
YANAK IC YAPISI ISI DEGISIMININ MODELLENMESI
54
T.C. KARADENĠZ TEKNĠK ÜNĠVERSĠTESĠ Mühendislik Fakültesi Elektrik-Elektronik Mühendisliği Bölümü YANAK ĠÇYAPISI ISI DEĞĠġĠMĠNĠN MODELLENMESĠ Osman M. DURU Özkan ÖZBEBĠT Sezai GENÇ 228397 210294 228510 DanıĢman Prof. Dr. A. Sefa AKPINAR Mayıs 2013 TRABZON
-
Upload
yeniyuzyil -
Category
Documents
-
view
5 -
download
0
Transcript of YANAK IC YAPISI ISI DEGISIMININ MODELLENMESI

T.C.
KARADENĠZ TEKNĠK ÜNĠVERSĠTESĠ
Mühendislik Fakültesi
Elektrik-Elektronik Mühendisliği Bölümü
YANAK ĠÇYAPISI ISI DEĞĠġĠMĠNĠN MODELLENMESĠ
Osman M. DURU Özkan ÖZBEBĠT Sezai GENÇ
228397 210294 228510
DanıĢman
Prof. Dr. A. Sefa AKPINAR
Mayıs 2013
TRABZON

T.C.
KARADENĠZ TEKNĠK ÜNĠVERSĠTESĠ
Mühendislik Fakültesi
Elektrik-Elektronik Mühendisliği Bölümü
YANAK ĠÇYAPISI ISI DEĞĠġĠMĠNĠN MODELLENMESĠ
Osman M. DURU Özkan ÖZBEBĠT Sezai GENÇ
228397 210294 228510
DanıĢman
Prof. Dr. A. Sefa AKPINAR
Mayıs 2013
TRABZON

LİSANS BİTİRME PROJESİ ONAY FORMU
Osman Mecnun Duru, Özkan ÖZBEBİT, Sezai GENÇ tarafından Prof. Dr. A. Sefa
AKPINAR yönetiminde hazırlanan “Yanak İç Yapısı Isı Değişiminin Modellenmesi”
başlıklı lisans bitirme projesi tarafımızdan incelenmiş, kapsamı ve niteliği açısından bir
Lisans Bitirme Projesi olarak kabul edilmiştir.
Danışman : Prof. Dr. A. Sefa AKPINAR ………………………………
Jüri Üyesi 1 : Prof. Dr. Cemil GÜRÜNLÜ ………………………………
Jüri Üyesi 2 : Doç.Dr.H.İbrahim OKUMUŞ ……………………………..
Bölüm Başkanı : Prof. Dr. İsmail H. ALTAŞ ………………………………
iii
ÖNSÖZ
Bitirme projesi olarak gerçekleştirdiğimiz bu proje, aslında bizlere gerçek manada bir
mühendis gibi düşünebilme yeteneğini ve sorunlar karşısında çözümler üretebilme
yeteneğini kazandırdı. Ayrıca, eğitim hayatımız boyunca edindiğimiz, PLC ile step motor
kontrolü gibi teorik bilgileri, pratiğe çevirme fırsatı sundu.
Bu projemizin tasarlanmasında bizlere her konuda destek sağlayan Karadeniz Teknik
Üniversitesi Mühendislik Fakültesi Dekanlığı’na, Elektrik-Elektronik Mühendisliği Bölüm
Başkanlığı’na, bölüm başkanımız Sayın Prof. Dr. İsmail Hakkı ALTAŞ’ a, proje
danışmanımız Sayın Prof. Dr. Adem Sefa AKPINAR’ a, proje konumuza ilham veren Doç.
Dr. Yusuf Ziya AKPINAR’ a, projenin gerçekleştirilmesinde teknik bilgi olarak
yardımlarını esirgemeyen bölümümüz araştırma görevlileri Efe İsa TEZDE, Yahya
DANAYİYEN, Mehmet Ali USTA’ya ve bölüm teknisyenlerinden Yüksel SALMAN’ a
teşekkür ederiz.
Sistemin gerçekleştirilmesinde bizlere tüm teknik bilgi ve imkanlarını sunan, maddi ve
manevi hiçbir yardımını esirgemeyen MAKOSAN Makine kurucusu, Makine Mühendisi
Sayın Merdan SEZEN’ e, Fark Otomasyondan Sayın İlhan YILDIRIM’ a teşekkürlerimizi
sunarız. Ayrıca, bizlere hayatın her alanında destek veren ailelerimize sonsuz
şükranlarımızı sunarız.
Özkan ÖZBEBİT
Osman M. DURU
Sezai GENÇ
Trabzon 2013

iv
İÇİNDEKİLER
Sayfa No
Lisans Bitirme Projesi Onay Formu…………………………………..……………………...İİ
Önsöz…...…………………………………………………………………………………….İİİ
İçindekiler………………………………………………………………………………..........İV
Özet………………………………………………………………………………………......VI
Semboller ve Kısaltmalar………………………………………………………………….....VII
Şekiller Listesi…………………………………………………………………………….....VIII
Çizelge Listesi…………………………………………………………………………….......X
1. Giriş…………………………………………………………………………………….….1
1.1.Projenin Biyolojik Temeli…………………………………………………………….2
1.1.1 Pterygoid Plexus Ve Isıl Değişimdeki Rolü…………………………....……......2
2.Proje Elemanları Ve Sistemin Çalışma Prensibi...……………………………………....…4
2.1. Modelin Çalışma Prensibi…………………………………………………………....4
2.2. Mekanik Gövde Parçaları…………………………………………………….………5
2.2.1.Dişliler……………………………………………………………………..….....5
2.2.1.1. Dairesel Dişliler……………………………………………...………...…..5
2.2.1.2. Kremayer Dişliler…………………………………………………...……..6
2.2.2. Termometreler………………………………………………….………...……..6
2.2.3. Sıvı Tankları…………………………………………………….…….…...……7
2.2.4. Kollar…………………………………………………………..….……….........7
2.2.5. Motor Sabitleyici……………………………………………….….……..….….7
2.2.6. Mekanik Gövde İçin Kullanılan Aparatlar…………………….……….…....….8
2.2.6.1. Aparat 1………………………………………………………….…...……8
2.2.6.2. Aparat 2…………………………………………………………....………8
2.2.6.3. Aparat 3………………………………………………………………....…9
2.2.6.4. Aparat 4……………………………………………………..…………..…9
2.2.7. Kestamit Platformlar………………………………………………………..…..10
2.2.8. Taşıyıcı Sac……………………………………………………………………..10
2.2.9. Mil Yatağı…………………………………………………………...………….11
2.2.10. Rulman…………………………………………………………………….…..11
2.2.11. Taşıyıcı Çubuklar…………………………………………………....………...12
2.2.12. Malzeme Taşıyıcı Kaplar………………………………………...………...….12
2.2.13. Zincir………………………………………………………………....………..12
2.2.14. Taşıyıcı Tekerler ……………………………………………………………...13
2.3. Elektrik Ve Kontrol Panosu…………………………………………...…....………..13
2.3.1. Sigorta (Otomat) ……………………………………………………….......…..14
2.3.2. Step Motor Sürücüleri…………………………………………………....……..15
2.3.3. AC/DC Güç Kaynağı……………………………………..……………………17
2.3.4. Bağlantı Kabloları……………………………………………………………...18
2.3.5. PLC…………………………………………….………..….………....….……19

v
2.3.5.1. PLClerin Genel Yapısı……………………………….….……..………....19
2.3.5.2. PLClerin Kullanıldığı Yerler………………….………..………..………..20
2.3.5.3.PLClerin Sisteme Sağladığı Avantajlar…….………………………......….21
2.3.5.4. PLC Çeşitleri Ve Üretici Firmalar……………………….……….….........21
2.3.5.5. Proje İçi İhtiyaç Duyulan PLC Tipi Ve Tercih Sebepleri..……….............22
3. PLC Komutları Ve Sistemin Merdiven Diyagramı ..…………………….……….….......24
3.1. Lojik Komutlar ……………………………………………………….……......…...24
3.1.1. Normalde Kapalı Kontak (NC)...……………………………………..…….... 24
3.1.2. Normalde Açık Kontak (NO) ………..………………………………..…..….24
3.1.3. Yatay Bağlantı (HOR)……………….………………………………………..24
3.1.4. Dikey Bağlantı (VER)……………….…………………………………….….25
3.1.5. Yükselen Köşe Kontağı (NR)……….…………………………...…………....25
3.1.6. Düşen Köşe Kontağı (NF)…………….…………………………....……........25
3.1.7. Röle Set (SET)……………………….…………………………..........….......26
3.1.8. Röle Reset (RST)……………………….……………………….......….….….26
3.1.9. Direk Çıkış (OUT)….…………………….…………………….…...….….….26
3.1.10. Röle Vektör Reset (REF)……………….……………………...….……..…..27
3.1.11. Çekmede Gecikmeli Zaman Rölesi (TON.) ..………………...………….….27
3.2. Sayaçlar…………………………………………..………………...…….….……..27
3.2.1. Artan Sayaç (CNU)…………………………..……………..…………....…...27
3.2.2. Sayaç Reset (CRST)…………………………..…………………...…...….….28
3.3. Hızlı Rampalı Pals Çıkışı (HSO)……………………..……………...………..…...28
3.4. Merdiven Diyagramı …………………………………..………….....…..…….…..29
4. Step Motorlar ...………………………………………………..………........….……….35
4.1. Step Motorların Özellikleri………………………………..………....…….….…...35
4.2. Projede Kullanılan Step Motorların Özellikleri……………..…….......….……......36
4.3. Step Motorların Kontrolü…………………………………….……..…..……....…36
5.Malzeme Seçimi ve Maliyet Analizi……………………………….…….………..….....38
6. Deneysel Çalışmalar Ve Sonuçlar………………………………….….……...…..….....39
Kaynaklar………………………………………………………………..……….…..…....40
Ekler……………………………………………………………………..……………...…41
Özgeçmişler……………………………………………………………...…….……..…....43

vi
ÖZET
Bilindiği üzere ağız içerisi son derece yoğun damarlanma ile beslenmektedir. Bu damar
sistemleri bir nevi arabalarda ki karbüratör gibi görev yapmaktadır. Bu damar
topluluklarına pterygoid plexus adı verilir. Bunlar, ağız içerisine aşırı soğuk ve aşırı sıcak
maddeler alındığında çok kısa bir sürede ısıyı normal seviyeye getirirler. Bu işlevi, aşırı
sıcak maddeleri soğutarak ya da aşırı soğuk maddeleri ısıtarak gerçekleştirirler. Ağız
ortamındaki ortalama ısı değeri, yaklaşık olarak 35 0C civarındadır. Ağza alınan
maddelerin ısı değerleri ise 0 0C ile +70
0C arasında değişmektedir.
Gerçekleştireceğimiz bu projenin çıkış noktası, yanak içyapısının ısıl değişimindeki rolüne
dayanır. Yapılacak bir mekanik sistemle sağ ve sol kefelere konulan maddelerin, içerisi
sıvı dolu kaplara belirli zaman aralıklarıyla ve belirli sürelerle daldırılıp çıkarılmasıyla, iki
ortam arasındaki ısıl değişiminin gözlemlenmesi sağlanacaktır.
Proje çerçevesinde modellenecek olan bu mekanik sistem, makine mühendisliğinde,
elektrik–elektronik mühendisliğinde; fizik, kimya ve diş hekimliği gibi eğitim alanlarında
yapılabilecek ısıl değişimi gözlemlenmesi deneylerinde kullanılabileceği gibi, mekanik
sistemin gövdesini teşkil eden kollar ve hareketleri çeşitli sanayi ortamlarında da
elektronik kol görevi görebilecek kapasitededir. Bundan dolayı PLC ile denetimi yapılacak
bu kollar sanayi alanında kullanılabilecektir.

vii
SEMBOLLER VE KISALTMALAR
t Süre, saniye
V Volt
A Amper
ᵒ C Santigrad derece
cm Santimetre
AC Alternatif Akım (alternating current)
DC Doğru Akım (direct current)
PLC Programlanabilir Lojik Kontrolör
CPU Merkezi İşlemci Birimi (Central Process Unit)
PC Bilgisayar (Personal Computer)

viii
ŞEKİLLER LİSTESİ
Şekil 2.1. Yanak iç yapısı ısı değişimi modeli
Şekil 2.2. Dairesel dişliler
Şekil 2.3. Kremayer dişlisi
Şekil 2.4. Kollar
Şekil 2.5. Motor sabitleyicisinin önden ve yandan görünüşü
Şekil 2.6. Aparat 1
Şekil 2.7. Aparat 2
Şekil 2.8. Aparat 3
Şekil 2.9. Aparat 4
Şekil 2.10. Kestamit platformlar
Şekil 2.11. Taşıyıcı sac
Şekil 2.12. Mil yatağı
Şekil 2.13. Taşıyıcı çubuklar
Şekil 2.14. Malzeme taşıyıcı kaplar
Şekil 2.15. Zincir
Şekil 2.16. Tekerlek
Şekil 2.17. Elektrik ve kontrol panosu
Şekil 2.18. Kablo bağlantı sırası ve kablo kesitleri
Şekil 2.19. PLC’nin genel yapısı
Şekil 3.1. NC kontak
Şekil 3.2.NO kontak
Şekil 3.3. Yatay bağlantı
Şekil 3.4. Dikey bağlantı
Şekil 3.5. NR kontak
Şekil 3.6. NF kontak
Şekil 3.7. Röle set
Şekil 3.8. Röle reset
Şekil 3.9. Direk çıkış
Şekil 3.10. Röle vektör reset
Şekil 3.11. TON Zaman rölesi
Şekil 3.12. Sayıcı

ix
Şekil 3.13. CRST
Şekil 3.14. Puls ramp
Şekil 3.15. Merdiven diyagramı (ilk 4 satır)
Şekil 3.16. Merdiven diyagramı(5. 6. ve 7. satırlar)
Şekil 3.17. Merdiven diyagramı(8. ve 9. satırlar)
Şekil 3.18. Merdiven diyagramı(10. 11. ve 12. satırlar)
Şekil 3.19. Merdiven diyagramı(13. 14. 15. 16 ve 17. satırlar)
Şekil 3.20. Merdiven diyagramı (18. 19 ve 20. satırlar)
Şekil 3.21. Merdiven diyagramı (21 ve 22. satırlar)
Şekil 4.1. Step motorlar
Şekil 4.2. Step motorların kontrolüyle ilgili akış diyagramı

x
ÇİZELGE LİSTESİ
Çizelge 1.1. Proje sırasında uygulanan zaman çizelgesi
Çizelge 2.1. Step motor sürücüsünün teknik özellikleri
Çizelge 2.2. Anahtar durumuna göre akım değerleri
Çizelge 2.3. Anahtar durumlarına göre pals/devir değerleri
Çizelge 2.4. AC/DC güç kaynağının özellikleri
Çizelge 2.5. AC/DC güç kaynağının bağlantı uçları
Çizelge 2.6. ENDA ELC-186RT’nın teknik özellikleri
Çizelge 5.1. Projede kullanılan teçhizatın fiyat listesi

1
1. GİRİŞ
Bilindiği üzere ağız içerisi son derece yoğun damarlanma ile beslenmektedir. Bu damar
sistemleri bir nevi arabalardaki karbüratör gibi görev yapmaktadır. Bu damar
topluluklarına pterygoid plexus adı verilir. Bunlar, ağız içerisine aşırı soğuk ve aşırı sıcak
maddeler alındığında çok kısa bir sürede ısıyı normal seviyeye getirirler. Bu işlevi, aşırı
sıcak maddeleri soğutarak ya da aşırı soğuk maddeleri ısıtarak gerçekleştirirler. Ağız
ortamındaki ortalama ısı değeri, yaklaşık olarak 35 0C civarındadır. Ağza alınan
maddelerin ısı değerleri ise 0 0C ile +70
0C arasında değişmektedir.
Gerçekleştireceğimiz bu projenin çıkış noktası, yanak içyapısının ısı değişimindeki
rolüne dayanır. Yapılacak bir mekanik sistemle sağ ve sol kefelere konulan maddelerin,
içerisi sıvı dolu kaplara belirli zaman aralıklarıyla ve belirli sürelerle daldırılıp
çıkarılmasıyla, iki ortam arasındaki ısı değişiminin gözlemlenmesi sağlanacaktır.
Proje çerçevesinde modellenecek olan bu mekanik sistem, makine mühendisliğinde,
elektrik–elektronik mühendisliğinde; fizik, kimya ve diş hekimliği gibi eğitim alanlarında
yapılabilecek ısı değişimi gözlemlenmesi deneylerinde kullanılabileceği gibi, mekanik
sistemin gövdesini teşkil eden kollar ve hareketleri çeşitli sanayi ortamlarında da
elektronik kol görevi görebilecek kapasitededir. Bundan dolayı PLC ile denetimi yapılacak
bu kollar sanayi alanında kullanılabilecektir.
Projenin gerçekleştirilmesi sırasında, uygulanan zaman çizelgesi ve iş bölümü Çizelge
1.1 de görülmektedir.
Çizelge 1.1. Proje sırasında uygulanan zaman çizelgesi
MART NİSAN MAYIS
Haftalar 1 2 3 4 1 2 3 4 1 2 3 4
Teorik Araştırma Aşaması X
Malzeme Seçim ve Temini X X
X
X
Sistemin Gerçeklenmesi
X X X
Deneysel Çalışmalar
X X
Bitirme Tezinin
Hazırlanması X X

2
1.1. Projenin Biyolojik Temeli
1.1.1. Pterygoid Plexus ve Isıl Değişimdeki Rolü
Projenin temelini oluşturan yanak içi ısı değişimi, pterygoid plexus isimli kılcal damar
topluluğu tarafından gerçekleştirilir. Ağız içinde önemli görevleri olan bu damar hakkında
yaptığımız detaylı araştırmalar sonucunda önemli bilgiler elde ettik. Bu bilgilerin bir
kısmını aşağıda aktaracağız.
Pterygoid plexus, infratemporal fossa ile ilişkili başlıca venöz bileşendir. Yani yüz
çukurundaki kaslar ve diğer damarlar arasındaki toplardamar ağıdır. Plexus, üst çene atar
damarını çevreler ve bu bölgeden çok sayıda dalların birbirine bağlanmış halidir. Ayrıca
plexus, sinüs toplardamarı ve yüzeysel yüz damarının devamıdır. Bu bağlantılar klinik
öneme sahiptir. Çünkü damar yolu ile taşınan enfeksiyonlar diğer damarlara taşınmadan bu
yolla birbirinden ayrılır [1].
Pteygoid plexus, çenenin arka kısmına doğru giderken üst çene toplardamarı ile birleşir.
Bu damar topluluğu esas olarak üst çene boşluğunu doldurucu görevi yapar. Çene
hareketiyle kasların ve alt çene kemiğinin konumu ve yanaklardaki boşluk sürekli olarak
değişir. Plexus bu boşlukta dolgu malzemesi görevi yapar. Pterygoid plexus toplardamarı,
çevredeki damarlardan çok hızlı ve ani kan çekişi sağlar. İhtiyaç arttığında komşu
kılcallardan kanı kendisine alır. Bu özelliğiyle üst çene boşluğundaki dolgu görevini yerine
getirmiş olur.
Pterygoid plexusun bizim projemizle ilgili olan önemli özelliği ise yanak içindeki
sıcaklığı, ağza alınan maddenin sıcaklığına göre değiştirebilmesidir. Ağza soğuk bir besin
maddesi alındığında plexus çevresindeki damarlardan kan çekerek bünyesindeki kan
miktarını artırır. Artan kan miktarıyla damarda ve dolayısıyla yanak içinde sıcaklık bir
miktar artmış olur. Böylece yanak içi epitel dokusunu, üst çene kaslarını ve çevredeki
dokuları korumuş olur [1].
Pterygoid plexusun ısı dengeleme özelliği ağza sıcak bir madde alındığında da gözlenir.
Ağız içinin ortalama sıcaklığı normal şartlarda 37 C0
civarındadır. Ağza, bu sıcaklığın
üstündeki bir sıcaklıkta ( Örneğin 55 C0
) bir besin maddesi alındığında, plexus içindeki
kanı çevredeki diğer damarlara gönderir. Böylelikle kan miktarı azalır ve sıcaklık bir
miktar düşer. Yanak içi dokusunun korunması gerçekleştirilmiş olur.

3
Plexusun bu koruma işlevini yerine getirebilmesini sağlayan en önemli özelliği çift
yönlü kan akışına imkân tanımasıdır. Bu sayede ihtiyaca göre ani bir şekilde kan,
damardan içeri ya da damardan dışarı yönde hareket eder.

4
2. PROJE ELEMANLARI VE SİSTEMİN ÇALIŞMA PRENSİBİ
2.1 Modelin Çalışma Prensibi
Şekil 2.1. de sistemin genel yapısı gösterilmiştir. Kolların ucunda bulunan kapların
birine +50 º C, diğerine de -5 º C sıcaklığa sahip maddeler konulmuştur.
PLC kontrollü iki adet step motor sistemin hareketini sağlamaktadır. 3 numaralı step
motor, kolları, miline sabitlenmiş dişli ve zincir yardımıyla saat yönünde 180º döndürür.
Kollardaki kaplarda bulunan malzemeler, içerisinde +35 º C sıcaklıkta sıvı bulunan,
zemine sabitlenmiş fanuslar ile dikey olarak aynı hizaya gelir ve motor durur. Isı alış
verişinin sağlanabilmesi için 4 numaralı step motor devreye girerek, kollara bağlı bulunan
malzemeleri, kremayer dişliler sayesinde aşağı doğru indirir ve sıvı tankının içerisine
daldırır. Isı değişiminin olabilmesi için belirli bir süre bu konumda kalır. Daha sonra 4
numaralı step motor kolları yukarı kaldırır. Kollar belirli bir seviyeye ulaştıktan sonra
durur. Ardından 3 numaralı step motor, saat yönünün tersi yönde 180 º dönerek, kolları ilk
konumuna getirir. Bu, sistemin bir periyodunu oluşturur. Isı dengesi sağlanana kadar bu
döngü tekrarlanır.
Şekil 2.1. Yanak iç yapısı ısı değişimi modeli

5
Bu modellemede kullanılan malzemeler şunlardır;
1,2: Farklı sıcaklıklardaki malzemelerin içerisine konulduğu kaplar
3,4: Step Motorlar
5: Mekanik gövde
6,7: Kollar
8: Kontrol panosu
9,10: Fanuslar ve termometreler
2.2. Mekanik Gövde Parçaları
2.2.1. Dişliler
Eksenleri birbirine yakın iki mil arasında hareket ve tork aktaran makine elemanlarıdır.
2.2.1.1. Dairesel Dişliler
Dairesel dişliler en sık olarak kullanılan dişlilerdir. Eksenleri birbirine paralel olan
miller arasında, tork ve hareket iletiminde kullanırlar [2]. Şekil 2.2. den de görüleceği gibi
üzerlerine eşit aralıklarla, mil eksenine paralel dişler açılmıştır. Dairesel dişliler çift
çalışırlar. Bu iki dişlinin çevre hızları birbirine eşit, dönüş yönleri ise terstir. Dıştan çalışan
dairesel dişlilerin dişleri, silindirik malzemenin üzerine açılır. İçten çalışan düz dişlilerde
ise dişler iç yüzeye açılmıştır.
Dairesel dişliler yapıldıkları malzeme, modelleri ve ilettikleri güce göre mekanik alanda
en çok kullanılan dişlilerdir. Bunlar;
Hız değişimi amaçlı, vites kutularında,
Dişli pompalarda,
Dönme hareketini doğrusal harekete dönüştüren kremayer dişli sistemlerinde,
Kaldırma ve taşıma araçlarında ve benzeri yerlerde kullanılır.
Sistemimizde dairesel dişliler step motorların millerine ve gövdenin, kolları 180º
döndüren üst kısmına monte edilmiştir. Böylece, step motorun milinden alınan mekanik
güç, zincir aracılığıyla kollara iletilir.

6
Şekil 2.2. Dairesel dişliler
2.2.1.2. Kremayer Dişiler
Şekil 2.3. te görüldüğü üzere kremayer dişliler, dairesel hareketin doğrusal harekete
çevrilmesi amaçlı kullanılan dişlilerdir. Düz bir yüzeye açılan dişliler ile dönen bir dişlinin
hareketi tek veya iki yönde ilerlemeye çevrilir. Genel olarak otomatik kapılarda veya
matkaplarda kullanılır [3].
Sistemimizde kremayer dişli, gövdenin üzerine monte edilerek 4 numaralı step motorun
sistemi aşağı-yukarı hareket ettirmesini sağlar. Kullandığımız kremayer dişlinin uzunluğu
250 mm dir.
Şekil 2.3. Kremayer dişlisi
2.2.2. Termometreler
Bu modellemede dijital sera akvaryum termometresi kullanılmıştır. Vakumlu dijital
termometre terraryum ve farklı amaçlarda da kullanılır.
Dijital, civalı, analog ve vakumlu bant olmak üzere pek çok çeşit termometre mevcuttur.
Sistemimizde 2 adet vakumlu dijital akvaryum termometresi kullanılmıştır. Termometre
seçiminde ısı değişimlerini hassas bir şekilde inceleyebilmek için, ısıya karşı duyarlılığı en
hassas olan termometre tipi tercih edilmiştir.

7
2.2.3. Sıvı Tankları
Sıvı tankları sistemin, ısı alışverişine ev sahipliği yapan kısmıdır. Sıvı tanklarının
özellikleri:
Ön iç yüzeyinde yapışkanlı dijital termometre bulunur,
Şeffaf görüntüsü ile dijital termometredeki değer kolayca okunur,
Isı yalıtımı açısından cam fanuslar tercih edilmiştir.
2.2.4. Kollar
Isı değişimlerinin gözleneceği maddeler, kollarda bulunan kapların içine yerleştirilir.
PLC kontrollü step motorlar yardımıyla bu kollar cam fanusların içine girip çıkarak
maddelerin ısılarının dengeye gelmesini sağlar. Şekil 2.4. te görülen mekanik gövde
parçası, içerisinde farklı sıcaklıkta maddeler bulunan kapları taşıyacak olan alüminyum
malzemeden yapılmış kısımdır. Bu parçanın uzunluğu, bir uçtan diğer uca 60 cm, kalınlığı
0,5 cm, geniş kısmının eni 8 cm, ince kısmının eni ise 2 cm dir.
Şekil 2.4. Kollar
2.2.5. Motor Sabitleyici
Şekil 2.5. te sistemimizde kullanılan ve mekanik gövdeyi aşağı yukarı hareket ettiren
step motorun sabitleyicisi görülmektedir. İki adet 6’lık somun ve alyan vidalar aracılığıyla
sac yüzeye sabitlenmiştir. Step motorun sarsılmamasını ve sistemin dengesini sağlar.
Boyutları; uzunluğu 35 cm, kalınlığı 0,8 cm, genişliği ise 12 cm’dir.

8
Şekil 2.5. Motor sabitleyicisinin önden ve yandan görünüşü
2.2.6. Mekanik Gövde İçin Kullanılan Aparatlar
2.2.6.1. Aparat 1
Mekanik gövdeyi, aşağı yukarı hareket ettiren step motoru, motor sabitleyiciye
bağlayan aparat Şekil 2.6. da gösterilmiştir. Step motor, aparat 1 aracılığıyla, 4 adet 5’lik
alyan vida ile motor sabitleyiciye bağlanmıştır.
Şekil 2.6. Aparat 1
2.2.6.2. Aparat 2
Kolları, saat yönünde veya saatin tersi yönünde döndüren step motoru sabitlemek için
kullanılan aparat Şekil 2.7. de gösterilmiştir. Step motor, aparat aracılığıyla 4 adet 5’lik
alyan vida ile motor sabitleyiciye bağlanmıştır.

9
Şekil 2.7. Aparat 2
2.2.6.3. Aparat 3
Mekanik gövdeye 3 adet 4’lük alyan vida ile montaj edilir. Aparat 2, aparat 3 e kaynak
yapılarak, kolları saat yönünde veya saatin tersi yönünde döndüren step motoru
sabitlemeye yardımcı olur. Aparat 3 ün yapısı Şekil 2.8. de gösterilmiştir.
Şekil 2.8. Aparat 3
2.2.6.4. Aparat 4
Kolların hareketini sağlamak amacıyla Şekil 2.9. da görülen parça, dairesel rulmanın
içerisine yerleştirilen aparattır.
Şekil 2.9. Aparat 4

10
2.2.7. Kestamit Platformlar
Kestamit, polyamit sınıfından bir plastiktir. Ülkemizde kestamit adı ile bilinen bu
plastiğin önemli özellikleri sert, gerilmeye dayanıklı, sıkı bir dokuya sahip olmasıdır. Bu
özelliklerin dışında sürtünme katsayılarının küçük olması, ekonomik olması nedeniyle
metallerin yerini de tercih edilir. Kestamitler birçok iş alanında kullanılır. Mekanik,
kimyasal, fiziksel, elektriksel vb. gibi… Alüminyum, bakır gibi metallerden daha
dayanıklı, hafif, ucuz ve uzun vadelidir. Yoğunluğu düşüktür. Bundan dolayı maliyeti
azdır. Aşınma dayanımının yüksek olması ve darbe dayanımının iyi olması, kestamiti uzun
ömürlü yapar.
Şekil 2.10. da, sistemimizde kullanılan kestamit parçalarının biçimleri gösterilmiştir. Bu
parçaların, boyları 65mm ve çapları 160 mm’dir. Kestamitlerin sistemimizde tercih edilme
sebepleri;
Dayanıklı olması,
Maliyetinin düşük olması,
Hafif olması
Fanuslardaki ısı alış verişini en az miktarda etkilemesidir.
Şekil 2.10. Kestamit platformlar
2.2.8. Taşıyıcı Sac
Sistemin en altından bulunan ve sistemin taşıyan kısımdır. Şekil 2.11. de görülen bu
parça, alt yüzeyine monte edilen tekerler sayesinden sistemin hareketini kolaylaştırır ve
sisteme zemin oluşturur. Mil yatak, bu sacın ortasına monte edilmiştir. Sacın çapı 63 cm,
yüksekliği 0,8 cm’dir.

11
Şekil 2.11. Taşıyıcı sac
2.2.9. Mil Yatağı
Şekil 2.12. deki mil yatağı, taşıyıcı saca alyan vidalar aracılığıyla sabitlenmiştir. Sistemi
ayakta tutan ve düzleme dik konumda olan milin, sabit kalmasını sağlar.
Şekil 2.12. Mil yatağı
2.2.10. Rulman
Rulmanların görevi; istenen hareketlerin, mümkün olduğunca az sürtünmeyle ve en az
enerji kaybı ile yapılmasını sağlamaktır [4]. Sistemimizde lineer rulman ve dairesel rulman
olmak üzere iki çeşit rulman kullanılmıştır.
Lineer rulmanlar, mekanik gövdenin alt ve orta kısımlarına yerleştirilerek mekanik
gövdenin aşağı yukarı rahat hareket etmesi sağlanmıştır.
Dairesel rulman, mekanik gövdenin en üst kısmına yerleştirilerek kolların ve taşıyıcı
çubukların sağa sola rahat hareket etmesi sağlanmıştır.

12
2.2.11. Taşıyıcı Çubuklar
Şekil 2.13. te görülen taşıyıcı çubuklar, kollara somunlar aracılığıyla sabitlenerek
malzemelerin taşınmasını sağlar. Malzemeleri dolaylı olarak fanusların içerisine batırıp
çıkaran kısımdır.
Şekil 2.13. Taşıyıcı çubuklar
2.2.12. Malzeme Taşıyıcı Kaplar
Şekil 2.14. te görülen kaplar, sıcak veya soğuk malzemelerin taşınmasını ve fanuslara
batırılıp çıkarılmasını işleminde görev alan parçalardır.
Şekil 2.14. Malzeme taşıyıcı kaplar
2.2.13. Zincir
Saat yönünde ve saatin tersi yönünde döndürme işlemi yapan step motorun miline
bağlı olan dairesel dişli ile mekanik gövdenin üst kısmına bağlı dairesel dişlinin aynı anda

13
ve aynı yönde dönmesini sağlayan yapıdır. Sanayide, iş makinelerinde, bisikletlerde,
motosikletlerde, gemilerde, vapurlarda, uçaklarda motorların hareketlerini gereken yerlere
aktarmada sıkça kullanılır [5].
Şekil 2.15. te görülen zincir, sistemimizde gövdenin üst kısmında bulunan step
motorun milinden alınan mekanik gücün, kolları döndürmesini sağlamak için kullanılır.
Şekil 2.15. Zincir
2.2.14. Taşıyıcı Tekerler
Taşıyıcı sacın rahat hareket etmesini sağlayan 4 adet tekerlek kullanılmıştır. Bunlardan
iki tanesi sabit tekerler, diğer 2 tanesi ise döner tekerlerdir. Şekil 2.16. da sistemimizde de
kullanılan tekerleklerin yapısını basitçe göstermektedir.
Şekil 2.16. Tekerlek
2.3. Elektrik ve Kontrol Panosu
Panolar sanayide, fabrikalarda, atölyelerde ve iş yerlerinde elektrik enerjisini dağıtmak
veya çalışan sistemleri kontrol etmek amacıyla kullanılır. Sistem için kullanılması gereken
elektriğin düzenli ve sağlıklı bir şekilde dağıtılmasını sağlar. Meydana gelecek bir sorunun
sistem tesisatını olumsuz etkileyeceği ve sistemin bozulmasına yol açabileceği
düşünüldüğünde, panoların sistem için sağlam ve dayanıklı malzemeden yapılması gerekir.

14
Panoların, sigorta veya sigortaların içinde yer aldığı bir muhafaza olarak görülmemesi
gerekir.
Sistemimizde kullandığımız elektrik ve kontrol panosu dayanıklı malzemeden
yapılmıştır. Panomuzun uzunluğu 320 mm, eni 250 mm, derinliği 140 mm ’dir. Sistem için
kullanılan panomuzun içersinde PLC, step motor sürücüleri, sigorta, gerilim düşürücü ve
bağlantı kabloları yer almaktadır. Şekil 2.17. de bu parçaların monte edildiği pano
görülmektedir.
Şekil 2.17. Elektrik ve kontrol panosu
2.3.1. Sigorta (Otomat)
Elektrik devresinden geçen akımın belli bir seviye üstüne çıkması durumunda devreden
geçen akım, işletme açısından tehlikelidir. Elektrik devresini otomatik açacak bir elektrik
malzemesine ihtiyaç duyulur. Akımın artması sonucu ergime, mıknatıslanma veya ısınma
yoluyla devreyi kapatan (akımı kesen) elektrik devresi elemanlarına sigorta denir.
Otomatların işlevleri, devre elemanları üzerinden fazla akımın iletilmesini engellemektir.
Bu yolla elektrik devresine bağlı olan diğer cihazların arızalanması önlenmiş olur. Elektrik
sektöründe en fazla tercih edilen elektrik sigortası otomatik, telli yapıya sahip eriyen
sigortalardır.
Otomatik sigortalar bulunduğu elektrik devresini fazla akımlardan ve kısa devre
durumlarından korur. Devre kolay bir şekilde off-on yapılır. Sigorta attığında kol yukarıya
kaldırılır ve sigorta tekrar devreye alınır. Bu kolaylıkla sigorta atması durumunda buşon
değiştirme ortadan kaldırılmış olur. Otomatlar bozulmadığı müddetçe sürekli kullanılabilir.
Otomatik sigortalar B ve C sınıfı olmak üzere 2 çeşidi vardır. B tipi otomatik sigortaları
yüksek akımlarda hemen atar. Işıklandırma ve priz devrelerinde tercih edilir. C tipi

15
otomatik sigortalar ise devreyi gecikmeli açan türdür. Genelde motorların bulunduğu
elektrik devrelerinde kullanılır.
Sistemimizde otomatik sigorta kullanılmıştır. Bu otomatik sigortanın teknik özellikleri
şunlardır;
6 A
1 fazlı
C tipidir.
2.3.2. Step Motor Sürücüleri
Step motor sürücülerinin amacı, devreden akan akımının düzenlenmesi ve akımın
istenilen düzeye getirilmesidir. Step motor sürücüleri, step motorlarını istenen tork ve
hızda hareket etmesini sağlar. Step motor sürücüsünde 8 adet anahtar bulunur. SW1, SW2,
SW3 anahtarlarının off-on konumlarına göre akım ayarlanır. SW4 anahtarının off konuma
göre yarım akım kademesi, on konumuna göre ise tam akım kademesi ayarlanmış olur.
SW5, SW6, SW7, SW8 anahtarlarının off-on konumlarına göre bir devirdeki pals miktarı
ayarlanır. Sürücülerin teknik özellikleri Çizelge 2.1 de, anahtarlama durumuna göre akım
değerleri Çizelge 2.2 de verilmiştir. SW4 anahtarının off konuma göre yarım akım
kademesi, on konumuna göre ise tam akım kademesi ayarlanır. OFF yarım akım kademesi,
ON ise tam akım kademesini ifade etmektedir.
Çizelge 2.1. Step motor sürücüsünün teknik özellikleri
Özellikler Minimum Karakteristiği Maksimum
Çıkış akımı 0,5 - 5.6(4.0RMS)
Besleme gerilimi 20 - 50
Lojik sinyal akımı 7 10 16
Darbe giriş
frekansı
0 - 200
İzolasyon direnci 500 - -

16
Çizelge 2.2. Anahtar durumuna göre akım değerleri
Tepe Değer Etkin Değer SW1 SW2 SW3
Varsayılan OFF OFF OFF
2.1A 1.5A ON OFF OFF
2.7A 1.9A OFF ON OFF
3.2A 2.3A ON ON OFF
3.8A 2.7A OFF OFF ON
4.3A 3.1A ON OFF ON
4.9A 3.5A OFF ON ON
5.6A 4.0A ON ON ON
Çizelge 2.3 te SW5, SW6, SW7, SW8 anahtarlarının off-on konumlarına göre bir
devirdeki pals miktarı verilmiştir.
Çizelge 2.3. Anahtar durumlarına göre pals/devir değerleri
Pals/devir SW5 SW6 SW7 SW8
Varsayılan ON ON ON ON
800 OFF ON ON ON
1600 ON OFF ON ON
3200 OFF OFF ON ON
6400 ON ON OFF ON
12800 OFF ON OFF ON
25600 ON OFF OFF ON
51200 OFF OFF OFF ON
1000 ON ON ON OFF
2000 OFF ON ON OFF
4000 ON OFF ON OFF
5000 OFF OFF ON OFF
8000 ON ON OFF OFF
10000 OFF ON OFF OFF
20000 ON OFF OFF OFF
40000 OFF OFF OFF OFF

17
2.3.3. AC/DC Güç Kaynağı
Bazı elektrik devre uygulamalarında DC gerilime gerek duyulur. Elektrik ve elektronik
aletlerin birçoğu doğru akım ile çalışır. Evlerde 220V’luk AC voltaj vardır. Bu AC
gerilimi, DC gerilime dönüştürmek için doğrultucular kullanılır. AC/DC doğrultucular en
fazla kullanılan ve düşük maliyetli olanıdır. Başlıca tercih alanları ise doğru akım
motorları, akü şarjı vb.
Sistemimizde kullandığımız güç kaynağının girişlerine 115VAC 2,5A’lik veya
230VAC 2,5A’lik sırasıyla gerilim ve akım değerlerini, 24VDC 5A’lik gerilim ve akım
değerlerine dönüştürür.
Çizelge 2.4 te sistemimizde kullanılan AC/DC güç kaynağının özellikleri verilmiştir.
Çizelge 2.4. AC/DC güç kaynağının özellikleri
Giriş gerilimi 220V AC
Çıkış gücü 120 W
Çıkış gerilimi +24V DC
Çıkış akımı 5A
Frekans 50 Hz
AC/DC güç kaynağının bağlantı uçları Çizelge 2.5 te verilmiştir.
Çizelge 2.5. AC/DC güç kaynağının bağlantı uçları
L
N
COM
COM
+Vcc
+Vcc
Faz Nötr Toprak Çıkış Çıkış Besleme Besleme

18
2.3.4. Bağlantı Kabloları
NYA kablo, apartman elektrik tesisatlarında kullanılan bir damarlı kablo türüdür.
Yalıtkan malzemesi olarak termoplastik kullanılır. Bu kablo türlerinin bir damarı bulunur.
1000V seviyesine kadar kullanılırlar. NYAF kablo, hareketli cihazlarda tercih edilen kablo
türüdür. Genellikle seyyar kablolarda tercih edilirler. Topraklama kablolarının yerlerine de
kullanılabilir. Bu kablo türünde de yalıtkan malzemesi olarak termoplastik kullanılır. Kuru
ortamlarda, duvar içi veya üzerinde, hareketli sistemlerde panolardaki kontrol ve kumanda
devrelerinde tercih edilir. Şekil 2.18. de bu kablo bağlantı sırası ve kablo kesitleri
verilmiştir.
Şekil 2.18. Kablo bağlantı sırası ve kablo kesitleri

19
Elektrik ve kontrol panosu devre elemanlarının enerji iletimlerinde 2,5 mm2
ve 1,5 mm2
kesitli kablolar kullanılmıştır. Enerji, elektrik devresine 2,5 mm2 kesitli faz ve nötr kablosu
ile iletilir. AC/DC güç kaynağına gelen 220V AC gerilim, güç kaynağı tarafından 24V DC
5A sırayla gerilim ve akım değerlerine dönüştürülür. Bu işlemden sonra Güç kaynağının
çıkışından 1,5 mm2 kesitli kablolar vasıtasıyla PLC ve step motor sürücüleri 24V DC
gerilim ile beslenir. Step motor sürücülerinde gerilimi bölmek amacıyla kullanılan
dirençler için de 1,5 mm2 kesitli kablolar tercih kullanılmıştır. Step motorlar ile sürücüleri
arasında 2,5 mm2 kesitli kablolar tercih edilmiştir. Elektrik ve kontrol panosunun kablo
bağlantıları sırası ve kablo kesitleri aşağıdaki şekilde verilmiştir.
2.3.5. PLC
Programlanabilir lojik kontrolör olarak tanımlanan PLC, elektriksel olarak kontrol
edilen sistemlerde otomatik kontrolü sağlamak için geliştirilmiştir. Sistemin tamamında,
veri giriş-çıkışlarını istenilen şekilde programlayarak daha az malzeme ve daha az insan
gücü ile sistemin kontrolünü sağlamaktadır.
2.3.5.1. PLC’lerin Genel Yapısı
Geleneksel olarak PLC aşağıdaki şekilde gösterildiği gibi ana 3 bölüme ayrılmıştır [6].
Bu bölümler:
1- Merkezi İşlem Birimi: Central ProcessingUnit (CPU)
2- Giriş/Çıkış Bölümü: TheInput-Output (Lojik 1/Lojik 0) Section
3- Program Konsolu: The Programming Device
Bu bölümleri tablo üzerinde gösterecek olursak PLC’nin çalışma mekanizması daha
anlaşılabilir hale gelecektir. Şekil 2.19. da bu bölümlerin birbirleriyle olan iletişimleri
gösterilmiştir.

20
Şekil 2.19. PLC’nin genel yapısı
2.3.5.2. PLC’lerin Kullanıldığı Yerler
PLC’lerin birçok uygulama alanı mevcuttur. Günümüzde PLC’lerin yaygınlaşması ile
PLC’nin bulunmadığı fabrika hemen hemen yoktur.
1. Robot tekniğinde
2. Fabrikalarda otomasyonlarında
3. Asansör tesisatlarında
4. Enerji dağıtım sistemlerinde
5. Taşıma bandı sistemlerinde
6. Otomobil endüstri sistemlerinde
7. Gıda endüstrisinde
8. Demir çelik fabrikalarında
9. Vakum tesislerinde
10. Merkezi -yardımcı yağlama sistemlerinde
11. Alçı ve harç makinelerinde
12. Laboratuar cihazlarında
13. Modem uygulamalarında
14. Elektrik tesisatlarında

21
15. Kapı kumanda sistemlerinde
16.Hidrolik kaldırıcılarda vb…
Bunlar saydığımız alanların dışında daha birçok alanda kullanılmaktadırlar. Sadece bu
yazılan alanların ne kadar geniş, ne kadar büyük sektörler olduğu düşünürsek aslında
PLC’lerin önemini daha iyi anlayabiliriz.
2.3.5.3. PLC’lerin Sistemlere Sağladığı Avantajlar
PLC’lerin sistemlere sağladığı birçok avantaj mevcuttur. Bunlardan en önemlisi düşük
voltajlarda, bakım maliyetlerinin kontaktör ve röleler gibi kontrol sistemlerine göre
oldukça ucuz olmasıdır. Diğer başlıca avantajları;
Bütün kumanda fonksiyonları yazılımla gerçekleştirildiğinden, farklı bir uygulama
için adaptasyon kolaydır.
Kontaktör ve rölelere göre çok az yer kaplar.
Güvenilirliği yüksektir
Bakımı kolaydır.
Bilgisayarlarla ve diğer kontrolörlerle haberleşme olanağı vardır
Yapısı itibariyle arıza ihtimali düşüktür
Kötü çevre koşullarında, özellikle tozlu ve yağlı ortamlarda röleli kumanda
devrelerine göre daha güvenilirdir.
Çalışanlara zaman ve emek tasarrufu sağlar.
2.3.5.4. PLC Çeşitleri Ve Üretici Firmalar
İlk PLC üreticisinden yukarıda bahsettiğimiz gibi MODİCON’dur. PLC’lerin
yukarıdaki faydalarından dolayı kullanımı hızla yaygınlaşmıştır. Bunun üzerine başta
SİEMENS, TOSHİBA, GENERAL ELECTRİC, MİTSUBİSHİ olmak üzere WESTİNG
HOUSE, GEC, IDEC, FESTO, ENDA gibi firmalar benzer programlama yöntemleriyle
çeşitli özelliklere sahip PLC’ler üretmektedir.
İhtiyaca binaen PLC’lerin farklı özelliklere sahip çeşitleri tasarlanarak maliyeti
minimuma düşürmek amaçlanmıştır. Giriş-çıkış sayılarının tam olarak belirlenebilmesi,
programın boyutunun ve gereken hafızanın doğru belirlenebilmesi durumunda, farklı

22
ihtiyaçlara göre tasarlanmış PLC lerden arzu edilen PLC seçilerek, gereksiz masraflardan
kaçınılabilir[7].
2.3.5.5. Proje İçin İhtiyaç Duyulan PLC Tipi ve Tercih Sebepleri
Projemizde, bölüm 2 de de ayrıntılı olarak açıklandığı gibi 2 adet step motor mevcuttur.
Bu 2 step motorun kontrolünü PLC aracılığıyla sağlayacağız. PLC ler aslında çok karmaşık
yapıdaki sistemleri kontrol edebilir. Fakat tasarladığımız bu sistemin yapısı karmaşık
olmayıp, basit yapıdaki PLC lerle dahi kontrol edilebilmektedir. Bu sebepten ötürü, tasarım
masraflarını da göz önünde bulundurarak, PLC seçimini yapılırken marka ya da modelden
ziyade işlevselliği ön planda tutulmuştur.
Teknik özellikleri, doküman olanakları, teknik yardım ve masraflar düşünüldüğünde
proje için en uygun PLC markasının ENDA olduğu anlaşılmıştır. Yukarıda da belirtildiği
gibi, aynı PLC firmalarının aynı modellerinde dahi fiyat farklılıkları mevcuttur. Bu fiyat
farkları, PLC’nin CPU türünden kaynaklanmaktadır. Sonuç olarak, CPU faktörünü de
hesaba kattığımızda, ENDA ELC-186RT tipi PLC de tercih kılınmıştır. ENDA ELC-
186RT’nın teknik özellikleri Çizelge 2.6 da detaylı olarak gösterilmiştir.
Çizelge 2.6. ENDA ELC-186RT’nın teknik özellikleri
Özellik Kısım Açıklama
Genel
Besleme 24VDC, ± % 15 tolerans
Güç 3W Max.
CPU İşlem hızı 80ns/komut
Program dili Enda yazılımı ile merdiven diyagramı programlanır.
Program kapasitesi 48 kB (Derlenmiş hali)
İşlemler Lojik, matematiksel işlemler. Haberleşme, hızlı sayıcı ve
zamanlayıcılar. Özel fonksiyon blokları.
İletişim
Portları
Ethernet portu 100MB Ethernet portu ile PC linki sağlanır. İnternet üzerinden
bağlantı ve programlanabilme özelliği.
RS232 Seri portu üzerinden kullanıcı tanımlı veya MODBUS RTU
protokol desteği
RS485 Seri portu üzerinden kullanıcı tanımlı veya MODBUS RTU
protokol desteği

23
Çizelge 2.6. nın devamı
Özellik Kısım Açıklama
Giriş/Çıkış Dijital çıkış 2 adet 220V 3A röle çıkışı, 4 adet pnp 24VDC transistör çıkışı,
max 100 kHz
Dijital giriş 8 adet 24VDC pnp, 5mA bağlantı, 14VDC üzeri lojik 1, 13VDC
altı lojik 0
Hafıza Alanı
Integer değişkenler 1024 adet, işaretli 32bit
Ondalıklı
değişkenler
64 adet işaretli 32 bit ondalıklı değişken
Sayıcılar 128 adet 32bit artan/azalan sayıcı
Zamanlayıcılar 128 adet 1ms çözünürlük, 3 tip zamanlayıcı
Sistem değişkenleri 128 adet işaretli 32bit
Çalışma
Ortamı
Sıcaklık -10..+60°C (Buzlanma olmadan )
Nem 5..95rH nem
ENDA PLC’lerin diğer PLC’lere göre bazı avantajlarını sıralayacak olursak;
1- Ethernet bağlantısı sayesinde uzaktan erişime imkân sağlamakta,
2- Yerli malı bir PLC markası olması ve bundan dolayı teknik destek ve iletişim
imkânlarının geniş olması,
3- Yerli malı olmasından dolayı rakiplerinden çok daha ucuz olması,
4- ARM tabanlı işlemciye sahip olmasından dolayı yüksek performansla çalışması,
5- ANSI C makrosu yazılabilme özelliği ile oldukça geniş bir programlama yelpazesi
6- Zor koşullarda bile çok kolay ve sorunsuz iletişimin sağlanması.

24
3. PLC KOMUTLARI VE SİSTEMİN MERDİVEN DİYAGRAMI
3.1.Lojik Komutlar
3.1.1. Normalde kapalı kontak (NC)
Kontağın anahtarı kapalıdır ve üzerinden akım geçirir. Şekil 3.1. de anahtar lojik-0
konumundadır. Lojik-0 iken kendisine bağlı bir sonra ki kontaklara veya rölelere enerji
akışı sağlar. Anahtar lojik-1 iken yani açık olduğunda kendisine bağlı sağ taraftaki
kontaklar enerjisiz kalır.
Şekil 3.1. NC kontak
3.1.2. Normalde açık kontak (NO)
Kontağın anahtarı açıktır ve üzerinden akım geçirmez. Şekil 3.2. de NO kontağı
görülmektedir ve anahtar lojik-0 konumundadır. Lojik-0 iken kendisine bağlı bir sonraki
kontaklara veya rölelere enerji akışı olmaz. Anahtar lojik-1 iken yani açık olduğunda
kendisine bağlı sağ taraftaki kontakları enerjiler.
Şekil 3.2. NO kontak
3.1.3. Yatay bağlantı (HOR)
Şekil 3.3. te görülen komut, yatay olarak iki kontak arasında şartsız akım geçirir.
Şekil 3.3. Yatay bağlantı

25
3.1.4. Dikey Bağlantı (VER)
Şekil 3.4. te görülen komut, dikey olarak iki kontak arasında şartsız akım geçirir.
Şekil 3.4. Dikey bağlantı
3.1.5. Yükselen Köşe Kontağı (NR)
Şekil 3.5. te görülen NR kontağı, ilgili kontağın konumu, lojik-0’dan lojik-1’e geçtiği
anda bir programın periyodu boyunca akım geçirir. NR komutunun çalışabilmesi için,
kontağın reset konumunda en az 1 periyot çevrimini tamamlamak zorundadır.
Şekil 3.5. NR kontak
3.1.6. Düşen Köşe Kontağı (NF)
Şekil 3.6. da görülen NF kontağı, ilgili kontağın konumu lojik-1’den lojik-0’a geçtiği
anda bir programın periyodu boyunca akımı geçirir. NF komutunun çalışabilmesi için,
kontağın set konumunda en az 1 periyot çevrimini tamamlamak zorundadır.
Şekil 3.6. NF kontak

26
3.1.7. Röle Set (SET)
Girişi lojik-1 ise, her çağrıldığında taşıdığı kontağın değerini lojik-1 yapar. Girişi lojik-0
ise herhangi bir işlem yapmaz. Aşağıda, Şekil 3.7. de görülen blok, röle set komutuna
aittir.
Şekil 3.7. Röle set
3.1.8. Röle Reset (RST)
Girişi lojik-1 ise her çağrıldığında taşıdığı kontağın değerini lojik-0 yapar. Girişi lojik-0
ise herhangi bir işlem yapmaz. Şekil 3.8. de görülen blok, röle reset komutuna aittir.
Şekil 3.8. Röle reset
3.1.9. Direk Çıkış (OUT)
Şekil 3.9. da görülen blok, girişi lojik-1 ise her çağrıldığında taşıdığı kontağın değerini
lojik-0 yapar. Girişi lojik-1 ise her çağrıldığında taşıdığı kontağın değerini lojik-0 yapar.
Şekil 3.9. Direk çıkış

27
3.1.10. Röle Vektör Reset (REF)
Şekil 3.10. da röle vektör reset komut bloğu görülmektedir. Bu blok, girişi lojik-1 ise
her çağrıldığında taşıdığı kontağın adresinden itibaren verilen sayı kadarını lojik-0 yapar.
Girişi lojik-0 ise işlem yapmaz.
Şekil 3.10. Röle vektör reset
3.2. Çekmede Gecikmeli Zaman Rölesi (TON)
Bu zaman rölesinin bobinine enerji verildikten sonra istenen süreye kadar röle,
kontağını çekili durumda tutar. Şekil 3.11. de TON zaman rölesi görülmektedir.
Şekil 3.11. TON Zaman rölesi
3.3. Sayaçlar
3.3.1. Artan Sayaç (CNU)
Her çağrıldığında sayacın değeri 1 artar. Sayaç değeri set değerine eşitse ilgili sayaç
numarası kontağı çıkış verir. Resetlemek için sayacın reset işlevi kullanılır. Şekil 3.12. de
sayıcı bloğu görülmektedir.

28
Şekil 3.12. Sayıcı
Sayıcının parametreleri ve açıklamaları aşağıda verilmiştir.
Set değeri: Sayaç değeri bu değere eşit olunca, yardımcı kontak çıkış verir.
Anlık değer: Sayılan değer bu adreste yer alır.
Sayaç no: Kullanılacak sayaç yardımcı kontak numarasıdır. Bu değer 0 ile 255 arasında
değerler alır.
3.3.2. Sayaç Reset (CRST)
Şekil 3.13. te görülen CRST bloğu, çağrıldığında seçilen sayaçların değerlerini ve
kontaklarını sıfır konumuna getirir.
Şekil 3.13. CRST
3.4. Hızlı Rampalı Pals Çıkışı (HSO)
Şekil 3.14. te Ch0 ve ya Ch1'den rampalı bir şekilde, yüksek hızlı pals çıkışını sağlayan
blok gösterilmiştir.

29
Şekil 3.14. Puls ramp
Rampalı pals çıkışının paremetreleri ve açıklamaları aşağıda verilmiştir.
Kanal 0/1: 0.Kanal (QP[2]) için =#0, 1.Kanal (QP[4]) için =#1 kullanılır.
Hızlanma pals sayısı: Hızlanma rampasındayken verilecek pals sayısıdır.
Stabil pals sayısı: Frekans sabit durumdayken verilecek pals sayısıdır.
Yavaşlama pals sayısı: Yavaşlama rampasında verilecek pals sayısıdır.
Hızlanma başlangıç frekans: Hızlanma rampasına başlangıç frekansıdır. (Hz)
Stabil hedef frekansı: Sabit verilecek frekans değeridir. (Hz)
Yavaşlama hedef frekansı: Sistemin sona ereceği frekans değeridir.(Hz)
3.5. Merdiven Diyagramı
Aşağıdaki şekillerde merdiven diyagramının bölümleri gösterilmektedir. Sistemimize
uygun olarak hazırlanan merdiven diyagramı, 22 satırdan oluşmaktadır. Şekil 3.15. te
merdiven diyagramının ilk dört satırının çalışması ele alınmıştır. Burada 1. satırdaki MB2
açık kontağı lojik-0’dan lojik-1’e setlendiğinde sistem enerjilenir ve 2. satırdaki TM0
yükselen köşe kontağı(NR), bir program periyodu boyunca akımı geçirerek step motoru
enerjilendirir (PULS RAMP Ch.no 0). Enerjilenen step motor, milini, önceden ayarlanan
hızda ve yönde döndürerek mekanik sistemin gövdesini yine önceden ayarlanan
konuma(yüksekliğe) getirir.
1. satırdaki MB2 kontağı ile 3. satırdaki MB2 kontağı aynıdır ve aynı anda lojik-0’dan
lojik-1’e setlenmişlerdir. Bu durumda TV2 gecikmeli açan zaman rölesi(TON), belirlenen
zamanı saymaya başlar. Zaman rölesi sayma işlemini bitirdikten sonra aynı anda iki komut

30
gerçekleşir. Birincisi; MB10 set rölesi, ilgili kontaklarını setler. İkincisi; 4. satırdaki MB2
rölesi, ilgili kontaklarını resetler.
3.satırdaki MB2 açık kontağı ile TV2 gecikmeli açan zaman rölesini(TON) göz önüne
aldığımızda, sistem aşağıda iken MB2 açık kontağının kapatılması sonucu sisteme,
yukarıya doğru ilk hareket verilmiştir ve TV2 zaman rölesi, belirlenen süreyi saymaya
başlamıştır. TV2 zaman rölesinde ayarlanan süre, sistemin ilk harekete başlaması ile
kolların dönmeye başlamasına kadar geçen süredir.
Şekil 3.15. Merdiven diyagramı (ilk 4 satır)
3. satırdaki MB10 set rölesi, ilgili kontaklarını setlemişti. Setleme sonucu, programın
ikinci kısmının gösterildiği Şekil 3.16. da bulunan, 5. satırdaki MB10 açık kontak, lojik-
0’dan lojik-1 konumuna gelir.
6. satırdaki TM3 yükselen köşe kontağı(NR), bir program periyodu boyunca akımı
geçirerek kolları döndüren step motoru enerjilendirir (PULS RAMP Ch.no #1). Enerjilenen

31
step motor, milini, önceden ayarlanan hızda ve yönde döndürerek mekanik sistemin
gövdesini yine önceden ayarlanan konuma(1800 döndürür) getirir.
7.satırdaki CN1 kontağı açık olduğundan, akım geçmez. Dolayısıyla, CN1 açık
kontağının sağ tarafındaki CN2 kapalı kontağı ve QP5 direk çıkış rölesi enerjisiz kalır.
Şekil 3.16. Merdiven diyagramı(5. 6. ve 7. satırlar)
Önceki satırlarda MB4 ile ilgili röle olmadığı için, Şekil 3.17. deki programın üçüncü
bölümünde bulunan, 8. ve 9. satırlardaki MB4 kontakları lojik-0 konumlarını korurlar.
Enerji akışı olmayacağı için bu kontaklara seri bağlı olan CN1 ve CN2 sayıcıları sayma
işlemlerini gerçekleştiremez.
Şekil 3.17. Merdiven diyagramı(8. ve 9. satırlar)
32
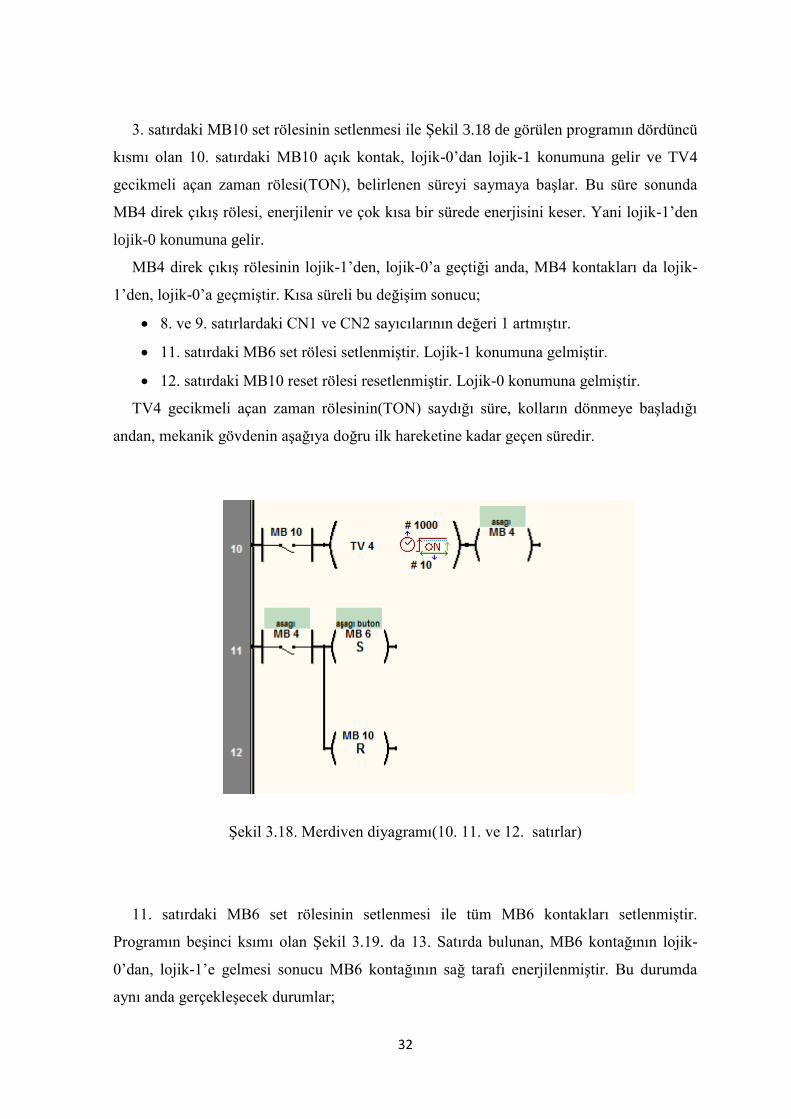
3. satırdaki MB10 set rölesinin setlenmesi ile Şekil 3.18 de görülen programın dördüncü
kısmı olan 10. satırdaki MB10 açık kontak, lojik-0’dan lojik-1 konumuna gelir ve TV4
gecikmeli açan zaman rölesi(TON), belirlenen süreyi saymaya başlar. Bu süre sonunda
MB4 direk çıkış rölesi, enerjilenir ve çok kısa bir sürede enerjisini keser. Yani lojik-1’den
lojik-0 konumuna gelir.
MB4 direk çıkış rölesinin lojik-1’den, lojik-0’a geçtiği anda, MB4 kontakları da lojik-
1’den, lojik-0’a geçmiştir. Kısa süreli bu değişim sonucu;
8. ve 9. satırlardaki CN1 ve CN2 sayıcılarının değeri 1 artmıştır.
11. satırdaki MB6 set rölesi setlenmiştir. Lojik-1 konumuna gelmiştir.
12. satırdaki MB10 reset rölesi resetlenmiştir. Lojik-0 konumuna gelmiştir.
TV4 gecikmeli açan zaman rölesinin(TON) saydığı süre, kolların dönmeye başladığı
andan, mekanik gövdenin aşağıya doğru ilk hareketine kadar geçen süredir.
Şekil 3.18. Merdiven diyagramı(10. 11. ve 12. satırlar)
11. satırdaki MB6 set rölesinin setlenmesi ile tüm MB6 kontakları setlenmiştir.
Programın beşinci ksımı olan Şekil 3.19. da 13. Satırda bulunan, MB6 kontağının lojik-
0’dan, lojik-1’e gelmesi sonucu MB6 kontağının sağ tarafı enerjilenmiştir. Bu durumda
aynı anda gerçekleşecek durumlar;

33
14. satırdaki TM1 yükselen köşe kontağı(NR), bir program periyodu boyunca akımı
geçirerek step motoru enerjilendirir (PULS RAMP Ch.no #0). Enerjilenen step motor,
milini, önceden ayarlanan hızda ve yönde döndürerek mekanik sistemin gövdesini yine
önceden ayarlanan konuma(aşağıya) indirir.
15. satırdaki QP3 direk çıkış rölesi ile step motorun dönüş yönü değiştirilir (aşağıya
doğru).
9. satırdaki COUNTER2 sayıcısı istenen sayıya gelmiş ise ilgili kontakları lojik-1
yapar. 16. satırdaki CN2, eğer lojik-1 ise 16. ve 17. satırlarda bulunan sayaçları resetler. 8.
ve 9. satırlarda bulunan CN1 RESET COUNTER ve CN2 RESET COUNTER sayıcılarının
değerlerini lojik-0 yapar.
Şekil 3.19. Merdiven diyagramı(13. 14. 15. 16 ve 17. satırlar)
11. satırdaki MB6 set rölesinin setlenmesi ile tüm MB6 kontakları setlenmişti.
Programın altıncı kısmı olan, Şekil 3.20. deki 18. satırda bulunan, MB6 kontağının lojik-
0’dan, lojik-1’e gelmesi sonucu TV5 gecikmeli açan zaman rölesi(TON) enerjilenir ve

34
zaman rölesi saymaya başlar. Bu süre sonunda 20. satırdaki MB6 reset rölesi resetlenir ve
19.satırdaki MB2 set rölesi setlenir. Böylece mekanik gövde tekrar yukarı doğru harekete
geçer. TV5 zaman rölesinin süresi, sistem yukarıda iken aşağıya doğru hareket verilmesi
ile sistemin tekrar yukarıya doğru hareket etmesi için geçen süredir.
Şekil 3.20 Merdiven diyagramı (18. 19 ve 20. satırlar)
Programın yedinci ve son kısmının görüldüğü Şekil 3.21. de ki 21. satırda bulunan,
MB6 yükselen köşe kontağı(NR), bir program periyodu boyunca akımı geçirerek CN0
sayıcısının sayma işlemini gerçekleştirmesini sağlar. CN0 sayıcısı istenen sayıya
geldiğinde lojik-1 üretir ve 22. satırdaki CN0 RESET COUNTER 21. satırdaki sayıcıyı
sıfırlar. 21. satırdaki MB0 röle vektör reset, girişi lojik-1 ise her çağrıldığında taşıdığı
adresten itibaren, istenen sayı kadarını lojik-0 yapar. Girişi lojik-0 ise işlem yapmaz.
Şekil 3.21 Merdiven diyagramı (21 ve 22. satırlar)

35
4. STEP MOTORLAR
Step motorların bir diğer adı da adım motorlarıdır. Bu motorlara adım motoru
denmesinin sebebi ise ilerlemelerinin, motora gelen darbe sinyalleri ile birlikte
gerçekleşmesidir. Daha detaylı bir tanımlama yapacak olursak, stator sargılarına gelen
akımların oluşturduğu manyetik alan ile rotor manyetik alanının etkileşimiyle hareket eden
ve her hareketini statora uygulanan gerilim sayısına göre belirli derecelik adımlarla yapan
motorlara step motorlar denir. Bu motorlar dijital sinyallerle kontrol edilirler. Yani her
adım hareketini, motorun girişine uygulanan işaretle yapar. Buda, özellikle dönme
mesafesinin kontrol edileceği uygulamalarda, onu ilk tercih yapar. Ayrıca bu motorlar çok
hızlı bir şekilde ivmelenip harekete geçmekle birlikte, çok çabuk şekilde durma ve geri
dönme yeteneğine de sahip olan motorlardır. Projemizde kullanılan step motorların
biçimlerinin daha iyi anlaşılabilmesi için, Şekil 4.1. de çizimleri verilmiştir.
Şekil 4.1. Step motorlar
4.1. Step Motorların Özellikleri
Burada step motorların özelliklerine dair öğrendiğimiz bilgileri aktaracağız. Step
motorların avantajlarının yanı sıra bazı dezavantajları da mevcuttur. Bu dezavantajlardan
da bahsedeceğiz.

36
1- Step motorların dönüşleri, belirli bir zaman aralığında girişe uygulanan darbe
sayısına bağlıdır.
2- Harekete geçmeleri çok hızlı olduğu gibi, durmaları ve yön değiştirmeleri de çok
hızlıdır.
3- Step motorlarda hata olasılığı çok düşüktür. Ve bir hata oluşması durumunda bu hata
yalnızca o darbenin hareketini etkiler. Diğer darbelerin hareketini etkilemez.
4- Darbe sinyallerinin frekansına bağlı olarak, dönme hızı aralığı çok geniştir.
5- Darbelerle kontrol edilmesi sebebiyle bilgisayarlarla, mikroişlemcilerle ve PLC’lerle
kontrol edilmesi kolaydır.
Bu maddeler step motorun tercih edilmesinin önemli sebeplerindendir. Fakat aynı
zamanda step motorun tercih edilmemesine neden olacak dezavantajları da vardır. Bu
maddelerden bazılarını sıralayacak olursak;
1- Çok yüksek frekanslarda adım atlayabilmektedirler. Bu nedenle girişe uygulanan
darbe sinyalinin frekansını iyi belirlemek gerekmektedir.
2- Diğer elektrik motorlarına göre daha karmaşık bir içyapıya sahiplerdir.
3- Verimleri, diğer elektrik motorlarına göre daha düşüktür.
4- Diğer elektrik motorlarına göre daha düşük bir torka sahiplerdir.
5- Sabit adım açılarına sahiplerdir.(90, 15
0, 18
0 vb.)
Bir elektrik motoruna enerji verildiğinde bir döner alan oluşur ve motor sürekli olarak
döner. Fakat step motor bu şekilde çalışmaz. Step motorun çalışabilmesi için uygun
darbeler gelmesi gerekir. Uygun darbeler geldiğinde de, her bir darbe için 1 adım döner.
Bu 1 adımda motorun adım başı dönme açısına bağlıdır.
4.2. Projede Kullanılan Step Motorların Özellikleri
4.3. Step Motorların Kontrolü
Şekil 4.2. de verilen akış diyagramında denetleyici(bilgisayar) ile programlanabilir lojik
kontrolör arasına ehternet kablosu bağlanır. Bu kablo aracılığı ile denetleyici(bilgisayar) ve
programlanabilir lojik kontrolör(PLC) arasında bilgi alış verişi sağlanır. Ehternet kablosu
denetleyiciye tanıtılır. Bu işlemden sonra bilgisayardaki ladder(merdiven) programına
istenilen komutlar verilir. Programlanabilir lojik kontrolör bu komutları algılayarak step
motor sürücülerine iletir. Step motor sürücüleri, step motorları ani akım değişimlerinden ve
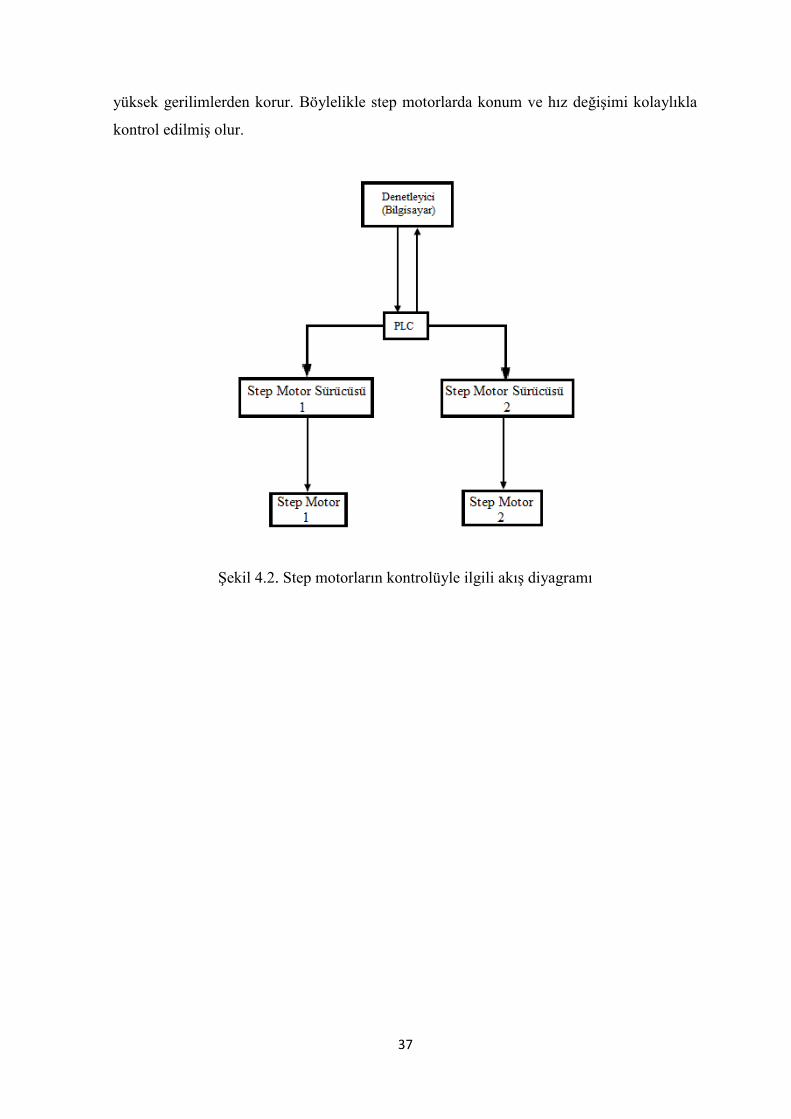
37
yüksek gerilimlerden korur. Böylelikle step motorlarda konum ve hız değişimi kolaylıkla
kontrol edilmiş olur.
Şekil 4.2. Step motorların kontrolüyle ilgili akış diyagramı

38
5.MALZEME SEÇİMİ VE MALİYET ANALİZİ
Bu kısımda, proje gerçekleştirilirken ihtiyaç duyulan malzemelerin seçimi ve temini ile
ilgili bilgi verilmiştir. Bilindiği üzere projede, 1 adet PLC, 2 adet step motor, 4 adet
termometre, 1 adet sigorta ve 1 adet AA/DA konvertör başta olmak üzere, sıvı tankları,
malzeme kapları, mekanik gövdede kullanılan parçalar, dişliler ve bağlantı kabloları
kullanılmıştır. Aşağıda görülmekte olan Çizelge 5.1 de, bu malzemelerin maliyetleri
verilmiştir.
Çizelge 5.1. Projede kullanılan teçhizatın fiyat listesi
Sıra
No Malzeme Adı Miktarı
Birim Fiyatı
(TL) Toplam Tutarı (TL)
1 PLC 1 150 150
2 Adım Motoru (Sürücüleri dahil) 2 135 270
3 Termometre 4 15 60
4 Mekanik kısım 1 350 350
5 Sıvı tankları 2 15 30
6 Kestamit 2 10 20
7 Sigorta 1 8 8
8 AC/DC konvertör 1 1 60
9 Kremayer dişli 1 30 30
10 Dairesel dişli 3 10 30
11 Taşıyıcı kaplar 2 2 4
12 Bağlantı kabloları 3 15 45
TOPLAM 1057,00
Malzeme seçerken, seçilen malzemenin ihtiyaçlarımıza cevap verebilecek özelliklere
sahip olmasına dikkat edildi. Ayrıca, aynı özellikte olan diğer firmalara ait olan ürünlere
göre, fiyat ve teknik destek açısından karşılaştırılmaları yapıldı. Bu karşılaştırmanın
ardından alınan malzemelerin, projemize maliyetinin 1057,00 TL olduğu görülmüştür.

39
6. DENEYSEL ÇALIŞMALAR VE SONUÇLAR
Bu kısımda gerçekleştirdiğimiz projenin işlevselliğinin test edilmesi ve olası sonuçların
incelenmesi amaçlanmıştır. Bu kapsamda, kollarda asılı bulunan kaplara 70 ° C de ve 0 ° C
de buzlu su konulmuştur. Sıvı tankı olarak kullandığımız cam fanusların içerisine, 30 ° C
de ve eşit miktarda su konularak mekanik kısımla ilgili hazırlıklar tamamlanmıştır.
Proje için hazırlanan merdiven diyagramında, zamanlayıcı 9 saniyeye ayarlanarak ısı
alış-verişinin 9 saniye boyunca devam etmesi sağlanmıştır. 9 saniyenin ardından kaplar
cam fanuslardan çıkarak yer değiştirmiştir. Bu işlem, sistemin bir periyodunu
oluşturmaktadır. Bu periyot 25 saniyede tamamlanmaktadır. Bu periyodun 10 kez tekrar
edilmesi sonucu, kaplardaki suların sıcaklıklarında aşağıdaki değişimler gözlenmiştir.
İçerisinde 70 ° C de su bulunan kabın denge sıcaklığı 54 ° C olarak ölçülmüştür.
İçerisinde 0 ° C de buzlu su bulunan kabın denge sıcaklığı ise 18 ° C olarak
ölçülmüştür. Böylece, kollarda asılı durumdaki kaplarda bulunan farklı sıcaklıktaki suların,
kestamitler üzerinde bulunan cam fanuslara sırasıyla girip çıkmasıyla ısı alış-verişi
sağlandığı ve belirli bir dengeye ulaştıkları gözlenmiştir.

40
KAYNAKLAR
[1]. M. Türker, Ş. Yücetaş, Ağız Diş Çene Hastalıkları ve Cerrahisi, 2. baskı Atlas
kitapçılık, Ankara, Türkiye,1999.
[2]. F. C. Babalık, Makine Elemanları ve Konstrüksiyon Örnekleri, Dora yayınları,
Bursa,Türkiye, 2009.
[3]. K. Üçüncü, Makina Bilgisi, KTÜ yayınları, Trabzon, Türkiye, 2000.
[5]. M. Akkurt, Makina Elemanları, Cilt 1, Birsen yayınevi, İstanbul, Türkiye.
[4]. D. Düzgün, Uygulanmış Makina Elemanları Dizayn-Konstrüksiyon, 1999.
[6]. S. Kurtulan, PLC ile Endüstriyel Otomasyon, Birsen yayınevi, İstanbul,
Türkiye,2008.
[7]. Y. Eminoğlu, PLC Programlama ve S7-300, Ege reklam basım sanatları ltd. şti.
41
EKLER
EK-1 Standartlar Ve Kısıtlar Formu
Bitirme Projesinin hazırlanmasında Standart ve Kısıtlarla ilgili olarak, aşağıdaki soruları
cevaplayınız.
1. Projenizin tasarım boyutu nedir? Açıklayınız.
Sistem,30 cm yarıçapa sahip sacın üzerine monte edilmiş, 67 cm yüksekliğinde gövdeden
oluşmaktadır.
2. Projenizde bir mühendislik problemini kendiniz formüle edip, çözdünüz mü?
Projemiz, mevcut bir durumun modellenmesine dayandığı için herhangi bir mühendislik
probleminin çözümünü gerektirmemektedir.
3. Önceki derslerde edindiğiniz hangi bilgi ve becerileri kullandınız?
Elektrik Makinaları-1, PLC, Electrical Machines-II derslerinde öğrendiğimiz PLC’nin
programlanması ve seçimi, makinaların çeşitleri ve karakterisitikleri gibi bilgileri
kullanıldı.
4. Kullandığınız veya dikkate aldığınız mühendislik standartları nelerdir?
Projemizi gerçekleştirirken en düşük maliyetle, en yüksek verimi elde etmeye çalıştık.
Ayrıca kullandığımız malzemelerin seçimi sırasında, uluslararası standartlara uygunluğu
göz önünde bulundurulmuştur.
Seçtiğimiz malzemelerin kalite standartlarını ise şu şekildedir.
Kesuo Power Adaptör: RoHs CE sertifikalı ve CCC CE onaylıdır.
Sigorta Standartları: Schneider iK60N marka sigorta, EN 60898-1 ve IEC 60898-1 kalite
standartlarına uygun olarak üretilmiştir.
ENDA PLC: Sistemimizde kullanılan ENDA marka ELC-186 RT model numaralı PLC,
ISO 9001 kalite standartlarında, EMC performans ölçülerine ve güvenlik gereksinimlerine
uygun CE işaretli ve RoHS uyumlu olarak üretilmiştir.
Motor Standartları: Adım motorlar, GB/T19001 ve ISO9001 standartlarına uygun olarak
üretilmiştir.
Karadeniz Teknik Üniversitesi Mühendislik Fakültesi Elektrik-Elektronik Mühendisliği Bölümü
STANDARTLAR VE KISITLAR FORMU

42
5. Kullandığınız veya dikkate aldığınız gerçekçi kısıtlar nelerdir?
a)Ekonomi
İnternet üzerinden piyasa araştırması yaparak aynı özellikleri karşılayan ürünlerden
maliyeti en düşük olanları tercih etmeye çalıştık.
b)Çevre sorunları:
Elektrik motorları kullanıldığı için çevreye herhangi bir olumsuz etkisi yoktur.
c)Sürdürülebilirlik:
Sistem arzu edildiği sürece, istikrarlı bir şekilde çalışmasını devam ettirebilir.
d) Üretilebilirlik:
Sistemin maliyeti düşük olduğu için üretimi yapılabilir ve istenilen amaç
doğrultusunda geliştirlmeye açıktır.
g) Güvenlik:
Sistemdeki hareketli parçalar platformlar üzerine sabitlendiği için ve yalıtımın iyi
yapıldığı için sistem herhangi bir güvenlik tehlikesi oluşturmamaktadır.
Projenin Adı Yanak İçyapısının Isı Değişiminin Gözlemlenmesi
Projesi
Projedeki Öğrencilerin
adları
Osman M. DURU - Özkan ÖZBEBİT - Sezai GENÇ
Tarih ve İmzalar 20.05.2013

43
ÖZGEÇMİŞLER
Osman Mecnun DURU
1991 yılında İstanbul Fatih’te doğdu. İlköğrenimini Koca Mustafa Paşa ilköğretim okulu
ve Vedide Baha PARS ilköğretim okulunda tamamladı. Lise eğitimini Pertevniyal Anadolu
Lisesi’nde tamamladıktan sonra 2009 yılında KTÜ Elektrik-Elektronik mühendisliği
bölümüne başladı. Halen eğitimini burada sürdürmektedir.
Sezai GENÇ
1987 yılında Kahraman Maraş’ın Afşin ilçesinde doğdu. İlköğrenimini Kaşgarlı Mahmut
İlköğretim okulunda tamamladı. Lise eğitimini Ertuğrul Gazi Lisesi’nde tamamladıktan
sonra 2009 yılında KTÜ Elektrik-Elektronik mühendisliği bölümüne başladı. Halen
eğitimini burada sürdürmektedir.
Özkan ÖZBEBİT
1989 yılında Kayseri’nin Melikgazi ilçesinde doğdu. İlköğrenimini Ahmet Paşa ilköğretim
okulu ve Yılmaz AKANSU ilköğretim okulunda tamamladı. Lise eğitimini Mustafa
Yelkenoğlu Lisesi’nde tamamlamasının ardından 2009 yılında KTÜ Elektrik-Elektronik
mühendisliği bölümüne başladı. Halen eğitimini burada sürdürmektedir.




















