Optimierung von metallurgischen Prozessen mit Hilfe von Simulationen
22
Titel Optimierung von metallurgischen Prozessen mit Hilfe von Simulationen Autoren Michael Krobath 1) Bernhard Kaufmann 2) Markus Lechner, Ernst Gerhard 3) Klaus Forstner, Mirko Javurek, Stefan Pirker 4) 1) RHI AG, Technology Center Leoben 2) voestalpine Stahl GmbH, Linz 3) voestalpine Stahl Donawitz GmbH & Co KG, Leoben 4) Institut für Strömungslehre und Wärmeübertragung, JKU Linz Abstract: Die Simulation des Stahlherstellungsprozesses entwickelte sich den letzten Jahren zu einem unverzichtbarem Werkzeug bei der Prozessoptimierung. Im Zuge des KnetMET-Projektes wurden unter anderem Simulationen der RH-Anlage, der Strömung im Verteilergefäß und der Strömung in der Stranggußkokille durchgeführt. Es werden zu jedem Teilprojekt Ergebnisse und Schlussfolgerungen dieser Simulationen dargestellt. Over the recent years simulation of the production process of steel emerge as indispensable tool for process optimization. In course of the KnetMet-project simulations of a RH-degasser, the fluid flow in a tundish und the fluid flow in a continuous casting mould were performed. Subsequently there are results and conclusions to each mentioned topic listed. Einleitung Die Simulation von Prozessen, im speziellen von metallurgischen Prozessen, ist schon seit längerer Zeit ein wichtiger Bestandteil der Prozessentwicklung und trägt zum Prozessverständnis sehr stark bei. Neben der experimentellen Simulation hat sich vor allem der Bereich der numerischen Simulation in den letzten Jahren massiv weiterentwickelt. Dieser Tendenz wurde bereits vor ca. 4 Jahren Rechnung getragen, indem ein Teilprojekt des Industrielles Kompetenznetzwerk für „metallurgische Verfahrensentwicklung“ (KnetMet) sich diesem Thema widmet. Beim Projekt „CFD und FEM Berechnungen zur Optimierung metallurgischer Prozesse“ handelt sich um ein öffentlich gefördertes Projekt, an dem die voestalpine Stahl Donawitz GmbH, die voestalpine Stahl Linz GmbH und die RHI AG teilnehmen. Ziel ist die Anwendung und Weiterentwicklung der Simulationsmethoden bei metallurgischen Prozessen. Als akademischer Partner konnte das Institut für Strömungslehre und Wärmeübertragung der Johannes Keppler Universität (JKU) in Linz gewonnen werden. Im folgenden Artikel wird ein Überblick der Arbeitsschwerpunkte vom KnetMet- Teilprojekt gegeben. Es handelt sich dabei um die Strömungen im Verteilergefäß, der Simulation der Stahlströmung in einer RH-Anlage unter Berücksichtigung des
-
Upload
independent -
Category
Documents
-
view
3 -
download
0
Transcript of Optimierung von metallurgischen Prozessen mit Hilfe von Simulationen
Titel Optimierung von metallurgischen Prozessen mit Hilfe von Simulationen Autoren Michael Krobath1) Bernhard Kaufmann2) Markus Lechner, Ernst Gerhard3) Klaus Forstner, Mirko Javurek, Stefan Pirker4) 1) RHI AG, Technology Center Leoben 2) voestalpine Stahl GmbH, Linz 3) voestalpine Stahl Donawitz GmbH & Co KG, Leoben 4) Institut für Strömungslehre und Wärmeübertragung, JKU Linz Abstract: Die Simulation des Stahlherstellungsprozesses entwickelte sich den letzten Jahren zu einem unverzichtbarem Werkzeug bei der Prozessoptimierung. Im Zuge des KnetMET-Projektes wurden unter anderem Simulationen der RH-Anlage, der Strömung im Verteilergefäß und der Strömung in der Stranggußkokille durchgeführt. Es werden zu jedem Teilprojekt Ergebnisse und Schlussfolgerungen dieser Simulationen dargestellt. Over the recent years simulation of the production process of steel emerge as indispensable tool for process optimization. In course of the KnetMet-project simulations of a RH-degasser, the fluid flow in a tundish und the fluid flow in a continuous casting mould were performed. Subsequently there are results and conclusions to each mentioned topic listed. Einleitung Die Simulation von Prozessen, im speziellen von metallurgischen Prozessen, ist schon seit längerer Zeit ein wichtiger Bestandteil der Prozessentwicklung und trägt zum Prozessverständnis sehr stark bei. Neben der experimentellen Simulation hat sich vor allem der Bereich der numerischen Simulation in den letzten Jahren massiv weiterentwickelt. Dieser Tendenz wurde bereits vor ca. 4 Jahren Rechnung getragen, indem ein Teilprojekt des Industrielles Kompetenznetzwerk für „metallurgische Verfahrensentwicklung“ (KnetMet) sich diesem Thema widmet. Beim Projekt „CFD und FEM Berechnungen zur Optimierung metallurgischer Prozesse“ handelt sich um ein öffentlich gefördertes Projekt, an dem die voestalpine Stahl Donawitz GmbH, die voestalpine Stahl Linz GmbH und die RHI AG teilnehmen. Ziel ist die Anwendung und Weiterentwicklung der Simulationsmethoden bei metallurgischen Prozessen. Als akademischer Partner konnte das Institut für Strömungslehre und Wärmeübertragung der Johannes Keppler Universität (JKU) in Linz gewonnen werden. Im folgenden Artikel wird ein Überblick der Arbeitsschwerpunkte vom KnetMet-Teilprojekt gegeben. Es handelt sich dabei um die Strömungen im Verteilergefäß, der Simulation der Stahlströmung in einer RH-Anlage unter Berücksichtigung des
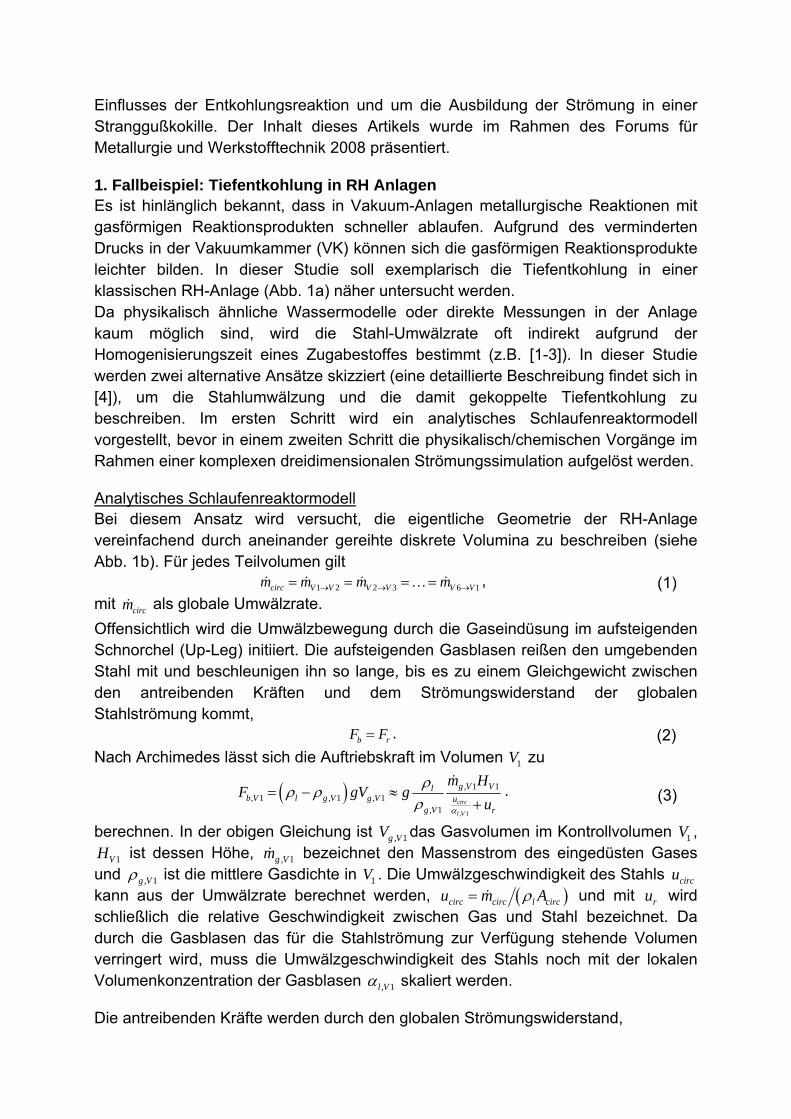
Einflusses der Entkohlungsreaktion und um die Ausbildung der Strömung in einer Stranggußkokille. Der Inhalt dieses Artikels wurde im Rahmen des Forums für Metallurgie und Werkstofftechnik 2008 präsentiert. 1. Fallbeispiel: Tiefentkohlung in RH Anlagen Es ist hinlänglich bekannt, dass in Vakuum-Anlagen metallurgische Reaktionen mit gasförmigen Reaktionsprodukten schneller ablaufen. Aufgrund des verminderten Drucks in der Vakuumkammer (VK) können sich die gasförmigen Reaktionsprodukte leichter bilden. In dieser Studie soll exemplarisch die Tiefentkohlung in einer klassischen RH-Anlage (Abb. 1a) näher untersucht werden. Da physikalisch ähnliche Wassermodelle oder direkte Messungen in der Anlage kaum möglich sind, wird die Stahl-Umwälzrate oft indirekt aufgrund der Homogenisierungszeit eines Zugabestoffes bestimmt (z.B. [1-3]). In dieser Studie werden zwei alternative Ansätze skizziert (eine detaillierte Beschreibung findet sich in [4]), um die Stahlumwälzung und die damit gekoppelte Tiefentkohlung zu beschreiben. Im ersten Schritt wird ein analytisches Schlaufenreaktormodell vorgestellt, bevor in einem zweiten Schritt die physikalisch/chemischen Vorgänge im Rahmen einer komplexen dreidimensionalen Strömungssimulation aufgelöst werden. Analytisches Schlaufenreaktormodell Bei diesem Ansatz wird versucht, die eigentliche Geometrie der RH-Anlage vereinfachend durch aneinander gereihte diskrete Volumina zu beschreiben (siehe Abb. 1b). Für jedes Teilvolumen gilt
1 2 2 3 6 1circ V V V V V Vm m m m→ → →= = = =… , (1) mit circm als globale Umwälzrate. Offensichtlich wird die Umwälzbewegung durch die Gaseindüsung im aufsteigenden Schnorchel (Up-Leg) initiiert. Die aufsteigenden Gasblasen reißen den umgebenden Stahl mit und beschleunigen ihn so lange, bis es zu einem Gleichgewicht zwischen den antreibenden Kräften und dem Strömungswiderstand der globalen Stahlströmung kommt,
b rF F= . (2) Nach Archimedes lässt sich die Auftriebskraft im Volumen 1V zu
( ), 1
, 1 1, 1 , 1 , 1
, 1circ
l V
g V Vlb V l g V g V u
g V r
m HF gV g
uα
ρρ ρρ
= − ≈+
. (3)
berechnen. In der obigen Gleichung ist , 1g VV das Gasvolumen im Kontrollvolumen 1V , 1VH ist dessen Höhe, , 1g Vm bezeichnet den Massenstrom des eingedüsten Gases
und , 1g Vρ ist die mittlere Gasdichte in 1V . Die Umwälzgeschwindigkeit des Stahls circu kann aus der Umwälzrate berechnet werden, ( )circ circ l circu m Aρ= und mit ru wird schließlich die relative Geschwindigkeit zwischen Gas und Stahl bezeichnet. Da durch die Gasblasen das für die Stahlströmung zur Verfügung stehende Volumen verringert wird, muss die Umwälzgeschwindigkeit des Stahls noch mit der lokalen Volumenkonzentration der Gasblasen , 1l Vα skaliert werden. Die antreibenden Kräfte werden durch den globalen Strömungswiderstand,
2
2l circ
r circuF ρζ≈ , (4)
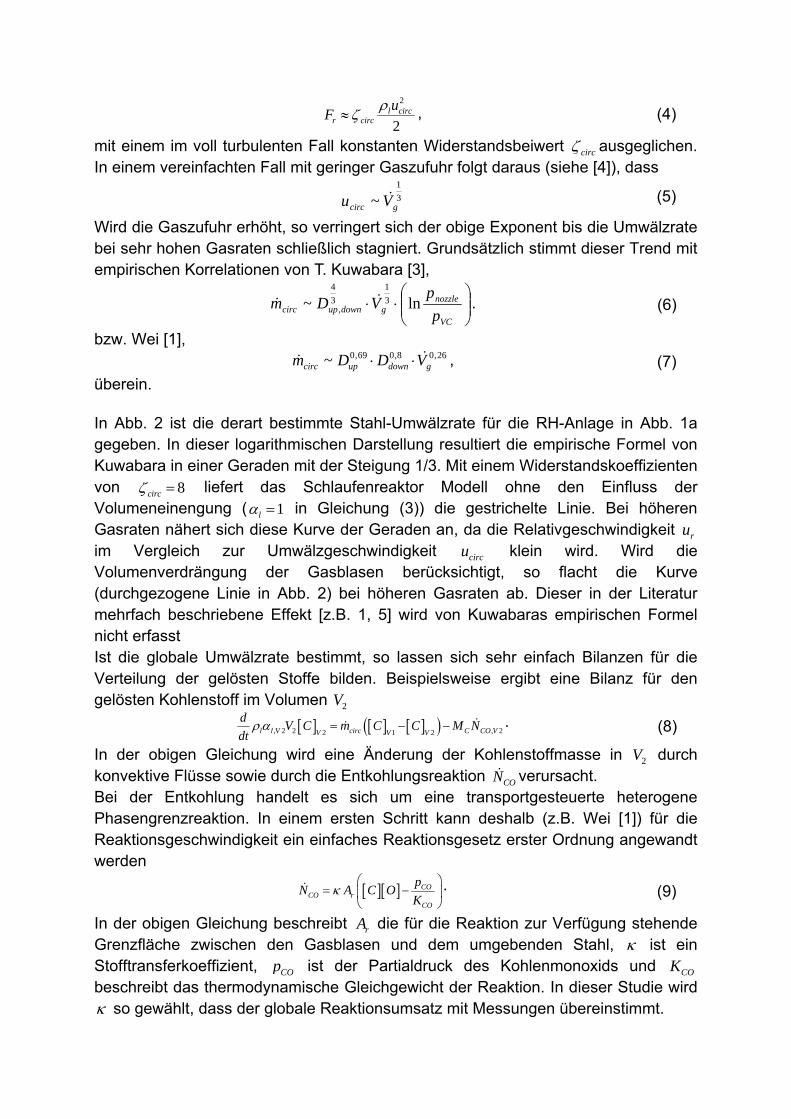
mit einem im voll turbulenten Fall konstanten Widerstandsbeiwert circζ ausgeglichen. In einem vereinfachten Fall mit geringer Gaszufuhr folgt daraus (siehe [4]), dass
31
~ gcirc Vu (5)
Wird die Gaszufuhr erhöht, so verringert sich der obige Exponent bis die Umwälzrate bei sehr hohen Gasraten schließlich stagniert. Grundsätzlich stimmt dieser Trend mit empirischen Korrelationen von T. Kuwabara [3],
⎟⎟⎠
⎞⎜⎜⎝
⎛⋅⋅
VC
nozzlegdownupcirc p
pVDm ln~ 3
134
, . (6)
bzw. Wei [1], 26,08,069,0~ gdownupcirc VDDm ⋅⋅ , (7)
überein. In Abb. 2 ist die derart bestimmte Stahl-Umwälzrate für die RH-Anlage in Abb. 1a gegeben. In dieser logarithmischen Darstellung resultiert die empirische Formel von Kuwabara in einer Geraden mit der Steigung 1/3. Mit einem Widerstandskoeffizienten von 8circζ = liefert das Schlaufenreaktor Modell ohne den Einfluss der Volumeneinengung ( 1lα = in Gleichung (3)) die gestrichelte Linie. Bei höheren Gasraten nähert sich diese Kurve der Geraden an, da die Relativgeschwindigkeit ru im Vergleich zur Umwälzgeschwindigkeit circu klein wird. Wird die Volumenverdrängung der Gasblasen berücksichtigt, so flacht die Kurve (durchgezogene Linie in Abb. 2) bei höheren Gasraten ab. Dieser in der Literatur mehrfach beschriebene Effekt [z.B. 1, 5] wird von Kuwabaras empirischen Formel nicht erfasst Ist die globale Umwälzrate bestimmt, so lassen sich sehr einfach Bilanzen für die Verteilung der gelösten Stoffe bilden. Beispielsweise ergibt eine Bilanz für den gelösten Kohlenstoff im Volumen 2V
[ ] [ ] [ ]( ), 2 2 , 22 1 2l l V circ C CO VV V V
d V C m C C M Ndtρ α = − − . (8)
In der obigen Gleichung wird eine Änderung der Kohlenstoffmasse in 2V durch konvektive Flüsse sowie durch die Entkohlungsreaktion CON verursacht. Bei der Entkohlung handelt es sich um eine transportgesteuerte heterogene Phasengrenzreaktion. In einem ersten Schritt kann deshalb (z.B. Wei [1]) für die Reaktionsgeschwindigkeit ein einfaches Reaktionsgesetz erster Ordnung angewandt werden
[ ][ ] COCO r
CO
pN A C OK
κ⎛ ⎞
= −⎜ ⎟⎝ ⎠
. (9)
In der obigen Gleichung beschreibt rA die für die Reaktion zur Verfügung stehende Grenzfläche zwischen den Gasblasen und dem umgebenden Stahl, κ ist ein Stofftransferkoeffizient, COp ist der Partialdruck des Kohlenmonoxids und COK beschreibt das thermodynamische Gleichgewicht der Reaktion. In dieser Studie wird κ so gewählt, dass der globale Reaktionsumsatz mit Messungen übereinstimmt.
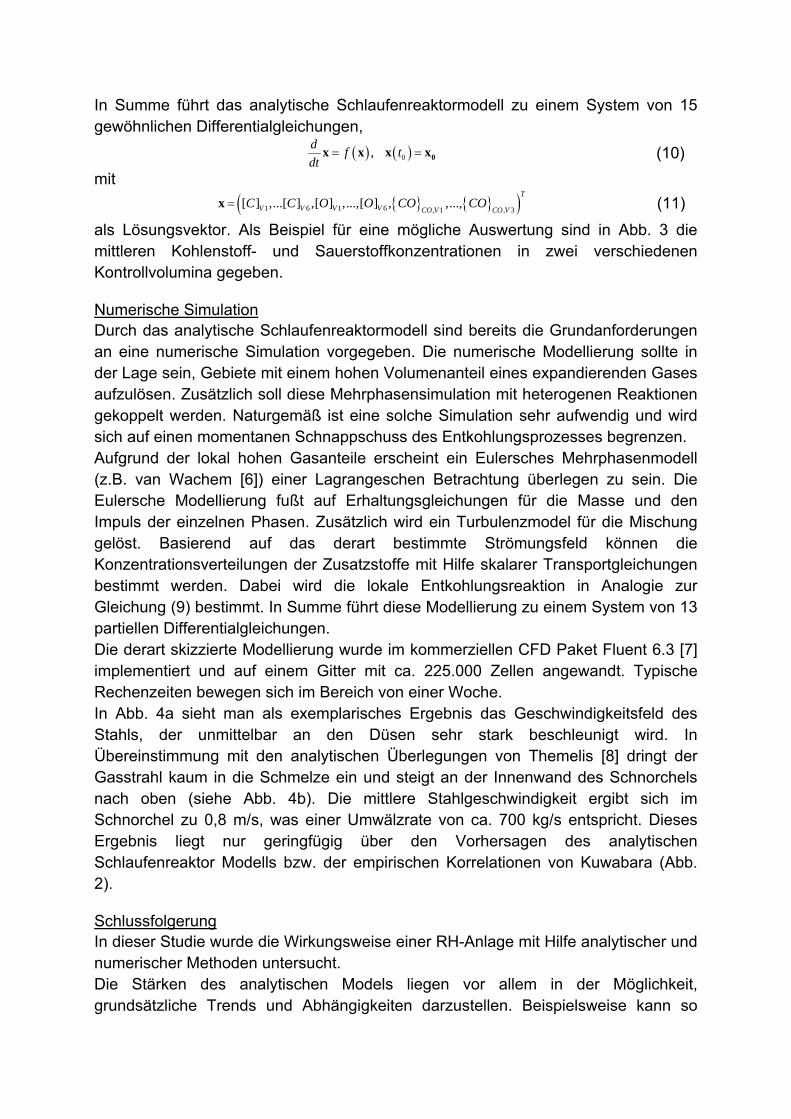
In Summe führt das analytische Schlaufenreaktormodell zu einem System von 15 gewöhnlichen Differentialgleichungen,
( ) ( )0, 0x x x xd f tdt
= = (10) mit
{ } { }( )1 6 1 6 , 1 , 3[ ] ,...[ ] ,[ ] ,...,[ ] , ,...,x
T
V V V V CO V CO VC C O O CO CO= (11)
als Lösungsvektor. Als Beispiel für eine mögliche Auswertung sind in Abb. 3 die mittleren Kohlenstoff- und Sauerstoffkonzentrationen in zwei verschiedenen Kontrollvolumina gegeben. Numerische Simulation Durch das analytische Schlaufenreaktormodell sind bereits die Grundanforderungen an eine numerische Simulation vorgegeben. Die numerische Modellierung sollte in der Lage sein, Gebiete mit einem hohen Volumenanteil eines expandierenden Gases aufzulösen. Zusätzlich soll diese Mehrphasensimulation mit heterogenen Reaktionen gekoppelt werden. Naturgemäß ist eine solche Simulation sehr aufwendig und wird sich auf einen momentanen Schnappschuss des Entkohlungsprozesses begrenzen. Aufgrund der lokal hohen Gasanteile erscheint ein Eulersches Mehrphasenmodell (z.B. van Wachem [6]) einer Lagrangeschen Betrachtung überlegen zu sein. Die Eulersche Modellierung fußt auf Erhaltungsgleichungen für die Masse und den Impuls der einzelnen Phasen. Zusätzlich wird ein Turbulenzmodel für die Mischung gelöst. Basierend auf das derart bestimmte Strömungsfeld können die Konzentrationsverteilungen der Zusatzstoffe mit Hilfe skalarer Transportgleichungen bestimmt werden. Dabei wird die lokale Entkohlungsreaktion in Analogie zur Gleichung (9) bestimmt. In Summe führt diese Modellierung zu einem System von 13 partiellen Differentialgleichungen. Die derart skizzierte Modellierung wurde im kommerziellen CFD Paket Fluent 6.3 [7] implementiert und auf einem Gitter mit ca. 225.000 Zellen angewandt. Typische Rechenzeiten bewegen sich im Bereich von einer Woche. In Abb. 4a sieht man als exemplarisches Ergebnis das Geschwindigkeitsfeld des Stahls, der unmittelbar an den Düsen sehr stark beschleunigt wird. In Übereinstimmung mit den analytischen Überlegungen von Themelis [8] dringt der Gasstrahl kaum in die Schmelze ein und steigt an der Innenwand des Schnorchels nach oben (siehe Abb. 4b). Die mittlere Stahlgeschwindigkeit ergibt sich im Schnorchel zu 0,8 m/s, was einer Umwälzrate von ca. 700 kg/s entspricht. Dieses Ergebnis liegt nur geringfügig über den Vorhersagen des analytischen Schlaufenreaktor Modells bzw. der empirischen Korrelationen von Kuwabara (Abb. 2). Schlussfolgerung In dieser Studie wurde die Wirkungsweise einer RH-Anlage mit Hilfe analytischer und numerischer Methoden untersucht. Die Stärken des analytischen Models liegen vor allem in der Möglichkeit, grundsätzliche Trends und Abhängigkeiten darzustellen. Beispielsweise kann so

begründet werden, warum die Umwälzrate in bestimmten Bereichen einem Exponentialgesetz folgt und bei hohen Gasraten stagniert. Mit dem numerischen Modell wiederum erhält man eine umfassende und detaillierte Darstellung des Entkohlungsprozesses. Nur mit diesen aufwendigen Simulationen können dreidimensionale geometrische Abhängigkeiten untersucht werden. Allerdings sind diese Simulation aufgrund ihrer Komplexität sehr fehleranfällig und die numerischen Ergebnisse sollten mit Vorsicht beurteilt werden. Fallbeispiel 2: Numerische und physikalische Simulation von Strömungen im Verteiler Aufgabenstellung Ziel der hier vorgestellten Untersuchung ist die Simulation der Strömungsverhältnisse im Verteiler der Stranggießanlage CC3 der voestalpine Stahl Donawitz GmbH & Co KG. Eine der Aufgaben des Verteilers ist die Abscheidung von nichtmetallischen Verunreinigungen aus der Stahlschmelze, bevor diese in die Kokille gelangt. Um diesen Abscheidungsprozess zu optimieren wird eine möglichst lange Verweilzeit der Schmelze im Verteiler angestrebt. Dadurch soll nichtmetallischen Einschlüssen Zeit gegeben werden, um bis zum Badspiegel aufzusteigen und anschließend von der Verteilerabdeckschlacke abgebunden zu werden. Auf Grund der geringen Strömungsgeschwindigkeiten im Verteiler darf jedoch der Einfluss der natürlichen thermischen Konvektion auf das Strömungsfeld nicht vernachlässigt werden. Da die Verteilerströmung und damit das Abscheideverhalten durch verschiedene Einbauten im Verteiler positiv beeinflusst werden können, wurden neue Einbautenvarianten bezüglich ihrer Wirksamkeit verglichen. Zusätzlich wurde die Wirksamkeit der Sternleisten auf die Verhinderung der Bildung von Tromben beim Entleeren des Verteilers untersucht. Folgende Verteilervarianten wurden einer näheren Betrachtung unterzogen:
• Verteiler ohne Einbauten • Verteiler mit unterschiedlichen Leisten • Verteiler mit Damm-Wall-Platte • Verteiler mit Pralltopf • Verteiler mit Kombination von Pralltopf und Damm-Wall-Platte • Verteiler mit Sterneinbauten
Numerische Simulation Zur numerischen Simulation der Strömungen wurde die kommerzielle Software Fluent 6.2 verwendet. Ziel war es, die Verweilzeit der Schmelze im Verteiler in Abhängigkeit der Einbauten für die jeweiligen Stränge zu bestimmen. Neben den geometrischen Daten basieren sämtliche numerische Simulationen auf folgenden Randbedingungen:
- Stahldichte: ρ = f(T) und wird im Temperaturbereich von 1500 K bis 1900 K definiert - Wärmekapazität: cp = 690 J/kgK
- Wärmeleitfähigkeit: λ = 29 W/mK - Stahltemperatur am Schattenrohreinlauf: 1566 °C - Wärmeverluste im Verteiler sind definiert als Wärmestrom durch
Verteilerboden: 2277 W/m2 Verteilerwand: 5770 W/m2 Verteilerdeckel: 7973W/m2 Schlackenabdeckung: 16935 W/m2
Die Bestimmung der Verweildauer des Stahls im Verteiler geschieht durch eine instationäre Tracer-Rechnung. Dabei wird am Schattenrohreinlauf ein sprunghaftes Einschalten des Tracers definiert und dessen Ausbreitung im Verteiler mittels einer Transportgleichung bestimmt. Am Ausguss jeder Linie wird der abströmende Tracer gemeinsam mit der Zeit gespeichert. In Abb. 5 sind Fluidpartikelbahnen vom Schattenrohr zur Linie 1 exemplarisch dargestellt. Als weiteres Ergebnis wird der prozentuelle Anteil markierter Fluidteilchen an den jeweiligen Ausguss-Linien über einen Zeitraum von 400 Sekunden protokolliert. Der Unterschied bei den Verweilzeiten bei veränderten Verteilereinbauten ist in Abb. 6 zu sehen. Beispielsweise verbessert sich die Verweilzeit bei der Variante A der Linien 1 und 5, im Gegenzug verschlechtert sich jedoch die Verweilzeit der Linie 3 im Vergleich zur Standardleiste. Physikalische Simulation Im Rahmen der physikalischen Simulationen wurden die zuvor erwähnten unterschiedlichen Verteilervariationen untersucht. Bei diesen Versuchskampagnen wurde die Abhängigkeit der Abscheideraten von den unterschiedlichen Einbauten, aber unter anderem auch die metallurgische Wirksamkeit der Sterneinbauten im instationären Zustand untersucht. Die Sterneinbauten werden im Boden der Stranggießverteiler nahe am Ausguss eingebaut, um beim Entleeren des Verteilers eine Trombenbildung und daraus resultierende Einziehungen der Verteilerabdeckschlacke zu verhindern. Eine Darstellung dieser Sternleisten findet sich in Abb. 5. Die physikalische Simulation der Strömungen des Verteilers erfolgte an einem 1:1 Wassermodell, das in Abb. 7 dargestellt ist. Durch Variation von Einbauten im Verteiler ist es möglich die Verweilzeit – und somit den Reinheitsgrad – zu beeinflussen. Dabei wurden folgende Untersuchungen durchgeführt: - Extinktionsmessung zur Visualisierung der Strömung und Ermittlung der Verweilzeit - PIV- Messung (Partical Image Velocimetry) zur Bestimmung der Geschwindigkeit
und der Richtung der zugegebenen Strömungspartikel - Ölversuche zur Simulation der Schlacke auf dem Stahlbad
Stellvertretend für alle Versuche wird an Hand von Leistenvariationen im Verteiler ein Auszug aus den Versuchen und den Ergebnissen dargestellt. Dabei wurde die Verweilzeit der Linie 1 relativ zu den anderen Linien untersucht. Durch Variation der Leiste konnten die Verweilzeiten teilweise deutlich erhöht werden. Die Ergebnisse dieses Versuches sind in Abb. 8 dargestellt. Schlussfolgerung Die Simulationen zeigen, dass die natürliche Konvektion einen Einfluss auf das globale Strömungsfeld des Verteilers besitzt. Durch die auftriebsbedingte Änderung des Weges, den die Stahlschmelze vom Schattenrohr zum Ausguss der Linie 2 und 4 zurückzulegen hat, verbessert sich die Abscheidung der Linien 2 und 4 gegenüber den geometrisch weiter vom Schattenrohr entfernt liegenden Linien 1 und 5. Linie 3 hat durch die Kurzschlussströmung vom Schattenrohr durchwegs die geringsten Abscheideraten. Es zeigt sich, dass die Variation der Verteilereinbauten eine Verbesserung des Reinheitsgrades bewirken kann. Fallbeispiel 3: Mehrphasenmodellierung im Stranggussprozess Aufgabenstellung Beim Vergießen von mit Aluminium beruhigten Stahlsorten kommt es abhängig von der Stahlanalyse und anderen Prozessparametern nicht selten zu Störungen durch Zuschmieren der Gießrohre oder, wenn die Stahlzufuhr in die Kokille durch einen Stopfen geregelt wird, Ablagerungen (englisch „clogging“) am Stopfen und an der Hülse. Diesen vorwiegend aus Aluminiumoxid bestehenden Ablagerungen muss durch Einbringen von Spülgas, in der Regel Argon, entgegengewirkt werden (Abbildung 9). Dieses Spülgas stört allerdings die Grenzfläche zwischen Stahl und Schlacke an der Kokillenoberfläche und erhöht dadurch die Gefahr, dass Kokillenschlacke vom Flüssigstahl aufgenommen wird. Derartige Einschlüsse verursachen, wenn sie groß genug sind, Oberflächenfehler am gewalzten Band. Das Verständnis der Ausbreitung des Spülgases und seiner Wechselwirkung mit der Stahl- und Schlackenströmung ist daher essentiell für das Optimieren der Strömungsführung in der Kokille. Numerische und physikalische Simulation Mittels numerischer Strömungssimulationen wurde versucht, die beschriebenen Phänomene abzubilden. Es handelt sich durchwegs um turbulente Mehrphasenströmungen, deren Komplexität sich im Grenzbereich der numerischen Strömungssimulation befindet. Deshalb ist es notwendig, dass zunächst einmal nur einzelne Ausschnitte und diese gegebenenfalls unter vereinfachenden Annahmen betrachtet werden, und, wenn möglich, diese Simulationen anhand von Messungen verifiziert werden. Da an der Anlage sowohl aufgrund der rauen Bedingungen als auch aufgrund der fehlenden Messmethoden kaum Strömungsmessungen durchgeführt werden können, müssen Experimente am Wassermodell der Stranggussanlage durchgeführt werden. Dazu gibt es bei der vatron GmbH Linz ein Modell der Brammenstranggussanlage der voestalpine Linz, bestehend aus einem
Einstrangverteiler sowie den obersten 2 m eines Strangs. Die durchsichtigen Wände erlauben den Einsatz des optischen PIV-Strömungsmessverfahren, mit dem zeitliche Abfolgen ganzer 2D-Strömungsfelder aufgenommen werden können. Durch den 1:1 Maßstab besteht sowohl Reynolds- als auch Froude-Ähnlichkeit zur realen Anlage, d.h. Zähigkeit des Flüssigstahls, Turbulenz und Oberflächendeformation werden richtig wiedergegeben. Die Mehrphasenphänomene können jedoch nur teilweise oder gar nicht abgebildet werden, sodass die numerische Modellierung oft die einzige Möglichkeit ist, Einblick in die Prozesse zu bekommen: • Durch die niedrigere Dichte des Wassers sinkt der Absolutdruck im
Stopfenbereich nicht so weit ab, wie es beim Flüssigstahl zu erwarten ist. • Die Größe der bei der Argonspülung entstehenden Blasen hängt stark von der
Oberflächenspannung ab, die bei Stahl deutlich höher ist als bei Wasser ist – die im Wassermodell entstehenden Blasen sind daher zu klein. Spezielle PIV-Mehrphasen-Strömungsmessungen können nur bei unrealistisch niedrigen Spülgasmengen eingesetzt werden.
• Das Gießpulver in der Kokille könnte zwar durch Aufgabe eines Öls abgebildet werden, allerdings besteht im VATRON-Modell keine Möglichkeit, dieses Öl auch wieder abzuscheiden.
In Abbildung 10 sind einzelne Momentaufnahmen von Strömungsfeldern in der Mittelebene des Strangs aus Rechnung und Messung für ein Gießrohr mit einem Dach-ähnlichen Boden und ohne den Einsatz von Spülgas gegenübergestellt. In guter Übereinstimmung von Messung und Rechnung kommt es mit einer Periodendauer von etwa 23 s zu einem „Einrollen“ des seitlich aus dem Gießrohr austretenden Strahls [9]. Bei dem in der Praxis eingesetzten Gießrohr mit einem Sackloch im Gießrohrboden anstelle des Dachs entstehen im Gießrohr hochturbulente Schwankungen, die durch die Turbulenzmodellierung falsch wiedergegeben werden. Simulationen mit Spülgas zeigten im Vergleich zu Messungen, dass die Gasblasen durch die Gießrohrstrahlen weiter in den Strang hineingetragen werden, als in der Simulation [10]; hier dürften komplexe Turbulenzeffekte eine Rolle spielen, die in der gängigen turbulenten Mehrphasenmodellierung disperser Systeme (Blasen und Partikel) noch nicht berücksichtigt werden. In Abbildung 11 ist die Reaktion des 3-Phasensystems Stahl, Schlacke und Luft auf einen sprunghaft steigenden Durchsatz dargestellt: zum Zeitpunkt t = 0 s befinden sich alle Phasen in Ruhe, die Phasengrenzflächen sind eben. Durch den Druckstoß der plötzlichen Durchflussänderung wird eine symmetrische Eigenschwingung des Badspiegels induziert, die jedoch nach wenigen Sekunden abgeklungen ist. Währenddessen baut sich langsam die walzenartige Stahlströmung auf, die eine Erhöhung der Grenzfläche Stahl/Schlacke an den Schmalseiten zufolge der Strömungsumlenkung an der Grenzfläche bedingt. In der Schlacke wird eine flachgequetschte, gegenläufige Wirbelströmung induziert, die eine entgegengesetzte Deformation der Grenzfläche Schlacke/Luft bewirkt (Abbildung 11 rechts unten). Die Turbulenzwirbel treten in der Simulation allerdings ungehindert durch die Phasengrenze Stahl/Schlacke hindurch, was unphysikalisch erscheint und auf Unzulänglichkeiten in der aktuellen Modellierung zurückzuführen ist. Schlussfolgerung Die Simulationen konnten zeigen, dass turbulente Mehrphasenprobleme in der Kokille eine bedeutende Rolle spielen: Die Gasblasen der Argonspülung
beeinflussen die Strömung in der Kokille maßgeblich und können in der Simulation nicht vernachlässigt werden. Wellen am Kokillenbadspiegel zufolge von Zuflussschwankungen werden innerhalb weniger Sekunden abgedämpft; die Dicke der Schlackenschicht stellt sich durch die induzierte Strömung sehr unterschiedlich ein. Es konnten aber auch die Grenzen der turbulenten Mehrphasenmodellierung gezeigt werden, die in einigen Details noch verfeinert werden muss. Zusammenfassung Die drei angeführten Beispiele zeigen eindrucksvoll, wie durch den Einsatz der Simulationswerkzeuge das Verständnis der metallurgischen Prozesse verbessert werden kann. Durch die vertieften Erkenntnisse ist eine weite Optimierung der Prozesse möglich. Anhand der Beispiele sieht man aber auch, das man mit den derzeitigen Möglichkeiten (Hardware und Software) auch an Grenzen stößt. Dies war mit ein Grund, warum im demnächst beginnenden K1-Met Projekt ein Schwerpunkt auf Modellierung/Simulation gelegt wird.
LITERATUR
[1] J.-H.Wei, N.-W.Yu: Steel Research 73, 2002, No.4, pp.135-148. [2] N.Kurokawa: 5th Int. Conf. for Licenses of the RH Process Proc., 1987,
Duisburg, Germany. [3] T.Kuwabara et al.: Trans. Iron Steel Inst. Jpn., Vol. 28, 1988, pp. 305. [4] S.Pirker and K.Forstner: submitted to steel research, 2008. [5] Y.G.Park, W.C.Doo, K.W.Yi, S.B.Ahn: ISIJ Int., Vol. 40, 2000, pp.749-755. [6] B.G.M.van Wachem, et al.: AIChE Journal, Vol.47, 2001, No.5, pp.1035-1051. [7] Fluent ed.: Fluent User Manual, Fluent Inc. Lebanon, US, 2003. [8] N.J.Themelis, P.Tarasoff, J.Szekely: “Gas-Liquid Momentum Transfer in a
Copper Converter”, Transactions of the Metallurgical Society of AIME, Vol. 245, 1969.
[9] Javurek M.: Strömung von Flüssigstahl und Transport von Einschlüssen in einer Stahl Stranggussanlage. Dissertation am Institut für Strömungslehre und Wärmeübertragung der Johannes Kepler Universität Linz, 2006; publiziert im Trauner Verlag Linz, ISBN 978-3-85487-006-2
[10] Javurek M., Brummayer M., Wincor R., Kaufmann B.: Numerical and Experimental Study of Continuous Casting Mold Flows with High Gas Loading. Proceedings of the 1st STEELSIM Conference 2005 in Brno, Czech Republic

ABBILDUNGEN
Abbildung 1: Skizze der (a) RH-Anlage und das (b) korrespondierende Schlaufenreaktor Modell.

Abbildung 2: Umwälzrate in Abhängigkeit der Gasrate; analytisches Modell ohne (gestrichelte Linie) und mit (durchgezogene Linie) dem Verdrängungseffekt der Gasblasen sowie die empirische Korrelation von Kuwabara [3] (+ Symbole).

Abbildung 3: Konzentration von Kohlenstoff und Sauerstoff in der Pfanne (durchgezogene Linie) und in der VK (gestrichelte Linie) für zwei verschiedenen anfängliche Sauerstoffkonzentrationen von a) 200 ppm bzw. b) 50 ppm.
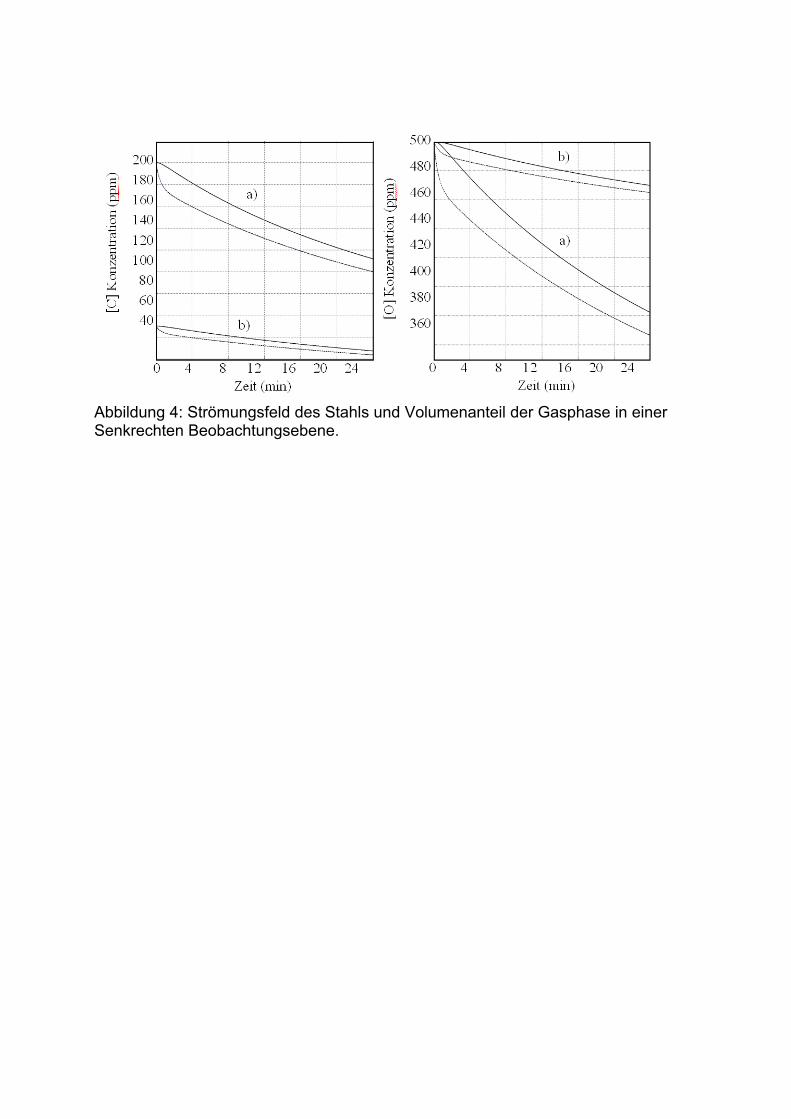
Abbildung 4: Strömungsfeld des Stahls und Volumenanteil der Gasphase in einer Senkrechten Beobachtungsebene.

Abbildung 5: Fluidpartikelbahnen vom Schattenrohr zum Ausguss der Linie 1 mit eingebauter Leiste im Eingussbereich
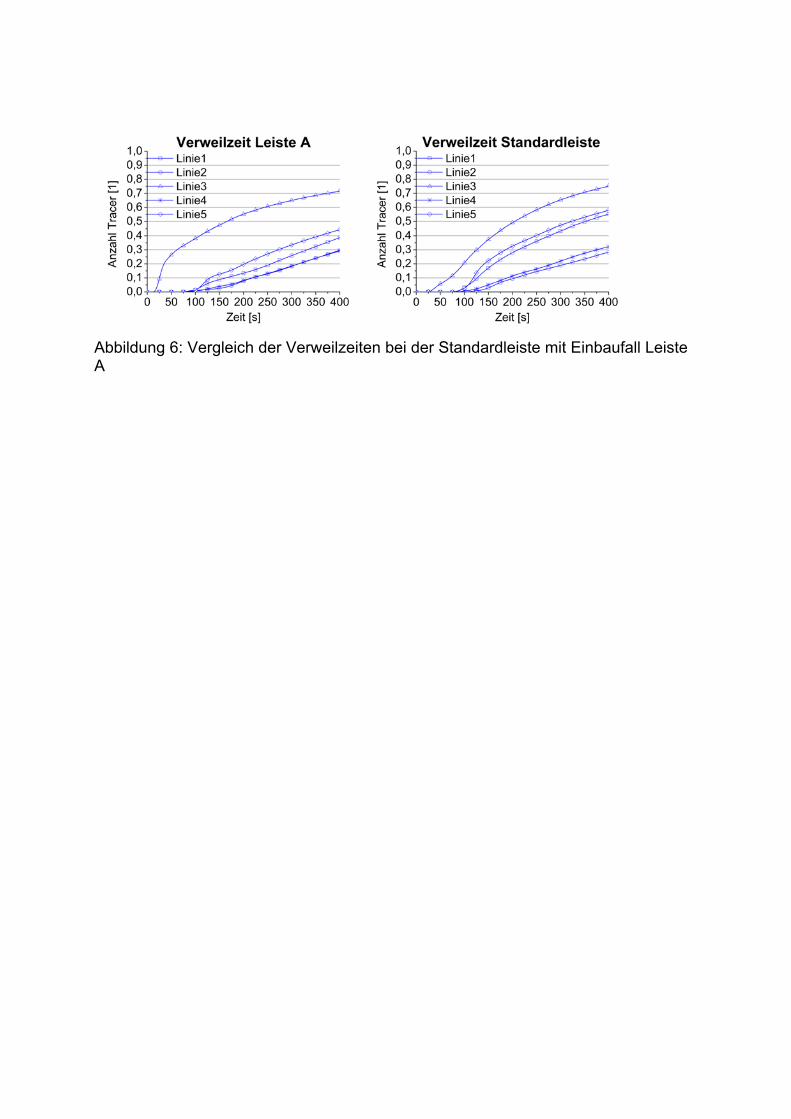
Abbildung 6: Vergleich der Verweilzeiten bei der Standardleiste mit Einbaufall Leiste A
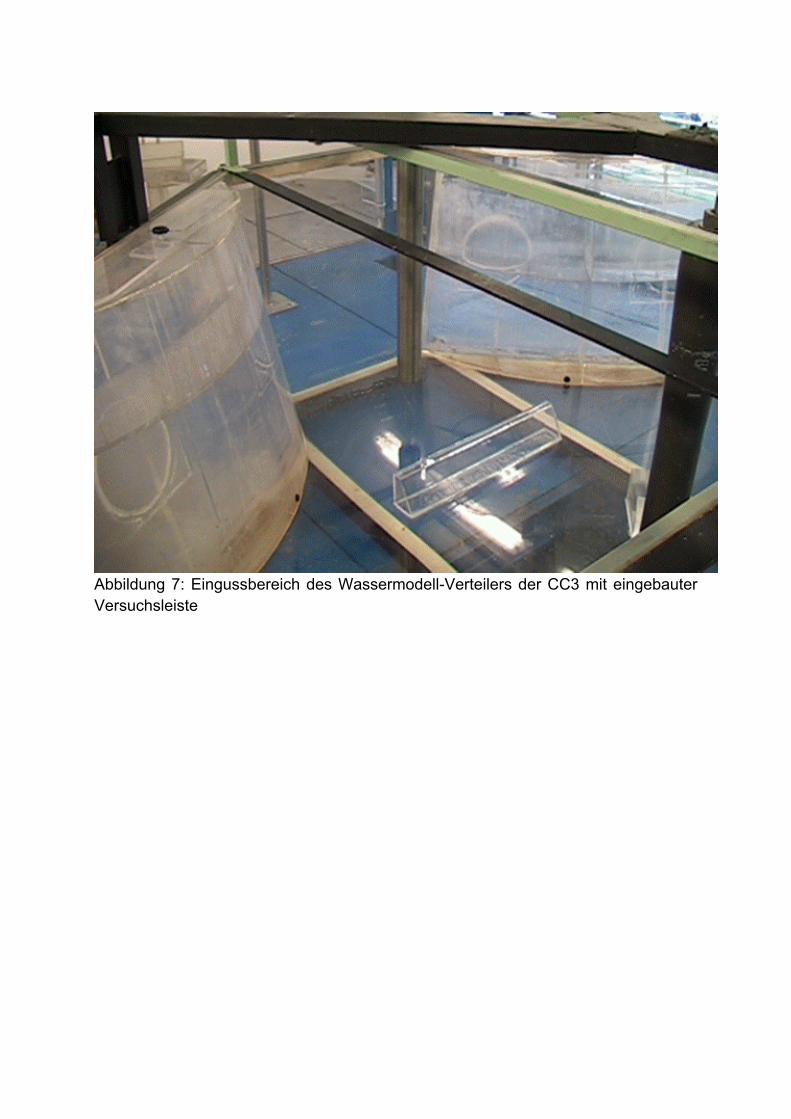
Abbildung 7: Eingussbereich des Wassermodell-Verteilers der CC3 mit eingebauter Versuchsleiste

Verweilzeit der Linie 1-3 in Abhängigkeit der Leistenposition
135 138151
100
30 20 15 2611 15 12 4
0
50
100
150
200
rela
tive
Verw
eilz
eit [
1]
Linie 1 Linie 2 Linie 3
Linie 1 135 138 151 100
Linie 2 30 20 15 26
Linie 3 11 15 12 4
Position 1 Position 2 Position 3 ohne Einbauten
Abbildung 8: Vergleich der Verweilzeit im Verteiler bei Leistenvariationen
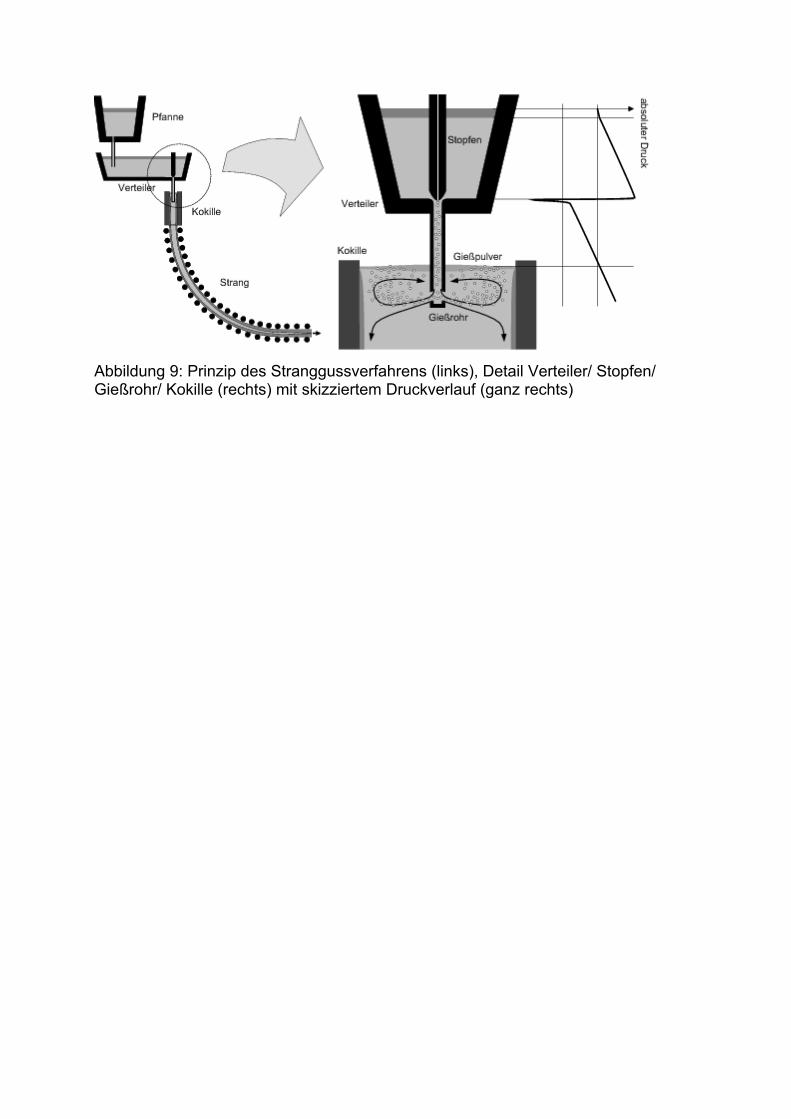
Abbildung 9: Prinzip des Stranggussverfahrens (links), Detail Verteiler/ Stopfen/ Gießrohr/ Kokille (rechts) mit skizziertem Druckverlauf (ganz rechts)

Abbildung 10: Strömung in der Mittelebene der Stranggusskokille ohne Spülgas; Vergleich von transienter Strömungssimulation und PIV-Messung
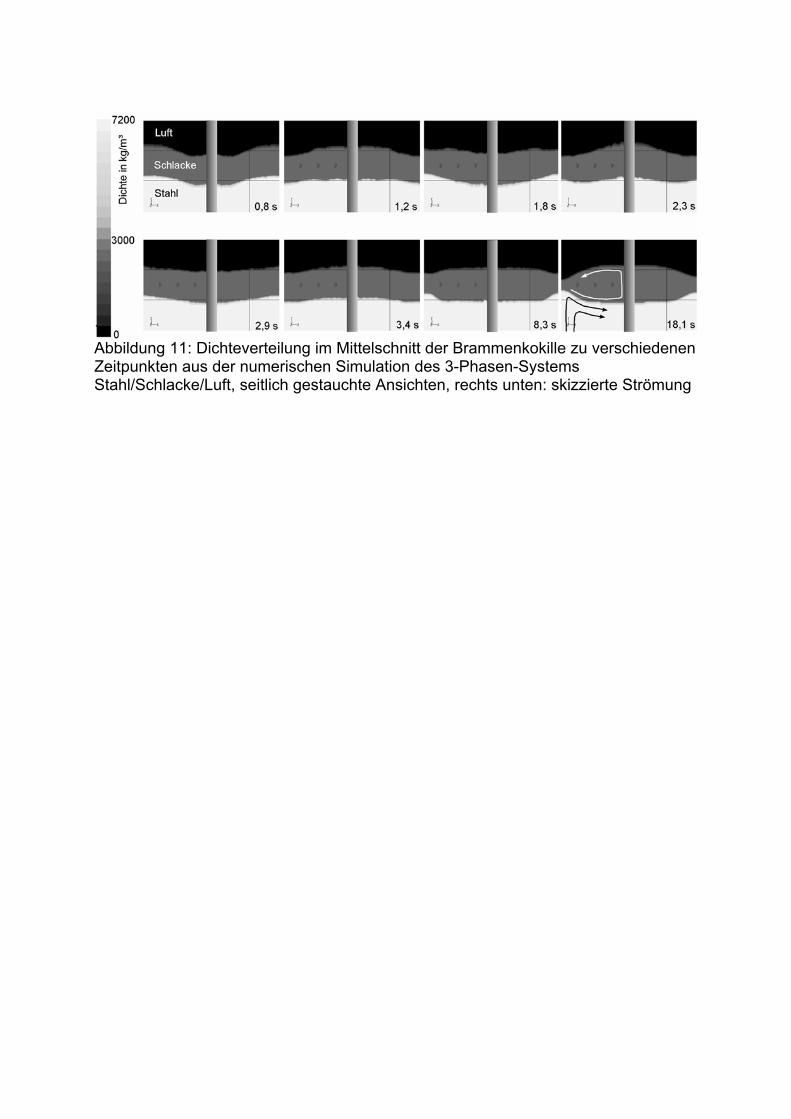
Abbildung 11: Dichteverteilung im Mittelschnitt der Brammenkokille zu verschiedenen Zeitpunkten aus der numerischen Simulation des 3-Phasen-Systems Stahl/Schlacke/Luft, seitlich gestauchte Ansichten, rechts unten: skizzierte Strömung
Danksagung Das Forschungsprogramm des Industriellen Kompetenznetzwerkes „Metallurgische und umwelttechnische Verfahrensentwicklung“ (KnetMET) wird im Rahmen des industriellen Kompetenzzentren- und Kompetenznetzwerk-Programmes (Kind/Knet) mit Mitteln des Bundesministeriums für Wirtschaft und Arbeit, des Landes Oberösterreich, des Landes Steiermark sowie der steirischen Wirtschaftsförderungsges.m.b.H. gefördert.
Acknowledgement The research program of the industrial competence network for “Metallurgical and Environmental Process Development” (KnetMET) has been financially supported within the framework of the industrial center of competence and competence network program (Kind/Knet) of the Federal Ministry of Economic Affairs and Employment, by the provinces of Upper Austria and Styria and by the Styrian Business Promotion Agency.