Microwave Processing of Materials
34
Annu. Rev. Mater. Sci. 1996. 26:299-331 Copyright 8 1996 by Annual Reviews h c . All rights reserved MICROWAVE PROCESSING OF MATERIALS David E. Clark Department of Materials Science and Engineering, University of Florida, Gainesville, Florida 3261 1 Willard H. Sutton United Technologies Research Center, East Hartford, Connecticut 06108 KEY WORDS: sintering, drying, synthesis, heating, dielectric properties, microwave equipment, commercialization, curing ABSTRACT Used primarily in the food industry for the last 30 years, microwave energy is now being aggressively investigated and evaluated for a wide range of applicationsin materials processing. The characteristicsof mi- crowave heating, its advantages over conventional heating methods, and current challenges/issues are discussed. Major emphasis is on research activities, recent equipment developments, and commercialization. Additional commercialization is a certainty and can be facilitated by a close working relationship between potential users, equipment manu- facturers, and technology developers. INTRODUCTION There is growing evidence to support the use of microwave energy in certain industrial processes (including sintering) and to justify contin- ued research and development for its use in many other materials pro- cessing applications. In contrast to conventional furnaces, the material to be processed in a microwave furnace (oven) interacts with the “cold” microwaves instead of radiant heat. Because the material itself 299 0084-6600/96/080 1 -0299$08 .OO Annual Reviews www.annualreviews.org/aronline Annu. Rev. Mater. Sci. 1996.26:299-331. Downloaded from www.annualreviews.org by University of Chicago Libraries on 06/25/12. For personal use only.
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Microwave Processing of Materials
Annu. Rev. Mater. Sci. 1996. 26:299-331 Copyright 8 1996 by Annual Reviews h c . All rights reserved
MICROWAVE PROCESSING OF MATERIALS David E. Clark Department of Materials Science and Engineering, University of Florida, Gainesville, Florida 3261 1
Willard H. Sutton United Technologies Research Center, East Hartford, Connecticut 06108
KEY WORDS: sintering, drying, synthesis, heating, dielectric properties, microwave equipment, commercialization, curing
ABSTRACT Used primarily in the food industry for the last 30 years, microwave energy is now being aggressively investigated and evaluated for a wide range of applications in materials processing. The characteristics of mi- crowave heating, its advantages over conventional heating methods, and current challenges/issues are discussed. Major emphasis is on research activities, recent equipment developments, and commercialization.
Additional commercialization is a certainty and can be facilitated by a close working relationship between potential users, equipment manu- facturers, and technology developers.
INTRODUCTION There is growing evidence to support the use of microwave energy in certain industrial processes (including sintering) and to justify contin- ued research and development for its use in many other materials pro- cessing applications. In contrast to conventional furnaces, the material to be processed in a microwave furnace (oven) interacts with the “cold” microwaves instead of radiant heat. Because the material itself
299 0084-6600/96/080 1 -0299$08 .OO
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
300 CLARK & SUTTON
generates the heat, heating is more volumetric and can be very rapid and selective. In addition, heating is instantaneous (odoff) with power. These features, when properly controlled, result in better product uni- formity, faster production throughput, less floor space, and reduction in wasteful heating (i.e. furnace walls, conveyor belts and kiln furni- ture). An even more compelling reason (beyond economics) for a manu- facturer to select microwave processing is that certain products can only be fabricated or synthesized by microwave heating or by a combi- nation of microwave and conventional heating.
In a major review of the subject, Sutton (1) summarized the funda- mentals, benefits, challenges, and major research activities of micro- wave processing of materials. Subsequently, Katz (2) provided a critical review, pointing out technical deficiencies and economic obstacles, particularly with regard to sintering. A more complete list of the poten- tial benefits, challenges and needs of microwave processing is shown in Table 1, and many are discussed in appropriate sections throughout this article.
Recent publications (3- 10) cover theory of microwave/material in- teractions, diagnostics, process control, sterilization, medical treat- ments, analytical characterization, equipment design, modeling, dielec- tric property measurements, materials synthesis, sintering, drying, melting, curing, waste remediation, special microwave effects, and pro- cess scale-up. The literature is simply too extensive (over 4000 publica- tions) and is growing too rapidly to cite all the major contributions. Our objective is to provide an assessment of this new technology (less than 50 years old) through a review of selected literature references, personal experiences, and examples of recent scale-up and commercial- ization. Although the intent of this paper is to include a broad spectrum of materials, the main focus is on microwave processing of ceramics.
EVOLUTION OF MICROWAVE PROCESSING
Although microwave heating was conceived about 50 years ago, it is a relative newcomer to the field of materials processing. The first commercial microwave ovens (RadarrangeB) for heating food were developed and manufactured in the early 1950s by Raytheon (1 1). How- ever, they were not used widely in industry until 1962 when practical choke systems were developed for conveyor ovens (12). Presently, mi- crowave heating is used extensively only in a few processing industries, with industrial and domestic food preparation comprising the majority of applications. Meat tempering, bacon cooking, and rubber vulcaniza- tion account for about 90% of the industrial microwave processing
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.

MICROWAVE PROCESSING OF MATERIALS 301
Table 1 Benefits, challenges and needs of microwave processing
Benefits Cost savings (time and energy, reduced floor space) Rapid heating of thermal insulators (most ceramics and polymers) Precise and controlled heating (instantaneous odoff heating) Selective heating Volumetric and uniform heating (due to deep energy penetration) Short processing times Improved quality and properties Synthesis of new materials Processing not possible with conventional means Reduction of hazardous emissions Increased product yields Environmentally friendly (clean and quiet) Self-limiting heating in some materials Power supply can be remote Clean power and process conditions
Heating low-loss poorly absorbing materials Controlling accelerated heating (thermal runaway) Exploiting inverted temperature profiles Eliminating arcing and controlling plasmas Efficient transfer of microwave energy to workpiece Compatibility of the microwave process with the rest of the process line Reluctance to abandon proven technologies Timing Economics
Availability of affordable equipment and supporting technologies Kiln furniture, thermal insulation, and other processing support hardware Development of compositions and processes tailored specifically for microwave pro-
Better fundamental understanding and modeling of microwave/material interactions Better process controls, electronic tuning and automation (smart processing) Better communication among equipment manufacturers, technology developers, re-
More emphasis on microwave processing of magnetic materials
ChallenPes
Needs
cessing
searchers and commercial users
systems in the United States (12). The highest growth segment of the industry in the 1970s and 1980s was home microwave ovens, first introduced on a large scale in 1965. Presently, the use of microwave energy is well integrated into society at the consumer level, with home microwave ovens accounting for about 75,000 megawatts annually compared with 100 megawatts for industrial systems (12). The con- sumer market now appears to be nearly saturated [>90% of homes in the United States have a microwave oven (13)], and much of the re-
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
302 CLARK & SUTTON
search and development is focused on packaging foods that can be prepared conveniently and safely in a wide range of home microwave ovens. This in itself is a challenge, and the science and technology developed here will be useful in other emerging applications. Examples of past, present, and potential future applications are provided by Sutton (l), Schiffmann (12), and Metaxas & Meredith (14).
The possibility of microwave processing ceramics was known in the late 1950s and was investigated on a limited basis in the 1960s by Tinga et a1 (15), Levinson (16), and Bennett et a1 (17). In 1975, while investigating microwave drying of high alumina castables, Sutton (18) observed that in addition to removing water, the microwaves also heated the ceramic. Using an industrial 2.45 GHz oven modified with non- absorbing insulation, temperatures in excess of 1400°C were attained. The significance of this study was that it demonstrated that full-scale ceramic products (crucibles, tundishes, and dams) could be processed (drying and firing) with microwave energy faster, more cost effectively, and with equal or superior performance compared with conventional gas heating. It was perhaps fortuitous that this particular ceramic was a good microwave absorber at 2.45 GHz because many ceramics are microwave transparent at this frequency. Microwave processing of alu- mina castables was not implemented industrially because the original incentive (anticipated high cost of fossil fuels) disappeared.
The preliminary work in polymers was focused on using microwave energy to cure thick cross-sections of rubber. Because rubber is a poor thermal conductor, long curing times in conventional ovens are re- quired. With use of microwave energy, however, rubber can be pre- heated rapidly and uniformly, thereby shortening final curing times required in a conventional oven. This work led to the first industrial application of microwave energy in polymer processing-vulcaniza- tion of rubber. It also demonstrated that a combination of microwave/ conventional heating was preferable to either means used separately for this application. According to Lewis (19a), there was much interest in microwave processing polymers in the late 1960s, followed by a lull until the mid-1980s. Some limited research was reported in the curing of epoxy resins and fiber-reinforced epoxy composites in the 1970s and early 1980s (19b).
A significant increase in microwave processing research began in the late 1980s for ceramics and polymers, most likely the result of three factors: (a) Many laboratories were equipped with inexpensive home microwave ovens that could be easily modified for high temperature research; (b) researchers at national and foreign laboratories were re- porting successes and unusual effects with microwave processing; and
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
MICROWAVE PROCESSING OF MATERIALS 303
(c ) an international symposium on microwave processing was held in 1988 (3). As a consequence of the first factor, most of the studies have been and still are performed at 2.45 GHz. This has resulted in some creative engineering in the development of microwave susceptors, mi- crowave/conventional heating hybrids, and absorbing additions to over- come the room temperature, low absorption of many materials. Regard- ing the second factor, scientists in the Ukraine and Russia used high frequency (37 and 84 GHz) microwaves for very rapid heating and processing that have seen many applications such as plastic coating of oil piping, glazing of ceramics, soldering and brazing, treatment of polymers, composites and semiconductors, and the synthesis of materi- als (20a). Researchers at Los Alamos and Oak Ridge National Laborato- ries used both 2.45 GHz and higher frequencies (28 and 60 GHz) to prepare ceramic-glass seals; sinter A1203, ZrOz, B4C, and TiB2; heat treat Si3N4; fabricate composites; and form ceramic joints. The labora- tories also developed unique microwave susceptors, hybrid systems, and casketing techniques to process materials that were difficult to sinter (B4C, TiB2) and poorly absorbing (A1203 at 2.45 GHz). Scientifi- cally, one of the most interesting discoveries was reported by research- ers (21) from Oak Ridge National Laboratory who demonstrated that A1203 could be sintered at much lower temperatures with microwave energy compared with electric resistance heating. This research indi- cated that a “microwave effect’’ reduced the apparent activation energy for sintering. Other investigators have observed similar microwave ef- fects (i.e. reduced processing temperatures and times) in glasses (22) and polymers (19b,20b), and these results have created much interest and controversy in the microwave processing community. In addition to reducing the processing time by a factor of 10, Lee & Springer (19b) note that microwave processing also may affect the structure of the polymer resin. At present, there is little doubt that measured processing temperatures and times are reduced when conventional heating is re- placed with microwave energy. At issue are the underlying causes/ mechanisms responsible for this effect. Specifically, is there a nonther- mal microwave effect, or are the measured temperatures not representa- tive of the true temperatures due to inaccuracies in the temperature probes or the presence of temperature gradients?
Since 1988, the Materials Research Society and the American Ce- ramic Society have held seven major symposia in the United States on microwave processing (3-9). Additionally, other professional societies worldwide (the International Microwave and Power Institute, the Amer- ican Chemical Society, the Institute of Electromagnetic Wave Applica- tion (Japan), the Association of Microwave Power in Europe for Re- search and Education) regularly sponsor microwave processing
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
304 CLARK & SUTTON
conferences, short courses, and workshops. The first World Congress on Microwave Processing, sponsored by the Electric Power Research Institute and endorsed by the aforementioned professional societies, will be held in Orlando, Florida in January 1997. These symposia have brought together internationally recognized experts in materials pro- cessing, microwave technology, and equipment design and provided an excellent forum to exchange information, spark fresh ideas, and stimulate new interest. As a result of the increased interest among scien- tists and engineers, many advances have been made in dielectric prop- erty measurements, modeling, and processing. A better understanding of microwave/material interactions and the economics of microwave processing is beginning to evolve that will provide the basis for future industrial applications. In parallel, new equipment with variable fre- quency, high temperature capabilities, better temperature monitoring devices, and control systems are being designed and manufactured.
MICROWAVEMATERIAL INTERACTIONS Phenomenological Aspects Microwaves (0.3 to 300 GHz) lie between radiowave frequencies (RF) and infrared (IR) frequencies in the electromagnetic radiation spectrum. Microwaves can be reflected, absorbed and/or transmitted by materials. Reflection and absorption require interaction of the microwaves with the material; transmission is the result of partial reflection and incom- plete absorption. During interaction, energy in the form of heat is gener- ated in the material primarily through absorption. Gases, liquids, and solids can interact with microwaves and be heated. Under certain condi- tions, gases can be excited by microwaves to form plasmas that are also useful for processing.
Metals, at least in bulk form, are excellent reflectors of microwave energy and in general are not heated significantly by microwaves. Other materials reflect and absorb heat to various degrees depending on their composition, structure, temperature, and the frequency of the micro- waves. To illustrate, pure water at room temperature is a broad-band absorber and absorbs well over a wide microwave frequency range, including 2.45 GHz. However, absorption is sensitive to frequency, and peak absorption for water at 20°C occurs at about 18 GHz (23). Its absorption improves as ionic salts are added (i.e. composition change) due to increased ionic conduction losses. When water is heated, its absorption decreases at 2.45 GHz. Structural changes also affect its absorption. For example, when water is frozen, its absorption is negligible.
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
MICROWAVE PROCESSING OF MATERIALS 305
At room temperature, many ceramics and polymers do not absorb appreciably at 2.45 GHz. However, their absorption can be increased by increasing the temperature (in contrast to water), adding absorbing constituents (e.g. Sic, carbon, binders), altering their microstructure and defect structure, by changing their form (e.g. bulk vs powder), or by changing the frequency of the incident radiation. The wide range of interactions that occur between microwaves and various materials provides many challenges to the processor. On the other hand, it is because of these different interactions that microwaves can be trans- ported, contained, and used at room temperatures as well as at elevated temperatures.
Increasing the temperature (with radiant heat) is a common method used by many researchers to couple microwaves with poorly absorbing (low loss) materials. Once a material is heated to its critical temperature, T,, microwave absorption becomes sufficient to cause self-heating. This hybrid method can result in more uniform temperature gradients be- cause the microwaves heat volumetrically, and the external heat source minimizes surface heat losses. Hybrid heating can be achieved either by using an independent heat source such as a gas or electric furnace in combination with microwaves (24), or through the use of an external susceptor that couples with the microwaves (25-27). In the latter, the material is exposed simultaneously to radiant heat produced by the susceptor and to microwaves.
Another means of heating a noncoupling material is to incorporate absorbing additions. Reinforcements, binders, fillers, plasticizers, and dispersants are often added to polymers and ceramics as processing aids or to improve their properties. Proper selection of these additives can improve absorption and make them more favorable for microwave processing (28a,b). The trend here should be to tailor parameters such as composition and additives specifically to facilitate microwave pro- cessing rather than to try to use microwave processing with established parameters. This latter scenario is most likely to fail and cause the processor to miss the real benefits of microwave processing.
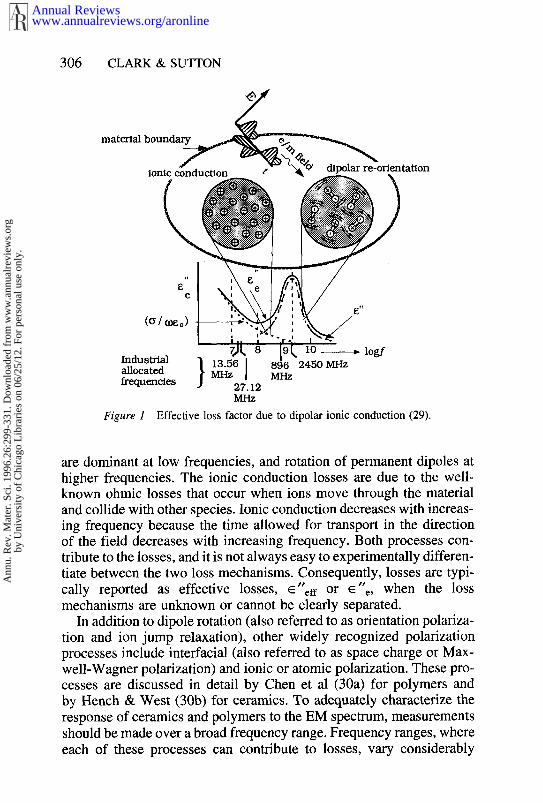
Mechanisms of Interaction Microwaves can interact with materials through either polarization or conduction processes. Polarization involves the short-range displace- ment of charge through the formation and rotation of electric dipoles (or magnetic dipoles if present). Conduction requires the long-range (compared to rotation) transport of charge. Both processes give rise to losses in certain frequency ranges as illustrated by Figure 1 (29). In this figure, the dielectric losses, E ”, are due to ionic conduction, which
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
306 CLARK & SUTTON
material bound
tation
MHZ Figure I Effective loss factor due to dipolar ionic conduction (29).
are dominant at low frequencies, and rotation of permanent dipoles at higher frequencies. The ionic conduction losses are due to the well- known ohmic losses that occur when ions move through the material and collide with other species. Ionic conduction decreases with increas- ing frequency because the time allowed for transport in the direction of the field decreases with increasing frequency. Both processes con- tribute to the losses, and it is not always easy to experimentally differen- tiate between the two loss mechanisms. Consequently, losses are typi- cally reported as effective losses, E’& or €’le, when the loss mechanisms are unknown or cannot be clearly separated.
In addition to dipole rotation (also referred to as orientation polariza- tion and ion jump relaxation), other widely recognized polarization processes include interfacial (also referred to as space charge or Max- well-Wagner polarization) and ionic or atomic polarization. These pro- cesses are discussed in detail by Chen et al (30a) for polymers and by Hench & West (30b) for ceramics. To adequately characterize the response of ceramics and polymers to the EM spectrum, measurements should be made over a broad frequency range. Frequency ranges, where each of these processes can contribute to losses, vary considerably
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
MICROWAVE PROCESSING OF MATERIALS 307
over the EM spectrum depending on the material and the temperature. Furthermore, increasing the temperature increases the kinetic energy of the dipoles, making it easier for them to respond to the oscillating field and shifting the absorption curves to higher frequencies. It is because of the frequency dependence of absorption that a single fre- quency such as 2.45 GHz can not be used to heat all materials. To efficiently heat a material that does not have an absorption mechanism close to 2.45 GHz requires changing either the frequency of the radia- tion or the composition of the material. Likewise, materials can be designed to be microwave safe; these materials have insufficient ab- sorption to be self-heating at the operating frequency of the microwave oven.
J Booske and coworkers (personal communication) have performed an extensive modeling/experimental study on microwave interactions with a few ionic solids. Using single-crystal NaCl as a model system, losses from three possible mechanisms have been calculated and experi- mentally verified using a cavity perturbation technique (3 1). Similar modeling/experimental work should be extended to technically impor- tant materials to identify specific mechanisms of interactions and their frequency dependence.
Microwave Eflects At present, the issue of microwave effects is very controversial. Unfor- tunately, many of the expected results from microwave processing such as rapid and uniform heating, more uniform microstructures, inverse temperature profiles, and selective heating are included in the general category of microwave effects. However, only those anomalies that cannot be predicted or easily explained based on our present under- standing of the differences in thermal and microwave heating should be called microwave effects (19a). Enhancements in the rates of activated processes involving material transport (e.g. sintering, ion exchange, and chemical reactions) are considered microwave effects because a reduction in the activation energy appears to be required, and investiga- tors have been unable to provide a scientific basis for this behavior. In addition to enhanced rates, differences in reaction pathways and reac- tion products due to microwave processing also should be considered microwave effects. Only a few examples of these latter effects have been reported and the minority of these with microwave processing of polymers.
Enhanced rates have been attributed to poor temperature measure- ments in a microwave field and localized temperature variations. To date, neither has proven to be responsible for the observed enhance- ments. Many of the investigations reporting enhancements in process-
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
308 CLARK & SUTTON
ing rates and lower processing temperatures have paid close attention to temperature measurements; sheathed thermocouples, optical fibers, and various combinations of these temperature-monitoring devices have been used (32, 33a). In one study, the investigators used pressure to monitor and control temperature inside a microwave-heated auto- clave (33b). Regarding local temperature variations, Wei et a1 (34) monitored the surface temperature and used thin-film samples (10 ,um thick) to minimize temperature gradients. Even under these carefully controlled experimental conditions, vitrification times were 2 to 44 times shorter in the microwave-cured films compared with the ther- mally cured films. However, accurate temperature measurements are difficult in the presence of thermal gradients, which most certainly occur during microwave processing of bulk samples. Therefore, more emphasis should be placed on reporting the method of temperature measurement, the accuracy, and where the measurements are made (i.e. on the sample surface or the interior).
In contrast to previous investigations, several recent studies focus on the driving forces instead of the activation energy to explain trans- port rate increases in a microwave field (35-37a,b,c).
1. The transport coefficient term includes the activation energy and tem- perature dependence for diffusion. Until now, the driving force has been considered to be controlled by the concentration gradient or capil- lary stress, which are unaffected in the microwave field.
Freeman et a1 (35) used single-crystal NaCl and imposed a variable external bias voltage. Currents (due to ionic conduction) were measured during exposure to microwave fields. Increases were observed in the current in the presence of the microwave fields. The additional driving force is attributed to the asymmetry in the defect density on the surface of the crystal. The uneven distribution of surface charge introduces a space charge polarization that couples with the microwave field and produces a rectified potential. The investigators suggest that this phe- nomenon could explain the enhanced reaction and sintering rates ob- served by others.
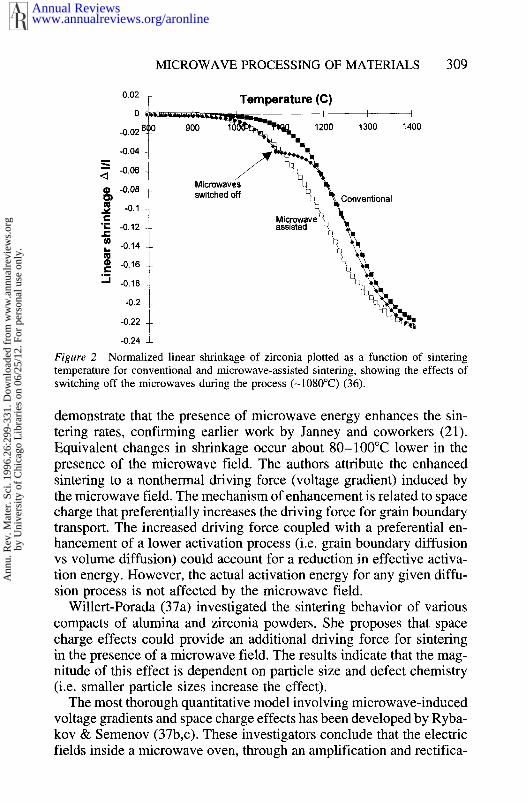
Wroe & Rowley (36) investigated the sintering of a commercially important stabilized zirconia using a specially designed hybrid micro- wavekonventional furnace. This furnace allows a simultaneous appli- cation of both radiant heat and microwave energy. Additionally, it has a built-in dilatometer to monitor sample shrinkage in situ. In the experi- ment reported here, powder compacts were heated in the presence of radiant heat and 2.45 GHz microwave energy. The results in Figure 2
Rate = (driving force) X (transport coefficient)
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
MICROWAVE PROCESSING OF MATERIALS 309
0.02
0
-0.02
-0.04 /
- : -0.06 Q) -0.08
9 -0.1 C L -0.12 r * -0.14
-0.16 ' -0.18
.-
s
-0.22 -o.2 1
/ Microwaves switched off
1300 1400
Conventional
Microwave assisted
-0.24 1 Figure 2 Normalized linear shrinkage of zirconia plotted as a function of sintering temperature for conventional and microwave-assisted sintering, showing the effects of switching off the microwaves during the process (-1080°C) (36).
demonstrate that the presence of microwave energy enhances the sin- tering rates, confirming earlier work by Janney and coworkers (21). Equivalent changes in shrinkage occur about 80-100°C lower in the presence of the microwave field. The authors attribute the enhanced sintering to a nonthermal driving force (voltage gradient) induced by the microwave field. The mechanism of enhancement is related to space charge that preferentially increases the driving force for grain boundary transport. The increased driving force coupled with a preferential en- hancement of a lower activation process (i.e. grain boundary diffusion vs volume diffusion) could account for a reduction in effective activa- tion energy. However, the actual activation energy for any given diffu- sion process is not affected by the microwave field.
Willert-Porada (37a) investigated the sintering behavior of various compacts of alumina and zirconia powders. She proposes that space charge effects could provide an additional driving force for sintering in the presence of a microwave field. The results indicate that the mag- nitude of this effect is dependent on particle size and defect chemistry (i.e. smaller particle sizes increase the effect).
The most thorough quantitative model involving microwave-induced voltage gradients and space charge effects has been developed by Ryba- kov & Semenov (37b,c). These investigators conclude that the electric fields inside a microwave oven, through an amplification and rectifica-
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
3 10 CLARK & SUITON
tion process, are sufficient to significantly influence the sintering be- havior of ceramics. However, more systematic studies on a variety of ceramics are needed in order to validate the model.
In summary, under certain conditions, there are differences between microwave and thermal processing that cannot be explained readily. However, more work is required to confirm existing experimental re- sults showing the effects, to provide plausible explanations for these differences, and to develop definitive models.
CHARACTERISTICS OF MICROWAVE HEATING
Dielectric Properties At the macroscopic level, the dielectric properties control the micro- wave processibility of a wide range of nonmagnetic materials through the quantitative relationships of absorbed power per unit volume (PA) and depth of penetration (D,) (defined as the distance from the surface into the material at which the power drops to e-' of the original value) (14).
I 1/2[(1 + ( E Z f f / Er)2)1/2 - 13 -1'2. n,
DfJ = 271(26 )
2.
3.
where f = frequency of the field, E 0 = permittivity of free space, A. = free space wavelength of the microwave radiation, E = root mean square internal electric field, and E' and are the relative values of the dielectric constant and loss factor, respectively'. The inter- nal electric field is dependent on E ' and E as well as the field within the cavity.
Historically, there has been a serious lack of data on dielectric proper- ties of most materials as a function of temperature over the microwave range. The data that are beginning to emerge indicate that there is a complex interdependence of these properties on temperature and fre- quency. The microwave processing community has begun to address these complexities through improved dielectric measurement tech- niques and processing equipment design. Several groups have estab- lished laboratories for measuring the dielectric properties over a broad microwave frequency range and at temperatures up to 1400°C. In 1993 (38), the results of a comparative study involving three laboratories indicated modest agreement on alumina (a technically important ce-
The absolute values of E ' and E "eff are E .E ' and E .E "eff, respectively.
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
MICROWAVE PROCESSING OF MATERIALS 3 1 1
ramic). Perhaps even more important were difficulties in the measure- ment techniques that were discovered and corrected as a result of this study.
In a recent investigation, Hutcheon et al (39) have shown that the dielectric properties are sensitive to decomposition reactions, binder burnout, and solid-state phase transformations. This type of information obviously will be important in materials processing since absorbed power and depth of penetration are dependent on the dielectric proper- ties (Equations 2 and 3). In some instances involving phase transforma- tions that occur at precise temperatures (e.g. cuSi02-Si02 at 573”C), a corresponding abrupt change in the dielectric properties is also ob- served. Such correlations should be extremely valuable in verifying and calibrating temperature measurements inside microwave furnaces equipped with dielectric measuring capabilities.
Equations 2 and 3 have important consequences when processes are scaled-up to manufacture components with large cross-sections or mul- tiple samples where stacking is required. As an example, the depths of penetration for many ceramics in the microwave range are usually much greater (many cm) than their cross-sections. Thus multiple samples stacked inside a microwave furnace will all “see” the microwaves, and uniform heating can occur. On the other hand, most of the radiant (IR) heat in conventional furnaces is absorbed in the first few microme- ters of the outermost samples producing shielding effects for samples that are not directly exposed to the radiation. Therefore, long periods of time are required to bring all the samples to the same temperature, and each sample experiences a different thermal history. This increases production times and can reduce product consistency.
Equations 2 and 3 must be modified when the material is magnetic (14). In these materials, the magnetic dipoles may be able to couple with the magnetic component of the electromagnetic field and provide an additional heating mechanism. Similar to the dielectric properties, the magnetic permeability, p’, and loss, p”, must be considered. There is relatively little information in the open literature on microwave pro- cessing of magnetic materials, and this area appears sufficiently promis- ing to warrant further investigation.
Inverted Temperature Profiles One of the unique features of microwave heating is the inverted temper- ature profile. In contrast to radiant heating, microwave-heated materials usually exhibit higher temperatures in their interior than on the surface. Temperature differences have been measured and verified with micro-
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
3 12 CLARK & SUTTON
structural analyses (27). The inverted profiles can be explained with Equations 2 and 3 in combination with surface emissivity. Many materi- als have sufficient values of E to allow deep penetration and deposi- tion of microwave energy. Although energy is deposited on the surface as well as in the interior, it is also radiated from the surface. Surface radiation occurs more rapidly (especially at high temperatures) than thermal conduction can deliver heat from the interior and, consequently, the surface remains cooler. The unique temperature profile can be con- trolled and flattened by the hybrid heating methods discussed earlier. Furthermore, there are some processes that can benefit from the inverted profiles. Clark et a1 (40) have shown that combustion synthesis reac- tions can be ignited internally and forced to propagate outward in a controlled manner. Also, microwave-assisted chemical vapor infiltra- tion and nitridation take advantage of the inverted temperature profile to control material deposition inside porous composite preforms (41, 42). Other processes that benefit from the inverted temperature profiles are the removal of moisture and binder burnout.
Accelerated and Self-Limiting Heating Metaxas & Meredith (14), as well as many others, have shown that when low loss materials exhibit an abrupt increase in E with increas- ing temperature, the potential exists for very rapid changes in tempera- ture. The temperature where this abrupt change in E " occurs is called the critical temperature T,. A more precise definition of T, based on difference in absorbed and dissipated power is provided by Johnson et a1 (43).
A potential consequence of the rapid increase in E " with temperature (dE "/dT) is that, unless the sample is heated uniformly, localized hot spots can develop. Equation 2 shows that the amount of power absorbed and converted to heat is strongly dependent on the electric field. If the electric field varies significantly over the dimensions of the material, non-uniform heating can occur. The inverted temperature profile that is characteristic of microwave processing also can cause non-uniform heating between the internal and external surfaces. The development of hot spots is usually referred to as thermal runaway (unstable accelerated heating). This terminology is suggestive of a process that is difficult to control. In fact, it is this very property (large dE "/dT) that permits the microwave processing and rapid heating of many materials that are poor absorbers at ambient temperatures. Thermal runaway and methods for its control have been modeled and are discussed below.
Some materials exhibit the exact opposite of thermal runaway. That is, upon heating above a certain temperature, dc "/dT decreases signifi-
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
MICROWAVE PROCESSING OF MATERIALS 3 13
cantly and heating becomes self-limiting. Dishes fabricated from these materials are used in home microwave ovens for searing meats (44). Polyester films loaded with graphite and used in the food packaging industry also rely on self-limiting heating (45). Other applications in- clude phase changes in which the product is a poor absorber [Le. Fe304+Fe203, or in the conversion of Sic + O2 + N24Si3N4 + COJ (16OO"C)] (20a). Wei & Hawley (20b) also point out that microwaves may offer self-limiting heating during polymer processing because ma- terials are less susceptible to microwave heating once polymerized, and heating will focus automatically on the unreacted part.
RESEARCH ACTIVITIES Modeling the Microwave Process Many different aspects of the microwave process have been modeled: drying and heating rates, temperature profiles, electric field distribu- tions, power absorption and hybrid heating (43,46-55). Most research has been focused on modeling the electric field inside a loaded cavity and then coupling these data with Equation 2 and various heat transfer equations. From these results, the change in temperature can be pre- dicted. In some cases, RF and induction heating have also been modeled (46).
Thomas et a1 (47) developed a two-dimensional mathematical model for heating alumina in a large multimode cavity. Literature data of all temperature-dependent properties were incorporated into the model. Information about the power absorbed and temperature predicted by the model was in good qualitative agreement with experimental results. The model recently has been refined to include measured dielectric properties as functions of temperature and an additional radiative heat transfer from within the insulating material. These refinements resulted in a better quantitative fit between the measured and predicted tempera- tures above 500°C (lower limit capability of probe).
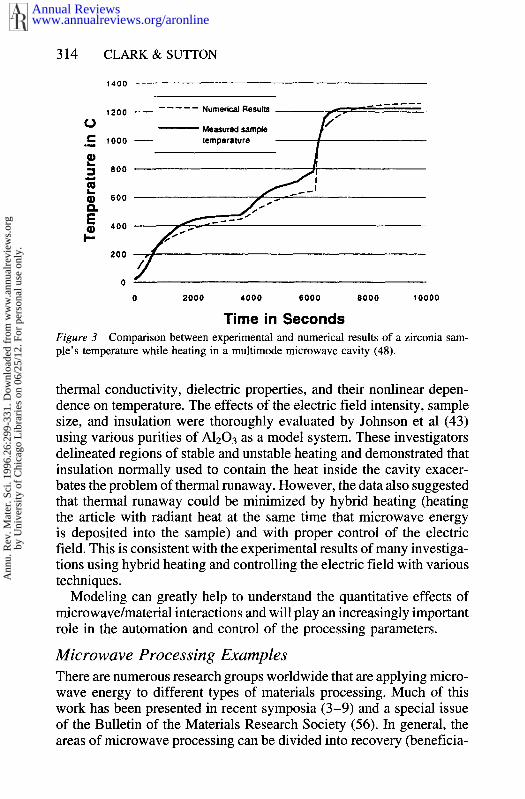
Huang et a1 (48) used a variable mesh Finite-Difference-Time-Do- main (FDTD) analysis of electromagnetic power deposition in combi- nation with a three-dimensional heat transfer program to model sin- tering in a multimode cavity. This model accounts for external stimuli such as S ic heating rods (hybrid heating) and insulation effects. When the dielectric and thermophysical properties are known as a function of temperature, the model can accurately predict the heating rate of the sample as shown in Figure 3.
Some excellent quantitative models of thermal runaway have been developed in the last few years (43, 53-55). The models incorporate
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
314 CLARK & SUTTON
0 C .-
__----- Numerical Results ----- -
1 - 1200 --- r * -
1000
8 0 0
6 0 0
400
200
Measured sample - temperature
li
// /
0 2000 4000 SO00 8 0 0 0 10000
0
Time in Seconds Figure 3 ple’s temperature while heating in a multimode microwave cavity (48).
Comparison between experimental and numerical results of a zirconia sam-
thermal conductivity, dielectric properties, and their nonlinear depen- dence on temperature. The effects of the electric field intensity, sample size, and insulation were thoroughly evaluated by Johnson et a1 (43) using various purities of A1203 as a model system. These investigators delineated regions of stable and unstable heating and demonstrated that insulation normally used to contain the heat inside the cavity exacer- bates the problem of thermal runaway. However, the data also suggested that thermal runaway could be minimized by hybrid heating (heating the article with radiant heat at the same time that microwave energy is deposited into the sample) and with proper control of the electric field. This is consistent with the experimental results of many investiga- tions using hybrid heating and controlling the electric field with various techniques.
Modeling can greatly help to understand the quantitative effects of microwave/material interactions and will play an increasingly important role in the automation and control of the processing parameters.
Microwave Processing Examples There are numerous research groups worldwide that are applying micro- wave energy to different types of materials processing. Much of this work has been presented in recent symposia (3-9) and a special issue of the Bulletin of the Materials Research Society (56). In general, the areas of microwave processing can be divided into recovery (beneficia-
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
MICROWAVE PROCESSING OF MATERIALS 3 15
tion of minerals and waste remediation); synthesis (pyrolysis, combus- tion, decomposition, catalysis); removal of phases (drying, solvent volatization, binder burnout); fabrication (joining, CVI, coatings); con- solidation (drying, sintering, melting, curing); and post-fabrication treatments (annealing, surface modification, nucleatiodcry stallization, sealing, drying); and sample digestion for analyses. Limited space per- mits discussion of only a few examples: waste remediation, synthesis, joining, and polymer curing and post-fabrication treatment were se- lected because of the unique benefits derived from the use of microwave energy.
WASTE REMEDIATION Microwave energy may prove useful in several environmental remediation applications (57). One specific application involves the destruction of printed circuit boards (PCBs) and the recov- ery of precious metals. Every year thousands of tons of PCBs (in TVs, VCRs, stereos, computers, phones, etc) end up in landfill. In addition to placing tons of lead waste in the environment, this action also dis- poses of valuable precious metals (i.e. gold, silver, platinum, palladium) (58, 59). With use of microwave energy, organic constituents can be removed during an initial lower-temperature processing step (T gener- ally less than 7OO0C), greatly reducing the volume and weight of the waste material. During high-temperature processing (T > 12OO0C), the remaining ash and glass fiber reinforcement mats can combine to form a vitreous mass. The metals generally agglomerate to one or more spheroids, drop to the bottom of the melt, and are easily recovered (60). During the combustion phase, gaseous emissions are produced. The emissions enter the chamber and pass through a microwave-heated fil- tration system designed to slow air flow so as to allow the gases suffi- cient time to thermally decompose. Preliminary gas chromatography- mass spectrometry results indicate the chamber is effective in reducing both the concentration (by approximately two orders of magnitude) and number of hazardous compounds found in the gas waste stream (60). The advantages of using microwave energy for this and other types of waste remediation include rapid processing times, large volume reduc- tions, adaptability to a wide variety of waste streams and portability (i.e. can be taken to landfills or defense sites), and products can be disposed of as nonhazardous waste.
Two separate studies investigated the use of microwave energy for regeneration of activated carbon as used in gold mining and dry clean- ing industries. The work on regeneration of activated carbon in gold mining was subsequently developed into a pilot-scale process and a successful industrial demonstration that has provided significant advan-
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
3 16 CLARK & SUTTON
tages over conventional rotary kiln regeneration (61). The latter study has good potential to be applied in a large number of areas to facilitate the efficient recovery and regeneration of spent activated carbon (62).
SINTERING Sherritt, Inc., has used the microwave advantages of deep penetration and uniform heating to produce Si3N4 cutting tool inserts (63). Scale-up of this process to a commercial level (over 500 inserts/ 24 h) resulted in improvements in both efficiency and product quality. The specific energy requirement was 3.6 kw.h/kg, which is about a factor of ten less than the conventional electric furnace process. The microwave-processed tool inserts have a finer grain size, less surface degradation, and more uniform microstructure than those convention- ally processed, all of which resulted in improved machining perfor- mance. Similar microstructural uniformity has been reported by others (27, 33a). The process is controlled by power input, which is based on the applicator design and load and on previously determined tempera- tures for a given power level.
JOINING Complex-shaped products are formed by joining several com- ponents. Two joining techniques have been investigated using micro- wave energy: direct joining and the use of a suscepting interlayer (64-7 1). Reaction-bonded and sintered S ic specimens have been joined directly using both single and multimode applicators (64). Assemblies of these materials have potential application as radiant burner tubes and high-temperature heat exchangers. A single-mode applicator has been used to directly join a range of engineering ceramics (Sic, A1203, and Zr02) without the use of interlayers (66, 67). Joining is most effec- tive when the ceramic sufficiently absorbs microwaves and the grain boundaries contain phases that soften and “glue” the surfaces of adja- cent materials. For materials without one or both of these characteris- tics, appropriate microwave absorbing interlayers have been used (67-7 1). This latter method appears to have significant potential for controlling the deposition of microwave energy into the region where it is needed without heating the entire component. Tinga et a1 (72) have developed an open coaxial microwave spot-joining applicator that appears useful for joining applications. The applicator can be moved along a surface to raise its temperature in a very narrow region (e.g. joint) to over 1000°C. In this design it is not necessary to heat the entire assembly, only the joint region.
SYNTHESIS The use of microwave heating to produce S i c from the decomposition of the polymer precursor, polycarbosilane (PCS) has
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
MICROWAVE PROCESSING OF MATERIALS 317
been investigated (73). Commercial PCS with an average molecular weight of 1400 was heated under a mixed reducing environment of 95% nitrogen and 5% hydrogen in a sealed TEIo3 single-mode microwave applicator. Infrared spectra and X-ray diffraction data demonstrated that the product obtained from microwave heating at 1400°C was S ic with a high degree of crystallinity. To obtain the same degree of crys- tallinity of the product, conventional heating to 1700°C is required. This same method was used to join S ic specimens by placing the precursor between the specimens (73).
The synthesis of two refractory metal carbides, titanium carbide (Tic) and tantalum carbide (TaC), has been examined via the carbother- mal reduction of the oxides using microwaves as an alternative energy source (74a). More success was observed in the case of the TaC, where 100% conversion was achieved, as measured by chemical analysis and X-ray diffraction. However, much faster reactions were observed for the T ic system, with higher yields being obtained at lower temperatures and in shorter times than can be achieved by using conventional heating.
Gedye et a1 (74b) have examined the synthesis of organic compounds using microwave energy. Examples include hydrolysis of amides and esters to carboxylic acid, esterification of carboxylic acids with alco- hols, oxidation of alkyl benzene to aromatic carboxylic acids, and the conversion of alkyl halides to ethers. Rate enhancements varied from 5 to 1200 times compared with those of conventionally heated samples. Synthesis was carried out in sealed Teflon containers, and it was found that working at increased pressures significantly increased the reaction rates. Interestingly, the investigators report no difference in reaction rates between microwave and conventional heating when open vessels (i.e. atmospheric pressure) are used. The enhanced reaction rates ob- served in the closed vessels are not attributed to any special microwave effects, but the investigators do suggest that, in certain reactions, some selectivity may result in slightly different end-products. Yalpani (74c) used microwave energy to synthesize and modify a variety of polymers and biopolymers. When open vessels were used, much shorter reaction times were required with microwave heating compared with conven- tional heating. These studies indicate that although microwave process- ing offers advantages over conventional processing, the conditions under which the enhancements occur, as well as the mechanisms re- sponsible for them, are controversial.
POLYMER CURING Microwaves have been used to process polymers and polymer composites. Many studies have been performed on micro- wave curing of thermosets, including polyesters (75), polyurethanes
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
3 18 CLARK & SUTTON
(76), polyimides (77), and epoxies (78-81). Most studies have con- cluded the curing speed is faster using microwave energy. The effects of continuous and pulsed microwave irradiation on the polymerization rate and final properties also have been studied (80,81). It was demon- strated that for certain epoxies, a pulsed microwave cure resulted in improved mechanical properties, better temperature uniformity, and a faster polymerization rate.
A systematic study was performed to clarify the effects of micro- waves on the cross-linking of epoxies using two systems; stoichiometric mixtures of diglycidyl ether of bisphenol A (DGEBA) epoxies with a high-loss curing agent, diaminodiphenyl sulfone (DDS), and a low-loss curing agent, meta phenylene diamine (mPDA) (34). Results showed that increased reaction rates were observed in the microwave cure as compared with those thermally cured at the same temperature. Addi- tionally, the primary amine-epoxy reactions are more dominant in the microwave cure than in the thermal cure as compared with the second- ary amine-epoxy and etherification reactions. Thus there is a difference in the cross-linked network structure between the microwaved and ther- mally cured DGEBA/DDS.
A continuous process where microwaves have shown promise is composite pultrusion. In conventional pultrusion, a relatively polymeric composite preform is pulled through a heated die, where the shape is molded and the matrix cured. The conventional process requires a long, heated die as the processing chamber due to the slow heat transfer. Microwave-assisted pultrusions (MAPS) reduced the length of the pro- cess chamber, processing time, and pulling forces significantly (82). A MAP process commercialized by MacMillan Bloedel is discussed below.
Lee & Springer (19b) discuss the problems encountered with auto- clave curing large and complex-shaped organic matrix composites. These investigators suggest that microwave curing offers the possibility of uniform, complete, and economical curing through proper modeling and control of the processing parameters. Tests on both glass fiber and graphite fiber-epoxy composites revealed the former could be micro- wave-cured effectively regardless of ply orientation. Only unidirec- tional graphite fiber-epoxy samples could be cured effectively with microwave energy. Agrawal & Drzal (83b) investigated the coupling of microwave energy with the fiber-matrix interface for both glass fiber and carbon fiber-epoxy composites. Successful composite processing requires that not only the matrix but the fiber-matrix interface must be processed in an optimum manner. The results reveal that microwave curing is much faster and more flexible than conventional heating meth- ods and provides equally good interfacial properties. Superior interfa-
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
MICROWAVE PROCESSING OF MATERIALS 3 19
cia1 adhesion was obtained with the microwave-processed carbon fiber- epoxy composites.
PLASMA PROCESSING In materials processing, microwave-excited plas- mas may be used as a heat source for sintering and calcination or as a means for surface modification, infiltration (41, 42), deposition, or etching (84-86). Two of these processes already are commercialized: microwave-assisted diamond deposition for wear and thermal manage- ment applications, and microwave plasma etching of semiconductor materials for the microelectronics industry. Microwave-assisted deposi- tion also appears promising for nitridation of silicon to produce reac- tion-bonded silicon nitride and chemical vapor infiltration of porous fiber networks (both used in structural applications). It is difficult to achieve uniform and complete deposition throughout the bulk of the material using conventional methods. However, it has been demon- strated that the inverted temperature profiles obtained with microwave heating facilitates uniform and full penetration.
Several investigators have used microwave-generated plasmas to heat materials for either sintering or pyrolysis. Kim & Johnson (87) demonstrated rapid densification rates of A1203 during microwave plasma processing. Subsequently, Sweeney & Johnson (88) showed that the efficiency of microwave plasma sintering is dependent on the plasma composition. Vollath & Sickafus (89) have used microwave plasmas to pyrolyze solutions and gases to produce nanosized zirconia and zirconia-alumina powders.
POST-FABRICATION TREATMENTS In some processes, post-fabrication treatments can improve the properties and add value to the product. The heat treatment of Si3N4 after sintering to crystallize the amorphous grain boundaries can improve its mechanical properties. Tiegs et a1 (90) have shown that microwave heat treatments can provide superior mechanical properties over conventional methods. Although the results were not so dramatic to justify abandoning conventional heat treat- ments, microwave heat treatments may be necessary in applications where maximum fracture toughness and strength are required.
It is well known that certain compositions of the Na2O.Al2O3.SiO2 glass system can be chemically strengthened by immersing them in a molten potassium salt bath (400-450°C). Fathi et a1 (22) and La Course (91) have shown that the chemical strengthening process can be dramat- ically accelerated (1 vs 24 h) when the process is performed in a micro- wave field. Potential applications of this technology include strengthen- ing of ophthalmic lenses and dental crowns.
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
320 CLARK & SUTTON
Post-fabrication oxygen annealing of the YBa2C~306.5 + supercon- ductor is required to convert the tetragonal phase to the superconducting orthorhombic phase. Several investigators (92-94) have demonstrated that the process can be performed more efficiently in a microwave oven than in a conventional oven.
Additional research activities in microwave processing include ce- ramic composites (95-loo), powder synthesis (89, 101), sol-gel pro- cessing (102-104), binder burnout (105, 106), catalysis (107-109), crystallization (1 lo), melting (1 1 l), dissociation of H2S (1 12), desul- phurization of coal (1 13), synthesis of MgS (1 14), magnetic materials (1 15, 116), varistors (1 17), glass-ceramic seals (1 18), hydrothermal processing (1 19), and other polymer composites (120, 121).
COMMERCIALIZATION OF MICROWAVE PROCESSING A company considering a new use of microwave energy should develop a business plan with essential elements such as research and develop- ment and scale-up costs, equipment availability, personnel training, and return on investment, in addition to market survey and evaluation of customer benefits. Equally important, the company should recognize that because of the complexity of microwave technology, a team of experts (e.g. microwave engineers, equipment manufacturers, and pro- cess engineers) may be required. This interdisciplinary team can assist in the development and implementation of the business plan required to bring the technology on-line.
Although many companies are using microwave energy successfully, there still are some prerequisites to its becoming completely integrated into mainstream industrial processing. These are (a) a better under- standing of the capabilities and limitations; (b) identification of incen- tives (e.g. reduced product costs, significant value-added to products); (c) better availability of fully integrated processing equipment and sup- porting services; (d) more demonstrations of successful scale-up; and (e ) competitive capital equipment and operating costs. As discussed in the previous sections, the first requirement is being aggressively addressed through research activities and technical meetings. The last four requirements are the primary responsibility of the materials proces- sors and equipment manufacturers. However, supporting services will undoubtedly involve universities to help design equipment and provide personnel trained in the field of microwave energy and its applications to materials processing. The incentives for using microwave processing will need to be evaluated for each individual application using Table 1 as a guide. Of course, the incentives must be greater than the risks,
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
MICROWAVE PROCESSING OF MATERIALS 321
and that is why requirements ( c ) and (d) are so important. Therefore, our objective in this section is to illustrate progress in these two require- ments.
Microwave Equipment A microwave system typically consists of a generator to produce the microwaves, a waveguide to transport the microwaves, an applicator (usually a cavity) to manipulate the microwave field for a specific purpose, and a control system (tuning, temperature, power, etc). Until recently, only fixed frequency single-mode or multimode systems (home microwave ovens) were readily available. Single-mode systems have had limited (but successful) application in industry because of a limited processing volume over which the electric field is useful, but have been particularly effective in plasma processing and joining. In a multimode system, the fixed frequency microwaves excite resonant modes over a narrow frequency band around the operating frequency. The modes result in regions of high and low electric fields (i.e. non- uniformity) within the cavity. If the cavity size is large compared with the wavelength of the microwaves, a large number of overlapping modes can be produced resulting in better field uniformity over a large processing volume.
Certain features of microwave equipment have most likely hindered more widespread use of microwave energy by industrial processes; for example, limited and fixed frequencies, low temperature capabilities, field non-uniformity and complexity, and inability to monitor or control the internal temperatures. Although microwave energy covers a broad frequency range (0.3-300 GHz), the most widely available and used fre- quencies in the United States are 2.45 and 0.915 GHz, which are two of the few allocated by the FCC for industrial, scientific, and medical use. They provide a good compromise between penetration depth, absorption, and equipment costs for food processing. Water and other polar mole- cules couple well with these frequencies. Unfortunately for the rest of the material processing community, these are not always the optimum frequencies for heating polymers, ceramics, composites and other mate- rials. Most of the equipment is designed for low-temperature (few hundred "C) cooking and drying. Consequently, the equipment is not de- signed or properly insulated for the high temperatures (> 1000°C) re- quired to process most ceramics and ceramic matrix composites. Field uniformity also has been a problem, especially for the lower frequency microwaves (2.45 and 0.915 GHz), where the wavelengths are several inches. As seen in Equation 2, the power absorbed by the material is strongly dependent on the internal electric field. In turn, the internal field
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
322 CLARK & SUTTON
is controlled by the field inside the cavity, which can vary widely in most cavities. Mode stirrers and moveable platforms provide some improve- ment in the field uniformity as ‘‘seen” by the sample, through time aver- aging. These techniques, or the improvements they provide, may not be practical or adequate in many applications. Finally, the complexity of the equipment, the need to perform expensive feasibility studies, and the requirement for custom designs have caused many potential users and equipment suppliers to avoid implementation of the technology.
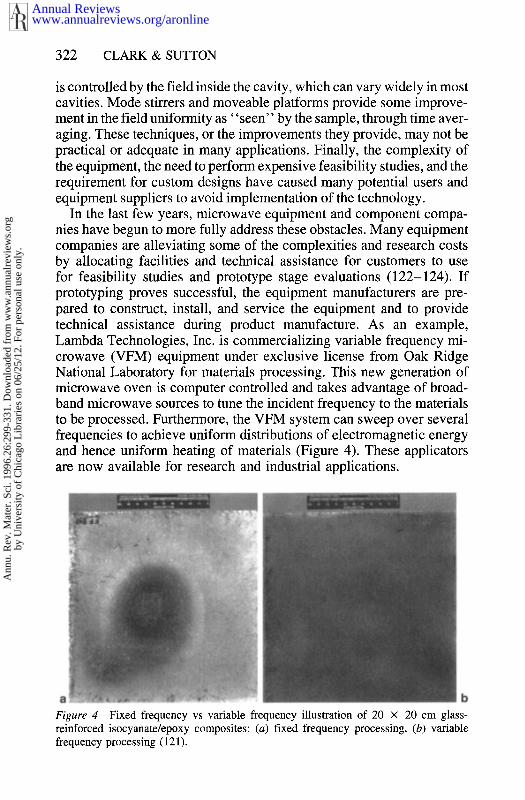
In the last few years, microwave equipment and component compa- nies have begun to more fully address these obstacles. Many equipment companies are alleviating some of the complexities and research costs by allocating facilities and technical assistance for customers to use for feasibility studies and prototype stage evaluations (122-124). If prototyping proves successful, the equipment manufacturers are pre- pared to construct, install, and service the equipment and to provide technical assistance during product manufacture. As an example, Lambda Technologies, Inc. is commercializing variable frequency mi- crowave (VFM) equipment under exclusive license from Oak Ridge National Laboratory for materials processing. This new generation of microwave oven is computer controlled and takes advantage of broad- band microwave sources to tune the incident frequency to the materials to be processed. Furthermore, the VFM system can sweep over several frequencies to achieve uniform distributions of electromagnetic energy and hence uniform heating of materials (Figure 4). These applicators are now available for research and industrial applications.
Figure 4 Fixed frequency vs variable frequency illustration of 20 X 20 cm glass- reinforced isocyanate/epoxy composites: (a) fixed frequency processing, (b) variable frequency processing (121).
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
MICROWAVE PROCESSING OF MATERIALS 323
Successful Scale- Up/Commercialization Some successful commercial applications of microwave processing are listed in Table 2. Brief descriptions of several examples from the table are provided below.
Krieger (125) provides an excellent overview of microwave vulcani- zation, the first major application (other than food processing) of micro- wave energy in materials processing. A key to its success was the strategy whereby the microwave system was designed as a vulcaniza- tion processor and not as a microwave heating oven. Worldwide, there are over 600 lines producing thousands of tons of high-quality rubber. The evolution of the development of the process is described with specific emphasis on the technical, economic, and incentive issues. Significant challenges in both equipment design and materials develop- ment had to be overcome before the well-established methods could be replaced with the microwave process. The present process uses a combination of microwave and hot-air heating, and the formulations are designed to couple more efficiently with the microwave energy. Microwaves cause the rubber (which is a poor thermal conductor) to heat rapidly and uniformly to its curing temperature, while hot air is used to maintain the temperature through the curing stage. The micro- wave equipment is designed in a manner to be compatible with the rest of the process line (i.e. extruders, pre-heaters, cutters, etc).
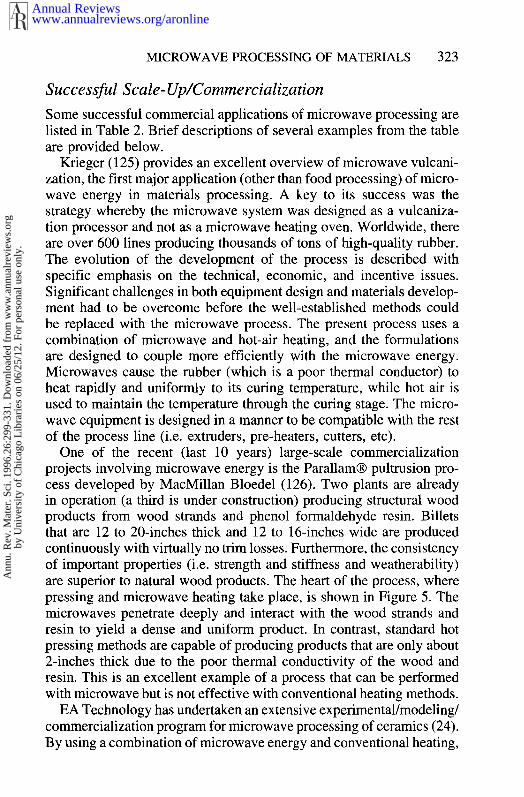
One of the recent (last 10 years) large-scale commercialization projects involving microwave energy is the ParallamB pultrusion pro- cess developed by MacMillan Bloedel (126). Two plants are already in operation (a third is under construction) producing structural wood products from wood strands and phenol formaldehyde resin. Billets that are 12 to 20-inches thick and 12 to 16-inches wide are produced continuously with virtually no trim losses. Furthermore, the consistency of important properties (i.e. strength and stiffness and weatherability) are superior to natural wood products. The heart of the process, where pressing and microwave heating take place, is shown in Figure 5. The microwaves penetrate deeply and interact with the wood strands and resin to yield a dense and uniform product. In contrast, standard hot pressing methods are capable of producing products that are only about 2-inches thick due to the poor thermal conductivity of the wood and resin. This is an excellent example of a process that can be performed with microwave but is not effective with conventional heating methods.
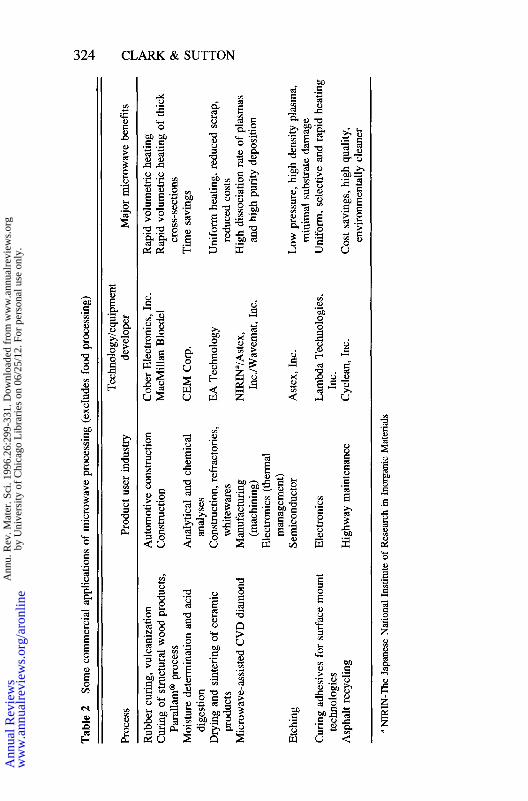
EA Technology has undertaken an extensive experimental/modeling/ commercialization program for microwave processing of ceramics (24). By using a combination of microwave energy and conventional heating,
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
Tab
le 2
So
me
com
mer
cial
app
licat
ions
of
mic
row
ave
proc
essi
ng (e
xclu
des
food
pro
cess
ing)
~~
~ ~
~
Tech
nolo
g y/e
quip
men
t Pr
oces
s Pr
oduc
t use
r in
dust
ry
deve
lope
r M
ajor
mic
row
ave
bene
fits
Rub
ber c
urin
g, v
ulca
niza
tion
Cur
ing
of s
truct
ural
woo
d pr
oduc
ts,
Moi
stur
e de
term
inat
ion
and
acid
Dry
ing
and
sint
erin
g of
cer
amic
Mic
row
ave-
assi
sted
CV
D d
iam
ond
Para
llam
@ pr
oces
s
dige
stio
n
prod
ucts
Etch
ing
Cur
ing
adhe
sive
s fo
r su
rfac
e m
ount
te
chno
logi
es
Asp
halt
recy
clin
g
Aut
omot
ive
cons
truct
ion
Con
stru
ctio
n
Ana
lytic
al a
nd c
hem
ical
an
alys
es
Con
stru
ctio
n, re
frac
torie
s,
whi
tew
ares
M
anuf
actu
ring
(mac
hini
ng)
Elec
troni
cs (
ther
mal
m
anag
emen
t) Se
mic
ondu
ctor
Elec
troni
cs
Hig
hway
mai
nten
ance
Cober
Elec
troni
cs, I
nc.
Mac
Mill
an B
loed
el
CEM
Cor
p.
EA T
echn
olog
y
NIR
INa/
Ast
ex,
Inc.
/Wav
emat
, Inc
.
Ast
ex, I
nc.
Lam
bda
Tech
nolo
gies
,
Cyc
lean
, Inc
. In
c.
Rap
id v
olum
etric
hea
ting
Rap
id v
olum
etric
hea
ting
of t
hick
Tim
e sa
ving
s
Uni
form
hea
ting,
redu
ced
scra
p,
Hig
h di
ssoc
iatio
n ra
te o
f pl
asm
as
cros
s-se
ctio
ns
redu
ced
cost
s
and
high
pur
ity d
epos
ition
Low
pre
ssur
e, h
igh
dens
ity p
lasm
a,
Uni
form
, sel
ectiv
e an
d ra
pid
heat
ing
Cos
t sa
ving
s, h
igh
qual
ity,
envi
ronm
enta
lly c
lean
er
min
imal
sub
stra
te d
amag
e
w
h,
P
a N
WN
-The
Jap
anes
e N
atio
nal I
nstit
ute
of R
esea
rch
in I
norg
anic
Mat
eria
ls
Ann
ual R
evie
ws
ww
w.a
nnua
lrev
iew
s.or
g/ar
onlin
eA
nnu.
Rev
. Mat
er. S
ci. 1
996.
26:2
99-3
31. D
ownl
oade
d fr
om w
ww
.ann
ualr
evie
ws.
org
by U
nive
rsity
of
Chi
cago
Lib
rari
es o
n 06
/25/
12. F
or p
erso
nal u
se o
nly.
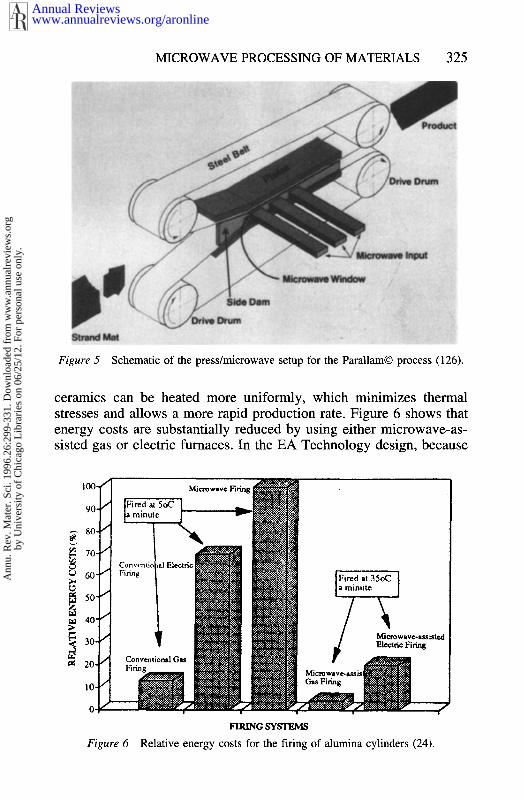
MICROWAVE PROCESSING OF MATERIALS 325
Figure 5 Schematic of the presdmicrowave setup for the PxallamO process (126).
ceramics can be heated more uniformly, which minimizes thermal stresses and allows a more rapid production rate. Figure 6 shows that energy costs are substantially reduced by using either microwave-as- sisted gas or electric furnaces. In the EA Technology design, because
1- , FIRINGSYSTEMS
Figure 6 Relative energy costs for the firing of alumina cylinders (24).
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
326 CLARK & SUTTON
the system has to perform as a conventional furnace, there is a real possibility that existing equipment can be retrofitted with microwave applicators. This is a far more economical approach than completely replacing the gas or electric furnaces with microwave ovens, which would otherwise have to be scrapped. An interesting feature of this concept is the adaptability of the microwave energy to an existing continuous process without creating a bottleneck problem. EA Technol- ogy is in the negotiation stages with a number of committed customers and expects that both gas and electric versions of microwave-assisted furnaces will be in production in 1996.
Cyclean, Inc. has commercialized a microwave process that recycles reclaimed asphalt pavement (RAP) (127). In addition to being portable and compact, the process is environmentally friendly (odorless and quiet). Microwave energy is used to heat the asphalt to 300"F, where it is then loaded into trucks and delivered directly to the construction site. This process takes advantage of the selective heating capabilities of microwave energy. The microwaves interact primarily with the ag- gregate to provide uniform heating throughout the asphalt matrix. Pro- duction rates of 200T/h are possible and the process appears to provide a significant reduction in cost compared with conventional asphalt.
Microwave-assisted chemical vapor deposition (CVD) of diamond films has been commercialized in the last few years. In this process, a mixture of methane gas and hydrogen is excited with microwave energy to form a plasma. A diamond film can be formed on a variety of surfaces held in close proximity to the plasma. Two applications of this technology are for cutting tools (128), where wear resistance is important, and electronic packaging ( 129), where thermal management is essential. The use of diamond films for both applications is expected to grow significantly over the next several years; diamond-coated cut- ting tools for machining aluminum alloys in the automotive industry and diamond-coated substrates for laser diode heat sinks and wireless telephones.
The most widespread use of microwaves in chemistry is in the analyt- ical laboratory, where the microwave has been adapted to rapidly per- form the dissolution of all types of materials for chemical analysis and for moisture determination (13, 130). In 1975 there were a few hundred analytical microwave ovens; by 1992, the number of units sold was close to 10,000. In this period, sales went from $7 million to $50 million (10).
Other examples where microwave processing has been scaled-up and/ or commercialized include slip setting and drying of ceramic castings, regeneration of activated carbon for use in gold mining, waste remedia-
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
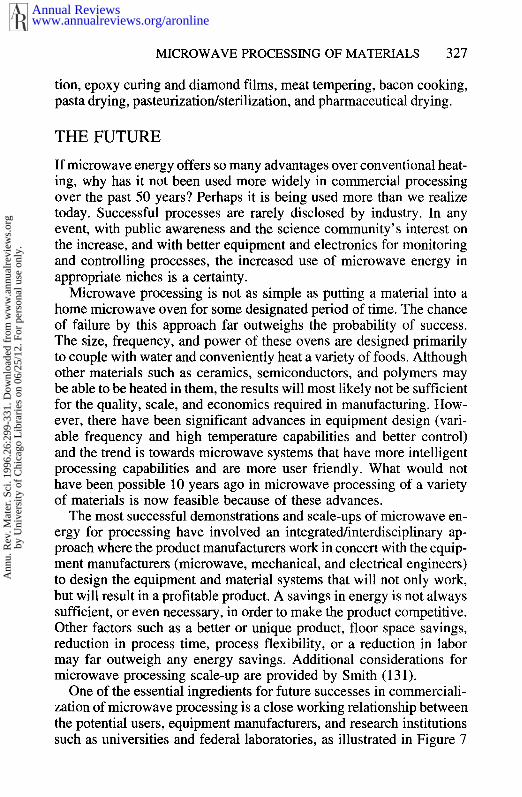
MICROWAVE PROCESSING OF MATERIALS 327
tion, epoxy curing and diamond films, meat tempering, bacon cooking, pasta drying, pasteurizatiodsterilization, and pharmaceutical drying.
THE FUTURE If microwave energy offers so many advantages over conventional heat- ing, why has it not been used more widely in commercial processing over the past 50 years? Perhaps it is being used more than we realize today. Successful processes are rarely disclosed by industry. In any event, with public awareness and the science community’s interest on the increase, and with better equipment and electronics for monitoring and controlling processes, the increased use of microwave energy in appropriate niches is a certainty.
Microwave processing is not as simple as putting a material into a home microwave oven for some designated period of time. The chance of failure by this approach far outweighs the probability of success. The size, frequency, and power of these ovens are designed primarily to couple with water and conveniently heat a variety of foods. Although other materials such as ceramics, semiconductors, and polymers may be able to be heated in them, the results will most likely not be sufficient for the quality, scale, and economics required in manufacturing. How- ever, there have been significant advances in equipment design (vari- able frequency and high temperature capabilities and better control) and the trend is towards microwave systems that have more intelligent processing capabilities and are more user friendly. What would not have been possible 10 years ago in microwave processing of a variety of materials is now feasible because of these advances.
The most successful demonstrations and scale-ups of microwave en- ergy for processing have involved an integratedinterdisciplinary ap- proach where the product manufacturers work in concert with the equip- ment manufacturers (microwave, mechanical, and electrical engineers) to design the equipment and material systems that will not only work, but will result in a profitable product. A savings in energy is not always sufficient, or even necessary, in order to make the product competitive. Other factors such as a better or unique product, floor space savings, reduction in process time, process flexibility, or a reduction in labor may far outweigh any energy savings. Additional considerations for microwave processing scale-up are provided by Smith (1 3 1).
One of the essential ingredients for future successes in commerciali- zation of microwave processing is a close working relationship between the potential users, equipment manufacturers, and research institutions such as universities and federal laboratories, as illustrated in Figure 7
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
328 CLARK & SUTTON
New proceasing developments - M N material interactions
* Chemical 6 HAV engineering Process modeling - New mteriais
6 data bases . Mechanical & electrical engineering
Process control - Process details & cos1 . Plant engineering . Marketing * Scale-up . New applications
& opportunities Economics - Global changes . Hybrid systems - Environmental requirements - Servicing - Equipment reliability
- Power 6 control engineering - New developments (I devices
- MMT material interactions - Equipment reliability
(power, frequency, applicators)
Figure 7 Microwave processing-interacting steps to successful applications (9).
where the communication gaps are closing (overlapping circles), where the needs and requirements of all the groups involved are better and mutually understood, and where the future focus will be on developing a market “pull” for the technology and applications.
ACKNOWLEDGMENTS DE Clark thanks the National Science Foundation and the Electric Power Research Institute for partial financial support during preparation of this paper under contract number CTS-95-26040. The authors thank Rebecca Schulz for her assistance and appreciate helpful input from many colleagues working in the area of microwave processing.
Any Annwl Review chapter, as well as any article cited in an Annual Review chapter, may be purchased from the
Annual Reviews Preprints and Reprints service. 1-800-347-8007;415-259-5017;email:arpr @class.org
Literature Cited
1. Sutton V Bull 6%
2. Kai Sci
3. SUI
o Materials, Mater. Res. SOC. Symp. 4 roc. 124. Pittsburgh: Mater. Res. SOC. 399
4. Sn der #Jr, Sutton WH, Iskander M8. Johnson DL. eds. 1990. Micro-
-
wave Processing of Materials II, Mater. Res. SOC. S mp Proc. 189. Pittsburgh: Mater. Jes. SOC. 531 pp. U, eds. 1988. Microwave Processing
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
MICROWAVE PROCESSING OF MATERIALS 329
5. Clark DE, Gac FD, Sutton WH, eds. 1991. Microwaves: Theory and Ap- plication in Materials Processing, Ceram. Trans. 21. Westerville, OH: Am. Ceram. SOC. 698 p
6. Beatt RL, Sutton WH, ikander MF, eds. f992. Microwave Processing of Materials Ill, Mater. Res. SOC. Symp. Proc. 269. Pittsburgh: Mater. Res. SOC. 626 p
7. Clark DE, *&a WR, Laia JR Jr, eds. 1993. Microwaves: Theory and Ap- plication in Materials Processing 11, Ceram. Trans. 36. Westerville, OH: Am. Ceram. Soc. 596 pp.
8. Iskander MF, Lauf RJ, Sutton,WH, eds. 1994. Microwave Processing of Materials IV, Mater. Res. SOC. Symp. Proc. 347. Pittsburgh: Mater. Res. Soc. 758 p
9. Clark DE, golz DC, Oda SJ, Silber- glitt R, eds. 1995. Microwaves: The- ory and Application in Materials Processing III, Ceram. Trans. West- erville, OH: Am. Ceram. Soc. 592 p
10. Microwave Processing of Material!: 1994. Pub. NMAB-473. National Materials Advisory Board, Washing- ton, DC: National Academy Press. 147 P i ,
1 1. Osepc uk JM 1984. Trans. IEEE on Microwave Theory and Technique,
12. Schiffmann RF. 1995. gee Ref. 9, pp. 7-16
Vol. MTT-32(9). 26 p
13. Poudrier JK. 1995. Today's Chemist at Work. 4:29-34
14. Metaxas AC, Meredith RJ. 1988. In- dustrial Microwave Heating, Lon- don: Peregrinus. 357 p.
15. Tinga WR, Voss WAC! 1968. Micro- wave Power Engineering. New York: Academic
16. Levinson ML. 197 1 . U S . Patent No. 3585258
17. Bennett CEG, McKinnon NA, Wil- liams LS. 1968. Nature 217:1287-88
18. Sutton WH. 1988. See Ref. 3, pp. 287-95
19a. Lewis DA. 1992. See Ref. 6, pp. 21-31
19b. Lee WI, Springer GS. 1984. .I. Com- posite Mater. 18:387-409
20a. Paton BE, Salyarevich VE, Slusare- zuk MG. 1993. MRS Bull. XVII(14): 58-63
20b. Wei J, Hawley MC. 1995. Proc. Am. Chem. SOC. Div. Polym. Mater. Sci. Eng. 72:lO-12
21. Janney MA, Kimrey H. 1988. Ce- ramic Powder Science ll, Ceram. Trans. Westerville, OH: Am. Ceram. SOC. 1:919-24
22. Fathi Z, Folz DC, Clark DE. 1993. See Ref. 7, pp. 333-40
23. Blackman D. 1992. Proc. Am. Chem. SOC. 66~468-69
449-58 24. Wroe FCR. 1993. See Ref. 7, pp.
_ _ 25. Holcomb CE, Dykes NL, Meek 'lT.
1989. U.S. Patent No. 4880578 26. Jannev MA. Calhoun CD. Kimrev
HD. i992. J. Am. Ceram.'Soc. 75:
27. De A, Ahmad I, Whitney ED, Clark DE. 1990. Ceram. Eng. Sci. Proc.
28a. Sutton WH, Johnson WE. 1980. U S . Patent No. 4219361
28b. Schwarz HF. Bosisio RG. Wer-
341-46
1 l(9-10):1743-53
theimer MR, Couderc D. 1973. J. Mi- crowave Power 8:303-22
29. Metaxas AC. 1993. See Ref. 7, pp.
30b
31.
.. 549-62
30a. Chen M, Siochi EJ, Ward TC, McGrath JE. 1993. Polym Eng. Sci.
. Hench LL, West JK. 1990. Princi- ples of Electronic Ceramics. New York: Wiley & Sons. 546 pp. Meng B, Booske JH, Cooper RF, Klein B. 1995. See Ref. 9, pp.
Jannev MA. Kimrev HD. Kiggans
33: 1092-9
177-78 32. ~~~~
JO. 1992. See Ref. 6, pp. 173% 33a. De A, Ahmad I, Whitney ED, Clark
DE. 1991. See Ref. 5, p 319-28 33b. Komameni S, Li Q, Stegnsson KM,
Ro R 1993. J. Mater Res. 8: 3 176-83 ~~
34. Wei J, Hawle MC, Demeuse MT. 1995. Polym. i n g . Sci. 35:461-66
35. Freeman SA, Booske JH, Coo er RF. 1995. See Ref. 9, pp. 185-82; see also, Phys. Rev. Lett. 1995. 74: 2042-45-
36. Wroe FCR, Rowley AT. 1995. See
37a. Willert-borada M. 1995. See Ref. 9,
37b. Rybakov KI, Semenov VE. 1994. Phys. Rev. B 4964-68
37c. Rybakov KI, Semenov VE. 1994. Prep!. No. 357. Nizhny Novgorod, Russia: Inst. Appl. Phys.
38. Arai M. Binner JGP. Bowden AL.
Ref. 9, p . 69 78
pp. 193-204
~~ ~~~ ~
Cross TE, Evans NG, et al. 1993. See Ref. 7, pp. 539-48
39. Hutcheon RM. 1995. See Ref. 9, pp. 275-42
40. Ciark.DE, Ahmad I, Dalton RC. 1991. Mater. Sci. Eng. A144:91-97
41. Currier RP, Devlin DJ. 1993. See Ref. 7, pp. 387-96
42. Thomas JJ, Jesse RR, Johnson DL,
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
330 CLARK & SUTTON
Jennin s HM. 1992. See Ref. 6, pp. 277-88
43. S otz MS, Skamser DJ, Johnson DL. 1$95. J. Am. Ceram. SOC. 78:1041
44. Ceramic Industry. 1974. 102(5):
45. Pollart KA, Habeger CC Jr. 1996. Proc. 30th MW Power Symp. In ress
46. Iskander MF. 1993. See Ref. f pp.
47. Thomas JR Jr. 1995. See Ref. 9, pp.
48. Huang Z, Iskander MF, Tucker J, Kimrey HD. 1994. See Ref 8, pp.
49. Booty MR, Kriegsmann GA. 1994. Methods Ap 1. Anal. 1:403-14
50. Jackson H$ Barmatz M, Wagner P. 1994. See Ref. 8, 317-23
51. Krie smann GA. f894. See Ref. 8,
52. Rnga WR. 1993. See Ref. 7, pp.
53. Tian YL, Fen JH, Sun LC, Tu CJ.
54. Roussy G, Bennani A, Thiebaut J-M.
55.
56. -_ 57. Wicks GG, Clark DE, Schulz RL,
Folz DC. 1995. See Ref. 9, pp. 79-90 58. Berkman B. 1991. Electron. Bus. 19:
16-17
167-85
297-304
33 1-45
f73-78
29-44
1992. See Ref 6, pp. 41-46
1987. J. A o d . P ~ v s . 62: 1167-70
SOC. Bull. 18~58-62
Krie smaii GA.'1992. See Ref. 6, gp. f57-64
litton WH, ed. 1993. Mater. Res.
50 59. Allenb BR 1992. Mater. Res. SOC.
Bull. 17(3):49 60. Schulz RL, Folz DC, Clark DE,
Schmidt CJ. Wicks GG. 1995. See Ref. 9, p . 107-16
61. Oda SJ, &baa IS. 1988. See Ref. 3,
62. &a SJ. 1993. See Ref. 7, p 73 79 63. Apt6 PS, MacDonald WD. h95.See
Ref.,9, . 55-62 64. Palaith v, Silberglitt R, Wu CCM,
Kleiner R, Libelo EL. 1988. Mater. Res. SOC. Proc. 124:255-66
65. Silber litt R, Ahmad I, Black WM, Katz J%. 1993. Mater. Res. SOC. Bull.
66. Binner JGP, Davis P, Cross TE. 1995. See Ref. 9, pp. 335-46
67. Binner JGP, Davis P, Cross TE. 1996. Microwave and Hi h Fre- uency Heating Int. Con! Cam-
%ridge Se t In ress 68. Di Fidre k, &ark DE. 1995. See
Ref. 9, p . 381-88 69. Al-AssafQS, Ahmad I, Fathi Z, Clark
DE. 1991. See Ref 5, p 515-21 70. Davis P, Binner JGP, (!?row TE, Fer-
nie JA. 1994. See Ref. 8, pp. 655-60
. 303-310
18(11):47-50
71. Fukushima H, Yamanakin T, Matsui
72. Tinrra WR. Xu JD. gerkeulen FE. M. 1988. See Ref. 3, p 267-72
1993. See Ref. 9, pp. 347-56 73. Ahmad I, Silber litt R, Black WM,
Sa'adaldin HS, #an YL, et al. 1993. See Ref. 7, p. 409-15
74a. Hassine N& Binner JGP, Cross TE. 1996. Int. J. Refract. Met. Hard Mater. In press
74b. Gedye R, Westaway K, Smith F. 1995. Proc. Am. Chem. SOC. Div. Polym. Mater. Sci. Eng. 72:8-9
74c. Yal ani M. 1995. Proc. Am. Chem. SOC. g i v . Polym. Mater. Sci. Eng. 72:
75. Hotton U, Wei J, Dhulipala R, Haw- le MC? 1991. Ceram. Trans. 21:587. dsterville, OH: Am. Ceram. SOC.
76. Mashida T, Matsushita S, Ike ami I. 1975. J n Patent No. 50138867
77. Lewis 6.' 1993. 39th Int. SAMPE S mp. Exhib. 39:1-12
78. Ciburdenne A, Maassarani A-H, Monchaux P, Aussudre S. 1979. Pol m. Prep. Am. Chem. SOC. Div. Pol'&. Chem. 20(2):471
79. Lewis D, Hedrick JC, Ward TC, McGrath JE. 1987. Polym. Prep. Am. Chem. SOC. Div. Polym. Chem. 28(2): wn
46-47
80. J, DeLon J, Hawley MC. 1989. SAMPE Q. 2&2]:46
81. Thuillier FM. Jullien H. 1989. Mak- romol. Chem: Makromol. Symp. 25: 63
82. Methven JM, Ghaffariyan SR. 1992. Polym. Mater. Sci. Eng. Prepr. 66: 5RQ
83.
84.
85.
86.
87.
88.
i";awal RK, Lawrence TD. 1989. J. A%hesion 29:63-79 Rudder RA, Hen RC, Hudson GC, Markunas RJ, Jo nson AC, et al. 1993. See Ref 7, g 377-84 Wetheimer MR, oisan M. 1994. Pure Appl. Chem. 66: 1343-52 Tahara H. Minami K. Yasui T. Onoe K, Tsubakishita Y, et al. 1993. Jpn.
Kim JS, Johnson DL. 1983. Am. J. App. Ph s 32:1822-28
Ceram. SOC. Bull. 62:620-22 Sweenev MP. Johnson DL. 1991. See Ref. 5, 6 365-72
89. Vollath b, Sickafus KE. 1993. J. Mater. Res. 8:2978-84
90. Tiegs TN, Ploetz KL, Kiggans JO, Yeckle RL. 1993. See Ref. 7, pp. 259-67
Ref. 5, 6~ 89. Vnllath . ____I. -
Mater. Res. 8:2978-84 90. Tiegs TN, Ploetz KL, Kiggans JO,
Yeckle RL. 1993. See Ref. 7, pp. 259-67
91. LaCourse W, Akhtar M. 1989. US. Patent No. 4872896
92. Warrier KGK, Varma HK, Mani TV, Damodaran D. 1992. J. Am. Ceram. SOC. 75: 1990-92
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.
MICROWAVE PROCESSING OF MATERIALS 33 1
93. Binner JGP, Cross TE. 1992. See
94. %L%E; Ahmad I, Chandler G. 1991. U S . Patent No. 5077268
95. Park SS, Meek TT. 1990. Ceram. Eng. Sci. Proc. 11: 1395-404
96. Willert-Porada M. Gerdes T. 1994.
357-62
See Ref. 8, p. 563-69 97. McKittrick f, Tunaboylu B, Katz J.
1994. J. Mater. Sci. 29:2119-25 98. Samuels J, Brandon JR. 1992. J.
Mater. Sci. 27:3259-65 99. Janney MA, Jackson ML, Kimrey
HD. 1993. See Ref. 7, 100. Blake RD, Katz JD. 18&. See Ref.
101. Ramesh PD, Vadhyanathan B, Gan- ula M, Rao KJ. 1994. J. Mater. Res.
101-8
7, pp. 459-68
8: 3025-27
1994. J. Solid State Chem. 113:
112. See Ref. 10, pp., 112-44 113. Coal desulphunsation uses micro-
waves and magnets. 1991. Process
114. Xu Y, iaoyue X 1995. J. Mater. Res. 10:334-38
115. Kra e MK. 1981. Am. Ceram. SOC. Bulf 60:1232-34
116. Kao YH, MacKenzie JD. 1991. See Ref. 5, 241-348
117. Varma &, Amanthakumar PP, Rao PP, Warrier KGK, Damodaran AD. 1993. See Ref 7, p. 115-22
118. Blake RD, Meek '? 1986. U S . Patent Nn. 4606748
448-50
Eng. 27#P. .
. -. . . . - . . - 119. Komareni S, Li Q, Stegansson KM,
Ro R. 1993. J. Mater. Res. 8: 3176-83 --
102. Zhon JP,FathiZ,LaTorreGP,Folz 120. Hawle MC, Wei J, Ade bite V. 1994. gee Ref. 8, p. 669-tO
121. Fathi Z, Garard Rf Clemons J. Sal- DC, Elark DE. 1993. See Ref. 7, pp. 157-64
103. Di Fiore RR, Clark DE. 1996. Ceram. Eng. Sci. Proc. In ress
104. Roy R, Komareni S, Yan EJ. 1985. J. Am. Ceram. SOC. 68:382-95
105. Moore EH, Clark DE, Hutcheon RM. 1993. See Ref. 7, p. 325-32
106. Yu XD, Selmi F, garadan VV, Vara- dan VK. 1992. Mater. Lett. 14:
107. Gi uere R. 1992. See Ref. 6, pp. 38-96
108. Gutierrez E, Loupy A, Bram G, Ruiz- Hitzky E. 1989. Tetrahedron Lett.
109. Bram G, Loup A, Ma'doub M, Petit A. 1991. Chem. Ind. ?!:396-97
245-50
30( 8):945-48
110. Cozzi AD, Fathi Z, Clark DE. 1993.
1 11. Vaidyanathan B, Ganguli M, Rao KJ, See Ref. 7, pp. 317-24
tiel C, Hutcheon RM, DeMeuse MT. 1995. See Ref. 9, p. 441-56
122. Kennedy MJ. 199f. See Ref. 9. 123. Eves E. 1995. See Ref. 9, p 33 42 124. Garard RS. 1995. See R e t 9 . k .
I I I
29-32 125. Krie er B. 1994. See Ref. 8, pp.
126. Churchland MT. 1995. See Ref. 9, 57-%9
Eng. News Rec. 230:
128. Gat R, Swider S , Kelly E. 1995. Cut- ting Tool Eng. 47(2):64-72
129. Astex Tech. Overview Brochure. 4
130. garner HK, Standish N. 1989. Ana-
131. rmth FJ. 1988. Res. Dev. January. l SC 1141115-16
pp. 54-58 '
Annual Reviewswww.annualreviews.org/aronline
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.

Annual Review of Materials Science Volume 26, 1996
CONTENTSThe Golden Age of Crystal Defects, A S Nowick 1Physical Interactions Affecting the Adhesion of Dry Particles, D S Rimai, L P DeMejo 21Fracture of Glasses, M Tomozawa 43Superplasticity in Hard-To-Machine Materials, T R Bieler, R S Mishra, A K Mukherjee 75Simulation Studies on the Dynamics of Polymers at Interfaces, K Binder, A Milchev, J Baschnagel 107A Review of Open Framework Structures, S L Suib 135Formation of Ultrathin Polymer Layers on Solid Substrates by Means of Polymerization-Induced Epitaxy and Alternate Adsorption, M Sano, Y Lvov, T Kunitake 153Ballistic-Electron-Emission Microscopy: A Nanometer-Scale Probe of Interfaces and Carrier Transport, L D Bell, W J Kaiser 189On the Design, Analysis, and Characterization of Materials Using Computational Neural Networks, B G Sumpter, D W Noid 223Switching Properties of Liquid Crystalline Polymers at Interfaces, A Halperin, D R M Williams 279Microwave Processing of Materials, D E Clark, W H Sutton 299Stress-Induced Voiding in Microelectronic Metallization: Void Growth Models and Refinements, T D Sullivan 333Surface Treatments of Polymers for Biocompatibility, D L Elbert, J A Hubbell 365Low-Frequency Noise as a Tool to Study Disordered Materials, M B Weissman 395Mechanical Behavior of Thin Films, R P Vinci, J J Vlassak 431Adsorbed Polymer Layers in Nonequilibrium Situations, M A C Stuart, G J Fleer 463Dynamics of Block Copolymers: Theory and Experiment, G H Fredrickson, F S Bates 501Raman Spectroscopy for Characterization of Hard, Wind-Bandgrip Semiconductors: Diamond, GaN, GaAlN, AlN, BN, L Bergman, R J Nemanich 551Shear, Friction, and Lubrication Forces Between Polymer-Bearing Surfaces, J Klein 581Irradiation-Induced Defect Production in Elemental Metals and Semiconductors: A Review of Recent Molecular Dynamics Studies, T D de la Rubia 613Biological Adhesion at Interfaces, D A Hammer, M Tirrell 651Hard X-Ray Synchrotron Radiation Applications in Materials Science, G S Knapp, M A Beno, H You 693
Ann
u. R
ev. M
ater
. Sci
. 199
6.26
:299
-331
. Dow
nloa
ded
from
ww
w.a
nnua
lrev
iew
s.or
gby
Uni
vers
ity o
f C
hica
go L
ibra
ries
on
06/2
5/12
. For
per
sona
l use
onl
y.



![Applications of Microwave Materials: A Review - springer link[...]](https://static.fdokumen.com/doc/165x107/631a273c1a1adcf65a0ef4a2/applications-of-microwave-materials-a-review-springer-link.jpg)