
Microwave sintering of hardmetals
8
ELSEVIER International Journal of Refractory Metals & Hard Materials 16 (1998) 409-416 international Joumal of REFRACTORY METALS & HARD MATERIALS Microwave sintering of hardmetals K. R6diger a*, K. Dreyer a, T. Gerdes b, M. Willert-Porada b aWld~a GmbH, Munchener Str 90, 45145 Essen, Germany bUmvers,tat Dortmund, FB Chemtetechnik, Emd-Flgge-Str 66, 44227 Dortmund, Germany Received 9 March 1998, accepted 12 August 1998 Abstract Application of microwave radiation as a heat source for sintering of hardmetal is described. Sintering of hardmetal with microwaves leads to a finer microstructure because of lower sintering temperatures and shorter processing times. A further variant is the microwave reaction slntering of a powder mixture of metallic tungsten, carbon and cobalt to obtain finer mlcrostructures than by the conventional route. Moreover, this process offers a great potential for simplifying and shortening the process sequence in hardmetal production. The in-sttu formation of WC-platelets during microwave reaction sintering was observed. © 1998 Elsevier Science Ltd. All rights reserved. Keywords Hardmetals, Mlcrostructure; Microwave slntermg; Reaction slntering, Hardmetal produchon, WC-platelets 1. Introduction The current state of the art for the manufacture of hardmetal tools and components is the powder metal- lurgy route, i.e. grade powder production, pressing, sintering and finishing. In the sintering process the green part is dens~fied to its final dimensions and develops required material properties such as hardness, strength and toughness. Much effort in the over 70 years old history of hardmetal was spent to develop a compound material with an optimised combination of the contradictory properties toughness and hardness. Successful steps in this direction are e.g. the coating of hardmetals with wear-resistant layers and in recent years the introduction of fine and ultra-fine hardmetals produced out of recently developed adequately fine starting powders [1]. However, particularly the production of ultra-fine hardmetals shows that conventional production methods reach their limits. The fine powders cause considerable problems with powder processing and handling [2]. On the other hand the potential of new nano-sized powders cannot be exploited owing to the grain coarsening during sintering [3]. Therefore, the production of highly perfected compound materials demands not only the develop- ment of the material composition and the raw *Corresponding author materials but also the development of an appropriate moulding and sintering technology. 2. Heating of hardmetal in the microwave field A new technology suitable to overcome several restrictions of the conventional sintering is sintering in a microwave field. Despite the high electrical conduc- tivity of solid hardmetals microwave sintering turned out to be a feasible method to heat and sinter these materials as poor conducting powder compacts to full density [4]. The mechanisms of heating in microwave sintering and in conventional sintering are quite different. Conventional sintering is carried out in electrical furnaces equipped for example with graphite heating elements. The parts inside the furnace are heated indirectly by absorption of the infra-red radiation (skin heating) emitted by the heating elements and the neighbouring parts and by heat convection and conduc- tion. In such a process the parts, respectively the furnace load, heat up from the outside in, and the temperature gradients within a part or within a furnace load are mainly determined by the thermal conductivity and emissivity of the parts. Due to a maximal allowed temperature gradient within the parts, respectively the batch, the maximum heating rate of a furnace load is under sufficient outgassing conditions only limited by 0263-4368/98/$ -- see front matter © 1998 Elsevier Science Ltd. All rights reserved. PlI: S0263-4368(98)00050-X
-
Upload
uni-bayreuth -
Category
Documents
-
view
0 -
download
0
Transcript of Microwave sintering of hardmetals

ELSEVIER International Journal of Refractory Metals & Hard Materials 16 (1998) 409-416
international Joumal of
REFRACTORY METALS & HARD MATERIALS
Microwave sintering of hardmetals
K. R6diger a*, K. Dreyer a, T. Gerdes b, M. Willert-Porada b aWld~a GmbH, Munchener Str 90, 45145 Essen, Germany
bUmvers,tat Dortmund, FB Chemtetechnik, Emd-Flgge-Str 66, 44227 Dortmund, Germany
Received 9 March 1998, accepted 12 August 1998
Abstract
Application of microwave radiation as a heat source for sintering of hardmetal is described. Sintering of hardmetal with microwaves leads to a finer microstructure because of lower sintering temperatures and shorter processing times. A further variant is the microwave reaction slntering of a powder mixture of metallic tungsten, carbon and cobalt to obtain finer mlcrostructures than by the conventional route. Moreover, this process offers a great potential for simplifying and shortening the process sequence in hardmetal production. The in-sttu formation of WC-platelets during microwave reaction sintering was observed. © 1998 Elsevier Science Ltd. All rights reserved.
Keywords Hardmetals, Mlcrostructure; Microwave slntermg; Reaction slntering, Hardmetal produchon, WC-platelets
1. Introduction
The current state of the art for the manufacture of hardmetal tools and components is the powder metal- lurgy route, i.e. grade powder production, pressing, sintering and finishing. In the sintering process the green part is dens~fied to its final dimensions and develops required material properties such as hardness, strength and toughness. Much effort in the over 70 years old history of hardmetal was spent to develop a compound material with an optimised combination of the contradictory properties toughness and hardness. Successful steps in this direction are e.g. the coating of hardmetals with wear-resistant layers and in recent years the introduction of fine and ultra-fine hardmetals produced out of recently developed adequately fine starting powders [1].
However, particularly the production of ultra-fine hardmetals shows that conventional production methods reach their limits. The fine powders cause considerable problems with powder processing and handling [2]. On the other hand the potential of new nano-sized powders cannot be exploited owing to the grain coarsening during sintering [3].
Therefore, the production of highly perfected compound materials demands not only the develop- ment of the material composition and the raw
*Corresponding author
materials but also the development of an appropriate moulding and sintering technology.
2. Heating of hardmetal in the microwave field
A new technology suitable to overcome several restrictions of the conventional sintering is sintering in a microwave field. Despite the high electrical conduc- tivity of solid hardmetals microwave sintering turned out to be a feasible method to heat and sinter these materials as poor conducting powder compacts to full density [4]. The mechanisms of heating in microwave sintering and in conventional sintering are quite different.
Conventional sintering is carried out in electrical furnaces equipped for example with graphite heating elements. The parts inside the furnace are heated indirectly by absorption of the infra-red radiation (skin heating) emitted by the heating elements and the neighbouring parts and by heat convection and conduc- tion. In such a process the parts, respectively the furnace load, heat up from the outside in, and the temperature gradients within a part or within a furnace load are mainly determined by the thermal conductivity and emissivity of the parts. Due to a maximal allowed temperature gradient within the parts, respectively the batch, the maximum heating rate of a furnace load is under sufficient outgassing conditions only limited by
0263-4368/98/$ - - see front matter © 1998 Elsevier Science Ltd. All rights reserved. P l I : S 0 2 6 3 - 4 3 6 8 ( 9 8 ) 0 0 0 5 0 - X
410 K Rodlger et al /Internattonal Journal of Refractory Metals & Hard Materials 16 (1998) 409-416
/1
/1
/1
~ 2!: ~t~!
10m
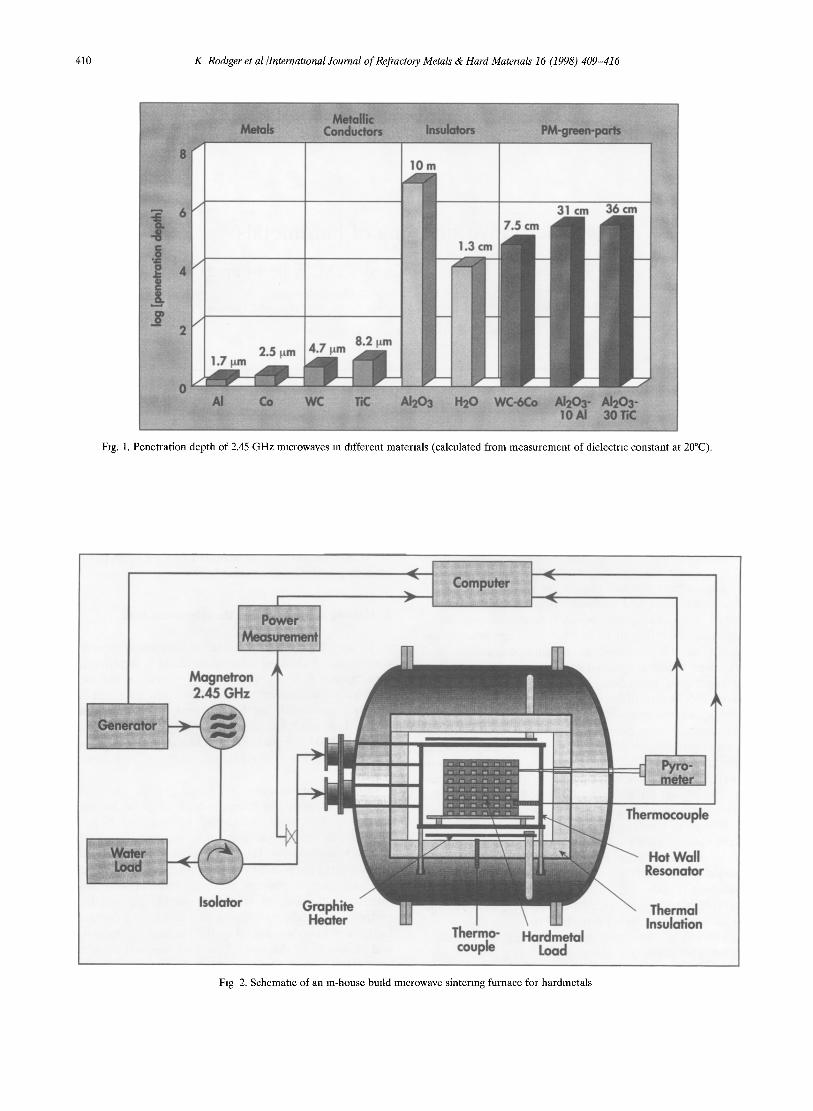
Fig. 1. Penetration depth of 2.45 GHz microwaves m different materials (calculated from measurement of dielectric constant
• .~ '7
at 20°C).
Magnetran 2.45 GHz
Isolator Graphite Heater
Thermo- Hardmetal couple Load
Thermocouple
"~ Hot Wall Resonator
\ Thermal Insulation
Fag 2. Schematic of an m-house build mmrowave sinterlng furnace for hardmetals

K Rod~ger et al/Internanonal Journal of Refractory Metals & Hard Matertals 16 (1998) 409-416 4 1 1
the size and the thermal transport coefficients of the batch.
In the process described here sintering of hardmetals takes place in a microwave furnace using microwaves with a frequency of 2.45 GHz. It has been shown that the heating behaviour of metal-ceramic and metallic P/M compacts under microwave radiation depends not only on the electrical conductivity of the phases present but also to a high degree on the microstructure of the
compacted body and on the microwave field strength [5]. Dependent upon the dielectric and electric proper- ties of the materials microwave heating might act as a volume heating or skin heating process or as a direct heating with a certain penetration depth, typical for hardmetals. As a consequence of the temperature dependence of dielectric and electric properties, the penetration depth may vary with temperature. Figure 1 shows the measured penetration depth of microwaves
+
+.> + iT I I ,f" Temperolum I[+.'.: ~.+~,~o~,~ ~ % I I ,~ ~i. I~ A+ ~ "~; :,, ~,+'.
I . / r -J I l \ % , IV;~;-.~. .. :,'+~:~;ii+~-I I i d_,VIll '-h \~ 17 ~,<', +>;
~ . ? ~ ~ t . f | \ I " " ' - |++• ¢:+~; •: ~+,~
U ~ L~++ -. + ,+ , ++ :+++
~ ~ I-+r/-Ul ..\ . . L +w.+ ~+,,+ .... + .
~ . ; . I / I I ~'++°' t l t ~ ~ + k+++~.+ + ++ - . . . . , +..•+Z+ +. " + ':.++'.4 • ' '+ ~ . ~ t 7 +-+ I N i~i.... .~,: ~ ; p . . ~ , ..+ +...'..+ v + + + + .++ +++y'+..++~. +++. + .
Microwave sin~ring of hardmeta ls - sintering profile
b+..~,+~,,m ~M.('.:". - ' ~ ,++~ "++ ...... ++; ..." ++ "". + - . + "++ . ++" " ' : ~ . ". :'+:'." +. " :.'+ ~ "++++++. !~ :. '".-'~+. . . . . . . +;" +!..."%+~':;~++;.'++'.~.,,.].~-..+;+. , ; ' , . +~, , ,~ + ~ . , . . . . ; ,',++ . . . -~.+ + + -~-~
++"-+~7 '}++1 D e w a x i n g I T e m p e r a t u r e ~ L ~ i , ; + ++, ...+ + • . • ' s , . + ~ 7 . . ; - : - z ~ _ _ - - + - - - + + , " " * . +
.L+ V ? J , " f ~ ' ~ ' ! I / .~. "%. E . . . . + , ' , , , s~ , " , "<<'
,++++,+,+ <~ I / / L _ \ 177~ L.+, ++ <,+ ,: +++++ +.;.+i I I/ --I \ ! ~ l l t / 7 2 I / / I \ I~++c+-".+++~,+,.+','-,~ i'~,'+ +;2++,I I I/ I ~,+U~;, +, ,++~;,-+:
,+ +. .+ ~.. .. .. 7 .%4 li~ ~,
; , 7~ ; . . ~ . , / ' 1 I !':;+~,~.. " ...... ,~. ~+.'-." +1 1 I I ~:..+~++ +.-++.-'.:
+ ".,;, ~ + + • ;+."
Conventional sinterlng of hardmetals - sintering profile
Fig 3. Comparison of slnterlng profiles in conventional and mlcrowave slntermg

412 K Rodtger et al ~International Journal of Refractory Metals & Hard Materials 16 (1998) 409-416
ii iiiii i ii,lii / ~,~ 7 ~ . ~
/ -
K I O , K I O
Fig 4 Milling test with microwave sintered K10 hardmetal.
with a frequency of 2.45 GHz in different materials at a temperature of 20°C and depicts the unexpected large values for powder-metallurgical green parts. The mean powder particle sizes of the examined green parts were approx. 1/~m. The hardmetal green part, a compacted mixture of metallic powders with an amount of lubri- cant, is heated with microwaves by ohmic losses due to local potential differences and by eddy current heating of single grains. The resulting penetration depth for microwave radiation is orders of magnitude larger than for infrared radiation in conventional heating. Unlike conventional heating, with microwave heating it is possible to produce a direct heating effect within all parts of the batch. Consequently, the achievable heating rate is limited only by the maximum microwave energy density attainable in the furnace. Thus, remark- able savangs of energy and time are possible.
3. Microwave sintering of hardmetals
A furnace and processing concept involving pressure-less microwave sintering combined with resist- ance heating and integrated lubricant burn-out has been developed specifically for the sintering of hardmetals. Figure 2 is a schematic of a furnace suitable for this purpose. The 2.45 GHz microwaves are generated by magnetrons and passed into the graphite resonator, which is surrounded by a thermal insulation. The resonator housing can be heated by resistance
heaters to achieve 'hot walls' and to prevent an inverse temperature gradient of the hardmetal load inside the resonator. The load temperature and the microwave power are measured to allow control of the sintering process by means of a microprocessor.
Figure 3 shows a typical sintering profile of a micro- wave sintering furnace in comparison with conventional sintering in furnaces of comparable size. The sintering cycle (excluding the cooling phase) is shortened by a factor of 3. As a result of the shorter process cycle and the lower heating power level during sintering, electricity consumption in microwave sintering is only a fraction of that in the conventional process. With such a set-up, hardmetals and also cermets with high (25 wt.%) or low (4 wt.%) binder metal contents can be sintered to final density without pressure at temperatures which are around 50-100 K below the conventional sintering temperature. Comparison between these two processes shows that most of the densification in microwave sintering takes place at much lower temperatures than in conventional sintering and clearly below the eutectic temperature. The improved densification is also shown by the simul- taneous reduction in open and closed porosity in microwave sintering. As a result of the shorter sintering time and the lower sintering temperature the microwave sintered hardmetals have a finer and a more uniform microstructure and are up to 10% harder than conventionally sintered material. Used in a cutting tool
K. Rodtger et aL /Internattonal Journal of Refractory Metals & Hard Matertals 16 (1998) 409-416 413
to turn cast iron, the microwave sintered variant showed improved resistance to flank wear [6]. Figure 4 shows the results of a milling test on cast iron GG25 with a microwave sintered and CVD-coated K10 hardmetal and comparable conventionally sintered inserts.
Besides the possibility of replacing microwave sintering for the conventional sintering process, the new technique offers further microwave-specific advantages. It can produce microstructures, gradients and solution states that have been hitherto impossible [7].
0 . 0 0
c
--~ - 0 . 0 5 "6
~-0.10 W
- 0 . 1 5
-0.2O
- 0 . 2 5 a t ~ ~ ~ ~ ~ f w t ~ ~ I J ~ a = = =
5 0 0 7 0 0 9 0 0 11 O0 1 3 0 0 1 5 0 0
- 2 . 0
• =- - 2 . 5
B g -3.o
TG - 3 . 5 ~ . ~
- 4 . 0 | i . . . . . !
5 0 0 7 0 0 9 0 0 1 1 0 0 1 3 0 0 1 5 0 0
O .=_
e
c
c . i i . _
40
.E 0
- 4 0
- 8 0 , , , I ,
.u
E
"o
I . v
I 5 0 0 7 0 0 9 0 0 1 1 0 0 1 3 0 0
Temperature in °C
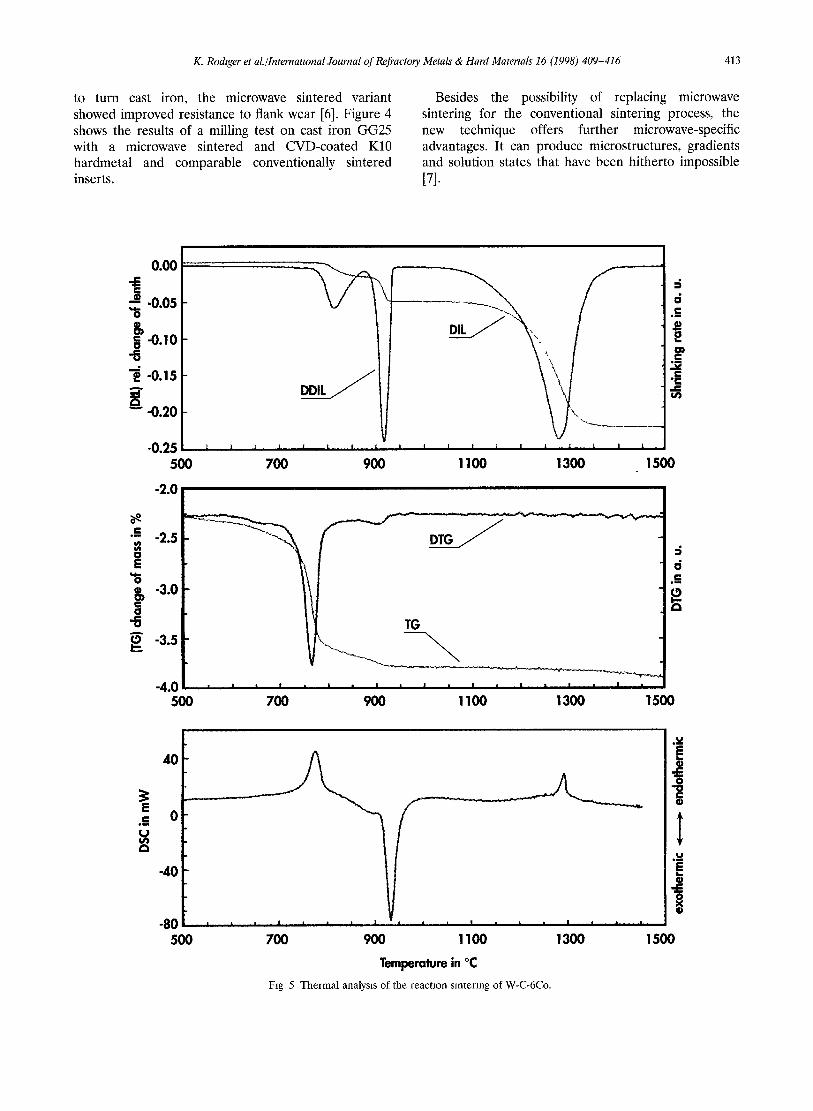
Fig 5 Thermal analysis of the reaction smtermg of W-C-6Co.
1 5 0 0
414 K Rodtger et al /Internanonal Journal of Refractory Metals & Hard Materials 16 (1998) 409-416
4. Microwave reaction sintering of hardmetals
Reaction sintering (RS) of hardmetals is an interesting step towards optimising production methods. In this process carburisation of the tungsten powder is not carried out in a separate processing step but it is integrated in the sintering process. The compacts are shaped by the usual methods, but instead of WC and Co powders a mixture of W, Co and C powders is used as the starting material. The exothermic carburisation reaction: W + C ~ W C , with a reaction enthalpy of 38 kJ/mol, takes place after the lubricant is burned out of the compact, at a tempera- ture of around 930°C. The reaction heat that evolves contributes to additional volume beating in the body of the compact and permits a shortening of the sintering process [8].
Figure 5 shows the thermogravimetric (TG, DTG), dilatometric (DIL, DDIL) and dynamic differential calorimetic (DSC) curves obtained in the reaction sintering of a WC-6Co hardmetal at temperatures from 500 up to 1500°C. The DSC signal shows the endothermic reduction of the oxides present in the tungsten powder, from around 750°C, which corre-
sponds with the mass reduction observed in the thermogravimetric curve and the initial shrinkage of the sample seen in the dilatometer signal. At around 930°C the exothermic swing of the DSC signal indicates the carburisation of the tungsten, together with further shrinkage of the sample. At 1290°C the liquid phase forms, and at this stage shrinkage of the sample is almost complete.
Owing to the elimination of a separate carburisation step and the consequent shortening of thermal treat- ment, reaction sintered hardmetals display a signifi- cantly finer microstructure than conventionally sintered materials.
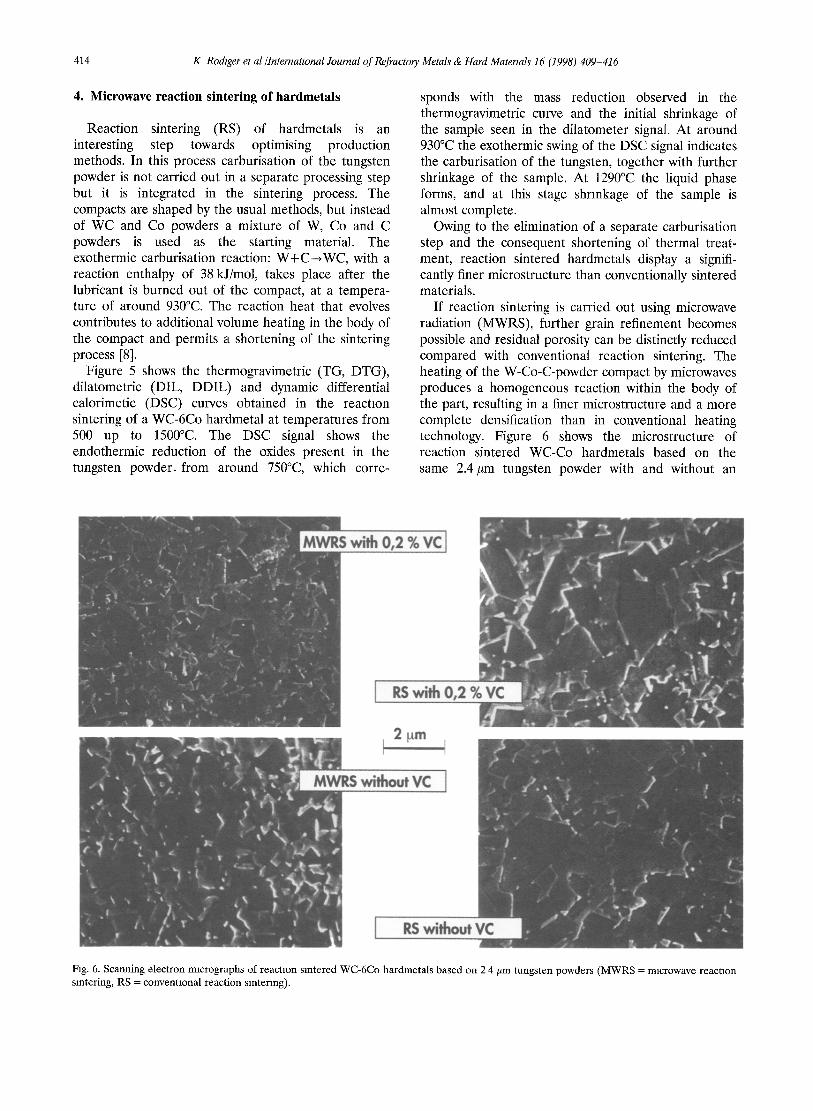
If reaction sintering is carried out using microwave radiation (MWRS), further grain refinement becomes possible and residual porosity can be distinctly reduced compared with conventional reaction sintering. The heating of the W-Co-C-powder compact by microwaves produces a homogeneous reaction within the body of the part, resulting in a finer microstructure and a more complete densification than in conventional heating technology. Figure 6 shows the microstructure of reaction sintered WC-Co hardmetals based on the same 2.4/~m tungsten powder with and without an
,2%~
RS wit
I 2~m 4
IS without VC ]
[ RS without ~
Fig. 6. Scanning electron mlcrographs of reaction slntered WC-6Co hardmetals based on 2 4/~rn tungsten powders (MWRS = microwave reaction smtering, RS = conventional reaction slnterlng).

K Rodtger et al/Internattonal Journal of Refractory Metals & Hard Materials 16 (1998) 409-416 415
addition of VC. The grain size of the MWRS structure is even finer than the size of the starting W-powder and even without the addition of VC. Progressive
reductions in WC grain sizes and increases in hardness are possible from conventional sintering to microwave sintering to conventional reaction sintering and finally
Microstruclure of WC-6 Co-Hardmetal with WC-Platelets
30.00
25.00
20.00
.S 15.oo c o
o. 10.00
5 00
0.00
I Number of Grains
• Cross-Sectional Area of Grains
I L,.
WC-Platelets A
0.36 0.50 0.62 0.71 0.80 0.87 0.94 1.01 1.07 2.24 3.16 3.87 4.47 5.00 5.48 6.32
Grain Size in ~m
Image Analysis of the Microstructure of a Hardmetal with WC-Platelets
Fig 7 M]crowave reaction slntered WC-6Co hardmetal with in-situ formed WC-platelets
/ \,
I" I-

416 K Rodtger et al./lnternatlonal Journal o] Refractory Metals & Hard Matertals 16 (1998) 409-416
to mtcrowave reaction sintering using the same tungsten powders [9].
In addition to the above-mentioned material-related advantages of reaction sintering, especially MWRS, the process also offers great potential for simplifying and shortening the process sequence and saving energy in hardmetal production. Hence the high-temperature carburisation step, as well as upstream and downstream operations such as mixing, crushing, milling etc. are eliminated.
Typical for the reaction sintering of WC-hardmetals is the opportunity to achieve anisotropic grain growth and the formation of WC-platelets. With particular W powder grades and sintering conditions, as temperature and dwell times, the amount of in-situ generated plate- lets can be controlled. The plate-like WC crystallites have an aspect ratio (diameter to thickness) up to ten. Owing to the anisotropic hardness of WC crystallites, the platelets act as a reinforcement and increase the hardness and the fracture toughness of the hardmetal [10]. Figure 7 shows the microstructure of a reaction sintered WC-6Co-hardmetal based on a 0.42 #m W starting powder with in-situ produced WC-platelets. The SEM and the image analysis of the microstructure show that the platelets are embedded in a fine-grained hardmetal matrix with an average grain size of around 0.6/~m. The area percentage of platelets is approx. 40%.
5. Conclusions
The comparison of microwave sintering experiments of hardmetals on a laboratory scale with conventional sintering technology reveals the potential of microwave sintering to provide a fundamental innovation in the
powder metallurgy route of cemented carbides. This new technology offers advantages over the conven- tional one, with regard to the microstructural refine- ment, the mechanical properties and the potential to reduce the processing time and to save energy consumption. Therefore, the up-scaling to a production process seems very promising.
References
[1] Dreyer K. Daub W, Holzhauer H, Orths S, Kassel D, Ro&ger K Trends m der Hartmetallfertlgung. Leglerungen, Verfahren, Produkte. Pulvermetallurgle m Wlssenschaft und Praxis 1997,13:3-27
[2] Konig T, Melsel RL. Ultrafelne Pulver-Herstellung, Verarbei- tung und Anwendungen Pulvermetallurgie in Wlssenschaft und Praxis 1995:11.41-58
[3] Richter V, Ruthendorf My, Drobniewsk~ J Perspektwen feinkorniger Hartmetalle. Pulvermetallurgie m Wissenschaft und Praxls 1997,13:29-45.
[4] Kolaska H, Ro&ger K, Wlllert-Porada M, Gerdes T. Verbund- werkstoff und Verfahren zu seiner Herstellung (Mlkrowellensm- tern) German Patent Appl. DE 4340652 A1.
[5] Gerdes T, Willert-Porada M, Kolaska H Rodlger K Guidehnes for large scale MW-processing of hardmetalls Ceram Trans 1995;59.423-31.
[6] Wlllert-Porada M, Gerdes T. Rodlger K, Kolaska H Microwave smtering of hardmetals and ceramics. Proc Eur Conf Advances In Hard Mat Prod 1996
[7] Gerdes T, Willert-Porada M, Rodlger K. Microwave sinterlng of tungsten carbide cobalt hardmetals. Mat Res Soc Symp Proc 1996;430:45-50
[8] Gerdes T, Wdlert-Porada M, Rodiger K, Dreyer K. Microwave reaction sintermg of tungsten carbide cobalt hardmetals In Microwaves V, MRS Symp Proc 1996,430:175-80.
[9] Rodlger K, Dreyer K, Gerdes T, Kassel D, Willert-Porada M Neue Wege zur Herstellung von Fem-und Ultrafemstkorn- Hartmetallen durch das Sintern lm Mikrowellenfeld Proc of the ~[4th Intern Plansee Sem Reutte 1997;2 197-213
[10] Meadows GW. Amso&mensional tungsten carbide platelets bonded with cobalt US Patent US 3 647 401 (1972)




















