Effect of electrolysis parameters on the morphologies of copper powder obtained in a rotating...
7
Effect of electrolysis parameters on the morphologies of copper powder obtained in a rotating cylinder electrode cell Gökhan Orhan ⁎, Gökçe Hapçı Istanbul University, Faculty of Engineering, Metallurgical and Materials Engineering Department, 34320 Istanbul, Turkey abstract article info Article history: Received 27 July 2009 Received in revised form 1 March 2010 Accepted 1 March 2010 Available online 6 March 2010 Keywords: Electrolytic copper powder Apparent density Rotating cylinder electrode (RCE) Electrodeposition In this paper, electrolysis method was used to produce copper powder particulates. The effects of parametric values, such as current density, concentration of copper ions, electrolyte temperature and rotation speed of cathode, on the morphologies and on the apparent densities of copper powders were examined. These parameters were evaluated by the current efficiency of hydrogen evolution. In addition, scanning electron microscopy (SEM) was used for analyzing the morphology of the copper powders. It was found that the increasing of the current density or the electrolyte temperature decreased the size of the powder particles promoting their morphology into dendritic structure. In contrast, the increase of copper ion concentration or rotation speed of cathode also increased the size of the particles resulting in a cauliflower-like morphology. All powder particles obtained were consisted of agglomerated copper grains. The most important difference was the size and the shape of the copper grains which were notably influenced by the electrolysis parameters. The apparent density values of copper powders were found to be suitable for many powder metallurgical applications. Attempts were also made in the later part of the paper to determine optimum process parameters for the production of electrolytic copper powders. © 2010 Elsevier B.V. All rights reserved. 1. Introduction Copper powder takes up the most significant portion of the powder metallurgy than any other metal powder. Due to their excellent electrical and thermal conductivities, it has many applications such as self-lubricating bearings, electrical and electronic components and several mechanical parts in different industrial areas [1,2]. The shape, size and other physical properties of metal powders strongly depend on the manufacturing technique. Copper powders can be produced by a number of methods. There are four main commercially available methods: electrochemical, reduction of copper oxide, chemical precipitation and atomization [1–4]. In this work, electrolysis was used to produce copper powders. The proposed method is environmentally friendly and enables working in a closed- circuit. It is also an economical processing method with a low capital investment and operational cost. Since this method enables the production of metal powder with high purity, it has the advantages of good green strength and low oxygen content compared with the other alternative powder production technologies. Another significant feature of this method is that it allows production of powders with a wide range of density (0.4–4.0 g cm -3 ) [5]. Many investigators [6–13] studied the electrodeposition of copper powders from acid sulphate solutions by potentiostatic or galvano- static methods. They investigated the morphologies of copper deposits obtained at overpotentials belonging to the plateau of the diffusion limiting current density and larger overpotentials. According to their results, the morphologies and the properties of copper powders are strongly dependent on the parameters such as, amongst others, overpotential, the quantity of evolved hydrogen [6–8], current density [9,10], concentrations of copper ions [11] and H 2 SO 4 [12] and temperature of the solution [13]. For example, powder particles were either dendritic (if particles are formed with a quantity of evolved hydrogen below the critical value for the change of hydrodynamic conditions) or cauliflower-like (if they were formed with a quantity of evolved hydrogen above critical value) [6–8]. Increase in mass transport for an electrochemical process can be achieved by modifying either the solution parameters (concentration, diffusion coefficient, viscosity, etc.) or physical and geometrical parameters of the electrode (surface area, ratio of area to volume, and increasing the relative motion between electrode and electro- lyte). However, gas evolution strongly promotes mass transfer at an electrode. According to Popov [6,7], the average current efficiency of hydrogen evolution of 30% is sufficient to change the hydrodynamic conditions in the near-electrode layer. The mass transport to an inner RCE in turbulent flow may be described by dimensionless empirical correlations of the form [14]: Sh = K Re a Sc b ð1Þ where the Sherwood, Reynolds and Schmidt numbers (Sh, Re and Sc, respectively) describe mass transport, fluid flow, and transport Powder Technology 201 (2010) 57–63 ⁎ Corresponding author. E-mail address: [email protected] (G. Orhan). 0032-5910/$ – see front matter © 2010 Elsevier B.V. All rights reserved. doi:10.1016/j.powtec.2010.03.003 Contents lists available at ScienceDirect Powder Technology journal homepage: www.elsevier.com/locate/powtec
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of Effect of electrolysis parameters on the morphologies of copper powder obtained in a rotating...
Powder Technology 201 (2010) 57–63
Contents lists available at ScienceDirect
Powder Technology
j ourna l homepage: www.e lsev ie r.com/ locate /powtec
Effect of electrolysis parameters on the morphologies of copper powder obtained in arotating cylinder electrode cell
Gökhan Orhan ⁎, Gökçe HapçıIstanbul University, Faculty of Engineering, Metallurgical and Materials Engineering Department, 34320 Istanbul, Turkey
⁎ Corresponding author.E-mail address: [email protected] (G. Orhan).
0032-5910/$ – see front matter © 2010 Elsevier B.V. Aldoi:10.1016/j.powtec.2010.03.003
a b s t r a c t
a r t i c l e i n f oArticle history:Received 27 July 2009Received in revised form 1 March 2010Accepted 1 March 2010Available online 6 March 2010
Keywords:Electrolytic copper powderApparent densityRotating cylinder electrode (RCE)Electrodeposition
In this paper, electrolysis method was used to produce copper powder particulates. The effects of parametricvalues, such as current density, concentration of copper ions, electrolyte temperature and rotation speed ofcathode, on the morphologies and on the apparent densities of copper powders were examined. Theseparameters were evaluated by the current efficiency of hydrogen evolution. In addition, scanning electronmicroscopy (SEM) was used for analyzing the morphology of the copper powders. It was found that theincreasing of the current density or the electrolyte temperature decreased the size of the powder particlespromoting their morphology into dendritic structure. In contrast, the increase of copper ion concentration orrotation speed of cathode also increased the size of the particles resulting in a cauliflower-like morphology.All powder particles obtained were consisted of agglomerated copper grains. The most important differencewas the size and the shape of the copper grains which were notably influenced by the electrolysisparameters. The apparent density values of copper powders were found to be suitable for many powdermetallurgical applications. Attempts were also made in the later part of the paper to determine optimumprocess parameters for the production of electrolytic copper powders.
l rights reserved.
© 2010 Elsevier B.V. All rights reserved.
1. Introduction
Copper powder takes up themost significant portion of the powdermetallurgy than any other metal powder. Due to their excellentelectrical and thermal conductivities, it has many applications such asself-lubricating bearings, electrical and electronic components andseveral mechanical parts in different industrial areas [1,2].
The shape, size and other physical properties of metal powdersstrongly depend on the manufacturing technique. Copper powderscan be produced by a number of methods. There are four maincommercially available methods: electrochemical, reduction ofcopper oxide, chemical precipitation and atomization [1–4]. In thiswork, electrolysis was used to produce copper powders. The proposedmethod is environmentally friendly and enables working in a closed-circuit. It is also an economical processing method with a low capitalinvestment and operational cost. Since this method enables theproduction of metal powder with high purity, it has the advantages ofgood green strength and low oxygen content comparedwith the otheralternative powder production technologies. Another significantfeature of this method is that it allows production of powders witha wide range of density (0.4–4.0 g cm−3) [5].
Many investigators [6–13] studied the electrodeposition of copperpowders from acid sulphate solutions by potentiostatic or galvano-static methods. They investigated the morphologies of copper
deposits obtained at overpotentials belonging to the plateau of thediffusion limiting current density and larger overpotentials. Accordingto their results, the morphologies and the properties of copperpowders are strongly dependent on the parameters such as, amongstothers, overpotential, the quantity of evolved hydrogen [6–8], currentdensity [9,10], concentrations of copper ions [11] and H2SO4 [12] andtemperature of the solution [13]. For example, powder particles wereeither dendritic (if particles are formed with a quantity of evolvedhydrogen below the critical value for the change of hydrodynamicconditions) or cauliflower-like (if they were formedwith a quantity ofevolved hydrogen above critical value) [6–8].
Increase in mass transport for an electrochemical process can beachieved by modifying either the solution parameters (concentration,diffusion coefficient, viscosity, etc.) or physical and geometricalparameters of the electrode (surface area, ratio of area to volume,and increasing the relative motion between electrode and electro-lyte). However, gas evolution strongly promotes mass transfer at anelectrode. According to Popov [6,7], the average current efficiency ofhydrogen evolution of 30% is sufficient to change the hydrodynamicconditions in the near-electrode layer.
The mass transport to an inner RCE in turbulent flow may bedescribed by dimensionless empirical correlations of the form [14]:
Sh = KReaScb ð1Þ
where the Sherwood, Reynolds and Schmidt numbers (Sh, Re and Sc,respectively) describe mass transport, fluid flow, and transport

58 G. Orhan, G. Hapçı / Powder Technology 201 (2010) 57–63
properties of the electrolyte, respectively. The constants “K” and “a”values for b=0.356 vary with the surface type and Re number. Gabeet al. obtained the value a=0.7 on a smooth cylinder and observedthat “a” changes to 0.92 as the electrode surface becomes rougher(often powder deposits). The value of K is 0.079 for both of them.Limiting current density, which is the minimum current density forthe formation of powder, on the RCE through dimensionlessparameters can be given by the following Eq. (2) [14]:
iL = 0:079 z F c U0:92d�0:08υ�0:564D0:644 ð2Þ
where z is the number of electrons (valence number) involved in aredox process, F is the Faraday's constant (C mol−1), c is theconcentration (mol cm−3), U is the electrode peripheral velocity(cm s−1), d is the cylinder electrode diameter (cm), D is the diffusioncoefficient (cm2 s−1) and ν is the kinematic viscosity (cm2 s−1).
An electrolytic metal powder represents disperse electrodepositsremoved from the electrode by tapping or some such similar manner.In the potentiostatic systems, disperse deposits of copper are obtainedat overpotentials on the plateau of the limiting current density, as wellas at higher ones (at the end of this plateau). Copper electrodepositionprocess occurs simultaneously with the hydrogen evolution reaction.
In galvanostatic systems, electrodeposit of copper has thetendency to form powders when current densities larger than thelimiting diffusion current density are used (or overpotentials outsidethe plateau of the limiting diffusion current density) [4,6,7,15]. Also,the increasing of the overpotential (current density) leads to theformation of a more dispersed deposit characterized by the decreasedparticle size [15].
An electrolytic metal powder consists of particles. These particlesmay have various forms and sizes. And each of these particles exhibit,more or less, the same characteristics as if they are deposited underidentical conditions as long as the removal process of deposits fromthe electrode is identical. The most important properties of a metalpowder are the specific surface area, the apparent density, theflowability, the particle grain size and distribution [2]. These prop-erties, called decisive properties, characterize the behaviour of a metalpowder. The morphologies of the copper powder particles correlatedwith the apparent density and flowability have been reported byPavlovic et al. [16] and Popov et al. [17,18]. It can be seen from theseinvestigations that the more dendritic the structure of the powderparticles is, the lower the apparent density of the copper powders.Also, Popov et al. [18] have proposed a method for the determinationof the critical apparent density which permits the free flow ofelectrodeposited copper powder.
The aim of this study is to produce copper powders from acidsulphate solutions by means of electrolysis with the use of a RCE thatprovides faster ionic movement due to the convective diffusion at theelectrode–electrolyte interface, and to optimise the production pa-rameters. The effect of current density, concentration of copper ions,electrolyte temperature and rotation speed of the cathode, whichaffect the limiting current density, on process data and themorphologies of copper powders as well as on the apparent densitieswere investigated.
2. Experimental
In all experiments, electrodeposition of the copper powders ontocylindrical cathode was performed in a laboratory scale electrolysiscell with a rotating cylinder cathode (RCE). A stainless steel cathode(Ø20×50 mm) and lead anode were utilized. The total electrolytevolume was 1250 mL.
Anolyte and catholyte were separated by a diaphragm in the cell.In the first section, electrolysis is carried out and in the second sectionthe filtration is performed for preventing metal powders producedfrom clogging solution circulation pumps. One of the most important
technological problems faced in the electrolysis is the continuity ofprocess due to the change in the cathode size. In the designed cell, themetal powder produced is removed from the cathode surface by ascraper which is added back to the solution and then filtered. Thus,the cathode size is kept constant and the continuity problem is solved.It is important to note that the cathode-scraper was positioned at adistance of 1 mm from the surface of the cathode.
In all experiments, electrolytic copper powder was galvanostati-cally deposited from the following solutions:
5gL�1Cu
2þ þ 150� 5gL�1H2SO4 ðSolution IÞ
10gL�1Cu
2þ þ 150� 5gL�1H2SO4 ðSolution IIÞ
20gL�1Cu
2þ þ 150� 5gL�1H2SO4 ðSolution IIIÞ
Distilled water and analytical grade chemicals were used for thepreparation of solutions for the electrodeposition process. Electrolytewas pumped from the second section (filtration part) to the firstsection where the electrolysis was carried out (electrolyte circulationrate: 1 dm3/min).
The copper powder was deposited galvanostatically at the currentdensity values of 200, 250 and 300 mA cm−2 while values of 30 and60±0.5 °C were selected as the electrolysis temperature. The cathoderotation speed values of 140, 550 and 1100 rpm were used. Followingthe electrolysis, the obtained powder was washed several times withthe distilled water. After beingwashedwithwater, in order to preventoxidation, the powder was rinsed with ethanol and dried at 95 °C inan oven under vacuum.
The powder particles were characterized by using a scanningelectron microscope (model; JEOL JSM 5600). Copper analysis of theobtained powder was carried out at ICP (Spectro Ciros Vision).According to these results, the current efficiencies were calculatedbased on Faraday's law. The apparent densities were measured by a2 cm3 minimized Arnold meter.
3. Results and discussion
3.1. Current density
The effect of current density on the morphology of electrolyticcopper powder and on the properties of the copper powder wasinvestigated at current density values of 200, 250 and 300 mA cm−2.The results obtained from Solution II are shown in Fig. 1. These powderparticles were electrodeposited under the standard conditions withthe electrolyte temperature of 30 °C with the cathode rotation speedof 140 rpm.
It can be seen from Fig. 1a and b that the powder particles obtainedat 200 mA cm−2 are sponge-like. These particles actually have acauliflower-like structure. The agglomerates of globular copper grainsbecome the dominant form of the powder morphology electrode-posited at this current density. It is important to note that dendriticmorphology was not formed at 200 mA cm−2. SEM investigation ofthese powders showed the presence of new nucleation sites over theexisting enlarged grains which resulted in noticeable differences inthe grain size distribution.
Fig. 1c and d shows the morphologies of copper powder obtained ata current density of 250 mA cm−2. The change in the morphologyfrom cauliflower-like to dendrites is clearly seen at this current level.The branches seen on higher magnification (Fig. 1d) constitute thedendritic character of these particles. It can be concluded from Fig. 1aand c that increasing the current density from 200 mA cm−2 to
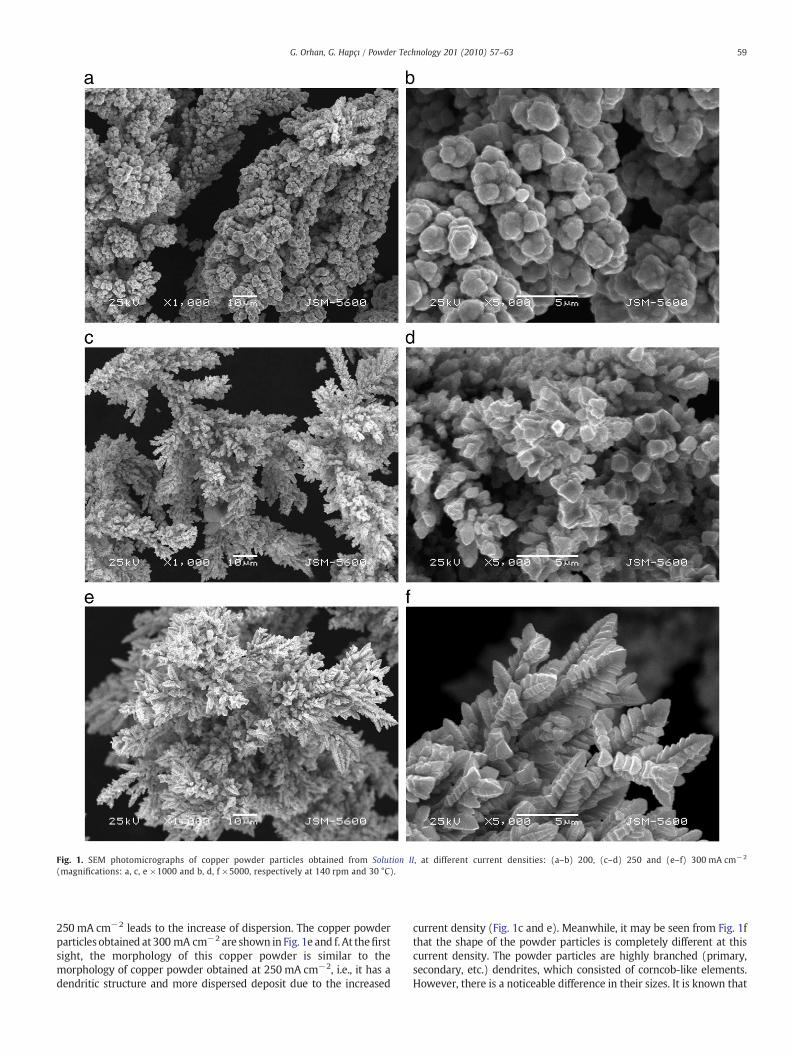
Fig. 1. SEM photomicrographs of copper powder particles obtained from Solution II, at different current densities: (a–b) 200, (c–d) 250 and (e–f) 300 mA cm−2
(magnifications: a, c, e ×1000 and b, d, f ×5000, respectively at 140 rpm and 30 °C).
59G. Orhan, G. Hapçı / Powder Technology 201 (2010) 57–63
250 mA cm−2 leads to the increase of dispersion. The copper powderparticles obtained at 300 mA cm−2 are shown in Fig. 1e and f. At thefirstsight, the morphology of this copper powder is similar to themorphology of copper powder obtained at 250 mA cm−2, i.e., it has adendritic structure and more dispersed deposit due to the increased
current density (Fig. 1c and e). Meanwhile, it may be seen from Fig. 1fthat the shape of the powder particles is completely different at thiscurrent density. The powder particles are highly branched (primary,secondary, etc.) dendrites, which consisted of corncob-like elements.However, there is a noticeable difference in their sizes. It is known that
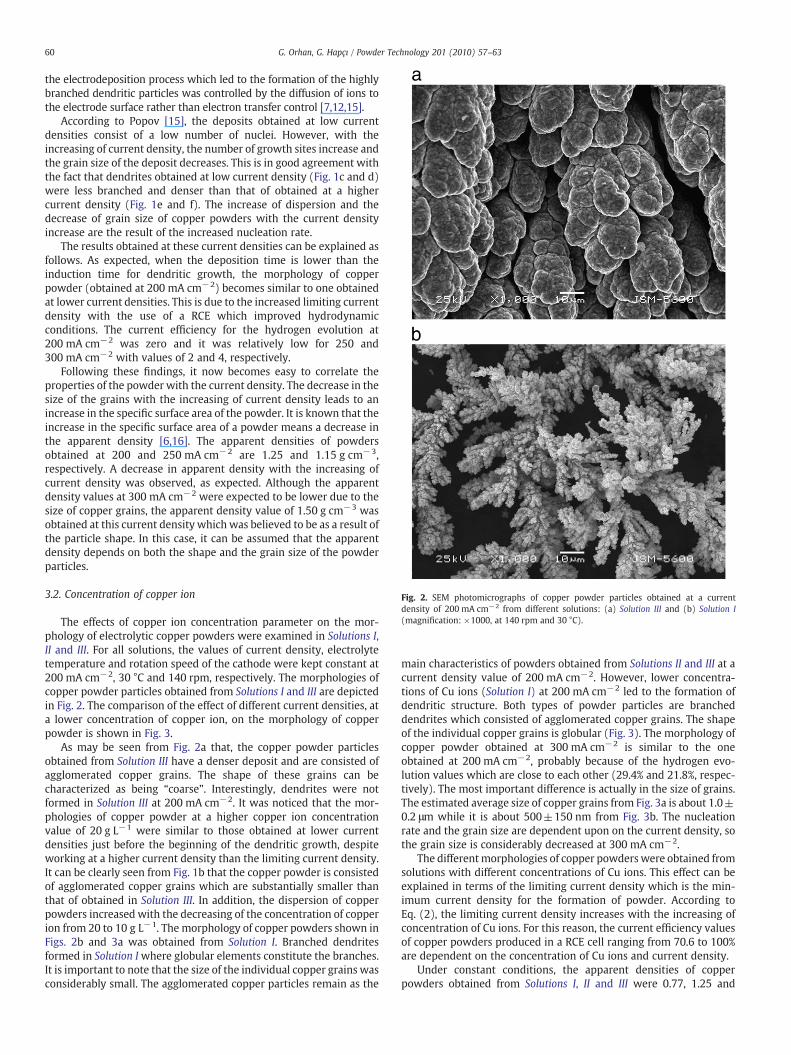
Fig. 2. SEM photomicrographs of copper powder particles obtained at a currentdensity of 200 mA cm−2 from different solutions: (a) Solution III and (b) Solution I(magnification: ×1000, at 140 rpm and 30 °C).
60 G. Orhan, G. Hapçı / Powder Technology 201 (2010) 57–63
the electrodeposition process which led to the formation of the highlybranched dendritic particles was controlled by the diffusion of ions tothe electrode surface rather than electron transfer control [7,12,15].
According to Popov [15], the deposits obtained at low currentdensities consist of a low number of nuclei. However, with theincreasing of current density, the number of growth sites increase andthe grain size of the deposit decreases. This is in good agreement withthe fact that dendrites obtained at low current density (Fig. 1c and d)were less branched and denser than that of obtained at a highercurrent density (Fig. 1e and f). The increase of dispersion and thedecrease of grain size of copper powders with the current densityincrease are the result of the increased nucleation rate.
The results obtained at these current densities can be explained asfollows. As expected, when the deposition time is lower than theinduction time for dendritic growth, the morphology of copperpowder (obtained at 200 mA cm−2) becomes similar to one obtainedat lower current densities. This is due to the increased limiting currentdensity with the use of a RCE which improved hydrodynamicconditions. The current efficiency for the hydrogen evolution at200 mA cm−2 was zero and it was relatively low for 250 and300 mA cm−2 with values of 2 and 4, respectively.
Following these findings, it now becomes easy to correlate theproperties of the powder with the current density. The decrease in thesize of the grains with the increasing of current density leads to anincrease in the specific surface area of the powder. It is known that theincrease in the specific surface area of a powder means a decrease inthe apparent density [6,16]. The apparent densities of powdersobtained at 200 and 250 mA cm−2 are 1.25 and 1.15 g cm−3,respectively. A decrease in apparent density with the increasing ofcurrent density was observed, as expected. Although the apparentdensity values at 300 mA cm−2 were expected to be lower due to thesize of copper grains, the apparent density value of 1.50 g cm−3 wasobtained at this current density which was believed to be as a result ofthe particle shape. In this case, it can be assumed that the apparentdensity depends on both the shape and the grain size of the powderparticles.
3.2. Concentration of copper ion
The effects of copper ion concentration parameter on the mor-phology of electrolytic copper powders were examined in Solutions I,II and III. For all solutions, the values of current density, electrolytetemperature and rotation speed of the cathode were kept constant at200 mA cm−2, 30 °C and 140 rpm, respectively. The morphologies ofcopper powder particles obtained from Solutions I and III are depictedin Fig. 2. The comparison of the effect of different current densities, ata lower concentration of copper ion, on the morphology of copperpowder is shown in Fig. 3.
As may be seen from Fig. 2a that, the copper powder particlesobtained from Solution III have a denser deposit and are consisted ofagglomerated copper grains. The shape of these grains can becharacterized as being “coarse”. Interestingly, dendrites were notformed in Solution III at 200 mA cm−2. It was noticed that the mor-phologies of copper powder at a higher copper ion concentrationvalue of 20 g L−1 were similar to those obtained at lower currentdensities just before the beginning of the dendritic growth, despiteworking at a higher current density than the limiting current density.It can be clearly seen from Fig. 1b that the copper powder is consistedof agglomerated copper grains which are substantially smaller thanthat of obtained in Solution III. In addition, the dispersion of copperpowders increased with the decreasing of the concentration of copperion from 20 to 10 g L−1. The morphology of copper powders shown inFigs. 2b and 3a was obtained from Solution I. Branched dendritesformed in Solution Iwhere globular elements constitute the branches.It is important to note that the size of the individual copper grains wasconsiderably small. The agglomerated copper particles remain as the
main characteristics of powders obtained from Solutions II and III at acurrent density value of 200 mA cm−2. However, lower concentra-tions of Cu ions (Solution I) at 200 mA cm−2 led to the formation ofdendritic structure. Both types of powder particles are brancheddendrites which consisted of agglomerated copper grains. The shapeof the individual copper grains is globular (Fig. 3). The morphology ofcopper powder obtained at 300 mA cm−2 is similar to the oneobtained at 200 mA cm−2, probably because of the hydrogen evo-lution values which are close to each other (29.4% and 21.8%, respec-tively). The most important difference is actually in the size of grains.The estimated average size of copper grains from Fig. 3a is about 1.0±0.2 μm while it is about 500±150 nm from Fig. 3b. The nucleationrate and the grain size are dependent upon on the current density, sothe grain size is considerably decreased at 300 mA cm−2.
The differentmorphologies of copper powderswere obtained fromsolutions with different concentrations of Cu ions. This effect can beexplained in terms of the limiting current density which is the min-imum current density for the formation of powder. According toEq. (2), the limiting current density increases with the increasing ofconcentration of Cu ions. For this reason, the current efficiency valuesof copper powders produced in a RCE cell ranging from 70.6 to 100%are dependent on the concentration of Cu ions and current density.
Under constant conditions, the apparent densities of copperpowders obtained from Solutions I, II and III were 0.77, 1.25 and
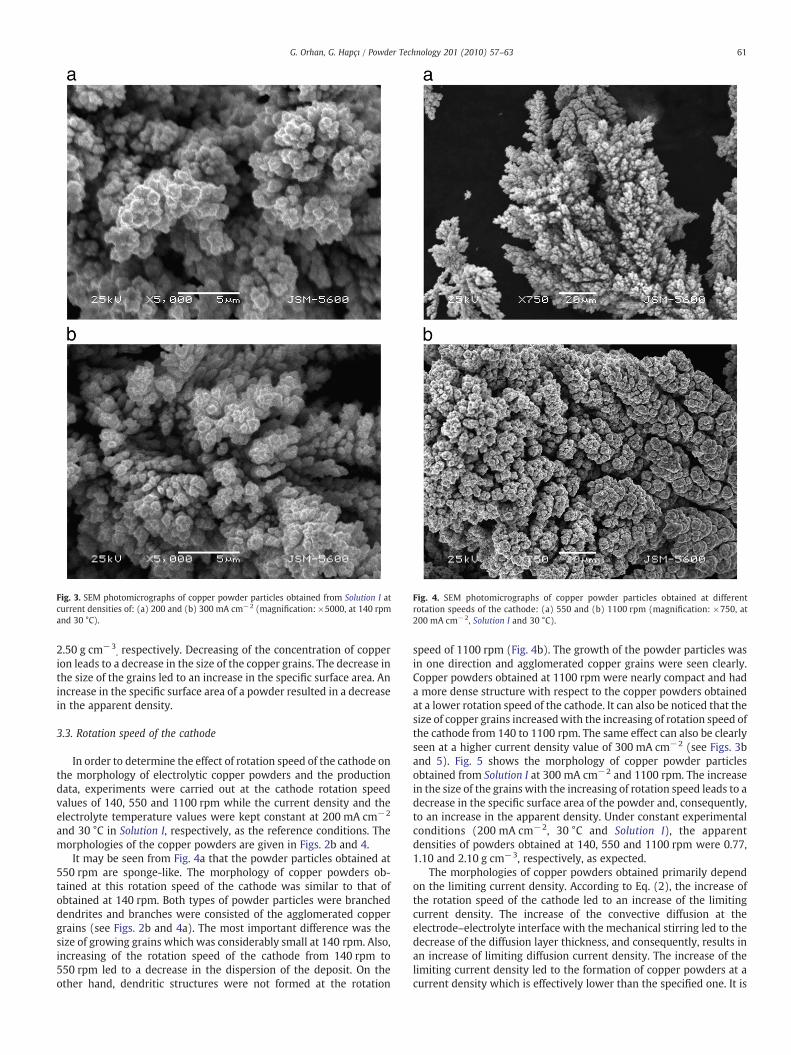
Fig. 3. SEM photomicrographs of copper powder particles obtained from Solution I atcurrent densities of: (a) 200 and (b) 300 mA cm−2 (magnification: ×5000, at 140 rpmand 30 °C).
Fig. 4. SEM photomicrographs of copper powder particles obtained at differentrotation speeds of the cathode: (a) 550 and (b) 1100 rpm (magnification: ×750, at200 mA cm−2, Solution I and 30 °C).
61G. Orhan, G. Hapçı / Powder Technology 201 (2010) 57–63
2.50 g cm−3, respectively. Decreasing of the concentration of copper
ion leads to a decrease in the size of the copper grains. The decrease inthe size of the grains led to an increase in the specific surface area. Anincrease in the specific surface area of a powder resulted in a decreasein the apparent density.
3.3. Rotation speed of the cathode
In order to determine the effect of rotation speed of the cathode onthe morphology of electrolytic copper powders and the productiondata, experiments were carried out at the cathode rotation speedvalues of 140, 550 and 1100 rpm while the current density and theelectrolyte temperature values were kept constant at 200 mA cm−2
and 30 °C in Solution I, respectively, as the reference conditions. Themorphologies of the copper powders are given in Figs. 2b and 4.
It may be seen from Fig. 4a that the powder particles obtained at550 rpm are sponge-like. The morphology of copper powders ob-tained at this rotation speed of the cathode was similar to that ofobtained at 140 rpm. Both types of powder particles were brancheddendrites and branches were consisted of the agglomerated coppergrains (see Figs. 2b and 4a). The most important difference was thesize of growing grains which was considerably small at 140 rpm. Also,increasing of the rotation speed of the cathode from 140 rpm to550 rpm led to a decrease in the dispersion of the deposit. On theother hand, dendritic structures were not formed at the rotation
speed of 1100 rpm (Fig. 4b). The growth of the powder particles wasin one direction and agglomerated copper grains were seen clearly.Copper powders obtained at 1100 rpm were nearly compact and hada more dense structure with respect to the copper powders obtainedat a lower rotation speed of the cathode. It can also be noticed that thesize of copper grains increasedwith the increasing of rotation speed ofthe cathode from 140 to 1100 rpm. The same effect can also be clearlyseen at a higher current density value of 300 mA cm−2 (see Figs. 3band 5). Fig. 5 shows the morphology of copper powder particlesobtained from Solution I at 300 mA cm−2 and 1100 rpm. The increasein the size of the grains with the increasing of rotation speed leads to adecrease in the specific surface area of the powder and, consequently,to an increase in the apparent density. Under constant experimentalconditions (200 mA cm−2, 30 °C and Solution I), the apparentdensities of powders obtained at 140, 550 and 1100 rpm were 0.77,1.10 and 2.10 g cm−3, respectively, as expected.
The morphologies of copper powders obtained primarily dependon the limiting current density. According to Eq. (2), the increase ofthe rotation speed of the cathode led to an increase of the limitingcurrent density. The increase of the convective diffusion at theelectrode–electrolyte interface with the mechanical stirring led to thedecrease of the diffusion layer thickness, and consequently, results inan increase of limiting diffusion current density. The increase of thelimiting current density led to the formation of copper powders at acurrent density which is effectively lower than the specified one. It is
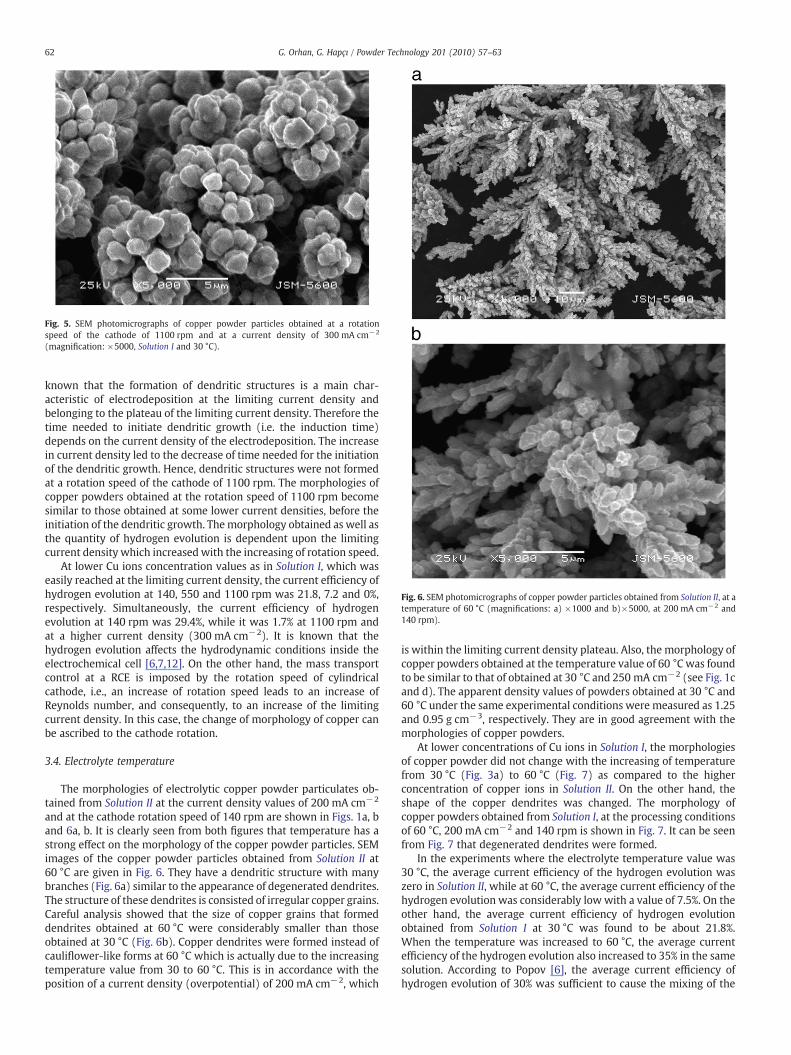
Fig. 5. SEM photomicrographs of copper powder particles obtained at a rotationspeed of the cathode of 1100 rpm and at a current density of 300 mA cm−2
(magnification: ×5000, Solution I and 30 °C).
Fig. 6. SEM photomicrographs of copper powder particles obtained from Solution II, at atemperature of 60 °C (magnifications: a) ×1000 and b)×5000, at 200 mA cm−2 and140 rpm).
62 G. Orhan, G. Hapçı / Powder Technology 201 (2010) 57–63
known that the formation of dendritic structures is a main char-acteristic of electrodeposition at the limiting current density andbelonging to the plateau of the limiting current density. Therefore thetime needed to initiate dendritic growth (i.e. the induction time)depends on the current density of the electrodeposition. The increasein current density led to the decrease of time needed for the initiationof the dendritic growth. Hence, dendritic structures were not formedat a rotation speed of the cathode of 1100 rpm. The morphologies ofcopper powders obtained at the rotation speed of 1100 rpm becomesimilar to those obtained at some lower current densities, before theinitiation of the dendritic growth. Themorphology obtained as well asthe quantity of hydrogen evolution is dependent upon the limitingcurrent density which increased with the increasing of rotation speed.
At lower Cu ions concentration values as in Solution I, which waseasily reached at the limiting current density, the current efficiency ofhydrogen evolution at 140, 550 and 1100 rpm was 21.8, 7.2 and 0%,respectively. Simultaneously, the current efficiency of hydrogenevolution at 140 rpm was 29.4%, while it was 1.7% at 1100 rpm andat a higher current density (300 mA cm−2). It is known that thehydrogen evolution affects the hydrodynamic conditions inside theelectrochemical cell [6,7,12]. On the other hand, the mass transportcontrol at a RCE is imposed by the rotation speed of cylindricalcathode, i.e., an increase of rotation speed leads to an increase ofReynolds number, and consequently, to an increase of the limitingcurrent density. In this case, the change of morphology of copper canbe ascribed to the cathode rotation.
3.4. Electrolyte temperature
The morphologies of electrolytic copper powder particulates ob-tained from Solution II at the current density values of 200 mA cm−2
and at the cathode rotation speed of 140 rpm are shown in Figs. 1a, band 6a, b. It is clearly seen from both figures that temperature has astrong effect on the morphology of the copper powder particles. SEMimages of the copper powder particles obtained from Solution II at60 °C are given in Fig. 6. They have a dendritic structure with manybranches (Fig. 6a) similar to the appearance of degenerated dendrites.The structure of these dendrites is consisted of irregular copper grains.Careful analysis showed that the size of copper grains that formeddendrites obtained at 60 °C were considerably smaller than thoseobtained at 30 °C (Fig. 6b). Copper dendrites were formed instead ofcauliflower-like forms at 60 °C which is actually due to the increasingtemperature value from 30 to 60 °C. This is in accordance with theposition of a current density (overpotential) of 200 mA cm−2, which
is within the limiting current density plateau. Also, the morphology ofcopper powders obtained at the temperature value of 60 °C was foundto be similar to that of obtained at 30 °C and 250 mA cm−2 (see Fig. 1cand d). The apparent density values of powders obtained at 30 °C and60 °C under the same experimental conditions were measured as 1.25and 0.95 g cm−3, respectively. They are in good agreement with themorphologies of copper powders.
At lower concentrations of Cu ions in Solution I, the morphologiesof copper powder did not change with the increasing of temperaturefrom 30 °C (Fig. 3a) to 60 °C (Fig. 7) as compared to the higherconcentration of copper ions in Solution II. On the other hand, theshape of the copper dendrites was changed. The morphology ofcopper powders obtained from Solution I, at the processing conditionsof 60 °C, 200 mA cm−2 and 140 rpm is shown in Fig. 7. It can be seenfrom Fig. 7 that degenerated dendrites were formed.
In the experiments where the electrolyte temperature value was30 °C, the average current efficiency of the hydrogen evolution waszero in Solution II, while at 60 °C, the average current efficiency of thehydrogen evolution was considerably low with a value of 7.5%. On theother hand, the average current efficiency of hydrogen evolutionobtained from Solution I at 30 °C was found to be about 21.8%.When the temperature was increased to 60 °C, the average currentefficiency of the hydrogen evolution also increased to 35% in the samesolution. According to Popov [6], the average current efficiency ofhydrogen evolution of 30% was sufficient to cause the mixing of the
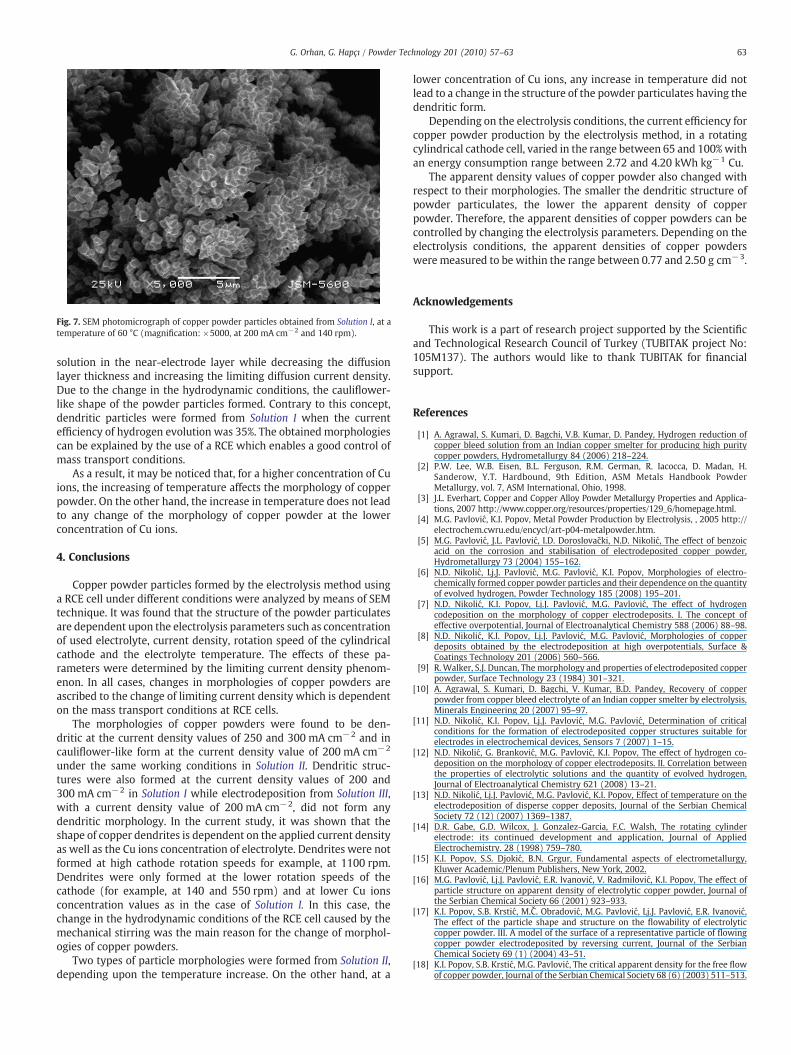
Fig. 7. SEM photomicrograph of copper powder particles obtained from Solution I, at atemperature of 60 °C (magnification: ×5000, at 200 mA cm−2 and 140 rpm).
63G. Orhan, G. Hapçı / Powder Technology 201 (2010) 57–63
solution in the near-electrode layer while decreasing the diffusionlayer thickness and increasing the limiting diffusion current density.Due to the change in the hydrodynamic conditions, the cauliflower-like shape of the powder particles formed. Contrary to this concept,dendritic particles were formed from Solution I when the currentefficiency of hydrogen evolution was 35%. The obtained morphologiescan be explained by the use of a RCE which enables a good control ofmass transport conditions.
As a result, it may be noticed that, for a higher concentration of Cuions, the increasing of temperature affects the morphology of copperpowder. On the other hand, the increase in temperature does not leadto any change of the morphology of copper powder at the lowerconcentration of Cu ions.
4. Conclusions
Copper powder particles formed by the electrolysis method usinga RCE cell under different conditions were analyzed by means of SEMtechnique. It was found that the structure of the powder particulatesare dependent upon the electrolysis parameters such as concentrationof used electrolyte, current density, rotation speed of the cylindricalcathode and the electrolyte temperature. The effects of these pa-rameters were determined by the limiting current density phenom-enon. In all cases, changes in morphologies of copper powders areascribed to the change of limiting current density which is dependenton the mass transport conditions at RCE cells.
The morphologies of copper powders were found to be den-dritic at the current density values of 250 and 300 mA cm−2 and incauliflower-like form at the current density value of 200 mA cm−2
under the same working conditions in Solution II. Dendritic struc-tures were also formed at the current density values of 200 and300 mA cm−2 in Solution I while electrodeposition from Solution III,with a current density value of 200 mA cm−2, did not form anydendritic morphology. In the current study, it was shown that theshape of copper dendrites is dependent on the applied current densityas well as the Cu ions concentration of electrolyte. Dendrites were notformed at high cathode rotation speeds for example, at 1100 rpm.Dendrites were only formed at the lower rotation speeds of thecathode (for example, at 140 and 550 rpm) and at lower Cu ionsconcentration values as in the case of Solution I. In this case, thechange in the hydrodynamic conditions of the RCE cell caused by themechanical stirring was the main reason for the change of morphol-ogies of copper powders.
Two types of particle morphologies were formed from Solution II,depending upon the temperature increase. On the other hand, at a
lower concentration of Cu ions, any increase in temperature did notlead to a change in the structure of the powder particulates having thedendritic form.
Depending on the electrolysis conditions, the current efficiency forcopper powder production by the electrolysis method, in a rotatingcylindrical cathode cell, varied in the range between 65 and 100%withan energy consumption range between 2.72 and 4.20 kWh kg−1 Cu.
The apparent density values of copper powder also changed withrespect to their morphologies. The smaller the dendritic structure ofpowder particulates, the lower the apparent density of copperpowder. Therefore, the apparent densities of copper powders can becontrolled by changing the electrolysis parameters. Depending on theelectrolysis conditions, the apparent densities of copper powderswere measured to be within the range between 0.77 and 2.50 g cm−3.
Acknowledgements
This work is a part of research project supported by the Scientificand Technological Research Council of Turkey (TUBITAK project No:105M137). The authors would like to thank TUBITAK for financialsupport.
References
[1] A. Agrawal, S. Kumari, D. Bagchi, V.B. Kumar, D. Pandey, Hydrogen reduction ofcopper bleed solution from an Indian copper smelter for producing high puritycopper powders, Hydrometallurgy 84 (2006) 218–224.
[2] P.W. Lee, W.B. Eisen, B.L. Ferguson, R.M. German, R. Iacocca, D. Madan, H.Sanderow, Y.T. Hardbound, 9th Edition, ASM Metals Handbook PowderMetallurgy, vol. 7, ASM International, Ohio, 1998.
[3] J.L. Everhart, Copper and Copper Alloy Powder Metallurgy Properties and Applica-tions, 2007 http://www.copper.org/resources/properties/129_6/homepage.html.
[4] M.G. Pavlović, K.I. Popov, Metal Powder Production by Electrolysis, , 2005 http://electrochem.cwru.edu/encycl/art-p04-metalpowder.htm.
[5] M.G. Pavlović, J.L. Pavlović, I.D. Doroslovački, N.D. Nikolić, The effect of benzoicacid on the corrosion and stabilisation of electrodeposited copper powder,Hydrometallurgy 73 (2004) 155–162.
[6] N.D. Nikolić, Lj.J. Pavlović, M.G. Pavlović, K.I. Popov, Morphologies of electro-chemically formed copper powder particles and their dependence on the quantityof evolved hydrogen, Powder Technology 185 (2008) 195–201.
[7] N.D. Nikolić, K.I. Popov, Lj.J. Pavlović, M.G. Pavlović, The effect of hydrogencodeposition on the morphology of copper electrodeposits. I. The concept ofeffective overpotential, Journal of Electroanalytical Chemistry 588 (2006) 88–98.
[8] N.D. Nikolić, K.I. Popov, Lj.J. Pavlović, M.G. Pavlović, Morphologies of copperdeposits obtained by the electrodeposition at high overpotentials, Surface &Coatings Technology 201 (2006) 560–566.
[9] R. Walker, S.J. Duncan, The morphology and properties of electrodeposited copperpowder, Surface Technology 23 (1984) 301–321.
[10] A. Agrawal, S. Kumari, D. Bagchi, V. Kumar, B.D. Pandey, Recovery of copperpowder from copper bleed electrolyte of an Indian copper smelter by electrolysis,Minerals Engineering 20 (2007) 95–97.
[11] N.D. Nikolić, K.I. Popov, Lj.J. Pavlović, M.G. Pavlović, Determination of criticalconditions for the formation of electrodeposited copper structures suitable forelectrodes in electrochemical devices, Sensors 7 (2007) 1–15.
[12] N.D. Nikolić, G. Branković, M.G. Pavlović, K.I. Popov, The effect of hydrogen co-deposition on the morphology of copper electrodeposits. II. Correlation betweenthe properties of electrolytic solutions and the quantity of evolved hydrogen,Journal of Electroanalytical Chemistry 621 (2008) 13–21.
[13] N.D. Nikolić, Lj.J. Pavlović, M.G. Pavlović, K.I. Popov, Effect of temperature on theelectrodeposition of disperse copper deposits, Journal of the Serbian ChemicalSociety 72 (12) (2007) 1369–1387.
[14] D.R. Gabe, G.D. Wilcox, J. Gonzalez-Garcia, F.C. Walsh, The rotating cylinderelectrode: its continued development and application, Journal of AppliedElectrochemistry. 28 (1998) 759–780.
[15] K.I. Popov, S.S. Djokić, B.N. Grgur, Fundamental aspects of electrometallurgy,Kluwer Academic/Plenum Publishers, New York, 2002.
[16] M.G. Pavlović, Lj.J. Pavlović, E.R. Ivanović, V. Radmilović, K.I. Popov, The effect ofparticle structure on apparent density of electrolytic copper powder, Journal ofthe Serbian Chemical Society 66 (2001) 923–933.
[17] K.I. Popov, S.B. Krstić, M.Č. Obradović, M.G. Pavlović, Lj.J. Pavlović, E.R. Ivanović,The effect of the particle shape and structure on the flowability of electrolyticcopper powder. III. A model of the surface of a representative particle of flowingcopper powder electrodeposited by reversing current, Journal of the SerbianChemical Society 69 (1) (2004) 43–51.
[18] K.I. Popov, S.B. Krstić, M.G. Pavlović, The critical apparent density for the free flowof copper powder, Journal of the Serbian Chemical Society 68 (6) (2003) 511–513.