tugas akhir perencanaan & pengendalian kebutuhan material ...
131
TUGAS AKHIR PERENCANAAN & PENGENDALIAN KEBUTUHAN MATERIAL FRAME CHASSIS HINO CAT 3 DENGAN METODE MRP DI PT GEMALA KEMPA DAYA Diajukan sebagai syarat dalam mencapai gelar Sarjana Strata Satu (S1) Disusun Oleh: Nama : Feri Imam Prastiyo NIM : 41611120022 PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS MERCU BUANA JAKARTA 2017
-
Upload
khangminh22 -
Category
Documents
-
view
2 -
download
0
Transcript of tugas akhir perencanaan & pengendalian kebutuhan material ...
TUGAS AKHIR
PERENCANAAN & PENGENDALIAN KEBUTUHAN
MATERIAL FRAME CHASSIS HINO CAT 3 DENGAN METODE
MRP DI PT GEMALA KEMPA DAYA
Diajukan sebagai syarat dalam mencapai gelar Sarjana Strata Satu (S1)
Disusun Oleh:
Nama : Feri Imam Prastiyo
NIM : 41611120022
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNIK
UNIVERSITAS MERCU BUANA
JAKARTA
2017

ii
iii

iv
ABSTRAK
PT Gemala Kempa Daya merupakan perusahaan yang bergerak dibidang
automotive underbody component dan press parts dalam hal ini merencanakan dan
menyediakan bahan bakunya mulai dari pemesanan sampai dengan proses penyiapan
bahan baku tersebut baik yang bekerjasama dengan beberapa supplier atau vendor-
vendor terkait yang menjadi supporting penyediaan. Dalam penyediaan bahan baku
material PT Gemala Kempa Daya belum menggunakan metode persediaan material
yang baik, metode yang dipakai masih menggunakan laporan kondisi stock dari
operator warehouse. Permasalahan yang sering terjadi yakni stock bahan baku yang
ada digudang menjadi tidak beraturan, hal ini dapat terlihat dengan ditemukannya
stock material yang menipis atau dibawah standard safety stock untuk beberapa item
material akan tetapi terjadi overstock di item material lainnya.
Perencanaan kebutuhan material yang baik merupakan salah satu faktor
penting yang mendukung kelancaran proses produksi dalam sebuah perusahaan
manufaktur. Penggunaan metode MRP yang baik dalam perencanaa pengendalian
kebutuhan material dianggap sangatlah penting, metode ini diharapkan dapat
mengontrol segala macam persediaan bahan baku material mulai dari kuantitas,
kualitas, jenis, waktu kedatangan sampai dengan model penempatan bahan baku
material tersebut bisa terencana dengan baik, sehingga dapat mengefisienkan cost
yang berkaitan dengan material serta dapat menghindari terganggunya proses
produksi yang disebabkan tidak adanya persediaan material.
Hasil evaluasi dan implementasi metode MRP dengan lot sizing Economic
Order Quantity (EOQ) yang terpilih untuk digunakan sebagai model persediaan yg
tepat karena memiliki biaya persediaan yang paling minimum yaitu didapatkan
sebesar Rp3.135.225,- sama dengan 30,17% diantara metode lainnya (Lot For Lot
dan Period Order Quantity).
Kata kunci : over stock, Metode MRP, Economic Order Quantity, Lot For Lot,
Period Order Quantity

v
ABSTRACT
PT. Gemala Kempa Daya is company engaded in automotive component and
press part in this case planning and providingraw material from ordering until
preperation process the raw material working with supliers or multiple vendors who
become supporting provides. In the supply of raw material PT Gemala Kempa Daya
not use a good material inventory control method, methode use is report of
condition stock from warehouseman. The problem is often the case that the stock
material in the warehouse is not appropriate, this can be seen by the discovery of
material stock are depleted or under standard safety stock for some item material,
but occurs overstock for other items.
Material needs good stats is one of the important factors that smooth
production process in a manufacture company. Use either method MRP material
requirements planning control is considered very important, this method is expected
to be able to control all kinds of raw material supplies from quantity, quality, item,
delivery time until model placement raw material such material could well planned,
so can cost efficien of material and to avoid of disturbed of production process
caused not available material stock.
The result of evaluation and implementation of MRP method with lot sizing
Economic Order Quantity (EOQ) chosen to be used as the right inventory model
because it has the minimum inventory cost is Rp3.135.225, - equal to 30,17% among
other method (Lot For Lot and Period Order Quantity).
Keywords : over stock, MRP method, Economic Order Quantit, Lot For Lot, Period
Order Quantity
vi
KATA PENGANTAR
Puji dan syukur kehadirat Allah SWT karena hanya dengan pertolongan
dan ridhoNya yang senantiasa memberikan nikmat kesempatan dan kesehatan
serta keluasan berpikir kepada penulis sehingga dapat menyelesaikan penulisan
Tugas Akhir yang berjudul
“PERENCANAAN & PENGENDALIAN KEBUTUHAN MATERIAL
FRAME CHASSIS HINO CAT 3 DENGAN METODE MRP DI PT
GEMALA KEMPA DAYA”
Adapun tujuan penyusunan Laporan Tugas Akhir ini bertujuan untuk
mendapatkan gelar sarjana program studi Teknik Industri, Fakultas Teknik
Universitas Mercu Buana Jakarta.
Banyak kendala dan kesulitan yang penulis hadapi dalam penyusunan
Laporan Tugas Akhir ini, namun berkat dukungan dari berbagai pihak, segalanya
dapat teratasi dengan baik. Untuk itu penulis ingin mengucapkan terima kasih
kepada semua pihak yang telah memberikan dukungan dan bantuan atas
terselesaikannya laporan ini. Secara khusus penulis mengucapkan terima kasih
kepada :
1. Kedua Orang tua dan keluarga yang senantiasa memberikan dukungan
dan doa yang tidak ada habis-habisnya.
vii
2. Bapak Ir. Muhammad Kholil, MT sebagai Ketua Jurusan Teknik
Industri Fakultas Teknik Universitas Mercu Buana sekaligus
pembimbing dalam penyelesaian Tugas Akhir.
3. Rekan-rekan karyawan PT GEMALA KEMPA DAYA.
4. Rekan-rekan mahasiswa Teknik Industri Angkatan 20 Fakultas Teknik
Universitas Mercu Buana Jakarta serta semua pihak yang tidak dapat
disebutkan satu per satu.
Akhir kata, penulis menyadari bahwa Laporan Tugas Akhir ini masih jauh
dari kesempurnaan, oleh karena itu kritik dan saran dari rekan-rekan pembaca dan
dosen sangat diharapkan demi penyempurnaan penulisan laporan berikutnya.
Semoga laporan ini dapat memberikan tambahan wawasan pengetahuan yang
bermanfaat untuk kita semua.
Jakarta, Juli 2017
Feri Imam Prastiyo
vii
DAFTAR ISI
Halaman
Halaman Judul .................................................................................................. i
Halaman Pernyataan......................................................................................... ii
Halaman Pengesahan ...................................................................................... iii
Abstrak ............................................................................................................. iv
Kata Pengantar ................................................................................................. vi
Daftar Isi........................................................................................................... vii
BAB I PENDAHULUAN
1.1 Latar Belakang ............................................................................... 1
1.2 Perumusan Masalah ........................................................................ 5
1.3 Tujuan Penelitian ............................................................................ 5
1.4 Batasan Penelitian .......................................................................... 5
1.5 Sistematika Penulisan ..................................................................... 6
BAB II STUDI PUSTAKA
2.1 Pengertian Persediaan .................................................................... 8
2.2 Fungsi Persediaan ........................................................................... 9
2.3 Jenis Persediaan .............................................................................. 10
2.4 Biaya Persediaan ........................................................................... 11
2.5 Model Persediaan ........................................................................... 14
2.5.1 Model Perseiaan Independen ............................................... 14
2.5.2 Model Perseiaan Dependen .................................................. 14
2.6 Material Requirement Planning (MRP) ......................................... 15
2.6.1 Maksud & Tujuan MRP ....................................................... 15
2.6.2 Syarat-syarat & Asumsi-asumsi MRP ................................. 18
2.6.3 Input-input MRP .................................................................. 19
2.6.4 Kelebihan & Kekurangan MRP ........................................... 27
2.6.5 Proses Perhitngan MRP ........................................................ 29
2.7 Metode Peramalan .......................................................................... 35
2.7.1 Pengertian & Kegunaan Peramalan...................................... 35
2.7.2 Jenis Metode Peramalan ....................................................... 37
viii
2.7.3 Metode Time Series ............................................................. 38
2.7.4 Pengukuran Akurasi Hasil Peramalan .................................. 45
2.8 Penelitian Sebelumnya ................................................................... 49
2.9 Kerangka Pemikiran ....................................................................... 51
BAB III METODOLOGI PENELITIAN
3.1 Kerangka Penelitian ....................................................................... 52
3.2 Sistematika Penulisan ..................................................................... 53
3.2.1 Penelitian Pendahuluan ........................................................ 53
3.2.2 Pengumpulan Data ............................................................... 53
3.2.3 Pengolahan Data ................................................................... 54
3.2.4 Analisis Data ........................................................................ 54
3.2.5 Kesimpulan Dan Saran ......................................................... 55
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Pengumpulan Data ......................................................................... 56
4.1.1 Data Permintaan ................................................................... 56
4.1.2 Lead Time ............................................................................ 57
4.1.3 Bill Of Material .................................................................... 61
4.1.4 Biaya Pesan & Biaya Simpan Material ................................ 61
4.1.5 Kapasitas Gudang Material .................................................. 65
4.2 Pengolahan Data ............................................................................. 65
4.2.1 Perhitungan Peramalan ......................................................... 65
4.2.2 Pengukuran Hasil Peeramalan .............................................. 81
4.2.3 Peramalan Periode Yang Akan Datang ................................ 83
4.2.4 Perhitungan MRP ................................................................. 84
4.2.4.1 Metode Lot For Lot (LFL) ....................................... 84
4.2.4.2 Metode Economic Order Quantity
(EOQ) ....................................................................... 86
4.2.4.3 Metode Period Order Quantity (POQ) ..................... 89
4.2.5 Perbandingan Hasil Perhitungan Lot Sizing ........................ 92
BAB V ANALISIS
5.1 Analisa Peramalaan Permintaan ..................................................... 93
ix
5.2 Analisa Hasil Verifikasi Peramalan ............................................... 94
5.3Analisa Hasil Peramalan Permintaan .............................................. 94
5.4 Analisa Perencanaan Kebutuhan Material Dengan
Metode MRP ................................................................................. 95
5.5 Analisa Metode Pemesanan Yang Paling Optimal
Berdasarkan Metode MRP ............................................................ 95
BAB VI KESIMPULAN DAN SARAN
6.1 Kesimpulan .................................................................................... 97
6.2 Saran .............................................................................................. 98
Daftar Pustaka .................................................................................................. x
Lampiran .......................................................................................................... xi
1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Ketatnya persaingan industri dibarengi dengan pesatnya perkembangan
teknologi dan informasi membawa dampak terhadap tatanan kehidupan dunia.
Perubahan yang tepat dan mendasar terjadi dalam kehidupan di segala bidang
yang menuntut kebebasan interaksi antara kehidupan yang ada di dunia tanpa
mengenal batas negara termasuk juga dalam kegiatan perdagangan dan bisnis.
Konsekuensi logis dari perubahan dunia kearah globalisasi adalah pergeseran cara
pandang dalam pelaksanaan perdagangan internasional yang mengarah pada
perdagangan global. Berawal dari hal itu muncul pasar bebas dunia yang
mengakibatkan peningkatan persaingan di pasar internasioanl dalam dunia bisnis
dan industri, sehingga memaksa perusahaan untuk menjalankan strategi bisnisnya
yang tepat agar mampu bertahan dalam menghadapi persaingan yang terjadi.
Salah satu strategi usaha yang ditawarkan oleh banyak perusahaan
adalah dengan memberikan penawaran harga yang kompetitif kepada konsumen,
sehingga bisa dikatakan persaingan harga dengan para kompetitor menjadi salah
satu strategi yang harus dijalankan untuk menarik konsumen disamping strategi
pendukung lainnya. Oleh karenanya effisiensi dan cost reduction disemua lini
menjadi sebuah kebijakan yang harus dijalankan oleh semua instansi dan
2
departemen yang terkait dalam sebuah perusahaan. Effisiensi dan cost reduction
bisa dimulai dari pemesanan bahan baku, penyediaan bahan baku, pergudangan
sampai dengan proses produksi maupun proses non produksi yang sifatnya
supporting, sampai dengan proses-proses selanjutnya. Planning system yang baik
menjadi faktor penentu jalan atau tidaknya kebijakan efisiensi disemua lini.
Dengan planning kebutuhan yang tepat baik jenis, jumlah maupun waktu
penyedian dan pemakaiannya akan membuat biaya-biaya yang tidak diperlukan
dapat dihilangkan.
PT Gemala Kempa Daya merupakan perusahaan yang bergerak
dibidang automotive underbody component dan press parts dalam hal ini
merencanakan dan menyediakan bahan bakunya mulai dari pemesanan sampai
dengan proses penyiapan bahan baku tersebut baik yang bekerjasama dengan
beberapa supplier atau vendor-vendor terkait yang menjadi supporting penyediaan.
Sekitar 70% sampai dengan 80% aset keuangan perusahaan ada didalam
penyediaan bahan baku material, mulai dari yang berbentuk Coil, material sheets,
sampai dengan semi finish dan material pendukung lainnya. Dalam penyediaan
bahan baku material PT Gemala Kempa Daya belum menggunakan metode
persediaan material yang belum maksimal, metode yang dipakai masih
menggunakan laporan kondisi stock dari operator warehouse. Yaitu dengan
menggunakan metode pemesanan saat jumlah stock mulai menipis dan sistem
informasi tertulis dari staff gudang, tanpa adanya penjadwalan yang jelas kapan
material tersebut akan datang dan berapa jumlahnya. Permasalahan yang sering
terjadi yakni stock bahan baku yang ada digudang menjadi tidak beraturan, hal ini
dapat terlihat dengan ditemukannya stock material yang menipis atau dibawah
3
standard safety stock untuk beberapa item material akan tetapi terjadi overstock di
item material lainnya.
Berdasarkan masalah tersebut maka penggunaan metode MRP
(Material Requirement Planning) yang baik dalam perencanaa pengendalian
kebutuhan material dianggap sangatlah penting, metode ini diharapkan dapat
mengontrol segala macam persediaan bahan baku material mulai dari kuantitas,
kualitas, jenis, waktu kedatangan sampai dengan model penempatan bahan baku
material tersebut bisa terencana dengan baik. Perencanaan tersebut bertujuan
untuk mengefisiensikan segala hal yang berhubungan dengan biaya pengadaan
bahan baku material, biaya supply, penyimpanan, sampai dengan pemakaian
bahan baku yang tepat dengan kebutuhan pada saat itu dan mencegah terjadinya
minus stock ataupun overstock material.
Berdasarkan permasalahan diatas, maka penulis dalam kesempatan ini
akan mengangkat hal yang berhubungan dengan bagaimana membuat suatu
palnning kebutuhan material yang disesuaikan dengan kebutuhan bahan baku
yang akan diproduksi baik secara jumlah, jenis, maupun waktu kedatangannya
serta mencegah terjadinya overstock material digudang dengan judul
“PERENCANAAN & PENGENDALIAN KEBUTUHAN MATERIAL
FRAME CHASSIS HINO FL 8 JTKA DENGAN METODE MRP (Material
Requirement Planning) DI PT GEMALA KEMPA DAYA”
4
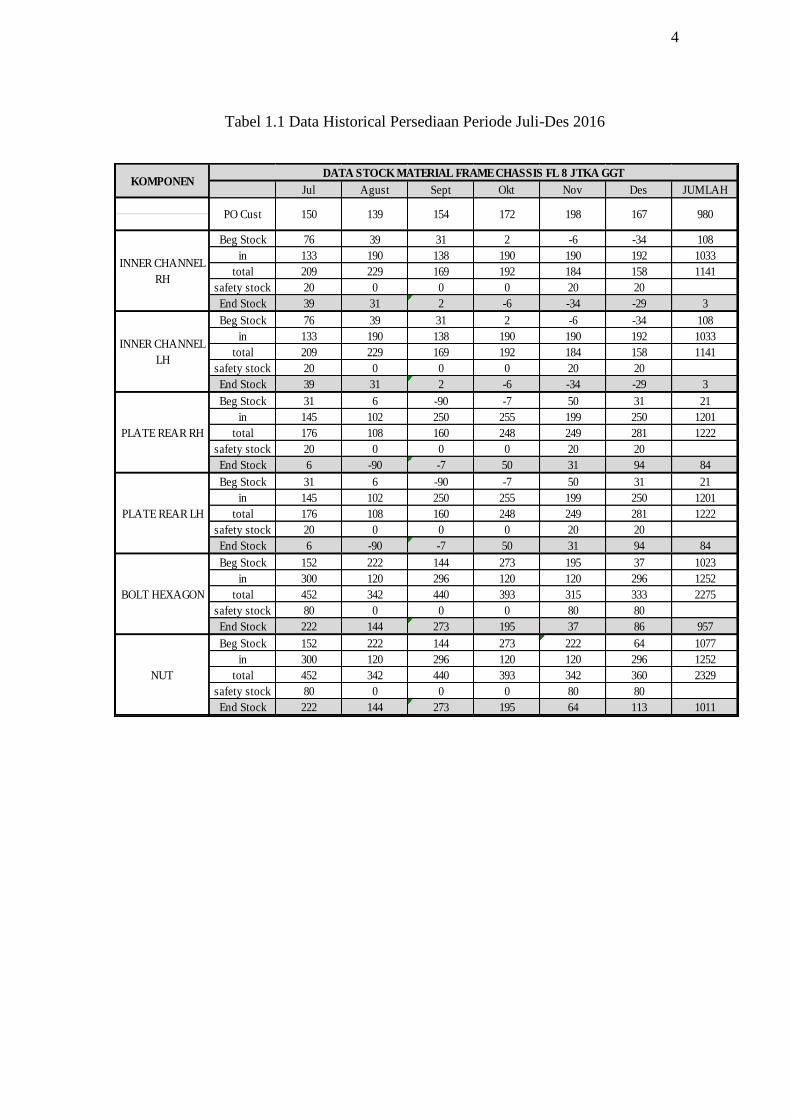
Tabel 1.1 Data Historical Persediaan Periode Juli-Des 2016
Jul Agust Sept Okt Nov Des JUMLAH
Beg Stock 76 39 31 2 -6 -34 108
in 133 190 138 190 190 192 1033
total 209 229 169 192 184 158 1141
safety stock 20 0 0 0 20 20
End Stock 39 31 2 -6 -34 -29 3
Beg Stock 76 39 31 2 -6 -34 108
in 133 190 138 190 190 192 1033
total 209 229 169 192 184 158 1141
safety stock 20 0 0 0 20 20
End Stock 39 31 2 -6 -34 -29 3
Beg Stock 31 6 -90 -7 50 31 21
in 145 102 250 255 199 250 1201
total 176 108 160 248 249 281 1222
safety stock 20 0 0 0 20 20
End Stock 6 -90 -7 50 31 94 84
Beg Stock 31 6 -90 -7 50 31 21
in 145 102 250 255 199 250 1201
total 176 108 160 248 249 281 1222
safety stock 20 0 0 0 20 20
End Stock 6 -90 -7 50 31 94 84
Beg Stock 152 222 144 273 195 37 1023
in 300 120 296 120 120 296 1252
total 452 342 440 393 315 333 2275
safety stock 80 0 0 0 80 80
End Stock 222 144 273 195 37 86 957
Beg Stock 152 222 144 273 222 64 1077
in 300 120 296 120 120 296 1252
total 452 342 440 393 342 360 2329
safety stock 80 0 0 0 80 80
End Stock 222 144 273 195 64 113 1011
NUT
INNER CHANNEL
RH
INNER CHANNEL
LH
PLATE REAR RH
PLATE REAR LH
BOLT HEXAGON
DATA STOCK MATERIAL FRAME CHASSIS FL 8 JTKA GGTKOMPONEN
PO Cust 980167198150 139 154 172

5
1.2 Perumusan Masalah
Perencanaan kebutuhan material yang kurang baik menjadi salah satu
faktor penyebab tidak terkendalinya kondisi stock material yang dibutuhkan.
Adapun masalah yang sering timbul adalah bagaimana cara mengetahui lot sizing
yang menghasilkan biaya paling minimum dari persediaan material Frame
Chassis Hino FL8 JTKA dengan metode Material Requirement Planning (MRP)?
1.3 Tujuan Penelitian
Adapun dilakukannya penelitian di PT Gemala KempaDaya memiliki
tujuan yaitu membuat perencanaan kebutuhan material Frame Chassis Hino FL 8
JTKA dengan masing-masing metode lot sizing yang tepat dan sesuai dengan
sistem Material Requirement Planning (MRP) di PT Gemala Kempa Daya yang
menghasilkan biaya paling minimum.
1.4 Batasan Penelitian
Untuk memfokuskan masalah, penelitian dilakukan hanya mencakup
beberapa aspek penting yaitu :
1. Material Frame Chassis Hino FL 8 JTKA GGT di PT Gemala Kempa Daya.
2. Metode lot sizing yang digunakan adalah metode Lot For Lot (LFL)),
Economic Order Quantity (EOQ) dan Period Order Quantity (POQ).
3. Data yang diambil adalah data tahun 2015-2017.
4. Pengumpulan data dilakukan pada Material Planning Section PPIC
Departement PT Gemala Kempa Daya.
6
1.5 Sistematika Penulisan
Penyusanan laporan ini bertujuan untuk mempermudah pembahasan
dan penyampaian informasi yang ada dibagi atas bab per bab yang berkaitan satu
sama lain dan bertujuan agar mudah dipahami secara sistematis. Garis besar
sistematika penulisan ini adalah sebagai berikut :
BAB I : PENDAHULUAN
Pada bab ini berisikan latar belakang dilaksanakan penulisan
Laporan Tugas Akhir dan materi yang akan dibahas dalam laporan.
BAB II : TINJAUAN PUSTAKA
Bab ini menjelaskan tentang materi-materi yang telah diajarkan di
bangku kuliah serta teori referensi dari berbagai sumber yang
berkaitan dengan Laporan Tugas Akhir Ini.
BAB III : METODOLOGI PENELITIAN
Dalam bab ini menguraikan tentang bagaimana langkah-langkah
dan metode yang digunakan dalam penulisan Laporan Tugas Akhir.
BAB IV : PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini menguraikan tentang kapan dan bagaimana data diperoleh
serta bagaimana pengolahan yang sesuai dengan apa yang telah
digariskan pada metodologinya.
7
BAB V : ANALISIS
Bab ini berisikan tanggapan atau komentar atas data yang telah
disajikan pada bab IV dengan menggunakan teori-teori yang
dinyatakan pada bab II.
BAB VI : KESIMPULAN DAN SARAN
Bab ini menjelaskan tentang kesimpulan dari hasil analisis yang
telah dilakukan serta memberikan saran atau masukan dari data
yang telah dikumpulkan.
BAB II
TINJAUAN PUSTAKA
2.1 Pengertian Persediaan
Pada dasarnya, persediaan merupakan hal penting bagi perusahaan yang
melakukan proses produksi, baik meproduksi barang maupun jasa untuk menunjang
kelancaran proses produksinya. Menurut (Kieso), ”Persediaan ( inventory) adalah
pos-pos aktiva yang dimiliki oleh perusahaan untuk dijual dalam operasi bisnis
normal, atau barang yang akan digunakan atau dikonsumsi dalam membuat
kecermatan.investasi dalam persediaan biasanya merupakan aktiva lancar paling
besar dari perusahaan dagang (ritel) dan manufaktur”.
Menurut (Stice dan Skousen) kata persediaan secara umum ditunjukan untuk barang
–barang yang dimiliki oleh perusahaan dagang, baik berupa usaha grosir maupun
retil, ketika barang-barang tersebut telah dibeli dan ada kondisi siap untuk dijual.
8
9
1. Bahan Baku
2. Barang dalam proses
3. Barang jadi
Berdasarkan beberapa definisi di atas, dapat disimpulkan bahwa persediaan
merupakan barang yang berupa bahan baku, barang setengah jadi, atau barang jadi
yang disimpan untuk kontinuitas proses produksi dalam memenuhi kebutuhan
pelanggan.
2.2 Fungsi Persediaan
Persediaan dapat diklasifikasikan berdasarkan fungsinya, yaitu:
a. Stok siklus (cycle stock), yakni jumlah persediaan yang tersedia setiap saat yang
dipesan dalam ukuran lot. Alasan pemesanan dalam lot adalah skala ekonomis,
adanya diskon kuantitas dalam pembelian produk atau transportasi, dan
keterbatasan teknologi.
b. Stok tersumbat (congestion stock), persediaan dari produk yang diproduksi
berkaitan dengan adanya batasan produksi, dimana banyak produk yang
10
diproduksi pada peralatan produksi yang sama, khususnya jika biaya setup
produksinya relatif tinggi.
c. Stok pengaman (safety stock), jumlah persediaan yang tersedia secara rata-rata
untuk memenuhi permintaan dan penyaluran yang tak tentu dalam jangka waktu
pendek.
d. Persediaan antisipasi (anticipation inventory), jumlah persediaan yang tersedia
untuk mengatasi fluktuasi permintaan yang cukup tinggi. Perbedaanya dengan
stok pengaman lebih ditekankan pada antisipasi musim dan perilaku pasar yang
dipicu kondisi tertentu yang telah diperkirakan perusahaan.
e. Persediaan pipeline, meliputi produk yang berada dalam perjalanan yakni produk
yang ada pada alat angkutan.
f. Stock decoupling, digunakan dalam sistem eselon majemuk untuk mengizinkan
setiap tingkat membuat keputusan masing-masing terhadap jumlah persediaan
yang tersedia.
2.3 Jenis Persediaan
Menurut Heizer dan Render, persediaan yang ada di perusahaan biasanya terdiri
dari empat jenis yaitu:
1. Persediaan Bahan Mentah (Raw Material Inventory) yang telah dibeli, tetapi
belum diproses. Pendekatan yang lebih banyak diterapkan adalah dengan
11
menghapus variabilitas pemasok dalam mutu, jumlah atau waktu pengiriman
sehingga tidak perlu pemisahan.
2. Persediaan Barang Setengah Jadi (Work In Process Inventory) adalah
komponen-komponen atau bahan mentah yang telah melewati beberapa proses
perubahan, tetapi belum selesai.
3. Persediaan MRO (Maintenance, Repairing, Operating Iventory) merupakan
persediaan yang dikhususkan untuk perlengkapan pemeliharaan, perbaikan,
operasi. Persediaan ini ada karena kebutuhan akan adanya pemeliharaan dan
perbaikan dari beberapa peralatan yang tidak diketahui sehingga persediaan ini
merupakan fungsi jadwal pemeliharaan dan perbaikan.
4. Persediaan Barang Jadi adalah produk yang telah selesai dan tinggal menunggu
pengiriman. Barang jadi dapat dimasukkan ke persediaan karena permintaan
pelanggan dimasa mendatang tidak diketahui.
2.4 Biaya Persediaan
Perencanaan dan pengendalian persediaan bertujuan untuk mendapatkan tingkat
pelayanan dengan biaya yang minimum. Menurut Tampubolon, biaya-biaya yang
timbul dari adanya persediaan digolongkan menjadi empat golongan, yaitu:
12
a. Biaya Pemesanan (Ordering Cost)
Biaya pemesanan adalah biaya-biaya yang dikeluarkan berkenaan dengan
pemesanan barang-barang atau bahan-bahan dari penjual sejak dari pemesanan
(order) dibuat dan dikirim sampai barang-barang atau bahan-bahan tersebut
dikirim dan diserahkan serta diinspeksi di gudang. Biaya pemesanan ini sifatnya
konstan. Besarnya biaya yang dikeluarkan tidak tergantung pada besarnya atau
banyaknya barang yang dipesan. Dalam ordering cost, yang termasuk dalam
biaya pemesanan ini adalah semua biaya yang dikeluarkan dalam rangka
mengadakan pemesanan barang tersebut, diantaranya biaya administrasi
pembelian dan penempatan order, biaya pengangkutan dan bongkar muat, biaya
penerimaan dan biaya pemeriksaan.
b. Biaya Penyimpanan (Carrying Cost)
Inventory Carrying Cost adalah biaya-biaya yang diperlukan berkenaan dengan
adanya persediaan yang meliputi seluruh pengeluaran yang dikeluarkan
perusahaan sebagai akibat dari adanya sejumlah persediaan. Biaya ini
berhubungan dengan terjadinya persediaan dan disebut juga dengan biaya
mengadakan persediaan (stock holding cost). Biaya ini berhubungan dengan
tingkat rata-rata persediaan yang selalu terdapat di gudang, sehingga besarnya
biaya ini bervariasi tergantung dari besar kecilnya rata-rata persediaan yang
terdapat di gudang, yang termasuk ke dalam biaya ini adalah semua biaya yang
timbul karena barang disimpan yaitu biaya pergudangan yang terdiri dari biaya
13
sewa gudang, upah dan gaji pengawasan dan pelaksana pergudangan serta biaya
lainnya. Biaya pergudangan ini tidak akan ada apabila tidak ada persediaan.
c. Biaya Kehabisan Persediaan (Stockout Cost)
Biaya kehabisan persediaan adalah biaya-biaya yang timbul akibat terjadinya
persediaan yang lebih kecil daripada jumlah yang diperlukan, seperti kerugian
atau biaya-biaya tambahan yang diperlukan karena seorang pelanggan meminta
atau memesan suatu barang sedangkan barang atau bahan yang diperlukan tidak
tersedia. Biaya ini juga dapat merupakan biaya-biaya yang timbul akibat
pengiriman kembali pesanan atau order tersebut.
d. Biaya Penyiapan (Setup Cost)
Set up cost adalah biaya-biaya yang timbul di dalam menyiapkan mesin dan
peralatan untuk dipergunakan dalam proses konversi. Biaya ini terdiri dari biaya
mesin yang menganggur (idle capasity), biaya penyiapan tenaga kerja, biaya
penjadwalan, biaya kerja lembur, biaya pelatihan, biaya pemberhentian kerja, dan
biaya-biaya pengangguran (idle time costs). Biaya-biaya ini terjadi karena adanya
pengurangan atau penambahan kapasitas yang digunakan pada suatu waktu
tertentu.

14
2.5 Model Persediaan
Menurut Kamarul, ada dua jenis model utama dalam manajemen
persediaan, yaitu model untuk persediaan independen dan model persediaan
dependent.
2.5.1 Model Persediaan Independen
Model persediaan independent adalah model penentuan jumlah pembelian
bahan/barang yang bersifat bebas, biasanya diaplikasikan untuk pembelian
persediaan dimana permintaannya bersifat kontinyu dari waktu kewaktu dan
bersifat konstan. Pemesanan pembelian dapat dilakukan tanpa
mempertimbangkan penggunaan produk akhirnya. Sampai saat ini ada empat
model persediaan yang popular, yaitu:
1) Economic Order Quantity (EOQ),
2) Economic Production Quantity (EPQ),
3) Back Order Inventory Model,
4) Quantity Discount Model. 2.5.2 Model persediaan Dependen
Yang dimaksud dengan model persediaan dependen adalah model penentuan
jumlah pembelian atau penyediaan bahan/barang yang sangat tergantung

15
kepada jumlah produk akhir yang harus dibuat dalam suatu periode produksi
tertentu. Jumlah produk akhir yang harus diproduksi tergantung kepada
permintaan konsumen. Jumlah permintaan konsumen bersifat independent,
tetapi suku cadang atau komponen produk bersifat dependent kepada jumlah
produk akhir yang harus diproduksi. Model penentuan jumlah pembelian atau
penyediaan suku cadang atau komponen produk ini dapat didekati dengan
Material Requirement Planning (MRP). MRP juga dapat diaplikasikan jika
jumlah permintaan produk akhir bersifat sporadis dan tidak teratur (irregular).
2.6 Material Requirement Planning (MRP)
2.6.1 Maksud dan Tujuan Material Requirement Planning (MRP)
Gon Lee, Namkyu, Jeong and Jinwoon, mengusulkan proses MRP kedalam
pendistribusian data dan menunjukkan performa hasil improvisasi dari pengajuan
proses MRP dengan melakukan simulasi studi dan membaginya ke dalam 5 bagian.
Tujuan utama dalam MRP ini adalah untuk memfasilitasi dan mengkalkulasi
kebutuhan material dalam jumlah dan waktu yang tepat.
Menurut para ahli MRP yang sukses dalam implementasinya akan membawa
manfaat yang signifikan didalam manufaktur, diantaranya : mengembangkan kualitas
produk, mengurangi leadtimes, mengurangi waktu pengerjaan berlebih, mengurangi
scrap, mengurangi safety stock, mengembangkan produktivitas, estimasi biaya yang
16
sangat baik, meminimalisasi WIP, dan Jadwal produksi yang baik.
MRP secara umum diaplikasikan dalam situasi yang memiliki berbagai produk
dengan BOM yang kompleks dan cocok digunakan untuk latar belakang manufaktur
yang memiliki demand yang banyak dan komponen lain berkaitan dengan komponen
lainnya atau sering disebut depend. Ketika permintaan untuk item akhir tidak
bergantung, sedangkan permintaan komponen bergantung karena diproduksi untuk
memenuhi item akhir. Perbedaan antara permintaan independent dan dependent
sangat penting dalam pengklasifikasian item persediaan dan pengembangan sistem
untuk mengatur item dalam pengklasifikasian permintaan.
Material Requirement Planning (MRP) adalah suatu system pengendalian
persediaan dan perencanaan terkomputeriasasi yang digunakan untuk mengontrol
jadwal produksi atas permintaan, baik yang belum diketahui maupun permintaan
yang sudah diketahui (Pertama kali dikenalkan pada tahun 1960 oleh Orlicky, Plossl,
Wrightand dan America Production and Inventory Control System (Dictionary
(2008), Mabert (2007)). Konsep MRP menyiapkan jadwal pemesanan agar bahan
baku datang tepat waktunya, sehingga proses produksi dapat berjalan sesuai dengan
jadwalnya. MRP dapat menjawab pertanyaan kapan, berapa dan apa (When, How
much and What) suatu material yang dibutuhkan secara tepat dengan pengeluaran
biaya seminimal mungkin.

17
MRP disusun dengan maksud untuk merancang suatu merancang suatu sistem
yang mampu menghasilkan informasi untuk mendukung tindakan yang tepat, baik
berupa pembatalan informasi untuk mendukung tindakan yang tepat, baik berupa
pembatalan atau penjadwalan ulang, biasanya merupakan keputusan baru ataupun
perbaikan atas keputusan yang lalu dengan memperhatikan kapasitas yang ada.
Adapun tujuan utama dari Material Requirement Planning (MRP), yaitu :
1. Menjamin tersedianya bahan – bahan, komponen, mater ial dan produk untuk
produksi yang direncanakan dan dikirim pada konsumen.
2. Menjaga jumlah persediaan yang mungkin pada tingkat yang paling rendah.
3. Merencanakan kegiatan-kegiatan produksi, jadwal-jadwal pengiriman dan
kegiatan pembelian.
Dengan demikian tujuan tersebut, maka diharapkan MRP dapat :
• Menurunkan biaya produksi
• Memenuhi permintaan akan produk jadi
• Meningkatkan keuntungan perusahaan
18
Langkah-langkah proses MRP :
1. Menetapkan kebutuhan gros
2. Menentukan kebutuhan net berdasarkan pengurangan jadwal penerimaan dan
persediaan on hand dari kebutuhan gros
3. Menentukan tahapan waktu untuk kebutuhan net
4. Menentukan rencana rilis pesanan 2.6.2 Syarat–syarat pendahuluan dan asumsi-asumsi MRP
Dalam penerapan MRP diperlukan syarat-syarat pendahuluan dan asumsi-
asumsi dasar. Syarat-syarat pendahuluan MRP adalah :
1. Adanya Master Production Schedule atau Jadwal Induk Produksi
2. Barang persediaan mempunyai identifikasi khusus
3. Adanya Bill Of Material pada saat perencanaan
4. Adanya catatan persediaan untuk semua item
Asumsi-asumsi dasar MRP adalah :
1. Adanya data file yang terintegrasi dengan melibatkan data status persediaan dan
data struktur produk
19
2. Lead time untuk semua item diketahui
3. Semua item persediaan selalu dalam batas persediaan
4. Semua material dapat disediakan pada saat perencanaan
5. Proses pembuatan suatu item tidak tergantung pada proses pembuatan item yang
lainnya.
2.6.3 Input-input Material Requirement Planning (MRP)
Ada tiga input utama dalam MRP, yaitu jadwal induk produksi (Master
Production Schedule), catatan status persediaan (Inventory Status File) dan struktur
produk (Bill Of Material).
a. Master Production Schedule (MPS)
Master Production Schedule merupakan tulang punggung (backbone) dari sistem
MRP. MPS merupakan rencana tertulis yang memperhatikan produk apa yang hendak
diproduksi, kapan dan berapa jumlah masing-masing yang akan dibuat.
Ada dua cara dalam mendapatkan MPS (Jadwal induk Produksi), yaitu dari
pesanan konsumen (customer order) dan peramalan penjualan.
Ketika akan mendesain MPS, perlu diperhatikan beberapa factor utama yang
menentukan proses Penjadwalan Induk Produksi (MPS). Beberapa factor utama itu
adalah:
20
1. Lingkungan Manufakturing,
Lingkungan manufacturing menentukan proses penjadwalan induk produksi.
Lingkungan manufacturing yang umum dipertimbangkan ketika akan mendesain
MPS adalah: make-to-stock, make-to-order, assemble-to-order.
Produk-produk dari lingkungan make-to-stock biasanya dikirim secara langsung
dari gudang produk akhir, dan karena itu harus ada stok sebelum pesanan
pelanggan (customer order) tiba. Produk-produk dari lingkungan make-to-order
biasanya baru dikerjakan atau diselesaikan setelah menerima pesanan pelanggan.
Sering kali komponen- komponen yang mempunyai waktu tunggu panjang (long
lead time) direncanakan atau dibuat lebih awal guna mengurangi waktu
tunggupenyerahan kepada pelanggan, apabila pelanggan memesan produk. Pada
dasarnya produk-produk dari lingkungan assemble-to-order adalah make- to-
order product, dimana semua komponen (semifinished, intermediate,
subassemble, fabricated, purchased, dll) yang digunakan dalam assemble,
pengepakan, atau proses akhir, direncanakan atau dibuat lebih awal, kemudian
disimpan dalam stok guna mengantisipasi pesanan pelanggan.
2. Struktur Produk,
Struktur produk atau bill of materials (BOM) didefinisikan sebagai cara
komponen-komponen itu bergabung kedalam suatu produk selama proses
manufakturing.
21
3. Horizon Perencanaan, waktu tunggu produk (product lead time) dan production
time fences. Berikut adalah aspek yang berkaitan dengan manajemen waktu
dalam proses desain MPS:
a) Panjang horizon perencanaan,
Horizon perencanaan didefinisikan sebagai periode waktu mendatang terjauh
dari jadwal produksi. Biasanya ditetapkan dengan memperhatikan waktu
tunggu kumulatif (cumulative lead time) ditambah waktu untuk lot sizing.
b) Waktu tunggu produksi,
Waktu tunggu didefinisikan sebagai lama waktu menunggu sejak penempatan
pesanan sampai memperoleh pesanan itu. Dalam sistem produksi, waktu
tunggu berkaitan dengan waktu menunggu diproses, bergerak atau berpindah,
setup untuk setiap komponen yang diproduksi.
c) Time fences,
Perubahan-perubahan dalam MPS akan menjadi sulit dan mahal (costly)
apabila dibuat pada saat mendekati waktu penyelesaian produk. Untuk
menstabilkan jadwal dan memberikan keyakinan bahwa perubahan-perubahan
telah dipertimbangkan secara tepat sebelum perubahan-perubahan itu
disetujui. MPS dapat dibagi ke dalam beberapa zona waktu dengan
menetapkan prosedur berbeda dalam mengatur perubahan-perubahan jadwal
dalam setiap zona waktu (time zone), time fences memisahkan zona waktu itu.
22
Dengan demikian time fences dapat didefinisikan sebagai suatu kebijakan
atau petunjuk yang ditetapkan untuk mencatat dimana (dalam zona waktu)
terdapat berbagai keterbatasan atau perubahan dalam prosedur operasi
manufaktur. Perubahan-perubahan terhadap MPS dapat dilakukan dengan
relatif lebih mudah apabila mereka terjadi melewati waktu tunggu kumulatif.
Time fences yang paling umum dikenal adalah demand time fences (DTF) dan
planning time fences (PTF), dimana DTF diterapkan pada waktu final
assemble sedangkan PTF diterapkan pada waktu tunggu kumulatif.
Demand time fences (DTF) didefinisikan sebagai periode mendatang dari
MPS dimana dalam periode ini perubahan-perubahan terhadap MPS tidak
diijinkan atau tidak diterima karena akan menimbulkan kerugian biaya yang
besar akibat ketidaksesuaian atau kekacauan jadwal. Sedangkan planning time
fences (PTF) didefinisikan sebagai periode mendatang dari MPS di mana
dalam periode ini perubahan-perubahan terhadap MPS dievaluasi guna
mencegah ketidaksesuaian atau kekacauan jadwal yang akan menimbulkan
kerugian dalam biaya. Dalam bentuk yang lebih sederhana, MPS time fences
dapat diilustrasikan seperti gambar dibawah ini:
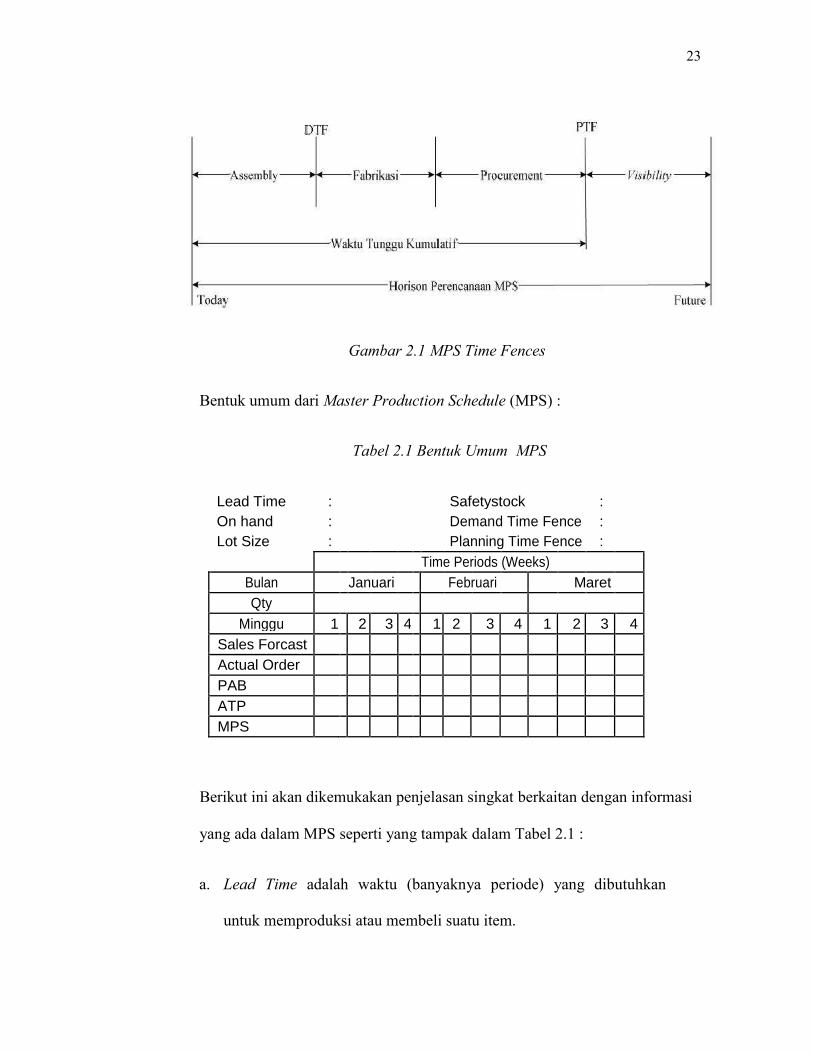
23
Gambar 2.1 MPS Time Fences
Bentuk umum dari Master Production Schedule (MPS) :
Tabel 2.1 Bentuk Umum MPS
Lead Time : Safetystock :
On hand : Demand Time Fence :
Lot Size : Planning Time Fence :
Time Periods (Weeks)
Bulan Januari Februari Maret
Qty
Minggu 1 2 3 4 1 2 3 4 1 2 3 4
Sales Forcast
Actual Order
PAB
ATP
MPS
Berikut ini akan dikemukakan penjelasan singkat berkaitan dengan informasi
yang ada dalam MPS seperti yang tampak dalam Tabel 2.1 :
a. Lead Time adalah waktu (banyaknya periode) yang dibutuhkan
untuk memproduksi atau membeli suatu item.
24
b. Order Quantity adalah banyaknya/jumlah pemesanan.
c. Safety Stock adalah stok tambahan dari item yang direncanakan untuk
berada dalam inventory yang dijadikan sebagai cadangan pengaman guna
mengatasi fluktuasi dalam ramalan penjualan, pesanan-pesanan pelanggan
dalam waktu singkat. Safety stock merupakan kebijaksanaan manajemen
berkaitan dengan stabilisasi dari sistem manufaktur, dimana apabila sistem
manufaktur semakin stabil kebijaksanaan stock pengaman ini dapat
diminimumkan.
d. Forecast
1. Berupa estimasi terhadap kuantitas end item yang akan terjual pada
setiap periodenya,
2. Informasi datang dari bagian pemasaran.
e. Actual Order, berupa pesanan konsumen yang sudah diterima sehingga
statusnya pasti.
f. Project Available Balance (proyeksi persediaan/ on hand).
1. Digunakan untuk merencanakan jumlah yang harus diproduksi,
2. Dihitung dengan anggapan bahwa penjualan akan sesuai dengan
ramalan.
25
g. Available to Promise (ATP).
1. Merupakan alat yang digunakan untuk menjanjikan jumlah yang bisa
dipesan konsumen,
2. Merupakan bagian dari persediaan yang belum dijanjikan,
3. Digunakan oleh bagian pemasaran untuk membuat janji penjualan di
masa yang akan datang.
h. Master Schedule (jadwal produksi).
1. Berupa keputusan tentang kuantitas yang akan diproduksi dan saat
produksi itu memasuki stock,
2. Ditentukan dengan memperhatikan ketersediaan material dan
kapasitas,
3. Total dari master schedule untuk setiap individual part harus sama
dengan total yang dinyatakan dalam rencana produksi.
i. DTF (Demand Time Fences) dan PTF (Planning Time Fences), time
fences merupakan perencanaan ke dalam beberapa zona dimana setiap
zona mempunyai aturan yang berbeda.
b. Inventory Status File
Inventory Status (keadaan persediaan) juga harus berisi tentang cacatan keadaan
persediaan yang menggambarkan status semua item yang ada dalam persediaan.
26
Setiap item persediaan harus didefinisikan untuk menjaga kekeliruan perencanaan.
Pencatatan-pencatatan itu harus dijaga agar tidak ketinggalan (up to date), dengan
selalu mengadakan pencatatan transaksi-transaksi yang terjadi, seperti : peneriamaan-
pengeluaran, produk gagal, dan lain-lain sebagainya.
Inventory status juga harus berisi data tentang lead time, taktik ukuran lot,
persediaan cadangan dan catatan-catatan penting lainnya dari semua item.
c. Bill Of Material (BOM)
Bill Of Material (struktur produk) adalah daftar macam-macam kebutuhan
komponen dan material dalam proses produksi atau proses instalasi produk. Informasi
ini sangat penting dalam penentuan kebutuhan kotor dan kebutuhan bersih. Lebih
jauh lagi, BOM memberikan informasi tentang nama komponen, jumlah komponen,
detail deskripsi kompoenen, dan level komponen.
Dengan menggunakan BOM ini semua kebutuhan dalam membuat suatu
produk terlihat jelas dan akan mudah dalam membuat produk setengah jadi dan
produk jadi.
Output dari MRP dapat disebut sebagai suatu aksi yang merupakan tindakan
atas pengendalian persediaan. Rencana pemesanan merupakan output dari MRP yang
dibuat atas dasar waktu ancang-ancang (Lead-Time) dari setiap produk jadi. Lead
27
time untuk item yang dibuat di prabik sendiri merupakan periode antara perintah
produksi sampai dengan selesai diproses.
Secara umum output dari MRP adalah :
1. Memberikan catatan tentang pesanan penjadwalan yang harus dilakukan atau
direncanakan baik dari pabrik sendiri maupun supplier.
2. Memberikan indikasi untuk penjadwalan ulang.
3. Memberikan indikasi untuk pembatalan atas pesanan.
4. Memberikan indikasi untuk keadaan persediaan. 2.6.4 Kelebihan dan Kekurangan MRP
a. Kelebihan MRP
• Kemampuan memberi harga lebih kompetitif
• Mengurangi harga penjualan
• Mengurangi Inventori
• Pelayanan pelanggan yang lebih baik
• Respon terhadap permintaan pasar lebih baik
• Kemampuan mengubah jadwal induk

28
• Mengurangi biaya setup
• Mengurangi waktu menganggur
• Memberi catatan kemajuan sehingga manager dapat merencanakan order
sebelum pesanan aktual dirilis
• Memberitahu kapan memperlambat akan sebaik mempercepat
• Menunda atau membatalkan pesanan
• Mengubah kuantitas pesanan
• Memajukan atau menunda batas waktu pesanan
• Membantu perencanaan kapasitas
b. Kelemahan MRP
Problem utama penggunaan sistem MRP adalah integritas data. Jika terdapat
data salah pada data persediaan, bill material data/master schedule kemudian
juga akan menghasilkan data salah. Problem utama lainnya adalah MRP
systems membutuhkan data spesifik berapa lama perusahaan menggunakan
berbagai komponen dalam memproduksi produk tertentu (asumsi semua
variable). Desain sistem ini juga mengasumsikan bahwa "lead time" dalam
proses in manufacturing sama untuk setiap item produk yang dibuat.
29
2.6.5 Proses Perhitungan MRP
Pada proses ini dilakukan untuk perhitungan untuk setiap komponen pada
setiap periode waktu perencanaan. Berikut ini dijelaskan tentang istilah-istilah yang
biasa digunakan, yaitu:
1. Gross Requirement (Kebutuhan Kotor)
Gross Requirement adalah kebutuhan kotor pada masing-masing periode
waktu. Untuk produk akhir (independent demand), jumlah Gross Requirement
diperoleh dari Master Production Schedule, sedangkan untuk komponen-
komponen penyusun (dependent demand), jumlah Gross Requirement
ditentukan dari Planned Order Release item induk atau item yang memiliki
item di atasnya dikalikan dengan kelipatan tertentu sesuai dengan kebutuhan.
2. On Hand (Persediaan di tangan)
Menyatakan jumlah inventory yang tersedia pada periode tertentu. Nilai On
Hand pada awal periode diinputkan sesuai dengan jumlah persediaan saat itu.
Nilai On Hand pada periode berikutnya ditetapkan dengan rumus sebagai
berikut :
OHt = (OHt-1 + PORt-1 – GRt-
1) Dimana :
OHt = Persediaan awal paa perode t
30
OHt-1 = Persediaan awal pada periode t-1
PORt-1 = Rencana penerimaan pada periode t-1
GRt-1 = Kebutuhan kotor pada periode t-1
Untuk hasul perhitungan negatif pada OHt, OHt maka = 0
3. Net Requirement (Kebutuhan Bersih)
Merupakan jumlah kebutuhan sebenarnya yang dibutuhkan pada masing-
masing periode waktu untuk memenuhi kebutuhan item. Rumus yang
digunakan adalah:
NRt = (GRt - OHt)
Dimana :
NRt = Net Requirement pada periode t
GRt = Gross Requirement pada periode t
OHt = On Hand pada periode t
Jika hasil perhitungan negatif, maka NRt = 0
4. Planned Order Receipts (Rencana Penerimaan)
Merupakan jumlah dari pemesanan yang direncanakan yang telah ditetapkan.
Planned Order Receipts pada periode ini akan ada dengan sendirinya jika
31
terdapat net requirement suatu komponen pada periode tersebut (NRt tidak
bernilai nol).
5. Planned Order Release (Rencana Pemesanan)
Menunjukkan kapan sejumlah order tertentu harus dilakukan, sehingga dapat
memenuhi kebutuhan komponen induknya disesuaikan dengan lead time
masing-masing. Planned Order Release setiap komponen pada level tertentu
akan menentukan Gross Requirement material level di bawahnya. Nilai dari
Planned Order Release sama dengan Planned Order Receipts Lead Times.
2.6.6 Langkah Dasar MRP
Menurut Baroto, langkah-langkah dalam menganalisis data dengan prosedur
sistem MRP memiliki empat langkah utama, yang selanjutnya keempat langkah ini
diterapkan satu per satu pada periode perencanaan dan pada setiap item. Prosedur ini
dapat dilakukan secara manual, bila jumlah item yang terlihat dalam produksi relatif
sedikit. Namun, bisa dijalankan dengan suatu program (software) jika jumlah item
sangat banyak. Menurut Hendra ada empat langkah dasar sistem MRP, yaitu:
a. Proses Netting
Netting adalah proses perhitungan untuk menetapkan jumlah kebutuhan bersih
yang besarnya merupakan selisih antara kebutuhan kotor dengan keadaan
32
persediaan (yang ada dalam persediaan dan yang sedang dipesan). Masukan yang
diperlukan dalam proses perhitungan kebutuhan bersih ini adalah:
1. Kebutuhan kotor (yaitu jumlah produk akhir yang akan dikonsumsi) untuk
tiap periode selama periode perencanaan;
2. Rencana penerimaan dari subkontraktor selama periode perencanaan; serta
3. Tingkat persediaan yang dimilki pada awal periode perencanaan.
b. Proses Lotting
Proses lotting ialah proses untuk menentukan besarnya pesanan yang optimal
untuk masing-masing item produk berdasarkan hasil perhitungan kebutuhan
bersih. Proses lotting erat kaitannya dengan penentuan jumlah komponen/item
yang harus dipesan/disediakan. Proses lotting sendiri amat penting dalam rencana
kebutuhan bahan. Penggunaan dan pemilihan teknik yang tepat sangat
mempengaruhi keefektifan rencana kebutuhan bahan. Ukuran lot dikaitkan
dengan besarnya ongkos-ongkos persediaan, seperti ongkos pengadaan barang
(ongkos setup), ongkos simpan, biaya modal, serta harga barang itu sendiri.
c. Proses Offsetting
Proses ini ditujukan untuk menentukan saat yang tepat guna melakukan rencana
pemesanan dalam upaya memenuhi tingkat kebutuhan bersih. Rencana
pemesanan dilakukan pada saat material yang dibutuhkan dikurangi dengan
waktu ancang.
33
d. Proses Explosion
Proses explosion adalah proses perhitungan kebutuhan kotor item yang berada
pada tingkat yang lebih bawah, didasarkan atas rencana pemesanan yang telah
disusun pada proses offsetting. Dalam proses explosion ini data struktur produk
dan Bill of Materials memegang peranan penting karena menetukan arah
explosion item komponen.
2.6.7 Teknik Penentuan Ukuran Lot
Heizer dan Render menyatakan bahwa sistem MRP adalah cara yang sangat
baik untuk menentukan jadwal produksi dan kebutuhan bersih. Bagaimana pun,
ketika terdapat kebutuhan bersih, maka keputusan berapa banyak yang perlu dipesan
harus dibuat. Keputusan ini disebut keputusan penentuan ukuran lot (lot-sizing
decision). Beberapa teknik yang dapat digunakan adalah sebagai berikut:
a. Lot for lot (LFL)
Lot for lot merupakan sebuah teknik penentuan ukuran lot yang menghasilkan apa
yang diperlukan untuk memenuhi rencana secara tepat. Menurut Purwanti metode
Lot for Lot (LFL), atau juga dikenal sabagai metode persediaan minimal,
berdasarkan pada ide menyediakan persediaan (atau memproduksi) sesuai dengan
yang diperlukan saja, jumlah persediaan diusahakan
34
seminimal mungkin. Jumlah pesanan sesuai dengan jumlah sesungguhnya yang
diperlukan (lot for lot) ini menghasilkan tidak adanya persediaan yang disimpan.
Sehingga, biaya yang timbul hanya berupa biaya pemesanan saja. Asumsi yang
ada di balik metode ini adalah bahwa pemasok (dari luar atau dari lantai pabrik)
tidak mensyaratkan ukuran lot tertentu, artinya berapapun ukuran lot yang dipilih
akan dapat dipenuhi.
b. Economic Order Quantity (EOQ)
Menurut Heizer dan Render, EOQ adalah sebuah teknik statistic yang
menggunakan rata-rata (seperti permintaan rataan satu tahun), sedangkan
prosedur MRP mengasumsikan permintaan (terikat) diketahui yang digambarkan
dalam sebuah jadwal produksi induk. Penentuan ukuran lot ini berdasarkan biaya
setup atau biaya pemesanan per pesanan, dengan formula sebagai berikut (Heizer
dan Render, 2005:178):
Dimana:
D = pemakaian tahunan
S = biaya setup atau biaya pemesanan per pesanan
H = biaya penyimpanan per unit per tahun
35
c. Period Order Quantity (POQ)
Metode Period Order Quantity (POQ) adalah metode penentuan lot dimana
penentuan lot size berdasarkan penentuan jumlah periode yang akan dimasukkan
ke dalam sekali pemesanan.
Dimana :
D = pemakaian tahunan
EOQ = hasil yang didapat dari perhitungan dengan lot sizing EOQ
2.7 Metode Peramalan
2.7.1 Pengertian dan Kegunaan Peramalan
Menurut Heizer dan Render, peramalan (forecasting) adalah seni dan ilmu
untuk memperkirakan kejadian di masa depan. Hal ini dapat dilakukan dengan
melibatkan pengambilan data historis dan memproyeksikannya ke masa mendatang
dengan suatu bentuk model matematis atau prediksi intuisi bersifat subyektif, atau
menggunakan kombinasi model matematis yang disesuaikan dengan pertimbangan
yang baik dari seorang manajer.
Pada dasarnya peramalan merupakan dugaan mengenai terjadinya suatu
peristiwa di masa yang akan dating, atau biasa diartikan penggunaan statistik dalam
36
membentuk gambaran masa depan berdasarkan pengolahan angka-angka historis.
Peramalan tergantung terhadap data-data historis yang cukup agar dapat diuraikan
secara statistik. Sedangkan ramalan penjualan adalah suatu perkiraan tingkat
permintaan dari suatu produk atau beberapa produk untuk beberapa periode waktu di
masa yang kan dating. Ramalan penjualan memberikan informasi tentang
perkembangan permintaan suatu produk yang dihasilkan suatu perusahaan di masa
yang akan datang.
Kebutuhan akan peramalan akan semakin meningkat sejalan dengan usaha
manajemen untuk mengurangi permintaan yang tidak pasti. Perkembanagn apsar
suatu produk yang dihasilkan oleh suatu perusahaan menuntut suatu analisa untuk
kepentingan perencanaan dan pengendalian produksi. Analisa perkembangan pasar
suatu produk diwujudkan dalam bentuk peramalan penjualan. Adapun kebutuhan dan
kegunaan peramalan penjualan sebagai suatu bahan informasi yang penting dalam
suatu perusahaan adalah sebagai berikut:
Sebagai pedoman dalam melakukan aktivitas pengendalian persediaan
sehingga persediaan bahan baku atau produk yang dimiliki oleh suatu perusahaan
tidaklah terlalu besar yang kan mengakibatkan membesarnya biaya penyimpanan dan
manghambat kegiatan produksi. Membantu kegiatan perencanaan dan pengendalian
persediaan dengan peramalan permintaan perusahaan dapat menentukan tingkat
persediaan suatu bahan atau produk secara optimal. Membantu kegiatan perencanaan
dan pengendalian persediaan. dengan peramalan permintaan perusahaan dapat
37
menentukan tingkat persediaan suatu bahan atau produk secara optimal. Sebagai
pertimbangan dalam menentukan kebutuhan pengembanga perusahaan selanjutnya.
2.7.2 Jenis Metode Peramalan
Ada beberapa cara dan kriteria untuk membandingkan dan memilih suatu
metode peramalan. Salah satu alternatif dalam pemilihan metode peramalan adalah
tingkat ketepatannya. Hasil peramalan suatu metode tertentu akan berbeda dengan
metode peramalan lain, begitu juga tingkat kesalahannya (standar error). Dalam
menentukan metode peramalan perlu dipandang mempergunakan dua atau lebih
metode peramalan. Adapun metode peramalan bisa diklasifikasikan dalam 4 tipe
dasar yaitu :
a. Qualitative, ialah suatu metode peramalan dengan memanfaatkan pendapatan atau
pertimbangan seseorang (para ahli) sebagai dasar melakukan peramalan. Teknik
ini biasanya dipakai jika data masa lalu atau data yang ada tidak cukup untuk
meramalkan perkembangan yang akan datang. Metode ini banyak digunakan pada
peramalan jangka panjang, produk baru dan pengembangan produk, strategi
pasar, penetapan harga, dan perencanaan sarana fisik. Peramalan didasarkan pada
analisis dan perbandingan pertumbuhan serta pengembangan produk serupa.
Peramalan produk baru didasarkan pada kurva perintisan, pertumbuhan dan
kejenuhan pasar.
38
b. Time Series Analysis, ialah metode peramaln dengan menggunakan data-data
historis sebagai dasar peramalan. Metode ini digunakan untuk peramalan jangka
pendek bagi operasi sepeti persediaan, penjadwlan, pengendalian, penetapan
harga, dan penetapan waktu promosi khusus.
c. Causal Relationship, ialah metode peramalan menggunakan hubungan matematis
natara faktor-faktor kausal (prediksi faktor-faktor dinamik, gangguan-gangguan
seperti pemogokan, tindakan pesaing, kampanye promosi penjualan) dengan
permintaan akan produk yang akan diramalkan. Metode ini dipakai untuk
perecanaan jangka pendek hingga menengah (periode lebih pendek dari metode
kualitatif tetapi lebih panjang dari time series) dari produk atau jasa yang ada,
strategi pemasaran, perncanaan produksi dan sarana fisik.
d. Simulation, ialah peramalan dengan menggunakan komputer dengan
mengasumsikan ke dalam variabel tetap dan varibel tidak tetap dari peramalan
tersebut.
2.7.3 Metode Time Series
Metode time series adalah metode yang dipergunakan untuk menganalisis
serangkaian data yang merupakan fungsi dari waktu. Metode ini mengasumsikan
beberapa pola atau kombinasi pola selalu berulang sepanjang waktu, dan pola
dasarnya dapat diidentitikasi semata-mata atas dasar data historis dari serial itu.
Dengan analisis deret waktu dapat ditunjukkan bagaimana permintaan terhadap suatu
39
produk tertentu bervariasi terhadap waktu. Sifat dari perubahan permintaan dari tahun
ke tahun dirumuskan untuk meramalkan penjualan pada masa yang akan datang. Ada
empat komponen utama yang mempengaruhi analisis ini, yaitu:
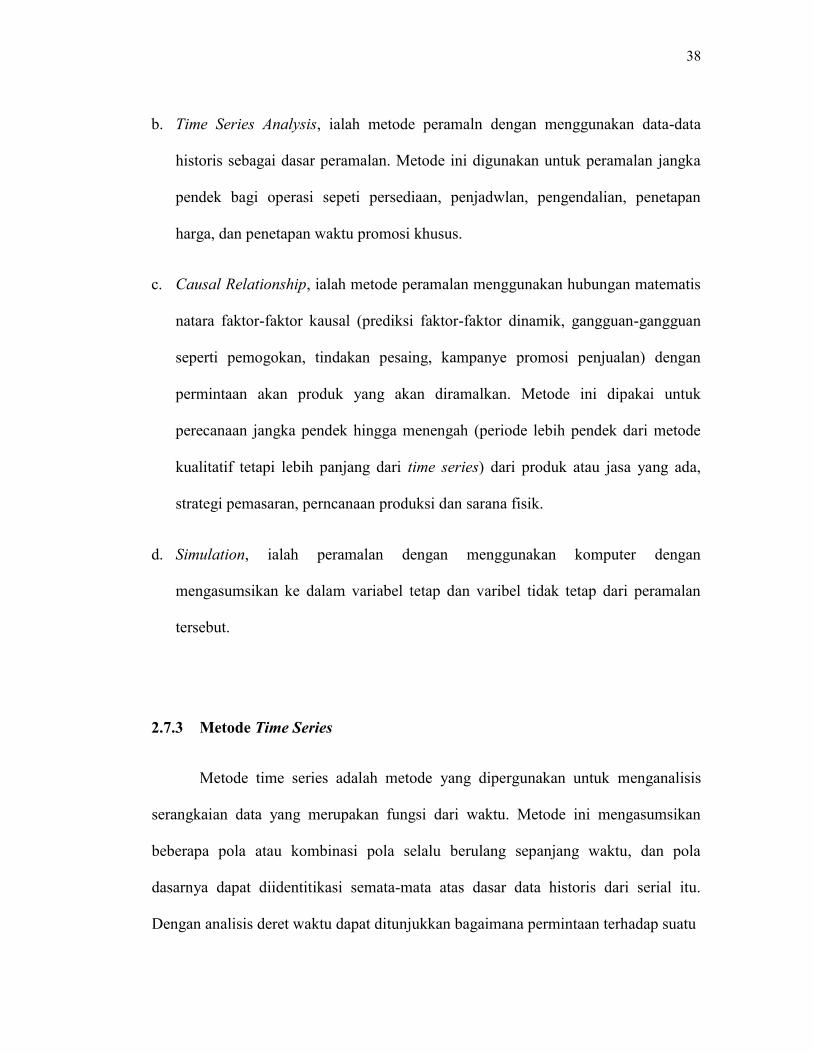
a. Pola Siklis (Cycle)
Penjualan produk dapat memiliki siklus yang berulang secara periodik. Banyak
produk dipengaruhi pola pergerakan aktivitas ekonomi yang terkadang memiliki
kecenderungan periodik. Komponen siklis ini sangat berguna dalam peramalan
jangka menengah. Pola data ini terjadi bila data memiliki kecenderungan untuk
naik atau turun terus-menerus. Pola data dalam bentuk trend ini digambarkan
sebagai berikut :
Gambar 2.2 Pola Siklis
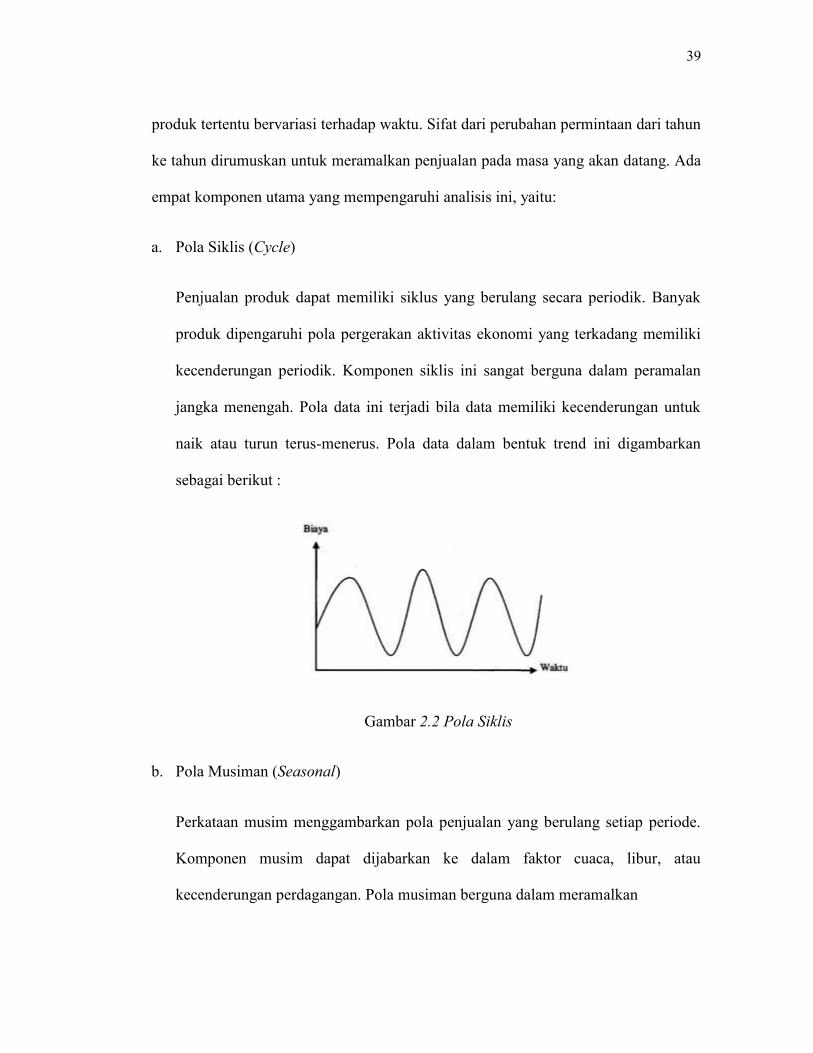
b. Pola Musiman (Seasonal)
Perkataan musim menggambarkan pola penjualan yang berulang setiap periode.
Komponen musim dapat dijabarkan ke dalam faktor cuaca, libur, atau
kecenderungan perdagangan. Pola musiman berguna dalam meramalkan
40
penjualan dalam jangka pendek. Pola data ini terjadi bila nilai data sangat
dipengaruhi oleh musim, misalnya permintaan bahan baku jagung untuk makanan
ternak ayam pada pabrik pakan ternak selama satu tahun. Selama musim panen
harga jagung akan menjadi turun karena jumlah jagung yang dibutuhkan tersedia
dalam jumlah yang besar. Pola data musiman dapat digambarkan sebagai berikut:
Gambar 2.3 Pola Musiman
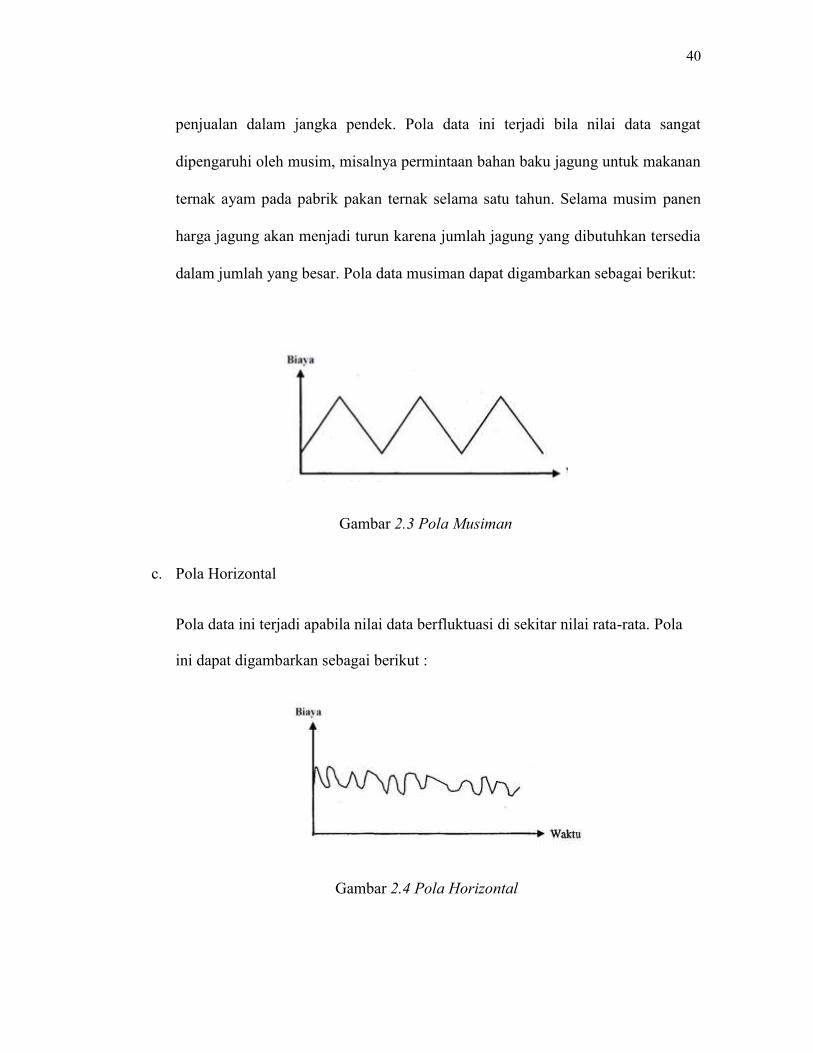
c. Pola Horizontal
Pola data ini terjadi apabila nilai data berfluktuasi di sekitar nilai rata-rata. Pola
ini dapat digambarkan sebagai berikut :
Gambar 2.4 Pola Horizontal
41
d. Pola Trend
Pola data ini terjadi bila data memiliki kecenderungan untuk naik atau turun terus
menerus. Pola data dalam bentuk trend ini dapat digambarkan sebagai berikut:
Gambar 2.5 Pola Trend
Menurut Heizer dan Render, time series didasarkan pada urutan dari titik-titik data
yang berjarak sama dalam waktu (mingguan, bulanan, kuartalan, dan lainnya).
Metode peramalan time series terdiri dari:
1. Pendekatan Naif
Teknik peramalan yang mengasumsikan permintaan periode berikutnya sama
dengan permintaan pada periode terakhir. Pendekatan naif (naive approach) ini
merupakan model peramalan yang paling objektif dan efisien dari segi biaya.
Rumus :

42
2. Peramalan rata-rata bergerak (moving average)
Menggunakan sejumlah data aktual masa lalu untuk menghasilkan peramalan.
Secara matematis, rataan bergerak sederhana (merupakan prediksi permintaan
periode mendatang) dinyatakan sebagai berikut:
Dimana :
n = jumlah periode dalam rataan bergerak
Saat terdapat tren atau pola yang terdeteksi, bobot dapat digunakan untuk
menempatkan penekanan yang lebih pada nilai terkini. Praktik ini membuat
teknik peramalan lebih tanggap terhadap perubahan karena periode yang lebih
dekat mendapatkan bobot yang lebih berat. Rataan bergerak dengan pembobotan
dapat digambarkan secara matematis berikut:
3. Metode penghalusan Exsponential (Exponential Smoothing).
Metode exponential smoothing adalah suatu prosedur yang mengulang
perhitungan secara terus menerus yang menggunakan data terbaru. Setiap data
diberi bobot, dimana bobot yang digunakan disimbolkan dengan α. Simbol α bisa
ditentukan secara bebas, yang mengurangi forecast error. Nilai konstanta

43
pemulusan,α, dapat dipilih diantara nilai 0 dan, karena berlaku: 0 < α < 1
(Garpersz, 2007 :97). Metode ini terbagi menjadi 2 yaitu :
a. Single Exponential Smoothing
Metode ini juga dikenal sebagai simple exponential smoothing yang
digunakan pada peramalan jangka pendek, biasanya hanya satu bulan ke
depan. Metode ini banyak digunakan karena sederhana dan mudah digunakan
dengan hasil yang tidak kalah bila dibandingkan dengan model peramalan
yang lebih kompleks. Secara metematis, persamaan penulisan eksponential
adalah sebagai berikut :
Dimana :
Ft = nilai ramalan untuk periode waktu ke-t.
Ft -1 = nilai ramalan untuk satu periode waktu yang lalu,t-1.
At = nilai aktual untuk satu periode waktu yang lalu, t -1.
α = konstanta pemulusan.
b. Double Exponential Smoothing
Pemulusan dua parameter dari Holt atau lebih dikenal dengan Holt
Exponential Smoothing pada dasarnya tidak menggunakan rumus pemulusan
berganda secara langsung. Sebagai gantinya, Holt memuluskan nilai trend

44
dengan parameter yang berbeda dari parameter yang digunakan pada deret
asli. Ramalan dari pemulusan dua parameter dari Holt didapat dengan
menggunakan dua konstanta pemulusan (dengan nilai antara 0 dan 1) dan
memiliki tiga persamaan, yaitu :
Nilai yang menghasilkan tingkat kesalahannya yang paling kecil adalah yang
dipilih dalam peramalan . Metode ini lebih cocok digunakan untuk meramal
hal-hal yang fluktuasinya secara random atau tidak teratur. Menurut Render
dan permasalahan umum yang dihadapi dalam metode ini adalah bagaimana
memilih yang tepat untuk meminimkan kesalahan peramalan. menggunakan
panduan barikut :
a) Apabila pola historis dari data aktual sangat bergejolak atau tidak stabil
dari waktu ke waktu maka pilih nilai yang mendekati satu.
b) Apabila pola historis dari data aktual permintaan tidak berfluktuasi atau
relative stabil maka pilih yang mendekati nol.
45
2.7.4 Pengukuran Akurasi Hasil Peramalan
Ukuran akurasi hasil peramalan yang merupakan ukuran kesalahan peramalan
merupakan ukuran tentang tingkat perbedaan antara hasil permintaan dengan
permintaan yang sebenarnya terjadi. Beberapa metode telah digunakan untuk
menunjukkan kesalahan yang disebabkan oleh suatu teknik peramalan tertentu.
Hampir semua ukuran tersebut menggunakan pengrata-rataan beberapa fungsi dari
perbedaan antara nilai sebenarnya dengan nilai peramalannya. Perbedaan nilai
sebenarnya dengan nilai peramalan ini biasanya disebut sebagai residual Persamaan
menghitung nilai error asli atau residual dari setiap periode peramalan adalah sebagai
berikut :
Dimana : et = Kesalahan peramalan pada periode t. Xt = Data pada periode t. St = Nilai peramalan pada periode t.
Salah satu cara mengevaluasi teknik peramalan adalah menggunakan ukuran tentang
tingkat perbedaan antara hasil peramalan dengan permintaan yang sebenarnya terjadi.
Ada empat ukuran yang biasa digunakan, yaitu :
46
1. Rata-rata Deviasi Mutlak (Mean Absolute Deviation = MAD)
MAD merupakan rata-rata kesalahan mutlak selama periode tertentu tanpa
memperhatikan apakah hasil peramalan lebih besar atau lebih kecil dibandingkan
kenyataannya. Secara metematis, MAD dirumuskan sebagai berikut (Nasution
dan Prasetyawan, 2008 : 34):
MAD =
Dimana :
At = Permintaan Aktual pada periode –t.
Ft = Peramalan Permintaan (Forecast) pada periode-t.
N = Jumlah periode peramalan yang terlibat.
2. Rata-rata Kuadrat Kesalahan (Mean Square Error = MSE).
MSE merupakan metode alternatif dalam suatu metode peramalan. Pendekatan ini
penting karena tekhnik ini menghasilkan kesalahan yang moderat lebih di sukai
oleh suatu peramalan yang menghasilkan kesalahan yang sangat besar. MSE
dihitung dengan menjumlahkan kuadrat semua kesalahan peramalan pada setiap
periode dan membaginya dengan jumlah periode peramalan.
Secara matematis, MSE dirumuskan sebagai berikut (Nasution dan Prasetyawan,
2008 : 34):

47
Dimana :
At = Permintaan Aktual pada periode –t.
Ft = Peramalan Permintaan (Forecast) pada periode-t.
N = Jumlah periode peramalan yang terlibat.
3. Rata-rata Persentase Kesalahan Absolut (Mean Absolute Percentage Error =
MAPE).
MAPE merupakan ukuran kesalahan relativ. MAPE biasanya lebih berarti
dibandingakan MAD karena MAPE menyatakan persentase kesalahan hasil
peramalan terhadap permintaan aktual selama periode tertentu yang akan
memberikan informasi persentase kesalahan terlalu tinggi atau terlalu rendah.
Secara matematis, MAPE dinyatakan sebagai berikut (Nasution dan Prasetyawan,
2008 : 35):
At = Permintaan Aktual pada periode –t.
Ft = Peramalan Permintaan (Forecast) pada periode-
t. N = Jumlah periode peramalan yang terlibat.

48
4. Rata-rata Kesalahan Peramalan (Mean Forecast Error = MFE).
MFE sangat efektif untuk mengetahui apakah suatu hasil peramalan selama
periode tertentu terlalu tinggi atau terlalu rendah. Bila hasil peramalan tidak bias,
maka nilai MFE akan mendekati not. MFE dihitung denagn menjumlahkan semua
kesalahan peramalan selam periode peramalan dan membaginya dengan jumlah
periode peramalan. Secara matematis, MFE dinyatakan sebagai berikut (Nasution
dan Prasetyawan, 2008 : 35):
Dimana :
At = Permintaan Aktual pada periode –t.
Ft = Peramalan Permintaan (Forecast) pada periode-t.
N = Jumlah periode peramalan yang terlibat.
5. Tracking Signal
Menurut Gaspersz (2004), suatu ukuran bagaimana baiknya suatu ramalan
memperkirakan nilai-nilai aktual suatu ramalan diperbaharui setiap minggu, bulan
atau triwulan, sehingga data permintaan yang baru dibandingkan terhadap nilai-
nilai ramalan. Tracking signal dihitung sebagai running sum of the forecast errors
dibagi dengan mean absolute deviation.
49
Dimana :
RSFE = Running sum of the forecast errors
MAD = Mean absolute deviation
Tracking signal yang positif menunjukkan bahwa nilai actual permintaan lebih
besar daripada ramalan, sedangkan apabila negatif berarti nilai aktual permintaan
lebih kecil daripada ramalan.
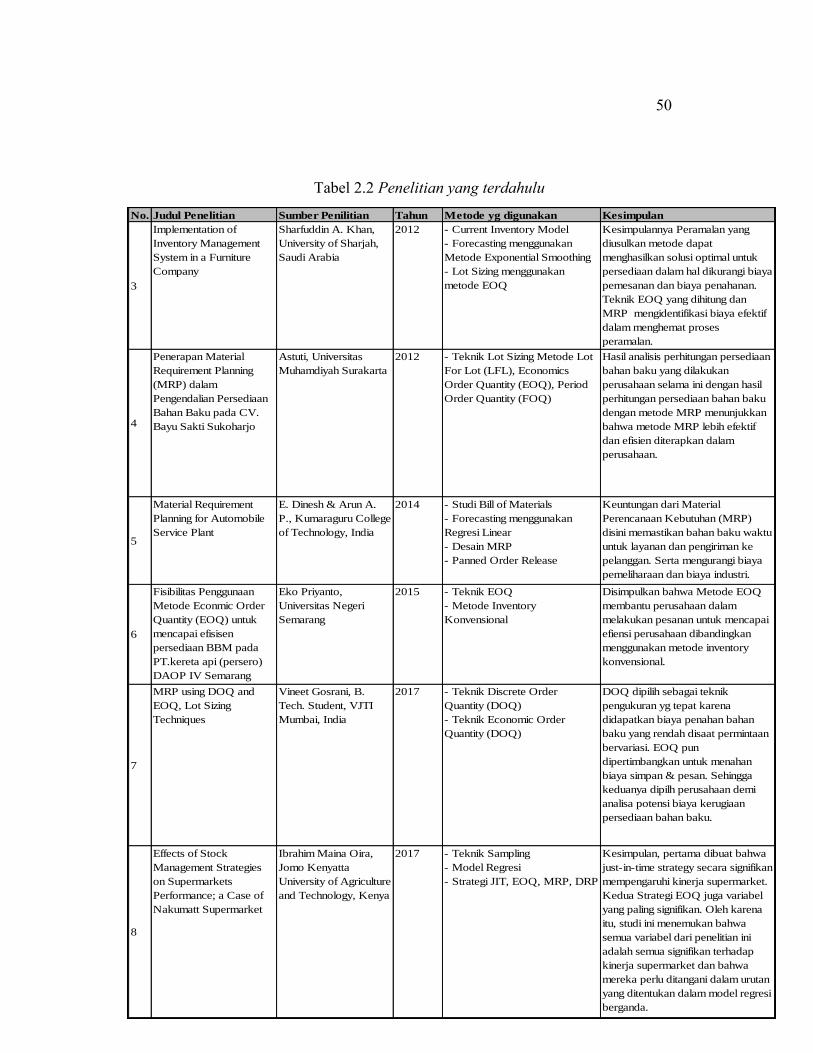
2.8 Penelitian Sebelumnya
Penelitian sebelumnya mengenai penerapan metode MRP sebagai upaya
untuk meningkatkan efisiensi biaya produksi telah banyak dilakukan, seperti
yang dirangkum dalam tabel dibawah ini.
Tabel 2.2 Penelitian yang terdahulu
No. Judul Penelitian Sumber Penilitian Tahun Metode yg digunakan Kesimpulan
1
Analisis Perencanaan
Kebutuhan Material
Dengan Metode MRP
Dalam Usaha Minimasi
Biaya Persediaan Pada
Perusahaan Karoseri Bak
Truk Sumrabah Magelang
Deny Prasetyo,
Universitas Negeri
Semarang
2007 - Teknik Lot Sizing Metode Lot
For Lot (LFL), Economics
Order Quantity (EOQ), Period
Order Quantity (FOQ)
Kesimpulan bahwa dengan
menerapkan MRP dalam
pengendalian persediaannya,
perusahaan dapat melakukan
penghematan terhadap biaya-biaya
yang berhubungan dengan
persediaan bahan baku.
2
Analysis of an EOQ and
Reorder Point Inventory
Control Model for
Company XYZ
Jose L. Gonzalez,
California Polytechnic
State University
2010 - Forecasting yg saat ini
digunakan Perusahaan
menggunakan Moving Average
Deviation (MAD)
- Perhitungan EOQ
Model Peramalan di Perusahaan
tidak efektif. Sehingga ditambahkan
perhitungan EOQ dan Reorder point
dimana optimalisasi kuantitas
pemesanan setiap produk
mengurangi kerugian saham produk.
50
Tabel 2.2 Penelitian yang terdahulu
No. Judul Penelitian Sumber Penilitian Tahun Metode yg digunakan Kesimpulan
3
Implementation of
Inventory Management
System in a Furniture
Company
Sharfuddin A. Khan,
University of Sharjah,
Saudi Arabia
2012 - Current Inventory Model
- Forecasting menggunakan
Metode Exponential Smoothing
- Lot Sizing menggunakan
metode EOQ
Kesimpulannya Peramalan yang
diusulkan metode dapat
menghasilkan solusi optimal untuk
persediaan dalam hal dikurangi biaya
pemesanan dan biaya penahanan.
Teknik EOQ yang dihitung dan
MRP mengidentifikasi biaya efektif
dalam menghemat proses
peramalan.
4
Penerapan Material
Requirement Planning
(MRP) dalam
Pengendalian Persediaan
Bahan Baku pada CV.
Bayu Sakti Sukoharjo
Astuti, Universitas
Muhamdiyah Surakarta
2012 - Teknik Lot Sizing Metode Lot
For Lot (LFL), Economics
Order Quantity (EOQ), Period
Order Quantity (FOQ)
Hasil analisis perhitungan persediaan
bahan baku yang dilakukan
perusahaan selama ini dengan hasil
perhitungan persediaan bahan baku
dengan metode MRP menunjukkan
bahwa metode MRP lebih efektif
dan efisien diterapkan dalam
perusahaan.
5
Material Requirement
Planning for Automobile
Service Plant
E. Dinesh & Arun A.
P., Kumaraguru College
of Technology, India
2014 - Studi Bill of Materials
- Forecasting menggunakan
Regresi Linear
- Desain MRP
- Panned Order Release
Keuntungan dari Material
Perencanaan Kebutuhan (MRP)
disini memastikan bahan baku waktu
untuk layanan dan pengiriman ke
pelanggan. Serta mengurangi biaya
pemeliharaan dan biaya industri.
6
Fisibilitas Penggunaan
Metode Econmic Order
Quantity (EOQ) untuk
mencapai efisisen
persediaan BBM pada
PT.kereta api (persero)
DAOP IV Semarang
Eko Priyanto,
Universitas Negeri
Semarang
2015 - Teknik EOQ
- Metode Inventory
Konvensional
Disimpulkan bahwa Metode EOQ
membantu perusahaan dalam
melakukan pesanan untuk mencapai
efiensi perusahaan dibandingkan
menggunakan metode inventory
konvensional.
7
MRP using DOQ and
EOQ, Lot Sizing
Techniques
Vineet Gosrani, B.
Tech. Student, VJTI
Mumbai, India
2017 - Teknik Discrete Order
Quantity (DOQ)
- Teknik Economic Order
Quantity (DOQ)
DOQ dipilih sebagai teknik
pengukuran yg tepat karena
didapatkan biaya penahan bahan
baku yang rendah disaat permintaan
bervariasi. EOQ pun
dipertimbangkan untuk menahan
biaya simpan & pesan. Sehingga
keduanya dipilh perusahaan demi
analisa potensi biaya kerugiaan
persediaan bahan baku.
8
Effects of Stock
Management Strategies
on Supermarkets
Performance; a Case of
Nakumatt Supermarket
Ibrahim Maina Oira,
Jomo Kenyatta
University of Agriculture
and Technology, Kenya
2017 - Teknik Sampling
- Model Regresi
- Strategi JIT, EOQ, MRP, DRP
Kesimpulan, pertama dibuat bahwa
just-in-time strategy secara signifikan
mempengaruhi kinerja supermarket.
Kedua Strategi EOQ juga variabel
yang paling signifikan. Oleh karena
itu, studi ini menemukan bahwa
semua variabel dari penelitian ini
adalah semua signifikan terhadap
kinerja supermarket dan bahwa
mereka perlu ditangani dalam urutan
yang ditentukan dalam model regresi
berganda.

51
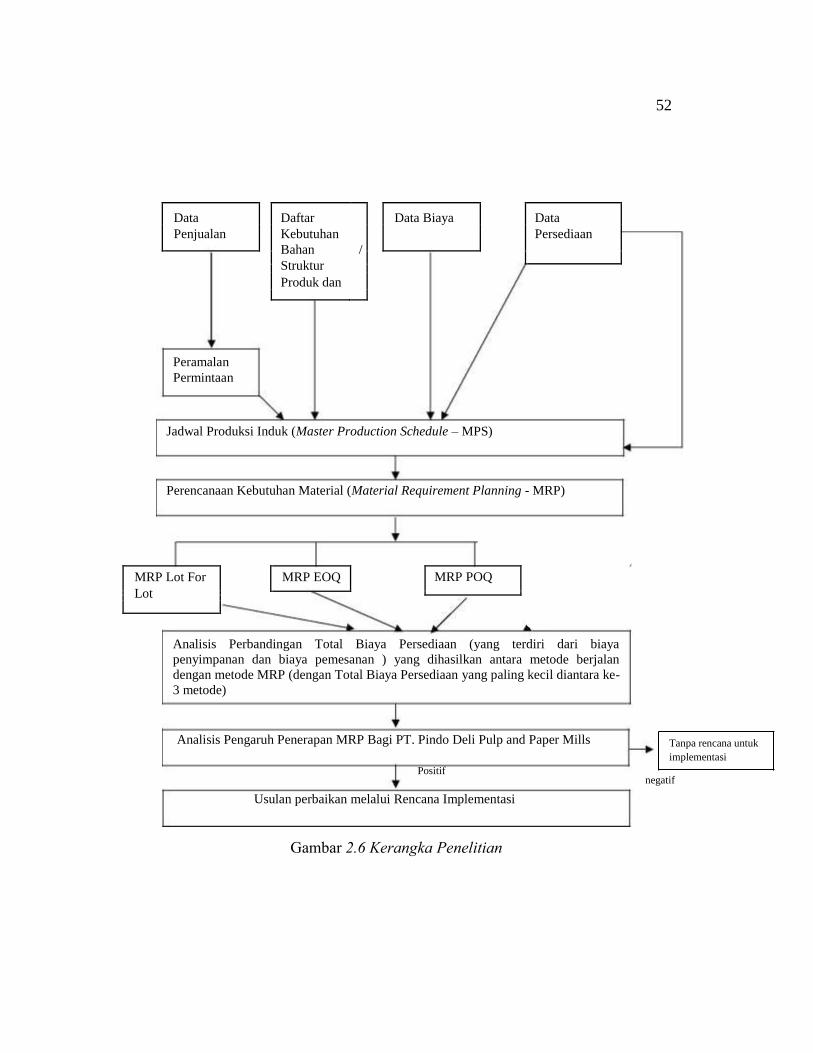
2.9 Kerangka Pemikiran
Untuk mengusulkan suatu sistem Perencanaan Kebutuhan Material
(Material Requirement Planning – MRP) yang merupakan sebuah teknik
permintaan terikat yang menggunakan daftar kebutuhan bahan, persediaan,
penerimaan yang diperkirakan, dan jadwal produksi induk untuk menentukan
kebutuhan material, diperlukan sejumlah data sebagai masukan, terutama
Jadwal Produksi Induk (Master Production Schedule-MPS), dimana jadwal
induk produksi merupakan gambaran atas periode perencanaan dari suatu
permintaan, termasuk peramalan, backlog, rencana suplai / penawaran,
persediaan akhir, dan kuantitas yang dijanjikan tersedia (available to promise,
ATP). Untuk menyusun Jadwal Produksi Induk(Master Production Schedule-
MPS) ini, memerlukan sejumlah data yang harus diolah dulu, seperti data
penjualan yang akan diplotkan untuk mengetahui polanya, lalu digunakan
untuk meramalkan permintaan pada periode 1 tahun mendatang dari akhir
periode penjualan yang diteliti, lalu dari data biaya (yang berisi besarnya biaya
pemesanan dan biaya penyimpanan untuk bahan baku kertas carbon less baik
yang import maupun lokal), catatan persediaan (yang berisi jumlah persediaan
akhir masing-masing bahan baku pada periode penelitian berjalan, untuk
keperluan perbandingan jumlah persediaan antara persediaan dengan sistem
yang selama ini berjalan dalam perusahaan dengan jumlah persediaan yang
didapat melalui penerapan sistem MRP ), lalu Daftar Kebutuhan Bahan (Bill
OF Material – BOM) adalah sebuah pembuatan daftar komponen, komposisi,
dan jumlah dari setiap bagian yang diperlukan untuk membuat satu unit
produk. Setelah MRP disusun, total biaya persediaan (terutama yang terdiri
dari biaya pemesanan dan biaya penyimpanan) yang diperhitungkan dari
masing-masing metode MRP dibandingkan guna mendapatkan Total Biaya
Persediaan yang paling minimal. Setelah didapatkan suatu metode MRP yang
memberikan total biaya persediaan yang paling minimal, Lalu dianalisis
pengaruh penerapan metode MRP, jika hasilnya berdampak positif bagi
perusahaan maka dibuat rencana implementasi dan sebaliknya.
52
Data Daftar Data Biaya Data
Penjualan Kebutuhan Persediaan
Bahan /
Struktur
Produk dan
Peramalan Permintaan
Jadwal Produksi Induk (Master Production Schedule – MPS)
Perencanaan Kebutuhan Material (Material Requirement Planning - MRP)
MRP Lot For MRP EOQ MRP POQ
Lot
Analisis Perbandingan Total Biaya Persediaan (yang terdiri dari biaya
penyimpanan dan biaya pemesanan ) yang dihasilkan antara metode berjalan
dengan metode MRP (dengan Total Biaya Persediaan yang paling kecil diantara ke-
3 metode)
Analisis Pengaruh Penerapan MRP Bagi PT. Pindo Deli Pulp and Paper Mills
Positif
Usulan perbaikan melalui Rencana Implementasi
Gambar 2.6 Kerangka Penelitian
Tanpa rencana untuk
implementasi negatif

51
BAB III
METODOLOGI PENELITIAN
3.1 Kerangka Penilitian
Perusahaan merupakan suatu basan hukum yang memiliki suatu tujuan
yang ingin dicapai salah satunya mendapatkan keuntungan. Untuk mencapai
tujuan tersebut maka perusahaan harus memiliki target tertentu sebagai sasaran
perusahaan untuk kelangsungan hidup dan pertumbuhan yang semakin baik.
Target yang ingin dicapai tersebut dirumuskan dalam suatu perencanaan
berdasarkan kondisi perusahaan yang ada.
Mengetahui hubungan dan pengaruh antar setiap komoditi adalah salah
satu permasalahan yang perlu dikaji dan diteliti selain mengetahui hasil
perencanaannya. Peramalan dengan melihat hubungan dan pengaruh dibutuhkan
bagi perusahaan untuk membentu perusahaan sebagai bahan pertimbangan dalam
pengambilan keputusan dan untuk merencanakan langkah-langkah
selanjutnyadalam rangka mereduksi biaya kerugian & memperoleh kuntungan.
Berikut adalah bagan alur pemikiran dapat dilihat pada Gambar 3.1.
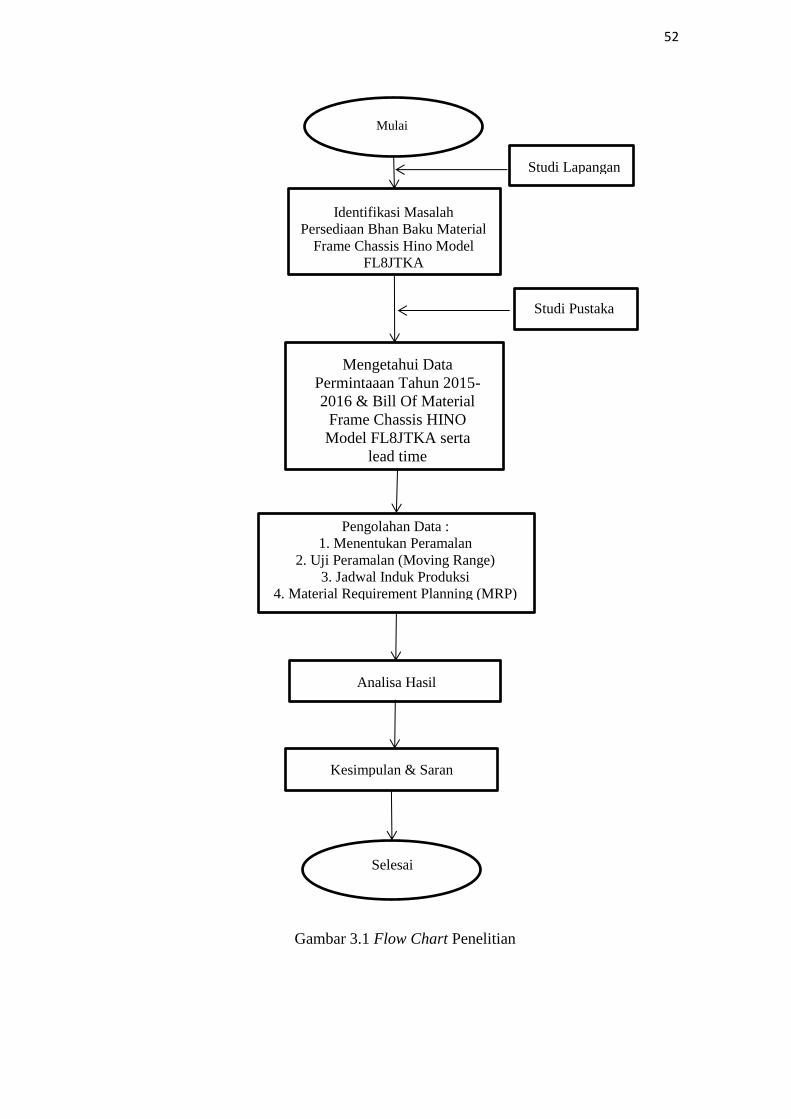
52
Gambar 3.1 Flow Chart Penelitian
Mulai
Studi Lapangan
Identifikasi
Mengetahui Data
Permintaaan Tahun 2015-
2016 & Bill Of Material
Frame Chassis HINO
Model FL8JTKA serta
lead time
Pengolahan Data : 1. Menentukan Peramalan
2. Uji Peramalan (Moving Range)
3. Jadwal Induk Produksi
4. Material Requirement Planning (MRP)
Analisa Hasil
Selesai
Identifikasi Masalah
Persediaan Bhan Baku Material
Frame Chassis Hino Model
FL8JTKA
SSS Studi Pustaka
Kesimpulan & Saran
53
3.2 Sistematika Penulisan
3.2.1 Penelitian Pendahuluan
Studi pustaka, latar belakang masalah, rumusan masalah dan tujuan
sudah kita bahas pada bab sebelumnya, sehingga dapat langsung dibahas tentang
lain yang terdiri dari :
1. Observasi lapangan
Yaitu melakukan pengamatan langsung dilingkungan perusahaan
khususnya ditempat-tempat yang akan dilakukan pengambilan data,
sehingga dapat mengerti bagaimana kondisi dan keadaan tempatnya secara
real.
2. Wawancara
Yaitu melakukan penelitian langsung dengan cara bertanya kepada orang-
orang yang terkait mulai dari level operator sampai dengan level manajer
tentang kondisi perusahaan khususnya ditempat pengamatan.
3.2.2 Pengumpulan Data
Langkah selanjutnya yang harus dilakukan adalah melakukan
pengumpulan data-data yang dibutuhkan sesuai dengan tujuan penelitian. Adapun
data yang dibutuhkan sebagai berikut:
1. Master Production Schedule (MPS)
2. Leadtime Material
54
3. Bill Of Material
4. Data permintaan material periode Januari 2015 – Desember 2016
5. Biaya pesan dan biaya simpan material
6. Data kapasitas gudang material
3.2.3 Pengolahan Data
Pengolahan data dilakukan setelah semua data-data yang diperlukan
telah terkumpul. Adapun pengolahan data meliputi :
1. Menghitung dan menetukan model peramalan berdasarkan data permintaan
untuk dijadikan jadwal induk produksi.
2. Menghitung besarnya pemesanan material yang optimal berdasarkan forecast
costumer dengan metode Lot For Lot (LFL), Economic Order Quantity (EOQ),
Periode Order Quantity (POQ).
3. Menghitung besarnya biaya penyediaan material yang paling optimal.
Adapun langkah yang dilakukan adalah dengan membandingkan ketiga metode
yang dipakai yaitu Lot For Lot (LFL), Economic Order Quantity (EOQ),
Periode Order Quantity (POQ) sehingga ditemukan biaya pembelian dan
pengadaan material yang paling efisien.
3.2.4 Analisis Data
Setelah tahapan-tahapan pengolahan data selesai, langkah selanjutnya
adalah menganalisa data tersebut. Analisa yang dilakukan meliputi :

55
1. Menganalisa & menentukan forecast tahun 2017 berdasarkan data permintaan
tahun 2015 – 2016.
2. Menganalisa metode pemesanan yang paling optimal berdasarkan metode Lot
For Flot (LFL), Economic Order Quantity (EOQ), Periode Order Quantity
(POQ).
3. Menganalisa biaya pesan dan biaya simpan material yang paling optimal dan
efisien berdasarkan metode penyediaan barang.
4. Menganalisa leadtime material yang tepat sesuai dengan metode MRP yang
telah diambil.
5. Menganalisa stock ideal berdasrkan metode MRP yang telah ada.
3.2.5 Kesimpulan Dan Saran
Langkah terakhir dalam penelitian adalah dengan membuat suatu
kesimpulan dari seluruh data yang telah diolah dengan menggunakan metode
MRP yang diusulkan dan memberikan saran sebagai bahan pertimbangan bagi
perusahaan untuk ditindak lanjuti.
56
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Pengumpulan Data
Sebelum masuk pada pengolahan data terlebih dahulu yang kita
lakuakan adalah mengumpulkan data-data yang akan diolah. Adapun data-data
tersebut adalah :
4.1.1 Data Permintaan
Data permintaan yang digunakan adalah data permintaan material FL8
JTKA GGT selama dua tahun, yaitu mulai bulan Januari 2015 - Desember 2016.
Data Permintaan ini digunakan untuk meramalkan permintaan untuk bulan Januari
– Desember 2017 sebagai Jadwal Induk Produksi (Master Production Schedule).
Berikut dibawah ini terdapat tabel & Grafik data jumlah permintaan
selama dua tahun, tahun 2016 - 2017.
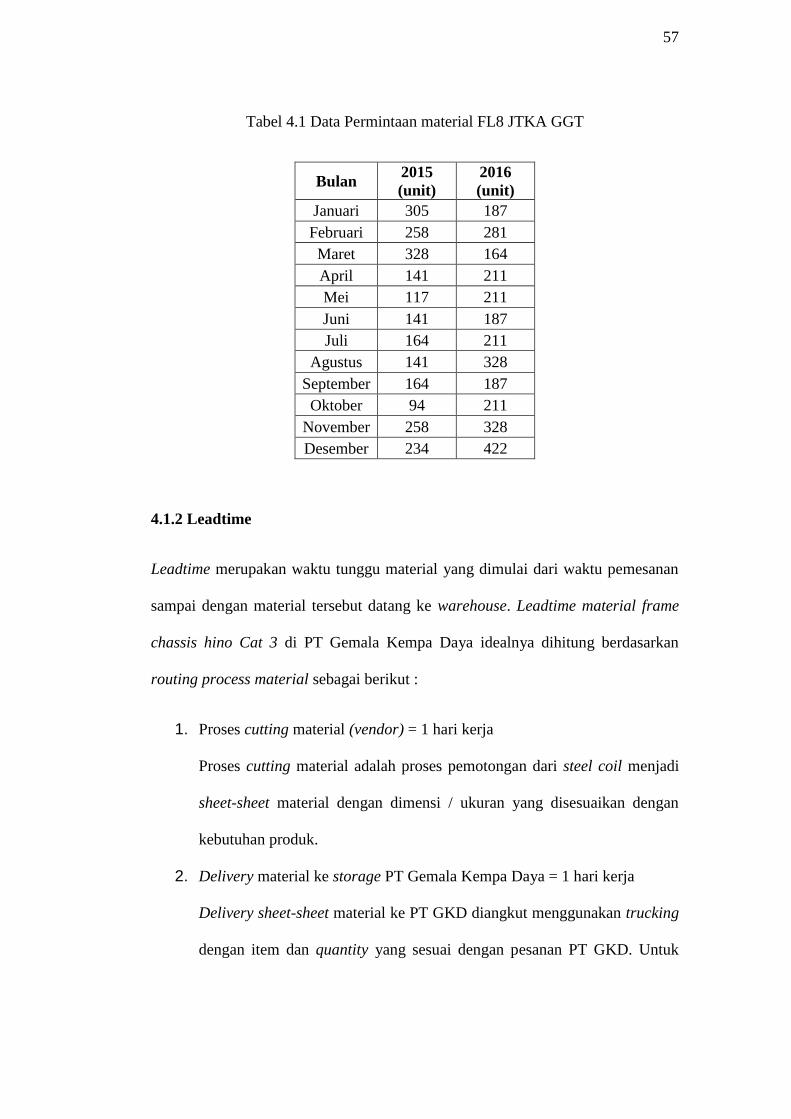
57
Tabel 4.1 Data Permintaan material FL8 JTKA GGT
Bulan 2015
(unit)
2016
(unit)
Januari 305 187
Februari 258 281
Maret 328 164
April 141 211
Mei 117 211
Juni 141 187
Juli 164 211
Agustus 141 328
September 164 187
Oktober 94 211
November 258 328
Desember 234 422
4.1.2 Leadtime
Leadtime merupakan waktu tunggu material yang dimulai dari waktu pemesanan
sampai dengan material tersebut datang ke warehouse. Leadtime material frame
chassis hino Cat 3 di PT Gemala Kempa Daya idealnya dihitung berdasarkan
routing process material sebagai berikut :
1. Proses cutting material (vendor) = 1 hari kerja
Proses cutting material adalah proses pemotongan dari steel coil menjadi
sheet-sheet material dengan dimensi / ukuran yang disesuaikan dengan
kebutuhan produk.
2. Delivery material ke storage PT Gemala Kempa Daya = 1 hari kerja
Delivery sheet-sheet material ke PT GKD diangkut menggunakan trucking
dengan item dan quantity yang sesuai dengan pesanan PT GKD. Untuk
58
sekali pengiriman (1 rit delivery) bisa mengirim material dengan rata-rata
daya angkut per trucking 25- 30 Ton atau 95 – 110 sheet material.
3. Stock material storage PT Gemala Kempa Daya = 2 hari kerja
Stock material di PT GKD dihitung berdasarkan minimal safety stock
material untuk produksi sebagai antisipasi jika ada keterlambatan
pengiriman material yan dikarenakan masalah teknis ataupun non teknis.
4. Proses plasma cutiing material = 1 hari kerja
Proses plasma cutting adalah proses pembuatan profil pada material sheet
dengan menggunakan mesin plasma ataupun laser.
5. Proses press material 4.000 ton = 1 hari kerja
Setelah profil material terbentuk, material masuk ke proses press dengan
menggunakan mesin press 4.000 ton untuk membentuk web sisi material.
6. Proses assembling product Frame Chassis Hino Cat 3 FL 8 JTKA GGT =
1 hari kerja
7. Proses painting, PDC dan packing finish good = 1 hari kerja
Proses painting, PDC dan packing dikerjakan pada hari yang bersamaan
sampai dengan proses finish good produk.
8. Storage finish good = 2 Hari kerja
Ketersediaan finish good dalam storage diambil 2 hari sebagai langkah
antisipasi jika ada gangguan produksi atau keterlambatan pengiriman
bahan baku material.
9. Delivery material ke customers
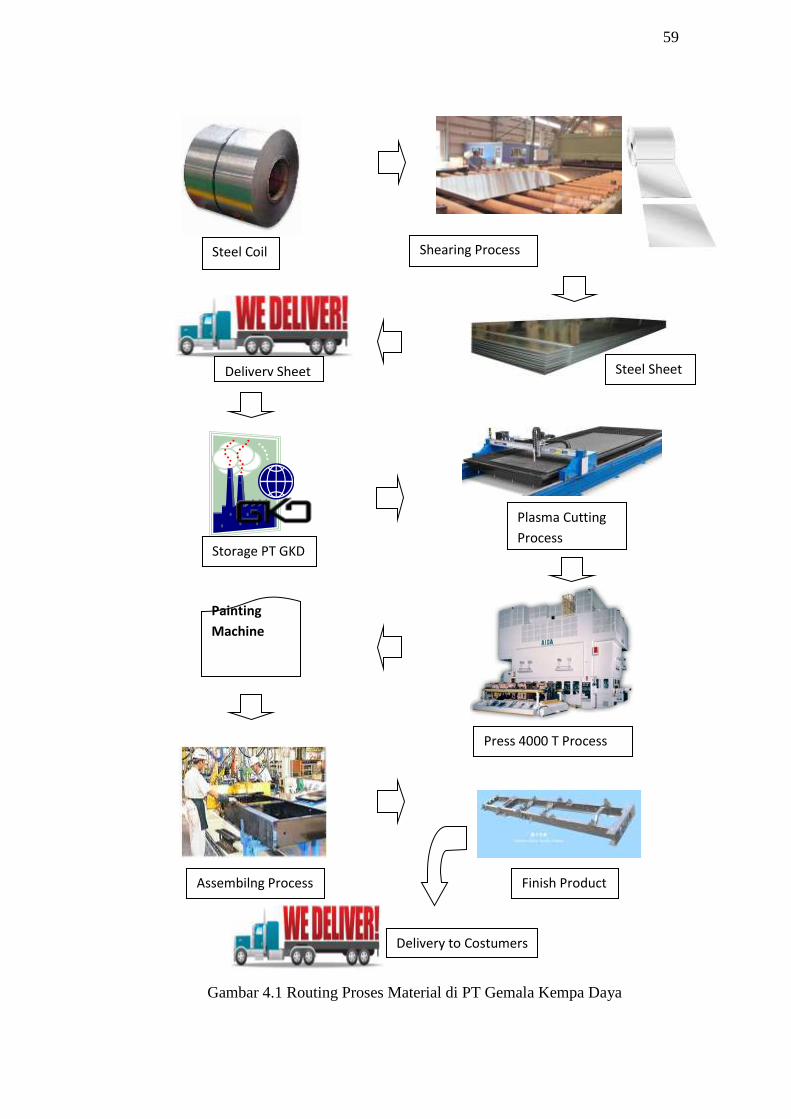
59
Gambar 4.1 Routing Proses Material di PT Gemala Kempa Daya
Painting
Machine
Steel Coil Shearing Process
Steel Sheet Delivery Sheet
Plasma Cutting
Process Storage PT GKD
Press 4000 T Process
Assembilng Process
Delivery to Costumers
Finish Product

60
Tabel 4.2 Routing proses material PT Gemala Kempa Daya
(Sumber : PPIC Dept. PT GKD)
Berikut dibawah ini Perhitungan leadtime Material FL 8 JTKA GGT sebagai
berikut :
1. Proses cutting material (vendor) = 1 hari kerja
2. Delivery material ke storage PT Gemala Kempa Daya = 1 hari kerja
3. Stock material storage PT Gemala Kempa Daya = 2 hari kerja
4. Proses plasma cutiing material = 1 hari kerja
5. Proses press material 4.000 ton = 1 hari kerja
6. Proses assembling product = 1 hari kerja
7. Proses painting, PDC dan packing finish good = 1 hari kerja
8. Storage finish good = 2 Hari kerja
9. Delivery customers
Dengan data diatas maka kita harus sesuaikan leadtime kedatangan material
dengan rule produksi yaitu 10 hari kerja atau 14 hari jika dihitung waktu normal.
ROUTING MATERIAL PROCESS 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
CUTTING MATERIAL
DELIVERY VENDOR TO PT GKD
STORAGE PT GKD
PLASMA CUTTING
PRESS 4000 T
ASSEMBLING PROCESS
PAINTING, PDC, PACKING
STORAGE FINISH GOOD
DELIVERY TO CUSTOMERS
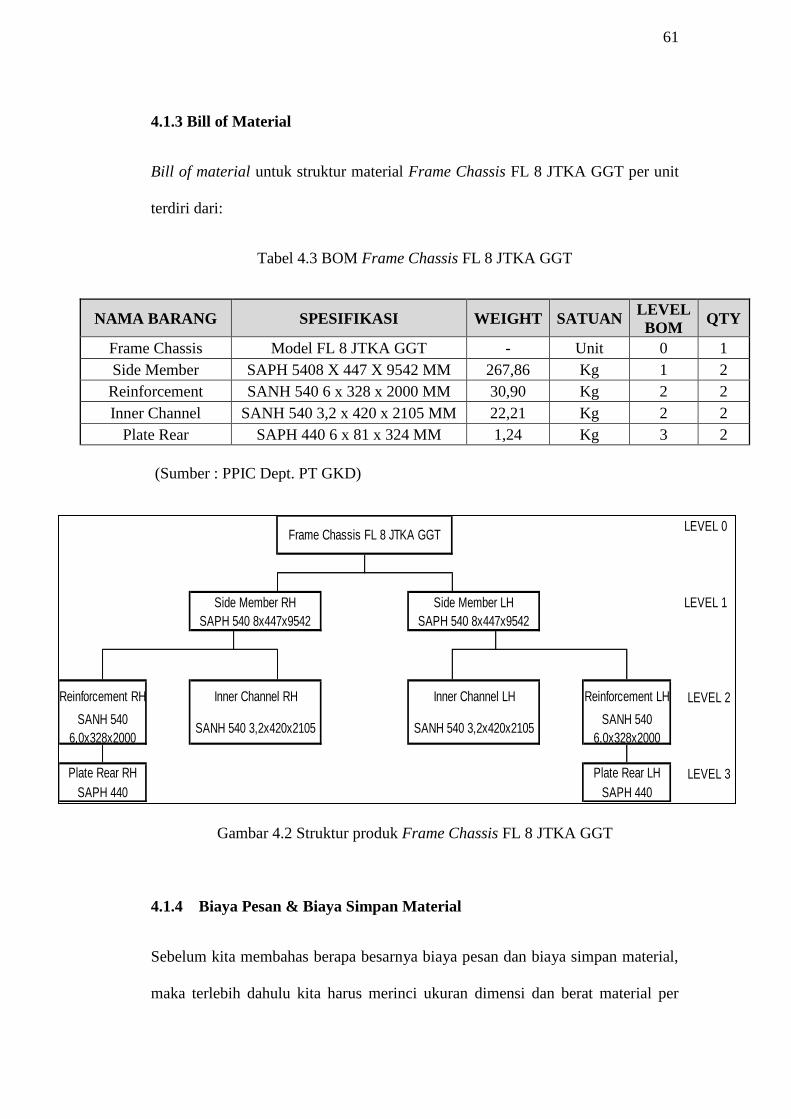
61
4.1.3 Bill of Material
Bill of material untuk struktur material Frame Chassis FL 8 JTKA GGT per unit
terdiri dari:
Tabel 4.3 BOM Frame Chassis FL 8 JTKA GGT
NAMA BARANG SPESIFIKASI WEIGHT SATUAN LEVEL
BOM QTY
Frame Chassis Model FL 8 JTKA GGT - Unit 0 1
Side Member SAPH 5408 X 447 X 9542 MM 267,86 Kg 1 2
Reinforcement SANH 540 6 x 328 x 2000 MM 30,90 Kg 2 2
Inner Channel SANH 540 3,2 x 420 x 2105 MM 22,21 Kg 2 2
Plate Rear SAPH 440 6 x 81 x 324 MM 1,24 Kg 3 2
(Sumber : PPIC Dept. PT GKD)
Gambar 4.2 Struktur produk Frame Chassis FL 8 JTKA GGT
4.1.4 Biaya Pesan & Biaya Simpan Material
Sebelum kita membahas berapa besarnya biaya pesan dan biaya simpan material,
maka terlebih dahulu kita harus merinci ukuran dimensi dan berat material per
LEVEL 0
LEVEL 1
LEVEL 2
LEVEL 3
Frame Chassis FL 8 JTKA GGT
Side Member RH Side Member LH
SAPH 540 8x447x9542 SAPH 540 8x447x9542
Plate Rear RH Plate Rear LH
SAPH 440 SAPH 440
Reinforcement RH Inner Channel RH Inner Channel LH Reinforcement LH
SANH 540
6,0x328x2000SANH 540 3,2x420x2105 SANH 540 3,2x420x2105
SANH 540
6,0x328x2000
62
piece nya terlebih dahulu. Hal ini untuk mempermudah perhitungan biaya
sebagaimana yang dikenakan para vendor kepada PT Gemala Kempa Daya.
Karena untuk vendor yang menjadi supporting memakai perhitungan berat dan
ukuran dimensi material sebagai penentuntu harga jasa produksinya. Dimensi
material :
1. Side Member RH/LH berdimensi 8 mm x 447 mm x 9542 mm
2. Reinforcement RH/LH berdimensi 6 mm x 328 mm x 2000 mm
3. Inner Channel RH/LH berdimensi 3,2 mm x 420 mm x 2105 mm
4. Plate Rear RH/LH berdimensi 6 mm x 81 mm x 324 mm
berat material tersebut per piece nya dapat diketahui dengan rumus :
T x W x L x 0,00000785
T = Ketebalan Material
W = Lebar material
L = Panjang Material
0,00000785 = Berat Jenis Baja
Jadi berat material per piece nya adalah sebagai berikut.
1. Side Member RH/LH = 8mm x 447mm x 9542mm x 0,000000785 Kg =
267,86 Kg
2. Reinforcement RH/LH = 6mm x 328mm x 2000mm x 0,00000785 Kg =
30,90 Kg
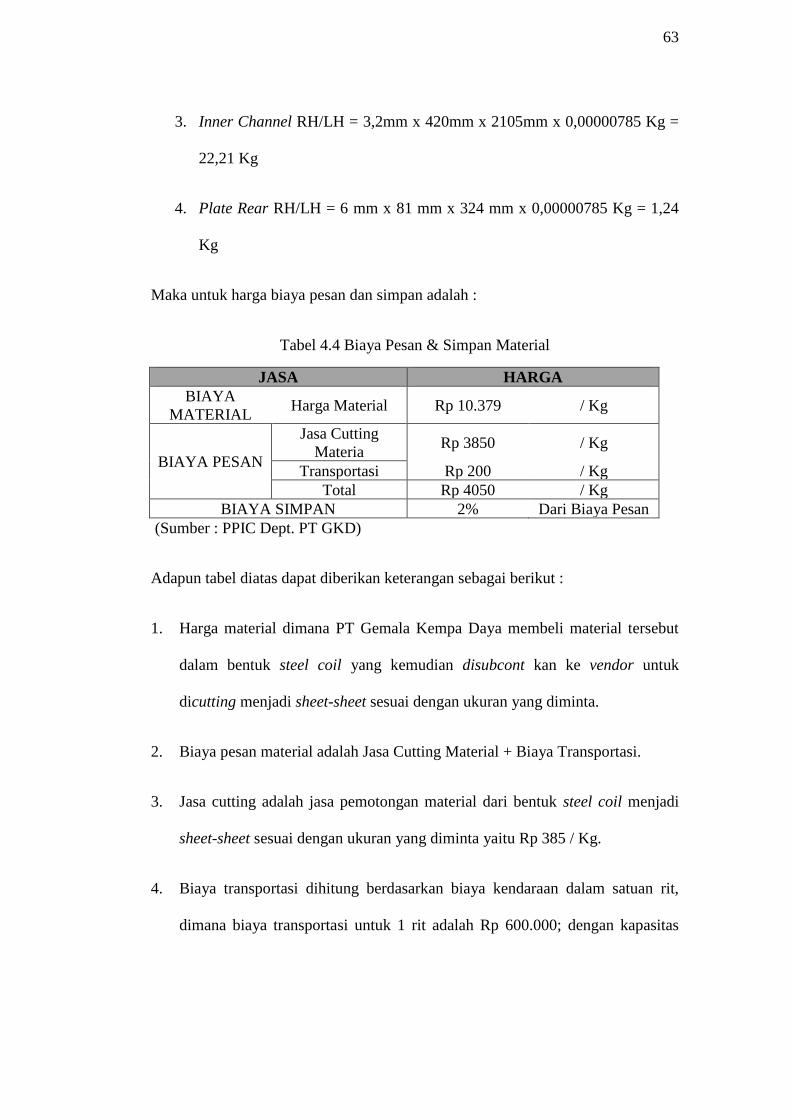
63
3. Inner Channel RH/LH = 3,2mm x 420mm x 2105mm x 0,00000785 Kg =
22,21 Kg
4. Plate Rear RH/LH = 6 mm x 81 mm x 324 mm x 0,00000785 Kg = 1,24
Kg
Maka untuk harga biaya pesan dan simpan adalah :
Tabel 4.4 Biaya Pesan & Simpan Material
JASA HARGA
BIAYA
MATERIAL Harga Material Rp 10.379 / Kg
BIAYA PESAN
Jasa Cutting
Materia Rp 3850 / Kg
Transportasi Rp 200 / Kg
Total Rp 4050 / Kg
BIAYA SIMPAN 2% Dari Biaya Pesan
(Sumber : PPIC Dept. PT GKD)
Adapun tabel diatas dapat diberikan keterangan sebagai berikut :
1. Harga material dimana PT Gemala Kempa Daya membeli material tersebut
dalam bentuk steel coil yang kemudian disubcont kan ke vendor untuk
dicutting menjadi sheet-sheet sesuai dengan ukuran yang diminta.
2. Biaya pesan material adalah Jasa Cutting Material + Biaya Transportasi.
3. Jasa cutting adalah jasa pemotongan material dari bentuk steel coil menjadi
sheet-sheet sesuai dengan ukuran yang diminta yaitu Rp 385 / Kg.
4. Biaya transportasi dihitung berdasarkan biaya kendaraan dalam satuan rit,
dimana biaya transportasi untuk 1 rit adalah Rp 600.000; dengan kapasitas
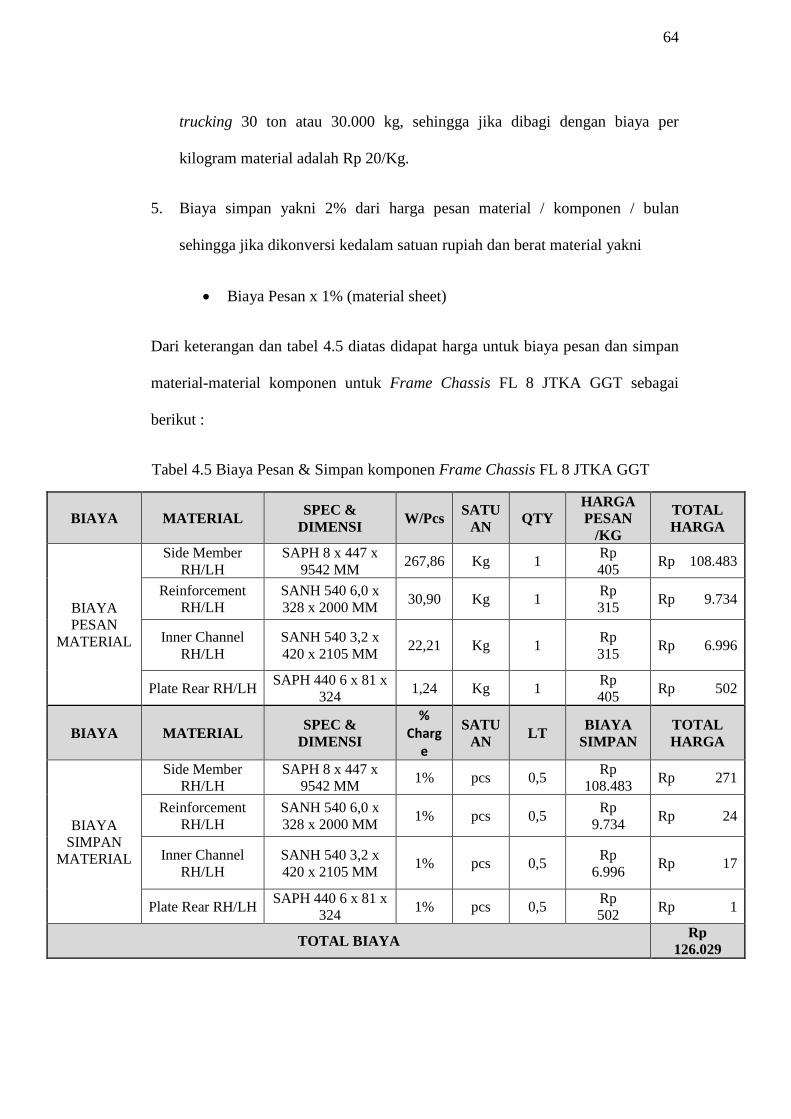
64
trucking 30 ton atau 30.000 kg, sehingga jika dibagi dengan biaya per
kilogram material adalah Rp 20/Kg.
5. Biaya simpan yakni 2% dari harga pesan material / komponen / bulan
sehingga jika dikonversi kedalam satuan rupiah dan berat material yakni
• Biaya Pesan x 1% (material sheet)
Dari keterangan dan tabel 4.5 diatas didapat harga untuk biaya pesan dan simpan
material-material komponen untuk Frame Chassis FL 8 JTKA GGT sebagai
berikut :
Tabel 4.5 Biaya Pesan & Simpan komponen Frame Chassis FL 8 JTKA GGT
BIAYA MATERIAL SPEC &
DIMENSI W/Pcs
SATU
AN QTY
HARGA
PESAN
/KG
TOTAL
HARGA
BIAYA
PESAN
MATERIAL
Side Member
RH/LH
SAPH 8 x 447 x
9542 MM 267,86 Kg 1
Rp
405 Rp 108.483
Reinforcement
RH/LH
SANH 540 6,0 x
328 x 2000 MM 30,90 Kg 1
Rp
315 Rp 9.734
Inner Channel
RH/LH
SANH 540 3,2 x
420 x 2105 MM 22,21 Kg 1
Rp
315 Rp 6.996
Plate Rear RH/LH SAPH 440 6 x 81 x
324 1,24 Kg 1
Rp
405 Rp 502
BIAYA MATERIAL SPEC &
DIMENSI
% Charg
e
SATU
AN LT
BIAYA
SIMPAN
TOTAL
HARGA
BIAYA
SIMPAN
MATERIAL
Side Member
RH/LH
SAPH 8 x 447 x
9542 MM 1% pcs 0,5
Rp
108.483 Rp 271
Reinforcement
RH/LH
SANH 540 6,0 x
328 x 2000 MM 1% pcs 0,5
Rp
9.734 Rp 24
Inner Channel
RH/LH
SANH 540 3,2 x
420 x 2105 MM 1% pcs 0,5
Rp
6.996 Rp 17
Plate Rear RH/LH SAPH 440 6 x 81 x
324 1% pcs 0,5
Rp
502 Rp 1
TOTAL BIAYA Rp
126.029

65
4.1.5 Kapasitas Gudang Material
Kapasitas gudang material PT Gemala Kempa Daya untuk frame chassis cat 3
terdiri dari 3 block stacking dimana setiap block memiliki 10 stacking berkapasitas
80 pcs material tiap stackingnya material untuk semua variant. Sehingga total
kapasitas 80 x 10 x 3 = 2.400 pcs material untuk semua ukuran.
Gambar 4.3 Block storage Material PT GKD
4.2 Pengolahan Data
4.2.1 Perhitungan Peramalan
Sebelum melakukan perencanaan produksi untuk membuat gambaran kebutuhan
produksi di periode berikutnya dapat dilakukan dengan proses peramalan. Ada
beberapa tahapan yang harus dilakukan dalam melakukan proses tahapan ini.
1
2
3
4
5
6
7
8
9
10
BLOCK STORAGE CAT 2 & NON FRAME
STORAGE FRAME CAT 3

66
a. Identifikasi Pola Data Historis
Data historis permintaan dari tahun 2015 & 2016 yang telah dikumpulkan
kemudian dicari pola dari permintaan tersebut berdasarkan waktunya.
Gambar 4.4 Grafik Data Permintaan material Frame Chassis Model FL8 JTKA
GGT
Dari data permintaan yang ada, maka dapat dilihat bahwa ploting data yang
terbentuk adalah Trend. Dalam pengolahan data peramalan untuk produksi
Frame Chassis Model FL8 JTKA GGT dengan ploting data trend
menggunakan tiga metode, yaitu: metode konstan, trend linier, dan
eksponensial smoothing dengan konstanta (α) = 0.05, 0.10, 0.20, 0.30, 0.40,
dan 0.5. Setelah itu ditentukan nilai terkecil dari SEE, MAD, MSE, dan MAPE
dari masing-masing metode tersebut. Setelah terpilih satu metode yang terbaik
0
50
100
150
200
250
300
350
400
450
Jan
uar
iFe
bru
ari
Mar
et
Ap
ril
Me
iJu
ni
Juli
Agu
stu
sSe
pte
mb
er
Okt
ob
erN
ove
mb
er
De
sem
be
rJa
nu
ari
Feb
ruar
iM
are
tA
pri
lM
ei
Jun
iJu
liA
gust
us
Sep
tem
be
rO
kto
ber
No
vem
be
rD
ese
mb
er
2015 2016
Unit
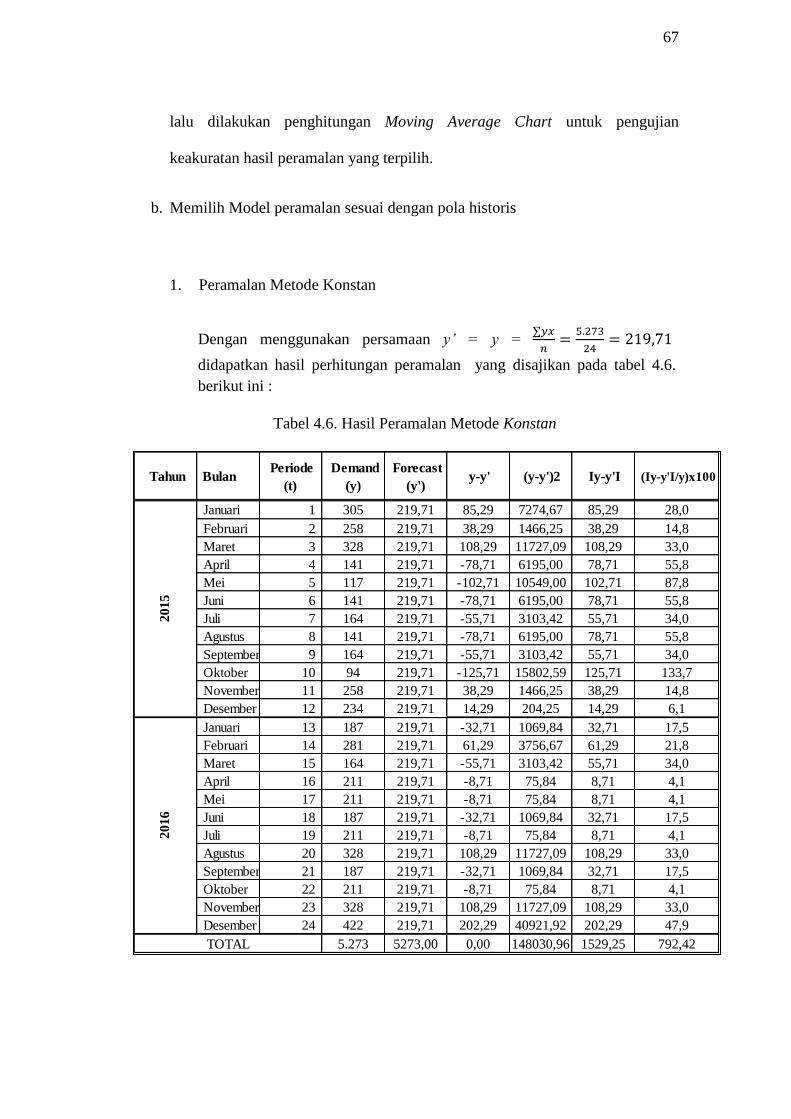
67
lalu dilakukan penghitungan Moving Average Chart untuk pengujian
keakuratan hasil peramalan yang terpilih.
b. Memilih Model peramalan sesuai dengan pola historis
1. Peramalan Metode Konstan
Dengan menggunakan persamaan y’ = y = ∑𝑦𝑥
𝑛=
5.273
24= 219,71
didapatkan hasil perhitungan peramalan yang disajikan pada tabel 4.6.
berikut ini :
Tabel 4.6. Hasil Peramalan Metode Konstan
Tahun Bulan Periode
(t)
Demand
(y)
Forecast
(y') y-y' (y-y')2 Iy-y'I (Iy-y'I/y)x100
Januari 1 305 219,71 85,29 7274,67 85,29 28,0
Februari 2 258 219,71 38,29 1466,25 38,29 14,8
Maret 3 328 219,71 108,29 11727,09 108,29 33,0
April 4 141 219,71 -78,71 6195,00 78,71 55,8
Mei 5 117 219,71 -102,71 10549,00 102,71 87,8
Juni 6 141 219,71 -78,71 6195,00 78,71 55,8
Juli 7 164 219,71 -55,71 3103,42 55,71 34,0
Agustus 8 141 219,71 -78,71 6195,00 78,71 55,8
September 9 164 219,71 -55,71 3103,42 55,71 34,0
Oktober 10 94 219,71 -125,71 15802,59 125,71 133,7
November 11 258 219,71 38,29 1466,25 38,29 14,8
Desember 12 234 219,71 14,29 204,25 14,29 6,1
Januari 13 187 219,71 -32,71 1069,84 32,71 17,5
Februari 14 281 219,71 61,29 3756,67 61,29 21,8
Maret 15 164 219,71 -55,71 3103,42 55,71 34,0
April 16 211 219,71 -8,71 75,84 8,71 4,1
Mei 17 211 219,71 -8,71 75,84 8,71 4,1
Juni 18 187 219,71 -32,71 1069,84 32,71 17,5
Juli 19 211 219,71 -8,71 75,84 8,71 4,1
Agustus 20 328 219,71 108,29 11727,09 108,29 33,0
September 21 187 219,71 -32,71 1069,84 32,71 17,5
Oktober 22 211 219,71 -8,71 75,84 8,71 4,1
November 23 328 219,71 108,29 11727,09 108,29 33,0
Desember 24 422 219,71 202,29 40921,92 202,29 47,9
5.273 5273,00 0,00 148030,96 1529,25 792,42
2015
2016
TOTAL
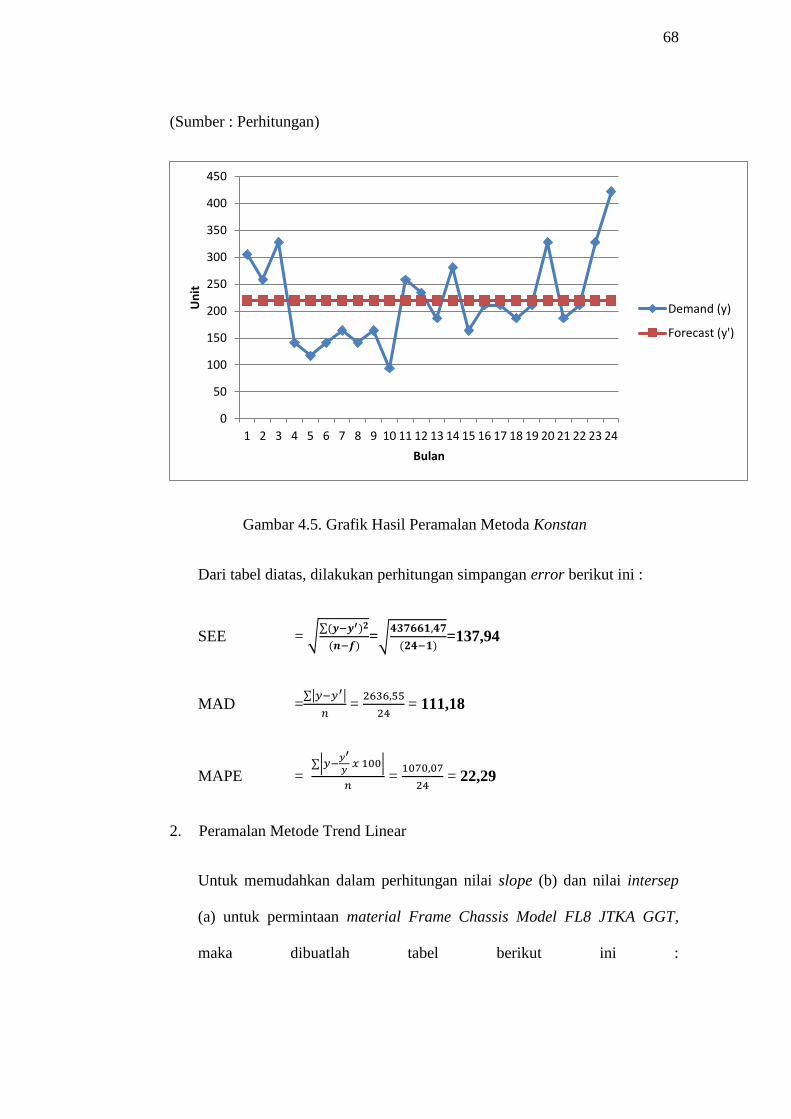
68
(Sumber : Perhitungan)
Gambar 4.5. Grafik Hasil Peramalan Metoda Konstan
Dari tabel diatas, dilakukan perhitungan simpangan error berikut ini :
SEE = √∑(𝒚−𝒚′)𝟐
(𝒏−𝒇)=√
𝟒𝟑𝟕𝟔𝟔𝟏,𝟒𝟕
(𝟐𝟒−𝟏)=137,94
MAD =∑|𝑦−𝑦′|
𝑛 =
2636,55
24 = 111,18
MAPE = ∑|𝑦−
𝑦′
𝑦 𝑥 100|
𝑛 =
1070,07
24 = 22,29
2. Peramalan Metode Trend Linear
Untuk memudahkan dalam perhitungan nilai slope (b) dan nilai intersep
(a) untuk permintaan material Frame Chassis Model FL8 JTKA GGT,
maka dibuatlah tabel berikut ini :
0
50
100
150
200
250
300
350
400
450
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Un
it
Bulan
Demand (y)
Forecast (y')
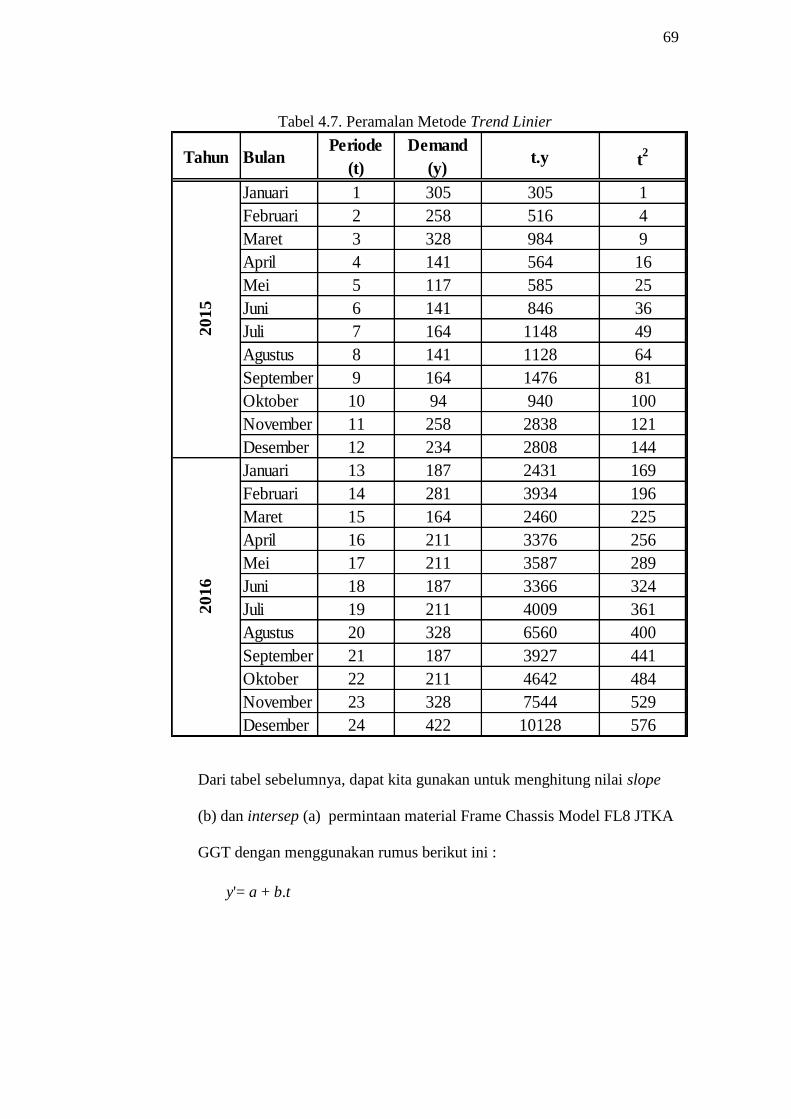
69
Tabel 4.7. Peramalan Metode Trend Linier
Dari tabel sebelumnya, dapat kita gunakan untuk menghitung nilai slope
(b) dan intersep (a) permintaan material Frame Chassis Model FL8 JTKA
GGT dengan menggunakan rumus berikut ini :
y'= a + b.t
Tahun Bulan Periode
(t)
Demand
(y)t.y t
2
Januari 1 305 305 1
Februari 2 258 516 4
Maret 3 328 984 9
April 4 141 564 16
Mei 5 117 585 25
Juni 6 141 846 36
Juli 7 164 1148 49
Agustus 8 141 1128 64
September 9 164 1476 81
Oktober 10 94 940 100
November 11 258 2838 121
Desember 12 234 2808 144
Januari 13 187 2431 169
Februari 14 281 3934 196
Maret 15 164 2460 225
April 16 211 3376 256
Mei 17 211 3587 289
Juni 18 187 3366 324
Juli 19 211 4009 361
Agustus 20 328 6560 400
September 21 187 3927 441
Oktober 22 211 4642 484
November 23 328 7544 529
Desember 24 422 10128 576
2015
2016
70
a. Menghitung nilai slope :
b = 𝑛 ∑ 𝑡𝑖𝑦𝑖−(∑ 𝑡1
𝑛𝑖=1 )(∑ 𝑦𝑖
𝑛𝑖=1 )𝑛
𝑖=1
𝑛 ∑ 𝑡𝑖2−(∑ 𝑡𝑖
𝑛𝑖=1 )𝑛
𝑖=12
b = (24 𝑥 70102)−(300 𝑥 5273)
(24 𝑥 4900) −(300)2
b = 3,64
b. Menghitung nilai intersep :
a = �̅� − 𝑏�̅�
a = 12,5 – (3,643 x 219,71)
a = 174,17
c. Persamaan peramalan linier : y’ = a +bt.
y’ = 174,17+ 3,64.t
d. Contoh perhitungan peramalan linier :
Jika t =1, maka y' = 174,17+ (3,64x 1) = 177,81
t = 2, maka y' = 174,17+ (3,64x 2) = 181,46
t = 3, maka y' = 174,17+ (3,64x 3) = 185,10
Hasil perhitungan peramalan metode linier selengkapnya dapat dilihat
pada tabel sebagai berikut :
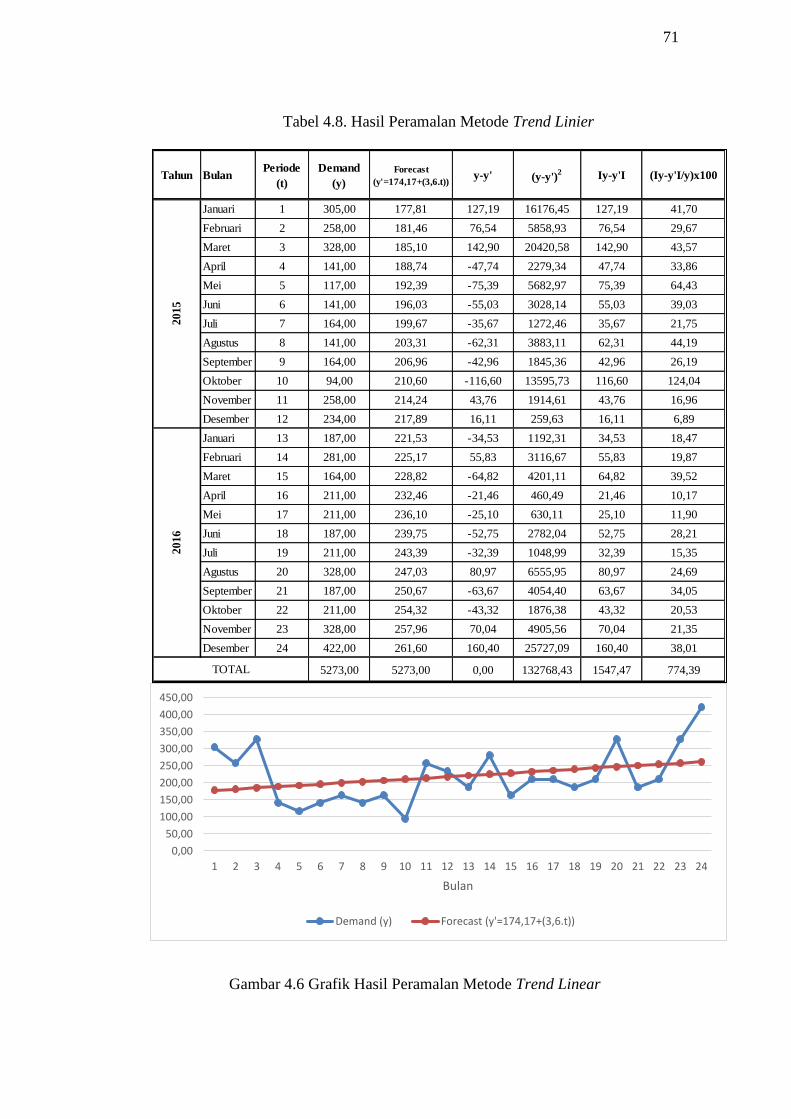
71
Tabel 4.8. Hasil Peramalan Metode Trend Linier
Gambar 4.6 Grafik Hasil Peramalan Metode Trend Linear
Tahun Bulan Periode
(t)
Demand
(y)
Forecast
(y'=174,17+(3,6.t))y-y' (y-y')
2 Iy-y'I (Iy-y'I/y)x100
Januari 1 305,00 177,81 127,19 16176,45 127,19 41,70
Februari 2 258,00 181,46 76,54 5858,93 76,54 29,67
Maret 3 328,00 185,10 142,90 20420,58 142,90 43,57
April 4 141,00 188,74 -47,74 2279,34 47,74 33,86
Mei 5 117,00 192,39 -75,39 5682,97 75,39 64,43
Juni 6 141,00 196,03 -55,03 3028,14 55,03 39,03
Juli 7 164,00 199,67 -35,67 1272,46 35,67 21,75
Agustus 8 141,00 203,31 -62,31 3883,11 62,31 44,19
September 9 164,00 206,96 -42,96 1845,36 42,96 26,19
Oktober 10 94,00 210,60 -116,60 13595,73 116,60 124,04
November 11 258,00 214,24 43,76 1914,61 43,76 16,96
Desember 12 234,00 217,89 16,11 259,63 16,11 6,89
Januari 13 187,00 221,53 -34,53 1192,31 34,53 18,47
Februari 14 281,00 225,17 55,83 3116,67 55,83 19,87
Maret 15 164,00 228,82 -64,82 4201,11 64,82 39,52
April 16 211,00 232,46 -21,46 460,49 21,46 10,17
Mei 17 211,00 236,10 -25,10 630,11 25,10 11,90
Juni 18 187,00 239,75 -52,75 2782,04 52,75 28,21
Juli 19 211,00 243,39 -32,39 1048,99 32,39 15,35
Agustus 20 328,00 247,03 80,97 6555,95 80,97 24,69
September 21 187,00 250,67 -63,67 4054,40 63,67 34,05
Oktober 22 211,00 254,32 -43,32 1876,38 43,32 20,53
November 23 328,00 257,96 70,04 4905,56 70,04 21,35
Desember 24 422,00 261,60 160,40 25727,09 160,40 38,01
5273,00 5273,00 0,00 132768,43 1547,47 774,39
2015
2016
TOTAL
0,00
50,00
100,00
150,00
200,00
250,00
300,00
350,00
400,00
450,00
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Bulan
Demand (y) Forecast (y'=174,17+(3,6.t))
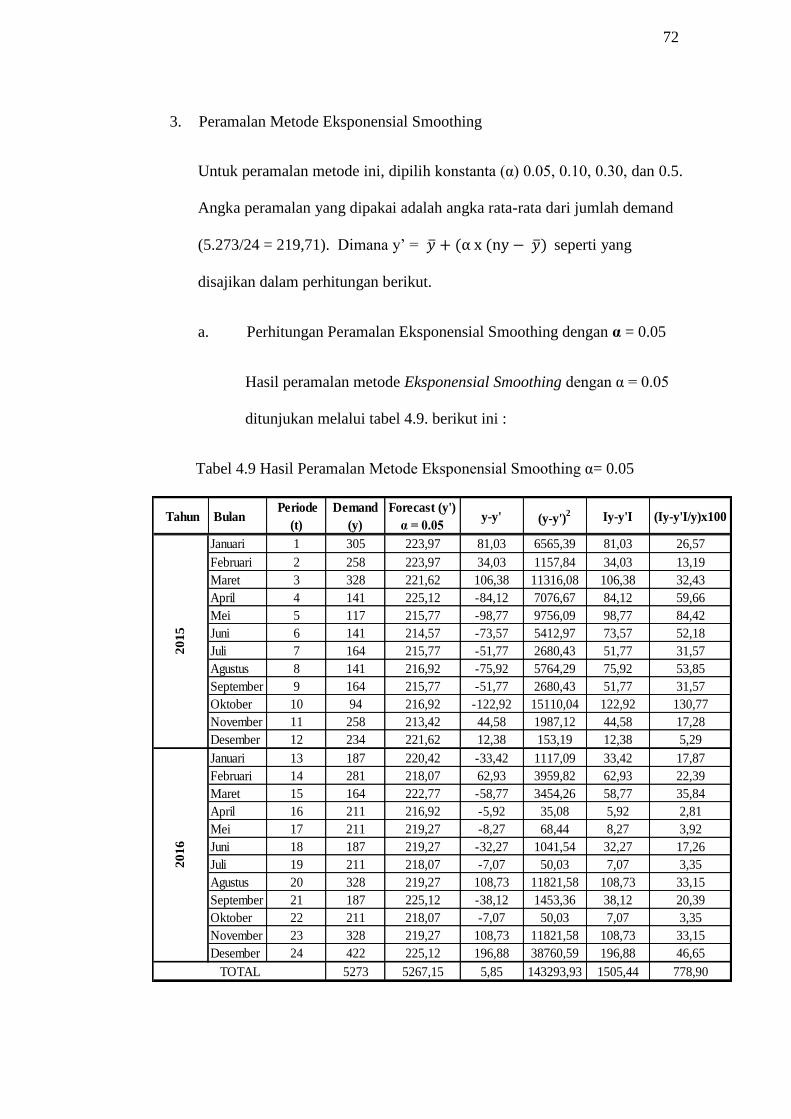
72
3. Peramalan Metode Eksponensial Smoothing
Untuk peramalan metode ini, dipilih konstanta (α) 0.05, 0.10, 0.30, dan 0.5.
Angka peramalan yang dipakai adalah angka rata-rata dari jumlah demand
(5.273/24 = 219,71). Dimana y’ = �̅� + (α x (ny − �̅�) seperti yang
disajikan dalam perhitungan berikut.
a. Perhitungan Peramalan Eksponensial Smoothing dengan α = 0.05
Hasil peramalan metode Eksponensial Smoothing dengan α = 0.05
ditunjukan melalui tabel 4.9. berikut ini :
Tabel 4.9 Hasil Peramalan Metode Eksponensial Smoothing α= 0.05
Tahun Bulan Periode
(t)
Demand
(y)
Forecast (y')
α = 0.05y-y' (y-y')
2 Iy-y'I (Iy-y'I/y)x100
Januari 1 305 223,97 81,03 6565,39 81,03 26,57
Februari 2 258 223,97 34,03 1157,84 34,03 13,19
Maret 3 328 221,62 106,38 11316,08 106,38 32,43
April 4 141 225,12 -84,12 7076,67 84,12 59,66
Mei 5 117 215,77 -98,77 9756,09 98,77 84,42
Juni 6 141 214,57 -73,57 5412,97 73,57 52,18
Juli 7 164 215,77 -51,77 2680,43 51,77 31,57
Agustus 8 141 216,92 -75,92 5764,29 75,92 53,85
September 9 164 215,77 -51,77 2680,43 51,77 31,57
Oktober 10 94 216,92 -122,92 15110,04 122,92 130,77
November 11 258 213,42 44,58 1987,12 44,58 17,28
Desember 12 234 221,62 12,38 153,19 12,38 5,29
Januari 13 187 220,42 -33,42 1117,09 33,42 17,87
Februari 14 281 218,07 62,93 3959,82 62,93 22,39
Maret 15 164 222,77 -58,77 3454,26 58,77 35,84
April 16 211 216,92 -5,92 35,08 5,92 2,81
Mei 17 211 219,27 -8,27 68,44 8,27 3,92
Juni 18 187 219,27 -32,27 1041,54 32,27 17,26
Juli 19 211 218,07 -7,07 50,03 7,07 3,35
Agustus 20 328 219,27 108,73 11821,58 108,73 33,15
September 21 187 225,12 -38,12 1453,36 38,12 20,39
Oktober 22 211 218,07 -7,07 50,03 7,07 3,35
November 23 328 219,27 108,73 11821,58 108,73 33,15
Desember 24 422 225,12 196,88 38760,59 196,88 46,65
5273 5267,15 5,85 143293,93 1505,44 778,90
2015
2016
TOTAL

73
Gambar 4.7 Grafik Hasil Peramalan Metode Eksponensial
Smoothing dengan α = 0.05
Perhitungan simpangan error SEE, MAD dan MAPE sebagai
berikut :
SEE = √∑(𝒚−𝒚′)𝟐
(𝒏−𝒇) =√
𝟏𝟒𝟑𝟐𝟗𝟑,𝟗𝟑
(𝟐𝟒−𝟐) = 80,71
MAD = ∑|𝑦−𝑦′|
𝑛 =
51504,44
24 = 62,73
MAPE = ∑|𝑦−
𝑦′
𝑦 𝑥 100|
𝑛 =
778,9
24 = 32,45
b. Perhitungan Peramalan Eksponensial Smoothing dengan α = 0.1
Hasil peramalan metode Eksponensial Smoothing dengan α = 0.1
ditunjukan melalui tabel 4.10 berikut ini :
0
50
100
150
200
250
300
350
400
450
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Bulan
Demand (y) Forecast (y') α = 0.05
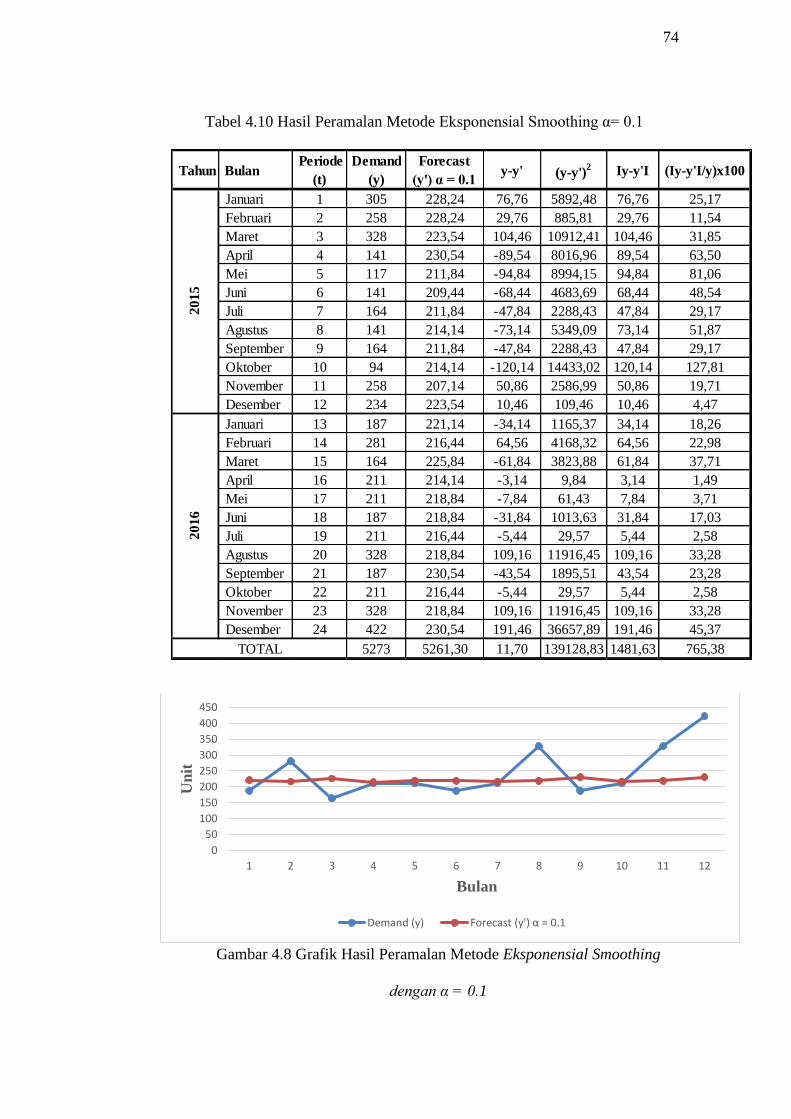
74
Tabel 4.10 Hasil Peramalan Metode Eksponensial Smoothing α= 0.1
Gambar 4.8 Grafik Hasil Peramalan Metode Eksponensial Smoothing
dengan α = 0.1
Tahun Bulan Periode
(t)
Demand
(y)
Forecast
(y') α = 0.1y-y' (y-y')
2 Iy-y'I (Iy-y'I/y)x100
Januari 1 305 228,24 76,76 5892,48 76,76 25,17
Februari 2 258 228,24 29,76 885,81 29,76 11,54
Maret 3 328 223,54 104,46 10912,41 104,46 31,85
April 4 141 230,54 -89,54 8016,96 89,54 63,50
Mei 5 117 211,84 -94,84 8994,15 94,84 81,06
Juni 6 141 209,44 -68,44 4683,69 68,44 48,54
Juli 7 164 211,84 -47,84 2288,43 47,84 29,17
Agustus 8 141 214,14 -73,14 5349,09 73,14 51,87
September 9 164 211,84 -47,84 2288,43 47,84 29,17
Oktober 10 94 214,14 -120,14 14433,02 120,14 127,81
November 11 258 207,14 50,86 2586,99 50,86 19,71
Desember 12 234 223,54 10,46 109,46 10,46 4,47
Januari 13 187 221,14 -34,14 1165,37 34,14 18,26
Februari 14 281 216,44 64,56 4168,32 64,56 22,98
Maret 15 164 225,84 -61,84 3823,88 61,84 37,71
April 16 211 214,14 -3,14 9,84 3,14 1,49
Mei 17 211 218,84 -7,84 61,43 7,84 3,71
Juni 18 187 218,84 -31,84 1013,63 31,84 17,03
Juli 19 211 216,44 -5,44 29,57 5,44 2,58
Agustus 20 328 218,84 109,16 11916,45 109,16 33,28
September 21 187 230,54 -43,54 1895,51 43,54 23,28
Oktober 22 211 216,44 -5,44 29,57 5,44 2,58
November 23 328 218,84 109,16 11916,45 109,16 33,28
Desember 24 422 230,54 191,46 36657,89 191,46 45,37
5273 5261,30 11,70 139128,83 1481,63 765,38
2015
2016
TOTAL
0
50
100
150
200
250
300
350
400
450
1 2 3 4 5 6 7 8 9 10 11 12
Un
it
Bulan
Demand (y) Forecast (y') α = 0.1
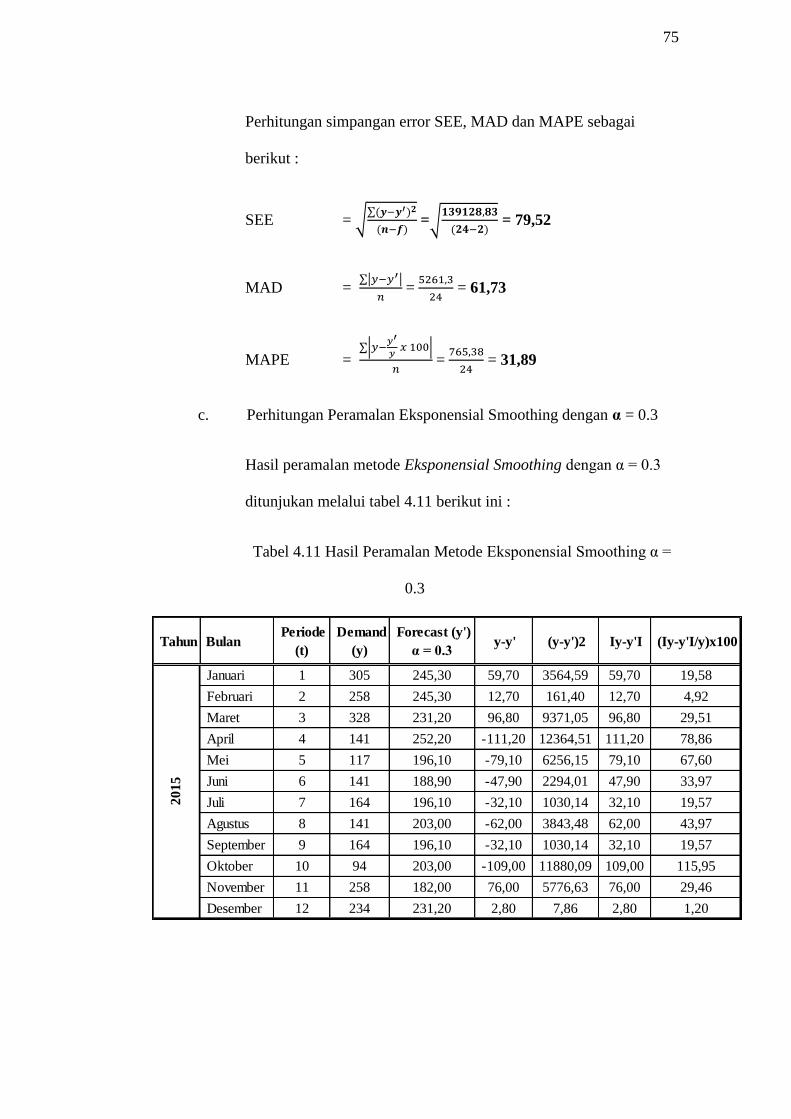
75
Perhitungan simpangan error SEE, MAD dan MAPE sebagai
berikut :
SEE = √∑(𝒚−𝒚′)𝟐
(𝒏−𝒇) =√
𝟏𝟑𝟗𝟏𝟐𝟖,𝟖𝟑
(𝟐𝟒−𝟐) = 79,52
MAD = ∑|𝑦−𝑦′|
𝑛 =
5261,3
24 = 61,73
MAPE = ∑|𝑦−
𝑦′
𝑦 𝑥 100|
𝑛 =
765,38
24 = 31,89
c. Perhitungan Peramalan Eksponensial Smoothing dengan α = 0.3
Hasil peramalan metode Eksponensial Smoothing dengan α = 0.3
ditunjukan melalui tabel 4.11 berikut ini :
Tabel 4.11 Hasil Peramalan Metode Eksponensial Smoothing α =
0.3
Tahun Bulan Periode
(t)
Demand
(y)
Forecast (y')
α = 0.3 y-y' (y-y')2 Iy-y'I (Iy-y'I/y)x100
Januari 1 305 245,30 59,70 3564,59 59,70 19,58
Februari 2 258 245,30 12,70 161,40 12,70 4,92
Maret 3 328 231,20 96,80 9371,05 96,80 29,51
April 4 141 252,20 -111,20 12364,51 111,20 78,86
Mei 5 117 196,10 -79,10 6256,15 79,10 67,60
Juni 6 141 188,90 -47,90 2294,01 47,90 33,97
Juli 7 164 196,10 -32,10 1030,14 32,10 19,57
Agustus 8 141 203,00 -62,00 3843,48 62,00 43,97
September 9 164 196,10 -32,10 1030,14 32,10 19,57
Oktober 10 94 203,00 -109,00 11880,09 109,00 115,95
November 11 258 182,00 76,00 5776,63 76,00 29,46
Desember 12 234 231,20 2,80 7,86 2,80 1,20
20
15
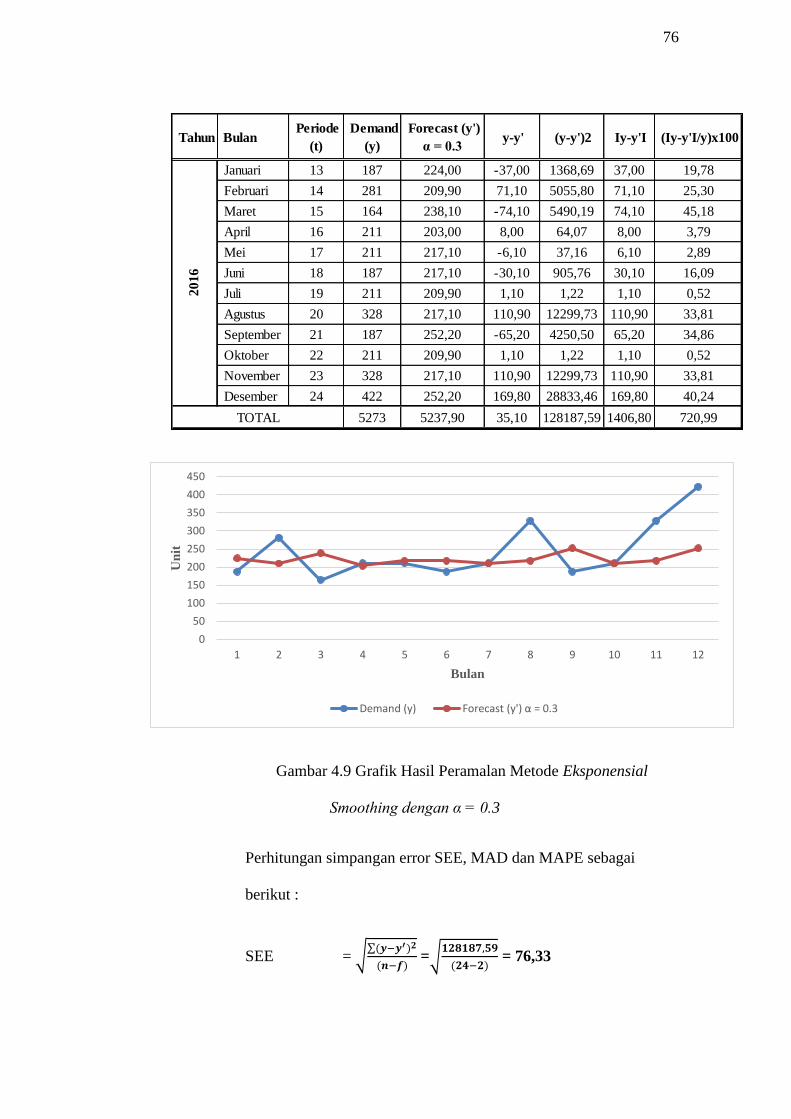
76
Gambar 4.9 Grafik Hasil Peramalan Metode Eksponensial
Smoothing dengan α = 0.3
Perhitungan simpangan error SEE, MAD dan MAPE sebagai
berikut :
SEE = √∑(𝒚−𝒚′)𝟐
(𝒏−𝒇) =√
𝟏𝟐𝟖𝟏𝟖𝟕,𝟓𝟗
(𝟐𝟒−𝟐) = 76,33
Tahun Bulan Periode
(t)
Demand
(y)
Forecast (y')
α = 0.3 y-y' (y-y')2 Iy-y'I (Iy-y'I/y)x100
Januari 13 187 224,00 -37,00 1368,69 37,00 19,78
Februari 14 281 209,90 71,10 5055,80 71,10 25,30
Maret 15 164 238,10 -74,10 5490,19 74,10 45,18
April 16 211 203,00 8,00 64,07 8,00 3,79
Mei 17 211 217,10 -6,10 37,16 6,10 2,89
Juni 18 187 217,10 -30,10 905,76 30,10 16,09
Juli 19 211 209,90 1,10 1,22 1,10 0,52
Agustus 20 328 217,10 110,90 12299,73 110,90 33,81
September 21 187 252,20 -65,20 4250,50 65,20 34,86
Oktober 22 211 209,90 1,10 1,22 1,10 0,52
November 23 328 217,10 110,90 12299,73 110,90 33,81
Desember 24 422 252,20 169,80 28833,46 169,80 40,24
5273 5237,90 35,10 128187,59 1406,80 720,99
20
16
TOTAL
0
50
100
150
200
250
300
350
400
450
1 2 3 4 5 6 7 8 9 10 11 12
Un
it
Bulan
Demand (y) Forecast (y') α = 0.3
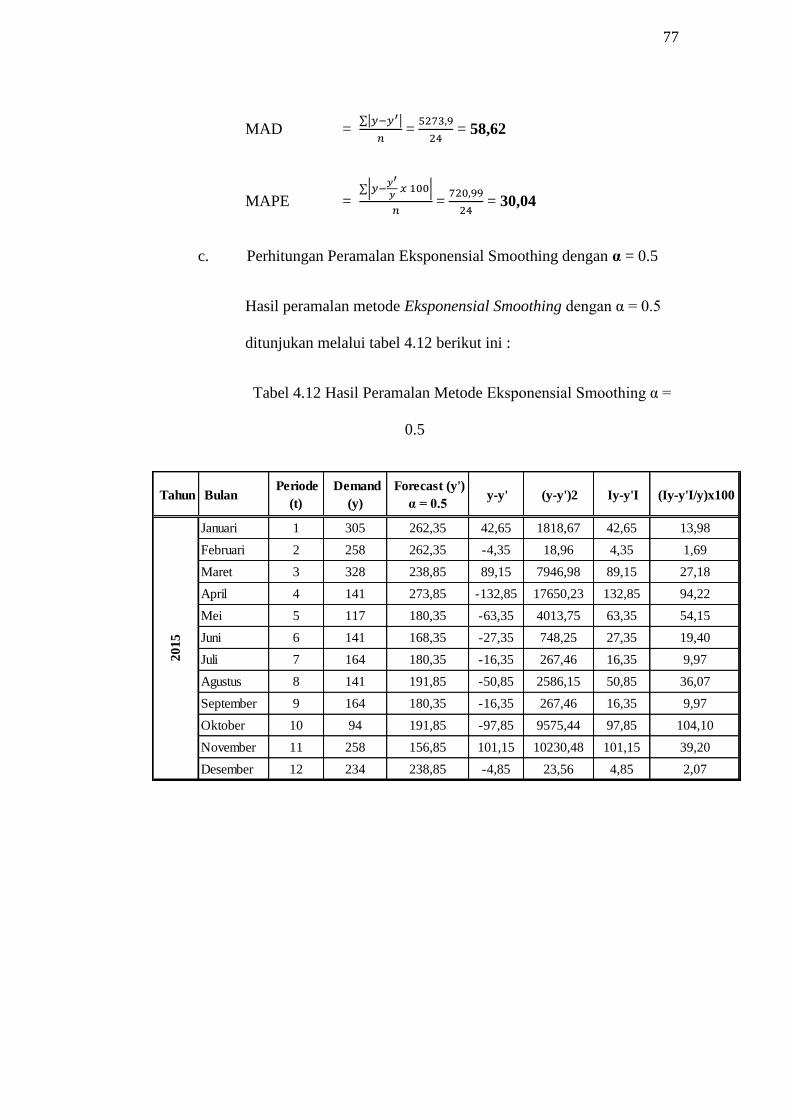
77
MAD = ∑|𝑦−𝑦′|
𝑛 =
5273,9
24 = 58,62
MAPE = ∑|𝑦−
𝑦′
𝑦 𝑥 100|
𝑛 =
720,99
24 = 30,04
c. Perhitungan Peramalan Eksponensial Smoothing dengan α = 0.5
Hasil peramalan metode Eksponensial Smoothing dengan α = 0.5
ditunjukan melalui tabel 4.12 berikut ini :
Tabel 4.12 Hasil Peramalan Metode Eksponensial Smoothing α =
0.5
Tahun Bulan Periode
(t)
Demand
(y)
Forecast (y')
α = 0.5 y-y' (y-y')2 Iy-y'I (Iy-y'I/y)x100
Januari 1 305 262,35 42,65 1818,67 42,65 13,98
Februari 2 258 262,35 -4,35 18,96 4,35 1,69
Maret 3 328 238,85 89,15 7946,98 89,15 27,18
April 4 141 273,85 -132,85 17650,23 132,85 94,22
Mei 5 117 180,35 -63,35 4013,75 63,35 54,15
Juni 6 141 168,35 -27,35 748,25 27,35 19,40
Juli 7 164 180,35 -16,35 267,46 16,35 9,97
Agustus 8 141 191,85 -50,85 2586,15 50,85 36,07
September 9 164 180,35 -16,35 267,46 16,35 9,97
Oktober 10 94 191,85 -97,85 9575,44 97,85 104,10
November 11 258 156,85 101,15 10230,48 101,15 39,20
Desember 12 234 238,85 -4,85 23,56 4,85 2,07
20
15

78
Gambar 4.10 Grafik Hasil Peramalan Metode Eksponensial
Smoothing dengan α = 0.5
Perhitungan simpangan error SEE, MAD dan MAPE sebagai
berikut :
Tahun Bulan Periode
(t)
Demand
(y)
Forecast (y')
α = 0.5 y-y' (y-y')2 Iy-y'I (Iy-y'I/y)x100
Januari 13 187 226,85 -39,85 1588,35 39,85 21,31
Februari 14 281 203,35 77,65 6028,88 77,65 27,63
Maret 15 164 250,35 -86,35 7457,04 86,35 52,65
April 16 211 191,85 19,15 366,56 19,15 9,07
Mei 17 211 215,35 -4,35 18,96 4,35 2,06
Juni 18 187 215,35 -28,35 803,96 28,35 15,16
Juli 19 211 203,35 7,65 58,46 7,65 3,62
Agustus 20 328 215,35 112,65 12689,08 112,65 34,34
September 21 187 273,85 -86,85 7543,65 86,85 46,45
Oktober 22 211 203,35 7,65 58,46 7,65 3,62
November 23 328 215,35 112,65 12689,08 112,65 34,34
Desember 24 422 273,85 148,15 21947,19 148,15 35,11
5273 5214,50 58,50 126397,05 1378,42 697,39
20
16
TOTAL
0
50
100
150
200
250
300
350
400
450
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Unit
Bulan
Demand (y) Forecast (y') α = 0.5
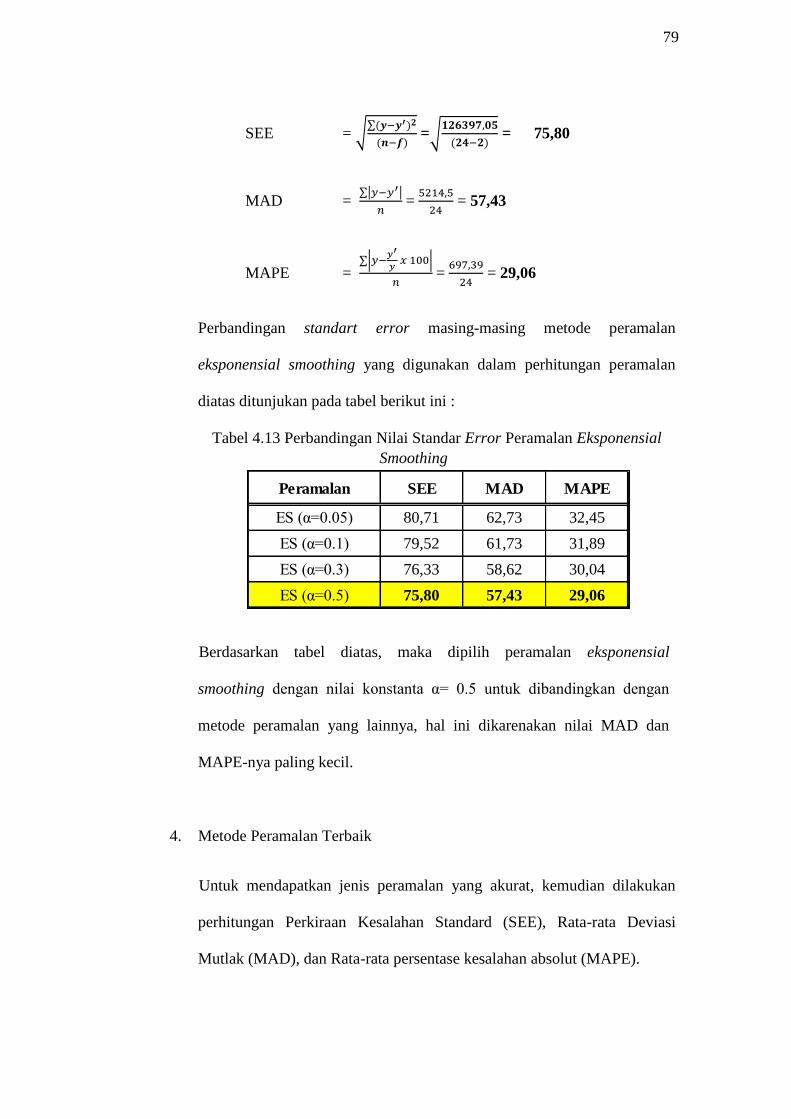
79
SEE = √∑(𝒚−𝒚′)𝟐
(𝒏−𝒇) =√
𝟏𝟐𝟔𝟑𝟗𝟕,𝟎𝟓
(𝟐𝟒−𝟐) = 75,80
MAD = ∑|𝑦−𝑦′|
𝑛 =
5214,5
24 = 57,43
MAPE = ∑|𝑦−
𝑦′
𝑦 𝑥 100|
𝑛 =
697,39
24 = 29,06
Perbandingan standart error masing-masing metode peramalan
eksponensial smoothing yang digunakan dalam perhitungan peramalan
diatas ditunjukan pada tabel berikut ini :
Tabel 4.13 Perbandingan Nilai Standar Error Peramalan Eksponensial
Smoothing
Berdasarkan tabel diatas, maka dipilih peramalan eksponensial
smoothing dengan nilai konstanta α= 0.5 untuk dibandingkan dengan
metode peramalan yang lainnya, hal ini dikarenakan nilai MAD dan
MAPE-nya paling kecil.
4. Metode Peramalan Terbaik
Untuk mendapatkan jenis peramalan yang akurat, kemudian dilakukan
perhitungan Perkiraan Kesalahan Standard (SEE), Rata-rata Deviasi
Mutlak (MAD), dan Rata-rata persentase kesalahan absolut (MAPE).
Peramalan SEE MAD MAPE
ES (α=0.05) 80,71 62,73 32,45
ES (α=0.1) 79,52 61,73 31,89
ES (α=0.3) 76,33 58,62 30,04
ES (α=0.5) 75,80 57,43 29,06
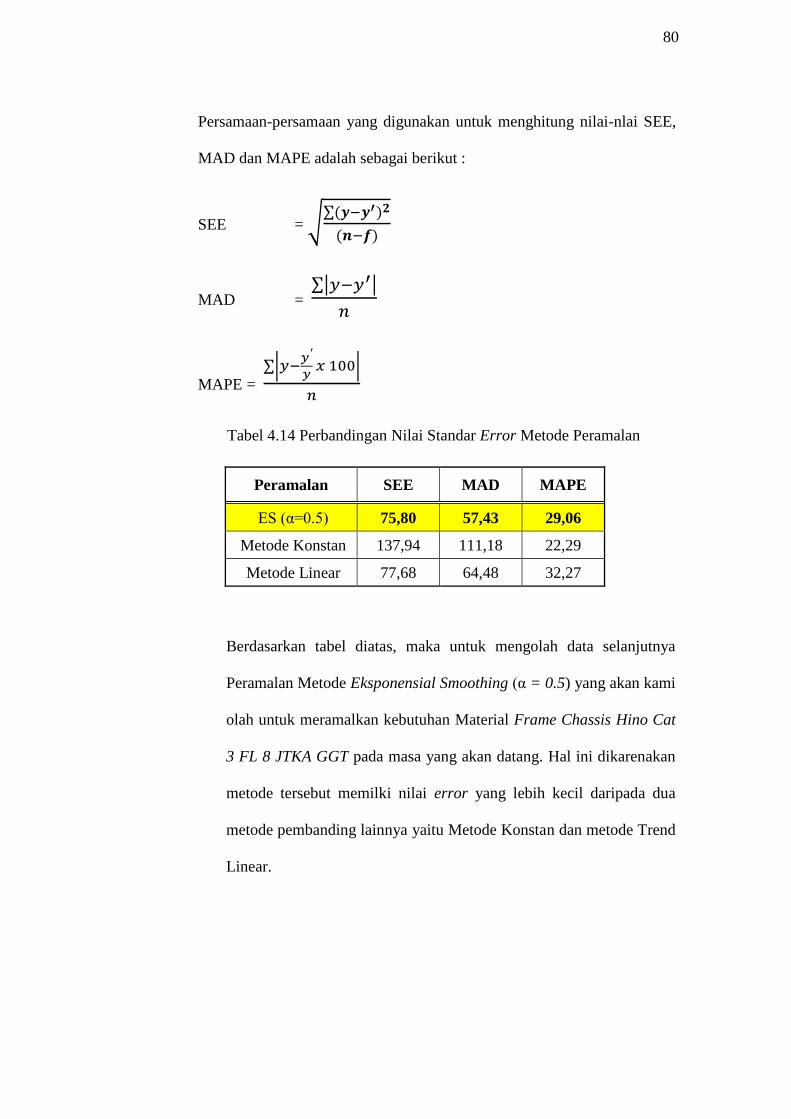
80
Persamaan-persamaan yang digunakan untuk menghitung nilai-nlai SEE,
MAD dan MAPE adalah sebagai berikut :
SEE = √∑(𝒚−𝒚′)𝟐
(𝒏−𝒇)
MAD = ∑|𝑦−𝑦′|
𝑛
MAPE =
∑|𝑦−𝑦′
𝑦 𝑥 100|
𝑛
Tabel 4.14 Perbandingan Nilai Standar Error Metode Peramalan
Peramalan SEE MAD MAPE
ES (α=0.5) 75,80 57,43 29,06
Metode Konstan 137,94 111,18 22,29
Metode Linear 77,68 64,48 32,27
Berdasarkan tabel diatas, maka untuk mengolah data selanjutnya
Peramalan Metode Eksponensial Smoothing (α = 0.5) yang akan kami
olah untuk meramalkan kebutuhan Material Frame Chassis Hino Cat
3 FL 8 JTKA GGT pada masa yang akan datang. Hal ini dikarenakan
metode tersebut memilki nilai error yang lebih kecil daripada dua
metode pembanding lainnya yaitu Metode Konstan dan metode Trend
Linear.
81
4.2.2 Pengukuran Hasil Peramalan
Setelah metode peramalan dipilih, kemudian diperiksa dan dipastikan
apakah ramalan tersebut dapat mewakili data yang ada dan sistem
penyebab yang mendasari permintaan bagi produk yang
dipertanyakan. Nilai peramalan tersebut akann dimasukan kedalam
penghitungan Moving Range sehingga dapat diketahui peramalan
tersebut masih dalam batas kontrol atau tidak. Pada tabel 4.15 dapat
terlihat perhitungan untuk Moving Range.
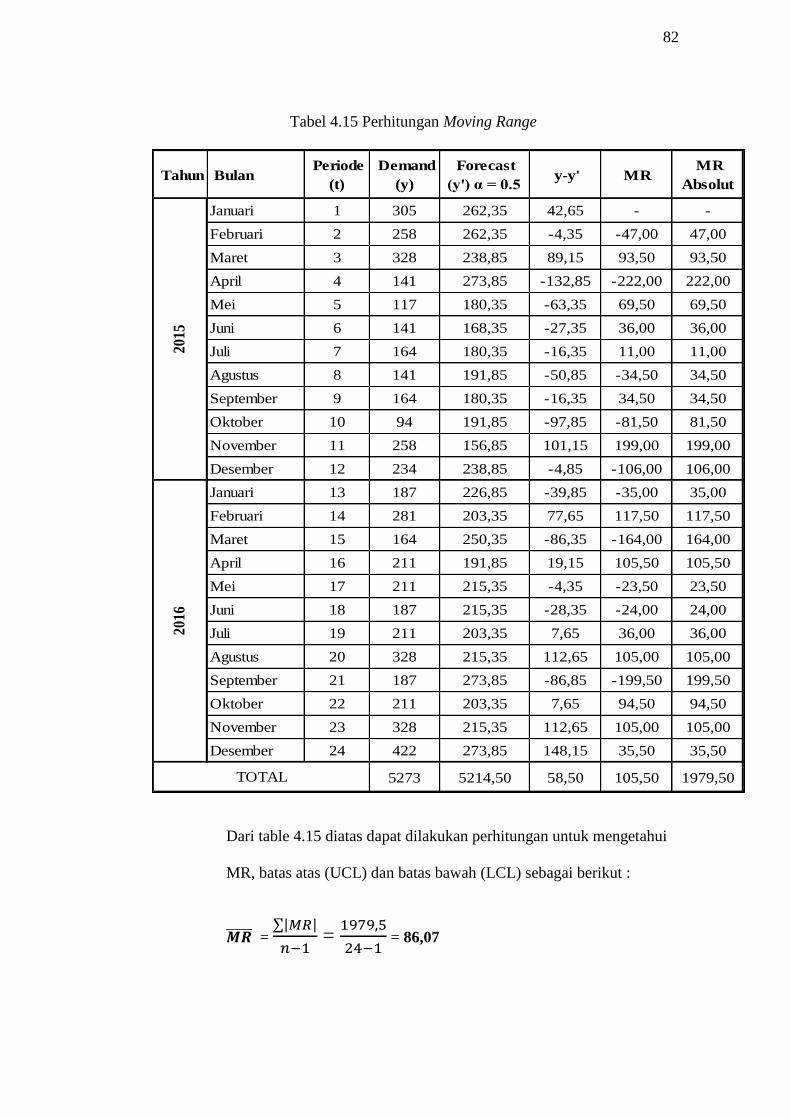
82
Tabel 4.15 Perhitungan Moving Range
Dari table 4.15 diatas dapat dilakukan perhitungan untuk mengetahui
MR, batas atas (UCL) dan batas bawah (LCL) sebagai berikut :
𝑴𝑹̅̅ ̅̅ ̅ = ∑|𝑀𝑅|
𝑛−1 =
1979,5
24−1 = 86,07
Tahun Bulan Periode
(t)
Demand
(y)
Forecast
(y') α = 0.5 y-y' MR
MR
Absolut
Januari 1 305 262,35 42,65 - -
Februari 2 258 262,35 -4,35 -47,00 47,00
Maret 3 328 238,85 89,15 93,50 93,50
April 4 141 273,85 -132,85 -222,00 222,00
Mei 5 117 180,35 -63,35 69,50 69,50
Juni 6 141 168,35 -27,35 36,00 36,00
Juli 7 164 180,35 -16,35 11,00 11,00
Agustus 8 141 191,85 -50,85 -34,50 34,50
September 9 164 180,35 -16,35 34,50 34,50
Oktober 10 94 191,85 -97,85 -81,50 81,50
November 11 258 156,85 101,15 199,00 199,00
Desember 12 234 238,85 -4,85 -106,00 106,00
Januari 13 187 226,85 -39,85 -35,00 35,00
Februari 14 281 203,35 77,65 117,50 117,50
Maret 15 164 250,35 -86,35 -164,00 164,00
April 16 211 191,85 19,15 105,50 105,50
Mei 17 211 215,35 -4,35 -23,50 23,50
Juni 18 187 215,35 -28,35 -24,00 24,00
Juli 19 211 203,35 7,65 36,00 36,00
Agustus 20 328 215,35 112,65 105,00 105,00
September 21 187 273,85 -86,85 -199,50 199,50
Oktober 22 211 203,35 7,65 94,50 94,50
November 23 328 215,35 112,65 105,00 105,00
Desember 24 422 273,85 148,15 35,50 35,50
5273 5214,50 58,50 105,50 1979,50
2015
2016
TOTAL
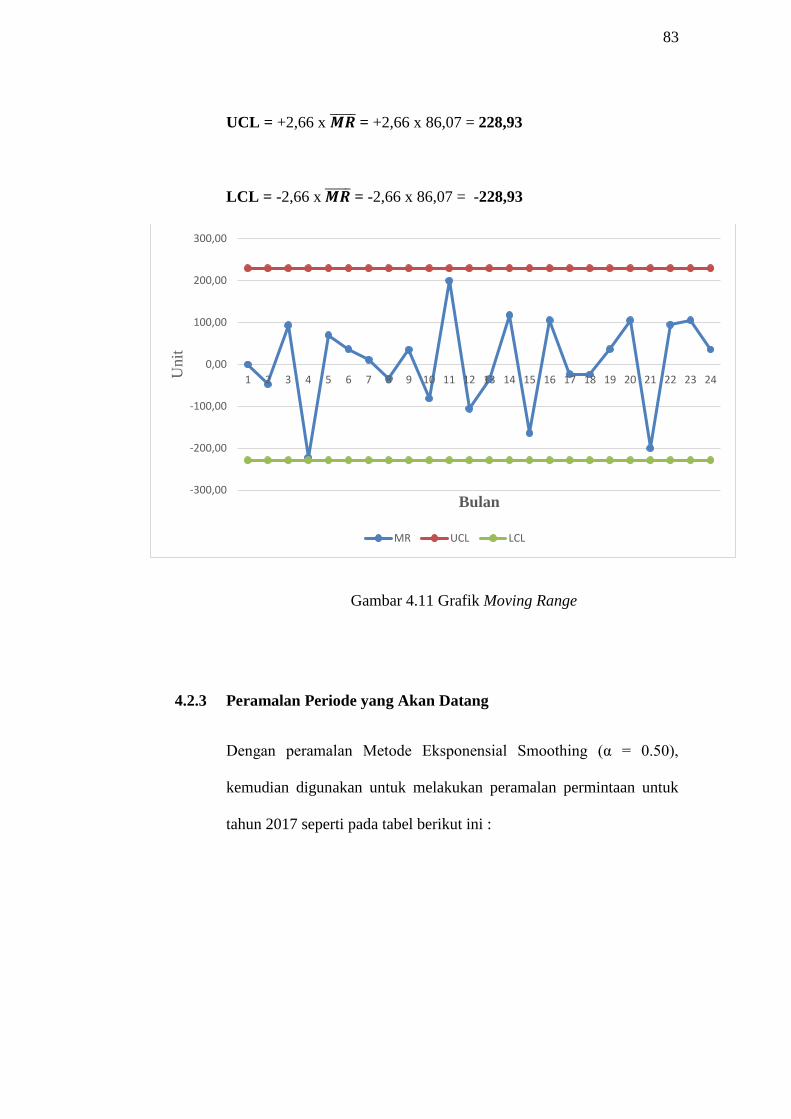
83
UCL = +2,66 x 𝑴𝑹̅̅ ̅̅ ̅ = +2,66 x 86,07 = 228,93
LCL = -2,66 x 𝑴𝑹̅̅ ̅̅ ̅ = -2,66 x 86,07 = -228,93
Gambar 4.11 Grafik Moving Range
4.2.3 Peramalan Periode yang Akan Datang
Dengan peramalan Metode Eksponensial Smoothing (α = 0.50),
kemudian digunakan untuk melakukan peramalan permintaan untuk
tahun 2017 seperti pada tabel berikut ini :
-300,00
-200,00
-100,00
0,00
100,00
200,00
300,00
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24Unit
Bulan
MR UCL LCL
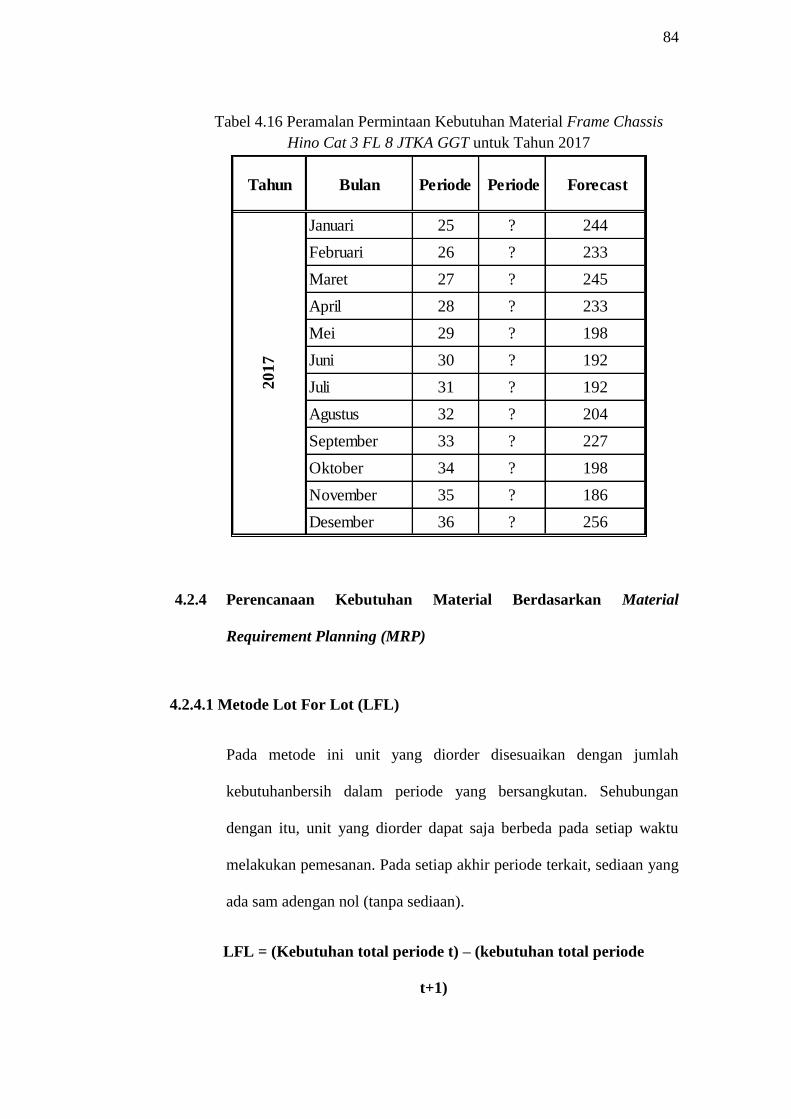
84
Tabel 4.16 Peramalan Permintaan Kebutuhan Material Frame Chassis
Hino Cat 3 FL 8 JTKA GGT untuk Tahun 2017
4.2.4 Perencanaan Kebutuhan Material Berdasarkan Material
Requirement Planning (MRP)
4.2.4.1 Metode Lot For Lot (LFL)
Pada metode ini unit yang diorder disesuaikan dengan jumlah
kebutuhanbersih dalam periode yang bersangkutan. Sehubungan
dengan itu, unit yang diorder dapat saja berbeda pada setiap waktu
melakukan pemesanan. Pada setiap akhir periode terkait, sediaan yang
ada sam adengan nol (tanpa sediaan).
LFL = (Kebutuhan total periode t) – (kebutuhan total periode
t+1)
Tahun Bulan Periode Periode Forecast
Januari 25 ? 244
Februari 26 ? 233
Maret 27 ? 245
April 28 ? 233
Mei 29 ? 198
Juni 30 ? 192
Juli 31 ? 192
Agustus 32 ? 204
September 33 ? 227
Oktober 34 ? 198
November 35 ? 186
Desember 36 ? 256
20
17
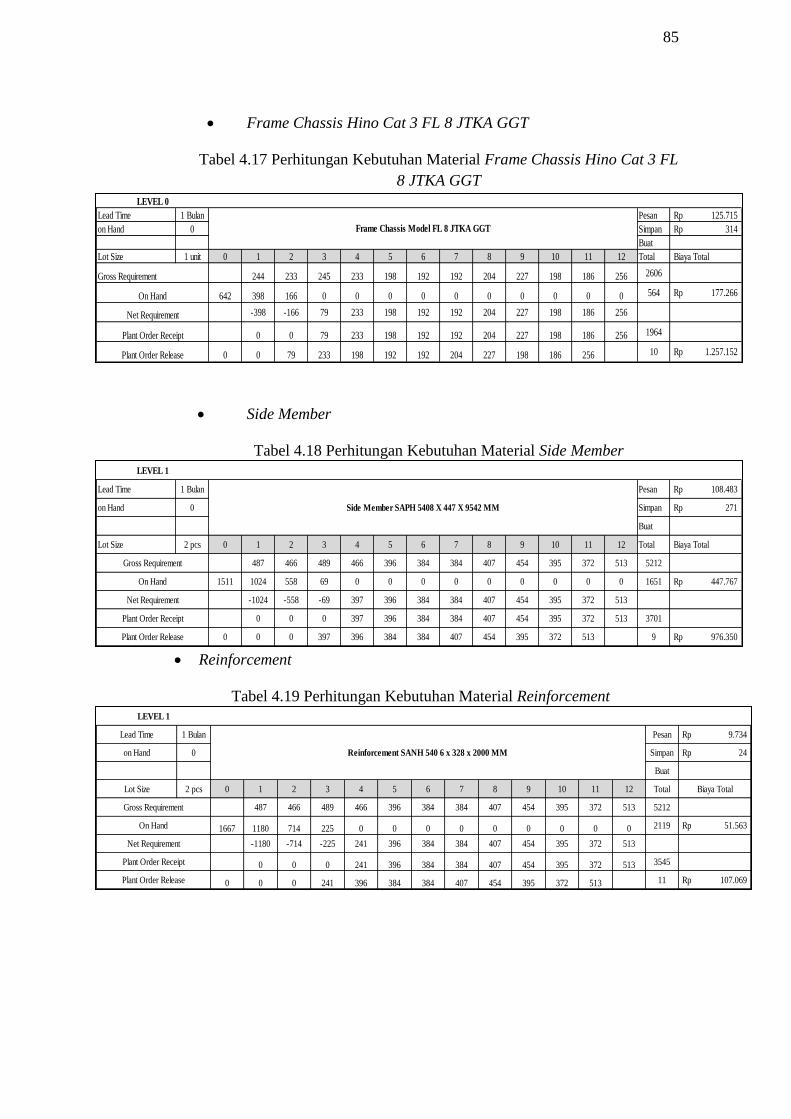
85
• Frame Chassis Hino Cat 3 FL 8 JTKA GGT
Tabel 4.17 Perhitungan Kebutuhan Material Frame Chassis Hino Cat 3 FL
8 JTKA GGT
• Side Member
Tabel 4.18 Perhitungan Kebutuhan Material Side Member
• Reinforcement
Tabel 4.19 Perhitungan Kebutuhan Material Reinforcement
Lead Time 1 Bulan Pesan 125.715Rp
on Hand 0 Simpan 314Rp
Buat
Lot Size 1 unit 0 1 2 3 4 5 6 7 8 9 10 11 12 Total Biaya Total
Gross Requirement 244 233 245 233 198 192 192 204 227 198 186 256 2606
642 398 166 0 0 0 0 0 0 0 0 0 0 564 177.266Rp
-398 -166 79 233 198 192 192 204 227 198 186 256
0 0 79 233 198 192 192 204 227 198 186 256 1964
0 0 79 233 198 192 192 204 227 198 186 256 10 1.257.152Rp
LEVEL 0
Frame Chassis Model FL 8 JTKA GGT
On Hand
Net Requirement
Plant Order Receipt
Plant Order Release
Lead Time 1 Bulan Pesan 108.483Rp
on Hand 0 Simpan 271Rp
Buat
Lot Size 2 pcs 0 1 2 3 4 5 6 7 8 9 10 11 12 Total Biaya Total
487 466 489 466 396 384 384 407 454 395 372 513 5212
1511 1024 558 69 0 0 0 0 0 0 0 0 0 1651 447.767Rp
-1024 -558 -69 397 396 384 384 407 454 395 372 513
0 0 0 397 396 384 384 407 454 395 372 513 3701
0 0 0 397 396 384 384 407 454 395 372 513 9 976.350Rp
Net Requirement
Plant Order Receipt
Plant Order Release
LEVEL 1
Side Member SAPH 5408 X 447 X 9542 MM
Gross Requirement
On Hand
Lead Time 1 Bulan Pesan 9.734Rp
on Hand 0 Simpan 24Rp
Buat
Lot Size 2 pcs 0 1 2 3 4 5 6 7 8 9 10 11 12 Total Biaya Total
487 466 489 466 396 384 384 407 454 395 372 513 5212
1667 1180 714 225 0 0 0 0 0 0 0 0 0 2119 51.563Rp
-1180 -714 -225 241 396 384 384 407 454 395 372 513
0 0 0 241 396 384 384 407 454 395 372 513 3545
0 0 0 241 396 384 384 407 454 395 372 513 11 107.069Rp
LEVEL 1
Gross Requirement
On Hand
Net Requirement
Plant Order Receipt
Plant Order Release
Reinforcement SANH 540 6 x 328 x 2000 MM
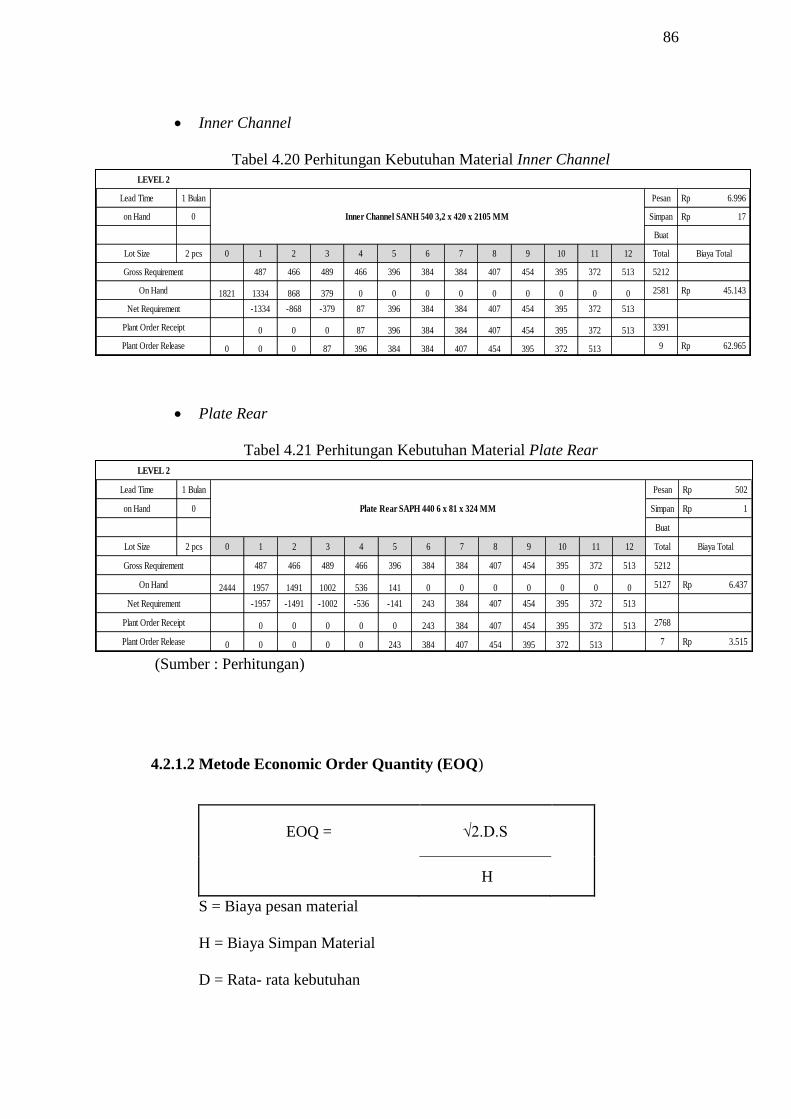
86
• Inner Channel
Tabel 4.20 Perhitungan Kebutuhan Material Inner Channel
• Plate Rear
Tabel 4.21 Perhitungan Kebutuhan Material Plate Rear
(Sumber : Perhitungan)
4.2.1.2 Metode Economic Order Quantity (EOQ)
EOQ = √2.D.S
H
S = Biaya pesan material
H = Biaya Simpan Material
D = Rata- rata kebutuhan
Lead Time 1 Bulan Pesan 6.996Rp
on Hand 0 Simpan 17Rp
Buat
Lot Size 2 pcs 0 1 2 3 4 5 6 7 8 9 10 11 12 Total Biaya Total
487 466 489 466 396 384 384 407 454 395 372 513 5212
1821 1334 868 379 0 0 0 0 0 0 0 0 0 2581 45.143Rp
-1334 -868 -379 87 396 384 384 407 454 395 372 513
0 0 0 87 396 384 384 407 454 395 372 513 3391
0 0 0 87 396 384 384 407 454 395 372 513 9 62.965Rp
LEVEL 2
Plant Order Receipt
Plant Order Release
Inner Channel SANH 540 3,2 x 420 x 2105 MM
Gross Requirement
On Hand
Net Requirement
Lead Time 1 Bulan Pesan 502Rp
on Hand 0 Simpan 1Rp
Buat
Lot Size 2 pcs 0 1 2 3 4 5 6 7 8 9 10 11 12 Total Biaya Total
487 466 489 466 396 384 384 407 454 395 372 513 5212
2444 1957 1491 1002 536 141 0 0 0 0 0 0 0 5127 6.437Rp
-1957 -1491 -1002 -536 -141 243 384 407 454 395 372 513
0 0 0 0 0 243 384 407 454 395 372 513 2768
0 0 0 0 0 243 384 407 454 395 372 513 7 3.515Rp
On Hand
Net Requirement
Plant Order Receipt
Plant Order Release
LEVEL 2
Plate Rear SAPH 440 6 x 81 x 324 MM
Gross Requirement
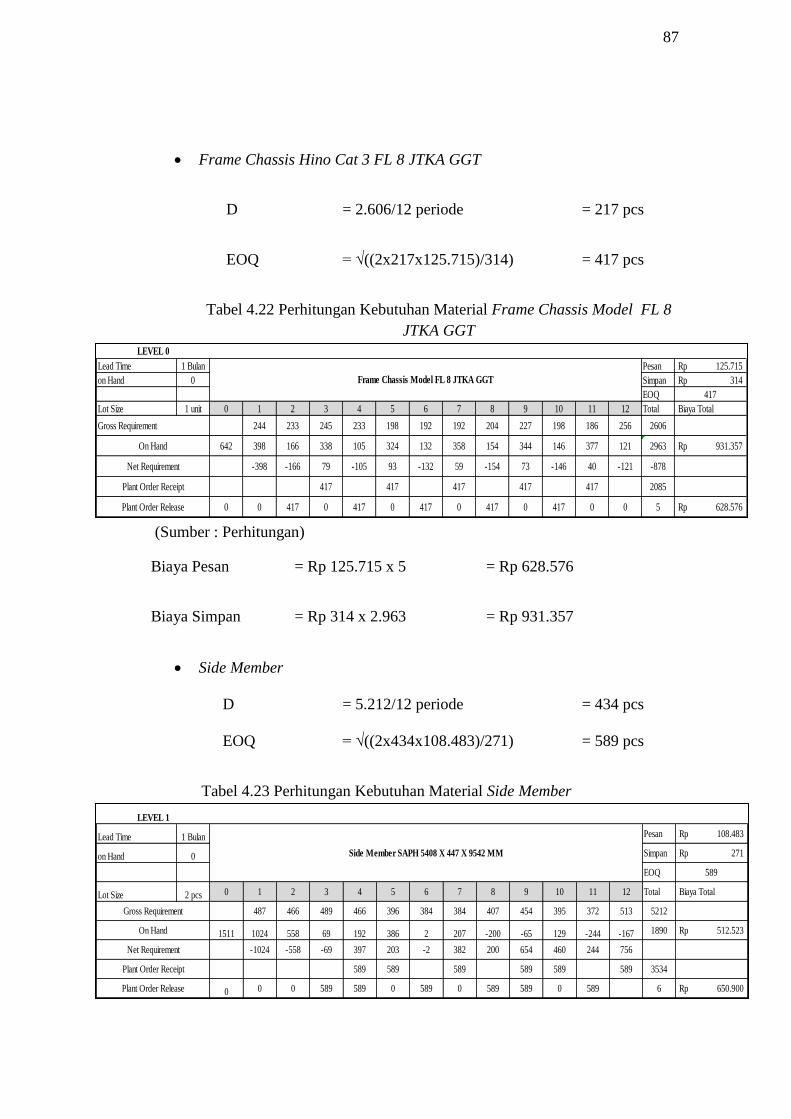
87
• Frame Chassis Hino Cat 3 FL 8 JTKA GGT
D = 2.606/12 periode = 217 pcs
EOQ = √((2x217x125.715)/314) = 417 pcs
Tabel 4.22 Perhitungan Kebutuhan Material Frame Chassis Model FL 8
JTKA GGT
(Sumber : Perhitungan)
Biaya Pesan = Rp 125.715 x 5 = Rp 628.576
Biaya Simpan = Rp 314 x 2.963 = Rp 931.357
• Side Member
D = 5.212/12 periode = 434 pcs
EOQ = √((2x434x108.483)/271) = 589 pcs
Tabel 4.23 Perhitungan Kebutuhan Material Side Member
Lead Time 1 Bulan Pesan 125.715Rp
on Hand 0 Simpan 314Rp
EOQ 417
Lot Size 1 unit 0 1 2 3 4 5 6 7 8 9 10 11 12 Total Biaya Total
Gross Requirement 244 233 245 233 198 192 192 204 227 198 186 256 2606
642 398 166 338 105 324 132 358 154 344 146 377 121 2963 931.357Rp
-398 -166 79 -105 93 -132 59 -154 73 -146 40 -121 -878
417 417 417 417 417 2085
0 0 417 0 417 0 417 0 417 0 417 0 0 5 628.576Rp
LEVEL 0
Frame Chassis Model FL 8 JTKA GGT
On Hand
Net Requirement
Plant Order Receipt
Plant Order Release
Lead Time 1 Bulan Pesan 108.483Rp
on Hand 0 Simpan 271Rp
EOQ 589
Lot Size 2 pcs 0 1 2 3 4 5 6 7 8 9 10 11 12 Total Biaya Total
487 466 489 466 396 384 384 407 454 395 372 513 5212
1511 1024 558 69 192 386 2 207 -200 -65 129 -244 -167 1890 512.523Rp
-1024 -558 -69 397 203 -2 382 200 654 460 244 756
589 589 589 589 589 589 3534
0 0 0 589 589 0 589 0 589 589 0 589 6 650.900Rp
Net Requirement
Plant Order Receipt
Plant Order Release
On Hand
LEVEL 1
Side Member SAPH 5408 X 447 X 9542 MM
Gross Requirement
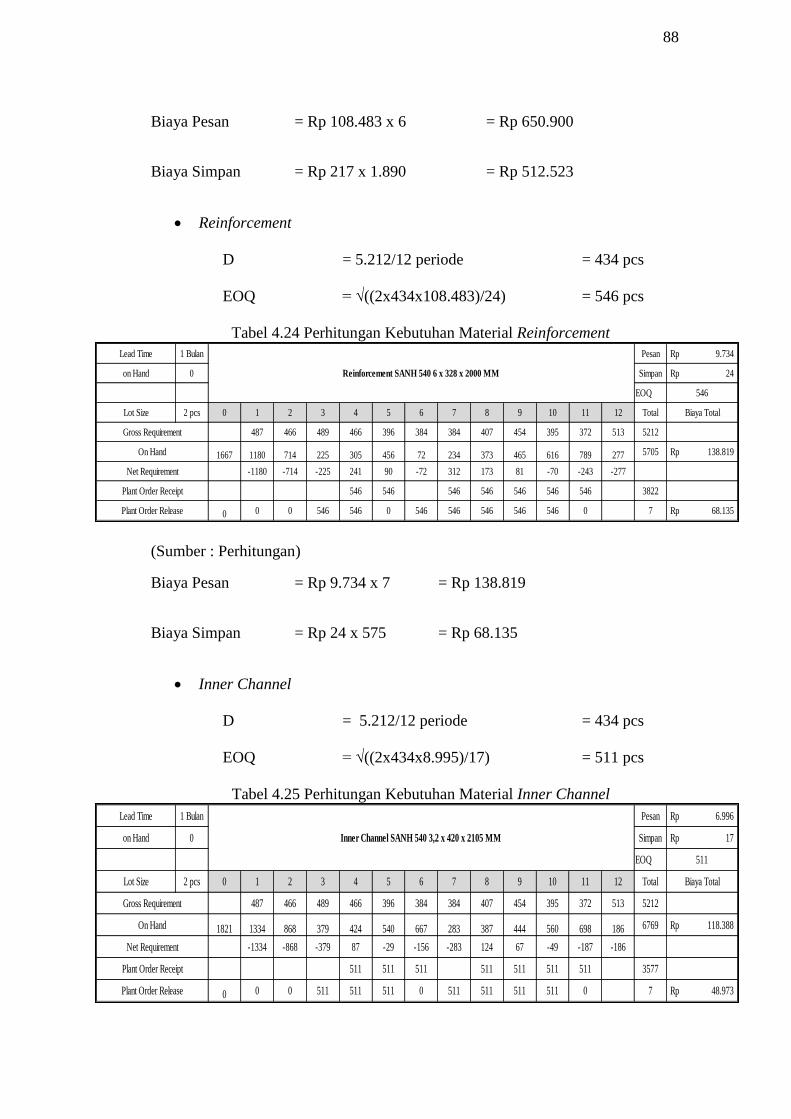
88
Biaya Pesan = Rp 108.483 x 6 = Rp 650.900
Biaya Simpan = Rp 217 x 1.890 = Rp 512.523
• Reinforcement
D = 5.212/12 periode = 434 pcs
EOQ = √((2x434x108.483)/24) = 546 pcs
Tabel 4.24 Perhitungan Kebutuhan Material Reinforcement
(Sumber : Perhitungan)
Biaya Pesan = Rp 9.734 x 7 = Rp 138.819
Biaya Simpan = Rp 24 x 575 = Rp 68.135
• Inner Channel
D = 5.212/12 periode = 434 pcs
EOQ = √((2x434x8.995)/17) = 511 pcs
Tabel 4.25 Perhitungan Kebutuhan Material Inner Channel
Lead Time 1 Bulan Pesan 9.734Rp
on Hand 0 Simpan 24Rp
EOQ 546
Lot Size 2 pcs 0 1 2 3 4 5 6 7 8 9 10 11 12 Total Biaya Total
487 466 489 466 396 384 384 407 454 395 372 513 5212
1667 1180 714 225 305 456 72 234 373 465 616 789 277 5705 138.819Rp
-1180 -714 -225 241 90 -72 312 173 81 -70 -243 -277
546 546 546 546 546 546 546 3822
0 0 0 546 546 0 546 546 546 546 546 0 7 68.135Rp
Reinforcement SANH 540 6 x 328 x 2000 MM
Gross Requirement
On Hand
Net Requirement
Plant Order Receipt
Plant Order Release
Lead Time 1 Bulan Pesan 6.996Rp
on Hand 0 Simpan 17Rp
EOQ 511
Lot Size 2 pcs 0 1 2 3 4 5 6 7 8 9 10 11 12 Total Biaya Total
487 466 489 466 396 384 384 407 454 395 372 513 5212
1821 1334 868 379 424 540 667 283 387 444 560 698 186 6769 118.388Rp
-1334 -868 -379 87 -29 -156 -283 124 67 -49 -187 -186
511 511 511 511 511 511 511 3577
0 0 0 511 511 511 0 511 511 511 511 0 7 48.973Rp
Gross Requirement
On Hand
Net Requirement
Plant Order Receipt
Plant Order Release
Inner Channel SANH 540 3,2 x 420 x 2105 MM
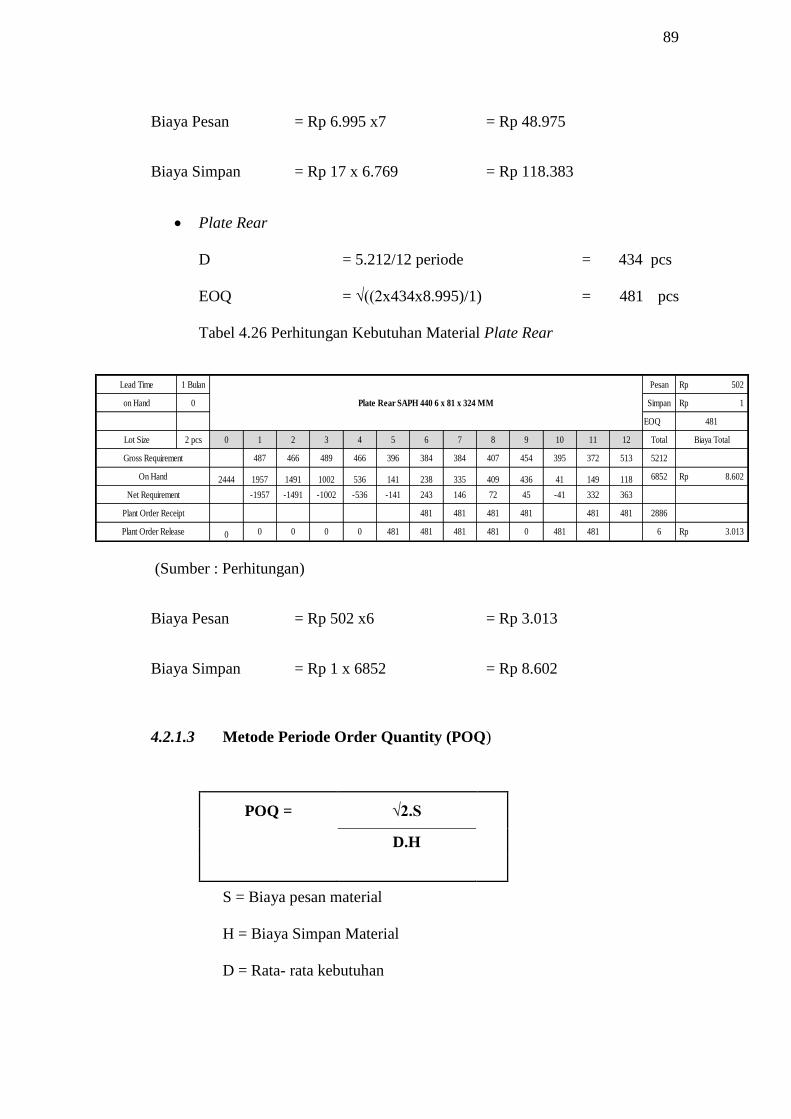
89
Biaya Pesan = Rp 6.995 x7 = Rp 48.975
Biaya Simpan = Rp 17 x 6.769 = Rp 118.383
• Plate Rear
D = 5.212/12 periode = 434 pcs
EOQ = √((2x434x8.995)/1) = 481 pcs
Tabel 4.26 Perhitungan Kebutuhan Material Plate Rear
(Sumber : Perhitungan)
Biaya Pesan = Rp 502 x6 = Rp 3.013
Biaya Simpan = Rp 1 x 6852 = Rp 8.602
4.2.1.3 Metode Periode Order Quantity (POQ)
S = Biaya pesan material
H = Biaya Simpan Material
D = Rata- rata kebutuhan
Lead Time 1 Bulan Pesan 502Rp
on Hand 0 Simpan 1Rp
EOQ 481
Lot Size 2 pcs 0 1 2 3 4 5 6 7 8 9 10 11 12 Total Biaya Total
487 466 489 466 396 384 384 407 454 395 372 513 5212
2444 1957 1491 1002 536 141 238 335 409 436 41 149 118 6852 8.602Rp
-1957 -1491 -1002 -536 -141 243 146 72 45 -41 332 363
481 481 481 481 481 481 2886
0 0 0 0 0 481 481 481 481 0 481 481 6 3.013Rp
Plate Rear SAPH 440 6 x 81 x 324 MM
Gross Requirement
On Hand
Net Requirement
Plant Order Receipt
Plant Order Release
POQ = √2.S
D.H
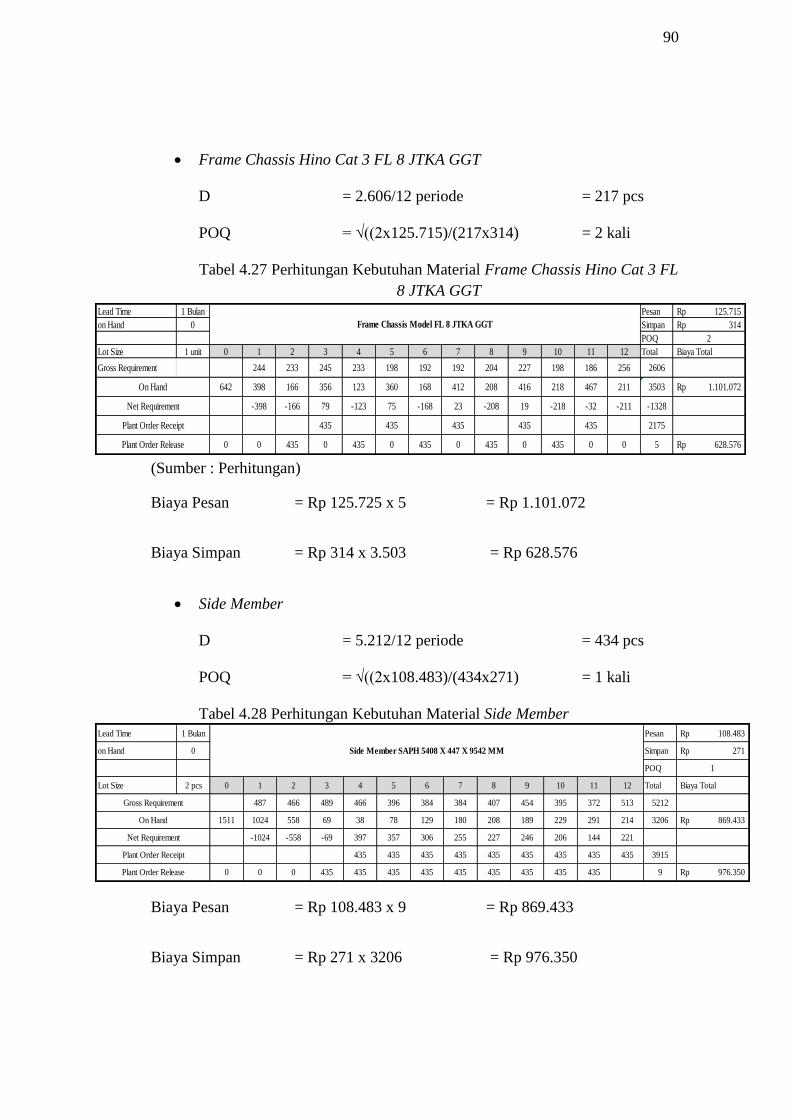
90
• Frame Chassis Hino Cat 3 FL 8 JTKA GGT
D = 2.606/12 periode = 217 pcs
POQ = √((2x125.715)/(217x314) = 2 kali
Tabel 4.27 Perhitungan Kebutuhan Material Frame Chassis Hino Cat 3 FL
8 JTKA GGT
(Sumber : Perhitungan)
Biaya Pesan = Rp 125.725 x 5 = Rp 1.101.072
Biaya Simpan = Rp 314 x 3.503 = Rp 628.576
• Side Member
D = 5.212/12 periode = 434 pcs
POQ = √((2x108.483)/(434x271) = 1 kali
Tabel 4.28 Perhitungan Kebutuhan Material Side Member
Biaya Pesan = Rp 108.483 x 9 = Rp 869.433
Biaya Simpan = Rp 271 x 3206 = Rp 976.350
Lead Time 1 Bulan Pesan 125.715Rp
on Hand 0 Simpan 314Rp
POQ 2
Lot Size 1 unit 0 1 2 3 4 5 6 7 8 9 10 11 12 Total Biaya Total
Gross Requirement 244 233 245 233 198 192 192 204 227 198 186 256 2606
642 398 166 356 123 360 168 412 208 416 218 467 211 3503 1.101.072Rp
-398 -166 79 -123 75 -168 23 -208 19 -218 -32 -211 -1328
435 435 435 435 435 2175
0 0 435 0 435 0 435 0 435 0 435 0 0 5 628.576Rp
Frame Chassis Model FL 8 JTKA GGT
On Hand
Net Requirement
Plant Order Receipt
Plant Order Release
Lead Time 1 Bulan Pesan 108.483Rp
on Hand 0 Simpan 271Rp
POQ 1
Lot Size 2 pcs 0 1 2 3 4 5 6 7 8 9 10 11 12 Total Biaya Total
487 466 489 466 396 384 384 407 454 395 372 513 5212
1511 1024 558 69 38 78 129 180 208 189 229 291 214 3206 869.433Rp
-1024 -558 -69 397 357 306 255 227 246 206 144 221
435 435 435 435 435 435 435 435 435 3915
0 0 0 435 435 435 435 435 435 435 435 435 9 976.350Rp
Net Requirement
Plant Order Receipt
Plant Order Release
On Hand
Side Member SAPH 5408 X 447 X 9542 MM
Gross Requirement

91
• Reinforcement
D = 5.212/12 periode = 434 pcs
POQ = √((2x9.734)/(434x24) = 3 kali
Tabel 4.29 Perhitungan Kebutuhan Material Reinforcement
(Sumber : Perhitungan)
Biaya Pesan = Rp 9.734 x 3 = Rp 29.201
Biaya Simpan = Rp 24 x 8.993 = Rp 218.828
• Inner Channel
D = 5.212/12 periode = 434 pcs
POQ = √((2x6.906)/(434x17) = 2 kali
Tabel 4.30 Perhitungan Kebutuhan Material Inner Channel
(Sumber : Perhitungan)
Biaya Pesan = Rp 6.906 x 2 = Rp 13.902
Biaya Simpan = Rp 17 x 11.711 = Rp 204.826
Lead Time 1 Bulan Pesan 9.734Rp
on Hand 0 Simpan 24Rp
POQ 3
Lot Size 2 pcs 0 1 2 3 4 5 6 7 8 9 10 11 12 Total Biaya Total
487 466 489 466 396 384 384 407 454 395 372 513 5212
1667 1180 714 225 1064 669 285 1206 799 345 1255 882 370 8993 218.828Rp
-1180 -714 -225 241 -669 -285 99 -799 -345 50 -882 -370
1305 1305 1305 3915
0 0 0 1305 0 0 1305 0 0 1305 0 0 3 29.201Rp
Reinforcement SANH 540 6 x 328 x 2000 MM
Gross Requirement
On Hand
Net Requirement
Plant Order Receipt
Plant Order Release
Lead Time 1 Bulan Pesan 6.996Rp
on Hand 0 Simpan 17Rp
POQ 4
Lot Size 2 pcs 0 1 2 3 4 5 6 7 8 9 10 11 12 Total Biaya Total
487 466 489 466 396 384 384 407 454 395 372 513 5212
1821 1334 868 379 1653 1258 874 490 1823 1369 974 601 89 11711 204.826Rp
-1334 -868 -379 87 -1258 -874 -490 -83 -1369 -974 -601 -89
1740 1740 3480
0 0 0 1740 0 0 0 1740 0 0 0 0 2 13.992Rp
Gross Requirement
On Hand
Net Requirement
Plant Order Receipt
Plant Order Release
Inner Channel SANH 540 3,2 x 420 x 2105 MM
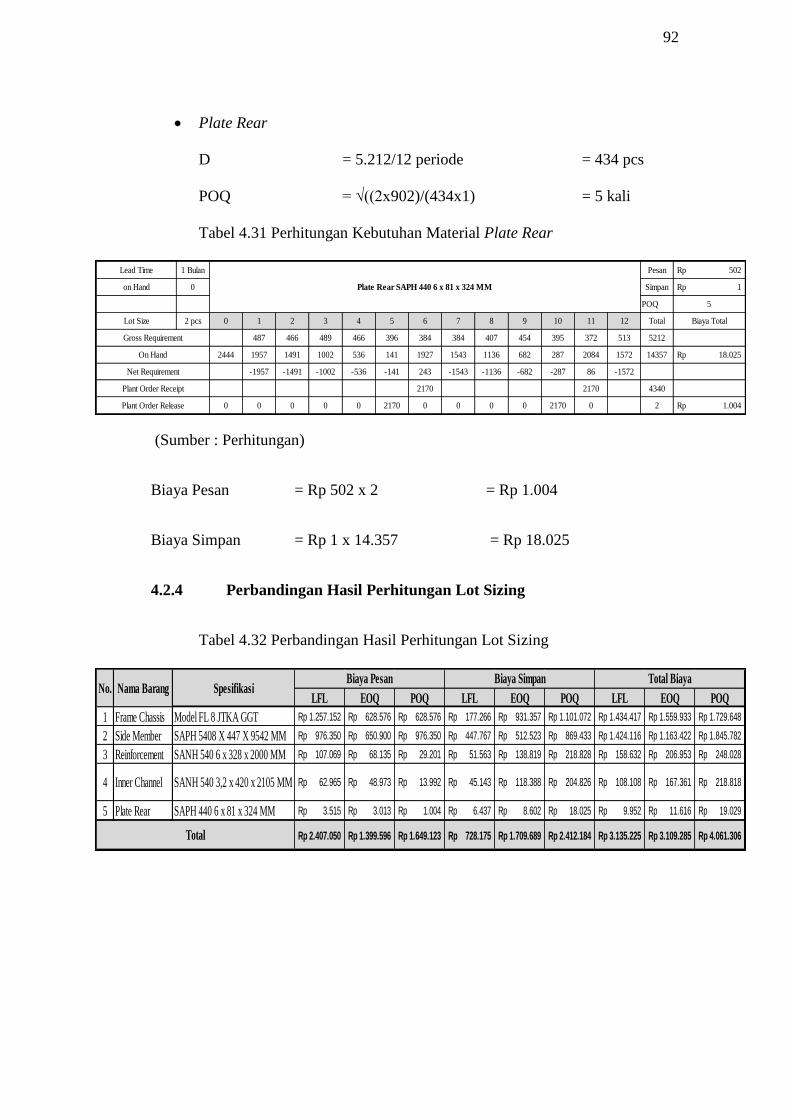
92
• Plate Rear
D = 5.212/12 periode = 434 pcs
POQ = √((2x902)/(434x1) = 5 kali
Tabel 4.31 Perhitungan Kebutuhan Material Plate Rear
(Sumber : Perhitungan)
Biaya Pesan = Rp 502 x 2 = Rp 1.004
Biaya Simpan = Rp 1 x 14.357 = Rp 18.025
4.2.4 Perbandingan Hasil Perhitungan Lot Sizing
Tabel 4.32 Perbandingan Hasil Perhitungan Lot Sizing
Lead Time 1 Bulan Pesan 502Rp
on Hand 0 Simpan 1Rp
POQ 5
Lot Size 2 pcs 0 1 2 3 4 5 6 7 8 9 10 11 12 Total Biaya Total
487 466 489 466 396 384 384 407 454 395 372 513 5212
2444 1957 1491 1002 536 141 1927 1543 1136 682 287 2084 1572 14357 18.025Rp
-1957 -1491 -1002 -536 -141 243 -1543 -1136 -682 -287 86 -1572
2170 2170 4340
0 0 0 0 0 2170 0 0 0 0 2170 0 2 1.004Rp
Plate Rear SAPH 440 6 x 81 x 324 MM
Gross Requirement
On Hand
Net Requirement
Plant Order Receipt
Plant Order Release
LFL EOQ POQ LFL EOQ POQ LFL EOQ POQ
1 Frame Chassis Model FL 8 JTKA GGT 1.257.152Rp 628.576Rp 628.576Rp 177.266Rp 931.357Rp 1.101.072Rp 1.434.417Rp 1.559.933Rp 1.729.648Rp
2 Side Member SAPH 5408 X 447 X 9542 MM 976.350Rp 650.900Rp 976.350Rp 447.767Rp 512.523Rp 869.433Rp 1.424.116Rp 1.163.422Rp 1.845.782Rp
3 Reinforcement SANH 540 6 x 328 x 2000 MM 107.069Rp 68.135Rp 29.201Rp 51.563Rp 138.819Rp 218.828Rp 158.632Rp 206.953Rp 248.028Rp
4 Inner Channel SANH 540 3,2 x 420 x 2105 MM 62.965Rp 48.973Rp 13.992Rp 45.143Rp 118.388Rp 204.826Rp 108.108Rp 167.361Rp 218.818Rp
5 Plate Rear SAPH 440 6 x 81 x 324 MM 3.515Rp 3.013Rp 1.004Rp 6.437Rp 8.602Rp 18.025Rp 9.952Rp 11.616Rp 19.029Rp
2.407.050Rp 1.399.596Rp 1.649.123Rp 728.175Rp 1.709.689Rp 2.412.184Rp 3.135.225Rp 3.109.285Rp 4.061.306Rp
Total BiayaNo.
Total
Biaya Pesan Biaya SimpanNama Barang Spesifikasi
93
BAB V
ANALISA HASIL
Pada Bab IV telah dilakukan pengumpulan dan pengolahan data untuk
perhitungan dalam pembuatan perencanaan kebutuhan material berdasarkan
metode MRP (Material Requirement Planning). Berdasarkan hasil dari
perhitungan tersebut, digunakan sebagai landasan untuk melakukan analisa
terhadap permasalahan yang ada agar mendapatkan keputusan yang tepat.
5.1. Analisa Peramalan Permintaan
Berdasarkan pada data yang diambil dari plot data kebutuhan material FL8
JTKA GGT selama dua tahun, yaitu mulai bulan Januari 2015 - Desember 2016,
maka metode peramalan yang dipakai yaitu :
a. Metode Konstan
b. Metode Trend Linier
c. Metode Eksponensial Smoothing (α = 0.05 sampai α = 0.5)

94
Dari pengolahan data dengan metode peramalan tersebut didapatkan bahwa
peramalan dengan Metode Eksponensial Smoothing (α = 0.5) adalah metode
peramalan yang paling akurat untuk diterapkan dalam melakukan peramalan
kebutuhan material FL8 JTKA GGT pada tahun yang akan datang (Tabel 4.13).
Hal ini dikarenakan metode peramalan tersebut memilki nilai error yang lebih
kecil dibandingkan dengan dua metode peramalan yang lainnya.
5.2. Analisa Verifikasi Hasil Peramalan
Dari peta Moving Range pada Grafik 4.15., terlihat bahwa nilai kesalahan
yang terjadi tidak melewati Batas Kendali Atas (UCL) dan Batas Kendali Bawah
(LCL). Dengan demikian dapat disimpulkan bahwa sistem yang ada masih dalam
batas kendali dan tidak mempengaruhi permintaan.
5.3. Analisa Hasil Peramalan Permintaan
Dari metode peramalan yang terpilih yaitu Metode Eksponensial Smoothing
(α = 0.5), kemudian digunakan sebagai dasar untuk melakukan perhitungan
peramalan permintaan material FL8 JTKA GGT di tahun 2017.
Hasil dari peramalan permintaan diatas digunakan untuk pembuatan data
Jadwal Induk Produksi. Adapun data Jadwal Induk Produksi yang didapatkan dari
hasil perhitungan peramalan yang telah dilakukan sebelumnya dengan
pembulatan keatas pada tiap-tiap jumlah kebutuhannya dapat dilihat pada tabel
4.16.
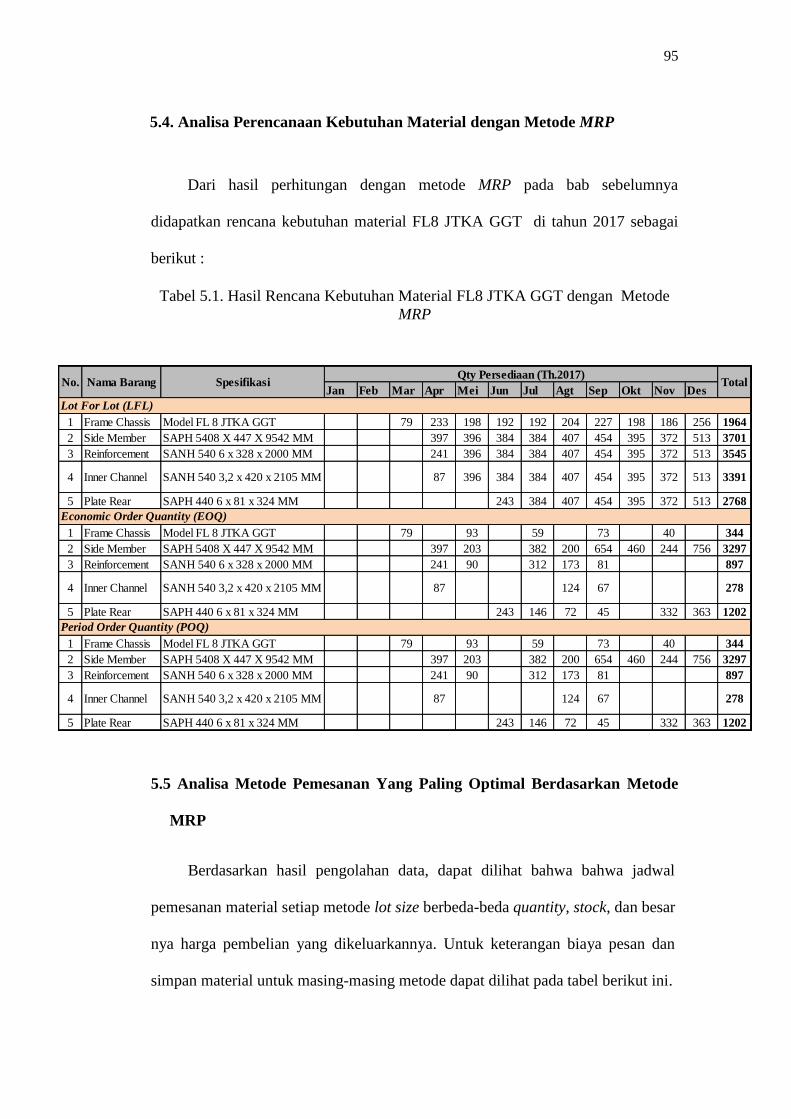
95
5.4. Analisa Perencanaan Kebutuhan Material dengan Metode MRP
Dari hasil perhitungan dengan metode MRP pada bab sebelumnya
didapatkan rencana kebutuhan material FL8 JTKA GGT di tahun 2017 sebagai
berikut :
Tabel 5.1. Hasil Rencana Kebutuhan Material FL8 JTKA GGT dengan Metode
MRP
5.5 Analisa Metode Pemesanan Yang Paling Optimal Berdasarkan Metode
MRP
Berdasarkan hasil pengolahan data, dapat dilihat bahwa bahwa jadwal
pemesanan material setiap metode lot size berbeda-beda quantity, stock, dan besar
nya harga pembelian yang dikeluarkannya. Untuk keterangan biaya pesan dan
simpan material untuk masing-masing metode dapat dilihat pada tabel berikut ini.
Jan Feb Mar Apr Mei Jun Jul Agt Sep Okt Nov Des
1 Frame Chassis Model FL 8 JTKA GGT 79 233 198 192 192 204 227 198 186 256 1964
2 Side Member SAPH 5408 X 447 X 9542 MM 397 396 384 384 407 454 395 372 513 3701
3 Reinforcement SANH 540 6 x 328 x 2000 MM 241 396 384 384 407 454 395 372 513 3545
4 Inner Channel SANH 540 3,2 x 420 x 2105 MM 87 396 384 384 407 454 395 372 513 3391
5 Plate Rear SAPH 440 6 x 81 x 324 MM 243 384 407 454 395 372 513 2768
1 Frame Chassis Model FL 8 JTKA GGT 79 93 59 73 40 344
2 Side Member SAPH 5408 X 447 X 9542 MM 397 203 382 200 654 460 244 756 3297
3 Reinforcement SANH 540 6 x 328 x 2000 MM 241 90 312 173 81 897
4 Inner Channel SANH 540 3,2 x 420 x 2105 MM 87 124 67 278
5 Plate Rear SAPH 440 6 x 81 x 324 MM 243 146 72 45 332 363 1202
1 Frame Chassis Model FL 8 JTKA GGT 79 93 59 73 40 344
2 Side Member SAPH 5408 X 447 X 9542 MM 397 203 382 200 654 460 244 756 3297
3 Reinforcement SANH 540 6 x 328 x 2000 MM 241 90 312 173 81 897
4 Inner Channel SANH 540 3,2 x 420 x 2105 MM 87 124 67 278
5 Plate Rear SAPH 440 6 x 81 x 324 MM 243 146 72 45 332 363 1202
Total
Lot For Lot (LFL)
Economic Order Quantity (EOQ)
Period Order Quantity (POQ)
No. Nama Barang SpesifikasiQty Persediaan (Th.2017)
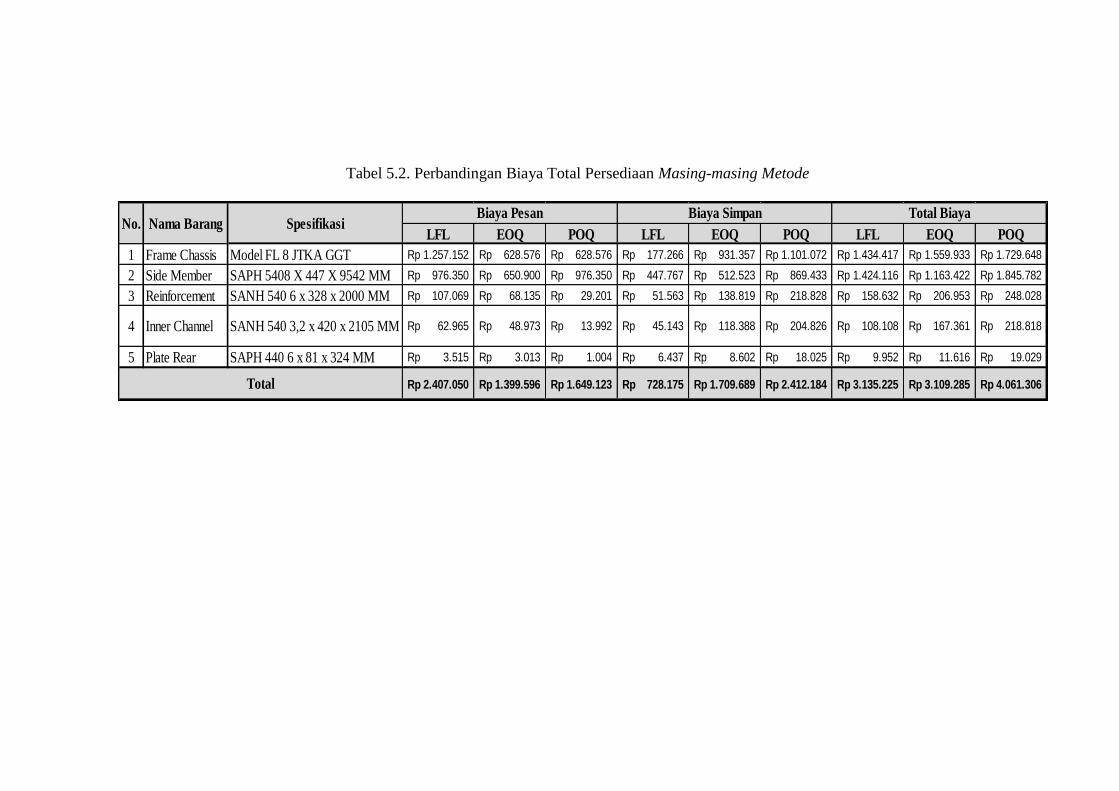
Tabel 5.2. Perbandingan Biaya Total Persediaan Masing-masing Metode
LFL EOQ POQ LFL EOQ POQ LFL EOQ POQ
1 Frame Chassis Model FL 8 JTKA GGT 1.257.152Rp 628.576Rp 628.576Rp 177.266Rp 931.357Rp 1.101.072Rp 1.434.417Rp 1.559.933Rp 1.729.648Rp
2 Side Member SAPH 5408 X 447 X 9542 MM 976.350Rp 650.900Rp 976.350Rp 447.767Rp 512.523Rp 869.433Rp 1.424.116Rp 1.163.422Rp 1.845.782Rp
3 Reinforcement SANH 540 6 x 328 x 2000 MM 107.069Rp 68.135Rp 29.201Rp 51.563Rp 138.819Rp 218.828Rp 158.632Rp 206.953Rp 248.028Rp
4 Inner Channel SANH 540 3,2 x 420 x 2105 MM 62.965Rp 48.973Rp 13.992Rp 45.143Rp 118.388Rp 204.826Rp 108.108Rp 167.361Rp 218.818Rp
5 Plate Rear SAPH 440 6 x 81 x 324 MM 3.515Rp 3.013Rp 1.004Rp 6.437Rp 8.602Rp 18.025Rp 9.952Rp 11.616Rp 19.029Rp
2.407.050Rp 1.399.596Rp 1.649.123Rp 728.175Rp 1.709.689Rp 2.412.184Rp 3.135.225Rp 3.109.285Rp 4.061.306Rp
Total BiayaNo.
Total
Biaya Pesan Biaya SimpanNama Barang Spesifikasi

97
BAB VI
KESIMPULAN DAN SARAN
Pada bab ini terdapat kesimpulan yang menggambarkan proses secara
keseluruhan mengenai hasil penelitian yang diperoleh. Berdasarkan kesimpulan
yang diperoleh dari hasil penelitian akan diberikan beberapa saran yang berkaitan
dengan penerapan MRP dengan metode persediaan yang ditelah di hitung pada
bab sebelumnya.
6.1 Kesimpulan
Perencanaan kebutuhan material Frame Chassis Hino Cat 3 FL 8 JTKA GGT
dihitung dengan metode yang paling ideal yaitu metode Economic Order Quantity
(EOQ) karena metode Economic Order Quantity memiliki biaya pesan dan
simpan material dengan rasio paling murah dengan stock material paling ideal jika
dibandingkan dengan 2 metode lainnya dalam metode persediaan material yaitu
Lot For Lot dan Period Order Quantity. Adapun perbandingan biaya simpan dan
pesan materialnya adalah :
1. Metode FOQ memerlukan total biaya pesan dan simpan sebesar
Rp3.135.225,-

98
2. Metode EOQ memerlukan total biaya pesan dan simpan sebesar
Rp3.109.285,-
3. Metode POQ memerlukan total biaya pesan dan simpan sebesar
Rp4.061.306,-
Gambar 6.1 Grafik Persentase Perbandingan
6.2 Saran
1. Pilih Lot Sizing terbaik pada metode MRP untuk perencanaan pengendalian
material yang sesuai dengan kondisi stock dan kebijakan perusahaan yang
berkaitan dengan pengadaan material.
2. Melihat hasil yang dicapai setelah menerapkan metode MRP dalam
perencanaan pengendalian material, diharapkan perusahaan dapat memakai
dan mengembangkan metode ini sehingga dapat mengurangi biaya yang
berhubungan dengan pengadaan material.
30,42%
30,17%
39,41% LFL
EOQ
POQ
99
3. Diperlukan konsistensi dari pihak - pihak terkait seperti man power
warehouse, material planning maupun supplier dalam menjalankan sistem
dengan metode yang telah ditetapkan.
4. Dibuatkan kontrol stock material di area warehouse sehingga stock
keseluruhan material dapat dilihat dan dikontrol bersama secara visual.
5. Dibuatkan standar kerja atau Work Instruction (WI) untuk terus meng
update stock material dan mutasinya.
6. Komunikasikan kondisi stock material melalui breafing sebelum ataupun
setelah jam kerja ataupun saat pergantian shift kerja.
x
DAFTAR PUSTAKA
Astuti. 2012. Penerapan Material Requirement Planning (MRP) dalam
Pengendalian Persediaan Bahan Baku pada CV. Bayu Sakti Sukoharjo.
Tidak diterbitkan. Fakultas Teknologi Industri. Universitas Muhammadiyah
Surakarta.
Dinesh E., dan Arun A.P.. 2014. Material Requirement Planning of Automobile
Service Plant, International Journal of Innovative in Research in Science,
Engineering and Technology, 3(3), 2-5.
Gaspersz, Vincent. 2009. Production Planning and Inventory Control,
berdasarkan pendekatan sistem terintegrasi MRP II dan JIT Menuju
Manufacturing 21. Jakarta: PT Gramedia Pustaka Utama.
Gonzalez, Jose L.. 2010. Analysis of an EOQ and Reorder Point Inventory
Control Model for Company XYZ. Tidak diterbitkan. Faculty of Industrial
Engineering. California Polytechnic State University.
Gosrani, Vineet. 2017. MRP using DOQ and EOQ, Lot Sizing Techniques,
International Journal of Innovative in Research in Science, Engineering and
Technology, 6(3), 4110-4117.
Khan, Sharfuddin A.. 2012. Implementation of Inventory Management System in a
Furniture Company, International Journal of Engineering and Technology,
2(8), 1457-1474.
Kholil, M., dan Miftah Gufron N. Ihsan. 2016 Analisa Peramalan Permintaan
Produk Pipa PVC AW1/2” SC 4M pada PT. WDJ. Jurnal Teknik Industri.
Vol. 1 No.2. Hal. 65-72.
xii
Nasution, A. H., dan Prasetyawan. 2008. Perencanaan Dan Pengendalian
Produksi. Yogyakarta: Graha Ilmu.
Oira, Ibrahim Maina. 2017. Effects of Stock Management Strategies on
Supermarkets Performance; a Case of Nakumatt Supermarket,
International Journal Of Business & Management, 5(9), 139-158.
Prasetyo, Deny. 2007. Analisis Perencanaan Kebutuhan Material Dengan Metode
Material Requirement Planning (MRP) Dalam Usaha Minimasi Biaya
Persediaan Pada Perusahaan Karoseri Bak Truk Sumrabah Magelang.
Tidak diterbitkan. Fakultas Teknologi Industri. Universitas Negeri
Semarang.
Priyanto, Eko. 2015. Fisibilitas Penggunaan Metode Econmic Order Quantity
(EOQ) untuk mencapai efisisen persediaan BBM pada PT.kereta api
(persero) DAOP IV Semarang. Fakultas Teknologi Industri. Universitas
Negeri Semarang.
Syukron, A., dan M. Kholil. 2014. Pengantar Teknik Industri. Yogyakarta: Graha
Ilmu.
LAMPIRAN 1
GAMBARAN UMUM PERUSAHAAN
Sejarah Perusahaan
PT Gemala Kempa Daya didirikan di Jakarta pada 7 Oktober 1980
yang berkedudukan di jalan Pegangsaan Dua Blok A 1 Km 1,6 Kelapa Gading
Jakarta Utara dan merupakan salah satu dari anak perusahaan Astra Otoparts,
dengan area seluas 45.353 m2 yang mempekerjakan sekitar 1.200 karyawan yang
ditempatkan diberbagai departemen. PT Gemala Kempa Daya sebagai perusahaan
otomotif under body component memproduksi frame Chassis dan press parts
sebagai produk utamanya dan memiliki tekad menjadi produsen frame chassis dan
press parts dengan daya saing terbaik di wilayah global.
PT Gemala Kempa Daya selalu berkomitmen untuk selalu melakukan
perbaikan berkesinambungan terhadap semua sumber daya dan menerapkan TQC
(QCC, QCP, CL dan SS) sebagai manajemen tempat kerja dalam rangka
mengedepankan kepuasan pelanggan serta pencegahan terhadap polusi,
kecelakaan kerja, penyakit akibat kerja dan kriminalitas pada setiap aktivitas
bisnis yang menjadi tanggung jawab perusahaan dengan cara :
1. Memenuhi peraturan pemerintah dan peraturan lainnya yang terkait
dengan lingkungan dan K 3 yang berdampak kepada karyawan dan
masyarakat.
2. Memberikan kepada pelanggan produk berkualitas dan pelayanan tepat
waktu yang mempunyai nilai terbaik dengan menggunakan metode efisien
dan komunikasi efektif.
3. Mengembangkan hubungan yang harmonis antara perusahaan dengan
seluruh stakeholder ( pemerintah, pemasok, pelanggan, masyarakat
sekitar, karyawan dan pemegang saham ).
4. Menjamin hubungan indutrial yang dinamis untuk mencapai
keseimbangan di area kerja.
PT Gemala Kempa Daya memiliki visi dan misi serta tata nilai karyawan yaitu,
Visi : Menjadi pembuat komponen otomotif under body yang mampu
bersaing di ASEAN
Misi : Membuat komponen otomotif under body yang handal
Tata nilai karyawan
1. Terpercaya dan handal
2. Fokus pada pelanggan
3. Memiliki semangat keprimaan
4. Mengutamakan kerjasama
Sebagai perusahaan otomotif yang bertaraf internasional yang ingin
menjawab tantangan pasar, PT Gemala Kempa Daya melengkapi sarana
produksinya dengan berbagai mesin seperti press machine 2.000 T and 4.000 T,
Roll Forming Machine, Plasma Laser Machine, Robot Welding dan berbagai
mesin lainnya yang dapat menghasilkan produk terbaik demi menjamin kepuasan
pelanggan. PT Gemala Kempa Daya berusaha lebih memuaskan pelanggan
dengan meningkatkan kompetensi dalam bidang perancangan, pengembangan dan
perwatan dies serta kemampuan produksi. Sebagai sebuah perusahaan bertaraf
internasional PT Gemala Kempa Daya telah membuktikan diri dengan
mendapatkan sertifikat ISO 14001, OHSAS 18001, dan ISO/TS 16949. Berikut
beberapa Customers dari PT Gemala Kempa Daya :
1. PT Kramayudha Tiga Berlian Motors – Mitsubishi
2. PT Toyota Motor Manufacturing Indonesia – Toyota
3. PT Astra Nissan Diesel Indonesia – Nissan UD
4. PT Hino Manufacturing Indonesia - Hino
5. PT Inti Pantja Press Industri - Isuzu
6. PT Inti Ganda Perdana
7. PT Akebono Brake Astra Indonesia
2.1 Proses Produksi
Proses produksi PT Gemala Kempa Daya dimulai dari pemesanan
material oleh Purchasing Departement berdasarkan data Material Requarment
Planning atau kebutuhan material untuk produksi yang dibuat oleh team material
planning di PPIC Departement, dimana material yang dipesan berbentuk coil
yang diorder dari supplier lokal dan impor dari beberapa supplier luar negeri
(jepang dll). Coil dikirim dari supplier ke cutting center sebagai vendor yang
kemudian dipotong menjadi lembaran-lembaran dengan dimensi atau ukuran yang
disesuaikan dengan kebutuhan produksi baik frame chassis ataupun press parts
lainnya. Material yang sudah dipotong di cutting center kemudian dikirim ke
warehaouse PT Gemala Kempa Daya dalam bentuk lembaran dengan dimensi
yang berbeda-beda atau biasa dikenal dengan steel blank. Proses produksi di PT
Gemala Kempa Daya untuk material frame chassis mulai dari steel blank sampai
dengan finish good atau produk jadi melalui beberapa tahap proses produksi
sebagai berikut :
1. Proses plasma cutting, yaitu proses pembentukan profil pada material steel
blank dengan memanfaatkan panas api sehingga menghasilkan bentuk
yang sesuai.
2. Proses forming, yaitu proses penekukan material steel blank dengan mesin
press 4000 ton sehingga menjadi profil “U” atau lebih dikenal dengan
pembentukan web side rail.
3. Proses drilling, yaitu proses pembuatan lubang pada area permukaan side
rail atau pada permukaan web.
4. Proses assembling, yaitu proses penyatuan side rail dengan
menggabungkan komponen-komponen lainnya sehingga menjadi frame
chassis.
5. Prosess painting, yaitu proses pengecatan frame chassis dari assembling
process.
6. Proses ovening, yaitu sistem pengeringan cat dengan menggunakan panas
ruangan pada suhu tertentu.
7. Proses PDC, yaitu proses pengecekan terakhir finish good product
sebelum didelivery ke customers
8. Proses delivery finish good, yaitu proses pengiriman hasil produk PT
Gemala Kempa Daya ke customers baik lokal maupun ekspor.
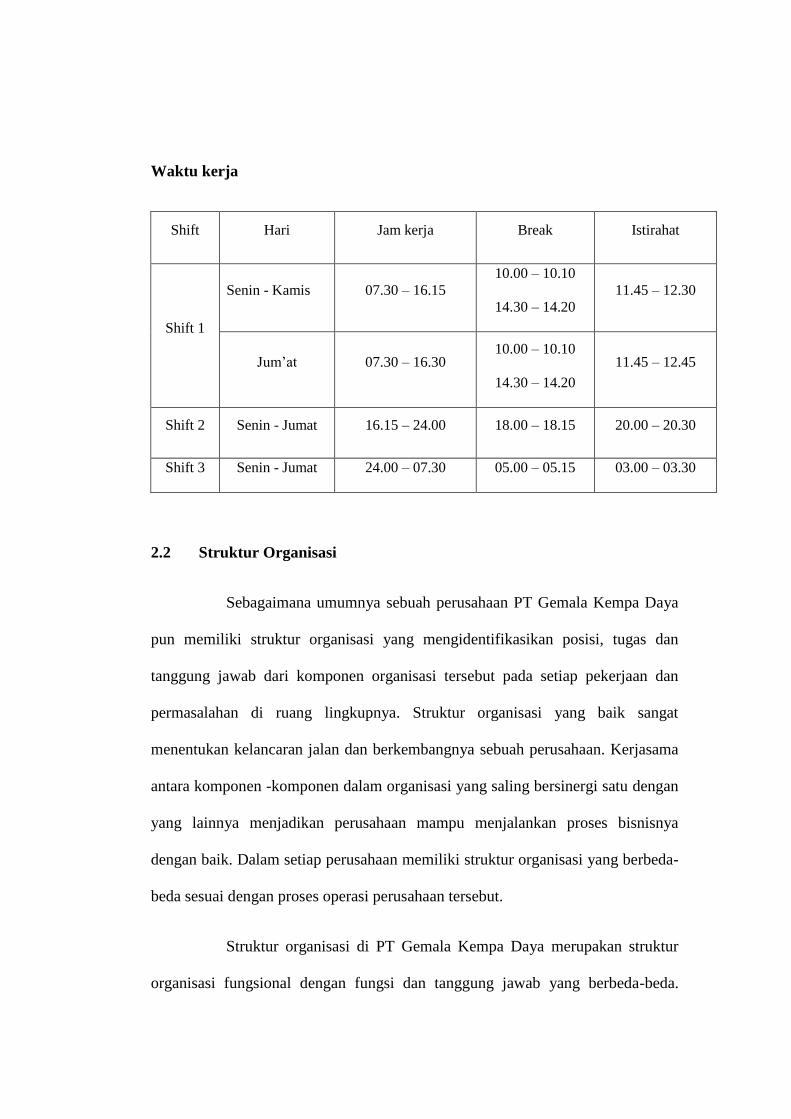
Waktu kerja
Shift Hari Jam kerja Break Istirahat
Shift 1
Senin - Kamis 07.30 – 16.15
10.00 – 10.10
14.30 – 14.20
11.45 – 12.30
Jum’at 07.30 – 16.30 10.00 – 10.10
14.30 – 14.20
11.45 – 12.45
Shift 2 Senin - Jumat 16.15 – 24.00 18.00 – 18.15 20.00 – 20.30
Shift 3 Senin - Jumat 24.00 – 07.30 05.00 – 05.15 03.00 – 03.30
2.2 Struktur Organisasi
Sebagaimana umumnya sebuah perusahaan PT Gemala Kempa Daya
pun memiliki struktur organisasi yang mengidentifikasikan posisi, tugas dan
tanggung jawab dari komponen organisasi tersebut pada setiap pekerjaan dan
permasalahan di ruang lingkupnya. Struktur organisasi yang baik sangat
menentukan kelancaran jalan dan berkembangnya sebuah perusahaan. Kerjasama
antara komponen -komponen dalam organisasi yang saling bersinergi satu dengan
yang lainnya menjadikan perusahaan mampu menjalankan proses bisnisnya
dengan baik. Dalam setiap perusahaan memiliki struktur organisasi yang berbeda-
beda sesuai dengan proses operasi perusahaan tersebut.
Struktur organisasi di PT Gemala Kempa Daya merupakan struktur
organisasi fungsional dengan fungsi dan tanggung jawab yang berbeda-beda.
Dalam struktur organisasi PT Gemala Kempa Daya, kedudukan tertinggi dipegang
oleh Rapat Umum Pemegang Saham (RUPS) dan pemilik saham terbesar pada
perusahaan yaitu General Manager. Tugas Genaral Manager sendiri yaitu
mengawasi secara keseluruhan aktivitas bisnis, dan semua proses jalan dan
berkembangnya perusahaan. Ada 6 divisi pada struktur organisasi PT Gemala
Kempa Daya yang dipimpin langsung oleh seorang direktur dan saling berkaitan
satu sama lainnya. Divisi-divisi tersebut yaitu : General Affairs (GA) & Human
Resourcess (HRD) Manager, Engineering Manager, Plant Manager, Purchasing
Manager, Information and Technology (IT) and Finance & Accounting Manager,
dan Marketing Manager. Masing-masing divisi diatas terbagi atas beberapa
departemen yang memiliki tugas dan tanggung jawab yang berbeda-beda tetapi
mempunyai tujuan yang saling berkaitan.
a. General Affairs (GA) & Human Human Resourcess (HRD) Manager,
memiliki tugas umum seperti mencatat daftar kehadiran, mengurus
permasalahan yang berkaitan dengan pekerja dan staff yang ada, pengadaan
semua keperluan administrasi, mencatat pengeluaran barang yang berkaitan
dengan administrasi, menginfentarisasi milik-milik perusahaan serta
mengurus perekrutan tenaga kerja. Departemen yang ada antara lain :
• General Affairs dengan sub departemen Utility, Transportasi, dan
building Maintenance
• Human Resourcess Departement
b. Engineering Manager, memiliki tugas umum yaitu bertanggung jawab
terhadap proyek-proyek baru yang berkaitan dengan masa depan
perusahaan, seperti menyiapkan desain-desain produk baru, perbaikan
sistem produksi dengan menggunakan teknologi terbaru, perancangan area
dan proses produksi, serta perencanaan biaya dan perhitungan harga suatu
proyek baru dari customers yang menawarkan order produk baru yang
berkaitan dengan produksi perusahaan. Departemen yang ada antara lain :
• Proses Engineering
• Product Engineering
c. Plant Manager, secara umum memiliki bertanggung jawab memeriksa dan
melakukan pengawasan seluruh kegiatan dilapangan, melakukan koordinasi
pada semua lini terkait tentang kelancaran proses produksi yang dimulai
dari perencanaan sampai dengan aktualisasinya, perencanaan terhadap
semua kebutuhan material, proses produksi sampai dengan pengiriman
barang kepada cutomers, koordinasi semua kelengkapan pendukung
produksi, perawatan alat dan penjaminan mutu produk yang telah
dihasilkan. Departemen yang ada yaitu :
• Production Departement
• Quality Control Departement
• Production Planning Inventory Control Departement
• Quality Assurance Departement
• Maintenance Departement
d. Purchasing Manager, memiliki tugas umum yaitu menerima order dari
bagian produksi atau proyek, pembelian bahan baku produksi, membuat
purchase order ke supplier, memeriksa pengadaan produk atau barang yang
telah diorder, mencari supplier baru serta koordinasi penawaran harga
barang dan jasa.
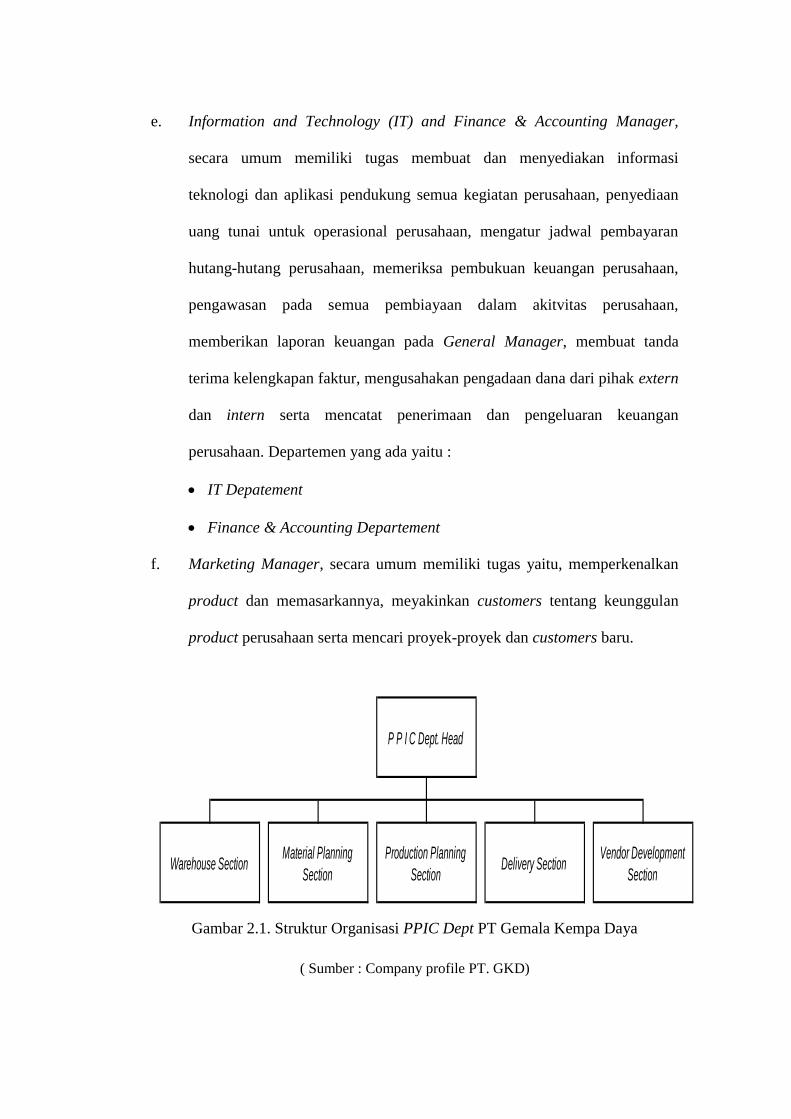
e. Information and Technology (IT) and Finance & Accounting Manager,
secara umum memiliki tugas membuat dan menyediakan informasi
teknologi dan aplikasi pendukung semua kegiatan perusahaan, penyediaan
uang tunai untuk operasional perusahaan, mengatur jadwal pembayaran
hutang-hutang perusahaan, memeriksa pembukuan keuangan perusahaan,
pengawasan pada semua pembiayaan dalam akitvitas perusahaan,
memberikan laporan keuangan pada General Manager, membuat tanda
terima kelengkapan faktur, mengusahakan pengadaan dana dari pihak extern
dan intern serta mencatat penerimaan dan pengeluaran keuangan
perusahaan. Departemen yang ada yaitu :
• IT Depatement
• Finance & Accounting Departement
f. Marketing Manager, secara umum memiliki tugas yaitu, memperkenalkan
product dan memasarkannya, meyakinkan customers tentang keunggulan
product perusahaan serta mencari proyek-proyek dan customers baru.
Gambar 2.1. Struktur Organisasi PPIC Dept PT Gemala Kempa Daya
( Sumber : Company profile PT. GKD)
Vendor Development
Section
P P I C Dept. Head
Warehouse SectionMaterial Planning
Section
Production Planning
SectionDelivery Section
2.3 Tata Letak Perusahaan
Gambar 2.3 General Lay Out PT Gemala Kempa Daya
( Sumber : Company profile PT. GKD)
PT Gemala Kempa Daya memiliki luas tanah 45.353 m² dan luas
bangunan 25.130 m² yang terdiri dari line-line produksi dan fasilitas pendukung
kegiatan lainnya yang berkaitan dengan produksi ataupun non produksi. Line-line
produksi tersebut terdiri dari plasma cutting, line press material, area
straightening, line assembling, line drilling, line painting, storage material,
warehouse, line pengecekan material dan lainnya. Adapun bangunan pendukung
kegiatan non produksi PT Gemala Kempa Daya dilengkapi dengan tempat
istirahat, kantin, loker karyawan, masjid, sarana olahraga dan sebagainya. Semua
tata letak fasilitas di PT Gemala Kempa Daya baik fasilitas produksi maupun non
produksi didesain seefisien dan seefektif mungkin dengan tujuan mengoptimalkan
produktivas kerja dan menjamin kenyamanan seluruh karyawan. Disamping
fasilitas diatas, PT Gemala Kempa Daya selalu berusaha mengoptimalkan adanya
lahan terbuka hijau dengan taman dan tumbuhan didalamnya. Hal ini
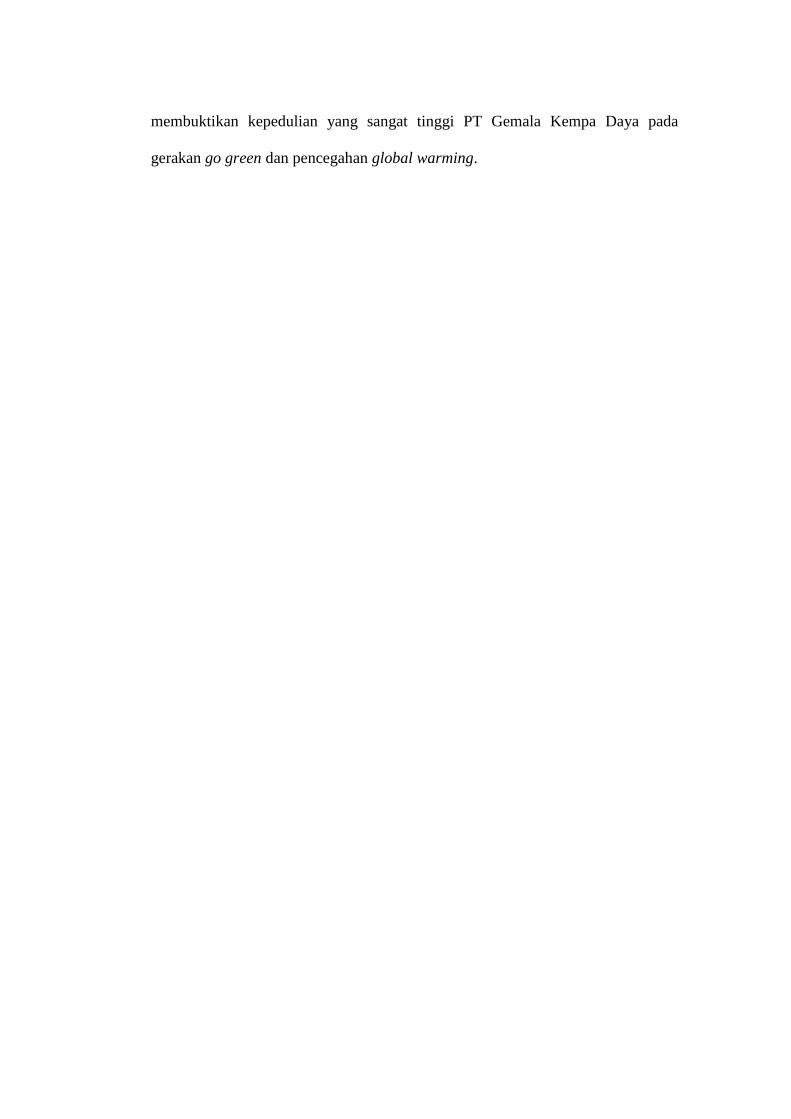
membuktikan kepedulian yang sangat tinggi PT Gemala Kempa Daya pada
gerakan go green dan pencegahan global warming.
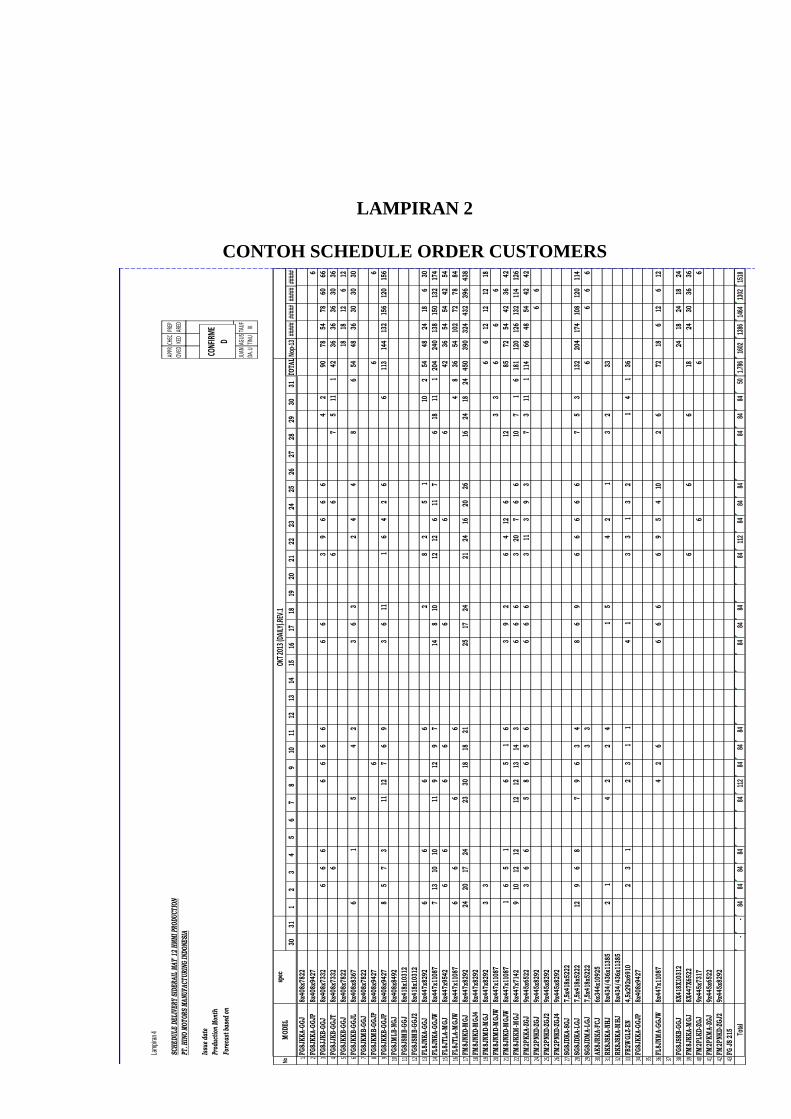
LAMPIRAN 2
CONTOH SCHEDULE ORDER CUSTOMERS
Lam
pira
n 4
SCH
ED
ULE
DE
LIVE
RY
SID
ER
AIL
MA
Y' 1
2 H
MM
I PR
OD
UCT
ION
PT. H
INO
MO
TO
RS
MA
NU
FACT
UR
ING
IND
ON
ESI
A
Issu
e da
te
Prod
ucti
on M
onth
Fore
cast
bas
ed o
n
spec
3031
12
34
56
78
910
1112
1314
1516
1718
1920
2122
2324
2526
2728
2930
31TO
TAL
Nop
-13
####
###
###
####
###
###
1FG
8JK
KA
-GG
J8x
408x
7822
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
2FG
8JK
KA
-GG
JP8x
408x
9427
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
6
3FG
8JJK
B-G
GJ
8x40
8x73
32
-
6
6
6
-
-
-
6
6
6
6
-
-
-
-
6
6
-
-
-
3
9
6
6
6
-
-
-
4
2
-
9
0
78
54
7
8
60
6
6
4FG
8JJK
B-G
GJT
8x40
8x73
32
-
-
6
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
6
-
-
6
-
-
-
7
5
1
1
1
42
36
3
6
36
3
0
36
5FG
8JK
KB
-GG
J8x
408x
7822
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
18
1
8
12
6
12
6FG
8JK
KB
-GG
JL8x
408x
8367
6
-
-
1
-
-
5
-
-
4
2
-
-
-
-
3
6
3
-
-
-
2
4
-
4
-
-
8
-
-
6
5
4
48
36
3
0
30
3
0
7FG
8JK
MB
-GG
J8x
408x
7822
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
8FG
8JK
MB
-GG
JP8x
408x
9427
-
-
-
-
-
-
-
-
6
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
6
-
-
-
-
6
9FG
8JK
KB
-GG
JP8x
408x
9427
8
5
7
3
-
-
1
1
12
7
6
9
-
-
-
-
3
6
11
-
-
1
6
4
2
6
-
-
-
-
6
-
113
144
1
32
156
1
20
156
10FG
8JM
LB-N
GJ
8x40
8x84
92
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
11FG
8JSM
B-G
GJ
8x41
8x10
312
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
12FG
8JSM
B-G
GJ2
8x41
8x10
312
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
13FL
8JN
KA
-GG
J8x
447x
8292
6
-
-
6
-
-
-
6
-
-
6
-
-
-
-
-
-
2
-
-
8
2
-
5
1
-
-
-
-
1
0
2
5
4
48
24
1
8
6
3
0
14FL
8JN
KA
-GG
JW8x
447x
1108
7
7
1
3
10
1
0
-
-
11
9
12
9
7
-
-
-
-
1
4
8
1
0
-
-
12
1
2
6
1
1
7
-
-
6
18
1
1
1
2
04
2
40
138
1
50
132
1
74
15FL
8JTL
A-M
GJ
8x44
7x95
42
-
6
-
6
-
-
-
6
-
6
-
-
-
-
-
-
6
-
-
-
-
-
6
-
-
-
-
6
-
-
-
4
2
36
54
5
4
42
5
4
16FL
8JTL
A-M
GJW
8x44
7x11
087
6
-
6
-
-
-
6
-
-
-
6
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
4
8
36
54
102
72
7
8
84
17FM
8JN
KD
-MG
J8x
447x
8292
2
4
20
1
7
24
-
-
2
3
30
1
8
18
2
1
-
-
-
-
25
1
7
24
-
-
2
1
24
1
6
20
2
6
-
-
16
2
4
18
2
4 4
50
3
90
324
4
32
396
4
38
18FM
8JN
KD
-MG
J48x
447x
8292
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
19FM
8JN
MD
-MG
J8x
447x
8292
3
3
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
6
6
1
2
12
1
2
18
20FM
8JN
MD
-MG
JW8x
447x
1108
7
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
3
3
-
6
-
6
-
6
-
21FM
8JN
KD
-MG
JW8x
447x
1108
7
1
6
5
1
-
-
-
6
5
1
6
-
-
-
-
3
9
2
-
-
6
4
1
2
6
-
-
-
12
-
-
-
85
72
5
4
42
3
6
42
22FM
8JK
KM
-MG
J8x
447x
7142
9
10
1
2
12
-
-
1
2
12
1
3
14
3
-
-
-
-
6
6
6
-
-
3
20
7
6
6
-
-
10
7
1
6
181
120
1
26
132
1
14
126
23FM
2PK
KA
-ZG
J9x
445x
6522
-
3
6
6
-
-
5
8
6
5
6
-
-
-
-
6
6
6
-
-
3
11
3
9
3
-
-
7
3
11
1
114
66
48
5
4
42
4
2
24FM
2PN
KD
-ZG
J9x
445x
8292
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
6
6
-
25FM
2PN
KD
-ZG
J29x
445x
8292
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
26FM
2PN
KD
-ZG
J49x
445x
8292
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
27SG
8JD
KA
-SG
J7,
5x41
8x52
22
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
28SG
8JD
KA
-LG
J7,
5x41
8x52
22
12
9
6
8
-
-
7
9
6
3
4
-
-
-
-
8
6
9
-
-
6
6
6
6
6
-
-
7
5
3
-
132
204
1
74
108
1
20
114
29SG
8JD
MA
-LG
J7,
5x41
8x52
22
-
-
-
-
-
-
-
-
-
3
3
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
6
-
-
6
6
6
30A
K8J
RK
A-F
CJ
6x34
4x10
925
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
31R
K8J
SKA
-NH
J8x
434/
436x
1138
5
2
1
-
-
-
-
4
2
-
2
4
-
-
-
-
-
1
5
-
-
-
4
2
-
1
-
-
3
2
-
-
33
-
-
-
-
-
32R
K8J
SKA
-MH
J8x
434/
436x
1138
5
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
33FB
2WG
LZ-E
N4,
5x29
2x69
10
-
2
3
1
-
-
-
2
3
1
1
-
-
-
-
4
1
-
-
-
3
3
1
3
2
-
-
-
1
4
1
36
-
-
-
-
-
34FG
8JK
KA
-GG
JP8x
408x
9427
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
35
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
36FL
8JN
MA
-GG
JW8x
447x
1108
7
-
-
-
-
-
-
-
4
2
6
-
-
-
-
-
6
6
6
-
-
6
9
5
4
10
-
-
2
6
-
-
7
2
18
6
1
2
6
1
2
37
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
38FG
8JSK
B-G
GJ
8X41
8X10
312
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
24
1
8
24
1
8
24
39FM
8JK
KA
-MG
J8X
447X
6522
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
6
-
-
-
6
-
-
-
6
-
-
18
-
2
4
30
3
6
36
40FM
2PLK
D-Z
GJ
9x44
5x73
17
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
6
-
-
-
-
-
-
-
-
6
-
-
-
-
6
41FM
2PK
MA
-ZG
J9x
445x
6522
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
42FM
2PN
KD
-ZG
J29x
445x
8292
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
43FG
JS
215
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
Tota
l-
-
84
84
84
84
-
-
84
112
84
84
84
-
-
-
-
84
84
84
-
-
84
11
2
84
84
84
-
-
84
84
84
50
1.78
6
1602
1386
1464
1302
1518
NoM
OD
EL
OKT 2
013 (
DAILY
).REV
.1
PREP
ARED
TAUF IK
CHEC
KED
AGUS
TINU
APPR
OVED
JUAN
DA. UCO
NFIR
ME
D
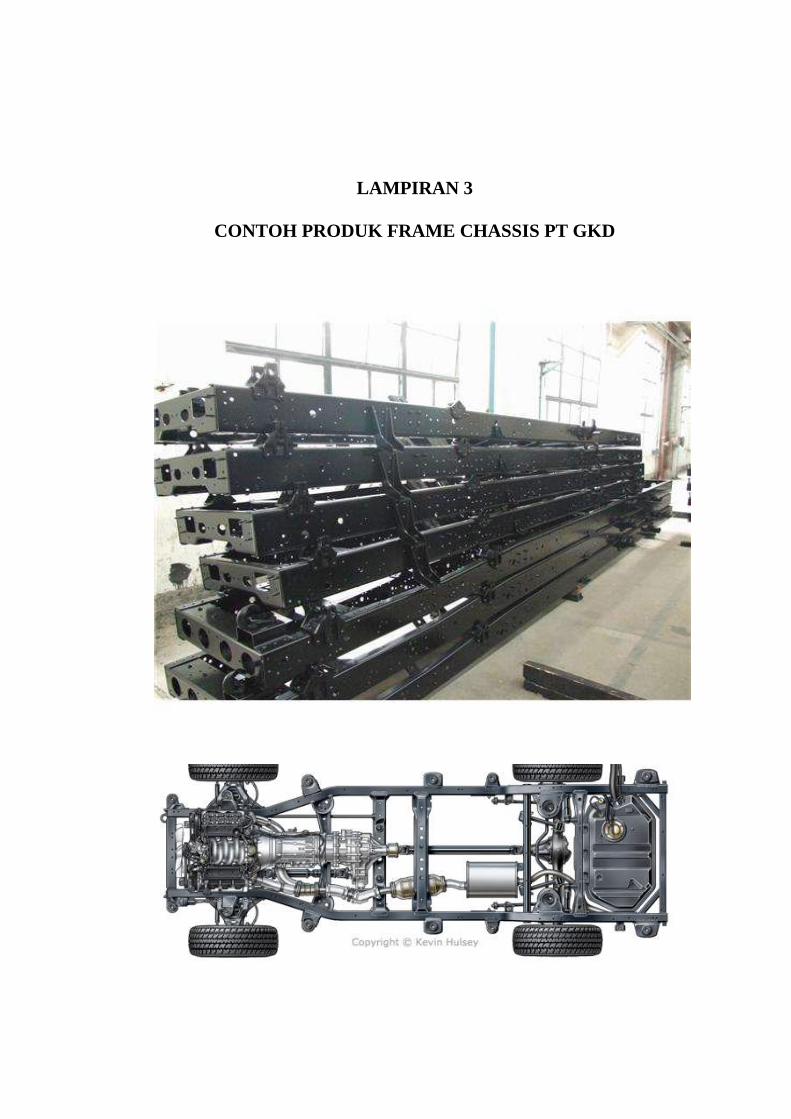
LAMPIRAN 3
CONTOH PRODUK FRAME CHASSIS PT GKD


LAMPIRAN 4
Mesin dan Line Produksi PT Gemala Kempa Daya
Press Machine 4.000 T
Assembling Line
Small Press Line
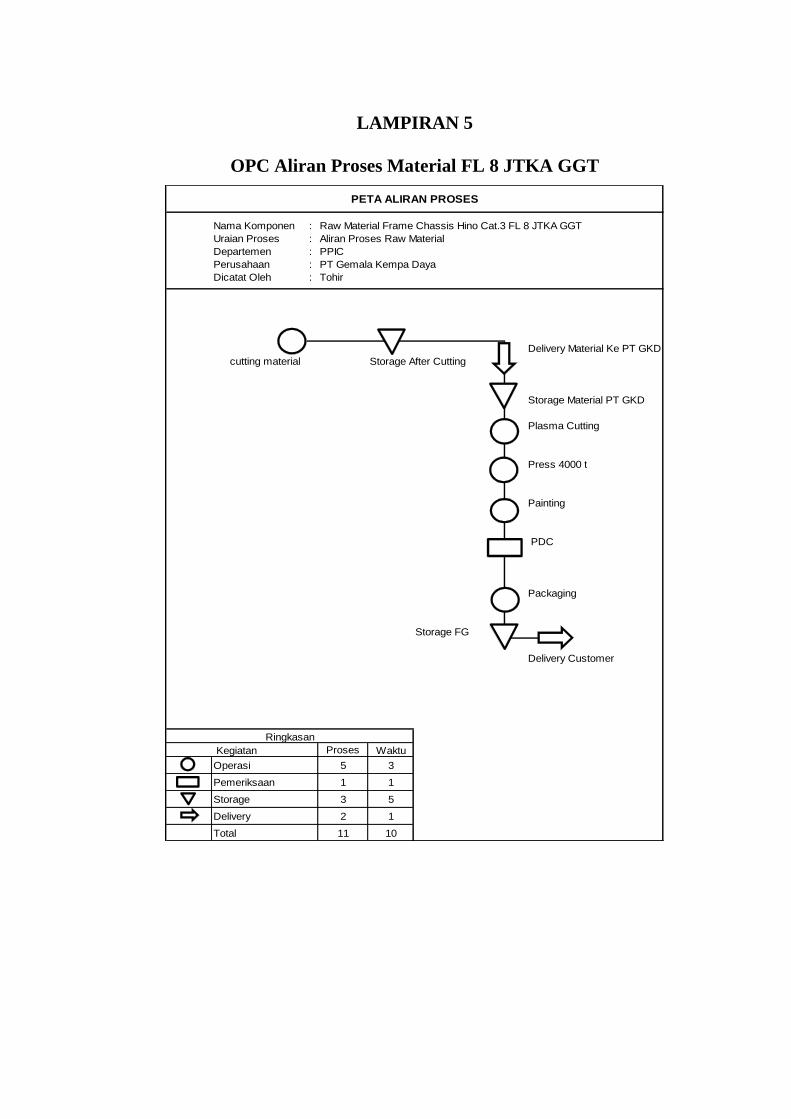
LAMPIRAN 5
OPC Aliran Proses Material FL 8 JTKA GGT
Nama Komponen : Raw Material Frame Chassis Hino Cat.3 FL 8 JTKA GGT
Uraian Proses : Aliran Proses Raw Material
Departemen : PPIC
Perusahaan : PT Gemala Kempa Daya
Dicatat Oleh : Tohir
Delivery Material Ke PT GKD
Storage After Cutting
Storage Material PT GKD
Plasma Cutting
Press 4000 t
Painting
PDC
Packaging
Storage FG
Delivery Customer
Proses Waktu
Operasi 5 3
Pemeriksaan 1 1
Storage 3 5
Delivery 2 1
Total 11 10
PETA ALIRAN PROSES
Kegiatan
Ringkasan
cutting material