
Application of Artificial Intelligence to Rotating Machine ...
199
Florida State University Libraries Electronic Theses, Treatises and Dissertations The Graduate School 2013 Application of Artificial Intelligence to Rotating Machine Condition Monitoring Yaw Dwamena Nyanteh Follow this and additional works at the FSU Digital Library. For more information, please contact [email protected]
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Application of Artificial Intelligence to Rotating Machine ...

Florida State University Libraries
Electronic Theses, Treatises and Dissertations The Graduate School
2013
Application of Artificial Intelligence toRotating Machine Condition MonitoringYaw Dwamena Nyanteh
Follow this and additional works at the FSU Digital Library. For more information, please contact [email protected]

THE FLORIDA STATE UNIVERSITY
COLLEGE OF ENGINEERING
APPLICATION OF ARTIFICIAL INTELLIGENCE TO ROTATING MACHINE CONDITION
MONITORING
By
YAW DWAMENA NYANTEH
A Dissertation submitted to the Department of Electrical and Computer Engineering
in partial fulfillment of the requirements for the degree of
Doctor of Philosophy
Degree Awarded: Fall Semester, 2013

Yaw Dwamena Nyanteh defended this dissertation on June 21, 2013.
The members of the supervisory committee were:
Chris S. Edrington
Professor Co-Directing Dissertation
David A. Cartes
Professor Co-Directing Dissertation
William Oates
University Representative
Rodney Roberts
Committee Member
Petru Andrei
Committee Member
Sanjeev K. Srivastava
Committee Member
The Graduate School has verified and approved the above-named committee members, and
certifies that the dissertation has been approved in accordance with university requirements.
ii

I dedicate this work to my mother who always wanted to study to this level but had to give up and support her children in their studies
iii

ACKNOWLEDGMENTS
A number of people have contributed to the eventual completion of this work. First I
would like to acknowledge my core academic and research advisors: Dr. Chris S. Edrington, Dr.
Sanjeev K. Srivastava and Dr. David A. Cartes. Without their intellectual input, fatherly
guidance and financial support, I would not have completed my studies. I would like to
acknowledge the good grace of my committee members: Dr. Rodney Roberts, Dr. Petru Andrei
and Dr. William Oates. I would like to mention Dr. Jonathan Clarke who was immensely
influential in some of the initial important critique that has gone in to make the work publicly
presentable. Special mention goes to Dr. Lukas Graber and Dr. Horatio Rodrigo whose tireless
effort made it possible for me to work on the fault prognosis aspects of this research work. I
would like to mention some of my colleagues Fletcher Fleming and Mark Stanovich who were
ever helpful when I had to either write a piece of code or get a second opinion about an issue.
iv
TABLE OF CONTENTS
List of Tables ................................................................................................................................. ix List of Figures ..................................................................................................................................x Abstract ........................................................................................................................................ xiv
CHAPTER ONE ..............................................................................................................................1 1.1 Problem Statement .........................................................................................................4 1.2 Objectives of Research ..................................................................................................5 1.3 Scope of Research ..........................................................................................................5 1.4 Originality and Contribution ..........................................................................................6
1.4.1 Publications of Research Outcome ....................................................................7
CHAPTER TWO .............................................................................................................................9 2.1 Types of Faults in Electrical Machines ..........................................................................9
2.1.1 Stator Winding Faults ......................................................................................10 2.1.1.1 Causes of stator winding faults ..........................................................10 2.1.1.2 Failure mechanisms and symptoms of stator winding faults .............10 2.1.2 Stator Core Faults ............................................................................................12 2.1.2.1 Causes of stator core faults ................................................................12 2.1.3 Rotor Faults ......................................................................................................13 2.1.3.1 Rotor winding short-circuits ..............................................................13 2.1.3.2 Induction machine rotor failure .........................................................13 2.1.3.3 PMSM rotor failure ............................................................................14 2.1.4 Eccentricity Faults ...........................................................................................14 2.1.4.1 Causes of eccentricity faults ..............................................................15 2.1.5 Bearing Faults ..................................................................................................15 2.1.5.1 Causes of bearing faults .....................................................................15
2.2 Fault Indicators ............................................................................................................16 2.2.1 Fault Indicators for Electrical Machines ..........................................................17 2.2.1.1 Mechanical and thermal fault indicators ............................................19 2.2.1.2 Chemical indicators ...........................................................................20 2.2.1.3 Indicators for stator winding faults ....................................................20 2.2.1.4 Indicators for detecting rotor faults ....................................................21 2.2.1.5 Indicators for detecting bearing faults ...............................................21 2.2.1.6 Indicators for detecting eccentricity faults .........................................23 2.2.2 Current Monitoring for Fault Diagnosis and Prognosis ...................................24 2.2.2.1 MCSA for stator winding faults .........................................................24 2.2.2.2 MCSA for rotor winding faults ..........................................................25 2.2.2.3 MCSA for bearing faults ....................................................................26 2.2.2.4 MCSA for eccentricity faults .............................................................27 2.2.2.5 Circulating currents ............................................................................28 2.2.2.6 Shaft currents .....................................................................................29 2.2.2.7 Drawbacks with the use of current monitoring ..................................29 2.2.3 Magnetic Flux Monitoring for Fault Diagnosis and Prognosis .......................29 2.2.3.1 Sensors for electromagnetic flux monitoring .....................................30
v
2.2.3.2 Electromagnetic flux region to be monitored in electrical machines 30 2.3 Electrical Machine Diagnostics and Prognostics Technique for Condition-Based Maintenance ..........................................................................................................................32
2.3.1 Effective Implementation of CBM ..................................................................33 2.3.1.1 IEEE 1451 ..........................................................................................34 2.3.1.2 IEEE 1232 ..........................................................................................35 2.3.1.3 MIMOSA and OSA-CBM .................................................................36
2.4 Analysis Tools for Electrical Machine Fault Diagnostics and Prognostics .................38 2.4.1 Finite Element Analysis ...................................................................................39 2.4.1.1 Use of the finite element method to model electrical machines ........40 2.4.1.2 Application to CBM ...........................................................................40 2.4.1.3 Description of the FEM software tool used in study .........................41 2.4.2 Data Processing ................................................................................................43 2.4.2.1 Time-domain techniques ....................................................................44 2.4.2.2 Frequency-domain techniques ...........................................................46 2.4.2.3 Time-frequency-domain techniques ..................................................48 2.4.3 Fault Diagnosis Techniques .............................................................................49 2.4.3.1 Data-driven approaches for fault diagnostics ....................................49 2.4.3.2 Model-based approaches for fault diagnostics ...................................51 2.4.3.2 Comparison of data-based and model-based approaches ..................52 2.4.4 Fault Prognosis Techniques .............................................................................52 2.4.4.1 Data-based approaches for prognosis ................................................53 2.4.4.2 Time-series methods for prognosis ....................................................53 2.4.4.3 Artificial intelligence approaches ......................................................56 2.4.4.4 Model-based approaches for prognosis .............................................58 2.4.4.5 Reliability-based approaches for prognosis .......................................60
2.5 Rotating Machine Insulation Systems .........................................................................60 2.5.1 Insulation of Rotating Electric Machines ........................................................61 2.5.2 Insulating Materials .........................................................................................62 2.5.3 Dimensioning of an Insulation .........................................................................62
2.6 Partial Discharges ........................................................................................................64 2.6.1 PD Detection ....................................................................................................64 2.6.2 PD Mechanisms ...............................................................................................65 2.6.3 Partial Discharges in Cable Specimens............................................................66 2.6.4 Partial Discharges in Transformers ..................................................................67 2.6.5 PD Mechanisms in Rotating Machines ............................................................69
CHAPTER THREE .......................................................................................................................71 3.1 Modeling the PMSM using FEA .................................................................................72 3.2 Modeling PMSM Faults ...............................................................................................75
3.2.1 Modeling Stator Short-Circuit Fault Conditions ..............................................75 3.2.2 Modeling Permanent Magnet Demagnetization Fault Conditions...................76 3.2.3 Modeling Static Eccentricity Fault Conditions ................................................77 3.2.4 Modeling Dynamic Eccentricity Fault Conditions ..........................................78
3.3 Fault Indicator Data and Feature Extraction ................................................................78 3.4 Fault Classification Technique ....................................................................................81
3.4.1 Logic-Based Classifiers ...................................................................................82
vi

3.4.2 Perceptron-Based Classifiers ...........................................................................82 3.4.3 Statistical Classifiers ........................................................................................83 3.4.4 Instance-Based Learning ..................................................................................83 3.4.5 Support Vector Machines ................................................................................84
3.5 Manifold Learning Techniques ....................................................................................85 3.5.1 Classical Approach to Dimensionality Reduction ...........................................86 3.5.2 Global Non-Linear Techniques ........................................................................87 3.5.3 Local Non-Linear Techniques .........................................................................87 3.5.4 Global Linear Alignment in Local Space ........................................................88
3.6 Fault Classification Results..........................................................................................88 3.6.1 Comparison of Techniques Based on Original Un-Transformed Dataset .......88 3.6.2 Comparison of Techniques Based on Transformed Dataset ............................89 3.6.3 Effect of Bagging on Classification Performance ...........................................92
3.7 Conclusion ...................................................................................................................94
CHAPTER FOUR ..........................................................................................................................95 4.1 Peak-to-Peak Detection for PMSM Stator Winding Short-Circuit Fault Detection ....96
4.1.1 Development of ANN Model for the Peak-to-Peak Fault Detection Method .97 4.1.2 The PSO Algorithm .........................................................................................98 4.1.2.1 Offline PSO algorithm .......................................................................98 4.1.2.2 Online PSO algorithm ......................................................................101
4.2 Turn-to-Turn Short-Circuit Fault Detection Method .................................................101 4.2.1 Development of ANN Model for the Turn-to-Turn Short-Circuit Fault Detection Method .......................................................................................................105 4.2.1.1 The Extended kalman filter method .................................................108
4.3 Fault Simulation Results ............................................................................................110 4.3.1 Description of Experimental setup .................................................................110 4.3.2 Training Results .............................................................................................111 4.3.2.1 PSO and PSO-BFGS ANN training results ....................................111 4.3.2.2 EKF ANN training results ..............................................................113 4.3.3 Fault Diagnosis Results..................................................................................116 4.3.3.1 Fault diagnosis results based on peak-to-peak method ...................119
4.3.3.2 Fault diagnosis results based on turn-to-turn short-circuit detection method...........................................................................................................121
4.4 Conclusions ................................................................................................................121
CHAPTER FIVE .........................................................................................................................127 5.1 Unique Insulation Issues in an All-Electric Ship .......................................................127 5.2 Dielectric Breakdown Testing ...................................................................................128
5.2.1 Description of Experimental Setup ................................................................129 5.3 Modified Dielectrics Breakdown Model ...................................................................140
5.3.1 Electrical Tree Simulation Results .................................................................146 5.4 Macro-Model for Prognosis .......................................................................................150 5.5 Fault Prognosis Using Artificial Neural Networks ....................................................154 5.6 Conclusions ................................................................................................................156
CHAPTER SIX ............................................................................................................................158 6.1 Fault Classification ....................................................................................................158
vii

6.2 Fault Detection ...........................................................................................................159 6.3 Fault Prognosis...........................................................................................................160 6.4 Application Limitation of Methods Presented ...........................................................161
CHAPTER SEVEN .....................................................................................................................163 7.1 Fault Diagnosis ..........................................................................................................163 7.2 Fault Detection ...........................................................................................................163 7.3 Fault Prognosis...........................................................................................................164
REFERENCES ............................................................................................................................165
BIOGRAPHICAL SKETCH .......................................................................................................184
viii
LIST OF TABLES
1 Comparing shipboard power systems and terrestrial power systems ......................................1 2 Fault indicators for rotating electrical machines ...................................................................18 3 Thermal classes of insulation materials .................................................................................62 4 Parameters of the PMSM .......................................................................................................73 5 Material properties of PMSM FEA model components ........................................................73 6 Description of fault cases ......................................................................................................80 7 PMSM simulation parameters .............................................................................................116 8 Machine simulated conditions using computer simulation .................................................116 9 Machine simulated conditions using actual PMSM drive ...................................................118 10 Characteristics of STYCAST 1266 and STYCAST 1265 ...................................................129 11 Values of parameters of PD detection circuit ......................................................................131
ix
LIST OF FIGURES
1 Summary of faults in electrical machines based on a survey by EPRI and sponsored by the General Electric Company in 1982 [8]………………………………………………………4
2 Inter-turn short circuit ............................................................................................................11 3 Types of eccentricity contrasted with the concentric condition ............................................15 4 Complex interactions of different sub-systems in an electrical drive system [32] ................19 5 Comparison of magnetic sensors for magnetic flux monitoring [92] ....................................31 6 Condition based maintenance process [114] .........................................................................40 7 A multi-layer perceptron with one hidden layer ....................................................................57 8 PD detection setup .................................................................................................................70 9 Demagnetization characteristics of sintered Samarium Cobalt (magnetic component
engineering) ............................................................................................................................74 10 Solid and 2D mesh view of the PMSM FEA model .............................................................74 11 Schematic of turn–to-turn and inter-turn-to-turn short circuit faults .....................................75 12 FEA model of short circuit faults ..........................................................................................76 13 Flux density distribution for demagnetization fault condition ..............................................77 14 FEA model of the static eccentricity fault condition showing flux density distribution .......78 15 FEA model of the dynamic eccentricity fault condition showing flux density distribution .79 16 Air gap circumferential line along which flux density is computed .....................................80 17 Power spectral estimate for a sample instantaneous power feature vector ...........................81 18 Comparison of classification techniques on un-transformed dataset ....................................90 19 Comparison of classification techniques on LLC dataset .....................................................90 20 Comparison of classification techniques on LTSA dataset ...................................................91 21 Comparison of classification techniques on MDS dataset ....................................................91
x

22 Comparison of classification techniques on PCA dataset .....................................................92 23 Application of bagging on MDS dataset ...............................................................................93 24 Application of bagging on PCA dataset ................................................................................93 25 Confusion matrix for the performance of classification techniques using J48 .....................94 26 Speed of PMSM during different loading conditions ............................................................96 27 Phase current for changing load and stator winding fault .....................................................97 28 Time window to implement PSO ........................................................................................102 29 Flow chart of real time PSO method ...................................................................................103 30 Zero-component of three phase stator current of PMSM ....................................................104 31 Diagram of the ANN during training ..................................................................................106 32 Diagram of ANN cluster during fault diagnosis ..................................................................107 33 Schematic of drive system incorporating the ANN fault diagnostic system .......................108 34 Kalman filter representation of recurrent ANN ...................................................................108 35 PMSM drive system ............................................................................................................110 36 Circuit diagram for stator short circuit winding ..................................................................111 37 Training data ........................................................................................................................112 38 Training evolution using PSO and PSO-BFGS ...................................................................114 39 Performance of ANN on training data .................................................................................115 40 Computer simulated three-phase current data with effective turns-ratio of 0.9 ..................117 41 Training evolution for computer simulated data for one ANN ...........................................117 42 Current data with effective turns-ratio of 0.95 from PMSM drive ......................................118 43 Training evolution for data obtained from actual PMSM drive with 50% loading .............119 44 ANN fault detection with no-loading on PMSM ................................................................120
xi
45 30% full loading conditions .................................................................................................122 46 50% full loading conditions .................................................................................................123 47 Fault diagnosis for computer simulated data (10% shorted turns on phase A) ...................124 48 Fault diagnosis for computer simulated data (25% shorted turns on phase A) ...................124 49 Fault diagnosis for 30% loading of the PMSM drive ..........................................................125 50 Fault diagnosis for 50% loading of the PMSM drive ..........................................................125 51 Setup for breakdown testing of dielectric material ..............................................................130 52 Setup for PD detection .........................................................................................................131 53 PD monitoring and data acquisition setup ...........................................................................132 54 Low pass filter characteristics .............................................................................................133 55 High pass filter characteristics .............................................................................................134 56 FEA simulation results ........................................................................................................134 57 Enhanced setup for PD detection ........................................................................................136 58 Characteristic PD pattern per cycle .....................................................................................137 59 PD characteristics during breakdown of STYCAST 1265 ..................................................137 60 Flow chart of simulation process .........................................................................................143 61 Model of tree link ................................................................................................................144 62 Model of dielectric material during breakdown ..................................................................145 63 Simulation results for fast breakdown .................................................................................147 64 Simulation results for slow breakdown ...............................................................................148 65 Some tree simulation results ................................................................................................151 66 Plot of time-to-breakdown versus voltage ...........................................................................152 67 Prediction using modified thermodynamic model ..............................................................153
xii

68 Adaptive system ANN dielectric breakdown prognosis .....................................................155 69 Training model for ANN dielectric breakdown prognosis system ......................................155 70 Prediction using modified ANN adaptive model ................................................................156 71 Illustration of fault prognostic system .................................................................................157
xiii

ABSTRACT
Systems with critical functionality and are prone to damage due to excessive stress level
from operation conditions and working environment requires health monitoring. Condition or
health monitoring involves acquiring data that can be analyzed to determine the occurrence of
faults, determine the type of fault, determine the severity of a fault and determine when the next
fault would occur. This research has considered new fault analysis techniques for rotating
electrical machines using Artificial Intelligence (AI) techniques. The analysis has been carried
out in three sections: fault diagnosis, fault detection and fault prognosis.
By way of fault diagnosis, Finite Element Analysis (FEA) has been used to model
different faults in a Permanent Magnet Synchronous Machine (PMSM) which has been analyzed
by way of classification using five Artificial Intelligence Techniques. The original large
dimensional dataset is first used in the classification process and the different fault classifiers
compared based on their performance using different fault classifiers from the FEA model. The
dimensions of the dataset are reduced, using four different manifold reduction techniques.
Manifold reduction is carried out to reduce the computational burden of fault classification on
high dimensionality data.
Two new techniques for fault detection using AI is presented and applied to PMSMs by
way of computer simulations and experimental data from an actual PMSM. One technique called
the Peak-to-Peak technique uses an Artificial Neural Network (ANN) trained using PSO and can
distinguish short circuit faults from loading transients. In the second method, called Turn-to-Turn
method, the zero current components is used to determine the number of shorted turns in the
stator windings using an ANN trained using the Extended Kalman Filter (EKF) method.
Finally a new method of determining the time-to-breakdown of insulation systems is
presented as a fault prognosis approach. Also a new micro simulation model is presented for
simulating the breakdown of dielectric materials. The new prognostics method is based on a
macro model developed in conjunction with ANNs. The prognosis approach is based on
associating the breakdown characteristics of dielectrics to Partial Discharge (PD) that take place
during dielectric breakdown.
xiv

CHAPTER ONE
Since the first electrical power system was installed on the USS Trenton in 1883,
Shipboard Power Systems (SPS) has undergone a multitude of technological advancements with
the most recent innovative drive aimed at an All-Electric Ship (AES) [1].The AES is a notional
concept, and very much in its infancy, that seeks to:
1. Convert steam powered, hydraulically powered and pneumatically powered propulsion
systems into an electric drive
2. Combine generation from different energy sources into a single generating unit for
propulsion and services loads
3. Reduce Ship life-cycle costs
4. Increase ship stealthiness, payload, survivability and propulsion power
Generally SPSs are different from terrestrial systems in a number of significant ways. Table 1
shows some of these differences. These distinctions between terrestrial power systems and SPSs
mean that rotating electric machines and propulsion systems, onboard, would be subjected to
increased stress levels on SPSs and lead to faults and device breakdowns and ship system total
failure.
Table 1: Comparing shipboard power systems and terrestrial power systems
Shipboard Power System Terrestrial System
Increased electromagnetic coupling of devices due to limited space on ship [2]
Space considerations less restrictive in terrestrial systems and reduced electromagnetic interference
Lack of space leads to bending and other structural deformations on the cabling [3]
Reduced cable deformation due to space availability
Low damping properties due to short cable lengths and high power density[3]
Longer line lengths resulting in higher damping
Hazardous and unpredictable conditions during different missions (battle, normal, emergency etc.) [3]
Conditions not as severe
Islanded system where vital loads cannot be shut down [5]
Vital loads have a backup supply
Ships can continue operation during single line/rail to ground faults due to specialized grounding and distribution scheme [6]
Single line to ground faults need to be cleared for continuation of service
1
Shipboard Power System Terrestrial System
Ships can continue operation during single line/rail to ground faults due to specialized grounding and distribution scheme [6]
Single line to ground faults need to be cleared for continuation of service
Multiple frequencies in the same system; less restricted frequency variation limits [7]
System frequency is maintained within tight limits around base frequency
System with low finite inertia [8] System has very large inertia
Use of power electronic devices has implications for aging of insulation system due to PWM signals [2]
Traditional power system generation, transmission and distribution have comparatively less need for power electronics devices
Shipboard power systems operate at higher bandwidth control resulting in increased interaction between components [7]
Low bandwidth control with more decoupled subsystems
Big impact of non-linear loads of a pulse nature requiring huge power (comparable to total generation) for short time intervals [5]
No such loads considerations in terrestrial systems
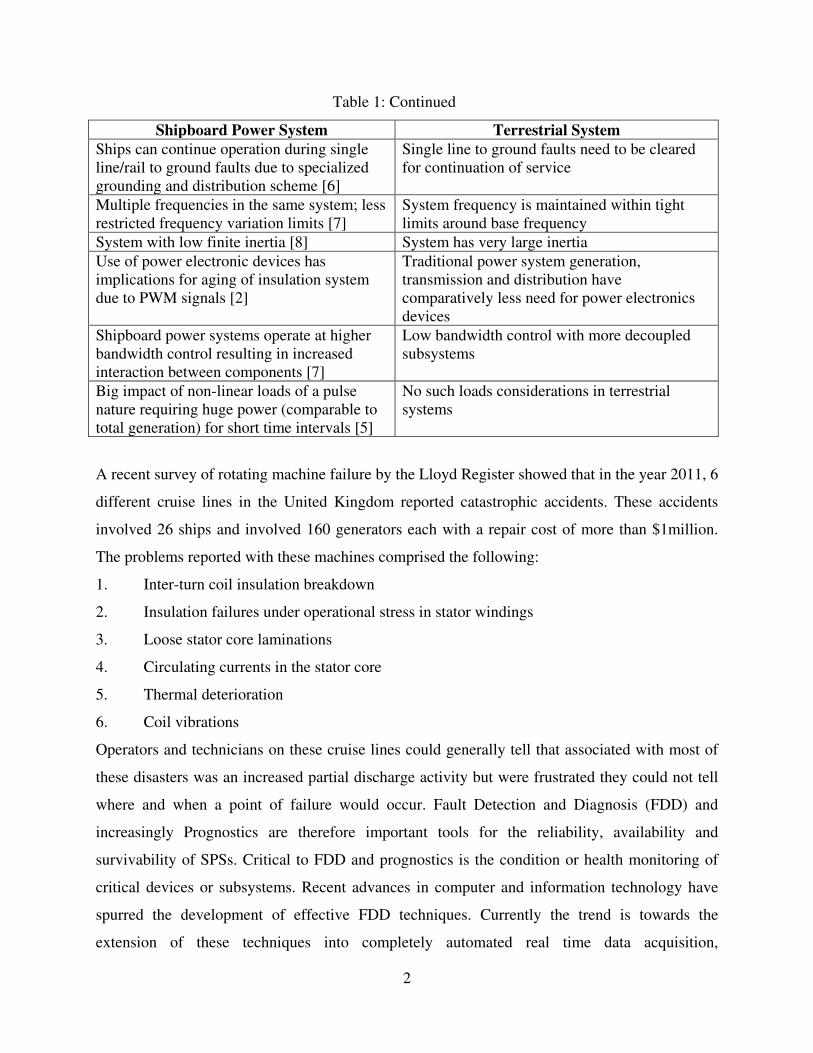
A recent survey of rotating machine failure by the Lloyd Register showed that in the year 2011, 6
different cruise lines in the United Kingdom reported catastrophic accidents. These accidents
involved 26 ships and involved 160 generators each with a repair cost of more than $1million.
The problems reported with these machines comprised the following:
1. Inter-turn coil insulation breakdown
2. Insulation failures under operational stress in stator windings
3. Loose stator core laminations
4. Circulating currents in the stator core
5. Thermal deterioration
6. Coil vibrations
Operators and technicians on these cruise lines could generally tell that associated with most of
these disasters was an increased partial discharge activity but were frustrated they could not tell
where and when a point of failure would occur. Fault Detection and Diagnosis (FDD) and
increasingly Prognostics are therefore important tools for the reliability, availability and
survivability of SPSs. Critical to FDD and prognostics is the condition or health monitoring of
critical devices or subsystems. Recent advances in computer and information technology have
spurred the development of effective FDD techniques. Currently the trend is towards the
extension of these techniques into completely automated real time data acquisition,
Table 1: Continued
2
classification, assimilation, correlation and cognitive function mapping modules for FDD.
Notwithstanding these advances, the area of Artificial Intelligence (AI) offers new research
opportunities in FDD and prognostics. The FDD of rotating electric machines has been the
subject of several research efforts, culminating in some important breakthroughs. Rotating
machine prognostics is relatively new and there is as yet to be developed a systematic
methodology to determine the remaining useful lifetime of rotating electrical machines. The
major drawback with prognostics studies is the fact that final machine breakdown is usually by a
catastrophic event. Most machine insulation systems are also designed to withstand much higher
stress levels than during normal operation. Electrical machines, during operations, are subjected
to a number of coupled stresses of electrical, thermal, mechanical and chemical origins. This
makes it a complex problem to determine, accurately, the Remaining Useful Life (RUL) of a
machine.
Prognostics involve the ability to accurately predict the remaining life of a failing
machine or subsystem. Normally the failing machine or subsystem is critical for the overall
operation of the system and their failure has catastrophic consequences. Prognostics are useful to
system managers to help them plan operation of dynamic systems. By accurate forecasting,
system managers can develop accurate alarm levels for different states of a dynamic system
depending on the extent of degradation of devices. Prognostics are an ongoing research area and
a lot of methodologies have been published in the literature. Most of the published works on
prognostics focus on the mechanical and thermal aspects of machine failure. As Figure 1 shows,
it is undeniable that most failure is ultimately of a mechanical/thermal nature. Whilst the
electrical aspects of machine breakdown have been the subject of several published research
work, there is still no clear systematic methodologies for how to predict accurately the RUL of a
rotating electrical machine based on degradation of electrical natures. This task mostly relies on
the expert knowledge of experienced technicians and operators. Fully automated systems are still
a very vibrant research field with the promise of a lot benefits to system managers. In the specific
area of SPS, system managers can rely on expert systems to plan operations on the ship. The
hazardous offshore conditions coupled with the fact that, for most modes of operation of SPS,
the propulsion motors and other critical loads cannot be shut down, makes failure forecasts about
devices on SPSs very important.
3
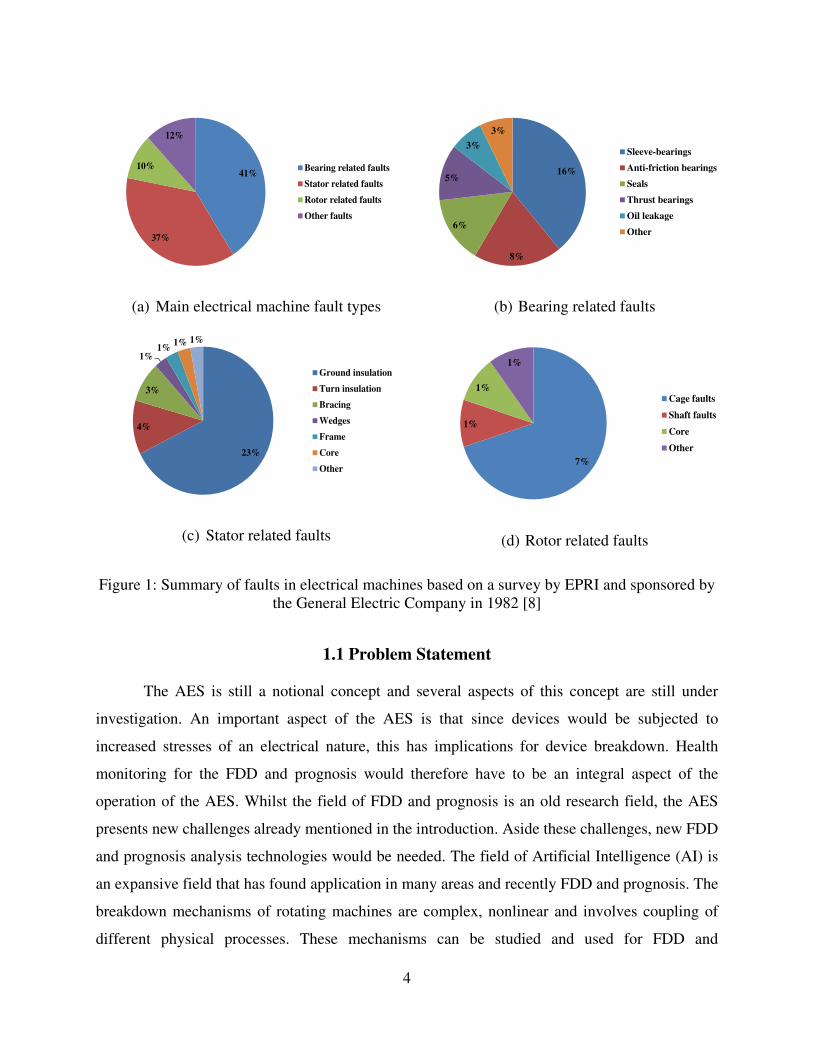
(a) Main electrical machine fault types
(b) Bearing related faults
(c) Stator related faults
(d) Rotor related faults
Figure 1: Summary of faults in electrical machines based on a survey by EPRI and sponsored by the General Electric Company in 1982 [8]
1.1 Problem Statement
The AES is still a notional concept and several aspects of this concept are still under
investigation. An important aspect of the AES is that since devices would be subjected to
increased stresses of an electrical nature, this has implications for device breakdown. Health
monitoring for the FDD and prognosis would therefore have to be an integral aspect of the
operation of the AES. Whilst the field of FDD and prognosis is an old research field, the AES
presents new challenges already mentioned in the introduction. Aside these challenges, new FDD
and prognosis analysis technologies would be needed. The field of Artificial Intelligence (AI) is
an expansive field that has found application in many areas and recently FDD and prognosis. The
breakdown mechanisms of rotating machines are complex, nonlinear and involves coupling of
different physical processes. These mechanisms can be studied and used for FDD and
41%
37%
10%
12%
Bearing related faults
Stator related faults
Rotor related faults
Other faults
16%
8%
6%
5%
3%
3%
Sleeve-bearings
Anti-friction bearings
Seals
Thrust bearings
Oil leakage
Other
23%
4%
3%
1%1%
1% 1%
Ground insulation
Turn insulation
Bracing
Wedges
Frame
Core
Other7%
1%
1%
1%
Cage faults
Shaft faults
Core
Other
4

prognostics systems in either a model-based approach, data-based approach or a combination of
the two. Both approaches and their combination lend themselves to the use of Artificial
Intelligence techniques in a generalized approach for FDD and prognosis for all types of
electrical machines and especially for machines on SPS.
1.2Objectives of Research
The broad aims of this research work are three-fold. First a representative subsystem, a
Permanent Magnet Synchronous Machine (PMSM), has been selected to represent a device
whose failure modes would be discussed. The nature of FDD studies makes modeling a necessity
to avoid having to actually build and destructively test machines in different fault modes. To this
end, the first objective is to develop computer simulation models of the PMSM under three fault
conditions: Short Circuit Faults, Demagnetization Faults and Eccentricity Faults. To obtain very
accurate models of the machine, the Finite Element Method (FEM) has been chosen to simulate
faults in the PMSM. Secondly different AI techniques would be developed for FDD for
comparison purposes. Towards this end, two computational tools would be extensively used.
These are MATLAB and WEKA. MATLAB is a very ubiquitous scientific and technical
computing tool that has found wide applicability. WEKA is a machine learning environment
created by the University of Waikato. The final objective of this dissertation is the important
aspect of prognostics for the insulation systems of rotating machines. The objective here is to
develop prognostic algorithms to predict the time to breakdown of the insulation systems of
rotating machines.
1.3 Scope of Research
A typical SPS has a number of sub-components which must be in good condition for the
overall availability of the system. This dissertation however only focuses on rotating machines.
The thermal, mechanical, chemical and environmental aspects of the breakdown of machines are
not pursued in this dissertation. Hence only electrical fault indicators would be considered:
Current and Voltage output analysis, Air-gap flux and Partial Discharge (PD) activity. Whilst
breakdown mechanisms of the insulations systems of machines are, for the most part, similar for
different machines with the same insulation material, the actual time to breakdown depends on
the size of the machines which also determines the type of operation of the machine. The results
of this work apply to machines in the medium to high voltage ranges: 3.3kV to 30kV [9]. The
5
actual insulation systems of machines are very complex, so the experimental setup used for
studies about dielectrics involved a simplified and abstracted representation of an insulation
system in a needle-plane electrode breakdown test. The actual dielectric used was STYCAST-
1265 to facilitate the experimental process of breakdown since simulating electrical treeing in
actual insulation systems at the voltages permissible with the experimental setup used for the
study would have taken too much time. The breakdown processes of STYCAST-1265 are,
however, similar to breakdown processes of actual insulation materials used in machines [10].
Apart from the three fault conditions, aforementioned, there are faults that involve the
bearings and rotor which would not be discussed in this dissertation. All these faults have been
the subject of lot of research work. The application of AI has only recently been applied to FDD
problems in electrical machines with a lot emphasis on induction machines. This research work
applies AI techniques to PMSMs by way of FDD computer simulation and control Hardware-In-
the-Loop testing with an actual PMSM experimental setup. This experimental setup enables the
simulation of short-circuited windings in some of the phases of the PMSM through taps on the
windings which enables a number of coil-turns to be bypassed when current bypass relays are
engaged. During fault simulation, the setup prevents the application short circuit of winding for
more than 60 seconds to avoid permanent damage to the PMSM. This setup does not truly
represent a short-circuited machine which causes a burn-out of the machine windings. For the
purpose of studying the characteristics of phase currents during short-circuits, this setup is very
ideal and has been used to test fault detection algorithms.
1.4 Originality and Contribution
This work presents a number of interesting findings that can be used in an integrated
expert system to perform health monitoring for rotating machines. These results are summarized
below.
1. Development of a novel approach to short-circuit fault detection in PMSMs using
Artificial Neural Networks
2. Application of a PSO algorithm to increase convergence time of ANN weights
3. Developments of new dielectric breakdown model to assist in the simulation of
insulation system degradation and prediction of time to breakdown of insulation of
the system
6
4. Development of a new technique to determine time to breakdown of dielectric
materials
1.4.1 Publications of Research Outcome
Several publications have been generated as part of the research work presented in this
manuscript. The following are the publications that have been presented to the public:
1. Yaw Nyanteh, Touria El-Mezyani, Chris S. Edrington, Sanjeev Srivastava, David Cartes,
“Fault Detection and Diagnosis for Condition Based Maintenance using Particle Swarm
Optimization”, Conference Proceedings, EMTS, Philadelphia, May 2010
2. Y. Nyanteh, L. Graber, C. Edrington, S. Srivastava, D. Cartes, “Overview of Simulation
Models for Partial Discharge and Electrical Treeing to Determine Feasibility for
Estimation of Remaining Life of Machine Insulation Systems,” 30th Electrical Insulation
Conference, EIC 2011, June 5, 2011 - June 8, 2011, pp. 327-332
3. Yaw Nyanteh, Chris S. Edrington, Sanjeev Srivastava, David Cartes, “Real time Particle
Swarm Optimization for Artificial Neural Network Fault Detection”, Proceedings of
Grand Challenges in Modeling and Simulation (SummerSim ’11), Hague, Netherlands,
July, 27-30, 2011
4. Y. Nyanteh, C. Edrington, S. K. Srivastava, and D. Cartes, “Application of Artificial
Intelligence to Real Time Fault Detection in Permanent Magnet Synchronous Machines,”
Accepted for publication in IAS-PCIC Journal
5. Y. Nyanteh, C. Edrington, S. K. Srivastava, and D. Cartes, “Application of Artificial
Intelligence to Stator Winding Fault Diagnosis in Permanent Magnet Synchronous
Machines,” Accepted for publication in EPSR Transactions Journal, May, 2013
6. Y. Nyanteh, L. Graber, H. Rodrigo, C. Edrington, S. K. Srivastava, and D. Cartes,
“Determination of remaining life of rotating machines on shipboard power systems by
modeling of dielectric breakdown mechanisms,” Submitted to the ESTS conference, 2013
7. Y. Nyanteh, S. K. Srivastava,C. Edrington, and D. Cartes, “Machine learning techniques
for fault diagnosis in Permanent Magnet Synchronous Machine,” Submitted to the IES
and pending review, June, 2013
8. Yaw Nyanteh, Lukas Graber, Horatio Rodrigo, Sanjeev Srivastava, Chris S. Edrington,
David Cartes, “New dielectric breakdown model to determine remaining life of rotating
7

machine insulation systems”, Submitted to the IEEE Transactions on Dielectrics and
Electrical Insulation for review, June, 2013
The manuscript is composed of 7 chapters. The second chapter presents a literature
survey on the state of the art in FDD and fault prognosis. Chapter 3 presents an application of
artificial intelligence classification techniques to fault diagnosis in a PMSM. Chapter 4 looks at a
specific application of a multi-layer perceptron for the diagnosis of short circuit faults in an
actual PMSM. Chapter 5 presents results on fault prognosis based on a study of the breakdown
of dielectric materials. Chapter 6 is a summary of the work presented and Chapter 7 is the future
outlook of the material presented in chapters 3, 4 and 5.
8
CHAPTER TWO
A fault in an electrical machine reduces the capability of the machine to perform to a minimum
of its specified capabilities as a result of degradation due to aging, manufacturing errors and
wrong use. It could also be due to a combination of these factors and many more causes. A fault
would generally become severe with time, and result in the total breakdown of the machine, if
the fault is not detected and treated [11].
The most comprehensive survey of faults in electrical machines was carried out by
General Electric Company and published in an Electric Power Research Institute (EPRI)
magazine in 1982 [8]. The results which were based on more than 5000 motors are given in
Figure 1. These results are for different machines without regard for the application area of these
machines. Due to cogging torque and the persistent stress of magnetic induction on the insulation
system of PMSMs, PMSM faults related to the stator and rotor are higher than shown in the
Figure 1 Load cycling is also a problem with machines on SPS and this also increases the
degradation of insulation systems and hence rotor and stator related faults. Other special
characteristics of SPS that make onboard machines susceptible to insulation degradation are
given in Table 1 and would be explained in more detail in Chapter 5. This chapter reviews all the
aspects of FDD and prognostics.
2.1 Types of Faults in Electrical Machines
A comprehensive listing of the types of faults electrical machines can undergo can be
found in [12]. This list is given in the enumerated list below.
1. Bearing and gearbox faults
2. Demagnetization faults
3. Rotor field winding short circuits
4. Stator field winding short circuits
5. Shearing between stator and rotor bars
6. Broken rotor bars
7. Static and dynamic eccentricity
8. Turn to ground faults
9. Wrong stator and rotor winding connections
9

2.1.1 Stator Winding Faults
Winding related faults represent a large percentage of electrical machine faults [13].
These faults begin as incipient turn-to-turn insulation related problems that become full-blown
turn-to-turn, turn-to-ground, coil-to-coil, phase-to-ground short circuits and results in an eventual
failure of the machine. Since these faults become worse with time if not addressed, it is
important to develop effective means of detecting these faults at their initial stages.
2.1.1.1 Causes of stator winding faults. The causes of winding faults are myriad and
can be addressed generally under mechanical vibrations, heating in the machine, increased
voltages stresses from adjustable speed drives and load cycling. The most frequent causes of
stator related faults have been investigated in [14] and given below.
1. Partial discharges in the winding insulation
2. Heating in the stator core
3. De-lamination of stator cores, slot wedge and joints
4. Short circuiting in the windings
5. Voltages stresses in the supply
6. Defective cooling systems
7. Chemical contamination
8. Detached end winding braces
2.1.1.2 Failure mechanisms and symptoms of stator winding faults. Ageing of the
insulation system is a combined result of thermal, electrical, mechanical, thermal and chemical
stresses during operation of the machine. Stator winding degradation or ageing starts as localized
discharges in the winding insulation resulting in small breakdown channels that grow until it is
enough to bridge two turns or coils of the stator. Once any two turns are bridged, large
circulating currents flow between these turns and causes localized heating between the shorted
turns. The increased temperature causes the defect to spread further into the machines [15]. The
circulating currents can be 10–100 times the nominal currents of the machine [16]. At this point,
the machine would experience a catastrophic failure and has to be taken out for repair. A short
circuited turn can be described by the schematic shown Figure 2. The shorted turns produces flux
that opposes the flux from the other windings. The other aspect of the circuit diagram is that the
short-circuiting produces the effect of an auto-transformer with the current flowing through the
shorted turns given by the turns-ratio between the turns of the full winding and the turns of the
10

shorted windings. If a winding has 1000 turns and 2 turns are shorted, this means a current 500
times the current flowing in windings flows in the shorted turns. As a rule, a ten degree rise in
temperature would cause a two-fold increase in deterioration of the insulation system. This
means that if an incipient short circuit is discovered early, it can obviate the need for expensive
repair on damaged machines. This also reduces the amount of time related to downtimes [17].
Figure 2: Inter-turn short circuit
High voltage machines and large low-voltage machines have a peculiar characteristic
with respect to faults since the time between detection of turn-to-turn insulation faults and
ground wall insulation failure is very short, between 1 to 5 seconds [16], it is imperative to
develop online health monitoring systems to ensure that these faults can be predicted and
condition based maintenance administered so that these short circuit faults do not develop
beyond control. In particular PD has been used with some success since the early 1970s [18]. On
SPS, these large machines cannot be shut down during operation of the vessel. Hence predicting
Tota
l ph
ase
win
din
g
Sh
orte
d tu
rns
IT
Isc
IT
-Isc
11
the development of failure can be beneficial for the continued operation of the machines as
operators can plan stops for the ship in advance for maintenance routines [19]. A common
problem with stator windings is unconnected phases that cause unbalanced operation of the
machine. This can cause the machine to operate in an unexpected manner that can permanently
damage the windings of the other phases in the circuit. It can also cause mechanical damage to
movable parts of the machine or bodily damage to the operator [20].
2.1.2 Stator Core Faults
The mechanisms of stator core faults are well understood but these are very rare faults
and hence published literature on these faults is relatively rare. These faults are about 1% of all
electrical machine faults as depicted in the Figure 1. According to [21], these faults are even
rarer in large rotating machines. In the case of large machines, repair work involving the stator
core is costly since it involves replacing the stator core. The cost is also expensive in terms of
downtimes since these repairs are also time demanding. This has engendered research in fault
diagnosis for core faults in order to forestall these expensive downtimes [17]. The stator cores
are built from thin insulated laminations to reduce eddy current losses. This improves the
efficiency of the machine. The stacks of steel sheets are compressed together to maintain
mechanical integrity and avoid vibration. The insulation system around the core should conduct
heat fast enough to prevent heating of the core [16].
2.1.2.1 Causes of stator core faults. According to [14 and [22], the causes of core failure
are as given below:
1. De-lamination as core clamping become loose due to mechanical vibrations
2. Core ends loosen due to excessive vibration and manufacturing errors
3. Manufacturing errors in lamination process such as differently sized lamination
thicknesses
4. Insulation failure within the laminations
5. Mechanical and chemical damages during rewinding of the stator
6. Shearing between the rotor and stator during operation of the machine
7. Heating due to axial flux eddy currents in the core end region
8. Heating and melting of the core resulting from the high ground fault currents
9. Temporal ageing and de-lamination of the core
10. Damages during machine inspections of the core
12

Due to the construction of the machine, core faults are difficult to monitor during
operation of the machine. The industry practice is to schedule core tests during machine
manufacture or regular maintenance when the machine is being operated. The usual practice for
detecting problems with the core has been visual inspection by experts but these diagnoses can
now be carried out by electromagnetic and thermal methods [23].
2.1.3 Rotor Faults
The rotor of electrical machines is different for different machines. Induction machines
may have rotor windings shorted on each other with a construction like a squirrel cage. Wound-
rotor induction machines have their rotor windings made from wire strands. PMSMs have
permanent magnets on the surface of the rotor core or embedded in the core of the rotor. The
rotor cores are mostly made from steel, the permanent magnets for PMSMs are now made of
Samarium-Cobalt or Neodymium-Iron-Boron and the windings are made of copper strands. As
discussed earlier, rotor related faults may be very frequent for some machines and application
types, and are also more complex to understand and diagnose. The most common rotor faults
found in the literature and industry are enumerated below:
1. Broken rotor bars and end-rings
2. Rotor winding short-circuits
3. Demagnetization
4. Eccentricity of the rotor bars
5. Magnetic pole displacements
2.1.3.1 Rotor winding short-circuits. Rotor windings are wound so that windings on
opposite poles have equal resistances with the result that resistive heating are the same on all
opposing poles sides. If there is a short circuit on one side of the rotor, the resistive balance is no
longer achieved and there is unequal heating, which causes the rotor to bend towards the side
with the less Joule heating. Unbalanced magnetic forces on the rotor also increase vibrations
inside the machine [24]. These short circuits are caused by the same causes as in stator short
circuits: mechanical, thermal, electrical and chemical. Early detection of these faults can avert
catastrophic problems that may cause the machine to be taken out of operation and serviced.
2.1.3.2 Induction machine rotor failure. The induction machine is the workhorse of the
modern industrial manufacturing setup. It has also undergone very little change over the years
and failures due to the rotor now account for about 10% of total induction machine failures [8]
13

and [15]. The successful diagnosis of broken rotor bar faults using current signature analysis has
spurred a lot of research in induction machine rotor condition based maintenance. Bearing
related faults are the most common faults but have received very little research attention in
comparison to rotor faults. Rotor faults in induction machines can happen for several reasons. A
defective casting or poorly welded end-rings can cause physical degradation of the rotor. A
defective cast would have air bubbles, would increase the resistance unevenly in the rotor bar
and cause uneven heating.
2.1.3.3 PMSM rotor failure. The lack of windings in the rotor structure eliminates slip
rings and brushes that increase maintenance cost. If the PMSM is operated at elevated
temperatures, however, the adhesive that bonds the permanent magnets to the rotor core would
weaken to a point where they cannot hold the magnets in place. Differential heating and
differential expansion of the rotor structure can also result in a weakening of the adhesive. Some
magnets also crack easily during manufacturing and rough handling during use. ALNICO has
greater tensile strength and can withstand harsh mechanical treatment but has inferior magnetic
characteristics compared to Samarium-Cobalt or Neodymium-Iron-Boron.
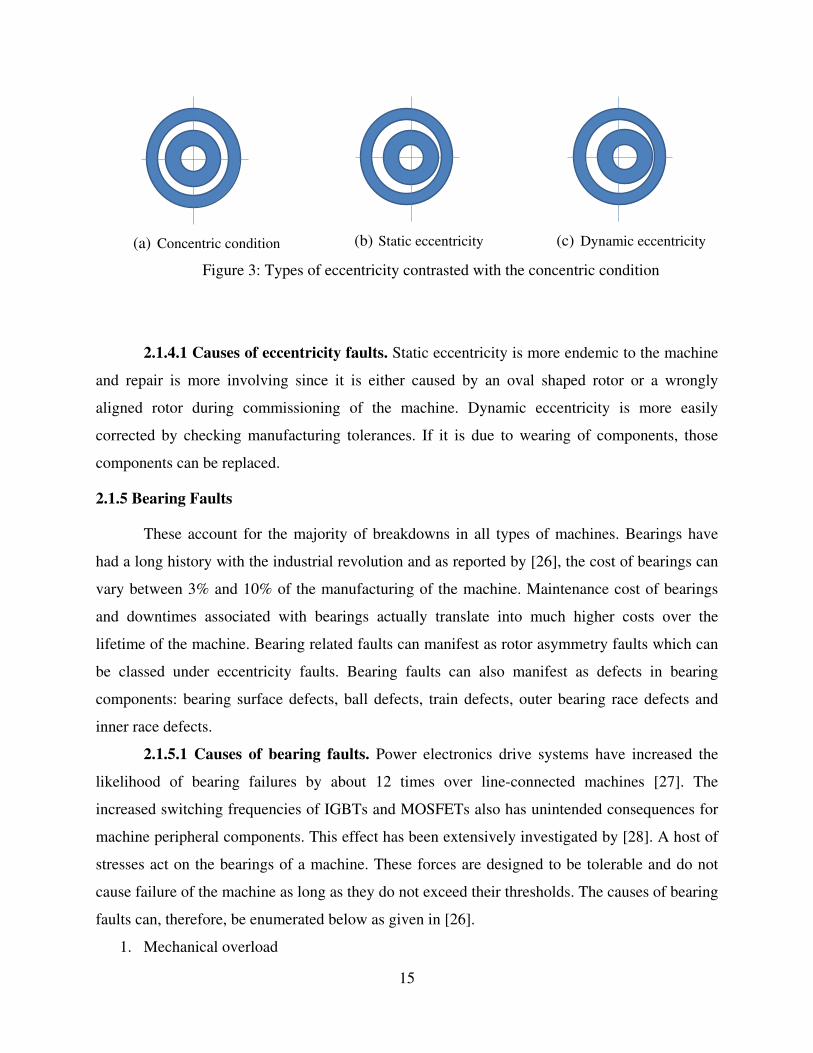
2.1.4 Eccentricity Faults
PMSMs are especially sensitive to eccentricity faults due to the asymmetrical distribution
of permanent magnet flux that results from dynamic and static eccentricity faults. Eccentricity in
a PMSM can therefore be as severe as in an induction machine which has a smaller air-gap
length [25]. Eccentricity is essentially a condition that results when the rotor moves out of
concentricity with the stator. An amount of eccentricity is allowed by consent between machine
OEMs and clients and can vary between 5% and 10%. The value of eccentricity is selected to
minimize noise and asymmetrical magnetic pull [12]. There are two types of eccentricity faults
as shown the Figure 3. Static eccentricity is the case where the positions of minimum and
maximum air-gap length are fixed between rotor and stator. In dynamic eccentricity, the
positions of maximum and minimum air-gap lengths change with the relative motion of the rotor
and stator. In reality there is always an amount of Unbalanced Magnetic Pull (UMP) in every
machine which gradually causes degradation of the machine with time. This UMP is also always
a combination of static and dynamic eccentricity forces. In the extreme cases of poorly designed
machines, the UMP can be excessive enough to cause a gradual increase in eccentricity until
there is a rubbing between rotor and stator.
14
(a) Concentric condition
(b) Static eccentricity
(c) Dynamic eccentricity
Figure 3: Types of eccentricity contrasted with the concentric condition
2.1.4.1 Causes of eccentricity faults. Static eccentricity is more endemic to the machine
and repair is more involving since it is either caused by an oval shaped rotor or a wrongly
aligned rotor during commissioning of the machine. Dynamic eccentricity is more easily
corrected by checking manufacturing tolerances. If it is due to wearing of components, those
components can be replaced.
2.1.5 Bearing Faults
These account for the majority of breakdowns in all types of machines. Bearings have
had a long history with the industrial revolution and as reported by [26], the cost of bearings can
vary between 3% and 10% of the manufacturing of the machine. Maintenance cost of bearings
and downtimes associated with bearings actually translate into much higher costs over the
lifetime of the machine. Bearing related faults can manifest as rotor asymmetry faults which can
be classed under eccentricity faults. Bearing faults can also manifest as defects in bearing
components: bearing surface defects, ball defects, train defects, outer bearing race defects and
inner race defects.
2.1.5.1 Causes of bearing faults. Power electronics drive systems have increased the
likelihood of bearing failures by about 12 times over line-connected machines [27]. The
increased switching frequencies of IGBTs and MOSFETs also has unintended consequences for
machine peripheral components. This effect has been extensively investigated by [28]. A host of
stresses act on the bearings of a machine. These forces are designed to be tolerable and do not
cause failure of the machine as long as they do not exceed their thresholds. The causes of bearing
faults can, therefore, be enumerated below as given in [26].
1. Mechanical overload
15

2. Excessive shock and vibration
3. Excessive loading conditions
4. Misalignment of shaft
5. Thermal overload
6. Inappropriate shaft enclosure.
7. Machining wear and tear
8. Damages due to handling and mounting
9. Installation problems
10. Thermal overload
11. High stresses on radial and axial stresses caused by shaft defection
12. Load profile over the lifetime of the machine
13. Ambient chemical composition
14. Bearing currents
15. Shear stress
2.2 Fault Indicators
General online condition monitoring, diagnostics and prognostics require the sensing and
analysis of signals that contain information that can give indications about the degradation of the
device. Consequently, the choice of what information to collect about a device is very important
and determines the effectiveness of the CBM technique. This choice can be guided by the
following listing attributed to [29]:
1. A non-invasive technique for obtaining health indicator data is better than an invasive
technique
2. CBM is predicated on good, reliable and available instrumentation and sensor devices.
Acquisition and analysis of chosen health indicator should be minimally affected by
instrumentation
3. Diagnosis and prognosis must be reliable
4. The choice of health indicator should enable quantification of machine health condition
5. Choice should enable determination of RUL
6. Choice should enable online acquisition of health indicator data
16
This list should be considered as guidelines but it should be noted that the CBM effort is
greatly enhanced if the above are established as part of the overall approach. The world-wide
interest in CBM has resulted in great advances in the past decade in health monitoring
techniques. The challenge, however, still remains with achieving guidelines 5 and 6 in most
CBM systems.
2.2.1 Fault Indicators for Electrical Machines
A health indicator is a physical quantity which can be measured, is characteristic of a
device under consideration and whose value is determined by the state of the device (age and
operation condition). Because of the wide variety of physical phenomena found in machines,
several fields of science and engineering need to be considered when designing and developing
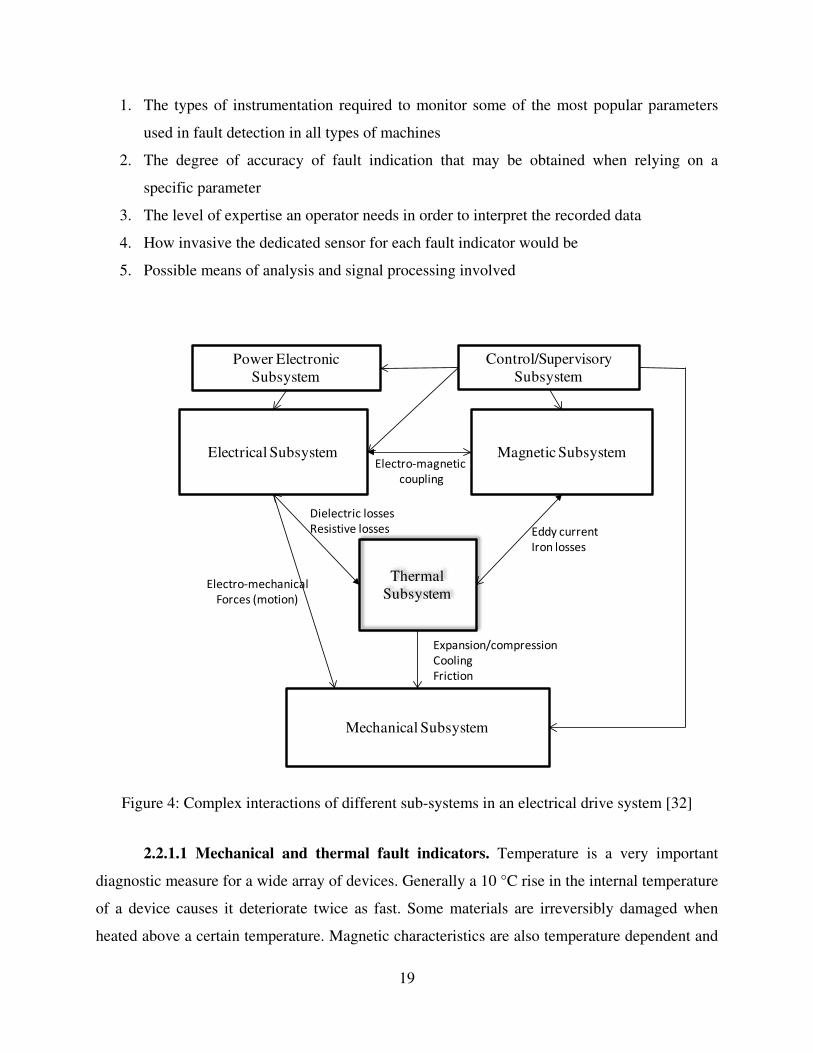
competitive monitoring and diagnosis systems. Figure 4 shows the complex interactions of
physical phenomena at play in a general electromechanical conversion device. These interactions
involve electrical, motion, thermal, fluid flow and chemical phenomenon in a complex interplay
that gradually affects the performance of the device over the course of its lifetime. Various
parameters belonging to these fields can be potential and suitable health indicators for the device.
In order to ensure safety and reliability, OEMs initially relied on simple protective additions to
machines and devices such as over-current protection, over-voltage protection and ground fault
protection [30]. However, as the tasks performed by electrical machinery grew more complex,
improvements were also sought in the area of CBM to provide a more complete device
protection scheme. CBM is therefore a very popular research topic due to increasing industrial
requirements for work place safety.
A number of potential measurement parameters can be identified for the determination of
the failure modes of devices. These can be categorized as mechanical (vibrations and acoustic),
electromechanical (current, voltage, electromagnetic flux leakages, PD), thermal (temperature)
and chemical (oil particulates and gas leakages) [14].
Table 2 is based on the work by Payne and his associates, which is reported in [31], and
provides answers to the listing below.
17

Parameter Device Information Content Intrusive On/Off
Line
Operator
skill Frequency
Part of control
strategy Means of analysis
Current Hall effect transducer Average information content No On High Continuous Yes
RMS trending, Spectral,
Phasor,
Statistical
Voltage Digital voltmeter Average information content No On High Continuous Yes RMS trending, Spectral,
Phasor, Statistical
Flux Search coil Very high information
content Yes and No On High Hourly No
RMS trending, Spectral,
Phasor, Statistical
Force Dynamometer Very high information
content No On High Continuous No
RMS trending, Spectral,
Phasor, Statistical
Vibration Accelerometer High information content Yes and No On Expert Hourly No Spectral, Statistical
Acoustics Microphone High information content No On Expert Hourly No RMS trending, Spectral,
Statistical
Temperature
Thermocouple
Thermal paint
Infra-red camera
Average information content
Low information content
High information content
Yes
Yes
No
On
Off
On
Average
Low
Expert
Continuous
Intermittent
Intermittent
Yes
No
No
RMS trending,
Visual
Instantaneous
angular speed Encoder Average information content No On High Continuous Yes Peak to peak variation
Torque Torque sensors High information content No On Expert Continuous Yes and no RMS trending, Spectral,
Statistical
Table 2: Fault indicators for rotating electrical machines
18
1. The types of instrumentation required to monitor some of the most popular parameters
used in fault detection in all types of machines
2. The degree of accuracy of fault indication that may be obtained when relying on a
specific parameter
3. The level of expertise an operator needs in order to interpret the recorded data
4. How invasive the dedicated sensor for each fault indicator would be
5. Possible means of analysis and signal processing involved
Figure 4: Complex interactions of different sub-systems in an electrical drive system [32]
2.2.1.1 Mechanical and thermal fault indicators. Temperature is a very important
diagnostic measure for a wide array of devices. Generally a 10 °C rise in the internal temperature
of a device causes it deteriorate twice as fast. Some materials are irreversibly damaged when
heated above a certain temperature. Magnetic characteristics are also temperature dependent and
Power ElectronicSubsystem
Control/Supervisory Subsystem
Electrical Subsystem Magnetic Subsystem
ThermalSubsystem
Mechanical Subsystem
Eddy current
Iron losses
Electro-magnetic
coupling
Electro-mechanical
Forces (motion)
Dielectric losses
Resistive losses
Expansion/compression
Cooling
Friction
19

have implications for the demagnetization of magnets in PMSMs. The behavior of PMSM motor
propulsion drives for ships has been studied with details of the effects of temperature on the
permanent magnets in PMSMs during transient thermal published in [25]. Temperature probes
were installed on electrical motors to obtain device temperature information which was used to
monitor the onset of bearing faults by studying thermal images of the bearings for abnormally
hot spots. Ventilation faults were detected by comparing coolant bulk outlet temperature and
inlet temperature during the operation of the machine [33].
Acoustics deal mainly with the ultra-sound range even though some systems are based on
the audible sound range. The audible sound range has shown a lot of promise in the detection of
bearing faults. The contacts between rolling elements with and without cracks generate waves
that propagate through the machine with the speed of sound. The energy of the waves is not
particularly useful since they are very low. The frequencies of the waves can be detected by
piezoelectric transducers. A study based on the principles of acoustic monitoring has also proven
feasible for the detection of loose coil faults using neural networks [34]. Vibration monitoring
uses vibration transducers such as piezoelectric materials to detect the linear frequency spectrum
of vibrations created in machines during operation. These monitors or probes perform directional
measurements of the vibrations in either a radial or axial direction [35]. These probes can also
provide extra information about uneven air-gap, stator winding faults, rotor winding faults,
asymmetrical power supply and imbalances in the driven load [36], [37], [38] and [39].
2.2.1.2 Chemical Indicators. Gas in Oil Analysis (GOA) is the usual practice for
detecting faults using chemical data. Dissolved gases in the oil produced by thermal ageing can
provide an early indication of an incipient fault. Gases normally analyzed are Hydrogen,
Oxygen, Carbon Monoxide, Carbon Dioxide, Ozone, Methane, Ethane, Ethylene and Acetylene.
GOA, together with Oil Particle Analysis using GOA has been, extensively, explored for the
detection of faults in electrical machinery [40].
2.2.1.3 Indicators for stator winding faults. The detection of stator winding faults in
low-voltage machines during operation was a difficult problem in the past since the current
signature during fault is not always distinguishable from the normal healthy state. Hence a large
body of research work was dedicated to other means of detecting these faults in all types of
machines. These techniques include the following:
1. Axial leakage component of the electromagnetic flux [41];
20

2. Electrically excited vibrations [42];
3. Negative sequence impedance [43]– [44];
4. Partial discharge testing [45];
5. Electromagnetic torque [46];
6. Instantaneous power [47];
Frequent changes in the temporal behavior of the power supply causes imbalance, which
in turn obfuscates the fault signature and causes type 1 statistical errors under the hypothesis that
the signature gives the correct indication of a fault. Such false alarms could lead one to detect the
presence of stator fault whilst the underlying problem is actually a supply imbalance. Similar
arguments have been made in connection with the impact of low-frequency load variations and
load changes on mechanical fault detection and the effectiveness of various methods in detecting
such problems [48]. To detect shorted turns in the rotor windings, several methods have been
used including the detection of air-gap flux using a search coil [49], the monitoring of circulating
current in double-circuit machines [50], measurement of the rotor shaft voltage and the
monitoring of harmonic components in the generator excitation currents for synchronous
machines [51].
2.2.1.4 Indicators for detecting rotor faults. Rotor bar problems can result in poor
starting performance, excessive vibrations and increased thermal stresses. These problems lead,
invariably, to other, sometimes more severe, problems which can influence the degradation of
stator and rotor windings. Methods for detecting rotor bar related faults rely on the monitoring of
electromagnetic flux [52], motor torque [53], rotor speed [54], machine vibration [37] and stator
current [55]. Stator current signature analysis is the most common method for detecting rotor
faults because of its simplicity of obtaining stator current information even during loading
conditions. The instantaneous power has been shown to be a good diagnostic tool for detecting
rotor related faults under various loading conditions. This method was shown to be superior to
the analysis of stator current [56].
2.2.1.5 Indicators for detecting bearing faults. Bearing faults can lead to increased
vibration and acoustic noise levels and as such research has focused on a way to use information
obtained from vibration and acoustic sensors for detecting bearing related faults. These
investigations were concerned with spectral analysis of electrical quantities [57]. They have the
added advantage of depending on current sensors that are already available in most drive
21

applications and may provide the same indication without requiring access to the motor by
correlating the characteristic bearing frequencies to the spectral components of stator currents
[58]. A fault signature is, however, distinguishable only if the bearing fault causes a
displacement of the rotor within the air-gap which results in a distortion of the air-gap field.
Hence the initial stages of a bearing fault are difficult to detect since the signal-to-noise ratio is
very low. A 15kW four-pole induction motor has been investigated to determine the feasibility of
using stator current for the detection of an outer defect in a ball bearing with normal radial
clearance [59]. The results showed that current measurement as a bearing fault indicator is not
adequate for this type of motor since the modification produced by the radial movement of the
rotor was found to be very small if the radial movement was restricted to small values. The
difficulty of distinguishing bearing fault signatures from non-fault components or noise in the
stator current has been identified as the main reason for the problems with using stator currents
to detect bearing faults [60]. The reason for the problem with using stator currents was found to
be based on peculiarities associated with the bearing faults which make their detection subtle and
unpredictable. This is the reason why it is proposed to use a modeling technique where changes
in the stator current spectrum are compared to a baseline spectrum rather than searching for
specific fault signature components. The changes are then analyzed and used to identify
developing faults. Before this modeling technique is applied, the stator current should be filtered
to remove the high non-bearing fault components so that changes can be accurately tracked.
Apart from an increase in cost, the mounting of additional sensors is another source of
expense that makes these techniques prohibitive and prevents practical implementation in terms
of operators, clients, motor design and safety regulators. It has been claimed that bearing faults
produce small torque pulsations on the shaft of the rotor and can be a major cause of some types
of faults and whilst insignificant for other types of faults [61]. It may be necessary then to
monitor very small perturbations in the torque of the shaft to determine deviations from normal
behavior even when the frequencies are not exactly known. An ANN has been used for the
purpose of characterizing the spectra of the stator current that are associated with the normal
state of the machine and then for determining spectra from abnormal operation [62]. Testing with
simulated and real machine data showed the promise of using an ANN to diagnose the severity
of bearing faults through the measurement and interpretation of motor bearing vibration
signatures.
22

2.2.1.6 Indicators for detecting eccentricity faults. Eccentricity faults cause new air-
gap field harmonics to appear and, in some cases, increase the amplitude of previously existing
harmonics. These result in a global effect that stimulates the development of the following side
effects [63].
1. Unbalanced Magnetic Pull (UMP)
2. Parasitic torque
3. Intensification of vibration and acoustic noise levels
4. Decrease in rotor speed
5. Electric current flowing through the bearings
Many monitoring techniques use the Fourier spectrum of a single line current in order to
monitor the condition of a machine [64] and [65]. These schemes evaluate additional fault
specific harmonics that are due to rotor misalignment. The location of these harmonics is given
by the number of rotor bars and the measured slip [66]. It is also critical to detect misalignment
between the motor and mechanical load since this can be the onset of radial unbalanced forces
that can push the rotor one side more than the other and produce eccentricity-like effects that
gradually results in eccentricity faults. Excessive shaking of the machine can also be monitored
in order to detect eccentricity-related faults. In [37] a high frequency monitoring of vibration
data for detecting static and dynamic eccentricity faults is presented. The relationship of the
vibration of the bearing to the stator current spectra can be determined since the air-gap
eccentricity produces anomalies in the air-gap flux density. Most bearing defects result in a small
radial motion between the rotor and stator of the machine that may be perceived as a form of
eccentricity.
Mechanical unbalances give rise to two first-order current harmonics since these are
produced by the interaction of currents and voltages. It is established in [38] and [39], however,
that a single component of the current spectrum produced by mechanical unbalances is better for
analysis than analyzing both spectra. Newer and improved eccentricity detection is based on the
use of search coils to sense the axial leakage flux and the electromagnetic flux from the air-gap.
Other schema measures vibrations and acoustic noise produced by mechanical imbalances [67],
torque signatures [68] and radial forces [69]. Space phasors calculated from two or three
measured currents has also been used to detect eccentricity faults [70]. The technique analyzes
the characteristic circular patterns of the locus diagram of the current phasor.
23

2.2.2 Current Monitoring for Fault Diagnosis and Prognosis
This section is a detailed look at the use of current as a fault indicator and the different
monitoring techniques available. Current monitoring is given the generic name Motor Current
Signature Analysis (MCSA) and has been used successfully to detect and localize different faults
in electrical machinery. The use of vibration monitoring is the oldest known method for online
fault condition monitoring of electrical machines and has traditionally been the foundation of all
detection, diagnosis and prognosis algorithms. MCSA has, however, replaced vibration
monitoring as a more accurate technique [71]. The main problem with vibration monitoring and
other mechanical indicators is that they are by nature intrusive techniques requiring the
installation of sensors to acquire data for analysis. Besides the increase in cost, these methods
also have a practicality issue since it requires the consent of operators, manufacturers and
industrial safety legislators to agree to the installation of the sensors.
CBM based on current monitoring is very attractive from the stand point that current
sensors are designed into electric drives for machine control purposes. Current and voltage
monitoring techniques can therefore be integrated into the drive control system at no extra sensor
cost. MCSA is usually carried out under full load conditions where current and voltage levels are
large enough. MCSA may, therefore, not be applicable in cases where current measurements are
obtained from no-load testing as is the case when the machine is offline and being serviced [72].
Current monitoring, therefore, satisfies the non-invasiveness criteria, the sensor and
instrumentation reliability criteria, the reliability of diagnosis criteria, and the fault severity
criteria.
2.2.2.1 MCSA for stator winding faults. Many stator winding faults depend on the fact
that stator faults produce asymmetries in the current that increase the space harmonics of
transformed current vectors. The interaction between the electrical quantities at the supply
frequencies and the different space harmonics produce time harmonics in the stator and rotor
currents. Space harmonics of the air-gap flux has been used to produce reliable diagnostic
information [73]. Rotor slotting faults can also be detected by analyzing stator current
harmonics. On the other hand it has been reported that as a result of the nature of the rotor, no
new frequency signatures can be observed in the stator current during a stator winding short
circuit fault [74]. It is reported, however, that in the case of stator turn-to-turn faults there was an
increase in the harmonic components that already existed in case of healthy windings. Negative
24
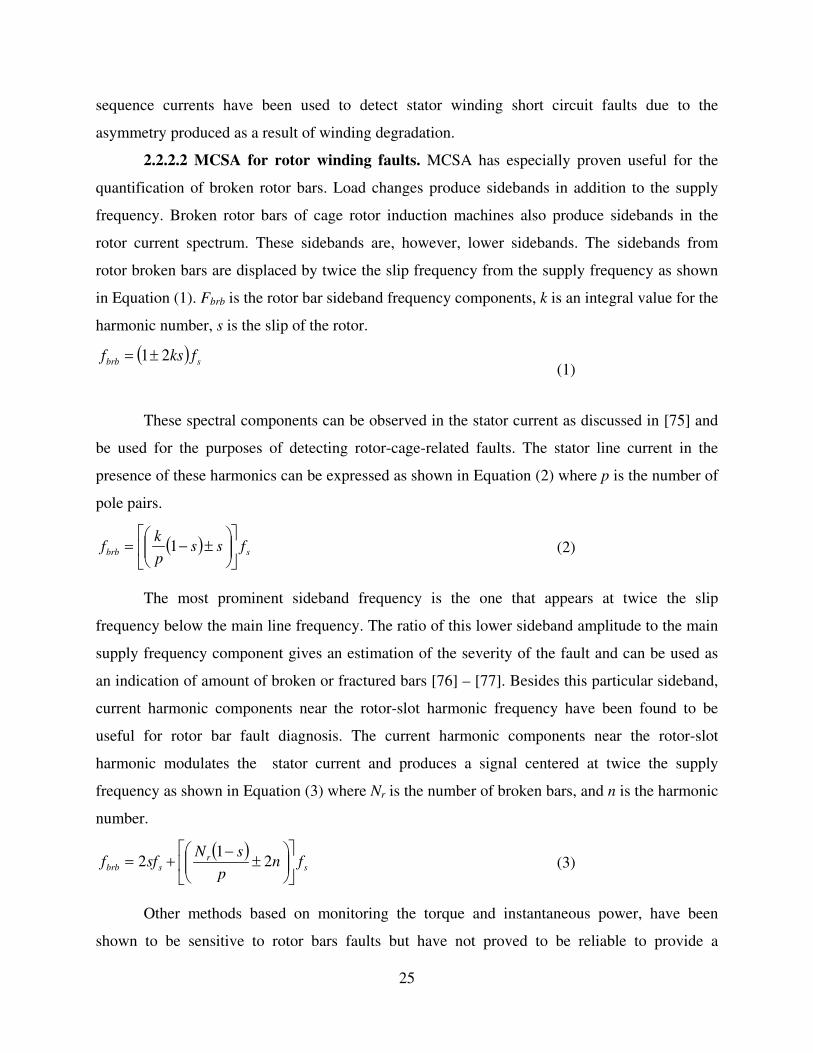
sequence currents have been used to detect stator winding short circuit faults due to the
asymmetry produced as a result of winding degradation.
2.2.2.2 MCSA for rotor winding faults. MCSA has especially proven useful for the
quantification of broken rotor bars. Load changes produce sidebands in addition to the supply
frequency. Broken rotor bars of cage rotor induction machines also produce sidebands in the
rotor current spectrum. These sidebands are, however, lower sidebands. The sidebands from
rotor broken bars are displaced by twice the slip frequency from the supply frequency as shown
in Equation (1). Fbrb is the rotor bar sideband frequency components, k is an integral value for the
harmonic number, s is the slip of the rotor.
( ) sbrb fksf 21±= (1)
These spectral components can be observed in the stator current as discussed in [75] and
be used for the purposes of detecting rotor-cage-related faults. The stator line current in the
presence of these harmonics can be expressed as shown in Equation (2) where p is the number of
pole pairs.
( ) sbrb fssp
kf
±−= 1 (2)
The most prominent sideband frequency is the one that appears at twice the slip
frequency below the main line frequency. The ratio of this lower sideband amplitude to the main
supply frequency component gives an estimation of the severity of the fault and can be used as
an indication of amount of broken or fractured bars [76] – [77]. Besides this particular sideband,
current harmonic components near the rotor-slot harmonic frequency have been found to be
useful for rotor bar fault diagnosis. The current harmonic components near the rotor-slot
harmonic modulates the stator current and produces a signal centered at twice the supply
frequency as shown in Equation (3) where Nr is the number of broken bars, and n is the harmonic
number.
( )s
rsbrb fn
p
sNsff
±
−+= 2
12 (3)
Other methods based on monitoring the torque and instantaneous power, have been
shown to be sensitive to rotor bars faults but have not proved to be reliable to provide a
25

quantitative estimate of broken bars. In this respect, a comparison and performance evaluation of
different diagnostic procedures that use input electric signals to detect and quantify rotor
breakage in induction machines supplied by electrical signals to detect and quantify rotor
breakage in induction machines supplied by mains was reported in [78]. This work reported that
MCSA provided enough information for the detection and quantification of rotor bar breakages
accurately by retrieving an effective diagnostic index that sums the amplitudes of the two
sideband components in the currents spectrum. Other methods that use space vector modulus or
instantaneous power or instantaneous torque measurements loose information since they are
affected twice by the speed reaction and, hence, are not as accurate. The investigation in [79]
showed that MCSA alone was not enough to detect partial rotor bar breakages and the suggestion
was given to combine MCSA with electromagnetic flux monitoring. Burnett and Watson in [80]
developed a methodology to find the location of broken bars within a rotor of an induction
motor. The technique used to detect the location of broken bars involved using the stator
windings as reference locations within the motor from which the distance travelled by the broken
bar can be computed. This technique, however, depended on the accurate determination of the
rotor current spectrum. A drawback of MCSA, however, is that it is difficult to distinguish the
effects of machine faults on the current spectrum from the effects of transient loading conditions
and other conditions on the current spectrum.
2.2.2.3 MCSA for bearing faults. Bearing fault detection depends on indications
provided by the motor current and vibration. The efficacy of current monitoring for bearing fault
detection by correlating the relationship between vibration and current frequencies caused by
incipient bearing faults has been investigated in [62]. In this respect, it was experimentally
shown that there is a correlation between the vibration and current frequencies, since the stator
current signature can be used to identify the presence of a bearing fault. This combined analysis
is supported by the fact that the mechanical vibrations are associated with variations in the
physical air-gap of the machine. When ball bearings support the rotor, any bearing defect will
produce radial motion between the rotor and stator of the machine. Such variations cause the air-
gap flux density to be modulated and the stator currents to be produced at predictable frequencies
related to the electrical supply and vibrational frequencies. It has been suggested that the
mechanical damages related to bearing faults introduce harmonics in the current spectrum at the
frequencies given by Equation (4).
26

bsbrng fff ±= (4)
Other frequency components can be introduced at different frequencies by load
anomalies and it should be noted that they can cause problems with understanding fault data
because these components can be confused with those caused by machine faults. In [81], a
method is shown to separate fault effects from loading effects by comparing the actual stator
current to a model reference value which includes the load effects and the difference between
these two signals provides a filtered quantity, independent of variations of load, that allow
continuous online condition monitoring to be conducted without concern for the load condition.
Simulation and actual machine test results for dynamic and static eccentricity showed the effects
on the spectrum of the air-gap flux under changing load conditions.
2.2.2.4 MCSA for eccentricity faults. Both dynamic and static eccentricity produce
changes in the air-gap flux as mentioned earlier. Stator currents are influenced by air-gap flux
and harmonic analysis can be used to detect these faults. MCSA has been used in [82] to detect
presence of static and dynamic eccentricity faults. Vibration analysis has also been used in [37]
to detect these faults and it has been observed that the effects produced by dynamic eccentricity
can be observed as a by-product of static eccentricity. According to [37], the frequencies of the
harmonics resulting from the asymmetries caused by slotting and eccentricity can be calculated
according to Equation (5).
( ) ( )
±
−±= wdsecc n
p
snkQff
12 (5)
In Equation (5), fecc is the frequency components due to the eccentricity effect, Q2 is the number
of rotor slots, nd is eccentricity order and is zero for static eccentricity and an integer for dynamic
eccentricity. nw is the order of the stator time harmonics that are present in the power supply
frequency driving the motor. Frequency components that are multiples of three of the supply
frequency cannot exist in a balanced three phase set and cannot be monitored. It has, however,
been shown in [12] that only a particular combination of machine pole-pairs and rotor slot
numbers will give rise to significant components related only to static or dynamic eccentricity
and is given by a formula for the number of rotor slots as shown in Equation (6) where is p is the
27
number of pole pairs, k is 1, r can be either 0 or 1and m±q can be a positive or negative counting
number.
( )[ ] krqmpQ ±±±= 322 (6)
It is also shown in [12], [57] and [83] that the effects of combined static and dynamic
eccentricity which causes characteristic sideband currents in the current spectrum can be given
by Equation (7) where i is either 0 or 1 to indicate static or dynamic eccentricity.
−±=
p
skff siecc
11, (7)
On the other hand, the interactions of these harmonics with the mains supply voltage
causes eccentricity-specific harmonics in the power and torque spectrum at and shown
mathematically as in Equation (8).
−=
p
skff specc
1, (8)
These low-frequency components also give rise to high-frequency components as
described by Penman in [51]. These low-frequency components are however only strong for only
those machines whose pole-pairs and rotor slot numbers are given by the Equation (6) for cases
when k = 1 and weak for cases where k = 2. Since a changing torque may also result in current
harmonics similar to those calculated with the above equations, a constant load is usually
assumed. It was found in [62] and [81] that the magnitudes of the frequency components caused
by load changes are always larger than those of eccentricity harmonics. Another approach has
been to use the instantaneous values calculated using Park’s transformation [70].
2.2.2.5 Circulating currents. In many electrical machines (high voltage electrical
machines), the stator/rotor windings are parallel-connected in order to deliver the rated required
characteristics at the terminals of the machine. The additional connections serve to generate an
MMF which counteracts the asymmetrical distributed magnetic field in the air-gap resulting from
the asymmetrical construction or assembly of the machine, especially the off-center position of
the rotor in the stator core. Mechanical vibrations can be introduced in the rotor and stator as
well as an unbearable acoustic noise as a result of these asymmetries [84]. Concerning the use of
circulating currents in faults diagnostics, it was claimed that for stator winding short circuits in
28
double-circuit machines, the measurement of differential current between the parallel connected
half-phases represents an accurate way to detect a fault. Single-winding stators present a more
intractable problem, although it has been observed that there are some harmonic changes in
conditions such as eccentricity and short circuits in the rotor winding of large synchronous
generators as is discussed in [85].
2.2.2.6 Shaft currents. Irregularities in the magnetic circuits of electrical machines may
result in unwanted voltages that lead to shaft currents through the shaft, bearings, bearing
supports and closing through the machine framework. The IEEE Standard Test Procedure for
poly-phase induction machines in [86] discusses the shaft current and presents a measurements
technique for recording either the voltage across the ends of the shaft or the current. It is claimed
in [87] that a Rogowski coil measurement arrangement was enough to yield accurate
measurements of shaft currents, whereas the other methods produce either inaccurate results or
may be too intrusive.
2.2.2.7 Drawbacks with the use of current monitoring. In spite of the many advantages
of using current as a fault indicator, there are important problems with current monitoring. These
demerits with the use of current as the only fault indicator can be addressed by including other
fault indicators. The lists below are some of the drawbacks of using currents monitoring for
CBM in electrical machines.
1. MCSA sometimes cannot distinguish between faults produced by different types of
electrical drive systems since the harmonics contents are similar [88].
2. The spectrum to be studied is sometimes influenced to the same extent by non-fault
events leading false alarms [89].
3. It has been noted that deriving a commercial product for fault diagnosis and prognosis
based on only MCSA becomes very complex and almost impossible to design [90].
4. MCSA also requires a large enough current to produce results that can be used for
analysis. This may be impracticable in some setups [91].
2.2.3 Magnetic Flux Monitoring for Fault Diagnosis and Prognosis
Many of the faults that electrical machines undergo such as UMP, bearing faults, and
winding faults are common to all machines and results in electro-magnetically coupled stresses.
It, therefore, has been a popular research topic to develop electro-magnetic flux monitoring
techniques for CBM. Electromagnetic monitoring has been used alone or used in combination
29
with other fault indicator for the health monitoring of electrical machines. An example is the
work presented in [76] where a number of test were conducted with the stator current and
leakage flux to practically detect broken rotor bars. Monitoring based on flux sensing are also
likely to meet a lot of the criteria required of fault indicators.
There are many ways to sense magnetic fields with the most popular based on the strong
interaction between magnetic and electrical phenomenon. Magnetic sensing techniques exploit a
broad range of physics and chemical applications. The most common sensing techniques are
presented in [92] and shown in Figure 5. A comparison of the different techniques is also
presented based on their sensitivity ranges. The sensitivity range is also affected by the electronic
measurement unit. The most important factors to consider when choosing a sensor for
electromagnetic flux monitoring are signal size range, frequency response and power of the
signal. The specifications for calibration of instruments, characteristics of magnetic fields to be
sensed and uncertainty considerations with the measurement unit can be found in [93].
2.2.3.1 Sensors for electromagnetic flux monitoring. The most common method to
estimate the air-gap flux is to use the machine windings itself to monitor the flux [94]. The stator
winding is therefore used as the search coil in this case to monitor electro-magnetic flux for to
detect rotor-related faults. The converse of this concept is that the rotor may also be used as a
search coil for stator-related faults. The spectrum of the measured flux can be studied to
determine fault in the rotor or stator by correlating the harmonic components to the line current
harmonics content. Search coils are employed to capture flux signals from inside and outside the
machine. Such coils are able to provide electrical quality signatures sensitive to conditions which
alter the electrical characteristics of the motor, such as broken rotor bars, eccentricity, unbalance
between phases and stator faults. The voltages measured in such coils are directly related to the
rate of change of flux. The occurrence of a fault in an electrical machine results in a change in
the air-gap space harmonic distribution. A search coil is able to detect the time harmonics but
cannot capture space harmonics [95]. Space harmonics in the stator causes time harmonics in the
rotating rotor. The placement of search coils in fixed locations in the machine limits the number
of space harmonics to be monitored.
2.2.3.2 Electromagnetic flux regions to be monitored in electrical machines. The best
location of the search coils is to place them in the axial direction to ensure repeatability of the of
flux coil position. The use of internally mounted search coils could also be invasive and not
30

practical for already installed machines. It should only be carried out only if the machine is
important and very sensitive to the faults to be measured and flux monitoring with internally
placed search is the best way to monitor such faults. Some faults like broken damper bars and
short-circuited turns in power generator rotor windings are best monitored using flux monitors
[49], [96] and [97]. Figure 5 presents some of the most comprehensively studied magnetic fluxes
for the identification of particular fault components produced by stator or rotor-related faults.
Figure 5: Comparison of magnetic sensors for magnetic flux monitoring [92]
The axial flux is characteristic of all electrical machines due to unavoidable asymmetries
that must exist in all machines. Leakage fluxes would therefore be produced by both the rotor
and stator sides and hence contain harmonics due to the rotor and stator [40] and [82].
Increments in the amplitudes of specific fault sideband frequencies are indicative of such
abnormalities. The axial leakage flux trajectory is not clearly defined in electrical machines but
usually this is associated with the shaft. In real implementations of this technique, the detection
Magnetic Sensor Technology Detectable Field (G)
(1T = 104G)
10-10 10-6 10-2 102 106
Search-Coil Magnetometer
Flux-Gate Magnetometer
Optically Pumped Magnetometer
Nuclear-Precession Magnetometer
SQUID Magnetometer
Hall-effect sensor
Magneto-resistive Magnetometer
Magneto-diode
Magneto-transistor
Fiber-Optic Magnetometer
Magneto-Optical Sensor
31

of axial leakage flux is fairly straightforward. The technique of measuring the axial leakage flux
is simple and non-invasive. A search coil is wound concentrically with drive shaft; it is claimed
in [98] that the coil can be external to the machine case. End winding leakage fluxes are the main
causes of axial leakage flux, which is measured using axial leakage flux. The source of the eddy
currents in the stator core end regions of large machines is the back-of-core leakage flux which is
a small component of the armature flux that is not contained by the core and which permeates the
space behind the core and tends to be drawn into the circumference members of the core frame.
The axial members of the core frame are exposed to this leakage flux and act as a squirrel cage
with the circumferential members of the members at the ends of the machine providing return
paths [99].
2.3 Electrical Machine Diagnostics and Prognostics Techniques for Condition Based
Maintenance
Industries today consider maintenance a productive activity that extends the life
expectancy of the machines that form the backbone of operations [100]. Maintenance activities
now involve managerial, administrative and technical aspects that promote productivity and
efficiency in a system. Previously maintenance was treated as an expensive undertaking with
elaborate financial instruments to track the cost of maintenance, the amount of time during which
the machine is unavailable and the number of employees temporarily unable to work as a result
of the machine under servicing. The recognition that maintenance forestalls more calamitous
problems with the machine in the future and the cost savings involved got management to
change attitudes towards to maintenance regimes. In acknowledgement of the important role of
maintenance in the overall productivity of machinery in a more complex and rapidly expanding
industrial setup, current efforts are now geared towards reducing costs involved in maintenance,
reducing lead times, improving quality of service, improving the reliability of systems and
addressing environmental issues [101].
Two main maintenance philosophies have been observed over the years in a wide range
of industrial setups. In one paradigm of thought, the oldest approach, components of a system are
serviced when they undergo failure [102]. The feedback mechanism in this case is simple,
requires no extensive analytical work and requires no staff to monitor the health of machines. On
the downside, machine failures can be expensive and so such a regime is only recommended in
32

very simple industrial setups with few sub-components whose repair is either not expensive or
not possible. Such industrial setups were the case some time back but are virtually nonexistent
today. This prompted a second plank in ideas about maintenance involving a range of techniques
aimed at prolonging the life of machinery and anticipating eventual breakdown. The attempt to
increase the lifetime of devices brought about preventive maintenance where routine servicing of
machines were based on time: to avoid complex analysis of machine health, diagnostics was
reduced to servicing machines a number of times in a given period of times irrespective of the
condition or age. This approach also did not take into consideration the overall impact of
unavailability of machines when under maintenance. Another proactive maintenance idea was
then developed to recognize the close connection between the reliability and maintenance of
components. The aerospace industry developed a routine where maintenance of a component
was based on its reliability and the effect of its total failure during normal operation. Failure
Mode Effects Analysis (FMEA) was developed as part of an overall Reliability Centered
Maintenance (RCM) approach. The only missing piece in the RCM approach was that it did not
consider that components degrade with time and only considered the case of normal operation of
the system. This led to an improved notion of maintenance called predictive maintenance which
required ongoing and sometimes online assessment of the health of machinery and sometimes is
called Condition Based Maintenance (CBM).
Condition Based Maintenance therefore continuously monitors health indicators of
components of machines to reduce the uncertainty about impending failures and can be carried
out to different degrees for different machines depending on the criticality of the machine [102].
It is assumed here that the failure of a machine can be predicted by monitoring health indicators
which are quantified and monitored continuously during the use of the machine. This procedure
takes into account the ageing of machine and has the added advantage that failure can be related
to specific component parts. CBM in principle leads to increased precision in failure prediction.
To develop CBM solutions, however, requires a coordinated effort from all levels of
management.
2.3.1 Effective Implementation of CBM
A complete CBM system is composed of a number of functional attributes that together
with a Human Machine Interface comprise a CBM panoply set. The functional aspects of a
complete CBM system includes: sensing and data acquisition, data management and
33

manipulation, condition monitoring, health assessment, diagnostics, prognostics and decision
reasoning. In line with modern trends, standards have been suggested in the CBM community of
researchers and industry stakeholders. Efforts have resulted in 3 main standards that guide an
effective CBM system. These standards include two IEEE standards (IEEE1451 and IEEE 1232),
the Open Systems Architecture for CBM (OSA-CBM) from Machinery Information
Management Open Standards Alliance (MIMOSA) [104].
2.3.1.1 IEEE 1451. At the basic level of CBM systems there are sensors or other devices
to measure the data needed for analyzing the health of an asset. This is often referred to as
Distributed Measurement and Control system (DMC). Due to the customers problem of
integrating different vendor products (transducer, sensors and actuators) when networking, a
standard for the hardware interconnection level is needed. But there is also a need for standards
in the software module of the transducers to achieve network interoperability at the network-
node level [105]. Looking to develop a standardized interface to network smart sensors the
National Institute of Standards and Technology (NIST) started to work together with the Institute
of Electrical and Electronics Engineers (IEEE) in the middle of the 1990’s on the interoperability
of CBM subsystems. To achieve easy installation and upgrading of sensors, one should link them
together like personal computers via a local area network (LAN). Through this connection one
will be able to connect many sensors via a single cable or bus. This will mean that sensors can be
detached without affecting other sensor nodes [106].
The entire IEEE 1451 family consists of four sub-standards, IEEE 1451.1, IEEE 1451.2
and the proposed sub-standards IEEE P1451.3 and IEEE P1451.4. According to [107] all sub-
standards are complimentary, made to be used either as a family or by themselves. The benefits
of the entire IEEE 1451 standard are presented by [108]:
1. Self- identification of transducers
2. Self-configuration
3. Easier to maintain long term self-documentation
4. Easier to upgrade and maintain transducers
5. An increase in data and system reliability
6. Allows for transducers to be calibrated remotely or even to calibrate themselves
The IEEE 1451.2 standard specifies the transducer to microprocessor communication
protocols and transducer electronic data sheet (TEDS) formats. The IEEE 1451.2 interface
34

defines the Smart Transducer Interface Module (STIM). Up to 255 sensors and actuators of
various digital and analog mixes can be connected to a STIM. The STIM in its turn is connected
to a network capable application processor (NCAP) [109]. The IEEE 1451.2 also defines a
Transducer Electronic Data Sheet (TEDS). According to [105], TEDS will achieve self-
identification of IEEE 1451-based sensors or actuators. This will be realized through a memory
chip physically attached to the sensor. The chip will be able to store the information of:
1. Manufacturer’s name
2. Identification number
3. Type of device
4. Serial number
5. Calibration data
According to [109] the risk of losing manufacturing and calibration data (transducer
paper data sheet) will decrease due to the fact that the information will be stored within the
sensor or actuator. The IEEE 1451.1 standard specifies the Network Capable Application
Processor (NCAP) information model. One key reason to standardize the interface at the
hardware interconnection level is the current compatibility problems transducer manufacturers’
face when integrating their devices into multi-vendor networks [105]. The NCAP in 1451.1
could be looked at as a small computer that resides in a specific network node. NCAP’s are
defined as sensor network nodes. NCAP nodes allow multiple sensors to be attached to the
network using one common point of access [107]. The proposed standard IEEE P1451.3 attempts
to define a means to connect the TEDS to the transducer via a bus. Due to potentially harsh
environmental conditions, this will be necessary in some applications. The P1451.3 document
proposes this should be done with a ‘mini-bus’, small and cheap enough to fit into a transducer.
The proposed standard IEEE P1451.4 defines a specification that will add self-describing and
configuration capabilities to analog sensors [108].
2.3.1.2 IEEE 1232. According to [110] and [111] the technical systems of today are more
complex, costly, and difficult to diagnose and repair. To address these problems the Diagnostic
and Maintenance Control (DMC) subcommittee of IEEE SCC20 developed the IEEE 1232
standard family, AI-ESTATE, The Artificial Intelligence Exchange and Service Tie to All Test
Environments. According to [111] the goals with the IEEE 1232 standard are to:
1. Incorporate domain specific terminology
35
2. Facilitate portability of diagnostic knowledge
3. Permit extensibility of diagnostic knowledge
4. Enable the consistent exchange and integration of diagnostic capabilities
Even before the vision of AI-ESTATE was fully developed IEEE 1232-1995 was published.
IEEE 1232-1995 defines the architecture of an AI-ESTATE conformant system. IEEE 1232.1-
1997 defines a standard for how knowledge and data exchange should be accomplished. The
IEEE 1232.2-1998 addresses the issues in system-level diagnosis. After IEEE 1232.2-1998 was
published, the standards all together were published as a “trial- use” standard. This means the
standard was not finalized and could be revised after comments from organizations trying to
implement or use the standard [110]. In 2002 the three standards merged into the current IEEE
Standard 1232-2002.
2.3.1.3 MIMOSA and OSA-CBM. The Machinery Information Management Open
System Alliance, MIMOSA, was founded in 1994 and introduced in the September issue 1995 of
Sound and Vibration. In December 1996 the not-for-profit organization, MIMOSA, was
incorporated. The purpose and goal of MIMOSA is to develop open conventions for information
exchange between plant and machinery maintenance information systems. The development of
MIMOSA CRIS (Common Relational Information Schema) has been openly published at their
website [112]. The CRIS provides coverage of the information (data) that will be managed
within a CBM system. This is done by a relational database schema for machinery maintenance
information. The typical information that will need to be handled is presented by [113]:
1. A description of the configuration of the system being monitored
2. A list of specific assets being tracked
3. A description of system functions, failure modes, and failure mode effects
4. A record of logged operational events
5. A description of the monitoring system and characteristics of the monitoring components
6. A record of sensor data
7. Resources of describing signal processing algorithms and resulting output data
8. A record of alarm limits and triggered alarms
9. Resources describing degradation in a system as well as prognostics of system health
trends
10. A record of recommended actions
36
11. A complete record of work request
OSA-CBM is an abbreviation for Open System Architecture for Condition Based
Maintenance and is a proposal for a de facto non-proprietary standard. This is also the most
comprehensive guide in the area of CBM. In the mission statement from the OSA-CBM
organization it is declared that the standard proposal shall cover the whole range of functions of a
CBM system, for both hardware and software components [112]. Due to the difficulty of
integrating different vendor products most CBM system users limit the flexibility and
performance of a system. The many proprietary standards that exist today have a tendency to
lock customers into a single source solution. An accepted non-proprietary open system
architecture standard would, according to the organization [113], provide:
1. Improved ease of upgrading for system components
2. A broader supplier community
3. More rapid technology development
4. Reduced prices
The OSA-CBM proposed standard divides a CBM system into seven different
layers/components [113].
1. Layer 1 (Sensor Module): The sensor module provides the CBM system with digitized
sensor or transducer data.
2. Layer 2 (Signal Processing): The signal processing module receives signals and data from
the sensor module or other signal processing modules. The output from the signal
processing module includes digitally filtered sensor data, frequency spectra, virtual
sensor signals and other CBM features.
3. Layer 3 (Condition Monitor): The condition monitor receives data from the sensor
modules, the signal processing modules and other condition monitors. Its primary focus is
to compare data with expected values. The condition monitor should also be able to
generate alerts based on preset operational limits.
4. Layer 4 (Health Assessment): The health assessment module receives data from different
condition monitors or from other health assessment modules. The primary focus of the
health assessment module is to prescribe if the health in the monitored component, sub-
system or system has degraded. The health assessment module should be able to generate
37
diagnostic records and propose fault possibilities. The diagnosing should be based upon
trends in the health history, operational status and loading and maintenance history.
5. Layer 5(Prognostics): The prognostic module should have the possibility to take account
data from all the prior layers. The primary focus of the prognostic module is to calculate
the future health of an asset, taking into account the future usage profiles. The module
should report the future health status of a specified time or the remaining useful life
(RUL).
6. Layer 6 (Decision Support): The decision support module receives data from the health
assessment module and the prognostic module. Its primary focus is to generate
recommended actions and alternatives. The actions can be related to maintenance or how
to run the asset until the current mission is completed without occurrence of breakdown.
7. Layer 7 (Presentation): The presentation module should present data from all previous
modules. The most important layers to present would be the data from the health
assessment, prognostic and decision support modules as well as alerts generated from the
condition monitors. The ability to look even further down in the layer should be a
possibility. The presentation module could be built into a regular machine interface.
The above seven layers can be organized more concisely into the three main steps of
CBM practice [114] and depicted in Figure 6. Data acquisition is a fundamental step for
machinery health monitoring, diagnostics and prognostics. Data is acquired from fault and health
indicators and stored from targeted physical assets in the CBM strategy. Secondly useful
information is mined from the acquired data by a number of data processing and analysis
techniques. The final stage of the OSA-CBM strategy is recommendations on maintenance
actions to be taken based on fault diagnostics and prognostics. Diagnostics as used here refers to
the detection and isolation of faults or failures and prognostics refers to the prediction of the
future state of the asset under consideration.
2.4 Analysis Tools for Electrical Machine Fault Diagnostics and Prognostics
Two main types of analysis are carried out in this study. First machine fault models are
analyzed using Finite Element Analysis. The modeling and analysis provides a means to obtain
38

data about electrical machines that can be used to develop diagnosis and prognosis techniques.
Second is the actual fault data analysis to develop techniques for prognostics and diagnostics.
2.4.1 Finite Element Analysis (FEA)
The finite element method is a technique used to solve complex problems, which are
represented by differential equations. It transforms the problems into a series of algebraic
problems which are easier to compute. Electromagnetic problems are described by Maxwell’s
equations [115] which relate electric fields to magnetic fields. The finite element method splits
the problem domain into a large number of small elements shaped as a triangle or a quadrilateral
in 2 dimensions or tetrahedral in 3 dimensions. Other shapes can be used for the meshing process
but triangular meshes are very common. Different techniques exist for the derivation of the
algebraic equations from the initial problem region. The two most widely used methods are the
Variational methods like the Rayleigh-Ritz method [116], [117] and [118] and the Weighted
Residuals methods like the Galerkin Method [116] and[119] with their particular advantages and
disadvantages based on the application at hand. In order to solve a problem, the following steps
are to be carried out:
1. Split the geometry into smaller regions depending on the complexity of the region.
Curved and other more complexly shaped regions should be split in much smaller chunks
than fairly simply shaped regions
2. The materials properties of each region must be determined and assigned
3. External excitations for each region must be determined and assigned
Boundary conditions be established at each discontinuous layer
The first paper to use the term finite element was published by Clough in 1960 even
though similar techniques have been used as far back as the 1940s [120]. The technique was
initially used in Civil Engineering and Aeronautical Engineering problems by large corporations
to study stress distributions in their designs. Since then the method has increased in popularity
mainly because of advances in computer power, speed and cheaply available storage devices.
The method is not pervasive in all fields of engineering and has a number of advantages over
traditional simulation methods: fidelity to actual systems, incorporation of system nonlinearities
and properties.
39
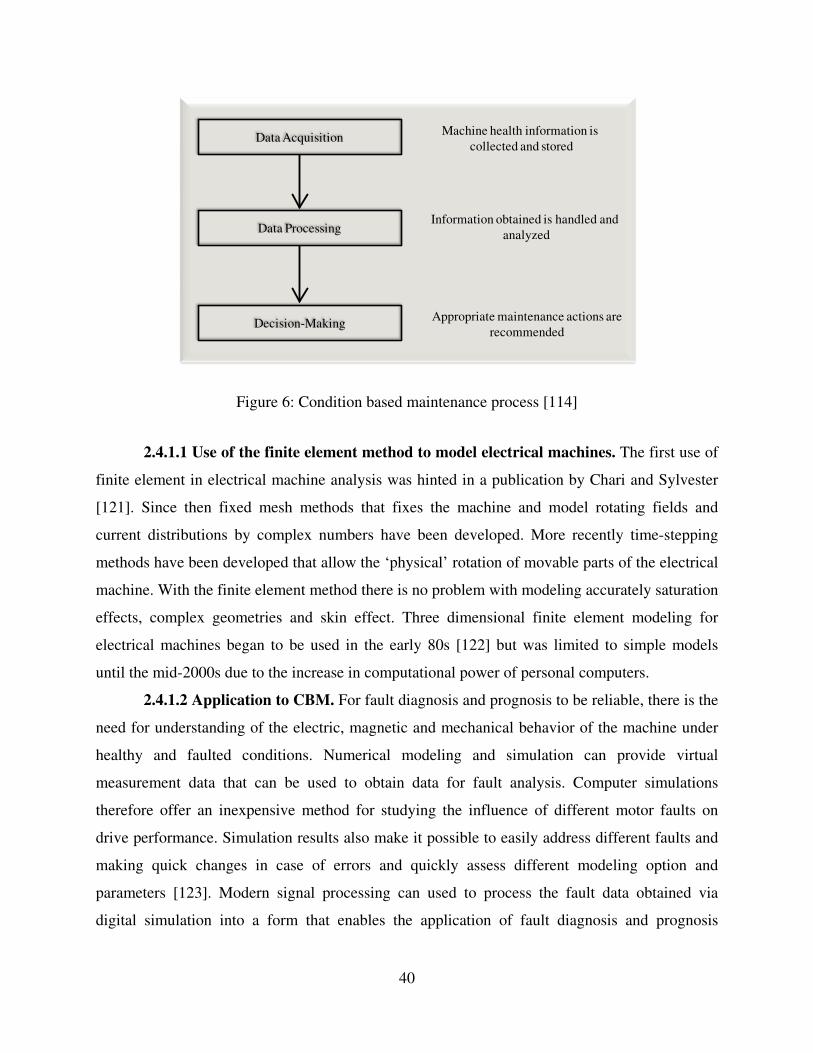
Figure 6: Condition based maintenance process [114]
2.4.1.1 Use of the finite element method to model electrical machines. The first use of
finite element in electrical machine analysis was hinted in a publication by Chari and Sylvester
[121]. Since then fixed mesh methods that fixes the machine and model rotating fields and
current distributions by complex numbers have been developed. More recently time-stepping
methods have been developed that allow the ‘physical’ rotation of movable parts of the electrical
machine. With the finite element method there is no problem with modeling accurately saturation
effects, complex geometries and skin effect. Three dimensional finite element modeling for
electrical machines began to be used in the early 80s [122] but was limited to simple models
until the mid-2000s due to the increase in computational power of personal computers.
2.4.1.2 Application to CBM. For fault diagnosis and prognosis to be reliable, there is the
need for understanding of the electric, magnetic and mechanical behavior of the machine under
healthy and faulted conditions. Numerical modeling and simulation can provide virtual
measurement data that can be used to obtain data for fault analysis. Computer simulations
therefore offer an inexpensive method for studying the influence of different motor faults on
drive performance. Simulation results also make it possible to easily address different faults and
making quick changes in case of errors and quickly assess different modeling option and
parameters [123]. Modern signal processing can used to process the fault data obtained via
digital simulation into a form that enables the application of fault diagnosis and prognosis
Data Acquisition
Data Processing
Decision-Making
Machine health information is
collected and stored
Information obtained is handled and
analyzed
Appropriate maintenance actions are
recommended
40

algorithms. The idea here is that if the algorithms do not work with computer simulation data, it
also would not work with real machine data.
2.4.1.3 Description of the FEM software tool used in study. The numerical
electromagnetic field simulation tool used in this thesis is MAGNET which is developed by
Infolytica. By using this tool one can model and monitor a wide variety of electrical parameters
and hence implement various fault types of varying severity and degrees. This method of
analysis is based on the combined solution of the magnetic field equations and the circuit
equations of the windings. The equations are discretized and solved by the Finite Element
Method. In order to keep the amount of computation at a reasonably low level, several
simplifications have been included:
1. Only a 2-dimensional model is used
2. The skin effect is neglected and the current density in the stator in the windings are
assumed constant
3. The laminated core of the machine is assumed non-conducting
4. Permanent magnets are assumed non-conducting
The magnetic vector potential A, then, satisfies Equation (9) where ν is the reluctivity of the
material and J is the current density.
( ) JA
=×∇×∇ ν (9)
To include the effects of a permanent magnet, as is the case for a PMSM, Equation (9) becomes
as shown in Equation (10) where M is the magnetization vector and µ0 is the permeability of free
space.
( ) ( )MJA
0νµν ×∇+=×∇×∇ (10)
The current density can then be expressed as a function of the vector potential and the electric
scalar potential in Equation (11) where σ is the conductivity of the material and Φ is the electric
scalar potential.
φσσ
∇−∂∂
−=t
AJ (11)
41

For a 2 dimensional Finite Element Analysis as was performed for the analysis in this study, the
vector potential has only the z-components and are given in Equation (12) and Equation (13). k is
the unit vector in the z-direction.
( )kzyxAA ,,=
(12)
( )kzyxJJ ,,=
(13)
The scalar potential, Φ, has a constant value in the cross-section of a two-dimensional conductor
and it is a linear function of the z-coordinate. The gradient of the scalar potential can be
expressed with the aid of the potential difference, E, induced between the ends of the conductor.
By substituting Equation (9) in Equation (10), we obtain Equation (14) where l is the length of a
coil side.
( ) klt
AA µσσν =
∂∂
+×∇×∇
(14)
By integrating the current density, a relation can be obtained between the total current and
potential difference across the length of a coil side as shown in Equation (15) where i is the total
current and R is the DC resistance of the conductor.
∫ ∂∂
+= dSt
ARRiE
σ (15)
The circuit equations for the machine are constructed by applying Kirchhoff’s laws and Equation
(15) above for the potential difference, E. The details of the construction of the circuit equation
have been presented in [124]. Transient 2-dimensional simulations are solved by discretizing
time into short intervals and solving the above equations at each time step using the Crank-
Nicholson time-stepping method. Using this approach, the vector potential at each time step, tk is
given by Equation (16).
k
kk
k Att
A
t
AA
+∆
∂∂
+∂∂
=+
+
1
12
1 (16)
By adding the field equations obtained at different times separated by one time step together,
Equation (17) are obtained.
42

( )
−×∇×∇−=
∆+×∇×∇
+
+++
kEl
AkEl
At
A
kkkk
kkk
σνσ
σν
1
111
2
(17)
The potential difference equation is discretized in the same way as was done with the field
equation to obtain Equation (18).
( ) ( ) ∫ •∆−
++=+ +++
S
kkkkkk Sd
t
AARiiRuu
111
2
1
2
1 σ (18)
Equation (17) and Equation (18) are the basis of the time-stepping formulation and are solved in
the transient and time-harmonic modules of MAGNET.
Some applications require that the motion of the rotor be included in the solution of the
Finite Element Model. This is particularly important to accurately model the eccentricity faults
and is carried by having a different coordinate reference for the rotor than for the stator. The
solutions are then matched with each other in the air-gap. The rotor is rotated at each time step
by an angle corresponding to the mechanical angular frequency. The rotation is accomplished by
changing the finite element mesh in the air-gap called re-meshing. The final solution method is
based on the Newton-Raphson method which is very computationally fast. The magnetic field,
the current and potential differences of the windings are obtained in the solution of the coupled
field and circuit equations described earlier. Torque is calculated by the method of virtual work
which is calculated as the partial derivative of the co-energy functional with respect to virtual
movement. The magnetic field of a healthy electrical machine is periodic in space, typically from
one pole-pair to the next one. In order to reduce the complexity of the geometry and the number
of nodes of the finite element mesh, the calculations are usually performed over the smallest
symmetrical part of the motor model. However, a fault in the machine disturbs the symmetry and
the whole machine cross-section has to be modeled. In this study triangular first-order finite
elements are used and the finite element meshes typically contain 6000 – 8000 elements.
2.4.2 Data Processing
Fault indicator data should be processed and analyzed for useful information about the
condition of the machine under study. Many different sensors and signal processing technologies
43

have been invented and presented in research paper to address the need to make sense out of the
myriad of information that can be collected about a machine. Data management systems like
Computerized Maintenance Management Systems (CMMS) have been designed for such
purposes and shown to have benefited some industries [125]. Some of these benefits reported
include: reducing cost of spares, improving uptime, increasing equipment availability, reducing
lead times, increasing morale, reducing unscheduled maintenance, streamlining work order
schedules and improved the overall maintenance of data. Raw data acquired from sensors are
pre-processed before being used for further analysis. Some waveforms require more processing
and sometimes have to be transformed from one domain of analysis to another more convenient
domain. A number of techniques are available for both pre-processing and processing to remove
background noise, sensor noise and human errors. An adaptive noise cancellation and blind de-
convolution system has been used to detect bearing faults in the presence of noise [126]. It is also
demonstrated in [127] that sensor fault data isolation is the solution for data errors caused by
sensor defects. After data acquisition, a number of techniques are applied to extract useful
information from the data. These techniques are broadly divided into time-domain and frequency
domain techniques. There are also time-frequency-domain techniques.
2.4.2.1 Time-domain techniques. Time-domain techniques are based on statistically
distinctive behaviors of time waveform signals. The simplest time-domain analysis calculates the
signal’s overall root-mean-square (RMS) level and crest factor. Other commonly used
characteristic features are peak-to-peak amplitude, standard deviation, skewness, kurtosis and
time synchronous average. The features described here are called statistical features because they
are based on only the distribution of signal samples with the time series treated as a random
variable. These features are also known as moments or cumulants. In most cases, the probability
density function (pdf) can be decomposed into its constituent moments. A change in condition
causes a change in the pdf of the signal. Hence the moments may also change. Therefore
monitoring this phenomenon can provide useful diagnostic information. The nth moment of the
dataset can be calculated using Equation (19) where N is the number of data points, Exn is the
mean random variable x at the particular point in time, t.
∑ ===
N
i
N
i
n
n xN
xEm1
1 (19)
44

The first four cumulants of the dataset have special names: Mean, Standard Deviation, Skewness,
and Kurtosis, and are calculated from Equation (19). The formulae to calculate these cumulants
are shown respectively in Equation (20), (21), (22) and (23).
1m=µ (20)
2
12 mmsd −= (21)
3
1123 23 mmmmS +−= (22)
4
1
2
1213
3
24 61243 mmmmmmmK −+−−= (23)
In addition to these, non-dimension features can also be used such as the shape factor and the
crest factor. These are calculated as with Equation (24) and (25) respectively where xrms is the
root means square of the data, xabs is the absolute value and xp is the peak value of the data set.
abs
rmsshp
x
x=σ (24)
rms
p
crstx
x=β (25)
Histograms are also used to represent the data and features selected from the histogram.
The histogram is a kind of discrete pdf calculated to put the data into a number of bins of chosen
sizes. If d bins are to be used, with hi as the column height of the ith bin, then each hi is calculated
as follows using Equation (26) and Equation (27).
( ) diixrn
hn
j
iii ≤≤∀=∑=
0,,1
0
(26)
−+
≤≤−
=Otherwise
d
xxix
d
xxiif
xriiii
i
0
)min())(max(1()min()(max(,1
)( (27)
The lower and upper bounds of each bin is calculated as in Equations (28), (29) and (30).
45

2)max(
∆+= iU xh (28)
2)max(
∆−= iU xh (29)
1
)min()max(
−−=∆
n
xx i
i (30)
Useful information can also be based on the uncertainty information from the dataset.
The measure of uncertainty about a signal can be based on entropy which measures the degree of
randomness of the distribution. Entropy estimation is a two stage process: first a histogram is
estimated and then the entropy is calculated. The entropy estimation H(xi) and the standard error
σ(xi) are defined in Equations (31) and (32) where xi is a discrete signal, P(xi) is the distribution
of the entire data set.
( ) ( ) ( )iiis PxInxPxE ∑−= (31)
( ) ( ) ( )[ ]2iiis PxInxPxE ∑= (32)
Other complex time-domain approaches apply time series models to signals. The idea of time-
series modeling is to fit the waveform data to a parametric time series model and extract features
based on this parametric model [128]. The autoregressive (AR) and autoregressive moving
average (ARMA) model are among the most favored time series modeling approaches. An AR
model was applied to vibration signals obtained from an induction motor in [129]. The features
extracted in this work were the coefficients of the AR model. An instance of the successful use
of AR model to address CBM under transient conditions is reported in [130]. It was reported that
using AR coefficients, Multi-Layer Perceptrons (MLPs) out-performed Radial Basis Functions
(RBF). Time-domain analysis, however, is not sufficient and appropriate to detect all kinds of
faults. In some cases the frequency domain techniques out-perform time domain techniques.
2.4.2.2 Frequency-domain techniques. The most widely used approach for bearing fault
detection is to perform analysis in the frequency domain. A localized defect in an electrical
machine like a broken rotor bar can generate a periodic signal with a unique characteristic
46

frequency. These frequency components can be extracted and used for fault diagnosis and
prognosis where time-domain analysis would have resulted in a complicated analysis of the
signal at a high resolution. Frequency-domain analysis usually involves the decomposition of a
signal into simpler parts. Changes in the frequency-domain parameters are associated with faults
in the machine. The conventional approach to obtaining spectral analysis is the Fast Fourier
Transform (FFT). The power spectrum is also a very popular approach that analyzes the power
distribution with frequency. The Discrete Fourier Transform (DFT) is the most common way to
obtain information about the power spectrum. Other methods like the maximum entropy method
are also applicable. The usual pieces of information for fault diagnosis and prognosis based on
frequency-domain analysis are the Frequency Center (FC), Mean Square Frequency (MSF), Root
Mean Square Frequency (RMSF), Variance Frequency (VF) and Root Variance Frequency
(RVF). These are presented, respectively, in Equations (33), (34), (35), (36) and (37).
∫∫
∞
∞
=
0
0
)(
)(
dffs
dfffsFC
(33)
∫∫
∞
∞
=
0
0
2
)(
)(
dffs
dffsfMSF
(34)
MSFRMSF = (35)
( )∫
∫∞
∞−
=
0
0
2
)(
)(
dffs
dffsFCfVF
(36)
VFRVF = (37)
High-order spectrum (bi-spectrum or tri-spectrum) has been shown to be able to extract
more diagnostic information than the power spectrum for non-Gaussian signals [128]. The
application of bi-spectral and tri-spectral analysis has been shown in that high order spectral
analysis is very sensitive to induction motor faults which modify the main spectral components
such as voltage unbalance and single-phasing effects [131]. The envelope technique is used for
the purpose of enhancing small signals and works by separating higher frequency signals from
47

low frequency signals. One of the problems with detecting time domain signals is the fact that
they occur over a very short time range and they tend to spread out over a wide range in the
frequency domain making it difficult to detect.
A number of averaging techniques exist in the frequency domain and can be discussed
under to broad labels: synchronous averaging and spectrum averaging. Synchronous averaging is
very useful in reducing the random noise component in the measurement or in the reducing the
effect of other interfering signals such as noise components from a nearby machine. A
tachometer is required to synchronize each snapshot of the signal to the running speed of the
machine. Unlike synchronous averaging, spectrum averaging does not reduce the noise. Instead,
it finds the average magnitude at each frequency, where a series of individual spectra are added
together and the sum is divided by the number of spectra. Cepstrum has seen widespread
application for fault detection in electrical machines, particularly induction machines. The value
of the main power cepstrum peak has been shown to be a good fault diagnostic [132]. A signal’s
energy is concentrated in the high frequency resonance range and when a signal is generated
from fault data, high frequency resonance technique can be used to provide envelope signals
with high signal to noise ratio. This method is enhanced in [133] to develop an adaptive noise-
cancellation method for CBM. Frequency response methods are, however, not satisfactory under
non-stationary conditions. For such conditions, time-frequency-domain techniques have been
developed.
2.4.2.3 Time-frequency-domain techniques. During startup, electrical machines are
under extreme electrical and mechanical stress. Both time and frequency response methods fail
to detect faults accurately under non-stationary conditions that exist for short durations. Under
these conditions, any UMPs are also at a maximum. The conventional time-frequency technique
uses both time and frequency distributions to more accurately reveal faults in a signal dataset
under more complicated conditions. Some common techniques that use the time-frequency
approach are Short-Time Fourier Transform (STFT) [128] and the Wigner-Ville Distribution
[134].
The wavelet transform is also very popular since it was developed to overcome the short-
coming of the STFT. The main difference between the two techniques is that the STFT give a
constant frequency resolution whilst the wavelet transform uses a multi-resolution technique.
Like the STFT, the wavelet transform decomposes a signal into a linear combination in the time
48

domain. The wavelet transform, however, organizes the transformed signal set into several
components based on the translation of the mother wavelet which changes the scale and shows
the transition of each frequency component: high frequency components are analyzed at a high
resolution and low frequency components are analyzed at a lower resolution. Wavelet transform
analysis has been successfully used to diagnose gear [135] and bearing [136] related faults since
it is impervious to noise. The wavelet transform comes in two flavors: the Continuous Wavelet
Transform (CWT) and the Discrete time Wavelet Transform (DWT). CWTs can decompose an
inspected signal into a family of elementary functions. This information is easier for machine
fault inspectors to understand and helps them to make quick decisions about the condition of a
machine. DWT is a discrete time fast implementation of the CWT which is easy to implement on
digital computers. A comparison of the effectiveness of using the wavelet transform as against
other methods for fault detection is given in [137].
2.4.3 Fault Diagnosis Techniques
Condition monitoring and fault diagnosis are key to a successful maintenance strategy.
Online condition monitoring has become the most important means for obtaining health
information about electrical machines due to its potential to detect faults at an early stage. Fault
diagnosis on the other hand aims at detecting the presence of a particular fault in a system under
test. Diagnostic techniques can be put into two categories depending on whether it is based on
deterministic information or on stochastic information. There is a third but rather uncommonly
considered category called the gray box approach. This third method combines approaches in the
first category, otherwise termed white box approach, and the second category, otherwise termed
black box approach. Both categories can be solved by techniques that are either data-driven or
model-based.
2.4.3.1 Data-driven approaches for fault diagnostics. Data driven approaches rely on a
comparative assessment of the status of a system under testing with other known occurrences and
include both signal processing algorithms and knowledge based methodologies. This method,
inherently, suffers when it encounters machine conditions out of its knowledge domain. On the
other hand, as long as the system performs within its known limits, the diagnostic technique is
expected to be able to detect faulty conditions of the system. The performance of the diagnostic
tool therefore depends on the training performance of the technique. Training algorithms used by
data-driven decision processes are many and is a matured field with an extensive literature.
49

These algorithms are especially appealing since they require no understanding of the underlying
physics of the system under consideration. Most of these intelligent training algorithms are also
able to learn online and can therefore be designed to adapt to the system under consideration.
Data driven approaches have been further separated into Artificial Intelligence
approaches and Statistical approaches. Statistical approaches are based on using statistics to
summarize information obtained about machine faults. A structured method of making decisions
based on statistical inference has been developed and is now available in commercial software.
Cluster analysis is one of the most important statistical tools available and is used to group fault
signals into categories based on characters which they share in common with each other. The
procedure minimizes within-group variances and maximizes between-group variances. The result
of cluster analysis is a number of heterogeneous groups with homogeneous contents. Cluster
analysis was used in [138] to group a nominal training set into clusters that represented each fault
condition. Measurement of new data from each group is used to classify signals obtained during
condition monitoring. New data that does not fit any cluster is considered an anomalous signal.
Other classification algorithms uses distance measures including Euclidean distance,
Mahalanobis distance and Kullback-Liebler distance. These measures form the basis for some
important classification algorithms: nearest neighbor and k-means [139].
Another classification method is based on coefficients of the feature vector and has been
used for fault detection in induction machines [140]. Fault Diagnosis can be posed as a problem
to recognize patterns in a signal dataset that correspond to machine faults. Artificial Intelligence
has been successfully applied to the pattern recognition problems. The difficulty with applying
AI to the specific case of machine fault diagnosis is due to a lack of efficient procedures to
obtain training data and specific knowledge of the faults which are required in training of the
models [141]. Some of the most commonly used AI techniques for machine fault diagnosis
include Artificial Neural Networks, Expert Systems, Fuzzy Logic and Evolutionary Algorithms.
An ANN is computational model that mimics the human brain structure and consists of simple
autonomous processing units connected in a complex layer structure which enables the model to
approximate a complex non-linear function using multiple input and multiple output features.
Each processing unit consists of a node and a weight whose parameters are discovered via
training sets consisting of input set and a desired output set. There are various neural network
models that have different structures that enable the network to better describe the system under
50
consideration. The Feed-Forward Neural Network (FFNN) structure is the most commonly used
ANN structure in machine fault diagnostics [142], [143], [144] and [145]. The FFNN Multi-
Layer Perceptron uses the back-propagation algorithm for training and is the most commonly
used ANN for pattern recognition [146] and [147].
Another type of ANN structure called the cascade correlation neural network (CCNN)
has been applied to bearing fault detection and was shown to sometimes result in the simplest
network structure for fault detection with satisfactory results [148]. CCNN can be used without
initial determination of the network structure and the number of nodes and can be used in
applications that require online training. Other neural network models applied in machine
diagnostics are radial basis function (RBF) neural network, recurrent neural networks and
counter propagation neural networks. The above ANN models usually uses supervised learning
algorithms which require external input such as prior knowledge of the target or desired input.
Supervised training of these ANNs then involves using training algorithms to map the input to
the output. Unsupervised training only takes input data and does not require any prior knowledge
about the input data. The ANN model that uses unsupervised training learns information about
the input data set without external input. One of the most common unsupervised ANN models is
the Self-Organized Map (SOM) and has been applied to rotating machine fault detection [149].
A self-commissioning and online training algorithm for FFNN with particular application to
electric machine fault diagnosis was presented in [150]. An auto-associative neural network was
used in [151] on extracted features from electrical machines to distinguish faults due to the
environmental degradation and that due to vibrations in the system. Expert Systems (ES) utilize
domain expert knowledge with an automated inference engine to perform reasoning for problem
solving.
Three main reasoning methods in the area of machine diagnostics are rule-based
reasoning, case-based reasoning and model-based reasoning [152]. More recently negative
reasoning has been introduced by Hall et al [153]. One of the main limitations with using ESs is
the exponential increase in the number of rules when the variables to be described increase.
Some machine degradation has been described by a Hidden Markov Chain and tested using
synthetic data from a fleet of aircraft [154].
2.4.3.2 Model-based approaches for fault diagnostics. Model-based approaches use a
mathematical model to describe the system under consideration based on the physics of the
51
system. These models are more robust and can better handle new inputs better than data-based
approaches since they are based on the underlying physical laws that have been proved to
describe the behavior of the system. Much work has been done in the area of machine models
with the most accurate modeling technique based on Finite Element Analysis as already
discussed in an earlier section. In [155] and [156], a model-based fault diagnosis method is
presented that uses Finite Element Analysis to model rotating machines. Model-based
commercial software are now available that can model every aspect of electrical machines. These
approaches do not require extensive training using historical data about the system that may in
some cases require extensive pre-processing. Some model-based approaches are also important
for real-time fault diagnosis since these approaches require little data processing.
2.4.3.3 Comparison of data-based and model-based approaches. The most important
difference and, to an extent, limitation of data-based approaches is that when new information
not in the training library of the diagnostic system is presented, it is impossible to predict the
performance of the diagnostic system. The performance of inference system in such cases is due
to either an over-fitted model or an under-fitted model. An under-fitted model can be likened to a
trained biologist who needs further training to be able to recall from memory all the different
types of species of a green-leafed plant. On the other hand, an over-fitted model can be likened
to a well-trained biologist who thinks every plant is green-leafed. Both cases suggest a lack of
enough data representation. Retraining is required under such circumstances whilst model-based
approaches would not require such retraining. Model-based approaches on the other hand require
much more effort and expertise to build mathematical models based on the underlying physics of
the system. Such an effort is generally more than required to build data-based models since lack
of a detailed understanding of the physics of the problem at hand would render any known
historical machine fault data useless. The figure below shows a graphical comparison of the two
approaches. A common occurrence, and strategy used in this work, is to use results from a
model-based approach to train a data-based model.
2.4.4 Fault Prognosis Techniques
The RUL of a piece of device is an important machine parameter of a device that must be
relied on for some service. Prognostics deal with the accurate estimation of the RUL. The
estimation of the RUL can be in terms of time to complete failure or time for the device to attain
some level of risk associated with some existing failure modes [152]. CBM has opened up the
52

field of prognostics to some advances in the technology. These advances mean reduced
maintenance costs, efficiency of maintenance operations and reduction in accidents in the work
place. Current prognostic methods aim to predict the RUL of a defective machine and to predict
the probability of failure at some future date. This means that a reliable prognostic tool works
well if diagnostics about faults are reliable. Prognostic methods can be associated with three
main approaches: data-driven approaches, model-based approaches and reliability-based
approaches.
2.4.4.1 Data-based approaches for prognosis. This approach is derived directly from
routinely monitored system fault indicator data. In many applications, these measured
input/output data are the main means of obtaining a deeper understanding of the system
degradation behavior. The fundamental assumption of data-driven prognostic techniques is that
the underlining statistical characteristic of the degradation process are fairly consistent and only
change when a malfunction occurs in the system. They are built based on historical records and
produce prediction output based on condition monitoring data. The data-driven approaches are
based on time-series analysis techniques and machine-learning techniques for prognostics. Two
of the main data-driven approaches reported in the literature are AI-based methods and Time
Series methods.
2.4.4.2 Time-series methods for prognosis. These methods rely on the availability of
historical data and involve the construction of a time series model of the system that can
determine the state of the system under consideration at a given time. Regression analysis is the
most popular time series technique. A generalized regression model can be represented as in
Equation (38) where Yi is a random variable that represents the value of the ith trial response, βi
are the estimated of the time series model.
ipipii XXY εβββ ++++= −− 1,11,10 (38)
This model has been used in [157] to predict the remaining life of an induction machine. The
method used in [157] estimated the parameters of the regression function, betas, in order to
obtain a representative model by the least squares method. The method of least squares defines a
value Q based on Equation (38) as shown in Equation (39).
53

( )∑ −−−−−−= 2
1,11,10 pipii XXYQ βββ (39)
The simultaneous solution to the equations formed by taking the derivative of Q with respect to
the betas provides the least squares estimates betas and the least squares solution shown in
Equation (40). Least squares estimates are desired because they are unbiased and have minimum
variance.
1,11,1ˆ
−−+++= pipib XbXbY β (40)
The method of maximum likelihood can also be used to estimate betas if the probability
distribution of the error terms is known. Li et al [158] examined an adaptive prognostics
approach where a future bearing defect size was calculated at a t+Δt given the bearing running
condition and defect size at time t. This adaptive algorithm based on a recursive least squares
algorithm was applied to derive a defect power law-based propagation model and was then
employed to account for the time-varying behavior and used to predict future impending failures.
A logistic regression model is demonstrated in [159] to calculate the probability of a failure for a
given condition of variables. Linear and nonlinear regression models are compared in their
abilities and limitations.
The Autoregressive Integrated Moving Average (ARIMA) time series model is a state
estimation technique used in prognostics for trend analysis. ARIMA is a generic construct which
incorporate an Auto-Regressive (AR) processes, Moving Average (MA) processes and an ability
to account for non-stationary trends in the data. Given a time-dependent process Tt, an AR
process of order p is mathematically defined by Equation (41) with variables having the same
definition as in Equation (38) above.
tptpttt TTTT σφφφ +++= −−− 2211 (41)
Estimates of the parameters in Equation (41) are determined by using observed data from the
system under consideration. A Moving Average (MA) process of order p is defined as in
Equation (42).
54

ptpttt tT −−− −−−−= σθσθσθα 2211 (42)
It usual to express the above AR and MA models, respectively, as in Equation (43) and Equation
(44) where B is the backshift operator.
( ) ttTB σφ = (43)
( ) tt BT σθ= (44)
A non-stationary process must be transformed into a stationary process before either MA or AR
is applied. A common transformation is the differencing technique which is a discretized
differentiation of the temporal dataset. Differencing can be done to a degree d and represented in
Equation (45).
( )dBID −≅ (45)
The complete ARIMA model can then be written as in Equation (46).
( )( ) ( ) tt
dBTBIB σθφ =−
(46)
This model can describe both stationary and non-stationary time series but requires a significant
amount of data to estimate the parameters (stuff).
Jardim-Gonclaves and his team [160] used an ARIMA model to predict when Computer
Numerical Control (CNC) lathe and Mill machines would fail. The information gathered about
the machines were vibration data, sound and power consumption in real time and was used to
forecast whether the machines required maintenance in a future time periods given acceptable
ranges on the monitored parameters. Another problem investigated was cracking in materials
under variable-amplitude loading. The developed forecasting model was shown to be adequate
for real time applications such as health monitoring and life extending control. An early warning
system was designed in [161] using a parameter estimation approach for a nonlinear model using
temperature measurements of gas turbines. An AR process to model vibration signal for
prognostics is developed in [162] but the model parameters have not physical meaning. The
55
health condition of the gear is diagnosed by characterizing the error signal between the filtered
and unfiltered signals using both numerical simulation and experimental data. A procedure to
estimate time series parameters is presented in [163] involving two stages. In the first stage,
parameter estimates are obtained from each degradation path and transformed for signals
showing wide variability and non-stationary trends. The estimates from first stage were then
combined to determined estimates of the mean, variance and covariance which were then utilized
to find the lifetime distribution. Another lifetime prediction research work was carried out using
time series models to estimate the degradation probability distribution for solar reflector material
at a given point in time and the lifetime probability distribution [164]. The degradation was
modeled as an AR process using predicted daily degradation based historical data. Sample paths
were obtained using Monte-Carlo simulation to form empirical distribution functions for the
degradation and lifetime distributions.
2.4.4.3 Artificial intelligence approaches. Artificial Neural Networks, Genetic
Algorithms, Fuzzy logic and other learning techniques belonging to the wider field of AI
techniques have the ability to learn a machine’s degradation characteristic from past information.
The most popular AI approach is the ANN. As discussed earlier, ANNs find a functional
relationship between input stimuli and desired output where the parameters of the functional
relationship need to be adjusted for optimal performance. An ANN with one hidden layer is
shown in Figure 7. Only the hidden and output layers have neurons which are the processing
units which respond to inputs to the ANN. Weights are designated from the input layer to the
hidden layer and from the hidden layer to the output layer. In recurrent networks, there can be
feedback connections from the output layer to the hidden layer or self-connections from any
layer back onto the same layer. ANN has been used in the prognosis of faults by several
researchers in the field. One report used ANN to reduce the computational time required for
solving conventional nonlinear differential equations and used the ANN designed to predict
fatigue models and other types of failure models pertaining to the RUL of structures [165].
A Progression based Prediction of Remaining of Life (PPRL) was developed using a
neural network model that combined linear and nonlinear techniques to increase the accuracy of
ARMA models. It can be used to determine the upper and lower bounds of the remaining bearing
life [166]. Another ANN architecture called the Dynamic Wavelet Neural Network (DWNN)
was implemented to transform sensor data to the time evolution of a fault pattern for predicting
56
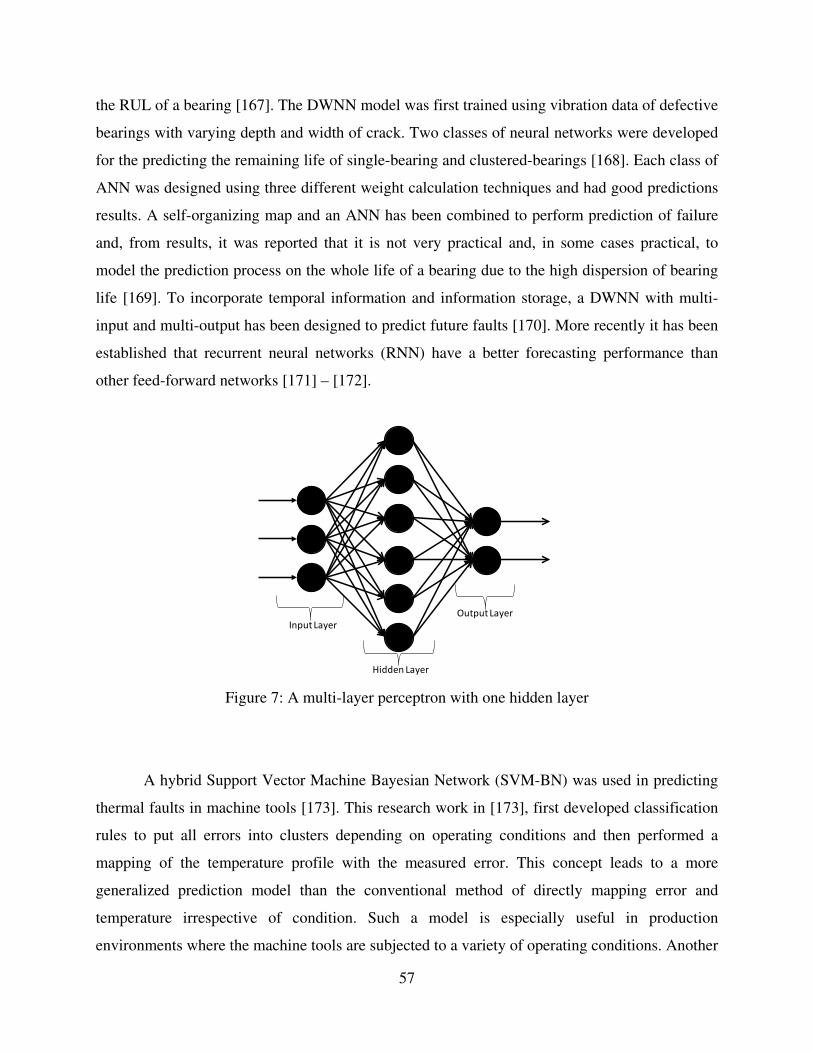
the RUL of a bearing [167]. The DWNN model was first trained using vibration data of defective
bearings with varying depth and width of crack. Two classes of neural networks were developed
for the predicting the remaining life of single-bearing and clustered-bearings [168]. Each class of
ANN was designed using three different weight calculation techniques and had good predictions
results. A self-organizing map and an ANN has been combined to perform prediction of failure
and, from results, it was reported that it is not very practical and, in some cases practical, to
model the prediction process on the whole life of a bearing due to the high dispersion of bearing
life [169]. To incorporate temporal information and information storage, a DWNN with multi-
input and multi-output has been designed to predict future faults [170]. More recently it has been
established that recurrent neural networks (RNN) have a better forecasting performance than
other feed-forward networks [171] – [172].
Figure 7: A multi-layer perceptron with one hidden layer
A hybrid Support Vector Machine Bayesian Network (SVM-BN) was used in predicting
thermal faults in machine tools [173]. This research work in [173], first developed classification
rules to put all errors into clusters depending on operating conditions and then performed a
mapping of the temperature profile with the measured error. This concept leads to a more
generalized prediction model than the conventional method of directly mapping error and
temperature irrespective of condition. Such a model is especially useful in production
environments where the machine tools are subjected to a variety of operating conditions. Another
Input Layer
Hidden Layer
Output Layer
57
popular AI technique that is used for prognostics is the fuzzy logic technique. Fuzzy Logic
provides a language into which one can translate qualitative knowledge about the problem to be
solved using linguistic variables to model dynamical systems. The meaning of a linguistic
variable may be interpreted as an elastic constraint on its value. These constraints are propagated
by fuzzy inference operations. The resulting reasoning mechanism has powerful interpolation
properties that in turn give fuzzy logic a remarkable robustness with respect to variations in the
system’s parameters and disturbances. When applied to prognostics, fuzzy logic is typically
applied in conjunction with a machine learning method and is used to deal with some of the
uncertainties that all prognostic estimates have to deal with. Fuzzy logic was employed to
produce an accurate estimate of the health of system under consideration by developing an
automatic health state estimation procedure to represent the degree of severity [174]. In a major
paper by Wang et al [175], a Neuro-Fuzzy and an RNN are applied to sunspot benchmark and
on-line gear test data. In the sunspot testing, NF without interpolation is less accurate than RNN
even though NF produces more accurate results than RNN. For online testing, NF was more
superior to RNN.
Another machine learning approach is anomaly detection algorithms that learn a model of
the nominal behavior of systems and then notice when sensor data fail to match the model,
indicating an anomaly that could be a failure precursor [176] – [177]. The strength of data driven
techniques is their ability to transform high-dimensional noisy data into lower dimensional
information for diagnostic/prognostic decision. The main drawback with data-driven approaches
is that their potency is very much dependent on the availability and quality of system operational
data.
2.4.4.4 Model-based approaches for prognosis. The model-based method relies on
accurate mathematical descriptions of the system and is the approach used in this dissertation.
The approach in model-based prognostic is to compare the model output with actual system
output and analyze residuals to predict impending faults in the system. Statistical techniques are
normally used to define thresholds to detect the presence of impending faults. The model-based
approach is applicable when mathematical models can be constructed from first principles. It is
shown in [178] that symptom models used in vibration condition monitoring for condition
recognition and prediction can in most cases be limited to Weibull and Frechet models. A
discrete-time finite-state shock model can be employed for the purpose of modeling cumulative
58

damage to an individual component. In this basic form, such models provide a means to compute
the cumulative distribution function of the random time required to reach a failure state. The
failure state in the shock model corresponds to a pre-specified level of cumulative damage which
is assumed to be a monotonically increasing function of time. Conditions about damage
processes that are important to a device’s lifetime distribution are presented in [179]. A system
was analyzed whose failure was caused by the occurrence of a shock greater than some pre-
specified level [180].
An adaptive prognostics system to estimate bearing defect size growth using an adaptive
algorithm based on Recursive Least Square (RLS) is presented in [181]. It was shown in the
study in [182] that due to the lack of parameter fine tuning, small parameter difference can result
in large prediction error as the bearing cycles increase. It is also reported that bearing lifetime
can be evaluated and predicted effectively by monitoring the changes in the dynamic stiffness
based on real-time vibration measurements. Adams in [183] reports that damage accumulation in
structural dynamic systems can be modeled as first or second order nonlinear differential
equations. In [184] degradation is modeled as a process with a time-constant applied to the actual
degradation process and a different time-constant applied to the observable subsystem to track
battery degradation. Degradation has also been modeled as a discrete-time Markov process to
represent the failure processes for computing the RUL of the system investigated [185][184].
The ability of a hidden Markov model- based clustering method in autonomous diagnostics and
prognostics is reported in [186]. The prognostic model in [186] is derived from a multivariate
distribution of the state transition points generated by HMMs.
Kalman filtering is also considered a prognosis technique by estimating some state value
at a future time. Kalman Filtering incorporates the signal embedded with noise and forms a
sequential minimum mean square error estimate of the signal. Kalman Filtering was proposed to
track the dynamics of the mode frequency of vibration signals in a tensioned steel band with a
seeded crack growth. A nonlinear model of crack dynamics for real-time computation of time-
dependent damage rate in mechanical structures has been proposed in [187] by Ray and his
associates. This model allows construction of a filter for damage state estimation and remaining
service life prediction based on an extended Kalman Filter principle instead of solving the
Kolmogorov forward equation. These authors also presents new results in that examine fatigue
crack growth prediction using Gauss-Markov processes which did not require solution of the
59

extended Kalman Filtering equation. Validation of the model was limited in experimentally-
generated statistical data. The main advantage of model-based approaches is its greater coupling
to the physical system under consideration. Features generated using model-based approaches
are also very closely related to the model parameters [184]. Parameter drift in relation to selected
prognostic features can be represented functionally. If the knowledge of the system degradation
is available, the model can be adapted to increase its accuracy and to address subtle performance
problems. Consequently, it can significantly out-perform data-driven approaches. Model-based
approaches, however, require a greater understanding of the problem at hand than is required for
data-driven approaches.
2.4.4.5 Reliability-based approaches for prognosis. Reliability engineers rely heavily
on statistics, probability theory and reliability theory. Many engineering techniques are used in
reliability engineering such as reliability prediction, Weibull analysis, thermal management,
reliability testing and accelerated aging testing. The conventional reliability-based approaches
for prognostics can be divided into two categories: failure-based and degradation-based [188].
Failure-based reliability is used to estimate the RUL distribution and its parameters when
sufficient, representative and censored failure time data exists. If prior knowledge of the lifetime
distribution exists for similar components, then the lifetime distribution is assumed to follow the
same distribution of a similar component. Compared to failure-based reliability, degradation-
based reliability focuses on using measures of component degradation, not failure data to assess
the RUL of a component.
Degradation is known as cumulative in most instances and compendium of degradation is
presented by Chao [189]. Proportional hazards models are commonly used in failure prediction
and reliability analysis. Proportional hazard models assume that hazards changes proportionally
with covariates and the proportionality constant is the same at all times. A reliability based
approach is presented in [190] for estimating the optimal maintenance policy to minimize the
total maintenance cost per unit time. They used Proportional hazard models to identify the
importance of monitored variables and total time on test plot to find the optimal policy.
2.5 Rotating Machine Insulation Systems
An insulation system consists of insulating materials and insulating distances that
function to separate components of different electrical potential. The insulating system also
60
provides mechanical strength to the machine and can act as conduits to direct heat from the
windings to the surrounding cooling system. There are many, commercially, available insulating
materials with the most the popular being the following listing: Mica, Polyester films, Aramid
paper and Epoxy resins.
There are three types of insulating distances in the electrical machine insulation systems.
The first is an air clearance and depends on the Paschen Law that says that the breakdown
characteristic of a gaseous medium is a product of the gas pressure and the gap length of the
separation. The second type of distance is created by solid insulation where the electric field is
not aligned along the interfaces of the insulators. The insulating strength in this case is
determined by the thickness of the insulation and the relative permittivity of the insulating
material. The final type of insulating distance is a creepage distance in which a bare live part is
connected to a conductive or insulated component in another electric potential such as the
grounded frame of the machine.
Generally an insulation material should be track resistant, remain with low conductivity
during operation, thermal resistant to short-term overloads during operation and also to
cumulative ageing. The insulation takes up space and this should be carefully considered when
dimensioning the machine during design.
2.5.1 Insulation of Rotating Electric Machines
There are two main broad categories of insulations in electric machines: Ground-wall
insulation and conductor insulation. The function of the ground-wall insulation is to separate
components that are not in galvanic contact with each other. This may be the case for the
winding coils and the machine iron frame. Conductor insulation separates wires and turn
insulation and are usually thinner that the ground-wall insulation. Electric machine insulation
types can also be identified based on the location of the insulation. This classification method
then identifies the following types of insulation:
1. Phase-to-phase insulation in the slow and in the coil
2. Insulation of terminals and connecting leads
3. Surface varnish and protective paint
4. Impregnating varnish and resin
5. Slot insulation and slot closer
61

2.5.2 Insulating Materials
As mentioned earlier, insulation materials should have good thermal properties. Table 3
shows the thermal classification of insulating materials adapted from the IEC 60085 and IEC
60034-1 standards. Polyester is one of the commonest insulating materials and is a suitable
material for slot insulation since it has good mechanical strength. Aramid paper is used when two
materials are employed in the slot insulation since it has better thermal resistance and
impregnation properties than polyester. For more mechanical strength, especially, for high
voltage machines, mica is used. Mica is an inorganic mono-clinic material that occurs commonly
in bedrock. Mica also has very good thermal endurance at temperatures as high as 1100 ºC. Mica
also has a high dielectric strength with very low dielectric losses. The characteristics of mica are
given in Table 3 which is adapted from the work by Paloniemi and Keskinen. Insulating films
include duraplastics with very restrictive thermal resistance properties. Some insulating films
include Polyethyleneterephthalate (PETP), Nomex and Polyimide films.
Table 3: Thermal classes of insulation materials
Thermal classes of insulating materials (based on IEC 60085 and IEC 60034-1)
Thermal class
Previous designation
Hot spot allowance
Permitted temperature rise/K when
temperature is 400C
Permitted average winding
temperature/0C 90 Y 90
105 A 105 60
120 E 120 75
130 B 130 80 120
155 F 155 100 140
180 H 180 125 165
200 200
220 220
250 250
2.5.3 Dimensioning of an Insulation
The dimensioning of insulation is based on the electrical, mechanical and thermal stresses
that the insulation would be exposed to during its lifetime. The compression stresses on the
insulation is usually higher than the tensile stresses on the machine and insulation dimensioning
62

should enable the machine be able to withstand more compression by using the appropriate the
material [191]. In some parts of the machines or for some machines, flexibility is a key aspect of
the structure of machine assembly and flexible insulation systems have to be employed.
The voltage endurance properties of the insulation system after design and construction
should be able to withstand intermittent over-voltages at operating frequencies, switching over-
voltages at higher frequencies and exposed over-voltages due to corona. The voltage handling
capability of the insulation material is the first step to determine an approximate value for the
thickness of the insulation and the relation to determine the value is given in Equation (47) below
where d is the thickness of the insulation material, U is the voltage over the insulation and Emax is
the highest allowable electric field in the material concerned.
max/ EUd = (47)
If the insulation is composed of several layers, the thicknesses of these layers can be estimated
from Equation (48).
+=+=
2
2
1
12211 εε
ddDdEdEU (48)
After the thickness is calculated, a test of the insulation is needed to ascertain the actual
withstand properties. The test for motor below 1 kV is done at a voltage given IEC standard
60034 using Equation (49), where UN is the rated line-to-line voltage and Utest is the test voltage.
Equation (50) is used for motors above 1 kV
V 5002 += Ntest UU (49)
V 10002 += Ntest UU (50)
For high voltage machines, the insulation material should be able to withstand high impulse
voltages which are calculated using Equation (51) where Upeak is the peak value of the impulse
voltage.
VUU Npeak 50004 += (51)
63

2.6 Partial Discharges
The subject of Partial Discharges can be traced to the beginning of the twentieth century and thus
is a well-developed field. The continued interest in investigations in the field of PD has been due
to its importance as the preeminent tool for assessing the quality and performance characteristics
of insulation systems of High Voltage equipment [192].Over the years, the level of investigative
effort has varied greatly in terms of the type of equipment under investigation and discharge
behavior being studied: nature and form of discharge, detection sensitivity, degradation of
insulation, discharge quantities recorded, pulse repetition rate, energy loss, distributions of pulse
heights, discharge epochs, pulse separation time intervals and pattern recognition for source
location detection.
The most important area where PD studies have had the most remarkable influence is in power
distribution cables. This is attributable to a number of factors: the simple geometry of power
cables and easy to describe transmission line behavior which enables easy interpretation of PD
measurements. Discharge behavior for transformers and, especially, for rotating machines are
relatively more complex to analyze due to the complex geometries involved, complex
transmission line behavior of coils as well as coupling and resonance effects between windings.
In the case of rotating machines, there is the other issue that detected pulses vary widely from
low levels for discharges in the stator bar insulation to very high levels for slot discharges. This
wide variability in PD pulses for rotating machines leads to the problem of calibration which is
still a controversial issue since a school of thought is pushing for calibration as a prerequisite for
rotating machine PD measurements whilst another school of thought wants to relax calibration as
a prerequisite.
2.6.1 PD Detection
Early PD detection systems were developed in the 1930s and were analog devices that were
reliable for detecting PD inception and PD extinction voltages. These early detectors displayed
PD patterns oscillographically on a power frequency time base and calibrated ordinate scale. The
development of crystal controlled pulse counters in the 1950s allowed the counting of PD pulses
per unit time and thereby the determination of pulse density of discharge patterns. The advent of
PC computers in the 1980s and their extensive use in the 1990s rapidly altered the approach in
the PD pulse distribution analysis area in that the instrumentation shifted away from the
64

hardware based instrumentation to software dominated techniques [193]. This development led
to extensive research work in pattern recognition and classification [194]. The studies by van
Brunt indicated that magnitude of a discharge pulse and its epoch or phase of occurrence is
strongly influenced by the occurrence of a preceding pulse or pulses [195]. This non-Markovian
point process tended to pose problems for PD pattern recognition and classification techniques.
The 1990s also saw the rapid expansion of digital circuits for PD measurement. With the
availability of GHz bandwidth oscilloscopes, it is now possible to detect PD pulses with a rise
time between 1 to 2 nanoseconds.
2.6.2 PD Mechanisms
PD activity may involve a streamer discharge which is dependent on cathode emissions
and Townsend discharges which are dependent on photo-ionization of the gas in a short burst
that may assume different forms: rapid and slow rise time spark-type pulses, true pulse-less
glows or pseudo-glow discharges [196]. Streamer discharges typically occur over larger gaps
over which discharges propagate due to ionizing radiation at the streamer tips. The classical
Townsend process is characterized by weakly ionized plasma having a small space charge
producing field, which is negligible compared to the externally applied field. Its electron
temperature is approximately 104 K and the dominant ionization process is direct ionization.
True glow or pulse-less discharge consists of weakly ionizing diffused plasma generally
occupying all available inter-electrode space. Appreciable space formation occurs in both the
proximity of the anode and cathode and the discharge process as in the case of classical
Townsend discharges is maintained through cathode emission. A glow discharge is not in local
thermal equilibrium and the temperature ranges from 10000 K to 20000 K. Direct ionization
plays a big role and the step-wise ionization, while negligible at low currents, may become
important at currents in the range of 0.1 A. The pseudo-glow discharge is similar to the pulse-
less glow in the degree of ionization, electron temperature and particle densities but exhibits at
the same time the presence of minute discharge pulses having features characteristic of spark
type discharges. The presence of the minute pulses is readily detected electronically and optically
by a photomultiplier [197]. The space gap pulse or spark PD is similar to the pulse-less glow and
pseudo-glow discharges in that it is also a Townsend type discharge with the unique
characteristic that undergoes a high degree of ionization and the discharge has a high
65

conductivity. Spark type PD are commonly classified as rapidly and slowly developing sparks or
pulses.
A PD activity, in most, cases involves the simultaneous occurrence of a pulse, glow and
pseudo-glow. Most measuring instrument designs have focused on the detection of pulses and
have relegated the glows and pseudo-glows to obsolescence. If we consider an idealized cavity
occluded within an insulation system that is subjected to a sinusoidally varying applied voltage
and make the extra assumption that only pulse or spark type discharges are possible within the
cavity, then the cavity would discharge when the voltage attains the breakdown value. When the
cavity discharges, the voltage wave across the cavity collapses abruptly to some residual voltage.
The resultant voltage step would excite the PD detection circuit and the generated event would
be recorded as a discrete PD pulse. Further pulses would be detected along the ascending and
descending ends of the voltage wave each time the applied voltage exceed the breakdown value.
Greatly enhanced space charge induced photo-ionization at the cathode at voltages above
breakdown voltages leads to PD current pulses with very much reduced rise times and
augmented peak amplitudes. At high voltages across the cavity, the resultant electrical field E,
increases with the ionization frequency vi in a formulation described in Equation (52).
eei En µαν = (52)
2.6.3 Partial Discharges in Cable Specimens
Since the introduction of Polyethylene (PE) extruded cables in the power distribution
sector in the early 1950s, a rapid development of PD detection has occurred to enable the
assessment of the reliability of these new cables. Much of the development went into
characterizing the PD behavior in these cables as well determining their resistance to PD
degradation. Several PD detection instruments were designed for the purpose of measuring PD
discharges and it soon became evident that PD originated from cavities within the extruded
insulation or at interfaces between the insulation and the semiconducting conductor and
insulation shields. Polyethylene was found to be susceptible to PD discharges and could not be
operated in the presence of PD. Go-no-go tests were designed to ensure that manufactured cables
were PD free above the operating voltages [198]. Long transmission cables need to be terminated
with their characteristic impedance to avoid reflections from PD pulses.
66

The widespread use of computers has enabled the simultaneous display of three
dimensional plot of pulse magnitude and pulse count as a function of the discharge epoch over a
given time interval at a given value of applied voltage. Over the last decade a lot of effort has
been concentrated to finding site of increased PD activity that might fail from degradation due to
discharges. These efforts have resulted in two types of techniques for cable assessment: no-probe
and probe test methods. The two most notable non-probe PD site location methods are the Pulse
Polarity Correlator and Time Domain Reflectometry. Probe test methods for solid polymeric and
oil-impregnated-paper cables involve scanning probes of either capacitive or inductive types.
2.6.4 Partial Discharges in Transformers
As mentioned earlier, PD measurement and interpretation in transformers are far more
complex than in cables. Since transformers are inductive, any discharges that take place within
the transformer windings are separated from the measuring instruments by large inductive
impedance which appears in parallel with a distributed capacitance and is shunted to ground by
another distributed capacitance. The PD pulse that finally emerges at the discharge site must
travel over a complex LC network prior to reaching the terminal of the transformer. It is also
attenuated and distorted since its high frequency components are filtered out. Resonance can also
occur between the windings and turns within the windings which can introduce errors into the
PD quantities should these resonant frequencies fall within the bandwidth of the PD sensing
system.
PD tests on transformers may be performed using either the so-called induced test or by
means of a separate independent power frequency voltage source to produce the voltage stress in
the insulating system. In the induced test, the voltage is applied across the low potential winding
whereby the voltage stress is impressed between the individual turns and sections of the
windings under normal operating conditions in service. When this test is administered on larger
transformers, it is common practice to use the third harmonic of the power frequency source in
order to permit an over-voltage test on the transformer without saturating the magnetic core.
Higher harmonics can also be used for this test using higher voltages. For smaller transformers,
the power frequency voltage is generally applied to the HV winding by means of a discharge-
free test transformer. The transformer insulation is thus voltage stressed between the high
potential winding and the low potential winding as well as ground. The calibration of PD
detection for transformers is the same as for cables. A known charge is injected into a small
67
capacitor whose capacitance can vary from 50 pF to 150 pF. In the interpretation of PD
measurements it is important to stress that two main discharge mechanisms are possible are
possible with oil-filled power apparatus. In the first case, PD can occur, classically, within the
insulation materials with positive discharges occurring at start of the negative half cycle and
negative discharges occurring at the start of the positive half cycle. In addition to this, discharges
can also occur within transient cavities created at electrical field stress points.
This suggests that PD distribution patterns can be used to ascertain the extent and nature
of discharge activity in inductive power apparatus. They may also be utilized to differentiate
between the discharges emanating from within the transformers and those due to noise. The latter
may consist of thyristor pulses, modulated periodic signals, poor electrical contacts or corona
discharges form HV leads and are characterized by a different pulse distribution pattern.
Sometimes these patterns are so different, only experienced operators using conventional PD
detectors can recognize them. It was reported in that using fractal analysis, changes in PD pulse
distribution patterns could be used to detect gross defects that were artificially introduced in the
form of an aluminum rod extending from the HV sphere of a transformer or a floating shielding
electrode or an absence of shielding electrode on the test object. In another study [199], carried
out on an electrical apparatus using the shape parameters of PD pulse distribution curves, it was
shown to be possible to distinguish between defects and actual PD discharges in electrical power
apparatus. However, the recognition method used was general in the sense that it only
determined whether or not the detected discharge pulses emanated from within the test specimen.
The method proposed did not resolve important aspects of the discharge: number of defect
cavities involved, distribution throughout the affected cable and their location.
There are number of tests for PD site location that may be used on power transformers
specimens. While the theoretical basis for these tests may be sound, such tests have not found
wide use in the industry because of implementation on real transformers. The most widely used
method compares the PD magnitudes measured at the terminals of the three respective windings.
The peak voltage amplitude of the PD pulse front can be given by Equation (53).
−∆=∆
sh
set
C
CnVV exp (53)
Acoustical PD site location techniques have been reported and applied to actual transformers
using a triangulation method where three acoustic sensors are positioned randomly. An
68

oscilloscope is triggered by the arrival of the acoustic signal which is compared to signals that
arrive later to ascertain their location.
2.6.5 PD Mechanisms in Rotating Machines
The use of inorganic mica flakes in epoxy resin impregnated stator bars insulation
systems imparts substantial resistance to PD to the insulation systems of large power turbo and
hydro-generators. This explains the fact that machines can often run for decades in the presence
of PD activities of elevated intensity as compared to other electrical apparatus. As a
consequence, the approach to PD measurements in machines differs considerably from that HV
equipment in that the emphasis is more on ascertaining the discharge intensity and PD site
location in terms of density and configuration of PD pulse distribution patterns. This can be
contrasted to the cable and transformer industry where PD is never tolerated under operating
conditions. There are cases where PD magnitudes have been reported in the range of 100 pC to
1000 pC in the insulation bars at operating voltages and PD magnitudes as high as 100000 pC
recorded in the coil ends, core exits points and within the PD eroded and mechanically abraded
semiconducting paint regions.
There are number of PD detection methods developed for rotating electric machines. The
oldest method used a simple filter arrangement to detect PD across the neutral resistor of a
generator while in operation whilst the standard PD detection arrangement with a discharge-free
coupling capacitor connected sequentially in each phase with a separate power supply was used
in the offline case. This method has been improved upon over the years eliminate interference
from extraneous noise sources. These early detection methods showed the practical importance
of slot discharge in the degradation of rotating machine insulation systems. These initial
arrangements have since been superseded by more sophisticated techniques and enabled PD
pulse phase or discharge epoch analysis. These analysis of importance in rotating machines since
it can be used to ascertain whether PD activity originates from the phase under consideration or
coupled from the other phases. Offline PD tests on rotating machines are normally carried out
during general maintenance periods over which it is possible to examine machine windings for
possible discharge induced degradation and determine whether replacement of any aged bars are
needed. The HV stator bars of the machines are tested with rotors removed usually using
50/60 Hz power supplies even though frequencies as low as 0.1 Hz has been used. Offline tests
have the advantage that machine specimen can be isolated from extraneous noise as well as
69
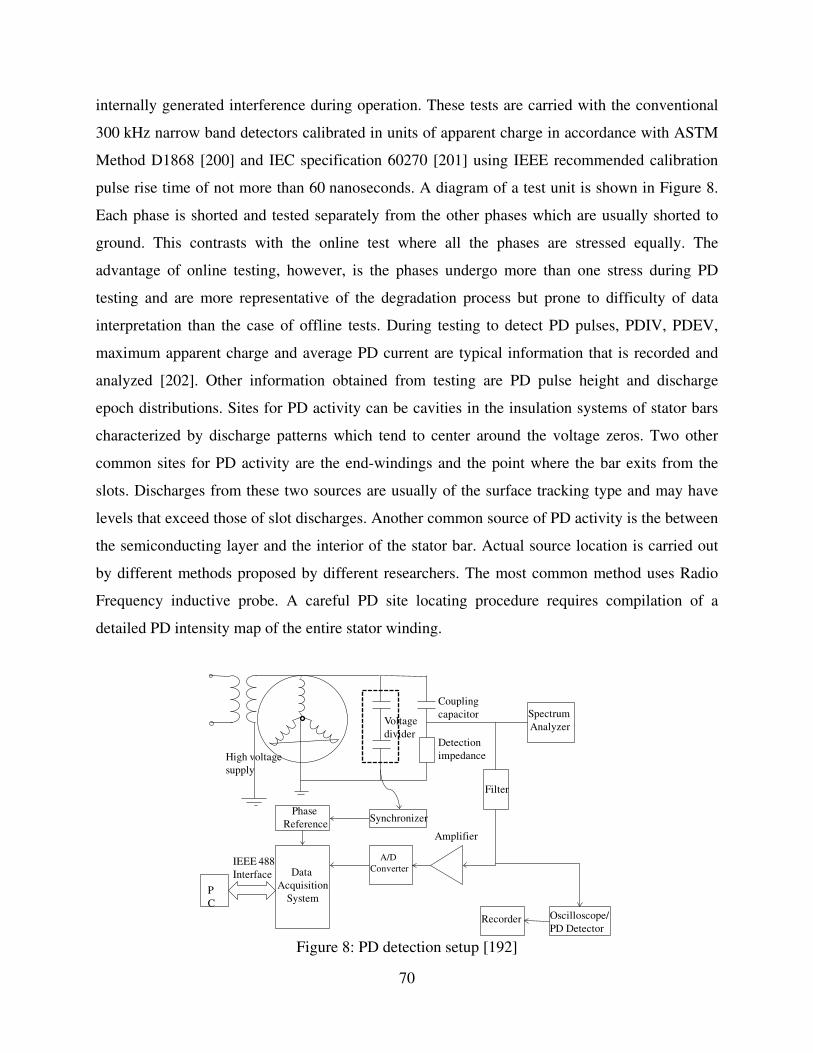
internally generated interference during operation. These tests are carried with the conventional
300 kHz narrow band detectors calibrated in units of apparent charge in accordance with ASTM
Method D1868 [200] and IEC specification 60270 [201] using IEEE recommended calibration
pulse rise time of not more than 60 nanoseconds. A diagram of a test unit is shown in Figure 8.
Each phase is shorted and tested separately from the other phases which are usually shorted to
ground. This contrasts with the online test where all the phases are stressed equally. The
advantage of online testing, however, is the phases undergo more than one stress during PD
testing and are more representative of the degradation process but prone to difficulty of data
interpretation than the case of offline tests. During testing to detect PD pulses, PDIV, PDEV,
maximum apparent charge and average PD current are typical information that is recorded and
analyzed [202]. Other information obtained from testing are PD pulse height and discharge
epoch distributions. Sites for PD activity can be cavities in the insulation systems of stator bars
characterized by discharge patterns which tend to center around the voltage zeros. Two other
common sites for PD activity are the end-windings and the point where the bar exits from the
slots. Discharges from these two sources are usually of the surface tracking type and may have
levels that exceed those of slot discharges. Another common source of PD activity is the between
the semiconducting layer and the interior of the stator bar. Actual source location is carried out
by different methods proposed by different researchers. The most common method uses Radio
Frequency inductive probe. A careful PD site locating procedure requires compilation of a
detailed PD intensity map of the entire stator winding.
Figure 8: PD detection setup [192]
Voltage
divider
High voltage
supply
Coupling
capacitor
Detection
impedance
Spectrum
Analyzer
Filter
Amplifier
Oscilloscope/
PD DetectorRecorder
A/D
Converter
SynchronizerPhase
Reference
Data
Acquisition
SystemP
C
IEEE 488
Interface
70
CHAPTER 3
AC motors are widely used in many industrial applications. Induction machine of the
squirrel cage type are particularly popular because of their simple structure, low cost production
and less maintenance. In spite of these favorable characteristics of the induction machine, it is
limited in its application areas because of the working speed which is lower than the speed of the
rotating magnetic field. More importantly the slip depends on the load torque in the sense that an
increasing load torque results in a decrease in rotor speed. Hence, the induction motors are not
suitable for applications which require an accurate control of speed and position such as servo
systems. On the other hand, speed of synchronous motors can be accurately controlled by
varying the synchronous frequency of the rotating magnetic field. However, synchronous motors
suffer from high production and maintenance costs. Permanent magnet synchronous machines
(PMSMs) are compromise between the induction machine and the conventional synchronous
machine and have been widely used in many industrial applications. Due to their compactness
and high torque density [203], PMSMs are, particularly, used in high-performance drive systems
such as submarine propulsion. The permanent magnet synchronous motor eliminates the use of
slip rings for field excitation, resulting in low maintenance and low losses in the rotor. The
PMSMs have the high efficiency and are appropriate for high performance drive systems such as
CNC machines, robotic and automatic production systems in the industry [203].
Due the specialized nature of the application areas of the PMSM, CBM for fault
diagnosis has become mandatory for all PMSM drives. Fault tolerant operation of Adjustable
Speed Motor Drives (ASMD) has become a design requirement and drives operate under
different conditions for healthy and faulted machines to ensure service availability whilst
minimizing further damage. Fault detection is an important first step in the design of fault
tolerant drive systems. Health monitoring of rotating machines is also predicated on good fault
detection techniques. Fault detection is a popular research area with different fault detection
techniques developed over the years. Recent developments have been in the area of Artificial
Intelligence (AI) to automate fault detection and diagnosis as discussed in Chapter 2. Critical to
this development has been the application of Artificial Neural Networks (ANN) in the form of
K-Nearest Neighbor (KNN) networks, Multi-Layer Perceptrons (MLP), Self-Organizing Maps
(SOM) and Radial Basis Functions (RBF).
71
In this chapter, the FEA technique is used to first model a PMSM and then, secondly,
modified to model the PMSM under various fault conditions. The modeling process is described
in detail and supported with FEA calculations in the ensuing sections of this chapter. The fault
cases modeled in this research work are stator winding short-circuit faults, demagnetization fault
and eccentricity faults. These faults are modeled in FEA to extract fault indicator data for
analysis. For all fault conditions, the air-gap flux, stator current, instantaneous power and speed
information are extracted to train various AI techniques used for classification. A comparison of
the performance of these techniques is presented after classification. Finally manifold learning
techniques are applied to the fault indicator data to reduce the dimensions of the data.
Comparisons of the classification performance using the original fault indicator data and the
modified data are presented, finally, for different dimensions of the indicator data.
3.1 Modeling the PMSM Using FEA
The parameters of the PMSM to be used for this study are given Table 4 for the healthy
PMSM with no fault conditions. The most important properties of the various components of the
PMSM are given in Table 5. Of particular importance to this discussion is the permanent magnet
material which is selected as Samarium Cobalt (SmCo) and whose magnetization characteristics
are displayed in Figure 9. Temperature has a demagnetization effect on the SmCo as seen from
the Figure 9 and a demagnetization fault detection systems can be designed to help operators
check the cooling system of the machine during operation when the temperature starts to impair
the performance of the PMSM. The initial 2D mesh and solid view of the PMSM using FEA is
shown in Figure 10 with an overall maximum mesh size of 0.5 mm. In Figure 10, the
surrounding air-box is not shown, as is the whole of the stator cage, to enable focus on all the
germane aspects of the PMSM model. The span of a magnet pole from Figure 10 is 720 and the
span of a magnet pole block is 180. By trial and error, the height of the magnet poles is set at
8.5 mm to ensure that the maximum air gap magnetic flux density at 5 A is 1 T. Having obtained
the flux density, the maximum torque ignoring cogging torque, can be calculated using Equation
(54) to give 44.6 Nm. In Equation (54), p is the number of pole pairs, t is the number of slots per
pole per phase, N is the number of coil turns in a slot, B is the maximum flux density, Sl is the
stack length and R is the effective radius of the PMSM (distance from the center of the shaft to
middle of the air gap).
72
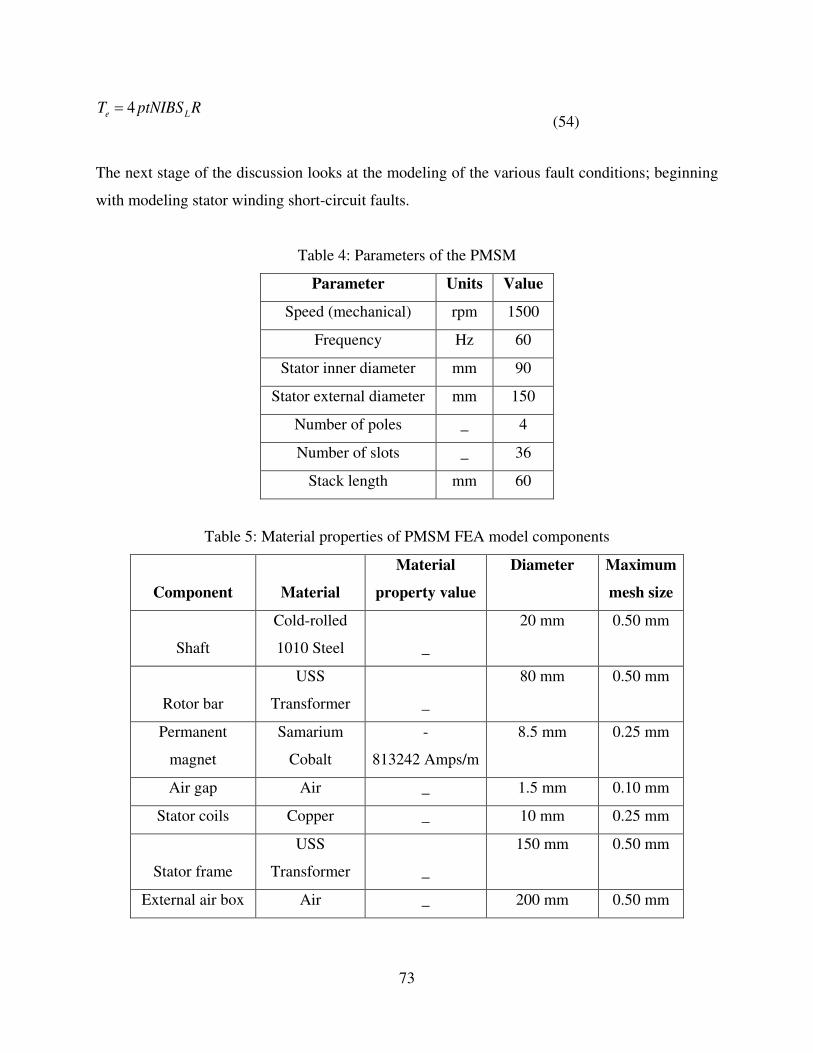
RptNIBST Le 4= (54)
The next stage of the discussion looks at the modeling of the various fault conditions; beginning
with modeling stator winding short-circuit faults.
Table 4: Parameters of the PMSM
Parameter Units Value
Speed (mechanical) rpm 1500
Frequency Hz 60
Stator inner diameter mm 90
Stator external diameter mm 150
Number of poles _ 4
Number of slots _ 36
Stack length mm 60
Table 5: Material properties of PMSM FEA model components
Component Material
Material
property value
Diameter Maximum
mesh size
Shaft
Cold-rolled
1010 Steel _
20 mm 0.50 mm
Rotor bar
USS
Transformer _
80 mm 0.50 mm
Permanent
magnet
Samarium
Cobalt
-
813242 Amps/m
8.5 mm 0.25 mm
Air gap Air _ 1.5 mm 0.10 mm
Stator coils Copper _ 10 mm 0.25 mm
Stator frame
USS
Transformer _
150 mm 0.50 mm
External air box Air _ 200 mm 0.50 mm
73
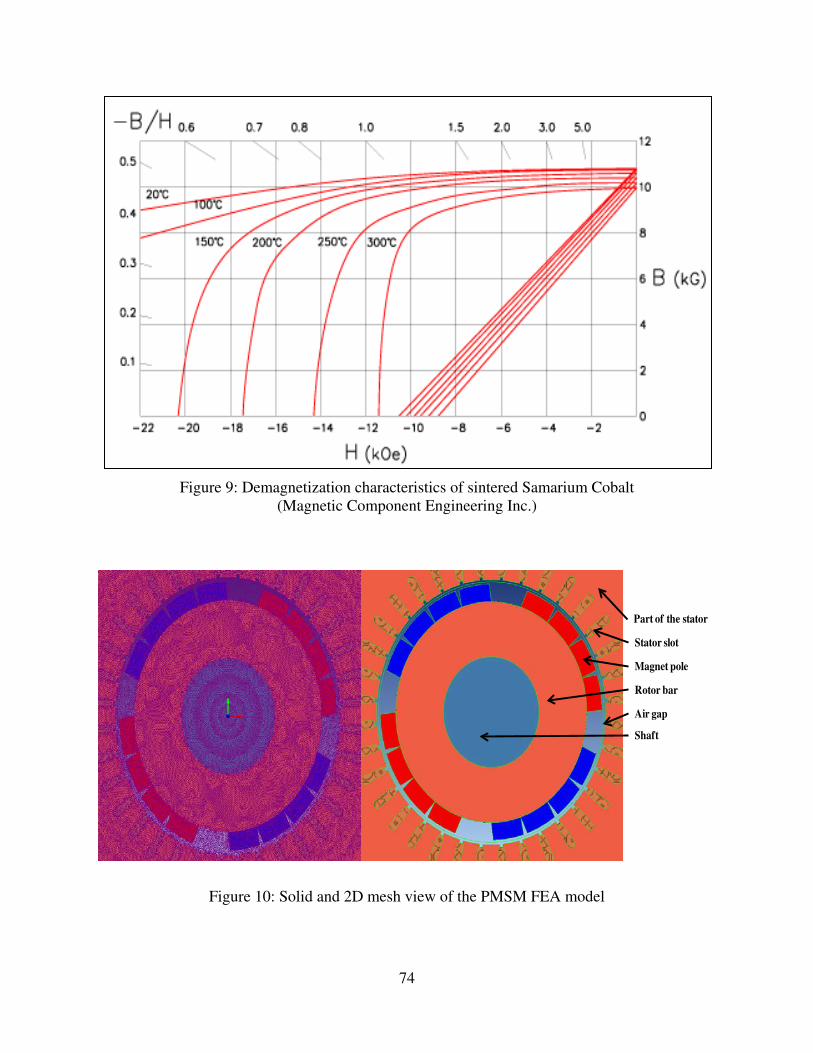
Figure 9: Demagnetization characteristics of sintered Samarium Cobalt (Magnetic Component Engineering Inc.)
Figure 10: Solid and 2D mesh view of the PMSM FEA model
Part of the stator
Rotor bar
Magnet pole
Air gap
Shaft
Stator slot
74
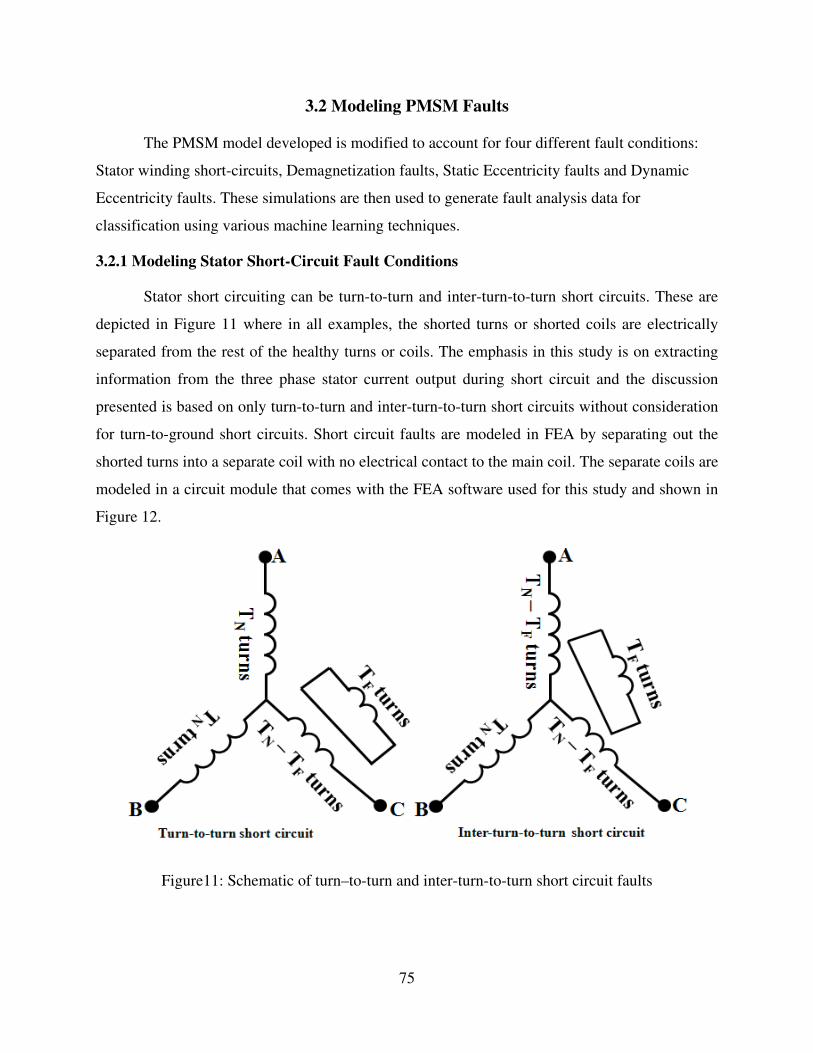
3.2 Modeling PMSM Faults
The PMSM model developed is modified to account for four different fault conditions:
Stator winding short-circuits, Demagnetization faults, Static Eccentricity faults and Dynamic
Eccentricity faults. These simulations are then used to generate fault analysis data for
classification using various machine learning techniques.
3.2.1 Modeling Stator Short-Circuit Fault Conditions
Stator short circuiting can be turn-to-turn and inter-turn-to-turn short circuits. These are
depicted in Figure 11 where in all examples, the shorted turns or shorted coils are electrically
separated from the rest of the healthy turns or coils. The emphasis in this study is on extracting
information from the three phase stator current output during short circuit and the discussion
presented is based on only turn-to-turn and inter-turn-to-turn short circuits without consideration
for turn-to-ground short circuits. Short circuit faults are modeled in FEA by separating out the
shorted turns into a separate coil with no electrical contact to the main coil. The separate coils are
modeled in a circuit module that comes with the FEA software used for this study and shown in
Figure 12.
Figure11: Schematic of turn–to-turn and inter-turn-to-turn short circuit faults
75
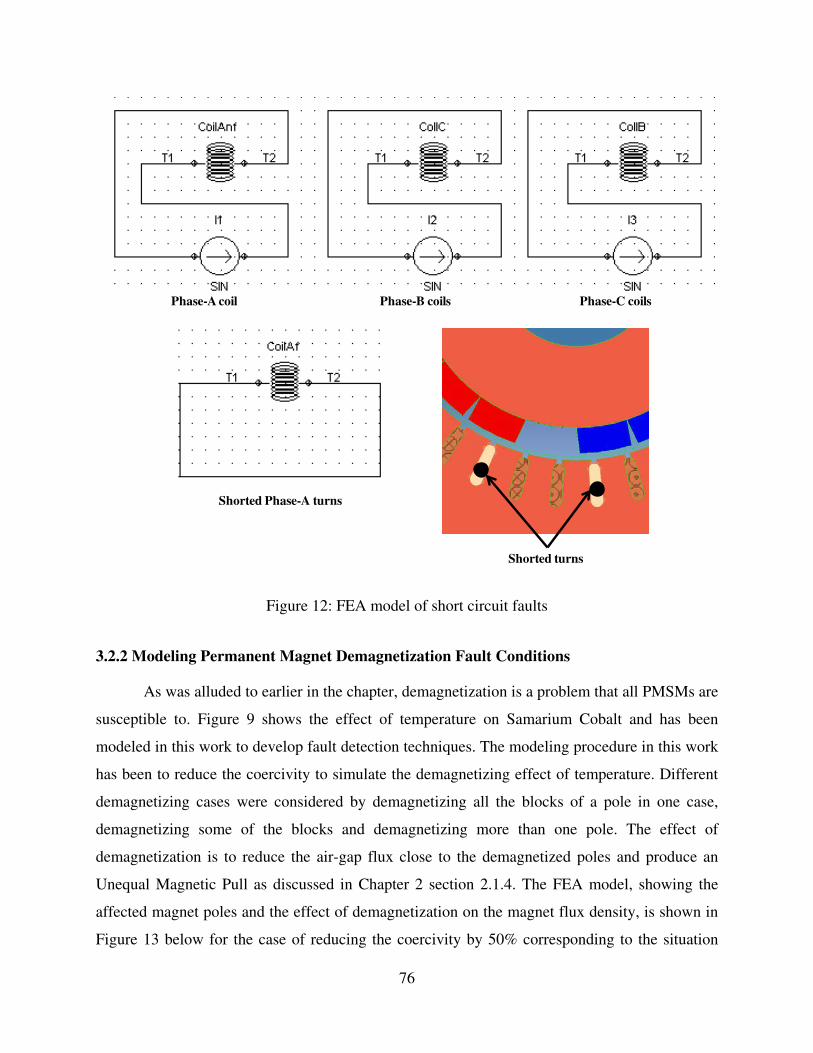
Figure 12: FEA model of short circuit faults
3.2.2 Modeling Permanent Magnet Demagnetization Fault Conditions
As was alluded to earlier in the chapter, demagnetization is a problem that all PMSMs are
susceptible to. Figure 9 shows the effect of temperature on Samarium Cobalt and has been
modeled in this work to develop fault detection techniques. The modeling procedure in this work
has been to reduce the coercivity to simulate the demagnetizing effect of temperature. Different
demagnetizing cases were considered by demagnetizing all the blocks of a pole in one case,
demagnetizing some of the blocks and demagnetizing more than one pole. The effect of
demagnetization is to reduce the air-gap flux close to the demagnetized poles and produce an
Unequal Magnetic Pull as discussed in Chapter 2 section 2.1.4. The FEA model, showing the
affected magnet poles and the effect of demagnetization on the magnet flux density, is shown in
Figure 13 below for the case of reducing the coercivity by 50% corresponding to the situation
Shorted turns
Phase-A coil Phase-B coils Phase-C coils
Shorted Phase-A turns
76

produced when the magnets are used in an ambient temperature of 500K as shown in Figure 9.
Magnets undergo other physical and material changes during demagnetization but fault
classification in this study was based on only coercivity.
Figure 13: Flux density distribution for demagnetization fault condition
3.2.3 Modeling Static Eccentricity Fault Conditions
Chapter 2 under section 2.1.4 and Figure 3 discussed and illustrated the static eccentricity
fault condition. This has been modeled in FEA by shifting the rotatable parts of the PMSM (the
shaft, rotor and permanent magnet poles) out of concentricity with the stator cage. Figure 14
shows the PMSM FEA model with the rotor part shifted by 1.0 mm towards one side of the left
side of the inside of the stator cage along the horizontal; the shifted Cartesian coordinate vector
is represented as X=-1,Y=0, Z=0. All simulations for fault conditions are carried for transient 2D
with motion carried out by repeatedly re-meshing and solving the FEA equations as discussed in
section 2.4.1.3 of Chapter 2. For the case of static eccentricity, the motion is carried out with its
center located in the center of the rotor bar as indicated in Figure 14 and not the center of the
stator cage. The result of this is that there are fixed locations in the air gap where the reluctance
is highest and fixed locations where the reluctance is lowest.
Air gap Flux reduced to 0T – 0.38T
In the region of demagnetization
77
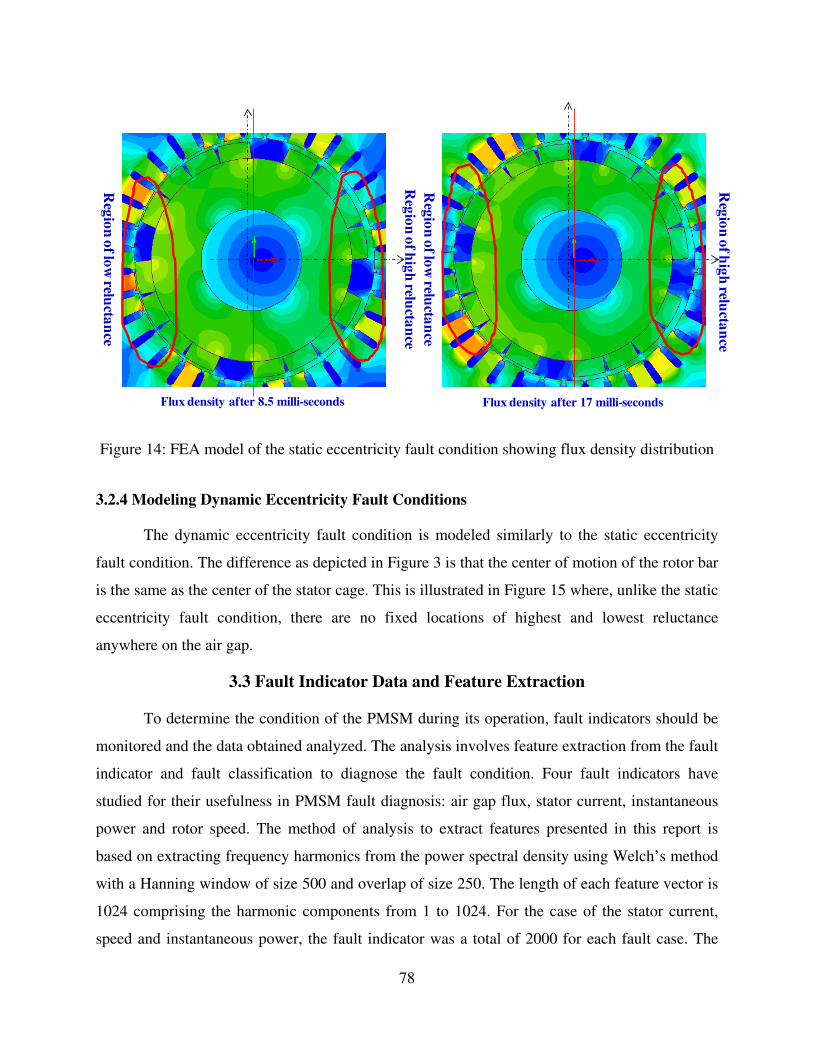
Figure 14: FEA model of the static eccentricity fault condition showing flux density distribution
3.2.4 Modeling Dynamic Eccentricity Fault Conditions
The dynamic eccentricity fault condition is modeled similarly to the static eccentricity
fault condition. The difference as depicted in Figure 3 is that the center of motion of the rotor bar
is the same as the center of the stator cage. This is illustrated in Figure 15 where, unlike the static
eccentricity fault condition, there are no fixed locations of highest and lowest reluctance
anywhere on the air gap.
3.3 Fault Indicator Data and Feature Extraction
To determine the condition of the PMSM during its operation, fault indicators should be
monitored and the data obtained analyzed. The analysis involves feature extraction from the fault
indicator and fault classification to diagnose the fault condition. Four fault indicators have
studied for their usefulness in PMSM fault diagnosis: air gap flux, stator current, instantaneous
power and rotor speed. The method of analysis to extract features presented in this report is
based on extracting frequency harmonics from the power spectral density using Welch’s method
with a Hanning window of size 500 and overlap of size 250. The length of each feature vector is
1024 comprising the harmonic components from 1 to 1024. For the case of the stator current,
speed and instantaneous power, the fault indicator was a total of 2000 for each fault case. The
Flux density after 8.5 milli-seconds Flux density after 17 milli-seconds
Reg
ion
of lo
w relu
ctan
ce
Reg
ion
of h
igh
relucta
nce
Reg
ion
of lo
w relu
ctan
ce
Reg
ion
of h
igh
relucta
nce
78

power spectral density estimates were then obtained from 100 different locations. For the case of
the air gap flux, the flux density is obtained at intervals of 0.1º for a total angular displacement of
360 along a circumferential line in the air gap of the PMSM as shown in Figure 16. The data
record obtained this way had a length of 3600 and was repeated at 100 different times for each
fault condition. The power spectral density estimation was then performed on each data record.
The fault conditions used to obtain data for the fault classification analysis to be described in
detail in a later section are shown in Table 6. In total there were four machine fault conditions
plus the healthy machine condition. Two different fault conditions were modeled for each case
and each fault condition was run under five different loading conditions to give a total of 50 fault
cases to be used for the study.
Figure 17 shows the results of power spectral density estimation for all five cases
presented in Table 6 for the case of air gap magnetic flux density. Each curve represents a feature
vector that identifies a condition of operation of the machine and the total number of such feature
vectors used for fault classification analysis was 5000 from all the various cases listed in Table 6.
Figure 15: FEA model of the dynamic eccentricity fault condition showing flux density
distribution
Reg
ion
of lo
w relu
ctan
ce
Reg
ion
of h
igh
relucta
nce
Reg
ion
of h
igh
relucta
nce
Reg
ion
of lo
w relu
ctan
ce
Center of rotation
Flux density after 8.5 milli-seconds Flux density after 17 milli-seconds
79

Figure 16: Air gap circumferential line along which flux density is computed
Table 6: Description of fault cases
Details of Fault Simulations
Fault type Fault specification Loading
No fault 0.1N 0.2N 0.3N 0.4N 0.5N
0.05N 0.15N 0.25N 0.35N 0.45N
Short circuit fault
(turn-to-turn shorts)
50% short circuit 36
slots 0.1N 0.2N 0.3N 0.4N 0.5N
50% short circuit 18
slots
Demagnetization fault
50% demagnetization
on one pole 0.1N 0.2N 0.3N 0.4N 0.5N
50% demagnetization
on two poles
Static eccentricity fault 67% eccentricity
0.1N 0.2N 0.3N 0.4N 0.5N 33% eccentricity
Dynamic eccentricity
fault
67% eccentricity 0.1N 0.2N 0.3N 0.4N 0.5N
33% eccentricity
Construction slice edge
for field contour graph
80

Figure 17: Power spectral estimate for a sample instantaneous power feature vector
3.4 Fault Classification Technique
Four classification methods are used for fault diagnosis and their performances have been
compared when applied to the original feature vectors and for the case where the dimensions of
the feature vectors have been reduced from 1024 to lower values between 5 and 40. This section
begins with a short discussion on the various techniques applied based on the book by Ian H.
Witten and Eibe Frank [204]. The discussion addresses Radial Basis functions (RBF), Support
Vector Machines (SVM), Nearest Neighbor Classifiers, Bayesian Classifiers and Decision Trees.
These are discussed under the major category they each belong. The WEKA machine learning
software tool is used for the actual classification process since WEKA implements most of the
popular classification techniques in a very user friendly way. All other aspects were carried out
in INFOLYTICA and MATLAB.
0 100 200 300 400 500 600 700 800 900 1000-20
0
20
40
60
80
100
120
140
160
180
200
Frequency (Hz)
Po
wer S
pectr
al
Est
ima
te (
dB
)
Demagnetization
Dynamic Eccentricity
No Fault
Short Circuit
Static Eccentricity
81
3.4.1 Logic-Based Classifiers
Two popular logic based approaches are decision trees and rule based classifiers. We
shall consider decision trees. The J48 algorithm is the WEKA implementation of the C4.5
algorithm for decision trees and is used in this study. When creating a decision tree for
classification purposes two choices need to be made at each new node: what attribute to select
and how to split that attribute into distinguishable classes (some attributes could be continuous
variables). The C4.5 algorithm accomplishes this by maximizing two measures: information gain
and split information. Information gain is a measure of certainty within the system and is
inversely proportional to system entropy; which is a measure of uncertainty. If, for example, all
instances were in the same class then the entropy would be zero. Unfortunately, using the
information measure alone favors those attributes with many classes. To suppress this bias the
C4.5 algorithm uses the notion of split information. Split information is a measure of how many
classes an attribute has and how those instances are distributed within the classes. If there are
two cases with the one case having all instances evenly split over all the classes and another case
in which all instances are in one class. Based on the split information measure, case one
maximizes split information while case two has split information of zero. The ratio of
information gain to split information is called the information gain ratio. By maximizing this
gain ratio at the creation of each new node, the C4.5 algorithm is able to create a compact and
efficient decision tree. Over-fitting is overcome in the C4.5 algorithm by a method called post-
pruning where branches that increase a measure of error in the system are removed. In the C4.5
algorithm this error is calculated from the number of incorrectly classified instances if the
training set were applied to the decision tree.
3.4.2 Perceptron-Based Classifiers
Both Multi-Layer Perceptron (MLP) and RBF networks are examples of perceptron
based classifiers that learn by example and are used for function approximation. These functions
act as decision boundaries in N-dimensional space when classifying an instance. Both types of
networks consist of nodes arranged in layers. As mentioned earlier in section 2.4.4.3, the first
layer is the input layer, after that there may be any number of hidden layers. It is common for a
RBF network to have only one hidden layer, which would consist entirely of RBF nodes. A
radial basis function is a Gaussian bell shaped curve. An advantage of RBF networks over MLPs
82

is that the algorithm for the RBF network is able to calculate the optimum number of these
hidden RBF nodes to use whilst in a MLP, the required amount of layers and the number of
nodes within those layers for optimal performance can be arbitrarily selected and tested. The last
layer for both these types of networks is the output layer. Therefore, RBF networks have been
chosen to act as representative for the perceptron based classifiers.
A Gaussian Radial Basis function decreases from a central position in space. For a scalar
input, x, it can be represented as h in Equation (55) where c is the central point in space and r is
the parameter that represents its radius. A Gaussian Radial Basis is implemented in WEKA but
other Radial Basis functions are possible.
−
−=2
exp)(r
cxxh (55)
With a single hidden layer, the output of a RBF can be represented as shown in Equation (56),
where wj are the network parameters from the hidden layer to the output layer with a single
output. There are many methods in the literature to solve Equation (56) with the simplest being
the least square method.
∑=
=m
j
jj xhwxf1
)()( (56)
3.4.3 Statistical Classifiers
These algorithms assume an underlying probability distribution for the system whose
output data is to be classified. Two main algorithms that rely on underlying probability function
are the Naïve Bayes and Bayesian Networks. The Bayesian network is used in this work and is
implemented in the WEKA environment as BayesNet classifier. The network is constructed such
that conditional probabilities are hardwired into the network, from this structure conditional
independence can be inferred. The most probable classification for an instance can then be
calculated.
3.4.4 Instance-Based Learning
Instance based learning algorithms implement the most basic idea of classification where
an instance is classified by the assumptions that similar features mean similar properties. These
algorithms use distance measure usually in multi-dimensional Euclidean space as the feature for
83

comparison. To classify an instance, the k-nearest neighbors to the instance are found and the
modal class of those neighbors is the predicted output class for that instance. Other distance
measures can be used as mentioned in Chapter 2 section 2.4.3.1. The IB1 algorithm is WEKA’s
implementation of a popular but simple instance-based learning algorithm that only uses the
nearest neighbors during classification.
3.4.5 Support Vector Machines
If two classes are linearly separable (that is the two classes can be dichotomized into two
classes using a line or hyper –plane), then the basic SVM can used to determine a decision
boundary. The method to determine the optimal decision boundary is called Structural Risk
Minimization which balances a model’s complexity against its success at fitting the training data
is in contra-distinction to conventional training methods that aim to minimize the error of
misclassification. The above discussion means that SVM maximizes the margin (the distance)
between the classes, whilst minimizing over-fitting due to the margin selection. This optimal
hyper-plane can be described as below in Equation (57).
( ) 0=+= bxwxf T
(57)
In Equation (57), w and x belong to a vector space of n dimensions, w is a weight set to be
determined by the SVM algorithm, x is an input data set and b is a constant vector also to be
determined. We can associate an output y to each x such that y = 1 if f(x) ≥ ∆ and y = -1 if f(x) ≤ -
∆. It is clear that the process to maximize ∆, involves minimizing the magnitude of w subject to
Equation (58).
( ) 01≥−+ bwxy ii (58)
Where ∆ is set to 1 and is true for all pairs (xi, yi). Equation (58) can be recast into a Lagrange
formulation involves introducing a Lagrange multiplier, αi, for each inequality constraint as
shown in Equation (59).
( )∑ ∑= =
++−l
i
l
i
iiiii bwxyw1 1
2
2
1 αα (59)
84

Equation (59) is a convex quadratic with a single global optimal solution unlike other
classification methods which may have several local optimal solutions. The particular values of x
which lie on the hyper-plane and whose removal from the training set changes the solution to the
quadratic program in Equation (59) are called the Support Vectors. In practice the dual
formulation of Equation (59) is solved with the Karush-Kuhn-Tucker conditions to determine w
and b.
Unfortunately the above discussion assumes the data is linearly separable. This is not the
case and to deal with the more general case of data that is not linearly separable, the original data
is mapped onto a new higher dimensional feature space where it is possible that the data can
become linearly separable. This is called the Kernal trick in the literature. If too high a dimension
is chosen then the SVM will suffer from over-fitting. To transform the data into a higher
dimensional feature space it would be possible to calculate each coordinate of the data in feature
space, this however would require a great deal of computation, especially if that data and feature
space were highly dimensional. It is however possible to sidestep this calculation by using a
kernel function. A kernel function implicitly represents the feature space by the calculation of the
inner product (or dot product) between the data in the feature space. It is therefore possible to
work in the feature space by using only an inner product function between the points, rather than
by calculating their coordinates in the feature space. This results in a reduction in the
computational requirements.
3.5 Manifold Learning Techniques
Dimensionality reduction is the transformation of high-dimensional data into a
meaningful representation of reduced dimensionality. Ideally, the reduced representation should
have a dimensionality that corresponds to the intrinsic dimensionality of the data. The intrinsic
dimensionality of data is the minimum number of parameters that are needed to account for the
observed properties of the data. Dimensionality reduction is important in many domains, since it
facilitates classification, visualization, and compression of high-dimensional data, by mitigating
the curse of dimensionality and other undesired properties of high-dimensional spaces. This
process also called manifold learning has been used to reduce the dimension of the PMSM data
obtained using FEA. Four different techniques have been used in this study to observe the
effectiveness of such techniques in reducing the computational burden of applying artificial
85

intelligence techniques to fault analysis. The four techniques applied fall into four main
categories that are discussed in the next four sub-sections. The next four subsections of this
manuscript are based on the article by Van-Maaten of the Maastricht University in Holland [205]
– [206].
3.5.1 Classical Approach to Dimensionality Reduction
Principal Components Analysis (PCA) (originally known as the Karhunen-Loeve
Transform) and Linear Discriminant Analysis (originally known as the Fisher mapping) are well
known statistical techniques that form the basis of many more recent reduction techniques. PCA
was selected in this category since it is not a supervised reduction technique and so it is simpler
to use. PCA constructs a low-dimensional representation of the data that retains as much of the
variance in the data as possible. This is done by finding a linear basis of reduced dimensionality
for the data, in which the amount of variance in the data is maximal. Mathematically this is
represented in Equation (60) below for a transformation T on a dataset X. In Equation (60),
cov(X-µ(X)), is the covariance matrix of zero-mean dataset X-µ(X) and µ(X) is the mean of X.
)))(cov(max( TXXT T µ− (60)
Hence, PCA solves the eigenvalue problem shown in Equation (61) for first d-dimensions
using obtained from the first d eigenvalues, λ, and the corresponding eigenvectors, ν. The points,
Y, in the new dimensional space are obtained using Equation (62). PCA has been used as the
benchmark to determine the number of dimensions to be used for all other classification
techniques. In the results to be shown, the original data from the PMSM FEA model are reduced
to 12 dimensions that accounts for 98% of the variability in the original data for air-gap flux,
stator current, instantaneous power and speed using PCA.
λννµ =− ))(cov( XX (61)
TXXY ))(( µ−= (62)
86
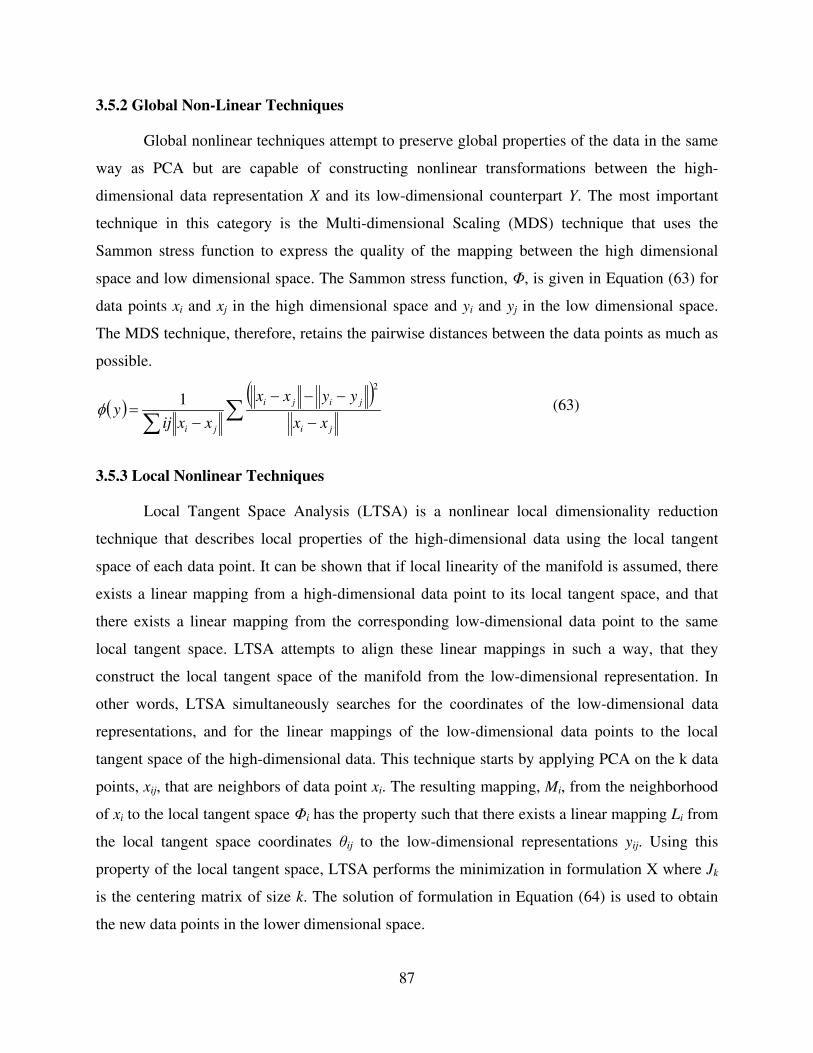
3.5.2 Global Non-Linear Techniques
Global nonlinear techniques attempt to preserve global properties of the data in the same
way as PCA but are capable of constructing nonlinear transformations between the high-
dimensional data representation X and its low-dimensional counterpart Y. The most important
technique in this category is the Multi-dimensional Scaling (MDS) technique that uses the
Sammon stress function to express the quality of the mapping between the high dimensional
space and low dimensional space. The Sammon stress function, Φ, is given in Equation (63) for
data points xi and xj in the high dimensional space and yi and yj in the low dimensional space.
The MDS technique, therefore, retains the pairwise distances between the data points as much as
possible.
( )( )
∑∑ −
−−−
−=
ji
jiji
ji xx
yyxx
xxijy
2
1φ (63)
3.5.3 Local Nonlinear Techniques
Local Tangent Space Analysis (LTSA) is a nonlinear local dimensionality reduction
technique that describes local properties of the high-dimensional data using the local tangent
space of each data point. It can be shown that if local linearity of the manifold is assumed, there
exists a linear mapping from a high-dimensional data point to its local tangent space, and that
there exists a linear mapping from the corresponding low-dimensional data point to the same
local tangent space. LTSA attempts to align these linear mappings in such a way, that they
construct the local tangent space of the manifold from the low-dimensional representation. In
other words, LTSA simultaneously searches for the coordinates of the low-dimensional data
representations, and for the linear mappings of the low-dimensional data points to the local
tangent space of the high-dimensional data. This technique starts by applying PCA on the k data
points, xij, that are neighbors of data point xi. The resulting mapping, Mi, from the neighborhood
of xi to the local tangent space Φi has the property such that there exists a linear mapping Li from
the local tangent space coordinates θij to the low-dimensional representations yij. Using this
property of the local tangent space, LTSA performs the minimization in formulation X where Jk
is the centering matrix of size k. The solution of formulation in Equation (64) is used to obtain
the new data points in the lower dimensional space.
87

2
,min∑ − iiki
LYLJY
ii
θ (64)
3.5.4 Global Linear Alignment in Local Space
Some techniques compute several linear models and then perform global alignment of
(local) linear models. In particular, the Locally Linear Coordination (LLC) technique carries out
this process in two steps. In the first stage, a mixture of linear models is computed by means of
the Expectation Maximization (EM) algorithm. The second stage aligns the local linear models
in order to obtain the low-dimensional data representation by finding a linear mapping from the
data models that minimizes the Linear Local Embedding (LLE) cost function.
3.6 Fault Classification Results
This section presents results of fault classification using five techniques as implemented
in the WEKA machine learning software. The first technique is J48, which is WEKA
implementation of a decision tree algorithm. The second technique is IB1 which implements a
nearest neighbor algorithm. The third algorithm implements Bayesian decision making algorithm
and is called BayesNet in WEKA. The remaining two techniques implement a RBF algorithm
and a SVM algorithm and respectively called RBFNetwork and SMO. The results of using these
techniques are presented for the original data without dimensionality reduction. In another
section, the results based on dimensionality reduction are presented. Later results are present
based on the application of bagging techniques to improve the results with the transformed data.
For all results, the method of training is 10-folds cross-validation. This is a standard way
of predicting the error rate of a learning technique where a given single, fixed sample of data is
divided randomly into 10 parts in which the class is represented in approximately the same
proportions as in the full dataset. Each part is held out in turn and the learning scheme trained on
the remaining nine-tenths; then its error rate is calculated on the holdout set. Thus the learning
procedure is executed a total of 10 times on different training sets. Finally, the 10 error estimates
are averaged to yield an overall error estimate.
3.6.1 Comparison of Techniques based on Original Un-transformed Dataset
Figure 18 compares the performance of the five techniques on the original un-
transformed dataset. It can be seen that all techniques perform the best with the instantaneous
88

power data followed by the results that use stator current as fault indicator. Comparing all
techniques, the J48 and IB1 technique seem to be closely matched and outperform all other
techniques. Also during fault classification these two techniques took less time than RBF and
SVM techniques.
3.6.2 Comparison of Techniques Based on Transformed Dataset
This section compares classification performance of all techniques on transformed data.
Four reduction techniques were used and Figure 19 shows the results when the data reduction
was carried out with the LLC method. The results show the same trend as observed for the
original datasets where the techniques performed well on the instantaneous power data followed
by the stator current output. The J48 and IB1 algorithms outperform all other techniques as was
observed with the un-transformed dataset. Figure 20 presents the results based on the LTSA
technique. The same trends observed earlier for the instantaneous power and stator current are
observed again as are the performances of the J48 and IB1 in comparison with the other
techniques. It is, however, noticeable that the classification methods perform better with LTSA
technique than the LLC method. In particular the performance of the classification techniques on
the air gap data is remarkably improved with LTSA reduction technique than the LLC technique.
The classification results based on the MDS dimensionality reduction method and the PCA
method are closely matched as seen Figure 21 and Figure 22; but it is seen that performance of
the classifiers are much better than with the LLC and LTSA method. Using MSD and PCA, the
percentage of correctly classified faults are all above 60% for the entire fault indicator data
considered. The PCA method, however, has slightly higher values than the MDS method with
Sammon mapping. It was noticed that the datasets obtained with LLC and LTSA showed very
little variability for the number of dimensions selected based on the PCA. It was observed that if
the number of dimensions was increased from 12 to 40, the performance of classifiers on LLC
and LTSA data improved but was still inferior to that of PCA and MDS data. The computational
effort was also more expensive and resulted in longer training and testing times for all five
classifiers.
89

Figure18: Comparison of classification techniques on un-transformed dataset
Figure 19: Comparison of classification techniques on LLC dataset
Air gap Stator Current Instantaneous Power Speed0
10
20
30
40
50
60
70
80
90
100P
ercen
tag
e C
orrectl
y C
lass
ifie
d (
%)
J48
IB1
BayN
RBF
SVM
Air gap Stator Current Instantaneous Power Speed0
10
20
30
40
50
60
70
80
90
100
Percen
tag
e C
orrectl
y C
lassif
ied
(%
)
J48
IB1
BayN
RBF
SVM
90

Figure 20: Comparison of classification techniques on LTSA dataset
Figure 21: Comparison of classification techniques on MDS dataset
Air gap Stator Current Instantaneous Power Speed0
10
20
30
40
50
60
70
80P
ercen
tag
e C
orrectl
y C
lassfi
ed
(%
)
J48
IB1
BayN
RBF
SVM
Air gap Stator Current Instantaneous Power Speed0
10
20
30
40
50
60
70
80
90
100
Percen
tag
e C
lassif
ied
Co
rrectl
y (
%)
J48
IB1
BayN
RBF
SVM
91
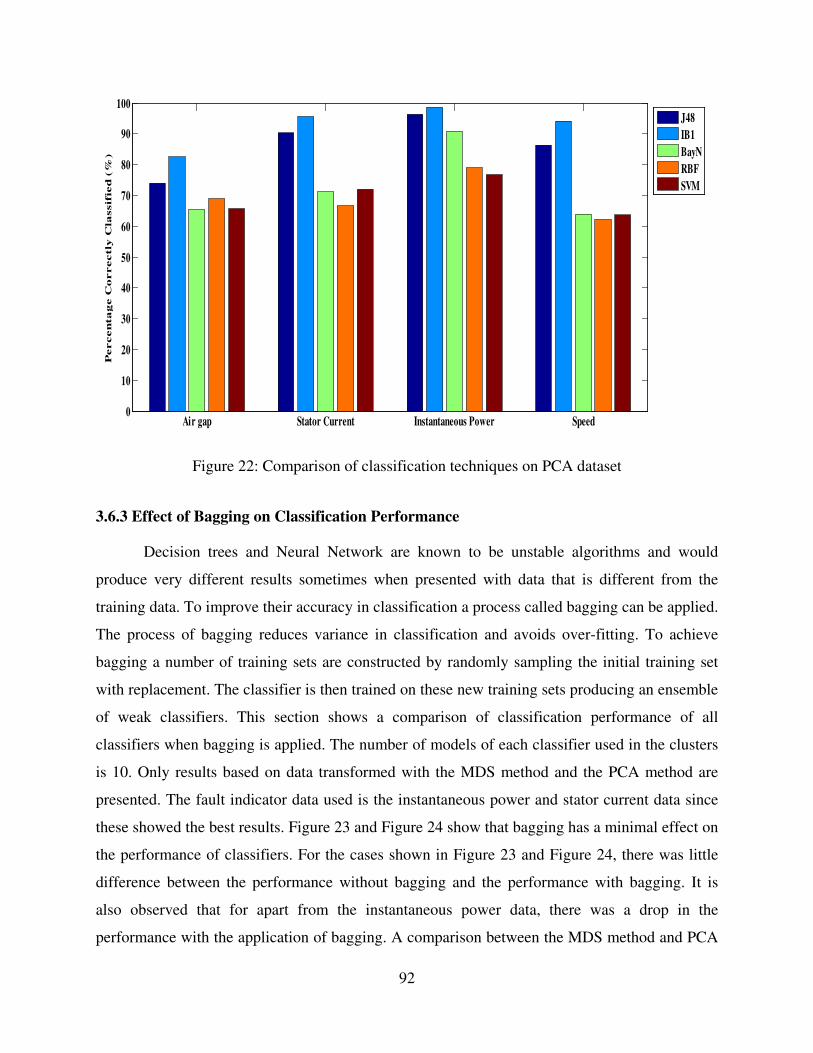
Figure 22: Comparison of classification techniques on PCA dataset
3.6.3 Effect of Bagging on Classification Performance
Decision trees and Neural Network are known to be unstable algorithms and would
produce very different results sometimes when presented with data that is different from the
training data. To improve their accuracy in classification a process called bagging can be applied.
The process of bagging reduces variance in classification and avoids over-fitting. To achieve
bagging a number of training sets are constructed by randomly sampling the initial training set
with replacement. The classifier is then trained on these new training sets producing an ensemble
of weak classifiers. This section shows a comparison of classification performance of all
classifiers when bagging is applied. The number of models of each classifier used in the clusters
is 10. Only results based on data transformed with the MDS method and the PCA method are
presented. The fault indicator data used is the instantaneous power and stator current data since
these showed the best results. Figure 23 and Figure 24 show that bagging has a minimal effect on
the performance of classifiers. For the cases shown in Figure 23 and Figure 24, there was little
difference between the performance without bagging and the performance with bagging. It is
also observed that for apart from the instantaneous power data, there was a drop in the
performance with the application of bagging. A comparison between the MDS method and PCA
Air gap Stator Current Instantaneous Power Speed0
10
20
30
40
50
60
70
80
90
100P
ercen
ta
ge C
orrectly
Cla
ssif
ied
(%
)
J48
IB1
BayN
RBF
SVM
92

method is indistinguishable. The only difference that must be noted is that the PCA method is
very fast during computation for new data points in the new reduced space dimension.
Figure 23: Application of bagging on MDS dataset
Figure 24: Application of bagging on PCA dataset
Air gap Stator Current Instantaneous Power Speed0
10
20
30
40
50
60
70
80
90
100
Percen
tag
e C
orrectl
y C
lassif
ied
(%
)
J48
IB1
BayN
RBF
SVM
Air gap Stator Current Instantaneous Power Speed0
10
20
30
40
50
60
70
80
90
100
Percen
tag
e C
orrectl
y C
lassif
ied
(%
)
J48
IB1
BayN
RBF
SVM
93
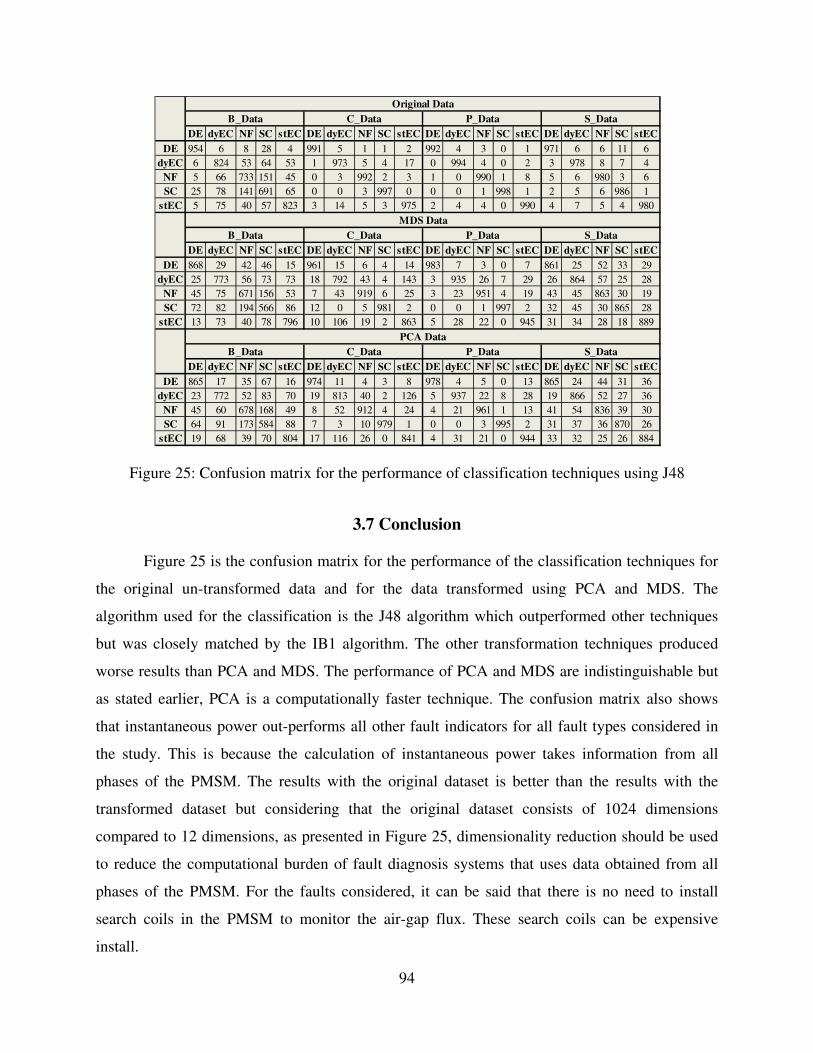
Figure 25: Confusion matrix for the performance of classification techniques using J48
3.7 Conclusion
Figure 25 is the confusion matrix for the performance of the classification techniques for
the original un-transformed data and for the data transformed using PCA and MDS. The
algorithm used for the classification is the J48 algorithm which outperformed other techniques
but was closely matched by the IB1 algorithm. The other transformation techniques produced
worse results than PCA and MDS. The performance of PCA and MDS are indistinguishable but
as stated earlier, PCA is a computationally faster technique. The confusion matrix also shows
that instantaneous power out-performs all other fault indicators for all fault types considered in
the study. This is because the calculation of instantaneous power takes information from all
phases of the PMSM. The results with the original dataset is better than the results with the
transformed dataset but considering that the original dataset consists of 1024 dimensions
compared to 12 dimensions, as presented in Figure 25, dimensionality reduction should be used
to reduce the computational burden of fault diagnosis systems that uses data obtained from all
phases of the PMSM. For the faults considered, it can be said that there is no need to install
search coils in the PMSM to monitor the air-gap flux. These search coils can be expensive
install.
DE dyEC NF SC stEC DE dyEC NF SC stEC DE dyEC NF SC stEC DE dyEC NF SC stEC
DE 954 6 8 28 4 991 5 1 1 2 992 4 3 0 1 971 6 6 11 6
dyEC 6 824 53 64 53 1 973 5 4 17 0 994 4 0 2 3 978 8 7 4
NF 5 66 733 151 45 0 3 992 2 3 1 0 990 1 8 5 6 980 3 6
SC 25 78 141 691 65 0 0 3 997 0 0 0 1 998 1 2 5 6 986 1
stEC 5 75 40 57 823 3 14 5 3 975 2 4 4 0 990 4 7 5 4 980
DE dyEC NF SC stEC DE dyEC NF SC stEC DE dyEC NF SC stEC DE dyEC NF SC stEC
DE 868 29 42 46 15 961 15 6 4 14 983 7 3 0 7 861 25 52 33 29
dyEC 25 773 56 73 73 18 792 43 4 143 3 935 26 7 29 26 864 57 25 28
NF 45 75 671 156 53 7 43 919 6 25 3 23 951 4 19 43 45 863 30 19
SC 72 82 194 566 86 12 0 5 981 2 0 0 1 997 2 32 45 30 865 28
stEC 13 73 40 78 796 10 106 19 2 863 5 28 22 0 945 31 34 28 18 889
DE dyEC NF SC stEC DE dyEC NF SC stEC DE dyEC NF SC stEC DE dyEC NF SC stEC
DE 865 17 35 67 16 974 11 4 3 8 978 4 5 0 13 865 24 44 31 36
dyEC 23 772 52 83 70 19 813 40 2 126 5 937 22 8 28 19 866 52 27 36
NF 45 60 678 168 49 8 52 912 4 24 4 21 961 1 13 41 54 836 39 30
SC 64 91 173 584 88 7 3 10 979 1 0 0 3 995 2 31 37 36 870 26
stEC 19 68 39 70 804 17 116 26 0 841 4 31 21 0 944 33 32 25 26 884
Original Data
S_DataB_Data C_Data P_Data
MDS Data
B_Data C_Data P_Data S_Data
PCA Data
B_Data C_Data P_Data S_Data
94

CHAPTER 4
As has been pointed out Chapter 3, PMSMs are receiving increasing attention in robotic,
automotive, electric traction and propulsion on ship board power systems due to their high
efficiency, high energy density and their suitability for high performance applications made
possible by advancements in permanent magnet materials. The case for efficient online condition
monitoring and accurate machine fault diagnosis has become very important due the use of
PMSMs in critical areas. PMSMs has also be proposed as one of the main types of electrical
machines to be considered for the future AES.
Even though AI was introduced a long time ago, it was in the early 90s that AI has
achieved its greatest success, prompting their application to new fields of study. In this chapter,
two methodologies that involve the use a MLP and the PSO algorithm is proposed to diagnose
faults due stator winding short circuits in a PMSM. A recurrent, multi-layer ANN model for
simulating the dynamics of an induction motor and performing online fault diagnosis is proposed
in [207] even though the load fluctuation is not discussed. The case of load fluctuation is
addressed in [208] by using negative sequence currents as the fault predictor. In the first method
to be presented in this Chapter, an ANN is designed to detect the presence of a stator winding
short circuit fault by comparing the peaks of the currents in all phases of the stator windings of
the PMSM. A threshold value is set beyond which a stator winding fault is determined to have
occurred. By comparing the all phase current peaks, the location of the fault can be determined
based on the two most closely matched peak currents. This simple method can, potentially, be
used to determine the fault severity by correlating peak current difference between the faulted
phase and the un-faulted phase with the number of short circuited turns in the stator. For a
method to determine the severity of the winding short circuit fault, a different method is
presented that also helps to determine the fault location. However, this second approach directly
relates the turns of the stator winding to the zero current component of the stator output current.
For both methods, computer simulation results and results based on an actual faulted PMSM are
presented to assess the performance of the two approaches. One important aspect of the two
approaches presented is that they both can be easily integrated into current electric drives
systems and implemented in real time. The first method, however, is less computationally
95

intensive and lends itself to ANN reconfiguration by way of real time PSO which is also outlined
in this chapter.
4.1 Peak-to-Peak Detection for PMSM Stator Winding Short-Circuit Fault
Detection
The first fault detection method to be discussed is motivated by Figure 26 and Figure 27.
Figure 26 shows the variation of speed for a given load profile for an actual PMSM drive to be
introduced later in this chapter. When the loading on the machine increases, the PMSM
momentarily losses speed but picks up again when the drive increases current supply. When the
loading of the PMSM loading drive decreases, the speed increases until the drive system restores
commanded speed again. Figure 27 is the current in phase A for the PMSM drive. The current
increases from about 30A to 38A during steady conditions within 1 second due to a slow
changing external load whilst it almost instantaneously rises from 38A to 42A due to stator
winding short circuits at 3 seconds. It is clear from Figure 27 that loading conditions and internal
short-circuit of the PMSM both cause the current supply to increase; whilst it would cause a false
alarm in the case of loading transients. The detection technique presented is able to avoid alarms
when the change in the current level is too abrupt to be due a mechanical load change.
Figure 26: Speed of PMSM during different loading conditions
0 1 2 3 4 5 6 7 8 9 109.2
9.4
9.6
9.8
10
10.2
10.4
10.6
10.8
Time(s)
Sp
ee
d(H
z)
Speed of PMSM under changing loa conditions
0 1 2 3 4 5 6 7 8 9 100
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
0.5L
oa
d P
rofile
Load Profile
Speed
96

Figure 27: Phase current for changing load and stator winding fault
4.1.1 Development of ANN Model for the Peak-to-Peak Fault Detection Method
The current supply to the PMSM, as discussed earlier, changes proportionally in response
to load changes to restore commanded speed. The torque is given, in general, by Equation (65) In
Equation (65), Te is the total torque on the machine, TL is the external load attached to the
machine, J is the moment of inertia, P is the number of poles of the machines and ωr is the time
derivative of the rotor angular velocity. The first term on the right of Equation (65) is called
inertial torque and is the only torque on the machine in the absence of no external load. This term
is due to machine manufacturing parameters and operating conditions. Operating conditions can
change daily when there are temperature changes on the factory floor. It can also change very
slowly over time due to aging. An ANN can be trained to relate the three-phase current supply to
the PMSM, when the machine is operated with no-load, to the inertial torque which is
approximated by a constant value of 10 Nm in this work. This value for all, intents and purposes,
can be fixed by the one designing the ANN. Using a three-layer neural network architecture as
shown in Figure 7 with 3 neurons in the hidden layer and linear activation functions, an error of
0.0889 or less is possible based on the discussion in [209] about B-spline interpolation using
ANNs. If six neurons are used an error of 0.0219 is guaranteed. With nine neurons, the error is
guaranteed to be 0.0097 or less. The assumption here is that the three phase currents are balanced
and sinusoidal. The number of ANN parameters increases from 16 weight and bias parameters
0.5 1 1.5 2 2.5 3
5
10
15
20
25
30
35
40
Time(s)
Cu
rren
t(A
)
97

when 3 neurons are used in the hidden layer to 46 weight and bias parameters when 9 neurons
are used. The balance between the guaranteed accuracy bound and the number of parameters to
be determine is used to set the ANN architecture to 9 hidden neurons. The activation function is
set as linear since as discussed earlier, current level increases proportionally with load and fault
level. The output of the neurons of the ANN in the hidden layers is represented by Equation (66)
where Y is the output of either the hidden layer or output layer of Figure 7, wij is the jth weight of
hidden or output neuron i for input j. Input j is represented by uj and the bias of neuron i is
represented by bi.
Lre TP
JT +′
= ω2
(65)
( )jnnjjj buwuwuw
Y
+++==
...2211θθφ
(66)
The weights and bias values are selected by using PSO to adjust the values till an optimal weight
set is obtained as determined by the parameters that produce the smallest mean squared deviation
from expected output which in this case is set at 10 and represents the inertial torque when there
is no torque attached to the PMSM.
4.1.2 The PSO Algorithm
Particle Swarm Optimization (PSO) is an optimization technique which uses the behavior
of flocking birds or swarming locusts to stochastically approach the local optimum of a function.
Proposed in 1995, this technique has found application in several areas due mainly to its ease of
implementation and its resistance to local optimal traps [210]. Two approaches to the
implementation of the PSO algorithm are presented in this section. The first approach is the most
common approach and is called the offline PSO algorithm. The second approach is modified
based on the offline PSO method to enable optimization in real time. This is called the online
PSO method.
4.1.2.1 Offline PSO algorithm. The offline PSO method starts by randomly selecting
feasible solutions in the solution space called particles. Each particle is then adjusted by
Equation (67).
98

( ) ( ) ( ) ( ) ( )( )( ) ( )( )
( ) ( ) ( )11
1,0
1,01
++=+
++=+
kVkXkX
kpbestrand
kgbestrandkVkWkV
iii
i
ii
(67)
In Equation (67), Vi(k) is described as the velocity of particle i at time k, Xi(k) is particle i
location at time k, W(k) is the inertia weight of the system at time k, gbest is the global best
particle location, pbesti is the personal best location of the particle under consideration and
rand(0,1) are randomly generated numbers that could come from a normal distribution or
uniform distribution. The inertia weight, W, is implemented in Equation (68) with an initial value
set by trial and error to a value of 2.
( ) ( )kW
ITER
ikW ×
+
=+exp1
11
(68)
In Equation (68), i is the iteration number, ITER is the total number of iterations of the
PSO algorithm and k is the particle number. PSO has the ability to avoid getting trapped in local
optimal locations. PSO however is deficient in exploiting the solution space to find a refined
solution at a local optimal and may take a long time in this process whilst a classical gradient
based method at a local optimal may take very few steps. This deficiency is reduced in this work
by augmenting the PSO method with the Broyden-Fletcher-Goldfarb-Shanno (BFGS) quasi-
Newton method in the offline ANN training.
The BFGS modification to the PSO algorithm is presented as follows. At each iteration
step, the global best location is either updated or remains the same during PSO update. If it is
updated it is always towards a better location. Assuming the global best location is updated, this
constitutes enough information to approximate the gradient of the fitness function at the initial
global best location. Using finite differences, the gradient in all directions of the solution space
can be computed and used by any of the available quasi-Newton methods. The BFGS quasi-
Newton method has been employed to update the global best location whenever, at an iteration
step, this location is improved. The update proceeds in the manner of Newton’s method but the
Hessian matrix is different and is obtained by Equation (69).
99

( ) ( )( ) ( ) ( )( ) )(1 kpkqIkHkqIkH +
′−××−=+ (69)
In Equation (69), H(k) is the Hessian matrix at iteration step k, I is the identity matrix with the
same matrix dimensions as the Hessian and with the row or column dimension equal to the
number of weights and biases in the ANN. Both are square matrices. q(k) and p(k) are matrices
obtained as shown in Equation (70) and with apostrophe to indicate matrix transposition.
( ) ( )( )( )
( )
kkk
kkk
kk
kk
kk
gradfgradfy
gbestgbests
sskqkp
sy
yskq
−=−=
××=
××
=
+
+
1
1
'
'
'
)()(
(70)
In Equation (70), gradfk is the gradient of the function at the kth. PSO guarantees that sk is always
negative. PSO gbest updates do not, however, ensure that yk is always negative (in the secant or
steepest descent direction). If both computed values (yk and sk) are negative, the Hessian matrix
obtained using the BFGS update, would always be positive definite and this ensures that the
updated global best location would be an improved solution [211]. Equation (70) gives the step
direction and even though quasi-Newton methods assume a step length of one, we use Equation
(71) to adapt the step length at a given point in the PSO algorithm. In Equation (71), gbestk is the
global best location at iteration step k and gradfk is the gradient approximation at iteration step k.
This approximates an exact step length assuming a quadratic approximation at the local optimal
location at any given PSO iteration step. As discussed earlier, both loading conditions and stator
winding short circuits causes an increase in supply current to the PMSM but is more abrupt for
the case of winding short circuits. The detection method has to differentiate between the two
cases of current rise which in this work is carried out by comparing the current ANN output the
next ANN output at a time step set close to the peak-to-peak currents of each phase winding.
( ) ( )k
kk
gradf
gbestgbestkq
−= +1
(71)
100
4.1.2.2 Online PSO algorithm. This section discusses the online PSO method and forms
the basis for the reconfiguration of the first detection algorithm to make it adaptive to changes in
the environment that do not constitute faults such as gradual aging that can cause the ANN to
respond inaccurately to inputs. As discussed in [212], the requirements for online ANN
configuration are different than offline ANN configuration. For the offline re-configuration, the
ANN weight set is adjusted for the optimal combination based on an application-dependent cost
function without any time limitations. To reconfigure the ANN in the online mode, real time
current output data from the drive is needed and PSO applied during time windows as shown in
Figure 28 for a system to be identified that has output in the form of a sinusoid. The length of the
time window depends on the application. The PMSM parameters might change, as discussed
earlier and may render the ANN unable to distinguish faults from loading transients. To
reconfigure the ANN in a situation like this whilst the ANN is online requires a lot of data but, in
this case, reconfiguration is not computationally difficult since parameters drift rather slowly
from nominal values and so the time window can be larger. In an application where system
parameters need to be identified quickly, the time window has to be rather short as is presented
in the second fault detection method where the online PSO method is implemented to determine
the turns of the stator windings.
In the time window, PSO can be carried out sequentially where each PSO particle
updates their location in succession till the end of the time window, at which time the global best
particle location is updated. In another implementation, all particles carry out parallel updates of
their locations repeatedly till the end of the time window. The sequential implementation is less
accurate and assumes system time-invariance within the time window but the parallel
implementation can be more computationally intensive, may require parallel processing but is
more accurate. The sequential method, which is used in the second fault detection method, is
outlined in the flow chart shown in Figure 29.
4.2 Turn-to-turn Short-Circuit Fault Detection Method
The zero components (different from the zero sequence components) of the three-phase
currents of the PMSM are obtained for time, t, as one-third the instantaneous value of the sum of
the three currents components as shown in the DQ0 transformation equations in Equation (72) In
Equation (72), Idq0 is the transformed current values referred to the arbitrary reference frame of
101
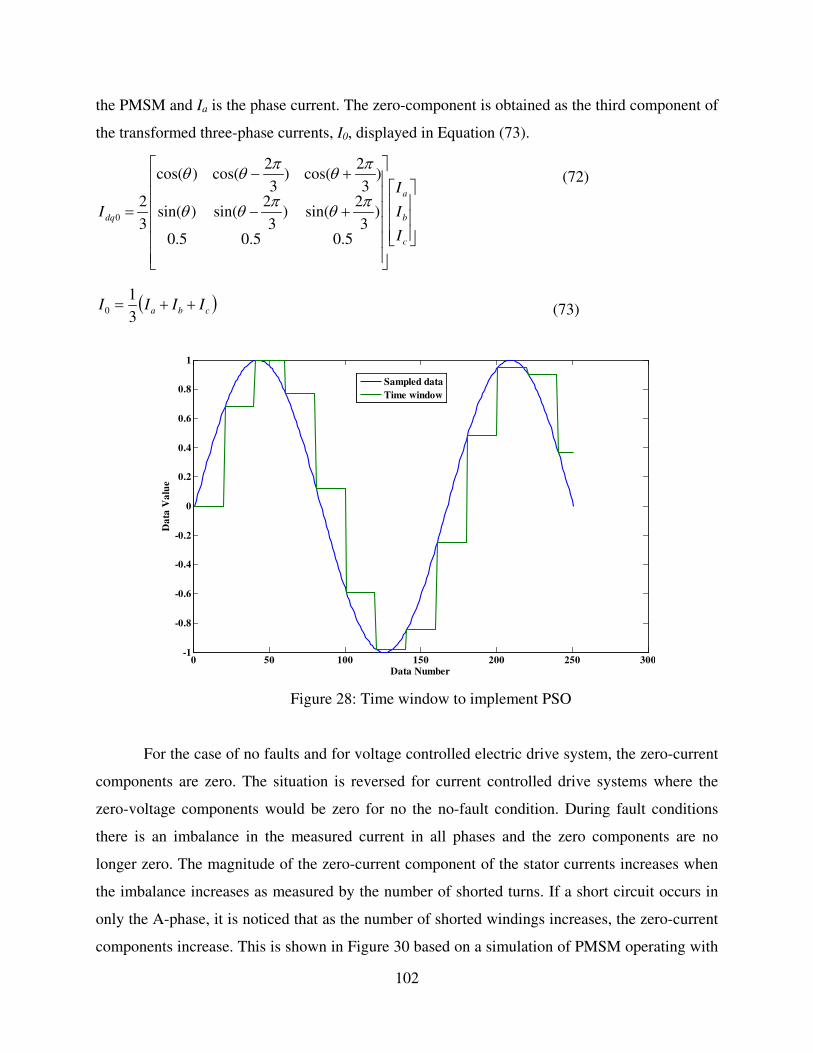
the PMSM and Ia is the phase current. The zero-component is obtained as the third component of
the transformed three-phase currents, I0, displayed in Equation (73).
+−
+−
=
c
b
a
dq
I
I
I
I
5.05.05.0
)3
2sin()
3
2sin()sin(
)3
2cos()
3
2cos()cos(
3
20
πθπθθ
πθπθθ
(72)
( )cba IIII ++=3
10 (73)
Figure 28: Time window to implement PSO
For the case of no faults and for voltage controlled electric drive system, the zero-current
components are zero. The situation is reversed for current controlled drive systems where the
zero-voltage components would be zero for no the no-fault condition. During fault conditions
there is an imbalance in the measured current in all phases and the zero components are no
longer zero. The magnitude of the zero-current component of the stator currents increases when
the imbalance increases as measured by the number of shorted turns. If a short circuit occurs in
only the A-phase, it is noticed that as the number of shorted windings increases, the zero-current
components increase. This is shown in Figure 30 based on a simulation of PMSM operating with
0 50 100 150 200 250 300-1
-0.8
-0.6
-0.4
-0.2
0
0.2
0.4
0.6
0.8
1
Data Number
Da
ta V
alu
e
Sampled data
Time window
102
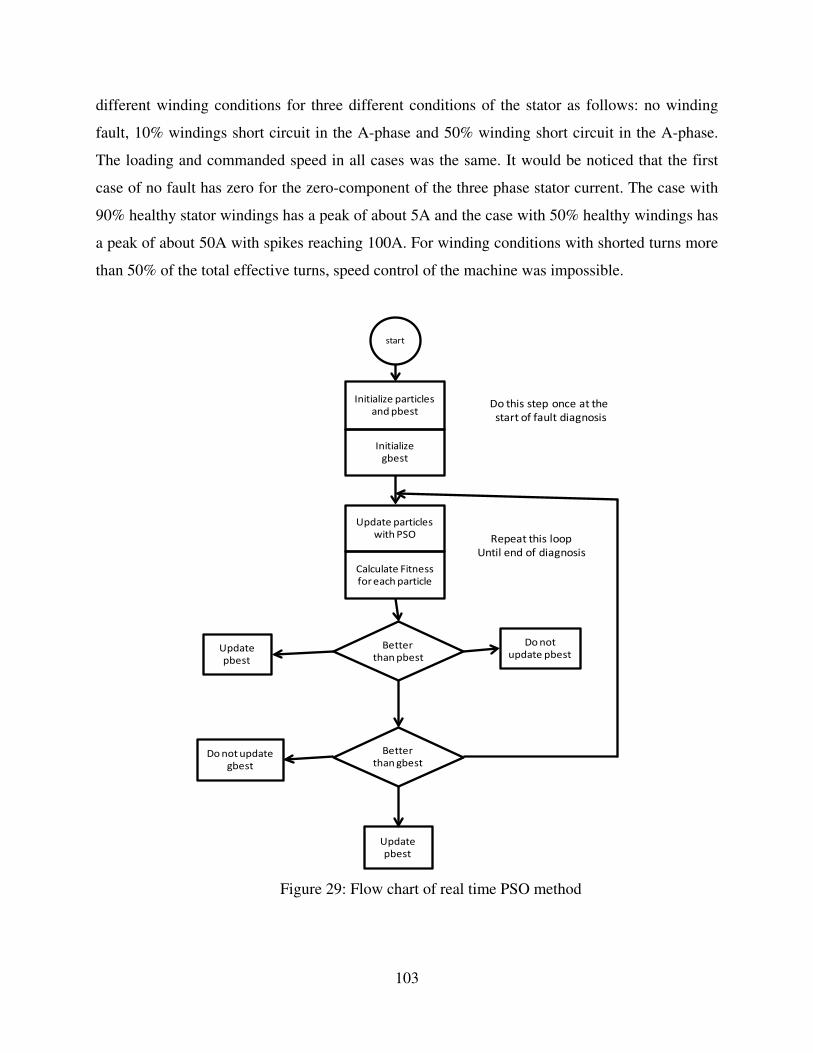
different winding conditions for three different conditions of the stator as follows: no winding
fault, 10% windings short circuit in the A-phase and 50% winding short circuit in the A-phase.
The loading and commanded speed in all cases was the same. It would be noticed that the first
case of no fault has zero for the zero-component of the three phase stator current. The case with
90% healthy stator windings has a peak of about 5A and the case with 50% healthy windings has
a peak of about 50A with spikes reaching 100A. For winding conditions with shorted turns more
than 50% of the total effective turns, speed control of the machine was impossible.
Figure 29: Flow chart of real time PSO method
Do this step once at the
start of fault diagnosis
Repeat this loop
Until end of diagnosis
start
Initialize particles
and pbest
Initialize
gbest
Update particles
with PSO
Calculate Fitness
for each particle
Better
than pbest
Better
than gbest
Update
pbest
Do not
update pbest
Do not update
gbest
Update
pbest
103

Figure 30: Zero-component of three phase stator current of PMSM
During short circuits, the windings undergo physical degradation that reduces the
effective number of turns in addition to a number of other physical modifications to the
windings. The effective number of turns is a simplification that represents the number of turns of
an equivalent balanced-sinusoidal distributed winding [213]. Several models have been
developed to describe the behavior of windings during short circuits. In one such model [214],
the inductance matrix of the three phase windings is augmented with extra fictitious winding for
each phase under fault. In Equation (74), the inductance matrix is shown for the case of a
winding fault in the B-phase where µ is the effective number of turns given as a ratio of the
number of the turns in the shorted windings to the windings in the healthy windings. The
subscripts a, b and c are for the A, B and C-phases respectively whilst f indicates a short circuit
fault condition.
10% short-circuit winding fault on phase-A
104

( )( ) ( ) ( ) ( )
( )( )
−−
−−−−−
=
ffcfbfaf
cfccbcac
bfbcbbab
afacabaa
abc
LLLL
LLLL
LLLL
LLLL
L
2
2
1
1
1111
1
µµµµµµµµµµµµ
µµ
(74)
This model has been used to develop an ABC model of the PMSM to study and obtain data to
train an ANN for a number of machine conditions. Different fault conditions have been
simulated to understand the effect of short circuits on the speed, torque, voltage and currents of
the machine. The approach used in [214] developed an optimization technique based on PSO to
determine the location of a short circuit fault and the µ term in Equation (74). The approach in
this paper uses an ANN to relate the effective number of turns given in Equation (74) to the zero-
component of the three-phase currents. PSO is then used to determine µ in Equation (74) during
online fault diagnosis.
4.2.1 Development of ANN Model for the Winding Turns-based Short-circuit Fault
Detection Method
For the second method an ANN cluster is used for fault diagnosis with each member
ANN designed for a particular machine winding and operating condition. Machine operating
condition can be speed of operation or loading conditions. Different ANN architectures were
tried for the member ANNs and a feed-forward Focused Time-Lagged Neural Network (FTLN)
was selected as the ANN architecture since it produced the best results. The architecture
comprises 3 neurons in the input layer, 20 neurons in the hidden layer and 3 neurons in the
output layer after a number of training iterations. Sigmoidal activation functions are used in the
hidden layer and linear activation functions are used in the output layer. Figure 31 shows a
diagram of a member ANN developed for fault diagnosis whilst Figure 32 shows the ANN
cluster. The diagram in Figure 32 shows the ANN, input, output and the PSO algorithm to
compute the number µ for each phase.
To train the ANN cluster, various fault conditions, that capture the range of operation of
the machine, are simulated to obtain the zero-components of the stator current for each
combination of winding fault and operating condition selected for training. Ideally one ANN
should be designed for each combination but one ANN can be designed for all fault conditions.
The input to each ANN, during training for any combination of machine fault, is obtained by
105
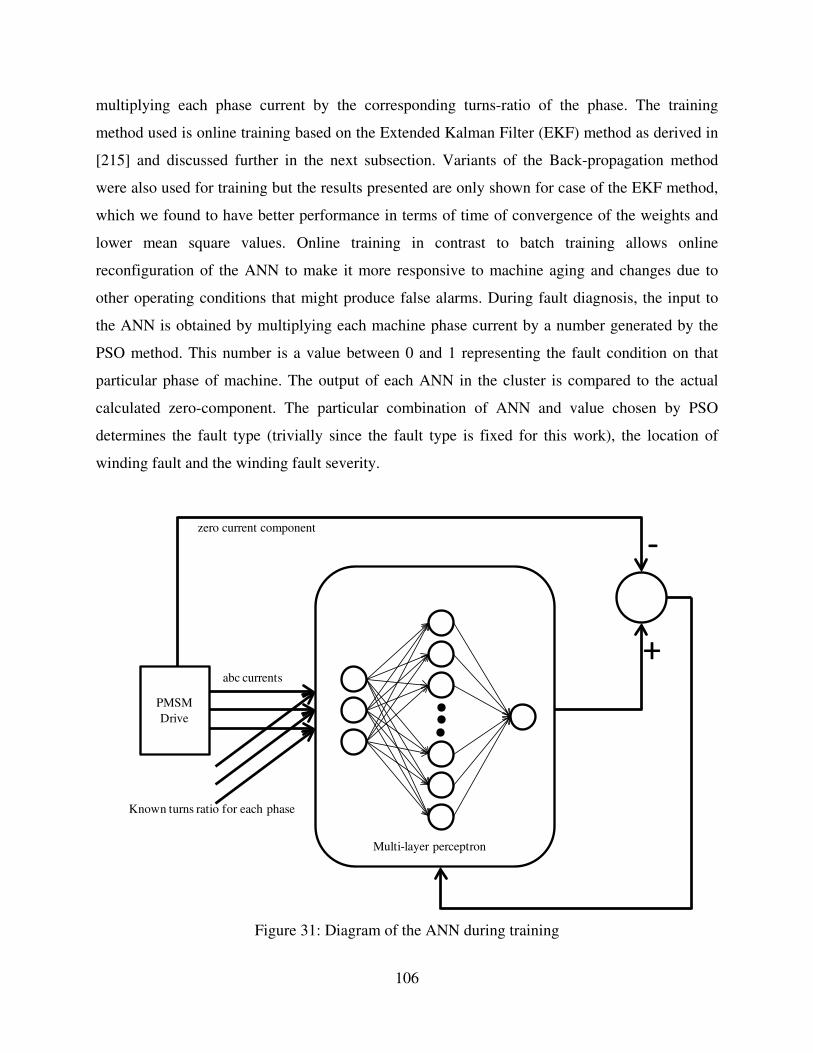
multiplying each phase current by the corresponding turns-ratio of the phase. The training
method used is online training based on the Extended Kalman Filter (EKF) method as derived in
[215] and discussed further in the next subsection. Variants of the Back-propagation method
were also used for training but the results presented are only shown for case of the EKF method,
which we found to have better performance in terms of time of convergence of the weights and
lower mean square values. Online training in contrast to batch training allows online
reconfiguration of the ANN to make it more responsive to machine aging and changes due to
other operating conditions that might produce false alarms. During fault diagnosis, the input to
the ANN is obtained by multiplying each machine phase current by a number generated by the
PSO method. This number is a value between 0 and 1 representing the fault condition on that
particular phase of machine. The output of each ANN in the cluster is compared to the actual
calculated zero-component. The particular combination of ANN and value chosen by PSO
determines the fault type (trivially since the fault type is fixed for this work), the location of
winding fault and the winding fault severity.
Figure 31: Diagram of the ANN during training
PMSM
Drive
`
-
+
zero current component
abc currents
Multi-layer perceptron
Known turns ratio for each phase
106

Figure 32: Diagram of ANN cluster during fault diagnosis
A number of methods could have been used to randomly generate values that correspond
to the turns-ratio. A random search could be implemented as well as other stochastic
computational intelligence search techniques. PSO was selected because a blind search
sometimes took too long to find the turns-ratio. The PSO method also has other features that
make it computationally less demanding than other stochastic methods like Genetic algorithms.
To implement PSO in fault diagnosis by the above method, we modified the classical PSO
algorithm into an online optimization procedure as discussed earlier in the Section 4.1.2.2 on the
Online PSO Method. The solution space for the online PSO optimization technique is the closed
interval between 0 and 1. Zero representing total breakdown of the phase winding and one
representing perfectly healthy winding conditions. The depth of the solution space was limited to
a resolution of 0.05 since in practice a depth greater than 0.05 did not reflect measurable effects
on speed, current and torque. The optimization problem solution space is therefore limited to a
discrete space from and including 0 to 1 in steps of 0.05 for each phase. The combination of
online training by the EKF method and real-time PSO makes this approach very amenable to
online diagnostic applications. Figure 33 shows the complete fault diagnosis system. The data
required for the diagnosis procedure is easily obtained with sensors that come with most standard
drive systems.
•
PSO
•
•
ANN1 ANN2 ANN3
ANN4 ANN5 ANN6
ANN7 ANN8 ANN9
ANN Cluster
∑
∑
∑
∑
∑
∑
∑
∑
∑
Current A
Current B
Current C
107

Figure 33: Schematic of drive system incorporating the ANN fault diagnostic system
4.2.1.1 The extended kalman filter method. Continuous learning based on the gradient
descent method is slow due to a reliance on instantaneous estimates of gradients. This shortfall is
overcome by considering the neural network as an optimum filtering problem. To motivate the
derivation of the formulations needed to configure the ANN based on the Kalman filter
approach, consider the signal flow graph in Figure 34 which can be represented by Equation (75)
where w(n) is the state vector of the system, d(n) is the observation vector, C(n) is the
measurement matrix and v(n) is the measurement noise.
Figure 34: Kalman filter representation of recurrent ANN
vr*q
ir*qω*q
ωrir*d vr*d
ird
ir q
iabc
θr
w(n)
v(n)
d(n)w(n+1)
z-1I
C(n)
108

( ) ( )( ) ( ) ( ) ( )nnwnCnd
nwnw
ν+==+1
(75)
Based on the discussion above, the Kalman filtering problem can be stated as one to find
minimum mean-square error estimate of the state vector at every time step of the system whose
signal flow graph is shown above by using the entire observation vector.
For an elegant derivation of the Kalman filter, the notion of innovations introduced by
Kailath [215] can be used. The innovations process associated with the observation vector is
defined in Equation (76) where d(n|n-1) is the minimum mean-square error estimate of d(n),
given all past values of the observation vector starting at time n=1 and extending up to n-1.
( ) ( ) ( )1| −−= nndndnα (76)
Using the innovations processes, the correlated measurement vector can be replaced with the
uncorrelated innovations and the Kalman filter can be derived with the set of formulations in
Equation (77). In Equation (77), Г(n) is the conversion factor that relates the filtered estimation
error e(n) to the innovations α(n). G(n) is the Kalman filter gain and K(n,n-1) is the error
covariance matrix.
( ) ( ) ( ) ( ) ( )[ ]( ) ( ) ( ) ( )( ) ( ) ( ) ( )( ) ( ) ( ) ( )( ) ( ) ( ) ( ) ( )1|1||1
1||1
1|
1|
1|1
−−−=++−=+−−=Γ−=
+−=Γ−
nnKnCnGnnKnnK
nnGnnwnnw
nnwnCnyn
nnCnnKnG
nRnCnnKnCn
T
T
αα
(77)
The above can be applied to a general recurrent neural network by setting the state vector,
w, equal to the entire synaptic weights of the neural network and linearizing Equation (75) above
to obtain Equation (78) where C(n) is a p-by-W matrix consisting of the partial derivatives of the
p outputs of the whole neural networks with respect to the W weights of the model in Figure 34.
The partial derivatives are obtained using the Back-Propagation (BP) to obtain the first
derivatives.
( ) ( ) ( ) ( )nnwnCnd ν+= (78)
109
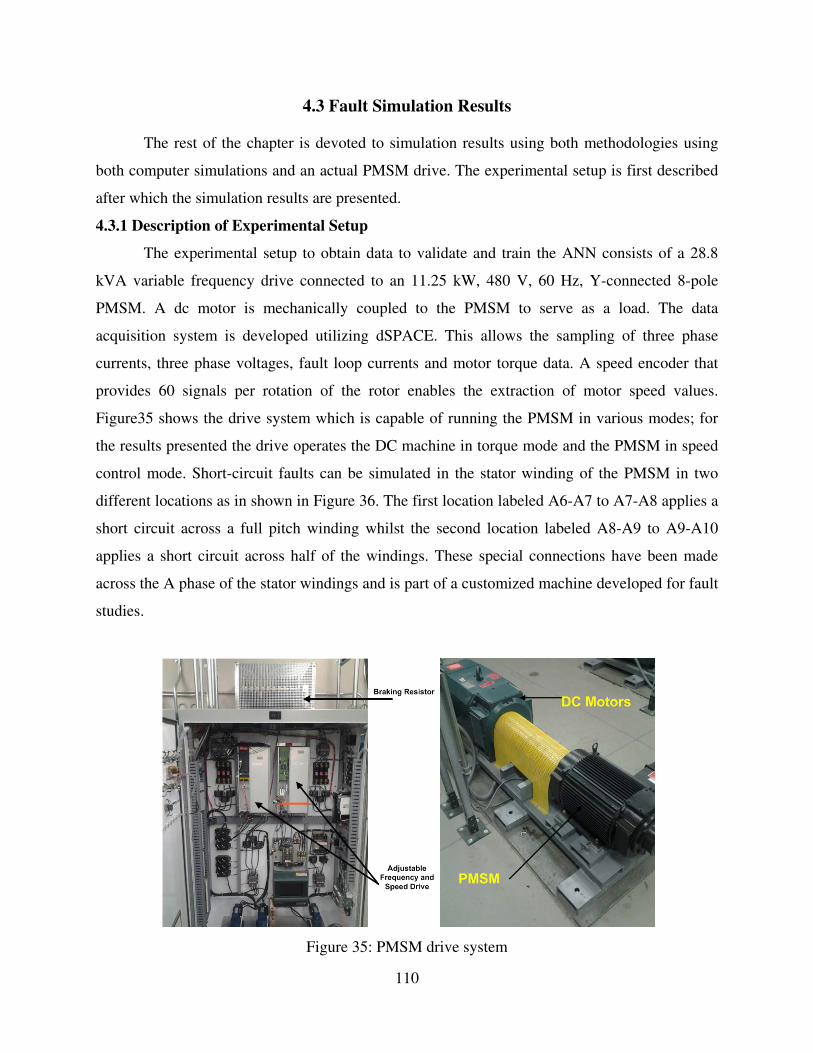
4.3 Fault Simulation Results
The rest of the chapter is devoted to simulation results using both methodologies using
both computer simulations and an actual PMSM drive. The experimental setup is first described
after which the simulation results are presented.
4.3.1 Description of Experimental Setup
The experimental setup to obtain data to validate and train the ANN consists of a 28.8
kVA variable frequency drive connected to an 11.25 kW, 480 V, 60 Hz, Y-connected 8-pole
PMSM. A dc motor is mechanically coupled to the PMSM to serve as a load. The data
acquisition system is developed utilizing dSPACE. This allows the sampling of three phase
currents, three phase voltages, fault loop currents and motor torque data. A speed encoder that
provides 60 signals per rotation of the rotor enables the extraction of motor speed values.
Figure35 shows the drive system which is capable of running the PMSM in various modes; for
the results presented the drive operates the DC machine in torque mode and the PMSM in speed
control mode. Short-circuit faults can be simulated in the stator winding of the PMSM in two
different locations as in shown in Figure 36. The first location labeled A6-A7 to A7-A8 applies a
short circuit across a full pitch winding whilst the second location labeled A8-A9 to A9-A10
applies a short circuit across half of the windings. These special connections have been made
across the A phase of the stator windings and is part of a customized machine developed for fault
studies.
Figure 35: PMSM drive system
110

Fuse
Fuse
SC1
SC2
T1 T2
T3
T4 T7
T5
T8
T6
T9
A6-A7
A7-A8
A8-A9
A9-A10
T10
Figure 36: Circuit diagram for stator short circuit winding
4.3.2 Training Results
Training results would be discussed for the two methodologies presented. The results are
shown for the training of the ANN for the case where the weights are adjusted by PSO, PSO-
BFGS and by the EKF method.
4.3.2.1 PSO and PSO-BFGS ANN training results. The training data comprising the
three phase current supply to the PMSM from the drive is shown in Figure 37(a) for times
between 2 seconds and 2.1 seconds, whilst Figure 37(b) shows the same data set pre-processed
before feeding into ANN. The ANN input training data was in total 50001 time ordered set of
three-phase current obtained from the PMSM when the latter has no load attached to it and no
fault is applied. The data is first processed to ensure that all values in the ordered set are positive.
This training data comprises only data of the healthy machine under no-load conditions but the
generalizing ability of the ANN to detect faults under load conditions is verified when the
PMSM is loaded to different extents during fault simulations even though the ANN is not
previously trained with data from the PMSM under load conditions.
The training evolution for the ANN based on PSO augmented with the BFGS method is
shown in Figure 38(a). Figure 38(b) shows the results based on only the PSO algorithm. The
sharp decline in the mean square error from iteration 21 to 24 is due the BFGS quasi-Newton
111

rapidly locating a local optimal location. The performance of the PSO algorithm alone is not as
good. The performance of the PSO-BFGS method is better because PSO provides curvature
information to enable calculation of approximate Hessian for rapidly approaching local optimal
locations. PSO also ensures a good exploration of the solution space hence avoiding local
optimal traps. The time it took for the results in Figure 38(a) was 6 minutes and 33.718 seconds
whilst the results in Figure 38(b) took 6 minutes and 23.891 seconds. The final squared error
deviation after several iterations of the PSO-BFGS algorithm was 0.00148 which validates the
error bound derived based on linear approximation techniques discussed under section V.
The differences in time of computation for both methods were in general
indistinguishable. In general the inclusion of the BFGS method did not appreciably increase the
time taken for a given number of iterations as the algorithm only updates the BFGS Hessian
matrix when a downward pointing approximate step direction is calculated and the updated
global best location is actually an improvement. This ensures that all Hessians calculated
encapsulate gradient information about the solution space that lead to only better solutions. The
approach of combining PSO and the BFGS method is also superior to classical gradient based
methods which depend heavily on starting conditions and require curvature information which
may be lacking in circumstances where, as in the present work, experimental data has a lot of
noise as shown in Figure 37.
Figure 37(a): Three-phase current input to PMSM under no-load conditions or stator short circuit winding
Figure 37: Training data
2 2.01 2.02 2.03 2.04 2.05 2.06 2.07 2.08 2.09 2.1
-30
-20
-10
0
10
20
30
Time(s)
Cur
rent
(A)
Phase-A Current Phase-B Current Phase-C Current
112
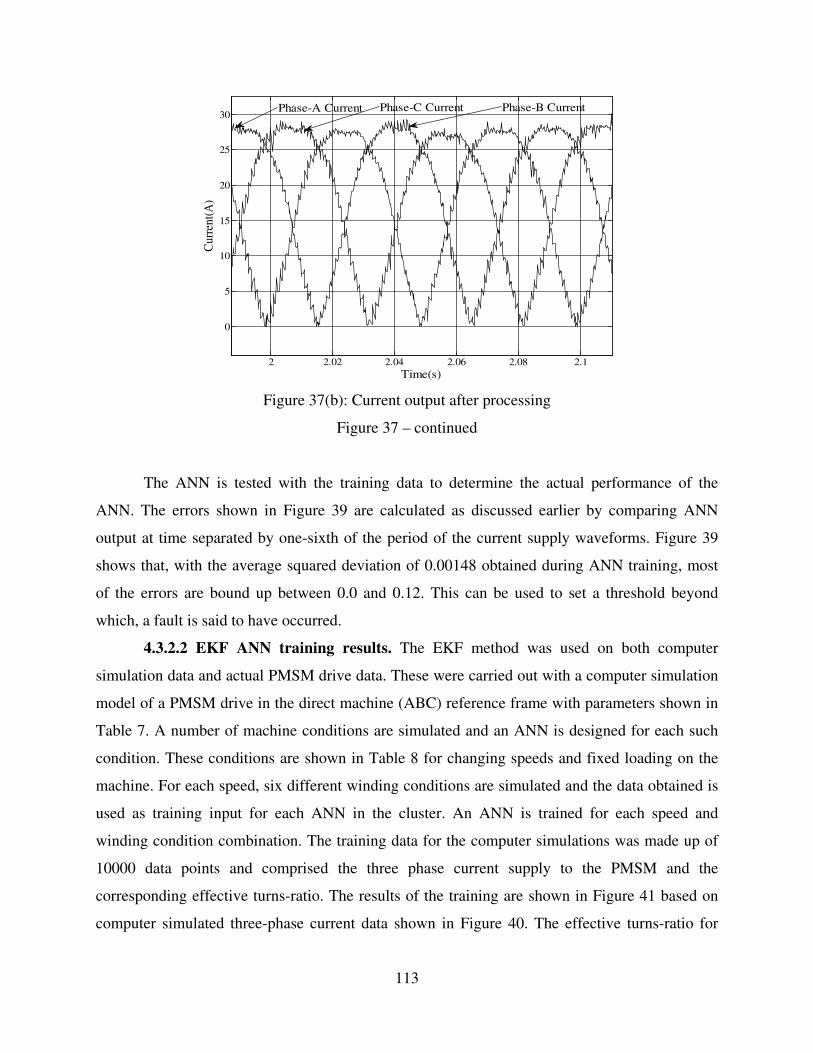
Figure 37(b): Current output after processing
Figure 37 – continued
The ANN is tested with the training data to determine the actual performance of the
ANN. The errors shown in Figure 39 are calculated as discussed earlier by comparing ANN
output at time separated by one-sixth of the period of the current supply waveforms. Figure 39
shows that, with the average squared deviation of 0.00148 obtained during ANN training, most
of the errors are bound up between 0.0 and 0.12. This can be used to set a threshold beyond
which, a fault is said to have occurred.
4.3.2.2 EKF ANN training results. The EKF method was used on both computer
simulation data and actual PMSM drive data. These were carried out with a computer simulation
model of a PMSM drive in the direct machine (ABC) reference frame with parameters shown in
Table 7. A number of machine conditions are simulated and an ANN is designed for each such
condition. These conditions are shown in Table 8 for changing speeds and fixed loading on the
machine. For each speed, six different winding conditions are simulated and the data obtained is
used as training input for each ANN in the cluster. An ANN is trained for each speed and
winding condition combination. The training data for the computer simulations was made up of
10000 data points and comprised the three phase current supply to the PMSM and the
corresponding effective turns-ratio. The results of the training are shown in Figure 41 based on
computer simulated three-phase current data shown in Figure 40. The effective turns-ratio for
2 2.02 2.04 2.06 2.08 2.1
0
5
10
15
20
25
30
Time(s)
Cur
rent
(A)
Phase-C Current Phase-B CurrentPhase-A Current
113

this simulation was 0.9 on the phase-A with no short circuits on the other phases. As shown the
training time was rather fast because of the architecture of the ANN and the training method.
Figure 38(a): Training using PSO-BFGS algorithm
Figure 38(b): Training using only PSO algorithm
Figure 38: Training evolution using PSO and PSO-BFGS
0 5 10 15 20 25 30 35 40 45 500
500
1000
1500
2000
2500
Iteration Number
Err
org g g p
0 5 10 15 20 25 30 35 40 45 5050
100
150
200
250
300
350
400
Iteration Number
Err
or
114
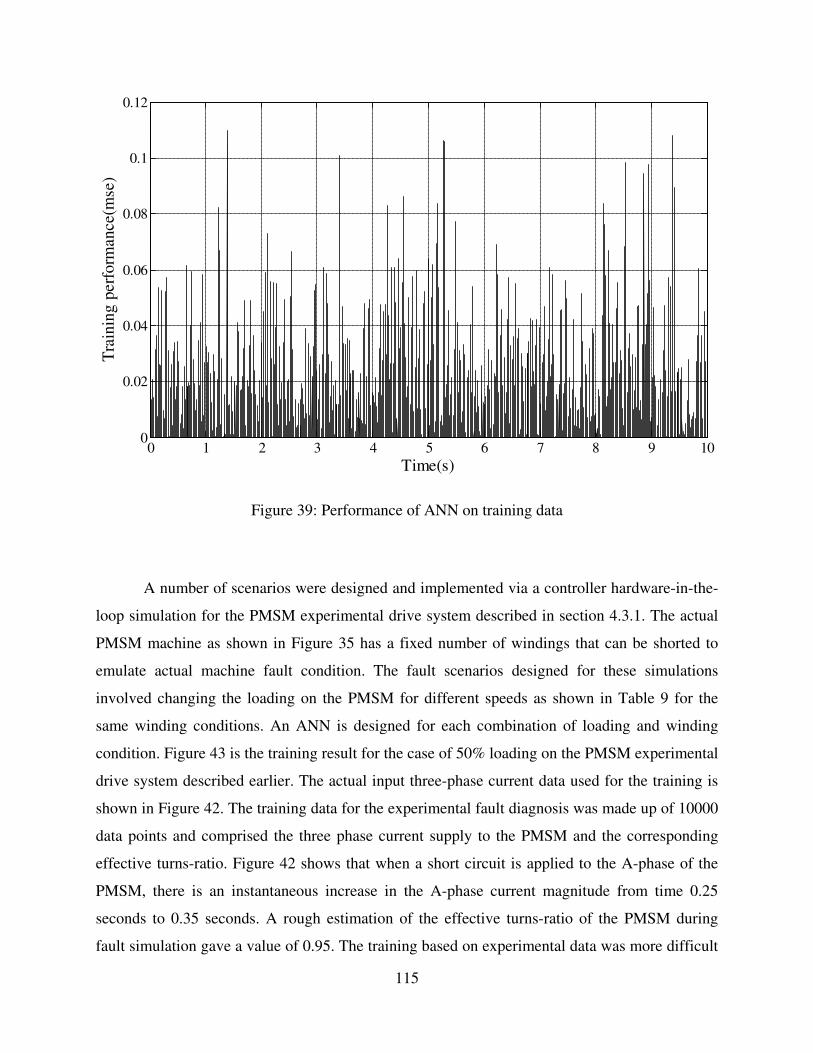
Figure 39: Performance of ANN on training data
A number of scenarios were designed and implemented via a controller hardware-in-the-
loop simulation for the PMSM experimental drive system described in section 4.3.1. The actual
PMSM machine as shown in Figure 35 has a fixed number of windings that can be shorted to
emulate actual machine fault condition. The fault scenarios designed for these simulations
involved changing the loading on the PMSM for different speeds as shown in Table 9 for the
same winding conditions. An ANN is designed for each combination of loading and winding
condition. Figure 43 is the training result for the case of 50% loading on the PMSM experimental
drive system described earlier. The actual input three-phase current data used for the training is
shown in Figure 42. The training data for the experimental fault diagnosis was made up of 10000
data points and comprised the three phase current supply to the PMSM and the corresponding
effective turns-ratio. Figure 42 shows that when a short circuit is applied to the A-phase of the
PMSM, there is an instantaneous increase in the A-phase current magnitude from time 0.25
seconds to 0.35 seconds. A rough estimation of the effective turns-ratio of the PMSM during
fault simulation gave a value of 0.95. The training based on experimental data was more difficult
0 1 2 3 4 5 6 7 8 9 100
0.02
0.04
0.06
0.08
0.1
0.12
Time(s)
Tra
inin
g p
erfo
rman
ce(m
se)
115
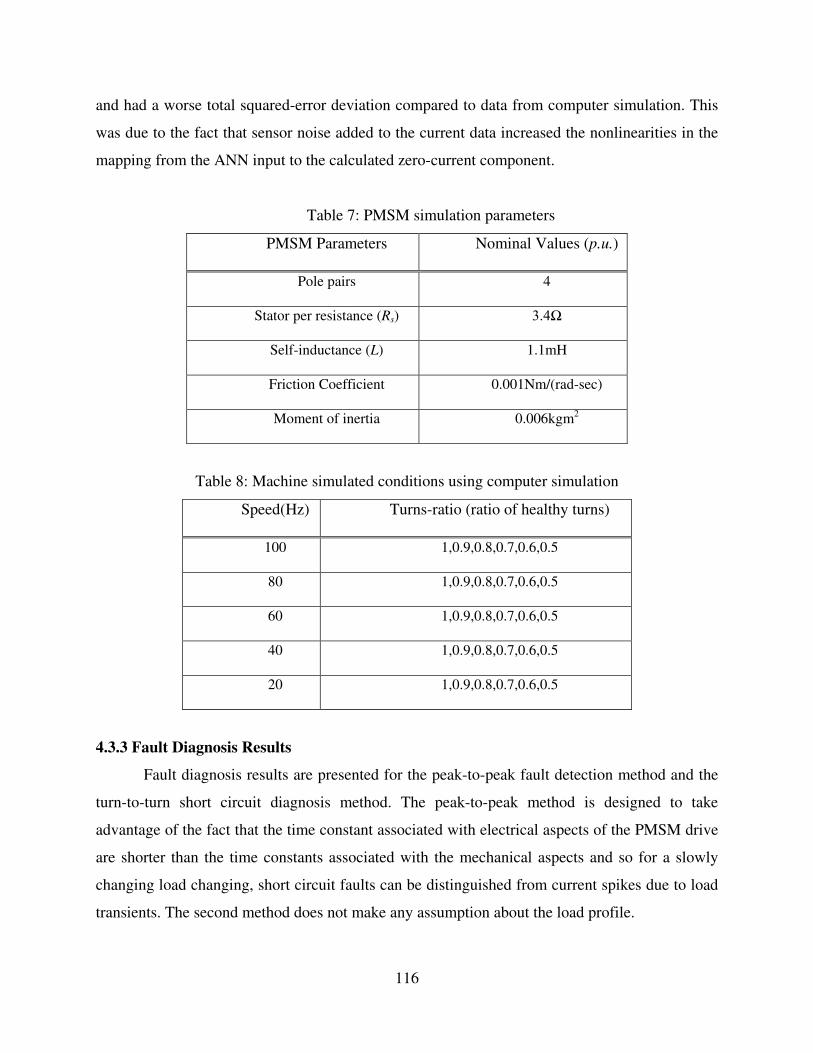
and had a worse total squared-error deviation compared to data from computer simulation. This
was due to the fact that sensor noise added to the current data increased the nonlinearities in the
mapping from the ANN input to the calculated zero-current component.
Table 7: PMSM simulation parameters
PMSM Parameters Nominal Values (p.u.)
Pole pairs 4
Stator per resistance (Rs) 3.4Ω
Self-inductance (L) 1.1mH
Friction Coefficient 0.001Nm/(rad-sec)
Moment of inertia 0.006kgm2
Table 8: Machine simulated conditions using computer simulation
Speed(Hz) Turns-ratio (ratio of healthy turns)
100 1,0.9,0.8,0.7,0.6,0.5
80 1,0.9,0.8,0.7,0.6,0.5
60 1,0.9,0.8,0.7,0.6,0.5
40 1,0.9,0.8,0.7,0.6,0.5
20 1,0.9,0.8,0.7,0.6,0.5
4.3.3 Fault Diagnosis Results
Fault diagnosis results are presented for the peak-to-peak fault detection method and the
turn-to-turn short circuit diagnosis method. The peak-to-peak method is designed to take
advantage of the fact that the time constant associated with electrical aspects of the PMSM drive
are shorter than the time constants associated with the mechanical aspects and so for a slowly
changing load changing, short circuit faults can be distinguished from current spikes due to load
transients. The second method does not make any assumption about the load profile.
116
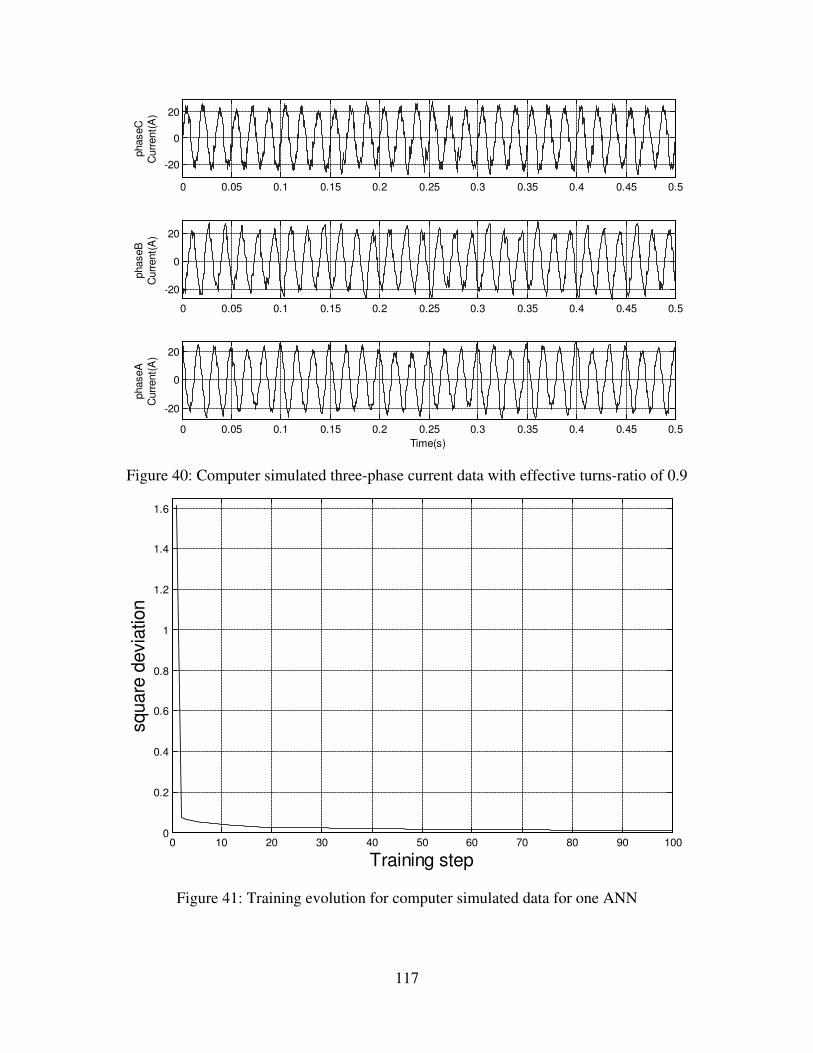
Figure 40: Computer simulated three-phase current data with effective turns-ratio of 0.9
Figure 41: Training evolution for computer simulated data for one ANN
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4 0.45 0.5
-20
0
20
phaseC
Curr
ent(
A)
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4 0.45 0.5
-20
0
20
phaseB
Curr
ent(
A)
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4 0.45 0.5
-20
0
20
Time(s)
phaseA
Curr
ent(
A)
0 10 20 30 40 50 60 70 80 90 1000
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
Training step
square
devia
tion
117
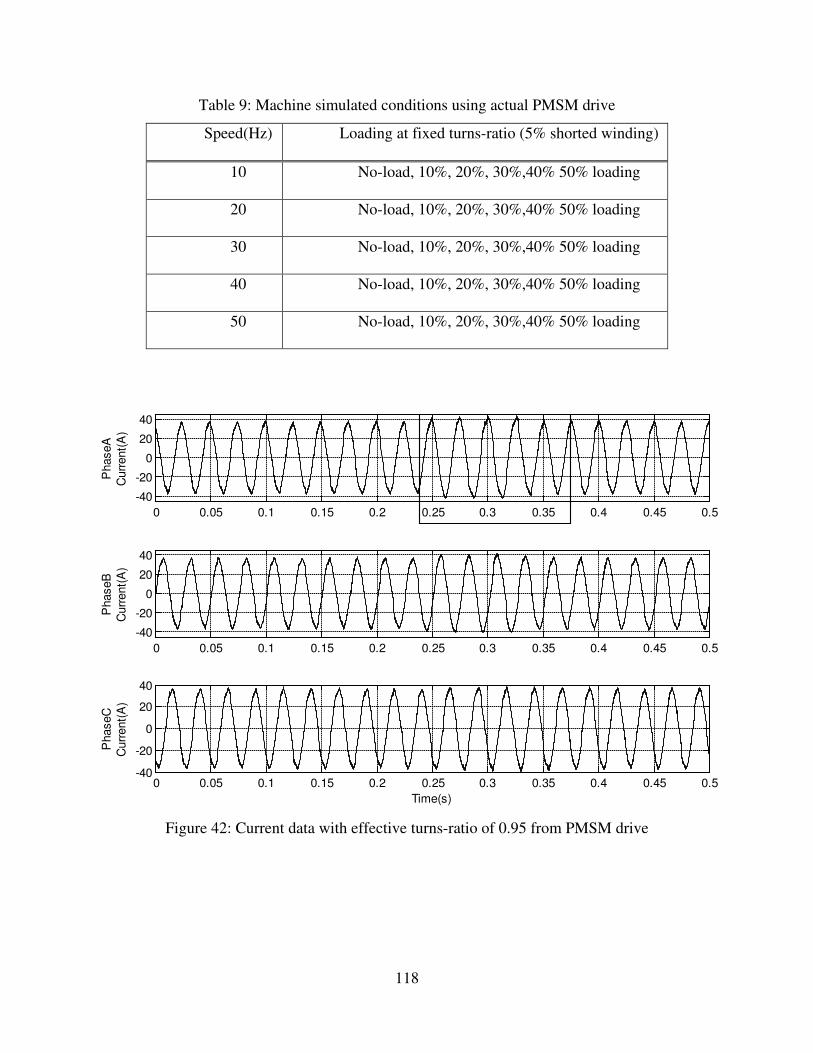
Table 9: Machine simulated conditions using actual PMSM drive
Speed(Hz) Loading at fixed turns-ratio (5% shorted winding)
10 No-load, 10%, 20%, 30%,40% 50% loading
20 No-load, 10%, 20%, 30%,40% 50% loading
30 No-load, 10%, 20%, 30%,40% 50% loading
40 No-load, 10%, 20%, 30%,40% 50% loading
50 No-load, 10%, 20%, 30%,40% 50% loading
Figure 42: Current data with effective turns-ratio of 0.95 from PMSM drive
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4 0.45 0.5
-40
-20
0
20
40
PhaseA
Curr
ent(
A)
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4 0.45 0.5
-40
-20
0
20
40
PhaseB
Curr
ent(
A)
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4 0.45 0.5-40
-20
0
20
40
Time(s)
PhaseC
Curr
ent(
A)
118
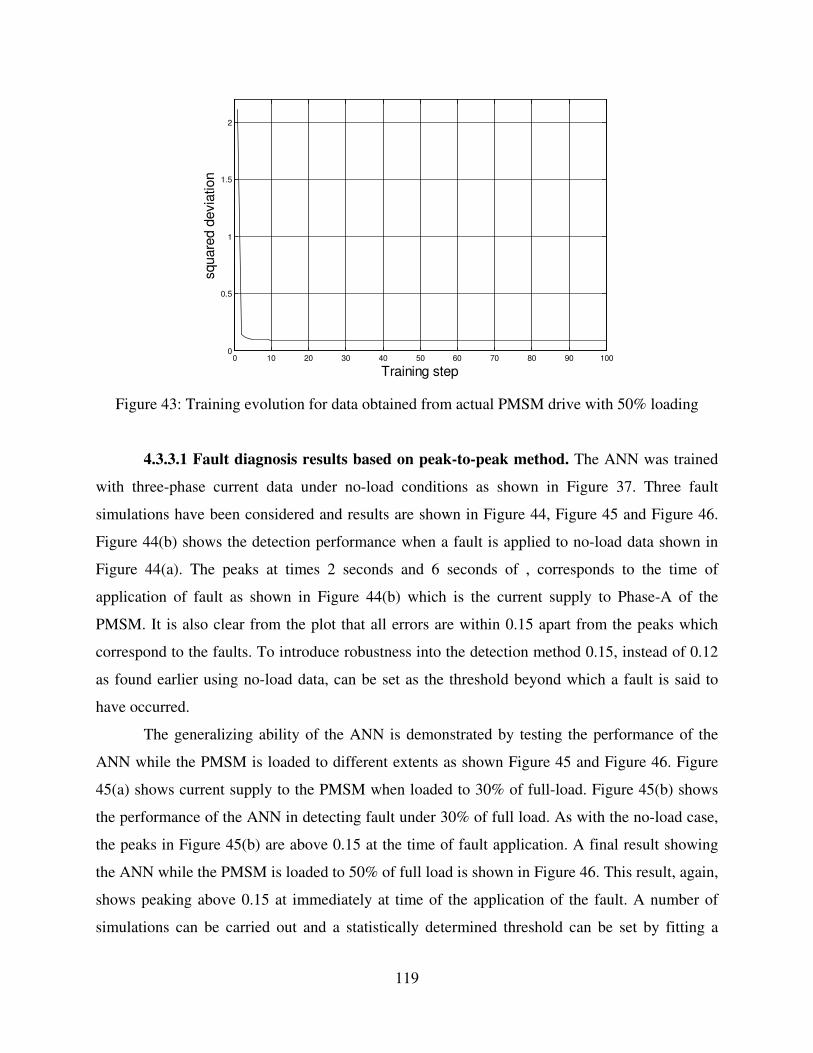
Figure 43: Training evolution for data obtained from actual PMSM drive with 50% loading
4.3.3.1 Fault diagnosis results based on peak-to-peak method. The ANN was trained
with three-phase current data under no-load conditions as shown in Figure 37. Three fault
simulations have been considered and results are shown in Figure 44, Figure 45 and Figure 46.
Figure 44(b) shows the detection performance when a fault is applied to no-load data shown in
Figure 44(a). The peaks at times 2 seconds and 6 seconds of , corresponds to the time of
application of fault as shown in Figure 44(b) which is the current supply to Phase-A of the
PMSM. It is also clear from the plot that all errors are within 0.15 apart from the peaks which
correspond to the faults. To introduce robustness into the detection method 0.15, instead of 0.12
as found earlier using no-load data, can be set as the threshold beyond which a fault is said to
have occurred.
The generalizing ability of the ANN is demonstrated by testing the performance of the
ANN while the PMSM is loaded to different extents as shown Figure 45 and Figure 46. Figure
45(a) shows current supply to the PMSM when loaded to 30% of full-load. Figure 45(b) shows
the performance of the ANN in detecting fault under 30% of full load. As with the no-load case,
the peaks in Figure 45(b) are above 0.15 at the time of fault application. A final result showing
the ANN while the PMSM is loaded to 50% of full load is shown in Figure 46. This result, again,
shows peaking above 0.15 at immediately at time of the application of the fault. A number of
simulations can be carried out and a statistically determined threshold can be set by fitting a
0 10 20 30 40 50 60 70 80 90 1000
0.5
1
1.5
2
Training step
square
d d
evia
tion
119
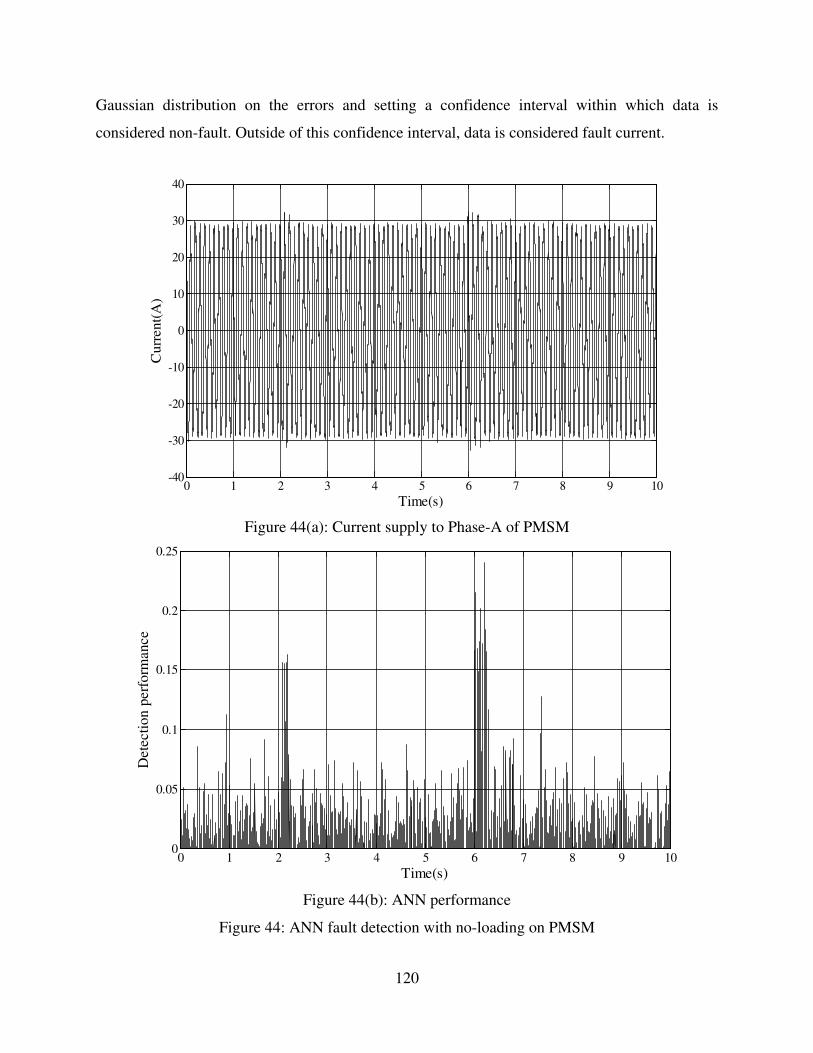
Gaussian distribution on the errors and setting a confidence interval within which data is
considered non-fault. Outside of this confidence interval, data is considered fault current.
Figure 44(a): Current supply to Phase-A of PMSM
Figure 44(b): ANN performance
Figure 44: ANN fault detection with no-loading on PMSM
0 1 2 3 4 5 6 7 8 9 10-40
-30
-20
-10
0
10
20
30
40
Time(s)
Curr
ent(
A)
0 1 2 3 4 5 6 7 8 9 100
0.05
0.1
0.15
0.2
0.25
Time(s)
Det
ecti
on
per
form
ance
120
4.3.3.2 Fault diagnosis results based on turn-to-turn short circuit detection method.
During fault diagnosis, all the trained ANNs are presented with the same input data comprising
the three phase currents multiplied by a value generated by PSO which represents a possible
value for the turns-ratio on each phase of the PMSM. Ideally one of the ANNs would respond if
the calculated turns-ratio from the PSO matches the machine condition it is trained for. One
result of fault diagnosis using the short circuit detection method based on computer simulation of
the PMSM is shown in Figure 47. Correct fault diagnosis showed that there was 10% short
circuiting on the phase-A with no fault on the other two phases and speed set at 100 Hz. The
results based on computer simulation shows that by the 30th iteration of the real time PSO
algorithm, the correct turns-ratio of the A-phase windings have been obtained. At a signal
sampling rate of 0.0002 second per sample, this result show that it took approximately 0.006
seconds for the real-time PSO algorithm to obtain the correct turns-ratio and fault location on the
machine. Similar results were obtained for other fault simulations. For the case of machine
conditions for which none of the ANNs was trained, the ANN which was trained for the
condition that closely matched the simulated conditions was able to obtain the correct turns-ratio
of the windings of the faulted phase. The results shown in Figure 48 gave correct diagnosis with
25% of the phase-A windings shorted. In a few cases none of the ANNs were able to diagnose
the correct turns-ratio. For each diagnosis, the real-time PSO algorithm is initialized with random
numbers.
Fault diagnosis results obtained using data from the PMSM drive took longer as shown in
Figure 49. Figure49 shows correct diagnosis for the PMSM at 30% loading where at about the
50th iteration, the correct turns-ratio is discovered. At a signal sampling rate of 0.0002 seconds
per sample, this result show that it took approximately 0.01 seconds for the real-time PSO
algorithm to obtain the correct turns-ratio on the machine based on the simulated condition. For
the case shown in Figure 49, the A-phase turns-ratio when a fault is applied is 0.95 and 1 for the
other phases. For all cases and as already discussed, the real-time PSO algorithm is randomly
initialized in the discrete solution space as described in section 2.
4.4 Conclusions
The methods presented in this Chapter show a promising use of AI for fault detection and
diagnosis of electrical machines with potential for real time implementation. The methods when
121
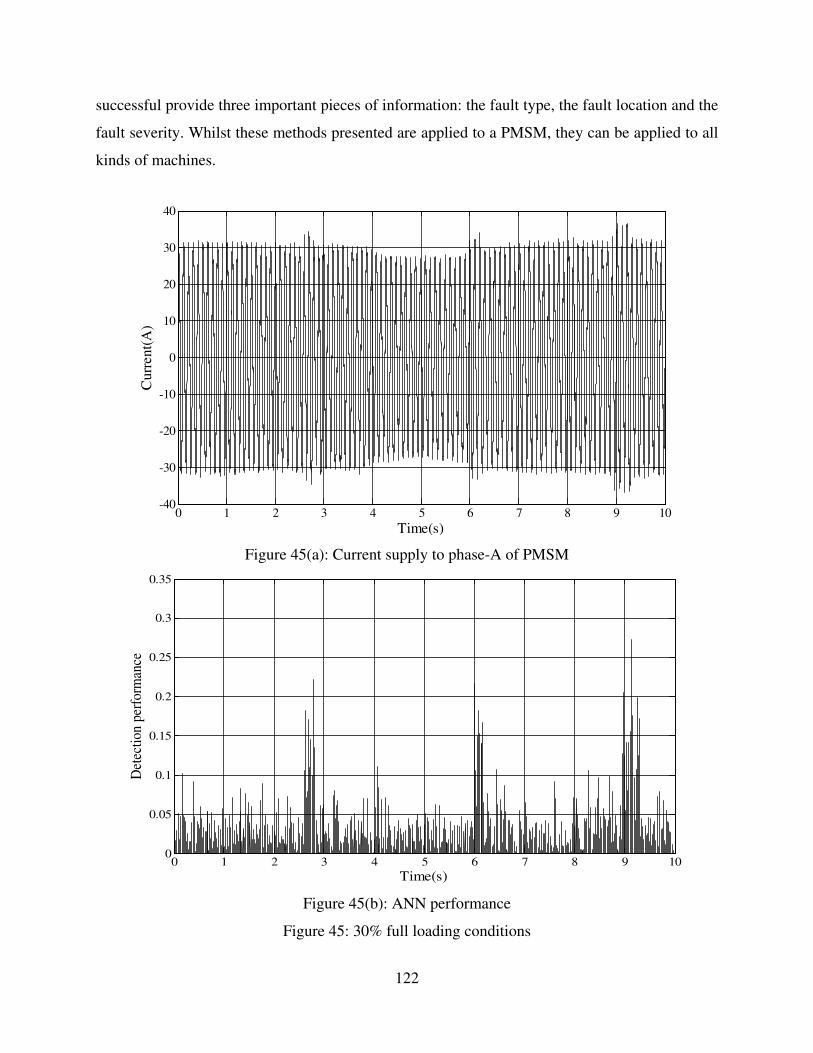
successful provide three important pieces of information: the fault type, the fault location and the
fault severity. Whilst these methods presented are applied to a PMSM, they can be applied to all
kinds of machines.
Figure 45(a): Current supply to phase-A of PMSM
Figure 45(b): ANN performance
Figure 45: 30% full loading conditions
0 1 2 3 4 5 6 7 8 9 10-40
-30
-20
-10
0
10
20
30
40
Time(s)
Curr
ent(
A)
0 1 2 3 4 5 6 7 8 9 100
0.05
0.1
0.15
0.2
0.25
0.3
0.35
Time(s)
Det
ecti
on p
erfo
rman
ce
122

Figure 46(a): Current supply to phase-A of PMSM
Figure 46(b): ANN performance
Figure 46: 50% full loading conditions
0 1 2 3 4 5 6 7 8 9 10-50
-40
-30
-20
-10
0
10
20
30
40
50
Time(s)
Cur
rent
(A)
0 1 2 3 4 5 6 7 8 9 100
0.05
0.1
0.15
0.2
0.25
0.3
0.35
Time(s)
Det
ecti
on p
erfo
rman
ce
123
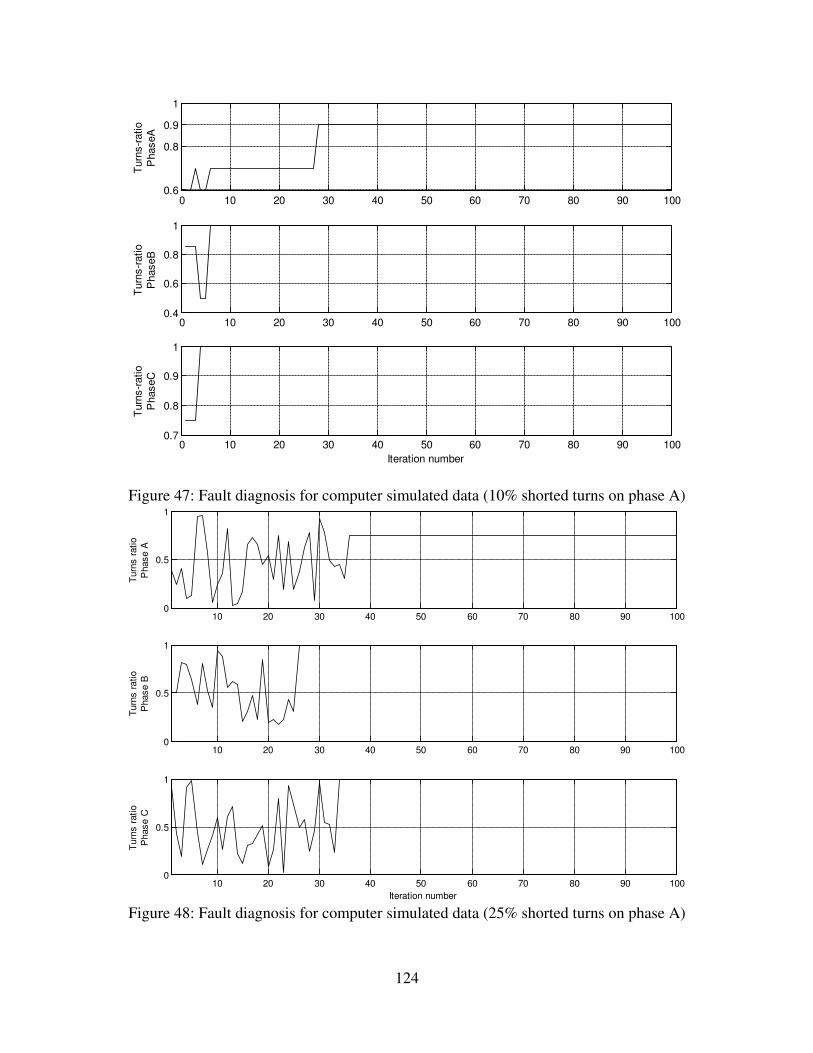
Figure 47: Fault diagnosis for computer simulated data (10% shorted turns on phase A)
Figure 48: Fault diagnosis for computer simulated data (25% shorted turns on phase A)
0 10 20 30 40 50 60 70 80 90 1000.6
0.8
0.9
1
Turn
s-r
atio
PhaseA
0 10 20 30 40 50 60 70 80 90 1000.4
0.6
0.8
1
Turn
s-r
atio
PhaseB
0 10 20 30 40 50 60 70 80 90 1000.7
0.8
0.9
1
Iteration number
Turn
s-r
atio
PhaseC
10 20 30 40 50 60 70 80 90 1000
0.5
1
Turn
s r
atio
Phase A
10 20 30 40 50 60 70 80 90 1000
0.5
1
Turn
s r
atio
Phase B
10 20 30 40 50 60 70 80 90 1000
0.5
1
Iteration number
Turn
s r
atio
Phase C
124
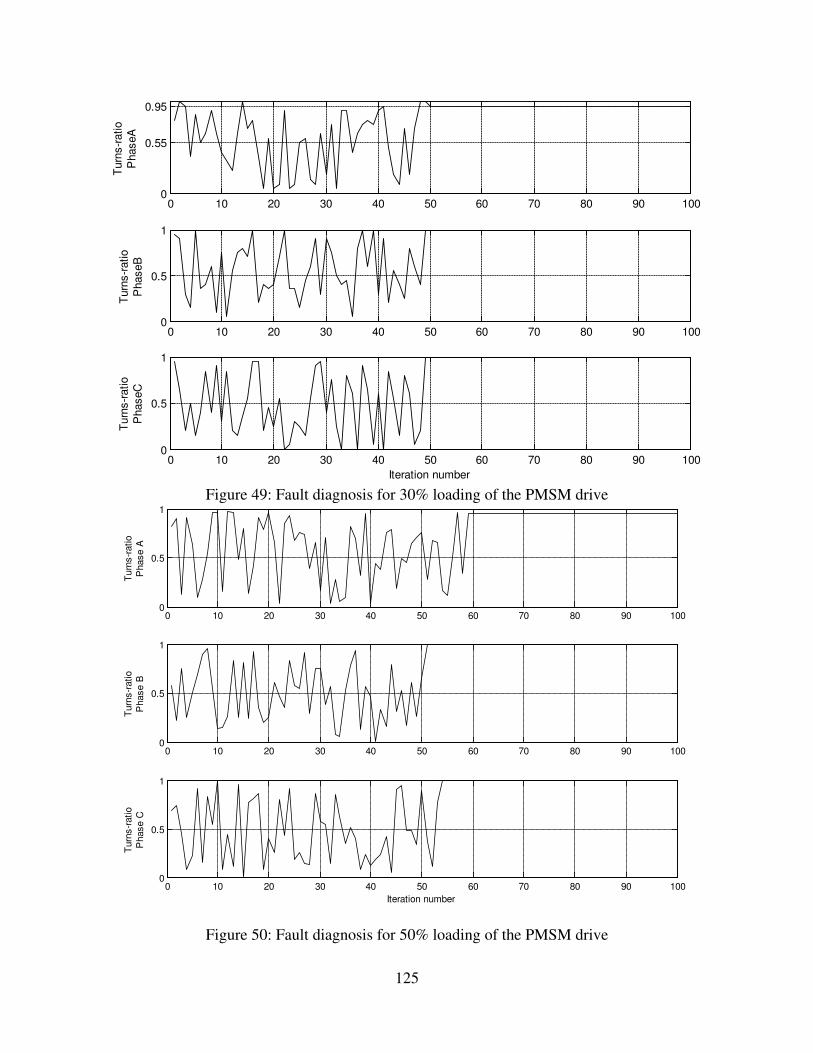
Figure 49: Fault diagnosis for 30% loading of the PMSM drive
Figure 50: Fault diagnosis for 50% loading of the PMSM drive
0 10 20 30 40 50 60 70 80 90 1000
0.55
0.95T
urn
s-r
atio
PhaseA
0 10 20 30 40 50 60 70 80 90 1000
0.5
1
Turn
s-r
atio
PhaseB
0 10 20 30 40 50 60 70 80 90 1000
0.5
1
Iteration number
Turn
s-r
atio
PhaseC
0 10 20 30 40 50 60 70 80 90 1000
0.5
1
Turn
s-r
atio
Phase A
0 10 20 30 40 50 60 70 80 90 1000
0.5
1
Turn
s-r
atio
Phase B
0 10 20 30 40 50 60 70 80 90 1000
0.5
1
Iteration number
Turn
s-r
atio
Phase C
125

In the second method, a FTLN ANN is used in this paper to correlate winding short
faults conditions to the zero-current component of a PMSM. The method also uses the zero-
current component but the method can also use the zero-voltage component in the case of a
voltage controlled drive system. The PSO method is modified to carry out optimization in real
time by performing the PSO particle update immediately after data acquisition. The performance
of the PSO algorithm in real time has been demonstrated to be good. The method presented can
also be implemented in real time using the modified PSO algorithm and the online ANN training
method using the EKF algorithm. Another advantage demonstrated with this method is the
ability to tolerate noise. In particular, we showed the system was relatively impervious to sensor
noise. In principle a single ANN can be trained but to reduce training time, an ANN cluster is
used to capture each operating condition that is considered during training. The training
methodology used, however, enables fast convergence of the ANN weights during design of the
fault diagnosis system and compensates for the increased number of ANNs used for fault
diagnosis.
126

CHAPTER 5
The health monitoring of rotating machines is an involved process since a number of
coupled and complex physical phenomena affect the aging and eventual breakdown of machines.
Broadly speaking the factors that affect machine health can be listed as electrical, thermal,
mechanical and environmental factors. Partial Discharge (PD) is a major source of electrical
degradation in rotating machines which happens in voids, de-laminations and other mechanical
defects in the insulation system. PD also expedites electrical treeing in the insulation material of
insulation system. Electrical treeing is ultimately the main indication of aging and ultimately
leads to insulation breakdown of rotating machines. Simulation of partial discharge and electrical
treeing has been carried out to understand these physical phenomenon both using experimental
and numerical simulation approaches. Experiments to understand the degradation of rotating
machines is sometimes difficult to setup and computer simulation models have been developed
which enables the effect of different parameters on these physical activities to be examined. With
these models, factors that affect partial discharge and electrical treeing can be varied and effects
studied. Numerical models can be used to develop a model-based health monitoring systems for
the insulation systems of rotating machines.
This section discusses prognostics of winding insulation systems. Firsts a new electrical
treeing simulation is presented that is able to more accurately describe the growth of trees than
other simulation models available. The simulation method is used to develop a prognostic system
based on a macro-model that relies on aspects of a growing tree. Before digging into the details
of the prognostic method, the motivation for this study is presented.
5.1 Unique Insulation Issues in an All-Electric Ship
An all-electric ship combines propulsion and service loads into a single supply system.
The conventional shipboard power system, in contrast to terrestrial systems, has unique features
that affect power supply quality as shown in Table 1. These unique characteristics mean requires
extra considerations in the particular case of fault and condition monitoring of component
devices onboard ships. The All-Electric ship is a notional concept and still undergoing research
and development but the issues with shipboard power system may actually increase in an All-
Electric ship with a single service line for propulsion and increased service loads. Increased use
127
of power electronic devices for AC/DC conversion for electric motor propulsion and pulsed-
loads unique to a ship power system may result in unique Power Supply Quality issues that may
have implications for cabling and rotation machines onboard ship a small space. These loads
include:
1. Electromagnetic aircraft launch systems
2. Electromagnetic guns: rail guns, laser guns, coil guns, high energy microwaves
3. Radars, SONARS, communication systems
The main power supply quality problems to be expected in an all-electric ship are an increase in
voltage/current transient, harmonic distortion, frequency modulation, voltage imbalance and
capacitive-current leakage. Harmonic distortion has been identified with mechanical vibrations
in machines and extra heating in cables and machines that lead to insulation breakdown by
facilitating electrical and water trees through an insulation system. Voltage transients are major
sources of PD in insulation systems as is frequency spikes sometimes called notching. Voltage
imbalance produces negative sequence currents that produce mechanical distortions leading to
aging of insulation system. Capacitive leakage current may be high enough to trip fault
monitoring systems and affect harmonic quality of power supply which can have consequences
for the insulation system. The insulation systems of ship MVDC bus, its components, and sub-
systems are stressed not only by the DC component of the electric field but also by high
frequency components caused by switching of power electronic devices and lightning strikes
either into the ship superstructure or the electrical power system directly. Considering that power
supply issues are expected to increase in an all-electric ship, PD and electrical treeing are also
expected to increase leading to faster time to breakdown of insulation and widening of electrical
tree links.
5.2 Dielectric Breakdown Testing
Dielectric breakdown testing is any experimental procedure to determine the breakdown
characteristics of insulation materials. The experimental setup can range from simple needle-
plane electrode experiments to complicated setups to determine the insulation characteristics of
devices in situ. Formettes and Motorettes, for example, have been used in electrical machine
insulation testing during manufacture. The next section describes the experimental setup to
128

determine characteristics of the breakdown of a dielectric material as part of studies in the fault
prognostics of winding insulation systems.
5.2.1 Description of Experimental Setup
Dielectric breakdown tests were carried out to establish characteristics of insulation
breakdown. Some of the characteristics that were of interest included the partial discharge during
breakdown, time to breakdown of a sample when stressed by different voltage levels and the
fractal dimension of the electrical trees. The voltage levels used for the tests were higher than
Partial Discharge Inception (PIV) voltage to cause faster degradation and eventual breakdown
than they would be subjected to by voltages that machines nominally operate at. The
experimental setup was based on the classical needle-plane electrode setup. The dielectric
material was initially chosen as an epoxy resin, with the trade name STYCAST 1266, and with
characteristics shown in Table 10. Due to experimental time constraints an epoxy gel, under the
trade name STYCAST 1265 with characteristics shown in Table 10, was later chosen to reduce
the time to breakdown of the needle-plane experiments. A drawing of the needle-plane
experimental setup is provided in Figure 51 and shows the components of the setup: Acrylic
(PMMA) mold, STYCAST 1265 dielectric material, steel pins as the high electrode, copper plate
as the ground electrode and brass as holder for the steel pins. The distance from the steel pin tip
to the ground electrode was fixed for all tests to a value of 5mm. Each steel pin was polished to
ensure that the radius of the tip was not more than 13µm and not less than 8µm.
Table 10: Characteristics of STYCAST 1266 and STYCAST 1265
STYCAST 1266
STYCAST 1265
Property Units Value Value
Hardness Shore D 138 25
Flexural Strength mPa 75 -
Compressive Strength mPa 69 -
Tensile Strength mPa 41 -
Operating temperature range 0C -65 to 105 -65 to 40
Dielectric strength kV/mm 15.7 -
Dielectric constant (60Hz) - 3 3
Dissipation factor (60Hz) - 0.02 -
Volume resistivity (250C) Ohm-cm 6x1014 -
129
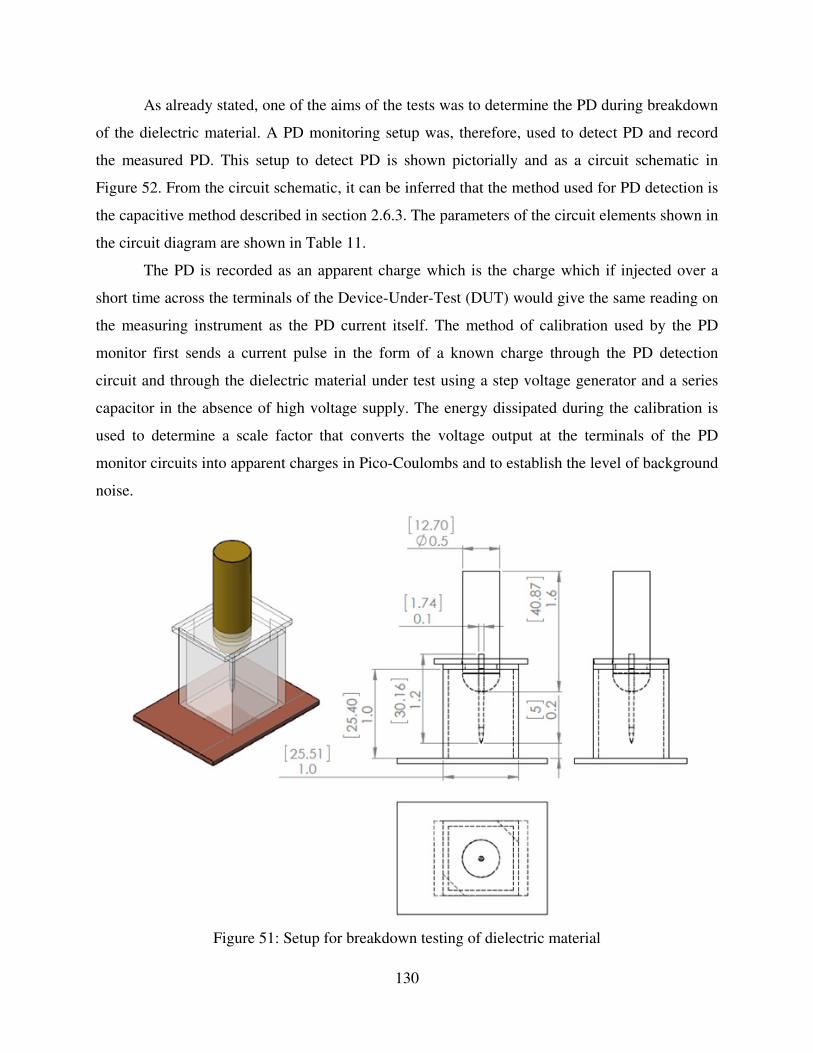
As already stated, one of the aims of the tests was to determine the PD during breakdown
of the dielectric material. A PD monitoring setup was, therefore, used to detect PD and record
the measured PD. This setup to detect PD is shown pictorially and as a circuit schematic in
Figure 52. From the circuit schematic, it can be inferred that the method used for PD detection is
the capacitive method described in section 2.6.3. The parameters of the circuit elements shown in
the circuit diagram are shown in Table 11.
The PD is recorded as an apparent charge which is the charge which if injected over a
short time across the terminals of the Device-Under-Test (DUT) would give the same reading on
the measuring instrument as the PD current itself. The method of calibration used by the PD
monitor first sends a current pulse in the form of a known charge through the PD detection
circuit and through the dielectric material under test using a step voltage generator and a series
capacitor in the absence of high voltage supply. The energy dissipated during the calibration is
used to determine a scale factor that converts the voltage output at the terminals of the PD
monitor circuits into apparent charges in Pico-Coulombs and to establish the level of background
noise.
Figure 51: Setup for breakdown testing of dielectric material
130
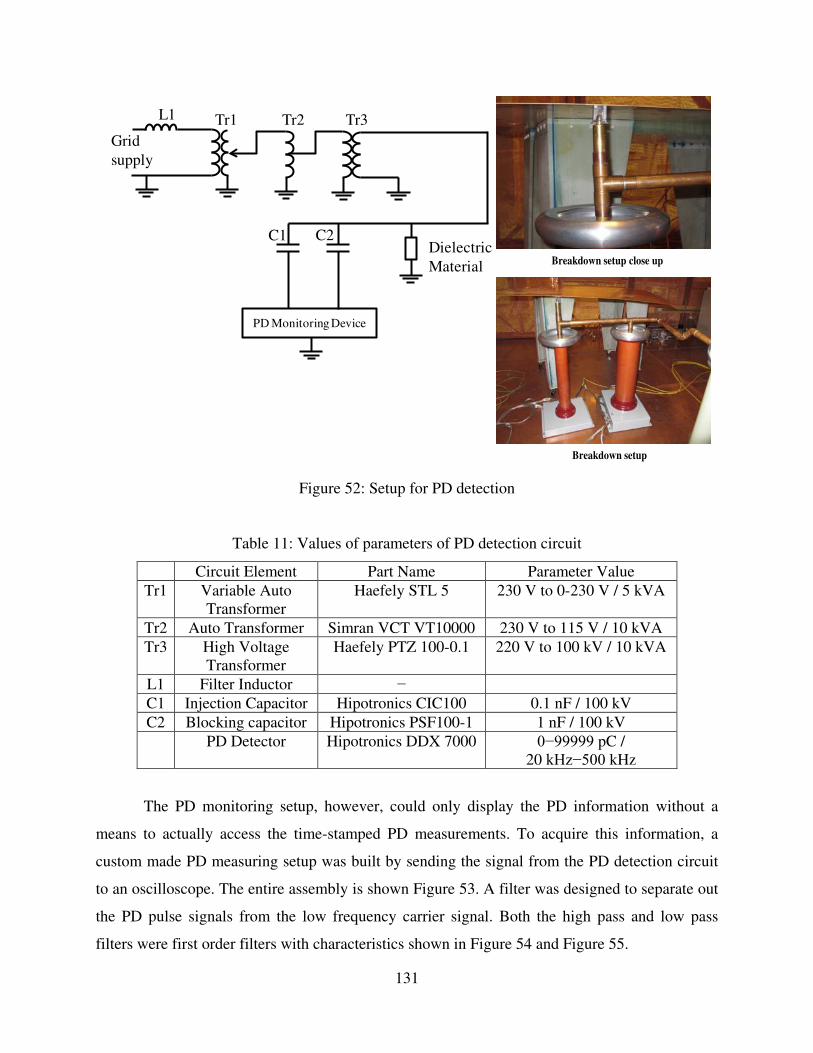
Figure 52: Setup for PD detection
Table 11: Values of parameters of PD detection circuit
Circuit Element Part Name Parameter Value
Tr1 Variable Auto Transformer
Haefely STL 5 230 V to 0-230 V / 5 kVA
Tr2 Auto Transformer Simran VCT VT10000 230 V to 115 V / 10 kVA
Tr3 High Voltage Transformer
Haefely PTZ 100-0.1 220 V to 100 kV / 10 kVA
L1 Filter Inductor −
C1 Injection Capacitor Hipotronics CIC100 0.1 nF / 100 kV
C2 Blocking capacitor Hipotronics PSF100-1 1 nF / 100 kV
PD Detector Hipotronics DDX 7000 0−99999 pC / 20 kHz−500 kHz
The PD monitoring setup, however, could only display the PD information without a
means to actually access the time-stamped PD measurements. To acquire this information, a
custom made PD measuring setup was built by sending the signal from the PD detection circuit
to an oscilloscope. The entire assembly is shown Figure 53. A filter was designed to separate out
the PD pulse signals from the low frequency carrier signal. Both the high pass and low pass
filters were first order filters with characteristics shown in Figure 54 and Figure 55.
PD Monitoring Device
Tr1 Tr2 Tr3L1
Grid
supply
C1 C2Dielectric
Material Breakdown setup close up
Breakdown setup
131
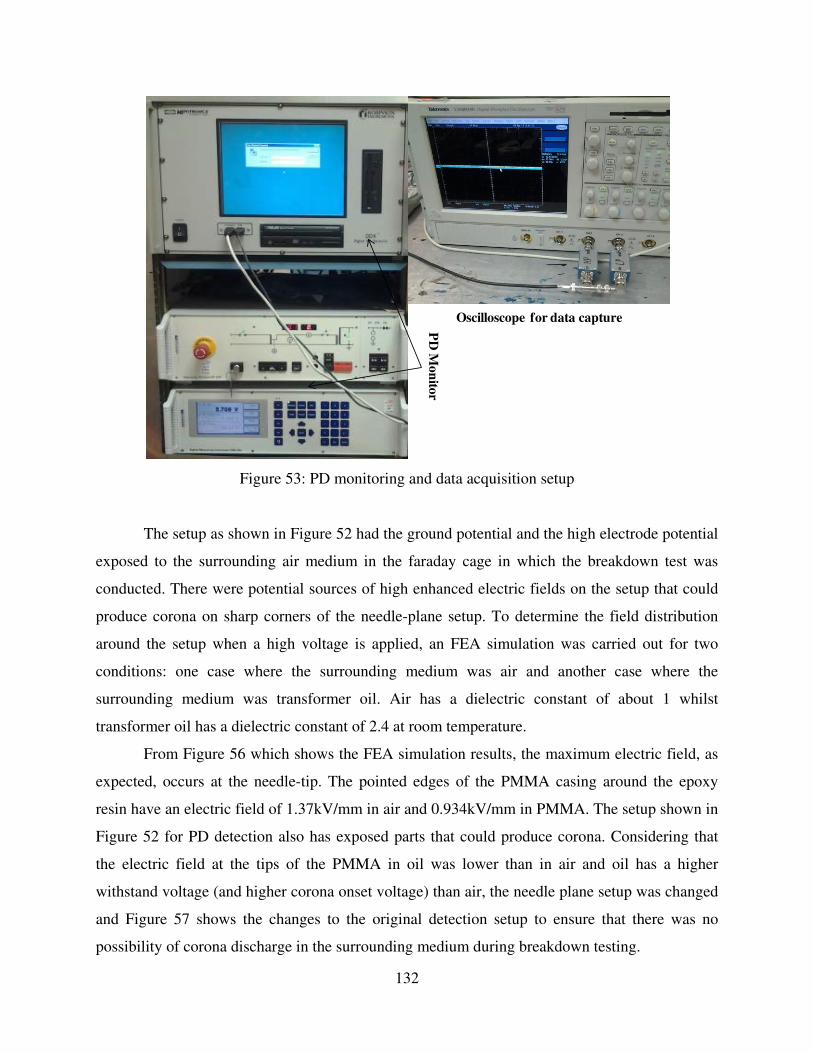
Figure 53: PD monitoring and data acquisition setup
The setup as shown in Figure 52 had the ground potential and the high electrode potential
exposed to the surrounding air medium in the faraday cage in which the breakdown test was
conducted. There were potential sources of high enhanced electric fields on the setup that could
produce corona on sharp corners of the needle-plane setup. To determine the field distribution
around the setup when a high voltage is applied, an FEA simulation was carried out for two
conditions: one case where the surrounding medium was air and another case where the
surrounding medium was transformer oil. Air has a dielectric constant of about 1 whilst
transformer oil has a dielectric constant of 2.4 at room temperature.
From Figure 56 which shows the FEA simulation results, the maximum electric field, as
expected, occurs at the needle-tip. The pointed edges of the PMMA casing around the epoxy
resin have an electric field of 1.37kV/mm in air and 0.934kV/mm in PMMA. The setup shown in
Figure 52 for PD detection also has exposed parts that could produce corona. Considering that
the electric field at the tips of the PMMA in oil was lower than in air and oil has a higher
withstand voltage (and higher corona onset voltage) than air, the needle plane setup was changed
and Figure 57 shows the changes to the original detection setup to ensure that there was no
possibility of corona discharge in the surrounding medium during breakdown testing.
PD
Mon
itor
Oscilloscope for data capture
132

Figure 54: Low pass filter characteristics
After the data is captured by the oscilloscope, it is stored in a memory device for data
processing. Due data processing speed limitations, a full cycle of PD data, as shown in Figure 58,
was stored after every 12 seconds and involved 2 mega samples at 2 nano-seconds per sample at
a resolution of 500 MHz. Figure 58 shows some characteristic features of PD patterns during tree
growth as corroborated by many other researchers in the field. It would be noticed that the PD
detected as a voltage rise is a damped signal with very high frequencies. These signals show up
characteristically in the first and third quadrants of the 60Hz carrier wave. Four PD events are
shown in Figure 58 for the complete cycle shown. At the start of the breakdown process, there
are few PDs of low magnitude. The magnitude of the PD corresponds to the peak of the PD
signal shown in Figure 58. The initial phase is the inception phase and for the testing carried out
with STYCAST 1265 epoxy resin, could take about 4 hours at an impressed voltage of 8kV. As
mentioned earlier, a number of complete cycles were saved during the tree growth for the entire
period of the breakdown process. Figure 59 shows a plot of the number of PDs in a cycle, the
average PD in a cycle, the maximum PD in a cycle and the angle of the maximum PD in a cycle
from start to breakdown of a sample of STYCAST 1265 epoxy resin.
133

Figure 55: High pass filter characteristics
Figure 56 (a): Meshing at the tip of needle
Figure 56: FEA simulation results
134

Figure 56 (b): Electric field distribution at the tip of needle
Figure 56 (c): Electric field distribution at the tip of PMMA in oil
Figure 56 - continued
135

Figure 56 (d): Electric field distribution at the tip of PMMA in air
Figure 56 - continued
Figure 57: Enhanced setup for PD detection
136

Figure 58: Characteristic PD pattern per cycle
Figure 59(a): PD count per cycle
Figure 59: PD characteristics during breakdown of STYCAST 1265
137

Figure 59(b): Maximum PD per cycle
Figure 59(c): Average PD per cycle
Figure 59 - continued
138

Figure 59(d): Angle of maximum PD per cycle
Figure 59 - continued
Several breakdown tests confirmed the following characteristics of the tree propagation
which is also confirmed in [216].
1. PD occurs characteristically in the first and third quadrants during tree growth
2. There is an initialization phase during which PD of low magnitudes (2pC to 10pC) are
recorded
3. There is a growth phase during which higher levels of PD are detected (30pC to 100pC)
4. Final stage which is instantaneous and occurs when the tree has attained a critical level of
growth
One of the major goals of this research work is to come out with ways to use PD data,
whose detection, measurement and further data processing has been improved over the decades,
to predict impending failures. Whilst the use of PD for diagnosis and prognosis is not a new
approach, the usual way has been to use PD to determine the severity of degradation in
insulation. This, usually, is a go-no-go criterion where if the PD level is above a certain
threshold, the insulation system is declared to be damaged. Figure 59 shows that during tree
growth, the PD pulse count per cycle changes over time until the final stage of tree growth in a
139

way that can be used to determine some characteristics of the tree growth that can be used to
predict the time to attain a critical length after which breakdown is instantaneous. This is also
similar for the maximum PD pulse per cycle, average PD pulse per cycle and angle of maximum
PD pulse per cycle. The process of obtaining enough data to develop prognostics approaches for
the time to breakdown of the dielectric material involves a tedious and long process to obtain
data similar to what is shown in Figure59 for a lot of samples. To make the process less tedious,
a new simulation model has been developed that accounts for the characteristic features of the
tree growth process in ways that other current models do not account for. The next section
describes the details of the simulation model.
5.3 Modified Dielectrics Breakdown Model
Experimental investigations of electrical treeing indicate that the growth of tree channels
is associated with partial discharges (PD) in the dielectric materials. The actual mechanism of
growth has been explained by several physical processes including electron avalanches,
electromechanical fracturing and photo-degradation [217]. From the point of view of a
simulation model that can generate the electrical tree structures, a number of approaches have
been suggested to account for the characteristic patterns of growth and the growth dynamics. The
NPW model, named after its inventors, Niemeyer, Pietronero and Weismann was the first model
to suggest that the tree channels were created by an advancing boundary of an injected charge
fluid from the tree tip. The model associated the branching patterns observed during tree growth
to a stepwise development in which the next branch to be added to the structures is chosen at
random from pre-specified growth direction. Each growth direction has a failure probability
proportional to En, where E is the local electric field along the bond and n is an unknown
exponent normally fixed at values between 1.5 and 2. For computations, the NPW model
assumes that local failure occurs immediately after the local electric field exceeds a critical level.
Below this level, tree extension in the pre-specified direction is not possible. Experimental
observation, however, suggests that there is high electric field, mostly, at the tips of the growing
trees and, to a lesser extent, within the tree channels due to space charges. The high electric field
induces damage generating events in the insulation and over time the tree extends in the direction
where the insulation material has been damaged the most. Including this stepwise damage
process into the NPW model suggests that there is a critical damage level where local failure is
140

possible. This constitutes the modification to the NPW model called the Discharge Avalanche
Model (DAM) which avoids the difficult-to-explain power law associated with the NPW model.
The DAM modification to the NPW model accounts for the stochastic nature of tree propagation
by using random values for the physical characteristics of the dielectric material. DAM,
however, does not account for PD in the tree channels. Several models have been proposed to
account for PD with most associating a PD activity to the damage processes that occurs when
there is a local breakdown. In this paper, we propose a new approach to electrical tree modeling
by representing the growing tree as a set of contiguous charged spheres. This idea has been
suggested in [218] to describe PD in a static electrical tree. The model proposed in this paper
extends this idea into a dynamic tree by using the DAM approach to extend the tree whilst
accounting for the PD activity in the tree channels by way of charge transfers between the
charged spheres. The new simulation model can be explained basically by the flow chart shown
in Figure 60. The process begins by setting voltages at each tree point. The voltages at each tree
point are specified by representing the tree as a low resistance channel in the dielectric material
as show in Figure 61. The number tree points are determined by the size of mesh grid used for
the simulation. The charges on each sphere are then calculated by the Charge Simulation Method
(CSM). If Qi is the charge at tree point i, the voltage Vi at that point can be determined by the
CSM method as shown in Equation (79) where k and k’ are the voltage contributions due to the
charged sphere at tree point i and its image.
( ) ( ) ( ) ( ) nnini
iiiiiiiiii QkkQkkQkkQkkV ''2
2'
2
11'
1 −+−++−+−= (79)
The voltage coefficients of the charges in Equation (79) are calculated using classical
electrostatics with Equation (80) and (81) shown below where rji is the Euclidean distance of the
charged sphere i from tree point j, εr is the permittivity of free space and ε0 is the relative
permittivity of the sample at point i.
iri
ir
k10
14
1
επε= (80)
iiri
iir
kεπε04
3= (81)
141
Equation (79) must be satisfied by all tree links and results in a set of linear equations that can be
easily solved by a number of linear techniques. To increase the speed of the solution, a relaxation
method is applied where applicable by using the previously calculated charges as the initial
solution.
The model developed is based on the DAM model that calculates the incremental damage
energy across each tree link until breakdown. The breakdown process as mentioned in the
introduction to the new model, being presented, is a combined thermo-electro-mechanical
process. When dielectrics are subjected to high electric fields, the electrostatic compressive
forces can cause failure if they exceed the mechanical compression limits of the dielectric
material. This idea is assumed to take place across each tree link. It is possible to describe the
electromechanical interaction from only an electrostatic point of view based on energy
considerations. In particular if there is compressive equilibrium between the electrostatic forces
and the mechanical stress, Equation (82) is true where Y is the Young modulus of the dielectric
material, d is the thickness of the specimen and the specimen is compressed to a thickness of d0
and V is the impressed voltage level.
=
d
dY
d
Vr
02
2
2
0 ln2
εε (82)
A similar argument can be made for the electro-thermal interactions between the
electrostatics forces and the heating that takes place during breakdown. In this case Equation
(83) can be used to describe the interaction for an alternating voltage source. In Equation (83), Cv
is the specific heat of the specimen, T is the temperature of the specimen, t is the time, f is the
frequency of the supply, δ is the loss angle of the dielectric material and Vrms is the root mean
square value of the alternating supply.
( ) ( )TKdivdt
dTCfV vrrms ∇+=δε tan2 (83)
From energy considerations, Figure 62 can be used to describe these three interactions.
The thermal interactions are discounted in the present consideration since the testing was carried
out at a fairly constant temperature. Figure 62 shows that each link in the dielectric material can
be considered as a spring and a damper system that can be replaced by an analogous capacitor
and resistor. The maximum electric field that is possible across the capacitor can be obtained
142
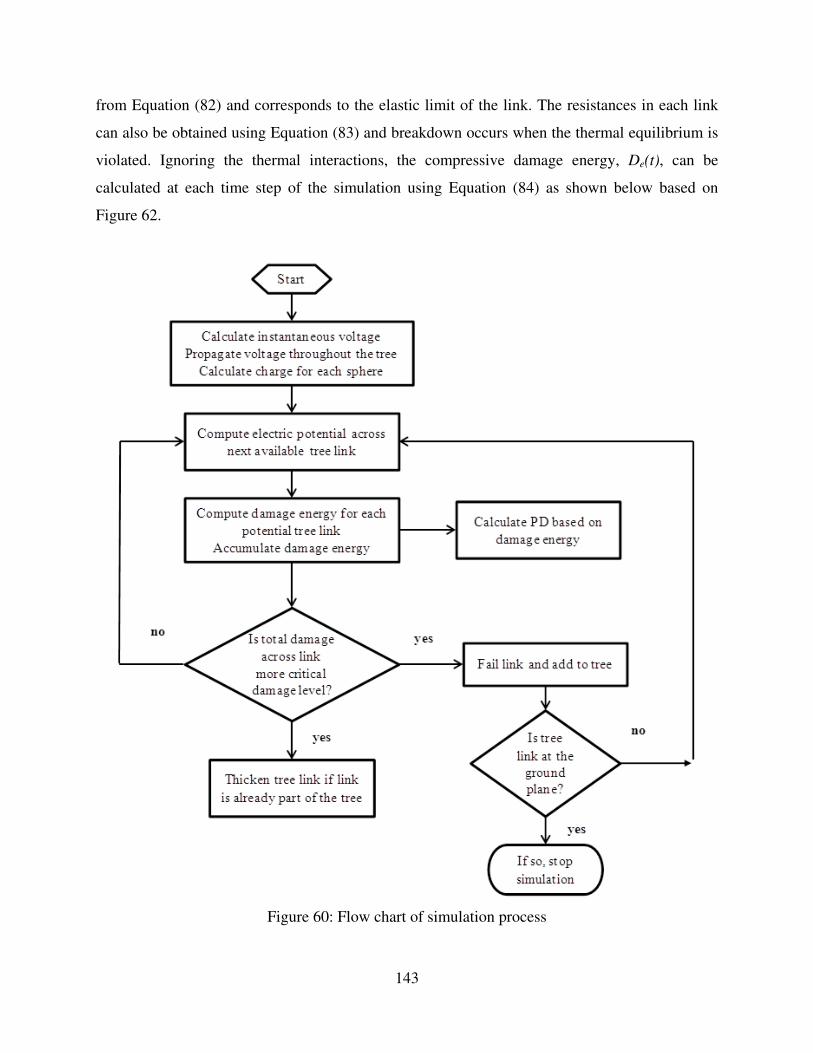
from Equation (82) and corresponds to the elastic limit of the link. The resistances in each link
can also be obtained using Equation (83) and breakdown occurs when the thermal equilibrium is
violated. Ignoring the thermal interactions, the compressive damage energy, De(t), can be
calculated at each time step of the simulation using Equation (84) as shown below based on
Figure 62.
Figure 60: Flow chart of simulation process
143
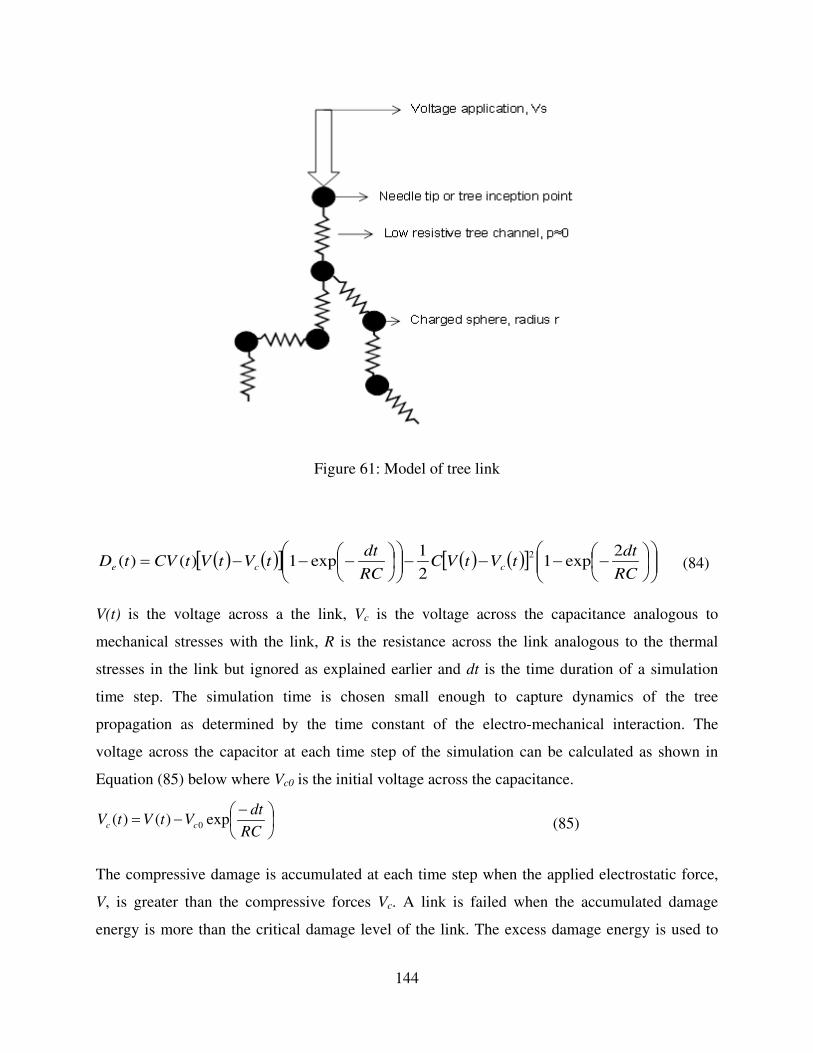
Figure 61: Model of tree link
( ) ( )[ ] ( ) ( )[ ]
−−−−
−−−=
RC
dttVtVC
RC
dttVtVtCVtD cce
2exp1
2
1exp1)()(
2 (84)
V(t) is the voltage across a the link, Vc is the voltage across the capacitance analogous to
mechanical stresses with the link, R is the resistance across the link analogous to the thermal
stresses in the link but ignored as explained earlier and dt is the time duration of a simulation
time step. The simulation time is chosen small enough to capture dynamics of the tree
propagation as determined by the time constant of the electro-mechanical interaction. The
voltage across the capacitor at each time step of the simulation can be calculated as shown in
Equation (85) below where Vc0 is the initial voltage across the capacitance.
−−=
RC
dtVtVtV cc exp)()( 0 (85)
The compressive damage is accumulated at each time step when the applied electrostatic force,
V, is greater than the compressive forces Vc. A link is failed when the accumulated damage
energy is more than the critical damage level of the link. The excess damage energy is used to
144
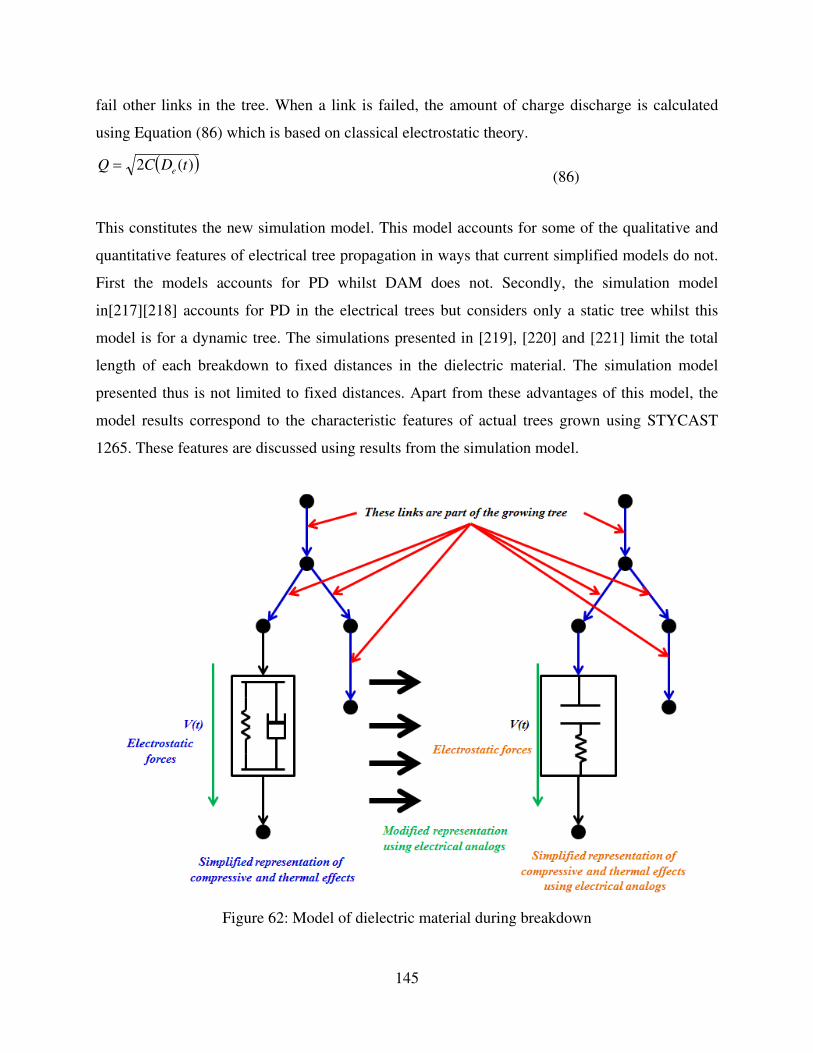
fail other links in the tree. When a link is failed, the amount of charge discharge is calculated
using Equation (86) which is based on classical electrostatic theory.
( ))(2 tDCQ e= (86)
This constitutes the new simulation model. This model accounts for some of the qualitative and
quantitative features of electrical tree propagation in ways that current simplified models do not.
First the models accounts for PD whilst DAM does not. Secondly, the simulation model
in[217][218] accounts for PD in the electrical trees but considers only a static tree whilst this
model is for a dynamic tree. The simulations presented in [219], [220] and [221] limit the total
length of each breakdown to fixed distances in the dielectric material. The simulation model
presented thus is not limited to fixed distances. Apart from these advantages of this model, the
model results correspond to the characteristic features of actual trees grown using STYCAST
1265. These features are discussed using results from the simulation model.
Figure 62: Model of dielectric material during breakdown
145

5.3.1 Electrical Tree Simulation Results
Figure 63 shows a simulation of the breakdown process for the case of applying a voltage
(100 kV) to a specimen that is 5 times the breakdown voltage of the sample. The characteristic
features of the figure traced during the breakdown process shows an inception period that lasts
about 30 micro-seconds in simulation time. The second stage is a very brief propagation phase
for the next 40 micro-seconds during which time a few PDs occur with a maximum of about 18
Pico-Coulombs occurring at time 7 micro-seconds. The final stage is complete breakdown
represented by a huge PD event of about 35 nano-Coulombs which triggers multiple breakdowns
throughout the specimen in a fashion similar to an electron avalanche. This confirms what
happens experimentally during instantaneous breakdown using high voltage levels.
Figure 64 shows another result using the simulation model for a voltage (10 kV) at half
the breakdown level. The major difference between Figure 63 and Figure 64 is the relatively
longer period of tree growth. From Figure 64, the tree growth period takes about 0.15 seconds
instead of 40 micro-seconds obtained with 100 kV. The total number of PD activities obtained at
this voltage level is 96 with a maximum discharge of about 60 pico-Coulombs. It would be
noticed that, considering a complete cycle of the carrier wave, PDs only occur at the first and
third quadrants. This is validated by experimental results as shown in Figure 58. The model
predicts harmonic distortion can results in PDs occurring in the second and fourth quadrants.
These aspects of the breakdown process are, however, not explored further in this study. After
the growth phase, the specimen breaks down instantaneously at time 0.16 seconds due to a huge
discharge that is cascaded throughout the specimen.
In summary, this simulation can be used to generate the Lichtenberg figures that
characterize the growth of trees in a dielectric. Whilst the simulation model can be extended to
account for thermal effects, the features that characterize the growth of tree in STYCAST 1265
are adequately captured using this model. As discussed earlier, the PD count per cycle, PD
maximum per cycle, angle of maximum PD per cycle and average PD per cycle appear to
contain information than can prove useful in gaining insights into the actual tree during the
growth phase. Importantly these values can now be obtained very easily using the tree growth
simulation model presented. The next presents a macro-model that connects the discussion so far
to the main discussion of predicting the time of failure of dielectric materials undergoing
breakdown.
146

Figure 63(a): Breakdown path using model using
Figure 63(b): PD events before breakdown
Figure 63: Simulation results for fast breakdown
-8 -6 -4 -2 0 2 4 6 80
10
20
30
40
50
60
70
80
90
100Brief tree growth stage
About 70 micro-seconds
Path
of in
stan
tan
eou
s brea
kd
ow
n
Distan
ce from
tip n
eedle (1
00
un
its for 1
mm
)
0 1 2 3 4 5 6 7
x 10-5
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
x 10-11
Simulation time (seconds)
PD
(C
ou
lom
bs)
0 1 2 3 4 5 6 7
x 10-5
0
1000
2000
3000
4000
PD
Voltage wave
147

Figure 63(c): PD events from start to breakdown
Figure 63 continued
Figure 64(a): Breakdown path using model using
Figure 64: Simulation results for slow breakdown
0 1 2 3 4 5 6 7 8
x 10-5
0
0.5
1
1.5
2
2.5
3
3.5x 10
-8
Simulation time (seconds)
PD
(C
ou
lom
bs)
0 1 2 3 4 5 6 7 8
x 10-5
0
1000
2000
3000
4000
PD
Voltage wave
-6 -4 -2 0 2 4 60
10
20
30
40
50
60
70
80
90
100
Rela
tively
lon
ger g
row
th sta
ge
Path
of in
stan
tan
eou
s brea
kd
ow
n
Distan
ce from
tip n
eedle (1
00
un
its for 1
mm
)
148
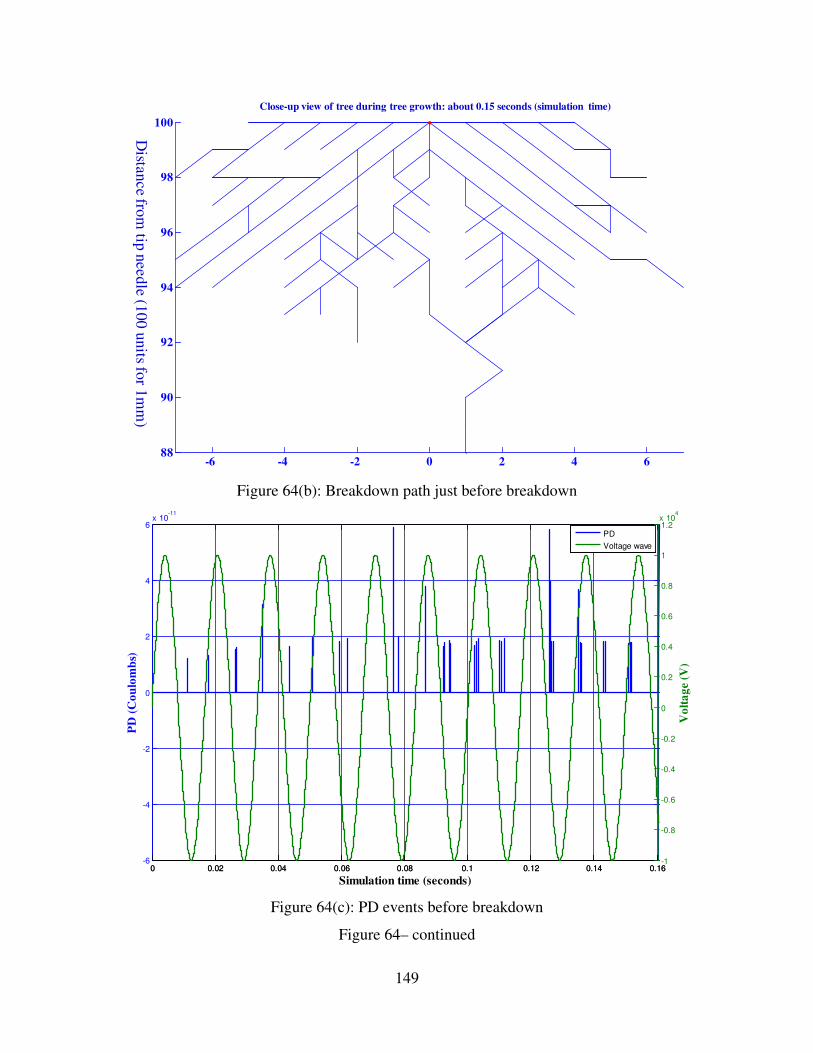
Figure 64(b): Breakdown path just before breakdown
Figure 64(c): PD events before breakdown
Figure 64– continued
-6 -4 -2 0 2 4 688
90
92
94
96
98
100
Close-up view of tree during tree growth: about 0.15 seconds (simulation time)
Distan
ce from
tip n
eedle (1
00
un
its for 1
mm
)
0 0.02 0.04 0.06 0.08 0.1 0.12 0.14 0.16-6
-4
-2
0
2
4
6x 10
-11
Simulation time (seconds)
PD
(C
ou
lom
bs)
0 0.02 0.04 0.06 0.08 0.1 0.12 0.14 0.16-1
-0.8
-0.6
-0.4
-0.2
0
0.2
0.4
0.6
0.8
1
1.2x 10
4
Vo
lta
ge
(V)
PD
Voltage wave
149

5.4 Macro-Model for Prognosis
Another feature of the growth process to be noticed in Figure 64 is that the tree has a
critical length after which it breaks down. The dynamics of the tree growth before it achieves its
critical length can be described as stable whilst the growth after the critical length can be
described as a highly unstable breakdown process resulting in the almost instantaneous channel
elongation from the point of initiation to the ground plane. These characteristics have spurred
studies into the chaotic aspects of tree growth. One result of such an approach has resulted in a
macro-model that uses the fractal dimension of the tree, before it enters the final growth phase, to
determine the time to breakdown of the tree [221]. This model is described in Equation (87)
below.
−
=
kT
ECU
kT
hN
L
Lt b
df
b
cg
200expπεα
(87)
In Equation (87), U0 is the initial energy barrier for molecular breakdown of the bonds in
the dielectric material, αC0 is the volume of material activated in the direction of the applied
field, E is the local field strength dependent on the applied voltage, kT, is the Boltzmann constant
and T is the temperature in Kelvins, hNb, is the Planck constant multiplied by the number of
bonds in a given tree branch and Lc/Lb is the ratio of the critical length before breakdown
proceeds exponentially and the instantaneous length of the tree branch farthest away from the
tree tip. Equation (87) suggests a relationship between the fractal dimension and the time to
breakdown. To confirm this empirical relationship using data based on computer simulated
electrical tree propagation, a number of simulation runs have been carried out and a plot of time-
to-breakdown versus voltage and a separate plot involving the fractal dimension and the voltage
have been obtained. Some of these simulation results used for the verification are shown together
in Figure 65. The fractal dimension, FD, is obtained using the box counting method which is
calculated using Equation (88) where Nε is the minimum number of squares required to
completely cover the propagating tree during the propagation phase and ε is the length of one of
the sides of the square.
( )
=ε
ε1
log
log
10
10 NFD (88)
150

Figure 66 is a plot of time-to-breakdown versus voltage on the left vertical axis and
fractal dimension versus voltage on the right vertical axis. It is seen that there is, an almost,
similar relationship between the time-to-breakdown and the applied voltage as between the
fractal dimension and applied voltage. The relation between voltage and time-to-breakdown on
one hand and voltage and fractal dimension on the other hand are both non-linear.
Figure 65(a): Tree simulation at 50kV
Figure 65(b): Tree simulation at 40kV
Figure 65(c): Tree simulation at 30kV
Figure 65(d): Tree simulation at 20kV
Figure 65: Some tree simulation results
The Equation in (89) is based on Equation (87) and is proposed as a model to determine
the time-to-breakdown of a dielectric material undergoing breakdown. Equation (89), however,
uses parameters that are more easily accessible by replacing the (Lc/Lb) term by the separation
distance between the electrodes in a needle plane experiment, Ds. The second term is replaced
with a constant, α, to be determined experimentally. Inside the exponential, the initial energy
-6 -4 -2 0 2 4 60
1
2
3
4
5
6
7
8
9
10
-8 -6 -4 -2 0 2 4 6 80
1
2
3
4
5
6
7
8
9
10
-6 -4 -2 0 2 4 60
1
2
3
4
5
6
7
8
9
10
-8 -6 -4 -2 0 2 4 6 80
1
2
3
4
5
6
7
8
9
10
151

barrier is replaced by a parameter in the proposed electrical tree model, the critical electric field
that is specified by Equation (89). The local electrical field is replaced by the supply voltage, Vs
and a constant, β, to be determined experimentally. λ is an exponential factor which is proposed
in this work to replace the fractal dimension. The value of this parameter plays the same role as
the fractal dimension in Equation (89) but is determined experimentally using breakdown data.
Figure 66: Plot of time-to-breakdown versus voltage
( ) ( )smsg VDDt 2exp βα λ −= (89)
The proposed RUL model in Equation (89) can, therefore, be determined by empirical curve
fitting for any dielectric material. Figure 67 is the result of such curve fitting for using computer
simulated electrical tree propagation data. Prediction using the modified thermodynamic model
is generally within the margin of error.
Experimental evidence has been used to support the contention that the electrical treeing
phenomenon is the result of a deterministic breakdown mechanism operating in a chaotic regime
at fields lower than those required for runaway breakdown hence the same voltage level would
152
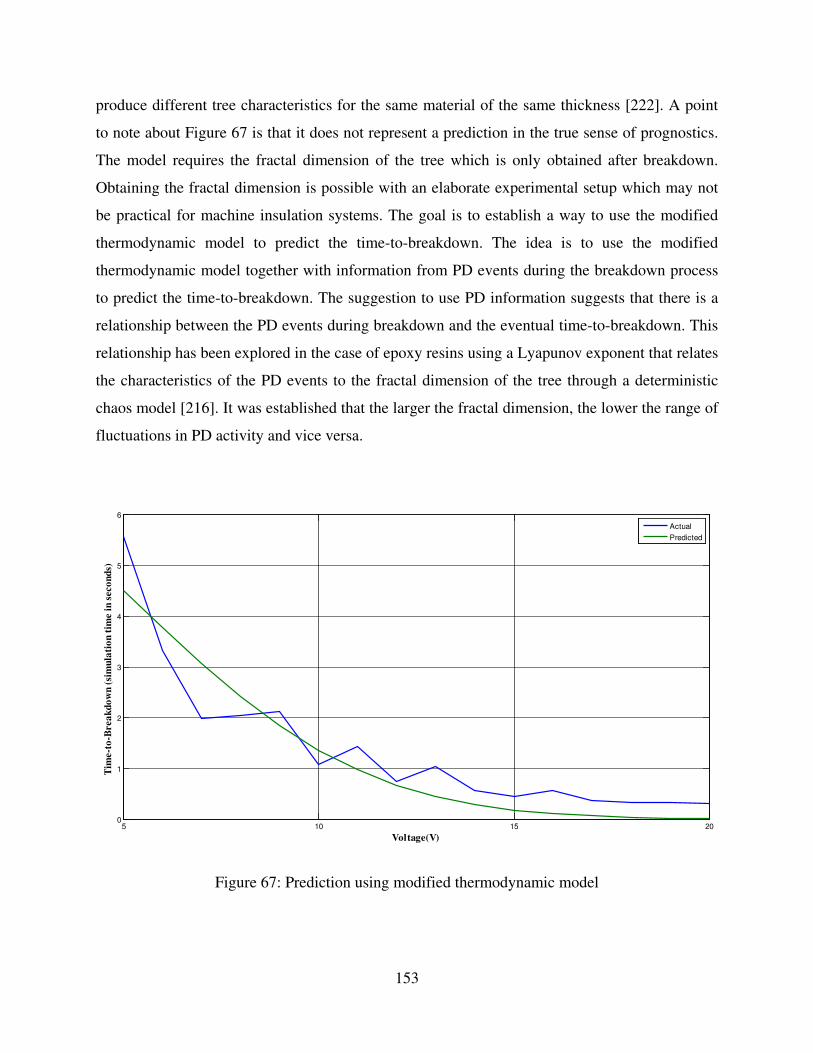
produce different tree characteristics for the same material of the same thickness [222]. A point
to note about Figure 67 is that it does not represent a prediction in the true sense of prognostics.
The model requires the fractal dimension of the tree which is only obtained after breakdown.
Obtaining the fractal dimension is possible with an elaborate experimental setup which may not
be practical for machine insulation systems. The goal is to establish a way to use the modified
thermodynamic model to predict the time-to-breakdown. The idea is to use the modified
thermodynamic model together with information from PD events during the breakdown process
to predict the time-to-breakdown. The suggestion to use PD information suggests that there is a
relationship between the PD events during breakdown and the eventual time-to-breakdown. This
relationship has been explored in the case of epoxy resins using a Lyapunov exponent that relates
the characteristics of the PD events to the fractal dimension of the tree through a deterministic
chaos model [216]. It was established that the larger the fractal dimension, the lower the range of
fluctuations in PD activity and vice versa.
Figure 67: Prediction using modified thermodynamic model
5 10 15 200
1
2
3
4
5
6
Voltage(V)
Tim
e-t
o-B
rea
kd
ow
n (
sim
ula
tio
n t
ime i
n s
eco
nd
s)
Actual
Predicted
153
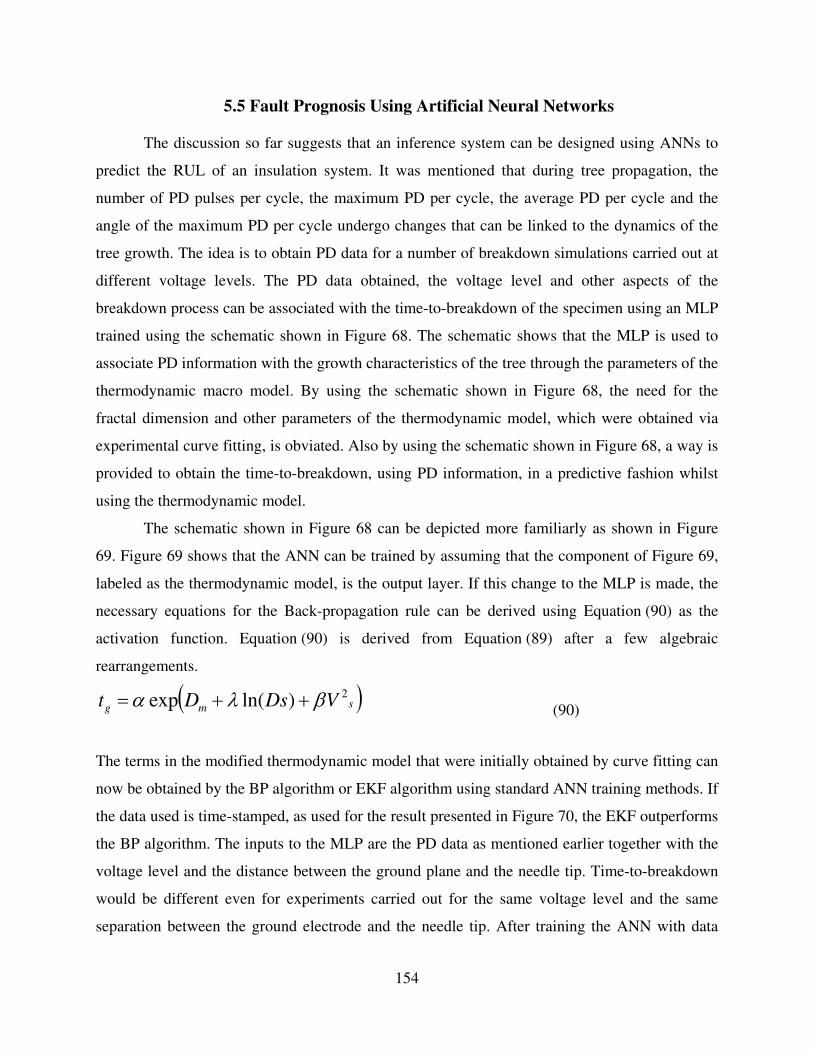
5.5 Fault Prognosis Using Artificial Neural Networks
The discussion so far suggests that an inference system can be designed using ANNs to
predict the RUL of an insulation system. It was mentioned that during tree propagation, the
number of PD pulses per cycle, the maximum PD per cycle, the average PD per cycle and the
angle of the maximum PD per cycle undergo changes that can be linked to the dynamics of the
tree growth. The idea is to obtain PD data for a number of breakdown simulations carried out at
different voltage levels. The PD data obtained, the voltage level and other aspects of the
breakdown process can be associated with the time-to-breakdown of the specimen using an MLP
trained using the schematic shown in Figure 68. The schematic shows that the MLP is used to
associate PD information with the growth characteristics of the tree through the parameters of the
thermodynamic macro model. By using the schematic shown in Figure 68, the need for the
fractal dimension and other parameters of the thermodynamic model, which were obtained via
experimental curve fitting, is obviated. Also by using the schematic shown in Figure 68, a way is
provided to obtain the time-to-breakdown, using PD information, in a predictive fashion whilst
using the thermodynamic model.
The schematic shown in Figure 68 can be depicted more familiarly as shown in Figure
69. Figure 69 shows that the ANN can be trained by assuming that the component of Figure 69,
labeled as the thermodynamic model, is the output layer. If this change to the MLP is made, the
necessary equations for the Back-propagation rule can be derived using Equation (90) as the
activation function. Equation (90) is derived from Equation (89) after a few algebraic
rearrangements.
( )smg VDsDt 2)ln(exp βλα ++= (90)
The terms in the modified thermodynamic model that were initially obtained by curve fitting can
now be obtained by the BP algorithm or EKF algorithm using standard ANN training methods. If
the data used is time-stamped, as used for the result presented in Figure 70, the EKF outperforms
the BP algorithm. The inputs to the MLP are the PD data as mentioned earlier together with the
voltage level and the distance between the ground plane and the needle tip. Time-to-breakdown
would be different even for experiments carried out for the same voltage level and the same
separation between the ground electrode and the needle tip. After training the ANN with data
154

from a number of breakdown processes, however, the ANN can enable a better prediction of the
time-to-breakdown using the modified thermodynamic model. Figure70 is the new time-to-
breakdown prediction using the ANN in conjunction with the modified thermodynamic model.
The predictive power of the thermodynamic model is greatly enhanced as shown in Figure 70.
Only a few cycles of PD information, obtained during the growth phase of the electrical tree, was
used during the ANN training. To ensure faster convergence of the ANN during training, white
Gaussian noise is added to the training data.
Figure 68: Adaptive ANN dielectric breakdown prognosis system
Figure 69: Training model for adaptive ANN dielectric breakdown prognosis system
+
−Thermodynamic
model of dielectric
breakdown
Voltage
PD
Information
ANN
∑
Actual Time-
to-breakdown
∑PD
Information
Voltage
ANN
Thermodynamic
modelActual
Time-to-breakdown
Predicted
+
−
155

Figure 70: Prediction using modified ANN adaptive model
5.6 Conclusion
In this Chapter a new approach to determining the health of insulation materials is
presented. This approach uses ANN to associate the characteristics of PD during the growth of
electrical trees with the RUL of the dielectric material. This chapter also presented a new model
for simulating electrical trees that accounts for most of the important features that characterize
the breakdown of dielectrics and was used to generate all the simulation data that was used to
develop the ANN prognosis system for dielectric materials. Figure 71 depicts the main
contribution of this Chapter to machine insulation diagnostics where the inference system
developed can be easily incorporated into the machine overall control strategy.
The model presented, however, is for a simple dielectric arrangement and does not
account for the complex geometries involved in machine insulation systems. Machine insulation
systems are also inhomogeneous and are subject to complex voltage waveforms that may prove a
challenge to using the above prognosis procedure.
5 10 15 200
1
2
3
4
5
6
Voltage (V)
Tim
e to
Bre
ak
do
wn
(si
mu
lati
on
tim
e in
sec
on
ds)
Actual
Predicted
156

Figure 71: Illustration of fault prognostic system
Prognostics system
for determination
of RUL based on
macro modelPD
detectio
n
system
Machine
Machine control
system
Insulation prognostic information
157

CHAPTER 6
This research has looked at the fault detection, fault diagnosis and fault prognosis in
electrical machines by proposing a number of novel algorithms based on AI. In this chapter, a
summary of the main findings of dissertation, including the limitations of the methods presented,
would be discussed.
Electric machines serve as the backbone of many systems: terrestrial and shipboard
power systems and airplanes. Effective FDD and prognosis is, therefore, needed for the
continuous healthy operations and reliability of the entire system. Due to its high efficiency, high
power density, and robustness, PMSM has been widely used, especially in systems that have
demanding requirements on reliability, such as navy shipboard power systems. For a Navy ship
that may operate in extreme and hostile environments, effective FDD and prognosis at the early
stage is especially important for survivability. Today, the FDD of PMSM has not been fully
explored and there is still a big gap between available theories and practical applications. This
dissertation has focused on the development novel techniques using the relatively new field of AI
to tackle rotating machine FDD and prognostics. AI is a very expansive field that aims at
developing mathematical representations how biological systems process data. AI has been
successfully deployed in the area of motion control and power electronics application with
limited success in the area of fault diagnosis and prognosis.
The contributions of this work include two new AI techniques for fault detection and
diagnosis of stator short winding faults. A new training method is proposed for PSO to enable
fast convergence of ANN weights with implications for online health monitoring based on fast
reconfiguration of the ANN structure. It is demonstrated that manifold reduction methods can be
applied to fault classification during online health monitoring. The research also proposes a new
prognostic approach using PD monitoring. A new method is presented for simulating the
breakdown of dielectric materials that has implications for the understanding of the breakdown
of insulation systems.
6.1 Fault Classification
In some cases, investigators are interested in knowing the cause of degradation of the
electrical machine. This can be a difficult task especially when performed whilst the machine is
in operating and in a situation where the number of machines is enormous. It is possible,
158

however, to extract information inexpensively from the machines even when they are operating
and then determine the type of degradation they are undergoing. The information extracted is
about a fault indicator which is a physical parameter that can be measured, monitored (preferably
online) and whose measured value changes with time and condition of the machine.
In this dissertation, the characteristics of the fault indicator has been associated with the
type of degradation the machine is undergoing using AI techniques. For carrying out these
studies using different fault indicators and different AI techniques, the machine is modeled using
FEA for accuracy. Next the various faults, Short-circuit, Demagnetization and Eccentricity
faults, are modeled using the FEA method. For assessing the performance various AI techniques
during fault diagnosis, information about these faults is extracted from these machine fault
models. To reduce the computational burden during online fault diagnosis, manifold reduction
techniques were applied the information extracted from the machine fault models and the
classification techniques applied. The results from these studies showed that instantaneous power
is the best fault indicator. The best classification techniques were found to be Decision Trees and
Nearest Neighbor techniques. When manifold reduction techniques were applied, instantaneous
power was still the best fault indicator with Decision Trees and Nearest Neighbor techniques
being classifiers. The best manifold reduction techniques were PCA and MDS techniques.
Another result from the studies is that air-gap flux is not a good indicator for the fault types
considered.
6.2 Fault Detection
Fault detection is an important first step in fault diagnosis. By the use of alarms in
integrated FDD system, the detection of commonly occurring faults like short-circuits can help to
forestall further damage to the machines. Whilst the detection of faults is carried out by different
techniques currently, the use of AI techniques has been limited mainly to offline techniques. Two
AI based techniques using ANNs were proposed for the detection of short-circuits faults using
large PMSMs for testing.
The first technique was ascribed the name Peak-to-peak short circuit method since the
method is based on an ANN that is trained to have little to no changes in its output during
mechanical load transients but has huge changes in its output during short-circuits. In the second
method, the turns-ratio of the rotating machine is directly related to the zero-components using
159

an ANN. The first method is trained by using an enhanced PSO technique based on the BFGS
quasi-Newton method to enhance the convergence of the ANN weights. Since the ANN weights
converge fast, the ANN can be reconfigured online to make fault detection with this method
completely an online method. In the second method, the EKF method is used to train the ANNs
to make continuous learning fast with a consequence that the ANNs used can also be
reconfigured online. The first method used an MLP with a single hidden layer whilst the second
method used a FTNN with a single hidden layer.
The two methods presented were demonstrated to show that both methods can detect
faults within a short amount of time to prevent total winding damage using computer simulation
models of a PMSM and actual PMSM drive. The first method, however, was limited to only fault
detection whilst the second method could determine fault severity and fault location.
6.3 Fault Prognosis
The research related to prognosis focused on dielectric breakdown due to PD. These are
also related to winding insulation breakdown. First it is established that ship board power
systems are prone to increased breakdowns due to specific characteristics of ship board power
systems. The expected increased degradation of insulation on ship board systems serves to show
a system where insulation health monitoring can be potentially very beneficial. Insulation
breakdown is directly to winding short circuits when they occur in the slots and complete
machine breakdown when it occurs in the ground wall insulation.
A new prognosis method is proposed based on the idea of linking the PD events during
dielectric breakdown to the characteristics of electrical trees produced. First a new simulation
model is presented based on the DAM model using the CSM method to calculate voltages in
several close points in the electrical tree. The number of voltage points can be made as many as
possible to increase the accuracy of the calculated voltages. Using the calculated voltages, the
electrical tree can be extended in the dielectric material using a simple electrostatic model that
relates the energy stored in the dielectric material due to the impressed voltages. Using the
simulation model PD events are recorded during dielectric breakdown and related to the growing
simulated tree using ANNs.
160

6.4 Application Limitations of Methods Presented
All the techniques which were developed in the research work have the potential of being
implemented in an online FDD and prognosis system. There are, however, limitations to their
use and these limitations would be outlined in this section.
The FEA models used in this research work ignored the effects of hysteresis, eddy
currents and the skin effect. The skin effect was ignored for the reason that the calculations were
performed at low frequencies and the skin depth, which is about 8.5mm at 60Hz, was large
enough to be ignored in FEA calculations. Eddy currents were ignored for the reason that
laminations in the stator and the rotor bars reduced the size of these currents. The effect of
hysteresis is akin to demagnetization and was not considered in the FEA models.
Demagnetization was accounted for by a reduction in the coercivity of the permanent magnet
material. A typical rotating machine can undergo more than the four faults that were considered
in this research work. These faults sometimes occur together or can be isolated faults. For fault
classification, four different faults were modeled, simulated in isolation from each other and
information obtained for training AI techniques. This means that for a completion, the approach
presented in this dissertation for fault classification should be carried out for situations where
more than one fault occurs simultaneously.
Dielectric breakdown is a complex process and the simulation method presented is
simplification of breakdown process to enable understanding of the processes involved. The
simulation model considered only a homogenous dielectric material with a uniform electric field.
Whilst the model did not consider non-uniform fields, the simulation model does not make an
assumption about the type of electric field configuration to use. An inhomogeneous dielectric
material would breakdown differently from a homogenous material but if it involves PD, an
ANN can be used to associate the PD events during breakdown with the tree growth
characteristics. Another limitation with simulating the breakdown process was the number of
possible growth directions. This limitation is a very endemic one that can only be solved by
completely different simulation approach that would fluid dynamical considerations of the flow
of charged particles in the plasma state after accounting for quantum mechanical effects. Since
such a tack is very unnecessary for our purposes, we have to assume a priori, several possible
growth directions which in this dissertation are set to five. The number of growth directions can
be increased for more realistic growth patterns but at a huge computational expense. The
161

important point here is that increasing the number of growth directions does not have any effect
on assumptions that underline the development of the prognosis approach. In practice, however,
data acquisition can be a big bottleneck for designing the prognosis system proposed. This would
involve a complex setup to artificially introduce a defect at point in the insulation system of a
rotating machine, apply a voltage and record the PD events until breakdown. This has to be
repeated painstakingly for different voltage levels, defects introduced at different points of the
insulation and at different severity levels. The machine considered for prognosis fell in the
category of medium to large voltage machine as mentioned in Chapter 1. The voltage levels at
which such machines operate can, however, be used for these tests and so the results presented in
this dissertation are representative voltages.
162

CHAPTER 7
This work has focused on techniques for Fault Detection, Diagnosis and Prognosis for
rotating machine. As mentioned earlier in the chapter, most of the discussion presented fit in the
2, 3, 4 and 5 layers of the OSA-CBM. The other aspects of integration into actual machine
diagnostics, health monitoring and prognostics systems have not been discussed. Whilst these are
not novel fields of research, the presentation in this study, suggest new ways for implementing
prognostics and diagnostics. In particular, dimensionality reduction techniques can be applied to
reduce the computational burden required during analysis, potentially making such analysis more
amenable to real-time applications.
Artificial Intelligence, which has seen massive improvements in new techniques and
application areas, has yet to be employed in actual industrial diagnostic systems. The reluctance
to setup diagnostic systems based on AI for rotating machines would mean more effort by
academia to implement such systems by way of research in close collaboration with industry. In
this chapter, further research directions that can be spawned out of this dissertation are outlined
in detail.
7.1 Fault Diagnosis
In this area, a more complete modeling of the rotating machine fault conditions is needed.
Specifically modeling rotating machine faults should be improved to include the effects of
temperature increases and mechanical effects during breakdown. As mentioned in Chapter 6,
faults should not only be considered in the isolated case only but there should be cases where
different faults occur at the same time. It is also important to consider other faults not modeled in
this study.
7.2 Fault Detection
The Peak-to-peak method can be extended to enable the determination of fault severity. It
was noticed that spike in ANN output during the occurrence of faults was higher cases of severe
faults and correspondingly lower for less severe faults. It is possible then to relate the ANN
output to the number of shorted turns during short-circuits. The Turn-to-turn method uses the
PSO method to determine the number of short-circuited turns. This requires the implementation
of real time PSO in hardware and can be carried out using FPGAs or DSP.
163

7.3 Fault Prognosis
The setup for the breakdown testing should be enhanced by installing a camera to take
photos of the electrical tree during growth. In addition to the PD recorded, accurate record of the
tree growth itself can aid in obtaining good values for the fractal dimension which is important
for the prognosis method presented. The needle-plane electrode setup should be enhanced by
using motorettes and formettes to test the endurance of realistic insulation systems.
164
REFERENCES
[1] M. Falahi, K. L. Butler-Purry, M. Ehsani, "Reactive Power Coordination of Shipboard Power Systems in Presence of Pulsed Loads", Power Systems, IEEE Transactions on, vol. PP, no.99, pp.1-8.
[2] N. H. Doerry, H. Fireman, “Designing all electric ships”, Proceedings of the Ninth International Marine Design Conference, 2006.
[3] J. Prousalidis, E. Styvaktakis, F. Kanellos, S. Perros, E. Sofras, “Electric Power Supply Quality in ship systems: an overview,” International Journal of Ocean Systems Management, vol. 1, no. 2, pp. 68-83, 2008.
[4] H. Zhang, K.L. Butler, N.D.R. Sarma, H. DoCarmo, S. Gopalakrishnan, A. Adediran, “Analysis of tools for simulation of shipboard electric power systems,” Electric Power Systems Research 58 (2001) 111-122, 2001.
[5] A. K. Srivastava, “AC/DC Power system modeling and analysis for shipboard applications”, 2007 PES General Meeting.
[6] S.K. Srivastava, K.L. Butler-Purry, N.D.R. Sarma, “Shipboard power restored for active duty,” Computer Applications in Power, IEEE, vol.15, no.3, pp.16-23, Jul 2002.
[7] “IEEE Recommended Practice for 1 kV to 35 kV Medium-Voltage DC Power Systems on Ships,” IEEE Std 1709-2010, vol., no., pp.1-54, Nov. 2, 2010.
[8] EPRI, 1982, ‘Improved Motors for Utility Applications’, Publication EL-2678, vol. 1, 1763-1, final report, October, 1982.
[9] R. Brütsch, M. Chapman, “Insulating systems for high voltage rotating machines and reliability considerations,” Electrical Insulation (ISEI), Conference Record of the 2010 IEEE International Symposium on, pp.1-5, 6-9 June 2010.
[10] Y. Nyanteh, L. Graber, S. Srivastava, C. Edrington, D. Cartes and R. Horatio, Determination of remaining life of rotating machines in shipboard power systems by modeling of dielectric breakdown mechanisms, Electric Ship Technology Symposium, 2013.
[11] O. V. Thorsen, M. Dalva, 1999, “Failure identification and analysis for high voltage induction molars in the petrochemical industry”, IEEE Transactions on Industry Applications, vol. 35, no. 4, pp. 810-818.
[12] S. Nandi, H. A. Toliyat, 1998, ’Detection of rotor slot and other eccentricity related harmonics in a three phase induction motor with different rotor cages’, Conference Proceedings of International Conference on Power Electronic Drives and Energy
165
Systems for Industrial Growth–PEDES, Perth, Australia, Nov. 30-Dec. 3, 1998, vol. 1, pp. 135-140.
[13] IEEE, 1985, ‘Motor reliability working group. Report of large motor reliability survey of industrial and commercial installations’, IEEE Transactions on Industry Applications, 1985, 1A. (4), Part I & II.
[14] P. Tavner, J. Penman, 1987, ‘Condition Monitoring of Electrical Machines’, Research studies press LTD, 1987. ISSN/ISBN: 0-86380-061-0, 302 p.
[15] G. B. Kliman, W. J. Premerlani, R. A. Koegl, D. Hoeweler,‘A new approach to on-line fault detection in ac motors’, The 1996 IEEE Industry Applications Society Conference: The 30th IAS Annual Meeting, San Diego-CA, USA, Oct. 6-10, 1996, pp. 687-693.
[16] G. C. Stone, E. A. Boutler, I. Culbert, H. Dhirani, ‘Electrical Insulation for Rotating Machines’ IEEE Series on Power Engineering, 2004, ISBN 0-471-44506-1.
[17] R. M. Tallam, S. B. Lee, G. Stone, G. B. Kliman, J. Yoo, T.G. Habetler, R. G. Harley, ‘A survey of methods for detection of stator related faults in induction machines’, 4th IEEE International Symposium on Diagnostics for Electric Machines, Power Electronics and Drives–SDEMPED, 2003, Atlanta-GA, USA, Aug. 24-26, 2003, pp. 35-46.
[18] D. A. Nattrass, ‘Partial discharge. XVII. The early history of partial discharge research’, IEEE Electrical Insulation Magazine, 1993, vol. 9, Issue 4, pp. 27-31.
[19] Y. Nyanteh, L. Graber, C. Edrington, S. Srivastava, D. Cartes, "Overview of simulation models for partial discharge and electrical treeing to determine feasibility for estimation of remaining life of machine insulation systems," Electrical Insulation Conference (EIC), 2011, pp.327-332, 5-8 June 2011.
[20] M. Negrea, P. Jover, A. Arkkio, ‘A comparative investigation of electrical parameters for fault detection and condition monitoring in induction motors–stator winding current and electromagnetic flux’, 17th International Conference on Electrical Machines–ICEM ’06, Sept. 2–5, 2006, Chania, Crete Island, Greece.
[21] P. J. Tavner, A. F. Anderson, ‘Core faults in large generators’, IEE Proceedings on Electric Power Applications, 2005, vol. 152, Issue 6, pp. 1427-1439.
[22] G. B. Kliman, B. L. Sang, M. R. Shah, Lusted, R. M., Nair, N. K., ‘A new method for synchronous generator core quality evaluation’, IEEE Transactions on Energy Conversion, 2004, vol. 19, Issue 3, pp. 576-582.
[23] S. B. Lee, G. B. Kliman, M. R. Shah, N. K. Nair, R. M. Lusted,‘An iron core probe based interlaminar core fault detection technique for generator stator cores’, IEEE Transactions on Energy Conversion, 2005, vol. 20, Issue 2, pp. 344-351.
166
[24] J. Ramirez-Nino, A. Pascacio, ‘Detecting inter-turn short circuits in rotor windings’, IEEE Computer Applications in Power, vol. 14, 2001, Issue 4, pp. 39-42.
[25] M. Negrea, A. Arkkio, T. Jokinen, M. Hakuli, ‘Thermal analysis of a permanent magnet synchronous motor’, 3rd IEEE International Symposium on Diagnostics for Electrical Machines, Power Electronics and Drives–SDEMPED, Grado, Italy, 2001 Sept. 1-3, pp. 517-522.
[26] S. Barker, ‘Avoiding premature bearing failure with inverter fed induction motors’, Power Engineering Journal, 2000, vol. 14, Issue 4, pp. 182-189
[27] I. Kerszenbaum, ‘Shaft currents in electric machines fed by solid-state drives’, IEEE Conference on Industrial and Commercial Power Systems, Pittsburgh-PA, USA, May 4-7, 1992, pp. 71-79.
[28] D. F. Busse, J. M. Erdman, R. J. Kerkman, D. W. Schlegel, G. L. Skibinski, ‘An evaluation of the electrostatic shielded induction motor: a solution for rotor shaft voltage buildup and bearing current’, IEEE Transactions on Industry Applications, 1997, Vol. 33, Issue 6, pp. 1563-1570.
[29] Thomson, W. T., 1999, ‘A review of on-line condition monitoring techniques for three-phase squirrel-cage induction motors–past, present and future’, 2nd IEEE International Symposium on Diagnostics for Electrical Machines, Power Electronics and Drives–SDEMPED ‘99, Gijon, Spain, Sept. 1-3, 1999, pp. 3-17.
[30] J. Driesen, ‘Coupled electromagnetic-thermal problems in electrical energy transducers’, Doctoral Thesis, Leuven, May, 2000.
[31] B. S. Payne, S. M. Husband, A. D. Ball, ‘Development of condition monitoring techniques for a transverse flux motor’, International Conference on Power Electronics, Machines and Drives–PEMD ‘02 (IEE Conference Publication No. 487), Bath, UK, June 4-7, 2002, pp. 139-144.
[32] J. Driesen, ‘Coupled electromagnetic-thermal problems in electrical energy transducers’, Doctoral Thesis, Leuven, May, 2000.
[33] J. Malinowski, J. McCormick, 2002, ‘AC induction motor specifications-an update on currently available procedures and options’, Conference Record of the 2002 Annual Pulp and Paper Industry Technical Conference, Toronto-ON, Canada, June 17-21, 2002, pp. 181-189.
[34] B. M. Li, Y. Chow, Y. Tipsuwan, J. C. Hung, ‘Neural-network-based motor rolling bearing fault diagnosis’, IEEE Transactions on Industrial Electronics, 2000, vol. 47, No. 5, pp. 1060-1069.
167
[35] A. Rienstra, J. Hall, ‘Applying acoustic vibration monitoring to predictive maintenance’, http://www.maintenanceworld.com/Articles/rienstraA/ultrasonic.pdf, 2004.
[36] A. Gaylard, A. Meyer, C. Landy, ‘Acoustic evaluation of faults in electrical machines’, 7th International Conference on Electrical Machines and Drives, Durham, UK, 1995, Sept. 11-13, pp. 147-150.
[37] Cameron, J.R., Thomson, W.T., Dow, A.B., 1986, ‘Vibration and current monitoring for detecting airgap eccentricity in large induction motors’, IEE Proceedings, Vol. 133, pt. B, No. 3, May, pp. 155-163.
[38] Kral, C., Habetler, T.G., Harley, R.G., 2004, ‘Detection of mechanical imbalances of induction machines without spectral analysis of time-domain signals’, IEEE Transactions on Industry Applications, Vol. 40, Issue 4, pp. 1101-1106.
[39] Liu, Z., Yin, X., Zhang, Z., Chen, D., Chen, W., 2004, ‘Online rotor mixed fault diagnosis way based on spectrum analysis of instantaneous power in squirrel cage induction motors’, IEEE Transactions on Energy Conversion, vol. 19, Issue 3, pp. 485-490.
[40] P. Tavner, J. Penman, 1987, ‘Condition Monitoring of Electrical Machines’, Research studies press LTD, 1987. ISSN/ISBN: 0-86380-061-0.
[41] J. Penman, H. G. Sedding, B. A. Lloyd, W. T. Fink, ‘Detection and location of inter-turn short circuits in the stator windings of operating motors’, IEEE Transactions on Energy Conversion, 1994, vol. 9, No. 4, pp 652-658.
[42] F. C. Trutt, J. Sottile, J. L. Kohler, ‘Condition monitoring of induction motor stator windings using electrically excited vibrations’, The 2002 IEEE Industry Applications Society Conference: The 37th IAS Annual Meeting, 2002, vol. 4, pp. 2301-2305.
[43] J. L. Kohler, J. Sottile, F. C. Trutt, ‘Condition monitoring of stator windings in induction motors: Experimental investigation of the effective negative-sequence impedance detector’, IEEE Transactions on Industry Applications, 2002, vol. 38, Issue 5, pp. 1447-1453.
[44] M. G. Melero, M. F. Cabanas, C. Rojas, G. A. Orcajo, J. M. Cano, J. Solares, ‘Study of an induction motor working under stator winding inter-turn short circuit condition’, 4th IEEE International Symposium on Diagnostics for Electric Machines, Power Electronics and Drives– SDEMPED’, 2003, Atlanta-GA, USA, Aug. 24-26, pp. 52-57.
[45] V. Green, M. Sasic, B. Wright, ‘Summary of industry practices, guides and standards related to on-line partial discharge monitoring of stator insulation condition’, Industry Applications Society 52nd Annual Petroleum and Chemical Industry Conference, 2005, Sept. 12-14, pp. 359-365.
168

[46] J. S. Hsu, ‘Monitoring of defects in induction motors through air-gap torque observation’, IEEE Transactions on Industry Applications, 1995, vol. 31, Issue 5, pp. 1016-1021.
[47] S. F. Legowski, A. H. M. Sadrul-Ula, A. M. Trzynadlowski, ‘Instantaneous power as a medium for the signature analysis of induction motors’, IEEE Transactions on Industry Applications, 1996, vol. 32, Issue 4, pp. 904-909.
[48] A. G. Parlos, K. Kim, ‘Development and experimental demonstration of a model-based fault detection system for electromechanical systems’, Proceedings of the 2001 American Control Conference, Arlington-VA, USA, June 25-27, 2001, vol. 5, pp. 3866-3871.
[49] J. Ramirez-Nino, A. Pascacio, 2001, ‘Detecting inter-turn short circuits in rotor windings’, IEEE Computer Applications in Power, Vol. 14, Issue 4, pp. 39-42.
[50] J. Muhlhaus, D. M. Ward, I. Lodge, ‘The detection of shorted turns in generator rotor windings by measurement of circulating stator currents‘, Proceedings of the 2nd International Conference on Electrical Machines Design and Applications–EMDA, 1985, IEE Publications, vol. 254, London, pp. 100-103.
[51] J. Penman, H. Jiang, ‘The detection of stator and rotor winding short circuits in synchronous generators by analyzing excitation current harmonics’, International Conference on Opportunities and Advances in International Electric Power Generation, Durham, UK, Mar. 18-20, 1996, pp. 137-142.
[52] N. M. Elkasabgy, A. R. Eastham, G. E. Dawson, ‘Detection of broken bars in the cage rotor on an induction machine’, IEEE Transactions on Industry Applications, 1992, vol. IA-22, No. 6, pp. 165-171.
[53] V. V. Thomas, K. Vasudevan, V. J. Kumar, ‘Online cage rotor fault detection using air-gap torque spectra’, IEEE Transactions on Energy Conversion, 2003, vol. 18, Issue 2, pp. 265-270.
[54] C. Hargis, B. G. Gaydon, K. Kamish, ‘The detection of rotor defects in induction motors’, Proceedings IEE - EMDA Conference, London, 1982, pp. 216-220.
[55] M. E. H. Benbouzid, G. B. Kliman, 2003, ‘What stator current processing-based technique to use for induction motor rotor faults diagnosis’, IEEE Transactions on Energy Conversion, vol. 18, No. 2, pp.238-244.
[56] A. M. Trzynadlowski, E. Ritchie, ‘Comparative investigation of diagnostic media for induction motors: a case of rotor cage faults’, IEEE Transactions on Industrial Electronics, 2000, vol. 47, Issue 5, pp. 1092-1099.
[57] R. R. Obaid, T. G. Habetler, D. J. Gritter, 2000, ‘A simplified technique for detecting mechanical faults using stator current in small induction motors’, The 2000 IEEE
169

Industry Applications Society Conference: The 35th IAS Annual Meeting, Rome, Italy, vol. 1, Oct. 8-12, 2000, pp. 479-483.
[58] G. B. Kliman, J. Stein, ‘Induction motor fault detection via passive current monitoring’, 9th International Conference in Electrical Machines–ICEM, Boston-MA, Aug. 13-15, 1990, pp. 13-17.
[59] T Lindh, J. Ahola, J. k. Kamarainen, V. Kyrki, J. Partanen, ‘Bearing damage detection based on statistical discrimination of stator current’, 4th IEEE International Symposium on Diagnostics for Electric Machines, Power Electronics and Drives–SDEMPED, Atlanta-GA, USA, Aug. 24-26, 2003, pp.177-181.
[60] R. R. Obaid, T. G. Habetler, J. R. Stack, ‘Stator current analysis for bearing damage detection in induction motors’, 4th IEEE International Symposium on Diagnostics for Electric Machines, Power Electronics and Drives–SDEMPED, Atlanta-GA, USA, Aug. 24-26, 2003, pp.182-187.
[61] G. B. Kliman, W. J. Premerlani, B. Yazici, R. A. Koegl, J. Mazereeuw, 1997, ‘Sensorless, online motor diagnostics’, IEEE Computer Applications in Power, Vol. 10, No.2, pp. 39-43.
[62] R. R. Schoen, B. K. Lin, T. G. Habetler, J. H. Schlag, S. Farag, ‘An unsupervised, on-line system for induction motor fault detection using stator current monitoring’, The 1994 IEEE Industry Applications Society Conference: The 29th IAS Annual Meeting, Denver-CO, USA, Oct. 3-6, 1994, Vol. 1, pp.103-109.
[63] Duque, O., Pérez, M., Moríñigo, D., 2004, ‘Practical application of the spectral analysis of line current for the detection of mixed eccentricity in cage induction motors fed by frequency converter’, 16th International Conference on Electrical Machines–ICEM ’04, Sept. 5-8, 2004, Krakow, Poland.
[64] W. T. Thomson, ‘On-line current monitoring to detect electrical and mechanical faults in three-phase induction motor drives’, International Conference of Life Management of Power Plants, Edinburgh-UK, 1994, Dec. 12-14, pp. 66-73.
[65] S. Nandi, H. A. Toliyat, 2002, ‘Novel frequency-domain-based technique to detect stator inter-turn faults in induction machines using stator-induced voltages after switch-off’, IEEE Transactions on Industry Applications, vol. 38, Issue 1, pp. 101-109.
[66] D. G. Dorrell, W. T. Thomson, S. Roach, ‘Analysis of air-gap flux, current, vibration signals as a function of the combination of static and dynamic eccentricity in 3-phase induction motors’, IEEE Transactions on Industry Applications, 1997, vol. 33, No. 1, pp. 24-34.
170
[67] A. Tenhunen, T. P. Holopainen, A. Arkkio, ‘Impulse method to calculate the frequency response of the electromagnetic forces on whirling cage rotors’, IEE Proceedings on Electric Power Applications, 2003, vol. 150, Issue 6, pp. 752-756.
[68] R. Wieser, C. Kral, F. Pirker, M. Schagginger, ‘On-line rotor cage monitoring of inverter-fed induction machines by means of an improved method’, IEEE Transactions on Power Electronics, 1999, vol. 14, Issue 5, pp. 858-865.
[69] A. Arkkio, ‘Unbalanced magnetic pull in cage induction motors–dynamic and static eccentricity’, 12th International Conference on Electrical Machines–ICEM’, Vigo, Spain, Sept. 10-12, 1996, pp. 192-197.
[70] A. J. M. Cardoso, S. M. A. Cruz, D. S. B. Fonseca, ‘Inter-turn stator winding fault diagnosis in three-phase induction motors by Park's Vector approach’, IEEE International Electric Machines and Drives ConferenceIEMDC’, 1997 Milwaukee-WI, USA, May 18-21, 1997, pp. MB1/5.1-MB1/5.3.
[71] M. Negrea, P. Jover, A. Arkkio, 2004, ‘A comparative investigation on the reliability and accuracy of different diagnostic media when attempting to identify specific faults in an induction motor’, Symposium on Power Electronics, Electrical Drives, Automation and Motion–SPEEDAM ‘ Capri, Italy, May 16-18, 2004, pp. 809-814.
[72] R. Burnett, J. F. Watson, S. Elder, ‘The application of modern signal processing techniques to rotor fault detection and location within three-phase induction motors’, Conference on Instrumentation and Measurement Technology, Apr. 24-26, 1995, pp. 426.
[73] F. Filippetti, G. Gentile, S. Meo, A. Ometto, and N. Rotondale, ‘High order current spectral components utilization to improve induction machine diagnostics‘, 14th International Conference on Electrical Machines––ICEM 2000, Helsinki, Finland, Aug. 28-30, 2000, pp. 941-945.
[74] G. M. Joksimovic, J. Penman, 2000, ‘The detection of inter-turn short circuits in the stator windings of operating motors’, IEEE Transactions on Industrial Electronics, Vol. 47 , Issue 5 , pp. 1078-1084.
[75] W. Deleroi, ‘Squirrel cage motor with broken bar in the rotor - physical phenomena and their experimental assessment’, 5th International Conference on Electrical Machines–ICEM ‘82, Budapest, Hungary, 1982, pp. 767-770.
[76] G. B. Kliman, R. A. Koegl, J. Stein, R. D. Endicott, M. W. Madden, ‘Noninvasive detection of broken rotor bars in operating induction motors’, IEEE Transactions on Energy Conversion, 1988, vol. 3 Issue: 4, pp. 873-879.
[77] R. Hirvonen, 1994, ‘On-line condition monitoring of defects in squirrel cage motor’, 11th International Conference on Electrical Machines–ICEM ’94, Paris, France, Vol.2, pp. 267-272.
171

[78] A. Bellini, F. Filippetti, G. Franceschini, C. Tassoni, G. B. Kliman, ‘Quantitative evaluation of induction motor broken bars by means of electrical signature analysis’, The 2000 IEEE Industry Applications Society Conference: The 35th IAS Annual Meeting, Rome, Italy, Oct. 8-12, 2000, Vol. 1, pp. 484-491.
[79] J. Siau, A. Graff, W. Soong, N. Ertugrul, ‘Broken bar detection in induction motors using current and flux spectral analysis‘, Australasian Universities Power Engineering Conference–AUPEC, Christchurch, New Zealand, Sept. 28-Oct. 1, 2003, ISBN 0-473-09867-9.
[80] R. Burnett, J. F. Watson, ‘The current analysis program-a software tool for rotor fault detection in three phase induction motors’, 7th International Conference on Electrical Machines and Drives (Conference Publication No. 412), Durham, UK, Sept. 11-13, 1995, pp. 156-160.
[81] R. R. Schoen, T. G. Habetler, ‘Evaluation and implementation of a system to eliminate arbitrary load effect in current-based monitoring of induction machines‘, IEEE Transactions on Industry Applications, 1997, vol. 33, no 6, pp. 1571-1577.
[82] P. Vas, ‘Parameter estimation, condition monitoring, and diagnosis of electrical machines’, Oxford, Clarendon, 1993, ISBN: 0198593759.
[83] J. Penman, H. G. Sedding, B. A. Lloyd, W. T. Fink, ‘Detection and location of interturn short circuits in the stator windings of operating motors’, IEEE Transactions on Energy Conversion, 1994, vol. 9, No. 4, pp 652-658.
[84] M. Berman, M. S. Erlicki, ‘Behaviour of an induction motor with equalizing connections in the stator winding’, Proceedings of the 17th Convention of Electrical and Electronics Engineers in Israel, March 5-7, 1991, pp. 324-327.
[85] A. Foggia, J. E. Torlay, C. Corenwinder, A. Audoli, J. Herigault, ‘Circulating current analysis in the parallel-connected windings of synchronous generators under abnormal operating conditions’, International Conference on Electric Machines and Drives–IEMDC '99, Seattle-WA, USA, 1999, May 9-12, pp. 634-636.
[86] IEEE, ‘IEEE standard test procedure for polyphase induction motors and generators’, Electric Machinery Committee of the IEEE Power Engineering Society, IEEE Std. 112-2004 (Revision of IEEE Std 112-1996), 2004.
[87] R. Ong, J. H. Dymond, R. D. Findlay, ‘Comparison of techniques for measurement of shaft currents in rotating machines’, IEEE Transactions on Energy Conversion, 1997, vol. 12 Issue 4, pp. 363-367.
[88] M. Negrea, S. Pöyhönen, P. Jover, A. Arkkio, H. Hyötyniemi, ‘Modelling, simulation and signal processing with application to electric machine fault diagnostics and condition monitoring’, Proceedings of the 7th International Conference on Modeling and
172

Simulation of Electric Machines, Converters and Systems–ELECTRIMACS, Montreal, Canada, Aug. 18-21, 2002.
[89] M. Negrea, P. Jover, A. Arkkio, ‘A comparative investigation on the reliability and accuracy of different diagnostic media when attempting to identify specific faults in an induction motor’, Symposium on Power Electronics, Electrical Drives, Automation and Motion–SPEEDAM ‘04, Capri, Italy, May 16-18, 2004, pp. 809-814.
[90] Thomson, W. T., 1999, ‘A review of on-line condition monitoring techniques for three-phase squirrel-cage induction motors–past, present and future’, 2nd IEEE International Symposium on Diagnostics for Electrical Machines, Power Electronics and Drives–SDEMPED ‘99, Gijon, Spain, Sept. 1-3, 1999, pp. 3-17.
[91] Burnett, R., Watson, J. F., Elder, S., 1995, ‘The application of modern signal processing techniques to rotor fault detection and location within three-phase induction motors’, Conference on Instrumentation and Measurement Technology, Apr. 24-26, 1995, pp. 426.
[92] Lenz, J.E., 1990, ‘A review of magnetic sensors’, Proceedings of the IEEE, vol. 78, Issue 6, pp. 973-989.
[93] IEEE, ‘IEEE recommended practice for instrumentation: specifications for magnetic flux density and electric field strength meters-10 Hz to 3 kHz’, IEEE Std. 1308-1994.
[94] D. G. Dorrell, W. T. Thomson, S. Roach, ‘Combined effects of static and dynamic eccentricity on air-gap flux waves and the application of current monitoring to detect dynamic eccentricity in 3-phase induction motors’, 7th International Conference on Electrical Machines and Drives Conference –EMD ‘95, Durham, U.K, Sept. 11-13, 1995, pp. 151-155.
[95] A. J. M. Cardoso, E. S. Saraiva, ‘Computer-aided detection of air-gap eccentricity in operating three-phase induction motors by Park’s Vector Approach’, IEEE Transactions on Industry Applications, vol. 29, no. 5, pp. 897-901.
[96] H. M. Connolly, L. Lodge, R. J. Jackson, I. Roberts, ‘Detection of inter-turns short-circuits in generator rotor windings using air-gap search coils’, Conference on Electrical Machines Design and Applications, 1985, pp. 11-15.
[97] H. C. Karmaker, ‘Broken damper bar detection studies using flux probe measurements and timestepping finite element analysis for salient-pole synchronous machines’, 4th IEEE International Symposium on Diagnostics for Electric Machines, Power Electronics and Drives–SDEMPED ‘03, Atlanta-GA, US, Aug. 24-26, 2003, pp. 193-197.
[98] V. Kokko, ‘Condition monitoring of squirrel-cage motors by axial magnetic flux measurements’, Doctoral thesis, OulunYliopisto, Oulu 2003, ISBN 951-42-6938-1.
173

[99] M. Negrea, P. Jover, A. Arkkio, ‘Electromagnetic flux-based condition monitoring for electrical machines’, 5th IEEE International Symposium on Diagnostics for Electric Machines, Power Electronics and Drives–SDEMPED ‘05, Wien, Austria, Sept. 7-9, 2005.
[100] K. Komonen, “A cost model of industrial maintenance for profitability analysis and benchmarking, “International Journal of Production Economy”, vol. 79, pp. 5-31, 2002.
[101] R. H. P. M. Arts, G. M. Knapp, L. J. Mann, “Some aspects of measuring maintenance performance in the process industry”, Journal of Quality in Maintenance Engineering, vol. 4, pp. 6-11, 1998.
[102] R. Kothamasu, S. H. Huang, W. H. VerDuin, “System health monitoring and prognostics a review of current paradigms and practices”, International Journal of Advanced Manufacturing Technology, vol 28, pp. 1012-1024, 2006.
[103] R. C. M. Yam, P. W. Tse, L. Li, P. Tu, “Intelligent Predictive Decision Support System for Condition_Based Maintenance”, International Journal of Advanced Manufacturing Technology, vol 17, pp. 383-391, 2001.
[104] “An Operations and Maintenance Information Open System Alliance”, Available at: http://www.mimosa.org/.
[105] Lee, K. and Schneeman, R., Distributed Measurement and Control Based on the IEEE 1451 Smart Transducer Interface Standards, “IEEE Transactions on Instrumentation and Measurement”, 2000, Vol. 49, Issue 3, pp. 621-627, http://ieeexplore.ieee.org/Xplore/DynWel.jsp (2003-03-10).
[106] Gilsinn, J. and Lee, K., Wireless Interfaces for IEEE 1451 Sensor Networks, “SIcon’01 Sensor for Industry Conference”, USA, Rosemont, IL, 2001, pp. 45-50, http://ieeexplore.ieee.org/Xplore/DynWel.jsp (2003-03-10).
[107] Potter, D., Implementation of a Plug and Play Sensor System Using IEEE P1451.4, “SIcon’01 Sensor for Industry Conference”, USA, Rosemont, IL, 2001, pp. 162-166, http://ieeexplore.ieee.org/Xplore/DynWel.jsp (2003-03-10).
[108] Conway, P., Heffeman, D., O’Mara, B., Burton, P., Miao, T., IEEE 1451.2: An Interpretation and Example Implementation, “Instrumentation and Measurement Technology Conference”, USA, Baltimore, MD, 2000, pp. 535-540, http://ieeexplore.ieee.org/Xplore/DynWel.jsp (2003-03-10).
[109] Lee, K., IEEE 1451: A Standard in Support of Smart Transducer Networking, “Instrumentation and Measurement Technology Conference”, USA, Baltimore, MD, 2000, pp. 525-528, http://ieeexplore.ieee.org/Xplore/DynWel.jsp (2003-03-10).
174

[110] Sheppard, J. W. and Kaufman, M., Formal Specification of Testability Metrics in IEEE P1522, “AUTOTESTCON Proceedings, 2001”, USA, Valley Forge, PA, 2001, pp. 71-82, http://ieeexplore.ieee.org/Xplore/DynWel.jsp (2003-03-10).
[111] IEEE Std 1232-2002, IEEE Standard for Artificial Intelligence Exchange and Service Tie To All Test Environments (AI-ESTATE), 2002, pp. 01-113, http://ieeexplore.ieee.org/Xplore/DynWel.jsp (2003-03-10).
[112] www.osacbm.org (2003-03-10).
[113] Thurston, M. G., An Open Standard for Web-Based Condition-Based Maintenance Systems, “AUTOTESTCON Proceedings, 2001”, USA, Valley Forge, PA, 2001, pp. 401-415, http://ieeexplore.ieee.org/Xplore/DynWel.jsp (2003-03-10).
[114] Hack-Eun, K, “Machine Prognosis Based on Health State Probability Estimation”, Dissertation completed and submitted to the Queensland University of Technology, 2010
[115] Maxwell, J. C., 1865, ‘A dynamical theory of the electromagnetic field’, Philosophical Transactions of the Royal Society of London 155, 459-512 (1865). (This article accompanied a December 8, 1864 presentation by Maxwell to the Royal Society).
[116] Binns, K.J., Lawrenson, P.J., Trowbridge, C.W., 1992, ‘The analytical and numerical solution of electric and magnetic fields’, John Wiley & Sons Publishers, 1992, ISBN: 0-471-92460-1.
[117] Silvester, P. P., Ferrari, R.L., 1996, ‘Finite Elements for Electrical Engineers’, Third edition, Cambridge University Press, 1996, ISBN-13: 9780521449533, ISBN-10: 0521449537.
[118] Jianming, J., 1993, ‘The finite element method in electromagnetics’, Wiley, New York, 1993, ISBN: 0-471-43818-9.
[119] Salon, S.J., 1995, ‘Finite elements analysis of electrical machines’, Kluwer Academic Publishers, ISBN: 0792395948.
[120] Clough, R., 1960, ‘Finite elements in plane stress analysis’, Proceedings of the 2nd Conference on Electronic Computation, ASCE, 1960.
[121] Chari, M.V.K., Silvester, P., 1971, ‘Finite element analysis of magnetically saturated d.c machines’, IEEE Transactions, PAS-90, pp. 2362-2368.
[122] Chari, M.V.K., Konrad, A., Palmo, M.A., Angelo, J.D., 1982, ‘Three dimensional vector potential analysis for machine field problems’, IEEE Transactions on Magnetics, vol. MAG-18, no. 2, pp. 436-446.
175

[123] Vas, P., 1999, ‘Artificial-Intelligence-based electrical machines and drives: Application of fuzzy, fuzzy-neural, and genetic-algorithm-based techniques’, New York, Oxford Press, 1999, ISBN: 019859397X.
[124] A. Arkkio, ‘Analysis of induction motors based on the numerical solution of the magnetic field and circuit equations’, Helsinki, ActaPolytechnicaScandinavica, Electrical Engineering Series no. 59, ISBN 951-666-250-1
[125] C. D. O’Donoghue and J. G. Prendergast, “Implementation and benefits of introducing a computerized maintenance management system into a textile manufacturing company”, Journal of Materials Processing Technology, pp. 226-232, 2004.
[126] A. C. C. Tan and J. Matthew, “The Adaptive Noise Cancellation and Blind Deconvolution Techniques for Detection of Rolling Elements Bearing Faults – A Comparison”, in ACSIM Proceedings, 2002.
[127] R. Xu and C. Kwan, “Robust Isolation of Sensor Failures,”, Asian Journal of Control, vol. 5, pp. 12-23, 2003.
[128] T. Burgess and L. Shimbel, “What is the prognosis of your maintenance program?”, E&MJ: Engineering and Mining Journal, vol. 196, pp. 32, 1995.
[129] S. Poyhonen, P. Jover and H. Hyotyniemi, “Signal processing of vibrations for condition monitoring of an induction motor”, ISCCSP: 2004 First International Symposium on Control, Communications and Signal Processing, New York, 2004, pp. 499-502.
[130] Y. M. Zhan and A. K. S. Jardine, “Adaptive autoregressive modeling of non-stationary vibration signals under distinct gear states. Part 1: modeling”, Journal of Sound and Vibration, vol. 286, pp. 429-450, 2005.
[131] D. Kocur and R. Stanko, “Order bispectrum: A new tool for reciprocated machine condition monitoring”, Mechanical Systems and Signal Processing, vol. 14, pp. 871-890, 2000.
[132] J. T. Kim and R. H. Lyon, “Cepstral analysis as a tool for robust processing, deverberation and detection of transients”, Mechanical Systems and Signal Processing, vol. 6, pp. 1-15, 1992.
[133] Y. Li, J. Shiroishi, S. Danyluk, T. Kurfess, and S. Y. Liang, “Bearing fault detection via high frequency resonance technique and adaptive line enhancer”, in Biennial Conference on Reliability, Stress Analysis and Failure Prevention (RSAFP), 1997.
[134] J. Urresty, J. R-. Riba Ruiz, L. Romeral, "Diagnosis of Interturn Faults in PMSMs Operating Under Nonstationary Conditions by Applying Order Tracking Filtering," Power Electronics, IEEE Transactions on , vol.28, no.1, pp.507,515, Jan. 2013.
176
[135] W. J. Wang and P. D. McFadden, “Application of wavelets to gearbox vibration signals for fault detection”, Journal of Sound and Vibration, vol 192, pp. 927-936, 1996.
[136] G. Y. Luo, D. Osypiw, and M. Irle, “Online vibration analysis with fast continuous wavelet algorithm for condition monitoring of bearing”, Journal of Vibration and Control, vol. 9, pp. 931-947, 2003.
[137] P. Tse, Y. H. Peng and R. Yam, “Wavelet analysis and envelope detection for rolling element bearing fault-diagnosis-their effectiveness and flexibility”, Transactions of the American Society of Mechanical Engineers, Journal of Vibrations and Acoustics, vol. 123, pp. 303-310, 2001.
[138] D. L. Iverson, “Inductive System Health Monitoring”, International Conference on Artificial Intelligence, IC-AI, 2004, Las Vegas, Nevada, USA, pp. 21-24, 2004.
[139] H. Ding, X, Gui and S. Yang, “An approach to state recognition and knowledge based diagnosis for engines”, Mechanical Systems and Signal Processing, vol. 5, pp. 257-266, 1991.
[140] X. Lou and K. A. Loparo, “Bearing fault diagnosis based on wavelet transform and fuzzy inference”, Mechanical Systems and Signal Processing, vol. 18, pp. 1077-1095, 2004.
[141] A. K. S. Jardine, D. Lin and D. Banjevic, “A review on machinery diagnostics and prognostics implementing condition-based maintenance”, Mechanical Systems and Signal Processing, vol. 20, pp. 1483-1520, 2006.
[142] M. Y. C. B. Li, Y. Tipsuwan, J. C. Hung, “Neural-network-based motor rolling bearing fault diagnosis, IEEE Transactions on Industrial Electronics, vol. 47, pp. 1060-1069, 2000.
[143] Y. Fan and C. J. Li, “Diagnostic rule extraction from trained feedforward neural networks”, Mechanical Systems and Signal Processing, vol. 16, pp. 1073-1081, 2002.
[144] E. C. Larson, D. P. Wipf, and B. E. Parker, “Gear and bearing diagnostics using neural network-based amplitude and phase demodulation”, 51st Meeting of the Society for Machinery Failure Prevention Technology, Virginia Beach, VA, pp. 511-521, 1997.
[145] M. J. Roemer, C. Hong and S. H. Hesler, “Machine health monitoring and life management using finite element-based neural networks, Engineering for Gas Turbines and Power – Transactions of the ASME vol. 118, pp. 830-835, 1996.
[146] B. A. Paya, I. I. Esat and M. N. M. Badi, “Artificial neural network based fault diagnostics of rotating machinery using wavelet transform as a preprocessor”, Mechanical Systems and Signal Processing, vol. 11, pp. 751-765, 1997.
177

[147] B. Samanta and K. R. Al-Balushi, “Artificial neural network based fault diagnostic of rolling element bearings using time-domain features”, Mechanical Systems and Signal Processing, pp. 317-328, 2003.
[148] J. K. Spoere, “Application of the cascade correlation algorithm CCA to bearing fault classification problems”, Computers in Industry, vol. 32, pp. 295-304, 1997.
[149] C. C. Wang and G. P. J. Too, “Rotating machine fault detection based on HOS and artificial neural networks”, Intelligent Manufacturing, vol. 13, pp, 283-293, 2002.
[150] R. M. Tallam, T. G. Habetler, and R. G. Harley, “Self-commissioning training algorithms for neural networks with applications to electric machine fault diagnostics”, IEEE Transactions on Power Electronics vol. 17, pp. 1089-1095, 2002.
[151] H. Sohn, K. Wordwn and C. R. Farrar, “Statistical damage classification under changing environmental and operation conditions”, Intelligent Material System and Structures, vol. 13, pp. 561-574, 2002.
[152] K. Hack-Eun “Machine Prognosis Based on Health State Probability Estimattion”, A dissertation submitted to the Queensland University of Technology, 2010.
[153] D. L. Hall, R. J. Hansen, D. C. Lang, “The negative information problem in mechanical diagnostics,”, Transactions of the ASME Journal of Engineering for Gas Turbines and Power, vol. 119, pp. 370-377, 1997.
[154] H. Park, R. Marley, M. James, M. Zak, M Kynard, J. Sebghati and W. Greene, “Analysis of Space Shuttle Main Engine Data Using Beacon-based Exception Analysis for Multi-Missions”, Proceedings of the IEEE Aerospace Conference, New York, USA, pp. 2835-2844, 2002.
[155] I. Howard, S. Jia and J. Wang, “The dynamic modeling of a spur gear in mesh including friction and a crack”, Mechanical Systems and Signal Processing, vol. 15, pp. 831-838, 2001.
[156] A. S. Sekhar, “Model-based identification of two cracks in a rotor system”, Mechanical Systems and Signal Processing, vol. 18, pp. 977-983, 2004.
[157] J. Neter, M. H. Kutner, C. j. Nachtsheim, and W. Wasserman, Applied Statistical Models, Irwin, 1996
[158] Y. Li, C, Zhang, T. R. Kurfess, S. Dahyluk, and S. Y. Liang, “Diagnostics and Prognostics of a single surface defect on roller bearings”, in Proceedings on the Institution of Mechanical Engineers, pp. 1173-1185, 2000.
178

[159] J. Yan, M. Koc and J. Lee, “A prognostic algorithm for machine performance assessment and its applications”, Production Planning and Control Engineering Practice, vol. 15, pp. 769-801, 2004.
[160] R. Jardim-Gonclaves, M. Martins-Barata, J. Assis-Lopes and A. Steiger-Garcao, “Application of stochastic modeling to support predictive maintenance for industrial environments, “IEEE International Conference on Systems Man and Cybernetics, vol. 1, pp. 117-122, 1996.
[161] W. Wang and A. Wong, “Autoregressive model based gear fault diagnosis”, Journal of Vibration and Acoustics, vol. 124, pp. 172-179, 2002.
[162] Q. Zhang, M. Basseville, and A. Benveniste, “Early warning of slight changes in systems”, Automatica, vol. 30, pp. 95-114, 1994.
[163] C. J. Lu and W. Q. Meker, “Using degradation measures to estimate a time-to-failure distribution”, Technometrics, vol. 35, pp. 161-174, 1993.
[164] V. Chan and W. Q. Meeker, “Estimation of degradation-based reliability in out-door environments”, Iowa State University.
[165] C. Li and A. Ray, “Neural network representation of fatigue damage dynamics”, Journal of Fatigue Damage Dynamics, pp. 126-133, 1995.
[166] Y. Shao and K. Nezu, “Prognosis of remaining bearing life using neural networks”, in Proceedings of the institution of Mechanical Engineers, Part I: Journal of Systems and Control Engineering, pp. 217-230, 2000
[167] P. Wang and G. Vachtsevanos, “Fault prognosis using dynamic wavelet neural networks”, Maintenance and Reliability Conference, MARCON, 1999.
[168] N. Gebraeel, M. Lawley, R. Liu, and V. Parmeshwaran, “Residual life predictions from vibration-based degradation signals: a neural network approach”, IEEE Transactions on Industrial Electronics, vol 51, pp. 694-700, 2004.
[169] R. Huang, L Xi, X. Li, R. Liu, H. Qiu and J Lee, “Residual life predictions for ball bearings based on self-organizing map and back propagation neural network methods”, Mechanical Systems and Signal Processing.
[170] P. Wang and G. Vacktsevanos, “Fault prognostics using dynamic wavelet neural networks”, AI EDAM, vol. 15, pp. 349-365, 2001.
[171] P. Tse and D. Atherton, “Prediction of machine deterioration using vibration based fault trends and recurrent neural networks”, Transactions of the ASME: Journal of vibration and acoustics, vol. 121, pp. 355-362, 1999.
179

[172] R. C. M. yam, P. W. Tse. L. Li and P. Tu, “Intelligent Predictive Decision Support System for CBM”, Ther International Journal of Advanced Manufacturing Technology, vol. 17, pp. 383-391, 2001.
[173] R. Ramesh, M. A. Mannan, A. N. Poo, and S. S. Keerthi, “Thermal error measurement and modeling in machine tools, Part II. Hybrid Bayesian network-support vector machine model, “International Journal of Machine Tools and Manufacture, vol. 43, pp. 405-419, 2003.
[174] C. S. Byington, M. Watson, and D. Edwards, “Dynamic Signal Analysis and Neural Network Modeling for Life Prediction of Flight Control Actuators”, in Proceedings of the American Helicopter Society 60th Annual Forum, Alexandria, VA, USA.
[175] W. Q. Wang, M. F. Golnaraghi and F. Ismail, “Prognosis of machine health condition using neuro-fuzzy systems”, Mechanical Systems and Signal Processing, vol. 18, pp. 813-831, 2004.
[176] J. R. Bock, T. Brotherton, P. Grabill, D. Gass and J. A. Keller, “On False Alarm Mitigation”, in Proceedings of the IEEE Aerospace Conference, New York, USA.
[177] D. Clifton, “Condition Monitoring of Gas-Turbine Engines, “Department of Engineering Science, University of Oxford, 2006.
[178] C. Cempel, H. G. Natke and M. Tabaszewksi, “A passive diagnostic experiment with ergodic properties, “Mechanical Systems and Signal Processing, vol. 11, pp. 107-117, 1997.
[179] G. Gottlieb, “Failure Distributions of Shock Models, “Journal of Applied Probability, vol. 17, pp. 745-752, 1980.
[180] J. G. Shanthikumar and U. Sumita, “General Shock Models Associated with Correlated Renewal Sequences, Journal of Applied Probability, vol. 20, pp. 600-614, 1983.
[181] Y. Li, S. Billington, C. Zhang. T. Kurfess, S. Danyluk and S. Liang, “Adaptive prognostics for rolling element bearing condition”, Mechanical Systems and Signal Processing, vol. 13, pp. 103-113, 1999.
[182] J. Qiu, B. B. Set, S. Y. Liang and C. Zhang, “Damage mechanics approach for bearing lifetime prognostics, “Mechanical Systems and Signal Processing, vol. 16, pp. 817-829, 2002.
[183] D. E. Adams, “Nonlinear damage models for diagnosis and prognosis in structural dynamic systems, “SPIE Conference Proceeding, vol. 4733, pp. 180-191, 2002.
[184] D. Chelidze, Multimode damage tracking and failure prognosis in electromechanical systems, SPIE Conference Proceeding, vol. 4733, pp. 1-12. 2002.
180
[185] D. Banjevic and A. K. S. Jardine, “Calculation of reliability function and remaining useful life for a Markov failure time process, “IMA Journal of Management Mathematics, vol. 17, pp. 115-130, 2006
[186] R. B. Chinnam and P. Baruah, “Autonomous diagnostics and prognostics through competitive learning driven HMM-based clustering”, in Proceedings of the International Joint Conference on Neural Networks, pp. 2466-2471, 2003.
[187] A. T. Ray and S. Tangirala “Stochastic modeling of fatigue crack dynamics for on-line failure prognostics, “IEEE Transactions on Control Systems Technology, vol. 4. pp. 443-451, 1996.
[188] A. T. Ray and S. Tangirala, “A nonlinear stochastic model of fatigue crack dynamics”, Probabilistic Engineering Mechanics, vol. 12, pp. 33-40, 1997.
[189] M. Chao, “Degradation analysis and related topics: Some thoughts and a review”, in Proceedings of the National Science Council, pp. 555-565, 1999.
[190] D. Kumar and U. Westberg, “Maintenance scheduling under age replacement policy using proportional hazards model and TTTplotting”, European Journal of Operational Research, vol. 99, pp. 507-515, 1997.
[191] J. Pyrhonen, T. Jokinen, V. Hrabovcova, Design of Rotating Electrical Machines, John WIley&SOns, 2008, ISBN: 978-0-470-69516-6.
[192] R. Bartnikas, "Detection of PD (Corona) in electrical apparatus, IEEE Transactinos on Electrical Insulation, vol. 25, pp. 111-124, 1990.
[193] E. Gulski, "Computer aided measurement of PD in H. V. equipment", IEEE Transactions on Electrical Insulation, vol. 28, pp. 969-983, 1993.
[194] G. C. Montanari, A. Contin and A. Cavalini, "Random sampling and data processing for PD pulse-height and shape analysis", IEEE Trans. DEI, vol. 7, pp. 30-39, 2000.
[195] R. I. Van Brunt, "Stochastic properties of PD phenomena", IEEE Trans. on Electrical Insulation, vol. 26, pp. 902-948, 1991.
[196] R. Bartnikas and J. P. Novak, "On the character of different forms of PD and their related terminologies", IEEE Trans on Electrical Insulation", vol. 28, pp. 956-968, 1993.
[197] C. Hudon, R. Barmikas and M. R. Wertheimer, "Analysis of degradation products on epoxy surfaces subjected to pulse and glow type discharges", 1991 Annual Report, Conference on Electrical Insulation and Dielectric Phenomena, IEEC Conf. Record 91 CH3055-1, pp. 237-243, Knoxville, Oct., 1991.
181

[198] AEIC CS6-95 Specifications far Ethylene PE Rubber Insulated Power Cables Rated 5 through 65 kV, AEIC, New-York, 1996.
[199] E. Gulski, "Diagnosis of HV components by digital PD analyzer", IEEE Trans. On Dielectrics and Electrical Insulation, vol. 4, pp. 630440.1995
[200] ASTM Method D1868, Detection and Measurement of PD Pulses in Evaluation of Insulation Systems", ASTM Book of standards, vol. 10, 2001.
[201] IEC Specification 60270, PD Measurement, Geneva, 1996.
[202] R. Morin, R. Bartnikas and P. Menard, "A three phase multi-stress accelerated aging test facility for stator bars", IEEE Trans. on Energy Conversion, vol. 15, pp. 149-156, 2000.
[203] Duane C. Hanselman, Brushless permanent-magnet motor design, McGraw-Hill, 1994, 0070260257
[204] I. H. Witten, E. Frank, M. A. Hall, "Data Mining: Practical Machine Learning Tools and Techniques", Elsevier, 2011, ISBN: 0080890369
[205] L.J.P. van der Maaten, E.O. Postma, and H.J. van den Herik. Dimensionality Reduction: A Comparative Review. Tilburg University Technical Report, TiCC-TR 2009-005, 2009
[206] L.J.P. van der Maaten and G.E. Hinton. Visualizing High-Dimensional Data Using t-SNE. Journal of Machine Learning Research 9(Nov):2579-2605, 2008
[207] F. A. Mohamed, H. Koivo, "Modelling of induction motor using non-linear neural network system identification," SICE 2004 Annual Conference, vol.2, pp. 977-982, 2004.
[208] J. Quiroga, D. A. Cartes, C. S. Edrington, L. Liu, “Neural network based fault detection of PMSM stator winding short under load fluctuation”, Power Electronics and Motion Conference, pp. 793-798, 2008.
[209] Csaji, C. B., “Approximation with Artificial Neural Networks”, Master’s Thesis completed and submitted to the Eindhoven University of Technology, pp. 13-19, 2001
[210] A. P. Engelbrecht, Fundamentals of Computational Swarm Intelligence, John-Wiley and Sons, 2006, ISBN: 0470091916
[211] J. Nocedal, S. J. Wright, Numerical Optimization, Springer Series in Operations Research, 1999, ISBN: 0-387-98793-2
[212] W. Lui, L. Liu, D. A. Cartes, “Efforts on Real-Time Implementation of PSO based PMSM Parameter Identification” IEEE Power and Energy Society General Meeting, pp. 1-7, 2008
182

[213] P. C. Krause, O. Wasynczuk, S. D. Sudhoff, Analysis of Electrical Machinery and Drive Systems, IEEE Press Series on Power Engineering-John Wiley and Sons, 2002, ISBN:0-471-14326-X
[214] L. Liu, “Robust Fault Detection and Diagnosis for Permanent Magnet Synchronous Motors”, Dissertation completed and submitted to the Florida State University, 2006
[215] S. Haykin, Neural Networks – A Comprehensive Foundation, Prentice Hall, 1999, ISBN: 0-13-273350-1
[216] H. Okubo,M. Hazeyama,N. Hayakawa,S. Honjo, T. Masuda, "V-t characteristics of partial discharge inception in liquid nitrogen/ PPLP® composite insulation system for HTS cable," Dielectrics and Electrical Insulation, IEEE Transactions on , vol.9, no.6, pp.945,951, Dec 2002
[217] L. A. Dissado, Understanding Electrical Trees in Solids: From Experiment to Theory, IEEE Transactions on Dielectrics and Electrical Insulation, vol. 9, no. 4, August 2002
[218] J. V. Champion and S. J. Dodd, "Simulation of partial discharges in conducting and non-conducting electrical tree structures", J. Phys. D: Appl. Phys. 34 (2001) 1235–1242
[219] M. D. Noskov, A. S. Malinovski, M. Sack, and A. J. Schwab, "Modeling of Partial Discharge Development in Electrical Tree Channels", IEEE Transactions on Dielectrics and Electrical Insulation, vol. 10, no. 3; June 2003
[220] M. D. Noskov, M. Sack, A. S. Malinovski and A. J. Schwab, "Measurement and simulation of electrical tree growth and partial discharge activityin epoxy resin" J. Phys. D: Appl. Phys. 34 (2001) 1389–1398
[221] L. A. Dissado, P. J. J. Sweeney, "An analytical model for discharge generated breakdown structures," Conduction and Breakdown in Solid Dielectrics, 1992., Proceedings of the 4th International Conference on , vol., no., pp.328,332, 22-25 Jun 1992
[222] H. Z. Ding, B. R. Varlow, "Thermodynamic model for electrical tree propagation kinetics in combined electrical and mechanical stresses," Dielectrics and Electrical Insulation, IEEE Transactions on ,vol.12, no.1, pp.81-89, Feb. 2005
[223] L. A. Dissado, S. J. Dodd, J. V. Champion, I. Williams and J. M. Alison, Propagation of Electrical Tree Structures in Solid Polymeric Insulation, IEEE Transactions on Dielectrics and Electrical Insulation, vol. 4 no. 3, June 1997
183

BIOGRAPHICAL SKETCH
Originally from Ghana in West Africa, Yaw Nyanteh had his undergraduate education in
the Kwame Nkrumah University of Science and Technology and obtained a first class degree. He
proceeded to the Florida A&M University for graduate studies obtaining a Masters degree in
Industrial Engineering. From the spring 2010 to the summer of 2013, MrNyanteh, worked on his
PhD at the Electrical and Computer Engineering department of the FAMU-FSU College of
Engineering and obtained his doctoral degree with the Florida State University.
184




















