
An experimental and computational study of multiphase flow behavior in a circulating fluidized bed
Upload
independentCategory
view
0download
0
gy 88 (2007) 23–28www.elsevier.com/locate/fuproc
Fuel Processing Technolo
Process characteristics investigation of simulated circulating fluidized bedcombustion combined with coal pyrolysis
Peng Liang a,b, Zhifeng Wang a,b, Jicheng Bi a,⁎
a State Key Laboratory of Coal Conversion, Institute of Coal Chemistry, Chinese Academy of Sciences, Taiyuan 030001, PR Chinab Graduate School, Chinese Academy of Sciences, Beijing 100039, PR China
Received 11 January 2005; received in revised form 8 May 2006; accepted 10 May 2006
Abstract
A poly-generation process of simulated circulating fluidized bed (CFB) combustion combined with coal pyrolysis was developed in alaboratory scale. Pyrolysis characteristics of three bituminous coals with high volatile contents were investigated in a fixed bed with capacity of10 kg solid samples. The effects of initial temperature of solid heat carrier, pyrolysis holding time, blending (ash/coal) ratio and coal particle sizeon gas and tar yields were studied experimentally. The results indicate that the initial temperature of the heat carrier is the key factor that affects thegas and tar yield, and the gas composition. Most of the gas and the tar are released during the first few minutes of the pyrolysis holding time. Forcaking coal, the amount of char agglomerating on the pyrolyzer inner wall is reduced by enhancing the blending ratio. The experimental resultsmay provide basic engineering data or information for the process design of CFB combustion combined with coal pyrolysis in a large scale.© 2006 Elsevier B.V. All rights reserved.
Keywords: Poly-generation; Coal pyrolysis; Solid heat carrier
1. Introduction
Deficient supply of petroleum is a worldwide problem, andcoal will be used as the major energy resource in the long term,especially in China. Technologies to produce liquid fuel directlyfrom coal to alleviate petroleum shortage have been paid muchattention [1,2]. Coal pyrolysis by solid heat carriers is a feasibleapproach to produce tar and gas. This technology has beendeveloped since the 1960's, such as Garrett [3], Toscoal [4], LR[5,6] and DG [7] processes. Char, stone, sand or ceramic ballused as the solid heat carriers in these processes was heated up byan additional combustion unit and transported by complexsystems. Because of low thermal efficiency, systematic com-plexity and less economic attraction, further scale-up and com-mercial application of these processes were retarded.
With the development of circulating fluidized bed (CFB)combustion technology in recent years, a new poly-generationprocess has been proposed which combines CFB combustionwith coal pyrolysis [8]. In this process, a pyrolyzer is set on thedowncomer below the cyclone. High-temperature ash from the
⁎ Corresponding author. Tel./fax: +86 351 4072379.E-mail address: [email protected] (J. Bi).
0378-3820/$ - see front matter © 2006 Elsevier B.V. All rights reserved.doi:10.1016/j.fuproc.2006.05.005
CFB boiler via the cyclone is transported into the pyrolyzer toprovide heat for the coal pyrolysis. The semi-coke produced inthe pyrolyzer is returned to the CFB boiler for combustion. Thus,poly-generation of gas, tar, heat and power can be realized in apower plant using CFB boilers. Compared with the traditionalprocesses mentioned above, this poly-generation process has thefollowing advantages: 1) It generates not only power but also tarand gas, which can be used as chemicals, liquid fuels, city gas orsyngas, etc. Coals of high volatile content can be utilized moreeffectively; 2) It improves the system's thermal efficiency sincethe heat for the pyrolysis is provided by hot ash and the hot semi-coke is returned to the CFB boiler at the pyrolysis temperature;3) It diminishes the probability of agglomeration between stickychar and pyrolyzer or pipe wall by adjusting the blending (ash/coal) ratio especially for caking coal; 4) It removes some of thesulfur compounds during the pyrolysis and yields high sulfurconcentration pyrolysis gas to allow easier treatment and sulfurrecovery and to reduce the burden of DeSOx.
Although this process has many advantages comparing withother coal pyrolysis processes by solid heat carrier, there are stillmany technological problems to be resolved or verified, such asash allocation, well mixing of coal and ash, separation of tar anddust, matching of particle flow between CFB and pyrolyzer, etc.

Fig. 2. Influence of the initial temperature of the solid heat carrier on the gasyield (conditions: holding time of 4 min, blending ratio of the heat carrier to coalof 5:1, coal diameter of b3 mm).
Table 1Analyses of the coal samples
Proximate analysis(wt.%, as receivedbase)
Ultimate analysis(wt.%, dry and ash free base)
M A V C H N S Oa
Huainan 1.16 23.10 27.03 83.85 5.53 1.35 0.83 8.44Shenmu 8.28 2.99 34.19 81.39 4.96 1.06 0.20 12.39Zhunqi 6.36 11.76 30.03 80.51 4.59 1.45 0.81 12.64
a By difference.
24 P. Liang et al. / Fuel Processing Technology 88 (2007) 23–28
Although CFB characteristics have crucial effects on the smoothoperation of this process, these characteristics are not the concernof the present work. As the first step, a fixed bed reactor was usedhere to study the basic pyrolysis characteristics of three highvolatile bituminous coals, including the effects of initial tem-perature of solid heat carrier, pyrolysis holding time, blendingratio, and coal particle size on pyrolysis yields.
2. Experimental
2.1. Coal samples and heat carrier
Three kinds of Chinese high volatile bituminous coals, Huainan (AnhuiProvince), Shenmu (Shannxi Province) and Zhunqi (Inner Mongolia) were usedin the experiment. Their proximate and ultimate analyses are given in Table 1.Shenmu and Zhunqi coals are non-caking coals, while the Huainan coal is amedium caking coal. The coal samples were ground and sieved to two sizefractions b3 mm (mean diameter 1 mm) and 3–6 mm (mean diameter 5 mm).
Fig. 1. Schematic diagram of the apparatus.
The coal samples were dried at 100 °C in an oven for 6 h prior to theexperiments.
To eliminate the catalytic effect of circulating ash on the secondary reactionof primary volatiles [9,10], quartz sand with 2 mm diameter in average waschosen as the solid heat carrier for simulating the ash in a CFB boiler. Smallerparticle size usually favors heat transfer in CFB boilers, but may result in largerpressure drop in the fixed bed reactor used here and delay the releases of the tarand gas. Therefore the particle size of the quartz sand used is larger than theusual ash size (about 0.5 mm) in CFB boilers.
2.2. Apparatus and procedure
The tests were carried out in a fixed bed with a capacity of 10 kg solidsamples, as shown in Fig. 1. The system mainly consists of a solid heat carrierfeeder, a coal feeder and a pyrolyzer with an inner volume of about 10 dm3. A gas
Fig. 3. Influence of the initial temperature of the solid heat carrier on the tar yield(conditions: holding time of 4 min, blending ratio of the heat carrier to coal of5:1, coal diameter of b3 mm).
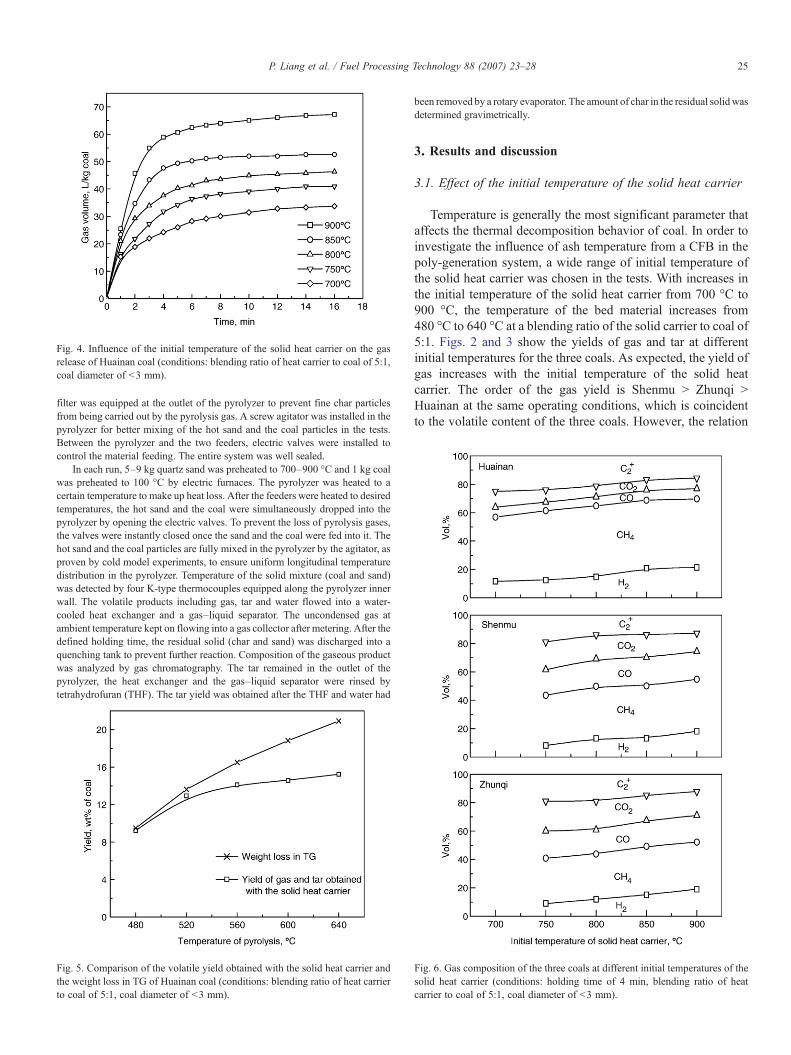
Fig. 4. Influence of the initial temperature of the solid heat carrier on the gasrelease of Huainan coal (conditions: blending ratio of heat carrier to coal of 5:1,coal diameter of b3 mm).
25P. Liang et al. / Fuel Processing Technology 88 (2007) 23–28
filter was equipped at the outlet of the pyrolyzer to prevent fine char particlesfrom being carried out by the pyrolysis gas. A screw agitator was installed in thepyrolyzer for better mixing of the hot sand and the coal particles in the tests.Between the pyrolyzer and the two feeders, electric valves were installed tocontrol the material feeding. The entire system was well sealed.
In each run, 5–9 kg quartz sand was preheated to 700–900 °C and 1 kg coalwas preheated to 100 °C by electric furnaces. The pyrolyzer was heated to acertain temperature to make up heat loss. After the feeders were heated to desiredtemperatures, the hot sand and the coal were simultaneously dropped into thepyrolyzer by opening the electric valves. To prevent the loss of pyrolysis gases,the valves were instantly closed once the sand and the coal were fed into it. Thehot sand and the coal particles are fully mixed in the pyrolyzer by the agitator, asproven by cold model experiments, to ensure uniform longitudinal temperaturedistribution in the pyrolyzer. Temperature of the solid mixture (coal and sand)was detected by four K-type thermocouples equipped along the pyrolyzer innerwall. The volatile products including gas, tar and water flowed into a water-cooled heat exchanger and a gas–liquid separator. The uncondensed gas atambient temperature kept on flowing into a gas collector after metering. After thedefined holding time, the residual solid (char and sand) was discharged into aquenching tank to prevent further reaction. Composition of the gaseous productwas analyzed by gas chromatography. The tar remained in the outlet of thepyrolyzer, the heat exchanger and the gas–liquid separator were rinsed bytetrahydrofuran (THF). The tar yield was obtained after the THF and water had
Fig. 5. Comparison of the volatile yield obtained with the solid heat carrier andthe weight loss in TG of Huainan coal (conditions: blending ratio of heat carrierto coal of 5:1, coal diameter of b3 mm).
been removed by a rotary evaporator. The amount of char in the residual solidwasdetermined gravimetrically.
3. Results and discussion
3.1. Effect of the initial temperature of the solid heat carrier
Temperature is generally the most significant parameter thataffects the thermal decomposition behavior of coal. In order toinvestigate the influence of ash temperature from a CFB in thepoly-generation system, a wide range of initial temperature ofthe solid heat carrier was chosen in the tests. With increases inthe initial temperature of the solid heat carrier from 700 °C to900 °C, the temperature of the bed material increases from480 °C to 640 °C at a blending ratio of the solid carrier to coal of5:1. Figs. 2 and 3 show the yields of gas and tar at differentinitial temperatures for the three coals. As expected, the yield ofgas increases with the initial temperature of the solid heatcarrier. The order of the gas yield is Shenmu N Zhunqi NHuainan at the same operating conditions, which is coincidentto the volatile content of the three coals. However, the relation
Fig. 6. Gas composition of the three coals at different initial temperatures of thesolid heat carrier (conditions: holding time of 4 min, blending ratio of heatcarrier to coal of 5:1, coal diameter of b3 mm).

Fig. 9. Influence of the blending ratio on the gas yield (conditions: initialtemperature of the heat carrier of 850 °C, holding time of 4 min, coal diameter ofb3 mm).
Fig. 7. Influence of the holding time on the gas yield (conditions: initialtemperature of 850 °C, blending ratio of heat carrier to coal of 5:1, coal diameterof b3 mm).
26 P. Liang et al. / Fuel Processing Technology 88 (2007) 23–28
between the tar yield and the volatile content of the coals is notclear which implies that the tar releasing is affected also byfactors in the process.
Gas release rates of Huainan coal at different initial tem-peratures of the solid heat carrier are shown in Fig. 4. Both thetotal gas volume and the gas release rate increase with the initialtemperature of the solid heat carrier. A large portion of the gasproduct is yielded in the first few minutes, especially in the first2 min. The results also confirm that heat transfer between thecoal and the solid heat carrier completes instantly.
For comparison, thermogravimetry (TG) tests of Huainancoal pyrolysis were conducted at a linear heating rate of 20 °Cmin−1 with a nitrogen flow rate of 60ml min−1. The coal samplewas crushed to b0.075mm in size. It can be seen in Fig. 5 that theconversion of coal pyrolysis with the solid heat carrier is lowerthan the weight loss of the TG tests at the same pyrolysistemperatures. Furthermore, the conversion difference becomes
Fig. 8. Influence of the holding time on the tar yield (conditions: initialtemperature of 850 °C, blending ratio of heat carrier to coal of 5:1, coal diameterof b3 mm).
more significant at higher temperatures. One of the reasons isthat the smaller coal particles give higher pyrolysis conversion inthe TG tests. Another reason is that the heavy tar produced athigher temperatures adhered to the surface of the char and thesand particles because the surface of the sand discharged wasfound to be coated with tar. A higher heating rate usually giveshigher gas and tar yields, especially heavy tar. The heating rate inthe TG tests is much lower than that in the pyrolyzer while thepyrolysis conversion in the TG is higher than that in the pyro-lyzer in Fig. 5. This means that a part of the tar remained in thepyrolyzer and could not be collected as a product. This pheno-menon is a favorite to the process since the heavy tar kept on thesolid particles would make the gas–solid separation easier andthe combustibility of char in the CFB boiler higher.
The effect of the initial temperature of the solid heat carrieron the gas composition from the three coals is shown in Fig. 6.As expected, with the increase of initial temperature, volumecontents of CO2 and C2
+ hydrocarbon gases tend to decrease a
Fig. 10. Influence of the blending ratio on the tar yield (conditions: initialtemperature of the heat carrier of 850 °C, holding time of 4 min, coal diameter ofb3 mm).

Fig. 13. Influence of the coal particle size on the yields of gas and tar(conditions: initial temperature of 850 °C, holding time of 4 min, blending ratioof heat carrier to coal of 5:1).
Fig. 11. Influence of the blending ratio on the gas release of Huainan coal(conditions: initial temperature of the heat carrier of 850 °C, coal diameter ofb3 mm).
27P. Liang et al. / Fuel Processing Technology 88 (2007) 23–28
little, while that of H2 increases. The quantities of these gasesare relatively small as compared with those of CH4 for the threecoals. It is noticed that the volume contents of CO and CO2 fromHuainan coal are lower than those of the other two coals, whilethose of H2, CH4 and C2
+ hydrocarbons are higher. The reasonmight be related to lower O/C atomic ratio and higher H/Catomic ratio of Huainan coal compared with the others. Thisbehavior is generally considered to be the result of decompo-sition of certain functional groups within the coal molecule [11].The higher contents of hydrogen and hydrocarbons and thelower contents of carbon oxides from Huainan coal make theproduct gas have a higher heating value. The maximum heatingvalue of the product gas is around 40.9 MJ/m3.
3.2. Effect of holding time
Fig. 7 shows the gas yield from the pyrolysis of the three coalsat various holding times. The slight increase in gas yield suggests
Fig. 12. The amount of char adhering to the pyrolyzer inner wall (conditions:holding time of 4 min, coal diameter of b3 mm).
that a longer holding time affects the volatile evolution a little. Theyield of tar at different holding times is shown in Fig. 8. Ap-parently an increase in the holding time from 4 min to 16 minresults in only a slight decrease in the tar yield. These data showthat a longer holding time does not significantly contribute to thepyrolysis yield. Comparing with Fig. 4, it seems that most of theuncondensed gaseous products and the tar have evolved in thefirst 4 min. These results may provide basic engineering data forfurther scale-up design when a moving bed reactor is used as thepyrolyzer. Gas chromatograph analysis of the gas product showsthat holding time has little influence on the gas composition.
3.3. Effect of blending ratio
The heat carrier is the heat source for the pyrolysis. The morethe heat carrier, the higher the temperature of the pyrolyzer. Inorder to keep the same temperature of the pyrolyzer whenvarying the blending ratio of the heat carrier to the coal, lowerpreheated temperatures of the pyrolyzer were used for higher
Fig. 14. Influence of the coal particle size on the gas release of Huainan coal(conditions: initial temperature of 850 °C, blending ratio of heat carrier to coal of5:1).

28 P. Liang et al. / Fuel Processing Technology 88 (2007) 23–28
blending ratios. So a uniform temperature of the pyrolyzer couldbe obtained when the blending ratio was changed. Figs. 9 and 10show the effect of blending ratio on the yields of the gas and thetar of the three coals at a pyrolysis temperature of 600 °C,respectively. The experimental results indicate that the gas yieldincreases significantly with the blending ratio, but the tar yieldchanges a little. The influence of the blending ratio on the gasrelease rate of Huainan coal is presented in Fig. 11. It indicatesthat the release rate of the gas product tends to increase at higherblending ratios. This is probably due to the fact that heat transferis increased between hot and cold particles at a higher blendingratio, although the pyrolysis temperature is the same.
No char agglomeration was found adhering on the pyrolyzerinnerwall for Shenmu andZhunqi coals at the three blending ratios.The blending particles in the bed were smoothly discharged out ofthe pyrolyzer after the desired holding time. But for Huainan coal,some of the char was found agglomeratingwith the quartz sand andadhering on the pyrolyzer wall. The influence of the blending ratioon the char adhering behavior for Huainan coal at different initialtemperatures of the solid heat carrier is given in Fig. 12. It revealsthat the percentage of the char adhering on the pyrolyzer decreaseswith the increasing blending ratio and initial temperature. No charagglomeration was found on the pyrolyzer inner wall at a blendingratio of 9:1 and the initial temperature of the solid heat carrier was850 °C and higher, corresponding to the pyrolysis temperature of600 °C and higher. It can be deduced that the chance of the charparticles sticking together is reduced at a temperature higher thanthe char softening temperature. In addition, the solid heat carrierwhich disperses in the char particles prevents the sticky charparticles from adhering on the pyrolyzer inner wall at higherblending ratios. This suggests that caking coals can also be used inthe poly-generation system at higher blending ratios and higherinitial temperatures of the solid heat carrier.
3.4. Effect of coal particle size
Fig. 13 shows the influence of the coal particle size on the gasand tar yields of the three coals. The gas and tar yields tend todecrease slightly with an increase in coal particle size. Thisbehavior can be easily understood on the basis of heat and masstransfer between the coal and the quartz particles. Devolatilizationrate is reduced since a larger coal particle results in a higherinherent temperature gradient. Some researchers have given moredetailed explanation on the subject. Tripathi [12] reported non-uniform temperature profiles using a heat transport and chemicalkinetics model during coal pyrolysis in a fixed bed reactor. Thebed porosity and interaction surface between adjacent particles areaffected by the coal particle size. In addition, a large coal particlesize results in a higher mass transfer resistance for volatile gas[13]. A longer path of the volatile inside a larger particle delays thetime for volatile release. This behavior can also be seen in Fig. 14,where the gas volume of a fine coal particle is higher than that ofcoarse one at the same holding time.
Although a small coal particle size has positive effects on the gasand tar yields, however, more fine char particles derived from finecoal particles would be carried out by pyrolysis gas and captured bythe gas filter. This would bring a negative effect to the systemoperation. In addition, a finer particle size would cause a higherpressure drop for the fixed bed or moving bed reactor which mayobstruct the gas and tar release. In an actual poly-generation systemof CFB combustion combined with coal pyrolysis, a percentage offine coal particle or particle size distribution should be controlled totrade-off the gas/tar yield and the burden of dust collection.
4. Conclusion
A simulated poly-generation process, which couples CFBcombustion and coal pyrolysis, is developed and well operatedin a laboratory. Pyrolysis studies using three high volatile bitu-minous coals with quartz sand as the solid heat carrier indicatethat the gas and tar products and their distribution directly relateto the operating conditions and coal properties. Increases in theinitial temperature of the solid heat carrier and the blending ratioimprove the gas yield significantly. The gas and the tar areproduced in the first fewminutes, and further prolongation of theholding time has a little effect on the yields. Caking coal can alsobe used in this process if the blending ratio and the initialtemperature of the heat carrier are adjusted. Smaller coal par-ticles favor the gas and the tar yields. The results are useful forthe choice of the operating parameters and further scale-updesign.
Acknowledgments
The authors are grateful to Pingshi Power Plant of Guangdongfor financial support and Innovation Fund of Institute of CoalChemistry, Chinese Academy of Sciences.
References
[1] P. Chen, Fuel Processing Technology 64 (2000) 77–87.[2] J.O. Jaber, S.D. Probert, Applied Energy 62 (1999) 169–209.[3] A. Sass, Chemical Engineering Progress 70 (1974) 72–73.[4] F.B. Carlson, L.H. Yardumian, M.T. Atwood, Society of Mining Engineers
256 (1974) 128–131.[5] R.W. Rammler, K. Lurgi, M. Gmbh, Energy Progress 2 (1982) 121–129.[6] R.W. Rammler, Oil and Gas Journal 9 (1981) 291–306.[7] S.C. Guo, C.Q. Luo, D.J. Zhang, Journal of Dalian University of
Technology 35 (1995) 46–50 (In Chinese).[8] K.F. Cen, M.X. Fang, Z.Y. Luo, Journal of Engineering Thermophysics 16
(1995) 499–502 (In Chinese).[9] T.Y. Zhu, S.Y. Zhang, J.J. Huang, Fuel Processing Technology 64 (2000)
271–284.[10] J. Lu, G. Yue, Journal of Engineering Thermophysics 20 (1999) 106–110
(In Chinese).[11] W.C. Xu, A. Tomita, Fuel 66 (1987) 632–636.[12] A. Tripathi, C.L. Vaughn, W. Maswadeh, Thermochimica Acta 388 (2002)
199–213.[13] R. Wagner, W. Wazl, K.H. VanHeek, Fuel 64 (1985) 571–573.
Copyright © 2022 FDOKUMEN




















