
Influenza dei trattamenti termici sulla propagazione della cricca di fatica in una lega Ti-6Al-4V
Upload
khangminh22Category
view
0download
0
ScienceDirect
Available online at www.sciencedirect.com
Procedia Engineering 207 (2017) 633–638
1877-7058 © 2017 The Authors. Published by Elsevier Ltd.Peer-review under responsibility of the scientific committee of the International Conference on the Technology of Plasticity.10.1016/j.proeng.2017.10.1033
10.1016/j.proeng.2017.10.1033
© 2017 The Authors. Published by Elsevier Ltd.Peer-review under responsibility of the scientific committee of the International Conference on the Technology of Plasticity.
1877-7058
Available online at www.sciencedirect.com
ScienceDirect Procedia Engineering 00 (2017) 000–000
www.elsevier.com/locate/procedia
1877-7058 © 2017 The Authors. Published by Elsevier Ltd. Peer-review under responsibility of the scientific committee of the International Conference on the Technology of Plasticity.
International Conference on the Technology of Plasticity, ICTP 2017, 17-22 September 2017, Cambridge, United Kingdom
Improving the mechanical properties of TIG welding Ti-6Al-4V by post weld heat treatment
Guangxu Yana, Ming Jen Tanb*, Alexandru Crivoic, Feng Lid, Sandeep Kumare and Chern How Nicholas Chiaf
a-c,eSchool of Mechanical and Aerospace Engineering, Nanyang Technological University, 50 Nanyang Avenue, 639798, Singapore.
d,fRolls-Royce Singapore Pte. Ltd, 1 Seletar Aerospace Crescent, 797575, Singapore.
Abstract
After several years of service under high temperatures and high pressure, the Ti-6Al-4V aero-engine components may need to be repaired by Tungsten Inert Gas (TIG) welding to prevent crack growth. However, the material properties tend to worsen after TIG welding due to residual stresses developed adjacent to the fusion zone (FZ) and the heat affected zone (HAZ). It can lead to premature failure of the repair area resulting in a shortened service life of the components. Post weld heat treatment (PWHT) is generally adopted to reduce the residual stresses and to improve the mechanical properties. A comprehensive study of the effects of PWHT on the mechanical properties of Ti-6Al-4V was conducted in this paper. The residual stresses, micro-hardness, tensile strength and low cycle tensile fatigue life of as-welded Ti-6Al-4V before and after PWHT were compared and analyzed. The results indicate that the PWHT at 700 °C for 1 hour increases the yield strength of weld metal around 2.1% and improves the low cycle tensile fatigue life significantly under fatigue loads from 750 MPa to 950MPa by reducing residual stresses to close to 0 MPa. © 2017 The Authors. Published by Elsevier Ltd. Peer-review under responsibility of the scientific committee of the International Conference on the Technology of Plasticity. Keywords: TIG welding; Post weld heat treatment; Mechanical properties; Ti-6Al-4V;
* Corresponding author. Tel.: +65-6790-5582; fax: +65-6791-1859. E-mail address: [email protected]
Available online at www.sciencedirect.com
ScienceDirect Procedia Engineering 00 (2017) 000–000
www.elsevier.com/locate/procedia
1877-7058 © 2017 The Authors. Published by Elsevier Ltd. Peer-review under responsibility of the scientific committee of the International Conference on the Technology of Plasticity.
International Conference on the Technology of Plasticity, ICTP 2017, 17-22 September 2017, Cambridge, United Kingdom
Improving the mechanical properties of TIG welding Ti-6Al-4V by post weld heat treatment
Guangxu Yana, Ming Jen Tanb*, Alexandru Crivoic, Feng Lid, Sandeep Kumare and Chern How Nicholas Chiaf
a-c,eSchool of Mechanical and Aerospace Engineering, Nanyang Technological University, 50 Nanyang Avenue, 639798, Singapore.
d,fRolls-Royce Singapore Pte. Ltd, 1 Seletar Aerospace Crescent, 797575, Singapore.
Abstract
After several years of service under high temperatures and high pressure, the Ti-6Al-4V aero-engine components may need to be repaired by Tungsten Inert Gas (TIG) welding to prevent crack growth. However, the material properties tend to worsen after TIG welding due to residual stresses developed adjacent to the fusion zone (FZ) and the heat affected zone (HAZ). It can lead to premature failure of the repair area resulting in a shortened service life of the components. Post weld heat treatment (PWHT) is generally adopted to reduce the residual stresses and to improve the mechanical properties. A comprehensive study of the effects of PWHT on the mechanical properties of Ti-6Al-4V was conducted in this paper. The residual stresses, micro-hardness, tensile strength and low cycle tensile fatigue life of as-welded Ti-6Al-4V before and after PWHT were compared and analyzed. The results indicate that the PWHT at 700 °C for 1 hour increases the yield strength of weld metal around 2.1% and improves the low cycle tensile fatigue life significantly under fatigue loads from 750 MPa to 950MPa by reducing residual stresses to close to 0 MPa. © 2017 The Authors. Published by Elsevier Ltd. Peer-review under responsibility of the scientific committee of the International Conference on the Technology of Plasticity. Keywords: TIG welding; Post weld heat treatment; Mechanical properties; Ti-6Al-4V;
* Corresponding author. Tel.: +65-6790-5582; fax: +65-6791-1859. E-mail address: [email protected]
634 Guangxu Yan et al. / Procedia Engineering 207 (2017) 633–6382 Guangxu Yan et al. / Procedia Engineering 00 (2017) 000–000
1. Introduction
Ti-6Al-4V is widely used for aero-engine components due to its high strength to weight ratio compared to other alloys and excellent high-temperature mechanical properties [1, 2]. After several years of service in severe atmospheres such as high temperature and high pressure, the aero-engine components need to be repaired by TIG welding. However, the mechanical properties of as-welded Ti-6Al-4V tend to worsen due to the residual stresses occurring adjacent to the fusion zone (FZ) and (heat affected zone) HAZ and the increased dislocation density [3, 4]. These stresses and dislocations may lead to premature failure of the repair area and result in a shortened service life of the components [5-7]. PWHT is commonly adopted to improve the mechanical properties of as-welded Ti-6Al-4V after TIG welding process. Despite there were studies on PWHT of Ti-6Al-4V, most of previous research focused on the other welding methods such as laser welding [8, 9] and and electron beam welding [10], or the effects of PWHT on the other properties such as tensile strength [11] and fracture properties [12], limited research focused on the comprehensive study of the effects of PWHT on the residdul stress and low cycle tensile fatigue life for TIG welding Ti-6Al-4V [13]. This paper aims to conduct a comprehensive study of the effects of PWHT on the mechanical properties of TIG welding Ti-6Al-4V. As the PWHT temperature increases, the residual stresses relieves faster and more effectively [14]. However, the mechanical properties may worsen if the PWHT temperature is above 700 °C as the grains coarsen [8, 10]. PWHT at 700 °C for 1 hour for as-welded Ti-6Al-4V was conducted in the present work. The residual stresses and the low cycle tensile fatigue life of as-welded Ti-6Al-4V before and after PWHT have been studied. The micro-hardness, the tensile strength and low cycle fatigue life are further correlated with microstructure and residual stresses to study the effects of the PWHT. This study provides some guidance for PWHT of TIG welding Ti-6Al-4V.
2. Material and experimental procedures
The as-received material was a 3.175 mm thick, annealed plate of Ti-6Al-4V (ASTM B265). The chemical composition is given in Table 1. The TIG surface welding was conducted by the Magic Wave 4000 under a current of 80 A and a voltage of 15 V. The PWHT process was carried out at 700 °C (below the starting temperature of phase transformation of α phase to β) for 1 hour in the vacuum furnace. The surface residual stresses were measured by the XSTRESSES 3000 G3/G3R. Psi angles are -38.0°, -25.0°, 0°, 25.0°, 38.0° and the collimator distance is 12.7 mm during measurement. The sample dimensions for tensile tests and fatigue tests are shown in Fig.1. Tensile tests were carried out on the INSTRON 5569 at the strain rate of 0.05/min. An extensometer was used to measure the beginning strain to prevent the error caused by slippage. The fatigue tests of the as-received, the as-welded specimens and the specimens after PWHT were conducted. The frequency of load cycle was 5 Hz and the load ratio was R=0.1. Three tests were conducted for every setting test and the average values were calculated. The sectioned samples were cold mounted and dipped into the Kroll's reagent solution for around 15 s. An optical microscope was used to characterize microstructure. Vickers micro-hardness measurements were tested under a load of 3 N.
Fig.1. The sample dimensions for tensile tests and fatigue tests.
Table 1. Chemical composition of the as-received material and welding filler rods (in wt%)
Category Al V C Fe O N H
As-received 5.9 3.83 0.25 0.17 0.15 0.013 0.003
Filler rods 6.11 4.0 0.011 0.06 0.06 0.01 0.0022
(mm)

Guangxu Yan et al. / Procedia Engineering 207 (2017) 633–638 635 Guangxu Yan et al. / Procedia Engineering 00 (2017) 000–000 3
3. Results and discussion
3.1. Microstructure
The base material (BM) of as-welded Ti-6Al-4V consists of massive α phase and fragment β phase (Fig.2 (a)). A large percentage of martensite (α' phase) and recrystallized β phase together with secondary acicular α phase and β phase were observed in the FZ (Fig.2 (b)) due to the high temperature during the welding process and subsequent fast cooling. The microstructure of the HAZ is similar to that in the FZ, but consists of a smaller percentage of martensite (α' phase) and smaller size of recrystallized β phase (not shown in this paper).
There was no obvious phase change of as-welded Ti-6Al-4V before and after PWHT (e.g. Fig.2 (a) and Fig.2 (c)) as the PWHT temperature was below the phase transformation temperature. However, the needle-shaped α phase and β phase at the FZ became a bit coarser after PWHT (e.g. Fig.2 (b) and Fig.2 (d)).
Fig.2. The microstructure of as-welded and PWHT Ti-6Al-4V, (a). BM of as-welded, (b). FZ of as-welded, (c). BM after PWHT, (d). FZ after
PWHT.
3.2. Hardness
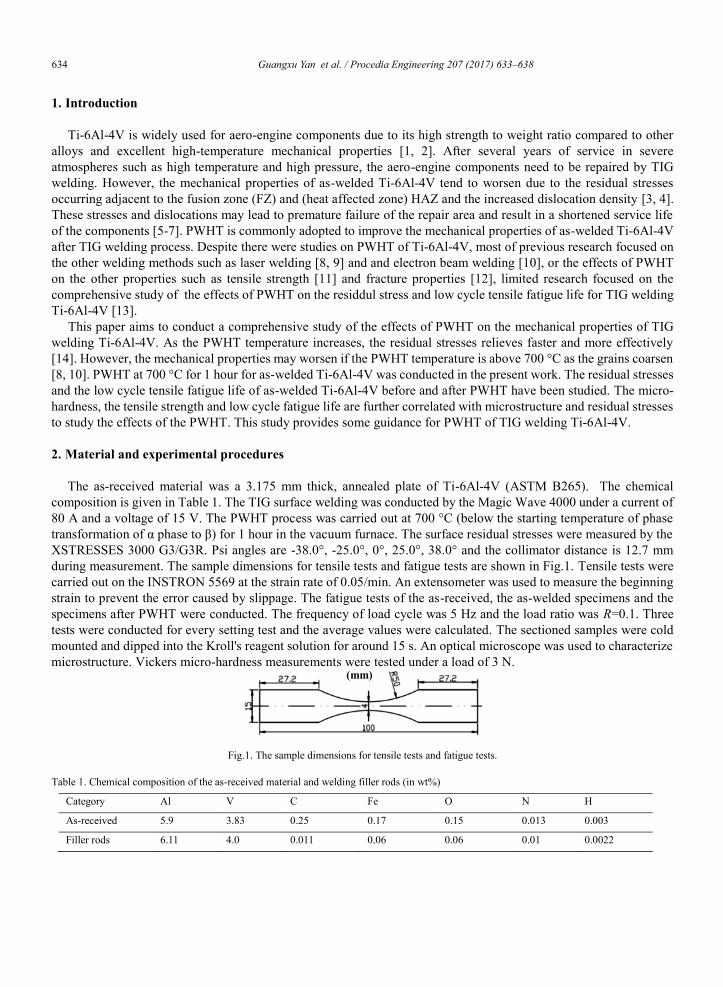
The micro-hardness distribution of as-received, as-welded Ti-6Al-4V and PWHT Ti-6Al-4V are shown in Fig.3. The micro-hardness of the as-received Ti-6Al-4V is around 327.4 ± 6.1 HV. There was no obvious change in the hardness of the BM area for the as-welded specimen, while there was a small decrease in the hardness of the BM area after PWHT. The hardness of the FZ and HAZ of the as-welded Ti-6Al-4V is around 360.5 ± 4.4 HV and 345.1 ± 4.9 HV and there was no obvious change after PWHT.
The micro-hardness of the material at different areas is related to its phase profile. The primary α phase has a lower hardness and better ductility than the β phase [15]. On the contrary, the α' phase (martensite) and α'' phase show a higher hardness than both the primary α phase and β phase. Thus, the area with more α phase shows a lower hardness (e.g. as-received Ti-6Al-4V and BM of as-welded Ti-6Al-4V) while the area with more α' phase and α'' phase show the opposite condition (e.g. FZ of as-welded Ti-6Al-4V). The hardness of the BM of the as-welded Ti-6Al-4V
r
10 μm
(a)
β phase (dark)
α phase (white)
10 μm
Martensite (α’ phase)
Retained prior α lamella
Recrystallized β phase (dark)
(b)
10 μm
(c)
10 μm
(d)
636 Guangxu Yan et al. / Procedia Engineering 207 (2017) 633–6384 Guangxu Yan et al. / Procedia Engineering 00 (2017) 000–000
decreases after PWHT due to the α phase coarsened after PWHT. There is no obvious change in the hardness of the FZ and the HAZ of the Ti-6Al-4V before and after PWHT, as there was no obvious phase transformation and the acicular α phase and β phase are stable under 700 °C PWHT.
Fig.3. The micro-hardness profile of the Ti-6Al-4V (BM: base material, HAZ: heat affected zone, FZ: fusion zone).
3.3. Residual stress
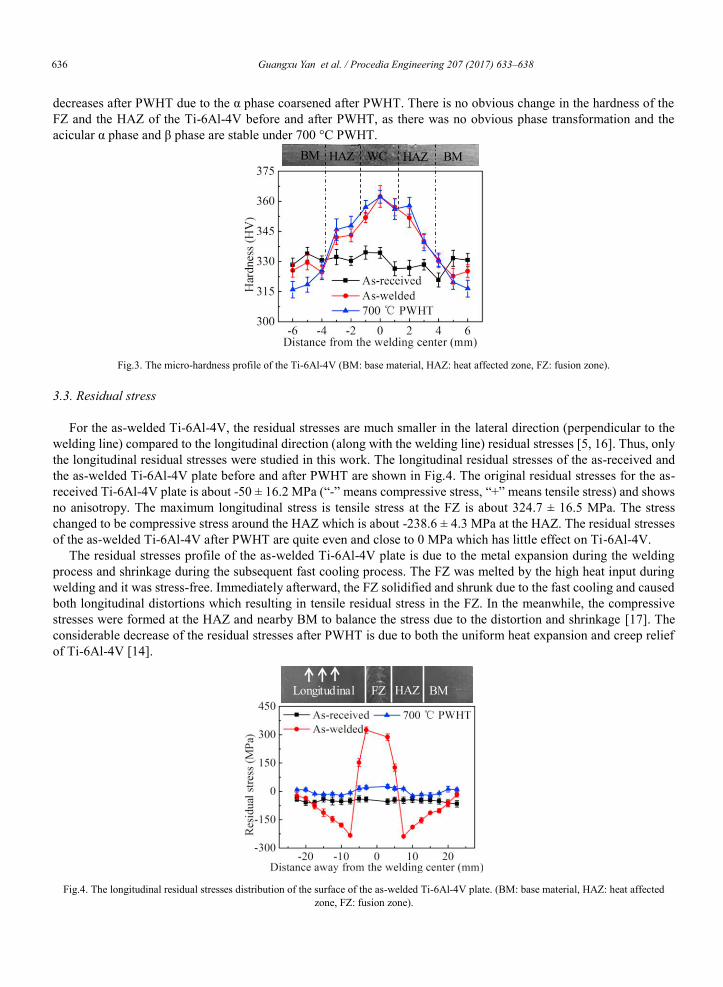
For the as-welded Ti-6Al-4V, the residual stresses are much smaller in the lateral direction (perpendicular to the welding line) compared to the longitudinal direction (along with the welding line) residual stresses [5, 16]. Thus, only the longitudinal residual stresses were studied in this work. The longitudinal residual stresses of the as-received and the as-welded Ti-6Al-4V plate before and after PWHT are shown in Fig.4. The original residual stresses for the as-received Ti-6Al-4V plate is about -50 ± 16.2 MPa (“-” means compressive stress, “+” means tensile stress) and shows no anisotropy. The maximum longitudinal stress is tensile stress at the FZ is about 324.7 ± 16.5 MPa. The stress changed to be compressive stress around the HAZ which is about -238.6 ± 4.3 MPa at the HAZ. The residual stresses of the as-welded Ti-6Al-4V after PWHT are quite even and close to 0 MPa which has little effect on Ti-6Al-4V.
The residual stresses profile of the as-welded Ti-6Al-4V plate is due to the metal expansion during the welding process and shrinkage during the subsequent fast cooling process. The FZ was melted by the high heat input during welding and it was stress-free. Immediately afterward, the FZ solidified and shrunk due to the fast cooling and caused both longitudinal distortions which resulting in tensile residual stress in the FZ. In the meanwhile, the compressive stresses were formed at the HAZ and nearby BM to balance the stress due to the distortion and shrinkage [17]. The considerable decrease of the residual stresses after PWHT is due to both the uniform heat expansion and creep relief of Ti-6Al-4V [14].
Fig.4. The longitudinal residual stresses distribution of the surface of the as-welded Ti-6Al-4V plate. (BM: base material, HAZ: heat affected
zone, FZ: fusion zone).
WCHAZBM BMHAZ
Longitudinal FZ HAZ BM

Guangxu Yan et al. / Procedia Engineering 207 (2017) 633–638 6374 Guangxu Yan et al. / Procedia Engineering 00 (2017) 000–000
decreases after PWHT due to the α phase coarsened after PWHT. There is no obvious change in the hardness of the FZ and the HAZ of the Ti-6Al-4V before and after PWHT, as there was no obvious phase transformation and the acicular α phase and β phase are stable under 700 °C PWHT.
Fig.3. The micro-hardness profile of the Ti-6Al-4V (BM: base material, HAZ: heat affected zone, FZ: fusion zone).
3.3. Residual stress
For the as-welded Ti-6Al-4V, the residual stresses are much smaller in the lateral direction (perpendicular to the welding line) compared to the longitudinal direction (along with the welding line) residual stresses [5, 16]. Thus, only the longitudinal residual stresses were studied in this work. The longitudinal residual stresses of the as-received and the as-welded Ti-6Al-4V plate before and after PWHT are shown in Fig.4. The original residual stresses for the as-received Ti-6Al-4V plate is about -50 ± 16.2 MPa (“-” means compressive stress, “+” means tensile stress) and shows no anisotropy. The maximum longitudinal stress is tensile stress at the FZ is about 324.7 ± 16.5 MPa. The stress changed to be compressive stress around the HAZ which is about -238.6 ± 4.3 MPa at the HAZ. The residual stresses of the as-welded Ti-6Al-4V after PWHT are quite even and close to 0 MPa which has little effect on Ti-6Al-4V.
The residual stresses profile of the as-welded Ti-6Al-4V plate is due to the metal expansion during the welding process and shrinkage during the subsequent fast cooling process. The FZ was melted by the high heat input during welding and it was stress-free. Immediately afterward, the FZ solidified and shrunk due to the fast cooling and caused both longitudinal distortions which resulting in tensile residual stress in the FZ. In the meanwhile, the compressive stresses were formed at the HAZ and nearby BM to balance the stress due to the distortion and shrinkage [17]. The considerable decrease of the residual stresses after PWHT is due to both the uniform heat expansion and creep relief of Ti-6Al-4V [14].
Fig.4. The longitudinal residual stresses distribution of the surface of the as-welded Ti-6Al-4V plate. (BM: base material, HAZ: heat affected
zone, FZ: fusion zone).
WCHAZBM BMHAZ
Longitudinal FZ HAZ BM
Guangxu Yan et al. / Procedia Engineering 00 (2017) 000–000 5
3.4. Tensile strength
To study the effects of PWHT on the tensile strength of Ti-6Al-4V, the tensile tests for the base material, the as-welded Ti-6Al-4V and the notched as-welded Ti-6Al-4V (FZ area) were conducted and the results are shown in Fig.5. For the as-welded Ti-6Al-4V, the fracture location during the tensile test was at the BM rather than FZ or HAZ. The yield strength of weld area increased about 10.6% after welding, and it increased another 2.1% after PWHT.
The reason of the as-welded specimen broke at BM is that the material of FZ and HAZ contains a large percentage of martensite phase which is stronger than primary α phase and β phase at BM. The yield strength of FZ of the as-welded specimen is higher than the as-received specimen which means the FZ is stronger than the BM and provides the evidence for the fracture location of as-welded Ti-6Al-4V. There is no obvious change in microstructure and hardness of as-welded specimen FZ before and after PWHT, thus the increase of the yield strength (2.1%) may due to the residual stress decreased around the FZ and the precipitation of fine α phase in retained β phase [18].
Fig.5. The tensile test of the as-received and the notched Ti-6Al-4V.
3.5. Fatigue life
The fatigue life provides an effective judgement for evaluating the service life of aerospace components [19-22]. The fatigue test results of as-received Ti-6Al-4V, as-welded Ti-6Al-4V and Ti-6Al-4V after PWHT are shown in Fig.6. It can be observed that the fatigue life of the as-welded Ti-6Al-4V is shorter than the fatigue life of as-received Ti-6Al-4V under fatigue loads of 750 MPa to 950 Mpa. However, the fatigue life of Ti-6Al-4V after PWHT increases to almost the same level as the as-received Ti-6Al-4V. The fatigue life of the as-welded Ti-6Al-4V decreases partially due to the increment of dislocation density. Besides, the tensile residual stress of the as-welded Ti-6Al-4V results in the increment of the fatigue crack growth rate, which further decreases the fatigue life. On the contrary, the fatigue life of PWHT Ti-6Al-4V improves due to the formation of β phase from supersaturated α' martensite at dislocations, sub-boundaries and twin interfaces, and the reduction of tensile residual stress and the dislocation density [4].
Fig.6. The fatigue life of Ti-6Al-4V for the as-received, the as-welded and the PWHT Ti-6Al-4V under different fatigue loads.
No break

638 Guangxu Yan et al. / Procedia Engineering 207 (2017) 633–6386 Guangxu Yan et al. / Procedia Engineering 00 (2017) 000–000
4. Conclusions
A comprehensive study of the effects of the PWHT on the mechanical properties of as-welded Ti-6Al-4V was conducted in this paper. According to the aforementioned study, the PWHT at 700 °C for 1 hour for the as-welded Ti-6Al-4V has no obvious effect on the microstructure and micro-hardness, while it reduces the residual stresses to close to 0 MPa. As the residual stresses decrease, the yield strength of the weld metal increases around 2.1% and the low cycle tensile fatigue life improves significantly to be almost the same level as the as-received Ti-6Al-4V under fatigue loads of 750 MPa to 950 MPa. In conclusion, the PWHT at 700 °C for 1 hour for the as-welded Ti-6Al-4V can reduce the residual stresses effectively and this results in improving the fatigue life without worsening tensile strength or micro-hardness.
Acknowledgements
This work was conducted within the Rolls-Royce@NTU Corporate Laboratory with support from the National Research Foundation (NRF) Singapore with the NRF-RR-NTU research grant number of M-RT3.2. The authors would like to acknowledge the support provided by Anna Tai and Nicholas Weeks for their contribution to this work.
References
[1] R. Boyer, "An overview on the use of titanium in the aerospace industry," Materials Science and Engineering: A, 213 (1996) 103-114. [2] R. Picu, A. Majorell, Mechanical behavior of Ti-6Al-4V at high and moderate temperatures—Part II: constitutive modeling, Materials Science and Engineering: A 326 (2002) 306-316. [3] M. Balasubramanian, V. Jayabalan, V. Balasubramanian, Prediction and optimization of pulsed current gas tungsten arc welding process
parameters to obtain sound weld pool geometry in titanium alloy using lexicographic method, Journal of Materials Engineering and Performance 18 (2009) 871-877.
[4] N.K. Babu, S.G.S. Raman, Influence of current pulsing on microstructure and mechanical properties of Ti-6Al-4V TIG weldments, Science and Technology of Welding and Joining 11 (2006) 442-447.
[5] L. Chuan, Z. Jianxun, N. Jing, Numerical and experimental analysis of residual stresses in full-penetration laser beam welding of Ti-6Al-4V alloy, Rare Metal Materials and Engineering 38 (2009) 1317-1320.
[6] P.-H. Chang, T.-L. Teng, Numerical and experimental investigations on the residual stresses of the butt-welded joints, Computational Materials Science 29 (2004) 511-522.
[7] B. Brickstad, B. Josefson, A parametric study of residual stresses in multi-pass butt-welded stainless steel pipes, International Journal of Pressure Vessels and Piping 75 (1998) 11-25.
[8] A.S.H. Kabir, X. Cao, J. Gholipour, P. Wanjara, J. Cuddy, A. Birur, M. Medraj, "Effect of postweld heat treatment on microstructure, hardness, and tensile properties of laser-welded Ti-6Al-4V," Metallurgical and Materials Transactions A, 43 (2012) 4171-4184. [9] X.-L. Gao, L.-J. Zhang, J. Liu, J.-X. Zhang, "A comparative study of pulsed Nd: YAG laser welding and TIG welding of thin Ti6Al4V titanium alloy plate," Materials Science and Engineering: A, 559 (2013) 14-21. [10] G. Thomas, V. Ramachandra, R. Ganeshan, R. Vasudevan, "Effect of pre-and post-weld heat treatments on the mechanical properties electron beam welded Ti-6Al-4V alloy," Journal of materials science, 28 (1993) 4892-4899. [11] N.K. Babu, S.G.S. Raman, R. Mythili, S. Saroja, "Correlation of microstructure with mechanical properties of TIG weldments of Ti–6Al–4V made with and without current pulsing," Materials characterization, 58 (2007) 581-587. [12] K.K. Murthy, S. Sundaresan, "Fracture toughness of Ti-6Al-4V after welding and postweld heat treatment,"Welding journal, 76 (1997) 81-91. [13] S.Q. Wang, J.H. Liu, D.L. Chen, Effect of post-weld heat treatment on the fatigue propertiesof dissimilar titanium alloy joints, 13th Int. Conf. Fract, 9 (2013), 1–9. [14] P. Dong, S. Song, J. Zhang, "Analysis of residual stress relief mechanisms in post-weld heat treatment," International Journal of Pressure
Vessels and Piping, 122 (2014) 6-14. [15] W. Zhou, K. Chew, "The rate dependent response of a titanium alloy subjected to quasi-static loading in ambient environment," Journal of
materials science, 37 (2002) 5159-5165. [16] L. Xu, S.-Y. Zhang, W. Sun, D.G. McCartney, T.H. Hyde, J. James, M. Drakopoulos, "Residual stress distribution in a Ti–6Al–4V T-joint
weld measured using synchrotron X-ray diffraction," The Journal of Strain Analysis for Engineering Design, (2015) 445-454. [17] K. Masubuchi, Analysis of welded structures: Residual stresses, distortion, and their consequences, International Series on Materials Science
and Technology, Elsevier, USA, 33 (2013), 189-234. [18] T. Morita, K. Hatsuoka, T. Iizuka, K. Kawasaki, "Strengthening of Ti-6Al-4V alloy by short-time duplex heat treatment," Materials
transactions, 46 (2005) 1681-1686. [19] X. Demulsant, J. Mendez, "Influence of environment on low cycle fatigue damage in Ti6Al4V and Ti 6246 titanium alloys,"Materials Science
and Engineering: A, 219 (1996) 202-211. [20] S. Mall, T. Nicholas, T.-W. Park, "Effect of predamage from low cycle fatigue on high cycle fatigue strength of Ti-6Al-4V,"International
journal of fatigue, 25 (2003) 1109-1116. [21] B. Powell, M. Hawkyard, L. Grabowski, "The growth of cracks in Ti–6Al–4V plate under combined high and low cycle fatigue,"International
Journal of Fatigue, 19 (1997) 167-176. [22] J. Zuo, Z. Wang, E. Han, "Effect of microstructure on ultra-high cycle fatigue behavior of Ti–6Al–4V," Materials Science and Engineering:
A, 473 (2008) 147-152.
Copyright © 2022 FDOKUMEN




















