XA0102869- - International Nuclear Information System (INIS)
Upload
khangminh22Category
view
1download
0
ГECOLE NATIONALE SUPERIEURE
DU PÉTROLE ET DES MOTEURvSCentre économie ci gestion
UNIVERSITÉ DE BOURGOGNEFaculté de Science Économique
et de Gestion
- H
THESEPOUR L'OBTENTION DU DOCTORAT EN SCIENCE ÉCONOMIQUE
(Arrêté du 30 mars 1992)
PRÉSENTÉEPAR
Salah KHÉBRI
Sujet de la thèse :
MODÉLISATION ET OPTIMISATION DES CAPACITÉSET DES STRUCTURES DU RAFFINAGE EUROPÉEN
AUX HORIZONS 1995,2000 ET 2010
Soutenue le 8 avril 1993 devant le jury composé de :
Directeur de thèse M. J.M. HURIOT, Professeur à l'Université de Bourgogne
Rapporteurs
Sujfragant
MM. J.M. CHEVALIER, Professeur à l'Université de Paris-DauphineP. LEPRINCE, Directeur de la Mission Documentation, IFP
M. J.P. FAVENNEC, Professeur à l'ENSPM
1 Г* ï
Réf. I.F.P. 40 521

T F"" 1ГÉCOLE NATIONALE SUPÉRIEURE UNIVERSITÉ DE BOURGOGNEDU PÉTROLE ET DES MOTEURS Faculté de Science économique
Centre économie et gestion et de Gestion
THESEPOUR L'OBTENTION DU DOCTORAT EN SCIENCE ÉCONOMIQUE
(Arrêté du 30 mars 1992)
PRÉSENTÉEPAR
Salah KHÉBRI
Sujet de la thèse :
MODÉLISATION ET OPTIMISATION DES CAPACITÉSET DES STRUCTURES DU RAFFINAGE EUROPÉEN
AUX HORIZONS 1995,2000 ET 2010
Soutenue le 8 avril 1993 devant le jury composé de :
Directeur de thèse M. J.M. HUP.'I'ОТ, Professeur à l'Université de Bourgogne
Rapporteurs MM. J.M. CHEVALIER, Professeur à l'Université de Paris-DiP. LEPRINCE, Directeur de la Mission Documentation,
Suffragant M. J.P. FAVENNEC, Professeur à l'ENSPM
Distributeur exclusifEditions Technip, 27 rue Ginoux, 75737 PARIS CEDEX 15

Cette thèse a été préparée au Centre Économie et Gestion
de l'École Nationale Supérieure du Pétrole et des Moteurs
(Institut Français du Pétrole)

Г
Remerciements
J'exprime ma profonde gratitude à l'ensemble des personnes qui m'ont aidé, deprès ou de loin, à la réalisation de ce travail.
Je tiens à remercier, en particulier :
• monsieur Denis Babusiaux, Directeur du Centre Économie et Gestion de l'ENSPM,pour m'avoir proposé ce thème de recherche et mis à ma disposition tous lesmoyens matériels nécessaires,
• monsieur Jean-Marie HURIOT, Professeur à l'Université de Bourgogne etDirecteur de l'Institut des Mathématiques Économiques, pour avoir bien vouludiriger cette thèse,
• messieurs Jean-Marie Chevalier, Professeur à l'Université de Paris-Dauphineet Pierre Leprince, Directeur de la mission documentation de l'IFP qui, malgréun emploi du temps très chargé, ont accepté d'être membres rapporteurs de lacommission d'examen,
• monsieur Jean-Pierre Favennec, Professeur à l'ËNSPM, pour ses précieuxconseils, durant toute la réalisation de ce travail,
• monsieur Frédéric Lantz, Professeur-Assistant à l'ENSPM, pour son soutienmoral,
• madame Yvette Paternoster pour sa très grande disponibilité et le travail,combien difficile, de relecture,
• enfin, l'ensemble de mes amis thésards pour l'ambiance de travail.
" *
г 1
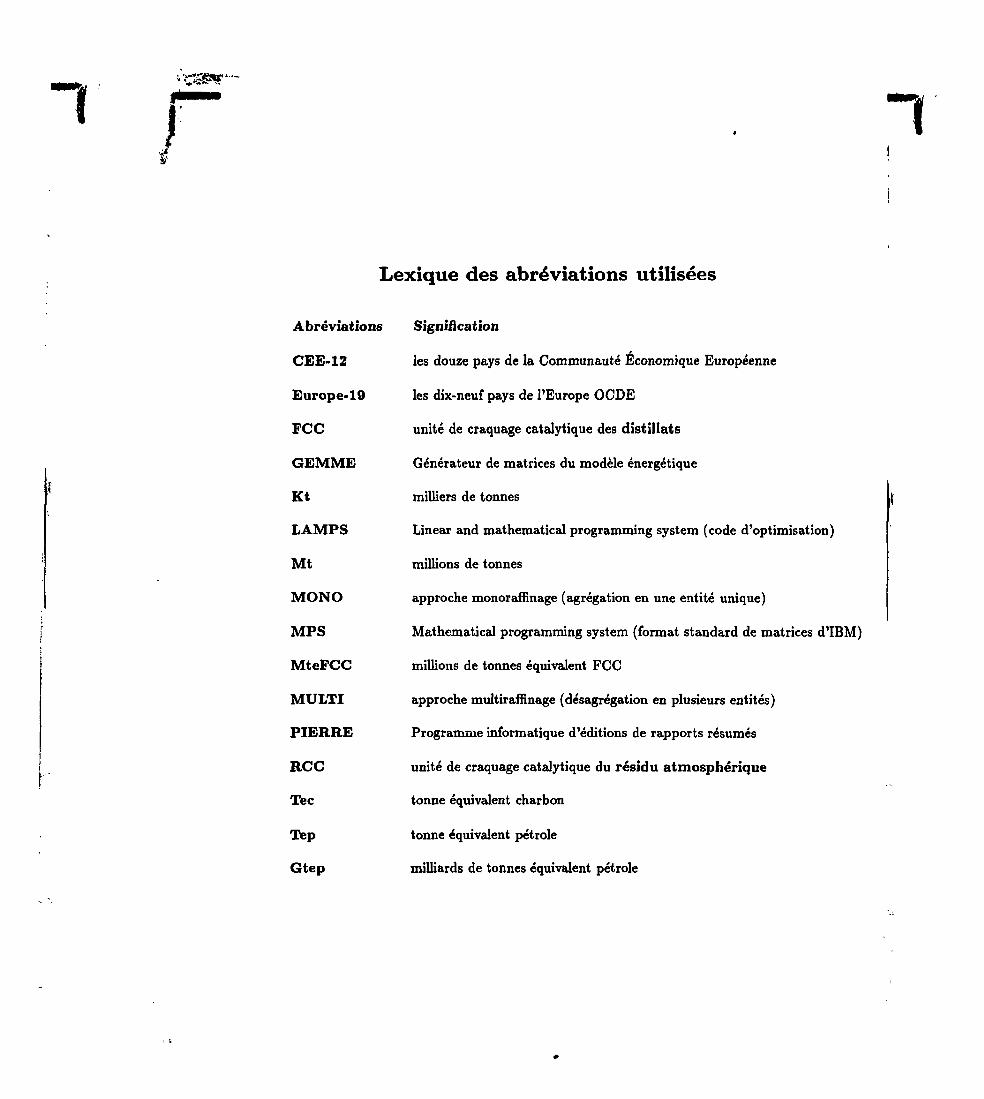
Lexique des abréviations utilisées
Abréviations
CEE-12
Europe-19
FCC
GEMME
Kt
LAMPS
Mt
MONO
MPS
MtePCC
MULTI
PIERRE
RCC
Tec
Тер
Gtep
Signification
les douze pays de la Communauté Économique Européenne
les dix-neuf pays de l'Europe OCDE
unité de craquage catalytique des distillats
Générateur de matrices du modèle énergétique
milliers de tonnes
Linear and mathematical programming system (code d'optimisation)
millions de tonnes
approche monoraffinage (agrégation en une entité unique)
Mathematical programming system (format standard de matrices d'IBM)
millions de tonnes équivalent FCC
approche multiraffinage (désagrégation en plusieurs entités)
Programme informatique d'éditions de rapports résumés
unité de craquage catalytique du résidu atmosphérique
tonne équivalent charbon
tonne équivalent pétrole
milliards de tonnes équivalent pétrole

1 ' f- 1
Table des matières
Introduction ГУ
Partie I : Le raffinage européen et son environnement inter-national 7
1 Le raffinage : l'outil et les produits 91.1 Introduction 91.2 Le raffinage : les unités et les produits 10
1.2.1 La distillation primaire 101.2.2 La distillation sous vide 141.2.3 Les unités de production des essences 141.2.4 Les unités d'hydrotraitement 171.2.5 La conversion classique 181.2.6 La conversion profonde 19
1.3 Les produits et leurs spécifications 211.4 Structure de la consommation pétrolière et schémas de raffinage 22
1.4.1 Structure de la consommation pétrolière 221.4.2 Les différents schémas de raffinage 261.4.3 Impact de la complexité de la raffinerie sur les rendements en
produits 281.5 Interfaces raffinage-pétrochimie 30
2.5.1 Les charges de la pétrochimie 301.5.2 Les synergies raffinage-pétrochimie 32
2 La rétrospective du raffinage mondial et européen 352.1 Rétrospective du raffinage mondial 352.2 Chocs pétroliers et consommation pétrolière 362.3 Le raffinage européen 44
2.3.1 La distillation primaire 442.3.2 Note dans un titre 462.3.3 La conversion 472.3.4 Complexité de la raffinerie et rendement en produits 502.3.5 Complexité et investissements 51
I

тII
2.3.6 Le flux des produits pétroliers 542.4 Le raffinage de ГОРЕР 57
2.4.1 Les capacités 572.4.2 Les projets d'extension des capacités 602.4.3 Le potentiel d'exportation des produits 60
2.5 Quelles perspectives à l'horizon 2010 ? 63
Partie II : Programmation linéaire & raffinage 65
Introduction à la deuxième partie 67
3 Agrégation et modélisation 71
3.1 Introduction 713.2 De la modélisation en général et du modèle utilisé en particulier . . . . 72
3.2.1 Quelques généralités 723.2.2 Place du modèle utilisé 73
3.3 Le problème de l'agrégation 733.4 Détermination de l'agrégat à modéliser 75
3.4.1 Caractéristiques économiques générales 753.4.2 Caractéristiques énergétiques générales 753.4.3 Le pétrole 81
3.5 Le raffinage 823.5.1 La distillation primaire 823.5.2 La conversion 833.5.3 Le rôle des compagnies pétrolières 86
3.6 La consommation des produits pétroliers 883.6.1 Analyse globale 883.6.2 L'Allemagne 923.6.3 La France 943.6.4 Le Royaume-Uni 963.6.5 L'Italie 983.6.6 L'Espagne 100
3.7 La recherche d'un niveau d'agrégation 7013.7.1 L'Europe-19 ou CEE-12 ? 1013.7.2 Le regroupement géographique : une solution ? 101
3.8 Les cinq zones en 1991 1033.8.1 Les capacités 1033.8.2 La production des produits pétroliers 1053.8.3 Consommation des produits pétroliers 1063.8.4 Bilan production-consommation des cinq zones en 1991 108

1III
4 Agrégation de l'approvisionnement du raffinage en brut 1114.1 Position du problème 1114.2 L'analyse en composantes principales 1114.3 La classification 1134.4 Réduction de l'approvisionnement en brut du raffinage français 114
4.4.1 La problématique 1144.4.2 Les individus 1154.4.3 Les caractères 1164.4.4 L'espace des caractères 1164.4.5 L'espace des individus 1204.4.6 La classification 1224.4.7 Détermination du panier de bruts réduit 123
4.5 Les autres zones 1264.6 Pérennité de la solution 1284.7 Le problème des charges 129
5 Les perspectives d'évolution de la demande de produits pétroliers auxhorizons 1095, 2000 et 2010 1315.1 L'approche utilisée 131
5.1.1 Présentation des quatre scénarios 1325.1.2 Le scénario В 1335.1.3 Le scénario С 1345.1.4 Le scénario D 135
5.2 Les perspectives d'évolution de la demande 1365.2.1 Les scénarios retenus 1365.2.2 Les produits retenus et leurs spécifications 1365.2.3 Désagrégation de la demande des essences 1405.2.4 Désagrégation de la demande du gas/diesel oil 1415.2.5 Désagrégation de la demande du fioul lourd 1435.2.6 Les perspectives d'évolution de la demande 143
5.3 Les coûts de transferts interzones des produits 1465.4 Le coût d'utilisation des capacités 1475.5 Les coûts d'accès au brut 148
6 Le modèle linéaire de raffinage 1496.1 Le module "schéma de raffinage" 1496.2 Les approches MONO et MULTI 1496.3 Formulation mathématique d'un programme linéaire général 1506.4 Formulation du programme linéaire de raffinage 1546.5 Les générateurs de matrice 155
6.5.1 Présentation 1556.5.2 Structure générale du fichier de données 1556.5.3 Les fichiers de l'approche MÜLTI 1566.5.4 Le format MPS 157
f 1IV
6.6 L'optimisation de la matrice 1576.7 Les générateurs de rapports 1586.8 Application du modèle linéaire à la résolution du problème posé 158
7 Quelles capacités et s tructures de raffinage pour les Douze en 1995 ?1617.1 Test de l'hypothèse de réduction des approvisionnements 161
7.1.1 Simulation 1 1617.1.2 Simulation 2 165
7.2 Goût marginal de courte période et coût marginal de longue période . . 1677.3 Une indépendance des Douze pour les produits pétroliers est-elle possible ?1687.4 Simulation 3 : importation libre du МТВБ 1707.5 Simulation 4 : importation libre de МТВБ et naphta 171
7.5.1 Simulation 4A : Basse sévérité d'octane 1717.5.2 Simulation 4B : Impact d'une sévérité accrue de l'octane du sans
plomb 1757.5.3 Les coûts marginaux des produits 1767.5.4 Structure géographique de la production 1767.5.5 Les flux interzones de produits 179
7.6 Simulation 5 : une sévérité accrue sur les teneurs en so tfre du gas oil . . 1817.6.1 Simulation 5A : basse sévérité de l'octane 1817.6.2 Simulation 5B : haute sévérité de l'octane 188
7.7 Simulation 6 : libre importation pour tous les produits 1907.7.1 Les hypothèses 1907.7.2 Les importations de produits 1907.7.3 Impact sur les besoins en capacités 1907.7.4 Impact sur l'approvisionnement en bruts 191
7.8 Simulation 7 : Impact d'une variation de la demande sur les structuresde raffinage 1927.8.1 Les hypothèses 1927.8.2 Les capacités 1927.8.3 Impact sur les approvisionnements 192
7.9 Comparaison des approches MONO et MULTI 1957.9.1 La taille des modèles MONO et MULTI 1957.9.2 Les besoins en capacités 1957.9.3 Les importations 1977.9.4 Les coûts marginaux des produits 197
7.10 Conclusion 199
8 Les capacités et s tructures souhaitables pour le raffinage des Douzeà l'horizon 2000 2098.1 Introduction 2098.2 Les besoins en capacités 210
8.2.1 Basse sévérité de l'octane des essences 2108.2.2 Haute sévérité 211
jil
8.3 Structure de la production 2158.3.1 Localisation géographique de la production 2158.3.2 Structure de la production 216
8.4 Les flux interzones des produits 2208.4.1 Basse sévérité de l'octane 2208.4.2 Haute sévérité de l'octane 2228.4.3 Les importations 225
8.5 Les coûts marginaux des produits 2258.6 Les investissements nécessaires 2268.7 Impact d'une variation de la demande sur les structures de raffinage . . 227
8.7.1 Les besoins en capacités nouvelles 2288.7.2 Où seront localisées les nouvelles capacités ? 2298.7.3 Les investissements 2318.7.4 Impact de la variation de la demande sur la structure de la pro-
duction des zones 2338.8 Conclusion 235
9 Les capacités et structures souhaitables pour le raffinage des Douzeà l'horizon 2010 2379.1 Introduction 2379.2 Les besoins en capacités 2389.3 Les investissements 2399.4 Les bilans des produits des différentes zones 2419.5 La variation de la demande 244
9.5.1 Les besoins minima et maxima en capacités 2449.5.2 Les investissements 2469.5.3 Impact sur la structure de la production des zones 2489.5.4 Les flux interzones de produits 2519.5.5 Variation de la demande et coûts marginaux des produits . . . . 254
9.6 Conclusion 255
10 Discussion des résultats 25710.1 Récapitulatif des capacités nécessaires 257
10.1.1 Les besoins en capacité 25710.1.2 L'approvisionnement en bruts 25810.1.3 Les investissements 259
10.2 Discussion des hypothèses 26310.2.1 De l'agrégation 26310.2.2 L'agrégation des raffineries d'une zone est-elle source de biais ? . 265
Conclusion générale 269
Références bibliographiques 277

1VI
Annexes 285
A Les feedstocks et le problème de calcul du taux d'utilisation de l'outilde raffinage 287
В L'analyse en composantes principales et classification : rappels théoriques295B.l L'analyse en composantes principales 295
B.l.l L'espace des individus 298B.1.2 L'espace des caractères 300B.1.3 Interprétation des résultats d'une ACP 302
B.2 La classification 303B.2.1 Classification non hiérarchique 303B.2.2 Classification hiérarchique 305
С Les 4 scénarios d'évolution de la demande de produits pétroliers 300
D Fichier-types GEMME et matrice sous format MPS 313D.l Exemple de fichier GEMME de type MONO 314D.2 Le fichier GEMME MULTI 322D.3 La matrice sous format MPS 324
E Programmation linéaire : rappels théoriques 327E.l Systèmes d'équations linéaires et la méthode de Gauss 327
E.l.l Définitions 328E.1.2 La Méthode de Gauss 329E.1.3 Critère d'arrêt de la procédure 331E.1.4 Généralisation : l'algorithme de Gauss 332ЕЛ.5 Solutions de base d'un système d'équations linéaires 333
E.2 Formulation mathématique d'un programme linéaire 334E.3 Formes des programmes linéaires 338E.4 Passage d'une forme à une autre 339
E.4.1 De la forme canonique à la forme standard 339E.4.2 De la forme standard à la forme canonique 340
E.5 Ensembles convexes et programmes linéaires 341E.5.1 Définitions 341E.5.2 Propriétés fondamentales des programmes linéaires 342
E.6 Résolution graphique des programmes linéaires 343E.6.1 Principe de la méthode 343E.6.2 Les étapes de la méthode 343
E.7 La méthode du simplexe ordinaire 344E.7.1 Recherche d'une solution de base de départ 344E.7.2 Recherche de la solution optimale : l'algorithme du simplexe . . 345E.7.3 Critère d'optimalité 346E.7.4 La dualité 347
Г TVII
E.7.5 Liaisons des solutions primeie et duale : le théorème des écartscomplémentaires 348
E.8 Le simplexe révisé 350E.9 L'apport des méthodes du "point intérieur" 354

T jr
INTRODUCTION
••ÇSSwt
Т г~ 1
Introduction
Le raffinage, activité de l'aval de l'industrie pétrolière, a pour objet de transformer lamatière première pétrole brut en divers produits finis directement utilisables à des finsaussi bien énergétiques (carburants et combustibles), que non énergétiques (matièrespremières pour la pétrochimie, bitumes, lubrifiants, solvants et diluants, etc . . . ). Cetteposition place l'activité dans une situation très inconfortable, puisqu'elle subit de pleinfouet et sans aucun délai tous les changements (saisonniers ou structurels) de la de-mande. Les deux chocs pétroliers, et particulièrement le second, ont été révélateurs dela grande fragilité de cette industrie.
Cette fragilité est due au fait que l'industrie du raffinage, comme toute industrielourde, se caractérise par une forte intensité capitalistique, d'un côté et, de l'autre, parune grande inertie due à l'importance des délais de réalisation des investissements, cequi est source de rigidité dans la décision.
La crise vécue par le raffinage européen durant la décennie quatre-vingt cons-titue le meilleur exemple. En effet, celui-ci, s'étant lancé dans un vaste et ambitieuxprogramme d'investissement pour la construction de nouvelles capacités, à la fin dupremier choc pétrolier, s'est trouvé, au moment du très fort retournement de la de-mande (en volume et surtout en structure) en 1979-1980, dans une position pour lemoins paradoxale, caractérisée par :
• des excédents de capacité de distillation dont une bonne partie venait à peined'être réceptionnée,
• des besoins d'investir dans les unités de conversion de fioul lourd, devenu encom-brant suite à une très forte chute de sa demande, alors que les marges dégagéespar les opérations restent inexorablement négatives.

1 fLa gestion de cette situation n'a pas été sans laisser des traces et on peut af-
firmer que le raffinage européen a eu à subir une véritable mutation qui a conduitles opérateurs concernés à une profonde restructuration des activités qui ont aboutià l'émergence d'un nombre plus restreint de centres intégrés de raffinage-pétrochimie,de plus grande dimension (Rotterdam aux Pays-Bas, Anvers en Belgique) et la ferme-ture de toutes les petites raffineries intérieures, avec tous les problèmes sociaux quela profession a eu à supporter (comme la suppression d'emplois et ses impacts sur lescollectivités d'implantation).
La décennie de la restructuration a certes permis au raffinage européen d'atteindre,dès 1989, un taux d'utilisation des capacités de 88 % (90 % pour les États-Unis), tauxauquel aspirait depuis bien longtemps le raffineur, mais qui, au niveau de la collec-tivité tout entière, ne serait-il pas le signal d'un futur déficit en capacités, déficit quiaffecterait la sécurité des approvisionnements et la stabilité des prix, compte tenu desaléas de la demande ? Dans cet esprit, quelles sont les actions à entreprendre durantcette dernière décennie du siècle pour doter l'Europe d'un outil conséquent en capacitéset types d'unités ?
Le raffinage est une activité stratégique dans la mesure où il est moins risquéd'être dépendant du brut que des produits raffinés pour deux raisons :
• le marché des produits raffinés est plus étroit : 1 milliard de tonnes par anpour le marché international du pétrole brut contre 400 Mt/an pour les échangestranscontinentaux de produits raffinés, le rapport pouvant aller à trois contre un,
• le marché des produits est plus vulnérable que celui du brut à cause du nombretrès restreint d'exportateurs vers l'Europe des Douze : l'ex-URSS, la Roumanieet quelques pays de l'OPEP (Arabie Séoudite, Algérie, Venezuela et Koweït), en-core que pour les deux premiers, l'augmentation prévisible de leur consommationintérieure réduira certainement leur potentiel d'exportation.
Dix ans après, peut-on dire que le raffinage européen se porte mieux ? est-ilmieux armé pour aborder l'avenir avec sérénité ? Quelle stratégie pour la fin du siècleet la première décennie du suivant ?
La réponse à la question nécessite l'examen préalable de l'évolution de ses prin-cipaux déterminants :
• en premier lieu, les conjonctures économique en général et énergétique en parti-culier qui affectent l'évolution du niveau et de la structure de la demande,
• en second lieu, l'évolution des sources d'approvisionnement en pétrole brut et lesdifférentiels de prix entre les différentes catégories de bruts.
• en troisième lieu, les contraintes d'environnement.

tions ее ip, rueGinoux,
Les conjonctures économique et énergétique constituent un élément primordialquant à l'évolution de la demande pétrolière, en volume et en structure. Celles-ci sonttrès fortement conditionnées par le prix directeur de l'énergie qui reste celui du pétrolebrut. En effet, depuis 1973, les prix internationaux des énergies sont dominés parl'évolution du prix du pétrole brut qui, par le biais des mécanismes d'indexation descontrats gaziers, "contamine" les prix du gaz et affecte - par des mouvements d'ampleurlimité - ceux du charbon.
La question est donc de savoir comment évoluerait ce prix du pétrole brut d'icila fin du siècle, question d'autant plus difficile que l'expérience montre que toutes lestentatives de prévisions se sont avérées fausses. Faudrait-il pour autant renoncer ?
Evidemment non et la solution de rechange consiste à recourir à des scénariosde prix, plutôt qu'à vouloir prévoir leur évolution.
Trois scénario de prix, et par conséquent de demande, peuvent être envisagés :un scénario de prix dit de "sagesse" permet d'envisager une croissance économiquemondiale raisonnable. Pour tenir compte des aléas prévisibles, il sera encadré par deuxautres :
• un scénario fort caractérisé par un prix de l'énergie bas permettant d'envisagerune forte consommation pétrolière des pays industrialisés. Dans ce cas, il s'agitde savoir quelles capacités et structures seront nécessaires ?
• un scénario faible avec un prix de l'énergie élevé qui sera non seulement un freinà cette relance mais induirait également une possible perte de part de marchépour le pétrole dans ses usages thermiques au profit de ses concurrents, particu-lièrement le gaz naturel. Quel serait l'impact d'un tel scénario sur les besoins encapacités de raffinage ?
L'évolution de la structure de la demande dépend bien sûr du prix du brutcomme nous l'avons souligné plus haut, mais aussi des contraintes d'environnement.Le passage de la teneur en soufre du gazole de 0,20 % poids, actuellement à 0,05 % poidsdès 1995 et la réduction de la teneur en soufre des fiouls lourds auront certainementun impact sur les capacités de raffinage, en général, et de désulfuration en particulier.Quelles capacités seront alors nécessaires pour répondre à toutes ces contraintes ?
La qualité des bruts qui constitueront l'approvisionnement de demain est aussiun élément important, puisque si la tendance actuelle d'un brut de plus en lourd sepoursuivait, elle induirait certainement des besoins en nouvelles capacités de craquageet de désulfuration. Quelles capacités seront alors nécessaires ?
Le raffinage est une activité "rigide", puisque la construction des unités nécessiteentre deux à cinq ans, ce qui signifie que, si le raffinage européen veut aborder serei-nement cette fin du siècle, c'est maintenant qu'il doit entreprendre les actions de son

it- iГdéveloppement dont la première tâche est la détermination des capacités nécessairespour répondre aux différents scénarios de demande.
Notre travail, la modélisation et l 'optimisation des capacités et struc-tures du raffinage européen aux horizons 1995, 2000 et 2010 se situe dans cecadre.
П se propose de déterminer les capacités souhaitables, en niveau et structure,nécessaires pour répondre à la demande estimée des produits pétroliers des horizons1995, 2000 et 2010, pour différentes hypothèses liées des déterminants (aléas de la de-mande, contraintes d'environnement plus ou moins sévères, marché de produits plusou moins ouvert, etc.).
La détermination des capacités et structures optimales sera conduite en utilisantle modèle linéaire de raffinage.
L'étude est structurée en deux parties :
1. Le raffinage étant une activité de dimension internationale, il est difficile voirinsensé d'entamer l'étude de sa partie européenne sans la situer d'abord dans soncontexte international, c'est l'objet de la première partie qui se compose de deuxchapitres :
• un premier pour la présentation du "langage" technique de l'activité ; lan-gage indispensable pour la bonne compréhension de la suite du travail. Ony présentera l'outil et les produits,
• un second pour une rétrospective du raffinage mondial et la place du raffi-nage européen.
2. la deuxième et dernière partie traite de la programmation linéaire et son appli-cation au raffinage. Elle comprend sept chapitres :
• un chapitre (chapitre 3) traite des problèmes de la détermination de l'agrégatà modéliser. En effet, il s'agira ici de définir l'entité à modéliser, autrementdit ce qu'on entend par raffinage européen : faut-il modéliser l'ensemble desdix-neuf pays européens membres de l'OCDE ou peut-on se contenter desDouze de la CEE ? Une fois ce problème résolu, nous aborderons la manièredont cet ensemble sera traité : en bloc, par groupes de pays, par pays oupar raffinerie ?
Enfin, nous définirons l'approche à utiliser : en MONOraffmage, c'est-à-diretraiter chaque bloc séparemment ou en MULTIraffinage.
Le modèle linéaire de raffinage se compose de trois modules de données :

• le chapitre 4 est consacré au premier bloc des données, à savoir les problèmesde l'agrégation des approvisionnements en brut. Il s'agit là de déterminer lenombre et le type des bruts à retenir pour représenter l'approvisionnement,
• le chapitre 5 traite du deuxième bloc : le module "marché". On y présenterales différents scénarios de demande des produits pétroliers, les prix des pro-duits et des bruts,
• le chapitre 6 traite du modèle linéaire de raffinage. On y abordera lastructure des fichiers de données, les générateurs de matrices, les codesd'optimisation, les générateurs de rapports et le calage du modèle,
Les trois chapitres suivants seront consacrés à l'optimisation proprementdite des capacités et structures de raffinage et à l'analyse des résulats pourchacun des trois horizons :
• 1995 (chapitre 7). Différentes simulations seront effectuées pour la déterminationd'une configuration acceptable pour le modèle, compte tenu du degré de lib-erté qu'on accorde à celui-ci,
• 2000 (chapitre 8),
• 2010 (chapitre 9),
3. Compte tenu du nombre élevé de simulations à effectuer (trois horizons, plusieursscénarios de demande et des sévérités en matière de contraintes d'environnement),nous avons jugé utile et même nécessaire, d'ajouter un chapitre (le chapitre 10)de discussion des résultats.

1 • <•(>/*
PARTIE I :
LE RAFFINAGE EUROPEEN
&SON ENVIRONNEMENT INTERNATIONAL
Chapitre 1
Le raffinage : l'outil et les produits
1.1 IntroductionLa part du pétrole dans la satisfaction des besoins énergétiques mondiaux ne cessed'augmenter. Moins de 5 % au début du siècle, elle atteignait 25 % en 1950, 35 %en 1963, 45 % en 1979 et 40 % en 1991. Les grandes dates de l'utilisation du pétrolecomme source d'énergie sont les suivantes : a
• 1723, une première distillerie élémentaire a été construite à Bakou, en Azerbaïdjan,dans ce qui est maintenant le champ géant de Balakhany.
• En 1804, Aimé Argand propose un brûleur à huile qui sera commercialisé parQuinquet et Lange, ce qui ouvre le plus grand débouché du pétrole à l'époque (lepétrole lampant pour l'éclairage).
• l'année 1830 voit déjà l'édification d'une distillerie importante, toujours à Bakou,
• en 1853, un apothicaire de Galicie, Lukasiewicz, réussit, le premier semble-t-il, àextraire le pétrole lampant,
• 1859, Bucarest utilise le pétrole lampant pour son éclairage public et elle seraimitée plus tard par beaucoup d'autres villes,
• 1863, construction d'une première grande raffinerie à Boston (U.S.A),
• 1887, Daimler invente le premier moteur à explosion commercial,
• En 1893, Rudolf Diesel invente le moteur à huile lourde ; le "Mazout" commencealors à actionner les navires et l'essence, le sous- produit dangereux, devient lesupport de l'automobile.
XPERRODON A. "Le pétrole à ttaveis les âges", Boubée, 1989, p.15 et SS.Livre des inventions page 170.
г10
Ainsi pendant plus de cinquante ans, le seul problème des raffineurs a consistéà produire le maximum de kérosène, plus on en produisait, et plus on créaitdes résidus à brûler, dangereux comme l'essence, ou sales et visqueux comme lesnoires composantes appelées fractions lourdes.
• 1908, Henry Ford sort, en grande série, son fameux modèle T2 qui sera l'ancêtrede la jeep pour des générations de géologues ; il organise sa production à la chaîneun an plus tard,
• 1909, le parc automobile des États-Unis atteint déjà les 120 000 véhicules, chiffrequi passera à 4,8 millions en 1940, la production s'accroissant de 33 % par anentre 1923 et 1929.
• 1911, la demande d'essence dépasse celle du Lampant.
Sur le plan du raffinage les années trente sont également le théâtre de profondestransformations. La diversification de la demande conduit les sociétés à pousser aumaximum la distillation du brut de préférence près des lieux de production (raffineries-sources) et à développer les recherches pour la valorisation des résidus.
1.2 Le raffinage : les unités et les produitsDans les sections précédentes nous avons utilisés certains termes techniques de la pro-fession sans les avoir définis au préalable. Cette section a justement pour objet deprésenter techniquement les différents procédés utilisés dans le raffinage et les produitsobtenus et commercialisés3.
ï
1.2.1 La distillation primaireLa distillation atmosphérique est l'unité de base d'une raffinerie. Elle a pour objetde fractionner la charge (le pétrole brut) en grandes coupes qui pourront rentrer soitdans la composition des produits commercialisables, soit dans d'autres unités en aval,comme charge pour un ou plusieurs autres traitements.
Le principe de fonctionnement de la distillation atmosphérique consiste à porterle brut à une température moyenne de 380° С avant de l'envoyer dans une colonne con-tenant des plateaux. Les produits légers évaporés montent au sommet de la colonne etrencontrent un fluide froid descendant à travers les plateaux. La condensation qui s'ensuit permet de récupérer ces produits, par des soutirages latéraux, dans des coupes se
2La première voiture de ce type fut construite en 1896.3Pour plus de détails sur cette section, nous renvoyons le lecteur aux ouvrages cités en références
bibliographiques pour le chapitre 1.

Г11
distinguant par leur température d'ébullition (cf. figure 1.1).
Figure 1.1 : Les coupes de la distillation primaire.
Gaz combustibles
Coupe propane
Gaz butane
Essences
Kérosène
Gazoles
Distillate
Résidu sous vide
légère
lourde
léger
lourd
1
2
3
C1-C2
C3
C4
C5-C6
C6-C10
C14à
C15
C14à
C25
C20+
1
80
145
210-
280-
360-
3°C
•95° С
• 175° С
240° С
300° С
380° С
550° С

i12
On distingue généralement six grandes coupes (cf. figure 1.1 précédente) :
• les gaz, corps constitués par au plus quatre atomes de carbone. Ils se divisenten :
— gaz de raffinerie qui sont les Cl et C2 et appelés souvent les fuel-gas carbrûlés directement dans la raffinerie,
— GPL (Gaz He Pétrole Liquéfiés), composés par le propane (C3) et le butane(C4), sont commercialisés et peuvent être utilisés pour ajuster la tension devapeur des essences ou comme charge pour la pétrochimie.
• l'essence légère est la coupe qui va du pentane (C5) aux composants distillant à80-95° C. Cette fraction liquide à la température ambiante, sert de base à la com-position des carburants automobiles et comme charge pour l'unité d'isomérisationet pour la pétrochimie (naphta).
• l'essence lourde va de la coupe précédente à 145-175° C. Cette coupe sertégalement comme charge pour la pétrochimie et comme base pour les carburantsautomobiles, avec cependant l'inconvénient d'avoir un indice d'octane recherche(IOR) clair entre 30 et 50 alors que les normes sont de 96 et plus et une teneuren soufre non négligeable pour certains bruts.
• le kérosène est la fraction la plus légère des coupes dites "moyennes". Son pointde coupe est compris entre 145-175° С et 210-240° C. Sa corrosivité naturelle im-pose généralement un traitement adoucissant (de type Merox) pour satisfaire auxspécifications extrêmement contraignantes du carburéacteur qui est la principaledestination des coupes kérosène. De même son excellente tenue au froid fait dukérosène un bon fluxant pour les bases gazoles.
• la coupe gazole peut être scindée en deux groupes :
- le gazole léger : coupe comprise entre 210-240° С et 280-300° C,
- le gazole lourd : coupe comprise entre 280-300° С et 360-380° C.
Les problèmes de qualité essentiels (tenue au froid et soufre) sont plus accentuéspour la deuxième catégorie. Ces coupes gazoles sont essentiellement destinéesaux bases gazole moteur, donc pour un usage comme carburant diesel, et auxbases pour le fioul domestique, usage comme combustible pour le chauffage. Lefioul domestique est utilisé aussi comme fluxant de fioul lourd lorsque celui-ci estde qualité trop médiocre (notamment en ce qui concerne la viscosité).
• le résidu atmosphérique regroupe l'ensemble des autres composants qui nedistillent pas en dessous de 380° C. C'est une excellente base pour la constitu-tion des fioul lourds, moyennant une désulfuration préalable4 pour respecter les
4On ne pratique la désulfuration des résidus qu'exceptionnellement. Pour obtenir du fioul basseteneur en soufre, on utilise soit des résidus atmosphériques des bruts peu sulfureux, ou bien on fluxeavec des gaioles à basse teneur en soufre.
13
spécifications en matière de teneur en soufre, c'est pourquoi on trouve généralementdeux catégories de fioul lourds :
— fioul lourd BTS (basse teneur en soufre) utilisé généralement comme com-bustible,
- fioul lourd HTS (haute teneur en soufre) utilisé comme soute maritime pourles navires en plein mer.
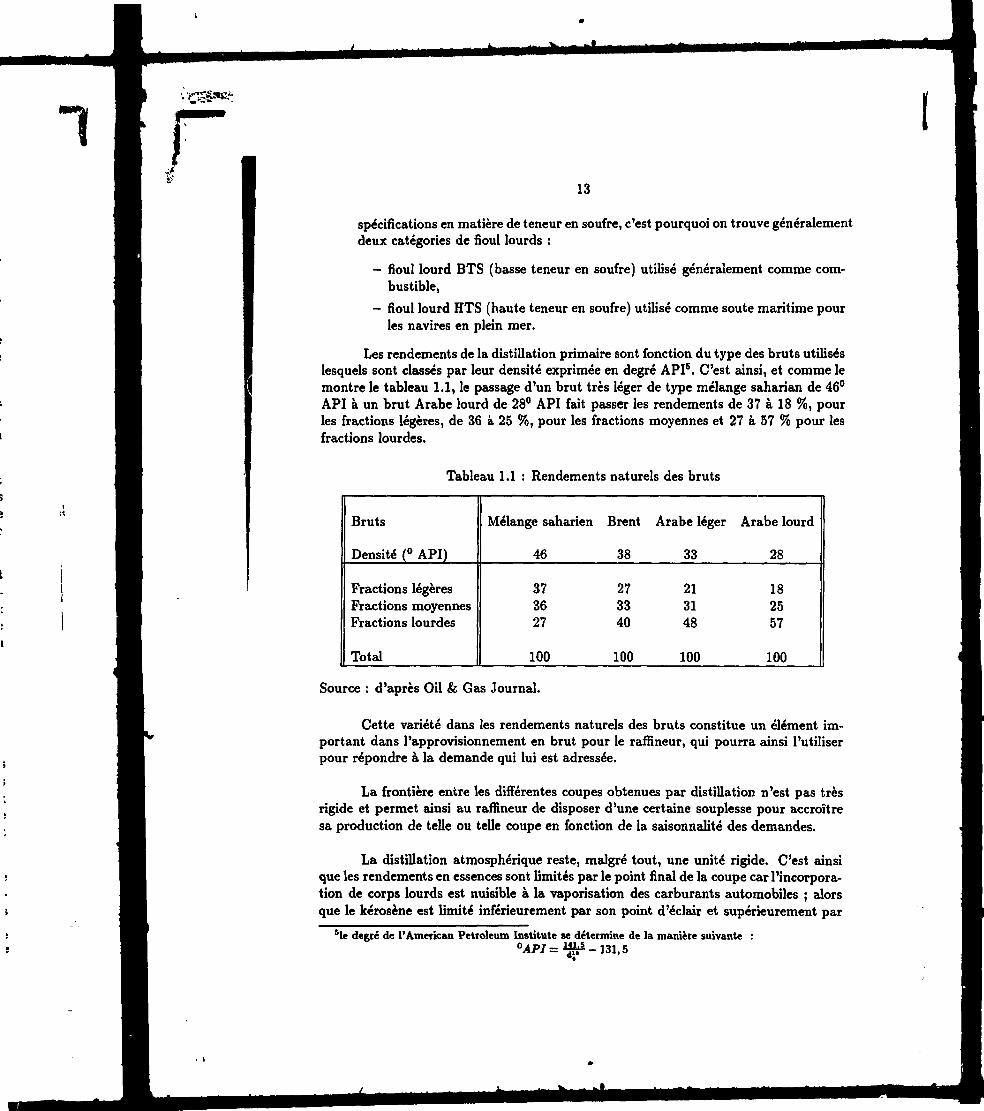
Les rendements de la distillation primaire sont fonction du type des bruts utiliséslesquels sont classés par leur densité exprimée en degré API5. C'est ainsi, et comme lemontre le tableau 1.1, le passage d'un brut très léger de type mélange saharian de 46°API à un brut Arabe lourd de 28° API fait passer les rendements de 37 à 18 %, pourles fractions légères, de 36 à 25 %, pour les fractions moyennes et 27 à 57 % pour lesfractions lourdes.
Tableau 1.1 : Rendements naturels des bruts
Bruts
Densité (° API)
Fractions légèresFractions moyennesFractions lourdes
Total
Mélange saharien
46
373627
100
Brent
38
273340
100
Arabe léger
33
213148
100
Arabe lourd
28
182557
100
Source : d'après Oil & Gas Journal.
Cette variété dans les rendements naturels des bruts constitue un élément im-portant dans l'approvisionnement en brut pour le raffineur, qui pourra ainsi l'utiliserpour répondre à la demande qui lui est adressée.
La frontière entre les différentes coupes obtenues par distillation n'est pas trèsrigide et permet ainsi au raffineur de disposer d'une certaine souplesse pour accroîtresa production de telle ou telle coupe en fonction de la saisonnalité des demandes.
La distillation atmosphérique reste, malgré tout, une unité rigide. C'est ainsique les rendements en essences sont limités par le point final de la coupe car l'incorpora-tion de corps lourds est nuisible à la vaporisation des carburants automobiles ; alorsque le kérosène est limité inférieurement par son point d'éclair et supérieurement par
sle degté de l'American Petroleum Institute se détermine de la manière suivante :° A P / = ^ - 1 3 1 , 5

114
son point final qui influe sur la tenue au froid du carburéacteur. Les gazoles sont limitéssupérieurement par la contrainte de tenue au froid.
1.2.2 La distillation sous videLe résidu atmosphérique peut subir un nouveau fractionnement dans une tour de dis-tillation sous vide si la raffinerie comporte des unités de conversion aptes à traiterles distillats moyens ou une chaîne d'huile. Porté à une haute température, le résiduatmosphérique est séparé par distillation sous vide en deux coupes principales :
• le distillât sous vide qui distille à une température inférieure à 550-575° C,
• le résidu sous vide qui regroupe les composés les plus lourds du pétrole et constituele fond du baril6.
Les produits obtenus à ce stade sont généralement loin de répondre aux spécifi-cations exigées par les normes en vigueur pour la qualité des produits. C'est pourquoiils sont dirigés vers d'autres unités pour y subir différents traitements : les unitésd'hydroraffinage eu hydrotraitement (pour la transformation à l'hydrogène de tous lescomposés indésirables présents dans les coupes pétrolières tels que le soufre, les métaux,etc.) et l'unité de réformage catalytique pour l'amélioration de l'indice d'octane desessences auto.
1.2.3 Les unités de production des essences1.2.3.1 Le réformage catalytique
Le principe de cette unité consiste à transformer les composants à bas indice d'octane del'essence lourde en aromatiques possédant un indice d'octane élevé. Le traitement a lieuà une haute température (500° C) et une pression moyenne en présence d'un catalyseur.Les conditions opératoires influent considérablement sur la qualité du reformat obtenu.L'indice d'octane du reformat est fonction croissante de la température et du tempsde séjour de la charge dans l'unité. Cependant, l'augmentation de la température, sielle permet d'améliorer l'indice d'octane, se traduit par une diminution du rendementen reformat (au profit des gaz) et une détérioration rapide du catalyseur suite à desdépôts de coke. Enfin, pour un même volume de reformat obtenu, une sévérité detraitement importante se traduit par une augmentation de la consommation en com-bustible ( 2 à 3 % de la charge du réformeur). Le problème consiste donc à faire unarbitrage entre une certaine production de reformat à haut indice d'octane (98 à 100IOR clair), ayant un coût élevé et une production importante de reformat à faibleindice d'octane (94 IOR clair) avec un coût faible ; le mélange permettant de répondre
6D'où le nom de conversion profonde donné aux unités qui petmettent la conversion de cette coupe.

Г15
ainsi aux spécifications, au moindre coût.
Outre le reformat, l'unité de reformage est un grand producteur d'hydrogène(utilisé dans les unités d'hydroraffinage) et des GPL, comme le montre le tableau 1.2ci-après.
Tableau 1.2 : Rendements-type d'un reformeur catalytique
Produits
Gaz riche en hydrogèneGaz combustiblePropaneButaneReformat
Rendement-type (% massiques)
5- 103-44 - 86- 1065-85
Les techniques de reformage à basse pression et avec régénération en continudu catalyseur permettent de travailler constamment à indice d'octane élevé tout enobtenant de meilleurs rendements en reformat.
Les progrès concernant les catalyseurs ont permis d'améliorer sensiblement leurrésistance aux dépôts de coke, même si un prétraitement à l'hydrogène de l'essencelourde reste indispensable pour éliminer les impuretés qui constituent pour le catalyseurdes poisons redoutables.
1.2.3.2 L'éthylation
Le problème de l'indice d'octane des essences n'est pas complètement résolu par leréformage catalytique, puisqu'il y a lieu d'ajouter dans le pool essences une certainequantité du Plomb TetraEthyl (РТЕ) (0,15 g/1 à partir de juin 1991 en France) quipermet d'améliorer significativement l'indice d'octane .
Cependant, la protection de l'environnement et les restrictions sur les rejetsatmosphériques des produits pétroliers ont conduit à une limitation du РТЕ, commeadditif aux essences, à 0,10-0,15 g/1 et ont fortement favorisé l'essor des procédésd'obtention des composants à haut indice d'octane : l'alkylation, l'isomérisation et leMTBE (Methyl Tertio butyl Ether) ou ГЕТВЕ (Ethyl Tertio Butyl Ether) que nousprésenterons succintement dans les sections qui suivent.

T Г16
1.2.3.3 L'alkylation
Cette unité vient compléter l'unité de craquage catalytique (le FCC) pour une maximi-sation de la production des essences automobiles. Elle transforme les surplus de GPLproduit par le FCC, par ajout d'oléfines, généralement des butènes, à de l'isobutane,en alkylat, produit riche en isoparaffines C8 caractérisé par un indice d'octane élevé(95 à 97).
1.2.3.4 L'isomérisation
Le principe de l'isomérisation consiste à transformer les n-paraffines en iso-paraffinescaractérisés par une structure moléculaire à haut indice d'octane dont le but d'obtenirun produit (1 isomérat) à haut indice d'octane clair. Le gain en points d'octane moteurdépend de la charge utilisée : 27 pour les C5, 48 pour les méthylpentane 3 et 32, et 67pour les dimétylbutane 22 et 23.
La charge de l'unité peut être du naphta léger (light virgin naphtha), de l'essencede condensât (light natural gasoline), le réformat léger, le réformat après extractiondes aromatiques et le naphta léger hydrocraqué. Cependant, pour limiter la formationdu benzène, hyclohexane et C7+, la charge de l'isomérisation va des C5 à 70-80° С
L'octane clair de l'isomérat dépend en fait du procédé utilisé : avec ou sansrecyclage : 78 (octane moteur) et 80 (octane recherche) pour un procédé sans recyclage.Ces valeurs passent à 87 et 89, respectivement pour un procédé avec recyclage.
\
1.2.3.5 l e s unités de productions du МТВБ, БТВБ et TAME
L'adjonction du plomb tétraéthyl aux essences s'amenuisant, il devient de plus en plusdifficile aux raffineurs de fabriquer directement des essences répondant aux qualitésrequises. H a fallu donc recourir aux composés oxygénés (de la pétrochimie) que sontle Méthyl Tertio Butyl Ether (MTBE), l'Ethyl tertio Butyl Ether (ETBE) et le TertioAmyl Méthyl Ether (TAME) dont le plus utilisé est le MTBE.
Les charges de ces procédés sont :
• pour le MTBE, la coupe C4 du vapocraquage, après extraction du butadiene etcontenant entre 40 et 50 % poids de l'isobutène et la coupe C4 du FCC contenantentre 15 à 20 % en poids de l'isobutène, en plus du méthanol.
• pour l'ETBE, seul le méthanol est remplacé par l'éthanol, le reste de la chargeest similaire à celle du MTBE.
• pour le TAME, les isoamylènes (oléfines tertiaires avec cinq atomes de carbones)et le méthanol. Les isoamylènes sont obtenus à partir des essences de vapo-craquage (25 % poids en C5) et les essences légères de FCC (30 % poids enC5).

^^^^^m
17
Les caractéristiques de ces procédés sont résumées par le tableau 1.3 suivant
Tableau 1.3 : caractéristiques comparées du MTBE, ETBE et TAME
Caractéristiques
DensitéPoint d'ebullitionNOR*NOM"Tension de vapeur
unité
kg/1°C--
Bar
MTBE
0,74551181020,55
ETBE
0,75721181020,40
TAME
0,7586,31151020,10
* Nombre d'octane recherche,** Nombre d'octane moteur.
1.2.4 Les unités d'hydrotraitementCes procédés ont pour but d'éliminer les impuretés présentes dans les coupes pétrolières(soufre, azote, oxygène et métaux) au moyen d'un traitement catalytique en présenced'hydrogène. Dans une raffinerie classique, la quantité d'hydrogène produite par l'unitéde réformage catalytique suffit, en règle générale, pour satisfaire les besoins de cesunités, ce qui n'est plus le cas des raffineries plus complexes où une unité de produc-tion d'hydrogène est nécessaire.
La teneur en soufre élevée des produits de la distillation primaire (exceptéscertains bruts à très faible teneur en soufre) rend nécessaire une désulfuration pourrespecter les spécifications en vigueur ou permettre leur traitement ultérieur dans desunités de conversion catalytique.
Le taux de désulfuration obtenu sur les coupes moyennes (kérosène et gazole)est généralement compris entre 80 et 95 %. Ceci permet, en traitant environ les trois-quarts d'un pool gazole moyennement soufré, de ramener la teneur en soufre à 0,3 %.
Pour les coupes plus lourdes, la teneur initiale en soufre est plus élevée, l'extractionde la quasi-totalité du soufre se révèle alors impossible.
Les unités, destinées à transformer les fractions lourdes du brut en produits pluslégers, sont généralement divisées en deux catégories : les unités de conversion classique,qui utilisent comme charge les distillats sous vide ou le résidu atmosphérique, et les

T Г" 1Г18
unités de conversion profonde qui s'attaquent au fond du baril, c'est-à-dire le résidusous vide et nécessite par conséquent des procédés plus complexes.
1.2.5 La conversion classique
Sous cette appellation nous regroupons les procédés qui traitent le distillât sous vide(craquage catalytique FCC7 et hydrocraquage des distillate et le craquage catalytiquedu résidu atmosphérique RCC8 ainsi que la viscoréduction qui peut être considéréecomme un traitement "léger" du résidu sous vide.
1.2.5.1 Le craquage catalytique (le FCC)
C'est le procédé de base des schémas de conversion orientés vers la production desessences automobile. Il permet la production d'essence de bonne qualité (IOR comprisentre 91 et 94) avec des rendements élevés (30 à 60 % de la charge selon sa qualitéet la sévérité de traitement). Une augmentation de la sévérité de traitement permetune production plus élevée en essence avec un indice d'octane relativement stable, maiségalement celle des gaz fatals (fuel-gas et GPL) ainsi que celle du coke (brûlé en totalitédans le régénérateur du catalyseur).
À l'inverse, les coupes moyennes et lourdes obtenues sont de qualité très médiocre.L'indice de cétane du gazole est très faible en plus de sa teneur en soufre élevée. Ceshandicaps limitent la possiblité de son incorporation dans les bases gazoles souvent enlimite de spécification. Il est alors utilisé comme fluxant du fioul lourd, sa bonne tenueau froid et sa faible viscosité constituant sur ce plan des avantages certains.
Le coke produit se dépose sur le catalyseur et réduit ainsi considérablementson efficacité. Une régénération en continu doit donc intervenir afin d'éviter unedésactivation trop rapide du catalyseur.
La sensiblité du catalyseur aux impuretés (soufre et métaux) limite la charge descraqueurs catalytiques aux distillats sous vide issus de bruts "propres" ou aux chargespréalablement traitées par hydrodésulfuration.
Enfin, la forte production des GPL, moins bien valorisés que les essences, nécessiteleur traitement dans une unité d'alkylation pour l'obtention d'un alkylat à haut indiced'octane qui constitue une très bonne base pour le pool carburant (IOR clair supérieurà 95).
7Fluid Catalytic Cracking.satmosphéric Residue Catalytic Clacking (le procédé R2R de l'IFP).

1 Г19
1.2.5.2 L'hydrocraquage des distillats
L'hydrocraquage est un procédé plus récent que le craquage catalytique. Comme cedernier, il transforme les produits lourds en produits plus légers (gaz, essence, kérosène,gazole), mais la présence d'hydrogène évite la formation d'oléfines, ce qui confère auxproduits une meilleure qualité. Un autre avantage de l'hydrocraquage réside dans uneplus grande souplesse dans les rendements, ce qui rend possible la maximisation tantde la production des essences que celle de kérosène ou de gazole, tous de bonne qualité.
L'essence légère possède en effet un très bon indice d'octane tandis que l'essencelourde constitue une bonne charge pour le réformage catalytique. Les coupes moyennessont également de bonne qualité (indice de cétane élevé et très bonne tenue au froid).
Pour ce qui est des inconvénients de ce procédé, outre que la charge traitéedoit être exempte d'impuretés (véritables poisons pour le catalyseur), la forte con-sommation en hydrogène implique, dans la plupart des cas, la construction d'unité deproduction d'hydrogène, le réformage catalytique ne pouvant généralement pas couvrirà lui seul ces besoins.
Cet hydrogène peut être produit par deux types d'unités :
• le reformage à la vapeur des gaz (C2-C3-C4) ou du naphta offre des rendementsde 40 % en poids environ en hydrogène pur. Des rendements similaires sontobtenus par vaporéformage du gaz naturel.
• l'oxydation partielle des résidus présente le gros avantage d'agir sur les coupeslourdes (résidu sous vide) mais offre un rendement, en poids, en hydrogène plusfaible (20 à 25 %).
1.2.5.3 La viscoréduction
À l'inverse des deux unités précédentes dont le principe repose sur un traitement cata-lytique des distillats, la viscoréduction est un traitement thermique du résidu sous vide.Son pouvoir de conversion est très réduit puisque seule une faible fraction de la chargeest transformée en essence et gazole. Le principal intérêt de cette unité réside dans laréduction notable de la viscosité du résidu.
Cette unité permet donc d'augmenter la production de gazole : un fioul lourdde viscosité moins élevée exigeant une quantité moindre de fluxant pour atteindre laspécification du fioul lourd commercial qui est de 40 Cst à 100° С
1.2.6 La conversion profonde
Les unités de la conversion profonde ont pour but de transformer une part importantedu résidu (atmosphérique ou uniquement sous vide) en produits plus légers.
г20
1.2.6.1 La cokéfaction
Procédé thermique identique, dans le principe, à la viscoréduction, la cokéfaction of-fre une conversion beaucoup plus profonde du résidu. Cette différence de rendementss'explique par les conditions opératoires beaucoup plus sévères de ce procédé : le tempsde séjour de la charge dans l'unité et la température plus élevée favorisant des réactionsde craquage importantes.
La réaction de craquage permet la production de coupes moyennes et d'essencesmais présente l'inconvénient d'une production de produits fatals (gaz et coke). Cetteproduction de coke a conduit au développement de trois techniques de cokéfactiondifférentes :
1. La cokéfaction retardée est la technique la moins élaborée qui consiste àchauffer le résidu dans un ballon en laissant le coke se déposer au fond de celui-ciet à l'extraire au cours d'arrêts périodiques. Cette technique offre la possibilitéde récupérer un coke commercialisable en tant que combustible ou, si le brutd'origine s'y prête, comme électrodes pour l'électrochimie.
2. La cokéfaction fluide est plus sophistiquée et consiste à évacuer le coke demanière continue grâce à la technique de lit fluidisé. Outre la suppression desarrêts périodiques indispensables à l'extraction du coke, ce système permet deréduire sensiblement la production résiduelle tout en offrant l'avantage d'auto-corjommer une partie du coke produit pour obtenir la chaleur nécessaire à laréaction.
3. La cokéfaction gazéification constitue la version la plus élaborée de cette tech-nique de conversion des résidus. Plus connue sous le nom de Flexicoker (procédédéveloppé par Exxon), elle consiste en l'association d'une cokéfaction fluide etd'une gazéification du coke. L'intérêt de ce procédé est d'éliminer totalement laproduction de coke au profit de celle d'un gaz (à faible pouvoir calorifique) quipeut être valorisé comme combustible à proximité de la raffinerie.
Un inconvénient commun à toutes ces techniques de conversion concerne laqualité très médiocre des produits obtenus. Un hydrotraitement s'avère indispensablepour réduire la teneur en soufre des essences et distillats, mais également pour purifierles fractions lourdes dans lesquelles se concentrent la majeure partie des métaux con-tenus dans le brut d'origine (ces métaux pouvant endommager fortement les chaudièresoù est brûlé le fioul lourd). Ainsi, bien que ne consommant pas directement de l'hydro-gène, les procédés de cokéfaction peuvent induire la construction d'une unité spécifiquepour sa production, d'où un coût d'investissement supplémentaire.
1.2.6.2 La conversion catalytique des résidus
L'amélioration de la qualité des catalyseurs et la mise au point de nouveaux procédésde traitement catalytique offrent aujourd'hui la possibilité de traiter des charges de
1

1 Г21
plus en plus lourdes.
C'est le cas du procédé HYCON, installé par Shell à Pernis aux Pays-Bas, pourl'hydroconversion du résidu, c'est-à-dire une conversion catalytique des coupes lourdesen présence de l'hydrogène. Avec ce procédé, on peut transformer la charge à 60 %en produits légers d'excellente qualité et les 40 % restants sont des fiouls commercia-lisables ou retraitables dans une unité de conversion classique.
L'inconvénient majeur de ce procédé est sa forte consommation en hydrogène(2 à 3 % en masse) d'où la nécessité d'installer une unité de production spécifique pourrépondre au besoin de ce produit, avec en conséquence un coût d'investissement élevé.
1.2.6.3 Le désasphaltage
Le désasphaltage n'est pas, en lui-même, un procédé de conversion profonde. Cepen-dant, il peut être utilement inséré dans un schéma de raffinage visant à minimiser laproduction de fioul résiduel. Il est déjà utilisé pour la production de bases pour lu-brifiants (désasphaltage au propane), mais son utilisation a été étendue par l'emploide solvants plus lourds (pentane). Ce traitement au pentane permet de séparer parprécipitation les asphaltènes, fractions lourdes concentrant une forte proportion desmétaux, d'un distillât (DAO9) apte à être ensuite converti dans une unité classique(craqueur catalytique ou hydrocraqueur) après une hydrodésulfuration.
L'inconvénient majeur du procédé est une production importante (20 à 35 %poids selon le type de brut) d'asphaltène faiblement valorisable.
1.3 Les produits et leurs spécificationsLes produits pétroliers commercialisés sont classés généralement en deux groupes, selonleur usage :
• les produits pétroliers à usage énergétique : GPL, les essences automobile, le jetfuel (kérosène), le gazole, le fioul domestique, le fioul lourd, etc.
• les produits pétroliers à usage non énergétique (lubrifiants, solvants, matièrespremières pour la pétrochimie) tels que le naphta, les lubrifiants, les bitumes(usage routes et étanchéité), les solvants pour peinture et autres.
Ces produits se distinguent par un certain nombre de qualités indispensables àleur commercialisation, ce sont leurs spécifications : densité, teneur en soufre, indiced'octane (pour les essences auto) et de cétane (pour le gazole), etc. Les spécificationsretenues sont :
9DesAsphalted Ou.

22
• pour les essences automobile : la densité, la tension de vapeur Reid, l'indiced'octane mesuré selon les méthodes recherche (IOR) et moteur (IOM), avec etsans adjonction de plomb tétraéthyl (РТБ). Ainsi quatre indices d'octane sontpris en compte, il s'agit du :
- IOR clair (sans adjonction de РТЕ),
- IOR avec adjonction de 0,15 g/1 de РТЕ,
- IOM clair,
- IOM avec adjonction de 0,15 g/1.
Quatre types d'essences ont été retenus : l'essence ordinaire sans plomb(EOSP), le supercarburant 98 plombé à 0,15 g/1 (SP98), l'Eurosuper 95sans plomb (IOM = 85) (SSP95) et le super 98 sans plomb (IOM = 88)(SSP98).
• pour le kérosène : la densité et la teneur en soufre,
• pour le gas oil : la densité, la teneur en soufre, le point de congélation (pour legas oil routier), la viscosité à 20° С et l'indice de cétane,
• pour le fioul lourd : la densité, la teneur en soufre, le point de congélation et laviscosité à 100° С
1.4 Structure de la consommation pétrolière et sché-mas de raffinage
1.4.1 Structure de la consommation pétrolièreLa structure de la consommation pétrolière a connu principalement quatre grandes
phases, à savoir :
• période 1, allant jusqu'à la fin de la première guerre mondiale, se caractérise parla prédominance du lampant (plus de la moitié), alors que l'essence ne représenteà peine 15 à 20 %,
• période 2 : 1920 - début de la deuxième guerre mondiale : le phénomène s'estcomplètement inversé puisque l'essence représente maintenant plus de la moitiéalors que le lampant tombe à 10 - 15 %,
• période 3 allant de la fin de la deuxième guerre mondiale à l'année 1979 : lesproduits lourds (fiouls) dominent (besoins de l'industrie, de l'électricité et duchauffage) avec près de la moitié, alors que les essences représentent à peine lecinquième,

23
• période 4 : à partir de l'année 1979, et suite au deuxième choc pétrolier, lephénomène s'est de nouveau inversé avec l'émergence des essences (usage captifdu pétrole) et des fractions moyennes qui représentent ensemble près des trois-quarts, alors que les fractions lourdes ne représentent qu'à peine le cinquième.
Tous ces bouleversements ont donné d'énormes problèmes au raffineur qui de-vra adapter son outil à cette demande sans cesse fluctuante. Le tableau 1.4 donne lastructure de la demande intérieure en Europe ainsi que la structure d'un brut moyen(33° API), pour les années 1973, 1984 et 1991.
Tableau 1.4 : Structure de la demande intérieure de l'Europe (en %)
Fractions légères
Fractions moyennes
Fractions lourdes
TOTAL
1973
21
37
42
100
1984
33
45
22
100
1991
33
44
23
100
Brut moyen (33° API)
20
33
47
100
1
II ressort de ce tableau que la simple distillation d'un brut de type moyen en-gendre, pour le raffineur :
• des déficits en fractions légères et moyennes de plus en plus croissants (1 à 13 %pour les fractions légères et 4 à 11 % pour les fractions moyennes),
• des excédents importants en fractions lourdes (5 à 24 %) et dont il faudra trouverdes débouchés.
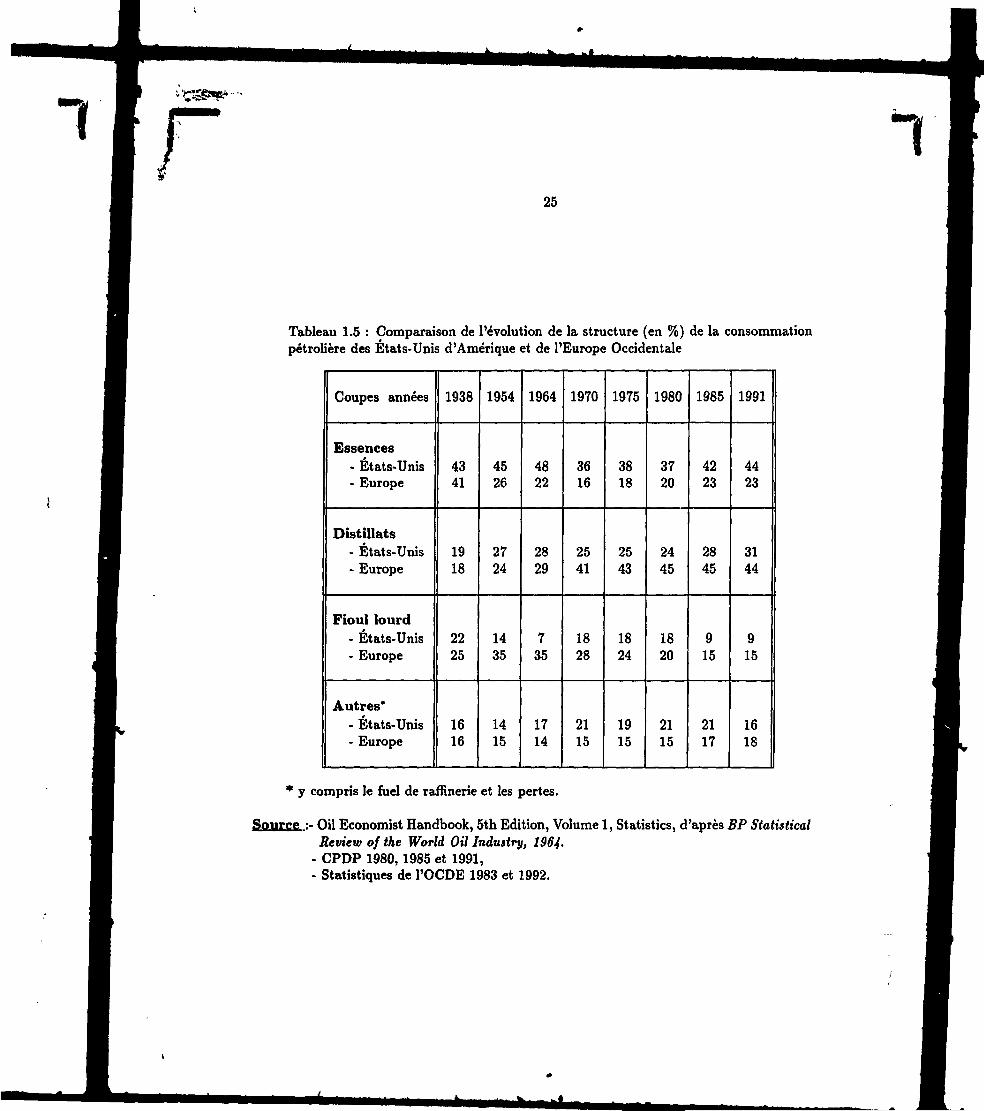
La structure de la consommation pétrolière, similaire avant la deuxième guerremondiale, pour l'Europe occidentale et les Etats-Unis d'Amérique (cf. tableau 1.5)s'est complètement modifiée, pour l'Europe Occidentale, à partir des années cinquante.
Alors que pour les États-Unis, la part des essences a augmenté légèrement (43 %en 1938 à 48 % en 1964 et 44 % en 1991), celle des distillats moyens est passée de 19 %,en 1938 à 28 % en 1964 et 31 % en 1991, ce qui a réduit considérablement celle dufioul lourd (22 % en 1938 à . . . 7 % en 1964 ! 9 % en 1991) ; pour l'Europe occidentale,c'est plutôt le phénomène inverse qui s'est produit:

124
• la part des essences est passée de 41 %, en 1938, à 22 % en 1964, 16 % en 1970pour remonter à 23 % en 1991, soit une réduction de près de moitié en terme depart,
• la part des distillate moyens, par contre, a augmenté de 18 % à 29 %, durant lapériode 1938-1964 et 44 % en 1991.
• la part du fioul lourd est passée de 25 % à 35 %, respectivement pour 1938 et1964 et 15% en 1991.
Sur le plan de la technologie de raffinage, cette évolution de la structure deconsommation pétrolière, dans les deux grands centres de consommation du monde, aeu des répercussions diamétralement opposées :
• pour l'Europe occidentale, la structure pétrolière d'avant le premier choc pétrolierde 1973-1974, correspondait relativement au rendement naturel des bruts légerset même moyens, d'où une technologie de raffinage relativement simple : desraffineries de type hydroskimming (distillation, hydrodésulfuration et réformagecataly tique),
• pour les Etats-Unis, par contre, la faible part du fioul lourd dans la demande,ne correspond pas au rendement naturel des bruts, d'où la nécessité d'un outilde raffinage plus sophistiqué : les raffineries complexes dotées de la conversiondes fractions lourdes (craquage catalytique et hydrocraquage) en maximisant laproduction des essences.
Ces bouleversements dans la structure de la consommation pétrolière rend délicatle travail du raffineur qui est appelé constamment à adapter son outil à la demande,d'où l'émergence de trois types de raffineries avec une complexité croissante, à savoir :
• raffinerie simple disposant d'une distillation atmosphérique, d'une unité de refor-mage catalytique et d'une unité d'hydrodésulfuration des gas oils,
• raffinerie semi-complexe, avec en plus une unité de distillation sous-vide et uneunité de craquage catalytique ou hydrocraquage,
• raffinerie complexe dotée de la conversion profonde du fioul résiduel.
Dans la mesure où la tendance est pour le blanchiment10 du baril, l'objectifrecherché par cette complexité est double : répondre à une demande de plus en plusimportante en produits blancs et, de ce fait, valoriser les résidus qui deviennent en-combrants pour le raffineur.
10Accioissement de la paît des produits blancs tirés d'un baril.
25
Tableau 1.5 : Comparaison de l'évolution de la structure (en %) de la consommationpétrolière des États-Unis d'Amérique et de l'Europe Occidentale
Coupes années
Essences. Etats-Unis- Europe
Distillate- États-Unis- Europe
Fioul lourd- Etats-Unis- Europe
Autres*- Etats-Unis- Europe
1938
4341
1918
2225
1616
1954
4526
2724
1435
1415
1964
4822
2829
735
1714
1970
3616
2541
1828
2115
1975
3818
2543
1824
1915
1980
3720
2445
1820
2115
1985
4223
2845
915
2117
1991
4423
3144
915
1618
* y compris le fuel de raffinerie et les pertes.
Source :- Oil Economist Handbook, 5th Edition, Volume 1, Statistics, d'après BP StatisticalReview of the World Oil Industry, 1Щ.
- CPDP 1980, 1985 et 1991,- Statistiques de l'OCDE 1983 et 1992.

Г26
1.4.2 Les différents schémas de raffinageUn schéma de raffinage est l'ensemble d'unités qui, par leur action complémentaire,transforment le pétrole brut en produits finis répondant aux exigences du marché tanten quantité qu'en qualité.
Le choix de la configuration d'une raffinerie - donc du schéma à adopter - estextrêmement important pour sa rentabilité. Le dimensionnement des unités sera faiten fonction des types de brut que la raffinerie est appelée à traiter afin de tenir comptenotamment de la capacité des unités d'hydrotraitements qui dépendent étroitement dela qualité de ces bruts.
Le choix d'un schéma de raffinage sera également guidé par la stucture dumarché auquel est destinée la production. Un schéma simple pourra suffire pour ap-provisionner un marché captif à forte demande en fioul lourd (le cas des raffineries"intérieures" (ou locales) de l'Europe dans les années soixante-dix). Un schéma pluscomplexe sera plus adapté pour un marché orienté vers une forte demande en produitslégers.
1.4.2.1 Le schéma de base : la raffinerie hydroskimming
C'est le schéma qui a prévalu, hors États-Unis, jusqu'au second choc pétrolier. Il serésume en l'association des unités de distillation atmosphérique, de réformage cataly-tique et d'hydrodésulfuration des gazoles. La structure de rendement est très rigide etla production de fioul lourd est très importante (notamment pour les bruts lourds).
1.4.2.2 Le schéma avec conversion classique
L'introduction d'unités de conversion classique dans le schéma hydroskimming per-met de réduire la production de fioul lourd à 20-30 % de la charge. L'incorporationd'un craqueur catalytique (FCC), par exemple, permet d'améliorer considérablementles rendements en carburants automobiles. Cependant, un tel schéma demeure peuadapté pour faire face à une forte demande en coupes moyennes.
À l'inverse, un schéma avec hydrocraqueur offre une excellente souplesse derendement et peut être orienté vers une production maximale de coupes moyennes(carburéacteur et gazole) de très bonne qualité.
Ces deux schémas présentent, cependant, l'inconvénient de ne pas s'attaquer aufond du baril, le résidu sous vide, du fait de la très grande sensiblité de leurs unités deconversion aux impuretés contenues dans la charge.
Les raffineries avec cokeur, fortement implantées aux États-Unis d'Amérique,permettent de résoudre ce problème ; elles ne constituent cependant pas le schéma deconversion idéal car la qualité des produits obtenus est assez médiocre, la souplesse

i27
des rendements est faible et la production résiduelle de coke est élevée, ce qui peutconstituer un handicap important si des débouchés lui offrant une valorisation correctene sont pas assurés.
Toujours dans le domaine de la conversion classique, un degré supérieur de com-plexité peut être atteint en ajoutant des unités auxiliaires permettant d'augmenter lesrendements en produits nobles et de diminuer de quelques points ceux des produitsrésiduels. Ainsi, le couplage d'une unité d'alkylation au craqueur catalytique permetd'augmenter la production d'essence, directement par la transformation de G.P.L. enalkylat et, indirectement, par une amélioration du pool octane de la raffinerie, ce quipermet d'incorporer plus de coupes à bas indice d'octane dans la base carburants.
L'incorporation d'un viscoréducteur permet, lui, de réduire la part du fioullourd.
Le seuil des 20 % de la charge en production de fioul lourd (sur le brut Arabeléger) ne peut être atteint qu'à l'aide de schémas de conversion profonde. Ceux-ci peu-vent lier des unités classiques entre elles ou faire appel aux procédés plus sophistiquésdécrits précédemment.
1.4.2.3 Le schéma avec conversion profonde
II peut exister une grande diversité des schémas de raffinage avec conversion profonde,le plus répandu consiste en l'association d'un FCC et d'un cokeur. Les distillats obtenusdans la seconde unité (cokeur) peuvent être chargés dans la première afin de maximiserla production de carburants. Un tel schéma implique, cependant, une purification àl'hydrogène des distillats et résidus si le FCC utilisé n'est pas adapté au traitementdes huiles lourdes. Cette purification est d'autant plus indispensable que le cokeur estassocié à un hydrocraqueur. Cette dernière configuration présente l'avantage d'avoirune très grande flexibilité, alors que la production de coke (de 4 à 5 % de la charge)peut constituer un handicap dans le cas où elle n'est pas valorisée.
Un autre procédé consiste à purifier le résidu par désasphaltage au pentane(donc sans utilisation de l'hydrogène) puis à traiter la coupe désasphaltée dans uneunité de conversion catalytique. Cette solution présente des avantages certains : faibleconsommation de l'hydrogène (un hydrotraitement pouvant cependant améliorer lesrendements en sortie de FCC), meilleurs rendements malgré une production impor-tante d'asphalte dont la valorisation reste faible.
Enfin, le stade ultime de la conversion est atteint par des schémas de raf-finage centrés sur des unités très sophistiquées telles que la cokéfaction-gazéification oul'hydroconversion des résidus qui offrent des rendements très faibles en fioul résiduel etune production nulle de résidu solide (bien que le premier soit producteur d'une partnon négligeable de gaz pauvre également peu valorisable). Ces bonnes performances

28
sont quelques peu atténuées par la forte consommation en hydrogène des deux procédés.Bien que n'en utilisant pas directement, la cokéfaction en nécessite de grandes quan-tités pour la purification des produits. Quant à l'hydroconversion, c'est un procédégros consommateur d'hydrogène dont le coût de production est élevé.
Associés à une unité de conversion classique telle qu'un FCC ou un hydro-craqueur, ces procédés de conversion présentent une production idéale, tant par laqualité des produits obtenus que par la diversité des rendements possibles, à qualité desbruts à traiter constante, car une teneur élevée en impuretés peut diminuer l'efficacitéde la conversion ou nécessiter plus d'hydrotraitements, donc coût plus élevé.
Comment influe cette complexité de la raffinerie sur les rendements ? Tel estl'objet de la section suivante qui donne les rendements sur le brut Arabe léger obtenusen mettant en oeuvre différents schémas de raffinage, allant du plus simple (la raffineriehydroskimming) au plus élaboré (avec une conversion profonde).
1.4.3 Impact de la complexité de la raffinerie sur les rende-ments en produits
L'impact d'une complexité de la raffinerie sur les rendements des produits obtenus àpartir de l'Arabe léger est présenté dans le tableau 1.6 avec la définition des schémassuivants :
• I : Schéma de base, c'est la raffinerie hydroskimming, c'est-à-dire une distillationatmosphérique, un reformeur catalytique et une hydrodésulfuration des gas oils(HDS),
• II = I + distillation sous vide + FCC,
• III = I + distillation sous vide + hydrocraquage des distillats,
• IV = I + distillation sous vide + coking,
• V = I + distillation sous vide + FCC + alkylation + viscoréduction,
• VI = I + distillation sous vide + coking + FCC + alkylation,
• VII = I + distillation sous vide + hydrocraquage des distillats + désasphaltageau pentane,
• VIII = I + distillation sous vide + flexicoking,
• IX = I + distillation sous vide + FCC + hydroconversion des résidus sous vide.

I
!»
•s
«ftем
1&си
•s
•в
вСО
Лсо
sI
IIII
и
В
J
со"
es
es"
3,0
яIA
о ,es"
CU
819
es
28,
34,
ю4
IA"
ьо
•î
оо"
8
bus
о'оот
sebé
mai
Ess
.8 л•s -a
g «
1
faib
leT
rès
faib
le
4<l)
'S
A t
я s
bon
ne nces
bon
* 1« о
•"j
(в
Iисо
Си
gсоCfl
1iся
I•g
L

Г30
1.5 Interfaces raffinage-pétrochimie
1.5.1 Les charges de la pétrochimieLe raffinage et la pétrochimie sont deux activités fortement liées. La plupart desmatières premières de la pétrochimie proviennent du raffinage et en échange, la pétro-chimie renvoie au raffinage plusieurs produits.
Même si la matière première de base de la pétrochimie continue à être le naphta(fourni par le raffinage), il n'en demeure pas moins que cette activité utilise d'autresmatières premières : l'éthane, les GPL et les gas oils.
Le tableau 1.7 montre la structure de la matière première pour la productionde l'éthylène pour les différentes régions du monde pour 1990 et les projections pour2000.
Tableau 1.7 : Structure (en %) de la production de l'éthylène en fonction de la chargeutilisée pour 1990 et 2000.
Régions / Années
Europe occidentaleEtats-UnisJaponReste du monde
Monde
Éthane
1990
550-38
29
2000
445-33
27
GPL
1990
112537
13
2000
16271015
18
Naphtas
1990
74189751
52
2000
71219049
50
Gas
1990
107-4
6
oils
2000
97-3
5
Source : Centre Économie et Gestion - IFP, janvier 1992.
Ainsi, au niveau mondial la moitié de l'éthylène est produite à partir du naphtacontre moins du tiers pour l'éthane et 13-18 % pour les GPL, alors que les gas oilsn'interviennent que pour 5 %•
Cette structure est fortement variable d'une région à l'autre, ainsi :
• pour l'Europe occidentale, région qui nous intéresse dans la présente étude, lamatière première de base est le naphta pour près des trois-quarts de quantité

31
d'éthylène produite. En terme de quantité, la pétrochimie européenne a con-sommé en 1990 environ 40 Mt de naphta dont 30 Mt pour la production des14,5 Mt d'éthylène (cf. tableau 1.8) et 10 Mt équivalent-naphta de réformatutilisées pour l'extraction des aromatiques. Cette quantité passera probablementà 50 Mt en l'an 2000.
Tableau 1.8 : Production de l'éthylène et charges utilisées en 1990 et prévisions pourl'horizon 2000 (en millions de tonnes) l'Europe de l'Ouest .
Années
19902000
Productiond'éthylène
(Mt)
14,518,5
Charges'"^ utilisées en Mt
Ethane
6667
GPL
4074
Naphta
3037
Gas oils
2225
(*) Sur la base des rendements moyens suivants du vapocraqueur : 1,1 % pour l'éthane,4 % pour les GPL, 35,8 % pour le naphta et 6,6 % pour les gas oils.
• les États-Unis présentent une structure de la charge différente avec un avantagepour l'éthane (la moitié de la production), le naphta n'intervenant que pour lequart et les GPL pour le cinquième,
• le Japon lui n'utilise quasiment que du naphta (97 % de la production),
• pour le reste du Monde le naphta est majoritaire pour 51 %, suivi de l'éthanepour 38 %.

Г32
1.5.2 Les synergies raffinage-pétrochimie1.5.2.1 Les échanges de produits
Le tableau 1.9 ci-dessous montre les échanges de produits entre les deux activités : leraffinage et la pétrochimie.
T
Tableau 1.9 : Les synergies raffinage-pétrochimie
Produits
Gaz
GPL
Naphtas
Bases carburants
Fiouls
RAFFINAGE
- Hydrotraitements- Gaz
- Oléfines C3/Butylènes (FCC)- GPL
Optimisation qualité**)
- Pool carburants- Aromatiques (réformage)- MTBE, Alkylation
Bases fiouls/Réseau de chauffe
<=*• PÉTROCHIMIE
« = Hydrogène«=> Gaz
=> Purification, extraction< = Excédents C3/Butylènes
(Vapocraquage)
=>• Fractions légères et paraffini-ques comme charges pourles vapocraquages
« = Essence de vapocraquage= » Extraction<== Butylènes
<=$• - Bases compatibles- Bases incompatibles dansle réseau chauffé séparé
(*) : Pour limiter la teneur en précurseur de benzène au réformage catalytique.
Les unités pétrochimiques sont un grand producteur d'essences automobile :l'essence de vapocraquage. En 1992, les unités pétrochimiques de l'Europe-19 ontfourni aux pools essences des raffineries 5,7 Mt d'essences de vapocraquage, ce quireprésente 3,4 % de leurs productions.

Гу
33 /иCes échanges de produits permettent aux deux activités de fortes synergies :
• Flexibilité/prix pour :
— la coupe C2 qui, utilisée jusqu'ici comme fuel-gas, commence à être utiliséecomme matière première pour la pétrochimie (Exxon et Shell en sont lespionniers),
- les coupes C3/C4 hors spécifications GPL peuvent être utilisées en pétrochimiecomme charge pour la production des oléfines,
- les gazoles hors spécifications peuvent être utilisés comme charge des vapoc-raquages,
— les distillats sous vide en excédent peuvent également être utilisés commematière première pétrochimique.
• Charge de base ou alternative : le naphta, compte tenu de son rôle important,peut servir de matière de base ou alternative pour l'unité pétrochimique adja-cente à la raffinerie. Si la raffinerie est dotée d'une unité d'isomérisation, l'unitépétrochimique considérée utilisera le naphta comme base alternative. Une opti-misation peut être effectuée pour déterminer la part du naphta à traiter dans laraffinerie (réformage catalytique et isomérisation) et à envoyer au vapocraquage(pétrochimie).
1.5.2.2 Les échanges de services
Localisées pour la plupart à proximité des raffineries, les unités pétrochimiques parta-gent avec celles-ci un certain nombre de services ce qui permet de réduire ainsi le coûtde leur utilisation. Les services échangés concernent :
• les utilités (électricité, vapeur, air, azote, etc.),
• la mise en commun de bacs de stockage,
• appontements pour les expéditions/réceptions.

гChapitre 2
La rétrospective du raffinagemondial et européen
2.1 Rétrospective du raffinage mondial
L'industrie du raffinage est née aux États-Unis d'Amérique, avec la construction de lapremière raffinerie à Boston, en 1863. Certes, celle-ci n'a rien à voir avec les raffineriesque nous connaissons aujourd'hui. C'était une importante "distilleuse" qui permettaitd'extraire, à partir du brut, le pétrole lampant, seul produit consommé à l'époque.Néanmoins, c'est grâce à elle que l'industrie du raffinage a pu démarrer.
La capacité de raffinage qui s'exprime1 par la capacité de cette distilleuse (unitéde distillation atmosphérique) a atteint 364 Mt (dont près des deux-tiers pour les États-Unis) à la veille de la seconde guerre mondiale ; l'Europe occidentale n'en détenantque . . .16 Mt, soit 4%.
À la fin de l'année 1950, cette capacité est passée à 603 Mt, dont 58% pour lesÉtats-Unis et 8 % pour l'Europe occidentale. Jusqu'en 1974, elle va connaître un essortrès rapide avec un doublement tous les dix ans. Elle atteindra ainsi 2525 Mt en 1970(un quart pour les États-Unis et . . . 28 % pour l'Europe occidentale).
Le premier choc pétrolier a eu pour effet de "tempérer l'ardeur" de cette fortecroissance avant que le second choc ne vienne mettre un terme définitif à l'euphorie decroissance exponentielle. La capacité mondiale culmine ainsi à 4116 Mt en 1980 (23%pour les États-Unis et 24 % pour l'Europe occidentale) avant de redescendre à 3 693Mt en 1990 (21 % pour les Etats-Unis et 19 % pour l'Europe occidentale), comme lemontre la figure 2.1 suivante.
гАуес le développement des capacités de conversion, cet indicateur a beaucoup peidu de sareprésentativité à partir de la fin des années soixante-dix (cf. Annexe A)

г36
Figure-2.1 : Evolutions de la capacité et structure du raffinage mondial
4116 Mt
3712 Mt
31-12-1938 1950 1960 1970 1980 1991
Ê3 Etats-Unis £3 Europe occidentale Si Autres
2.2 Chocs pétroliers et consommation pétrolièreL'impact des chocs pétroliers, particulièrement le second, sur la consommation pétrolièredes pays développés a été double, à savoir :
• un effet réducteur de la consommation globale, en volume,
• un effet structurel entraînant une profonde modification de la structure de lademande, notamment pour l'Europe occidentale.
En ce qui concerne le premier point, le tableau 2.1 montre en effet l'impact des chocspétroliers sur la consommation pétrolière du monde à économie de marché et particu-lièrement le second choc qui a déclenché la diminution de cette consommation (—12%durant la période 1979-1985).

7 Г37
Tableau 2.1 : Evolution de la consommation pétrolière du monde à économie de marché
Consommation (Mt)
Variation (%)
1970
1 937
1973
2 341
+ 20,9
1979
2 472
+ 5,6
1985
2 157
-12,7
1989
2 573
+ 19,3
1991
2 536
-1,4
Source : C.P.D.P.
L'impact sur les pays industrialisés est encore plus accentué grâce à la réductionde l'intensité énergétique2 en général, et pétrolière en particulier ? dans tous les paysindustrialisés, comme le montre la figure 2.2.
Figure-2.2 : Evolution de l'intensité pétrolière des principaux pays de l'OCDETOE/10-3Î0.8л
0.7-
0.6-
0.5-
0.4-
0.3-
0 2 -
V
• — — ITALY
USA
. . . . . JAPWI• - — . FRANCE
*•• W.GERMANY
0.1J i I i i i i i i I I I I i i ' ' ' I ' '70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89
SOURCE : CES£G-IFP.S«p« M
2L'intensité énergétique se définit comme la quantité d'éneigie (tous types confondus) nécessaire àla production d'une unité du produit intérieur brut (PIB). L'intensité pétrolière, quant à elle, se réfèreseulement à la quantité de pétrole nécessaire pour produire la même unité du PIB.

138
Le second effet des chocs pétroliers (le deuxième particulièrement) a été unemodification substantielle de la structure de la consommation pétrolière résultant deschangements structurels dans les économies des pays développés ; changements décidéspour faire face aux fortes hausses des prix du brut survenues, d'abord en 1973-1974,et en 1979-1980 suite à la révolution iranienne. Ces mesures qui constituent le talond'Achille des politiques énergétiques de ces pays, visent particulièrement à réduire ladépendance vis-à-vis du pétrole en le substituant, autant que possible, par d'autresénergies (charbon, gaz et électricité primaire) dans ses usages concurrentiels (ther-miques) et par des politiques d'économies d'énergie qui favorisent, par des subventions,les procédés économiseurs d'énergies. Le produit qui fait les frais de ces décisions estbien évidemment le fioul qui voit ainsi sa part passer de 36% en 1973 à . . . 15% en1991 en Europe occidentale (cf. figure 2.3).
Figure-2.3 : Evolution comparée de la structure de la demande pétrolière del'Europe et des États-Unis
I 1 Autres produits \Z22 Roui lourd I XI Distillai N \ l euencet
1973 1991
U.S.A.BRUT MOYEN 1973 1991
EUROPE
La conséquence de ces politiques sur le raffinage a été un encombrement de stocks defioul dont on ne sait que faire. Ainsi, le schéma de raffinage classique (cf. rendementsur un brut moyen (figure 2.3)) devient vite inadapté à la demande et la conséquencea été l'apparition d'excédents de plus en plus importants des capacités de distillation.

139
Si on admet que la capacité économiquement opérable suppose un taux d'utilisat-ion de 80 % (taux jugé comme un minimum pouvant assurer la viabilité de l'outil), lesexcédents de capacité ont été enregistrés durant la période 1979-1987 : 5 % en 1979,10 % en 1982 et 0,8 % en 1987 (cf. figure 2.4). Ces excédents de la capacité mondialeconstituent la tendance moyenne des variations des capacités au niveau des différentesrégions dont le développement a été très différent :
• augmentation des capacités des pays en voie de développement (Afrique, Proche-Orient, Amérique Latine et Asie-Océanie (Japon excepté)),
• relative stabilité des capacités des pays à économie centralement planifiée,
• forte chute des capacités des pays de l'OCDE (Amérique du Nord et Europeoccidentale ), puisque ce sont près de 500 Mt de capacité qui ont été suppriméesdurant la décennie 1979-1988.
Figure-2.4 : Évolution des excédents de capacité de raffinage mondial
3.9-
3.5-
3.1-
<5 2.7>
2.3
1.9-
CapacHa
ConsommationCap. Nominate
6 6 7 0 7 2 7 4 7 6 7 8 8 0 8 2 8 4 8 6ANNEES

1 Г40
Le raffineur est donc tenu de passer à un schéma plus adéquat, au prix de nou-veaux investissements dans des unités de conversion afin de valoriser ses excédents defioul et répondre à une demande plus importante en produits légers.
L'évolution des capacités de conversion a été significative, puisque, au 01-01-1975, on comptait 547 MteFCC3, soit 18 % de la capacité de distillation primaire dumonde à économie de-marché. Ces capacités se répartissent géographiquement commesuit :
• les deux-tiers des capacités sont localisées en Amérique du Nord, principalementles États-Unis,
• 11 % en Amérique Latine, ce qui donne 78 % pour le total continent américain,
• 13 % en Europe occidentale,
• les 9 % restants se répartissent entre : le Moyen-Orient (3 %), le Japon (3 %) et3 % pour l'Afrique et l'Asie-Océanie (Japon exclu) (cf. figure 2.5).
Au 01-01-1990, ce sont 888,7 MteFCC (+ 3,3 % par an en moyenne sur la période1975-1990 ou 63 % pour toute la période), soit 32 % de la capacité de distillationprimaire, qui se répartissent comme suit :
• 62 % des capacités sont localisées dans le continent américain (52 % en Amériquedu Nord et 10 % en Amérique Latine),
• 20 % pour l'Europe occidentale (contre 13 % en 1985),
• 11 % pour l'Asie-Océanie dont la moitié pour le Japon,
• les 7 % restants se répartissent entre le Moyen-Orient (6 %) et l'Afrique pourmoins de 2 %, comme le montre la figure 2.5 ci-dessous.
3Millions de tonnes équivalent FCC. Pour chaque unité de conversion, on calcule son "équivalentFCC" par comparaison de la conversion obseivée des fractions lourdes en fractions légères de l'unitéconsidérée et celle du FCC.

41
Figure-2.5 : Évolution des capacités de conversion des différentes régions
67%52%
12%
1975 : 547 MteFCC
20% ^ 1 _^>^ 10%
11%
1990 : 889 MteFCC
BAmérique du nord QEurope occidentale ËAmérique latineНМоусп-Orient tZAiie-Ocianie HAfrique
L'analyse de la structure de ces capacités, par type de procédés, montre que letype de conversion le plus répandu est le FCC (craquage catalytique) avec 55 % descapacités installées au 01-01-1990, contre 62 % au 01-01-1975.
Les autres procédés de conversion sont :
• la conversion classique, avec deux types de conversion : le craquage thermique,en déclin (5 % des capacités en 1990 contre 7 % en 1975) et la viscoréduction enhausse (14 % en 1990 contre 10 % en 1975) et l'hydrocraquage des distillats dontla part est en augmentation (14 % en 1990 contre 10 % en 1975),
• la conversion profonde, avec également deux types de conversion : l'hydro-conversion relativement stable et la cokéfaction en hausse (12 % en 1990 contre11 % en 1975), comme le montre la figure 2.6.

Г42
Figure-2.6 : Structure des capacités de conversion, par type d'unités, dans le monde
62% 55%
11% 12%
14% 14%
1975 : 600,1 Mt 1990 : 977,2 Mt
В FCC QCraquage thermique Dviicoréduction ISbydrocraquage BConversioo profonde
La répartition des capacités de conversion par unités et par région se présentecomme suit, à la date du 01-01-1990 :
• sur les 540 Mt de capacité de FCC, les deux-tiers sont localisées dans le continentaméricain (55 % pour le Nord et 12 % pour le Sud), 19 % en Europe occidentale,6 % au Japon, le reste en Afrique, Moyen-Orient et autres Asie-Océanie,
• ies 135 Mt de capacité d'hydrocraquage se répartissent à peu près de la mêmemanière : 53 % en Amérique du Nord, 2 % pour l'Amérique Latine, 12 % pourl'Europe occidentale, 16 % pour le Moyen-Orient, 15 % pour l'Asie-Océanie (5 %pour le Japon) et 1 % pour l'Afrique,
• les 138 Mt de viscoréduction sont détenues à moitié par l'Europe occidentale,17 % pour l'Amérique Latine, 12 % pour Г Asie-Océanie (1 % pour le Japon),3 % au Moyen-Orient et 8 % pour l'Amérique . . . du Nord,
• les 119 Mt de cokéfaction se répartissent comme suit : 70 % pour l'Amérique duNord, 12 % pour l'Europe occidentale, 8 % pour l'Amérique Latine et 6 % pourl'Asie-Océanie (1 % pour le Japon),
• enfin, les 45 Mt de craquage thermique sont localisées à raison de 38 % en Europeoccidentale, 33 % en Amérique du Nord, 12 % en Amérique Latine et 16 % enAsie-Océanie (6 % pour le Japon).
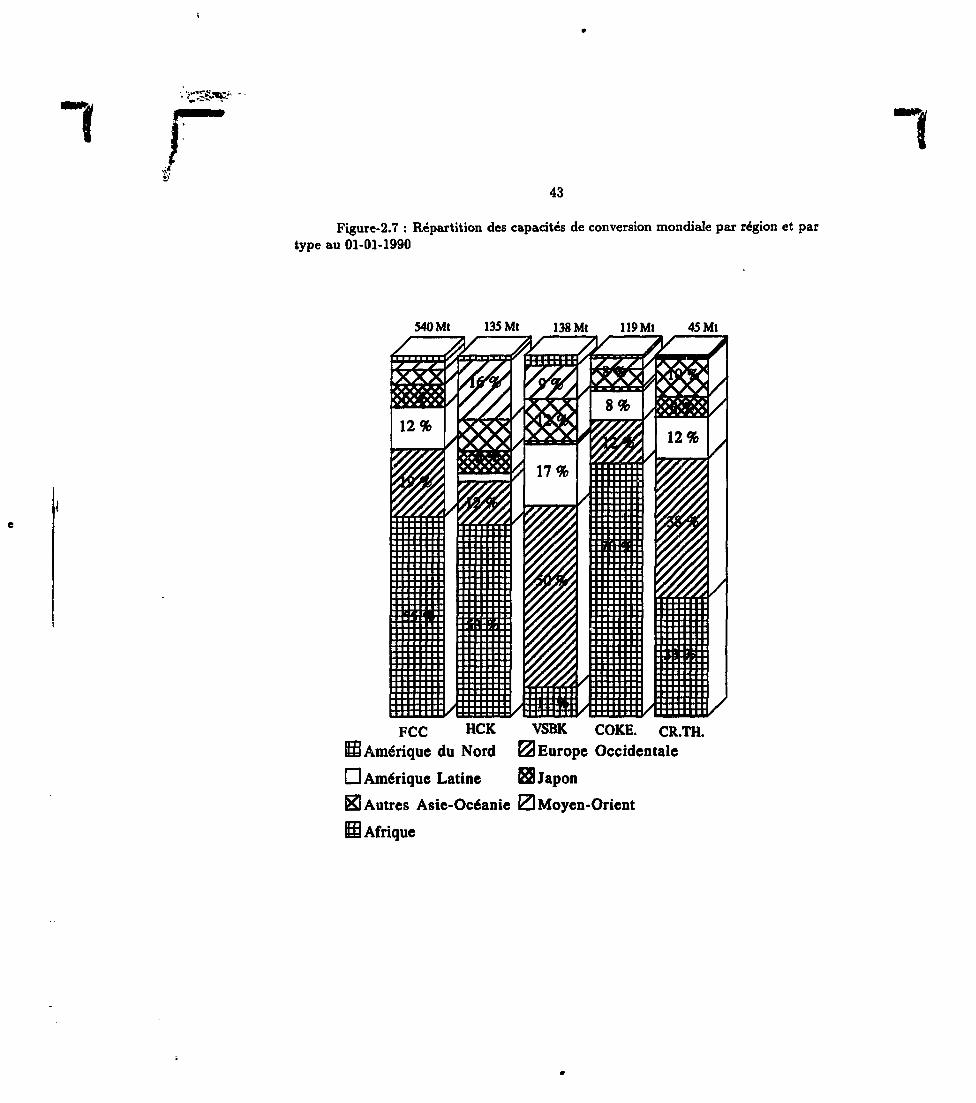
г43
Figure-2.7 : Répartition des capacités de conversion mondiale par région et partype au 01-01-1990
540 Mt 135 Mt 138 Mt 119 Mt 45 Mt
• • • • • • • I I
• 1• 1
1• 1• 1
• •
• ••••••••••
• ••••••••
••••••••••••••••••
• • • • • • • • •
• • • • > • • • •• • • • • • • • •• • • • • • • • •
FCC HCK VSBK COKE. CR.TH.
В Amérique du Nord 0 Europe Occidentale
D Amérique Latine ES Japon
utres Asie-Océanie И Moyen-Orient
rique

г2.3 Le raffinage européen
Jusqu'ici nous avons considéré l'Europe occidentale dans son ensemble, nous nouspenchons à présent sur cette région, en précisant qu'il s'agit de l'Europe OCDE, c'est-à-dire des dix-neuf pays (les Douze de la CEE, plus l'Autriche, la Finlande, l'Islande,la Norvège, la Suède, la Suisse et la Turquie).
2.3.1 La distillation primaire
L'évolution de la capacité et la structure de la distillation primaire de l'Europe-194,par décennie de 1950 à 1990 est donnée par la figure 2.8.
Quels enseignements peut-on tirer de l'analyse de cette figure ?
Essentiellement les deux points suivants :
• il y a d'abord l'évolution générale : la capacité de l'Europe-19 est passée de 47Mt en 1950 (fin d'année) à 686 Mt en 1990. L'évolution n'a pas été uniformedurant ces quarante années : croissance de 1950 à 1980 (+ 371 % pour la période1950-1960, + 221 % pour 1960-1970 et + 46 % pour 1970-1980), puis déclin àpartir de 1980 (- 34 % pour la décennie 1980-1990 !), après avoir culminé à 1038Mt en 1980.
• il y a ensuite l'évolution de la structure de cette capacité, autrement dit sarépartition entre les dix-neuf5 pays. En 1950, la France à elle seule détenait letiers de la capacité, suivie du Royaume-Uni pour le quart (58 % pour le total desdeux pays !). Les Douze de la CEE6 en détiennent 95 %.
En 1960, la suprématie des Douze augmentait encore (96 % du total), mais c'estsurtout la forte poussée du Royaume-Uni qui passe à la première place avec 22 %,suivi de l'Italie (19 %), de la France (18 %), de la R.F.A. (18 %), des Pays-Bas(10 %). Ces cinq pays représentent déjà 88 % de la capacité totale des dix-neuf,c'est pour dire combien la capacité était concentrée.
1970, c'est l'Italie qui prend la première place avec 23 %, suivie de la R.F.A.(17 %), la France (17 %), le Royaume-Uni (16 %), les Pays-Bas (9 %) et la Bel-gique (5 %). On notera la montée du raffinage espagnol (2 % du total en 1960 et4 % en 1970). Les quatre premiers pays détiennent 72 % de la capacité totale,les Cinq 81 %, les Sept 90 % et les Douze 93 %.
W*ti
*44
4Pai référence aux dix-neuf pays qui composent l'Europe OCDE.5Plutôt dix-sept pays, l'Islande et le Luxembourg ne possédant pas de raffineries.6Avant la réunification de l'Allemagne.

*
45
En 1980, année durant laquelle la capacité avait culminé, l'ordre n'a pas tellementchangé : l'Italie occupe toujours la première place avec 20 %, la France passe àla. deuxième place avec 16 %, ensuite on trouve la R.F.A (15 %), le Royaume-Uni(13 %), les Pays-Bas (9 %) e t . . .l'Espagne (7 %) et enfin la Belgique (5 %). Lessept pays mentionnés représentent 87 % de la capacité totale des Dix-neuf, alorsque les Douze en détiennent 92 %.
En 1990, enfin, on retrouve encore l'Italie pour 17 %, suivie du Royaume-Uni(13 %), de la France (12 %), la R.F.A. (12 %), les Pays-Bas (10 %), l'Espagne(9 %) et la Belgique (5 %). Les quatre premiers pays détiennent 54 %, les Sept78 % et les Douze 85 %.
Figure-2.8 : Evolution de la capacité et structure de raffinage de l'Europe-19
100%
75%
30%
25%
T95BR.F.A. ffilttlie SFrince ÖRoytume-Uni ÖPtyi-B«. fflE.ptgne ÜBelgiquc ElNon CEE-12

г 146
La réduction des capacités de distillation en Europe concerne essentiellement lesDouze. Ceux-ci ont dû fermer 37 % de leurs capacités de distillation primaire durantla période 1980-1990 comme le montre le tableau 2.2 ci-dessous.
Tableau 2.2 : Réduction des capacités de distillation primaire des Douze
Pays
R.F.A.BelgiqueDanemarkEspagnePranceGrèceIrlandeItalieLuxembourgPays-BasPortugalRoyaume-Uni
Total des Douze
Capacité en Mt
au 01-01-1980
154551172
167203
180-
10219137
920
au 01-01-1990
79359
6285183
117-
691491
582
Variation
enMt
- 75- 20- 2
- 10- 82- 20
-63-
- 3 3- 5-46
-338
en%
-49- 36- 21-14-49- 12
0-35
--32-24-34
-37
Source : d'après C.P.D.P.
Ainsi, 338 Mt de capacité de distillation, soit 37 %, ont été fermées durantla dernière décennie ; fermetures qui concernent à 78 % les quatre principaux pays(Allemagne, Italie, France et Royaume-Uni) et à 97 % les sept principaux (les Pays-Bas, la Belgique et l'Espagne en plus des quatre pays précédents).
2.3.2 Taux d'utilisation des capacités7
Malgré la suppression de 37 % des capacités de distillation primaire durant la décenniequatre-vingt, le taux d'utilisation est resté assez faible et n'a guère dépassé le taux de
7Le développement de la conversion et de l'utilisation des charges ne transitant pas par la distillationprimaire a réduit la portée de ce paramètre (Cf. annexe A).

«•MM»
•4
47
80 %, jugé pourtant comme un taux minimal, durant toute la période 1974-1987 ; destaux de 59 % ont même été atteints en 1975 et 1981 (cf. figure 2.9). Cette faiblesse destaux d'utilisation est l'une des principales raisons des déficits chroniques enregistréspar cette activité depuis le premier choc pétrolier et tout particulièrement le second.
Figure-2.9 : Évolution du taux d'utilisation des capacités de raffinage des Douze
100 л
60 -
40 -
2 0 -
1973 75 77 79 81 83 85 87 89 1991
2.3.3 La conversion
À l'inverse de la distillation primaire, les capacités de conversion des Douze ont connuune augmentation appréciable, passant de 100,5 Mt (81 MteFCC8) au 01-01-1980 à169,1 Mt (140 MteFCC) au 01-01-1985, soit un accroissement de 69 % (73 % enéquivalent FCC). Au 01-01-1990, cette capacité est passée à 190 Mt (159 MteFCC),
8Les équivalences (en tonne du piocédé considéré/tonne FCC) sont les suivantes :0,33 pour la visoréduction, 0,65 poui le craquage thermique, 1,30 poui l'hydrocraquage des distil-
lats, 1,70 pour la cokéfaction, 1,80 pour le RCC (ciaquage catalytique du résidu atmosphérique) et 2,10pour l'hydroconveision et le ilexicoking.

г48
soit une croissance de + 12 % (+ 14 % en équivalent FCC).
Ramenées à la capacité de distillation atmosphérique, ces capacités représentent 9 , 21et 23 % au premier janvier 1980, 1985 et 1990 respectivement ; alors que par rapportà la quantité de brut traitée ces taux se montent à 14, 31 et 34 %, respectivement.
Figure-2.10 : Evolution des capacités de conversion des Douze
CXI FCC M CR.TH. S 3 VSBK S S HCK
ЕЖЗ HCR EZ) CoMfaction E 3 FlexicoKIng
190 Mt 198 M t
169 Mt
01-01-1980 01-01-1985 01-01-1990 01-01-1992
Au 01-01-1990, la conversion la plus utilisée en Europe reste le craquage cataly-tique avec 94 Mt, suivie de la viscoréduction pour 61 Mt (et un taux de croissance de+ 143 % durant la période 1980-1990) et le craquage thermique pour 13 Mt (- 35 %),qui dépasse légèrement la cokéfaction (12 Mt et une croissance de + 300 %) et enfinl'hydrocraquage pour 8,1 Mt (+ 40 % ) .
Les autres unités de conversion, profonde notamment, restent très faibles (hy-droconversion des résidus sous vide : Flexicoker 1,7 Mt et Hycon : 1,2 Mt).
Compte tenu de cette multitude de procédés, ia structure du parc de raffinagedes Douze a été complètement modifiée, puisque au 31-12-1980, sur un parc de 141raffineries représentant une capacité de traitement de 920 Mt, 44 % sont des raffineriesde type simple (27 % de la capacité de traitement), 17 % de type semi-complexe (16 %de la capacité de traitement) et 39 % de type complexe (57 % de la capacité).
Au 31-12-1990, le parc total est passé à 98 raffineries9, soit une variation de
'dont 4 de l'ex-RDA

Г49
- 30 % (- 33 % si on exclue l'ex-RDA.) et une capacité de traitement de 608 Mt (-34 %). La structure de ce parc se présente comme suit, (cf. figure 2.11) :
• les raffineries simples ne représentent plus que 18 % du parc et 7 % de la capacitéde traitement, leur nombre ayant été réduit de 71 %,
• les raffineries semi-complexes représentent 16 % du parc et 10 % de la capacité.Leur nombre a été réduit de 38 %,
• les raffineries complexes représentent près des deux-tiers du parc et 79 % de lacapacité de traitement ; leur nombre ayant augmenté de 15 %,
• les raffineries ultra-complexes, enfin, sont au nombre de deux avec une capacitéde traitement de 25 Mt/an, soit 4 % de la capacité totale.
Cette variation, aussi bien du volume du parc que de sa structure, témoignede l'ampleur de la mutation qu'a eu à subir le raffinage des Douze qui est ainsi passéd'une raffinerie-type hydrotkimmmg de la fin des années soixante-dix à la raffinerie-type complexe des années quatre-vingt dix. On est certes encore loin des raffineriesultra-complexes des États-Unis, mais l'existence déjà aux Pays-Bas de deux raffineries(Shell et Exxon) avec conversion profonde est un signe de la tendance de ce que serale raffinage européen de la fin du siècle.
Figure-2.11 : Evolution de la structure du parc des raffineries des Douze
С Э Simple B i Semi-complexe Е Ш Complex« Е Я Ultra-complexe
T
— 1
Nombre: 141 Capacité : 920 Mt Nombre: 98 Capacité : 608 Mt
01-01-1980 01-01-1991

Г50
2.3.4 Complexité de la raffinerie et rendement en produitsLa complexité croissante du parc de raffinage européen s'impose par la nécessité d'unblanchiment de plus en plus important du fond du baril de pétrole ; tendance dictéepar une croissance de la demande en produits blancs (légers et moyens) d'un côté, etpar la nature des charges à traiter qui deviennent de plus en plus lourdes. L'objectifde cette complexité est la recherche d'une valorisation des résidus (le fioul) dont lademande a été réduite d'une manière drastique depuis le second choc pétrolier.
À titre d'illustration10 le traitement du brut Arabe léger (33° API) fournit desrendements très variables en fonction de la complexité de la raffinerie, comme le montrela figure 2.12 ci-après.
Figure-2.12 : Impact de la complexité du schéma de raffinage sur le rendement enproduits d'un brut moyen
CXI Fioul
Ш Э Produits légers
EZ3 Produits Moyens
E S Pertes A Combustible
/ / ,
1YSCA
T..
%
Raffinerie Simple Complexe Ultra-complexe
Ainsi, la part des produits légers double-t-elle lorsqu'on passe d'un schéma deraffinage simple à un schéma complexe, ou ultra-complexe ; celle des produits moyenspasse de 38 % à près de la moitié du baril, alors que celle du fioul est pratiquement
10Dans la pratique, il est difficile de patlei de rendements-type pour un parc de raffineries, à causede la mulititude de paramètres qui entrent en jeu (type de bruts traités, types de procédés utilisés,conditions opératoires, etc.).

гà>4 51
divisée par deux pour le passage du simple au complexe et par . . . sept pour le passageà l'ultra-complexe !
Les procédés de conversion étant énergivores, l'élévation du degré de conversions'accompagne de celle de la quantité du combustible nécessaire à la raffinerie (de 3 %environ pour un schéma simple à près de 10 % pour un schéma ultra-complexe).
2.3.5 Complexité et investissementsNous avons mentionné précédemment le caractère capitalistique de l'industrie du raf-finage qui consomme en moyenne11 15 % de l'investissement annuel de toute la chaînepétrolière. L'investissement consenti est très fortement dépendant du degré de com-plexité de la raffinerie en question. Pour fixer les idées considérons trois raffineries detype : simple, complexe et ultra-complexe. Les unités composant chacune de ces troisraffineries-type sont données par le tableau 2.3.
1
Tableau 2.3 : Exemple de raffinerie simple, complexe et ultra-complexe
Unités
Distillation atmosphérique
Distillation sous vide
Reformage catalytique
Hydrodésulfuration
Craquage catalytique
Viscoréduction
Alkylation
Conversion profonde
Raffineriesimple(Mt)
5,0
-
0,6
0,6
-
-
-
-
Raffineriecomplexe
(Mt)
8,0
3,5
1,0
1,6
1,8
1,5
0,1
-
Raffinerieultra-complexe
(Mt)
8,0
3,5
1,0
1,6
1,8
-
0,1
1,5
Source : Centre Économie et Gestion - IFP.
"Moyenne mondiale. Des disparités importantes existent entie les cones (Amérique du Nord, Europeoccidentale, Extrême-Orient, etc.)

52
Les investissements nécessaires pour ces trois types de raffineries sont donnéspar le tableau 2.4.
Tableau 2.4 : Impact de la complexité du schéma de raffinage sur l'investissement,(en milliards de francs)
Type de raffinerie
Capacités
Unités de base0
Complexe craquageb
Complexe conversion profonde0
Liaisons & stockage
TOTAL
simple
5 Mt/an
0,8
1,2
2,0
complexe
8 Mt/an
1,21,2
2,6
5,0
ultra-complexe
8 Mt/an
1,21,22,43,5
8,3
Source : Centre Économie et Gestion - IFP.
"Distillation atmosphérique + Réfoimage catalytique + Hydiodésulfuration6Distillation sous vide + Viscoréduction ou Craquage thermique + FCC + Alkylationc Hydroconversion des résidus sous vide et/ou Cokéfaction
Ainsi l'investissement de construction d'une raffinerie complexe de 8 Mt/an estenviron deux fois et demi celui d'une raffinerie simple de 5 Mt/an ; alors qu'une raf-finerie ultra-complexe de 8 Mt/an nécessite en moyenne un investissement égal à quatrefois celui d'une raffinerie simple de 5 Mt/an ou 66 % de plus que celui d'une raffineriecomplexe de même capacité. Cette augmentation importante de l'investissement avec lacomplexité s'explique, en plus du caractère très coûteux des procédés de conversion, pardes besoins induits en certaines unités, comme par exemple l'hydrocraquage, procédéfortement consommateur d'hydrogène et dont le choix nécessitera donc la constructiond'une unité pour la production de ce produit. Il y a aussi l'extension des capacitésdes unités secondaires (reformage, hydrotraitements et autres) rendue nécessaire parla complexité de la raffinerie.
La très forte sensibilité de l'investissement au degré de complexité du schémaraffinage se répercute directement sur les coûts de raffinage, par l'intermédiaire du coût

Г T53
du capital, comme le montre la figure 2.13.
Figure-2.13 : Impact de la complexité de la raffinerie sur ses coûts de production
CZI Amortissements E 3 Personnel Ш Э Entretien
N\1 Autres frais flxes
83Frt
FraisVariables
FRAI
S
FI
XES
Consommables H Z ) utilités
154 F/t 263 F/t
Raffinerie Simple Raffinerie Complexe Raf. Ultra-complexe
Source : Centre Économie et Gestion - IFP.
L'analyse de la structure des coûts de la figure 2.13 montre la place combien im-portante qu'occupe le coût du capital, par le biais de l'amortissement économique, dansle total des coûts. Celle-ci est d'autant plus élevée que le degré de complexité est élevé :37 % pour un schéma simple, 45 % pour le complexe et 50 % pour l'ultra-complexe.L'ensemble des frais fixes12 passent eux de 76 % à 79 % et 81 %, respectivement pourles trois types de raffineries.
L'importance de ces frais fixes dans la structure des coûts impose à la raffineriede fonctionner à une allure de marche la plus importante possible, compte tenu de sonimpact direct sur les coûts de raffinage, comme le montre la relation suivante :
CFC = — + CV
11 Amortissement économique + fiais de personnel + frais d'entretien et frais généraux (y compris laquote-part des frais de siège).

г54
Où CF représente le montant des charges fixes (en F/t, par exemple), CV lemontant des charges variables (en F/t également ) et p l'allure de marche de la raf-finerie, c'est-à-dire son taux d'utilisation des capacités.
CF et CV étant définis par le type de la raffinerie considérée, le niveau desmarges dépend donc de celui de l'allure de marche p.
En matière de frais variables, nous noterons la place des utilités (vapeur eténergie), car tout procédé de conversion est "énergivore" et plus la conversion estcomplexe, plus cette consommation est grande (+ 50 % pour une raffinerie complexe,par rapport à une raffinerie simple et + 140 % pour l'ultra-complexe, par rapport autype complexe).
2.3.6 Le flux des produits pétroliersLe marché des produits pétroliers est un marché international et l'Europe constitue,sur ce point un marché important avec essentiellement deux zones : la zone dite ARA(Amsterdam - Rotterdam - Anvers) pour le Nord de l'Europe et celle de Gênes enItalie, pour le Sud. Le volume des produits échangés est important. Ainsi :
• En 1980, les Douze ont importé extra-CEE pour 139 Mt de produits pétrolierset exporté hors CEE pour 118 Mt, c'est-à-dire une importation nette de 21 Mt,soit 4 % de leur consommation intérieure,
• En 1985, les importations étaient passées à 167 Mt (une croissance de + 20 %)alors que les exportations n'augmentaient que de 8 %, d'où une importationnette de 39 Mt (+ 86 % d'augmentation). Cette hausse de l'importation netteintervient alors que la consommation intérieure diminuait de 16 %, résultat quis'explique par la chute de la production propre de 23 %,
• En 19991, les importations atteignaient 179 Mt (+ 5,9 % par rapport à 1989) etles exportations 154 Mt (+ 6,2 %), ce qui donne la même importation nette de25 Mt, malgré une hausse de la consommation intérieure de 7,3 %. Le maintiendu déficit en produits raffinés à 25 Mt est le résultat d'une augmentation de laproduction propre de 8,3 %. Le volume des importations extra-CEE s'est élevéà 90 Mt (92 Mt en 1985) dont près d'un tiers en provenance des pays de ГОРЕР,comme le montre le tableau 2.5.
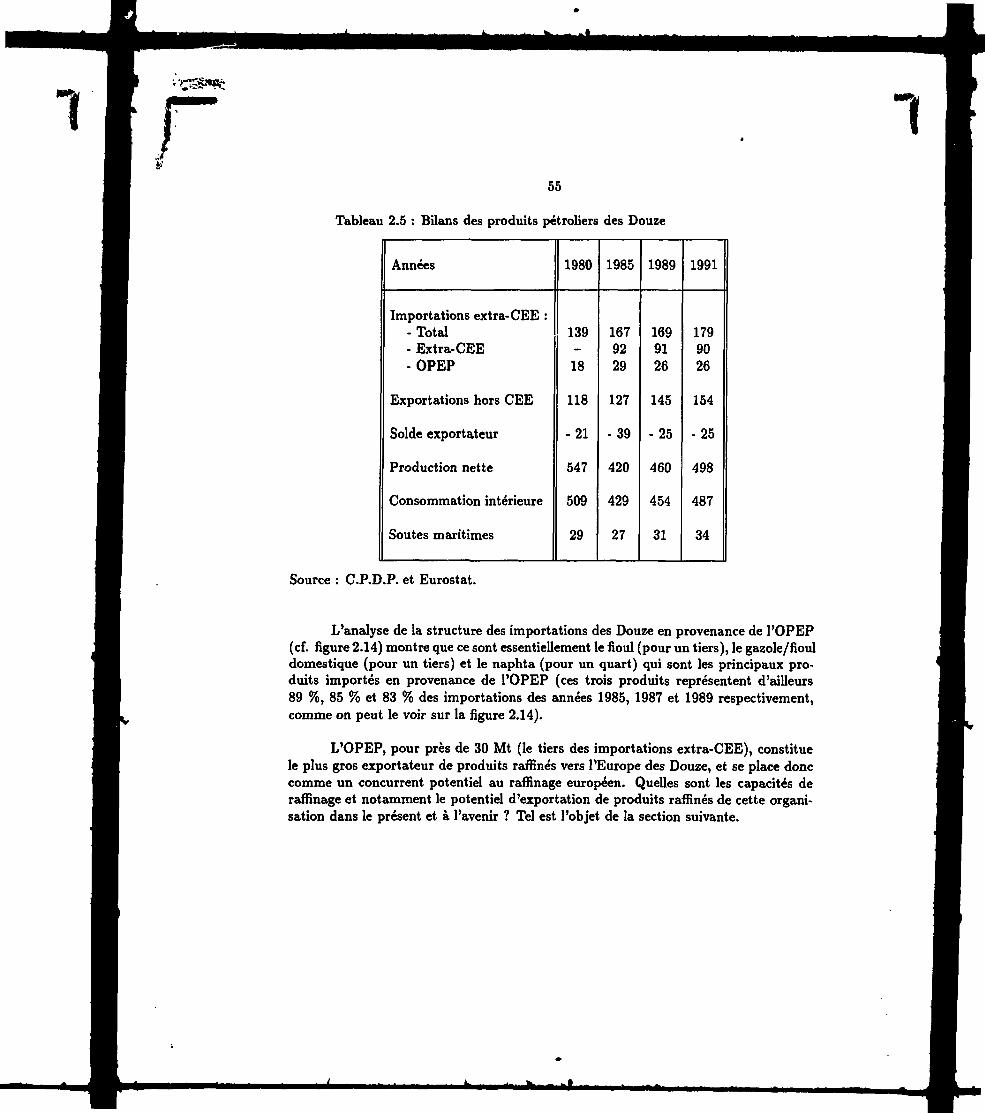
Г55
Tableau 2.5 : Bilans des produits pétroliers des Douze
Années
Importations extra-CEE :-Total- Extra-CEE-OPEP
Exportations hors CEE
Solde exportateur
Production nette
Consommation intérieure
Soutes maritimes
1980
139
18
118
-21
547
509
29
1985
1679229
127
•39
420
429
27
1989
1699126
145
-25
460
454
31
1991
1799026
154
-25
498
487
34
Source : C.P.D.P. et Eurostat.
L'analyse de la structure des importations des Douze en provenance de l'OPEP(cf. figure 2.14) montre que ce sont essentiellement le fioul (pour un tiers), le gazole/fiouldomestique (pour un tiers) et le naphta (pour un quart) qui sont les principaux pro-duits importés en provenance de l'OPEP (ces trois produits représentent d'ailleurs89 %, 85 % et 83 % des importations des années 1985, 1987 et 1989 respectivement,comme on peut le voir sur la figure 2.14).
L'OPEP, pour près de 30 Mt (le tiers des importations extra-CEE), constituele plus gros exportateur de produits raffinés vers l'Europe des Douze, et se place donccomme un concurrent potentiel au raffinage européen. Quelles sont les capacités deraffinage et notamment le potentiel d'exportation de produits raffinés de cette organi-sation dans le présent et à l'avenir ? Tel est l'objet de la section suivante.

J56
Figure-2.14 : Structure des importations de la СББ-12 en provenance de l'OPEP
Ü 3 Roui
Naphta
E Z 3 Gas/DIeseloll
Autres produits
1-И-1 Essences Auto.
29 Mt 29 Mt26 Mt
1985 1987 1989 1991

г57
2.4 Le raffinage de ГОРБР
Rappelons que l'Organisation des Pays Exportateurs du Pétrole (OPEP) a été créée le14 septembre 1960 à Bagdad par cinq pays exportateurs de pétrole : l'Irak, le Koweït,l'Arabie Séoudite, le Venezuela et l'Iran. Depuis juin 1975, elle compte treize paysmembres13. Cette organisation, qui détient les 77 % des réserves mondiales de pétrole,s'est peu à peu dotée d'un outil de raffinage de plus en plus conséquent ayant un doubleobjectif :
• répondre aux besoins locaux de plus en plus importants,
• disposer d'une source de valorisation du pétrole, par l'appropriation de la valeurajoutée résultant de l'exportation de produits raffinés plutôt que du brut, c'estl'objet des raffineries dites d'exportation.
2.4.1 Les capacitésLa capacité de raffinage des treize pays de l'OPEP a connu un développement assezrapide, passant de 108 Mt en 1960 (10 % de la capacité mondiale) à 368 Mt en 1990(12 % de la capacité mondiale) et ceci en dépit de huit années de guerre irano-irakiennequi a causé d'énormes dégâts à l'infrastructure des deux pays. Ainsi, en l'espace detrente années, la capacité de l'organisation a plus que triplé, comme le montre le tableau2.6 ci-dessous.
Tableau 2.6 : Evolution de la capacité de raffinage de ГОРЕР1 4 de 1960 à 1990
Au 31 décembre
Mt/an
% cap. mondiale
1960
107,7
10,3
1965
132,6
9,1
1970
178,3
8,2
1975
224,4
7,5
1980
288,4
8,7
1985
321,5
11,4
1990
368,3
12,2
Source : OPEC Statistical bulletin
Le développement de cet outil ne s'est pas limité à la distillation primaire, il aégalement concerné les capacités de conversion pour s'adapter au changement struc-turel de la demande après le second choc pétrolier. Exprimée en MteFCC, la capacité
13Outie le« cinq fondateurs, nous retrouvons l'Indonésie, les Emirats Arabes Unis, l'Algérie, la Libye,le Nigeria, le Gabon, le Qatar et l'Equateur qui vient de quitter l'organisation au début de l'année 1993.
l4Il s'agit ici des treize pays membres, même si en fait ce nombre n'a été atteint que depuis le moisde juin 1975.

г58
de conversion de l'organisation est passée de 27,6 Mt (9,6 % de la capacité de distil-lation primaire) en 1980, à 60,8 Mt (18,9 % de la distillation atmosphérique) en 1985,c'est-à-dire une croissance annuelle moyenne de + 17 %, et 88,5 Mt en 1990 (24 % dela distillation atmosphérique), soit une croissance annuelle moyenne de près de 8 %pour la période 1985-1990.
Quel type de conversion utilise-t-on ?
• en 1980, le craquage catalytique était le procédé de conversion le plus utilisé(43 % de la capacité totale), suivi de l'hydrocraquage des distillats (27 %), del'hydroconversion des résidus (22 %), du craquage thermique (5 %) et enfin dela viscoréduction pour 3 %,
• en 1985, on retrouve le craquage catalytique (30 % de la capacité ), l'hydrocon-version des résidus pour 22 % ( + 122 % de croissance), l'hydrocraquage desdistillats (21 %), la viscoréduction pour 16 % et dont la capacité a été multipliéepar près de 11, la cokéfaction (11 %) et le craquage thermique pour moins de1%,
• en 1990, l'hydrocraquage des distillats passe en tête avec le tiers de la capacitétotale de conversion, grâce à une croissance annuelle moyenne de + 22 % durantla période 1985-1990, suivi du craquage catalytique (28 %), la viscoréductionpour 22 % (une croissance annuelle moyenne de + 18 % sur la période 1985-1990), la cokéfaction (10 %) et l'hydroconversion des résidus (7 %) dont le déclins'explique par les dommages subis par les raffineries iraniennes durant la guerreIran-Irak ; le craquage thermique est en voie de disparition (389 Kt, soit 0,2 %de la capacité totale), comme le montre la figure 2.15.
Le développement des capacités de conversion a induit des changements dansla structure du parc des raffineries de l'organistaion dans le sens d'une plus grandecomplexité. Ainsi, au premier janvier 1991, la structure du parc était la suivante (cf.figure 2.16) :
• 32 raffineries de type simple (56 % du parc) ayant une capacité de traitement de131,2 Mt (36 % de la capacité totale),
• 4 raffineries semi-complexe (4 % du parc) pour une capacité de traitement de30,2 Mt, soit 8 % du total,
• 21 raffineries de type complexe (37 % du parc) ayant une capacité de traitementde 206,9 Mt, soit 56 % de la capacité de traitement totale.

^^^^^
59
Figure 2.15 : Structure des capacités de conversion de l'OPEP.
~Z CRA. TH. EZ VSBK ЭЭ FCC £ 3 иск KS сок. :ZZ HCR
30-%-;
А01-01-1980
21,5Mt01-01-1985
47,9 Mt
01-01-1991
80,2 Mt
Figure-2.16 : Structure du parc de raffineries de l'OPEP au 01-01-1991
4*0
- Raffinerie
Simple
56%
Raffineries : 57 Capacité : 368 Mt

г т60
2.4.2 Les projets d'extension des capacitésLes projets d'extension des capacités de raffinage dans les pays de ГО.Р.Е.Р. se résumentà près de 70 Mt de capacité de distillation supplémentaire qui seront mises en serviceavant la fin de l'année 1993, ce qui portera la capacité de l'organisation à près de440 Mt15
Les capacités d'exportation de l'O.P.E.P. en produits raffinés vont encore aug-menter, malgré une croissance importante attendue dans la consommation interne.Aux quatre premiers pays exportateurs actuels (Arabie Séoudite, Venezuela, Koweïtet Algérie) s'ajouteront l'Iran, les Emirats Arabes Unis et l'Indonésie.
2.4.3 Le potentiel d'exportation des produitsLe potentiel d'exportation en produits pétroliers de l'OPEP est en augmentation con-tinue, passant de 94 Mt en 1985 à 135 Mt en 1989, tous produits confondus.
En 1989, la production et la consommation ont été respectivement de 312,9 Mtet 177,5 Mt, ce qui donne un potentiel d'exportation de 135,4 Mt (cf. tableau 2.7).
Les principaux pays exportateurs de produits pétroliers de l'organisation sont :
• l'Arabie Séoudite avec un volume de 24,2 Mt en 1981 (24,5 % du total O.P.E.P.)et 37,5 Mt en 1988 (24,4 %).
• le Venezuela, avec 23,6 Mt (23,9 %) et 33,1 Mt (21,6 %), respectivement pour1981 et 1988.
• le Koweït pour 14,0 Mt en 1981 (14,2 %) et 28,0 Mt en 1988 (18,3 %) a doubléle volume de ses exportations.
• l'Algérie, dont le volume des exportations est passé de 10,1 Mt en 1981 (10,2 %du total O.P.E.P.) à 22,7 Mt en 1988 (14,8 %), occupe la quatrième place.
Ces quatre pays détiennent à eux seuls les 80 % des exportations de l'organisation.Nous noterons le cas de l'Iran dont les exportations sont passées de 9,05 Mt (7,9 % dutotal de l'organisation) en 1982 à 0,42 Mt en 1988 (2,7 % du total), suite aux dégâtsoccasionnés par la guerre à l'industrie du raffinage de ce pays. Ce pays retrouveracertainement sa part dans les exportations de l'organisation avec la remise en marchedes raffineries touchées et le démarrage des projets en construction.
Le tableau 2.7 reprend la production, la consommation et le potentiel d'exportation(défini comme la différence entre les deux premières grandeurs) :
l sCe chiffre ne ptend pas en compte les dégâts occasionnés, lois de la Guette du Golfe, à l'outil del'Itak et du Koweït.

гTableau 2.7 : Potentiel d'exportation de l'OPEP, par catégorie de produits
Produits
1985- Production- Consommation- Solde exportateur
1989- Production- Consommation- Solde exportateur
Essencesauto.
32,232,7-0,5
35,935,70,2
Kérosène
22,915,97,0
27,817,210,6
Gazole et fiouldomestique
69,947,822,1
78,052,125,9
Fioullourd
81,440,940,5
93,237,955,3
Autresproduits
43,818,924,9
61,423,637,8
Total
250,2156,294,0
296,3166,5129,8
Source : OPEC Statistical Bulletin
Les principaux débouchés des exportations de produits pétroliers de l'OPEPsont les marchés nord Américain (pour un quart), l'Europe occidentale pour le tierset l'Extrême-Orient (le Japon et les NPI (nouveaux pays industrialisés) pour un peumoins d'un tiers).
La figure 2.17 montre, pour les principaux exportateurs de l'OPEP, les destina-tions des exportations de l'année 1989.

i62
Figure-2.17 : Destinations des exportations de produits raffinés des principauxexportateurs de ГОРЕР
Anteil» d iNad. 23,8%
21.8%32.0%
Gros Exportateurs Destinations
Le facteur géographique est essentiel dans l'explication de l'importance des fluxd'échange. C'est ainsi qu'on retrouve comme premier client :
• l'Amérique du nord pour le Venezuela (les deux-tiers de ses exportations),
• l'Europe occidentale pour l'Algérie (plus de 60 % des exportations),
• l'Extrême-Orient pour l'Indonésie (80 % des exportations) et l'Arabie Séoudite(près des deux-tiers).
Le Koweït intervient sur deux marchés (Europe occidentale pour près de lamoitié et l'Extrême-Orient pour un quart), tout comme l'Algérie (un tiers pour 1'Amérique du Nord et près des deux-tiers pour l'Europe occidentale).
г63
2.5 Quelles perspectives à l'horizon 2010 ?
Après cette analyse rétrospective du raffinage européen et de son environnement inter-national, la question qui subsiste est : quelles perspectives pour la fin du siècle et pourla première décennie du prochain ?
Dans la deuxième partie nous tenterons de répondre à la question en examinantl'évolution de ses déterminants :
• en premier lieu les conjonctures économique en général et énergétique en particu-lier,
• en second lieu, l'évolution de la structure de la demande,
• troisièmement, l'évolution des sources d'approvisionnement en pétrole brut.
Les conjonctures économique et énergétique constituent un élément primordialquant à l'évolution de la demande pétrolière, en volume et en structure. Celles-ci sonttrès fortement conditionnées par le prix directeur de l'énergie qui reste celui du pétrolebrut. En effet, depuis 1973, les prix internationaux des énergies sont dominés parl'évolution du prix du pétrole brut qui, par le biais des mécanismes d'indexation descontrats gaziers, "contamine" les prix du gaz et affecte - par des mouvements d'ampleurlimité - ceux du charbon.
La question est donc de savoir comment évoluerait ce prix du pétrole brut d'icila fin du siècle, question d'autant plus difficile que l'expérience montre que toutes lestentatives de prévisions se sont avérées fausses. Faudrait-il pour autant renoncer ?
Evidemment non et la solution de rechange consiste à recourir à des scénariosde prix, plutôt qu'à vouloir prévoir leur évolution.
Nous verrons dans le chapitre 5 que trois scénarios de prix peuvent être en-visagés : un scénario de prix dit de "sagesse" que nous appelerons scénario de base,permet d'envisager une croissance économique mondiale raisonnable. Ce scénario seraencadré par deux autres :
• un scénario fort caractérisé par un prix bas permettant d'envisager une forteconsommation pétrolière des pays industrialisés,
• un scénario faible avec un prix élevé qui sera non seulement un frein à cette relancemais induirait également une possible perte de part de marché pour le pétroledans ses usages thermiques au profit de ses concurrents, particulièrement le gaznaturel, ce qui se traduirait pour le raffineur par la nécessité d'un recours à desschémas de plus en plus complexes, donc des investissements dans la conversionprofonde.

г64
L'évolution de la structure de la demande dépend bien sûr du prix du brutcomme nous l'avons souligné plus haut, mais aussi des contraintes d'environnement.Une sévérité accrue de ces mesures induiraient un surcoût des produits pétroliers con-cernés et par conséquent leur possible substitution par les produits concurrents. Noussimulerons (cf. chapitre 7) les conséquences pour le raffineur de telles mesures.
La qualité des bruts qui constitueront l'approvisionnement de demain est aussiun élément important. Quels bruts adopter pour la modélisation et quel est son impactsur les besoins en capacités et structures de raffinage ?
L'agrégation de l'approvisionnement est l'objet du chapitre 4 et les différentessimulations pour la détermination de l'approvisionnement à utiliser sont l'objet deschapitres 7, 8 et 9.
Le raffinage est une activité stratégique dans la mesure où il est moins risquéd'être dépendant du brut que des produits raffinés pour deux raisons :
• le marché des produits raffinés est plus étroit : 1 milliard de tonnes par anpour le marché international du pétrole brut contre 400 Mt/an pour les échangestranscontinentaux de produits raffinés, le rapport pouvant aller à trois contre un,
• le marché des produits est plus vulnérable que celui du brut à cause du nombretrès restreint d'exportateurs vers l'Europe des Douze : l'ex-URSS, la Roumanieet quelques pays de l'OPEP (Arabie Séoudite, Algérie, Venezuela et Koweït), en-core que pour les deux premiers, l'augmentation prévisible de leur consommationintérieure réduira certainement leur potentiel d'exportation.
La décennie de la restructuration a permis au raffinage européen d'atteindre,dès 1989, un taux d'utilisation des capacités de 88 % (90 % pour les Etats-Unis), tauxauquel aspirait depuis bien longtemps le raffineur. Au niveau de la collectivité touteentière et compte tenu des aléas de la demande, ce taux ne serait-il pas le signal d'unfutur déficit en capacités ? Nous répondrons à la question dans les chapitres 7, 8 et 9.
La détermination des capacités et structures nécessaires à la satisfaction desdemandes de produits pétroliers des années 1995, 2000 et 2010 constitue l'objet deschapitres de la deuxième partie.
г 65/ \
PARTIE II :
PROGRAMMATION LINEAIRE & RAFFINAGE
Application à l'optimisation des capacités
et structures du raffinage européen(Horizons 1995, 2000 & 2010)
гIntroduction à la deuxième partie
Le raffinage est une activité qui se prête fort bien, compte tenu du caractère combina-toire des problèmes posés, à l'application de la programmation linéaire qui est utiliséepour la gestion des raffineries sur le plan de l'optimisation aussi bien technique (optimi-sation des conditions opératoires d'un procédé), qu'économique (optimisation du choixdes bruts et autres matières, des additifs, des catalyseurs, des utilités, etc.). Il faut direaussi que l'application de cette discipline a facilité l'essor de l'activité. Ses applicationssont aussi diverses que l'élaboration des simples programmes de mélanges de produitsintermédiaires pour l'obtention des produits commerciaux, aux problèmes plus com-pliqués d'élaboration de stratégie de la compagnie en matière de choix d'investissement(Khebri S. (1989)) ou aux problèmes de planification du développement de l'outil pourle moyen et long terme, objet de ce travail.
1. Évolution des applicationsLes grandes phases de développement de la modélisation du raffinage à l'InstitutFrançais du Pétrole sont les suivantes (cf. Babusiaux D. & Champion D. (1982),Babusiaux D. (1980), Babusiaux D., Offant P. & Valais M. (1978)) :
• 1969 : mise au point des premiers modèles statiques "mono-raffineries",
• 1970 : élaboration des codes GEMME (pour la génération de matrices) et PIERRE(pour la génération des rapports),
• 1974 : mise au point des premiers modèles dynamiques d'investissement : lesmodèles "MULTI" (multiraffineries et multipériodes),
• 1975-1976 : les problèmes d'agrégation dans le raffinage : approvisionnement etstructure de raffinage,
• 1976-1977 : élaboration des modèles multipériodiques "Multiénergies",
• 1980-1981 : élaboration du sous-modèle raffinage de Mini-DMS énergie (équationsde type économétrique),

Г68
• 1980-1982 : modèles multipériodiques : raffinage-pétrochimie et optimisationdes utilités en raffinerie (non linéarités traitées et traitement en programmationlinéaire et mixte),
• 1980-1985 : accroissement et diversification croissante des applications : miseau point d'un modèle dynamique national couplant la production du pétrole leraffinage, le gaz et l'électricité au Mexique.
2. Les étapes de la mise en oeuvre du modèle linéairede raffinageLa détermination des capacités et structures optimales de raffinage se fait par le recoursau modèle linéaire de raffinage dont les phases de la mise en œuvre sont les suivantes :
1. définition de la problématique, autrement dit définition de :
• l'agrégat à modéliser, c'est-à-dire en ce qui nous concene, l'Europe-19 ouCEE-12 ?
• l'approche à utiliser : monoraffinage ou multiraffinage, monopériode ou mul-tipériode. Encore que pour ce dernier, il s'agit de spécifier si l'approche esten groupes de pays, pays ou raffineries.
2. détermination des données. Les données du modèle linéaire de raffinage serépartissent en trois modules : Approvisionnements, Marché et Schéma de raffi-nage,
3. génération de la matrice : la taille des programmes linéaires de raffinage (d'unecentaine à quelques milliers de lignes et colonnes) ne permet pas une constructionmanuelle de la matrice, c'est pourquoi on a recours à des générateurs de matricespermettant la traduction d'un fichier-texte des données à une matrice sous unformat pouvant être lu par les codes d'optimisation disponibles sur la machine.
4. Optimisation de la matrice par l'emploi d'un code d'optimisation approprié.
5. les codes d'optimisation ne permettent pas une présentation des résultats sousune forme répondant à l'attente du raffineur, c'est pourquoi on a recours à descodes appelés "générateurs des rapports", permettant la présentation des fichiersde sortie des codes d'optimisation sous la forme souhaitée par l'utilisateur quipeut ainsi visualiser rapidement les productions obtenues, le taux d'utilisationdes différentes unités, les utilités, les coûts marginaux, les qualités des produits.
6. Calage et simulations des différentes hypothèses liées aux données du problème.
Dans cette seconde partie nous aborderons chacun des points précédents. Ainsi :

г69
• le chapitre 3 traitera des problèmes soulevés par l'agrégation en général et de ladéfinition de l'agrégat à modéliser, en particulier.
La modélisation du raffinage européen soulève deux questions :
— la première a trait à l'espace géographique à modéliser, autrement dit est-ilnécessaire de modéliser l'ensemble des Dix-neuf ou peut-on se contenter decelle des Douze ? C'est l'étape de la définition de l'agrégat,
— la deuxième porte sur l'approche à utiliser pour modéliser cet agrégat :l'approche MONOraffinage (en bloc) ou l'approche MULTIraffinage, encoreque dans ce cas précis, il y a lieu de spécifier entre les démarches possibles :groupe de pays, pays ou raffinerie.
Après la définition du problème, nous passons à celle des données. Celles-ci serépartissent en trois modules :
— le module des approvisionnements,
— le module "marché",
— le module "schéma de raffinage".
• Le module des approvisionnements fera l'objet du chapitre 4. L'objet de cemodule est la détermination du nombre et du type des bruts à retenir pourreprésenter l'approvisionnement de l'agrégat à modéliser. Nous développerons laméthodologie et effectuerons les applications pour la détermination des propor-tions de chacun des bruts retenus dans l'approvisionnement global.
La structure d'approvisionnement ainsi déterminée sera testée pour confirmer savalidité pour les approches MONO et MULTI.
• le module "marché" sera traité dans le chapitre 5. Ce module a pour objet ladétermination du vecteur demande des différents produits pétroliers retenus dansla modélisation, pour les différents scénarios, ainsi que les prix des produits etdes approvisionnements (bruts et feedstocks).
• dans le chapitre 6, on précisera les hypothèses concernant le dernier bloc desdonnées, en l'occurence le bloc "schéma de raffinage", pour les horizons 1995,2000 et 2010, avant de passer à la présentation du modèle linéaire de raffinage :la formulation générale d'un programme linéaire et son application au raffinage,la structure des fichiers de données, le générateur de matrices, le format desmatrices, le code d'optimisation à utiliser, le générateur de rapport et le calagedu modèle pour permettre son application.
• les trois chapitres suivants (de 7 à 9) seront consacrés à l'optimisation propre-ment dite, c'est-à-dire à la détermination des capacités et structures optimales

г •VKu
70
pour les horizons 1995 (chapitre 7), 2000 (chapitre 8) et 2010 (chapitre 9).
Dans le chapitre 7, nous commencerons par tester la validîdité de la structurede l'approvisionnement qui sera déterminée dans le chapitre 4 pour l'approcheMULTI, avant de passer aux différentes simulations.
• Nous terminerons par un chapitre (le chapitre 10) de discussion des résultats destrois horizons. Nous y analyserons l'ensemble des résulats pour le total des Douzeet zone par zone et discuterons les hypothèses de base.
Г т
Chapitre 3
Agrégation et modélisation
3.1 Introduction
Dans la piemière partie, et après avoir présenté les concepts techniques indispensa-bles à la compréhension de l'aspect technique du raffinage (chapitre 1), concepts quiseront largement utilisés dans la suite de l'exposé, nous avons analysé les grandsdéveloppements du raffinage mondial depuis sa naissance aux Etats-Unis d'Amériqueen 1870 à ce jour (chapitre 2).
Nous avons également analysé le raffinage de l'OPEP - sa rétrospective et sesperspectives - dans la mesure où celui-ci constitue et constituera le principal concur-rent du raffinage européen par l'importance des volumes de produits qu'il "déverse"chaque année sur le marché européen, ce qui est un élément important à prendre enconsidération dans le dimensionnement des nouvelles unités à construire.
Après cet exposé de l'environnement général du raffinage européen, on s'intéres-sera maintenant au problème du choix de l'entité à modéliser : c'est ce qu'on appelle leproblème de l'agrégation. En effet, agrégation et modélisation vont de paire puisque,si la modélisation concerne une entité, l'agrégation permet justement de définir cetteentité.
La modélisation du raffinage européen soulève la question première de la défini-tion de l'agrégat à modéliser. Avant d'aborder cette question, nous situerons d'abordla modélisation que nous entreprendrons par rapport aux autres modèles, puis nousaborderons le concept de l'agrégation, avant de passer à la présentation de l'Europe-19 : ses caractéristiques socio-économiques et énergétiques et plus particulièrement lesecteur du raffinage. Nous analyserons alors les structures de l'outil de raffinage et desconsommations des différents produits pétroliers sous l'angle de qui fait quoi et quidétient quoi, ce qui nous permettra de retenir un niveau d'agrégation "optimal".

гs?
7 2
3.2 De la modélisation en général et du modèleutilisé en particulier
3.2.1 Quelques généralités
Mobiliser revient à "recenser" les paramètres susceptibles d'expliquer - on parlera devariables explicatives • le phénomène à analyser (la variable expliquée ou endogène) età "comprendre" leurs interactions. Ainsi, la demande énergétique d'un pays par exem-ple, peut être considérée comme dépendante du niveau de l'activité économique, de lastructure industrielle, des performances techniques de cet appareil, des comportementsdes différents agents économiques vis-à-vis de cette énergie, de la nature et du degréde développement de ses réseaux de transport et distribution, du climat, des prix, despolitiques fiscales et de bien d'autres facteurs.
La diversité de ces facteurs est la première raison qui pousse l'analyste à l'utilisa-tion d'un modèle pour "schématiser" une réalité plus complexe : c'est l'aspect simplifi-cateur de la modélisation. Cependant modélisation n'est pas synonyme de "caricature",dans la mesure où grâce à un niveau d'analyse plus désagrégé (sous réserve de disponi-bilité des informations statistiques) on pourrait toujours incorporer plus de facteursexplicatifs et arriver ainsi à mieux cerner le lien existant entre la variable endogène etles variables explicatives retenues.
Toutes les disciplines utilisent des modi , de la physique aux sciences sociales,mêmes si les conditions de leur utilisation sont différentes.
Pour l'écc omiste, le recours à la modélisation se justifie par le fait que l'économie,faisant partie des sciences sociales, se caractérise par "l'impossibilité d'une repro-ductibilité des expériences permettant l'émergence d'une vérité scientifique (Huitric R.(1989), page 5), comme c'est le cas des sciences expérimentales.
L'analyste économique devra donc se contenter des données disponibles pour lacomprehension de la réalité des interactions des différents facteurs sur le phénomèneen question. Cependant, ces données qui constituent justement les "produits" de notre"manip" sont aussi '7a source de tous nos problèmes. Leur imperfection rend notretravail difficile et souvent impossible." (Griliches Z. (1986), page 1466),
Dans un modèle d'optimisation comme le nôtre, ces imperfections des donnéesimpliqueront un volume de traçai! plus important puisqu'il y a lieu d'effectuer dessimulations sur les données "douteuses" pour permettre un balayage de l'intervalle devariation correspondant.

Г 1I-
73
3.2.2 Place du modèle utiliséDepuis la première crise de l'énergie, la littérature a enregistré une grande "inflation"dans les travaux de modélisation1. Ces modèles peuvent être scindés globalementen trois groupes : les modèles théoriques, les modèles économétriques et les modèlesopérationnels. Cette distinction repose sur l'objectif recherché par le modèle et lesoutils utilisés. Dans ce sens, les modèles opérationnels se basent sur des simulationspour évaluer l'impact de telle ou telle variable sur le phénomène analysé.
Quelle est la place de notre modèle parmi ces trois groupes ?
La modélisation des capacités et structures de raffinage est un modèle d'optimi-sation de type opérationnel, dans le sens où elle consiste à déterminer les capacitésoptimales des unités composant la (ou les) ramnerie(s) retenue(s) dans le cadre del'agrégation. Ces capacités sont fonction d'une multitude de facteurs (approvision-nement en bruts, schéma de raffinage, niveaux et structures des demandes, etc.) et lasolution consiste à simuler l'impact des éventuelles variations de ces paramètres sur lescapacités ainsi déterminées.
3.3 Le problème de l'agrégationLes trois volets du problème de l'agrégation sont :
• l'agrégation des grandeurs économiques (quantités et prix principalement) est-elleréalisable ?
• le problème de la détermination du niveau optimal d'agrégation, c'est-à-direjusqu'où peut-on aller dans l'agrégation, ou inversement dans la désagrégation ?
• enfin, le problème pratique de la disponibilité des informations statistiques desgrandeurs ainsi agrégées.
Dans notre cas, ce problème consiste à savoir s'il faut considérer l'Europe2
comme une seule entité, ou faut-il se contenter d'une modélisation des Douze ? Encorequ'à ce stade le problème n'est pas totalement réglé puisqu'il s'agît de savoir commentcet ensemble (les Dix-neuf ou les Douze) sera étudié : en un seul bloc, par zones enprocédant à des regroupements des pays, par pays ou carrément par raffinerie, caraprès tout l'unité de production n'est-elle pas la raffinerie ?
L'opération d'agrégation des données conduit généralement à une perte d'infor-mation par rapport aux données fines, ce qui peut introduire des biais dans les variables
1 Particulièrement pout la dem&nde d'énergie.2Nous n'évoquerons pas le problème de Is. délimitation de l'Europe qui, avec le chute du mur de
Berlin, d'abord, et de l'éclatement de l'U.R.S.S. ensuite, rend difficile la sépaiation Europe occidentale-Europe orientale. Tout au long de ce travail, le terme Europe sera synonyme des dix-neuf pays del'Europe OCDE.

* тi> 4
У74
duales (les coûts marginaux) dus aux éventuels changements structurels survenus auniveau des agrégats élémentaires, mais non détectables au niveau agrégé par suite depossibles compensations : l'agrégation de deux raffineries, l'une simple, l'autre avecconversion conduit à une sur-optimisation, Jans la mesure où le fioul résiduel de la raf-finerie simple, ne disposant pas d'autres débouchés que le produit fioul lourd lorsque laraffinerie est considérée isolément, trouve un débouché plus valorisant (sa conversionen produits légers) grâce aux unités de conversion disponibles par le fait de l'agrégationdes deux raffineries en une seule. De ce fait les coûts marginaux du même fioul résiduelne sont plus comparables, car dans le deuxième cas, ils sont biaises.
Une désagrégation poussée a aussi ses contraintes liées à la non disponiblité dedonnées fines fiables et au coût de la réalisation d'une telle opération, ce qui constituelà aussi une source de biais. Entre ces deux cas extrêmes (agrégation à outrance etdésagrégation poussée) se trouve nécessairement un niveau "optimal" d'agrégation.
L'objet des paragraphes suivants est la détermination de ce niveau.

г75
3.4 Détermination de l'agrégat à modéliserPour déterminer le niveau d'agrégation à retenir, nous tenterons de comprendre lesmécanismes qui régissent les deux volets de l'activité : l'outil de raffinage (volet deproduction) et celui de la consommation des produits pétroliers dans le but d'arriverà dégager des groupes homogènes qui constitueront l'agrégat.
Nous ne reviendrons pas sur l'analyse rétrospective, largement développée dansla première partie, nous établirons le bilan de l'infrastructure et des consommationspour l'année 1991.
3.4.1 Caractéristiques économiques générales3.4.1.1 Population
Avec une superficie totale de 4 378 980 km2, l'Europe-19 compte une population de 417millions d'habitants en 1991, soit 1,7 fois la population des États-Unis d'Amérique, ou50 % de celle de l'Organisation pour la Coopération et le Développement Economique(O.C.D.E.) dont elle est membre. Cette population n'est pas uniformément répartiesur les pays de la région, puisque les cinq grands pays3 représentent à eux seuls 70 %du total. La CEE-12 compte une population de 328 millions d'habitants, soit 79 % dutotal Europe-19.
L'Allemagne est le pays le plus peuplé et compte pour près de 80 millionsd'habitants, soit 19 % du total Europe-19 (le quart environ de la population des Douze).
3.4.1.2 Le Produit Intérieur Brut
L'Europe-19 a produit, en 1991, pour 3 476 milliards de dollars U.S. de richesse, cequi correspond au tiers du total OCDE. Les Douze participent à cette production desDix-neuf pour 86 %, alors que les cinq pays cités précédemment produisent ù eux seulsprès des trois-quarts.
3.4.2 Caractéristiques énergétiques généralesLa production mondiale d'énergie primaire, en croissance continue, est passée de 6716,9Mtep, en 1982, à 7796,4 Mtep en 1991, soit 16,1 % d'augmentation. La part del'Europe-19 dans cette production est restée relativement stable (10,4 % en 1991 con-tre 10,1 % en 1982), contrairement à d'autres régions telles que l'Amérique du Nordqui a vu sa part passer de 26,2 à 23,7 %, durant la même période. Les augmentationsenregistrées l'ont été pour le Proche-Orient, l'Afrique, l'Asie et l'Autralasie.
3Désormais le terme "cinq grands" regroupe l'Allemagne, le Royaume-uni, la Fiance, l'Italie etl'Espagne.

iг
76
En matière de consommation, on retrouve à peu près le même phénomène, àsavoir une réduction de la part des pays développés et l'augmentation de celle des paysen voie de développement. Durant la période 1982-1991, l'Europe-19 voit sa paît passerde 17,9 à 17,7 %.
3.4.2.1 Les réserves pétrolières
L'Europe-19 est une région démunie en ressources pétrolières importantes. Le niveaude ses réserves est estimé, par OU & Gas Journal au premier janvier 1992, à 1980 Mt4,soit à peine 1,5 % des réserves mondiales. Ce niveau représente 9,4 années de produc-tion et . . .3,5 années de consommation équivalente à celle de l'année 1991.
Ces faibles réserves sont encore mal réparties puisque la Norvège et le Royaume-Uni en détiennent les 80 % (52,5 % pour la Norvège et 27,5 % pour le Royaume-Uni) ; lesautres, notamment les plus développés, donc gros consommateurs devront se contenterdes miettes restantes (Allemagne : 3,1 %, France : 1,2 %, Italie : 4,8 %, Pays-Bas :1,0 % et Espagne : 0,1 %).
3.4.2.2 La production
La production d'énergie primaire de l'Europe-19 est passée de 578,7 Mtep5 à 810,8 Mtepdurant la période 1978-1991.
Si la production a augmenté de 40,1 % en volume, la structure par contre aconnu des changements importants comme le montre la figure 3.1 ci-après. Ainsi, onretrouve des sources d'énergie :
• qui se sont affirmées nettement, comme :
- le pétrole dont la part dans la production totale est passée de 15,1 à 26,5 %(87,2 à 215,0 Mtep en volume). Cette forte progression est le résultatd'intenses efforts de recherche-prospection menés après le premier choc pétro-lier et qui ont abouti à la découverte des gisements de la Mer du Nord.
La production de l'Europe-19 est passée de 20 Mt en 1973, à . . . 215 Mt en1991 (194,1 Mt en 1989 en raison de la destruction de la plate-forme PiperAlpha et d'autres accidents qui ont réduit l'activité d'extraction en zonebritannique de la Mer du Nord).
- l'électricité d'origine nucléaire dont la part est passée de 6,6 à 21,2 %, c'est-à-dire une contribution aux ressources sensiblement égale à celle du gaznaturel (21,8 % pour le gaz naturel).
4Avec le taux d'équivalence suivant : 1 tonne = 7,33 barils et 1 baril = 1 5 9 litres.'Millions de tonnes équivalent pétrole.

1 Гs»1
I I
Figure 3.1 : Evolutions comparées de la production et de la consommationd'énergie primaire de l'Europe-19
1384 Mtf.3
1248 Mtep
579 Mtep
pi/
35 % \)Production Consommation
1 9 7 8
CZ3 CMS YZZÀ Pétrole ЕЭ
Production Consommation
1 9 9 1
GN ES3 Elect. Hydr. Elect. Nucléaire
• dont la contribution relative aux ressources est en déclin, même si en volumecelle-ci peut être considérée comme relativement, stable. C'est le cas :
- des CM.S.6 dont la part est passée de 34,6 à 26,3 %,
- du gaz naturel qui perd près de cinq points, même si en volume la progressiona été de + 17%,
6Combustibles Minéraux Solides.
L

1 f- 1г78
- de l'électricité d'origine hydraulique qui voit sa contribution passer de 17,6à . . . 4 , 2 % .
3.4.2.3 La consommation
L'Europe-19, deuxième centre de consommation important après les États-Unis, connaîtune croissance continue dans la consommation d'énergie primaire. Celle-ci est passéede 1247,9 à 1384,6 Mtep durant la période 1978-1991, soit un taux de croissance de11 %. Ce rythme de croissance ne l'a pas été pour toutes les énergies composantespuisque, et comme le montre la figure 3.1 précédente :
• le pétrole, première énergie consommée, voit sa part décliner de 56,2 à 45,6 %(- 10 % en volume), suite aux politiques énergétiques mises en place dans lesdifférents pays au moment du premier choc pétrolier (substitutions inter-énergies,réduction de l'intensité énergétique et mesures d'économies d'énergie),
• les C.M.S., deuxième énergie consommée, gagnent trois points, mais restentmenacés pour cette seconde place par l'électricité primaire et le gaz naturel,
• le gaz naturel, grâce à sa qualité d'énergie propre est en passe de devenir lasource d'énergie de demain. Sa part est passée de 13,9 à 17,7 % pour des volumescorrespondant de 172,9 et 245,3 Mtep respectivement,
• l'électricité primaire, quatrième source d'énergie, est également en progressionde 11,2 % à 14,9 %, grâce au boom du nucléaire qui gagne à lui seul plus deneuf points, et malgré le recul de l'hydraulique (- 66,5 %). Cependant, Tcher-nobyl et les restrictions de plus en plus sévères en matière de protection del'environnement seront à coup sûr des obstacles à une poursuite de la croissancedu vecteur électrique à base de nucléaire.
L'analyse de la structure de la consommation par pays (cf. tableau 3.1 ci-dessous) montre combien le poids des Douze est important. En effet, ce groupe con-somme près de 90 % du total des Dix-neuf.
La consommation est également très concentrée au sein de la СББ-12, puisqueles cinq grands consomment à eux-seuls plus de 70 % de la consommation des dix-neuf(70,3 % en 1978 et 72,7 % en 1991) et 83 % de celle de CEE-12 comme le montre letableau 3.1 ci-dessous.

1 Г79
Tableau 3.1 : Structure géographique de la consommation d'énergie primaire del'Europe-19
Pays
AllemagneRoyaume-UniFranceItalieEspagne
Total 5 grands
Total CEE-12
Total Europe-19
1978
Mtep
270,0°211,4191,8145,471,1
889,7
1073,8
1247,9
%
21,616,915,411,75,7
70,3
86,0
100,0
1985
Mtep
354,4b
201,2180,0132,273,0
940,8
1113,7
1265,1
%
28,015,914,210,45,8
74,4
88,0
100,0
1991
Mtep
341,9216,3211,5151,685,3
1006,6
1205,3
1384,4
%
24,715,615,311,06,2
72,2
87,1
100,0
"Allemagne de l'Ouest seulement.'Allemagne de l'Ouest seulement.
Source : d'après BP Statistical Review.

1 г80
Entre une consommation représentant 17,7 % du total mondial et une produc-tion de 10,4 % de l'année 1991, se pose nécessairement un problème de dépendanceénergétique de l'Europe-19.
3.4.2.4 Une dépendance énergétique incontournable ?
La comparaison des ressources propres et des consommations permet de tirer les en-seignements suivants :
• pour le total énergie primaire : grâce à un taux de progression de la productionsupérieur à celui de sa consommation (40 contre 11 %), l'Europe occidentale apu porter le taux de couverture de ses besoins, par ses ressources propres, de 46,4à 58,6 % durant la période 1978-1991. Cette performance n'a été possible quegrâce à la mise en place de politiques énergétiques conséquentes qui ont permis :
- une plus grande efficacité énergétique, par une réduction de l'intensité éner-gétique,
- des substitutions inter-énergies et des mesures d'économies d'énergie.
• par source, nous distinguons :
- les C.M.S. : le taux de couverture des besoins a perdu dix points en raisond'une augmentation plus rapide de la consommation (29,2 % contre 6,3 %pour la production), les C.M.S. européens étant moins compétitifs sur leplan international. On s'attend à une diminution encore plus importantede ce taux, dans les prochaines années, avec la suppression des subventionslocales actuellement en vigueur (charbon allemand et français entre autres).
- le pétrole : la forte dépendance énergétique de l'Europe est principalementdue à celle du pétrole en raison de l'importance de ce produit dans le bi-lan énergétique, d'une part, et surtout du taux de dépendance7 pétrolièreextrêmement élevé, d'autre part.
La dépendance pétrolière est passée de 88 à 66 % durant la période 1978-1991. Même si ce taux reste encore élevé (plus des deux tiers des besoinspétroliers continuent d'être importés), cela ne doit pas cacher les importantsprogrès réalisés grâce à :
* une multiplication de la production par 2,5 (découverte des gisementsde la Mer du Nord),
* une réduction de la consommation de 10 %, par une plus grande ef-ficacité dans l'utilisation de cette énergie, ce qui se traduit par unediminution de l'intensité pétrolière.
7Ce taux est le complément à 100 du taux de couverture.

— le gaz naturel : la dépendance en matière de gaz naturel est passée de13 à 28 % suite à une augmentation de la consommation plus importante(+ 20 %) que celle de la consommation (+ 42 %). Ce taux de dépendancen'est pas inquiétant outre mesure, compte tenu du niveau des réserves lo-cales.
— l'électricité primaire : compte tenu du caractère non stockable8 de cetteénergie, on ne peut pas parler ici de taux de couverture ou de dépendance.
Cette énergie a connu, dnrant la période 1978-1991, un taux de croissance de47,1 %, taux qui est le résultat d'une multiplication de l'apport du nucléairepar .. .4,5 d'une part, et d'une baisse de 66,5 % de celui de l'hydraulique.
3.4.3 Le pétroleLe pétrole reste, et restera encore, la première source d'énergie consommée aussi biensur le plan mondial qu'au niveau européen, d'où l'importance stratégique que revêtcette source tant convoitée.
Quelles sont les potentialités et les besoins de l'Europe en cette ressource ? Telest l'objet des sections suivantes.
3.4.3.1 La production
La production de pétrole de l'Europe est passée de 20,7 Mt, en 1970, à 215,0 Mt en1991. Cette croissance de la production est imputable à la découverte des gisementsde la Mer du Nord dont les zones britannique et norvégienne représentent 86,4 % dela production totale de la région.
3.4.3.2 Les importat ions
Le volume des importations pétrolières est passé de 598,6 à 536,1 Mt durant la période1970-1991, après avoir culminé à 635,5 Mt en 1976.
Les Douze ont importé, hors CEE, 477,9 Mt en 1991 et ont exporté 67,1 Mt(dont 82,3 % pour le Royaume-Uni), soit une importation nette de 477,8 Mt. Lesautres pays de l'Europe-19 non membres de la CEE-12 ont un solde exportateur de24,5 Mt.
81
°Certains piocédés permettent de stocker cette énergie, sous forme de chaleur, dans des couchessouterraines. Les quantités à stocker restent encore relativement faibles.
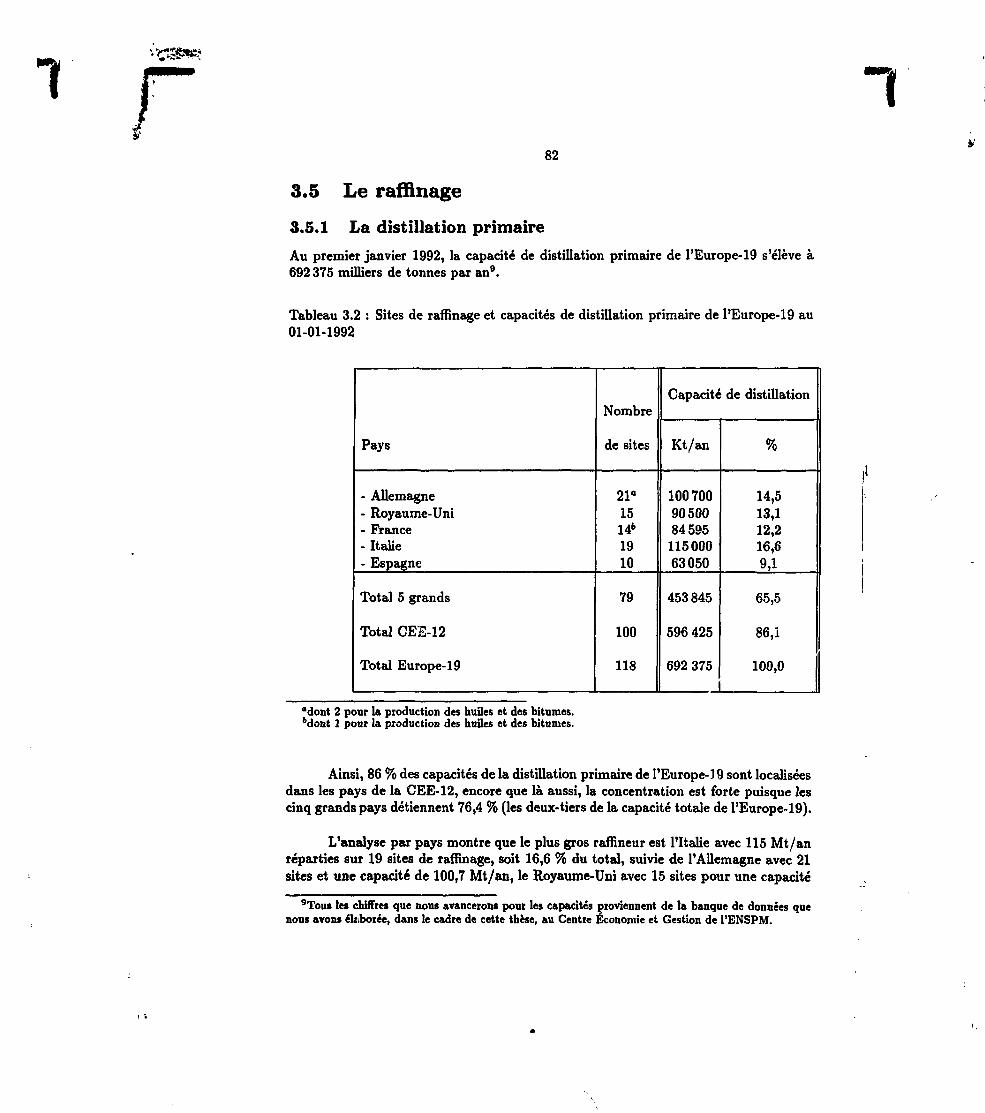
г82
3.5 Le raffinage
3.5.1 La distillation primaire
Au premier janvier 1992, la capacité de distillation primaire de l'Europe-19 s'élève à692 375 milliers de tonnes par an9.
Tableau 3.2 : Sites de raffinage et capacités de distillation primaire de l'Europe-19 au01-01-1992
Pays
- Allemagne- Royaume-Uni- France-Italie- Espagne
Total 5 grands
Total CEE-12
Total Europe-19
Nombre
de sites
21°15
1 4 6
1910
79
100
118
Capacité de distillation
Kt/an
100700905008459511500063050
453845
596 425
692 375
%
14,513,112,216,69,1
65,5
86,1
100,0
T
"dont 2 pour la production des huiles et des bitumes,'dont 1 pour la production des huiles et des bitumes.
Ainsi, 86 % des capacités de la distillation primaire de l'Europe-3 9 sont localiséesdans les pays de la CEE-12, encore que là aussi, la concentration est forte puisque lescinq grands pays détiennent 76,4 % (les deux-tiers de la capacité totale de l'Europe-19).
L'analyse par pays montre que le plus gros raffineur est l'Italie avec 115 Mt/anréparties sur 19 sites de raffinage, soit 16,6 % du total, suivie de l'Allemagne avec 21sites et une capacité de 100,7 Mt/an, le Royaume-Uni avec 15 sites pour une capacité
9Tout les chiffres que nous avancerons poui les capacités proviennent de la banque de données quenous avons éuiborée, dans le cadie de cette thèse, au Centre Economie et Gestion de l'ENSPM.

1 Г83
de 90,5 Mt/an, la France pour 14 sites (dont un pour les huiles et bitumes) et unecapacité de 84,6 Mt/an et l'Espagne pour 63,1 Mt/an pour dix sites.
3.5.2 La conversionLa capacité de conversion, exprimée en équivalent FCC, au premier janvier 1992, estde 194 Mt dont 90 % pour les Douze et près des trois-quarts pour les cinq grands.
Le taux de conversion10 des Dix-neuf est de 28 % alors que ceux des Douze etdes cinq grands sont de 29,4 et 31,4 % respectivement.
Quatre pays ont un taux de conversion supérieur à la moyenne des Dix-neuf, ils'agit du Royaume-Uni (41,1 %), de l'Allemagne (37 %), de la Grèce (30,1 %) et desPays-Bas (28,2 %), comme le montre le tableau 3.3.
L'analyse par type de procédé de conversion montre également le même poidsdes Douze et des cinq grands, puisque (cf. tableau 3.3) :
• pour le FCC, procédé le plus utilisé, les parts respectives des Douze et des cinqgrands sont de 93 % et 77 %,
• pour la viscoréduction les parts sont de 90 et 70 %,
• pour 13,4 Mt/an d'hydrocraquage des distillât s, les Douze en détiennent 51 %(51 % pour les cinq grands),
• pour la cokéfaction enfin, sur les 12,6 Mt/an de capacité totale, 12,6 Mt/an,soit 91 %, sont localisées dans la СББ-12 et plus particulièrement dans les cinqgrands.
10Le coefficient de conversion est défini par le rapport de la capacité totale de conversion, expriméeen équivalent FCC, à la capacité de distillation primaire.

г84
Tableau 3.3 : Capacités de conversion de l'Europe-19 au 01-01-1992
• Allemagne• Royaume-Uni- Franc«-Italie- E«p»tne
Total 5 gland«3
• Payt-Bai• Belgique- Grèce
Total CEE-12
Total Europe-19
Total
Mteq.FCC
3737223215
143
17«7
в174
194
%
101911168
74
933
90
100
%Gonveriion
3741262824
31
281830
29
28
FCC
Mt
132017168
75
753
90
97
%
132118179
77
755
93
1П0
HCK1
Mt
63131
13
2
2
16
18
%
35155
184
76
9
9
93
100
VSBK3
Mt
1339178
51
642
65
72
%
184132412
70
953
90
100
Cokéfaction
Mt
63
32
13
13
14
%
4120
1812
91
91
100
1 Hydrocraquage des distillât s.2 Viscoréduction.3 Pour cause d'arrondis, le total en % peut différer de la somme des % des cinq pays.4 Les Pays-Bas possèdent les deux unités de conversion profonde de l'Europe :l'hydrocraqueur des résidus (hyconj de Siiell à Pernis avec 1,15 Mt/an et 1,7 Mt/an deflexicoking pour Exxon à Rotterdan'. C'est grâce à ces deux unités que les Pays-Basont un taux de conversion supérieur à celui de la France et de l'Espagne.

1 г85
La production des essences automobile
La production des essences avec les qualités requises par le marché (indiced'octane élevé et teneur en РТБ de plus en plus faible (0,15 g/1 maximum actuellementen France) nécessite d'autres unités, en plus du FCC. Il s'agit des unités du réformage(classique ou avec régénération continue du catalyseur), d'alleviation, d'isomérisation,de polymérisation (dimersol) et de MTBE. La structure, au 01-01-1992, de ces ca-pacités est donnée par le tableau 3.4 qui montre, encore une fois la prépondérance desDouze et plus particulièrement des cinq grands qui détiennent 68 % des capacités dureformage catalytique, 82 % de celles d'alkylation, 47 % de celles de polymérisation,69 % de celles d'isomérisation et 63 % de celles du MTBE.
Tableau 3.4 : Structure (en % du total des Dix-neuf) des capacités des unités deproduction des essences de l'Europe-19 au 01-01-1992
- Allemagne• Royaume-Uni- France-Italie- Espagne
Total 5 grande*
- Payt-Bat- Belgique• Grèce- Portugal• Danemark• Irlande
Total CEE-12*Total Europe-19
Mt/an !• CEE-12
- Europe-)9
Réformagecatalytique
181612139
68
8532I1
86,7100
79,878
92,208
Alkylation
9435
24
82
871
90,9100
6,380
7,015
Poly-merisation
S3725
47
317
63,9100
1,405
2,200
I.o-mériiation
10171224
69
715
84,1100
7,290
8,670
MTBE
51310
63
1112
88,7100
1,024
1,154
* Pour cause d'arrondis, le total en % peut différer de la somme des % des pays con-cernés.

г86
3.5.3 Le rôle des compagnies pétrolièresLe raffinage est une activité fortement capitalistique et nécessite beaucoup de savoir-faire d'où une forte concentration des capacités entre un nombre assez réduit de com-pagnies et particulièrement les grandes multi-nationales. En Europe, ce phénomène esttrès visible puisque deux compagnies (Shell et Exxon) détiennent 22 % de la capacité to-tale de distillation primaire des Dix-neuf et le quart de la capacité totale de conversion.
Avec la British Petroleum (BP) ces parts passent à 29 % aussi bien pour la dis-tillation primaire que pour la conversion, alors que les dix premières détiennent 60 %et 56 % respectivement pour la distillation et la conversion (cf. tableau ci-dessous).
Sur les dix premières compagnies :
• cinq Majors (Shell, Exxon,BP, Mobil et Texaco) occupent les trois premièresplaces, la neuvième et la dixième et possèdent 35 % des capacités de distillationet 34 % de celles de la conversion,
• les grandes européennes (Agip (groupe ENI), Total, Elf et Fina) auxquelles ilconvient d'ajouter Repsol (firme espagnole d'Etat) et dont les capacités sont lo-calisées en Espagne (près de 60 % des capacités espagnoles de distillation) etseulement une petite unité d'huiles au Royaume-Uni), se positionnent de la qua-trième à la huitième place dans l'ordre : Agip, Repsol, Total, Elf et Petrofina,comme le montre le tableau 3.5.
Ces parts sont appelées à. augmenter avec les privatisations de l'outil de raffinagede Гех-RDA11, de l'Espagne et du Portugal.
1 1 La raffinerie de Leunawerk a été acquise par un consortium dont Elf est majoritaire et celle deSchwedt (PCK Schwedt) par un consortium composé de DEA allemande (37,5 %), la VEBA allemande(18,75 %), la PDVSA vénézuélienne (18,75 %), ELF (8,33 %), Total (8,33 %) et AGIP (8,33 %).

87
гTableau 3.5 : Les dix premiers raffineurs de l'Europe-19 au 01-01-1992
№
l
2
3
4
5
6
7
8
9
10
Compagnies
Shell
Exxon
BP
Agip
Repsol
Total
Elf
Pétrofina
Mobil
Texaco
Unité
Mt/an%
Mt/an%
Mt/an%
Mt/an%
Mt/an%
Mt/an%
Mt/an%
Mt/an%
Mt/an%
Mt/an%
Distillation
primaire
79,511,5
78,711,4
44,06,3
39,45,7
35,95,2
32,24,6
30,94,5
22,13,2
21,13,0
17,62,5
sous vide
42,412,4
31,011,9
16,66,4
16,86,4
13,85,3
12,04,6
12,34,7
9,83,7
9,33,6
6,72,5
Conversion
Mt/an
26,613,8
19,410,0
10,35,4
8,74,5
9,24,8
8,54Л
8,74,5
6,43,3
4,92,5
4,92,5
% Topping
33,5
24,6
23,5
22,0
25,7
26,4
28,1
29,0
23,3
27,8
Réformage
catalytique
12,813,9
9,910,7
4,95,3
4,85,2
4,85,2
5,15,5
3,63,9
2,52,7
3,43,6
2,42,5
Les % sont calculés par rapport aux capacités respectives de l'Europe-19 et la capacitéde conversion est en Mt/an équivalent FCC.

1 г88
3.6 La consommation des produits pétroliers
3.6.1 Analyse globaleLa consommation des produits pétroliers des Dix-neuf est passée de 472,6 Mt en 1970à 552,3 Mt en 1979, soit + 16,9 % d'augmentation. Le second choc pétrolier et larécession économique qui a suivi ont réduit cette consommation à 456,7 Mt (- 17,3 %)en 1984. En 1985, le début de la chute des prix du pétrole a amené une reprise dans laconsommation, reprise facilitée par le contre-choc pétrolier de 1986 et la consommationa pu atteindre 489,5 Mt en 1988 et 563 Mt en 1991, comme le montre la figure 3.2suivante :
Figure 3.2 : Evolution de la consommation des produits pétroliers de l'Europe
Г4
Millions de tonnas
600 r-
500 h
400
300
200
100
Europe-19
A* A 4 W /Л AV /fr ЛЬ V\ /A <A «S -S «JV «ft «> A -Jb A A A& & & & J & & & J J & & & 4* & & & & 4* N*
Source : d'après les statistiques de l'AIE.

Г 189
La consommation de produits pétroliers de l'Europe des Douze - qui représente86 % de celle de l'Europe-19 - a connu principalement trois phases (cf. figure 3.2) :
• une phase de croissance qui va jusqu'au premier choc pétrolier de 1974. Laconsommation est ainsi passée de 404,7 Mt en 1970 à 476 Mt en 1973, soit uneaugmentation de 17,6 % en l'espace de trois années.
• une deuxième phase de reprise de la consommation (1976-1979), après une réduc-tion de la consommation à 423,4 Mt en 1975 (- 11 % en deux ans), due au premierchoc pétrolier. La consommation atteindra durant cette période son maximumde 474 Mt en 1979, chiffre qui ne sera jamais égalé depuis à cause de l'effet dusecond choc.
• une troisième phase de réduction de la consommation. Celle-ci sera de 389,5 Mten 1985, soit une diminution de 17,8 % pour la période 1979-1985. Le contre-choc pétrolier de 1986 a permis l'amorce d'une reprise de la consommation quiatteindra 486,5 Mt en 1991 dont 73 % pour les cinq grands.
Pour mieux comprendre le pourquoi de ces fluctuations dans les consomma-tions, nous analyserons d'abord l'évolution du rôle des différents pays membres pourfaire ressortir les pays gros consommateurs, avant d'aborder la structure de consom-mation par produit.
La figure précédente montre qu'entre 1970 et 1991, les pays gros consommateursde produits pétroliers restent pratiquement les mêmes, puisqu'on retrouve :
• l'Allemagne pour un quart de la consommation totale communautaire, soit 22,3 %du total des Dix-neuf,
• la France pour 17,6 % (contre 19,4 % en 1970),
• le Royaume-Uni avec 15,3 % (contre 17,9 % en 1970),
• l'Italie pour 17,3 % (contre 15,2 %).
• l'Espagne dont la part est passée de 5,4 % en 1970 à 8,3 % en 1991,
Ces cinq pays à eux seuls consomment les trois-quarts du total des Dix-neuf( 84 % du total des Douze), comme le montre la figure 3.2.
3.6.1.1 Structure de la consommation
L'évolution de la structure de la consommation des Dix-neuf est donnée par la figuresuivante 3.3 :
г

7' 1^* ? гл.. f
I90
Figure 3.3 : Evolution de la structure de consommation de produits pétroliersdes Dix-neuf100%75%
50%
25%
0%
Ш 1il
У/А Y//<
/ЭОС xScx'
ж ж1 ШI H
г
1970
H Fioul lourd
(D Kérosène
1979
D AutresS Essences auto.
1988 1991
О Fioul domestique DGazoleBNaphta QGPL
La structure de la consommation pétrolière des Douze a connu durant ces vingtdernières années des changements notables suivants (tableau 3.6) :
• une très nette réduction de la consommation de fioul lourd qui passe de 28,3 %,en 1970, à 19,9 % en 1979 et 15,3 % en 1991, c'est-à-dire que la consommation aété réduite de 35 % (ramenée en volume de 114,6 Mt à 74,4 Mt). C'est d'ailleurscette réduction qui a été à l'origine du bouleversement de l'outil de raffinageeuropéen, par le passage de raffineries simples à des raffineries plus complexes.
• une hausse de la consommation des produits légers qui passent de 23,3 %, en 1970,à 28,8 % en 1979 et 33,1 % en 1991. Tous les produits de cette catégorie ontconnu une augmentation, la plus importante a été pour les carburants automobilequi passent de 15,5 % à 22,8 %, soit près du quart de la consommation totale,alors qu'en volume la consommation a subi une croissance de + 76,8 % durant

г91
la période 1970-1991, soit + 2,8 % par an en moyenne.
• les produits moyens ont connu également une hausse, même si elle est relative-ment de moindre importance, de 41,2 à 44,0 %. Par produit, la plus grande pro-gression concerne le gazole qui voit sa part doubler à cause de la forte diésélisationdu parc de voitures des particuliers après les fortes augmentations des prix desessences automobiles, après le deuxième choc pétrolier.Cette hausse de la part du gazole s'est effectuée au détriment du fioul domes-tique, principalement, qui perd près de 7 points à cause de la forte concurrencedu gaz naturel ou de l'élécticité (en France particulièrement).
Les carburéacteurs connurent une hausse plus modérée (leur part est passée de4,7 à 5,7 %), due essentiellement à celle du jet fuel dont la part a presque doublé.
Tableau 3.6 : Structure de la consommation pétrolière du marché intérieur des Douzede 1970-1991 (en %)
1
Produits
Produits légers :
- G.P.L.- Naphta- Essences auto
Produits moyens :
- Carburéacteurs- Gazole- Fioul domestique
Produits lourds :
- Fioul résiduel- Autres produits
Total (en %)
en Mt
1970
23,3
2,55,315,5
41,2
4,78,128,4
35,5
28,37,2
100,0
404,7
1979
28,8
3,66,219,0
44,8
5,111,228,5
26,4
19,96,5
100,0
474,0
1988
32,7
4,16,422,2
44,3
5,615,723,0
23,0
15,67,4
100,0
447,7
1991
33,1
3,96,422,8
44,0
5,716,421,9
22,9
15,37,6
100,0
486,5
Source : d'après IAE 1st Quaterly oil statistics and energy balances, Paris 1992.

7 г4
92
Ce retournement dans la structure de la consommation a posé d'énormes pro-blèmes au raffineur qui avait à adapter constamment son outil pour faire face à lademande, ce qui s'est effectué non sans problèmes.
Cette analyse globale reflète la tendance moyenne des douze pays membres,notamment celles des cinq grands, que nous analyserons en détail dans ce qui suit.
3.6.2 L'AllemagnePremière puissance économique de l'Europe et troisième mondiale, derrière les Etats-Unis et le Japon, l'Allemagne est le premier pays consommateur de pétrole de l'Europeavec 25,8 % de la consommation totale des Douze (22,3 % de celle de l'Europe-19) en1991.
Les séries statistiques des années 1991 et suivantes concernent l'Allemagneréunifiée et de ce fait nous sommes en présence d'une rupture sur le plan statistique(les séries des années antérieures et postérieures à 1991 ne sont plus comparables). Dece fait, l'analyse de la période 1970-1988 concernera uniquement l'Allemagne de l'Ouest.
La consommation, tous produits pétroliers confondus, a connu la même ten-dance que celle décrite plus haut pour le total des Douze : une croissance assez rapidejusqu'en 1973, année durant laquelle elle s'est élevée à 123,9 Mt (contre 104,7 Mt en1970), avant de subir une baisse de 12,3 % entre 1974 et 1975, sous l'effet du premierchoc pétrolier. La reprise de la croissance s'est effectuée dès l'année 1976 pour attein-dre les 125,2 Mt en 1979, niveau qui ne sera jamais égalé depuis, à cause justement dudeuxième choc pétrolier de 1979-1980 qui a fait chuter la consommation à 98,2 Mt en1983, soit - 21,6 % par rapport à celle de l'année 1979. A partir de l'année 1985, unereprise a été observée et, en 1991, la consommation de l'Allemagne réunifiée a été de125,7 Mt, soit à peine le niveau de 1979 pour la seule Allemagne de l'Ouest.
La structure de la consommation pétrolière a connu des bouleversements im-portants durant ces dernières vingt années comme le montre le tableau 3.7. C'est ainsique :
• les produits blancs ont connu une augmentation de leur part de 20,3 à 26,4 %de 1970 à 1979 et à 34,2 % en 1991, c'est dire que le blanchiment de la demandes'est accéléré après le second choc pétrolier.
гî
La plus grande augmentation concerne les essences automobile dont la part arapidement grimpé de 15,2 %, en 1970, à 19,0 % en 1979, avant d'atteindre24,7 % en 1988. En volume le taux de croissance a été de + 49 % pour lapériode 1970-1979 et + 11,5 % pour 1979-1988, soit une croissance globale de+ 66,3 % pour la période 1970-1988. La croissance aurait été plus forte sans lahausse importante des prix enregistrée à partir de l'année 1980, ce qui explique

гi
93
d'ailleurs le doublement de la part du gazole à la suite d'une diésélisation plusrapide du parc de véhicules des particuliers.
• la part des produits moyens est restée relativement stable (53,4 % en 1970 contre53,3 % en 1979 et 52,9 % en 1988). Si le total gazole-fioul domestique a pupréserver sa part, il le doit au gazole qui a vu sa part passer de 7,5 % à 12,7 %pour toute la période ; la part des carburéacteurs a, quant à elle, augmenté plusfaiblement (de 1,9 % à 3,7 %).
• les produits lourds, enfin, ont perdu douze points durant toute la période 1970-1988, de 26,3 % à 14,1 %. Le plus grand perdant a été fatalement le fioul lourddont la part a été divisée par 2,4 pour rcpr* senter 7,5 % en 1988, niveau encoreplus faible que celui observé pour la moyem e des Douze.
Tableau 3.7 : Structure de la consommation pétrolière du marché intérieur del'Allemagne de 1970-1991 (en %)
Produits
Produite légers :
- G.P.L.- Naphta- Essences auto
Produits moyens :
- Carburéacteura- Gacole- Fioul domestique
Produits lourds :
• Fioul résiduel- Autres produits
Total (en %)
en Mt
% variation
1970
30,3
1,93,215,2
53,4
1,97,5
43,9
26,3
17,78,6
100,0
104,7
—
1979
36,4
2,45,019,0
53,3
2,39,1
41,9
30,3
13,07,3
100,0
125,2
+ 19,6
1988
32,9
2,26,024,7
53,9
3,712,736,5
14,1
7,56,7
100,0
108,4
- 13,4
1991"
34,2
2,36,725,3
51,9
3,912,435,6
13,9
7,36,6
100,0
125,7
+ 16,0
"Allemagne réunifiée.
Source : d'après IAE 1st quaterly oil statistics, Paris 1992.

i94
3.6.3 La FranceDeuxième consommateur européen de pétrole, derrière l'Allemagne, la France a con-sommé en 1991 pour 84 Mt, niveau supérieur de 7 % à celui de l'année ...1970 (cf.tableau 3.8).
La consommation maximale atteinte, contrairement aux autres pays, ne l'a pasété en 1979, mais en 1973 - année durant laquelle 70 % de l'électricité française étaitd'origine thermique - avec 97,8 Mt, ce qui s'explique par le programme nucléaire lancéen 1974-1975 et qui a permis, à partir de 1978, de réduire considérablement la consom-mation de fioul lourd par les centrales électriques, comme on le verra plus loin.
La structure de la consommation pétrolière a évolué durant la période 1970-1991comme suit (tableau 3.8).
• une nette diminution de la part des produits lourds : 29 % en 1970, 24,9 %en 1979 et 16,8 % en 1991. Cette réduction de part a concerné aussi bien lefioul lourd que les autres produits pour la période 1970-1988 ; mais, c'est surtoutle fioul lourd qui a été le plus touché, dans la mesure où sa part et le volumeconsommé ont été divisés par 2,6 durant la période 1970-1988. Le déclin du fiouln'a été effectif qu'à partir des années 1980-1981, avec l'entrée en production descentrales nucléaires pour la production d'électricité.
• une relative stabilité de la consommation des produits moyens avec 48 % du total.On notera, cependant, la hausse des carburéacteurs dont la consommation a étémultipliée par 2,1, ainsi que celle du gazole dont la part a été multipliée par 3,1,le volume par 3,3 (17,1 Mt contre 5,1 Mt). Ces deux produits ont compensé labaisse de la consommation du fioul domestique qui perd 16,5 points ou 37 % duvolume.
• une croissance importante de la consommation des produits légers, dont la partest passée de 22,6 % en 1970 à 35,1 % en 1991, c'est-à-dire plus du tiers. Danscette augmentation, la part la plus importante revient aux essences automobiledont la part est passée de 15,7 % à 21,3 %, soit plus du cinquième du total, alorsqu'en tonnage, celle-ci est passée de 12,2 Mt à 17,7 Mt, soit + 43,8 %, durantla période 1970-1979 et à 18,2 Mt (+ 2,8 % ) pour la période 1979-1991. Cettebaisse relative de la croissance à partir de l'année 1979 est due à la forte haussedes prix des carburants (hausse des prix du brut et surtout des taxes).
Г

95
Tableau 3.8 : Structure de la consommation pétrolière du marché intérieur de la Francede 1970-1991 (en %)
Produits
Produits légers :
- G.P.L.- Naphta- Essences auto
Produits moyens :
- Carburéacteurs- Gazole- Fioul domestique
Produits lourds :
- Fioul résiduel- Autres produits
Total (en %)
en Mt
% variation
1970
22,6
2.74,215,7
48,4
2,06,539,9
29,0
19,49,6
100,0
78,5
—
1979
28,4
3,36,318,8
47,7
3,410,632,7
24,9
17,77,2
100,0
94,3
+ 20,1
1988
36,3
4,49,822,1
49,3
4,418,126,9
14,4
7,66,8
100,0
77,4
- 17,9
1991
35,1
3,410,321,3
48,1
4,420,323,4
16,8
9,47,4
100,0
84,0
+ 8,5
Source : d'après les statistiques de l'AIE.

г97
élevée qu'en Allemagne (7,3 %) et en France (9,4 %). Ceci s'explique par le faitque, contrairement aux deux pays mentionnés, le Royaume-Uni est devenu depuisl'année 1977 un exportateur net de pétrole brut, d'où la poursuite de l'utilisationdu fioul lourd dans la production d'électricité.
Tableau 3.9 : Structure de la consommation pétrolière du marché intérieur du Roy-aume-Uni de 1970-1991 (en %)
Produits
Produits légers :
- G.P.L.- Naphta- Essences auto
Produits moyens :
- Carburéacteurs- Gazole- ^ioul domestique
Produits lourds :
- Fioul résiduel- Autres produits
Total (en %)
en Mt
% variation
1970
28,8
0,9
19,7
30,6
8,39,412,9
40,6
34,95,7
100,0
72,2
—
1979
35,0
2,26,7
26,1
37,2
10,311,215,7
27,8
21,56,3
100,0
71,6
- 0,8
1988
40,9
4,24,532,2
36,8
11,313,012,5
22,2
16,45,8
100,0
72,3
1,0
1991
40,4
3,64,432,4
37,5
11,514,311,7
22,1
16,45,7
100,0
74,3
+ 2,8
Source : d'après IAE 1st Quaterly oil statistics, Paris 1992.

Г98
3.6.5 L'Italie
L'Italie consommait en 1970 pour 61,6 Mt de produits pétroliers, chiffre qui va passerà 71,2 Mt en 1973, soit une hausse de + 15,6 %. Le premier choc ramène ce niveau à62,9 Mt en 1975, c'est-à-dire une diminution de 11,7 %.
La période 1976-1979 va connaître une augmentation de la consommation quipasse à 68,3 Mt, soit une hausse de + 8,6 % pour un niveau sensiblement égal à celuide l'année 1972.
Le second choc pétrolier fait chuter la consommation à 59,7 Mt en 1982, soit- 12,6 %. La reprise qui a suivi, a permis d'atteindre 79,7 Mt en 1988, niveau supérieurà celui de l'année 1970 de 29 % et 84,2 Mt en 1991 (cf. tableau 3.10).
L'analyse de la structure de consommation des produits pétroliers pour 1970,1979, 1988 et 1991, montre les points suivants (tableau 3.10) :
• en 1970, la moitié des consommations est représentée par les produits lourds(le fioul lourd pour 44,2 %) ; l'autre moitié étant partagée équitablement entreles produits légers (les essences automobile pour 14,8 %) et les produits moyens(19,6 % pour le gazole-fioul domestique dont 7 pour le gazole).
• en 1979, la part des produits moyens progresse fortement de 25,5 à 40,5 %, dueessentiellement aux gazole, qui gagne 6 points et fioul domestique qui gagne 10points. Les produits légers gagnent 1,3 point, les essences automobile 2,6 points ;alors que les produits lourds perdent 16,3 points ; le plus grand perdant étant lefioul lourd pour 16,5 points.
• en 1988, reprise de la part des produits lourds qui gagnent 8,3 points au détrimentdes produits blancs (- 4,8 points) et des moyens (- 3,6 points). Les produits légersretombent à 21,6 %, les moyens à 36,9 % et les lourds à 41,4 % dont 33,9 % pourle fioul résiduel et 7,5 % pour les autres produits.
• enen 1991, la part des produits légers augmente à 26,6 %, alors que celle des moyenspoursuit sa chute et atteint 33,9 %. Les essences automobile gagnent 5 points,les GPL (+ 0,4 points) et le naphta (+ 0,5 points).
La part des fiouls lourds perd 1,8 points pour passer à 32,1 %, niveau le plus élevéd'Europe compte tenu du choix délibéré de ce pays de renoncer à l'électricitéd'origine nucléaire, d'où l'utilisation accrue de ce produit pour la productiond'électricité.
I

Ii 99
Г
Tableau 3.10 : Structure de la consommation pétrolière du marché intérieur de l'Italiede 1970-1991 (en %)
Produits
Produits légers :
- G.P.L.- Naphta- Essences auto
Produits moyens :
- Carburéacteurs- Gazole- Fioul domestique
Produits lourds :
- Fioul résiduel- Autres produits
Total (en %)
en Mt
% variation
1970
25,1
3,76,614,8
25,5
5,97,09,6
49,4
44,25,2
100,0
61,6
—
1979
26,4
3,55,517,4
40,5
4,813,422,7
33,1
27,75,4
100,0
68,3
+ 10,9
1988
21,6
3,52,515,7
36,9
2,818,216,0
41,4
33,97,5
100,0
79,7
+ 16,7
1991
26,6
3,93,018,7
33,9
2,920,310,8
40,5
32,18,3
100,0
84,2
+ 5,6
Source : d'après IAE 1st Quaterly oil statistics, Paris 1992.

Г 1100
3.6.6 L'Espagne
L'évolution de la structure de consommation des produits pétroliers de l'Espagne estcaractérisée par une forte réduction de la part des produits lourds de moitié durant lapériode 1970-1991, passant de 49,7 (42,0 % pour le seul fioul lourd) à 25,2 % (14,2 %pour le fioul) (cf. tableau 3.11).
Cette réduction s'est effectuée au profit des produits légers (-f 11,3 points) etparticulièrement des essences automobile (+ 8,3 points).
L'autre caractéristique de la consommation pétrolière espagnole est la fortediésélisation du parc automobil espagnole, puisque la part du gazole a toujours étésupérieure à celle des essences automobile (15 contre 12,4 % en 1970 et 22,2 contre20,7 % en 1991) comme le montre le tableau 3.11.
Globalement, la structure de la consommation pétrolière espagnole de l'année1991 se répartit comme suit : les produits blancs pour un tiers, les produits lourdspour le quart et les distillats pour 41 %.
Tableau 3.11 : Structure de la consommation pétrolière du marché intérieur del'Espagne de 1970-1991 (en %)
Produits
Produits légers :
- G.P.L.- Nophta- Essences auto
Produits moyens :
- Carburéacteurs- Gazole- Fioul domestique
Produits lourds :
- Fioul résiduel- Autres produits
Total (en %)
en Mt
% variation
1970
32,4
6,33,712,4
37,9
5,315,07,6
49,7
42,07,7
100,0
22,3
—
1979
37,4
6,66,114,7
32,9
5,816,011,1
39,7
33,95,8
100,0
39,2
+ 75,8
1988
34,6
6,78,918,9
38,5
6,120,312,1
26,9
16,910,0
100,0
38,0
- 3,1
1991
33,7
6,56,520,7
41,1
6,322,212,6
35,2
14,211,1
100,0
40,5
+ 6,6
Source : d'après IAE 1st Quaterly oil statistics, Paris 1992.

1 Г101
3.7 La recherche d'un niveau d'agrégation
3.7.1 L'Europe-19 ou CEE-12 ?
Après avoir analysé l'évolution de l'outil de raffinage et des consommations de produitspétroliers de l'Europe-19, nous avons pu noter l'importance des Douze au sein de cebloc. En effet, les Douze produisent 86 % des richesses de l'Europe-19, consomment90 % de la consommation énergétique totale en général et des produits pétroliers enparticulier. Les Douze ce sont 86 % des capacités de raffinage (distillation et conver-sion) de l'ensemble des Dix-neuf.
Ce sont ces raisons qui font que nous opterons pour le choix des Douze commeun groupe représentatif de l'Europe-19 et nous limiterons donc notre travail à ce bloc.
Reste maintenant à savoir comment ce bloc des Douze sera modélisé : en unseul bloc, par regroupement des pays en zones, par pays ou par raffineries.
La ; modélisation monoraffinage qui consiste à considérer l'ensemble des Douzecomme une seule raffinerie12 a pour avantage la simplicité dans le traitement, mais apour inconvénient la très forte intégration de l'outil qu'elle suppose (toutes les pro-ductions ont lieu dans une seule raffinerie et ignore, par conséquent, les transferts deproduits entre zones).
L'autre problème, plus grave celui-là, est relatif à l'agrégation elle-même et con-cerne, comme nous l'avons mentionné au début de ce chapitre, les biais introduits dansles coûts marginaux résultant de l'optimisation, car dans ce cas il y a sur-optimisationpar suite du regroupement de toutes les capacités de raffinage dans une seule raffinerie.
T
3.7.2 Le regroupement géographique : une solution ?
Une autre solution consiste à travailler non pas en monoraffinage (cas précédent),mais en multiraffinage, c'est-à-dire de s'approcher plus de la réalité par une prise encompte par le modèle des échanges de produits entre les raffineries. Cette hypothèseest d'autant plus importante que l'ouverture des frontières entre les pays de la CEE-12à partir du premier janvier 1993 rend l'hypothèse plus qu'indispensable si on veut quenotre modélisation soit réaliste.
Le fait d'opter pour le multiraffinage ne règle pas encore le problème du choixde l'entité à modéliser, car celui-ci peut très bien concerner des groupes de pays, lespays eux-mêmes ou les raffineries.
12dont les capacités des différentes unités se déduisent par sommation de celles des unités respectivesdes cent raffineries que compte la CEE)-12.

г103
3.8 Les cinq zones en 1991
3.8.1 Les capacités
La raffinerie est désagrégée en dix-sept unités dont les capacités disponibles au premierjanvier 1992 pour chacune des cinq zones sont données par le tableau 3.12.
L'analyse de ces capacités et de leurs structures montre la prépondérance dela zone allemande qui détient plus du tiers des capacités des Douze des distillationsprimaire et sous vide, réformage catalytique de type classique, hydrocraquage desdistillats, viscoréduction et hydrodésulfuration. Cette part s'élève à 64 % pour leréformage régénératif, 45 % pour la cokéfaction et 100 % des capacités de flexicokinget d'hydroconversion. Les "faiblesses" de la zone concernent le dimersol, l'alkylation,Pisomérisation et le FCC dont les parts repectives sont de 8, 19, 24 et 27 %. Le tauxde conversion de l'outil de la zone s'élève à 30,4 %, ce qui la situe à la deuxième placederrière la zone britannique (39,8 %).
La zone britannique se distingue par son taux de conversion le plus élevé desDouze. Elle dispose d'un outil assez complet (la seule zone à posséder une unité deRCC), même si elle ne possède pas encore d'unités d'hydroconversion. Compte tenuque les bruts locaux (Brent et autres bruts de la zone britannique de la Mer du Nord)sont légers, cette unité ne paraît pas indispensable.
La zone détient entre 16 % (distillation primaire) et 58 % (dimersol) de la ca-pacité des différentes unités et la totalité de celle du craquage catalytique du résiduatmosphérique (RCC), les plus grandes parts sont pour l'alkylation (47 %) et le dimer-sol (58 %). Si on ajoute que le seul hydrocraqueur d'essences de l'Europe est localisédans cette zone (dans la raffinerie de BP à Grangemouth), on s°. fait rapidement uneidée sur l'orientation essences de l'outil de la zone.
La zone italienne occupe la troisième position en ce qui concerne le taux deconversion et la deuxième de par l'importance de sa capacité de distillation. La partde la zone dans les capacités des Douze varie de 15 %, pour l'hydrodésulfuration, à42 %, pour l'isomérisation.
La zone française détient 19 % de la capacité des Douze de FCC, 16 % pourla distillation sous vide et le réformage catalytique classique, 15 % pour l'hydrodésul-furation et la viscoréduction, 14 % pour la distillation primaire et l'isomérisation, 12 %pour le MTBE, 6 % pour l'hydrocraquage, 5 % pour l'alkylation et 4 % pour le dimer-sol. Elle ne possède pas d'unités de réformage régénératif, de RCC, cokéfaction, deflexicoking et d'hydroconversion.
La zone espagnole, enfin, possède 23 % des capacités des Douze de MTBE, 15 %de celles du réformage catalytique classique, 13 % de celles de la distillation primaire, de
г

Г г104
viscoréduction et de la cokéfaction, 10 % pour la distillation sous vide et de FCC, 5 %pour l'hydrocraquage et 4 % pour le réformage régénératif et ne possède pas d'unitésd'alkylation, d'isomérisation, de dimersol, de RCC, de flexicoking et d'hydroconversion,ce qui lui confère un taux de conversion le plus faible des Douze (19,7 %).
Tableau 3.12 : Capacités de raffinage au 01-01-1992 des cinq zones, par type d'unités
Unités
Distillation primaire
Distillation sous vide
Réformag^ catalytique :- classique
- régénératif
Craquage catalytique (FCC)
Hydrocraquage des distillate
Craquage catalytique durésidu atmosphérique (RCC)
Isomérisation
AUtylation
Dimersol
МТВБ
Viscoréduction
Cokéfaction
HydrodésuUuration
Flexicoking
Hydroconversion
Total conversion- MteFCC)- Taux(%)
Mt/an%
Mt/an%
Mt/an%
Mt/an%
Mt/an%
Mt/an%
Mt/an%
Mt/an%
Mt/an%
Mt/an%
Mt/an%
Mt/an%
Mt/an%
Mt/an%
Mt/an%
Mt/an%
Zone 1
93,30016
40,754
n13,160
SO2,300
1819,975
222,600
193,200100
1,5102i
3,02547
0,8205«
0,15015
2,800
2,800ii
33,95010
37,239,8
Zone 2
206,3805S
85,38056
20,74031
8,04064
24,62027
4,69035
1,740U
1,22019
0,1108
0,327Si
24,81038
5,6504S
66,33039
1,700100
1,150100
62,830,4
Zone 3
84,595Ц
38,36016
10,75016
0,0000
17,39019
0,7506
1,010Ц
0,3505
0,0604
0,12512
9,44015
0,0000
24,90515
21,525,4
Zone 4
134,700S3
49,56021
12,52819
1,85015
19,230il
4,66035
3,0304i
1,785Î8
0,425J0
0,19119
19,44530
2,500го
25,56515
37,627,9
Zone 5
77,45013
23,50010
10,06015
0,4504
8,77510
0,7005
0,0000
0,0000
0,0000
0,231is
8,35013
1,65013
17,89011
15,219,7
CEE-12
596,425100
237,554100
67,238100
12,640100
89,990100
13,400100
3,200100
7,290100
6,380100
1,405100
1,024100
64,845100
12,600100
168,640100
1,700100
1,150100
174,329,4

Г105
3.8.2 La production des produits pétroliers
En 1991, les cinq zones de la CEE-12 ont produit 503,6 Mt tous produits pétroliersconfondus. La zone allemande (Allemagne-Benelux-Danemark) en a produit, à elleseule, les 36,7 % (18,9 % pour la seule Allemagne), suivie par la zone italienne (Italie-Grèce) pour 19,2 %, la zone britannique (Royaume-Uni - Irlande) avec 17,2 %, la zone 3(France) pour 14,8 % et enfin, la zone espagnole (Espagne-Portugal) pour 12 %, commele montre la tableau 3.13.
Tableau 3.13 :zones en 1991
Niveaux et structures des productions de produits pétroliers des cinq
Produits
GPLNaphtaEssence* Auto.Total Légers
KérosèneGazole + FODTotal Moyens
FioulAutresTotal Lourd*
TOTAL% CEE-13
Zones
britannique
Kt
18252344
2857632745
94842667536159
13491442917920
8682417,2
%
2,12,7
32,937,7
10,930,741,6
15,65,1
20,7
100,0
allemande
Kt
56558904
4276557324
90737260281675
299171600545922
18492136,7
%
3,14,823,131,0
4,939,344,2
16,28,624,8
100,0
française
Kt
243625601762522621
47813020934990
113205549
16869
7448014,8
%
3,33,423,730,4
6,440,647,0
15,27,4
22,6
100,0
italienne
Kt
263212062142525263
58313297338804
274325263
32695
9676219,2
%
2,71,2
22,126,1
6,034,140,1
28,35,5
33,8
100,0
espagnole
Kt
21722707
1157716456
46061793722543
17218434821566
6056512,0
%
3,64,519,127,2
7,629,637,2
28,47,2
35,6
100,0
TOTAL
CEE-12
Kt
1472017721121968154409
33775180396214171
9937835594134972
503552100,0
%
2,93,524,330,7
6,735,842,5
19,77,1
26,8
100,0
Source : d'après IAE 1st Quaterly oil statistics, Paris 1992.
La production des cinq zones représente 87,2 % de celle de l'Europe-19. Lastructure de la production, par type de produits, est la suivante : 30,6 % pour lesproduits légers (24,2 % pour les essences automobile), 42,5 % pour les produits moyenset 26,8 % pour les produits lourds (19,7 % pour le fioul lourd).
Cette structure de la production, reflet de l'outil de raffinage en place (cf.§ 3.8.1), diffère d'une zone à l'autre. La part des produits légers décroit du nordau sud et varie de 37,7 % pour la zone britannique à 26,1 % pour la zone italienne. Lapart des essences automobile varie de 32,9 % pour la zone britannique (le tiers de laproduction) à 19,1 % pour la zone espagnole.
Les distillats représentent près de la moitié (47 %) pour la zone française, 44,2 %

Г106
pour la zone allemande, 41,6 % pour la zone britannique, 40,1 % pour la zone italienneet 37,2 % pour la zone espagnole, c'est-à-dire entre le tiers et la moitié de la production.
En fonction de la part du fioul dans la production, les cinq zones se répartissentglobalement en deux groupes :
• un premier groupe caractérisé par une part de fioul faible (15,2 à 16,2 %) com-prend les deux zones de l'Europe du Nord et la France,
• un deuxième groupe caractérisé par une part de fioul élevée et comprend les deuxzones de l'Europe du Sud (28,3 % pour la zone italienne et 28,4 % pour la zoneespagnole).
Cette part du fioul dans la production dépend essentiellement de deux para-mètres : la nature de l'approvisionnment (léger ou lourd) et le taux de conversion del'outil en place. Le tableau 3.14 montre l'existence d'une certaine corrélation négativeentre la complexité du l'outil de raffinage (représentée par le taux de conversion del'outil en place) et la part du fioul lourd dans la production.
Tableau 3.14 : Complexité de l'outil de raffinage et part du fioul lourd dans la produc-tion des raffineries des différentes zones
Unités
Conversion- MteFCC)- Taux (%)
% Fioul lourd
zone 1
37,239,815,5
zone 2
62,830,416,2
zone 3
21,525,415,2
zone 4
37,627,928,3
zone 5
14,819,128,4
3.8.3 Consommation des produits pétroliers
L'Europe des Douze a consommé 514,9 Mt de produits pétroliers en 1991. La répartitionde la consommation par zones est la suivante : 37,3 % pour la zone allemande, 19,1 %pour la zone italienne, 17 % pour la zone française, 15,6 % pour la zone britannique et10,9 % pour la zone espagnole.
La consommation, par type de produits se présente comme suit : 31,2 % pourles produits légers (21,5 % pour les essences automobile), 41,1 % pour les distillats et27,7 % pour les produits lourds (20,5 % pour le fioul) (cf. tableau 3.15).

Г I107
Tableau 3.15 : Niveaux et structures des consommations de produits pétroliers descinq zones en 1991
Produit!
GPLNaphtaEssences Auto.Total Légers
KérosèneGasole + PODTotal Moyens
FioulAutresTotal Lourds
TOTAL% CEE-13
Zones
britannique
Kt
279032992492731016
83592046028819
160314334
20365
8020015,6
%
3,54,131,138,7
10,425,535,9
20,05,425,4
100
allemande
Kt
6266126284044059334
85928015288744
311481391145059
19313737,3
%
3,36,520,930,7
4,541,546,0
16,17,223,3
100—
française
Kt
287886911790929478
37093676740476
11108625417362
8731617,0
%
3,310.020,533,8
4,242,146,3
12,77,2
19,9
100
italienne
Kt
357626331731623525
34733033633809
332277Б79
40806
9814019,1
%
3,62,717,724,0
3,530,934,4
33,97,7
41,6
100
espagnole
Kt
34643803981617083
32231674219965
14039499119030
5607810,9
%
6,26,817,530,5
5.729,935,6
25,08,9
33,9
100
TOTAL
CEE-12
Kt
1897431054110408160436
27336184457211793
10555337069142622
514871100,0
%
3,76,0
21,531,2
5,3
35,841,1
20,57,2
27,7
100,0—
Source : d'après IAE 1st Quaterly oil statistics, Paris 1992.

Г108
L'analyse de la structure des consommations des zones permet de distinguer lesles zones du nord et la France de celles du sud, tant la part des produits lourds (lefioul résiduel particulièrement) est très différente : de 19,9 % pour la France14 à 25,4 %pour la zone britannique, pour le nord et de 33,9 % pour la zone espagnole à . . . 41,6 %pour la zone italienne15.
L'autre caractéristique est la forte part des produits blancs et spécialement lesessences automobile dans la consommation britannique (38,7 % pour l'ensemble desproduits blancs et 31,1 % pour les essences automobile), ce qui justifie parfaitementl'orientation essences de l'outil de la zone que nous avons souligné dans le paragrapheprécédent.
3.8.4 Bilan production-consommation des cinq zones en 1991L'outil de raffinage disponible peut-t-il répondre aux besoin^ locaux en produits pétroliers,en quantité et assortiments (par type de produits) ?
La réponse à la question passe par la comparaison des productions et des con-sommations. Celle-ci fait ressortir les éléments suivants (cf. tableau 3.16).
• globalement les Douze sont déficitaires de 11,3 Mt, soit 2,2 % de leur consomma-tion. Par produit, on enregistre :
— des excédents pour les essences automobile et le kérosène de 11,6 Mt (10 % dela consommation) et 6,4 Mt (23,5 % de la consommation), respectivement,
— des déficits pour le reste des produits : 4,1 Mt pour le total gazole-fiouldomestique (2,2 % de la consommation), 1,5 Mt (4 % de la consommation)pour "autres produits", 6,2 Mt (5,9 %) pour le fioul lourd et surtout 22,4 %pour les GPL et 42,9 % pour le naphta.
• par zone, la situation est totalement différente, puisque :
— deux zones sont excédentaires pour le total des produits : la zone britanniqueavec + 6,6 Mt, soit 8,3 % de sa consommation et la zone espagnole pour-(- 4,5 Mt (8 % de la consommation), même si des déficits en GPL et naphta(pour les deux zones) et de fioul (zone britannique) et "autres produits"(zone espagnole) sont observés.
— la zone la plus déficitaire est sans aucun doute la France (la zone 3) avec unsolde de - 12,8 Mt, soit 14,7 % de la consommation. Elle est pratiquementdéficitaire pour l'ensemble des produits à l'exception du kérosène (+ 1,1 Mt)et du fioul lourd (+ 0,2 Mt) ; les déficits les plus importants sont : le total
"encore que ce pays est particulier dans la mesure où 70 % de l'électricité est d'oiigine nucléaire.lsL'italie se trouve dans une position diamétralement opposée à celle de la France en matière de
production d'électricité.

Г109
gazole-fioul domestique (- 6,6 Mt, soit 17,8 % de la consommation) et lenaphta (- 6,1 Mt, soit 70,5 % de la consommation).
- la zone allemande (Allemagne-Benelux-Danemark) vient en deuxième po-sition par son déficit de 8,2 Mt tous produits confondus, soit 4,3 % de laconsommation. Il concerne les GPL pour 9,8 % de la consommation, lenaphta pour 2,9 %, le total gazole-fioul domestique pour 9,4 % et le fioullourd pour 4 % de la consommation. La zone est excédentaire de 2,3 Mtd'essences, 0,5 Mt de kérosène et 2,1 Mt pour "autres produits".
— la zone italienne (Italie-Grèce), enfin, présente un déficit de 1,4 Mt, soit1,4 % de sa consommation. Les produits déficitaires sont : les GPL pour26,4 % de la consommation, le naphta pour plus de la moitié, le fioul lourdpour 17,4 % et "autres produits" pour 30,6 %.
Ainsi, globalement on peut retenir que :
• pour les GPL, le naphta et le fioul lourd, les Douze sont déficitaires (toutes leszones),
• pour les essences automobile et le kérosène, les Douze sont excédentaires.
• pour le total gazole-fioul domestique, les Douze sont globalement déficitaires,même si trois zones (britannique, italienne et espagnole) sont excédentaires (cf.tableau 3.16).
Tableau 3.16 : Bilan de produits pétroliers des cinq zones en 1991 (en milliers de tonneset % des consommations respectives)
Г^
Produite
GPLNaphtaEssences auto.
KérosèneGazole + FOD
FioulAutres
TOTAL
Zones
britannique
Kt
• 965- 955
+ 3649
+ 1125+ 6215
• 2540+ 95
+ 6624
%
3,528,914,6
13,530,4
15,82,2
8,3
allemande
Kt
- 611- 3724+ 2325
+ 481- 7550
- 1231+ 2094
- 8216
%
9,82,95,7
5,69,4
4,015,1
4,3
française
Kt
- 442- 6131- 284
+ 1072- 6558
+ 212- 705
- 12836
%
15,470,51,6
28,917,8
1,911,3
14,7
italienne
Kt
- 944- 1427+ 4109
+ 2358+ 2637
- 5795- 2316
- 137»»
%
26,454,223,7
67,98,7
17,430,6
1.4
espagnole
Kt
- 1292- 1096+ 1761
+ 1383+ 1195
+ 3179- 643
+ 4487
%
37,328,81,8
42,97,1
2,312,9
8,0
TOTAL
CEE-12
Kt
- 4254- 13333+ 11560
+ 6419- 4061
- 6175- 1475
- 11319
%
22,442,910,5
23,52,2
5,94,0
2,2

гПО
Avec la définition de l'entité à modéliser (l'Europe des Douze), de l'approcheà utiliser (modélisation en cinq zones (multiraffinage), des principales caractéristiquesdes zones (outil de raffinage, productions et consommations), nous passons maintenantaux phases de la détermination des modules des données du modèle. Ceux-ci, commenous l'avons mentionné dans l'introduction de cette deuxième partie, se subdivisent entrois blocs :
• les approvisionnements en bruts,
• "le marché",
• le schéma de raffinage.
Le bloc des approvisionnements, objet du chapitre 4, se propose de déterminerla nature de l'approvisionnement en bruts des zones (types des bruts et leurs partsdans l'approvisionnement global). Le bloc "marché" fera l'objet du chapitre 5 alorsque le dernier (le schéma de raffinage sera abordé dans le chapitre 6).

г
Chapitre 4
Agrégation de l'approvisionnementdu raffinage en brut
4.1 Position du problème
L'agrégation de l'entité à modéliser implique également celle des modules des donnéesqui le concernent. Ainsi, pour le cas de l'approvisionnaient en brut par exemple, con-sidérer déjà un seul pays revient à recenser plus d'une soixantaine de bruts traitéschaque année. Le regroupement des pays en zones fait augmenter davantage ce nom-bre. Le problème consiste alors à agréger l'approvisionnement réel en un panier dequelques bruts représentatifs. Déterminer ce panier constitue l'objet de ce chapitre.
Nous présenterons les principes généraux de l'analyse multidimentionnelle encomposantes principales (ACP) et de la classification, les éléments fondamentaux pources points sont résumés dans l'annexe B.
Quant aux applications, nous développerons la méthodologie pour une zone (laFrance) et donnerons les résultats pour les quatre autres.
4.2 L'analyse en composantes principales
Un pétrole brut se définit par ses caractéristiques - on parle de ses qualités - obtenuespar des analyses de laboratoire.
L'approvisionnement d'une raffinerie est, quant à lui, parfaitement défini dèsqu'on connaît pour chaque brut г (г = 1,2, • • •, m) :
• ses caractéristiques j (j = 1,2, • • • , n) ;
• sa quote-part qi dans l'approvisionnement total.
Si on désigne par X la matrice de dimension (m x n) des n caractéristiquesdes m bruts et par Q le vecteur-colonne des quote-parts <fr, l'approvisionnement en

г112
brut de la raffinerie sera alors un brut fictif FICT dont les n caractéristiques sont lesmoyennes pondérées (par les quote-parts Ç{) des caractéristiques des m bruts traités,ce qui s'écrit par la relation :
FICT = Q' . X
O ù :
• FICT est un vecteur-ligne de dimension (l,n),
• Q vecteur-colonne des parts des bruts dans l'approvisionnement total (m, 1) et
Q' = (?l>?2»-",ÇiV)?m)
• X matrice des n caractéristiques des m bruts :
!
i
X =
ХП £l2 " • • x\j • • • xln
Х2\ Xyi • • • X2j " • • Х2п
Xij xin
Xm\
Mathématiquement il y a donc équivalence1 entre le traitement successif des mbruts ou le traitement du brut FICT, dont les caractéristiques sont les combinaisonslinéaires de celles des bruts considérés.
En analyse des données, les m bruts, appelés individus, forment un nuage depoints dans l'espace 9?n des n caractéristiques - appelées caractères - alors que les ncaractères forment aussi un nuage de points dans l'espace 5?m des m individus.
L'objet de l'analyse des données est d'identifier les liaisons éventuelles en-tre les points2 à travers l'analyse du nuage. La difficulté rencontrée est qu'àpartir d'un nombre de points supérieur à trois, l'examen visuel du nuage devient alorsimpossible, de ce fait il va falloir recourir à des projections sur des plans. Se pose alorsle problème du choix du plan de projection car toute projection quelle qu'elle soit nepeut conserver les distances réelles entre points du nuage, d'où l'importance du choixdu plan de projection. Ce dernier sera choisi de manière à ce que les distances soienten moyenne le mieux conservées.
1En fait, il n'y a équivalence que lorsque les n caractéristiques considérées sont linéaires, c'est pourquoien pratique, on remplace les caractéristiques physiques, pour lesquelles cette propriété n'est pas vérifiée,par des indice« correspondants qui eux sont linéaires.
Représentant des bruts dans l'espace des caractères et des caractères dans l'espace des bruts.

113
Le principe de ГАСР, consiste à analyser :
• les proximités entre individus (les bruts) pour en dégager des "simulitudes".
• des corrélations entre caractères (les qualités des bruts) permettant une réductiondes caractéristiques à retenir.
L'analyse en composantes principales demeure un outil et comme tout outil ellea ses avantages et surtout ses limites.
Les limites de l'ACP concernent les significations des axes. En effet, les axesfactoriels s'expriment par des combinaisons linéaires des différents caractères. Dans lecas particulier du problème qui nous intéresse, en l'occurence l'agrégation de l'appro-visionnement en brut du raffinage, ces significations sont importantes, voire primor-diales, pour tirer des conclusions sur les proximités entre bruts ou caractères et de cefait sur leur regroupement ultérieur, ce qui exige de l'utilisateur une très bonne con-naissance du problème traité, faute de quoi il se heurtera aux limites de l'outil.
Pour ce regroupement, l'apport de l'ACP ne va pas plus loin. Il y a lieu alorsde la compléter par la classification, objet du paragraphe suivant.
4.3 La classificationL'objectif de la classification (cf. annexe B) est de procéder aux regroupements desbruts en classes de telle sorte que les bruts d'une même classe soient les plus semblablespossibles. Cette répartition en classes va permettre la désignation d'un représentantde la classe qui sera utilisé dans l'ajustement pour la détermination des parts des brutsretenus dans l'approvisionnment global, comme on le verra dans les paragraphes quisuivent.

Г114
4.4 Réduction de l'approvisionnement en brut duraffinage français
4.4.1 La problématiqueLes pétroles bruts se distinguent par leurs caractéristiques, i.e. leurs qualités : densité,teneur en soufre, rendements en différents produits etc., déterminées par les analysesde laboratoire.
La France a importé en 1990 soixante-sept variétés de bruts (contre 63 en1989) dans des proportions très différentes. Considérer l'ensemble de ces bruts dansun modèle de raffinage est pratiquement impossible à cause :
• des temps de calculs informatiques qui seraient trop onéreux,
• l'apport très limité en information supplémentaire compte tenu du rôle trèsmarginal que joue une grande partie de ces bruts dans l'approvisionnement total(cf. figure 4.3).
Figure 4.3 : Courbe de Lorenz de concentration de l'approvisionnement du raffi-nage français de l'année 1989.
Nombre de brute

г115
Ainsi la courbe de concentration de Lorenz de l'approvisionnement de l'année1989 (figure 4.3 ci-après) montre que :
- trois bruts représentent déjà plus du tiers de l'approvisionnement ;
- cinq bruts interviennent pour 51 % ;
— dix bruts représentent près des deux-tiers, et
— trente bruts (moins de la moitié du nombre total) représentent 90 %.
La solution consiste alors à déterminer un panier de quelques bruts représentatifsde l'approvisionnement annuel de la France.
L'année 1989 a été retenue comme année de référence dans la mesure où l'embargosur les bruts irakiens et koweïtiens décrété en août 1990 a affecté les statistiquesd'importation par type de bruts pour les années 1990 et 1991.
4.4.2 Les individus
П n'a pas été possible de partir des 63 bruts représentant l'approvisionnement del'année 1989 pour nor disponibilité des analyses normalisées pour l'ensemble des bruts.Nous avons recensé vingt-trois bruts (les plus importants) pour lesquels on dispo-sait de l'ensemble des caractéristiques et nous avons affecté les autres bruts aux pre-miers selon leurs "similarités", c'est-à-dire leur densité, teneur en soufre et localisationgéographique. Les vingt-trois bruts de l'échantillon, soit 85 % de l'approvisionnement,sont donnés par le tableau 4.1 suivant :
Tebleau 4.1 : Liste des bruts constituant l'échantillon
Bruts
Moyen-OrientArabian LightIranian HeavyKirkukMurbau LightArabian HeavyBasrah LightIranian LightSuec
Afrique de l'OuestKoléMandjiDjenoForçasNigérian Light
Codes
ARLGIRHVKIRKMRBLARHVBASLIRLGSUEZ
KOLEMANJDJENPORCNIGL
Q(%Appro.)
49,7819,2910,176,484,313,072,481,882,10
15,635,293,332,882,341,68
Bruts
Mer du NordBrentEkofiskGulfaxForties
Afrique du NordEs siderSaharian blendZarzaïtine
URSS : Oural
Amérique du SudBachaqueroIunuth
Codes
BRNTEKOFGLFXFORT
SIDRSAHAZARZ
OURA
BACHISTM
Q ( %Appro.)
17,«T11,132,282,182,08
5,311,841,731,64
7,85
3,972,351,62

Г116
4.4.3 Les caractères
Les caractéristiques des bruts publiées par Oil & Gas Journal ne sont pas homogènes,car les points de coupes sont très différents et de ce fait les rendements considérésne sont pas comparables. Nous avons donc été amené à redéfinir les intervalles deedifférentes coupes et, partant des courbes TBP (True Boiling Point), à recalculer lesrendements.
A côté des rendements en différentes coupes (gaz, GPL, essence légère, essencelourde, kérosène, gas oil, résidu atmosphérique, distillât et résidu sous vide), d'autrescaractéristiques ont été retenues (densité, teneur en soufre du brut et des coupes in-termédiaires et lourdes, le IOR clair de l'essence légère, etc.). Au total les vingtcaractéristiques suivantes ont été retenues pour des considérations de structure duraffinage et normes en vigueur pour l'utilisation des produits considérés.
C*r»cleriitiqaef
Deatilé d« Ъгш!
Reademeal еш ClfcC2
Reademeai ев смеасе légère
Reademeal em Kexoièae
Reademeal ев G»t oil
ReademeBl ев ré»ida ttmotpkériqae
Reademeat ea DittilUt ю н vide
Reademeat ea réiida вот* ride
Dieiel laden da Gai oil
Uailét
% potdi
% poid»
% poid«
% poid»
% poid*
% poids
% poidi
% poid*
-
Codes
APt
CIS
« E l
RE2
KKR
KGO
ÄRA
KDV
%RV
DIN
CArkCléristiqile»
Remdememl ea C3&C4
Теветт cm lonfre du Kiioitae
Тевеяг ев »oafre da Résidu »tmolpkeriqoe
Тевеаг ев sovfre dn DislilUt l o u vide
Тевеаг ев lomfre da Résida SOBS vide
Isdice de viscosité da Résida •Jmospberiqae
Usités
% poids
К poids
-
% poids
% poids
Ta poids
% poids
К poids
% poids
-
KSB
GPL
OBI
AE2
SKI1
SGO
5ПА
SDV
SRV
УПА
4.4.4 L'espace des caractères
La première question à résoudre est celle de la "hiérarchisation" des individus dans lesens d'une répartition des observations en individus principaux et individus supplémen-taires. A priori rien n'empêche que tous les 23 bruts soient tous des individus princi-paux. Nous effectuerons donc une ACP avec 20 caractères (les caractéristiques) mesuréssur 23 individus ayant des poids donnés par le vecteur Q.
L'analyse des contributions des individus aux axes factoriels (tableau 4.3 ci-dessous) montre que le brut BACH explique à lui seul 49,4 % du premier axe principal,ce qui est un indicateur d'une forte dépendance des résultats de cet individu.

Г117
Tableau 4.3 : Qualité« (en %) de« représentation» de« brut« par leur* projection« en fonction du nombre d'axe* retenu«
Brut« / Axe«
ARLGARHVBASLKJRKIRLGIRHVMRBLBRNTFORTEKOFGLFXOURASAHAZARZSIDRSUEZNIGLFORCMANJKOLEDJEFBACHISTM
FI
0.09.«0,96.40.20.6
9,12,82,23.80,0
0,14,9
1,42,00,83.40.50,20.80,2
4»,40,8
F2
2.313,2
4,410,70,00.20,12,33.»
0,121,70.7
0,10.2
1.30.0
1.916,4
5.26.82.96,50.3
F3
2,918,69,58,95,42,9
3,10,80,02,7
18,011,1
0,3
3,10,6
1.20,0
1,03,8
1.10,0
0.14,8
F4
1,85,1
23,60,00.0
1.34.30.00.20,01,70,80,03,3
19,23,70.2
10,89,00,6
11.02,50,6
F5
34,20,32,90.66,8
10,90,11.74,52.31,60,00,00,60,2
20,95,00,05,30,21,00,15,2
F6
0,214.16.0
11.22,31.2
14,61.92,80,1
13,52,30,00,6
1,81,00,00,20,00,00,4
25,50,1
F7
5,50,64,72,24.35,60,20,62,5
28,42,12,02,7
0,10,62,70.0
12,11.93,10,0
1,416,6
La figure 4.4 montre, d'ailleurs, la formation de deux groupes de bruts très dis-tincts : d'un côté le brut BACH, qui est un brut très lourd (13° API) il peut donc êtreconsidéré plutôt comme charge que brut, et de l'autre côté les autres bruts.
Figure 4.4 : Projection des 23 bruts dans le premier plan factoriel
TORC
BACH
SAHJEKOF
Axe FI

г118
Ceci est un indicateur de la forte dépendance des résultats de cet individu, dece fait et afin de remédier à cet inconvénient, nous mettons le brut BACH en élémentsupplémentaire ; nous aurons donc à effectuer une ACP avec 20 caractères mesurés sur22 individus principaux et un individu supplémentaire.
Nous commencerons par l'espace des caractères car la première question àtrancher est celle de la dimension de l'espace principal (espace factoriel), autrementdit, quel est le nombre de composantes principales à retenir ?
L'analyse des valeurs propres (tableau 4.4 ci-dessous) montre en effet que ladimension réelle de l'espace des individus n'est pas égale à 20 mais à 17, puisqu'ilexiste trois valeurs propres nulles correspondant à des caractères initiaux linéairementdépendants (les caractères C12, SGO et DIN). Combien de composantes faut-il retenirparmi ces 17 ?
On voit que premier axe factoriel FI explique à lui seul 36 % de l'inertie totaledu nuage, alors que le plan factoriel F1F2 (défini par les deux premiers axes factoriels)explique 56 % de l'inertie totale ; l'espace factoriel défini par les trois premiers axesF1F2F3 explique 68 % de l'inertie, et ainsi de suite, comme le montre le tableau 4.4suivant :
Tableau 4.4 : Nombre d'axes factoriels et explication de l'inertie
Axes factoriels
% inertie
% cumulé
Axes factoriels
% inertie
% cumulé
FI
36,0
36,0
F10
1,8
97,2
F2
19,8
55,8
F i l
1,0
98,3
F3
12,6
68,3
FI 2
0,9
99,1
F4
7,8
76,2
F13
0,7
99,8
F5
6,4
82,6
F14
0,1
99,9
F6
4.5
87,0
F7
3,4
90,5
F15
0,1
99,987
F8
2,8
93,3
F16
0,010
99,997
F9
2,1
95,4
F17
0,003
100,000
Combien de facteurs faut-il retenir ? La réponse dépendra en fait de la qualitédes représentations des points par leurs projections. Or ces qualités, qui sont la sommedes contributions des différents axes factoriels à l'explication des points, sont justementfonction du nombre de facteurs comme le montre le tableau 4.5 suivant :

1 г119
Tableau 4.5 : Qualités (en %) des représentations des bruts par leur projection pour les différents axes factoriels
Bruts / Nombre d'axes
ARHV
SAHA
MRBL
BRNT
NIGL
EKOF
ZARZ
FORT
IRHV
KOLE
KIRK
SIDR
SUEZ
DJEN
BASL
ISTM
FORC
MANJ
ARLG
IRLG
GLFX
OURA
1
79,1
77,2
77,0
62,7
58,3
44,8
43,8
39,2
35,6
24,0
23,6
22,7
15,2
14,4
13,1
11,4
7,9
6,5
1,2
0,5
0,3
0,0
2
81,2
78,9
83,8
69,2
65,6
45,8
43,9
52,9
35,9
75,6
59,3
28,7
15,6
43,0
28,5
17,4
59,1
46,6
7,7
1,1
64,7
6,0
3
97,8
79,1
89,3
71,0
66,7
59,0
57,4
52,9
39,8
80,0
76,5
29,0
23,9
48,4
56,2
33,2
59,1
57,8
14,8
36,4
82,3
50,7
4
97,8
81,7
90,7
73,7
67,9
59,0
61,8
53,3
40,4
82,7
77,0
72,0
28,8
71,7
81,8
33,8
78,3
67,3
21,3
36,4
93,2
57,1
5
97,8
81,8
90,9
80,2
69,2
63,1
67,8
68,0
71,6
82,7
77,1
72,2
49,2
74,3
84,6
37,5
78,8
80,4
64,5
60,9
93,4
57,1
6
98,2
86,4
91,1
81,9
69,2
84,2
68,1
68,8
77,5
89,6
81,1
72,3
51,1
74,5
92,9
69,5
85,3
81,0
71,9
69,0
93,7
57,2
7
98,3
90,2
93,0
86,7
71,6
85,9
79,9
94,8
77,8
93,0
81,9
80,0
54,9
75,0
93,5
85,3
89,1
81,6
72,0
80,9
93,7
66,6
Ainsi, nous constatons que c'est à partir de six facteurs que la qualité de lareprésentation par les projections dépasse les 50 % pour l'ensemble des 22 individus.Pour un nombre de facteurs égal à cinq, seuls deux bruts (Suez et l'Ismuth) ont unequalité inférieure à 50 %. Pour un nombre de facteurs égal à sept, les qualités desprojections sont très bonnes, nous retiendrons donc ce nombre pour la classification.

120
4.4.5 L'espace des individusLa projection des individus sur le premier plan factoriel F1F2, qui explique 56 % del'inertie totale du nuage, montre la formation de groupes de bruts. Quelles sont cescaractéristiques qui ont créé ces proximités ? Pour répondre à la question, il faudraittenter de trouver une signification concrète à des axes qui, comme nous l'avons ex-pliqué, sont des combinaisons linéaires des différents caractères physiques des bruts.
Le premier axe factoriel, qui explique 36 % de l'inertie du nuage, paraît re-grouper les bruts selon leurs densités et teneurs en soufre. Ainsi, on retrouveensemble d'un côté les bruts d'Afrique du Nord (Saharian blend, Zarzaïtine), de la Merdu Nord (Ekofisk, Brent et Forties) et d'Afrique de l'Ouest (Nigerian light, Forcadoset Kolé) légers et peu sulfurés, et de l'autre côté les bruts du Moyen-Orient plus lourdset plus sulfurés.
Cependant la contribution3 de cet axe à l'explication des points n'est pas uni-forme, elle est même nulle pour l'Oural, négligeable pour le Gulfax, l'Iranian light etГ Arabian light et faible pour le Mandji (7 %) et le Forcados (8 %). Elle est cependanttrès élevée pour le Brent (63 %), le Saharian blend (77 %) et l'Arabian heavy (79 %).Pour le reste des bruts, elle est intermédiaire.
Cette propriété vient renforcer encore la signification donnée à ce premier axepuisque sa contribution à l'explication des bruts légers et lourds est très importanteet faible pour les bruts moyens (Arabian light, Iranian light, l'Oural, le Forcados et leMandji).
Le deuxième axe factoriel est légèrement plus difficile à interpréter. Cependanton peut constater un certain regroupement des bruts en fonction du niveau del'indice d'octane de l'essence légère et du rendement en distillât. C'est ainsique nous retrouvons :
• d'un côté, los bruts du Moyen-Orient et d'Afrique du Nord caractérisés par desindices d'octane et des rendements en distillât relativement plus faibles. Lacontribution de cet axe à l'explication de ces bruts est d'ailleurs faible, voirenégligeable ;
• de l'autre, les bruts d'Afrique de l'Ouest ayant de bons rendements en distillatset des indices d'octane élevés et pour lesquels cet axe fournit une très bonnereprésentation.
3La contribution de chaque axe à l'explication d'un point quelconque est égale à la différence desqualités de la représentation du point par sa projection pour deux axes successifs.

1 г121
La projection des bruts sur le premier plan factoriel est donnée par la figure 4.5
suivante.
Figure 4.5 : Projection des 22 bruts principaux dans le premier plan factoriel
g
8
7
6
5
4
3
2
1
1
2
3
-
-
NIGL
2ARZ
- SAHA E K 0 F
-8 | -6 I
FORC
KO LE
FORT
BRNT SI DROLIRf
MRBL
KIRK
- 4 I - 2 | С
;LFX
DJEN
MANJ
RA
RLG ARHVBASL
I 2 I 4 I 6
Г
A partir du troisième axe, aucune signification concrète ne paraît plausible.
Nous allons maintenant regrouper les individus "proches" en classes homogènes,en utilisant les méthodes de classification.

г Г122
4.4.6 La classificationNous procédons à la classification sur la base des résultats de ГАСР des sept premiersfacteurs obtenus.
Nous utiliserons le code CAHVOR, décrit précédemment, disponibles dans labibliothèque ADDAD du Vax/Vms de l'IFP.
L'arborescence de la classification est donnée par la figure 4.6. Pour obtenir desclasses de bruts, il faudrait couper l'arborescence. Le problème consiste à déterminerle niveau auquel il faudrait couper. Le critère à utiliser est la perte d'inertie intraclassela plu» faible. L'arbre est présenté en partant du nombre de branches maximal (casoù chacun des 22 individus forme une classe) donc avec une inertie intraclasse nulle,jusqu'au cas où tous les individus sont regroupés en une seule classe (le tronc de l'arbre)et qui correspond à l'inertie intraclasse la plus élevée.
Figure 4.6 : Arborescence de la classification hiérarchique des bruts.
REPRESENTATION DE LA CLASSIFICATION HIERARCHIQUE - METHODES DES VOISINS RECIPROQUES
KIWC * 4
MRBL !
FORT»* *~* -I —BRNT-:
ZARZ--
NIGL-*
KOLE—
SIDR-
EKOF-*
SAHA--
ARHV •-
DJZN -
FORC •
GLTX -
IRHV--*
SU«Z~-
BASL *
ISTM -
MANJ * * —
OORA* -
IRLG-
XRLG

г123
En coupant l'arbre au niveau indiqué4 (cf. figure 4.6) on obtient les six classesde bruts du tableau 4.6 suivant :
Tableau 4.6 : Classification des bruts en classes
1
Classe№
1
2
34
56
Individus de la
BRNTARLGARHVBASL-KIRK -FORC-
- EKOF-IRLG- DJENISTM-MRBLGLFX
classe
- FORTOURA
IRHV-
- KOLE - NIGL - SAHA - SIDR - ZARZ- MANJ
SUEZ
Représentantde la classe
BRNTARLGARHVIRHVKIRKFORC
Le brut représentant la classe correspond à celui qui a le poids dans l'appro-visionnement global le plus important.
Il s'agit maintenant de déterminer les trois5 bruts à retenir parmi les six repré-sentants des classes constituées. C'est ce qu'on peut obtenir en effectuant des régressions.
4.4.7 Détermination du panier de bruts réduit
L'objectif recherché par la régression linéaire est de voir s'il est possible de représenterl'approvisionnement global FICT par un panier de 3 bruts. En fait le problème revientà déterminer les nouveaux poids de chacun des 3 bruts retenus dans l'approvision-nement.
L'équation économétrique à estimer est la suivante :
FICT = ,
où :
• FICT est le brut fictif représentant l'approvisionnement global,
• a le vecteur-ligne, inconnu, des poids des 3 bruts dans l'approvisionnement total,
• XB qualités des 3 bruts.
• 6 terme aléatoire des résidus.4Ce niveau correspond au plus grand changement dans l'inertie cumulée.5 Pour des considérations de taille du modèle, nous nous limiterons à trois bruts.

!
i124
Avant de passer à l'estimation de l'équation proprement dite, il y a lieu dedéterminer le nombre de caractéristiques (les qualités) des bruts à retenir. Les ca-ractéristiques à retenir doivent être linéairement indépendantes. C'est l'objet du para-graphe suivant.
4.4.7.1 Interdépendance des caractéristiques de qualité des bruts
L'analyse multidimensionnelle en composantes principales ( ACP) des 20 caractéristiquesdes 22 bruts représentant l'approvisionnement total permet de tirer des enseignementsutiles sur les corrélations entre ces caractéristiques. Le cercle des corrélations - figu-re représentant les coefficients de corrélations des caractéristiques normées - montrel'existence de corrélations :
Figure 4.7 : Cercle des corrélations des qualités des bruts
1. positive entre :
• la densité, les rendements et la viscosité des coupes lourdes (résidu atmos-phérique et résidu sous vide),
• la teneur en soufre du brut et celle des produits gas oil, résidu atmosphériqueet distillât sous vide,
2. négative entre :
г125
• la densité et les rendements en coupes légères (GPL, essence légère, essencelourde) et intermédiaires (kérosène),
• les rendements en résidu atmosphérique et essence légère,
Ces corrélations sont d'autant plus fortes que leurs coefficients sont proches de1, c'est-à-dir" les points se trouvant à proximité de la circonférence de rayon égal à 1.
Ainsi, au vu de ces dépendances, il est possible de réduire le nombre de cescaractéristiques pour ne retenir que celles qui apportent réellement de l'information,c'est-à-dire ceDes qui sont indépendantes. C'est pourquoi il est possible de ne retenirque la teneur en soufre du brut ou celle de ses produits ; nous retenons la première. Demême, la densité du brut se trouvera redondante si nous retenons les rendements endifférents produits. Nous pourrons alors réduire le nombre de caractéristiques de moitié(10 contre 20 initialement) pour ne retenir que : la teneur en soufre du brut (%SB),les rendements en produits (GPL, %E1, %E2, %KR, %GO, %RA, %DV), l'octane del'essence légère (OEl) et la teneur en aromatiques de l'essence lourde (AE2).
4.4.7.2 Régression linéaire sous contrainte
La régression linéaire sous contraintes a pour objet de déterminer le vecteur des pondé-rations de chacun des 3 bruts à retenir comme panier représentatif de l'approvision-nement, telle que la somme des variances soit minimale. Ce vecteur des pondérationsn'est autre que le vecteur a des coefficients de l'équation :
FICT = a . XB + e
Où:
• FICT est le vecteur-ligne des 10 caractéristiques normées et pondérées de l'ensembledes bruts de l'approvisionnement (dimension 1 x 10),
• a = (а1,а2»«з) est le vecteur des coefficients à rechercher (les % poids de chacundes к bruts qui constituent la base) et
• Xg la matrice des 10 caractéristiques de» 3 bruts de la base retenus (dimension(3 x 10)).
• 6 vecteur-ligne des erreurs de dimension (1 x 10).
Pour éviter les biais introduits par la multitude des unités physiques des différentescaractéristiques, il est nécessaire de les normer en utilisant comme variable normatricela moyenne ц de la caractéristique considérée. On obtient ainsi une nouvelle matriceY des caractéristiques normées dont les éléments yij s'expriment par :
Xij
va = —

г126
Où m est :
ГLes coefficients a< (i = 1,2,3) de l'équation à estimer sont soumis à une triple
contrainte :
1. de non négativité,
2. leur somme doit être égale à 1,
3. valeur significativement différente de zéro.
Pour un nombre de 3 bruts, il existe C | = 20 équations à estimer, parmilesquelles deux équations vérifient les trois contraintes précédentes. Ce sont :
FICT = 0,44553 ARLG + 0,44671 BRNT + 0,10576 ARHV
et :FICT = 0,48440 BRNT + 0,34808 FORC + 0,16756 ARHV
Le choix entre l'une ou l'autre des deux équations se fera sur la base du minimumde la somme des carrés des résidus (SCR) qui sont respectivement les suivantes :
SC Ri = 0,003 SCR2 = 0,008
Nous retiendrons donc la première équation et l'approvisionnement réduit de laFrance se présentera alors comme suit :
Tableau 4.7 : Structure de l'approvisionnement réduit de la France
Bruts
BrentArabe légerArabe lourd
Part en % de l'approvisionnement global
44,6744,7510,58
4.5 Les autres zones
La détermination de l'approvisionnement réduit en brut des autres zones se fera de lamême manière que celle développée et appliquée pour la France. Nous ne reviendronspas sur la méthodologie.
L'approvisionnement en brut des cinq zones de l'Europe des Douze se présentealors comme suit :

г127
Tableau 4.8 : Structure de l'approvisionnement en brut réduit des cinq zones (en
гn°
1
2
3
4
5
Bruts
0 API
Zone britannique
Zone allemande
Zone française
Zone italienne
Zone espagnole
Brent
38,0
67,4
62,3
44,7
60,6
45,5
Arabeléger33,4
15,7
11,1
44,7
5,2
19,4
Arabelourd27,9
16,9
26,6
10,6
34,2
35,1
FICT
0 API
35,6
34,8
34,9
34,4
33,6
Quelles explications peut-on donner à ces structures d'approvisionnement diffé-rentes, voire opposées ?
La zone espagnole (Espagne - Portugal) a l'approvisionnement en brut le pluslourd des zones étudiées, avec une densité moyenne de 33,6° API, ce qui correspondà la densité du brut Arabe léger. Cette densité élevée peut s'expliquer par un besoinen produits lourds (fioul lourd et autres) représentant 36 % de la consommation de lazone, et par l'importance des bruts vénézuélien et surtout mexicain dans l'approvision-nement espagnol (la compagnie mexicaine Pemex détient 5 % du capital du premierraffineur espagnol Repsol).
La zone italienne (Italie - Grèce) se caractérise par des proportions élevéesdes bruts légers (représentés ici par le Brent) et des bruts lourds (représentés parl'Arabe lourd). Ceci peut s'expliquer par la position géographique de la zone, prochede l'Afrique du nord ayant des bruts très légers (plus légers que le Brent, tels que lesbruts algériens et libyens) et du Moyen-Orient dont les bruts sont moyens et lourds (lesbruts iraniens et koweïtiens). En plus la part élevée du fioul dans la consommation dela zone (particulièrement pour l'Italie) est un élément explicatif de cette structure.
La zone allemande (Allemagne - Benelux - Danemark), avec un approvision-nement moyen de 34,8° API résultant d'une structure comprenant 26,6 % d'Arabelourd contre 11,1 % d'Arabe léger, s'explique par les éléments suivants :
• la compagnie vénézuélienne PDVSA possède près de 12 Mt/an de capacité deraffinage dans la zone, ce qui constitue un débouché pour le brut vénézuélien

г128
réputé lourd voire très lourd,
• la compagnie koweïtienne KPC possède également plus de 10 Mt/an de capacitéde traitement dans la zone et le brut koweïtien est proche de l'Arabe lourd,
• enfin, la présence de deux unités de conversion profonde (hycon de Shell à Perniset flexicoker de Exxon à Rotterdam) qui traitent des charges lourdes de résidussous vide, nécessitent des bruts lourds pour alimenter la distillation primaire.
Pour la zone britannique (Royaume-Uni - Irlande), l'approvisionnement paraîttout à fait justifié : 67,4 % en Brent (le brut de la maison !) et le reste "fifty-fifty"entre les deux arabes léger et lourd.
La structure réduite de l'approvisionnement que nous venons de déterminer estcelle de l'année 1989, que nous considérons comme une année de référence. La questionqui se pose maintenant est la suivante : dans quelle mesure la structure de l'appro-visionnement ainsi déterminée restera-t-elle valable pour les horizons 1995, 2000 et2010 ?
4.6 Pérennité de la solution
En principe rien ne permet de confirmer ou d'infirmer la pérennité de cette hypothèse,car si l'approvisionnement, en volume, diffère d'une année à l'autre, la structure, elle,varie peu surtout si comme dans notre cas, les bruts retenus ne représentent pas desbruts physiques mais un panier qu'on peut reconstituer en jouant sur sa structure.
Compte tenu de l'augmentation de la part des produits légers et moyens dansla structure de la demande, le souci de tout raffineur est de pouvoir disposer des brutsles plus légers possibles. Trois paramètres conditionnent la solution du problème, ils'agit :
• de la limitation des réserves des bruts légers,
• du niveau du différentiel entre le prix des bruts légers et celui des lourds, carun différentiel élevé induit une rentablilité dans l'investissement en unités deconversion permettant de traiter des bruts lourds, alors qu'un faible différentielne le permet pas,
• du taux de conversion de l'outil de raffinage. Plus ce taux est élevé et plus leraffineur peut accepter, et même demander (rentabilité oblige), un alourdissementde l'approvisionnement.
Comment tenir compte concrètement de tous ces éléments difficilement quanti-fiables pour la détermination d'une structure de l'approvisionnement pour les horizonsde l'étude ?
V Г 1129
Les structures ainsi déterminées seront d'abord testées dans le cadre d'une op-timisation MULTI (cf. chapitre 7).
4.7 Le problème des chargesJusqu'ici nous avons assimilé l'approvisionnement du raffinage à celui du pétrole brut :c'est l'approvisionnement classique.
Avec le développement de la complexité de l'outil de raffinage, le raffineur arecours, pour alimenter ses unités de conversion, à l'utilisation de produits semi-finisqu'on appellera charges6, achetés à l'extérieur de la raffinerie. Celles-ci correspondentle plus souvent à des résidus atmosphériques qui viendront alimenter les unités de dis-tillation sous vide pour donner des charges aux unités aval : distillats pour les unités deFCC et d'hydrocraquage, résidus sous vide pour la viscoréduction, le coking et autresunités de conversion profonde.
Comment tenir compte de ces charges dans le modèle ?
Les statistiques disponibles sont très limitées en nombre et qualité de l'informa-tion, puisque cette dénomination de "autres produits à distiller" est en quelque sorteun fourre-tout qui peut correspondre aussi bien à des condensats (bruts extra-légers)qu'à des résidus atmosphériques de différents bruts, en passant par des charges utili-sables directement dans les unités de conversion (FCC, hydrocraquage et autres.).
Dans la mesure où le rôle de ces charges est de plus en plus important, notam-ment pour certaines zones (cf. tableau 4.9), nous ne saurons les ignorer dans notremodélisation, c'est pourquoi nous allons en tenir compte en les assimilant à un résidud'Arabe léger (avons-nous le choix ?) et dont la quantité s'exprimera en part de l'appro-visionnement total en brut, part qui correspondra à l'utilisation réelle de la zone en1991, comme le montre le tableau 4.9 suivant :
La part des charges est variable :
• d'une zone à l'autre, en fonction des taux de conversion de l'outil de raffinage.La zone allemande est celle qui utilise le plus de charges 18,8 % en 1991 (contre22,4 % en 1990). En 1991, ces taux sont de 13 % pour l'Allemagne, 14,3 % pourla Belgique, 5,2 % pour le Danemark et 33,7 %, pour les Pays-Bas. Le tauxélevé pour les Pays-Bas (33,7 % en 1991 contre 40 % en 1990) s'explique par laprésence des deux unités de conversion profonde : le hycon de Shell à Pernis etle flexicoker de Exxon à Rotterdam.
• d'une année à l'autre en fonction du différentiel de prix du pétrole brut et descharges.
г
6Plus connues sons J'appelâtion anglo-saxonne feedstocks.

Г Г130
Tableau 4.9 : Part des "charges" dans l'approvisionnement des différentes zones en1990 et 1991 (en % du total brut traité)
Années /Zones
19901991
Britannique
11,313,1
Allemande
22,418,8
Française
10,37,9
Italienne
16,917,4
Espagnole
8,74,3
CEE-12
15,914,1
Ces charges sont, pour l'essentiel, destinées à faire fonctionner les unités de con-version à capacité maximum. La raffinerie ne pouvant souvent fournir à elle seule laquantité nécessaiie, fait alors appel aux autres raffineries de la même compagnie, desraffineries voisines ou importer.
L'utilisation de plus en plus importante des charges a remis en cause le conceptde taux d'utilisation de l'outil de raffinage déterminé par Je rapport de la quantitéde brut traité à la capacité de distillation primaire. Les "charges" ne transitant paspour la plupart, par cette unité, le calcul de ce paramètre se trouve alors biaisé. Dansl'annexe A, nous montrons les insuffisances de la méthode et proposons une nouvellebasée sur la recherche de l'équivalence charges-brut, par l'utilisation du modèle linéairede raffinage.

г гChapitre 5
Les perspectives d'évolution de lademande de produits pétroliers auxhorizons 1995, 2000 et 2010
Notre objectif, comme nous l'avons déjà souligné, reste l'optimisation des capacités et pstructures de raffinage. Dans ce sens, les demandes constituent pour nous une donnée.
Nous disposons pour cela des projections effectuées par la CEE1 jugées suffisam-ment fiables pour la poursuite du travail.
5.1 L'approche utiliséeDifférents modèles ont été utilisés pour la réalisation de ces prévisions, comme le mon-tre la figure 5.1. Quatre scénarios ont été établis pour encadrer les futurs possibles,sur la base d'hypothèses des croissances démographique, économique et sociale et deprogrès technique. Le côté demande a été dominant, c'est-à-dire que l'offre a été sup-posée non contraignante : c'est l'approche dite "bottom up".
La prévision de l'offre est, quant à elle, fournie par le modèle MSSSE.
Dans tous les scénarios, une attention particulière a été accordée à l'électricitéet les besoins d'investissements qui en découlent. Pour chaque scénario, les balancesénergétiques obtenues sont triées par le modèle d'environnement HECTOR pour ladétermination des émissions de polluants (SO2, NOX et СОг). Certains feedbacks ontété considérés afin d'aboutir à un équilibre du système.
'cf. Energy in Europe, Energy for a new century : The European perspective ; Special Issue, Brussels,July 19£0.

т г132
Figure 5.1 : L'approche utilisée pour la modélisation de la demande.
SocbÛOEE9TC6
MKhêftérisu
PikFéftfe
GazОнЬоп
ModteŒCTOR
U Saue Azote 002
5.1.1 Présentation des quatre scénariosLes quatre scénarios développés pour cadrer tous les futurs possibles sont :
• le scénario A : scénario de sagesse ("conventional wisdom").
• le scénario В : scénario de tensions ("driving into tensions").
• le scénario С : soutien d'une forte croissance ("soustaining a high economicgrowth").
• le scénario D : scénario des prix élevés ("high prices").
5.1.1.1 Le scénario A
Le scénario A a été développé en premier lieu et avec plus de détails, grâce & *'utilisationdu Modèle d'Evaluation de la Demande d'EnergiE (MEDEE) et Energy Flow Optimiza-tion Model (EFOM). Les résultats ont été ensuite discutés avec les experts des différentspays de la Communauté et ont été modifiés en conséquence.

'"-дач» . •."rgSÄ«
Г п Г133
Les caractéristiques de ce scénario sont :
э une croissance économique du PIB de 2,8 % pour les pays de l'OCDE et unemoyenne mondiale de 3,2 %.
• les prix des énergies seront de 17,5 $87/ЬЫ en 1995, 20 en 2000 et 30 en 2010pour le pétrole. 49 $87/tec en 1995, 50 en 2000 et 60 en 2010 pour le charbon.Quant à ceux du gaz, ils seront indexés sur ceux du pétrole jusqu'à l'an 2000 etceux du charbon après.
• pour les Douze :
— une croissance annuelle moyenne du PIB de 2,7 % pour la période 1990-20102.
— par secteur, une croissance modérée avec stabilité de l'intensité énergétiquepour l'industrie, forte croissance des services, croissance annuelle moyennede la consommation privée de 2,5 % pour la période 1990-2010.
— application de la législation communautaire en matière d'environnement, cequi ne constituera pas une contrainte significative sur la demande d'énergie.
5.1.2 Le scénario ВL'objectif de ce scénario est de montrer qu'une forte croissance économique, sans unepolitique appropriée basée uniquement sur les mécanismes du marché, conduira lesystème à une situation caractérisée par une offre déficitaire (impliquant des chocsénergétiques) et une altération élevée de l'environnement à cause du niveau élevé desémissions de polluants.
Les caractéristiques de ce scénario sont :
• une croissance économique du PIB de 3,5 % pour la période 1990-2000 et 2,6 %pour 2000-2010, pour les pays de l'OCDE et une moyenne mondiale de 4,0 % et2,8 % pour les mêmes périodes respectivement.
• les prix des énergies seront de 20 $87/bbl en 1995, 26,5 en 2000 et 40 en 2010pour le pétrole. 55 $87/tec en 1995, 65 en 2000 et 70 en 2010 pour le charbon.Quant à ceux du gaz, ils seront indexés sur ceux du pétrole jusqu'à l'an 2000 etceux du charbon après.
• pour les Douze :
— une croissance annuelle moyenne du PIB de 3,5 % pour la période 1990-2000et 2,5 % pour 2000-2010. Par rapport au scénario A, la croissance du PIBest plus importante de 1 %.
2Par comparaison, la croissance annuelle moyenne du PIB des Douze a été de 2,8 % durant la période1968-1988, malgré les deux chocs pétroliers.

Г ( Г134
— par secteur :
* pour l'industrie : une relance de l'intensité énergétique industrielle(chimie, sidérurgie, non-ferreux) jusqu'à l'an 2000 puis stabilité. Plusgrande croissance pour le reste de l'industrie et plus spécialement celledes biens d'équipements.
* pour le tertiaire, une croissance comparable à celle de l'industrie.* pour les ménages, une croissance annuelle moyenne de la consommation
privée de 3 % jusqu'à l'an 2000, puis 2 % pour la période 2000-2010.
— une plus grande intégration du marché de l'énergie des Douze est supposée(harmonisation fiscale, libéralisation du commerce du gaz et de l'électricitérésultant d'une rationalisation du système d'offre, convergence des coûtsd'investissements résultant d'un libre accès et circulation des capitaux, etc.).
— application de la législation communautaire en matière d'environnement, cequi pourrait conduire à de sérieuses contraintes sur le système de demandeet d'offre d'énergie.
5.1.3 Le scénario С
L'objectif du scénario est de montrer qu'une forte croissance économique soutenue n'estpas en contradiction avec de strictes normes d'environnement et que les deux objec+ifspeuvent être atteints dans un futur énergétique sûr, par une maîtrise et de la consom-mation énergétique (plus grande efficience par le biais de l'innovation technologique etune amélioration du comportement des consommateurs) et une plus grande efficiencedes moyens de production.
Les hypothèses du scénario sont les suivantes :
• une croissance économique du PIB de 3,5 % pour la période 1990-2000 et 3 %(contre 2,6 % pour le scénario B) pour 2000-2010, pour les pays de l'OCDE etune moyenne mondiale de 4,0 % et 3,5 % (contre 2,8 % pour le scénario B) pourles mêmes périodes respectivement.
• les prix des énergies seront de 20 $87/bbl en 1995, 25 (contre 26,5 pour le scénarioB) en 2000 et 20 (contre 40 pour le scénario B) en 2010 pour le pétrole. 50 $87/tec(contre 55 pour le scénario B) en 1995, 60 (contre 65 pour le scénario B) en 2000et 50 (contre 70 pour le scénario B) en 2010 pour le charbon. Quant à ceuxdu gaz, la même hypothèse que pour le scénario B, avec toutefois un plus granddécouplement.
• pour les Douze :
— une croissance annuelle moyenne du PIB de 3,5 % pour la période 1990-2000et 3 % (contre 2,5 % pour le scénario B) pour 2000-2010.
— par secteur :
г135
* pour l'industrie : jusqu'en 1995, même hypothèse que pour le scénarioB, puis (1995-2010) déclin de l'intensité énergétique et croissance soutenuepour les autres (biens d'équipements et chimie spécialisée, principale-ment).
* pour le tertiaire, même hypothèse que pour le scénario В jusqu'en 1995et au-delà le tertiaire continuera de croître en compensation du légerdéclin de l'industrie.
* pour les ménages, une croissance annuelle moyenne de la consommationprivée de 3 % jusqu'à l'an 2000, puis 2,5 % (contre 2 % pour le scénarioB) pour la période 2000-2010.
tout comme pour le scénario B, une plus grande intégration du marchéde l'énergie des Douze est supposée (harmonisation fiscale, libéralisationdu commerce du gaz et de l'électricité résultant d'une rationalisation dusystème d'offre, convergence des coûts d'investissements résultant d'un libreaccès et circulation des capitaux, etc.).
application de la législation communautaire en matière d'environnement, cequi pourrait conduire à de sérieuses contraintes sur le système de demandeet d'offre d'énergie.
Г
5.1.4 Le scénario DLe scénario se propose de montrer l'effet combiné d'une croissance économique modérée(semblable à celle du scénario A) et d'un strict respect de l'environnement, particu-lièrement les émissions du CO2 et à travers une maîtrise simultanée de la consommationd'énergie (gestion de la demande de type scénario C, plus une taxe sur les émissions deCO2 des énergies fossiles) et une plus grande efficience des productions (comme pourle scénario C).
Dans ce scénario et dans le but d'identifier l'impact d'un prix de l'énergie élevésur tous les secteurs consommateurs, des élasticités dérivées du Model of IntegratedDemand And Supply (MIDAS) ont été utilisées.
Les hypothèses du scénario sont :
• une croissance économique du PIB de 2,8 % pour la période 1990-2010 pour lespays de l'OCDE et une moyenne mondiale de 3,2 %.
• les prix des énergies seront de 17,5 $87/ЬЫ en 1995, 20 en 2000 et 30 en 2010pour le pétrole. 49 $87/tec en 1995, 50 en 2000 et 60 en 2010 pour le charbon.Quant à ceux du gaz, ils seront indexés sur ceux du pétrole jusqu'en 2000 et surceux du charbon pour 2000-2010.
• pour les Douze :

' Г т Г136
— une croissance annuelle moyenne du PIB de 2,7 % pour toute la période1990-2010.
— par secteur :
* pour l'industrie : lent déclin de l'activité,* pour le tertiaire, croissance jusqu'en 1995 et même hypothèse que pour
le scénario A pour 1995-2010.
— application de la législation communautaire en matière d'environnement, cequi ne constituera pas une contrainte significative sur la demande d'énergie.
5.2 Les perspectives d'évolution de la demande
5.2.1 Les scénarios retenus
Nous travaillerons essentiellement avec le scénario de base ("conventional wisdom"ou scénario A) que nous cadrerons par deux autres : un scénario faible, c'est-à-direle scénario D et un scénario fort correspondant au scénario B.
5.2.2 Les produits retenus et leurs spécifications
5.2.2.1 Les produits
Les prévisions de la CEE (cf. Annexe C) correspondant aux quatre scénarios ont étéétablies pour huit produits : gaz de raffinerie, les GPL, naphta, les essences automo-bile, le kérosène, le gas/diesel oil, le fioul lourd et autres produits (lubrifiants, bitumeset solvants).
Ces prévisions ne peuvent pas être utilisées telles quelles, car elles ne sont passuffisamment désagrégées. Pour les essences automobile, par exemple, la demandeest trop agrégée pour permettre la détermination précise des besoins en différentstypes d'unités de raffinage (unités de réformage, alkylation, isomérisation, dimersol etMTBE), car sur le marché il n'existe pas une qualité essence, mais quatre qualitésdifférentes. Nous la désagrégerons donc en quatre produits suivants :
• l'essence ordinaire sans plomb (abréviation EOSP),
• le supercarburant 98 plombé à 0,15 g/1 (abréviation SP98),
• l'Eurosuper 95 sans plomb (abréviation SSP95),
• le Super 98 sans plomb (abréviation SSP98),.
De même, la demande du gas/diesel oil sera désagrégée en gazole (carburantdiesel) et fioul domestique (pour le chauffage).

1137
La rubrique "autres produits" est en quelque sorte un fourré-tout. Compte tenude l'absence de statistiques sur sa structure nous l'intégrons avec le fioul lourd. Cettenouvelle rubrique "fioul lourd" sera également désagrégée, compte tenu des restrictionsde plus en plus sévères sur l'utilisation de ce produit, en deux produits : le fioul BTS(basse teneur en soufre (< 1 %)) et fioul HTS (haute teneur en soufre (> 3,5 %)).
Cette désagrégation permet de déterminer les besoins en unités de désulfuration.
Finalement, les onze produits retenus dans la modélisation sont les suivants :
• pour les produits légers : les GPL3, le naphta et les quatre types d'essences :EOSP, SP98, SSP95 et SSP98.
• pour les distillats : le kérosène (jet fuel), le gazole et le fioul domestique.
• pour les fiouls : le fioul BTS et le fioul HTS
5.2.2.2 Les spécifications
La consommation des produits pétroliers est soumise à un certain nombre de contraintesappelées normes. H existe trois types de normes :
• administratives et qui concernent principalement la protection de l'environnement,la sécurité publique et la maîtrise de l'énergie.Pour les essences, ces normes se traduisent par une teneur en benzène maximalede 5 % et un taux d'oxygène maximal de 2,8 %, ainsi que la limitation de lateneur en РТЕ à 0,15 g/1 maximum et l'installation des pots catalytiques sur lesnouvelles voitures (à partir de l'année 1992).Pour le gazole, les normes portent sur la teneur en soufre : 0,2 % en 1994 et0,05 % en 1995.
• définies par les constructeurs automobiles pour répondre aux réglementationsadministratives et améliorer les performances des moteurs qui dépendent de troisparamètres :
1. le niveau d'octane : la plupart des constructeurs européens ont adopté lesindices 95 et plus, alors que les américains et les japonais ont retenu l'indice92 comme un minimum,
2. la détergence : amélioration du pouvoir détergent des essences afin de main-tenir la propreté des mécanismes,
3Pour ce produit, la demande ne seta pas introduite dans le modèle mais servira à déterminerles éventuelles importations ou exportations, puisque, dans la pratique, le raffineur cherche d'abord àvaloriser ce produit sous forme d'essences (ajout aux essences pour ajuster la tension de vapeur, chargespour l'unité d'alkylation et de vapocraquage).

1 Г138
Г3. la volatilité : l'augmentation des températures de fonctionnement et la
généralisation des systèmes d'injection exigent une diminution de la volatilitédes carburants.
• enfin, les normes propres à chaque compagnie, établies dans le but d'avoir unemarque propre à la compagnie sur le marché et de conquérir ainsi le leadershipde la profession.
Pour la modélisation, nous retenons les spécifications suivantes :
• Pour les essences automobile : la densité, la tension de vapeur Reid, l'indiced'octane mesuré selon les méthodes recherche (IOR) et moteur (IOM), avec etsans adjonction de plomb tétraéthyl (РТЕ). Ainsi quatre indices d'octane sontpris en compte, il s'agit de :
- IOR clair (sans adjonction de РТЕ),
- IOR avec adjonction de 0,15 g/1 de РТЕ,
- IOM clair,
- IOM avec adjonction de 0,15 g/1.
• Pour le kérosène : la densité et la teneur en soufre,
• Pour le gas oil (gazole et fioul domestique) : la densité, la teneur en soufre, lepoint de congélation (pour le gazole), la viscosité à 20° С et l'indice de cétane,
• Pour le fioul lourd : la densité, la teneur en soufre, le point de congélation et laviscosité à 100° C.
Les valeurs limites pour ces spécifications sont données par les tableau 5.1.

г139
Tableau 5.1 : Les spécifications retenues pour les produits
Spécifications
Densité ( t / m 3 )- limite inférieure- limite supérieure
Tension de rapeur (Bar)- limite inférieure- limite supérieure
IOB. clair- limite inférieure- limite supérieure
IOR 0,15 g/1 РТЕ- limite inférieure• limite supérieure
IOM clair- limite inférieure- limite supérieure
IOM 0,15 g / l Р Т Е• limite inférieure• limite supérieure
Soufre (% poids)• limite inférieure- limite supérieure
Point congélation (° C)- limite inférieure- limite supérieure
Indice de cétane- limite inférieure- limite supérieure
Viscosité à 30° С (Cst)- limite inférieure- limite supérieure
Viscosité t 100° С (Cit )- limite inférieure- limite supérieure
Essences automobile
EOSP
0.710.76
-0.82
91.3
82.8
SP98
0.730.78
-0.82
98.3
87.8
SSP95
0.730.78
-0.82
95.3
85.3
SSP98
0.730.78
-0.82
98.3
88.3
Distillate
Kéro-sène
0.770.83
G&zole
0.820.86
0.20
- 20
48- 20
8
Fiouldomestique
-0.90
0.30
- 10
- 10
6
Fioul
BTS
-1.0
1.0
40
40
40
lourd
HTS
-1.10
3.5
99
99
40
EOSP = Essence Ordinaire Sans Plomb, SP98 = Supercarburant Plombé 98,SSP95 = Supercarburant Sans Plomb 95, SSP98 = Supercarburant Sans Plomb 98
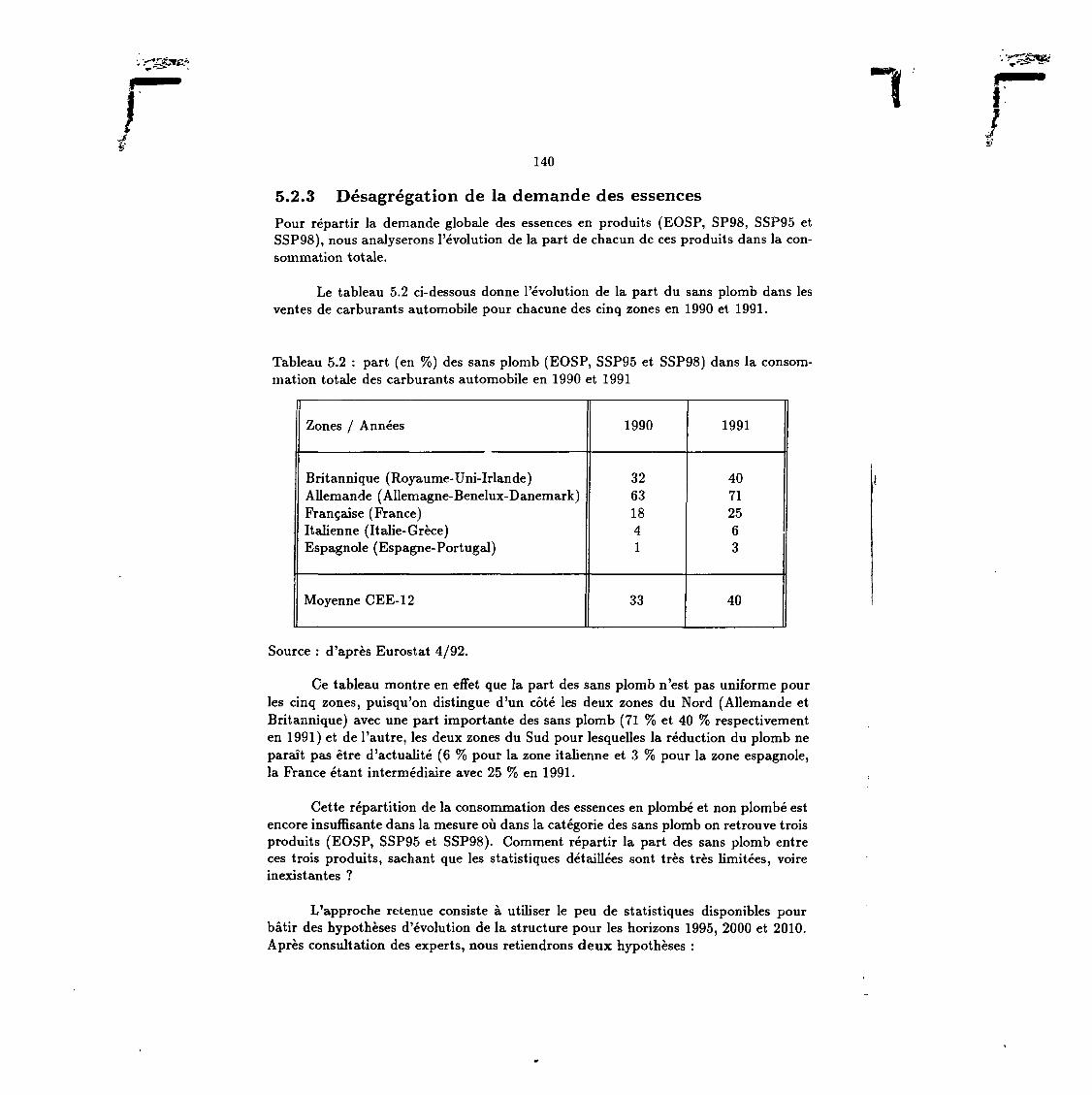
l140
5.2.3 Désagrégation de la demande des essencesPour répartir la demande globale des essences en produits (EOSP, SP98, SSP95 etSSP98), nous analyserons l'évolution de la part de chacun de ces produits dans la con-sommation totale.
Le tableau 5.2 ci-dessous donne l'évolution de la part du sans plomb dans lesventes de carburants automobile pour chacune des cinq zones en 1990 et 1991.
Tableau 5.2 : part (en %) des sans plomb (EOSP, SSP95 et SSP98) dans la consom-mation totale des carburants automobile en 1990 et 1991
Zones / Années
Britannique (Royaume-Uni-Irlande)Allemande (Allemagne-Benelux-Danemark)Française (France)Italienne (Italie-Grèce)Espagnole (Espagne-Portugal)
Moyenne CEE-12
1990
32631841
33
1991
40712563
40
Source : d'après Eurostat 4/92.
Ce tableau montre en effet que la part des sans plomb n'est pas uniforme pourles cinq zones, puisqu'on distingue d'un côté les deux zones du Nord (Allemande etBritannique) avec une part importante des sans plomb (71 % et 40 % respectivementen 1991) et de l'autre, les deux zones du Sud pour lesquelles la réduction du plomb neparaît pas être d'actualité (6 % pour la zone italienne et 3 % pour la zone espagnole,la France étant intermédiaire avec 25 % en 1991.
Cette répartition de la consommation des essences en plombé et non plombé estencore insuffisante dans la mesure où dans la catégorie des sans plomb on retrouve troisproduits (EOSP, SSP95 et SSP98). Comment répartir la part des sans plomb entreces trois produits, sachant que les statistiques détaillées sont très très limitées, voireinexistantes ?
L'approche retenue consiste à utiliser le peu de statistiques disponibles pourbâtir des hypothèses d'évolution de la structure pour les horizons 1995, 2000 et 2010.Après consultation des experts, nous retiendrons deux hypothèses :
г141
• haute sévérité avec une part dans la demande totale des essences des sans plomb(SSP95 et SSP98) élevée, pour simuler une demande à haut indice d'octane sansplomb,
• basse sévérité avec une part des sans plomb relativement faible.
Ces deux hypothèses donnent ainsi une fourchette de variation permettant desimuler une demande plus ou moins forte en sans plomb et octane élevés (SSP98 par-ticulièrement).
Pour 2010, nous avons supposé que l'horizon est suffisamment éloigné pour per-mettre une homogénéisation de la structure de la demande des essences entre les zones.De plus le renouvellement du parc de véhicules et la réalité des prix (suppression dessubventions actuelles) feront que seuls deux types d'essences subsisteront : l'eurosuper95 (SSP95) et le super 98 (SSP98), tous deux sans plomb évidemment. Ces deuxqualités se partageront le marché des essences des Douze à raison de 70 % et 30 %,respectivement.
La structure de la demande des essences pour les horizons 1995, 2000 et 2010pour les deux sévérités est donnée par le tableau 5.3.
5.2.4 Désagrégation de la demande du gas/diesel oil
L'évolution de la structure du gas/diesel oil (en gazole et fioul domestique) se base surl'hypothèse que le fioul domestique cédera du terrain, pour une part, à cause de la con-currence du gaz naturel, énergie plus propre, alors qu'inversement le gazole conserveraau moins sa part dans les carburants.
L'évolution de cette structure est donnée par le tableau 5.4.

г142
Tableau 5.3 : Structure (en %) de la demande des essences pour les différentes zonesen 1995, 2000 et 2010 - Haute et Basse sévérités d'octane
Zone / Essences
Britannique
Allemande
Française
Italienne
Espagnole
Années
199520002010
199520002010
199520002010
199520002010
199520002010
Haute sévérité
EOSP
000
1540
000
10100
15150
SP98
30100
500
45100
60200
70350
SSP95
5570
647670
184870
104070
53570
SSP98
253530
162030
374230
202530
101530
Basse sévérité
EOSP
000
20150
000
10100
15150
SP98
40200
1000
55200
70300
75400
SSP95
405070
546570
144470
104070
53570
SSP98
203030
162030
313630
О
О О
51030
Tableau 5.4 : Évolution de la structure de la demande du gas oil (en %)
Zones
Zone 1
Zone 2
Zone 3
Zone 4
Zone 5
1995
gazole
53
42
49
69
66
Fioul domestique
47
58
51
31
34
3000
gazole
56
44
52
75
67
Fioul domestique
44
56
48
25
33
3010
gazole
62
48
62
78
70
Fioul domestique
38
52
38
22
30
Source : d'après Enerfinance Consulting Services.

Г143
5.2.5 Désagrégation de la demande du fioul lourd
L'hypothèse de répartition de la demande de fioul lourd en fioul BTS et fioul HTSrepose sur le partage des Douze en trois régions : les deux zones du Nord, très avancéesen matière de respect des contraintes d'environnement, auront une proportion du fioulHTS de plus en plus faible, les deux zones du Sud, largement en retard dans ce domaine,auront une proportion du fioul HTS plus importante et, enfin, la zone France avec uneposition intermédiaire, comme le montre le tableau 5.5 ci-dessous.
Tableau 5.5 : Hypothèse d'évolution de la structure de la consommation du fioul (en %)pour les cinq zones de 1995 à 2010
Zones
Zone 1
Zone 2
Zone 3
Zone 4
Zone 5
199S
Fioul BTS
40
40
20
10
10
Fioul HTS
60
60
80
90
90
2000
Fioul BTS
70
70
60
30
30
Fioul HTS
30
30
40
70
70
2010
Fioul BTS
90
90
80
60
60
Fioul HTS
10
10
20
40
40
5.2.6 Les perspectives d'évolution de la demande
Les perspectives d'évolution de la demande des produits retenus pour chacun des qua-tre scénarios et pour chacune des cinq zones sont données par les tableaux 5.6 (zonesbritannique, allemande et française, 5.7 pour les zones italienne, espagnole et le totaldes Douze.

г144
Tableau 5.6 : Les perspectives d'évolution de la demande des produits pétroliersdes zones britannique, allemande et française pour les horizons 1995, 2000 et 2010 enfonction des différents scénarios.
Zone* » Produit*
Zonebrttannlqiie-QPL-Naphta• Super plombé »• Еамлсе ordinaire SP-Euroeuper95SP-Super 96 SP
ToW н и м и-Keroeene-вапи-FmUdoraetique
Total dMIHata• Foul lourd BTS- Foul lourd HTS
Total floul lourd
Zone allemand«-aPL•Nap«»•Super plombe 98- Еемлое ordinaire SP• EuroeuperKSP-Super 98 SP
Total eeeencee-Keroaene-ваш**- Fioul domeetique
Total dtaUlleta- Fioul lourd BTS- F M lourd HTS
Total floul lourd
Zone (rançeJee.QPL-NapMa-Super plombe 96• Емепое ordmaira SP-EureaupareSSP•SuparaeSP
Total n a i n c u-Ktroeene-Oanle• Fioul domaatiqua
Total dMIHata• Fioul lourd BTS- Foui lourd HTS
Total «oui lourd
Conaonw
mallona
1991
«0.200г.7возлев
24.0278.358
20.4602«.«2
20.37
193.1376266
12.628
40440в.5в2
8O.1S2•8.74
46.069
672162.в7в8.691
17J0»3.70»
36.7674048
17.3«
1 • 9 i
S c e n a r i o « da d e m a n d «
Faiblehaut«eavéftté
01
95.70*1.B54.788240.00
12.356.86
27468.35
13.4511.9S33.7211.12166827J1
195.378621
12.722.016.02
25.70843
40.187.74
34.1047.0в88.9318.94284147 M
81 .И*2.S25.728.940.003.687.36
1 M 72.64
te.se172838.88
3.3313.3418.87
da baaaЬаеае
aévariwAl
VT Mit1.844.78
11270.00
11.37
see28438.55
19.8212.0834.28114317.1428.(7
201 ЯП641
12.724.11822
22.196.57
41.0«7.95
35.0348.3891ЯТ19.89гелз49.72
•82892.76&Л0
11440.002.B16.45
20.Т»
где174218.13*8.|Э
34813.921740
hauteaavertte
Al
97.6781.844.788.530.00
12.797.11
28438.5S
1э.вг12.083428114317.1428.57
201297841
12.722.056.16
28296.67
41Л87.95
35.034826•1Л719.6929.8349.72
U 2 8 82.756J0в.эв0.003.74УМ
20.792.96
174218.13M J *
34813Л21740
Forthaut«eévam«
8)1
1042442.135.009.140.00
13.717.81
30489.16
14.7413.0838.9811Л217.8829.79
20*206641
13272216.62
28237.06
44.118.61
36.5860.62«8.9119Л2292848J0
клаогло6.00
10.740.004 2 0183
2 U 7342
18.731»Л0414«
3.6414.671821
2 0 0 0
S c a n a r l o a da d e m a n d «Faiblehaut*aévertt«
D1
•9.0111.794.872.5»0.00
14279.06
25.947.75
13.1010.X31.1817.687.58
2528
1M.8275.75
13.000.00142
26.007.08
35407.80
Э0.04382478.0827.6811Л239 Лв
76464243SJ61ЛЗ0.008.787.88
1828243
15.7114.6032.86
9.74649
1«23
da b a a abasa*
eeVertMA2
97.7421.584.875.820.00
14.558.73
29.108.75
14.7211.5735.0419.00
8.1427.16
1*7433822
13.010.005.92
25.667.90
39488.70
34.7244.1987.6129.06124541.61
•6.6262.726.004210.009.477.75
2 1 M2Л6
18.1016.7137.8711.17
74518.62
haute•evértte
AI
•7.7421.584.872.910.00
16.0110.1929.108.75
14.7211.5735.0419.008.14
27.15
1*7 ЛЗЭ622
13.010.001.S8
30.017.90
39488.70
34.7244.1987.6129.06124541.61
86.52«2.726.002.160.00
10239.04
21.(32J6
16.1016.7137 .«711.17
746It.62
Forthaul*
eevartt«B1
108.05*2.0462032»0.00
18.1111.6232.92
9.7116.1512.8938.6419.15821
27.36
200.6456.31
13.830.001.83
34.799.18
46.7610.0638434627KM292112.664 1 M
•9.9102.786.322.770.00
132811.6227.66
3.6820.7416.1443.6611.75
7.8416.69
2 0 1 0
Scenario« de demanda
faible
О
604411203.390.000.009.474.06
13.634.178.075.61
17Л413.03
145144«
109.3414.179.780.000.00
13.665.85
19.624.38
204023.9548.7324.43
2.7127.16
44.3261.724.800.000.008.912.969.8*1229.77727
18487.741.949.68
dabaa*
A
902191.4»6.100.000.00
21.059.02
30.07922
15.6010.8435.7616.02
1.781740
173.0386.83
1346o.oo0.00
24.9210.6836J1
9.71322738.70612«3220
3.6616.77
71.6662.S76480.000.00
15.646.70
222«3.12
17.62132»34.0310.612.63
13.13
fort
В
944301.595.180.000.00
23.7110.1633.67
9.3716.0011.12364915.57
1.731720
179.0(35.94
13.800.000.00
30.1012.9042.00
9.52332439.0281.793125
347•4.73
•2.8102.816.680.000.00
19.61826
27473.71
212116.0741.0911262.81
14.08

г 1145
Tableau 5.7 : Les perspectives d'évolution de la demande des produits pétroliersdes zones italienne, espagnole et le total des Douze pour les horizons 1995, 2000 et 2010en fonction des différents scénarios.
Z O M * • Produit*
Zona Italian na•QPL-NapMa• Super ptomba 96• Easanoa ordinaim SP-Euroeup*r95SP-SuparMSP
ТаШммпсм•KéroMiw-Quote- Fioul dorraaliqua
Total dMlllata- F cul lourd BTS-FeultourdHTS
Total fioul lourd
Zone 6*фЙ0ПО1о•GPL-NapMa-Super ptomM 96
Сменив udMiaire 1Г-EuroeuperKSP•Super 99 SP
Total M M I W M• Keraeene•ОавЮ .- Fioul domaabqu*
Total «MNM»-Feu* lourd BTS-Foui lourd HTS
Total fioul lourd
Total d M Doux*•QPL-Naphta-6ир*грютМ9*
•Euro*up*r96SP•Super 98 SP
Т о М м м г м м-Kanaan*-Quoi** Fioul donwbQUV
Total dMUtat*• Foul lourd BTS• Foui lourd HTS
Total fioul lourd
Consom-
mai Ion»
1И1
104.3493.5762.633
23.(253.473
эозэвЭЭ41
40.406
И.ОТа
3464
э.воэ
94193223
16.74219.97
19430
«21.0*01847431.064
11*41727456
184.467
21141Э
142422
1 9 9 5
S c é n a r i o * d * d e m a n d *Faiblehaute
sévéritéDI
100.07*2.533.058.821.641.6«327
1*4*3.75
23.5710.5037.914.02
362040J2
(Э.1О22.024 M6.761450.4в0.97•.И322
10.70Б.56
1*4*1.60
14461(49
и м »162323124636.761
9.10043.76124J77
119Л02649486.494
9242621*4139.019
109.016149.04
d* b a i *оаме
eévérttéА2
103.534
2.623.06
11.851.681.691.69
16.93
зле24.8411.16Э949
4.1036.9341.03
•4.7243.004.917471.630.S10.61
10293.33
11.006.66
19.9*1.6«
14.9419.90
»42.70116417Э1Л644643511w44436Л71
голов117Д«26.703
1014158М1в224.04
40.560112.765
1*1*2
haut«aévtrll»
Al
103.5342.623.06
10.161.691.693.39
16.933.89
244411.1639.994.10
36.934143
(4.7243.004417.161 S30.511.02
10.23343
11.006.66
19.99146
144419.90
942.7011641731.26437.2569490
45.03226.7*11174626.703
10141595418224.0440.560
112.7651(342
Forthauta
aaïéfltéB1
111.1*3240322
11.351491493.76
1942440
26.1211.7442.294 J9
39.474Э49
•24223265.186.64
1 Al041122
12.194.06
1323642
24.101.75
15.74ЛТМ
(794941740832466414741043946.73629.5061294929463
109412101441
2404141214
1164341(9,1»
2 0 0 0
S c é n a r i o * da d a m a n d *Falb**haute
ftvVvfflv01
99.9S72233.133411.666.62447
19.66340
2242744
ЗЭ.1С1044244534.79
(2.09*2475.093411 GOl.OU3.511.60
10.023.04
10.79541
19.14446
10431S.19
47(44*1446631455112404.674
60.0753040710820244149146375.799192.17694909047211046
da b a s aьаам
MvefttéA2
96.9(72.473.155.621477.503.75
19.743.64
24.62821
364710.7925.173».96
(7.9*02495.094441 66Э.И»1.11
11.10342
12.165.99
21.(66.12
1144
1746
(29.7(11547432.11920.187
946161.066292351194627474
10441796.6562194576.13765.15614029
hauteoaVartt*
AI
96.9972473.153.751.877.505.62
18.743.64
2442821
36.97
10.7925.1736.96
C7.M02495.093.881 663.881.66
11.103.42
12.16549
21.696.12
•1441749
(26.7911647432.11912495
5.11867.726344101194927474
10441766.656218.И75.13765.1561402»
Forthaute•«varti»
B1
110.6442423.374.592409.186.89
22.994.66
28.08946
424111.73274639.09
994423465416419 49
S.41242
1S454.67
15.89743
2 ( 4 *6.14
114917.13
«7.0001743134.12016.0676444
80.76241499144.7932473
1172889548424(4677.0926745914644
2 0 1 0
веалагюа da damand*
(•1Ы*
О
66.3991492400.000.006.512.799.301.92
13.504.50
19.9213.97
9412329
30.1421.622.960.00О IVU.K3.901479.671.706.012.96
10.976.603.73943
290.93710.19223.135
0.0000000
40.45817439
974013.48657.73944480116.9064.76619.141
93.91
dabaa*
А
994222473490.000.00
13415.71
1942342
24.77626
364516.0В10.722940
••.7902 4 05450.00A M
U.Ulf6.123.48
11.(9340
14.04641
244F6.73642
1449
499.94*16.05033496
0.000Л АЛО
83.04135.589119.9329489
10449378.004212479343724426109.09
fort
В
1012632.753450.000.00
1641721
24.02441
27439.14
414917.74114329.(7
6*4(93.195.510.00П ffcfîV.W
11.464.92
19404.97
16448.06
2946645S.76
1441
(36.11116275344240.000П/àfkfiu.uw
101.61243.548146.1932476
11441683.405230.199445525405110.09

1146
5.3 Les coûts de transferts interzones des produitsLe caractère spécifique de notre problème (la recherche des niveaux de capacités per-mettant de satisfaire la demande au moindre coût, nous permet de nous affranchir desprix qui n'interviendront alors que pour les échanges avec l'extérieur (importations etexportations).
Les seuls prix à utiliser sont donc ceux des trois bruts représentant l'approvisionnement(ces prix diffèrent selon que la zone est CIF nord ouest Europe ou CIF méditerranée).
L'approche MULTI prévoit la possibilité de transfert des produits d'une zone àl'autre pour permettre la satisfaction de la demande de toutes les zones. La déterminationdes coûts de transport permettant d'assurer ce transfert s'est effectuée en observantles hypothèses suivantes :
• nous supposons que les tranferts de produits s'effectuent uniquement par voiemaritime : navires de capacité de 25 000 à 30 000 tonnes pour les produits blancset 40 000 à 70 000 tonnes pour les produits noirs,
• nous choisissons un port d'attache pour chaque zone : Londres pour la zonebritannique (zone 1), Rotterdam pour la zone allemande (zone 2), Le Havre pourla France (zone 3), Gênes pour la zone italienne (zone 4) et La Courogne pour lazone espagnole (zone 5).
Les coûts de transport, calculés sur la base du Worldscale 1991, sont donnés parle tableau 5.8 ci-dessous.
Tableau 5.8 : Coûts de transferts interzones des produits pétroliers (en $/t)
Origine / Destination
son« 1zone 2zone 3zone 4cone 5
sone 1•one 2«one 3cone 4cone 5
Produits blancs
cone 1
_
4,425,388,975,53
cone 2
4,42-
4,768,465,04
cone 3
5,384,76
-8,706,12
cone 4
8,978,468,70
-7,21
cone 5
5,535,046,126,12
-
Produits noirs
_
2,232,717,644,71
2,23-
2,407,214,29
2,712,40
-7,415,21
7,647,217,41
-6,76
4,714,295,216,76
I г

Г147
5.4 Le coût d'utilisation des capacitésLes coûts d'appel aux capacités se distinguent selon que la capacité est disponible ou àconstruire. Dans le but délibéré de favoriser autant que possible l'utilisation préalabledes capacités disponibles dans les différentes zones avant de faire appel à de nou-velles capacités, nous n'avons pris en compte, dans le coût d'utilisation des capacitésdisponibles, que le coût des catalyseurs et autres produits chimiques nécessaires .
Le coût d'appel aux nouvelles capacités est quant à lui un coût complet, ausens comptable du terme, puisqu'il inclut aussi bien toutes les charges variables queles charges fixes (y compris les charges de capital sous forme d'un amortissementéconomique).
La méthodologie de la détermination de ce coût (CCAP2) est la suivante :
CCAP2 = CC + FF + FV
Où CC sont charges de capital, FF les frais fixes et FV les frais variables.
Les charges de capital constituent l'amortissement économique4 de l'investisse-ment I sur une durée de vie de 10 ans et un taux d'actualisation de 12 %.
L'investissement I est déterminé de la manière suivante :
I = (l + I o f ) x l , 1 2 x l , 0 5 x l , 1 0 x l b = (1 + I o f ) x l , 2 9 4 x l b
Où : /„/ est l'investissement pour les installations générales5 et /j est l'investis-sement en limite des unités6.
Les taux 12 %, 5 % et 10 % utilisés correspondent aux différents postes del'investissement : engins divers, redevance et autres, respectivement.
Les calculs de ces coûts pour les différentes unités sont donnés par le tableauci-dessous.
4coTiespondant à une annuité constante.5offsites.6battery limit.

г148
Tableau 5.9 : Coûts d'utilisation (en $/tonne de charge) pour les capacités disponibles(CAP1) et les capacités à installer (CAP2)
Unités
Distillation primaireDistillation sous videRéformage catalytique
- classique- régénératif
Craquage catalytiqueHydrocraquage des distillateRCCHydroconversion
CAP1
0,10,1
0,60,80,81,04,80,4
CAP2
9,66,3
15,021,629,335,641,246,4
Unités
IsomérisationAlkylationDimersolMTBEViscoréductionCokéfactionHydrodésulfurationFlexicoking
CAPl
1,05,50,40,30,90,10,20,2
CAP2
12,186,819,641,211,320,18,746,0
Source : d'après IFP & Hydrocarbon processing.
5.5 Les coûts d'accès au brut
Le coût d'accès au brut diffère selon la position géographique de la zone (CAF Europenord-ouest c i CAF Méditerranée). Le coût retenu comprend le prix d'achat FOB plusle coût de transport, chargement et déchargement obtenus selon le barème Worldscalede l'année 1991. Les coûts obtenus pour chacun des trois bruts se présentent commesuit :
Tableau 5.10 : Coûts des bruts dans les différentes zones (en $/tonne)
Bruts
Brent
Arabe léger
Arabe lourd
zone 1
142,82
143,87
114,76
zone 2
142,82
143,87
114,76
zone 3
143,88
142,82
113,71
zone 4
144,93
141,76
112,65
zone 5
144,93
141,76
112,65
Avec le bloc marché, nous avons traité deux des trois modules du modèle linéaire,reste le troisième (le schéma de raffinage) que nous définirons dans le chapitre suivantqui présentera le modèle linéaire de raffinage.

r г п гChapitre 6
Le modèle linéaire de raffinage
6.1 Le module "schéma de raffinage"Dans les chapitres précédents nous avons traité deux des trois modules des données dumodèle, en l'occurence les approvisionnements et le module "marché". Le troisièmeet dernier concerne le "schéma de raffinage" qui décrit la structure de la raffinerie,c'est-à-dire le type et la capacité des unités qui la composent.
Les simulations que nous effectuerons sur ce module portent sur le degré decomplexité à introduire dans le raffinage européen. Ainsi :
• pour 1995 et compte tenu des délais, plus ou moins longs, nécessaires à la miseen place des procédés de conversion profonde et comme à ce jour aucun projet dece genre n'a été annoncé, nous nous limiterons à la simulation des extensions decapacités des unités existantes à l'exception des unités d'alkylation, isomérisationet dimersol pour la zone espagnole qui n'en possède pas encore et qui pourrontêtre mises en place si nécessaire.
• pour les horizons 2000 et 2010, par contre, nous simulerons la possibilité d'unecomplexité accrue de l'outil pour faire face à la nouvelle structure de la demande.Nous laisserons donc la liberté au modèle de choisir le type de conversion et lazone dans laquelle il convient le mieux d'installer les nouvelles capacités.
6.2 Les approches MONO et MULTILa modélisation des Douze peut être conduite sous deux approches :
• l'approche consistant à représenter l'ensemble des Douze par une seule raffineriedont les capacités des unités sont la somme des capacités des unités respectivesde toutes les raffineries des Douze (cf. colonne 8, tableau 3.12). Cette approcheest dite monoraffinage et nous parlerons d'approche MONO, pour simplifier,

г150
• l'approche consistant à répartir les Douze en cinq raffineries-zones (une raf-finerie par zone) - nous parlerons de l'approche MULTI - dont les capacités desdifférentes unités sont la somme des capacités des unités respectives des raffine-ries de la zone considérée (cf. colonnes 3 à 7 du tableau 3.12). On remarqueraqu'on n'agrège pas les pays gros raffineurs puisqu'ils appartiennent à des zonesdifférentes. Il n'existe pas d'à priori sur la satisfaction d'une demande par unezone particulière, l'objectif étant la recherche de la rationalité économiqueau niveau du marché commun effectif depuis janvier 1993.
6.3 Formulation mathématique d'un programme li-néaire général
Considérons le cas d'une entreprise fabriquant n produits j à partir de m facteurs i.La quantité disponible en facteur i est a,o. La technologie de fabrication utilisée parl'entreprise est caractérisée par la matrice A(m x n) des coefficients techniques a^,c'est-à-dire la quantité du bien intermédiaire i nécessitée par la production d'une unitédu produit final j .
Le problème qui se pose à l'entreprise est celui d'une utilisation optimale de sesressources (facteurs de production) dans le cadre de la réalisation de son programmede production ; autrement dit, il s'agit de trouver le programme de production quioptimise l'objectif de l'entreprise, qui peut être :
• une minimisation des coûts de revient de la production. Dans ce cas on se donneun vecteur-ligne С de composantes (ci,C2,- • • ,Cj,- • • ,cn) des coûts de revientunitaire des produits j fabriqués ;
• une maximisation d'un revenu (profit, chiffre d'affaires) ; le vecteur С désignantalors des revenus unitaires procurés par la vente des produits j fabriqués.
L'ensemble des données précédentes peut être regroupé dans le tableau suivant :
Facteuri
12
m
Coût ou Revenuunitaire
Quantité ai, du bien t nécessaireà la production d'une unité du bien final :
1
auan
- ,
• . .
С
2
' 1 1
- ; ,
a™,
et
3
auajj
ai,
amj
c,
n
" I n
a.„
O m n
Cn
Disponibilitéen facteur «
a,o
"10
°20
» • 0
am0

Г151
La recherche d'un tel programme optimal passe par :
1. la formulation mathématique du problème sous forme d'un programme linéaire ;
2. sa résolution enfin par la méthode appropriée.
La formulation mathématique du problème sous forme d'un programme linéaire s'effectueen étapes suivantes :
• Etape 1 : définition des variables (inconnues) Xj du problème. Pour le cas présentéci-dessus, les inconnues du problème sont les quantités (ou volumes) Xj à fabri-quer pour les я produits ;
• Etape 2 : expression de la fonction-objectif ( fonction économique) du problème.L'entreprise considérée, ayant pour objectif de maximiser, par exemple, ses revenusrésultant de la production, sa fonction économique Z s'écrit :
Max (Z) — ci xi + c2 x2 4 \- CjXj + h cnxn
ou, de manière équivalente :
( 6 - 1 )
ou, sous forme matricielle :
Max (Z) = CX
(6 -1 ' )
(6 - 1")
où, С et X sont respectivement les vecteurs-ligne des revenus unitaires et vecteur-colonne des inconnues du problème.
La fonction économique, étant la somme des produits d'un revenu (ou coût) uni-taire par une quantité (ou volume), s'exprime donc en unités monétaires choisies.
Etape 3 : expression des contraintes techniques. La production de l'entrepriseétant contrainte pratiquement par des disponibilités limitées en facteurs de pro-duction (heures machines, main d'œuvre, matières premières, etc.), il s'agit detraduire mathématiquement le fait que la quantité totale d'un bien intermédiairei requise pour réaliser les productions Xj des n biens j ne doit pas dépasser (doncinférieure ou égale à) sa disponibilité а 0, ce qui s'écrit par :
2-1 \-OijXj-\ \-ainxn < o,o
ou, sous forme équivalente :
i = l , 2 , - - - , n (6-2)
(6-2')

Г152
ou, sous forme matricielle :
AX < Ao (6-2")
où A est la matrice (m x n) des coefficients techniques a^ et AQ le vecteur-colonnedes disponibilités a;o des m facteurs de production. Le produit AX exprime laquantité de chacun des m facteurs i requise par les productions Xj des n biens j ;
• Etape 4 : enfin, les variables ou inconnues du problème expriment des grandeurséconomiques (des quantités ou volumes) et de ce fait elles ne doivent pas êtrenégatives, ce qui s'écrit par la contrainte dite de non négativité des variables :
Xj>0 j - l ,2,---,n ( 6 - 3 )
L'ensemble formé par les expressions (6-1) à (6-3) forme ce qu'on appelle unprogramme linéaire qu'on peut exprimer sous les trois formes :
1. en regroupant les relations (2-1), (2-2) et (2-3) on peut écrire :
Max (Z) = ci X\ + c2x2 + \- CjXj + \- cn xn
Tel que :
Г
+X2
\Xj + • •• + a l n xn < ПЦ
;Xj + • • • + a2n xn < a2i
Xj + • • • + ain xn < aie
Oral Xi + am2 x2 + + amj Xj + ••• + a m n xn < am0
2. d e la m ê m e m a n i è r e en r e g r o u p a n t les r e l a t i ons (6 — l ' ) à (6 — 3 ) , on o b t i e n t
3=1
tel que :
a«ï хз <°io i = 1,2, • • •, mJ
3. enfin, sous forme matricielle (relations (6 — l") à (6 — 3")) :

Г153
tel que
ou :
Max {Z) = CX
АХ <A0
Û21 «22
X >0
7 ' * - «If
Ûra2 ' " ' amj " " ' Q-mn I
, C n )
V a m 0 /
Un autre problème-type est celui d'une entreprise qui doit réaliser son pro-gramme de production au moindre coût (donc la fonction-objectif est la minimisationd'is coûts de revient de la production) tout en répondant à la demande exprimée pourles différents produits.
Considérons le cas d'une raffinerie qui traite n bruts j pour satisfaire des de-mandes a,<! des m produits pétroliers г. La mise en œuvre d'une unité d'un brut jrevient à Cj. Il s'agit de formuler mathématiquement un tel problème.
1. les inconnues Xj sont les quantités à traiter de chaque type de brut j .
2. la fonction économique, le coût total à minimiser s'écrit :
Min (Z) = ci xi + c2x2 + • • • + CjXj + • • • + cnxn
3. les coefficients a,y expriment ici les rendements du brut j en produit fini г. Lescontraintes techniques expriment le fait que la quantité totale à fabriquer enproduit г doit être au moine égale à (donc supérieure ou égale à) la demande a ode ce produit :
an Xi + ai2 x2 H 1- + ainx„> ai0 i = 1,2, , n

г154
4. enfin, les contraintes de non négativité des variables
Г
Le programme linéaire d'un tel problème s'écrit donc :
Min (Z) = Ci Xi + C2 «2 + • • • + Cj Xj + h CnXn
Tel que :
+ 012*2 +
+ 0-22 £2 ++
0-2}
+ ainxn >
a t l i„ xn
> ai0
Xj<0
On pourrait aussi écrire ce programme linéaire sous formes condensée ou ma-tricielle, comme on l'a fait pour le premier cas-type ; il suffit de remplacer dans chacunedes deux formes précédentes le sens des inégalités (<) par (>) et la recherche d'unminimum au lieu d'un maximum (Min (Z) au lieu de Max (Z)).
6.4 Formulation du programme linéaire de raffi-nage
La formulation mathématique du programme linéaire de raffinage s'inspire de la for-mulation générale exposée dans le paragraphe précédent. Ainsi :
1. les variables du programme sont les niveaux d'activités, c'est-à-dire les capacitésnécessaires. Ces capacités sont en fait la somme de deux variables : le niveauCAP1 des capacités, disponibles au 01-01-1992, à utiliser et CAP2 qui exprimeles besoins en capacités nouvelles à installer pour permettre la satisfaction de lademande.
2. les contraintes techniques du problème prennent une signification pratique. Ainsi,nous distinguons :
• les contraintes de capacités qui expriment que le total des bruts traités nedoit pas dépasser la capacité totale (disponible et à installer), c'est-à-direune contrainte de type <,
• les contraintes de bilan des produits finis qui sont des identités comptables :Production + Importation - Exportation = Demande,

г155
• les contraintes de qualités des produits qui expriment que la qualité (la quan-tité de soufre, par exemple, contenue dans les composants du mélange) nedoit pas excéder (pour une teneur maximale), ou ne doit pas être inférieureà la spécification retenue (pour une limite inférieure).
• bilan des utilités de la raffinerie qui exprime que le total des utilités utilisées(électricité, fioul, fuel-gas, etc.) est égale aux besoins de la raffinerie, enéquivalence pouvoir calorifique.
3. la fonction-objectif est dans ce cas le coût total de la satisfaction de la demandedes produits pétroliers des Douze, c'est-à-dire la somme des coûts des bruts, detraitement, des importations s'il y a lieu, de transferts interzones des produits(pour le modèle MTJLTI, seulement) et des utilités, diminuée de la valeur desexportations.
Compte tenu de la taille de ces programmes (nombres de lignes et de colonnessupérieurs à 300 pour un modèle MONO et à 1000 pour un modèle MULTI), l'écriturede la matrice ne peut se faire manuellement, on a recours alors aux générateurs dematrices.
6.5 Les générateurs de matrice
6.5.1 Présentation
L'objet des générateurs de matrices, comme Seux nom J'indique, est de générer, à partird'un fichier de àonnêes, îa matrice d'un programme linéaire, sous un format utilisablepar le code d'optimisation disponible.
Ces générateurs sont des programmes écrits dans un langage de programmation(le Fortran 77 pour les anciens) qui permettent de générer la matrice sur la base d'unfichier de données standard. Le format de la matrice en question est généralementle format standard d'IBM appelé Mathematical Programming System (MPS) dont unexemple est donné en annexe D.
Г
6.5.2 Structure générale du fichier de données
Le générateur de matrices du modèle énergétique (GEMME, en abrégé) a été développé,en 1970, à l'Institut français du pétrole pour permettre la modélisation du secteurénergétique fr ancras.
Le fichier de données comprend en première ligne le nom du problème traité, lenom de la demande, l'option de test des données et le code MULT (pour l'approcheMULTI raffineries ou périodes). D est subdivisé en blocs suivants : approvision-nement, spécifications, marché, utilités et modules unités (un module par unité) pourla définition de la capacité, des charges, des utilités, des destinations et des qualités

156
des effluents de l'unité.
Dans le bloc approvisionnement sont définis les bruts utilisés, la proportion del'approvisionnement ou la quantité à utiliser ou ne pas dépasser, ainsi que les coûtscorrespondants.
Le bloc "spécifications" consiste à définir les types de spécifications à retenirpour les effluents et les produits (densité, indices d'octanes divers, teneur en soufre,point de congélation, viscosité, etc.) (cf. tableau 5.1).
Le bloc marché définit la nomenclature des produits retenus, les valorisationséventuelles 'import et export) et les qualités requises. Les produits se distinguent enPURS et autres. Sont considérés comme produits PURS, les produits qui ont une seuleaffectation à la sortie de l'unité de production correspondante.
Le bloc "utilités" définit l'équivalence à tonne de fioul (ou autre produit retenucomme référence) en fonction du pouvoir calorifique de l'utilité considérée.
Le format du fichier de données est spécifique à chaque générateur. Le fichierest en fait un ensemble de cartes1 dont l'utilisation est régie par les règles définies parle générateur en question.
Pour le cas de GEMME (Babusiaux D., Valais M. к Pennegues G. (1986) etKhebri S. (1989)), la règle générale est que le nom de la carte est composé de quatrecaractères (exemple BRUT, COUT, CAPA, CHAR, etc.) écrit de la colonne 11 à lacolonne 14 de la ligne qui porte ainsi le nom de la carte.
La carte peut se composer seulement du nom (exemple carte CAPA) ou inclured'autres informations (la carte BRUT, par exemple, fait appel au code du brut encolonnes 16-17, le nom du brut, la proportion dans l'approvisionnement, etc.)
Le fichier décrit plus haut correspond à celui de l'approche MONO.
6.5.3 Les fichiers de l'approche MULTI
L'approche MULTI utilise deux fichiers de données :
• un premier contenant les données relatives aux cinq raffinerie-zones (le fichierde chaque raffinerie-zone correspond au fichier MONO décrit plus haut) placésl'un après l'autre, la première ligne de chaque zone permettant d'indiquer augénérateur le changement de la zone.
*Par référence aux cartes perforées utilisées dans les années soixante-dix pour la saisie des donnéessur ordinateurs. Une carte correspond à une ligne du fichier.

157
• le deuxième fichier, propre à l'approche MULTI dont il porte le nom, décrit lesdemandes adressées à chacune des raffineries-zones (demandes spécifiques), lesdemandes des dépôts et les coûts de transport de chaque raffinerie à chacun desdépôts, pour tous les produits.
Pour permettre une optimisation gobale, nous avons supposé les demandes deszones s'exprimant par l'intermédiaire des cinq dépôts (un dépôt par zone) et dece fait les demandes spécifiques des raffineries-zones sont nulles. Comme les coûtsde transport d'une raffinerie-zone vers son dépôt sont nuls, le modèle chercheraà satisfaire la demande concernée par la production de la zone correspondante età combler le déficit à partir de la zone la moins chère possible.
6.5.4 Le format MPSLe(s) fichier(s) des données sont traités par le code GEMME qui fournit ainsi unematrice sous format MPS, laquelle pourra être optimisée par le code d'optimisationdisponible.
Le format MPS a pour particularité de ne conserver que les éléments non nulsde la matrice, ceci pour réduire le temps de traitement et l'espace mémoire et disquenécessaire au stockage des calculs intermédiaires et finals.
Le format de la matrice est indiqué en annexe D3. Le fichier est divisé en troisparties :
• la première pour la liste des sens et noms des contraintes. On utilise la codificationsuivante pour les sens des contraintes : L pour "inférieur ou égal", E pour "égal"et G pour "supérieur ou égal".
• la deuxième pour l'introduction des noms des variables et des coefficients nonnuls qui leurs sont attachés,
• la troisième enfin, pour l'introduction des seconds membres (Right Hand Side).La fin du fichier est signalé par "ENDATA".
6.6 L'optimisation de la matrice
L'optimisation de la matrice se fait grâce aux codes d'optimisation de la programma-tion linéaire qui utilisent la méthode du simplexe2.
2 On trouvera dans l'annexe Б une synthèse des rappels théoriques de la programmation linéaire : del'algorithme de Gauss, considéré comme à la base de la méthode du simplexe, aux dernières méthodesdites du point intérieur.

г158
Nous utiliserons le code Linear And Mathematical "Programming System (LAMPS)d'IBM.
Les fichiers résultats des codes d'optimisation (LAMPS ou autres) sont stan-dards et ne répondent pas à l'attente du raffineur qui fait appel alors aux codes degénération de rapports.
6.7 Les générateurs de rapports
L'objet de ces générateurs est d'améliorer la présentation des résultats fournis par lescodes d'optimisation. Ils génèrent de véritables rapports, d'où leur nom, rapidementexploitables par l'analyste.
Ainsi, on y trouvera une présentation des capacités des unités, des bilans deproduction par unité, des bilans par produit, les coûts marginaux des produits et deleurs qualités, etc.
Le générateur de rapports PIERRE3 a été développé à l'IFP dans ce sens.
6.8 Application du modèle linéaire à la résolutiondu problème posé
L'utilisation du modèle linéaire nécessite son calage préalable. Cette opération con-siste à "régler" des différents paramètres (rendements des différentes unités) sur la basedes données utilisées. Un modèle est dit calé s'il permet de reproduire les productionsréelles des raffineries de la zone pour l'année considérée.
Avant d'adopter définitivement les données des blocs correspondant aux différenteszones dans le fichier-texte - particulièrement les rendements des différentes unités -, ilest nécessaire de recourir à des simulations pour caler les modèles MONO des différenteszones.
Le calage, opération longue et fastidiueuse, consiste à varier les rendements desdifférentes unités jusqu'à leur calage, c'est-à-dire jusqu'à ce qu'on obtienne des pro-ductions simulées proches des productions réelles des zones pour l'année 1991, commele montre le tableau 6.1 ci-dessous.
3Piogiamme Informatique d'Edition de Rapports REsumés.
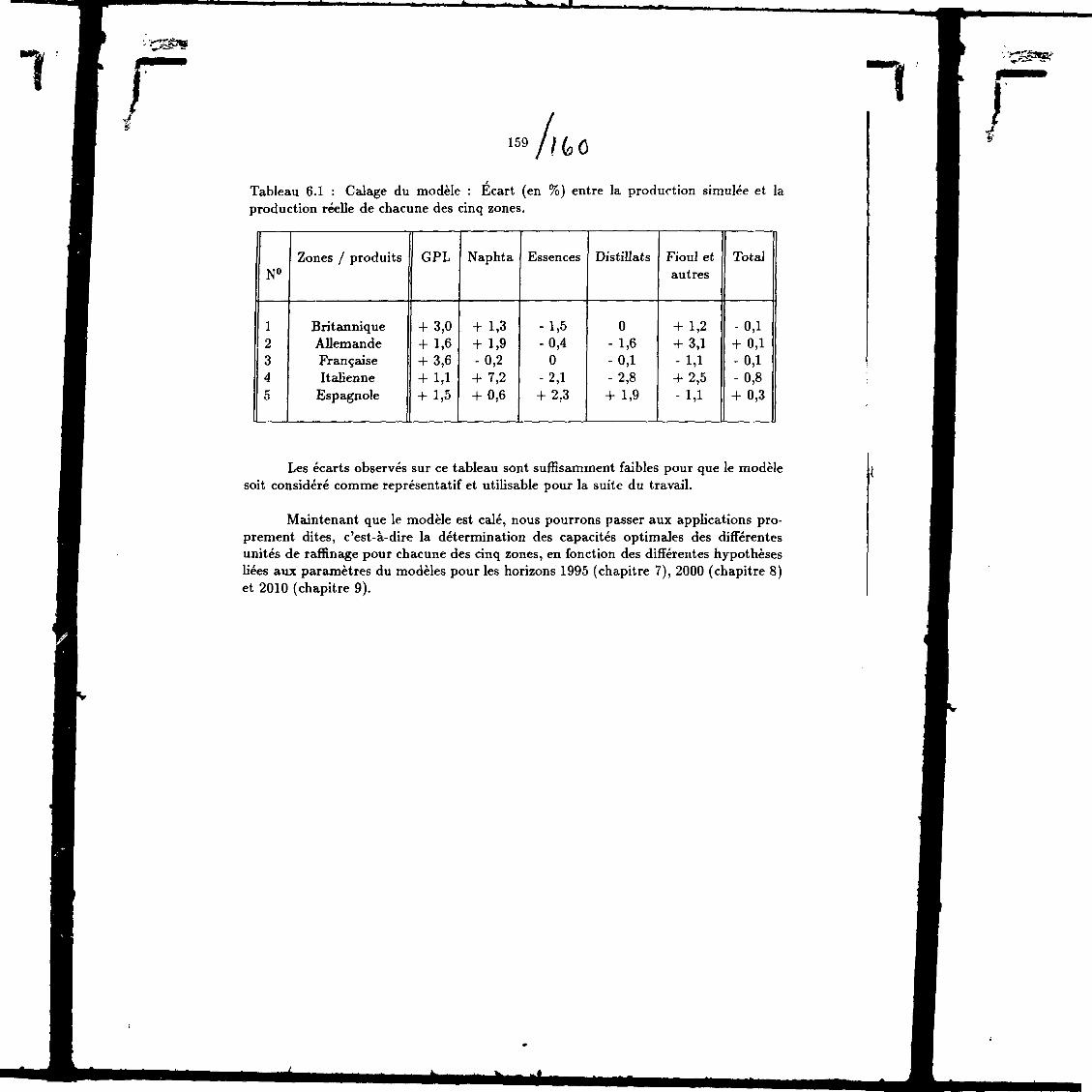
г159 //fco
Tableau 6.1 : Calage du modèle : Écart (en %) entre la production simulée et laproduction réelle de chacune des cinq zones.
№
12345
Zones / produits
BritanniqueAllemandeFrançaiseItalienne
Espagnole
GPL
+ 3,0+ 1,6+ 3,6+ 1Д+ 1,5
Naphta
+ 1,3+ 1,9- 0 , 2
+ 7,2+ 0,6
Essences
-1,5-0,4
0
-2,1+ 2,3
Distillats
0-1,6-0,1-2,8+ 1,9
Fioul etautres
+ 1,2+ 3,1-1,1+ 2,5-1Д
Total
-0,1+ 0,1-0,1- 0,8+ 0,3
Les écarts observés sur ce tableau sont suffisamment faibles pour que le modèlesoit considéré comme représentatif et utilisable pour la suite du travail.
Maintenant que le modèle est calé, nous pourrons passer aux applications pro-prement dites, c'est-à-dire la détermination des capacités optimales des différentesunités de raffinage pour chacune des cinq zones, en fonction des différentes hypothèsesliées aux paramètres du modèles pour les horizons 1995 (chapitre 7), 2000 (chapitre 8)et 2010 (chapitre 9).
"î • • •^Si-
Quelles capacités et structures deraffinage pour les Douze en 1995 ?
Compte tenu du nombre élevé de paramètres du modèle, nous effectuerons les simula-tions en donnant à celui-ci une liberté croissante par l'importation des produitsqui présenteraient des coûts marginaux très élevés par rapport aux prix observés surle marché.
Nous travaillerons essentiellement sur le scénario de demande de base (scénario A)en considérant deux hypothèses de structure de la demande des essences, en fonctionde la sévérité en octane : haute et basse (cf. chapitre 5). Ceci ne constitute nullementune contrainte dans la mesure où nous simulerons par la suite l'impact d'une variationdu niveau de la demande (du scénario le plus faible au scénario le plus élevé).
La première simulation à effectuer porte sur le test de l'hypothèse de lareprésentation d'une structure de l'approvisionnement en bruts fixes en pro-portions pour l'approche MULTI, structure déterminée dans le chapitre 4.
7.1 Test de l'hypothèse de réduction des appro-visionnements
La représentation des approvisionnements d'une zone par un panier de trois brut?dans des proportions déterminées (cf. chapitre 4), valable pour une approche MONO(Khebri S. (1991), Bond J.P, Mayorga-Alba E. & Offant P. (1977)), nécessite un testpréalable pour déterminer son impact sur les résultats, autrement dit sa validité.
7.1.1 Simulation 1Cette simulation est caractérisée par les hypothèses suivantes :- approvisionnement fixe en proportions (pour les bruts) pour chacune des cinq zones,- teneurs en soufre du gazole et du fioul domestique maintenues à leurs niveaux actuels,
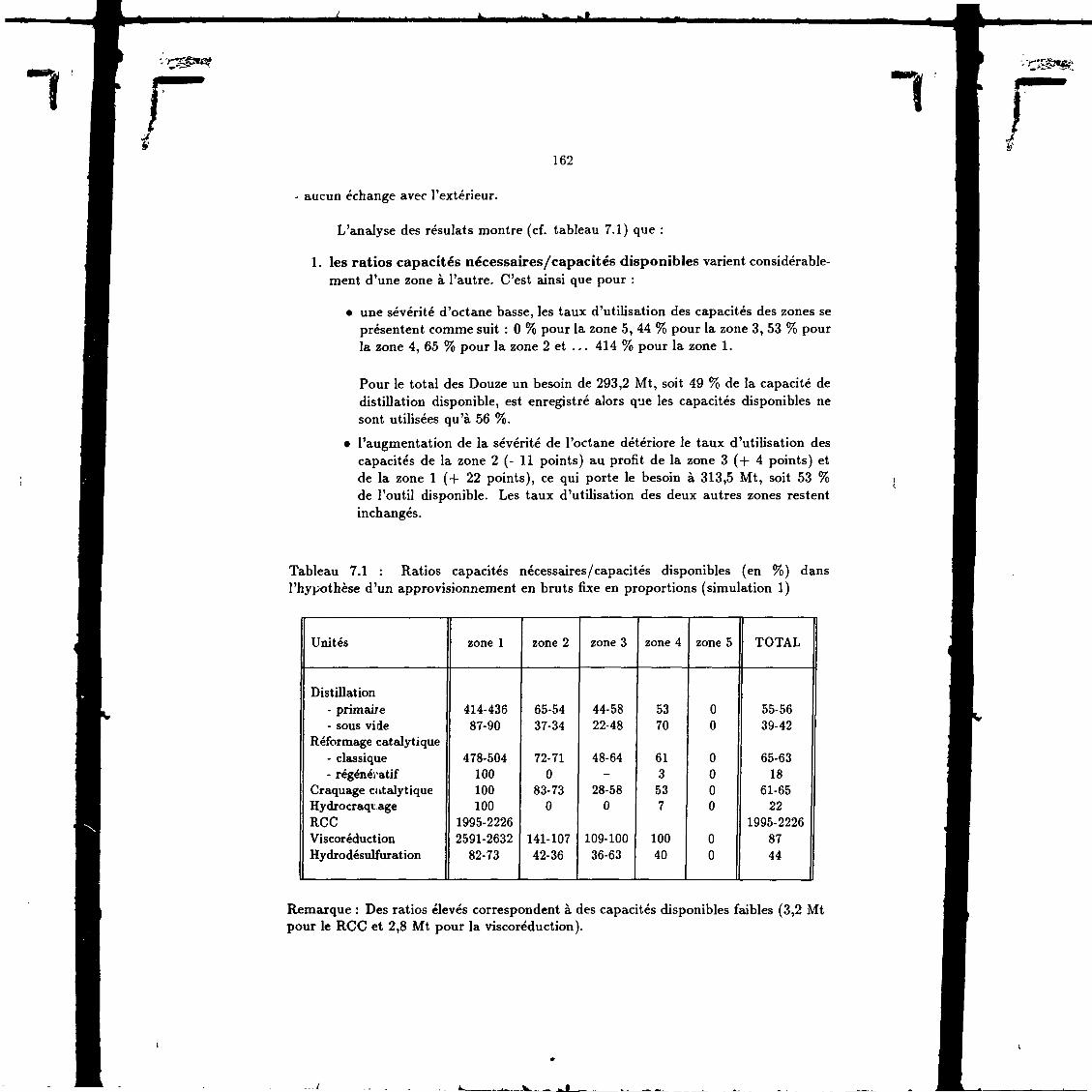
г162
aucun échange avec l'extérieur.
L'analyse des résulats montre (cf. tableau 7.1) que :
1. les ratios capacités nécessaires/capacités disponibles varient considérable-ment d'une zone à l'autre. C'est ainsi que pour :
• une sévérité d'octane basse, les taux d'utilisation des capacités des zones seprésentent comme suit : 0 % pour la zone 5, 44 % pour la zone 3, 53 % pourla zone 4, 65 % pour la zone 2 et . . . 414 % pour la zone 1.
Pour le total des Douze un besoin de 293,2 Mt, soit 49 % de la capacité dedistillation disponible, est enregistré alors que les capacités disponibles nesont utilisées qu'à 56 %.
• l'augmentation de la sévérité de l'octane détériore le taux d'utilisation descapacités de la zone 2 (- 11 points) au profit de la zone 3 (+ 4 points) etde la zone 1 (+ 22 points), ce qui porte le besoin à 313,5 Mt, soit 53 %de l'outil disponible. Les taux d'utilisation des deux autres zones restentinchangés.
Tableau 7.1 : Ratios capacités nécessaires/capacités disponibles (en %) dansl'hypothèse d'un approvisionnement en bruts fixe en proportions (simulation 1)
Unités
Distillation- primaire- sous vide
Réformage catalytique- classique- régénératif
Craquage cntalytiqueHydrocraqu.ageRCCViscoréductionHydrodésulfuration
zone 1
414-43687-90
478-504100100100
1995-22262591-2632
82-73
zone 2
65-5437-34
72-710
83-730
141-10742-36
zone 3
44-5822-48
48-64-
28-580
109-10036-63
zone 4
5370
613537
10040
zone 5
00
0000
00
TOTAL
55-5639-42
65-6318
61-6522
1995-22268744
Remarque : Des ratios élevés correspondent à des capacités disponibles faibles (3,2 Mtpour le RCC et 2,8 Mt pour la viscoréduction).

1163
2. la structure géographique de la production fait ressortir (cf. figure 7.1) latrès forte concentration de la production, puisque la zone 1 à elle seule produit63 à 65 % du total des Douze, alors que sa demande ne représente guère que18 %. Ceci donne une idée sur les flux des produits qui relient donc la zone 1(centre principal de production) aux autres zones. Les taux de couverture de lademande par la production locale sont relativement faibles pour les quatre autreszones comme le montre le tableau 7.2.
Tableau 7.2 : Taux de couverture de la demande par la production locale en fonctionde la sévérité de l'octane (en %)
Hypothèse d'octane
BasseHaute
zone 1
о о
о о
1—1
I—1
zone 2
5444
zone 3
3850
zone 4
5757
zone 5
00
Figure 7.1 : Structure géographique de la production - cas de la simulation 1.
100%- ,
7 5 % -
5 0 % -
2 5 % -
Basse sévérité Haute sévérité DemandeProduction
H zone britannique ЕЕ zone allemande Czone française G zone italienne Dzone espagnole

1164
Pourquoi le modèle "préfère"-t-il faire appel à de nouvelles capacités (qui coûtentdonc plus cher) dans la zone 1 alors que des capacités sont disponibles dans les autreszones ? Qu'est-ce qui distingue la zone britannique des autres, particulièrement la zoneespagnole dont le taux d'utilisation des capacités est nul ?
La différence tient à deux éléments :
• d'abord à la structure de l'approvisionnement : pour la zone britannique les deuxtiers sont constitués par le Brent, brut léger et 16 % par un brut moyen (l'Arabeléger), en plus du fait que le différentiel de prix est favorable au Brent (le brutlocal).
• la performance de l'outil, ensuite, pour laquelle la zone britannique présente letaux de conversion le plus élevé des Douze (cf. tableau 3.12) et la zone espagnole,le taux le plus faible.
Pour confirmer l'impact d'un approvisionnement différencié des zones sur lesrésultats effectuons la même simulation en libérant les approvisionnementsdes zones : c'est l'objet de la simulât'on 2.

1 Г Г165
7.1.2 Simulation 2
Les hypothèses de la simulation sont donc :
- approvisionnement fixe en proportions (pour les bruts) pour chacune des cinqzones,- teneurs en soufre du gazole et du fioul domestique maintenues à leurs niveaux actuels,- aucun échange avec l'extérieur.
L'analyse des résultats montre (cf. figure 7.2) que l'effet est immédiat : toutesles zones voient leurs capacités utilisées : 22 % pour la zone espagnole (contre zéroprécédemment), 100 % pour la zone italienne (contre 53 %), 87 % pour la zone alle-mande (contre 54 %), 92 % pour la zone française (contre 58 %) et 239 % pour la zonebritannique (contre 436 % prédédemment).
Au total, les capacités existantes sont utilisées à 84 % (contre 68 %) et un besoinde 22 % (contre 53 %) est dû à une localisation non optimale des capacités existantes.
Figure 7.2 : Impact de l'approvisionnement sur les ratios capacités nécessaires/capa-cités disponibles pour les différentes zones.
Figure 7 Л Hwrtt («v*tW «ГосЬк*
%
SOOr
400
300
200
100
%
SOOr
400
300
200
100
Appro. №• Appro, libra Appro. Их* Appro, libra
О ш и britannlqu* Н ш м iHwwnd»
Б хот (rançaiM Нюп» IMtaniMП ю м brttonnlqiM B Z O M tftomand*
Б » M françaiw Q жом ПаНотм
Ozon* Mpagnoto

Щи
! Г166
L'analyse de la structure d'approvisionnement optimale (résultant de la solutionoptimale) montre (cf. tableau 7.2) en effet une espèce de spécialisation des zones enfonction de la performance de leur outil et de la structure de leurs marchés.
ГTableau 7.3 : Structure optimale (en %) de l'approvisionnement en brut
Bruts / zones
BrentArabe légerArabe lourd
Britannique
10000
Allemande
00
100
Française
95,80
4,2
Italienne
00
100
Espagnole
00
100
Ainsi, la zone britannique (Europe du Nord) n'utilisera que du Brent, la zonefrançaise (95,8 % pour le Brent et 4,2 % pour l'Arabe lourd), la zone allemande, bienque faisant partie de l'Europe du Nord, utilisera à 100 % de l'Arabe lourd, ce qui esttout à fait explicable, cette zone dispose des deux unités de conversion profonde detoute l'Europe. Enfin, les deux zones du sud n'utiliseront que de l'Arabe lourd du faitde la forte proportion des coupes lourdes dans la structure de leurs marchés.
En conséquence, l'hypothèse de réduction des approvisionnements va-lable pour un modèle MONO, ne Test plus pour une optimisation MULTI.Tout optimum étant relatif aux contraintes imposées, dans une optimisation MULTI,le modèle cherchera une espèce de spécialisation des zones en fonction de la structurede leurs marchés et surtout de la performance de l'outil disponible à fabriquer tel outel produit. De ce fait, en voulant contraindre à tout prix l'approvisionnement dansune optimisation MULTI, on "handicape" fortement le modèle (le surcoût engendréest de 8,5 %) et les résultats correspondants ne seront que biaises.
Ce problème étant résolu, nous simulerons maintenant la possibiHté d'accorderau modèle une plus grande liberté par l'importation de certains produits ou en lui im-posant plus de contraintes pour tester une plus grande sévérité sur la teneur en soufredu gazole, par exemple. Le choix des produits dont l'importation sera autorisée se ferasur la base de leur coût marginal.
Précisons au préalable les concepts de coût marginal de court terme et coûtmarginal de long terme. C'est l'objet du paragraphe suivant.

г167
7.2 Coût marginal de courte période et coût marginalde longue période
Le coût marginal de courte période ou coût marginal à capacité inchangée,est le coût supporté pour fabriquer une unité supplémentaire d'un produit dans lalimite de la capacité de production existante. Il correspond donc à la partie variabledu coût de revient du produit.
Lorsque la mise en œuvre d'une unité supplémentaire d'un produit ne peut seréaliser avec la capacité disponible et nécessite, par conséquent, son extension, le coûtmarginal correspondant est appelée coût marginal de longue période ou coûtmarginal de développement. En plus de la partie variable du coût de revient duproduit (le coût marginal de courte période), il comprend l'amortissement économiquede l'investissement nécessaire à la mise en place de l'extension de la capacité.
Sur le court terme, la décision de produire (à des fins de consommation etd'exportation ) ou d'importer un produit est subordonnée à la comparaison du coûtmarginal du produit et ses prix spot FOB (pour la détermination du seuil d'exportation)et spot CIF (pour l'importation) comme le montre la figure 7.3 ci-dessous.
Figure 7.3 : Coût marginal de court terme et décisions de production, exporta-tion et importation d'un produit.
tout'marginal
Q, Q.

г168
Cette figure fait ressortir cinq régions :
• les régions A et E se caractérbent par un coût marginal de production supérieurau prix de l'importation (prix CIF), de ce fait la production n'est plus rentableet sera remplacée par l'importation. Donc en-deçà de Qi et au-delà de Q4 laproduction est nulle pour des raisons symétriques :
— pour la région A la quantité demandée est si faible que sa production n'estpas encore rentable,
— pour la région E, la quantité est tellement importante que la structure deproduction disponible devient inadaptée. Il faudra donc, soit procéder àl'extension de la capacité de production ce qui nous fait passer au coûtmarginal de long terme (plus élevé que celui du court terme) ou importer.
Pour un modèle autorisant l'importation le coût marginal, de ces deuxrégions est confondu avec le prix à l'importation (prix CIF).
• pour les régions В et D le coût marginal est inférieur au prix à l'importationmais supérieur au prix FOB, ce qui rend la production non compétitive pourl'exportation,
• la région С enfin se caractérise par un coût marginal très compétitif. Elledéfinit le potentiel d'exportation. Le coût marginal pour un modèle autorisantl'exportation se confondra avec le prix FOB.
Finalement la courbe du coût marginal des produits pour un modèle de produc-tion avec export-import aura la forme donnée par la figure 7.3 (ligne en gras), c'est-à-dire que les limites de variation sont le prix FOB (exportation) et CIF (importation).
Lorsque le modèle ne comporte pas d'option exportation, le coût marginal duproduit variera dans la limite zéro-Prix CIF.
7.3 Une indépendance des Douze pour les produitspétroliers est-elle possible ?
La première question qui vient à l'esprit lorsqu'on simule les besoins en capacités deraffinage pour satisfaire la demande de produits pétroliers des Douze est la suivan-te : l'indépendance des Douze pour les produits pétroliers peut-elle être envisagéeéconomiquement ?
La réponse à la question passe par l'analyse de la solution de la simulation précédentequi a été effectuée dans ce sens. Les capacités ainsi déterminées sont donc celles quipermettent d'assurer l'autonomie des Douze pour la satisfaction de la demande de tous

г Г169
les produits pétroliers, puisque aucun échange avec l'extérieur n'a été retenu.
L'analyse des coûts marginaux de la solution optimale (cf. tableau 7.4) montreque certains produits ont des coûts marginaux très élevés (le MTBE présente un coûtmarginal compris entre 1020 et 1157 $/t, ce qui correspond à 3,4-3,9 fois le prix observésur le marché).
Tableau 7.4 : Coûts marginaux des produits dans l'hypothèse d'une autonomie totaledes Douze (en $/t)- Basse sévérité d'octane (simulation 2)
MTBENaphtaSuper 98 SPSuper 95 SPSuper 98 plombéKérosèneGazoleFioul domestiqueFioul lourd BTSFioul lourd HTS
Prix Spotmoyens
(1991)
3002042342342542141941899874
zone 1
102176633518913812712512511995
Coûts marginaux
zone 2
106177033919314313213012912193
zone 3
104077133818914412712513011995
zone 4
109376334419714713613413312388
zone 5
115777134019414413313113012295
Même si les coûts marginaux considérés sont des coûts marginaux de long terme,donc il est normal qu'ils soient supérieurs aux coûts marginaux de court terme, l'écartest disproportionné, ce qui signifie que les Douze sont en état de sous-investissementen matière d'équipements de production des essences sans plomb (unités de MTBEparticulièrement) par rapport aux projections de consommation de l'année 1995. Iln'est donc pas possible (pour des raisons économiques) d'envisager une indépendanceen matière d'importation de MTBE. Cette autonomie nécessiterait la constructiond'une capacité de 1093 à 1216 milliers de tonnes/an, soit un peu plus de l'équivalentdes capacités disponibles au premier janvier 1992.
Pour évaluer le surcoût relatif à ce sous-équipement, simulons l'hypothèse d'uneimportation libre de MTBE.
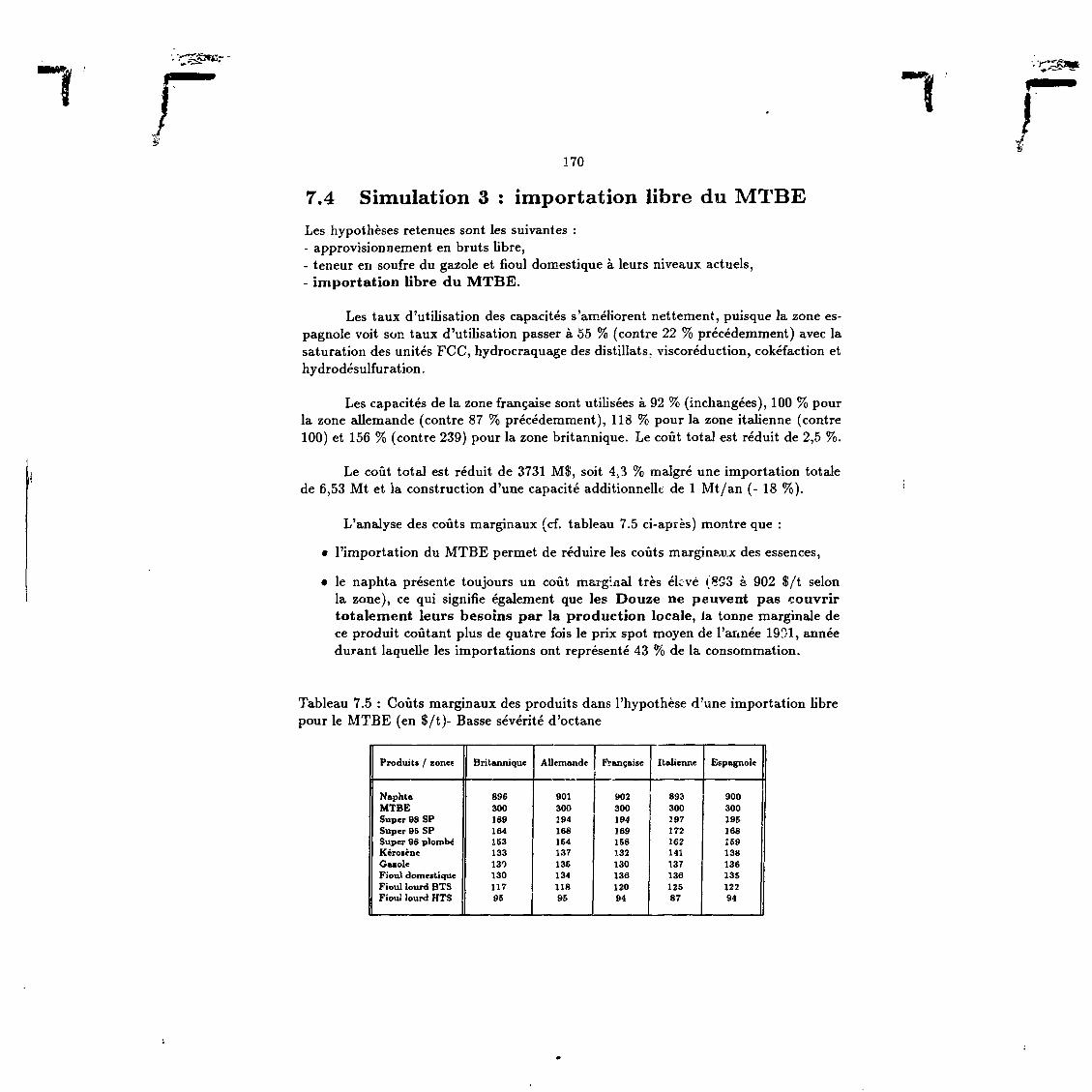
i Г170
7.4 Simulation 3 : importation libre du MTBELes hypothèses retenues sont les suivantes :- approvisionnement en bruts libre,- teneur en soufre du gazole et fioul domestique à leurs niveaux actuels,- importation libre du MTBE.
Les taux d'utilisation des capacités s'améliorent nettement, puisque la zone es-pagnole voit son taux d'utilisation passer à 55 % (contre 22 % précédemment) avec lasaturation des unités FCC, hydrocraquage des distillats, viscoréduction, cokéfaction ethydrodésulfuration.
Les capacités de la zone française sont utilisées à 92 % (inchangées), 100 % pourla zone allemande (contre 87 % précédemment), 118 % pour la zone italienne (contre100) et 156 % (contre 239) pour la zone britannique. Le coût total est réduit de 2,5 %.
Le coût total est réduit de 3731 M$, soit 4>3 % malgré une importation totalede 6,53 Mt et la construction d'une capacité additionnelle de 1 Mt/an (- 18 %).
L'analyse des coûts marginaux (cf. tableau 7.5 ci-après) montre que :
• l'importation du MTBE permet de réduire les coûts marginaux des essences,
• le naphta présente toujours un coût marginal très élevé (8S3 à 902 $/t selonla zone), ce qui signifie également que les Douze ne peuvent pas couvrirtotalement leurs besoins par la production locale, ia tonne marginale dece produit coûtant plus de quatre fois le prix spot moyen de l'année 1931, annéedurant laquelle les importations ont représenté 43 % de la consommation.
Tableau 7.5 : Coûts marginaux des produits dans l'hypothèse d'une importation librepour le MTBE (en $/t)- Basse sévérité d'octane
Produits / zone;
NaphtaMTBESuper 08 SPSuper 05 SPSuper 08 plombéKérosèneGnioleFioul domotiqueFioul lourd BTSFioul lourd HTS
Britannique
89630018916415313313013011795
Allemande
90130019416815413713513411895
Française
90230019416915813213013612094
Italienne
89330019717216214113713612587
Espagnole
90030019516815913813613512294

171
7.5 Simulation 4 : importation libre de MTBE etnaphta
Pour chiffrer le surcoût attaché à la contrainte d'autosuffisance du naphta, nous repren-drons les hypothèses du cas précédent avec, en plus, une liberté d'importation pourle naphta. Nous simulerons les deux sévérités d'octane pour la demande des essencesautomobile : basse et haute.
7.5.1 Simulation 4A : Basse sévérité d'octane
7.5.1.1 Les hypothèses
Les hypothèses retenues sont donc les suivantes :- approvisionnement en bruts libre,- teneur en soufre du gazole et fioul domestique à leurs niveaux actuels,- importation libre pour le MTBE et le naphta,- basse sévérité en octane de la demande d'essences.
7.5.1.2 Les capacités
La satisfaction de la demande de produits pétroliers de l'année 1995 nécessite la miseen place des nouvelles capacités suivantes (cf. tableau 7.6) :
• 68 Mt de distillation primaire, soit 11 % de la capacité totale actuelle. Cettecapacité sera localisée dans la zone britannique. Ce besoin intervient alors queles capacités de la zone espagnole ne sont utilisées qu'à 58 %. La raison de cettesous-utilisation est que la capacité de la distillation primaire de cette zone n'estpas en adéquation avec celles des unités avales (distillation sous vide, FCC, hy-drocraquage, viscoréduction, cokéfaction et hydrodésulfuration) qui sont toutessaturées. Ainsi, le traitement d'une tonne supplémentaire à ce niveau nécessitel'accroissement préalable des capacités des unités aval, ce qui, au niveau del'ensemble des Douze, coûte cher.
Il est clair, que les capacités de raffinage disponibles actuellement n'ont pas étéconstruites dans une optique d'une rationalité économique européenne, mais pourassurer d'abord une certaine indépendance du pays en matière d'approvision-nement du marché local en produits pétroliers. Cette assertion valable pour tousles pays l'est davantage pour la zone espagnole où le secteur pétrolier est encoresous monopole d'Etat, en ce qui concerne aussi bien le raffinage que la distribu-tion. L'opération de privatisation qui vient de s'engager ne sera effective qu'aubout de quelques années.

172
Tableau 7.6 : Ratios capacités nécessaires/capacités disponibles (en %) dansl'hypothèse d'une importation libre du MTBE et naptha - Basse sévérité d'octane(simulation 4A)
Unités
Distillation- primaire- sous vide
Réformage catalytique- classique- régénératif
Craquage catalytiqueHydrocraquageRCCViscoréductionCokéfactionHydroconversion du RSVHydrodésulfuration
zone 1
173137
21246165100100660
0
100
zone 2
10096
10010
116100
1530
3260110
zone 3
10095
110-
100162
187
106
zone 4
100119
9034100100
214176
210
zone 5
58100
5321
100100
141100
106
TOTAL
111110
12620119103100197115
3260122
ï Г173
Les chiffres précédents montrent que la recherche d'une rationalité écono-mique européenne aura pour conséquence une relocalisation des ca-pacités, particulièrement celles qui sont à installer. La zone la plus touchée estbien évidemment la zone espagnole.
• 24,4 Mt de distillation sous vide sont nécessaires. Cette nouvelle capacité seralocalisée pour 62 % dans la zone britannique et pour 38 % dans la zone italienne,
• 15,8 Mt de réformage catalytique sont nécessaires : 93 % pour la zone britan-nique et 7 % pour la zone française. Ce besoin intervient alors que les capacitésdisponibles ne sont pas totalement utilisées (53 % pour la zone espagnole et 90 %pour la zone italienne),
• 17,1 Mt de craquage catalytique (+ 65 % pour la zone britannique et + 16 %pour la zone allemande). Toutes les capacités disponibles sont saturées, d'où unbesoin global de 19 %,
• les capacités d'hydrocraquage des distillats sont à accroître de 3 % globalement.C'est la zone française qui devra faire l'effort le plus important pour porter sescapacités de 750 Kt à 1,2 Mt, soit +62%,
• les capacités d'alkylation sont mal localisées. La zone française devra augmenterses capacités de 43 % et la zone espagnole devra construire une capacité de 245Kt (contre zéro de disponible actuellement).
• pour le MTBE, nous retrouvons notre affirmation précédente concernant le sous-investissement dans ce type d'unités. Ainsi, toutes les zones (à l'exception dela zone espagnole) devront augmenter leurs capacités : + 334 % pour la zonebritannique, + 50 % pour la zone allemande, + 148 % pour la zone française et+ 73 % pour la zone italienne. Au total, ce sont 890 Kt ( 87 % de la capacitédisponible) qui sont à construire.
• la viscoréduction est également en déficit, puisque toutes les zones devront ac-croître leurs capacités : + 560 % pour la zone britannique, + 53 % pour la zoneallemande, + 87 % pour la zone française, -f 114 % pour la zone italienne et+ 41 % pour la zone espagnole. Au total, un accroissement des capacités de97 % est nécessaire.
• pour la. cokéfaction, seule la zone italienne enregistre un besoin de 46 %, alorsque les capacités disponibles globalement ne sont utilisées qu'à 33 %.
• les capacités disponibles pour l'hydrcdésulfuration seront déficitaires 'de 22 %.Ce déficit est de 10 % pour la zone allemande, 6 % pour les zones française etespagnole, 110 % poar la zone italienne, c'est-à-dire les capacités doivent êtreplus que doublées.
• enfin, un besoin de 35,4 Mt d'hydroconversion dans la zone allemande, ce qui esténorme par rapport aux 1,15 Mt actuels.
Г

г274
L'effort financier nécessaire à la mise en place de ces nouvelles capacités se chiffreà près de 20 milliards de dollars U.S. dont 80 % pour les deux premières zones (44 %pour la zone allemande et 36 % pour la zone britannique), 14 % pour la zone italienne,3,8 % pour la zone française et 1,6 % pour la zone espagnole (cf. tableau 7.7).
Tableau 7.7 : Investissements nécessaires pour satisfaire la demande des produitspétroliers en 1995 - hypothèse basse sévérité d'octane (simulation 4A)
Montant / Zones
Millions $%
zone 1
7278,536,4
zone 2
8803,844,0
zone 3
766,03,8
zone 4
2809,514,2
zone 5
329,31,6
TOTAL
19987100

г175
7.5.2 Simulation 4B : Impact d'une sévérité accrue de l'octanedu sans plomb
Une sévérité accrue en octane est la conséquence d'une demande plus forte pour lestypes d'essence sans plomb à haut indice d'octane (le super 98 sans plomb).
7.5.2.1 Les hypothèses
L'hypothèse de sévérisation de la demande des essences se traduit par une proportionde sans plomb, en général et du super 95 et 98 en particulier, plus élevée comme lemontre le tableau 7.8 suivant :
Tableau 7.8 : Haute et basse sévérités d'octane pour les différentes zones en 1995 (en% de la demande totale des essences)
Zones / Sévérités
BritanniqueAllemandeFrançaiseItalienneEspagnole
Total sans plomb
haute
7095554030
basse
6090453025
Super
haute
456418105
SP95
basse
405414105
Super
haute
2516372010
SP98
basse
201631105
7.5.2.2 Impact sur le coût total et les capacités
Le surcoût engendré par cette sévérité est de 224 M$, soit 0,3 % du coût total.
La sévérité affecte principalement les importations : + 27 % pour le MTBE et+ 22 % pour le naphta. Elle affecte peu les besoins en capacité : - 2 Mt de distillationatmosphérique, - 0,9 Mt de distillation sous vide, - 1,2 Mt de réformage catalytique, +0,06 Mt de réformage catalytique haute sévérité, - 1,2 Mt de craquage catalytique, +0,3 Mt d'hydrocraquage, -f 0,3 Mt de viscoréduction, -0,8 Mt de cokéfaction, -5,4 Mtd'hydrodésulfuration et - 0,9 Mt d'hydroconversion.
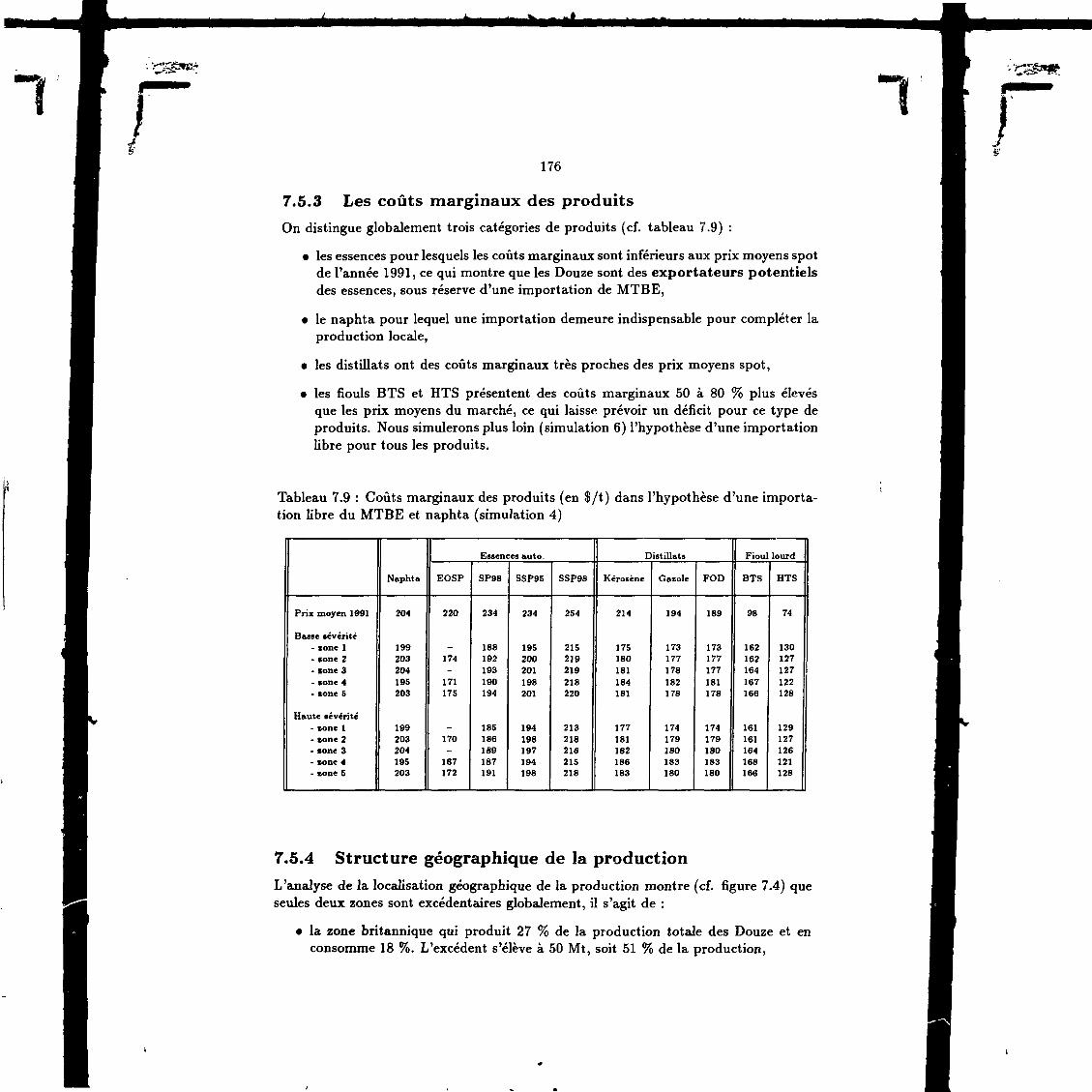
г176
7.5.3 Les coûts marginaux des produits
On distingue globalement trois catégories de produits (cf. tableau 7.9) :
• les essences pour lesquels les coûts marginaux sont inférieurs aux prix moyens spotde l'année 1991, ce qui montre que les Douze sont des exportateurs potentielsdes essences, sous réserve d'une importation de MTBE,
• le naphta pour lequel une importation demeure indispensable pour compléter laproduction locale,
• les distillats ont des coûts marginaux très proches des prix moyens spot,
• les fiouls BTS et HTS présentent des coûts marginaux 50 à 80 % plus élevésque les prix moyens du marché, ce qui laisse prévoir un déficit pour ce type deproduits. Nous simulerons plus loin (simulation 6) l'hypothèse d'une importationlibre pour tous les produits.
Tableau 7.9 : Coûts marginaux des produits (en $/t) dans l'hypothèse d'une importa-tion libre du MTBE et naphta (simulation 4)
Prix moyen 1991
B&sse sévérité- cone 1cone 2cone 3cone 4cone 5
Haute sévérité- cone 1cone 2cone 3sone 4cone 5
Naphta
204
199203204195203
199203204195203
Essences auto.
EOSP
220
-174-171175
-170-167172
SP98
234
188192193190194
185186189187191
SSP95
234
195200201198201
194198197194198
SSP98
254
215219219218220
213218216215218
Distillats
Kerosene
214
175180181184181
177181182186183
Gazole
194
173177178182178
174179180183180
FOD
189
173177177181178
174179180183180
Fioul lourd
BTS
98
162162164167166
161161164168166
HTS
74
130127127122128
129127126121128
7.5.4 Structure géographique de la production
L'analyse de la localisation géographique de la production montre (cf. figure 7.4) queseules deux zones sont excédentaires globalement, il s'agit de :
• la zone britannique qui produit 27 % de la production totale des Douze et enconsomme 18 %. L'excédent s'élève à 50 Mt, soit 51 % de la production,

Г J177
• la zone italienne avec un excédent de 4 Mt (8 % de la production).
Les trois zones restantes sont déficitaires de 34 Mt, soit 17 % de sa consomma-tion, pour la zone allemande, 20 Mt (36 % de sa consommation) pour la zone espagnoleet 10 Mt, soit 12 % de sa consommation, pour la zone française.
Figure 7.4 : Comparaison des structures géographiques de la production et dela consommation des produits pétroliers en 1995.
Production Consommation
L'analyse des structures de la production et de la demande par produit laisseapparaître la spécialisation des zones dans la production de produits pour lesquels ellessont les plus performantes. C'est ainsi que (cf. figure 7.5) :
• la zone britannique sera spécialisée dans les produits légers et moyens qui repré-senteront 90 % de sa production (42 % et 48 % respectivement). Elle sera parcontre déficitaire en fioul (10 % de la production pour 29 % de la consommation).Encore que par type de fioul, elle ne produira que du BTS compte tenu de sonapprovisionnement très léger,
• la zone allemande produit du fioul pour près du tiers, des distillats pour 46 %et 23 % de produits légers. La production de la zone représente 83 % de sademande,
• la zone française a une structure de la production relativement comparable àcelle de sa demande : 23 % en fioul (contre 20 % pour la demande), 43 % pourles distillats (contre 45 %) et 34 % pour le total des légers, avec cependant un

г178
excédent en essences (27 % contre 24 %) et un déficit en GPL et naphta (7 contre10 %). Le déficit de la zone n'est donc pas de type structurel mais dû au fait quela production ne représente que 88 % des besoins.
• la zone italienne est excédentaire en fioul et produits légers. Elle est cependantdéficitaire en distillats qui représentent 30 % de la production et 39 % de lademande. L'excédent global de la zone est de 9 Mt, soit 8,7 % de la demande.
• la zone espagnole, enfin, présente :
- un déficit structurel pour les distillats (30 % pour la production contre 37 %pour la demande) et les produits légers (27 % contre 33 %). L'excédentstructurel est observé pour le fioul,
- un déficit en volume pour tous les produits (à l'exception du fioul HTS, fiouldomestique et le super 95 sans plomb) du fait que la production totale nereprésente que 65 % de la demande.
Figure 7.5 : Structures comparées de la production et de la demande des zonessimulation 4A.
Millions de tonnes
250
200
Zone 2 Zone 3 Zone 4 Zone 5
И Fioul S Distillats EB Essences ES Autres légers

•"»»-•
179
7.5.5 Les flux interzones de produitsLes déséquilibres précédents entre la production et la consommation des zones in-duisent des flux d'échange de produits qui montrent (cf. figure 7.6) que même leszones excédentaires reçoivent des produits d'autres zones : c'est le résultat d'unespécialisation des zones pour la fabrication des produits dont elles sont les plus perfor-mantes.
Figure 7.6 : Flux interzones des produits pétroliers - Basse sévérité (simulation 4).

180
L'analyse des flux des échanges intracommunautaires montre que ceux-ci s'élèventà 87 Mt, soit 16 % de la consommation des Douze. 95 % de ces flux concernent lazone 1 qui fournit les trois-quarts, ce qui montre le degré de concentration de ces fluxqui se réduisent à des flux liant principalement la zone 1 à chacune des autres zones.
Le produit qui "voyage le plus" est le gazole qui représente le tiers des échanges(cf. tableau 7.10), suivi par les essences, tout type confondu, pour le quart et le fioulhaute teneur en soufre pour le cinquième.
1
Tableau 7.10 : Structure des échanges intracommunautaires de produits pétroliers
Produits
Mt
%
Naphta
6,0
6,9
Essences
22,1
25,4
Kérosène
7,9
9,1
Gazole
28,4
32,7
FioulBTS
4,8
5,5
FioulHTS
17,7
20,4
Total
86,9
100,0

Т Г" 1г181
7.6 Simulation 5 : une sévérité accrue sur les teneursen soufre du gas oil
7.6.1 Simulation 5A : basse sévérité de l'octane
7.6.1.1 Les hypothèses
Nous reprenons le cas précédent avec toutefois une sévérité accrue en matière de teneursen soufre du gazoic et du fioul domestique, c'est-à-dire les hypothèses suivantes :- approvisionnement en bruts libre,- teneur en soufre du gazole ramenée de 0,2 à 0,05 % et celle du fioul domestique de
0,25 à 0,15 %,- importation libre pour le MTBE et le naphta.- basse sévérité en octane de la demande d'essences,
7.6.1.2 Impact sur les capacités
Ainsi, le passage des teneurs en soufre actuelles pour le gazole et le fioul domestique,aux teneurs de 0,05 et 0,15 % respectivement, se traduira par un surcoût de 581 M$,soit 0,7 % du coût total.
En terme de capacités de désuifuration, il se traduit par un besoin supplémentaireglobal de 1,1 Mt soit + 2,9 % pour l'ensemble des Douze (cf. tableau 7.11). Par zone,les besoins sont . 1,1 Mt, soit + 16,3 % pour la zone allemande, + 2,4 Mt pour la zonefrançaise, - 2,3 Mt pour la zone italienne et - 0,1 Mt pour la zone espagnole.
Les chiffres négatifs signifient des besoins moins importants que pour une sévéritéfaible en soufre. Ceci est le résultat d'un aménagement dans les structures de produc-tions aux zones opéré par le modèle compte tenu des difficultés de l'outil disponibledans certaines zones à satisfaire aux nouvelles exigences en matière de soufre pour cesdeux produits comme le montre le tableau 7.12.
Ainsi, les réaménagements les plus importants dans les productions concernentle transfert des productions du :
• gazole de 23 Mt de la zone britannique et 5,7 Mt de lu zone espagnole vers leszones allemande (+ 14,2 Mt), française (+ 0,8 Mt) et italienne (+ 2,5 Mt),
• kérosène de 5,7 Mt de la zone britannique vers les zones allemande (+ 0,8 Mt),française (+ 1,2 Mt), italienne (+ 3,7 Mt) et espagnole (+ 0,02 Mt),
• essence ordinaire sans plomb (EOSP) de 2,43 Mt de la zone britannique essen-tiellement vers la гопе italienne (-(- 2,37 Mt),
• super plombé (SP98) de 2,35 Mt de la zone britannique vers la zone italienne (+2,26 Mt).

Г г182
Tableau 7.11 : Impact d'une sévérisation de la teneur en soufre du gazole et fiouldomestique sur les besoins en capacités de désulfuration et la structure de l'appro-visionnement en brut.
Zones
BritanniqueAllemandeFrançaiseItalienneEspagnole
Capacitéde
désulfuration
(Mt/an)
0,0+ 1,090+ 2,395- 2,260- 0,144
approvisionnement en %
Brent
TSA'
96,20,0
51,00,00,0
TSP"
94,00,040,00,00,0
Arabe
TSA
3,8100,049,0100,0100,0
lourd
TSP
6,0100,060,0100,0100,0
* TSA = teneur en soufre actue"e du gazole et fioul domestique,** TSP = teneur en soufre projetée pour le gazole et fioul domestique.
Tableau 7.12 : Impact d'une sévérisation de la teneur en soufre du gazole et fiouldomestique sur la production des différentes zones - Basse sévérité d'octane
Zones
BritanniqueAllemandeFr&nç&iieItalienneEspagnole
Naphta
-0,22-0,07-0,10-1,79-0,03
Essence» auto.
EOSP
- 2,43+ 0,20
+ 2,37- 0,14
SP98
- 2,35
+ 0,09+ 2,26+ 0,01
SSP95
+ 0,71+ 0,63• 1,34
SSP98
+ 0,27+ 0,63
+ 0,22
DistiUats
Kérosène
- 5,68+ 0,79+ 1,16+ 3,72+ 0,02
Gazole
- 23,02+ 14,21+ 0,79+ 2,54+ 5,49
FOD
+ 29,27- 18,13- 5,48
- 5,66
Fioul lourd
BTS
+ 4,86+ 0,01- 0,36- 4,10- 0,41
HTS
+ 1,03+ 4,40- 5,43
TOTAL
+ 0,59-1,26• 0,98-0,51- 1,65

Г
30
20
10
Г183
En échange, la zone britannique voit sa production augmenter en :
• fioul domestique de 29,3 Mt tranférés des zones allemande (- 18,1 Mt), française(- 5,5 Mt) et espagnole (- 5,7 Mt),
• fioul lourd basse teneur en soufre de 4,9 Mt au détriment de la zone italienneessentiellement (- 4,1 Mt).
Ces aménagements transforment la structure de production des zones comme lemontre les figures 7.7A à 7.7E.
Figure 7.7A : Impact d'une sévérisation de la teneur en soufre du gazole et fiouldomestique sur la structure de production - Cas de la zone britannique.
M Zon»1
ITeneir actuelle IlTeneur projetée
014. НщЛШ EOSP SPB F00 FbUBIS FbUHIS

Г Г184
Figure 7.7B : Impact d'une sévérisation de la teneur en soufre du gazole et fiouldomestique sur la structure de production - Cas de la zone allemande.
50 M
30
20
10
Zone2
ITenax actuelle ШТелеи-projetée
SSPB5 SSPBB KÜRMJf«QPL tfcphh ТОО FbtlBtS FbdKTS

т г185
Figure 7.7C : Impact d'une sévérisation de la teneur en soufre du gazole et fiouldomestique sur la structure de production - Cas de la zone française.
1Zom3
15
10
ITenetr actuelle ÜTenetr projetée
QPL № p t * EOSP SPSB SSPSB SSPSB Kkxmkm Q n o b FOO FJoiiBIS FtodHIS

î Г186
Figure 7.7D : Impact d'une sévérisation de la teneur en soufre du gazole et fiouldomestique sur la structure de production - Cas de la zone italienne.
6U Ш
50
40
30
20
10
Zon»4
ITeneir actuelle ШТепаг projetée
GPL №pt* FOD FbiiBIS FloUHIS

г Г187
Figure 7.7E : Impact d'une sévérisation de la teneur en soufre du gazole et fiouldomestique sur la structure de production - Cas de la zone espagnole.
16 M
14
12
10
8
6
Zone5
ITenar actuelle IlTeneir projetée
GPL N*p»* FOO FlwJBTS FloUHIS

188
7.6.2 Simulation 5B : haute sévérité de l'octane
Une sévérisation de l'octane des essences sans plomb accompagnant une sévérisationdes teneurs en soufre du gazole et du fioul domestique se traduit par un surcoût de563 M$, soit + 0,7 %. Un besoin supplémentaire en capacités de désuîfuration de5,6 Mt est enregistré.
Comme pour le cas précédent, la sévérisation de la teneur en soufre du gas oilse traduit par un léger alourdissement de l'approvisionnement des zones britanniqueet française comme le montre le tableau 7.13.
Tableau 7.13 : Impacts sur la structure de l'approvisionnement d'une sévérisation dela teneur en soufre du gazole - (simulation 5B)
Zones / Bruts
BritanniqueAllemandeFrançaiseItaienneEspagnole
Teneur en soufre du gazole et fioul domestique
nouveUe*
Brent
94,10
46,000
Arabe lourd
5,9100,054,0100,0100,0
actuelle
Brent
i! 95,9
052,1
00
Arabe lourd
4,1100,047,9100,0100,0
* = 0,05 % pour le gazole et 0,15 % pour le fioul domestique.
Cet alourdissement relatif de l'approvisionnement est le résultat des nouvellesstructures de production des zones (cf. tableau 7.14).
L'aaaiyse des coûts marginaux montre que le passage de la teneur en soufre dugazole de 0,2 à 0,05 % et celé du fioul domestique de 0,25 à 0,15 % se traduira parun bond dans le coût marginal de la contrainte de soufre maximum (exprimé en $/%soufre) pour ces deux produits. Pour la zone britannique, ce coût marginal passe de 5à 55, celui de la zone allemande de 16 à 28, de 16 à 55 pour la zone 3, de 18,8 à 27,6pour le gazole et 18,8 à 19,6 pour îe fioul domestique, dans la zone italienne et de 16à 28 pour la zone espagnole (cf. tableau 7.15).

189
Tableau 7.14 : Impact d'une sévérisation de la teneur en soufre du gazole etdomestique sur la production des différentes zones - Haute sévérité d'octane
Tsonee
BritanniqueAllemandeFVfmçmse
Espagnole
Nepbta
- 0,02_
- 0,06- 1,15+ 0,01
Essences auto.
EOSP
- 2,27+ 0,37
-+ 1,90
SP98
- 1,62+ 0,18- 0,31+ 1,75
SSP95
- 0,71+ 0,71
--
SSP98
+ 0,03- 0,03
--
Kéro
- 5+ 1
_
+ 3
gène
59,88
,72
Distillais
- 20,92+ 12,24+ 0,23+ 3,12+ 5,33
FOD
+ 27,14- 16,94- 3,32- 1,23- 5,66
Fioul
BTS
+ 3,75- 0,19+ 0,55- 4,10
lourd
г ~~HTS
+ 1,37+ 2,50- 4,280,41
TOTAL
- 0,63- 0,34- 0,51- 0,36+ 0,09
1
Tableau 7.15 : Impacts sur les coûts marginaux de soufre maxi, (en $/% de soufre) dugazole et du fioul domestique du passage aux nouvelles teneurs en soufre - (simulation5B)
Zoaes / Bruts
BritanniqueAllemandeFrançaiseItaJïenaeEspagnole
Teneur en soufre du gas oil
actuelle
gazole
5,2916,4116,1218,8215,73
fioul domestique
5,2916,4116,1218,8215,73
nouvelle*
gazole
55,0328,2855,0327,5727,60
fioul domestique
55,0328,2855,0319,5514,84
0,05 % pour le gazole et 0,15 % pour le fioul domestique.
190
7.7 Simulation в : libre importation pour tous les
L'objectif de cette simulation est de mesurer l'impact de l'ouverture du marché desDouze, à l'importation de tous les produits pétroliers, sur les besoins en capacités desdifférentes unités de raffinage.
7.7.1 Les hypothèses
Les hypothèses retenues sont donc les suivantes :- approvisionnement en bruts Ubre,- teneur en soufre du gazole ramenée à 0,05 % et celle du fioul domestique à 0,15 %,- importation libre pour *ous les produits.
7.7.2 Les importations de produits
En laissant au modèle la possibilité d'une importation libre pour tous les produits,on arrive à réduire le coût total de 4,6 %, par rapport à la même variante mais quin'autoriserait que l'importation du MTBE et du naphta.
Les importations totales sont de 136,5 Mt pour l'hypothèse de basse sévérité del'octane et 140,4 Mt pour celle d'une haute sévérité d'octane. L'analyse de la structurede ces importations (cf. tableau 7.16) montre que les trois-quaris sont constitués parle fioul lourd HTS, suivi le MTBE pour 16 %, le naphta pour 6 %, le fioul domestiquepour 4 % et le fioul lourd BTS pour 2 %.
Ces importations induisent des taux de dépendance de . . . 133 % pour le fioullourd HTS (on importe aussi pour la consommation des raffineries), 92 % pour leMTBE1, 28 % pour le naphta (contre 43 % en 1991).
7.7.3 Impact sur les besoins en capacités
Les importations précédentes permettent d'alléger les besoins en capacités, puisqu'onenregistre un besoin en distillation primaire de 32 Mt, soit 5 % de la capacité totaledisponible, à installer en zone britannique. Ces importations ont un impact négatif surles t&ux d'utilisation au niveau des autres loues qui soat relativement faibles : 62 %pour la zone allemande, 92 % pour la zone française, 67 % pour la zoae italienne et50 % pour la zone espagnole.
1Cette forte dépendance est le résultat d'un sous-équipement en unités de MTBE dont on a parléprécédemment.

191
Tableau 7.16 : Structure des importations (simulation
Importations
ШшмМиежежМ• Mt
- % importations- % demande
- Mt- %- % demande
г "
Naphta
8,66
28
8,46
2?
MTBE
22,01692
20,31591
Fiouldomestique
5,847
4,035
FioulBTS
3,52
10
3,429
FioulHTS
100,572
133*
100,574
132"
Total
140,410027
136,4Î0026
* Un % supérieur à 100 signifie qu'on importe également du fioul HTS pour la con-sommation de la raffinerie.
Toutes les capacités de cokéfaction sont maintenant utilisées ; des besoins sontmême enregistrés : 22,4 Mt en zone italienne (contre 2,5 Mt actuels), 9 Mt pour lazone espagnole (contre 1,65 actuels) et 4 Mt pour la zone britannique.
7.7.4 Impact sur l'approvisionnement en bruts
La structure de l'approvisionnement des zones britannique et française est modifiée :la zone britannique n'utilise plus que le Brent et la zone française fait appel à Г > % deson approvisionnement au Brent également contre I % pour l'Arabe lourd. Les autreszones continuent à n'utffiser que de l'Arabe lourd.
* .J
192
7.8 Simulation 7 : Impact d'une variation de la de-mande sur les structures de raffinage
L'objectif de cette simulation est de déterminer ies capacités nécessaires pour répondreaux demandes des deux scénarios extrêmes (le scénario faibîe et îe scénario fort).
7.8.1 Les hypothèsesLes hypothèses retenues pour cette simulation sont les suivantes :- approvisionnement en bruts libre,- teneur en soufre du gazole ramenée à 0,05 % et celle du fioul domestique à 0,15 %,- importation libre pour le MTBE et le naphta,- haute sévérité en octane de la demande d'essences.
7.8.2 Les capacitésAinsi, si la demande en produits pétroliers des Douze venait à varier dans la limite desdeux scénarios extrêmes, les capacités nécessaires se présenteraient comme suit :
Au niveau des Douze, cette variation de la demande se traduit par une aug-mentation de 76 % pour la capacité de distillation primaire, 81 % pour celle de ladistillation sous vide, 58 % pour le réformage catalytîque, 25 % pour le FCC, 42 %pour l'hydrocraquage, 13 % pour le MTBE, 23 % pour la viscoréduction, 20 % pour lacokéfaction, 19 % pour l'hydrodésulfuration et 26 % pour l'hydroconversion.
Au niveau des zones, c'est la zone pôle, en l'occurence îa zone britannique quiverra son outil augmenter le plus.
7.8.3 Impact sur ies approvisionnements
La structure de l'approvisionnement est peu modifiée par cette variation de la demande.Les zones allemande, italienne et espagnole continuent à n'utiliser que de l'Arabe lourd.L'approvisionnement s'alourdit par contre, de 0,2 point pour la zone britannique et 5,2points pour îa zoae française pour cause de changement dans les structures de produc-tions des zones, comme Se montre la figure 7.8 suivante :

193
Tableau 7.1? : Besoins en capacités nouvelles minimales et maximales pour les Douzeen 1995 en Mt/an (simulation 7)
Unités / zones
Distillation- primaire- sous vide
Réformage catalytique- classique- régénératif
Craquage cataiytiqueHydrocraquageECCIsomérisstionAikylationMTBEViscoréductionCokéfactionHydrodésulfurationHydroconversioB
Britannique
54,3-95,69,1-23,9
12,6-21-
2,8-4,59,3-14,2
-_-
0,26-0,3515,2-20,6
_
0-2,1
Allemande
_-
_-
5,3C.8-0
--
0,199,9-12,5
—6,8-8,1
33,7-34,8
Française
-_
0,7-0,3-
0-0,4-
-0,20,19
8,7-9,8
2,6-4,0
Italienne
-9,2
--_-
-0,14
17,1-18,27,0-5,9
25,6-25,3
Espagnole
_-
----
-0,2-
2,4-4,20-2,5
0,8-3,2
54,3-95,618,3-33,1
13,4-21,2-
8,1-10,11 10,1-14,3
[
-
0,40,8-0,9
53,2-65,47,0-8,4
35,8-42,633,7-42,6
-V -i -s*.

qptsi
194
F i g u r e 7 > : I m p a c t de la var ia t ion de la d e m a n d e , du scenar io faible ( D i ai:
scénar io fort ( B ) , su r ies p r o d u c t i o n s des zones (en mill ions de t o n n e s ) .
1
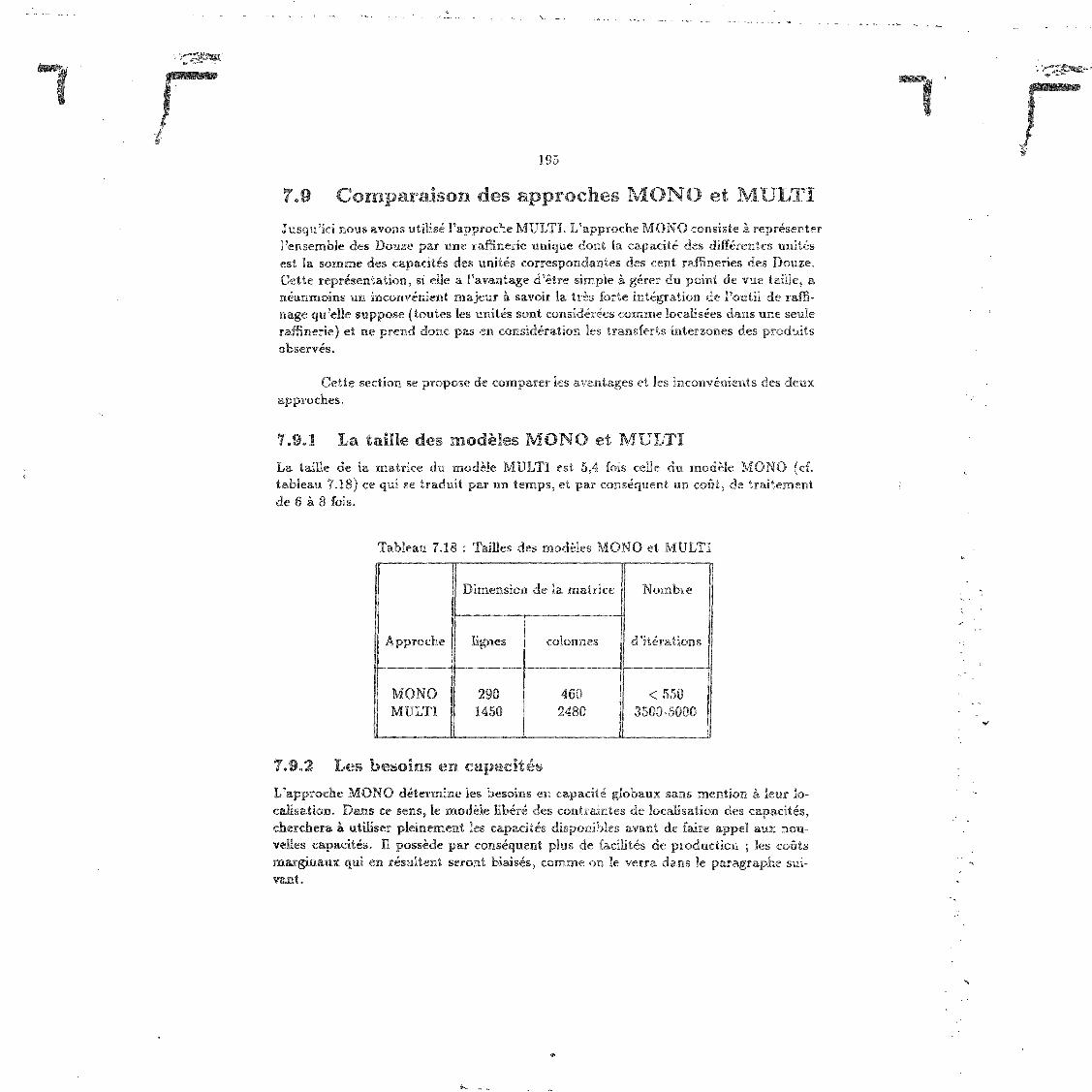
i
195
7.9 Comparaison des approches MONO et MULTI
Jusqu'ici nous avons utilisé l'approche MULTI. L'approche MONO consiste à représenterl'ensemble des Douze par une raffinerie unique dont la capacité des différentes unitésest la somme des capacités des unités correspondantes des cent raffineries des Douze.Cette représentation, si elle a l'avantage d'être simple à gérer du point de vue taille, aaeanmoins un inconvénient majeur à savoir la très forte intégration de l'outil de raffi-nage qu'elle suppose (toutes les unités sont considérées comme localisées dans une seuleraffinerie) et ne prend donc pas en considération les transferts interzones des produitsobservés.
Cette section se propose de comparer les avantages et les inconvénients des deuxapproches.
7.9.1 La taille des modèles MONO et MULTILa taille de ia matrice du modèle MULTI est 5,4 fois celle du modèle MONO (cf.tableau 7.18) ce qui se traduit par un temps, et par conséquent un coût, de traitementde 6 à 8 fois.
Tableau 7.18 : Taffies des modèles MONO et MULTI
Approche
MONOMULTI
Dimension de îa matrice
lignes
2901450
colonnes
4602480
Nombre
d'itérations
<5503500-5000
7.9.2 Les besoins en capacitésL'approche MONO détermine les besoins en capacité giobaux sans mention à leur lo-calisation. Daas ce sens, le modèle libéré des contraintes de localisation des capacités,cherchera à utiliser pleinement les capacités disponibles avant de faire appel aux nou-velles capacités. Il possède par conséquent plus de facilités de production ; les coûtsmarginaux qui ев résultent seroat biaises, comme on le verra dans le paragraphe sui-vant.

•É
. • *
196
L'analyse des besoins en capacités (cf. tableau 7.19) montre que l'approcheMONO sous-estime les besoins en distillation primaire de 73 % (un besoin de 38 Mt/anest déterminé contre 68 Mt/an nécessaires pour l'approche MULTI).
Tableau 7.19 : Besoins en capacités comparés des approches MONO et MULTI. Casde la simulation 4) pour les deux sévérités d'octane.
Unités
Distillation- primaire- sous vide
Réformage catalytique- classique- régénératif
Craquage catalytiqueHydrocraquageRCCIsomérisstionÂlkyîationMTBEViscorédactionCokéfactionHydrodésulfurationHydroconversion
Importations s- MTBE- Naphta
Haute sévérité
MULTI(Mt/an)
6624
15
160,8--
0,40,97631,23235
9,10,7
MONO(Mt/an)
3889
0-18
10,8
120
0,8942_7581
15,717,6
Ecart(%)
+ 74- 73
+ 100-
- 11- 93
+ 100+ 9+ 50
—- 57- 43
- 42- 96
Basse sévérité
MULTI(Mt/an)
6824
16-170,5
-0,40,99631,93836
7,10,6
MONO(Mt/an)
3786
0-17
10,6
150
0,8743_
7481
13,720,6
Ecart(%)
+ 84- 72
+ 100-0
- 95--
+ 100+ 14+ 47
_
- 51- 44
- 48- 97
De mêine, pour le réformage classique un besoin supplémentaire de 15 Mt/anest déterminé par l'approche MULTI contre zéro pour l'approche MONO.
Les autres unités doat le besoin en capacités nouvelles est sous-estimé sont :l'alkylation (100 %), le MTBE (9 %) et la viseoreductron (50 %).

197
L'approche MONO surestime les besoins des unités de distiEation sous vide(73 %), de FCC (11 %), hydrocraquagc (93 %), hydrodésulfuration (5? %) et hydro-conversion pour 43 %.
7.9.3 Les importationsAu niveau de la simulation 4 seules les importations du MTBE et du naphta sontpermises. Le volume des importations pour les deux approches est nettement opposé :
• les importations de naphta s'élèvent à 17,6 Mt, soit 56 % de la consommationdes Douze, pour l'hypothèse d'une haute sévérité pour l'approche MONO, contre0,7 Mt pour l'approche MULTI. Elles passent de 20,6 Mt, soit 66 % de la con-sommation, pour l'hypothèse basse sévérité de l'approche MONO, contre 0,6 Mtsoit 2 % de la consommation, pour l'approche MULTI (cf. tableau 7.19).
• de même, l'importation du MTBE passe de 9 à 16 Mt pour l'hypothèse d'unehaute sévérité d'octane à 7-14 Mt pour îe cas d'une basse sévérité d'octane,respectivement poor le modèle MULTI et le modèle MONO.
7.9.4 Les coûts margÏHaux des produitsLa comparaison des coâts marginaux des produits pour les deux approches fait ressortirprincipalement le cas du fioul lourd qui présente un coût marginal inférieur en approcheMONO qu'eH approche MULTI, ce qui s'explique par le fait que l'approche MONO,en agrégeant les capacités de conversion, donne au modèle plus de facilités à utiHser ceproduit et de ce fait son coût d'opportunité est plus faible.
Pour les autres produits, l'approche MONO fournit des coûts marginaux large-ment supérieurs.

198
Tableau 7.20 : Coûts marginaux des produits pour les approches MULTI et MONO.Cas de la simulation 4 haute sévérité d'octane
Approche
Produits
GPLNapfataEOSPSP98SSP95SSP98KérosèneGazoleFioul domestiqueFioul BTSFioul HTS
MULTI
Zone 1
190199_
185194213177174174161129
zone 2
190203170186198218181179178161127
zone 3
190204-
18919?216182180179164126
zone 4
190195167187194215186183182168121
zone 5
190203172191198218183180179166128
MONO
1
190204231236245255210207206121120

199
7.10 Conclusion
Pour tester l'impact d'un plus ou moins grand degré de liberté accordé au modèle surles résultats, nous avons été amenés à effectuer quatorze simulations (ies sept simu-lations présentées à multiplier par ies deux sévérités d'octane).
L'objectif était d'arriver à une configuration satisfaisante du modèle. Nousavons présenté les tableaux récapitulatifs des résultats pour huit simulations (six pourle scénario de base et une pour le scénario faible et une pour le scénario fort) (cf.tableaux T.21 à 7.26).
Que petit-oîi retenir globalement de ces tableaux ?
« Pour îe total des Douze (cf. tableau 7.21) :
- la simulation 1, dont les hypothèses sont :
- approvisionnement en bruts fixe en proportion pour chacune des cinq zones,- teneur en soufre du gazole et fioul domestique à leurs niveaux actueis,- aucun échange avec l'extérieur (pas d'importations et pas d'exportations).
présente des besoins ев capacités nouvelles de distillation primaire plus im-portants (que pour un scénario fort !), à cause d'une sous-utiîîsation descapacités existantes (taux d'utilisation de 55 %, le plus faible de l'ensembledes simulations).
Cette situation ne se limite pas à la distillation primaire mais touche égale-ment d'autres unités (réformage catalytique, MTBE et viscoréduction), cequi confirme bien que l'hypothèse qui consiste à contraindre les appro-visionnements, en proportions, dans une approche ÄCUXI1 aboutità des résultats biaises.
— ce résultat est d'ailleurs bien confirmé par la simulation 2 qui diffère de laprécédente uniquement par les approvisionnements qui deviennent libres.On voit bien que le taux d'utilisation des capacités de distillation primairepasse à 80 % et les besoins en nouvelles capacités réduits de 50 % par rap-port à la simulation précédente.
Avec cette simulation, nous avons également cherché à savoir si les Douzepourraient devenir autoaomes en matière de satisfaction de la demande desproduits pétroUers. L'analyse des coûts marginaux nous a montré que deuxproduits (le MTBE et le naphta) présentaient des valeurs 3,5 fois le prix spot(pour le MTBE) et 3 fois pour le naphta, ce qui signifie que les Douze nepeuvent (économiquement) être totalement autonomes en 1995, pour causede sous-équipement en unités de production du MTBE.

200
- dans la simulation 3, nous avons cherché à voir l'impact d'une libre impor-tation du MTBE sur les résultats. Maintenant c'est au tour du naphta deprésenter un coût marginal très élevé de près de 4,5 fois son prix spot, cequi signifie également qu'on ne peut pas se passer de l'importation commeappoint à la satisfaction de la demande pour ce produit.
- nous autorisoiîs donc l'importation du naphta daas la simulation 4, ce quinous amène à une configuration du modèle satisfaisante, les coûts margin-aux des produits étant acceptables. Les hypothèses de cette configurationse résument en :
- approvisionnement Bbre en bruts,- teaeur en soufre du gazole et fioul domestique à leurs niveaux actuels,- libre importation du MTBE et naphta.
- dans la simulation 5 nous avons cherché à voir l'impact d'une sévérisation dela teneur en soufre du gazole et fioul domestique (de 0,20 à 0,05 % poids pourle gazole et de 0,25 à 0,15 % poids pour le fioul domestique). L'effet sur lesDouze consiste globalement en un accroissement des besoins en désulfurationde 2,8 % par rapport à la simulation précédente et une légère modificationde la structure de l'approvisionnement des zones britanniques et françaises.
îa simulation 6 reprend les hypothèses de la simulation 5 en matière d'appro-visionnement en bruts et de teneur en soufre du gazole et fioul domestiqueet autorise en plus l'importation de tous les produits, l'objectif étant desimuler l'hypothèse d'une ouverture totale du marché des Douze aux impor-tations extra-CEE.
Le taux d'utilisation des capacités de distillation "tombe" à 72 % (con-tre 94 % pour la simulation 5) et les besoins en capacités nouvelles nereprésentent plus que 5 % de la capacité disponible au 01-01-1992 (contre11 % pour la simulation 5), niveau le plus faible de toutes les simulationseffectuées.
Les simulations de 1 à 6 ont u.n dénominateur commun : le même scénariode demande, en l'occurence le scénario de base (A). Quel serait l'impact surles capacités ainsi trouvées d'une variation de la demande ?
c'est pour répondre à cette question que nous avons effectué la simulation7 qui, tout ев reprenant la configuration du modèle de la simulation 5, sepropose de déterminer les capacités minimales (pour ie scénario faible D) etmaximales (scénario fort B).

г201
On s'aperçoit que les Douze seront déficitaires en 1095 de 54 à 96 Mt/an,soit entre 9 et 16 % de la capacité disponible, pour la distillation primaire,18 à 33 Mt/an (8 à 14 %) pour la distillation sous vide, 13 à 21 Mt/ande ïéformage catalytique, 8 à 10 Mt/an de FCC, 10 à 14 Mt/an d'hydro-eraquage des distilîats, 400 milliers de tonnes/an d'aîkylation, 770 à 860 mil-liers de tonnes/an de MTBE, 53 à 65 Mt/an de viscoréductioa, 7 à 8 Mt/ande cokéfaction, 35 à 43 Mt/an d'hydrodésulfuration, 35 à 36 Mt/an d'hydro-conversion et 7 Mt/an pour la production de l'hydrogène.
La mise en place de ces capacités nécessitera un ïiiYestissement de 21 mil-liards de dollars U.S., pour le »cenario de demande de base.
• par zone (cf. tableaux 7.22 à 7.26), la complexité du schéma de raffinage réduite(pour cause de délai limité) aux extensions des capacités des unités disponibles,fait de la zone britannique, qui présente actuellement le taux de conversion del'outil le plus élevé des Douze, le pôle de production par excellence. Ainsi, (cf.tableau 7.22) dans la simulation 1, les capacités de distillation de îa zone ont étémultipliées par quatre, alors qu'ailleurs les capacités sont souvent sous-utilisées,Yoire ион utilisées du tout (cas de la zone espagnole). C'est la conséquence d'unecontrainte des approvisionnements dans le modèle MULTI dont on a longuementparlé.
Dans toutes les simulations, la zoae britannique se présente comme le principalpôle de production pour les Douze et préseate de ce fait des déficits pour toutes lesunités à l'exception de celle du réformage catalytique régénératif, d'alkylation,du RCC, d'ïsomérisation et la cokéfaction. Le restera-t-elle pour les horizons2000 et 2010, lorsque toutes les zones pourront alors se doter des unités de con-version dont elles ne disposent pas maintenant ? C'est l'objet des chapitres 8 et 9.
Pour les autres zones îa situation est fort différente d'une simulation à l'autrecomme le montrent les tableaux 7.23 à 7.26 ci-après.

202
Tableau 7.21 : Comparaison des besoins en capacités (en Mt/an) des Douzeobtenus par les différentes simulations, dans l'hypothèse d'une haute sévérité de l'octane,pour l'horizon 1995.
mm» /ЯАКШЗЙКЗО
Deport»» y » # « 8
DIspcnlMs* UBMssBSKMnS
Dupes*1» i*ës*8»
Bspsnmâra икйзеи
feeОМриКЫ« UWMS»Вше«
HCC- Пароли** tfNMss-Se«*»
- Öfepefst*» yäüfci-äse t»
*§Sj*IÉf«- »pent *» uËlsê«-Вщзсйш
N r a w M
OTSE
-DIapanMssiMsam-Вещ*»
• Валом»
- ttspffl«*» иве*»
Серее»«
m«-tf.it«
MMS*
»УЖ«
«ад»
12ДО
•мм
№ « 8
^
um
i/m
шт
wm
шт
,.»
C a p a c i t é s s>î>ten«î®8 _pa1
»S.64S
100,620
ад»2Д4В
M.1Wsat 80
2JB41
жгт
0 0 0 0
З.К9
М М
8,1*4ОТ»
ш
м м
1.1М1.1*0
г
кеде477.4W
т л е
2JB7*
•МММ.0М
88,4*7
1
4МИ
и м
0 7 »
ММft»
SÄал4
в*»
1ММ1,1*0
83t ТЗ?
2S4.*S0
7В,§§1
_J3»St
аде«S7
М.М0
1 М М
te*во»
г ? »
с«»оде»
41f~
1
О/ГО
Г7 '1 110
«
231,364
61.100
—JÄfiä,
вмао
14,1*»«3.40©
адм
зда»А000
1J14
84.WS
леммtea.»»
ма*
олоо
S M M1.1*0
г | я :" ä «ч ц s » ; » © в
S
ааига
тми
18 017
__UPJO_
шввг
1,1М11»
ада2,40В
§уш8.«»
17410JM40.7*7
18МК>
4,(Ю
1M.W0
6J«Î
S « »
Mjm»л»
•
i 491043J *?9 ??в
УМ.
ж»
SS
4Л10
M.T18M 712
sets
и м
ммсеве
хдаз1ЛЗР
мм00«
„JüffiL
17 93*
H «as
1Ю7Ш
ад«
8 7 ^ * *t t w
7 0
«S
SS
SS
зев
M «7M МО
13W0O
М И
am
м м
1 7 «
i « дав
« tar
дамеm e «
__JÉJiâ
м м
l « l
f 1»
_ _ _ _
SWSM
M^M**t 717
*7MJ/M
tMt34
13.400
S
0.TO5
да8!Î700ЭД
teac
as»
0 1 »
4 * 4
1M.1M
«we
теtes«
W M
0000
1 «в

203
•f !«es;»s-a ТЛ : Cfltüperatwo ( i s fe»«*B» «a «peeSé» * la ten« MtesnS^tt» e M m » ras««?Je» о;Я4-шг» »traaêsii«» A Пюйявя » в - it-ïis зегй-'И е ' ^ й м .
Вшомя
МропШм uWbéetBeso«w
Мепма*Ме*1емМ'
Ватт
FCC
-аио*»
- D»son»is» !«!WKS•Вию*»
MX- DtspcftUw uKSMa«-Bereif»
- О»РШ**» US*e*«8
• Otoponlbl« ufflM«
Bto-e;»e!
W I E- Dfeportbti» u«s*§a-Besoins
- Dtspmtbtn uMMta
Crtüieiea
-Sseoire
- DStpenW» uMses»
- Dtjp-iäSbtas liiSsfca-Bern»
-MportbMeuWMw
СяяяйЗе«••рея»»
ait
98JM
«9.784
18.1M
«
'.8Л78
W M
«ДМ
U 1 8
M .
мм
U M
M .
S M N
9ЛМ
M .
i ^ ^ ^ e e p a e S i é e © i l nu» per î« lete»t^fies»t T " ï
аз^ю
МД71
13.1»
8.JC0
(t.e/s
as«2ЛЮ
ш ^0.0Ю
s.««0.C»
14780.1»
7ЭЛМ
0.0»
MM»24,918
e,«s
8ЛМ
алм
вт.<15,716.8
1
40 754
4ВЛМ13.1»
1633
«WS)9i75
It«?ÎS«
—JtßSL,
тдт
оою
17М«7Я
S
0.1»
» Л Я
олю
89.17720.177
о.вт
олю
1Ю.00.00,0
3
148.788
_5УЗ,
^ ^
п «
С«___0à6û0
* ^ее»о«ю
ет
олю
0,1»
18Л91
г*»
0,0»
МЛ9230.582
1
8ЛМолю
алмолю
99,70,01.3
89.3»
Ю И »40 76»
Я*«13,1»
1089
4411Î9 87S
за»
я у«}0 ^
1039
олю
0,1»
___мш.
o,«oj
«8ЛМ3 3 . ^
0.0Ю
олю
0,04.1
s I »
ta.ioo
{•asmm ты
13,1»
18 в/*
1«8Мею
»,«34
олю
0.1»
гда
0.0»
» Л И
влм
олю
алмолю
94,10,08,в
I iasM9
« 48
ЯЛС"13.1»
1 1?»
15«1
га»
5К•лт0 1
0.0Ю
0.1»_JMJB.
глю
8ЛМ
«8,8М33,8»
__№»§ * «
0.0»
олю
loao0,00.0
weРЗЗЮ
48 8 М
ат13.140
«МО2*4»
Z1
11JW«
:s' вей
0в71
олю__â2St
0.1»
__JMH
S»лм
M .
олю
алмолю
94.40.05.6
160ЛМ
е«ем
Sittï•мво
С е«*7е
16Л»гею«г»
s^eэдоо
11W
от»
^^^^
0.1»
глю
олю
здмо
• м ,
овеволю
елмолю
т,г0,0ад

204
ТьМ«нк."Л:И»*» aéwéiM е М ш .
1MÉB f 8J™T!"-i!*KMJ
B«esn»
М в Н М 1 о * « и а * М *OeiKrtJAï KÏS*ss
CstSSiïîto î£S«tSB
ЯССОкципЫм uMMto
ватт
вес
i»o§re
»§§»«» ual»é»Вмок«
Шерпы» иШМмВтвт
ттшОШтгШтт-гМжBarnim
-Вида*»
CeMfesttos
- ОЬрмНЫм иШМв*
• iwokw
-Ввела
ЯвйввМв*
-Bss*»
• Ввммм
• Brant• ДлйаИдаг-MitelaunI
Серее**
• i
амм
M.749
амм
4 M B
W i e
мва
• M M
1.TW
1.1M
с1
111.7M111,738
A S M
14,77714,77?
од>
ia.oa
Э(ЯЗ4000
мм4000
е.аазод»од»
i,HB0.S»
4000
ожг
24J10
од»
S S»^(s.aiîS0,0000.000
1.1M1,150
02.3
»s
•ÄJtütüJг
eist п и * jgya,
т »
I«,«« 1 «аммis«« i s * 1 ^
OfiOa | 4000
«c® «
0,0»
4000
4000
M 8 7O J S ?
4 0 0 0
eßM
еж
г«.вю
4000
•7ДМ
ад»
мм0 , 0 «
1 8 Л М1 , 1 5 0
0 , 00 . 0
1 0 0 , 0
j "»74
П,7П
мва4000
4000
SS
0.ЖЭ_ _ й р о о
Î4.»1O
o.sw
« д а
:s4000
1,160
10,10,0
r i « I T i i l
208. V 0
магаœew
24,83«
«дно
од»
MMо.даз
@,тв0,7»
t ^о,»в
0,8"?
ада«
4ВМ
9в.ЭЭ0
_ ^
м м
1.1S0
0,00,0
100,0
£08.3*0
M.74
s oim
4 4 M
M M
0 0 «
одет
задетаю
oono
sajna1.160
0.00,0
1040
I1
70446
г п з
M M
4000
MM40004000
M874M7
оме
Milоде?
warssœ
««m
1.160
гагм
400.0
1040
Щ
/ 0
2М4И
|
•иэво
0 * »
г4,аго
wan
мм4000
4836
M14оде?
7Э.1М
мм
0,000.
HM11»
_§!«
0,00.0
1040
•'Ш
««360
M "4*
Г"0,7»
4ВМ
мм
MM4000
MM4000
SwitOHOfifiOO
M14
24 810
MB«
74ДМ
4 M B
меаQ0OT
M M 81.150
0,00.0
100,0

205
C'Zmmmigm: S'i» tosto ев вамзвж * ta на* feent*» « м а peutta i
fEn вввш 4» шттет)
шла-, /ШпшИо»
-Вмок«
-В«к*ш
гее^ Dsfssftsss ййа<Яв
-ВешЖш
- DtefSrtt*» ui«ü>ies
tMMMMîtat
-Вмок«
- ШрейЮя» «Мей»
Wftssssanl
-Веек»
НТК
-B»sSn»
- DtsfsenfelïB yitissie»-Вмом
- Dfcp«*ti§ UëBSé«*-Вмок«
-емок«
F M M H I S J- Dispon«« aiffctes
СлржМ
64,856
18.7М
мм
174М
м .
1 4 1 *
«Дев
в,1»
М М
еже
амм
м »
м »
АМЖМММПМММ«|МИ>(К):-ем«- Амм>И0»
с1
484М
18ДМ1(1238
ада
0.0»
184W10.048
•4M0000
оооо
оооо
оде
0.ОЮ
0.126
8/8»Э8.440
оооо
18.7М16,73»
U .
o,ew
aooo
«4.744.7
iae
*
7847*жете
я,««
10760
174М17J8O
V«07»
aooo
aooo
M I S
MMaooo
Ml«0126
8.440
aooo
tejM18,8»
M »
84MО.ОШЗ
e.o«
BS.90.0
, e b t # r
»
77.801
»,71«»7 л
10.760
8 4 Mа.ош
17JM17,3800.0»
0,7Ю
S
в,«
0 3 »
ft^aooo
мм0126
14.7И9.4«
MWaooo
2847824,806
M W
0.Ю0
MW0,000
53.60,0
тл
Ш£*£Л*
84.686
щт
114Wia780
•4Maooo
174M17.380
O760
ммaooo
ммaooo
о.за
ммaooo
0.126
в,*«
aooo
24.806
8.8Я
0,0Ш
8 4 Mo,oœ
62.1ao
47,8
t le mît
S
84.SB6
M4Mзв.звэ
114M10760
aooo
17.380
0.7Ю
•4Maooo
•4Maooo
0.0»
ai2s
174Mв.440
MM0,000
МД44
в,1М
•4Maooo
одмо
46,00.0
54.0
Bss!«t ie>fS
mgtnжгчв
28,230
10.7MЮ760
ммaooo
1S4M1Э4М
0,?»
ели
MMaooo
aooo
ад«012001,12^
8.1M8,180
aooo00»
M »
aooo
* ^aooo
W.00.01.0
1
7 D
MJSS94,505
S84M
19.7»
MMaooo
174M17.380
fi,«'0400
III
aooo
184878.440
__H£
•4Maooo
24,806
9 . Ш
0Л00
0,0»
o.o644
7 1
M.SM84,186
М Д М
10.760
• 4 M
17.74T17.380
0.7»
Ö.C»
141*1.010
0,3»
0.0Ю
MIS0,1»
1MB§,440
OJOOO
OJOOO
2 4 . 8 0 6
W H
Q,em
S
0.0eao

206
Commmbemi rim fcgeeh» im EsjrBSCMa é» to n m taitmne «М«м» рангIM dMfcmltealnuKlomd» motten tMI-HlHltMtwMMd'octaift.
Ш « я /StWMiBieS»
- » р е « * » UiftSséS»-Bu**»
B!a«»g»«3 «ет=о wêfîs- DfeponIblM I M M M-ВШОЙ»
• № p a « M d M a-Шиш»»
• DkponWi» uÉJfcéHJ-EsusSs
FCC• Шире«*» naine»-Вш»и»
l%*»ïf«pig»
КС- Dkfwnibte uiflWw-8*ю1п»
- »рвтыж uïSté»
• ObpmMM uttM«-Вш*м
©§»•»§«
-Ввтейв
mi
• втыт
- ОкролШм иММм
__dlteÄ_______
-Вмок»
- Düpon»*» uOiMta-SïfMi-Sras
-Bsmssssa
Явйавйц- ОЬрапМм иШйм
- йАрогЛжз iiaaass• Омск*
-Bml-АяйвИря
ш
41JW
1ДИ
itJM
«m
W M
ад»
a,iti
it,««
f,BM
Sï t MB
м и
в«»
д C a g a e i t i « »btaau»u_pqr It »1.ФМ...Щ.И в
1
Л ДМ71Л4
_ ç t f i S S L
IM«m.444
__JÄSt
19,1»10.1»
034»__§jiJ
ОДНО
mm4000
4000
W Mо.«#
19.446
в*»№000
_2Ä
1вДИ14831
_JÄ
в,1М
0.0Ю
ммO/W0
___2в.
в4в«
мл
Ж
1Э4.7И134.700
иди2i.MS
11.7И11,7вв
4Ю44000
V«S.746
ми4j9tO
в ^вдао
ми4000
ад«41во
ми4000
ми40Ю
___ЁА|
1в,445
в ^4000
_ Л Ш ,
34.1И85.М6
м и
йявэ0.000
ми4000
__JMSL
0.00.0
100,0
3
I M Двв134.700
_ÜZ8,
И.7И4Э.1Ю
__МЯ.
12ДИ12.63«
1Д7»!.6?S
19ДИ19.230
4ДИ4ДвО
^ 0 , ^ 0
р J
3 в
аде?4000
М>70.637
ьавя4000
0ДЭ10,181
1в,«45
4
1М.7Иt34,700
49.И0
__ма.11Д7011Д70
—JÜS3S.
1МИ14230
МИ4,6»
—JbQpo.
в ^4000
м и
0,837__âfiiS.
М И
МП0,1 »1
_ _ _ С Ц 4 0
«t,«319,446
ад«{ »«s»г.ш> ! а в«
M,t4f i «ьДП2S.5O» t 2^ «M
__»!S_J__2a£13_ _ _ _ _ _ _ _ _ _
f ««ОТ 1 1Д»
— 1 „«.л--.МСь| М И
о.ею о ^__uffill—900°
ежО.ООг [
0,00,0
1040
вдаз
0.00,0
1040
•
1М.7М1Э4.7П>
49,6fO
иди11.0И
ом*
19ДИ19JT»
___Ав.
___uifi,
злводх»
1.1И1.1 S3
»ягo,S3T
4000
М*10.1S1
17 Д И19.44S
„um
•7Иajee
se,i«s25.606
ism
U M4000
0.0Ю
0.00.0
1040
в
»в»И) «Ж
_ â 2 f f i
«дав«в»веет
М4В__Л!ЁЙ
1ДП14К
93ШOfâ»
иди4JM0
4000
§*«4000
— O J Ü S L
оде
ми
олоо
t,l«f41в1
1ДМ1Д94
2.600
17ДИ2в,»в
1Д16
__илe.sa?0,0«
4000
_ J M S t
0,00.0
1040
7 0
1*4,7»134.700
JLSSO
И.7М49,6*0
«1ДК11.0«
@ßM
19ДИ19ДЭ0
__JMBS
4Д«0J P J P J O O
ми4000
_ЛИЙ.
е ^o.oœ
мят0Л37
рдеяодоо
МК0.191
19.445
мда
И ÄS75 666
t,4741/74
94»ÛOOO
___4J00
слое
0.00,0
1040
7 1
IM.?«амю
И.1И
___&ÎS,
иди11,ОИ
мм0.««
19ДИ18,2ЭТ
миодав
s « ^
OJSO
еда?0.637
__аадо
4000
0.1 St
__MÄ
17 Д И19,446
__ШИ
as »в 1
миооов
0.00.0
1040

207
*» ЬтвШ m eepgsifc * Ш ют иврв
UnMs /ШяжКкмя
-В!Я«ЯКЭ
-Siast«
•МфОпМмиШМ«
-в«*«ïtefost5ti§9Mg»stéra«
rec- OtoponMw u t l M n-Ввтей®
- ОкрапШи иММез- B»e*»
RCC- ОЬрпйЫм i M M n•Begin
•Bmmim
-Beert»
-Ветел»
И В Е- Ш р ш Ш ш utilMM
CeMfee*»
B««efn§
- B e e » ®
- МролЮм иШМ«•Вшей»
- DitftœM» uïiMat- Bjw-ine
-»«m
e i
77.4И
sjto
I M »
M »
«re
•дм
ад«
-
м м
мм
M i t
М М
ш .
« Л »
ЗДМ
• (%):
CepaeHi1
M Mолоо
мм0,0«0.9»
М МОЛОО
ММОЛОО
ММолоо
mmо,т
олоо
вясяо.вш
олоо
олоо0.000
ммолоо
Е,вВД
0.000
мм0.0000,0»
мм0,000
олооолоо
олоо
48,519.4Эв.1
а
17.3»
г,з§7
—SS3S.
2.144
0,»«
0.0«
0.7Ш
аооо
мм0,009
олоо
0.0«
0006
МэЗS.3»
олоо0,0»
ммзда
«.ist
олоо
ммолоо
0.00.0
100.0
8
«.778
5^
6,0«0.0Ш
0,»«__je.
i,7TS
•дмо,?т
олоо
ммолоо
ад«
0,0«0,«»
S.W10161
1в,7М&ЗЮ
Î.SSO
1МП17.М0
__M3L
м -
о.ош
•лмо.ош
0.00.0
100,0
(Ив» Рв4
ш м
2 М М
8,1»
•Д7»i.775
•дм0.7»0.»
в ^
3 О* Ö
ел«аооо
эд»o.sœ
8,1 И0,1610.0«
ttjm
ÎJCt1,вЮолоо
tM4117.М0
0.441
0,000о.ош
мм0.000
0.0в.е
100.0
г t e » Î 4 5 w l e 1 i o î 3
1 5
43,874
0.0W
* 1 М
омт0.000
»л*е мл
1 eis«
олоо
0,0000.000
ад«0.Ш8
олооо.ою
•л«0.ÎS1
t t^MS.3»
Î.SS00,000
1M7t17^80OSO1
ммо.ода
MM0,000
0.00.0
100.0
•
M.7M» 7 3 4
oeoo
«•г«*
V »
MM
__JMäfi,
м м
аооо
0 0 0 0
•.IM0,0»PJ4JB.
аооо
0Л6Го.оад
0,6»олоо
1MS7
17ДВ0
§,?1в0,710
аооо
ммолоо0.0«
00e.s
100,"
? »
«дав«2,883
о.ош
! ж»
1 0.000
1 с/иа
00в7
.77«
# 1 2 4
олоо
едее.ода
олоо
с«0161о.еш
1вД»в.?»
t/K«,650
1М»|
O7S31
<М«|0.4*1 !
ад»оою
0.000
0.0 S0.01
7 §
S O * M
м м |аде
__ЁЯВ,
! оооо
' S77S
TOO.
sOOOl {
•.lit0,1 S«
»M17JB0
олоо
олоо
0.00,0
«00
• . . . S - ,

Chapitre 8
Les capacités et structures
8 Л Introduction
La différence fondamentale avec les simulations effectuées pour l'horizon 1995 tient àl'introduction de la complexité du schéma de raffinage. En effet, pour l'année 1995et compte tenu du délai très court, BOUS avons supposé que les besoins en capacitésnouvelles ne peuvent se faire que sous forme d'extensions des capacités existantes, àl'exception des unités dont la construction n'exige pas beaucoup de temps (alkylation,isomérisation et dimersol).
 partir de l'année 2000, toutes les zones peuvent se doter de nouvelles unités,conversion profonde incluse.
La détermination des besoins en capacités peur l'horizon 2000 ne peut êtremenée qu'avec une approche purement statique consistant à déterminer des besoins parrapport aux capacités disponibles actuellement, car l'approche dynamique, consistantà effectuer une optimisation muîtipériodique, n'est pas réalisable pour cause de :
• non disponibilité d'un générateur de matrices conséquent, le code GEMME nepermettant qu'une modélisation muîtipériodique en monoraffinage ou monopériodi-que en multiraffinage. Dans la mesure où nous avons exclu la modélisation enmonoraffinage (cf. chapitre 7), il ne nous reste alors plus que cette dernièreapproche,
* de la nécessité de prendre en compte une hypothèse de progrès technique etde renouvellement des équipements, hypothèse difficile à mettre en œuvre àcause du nombre important d'équipements composants chaque unité et du faitqu'en pratique l'introduction du progrès technique se fait progressivement lorsdes opérations de "revamping" par exemple et rarement par unité entière.
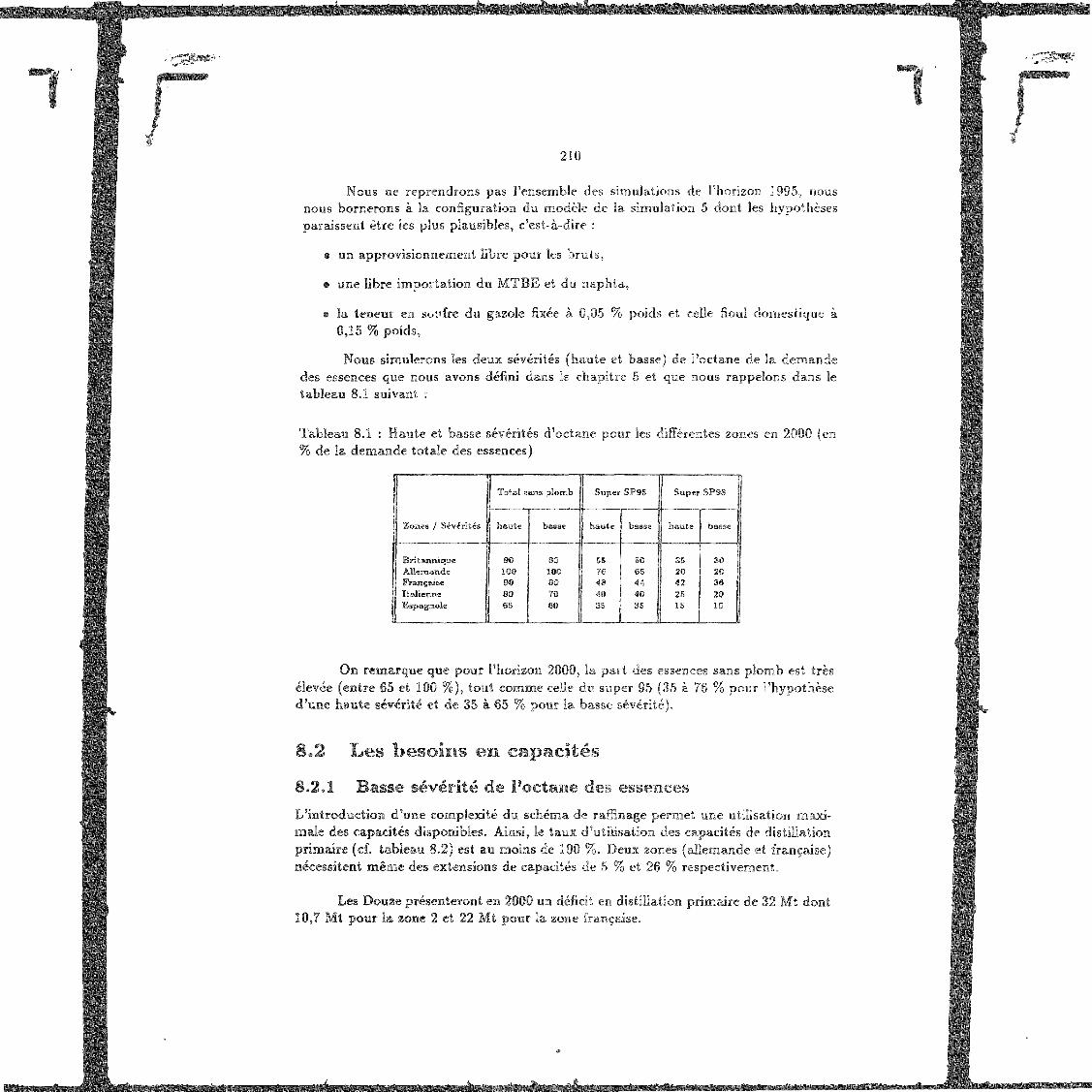
210
Nous ne reprendrons pas l'ensemble des simulations de l'horizon 1995, nousnous bornerons à la configuration du modèle de la simulation 5 dont les hypothèsesparaissent être les plus plausibles, c'est-à-dire :
• un approvisionnement libre pour les bruts,
• une libre importation du MTBE et du naphta,
• la teneur en soufre du gazole fixée à 0,05 % poids et celle fioul domestique à0,15 % poids,
Nous simulerons les deux sévérités (haute et basse) de l'octane de la demandedes essences que nous avons défini dans le chapitre 5 et que nous rappelons dans letableau 8.1 suivant :
Tableau 8.1 : Haute et basse sévérités d'octane pour les différentes zones en 2000 (en% de la demande totale des essences)
1
Zones / Sévérités
BritanniqueAllemandeFVançaieeItalienneEspagnole
Total sans plomb
haute
90100908065
801008070
во
Super
haute
5576484035
SP95
5065444035
Super
haute
352042
2515
SP98
basse
3020Зв2010
On remarque que pour l'horizon 2000, la part des essences sans plomb est trèsélevée (entre 65 et 100 %), tout comme celle du super 95 (35 à 76 % pour l'hypothèsed'une haute sévérité et de 35 à 65 % pour la basse sévérité).
8.2 Les besoins en capacités
8.2.1 Basse sévérité de l'octane des essences
L'introduction d'une complexité du schéma de raffinage permet une utilisation maxi-male des capacités disponibles. Âinsis îe taux d'utilisation des capacités de distffiatïonprimaire (cf. tableau 8.2) est au moins de 100 %, Deux zones (allemande et française)nécessitait même des extensions de capacités de 5 % et 26 % respectivement.
Les Douze présenteront en 2000 un délcit en distillation primaire de 32 Mt dont10,7 Mt pour la zone 2 et 22 Mt pour la zone française.

211
Les capacités de la distillation sous vide sont déficitaires pour toutes les zones.Les Douze auront besoin de 71,7 Mt supplémentaires (30 % de la capacité disponible)dont 8 % pour la zone britannique (14 % de sa capacité), 46 % pour la zone allemande(38 % de sa capacité), 22 % pour la zone française (42 % de sa capacité), 13 % pourla zone italienne (19 % de sa capacité) et 11 % pour la zone espagnole (33 % de sacapacité)
Un autre procédé dont les capacités sont déficitaires est le FCC avec 29 Mt àinstaller, soit près du tiers de la capacité totale disponible. La localisation des be-soins est la suivante : 64 % dans la zone aËemande (les troïs-quarts de la capacitédisponible), 13 % dans la zone française (22 % de la capacité disponible), 11 % dansla zone espagnole (36 % de la capacité disponible) et 12 % dans la zone britannique.
Ces besoins sont le résultat d'une généralisation de la conversion profonde danstoutes les zones. Le procédé utilisé est l'hydroconversion des résidus sous vide. LesDouze auront besoin de 111,6 Mt supplémentaires qui se répartiront comme suit : letiers dans la zone allemande qui devient le nouveau pôie de raffinage des Douze, con-trairement à l'horizon 1995 pour lequel ce rôle était dévolu à la zone britannique, 18 %pour chacune des zones britannique, française et italienne et 13 % pour la zone espa-gnole.
La complexité du schéma de raffinage a pour conséquence d'alourdir l'approvision-nement des zones. Ainsi, seule la zone britannique continuera à utiliser du Brent (9 %de l'approvisionnement), les autres n'utiliseront que l'Arabe lourd.
8.2.2 Haute sévéritéUne sévérité pius élevée sur l'octane et le plomb des essences a peu d'effet sur lesbesoins en capacités, comme on peut le constater en comparant les tableaux 8.2 et8.3. Globalement les Douze verront leurs traitements réduits de 1 Mt au niveau de ladistillation primaire.
Les unités les plus affectées sont :
• pour la distillation sous vide, la zone française verra ses besoins augmenter (ratiode 146 % contre 142 %) au détriment des zones allemande et espagnole quiperdeat chacune 1 point, îe total des Douze restant relativement stable,
• pour le FCC, la zone française verra son ratio augmenter de 3 points au détrimentdes zones britannique (- 5 points), allemande (- 1 point) et espagnole (- 1 point),
• pour l'hydrocraquage c'est la zone britannique qui gagne 14 points au détrimentde la zone allemande (- 7 points),

'же
212
Tableau 8.2 : Ratios capacités nécessaires/capacités disponibles (en %) pour l'horizon2000 - Basse sévérité de l'octane de la demande des essences
Unités
Distillation- primaire- sous vide
Réformage catalytique- classique- régénératif
Craquage catalytique (FCC)Hydrocraq«ageECC1
IsomérisatïonÂUcylationViscoréductionHydrodésulfurationHydxoconversion
zone 1
100114
750
1178610037124
176103
+ 19J2
zone 2
105138
10019
175100
12499100136
+ 37,23
zone 3
126142
1000
122100
236169133178
+ 20,22
zone 4
100119
1140
100100
10030131189
+ 20,52
zone 5
100133
790
136100
+ 1,52
+ 0,32
163160
+ 14,l2
TOTAL
105130
9512
1329710019344126146
+ 111.63
1 Residue Catalytic Cracking, c'est-à-dire craquage catalytique du résidu atmo-sphérique.2 Capacités des unités nouvelles, en Mt/an.S Capacités nouvelles, en Mt/an, qui viennent s'ajouter aux 1,15 Mt/an existantes.

213
Tableau 8.3 : Ratios capacités nécessaires/capacités disponibles (en %) pour l'horizon2000 - Haute sévérité de l'octane de la demande des essences
Unités
Distillation- primaire- sous ¥ide
Eéformage catalytique- classique- régénératif
Craquage catalytique (FCC)HydraeraquageECCIsomérisationÂlkylationViscoréductionHydrodésulfurationHydroconversion
zone 1
100114
760
11210010032923
200102
+ 191
zone 2
105137
10017
17493
10098100135
+ 37,32
zone 3
126146
1000
125100
146174124181
+ 20,4*
zone 4
100119
1140
100100
10030131189
+ 20.51
zone 5
100132
790
135100
+ O.S1
+ 0,3»163160
+ 14Д1
TOTAL
105130
9511
1319810016153125146
+ 111,4*
1 Capacités des unités nouvelles, en Mt/an.2 Capacités nouvelles, en Mt/an, qui viennent s'ajouter aux 1,15 Mt/an existantes.

214
e l'isomérisation est le procédé le plus affecté puisque toutes les zones verrontleurs besoins chuter : - 2 points pour la zone britannique, - 4 points pour lazone allemande et . . . - 90 points pour la zone française. Cette réduction desbesoins en capacité d'isomérisation est le résultat d'une substitution partielle parle modèle de l'isomérat par le MTBE, produit répondant mieux aux exigences dela sévérité sur l'octane. Les importations de ce produit augmenteront d'ailleursde 13,3 % pour passer à près de 22 Mt pour иве production locale de 3,2 Mt.
« pour l'alkylation, la zone française gagne 5 points au détriment des zones britan-nique et ailemaade qui perdent chacune 1 point,
• pour îa viscoréduction, la zone britannique verra son ratio capacités nécessaires/capa-cités disponibles augmenter de 24 points au détriment de la zone française ( -9points),
• pour l'hydrodésulfuration, la zone française améliore son ratio de 3 points audétriment des zoaes britannique et allemande qui perdent 1 point chacune,
• pour l'hydroconversion des résidus : - 0,7 Mt pour la zone britannique, + 0,13 Mtpour la zone allemande et + 0,2 Mt pour la zone française.
L'impact d'une haute sévérité se traduit par des aménagements dans la répartitiondes productions entre zones, comme on le verra dans le paragraphe suivant.

215
8*3 Structure de la production
8.3.1 Localisation géographique de la production
La répartition géographique de îa production des Douze entre les cinq zones est rela-tivement en proportion атес les dem&ades. Ainsi, Deux gones produisent plus de lamoitié du total des Douze : 1s zone aËemande svec 34 % et la zone ïtaBeane pour 21 %(cf. figure 8.1). On retrouve ensuite la жопе française атес IT %, la zone britanniquepour 15 % et la gone espagnole рои? 12 %.
Figure 8.1 : Structurée géographiques de la production et de la consommationpétrolière de l'année 2000
л
zone 5'12.2%
zone 421.2%
zone 317.1%
zone 234.4%
zone 115.1%
Production(Basse sévérité)
zone 510.8%
zone 418.2%
zone 317.4%
zone 235.2%
zone 118.3%
zone 512.1%
zone 421.3%
Demande
La comparaison de la production et de la consommation fait ressortir deuxgroupes de zones :
• ua groupe excédentaire formé par les zones du sud (italienne et espagnole). Ces

216
deux zones présentent des excédents de 13 Mt (13 % de la demande) pour lapremière et 8 Mt (14 % de la demande) pour la seconde,
• unuu groupe déficitaire, constitué par les deux zones du nord (zones britannique etallemande) et la France. Celles-ci présentent des déficits de 20, 6 et 5 % de leursdemandes respectives.
Au total, les Douze couvrent 97 % de leur demande par îa productioH locale.Les importations de produits fiais, qui représentent 3 % de la demande, sontconstituées par les GPL pour 7 Mt et le naphta pour 6 Mt.
Les Douze importent également 22 Mt de MTBE, soit 87 % de leurs besoins.
8.3.2 Structure de la production
L'aaalyse des structures, par produit, de la production et de la demande des cinq zonespermet de dégager une certaine spécialisation des zones (cf. figure 8.2). En effet :
• la zone britannique présente (cf. figure 8.2A) :
— un déficit structurel pour les produits lourds (- 8,5 à - 8 points selon que lasévérité est haute ou basse), pour les GPL et naphta (- 4,6 points),
— un excédent structurel pour les essences automobile (+ 7 à 7,3 points), гЬpour les distiilats (+ 5,5 points). Pour cette dernière catégorie, l'excédentconcerne en fait le gazoîe et le fioul domestique, le kérosène étant déficitaire(- 1,4 à - 1,2 points),
« la zone allemande est excédentaire structurelement pour les produits lourds(4- 6,8 à + 7 points pour basse et haute sévérités respectivement), pour lesessences automobile (+ 1,2 points) et déficitaire structurelement en GPL etaaphta (- 3,2 points) et les distillais (- 5 points). Le déficit des distiilats estimputable au gazole (- 6,9 points), car le kérosène et le fioul domestique sontexcédentaires (+ 0,4 et + 1,5 points respectivement) (cf. figure 8.2B).
• la zone française est :
— excédentaire structureiUement pour les essences automobile ( + 1,1 à + 1,4points), le kérosène (+ 0,8 point), le gazole (+ 0,4 point), le fioul domestique(+ 0,3 point),
— déficitaire stractureUement pour les GPL et naphta (- 4,1 à - 3,2 points) (cf.figure 8.2C).
• îa тоие italienne est déficitaire structurellement pour les essences (- 1,5 à - 1points), le total GPL et naphta (- 0,1 point) grâce au naphta pour lequel cettezone est la seule à présenter un excédent de + 0,82 Mt, le fioul domestique (- 1

217
point), le fioul lourd (- 4,3 à - 4,1 points). Elle est excédentaire pour le kétosèîie(+ 2 points) et pour le g&zole (+ 4,4 points) (cf. figure 8.2D).
• la zoae espagnole présente un «cèdent structurel pour deux produits : le gazole(+9 pointe) et le fioul (+ 3, 1 points). Elle est déficitaire, par contre pour le totalGPL et naphtft (- 8 à - 6S5 points), les essences automobile (- 3 à - 1,5 points), leàéroeène (- 1,7 points) et le fioul domestique (- 0,8 point) (cf. figure 8.2E).
Figare 8.2Â : Structure de la production des zones 1 et 2 pour l'année
.2A : Zone 1
GPL + Naphta2.O%
Essences auto.36.9%
Kérosène7.8%
Gszoîe18.8%
Fioul dornest.14.8%
Fiou! Sourd10.7%
29.8%
4.0%
15.1%
11.8%
27.8%
h 37.1%
1-19.0%
14.9%
h 19.3%
ProductionDtmande
Production
Fi§yr® 8.2B : Zone 2
! GPL + Naph»7.0%
Е«8®пш« в y » ,22.3%
Kéroeène5.0%
Gazete11.6%
Fioul dornest25.0%
Fioyl lourt28.9%
ProAjcSon(B»se sévérité)
1105%
-21.0%
4.7%
18.6%
23.5%
22.1%
W î
m
\%2%,
11.7%
29.1%
Prodycfion(Haut* sévérité)

218
Figure 8.2В : Structure de la production des zones 3, 4 et 5 pour l'année 2000.
24.3% 23.1%
3.1%
ie.s%
Figur« $20 : Zmé 4
1
GPL 1- NsphtaS.7%
18.3%
ssSW!6.0%
ВажоШ28.8%
Fioul7.8%
Fioul tom432.8K
37.1%
ffieae«
8.2E : Zone S
Q P L7.3%
ie.2%
4.1%
Oazol«30.1%
9.0%
Ftoul loyrd32. «% 29.6%
P re* j clion
•5.7%
17.B%
S.8%
29.»%
7.5%
33.0%
sêvimiê)
17.744,
4.0»
30.24i
®.e«îfe
•32.7%
Deroande (Heute

219
Ainsi, hormis le total GPL et naphta pour lequel toutes les zones sont déficitaires(à l'exception du naphta pour la zone italienne), le modèle fournit une spécialisationdes zones dans la production de tel ou tel produit comme le montre le tableaurécapitulatif suivant dans lequel le signe 4" indique un bilan excédentaire et le signe -un bilan déficitaire et 0 un bilan relativement équilibré.
Tableau 8.4 : Bilans des produits et spécialisations des zones dansl'année 2000
pour
Produits
GPLNaphtaEssences auto.KérosèneGazoleFiouî domestiqueFioul lourd
TOTAL
Europe du Nord
Zone 1
+
++
-
Zone 2
++
4
+
Zone 3
++++0
-
Europe du Sud
Zone 4
j
+
+
+
Zone 5
+
+
+
Total
CEE-12
о
о
о
о
о
•
•
Par localisation géographique, on voit bien (dernière ligne du tableau) queles deux zones du Nord sont globalement déficitaires, îa France, zone intermédiaire,présente un bilan plutôt équilibré (un déficit de 1 Mt), alors nue les deux zones du Sudsont globalement excédentaires.
L'autre trait caractéristique est le déficit des zones du Sud en essences automo-bile, kérosène et fioul domestique alors que celles du Nord présente un déficit pour lekérosène et 3e fioul lourd (zone britannique) et gazole (zone allemande).
Les excédents et déficits structurels donnent certes une bonne idée sur la réparti-tion de la production des Douze entre les zones, mais n'expliquent pas à eux seuls lesexcédents et les déficits en niveau (volume), car ceux-ci dépendent aussi du niveau dela production par rapport à celui de la demande.

220
Ce niveau de la production des zones, c'est-à-dire le taux d'utilisation de l'outil.est déterminé par le modèle en fonction de la compétitivité relative de la zone con-sidérée par rapport aux autres.
La conjugaison de ces deux éléments induit les flux interzones des produits,objet de la section suivante.
8.4 Les flux interzones des produits
8.4.1 Basse sévérité de l'octane
La figure 8.3 montre que les flux interzones (tous produits confondus) pour l'horizon2000 sont sensiblement différents de ceux de l'horizon 1995 (cf. figure 7.6) et relative-ment pius équilibrés. La zone britannique qus était le principal pole de productionn approvisionne plus aucune zone, elle fait appel même aux autres zones pour pouvoirsatisfaire totalement sa demande.
Figure 8.3 : Flux globaux interzones des produits en 2000 - Basse sévérité (enMtl.

в»*»-,,.
221
Le bilan des échanges pour les différentes zones (cf. tableau 8.5) montre queseules deux zones sont excédentaires : la zone italienne avec 12,3 Mt fournit plus dutiers du total des produits échangés et la zone espagnole avec 8,3 Mt.
Les trois autres zones déficitaires : - 15,3 Mt pour la zone britannique, - 4,3 Mtpour ia zone allemande et - 1 Mt pour la zone française.
Tableau 8.5 : Bilans globaux des échanges de produits entre zones en 2000 (en
Zones
Britannique
Allemande
Française
Italienne
Espagnole
TOTAL
Basse sévérité
Sortie
-
10,20
2,90
12,26
10,02
35,38
Entrée
15,29
14,49
3,88
_
1,72
35,38
гÉcart
- 15,29
- 4,29
- 0,98
+ 12,26
+ 8,30
—
Haute sévérité
Sortie
-
9,76
3,37
12,90
10,14
36,17
Entrée
14,57
14,22
4,71
-
2,67
36,17
Écart
- 14,57
- 4,46
- 1,34
+ 12,90
+ 7,47
_
Qu'échange-t-on ?
L'analyse de la structure des échanges (cf.tiers du volume échangé est constitué par les43,7 % pax les fiouls lourds (27,7 % pour le fioul
8.4) montre que près des deux-(42 % pour le seul gazole) et
HTS).

Figure 8.4 : Structure des échanges interzones en 2000.
Production(Basse sévérité)
fHaule sévérité)
Gazote41.6%
Super 98
Fioul BTS16.0%
0.1%
8.4.2 Haute sévérité de l'octane
La sévéosation de l'octane des essences sans plomb a pour conséqueace d'augmenterles transferts ïnteraones de produits de 2,3 % pour les porter à un volume total de36,17 Mt (cf. tableau 8.5).
Le déficit de îa zone britannique augmente de 4,7 %, celui de la zone allemandede 4 % et celui de îa zone française de 87 %, même si en valeur absolue il n'est que de1,34 Mt (coatre 0,98 Mt). La zone staHenne ашеБоге son excédent de 5,2 % alors quecelui de îa zone espagnole est réduit de 10 %.

X t »
La schématisation de ces flux est donnée par la figure bJ> ci-dessous.
Figure 8.5 : Flux globaux interzones des produits en 2000 - Haute sévérité(en millions de tonnes).
L'analyse de la structure des flux d'échanges de produits (cf. tableau 8.6) montreque sur les 36,2 Mt échanges, les distillais représentent la moitié (le gazole représenteà lui seul 40,7 %), suivis par les fiouls lourds pour 43,8 % (fioul lourd HTS pour 26,5 %et le fioul lourd BTS pour 17,3 %). Les produits légers ne représentent que 6,2 % dont3,9 % pour les essences et 2,3 % pour le naphta.

224
Tableau 8.6 : Structure des échanges intervenes de produits pétroliers
Mt
%
Nspht®
0,82
2,3
Essences auto.
SP98
1,23
3,4
SSP85
0,17
0,5
Total
1,4
3,9
DistiUats
Kérosène
3,35
9,3
Gmzole
14,72
40,7
Total
18,07
50,0
Fioul lourd
BTS
6,24
17,3
HTS
9,59
26,5
Totei
15,83
43,8
8.4.3 Les importations
L'augmentation de la sévérité de l'octane a pour conséquence d'augmenter le volumedes importations de 1,5 %, malgré une diminution de celle du naphta de 17,3 %. Cettehausse est imputable à deux produits : !es GPL dont les importations ont augmentéde 5 % et surtout le MTBE dont les importations sont accrues de 13,3 %. Celles-cipassent de 19,2 Mt à 21,74 Mt.
Ramenées à leur demande respective, ces importations représentent 34,4 % pourle naphta et 42,4 % pour les GPL ; celles du MTBE représentent 18 % de la demandedes essences tout type confondu.
I • 8*5 Les coûts marginaux des produits
L'introduction de la complexité du schéma de raffinage par l'intermédiaire de la con-version profonde a modifié en hausse la valeur des coûts marginaux des produits qui,comme on le sait, sont des coûts marginaux de développements (cf. tableau 8.7).
La comparaison de ces coûts marginaux avec ceux de la simulation 5 pourl'horizon 1995 permet de voir que c'est particulièrement le coût marginal du fioullourd qui a augmenté le plus, passant de 127,28 à 141,54 $/t soit 11 % d'augmentationpour le fioul HTS et de 160,27 à 165,88 $/t, soit + 3,5 % pour Se fioul BTS.
Cette augmentation du coût marginal est le résultat d'une nouvelle valorisationpour ces deux produits rendue possible par l'introduction de la complexité du schémade raffinage.
En matière d'échanges extra-CEE, l'analyse des coûts marginaux montrent queles Douze restent potentiellement exportateurs pour deux produits : le gazole etle fioul domestique.

225
Tableau 8.? : Coûts marginaux des produits (en $/t)
Prix moyen 1991
Ваше sévérité- tant l- воое 2- sone 3- &one 4- sosie 5
Haute sévérité- seme 1- sone 2- sone 3- воле i- gorae В
Naphta
204
20420420419?204
204204204197204
Essences auto
EOSP
220
233
225230
232
224229
SP98
234
239235238230237
238234238229236
SSP9B
234
247246246240244
247246246239243
SSP98
2S4
25725625625]255
257256256251254
Distillais
Kérosèïie
228220219216223
224220219215223
194
180183183174177
181183183175178
FOD
189
177180180171175
178180181172175
Fsoul lourd
BTS
PS
1891 «îee161164
169168Î66162164
HTS
74
143Î4Û143139142
143141143140142
8.6 Les Investissements nécessaires
Le volume des investissements nécessaires pour l'horizon 2000 s'élève à 35,4 milliardsde doüars1 pour l'hypothèse d'une haute sévérité de l'octane contre 35,8 miEiards dedollars pour l'hypothèse d'une faible sévérité de l'octane des essences (cf. tableau8.8). Cette baisse de l'investissement de 1 % lorsque la sévérité de l'octane augmentes'explique par un recours massif aux importations du MTBE (+ 13,3 %) au détrimentde sa production qui reste relativement stable (-f 0,02 Mt).
La répartition de l'investissement entre les zones se présente comme suit :
• pour l'hypothèse faible sévérité de l'octane deux zones détieaneHt plus de lamoitié de l'investissement : la zone allemande pour 36 % et la gone françaisepour 2056 %. Viennent ensuite la zone italienne avec 16,3 %, la zone britanniquepour 14,4 % et la zone espagnole avec 12,7 % ,
» le passage à la haute sévérité de l'octanevers la zone française dont la part passe(16,3 à 16,5 %).
des transferts d'investissements20,6 à 21,2 % et la zone italienne
41 s'agit de« dollars de l'année 1991.

226
Tableau 8.8 : Investissements nécessaires pour satisfaire la demande des produitspétroUers en 2000
Montant / Zones
Basse sévérité :- Millions $91-%
Haute sévérité :- Millions $91-%
Variation Haute/bassesévérités (en %)
zone 1
5134,1414,4
4883,2113,8
- 4 , 9
zone 2
12874,0836,0
12706,5035,9
-1,3
zone 3
7378,1020,6
7503,1021,2
+ 1,7
zone 4
5830,5416,3
5824,3516,5
+ 1,3
zone 5
4540,0712,7
4475,0312,6
-1,4
TOTAL
35756,84100,0
35392,19100,0
-1,0
8.7 Impact d'une variation de la «mande sur lesstructures de raffinage
L'objectif de cette simulation est de déterminer les capacités nécessaires pour répondreaux demandes des deux scénarios extrêmes (le scénario D et le scénario B).
Les hypothèses retenues pour cette simulation sont les suivantes :
- approvisionnement en bruts libre,- teneur en soufre du gazole égale à 0,05 % poids et celle du fioul domestique à 0,15 %
poids,- importation libre pour le MTBE et le naphta,- haute sévérité en octane de îa demande d'essences.

22
8.7.1 JLes besoins en capacités nouvelles
Ainsi, si la demande en produits pétroliers des Douze venait à varier dans la limite desdeux scénarios extrêmes, les capacités nécessaires varieront dans les limites donnéespar le tableau 8.9.
Tableau 8.9 : Besoins en capacités nouvelles minimales et maximales pour les Douze en2000 en Mt/an - Hypothèse d'une haute sévérité en octane de la demande d'essences
Unités
Distillation- primaire- sous vide
Réformage catalytique- classique- régénératif
Craquage catalytiqueНу drocr aquageECCIsomérisationÂlkylationMTBEViscoréductioaCokéfactioaHydrodésulfurationHydroconversion
zone 1
0-16,55,8-12,9
--
4,2-7,0-
0-1,80-2,3
-0,32-0,39
1-1,4_
1,7-6,020,8-23,8
zone 2
0-40,120,5-44,1
--
16,5-23,7-
0-2,7-
0-0,20,38-0,55
-—
18,2-33,537,3-44,1
zone 3
0-28,95,5-20,2
0-0,6-
1,2-12,3---
0,2-0,50,19-0,39
0-0,4
9,9-22,717,2-24,7
zone 4
0-4,99,2-0,8
0-2,3-
0-1,4--
0-0,9-
0,14-0,171,9-10,1
-18,5-20,113,7-23,2
zone 5
0-11,811,8-11,4
--
4,8-9,4--
0,4-0,50,4-0,50-0,081,3-5,7
-11,5-14,813,6-18,4
TOTAL
0-102,2! 52,8-88,8
0-3,0-
26,6-53,8-
0-4,50,4-4,20,5-1,2
1,03-1,574,2-17,5
-59,8-97,1
102,5-134,2
Globalement :
« une capacité de distillation supplémentaire de 102 Mt/an sera nécessaire pourfaire face à une demande des Douze correspondant au scénario fort, alors quepour un scénario faible, le niveau des capacités au 01-01-1992 sera largementsuffisant,
* la distillation sous vide est déficitaire quelque soit le scénario de demande. Cedéficit varie cependant de 53 à 89 Mt/an seioa que le scénario adopté est faibleou fort,
• 3 Mt/an supplémentaires pour le réformage catalytique seront nécessaires pourle cas d'un scénario fort,

228
» le craquage cataJytique (FCC) sera en déficit du simple au double : 27 Mt/anpour le scénario faible et 54 Mt/an pour le scénario fort,
• les capacités de l'isomérisation varieront de 400 Kt/an à 4,2 Mt/an,
• la viscorésuction nécessitera de 4 à 17,5 Mt/an supplémentaires selon le scénario
* î'alourdissement de l'approvisionnement conjugué à la forte sévérité en matièrede teneur en soufre du gazole et fioul domestique et à une demande faible en fiouilourd HTS font que îes capacités de désuîfuration disponibles s'avèrent rapide-ment saturées. Les besoins en capacités nouvelles ont été chiffrés à 60 Mt/anpour un scénario faible et à 97 Mt/an pour un scénario fort,
• enfin, la mise en place de la conversion profonde se traduira par une capacité de103 à 134 Mt/an d'hydroconversion des résidus sous vide.
8.T.2 Où seront localisées ies nouvelles capacités ?
L'analyse du tableau 8.9 montre que la répartition géographique des nouvelles capacitésau sein des Douze se fait de la manière suivante :
» pour le scénario faible :
— la zone allemande (zone 2) confirmera sa place de pôle de raffinage desDouze, par excellence avec 39 % des nouvelles capacités de distillation pri-maire, 62 % de celles du craqaage catalytique, 37 % de celles du MTBE,30 % pour l'hydrodésulfuration et 36 % de celles d'hydroconversioa.
— la zone espagnole (zone 5) aura tout à faire. Elle mettra en place 22 % desnouveEes capacités de distillation sous vide des Douze, 18 % pour le craquagecatalytique, 100 % de celles de l'isomérisation, 80 % de celles de l'alkylation,31 % de celles de la viscoréductïon, 19 % pour l'hydrodésulfuration et 13 %de celles de la conversion profonde (hydroconversion).
— la zone italienne (zone 4) se chargera d'installer 17 % des nouvelles capacitésde distillation sous vide des Douze, 14 % pour îe MTBE, 45 % pour la vis-coréduction, 31 % pour l'hydrodésulfuration et 13 % pour l'hydroconversion.
— la zone française (zone 3) se chargera de mettre en place 10 % des nouvellescapacités de distillation sous vide des Douze, 5 % de celés du craquagecalatytique, 20 % pour l'alkylation, 18 % pour le MTBE et 1? % pourl'hydrodésulfuration et l'hydroconversion.
— la zone britannique (zone 1) mettra en place 11 % des nouvelles capacitésde distillation sous vide des Douze, 16 % pour le craquage catalytique, 31 %pour l'alkylation, 24 % pour la visœtéductïon, 3 % pour l'hydrodésulfurationet 20 % pour l'hydroconversion.

229
p e r le scénario fort :
— la zone aJUemande détiendra 39 % des nouvelles capacités de distillationprimaire, la moitié de celles de la distillation sous vide, 44 % de cellesdu craquage catalytique, 60 % de celles du craquage catalytique du résiduatmosphérique (RCC), 35 % pour le MTBE et l'hydrodésulfuration et 33 %pour j'hydroconversion des résidus sous vide.
— la zone espagnole recevra 11,5 % des nouvelles capacités de distillation pri-maire des Douze, 13 % de celles de la distillation sous vide, 17 % pour lecraquage catalytique, 12 % en isomérisation, 42 % pour l'alkylation, 5 %pour le MTBE, 33 % pour la viscoréduction, 15 % pour l'hydrodésulfurationet 14 % pour l'hydroconversion.
— la zone italienne interviendra faiblement dans la mise en place des nouvellescapacités : 5 % de celles de la distillation primaire, 1 % pour la distillationsous vide, 3 % pour le craquage catalytique, 21 % pour î'isomérisation, 11 %pour l'alkylation, 21 % pour l'hydrodésulfuration et 17 % pour l'hydro-conversion. Sa part est importante pour deux unités : la viscoréductionavec 58 % et îe réformage catalytique pour 11 %.
— la zone française construira 28 % des aouvelles capacités des Douze pourle distillation primaire, 23 % de celles de la distillation sous vide, 23 % decelés du réformage catalytique, 28 % pour le craquage catalytique, 42 %pour !'isomérisation, 25 % pour le MTBE, 23 % pour l'hydrodésulfurationet 18 % de celles de l'hydroconversion.
— la zone britannique, enfin, se chargera de construire 16 % des nouvellescapacités de distillation primaire des Douze, 15 % de celles de la distillationsous vide, 13 % pour le FCC, 40 % de ceMes du RCC, 55 % de celles deI'isomérisation, 25 % pour le MTBE, 8 % pour la viscoréduction, 6 % pourî'hydrodésulfuration et 13 % pour l'hydroconversion.
La comparaison des localisations de ces capacités avec celles de l'horizon 1995(cf. chapitre 7) montre un relatif équilibre dans la répartition des capacités à installer,même si la zone allemande retrouve à l'occasion son rôle de pôle de raffinage des Douze.
On remarque que toutes les zones devront "mettre la main à la poche" pourinstaller de nouvelles capacités. Quel investissement sera nécessaire ? Tel est l'objetde la section suivante.

230
8.7.3 Les InvestissementsLe montant de PinYestissement nécessaire pour les Douze passe de 30 milliards de dol-lars environ, pour le scénario de demande faible, à près de 50 milliards de dollars pourun scénario fort (cf. tableau 8.10).
Tableau 8.10 : Investissements nécessaires pour satisfaire la demande des produitspétroliers en 2000 - Scénarios de demande faible et fort et haute sévérité de l'octane.
Montant / Zones
Scénario faible :- Millions $91
Scénario fort :- Millions $91
Variation scénariofort/scénario faible {%)
zone 1
5230.5317,7
7876,9715,9
+ 50
zone 2
11423,5338,6
17656,3635,6
+ 55
zone 3
4386,5514,8
9987,7420,1
+ 128
zone 4
4032,1913,6
6884,9813,9
+ 171
zone 5
4526,5215,3
7185,5014,5
+ 59
iTOTAL
29608,31100,0
26741,31100,0
+ 67
La localisation géographique de l'investissement, qui se déduit de celle des ca-pacités (cf. § 8.7.2), se présente comme suit :
# pour ie scénario faible : la zone allemande représentera 38,6 %, la zone bri-tannique 17,7 %, la zone espagaole 15,3 %, la zone française 14,8 % et la zoneitalienne 13,6 %.
9 pour îe scénario fort : la zone allemande reste en tête avec 35,6 %, grâce àune augmentation de l'investissement requis de -f 55 %, la zone française passeà la deuxième place avec 20,1 % grâce à une multiplication de l'investissementpar 2,3, la zone britannique occupe la troisième place avec 15,9 % alors quel'investissement nécessaire a augmenté de + 50 %, la zone espagnole détient14,5 % et son investissement a été multiplié par 1,6 et ia zone italienne enfin,avec 13,9 % de l'investissement total des Douze. Le montant de l'investissementa augmenté de + 71 % par rapport au scénario faible.

231
La structure de l'investissement par type d'unités montre (cf. figure 8.6) quec'est principalement l'hydroconversion (69 % pour îe scénario faible et 54 % pour lescénario fort) qui constitue l'essentiel de l'investissement à réaliser. Les autres unitésinterviennent comme suit :
« pour le scénario faible : le craquage catalytique (FCC) est la deuxième unité depar la part de l'investissement absorbé avec 12 % suivis par î'hydrodésulfurationavec 8 %, la distillation sous vide pour 5 % et la production de l'hydrogène pour3 %.
• pour le scénario fort : le craquage catalytique (FCC) avec 15 %, viennent ensuitel'hydroconversion, la distillation atmosphérique pour 9 %, l'hydrodésulfurationpour 8 %, la distiiation sous vide pour 5 %, la production de l'hydrogène, laviscoréduction et le RCC avec chacun 2 % environ.
Figure 8.6 : Structures de l'investissement par type d'unités en 2000.(Scénarios de demande faible et fort)
Scénario faible
1»%
FCC
HydnxMsuNuntion «3%
Scénario fortVseeré*jeîen
•HCC S%
I .

232
§»7.4 Impact de la variation de la demande sur la structurede la production des zones
Le passage du scénario faible au scénario fort fait varier doublement la demande : enniveau d'abord : + 16,4 % pour la zone britannique, + 18,3 % pour la zone allemande,-f 32,4 % pour la zone française, + 23 % pour la zone italienne et + 34,1 % pour lazone espagnole) et en structure ensuite (cf. chapitre 5) :
• hausse de la part des essences automobile, du kérosène et du gazoîe pour toutesles zones,
• relative stabililité de la part du fioul domestique et des GPL,
• baisse de la part du naphta et du fioul lourd.
La nouvelle structure des productions des zones reflètent ces changements commele montre la figure 8.7. Ainsi, la part :
• du naphta est réduite pour tontes les zones, à l'exception de la zone française quivoit cette part passer de 4,8 à 5,2 %,
• des essences automobile s'accroît pour toutes les zones, mais de manière trèsdifférente : + 10,3 points pour la zone britannique (contre + 2,5 pour la de-mande^ + 2 points pour la zone allemande (+ 1,9 points pour la demande),+ 4,4 points pour la zone française (+ 3,5 points pour la demande), + 1,5 pointspour la zone italienne (+ 2,4 points pour la demande) et + 3 points pour la zoneespagnole (-f 2,9 points pour la demande),
• du kérosène est en hausse pour toutes les zones,
» du gazole est relativement stable, à l'exception de la zone italienne pour laquellecette part augmente de + 2,7 points pour une variation de la demande de + 0,6point,
« du fioul domestique a varié différemment selon la zone considérée. Ainsi, on passed'ua déclin pour la zone française (- 0,5 point) à une relative stabffité pour lazone britannique et des hausses légère pour les zones allemande (+ 0,3 point) etimportante pour la zone espagnole (+ 2 points),
• du fioul lourd diminue pour toutes les zones. Ces diminutions ne sont pas toutesen ligne avec la demande : - 2,3 points pour la zone britannique (contre -1,9points pour la demande), - 2,6 points pour la zone allemande (contre - 2,3 pointspour la demande), - 4,4 points pour la zone française (- 1,9 points pour la de-mande), - 2 points pour la zone italienne (- 3,3 points pour la demande) et - 2,9points pour la zone espagnole (- 4,6 points pour la demande).

233
Figure 8.7 : Impact d'une variation de la demande (scénarios faible (D) et fortsur la structure de production des zones.
Zone 1 Zone 2 Zone3 Zone 5
D Fioul lourd 0Ftoyi domestique fljGeote И Kérosène D Essences ВмарМа BöPL

234
8.8 Conclusion
La possibilité pour les toutes zones de se doter d'unités de conversion profonde a eupour effet un bouleversement dans la répartition des rôles assignés aux zones par lemodèle pour l'horizon 1995, sur deux plans :
• celui de l'utilisation des capacités disponibles de distillation primaire qui sontmaintenant toutes utilisées au maximum, la conversion mise en place permettantde valoriser Ses excédents de produits lourds,
» celui du poids des zones qui devient relativement plus équiUbé. Alors que pourl'horizon 1995, la plus grande partie des flux d'échanges interzones ont pourorigine la zone britannique, en 2000 ceux-ci deviennent plus équiHbrés et de plusfaible volume (îe volume total des échanges passe de 8? Mt à 37 Mt), ce quis'expUque par une plus grande autosuffisance des zones.
Pour le scénario de base, toujours, les capacités disponibles au premier janvier1992 ne seront pas suffisantes. Ainsi, à l'exception des réformages catalytiques classiqueet régénératif, de l'hydrocraquage des distillate, de l'alkylation (encore que là aussi lazone espagnole se dotera d'une unité ), les Douze devront accroître leurs capacités de5 % pour la distillation primaire, 30 % pour la distillation sous vide, près du tiers pourle FCC, 61 à 93 % pour l'isomérisation selon que la sévérité de l'octane de la demandedes essences automobile est haute ou basse, le quart pour la viscoréduction, près dela moitié pour l'hydrodésulfuration et multiplier ses capacités d'hydroconversion par
Ce dernier chiffre paraît très élevé, mais au regard de la faiblesse de la capacitéexistante (1,15 Mt/an) et surtout de l'approvisionnement optimal du modèle représentéà près de 99 % par l'Arabe lourd, on compendra mieux sa signification.
L'effort financier correspondant est évalué à 85 milliards de $91 dont la moitiépour les deux zones de l'Europe du Nord : un peu plus du tiers pour la zone alle-mande (le pôle de raffinage des Douze) et 14 % pour la zone britannique. La France,zone intermédiaire entre le Nord et le Sud de l'Europe, détiendra le cinquième del'investissement. Les deux sones du Sud représenteront 29 % : 16 % pour la zoneitalienne et 13 % pour la zone espagnole qui possède actuellement l'outil îe moinsadapté des Douze.
Si la demande venait à varier en volume et en structure dans la limite des deuxscénarios extrêmes, les Douze seront :
• déficitaires en capacités pour la plupart des unités lorsque la demande correspond,en niveau et structure, à celle du scénario fort. Ce déficit est de 102 Mt pourla distillation primaire (17 % de la capacité disponible au 01-01-1992), 89 Mt dedistillation sons vide (3? %), 54 Mt de FCC (60 %), 97 Mt d'hydrodésulfuration

235
(58 %) et . . . 134 Mt d'hydroconversion, chiffre qui correspond à une structurede l'approvisionnement à 97 % d'Arabe lourd, soit un volume de 678 Mt.
• déficitaires, mais à un degré moindre, lorsque la demande correspond à celle duscénario faible. Les besoins en capacités nouvelles concernent 53 Mt de distilla-tion sous vide, 27 Mt de FCC, 60 Mt d'hydrodésuîfuration et 103 Mt d'hydro-con version.
Le montant de l'investissement nécessaire variera de 30 à 50 milliards de dollars,selon que le scénario est faible ou fort, dont plus de la moitié (les deux-tiers pour lescénaiio faible) pour î'hydroconversion.

Les capacités et structuressouhaitables pour îe raffinage desDouze à l'horizon 2010
9.1 Introduction
La démarche que nous utiliserons pour la détermination des capacités et structuresoptimales pour le raffinage des Douze à l'horizon 2010 est identique à celle que nousavons appliquée pour l'horizon 2000 (cf. chapitre 8), à l'exception toutefois que, pourl'horizon 2010, nous ne travaillerons plus en sévérités de l'octane pour la demande desessences. En effet, nous avons supposé que l'horizon est suffisamment éloigné pour per-mettre une homogénéisation de la structure de la demande des essences, par qualité.II ne sera alors plus question que de deux qualités (à l'instar des armées quatre-vingtoù on ne distinguait que l'essence ordinaire et le supercarburant, tous les deux alorsplombés) : î'eurosuper 95 sans plomb et le super 98 sans plomb également.
Cette hypothèse est en elle-même une sévérité dans la mesure où pour répondreà cette demande, il faudrait disposer d'unités conséquentes, comme on îe verra plus loin.
Nous continuerons à travailler également sur le scénario de base de la demande(le scénario A) puis nous simulerons l'impact d'une variation de cette demande dansla limite des scénarios faible (îe scénario D) et fort (le scénario B).

238
9.2 Les besoins en capacités
La détermination des besoins en capacités se fera, comme pour l'horizon 2000, parrapport aux capacités disponibles au premier janvier 1992.
L'analyse du tableau 9.1 montre que les capacités de :
Tableau 9.1 : Ratios capacités nécessaires/capacités disponibles (en %) pour l'horizon2010
Unités
Distillation- primaire- sous YÏde
Réformage catalytique- classique- régénératif
Craquage catalytique (FCC)HydrocraquageRCCIsomérisationAUcylationViscoréductionHydrodésulfurationHydroconversion
zone 1
100111
760
115§81000
25124100
+ 20.41
zone 2
100121
10012
15487
+ 6.51
010050119
4- 4Î,32
zone 3
100121
790
13462
018651147
4- 19J1
zone 4
92137
1006
14449
04064
204+ 23.41
zone 5
100181
780
187100
0+ 0.51
87186
+ 15,2»
TOTAL
98129
78! 9
14273
1000
6062140
4 119,92
1 Capacités des unités nouvelles, en Mt/an.2 Capacités nouvelles en Mt/an qui viennent s'ajouter aux 1,15 Mt/an existantes.
• distillation primaire disponible seront suffisantes pour répondre à la demande del'horizon 2010. Le taux d'utilisation global sera de 98 %,
» distillation sous vide, par contre, seront déficitaires de 68 Mt, soit 29 % pourl'ensemble des Douze. Le déficit par zone sera de 11 % pour la zone britannique,21 % pour les zones allemande et française, 37 % pour la zone italienne et . . . 81 %pour la zone espagnole,
• réformage catalytique seront utilisées à 88 % en moyenne,
• FCC seront déficitaires de 39 Mt, soit 42 % du total des Douze. Le déficit ie plusimportant est enregistré pour îa zone espagnole avec 8? % de la capacité actuelle,

239
54 % pour la zone allemande, 44 % pour la zone italienne, 34 % pour la zonefrançaise et 15 % pour la zone britannique,
# MTBE seront multipliées par 1,32 pour les porter à 2,372 Mt,
» viscoréduction sont déficitaires pour la zone britannique pour 0,7 Mt.
Les besoins en unités nouvelles sont :
* le RCC pour 6,5 Mt dans îa zone allemande,
• l'alkylation et le dimersol pour 460 et 152 Kt respectivement, pour la zone es-pagnole,
• la conversion profonde (l'hydroconversion) pour 120 Mt dont le tiers pour la zoneallemande (qui en possède déjà I, i5 Mt), 20 % pour la zone italienne, 17 % pourla zone britannique, 16 % pour la zone française et 13 % pour la zone espagnole.
La complexité du schéma de raffinage permet non seulement d'utiliser pleine-ment les capacités amont de la raffinerie (distillations primaire et sous vide), mais aussiun alourdissement de l'approvisionnement en brut des zones. Ainsi, seules deux zonescontinueront à utiliser du brut léger (le Brent) à 12 % pour la première zone et 8 %pour la deuxième, les autres se contenteront du brut lourd, soit 95 % d'Arabe lourdpour l'ensemble des Douze.
L'alourdissement de l'approvisionnement affecte les besoins en capacités dedésulfuration. Un besoin de 67 Mt, soit 40 % du total des Douze est enregistré. Ledéficit concerne les trois zones qui n'utiliseront que l'Arabe lourd (les zones française,italienne et espagnole) et porte sur 47 % de la capacité disponible pour la zone française,86 % pour la zone espagnole et . . . 104 % pour la zone italienne et la zone allemandepour 19 %.
9.3 Les Investissements
La mise en place des capacités souhaitables nécessite un investissement de 36,6 mil-liards de dollars dont près de la moitié pour les deux zones de l'Europe du Nord : 35 %pour la seule zone allemande (zone 2) et 13 % pour la zone britannique. Les deuxzones du Sud détiennent un peu plus du tiers : 21 % pour la zone itaUenne et 15 %pour la zone espagnole, îa zone française intervenant pour 16 %.
La répartition de l'investissement par type d'unités montre que quatre unitésreprésentent à elles seules plus de 90 % : près des deux-tiers concernent la conversionprok.ndes vient ensuite le FCC pour 14 %, l'hydrodésulfuration pour 7 % et la distil-lation sous vide pour 5 %.

240
Cette répartition diffère d'une zone à l'autre comme le montre la figure 9.1.Ainsi, pour :
• la zone britannique, 84 % de l'investissement concernent l'hydroconversion et 8 %pour le FCC,
• la zone allemande, la conversion profonde représentera les deux-tiers, le FCC14 %, le RCC 10 % et l'hydrodésulfuration 4 %,
m la zone italienne, la conversion profonde portera sur 61 % de l'investissement, leFCC 15 %, l'hydrodésulfuration 14 % et la distillation sous vide 7 %,
• la zone France, la conversion profonde intervient pour plus des deux-tiers suiviedu FCC pour 14 % et l'hydrodésulfuration pour 8 %,
• la zone espagnole, enfin, tout est à faire : conversion profonde pour 54 %, FCCpour 19 %, l'hydrodésulfuration pour 11 %, la distillation sous vide pour 10 %et l'alkylation pour 3 %.
Figure 9.1. Structure de l'investissement nécessaire en 2010 par zone - Scénario A.
Zone 4
»
Zone 515 1

241
9.4 Les bilans des produits des différentes zones
L'analyse du tableau 9.2 montre :
• globalement :
- îes deux zones de l'Europe du Nord et la France présentent un déficit netrespectif de 26,4 Mt dont 13,14 Mt, soit 14,6 % de la demande, pour lazone britannique, 4,5 Mt (2,6 % de la demande) pour la zone allemande et8,72 Mt (11 % de la demaade) pour îa zone française. Ce déficit est comblépar des échanges intra-communautaires pour 19,3 Mt, soit près des trois-quarts et pour le reste par des importations extra-communautaires pourles deux produits (GPL et naphta) dont l'importation est autorisée par lemodèle.
- les deux zones de l'Europe du Sud présentent un excédent net de 17,5 Mt(excédent de 19,3 Mt et importations extra-communautaires de GPL de1,85 Mt) dont 12,9 Mt pour la zone italienne et 4,6 Mt pour la zone espa-gnole.
* par produit :
- ramenés à leur demande respective, les déficits de îa zone britannique repré-sentent 30 % pour l'Eurosuper 95 sans plomb, 31 % pour le kérosène, 16 %pour le fioul BTS et 100 % pour le fioul HTS. Les importations de GPL etnaphta représeatent respectivement 7 % et 1 %.
- îes déficits de la zone allemande concernent le naphta pour 18 % de lademande, ie gazole pour 16 % et les GPL pour 43 %. La zone présente desexcédents d'Eurosuper 95 sans plomb pour 6 % de la production, le kérosènepour 24 % et le fioul HTS pour près de la moitié de îa production.
- la zone française est déficitaire pour les GPL pour 42 % de la demande, lenaphta pour 32 %, l'Eurosuper 95 sans plomb pour 15 % et le gazole à 19 %.La zone ne présente aucun excédent.
- le seul déficit de la zone italienne concerne les GPL pour 15 % de îa demande.Elle est excédentaire pour le naphta (la seule zone) à 47 % de la productionce qui permet de limiter les importations extra-communautaires des autreszones pour ce produit. Les autres produits excédentaires sont : le gazolepour 26 %, 25 % pour le kérosène et 15 % pour l'eurosuper 95.
- la zone espagnole est excédentaire pour certains produits et déficitaire pourd'autres. Ramenés à la production, les excédents représentent 23 % pourl'Eurosuper 95 sans plomb, 21 % pour le gazoie et 19 % pour îe fioul BTS.JL«s déficits représentent, en part de la demande, 54 % pour les GPL, 26 %pour le naphta et 21 % pour le kérosène.

242
I
о о о о о о о о о о о
Ш «n 8<s? о" о"
# су
о о о о о о о о о о о
: 8 8 8 8 8 8 8 8 8 8 8| О* О" О О О" О о" О" о" О" О"
88888888888^=•=-0000000000
* о «Ä Ä* О о" W ew г-* @ о" ш о
•Ни iljin1 ^
О О О О О О О О О О О
t-8888888888^99000000000
о о о* о" ÈÇ О ем о* о
" о" {*> о" о"
а. ^ Q<0 » fв » 3
ffi*
v Л
ill* -> S I1 о г ш
S S g S
°I|ÏIa y v я
sfllliliill!
9- — O O O O O O O O O O
! © O Q Q Q O O © O ~
Щ, 8 S 8 8 $ Ж Й 8 8 S S
§ d о о" о" g ш в Й m g" V
COU»
о
о
В '
-g&isi . iät: ui ю ш œ к О u. i
о о о о о о о о о о о
" о" о о" о о о о о о о
! йа *& Щ я^ О О Î
® О W f» © « •Й **'N =- ^ N Й й
I l s
iiiiiJit
s -«
- Si it [is.
о о о о о о о о о о о
!B8888888888' • ^ • Г У О О О О О О О О О
шоооое«ооетооо
s s sИ —' Д -
Fi в fl •? О О W О
- n
в в

243
Les excédents et les déficits mentionnés ne concernent que les produits finis etn'incluent pas ie MTBE dont le déficit total des Douze s'élève à 18,4 Mt soit cinqfois la production locale ou 15 % de la demande des essences.
Les importations du MTBE, ramenées à la production des essences automobile,représentent 20 % pour la zone britannique, 19 % pour la zone française et 18 %pour les zone allemande, italienne et espagnole.
L'ensemble des échanges interzones des produits peut être schématisé par lafigure 9.2 ci-dessous.
Figure 9.2 : Flux interzones des produits pétroliers à l'horizon 2010 - Scénario A.(en millions de tonnes)
\

244
9-S La variation de la demande
Dans les sections précédentes, nous avons déterminé les besoins en capacités et destructures de raffinage nécessaires pour répondre à la demande des produits pétroliersdes Douze telle que définie par le scénario de base (le scénario A).
L'objet de cette section est l'analyse de l'impact d'une variation de la demande,en niveau et structure dans la limite des scénarios faible et fort, sur les besoins encapacités et structures de raffinage, !es investissements, les productions et les échangesde produits entre ies différentes zones.
9.5.1 Les besoins minima et maxima en capacités
L'analyse des résultats (cf. tableau 9.3) montre que :
m pour un scénario de demande faible (scénario D), les besoins en capacités nou-velles sont très limités et concernent essentiellement la conversion profonde (iciPhydrocon version). Globalement une capacité de distillation primaire de 343 Mt/an(57 % de celle disponible au 01-01-1992) sera suffisante, donc par rapport aupotentiel existant à cette date aucun besoin supplémentaire pour cette unité,ni pour la distillation sous vide (les trois-quarts des capacités actuelles), leréformage catalytique, le FCC, l'hydrocraquage, RCC, l'isomérisation, le dimer-sol, la cokéfaction et le flexicoking.
Les besoins concernent les unités d'alkylation pour la zone espagnole (235 Kt/an),MTBE pour les zones britannique (41 Kt/an), allemande (96 Kt/an) et française(89 Kt/an), de viscoréduction pour la zone britannique (116 Kt/an) et française(4,92 Mt/an), d'hydrodésulfuration pour la zone italienne (124 Kt/an) et d'hydro-conversion de 71 Mt/an dont 12 Mt/an pour la zone britannique, 27 Mt/an pourla zone allemande, 11 Mt/an pour la zone française, 13 Mt/an pour la zoneitalienne et 8 Mt/an pour la zone espagnole.
• pour le scénario fort, le niveau actuel des capacités sera aettement insuffisantpour la plupart des unités à l'exception de celles de réformage, hydrocraquage,cokéfaction et flexicoking. Les capacités nécessaires (cf. tableau 9.3) représenter-ont 105 % des capacités disponibles au 01-01-1992 pour la distillation primaire,132 % pour la distillation sous vide, 227 % pour le RCC, 134 % pour î'isomérisation,328 % pour le dimersol, 249 % pour le MTBE, 146 % pour Phydrodésulfuration,alors que les capacités d'hydroconversion seront multipliées par . . . 119 !
Ces besoins varient d'une zone à l'autre comme le montre le tableau 9.3.

24.[
8 i Я Щ
| Saili 88=1
I « :
5 53
BIB s s
32
ees
I I S 5 51
§§ Ш
SSI
8SS
55ss
»s-l ° , <c
•о est f- \ >~ rjï @ о о
i s Sä 818 88
8 § Sfei 8 8
II l i iI s s
ï ï î 1818»s as
i l s S I
I liîl il
1 1 § S si
«8s 38! i l i «S Si
'-? i f
I I
*8 ts s
5Й | I I88 I SS
II Sil i l
SES
as ? S i I ? 5 6 S 3
? «
i i i S 188
î i
; i§ I s s i
11 j §88 SSD ° g i 2 ^ *>
a i?§
ïi% l i ï
î ï § i S
88
• Ur rj
11 iî
I fflÜ i l l

246
9.5.2 Les investissements
La mise en place des capacités nécessaires requiert un effort financier de 15 à 44 mil-liards de doEars U.S. selon que le scénario de demande est faible ou fort.
L'analyse des structures géographique et par type d'unités montre que :
• îa répartition géographique de l'investissement est variable selon la zone et îescénario de demande. Ainsi, trois zones voient leurs parts s'accroître lorsqu'onpasse du scénario de demande faible au scénario fort : la zone française (zone 3)dont la part passe de 17,6 à 22,8 % soit un gain de près de cinq points. La partde la zone espagnole (zone 5) passe de 11,1 à 13,9 % et celle de la zone itaHenne(zone 4) de 17,9 à 18,9 %. Ces accroissements se sont effectuées au détriment desparts des deux autres zones : la zone allemande (zone 2), malgré une perte de5,5 points, reste toujours la zone la plus importante (32 % du total) et la zonebritannique voit sa part passer de 16 à 12,5 %.
• la structure de l'investissement par type d'unités fait apparaître que :
- l'hydroconversion représente la quasi-totalité de l'investissement du scénariofaible (94 % pour le total des Douze). Par zone, sa part passe de 86 % pourla France à 96 % pour les zones britannique, allemande et italienne. Ladeuxième unité, de par l'importance de sa part dans l'investissement total,est la production de l'hydrogène qui accompagne l'unité d'hydroconversion,grosse consommatrice de ce produit et que le réformage catalytique ne peutsatisfaire à lui seul. La part de cette unité dans l'investissement totalreprésente 3,6 % en moyenne des Douze et varie de 3,4 à 4,1 % pour leszones britannique et espagnole respectivement.
— pour le scénario fort, l'hydroconversion, bien que toujours dominante (+93%en volume), eue ne représente plus que 62 % du total des Douze (53 à74 % par zone). La deuxième unité est le FCC avec 16,3 %, suivie del'hydrodésulfuration pour 7 %, la distillation sous vide 5,1 % et la distilla-tion primaire pour 2,9 % et îa production de l'hydrogène pour 2,4 % (cf.tableau 9.4).

24!
• i M réporlMon par gw® M par s^® d'uni*» è t'tiorlioii 801«.
Unht»
SS:BÎO:S«
OMitotton prtnei»
Réferwefr С!Я»1<цш
Réfemt^ régénéra«
fee
ЯСС
Afeyt«te«
ИТВЕ
ИмшМисМоп
CoMtection
HjfdraééMitfyiwte«
Seist №f@emto
T O T A L
M*mt
M n S%an*
Mlmt
M*mt%»n»
«Menu»
%an*
f t M e m l
%s»o»
««ю«п8
%ги»
I M m S%zon»
Mwst
Хют
Мвют»
•%mm
Miens»
%m
«iBsirsS
%BM»
WMI
%«M»
M«s»t
M£mi» s
%CEE-1?
lH»Mie»e»«Bî8 en ИИНет о» *»1«я t i «t « i « du tottl A 1» s «
tua»
o.ce
0.«!0.0
0.00
00
0.00
0.0
0.»00
0.00
0.0
0.»—M.
0.00
_ _ a a .0.00
0.0
0.00
0.0
».13
0.3
«.33
_ J ü L
0.000,0
0.00
0,0
»гя*3.4
231 M l
И.0
141141
100.0мл
ion
121*1
J___22.
да.«25
0.000.0
0.00
oo
SAS»
o.oe
0,0
38151
5.8
144.7B
г»
0.«
0,0
10.S8
0Я
вЭ.1*
12
45,28
oe
0.00
0.0
0.Ш
0.0
171.31
3,1
«7,57
74,3
MîêM(OO.O
12Л
•rtJto
000
UP_
0.000,0
0,00
00
0,00
0.0
o.so
0,0
0.<Ю
_OjOJ
0,0«
0.0
o.oe_ J L 9 _
0,00
0,0
0.O0
0,0
19,120,3
0.00
00
0.00
0.0
o.oo
0.0
10B.97
3.5
ит.шm.i
100.0
(ort
7311
4SI .31
a.»0.0
0.00
0.0
главлз17.T
о.ва
_ _ м444.S8
32
0,99
0.0
№11
_ _ м .
_ й § .
»7Ж
__м0.»
___мо.ео
_ _ U Ê .
54S.43
3,8
344.61a.s
в7,в
140ЭМ7100.0
Mß
шш
0 «_ _ 2 i 5 .
0,00
0jB_
0.«
0,0
000
0.0
0.00
0,0
0.00
—M,ода
0.0
в.во
__м.в.ео
ш.0.»
0,0
17,71
07
ав7.«з
о.во
__м.0.00
0.0
09.61
3.5
2273.83
S5.7
»mmÎ0O.O
1 7 *
tor
tosesa10,6
422.14
4,2
0,08
00
0,0000
1738.51
17,4
0.000,0
0.00
a.«
___м.196.74
2,0
77.i1
0.6
0.09
—__42,
о.ев0,0
7*3.928.0
1вв,)0
2.0
5444,40
m.i
»ял100,0
шл
taäje
0,0
0.»___0j0_
0.О8
00
0,00
0.0
0.«
0,0
о.во
0.0
o.os
0,0
0.«
___2£.
0.00
_ 2 i 9 _
0.00
в.08
0 0
ом
0.00
0,0
«gs
о,г
las.TS
зв
tsm.sT
ИЛ
2701Л0100.0
(вч
ашI 0£.
703.41
65
0,000,0
0,80ов
11 Я.«__12£,
о.вв
0,0
о.во
0.0
0.000,0
0.08
в.в
о.ов
—Ш56.41
0,7
0.00
0 0
0,080.0
1154.35
14.0
ггэ.вв2.7
аеоз.ва
60.S
*a*7*i
100.0
IM
1 EU»
ом0,0
0.000,0
0.»
0.0
е.вв0.0
0.00
0.0
0.000.0
о.ае, о*.
о.«0,0
м.твS.7
0.000 0
0.00
0,0
am00
0.00
0.0
0.»
00
66.16
•и
1SO9J0
«0.3
1672,16
100.0
11,1
«off
ою0,0
50&Зв8.3
0.00
0.0
о.»0.0
1ЭВ2.13
0.00
0.0
о.во
0.0
0.000,0
212.6*
3.S
16М0,3
1*.*г1 _ _ _ _ 0 1 Э _
0 . »
0.00
0J
see.»в.7
135 Л
га.
3201.88
Ы.7
»7вЛ2
100.0
IM
TOT*LCEE-1Î
0«
0,0
O.W0,0
0.«
0,0
0.0000
0.000,0
0.000,8
в.»0,0
0.00
0,0
мл0.«
0.00
0,0
М.8Т
0,3
гтэ.и1,8
о.ео
0,0
4.К
0.0
SS0.4«
з.в
1414103
вэ.в
iiiia.it
100.0
1004
ten
1S3.S4
г»
ai«?
4,1
0.00
0.0
0.000.0
7124.0»
_ _ _ _ Д £ 3 .
0.»
0,0
7*8,771 7
!«780,3
421.73
1,0
150.4»
0j3
302.7*0.7
4SJS0,1
в.оо
0,0
7,0
107021
2.4
гпшлг
4ММ41
10О.О1 Ш $

248
9.5.3 Impact sur la structure de la production des zones
La différence dans la structure des investissements des deux scénarios de demande estle résultat d'une nouvelle affectation des productions aux zones, en structure et enniveau. Cette modification est ie résultat d'un nouvel optimum relatif aux deman-des du scénario fort (en niveau et surtout en structure) des différentes zones et de laperformance de l'outil (en niveau et ев structure également) de chaque zone pour lafabrication de tel ou te! produit le moins cher possible sur le plan de la collectivité (icil'ensemble des Douze).
L'analyse comparative des structures des demandes et des productions des deuxscénarios pour chacune des cinq zones (cf. tableau 9.5) montre que :
• globalement :
— pour le scénario faible, les Douze présentent un déficit de 10,8 Mt, tous pro-duits pétroliers confondus. La situation est différente d'une zone à l'autre :les deux zones de l'Europe du Nord sont déficitaires (- 8,9 Ml pour la zonebritannique et - 7,4 Mt pour la zone allemande), les trois autres zones sontexcédentaires : + 2,8 Mt pour la France, + 1,1 Mt pour la zone italienne et+ 1,8 Mt pour la zone espagnole.
— le passage au scénario fort fait passer le déficit des Douze à 16,8 Mt (+ 55,6 %).Aux deux zones de l'Europe du Nord, encore plus déficitaires : - 13,8 Mtpour la zone britannique (+ 55 %) et - 7,2 Mt pour la zone allemande(- 2,7 %), il convient d'ajouter deux autres zones qui changent de situa-tion, d'excédentaire à déficitaire : la France (- 2 Mt) et H zone espagnole(- 3;6 Mt), la seule zone à rester excédentaire est la zone italienne avec+ 9,8 Mt.
• par produit, la situation est très variable d'une zone à l'autre. Ainsi :
— pour l'ensemble des Douze et compte tenu ies hypothèses retenues en matièred'importations de produits (limitées aux G^L1, naphtaet MTBE), le déficitconcerne donc ces deux produits : GPL avec 5,5 Mt et naphta pour 5,3 Mt(scénario faible) ou 11,4 Mt (scénario de demande fort). La forte augmen-tation du déficit des Douze, lorsqu'on passe du scénario D au scénario В esttotalement imputable au naphta dont les importations croissent de + 115 %.
— par zone îa situation est variable. En plus des GPL et naphta en déficitpour toutes les zones :
* la zone britannique est déficitaire pour l'eurosuper 95 sans plorab, îekérosène et le fioul HTS pour !es deux scénarios de demande. On y
'Encore que peur ce produit l'importation est implicite, c'est-à-dire que le raffiaear cherche d'abordà valoriser ce produit sous d'aetîts fermes (aîk>?at et additif анх essences), le reliquat étant envoyé àla demande GPL. Dans le cas JÙ ce rejiqnat est inférieur à la demande, la différence est importée.

249
ajoutera le fioul BTS pour le scénario fort. Le déficit du naphta passede 0,8 Mt à 4 Mt.
* la zone allemande est excédentaire pour le gazole p таг les deux scénarios,l'eurosuper 95 sans plomb (scénario faible) et pour le fioul HTS (scénariofort). Elle est déficitaire pour le gazole (deux scénarios) et le fioul BTS(scénario faible).
* la zone française présente de faibles excédents pour l'eurosuper 95 sansplomb (scénario fort), kérosène (les deux scénarios), fioul HTS (faiblescénario) et un faible déficit pour le gazole (scénario fort). Le véritableexcédent (+ 2,6 Mt et + 2,3 Mt respectivement pour le scénario faibleet le scénario fort) concerne le fioul BTS.
* la zone italienne est la seule à présenter des excédents pour le naphta,même relativement faibles. La zone est excédentaire en kérosène (lesdeux scénarios), le gazole et l'eurosuper 95 sans plomb (scénario fort).Un léger déficit en eurosuper 95 sans plomb (- 0,1 Mt) est enregistrépour le scénario faible.
* la zone espagnole, enfin, est déficitaire en kérosène (les deux scénarios)et excédentaire en eurosuper 95 sans plomb (scénario faible) et gazok(les deux scénarios).

ш,
I
i
1яZ
250
J <yj ol Оra o l o
If
il
= 8
g "
g ,1,
§•
r
Ш
ш

I
251
9,5.4 Les flux interzones de produits
Les déficits et îes excédents précédents donnent naissance aux flux interzones des pro-duits tels qu'illustrés par les figures 9.3 et 9.4.
# pour le scénario faible, 15,52 Mt de produits sont échangés dont 33 % proviennentde la zone espagnole, 31 % de la zone française, le quart de la zone allemande et10 % de la zone italienne.
La destination de ces flux concerne pour 94 % les deux zones de l'Europe duNord : 51 % pour la zone britannique et 43 % pour la zone allemande.
• pour le scénario fort, le flux total des produits échangés passe à 17,5 Mt, soit+ 13 % de croissance. L'origine des flux est : 58 % pour la zone italienne, 22 %pour la zone allemande, 14 % pour la France et le reste à partager entre les deuxzones restantes.
La destination des flux est à 79 % pour les deux zones de l'Europe du Nord :59 % pour la zone britannique et 20 % pour la zone allemande. La zone espagnoleintervient pour 15 % et la zone française pour le reste, la zone italienne étantexcédentaire pour tous îes produits.
Qu'échange-t-on ?
La structure des échanges interzones (cf tableau ci-dessous) montre que sixproduits constituent îes échanges intra-CEE. Ainsi :
« pour le scénario faible, on retrouve l'eurosuper 95 sans plomb pour le quart deséchanges (25,6 %), le gazole pour 23,4 %, le kérosène et le fioul BTS pour 16,8 %,le fioul HTS pour 9,3 % et le naphta pour 8 %.
• pour le scénario fort, ie kérosène et le gazole représentent la moitié des fluxd'échanges. On retrouve ensuite î'eurosuper 95 sans plomb pour 23,5 %, lesfiouls : BTS pour 12,9 % et HTS pour 10 % et le naphta pour 3 %.

Tableau 9.6 : Structure des flux intra-C'EE de produits pétroliers à l'horizon 2010
* * • • .
Scénario faible- Mt
CV
- /o
Scenario fort- Mt
с
Naphta
1,248,0
0,523,0
Eurosuper
3.9825,6
4,1223,5
Kérosène
2,6216,9
4.4825,6
Gazole
3.6323,4
4.4Ï
25.2
FÏOUI BTS
2,6016.8
2,2712.9
Fioul HT S
1,459,3
1,7310,0
TOTAL
15,52100,0
17,53100.0
Figure 9.3 : Flux intra-CEE de produits pétroliers à l'horizon 2ÛIÛ pour lescénario de demande faible (en millions de tonnes).
S»
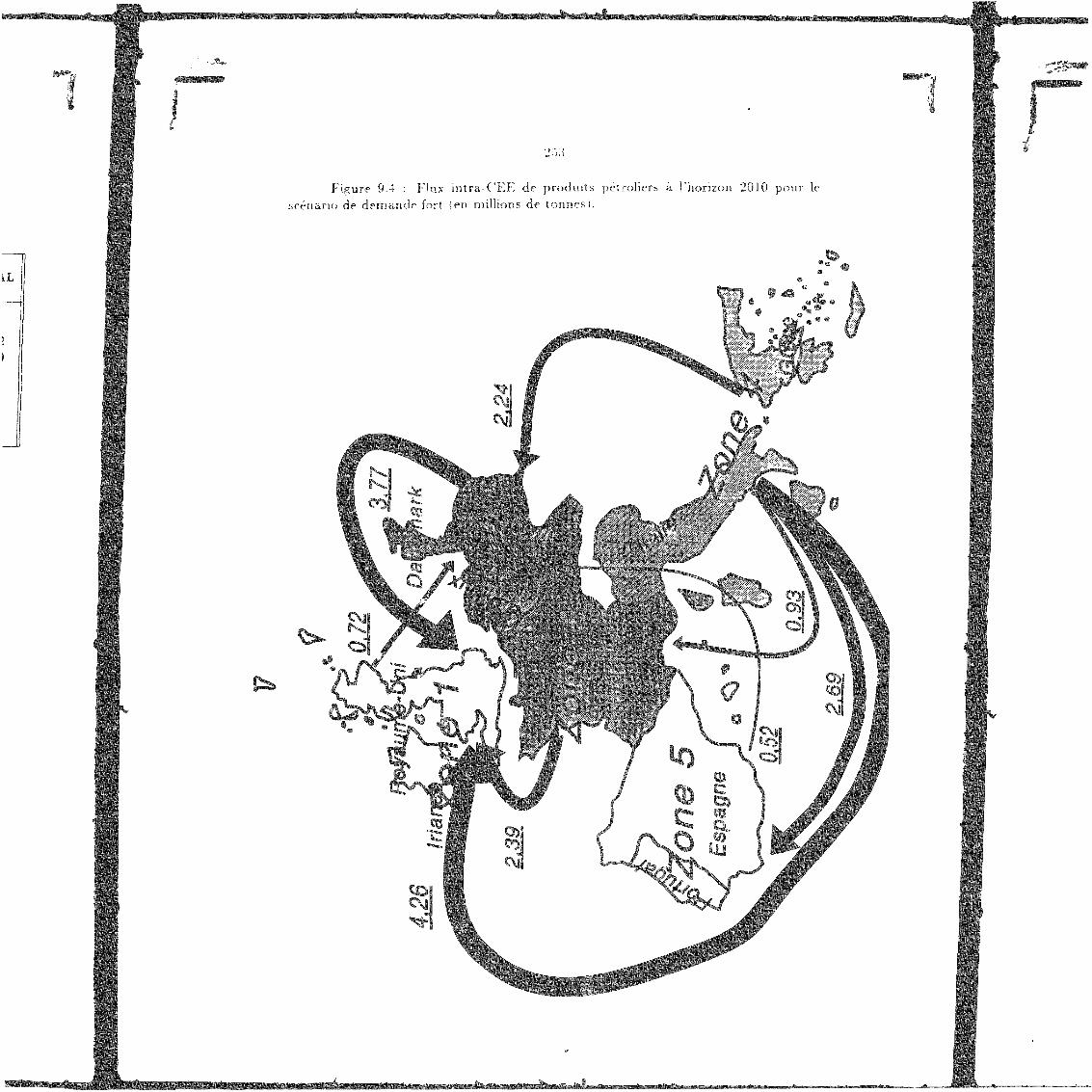
Figure 9.4 : Flux intra-CEE de produits pétroliers à l'horizon 2010 pour lescénario de demande fort (en millions de tonnes).
il
Q

254
3.5.5 Variation de la demande et coûts marginaux des pro-duits
Le passage d'un scénario de demande faible à un scénario fort a pour conséquenceune modification des coûts marginaux des produits dans le sens d'une hausse pourl'ensemble des produits, hausse qui s'explique par le fait que pour le scénario faible, lademande étant faible en niveau (83 % de moins que pour le scénario fort) et en structure(part des produits blancs plus faible) (cf. tableau 9.7), les capacités disponibles étaient,à l'exception de la conversion profonde, largement disponibles d'où des coûts margi-naux plus proches des coûts marginaux de courte période, alors que pour le scénario dedemande forte, les capacités disponibles étaient non seulement déficitaires en niveaumais aussi en structure, d'où l'important investissement à effectuer. Les coûts margi-naux correspondants sont donc des coûts de long terme et par conséquent plus élevés.
L'écart entre ces coûts marginaux (pour le scénario faible et scénario fort) n'estpas uniforme pour tous les produits et plus cet écart est élevé plus la difficulté derépondre à la demande de ce produit est grande.
tableau 9.7 : Variation de la demande (scénario faible au scénario fort) et coûts margi-naux des produits (moyenne des cinq zones)
Scénario
GPLNaphtaEmrosuperSuperKérosèneGazoleFioul domestiqueFioul BTSFioul HTS
Total Mt
Demande en %
faible
4814652015227
291,62
fort
361986
2116165
533,95
écart
4- 25+ 49
4- 151+ 151+ 1414- 984- 88
4- 30,7+ 33,8
Coûts marginaux
faible
190202,06161,30189,04207,42169,90167,07153,46114,61
fort($/t)
190202,56243,17253,89231,22182,82179,93163,95128,85
écart
4- 0,34- 50,84- 34,34- 11,54- 7,64- 6,84- 6,8
4- 12,4
2 5 5 /Д SÇ
9.6 Conclusion
Les résultats précédents montrent qu'à l'horizon 2010, les Douze devront investir 15milliards de dollars 91 pour un scénario de demande faible, 37 milliards pour un scénariode base (l'investissement le plus probable) et jusqu'à 44 miffiards si la demande venaità correspondre au scénario fort.
Cet investissement servira à accroître les capacités existantes de :
• pour le scénario de base : 29 % pour la distillation sous vide, 42 % pour le FCC,107 % pour le RCC, 6 % pour l'alkylation, 24 % pour le dimersol, 132 % pour leMTBE, 40 % pour l'hydrodésulfuration, 15 Mt pour la production d'hydrogèneet . . . . . . 120 Mt d'hydroconversion (pour 1,2 Mt disponibles au 01-01-1992).
• pour le scénario faible, l'essentiel de l'investissement concerne la conversion pro-fonde (71 Mt seront construites), le reste concerne quelques ajustements pour leMTBE l'alkylation et la production de l'hydrogène.
« pour le scénario fort, la plupart des unités seront l'objet d'une extension : 5 %pour la distillation atmosphérique, 32 % pour la distillation sous vide, 58 % pourle FCC, 127 % pour le RCC, 34 % pour l'isomérisation, 132 % pour l'alkylation,46 % pour l'hydrodésulfuration. Les capacités du MTBE seront doublées etcelles du dimersol multipliées par 3. L'hydroconversion bénéficiera de 137 Mtsupplémentaires et 15 Mt pour la production de l'hydrogène.
Le rôle des zones est quelque peu modifié, puisque l'essentiel des flux interzonesde produits a une orientation sud-nord. On notera le rôle particuHer de la zone italiennequi reste la seule zone excédentaire pour tous les produits (à l'exception des GPL).

J
Chapitre 10
Discussion des résultats
Ce chapitre se propose de présenter une synthèse de l'ensemble des résultats afin de per-mettre au lecteur d'avoir une vue d'ensemble sur les différentes simulations effectuéespour chacun des trois horizons (1995, 2000 et 2010).
10Л Récapitulatif des capacités nécessaires
Dans les tableaux 10.1 et 10.2, nous avons présenté les capacités nécessaires poursatisfaire, au moindre coût, la demande des Douze pour les différents scénarios dedemande : scénario faible haute sévérité, scénario de base, basse et haute sévérités etscénario fort haute sévérité.
10.1.1 Les besoins en capacité
L'analyse du tableau 10.1 montre que :
• pour l'ensemble des Douze :
— les capacités des distillations primaire et sous vide, de FCC et hydrodésul-furation, disponibles au premier janvier 1992, s'avèrent Insuffisantes poursatisfaire la demande de l'année 1995, pour l'ensemble des scénarios présentés,à l'exception du scénario faible de l'horizon 2010.
— par horizon, on constate que le déficit1 concerne la majorité des unités pourl'horizon 1995 et 2000, alors que pour 2010, à l'exception du scénario fort,le déficit est limité aux unités : de MTBE (4- 13 % pour le scénario faible,
1Pai rapport аи niveau actuel, ce qui ne signifie naHememt que les capacités actuelles seront encoreen service en 2010, cai, l'horiton étant saffisâmment éloigné, à la dépréciation "physique" des unitéss'ajoutera leur obsolescence.

258
+ 132 % pour le scénario de base et + 149 % pour le scénario fort), ePhydro-désulfuration (+ 40 %, pour le scénario de base) et d'hyd reconversion (+ 71 Mtet + 120 Mt, respectivement pour les scénarios faible et de base).
Pour le scénario fort, horizon 2010, le déficit concerne : les distillationsprimaire (+ 5 %) et sous vide (+ 32 %), le FCC (+ 58 %), le RCC (+ 127 %),l'isomérisation (+ 34 %), le dimersol (+ 228 %), MTBE (+ 149 %), l'hydro-désulfuration (+ 46 %) et l'hydroconversion (+ 138 Mt).
• par zones, on distingue l'horizon 1995 des deux autres (2000 et 2010), dans lamesure où l'hypothèse concernant la complexité du schéma de raffinage n'est pasla même. C'est ainsi que (cf. tableau 10.1 et 10.2) :
— pour l'horizon 1995, c'est la zone britannique qui, compte tenu de son tauxde conversion îe plus élevé des Douze, devra développer le plus son outil. Sondéficit, quasi-général, est de 58 à 102 %, selon que le scénario est faible oufort, pour la distillation primaire, 22 à 59 % pour la distillation sous vide, 96à 159 % pour le réformage catalytique, 14 à 22 % pour le FCC et 0 à 6 % pouri'hydrodésulfuration. Les plus grandes augmentations, en valeurs relatives,concernent la viscoréduction dont la capacité sera multipliée par 6,4 à 8,4,l'hydrocraquage par 4,6 à 6,5 et le MTBE par 2,8 à 3,3, respectivement pourles scénarios faible et fort.
- pour 2000 et 2010, l'hypothèse de complexité du schéma de raffinage pourtoutes le zones permet d'alléger les besoins en capacité de îa zone britan-nique et de ce fait, à l'exception du scénario fort, le niveau des capacitésdisponibles est à peu près suffisant, hormis quelques petites extensions (dis-tillation sous vide, FCC, isomérisation (pour l'horizon 2000) et MTBE). Lesbesoins ев capacités sont maintenant généralisés à toutes les zones commele montrent les tableaux 10.1 et 10.2.
10.1.2 L'approvisionnement en bruts
L'approvisionnement retenu dans les simulations des tableaux 10.1 et 10.2 est déterminépar le modèle, c'est-à-dire complètement libre. Nous constatons que pour 1995, seulesdeux zones (britannique et française) utilisent le Brent (brut très léger) dans des pro-portions se situant autour de 94 % pour îa première et 40 à 46 % pour la deuxième.Les trois autres zones n'utilisent que l'Arabe lourd, ce qui nous donne une structured'approvisionnement moyenne des Douze de 29 % pour le Brent et 71 % pour l'Arabelourd, pour le cas du scénario faible, 30/70 pour îe scénario de base et 32/68 pour lescénario fort.
À l'horizon 2000, avec la complexité du schéma de raffinage, c'est principale-ment la гоие britannique qui continuera à utiUser le Brent pour 9 à 12 % (plus la zoneallemande à raison de 3 % pour îe scénario fort), ce qui a pour conséquence d'alourdir

1 1 .
259
davantage l'approvisionnement optimal des Douze qui passe à 2/98 % pour le scénariofaible et 3/9? % pour le scénario fort.
Pour 2010, la structure de l'approvisionnement sera à 100 % Arabe lourd pourîe scénario faible, 5/95 % pour le scénario de base et 3/97 % pour le scénario fort.
Cet approvisionnement lourd, voire très lourd, explique les fortes capacitésd'hydroconversion déterminées par ie modèle. Comme l'approvisionnement réel nepeut pas être plus iourd que celui qui a été déterminé, les capacités trouvées don-nent donc une Idée sur la limite supérieure en terme de besoins en con-version profonde qu'il faudrait aux Douze si leur approvisionnement réeldes horizons 2000 et 2010 venait à se situer dans les proportions définiesprécédemment.
10.1.3 tes investissements
Le montant de l'investissement nécessaire est lié au scénario de demande utilisé et varied'un horizon à l'autre. C'est ainsi que (cf. tableau 10.1) :
• pour l'horizon 1995, îe volume des investissements nécessaires est évalué entre 19miiiards de dollars (scénario faible) et 24 milliards de dollars (scénario fort). Ilest de 21 milliards pour le scénario de base.
L'investissement du scénario faible sera réparti à plus des troïs-quarts pour l'Europedu Nord : le tiers pour la zone britaHnique et 45 % pour la zone allemande. Lereste sera réparti entre les deux zones du sud (17 %) et la France (5 %).
Pour le scénario de base, la part des deux zones de l'Europe du Nord augmeateet passe à 80 % (37 % pour la zone britannique et 43 % pour la zone allemande),au détriment de la zone française (3 %) et des deux zones du sud
Enfin, pour le scénario fort, les deux zones de l'Europe du Nord voient leur partpasser à 81 %, avec un changement des rôles entre les deux zones (44 % pour lazone britannique et 37 % pour la zone allemande), la part de la zone françaisepasse à 4 % et celle des zones de l'Europe du Sud à 15 % (12 % pour la zoneitalienne et 3 % pour la zone espagnole).
» pour l'horizon 2000, le montant de l'investissement nécessaire se situe entre 30milliards de dollars (scénario faible) à 46 miffiards de dollars (scénario fort), 36milliards de dollars pour le scénario de base.
La localisation géographique de l'investissement se présente comme suit :

• I
260
— pour le scénario faible, les deux zones de l'Europe du Nord ne représententplus que îa moitié de l'investissement à cause de la forte réduction du poidsde Is zone britannique dont la part passe à 18 % (contre le tiers pour le mêmescénario en 1995). La part de la zone allemande est également réduite de45 à 36 %. Les zones dont la part a fortement augmenté sont les zonesespagnole et française (15 % chacune).
— pour le scénario de base, îa sone allemande représente 36 % de l'investis-sement, la zone française 21 %, la zone italienne 16 %, la zone britannique14 % et la zone espagnole 13 %, en moyenne pour les deux sévérités d'octane.
— pour le scénario fort, on retrouve la zone allemande avec 36 %, la zonefrançaise pour 20 %, la zone britannique pour 16 %, la zone espagnole pour15 % et îa zone italienne pour 14 %.
• pour l'horizon 2010, le volume de l'investissement nécessaire se situe entre 15 et44 milliards de dollars, selon que le scénario de demande est faible ou fort. li estde 37 milliards pour le scénario de base.
La répartition géographique de l'investissement est la suivante :
— la zone allemande détient 38 % de l'investissement total des Douze, pour lescénario faible, 35 % pour le scénario de base et 32 % pour le scénario fort,
— la part de la zone française passe de 18 %, pour un scénario faible, à 23 %pour un scénario fort,
— la zone italienne représente 18 à 19 % de l'investissement des Douze, selonque le scénario est faible on fort,
— îa zone britannique détiendra entre 13 % (scénario fort) et 16 % (scénariofaible),
— la zone espagnole, enfin effectuera de 11 à 14 % de l'investissement total desDouze, selon que le scénario est faible ou fort.

261
имт&
- CNgÄiesi еш® ssé®- R«lem?@f© о ^ ^ ф
1 -FCC
•ЯСС
- laomtMMon
• O m r a o i• ш в е
- Gsis&tsc&m
- щвтМвыЛятт
• H y d n c a n i m c n RSV
• Rf^Sfff®f© £ № ^ № §
•FCC
-вес- temteаизп
-AkrUen-Duwmet- Ш В Е
• Fteesfesaf- И»е№а>пми8» « V
- Ьнмиммит» (HWl)
•АрааиМммиммоц
••»я
IM* M«—:
•FCC- i-%U7i-.WSS,!Mλ
-же- toWxwaSea- А % Ш Ш 5- £>^шша-МТВ£
•CAe teSe i
• Мгвтетчвтт HSV
••««—«»Wil
•SBJSS
•AntoUgw
• тьчмы
аи
0141ПИЗ
»6 4»»7SS4
в? г »12*«
тто13 400
заю7 И О6 55Э1 40S1 0 2 4
M MS12Ш>
1SSS40
1 7001 ISO
831 SCS
48 754
isseo
18S7S
г в »sa»1510
ses0 » »01S05 "00
гтsseso
oosooeae
»740
24 S»• Î S Î »
OOM1 7«1- S0110S3S7
34 »10S * »
1 ? »1 ISO
1 £i?®fut!e HUN в«
1
F»ÎSS»
MMfM
assse73 MS
Э^4@M117
гз«зза»
oos»1 717
nis?4и ia?
к » «азS S Ö
о«юм м о
tasse
«7SS7
49 it»25 777
га « i l
11 «во3tse
0 ^0*71SSÙO0 « »
18 013ее«
К ! 8553
0 000
»4»»
0 0
SC
300 4*1
•sateаз к в
»811л SSO
S SS)0fI3«
§8»»OSJO
©514" 4 M B
CsQSO
7Э19»4 S S
» №
M S I
oe0 8
w o
§
; «« H l
i «мм !
1 взоевг2»i огв '
7g iS$; 3§Si ,, ©7S10' 23 74S! 32S0
20ÏS2ÉS4 |OOSO |
1 7в4 !
: %2Zm&
и eœ1 го? 271
t Mi OSO«, 35 W*
30M1
1*3*10$5C>1«r§i7?
33 39*
t3»1*î » 80 344S7SS8SÛ3©4S§
29 ISO0 Ш
MtSOQ @ ^
0OOT
1
7765
meвоso
» m§8 3»гв?«о
» e n
enss»œ0 ^
в SI« I3*«18 !
оюо74 1g4
@ ^
»Se«
so0 0
1S00
s
a i
«29 2222*0 031
7ê§533 7SS
SSSS12« »Si
3 2 »1 1S32S28OOSO
1 741123 302
1 0 »
» m§747oooa
Î853S
1SS573
гз cm
a*n14@$â
ЭЗЯО
e ^« M0 C 5 0
0 4 3 1Ш7ШI3S0Q
0000
7 «
K l
воS»
» • M
»740
ге«11«<вз
ото0 ^
oos0 ^0 914
» M l
вето
74 I M«5SS© ^
SSB1S
во0 0
1000
s
Лая»
S i
865 378270 5 «
i 3@4§100124a?S57
згеюS 177
г § м
01S01*04
, 130 I M! 1g$ê4
21139»1 Юоеав
3SB85
243»
I M MS
н ю34 13i
34 4*1
n u s3 3001137
оме•Зав
»419
tossм о я
OSKBвето0 000
18774
Щ 2
во9 *
йзгзз秧§$§»7«0
»•11
гаез
ее»O»JS81180 51«
37 г«»
аеш74 $М
вошSS»S
toi s
oe0 0
1000
1
f»s«a
fcMe
D l
971 S«
гво»<
B313116634
1B705
згоо<na3 î ^1 §1728S§
§ 9 в МЭЭ80
S « 41013881oeoo
103 SS7
2»ee
««5Î6
вам
Î 4 ^
1 »81
зам1518
e?s?
o®m
0 ^
»»•soÎ47S
отогогш
am
» 00 0
•1 0
»SS»
»740© 813
4t ею
Э 1 К@ш®
ores» 147
ечов » ?
34(10
вюоu s a
воет3B«Sê
11424
0 0
оо100 0
0
« г г.а
» м и
*г
&29 0 ИS0S2Ï3«5S4
i агв11»М0
•30323 2 Ш
14 101)
3^8 '
4 1И2 6 «
SI ЭвЗ
Оввв2« МО
15 8230000
112 70S
35757
вззм4§SM
SÉ*8
33 »12 2М
згво*ш,0 7Э1 '
emsв «51«815вввэ
3S1M
2 4«
вот19 S5C
51Ï4
§ 0
0 091 0
11§ 1Ш iS8 7401
1 5Я9 '43 I t «
4 « «
9 9 »2 1»
ив*! 5И0 742
^4i10овэо
ошю3S3S5
12S7«
S S
0 01QSÛ
S
в «
*»Г«28 138звашл
вз«г1 37»
11802513 072
эгоо11 745
3 375
41S22 О Ю
#12700 « »
248^5
148880000
1139*4
З5зег
83ЭО0«s sas
S84S0 ЩШ
S2ÏS2g®@û '
згао
0 79508SS9*345Мв0 ^
J4 7JÎ243Soses i
4S83
@00 0
f i 0
319*4*11*9Мго?«
1 ЭТ®
oœs |1 7401 IM1 Ml0 73S
£4 §10 •eeso
S 101
oœo 'S8 4SB ,
12707 '
во0 0
1000
РЭУ SS3« (®ft m i l
Û
326 271S7M24 730
143 78313400
rem119134Î1055412 585
82 3720000
Î 6 5 7S<17JS5осво
135 3S«
495S2
10» (3053 043И 7S1
г» е*?Ï6004 М З
»»«4ÛS7Pi г«09414 tg§
Э » 0Зв»«1
г soiосюо
J3 778
7877
1 1 9
0 0
M l
2«S10laiiii»7«Э
4iS34
« « M
г ?гз1 7401 4iê! в»«0S74
2<i1DO N O
t « W 4SMS
е ю«5 »в
17SS«
г»0 0
»7 I
дап® @ ©Rfî
f
Sas»
0
М 2 « 3176 »27
34 717ООЭО
§7 174
4 2S10080аоеа1874
00001 1S5
41 №1овво
145 ««в017®ввоо
7 2 1 3 8
1 8 1 "
SO 30727 SS8
« M S
11 107
O S «0880
оаю i
0 181 '
г »isвею
e i »1 2 3 3ооао
11*40
2414
0 0В О
1000
134 и г I88» jIS 7»? i
г**ж'зв»овэо 'ооввв§*7вето0 4237 S 7 20 000
54 833 <ÏS710ЮО
г» »es
se«'
0 0
0 0100 0
0 1
»в *ат
в
585 630Ж 5 38В
S8 4951 М 1
12® 1SS9 7S8
в «5вввв3 7в71 748
2 372«в «2«ввоз
2Э5 327
14Ü30000
1210««
зеки
83 30045 158
8 895Q №0
SS3êг »»s
згоо
оооеer«s0 9 »0 4SSэ«#о
33SS0
г«вг
20 ЗМ
48«0
11 7
0 0
и з
»13*0193 Ü B38 7*0
37Ю14 Ш 8
* 4 Ï S6 ^1 2 »
01100 75Î
124^4
008078 070
S 8070 @ Ш
42 «OS
13710
8 3
воai 7
Q
аяв.
tert
i
62« 19»313Ж0
вгг«2334
141 ?Ы12 574
7 2S5e?es4 141
460»2 552
45 4§t
ooao2 4 6 1 0 5158«
0 « »
137 R M
«загс
85 987
«5S210 377
22 «07
гвво4 i «
•3 0 3 6
S W
1 i osa
! eœe[ J3SS0
гьтo s »
го4я>
S47S
1 3 *
0 0
*s«
»7 »7
imms»740
«2S45C8-«
2 ^ 01 7«01 ÎSOi ms0 770
13 MOoeœ
siao08OT
4 * »94
14035
3 0ВО
87 0

262
UMTE»
- Beoraege raefpey»
-FCCHrdnxraqu**«
-RCC-иолшямеп- А&уашо«- Oim^mîl-ИТВЕ- MamMuaen
• FlUMOlWI*
- МММММММ» (MW1)
• Йпм
• A n t » Lou*
- ОЗЛ&^ОЙ 8Ш@ sag®
-ЯСС- №*ие#шш»-AkytMKm
• M W
• СФМваж
- team Rsteïmg-FtBoœtog• нув««»«««») HBV
-torn
-Omammmmmta
• FCC
• же
• %№ш
• MTK
-Се:»«:»« я
-Гймвпяпг
-кн*ММммМ*(ММП)
•AntoLtfw
Au
oiJoi'im
М Я 5ШМО10 7S0
0000
17380
0 7S0OOÛÛ1 0100ÏSOо ess0125» « 8
BOOD
24S&5
0 Ю 00 0 8 8
8080
i2sa*1 SS©
I M »,;SJt
SOS?
З Ш З17*5
0 « S0îi1
Ш435as»
»SSîS©os©0 0 »вето
106S8
®J750 ? »
00000 » 8
овсеваш6Л31i »
i s »
17 MS
® в Ю
•ui лет
k w »
01
»385
11 4iS9000
173801 $380 0 »
S M SO K »0 « »0 3 Ш
18 087
O S »
27 S3»S 1iS00000СЮО
Ï70
« a0 0
M *
1M7BD
nos«
1*2304«te
SCÈÛÛ
0SS7
a ^S 331
si a«1 474
ввевsoœ
Ю27
esее
1000
ÏSSOP
@Ш7
0 7Î4
в «0 24Sв ш0 151
10 7»
1*50
1 1 Ю
0 4*1S «55
веда
m
0 0
0 0
100 0
впв IBM 2B8SM2018
9
g» «tas»
.42
M SS5МЭ0О11 014
000017 747
0 750
OOQO
00ОЭ; 0 S 0 *
0 0»0Э1Э
1928Î
aosea» »73
] 0 21*0 0 M0 0 « !
• 77
«00
0 0600
»34 700Sê?9ê1102»
1 1 Ш
«sese n1 7S80SS70 0ОЭ
0 3313S7X10 M2SI 4S3
1 504OOOO
oeoo
» 7 3
0 0
0 0
1000
si«e0 Ш 7
i7750 73«aoeeotx»0^45ooeo0151
11 35«1*50
18 8710 ^ 5
0 ^
0 Ю 0
33»
0 0
0 0
1GQ0
S
M U
A I
S»5»5»3S0H «3#
OOOO
1$ l ê g0 750ООСЮ
е ю' 0 523
ossoÛ3S2
I?B4Sв ^
2S2M01«в0 0 ^
0 И Ю
§ 7 1
«во0 0
540
tMîte• SS7M
11 OM
1*230
*me
% 1530S37
osa©0S31
37 3S3§тет
50i43
i тоBsœsoeso
» i
евво
дав
гятs «a«
• 77»етм0 ^
0 ^
0g«50 ! ^
0 15111 SS»
1(501**71
3 4S5SOW
в«Ш
$ S i
оо0 0
100 0
м> (впав
в«
м л «f » » « е в
» 1
МЭОО11 0«
0 0 0 017 7^7
O75S
ОООЭ1 0 Ю
0 050
0 3 1 3I g 213@Ш8
«as
О Е »
8Т7
40 00 0
6S0
13« ?»»7*811 ОМ
«8«)
жом9 »7
З Ш §
0 31137*58g «7
S) »S3
1 etoowвевэ
гж-r
0 0
1И10
S77SЭ 784
aeso
о г «0 0 »
01»11ts$1«187
21 OKOSSi0 ^
0 000
1Ы
0 0
0 0
дао
'" е т 9 т ы г
%
Seênt
каца
01
•«ses
1 0000
о«гООШ
1 0108S1SQ 1#1
0 318
»«явеет
34 «1
гдаа0000
17 1*0
«3S7
0 0
0 01000
SS7»12155
1*230«евв©ago
i HI -0S37Q4ts ;0Э31 f
21 11»взве
«04S2 407oeœ
13 740
возг
0 0
es ;108 0 j
72 7S1
7 3в7
S®KSÎ3S«
0 70Sesee041Î
озтав lei
огзз
1 7§58 ^ '
13555
«527
0 00 0
sooo
0
не» г«
USIffiS
M
108 558Я Э Р С
10 750OÛQO
21 1600 750QGOO2 3S1OSSO
0 7620 3 M
12 52»oeso
JS700 0 »
гогз5
737S
0 00 0
1000
1М7Ш58 SS» ,
14 2«@ Ю
1*2*5 >) W
0 ^
» 0 »osss0 4Î50 332 '
25 510оею
«314
ооевго «78
« 3 ,
0 0
00 '100 0 ;
I
112*1 !
7 8S1
0ШМ5
0 7ОО '
os»1 Я О
озэз
ода13*1»овсе
! 7»
вето14 ОМ
«4*0
0 00 0
10О0
0
kBit
* i
55 Ж »
' 0 7S0ÔOSO
21 60S
0 7SOО Ш »1 «71
ess»0 785
0 37511 87«
ООШ
45 8»?
2 3*4
9 « 820 «S2
7503
0 0
0 0
100 0
ш ? т5S?»ê14Î4SS d№
1*230«tie0 № û
ess?0 « »
8 331Î5M3
0 8 «
«в г««3 071оево
soszo
0 0
0 0
1000
31S43гюг
11 И70 ? ^ооет0 535
0 310
о«гвого«
1$Ш46в»8
ÏSSS«I 787
ото14 1Ш <
M7S
0 00 0
1OÖ0
«
—^—ш п
S i
,„«(SS«5'
i l з&а0 000
29&4Т
0 750
оооо1 Q10овг?1 0S7
0510
0800
47 smгшв
a
IsMt
0
5S«50
30 935
5(11; oooo
12 4(3O S »
воетooosозтООШ
0 2 «U M S
ûeeo24 m»
I Э91эвео| оа»
24 7«2
88*$
0 0
0 0
100 0
5SSS7
KiSS
j <'-f>"
э м *es?s0 ? ^ 7
0 35?2« SOS
0080
45 6 »3179оево
гзгго
mas
во0 0
1000
MSSS© 11$ОШО
!§ 17ê0?00000010S0OSO?0*540313
M Ottовев
г г «
IS «25
7 1 »
eo0 0
1000
11 414
2SS3
0 00 0
« s
?eo#o2? «S?
7 1§4
10*72es«© ^
0285вое®S1S2
12 42«eew
ÎSSêS1 S?!oeos
13 005
2701
oe00 '
a мг4 1*0 :© £Ш0
0 7000 0 0 8
0 0 »
0 235
отао0 145$ 3gf0 ^
17«1в101300007 57*
1*72
0 00 0
100 0
в 1
в «* ««и»
«ей™
&4S85««35«S « 50000
23 зге0««3отюBS080©5'ог«г0 401«S27
оевоМ734
2?5§
0 0001SS50
5770
0 0
0 0
t w o
123Ю5
«7 9ВО
12StiÛ 107
Î7 877l i M
ООШ
в«вэ шQ4250«7#
12412
ое»52 216
3133
SS80
гз<зв
7S91
0 00 0
1000
«2 443 !? 707 ,
1»430a 700
0000
ООШ
0^5S
01520 284
7 241
ошоJ3 3SS
1 Ю5оево
15 1*9
5572
0 00 0
1000
0
—
в
10» 01452 §5610 750
Q0O0
30 0030080
оооо1 0100S37
i S§Q0 51S
визОООЭ
«813
ooœ27 332
» 7 2
0 00 0
1000
134 70S73 в «125»
27 «1?«§§э00803 030S 785§ 0 5Û472
13 855оовв
54 5*в
3 32?
оооо25 120
ют
0 0
ее1000
7? SÔ«о«гз
780*
188«в 70S
0 8 »
ото0 527
0403
0 »
7 100
оооозге?«гвз»0 0 »
1S074
•071
0 0
0 01000

263
10.2 Discussion des hypothèses
10.2.1 De l'agrégation
Différentes approches étaient possibles pour aborder le problème de la déterminationdes capacités et structures nécessaires au raffinage de l'Europe des Douze pour faireface à sa demande en produits pétroliers pour les horizons 1995, 2000 et 2010, si onse tient à l'intitulé générai, car selon l'interprétation qu'on donne au vocable "Europedes Douze" l'approche peut se modifier.
L'Europe des Douze est-elle une entité ou un ensemble d'entités distinctes ? Laréponse est importante parce qu'elle implique deux approches complètement différentes :
• la première va s'attacher à la recherche des capacités d'offre de produits pétroliers,en niveaux et structures, assurant Sa satisfaction de la demande communautaireau moindre coût (pour Ja communauté en tant qu'entité).
L'approche qui se dégage de cette solution est la possibilité de choix de centresde production (ce que nous avons désigné par zones) régionaux et les frontièrespolitiques des Etats membres n'ont pas d'impacts, les produits pouvant circulerlibrement selon la réaîité de leurs coûts de revient (coût de production + coût detransfert).
• La seconde qui suppose l'Europe comme un ensemble d'entités différentes im-plique l'existence d'impératifs nationaux se traduisant par des fiscalités différentesqui ne permettent pas l'atteinte d'un optimum collectif. Dans ce cas S'approchequi se dégage consiste à modéliser chaque pays séparément et le total des Douzes'obtient par sommation des résultats des modèles nationaux. Les échanges in-terzones ne peuvent alors intervenir qu'a posteriori, après détermination des prixdes produits pour chaque entité modélisée.
Nous avons bien évidemment opté pour la première, c'est-à-dire l'Europe desDouze représentant une entité uaïque, car elle présente plus d'intérêt aussi bien scien-tifique que pratique (mesure de l'impact de l'union européenne sur l'outil de raffinage),la seconde consistant à multiplier par onze (les onze pays raffineurs des Douze) ladémarche utilisée pour un pays, démarche simpliste car les échanges avec les autrespays sont exogènes au modèle.
C'est ce qui explique donc qve notre travail s'est attelé à déterminer les ca-pacités et structures de raffinage optimales pour les Douze, ев tant qu'entité unique.Le qualificatif "optimales" est à prendre dans le sens d'un coût total de satisfaction dela demande (production 4- transferts de production d'une zone sur d'autres) minimal.
Cette entité unique a été modélisée selon deux approches différeates : l'approchemonoraffinage, c'est-à-dire les Douze représentés par une seule raffinerie et l'approche

u
264
Multiraffinage, autrement dit le découpage de ce groupe en cinq zones de production* qui pe'«vent s'échanger des produits si nécessaire.
Le choix des cinq zones est en quelque sorte un compromis entre un niveau trèsagrégé ( l 'apprche MONO) et donc trop simpliste avec tous les inconvénients qui luisont liés - particulièrement les biais que cela induit au niveau des coûts marginaux -et un niveau très désagrégé2 (îa raffinerie) qui n'est malheureusement pas réalisablepratiquement pour cause de taille du modèle hors de proportions (il y a cent raffine-ries avec en moyenne une quinzaine d'unités chacune !) et en conséquence ie coût detraitement correspandant serait trop élevé pour un gain de précision dans les résultatsincertain.
C'est îa même raison qui nous a poussé à renoncer au choix du pays commeniveau d;agrégation. Avec onze pays raffineurs à multiplier par «ne quinzaine d'unitésen moyenne, on se heurte sur la contrainte de génération de la matrice3 correspon-dante. De plus, dans la mesure où la capacité de raffinage des Douze est fortementconcentrée (les cinq pays gros raffineurs représentent 80 % des sites de raffinage desDouze, 76 % de la capacité de distillation primaire et 82 % de la capacité de conver-sion), pourquoi vouloir alors désagréger plus ?
Nous avons retenu alors le principe de ne pas agréger ces cinq pays et de cons-tituer ainsi cinq zones autour d'eux en utilisant le critère de localisation géographiquepour l'affectation des six pays restants aux zones ainsi définies.
Ce regroupement des pays en zones nécessite également la définition de l'agrégat-zone, autrement dit une raffinerie par zone ou plusieurs ?
Nous avons opté pour la première (une raffinerie par zone), car la deuxième seheurte également sur les contraintes citées précédemment.
Les raffineries d'une zone sont de configurations fort différentes et leur agrégationpeut mettre en concurrence des unités ayant les mêmes fonctions, alors qu'en pratique,on ne rencontre pas ces unités daas la même raffinerie. L'exemple le plus frappant estdonné par la conversion profonde. En effet, les unités de ce procédé utiBsent toutes lerésidu (sous vide, de préférence) comme charge. Leur présence dans un même schémade raffinage les met automatiquement en concurrence. Dans un modèle de minimisationdes coûts, certaines unités ne seront pas alors sollicitées faute de charges, alors que lemodèle demandera de nouvelles capacités ailleurs. On peut citer l'exemple des unitésde cokéfaction qui ne sont utilisées que pour l'horizon 1995 pour les zones n'ayantpas (T'unités d'hydroconversion et de celui du flexicoker de la zone allemande dont letaux d'utilisation reste obstinément nul à cause de la concurrence de l'hydroconversion.
* idéal sar le pian de l'absence totale de biais.3GEMME, comme d'autres générateurs, limite îe nombre à utiliser pour certaines "cartes".
- i

265
Cette agrégation des raffineries peut-elle être source de biais ? Tel est l'objetde Ja section suivante.
10.2.2 L'agrégation des raffineries d'une zone est-elle sourcede biais?
La question qui peut se poser est la suivante : la désagrégation utilisée est-elle labonne ? autrement dit, aurions-nous pu faire mieux, car nous avons cei-es désagrégéles Douze en cinq zones, mais chaque zone demeure représentée par une seule raffinerieet donc les sources des biais des coûts marginaux n'ont pas été complètement éliminées ?
La réponse est oui dans l'absolu. Cependant, la taille du modèle, très élevée àce niveau (1500 lignes x 2600 colonnes), empêche toute nouvelle désagrégation (con-traintes du générateur de matrices pour différentes cartes de spécifications de qualitésà ne pas dépasser).
Il est vrai que l'agrégation des raffineries d'une même zone peut être sourcede biais des coûts marginaux et induire une surestimation des capacités de certainesunités et sous-esiîmer d'autres.
Pour vérifier ce point et dans l'impossibiîité de le faire avec le modèle multi-raffineries, nous avons déterminé les capacités optimales pour la satisfaction de lademande de la zone France (zone 3) en utffisant le modèle MONO (toutes les raffineriesfrançaises agrégées en une seule raffinerie) et le modèle MULTI (les raffineries françaisessont réparties en quatre raffineries-types de telle sorte que chaque groupe de raffineriescomprend les mêmes unités). Les résultats sont donnés par le tableau 10.3.
On remarque que :
* pour le scénario de base, les écarts de capacités sont faibles ou acceptables pour lesdistiEations primaire et sous vide, le réformage catalytique, la viscoréduction, leFCC et l'hydrodésulfuration. Ils sont élevés cependant pour les unités d'hydro-craquage, d'isomérisation, d'alkylation et le MTBE (pour l'horizon 2000). Ledénominateur commun de toutes ces unités est la faiblesse du niveau des ca-pacités existantes (l'unité de mesure correspondante est le millier de tonnes etnon pas le million, comme c'est le cas pour les autres unités), une faible variationabsolue se traduisant alors par un écart relatif important.
On notera que pour l'horizon 2010, les écarts n'ont pas été représentés parce quetrop faibles (< 0,1).
• pour le scénario fort et en supposant qu'un écart de 10 % soit acceptable, lesunités de distiEations primaire et sous vide, de réformage catalytique, de FCC,

vît*.,»
266
Tableau 10.3 : Variation (en %)" des capacités obtenues par l'agrégation (MONO) etla désagrégation (MULTI) des raffineries d'une zone
Unités
Distillation primaireDistillation sous videRéformage cataîytiqueFCCHydrocraquageIsomérisationÂikylationDïmersolMTBEViscoréductionHydrodésulfuration
Scénario de base
1995
-0,1+ 0,7-2,4
+ 32,2+ 14,4-1,1
_-1,9+ 0,5+ 5,5
„,„ „,.
2000
+ 0,1+ 0,1+ 1,1-2,1
+ 30,0+ 14,3+ 44,1
_- 96,5+ 0,9+ 6,5
2010
_
-----_---
Scénario fort
1995
- Q 7
- q 7- 2 , 3- 3 , 4
+ 43,8+ 26,9+ 43,6- 38,7-3,1-0,1+ 6,6
2000
-0,1-0,1- 3,0-3,4
+ 48,7+ 34,1+ 5,2- 13,6- 3,0+ 0,1+ 7,3
2010
-0,1-0,1- 3,6-2,9
+ 49,6+ 39,1- 14,6- 13,8- 2,6+ 0,1+ 0,1
* les % sont calculés par rapport aux résultats de l'approche MONO. Le signe positifiadique une sur-estimation de l'approche MONO (résultat MONO supérieur à celuide l'approche MULTI) et inversement, un signe négatif indique une sous-estimation(résultat MULTI supérieur à celui du MONO),

261
MTBE, viscoréduction et hydrodésulfuration sont considérées comme indépendantesde l'approche utilisée.
Les unités d'hydrocraquage, de dimersol, d'alkylation et d'ïsomérisatîon présentent,par contre, des écarts importants entre les deux approches.
L'analyse des signes des écarts pour les deux scénarios et les trois horizonsmontre que, nonobstant la significativité de l'écart fourni par rapport aux résultats derapproche MULTI, l'approche MONO :
• sous-estime les besoins en capacités de distillations primaire et sous vide, de FCC,de dimersol et de MTBE.
m surestime les besoins des unités d'hydrocraquage, d'isornérisation, viscoréductionet hydrodésulfuration.
Ainsi, de ce qui précède, on peut penser que l'agrégation des raffineries d'unezone en une seule ne remet pas en cause de façon significative les capacités trouvées etles coûts marginaux qui en résultent, l'inconvénient majeur étant celui dont on a parléplus haut et qui agrège deux ou plusieurs unités cop.current.es dans un même schémade raffinage avec la conséquence que cela a sur leur utilisation.
Ce dernier problème ne pourra être résolu que par l'adoption de l'approcheMULTI pour les raffineries d'une zone, à condition de disposer d'un générateur dematrices conséquent ; mais là c'est une autre histoire.


Déterminer les capacités et structures optimales pour le raffinage européen a nécessitéla résolution préalable de :
• la définition de l 'agrégat à modéliser, tout d'abord. En d'autres termes, ils'agit de savoir si cela valait îa peine de modéliser l'ensemble des dix-neuf payseuropéens ou de se limiter aux Douze de la CEE.
L'analyse des principaux indicateurs montre le poids prépondérant de ce bloc ausein de l'Europe OCDE en 1991 (86 % de la richesse produite et de la capacité dedistillation primaire, 90 % de la capacité de conversion, 87 % de la consommationénergétique totale et 86 % de celle des produits pétroliers). Que faut-il de plus ?
• l'approche à utiliser, ensuite, pour cerner cet ensemble : un seul centre de pro-duction (approche monoraffinage) ou plusieurs (approche multï) ?
L'approche monoraffinage consistant à agréger l'ensemble des raffineries des Douzeen une seule est la plus répandue dans les travaux de modélisation qui ont étéeffectués à ce jour. L'avantage de l'approche est d'être simple à gérer, maisnéanmoins elle a un inconvénient de taille : elle suppose l'existence d'un seulcentre de production et ignore par conséquent les échanges intra-communautairesde produits, ce qui aboutit à des résultats biaises aussi bien pour les besoins encapacités (sous-estimés pour certaines unités et surestimés pour d'autres), quepour les coûts marginaux.
Cette approche a été légèrement améliorée par le passage à deux centres de pro-duction : l'Europe du Nord et l'Europe du Sud, c'est déjà l'approche MULTI.
L'originalité de notre travail consiste à pousser l'analyse plus loin, en désagrégeantles Douze non pas en deux sones mais en cinq. Le nombre de zones retenues(cinq) répond en fait à notre souci de ne pas agréger les cinq pays gros raffineurs(Royaume-Uni, Allemagne, France, Italie et Espagne) et de réduire ainsi les biaiscorrespondants. Ces pays représentent d'ailleurs les trois-quarts de la capacitéde distillation primaire des douze et 82 % de celle de conversion, ce qui constitue

272
un pas important dans l'élimination des biais.
Ces cinq zones ainsi définies peuvent s'échanger des produits de façon à satisfairela demande totale des Douze, au moindre coût.
la définition des trois blocs des données du modèle, en l'occurence les appro-visionnements, le module "marché" et le module "schéma de raffinage". Ainsi, :
- en ce qui concerne le premier point, l'application de l'analyse multidimension-neEe en composantes principales et de la classification hiérarchique a permisde déterminer une structure de l'approvisionnement réduite à troisbruts : un brut léger (le Brent), un brut moyen (l'Arabe léger) et un brutlourd (l'Arabe lourd). Ces bruts sont en fait des représentants de paniersde bruts respectifs plutôt que des bruts "physiques".
La régression linéaire sous contraintes permet de définir les parts de ces troisbruts dans l'approvisionnement global de chacune des cinq zones.
Cette structure est utilisée pour caler le modèle sur les différentes zones, cequi a permis de tester sa parfaite validité pour une approche MONO. Restecependant à la tester sur l'approche MULTI, ce qui n'a jamais encore étéfait, à notre connaissance.
— le module "marché", regroupe la définition de la demande, des prix des brutset des produits et les coûts d'appel aux capacités des unités existantes et àinstaller.
Pour la demande, nous disposons des quatre scénarios de prévisions ef-fectuées par la CEE, prévisions jugées suffisamment fiables pour la pour-suite de l'étude. Nous avons travaillé principalement avec le scénario de base(scénario  ) que nous avons encadré par deux autres : inférieurement par lescénario faible (scénario D) et supérieurement par le scénario fort (scénarioB) afin de pouvoir simuler l'impact sur les résultats d'une éventuelle varia-tion de la demande, en structure et en niveau, dans la limite des deuxscénarios extrêmes.
Les données de la CEE ne sont pas utilisables telles quelles, car elles ne sontpas suffisamment désagrégées. Nous avons été amenés à poser alors des hy-pothèses d'évolution de la structure des demandes des essences automobile(en essence ordinaire sans plomb, supercarburant 98 plombé, l'eurosuper 95sans plomb et le super 98 sans piomb), du gazole en gazole moteur et gazoîede chauffage (fioul domestique) et du fioul lourd en fonction de sa teneur ensoufre (fioul BTS et fioul HTS).

273
Pour les essences automobile et dans le but de couvrir un large intervalle devariation possible de la structure, nous avons défini deux sévérités d'octane :basse et haute, se distinguant par une part plus ou moins importante dutotal sans plomb, eurosuper 95 sans plomb et super 98 sans plomb.
— le troisième et dernier module, le "schéma de raffinage", consiste à définirles hypothèses de la complexité à introduire dans le raffinage des Douze.Compte tenu des délais nécessaires à la mise en place des unités de conver-sion profonde, nous avons distingué l'horizon 1995 des deux autres.
Pour 1995, nous avons supposé que les nouvelles capacités ne peuvent sefaire (contrainte de délais de construction) que sous forme d'extensions descapacités des unités existantes, alors que pour 2000 et 2010, rien n'empêcheà ce que la complexité du schéma soit endogène au modèle.
• la recherche d'un degré de liberté à accorder au modèle, autrement dit la détermi-nation d'une configuration acceptable pour celui-ci. Celle-ci s'obtient par lessimulations de l'impact des paramètres, les plus importants, sur les résultats.
Parmi ces paramètres les plus importants, il y a l'hypothèse de réduction desapprovisonnements dont on a parlé plus haut et dont il faudrait tester la validitépour l'approche MULTI adoptée : c'est la première simulation effectuée.
Les résultats sont sans équivoque : l'hypothèse de réduction des appro-visionnements, valable pour une approche MONO, ne l'est plus pourune approche MULTI, pour la simple raison que tout optimum étant relatifaux contraintes imposées, dans une optimisation MULTI, le modèle chercheraune espèce de spécialisation des zones dans la production des produits pourlesquels eEes sont les meilleures, en fonction de la performance de leur outilet de la structure de leur march«'. En voulant contraindre les approvision-nements, on "handicape" fortement le modèle. Les résultats de la simulation 1(horizon 1995) en sont la preuve, puisque avec une structure de l'approvision-nement fixe, le modèle fait appel à de nouvelles capacités des différentes unitésde la zone britannique, alors que partout ailleurs les capacités disponibles (donclargement moins chères) demeurent obstinément sous-utiiisées, voire non utiliséesdu tout, comme c'est le cas de la zone espagnole.
Certes, la zone britannique a la particularité de disposer du taux de conversionle plus élevé des Douze et de l'approvisionnement le plus léger, mais est-ce laraison d'un tel déséquiubre dans l'utilisation de l'outil de raffinage des zones ?

274
Pour répondre à la question, nous avons effectué îa même simulation que précédem-ment à l'exception de l'approvisionnement qui devient maintenant libre. Lerésultat est immédiat : toutes les zones voient leurs taux d'utilisation des ca-pacités améliorés et les besoins en nouvelles capacités de la zone britanniquenettement réduits.
Contrairement à ce qu'on peut penser, une structure de l'approvisionnementréduite n'est pas la négation du principe des différentiels de prix entre bruts,principe utilisé par îe raffineur pour l'optimisation du choix de ses bruts, carcette structure a été bel et bien déterminée sur la base des quantités de brutsutilisées réeEement par le raffinage et qui découlent des différentiels de prix ob-servés durant l'année considérée. La structure réduite de l'approvisionnementreconduit, par voie de conséquence, ce différentiel, maïs ne l'ignore en aucunemanière.
Le problème des approvisionnements résolu, il nous faut maintenant déterminer«ne configuration acceptable pour ie modèle, c'est-à-dïre le degré de liberté à accorderà celui-ci. Pour cela, nous avons simulé des situations intermédiaires entre les deuxextrêmes : une complète autarcie des Douze et l'ouverture totale de leur marché auximportations extra-CEE.
Dans le premier cas on cherchait à voir si l'autonomie totale des Douze enmatière de satisfaction de la demande des produits pétroliers est réalisable économique-ment. La réponse est négative, car deux produits (ie MTBE et le naphta) présentaientdes coûts marginaux très élevés (trois fois leurs prix spot moyens de l'année 1991), cequi signifie que les Douze ne peuvent pas se passer de l'importation de ces deux pro-duits comme appoint de la production locale. Pour le cas du MTBE, cette dépendancedes importations est le résultat d'un sens-équipement en unités de production de ceproduit, par rapport à l'évolution de sa demande.
La libre importation pour ces deux produits donne au modèle une configu-ration acceptable, car les coûts marginaux des produits sont maintenant d'un niveausatisfaisant.
275
Les besoins en capacités et investissements pour l'horizon1995
Les capacités disponibles au 01-01-1992 sont globalement et structurellementinsuffisantes pour satisfaire la demande des produits pétroliers des Douze. Le déficitest variable selon le scénario de demande et l'unité considérée. Ainsi : pour la dis-tillation primaire, le déficit est de 9 à 16 %, selon que le scénario est faible ou fort.Ce déficit tient compte du paramètre localisation des capacités disponibles. En effet,les capacités de raffinage disponibles actueEement, n'ayant pas été déterminées dansle cadre de la recherche d'un optimum au niveau des Douze, mais pour assurer unesécurité des approvisionnements en produits des pays concernés, d'où la nécessitéd'une «localisation de certaines capacités dans le cadre de la recherched'un optimum collectif. Les déficits précédents tombent à 2 et 12 %, respective-ment, si on ne tient pas compte de ce facteur localisation.
Le déficit, compte tenu de la localisation, est de 10 à 14 % pour la distillationsous vide, 20 à 32 %, pour le réformage cataîytique, 7 à 11 % pour le FCC, 75 à 106 %pour l'hydrocraquage, б % pour Palkylation, 75 à 84 % pour le MTBE, 82 à 101 % pourla viscoréduction, 56 à 67 % pour la cokéfaction, 21 à 25 % pour l'hydrodésulfurationet 34 à 35 Mt d'hydroconversion.
La mise en place de ces capacités requiert un investissement de 19 à 24 milliardsde doüars dont 78 à 81 % sont à réaliser par les deux zones du nord (zones britanniqueet allemande). La zone britannique, compte tenu de son taux de conversion le plusélevé des Douze, joue un rôle important, puisque près de 90 % des flux d'échangesinterzones de produits ont pour origine cette zone.
L'approvisionnement en brut découlant du modèle est à forte composante Arabelourd : 29 % Brent et 71 % Arabe lourd, pour le scénario faible et 32 et 68 %, respec-tivement, pour le scénario fort. Les différentiels entre bruts, induisent l'utilisation desdeux bruts extrêmes, l'Arabe léger étant un brut intermédiaire dont les caractéristiquespeuvent être obtenues par mélange du Brent et de l'Arabe lourd.

276
Les horizons 2000 et 2010
La complexité du schéma de raffinage permet de "désengorger" îa zone bri-tannique. Les йиж de produits changent de sens et devieaaent globalement des fluxsud-nord et concernent, pour plus de la moitié, les distillais (gazole notamment etkérosène), pour l'ensemble des zones.
Les taux d'utilisation des capacités disponibles sont très satisfaisants, grâce à laconversion profonde (î'hydrocon version, principalement) qui permet de faire fonction-ner au maximum les unités aval.
Les besoins en investissements sont de 30 à 50 milliards de dollars pour l'horizon2000 et 15 à 44 milliards de doiars pour l'horizon 2010.
L'approvisionnement en bruts des deux horizons s'alourdit davantage et représenteprès de 97 % d'Arabe lourd, ce qui induit de fortes capacités de conversion profonde.


1. ALWAIÎARI A. (198?) "Outlook fe* the Refining Industries and Trade inOiî Products in О A PEP and OPEC member countries", CEE/OPAEP/OPEP,Séminaire, Luxembourg, 17-19 Mars 1987, pp. 111-120.
2. ALWATTAEI A. (1986) "Conversion Refining Economics", OAPEC-ASVAHLTechnical Symposium, Lyon, 17-19 Juin 1986, 23 pages.
3. BABUalAUX D., VALAIS M. & PENNEGUES G, (1986) "Legénérateurde matiices du modèle énergétique : notice d'utilisation, Rapport IFP.
4. JBABUSIAUX D. (1985) "Environnement économique et énergétique général",Pétrole et Techniques, 1985, № 320, pp. 90-93.
5. BABUSIAUX D., C H A M P I O N D. & VALAIS M. (1983) "Aggregate ofRefining Models. The case of Energy-Economy interactions in France", EnergyExploration & Exploitation, 1983, Vol. 2, № 2, pp.143-153.
6. BABUSIAUX D. & CHAMPLON D. (1982) "La modélisaiion du secteurde raffinage dans le Mini-DMS-Energie", Revue de l'Institut Frunçais du Pétrole,1982, Vol. 37, № 4, pp. 443-453 et Association d'économétrie appliquée : Col-loque international, Aix-En-Provence, Décembre 1981, Economica, Paris 1985,pp. 744-759.
7. BABUSIAUX D. (1980) "Energy Modeling and Aggregation of Refining", En-ergy Systems Analysis, International Conference on Energy, Systems Analysis,REIDEL, 1980, pp. 443-453.
8. BABUSIAUX D., OFFANT P. & VALAIS M. (1978) "Modélisation dessecteurs de production et de transformation de l'énergie: le cas Français", Revuede l'Institut Français du Pétrole, 1978, Vol. 33, № 2, pp.177-190.
9. BABUSIAUX D. (1975) "Recherche d'un programme optimal en raffinerie etappHcation au calcul des coûts". Economie des Hydrocarbures, Technip, Paris1975, pp.282-292.
10. BEUXÂYGUE J . (1986) "Le raffinage européen dans une perspective mondi-ale", Revue de l'énergie, № 382? Avril 1986, pp. 176-179.

280
11. BODDY J .H. & CLUER. A. (1987) "Economics of Refining", The Instituteof Petroleum, London, 1987. 131 Pages.
12. BRANDT R.L. & WILSON Т Ж . (1986) "Capacity, Complexity and Flexi-bility: The Evolution of Global Refining, 1970 to 1986", Resource Systems Insti-tute, Hoaoluîu, Fabruary 1987. 83 Pages.
13. BOND J.P. (1978) "L'évolution souhaitable de la capacité de raffinage enFrance. Étude de longue période", Thèse de Doctorat de Sème cycle, Univer-sité de Paris I Panthéon-Sorbonne, Octobre 1978.
14. BOND J.P., MAYORGA-ALBA E. & OFFANT P. (1977) "Réductiondes approvisionnements pétroliers multiples dans les programmes linéaires deRaffinage", Revue de l'Institut Français du Pétrole, Novembre-Décembre 1977,Vol. XXXII, № 4, P P . 959-971.
15. Commlslons des Communautés Européennes
• (1990) "Energy in Europe, energy for a new century : The European per-spective ; Special Issue, Brussels, July 1990.
• (1988) "The Oil market and the Refining Industries in community : Recentdevelopments and the Prospects until 1995", CEE Document de préparation23 Août 1988, 53 pages.
» (1988) "Le marché pétrolier et l'industrie du raffinage dans la Communauté:évolution récente et perspectives jusqu'en 1995", CEE, Document COM(88)491, 15 Septembre 1983, 56 pages + Annexes.
в (1988) "Le marché pétrolier et l'industrie du raffinage dans la Communauté:évolution récente et perspectives jusqu'en 1995", CEE, Document COM(88)491 Final, 23 Septembre 1988, 95 pages.
в (1986) "Le marché pétrolier, l'industrie du Raffinage et le commerce extérieurdes produits pétroliers de la communauté", Commisions at г CommunautésEuropéennes, COM(86) 263 Final, Bruxelles 13 Mai 1986, 31 ^ages.
• (1985) "La situation de l'Industrie du Raffinage de pétrole et l'impact desimportations de produits pétroliers en provenance de pays, tiers", Ctmmi-ii&ns des Communautés Européennes, Bruxelles, COM(85) 32 Final, 1erMars 1985, 37 pages.
16. CONCAWE (1987) "The Oil Refining Industry and the Environment", CON-CÂWE, La Hague, Septembre 1987, 16 pages.
17. Congrès Mondial du Pétrole (1987) "The emergeace of an optimized .definingIndustry", Congrès Mondial du Pétrole, Houston, 1987, Topir 22.
18. DAVID F. (1986) "Le commerce international de produits pétroliers", j économieset Sociétés, EN 2S Tome XX, № 7, 1986, pp. 95-113.

281
19. DE BEAW R. (1987) "Outlook for the Refining Industry in the Community andTrade in Petroleum Products", CEE/OPAEP/OPEP, Séminaire, Luxembourg,17-19 Mars 1987, P. 121-138.
20. DE BAUW R. (1986) "La stratégie de la Communauté européenne en matièrede raffinage", Revue de l'énergie, № 382, Avril 1986, pp. 160-166.
21. D E E W 1 Y SHIPPING CONULIÂNTS LTD
« (1988) "Refined Petroleum Products", Seaborne Traie and Transport, 88/6,Juin 1988, 68 pages.
* (1986) "Refined Petroleum Products", Seaborne Trade and Transport, 86/6,Londres, Août 1986, 63 pages.
22. EL-KUWAIZ A. ( 1986) "Exportation de produits raffinés en provenance duGCC ", Revue de l'énergie № 382, Avril 1986, pp. 184-187.
23. FARMER, R.D. (1988) "Problems and lessons in estimating supply curves forrefined petroleum products", The journal of energy and development, Vol. XII,№ 1, spring 1986, pp. 27-«.
24. FESHARAKI F. & ISSAK D.T. (1986) "Oil Refining Policies and Prospectsto the Year 2000: Planning Long eerm strategics In a short-term Market", 2ndInternational Asia-Pacific Petroleum Conference, Singapour, 1986, 28 pages.
25. FESHAEAKI F. & ISSAK D.T. (1985) "Impact of OPEC export refinerieson the world refining industry", National Petroleum Refiners Association, 24-26Mars 1985, San ANtonio, 27 pages.
26. Financial Times Energy Economist (1987) "World Status : Oil refining",Financial Times Energy Economist, № 67, Mai 87, pp. 14-21.
27. Fifth European Petroleum and Gas Conference (1986) "Afrique du Nordet Moyen-Orient", Fifth European Petroleum and Gas Conference, Amsterdam,21-23 April 1986, 207 pages.
28. G A E B E E C H T L. & AL. (1987) "The Refinery of the future", Congrès Mon-dial du pétrole, Houston 1987, Topic 21, 7 pages.
29. GERARD F. & GRIFFIN J. (1987) "An econometric Model of the UnitedStates Petroleum Refining Industry", Essays in Industrial Econometrics, Vol. I,pp. 93-172.
30. GRILICHES Z. (1986) "Economics data issues, in Örtliches Z. & IntriliigalorM.D. (Editors), North Holland.
31. The Institute of petroleum (1984) The Economics of Refining, Institute ofPetroleum, London, 1984 October 25, 104 pages.

282
32. JARJOUR G. (1988) "L'entrée des pays producteurs dans l'aval de l'industriepétrolière : Causes et conséquences", G.R.E.E.N, Université Laval, Canada,Cahier 88-07, Avril 1988, 24 pages.
33. JOMAUX F., BABUSIAUX D. Sz VALAIS M. (1984) "Structure optimaledu Raffinage en Belgique", Revue de l'Institut Français du Pétrole, Vol. 32, №4, pp.647-664.
34. JOMAÜX F. (1976) nÊtuâe de la structure optimale de l'industrie du raffinageen Belgique", Thèse de Doctorat de spécialité, Facuité Universitaire Catholiquede Mons, Décembre 1976.
35. HUITRIC R. (1989) "Modélisation de la demande d'énergie application auxpairs de l'OCDE", Thèse de Doctorat, Université de Bourgogne et ENSPM,novembre 1989.
36. KASSABALLY Z. "Le raffinage dans les pays arabes", Revue de l'énergie, №S82, Avril 1986, pp. 180-183.
37. ЖНЕВМ1 S. (1992) "Quelles capacités ei structures pour le raffinage françaisen 1995 ?'*, Présentation au séminaire de recherche, Centre Economie et gestion-ENSPM, Novembre 1992.
38. KHEBRI S. (1992) "Les feedstocks et le problème de la détermination du tauxd'utilisation de l'outil de raffinage", Présentation au séminaire de recherche, Cen-tre Economie et gestion- ENSPM, septembre 1992.
39. KHEBRI S. (1991) "Réduction des approvisionnements en brut du raffinagefrançais'5, Présentât ion au sémina:re de recherche, Centre Economie et gestion-ENSPM, avril 1991.
40. KHEBRI S. (1989) "Le dictionnaire de GEMME", document interne, CentreEconomie et Gestion, novembre 1989.
41. KHEBRI S, (1989) "Programmation linéaire, taux d'intérêt et ratio d'endetté-ment", Mémoire de DEÂ, Ecole nationale supérieure du pétrole et des moteurs,Université de Bourgogne et Université c'e Paris 2, septembre 1989.
42. LEGR.OS E. (1985) "Les nouvelles capacités en raffinage et en pétrochimie dansles pays arabes et leurs effets sur les marchés européns : L'année des mutations",Fétrole et Entreprises, № 19, Février 1985, pp. 26-31.
43. LISTON INTERNATIONAL ENERGY FÖRCASTS (1987)"Petroleumprices and supply to 2000 : An analysis r»f the world oil scene for the rest of thecentury", Listen International Energy Company Limited, London, 1987 April,119 pages.

К
283
44. MELOE T. (1986) "The new export refineries impact and market opportuni-ties", RAI, 5th European Petroleum and Gas Conference, Amsterdam, 1986 April21-23,12 pages.
45. "Le Raffinge. Quel Avenir?", Pétrole et Techniques, № 319, Octobre 1985, pp.99-1SÎ.
46. PARQUET A. (1986) "Vers la réhabilitation de l'aval", Revue de l'énergie, №382, Avril 1986, pp. 172-175.
47. P E N N E G U E S G. (1981) "Le Modèle Linéaire Dynamique de Production desSecteurs Pétrolier et Pétrochimique des produits de base: Prospectives à l'horizon2000", Thèse de Doctorat de Sème cycle, Université de Paris X - NANTERRE,Novembre 1981.
48. PERRODON A. (1989) Le pétrole à travers les âges, Boubée.
49. SIMONNET P. (1986) "Le raffinage relève la tête", Revue de l'énergie, №382, Avril 1986, pp. 167-171.
50. TACHAT D. (1991) "Méthodes intérieures en programmation linéaire : élaborationet mise en œuvre de procédures de projection exacte et approchées", thèse de doc-torat, Université de Paris Dauphine.
51. VALAIS M. & GADON J.L. (1986) "Évolution structurelle et déplacementgéographique du raffinage mondial", Revue de l'énergie, № 382, Avril 1986, pp.153-159.
52. VALAIS M. (1988) "Raffinage, gaz naturel et pétrochimie. Perspectives d'évolutionet opportunités pour la recherche et le développement de procédés", Rapport del'Institut Français du Pétrole, № 36587, Octobre 1988, 40 pages.
53. VALAIS M. (1987) "Les Mutations du Raffinage Européen: Contraintes etStratégies", Revue de l'Institut Français du Pétrole, Vol. 42, № 2 Mars-Avril1987, pp. 179-192.
i
к
54. WUITHIER P. (1978) Le pétrole : raffinage et génie chimique, Tomes 1 et 2,Editions Technip, Paris 1978.

Г f m
:r'i
I
ANNEXES
к
li.
1
I

f- ,
I
Annexe A
Les feedstocks et le problème decalcul du taux d'utilisation del'outil de raffinage
r
I -
Le taux d'utilisation des capacités de raffinage sert à mesurer le degré d'utilisation del'outil de raffinage disponible. Depuis quelque temps, une confusion entoure la façondont cet indicateur est déterminé. Traditionnellement, il s'exprime par le rapport en-tre la quantité de brut traitée annuellement à la capacité de traitement des unités dedistillation primaire disponible.
Cette méthode était correcte tant que les unités avales de la distillation atmo-sphérique étaient dépendantes de celle-ci, c'est-à-dire que leurs charges provenaientdirectement ou indirectement de la distillation primaire, ce qui était le cas des schémasde raffinage simples de type hydroskimming.
Les bouleversements qu'a connu le raffinage mondial et européen, en particulier,après le deuxième choc pétrolier, ont amené une complexité accrue de l'outil de raffi-nage. Cette complexité s'est traduite par une multiplication du nombre d'unités avalesde la distillation primaire (unités de conversions et d'obtention de carburants sansplomb à haut indice d'octane) et une réduction du taux d'intégration de la raffineriequi a conduit au développement des flux d'échanges entre raffineries (d'un même centreou appartenant à une même compagnie).
Ainsi est-on passé d'une phase où les flux à l'intérieur de la raffinerie étaientparfaitement définis par la quantité de brut traitée dans la distillation atmosphérique(ces flux en découlent par un jeu de rendements des différentes unités considérées) àune autre où la raffinerie, en plus des flux précédemment cités, importe des quantitésplus ou moins importantes de charges à craquer1. Celles-ci viennent alimenter directe-
1 Feedstocks pour les anglo-saxons. Sous cette appellation on regroupe des charges aussi diversesque :- les résidus atmosphériques qui servent comme charge à la distillation
V
r

rI
1
288
ment, sans passer par la distillation primaire, les unités concernées.
Continuer à calculer le taux d'utilisation des capacités de raffinage uniquementen se référant à la quantité de brut traitée ne correspond donc plus à la réalité d'autantplus que les quantités de charges traitées annuellement sont importantes (12,6 % dela quantité totale du brut pour l'Europe OCDE en 1991) et peut engendrer des in-terprétations erronnées dans le cas où la raffinerie disposerait, par exemple, d'excédentde capacité de distillation atmosphérique mais ses unités avales sont saturées par suited'importations de charges.
Dans ce cas-ci, en se référant au taux classique, on pourrait conclure à une sous-utilisation de l'appareil et s'attendre à pouvoir répondre facilement à toute hausse dela demande par simple augmentation de la quantité de brut traitée. Or, l'inconvénientmajeur de ce taux est qu'il ne donne aucune idée sur les goulots d'étranglementéventuels qui pourraient exister en aval de cette distillation primaire et n'est doncplus représentatif de l'ensemble de la raffinerie.
Une deuxième méthode consiste à calculer ce taux en faisant le rapport de lasomme de la quantité du brut traitée et des charges, à la capacité de distillation. Làaussi, un problème se pose puisque la somme "brut + charges" n'a pas de sens dans lamesure où ces dernières ne transitent pas en général par la distillation primaire, il n'ya, par conséquent, aucune raison de les ramener à cette capacité.
Quelle est alors la solution de rechange ?
L'idée que nous développerons s'inspire de cette dernière méthode et consiste àtransformer la quantité de charges en équivalent brut. Le taux sera alors le rapportentre la somme de la quantité du brut traitée et de la quantité des charges, expriméesen équivalent brut et la capacité de distillation primaire. Toutefois il reste alors àdéfinir le coefficient d'équivalence à adopter.
On peut penser immédiatement à l'équivalence "physique", c'est-à-dire la quan-tité de brut nécessaire pour obtenir une tonne de charges à craquer. Cependant, letraitement du brut ne donne pas que des charges, mais autant, voir plus, d'autres pro-duits. L'équivalence est donc faussée.
Si les raffineurs préfèrent aujourd'hui sous-utiliser leur distillation primaire etimporter des charges, c'est simplement par souci de rentabilité, c'est-à-dire de valo-risations relatives. C'est justement ce critère de valorisation relative d'une tonne de
sous vide ou directement poui le RCC (atmospheric residue catalytic cracking) et le viscoréducteur,- le naphta,- les distillât» sous vide pour l'alimentation des FCC et hydrociaqueur de distillats.Cependant, dans la mesure où aucune statistique ne détaille ces flux, nous les assimilerons à du résiduatmosphérique d'arabe léger.
r

I
1
289
charges par rapport à celle d'une tonne de brut que nous utiliserons.
Nous appliquerons la méthode à dix-sept pays2 de l'Europe OCDE que nousregroupons en six zones :
• la zone 1 correspond aux quatre pays Scandinaves : Danemark, Finlande, Norvègeet Suède,
• la zone 2 regroupe le Royaume-Uni et l'Irlande,
• la zone 3 comprend l'Allemagne, l'Autriche et le Benelux,
• la zone 4 comprend la France et la Suisse,
• la zone 5 se compose de l'Italie,
• la zone 6 regroupe l'Espagne et le Portugal,
Pour calculer les valorisations relatives, nous allons recourir à un modèle linéairede raffinage.
L'utilisation de ce modèle nécessite son calage préalable pour chaque zone, c'est-à-dire le "réglage" des rendements des unités de manière à reproduire les productionsréelles des raffineries de la zone considérée pour l'année retenue. L'approvisionnementen brut est représenté par trois paniers de bruts : Brent pour les bruts légers, l'arabeléger pour les moyens et l'arabe lourd pour les lourds. La part de chacun de ces paniersest déterminée statistiquement par analyse en composantes principales (cf. tableau 1).
Tableau A.l : Structure de l'approvisionnement en bruts des différentes zones (en %)
123456
Zones / Bruts
ScandinavieRoyaume-Uni - MandeAllemagne-Autriche-BeneluxFrance-SuisseItalieEspagne-Portugal
Brent
707647494845
Arabe léger
271244402616
Arabe lourd
3129112639
Détermination de l'équivalence Charges-Brut
I
V
3la Grèce et 1* Turquie n'ont pas été considérées.

г290
Le modèle étant calé, il est facile de déterminer :
• la valorisation d'une tonne de brut : Brent, Arabe léger, Arabe lourd et mélangedes trois bruts (dans des proportions définies par le tableau 1) en supposant quele modèle ne traite que du brut,
• la valorisation d'une tonne de charges en supposant que le modèle ne traite quedes charges.
Les résultats sont donnés par le tableau 2.
Tableau A.2 : Coefficients d'équivalence de la tonne de charges par rapport à la tonnede brut pour les différentes zones de l'Europe OCDE en 1991
Zones / Bruts
France-SuisseRoyaume-Uni-IrlandeItalieAllemagne-Benelux-AutricheEspagne-PortugalScandinavie
Brent
0,620,660,720,730,740,77
Arabe léger
0,710,740,810,800,840,84
Arabe lourd
0,880,920,970,981,031,05
Appro, moyen
0,660,680,760,760,830,78
КOn remarque que la valeur des coefficients varie, comme on peut s'y attendre,
en fonction de la zone et du type de brut. Ces variations s'expliquent par le taux deconversion3 différent d'une zone à l'autre et qui influe directement sur les valorisationsde la tonne du brut et des charges comme le montre le tableau 3.
Dans ce tableau on remarque la forte corrélation positive entre la valeur d'unetonne de brut (particulièrement pour l'arabe léger) et le ratio de conversion. Pour lavaleur d'une tonne de charges cette liaison n'est pas aussi évidente, en raison prob-ablement de l'importance relative de certains types de conversion tels le coking, laviscoréduction et le RCC. C'est d'ailleurs l'explication qu'on peut avancer pour la zoneEspagne-Portugal qui présente une valorisation de la tonne de brut relativement faiblealors que celle des charges est élevée. De la même façon, la zone Scandinave avec le cok-ing, la viscoréduction et le RCC, présente une valorisation des charges la plus élevée.La zone britannique qui présente la valorisation de brut la plus élevée se trouve aucinquième rang pour les charges à cause de sa très faible capacité de viscoréduction.
3On appelle taux de conversion le rapport de la capacité de conversion, exprimée en équivalent FCC,à la capacité de distillation atmosphérique.
y-;
ri
•s,
* • •

г г291
Tableau A.3 : Relation taux de conversion de l'outil et valeurs de la tonne de brut etdes charges
Zones
Taux de conversion (%)Valeur d'1 tonne ($91) :
- Arabe léger- Arabe lourd- Brent- Appro, moyen- Charges
Espagne-Portugal
19,1
156,7127,8175,5158,2131,1
France-Suisse
24,7
157,9127,4180,4170,3111,8
Italie
27,6
161,9134,9183,1173,3131,4
Scan-dinavie
30,2
162,5131,3178,8175,2137,2
Allemagne-Autriche-Benelux
30,4
167,2136,7182,8175,0133,8
Royaume-Uni
Irlande
39,8
168,0136,0187,5183,0124,6
Comparaison des taux d'utilisation des capacités obtenus par différentesméthodes
1
s. >.
' , • »
J
Afin de valider la pertinence de notre approche, il apparaît intéressant de laconfronter à des méthodes traditionnelles. Le tableau 4 permet de comparer les tauxd'utilisation des capacités de raffinage de chacune des zones selon les trois méthodessuivantes :
• Méthode 1 : rapport de la quantité de brut traitée à la capacité de distillationprimaire,
• Méthode 2 : rapport de la somme de la quantité de brut traitée et des charges,à la capacité de la distillation primaire,
• Méthode 3 : rapport de la somme de la quantité de brut traitée et des charges ex-primées en équivalent brut (au moyen des coefficients du tableau 2), à la capacitéde distillation primaire.
La méthode développée (méthode 3) paraît plus réaliste. Elle s'appuie sur leprincipe de la valorisation, principe qui commande le raffineur dans sa décision de sub-stitution brut-charges. Elle fournit un taux intermédiaire.
Selon l'importance des charges par rapport au brut (cf. tableau 5) et la valeur ducoefficient de conversion charges-Brut, ce taux tendra vers l'un ou l'autre des extrêmes.
Trois zones se distinguent par l'importance de la part des charges, il s'agit de :
f

t
к
292
Tableau А.4 : Taux d'utilisation des capacités de raffinage obtenus par trois méthodesdifférentes, pour 1991
Zones
Méthode 1Méthode 2Méthode 3
Espagne-Portugal
81,184,684,0
Erance-Suisse
90,096,894,5
Italie
67,279,076,2
Scandinavie
85,097,987,3
Allemagne-Autriche-Benelux
87,1103,799,8
Royaume-uniIrlande
87,498,895,2
Tableau A.5 : Importance des charges dans l'approvisionnement du raffinage européen(en % de la quantité totale du brut traitée)
Zones
%
Espagne-Portugal
4,3
France-Suisse
7,5
Italie
17,6
Scandinavie
3,5
Allemagne-Autriche-Benelux
19,0
Royaume-uniIrlande
13,1
Source : d'après les statistiques de Г AIE.
t t
к
• la zone Allemagne-Autriche-Benelux pour 19 % dont la moitié pour les Pays-Bas (qui possèdent les deux unités de conversion profonde de toute l'Europe : leflexicoker (Exxon-Rotterdam) et le hycon (Shell-Pernis)),
• l'Italie qui possède la plus grande capacité de distillation primaire d'Europe (115Mt/an) "préfère" l'importation des charges à une utilisation plus importante desa capacité de distillation comme en témoigne un taux de 17,6 %.
• les îles britanniques pour 13,1 %.
De plus, une part importante des charges à craquer induit des taux d'utilisationtrès différents selon la méthode retenue. Ainsi, pour la zone Allemagne-Autriche-Benelux, passe-t-on d'un taux de 87,1 % à 103,7 % (soit + 16,6 points ) selon que l'onretienne les méthodes 1 ou 2. On voit aisément la limite de la deuxième méthode quiconsiste à additionner simplement les charges au brut, donc à considérer un coefficientde conversion brut-charges égal à l'unité.
La méthode proposée présente l'avantage d'être dépendante de la valorisationdes produits. Cette valorisation est à l'essence même de la détermination du pro-gramme optimal de production du raffineur.
L'utilisation, voire la généralisation de cette nouvelle méthode de calcul synthétiquedes taux d'utilisation des capacités de raffinage requiert une mise à jour périodiquedes coefficients d'équivalence. Cette actualisation peut s'effectuer en toute rigueur aumoyen d'un modèle de programmation linéaire. Néanmoins, il est tout à fait concev-able d'envisager une procédure de calcul plus souple et plus transparente conduisant àdes valeurs d'un ordre de grandeur satisfaisant.
Faciliter la mise en œuvre de cette méthode permettrait, d'une part de parler unmême langage en matière de calcul du taux d'utilisation et d'autre part, de redonnertoute sa valeur à ce taux pour mieux apprécier l'adaptation technico-économique del'outil de raffinage.
fha-

! I
\ 1
i
Annexe В
L'analyse en composantesprincipales et classification :rappels théoriques
B.l L'analyse en composantes principalesUn pétrole brut se définit par ses caractéristiques - on parle de ses qualités - obtenuespar des analyses de laboratoire.
L'approvisionnement d'une raffinerie est, quant à lui, parfaitement défini dèsqu'on connaît pour chaque brut i (i = 1,2, • • •, m) :
\ ^ • ses caractéristiques j (j = 1,2,••• ,n) ;
• sa quote-part g; dans l'approvisionnement total.к' Si on désigne par X la matrice de dimension (mxn) des n caractéristiques des
m bruts et par Q le vecteur-colonne des quote-parts qi, l'approvisionnement en brut dela raffinerie sera alors un brut fictif FICT dont les n caractéristiques sont les moyennespondérées (par les quote-parts qî) des caractéristiques des m bruts traités, ce qui s'écritpar la relation :
! FICT = Q' . X
Où:
• FICT est un vecteur-ligne de dimension (l,n),
• Q vecteur-colonne des parts des bruts dans l'approvisionnement total (m, 1) et
Q' = ( t f l j f t j * - •»? •» • • • ,4m)
t

FI
296
• X matrice des n caractéristiques des m bruts
X =
Х12
X 2 1
« i n
Mathématiquement il y a donc équivalence1 entre le traitement successif des mbruts ou le traitement du brut FICT, dont les caractéristiques sont les combinaisonslinéaires de celles des bruts considérés.
En analyse des données, les m bruts, appelés individus, forment un nuage depoints dans l'espace Шп des n caractéristiques - appelées caractères - alors que les ncaractères forment aussi un nuage de points dans l'espace 5ftm des m individus.
L'objet de l'analyse des données est d'identifier les liaisons éventuelles entre lespoints à travers l'analyse du nuage. La difficulté rencontrée est qu'à partir d'un nombrede points supérieur à trois, l'examen visuel du nuaeçe devient alors impossible, de cefait il va falloir recourir à des projections sur des plans. Se pose alors le problème duchoix du plan de projection car toute projection quelle qu'elle soit ne peut conserverles distances réelles entre points du nuage, d'où l'importance du choix du plan de pro-jection. Ce dernier sera choisi de manière à ce que les distances soient en moyenne lemieux conservées.
Considérons deux individus e< et ej de l'espace des individus et appelons fi et/,• leurs projections su»; le plan défini par deux droites FI et F2 (cf. figure 4.1) ; onpeut écrire :
'En fait, il n'y a équivalence que lorsque les n caractéristiques considérées sont linéaires, c'est pourquoien pratique, on remplace les caractéristiques physiques, pour lesquelles cette propriété n'est pas vérifiée,par des indices correspondants qui eux sont linéaires.

f297
Le choix du plan de projection - appelé plan principal - se fera donc sur la base ducritère d'une maximisation de la moyenne des carrés des distances entre les projections/i)/2>*"')/m des m individus du nuage de l'espace des individus. Si les deux droitesFI et F2 définissant le plan principal sont perpendiculaires, on peut écrire :
où cn,otj et ßi,ßj sont les projections des individus e; et ej, par l'intermédiaire defj, sur F I et F2 respectivement.
et
Pour définir ce plan principal, la méthode consiste alors à chercher tout d'abordFI rendant maximale la moyenne des <P (о^;а,), puis F2, perpendiculaire à F l , ren-dant maximale la moyenne des d? (ßi;ßj) et ainsi de suite, pour le cas d'un espace prin-cipal (plus de deux droites). Les droites F1,F2,F3, • • • ,Fn ainsi trouvées s'appellentles axes principaux du nuage.
En projetant un individu г ayant pour coordonnées initiales (x},x?, •••,£") surles axes principaux on obtient de nouvelles coordonnées (c},cj,-- -,c") appelées com-posantes principales. Chique composante principale ck n'est autre qu'une combinaisonlinéaire des caractères initiaux et s'exprime par la relation :
3=1 i=l
Les coefficients (uj,u*,- • " iu*) forment le fc-ième facteur principal uk.
L'objectif de l'ACP étant de fournir la meilleure synthèse des données initiales(les individus) à partir d'un nombre réduit de caractères, il y a donc heu de retenir lesp premières composantes principales (sur les n disponibles). Cette méthode nécessitecependant que les p caractères initiaux ne soient pas indépendants.
Après ces généralités, analysons de plus près chacun des deux espaces §?" et 9?m.

f
1
298
В. 1.1 L'espace des individus
Tout individu ei, i = 1,2,• ",771, est considéré comme un vecteur de coordonnées(x},x2, • • • ,x") d'un espace vectoriel 5Rn, à n dimensions, appelé espace des individus.
B. 1.1.1 La métrique
Une fois la projection des points du nuage sur le plan (ou espace) principal effectuée,on cherche à analyser les proximités entre les points obtenus. Comment mesurer cetteproximité ? On a recours généralement à la notion de distance entre points pour carac-tériser cette proximité. Mais une distance c'est quoi ? Ainsi, il est nécessaire de définirau préalable le concept de distance, car si en sciences physiques la distance se calculeaisément en utilisant la formule de Pythagore, en statistique où chaque dimension cor-respond à un caractère qui a sa propre unité de mesure, la formule de Pythagore estaussi arbitraire qu'une autre et ne sera plus valable si les axes ne sont pas perpendicu-laires.
D'une manière générale une distance entre deux individus s'exprime par la for-mule générale suivante :
n n
a \e\, e-i) — 2_^ Z_j mbj \xi ~ хг) \ x i ~ X2)
Ou, en notant M la matrice des éléments mjy :
d2 (ei; e2) = (ei — e2)' M (ei - e2)
On voit bien qu'il suffit de poser M = I (matrice unitaire) pour retrouver la formulede Pythagore.
En algèbre vectorielle, le carré de la distance entre deux points n'est autre quele produit scalaire des deux vecteurs formés par ces points, c'est-à-dire :
< ei;e2 >м== ci M e2
On dit alors que l'on a muni l'espace des individus d'une structure euclidienne et la
matrice M s'appelle la métrique de l'espace.
Le produit scalaire de e\ par lui-même est noté ||ei||^ et sa racine carrée, c'est-à-dire ||ei||jif, qui est la longueur du vecteur e\, s'appelle la M-norme de ег.
En ACP, on utilise très souvent des métriques diagonales, ce qui revient àpondérer les caractères et en particulier la métrique suivante :
/ - V 0 ••• 0 ••• 0 \
M = Dj_ =0 0 0
r-If
11

;-f.
% 1
ФА est donc toujours supérieure à Ф, la valeur minimale étant atteinte pour A = §. Onen déduit alors que la recherche d'un plan rendant maximum l'inertie des projectionsdes m points est équivalente à la recherche du plan passant "au plus près" de l'ensembledes points du nuage au sens où la moyenne des carrés des distances des points du nuageest minimale.
Soit A la projection de G sur le plan principal, il est alors le centre de gravitédes projections des points du nuage. Le triangle ефА (cf. figure 4.2) est rectangle en
2La matrice M est dite définie positive si pour tout x ф 0 : x' M x > 0. Si cette inégalité n'est passtricte, la matrice M est dite semi-définie positive.
3 Désormais nous supposerons l'origine confondue avec le centre de gravité.
I| 299I% qui revient à normer les données, c'est-à-dire à diviser chaque caractère par son écart-
type <r et de cette manière on s'affranchit du problème de la diversité des unités demesure des caractères, puisque désormais les nouveaux caractères -£ sont sans dimen-sion.
Comme pour toute matrice symétrique, définie positive2, M, il existe une ma-trice T telle que :
M = T'T
le produit scalaire de deux vecteurs ex et e2 (qui exprime le carré de la distance entreces deux points) s'écrit :
< ei;e2 >м= e[ M e2 = e[ Г T e2 = {ex T)' [T e2) = < ex T ; T e2 >/
Tout se passe alors comme si on avait remplacé le tableau X des données initialespar le tableau Y = X T' et à prendre comme métrique la matrice unité / .
B.l.1.2 L'inertie
L'inertie totale Ф du nuage de points est la moyenne des carrés des distances des mpoints au centre de gravité considéré comme origine :
Cette quantité caractérise la dispersion globale du nuage par rapport à son centre de ; ' ,. ч
gravité (l'origine). Le plan principal est celui qui rend maximum l'inertie des m points \ ^projetés sur lui. ' *
L'inertie du nuage par rapport à un point A quelconque est liée à l'inertie par ^rapport à l'origine3 par la formule de Huyghens suivante :
/i

300
fi, d'où :fff X
M
В. V J
Ou:
O r :
On voit alors que rendre minimale la moyenne des carrés des distances entre les e,et les /, s'obtient lorsque G = A et quand l'inertie du nuage projeté est maximale,c'est-à-dire lorsque le plan de projection est un plan principal.
L'inertie Ф s'exprime par la relation :
Ф = Trace {MV)
où V est la matrice des variances des n caractères (de dimension nxn)e t Trace désignela somme des éléments de la diagonale de la matrice considérée. Selon le choix de lamétrique M, on distingue :
• pour M = I l'inertie globale du nuage est égale à la somme des variances des ncaractères ;
• pour M = D j ^ alors Trace(MV) = n, c'est-à-dire le nombre total de caractères ;
• pour M quelconque, on peut se ramener au premier cas par transformation desdonnées initiales, en posant M = T' T
B.1.2 L'espace des caractèresChaque caractère zJ est un vecteur d'un espace à m dimensions appelé espace descaractères et noté 3?m.
B. 1.2.1 La métrique
La métrique dont il faut munir l'espace des caractères est la matrice diagonale D despoids car le produit scalaire de deux caractères centrés x' et xk qui vaut :
t

I 301
n'est autre que la covariance a^.
L& norme d'un caractère (sa longueur) est
Le cosinus de l'angle в entre deux caractères centrés n'est autre que leur coefficient decorrélation linéaire :
_ <x>;xk> _ <rjkCOS jk - \\x*\\ | | s* | | ~ а
й <т
к
Ainsi, si pour l'espace des individus on s'intéresse aux distances entre points,dans l'espace des caractères on s'intéresse plutôt aux angles en raison de la propriétéprécédente.
B.l.2.2 Caractères engendrés par un tableau de données
A partir des n caractères x1, x2, • • •, xn mesurés sur les m individus, on peut en déduirede nouveaux caractères par combinaison linéaire de type :
C = U\ X1 +U2 X2 + '•• +UnXn = X U
ce qui, graphiquement revient à choisir un nouvel axe dans l'espace des individus.L'ensemble de tous les caractères ainsi fabriqués forme alors un sous-espace vectorielW de l'espace des caractères x*. La dimension de ce sous-espace sera au plus égale àn (s'il n'existe aucune relation linéaire entre les caractères initiaux).
B.1.2.3 Composantes, axes et facteurs principaux
Nous avons vu que le premier axe principal Fl est défini par la propriété de rendremaximale la moyenne des carrés des distances entre les projections des points du nuage,ce qui équivaut à rendre maximale l'inertie £ Pi c? des projections, avec c< les mesuresalgébriques des projections des e, sur Fl, car on choisit de faire passer F l par le centrede gravité du nuage. F l est l'axe d'allongement principal du nuage puisque c'est surcet axe que les c, sont le plus dispersés possible, ce qui signifie que с est la combinaisonlinéaire des x* de variance maximale.
Pour la recherche des facteurs et composantes, on peut toujours se ramener aucas M = l, en travaillant sur le tableau Y des données transformé : Y = X' T avecM — T' T. La première composante de Y sera la même que celle de X puisque lescombinaisons linéaires des y' sont des combinaisons linéaires de x-7, donc la combinai-son des y* de variance maximale définira automatiquement la combinaison des xj devariance maximale.
En désignant par Vv la matrice de variance associée au tableau de donnéestransformé Y, on peut écrire :
f\

г-
11
302
V étant la matrice de variance du tableau X des données initial.
La composante с a pour variance v' Vv v et le vecteur v est alors égal au vecteurunitaire de l'axe principal. Le problème revient donc à trouver un vecteur v de norme1 tel que :
v'Vvv ou v'vsoit maximal, ce qui s'obtient en annulant les dérivées par rapport à chacune des ncomposantes. On obtient alors après transformation :
Vy v - (v' Vy v) v = A v
v est donc un vecteur propre de la matrice Vv et sa valeur propre Л doit être la plusgrande puisqu'elle représente la quantité à maximiser. La variance de с vaut alors Лcar v est de norme 1. Comme une matrice de variance est symétrique, semi-définieet positive, elle possède n vecteurs propres orthogonaux deux à deux et ses valeurspropres sont toutes positives ou nulles.
Les axes et les facteurs principaux Vi,v2,••-,*>„, lorsque M = I, sont desvecteurs propres de la matrice de variance associés aux valeurs propres Ai,A2,--*,An
écrites en ordre décroissant. Ainsi, l'analyse en composantes principales remplaceles n caractères initiaux par des caractères non corroies de variance maximale etd'importance décroissante.
La somme des valeurs propres Ab A2, • • •, An, égale à l'inertie totale Ф, est uneconstante égale à la trace de la matrice Vv (ou de MV d'une manière générale).
La quantité COR = -£ exprime la part de l'inertie (de variance) expliquée par
l'axe k. Le quotient ' * д — ^ exprime, quant à lui, la part d'inertie cumulée expliquéepar les deux premiers axes factoriels .FI et F2, c'est-à-dire le plan F1F2. Plus cettepart est grande et meilleure est la représentation du nuage sur ce plan.
Enfin, le nombre de valeurs propres non nulles donne la dimension de l'espacedans lequel sont réeUement les observations, car une valeur propre nulle montre l'existenced'une relation linéaire entre les caractères initiaux.
B.1.3 Interprétation des résultats d'une ACPB.1.3.1 Les individus
Dans l'espace des individus, on cherchera à analyser les proximités, autrement dit lesdistances, entre individus par l'intermédiaire de leurs projections en tenant comptede la qualité de leurs représentations par les projections. Cette qualité est fonctioncroissante du nombre de facteurs retenus.
t

г- ,303
On s'intéressera également à la contribution du point à l'axe (noté CTR) car lefait que quelques individus puissent avoir des contributions importantes à la formationd'un des premiers axes factoriels peut être alors un grave défaut, car le retrait de ces in-dividus risque de modifier profondément les résultats : il y a alors tout intérêt à effectuerune ACP en éliminant ces individus (en les considérant en lignes supplémentaires).
Les contributions des axes à l'explication de la variance (COR) permettent dedéterminer le nombre de facteurs (axes principaux) à retenir pour l'étude.
B. 1.3.2 Les caractères
Dans l'espace des caractères, on s'intéresse plutôt aux corrélations entre caractères. Laprésentation des projections des n caractères, sur un plan factoriel, dans un cercle derayon 1 - appelé cercle des corrélations - permet de constituer des groupes de caractèrescorrélés (groupe se trouvant à proximité de la circonférence du cercle) et de pouvoirainsi réduire le nombre de caractères en choisissant un caractère par groupe.
L'analyse en composantes principales nous permet, par un choix judicieux desespaces de projections, d'analyser les proximités entre individus (espace des individus)et les liens entre caractères (espace des caractères). Elle ne répond pas encore à notreattente, à savoir la réduction du nombre d'individus (en l'occurence le nombre de brutsconstituant notre approvisionnement). C'est pourquoi nous allons maintenant pouvoirregrouper les individus en classes homogènes en utilisant les méthodes de classification.C'est l'objet du paragraphe suivant.
B.2 La classificationLes méthodes de classification se subdivisent en groupes :
1. les méthodes non hiérarchiques qui effectuent une partition des données analyséesen un nombre fixé de classes ;
2. les méthodes hiérarchiques qui donnent une suite de partitions en classes de plusen plus vastes.
B.2.1 Classification non hiérarchiqueLe but de la méthode est de regrouper n individus - les bruts dans le cas qui nousintéresse - en к classes de telle sorte que les individus d'une même classe soient le plussemblables possible et que les classes soient bien séparées. Cette manière d'opérer sup-pose la définition d'un critère global mesurant la proximité des individus d'une mêmeclasse et par conséquent la qualité de la partition.
L'homogénéité d'une classe se mesure par sa dispersion, autrement dit par soninertie qui n'est autre que la moyenne des carrés des distances des points (représentant
•**

304
les individus) au centre de gravité de la classe. Les classes sont d'autant plus ho-mogènes que la somme de leur inertie ФА - appelée inertie intraclasse - est plus faible.
La deuxième étape est d'avoir des classes bien distinctes, ce qui suppose uneinertie interclasse фв - inertie des centres de gravité des différentes classes par rapportau centre de gravité du nuage total - maximale.
Le théorème de Huyghens montre que la somme des inerties intraclasse et inter-classe n'est autre que l'inertie totale du nuage des n individus. Cette inertie ф étantconstante, maximiser фв revient à minimiser ФА, c'est-à-dire qu'il suffit de caractériserles meilleures partitions possibles en к classes, où fc a été fixé a priori, comme cellesqui rendent minimale l'inertie intraclasse. Le principe des techniques utilisées consisteà partir d'une partition de départ et à procéder par améliorations successives, c'est lecas de la méthode de regroupement autour de centres mobiles et de celle des nuéesdynamiques.
4 ^
1
B.2.1.1 Regroupement autour de centres mobiles
Le principe de la méthode consiste à partir de к centres arbitraires Cj et de regrouperles individus autour de ces centres, les points étant affectés au centre c, le plus proche.On calcule les centres de gravité gi des classes que l'on vient de former. On effectueensuite une partition autour de ces gi qui prennent alors la place des c, et on calculeles nouveaux centres de gravité g} de ces nouvelles classes. On regroupe les individusautour d'eux et ainsi de suite jusqu'à ce que la qualité de la partition mesurée parl'inertie intraclasse ne s'améliore plus.
L'inconvénient de la méthode, en plus du risque d'obtenir des classes vides doncd'aboutir à moins de к classes, est la dépendance de la solution finale de la solution dedépart, et par conséquent d'obtenir un optimum qui n'est pas global.
B.2.1.2 La méthode des nuées dynamiques
Cette méthode peut être considérée comme une généralisation de la méthode des cen-tres mobiles dont le défaut principal est le choix arbitraire des centres c; qui condition-neront, comme nous l'avons vu, la solution finale.
Développée par Б. Diday, elle consiste à définir une classe, non plus par un pointqui peut ne pas être représentatif, mais par un ensemble p de points qui forment ainsiun noyau plus représentatif de la classe que le seul centre de gravité et permettra demieux interpréter la classe.
Une fois les к noyaux définis, on regroupe les individus restant autour d'eux pourobtenir une première partition. On calcule ensuite de nouveaux noyaux représentatifsdes classes ainsi formées et ainsi de suite jusqu'à ce que la qualité de la partition

•jjr
п305
1
(l'inertie intraclasse) ne s'améliore plus.
L'inconvénient de cette méthode est aussi la dépendance de la solution finale dela solution de départ, autrement dit du choix des noyaux de départ. Pour y remédieron teste la procédure sur plusieurs noyaux de départ tirés au sort parmi les n individuset on compare les partitions finales obtenues.
B.2.2 Classification hiérarchiqueLe principe des méthodes hiérarchiques consiste à construire une suite de partitions enn classes, n — 1, n — 2 classes, etc., emboîtées les unes dans les autres de manière à ceque la partition en it classes s'obtienne en regroupant deux des classes de la partition enк +1 classes. Le nombre total de partitions à déterminer est de n — 2 car la partition enn classes n'est autre que le cas où chaque individu constitue une classe et la partitionen une classe représente la réunion de tous les individus.
L'application des méthodes hiérarchiques se fait en deux étapes :
1. l'élaboration de l'arbre, autrement dit de la hiérarchie de type d'un organigrammed'une entreprise, chaque classe d'une partition étant incluse dans une classe de lapartition suivante. La hiérarchie est indicée puisqu'à chaque partition correspondune valeur numérique représentant le niveau auquel ont lieu les regroupements- on parle de niveau d'agrégation - et plus l'indice en question est élevé plus lesparties regroupées sont hétérogènes ;
2. les partitions à retenir s'obtiennent en coupant l'arbre au niveau hiérarchiquedésiré et en retenant les branches qui tombent.
Les méthodes de classification hiérarchiques ne sont pas exemptes de reprochesdans la mesure où l'utilisateur devra défiair le critère de regroupement des classes,c'est-à-dire la distance entre classes. Une fois cette distance définie, on regroupe lesdeux classes les plus proches en une seule et ainsi de suite jusqu'à ce qu'il n'y ait plusqu'une seule classe.
Nous présenterons deux méthodes, l'une, la méthode de Ward, pour des dis-tances eucliennes et l'autre pour le cas où elles ne le sont pas.
B.2.2.1 Le critère de l'inertie : la méthode de Ward
Nous avons vu que les individus sont des points d'un espace euclidien et que la qualitéd'une partition se définit par son inertie intraclasse à minimiser ou son inertie in-terclasse à maximiser. Le passage d'une partition en к + 1 classes à une partitionen Jfc classes (par regroupement de deux classes en une seule) réduit l'inertie inter-classe. Ainsi, le critère de regroupement sera de fusionner les deux classespour lesquelles la perte d'inertie intraclasse est la plus faible, ce qui revient
f
m
I
i
306
à choisir les deux classes les plus proches en prenant comme distance entre deuxclasses la perte d'inertie qui se produirait suite à ce regroupement.
Considérons deux classes A et В de poids respectif PA et PB- Le poids de laclasse résultant de la fusion des classes Л et Б sera (PA + Рв).
Avant la réunion des classes A et B, la formule de calcul de l'inertie interclassecomprend l'expression suivante :
PA d2(gA;g) + PB d2(gB;g) - (PA + PB) d2(gAB;g)
Où g désigne le centre de gravité.
Comme :
9 AB —PA 9 A + Рв дв
PA + PB
La perte d'inertie résultant de cette fusion sera :
PAPBE(A,B) =
PA+PB
Et c'est cette expression qui est prise comme distance entre les classes A et B.De la même manière la distance entre une classe С quelconque et la classe résultantde la fusion des deux classes Л et В s'écrira :
E(C;AUB) =(PA + Pc) E(A,C) + (PB + Pc) E(B,C) - Pc E{AyB)
L'algorithme de Ward se formule ainsi :
1. remplacer le tableau D des distances entre les n points par le tableau E desdistances modifiées :
p _ Pi Pi d (e,-; ej)*J ~ Pi + Pi
2. réunir en une classe unique les deux individus pour lesquels l'expression E{i a lavaleur la plus faible. L'indice d'agrégation sera égal à Eij ;
3. calculer les distances E entre cette classe (considérée comme un individu se sub-stituant aux deux individus réunis) et chacun des individus restants ;
4. réunir la classe et l'individu le plus proche en une nouvelle classe ;
5. revenir à l'étape 3 ;
6. la procédure sera terminée dès lors que les n individus auront été sélectionnés,c'est-à-dire lorsqu'on aura obtenu une classe regroupant tous les individus analysés.On obtient un arbre qu'il faudra couper au niveau de l'indice d'agrégation désiréet les branches qui tomberaient constitueront alors les classes à retenir.

i ESS«
307
В.2.2.2 Le cas des distances non euclidiennes
Lorsque les distances ne sont pas euclidiennes4 - on parle alors de dissimilarité plutôtque de distance - la notion d'inertie n'ayant plus de sens, on ne dispose alors plus decritère objectif pour le choix des individus à regrouper en classes. Plusieurs solutions,plus ou moins arbitraires, ont été imaginées dont :
• la distance du saut minimal ou de l'Inf :
d{A,B)=ini die^ej)
• la distance du diamètre ou du Sup :
d(A,B) — sup d(ei;ej)
e< G A
с; ел е^ ев
1
• la distance moyenne :£ <*(е«е,-)
d(A,B) = » J_
PAPB
La première formule, de loin la plus utilisée, tend à favoriser le regroupement dedeux classes, dès qu'elles possèdent des points proches ; le risque étant alors de trouverdans une même classe des points très éloignés.
La distance du Sup remédie quelque peu au défaut de la méthode précédente,car elle exige que les points les plus éloignés, donc tous les points, soient proches.
La distance moyenne offre un compromis entre les deux méthodes de l'inf et du
sup.
Le problème qui se pose est que la hiérarchie obtenue est fortement dépendantede la méthode utilisée, d'où l'importance de ce choix.
4Ceci est le cas lorsque l'inégalité triangulaire d(A, B) < d(A, C) + d{B, C) n'est pas vérifiée.
t

г- fi?
Annexe С
Les 4 scénarios d'évolution de lademande de produits pétroliers

Scénario A
Zones
Zone 1
Zone 2
Zone 3
Zone 4
Zone 5
Années
199520002010
199520002010
199520002010
199520002010
199520002010
Scénario В
Zone 1
Zone 2
Zone 3
Zone 4
Zone 5
199520002010
199520002010
199520002010
199520002010
199520002010
**« - -
Demande en Millions de tonnes métriques
GPL
1,841,581,49
6,416,586,83
2,752,722,57
2,622,472,37
3,002,882,80
Naphta
4,784,875,10
12,7213,0113,46
5,806,006,48
3,063,153,39
4,915,095,45
Essencesauto.
28,4329,1030,07
41,0839,4835,61
20,7921,5322,35
16,9318,7419,02
10,2311,1011,59
Kérosène
8,558,759,32
7,958,709,71
2,982,863,12
3,893,843,82
3,333,423,40
Gas oil
25,7126,2926,44
83,4178,9171,67
35,5534,8030,90
36,0032,8333,03
16,6618,1420,95
Fuel oil
21,7820,3811,50
32,6824,3319,64
10,7212,126,69
33,7028,3818,74
12,5412,789,52
Autres
6,806,776,30
17,0417,1816,13
6,686,506,44
7,347,578,06
4,064,285,04
Demande en Millions de tonnes métriques
2,132,041,59
6,416,315,94
2,802,782,81
2,902,822,75
3,263,483,19
5,005,205,18
13,2713,8313,60
6,006,326,68
3,453,373,22
5,185,415,51
30,4632,9233,87
44,1145,7843,00
23,8727,6627,87
18,9222,9624,02
12,1915,4516,40
9,169,719,37
8,5110,059,52
3,423,683,71
4,404,864,91
4,054,674,97
27,8228,8327,12
87,1082,8072,27
38,2339,8837,38
37,8637,4536,57
20,0523,7124,38
24,4122,0312,42
30,9024,0918,82
10,4011,487,13
36,4831,4321,64
13,5012,999,88
5,385,334,88
17,9017,7915,90
7,818,116,93
7,387,667,93
3,994,134,53
Source : SOEC & DG XVII A2 estimates in Energy in Europe, Special Issue, July 1990. t

311
1
Scénario С
Zones
Zone 1
Zone 2
Zone 3
Zone 4
Zone 5
Années
199520002010
199520002010
199520002010
199520002010
199520002010
Scénario D
Zone 1
Zone 2
Zone 3
Zone 4
Zone 5
199520002010
199520002010
199520002010
199520002010
199520002010
Demande en Millions de tonnes métriques
GPL
2,131,911,22
6,416,014,35
2,802,792,09
2,902,802,00
3,263,212,87
Naphta
5,004,743,59
13,2712,589,44
6,005,824,69
3,223,082,43
5,184,813,82
Essencesauto.
30,4629,4817,53
44,1139,4223,27
23,8722,8113,65
18,9219,5012,71
12,1912,889,61
Kérosène
9,168,985,48
8,518,705,22
3,423,041,82
4,404,052,70
4,053,902,91
Gas oil
27,8227,1517,56
87,1080,3954,18
38,2336,4022,33
37,8635,2522,98
20,0520,3416,01
Fuel oil
24,4121,249,78
30,9024,4214,05
10,408,834,71
36,4830,5718,43
13,5013,077,37
Autres
5,384,883,53
17,9015,7610,94
7,817,225,24
7,386,605,17
3,993,863,28
Demande en Millions de tonnes métriques
1,951,791,20
6,215,754,17
2,622,431,72
2,532,231,49
2,922,671,62
4,784,873,39
12,7213,009,78
5,725,864,60
3,053,132,40
4,985,092,96
27,4525,9413,53
40,1635,4019,52
19,8718,289,88
16,36^6,569,30
9,6610,025,57
8,357,754,17
7,747,804,38
2,842,431,32
3,753,401,92
3,223,041,70
25,3723,4013,67
81,2068,2844,25
33,8430,2217,13
34,1729,7518,00
16,3516,108,97
21,0118,7510,57
30,9223,1415,67
10,039,845,02
33,0127,4217,44
12,2211,216,59
6,806,513,91
16,4416,2611,47
6,676,394,66
7,207,385,84
3,773,982,74
Source : SOEC к DG ХУЛ А2 estimates in Energy in Europe, Special Issue, July 1990.

Annexe D
Fichier-types GEMME et matricesous format MPS

Г
I 314
D.l Exemple de fichier GEMME de type MONOEXEMPLE DEMANDE BORNE TEST DATAPIERRE ++++COUT ** COUT
**** APPROVISIONNEMENT
* * * * BRENTBRUT 11 0.44 67COUT 14 3.04
**** ARABIAN LIGHTBRUT 22 0.4475COUT 129.49************************************************************************* ARABIAN HEAVYBRUT 33 0.1058COUT 102.05
ж * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * *
**** SPECIFICATIONS
TYPE DE DENSITE T/M3 VTYPE TV TENSION-VAPEUR(BAR) BAR VTYPE 01 OCTANE RECHERCHE CL PT-OCT VTYPE 02 OCTANE RECHERCHE .15PT-OCT VTYPE Ml OCTANE MOTEUR CL PT-OCT VTYPE M2 OCTANE MOTEUR.15 PT-OCT VTYPE C4 MAXI BUTANE(POIDS) %PDS-C4 PTYPE AR FRAC.AROMATIQ.(VOL) 100%ARO VTYPE OL FRAC.OLEFINES (VCD 100%OLE VTYPE OX TENEUR EN OXYGENE I VOL VTYPE SO FRAC.SOUFRE (POIDS) IPDS-SO PTYPE CO PT ECOULEMENT СC) DEG.CLS. FP СОTYPE VI VISCOSITE-1ERE TEMP CST FPTYPE V2 VISCOSITE-2EME TEMP CST FPTYPE CE INDICE DE CETANE PT-CET. V
|
* * **PRODPRODPRODPRODSPECSPECPROD
SPECSPECPRODSPECSPECPRODSPECSPECPROD
PTBUNARE
ES
PR
SU
JF****SPECPRODSPECPRODSPEC
DO
HO
****EXIN****COUTPRODSPECDESTPROD
SPEC
LF
LFHF
REFINED
1PROPANE
PRODUCTS
TOTAL1BUTANE TOTAL1NAPHTHA2REGULARDEG 0.73M1G 81.0
DELM2N
0.780
2EUROSUPER 95 UNLDDEG 0.73M1G 85.02PREMIUMDEG 0.73M1N2SUPER 98DEG 0.73M1G 88.01JET FUEL
DEG
DELM2N
98 LDDELM2G
0.780
0.150.78087.0
UNLEADEDDELM2N
0.773DIESEL OILDEG 0.823HEATINGDEL 0.9HOI
160
DELOIL
SOL
3HEAVY FUEL OILDEL 1.00 SOL
3HEAVY FUEL OIL
DEL 1.1 SOL
0.780
DEL 0
0.86
0.30IN
LS1.0
HS
3.5
TVGC4N
TVGC4N
TVGC4N
TVGC4N
.83
SOL
COL
CON
CON
0.50
0.50
0.50
0.50
SOL 0
0.30
-10.
35.
35 .
110.С110.0191.25232.48
TVL 0.80ARN
250.00TVL 0.80ARN
239.38TVL 0.80ARN
290.00TVL 0.80ARN
201.18.13 COL-50
204.9800COL-10.
170.00V1L 6.
82.2CV2L 4C.
i: . 4 f'.._ _ i _ .
OIG 90.0OLN
OIG 95.OLN
O1NOLN
OIG 98.0OLN
V1L 8.
O2NOXN
O2NOXN
O2G 98.OXN
O2NOXN
CEG 45.
f

315
1
****EXIN HF1****COUT -90.DEST HFPROD CK 1COKE* * * *PURS** * *
PROD HSPROD C2DEST C2PROD C3DEST C3PROD P3DES? P3PROD C4DEST C4QUAL C4QUAL C4PROD N4DEST N4QUAL N4QUAL C4PROD 14DEST 14QUAL 14QUAL 14PROD IBDEST IBQUAL IBQUAL IBPROD NBDEST NBQUAL NBQUAL NBPROD BEDEST BEQUAL BEQUAL BEPROD H2DEST H2PROD MEEXIN ME1COUT*************
PARA DEMIPARA DEMI********** * *
UTIL CBUTIL ELUTIL* ** ** ** *** **
SULPHURREFINERY GAS
PROPANEPTPROPYLENEPTBUTANEBU ЧЕ ESDE .58 TV 4C4 100. ARNORMAL BUTANEBU RE ESDE .58 TV 4,C4 100. ARISOBUTANEBU RE ESDE .58 TV 4,C4 100. ARISOBUTENEBU RE ESDE .58 TV 4.C4 100. ARNORMALBUTENEBU REDE .58C4 100.MTBERE ESDE.740C4 0.HYDROGEN
METHANOL
250.
ESTV 4AR
SU
SU300.
SU300.
SU300.
SU300.
su300.
PRTV 0.50AR 0.
IN
о с. о с
PR 1.1801 94.0 C2 96.5 Ml 90.0 M2 93.0OL 0. OX 0.
PR 1.1801 94.0 C2 96.5 Ml 90.0 M2 93.0OL С. ОХ С.
PR i.ie01 94.0 02 96.5 к: 90.С M2 S3.0OL 0. ОХ С .
PR 1.16Ol 94.0 C2 96.5 Ml 90.0 M2 93.0OL 100. OX 0.
PR 1.1801 94.0 02 96.5 Ml 90.0 M2 93.0OL 100. OX 0.
л 2 g
01 118.0 02 124.0 Ml 100.0 M2 102.0
OL 0. OX 100.
250.
DEMAND FOR FINISHED PRODUCTS
PT 0.PR 0.
BU 0.SU 0.
JF 0.
DO 0.
NA 0.HO 0.
RE 0.LF 0.
ES 0.HF 0.
REFINERY UTILITIES
REFINERY FUELELECTRICITYCB .0003 EL -1.
PROCESSING UNITS
T.EQ.FUELKWH
UNIT ATMOSPHERIC DISTILLATION
CAPACOUT CAPUTILDEST LG
0.1CB .035RE ES
EL 5.PR SU NA
UP 17.800

316
DEST HN NADEST KE JF DODEST AR LF HF
HO
DESTRPRORENDQUALQUALQUALQUAL****
COUP
****RENDQUALQUAL****
COUP
****
GO
LGLGGOAR
HNKE
HO*P
DO.007
LG .0426DE .660C4 0.DE .862DE .993
C2 .0017 СЗ .0045GO .1730 AR .5478TV 0.80AR 0.SO 1.60SO 4.30
Г4 .0089
01 66.0OL 0.CO -£.
3.CГР
02CX ü.v: 6.5V2 170.
к: 64.!
HN .1137 KE .1008DE 0.725DE 0.801 SO 0.2B CO -50. VI 1.8 V2 0.7
RF
BRUT
DESTRPRORENDQUALQUALQUALQUAL* * * *COUP****RENDQUALQUAL* * **COUP****RENDQUALQUAL
BRUT
DESTRPRORENDQUALQUALQUALQUAL* ***COUP***•RENDQUALQUAL* * * *COUP****RENDQUALQUAL
11
GO
LGLGGOAR
A
HNKE
В
HNKE
22
GO
LGLGGOAR
A
HNKE
В
HNKE
^ttlixЛНК1
BRUT 33
HO*pLGDEC4DEDE
HNDEDE
HNDEDE
HO*PLG
DEC4DEDE
HNDEDE
HNDEDE
DO.007.0546.6700.
.856
.934
.17170.7400.815
.12610.7300.805
DO.007.0419.6550.
.857
.961
.14920.7300.798
.10320.7200.790
C2GOTVARSOSO
KE
SO
KE
SO
C2GOTVARSOSO
KE
SO
KE
SO
.0055
.22160.90
0.0.230.65
.1389
0.02
.1845
0.02
.0030
.21110.83
0.1.513.23
.1295
0.15
.1755
0.13
C3AR01OLCOCO
со
со
СЗAR01OLСО
со
со
со
.0060
.381271.0
0.-10.33.
-50.
-55.
.0025
.448064.00.
-6.4.
-49.
-55.
С4
02СлV1\* Z
VI
VI
СА
02
ОХVIV2
VI
VI
.0135
80.00.
6.5*> ".
1.8
1 . 5
.0078
70.С0 .
6.536.
1 . с
1.5
к:
V2
Ml
V2
V2
V2
бк
0.
0.
64
1.
С.
0.
.0
с
7
С
. С
7
7
5
К2
СЕ
СЕ
СЕ
HL
М2
СЕ
СЕ
СЕ
78.0
5 0 . •:
48.С
48.0
70.6
50.0
59.0
HD
к: 72.0
СЕ 57.0 Fs.
.**•

3i ;
1
REND HN .0813 KE .1332QUAL HN DE 0.715QUAL KE DE 0.790 SO 0.20 CO -60. VI 1.5 VI 0.5 CE 57.С
UNIT VD VACUUM DISTILLATION UNITÄ Тт ж ж* ж ж* Эч Ти ж ж ж" jfc ИГ J* ж* #t ж1 ж *ï ж tC ж" ж" и ж1 ж" ж ж * и ж и л и ж ж ж ж ж ж ж ж ж ж ж ж ж ж ж ж ж ж ж ж я ж ж ж я ж ж ж ж ж ~ л ж ж ™ ж ж ж ж ж ж ж ж ж ж
САРАCOUT САР 0.1 UP 6.5UTIL CB .018 EL 4.DEST VD LF HF CCDEST VR LF HF VB
SEVE VICHAR AR AR11REND VD .6308 VR .3692QUAL VD DE 0.911 SO 0.52 CO 33. V2 9.QUAL VR DE 0.982 SO 0.91 CO 35. V2 300.
SEVE V2CHAR AR AR22REND VD .5722 VR .4278QUAL VD DE 0.928 SO 0.20 CO 25. V2 9.QUAL VR DE 1.018 SO 0.50 CO 40. V2 1100.
SEVE V3CHAR AR AR33REND VD .4387 VR .5613QUAL VD DE 0.935 SO 0.40 CO 34. V2 17.QUAL VR DE 1.050 SO 0.90 CO 75. V2 5000.
UNIT RF CATALYTIC REFORMING************ A * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * *
САРАCOUT CAP 0. UP 2.31SEVE RI HIGH SEVERITY - BRENTCHAR HN HN1A HN1B EVB1 EVB2 EVB3COUT 0.6UTIL CB .082 EL 20.DEST RF RE ES PR SURPRO H2 .018 C2 .058 C3 .031 C4 .051REND RF .842QUAL RF DE .817 "TV 0.40 01 100. 02 102.5 Ml 90.5 M2 93.5QUAL RF C4 0. AR 6. OL 0. OX 0.
******************************************************************************SEVE R2 HIGH SEVERITY - ARABIAN LIGHT & HEAVYCHAR HN HN2A HN2B HN3A HN3BCOUT 0.6UTIL CB .08 EL 15.DEST RF RE ES PR SURPRO H2 .015 C2 .089 C3 .058 C4 .097REND RF .741QUAL RF DE .790 TV 0.40 01 100. 02 102.5 Ml 90.5 M2 93.5QUAL RF C4 0. AR 6. OL 0. OX 0.
*******************************************************************************
SEVE R3 LOW SEVERITY - BRENTCHAR HN HN1A HN1B EVB1 EVB2 EVB3COUT 0.6UTIL CB .08 EL 15.DEST RF RE ES PR SURPRO H2 .014 C2 .055 C3 .026 C4 .041REND RF .864QUAL RF DE .811 TV 0.40 01 97. 02 101. Ml 86. M2 89.QUAL RF C4 0. AR 6. OL 0. OX 0.
л******************************************************************************
SEVE R4 LOW SEVERITY - ARABIAN LIGHT & HEAVY
CHAR HN HN2A HN2B HN3A HN3B

318
COUTUTILDEST RFRPRORENDQUAL RFQUAL RF
0.6
евREH2
.08ES
.010RF .792DE .784C4 0.
EL 15.PR SUC2 .081 C3 .044
TV 0.40AR 6.
01OL
95.0. ox
. C72
99.0.
Kl 85. M2 88.
UNIT CC CATALYTIC CRACKING
САРАCOUT CAPDEST LGDEST HGDEST LCDEST RCDEST CK
0.REREDOLF
PRPRHOHF
ES SUES SULF HF
ft*************************************************!
SEVE Cl MAXIMUM GASOLINE - BRENTCHAR VD VDV1
******************
UP 4.02
HD
.93**********
1
К
COUTUTILRPRORPRORENDQUAL LGQUAL LGQUAL HGQUAL HGQUAL LC
0.8CB .053 EL 45.HS .001 C2 .030 C3 .018 P3 .040 14 .027 N4 .010IBLGDEC4DEC4
.018
.312
.7000.
.8400.
NBHGTVARTVAR
.036
.200
.7502.
.0502.
DE .940 SO .700
LC .18901 93.5OL 47.С01 90.7OL 25.0СО -15.
RC .06402 96.0OX 0.02 93.2
0.3.6
OX
VI
CK .055Ml 80.0
Ml 80.0
V2 1.1QUAL RC DE 1.02 SO 1.60 СО 37. V2 11 .
SEVE C4 MAXIMUM DISTILLATE - BRENTCHAR VD VDV1COUT 0.ВUTIL CB .053 EL 45.RPRO HS .001 C2 .030 C3 .018 P3RPRO IB .018 NB .036
M2 83.0
M2 83.0
CE 25.0
SEVECHARCOUTUTILRPRORPRORENDQUALQUALQUALQUALQUALQUAL
C2VD
LGLGHGHGLCRC
MAXIMUMVDV20.8CB .HS .IB .LG .DE .C4DE .C4DE 0DE 1
0530100163057000.
8400..940.05
GASOLINE -
ELC2NBHGTVARTVARSOSO
45..031.033.200.7502.
.0502.
2.104.60
ARABIAN
СЗ
LC01OL01OLCOCO
.017
.19493.547.090.725.0-15.37.
SEVE C3 MAXIMUM GASOLINE - ARABIANCHARCOUTUTILRPRORPRORENDQUALQUALQUALQUALQUAL
VD
LGLGHGHGLC
VDV30.8CB .HS .IB .LG .DE .C4DE .C4DE .
0530150152997000.
8400.
950QUAL RC DE 1.05******************
ELC2NBHGTVARTVARSOSO
45..030.031.200.7502.
.0502.
3.006.00
C3
LC01OL01OLCOCO
.016
.19493.547.090.725.0-15.37.
LIGHT
P3
RC02OXO2OXVIV2
HEAVY
P3
RC02OX02OXVIV2
HYDROTREATED
.036
.07096.0
0.93.2
0.3.6
11.
14
CKMl
Ml
V2
.025
.05580.0
80. 0
i.l
HYDROTREATED
.035
.07996.0
0.93.2
0.3.6
11.
14
CKMl
Ml
V2
.023
.05580.0
80.0
1.1
N4
M2
M2
CE
N4
M2
M2
CE
.008
83
83
25.
.0
.0
.0
.008
83,
83.
25.
,0
.0
0
.040 14 .027 N4 .010

Г
RENDQUAL LGQUAL LGQUAL HGQUAL HGQUAL LCQUAL RC
SEVE C5CHAR VDCOUTUTILRPRORPRORENDQUAL LGQUAL LGQUAL HGQUAL HGQUAL LCQUAL RC
COUTUTILRPRORPRORENDQUAL LGQUAL LGQUAL HGQUAL HG
LGDEC4DEC4DE
.312
.7000.
.8100.
.910DE 1.02
HG .100TV .750AR 2.TV .050AR 2.SO .500SO 1.60
319
LC .28501 93.5OL 47.001 90.7OL 25.ССО -20.СО 37.
КГ .064CI 96.ССХ О .02 93.ZСХ v.VI 3.-:V2 11.
гк .05-к: б и. с
к: во.:
V2 1.1
MAXIMUMVDV20.8СВ .053HS .010IB .016LG .305DE .700СЛ 0.DE .810C4 0.DE .910DE 1.05
DISTILLATE - ARABIAN LIGHT HYDR0TREA7ED
EL 45.C2 .031NB .033
100750
HGTVARTVAR
2..0502.
SO 1.60SO 4.60
LC .29401 93.5OL 47.001 90.7OL 25.0CO -20.CO 37.
RC .07002 96.0OX 0.02 93.2OX 0.VI 3.6
V2 11.
CK .055Ml 80.0
Ml 8 0. 0
V2 1.1
ID .015LG .299DEC4
.7000.
NB .031HG .100TV .750
DE .810C4 0.
ARTVAR
2..0502.
LC .29401 93.5OL 4 7.001 90.7OL 25.0
RC .07902 96.СOX 0.02 93.2OX C.
CK .055Ml 80.0
QUAL LC DE .920 SO 2.50 CO -20. VI 3.6QUAL RC DE 1.05 SO 6.00 CO 37. V2 11.
1.1
»•»it****************************)
UNIT IS ISOMERIZATION
к: S3.О
M2 6 3. С
CE 25.0
СЗ .017 РЗ .036 14 .025 N4 .008
М2 83.0
М2 83.0
СЕ 25.0
SEVE C6 MAXIMUM DISTILLATE - ARABIAN HEAVY HYDROTREATEDCHAR VD VDV3
0.8CB .053 EL 45.HS .015 C2 .030 C3 .016 P3 .035 14 .023 N4 .008
M2 83.0
Ml 80.0 M2 83.0
CE 25.0
ж*************************************************»***»*******»*»*»*»*»*»»,»,,»»
САРАCHAR LGCOUT CAPUTILDEST ISRPRORENDQUAL ISQUAL IS
LG**1.0CB .04REC2
IS
PR.03.97
EL 30.ES SU
DE .655C4 0.
TV 0.40AR 0.
01 89.OL 0.
92.OX
UP .0
Ml 87.0 M2 90.0
*******************************UNIT AK ALKYLATION
*******************************
CAPACHAR NBCOUT CAPUTILDEST AKRPRORENDQUAL AKQUAL AK
• * * * * * * * * * * * *
UNIT DL
SOLDNB5.5CB .091RE PRN4 .05AK 1.99DE .700C4 0.
EL 70.ES SU14 -1.05
TV 0.40AR 0.
*P .01
01 96.OL 0.
02 100.OX 0.
UP .00
Ml 94.0 M2 99.5
DIMERSOL
CAPACHAR P3 SOLDP3COUT CAP 0.4UTIL CB .023 EL 10.
UP .0
f

320
DEST DMRPRORENDQUAL DMQUAL DM
RE*PDMDEC4
PR.005.995.690
0.
ES SU
TV .50AR 0.
о: 96.0 с:OL 100.0 Ол
К'. 32. < KZ 84.0
UNIT
САРАCHARCOUTUTIL
DEST
RPRO
UNIT
CAPA
COUT
UTILDEST
DESTDEST
SEVE
CHAR
RPROREND
QUAL
QUALQUAL
BE
IBCAP
BE
UNITE DE
SOLDIB
0.CBREBE
3.021PR
1.52
MTBE
ELESME
**ж"**жжжжжжжжжжжжж:
VB VISBREAKING
CAP
EVGVW
Bl
VR
EVEVGV
0.CBREDOLF
9.006
ESHOHF
ELPRLF
10.SU
-.52
(VACUUM
5.SUHF
VISBREAKING BRENT
VRV1
HSEVDEC4DE
QUAL W DE
SEVE
CHARRPRORENDQUAL
QUAL
QUAL
QUAL
B2
VR
EV
EVGV
W
SEVE B3
CHAR
RPROR™NDQUAL
QUAL
QUALQUAL
VR
EVEVGVW
.001
.041
.740
0..860
1.002
C2GVTV
ARSOSO
.023
.1360.70
2.0.300.96
VISBREAKING ARABIAN
VRV2
HSEVDEC4DEDE
.003
.036
.740
0..8601.038
C2GVTVARSOSO
.020
.119
0.70
2.2.104.40
VISBREAKING ARABIAN
VRV3
HSEVDEC4DEDE
.004
.036
.740
0..8601.071
C2GVTV
ARSOSO
.020
.1190.70
2.2.605.46
« I * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * *
UNIT CK COKING
RESIDUE)
W01OLCOCO
0.79966.0
55.0-10.
25.
LIGHT
WOlOLCOCO
0.62266.055.0
-10.
30.
HEAVÏ
W01OLCOCO!**<
0.82166.055.0-10.65.
Г * * * * * *
02OXVIV2
O2OXVIV2
02OXVIV2* * * *
70. С
0.4.0200.
70. 00.
4.0730.
70.00.
4.03300.**'***
Ml 59. С
v: l.i
Ml 59.0
V2 1.1
Ml 59.0
V2 1.1
**********
UP
UP
RFHD
M2
CE
M2
CE
M2
CE
* * * *«
.000
0.1
61
40
61
40,
61.
40.
г * * i
oo
.3
.0
.3
.0
.3
.0
t * * *
САРА
COUT CAP 0.1
UTIL
*BND
CHAR VR
DEST EK
DEST GK
DEST CK
RPRO
REND
CB .006
UP 0.0
VRV3
RE ES
LF HF
CK
HS .004
EK .309
EL 10.
PR SU
UP .0
КГ
C2 .121GK .070
C4 .042CK .454
t

Г321
QUAL EK DE .750 TV 0.70 01 65.0 02 70.G Ml 5Й.С MC 61.СQUAL EK C4 0. AR 2. OL 5C.0 OX 0.QUAL GK DE .860 SO 2.60 СО -10. VI 4.0 VI 1.1 CE 40.0'
UNIT HD HYDRODESULFURIZATION
CAPACOUT CAP 0.3 UP 5.55DEST GD DO HO LF HFл********************************************************************SEVE Hl LIGHT ATMOSPHERIC GAS OIL - ARABIAN CRUDE OILSUTIL CB .021 EL 10.CHAR GO GO22 GO33RPRO H2 -0.005 HS .015 C2 .011REND GD .979QUAL GD DE .860 SO 0.16 СО -6. VI 6.5 V2 1.7 CE 50.it*****************************************************?-**************
SEVE H2 LIGHT CYCLE OIL - ARABIAN CRUDE OILSUTIL CB .021 EL 10.CHAR LCC1 LCC2 LCC3 LCC4 LCC5 LCC6RPRO H2 -0.006 HS .021 C2 .027REND GD .958QUAL GD DE .940 SO 0.30 CO -20. VI 3.6 V2 1.1 CE 25.
SEVE H3 VISBREAKING AND COKING - ARABIAN CRUDE OILSUTIL CB .021 EL 10.CHAR GVB1 GVB2 GKCKRPRO H2 -0.011 HS .021 C2 .021REND GD .969QUAL GD DE .860 SO 0.25 CO -10. VI 4.0 V2 1.1 CE 40.л*******************************************************************

322
D.2 Le fichier GEMME MULTI
1
MULTBLOCBLOCBLOCBLOCBLOCBLOCBLOCBLOCBLOCBLOCDEPODEPODEPODEPODEPODEPODEPODEPODEPODEPOTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRAN
ZIZIZ2Z2Z3Z3Z4Z4Z5Z5UKUKABABFRFRGIGIPSPS
95A1NADONADONADONADONADONADONADONADONADONADOZIZIZIZ2Z2Z223Z3Z3Z424Z4Z5Z5Z52121ZIZIZIZIZIZIZI21ZIZIZ22222Z2Z2Z2Z2Z2Z2Z2Z2Z2Z3Z3Z3Z3Z3Z3
00000000004
.00
.00
.00
.00
.00
.00
.00
.00
.00
.00
.7813.6212.7235.035.8017.423..0624.844..9111.00UKUKUKABABABFRFRFRGIGIGIPSPSPSABABABFRFRFRGIGIGIPSPSPSUKUKUKFRFRFRGIGIGIPSPSPSUKUKUKABABAB
RE 0.00HO 0.0RE 0.00HO 0.00RE 0.00HO 0.0RE 0.00HO 0.00RE 0.00HO 0.00RE 0.00HO 12.08RE 6.16HO 4 8.38RE 0.00HO 18.13RE 1.69HO 11.16RE 1.53HO 5.66NAREPRES^UJFDOHOLFHFNAREPRESSUJFDOHOLFHFNAREPRESSUJFDOHOLFHFNAREPRESSUJFDOHOLFHFNAREPRESSUJFDOHOLFHFNAREPRESSUJFDOHOLFHFNAREPRESSUJFDOHOLFHFNAREPRESSUJFDOHOLFHFNAREPRESSUJFDOHOLFHFNAREPRESSUJFDOHOLFHFNAREPRESSUJFDOHOLFHFNAREPRESSUJFDOHOLFHFNAREPRESSUJFDOHOLFHFNAREPRESSUJFDOHOLFHFNAREPRESSUJFDOHOLFHF
PR 0.LF 0.PR 0.LF 0.PR 0.LF 0.PR 0.LF 0.PR 0.LF 0.PR 8.LF 11PR 2.LF 19PR 9.LF 3.PR 10LF 4.PR 7.LF 1.0.000.000.000.000.000.000.000.000.000.000.000.000.000.000.004.424.422.235.385.382.718.978.977.645.535.534.714.424.422.234.764.762.408.468.467.215.045.044.295.365.382.714.764.762.4C
00ОС0000000000ОС000053.4305.893648.16101666
ESHFESHFESHFESHFESHFESHFESHFESHFESHFESHF
0.0.0.0.0.0.0.0.0.0.121726293.131.360.14
ОС000000000000000000.79.14.29.8374.9269.9351.94
SU
SU
SU
SU
SU
SU
SU
SU
SU
SU
0.
0.
0.
0.
0.
7.
6.
7.
1.
00
00
00
00
00
11
57
69
39
02
JF
JF
JF
JF
JF
JF
JF
JF
JF
JF
0.
0.
0.
0.
0.
8.
7.
2.
3.
3.
00
ОС
00
00
00
55
95
98
89
35
' • " 3 *

Г
11
TRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRANTRAN
Z323Z3Z3Z3Z3Z4Z4Z4Z4Z4Z4Z4Z4Z4Z42424
Z5Z5Z5Z5Z5Z5Z5Z5Z5Z5Z5Z5
GIGIGIPSPSPSUKUKUKABABABFRFRFRPSPSPSUKUKUKABABABFRFRFRGIGIGI
NAREPRESSUJFDOHOLFHFNAREPRESSUJFDOHOLFHFNAREPRESSUJFDOHOLFHFNAREPRESSUJFDOHOLFHFNAREPRESSUJFDOHOLFHFNAREPRESSUJFDOHOLFHFNAREPRESSUJFDOHOLFHFNAREPRESSUJFDOHOLFHFNAREPRESSUJFDOHOLFHFNAREPRESSUJFDOHOLFHF
8.708.707.416.126.125.218.978.977.648.468.467.218.708.707.417.217.216.765.535.534.715.045.044.296.126.125.217.217.216.76
К

324
D.3 La matrice sous format MPSit NAME: , ROWS
LLGLGLEEEEEEEEEEEEEEEEELGGLGGLLGN
ecuCDBD1MIND1MAXD2MIND2MAXBIGZBIGLBIE1BIE2BITEBIGO1BIGO2BIRE1BIRE2BIR92BIR98BICHBICABISUBIGMBIFLBICBTVMAXCATVMINCANORCATVMAXSUTVMINSUNORSUTSGMVMAXFLVMINFLCOUT
COLUMNSBRIBRIBRIBRIBRIBRIBRIBRIBRIBRIBRIBRIBR2BR2BR2BR2BR2BR2BR2BR2BR2BR2BR2BR2E2R92E2R92E2R92E2R92E2R92E2R92
EXEMPLE
ecuD1MIND1MAXBIGZBIGLBIE1BIE2BITEBIGO1BIRE1BICHCOUTecuD2MIND2MAXBIGZBIGLBIE1BIE2BITEBIGO2BIRE2BICHCOUTCDBBIGZBIGLBIE2BIR92BICH
1.00001.00001.00000.00200.01800.05000.16000.16000.31000.3000-0.0200
192.00001.00001.00001.00000.00400.02100.05000.09000.10000.21000.5250
-0.0200152.00001.00000.08300.1510
-1.00000.7940
-0.0800

325
E2R92E2R98E2R98E2R98E2R98E2R98E2R98E2R98CHGZCHGZCHGLCHGLCHE1CHE1CHFLCHFLE1CAT.1CAE1CAE1CAE1SUE1SUE1SUEl SUEl SUF1CBF1CBF1CBF1CBF2CBF2CBF2CBF2CBPTGMPTGMPTGMG01GMGO1GMGO1GMGO1FLGO1FLGO1FLGO1FLGO2GMGO2GMGO2GMGO2FLGO2FLGO2FLGO2FLRE1FLRE1FLRE1FLRE1FLRE2FLRE2FLRE2FLRE2FLR92CAR92CAR92CAR92CAR92CAR98CAR98CAR98CA
COUTCDBBIGZBIGLBIE2BIR98BICHCOUTBIGZBICHBIGLBICHBIE1BICHBICHBIFLBIE1BICATVMINCANORCABIE1BISUTVMAXSUTVMINSUNORSUBIE1BIE2BITEBICBBIE1BIE2BITEBICBBITEBIGMTSGMBIGO1BIGMTSGMBIGO1BIFLVMAXFLVMINFLBIGO2BIGMTSGMBIGO2BIFLVMAXFLVMINFLBIRE1BIFLVMAXFLVMINFLBIRE2BIFLVMAXFLVMINFLBIR92BICATVMAXCATVMINCANORCABIR9BBICATVMAXCA
1.50001.00000.12000.2440
-1.00000.7010
-0.09001.S000
-1.00001.0000
-1.00000.6500
-1.00000.75001.0000
-1.0000-1.00001.0000
300.0000-5.0000-1.00001.0000
100.0000300.0000-13.0000-0.1800-0.3000-0.52001.0000
-0.0800-0.5500-0.37001.0000
-1.00001.0000
-0.3120-1.00001.0000
-0.3735-1.00001.0000
-17.0000-15.0000-1.00001.00001.2900
-1.00001.0000
-17.0000-15.0000-1.00001.0000
-3.0000-1.0000-1.00001.00003.00005.0000
-1.00001.0000
-400.0000-100.0000
8.0000-1.00001.0000
-350.0000

326
1
R98CAR98CAR92SUR92SUR92SUR92SUR98SUR98SUR98SUR98SUR98SUIMCAIMCAЕХСАЕХСАIMSUIMSUEXSUEXSUIMGMIMGM
EXGMEXGMIMFT
J
IMFLEXFLEXFLIMCBIMCBЕХСВЕХСВ
RHSRHSRHSRHS
RHSRHSRHSRHSRHSRHSRHSRHSRHSRHSRHS1RHS2
ENDATA
TVMINCANORCABIR92BISUTVMAXSUTVMINSUBIR98BISUTVMAXSUTVMINSUNORSUBICACOUTBICACOUTBISUCOUTBISUCOUTBIGMCOUTBIGMCOUTBIFLCOUTBIFLCOUTBICBCOUTBICBCOUT
ecuCDBD1MIND1MAXD2MIND2MAXBIGLBIE1BICABISUBIGMBIFLBICBBIFLBIFL
-50.000012.0000-1.00001.0000
-300.0000-100.0000-1.00001.0000
-250.0000-50.00004.00001.0000
287.0000-1.0000
-177.00001.0000
332.0000-1.0000
-205.00001.0000
270.0000-1.0000
-168.00001.0000
177.0000-1.0000
-112.00001.0000
283.0000-1.0000
-175.0000
3000.0000480.0000500.0000
2000.0000500.00003000.000060.000020.000038.0000
130.0000610.0000890.0000200.0000910.0000
-400.0000

Annexe E
Programmation linéaire : rappelsthéoriques
Б.1 Systèmes d'équations linéaires et la méthodede Gauss
La théorie des systèmes d'équations linéaires étant à la base de la programmationlinéaire, le rappel des concepts usuels paraît indispensable à la compréhension desdéveloppements qui vont suivre.
1. Forme linéaire : Soient Xj un vecteur à n composantes dans un espace euclidienif* à n dimensions хг,Х2,- • • ,xn, et n nombres réels a,j, nous appellerons formelinéaire l'expression :
( 6 - 1 )
(6-1 ' )
ai x\ + ai xi + — + an xn
ou, sous une forme équivalente :
J
2. Equation linéaire : Si on égalise l'expression linéaire précédente à une quantitédonnée OQ, on obtient ce qu'on appelle une équation linéaire :
(6-2)
(6-2')
ai Xi + U2 Xi + • 1- On Xn =
ou, de manière équivalente :
J = l

Г Г328
3. Système d 'équations linéaires : est un ensemble de m équations linéaires detype (6-2) à résoudre simultanément, c'est-à-dire dont la ou les soltion(s) vérifientl'ensemble des équations considérées :
+ a2jxj + • • •
+ ... + ... + ... + ... + ... = . . .+ щ2х2 -\ h aijXj -) 1- a,inxn = 0,0
(6-3W
-Ь вт2х2 + +
ou, sous une forme plus condensée :
n
;- = 0,0 i = 1,2, • •• ,m
+ ••• + amnxn = cmo
(6-3')
î
1
Le système (6-3) peut être écrit également sous forme matricielle :
 X = Ao (6 — 3 )
Avec :
a n
О22
« I n
«in
Ûm2
Б.1.1 Définitions
X =
jJ
Ao =
Û20
OraO У
1. On appelle solution d'un système d'équations (6-3), tout vecteur V dont lescomposantes vi,v2, • • • ,vn vérifient toutes les équations du système, c'est-à-dire :
Vt = l ,2 , - - - ,m (6-4)
1
2. un système est dit incompatible s'il n'existe aucun vecteur V dont les composantesvérifient la relation (6-4).
3. un système possède une infinité de solutions s'il existe plus d'un vecteur dont lescomposantes sont solutions des équations du système.
4. un système possède une solution unique s'il n'existe qu'un seul vecteur dont lescomposantes vérifient la relation (6-4).
a.
h
rito Iri
1 w
1
329
Résoudre un système d'équations linéaires, c'est rechercher sa ou ses solutions,c'est-à-dire l'ensemble des vecteurs Vj, s'ils existent, dont les composantes sont solu-tions de toutes les équations du système donné. Le principe de la résolution consiste àpasser successivement à des systèmes équivalents au système initial, jusqu'à obtentionde la ou des solution(s).
Systèmes équivalents : Deux systèmes sont dits équivalents si toute solution de l'unest solution de l'autre et inversement.
Un système équivalent à un système donné s'obtient en effectuant sur ce dernier destransformations élémentaires de type :
• multiplication ou division des deux membres d'une ou plusieurs équations dusystème par un nombre réel différent de zéro,
• addition ou soustraction membre à membre de deux ou plusieurs équations dusystème,
• élimination du, ou ajout au, système d'une ou plusieurs équations à coefficientsaij et seconds membres a,o nuls.
Б.1.2 La Méthode de Gauss
La méthode de Gauss consiste à chercher un système-solution équivalent au systèmeinitial et ayant une matrice A des coefficients triangulaire ou trapézoïdale, ce qui re-vient à chercher une base unitaire dans le système, cest-à-dire en faisant apparaîtredans chaque équation une variable propre à cette équation (qui n'apparaît dans au-cune autre équation).
Reprenons le système (6-3) et supposons que le rang1 de la matrice A est égal2 à r.Soit an ф 0 (si tel n'est pas le cas il existerait au moins une équation i telle que ац ф 0).
En divisant tous les coefficients de la première équation parnous obtenons une équation équivalente :
, Û12H x2 +
au
Ou:
Avec :
xi x ,
. «in a«o• + х„ = —
xn =
appelé pivot,
(6 -5)
(6-5')
(6-6)
lle rang r d'une matrice A(m, n) est égal à l'ordre du plus grand déterminant non nul de la matrice.2ce qui signifie qu'il existe r équations linéairement indépendantes dans le système. Comme le nombte
total d'équations est m, on doit avoir r < m .
\IJCi

1V
330
Relation dans laquelle l'exposant indique le numéro de l'itération.
En éliminant maintenant X\ des m — 1 autres équations, on obtient un nouveausystème, équivalent au système initial :
(6-7)
Système dans lequel :
0 + c $ x 2 + ••• + a{26>x
0 + c$x2 + -•• + s g V
U + e_,2*2 + • • •
< 4 6 „ Ч , =
= «So+ ••• + !-••• =
= a ( )
(6-8)(в)
aij = °»'i ~ a»l
a
o n
j = 0,1,---,n
t =
C'est la première itération qui a permis d'éliminer la variable xx de toutes les équationsexceptée la première. La procédure se poursuivra de la même manière pour les autresvariables, en se gardant ne pas retenir comme équation celle où la variable en questionapparaîtra, une équation déjà retenue dans les itérations précédentes.
D'une manière générale, si on choisit, à l'étape l, de garder la variable xp3 dans
l'équation g*, le pivot est alors l'intersection des ligne et colonne clefs, c'est-à-dire a,p.La variable xp figurera alors uniquement dans l'équation g avec un coefficient unitaire,les coefficients des autres variables se déterminent à partir de ceux du système del'itération / — 1, selon la relation :
(6-9)гф\
aЯР
Au cours des itérations deux cas peuvent se produirent :
• une équation quelconque devient identiquement nulle, c'est-à-dire dont tous lescoefficients (y compris le second membre) s'annulent, cela signifie que l'équationinitiale correspondante est une combinaison linéaire d'autres équations du système.Dans ce cas la ligne des zéro: est à supprimer et la procédure se poursuivra,
• pour une équation quelconque, tous les coefficients du membre de gauche sontnuls alors que le second membre ne l'est pas. Ceci veut dire que le système estincompatible, donc la procédure de résolution est terminée.
3le vecteur p est dit vecteur-clef.*la ligne q est dite ligne-clef.
f. ,

4V
1К
331
Б. 1.3 Critère d'arrêt de la procédureL'achèvement de la procédure itérative de Gauss dépend des valeurs de m,n,r, le casd'incompatibilté dont on a parlé précédemment non compris, puisque :
1. si m = n = r, c'est-à-dire que le système à résoudre, composé de m = n = réquations linéairement indépendantes, possède autant d'inconnues que d'équations(la matrice A étant alors carrée), d'où le cas d'une solution unique. Le nombred'itérations à effectuer est égal à m = n = r, pour aboutir au système suivantayant une matrice A triangulaire :
(6-10)
xi 0О Х2
оо
О =О =
О =
10
0 о
où a)™' se déterminent par la relation (6-9) dans laquelle on remplace / par m.Le vecteur solution X" s'écrit :
Y* (//m) «Wл io 1 0 , a20
Avec : m = n = r.
2. si r < m < n, le système possède alors un nombre d'inconnues supérieur aunombre d'équations linéairement indépendantes5 : c'est le cas d'une infinité desolutions. Après r itérations on aboutit au système suivant :
(6-11)
xi 00 x2
0 0
00
О +
о +
о += <4o
О 0 ••• 0 ••• хт
La matrice A est alors trapézoïdale.
Dans ce cas les r premières variables par rapport auxquel le système a été résoluforment ce qu'on appelle une base dans un espace à JT à r dimensions (r < m).Ces variables sont dites variables de base, les (n — r) autres sont dites variables
5 Non» avons mentionné que les équations linéairement dépendantes se transforment en lignes de zérosan coutf des itérations, donc il ne subsistera que les équations linéairement indépendantes.
f

r332
hors base.
1
К
La solution du système consiste à exprimer les r variables de base en fonctiondes (n — r) variables hors base, c'est-à-dire :
(6-12)
Xï 0
О хг
О О
О О
ОО
О =О =
О = г+1
о
Ainsi, il suffit de donner arbitrairement des valeurs numériques aux (n — r) varia-bles x r + 1 ,« r +2, • • • ,xn pour obtenir les valeurs correspondantes pour les г varia-bles de base i i , ж2> • • • » xT. Le système admet donc une infinité de solutions. Enparticulier si on pose :
Xr+1 = Xr+2 = • • • = Xn = 0
on obtient le vecteur solution :
\a\0',a\0>,• • • , a \ 0 \ • • •,ау
т0'J
appelé solution de base.
Б.1.4 Généralisation : l'algorithme de GaussLa mise en œuvre de la méthode de Gauss décrite précédemment requiert les étapessuivantes :
1. on choisit une colonne-clef p et une ligne-clef q, ce qui signifie qu'on décide de negarder cette variable xp que sur la ligne (équation) q. On dira que la variable xp
entre en base. Le pivot étant l'intersection des ligne et colonne clefs est donc aqp;
2. on passe alors à un système équivalent dont les coefficients se déterminent selonla relation (6-9)
3. on choisit une autre ligne-clef et une autre colonne-clef et on revient à l'étape 2.
4. сгйе'ге d'arrêt de la procédure : la procédure se termine lorsque toutes les lignes(équations) du système ont été retenues comme ligne-clef, à l'exception du casd'incompatibilité qui pourra être décelé durant la mise en œuvre de la procédure,par l'obtention d'une ligne dont tous les coefficients a.ij sont nuls sauf le secondmembre а 0 correspondant et qui met fin à la procédure.
t

f
f333
E.I.5 Solutions de base d'un système d'équations linéairesE. 1.5.1 Recherche de toutes les solutions de base
Le choix arbitraire du pivot permet de trouver une solution de base parmi d'autres.Le nombre de solutions de base d'un système de m équations linéaires, dont r sontlinéairement indépendantes, à n inconnus est égal à C„. La détermination de toutesces solutions s'effectue en deux étapes :
1. recherche d'une solution de base (choix arbitraire du pivot) ;
2. passage de cette solution de base trouvée aux autres.
Б.1.5.2 Solutions non négatives des systèmes d'équations linéaires
Dans des applications pratiques, seule une partie des solutions de base d'un systèmed'équations linéaires revêt un intérêt : il s'agit des solutions de base non négatives,puisque les variables pouvant représenter des grandeurs économiques (tonnages, volu-mes, prix, etc.), sont alors astreintes à ne pas être négatives.
La recherche des solutions de base non négatives d'un système d'équationslinéaires s'effectue à l'aide de l'algorithme de Gauss assorti de restrictions sur le choixdu pivot, qui ne pourra alors plus se faire arbitrairement.
Les étapes de l'algorithme de Gauss deviennent alors :
1. tous les seconds membres a« doivent être non négatifs (a,0 > 0), si tel n'est pasle cas on multipliera par (-1) l'équation ou les équations concernées ;
2. la variable xp entrante dans la base doit posséder au moins un élément а*р positif,c'est-à-dire que la colonne-clef xp doit contenir au moins un coefficient positif ;
3. on calcule les ratios :, <4ohi— — i = 1,2, ••• ,m
4. la ligne-clef g (autrement dit l'équation dans laquelle sera retenue la variable xp)correspond au minimum des hi, c'est-à-dire :
= Min{— i = l , 2 , •••, m }
5. la détermination des ligne-clef et colonne-clef aboutit à celle du pivot qui seraalors dçp ;
6. on passe alors à l'application des itérations restantes de l'algorithme de Gaussdécrites précédemment.
t

334
Après le rappel des fondements de la méthode de Gauss pour la résolution dessystèmes d'équations linéaires, nous passons maintenant à la formulation mathématiqued'un programme linéaire, avant de passer aux méthodes de résolution graphique etanalytique (les méthodes du simplexe ordinaire et révisé).
Б.2 Formulation mathématique d'un programme liné-aire
Considérons le cas d'une raffinerie fabriquant n produits j à partir de m facteurs i.La quantité disponible en facteur i est o,0. La technologie de fabrication utilisée parla raffinerie est caractérisée par la matrice A (m x n) des coefficients techniques a^,c'est-à-dire la quantité du bien intermédiaire i nécessitée par la production d'une unitédu produit final j .
Le problème qui se pose à la raffinerie est celui d'une utilisation optimale de sesressources (facteurs de production) dans le cadre de la réalisation de son programmede production ; autrement dit, il s'agit de trouver le programme de production quioptimise l'objectif de la raffinerie, qui peut être :
• une minimisation des coûts de revient de la production. Dans ce cas on se donneun vecteur-ligne С de composantes (с1,сг,---,с,-,••• ,cn) des coûts de revientunitaire des produits j fabriqués ;
• une maximisation d'un revenu (profit, chiffre d'affaires) ; le vecteur С désignantalors des revenus unitaires procurés par la vente des produits j fabriqués.
L'ensemble des données précédentes peut être regroupé dans le tableau suivant :
Facteurs
12
i
m
Coût ou Revenuunitaire
Quantité <4j du bien t néceuaireà la production d'une unité du bien final :
1
«ilan
» m l
2
au
033
o j j
C3
i
<4J
•4}
O m j . . .
n
ai иazn
l i n
amn
Cn
Disponibilitéen facteur i
ai0
aioajo
<4o
«tnO
La recherche d'un tel programme optimal passe par :
1. la formulation mathématique du problème sous forme d'un programme linéaire ;
£•"
i
! '

г-335
2. sa résolution enfin par la méthode appropriée.
La formulation mathématique du problème sous forme d'un programme linéaire s'effectueen étapes suivantes :
• Etape 1 : définition des variables (inconnues) Xj du problème. Pour le cas présentéci-dessus, les inconnues du problème sont les quantités (ou volumes) Xj à fabri-quer pour les n produits ;
• Etape 2 : expression de la fonction-objectif ( fonction économique) du problème.La raffinerie considérée, ayant pour objectif de maximiser, par exemple, sesrevenus résultant de la production, sa fonction économique Z s'écrit :
Max (Z) — ci xi + c2x2 H
ou, de manière équivalente :
\- -\ V cnxn (6 — 13)
. 7 = 1
ou, sous forme matricielle :
Max(Z) = CX
(6-13')
(6-13")
où, С et X sont respectivement les vecteurs-ligne des revenus unitaires et vecteur-colonne des inconnues du problème.
La fonction économique, étant la somme des produits d'un revenu (ou coût) uni-taire par une quantité (ou volume), s'exprime donc en unités monétaires choisies.
• Etape 3 : expression des contraintes techniques. La production de la raffinerieétant contrainte pratiquement par des disponibilités limitées en facteurs de pro-duction (heures machines, main d'ceuvre, matières premières, etc.), il s'agit detraduire mathématiquement le fait que la quantité totale d'un bien intermédiairei requise pour réaliser les productions Xj des n biens j ne doit pas dépasser (doncinférieure ou égale à) sa disponibilité ащ, ce qui s'écrit par :
En ^ ° io г = 1 , 2 , •••,n ( 6 — 1 4 )
(6-14')
ou, sous forme équivalente :n
5^ Oij Xj < ai0 t
ou, sous forme matricielle :
AX<A0 (6-14")
où A est la matrice (m x n) des coefficients techniques a^ et Ao le vecteur-colonnedes disponibilités a,o des m facteurs de production. Le produit A X exprime laquantité de chacun des m facteurs i requises par les productions xj des n biens j ;
t
336
• Etape 4 : enfin, les variables ou inconnues du problème expriment des grandeurséconomiques (des quantités ou volumes) et de ce fait elles ne doivent pas êtrenégatives, ce qui s'écrit par la contrainte dite de non négativité des variables :
Xj>0 j = l,2,---,n (6-15)
L'ensemble formé par les expressions (6-13) à (6-15) forme ce qu'on appelle anprogramme linéaire qu'on peut exprimer sous les trois formes :
1. en regroupant les relations (2-1), (2-2) et (2-3) on peut écrire :
Max (Z) = ci X\ + c2 X2 H h Cj Xj H \- cnxn
Tel que :
+ 0.12 %2 + • * • + a-ij Xj +
+ a22 X2 + + a2j xj +
+ ai2x2 + + +
j Xj -f
+ ai„ x„ < a«+ a2n Xn < U20
-I- ainxn < ai0
+ Omn xn < am0
1
2. de la même manière en regroupant les relations (6 — 13) à (6 — 15), on obtient :
tel que :
Xj>0
3. enfin, sous forme matricielle (relations (6 — 13") à (6 — 15"))
Max (Z) = CX
AX <A0 X>0tel que :
ou :
l(mxn) =
a n j • • • a.\n
0.22
ai2
\ Oral
fi
t

г- »337
к
О20
l(nxl) =
\ / \ ат0 /Un autre problème-type est celui d'une entreprise qui doit réaliser son pro-
gramme de production au moindre coût (donc la fonction-objectif est la minimisationdes coûts de revient de la production) tout en répondant à la demande exprimée pourles différents produits.
Considérons le cas d'une raffinerie qui traite n bruts j pour satisfaire des de-mandes djo des m produits pétroliers г. La mise en œuvre d'une unité d'un brut jrevient à Cj. H s'agit de formuler mathématiquement un tel problème.
1. les inconnues Xj sont les quantités à traiter de chaque type de brut j .
2. la fonction économique, le coût total à minimiser s'écrit :
Min (Z) = ci xi + c2 x2 H \- CjXj -\ \- cnxn
3. les coefficients a - expriment ici les rendements du brut j en produit fini i. Lescontraintes techniques expriment le fait que la quantité totale à fabriquer enproduit i doit être au moins égale à (donc supérieure ou égale à) la demande a;0de ce produit :
ûtl Xi + Oi2 X2 + • • • + Oij Xj + • • ' + uin Xn> uio
4. enfin, les contraintes de non négativité des variables :
i = 1, 2, ,n
Le programme linéaire d'un tel problème s'écrit donc :
Min (Z) = Ciii + c2x2 H \-CjXj + \-cnxn
Tel que :
a2i< a 22 X2
Xi + Oj2 X2 + ij Xj +
+ Oin Xn >
+ 0.2t, X„ > 0.20
+ ацхг + ••• -I- OijXj + ••• + (цпхп > ai0
f

••a
I"
338
On pourrait aussi écrire ce programme linéaire sous formes condensée ou ma-tricielle, comme on Га fait pour le premier cas-type ; il suffit de remplacer dans chacunedes deux formes précédentes le sens des inégalités (<) par (>) et la recherche d'unminimum au lieu d'un maximum (Min (Z) au lieu de Max (Z)).
1
Б.З Formes des programmes linéaires
Un programme linéaire peut être représenté sous l'une des trois formes suivantes :
1. la forme est dite canonique lorsque le système des m contraintes est composéuniquement d'inéquations (de type < pour une fonction-objectif à maximiser et> pour une fonction-objectif à minimiser) ;
2. la forme est dite standard si le système des contraintes est un système d'équations(les contraintes sont de type =) ;
3. la forme est dite mixte si les trois types de contraintes (<, = et >) sont présentsdans le programme.
Les formes qui nous intéresseront sont les deux premières (la forme canoniqueest adaptée pour une résolution graphique du programme linéaire6, alors que la formestandard est adaptée pour une résolution analytique du programme).
Il est possible de passer d'une forme aux deux autres, en observant les propriétéssuivantes :
1. on peut changer le type de la fonction économique de lr, recherche d'un maximumà celui d'un minimum et vice-versa7, en utilisant la relation :
Max (Z) = - Min (Z) Min (Z) = - Max (Z)
2. toute variable x de signe quelconque peut toujours être exprimée comme unedifférence de deux variables x et x non négatives :
x = x — x x >0 x >0
Cette propriété permet t ra de respecter la contrainte de non négativité imposéeaux variables d 'un programme linéaire.
3. toute inéquation de type < peut être remplacée par une équation en soustrayantdu membre de gauche une variable non négative dite variable d'écart, et inverse-ment :
— a»'o 0
6si le nombre de variables ne dépasse pas trois.7ceci permettra en effet d'associer à un système de contraintes de type < une fonction-objectif de
type Max, et à un système de contraintes ds type > une fonction économique de type Min.

Г339
4. toute inéquation de type > peut être remplacée par une équation en soustrayantau membre de gauche une variable non négative dite variable d'excédent et in-versement :
> ai0 j — xn+i = a,o > 0
5. toute équation peut être remplacée par un système de deux inéquations de signesopposés (< et >) :
U > ai0
1
Б.4 Passage d'une forme à une autre
Б.4.1 De la forme canonique à la forme standardLa forme standard est adaptée à une résolution du programme linéaire par la méthodeanalytique (le simplexe) comme on le verra plus loin.
Le passage de la forme canonique à la forme standard consiste à transformer lesystème de contraintes exprimées sous forme d'inéquations à des équations par ajout(soustraction) des variables d'écart (d'excédent). Ces variables d'écart et d'excédentont un coefficient nul dans la fonction économique.
Exemple : Ecrire le programme suivant sous forme standard :
Max (Z) = 2xx - x2 + 3x3
Tel que :- i l +4x2 — x3 < 63«i - 2 x 2 -4x3 > 4Xj>0 j = 1,2,3
Appelons x+ et z5 les variables d'écart et d'excédent à ajouter et soustraire du membregauche de la première et deuxième contraintes respectivement, nous aurons :
Max (Z) = 2xi - x2 + 3x3
Tel que :—xt +4a?2 — x3 + z4 = 63 xi — 2 x2 — 4 x3 — x5 = 4Xj>0 j = 1,2,3,4,5
Ce programme est équivalent au premier et nous verrons que ce passage nouspermettra de résoudra ce second programme au lieu du premier.

340
Б.4.2 De la forme standard à la forme canoniqueLe passage inverse au précédent, c'est-à-dire d'un système de contraintes exprimées sousforme d'équations à un système sous forme d'inéquations se fait en utilisant la méthodede Gauss que nous avons développée dans le premier paragraphe de ce chapitre. Labase unitaire à laquelle conduit la méthode est alors considérée comme une base com-posée des variables d'écart dont l'omission permet alors le passage à des inéquations(cf. propriété 3).
Exemple : Ecrire le programme suivant sous forme standard :
Max
Tel que :i i + x2 + xA + 5 xs = 22Xi + x2 + x3 + 2 xt + 4 x& = 25x\ + +x3 + xs = 9Xj>0 j = 1,2,3,4,5
Comme la fonction-objectif est à maximiser, les équations seront transformées eninéquations de type <8.
Avant d'appliquer la méthode de Gauss, on remarquera que la variable x3,n'apparaissant que dans la deuxième équation, est donc une variable d'écart ; il restedonc à trouver deux autres variables sur les équations une et trois pour constituerla base unitaire recherchée. Le pivot ne pourra être donc choisi que sur ces deuxéquations :
Itération№
0
1
2
hi
22
25
I 9 I1316----
Variablesde base
-
-
-
* 3
x2
X3
X\
22
259
13169
1339
X\
1| l |
1
001001
1
10
11110100
* 3
010
010D10
Xi
1
20120110
x5
5
01
4314
- 11
Le programme équivalent s'écrit :
Max (Z) = Xi + x2 •
'Dans le cas d'une fonction économique à minimiser, les équations seront transformées en inéquationsde type >, la base unitaire doit avoir des coefficients égaux à (- 1).

г ,341
Tel que :
X2 + X4 + 4 X
5 = 13
хз + x
4 — X5 = 3
Xj + +15 = 9
х,>0 j = 1,2,3,4,5
On a fait apparaître une base unitaire composée des variables xi, x2 et x3 qu'onéliminera du système (fonction économique et contraintes). Pour cela on les exprimeraen fonction des autres variables :
!
x2 = 13 — x4 — x5 > 0 = > x4 + x5 < 13x3 = 3 — x4 + xs > 0 =r> x4 - x5 < 3X! = 3 - x4 + xs > 0 = > xs < 9
Et en remplaçant dans Z, nous aurons finalement le programme sous forme canonique,équivalent au programme standard initial :
Max (Z) = 28 4- 4 x4 + 5 x5
Tel que :ж4 + x5 < 13
x 5 < 9x* > 0 x5 > 0
1 On voit qu'on est passé d'un programme à 5 inconnues à un programme équivalent à 2inconnues qu'on pourra résoudre graphiquement comme on le verra un peu plus loin.Au préalable donnons quelques définitions.
У Б.5 Ensembles convexes et programmes linéaires
^ •. Б.5.1 Définitionst
• Ensemble convexe : On appelle ensemble convexe tout ensemble de points telque tout point d'un segment quelconque, joignant n'importe quels deux pointsde l'ensemble, appartienne à l'ensemble considéré.
• Le sommet : C'est un point de l'ensemble convexe mais n'appartenant à aucunsegment joignant deux points intérieurs à l'ensemble convexe.
Un ensemble convexe est parfaitement défini lorsqu'on connaît ses sommets.
• Polyèdre convexe : On appelle polyèdre convexe tout ensemble convexe ayantun nombre fini de sommets.
• Plan d'appui : On appelle plan d'appui d'un polyèdre convexe tout plan situéd'un même côté du polyèdre et qui possède au moins un point en commun avecce polyèdre.

г - г
m
9que nous ne démontrerons pas.
iM
342
• I• Hyperplan : Toute équation linéaire de type : ç
ai X\ + a.2 x-i + • • • + Oj Xj + • • • + cn xn = ao
définit un plan de l'espace à n dimensions, ou hyperlan. .• Combinaison linéaire convexe : La relation :
* = £>,*, a i > 0
"""* définit une combinaison linéaire convexe des m points x^. Tout point d'un seg- •" i *ment est une combinaison linéaire de ces points extrémités.
Ces définitions permettent d'énoncer les théorèmes suivants9 :
Б.5.2 Propriétés fondamentales des programmes linéaires* i • Théorème 1 : L'ensemble des programmes réalisables d'un problème de pro- • -, %
grammation linéaire forme un polyèdre convexe.
• Théorème 2 : Si un ensemble convexe S des solutions réalisables d'un problème^ ч de programmation linéaire est un polyèdre borné, la forme linéaire exprimant la j . ч
^ fonction objectif à optimiser, atteint son optimum en un sommet de ce polyèdre. \JlDe plus si cet optimum est atteint en deux sommets du polyèdre, il est aussi ^atteint en tout point qui est la combinaison linéaire des deux sommets, c'est-à-
/• •• dire l'ensemble (infini) des points du segments formé par les deux sommets : c'est ^le cas d'une infinité de solutions.
• Théorème 3 : La condition nécessaire et suffisante pour qu'un vecteur V soit unsommet de l'ensemble convexe S, est qu'il ait exactement m composantes posi- % s
tives. . . .
! [.. lAinsi toute solution de base est un sommet et, inversement, tout sommet est une
solution de base. Résoudre un programme linéaire revient donc à rechercher les som-mets (les solutions de base) de l'ensemble convexe du programme considéré et choisirparmi eux celui (ou ceux) qui optimise(nt) la fonction-objectif. Cependant, rechercher \/tous les sommets de l'ensemble convexe du programme considéré peut s'avérer coûteux,c'est pourquoi, en pratique, la procédure d'optimisation comporte les deux phases sui-vantes :
V

343
• trouver un point sommet quelconque. A cette solution de base dite de départcorrespond une valeur pour la fonction objectif ;
• passer à d'autres sommets en veillant à ce que la valeur de la fonction objectifs'améliore. Si à un moment donné celle-ci ne peut plus être améliorée, on a alorsatteint la solution optimale.
Une solution de base est dite dégénérée si elle comporte au moins une com-posante nulle ; dans le cas contraire (aucune composante n'est nulle) la solution debase est dite non dégénérée.
Б.6 Résolution graphique des programmes linéaires
Б.6.1 Principe de la méthodeNous avons vu dans les paragraphes précédents que la résolution d'un programmelinéaire consiste à rechercher un premier point extrême (un sommet du polyèdre con-vexe) et puis à se déplacer vers les autres points extrême qui améliorent la valeur dela fonction objectif.
Graphiquement cette démarche consiste à définir au préalable le polyèdre con-vexe, c'est-à-dire le domaine des solutions afin de trouver les sommets. Le domainedes solutions s'obtient en projetant l'ensemble convexe sur un plan ou, au plus, sur unespace à trois dimensions ; d'où la limite de la méthode graphique qui ne peut donctraiter des programmes linéaires qui ne peuvent être ramenés à un nombre de variablesinférieur ou égal à 2.
La méthode graphique s'applique pour les programmes linéaires :
• sous forme canonique à deux variables ;
• sous forme standard ou mixte dont la forme canonique équivalente contient aumaximum 2 variables hors base, c'est-à-dire les programmes dont n — r < 2, où net r sont respectivement le nombre de variables et le rang de la matrice des coef-ficients des contraintes (le nombre de contraintes linéairement indépendantes).
Б.6.2 Les étapes de la méthode1. Ecrire le problème à résoudre sous forme canonique (si tel n'est pas déjà le cas) ;
2. Trouver le polygone des solutions (le domaine des solutions) formé par le systèmedes contraintes. Le domaine des solutions possibles s'obtient en :
• traçant dans le plan défini par les vecteurs de la forme canonique les droitesreprésentant les équations ;
Y*

Г
1
344
• délimitant le domaine de solutions pour chaque contrainte. Une inéquationpartage le plan en deux demi-plans ; pour savoir quel demi-plan constituele domaine de solutions de la contrainte il y a lieu de prendre un point quel-conque (généralement l'origine des coordonnées, sauf si ce dernier appartientà la droite considérée). Si les coordonnées de ce point vérifient la contraintedonnée, alors ce point appartient au demi-plan solution de la contrainte,on hachure alors l'autre demi-plan pour montrer qu'il ne constitue pas unesolution à la contrainte. Dans le cas contraire (les coordonnées du point nevérifient pas la contrainte), on hachure le demi-plan considéré et on retientle second demi-plan ;
• lorsqu'on a défini les domaines de solutions pour l'ensemble des contraintes(y compris celle de non négativité des variables) alors le plygone des solutionsdu programme s'obtient de lui- шете.
3. Tracer la droite de la fonction objectif.
4. Déplacer la droite de la fonction objectif parallèlement à elle-même dans le sensde son vecteur directeur jusqu'au dernier sommet du polygone, qui constitue lasolution optimale.
Б.7 La méthode du simplexe ordinaire
La méthode du simplexe10, développée par Dantzig, consiste à trouver une solution debase réalisable, puis passer de celle-ci aux autres solutions de base tout en améliorantla valeur de la fonction objectif.
Б.7.1 Recherche d'une solution de base de départLa solution de base réalisable est un sommet du polyèdre convexe formé par le systèmedes contraintes (techniques et de non négativité des variables) du programme. L'obten-tion de cette solution dépend de la forme dans laquelle est formulé le problème. Ainsi,si le programme est donné sous forme :
• canonique de type <, la base de départ est composée des variables d'écart(xn+1,a;n+2,---,xn+m) qu'on ajoute aux m inéquations < pour les transformeren équations. Ces variables d'écart ont des coefficients nuls dans la fonctionéconomique. La solution de base consiste à annuler les variables hors base(xi = x2 = • • • = xn = 0) pour obtenir la base suivante :
Xn+2 = 0,20, — OtnO
La valeur de la fonction économique correspondante est : Z = 0.
10Le simplexe est un polyèdre convexe à n dimensions avec n + 1 sommets.
t
Г345
• canonique de type >, la base de depart n'est pas évidente car la transforma-tion des inéquations en équations nécessite la soustraction du membre gauchede l'inéquation t d'une variable d'excédent жп+,, ce qui donne une base unitairenégative.
Dans ce cas on a recours à ce qu'on appelle la base artificielle, méthode qui con-siste à ajouter à toute équation i, (i = 1,2, • • • ,m), obtenue à l'étape précédente,une variable xn+m+i non négative dont le coefficient dans la fonction économiqueest un nombre M positif très grand11 avec un signe positif pour une fonction ob-jectif à minimiser et négatif pour une maximisation, de telle sorte que l'optimumne puisse être atteint tant que subsistera dans la base une variable artificielle,car dans ce cas la contrainte contenant cette variable artificielle de base seraincompatible.
• standard (=). Dans ce cas deux méthodes sont possibles :
— la méthode de la base artificielle décrite dans l'étape précédente,— la recherche d'une base unitaire par la méthode de Gauss décrite dans la
première section de ce chapitre, en ajoutant au système des équations descontraintes l'équation exprimant la fonction économique :
Z — C\ X\ — C2 X2 — • • • — Cn Xn = Co
Où Co est le terme libre de la fonction économique s'il y a lieu (les chargesfixes indépendantes du niveau d'activité par exemple).
On se gardera de ne pas faire sortir la variable Z de la base, car cet ajout àpour seul but de faire subir à la fonction économique toutes les transforma-tions du système.
Б.7.2 Recherche de la solution optimale : l'algorithme du sim-plexe
Le passage d'une solution de base à une autre consiste en un remplacement12 d'unevariable de base (variable sortante) par une variable hors base (variable entrante).
L'algorithme du simplexe s'inspire dans une large mesure de celui de Gauss pourla recherche des solutions non négatives des systèmes d'équations linéaires (cf. § 6.1.5.2)avec une restriction supplémentaire sur le choix de la variable entrante xp (deuxièmeétape de l'algorithme). En effet, parmi toutes les variables de base candidates13 à entrer
nD'où le nom anglo-saxon de la méthode "The big M method".12La lignification économique de ce remplacement est la substitution d'une activité par une autre
meilleure.13Une variable hors base j est candidate à entrer dans la base lorsqu'elle possède au moins un élément
Of, > 0 et peut améliorer la valeur de la fonction économique.
t••с

>'П
t
dans la base, on choisira la variable p qui donne un accroissement marginal maximal àla valeur de la fonction économique mesurée par la grandeur :
Д р = max I CJ - Zj I
Où : cj est le coefficient dans la fonction économique de la variable j , et
avec Ci est le coefficient dans la fonction économique de la variable de base xi.
, „„ Les étapes 3 et suivantes de l'algorithme de Gauss (cf. § 6.1.5.2) restent in-changées.
E.7.3 Critère d'optimalitéLa procédure d'optimisation (passage d'une solution de base à une autre) se pour-suivra tant qu'il existera au moins une variable hors base dont l'entrée en base permetd'améliorer la valeur de la fonction économique.
1 ! Nous avons mentionné que le choix de la variable hors base p qui entrera en base(à la place de la variable de base q) se fera sur la base de la valeur Д de l'accroissementmarginal de la fonction économique. L'accroissement global de la fonction économiqueinduit par le passage de solution de base Xo (valeur de la fonction économique corres-
w^ pondante ZU), à la solution de base X\ (valeur de la fonction économique correspon-^ dante Zx) est :
Аг = гх-го = -^Ар
t Comme a^ et aqp sont positifs, alors la valeur de AZ dépend du signe de Ap.
Ainsi, pour un programme à maximiser la procédure d'optimisation se pour-suivra tant qu'il existera une variable hors base candidate j avec un Д,- > 0, alors quepour un programme à minimiser, la procédure se poursuivra tant qu'il existera unevariable hors base candidate j avec un Aj < 0.
I
Le critère d'optimalité s'énonce alors comme suit : une base est optimale si :
• pour la recherche d'un maximum : Aj < 0 pour j = 1,2, • • •, n,
• pour la recherche d'un minimum : A j > 0 pour j = 1,2, • • •, n,
Quelles significations peut-on donner aux grandeurs Aj qui jouent un rôle siimportant dans l'optimisation ?
t

г•/г'-
Г
1
347
On sait que les Д, sont nuls pour les variables de base, puisque z, est égal à Cj(la colonne a^ correspondante ne contient qu'un seul élément non nul ; le 1 de la baseunitaire). Pour les variables hors base, ces grandeurs sont différentes de zéro14 et nousavons dit qu'elles représentent l'accroissement marginal (pour une unité de la variable)de la fonction économique, elles expriment en conséquence le coût marginal15 de lavariable concernée.
Б.7.4 La dualitéA tout programme linéaire, appelé primai, correspond un programme appelé dual.Cette correspondance revêt un double intérêt :
• pratique, d'abord, du fait de la liaison des solutions des deux programmes, il estparfois plus facile de résoudre le dual pour obtenir la solution du primai, plutôtque d'effectuer une résolution directe du primai,
• théorique, ensuite, car les significations des deux problèmes sont profondémentliées. En effet, si le premier problème s'efforce de déterminer les niveaux d'activité,le second détermine un système de prix de référence16 qui conduit à une organi-sation optimum de la production.
Pour écrire le dual d'un programme linéaire (P), il suffit d'observer les règlessuivantes :
1. si le programme (P) est à maximiser, le dual (D) sera à minimiser et inversement,
2. on associe à chaque contrainte г de (P) une variable duale y; (il y a autant devariables duales que de contraintes linéairement indépendantes),
3. avant de passer à l'écriture de (D) on effectue les transformations suivantes sur(P) :
• pour un programme à maximiser on transforme toutes les contraintes entype < ou =, ce qui revient à multiplier par (-1) les deux membres descontraintes de type >, à l'exception des contraintes de non négativité desvariables Xj,
• pour un programme à minimiser, on multiplie par (-1) les membres descontraintes de type <, pour les transformer en contraintes de type >.
"Lorsqu'une variable hots base j a un Aj = 0 cela signifie qu'on est en présence d'un cas d'uneinfinité de solutions, puisque cette variable peut entiet dans la base sans pout autant modifier ia valeurde la fonction économique. C'est le cas où deux sommets sont solutions, par conséquent tout pointcombinaison linéaire des deux premiers (les points du segment joignant les deux sommets) est égalementsolution. Comme il y a une infinité de points dans un segment de droite, il y a donc une infinité desolutions.
I5Duai price pour les anglo-saxons."Shadow prices pour TINBERGEN, évaluation objectivement déterminées pout E. Kantarovitch et
prix d'ordre pour d'autres auteurs.
1
t

г.
t
Г348
4. les coefficients de la fonction économique du primal sont les seconds membres descontraintes du dual et inversement,
5. les matrices des coefficients des contraintes du primai et du dual sont symétriques(les lignes de l'un sont les colonnes de l'autre),
Exemple : écrire le dual du programme (P) suivant :
Max {Z)'= ciX1+c2x2 + --- + CjXj-\ \-cnxn
Tel que :
+ 0,2] Zj + "• + O-2n In < «20X\ + О22 X2 +
+ ai2x2 + + + + ainxn <
+ am2x2 + ••• + amj + a m n x n <
On remarque que les règles précédentes sont vérifiées pour (P), on peut doncpasser à l'écriture du dual. En désignant par y; les variables duales, le dual s'écrit :
Min {Z') = a10 yt + a20 y2 -\ + ai0 y,-\ 1- am0 ym
Tel que :
e n î/i + a2\ y2 4- ••' + anyi + •• • + amï ym > c\+ a22 y2 + — + an yi •+• • • • + am2 ym > c2
a2jy2
a2ny2
+ +
amnym > с„К
Б.7.5 Liaisons des solutions primale et duale : le théorèmedes écarts complémentaires
Avant d'énoncer le théorème de la dualité, précisons d'abord que le dual du dual estle primai, par définition même de la dualité.
Théorème de la dualité : Si l'un des programmes primai (P) ou dual (D) possèdedes solutions de base iréalisables17 et si la fonction économique Z ou Z' qui lui estassociée est bornée (supérieurement pour une maximisation et inférieurement pourune minimisation), alors :
17Noui rappelons qu'une solution de baie est dite réalisable si elle vérifie l'ensemble des contraintesdu programme, y compris les contraintes de non négativité des variables.

г- r
t
349
• il existe des solutions de base réalisables pour l'autre problème et sa fonctionéconomique est également bornée et,
• Max(Z) = Min(Z') ou Min(Z) = Max(Z').
Dans le cas où le programme en question possède des solutions réalisables sans que lafonction économique soit bornée, alors l'autre programme ne possède aucune solutionde base réalisable.
Les solutions optimales des programmes (P) et (D) sont liées et il suffit derésoudre l'un d'eux pour en déduire celles de l'autre grâce au théorème des écartscomplémentaires suivant :
Théorème : La condition nécessaire et suffisante pour que Xя (xi,x2,•• • ,xn)solution de base réalisable de (P) et Y' (t/i,t/2»# • • >3/m) solution de base réalisable de(D), soient optimales est qu'elles vérifient le système suivant :
У% pour i = 1,2,- •• ,m (a)
1
pourj = (b)i=X
La signification de ces relations est la suivante :
• pour que la relation (a) soit vérifiée, il faudrait avoir soit :
~ Vi = 0 qui signifie que le facteur i n'est pas totalement utilisé ; la variabled'écart correspondante n'est pas nulle et la contrainte initiale est une stricteinéquation,
— (a,o — XJ) = 0 implique que le facteur г est totalement utilisé et
devient donc facteur rare et de ce fait une valorisation marginale y; > 0(la variable duale) lui est attachée.
• pour que la relation (b) soit vérifiée, il faudrait soit :m
- Xj = 0 implique £ ) Oy Vi > Cj ce qui signifie que lorsque le coût de revientt=i
unitaire de l'activité j , /j) est supérieur à sa valorisation unitaire»i
Cj, l'activité en question n'est pas rentable et a un niveau nul (XJ = 0) àl'optimum,
— au contraire si le coût unitaire de retient de l'activité j est égal à sa valo-m
risation unitaire c,-, ( ^ °v У« — cj — 0), alors l'activité en question devient
rentable et à l'optimum elle a un niveau positif (XJ > 0).

vri
г350
Б.8 Le simplexe révisé
La méthode du simplexe ordinaire est lourde à mettre en œuvre pour les programmesde grande taille, à cause de l'importance de la mémoire nécessaire sur les machinesutilisées. Or, il se trouve que les colonnes du tableau du simplexe ne sont pas toutesnécessaires pour passer d'une solution de base à une autre, mais seulement une partied'entre elles. Pourquoralors utiliser tout le tableau du simplexe et occuper ainsi inu-tilement de l'espace mémoire et alourdir les calculs ?
Le simplexe révisé se base sur ce principe et décompose la matrice des variablesen deux blocs : la matrice des variables de base notée Хв et des variables hors base
. Analysons de plus près la méthode.
Considérons le programme (P) suivant :
Minimum Z = с x
tel que : A x = bx > 0
Avec :
in a 1 2 • • • a
<Цп2
X = =x2 b =
U'm/
С = ( с г , С 2 , - - - , С , , - - - , С „ )
Désignons par Pi,P2,--- ,Pn les vecteurs-colonne de la matrice A. Ainsi, levecteur-colonne Pj s'écrit :
\Oroj/
Supposons que la solution de base réalisable soit représentée par les m premières
г
1
V
Г
variables Xj, c'est-à-dire :
= (Pi ,P a t--- ,Pm) =
351
О ц ÖJ2
О21 О22
Ulm \
«2m
\ O
Soit :ßn ßn •'• ß\j
Ai A2 • • • AiAm^
A™
ßmm)/ Х в \
Décomposons le vecteur x en I ) où ХЦ correspond aux variables de base et
aux variables hors base, c'est-à-dire :
1 X-i N
x2
,XmJ
X N =
/*m+l\
«tn+2
^ X y
La solution de base s'exprime donc par :
х в = В " 1 b =
\ ß m \ bl + ßm.2 bf + ••• + ßmm Ьт )
Décomposons également le vecteur ligne с des coefficients de la fonction économiqueen (CB,CN) , avec ев vecteur-ligne des coefficients dans la fonction économique desvariables de base et C],j pour les variables hors base.
La fonction économique Z s'écrit alors :
Z = C X = CB XB = Ci b i + C2 Ьг + • • • + Сщ b m
Pour déterminer si cette solution de base est optimale, le simplexe révisé calculeles multiplicateurs du simplexe18 suivants :
7Г = = Cfl В -î
Ainsi :
"Traduction du teime anglais "the simplex multipliers".
I

Г г352
C2 ßz\C2 /?22
+ «m /?ml
l
Tm = Ca / 9 l f n + C2 /32 V Cm ßm
Les coefficients de coût relatif sont donnés par :
Aj = с, — 7Г Pj j = m + 1, m + 2, • • •, n
Ainsi :
Дп = . - ir P n = c n - a m , n )
Pour un problème de minimisation (maximisation respectivement), la solutionest optimale si tous les Aj > 0 (Aj < 0 respectivement), sinon, comme on l'a vu pourle simplexe ordinaire, il y a lieu de sélectionner la variable hors base avec une valeur Ag-régative (positive respectivement) la plus grande en valeur absolue qui rentrera dansla base.
Durant cette phase de calcul, appelée itérations pour la détermination descoûts19, les multiplicateurs du simplexe sont généralement stockés dans la mémoirede la machine, alors que les éléments de la matrice A et les CJ sont gardés sur le disqueou bande magnétique et sont lus en une seule colonne au moment du calcul des Aj.On notera que les Aj ne sont pas tous calculés, notamment pour des programmes degrande taille, et dès qu'un Aj négatif (respectivement positif) est trouvé, la variablehors base correspondante deviendra la nouvelle variable de base.
Supposons que la variable en question soit zn , le vecteur-colonne correspondantP n est sélectionné pour être transformé en variable de base. Le pivot sera alors choisidans cette colonne, qui se transformera en :
Зц ai„ + /?i2 ain -\ (- ßim amn \ / aln \
^21 <*ln + /?22 O2n + • • • + ßim Omn
\O-mn)
P n = В"1 P„ =
'rai O-\n 1 Pm.2 "2n T ' * " T Pmm Omn
Pour déterminer le pivot, il reste à sélectionner la variable qui sortira de la base.Supposons que c'est X2- Celle-ci doit vérifier la relation ;.
; r - = min ( — )O2n °i»>° <4n
i = 1 , 2 , " • , m
1
19The pricing out routine, en anglais.

f- r353
La variable x2 ayant le ratio précédent minimal, quittera alors la base et seraremplacée par xn et le pivot correspondant est donc l'élément azn (intersection de laligne-clef et de la colonne-clef).
On calculera alors les nouveaux seconds membres :
b ' =
Et l'inverse de la nouvelle matrice de base est
( B T ^
Les éléments de b et (B*) s'obtiennent par les relations suivantes :
4
11
4 =pOUr i — 1 , 3 , - • • ,771
pour i = 1,2,••• , m
,771
4
La nouvelle solution de base réalisable est :
xi = b\,xn = Q , ,xm = = xm+i = ••• = i n _ i = 0.
Sur la base de la nouvelle matrice de base inverse (B*)"1, on calculera lesnouveaux multiplicateurs du simplexe et les nouveaux Aj pour vérifier si le critèred'optimalité énoncé précédemment est vérifié ou pas : si c'est le cas, la procédured'optimisation est terminée, sinon elle se poursuivra.
r.

r
1
354
E.9 L'apport des méthodes du "point intérieur"Depuis l'élaboration de l'algorithme du simplexe par Dantzig, avant la deuxième guerremondiale, la théorie de la programmation linéaire a connu très peu de développementsà cause des moyens de calcul disponibles qui étaient très chers, ce qui restreint le champdes applications possibles.
Le boom de l'informatique à partir des années soixante-dix, et particulièrementde sa branche micro à partir des années quatre-vingt, a ouvert à la programmationlinéaire un champ d'application de plus en plus vaste.
Aujourd'hui, avec un PC doté d'un processeur Intel 486 on peut traiter desprogrammes de taille 1000 lignes x 2000 colonnes en quelques minutes !!
Les recherches sur la théorie de la programmation linéaire ont été axées sur lesméthodes permettant d'atteindre l'optimum avec un nombre minimum d'itérations, cequi permettra, grâce à une réduction du coût d'utilisation du code, d'ouvrir de nou-veaux horizons à la discipline.
Sur le plan théorique, depuis Dantzig, on a continué à croire que l'optimum d'unprogramme linéaire ne peut être atteint qu'en se déplaçant d'un sommet à l'autre dupolyèdre convexe formé par le système des contraintes du programme.
Les récentes publications des travaux portant sur ce qu'on a appelé les méthodesintérieures, dont les plus connues sont les travaux de N. KARMARKAR (1984) ou A.LISSER, N. MACULAN & M. MINOUX (1987), ont remis en cause l'idée jusqu'alorsinébranlable. En quoi consiste ces méthodes et quel est leur apport ?
L'idée principale de ces méthodes est d'atteindre le sommet optimum du pro-gramme, non pas en passant d'un sommet à l'autre comme c'est le cas de la méthodedu simplexe, mais à partir d'un point à l'intérieur du simplexe (généralement le centre)et à se déplacer suivant un pas choisi à l'avance, vers le sommet optimum. Le choix dupas est déterminé de manière à avoir une convergence de l'algorithme en un nombred'itérations minimal.
Sans chercher à rentrer dans les détails de cette méthode qui a fait l'objetd'une littérature abondante, nous rappelons ci-dessous les deux hypothèses ainsi quel'algorithme de KARMARKAR, et renvoyons le lecteur intéressé au travail de D.TACHAT20 (1991).
3 0D. TACHAT Méthodes intérieures en programmation linéaire : Elaboration et mise en œuvre deprocédures de projection exacte et approchées, thés« de Doctorat, Université de Paris Dauphine, 1991
%•>

355
L'algorithme de KARMARKAR
L'ensemble des programmes linéaires réalisables par cet algorithme est limitépar les deux hypothèses suivantes que Karmarkar a posé pour assurer la convergencede son algorithme :
• le programme linéaire, exprimé sous forme canonique (contraintes sous forme =et les seconds membres sont nuls), a pour domaine de solutions un polyèdre inclusdans le simplexe,
• la fonction objectif a pour valeur minimale zéro.
Le programme linéaire vérifiant les deux hypothèses s'écrit :
Minimiser c^y c,,y € Rn+l
sous contraintes A,y = О Л, G i T x ( n + 1 )
eTy = 1 е = (1, .-- ,1) г ,е€Л п + 1
У > 0s" = 0 s*, valeur minimale de cfj/
Les étapes de l'algorithme sont les suivantes :
• Pas 0 : initialisation : Si le centre du simplexe est un point réalisable passerau pas suivant, sinon une simple transformation protective est nécessaire pourtrouver un point réalisable intérieur.
1C o n s i d é r o n s y 0 = nl_i
SSoit к le compteur d'itérations ; à ce niveau k=0.
• Pas 1 : calcul du point yk+x
1. Transformation projective du simplexe sur lui-même de sorte que le pointcourant yk devienne le centre du simplexe An. Par cette transformation, la:natrice du simplexe A, est transformée en A, D et la fonction objectif c, enD c,, avec D matrice diagonale (yf, • • •, jf*+1 ).
Calculer В - (Г)2. Calculer la direction de descente cp, projection orthogonale de D c, dans le
sous-espace nul de B, donnée par l'expression :
cp=(I- BT(B B7)-1 B) D c,
Is
Г r- ,356
3. Normalisation de la direction de descente
cpcp =
4. Optimisation, dans la plus grande boule inscrite dans le simplexe Д", dansla direction —cp
z1 = e — arcp
Où : r est le rayon de la plus grande boule inscrite dans An,
1r =
/n(n
Et a (0 < a < 1) est le pas de déplacement.
Karmarkar a démontré que son algorithme converge pour un pas amax = 0,25.
5. Calculer yk+1 = f£ ,e D z
• Pas 2 : Critère d'arrêt : si test négatif alors к = к + 1, aller au Pas 1, sinonyk+1 est solution optimale.
1
К
1К
X:

Г #
INSTITUT FRANÇAIS DU PÉTROLE
B.P. 31192506 Rueil-Malmaison Cedex - FranceTél. : national (1) 47 49 02 14
international 33 (1 ) 47 49 02 14Télex : IFP 634202 F
Télécopieur : 33 (1) 47 52 70 00
\
1
t
Copyright © 2022 FDOKUMEN