of each parameter is deter-mined using ANOVA.
6. Data is analyzed and the optimum output ispredicted.
7. Validation and verification tests are per-formed to confirm the results.
4.1. Experiment design4.1.1. Controlling and non-controlling factors
Milling time, rotation speed, and ball to pow-der weight ratio (BPR) as parameters dependent oncrystallite size were selected as the signal factors.However, the molar ratio could also be chosen as anoise factor as it was constant during the trials. Theorthogonal array 9 (L9) was performed to optimizethe three variable parameters of the mechanical al-loying process. Table 3 lists the variables and theirlevels for each parameter. To increase the accuracy,each experiment was repeated three times and theequal mass was selected and measured after mixingthe crystals.
Table 3. The main controlling parameters and theirlevels.
Factors Levels1 2 3
Milling time (h) 6 18 30Ball to powder ratio (BPR) 10:1 20:1 30:1Rotation speed (rpm) 150 400 600
4.1.2. Determining the optimal conditionsFor this purpose, the X-ray diffraction pattern
obtained from laboratory experiments was used

A. HAJALILOU et al.
to calculate the crystallite size using the Scherrerequation:
d = 0.9λ/β cosθ (10)
where, d is the average crystallite size, θ is theBragg’s diffraction angle, and β is the full widthat half maximum (FWHM).
The FWHM was adjusted as β , which can be re-lated to the discrepancy in the integral profile widthbetween a measured FWHM (β i) and equipmentpeak broadening (βe); therefore, the refinement β
was used based on the following equation to re-move the errors due to the instruments [27]:
β2 = β i2−βe2 (11)
Prior to estimating the crystallite size and lat-tice strain from the XRD peaks, the backgroundwas automatically eliminated to refine the data andthe exact positions of kα1 and kα2 radiation wereanalyzed using the X-Pert High Score software:
kα2kα1
= 0.51 (12)
X-Pert High Score software executes thePseudo-Voigt profile which is the weighted averagebetween a Gaussian and a Lorentz function:
Gik =γC
120
Hkπ[1+C0X2
ik]−1
+(1− γ)C
121
Hkπ12
exp[C1X2
ik]
(13)
where, C0 and C1 are taken to be 4 and4 × ln 2, respectively; Hk is the β of the Kth Braggreflection; and Xik is equal to (2θ i− 2θk)/Hk · γ isa variable “mixing” parameter given on account ofthe amount of Lorentzian profile versus the amountof Gaussian profile, which ultimately provides theoverall profile shape.
Table 4 displays the orthogonal array used andthe calculated crystallite size for each stage, ac-companied by its S/N ratio in each experiment. Theaverage S/N ratios for each level of the parametersin terms of the crystallite size are presented in Ta-ble 5 and in Fig. 6. Based on the following equation
used for calculating the value of R, one rank is as-signed to each variable. The largest value of R isthe effective factor. In addition, the highest valueof S/N for each variable represents the optimal ex-perimental conditions [28]:
R =
(high
SN− low
SN
)(14)
Fig. 6. Mean S/N ratio for each level of the parametersfor crystallite size based on Taguchi design.
As can be seen, the maximum value of R wasobtained for the rotation speed. The highest valuesare seen to have the greatest effect on the final out-come while the lowest have the least impact, indi-cating that rotation speed has the highest effect onparticle size during the ball milling process.
The average crystallite size for each level ofparameters based on Taguchi design is shown inFig. 7. Comparison of rotation speed and the twoother parameters for the greatest change in crystal-lite size between levels 1 and 2 indicates that rota-tion speed has a significant effect on crystallite sizeduring the ball milling process.
Fig. 7. Average crystallite size for each level of the pa-rameters based on Taguchi design.
The predicted values of Taguchi design inde-pendently for S/N ratio and mean crystallite size
Parametric optimization of NiFe2O4 nanoparticles synthesized by mechanical alloying
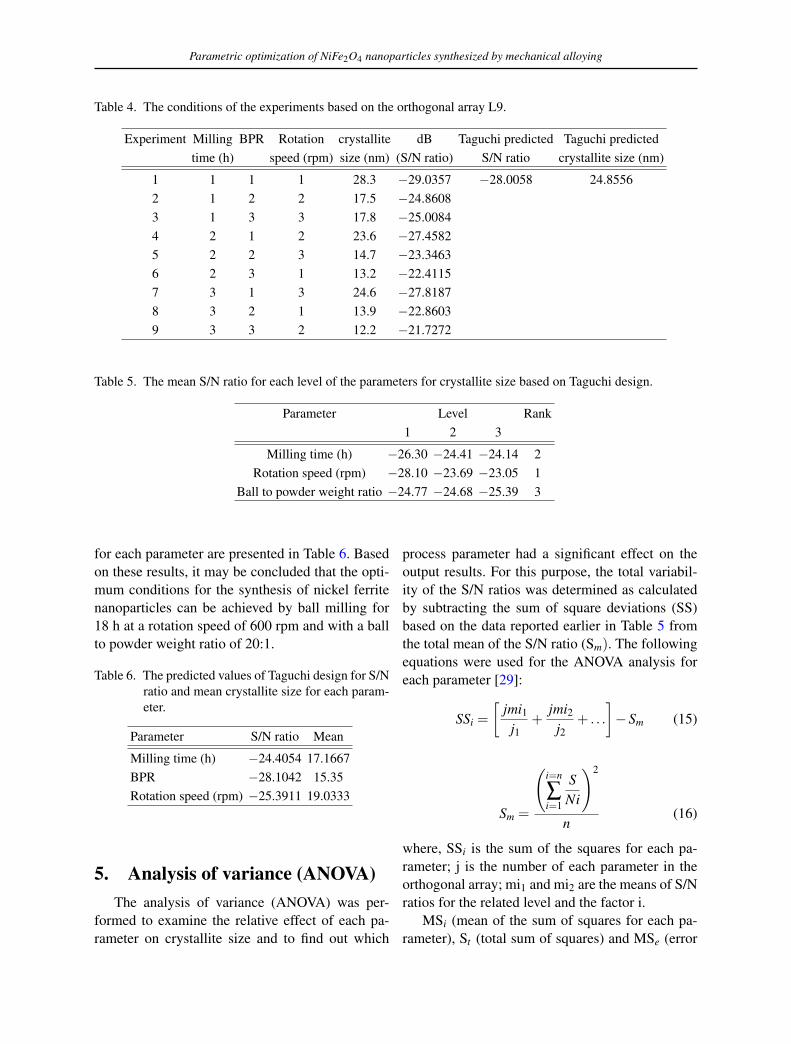
Table 4. The conditions of the experiments based on the orthogonal array L9.
Experiment Milling BPR Rotation crystallite dB Taguchi predicted Taguchi predictedtime (h) speed (rpm) size (nm) (S/N ratio) S/N ratio crystallite size (nm)
1 1 1 1 28.3 −29.0357 −28.0058 24.85562 1 2 2 17.5 −24.86083 1 3 3 17.8 −25.00844 2 1 2 23.6 −27.45825 2 2 3 14.7 −23.34636 2 3 1 13.2 −22.41157 3 1 3 24.6 −27.81878 3 2 1 13.9 −22.86039 3 3 2 12.2 −21.7272
Table 5. The mean S/N ratio for each level of the parameters for crystallite size based on Taguchi design.
Parameter Level Rank1 2 3
Milling time (h) −26.30 −24.41 −24.14 2Rotation speed (rpm) −28.10 −23.69 −23.05 1
Ball to powder weight ratio −24.77 −24.68 −25.39 3
for each parameter are presented in Table 6. Basedon these results, it may be concluded that the opti-mum conditions for the synthesis of nickel ferritenanoparticles can be achieved by ball milling for18 h at a rotation speed of 600 rpm and with a ballto powder weight ratio of 20:1.
Table 6. The predicted values of Taguchi design for S/Nratio and mean crystallite size for each param-eter.
Parameter S/N ratio Mean
Milling time (h) −24.4054 17.1667BPR −28.1042 15.35Rotation speed (rpm) −25.3911 19.0333
5. Analysis of variance (ANOVA)The analysis of variance (ANOVA) was per-
formed to examine the relative effect of each pa-rameter on crystallite size and to find out which
process parameter had a significant effect on theoutput results. For this purpose, the total variabil-ity of the S/N ratios was determined as calculatedby subtracting the sum of square deviations (SS)based on the data reported earlier in Table 5 fromthe total mean of the S/N ratio (Sm). The followingequations were used for the ANOVA analysis foreach parameter [29]:
SSi =
[jmi1
j1+
jmi2j2
+ . . .
]−Sm (15)
Sm =
(i=n
∑i=1
SNi
)2
n(16)
where, SSi is the sum of the squares for each pa-rameter; j is the number of each parameter in theorthogonal array; mi1 and mi2 are the means of S/Nratios for the related level and the factor i.
MSi (mean of the sum of squares for each pa-rameter), St (total sum of squares) and MSe (error

A. HAJALILOU et al.
of the sum of squares) can be computed from thefollowing equations, respectively:
MSi =SSi
DFofi(17)
St =i=n
∑i=1
(SNi
)2
−Sm (18)
MSe = ST −∑SSi (19)
The values for the relative distribution of eachparameter were obtained from:
MSi =SSi
DFi(20)
Fi =MSi
MSe(21)
where, DFi is the degree of freedom which was ob-tained from the number of experiments minus one.In fact, the degree of freedom for each parameteris equal to the number of levels of that parameterminus one.
Percent of contribution for parameter i can becalculated from the equation below:
ρ (%) =SSi−DFi(MSe)
ST×100 (22)
The results of the calculated factors are pre-sented in Table 7. The results suggest that the ro-tation speed has the greatest influence on crystal-lite size with a contribution of 42.10 % while themilling time is the second most important parame-ter with a contribution of 37.08 %. The ball to pow-der weight ratio of 20.82 % has the least effect oncrystallite size.
Table 7. ANOVA for S/N ratio of the crystallite size.
Parameter DF SS MS ρ (%)
Milling time (h) 2 9.79 4.89 37.08BPR 2 5.54 2.77 20.82Rotation speed (rpm) 2 11.11 5.55 42.10Total 8 26.44 – 100
6. Conclusion
The nanosized nickel ferrite powder particleswere successfully produced by the mechanical acti-vation process. The results showed that ball millingup to 18 h resulted in the reaction of the NiO/Fe2O3in the combustion mode producing the single phaseof NiFe2O4 nanostructure. Meanwhile, differentparameters associated with the mechanical activa-tion technique were investigated using the Taguchirobust design method. As the three parameters ofmilling time (h), ball to powder weight ratio androtation speed were used in the study of the pro-cess, the orthogonal array nine (L9) was performedto optimize the experimental conditions in orderto achieve the least crystallite size. Regarding thefact that the crystallite size of the nickel ferrite af-ter 30 h of milling was obtained to be about 12 nm,the Taguchi design indicated that the rotation speed(rpm) with a contribution of 42 % had the greatestinfluence on crystallite size during the mechanicalactivation process. Under the optimized conditionsobtained from this method, nickel ferrite nanoparti-cles (in the range of 12 – 17 nm in size) with a nar-row particle size distribution were prepared. Theresults obtained are consistent with the data ob-tained from the analysis by the Taguchi method. Inconclusion, it was found that the ball milling pro-cess has potential capability for the large scale fab-rication of nanosized powder particles at low costs.
References[1] ZHANG J., SHI J., GONG M., J. Solid State Chem., 182
(8) (2009), 2135.[2] SAFARIK I., SAFARIKOVA M., Nanostruct. Mater.,
Springer, Vienna, (2002), 1.[3] PILENI M.P., Nat. Mater., 2 (2003), 145.[4] SUN J., ZHOU S., HOU P., YANG Y., WENG J., LI X.,
LI M., J. Biomed. Mater. Res. A, 80A (2007), 333.[5] SALAVATI-NIASARI M., DAVAR F., MAHMOUDI T.,
Polyhedron, 28 (2009), 1455.[6] MATHEW D.S., JUANG R.S., Chem. Eng. J., 129
(2007), 51.[7] KODAMA R.H., BERKOWITZ A.E., MCNIFF E.,
FONER J., FONER S., Phys. Rev. Lett., 77 (1996), 394.[8] SRIVASTAVA M., OJHA A.K., CHAUBEY S.,
MATERNY A., J. Alloy. Compd., 481 (2009), 515.[9] MAENSIRI S., MASINGBOON C., BOONCHOM B., SU-
PAPAN S., Scripta Mater., 56 (2007), 797.
Parametric optimization of NiFe2O4 nanoparticles synthesized by mechanical alloying
[10] XU Q., WEI Y., LIU Y., JI X., YANG L., GU M., SolidState Sci., 11 (2009) 472.
[11] ARULMURUGAN R., VAIDYANATHAN G., SEND-HILNATHAN S., JEYADEVAN B., J. Magn. Magn.Mater., 298 (2006), 83.
[12] MUTHUSELVAM I.P., BHOWMIK R.N., Solid State Sci.,11 (2009), 719.
[13] SURYANARAYANA C., Prog. Mater. Sci.+, 46 (2001), 1.[14] MAURICE D.R., COURTNEY T.H., Metall. Mater.
Trans. A, 21 (1990), 289.[15] MAURICE D.R., COURTNEY T.H., Metall. Mater.
Trans. A, 26 (1995), 2431.[16] COOK T.M., COURTNEY T.H., Metall. Mater. Trans. A,
26 (1995), 2389.[17] ABDELLAOUI M., GAFFET E., J. Alloy. Compd., 209
(1994), 351.[18] GARCIA-DIAZ A., PHILIPS D.T., Principles of experi-
mental design and analysis, Chapman and Hall, London,1995.
[19] MONTGOMERY D.C., Design and analysis of experi-ments, 4th ed., John Wiley and Sons, New York, 1997.
[20] KLUG H.P., ALEXANDER L.E., X-ray Diffraction Pro-cedures for Polycrystalline and Amorphous Materials,2nd ed., John Wiley and Sons, New York, 1974.
[21] MONSHI A., FOROUGHI M.R., MONSHI M.R., WorldJ. Nano Sci. Eng., 2 (2012), 154.
[22] GHEISARI KH., JAVADPOUR S., OH J.T., GHAFFARI
M., J. Alloy. Compd., 472 (2009), 416.[23] CULLITY B.D., Elements of X-ray Diffraction, Addison
Wesley Pub. Co. Inc., 1956, 42.[24] QI W.H., WANG M.P., Mater. Chem. Phys., 88 (2004),
280.[25] ROY R.K., A Primer on the Taguchi Method, 2nd ed.,
Society of Manufacturing Engineers, 2010.[26] ROSS P.J., TAGUCHI G., Techniques for Quality Engi-
neering, McGraw-Hill, New York, 1988.[27] PAIVA-SANTOS C.O., GOUVEIA H., LAS W.C.,
VARELA J.A., Mater. Struct., 6 (1999), 111.[28] ROSS P.J., Taguchi Techniques for Quality Engineering,
2nd ed., McGraw-Hill, Singapore, 1996.[29] BENDELL A., DISNEY J., PRIDMORE W.A., Taguchi
Methods: Applications in World Industry, IFS Publica-tions, UK, 1989.
Received 2014-01-08Accepted 2014-02-15




















