![“Das Geld in der japanischen Literatur: Aspekte von Haben und Sein” [Money in Japanese Literature: Aspects of Having and Being]](https://static.fdokumen.com/doc/165x107/6316e422c5ccb9e1fb03e621/das-geld-in-der-japanischen-literatur-aspekte-von-haben-und-sein-money-in.jpg)
Aspekte der Beschreibung der Fließspannung bei der numerischen Simulation zyklischer...
12
DOI 10.1007/s10010-006-0040-6 ORIGINALARBEITEN · ORIGINALS Forsch Ingenieurwes Aspekte der Beschreibung der Fließspannung bei der numerischen Simulation zyklischer Umformvorg¨ ange S. Meinel · R. Kreißig · H. Ansorge © Springer-Verlag 2006 Zusammenfassung Inkrementelle Umformverfahren sind gekennzeichnet durch eine lokalisierte, sehr intensive Be- anspruchung der Werkstoffe. F¨ ur die zuverl¨ assige nume- rische Simulation dieser Vorg¨ ange ist es notwendig, das Verhalten des Werkstoffs im gesamten Bereich der thermo- mechanischen Beanspruchung realit¨ atsnah zu modellieren. Empirische Modelle zur Beschreibung der Fließspannung sind nur in engen Bereichen der Beanspruchung g¨ ultig. Au- ßerdem fehlen h¨ aufig experimentelle Daten. Anhand der Simulation des Bohrungsdr¨ uckens wird gezeigt, wie mit- tels kombinierter Fließspannungsmodelle gr¨ oßere Bereiche der thermomechanischen Prozessgr¨ oßen abgedeckt werden k¨ onnen. Ebenso wird die Sensibilit¨ at der Ergebnisse der Simulation hinsichtlich der Modellierung der Fließspannun- gen diskutiert. Aspects of flow stress modelling for numerical simulation of cyclic bulk forming processes Abstract Incremental bulk forming is characterized by a lo- calized, very intensive loading of the material. To get reli- able results of numerical simulation it is necessary to de- scribe thermo-mechanical response of the material close to reality for the full load range. The validity of empirical flow S. Meinel (✉) Gesellschaft f¨ ur Innovationsf¨ orderung (GfI) e.V., Bernsdorfer Str. 212, 09126 Chemnitz, Germany e-mail: [email protected] R. Kreißig · H. Ansorge Institut f¨ ur Mechanik und Thermodynamik, Technische Universit¨ at Chemnitz, 09107 Chemnitz, Germany stress models is limited to small load intervals. Further- more, experimental results often are missing. Considering spin extrusion, it is shown, how to cover a wide range of thermo-mechanical parameters using a combined flow stress model. Also the sensibility of simulation results with respect to flow stress modelling is discussed. Formelzeichen a 0 Ns a 2 /mm 2 Koeffizient a 1 , a 2 , a 3 , a 4 –, –, 1/K, – Koeffizienten b 1 , b 2 Ns a 2 /mm 2 Koeffizienten b 3 1/K Koeffizient c 0 , c 1 , c 2 N/mm 2 , –, s c 1 Koeffizienten F, F s N Axialkraft, Stempelkraft k f N/mm 2 Fließspannung k K f N/mm 2 Fließspannung, Modell Kaltverformung k HS f N/mm 2 Fließspannung, Modell Hensel/Spittel M, M z Nm Axiales Moment Q Nm Plastische Arbeit Q w KJ/mol Aktivierungsenergie R KJ/mol/K Gaskonstante S – Parameter f¨ ur Gef ¨ ugeeinfluss t s Zeit T K (bzw. ◦ C) Temperatur Z 1/s Zener-Holomon-Parameter α – Parameter ε pl – ¨ Aquivalente plastische Verzerrung ˙ ε pl 1/s ¨ Aquivalente plastische Verzerrungsgeschwindigkeit ε 0 ,ε 1 ,ε 2 – Parameter, Verzerrungen 13
-
Upload
fraunhofer-de -
Category
Documents
-
view
0 -
download
0
Transcript of Aspekte der Beschreibung der Fließspannung bei der numerischen Simulation zyklischer...

DOI 10.1007/s10010-006-0040-6
O R I G I N A L A R B E I T E N · O R I G I N A L S
Forsch Ingenieurwes
Aspekte der Beschreibung der Fließspannungbei der numerischen Simulation zyklischer Umformvorgange
S. Meinel · R. Kreißig · H. Ansorge
© Springer-Verlag 2006
Zusammenfassung Inkrementelle Umformverfahren sindgekennzeichnet durch eine lokalisierte, sehr intensive Be-anspruchung der Werkstoffe. Fur die zuverlassige nume-rische Simulation dieser Vorgange ist es notwendig, dasVerhalten des Werkstoffs im gesamten Bereich der thermo-mechanischen Beanspruchung realitatsnah zu modellieren.Empirische Modelle zur Beschreibung der Fließspannungsind nur in engen Bereichen der Beanspruchung gultig. Au-ßerdem fehlen haufig experimentelle Daten. Anhand derSimulation des Bohrungsdruckens wird gezeigt, wie mit-tels kombinierter Fließspannungsmodelle großere Bereicheder thermomechanischen Prozessgroßen abgedeckt werdenkonnen. Ebenso wird die Sensibilitat der Ergebnisse derSimulation hinsichtlich der Modellierung der Fließspannun-gen diskutiert.
Aspects of flow stress modellingfor numerical simulationof cyclic bulk forming processes
Abstract Incremental bulk forming is characterized by a lo-calized, very intensive loading of the material. To get reli-able results of numerical simulation it is necessary to de-scribe thermo-mechanical response of the material close toreality for the full load range. The validity of empirical flow
S. Meinel (�)Gesellschaft fur Innovationsforderung (GfI) e.V.,Bernsdorfer Str. 212,09126 Chemnitz, Germanye-mail: [email protected]
R. Kreißig · H. AnsorgeInstitut fur Mechanik und Thermodynamik,Technische Universitat Chemnitz,09107 Chemnitz, Germany
stress models is limited to small load intervals. Further-more, experimental results often are missing. Consideringspin extrusion, it is shown, how to cover a wide range ofthermo-mechanical parameters using a combined flow stressmodel. Also the sensibility of simulation results with respectto flow stress modelling is discussed.
Formelzeichen
a0 Nsa2/mm2 Koeffizienta1, a2, a3, a4 –, –, 1/K, – Koeffizientenb1, b2 Nsa2/mm2 Koeffizientenb3 1/K Koeffizientc0, c1, c2 N/mm2, –, sc1 KoeffizientenF, Fs N Axialkraft, Stempelkraftkf N/mm2 FließspannungkK
f N/mm2 Fließspannung,Modell Kaltverformung
kHSf N/mm2 Fließspannung,
Modell Hensel/SpittelM, Mz Nm Axiales MomentQ Nm Plastische ArbeitQw KJ/mol AktivierungsenergieR KJ/mol/K GaskonstanteS – Parameter
fur Gefugeeinflusst s ZeitT K (bzw. ◦C) TemperaturZ 1/s Zener-Holomon-Parameterα – Parameterεpl – Aquivalente plastische
Verzerrungεpl 1/s Aquivalente plastische
Verzerrungsgeschwindigkeitε0, ε1, ε2 – Parameter, Verzerrungen
1 3

Forsch Ingenieurwes
σ N/mm2 Fließspannungσmax N/mm2 Parameter,
maximale Fließspannungσstat N/mm2 Parameter,
stationare Fließspannung
1 Einleitung
Bei der numerischen Simulation von Umformvorgangenkommt der Beschreibung der Fließspannung eine große Be-deutung hinsichtlich der Genauigkeit der Berechnungser-gebnisse zu. Die Abhangigkeit der Fließspannung kf vonden thermomechanischen Prozessgroßen εpl, εpl und T so-wie von weiteren Parametern S, die z.B. der Kennzeichnungder Gefugeentwicklung dienen, wird in den numerischenBerechnungen haufig durch empirische, auf experimentellenMessdaten basierende Modelle approximiert
kf = f(εpl, εpl, T, S) . (1)
Grundsatzlich bleibt die Gultigkeit derartiger Ansatze je-doch auf begrenzte Bereiche bezuglich der vorliegendenProzessgroßen εpl, εpl und T beschrankt [3–5]. Werdendiese Bereiche im Verlaufe der Simulation eines Umform-vorganges verlassen, ist die Zuverlassigkeit der Ergebnisseungeklart.
Inkrementelle Umformvorgange, wie z.B. das Bohrungs-drucken [1], sind dadurch gekennzeichnet, dass ein sehrbreites Spektrum der Materialbeanspruchung uberdecktwird. Deshalb mussen unterschiedliche Modelle, z.B. furdie Kalt- und Warmumformung sowie deren Kombination,in der Simulation eingesetzt werden. Ein zusatzliches Pro-blem stellt die Werkstoffantwort bei zyklischen Prozessendar, welche von jener bei einsinniger Beanspruchung ab-weicht [2], die jedoch im Regelfall in den experimentellenUntersuchungen die Basis fur die Approximation (Gl. 1)darstellt.
Aus der numerischen Behandlung des nichtlinearenUmformproblems resultieren gewisse Anforderungen an dieGlattheit der zu wahlenden Approximationen der Fließkur-ven, die sich erst anhand numerischer Experimente zeigen(Abschn. 3 und 4).
Es sei noch einmal unterstrichen, dass die konkrete Be-lastungsgeschichte, die in der Beziehung (Gl. 1) lediglichmittels der plastischen Vergleichsverzerrung erfasst wird,und die Gefugeentwicklung einen signifikanten Einflussauf die Fließspannung besitzen. Der im Folgenden darge-stellte Zugang verkorpert deshalb einen Kompromiss, derauf den verfugbaren experimentellen Ergebnissen und denmoglichen Materialmodellen, die beim Einsatz kommerziel-ler FEM-Software gewahlt werden konnen, basiert.
Nach einer kurzen Beschreibung der FEM-Simulationdes Bohrungsdruckens (Abschn. 2) werden im Abschn. 3die konkreten Ansatze zur Approximation der Fließkurvenerlautert. Sie bilden die Grundlage fur die Analyse ihrerAuswirkungen auf die im Abschn. 4 angegebenen Ergeb-nisse der numerischen Simulation des Bohrungsdruckens(Originalproblem) und der Torsion dunnwandiger Rohre(Modellproblem).
2 Spezifische Probleme der numerischen Simulationdes Bohrungsdruckens
Das Bohrungsdrucken ist ein Umformverfahren, das inden zuruckliegenden Jahren vorwiegend von ChemnitzerForschungseinrichtungen weiterentwickelt wurde. Es eig-net sich insbesondere fur die Herstellung dickwandigerrotations- und strahlensymmetrischer Hohlteile. Die in-tensive Untersuchung des Verfahrens aus technologischer,werkstofftechnischer und auch theoretischer Sicht warSchwerpunkt des DFG-Sonderforschungsbereiches 283, indessen Rahmen auch die eigenen Arbeiten erfolgten (vgl. [1,6, 7, 9–11]).
In Abb. 1 ist das Prinzip des Bohrungsdruckens illu-striert. Ein zylindrischer Rohling wird wie bei einer Dreh-bank in einem Futter eingespannt und in Rotation versetzt.Als Werkzeuge dienen drei um 120◦ versetzte Rollen undein auf die Stirnseite druckender Stempel, die mit einerdefinierten Vorschubgeschwindigkeit gegen das Werkstuck
Abb. 1 Verfahrensprinzip des Bohrungsdruckens
1 3
Forsch Ingenieurwes
verfahren werden. Die dabei auftretende Drehbewegung derWerkzeuge resultiert ausschließlich aus der Reibung. Es exi-stiert also kein zusatzlicher rotatorischer Antrieb.
Beim Bohrungsdrucken handelt es sich um ein zyklischesinkrementelles Umformverfahren, da die Verformung derperipheren Werkstuckbereiche in einem zyklischen Prozessdurch die sich mehrfach wiederholenden Uberwalzungenerfolgt.
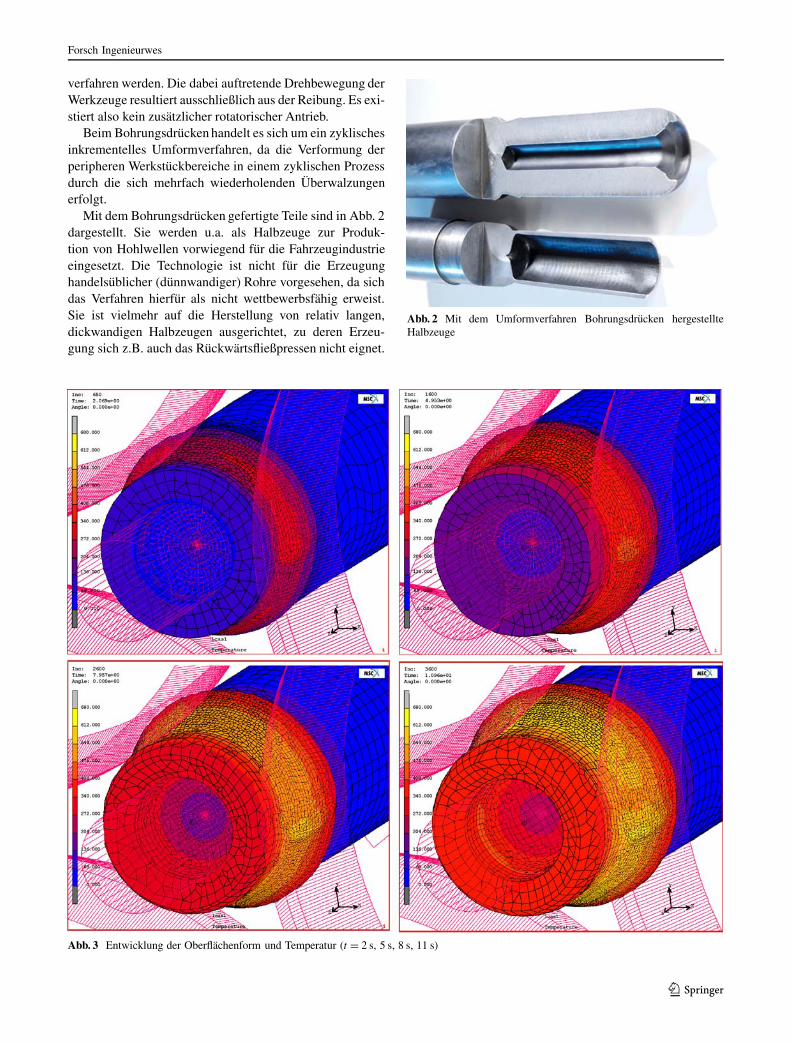
Mit dem Bohrungsdrucken gefertigte Teile sind in Abb. 2dargestellt. Sie werden u.a. als Halbzeuge zur Produk-tion von Hohlwellen vorwiegend fur die Fahrzeugindustrieeingesetzt. Die Technologie ist nicht fur die Erzeugunghandelsublicher (dunnwandiger) Rohre vorgesehen, da sichdas Verfahren hierfur als nicht wettbewerbsfahig erweist.Sie ist vielmehr auf die Herstellung von relativ langen,dickwandigen Halbzeugen ausgerichtet, zu deren Erzeu-gung sich z.B. auch das Ruckwartsfließpressen nicht eignet.
Abb. 3 Entwicklung der Oberflachenform und Temperatur (t = 2 s, 5 s, 8 s, 11 s)
Abb. 2 Mit dem Umformverfahren Bohrungsdrucken hergestellteHalbzeuge
1 3

Forsch Ingenieurwes
Um eine ausreichende Genauigkeit bei der numerischenSimulation des Bohrungsdruckens zu erreichen, mussen er-hebliche Anforderungen sowohl an die Simulationssoftwareals auch an die Hardwareressourcen gestellt werden. DieBerechnungen sind charakterisiert durch
• die zwingende Notwendigkeit einer 3D - Analyse,• eine starke thermomechanische Kopplung,• ein begrenztes und umlaufendes Gebiet mit großen plas-
tischen Verzerrungen und• eine lokal große Verzerrung der Elemente.
Abbildung 3 enthalt typische Ergebnisse der numerischenSimulation unter Einsatz des FEM-ProgrammesMSC.SuperForm. Erkennbar sind die Temperaturentwick-lung im Werkstuck, die Ausformung des rohrformigenHalbzeugs sowie die Herausbildung von charakteristischenOberflachenstrukturen (Wulste) als Folge der Material-verdrangung insbesondere durch die Rollen.
Der beim Bohrungsdrucken charakteristische Verfor-mungsablauf ist durch eine sehr große, jedoch lokal kon-zentrierte thermomechanische Beanspruchung von jenenMaterialteilchen, die sich vor allem im Bereich des Rol-lenkontaktes befinden, gekennzeichnet. In diesen Zonenvariieren die thermomechanischen Prozessgroßen εpl, εpl
und T, von denen die Fließspannung (Gl. 1) abhangt, in sehrgroßen Intervallen
εpl = 0 . . . ∼ 100
εpl = 0 . . . ∼ 100
T = 20 . . . ∼ 10000 C . (2)
Infolge der zyklischen Verformungen beim Bohrungsdrucken(wie auch bei weiteren inkrementellen Umformverfahren)nimmt die Vergleichsverzerrung εpl als materielles Integralder Verzerrungsgeschwindigkeit
εpl =∫
εpl dt =∫ (
2/3εplij ε
plij
)1/2dt (3)
sehr große Werte an. Das betrifft allerdings nur eine rela-tiv dunne Materialschicht im Bereich des Rollenkontaktes,die durch dissipa tive Prozesse außerdem intensiv erwarmtwird.
Die Frage, ob der Werkstoff bei dieser Beanspruchungversagt, war nicht Gegenstand der vorliegenden Analysen(vgl. z.B. [12]).
Der fur die Untersuchungen relevante Temperaturbe-reich wird erheblich durch die gewahlte Ausgangstem-peratur im technologischen Ablauf des Verfahrens be-stimmt. Experimente an einer prototypischen Versuchsein-richtung BDM2000 [8] ergaben, dass eine Vorwarmung derWerkstucke auf ca. 600–700 ◦C den Bearbeitungsprozessinsgesamt positiv beeinflusst. Die Umformung nicht vor-gewarmter Teile ist jedoch ebenfalls moglich.
3 Zur Approximation der Fließspannung
3.1 Kombination von Kalt- und Warmfließverhalten
Zur Approximation der experimentell ermittelten Fließspan-nung [3–5] in Abhangigkeit der thermomechanischen Pro-zessgroßen εpl, εpl und T werden analytische Ansatze inForm von Potenz- und Exponentialfunktionen genutzt. Furden im Rahmen der vorliegenden Untersuchungen vorwie-gend eingesetzten Stahl 20MoCrS4 konnten Fließkurven imTemperaturbereich bis zu ca. 700 ◦C (hier als Kaltumfor-mung bezeichnet) durch den Ansatz (siehe z.B. [4])
kKf = [
b1 +b2 exp (b3T )](εpl)
a1
× exp(
a4
εpl
) (εpl
)a2 exp (−a3T ) , (4)
mit b2 = 6474,0, b1 = −6513,0, b3 = 0,001, a1 = 0,1189,a2 = 0,002, a3 = 0,0032, a4 = −0,0037 beschrieben wer-den [4].
Im Bereich der Warmumformung verliert die Appro-ximation (Gl. 4) ihre Gultigkeit. Die Fließkurven las-sen sich fur T > 700–800 ◦C besser durch die von Hen-sel/Spittel [14] vorgeschlagene Beziehung
kHSf = a0(εpl)
a1 exp
(a4
εpl
)(εpl)
a2 exp(−a3T ) (5)
mit a0 = 19 205, a1 = 0,0643, a2 = 0,1532, a3 = 0,00385,a4 = −0,0037 annahern [5].
Die beiden Approximationen (Gl. 4 und 5) besitzen al-lerdings, wie auch Abb. 4 entnommen werden kann, imTemperaturbereich von 700 bis 800 ◦C keinen stetigenUbergang. Daraus resultiert bei der FEM-Simulation einenumerische Instabilitat, die vermieden werden muss. Zu-dem zeigt sich, dass gerade dieser Temperaturbereich furdas Bohrungsdrucken relevant ist.
Durch die lineare Kombination der Beziehungen (Gl. 4und 5) in einem breiten Ubergangsbereich von 700 bis900 ◦C gelingt es jedoch, einen stetigen Verlauf der Fließ-spannung zu gewahrleisten.
kf = (1 −α) · kKf +α · kHS
f (6)
mit
α =
⎧⎪⎨⎪⎩
0 falls T < 7000
T−7000
2000 falls 7000 < T < 9000
1 falls T > 9000
Allerdings kann mit der Beziehung (Gl. 6) nicht der ge-samte Bereich der Verzerrung εpl und der Verzerrungs-geschwindigkeit εpl (vgl. Gl. 2) approximiert werden. Solasst sich mit den angefuhrten Beziehungen nur der Pro-zess der Verfestigung beschreiben. Das Sattigungsverhaltender Fließspannung und die Entfestigung, die fur großere
1 3
Forsch Ingenieurwes
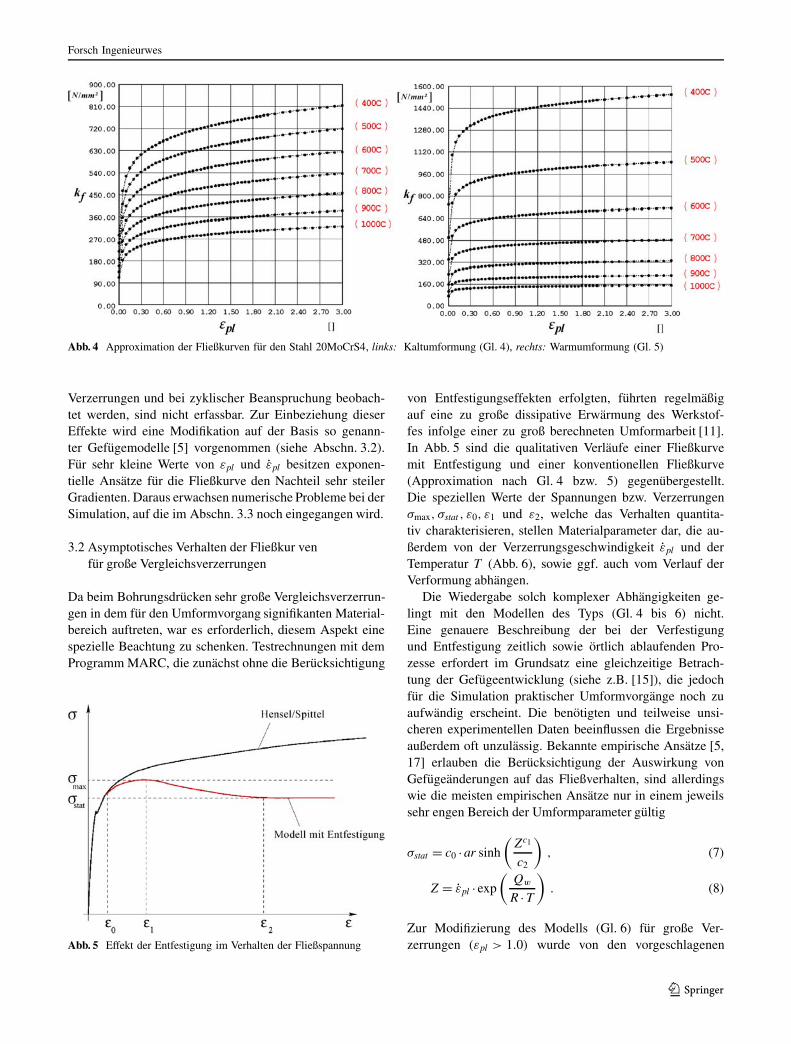
Abb. 4 Approximation der Fließkurven fur den Stahl 20MoCrS4, links: Kaltumformung (Gl. 4), rechts: Warmumformung (Gl. 5)
Verzerrungen und bei zyklischer Beanspruchung beobach-tet werden, sind nicht erfassbar. Zur Einbeziehung dieserEffekte wird eine Modifikation auf der Basis so genann-ter Gefugemodelle [5] vorgenommen (siehe Abschn. 3.2).Fur sehr kleine Werte von εpl und εpl besitzen exponen-tielle Ansatze fur die Fließkurve den Nachteil sehr steilerGradienten. Daraus erwachsen numerische Probleme bei derSimulation, auf die im Abschn. 3.3 noch eingegangen wird.
3.2 Asymptotisches Verhalten der Fließkur venfur große Vergleichsverzerrungen
Da beim Bohrungsdrucken sehr große Vergleichsverzerrun-gen in dem fur den Umformvorgang signifikanten Material-bereich auftreten, war es erforderlich, diesem Aspekt einespezielle Beachtung zu schenken. Testrechnungen mit demProgramm MARC, die zunachst ohne die Berucksichtigung
Abb. 5 Effekt der Entfestigung im Verhalten der Fließspannung
von Entfestigungseffekten erfolgten, fuhrten regelmaßigauf eine zu große dissipative Erwarmung des Werkstof-fes infolge einer zu groß berechneten Umformarbeit [11].In Abb. 5 sind die qualitativen Verlaufe einer Fließkurvemit Entfestigung und einer konventionellen Fließkurve(Approximation nach Gl. 4 bzw. 5) gegenubergestellt.Die speziellen Werte der Spannungen bzw. Verzerrungenσmax, σstat , ε0, ε1 und ε2, welche das Verhalten quantita-tiv charakterisieren, stellen Materialparameter dar, die au-ßerdem von der Verzerrungsgeschwindigkeit εpl und derTemperatur T (Abb. 6), sowie ggf. auch vom Verlauf derVerformung abhangen.
Die Wiedergabe solch komplexer Abhangigkeiten ge-lingt mit den Modellen des Typs (Gl. 4 bis 6) nicht.Eine genauere Beschreibung der bei der Verfestigungund Entfestigung zeitlich sowie ortlich ablaufenden Pro-zesse erfordert im Grundsatz eine gleichzeitige Betrach-tung der Gefugeentwicklung (siehe z.B. [15]), die jedochfur die Simulation praktischer Umformvorgange noch zuaufwandig erscheint. Die benotigten und teilweise unsi-cheren experimentellen Daten beeinflussen die Ergebnisseaußerdem oft unzulassig. Bekannte empirische Ansatze [5,17] erlauben die Berucksichtigung der Auswirkung vonGefugeanderungen auf das Fließverhalten, sind allerdingswie die meisten empirischen Ansatze nur in einem jeweilssehr engen Bereich der Umformparameter gultig
σstat = c0 ·ar sinh(
Zc1
c2
), (7)
Z = εpl · exp(
Qw
R · T
). (8)
Zur Modifizierung des Modells (Gl. 6) fur große Ver-zerrungen (εpl > 1.0) wurde von den vorgeschlagenen
1 3

Forsch Ingenieurwes
Abb. 6 Einfluss derTemperatur T und derVerzerrungsgeschwindigkeit εplauf die Fließkurven und Lage derMaxima
Gefugemodellen [5] die Beziehung 7 fur die Grenzfließ-spannung σstat ausgewahlt, die vom so genannten Zener-Holomon-Parameter (Gl. 8) abhangt. Diese Beziehung hatsich in einem relativ breiten Bereich der Prozessgroßenεpl, εpl und T bewahrt [16] und konnte unter Zwischen-schaltung eines geeigneten Uberganges stetig an das Modell(Gl. 6) angepasst werden. Die Materialparameter c0, c1, c2
sind experimentell ermittelte Großen [5], fur die Akti-vierungsenergie Qw wurde der Wert Qw = 332,6 kJ/molangenommen [5].
Im Bereich der Kaltumformung tritt keine Entfestigungauf. Hier wurde deshalb ein Abklingen der Verfestigung bisauf Null modelliert (Abb. 7, rechts). Insgesamt stellt die Er-mittlung realitatsnaher Werte fur σstat(εpl, T, εpl → ∞) einewesentliche Voraussetzung fur eine ausreichend genaue Mo-dellierung des Bohrungsdrucken dar, weil davon die Span-nungen im Umformbereich unter den Walzen sowie die Dis-sipation signifikant abhangen. Der Einfluss der Frequenzund Form der Belastungszyklen auf die Grenzfließspannung
Abb. 7 Approximation des Fließverhaltens von 20MoCrS4, Abhangigkeit von der Temperatur (εpl = 1.0) , links: kombiniertes Modell (Gl. 6),rechts: Modifikation des Modells fur große Verzerrungen
σstat(εpl, T ) (vgl. [12]) wurde zunachst nicht in die Model-lierung einbezogen.
3.3 Approximation der Fließkurven fur kleine Wertetitlebreak der Verzerrung und derVerzerrungsgeschwindigkeit
Bei der impliziten numerischen Losung der thermomecha-nischen Anfangs-Randwert-Aufgabe wird innerhalb jedesBelastungsinkrementes ein mehrstufiger Iterationsprozessdurchgefuhrt. Aus den sehr großen Anderungen der Fließ-spannungen bei nur kleinen Anderungen der thermomecha-nischen Prozessgroßen konnen fur die z.B. in den Program-men MARC und SuperForm implementierten AlgorithmenKonvergenzprobleme entstehen, die zum Abbruch der Be-rechnung fuhren. Diese Problematik tritt auch bei den obeneingefuhrten Modellen (Gl. 4 bis 6), die fur kleine Verzer-rungen und Verzerrungsgeschwindigkeiten steile Gradien-ten aufweisen, in Erscheinung.
1 3

Forsch Ingenieurwes
Eine Modifikation der betrachteten Fließkurven im Be-reich kleiner Parameter εpl, εpl ist auch aus physikalischerSicht nahe liegend, da die o.g. Beziehungen (Gl. 4 bis 6)keine sinnvollen Grenzwerte der Fließspannung fur ge-gen Null gehende Werte von εpl, εpl liefern. In beidenGrenzfallen verschwindet die Fließspannung (Gl. 9)
limεpl−>0
σ(εpl, εpl, T ) = 0 , limεpl−>0
σ(εpl, εpl, T ) = 0 . (9)
Da keine experimentellen Ergebnisse zum Verhalten derFließspannung fur sehr kleine εpl und εpl verfugbar sind,wurden verschiedene Approximationen der Fließkurve inden Bereichen εpl < 0.01 und εpl < 1.0 untersucht. Als Bei-spiel wird die Abhangigkeit der Fließspannung von der Ver-zerrungsgeschwindigkeit εpl diskutiert. Diese erwies sichhinsichtlich der ausgelosten numerischen Instabilitaten alsnoch kritischer als die Abhangigkeit von εpl. In Abb. 8 sinddrei mogliche Varianten einer Approximation enthalten, wo-bei der reale Verlauf von kf (εpl) im Intervall [0, 1] bei derVariante A durch den konstanten Wert kf (1) ersetzt wird.Die Gerade, welche der Variante B entspricht, verlauft durchdie Kurvepunkte kf (0.01) und kf (1), wahrend bei der Va-riante C (geschwindigkeitsunabhangiges Verhalten), die zuVergleichszwecken dient, kf (εpl) ≡ kf (εpl = 0.01) gilt.
Wie aus Abb. 8 erkennbar ist, fuhren die unterschied-lichen Approximationen im Intervall [0, 1] zu erhebli-chen Abweichungen gegenuber dem nichtlinearen Original-modell. Unter Beachtung der Spezifik, dass bei inkremen-tellen Umformvorgangen wie dem Bohrungsdrucken dieVerzerrungsgeschwindigkeit nur in der Nahe des Rollenkon-taktes großere Werte (εpl � 1.0) annimmt, wird klar, dassdie beschriebene Approximation der Fließspannung durch-aus einen Einfluss auf das Simulationsergebnis besitzt.
Analoge Effekte sind zu erwarten, wenn Modelle aus derMaterialdatenbank von FEM-Simulationsprogrammengenutzt werden. Hier erfolgt die Beschreibung der Fließ-
Abb. 8 Approximationen der Fließspannung in Abhangigkeit von εpl
spannung durch Interpolation bzw. Extrapolation von be-reitgestellten Messwerten. Durch die i.a. sehr begrenzteAnzahl von Messpunkten (εpli , εpli , Ti) ergeben sich ana-loge Approximationsprobleme.
Die Auswirkung der beschriebenen Approximationen derFließspannung auf die Genauigkeit lokaler und integra-ler Ergebnisse lasst sich nur schwierig abschatzen, da dieFließspannung in komplexer Form mit weiteren Großen inWechselwirkung steht. Deshalb werden im Abschn. 4 aus-gewahlte Testrechnungen zum Bohrungsdruckens (Origi-nalproblem) und zur Torsion dunnwandiger Rohre (Modell-problem) analysiert.
Abb. 9 Stempelkraft in Abhangigkeit des gewahlten Ansatzes fur dieFließkurve
Abb. 10 Antriebsmoment in Abhangigkeit des gewahlten Ansatzesfur die Fließkurve
1 3
Forsch Ingenieurwes
4 Ergebnisse der numerischen Tests
4.1 Bohrungsdrucken (Originalproblem)
Die Betrachtung des komplexen Umformvorganges Boh-rungsdrucken erfordert einen hohen Rechenzeitaufwand. Da-mit ist eine Variation vieler einzelner Parameter praktischausgeschlossen. Erschwerend wirken sich Unscharfen beider Modellierung des Problems, die aus der unzureichendenNetzdichte,derNumerikallgemeinsowieausAnnahmenzumKontakt und zum Warmeubergang resultieren konnen, aus.
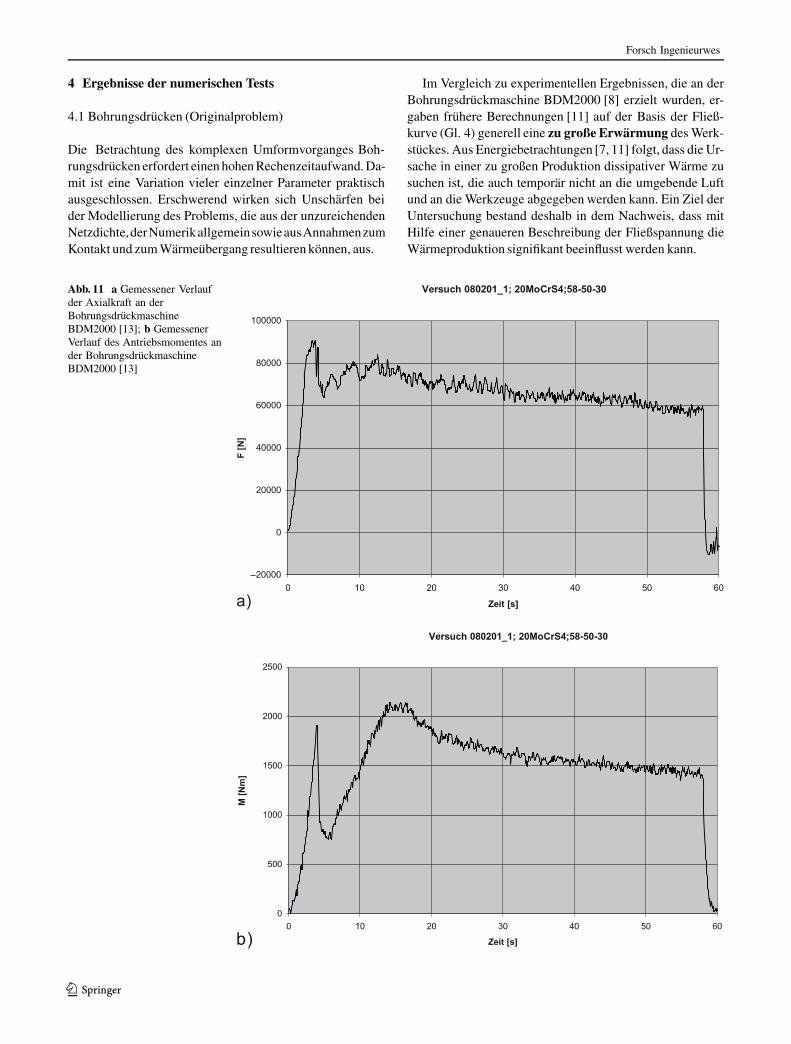
Abb. 11 a Gemessener Verlaufder Axialkraft an derBohrungsdruckmaschineBDM2000 [13]; b GemessenerVerlauf des Antriebsmomentes ander BohrungsdruckmaschineBDM2000 [13]
Im Vergleich zu experimentellen Ergebnissen, die an derBohrungsdruckmaschine BDM2000 [8] erzielt wurden, er-gaben fruhere Berechnungen [11] auf der Basis der Fließ-kurve (Gl. 4) generell eine zu große Erwarmung des Werk-stuckes. Aus Energiebetrachtungen [7, 11] folgt, dass die Ur-sache in einer zu großen Produktion dissipativer Warme zusuchen ist, die auch temporar nicht an die umgebende Luftund an die Werkzeuge abgegeben werden kann. Ein Ziel derUntersuchung bestand deshalb in dem Nachweis, dass mitHilfe einer genaueren Beschreibung der Fließspannung dieWarmeproduktion signifikant beeinflusst werden kann.
1 3

Forsch Ingenieurwes
Abb. 12 Wulstbildung vor den Walzen beim Bohrungsdrucken (links: t = 2,82 s, rechts: t = 4,45 s)
Abb. 13 Zeitlicher Verlauf der Verzerrung (links) und der Verzerrungsgeschwindigkeit bei der Torsion eines dunnwandigen Rohres (impulsartigeBelastung)
Zwischen der plastischen Leistung und der axialen Vor-schubkraft sowie dem Antriebsmoment besteht ein di-rekter Zusammenhang. Daher ist es moglich, aus derStempelkraft (Abb. 9) und dem Antriebsmoment (Abb. 10)in Abhangigkeit des gewahlten Ansatzes fur die Fließ-kurve Aussagen uber die Warmeproduktion zu gewin-nen. Die Berechnungen wurden mit drei verschiedenenAnsatzen fur die Fließspannung durchgefuhrt, einem Mo-dell V mit permanenter Verfestigung entsprechend Gl. 6,einem Modell E01 mit geringer Entfestigung (1%) undeinem Modell E20 mit moderater Entfestigung (20%),vgl. Abb. 7
Der Vergleich mit experimentellen Daten (Abb. 11a,b)zeigt, dass die Krafte und Momente bei Annahme ei-ner Entfestigung (E01, E20) quantitativ und qualitativbesser widergespiegelt werden. Bei der Betrachtung desLangzeitverhaltens ergibt sich fur die obigen Modelleallerdings eine Tendenz zum dauerhaften Anwachsendes Antriebsmomentes. Dies wird jedoch durch Mes-sungen (Abb. 11b) nicht bestatigt. Ursache fur das wei-tere Anwachsen des Antriebsmomentes bei der numeri-schen Simulation ist eine sich verstarkende Ausbildung vonWulsten auf der Werkstuckoberflache vor den umlaufendenRollen (Abb. 12).
1 3
Forsch Ingenieurwes
Dieses Phanomen wird durch eine geanderte Modellie-rung der Fließspannung nur wenig beeinflusst. KleinereFließspannungen begunstigen diesen Effekt sogar. Offen-sichtlich spielen jedoch noch weitere Faktoren wie die Mo-dellierung der Kontaktreibung, die Vernetzungsdichte und-frequenz sowie andere numerische Einstellungen eine we-sentliche Rolle.
4.2 Torsion dunnwandiger Rohre (Modellproblem)
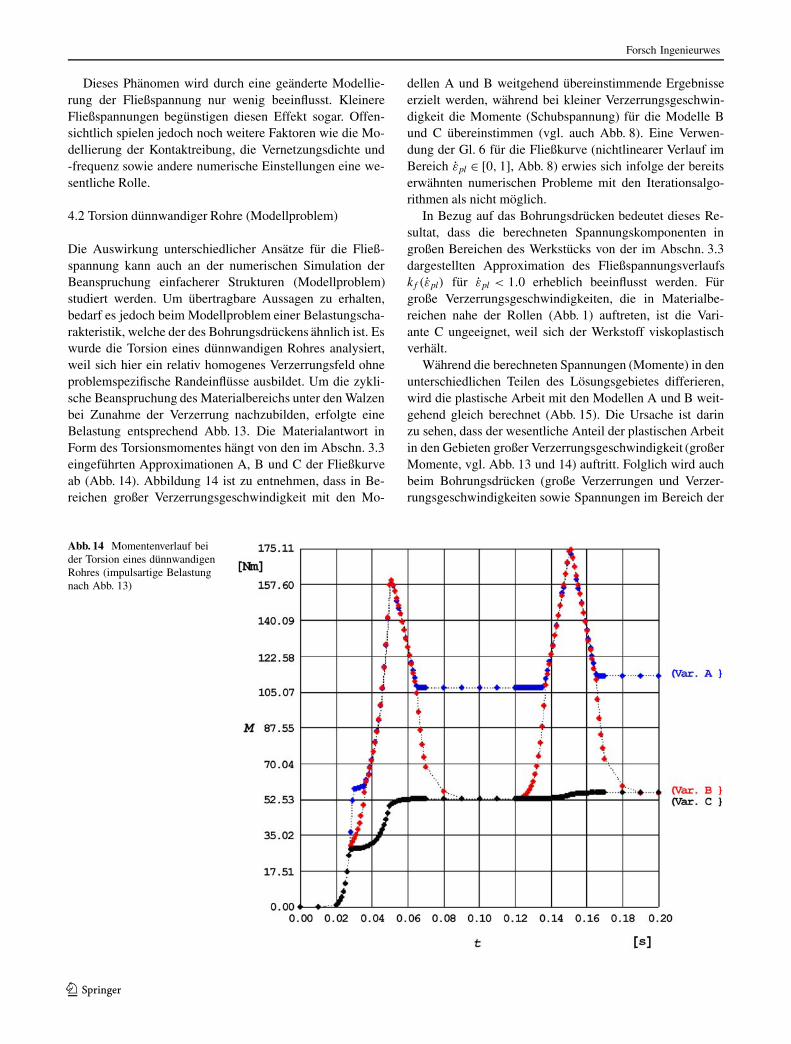
Die Auswirkung unterschiedlicher Ansatze fur die Fließ-spannung kann auch an der numerischen Simulation derBeanspruchung einfacherer Strukturen (Modellproblem)studiert werden. Um ubertragbare Aussagen zu erhalten,bedarf es jedoch beim Modellproblem einer Belastungscha-rakteristik, welche der des Bohrungsdruckens ahnlich ist. Eswurde die Torsion eines dunnwandigen Rohres analysiert,weil sich hier ein relativ homogenes Verzerrungsfeld ohneproblemspezifische Randeinflusse ausbildet. Um die zykli-sche Beanspruchung des Materialbereichs unter den Walzenbei Zunahme der Verzerrung nachzubilden, erfolgte eineBelastung entsprechend Abb. 13. Die Materialantwort inForm des Torsionsmomentes hangt von den im Abschn. 3.3eingefuhrten Approximationen A, B und C der Fließkurveab (Abb. 14). Abbildung 14 ist zu entnehmen, dass in Be-reichen großer Verzerrungsgeschwindigkeit mit den Mo-
Abb. 14 Momentenverlauf beider Torsion eines dunnwandigenRohres (impulsartige Belastungnach Abb. 13)
dellen A und B weitgehend ubereinstimmende Ergebnisseerzielt werden, wahrend bei kleiner Verzerrungsgeschwin-digkeit die Momente (Schubspannung) fur die Modelle Bund C ubereinstimmen (vgl. auch Abb. 8). Eine Verwen-dung der Gl. 6 fur die Fließkurve (nichtlinearer Verlauf imBereich εpl ∈ [0, 1], Abb. 8) erwies sich infolge der bereitserwahnten numerischen Probleme mit den Iterationsalgo-rithmen als nicht moglich.
In Bezug auf das Bohrungsdrucken bedeutet dieses Re-sultat, dass die berechneten Spannungskomponenten ingroßen Bereichen des Werkstucks von der im Abschn. 3.3dargestellten Approximation des Fließspannungsverlaufskf (εpl) fur εpl < 1.0 erheblich beeinflusst werden. Furgroße Verzerrungsgeschwindigkeiten, die in Materialbe-reichen nahe der Rollen (Abb. 1) auftreten, ist die Vari-ante C ungeeignet, weil sich der Werkstoff viskoplastischverhalt.
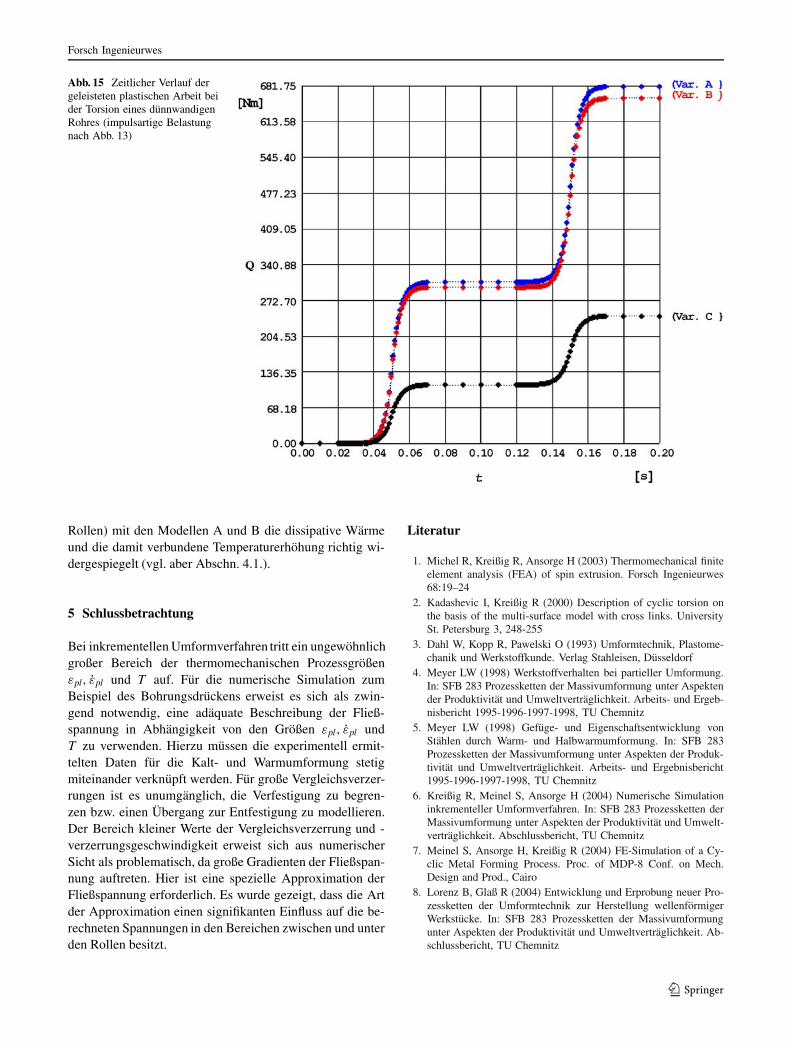
Wahrend die berechneten Spannungen (Momente) in denunterschiedlichen Teilen des Losungsgebietes differieren,wird die plastische Arbeit mit den Modellen A und B weit-gehend gleich berechnet (Abb. 15). Die Ursache ist darinzu sehen, dass der wesentliche Anteil der plastischen Arbeitin den Gebieten großer Verzerrungsgeschwindigkeit (großerMomente, vgl. Abb. 13 und 14) auftritt. Folglich wird auchbeim Bohrungsdrucken (große Verzerrungen und Verzer-rungsgeschwindigkeiten sowie Spannungen im Bereich der
1 3
Forsch Ingenieurwes
Abb. 15 Zeitlicher Verlauf dergeleisteten plastischen Arbeit beider Torsion eines dunnwandigenRohres (impulsartige Belastungnach Abb. 13)
Rollen) mit den Modellen A und B die dissipative Warmeund die damit verbundene Temperaturerhohung richtig wi-dergespiegelt (vgl. aber Abschn. 4.1.).
5 Schlussbetrachtung
Bei inkrementellen Umformverfahren tritt ein ungewohnlichgroßer Bereich der thermomechanischen Prozessgroßenεpl, εpl und T auf. Fur die numerische Simulation zumBeispiel des Bohrungsdruckens erweist es sich als zwin-gend notwendig, eine adaquate Beschreibung der Fließ-spannung in Abhangigkeit von den Großen εpl, εpl undT zu verwenden. Hierzu mussen die experimentell ermit-telten Daten fur die Kalt- und Warmumformung stetigmiteinander verknupft werden. Fur große Vergleichsverzer-rungen ist es unumganglich, die Verfestigung zu begren-zen bzw. einen Ubergang zur Entfestigung zu modellieren.Der Bereich kleiner Werte der Vergleichsverzerrung und -verzerrungsgeschwindigkeit erweist sich aus numerischerSicht als problematisch, da große Gradienten der Fließspan-nung auftreten. Hier ist eine spezielle Approximation derFließspannung erforderlich. Es wurde gezeigt, dass die Artder Approximation einen signifikanten Einfluss auf die be-rechneten Spannungen in den Bereichen zwischen und unterden Rollen besitzt.
Literatur
1. Michel R, Kreißig R, Ansorge H (2003) Thermomechanical finiteelement analysis (FEA) of spin extrusion. Forsch Ingenieurwes68:19–24
2. Kadashevic I, Kreißig R (2000) Description of cyclic torsion onthe basis of the multi-surface model with cross links. UniversitySt. Petersburg 3, 248-255
3. Dahl W, Kopp R, Pawelski O (1993) Umformtechnik, Plastome-chanik und Werkstoffkunde. Verlag Stahleisen, Dusseldorf
4. Meyer LW (1998) Werkstoffverhalten bei partieller Umformung.In: SFB 283 Prozessketten der Massivumformung unter Aspektender Produktivitat und Umweltvertraglichkeit. Arbeits- und Ergeb-nisbericht 1995-1996-1997-1998, TU Chemnitz
5. Meyer LW (1998) Gefuge- und Eigenschaftsentwicklung vonStahlen durch Warm- und Halbwarmumformung. In: SFB 283Prozessketten der Massivumformung unter Aspekten der Produk-tivitat und Umweltvertraglichkeit. Arbeits- und Ergebnisbericht1995-1996-1997-1998, TU Chemnitz
6. Kreißig R, Meinel S, Ansorge H (2004) Numerische Simulationinkrementeller Umformverfahren. In: SFB 283 Prozessketten derMassivumformung unter Aspekten der Produktivitat und Umwelt-vertraglichkeit. Abschlussbericht, TU Chemnitz
7. Meinel S, Ansorge H, Kreißig R (2004) FE-Simulation of a Cy-clic Metal Forming Process. Proc. of MDP-8 Conf. on Mech.Design and Prod., Cairo
8. Lorenz B, Glaß R (2004) Entwicklung und Erprobung neuer Pro-zessketten der Umformtechnik zur Herstellung wellenformigerWerkstucke. In: SFB 283 Prozessketten der Massivumformungunter Aspekten der Produktivitat und Umweltvertraglichkeit. Ab-schlussbericht, TU Chemnitz
1 3

Forsch Ingenieurwes
9. Michel R, Ansorge H, Kreißig R (1999) FEM-Simulation desBohrungsdruckens. Sachsische Fachtagung Umformtechnik (SFU99), Tagungsband, Dresden
10. Kreißig R, Michel R, Ansorge H (2001) Numerische Simulationinkrementeller Umformverfahren mittels der FEM. In: SFB 283Prozessketten der Massivumformung unter Aspekten der Produk-tivitat und Umweltvertraglichkeit. Arbeits- und Ergebnisbericht1999–2001, TU Chemnitz
11. Kreißig R, Meinel S, Panhans S (2002) Neue Erkenntnisse ausder numerischen Simulation partieller Umformverfahren. Wiss.Kolloquium des SFB 283, TU Chemnitz/IWU, Tagungsband
12. Hahn F (2002) Untersuchung des zyklisch plastischen Werkstoff-verhaltens unter umformnahen Bedingungen. Fak. Maschinenbauu. Verfahrenstechnik, TU Chemnitz, Dissertation
13. Glaß R (2002) Versuchsdaten Bohrungsdrucken. Fraunhofer Inst.IWU Chemnitz, Interne Kommunikation
14. Hensel A, Spittel T (1978) Kraft- und Arbeitsbedarf bildsamerFormgebungsverfahren. VEB Deutscher Verlag fur Grundstoffin-dustrie, Leipzig
15. Doege E (1999) Numerische Simulation von Gefugeumwand-lungen am Beispiel eines Schmiedeprozesses. In: Forschergruppe,,Werkstoffbezogene numerische Simulation thermischer Pro-zesse in der Produktionstechnik“, Arbeitsberichte der TeilprojekteI-V, Berichtsband 1997-1999
16. Jonas JJ (1969) A comparison of creep and hot working strain-rate relationships. Trans ASM 62:300–303
17. Karhausen KF (1995) Integrierte Prozess- und Gefugesimulationbei der Warmumformung. RWTH Aachen, Dissertation
1 3




















