
Investigation of Microstructural Uniformity During Isothermal Forging of Ti-6Al-4V
10
Investigation of Microstructural Uniformity During Isothermal Forging of Ti-6Al-4V S. Javid Mirahmadi, Mohsen Hamedi, and Mohammad Habibi Parsa (Submitted July 21, 2014; in revised form August 13, 2014) The effect of strain on microstructural changes and the primary alpha (a P ) volume fraction as well as the workability of Ti-6Al-4V are studied by isothermal compression of wedge-shaped specimens at the initial temperatures of 850, 900, and 950 °C and platen velocities of 2.5, 25, and 250 mm/min in combination with finite element method. The results show that higher platen velocity leads to a lesser a P volume fraction at all of the temperatures. Higher temperature reduces the a P volume fraction, but increases the impact of strain and platen velocity on the microstructure through the specimen. A more uniform distribution of the primary alpha volume fraction can be achieved by decreasing the initial temperature and/or platen velocity. All of the specimens were free from any defects and can withstand a compression with the normalized Cockcroft-Latham damage value of 0.61. Keywords compression test, isothermal forging, microstructure, Ti-6Al-4V, wedge test 1. Introduction Ti-6Al-4V is the most common Ti alloy that is utilized in many industries such as marine, aviation, medicine, energy sector etc. Its low density, high specific strength, and attractive corrosion resistance make it an ideal choice for many applications (Ref 1, 2). Ti-6Al-4V consists of two phases, a and b, at room temperature. Depending on the history of the thermo-mechanical processes performed on the material, the morphology of a/b phases and as a result, its mechanical behavior varies significantly (Ref 2-4). Many researchers have addressed the microstructural evo- lutions of Ti-6Al-4V during the thermo-mechanical processes in the a + b or b-phase field. Weiss et al. studied the effect of thermo-mechanical processing on the modification of initial lamellar a phase. Specimens exposed to various strains were examined in order to determine the critical strain for breaking up the lamellar a into equiaxed grains. They concluded that increasing the forging strain decreases the aspect ratio of alpha lamellae (Ref 5). Ari-Gur and Semiatin investigated the effect of temperature and the thickness reduction by rolling on the microstructure during the rolling process of Ti-6Al-4V having lamellar and acicular microstructures. They concluded that to globularize the microstructure, heavy or moderate rolling reduction and post-rolling heat treatment are required (Ref 6). Semiatin et al. investigated the effect of processing parameters and strain on the microstructural evolution as well as the fraction of globularized microstructure, starting out from a microstructure of transformed alpha (Ref 7). Hu et al. studied the effects of the die temperature on the microstructural changes of hot-die-forged Ti-6Al-4V blade. They concluded that the maximum volume fraction of b phase occurred at the leading and trailing edges because these are the sites of maximum deformation (Ref 8). Nonuniform microstructure in the cross-section of Ti-6Al-4V forged blade is also reported by Lou et al. (Ref 9). Seshacharyulu et al. reported the changes of alpha grain size as a function of temperature and strain rate. They concluded that increasing the strain rate decreases the alpha grain size (Ref 1). Prasad et al. studied the microstructural changes occurring during the thermo-mechanical processing of Ti-6Al-4V with an initial equiaxed or lamellar microstructure. They represented the processing maps of the material, including the unstable zone of deformation (Ref 10). Ding et al. investigated the effect of processing parameters on the b- solution treated Ti-6Al-4V and concluded that dynamic recrys- tallization of b phase did not occur in the a + b phase field but occurred in the b phase field (Ref 11). Seshacharyulu et al. presented the effect of the temperature and strain rate on the microstructural evolution of Ti-6Al-4V having an initial lamellar microstructure. Their results show the processing map of Ti-6Al-4V including globularization, adiabatic shear band, lamellae kinking, and prior b boundary cracking. All these are various microstructural mechanisms governing the metal flow in the two phase field (Ref 12). Li and Xiong established an artificial neural network model of microstruc- tural evolution of Ti-6Al-4V to compute grain size and a volume fraction (Ref 13). Ding and Guo studied the micro- structural evolution of Ti-6Al-4V during thermo-mechanical processing in the b-phase field. They concluded that both the percentage of DRX and the mean size of the recrystallized grains increase with increasing temperature and decreasing strain rate (Ref 3). Kim et al. established a neural network model of the phase volume fraction of Ti-6Al-4V. They used data published in the literature as a database for the isothermal S. Javid Mirahmadi and Mohsen Hamedi, School of Mechanical Engineering, College of Engineering, University of Tehran, Tehran, Iran; and Mohammad Habibi Parsa, School of Material and Metallurgical Engineering, College of Engineering, University of Tehran, Tehran, Iran. Contact e-mail: [email protected]. JMEPEG ÓASM International DOI: 10.1007/s11665-014-1221-3 1059-9495/$19.00 Journal of Materials Engineering and Performance
Transcript of Investigation of Microstructural Uniformity During Isothermal Forging of Ti-6Al-4V

Investigation of Microstructural Uniformity DuringIsothermal Forging of Ti-6Al-4V
S. Javid Mirahmadi, Mohsen Hamedi, and Mohammad Habibi Parsa
(Submitted July 21, 2014; in revised form August 13, 2014)
The effect of strain on microstructural changes and the primary alpha (aP) volume fraction as well as theworkability of Ti-6Al-4V are studied by isothermal compression of wedge-shaped specimens at the initialtemperatures of 850, 900, and 950 �C and platen velocities of 2.5, 25, and 250 mm/min in combination withfinite element method. The results show that higher platen velocity leads to a lesser aP volume fraction at allof the temperatures. Higher temperature reduces the aP volume fraction, but increases the impact of strainand platen velocity on the microstructure through the specimen. A more uniform distribution of theprimary alpha volume fraction can be achieved by decreasing the initial temperature and/or platen velocity.All of the specimens were free from any defects and can withstand a compression with the normalizedCockcroft-Latham damage value of 0.61.
Keywords compression test, isothermal forging, microstructure,Ti-6Al-4V, wedge test
1. Introduction
Ti-6Al-4V is the most common Ti alloy that is utilized inmany industries such as marine, aviation, medicine, energysector etc. Its low density, high specific strength, and attractivecorrosion resistance make it an ideal choice for manyapplications (Ref 1, 2). Ti-6Al-4V consists of two phases, aand b, at room temperature. Depending on the history of thethermo-mechanical processes performed on the material, themorphology of a/b phases and as a result, its mechanicalbehavior varies significantly (Ref 2-4).
Many researchers have addressed the microstructural evo-lutions of Ti-6Al-4V during the thermo-mechanical processesin the a + b or b-phase field. Weiss et al. studied the effect ofthermo-mechanical processing on the modification of initiallamellar a phase. Specimens exposed to various strains wereexamined in order to determine the critical strain for breakingup the lamellar a into equiaxed grains. They concluded thatincreasing the forging strain decreases the aspect ratio of alphalamellae (Ref 5). Ari-Gur and Semiatin investigated the effectof temperature and the thickness reduction by rolling on themicrostructure during the rolling process of Ti-6Al-4V havinglamellar and acicular microstructures. They concluded that toglobularize the microstructure, heavy or moderate rollingreduction and post-rolling heat treatment are required (Ref 6).
Semiatin et al. investigated the effect of processing parametersand strain on the microstructural evolution as well as thefraction of globularized microstructure, starting out from amicrostructure of transformed alpha (Ref 7). Hu et al. studiedthe effects of the die temperature on the microstructuralchanges of hot-die-forged Ti-6Al-4V blade. They concludedthat the maximum volume fraction of b phase occurred at theleading and trailing edges because these are the sites ofmaximum deformation (Ref 8). Nonuniform microstructure inthe cross-section of Ti-6Al-4V forged blade is also reported byLou et al. (Ref 9). Seshacharyulu et al. reported the changes ofalpha grain size as a function of temperature and strain rate.They concluded that increasing the strain rate decreases thealpha grain size (Ref 1). Prasad et al. studied the microstructuralchanges occurring during the thermo-mechanical processing ofTi-6Al-4V with an initial equiaxed or lamellar microstructure.They represented the processing maps of the material, includingthe unstable zone of deformation (Ref 10). Ding et al.investigated the effect of processing parameters on the b-solution treated Ti-6Al-4V and concluded that dynamic recrys-tallization of b phase did not occur in the a + b phase field butoccurred in the b phase field (Ref 11). Seshacharyulu et al.presented the effect of the temperature and strain rate on themicrostructural evolution of Ti-6Al-4V having an initiallamellar microstructure. Their results show the processingmap of Ti-6Al-4V including globularization, adiabatic shearband, lamellae kinking, and prior b boundary cracking. Allthese are various microstructural mechanisms governing themetal flow in the two phase field (Ref 12). Li and Xiongestablished an artificial neural network model of microstruc-tural evolution of Ti-6Al-4V to compute grain size and avolume fraction (Ref 13). Ding and Guo studied the micro-structural evolution of Ti-6Al-4V during thermo-mechanicalprocessing in the b-phase field. They concluded that both thepercentage of DRX and the mean size of the recrystallizedgrains increase with increasing temperature and decreasingstrain rate (Ref 3). Kim et al. established a neural networkmodel of the phase volume fraction of Ti-6Al-4V. They useddata published in the literature as a database for the isothermal
S. Javid Mirahmadi and Mohsen Hamedi, School of MechanicalEngineering, College of Engineering, University of Tehran, Tehran,Iran; and Mohammad Habibi Parsa, School of Material andMetallurgical Engineering, College of Engineering, University ofTehran, Tehran, Iran. Contact e-mail: [email protected].
JMEPEG �ASM InternationalDOI: 10.1007/s11665-014-1221-3 1059-9495/$19.00
Journal of Materials Engineering and Performance

processing of a + b and near a alloys. They investigated theeffect of initial b volume fraction, hot forging temperature, andhot forging time on the variation of b phase volume fraction(Ref 2). Yu et al. investigated the effect of temperature andstrain rate on the microstructure and mechanical properties ofTi-6Al-4V. They concluded that temperature has a significanteffect on the alpha phase volume fraction, but at 850 �C strainrate has no significant effect on the phase volume fraction (Ref14). Luo et al. investigated the effect of strain on the flowstress, grain size, and apparent activation energy of isother-mally compressed specimens. The apparent activation energy ina + b field is significantly higher than in the b field (Ref 15).Luo et al. studied the effect of strain on the efficiency of powerdissipation and instability parameter of Ti-6Al-4V. Theyconcluded that the grain size of primary a of Ti-6Al-4V variessignificantly with strain (Ref 16). Kim et al. modeled andpredicted the changes in the phase volume fraction, grain size,and volume fraction of dynamic globularization using artificialneural network and finite element method. The initial micro-structure was lamellar (Ref 17). Warchomicka et al. investi-gated the microstructural evolution of Ti-6Al-4V bycompression of double cone specimens between 930 and1070 �C temperatures at strain rates of 0.1 and 5 s�1 up to 52%height reduction. They concluded that in the a + b region thealpha grains become more elongated with increasing strain (Ref18). Fan et al. reported that increasing the strain results inincreasing the alpha volume fraction of TA15 titanium alloy(Ref 19). Abbasi and Momeni studied the effect of thermo-mechanical processing and heat treatment on the microstructureby means of compression test to 75% height reduction. Theyconcluded that under moderate strain, b-rolled specimens needheat treatment to complete the globularization process statically(Ref 20). Xiao et al. studied the effects of temperature andstrain rate on the microstructure and grain size of Ti-6Al-4V inthe two-phase field by hot tensile test. They concluded thatgrain size remains almost unaltered compared to the initialmicrostructure (Ref 21). He et al. presented the evolution ofmicrostructure of Ti-6Al-4V alloy during hot deformation andconcurrent phase transformation. Their study reveals that hotdeformation during cooling can be used to control and refinethe final microstructure (Ref 22). Weixin et al. investigated theeffect of strain rate and strain at temperatures of 950 and980 �C on microstructure. They concluded that the interaction
of temperature and strain rate has a significant effect on themicrostructure (Ref 23).
Although many researchers have studied the microstructuralevolution of Ti-6Al-4V during the thermo-mechanical process-ing, the effect of strain on the phase volume fraction anduniformity of microstructure is not well documented. It isimportant to know the phase volume fraction in the finalworkpiece as, for example, the primary alpha (aP) volumefraction has a significant effect on the high cycle fatigue life ofa + b alloys (Ref 24-26). Moreover, uniform microstructure ofworkpieces results in uniform mechanical properties, so thesensitivity of microstructure to the strain as well as temperatureand strain rate should be known. In this paper, the effects ofstrain in addition to temperature and strain rate on the aP
Fig. 1 Microstructure of as-received bar
Fig. 2 Dimensions of wedge-shape specimens (in mm)
Fig. 3 Stress-strain curves at (a) 0.003 s�1 and (b) 910 �C
Journal of Materials Engineering and Performance
volume fraction and uniformity of microstructure as well as thehot workability of Ti-6Al-4V are investigated by means ofwedge compression tests in combination with finite elementmethod (FEM) simulations. The wedge compression test is aworkability test that is used by Parsa et al. to investigatemicrostructure and hot workability (Ref 27).
2. Experimental Method and Procedure
2.1 Experimental Tests
To investigate the effect of thermo-mechanical processingon the uniformity of the developed microstructure and aP phasevolume fraction, wedge-shaped specimens were machined fromthe commercially available Ti-6Al-4V bars. The microstructureof the as-received bar material supplied by TiFast, shown inFig. 1, consists of b grains distributed in the network of aphase. The fine grain size of the material makes it suitable forsuperplastic deformation (Ref 28). The dimensions and shapeof the specimens are depicted in Fig. 2. Compression ofspecimens was accomplished by a universal servo-electrome-chanical test machine equipped with a split furnace, attemperatures of 850, 900, and 950 �C and constant platenvelocity of 250, 25, and 2.5 mm/min. To prevent the formationof alpha case, the specimens were glazed and boron nitride wasapplied to the platens as a release agent. The specimens were
maintained in the furnace for 5 min to achieve temperaturehomogeneity prior to testing, and then they were compressed to25% of their initial height and subsequently air cooled to roomtemperature.
2.2 Finite Element Method Modeling
In order to correlate the microstructure of the compressedspecimens with the corresponding strain, a coupled thermo-mechanical modeling based on the rigid-viscoplastic finiteelement method (FEM) was developed to simulate the processusing commercially available software (Ref 29). The flow stressof the material is determined as a function of strain rate,
Table 1 The parameters implemented in FEM model
IN-738 Ti-6Al-4V
Heat capacity (J g�1 K�1) 0.62 at 760 �C 0.70 at 325 �C0.66 at 870 �C 0.86 at 625 �C0.71 at 980 �C 1.15 at 925 �C
Thermal conductivity (Wm�1 K�1) 21.5 at 760 �C 7.6 at 325 �C23.4 at 870 �C 12 at 625 �C25.4 at 980 �C 16 at 925 �C
Emissivity 0.6 0.6Heat transfer coefficient of die/workpiece interface as a function of contact pressure (Wm�2 K�1) 240 at <18 MPa
1000 at 25 MPa2470 at >200 MPa
Friction factor at die/workpiece interface 0.27 at 750 �C0.23 at 800 �C0.2 at 850 �C0.14 at 950 �C0.1 at 1000 �C
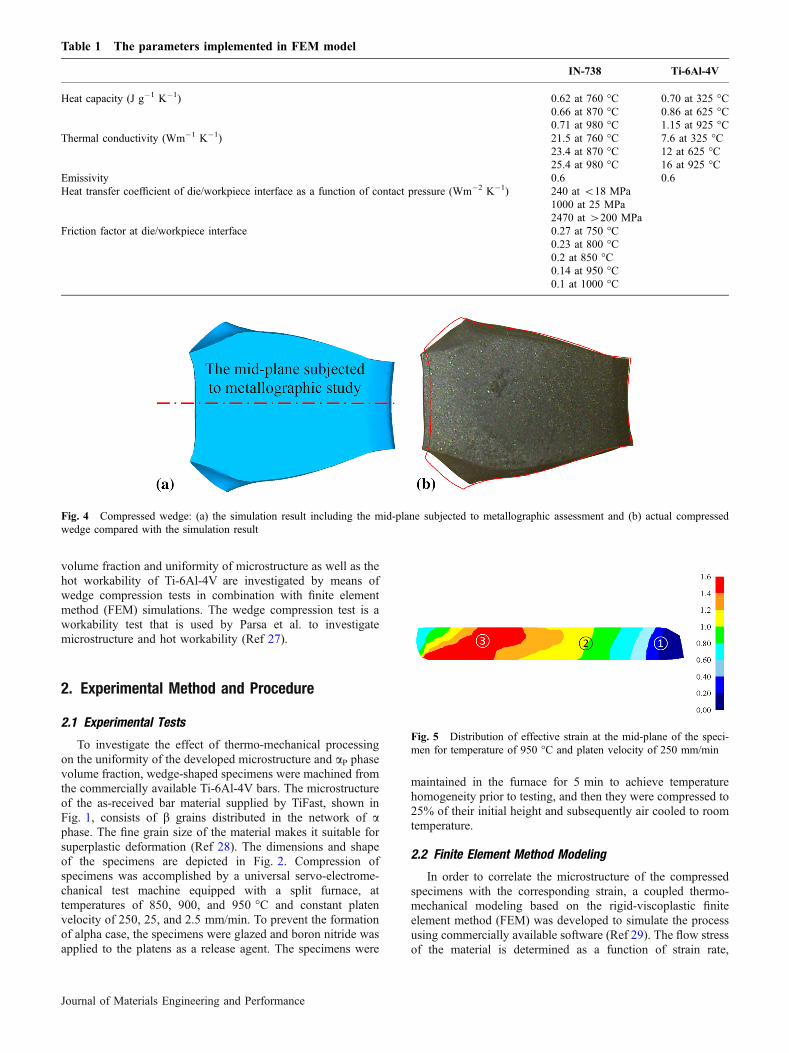
Fig. 4 Compressed wedge: (a) the simulation result including the mid-plane subjected to metallographic assessment and (b) actual compressedwedge compared with the simulation result
Fig. 5 Distribution of effective strain at the mid-plane of the speci-men for temperature of 950 �C and platen velocity of 250 mm/min
Journal of Materials Engineering and Performance

temperature, and strain by isothermal hot compression tests.The flow data are corrected for the effect of friction and theadiabatic temperature rise and they were implemented in thesimulations. The flow stress for the selected temperatures andstrain rates is presented in Fig. 3. Moreover, the Von Misesyielding function and isotropic hardening law were selected todefine the plastic behavior of the workpiece material. Theplatens were considered to be rigid, and their temperature at thestart of the simulation was set equal to the sample andenvironment temperature. The physical properties of the sampleand platens (made of IN-738) and their interface, implementedin the simulations, are presented in Table 1. The result of thesimulated wedge for the initial temperature of 950 �C andplaten velocity of 250 mm/min compared with the actualdeformed wedge in Fig. 4 demonstrates good accuracy of the
model. The distribution of the effective strain in the mid-planeof the specimen of Fig. 4 is depicted in Fig. 5.
2.3 Studying the Microstructure
To assess the microstructure of the specimens, they werewire cut through the mid plane (Fig. 4), prepared and etched byKroll�s reagent (Ref 30), and viewed at a magnification factor of1000. The points indicated by �, `, and ´ in Fig. 5 wereselected to study their microstructure. In order to minimize theeffect of errors, two photographs were captured and processedat each of the indicated points. The determination of the aPvolume fraction was accomplished by image processingtechniques. In the first step, areas corresponding to aP wereleft without any modification and areas corresponding to
Fig. 6 The captured and processed microstructure at 950 �C and 2.5 mm/min at strain of (a) 0.2, (b) 1, and (c) 1.5
Journal of Materials Engineering and Performance

lamellar morphology converted to black color. Then the grayscale picture was transformed into a monotone picture and bycounting the white and black pixels, the aP volume fraction wasdetermined.
3. Results and Discussion
3.1 Transformation of the Microstructure
The initial microstructure of the specimens features fine bgrains dispersed within an a-phase network (Fig. 1). Increasingthe temperature results in an increase of the volume fraction ofthe b-phase and causes the continue a-grains network to break
up. After the thermo-mechanical processing, cooling thespecimens to room temperature produces lamellar morphologyfrom the b grains.
The flow curves presented in Fig. 3 show an initial strainhardening up to a peak stress. Initiation of dynamic recrystal-lization results in flow softening and decreasing the flow stressgradually until reaching a steady-state flow stress. At thesteady-state flow stress, the rate of flow softening becomesequal to the rate of strain hardening; i.e., a dynamic equilibriumis established between the formation and annihilation ofdislocations (Ref 31).
The captured and processed microstructure of the specimensat the temperature of 950 �C and platen velocities of 2.5, 25,and 250 mm/min are shown in Fig. 6 to 8, respectively.
Fig. 7 The captured and processed microstructure at 950 �C and 25 mm/min at strain of (a) 0.2, (b) 1, and (c) 1.5
Journal of Materials Engineering and Performance

Fig. 8 The captured and processed microstructure at 950 �C and 250 mm/min at strain of (a) 0.2, (b) 1, and (c) 1.5
Fig. 9 Distribution of temperature (�C) at the mid-plane of the specimens for initial temperature of 850 �C and platen velocity of (a) 250, (b)25, and (c) 2.5 mm/min
Journal of Materials Engineering and Performance

Figure 6 to 8 show that during the compression of the wedges,the morphology of the grains remained equiaxed. Although theb phase is characterized by high diffusivity (Ref 28), dynamicrecrystallization prevents the b grains to grow at hightemperature of 950 �C and deformation speeds of 2.5 and25 mm/min (Fig. 6). Moreover, the presence of a grainsconsiderably retards the growth of b grains (Ref 32). At thetemperature of 950 �C and platen velocity of 250 mm/min(Fig. 8), the a grain size remains nearly constant; however, dueto the adiabatic temperature rise, the volume fraction of bdiffers significantly.
3.2 Primary Alpha Volume Fraction
When a workpiece undergoes a metalworking process, about90-95% of the required mechanical work is converted tothermal energy and increases the temperature of the workpiece(Ref 33). Continued straining needs more mechanical work andconsequently generates an even higher adiabatic temperaturerise. Using a slow deformation rate provides enough time forthe generated heat to leave the workpiece into the platens or tothe ambient air. At the lowest platen velocity of 2.5 mm/min(Fig. 6), the adiabatic temperature rise is insignificant, and theaP volume fraction remains almost unchanged through the
Fig. 10 Distribution of temperature (�C) at the mid-plane of the specimens for initial temperature of 950 �C and platen velocity of (a) 250, (b)25, and (c) 2.5 mm/min
Fig. 11 Normal plot of residuals
Fig. 12 The fitted surface of aP volume fraction as a function ofplaten velocity and strain at (a) 850 and (b) 950 �C
Journal of Materials Engineering and Performance

specimen; i.e., the strain has no significant effect on the volumefraction of aP. Increasing the platen velocity raises the adiabatictemperature rise and consequently increases the fraction of aPtransformed to b; so, the volume fraction of aP phase decreases.In Fig. 8, the aP phase volume fraction differs significantly withstrain from picture (a) to (c) because of the adiabatictemperature rise.
Decreasing the temperature of the specimen results in asignificant increase of the flow stress of Ti-6Al-4V.Thus,compared to the test at 950 �C, the compression of thespecimens at a temperature of 850 �C requires more mechanicalwork and thus generates a higher adiabatic temperature rise.The distribution of the temperature in the mid plane of thespecimens for platen velocities of 250, 25, and 2.5 mm/min atinitial temperatures of 850 and 950 �C are shown in Fig. 9 and10, respectively. For the initial temperature of 850 �C, the
maximum adiabatic temperature rise is about 47 �C comparedto 20 �C for the initial temperature of 950 �C. However, sincehigher temperatures intensify the diffusion process, an adiabatictemperature rise of 20 �C at 950 �C has a more pronouncedeffect on the formation of aP than an adiabatic temperature riseof 47 �C at 850 �C.
To assess the effect of the temperature, strain, and strain rateon the aP volume fraction, the response surface method (RSM)(Ref 34-36) is utilized. A quadratic model is fitted to themeasured aP volume fractions at various temperatures andplaten velocities. The plot of the residuals for the fitted model isshown in Fig. 11 and clearly represents a normal distribution ofthe residuals. The empirical model of aP volume fraction interms of coded factors and actual factors are presented inEqs. (1) and (2), respectively. In these equations, A, B, and Crepresent temperature, decadic logarithm of platen velocity, andstrain, respectively.
aPð%Þ ¼ 67:58� 18:02A� 3:04B� 1:73C
� 1:13AB � 0:92AC � 1:72 BC � 7:34A2
ðEq 1Þ
aPð%Þ ¼ � 2032:1247þ 4:9781A þ 19:6261B þ 26:5890C
� 0:02268AB� 0:02839AC � 2:6401BC
� 2:9348� 10�3 A2
ðEq 2Þ
In Fig. 12 the fitted surface as a function of effective strain andthe decadic logarithm of platen velocity is plotted for thetemperatures of 850 and 950 �C. The measured points are shownon the surface by red and pink circles. At the temperature of850 �C (Fig. 12a) and a constant platen velocity, strain has nosignificant effect on the aP volume fraction. At the temperature of950 �C (Fig. 12b) and the platen velocity of 2.5 mm/min(log(platen velocity) = 0.4), effect of strain on the aP volumefraction is not considerable; but increasing the platen velocitymakes the strain effect significant and reduces the aP volumefraction greatly. At the temperature of 950 �C and platen velocityof 250 mm/min, the aP volume fraction changes by about 11%,however, for the temperature of 850 �C at the same platenvelocity, the aP volume fraction changes by about 5%. This lesserchange of the aP volume fraction in spite of the higher adiabatictemperature rise is in accordance with the results of Weixin et al.(Ref 23) for temperatures of 950 and 980 �C.
In Fig. 13, the aP volume fraction as a function oftemperature and effective strain at platen velocities 2.5 and250 mm/min is presented. At the platen velocity of 2.5 mm/min (Fig. 13a) and any temperature of the specimen, strain hasno notable effect on the aP volume fraction. At the platenvelocity of 250 mm/min (Fig. 13b) the effect of strain dependson temperature; i.e., as the temperature of the specimenincreases, the effect of the strain becomes more significant.
3.3 Evaluation of Workability
The hot compression wedge test can be used as aworkability test accompanied by a microstructural study. Thistest results in a typical profile of effective strain along a paththrough the specimen (see Fig. 5) that is suitable for assessingthe maximum possible deformation before defects appear (Ref27). To determine the maximum admissible deformation during
Fig. 13 The fitted surface of aP volume fraction as a function oftemperature and strain at (a) 2.5 and (b) 250 mm/min
Journal of Materials Engineering and Performance

the tests, the normalized Cockcroft-Latham damage model isutilized in FEM simulations to determine the damage value(Ref 37). The test results show that all of the specimens werefree from any surface cracks. According to the distribution ofdamage value through the compressed wedge (Fig. 14), thematerial with the initial microstructure depicted in Fig. 1 canwithstand compression with the normalized Cockcroft-Lathamdamage value of 0.61 without suffering any defect.
4. Conclusion
The effect of the strain as well as the temperature and strainrate on the microstructure and aP phase volume fraction of Ti-6Al-4V is investigated by the compression of the wedge-shapedspecimens. The results show that:
• The wedge test is a suitable experiment to study themicrostructural changes of the specimens and is an appro-priate workability test.
• The platen velocity of 2.5 mm/min results in a uniform aPvolume fraction at all temperatures.
• At the platen velocity of 250 mm/min, a higher initialtemperature results in a larger variation of aP volume frac-tion (Fig. 13b) even though the adiabatic temperature riseis less than in the slower experiment.
• A lower initial temperature of the specimen results in amore uniform distribution of aP volume fraction through-out the specimen (Fig. 13).
• To achieve a more uniform microstructure, the initial tem-perature and/or platen velocity should be decreased.
The results of this study provide insight into microstructuralchanges of the workpieces forged in the a + b region. An
appropriate selection of temperature and velocity serves therequired uniformity of the microstructure.
Acknowledgment
The financial support for this work was partially provided byMAPNAGroupunderGrantNo.RD-THD-91-05which is appreciated.
References
1. T. Seshacharyulu, S. Medeiros, W. Frazier, and Y. Prasad, Hot Workingof Commercial Ti-6Al-4V with an Equiaxed a-b Microstructure:Materials Modeling Considerations, Mater. Sci. Eng. A, 2000, 284, p184–194
2. J. Kim, N. Reddy, J. Yeom, C. Lee, and N. Park, Artificial NeuralNetwork Modeling of Phase Volume Fraction of Ti Alloy UnderIsothermal and Non-isothermal Hot Forging Conditions, J. Mech. Sci.Technol., 2007, 21, p 1560–1565
3. R. Ding and Z. Guo, Microstructural Evolution of a Ti-6Al-4V AlloyDuring b-Phase Processing: Experimental and Simulative Investiga-tions, Mater. Sci. Eng. A, 2004, 365, p 172–179
4. Y.C. Wang and T.G. Langdon, Influence of Phase Volume Fractions onthe Processing of a Ti-6Al-4VAlloy by High-Pressure Torsion, Mater.Sci. Eng. A, 2013, 559, p 861–867
5. I. Weiss, F. Froes, D. Eylon, and G. Welsch, Modification of AlphaMorphology in Ti-6Al-4V by Thermomechanical Processing, Metall.Trans. A, 1986, 17, p 1935–1947
6. P. Ari-Gur and S. Semiatin, Evolution of Microstructure, Macrotextureand Microtexture During Hot Rolling of Ti-6A1-4V,Mater. Sci. Eng. A,1998, 257, p 118–127
7. S. Semiatin, V. Seetharaman, and I. Weiss, Flow Behavior andGlobularization Kinetics During Hot Working of Ti-6Al-4V witha Colony Alpha Microstructure, Mater. Sci. Eng. A, 1999, 263,p 257–271
8. Z. Hu, J. Brooks, and T. Dean, Experimental and Theoretical Analysisof Deformation and Microstructural Evolution in the Hot-Die Forgingof Titanium Alloy Aerofoil Sections, J. Mater. Process. Technol., 1999,88, p 251–265
9. J. Luo, B. Wu, and M.-Q. Li, 3D Finite Element Simulation ofMicrostructure Evolution in Blade Forging of Ti-6Al-4V Alloy Basedon the Internal State Variable Models, Int. J. Min. Met. Mater., 2012,19, p 122–130
10. Y. Prasad, T. Seshacharyulu, S. Medeiros, and W. Frazier, Microstruc-tural Modeling and Process Control During Hot Working of Commer-cial Ti-6A1-4V: Response of Lamellar and Equiaxed StartingMicrostructures, Mater. Manuf. Process., 2000, 15, p 581–604
11. R. Ding, Z. Guo, and A. Wilson, Microstructural Evolution of a Ti-6Al-4V Alloy During Thermomechanical Processing, Mater. Sci. Eng. A,2002, 327, p 233–245
12. T. Seshacharyulu, S. Medeiros, W. Frazier, and Y. Prasad, Microstruc-tural Mechanisms During Hot Working of Commercial Grade Ti-6Al-4V with Lamellar Starting Structure, Mater. Sci. Eng. A, 2002, 325, p112–125
13. M.-Q. Li and A.-M. Xiong, New Model of Microstructural EvolutionDuring Isothermal Forging of Ti-6Al-4V Alloy, Mater. Sci. Technol.,2002, 18, p 212–214
14. W. Yu, M. Li, and J. Luo, Effect of Processing Parameters onMicrostructure and Mechanical Properties in High TemperatureDeformation of Ti-6Al-4V Alloy, Rare Metal. Mater. Eng., 2009, 38,p 19–24
15. J. Luo, M. Li, H. Li, and W. Yu, Effect of the Strain on the DeformationBehavior of Isothermally Compressed Ti-6Al-4V Alloy, Mater. Sci.Eng. A, 2009, 505, p 88–95
16. J. Luo, M. Li, W. Yu, and H. Li, Effect of the Strain on ProcessingMaps of Titanium Alloys in Isothermal Compression, Mater. Sci. Eng.A, 2009, 504, p 90–98
17. J.H. Kim, N. Reddy, J.T. Yeom, J.K. Hong, C.S. Lee, and N.-K. Park,Microstructure Prediction of Two-Phase Titanium Alloy During HotForging Using Artificial Neural Networks and FE Simulation, Met.Mater. Int., 2009, 15, p 427–437
Fig. 14 (a) Compressed wedge with initial temperature of 850 �Cand platen velocity 250 mm/min and (b) corresponding distributionof the normalized Cockcroft-Latham damage value
Journal of Materials Engineering and Performance

18. F. Warchomicka, C. Poletti, M. Stockinger, and T. Henke, Microstruc-ture Evolution During Hot Deformation of Ti-6Al-4V Double ConeSpecimens, Int. J. Mater. Form., 2010, 3, p 215–218
19. X. Fan, H. Yang, Z. Sun, and D. Zhang, Effect of DeformationInhomogeneity on the Microstructure and Mechanical Properties ofLarge-Scale Rib-Web Component of Titanium Alloy Under LocalLoading Forming, Mater. Sci. Eng. A, 2010, 527, p 5391–5399
20. S. Abbasi and A. Momeni, Effect of Hot Working and Post-deformation Heat Treatment on Microstructure and Tensile Propertiesof Ti-6Al-4V Alloy, Trans. Nonferr. Metal. Soc., 2011, 21, p 1728–1734
21. J. Xiao, D. Li, X. Li, and T. Deng, Constitutive modeling andmicrostructure change of Ti-6Al-4V during the hot tensile deformation,J. Alloy. Compd., 2012, 541, p 346–352
22. L. He, A. Dehghan-Manshadi, and R. Dippenaar, The Evolution ofMicrostructure of Ti-6Al-4V Alloy During Concurrent Hot Deforma-tion and Phase Transformation, Mater. Sci. Eng. A, 2012, 549,p 163–167
23. W. Yu, M. Li, and J. Luo, Variation Effect of Strain Rate onMicrostructure in Isothermal Compression of Ti-6Al-4V Alloy, RareMet., 2012, 31, p 7–11
24. J. Hall, Fatigue Crack Initiation in Alpha-Beta Titanium Alloys, Int. J.Fatigue, 1997, 19, p 23–37
25. Y. Honnorat, Issues and Breakthrough in the Manufacture of Turbo-engine Titanium Parts, Mater. Sci. Eng. A, 1996, 213, p 115–123
26. G. Wu, C. Shi, W. Sha, A. Sha, and H. Jiang, Effect of Microstructureon the Fatigue Properties of Ti-6Al-4V Titanium Alloys, Mater.Design, 2013, 46, p 668–674
27. M.H. Parsa, M.N. Ahmadabadi, H. Shirazi, B. Poorganji, and P.Pournia, Evaluation of Microstructure Change and Hot Workability of
High Nickel High Strength Steel Using Wedge Test, J. Mater. Process.Technol., 2008, 199, p 304–313
28. M. Motyka, J. Sieniawski, and W. Ziaja, Microstructural Aspects ofSuperplasticity in Ti-6Al-4V Alloy, Mater. Sci. Eng. A, 2014, 599,p 57–63
29. J. Fluhrer, Deform 3D User�s Manual Version 10.0, Scientific FormingTechnologies Corporation, Columbus, OH, 2009
30. G.F. Vander Voort, Metallography, Principles and Practice, ASMInternational, Materials Park, 1984
31. K. Lange, Handbook of Metal Forming, Society of ManufacturingEngineers, Dearborn, 1994
32. W. Jia, W. Zeng, J. Liu, Y. Zhou, and Q. Wang, On the Influence ofProcessing Parameters on Microstructural Evolution of a Near AlphaTitanium Alloy, Mater. Sci. Eng. A, 2011, 530, p 135–143
33. T. Altan, Cold and Hot Forging: Fundamentals and Applications,ASM international, Materials Park, 2005
34. R.H. Myers, D.C. Montgomery, and C.M. Anderson-Cook, ResponseSurface Methodology: Process and Product Optimization UsingDesigned Experiments, Wiley, New York, 2009
35. M. Shirdar, A. Golshan, S. Izman, and D. Ghodsiyeh, The Applicationof Surface Response Methodology to the Pretreatment of WCSubstrates Prior to Diamond Coating, J. Mater. Eng. Perform., 2014,23, p 13–24
36. K. Velmanirajan, R. Narayanasamy, and K. Anuradha, Effect ofChemical Composition on Texture Using Response Surface Method-ology, J. Mater. Eng. Perform., 2013, 22, p 3237–3257
37. S.J. Mirahmadi, M. Hamedi, and S. Ajami, Investigating the Effects ofCross Wedge Rolling Tool Parameters on Formability of Nimonic�
80A and Nimonic� 115 Superalloys, Int. J. Adv. Manuf. Technol.,2014, doi:10.1007/s00170-014-6047-5
Journal of Materials Engineering and Performance




















