Direct observation of sintering mechanics of a single grain boundary
10
Direct observation of sintering mechanics of a single grain boundary F. Wakai a,⇑ , H. Fukutome a , N. Kobayashi a , T. Misaki a , Y. Shinoda a , T. Akatsu a , M. Sone b , Y. Higo b a Secure Materials Center, Materials and Structures Laboratory, Tokyo Institute of Technology, R3-23 4259 Nagatsuta, Midori, Yokohama 226-8503, Japan b Precision and Intelligence Laboratory, Tokyo Institute of Technology, R2-35 4259 Nagatsuta, Midori, Yokohama 226-8503, Japan Received 9 August 2011; received in revised form 16 September 2011; accepted 3 October 2011 Available online 22 November 2011 Abstract A method to analyze the mechanics of sintering of a single grain boundary was developed by using specimens fabricated by focused ion beam micro-machining. The translational motion and rotation of particles in sintering are influenced by the grain boundary diffusion coefficient and grain boundary energy; both are dependent on crystallographic orientation. Three-dimensional computer simulation was used to analyze the shrinkage and rotation as a response to sintering force and torque, respectively. The model experiments on gold were compared with the simulation results to determine the depth of the cusps on the plot of grain boundary energy vs. misorientation angle, the grain boundary diffusion coefficients, and the surface diffusion coefficient. Ó 2011 Acta Materialia Inc. Published by Elsevier Ltd. All rights reserved. Keywords: Sintering; Simulation; Micromechanical modeling 1. Introduction The macroscopic shrinkage in sintering depends on the microscopic structure on the particle scale. Shrinkage is the result of the motion of many particles, which interact with their neighbors. The translational motion and rota- tion of crystalline particles are influenced by grain bound- ary diffusion coefficient and grain boundary energy, both of which are dependent on crystallographic orientation [1,2]. The anisotropic grain boundary diffusion coefficient will be one of the origins of anisotropic shrinkage when particles are arranged in a preferred orientation in powder processing. Particle rotation often occurs during sintering, and influences texture formation and microstructural evo- lution [3]. In the mechanics of sintering, the translational motion, or shrinkage, is driven by the sintering force, and the rota- tion is driven by torques arising from anisotropic grain boundary energy [4,5] and asymmetric neck shape [6–8]. The sintering force is originally defined for equilibrium states [9–11], and is measured by mechanical force [12,13] that must be applied to stop the shrinkage. Beere [14] iden- tified the sintering force that arose from the difference between the stress on the neck surface and the average compressive stress on the grain boundary. This definition of sintering force is applicable not only to equilibrium states [15,16], but also to non-equilibrium processes [17]. Shewmon [4] proposed the torque that drives particle rota- tion by the lowering of the free energy of the tilt boundary for the first time. Exner and Bross [7] analyzed the torque induced by asymmetric neck shape. The particle motion was directly observed experimen- tally in sintering of row of particles to measure diffusion coefficients [18–20]. The particle rotation in sintering of spheres on a plate was analyzed in order to study the grain boundary energy as a function of misfit angle [5,21–23]. The particle rearrangement occurs due to asymmetric neck geometry [6]. The importance of the crystallographic orien- tation on the sintering of nano-particles is also demon- strated by in situ observation under transmission electron microscopy [24,25] and molecular dynamics simulations 1359-6454/$36.00 Ó 2011 Acta Materialia Inc. Published by Elsevier Ltd. All rights reserved. doi:10.1016/j.actamat.2011.10.003 ⇑ Corresponding author. Tel.: +81 45 924 5361; fax: +81 45 924 5390. E-mail address: [email protected] (F. Wakai). www.elsevier.com/locate/actamat Available online at www.sciencedirect.com Acta Materialia 60 (2012) 507–516
Transcript of Direct observation of sintering mechanics of a single grain boundary

Available online at www.sciencedirect.com
www.elsevier.com/locate/actamat
Acta Materialia 60 (2012) 507–516
Direct observation of sintering mechanics of a single grain boundary
F. Wakai a,⇑, H. Fukutome a, N. Kobayashi a, T. Misaki a, Y. Shinoda a, T. Akatsu a,M. Sone b, Y. Higo b
a Secure Materials Center, Materials and Structures Laboratory, Tokyo Institute of Technology, R3-23 4259 Nagatsuta, Midori, Yokohama 226-8503, Japanb Precision and Intelligence Laboratory, Tokyo Institute of Technology, R2-35 4259 Nagatsuta, Midori, Yokohama 226-8503, Japan
Received 9 August 2011; received in revised form 16 September 2011; accepted 3 October 2011Available online 22 November 2011
Abstract
A method to analyze the mechanics of sintering of a single grain boundary was developed by using specimens fabricated by focusedion beam micro-machining. The translational motion and rotation of particles in sintering are influenced by the grain boundary diffusioncoefficient and grain boundary energy; both are dependent on crystallographic orientation. Three-dimensional computer simulation wasused to analyze the shrinkage and rotation as a response to sintering force and torque, respectively. The model experiments on gold werecompared with the simulation results to determine the depth of the cusps on the plot of grain boundary energy vs. misorientation angle,the grain boundary diffusion coefficients, and the surface diffusion coefficient.� 2011 Acta Materialia Inc. Published by Elsevier Ltd. All rights reserved.
Keywords: Sintering; Simulation; Micromechanical modeling
1. Introduction
The macroscopic shrinkage in sintering depends on themicroscopic structure on the particle scale. Shrinkage isthe result of the motion of many particles, which interactwith their neighbors. The translational motion and rota-tion of crystalline particles are influenced by grain bound-ary diffusion coefficient and grain boundary energy, both ofwhich are dependent on crystallographic orientation [1,2].The anisotropic grain boundary diffusion coefficient willbe one of the origins of anisotropic shrinkage whenparticles are arranged in a preferred orientation in powderprocessing. Particle rotation often occurs during sintering,and influences texture formation and microstructural evo-lution [3].
In the mechanics of sintering, the translational motion,or shrinkage, is driven by the sintering force, and the rota-tion is driven by torques arising from anisotropic grainboundary energy [4,5] and asymmetric neck shape [6–8].
1359-6454/$36.00 � 2011 Acta Materialia Inc. Published by Elsevier Ltd. All
doi:10.1016/j.actamat.2011.10.003
⇑ Corresponding author. Tel.: +81 45 924 5361; fax: +81 45 924 5390.E-mail address: [email protected] (F. Wakai).
The sintering force is originally defined for equilibriumstates [9–11], and is measured by mechanical force [12,13]that must be applied to stop the shrinkage. Beere [14] iden-tified the sintering force that arose from the differencebetween the stress on the neck surface and the averagecompressive stress on the grain boundary. This definitionof sintering force is applicable not only to equilibriumstates [15,16], but also to non-equilibrium processes [17].Shewmon [4] proposed the torque that drives particle rota-tion by the lowering of the free energy of the tilt boundaryfor the first time. Exner and Bross [7] analyzed the torqueinduced by asymmetric neck shape.
The particle motion was directly observed experimen-tally in sintering of row of particles to measure diffusioncoefficients [18–20]. The particle rotation in sintering ofspheres on a plate was analyzed in order to study the grainboundary energy as a function of misfit angle [5,21–23].The particle rearrangement occurs due to asymmetric neckgeometry [6]. The importance of the crystallographic orien-tation on the sintering of nano-particles is also demon-strated by in situ observation under transmission electronmicroscopy [24,25] and molecular dynamics simulations
rights reserved.

Fig. 1. Micro-specimens at pre-existing grain boundaries. A crystalorientation map is superimposed on the scanning electron micrograph.
x
y
z
h
w
eez
ey
θ⋅
n
tγs(nn × t)
Fig. 2. Geometry of the micro-specimen in three dimensions. The fixedparticle on the right-hand side is translucent to show the grain boundary.
508 F. Wakai et al. / Acta Materialia 60 (2012) 507–516
[26–30]. Furthermore, the high-resolution X-ray microto-mography made it possible to visualize the real three-dimensional (3-D) microstructures in sintering [31–33]. Itis desirable to analyze such microstructural evolution fromthe point of view of micromechanics.
Here we developed a method to analyze the mechanicsof sintering of a single grain boundary by using specimensfabricated by focused ion beam (FIB) micro-machining, asshown in Fig. 1. The FIB-machined specimen has beenused to study mechanical properties of materials in micro-scopic scales [34]. Zhang et al. [35] have applied the methodto study the coarsening of particles in sintering. We com-bined a computer simulation and the microscopic experi-ments to investigate forces and torques that lie behindparticle motion in sintering. This method is used to studythe effect of crystalline orientation on grain boundaryenergy and grain boundary diffusion coefficient of Au, atypical face-centered-cubic (fcc) metal. The knowledge onthe sintering dynamics of each grain boundary will be use-ful to understand the macroscopic shrinkage from themicroscopic structures.
2. Theoretical background
2.1. Linear and angular velocity
We consider the sintering of the micro-specimen shownin Fig. 2 assuming coupled grain boundary and surface dif-fusion. We use a Cartesian coordinate system with the x-
and z-axes in the plane of boundary and the y-axis perpen-dicular to this plane.
The surface near the neck is the source of vacancy, andthe grain boundary is assumed to be a perfect sink/sourceof vacancies. The motion of the free particle relative tothe fixed particle takes place when the vacancies are anni-hilated at the grain boundary. The diffusive flux jgb alongthe grain boundary is proportional to the gradient of chem-ical potential l, which is related to normal stress rn on theboundary [36]:
jgb ¼ �dDgb
kT1
Xrsl ¼
dDgb
kTrsrn; ð1Þ
where $s denotes the surface gradient, X is the atomic vol-ume, k is Boltzmann’s constant, T is absolute temperature,and dDgb is the grain boundary diffusion times the grainboundary thickness. The divergence of flux multiplied byX is equal to the normal component of the relative velocity_un of two particles:
Xrs � jgb ¼ � _un: ð2Þ
The normal stress distribution is a solution of Poisson’sequation:
r2s rn ¼ �
kTXdDgb
_un; ð3Þ
where r2s denotes the surface Laplacian.
The normal velocity _un at each point on the grainboundary is related to linear and angular velocity of thefree particle:
_un ¼ _uþ _hx; ð4Þwhere _u is the linear velocity along y-axis, and _h is theangular velocity around the z-axis. Here we do not considerrotations around the x-axis and the y-axis for simplicity.
The grain boundary intersects with the surface to form asurface triple junction (free surface–boundary–free sur-face). We solve Eq. (3) with the boundary condition at atriple junction:
rn ¼ csjneck ; ð5Þwhere jneck is the neck curvature that is dependent on posi-tion. The curvature is defined such that j = �2/r (negative)for a spherical particle, where r is the sphere radius. Thepositive normal stress on the surface csj is tension andthe negative one is compression.
When an external force is not applied, the integration ofthe normal stress over the boundary area must balancewith the surface tension force along the circumference [19]:

F. Wakai et al. / Acta Materialia 60 (2012) 507–516 509
ZAgb
rneydS ¼ �Z
Ccsðn� tÞdr; ð6Þ
where ey is the unit normal vector to the grain boundary, n isthe unit normal vector to the surface, and t is the unit tangentvector along the surface triple junction C as shown in Fig. 2.
The moment or torque on the boundary area is given by:
M ¼Z
Agb
xrndS: ð7Þ
The torque arises from the dependence of grain bound-ary energy on crystal orientation [4]:
MS ¼ Agb@cgb
@h; ð8Þ
where Agb is the area of the grain boundary and h is therotation angle. Mykura [5] has called it the Shewmon tor-que. As the free particle rotates, the neck shape becomesasymmetrical. The formation of an asymmetric neck in-duces an additional torque [6–8].
Eq. (3) is solved by the finite element method as will bedescribed in Section 2.4. When the height h of the boundaryarea is much larger than its width w (h/w� 1), the problemcan be solved analytically in two dimensions. Exner andBross [7] and Hsueh and De Jonghe [8] considered asymmet-ric neck curvature (j1 at x = w/2 and j2 at x = �w/2), andderived linear and angular velocity. Their results areexpressed as functions of the sintering force and torque.
The linear velocity is proportional to the sintering forceFs:
_u ¼ 12XdDgb
kTw3hF s; ð9Þ
F s ¼ ðcs�jneck � �rÞAgb; ð10Þwhere �jneck ¼ ðj1 þ j2Þ=2 is the average neck curvature,and �r is the average compressive stress, which always actson the grain boundary due to surface tension along the tri-ple junction. It is derived from Eq. (6), and is given as:
�r ¼ � csLAgb
sinw2
� �; ð11Þ
where L ffi 2h is the circumference. The equilibrium dihe-dral angle w is given by the ratio of the grain boundary en-ergy cgb to the surface energy cs:
cgb ¼ 2cs cosðw=2Þ ð12ÞThe angular velocity is proportional to the torque
induced by anisotropic grain boundary energy MS, Eq.(8), and that induced by asymmetric neck shape ME:
_h ¼ 720XdDgb
kTw5hðMS þMEÞ ð13Þ
ME ¼w2h12
csðj2 � j1Þ ð14Þ
We call ME an Exner torque. When MS = 0 and j1 > j2,a wedge of material is removed from one side of the grainboundary adjacent to the neck with j1, and material isinserted at the other side. The free particle rotates to theneck with j1 by the Exner torque.
2.2. Surface motion
The surface motion can occur by atoms moving alongthe surface. The diffusive flux js is proportional to the gra-dients of the curvature:
js ¼ �csdDs
kT1
Xrl ¼ csdDs
kTrsj; ð15Þ
where dDs is the surface diffusion times the surface thick-ness. The normal velocity tn is the rate of accumulationof matter, which is the negative of the surface divergenceof the flux by multiplied by X:
Xrs � js ¼ �tn ð16Þthen
tn ¼ �csXdDs
kTr2
s j: ð17Þ
This equation corresponds to motion by the negative ofthe surface Laplacian of the mean curvature [37,38].
2.3. Coupling between grain boundary diffusion and surfacediffusion
The relative velocity of two particles is given by linearand angular velocity, Eqs. (9) and (13):
v ¼ _uey þ _hez � r; ð18Þwhere r is a position vector from the rotation axis. The to-tal surface motion is the sum of the surface motion, Eq.(17), and the rigid body motion, Eq. (18).
The diffusive flux along the grain boundary jgb and thatalong the surface js must be continuous at the triplejunction:
jgb ¼ jð1Þs þ jð2Þs ; ð19Þ
where jð1Þs is the flux along the free particle, and jð2Þs is theflux along the fixed particle [35].
2.4. Surface evolver program
The sintering by coupled grain boundary and surface dif-fusion was studied by using Brakke’s Surface Evolver pro-gram [39]. The surface of a particle, including both thegrain boundary and the surface, is represented as a set of tri-angular finite elements, or facets. Each facet consists of threeedges and three vertices. The surface and the grain boundaryhave energies proportional to their area. The Surface Evolv-er program (Ver. 2.30) calculates the velocity of a vertex asthe Laplacian of the mean curvature of the surface, Eq.(17), by using the “Laplacian_mean_curvature” routine.The mean curvature, j/2, at each vertex is calculated as a sca-lar. Then the finite differences are used to calculate theLaplacian of the mean curvature. The actual motion is foundby multiplying the velocity by a scale factor. The physicalinterpretation of the scale factor is the time step. Modelingthe dynamics of the evolution requires using a fixed time

510 F. Wakai et al. / Acta Materialia 60 (2012) 507–516
step. The Surface Evolver program has been used to studysintering of two spheres by coupled grain boundary and sur-face diffusion [17].
We intend to analyze the sintering of the micro-speci-men in Fig. 2. Actually the volume of the particle changesduring sintering, since the flux jð1Þs along the small freeparticle is different from the flux jð2Þs along the fixed particlein Eq. (19). The smaller particle will shrink after a longtime not only by the difference in surface diffusion flux,but also by grain boundary migration [35]. Here we con-sider a symmetrical model (jð1Þs ¼ jð2Þs ) in order to avoidthe complication of coarsening and grain growth in oursimulation. This symmetrical model is shown in Fig. 3,and is valid as long as we restrict our consideration tothe particle motion in the initial stage of sintering. The sin-tering of the symmetrical model was investigated by assum-ing isotropic surface energy and surface diffusioncoefficient. We considered orientation-dependent grainboundary energy and the grain boundary diffusion coeffi-cient. The linear and angular velocities were determinedby solving Eq. (3) under boundary conditions using thefinite element method. Fig. 3 shows an example of stressdistribution on the rectangular boundary area. The stressis compressive at the center due to �r in Eq. (11). The stresscsjneck at the triple junction is dependent on position; it istension at both sides, and compression at the corners.
In each time step Dt, vertices on both particle surfacesare shifted by the rigid body motion ± vDt/2. Since thisrigid body motion decreases the particle volume, verticesat the surface triple junction are moved to expand the grainboundary area so as to restore the particle volume. Thevelocity of the triple junction is proportional to jgb
(Eq. (1)), and it is schematically shown as arrows inFig. 3. We intend to satisfy the continuity condition, Eq.(19), through this procedure.
Fig. 3. Symmetrical simulation model. Stress distribution on the grainboundary is shown on the right-hand side. Positive stress is tension, andnegative is compression. The boundary area increases with the shrinkagein sintering. The velocity of the triple junction is shown as arrows inarbitrary units.
When the specimen rotates, the stress distribution inFig. 3 and the velocity of the triple junction become asym-metric. The center of the grain boundary and the positionof the rotation axis shift from x = 0 to x = xcenter. Then,Eq. (4) is modified as:
_un ¼ _uþ _hðx� xcenterÞ: ð20ÞIn Section 4.2, we examine the effects of the diffusivity
ratio dDgb/dDs, the energy ratio cgb/cs, and anisotropiccgb and dDgb on the sintering kinetics.
3. Experimental
The experiments were carried out on Au foil (purity99.99%, Ag 1 ppm, Ca 6 ppm, Cu < 1 ppm, Fe < 1 ppm,Mg < 1 ppm, others < 1 ppm, thickness 10 lm, ribbonwidth 1.3 mm). The foil was annealed at 1173 K for 1 hin vacuum. The average grain size of the annealed foilwas 27 lm, roughly three times larger than the thickness.The grain boundaries were approximately perpendicularto the foil surface.
The specimen was placed in a carbon holder. Millingwas performed on one side of the foil to reduce its thicknessby focused ion beam machining with a Ga+ ion beam. Bymaking use of pre-existing grain boundaries, the micro-specimens were cut in the foil as shown in Fig. 1. Eachspecimen had a rectangular boundary with dimensions ofw0 1 lm � h0 4 lm between two U-shaped notches as illus-trated in Fig. 2. The notch radius was w0/2. The carbonnano-pillars were formed on the Au surface by beam-induced chemical vapor deposition of phenanthrene(C14H10) gas. The nano-pillar shown in Fig. 4 had a holewith a diameter of 50 nm, which could be used as a markerto measure the motion of the free particle.
The foil was then annealed at 1023 K in an infrared vac-uum furnace. The annealing was periodically interrupted,and the specimen was observed by scanning electronmicroscopy (S4500, Hitachi Co.). The orientations ofgrains were determined by electron backscatter diffractionpattern (EBSD). INCA Crystal software (Oxford Instru-ments) was used for the EBSD analysis.
4. Results
4.1. Shrinkage and rotation in sintering experiments
Fig. 4 shows that both rotation and shrinkage take placein the evolution of a micro-specimen during annealing.Almost all micro-specimens showed significant rotationsand the majority also produced measurable shrinkage.The rotation angle h and the shrinkage u are plotted asfunctions of time in Figs. 5 and 6. The measurement errorswere ±0.5� and ±10 nm for rotation angle and shrinkage,respectively. The particle motion was much faster at thebeginning, and both rotation rate and shrinkage ratedecreased with time.

22µm
(a) (b) (c)Fig. 4. Evolution of a micro-specimen of Au annealed at 1023 K in vacuum (specimen 1): annealing time is (a) 0 s, (b) 5000 s, (c) 20,000 s.
Fig. 6. Shrinkage of micro-specimens as a function of annealing time.
Table 1Measured axis-angle pairs of grain boundaries in Au before and after theannealing for 20,000 s at 1023 K.
Grain boundary orientation Rotation
No. Before annealing After annealing Around z-axish hhkli h hhkli h hhkli h (measured)
F. Wakai et al. / Acta Materialia 60 (2012) 507–516 511
Table 1 lists the crystallographic orientation of eachspecimen before and after the annealing for 20,000 s. Therotations of free particles in specimens 1, 2, and 4 weretrapped at specific orientations, indicating the presence ofminima on the cgb(h) function at these orientations. Therotation angle and the rotation axis during annealing werecalculated for the free particle, and are also listed in Table1. For example, the h100i axis of the free particle in spec-imen 1 was approximately parallel to the z-axis. The parti-cle rotated 13� around the h100i axis to become 51�h11 0iR11 boundary.
The specimens 3, 5, and 6 with random grain boundariesstill continued to shrink at 20,000 s. A coherent R3 twinboundary (Specimen 7) does not act as a source and sinkof vacancy, and does not contribute to rotation and shrink-age in sintering.
4.2. Simulation results
4.2.1. Shrinkage without rotation
The detailed sintering kinetics can be analyzed by com-paring the experimental results with the 3-D simulation ofsintering of the symmetrical model. When grain boundaryenergy is isotropic, the micro-specimen shrinks without
Fig. 5. Rotation angle of micro-specimens as a function of annealing time.
1 50� h851i 51� h110i R11 13� h100i 13.5�2 42� h112i 41� h111i R7 10� h331i 11.3�3 20� h931i 12� h942i 9� h941i 10�4 N.A. 45� h111i R19b N.A. 7.4�5 48� h122i 52� h764i 4� h123i 4.5�6 N.A. 9� h755i N.A 2�7 60� h111i R3 60� h111i R3 0� 0�
rotation. The shrinkage u is plotted as a function of thedimensionless time t* in Fig. 7a:
t� ¼ csXdDs
kTw40
t; ð21Þ
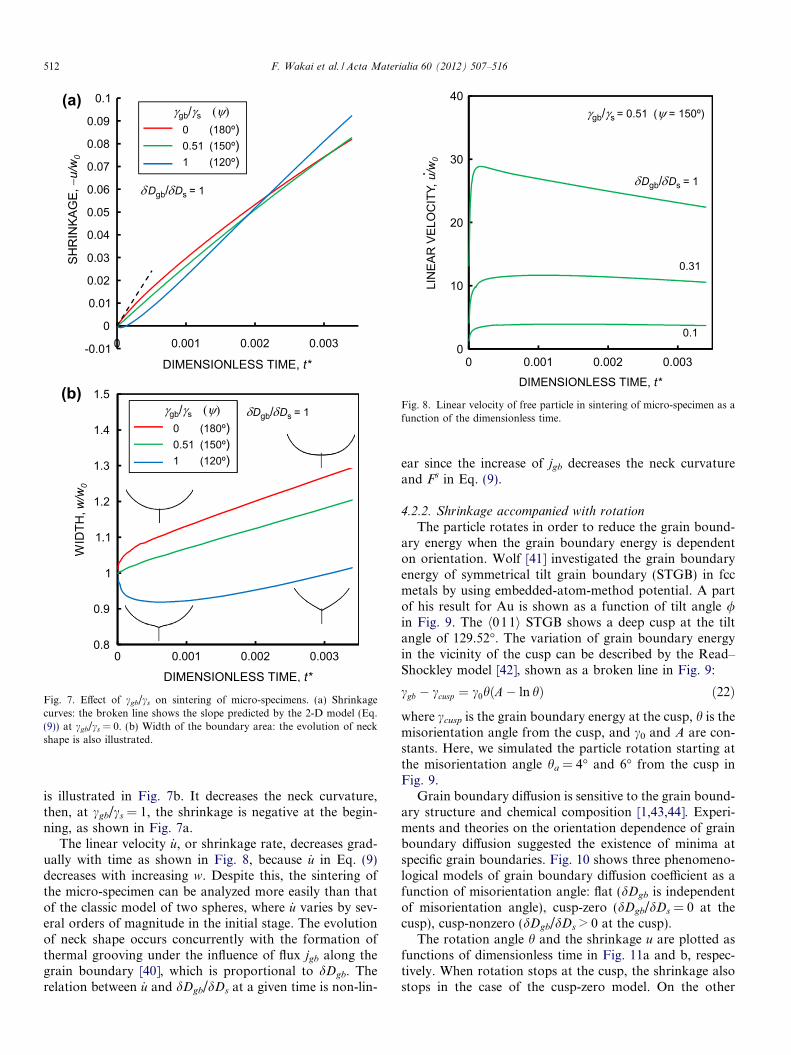
where w0 is the initial neck width. The slope of the shrink-age curve at cgb/cs = 0 agrees well with the 2-D model (Eq.(9)) that is shown as a broken line at the very early stage ofsintering. Fig. 7b shows the neck width w increasing withtime. The formation of thermal grooving [37] at cgb/cs > 0
(a)
(b)
Fig. 7. Effect of cgb/cs on sintering of micro-specimens. (a) Shrinkagecurves: the broken line shows the slope predicted by the 2-D model (Eq.(9)) at cgb/cs = 0. (b) Width of the boundary area: the evolution of neckshape is also illustrated.
Fig. 8. Linear velocity of free particle in sintering of micro-specimen as afunction of the dimensionless time.
512 F. Wakai et al. / Acta Materialia 60 (2012) 507–516
is illustrated in Fig. 7b. It decreases the neck curvature,then, at cgb/cs = 1, the shrinkage is negative at the begin-ning, as shown in Fig. 7a.
The linear velocity _u, or shrinkage rate, decreases grad-ually with time as shown in Fig. 8, because _u in Eq. (9)decreases with increasing w. Despite this, the sintering ofthe micro-specimen can be analyzed more easily than thatof the classic model of two spheres, where _u varies by sev-eral orders of magnitude in the initial stage. The evolutionof neck shape occurs concurrently with the formation ofthermal grooving under the influence of flux jgb along thegrain boundary [40], which is proportional to dDgb. Therelation between _u and dDgb/dDs at a given time is non-lin-
ear since the increase of jgb decreases the neck curvatureand Fs in Eq. (9).
4.2.2. Shrinkage accompanied with rotation
The particle rotates in order to reduce the grain bound-ary energy when the grain boundary energy is dependenton orientation. Wolf [41] investigated the grain boundaryenergy of symmetrical tilt grain boundary (STGB) in fccmetals by using embedded-atom-method potential. A partof his result for Au is shown as a function of tilt angle /in Fig. 9. The h011i STGB shows a deep cusp at the tiltangle of 129.52�. The variation of grain boundary energyin the vicinity of the cusp can be described by the Read–Shockley model [42], shown as a broken line in Fig. 9:
cgb � ccusp ¼ c0hðA� ln hÞ ð22Þ
where ccusp is the grain boundary energy at the cusp, h is themisorientation angle from the cusp, and c0 and A are con-stants. Here, we simulated the particle rotation starting atthe misorientation angle ha = 4� and 6� from the cusp inFig. 9.
Grain boundary diffusion is sensitive to the grain bound-ary structure and chemical composition [1,43,44]. Experi-ments and theories on the orientation dependence of grainboundary diffusion suggested the existence of minima atspecific grain boundaries. Fig. 10 shows three phenomeno-logical models of grain boundary diffusion coefficient as afunction of misorientation angle: flat (dDgb is independentof misorientation angle), cusp-zero (dDgb/dDs = 0 at thecusp), cusp-nonzero (dDgb/dDs > 0 at the cusp).
The rotation angle h and the shrinkage u are plotted asfunctions of dimensionless time in Fig. 11a and b, respec-tively. When rotation stops at the cusp, the shrinkage alsostops in the case of the cusp-zero model. On the other

Fig. 9. Grain boundary energy cgb of Au h011i symmetrical tilt grainboundaries [41]. The surface energy cs of Au is assumed to be isotropic,1.39 J m�2. The broken line shows the Read–Shockley model.
Fig. 10. Grain boundary diffusion coefficient dDgb as a function ofmisorientation angle.
(a)
(b)
Fig. 11. Simulation results: (a) rotation angle, (b) shrinkage.
F. Wakai et al. / Acta Materialia 60 (2012) 507–516 513
hand, the shrinkage continues in the case of the cusp-non-zero model and the flat model. The increase of rotationangle is retarded when the simulation starts from the pla-teau region (ha = 6�) of the cgb(h) curve in Fig. 9. The sim-ulation also shows that the Exner torque is much smallerthan the Shewmon torque in the vicinity of the deep cusp.
The experimental results in Figs. 5 and 6 can be classi-fied into the cusp-nonzero type (specimens 1, 3 and 6)and the cusp-zero type (specimens 2 and 4) according tothe shrinkage rate after the rotation stops. We suppose that
the increase of rotation angle is retarded in specimens 2 and5 (Fig. 5) due to the presence of a plateau region in thecgb(h) curve.
5. Discussion
5.1. Dependence of grain boundary energy on crystal
misorientation
The elimination of dDgb from Eqs. (9) and (13) gives asimple relation to estimate cgb as a function of the rotationangle:
1
cs
@cgb
@h¼ a
_hð _u=wÞ ; ð23Þ

Fig. 13. Estimated grain boundary energy near special grain boundariesof Au.
514 F. Wakai et al. / Acta Materialia 60 (2012) 507–516
where a is a coefficient that depends on the neck curvature.The relationship between o cgb/o h and _h= _u in the simula-tion of the deep cusp is plotted in Fig. 12. _h= _u is small inthe plateau region of cgb(h) curve, and it increases nearthe cusp. The dotted line shows the slope a = 0.0467 thatfits to the cusp-zero model. But the linear relation cannotbe obtained in the flat model and the cusp-nonzero modelat large _h= _u. As illustrated in Fig. 12, the flux along thegrain boundary makes a bulge at the neck in the flat modeland the cusp-nonzero model. The bulge decreases the neckcurvature, then a decreases with _h= _u. On the other hand, inthe cusp-zero model, the neck curvature, and then a, isapproximately constant till the orientation reaches thecusp.
The experimental results in the cusp-zero type are ana-lyzed by using Eq. (23). The decrease of the grain boundaryenergy from the initial orientation is plotted as a functionof the rotation angle in Fig. 13. Specimen 1 is also includedin the plot. Fig. 13 shows that the rotation is trapped atshallow cusps. The depth of the cusp for the R11 boundaryis shallower than that shown in Fig. 9. It should be under-stood since the orientation of the pre-existing grain bound-ary is different from the symmetrical tilt grain boundary.Since _h= _u is small in such shallow cusps, Eq. (23) can beapplied to the flat model and the cusp-nonzero model also.Chan and Balluffi [22,23] showed the presence of shallowcusps in the cgb(h) curve of Au from the analysis of therotation of spheres in sintering. But they did not determinethe exact depth of the cusp. Kuhn et al. [45] used the rota-tion rate to estimate the shape of cusp assuming the flatmodel on dDgb. Our method using Eq. (23) can analyzethe cgb(h) curve near shallow cusps regardless of the typeof dDgb models.
Fig. 12. Relationship between o cgb/o h and _h= _u in the simulation. Theunit of h is radian. The filled circles show the data at the plateau region inthe cgb(h) curve.
Relatively shallow cusps or inflections in the cgb(h) curvewere demonstrated at high temperatures in a systematicstudy of [100] twist boundaries in Au [46]. It was suggestedthat the cusp/inflection in the cgb(h) curve is determined byentropy and enthalpy. Such shallow cusps can be easilydetected by observing particle rotation in sintering. Itshould be noted that the shape of the curve in the vicinityof the energy cusp in Fig. 13 may not be accurate due to themeasurement error of shrinkage. But we believe the curvesstill provide the data to estimate the torque on a particle inreal sintering. Of course, as Cahn [47] pointed out, themicroscopic analyses on the dislocation motion and defectstructures are necessary to understand the rotation cor-rectly in addition to our analysis in particle scales.
A grain boundary is specified by five angle parameters:three angles for the relative orientation of two crystals,and two angles for the boundary-plane orientation. Whenthe grain boundary energy is dependent on the boundary-plane orientation, the orientation derivative gives the Her-ring torque term [36]. Our computer simulation showedthat the boundary-plane orientation rotated with the parti-cle rotation as shown in Fig. 11 even though we did notinclude the Herring torque. The boundary plane rotatedsimply because the grain boundary was constrainedbetween two U-shaped notches.
5.2. Grain boundary diffusion
At a given temperature, dDgb can vary by several ordersof magnitude, depending on the grain boundary structure[44]. dDgb of Au at 1023 K are estimated from the initialshrinkage rates in Fig. 6, and are plotted in Fig. 14. Thereis a huge variation in experimentally obtained dDgb. Inorder to define the average dDgb, it will be necessary to

Fig. 15. Calculated curvature at the corner of the U-shaped notch as afunction of the dimensionless time.
F. Wakai et al. / Acta Materialia 60 (2012) 507–516 515
know the distribution function of orientation. Fig. 14shows a comparison of our results with other measure-ments. The results are plotted on an Arrhenius diagramusing a reduced temperature scale corresponding to thedimensionless parameter TM/T, where TM is the meltingtemperature of Au. It may be seen that our data would fallon an extrapolation of Gupta’s results [48] on the averagedDgb of Au. Ma and Balluffi [49] measured the chemicaldiffusion of Ag along the grain boundaries of Au as a func-tion of temperature and tilt angle at relatively low temper-atures. The variation of dDgb in different grain boundariesin our results is consistent with that of chemical diffusionalong grain boundaries.
5.3. Effect of contamination on surface diffusion
The surface diffusion coefficient dDs can be directly esti-mated from the rounding of corners of the micro-specimen[50]. Fig. 15 shows the cross-sectional profile of the U-shaped notch at z = 0, illustrating the rounding at its cor-ners in the 3-D simulation. The relationship between thecurvature of the corner and the dimensionless time is plot-ted in Fig. 15. The curvature is given by:
w0j ¼ 0:55ðt�Þ�14: ð24Þ
Eq. (24) is consistent with Mullins’ theory [37] of micro-structural evolution by surface diffusion. Fig. 4 shows thatthe corner of the micro-specimen is already round afterFIB micro-machining. The difference in curvature at thecorner cannot be measured exactly after the annealing at1023 K. This result suggests low dDs < 10�20 m3 s�1.
The surface diffusion coefficients of Au are plotted inFig. 14 for comparison [51–53]. The large spread in the pre-
Fig. 14. Grain boundary and surface diffusion of Au (TM: meltingtemperature of Au, 1337 K).
viously reported values was due to the difference in thedegree of surface contamination [52]. Experiments havedemonstrated that carbon is a very effective impurity tosuppress dDs for metals Cu and Au. Carbon is found tosegregate on the Au surface [54]. Since carbon is depositedon the micro-specimen as a marker, it is understandablethat dDs was much lower than that on the clean surface.
The surface may be also contaminated by Ga duringFIB micro-machining. The impurities that have lower melt-ing point than the substrate cause a substantial increase indDs. But our experimental results suggest that the effect ofcarbon segregation is much stronger than that of Ga.
The surface energy of crystalline particles is usually aniso-tropic. Klinger and Rabkin [55] recently demonstrated thatthe anisotropy of surface energy leads to particle rotation.But we assumed isotropic surface energy throughout thispaper, because it is a valid assumption at temperatureshigher than the surface roughening transition.
6. Summary
Theoretical and experimental approaches are importantto obtaining reliable predictions in dealing with the com-plexity of sintering. We proposed an experimental methodto analyze the mechanics of sintering of a single grainboundary by using specimens fabricated by FIB micro-machining. A self-consistent theoretical model on the evo-lution of neck curvature was developed considering rota-tion, shrinkage and asymmetric neck growth. The micro-specimen had a rectangular grain boundary between U-shaped notches. The sintering of the micro-specimen couldbe analyzed more easily than that of the classic two-spheremodel. The linear velocity was driven by the sintering forcethat was a function of neck curvature. The variation ofdDgb in different grain boundaries of Au was determinedfrom the linear velocity. The rotation was driven by tor-ques arising from anisotropic cgb and asymmetric neckshape. A method to estimate cgb(h) was developed to show
516 F. Wakai et al. / Acta Materialia 60 (2012) 507–516
the depth of shallow cusps at specific h. The torque inducedby the asymmetric neck shape could be ignored in the vicin-ity of a deep cusp. dDs was directly estimated from therounding of corners of the micro-specimen.
References
[1] Sutton AP, Balluffi RW. Interfaces in crystalline materi-als. Oxford: Clarendon Press; 1995.
[2] Kaur I, Mishin Y, Gust W. Fundamentals of grain and interphaseboundary diffusion. Chichester: Wiley; 1995.
[3] Moldovan D, Wolf D, Phillpot SR. Acta Mater 2001;49:3521.[4] Shewmon PG. Recrystallisation, grain growth and textures. Metals
Park, OH: American Society for Metals; 1966.[5] Mykura H. Acta Metall 1979;27:243.[6] Petzow G, Exner HE. Z Metallkde 1976;67:611.[7] Exner HE, Bross P. Acta Metall 1979;27:1007.[8] Hsueh CH, De Jonghe LC. J Am Ceram Soc 1984;67:C215.[9] Kellett BJ, Lange FF. J Am Ceram Soc 1989;72:725.
[10] Cannon RM, Carter WC. J Am Ceram Soc 1989;72:1550.[11] Wakai F, Aldinger F. Acta Mater 2003;51:641.[12] Gregg RA, Rhines FN. Metall Trans 1973;4:1365.[13] Ikegami T, Iyi N, Sakaguchi I. Ceram Int 2009;35:3185.[14] Beere W. Acta Metall 1975;23:139.[15] Svoboda J, Riedel H, Zipse H. Acta Metall Mater 1994;42:435.[16] Wakai F, Shinoda Y, Akatsu T. Acta Mater 2004;52:5621.[17] Wakai F, Brakke KA. Acta Mater 2011;59:5379.[18] Kingery WD, Berg M. J Appl Phys 1955;26:1205.[19] Johnson DL. J Appl Phys 1969;40:192.[20] Wilson TL, Shewmon PG. Trans Metal Soc AIME 1966;236:49.[21] Herrmann G, Gleiter H, Baro G. Acta Metall 1976;24:353.[22] Chan SW, Balluffi RW. Acta Metall 1985;33:1113.[23] Chan SW, Balluffi RW. Acta Metall 1986;34:2191.[24] Theissmann R, Fendrich M, Zinetullin R, Guenther G, Shierning G,
Wolf DE. Phys Rev B 2008;78:205413.[25] Asoro MA, Kovar D, Shao-Horn Y, Allard LF, Ferreira PJ.
Nanotechnology 2010;21:025701.[26] Zhu H, Averback RS. Phil Mag Lett 1996;73:27.[27] Tsuruta K, Omeltchenko A, Kalia RK, Vashishta P. Europhys Lett
1996;33:441.
[28] Zeng P, Zajac S, Clapp PC, Rifkin JA. Mater Sci Eng A1998;252:301.
[29] Arcidiacono S, Bieri NR, Poulikakos D, Grigoropoulos CP. Int JMulti Flow 2004;30:979.
[30] Ding L, Davidchack RL, Pan J. Comp Mater Sci 2009;45:247.[31] Lame O, Bellet D, Michiel MD, Bouvard D. Nucl Inst Methods Phys
Res B 2003;200:287.[32] Bernard D, Gendron D, Heintz JM, Bordere S, Etourneau J. Acta
Mater 2005;53:121.[33] Grupp R, Nothe M, Kieback B, Banhart J. Nat Commun 2011;2:298.[34] Maekawa S, Takashima K, Shimojo M, Higo Y. Jpn J Appl Phys
1999;38:7194.[35] Zhang W, Sachenko P, Schneibel JH, Gladwell I. Phil Mag A
2002;82:2995.[36] Herring C. In: Kingston WE, editor. Physics of powder metal-
lurgy. New York: McGraw-Hill; 1951. p. 143.[37] Mullins WW. J Appl Phys 1957;28:333.[38] Cahn JW, Taylor JE. Acta Metall Mater 1994;42:1045.[39] Brakke KA. Exp Math 1992;1:141.[40] Genin FY, Mullins WW, Wynblatt P. Acta Metall Mater
1993;41:3541.[41] Wolf D. Acta Metall Mater 1990;38:781.[42] Read WT, Shockley W. Phys Rev 1950;78:275.[43] Turnbull D, Hoffman RE. Acta Metall 1954;2:419.[44] Mishin Y, Herzig C. Mater Sci Eng A 1999;260:55.[45] Kuhn H, Baero G, Gleiter H. Acta Metall 1979;27:959.[46] Najafabadi R, Srolovitz DJ. J Mater Res 1991;6:999.[47] Cahn JW. Ceram Trans 1988;7:185.[48] Gupta D. J Appl Phys 1973;44:4455.[49] Ma Q, Balluffi RW. Acta Metall Mater 1993;41:133.[50] Kuribayashi H, Hiruta R, Shimizu R, Sudoh K, Iwasaki H. J Vac Sci
Technol A 2003;21:1279.[51] Geguzin YE, Kovalev GN, Ovcharenko NN. Sov Phys Solid Stat
1964;5:2627.[52] Olson DL, Patil HR, Blakely JM. Scripta Metall 1972;6:229.[53] Gobel H, von Blanckenhagen P. Surface Sci 1995;331–333:885.[54] Gangopadhyay U, Wynblatt P. J Mater Sci 1995;30:94.[55] Klinger L, Rabkin E. Acta Mater 2011;59:6691.