Pyrolysis of the tetra pak
6
Pyrolysis of the tetra pak Ahmet Korkmaz a , Jale Yanik a, * , Mihai Brebu b , Cornelia Vasile b a Ege University, Faculty of Science, Chemistry Department, 35100 Izmir, Turkey b ‘‘Petru Poni” Institute of Macromolecular Chemistry, Physical Chemistry of Polymers Laboratory, 700487 Iasi, Romania article info Article history: Accepted 20 July 2009 Available online 11 August 2009 abstract This study deals with pyrolysis of tetra pak which is widely used as an aseptic beverage packaging mate- rial. Pyrolysis experiments were carried out under inert atmosphere in a batch reactor at different tem- peratures and by different pyrolysis modes (one- and two-step). The yields of char, liquid and gas were quantified. Pyrolysis liquids produced were collected as three separate phases; aqueous phase, tar and polyethylene wax. Characterization of wax and the determination of the total amount of phenols in aque- ous phase were performed. Chemical compositions of gas and char products relevant to fuel applications were determined. Pure aluminum can be also recovered by pyrolysis. Crown Copyright Ó 2009 Published by Elsevier Ltd. All rights reserved. 1. Introduction Tetra pak is a beverage and liquid food system widely used in over all the word as an aseptic packaging material. This remarkable packaging system allows products once considered perishable to be distributed and stored without refrigeration for periods up to six months or more – even for delicate foods such as milk, soy beverages, juice and nectars. In 2007 more 137 billion tetra pak packages were delivered in every corner of the world (www.tetrapak.com). Because of this, the amount of waste tetra pak package is con- tinuously increasing in municipal solid wastes. That is why the conversion of waste tetra pak package to valuable chemicals or fuels is important from economic and environmental viewpoint Tetra pak packaging is made up of three raw materials: duplex paper (about 75%), aluminum (about 5%) and low density polyeth- ylene (about 20%). Aseptic packages along with milk and juice car- tons are recycled through a simple, well-established process called hydropulping. In hydropulping process, the thin layers of plastic and aluminum are separated from cellulosic fibers in a hydropul- per and the high-quality fibers is used in the production of paper products such as tissue and paper towels and fine writing paper. The aluminum and polyethylene layers are recovered in three dif- ferent ways: (1) generation of energy through incineration, (2) the recovery of aluminum in pyrolysis ovens and (3) the processing of the mixture of plastic and metal to obtain high-end plastic lumber products (Lopes and Felisberti, 2006). Lopes and Felisberti sug- gested that the recycling-originated polymer matrix/metal com- posite is a very low cost material and shows potential to be used in many applications. But in this process, humidity and impurities affect the composite quality. On the other hand, waste tetra pak packaging is valuable sources of chemicals. Alcoa Aluminio, in a joint venture with tetra pak, Klabin and TSL Ambiental, launched its new recycling plant in Brazil in May 2005. It is the first plant in the world that can sepa- rate the paper, aluminum and plastic components used in packag- ing cartons by using plasma technology. The plasma technology uses electrical energy to produce a jet of plasma at 15,000 °C. The heat ionises the plastic and aluminum mixture with the result that the plastic is transformed into paraffin and the aluminum is recovered in its pure form. Pyrolysis may be one of the alternative routes for treatment of waste tetra pak packaging. Pyrolysis have being widely applied to organic wastes, such as agricultural wastes, scrap tyres, sewage sludges and plastic wastes. In pyrolysis process, organic material is heated in an inert atmosphere. The products of pyrolysis are gas, oil and carbonaceous residue. The gas can be used as fuel, fre- quently for heating the pyrolysis reactor and the oil can either be used as fuel or as raw material for different chemicals production. The carbonaceous residue can be burnt as fuel or safely disposed of, since the heavy metals are fixed in the carbonaceous matrix. In addition, this residue is also suitable for production of activated carbon. Information is available on the products of pyrolysis of sev- eral lignocellulosic materials (Murwanashyaka et al., 2001; Worasuwannarak et al., 2007; Bridgwater, 1999; Cao et al., 2004) and synthetic polymers (Hernandez et al., 2007; Hu and Li, 2007; Takuma et al., 2000; Bagri and Williams, 2002). It is well known that the polyolefinic polymers such as polyeth- ylene or polypropylene, are readily thermally decomposed. The pyrolysis occurs through the random-chain scission mechanism and a whole spectrum of hydrocarbon products is obtained. Mainly 0956-053X/$ - see front matter Crown Copyright Ó 2009 Published by Elsevier Ltd. All rights reserved. doi:10.1016/j.wasman.2009.07.008 * Corresponding author. Tel./fax: +90 232 38828264. E-mail address: [email protected] (J. Yanik). Waste Management 29 (2009) 2836–2841 Contents lists available at ScienceDirect Waste Management journal homepage: www.elsevier.com/locate/wasman
-
Upload
independent -
Category
Documents
-
view
9 -
download
0
Transcript of Pyrolysis of the tetra pak

Waste Management 29 (2009) 2836–2841
Contents lists available at ScienceDirect
Waste Management
journal homepage: www.elsevier .com/ locate/wasman
Pyrolysis of the tetra pak
Ahmet Korkmaz a, Jale Yanik a,*, Mihai Brebu b, Cornelia Vasile b
a Ege University, Faculty of Science, Chemistry Department, 35100 Izmir, Turkeyb ‘‘Petru Poni” Institute of Macromolecular Chemistry, Physical Chemistry of Polymers Laboratory, 700487 Iasi, Romania
a r t i c l e i n f o a b s t r a c t
Article history:Accepted 20 July 2009Available online 11 August 2009
0956-053X/$ - see front matter Crown Copyright � 2doi:10.1016/j.wasman.2009.07.008
* Corresponding author. Tel./fax: +90 232 3882826E-mail address: [email protected] (J. Yanik).
This study deals with pyrolysis of tetra pak which is widely used as an aseptic beverage packaging mate-rial. Pyrolysis experiments were carried out under inert atmosphere in a batch reactor at different tem-peratures and by different pyrolysis modes (one- and two-step). The yields of char, liquid and gas werequantified. Pyrolysis liquids produced were collected as three separate phases; aqueous phase, tar andpolyethylene wax. Characterization of wax and the determination of the total amount of phenols in aque-ous phase were performed. Chemical compositions of gas and char products relevant to fuel applicationswere determined. Pure aluminum can be also recovered by pyrolysis.
Crown Copyright � 2009 Published by Elsevier Ltd. All rights reserved.
1. Introduction
Tetra pak is a beverage and liquid food system widely used inover all the word as an aseptic packaging material. This remarkablepackaging system allows products once considered perishable tobe distributed and stored without refrigeration for periods up tosix months or more – even for delicate foods such as milk, soybeverages, juice and nectars. In 2007 more 137 billion tetrapak packages were delivered in every corner of the world(www.tetrapak.com).
Because of this, the amount of waste tetra pak package is con-tinuously increasing in municipal solid wastes. That is why theconversion of waste tetra pak package to valuable chemicals orfuels is important from economic and environmental viewpoint
Tetra pak packaging is made up of three raw materials: duplexpaper (about 75%), aluminum (about 5%) and low density polyeth-ylene (about 20%). Aseptic packages along with milk and juice car-tons are recycled through a simple, well-established process calledhydropulping. In hydropulping process, the thin layers of plasticand aluminum are separated from cellulosic fibers in a hydropul-per and the high-quality fibers is used in the production of paperproducts such as tissue and paper towels and fine writing paper.The aluminum and polyethylene layers are recovered in three dif-ferent ways: (1) generation of energy through incineration, (2) therecovery of aluminum in pyrolysis ovens and (3) the processing ofthe mixture of plastic and metal to obtain high-end plastic lumberproducts (Lopes and Felisberti, 2006). Lopes and Felisberti sug-gested that the recycling-originated polymer matrix/metal com-posite is a very low cost material and shows potential to be used
009 Published by Elsevier Ltd. All
4.
in many applications. But in this process, humidity and impuritiesaffect the composite quality.
On the other hand, waste tetra pak packaging is valuablesources of chemicals. Alcoa Aluminio, in a joint venture with tetrapak, Klabin and TSL Ambiental, launched its new recycling plant inBrazil in May 2005. It is the first plant in the world that can sepa-rate the paper, aluminum and plastic components used in packag-ing cartons by using plasma technology. The plasma technologyuses electrical energy to produce a jet of plasma at 15,000 �C.The heat ionises the plastic and aluminum mixture with the resultthat the plastic is transformed into paraffin and the aluminum isrecovered in its pure form.
Pyrolysis may be one of the alternative routes for treatment ofwaste tetra pak packaging. Pyrolysis have being widely appliedto organic wastes, such as agricultural wastes, scrap tyres, sewagesludges and plastic wastes. In pyrolysis process, organic material isheated in an inert atmosphere. The products of pyrolysis are gas,oil and carbonaceous residue. The gas can be used as fuel, fre-quently for heating the pyrolysis reactor and the oil can either beused as fuel or as raw material for different chemicals production.The carbonaceous residue can be burnt as fuel or safely disposed of,since the heavy metals are fixed in the carbonaceous matrix. Inaddition, this residue is also suitable for production of activatedcarbon. Information is available on the products of pyrolysis of sev-eral lignocellulosic materials (Murwanashyaka et al., 2001;Worasuwannarak et al., 2007; Bridgwater, 1999; Cao et al., 2004)and synthetic polymers (Hernandez et al., 2007; Hu and Li, 2007;Takuma et al., 2000; Bagri and Williams, 2002).
It is well known that the polyolefinic polymers such as polyeth-ylene or polypropylene, are readily thermally decomposed. Thepyrolysis occurs through the random-chain scission mechanismand a whole spectrum of hydrocarbon products is obtained. Mainly
rights reserved.

Table 1Composition of waste tetra pak (wt%).
Cardboard Plastic Aluminum
63 30 7
A. Korkmaz et al. / Waste Management 29 (2009) 2836–2841 2837
light paraffins and olefins are obtained during polymer pyrolysis athigher temperatures (above 700 �C) (Buekens and Huang, 1998).Pyrolysis of cellulose produces three classes of substances: gas,char, and tars (Visentin et al., 2002). Pyrolysis tar is highly oxygen-ated and chemically complex. The investigation of pyrolysis of cel-lulose has shown that an initiation reaction led to the formation ofan ‘active cellulose’ which subsequently decomposed via two com-petitive first-order reactions: one yielding volatiles and the otheryielding char and gas (Bradbury et al., 1979).
Coprocessing of synthetic polymers with cellulose and lignocel-lulosic materials has merited attention by some researcher. Thethermal behaviour of wood biomass and synthetic polymer mix-tures was studied by Sharypov et al. (2002). Beech wood, pinewood, cellulose, hydrolytic lignin, medium density polyethylene,isotactic and atactic polypropylene were tested. In the experi-ments carried out in a autoclave’ pressurised with argon up to0.1 MPa, the temperature of 400 �C was found as the optimumtemperature for biomass/plastic mixture conversion which corre-sponds to the maximum yield of light liquids. The chemical com-position and structure of plastics had a significant influence on thedistribution of products in biomass/plastic co-pyrolysis. They con-cluded that the lowest yield of light liquids is obtained from amixture of biomass with the most thermally-stable plastic. Alsothey have observed the synergistic effect in the pyrolysis of thebiomass/aPP mixtures due to the reaction of the olefinic productsfrom aPP degradation with some products from cellulose and bio-mass (Marin et al., 2002). In another study, the thermal decompo-sition of polypropylene in the presence of wood flour, lignin,cellulose and charcoal was studied by Jakab et al. using the ther-mogravimetric method (Jakab et al., 2000). The charcoal shiftedthe thermal decomposition of polypropylene to a lower tempera-ture and promoted the formation of monomer and dimer. Theysuggested that the co-pyrolysis process could have potential forthe environmentally friendly transformation of lignocellulosicand plastic waste to valuable products. Rutkowski and Kubackistudied the co-pyrolysis of cellulose and polystyrene to obtainthe bio-oil with high yield and better quality in comparison tothat produced from pure biomass (Rutkowski and Kubacki,2006). Their results showed that the addition of polystyrene tocellulose has a positive effect on the yield and basic physical prop-erties of bio-oil. They concluded that during pyrolysis, not onlydoes decomposition of cellulose and polystyrene occur, but also,reactions between the products from cellulose and polystyrenetake place.
Taking the above mentioned findings into considerations, theaim of this work is the tetra pak pyrolysis in order to obtain theproducts with potential valuable applications. Under our knowl-edge, in literature, there is only one study related to pyrolysis oftetra pack. Wu carried out a kinetic analysis of the global thermaldecomposition of tetra pak by using TGA (Wu and Chang, 2001).They suggested that the total reaction rate can be expressed bythe summation of the individual compounds of LDPE and kraft pa-per by multiplying the weighing factors. The results obtained fromXRPD analysis indicated that pure aluminum foil could be obtainedfrom the final residue of pyrolysis.
2. Experimental
2.1. Materials
The waste tetra pak sample was obtained from garbage. Thecomposition is showed in Table 1. The virgin components as com-mercial grade low density polyethylene (as 3.2 mm extruded pel-lets) and kraft paper were supplied by tetra pak, Izmir-Turkeyand they have been used as reference materials. Both the waste
tetra pak and kraft paper were cut to a uniform size of about1 � 2 cm before pyrolysis.
2.2. Pyrolysis
The pyrolysis experiments were carried out in nitrogen atmo-sphere using a semi-batch pyrolysis reactor. Pyrolysis reactorwas a fixed bed design of stainless steel (26% chromium contentby mass) with 6 cm diameter and 21 cm height. In a typical run,the sample of approximately 50 g was placed into the reactor.The system was heated at a rate of 5 �C min�1 to the desired tem-perature and held at this temperature for 1 h. The volatile productswere swept by nitrogen gas (25 ml min�1) from the reactor to col-lection traps cooled with water-ice bath. After pyrolysis, the fur-nace was cooled to room temperature in a nitrogen gas streamovernight.
The type of products obtained from pyrolysis varied dependingon the type of sample. In the case of tetra pak pyrolysis, the prod-uct collected in traps contained the aqueous and organic phase(wax + tarry compounds). They were separated each other by cen-trifugation. Solid residue from reactor consisted of coke and alumi-num. Aluminum was separated from coke by sinking with water.The pyrolysis products from tetra pak were classified into sixgroups: gas products, aqueous phase, tarry compounds, wax, alu-minum and coke. All system components were weighed and theamount of gas was determined by difference.
2.3. Analysis methods
Thermogravimetric analysis was performed by means of a Per-kin Elmer Diamond TG/DTA thermogravimetric analyzer under N2
atmosphere. The flow rate of purge gas was kept at 200 ml min�1.The sample was heated from the ambient temperature up to 600 �Cwith heating rate of 10 �C min�1.
The gas products obtained from pyrolysis were collected in Ted-lar bag and analyzed by HP model 5890 series II gas chromatogra-phy, with a thermal conductivity detector. A stainless steel packedcolumn (6.0 m � 1/8 in. Porapack Q, 2.0 m � 1/8 in. 5A molecularsieve, serially connected to each other) was used. The separationof CO2, C1, C2, C3, C4 and C5 hydrocarbons was made with PoropackQ column and the separation of O2, N2 and CO was carried out withMS 5A column. The amounts of total phenol in aqueous phase weredetermined colorimetrically (reaction of phenols with 4-nitroani-line to a yellow complex) with the photometer by Hach Lange-DR2800. Water amount of aqueous phase was determined by KarlFischer titrator.
Fourier transform infrared (FTIR) spectra of waxes were re-corded using a spectrophotometer (Spectrum 100, Perkin Elmer)in order to qualitatively identify the chemical functionality of thewaxes. Infrared spectra were recorded of the samples placed be-tween KBr plates. The average molecular weight and distributionsof waxes were determined using size exclusion chromatography(SEC) on a 60 � 7.7 mm i.d. cross-linked polystyrene (PLGel) col-umn packed with 10 mm particles with 50 nm pore size, with UVdetection at 254 nm. Nuclear Magnetic Resonance (NMR) analysiswas used to determine the percentage of aromatic, paraffinic andolefinic species in waxes. 1H NMR Spectra of waxes were recordedwith a Varian AS-400 using CHCl3 solvent.

2838 A. Korkmaz et al. / Waste Management 29 (2009) 2836–2841
3. Results
3.1. Thermogravimetric investigation
The decomposition profiles of the whole tetra pak and differentlayers of tetra pak are given in Fig. 1. It can be seen that the card-board layer (brown + white) is decomposed at a lower temperaturethan plastic layer. Clearly separate peaks of degradation are alwaysobserved for the cellulose and plastics. Following the mass loss cor-responding to loss of moisture (below 105 �C), the DTG curve fortetra pak exhibits two mass loss steps between 200 and 500 �C.The first devolatilization took place between 200 and 400 �C withmaximum peak temperature at 360 �C, showing a sharp weight de-crease. And the second devolatilization occured between 420 and510 �C with a maximum peak temperature at 475 �C. The first peakis associated with the decomposition of cardboard layer while thesecond one with the decomposition of polyethylene. It is clear thatcardboard is mainly responsible for the char formation of tetra pak.Since the principal components in tetra pak are kraft paper, poly-ethylene and aluminum foil, the residue consisted of char and alu-minum. It seems that aluminum had no effect on the decompositionof these components. And it is clear that the degradation of singlecomponents in tetra pak (cellulose and PE) are independent duringthe heating period. This result is in good agreement with the studiescarrying out using print-free tetra pak (Wu et al., 2002), cellulose-PE and cellulose-PP (Sharypov et al., 2002). TG–DTG results showedthat weight lose of tetra pak was over at the temperature of 500 �C.
3.2. Influence of the temperature on the product distribution ofpyrolysis
The experiments at three different temperatures (400, 500 and600 �C) were carried out to determine the optimum pyrolysis tem-
0
20
40
60
80
100
0 100 200 300 400 500 600 700
wei
ght
loss
, %
0
2
4
6
8
10
12
14
16
0 100 200 300 400 500 600 700
Temperature, oC
DT
G (
%/m
in)
tetra pak
PE layer
cartoon layer
Fig. 1. Mass loss, TG (a) and derivative curves, DTG (b) of tetra pak and itsconstituents.
perature at which maximum liquid yields were obtained. Resultsare given in Table 2. As seen from Table 2, wax yield sharply in-creased and the amount of char decreased drastically with the in-creased the temperature up to 500 �C and further increase intemperature led to no considerable change in wax and char yield,In contrast, the amount of gas, tar and aqueous phase did not sig-nificantly with the temperature.
3.3. Influence of the composition on the product distribution ofpyrolysis
To investigate synergic effect on pyrolysis yields obtained fromfixed bed reactor, kraft cardboard and polyethylene, which used intetra pak production, and their mixture at the ratio of 2:1(card-board:PE) were also pyrolyzed at 500 �C. The results in Table 3show that char, aqueous phase and most of gas obtained from tetrapak pyrolysis come from degradation of cardboard while waxformed from PE degradation. Reports can be found in the literatureabout the products yields from pyrolysis of cellulose and PE atvarying temperature. Degradation of lignocellulosic material (upto 95% of total degradation) generally occurs between 200 and400 �C and at above 400 �C, solid residue is undergoes furtherdecomposition leading to formation of gases with small extentweight loss (Fisher et al., 2002). On the other hand, the pyrolysisof PE at moderate temperature gives the mainly waxy product,yields of oil (C4–C15 hydrocarbons) and gases (C1–C4 hydrocar-bons) are low (Takuma et al., 2000; Jalil, 2002; Schirmer et al.,2001).
By considering the weight fractions of cardboard and PE in tetrapak, the experimental yield of the pyrolysis of the tetra pak is closeto the calculated ones. These results show that there is no signifi-cant influence on the pyrolysis product distribution. This may sug-gest that the aluminum foil which is present in tetra pak had noeffect on the thermal degradation both PE and cellulose.
3.4. Stepwise pyrolysis
The results obtained from TGA show that during the thermaldegradation of tetra pak under inert conditions, degradation of cel-lulose is almost completed before beginning of the mass loss of PE.The results of Table 3 indicate that the pyrolysis of each compo-nent in tetra pak produces different kind of products. To obtainthe wax product having less impurity such as tarry compoundsfrom cellulose degradation, stepwise pyrolysis was performed.Thus; tetra pak samples were first pyrolyzed at 350 �C and holdat this temperature for 1 h, at the end of the heating period, thecondensate in traps was withdrawn and the reactor content wascooled to room temperature in a nitrogen gas stream to weighthe residue. The amount of gas was determined by difference. Thenthe residue consisting of char, aluminum and sticky PE was placedagain into the reactor and heated up to 500 �C and hold at this tem-perature for 1 h. The volatile products were swept by nitrogen gasfrom the reactor to collection traps. After pyrolysis, the furnacewas cooled to room temperature. Condensate and residue were
Table 2Influence of temperature on the yields of product (wt%) from tetra pak pyrolysis.
400 (�C) 500 (�C) 600 (�C)
Gas 23.9 23.3 23.9Aqueous phase 32.6 31.8 29.6Tar 2.0 1.5 0.7Wax 4.8 17.9 20.4Residue
Char 29.7 18.6 18.4Aluminum foil 7.0 6.9 7.0

Table 3Product distribution of pyrolysis of tetra pak components.
Cardboard PE Simulated mixture
Gas 29.9 18.4 22.5Water phase 39.4 – 27.4Tar 3.1 8.5 6.2Wax – 73.1 26.8Char 27.6 Nil 17.1
A. Korkmaz et al. / Waste Management 29 (2009) 2836–2841 2839
weighed. The yield of products was calculated on the basis initialtetra pak mass. The non-condensable volatiles (gases) from eachstep were separately collected in gas bags.
Table 4 shows the products distribution obtained from the eachstep. The product yields obtained overall pyrolysis is similar to thatof one step pyrolysis at 500 �C. One advantage of this process com-pared to other is that polyethylene wax could be separately col-lected without any supplementary separation process.
3.5. Composition of gas products
Table 5 shows the gas compositions from the stepwise pyrolysisof tetra pak wastes. The gas products from the pyrolysis at lowtemperature (350 �C) consisted largely of COx gases which is maingas product from degradation of cellulose. This result is in goodagreement with previous study by Worasuwannarak et al.(2007), who investigated the gas formation rate during the pyroly-sis of cellulose and different kind of lignocellulosic materials by theTG–MS technique and the others. In the second step (at 500 �C)which corresponds to PE degradation, the major gaseous productswere H2, C1, C2 and C3 hydrocarbons, as expected. The minoramount of CO and CO2 may be contributed to the gasification ofC to CO and CO2 (Wu and Chang, 2001).
As we consider that most amount of gas was formed during thefirst step and this gas product contains the high proportion of car-bon oxides, the obtained gases from tetra pak pyrolysis did nothave the high calorific value. But, they can provide some part ofthe energy requirements of the pyrolysis plant.
Table 4The yields of product (wt%) obtained from stepwise pyrolysis of tetra pak.
1st step (at 350 �C) 2nd step (at 500 �C)
Gas 19.9 2.4Aqueous phase 32.8 –Tar 1.1 –Wax – 18.7Residue 46.2 25.2Char 18.6Aluminum 6.8
Table 5Composition of the gas products from the stepwise pyrolysis of waste tetra pak(mol%).
1st step (at 350 �C) 2nd step (at 500 �C)
CO 34.79 4.87CO2 52.70 2.12H2 5.86 32.08C1 2.60 28.02C2 1.60 15.00C3 1.16 9.45C4 0.78 5.62C5 0.27 2.86C6 0.24 0.01
3.6. Wax properties
Utilization of wax covers a much wider area, such as, as asphaltmodifiers, production of water-based polymeric emulsions in for-mulating inks and coatings (European Patent EP 1476477), in cos-metics (US Patent 6395262), coating materials for fruits andcardboard, for textile finishing in the oxidized form (US Patent0050107511) etc.
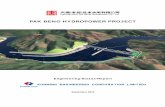
To characterize the main chemical groups of waxes, they werewashed with acetone and then they were analyzed by FTIR. TheFTIR spectra of the waxes are presented in Fig. 2. The strong signalsin the range of 2851–2956 cm�1, corresponding to aliphatic com-pounds, are present in all the waxes. In addition, the infrared spec-tra of the waxes presents some bands corresponding to CH2, CH3
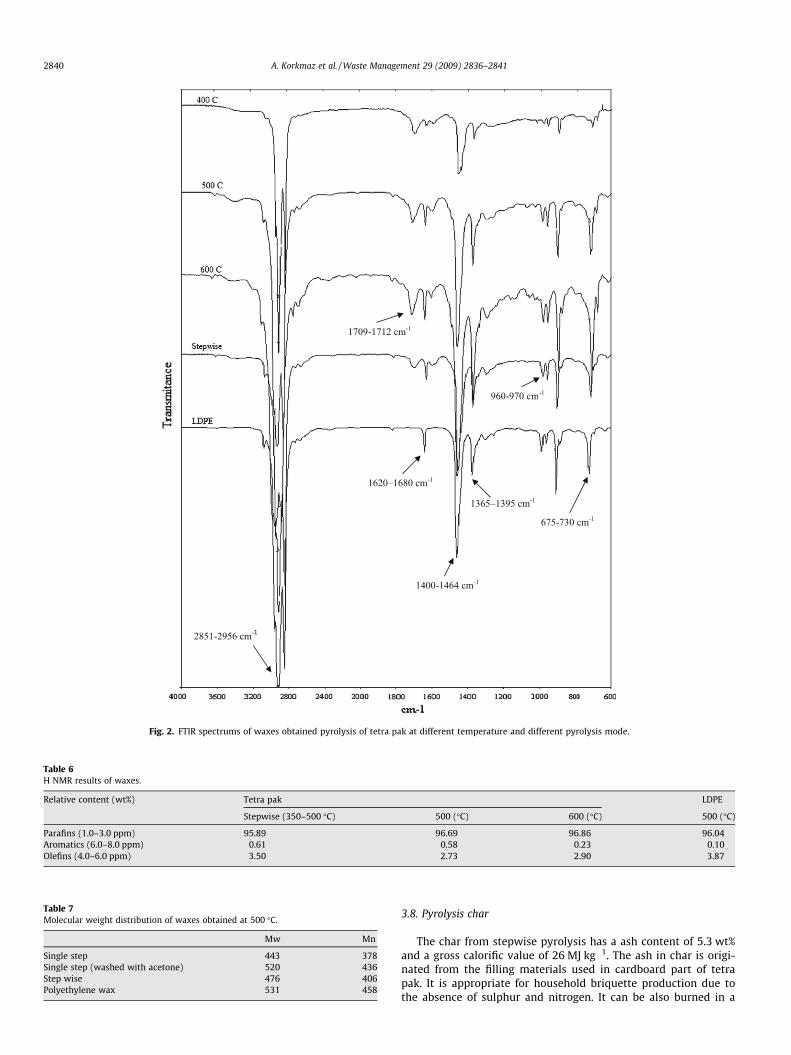
bending (1365–1395 cm�1), alkenyl groups (C@C stretching,1620–1680 cm�1; –CH@CH– (trans) 960–970 cm�1; –CH@CH–(cis) 675–730 cm�1) and aromatic groups (–C@C– stretching,1400–1464). Except PE waxes, FTIR spectra of waxes shows thepresence of carbonyl groups (C@O, 1709–1712 cm�1). Althoughthe DTG curves in Fig. 1 and the products yields from pyrolysis (Ta-ble 2) showed that degradation of single components in tetra pak(cellulose and PE) are independent during pyrolysis, the presenceof carbonyl group in wax may be related to both interaction be-tween degradation products from cellulose and PE and present ofsome tarry impurities come from cellulose degradation. As seenfrom Fig. 2, the intensity of carbonyl peak increased with the pyro-lysis temperature. The band at 690–760 cm�1 is very wide forTp = 400 �C, is reflected in two bands for Tp = 500–600 �C. It is as-signed to substituted aromatics and alkenes. In the case of LDPEand stepwise pyrolysis only a single band appears. Two types ofstructures are presented in the pyrolysis wax of tetra pak, one ofthem being eliminated by stepwise pyrolysis. No shifts in bandsposition were observed. H NMR results (Table 6) showed that thewaxes obtained from tetra pak waste have a prevalent paraffiniccharacter, as the polyethylene wax.
The molecular weight and molecular weight distribution ofwaxes obtained from tetra pak and LDPE at 500 �C are given inTable 7. The difference in the Mw of wax from tetra pak and thewax from LDPE might be due to the tarry impurities. We alsowashed the wax obtained from tetra pak at 500 �C with acetoneto remove the tarry compounds. As seen from Table 7, acetonewashed wax has similar molecular weight to polyethylene wax.It was also noted that the molecular weight of waxes did not signif-icantly changed with the pyrolysis temperature.
3.7. Aqueous phase
As mentioned previously, degradation of cellulose or lignocel-lulosic material produced huge number of water soluble or insol-uble oxygenated compounds. In this study, liquid products formedfrom degradation of cellulose were in aqueous form, the fewamount of tarry compounds (bio-oil) were formed. The yield ofaqueous phase was considerable high. Although the water contentof aqueous phases is high, it contains some valuable chemicals(Wu et al., 2002). One of them is phenolic compounds. Phenolsare a commercially valuable class of compounds. Biomass derivedphenols can be used as smoke flavor, anti-fungal materials, rawmaterial for phenolic resins etc. The water and total phenol con-tents of aqueous phases which obtained from stepwise pyrolysisand one step pyrolysis at 400, 500 and 600 �C are presented in Ta-ble 8. The characteristic of aqueous phase obtained from kraftcardboard was also included in the same table. As seen from Table8, the main liquid degradation product from both tetra pak andkraft cardboard was water. It seems that step-wise pyrolysis pro-duced much amount of phenolic compounds and less amountwater.
1365–1395 cm-1
2851-2956 cm-1
1620–1680 cm-1
960-970 cm
675-730 cm-1
1400-1464 cm-1
1709-1712 cm-1
-1
Fig. 2. FTIR spectrums of waxes obtained pyrolysis of tetra pak at different temperature and different pyrolysis mode.
Table 6H NMR results of waxes.
Relative content (wt%) Tetra pak LDPE
Stepwise (350–500 �C) 500 (�C) 600 (�C) 500 (�C)
Parafins (1.0–3.0 ppm) 95.89 96.69 96.86 96.04Aromatics (6.0–8.0 ppm) 0.61 0.58 0.23 0.10Olefins (4.0–6.0 ppm) 3.50 2.73 2.90 3.87
Table 7Molecular weight distribution of waxes obtained at 500 �C.
Mw Mn
Single step 443 378Single step (washed with acetone) 520 436Step wise 476 406Polyethylene wax 531 458
2840 A. Korkmaz et al. / Waste Management 29 (2009) 2836–2841
3.8. Pyrolysis char
The char from stepwise pyrolysis has a ash content of 5.3 wt%and a gross calorific value of 26 MJ kg�1. The ash in char is origi-nated from the filling materials used in cardboard part of tetrapak. It is appropriate for household briquette production due tothe absence of sulphur and nitrogen. It can be also burned in a

Table 8The content of total phenols and water in aqueous phase from pyrolysis.
Total phenol (ppm) Water (%)
Tp = 400 101 66Tp = 500 104 52Tp = 600 60 57Tp = 350–500 110 44Kraft paper 94 55
A. Korkmaz et al. / Waste Management 29 (2009) 2836–2841 2841
steam boiler with an appropriate emission control. Also, char areone of the raw materials for activated carbon production.
4. Conclusion
In this study, pyrolysis of waste tetra pak was investigated atdifferent temperatures (400–600 �C). Pyrolysis of wastes yieldedthe gas and wax besides carbon residue and pure aluminum. Thechar obtained from pyrolysis was suitable to use as solid fuel be-cause of its high calorific value and low ash content. Gas productwas mostly formed from degradation of cardboard and containedthe high proportion of carbon oxides. TGA results showed that tet-ra pak pyrolysis consisted of two distinct stages. The first stage (be-low 400 �C) was contributed to by the primary degradationreaction of cardboard. The degradation of polyethylene was signif-icant in the second stage. As based on TGA results, step-wise pyro-lysis was performed to obtain the wax product having lessimpurity such as tarry compounds from cellulose degradation.
Consequently, the results of this work showed that waste tetrapak is a useful recycling resource and the conversion of wastes intosolid carbon and polyethylene wax may be recognized as an attrac-tive approach.
Acknowledgements
This work was done in the framework of an interacademic ex-change between Romanian and Turkish Academies of Sciences.
References
Bagri, R., Williams, P.T., 2002. Catalytic pyrolysis of polyethylene. J. Anal. Appl.Pyrolysis 63, 29–41.
Bradbury, A.G.W., Sakai, Y., Shafizadeh, F., 1979. A kinetic model for pyrolysis ofcellulose. J. Appl. Polym. Sci. 23, 3271–3280.
Bridgwater, A.V., 1999. Principles and practice of biomass fast pyrolysis processesfor liquids. J. Anal. Appl. Pyrolysis 51, 3–22.
Buekens, A.G., Huang, H., 1998. Catalytic plastics cracking for recovery of gasoline-range hydrocarbons from municipal plastic wastes. Resour. Conserv. Recycl. 23,163–181.
Cao, Q., Xie, K., Bao, W., Shen, S., 2004. Pyrolytic behavior of waste corn cob.Bioresour. Technol. 94, 83–89.
Fisher, T., Hajaligol, M., Waymack, B., Kellogg, D., 2002. Pyrolysis behavior andkinetics of biomass derived materials. J. Anal. Appl. Pyrolysis 62, 331–349.
Hernandez, M.R., Garcia, A.N., Marcilla, A., 2007. Catalytic flash pyrolysis of HDPE ina fluidized bed reactor for recovery of fuel-like hydrocarbons. J. Anal. Appl.Pyrolysis 78, 272–281.
Hu, Y., Li, S., 2007. The effects of magnesium hydroxide on flash pyrolysis ofpolystyrene. J. Anal. Appl. Pyrolysis 78, 32–39.
Jakab, E., Varhegyi, G., Faix, O., 2000. Thermal decomposition of polypropylene inthe presence of wood-derived materials. J. Anal. Appl. Pyrolysis 56, 273–285.
Jalil, P.A., 2002. Investigations on polyethylene degradation into fuel oil overtungstophosphoric acid supported on MCM-41 mesoporous silica. J. Anal. Appl.Pyrolysis 65, 185–195.
Lopes, C.M.A., Felisberti, M.I., 2006. Composite of low-density polyethylene andaluminum obtained from the recycling of postconsumer aseptic packaging. J.Appl. Polym. Sci. 101, 3183–3191.
Marin, N., Collura, S., Sharypov, V.I., Beregovtsova, N.G., Baryshnikov, S.V.,Kutnetzov, B.N., Cebolla, V.L., Weber, J.V., 2002. Copyrolysis of wood biomassand synthetic polymers mixtures. Part II: characterisation of the liquid phases. J.Anal. Appl. Pyrolysis 65, 41–55.
Murwanashyaka, J.N., Pakdel, H., Roy, C., 2001. Step-wise and one-step vacuumpyrolysis of birch-derived biomass to monitor the evolution of phenols. J. Anal.Appl. Pyrolysis 60, 219–231.
Rutkowski, P., Kubacki, A., 2006. Influence of polystyrene addition to cellulose onchemical structure and properties of bio-oil obtained during pyrolysis. EnergyConvers. Manage. 47, 716–731.
Schirmer, J., Kim, J.S., Klemm, E., 2001. Catalytic degradation of polyethylene usingthermal gravimetric analysis and a cycled-spheres-reactor. J. Anal. Appl.Pyrolysis 60, 205–217.
Sharypov, V.I., Marin, N., Beregovtsova, N.G., Baryshnikov, S.V., Kuznetsov, B.N.,Cebolla, V.L., Weber, J.V., 2002. Co-pyrolysis of wood biomass and syntheticpolymer mixtures. Part I: influence of experimental conditions on the evolutionof solids, liquids and gases. J. Anal. Appl. Pyrolysis 64, 15–28.
Takuma, K., Uemichi, Y., Ayame, A., 2000. Product distribution from catalyticdegradation of polyethylene over H-gallosilicate. Appl. Catal. A: Gen 192, 273–280.
Visentin, V., Piva, F., Canu, P., 2002. Experimental study of cellulose fast pyrolysis ina flow reactor. Ind. Eng. Chem. Res. 41, 4965–4975.
Worasuwannarak, N., Sonobe, T., Tanthapanichakoon, W., 2007. Pyrolysis behaviorsof rice straw, rice husk, and corncob by TG–MS technique. J. Anal. Appl.Pyrolysis 78, 265–271.
Wu, C., Chang, H., 2001. Pyrolysis of tetra pack in municipal solid waste. J. Chem.Technol. Biotechnol. 76, 779–792.
Wu, C., Chang, H., Tseng, C., 2002. Pyrolysis products of uncoated printing andwriting paper of MSW. Fuel 81, 719–725.