Chargenverfolgung in der Salzbadnitrieranlage
88
Chargenverfolgung in der Salzbadnitrieranlage Bachelorarbeit zur Erlangung des akademischen Grades Bachelor of Science in Engineering (BSc) Fachhochschule Vorarlberg Mechatronik Eingereicht bei: DI Robert Amann Vorgelegt von: Michael Beer Dornbirn, September 2012
Transcript of Chargenverfolgung in der Salzbadnitrieranlage
Chargenverfolgung in der
Salzbadnitrieranlage
Bachelorarbeit
zur Erlangung des akademischen Grades
Bachelor of Science in Engineering (BSc)
Fachhochschule Vorarlberg
Mechatronik
Eingereicht bei: DI Robert Amann
Vorgelegt von: Michael Beer
Dornbirn, September 2012

Eidesstattliche Erklarung
Ich erklare hiermit an Eides statt, dass ich die vorliegende Bachelorarbeit selbststandig
und ohne Benutzung anderer als der angegebenen Hilfsmittel angefertigt habe. Die aus
fremden Quellen direkt oder indirekt ubernommenen Stellen sind als solche kenntlich
gemacht. Die Arbeit wurde bisher weder in gleicher noch in ahnlicher Form einer anderen
Prufungsbehorde vorgelegt und auch noch nicht veroffentlicht.
............................................................ ............................................................
Ort, Datum Unterschrift
I

Inhaltsverzeichnis
1. Einleitung 1
1.1. Problemstellung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.2. Aufbau der Arbeit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
1.3. Firmenprofil Lingenhole Technologie GmbH . . . . . . . . . . . . . . . . 3
2. Tenifer-Verfahren 5
2.1. Verfahren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2.2. Wirtschaftlichkeit durch Prozessautomation . . . . . . . . . . . . . . . . 7
3. Chargenverfolgung 10
3.1. Problemstellung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
3.2. Chargenverfolgung im Allgemeinen . . . . . . . . . . . . . . . . . . . . . 11
3.3. Anforderungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
3.4. Einsatzgebiete und Anwendungen der Chargenverfolgung . . . . . . . . . 13
3.5. Chargenverfolgung bei Lingenhole . . . . . . . . . . . . . . . . . . . . . . 14
3.5.1. Ist-Stand . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
3.5.2. Erweiterbarkeit und Optimierung . . . . . . . . . . . . . . . . . . 20
3.6. Erfassen von Temperaturdaten . . . . . . . . . . . . . . . . . . . . . . . . 23
3.6.1. Aufzeichnung uber Temperaturschreiber . . . . . . . . . . . . . . 23
3.7. Behandlungs- und Aufenthaltsdauer . . . . . . . . . . . . . . . . . . . . . 25
3.8. Chargenprotokoll . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
3.8.1. Merkmale und Inhalt . . . . . . . . . . . . . . . . . . . . . . . . . 28
II

4. Kommunikation in Sensor-Netzwerken 29
4.1. Ethernet - Grundlegende Informationen . . . . . . . . . . . . . . . . . . . 30
4.2. Technische Merkmale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
4.3. Anwendungsfall Lingenhole . . . . . . . . . . . . . . . . . . . . . . . . . . 32
5. Prozessabbildung und -visualisierung 34
5.1. Problemstellung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
5.2. Anforderungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
5.3. Prozessabbildung durch Workflow-Management-Systeme . . . . . . . . . 47
5.3.1. Workflow-Modelle . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
5.3.2. Workflow-Modelle in der Tenifer-Chargenverfolgung . . . . . . . . 48
5.4. Dynamic Logic Engine (DLE) . . . . . . . . . . . . . . . . . . . . . . . . 51
5.5. Datenbanksysteme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
5.5.1. Datenbankmodelle . . . . . . . . . . . . . . . . . . . . . . . . . . 55
5.6. Festlegung der Chargen-Definition . . . . . . . . . . . . . . . . . . . . . . 59
5.6.1. Definieren der Stati . . . . . . . . . . . . . . . . . . . . . . . . . . 59
5.6.2. Stati bei Anwendungsfall Lingenhole . . . . . . . . . . . . . . . . 61
5.6.3. Aktionen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
5.6.4. Aktionen bei Anwendungsfall Lingenhole . . . . . . . . . . . . . . 63
5.6.5. Todotypen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
5.7. Cockpit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
6. Zusammenfassung und Ausblick 68
Literatur 71
A. Anhang 1
A.1. Chargenprotokoll . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
A.2. Tenifer Chargensoftware Datenmodell . . . . . . . . . . . . . . . . . . . . 3
III

Abbildungsverzeichnis
2.1. Verfahrensablauf bei Tenifer QPQ - Quelle: (Boßlet, 2001) . . . . . . . . 6
2.2. Tenifer Salzbadautomat - Quelle: (Boßlet und Kreutz, 2011) . . . . . . . 9
3.1. Chargenkorb mit Bolzen nach dem Verheiraten mit dem Kran . . . . . . 16
3.2. Vier Kettenzugkrane warten auf das”Verheiraten“ mit dem Korb . . . . 17
3.3. Zwei Saulen hangen am Kran . . . . . . . . . . . . . . . . . . . . . . . . 18
3.4. Prozessschritte der Chargenverfolgung bei Lingenhole . . . . . . . . . . . 19
3.5. Erweiterte Prozessschritte der Chargenverfolgung bei Lingenhole . . . . . 20
3.6. Verschmutzung durch getrocknetes Flussigsalz am AB1-Bad . . . . . . . 22
3.7. Prozessschreiber Siemens SITRANS R200 . . . . . . . . . . . . . . . . . 24
3.8. Master-Slave-Kommunikation mit dem Siemens-Prozessschreiber. Quelle:
(Siemens, 2010) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
3.9. Beispiel fur einen Temperaturverlauf im TF1 Bad . . . . . . . . . . . . . 25
3.10. Zeitlicher Verlauf eines Behandlungsschrittes an der Tenifer-Anlage . . . 27
4.1. Entwicklungspotential des Ethernet in Deutschland: Quelle: (Gevatter
und Grunhaupt, 2006) . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
4.2. Ethernet im ISO/OSI-Modell: Quelle: (Schnell und Wiedemann, 2006) . . 31
4.3. Bushierarchie zur Chargenverfolgung bei Lingenhole . . . . . . . . . . . . 33
5.1. Das Use-Case-Diagramm zeigt Aktionen fur das Erstellen einer Charge . 37
5.2. Use-Case-Diagramm beschreibt das Zusammenfuhren der Auftrage zu
Chargen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
IV

5.3. Use-Case-Diagramm fur den Anwendungsfall”Korb bestucken“ . . . . . 41
5.4. Darstellung des Anwendungsfalls”Korb mit Kran verbinden“ uber das
Use-Case-Diagramm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
5.5. Anwendungsfalle fur die Erstellung eines Chargenprotokolls . . . . . . . . 45
5.6. Zustandsgesteuerter Workflow - Bsp.: Charge lauft durch eine Station der
Tenifer-Anlage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
5.7. Chargenruckruf bei Vorwarmprozess . . . . . . . . . . . . . . . . . . . . . 50
5.8. Polieren und Freigabe Workflow . . . . . . . . . . . . . . . . . . . . . . . 52
5.9. Komponenten eines DBS angewendet auf die Chargenverfolgung . . . . . 53
5.10. Client-Server-Architektur im Lingenhole Netzwerk . . . . . . . . . . . . . 54
5.11. Vereinfachtes Datenbankmodell, bestehend aus Tabellen und deren Be-
ziehungen zueinander . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
5.12. Definierung der Statusgruppen in der DLE . . . . . . . . . . . . . . . . . 60
5.13. Definierung der verschiedenen Stati in der DLE . . . . . . . . . . . . . . 60
5.14. Formular zur Definition einer Aktion . . . . . . . . . . . . . . . . . . . . 62
5.15. Ubersicht der Aktionen . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
5.16. Parameter der Aktionen fur unterschiedliche Behandlungsverfahren . . . 63
5.17. Prototyp des Uberwachungsmonitors zeigt eine Charge im Vorwarmofen . 65
5.18. Ubersicht der Auftrage, welche einer Charge zugeordnet sind . . . . . . . 66
5.19. Dialog zur Koppelung der Charge mit dem Kran . . . . . . . . . . . . . . 66
5.20. Behandlungsparameter einer Charge in Station 43 (Abschreckbad 1) . . . 67
V
Tabellenverzeichnis
5.1. Use-Case Beschreibung: Charge erstellen . . . . . . . . . . . . . . . . . . 38
5.2. Use-Case Beschreibung: Zusammenfuhrung der Auftrage zu Chargen . . . 40
5.3. Use-Case Beschreibung: Korb bestucken . . . . . . . . . . . . . . . . . . 42
5.4. Use-Case Beschreibung: Korb mit Kran verbinden . . . . . . . . . . . . . 44
5.5. Use-Case Beschreibung: Chargenprotokoll generieren . . . . . . . . . . . 46
5.6. Abgeleitete Behandlungsparameter einer Charge im Abschreckbad . . . . 67
VI

Abstract
Die Aufzeichnung und Ruckverfolgung von Verarbeitungsschritten im Produktionspro-
zess bilden Qualitatsmerkmale fur ein Industrieunternehmen. Sie ermoglichen die Er-
reichung eines Qualitatsstandards sowie die Durchfuhrung gezielter Ruckrufaktionen
von Produkten. Ein optimales Risikomanagement wird dadurch angestrebt. Basierend
auf den Anforderungen der Chargenverfolgung wird im ersten Abschnitt dieser Ar-
beit die vernetzte Kommunikation mit den Geraten der Fertigungsanlage aufgerollt
und ergrundet. Diese Anwendungskriterien werden speziell auf die Anlage der Firma
Lingenhole, Feldkirch, abgestimmt und vertieft. Im Rahmen des Produktionsprozes-
ses werden die Verfahrensschritte und das Salzbadnitrieren nach Tenifer analysiert und
erlautert.
Anforderungen an eine Chargensoftware und deren Konzeption werden im zweiten Ab-
schnitt dieser Forschungsarbeit entwickelt. Workflow-Modelle bilden die Grundlage zur
Prozessabbildung und -visualisierung, und die Parameter im Chargenprotokoll bieten
die Basis fur das Datenbankdesign. Aus den Untersuchungsergebnissen werden konkrete
Ansatze zur Konstruktion eines Aufzeichnungsmodelles abgeleitet.
VII

Vorwort
Die Ruckverfolgbarkeit von Gutern ist fur Unternehmen ein bedeutender Schritt, Kos-
ten zu sparen und qualitativ hochwertige Produkte zu liefern. Welche Moglichkeiten und
Realisierungskonzepte zur automatisierten Verfolgung von Chargen angewendet werden
konnen, sind grundlegende Fragen, die mich in meiner Ausbildung im Bachelor Studium
Mechatronik an der Fachhochschule Dornbirn beschaftigen. Wie Behandlungsparame-
ter wahrend des Salzbadnitrierprozesses protokolliert und widergegeben werden konnen,
habe ich im Rahmen dieser Forschungsarbeit festgehalten.
Herzlichen Dank an meinen Betreuer, Herrn Dipl.-Ing. Robert Amann, Hochschul-
lehrer fur Automatisierungstechnik an der Fachhochschule Vorarlberg, dass er mich bei
dieser Arbeit begleitet und unterstutzt hat.
Nachdrucklich bedanke ich mich bei Herrn Dipl.-Ing. Robert Schoch, Mitarbeiter der
V-Research, der mir als Co-Betreuer zur Seite stand und mir wertvolle Hinweise und
Ratschlage gegeben hat.
Dank gilt auch Dipl.-Ing. Richard Dur, Mitarbeiter von Vision-Flow Software und
Dipl.-Ing. Klaus Lingenhole, Geschaftsfuhrer von Lingenhole Technologie, fur den pro-
fessionellen Beistand wahrend der Zeit des Schreibens sowie in der Planung und Ausar-
beitung des Projektes.
Vor allem gilt auch großen Dank meiner Familie, die mir mein Studium ermoglicht
VIII

und mir lange Zeit großes Verstandnis entgegengebracht hat und mich immer wieder
mental und physisch bestarkt hat.
Die Erfahrungen wahrend des Berufspraktikums waren in allen Bereichen sehr ein-
drucksvoll und gewinnbringend und bilden eine wertvolle Erganzung in meinem weiteren
Ingenieurstudium.
IX

1. Einleitung
Der Schwerpunkt betrieblicher Leistungserstellung basiert auf Produktionsprozessen.
Dabei handelt es sich um standardisierte Fertigungsmethoden, welche fur die Verar-
beitung von Rohstoffen zu einem verwertbaren Produkt festgelegt werden. Im Gabler
Wirtschaftslexikon wird der Begriff Fertigungsprozess wie folgt definiert:
Technologisch, zeitlich und ortlich bestimmtes effizientes Zusammenwirken
von Produktionsfaktoren zur Herstellung einer bestimmten Gutermenge in
bestimmter Qualitat. (Gabler, 2010, S. 354)
Dieser Ablauf umfasst das Zusammenwirken maschineller oder manueller Verarbeitung
von Produktionsfaktoren zu Gutern.
Die Firma Lingenhole Technologie in Feldkirch ist spezialisiert fur Warmebehandlung
und Fertigung mechanischer Komponenten. Sie setzt zur Warmebehandlung verschieden
großer Werkstucke das Salzbadnitrieren mittels Tenifer-Verfahren1 ein. Dieses Verfahren
ist eine thermochemische Behandlung. Dabei durchlaufen die Werkstucke in einer manu-
ell bedienten Anlage nacheinander mehrere Stationen. Die Chargen2 werden zu Beginn
auf Stahlkorbe mit mehreren Lagen beladen. Diese werden anschließend an Kettenzuge
angehangt, welche von Mitarbeitern durch die Anlage zur Weiterverarbeitung gefuhrt
werden.
1Tenifer R©-Verfahren: Verfahren zum Nitrocarburieren von Werkstucken. Entwickelt wurde dieses Kon-
zept von der Durferrit GmbH, Mannheim.2Eine Charge bezeichnet eine Menge eines Produkts, die unter einheitlichen Bedingungen entstanden
ist. (siehe Kapitel 3.2 Chargenverfolgung im Allgemeinen)
1

1.1. Problemstellung
Bisher gibt es keine eindeutige Zuordnung der Chargenteile zum Chargentrager3. Die
Ruckverfolgung des Bearbeitungsstatus der Chargen verlauft momentan lediglich durch
Nachfrage bei den zustandigen Mitarbeitern, welche die Anlage bedienen. Dies fuhrt zu
einem Bruch der Informationskette wahrend der Behandlung der Teile. Die Folgen sind
falsche Rucksendungen, die zu Kundenunzufriedenheit fuhren. Zudem ist kein Protokoll
der Produktionsprozessparameter von Werkstucken vorhanden. Der Ablauf einer auto-
matisierten Chargenverfolgung setzt eine luckenlose Dokumentation der Prozessschritte
voraus. Es soll nachvollziehbar sein, welche Produktionsprozessparameter bei der Be-
handlung des Werkstucks vorliegen. Daruber hinaus ist der Zustand der Charge per
Laufzeit identifizierbar und hilft bei der Bestimmung der Lieferzeiten an die Kunden.
Das Ziel dieser Arbeit ist die Einbeziehung von Sensoren, die teilweise bereits an der
Anlage vorhanden sind. Diese Sensoren dienen zur Ermittlung der Position der Char-
ge und deren Behandlungsparameter. Wahrend des Salzbadprozesses ist es notwendig,
außere Einflusse wie die Temperatur des Salzbades, oder die Position des Chargentragers
uber dem Salzbad, mit Einsatz dieser Sensoren zu registrieren und aufzuzeichnen. Dabei
soll die Ethernet-Technologie4 von der Leitebene bis zur Aktor-Sensor-Ebene eingesetzt
werden. Damit ist eine vollstandige Kommunikation unter allen Komponenten und Teil-
nehmer im Netzwerk gewahrleistet.
In weiterer Folge ist ein Losungskonzept erforderlich, welches beschreibt, wie die Ab-
bildung des Verarbeitungsprozesses und die Ereignisabwicklung der einzelnen Stationen
dargestellt und miteinander kombiniert werden konnen.
3Objekt, welchem Produkte zugeordnet werden. Trager kann die Form eines Korbes oder lediglich
einer Kette zur Befestigung von Saulen haben4siehe Kapitel 4 Kommunikation in Sensor-Netzwerken
2

1.2. Aufbau der Arbeit
Diese Arbeit soll die Anspruche und Probleme des Einsatzes einer automatischen Char-
genverfolgung in der Salzbadnitrieranlage aufzeigen. Da die Ethernet-Technologie eine
favorisierte Methode im Speziellen fur die Kommunikation der Chargenanwendung5 mit
den einzelnen Sensoren darstellt, wird dieses Konzept detailliert behandelt.
Im ersten Teil der Arbeit wird das Tenifer Salzbadverfahren und das Prinzip der Char-
genverfolgung definiert. Diese Auseinandersetzung bildet die Basis fur die automatische
Chargenverfolgung. Sie integriert die Ethernet-Technologie und nutzt deren Schnittstel-
len zur Anbindung der Sensorik. Dabei sollen Moglichkeiten analysiert und behandelt
werden, wie eine Schnittstelle zur Salzbadmaschine von Durferrit realisiert werden kann.
Der zweite Teil dieser Bachelorthesis umfasst die Prozessgliederung und das Verhal-
ten einer Charge in der Anlage. Anhand eines eigens entwickelten Konzeptes wird der
Nitrierprozess einzelner Prozessschritte abgebildet. Durch Einbinden der Dynamic Lo-
gic Engine6 von Vision-Flow Software ist ein Darstellen und Abwickeln dieser Prozesse
moglich. Anhand der Anwendung dieser Software soll gezeigt werden, wie unterschiedli-
che Kombinationen von Sensordaten gepruft und daraus weiterfuhrende Prozessschritte
eingeleitet werden.
1.3. Firmenprofil Lingenhole Technologie GmbH
Das osterreichische Unternehmen mit Sitz in Feldkirch/Vorarlberg ist spezialisiert fur
Warmebehandlung und die Fertigung mechanischer Komponenten. Daruber hinaus wer-
den einzelne Komponenten fur den Turbinenbau produziert und anschließend warmebehandelt.
Der Betrieb beschaftigt derzeit rund 90 Mitarbeiter. Darunter werden jedes Jahr vier
Lehrlinge in der Fertigung und ein Lehrling in der Warmebehandlung ausgebildet.
5Zentrales Steuerungsprogramm, welches die Sensorinformationen und den kompletten Durchlauf einer
Charge durch die Anlage archiviert6Dient zur Erstellung von Prozess- und Wartungsapplikationen (siehe Kapitel 5.4 Dynamic Logic
Engine)
3

Die Tenifer Salzbadnitrieranlage ist bei Lingenhole seit den 90er Jahren im Einsatz. Der
Durchsatz an Teilen, welche die Anlage durchlaufen liegt bei 500 Tonnen pro Jahr.
4

2. Tenifer-Verfahren
Das Salzbadnitrieren mittels Tenifer-Verfahren ist ein thermochemischer Prozess und
findet weltweit eine immer großere Verbreitung in der metallverarbeitenden Industrie.
Diese Behandlung ist ein Verfahren zum Nitrocarburieren im Salzbad. Stahl, Guß- oder
Sintereisenwerkstoffe bekommen ein starke Verbesserung ihrer Werkstoffeigenschaften
wie Verschleißwiderstand, Korrosionsbestandigkeit, Dauerfestigkeit und Gleitverhalten.
Das Tenifer-Verfahren ist wirtschaftlich, einfach zu handhaben und besitzt sehr geringe
Maßanderungen. Die Reproduzierbarkeit der Ergebnisse ist sehr hoch. (Vgl. Boßlet, 2001,
S. 2)
2.1. Verfahren
Der sogenannte Nitrierprozess gliedert sich in drei Verfahrensschritte: Erstens werden die
Teile in einem Vorwarmofen durch Luft auf etwa 350◦C vorgewarmt. Das Vorwarmen
dient auch zur Trocknung der Teile. Das Aufwarmen ist aus Sicherheitsgrunden sehr
wichtig. Bei Wasseranhaufungen an den Korben oder Teilen kann es wahrend dem Ein-
tauchen in das anschließend, deutlich heißere TF1 Bad, zu Spritzern fuhren.
Zweitens verlauft der eigentliche Nitrocarburierprozess im TF1 Bad bei 480-630◦C in
einer Schmelze aus Kaliumcyanad. Die Standardtemperatur wird dabei meist bei 580◦C
gewahlt.
Drittens folgt die Oxidationsbehandlung im Abkuhlbad (AB1 Bad), welche die schwarze
Eisenoxidschicht erzeugt. Dort befindet sich ein Regeneratormittel, welches das Cya-
5
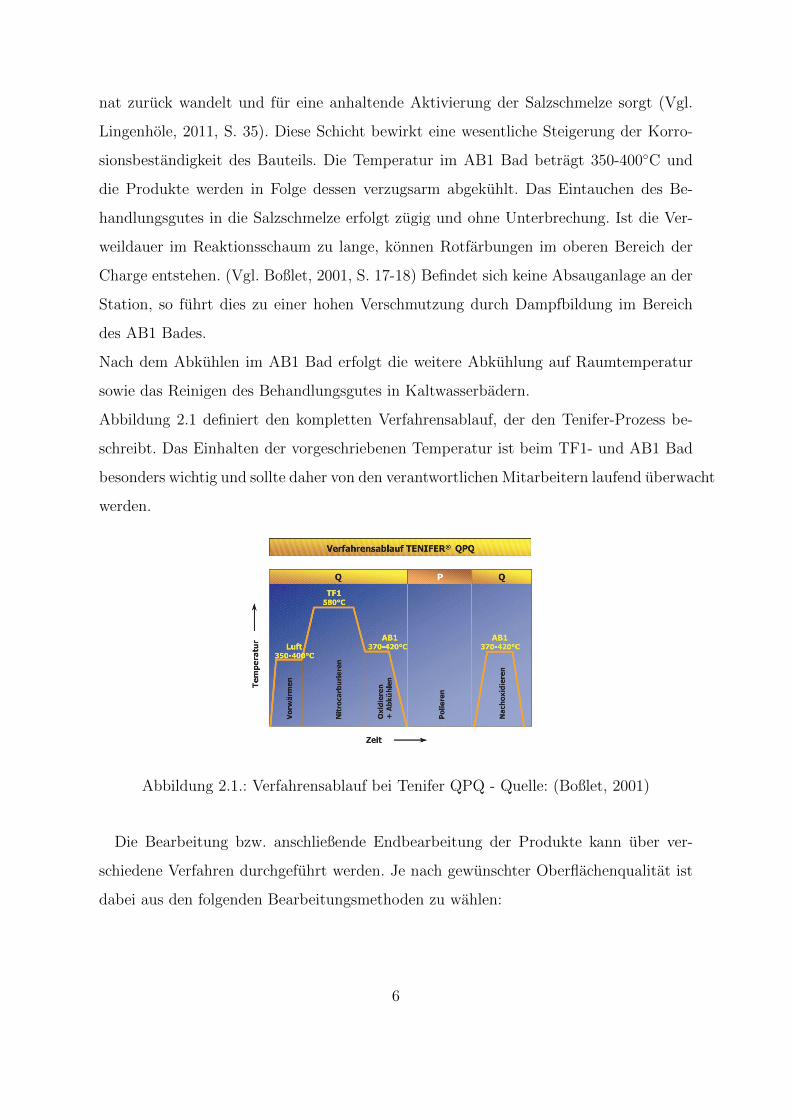
nat zuruck wandelt und fur eine anhaltende Aktivierung der Salzschmelze sorgt (Vgl.
Lingenhole, 2011, S. 35). Diese Schicht bewirkt eine wesentliche Steigerung der Korro-
sionsbestandigkeit des Bauteils. Die Temperatur im AB1 Bad betragt 350-400◦C und
die Produkte werden in Folge dessen verzugsarm abgekuhlt. Das Eintauchen des Be-
handlungsgutes in die Salzschmelze erfolgt zugig und ohne Unterbrechung. Ist die Ver-
weildauer im Reaktionsschaum zu lange, konnen Rotfarbungen im oberen Bereich der
Charge entstehen. (Vgl. Boßlet, 2001, S. 17-18) Befindet sich keine Absauganlage an der
Station, so fuhrt dies zu einer hohen Verschmutzung durch Dampfbildung im Bereich
des AB1 Bades.
Nach dem Abkuhlen im AB1 Bad erfolgt die weitere Abkuhlung auf Raumtemperatur
sowie das Reinigen des Behandlungsgutes in Kaltwasserbadern.
Abbildung 2.1 definiert den kompletten Verfahrensablauf, der den Tenifer-Prozess be-
schreibt. Das Einhalten der vorgeschriebenen Temperatur ist beim TF1- und AB1 Bad
besonders wichtig und sollte daher von den verantwortlichen Mitarbeitern laufend uberwacht
werden.
Abbildung 2.1.: Verfahrensablauf bei Tenifer QPQ - Quelle: (Boßlet, 2001)
Die Bearbeitung bzw. anschließende Endbearbeitung der Produkte kann uber ver-
schiedene Verfahren durchgefuhrt werden. Je nach gewunschter Oberflachenqualitat ist
dabei aus den folgenden Bearbeitungsmethoden zu wahlen:
6
Tenifer - Q
Dies ist eine Methode, in der das Produkt den Nitrierprozess einmal durchlauft, danach
abgekuhlt und anschließend zur Lieferung an den Kunden freigegeben wird. Das Ver-
fahren bietet die Voraussetzung fur Verschleißbestandigkeit, Korrosionsbestandigkeit,
Einlaufbestandigkeit, Warmfestigkeit und Dauerfestigkeit.
Tenifer - Q+P
Nach dem Oxidieren und Abkuhlen wird das Produkt poliert. Gut bewahrt haben sich
dabei die Verfahren Lappen mit Lappleinen, Polieren oder Feinstschleifen, Gleitschleifen
im Vibrationsbehalter, Lappstrahlen mit Glasperlen und automatisiertes Lappstrahlen
mit Metallkugeln. (Vgl. Boßlet und Kreutz, 2011, S. 2)
Somit werden zusatzlich die Oberflachenrauhigkeit reduziert Reibkoeffizienten reduziert
und die Bauteiloptik verbessert.
Tenifer - Q+P+Q
Um die hochste Oberflachenqualitat zu erreichen, wird das Produkt noch einmal im AB1
Bad nachoxidiert. Durch das Polieren kann ein Teil des Korrosionsschutzes verloren ge-
hen. Nach der Zwischenbehandlung wird daher haufig eine oxidierende Nachbehandlung
im AB1 Bad durchgefuhrt. (Vgl. Boßlet und Kreutz, 2011, S. 2)
Durch die Oxidierschicht erhalt das Produkt die hochste Korrosionsbestandigkeit. Die
dadurch entstehende schwarze Oberflache fuhrt zu geringen Lichtreflexe und zum Besten
optischen Aussehen.
2.2. Wirtschaftlichkeit durch Prozessautomation
Wichtige Kriterien fur die Auswahl von Fertigungsverfahren sind Wirtschaftlichkeit,
Qualitat und Umweltfreundlichkeit. Das Tenifer-Verfahren gestaltet sich im Vergleich
zu anderen Verfahren, wie beispielsweise dem Harten und Verguten, sehr einfach. Dem
7

zu Folge ist eine einfache Bedienung und Prozessfuhrung durchaus erwunscht.
Neben den manuell betriebenen Anlagen kann der Fertigungsprozess auch auf vollau-
tomatischen Anlagen erfolgen. Diese sind durch Mikroprozessoren gesteuert. Die An-
passung an schwankende Produktionsmengen, sowie die Abwicklung von verschiedenen
Programmen gestalten sich sehr flexibel. Der in Abbildung 2.2 gezeigte Salzbadautomat
befordert die Serienteile durch die einzelnen Stationen der Salzbadanlage. (Vgl. Boßlet
und Kreutz, 2011, S. 14)
Durch den Einsatz dieser Anlagen werden Produktionsfehler minimiert und die dadurch
entstehenden Produktionskosten gesenkt. Der Fertigungsverlauf wird vom System auto-
matisch mitprotokolliert, was eine einfache Ruckverfolgung der Chargen moglich macht.
Da vollautomatische Anlagen sehr kostenintensiv sind, ist der Einsatz einer derartigen
Anlage fur das Unternehmen Lingenhole nicht rentabel. Die hohe Flexibilitat, welche Lin-
genhole fur verschiedene Produkte in Große und Form benotigt, stellt fur diese Anlagen
ein wesentlicher Nachteil dar. Um dennoch einen hohen Grad an Automation zu erreichen
geht Lingenhole dem Ansatz nach, seine Anlage proaktiv1 zu realisieren. Beispielswei-
se kann den Mitarbeitern ein Stationswechsel angezeigt oder die Behandlungszeit der
Produkte automatisch erfasst werden.
1System agiert selbststandig und fuhrt szenenbasierte Voruberlegungen aus
8

Abbildung 2.2.: Tenifer Salzbadautomat - Quelle: (Boßlet und Kreutz, 2011)
9
3. Chargenverfolgung
Die Ruckverfolgung (engl. Traceability) von Gutern uber die einzelnen Produktions- und
Versandstufen entlang der Supply Chain ist von steigendem Interesse fur Industrie, Ge-
setzgeber und Verbraucher. (Vgl. Engelhardt-Nowitzki und Lackner, 2006, S. 133)
Dieser Prozess hat den Zweck, im Fall von Problemen mit einem Produkt, den Kunden
rechtzeitig zu informieren um somit Schaden abzuwenden. Zudem wird das Risikoma-
nagement der Firma durch Berucksichtigung von Fehlerquellen entlang der Liefer- und
Wertschopfungskette verbessert.
Traceability ist die Ermoglichung der Verfolgbarkeit von Produkten und Ma-
terialien zum Schutz von Kunden und von Lieferanten als auch zur Verbes-
serung von Prozessablaufen. (FBDi, 2009)
Traceability ermoglicht die Transparenz von Produktionsprozessen und somit eine ver-
besserte Auffindbarkeit von moglichen Fehlerquellen. Nach DIN EN ISO 8402, 1995-08,
Ziffer 3.16 betrifft die Ruckverfolgung bei einem Produkt die Herkunft von Materi-
al und Teilen, die Verarbeitungsgeschichte des Produkts, die Verteilung und den Ver-
bleib des Produkts nach seiner Auslieferung. (Vgl. QM-Lexikon, 2012) Im Falle einer
Ruckrufaktion ist die Ruckverfolgung von Chargen eine Voraussetzung um schnell und
kostengunstig reagieren zu konnen.
3.1. Problemstellung
Aufsehenerregende Ruckrufaktionen im Bereich der Industrie sind keine Ausnahme. Es
gibt keine Sicherheit, dass nur fehlerfreie Produkte den Markt erreichen. Imageverlust
10

und zusatzliche Kosten sind Folgen, welche den Hersteller unnotig belasten. Die Chargen-
verfolgung hat die Aufgabe, die Anzahl der Ruckrufe zu minimieren, in dem fehlerhafte
Produkte schon fruhzeitig und gezielt ausgefiltert werden konnen. Dies senkt einerseits
Beschwerden und Rucksendungen von Produkten durch den Kunden, andererseits wird
die Qualitat der Produkte verbessert. Der wirtschaftliche Schaden soll dadurch so gering
wie moglich gehalten werden. (Vgl. Engelhardt-Nowitzki und Lackner, 2006, S. 133)
3.2. Chargenverfolgung im Allgemeinen
Um die Chargenverfolgung genauer zu charakterisieren ist es wichtig gewisse Begriffe
und deren Verwendung zu differenzieren.
Eine Charge bezeichnet eine Menge eines Produkts, die unter einheitlichen
Bedingungen entstanden ist. (Engelhardt-Nowitzki und Lackner, 2006)
Dabei kann es sich um einen Rohstoff, ein Bauteil, Baugruppen oder Endprodukte
handeln. Allerdings mussen diese die folgenden Eigenschaften besitzen und nach diesen
charakterisiert werden:
• Herstellung auf einer Fertigungslinie
• Einheitliche Zulieferteile
• Homogene Qualitat
• Gleichbleibende Prozesskette
• Identisches Produktionsdatum
(Vgl. Engelhardt-Nowitzki und Lackner, 2006)
Die Anwendung der Chargenverfolgung beim Unternehmen Lingenhole bringt mehrere
Vorteile mit sich: Erstens ist es moglich, mit einer gezielten automatisierten Chargenver-
folgung zu bestimmen, wo sich die zu behandelnden Produkte in der Prozesskette befin-
den. Somit kann die Behandlungsdauer schon fruhzeitig bestimmt werden. Der Kunde
11

erhalt folglich einen Zeitpunkt fur die Abholung seiner Produkte.
Zweitens ist die schnelle und umfassende Lokalisierung der Charge fur eine luckenlose
Ruckverfolgung von Chargen moglich. Dabei wird die Charge und deren zugehorige Pro-
dukte korrekt identifiziert. Die Charge ist so dabei klein wie moglich zu halten. Dies ist
im Falle einer Ruckrufaktion unumganglich.
Drittens konnen bei einem schwankenden Produktionsprozess fehlerhafte Chargen gezielt
zuruckgerufen werden. Dies fuhrt zu geringeren Kosten bei Produktfehlern.
3.3. Anforderungen
Um eine luckenlose Ruckverfolgbarkeit der Chargen und deren Produkte zu gewahrleisten,
sind grundlegende Anforderungen zu erfullen.
Zum einen zeigt sich die automatische Identifikation durch eine Sensorik an der Salz-
badanlage als eine wesentliche Anforderung der Chargenverfolgung. Im Gegensatz zur
manuellen Identifikation ist diese weniger fehleranfallig und schneller. (Vgl. Engelhardt-
Nowitzki und Lackner, 2006, S. 137) Zum anderen gilt grundsatzlich zu beachten, dass
dies keinen gravierenden Einfluss auf die Verbesserung der Qualitat der Endprodukte
hat. Diesbezuglich kann die Verwendung von Sensoren lediglich mit der Arbeitsqualitat
des Mitarbeiters verglichen werden.
Wird eine Charge erstellt, so muss diese eindeutig identifiziert werden. Dabei wird ihr
ein neues Identifikationsmerkmal zugeordnet. Dies dient als Zugriffsschlussel fur alle
Produktrelevanten Informationen, welche diese Einheit charakterisieren. (Vgl. Wegner-
Hambloch, 2004)
Eine organisatorische Anforderung tritt bei der Definition der Chargengroße auf. Die-
se muss alle erforderlichen Produkte der selben Aktion umfassen, jedoch so klein wie
moglich ausfallen. Somit wird erreicht, dass im Falle eines Ruckrufs die Anzahl der
schadhaften Produkte moglichst gering ausfallt. (Vgl. Engelhardt-Nowitzki und Lack-
ner, 2006, S. 141) Fehlerhafte Produkte konnen vor allem durch etwaige Veranderungen
eines Produktionsprozesses in der Fertigung auftreten. So konnen im Falle einer Tem-
12
peraturschwankung im Nitrierprozess diverse Produktteile unzureichend behandelt und
somit nicht die gewunschte Qualitat erreicht werden. Diese dynamischen Effekte konnen
zyklisch oder aus Einzeleffekten heraus entstehen, wie beispielsweise bei Werkzeugab-
nutzungen. Dies fordert ist eine stetige Uberwachung dieser dynamisch wechselnden Be-
handlungsparametern und lasst die Verfolgung der Ursachen von fehlerhaften Chargen
zu.
3.4. Einsatzgebiete und Anwendungen der
Chargenverfolgung
Die Nutzung einer automatisierten Chargenverfolgung ist fur Unternehmen in der Lo-
gistik, Automobil- und Pharmaindustrie nicht mehr wegzudenken. Vor allem bei der
Ruckverfolgung von schadhaften Produkten lassen sich durch die Anwendung der Tra-
ceability immense Kosten vermeiden.
Ein Beispiel dafur ist das schadhafte Gaspedal beim japanischen Automobilkonzern To-
yota im Jahr 2010. Ruckrufaktionen wie diese bedeuten fur Unternehmen in dieser Große
erhebliche Kosten und einen hohen Imageverlust. (Vgl. Reiling, 2010) Dieser Fall zeigt,
wie mit Einsatz der Chargenverfolgung der Schaden eingegrenzt werden kann und welch
wichtigen Stellenwert die Ruckverfolgbarkeit von Chargen in der Automobilbranche ein-
nimmt.
Auch in der Pharmabranche hat sich die Traceability als bedeutendes Marketingin-
strument bewahrt. Pharma-Unternehmen besitzen heute weltweit mehrere Produkti-
onsstatten, in welchen auf einem hohen Automatisierungsgrad produziert wird und da-
her eine exakte Ruckvervolgbarkeit der medizinischen Produkte ein entscheidendes Kri-
terium im Produktionsprozess ist. Mit Hilfe der Kennzeichnung und Uberprufung des
Produktbehalters mit einem eindeutigen Code lasst sich das Produkt von der Herstel-
lung bis zur Ausgabe an den Patienten nachvollziehen. (Vgl. Gloger, 2008)
Weiters ist die Chargenverfolgung auch in der Getrankeindustrie vertreten. Laut EU-
Verordnung 178/2002 wird die Forderung nach einer luckenlosen Chargenverfolgung an
13

Lebens- und Futtermittelunternehmen und deren Partner in der Logistikkette gestellt.
Lebensmittel sind durchaus ruckverfolgbar, wenn nachvollziehbar ist, woher sie stammen.
Speziell im Falle eines Lebensmittelskandales gibt es seitens der Anbieter reges Interesse
an zuverlassigen Daten, die sie dementsprechend entlasten und somit vom Skandal ver-
schonen. (Vgl. Muller, 2007, S. 10)
Im Falle des Chargenruckrufs der Milupa GmbH1, bei dem eine falsche chemische Zusam-
mensetzung in mehreren Chargen festgestellt wurde, konnen hier fehlerhafte Produkte
gezielt zuruckgerufen werden, ohne dass schwerwiegende Folgen fur den Endkonsumenten
eintreffen. Auch Produkte im Zusammenhang mit Blutkonserven bergen ein sehr hohes
Risikopotential, da diese vom menschlichen Korper unterschiedlich aufgenommen werden
und individuell vertraglich bzw. unvertraglich sein konnen. Die strikte Einhaltung von
Hygienevorschriften hat hier oberste Prioritat. Schon bei Verdacht eines beschadigten
Produktes sind Blutkonserven sofort auszusondern. Die Ruckverfolgbarkeit muss hier
vom Spender oder vom Empfanger des Blutproduktes gewahrleistet sein. (Vgl. Otto
u. a., 2008)
3.5. Chargenverfolgung bei Lingenhole
Das Unternehmen Lingenhole beabsichtigt in Zukunft die automatisierte Chargenverfol-
gung an der Salzbadnitrieranlage einzusetzen. Im Vorfeld ist es notwendig den derzeitigen
Chargenprozess zu analysieren.
Ziel der Chargenverfolgung ist eine detaillierte Dokumentation der Prozessschritte. Es
soll somit nachvollziehbar sein, welche Produktionsprozessparameter bei der Behandlung
des Werkstucks vorliegen. (Fleisch u. a., 2012)
3.5.1. Ist-Stand
Momentan ist die Chargenverfolgung sehr schlicht aufgebaut und die Ruckverfolgung
einzelner Chargen gestaltet sich außerst schwierig. Zudem ist sie mit Fehlern verbun-
1Mehr Information dazu auf (AGES, 2011)
14

den. Vor allem der Schichtwechsel wirft Probleme auf, da Detailinformationen uber den
Status und Standort der Chargen verloren gehen. Außerdem ist am Ende nur schwer
nachvollziehbar, welche Auftrage sich auf welcher Charge befinden. Aktuell ist der Char-
genprozess (siehe Abb. 3.4) fur das Tenifer-Salzbadnitrieren wie folgt aufgebaut:
Station 1: Wareneingang
Hier beginnt die elektronische Erfassung der angelieferten Werkstucke. Die Werkstucke
werden fotografiert und zur Ubergabe bereitgestellt. Jedes Produkt erhalt ein Auftrags-
blatt, welches mittels Barcodescanner am System registriert wird. Das Auftragsblatt
enthalt Kunden- und Produktinformationen sowie einen detaillierten Arbeitsplan, wel-
cher am Produkt ausgefuhrt werden muss. Das beigefugte Produktfoto hilft bei der
Wiedererkennung bei Prozessende und Auslieferung.
Station 2: Ubergabe
Nach Erfassung der Werkstucke im Wareneingang erfolgt die Ubergabe der Werkstucke
und des ausgedruckten Auftragsexemplares an die Abteilung fur Warmebehandlung.
Station 3: Zusammenfuhrung und Verheiraten
Erstens werden die Werkstucke in Korbe gelegt, die aufeinander gestapelt den Chargen-
korb2 bilden. Jeder Korb besteht aus n Lagen, wobei die Anzahl der Lagen in jedem
Prozessablauf variiert. Die Große der Werkstucke kann hier unterschiedlich sein. Um die
Produkte zeitoptimiert behandeln zu konnen, werden Chargenkorbe mit mehreren Auf-
tragen bestuckt. Es kann also sein, dass auf einem Korb Produkte verschiedener Kunden
liegen, bei welchen die selben Behandlungsschritte durchzufuhren sind.
In weiterer Folge wird der Chargenkorb handisch an den Kran (Kettenzug) gehangt.
Dies ist die Station, bei der reichlich Fehler auftreten konnen. Da sich in einem Korb Auf-
trage unterschiedlicher Kunden befinden, werden oft die fertigen Produkte den falschen
2Korb, welcher mit Werkstucken beladen ist. Allgemein gilt der Begriff”Chargentrager“, da nicht
bestimmt ist, ob ein Korb genutzt wird. Bei Saulen wird kein Korb verwendet.
15

Abbildung 3.1.: Chargenkorb mit Bolzen nach dem Verheiraten mit dem Kran
Kunden zugeordnet. In der Anlage finden sich sechs Krane (Abb. 3.2). Die Charge wird
dabei an der Kette des Kranes befestigt.
Neben kleineren Produkten wie Gehauseteilen oder Bolzen sind zusatzlich große Saulen
im Salzbad zu behandeln (Abb. 3.3). Saulen besitzen keinen Korb und werden direkt
an das Kranseil gehangt. Aufgrund des hohen Gewichtes der Saulen (bis ca. 1000 kg)
erfolgt die Beforderung mit dem Kran nur sehr langsam.
Station 4: Thermische Behandlung nach dem Tenifer-Verfahren
Mit Kleinkranen werden bei Lingenhole die Chargenkorbe zu den einzelnen Ofen an
der Salzbadnitrieranlage gefahren. Die Salzbadnitrieranlage bei Lingenhole besitzt meh-
rere Krane. Diese laufen entlang einer geschlossenen Kranschiene. Die Reihenfolge der
Krane andert sich somit nicht. Bedient werden die Krane manuell durch eine Hand-
steuerung außerhalb der Anlage. Die Bestimmung der aktuellen Station erfolgt mittels
16

Abbildung 3.2.: Vier Kettenzugkrane warten auf das”Verheiraten“ mit dem Korb
RFID-Technologie. Dafur hat das Unternehmen V-Research aus Testzwecken an man-
chen Stationen RFID-Transponder auf der Kranschiene installiert, welche das Eintreffen
des Kranes an der Station aufzeichnen. Dieser Status wird uber eine Prototyp-Software
aufgezeichnet. Das am Netz hangende Transpondermodul sendet die RFID-Information
an die Software, wenn ein Kran die Station erreicht hat. Fur die exakte Erfassung am
System ist die Kranposition beim Haltevorgang in einer Station auf ca. 10 cm genau
anzunehmen.
Das Tenifer-Verfahren gliedert sich in folgende Stationen, deren Reihenfolge strikt
eingehalten werden muss:
1. Vorwarmen an heißer Luft
2. Nitrocarburieren im TF1 oder TF2 Bad
3. Oxidieren im AB1 Bad
4. Abschrecken und Reinigen durch eine mehrstufige Waschkaskade
Beim Nitrocarburieren stehen zwei identische Stationen zur Verfugung. Da dieser Vor-
gang sehr zeitintensiv ist, bietet es sich an zwei Korbe gleichzeitig durch Nitrocarburie-
ren zu behandeln. Die Charge muss jedoch nur eine der beiden Stationen durchlaufen.
17

Abbildung 3.3.: Zwei Saulen hangen am Kran
Da die beiden Stationen aber hintereinander angeordnet sind und die Kranreihenfol-
ge unveranderbar ist, muss eine Charge eventuell auf den NC-Prozess warten, obwohl
die zweite NC-Station frei ist. Ebenfalls muss eine Charge nach dem Nitrocarburieren
auf die Weiterverarbeitung warten, wenn die zweite NC-Station besetzt ist und nicht
ubersprungen werden kann.
Ein Tigelofen besitzt einen Durchmesser von 800mm und eine Tiefe bzw. Hohe von
1400mm. Bei Saulen wird lediglich das Gewinde im Salzbad nitriert und daher nicht
komplett in den Ofen getaucht. Korbe werden jedoch vollstandig in die Salzschmelze
hinab gelassen. Der Eintauchvorgang in einem Salzbad verlauft zugig und mit kurzeren
Zwischenstopps.
18

Station 5: Prozessende
Das Salzbadnitrieren besitzt drei Varianten, den Prozess fortzusetzen und anschließend
zu beenden:
• Prozessende (Tenifer Q)
Nach der Reinigung in der Waschanlage werden die Werkstucke zur Ausliefe-
rung bereitgestellt. Die Werker melden die Teile ab. Diese erscheinen dann in
der Terminal-Anwendung3 des/der zustandigen Chargenmeister/In. Die Kunden
bekommen darauf prompt ein E-Mail uber die Fertigstellung ihrer Produkte.
• Sandstrahlung → Prozessende (Tenifer Q+P)
Zuerst erfolgt die Behandlung mit Sandstrahlung (Trocken/Nass) oder Gleitschlei-
fen. Anschließend wird das Prozessende eingeleitet.
• Sandstrahlung → nochmalige Warmebehandlung → Prozessende
(Tenifer Q+P+Q)
Zuerst erfolgt die Behandlung mit Sandstrahlung (Trocken/Nass) oder Gleitschlei-
fen. Anschließend werden die Werkstucke einem neuen Korb zugewiesen. Danach
startet der Warmebehandlungsprozess erneut. Allerdings wird die Charge lediglich
im AB1 Bad nachbehandelt und hinterher gereinigt.
Abbildung 3.4.: Prozessschritte der Chargenverfolgung bei Lingenhole
3siehe Kapitel 5.7 Cockpit
19

3.5.2. Erweiterbarkeit und Optimierung
Die Machbarkeitsstudie von V-Research4 zeigt die Einbindung der RFID-Technologie in
den Chargenprozess. Diese beinhaltet Verbesserungen fur die Ruckverfolgung und Doku-
mentationsmoglichkeit von Chargen durch die Identifikation der Werkstucke. Ebenfalls
kann die Ruckverfolgbarkeit von Produkten im Tenifer-Prozess durch den Einsatz von
Sensorik und einer zentralen Chargenverfolgungsanwendung, welche den Prozess koor-
diniert und aufzeichnet, verbessert werden. Abbildung 3.5 zeigt, welche Prozessschritte
erweiterbar sind und wie diese automatisiert werden konnen.
Abbildung 3.5.: Erweiterte Prozessschritte der Chargenverfolgung bei Lingenhole
4V-Research Machbarkeitsstudie: siehe (Fleisch u. a., 2012)
20

Zusammenfuhrung
Prozessschritte sind erweiterbar, in dem jeder Auftrag/Werkstuck eine Chargennum-
mer erhalt bzw. jeder Auftrag kann eindeutig einer Chargennummer zugeordnet werden.
Dies ist durch den Einsatz von Barcode-Scannern moglich. Dabei scannt der/die Mitar-
beiter/In den jeweiligen Auftrag ein und weist diesen einer passenden Chargennummer
zu.
Verheiraten
Die Produkte werden in die unterschiedlichen Lagen des Korbes eingeordnet. Am System
wird registriert, auf welcher Lage sich bestimmte Chargen befinden. Ein Korb kann mit
mehreren Chargen beladen werden. Ist die Position der Charge auf dem Korb bekannt,
so kann auch auf die darin liegenden Auftrage referenziert werden. Ist ein Produkt in
seiner Form zu groß, so kann es aus Platzgrunden nicht in einer Lage untergebracht
werden und es mussen einzelne Lagen dem Korb entnommen werden.
Anschließend werden Kran-Tag5 und Chargennummer einander eindeutig zugeordnet,
sodass nachvollziehbar wird, welche Charge und deren Auftrage sich auf welchem Kran
befindet.
Da nicht immer die Position der Charge mit der Position des Kranes ubereinstimmt6,
wird zu Beginn des Tenifer-Verfahrens die Charge mit dem Kran”verheiratet“ und
zugeordnet. Danach wird diese wieder vom Kran getrennt. Der Kran besitzt infolgedessen
keinen Einfluss auf die Position der Charge und kann daher neu bestuckt werden.
Tenifer-Verfahren
Um etwaige Werkstofffehler nachvollziehbar zu machen, werden die Temperaturen der
Salzbader wahrend des Nitrierprozesses regelmaßig uberpruft und aufgezeichnet. Dabei
muss das erste Eintauchen des Werkstuckes mitberucksichtigt werden, da hier die Tem-
peratur im Salzbad anfanglich sehr stark fallen kann und erst nach gewisser Zeit seinen
5Tag (dt. Etikett): Eindeutige Nummer zur Kategorisierung6siehe Kapitel 5.1 Problemstellung
21

Soll-Wert erreicht.
Eine Moglichkeit die Behandlungsdauer festzustellen ist eine oder mehrere Lichtschran-
ke(n) an der Station zu platzieren, welche das Werkstuck beim Eintauchen in das Salzbad
registriert. Durch die rauen Bedingungen im Umfeld (Verschmutzung durch Flussigsalz)
sind die Platzierungsmoglichkeiten einer Lichtschranke sehr begrenzt. Dargestellt ist
diese Verschmutzung in Abbildung 3.6. Da sich an den Salzbadern keine Absauganlage
befindet, gestaltet sich die Erfassung der Behandlungsdauer bei derartigen Bedingungen
sehr schwierig. Auf dieses Problem wird jedoch im Rahmen dieser Arbeit nicht naher
eingegangen.
Abbildung 3.6.: Verschmutzung durch getrocknetes Flussigsalz am AB1-Bad
Der Status des Prozesses wird durch eine Signalleuchte an der Station angezeigt. Somit
wird der/die Mitarbeiter/In auf einen etwaigen Stationswechsel oder Fehler aufmerksam
gemacht. Ebenfalls kann auf mogliche Fehler hingewiesen werden, sodass dieser gleich
ersichtlich wird. Das System erlangt infolgedessen einen proaktiven Status und greift
selbst in den Chargenprozess ein.
Reinigung
Sind alle Behandlungsschritte abgeschlossen, wird das Werkstuck im letzten Schritt des
Tenifer-Prozess gereinigt. In einem letzten Schritt wird die Chargennummer vom Kran-
Tag wieder gelost und der Korb fur die nachsten Auftrage freigegeben.
22

Polieren
Beim Q+P und Q+P+Q-Verfahren werden Produkte nach der Behandlung in den
Salzbadern durch Sandstrahlen nachbehandelt. Dies erfolgt durch Trocken- bzw. Nass-
strahlen oder Gleitschleifen. Diese Stationen besitzen keine RFID-Transponder. Der ge-
naue Aufenthaltsort der Charge ist zur Laufzeit nur durch die Anweisung am Auftrag
(QP- oder QPQ-Behandlung) ersichtlich.
Wahrend dieser Schritte erfolgt die standige Kommunikation zur Sensorik der Anlage.
Diese meldet Informationen zu aktiven Behandlungs- und Prozessparameter (Tempera-
tur, Position,...). Deren Erfassung ist entscheidend fur die Qualitat der fertigen Produkte
und lasst die Lokalisierung von Fehlerquellen zu.
3.6. Erfassen von Temperaturdaten
Salzbadmaschinen, welche die Salzbader beim Tenifer-Verfahren auf bis zu 580◦C er-
hitzen, verfugen uber Kompaktregler. Diese regulieren das Salzbad auf eine konstante
Behandlungstemperatur und gleichen Abweichungen aus. Befestigt sind die Regler am
Maschinenkasten, wodurch die durchfuhrenden Werksarbeiter die Regeltemperaturen an
der Anlage im Blickfeld haben.
3.6.1. Aufzeichnung uber Temperaturschreiber
Temperaturschreiber dienen zur Aufzeichnung von Temperaturen und Ereignissen in
stationaren Heiz- und Kuhlanlagen. Die Messdaten werden in Echtzeit auf einer LCD-
Anzeige dargestellt. Es besteht ein Zugriff auf eine Temperaturhistorie uber einen ge-
wissen Messzeitraum. Daher ist es moglich, Temperaturabweichungen zu erkennen und
zu dokumentieren.
Die SITRANS-Modellreihe von Siemens besitzt verschiedene Displayrecorder zur Er-
fassung, Archivierung und Analyse von Temperaturdaten. Die Datenspeicherung erfolgt
23
auf Compact Flash cards und uber die Ethernet-Schnittstelle sind Echtzeit-, FTP-
und Webbrowser-Funktionalitat moglich. Thermoelemente konnen uber die Eingangs-
anschlusse des Schreibers gehangt werden.
Abbildung 3.7.: Prozessschreiber Siemens SITRANS R200
Kommunikation und Schnittstellen
Moderne Prozessschreiber bieten neben der Anzeige am Gerat einen Kommunikations-
weg uber eine Ethernet-Schnittstelle an. Die MODBUS TCP/IP-Funktion erlaubt den
Datenaustausch mit einem Hostcomputer uber das Firmennetzwerk. Dabei konnen Ein-
stellwerte bzw. Displaywerte des Schreibers gelesen oder gesetzt werden.
Die Kommunikation zum Gerat verlauft anhand des Master-Slave-Prinzips7. Der Schrei-
ber verlangt, dass die Kommunikation immer bei der Master-Station startet und eine
Slave-Station auf die empfangene Meldung reagiert. Der Ubertragungsvorgang gestal-
tet sich wie in Abbildung 3.8. Der Master (Leitrechner, Chargensoftware) schickt eine
Befehlsmeldung mit bestimmtem Nachricht-Schema an den Slave (Schreiber). Dieser
reagiert, in dem er den Befehl verarbeitet und das Resultat in Form einer Ruckmeldung
an den Master zurucksendet.
Eine Befehlsmeldung besteht aus mehreren Feldern, in denen dem Gerat die ent-
7Master-Slave-Prinzip: Kommunikation in Form von Datenanfrage/Anweisung - Antwort. Der Master
steuert den Datenaustausch, die Slaves haben lediglich Antwortfunktion
24

Abbildung 3.8.: Master-Slave-Kommunikation mit dem Siemens-Prozessschreiber. Quel-
le: (Siemens, 2010)
sprechenden Parameter ubergeben werden. Das Abfrageintervall kann beliebig variieren.
Der reine Tenifer-Prozess benotigt zwischen 45 und 180 Minuten. Bei der Temperatur-
abfrage der Salzbader ist somit eine Intervallzeit von 1-5 Minuten geeignet. Gerade bei
den raschen Abkuhlungszeiten der Bader beim Eintauchen eines Korbes, ist die Auf-
zeichnung in diesem Zeitabstand durchaus sinnvoll. Dadurch wird eine kontinuierliche
Uberwachung gewahrleistet. Ein Temperaturverlauf dieser Art ist beispielhaft in Abbil-
dung 3.9 dargestellt. Ist das Zeitintervall wahrend der Behandlungsdauer konstant, wird
die gewunschte Durchschnittstemperatur des Salzbades uber den Mittelwert berechnet.
Abbildung 3.9.: Beispiel fur einen Temperaturverlauf im TF1 Bad
3.7. Behandlungs- und Aufenthaltsdauer
Neben der Behandlungstemperatur bestimmt auch die Behandlungsdauer die chemi-
schen Eigenschaften und die Qualitat des Produktes mit. Fur das Chargenprotokoll ist
25
gerade dieser Parameter eine substanzielle Große, denn er lasst Ruckschlusse auf feh-
lerhafte Produkte zu. Ferner spielt die Erfassung nicht nur zur spateren Kontrolle eine
große Rolle, sondern auch fur die Bestimmung des Zeitpunkts der Fertigstellung. Sind
Aufenthaltszeiten aller Stationen bekannt, so kann daraus dem Kunden der voraussicht-
liche Abholungstermin mitgeteilt werden.
Die Aufenthaltsdauer ist jene Zeit, die eine Charge an einer Station verbringt. Gest-
artet wird diese beim Eintreffen des Kettenzuges in die Station. Der RFID-Transponder
triggert dieses Ereignis und schickt ein Signal an die Chargensoftware, welche dann einen
Zeitstempel in der Datenbank setzt.
Der/die zustandige Mitarbeiter/in lasst nun den gefullten Chargenkorb in den Salzbado-
fen hinab. Erst bei vollstandigem Eintauchen des Korbes in der Salzschmelze beginnt der
Start der Behandlungsdauer, welche am System aufgezeichnet wird. Fur die Anregung
dieses Events ist zusatzliche Sensorik am Salzbadofen oder am Kettenzug notwendig.
Zieht der/die Arbeiter/in den Korb wieder aus dem Ofen, so wird eine erneute Aktion
eingeleitet, welche die Behandlungszeit stoppt. Wichtig ist, dass die Zeit beim Ausfahren
sofort angehalten wird. Damit wird verhindert, dass die Behandlungsdauer von der Auf-
enthaltsdauer klar getrennt wird. Werksarbeiter/Werksarbeiterinnen konnen nach der
Behandlung im Ofen den Korb ausfahren und an der Station hangen lassen, ohne gleich
zur nachsten Station zu wechseln.
Fahrt der Kettenzug aus dem Erfassungsbereich des RFID-Transponders, so wird die
Aufenthaltsdauer gestoppt und ein Eintrag in die Chargendatenbank erstellt.
Abbildung 3.10 verdeutlicht den zeitlichen Verlauf eines Korbes in einer Salzbadstation
der Tenifer-Anlage und wie die Behandlungs- und Aufenthaltsdauer erfasst wird.
26
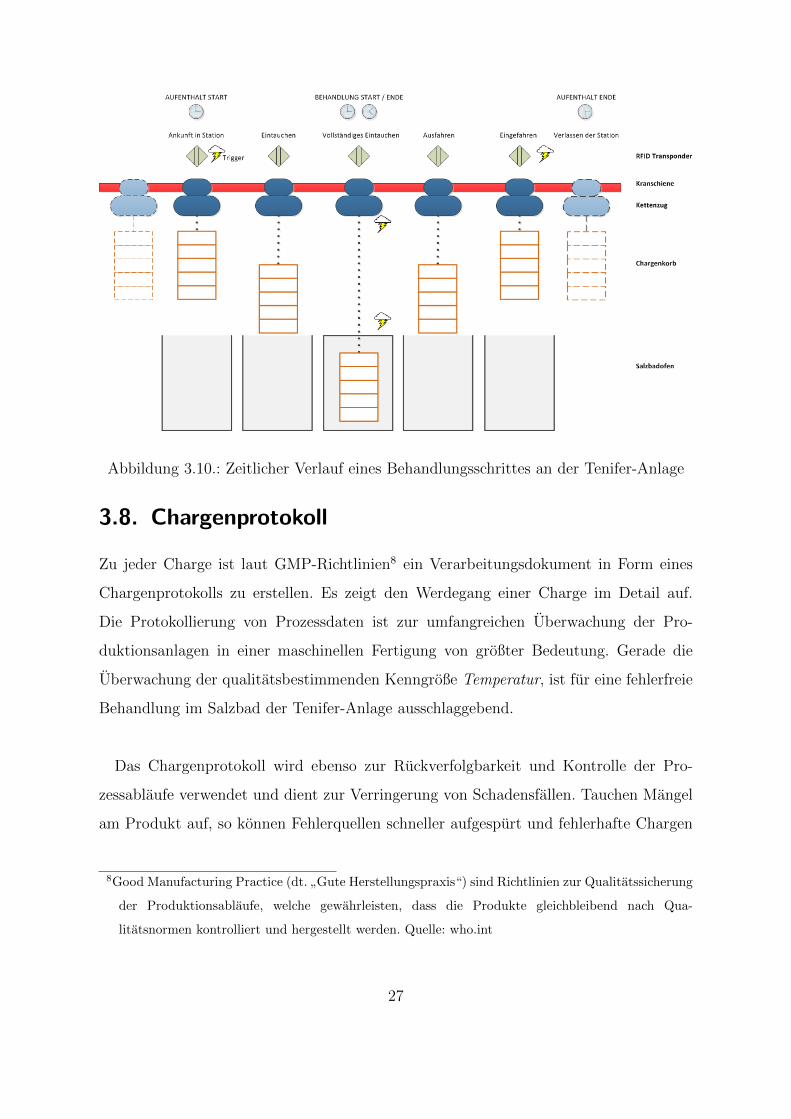
Abbildung 3.10.: Zeitlicher Verlauf eines Behandlungsschrittes an der Tenifer-Anlage
3.8. Chargenprotokoll
Zu jeder Charge ist laut GMP-Richtlinien8 ein Verarbeitungsdokument in Form eines
Chargenprotokolls zu erstellen. Es zeigt den Werdegang einer Charge im Detail auf.
Die Protokollierung von Prozessdaten ist zur umfangreichen Uberwachung der Pro-
duktionsanlagen in einer maschinellen Fertigung von großter Bedeutung. Gerade die
Uberwachung der qualitatsbestimmenden Kenngroße Temperatur, ist fur eine fehlerfreie
Behandlung im Salzbad der Tenifer-Anlage ausschlaggebend.
Das Chargenprotokoll wird ebenso zur Ruckverfolgbarkeit und Kontrolle der Pro-
zessablaufe verwendet und dient zur Verringerung von Schadensfallen. Tauchen Mangel
am Produkt auf, so konnen Fehlerquellen schneller aufgespurt und fehlerhafte Chargen
8Good Manufacturing Practice (dt.”Gute Herstellungspraxis“) sind Richtlinien zur Qualitatssicherung
der Produktionsablaufe, welche gewahrleisten, dass die Produkte gleichbleibend nach Qua-
litatsnormen kontrolliert und hergestellt werden. Quelle: who.int
27

festgestellt werden. Der Kunde wird auf beschadigte Produkte aufmerksam gemacht oder
erhalt diese erst gar nicht. Dies fuhrt zu einer Optimierung der Kosten und verhindert
unnotigen Imageverlust.
3.8.1. Merkmale und Inhalt
Aufgabe des Chargenprotokolls ist es, die Mitarbeiter stets uber den Betriebszustand
der Anlage, sowie den Status der Charge und eventuelle Fehler zu informieren. Damit die
Messdaten zu den betriebsinternen Ablaufen zugeordnet werden konnen, ist die Angabe
von Produktionsinformationen in Form eines Fertigungsauftrages notwendig. Auftrags-
pezifische Daten, wie die Sollwerte fur die Temperaturregelung oder das Behandlungs-
verfahren, dienen zur Uberprufung und Fehlererkennung.
Im Anhang A.1 befindet sich das erganzte und neue Chargenprotokoll, mit dem eine
Ruck- und Fehlerverfolgung einer Charge bereit steht. Dieses dient auch als Vorlage fur
die automatische Generierung des Protokolls uber die Chargensoftware.
28

4. Kommunikation in
Sensor-Netzwerken
Um Messdaten von mehreren Sensoren an einer zentralen Stelle zu erfassen und weiter
zu verarbeiten ist es notwendig, ein geeignetes Kommunikationsmedium zu finden. Ein
gewohnter Standard dafur ist die Vernetzung von Aktoren und Sensoren mittels Bussen.
Bussysteme sind echtzeitfahig und besitzen eine sehr gute Ubertragungssicherheit. Zu-
dem verlauft die Stromversorgung uber die Busleitung. (Vgl. Hesse und Schnell, 2009,
S. 364) Durch die Verwendung von Ethernet kommen jedoch gewohnte Bussysteme wie
Profibus oder Interbus in Bedrangnis. Abbildung 4.1 zeigt die Entwicklung von Feldbus-
sen in Deutschland.
Abbildung 4.1.: Entwicklungspotential des Ethernet in Deutschland: Quelle: (Gevatter
und Grunhaupt, 2006)
29
In diesem Kapitel wird auf die Verwendung der Ethernet-Technologie in der Automa-
tisierungstechnik verstarkt eingegangen. Dies wird am konkreten Fall der Chargenver-
folgung in der Salzbadnitrieranlage der Firma Lingenhole verdeutlicht.
4.1. Ethernet - Grundlegende Informationen
Die Ethernet-Technologie befindet sich in den untersten Schichten 1 und 2 des ISO/OSI-
Schichtenmodells. Es besitzt einige Vorteile gegenuber Feldbussystemen und ist daher
auch im Automatisierungsbereich einsetzbar. Durch den Einsatz in der Industrie be-
kommt es den Begriff Industrial Ethernet und definiert Kabel, Stecker und Topologie
des Bussystems. (Vgl. Schnell und Wiedemann, 2006, S. 308)
4.2. Technische Merkmale
Im Gegensatz zu anderen Feldbussen sind bei Ethernet alle Stationen am Ubertragungsmedium
gleichberechtigt. Vor dem Senden uberpruft jede Station, ob der Bus belegt oder frei
ist und beginnt dann mit der Ubertragung der Daten. Ist der Bus belegt, so sendet
die Station nach 9.6µs. Dadurch kann es vorkommen, dass zwei Stationen am selben
Bus gleichzeitig senden. Durch das Buszugrifsverfahren CSMA/CD (Carrier Sense Mul-
tiple Access with Collision Detection) erkennen beide Stationen die Kollision, senden
ein Jamming-Signal und wiederholen den Sendeversuch. (Vgl. Schnell und Wiedemann,
2006, S. 309)
Ist die Auslastung des Ethernet erhoht, so ist somit auch die Ubertragungszeit des Da-
tenpakets betroffen. Ethernet ist somit nicht echtzeitfahig und fur diese Bedingungen
eher ungeeignet. Jedoch sind bei vielen Anwendungen Reaktionszeiten im Millisekun-
denbereich vollig ausreichend.
Um die hohe Bandbreite von bis zu 10 GBit/s intelligent nutzen zu konnen, werden
Kopplungselemente wie z.B. Switches eingesetzt. Der Switch verarbeitet und speichert
30

Zielinformationen des Datenpakets und leitet es an die Zieladresse weiter. Trifft ein neu-
es Paket mit selbem Ziel am Switch ein, so wird das Datenpaket nur noch an den Port
weitergeleitet, welcher zuvor hinterlegt wurde. Durch die Verwendung von Switches ver-
bessert sich das Ubertragungsverhalten deutlich.
Abbildung 4.2 zeigt die hierarchische Stellung des Ethernet im ISO/OSI-Referenzmodell,
sowie die Verbindungswege von Sender zu Empfanger. Datenpakete werden uber einen
Router bzw. Switch vom Sender zum Empfanger weitergeleitet. Das Netzwerkpaket
durchlauft dabei beim Empfanger die einzelnen Schichten von unten nach oben, liest
und entfernt dabei einzelne Paket-Informationen.
Die Schichten 1-4 bilden dabei die Basis fur Applikationsprotokolle und sind Bestand-
teil vieler Ethernet-Losungen in der Automatisierungstechnik. (Vgl. Schnell und Wie-
demann, 2006, S. 312)
Abbildung 4.2.: Ethernet im ISO/OSI-Modell: Quelle: (Schnell und Wiedemann, 2006)
31

4.3. Anwendungsfall Lingenhole
Der Gedanke, Ethernet bis zur Sensorebene zu fuhren ist beim Anwendungsfall der Char-
genverfolgung bei Lingenhole durchaus sinnvoll. Somit fallen keine hohen Kosten wie bei
einer Feldbus-Anschaltung an, da Ethernet-Komponenten außerst preisgunstig sind.
Der zentrale Knotenpunkt stellt der Leitrechner dar. Auf ihm befindet sich die An-
wendungssoftware fur die Chargenverfolgung sowie eine Datenbank zur Speicherung der
Chargen- und Sensorinformationen, welche wahrend des Salzbadnitrierprozesses aufge-
nommen werden.1 Die hierarchische Netzwerkstruktur ist in Abbildung 4.3 dargestellt.
Die Kommunikation des Leitrechners mit den einzelnen Sensoren verlauft uber Ether-
net bzw. TCP/IP. Anfragen zum Sensor fuhren uber einen Verteiler (Switch, Hub,...),
welcher dann das Datenpaket an das gesuchte Kopplungsmodul ubergibt.
Das Kopplungsmodul setzt oder fragt den Wert am Sensor-Port ab und gibt es an den
Leitrechner zuruck. Da bei Lingenhole eine Echtzeitreaktion auf Sensordaten nicht notig
ist, bewahrt sich die Ethernet-Technologie als geeignete Losung.
Werden Sensoren am System entfernt oder hinzugefugt, so erfolgt die Registrierung
und Zuordnung uber die Anwendungssoftware am Leitrechner. Im Idealfall werden hier
lediglich die IP-Adresse bzw. der Port des Sensors, sowie dessen Standort hinterlegt.
1siehe Kapitel 5.5 Datenbanksysteme
32
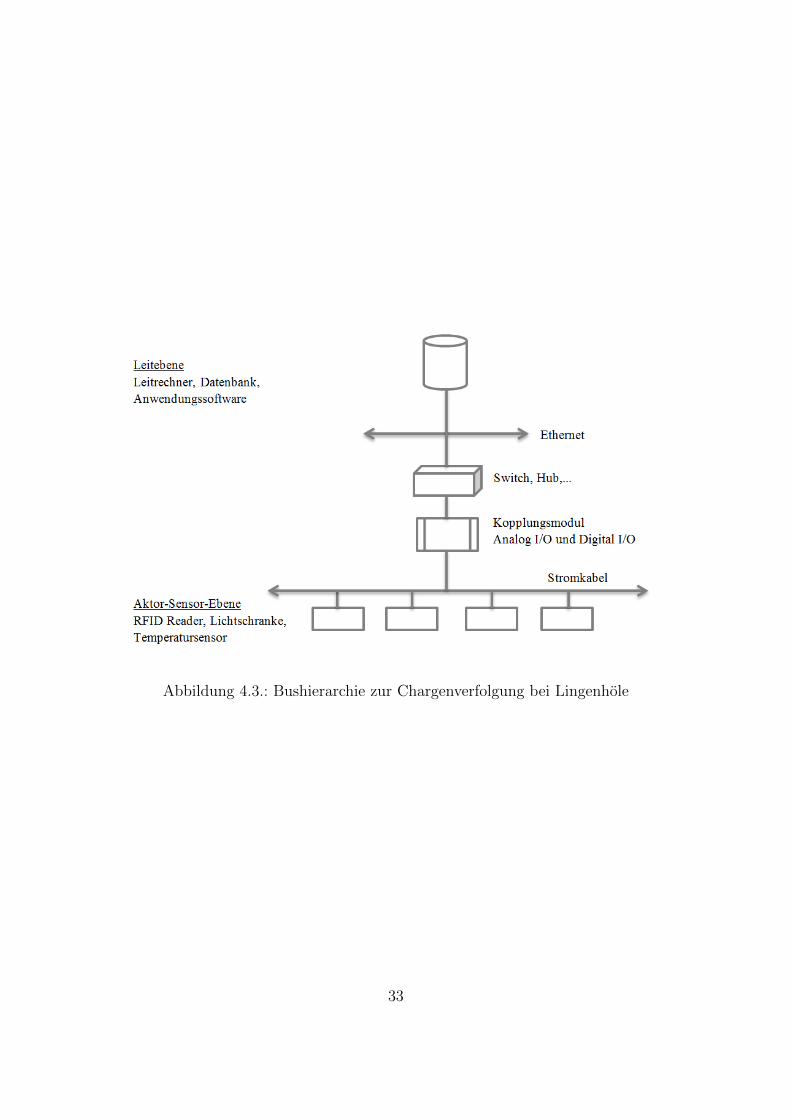
Abbildung 4.3.: Bushierarchie zur Chargenverfolgung bei Lingenhole
33
5. Prozessabbildung und -visualisierung
Der Salzbadnitrierprozess kann durch eine softwaretechnische Cockpitsimulation koor-
diniert und abgebildet werden. Sie dient zur Uberwachung und Erstellung des Chargen-
protokolls. Damit besteht die Moglichkeit, fehlerhafte Produkte anhand ihrer Behand-
lungsparametern zu erkennen und ihren Weg durch die Anlage nachzuvollziehen.
Der Einsatz der Ethernet-Technologie unterstutzt die Ubermittlung von Informations-
daten uber das Netzwerk zu einem Leitrechner. Die Uberwachungssoftware des Leit-
rechners protokolliert die Ereignisse wahrend des gesamten Produktlebenszyklus vom
Wareneingang bis zum Warenausgang und koordiniert den Durchlauf der Chargen in
der Tenifer-Anlage.
5.1. Problemstellung
Das Verfolgungssystem beim Unternehmen Lingenhole besitzt nicht an alle Stationen
einen RFID-Transponder. Schwierigkeiten entstehen nach dem Abkuhlen, bei dem der
Chargentrager vom Kran getrennt wird. Die Produkte werden dabei, je nach Behand-
lungsverfahren1, fur den anschließenden Polierdurchgang vorbereitet. Der Zustand in
den Polieranlagen ist durch die Sensorik nicht bestimmbar. Die Polier- bzw. Schleifsta-
tionen befinden sich nicht direkt an der Anlage. Dies hat zur Folge, dass beispielsweise
die Behandlungsdauer auf der Schleifstation nicht bestimmt werden kann. Erst wenn die
Produkte zur weiteren Behandlung erneut mit Charge und Kran an der Anlage verbun-
den werden oder der Nitrierprozess abgeschlossen ist, besteht eine Information uber den
1siehe Kapitel 2.1 Tenifer-Verfahren
34

Status der Charge und deren Auftrage.
Ziel ist es, diese Zwischenschritte und Ruckrufe von Chargen zu erkennen und mit Hilfe
von Workflow-Modellen abzubilden. Weiters ist sicherzustellen, dass alle Verfahren zur
Salzbadbehandlung mit Tenifer im System hinterlegt sind um auf einen Stations- bzw.
Zustandswechsel der Charge reagieren zu konnen. Dies erfordert ein darauf abgestimmtes
Datenbankmodell, in dem Ereignisse, die wahrend des Prozesszyklus auftreten, proto-
kolliert werden. Zum Anderen soll sie zur Registrierung von Geraten und Sensorik der
Anlage dienen. Die automatisierte Chargenverfolgung soll vor allem durch den Anwender
unkompliziert ablaufen. Eine immer wiederkehrende manuelle Erfassung der Produkte
soll daher vermieden werden.
5.2. Anforderungen
Anforderungen an ein Softwareprodukt werden uber Use-Case-Diagramme schematisch
dargestellt. Oft werden diese mit dem Kunden und den Entwicklern zusammen bearbei-
tet, um moglichst viele Anwendungsfalle abzubilden und um moglichen Programmfehlern
vorbeugen zu konnen.
Use-Case-Diagramme (dt. Anwendungsfalldiagramm) stellen Funktionalitaten eines
Systems aus der Sicht des Anwenders dar und erleichtern die Kommunikation zwischen
Software Designer und dem Kunden. (Vgl. Seemann und Wolff von Gudenberg, 2006,
S. 24) Insbesondere konnen Systeme abgegrenzt werden und es entsteht eine brauchba-
re Ubersicht, die zu einem gemeinsamen Verstandnis des Problembereiches fuhrt. Der
Begriff Benutzer beschreibt im Diagramm eine Person, welches mit dem System inter-
agiert, um einen gewunschtes Ziel zu erreichen. Der primare Benutzer lost dabei das
Systemverhalten aus, welches zum Ziel fuhrt. (Vgl. Fantechi u. a., 2003, S. 162)
Im Folgenden wird auf die wichtigsten Use-Case-Diagramme der Chargenanwendung
naher eingegangen. Die Reihenfolge der Diagramme ist nach deren Aufrufen in der Char-
35

genapplikation geordnet.
1. Charge erstellen
2. Zusammenfuhrung der Auftrage zu Chargen
3. Trager bestucken (Verheiraten)
4. Trager mit Kran verbinden
5. Chargenprotokoll
36

Charge erstellen
Abbildung 5.1.: Das Use-Case-Diagramm zeigt Aktionen fur das Erstellen einer Charge
37
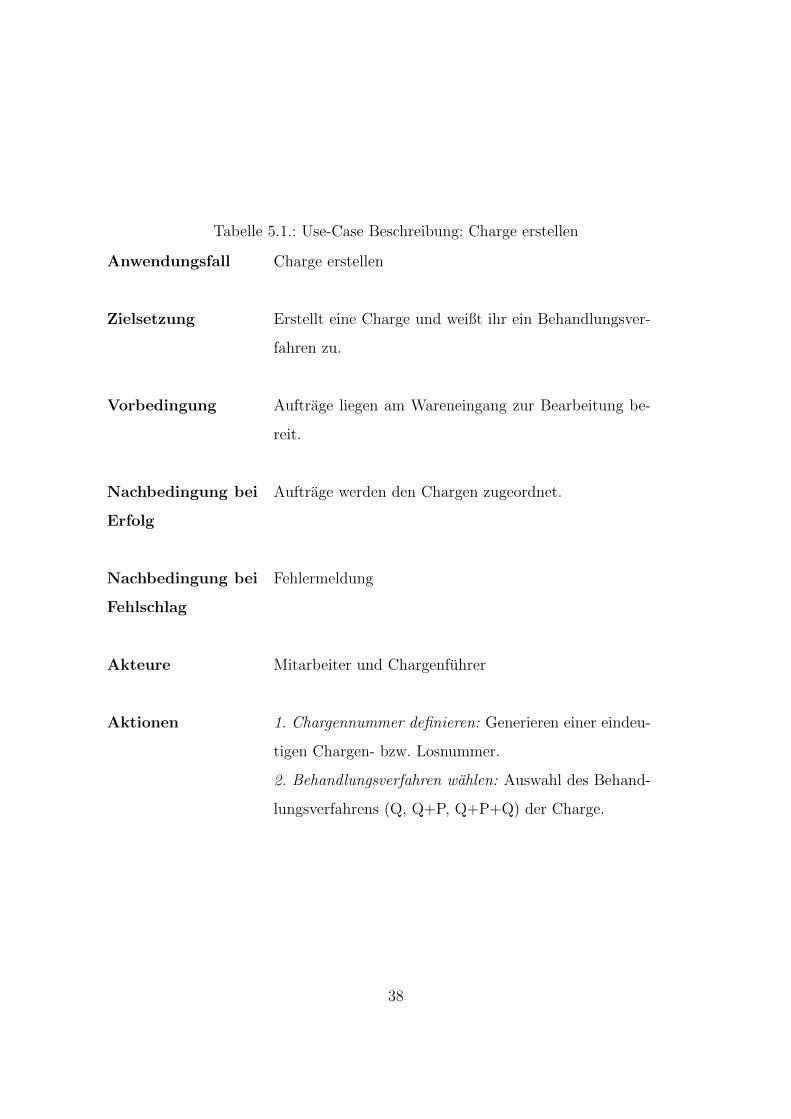
Tabelle 5.1.: Use-Case Beschreibung: Charge erstellen
Anwendungsfall Charge erstellen
Zielsetzung Erstellt eine Charge und weißt ihr ein Behandlungsver-
fahren zu.
Vorbedingung Auftrage liegen am Wareneingang zur Bearbeitung be-
reit.
Nachbedingung bei
Erfolg
Auftrage werden den Chargen zugeordnet.
Nachbedingung bei
Fehlschlag
Fehlermeldung
Akteure Mitarbeiter und Chargenfuhrer
Aktionen 1. Chargennummer definieren: Generieren einer eindeu-
tigen Chargen- bzw. Losnummer.
2. Behandlungsverfahren wahlen: Auswahl des Behand-
lungsverfahrens (Q, Q+P, Q+P+Q) der Charge.
38

Zusammenfuhrung der Auftrage zu Chargen
Abbildung 5.2.: Use-Case-Diagramm beschreibt das Zusammenfuhren der Auftrage zu
Chargen
39

Tabelle 5.2.: Use-Case Beschreibung: Zusammenfuhrung der Auftrage zu Chargen
Anwendungsfall Auftrage zu Chargen
Zielsetzung Auftrage mit gleichen Behandlungsparametern sind zu
gleichen Chargen zusammengefuhrt.
Vorbedingung Offene Auftrage stehen fur die Behandlung zur
Verfugung.
Nachbedingung bei
Erfolg
Korb ist mit Chargen bestuckt.
Nachbedingung bei
Fehlschlag
Fehlermeldung
Akteure Mitarbeiter oder Chargenfuhrer
Aktionen 1. Charge wahlen: Auswahl der Charge, welche die
gewahlten Auftrage erhalt.
2. Auftrage wahlen: Auswahl der Auftrage, welche mit
der gewahlten Charge verknupft werden.
3. Charge erstellen: Erstellt eine neue Charge und weißt
ihr das gewunschte Behandlungsverfahren zu.
40
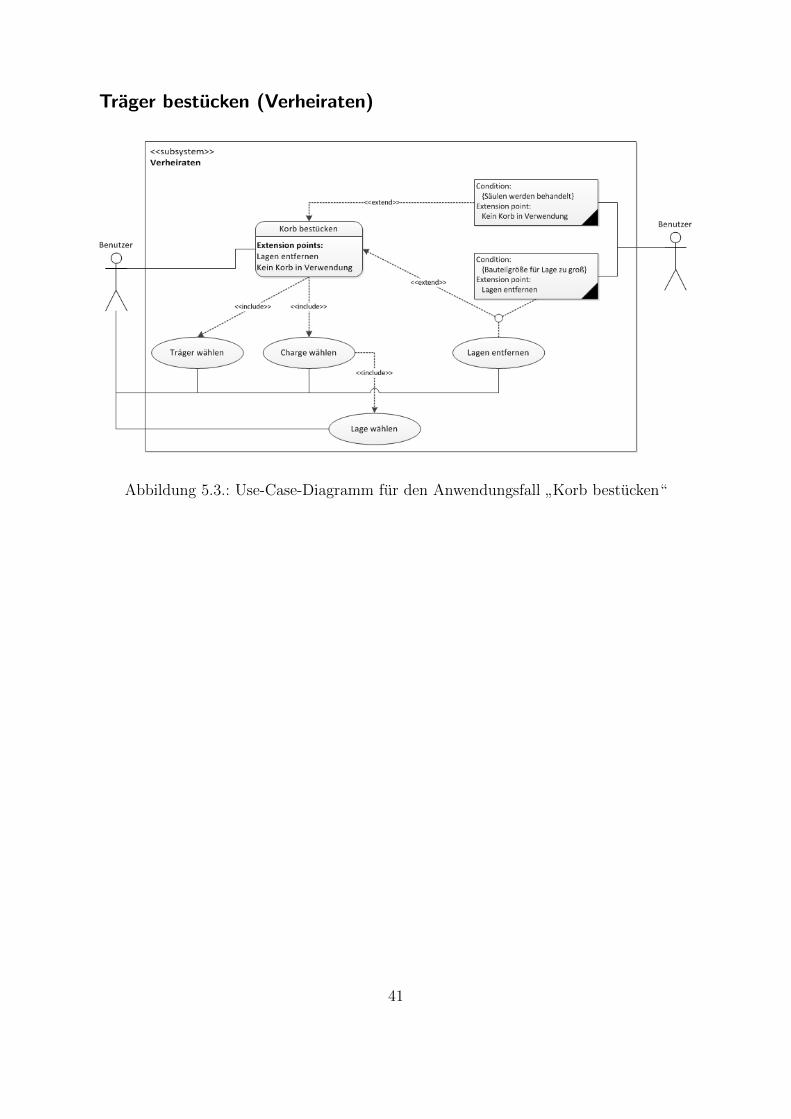
Trager bestucken (Verheiraten)
Abbildung 5.3.: Use-Case-Diagramm fur den Anwendungsfall”Korb bestucken“
41

Tabelle 5.3.: Use-Case Beschreibung: Korb bestucken
Anwendungsfall Korb bestucken
Zielsetzung Der Korb ist mit Chargen bestuckt.
Vorbedingung Auftrage mit gleichen Behandlungsparametern sind den
Chargen zugeordnet.
Nachbedingung bei
Erfolg
Kran ist mit beladenem Korb verbunden.
Nachbedingung bei
Fehlschlag
Alle Chargen sind vom Korb entfernt.
Akteure Mitarbeiter oder Chargenfuhrer
Aktionen 1. Korb wahlen: Auswahl eines freien Chargenkorbes.
2. Charge wahlen: Auswahl der Charge, welche auf den
Korb verladen wird.
3. Lage wahlen: Bestimmen der Lage des Korbes, auf
dem die Werkstucke der Charge platziert werden.
Ausnahmen 1a. Kein Korb in Verwendung: Es wird kein Korb zur
Behandlung verwendet.
2a. Lagen entfernen: Entfernt eine gewunschte Lage
vom Korb. Dies ist erwunscht, wenn die Bauteilgroße
eines Produktes das Verladen aus Platzgrunden nicht
zulasst.
42

Trager mit Kran verbinden
Abbildung 5.4.: Darstellung des Anwendungsfalls”Korb mit Kran verbinden“ uber das
Use-Case-Diagramm
43

Tabelle 5.4.: Use-Case Beschreibung: Korb mit Kran verbinden
Anwendungsfall Korb mit Kran verbinden
Zielsetzung Anhangen des Korbes an einen freien Kran.
Vorbedingung Korb ist mit Chargen bestuckt und fur die Behandlung
freigegeben.
Nachbedingung bei
Erfolg
Korb ist an der Vorwarmstation eingetroffen und wurde
mittels RFID-Transponder registriert.
Nachbedingung bei
Fehlschlag
Fehlermeldung
Akteure Mitarbeiter und Chargenfuhrer
Aktionen 1. Korb wahlen: Auswahl des mit Chargen bestuckten
Korbes, der fur die Behandlung freigegeben ist.
2. Kran wahlen: Auswahl des freien Krans, welcher mit
dem Korb verknupft wird.
44
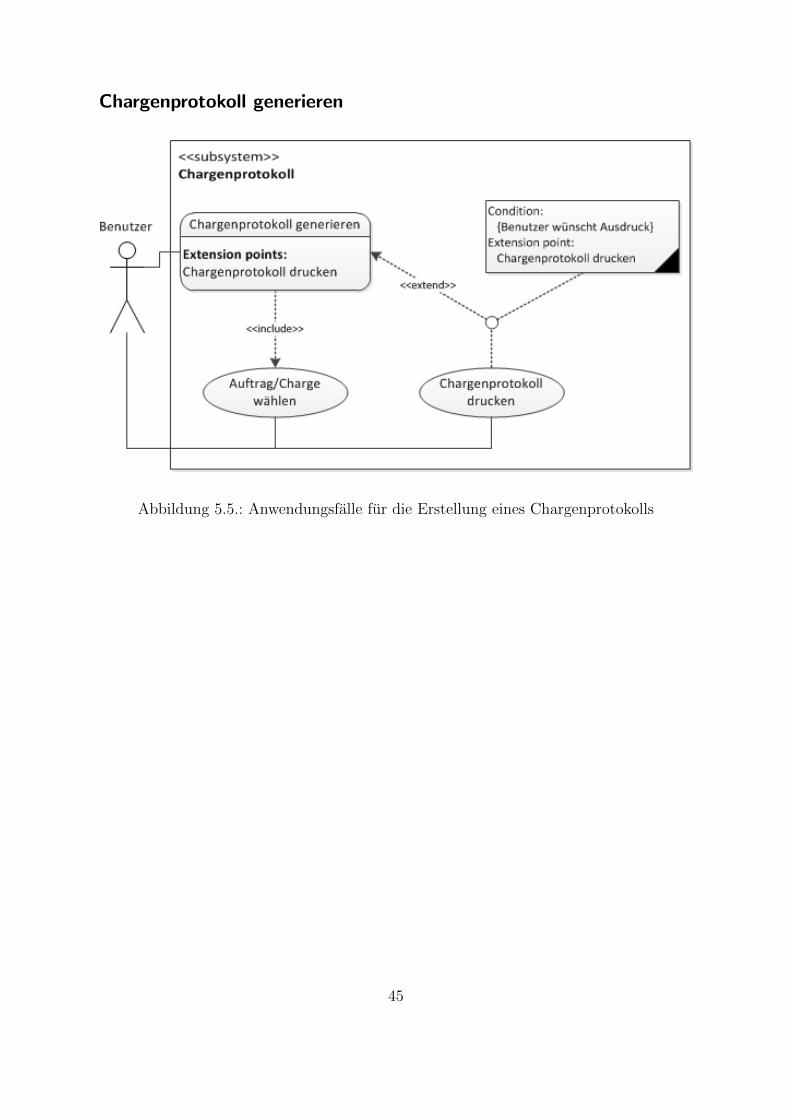
Chargenprotokoll generieren
Abbildung 5.5.: Anwendungsfalle fur die Erstellung eines Chargenprotokolls
45

Tabelle 5.5.: Use-Case Beschreibung: Chargenprotokoll generieren
Anwendungsfall Chargenprotokoll generieren
Zielsetzung Erstellt ein Chargenprotokoll des gesamten Behand-
lungsprozesses.
Vorbedingung Auftrage sind in Behandlung oder wurden bereits ver-
arbeitet.
Nachbedingung bei
Erfolg
keine
Nachbedingung bei
Fehlschlag
Fehlermeldung
Akteure Nur Chargenfuhrer
Aktionen 1. Auftrag/Charge wahlen: Auswahl der Auftrage bzw.
Charge, welche protokolliert wird.
Ausnahmen 2. Chargenprotokoll drucken: Druckt das Chargenproto-
koll fur den gewahlten Auftrag bzw. die gewahlte Char-
ge.
46
5.3. Prozessabbildung durch
Workflow-Management-Systeme
Die Modellierung, Simulation, Ausfuhrung und Uberwachung von Geschaftsprozessen ei-
ner Software wird uber sogenannte Workflow-Engines oder auch Workflow-Management-
Systeme (WFMS) abgebildet. Entscheidend ist, dass der zu unterstutzende Prozess teil-
weise automatisierbar ist und regelmaßig stattfindet. Ansonsten ist der Einsatz von
WFMS nicht sinnvoll. Unter regelmaßig wird das Auftreten von sogenannten repetitiven
Tatigkeiten verstanden. Dies sind Tatigkeiten bzw. Vorfalle, welche wiederholt stattfin-
den. Ist dieser Anteil hoch, desto eher ist ein WFMS hilfreich.
Workflow-Management-Systeme sind in der Lage, die Prozessschritte durch die vor-
gesehenen Mitarbeiter auszufuhren. Dazu stellen sie erforderliche Arbeitsanweisungen,
Werkzeuge, Anwendungsprogramme, Informationen und Dokumente bereit. Unterstutzt
werden WFMS durch Office-Produkte, ERP-Systeme oder selbst entwickelte Datenban-
klosungen. (Vgl. Gadatsch, 2010, S. 253)
5.3.1. Workflow-Modelle
Ein Workflow ist ein vordefinierter Ablauf von Funktionen und kann verschieden gesteu-
ert werden. Es existieren unterschiedliche Arten von Workflow-Modellen:
• Sequentieller Workflow
• Zustandsgesteuerter Workflow (State Machine Workflow)
Diese unterscheiden sich in der Art der Abfolge von auszufuhrenden Aktionen.
Sequentieller Workflow
Ein sequentieller Workflow fuhrt eine Reihenfolge von Aktivitaten aus. Dabei ist der
Eingangs- und Ausgangspunkt klar definiert und immer vorhanden. In sequentiellen
Workflows konnen verschiedene Wege verwendet werden, allerdings erreicht man am
47

Schluss den gleichen Ausgangspunkt (Microsoft, 2012a, Vgl.). Der Grund fur die Ver-
wendung von sequentiellen Workflows liegt darin, dass alle moglichen Abfolgen eindeutig
bestimmt sind und somit der Prozess selbst das treibende Element ist.
Zustandsgesteuerter Workflow
Der zustandsgesteuerte Workflow bezieht sich immer auf ein bestimmtes Objekt (Micro-
soft, 2012b, Vgl.). Im Falle des Tenifer-Prozesses bei Lingenhole konnen dies beispiels-
weise Auftrage, Chargen oder Schadensfalle sein. Dieses Objekt wird anhand dessen
Zustande (Stati) gesteuert. Zustande wie z.B.”Geplant“,
”Offen“,
”In Bearbeitung“
und”Erledigt“ sind moglich.
Erfahrt ein Objekt eine Statusanderung, so wurde dies durch ein Ereignis ausgelost.
Ereignisse konnen sein:
• Manuell
• Zeitgesteuert
• durch Sensoren ausgelost
• durch andere Systeme (Anwendungen, Datenbanken, Mail-Systeme,...)
Fur komplexe, eventbasierte Prozesse ist dieser Workflow-Typ durchaus passend. Ein
zustandsgesteuerter Workflow ist nutzlich, wenn der Umfang eines Workflows zunimmt.
Dies kann auftreten, wenn das Objekt viele Wahlmoglichkeiten bezuglich des weiteren
Arbeitsablaufs hat. Sind z.B. Rucksprunge im Workflow erlaubt, so ist die Wahl des
zustandsgesteuerten Workflow durchaus empfehlenswert und macht die Darstellung ein-
facher. Somit lauft man weniger in Gefahr, mogliche Fehler in Ablaufen zu ubersehen.
5.3.2. Workflow-Modelle in der Tenifer-Chargenverfolgung
Der Chargenprozess bei Lingenhole gestaltet sich sehr dynamisch. Zudem treten laufende
Veranderungen und Statuswechsel auf. Maßgeblich ist dies auf die unterschiedlichen
Behandlungsverfahren zuruck zu schließen. Ahnlich dem zustandsgesteuerten Workflow
48

bewegt sich eine Charge (Objekt) durch unterschiedliche Stationen und erfahrt standig
einen Zustandswechsel. Dieser Wechsel wird durch Sensoren ausgelost.
Stationsdurchlauf
Das gesamte Behandlungsverfahren nach Tenifer ist eine Zustandsmaschine. Im Folgen-
den werden lediglich Ausschnitte aus dem Gesamtprozess wiedergegeben. Abbildung 5.6
beschreibt einen Teil aus einem zustandsgesteuerten Workflow beim Tenifer-Prozess.
Dieser charakterisiert die Bewegung einer Charge durch eine Station der Tenifer-Anlage.
Nach dem Verlassen der Station erfolgt der Stationswechsel und der Status”Eintreffen“
wird neu gesetzt.
Abbildung 5.6.: Zustandsgesteuerter Workflow - Bsp.: Charge lauft durch eine Station
der Tenifer-Anlage
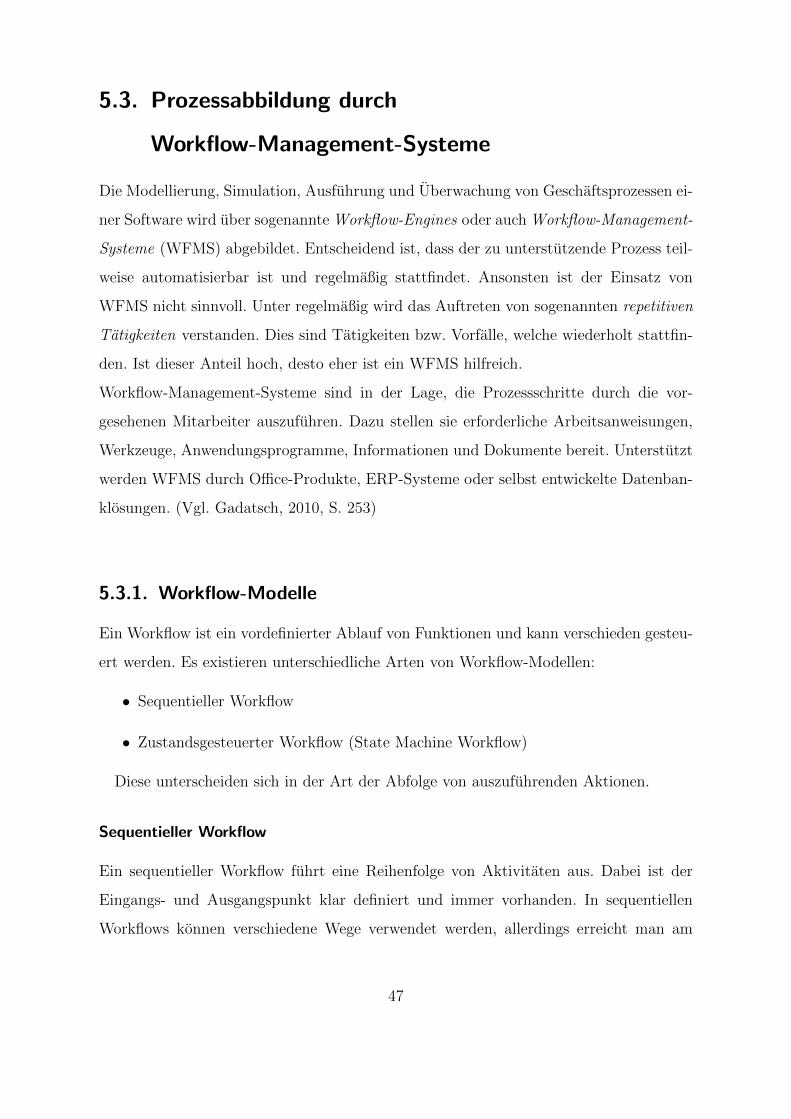
Chargenruckruf
Bei Lingenhole kann die Situation auftreten, dass Chargen bevor diese in den Nitrierpro-
zess gelangen, wieder zuruckgerufen werden. Dies kann aufgrund der falschen Bestuckung
einer Charge oder eines Korbes liegen. Ist dies der Fall, so wird die Charge vom Anwen-
der storniert und der Korb vom Kran abgehangt. Danach kann ein anderer Chargenkorb
49
nach gereiht werden. Stornierte Chargen bzw. Auftrage konnen anschließend wieder mit
dem Kran verbunden werden und den Vorwarmprozess erneut beginnen. Ist der Korb
jedoch schon durch eines der Salzbader, so kann dieser nicht mehr zuruckgerufen wer-
den. Die Station”Vorwarmen“ ist somit die letzte Moglichkeit den fehlerhaften Korb
abzuhangen und erneut zu bestucken.
Abbildung 5.7.: Chargenruckruf bei Vorwarmprozess
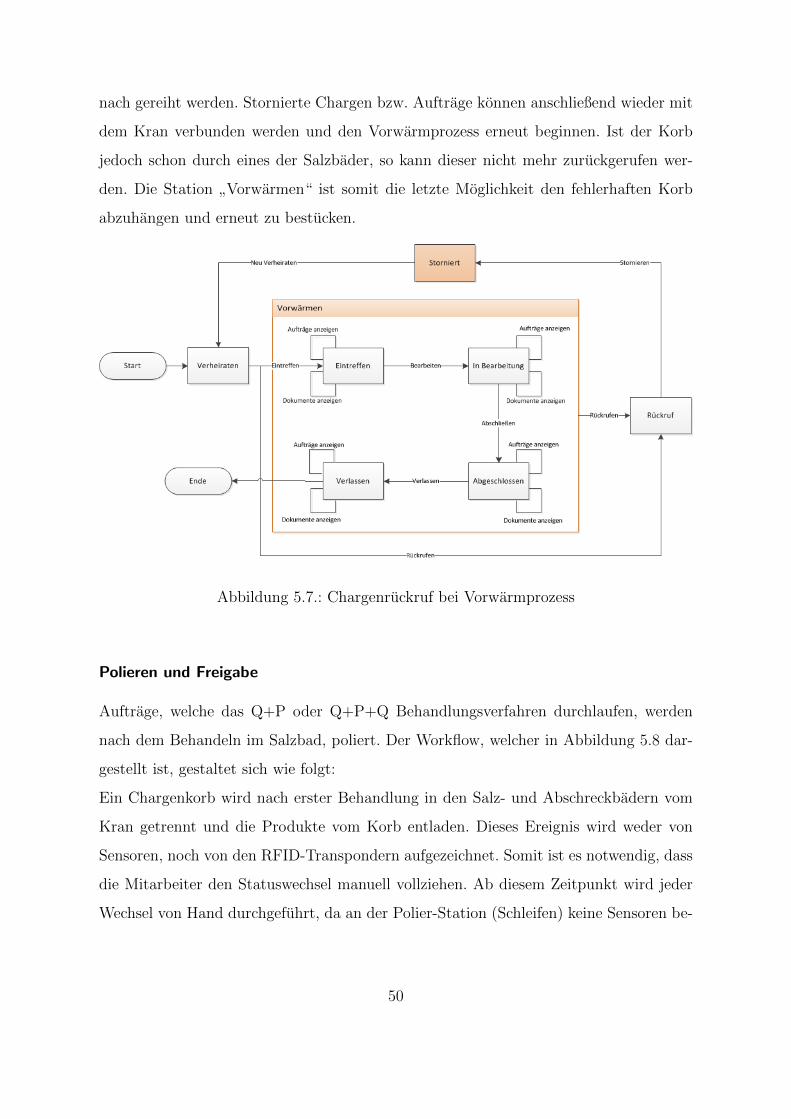
Polieren und Freigabe
Auftrage, welche das Q+P oder Q+P+Q Behandlungsverfahren durchlaufen, werden
nach dem Behandeln im Salzbad, poliert. Der Workflow, welcher in Abbildung 5.8 dar-
gestellt ist, gestaltet sich wie folgt:
Ein Chargenkorb wird nach erster Behandlung in den Salz- und Abschreckbadern vom
Kran getrennt und die Produkte vom Korb entladen. Dieses Ereignis wird weder von
Sensoren, noch von den RFID-Transpondern aufgezeichnet. Somit ist es notwendig, dass
die Mitarbeiter den Statuswechsel manuell vollziehen. Ab diesem Zeitpunkt wird jeder
Wechsel von Hand durchgefuhrt, da an der Polier-Station (Schleifen) keine Sensoren be-
50

festigt sind. Daher ist eine Aufzeichnung der genauen Behandlungszeit nicht moglich.
Diese wird aus dem Zeitpunkt des Eintreffens und Verlassen der Charge an der Station
errechnet. Eine genaue Erfassung der Behandlungsdauer beim Nass- bzw. Gleitschleifen
ist hier nicht wesentlich notwendig, da dieser Behandlungsschritt durch die zustandigen
Mitarbeiter zu beaufsichtigen und durchzufuhren ist.
Je nach Behandlungsverfahren wird anschließend entschieden, wie die Charge weiter-
verarbeitet wird.
Ist eine Charge dem Typ QPQ zugeordnet, so wird sie erneut auf einen freien Korb
geladen und dieser dann mit dem Kran verheiratet. Folglich wird die Charge erneut
nachbehandelt und dann fur die Freigabe zugelassen.
Bei der QP-Behandlung werden Chargen nach dem Schleif-Prozess fur die Freigabe an
den Kunden vorbereitet.
5.4. Dynamic Logic Engine (DLE)
Das osterreichische Unternehmen Vision-Flow Software GmbH in Dornbirn entwickelt
Softwarelosungen im Bereich des Supply Chain Managements. Die Softwareprodukte ba-
sieren auf Grundlage der Dynamic Engine Family (DEF).
Die Kernkomponente der Dynamic Engine Family ist die Dynamic Logic Engine
(DLE). Diese ermoglicht die Steuerung des gesamten Prozesslebenszyklus. Prozess- und
Wartungsapplikationen konnen somit schnell und wartungsfreundlich entwickelt werden.
Mit Hilfe der DLE kann eine dynamische Logik definiert und abgearbeitet werden. Unter
einer dynamischen Logik versteht man, dass diese zur Laufzeit definiert und geandert
werden kann. Dabei mussen keine aufwendigen Programmierarbeiten geleistet werden.
Die Steuerung der Prozesse wird von der Dynamic Process Engine (DPE) durch-
gefuhrt. Die DPE erweitert die Dynamic Engine Family um ein komplettes Workflow
51
Abbildung 5.8.: Polieren und Freigabe Workflow
System, welches wiederum die DLE nutzt um Prozesse dynamisch abzubilden und abzu-
arbeiten. Bei herkommlichen Workflow Systemen werden Prozesse statisch definiert und
sind zur Laufzeit nicht mehr anpassbar. Die DPE erstellt die Prozesse dynamisch. Somit
konnen diese zur Laufzeit geandert und angepasst werden. (Vgl. Vision-Flow, 2012, S.
15)
5.5. Datenbanksysteme
Wahrend des automatisierten Chargenprozesses ist es notwendig, die von der Sensorik
empfangene Information zu speichern und somit die Ruckverfolgbarkeit der Charge zu
ermoglichen. Die zuverlassige Verwaltung und Speicherung dieser Daten wird durch die
Verwendung eines Datenbanksystems erreicht. Ein Datenbanksystem bezeichnet
52
... eine Gesamtheit von miteinander in Beziehung stehenden Daten, die zen-
tral von einem Datenbankmanagementsystem verwaltet werden. (Burnus,
2008, S. 8)
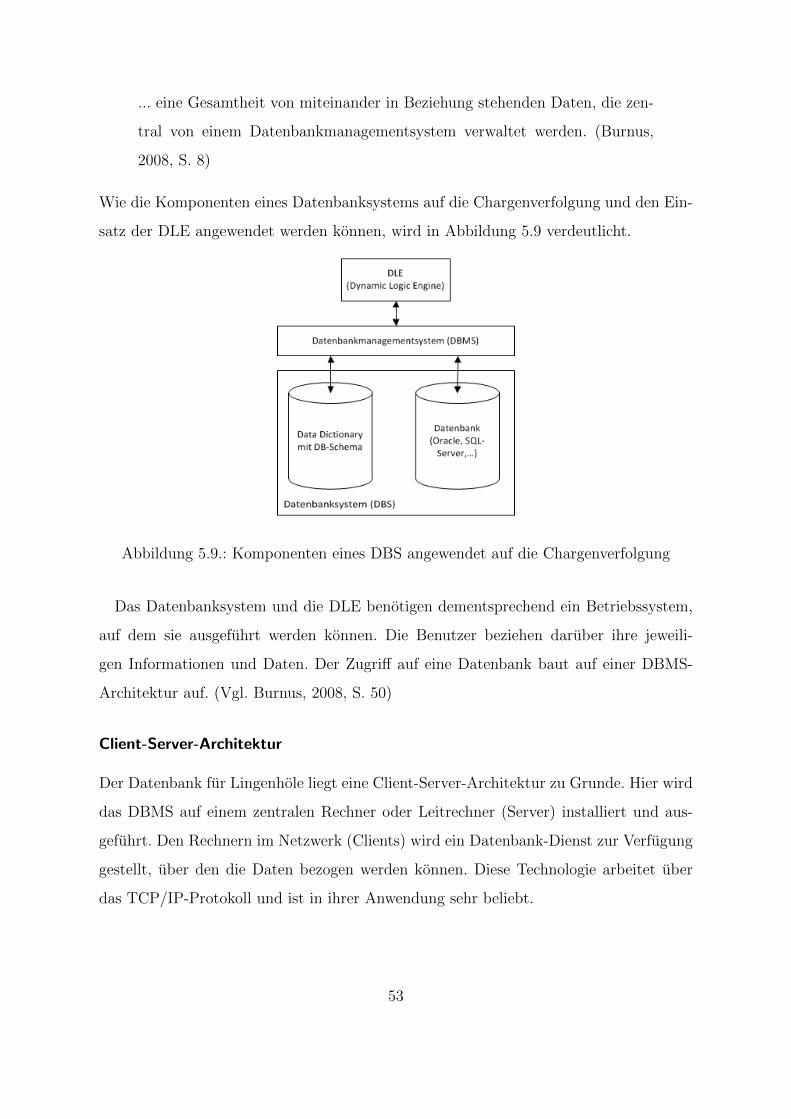
Wie die Komponenten eines Datenbanksystems auf die Chargenverfolgung und den Ein-
satz der DLE angewendet werden konnen, wird in Abbildung 5.9 verdeutlicht.
Abbildung 5.9.: Komponenten eines DBS angewendet auf die Chargenverfolgung
Das Datenbanksystem und die DLE benotigen dementsprechend ein Betriebssystem,
auf dem sie ausgefuhrt werden konnen. Die Benutzer beziehen daruber ihre jeweili-
gen Informationen und Daten. Der Zugriff auf eine Datenbank baut auf einer DBMS-
Architektur auf. (Vgl. Burnus, 2008, S. 50)
Client-Server-Architektur
Der Datenbank fur Lingenhole liegt eine Client-Server-Architektur zu Grunde. Hier wird
das DBMS auf einem zentralen Rechner oder Leitrechner (Server) installiert und aus-
gefuhrt. Den Rechnern im Netzwerk (Clients) wird ein Datenbank-Dienst zur Verfugung
gestellt, uber den die Daten bezogen werden konnen. Diese Technologie arbeitet uber
das TCP/IP-Protokoll und ist in ihrer Anwendung sehr beliebt.
53

Der Datenzugriff zum Server verlauft, wie Abbildung 5.10 zeigt, je nach Datenbanksys-
tem uber unterschiedliche Ports und Protokolle.
Abbildung 5.10.: Client-Server-Architektur im Lingenhole Netzwerk
Die Realisierung einer Client-Server-Architektur stellt allerdings sehr hohe Anforde-
rungen an die Server-Hardware, da die Verarbeitung sowie samtlicher Datenzugriff ledig-
lich vom bzw. uber den Server erfolgt. Der plattformunabhangige Zugriff auf die Daten
ist jedoch sehr gunstig und deshalb sind diese DBMS-Softwarelosung sehr weit verbrei-
tet. Somit ist ein Datenbankzugriff von einer Steuerung ebenso moglich, wie von einem
gewohnlichen PC. (Vgl. Burnus, 2008, S. 50)
Diese Idee der zentralen Speicherung von Daten bringt in der Prozessautomation großen
Nutzen mit sich. Gerade dort ist es somit moglich, unterschiedliche Plattformen fur die
Aufzeichnung von Chargendaten zu verwenden. Diese Clients mussen daher nicht verwal-
tet werden und sind in diesem Modell eher irrelevant. Außerdem wird der Aufwand fur
Wartungen uberschaubar gehalten und es ist moglich Clients im Netzwerk hinzuzufugen
oder zu entfernen, ohne den Betrieb des Netzwerkes zu beeintrachtigen.
54

5.5.1. Datenbankmodelle
Die Erfassung einer Informationsstruktur erfolgt in der Informatik in Datenmodellen.
Es legt die Syntax und Semantik der Datenbankbeschreibung fest. (Vgl. Lassmann,
2006, S. 227) Vereinfacht bedeutet dies, dass ein Datenbankmodell die logische Sicht auf
die Daten und deren Beziehungen untereinander beschreibt. (Vgl. Burnus, 2008, S. 12)
Somit dient das Datenmodell als Grundlage fur die Entwicklung der Chargensoftware.
Aus dem bestehenden Datenbanksystem kann ein geeignetes Datenmodell abstrahiert
werden, welches in der aktuellen Datenbanktechnologie umgesetzt werden kann.
Relationales Modell
Im Relationalen Modell werden Datensatze in verschiedenen Tabellen gehalten. Die-
se konnen miteinander in Beziehung stehen. Um Datensatze eindeutig identifizieren zu
konnen, werden Schlussel verwendet. Diese dienen der Verknupfung der Datensatze in
den unterschiedlichen Tabellen. Als Schlussel wird jenes Datenfeld einer Tabelle gewahlt,
welches den Datensatz eindeutig bestimmt. (Vgl. Strohmeier, 2008, S. 58)
Abbildung 5.11 zeigt das Schema eines relationalen Models am Beispiel der Char-
genverfolgung. Die Primarschlussel sind mit einem”P“ gekennzeichnet. Werden die Ta-
bellen uber ihre Primarschlussel miteinander verbunden, so entstehen Fremdschlussel.
Diese sind mit einem”F“ markiert. Im Beispiel stehen die Tabellen TEN KRAENE ,
DLETODO und TEN STATIONEN in einer 1 : n Verbindung mit der Tabelle
TEN CHARGENSTATIONEN. Diese Verbindung weist darauf hin, dass einem Daten-
satz in der Tabelle TEN KRAENE mehrere Datensatze der Tabelle
TEN CHARGENSTATIONEN entsprechen.
Datenbankmodell der Chargenverfolgung
Das Tenifer-Verfahren kann uber ein relationales Datenbankmodell schematisch darge-
stellt werden. Es besitzt Tabellen, welche von der DLE mitgeliefert werden, d.h. vom
Anwendungsprogrammierer nicht erstellt werden mussen und nicht geandert werden
55
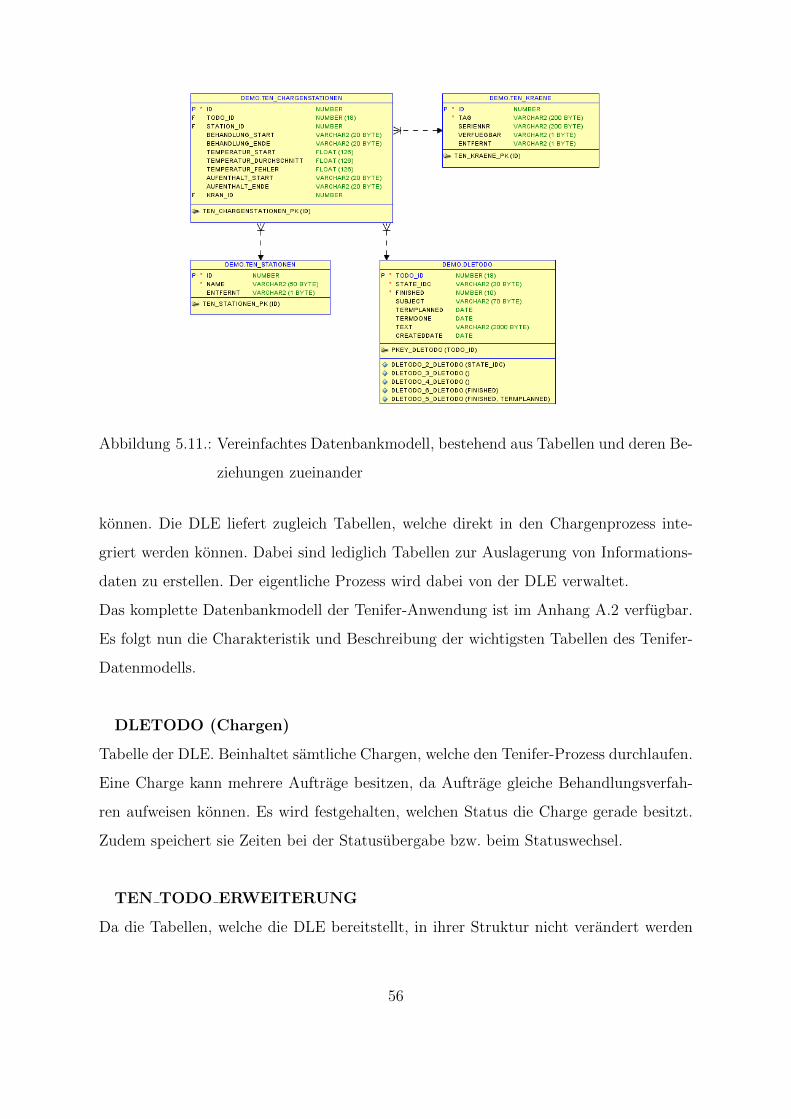
Abbildung 5.11.: Vereinfachtes Datenbankmodell, bestehend aus Tabellen und deren Be-
ziehungen zueinander
konnen. Die DLE liefert zugleich Tabellen, welche direkt in den Chargenprozess inte-
griert werden konnen. Dabei sind lediglich Tabellen zur Auslagerung von Informations-
daten zu erstellen. Der eigentliche Prozess wird dabei von der DLE verwaltet.
Das komplette Datenbankmodell der Tenifer-Anwendung ist im Anhang A.2 verfugbar.
Es folgt nun die Charakteristik und Beschreibung der wichtigsten Tabellen des Tenifer-
Datenmodells.
DLETODO (Chargen)
Tabelle der DLE. Beinhaltet samtliche Chargen, welche den Tenifer-Prozess durchlaufen.
Eine Charge kann mehrere Auftrage besitzen, da Auftrage gleiche Behandlungsverfah-
ren aufweisen konnen. Es wird festgehalten, welchen Status die Charge gerade besitzt.
Zudem speichert sie Zeiten bei der Statusubergabe bzw. beim Statuswechsel.
TEN TODO ERWEITERUNG
Da die Tabellen, welche die DLE bereitstellt, in ihrer Struktur nicht verandert werden
56

durfen, werden Erweiterungstabellen verwendet. Diese dient als Erweiterungstabelle der
DLETODO und besitzt Informationen daruber, wo sich die Charge gerade befindet
bzw. an welchem Kran diese hangt. Sie ist uber den Primarschlussel der DLETODO
verknupft.
AUFTRAEGE
Kundenauftrage werden hier in Form von Stammdaten gefuhrt. Diese Tabelle besitzt die
kompletten Daten aller Auftrage, die fur das Tenifer-Salzbadnitrieren vorgesehen sind.
Dies beinhaltet Menge, Kunde und das Bearbeitungsverfahren. Zudem gibt sie Auskunft
uber abgeschlossene und gelieferte Auftrage an Kunden.
KRAENE
Speichert Krane und deren Informationen, welche an der Tenifer-Anlage eingesetzt wer-
den. Der Kran-Tag ist dabei eindeutig am RFID-System registriert. Geht ein Kran de-
fekt, so wird dieser Datensatz uber ein Spaltenfeld markiert, jedoch nicht entfernt.
STATIONEN
Stationen sind Standorte im Laufe des Nitrierprozesses. Eine Charge durchlauft diese
Stationen. Deshalb sind Stationen mit der Chargentabelle der DLE verknupft, damit
nachvollziehbar wird, wo sich ein Korb zu einem gegebenen Zeitpunkt befindet.
SENSOREN
Die Stammdaten samtlicher Sensoren werden in dieser Tabelle erfasst. Mit inkludiert
sind hier auch die RFID-Transponder, welche sich an der Kranschiene befinden. Sie
losen Ereignisse an der Anlage aus und zeichnen diese auf.
SENSORSTATION
Auflosungstabelle2, die durch ein Verknupfen der einzelnen Stationen mit den Sensoren
2Tabelle, welche durch eine n : m Beziehung von Tabellen entsteht. Enthalt die Fremdschlussel der
57
entsteht. Sie bestimmt, welche Sensoren eine Station besitzt.
CHARGENSTATIONEN
Diese Auflosungstabelle ergibt sich durch das Verknupfen einer Charge mit einer Sta-
tion. Hier wird aufgezeichnet, wie lange sich ein Kran bzw. Charge auf einer Station
befindet. Neben der Behandlungsdauer werden Temperaturdaten der Salzbader erfasst
und etwaige Fehler aufgezeichnet.
DLESTATE
Tabelle der DLE. Enthalt alle Stati der Chargen, welche an den verschiedenen Stationen
auftreten konnen. Relevant sind hier lediglich die Informationen uber den Zeitpunkt des
Statuswechsels.
DLETODOTYP (Behandlungsverfahren)
Tabelle der DLE. Beinhaltet die drei unterschiedlichen Behandlungsverfahren Q, QP
und QPQ. Durch die Zuordnung der Charge wird der Behandlungsvorgang vorgegeben
und der Weg der Charge durch die Anlage festgelegt.
TRAEGER
Enthalt die Stammdaten der Korbe, welche mit den Chargen beladen werden. Des Wei-
teren kennzeichnen sich Korbe dadurch, dass sie uber mehrere Lagen verfugen, auf denen
Produkte platziert werden.
Trager kennzeichnen sich durch ihren Tragertyp. Auf diesem kann geschlossen werden,
ob es sich um einen Korb oder lediglich ein Tragseil fur Saulen handelt. Sind Trager mit
dem Tragertyp”Saule“ gekennzeichnet, so besitzt dieser keine Lagen.
beiden verknupften Tabellen.
58

5.6. Festlegung der Chargen-Definition
In der DLE-Anwendung besitzt eine Charge die selben Eigenschaften und Verhaltens-
weisen einer Aufgabe oder auch (engl. Todo). Diese durchlauft den Tenifer-Prozess uber
einzelne Stationen. Dabei besitzt jede Station bestimmte Stati, welche den Zustand
des Produktes beschreiben. Der Status- und Stationswechsel wird von Sensoren an der
Anlage erfasst und von der DLE gepruft und protokolliert. Die Festlegung der Chargen-
Definition dient der Entwicklung des Cockpits3 zur Uberwachung der Anlage und ist zur
Simulation der Prozessschritte in der Anlage erforderlich.
5.6.1. Definieren der Stati
Um die Chargenprozesse eindeutig abzubilden werden Chargen-Stati in der DLE defi-
niert. Diese geben Auskunft uber die aktuelle Position und den Behandlungsschritt der
Charge. Zusatzlich dienen sie der Prozessprotokollierung.
In einem Behandlungsbad des Tenifer-Prozesses durchlauft eine Charge gewohnlich
vier Stati. Diese sind wie folgt gereiht:
1. Station eintreffen
2. In Bearbeitung
3. Bearbeitung abgeschlossen
4. Station verlassen
Eine Charge kann immer nur einen Status oder Zustand besitzen. Jeder Status ist
einzigartig im Tenifer-Prozess. Er kann daher nur einmal wahrend des gesamten Pro-
zessablaufs pro Charge auftreten.
3Uberwachungsmonitor der Anlage (siehe Kapitel 5.7 Cockpit)
59
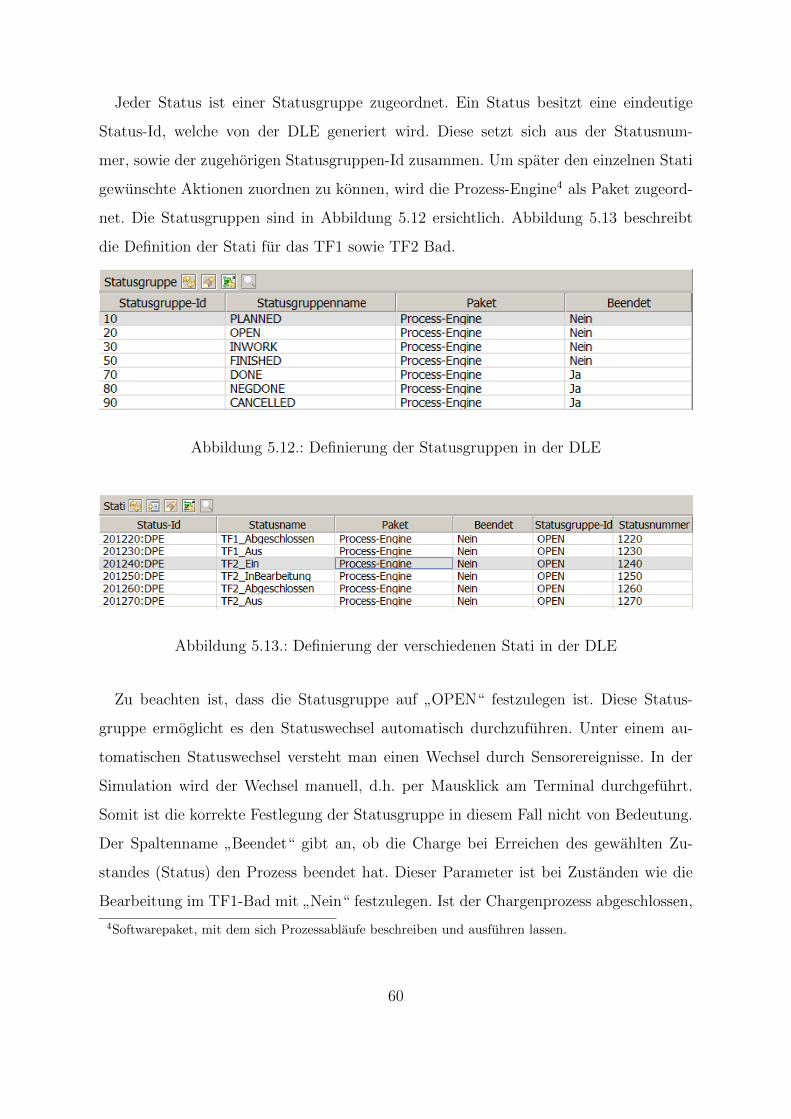
Jeder Status ist einer Statusgruppe zugeordnet. Ein Status besitzt eine eindeutige
Status-Id, welche von der DLE generiert wird. Diese setzt sich aus der Statusnum-
mer, sowie der zugehorigen Statusgruppen-Id zusammen. Um spater den einzelnen Stati
gewunschte Aktionen zuordnen zu konnen, wird die Prozess-Engine4 als Paket zugeord-
net. Die Statusgruppen sind in Abbildung 5.12 ersichtlich. Abbildung 5.13 beschreibt
die Definition der Stati fur das TF1 sowie TF2 Bad.
Abbildung 5.12.: Definierung der Statusgruppen in der DLE
Abbildung 5.13.: Definierung der verschiedenen Stati in der DLE
Zu beachten ist, dass die Statusgruppe auf”OPEN“ festzulegen ist. Diese Status-
gruppe ermoglicht es den Statuswechsel automatisch durchzufuhren. Unter einem au-
tomatischen Statuswechsel versteht man einen Wechsel durch Sensorereignisse. In der
Simulation wird der Wechsel manuell, d.h. per Mausklick am Terminal durchgefuhrt.
Somit ist die korrekte Festlegung der Statusgruppe in diesem Fall nicht von Bedeutung.
Der Spaltenname”Beendet“ gibt an, ob die Charge bei Erreichen des gewahlten Zu-
standes (Status) den Prozess beendet hat. Dieser Parameter ist bei Zustanden wie die
Bearbeitung im TF1-Bad mit”Nein“ festzulegen. Ist der Chargenprozess abgeschlossen,
4Softwarepaket, mit dem sich Prozessablaufe beschreiben und ausfuhren lassen.
60

so kann ein Zustand bestimmt werden, bei dem dieser Parameter mit”Ja“ festzulegen
ist.
5.6.2. Stati bei Anwendungsfall Lingenhole
Der Chargenprozess bei Lingenhole besitzt insgesamt 12 Stationen. Davon kann an 9
Stationen die Position der Charge anhand der RFID-Transponder bestimmt werden.
Diese befinden sich an der Kranschiene. Bei den restlichen 3 Stationen kann die Position
der Charge nur grob angenommen werden. Die Chargenverfolgung gestaltet sich hier
etwas schwieriger. Dies ist bei Stationen wie dem Polieren5 der Fall. Hier wird die Charge
vor dem Eintreffen in die Station vom Kran gehangt. Anschließend wird diese geleert
und die Produkte zum Gleitschleifen oder Trocken-/Nassstrahlen befordert. Je nach
Bearbeitungsverfahren wird die Charge entweder weiterbehandelt oder zur Abholung
fur den Kunden bereitgestellt.
Dieser Fall tritt bei den Verfahren QP sowie QPQ auf. Aufgrund dieser Umstande wird
eine Vereinfachung getroffen.
Besitzt eine Station keine Bearbeitungsschritte oder ist eine Erfassung mit Sensoren
nicht moglich, so werden lediglich die Stati
1. Station eintreffen
2. Station verlassen
definiert.
Beim Verlassen des letzten RFID-Transponders, findet ein sofortiger Stationswech-
sel statt. Anhand des Chargentyps (Q, QP oder QPQ) wird nun erkannt, um welche
Behandlung es sich im nachsten Schritt handelt.
5siehe Kapitel 2.1 Tenifer-QP
61

5.6.3. Aktionen
Besitzt eine Charge verschiedene Stati, so benotigt sie ebenfalls Aktionen, welche einen
Statuswechsel verursachen. Aktionen werden von den Sensoren an der Tenifer-Anlage
ausgelost. Die DLE benotigt dabei eindeutig festgelegte Aktionen, die einem Todotyp
entsprechen. Jede Aktion ist dabei einzigartig und kann pro Charge (Todo) lediglich
einmal auftreten. Erreicht eine Charge einen bestimmten Status, so kann anhand des
Status eine festgelegte Aktion erkannt und ausgefuhrt werden. Eine Aktion kann, wie in
Abbildung 5.14 und 5.15 dargestellt ist, definiert werden.
Abbildung 5.14.: Formular zur Definition einer Aktion
Abbildung 5.15.: Ubersicht der Aktionen
Eine Aktion besitzt einen eindeutigen Namen, welcher in der Aktionsname-Id festge-
legt ist. Die Definition der Aktionen erfordert eine sorgfaltige Benennung, da fur den
Tenifer-Prozess einige Aktionen zu bestimmen sind. Dies ist fur die Wiedererkennung
empfehlenswert und hilft bei der Erstellung der Aktionsparameter und dem Statuswech-
sel.
Der Todotyp weist auf das Behandlungsverfahren hin. Somit ist dem System bekannt,
welche Behandlung der Charge zugeordnet ist und welche Aktionen bis zur Fertigstel-
lung des Produktes noch anstehen.
62
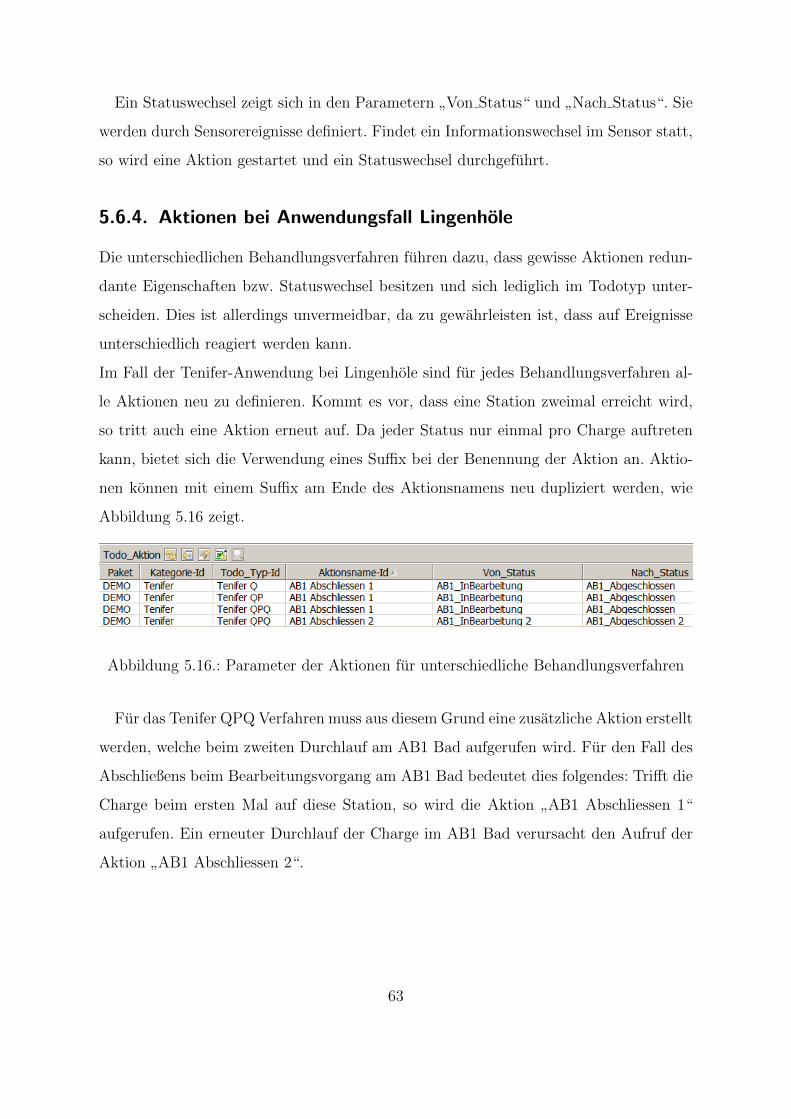
Ein Statuswechsel zeigt sich in den Parametern”Von Status“ und
”Nach Status“. Sie
werden durch Sensorereignisse definiert. Findet ein Informationswechsel im Sensor statt,
so wird eine Aktion gestartet und ein Statuswechsel durchgefuhrt.
5.6.4. Aktionen bei Anwendungsfall Lingenhole
Die unterschiedlichen Behandlungsverfahren fuhren dazu, dass gewisse Aktionen redun-
dante Eigenschaften bzw. Statuswechsel besitzen und sich lediglich im Todotyp unter-
scheiden. Dies ist allerdings unvermeidbar, da zu gewahrleisten ist, dass auf Ereignisse
unterschiedlich reagiert werden kann.
Im Fall der Tenifer-Anwendung bei Lingenhole sind fur jedes Behandlungsverfahren al-
le Aktionen neu zu definieren. Kommt es vor, dass eine Station zweimal erreicht wird,
so tritt auch eine Aktion erneut auf. Da jeder Status nur einmal pro Charge auftreten
kann, bietet sich die Verwendung eines Suffix bei der Benennung der Aktion an. Aktio-
nen konnen mit einem Suffix am Ende des Aktionsnamens neu dupliziert werden, wie
Abbildung 5.16 zeigt.
Abbildung 5.16.: Parameter der Aktionen fur unterschiedliche Behandlungsverfahren
Fur das Tenifer QPQ Verfahren muss aus diesem Grund eine zusatzliche Aktion erstellt
werden, welche beim zweiten Durchlauf am AB1 Bad aufgerufen wird. Fur den Fall des
Abschließens beim Bearbeitungsvorgang am AB1 Bad bedeutet dies folgendes: Trifft die
Charge beim ersten Mal auf diese Station, so wird die Aktion”AB1 Abschliessen 1“
aufgerufen. Ein erneuter Durchlauf der Charge im AB1 Bad verursacht den Aufruf der
Aktion”AB1 Abschliessen 2“.
63

5.6.5. Todotypen
Ein Todotyp oder Chargentyp beschreibt das Behandlungsverfahren im Tenifer-Prozess.
Dieser beinhaltet samtliche Aktionen6, welche beim jeweiligen Verfahren auftreten konnen.
Folglich sind die Todotypen Tenifer Q, Tenifer QP und Tenifer QPQ zu definieren. Durch
die Definition der Todotypen ist es der DLE moglich, bestimmte Aktionen auszufuhren
und auf verfahrensspezifische Ereignisse zu reagieren. Jede Aktion ist einem Todotyp zu-
geordnet. Dadurch entsteht eine Verknupfung in der Datenbank und eine Eindeutigkeit
der Aktion ist folglich gegeben.
5.7. Cockpit
Die Simulation und Uberwachung eines Verarbeitungsprozesses einzelner Produkte dient
der Nachvollziehbarkeit und fur das Beobachten von potentiellen Fehlerquellen, die
wahrend dem Salzbadnitrierprozess entstehen. Beispielsweise fuhrt ein ungewollter Tem-
peraturabfall im Salzbad zu fehlerhaften Oberflacheneigenschaften des Chargengutes.
Mit dem Einsatz der DLE kann ein Cockpit zur Uberwachung und Simulation der Salz-
badanlage entwickelt und generiert werden. Der Uberwachungsmonitor ist das prak-
tisches Ergebnis dieser Forschungsarbeit und kann an einem Terminal außerhalb der
Anlage gestartet werden. Zusatzlich bietet es dem Bediener der Anlage eine vereinfach-
te Sicht auf den Prozesszyklus einer Charge und dessen Behandlungsparameter. Neben
der Kontrolle und Protokollierung, wird die aktuelle Position der Charge in der Anlage
zur Laufzeit dargestellt. Dies schließt die Lucke in der Informationskette zur Verfolgung
einer Charge und lasst Informationen fur nachfolgende Prozessschritte z.B. Festlegung
des Zeitpunktes der Lieferung an den Kunden, bestimmen.
Abbildung 5.17 zeigt die GUI 7 des Uberwachungsmonitors. Jede Station im Behand-
lungsprozess kann zur Uberwachung aktiviert werden. Diese listet Chargen, welche sich
6siehe Kapitel 5.6.3 Aktionen7Graphical User Interface: Grafische Benutzeroberflache
64

gegenwartig in der gewahlten Station befinden. Thermometer zeigen aktuelle Tempera-
turen der Salzbader und des Vorwarmofens. Ein Katalog aller Chargen befindet sich im
linken unteren Monitorbereich. Zum Einen dokumentiert diese alle bereits behandelten
Chargen und zum Anderen werden Chargen angefuhrt, welche in Behandlung sind oder
noch mit Auftragen bestuckt werden. Chargen konnen nach ihren Parametern gesucht
und geordnet werden. Ausstehende Auftrage sind in der rechten unteren Monitorhalfte
gelistet. Zur nachfolgenden Behandlung ist die Zuweisung der offenen Auftrage zu den
Chargen notwendig.
Abbildung 5.17.: Prototyp des Uberwachungsmonitors zeigt eine Charge im
Vorwarmofen
Detaillierte Informationen der Auftrage, welche einer Charge zugeordnet sind, werden
in einer Datensicht (Abb. 5.18) prasentiert.
Der Statuswechsel erfolgt im Prototyp manuell durch den Benutzer. Im Falle eines
Stationswechsels wird ein Event der RFID-Transponder per Mausklick angeregt. Spater
wird dieser Wechsel automatisch uber die Sensorik der Anlage hervorgerufen.
65
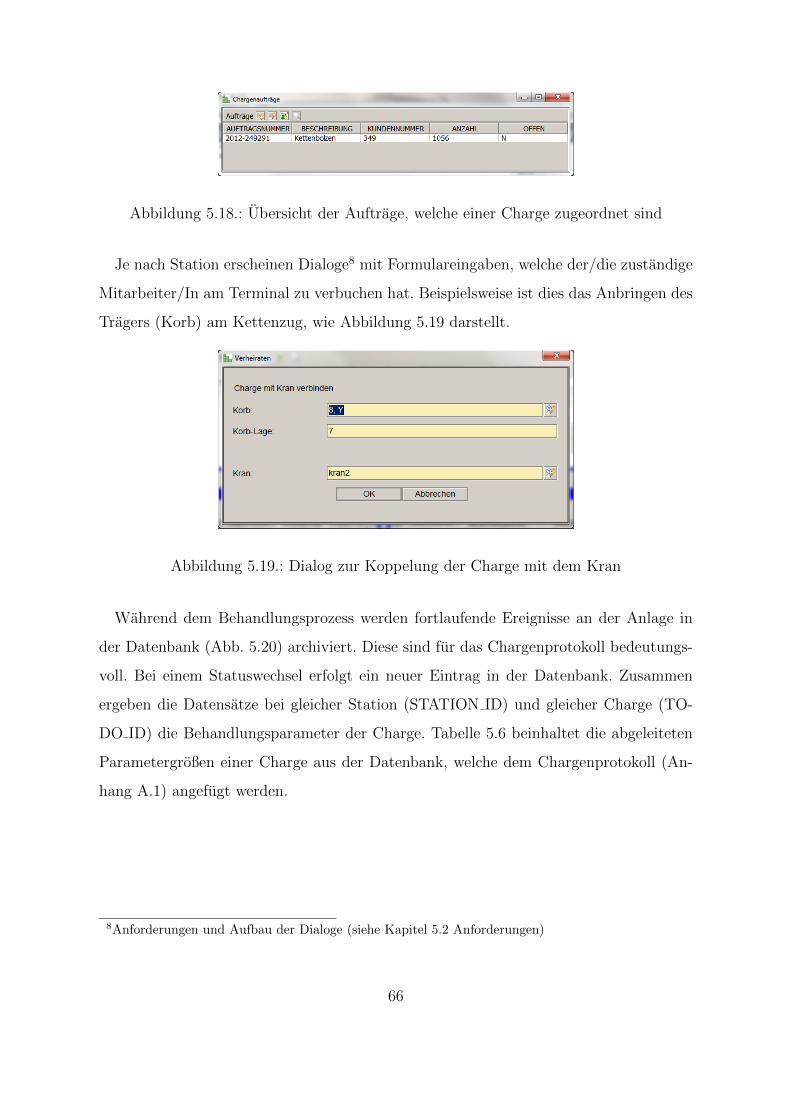
Abbildung 5.18.: Ubersicht der Auftrage, welche einer Charge zugeordnet sind
Je nach Station erscheinen Dialoge8 mit Formulareingaben, welche der/die zustandige
Mitarbeiter/In am Terminal zu verbuchen hat. Beispielsweise ist dies das Anbringen des
Tragers (Korb) am Kettenzug, wie Abbildung 5.19 darstellt.
Abbildung 5.19.: Dialog zur Koppelung der Charge mit dem Kran
Wahrend dem Behandlungsprozess werden fortlaufende Ereignisse an der Anlage in
der Datenbank (Abb. 5.20) archiviert. Diese sind fur das Chargenprotokoll bedeutungs-
voll. Bei einem Statuswechsel erfolgt ein neuer Eintrag in der Datenbank. Zusammen
ergeben die Datensatze bei gleicher Station (STATION ID) und gleicher Charge (TO-
DO ID) die Behandlungsparameter der Charge. Tabelle 5.6 beinhaltet die abgeleiteten
Parametergroßen einer Charge aus der Datenbank, welche dem Chargenprotokoll (An-
hang A.1) angefugt werden.
8Anforderungen und Aufbau der Dialoge (siehe Kapitel 5.2 Anforderungen)
66

Abbildung 5.20.: Behandlungsparameter einer Charge in Station 43 (Abschreckbad 1)
Tabelle 5.6.: Abgeleitete Behandlungsparameter einer Charge im Abschreckbad
Station 43 Abschreckbad 1
Chargen ID 64686
Kran ID 4
Aufenthalt
Start
Aufenthalt
Ende
Behandlung
Start
Behandlung
Ende
Temp.
13.07.2012 18:15 13.07.2012 18:45 13.07.2012 18:16 13.07.2012 18:40 26 ◦C
67
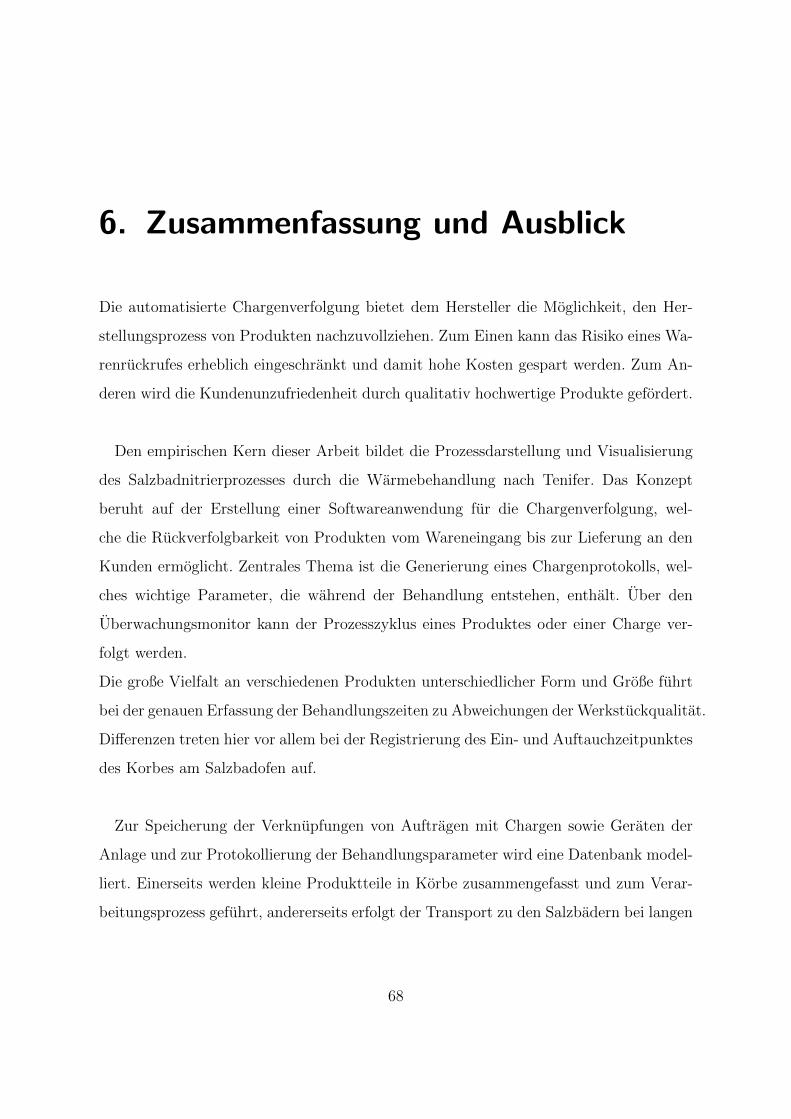
6. Zusammenfassung und Ausblick
Die automatisierte Chargenverfolgung bietet dem Hersteller die Moglichkeit, den Her-
stellungsprozess von Produkten nachzuvollziehen. Zum Einen kann das Risiko eines Wa-
renruckrufes erheblich eingeschrankt und damit hohe Kosten gespart werden. Zum An-
deren wird die Kundenunzufriedenheit durch qualitativ hochwertige Produkte gefordert.
Den empirischen Kern dieser Arbeit bildet die Prozessdarstellung und Visualisierung
des Salzbadnitrierprozesses durch die Warmebehandlung nach Tenifer. Das Konzept
beruht auf der Erstellung einer Softwareanwendung fur die Chargenverfolgung, wel-
che die Ruckverfolgbarkeit von Produkten vom Wareneingang bis zur Lieferung an den
Kunden ermoglicht. Zentrales Thema ist die Generierung eines Chargenprotokolls, wel-
ches wichtige Parameter, die wahrend der Behandlung entstehen, enthalt. Uber den
Uberwachungsmonitor kann der Prozesszyklus eines Produktes oder einer Charge ver-
folgt werden.
Die große Vielfalt an verschiedenen Produkten unterschiedlicher Form und Große fuhrt
bei der genauen Erfassung der Behandlungszeiten zu Abweichungen der Werkstuckqualitat.
Differenzen treten hier vor allem bei der Registrierung des Ein- und Auftauchzeitpunktes
des Korbes am Salzbadofen auf.
Zur Speicherung der Verknupfungen von Auftragen mit Chargen sowie Geraten der
Anlage und zur Protokollierung der Behandlungsparameter wird eine Datenbank model-
liert. Einerseits werden kleine Produktteile in Korbe zusammengefasst und zum Verar-
beitungsprozess gefuhrt, andererseits erfolgt der Transport zu den Salzbadern bei langen
68

und großen Produktteilen nicht in Korben, sondern direkt mit dem Kran. Fur die Er-
fassung in der Datenbank ist eine differenzierte Angabe von Chargenpositionen hoch
relevant. Da gerade bei großen Teilen wie beispielsweise Saulen keine Korbe verwendet
werden, sind in der Datenbank andere Vorgange und Verknupfungen mit Kranen zu er-
stellen wie bei Positionen mit Korben.
Im Behandlungsprozess sind extreme Storfaktoren, wie Umwelteinflusse, welche durch
das aggressive Salz an den Badern hervorgerufen werden, ebenfalls zu berucksichtigen.
Der Einsatz von optischen Sensoren wird durch diese Storung beeintrachtigt. Fakt ist,
dass fur eine fehlerfreie Erfassung der Behandlungszeit einer Charge praziser auf die Aus-
wahl und Dimensionierung einer geeigneten Sensorik eingegangen werden muss. In Folge
sind Tests mit unterschiedlichen Sensoren am Ofen oder am Kettenzug durchzufuhren.
Die Lebensdauer und Wiederholgenauigkeit spielt dabei eine entscheidende Rolle und
muss in das Bewertungs- und Auswahlverfahren mit einfließen.
Das eruierte Datenbankmodell der Chargenanwendung in dieser Arbeit ist noch er-
weiterbar und verbesserungswurdig. Zum Einen konnen einzelne Tabellen mit zusatzlichen
Spalten fur detaillierte Informationen erganzt werden. Bei diesem Punkt ist noch un-
klar, welche Daten beim Einsatz der RFID-Transponder zur Verfugung stehen mussen.
Dabei ist eine genaue Aufklarung mit V-Research erforderlich und in Zukunft durchaus
hilfreich, da durch V-Research die Einbindung der RFID-Technologie in die automati-
sierte Chargenverfolgung der Anlage bereits getestet wurde. Zum Andern ist uber eine
Anbindung der Auftrage mit der bereits verwendeten TTC-Software1 zu diskutieren.
Allerdings basiert diese Anwendung nicht auf einem relationalen Datenmodell. Der Da-
tenaustausch wurde einen weiteren Risikobereich eroffnen. Diese Variante bedarf einer
weiteren Analyse außerhalb des in dieser Arbeit gesetzten Rahmens.
1Enterprise-Resource-Planning-System fur die Arbeitsvorbereitung in der Warmebehandlung
69

Fur das Unternehmen Lingenhole ist die automatisierte Chargenverfolgung ein wich-
tiger Schritt um die
[...] vom Markt geforderte Durchgangigkeit der Qualitatsverfolgung gewahrleisten
zu konnen [...] (Engelhardt-Nowitzki und Lackner, 2006)
und um sich somit in einem wirtschaftlich bedeutenden Standort, wie Vorarlberg im
Industriebereich darstellt, zu etablieren.
70

Literaturverzeichnis
[AGES 2011] AGES: Produktruckruf Milupa. In: AGES (2011), Marz.
– URL http://www.ages.at/ages/ernaehrungssicherheit/produktwarnsystem/
archiv-2011/produktrueckruf-einzelner-chargen-dreier-milupa-produkte/
[Boßlet 2001] Boßlet, J.: Betriebsanleitung fur TENIFER TF 1 - Bader / Durferrit.
Oktober 2001. – Forschungsbericht
[Boßlet und Kreutz 2011] Boßlet, J. ; Kreutz, M.: Tenifer-QPQ-Verfahren. 2011
[Burnus 2008] Burnus, H.: Datenbankentwicklung in IT-Berufen. 1. Auflage. Vieweg,
2008
[Engelhardt-Nowitzki und Lackner 2006] Engelhardt-Nowitzki, C. ; Lackner,
E.: Chargenverfolgung: Moglichkeiten, Grenzen und Anwendungsgebiete. Deutscher
Universitats-Verlag, 2006 (Leobener Logistik Cases). – ISBN 9783835006393
[Fantechi u. a. 2003] Fantechi, A. ; Gnesi, S. ; Lami, G. ; Maccari, A.: Applications
of linguistic techniques for use case analysis. In: Requirments Engineering 8 (2003),
Nr. 3
[FBDi 2009] FBDi: Traceability und Produktidentifikation. Version 5. Fachverband
der Bauelemente Distribution (Veranst.), August 2009
[Fleisch u. a. 2012] Fleisch, R. ; Schoch, R. ; Hillbrand, Ch.: Machbarkeitsstudie
uber Chargenverfolgung in der Salzbadnitrieranlage mittels Transpondertechnologie /
V-Research. Januar 2012. – Forschungsbericht
71

[Gabler 2010] Gabler, Th.: Gabler Kompakt-Lexikon Wirtschaft. 10. Auflage. Gabler,
2010
[Gadatsch 2010] Gadatsch, A.: Grundkurs Geschaftsprozess-Management. 6. Aufla-
ge. Vieweg+Teubner, 2010
[Gevatter und Grunhaupt 2006] Gevatter, H. J. ; Grunhaupt, U.: Handbuch der
Mess- und Automatisierungstechnik in der Produktion. 2. Auflage. Springer, 2006
[Gloger 2008] Gloger, U.: Ruckverfolgbarkeit von Medikamenten durch Pro-
duktcodierung. In: MM MaschinenMarkt (2008), April. – URL http://www.
maschinenmarkt.vogel.de/themenkanaele/mmlogistik/managementundit/
autoid/articles/117707/
[Hesse und Schnell 2009] Hesse, S. ; Schnell, G.: Sensoren fur die Prozess- und
Fabrikautomation. 4. Auflage. Vieweg+Teubner, 2009
[Lassmann 2006] Lassmann, W.: Wirtschaftsinformatik. 1. Auflage. Gabler, Septem-
ber 2006
[Lingenhole 2011] Lingenhole, K.: Charakterisierung von salzbadnitrocarburierten
Stahl- und Gussoberflachen, Hochschule Mittweida, Diplomarbeit, 2011
[Microsoft 2012a] Microsoft: Sequential Workflows. Juli 2012. – URL msdn.
microsoft.com
[Microsoft 2012b] Microsoft: State Machine Workflows. Juli 2012. – URL msdn.
microsoft.com
[Muller 2007] Muller, R.: Ruckverfolgbarkeit von Lebensmitteln: Potentiale und
Adoptionschancen fur RFID / Institut fur Agrarokonomie Christian-Albrechts-
Universitat Kiel. URL http://subs.emis.de/LNI/Proceedings/Proceedings110/
gi-proc-110-002.pdf, November 2007. – Forschungsbericht
72
[Otto u. a. 2008] Otto, J. ; Frost, M. ; Doluschitz, R.: Ein Vergleich von Produk-
ten und Ruckverfolgbarkeitssystemen: Eine Studie uber Food und Blut. In: Journal fur
Verbraucherschutz und Lebensmittelsicherheit 3 (2008), S. 282–289. – 10.1007/s00003-
008-0352-6. – ISSN 1661-5751
[QM-Lexikon 2012] QM-Lexikon: Ruckverfolgbarkeit. Mai 2012. – URL http:
//www.quality.de/cms/lexikon/lexikon-r/rueckverfolgbarkeit.html
[Reiling 2010] Reiling, G.: Traceability: Ruckverfolgung vermeidet Schaden und
Pannen. In: automotiveIT (2010), November. – URL http://www.automotiveit.eu/
traceability-ruckverfolgung-vermeidet-schaden-und-pannen/blickpunkt/
id-0019042
[Schnell und Wiedemann 2006] Schnell, G. ; Wiedemann, B.: Bussysteme in der
Automatisierungs- und Prozesstechnik. 6. Auflage. Vieweg, 2006
[Seemann und Wolff von Gudenberg 2006] Seemann, J. ; Gudenberg, J. Wolff von:
Software-Entwurf mit UML 2. 2. Auflage. Springer, 2006
[Siemens 2010] Siemens: Displayrecorder SITRANS R200 / Kommunikationsfunktion
(Ethernet). Siemens AG (Veranst.), Oktober 2010
[Strohmeier 2008] Strohmeier, S.: Informationssystem im Personalmanagement. 1.
Auflage. Vieweg+Teubner, 2008
[Vision-Flow 2012] Vision-Flow: DLE Anwender Handbuch. Version 1.5. Vision-
Flow (Veranst.), April 2012
[Wegner-Hambloch 2004] Wegner-Hambloch, S.: Ruckverfolgbarkeit in der Praxis.
Behr’s Verlag DE, 2004
73

A. Anhang
A.1. Chargenprotokoll
1
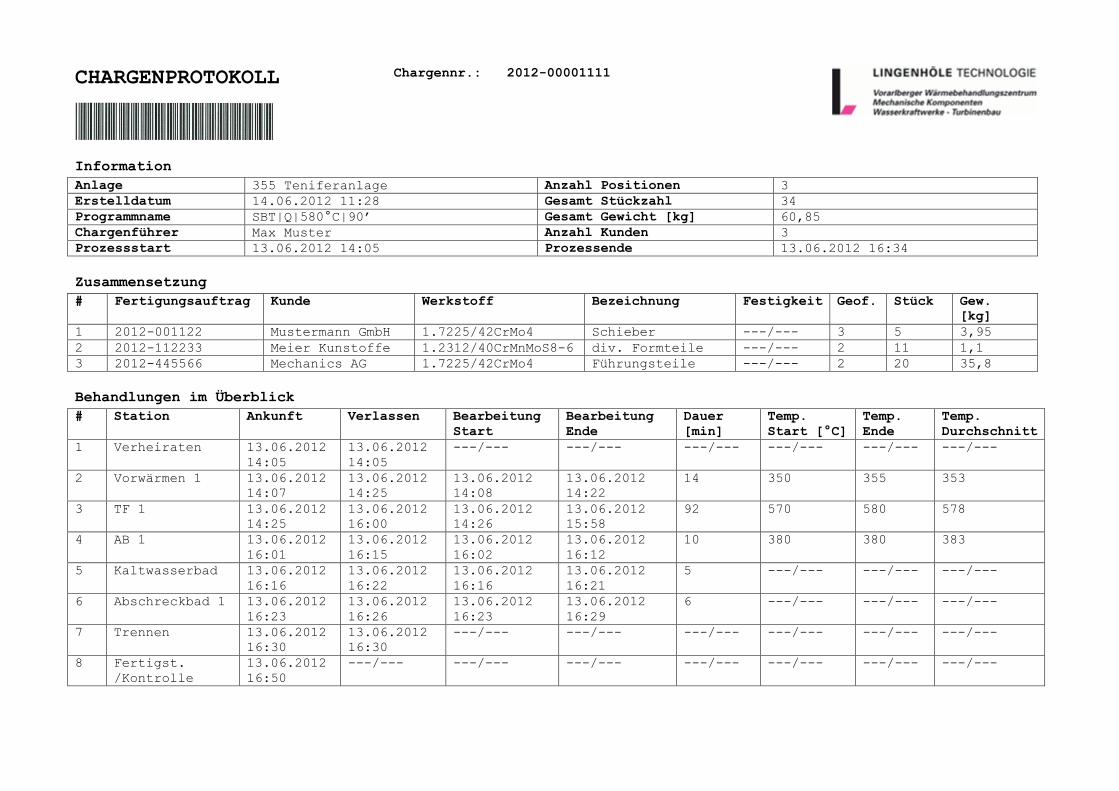
CHARGENPROTOKOLL
Chargennr.: 2012-00001111
Information
Anlage 355 Teniferanlage Anzahl Positionen 3
Erstelldatum 14.06.2012 11:28 Gesamt Stückzahl 34
Programmname SBT|Q|580°C|90’ Gesamt Gewicht [kg] 60,85
Chargenführer Max Muster Anzahl Kunden 3
Prozessstart 13.06.2012 14:05 Prozessende 13.06.2012 16:34
Zusammensetzung
# Fertigungsauftrag Kunde Werkstoff Bezeichnung Festigkeit Geof. Stück Gew.
[kg]
1 2012-001122 Mustermann GmbH 1.7225/42CrMo4 Schieber ---/--- 3 5 3,95
2 2012-112233 Meier Kunstoffe 1.2312/40CrMnMoS8-6 div. Formteile ---/--- 2 11 1,1
3 2012-445566 Mechanics AG 1.7225/42CrMo4 Führungsteile ---/--- 2 20 35,8
Behandlungen im Überblick
# Station Ankunft Verlassen Bearbeitung
Start
Bearbeitung
Ende
Dauer
[min]
Temp.
Start [°C]
Temp.
Ende
Temp.
Durchschnitt
1 Verheiraten 13.06.2012
14:05
13.06.2012
14:05
---/--- ---/--- ---/--- ---/--- ---/--- ---/---
2 Vorwärmen 1 13.06.2012
14:07
13.06.2012
14:25
13.06.2012
14:08
13.06.2012
14:22
14 350 355 353
3 TF 1 13.06.2012
14:25
13.06.2012
16:00
13.06.2012
14:26
13.06.2012
15:58
92 570 580 578
4 AB 1 13.06.2012
16:01
13.06.2012
16:15
13.06.2012
16:02
13.06.2012
16:12
10 380 380 383
5 Kaltwasserbad 13.06.2012
16:16
13.06.2012
16:22
13.06.2012
16:16
13.06.2012
16:21
5 ---/--- ---/--- ---/---
6 Abschreckbad 1 13.06.2012
16:23
13.06.2012
16:26
13.06.2012
16:23
13.06.2012
16:29
6 ---/--- ---/--- ---/---
7 Trennen 13.06.2012
16:30
13.06.2012
16:30
---/--- ---/--- ---/--- ---/--- ---/--- ---/---
8 Fertigst.
/Kontrolle
13.06.2012
16:50
---/--- ---/--- ---/--- ---/--- ---/--- ---/--- ---/---

A.2. Tenifer Chargensoftware Datenmodell
3

DEMO.DLESTATE
P * STATE_IDC VARCHAR2 (30 BYTE) * NAME VARCHAR2 (35 BYTE) * PACK VARCHAR2 (30 BYTE) * FINISHED NUMBER (10) * STATEGR_ID NUMBER (10) * STATENUMBER NUMBER (4) * LOCKSTATE NUMBER (10) CREATEDDATE DATE CREATEDUSER VARCHAR2 (30 BYTE) MODIFIEDDATE DATE MODIFIEDUSER VARCHAR2 (30 BYTE)
DLESTATE_PK (STATE_IDC)
DEMO.DLETODO
P * TODO_ID NUMBER (18) * TODOTYP_IDC VARCHAR2 (30 BYTE) * TODOPRIORITY NUMBER (10) * STATE_IDC VARCHAR2 (30 BYTE) * FINISHED NUMBER (10) * OWNER_IDC VARCHAR2 (30 BYTE) * EXECUTOR_IDC VARCHAR2 (30 BYTE) * TODOROL_IDC VARCHAR2 (30 BYTE) SUBJECT VARCHAR2 (70 BYTE) TERMPLANNED DATE TERMDONE DATE ESCALTERM DATE * ESCALLEVEL NUMBER (10) TEXT VARCHAR2 (2000 BYTE) TODOINF_IDC VARCHAR2 (30 BYTE) INFODATA VARCHAR2 (2000 BYTE) SELECTIONDATE DATE TODOACT_IDC VARCHAR2 (30 BYTE) REFTODO_ID NUMBER (18) DATAOBJECT_IDC VARCHAR2 (30 BYTE) DATA_IDC VARCHAR2 (100 BYTE) ACTIVESINCE DATE AQUIREDSINCE DATE AQUIREDBY_IDC VARCHAR2 (30 BYTE) * CLIENT_ID NUMBER (10) * LOCKSTATE NUMBER (10) CREATEDDATE DATE CREATEDUSER VARCHAR2 (30 BYTE) MODIFIEDDATE DATE MODIFIEDUSER VARCHAR2 (30 BYTE) TODOCAT_IDC VARCHAR2 (30 BYTE) EXECLEVEL NUMBER (3)
PKEY_DLETODO (TODO_ID)
DLETODO_2_DLETODO (EXECUTOR_IDC, TODOTYP_IDC, STATE_IDC, TODOROL_IDC)DLETODO_3_DLETODO (REFTODO_ID)DLETODO_4_DLETODO (DATA_IDC, DATAOBJECT_IDC)DLETODO_6_DLETODO (FINISHED, ESCALTERM, ESCALLEVEL)DLETODO_5_DLETODO (EXECUTOR_IDC, FINISHED, TERMPLANNED, TODOPRIORITY)
DEMO.DLETODOACT
P * TODOACT_IDC VARCHAR2 (30 BYTE) * PACK VARCHAR2 (30 BYTE) * TODOCAT_IDC VARCHAR2 (30 BYTE)U * TODOTYP_IDC VARCHAR2 (30 BYTE)U * ACTNAME_IDC VARCHAR2 (30 BYTE)U * STATEFROM_IDC VARCHAR2 (30 BYTE)U * AUTOSTART NUMBER (10) ACTIVITYTYPE VARCHAR2 (30 BYTE) * DIALOGNEEDED NUMBER (10) RETURNCD VARCHAR2 (30 BYTE) STATETO_IDC VARCHAR2 (30 BYTE) * UPDATEACTION NUMBER (10) * DEFAULTACTION NUMBER (10) * ESCALACTION NUMBER (10) * COMPACTION NUMBER (10) FOLDER VARCHAR2 (70 BYTE) BRICKNAME VARCHAR2 (35 BYTE) ERRORBRICKNAME VARCHAR2 (35 BYTE) PARAM1 VARCHAR2 (35 BYTE) PARAM2 VARCHAR2 (35 BYTE) PARAM3 VARCHAR2 (35 BYTE) MAXMINUTE NUMBER (18) FUN_IDC VARCHAR2 (30 BYTE) DESCRIPTION VARCHAR2 (2000 BYTE) * LOCKSTATE NUMBER (10) CREATEDDATE DATE CREATEDUSER VARCHAR2 (30 BYTE) MODIFIEDDATE DATE MODIFIEDUSER VARCHAR2 (30 BYTE) ERRORFOLDER VARCHAR2 (70 BYTE) SUBFUN_IDC VARCHAR2 (30 BYTE)
PKEY_DLETODOACT (TODOACT_IDC)U_DLETODOACT_2_DLETODOACT (TODOTYP_IDC, STATEFROM_IDC, ACTNAME_IDC, AUTOSTART)
DEMO.DLETODOTYP
P * TODOTYP_IDC VARCHAR2 (30 BYTE) * TODOTYPE VARCHAR2 (30 BYTE)U * NAME VARCHAR2 (35 BYTE)U * PACK VARCHAR2 (30 BYTE) * TODOCAT_IDC VARCHAR2 (30 BYTE) TODOROL_IDC_DEF VARCHAR2 (30 BYTE) STATE_IDC_DEF VARCHAR2 (30 BYTE) PRIORITY_DEF NUMBER (10) DLECOMMAND VARCHAR2 (30 BYTE) * LOCKSTATE NUMBER (10) CREATEDDATE DATE CREATEDUSER VARCHAR2 (30 BYTE) MODIFIEDDATE DATE MODIFIEDUSER VARCHAR2 (30 BYTE)
PKEY_DLETODOTYP (TODOTYP_IDC)U_DLETODOTYP_2_DLETODOTYP (PACK, NAME)
DLETODOTYP_3_DLETODOTYP (TODOCAT_IDC)
DEMO.TEN_AUFTRAEGE
P * ID NUMBER AUFTRAGSNR VARCHAR2 (20 BYTE) KUNDENNR VARCHAR2 (20 BYTE) BESCHREIBUNG VARCHAR2 (200 BYTE) ANZAHL NUMBER OFFEN VARCHAR2 (1 BYTE) ABGESCHLOSSEN VARCHAR2 (1 BYTE) ENTFERNT VARCHAR2 (1 BYTE)
TEN_AUFTRAEGE_PK (ID)
DEMO.TEN_CHARGENAUFTRAEGE
P * ID NUMBERF * AUFTRAG_ID NUMBERF * TODO_ID NUMBER (18)
TEN_CHARGENAUFTRAEGE_PK (ID)
DEMO.TEN_CHARGENSTATIONEN
P * ID NUMBERF TODO_ID NUMBER (18)F STATION_ID NUMBER BEHANDLUNG_START VARCHAR2 (20 BYTE) BEHANDLUNG_ENDE VARCHAR2 (20 BYTE) TEMPERATUR_START FLOAT (126) TEMPERATUR_DURCHSCHNITT FLOAT (126) TEMPERATUR_FEHLER FLOAT (126) AUFENTHALT_START VARCHAR2 (20 BYTE) AUFENTHALT_ENDE VARCHAR2 (20 BYTE)F KRAN_ID NUMBER
TEN_CHARGENSTATIONEN_PK (ID)
DEMO.TEN_CHARGENTRAEGER
P * ID NUMBERF TODO_ID NUMBER (18) LAGE NUMBERF TRAEGER_ID NUMBER OFFEN VARCHAR2 (1 BYTE) ZEITSTEMPEL VARCHAR2 (50 BYTE)
TEN_CHARGENKORB_PK (ID)
DEMO.TEN_KRAENE
P * ID NUMBER * TAG VARCHAR2 (200 BYTE) SERIENNR VARCHAR2 (200 BYTE) VERFUEGBAR VARCHAR2 (1 BYTE) ENTFERNT VARCHAR2 (1 BYTE)
TEN_KRAENE_PK (ID)
DEMO.TEN_SENSORAKTIONEN
P * ID NUMBERF TODOACT_IDC VARCHAR2 (30 BYTE)F SENSOR_ID NUMBER
TEN_SENSORAKTIONEN_PK (ID)
DEMO.TEN_SENSOREN
P * ID NUMBER * NAME VARCHAR2 (50 BYTE) IP VARCHAR2 (20 BYTE) PORT NUMBER ENTFERNT VARCHAR2 (1 BYTE)
TEN_SENSOREN_PK (ID)
TEN_CHARGEN_PK (ID)
DEMO.TEN_SENSORSTATION
P * ID NUMBERF SENSOR_ID NUMBERF STATION_ID NUMBER
TEN_SENSORSTATION_PK (ID)
DEMO.TEN_STATIONEN
P * ID NUMBER * NAME VARCHAR2 (50 BYTE) ENTFERNT VARCHAR2 (1 BYTE)
TEN_STATIONEN_PK (ID)
DEMO.TEN_TODO_ERWEITERUNG
P * TODO_ID NUMBER KRAN_ID NUMBER STATION_ID NUMBER CHARGENNUMMER NUMBER
TEN_TODO_ERWEITERUNG_PK (TODO_ID)
DEMO.TEN_TRAEGER
P * ID NUMBER * ANZ_LAGEN NUMBER VERFUEGBAR VARCHAR2 (1 BYTE) ENTFERNT VARCHAR2 (1 BYTE)F TRAEGERTYP_ID NUMBER
TEN_KOERBE_PK (ID)
DEMO.TEN_TRAEGERTYP
P * ID NUMBER * NAME VARCHAR2 (20 BYTE)
TEN_TRAEGERTYP_PK (ID)
DEMO.TEN_TODO_STATE_VIEW
TODO_ID NUMBER (18)TODOTYP_IDC VARCHAR2 (30)STATE_IDC VARCHAR2 (30)OWNER_IDC VARCHAR2 (30)KRAN_ID NUMBERSTATION_ID NUMBERSTATENAME VARCHAR2 (35)SUBJECT VARCHAR2 (70)TERMDONE DATE (7)TEXT VARCHAR2 (2000)ACTIVESINCE DATE (7)CREATEDDATE DATE (7)MODIFIEDDATE DATE (7)

Die Forschungsergebnisse wurden vom osterreichischen Comet-Forschungsprogramm (Com-
petence Center for Excellent Technologies) im Rahmen des Projektes ProDSS (Integra-
ted Decision Support Systems for Industrial Processes) gefordert.