
Biographische Erfahrungen und politische Einstellungen zwischen Jugend und Lebensmitte
Upload
independentCategory
view
0download
0
Werkstoffe und Verfahren

Die Werkstoffübersicht bietet einen Überblick über dieWerkstoffe mit Angabe von ausgewählten Werkstoffeigen-schaften der Materialien, die bei GKN Sinter Metals für Sin-terformteile und Gleitlager als Standardwerkstoffeeingesetzt werden. Abweichende Zusammensetzungenkönnen nach Rücksprache mit Vertrieb und Technik vonGKN Sinter Metals realisiert werden. Änderungen bzw. Er-gänzungen zur Werkstoffübersicht werden ohne beson-dere Hinweise oder Mitteilungen vorgenommen. Das giltnicht für die Informationspflicht bezüglich laufender Lie-ferteile. Zu Sonderverfahren und Produkten finden sich zu-sätzliche Informationen und Hinweise in der Broschüre.
Bemerkungen zu den Tabellen
Die Tabellen sind in vier Hauptabschnitte eingeteilt: “Nor-men I”, „Typische Eigenschaften“, „Chemische Zusam-mensetzung“ und “Normen II”.
Zulässige Dichtebereiche sind im Abschnitt “Normen I”links angegeben.
Bereiche der chemischen Zusammensetzung sind im Ab-schnitt „Chemische Zusammensetzung“ aufgeführt.
Der Abschnitt „Typische Eigenschaften“ enthält informa-tive Werte ausgewählter Werkstoffeigenschaften für einenbestimmten Dichtewert und eine bestimmte chemischeZusammensetzung, die innerhalb des zulässigen Bereichsliegt.
Diese Eigenschaften sind keine zugesicherten Eigenschaf-ten im rechtlichen Sinne und sind an Probestäben (ISO2740) im gesinterten Zustand ermittelt worden; daher kön-nen sie an fertigen Bauteilen nicht überprüft werden. EineVerwendung von Zugstäben, die aus einem Lieferteil her-ausgeschnitten werden, ist nicht zulässig; die Zugfestig-keit kann auch nicht aus Härtemessungen abgeleitetwerden.
GKN Sinter Metals Werkstoffübersicht
Viele Werkstoffeigenschaften werden durch nachfolgendesKalibrieren oder eine Wärmebehandlung verbessert. Eswird dringend empfohlen, sich über die Auswirkungen die-ser Prozesse auf die mechanischen und physikalischen Ei-genschaften bei dem Hersteller zu erkundigen.
Ermittlung der Eigenschaften
Mechanische und physikalische Eigenschaften in den Ta-bellen wurden nach den Sint-Prüfnormen ermittelt (DIN 30910, Teil 1, 3 und 4). Weitere Einzelheiten enthält DIN 30910, Teil 1, Abschnitt 6.
Die chemische Zusammensetzung wird nach den entspre-chenden Normen ermittelt. Falls diese nicht anwendbarsind, sind geeignete Verfahren zu vereinbaren.
2
�����
�����
�����
�����
�����
���
��
��
���
���
���
���
���
���
� � � � � ���� � ������ ������� � �������� ����������� ������������������������
������������������������ ��������
�����������������
��������� ������ ������
�������
���
����
�� �������������� �
����������� �
����������� �
��� ������
!�������
��������������������� ��������������������
�����
!�������������"�#$
%&'
�(�#�
Inhaltsverzeichnis I
Teil II: Fertigungsverfahren
Teil I: Werkstoffübersicht
3
SinterstähleOberflächenverdichtbare SinterstähleRostfreie Stähle und PulverschmiedestähleLager- und PM AluminiumwerkstoffeGesinterte weichmagnetische WerkstoffeNicht gesinterte weichmagnetische Werkstoffe (SMC)MIM - Einsatzhärtbare StähleMIM - Korrosionsbeständige Stähle MIM - VergütungsstähleMIM - MIM - Weichmagnetische StähleMIM - Legierungen für Hochtemperaturanwendungen MIM - Werkzeugstähle
468
101212141414161616
WirtschaftlichkeitInhaltsverzeichnis IIFormgebungsverfahrenFertigungsverfahrenBeispiele zusätzlicher BearbeitungsmöglichkeitenDas PresswerkzeugWerkzeugprinzip - MaßtoleranzenOberflächengüten an SinterteilenDefinitionen, OberflächenmessgrößenHärtevergleichstabelle KonstruktionsrichtlinienTechnische UnterstützungMärkteGKN - Innovation durch Forschung und EntwicklungQualität - QS ManagementIst Ihr Teil für PM geeignet? NotizenGKN weltweit
181920222324252628293032343638393940
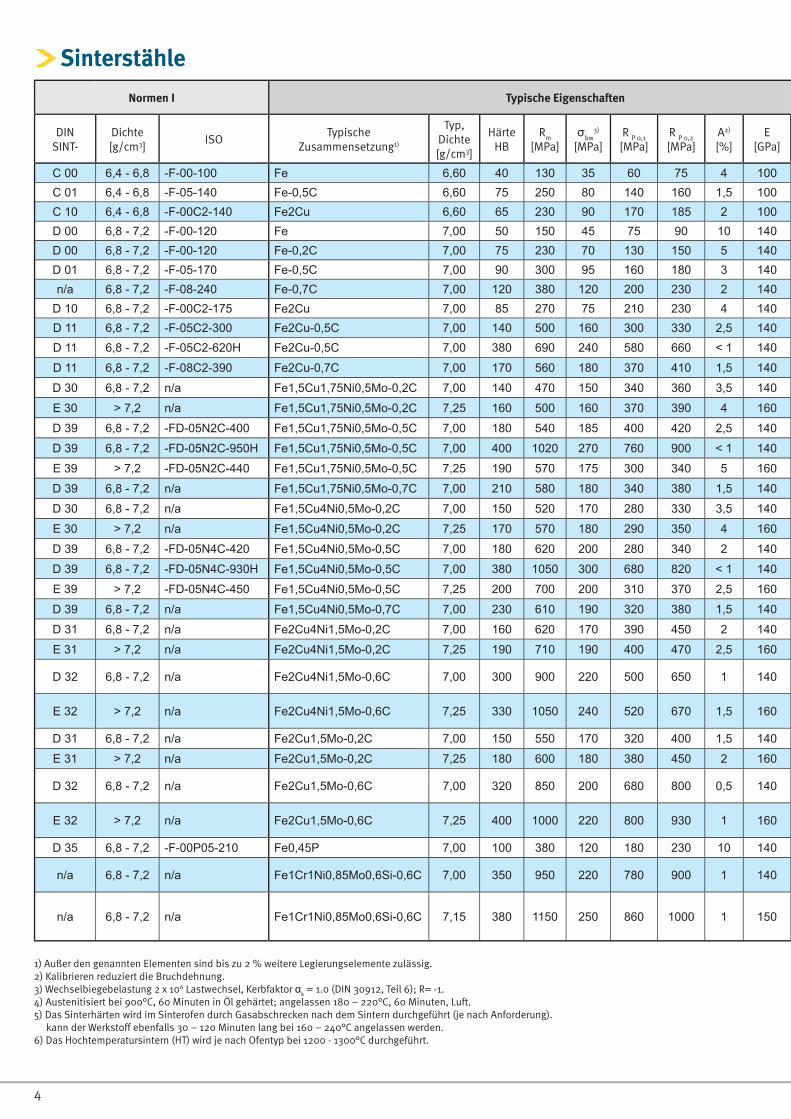
Sinterstähle
Normen I Typische Eigenschaften
DINSINT-
Dichte [g/cm3]
ISOTypische
Zusammensetzung1)
Typ, Dichte [g/cm3]
Härte HB
Rm
[MPa]
σbw
3) [MPa]
R P 0,1
[MPa]
R P 0,2
[MPa]
A2)
[%]E
[GPa]
C 00 6,4 - 6,8 -F-00-100 Fe 6,60 40 130 35 60 75 4 100C 01 6,4 - 6,8 -F-05-140 Fe-0,5C 6,60 75 250 80 140 160 1,5 100C 10 6,4 - 6,8 -F-00C2-140 Fe2Cu 6,60 65 230 90 170 185 2 100D 00 6,8 - 7,2 -F-00-120 Fe 7,00 50 150 45 75 90 10 140D 00 6,8 - 7,2 -F-00-120 Fe-0,2C 7,00 75 230 70 130 150 5 140D 01 6,8 - 7,2 -F-05-170 Fe-0,5C 7,00 90 300 95 160 180 3 140n/a 6,8 - 7,2 -F-08-240 Fe-0,7C 7,00 120 380 120 200 230 2 140
D 10 6,8 - 7,2 -F-00C2-175 Fe2Cu 7,00 85 270 75 210 230 4 140D 11 6,8 - 7,2 -F-05C2-300 Fe2Cu-0,5C 7,00 140 500 160 300 330 2,5 140D 11 6,8 - 7,2 -F-05C2-620H Fe2Cu-0,5C 7,00 380 690 240 580 660 < 1 140
D 11 6,8 - 7,2 -F-08C2-390 Fe2Cu-0,7C 7,00 170 560 180 370 410 1,5 140
D 30 6,8 - 7,2 n/a Fe1,5Cu1,75Ni0,5Mo-0,2C 7,00 140 470 150 340 360 3,5 140
E 30 > 7,2 n/a Fe1,5Cu1,75Ni0,5Mo-0,2C 7,25 160 500 160 370 390 4 160
D 39 6,8 - 7,2 -FD-05N2C-400 Fe1,5Cu1,75Ni0,5Mo-0,5C 7,00 180 540 185 400 420 2,5 140
D 39 6,8 - 7,2 -FD-05N2C-950H Fe1,5Cu1,75Ni0,5Mo-0,5C 7,00 400 1020 270 760 900 < 1 140
E 39 > 7,2 -FD-05N2C-440 Fe1,5Cu1,75Ni0,5Mo-0,5C 7,25 190 570 175 300 340 5 160
D 39 6,8 - 7,2 n/a Fe1,5Cu1,75Ni0,5Mo-0,7C 7,00 210 580 180 340 380 1,5 140
D 30 6,8 - 7,2 n/a Fe1,5Cu4Ni0,5Mo-0,2C 7,00 150 520 170 280 330 3,5 140
E 30 > 7,2 n/a Fe1,5Cu4Ni0,5Mo-0,2C 7,25 170 570 180 290 350 4 160
D 39 6,8 - 7,2 -FD-05N4C-420 Fe1,5Cu4Ni0,5Mo-0,5C 7,00 180 620 200 280 340 2 140
D 39 6,8 - 7,2 -FD-05N4C-930H Fe1,5Cu4Ni0,5Mo-0,5C 7,00 380 1050 300 680 820 < 1 140
E 39 > 7,2 -FD-05N4C-450 Fe1,5Cu4Ni0,5Mo-0,5C 7,25 200 700 200 310 370 2,5 160
D 39 6,8 - 7,2 n/a Fe1,5Cu4Ni0,5Mo-0,7C 7,00 230 610 190 320 380 1,5 140
D 31 6,8 - 7,2 n/a Fe2Cu4Ni1,5Mo-0,2C 7,00 160 620 170 390 450 2 140
E 31 > 7,2 n/a Fe2Cu4Ni1,5Mo-0,2C 7,25 190 710 190 400 470 2,5 160
D 32 6,8 - 7,2 n/a Fe2Cu4Ni1,5Mo-0,6C 7,00 300 900 220 500 650 1 140
E 32 > 7,2 n/a Fe2Cu4Ni1,5Mo-0,6C 7,25 330 1050 240 520 670 1,5 160
D 31 6,8 - 7,2 n/a Fe2Cu1,5Mo-0,2C 7,00 150 550 170 320 400 1,5 140
E 31 > 7,2 n/a Fe2Cu1,5Mo-0,2C 7,25 180 600 180 380 450 2 160
D 32 6,8 - 7,2 n/a Fe2Cu1,5Mo-0,6C 7,00 320 850 200 680 800 0,5 140
E 32 > 7,2 n/a Fe2Cu1,5Mo-0,6C 7,25 400 1000 220 800 930 1 160
D 35 6,8 - 7,2 -F-00P05-210 Fe0,45P 7,00 100 380 120 180 230 10 140
n/a 6,8 - 7,2 n/a Fe1Cr1Ni0,85Mo0,6Si-0,6C 7,00 350 950 220 780 900 1 140
n/a 6,8 - 7,2 n/a Fe1Cr1Ni0,85Mo0,6Si-0,6C 7,15 380 1150 250 860 1000 1 150
1) Außer den genannten Elementen sind bis zu 2 % weitere Legierungselemente zulässig. 2) Kalibrieren reduziert die Bruchdehnung.3) Wechselbiegebelastung 2 x 106 Lastwechsel, Kerbfaktor α
k = 1.0 (DIN 30912, Teil 6); R= -1.
4) Austenitisiert bei 900°C, 60 Minuten in Öl gehärtet; angelassen 180 – 220°C, 60 Minuten, Luft. 5) Das Sinterhärten wird im Sinterofen durch Gasabschrecken nach dem Sintern durchgeführt (je nach Anforderung). kann der Werkstoff ebenfalls 30 – 120 Minuten lang bei 160 – 240°C angelassen werden.6) Das Hochtemperatursintern (HT) wird je nach Ofentyp bei 1200 - 1300°C durchgeführt.
4
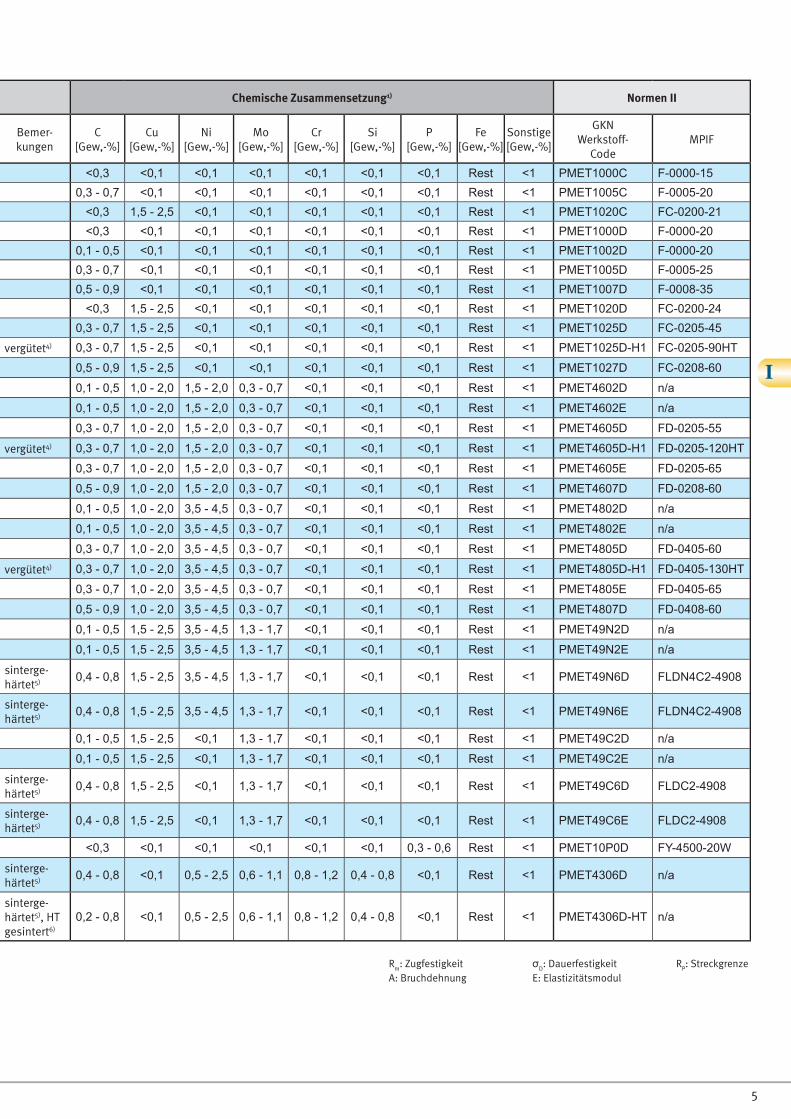
Chemische Zusammensetzung1) Normen II
Bemer-kungen
C [Gew,-%]
Cu [Gew,-%]
Ni [Gew,-%]
Mo [Gew,-%]
Cr [Gew,-%]
Si [Gew,-%]
P [Gew,-%]
Fe [Gew,-%]
Sonstige [Gew,-%]
GKN Werkstoff-
CodeMPIF
<0,3 <0,1 <0,1 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET1000C F-0000-150,3 - 0,7 <0,1 <0,1 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET1005C F-0005-20
<0,3 1,5 - 2,5 <0,1 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET1020C FC-0200-21<0,3 <0,1 <0,1 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET1000D F-0000-20
0,1 - 0,5 <0,1 <0,1 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET1002D F-0000-200,3 - 0,7 <0,1 <0,1 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET1005D F-0005-250,5 - 0,9 <0,1 <0,1 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET1007D F-0008-35
<0,3 1,5 - 2,5 <0,1 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET1020D FC-0200-240,3 - 0,7 1,5 - 2,5 <0,1 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET1025D FC-0205-45
vergütet4) 0,3 - 0,7 1,5 - 2,5 <0,1 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET1025D-H1 FC-0205-90HT
0,5 - 0,9 1,5 - 2,5 <0,1 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET1027D FC-0208-60
0,1 - 0,5 1,0 - 2,0 1,5 - 2,0 0,3 - 0,7 <0,1 <0,1 <0,1 Rest <1 PMET4602D n/a
0,1 - 0,5 1,0 - 2,0 1,5 - 2,0 0,3 - 0,7 <0,1 <0,1 <0,1 Rest <1 PMET4602E n/a
0,3 - 0,7 1,0 - 2,0 1,5 - 2,0 0,3 - 0,7 <0,1 <0,1 <0,1 Rest <1 PMET4605D FD-0205-55
vergütet4) 0,3 - 0,7 1,0 - 2,0 1,5 - 2,0 0,3 - 0,7 <0,1 <0,1 <0,1 Rest <1 PMET4605D-H1 FD-0205-120HT
0,3 - 0,7 1,0 - 2,0 1,5 - 2,0 0,3 - 0,7 <0,1 <0,1 <0,1 Rest <1 PMET4605E FD-0205-65
0,5 - 0,9 1,0 - 2,0 1,5 - 2,0 0,3 - 0,7 <0,1 <0,1 <0,1 Rest <1 PMET4607D FD-0208-60
0,1 - 0,5 1,0 - 2,0 3,5 - 4,5 0,3 - 0,7 <0,1 <0,1 <0,1 Rest <1 PMET4802D n/a
0,1 - 0,5 1,0 - 2,0 3,5 - 4,5 0,3 - 0,7 <0,1 <0,1 <0,1 Rest <1 PMET4802E n/a
0,3 - 0,7 1,0 - 2,0 3,5 - 4,5 0,3 - 0,7 <0,1 <0,1 <0,1 Rest <1 PMET4805D FD-0405-60
vergütet4) 0,3 - 0,7 1,0 - 2,0 3,5 - 4,5 0,3 - 0,7 <0,1 <0,1 <0,1 Rest <1 PMET4805D-H1 FD-0405-130HT
0,3 - 0,7 1,0 - 2,0 3,5 - 4,5 0,3 - 0,7 <0,1 <0,1 <0,1 Rest <1 PMET4805E FD-0405-65
0,5 - 0,9 1,0 - 2,0 3,5 - 4,5 0,3 - 0,7 <0,1 <0,1 <0,1 Rest <1 PMET4807D FD-0408-60
0,1 - 0,5 1,5 - 2,5 3,5 - 4,5 1,3 - 1,7 <0,1 <0,1 <0,1 Rest <1 PMET49N2D n/a
0,1 - 0,5 1,5 - 2,5 3,5 - 4,5 1,3 - 1,7 <0,1 <0,1 <0,1 Rest <1 PMET49N2E n/a
sinterge-härtet5) 0,4 - 0,8 1,5 - 2,5 3,5 - 4,5 1,3 - 1,7 <0,1 <0,1 <0,1 Rest <1 PMET49N6D FLDN4C2-4908
sinterge-härtet5) 0,4 - 0,8 1,5 - 2,5 3,5 - 4,5 1,3 - 1,7 <0,1 <0,1 <0,1 Rest <1 PMET49N6E FLDN4C2-4908
0,1 - 0,5 1,5 - 2,5 <0,1 1,3 - 1,7 <0,1 <0,1 <0,1 Rest <1 PMET49C2D n/a
0,1 - 0,5 1,5 - 2,5 <0,1 1,3 - 1,7 <0,1 <0,1 <0,1 Rest <1 PMET49C2E n/a
sinterge-härtet5) 0,4 - 0,8 1,5 - 2,5 <0,1 1,3 - 1,7 <0,1 <0,1 <0,1 Rest <1 PMET49C6D FLDC2-4908
sinterge-härtet5) 0,4 - 0,8 1,5 - 2,5 <0,1 1,3 - 1,7 <0,1 <0,1 <0,1 Rest <1 PMET49C6E FLDC2-4908
<0,3 <0,1 <0,1 <0,1 <0,1 <0,1 0,3 - 0,6 Rest <1 PMET10P0D FY-4500-20W
sinterge-härtet5) 0,4 - 0,8 <0,1 0,5 - 2,5 0,6 - 1,1 0,8 - 1,2 0,4 - 0,8 <0,1 Rest <1 PMET4306D n/a
sinterge-härtet5), HT gesintert6)
0,2 - 0,8 <0,1 0,5 - 2,5 0,6 - 1,1 0,8 - 1,2 0,4 - 0,8 <0,1 Rest <1 PMET4306D-HT n/a
Rm
: Zugfestigkeit σD: Dauerfestigkeit R
P: Streckgrenze
A: Bruchdehnung E: Elastizitätsmodul
5
I

Oberfl ächenverdichtbare Sinterstähle
Normen I Typische Eigenschaften
DINSINT-
Kern-dichte [g/cm3]
Oberfl .-dichte3) [g/cm3]
ISOTypische
Zusammensetzung1)
Typ. Kern-dichte [g/cm3]
Kern-härte
HB
Oberfl .-härte4) HV0,1
Rm
[MPa]σ
bw
[MPa]R
P 0,1
[MPa]R
P 0,2
[MPa]A
[%]E
[GPa]
D 00 6.8 - 7.2 > 7,6 -F-00-120 Fe-0,2C 7,00 75 180 230 n/a 130 150 5 140
E 00 > 7.2 > 7,6 -F-00-140 Fe-0,2C 7,25 90 180 260 n/a 150 170 8 160
D 01 6.8 - 7.2 > 7,6 -F-05-170 Fe-0,5C 7,00 90 250 300 n/a 160 180 3 140
E 01 > 7.2 > 7,6 n/a Fe-0,5C 7,25 120 250 340 n/a 180 210 4 160
D 10 6.8 - 7.2 > 7,6 -F-00-120 Fe2Cu-0,2C 7,00 125 220 340 n/a 200 240 3 140
E 10 > 7.2 > 7,6 -F-00-140 Fe2Cu-0,2C 7,25 140 220 380 n/a 230 280 4 160
D 11 6.8 - 7.2 > 7,6 -F-05C2-300 Fe2Cu-0,5C 7,00 140 300 500 n/a 300 330 2,5 140
E 11 > 7.2 > 7,6 n/a Fe2Cu-0,5C 7,25 180 300 570 n/a 320 360 3 160
n/a 6.8 - 7.2 > 7,6 n/a Fe0,85Mo-0,2C 7,00 120 260 280 n/a 160 180 4 140
n/a > 7.2 > 7,6 n/a Fe0,85Mo-0,2C 7,25 130 260 340 n/a 180 220 5 160
n/a 6.8 - 7.2 > 7,6 n/a Fe0,85Mo1,75Ni-,2C 7,00 130 275 350 n/a 200 230 4 140
n/a > 7.2 > 7,6 n/a Fe0,85Mo1,75Ni-,2C 7,25 150 275 390 n/a 220 260 4,5 160
D 30 6.8 - 7.2 > 7,6 n/a Fe1,5Cu1,75Ni0,5Mo-0,2C 7,00 140 230 470 n/a 340 360 3,5 140
E 30 > 7.2 > 7,6 n/a Fe1,5Cu1,75Ni0,5Mo-0,2C 7,25 160 230 500 n/a 370 390 4 160
1) Außer den genannten Elementen sind bis zu 2 % weitere Legierungselemente zulässig.2) Das Einsatzhärten oder Karbonitrieren wird abhängig von der benötigten Einsatzhärtetiefe durchgeführt, dem i.A. eine Anlassbehandlung folgt.3) Die Oberfl ächendichte kann durch metallografi sche Untersuchungen in Verbindung mit der quantitativen Bildanalyse exakt bestimmt werden.4) Die angegebene Oberfl ächenhärte wird nach der Verdichtung der Oberfl äche ermittelt, jedoch vor einer möglichen Wärmebehandlung. Die erhöhte Härte an der Oberfl äche kann durch Kaltverfestigung bei der Umformung des Werkstoffs im Verdichtungsprozess erklärt werden.
6
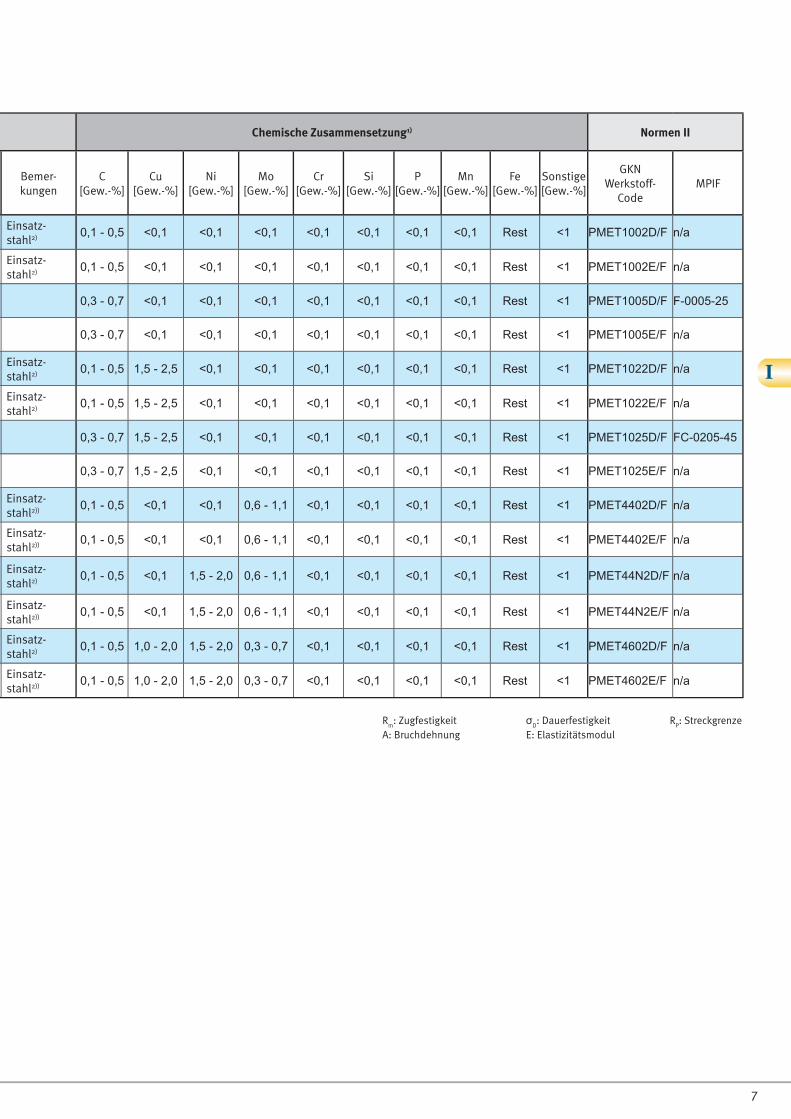
Chemische Zusammensetzung1) Normen II
Bemer-kungen
C[Gew.-%]
Cu [Gew.-%]
Ni [Gew.-%]
Mo [Gew.-%]
Cr [Gew.-%]
Si [Gew.-%]
P[Gew.-%]
Mn[Gew.-%]
Fe [Gew.-%]
Sonstige [Gew.-%]
GKN Werkstoff-
CodeMPIF
Einsatz-stahl2) 0,1 - 0,5 <0,1 <0,1 <0,1 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET1002D/F n/a
Einsatz-stahl2) 0,1 - 0,5 <0,1 <0,1 <0,1 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET1002E/F n/a
0,3 - 0,7 <0,1 <0,1 <0,1 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET1005D/F F-0005-25
0,3 - 0,7 <0,1 <0,1 <0,1 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET1005E/F n/a
Einsatz-stahl2) 0,1 - 0,5 1,5 - 2,5 <0,1 <0,1 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET1022D/F n/a
Einsatz-stahl2) 0,1 - 0,5 1,5 - 2,5 <0,1 <0,1 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET1022E/F n/a
0,3 - 0,7 1,5 - 2,5 <0,1 <0,1 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET1025D/F FC-0205-45
0,3 - 0,7 1,5 - 2,5 <0,1 <0,1 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET1025E/F n/a
Einsatz-stahl2)) 0,1 - 0,5 <0,1 <0,1 0,6 - 1,1 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET4402D/F n/a
Einsatz-stahl2)) 0,1 - 0,5 <0,1 <0,1 0,6 - 1,1 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET4402E/F n/a
Einsatz-stahl2) 0,1 - 0,5 <0,1 1,5 - 2,0 0,6 - 1,1 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET44N2D/F n/a
Einsatz-stahl2)) 0,1 - 0,5 <0,1 1,5 - 2,0 0,6 - 1,1 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET44N2E/F n/a
Einsatz-stahl2) 0,1 - 0,5 1,0 - 2,0 1,5 - 2,0 0,3 - 0,7 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET4602D/F n/a
Einsatz-stahl2)) 0,1 - 0,5 1,0 - 2,0 1,5 - 2,0 0,3 - 0,7 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET4602E/F n/a
7
I
Rm
: Zugfestigkeit σD: Dauerfestigkeit R
P: Streckgrenze
A: Bruchdehnung E: Elastizitätsmodul
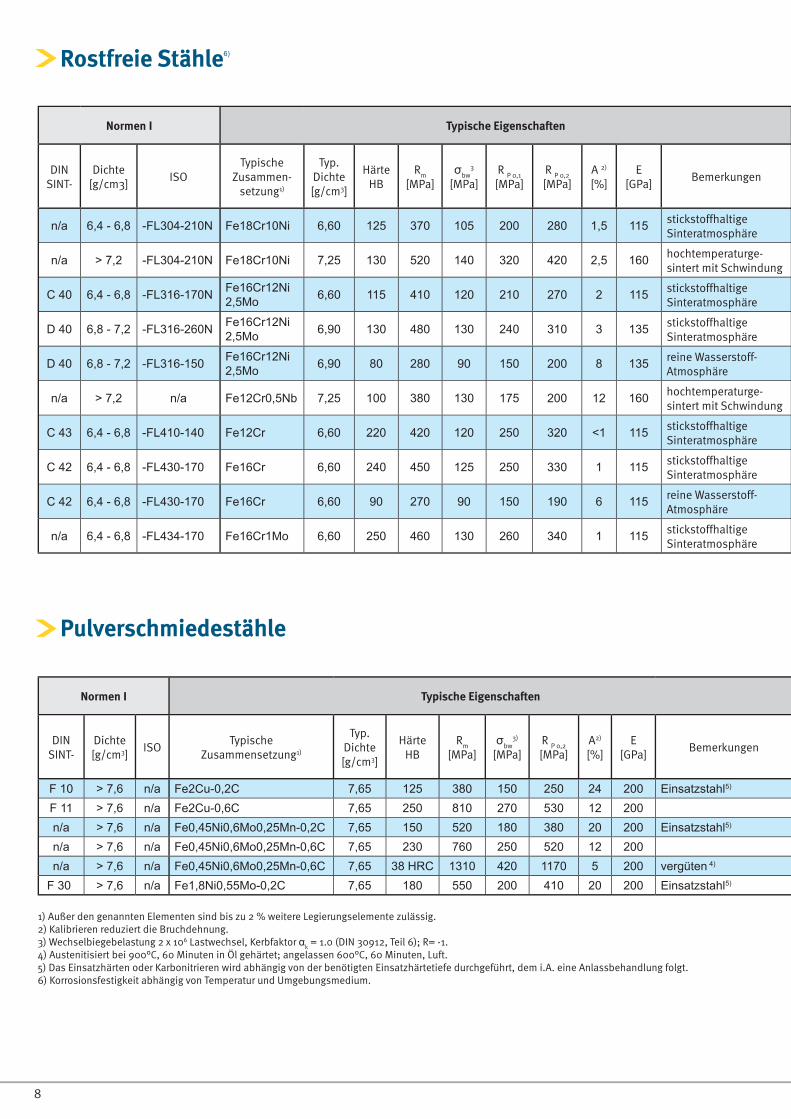
Rostfreie Stähle6)
Pulverschmiedestähle
Normen I Typische Eigenschaften
DINSINT-
Dichte [g/cm3]
ISOTypische
Zusammen-setzung1)
Typ. Dichte [g/cm3]
Härte HB
Rm
[MPa]
σbw
3 [MPa]
R P 0,1
[MPa]
R P 0,2
[MPa]
A 2)
[%]E
[GPa]Bemerkungen
n/a 6,4 - 6,8 -FL304-210N Fe18Cr10Ni 6,60 125 370 105 200 280 1,5 115 stickstoffhaltigeSinteratmosphäre
n/a > 7,2 -FL304-210N Fe18Cr10Ni 7,25 130 520 140 320 420 2,5 160 hochtemperaturge-sintert mit Schwindung
C 40 6,4 - 6,8 -FL316-170N Fe16Cr12Ni2,5Mo 6,60 115 410 120 210 270 2 115 stickstoffhaltige
Sinteratmosphäre
D 40 6,8 - 7,2 -FL316-260N Fe16Cr12Ni2,5Mo 6,90 130 480 130 240 310 3 135 stickstoffhaltige
Sinteratmosphäre
D 40 6,8 - 7,2 -FL316-150 Fe16Cr12Ni2,5Mo 6,90 80 280 90 150 200 8 135 reine Wasserstoff-
Atmosphäre
n/a > 7,2 n/a Fe12Cr0,5Nb 7,25 100 380 130 175 200 12 160 hochtemperaturge-sintert mit Schwindung
C 43 6,4 - 6,8 -FL410-140 Fe12Cr 6,60 220 420 120 250 320 <1 115 stickstoffhaltigeSinteratmosphäre
C 42 6,4 - 6,8 -FL430-170 Fe16Cr 6,60 240 450 125 250 330 1 115 stickstoffhaltigeSinteratmosphäre
C 42 6,4 - 6,8 -FL430-170 Fe16Cr 6,60 90 270 90 150 190 6 115 reine Wasserstoff-Atmosphäre
n/a 6,4 - 6,8 -FL434-170 Fe16Cr1Mo 6,60 250 460 130 260 340 1 115 stickstoffhaltigeSinteratmosphäre
Normen I Typische Eigenschaften
DINSINT-
Dichte [g/cm3]
ISOTypische
Zusammensetzung1)
Typ. Dichte[g/cm3]
Härte HB
Rm
[MPa]
σbw
3) [MPa]
R P 0,2
[MPa]
A2) [%]
E [GPa]
Bemerkungen
F 10 > 7,6 n/a Fe2Cu-0,2C 7,65 125 380 150 250 24 200 Einsatzstahl5)
F 11 > 7,6 n/a Fe2Cu-0,6C 7,65 250 810 270 530 12 200n/a > 7,6 n/a Fe0,45Ni0,6Mo0,25Mn-0,2C 7,65 150 520 180 380 20 200 Einsatzstahl5)
n/a > 7,6 n/a Fe0,45Ni0,6Mo0,25Mn-0,6C 7,65 230 760 250 520 12 200n/a > 7,6 n/a Fe0,45Ni0,6Mo0,25Mn-0,6C 7,65 38 HRC 1310 420 1170 5 200 vergüten 4)
F 30 > 7,6 n/a Fe1,8Ni0,55Mo-0,2C 7,65 180 550 200 410 20 200 Einsatzstahl5)
1) Außer den genannten Elementen sind bis zu 2 % weitere Legierungselemente zulässig. 2) Kalibrieren reduziert die Bruchdehnung.3) Wechselbiegebelastung 2 x 106 Lastwechsel, Kerbfaktor α
k = 1.0 (DIN 30912, Teil 6); R= -1.
4) Austenitisiert bei 900°C, 60 Minuten in Öl gehärtet; angelassen 600°C, 60 Minuten, Luft.5) Das Einsatzhärten oder Karbonitrieren wird abhängig von der benötigten Einsatzhärtetiefe durchgeführt, dem i.A. eine Anlassbehandlung folgt.6) Korrosionsfestigkeit abhängig von Temperatur und Umgebungsmedium.
8

Chemische Zusammensetzung1) Normen II
C [Gew.-%]
Ni [Gew.-%]
Mo [Gew.-%]
Cr [Gew.-%]
Si [Gew.-%]
P [Gew.-%]
Mn [Gew.-%]
Fe [Gew.-%]
Sonstige[Gew.-%]
GKN Werkstoff-
CodeMPIF
<0,1 8,0 - 12,0 <0,1 18,0 - 20,0 <1 <0,04 <2 Rest <1 PMET SS304C-N SS 304N2-33
<0,1 8,0 - 12,0 <0,1 18,0 - 20,0 <1 <0,04 <2 Rest <1 PMET SS304E-N SS 304N2-33
<0,1 10,0 - 14,0 2,0 - 3,0 16,0 - 18,0 <1 <0,04 <2 Rest <1 PMET SS316C-N SS 316N2-33
<0,1 10,0 - 14,0 2,0 - 3,0 16,0 - 18,0 <1 <0,04 <2 Rest <1 PMET SS316D-N SS 316N2-38
<0,1 10,0 - 14,0 2,0 - 3,0 16,0 - 18,0 <1 <0,04 <2 Rest <1 PMET SS316D-H SS 316L-22
<0,1 0 - 0,5 <0,1 11,5 - 13,5 <1 <0,04 <1 Rest Nb / Cb 0,3 - 1 PMET SS409CbE-H SS 409LE
<0,1 <0,1 <0,1 11,5 - 13,5 <1 <0,04 <1 Rest <1 PMET SS410C-N SS 410
<0,1 <0,1 <0,1 16,0 - 18,0 <1 <0,04 <1 Rest <1 PMET SS430C-N SS 430
<0,1 <0,1 <0,1 16,0 - 18,0 <1 <0,04 <1 Rest <1 PMET SS430C-H SS 430L
<0,1 <0,1 0,75 - 1,25 16,0 - 18,0 <1 <0,04 <1 Rest <1 PMET SS434C-N SS 434
Chemische Zusammensetzung1) Normen II
C [Gew.-%]
Cu [Gew.-%]
Ni [Gew.-%]
Mo [Gew.-%]
Cr [Gew.-%]
Si [Gew.-%]
P [Gew.-%]
Mn [Gew.-%]
Fe [Gew.-%]
Sonstige [Gew.-%]
GKN Werkstoff-
CodeMPIF
< 0,3 1,5 - 2,5 <0,1 <0,1 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET1022F-H2 P/F-11C200,4 - 0,8 1,5 - 2,5 <0,1 <0,1 <0,1 <0,1 <0,1 <0,1 Rest <1 PMET1026F P/F-11C60
< 0,3 <0,1 0,3 - 0,6 0,3 - 0,7 <0,1 <0,1 <0,1 0,1 - 0,4 Rest <1 PMET4202F-H2 P/F-42200,4 - 0,8 <0,1 0,3 - 0,6 0,3 - 0,7 <0,1 <0,1 <0,1 0,1 - 0,4 Rest <1 PMET4206F P/F-42600,4 - 0,8 <0,1 0,3 - 0,6 0,3 - 0,7 <0,1 <0,1 <0,1 0,1 - 0,4 Rest <1 PMET4206F-H1 P/F-4260
< 0,3 <0,1 1,4 - 2,2 0,3 - 0,7 <0,1 <0,1 <0,1 0,1 - 0,4 Rest <1 PMET4602F-H2 P/F-4620
9
I
Rm
: Zugfestigkeit σD: Dauerfestigkeit R
P: Streckgrenze
A: Bruchdehnung E: Elastizitätsmodul
Normen I Typische Eigenschaften
DINSINT-
Dichte [g/cm3]
ISOTypische
Zusammen-setzung1))
Typ. Dichte [g/cm3]
Porosität6) [%]
K-Factor7) [N/mm2]
HärteHB
Bemer-kungen
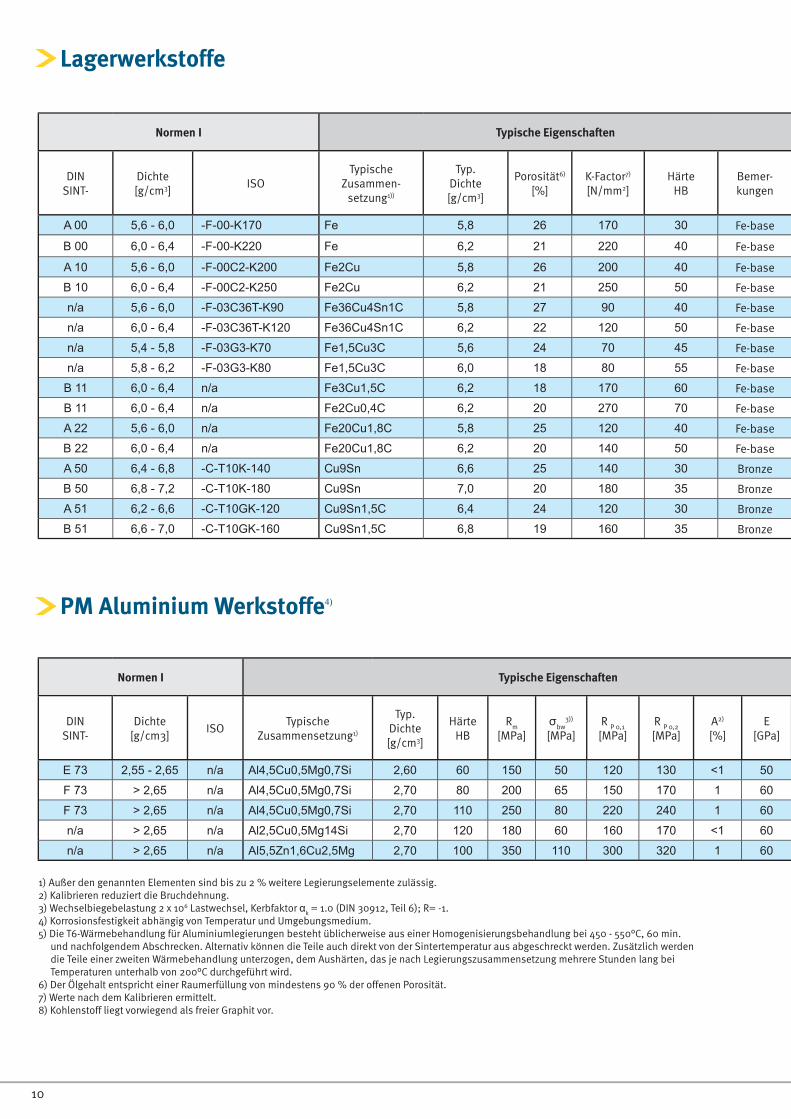
A 00 5,6 - 6,0 -F-00-K170 Fe 5,8 26 170 30 Fe-base
B 00 6,0 - 6,4 -F-00-K220 Fe 6,2 21 220 40 Fe-base
A 10 5,6 - 6,0 -F-00C2-K200 Fe2Cu 5,8 26 200 40 Fe-base
B 10 6,0 - 6,4 -F-00C2-K250 Fe2Cu 6,2 21 250 50 Fe-base
n/a 5,6 - 6,0 -F-03C36T-K90 Fe36Cu4Sn1C 5,8 27 90 40 Fe-base
n/a 6,0 - 6,4 -F-03C36T-K120 Fe36Cu4Sn1C 6,2 22 120 50 Fe-base
n/a 5,4 - 5,8 -F-03G3-K70 Fe1,5Cu3C 5,6 24 70 45 Fe-base
n/a 5,8 - 6,2 -F-03G3-K80 Fe1,5Cu3C 6,0 18 80 55 Fe-base
B 11 6,0 - 6,4 n/a Fe3Cu1,5C 6,2 18 170 60 Fe-base
B 11 6,0 - 6,4 n/a Fe2Cu0,4C 6,2 20 270 70 Fe-base
A 22 5,6 - 6,0 n/a Fe20Cu1,8C 5,8 25 120 40 Fe-base
B 22 6,0 - 6,4 n/a Fe20Cu1,8C 6,2 20 140 50 Fe-base
A 50 6,4 - 6,8 -C-T10K-140 Cu9Sn 6,6 25 140 30 Bronze
B 50 6,8 - 7,2 -C-T10K-180 Cu9Sn 7,0 20 180 35 Bronze
A 51 6,2 - 6,6 -C-T10GK-120 Cu9Sn1,5C 6,4 24 120 30 Bronze
B 51 6,6 - 7,0 -C-T10GK-160 Cu9Sn1,5C 6,8 19 160 35 Bronze
Normen I Typische Eigenschaften
DINSINT-
Dichte [g/cm3]
ISOTypische
Zusammensetzung1)
Typ. Dichte [g/cm3]
Härte HB
Rm
[MPa]
σbw
3)) [MPa]
R P 0,1
[MPa]
R P 0,2
[MPa]
A2) [%]
E [GPa]
E 73 2,55 - 2,65 n/a Al4,5Cu0,5Mg0,7Si 2,60 60 150 50 120 130 <1 50
F 73 > 2,65 n/a Al4,5Cu0,5Mg0,7Si 2,70 80 200 65 150 170 1 60
F 73 > 2,65 n/a Al4,5Cu0,5Mg0,7Si 2,70 110 250 80 220 240 1 60
n/a > 2,65 n/a Al2,5Cu0,5Mg14Si 2,70 120 180 60 160 170 <1 60
n/a > 2,65 n/a Al5,5Zn1,6Cu2,5Mg 2,70 100 350 110 300 320 1 60
Lagerwerkstoffe
PM Aluminium Werkstoffe4)
1) Außer den genannten Elementen sind bis zu 2 % weitere Legierungselemente zulässig. 2) Kalibrieren reduziert die Bruchdehnung.3) Wechselbiegebelastung 2 x 106 Lastwechsel, Kerbfaktor α
k = 1.0 (DIN 30912, Teil 6); R= -1.
4) Korrosionsfestigkeit abhängig von Temperatur und Umgebungsmedium.5) Die T6-Wärmebehandlung für Aluminiumlegierungen besteht üblicherweise aus einer Homogenisierungsbehandlung bei 450 - 550°C, 60 min. und nachfolgendem Abschrecken. Alternativ können die Teile auch direkt von der Sintertemperatur aus abgeschreckt werden. Zusätzlich werden die Teile einer zweiten Wärmebehandlung unterzogen, dem Aushärten, das je nach Legierungszusammensetzung mehrere Stunden lang bei Temperaturen unterhalb von 200°C durchgeführt wird. 6) Der Ölgehalt entspricht einer Raumerfüllung von mindestens 90 % der offenen Porosität.7) Werte nach dem Kalibrieren ermittelt.8) Kohlenstoff liegt vorwiegend als freier Graphit vor.
10
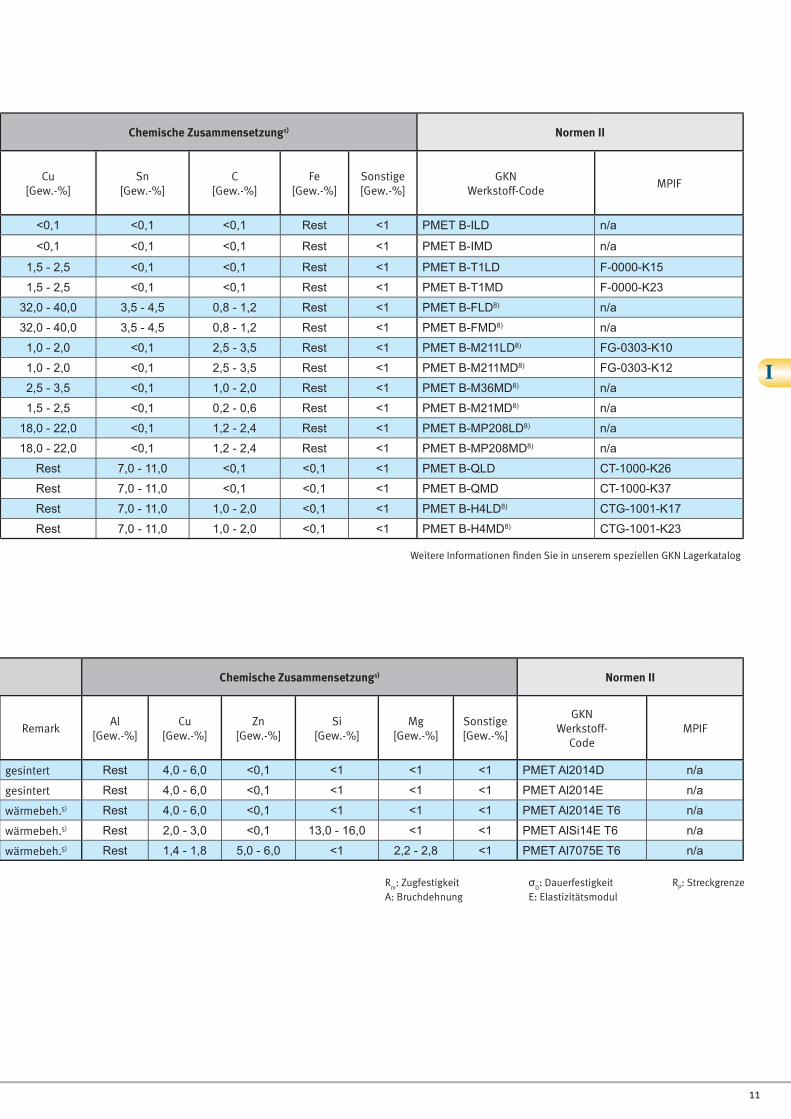
Chemische Zusammensetzung1) Normen II
Cu [Gew.-%]
Sn [Gew.-%]
C [Gew.-%]
Fe [Gew.-%]
Sonstige [Gew.-%]
GKN Werkstoff-Code
MPIF
<0,1 <0,1 <0,1 Rest <1 PMET B-ILD n/a
<0,1 <0,1 <0,1 Rest <1 PMET B-IMD n/a
1,5 - 2,5 <0,1 <0,1 Rest <1 PMET B-T1LD F-0000-K15
1,5 - 2,5 <0,1 <0,1 Rest <1 PMET B-T1MD F-0000-K23
32,0 - 40,0 3,5 - 4,5 0,8 - 1,2 Rest <1 PMET B-FLD8) n/a
32,0 - 40,0 3,5 - 4,5 0,8 - 1,2 Rest <1 PMET B-FMD8) n/a
1,0 - 2,0 <0,1 2,5 - 3,5 Rest <1 PMET B-M211LD8) FG-0303-K10
1,0 - 2,0 <0,1 2,5 - 3,5 Rest <1 PMET B-M211MD8) FG-0303-K12
2,5 - 3,5 <0,1 1,0 - 2,0 Rest <1 PMET B-M36MD8) n/a
1,5 - 2,5 <0,1 0,2 - 0,6 Rest <1 PMET B-M21MD8) n/a
18,0 - 22,0 <0,1 1,2 - 2,4 Rest <1 PMET B-MP208LD8) n/a
18,0 - 22,0 <0,1 1,2 - 2,4 Rest <1 PMET B-MP208MD8) n/a
Rest 7,0 - 11,0 <0,1 <0,1 <1 PMET B-QLD CT-1000-K26
Rest 7,0 - 11,0 <0,1 <0,1 <1 PMET B-QMD CT-1000-K37
Rest 7,0 - 11,0 1,0 - 2,0 <0,1 <1 PMET B-H4LD8) CTG-1001-K17
Rest 7,0 - 11,0 1,0 - 2,0 <0,1 <1 PMET B-H4MD8) CTG-1001-K23
Chemische Zusammensetzung1) Normen II
RemarkAl
[Gew.-%]Cu
[Gew.-%]Zn
[Gew.-%]Si
[Gew.-%]Mg
[Gew.-%]Sonstige [Gew.-%]
GKN Werkstoff-
CodeMPIF
gesintert Rest 4,0 - 6,0 <0,1 <1 <1 <1 PMET Al2014D n/a
gesintert Rest 4,0 - 6,0 <0,1 <1 <1 <1 PMET Al2014E n/a
wärmebeh.5) Rest 4,0 - 6,0 <0,1 <1 <1 <1 PMET Al2014E T6 n/a
wärmebeh.5) Rest 2,0 - 3,0 <0,1 13,0 - 16,0 <1 <1 PMET AlSi14E T6 n/a
wärmebeh.5) Rest 1,4 - 1,8 5,0 - 6,0 <1 2,2 - 2,8 <1 PMET Al7075E T6 n/a
Weitere Informationen fi nden Sie in unserem speziellen GKN Lagerkatalog
11
I
Rm
: Zugfestigkeit σD: Dauerfestigkeit R
P: Streckgrenze
A: Bruchdehnung E: Elastizitätsmodul

Gesinterte weichmagnetische Werkstoffe
Nicht gesinterte weichmagnetische Werkstoffe (SMC)1)
12
Normen Typische Eigenschaften3)
DIN EN 10331DIN
30910MPIF
Nominale Zusammen-
setzung
Dichte[g/cm³]
Koerzitiv-feldstärke H
c [A/cm]
Sättigungs- induktion Bmax [T]
Permea-bilität
Härte HB
Rm
[Mpa]
Rp0,2
[Mpa]
A [%]
E [Gpa]
S-Fe-170 D 00 FF-0000-20X Fe 7,1 140 1,44 3.340 50 180 80 12 150
S-Fe-165 E 00 FF-0000-20Y Fe 7,3 100 1,61 4.250 60 210 100 16 165
S-FeP-150 D 35 FY-4500-17X Fe0,45P 7,1 110 1,45 4.210 110 350 250 10 150S-FeP-130 FY-4500-17Y Fe0,45P 7,4 70 1,7 6.410 125 380 270 14 175S-FeNi-20 FN-5000-5Z Fe50Ni 7,8 16 1,3 19.550 80 310 220 20 150
S-FeSi-80 FS-0300-12X Fe3Si 7,2 75 1,6 4.510 140 380 275 15 160
C 42 SS-430L Fe16Cr 6,7 320 1,06 320 70 300 170 12 125D 42 SS-430L Fe16Cr 7,0 280 1,17 370 90 340 200 16 140C 43 SS-410L Fe12Cr 6,7 390 1,15 340 85 280 150 10 125D 43 SS-410L Fe12Cr 7,0 330 1,23 410 95 320 190 14 140
3) Fe [Gew.-%] ausgeglichen 4) C; Co [Gew.-%] > 0,1
Bezeichnung
Typische Eigenschaften2)
Zusammen-setzung
Koerzitiv-feldstärke H
c [A/cm]
Sättigungs- induktion Bmax [T]
PermeabilitätRemanenz
BR [T]
Wirbelstromver-luste
1 T/50 Hz [W/kg]
Wirbelstromverluste 1 T/1 kHz [W/kg]
GKN SMC-A Isoliertes Fe 266 1,52 485 0,251 6,08 205
GKN SMC-50L Isoliertes Fe 105 0,95 370 0,059 9,25 302
GKN SMC-70H Isoliertes Fe 268 1,41 447 0,237 9,87 230
1) Soft Magnetic Composites 2) getestet an Standardkörpern
13
I
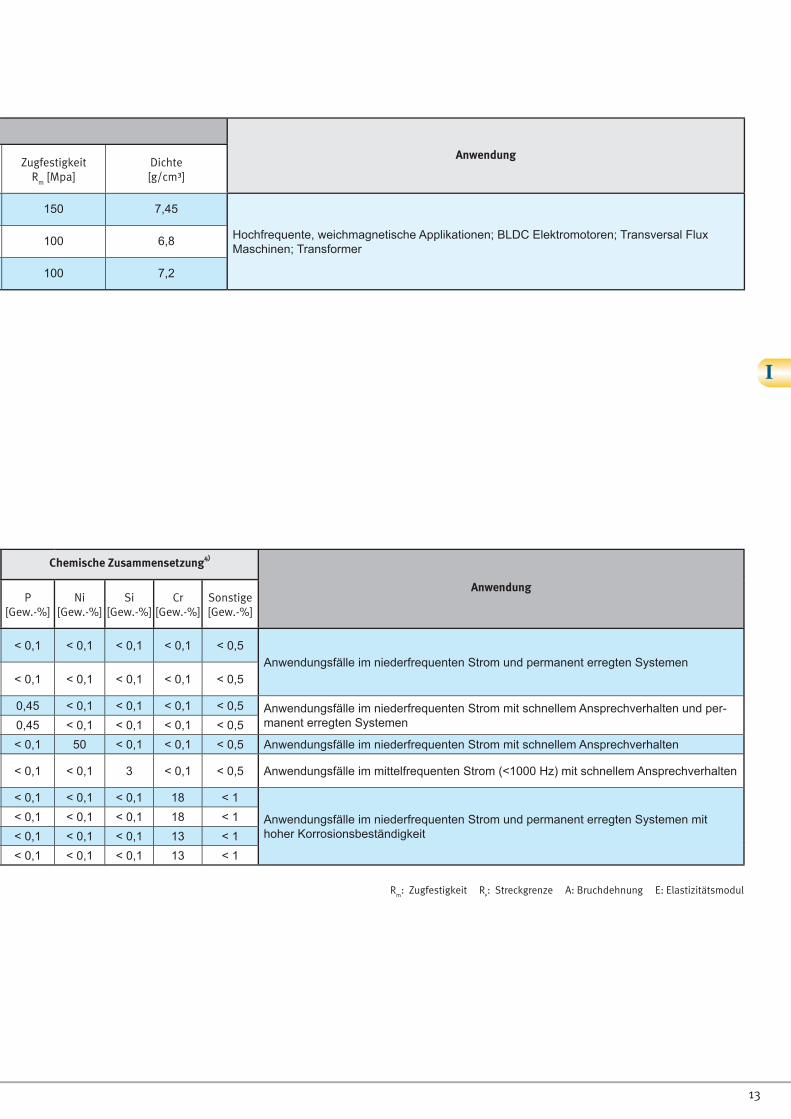
Chemische Zusammensetzung4)
AnwendungP
[Gew.-%]Ni
[Gew.-%]Si
[Gew.-%]Cr
[Gew.-%]Sonstige [Gew.-%]
< 0,1 < 0,1 < 0,1 < 0,1 < 0,5Anwendungsfälle im niederfrequenten Strom und permanent erregten Systemen
< 0,1 < 0,1 < 0,1 < 0,1 < 0,5
0,45 < 0,1 < 0,1 < 0,1 < 0,5 Anwendungsfälle im niederfrequenten Strom mit schnellem Ansprechverhalten und per-manent erregten Systemen0,45 < 0,1 < 0,1 < 0,1 < 0,5
< 0,1 50 < 0,1 < 0,1 < 0,5 Anwendungsfälle im niederfrequenten Strom mit schnellem Ansprechverhalten
< 0,1 < 0,1 3 < 0,1 < 0,5 Anwendungsfälle im mittelfrequenten Strom (<1000 Hz) mit schnellem Ansprechverhalten
< 0,1 < 0,1 < 0,1 18 < 1
Anwendungsfälle im niederfrequenten Strom und permanent erregten Systemen mit hoher Korrosionsbeständigkeit
< 0,1 < 0,1 < 0,1 18 < 1< 0,1 < 0,1 < 0,1 13 < 1< 0,1 < 0,1 < 0,1 13 < 1
AnwendungZugfestigkeit
Rm
[Mpa] Dichte [g/cm³]
150 7,45
Hochfrequente, weichmagnetische Applikationen; BLDC Elektromotoren; Transversal Flux Maschinen; Transformer 100 6,8
100 7,2
Rm
: Zugfestigkeit RP: Streckgrenze A: Bruchdehnung E: Elastizitätsmodul

14
MIM - Einsatzhärtbare Stähle
MIM - Vergütungsstähle
WerkstoffGesintert Wärmebehandelt Chemische Zusammensetzung
Rm[MPa]
Rp 0,2[MPa]
A[%]
Härte[HV 10]
Dichte[g/cm³]
Rm[MPa]
Rp 0,2[MPa]
A[%]
Härte[HV 10]
C[%]1
Ni[%]1
Cr[%]1
Mo[%]1
IMET Ni 2 280 140 25 90 > 7,40 nach Absprache < 0,1 1,90-2,20
IMET Ni 8 350 200 15 90 > 7,40 nach Absprache < 0,1 7,50-8,50
IMET Ni Cr Mo 2 650 400 3 200 > 7,40 nach Absprache 0,12-0,23 0,40-0,70 0,40-0,60 0,15-0,25
Werkstoff Gesintert Wärmebehandelt Chemische Zusammensetzung
Rm[MPa]
Rp 0,2[MPa]
A[%]
Härte[HV 10]
Dichte[g/cm³]
Rm[MPa]
Rp 0,2[MPa]
A[%]
Härte[HV 10]
C[%]1
Ni[%]1
Cr[%]1
Mo[%]1
Mn[%]1
Si[%]1
IMET Ni 2C 450 250 5 170 > 7,40 1000 600 0,40-0,70
1,90-2,20
IMET Ni 8C 700 350 3 320 > 7,40 1000 600 0,40-0,70
7,50-8,50
IMET Cr Mo 4 600 350 4 110 > 7,40 1350 1150 2 450 0,32-0,43
0,90-1,20
0,15-0,30
IMET 8740 600 350 5 180 >7,40 1600 1100 450 0,45-0,55
0,50-0,80
0,40-0,60
0,25-0,40 <0,1 0,30-
0,55
IMET Cr 6 950 630 5 250 > 7,40 650 0,80-1,05
1,35-1,65
Werkstoff
Gesintert Wärmebehandelt Chemische Zusammensetzung
Rm[MPa]
Rp 0,2[MPa]
A[%]
Härte[HV 10]
Dichte[g/cm³]
Rm[MPa]
Rp 0,2[MPa]
A[%]
Härte[HV 10]
C[%]1
Ni[%]1
Cr[%]1
Mo[%]1
Mn[%]1
Si[%]1
IMET 316 L 450 160 40 105 > 7,60 < 0,03 10,00-14,00
16,00-18,00
2,00-3,00 < 2,00 < 1,00
IMET 430 L 350 200 20 190 > 7,40 < 0,08 15,50-17,50 < 1,00 < 1,00
IMET 17-4 PH 800 700 3 250 > 7,50 1000 950 2 350 < 0,07 3,00-5,00
15,00-17,50 < 1,00 < 1,00
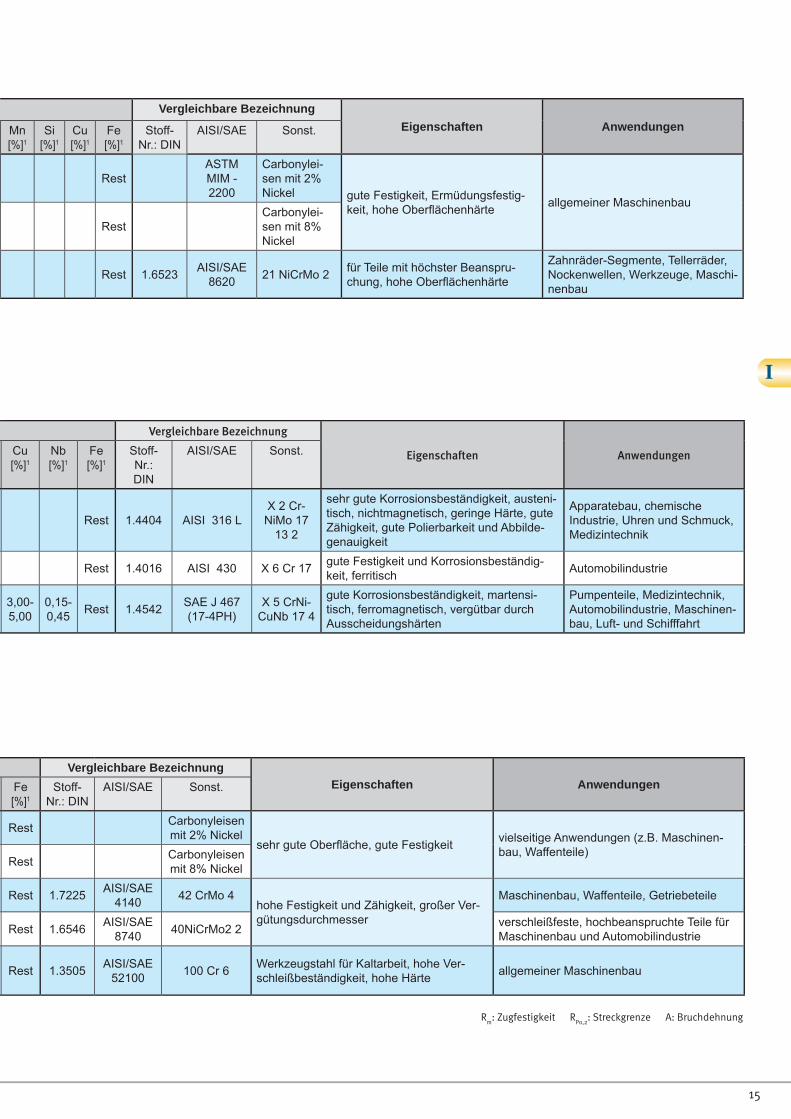
MIM - Korrosionsbeständige Stähle
1) Prozentualer Massenanteil
15
I
Vergleichbare BezeichnungEigenschaften AnwendungenMn
[%]1Si
[%]1Cu[%]1
Fe[%]1
Stoff-Nr.: DIN
AISI/SAE Sonst.
RestASTM MIM - 2200
Carbonylei-sen mit 2% Nickel gute Festigkeit, Ermüdungsfestig-
keit, hohe Oberfl ächenhärte allgemeiner Maschinenbau
RestCarbonylei-sen mit 8% Nickel
Rest 1.6523 AISI/SAE 8620 21 NiCrMo 2 für Teile mit höchster Beanspru-
chung, hohe Oberfl ächenhärte
Zahnräder-Segmente, Tellerräder, Nockenwellen, Werkzeuge, Maschi-nenbau
Vergleichbare BezeichnungEigenschaften AnwendungenFe
[%]1Stoff-
Nr.: DINAISI/SAE Sonst.
Rest Carbonyleisen mit 2% Nickel
sehr gute Oberfl äche, gute Festigkeit vielseitige Anwendungen (z.B. Maschinen-bau, Waffenteile)
Rest Carbonyleisen mit 8% Nickel
Rest 1.7225 AISI/SAE 4140 42 CrMo 4
hohe Festigkeit und Zähigkeit, großer Ver-gütungsdurchmesser
Maschinenbau, Waffenteile, Getriebeteile
Rest 1.6546 AISI/SAE 8740 40NiCrMo2 2 verschleißfeste, hochbeanspruchte Teile für
Maschinenbau und Automobilindustrie
Rest 1.3505 AISI/SAE 52100 100 Cr 6 Werkzeugstahl für Kaltarbeit, hohe Ver-
schleißbeständigkeit, hohe Härte allgemeiner Maschinenbau
Vergleichbare Bezeichnung
Eigenschaften AnwendungenCu[%]1
Nb[%]1
Fe[%]1
Stoff-Nr.:DIN
AISI/SAE Sonst.
Rest 1.4404 AISI 316 LX 2 Cr-NiMo 17
13 2
sehr gute Korrosionsbeständigkeit, austeni-tisch, nichtmagnetisch, geringe Härte, gute Zähigkeit, gute Polierbarkeit und Abbilde-genauigkeit
Apparatebau, chemische Industrie, Uhren und Schmuck, Medizintechnik
Rest 1.4016 AISI 430 X 6 Cr 17 gute Festigkeit und Korrosionsbeständig-keit, ferritisch Automobilindustrie
3,00- 5,00
0,15-0,45 Rest 1.4542 SAE J 467
(17-4PH)X 5 CrNi-
CuNb 17 4
gute Korrosionsbeständigkeit, martensi-tisch, ferromagnetisch, vergütbar durch Ausscheidungshärten
Pumpenteile, Medizintechnik, Automobilindustrie, Maschinen-bau, Luft- und Schifffahrt
Rm
: Zugfestigkeit RP0,2
: Streckgrenze A: Bruchdehnung
16
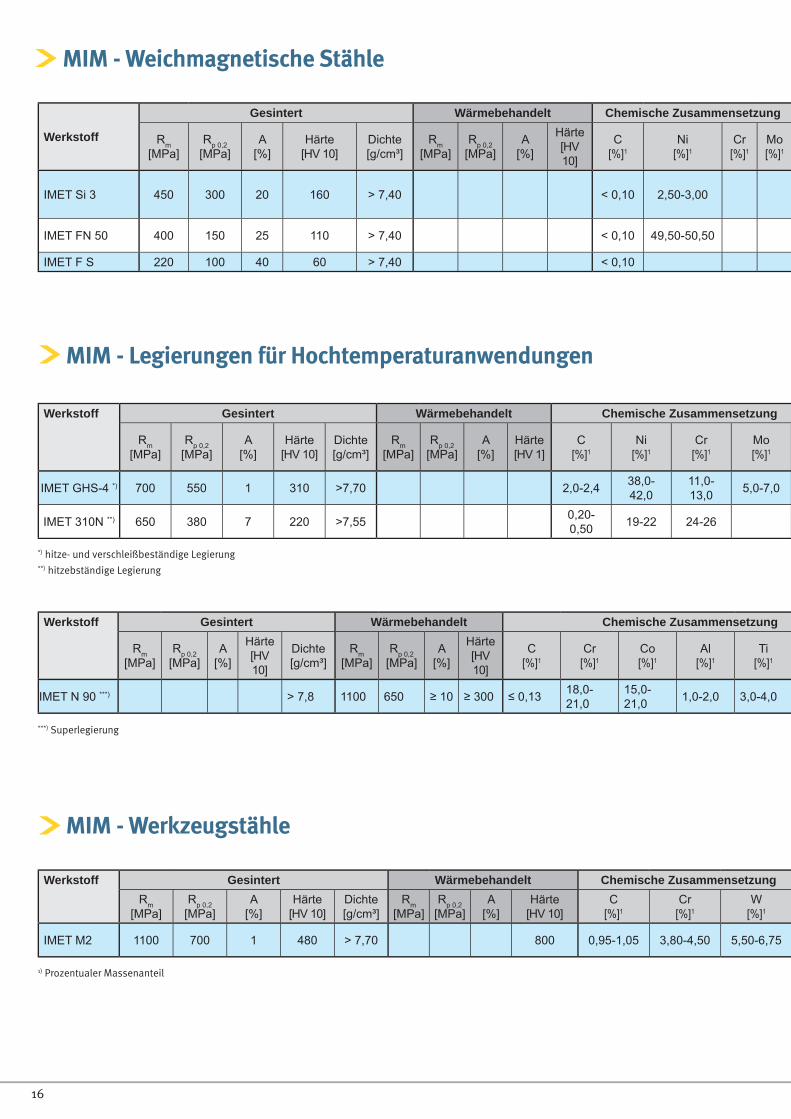
MIM - Weichmagnetische Stähle
Werkstoff
Gesintert Wärmebehandelt Chemische Zusammensetzung
Rm[MPa]
Rp 0,2[MPa]
A[%]
Härte[HV 10]
Dichte[g/cm³]
Rm[MPa]
Rp 0,2[MPa]
A[%]
Härte[HV 10]
C[%]1
Ni[%]1
Cr[%]1
Mo[%]1
IMET Si 3 450 300 20 160 > 7,40 < 0,10 2,50-3,00
IMET FN 50 400 150 25 110 > 7,40 < 0,10 49,50-50,50
IMET F S 220 100 40 60 > 7,40 < 0,10
Werkstoff Gesintert Wärmebehandelt Chemische Zusammensetzung
Rm[MPa]
Rp 0,2[MPa]
A[%]
Härte[HV 10]
Dichte[g/cm³]
Rm[MPa]
Rp 0,2[MPa]
A[%]
Härte[HV 1]
C[%]1
Ni[%]1
Cr[%]1
Mo[%]1
IMET GHS-4 *) 700 550 1 310 >7,70 2,0-2,4 38,0-42,0
11,0-13,0 5,0-7,0
IMET 310N **) 650 380 7 220 >7,55 0,20-0,50 19-22 24-26
Werkstoff Gesintert Wärmebehandelt Chemische Zusammensetzung
Rm[MPa]
Rp 0,2[MPa]
A[%]
Härte[HV 10]
Dichte[g/cm³]
Rm[MPa]
Rp 0,2[MPa]
A[%]
Härte[HV 10]
C[%]1
Cr[%]1
Co[%]1
Al[%]1
Ti[%]1
IMET N 90 ***) > 7,8 1100 650 ≥ 10 ≥ 300 ≤ 0,13 18,0-21,0
15,0-21,0 1,0-2,0 3,0-4,0
MIM - Legierungen für Hochtemperaturanwendungen
*) hitze- und verschleißbeständige Legierung **) hitzebständige Legierung
***) Superlegierung
MIM - Werkzeugstähle
Werkstoff Gesintert Wärmebehandelt Chemische ZusammensetzungRm
[MPa] Rp 0,2
[MPa]A
[%]Härte
[HV 10]Dichte[g/cm³]
Rm[MPa]
Rp 0,2[MPa]
A[%]
Härte[HV 10]
C[%]1
Cr[%]1
W[%]1
IMET M2 1100 700 1 480 > 7,70 800 0,95-1,05 3,80-4,50 5,50-6,75
1) Prozentualer Massenanteil
I
17
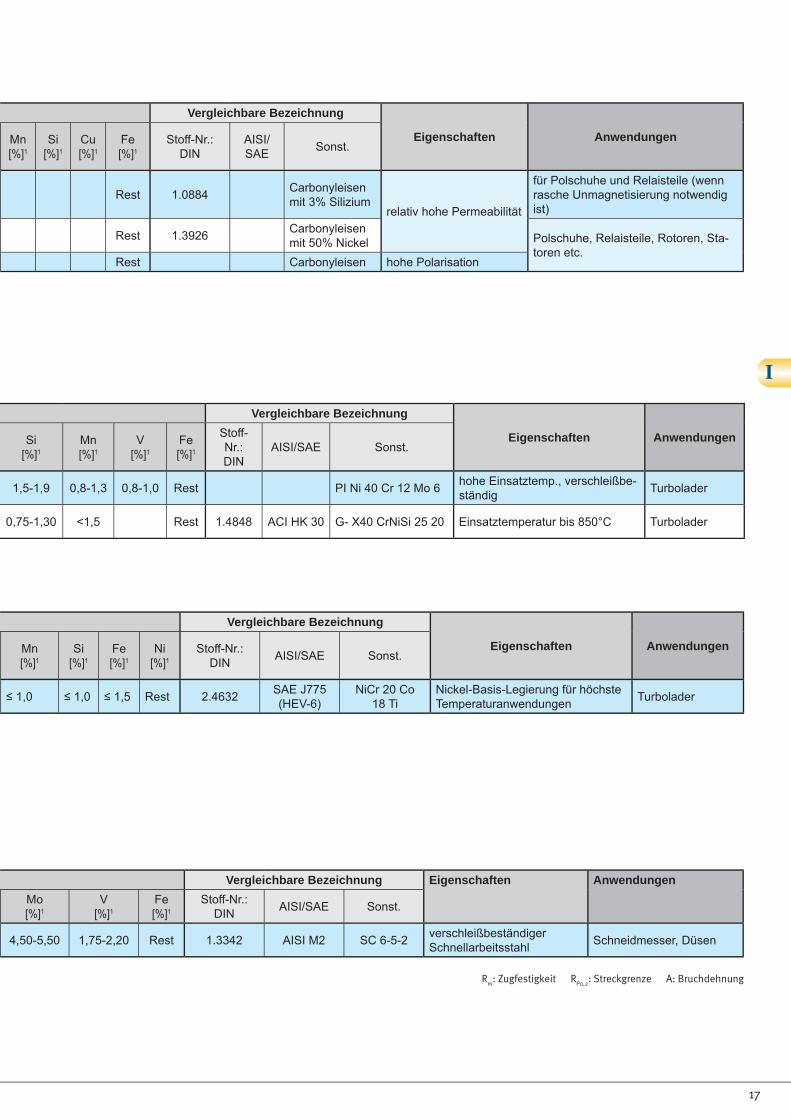
Vergleichbare Bezeichnung
Eigenschaften Anwendungen Mn[%]1
Si[%]1
Cu[%]1
Fe[%]1
Stoff-Nr.:DIN
AISI/SAE Sonst.
Rest 1.0884 Carbonyleisen mit 3% Silizium
relativ hohe Permeabilität
für Polschuhe und Relaisteile (wenn rasche Unmagnetisierung notwendig ist)
Rest 1.3926 Carbonyleisen mit 50% Nickel Polschuhe, Relaisteile, Rotoren, Sta-
toren etc.Rest Carbonyleisen hohe Polarisation
Vergleichbare Bezeichnung
Eigenschaften AnwendungenSi[%]1
Mn[%]1
V[%]1
Fe[%]1
Stoff-Nr.:DIN
AISI/SAE Sonst.
1,5-1,9 0,8-1,3 0,8-1,0 Rest PI Ni 40 Cr 12 Mo 6 hohe Einsatztemp., verschleißbe-ständig Turbolader
0,75-1,30 <1,5 Rest 1.4848 ACI HK 30 G- X40 CrNiSi 25 20 Einsatztemperatur bis 850°C Turbolader
Vergleichbare Bezeichnung
Eigenschaften AnwendungenMn[%]1
Si[%]1
Fe[%]1
Ni[%]1
Stoff-Nr.:DIN AISI/SAE Sonst.
≤ 1,0 ≤ 1,0 ≤ 1,5 Rest 2.4632 SAE J775 (HEV-6)
NiCr 20 Co 18 Ti
Nickel-Basis-Legierung für höchste Temperaturanwendungen Turbolader
Vergleichbare Bezeichnung Eigenschaften AnwendungenMo[%]1
V[%]1
Fe[%]1
Stoff-Nr.:DIN AISI/SAE Sonst.
4,50-5,50 1,75-2,20 Rest 1.3342 AISI M2 SC 6-5-2 verschleißbeständigerSchnellarbeitsstahl Schneidmesser, Düsen
Rm
: Zugfestigkeit RP0,2
: Streckgrenze A: Bruchdehnung

Wirtschaftlichkeit
Das PM-Verfahren bietet wirtschaftliche Vorteile im Ver-gleich zu anderen Metall-Formgebungsverfahren. Dreiwichtige Kriterien zeichnen das Verfahren aus:
• nahezu 100 % Werkstoffausnutzung (keine Verluste durch Materialabfall)
• vielfältige, kostenneutrale Fertigungs- möglichkeiten zur Erfüllung kundenspe-zifischer Anforderungen
• weitgehende Anpassungsfähigkeit der Werkstoffeigenschaften an die Funktion der Bauteile
Obwohl Metallpulver mehr kosten als konventionellerStahl, wird dieser Unterschied durch die 100 %ige Werk-stoffausnutzung ausgeglichen, bzw. sogar überkompen-siert.
Die große Vielfalt zulässiger Geometrien ermöglicht Bau-teile, die mehrere Funktionen in sich vereinigen und oftganze Baugruppen herkömmlich produzierter Teile erset-zen können. Zum Beispiel können Innen- und Außenver-zahnungen, Bohrungen und Sacklöcher mit Profil oderauch Öffnungen mit Senkung oder Absatz in einem einzi-gen Formgebungsschritt hergestellt werden.
Die Parameter des Fertigungsprozesses werden durch diegeforderten Bauteileigenschaften bestimmt; sie sind ab-gestimmt auf die chemische Zusammensetzung, Dichteund Maßgenauigkeit des Bauteils. Ein Kostenvergleich mitWettbewerbstechnologien wie Stanzen, Kaltumformung,Präzisionsgießen, Präzisionsschmieden und Kunststoff-spritzgießen wird stark von dem geforderten Werkstoff, derGeometrie und der Stückzahl beeinflusst.
Je höher die Anforderungen an die Werkstoffeigenschaftensind, je enger die geforderten Maßtoleranzen und je größerdie Stückzahl ist, um so größer sind die Vorteile beim Ein-satz von gesinterten Bauteilen. Auch wenn eine zerspa-nende Nachbearbeitung aus Gründen der Maßtoleranzenoder der Geometrie notwendig wird, bleibt der Kostenvor-teil von Sinterteilen oft erhalten.
Die PM-Technologie eignet sich besonders für hohe Stück-zahlen, da anfängliche Investitionen in formgebendeWerkzeuge erforderlich sind.
18
19
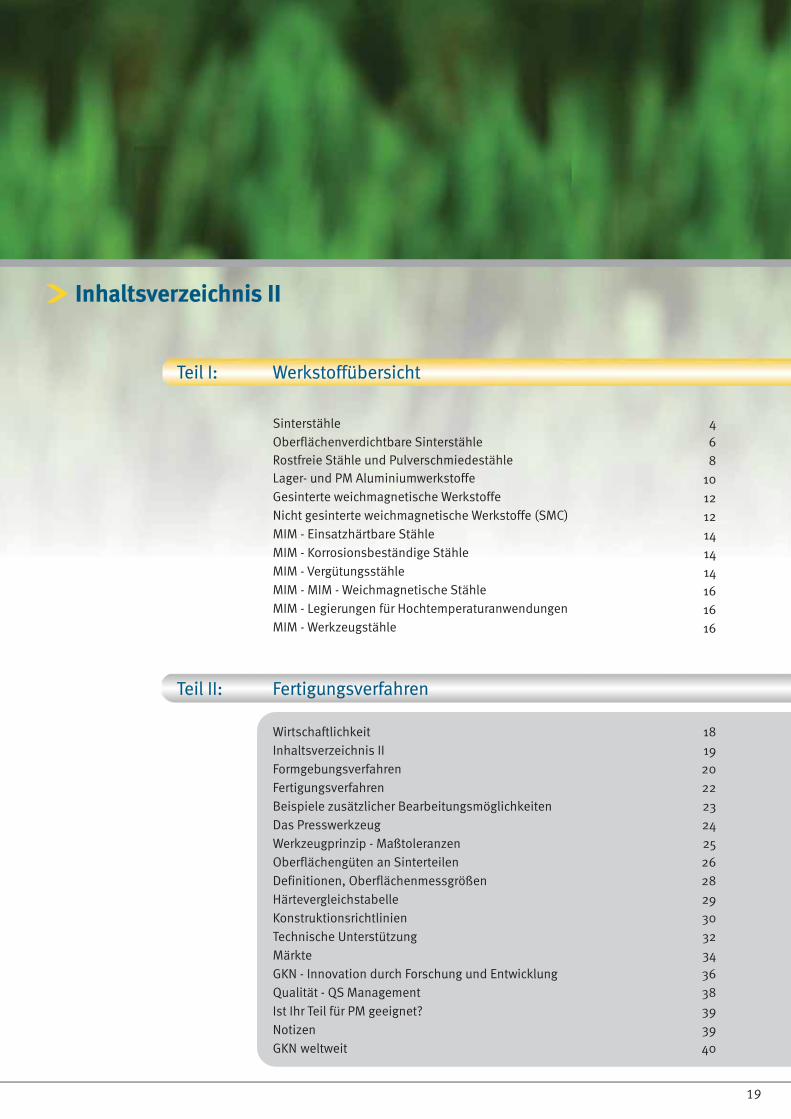
Inhaltsverzeichnis II
Teil II: Fertigungsverfahren
Teil I: Werkstoffübersicht
SinterstähleOberflächenverdichtbare SinterstähleRostfreie Stähle und PulverschmiedestähleLager- und PM AluminiumwerkstoffeGesinterte weichmagnetische WerkstoffeNicht gesinterte weichmagnetische Werkstoffe (SMC)MIM - Einsatzhärtbare StähleMIM - Korrosionsbeständige Stähle MIM - VergütungsstähleMIM - MIM - Weichmagnetische StähleMIM - Legierungen für Hochtemperaturanwendungen MIM - Werkzeugstähle
468
101212141414161616
WirtschaftlichkeitInhaltsverzeichnis IIFormgebungsverfahrenFertigungsverfahrenBeispiele zusätzlicher BearbeitungsmöglichkeitenDas PresswerkzeugWerkzeugprinzip - MaßtoleranzenOberflächengüten an SinterteilenDefinitionen, OberflächenmessgrößenHärtevergleichstabelle KonstruktionsrichtlinienTechnische UnterstützungMärkteGKN - Innovation durch Forschung und EntwicklungQualität - QS ManagementIst Ihr Teil für PM geeignet? NotizenGKN weltweit
181920222324252628293032343638393940

Allgemeine Hinweise
Die Sintertechnologie eignet sich zur Herstellung unterschiedlichster Bauteile; von hochporösen Filteranwendungen bis zu hoch-dichten pulvergeschmiedeten Motoren- und Getriebeteilen. Pulvermetallurgische Produkte finden sich vorwiegend in der Auto-mobilindustrie, aber auch in Haushaltsgeräten, Elektrowerkzeugen, sowie in vielen anderen Industriebereichen. DiePulvermetallurgie lässt Werkstoffkombinationen zu, die ansonsten schmelzmetallurgisch nicht herstellbar sind.
Formgebungsverfahren/Prozessvarianten
Gesinterte Filterbauteile
Eine wichtige Anwendung für Bauteile mit geringer Dichte sind PM-Filter. Diese werden vorwiegendbei der Verarbeitung von Chemikalien in der Nahrungsmittelindustrie, sowie als Luftfiltriereinheitenin pneumatischen Werkzeugen und zur Steuerung des Durchflusses von Flüssigkeiten eingesetzt.Die Möglichkeit, Poren einer bestimmten Größe zu erzeugen, ist einer der wesentlichen Vorteile. ImSchüttsinterverfahren werden sphärische Pulverteilchen in Formen aus Stahl oder Grafit gefüllt. An-schließend werden sie im Ofen gesintert und als fertiger Filter der Form entnommen. Bronze undrostfreie Stähle sind die wichtigsten Werkstoffe für Filteranwendungen.
Sintergleitlager
Jahrzehntelang gründete sich das Wachstum der Sintertechnik auf die zunehmende Anwendungvon Gleitlagern. Das in der leicht porösen, offenen Oberfläche enthaltene Öl sorgt in der Anwendungfür verbesserte tribologische Eigenschaften. Zusätzlich wird durch Imprägnieren mit Schmierstoffen die Fressneigung entscheidend verringert.
Sinterformteile
Heute stellen höchst kompliziert geformte Geometrien den größten Anteil der Sinteranwendungendar. Die Werkzeuge für diese Bauteile sind grundsätzlich die selben wie für Lager. Der Unterschiedbesteht in der Komplexität der Form und den immer genauer werdenden Maßanforderungen. Nachdem Sintern lassen sich die Maßtoleranzen durch einen zusätzlichen Kalibrierschritt nochmals ver-bessern. Die Pulvermetallurgie lässt Werkstoffkombinationen zu, die ansonsten schmelzmetallurgisch nichtherstellbar sind.
Pulverschmiedeteile
Ist höchste Dichte und Festigkeit gefordert, lässt sich das Pulverschmieden einsetzen. Hierbei wirddas vorgeformte Sinterteil in einem geschlossenen Werkzeug hochgenau geschmiedet. Es entstehtein fast vollkommen dichtes Bauteil, das selbst für Anwendungen mit hohen dynamischen Bela-stungen geeignet ist.
20

MIM-Teile
Das Metal Injection Molding (MIM) ist ein weiteres Verfahren der Pulvermetallurgie, welches dasaus der konventionellen Spritzgusstechnik entwickelt wurde. Das Rohmaterial, Feedstock genannt,ist eine Mischung aus Metallpulver mit einem hohen Anteil an Polymeren, welches mit konventio-nellen Kunststoffspritzgießmaschinen verarbeitet werden kann. Das so entstandene Rohteil (Grün-ling) wird anschließend gesintert, wobei eine starke Schwindung auftritt. Das fertig gesinterteMIM-Teil weist maximale Dichte und Festigkeit auf.
Nachbearbeitung
Ähnlich wie bei konventionellen Bauteilen können - wenn nicht vermeidbar -verschiedene Nachbe-arbeitungsschritte an Sinterteilen durchgeführt werden. Diese Verfahrensschritte, z.B. Fräsen, Boh-ren, Honen, Drehen oder Schleifen, sind für Sinter- und Pulverschmiedeteile bestens geeignet.Schließlich kann eine große Anzahl von Wärmebehandlungen eingesetzt werden, um besondere Ei-genschaften am ganzen Bauteil oder an bestimmten Stellen der Bauteilgeometrie zu erzielen. Dazuzählen u.a. die Dampfbehandlung, Vergüten, Induktivhärten, Einsatzhärten, Carbonitrieren, Plasma-nitrieren sowie unterschiedlichste Verfahren zur Oberflächenbeschichtung.
Walzen von Zahnrädern/rotationssymmetrischer Bauteile
Ein neues Verfahren zur partiellen Verdichtung und Verbesserung der Formgenauigkeit ist das “Wal-zen”. Dabei entsteht ein Bauteil mit einem PM-typischen Grundgefüge, kombiniert mit einer voll-ständig verdichteten Oberfläche, die auf Grund der meist oberflächennnah auftretendenSpannungsspitzen zu einer hochbelastbaren Gesamtkomponente führen.
II
21
Weichmagnetische Formteile
Mit der wachsenden Nachfrage nach Elektromotoren wird die Zahl der Anwendungen für gesinterteund nicht gesinterte (SMC-) Werkstoffe voraussichtlich deutlich ansteigen. Im allgemeinen könnengesinterte Werkstoffe für Wechselstrom-Anwendungen < 50 Hz oder Gleichstrom-Anwendungen inBetracht gezogen werden. Diese Werkstoffe erfüllen die Forderung nach hoher mechanischer Belast-barkeit und hoher Temperaturbeständigkeit. SMC-Werkstoffe werden vor allem bei Wechselstrom-Frequenzen > 50 Hz zur Erzielung geringer Wirbelstromverluste eingesetzt. Größter Vorteil desPM-Werkstoffs: dreidimensionaler magnetischer Fluss ist möglich.

Fertigungsverfahren
Gleitmittel Grafit
Legierungselemente
Kupfer-pulver
Eisen-pulver Pulvermischungen
Gleitmittelausbrennen
Sintern Abkühlen
Kalibrieren Schmieden
1. Mischen
Als Ausgangsmaterial dienen Metallpulver, die in den ge-wünschten Zusammensetzungen gemischt werden. Legierte Pulver können ebenso verwendet werden wie elemen-tare Pulver.
2. Pressen
Die Teile werden in speziell konstruierten Werkzeugen gepresst.Durch die Wahl des Pressdrucks, meist im Bereich von 400 –800 MPa, kann die Dichte innerhalb bestimmter Grenzen variiertwerden.
3. Sintern
Beim Sintern – der Erwärmung unter kontrollierten Bedingungen(Zeit, Temperatur und Schutzgas-Atmosphäre) – erhalten diePresslinge ihre mechanische Festigkeit. Bei diesem Prozess-schritt, der deutlich unterhalb der Schmelztemperatur derHaupt-Werkstoffkomponente stattfindet, wird eine feste Verbin-dung der Pulverteilchen erzeugt, ohne dass die Form des Bau-teils verändert wird. Beim Sintern kommt es zu Diffussions- undRekristallisationsvorgängen.
4. Kalibrieren / Schmieden
Kalibrieren: Beim Sintern unterliegen die Presslinge kleinenMaßänderungen. Deshalb werden Bauteile mit sehr engen Maß-toleranzen in separaten Werkzeugen kalibriert. Kalibrierte Teilehaben eine exzellente Oberflächengüte.
Schmieden: Um Bauteile für extrem hohe Belastungen herzu-stellen, wird statt des Kalibrierens, das bei Raumtemperaturstattfindet, ein Schmiedeprozess bei hoher Temperatur durchge-führt. Verglichen mit konventionellem Schmieden muss im An-schluss kein Grat entfernt werden.
5. Fertigteil
In den meisten Fällen endet der Herstellprozess spätestensnach dem Kalibrieren oder Schmieden, wobei einbaufertigeTeile erzeugt werden. Wenn der Kunde jedoch engere Maßtole-ranzen oder komplexere Formen fordert, ist GKN in der Lage,diese mit zusätzlichen Arbeitsschritten zu erfüllen.
22

Fertigungsverfahren - mögliche Nachbehandlungen
Fügen
Mögliche Nachbehandlungen - Beispiele
Gedrehter Innenkonus Gedrehter Außendurch-messer
Induktiv gehärteteVerzahnung
Organisch beschichteteOberfläche
Oberflächenverdichtungdurch Walzen
Geschliffene Oberfläche
23
II
Mechanische Bearbeitung
Wärme-behandlung
Oberflächen-behandlung
Das Presswerkzeug
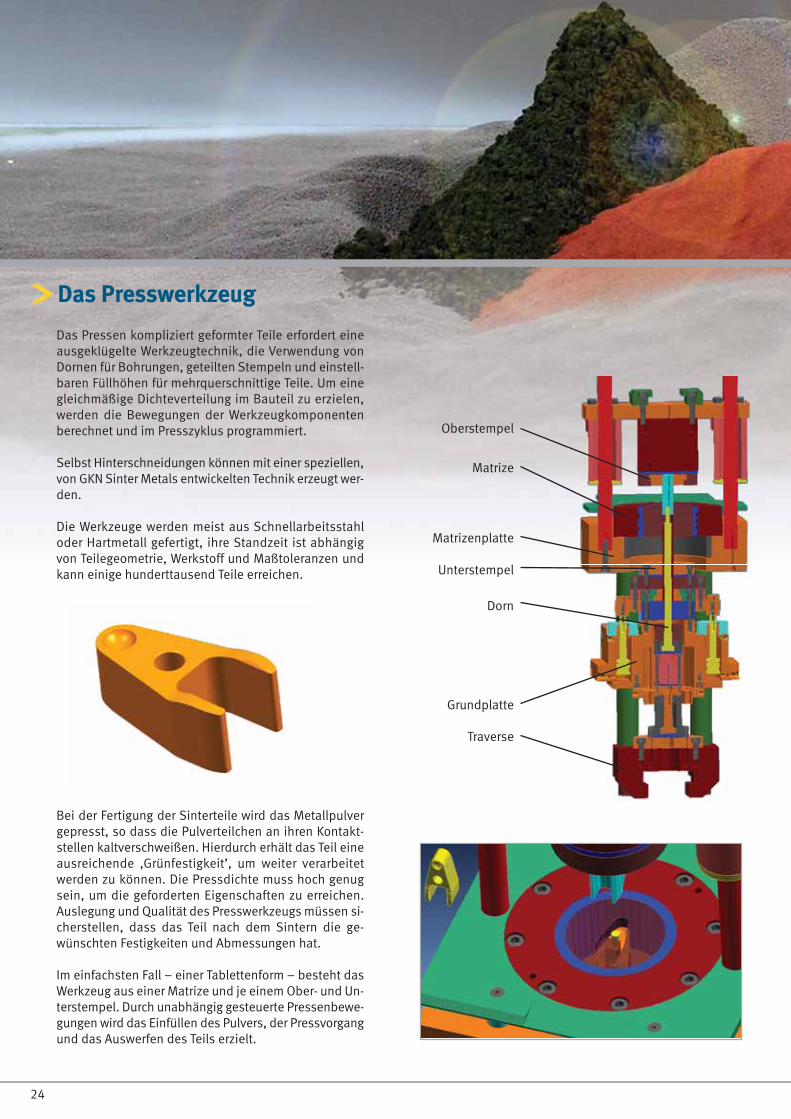
Bei der Fertigung der Sinterteile wird das Metallpulvergepresst, so dass die Pulverteilchen an ihren Kontakt-stellen kaltverschweißen. Hierdurch erhält das Teil eineausreichende ‚Grünfestigkeit’, um weiter verarbeitetwerden zu können. Die Pressdichte muss hoch genugsein, um die geforderten Eigenschaften zu erreichen.Auslegung und Qualität des Presswerkzeugs müssen si-cherstellen, dass das Teil nach dem Sintern die ge-wünschten Festigkeiten und Abmessungen hat.
Im einfachsten Fall – einer Tablettenform – besteht dasWerkzeug aus einer Matrize und je einem Ober- und Un-terstempel. Durch unabhängig gesteuerte Pressenbewe-gungen wird das Einfüllen des Pulvers, der Pressvorgangund das Auswerfen des Teils erzielt.
Das Pressen kompliziert geformter Teile erfordert eineausgeklügelte Werkzeugtechnik, die Verwendung vonDornen für Bohrungen, geteilten Stempeln und einstell-baren Füllhöhen für mehrquerschnittige Teile. Um einegleichmäßige Dichteverteilung im Bauteil zu erzielen,werden die Bewegungen der Werkzeugkomponentenberechnet und im Presszyklus programmiert.
Selbst Hinterschneidungen können mit einer speziellen,von GKN Sinter Metals entwickelten Technik erzeugt wer-den.
Die Werkzeuge werden meist aus Schnellarbeitsstahloder Hartmetall gefertigt, ihre Standzeit ist abhängigvon Teilegeometrie, Werkstoff und Maßtoleranzen undkann einige hunderttausend Teile erreichen.
Oberstempel
Matrize
Matrizenplatte
Dorn
Grundplatte
Traverse
Unterstempel
24

Werkzeugprinzip - MaßtoleranzenDas axiale Pressen bietet vielfältige Möglichkeiten der Form-gebung und eine hervorragende Wiederholgenauigkeit derMaße. Die Formgebung von Sinterteilen ist im Wesentlichendurch die Konstruktion und Herstellung der Werkzeuge defi-niert. Die für die Sintertechnik geeignete Auslegung des Bau-teils und die Werkstoffauswahl haben großen Einfluss aufdie Werkzeugstandzeit und folglich auf den Preis des Teils. Eslohnt sich daher, die Konstruktionsrichtlinien für das PM-Ver-fahren zu beachten. Die formgebenden Teile des Werkzeugssind Matrize, Dorn, Ober- und Unterstempel. Die wichtigstenOptionen bei der Konstruktion von Presswerkzeugen werdenin Abb. 1 gezeigt. Die Matrize erzeugt die äußere Form desBauteils. Ihre Geometrie ist beliebig. Absätze und Schrägenin axialer Richtung sind zulässig. Bohrungen und Durchbrü-che in Pressrichtung werden von Dornen geformt, die auchkonturiert sein können. Die Stirnseiten der Teile werden vonden Stempeln geformt. Scharfe Fasen und scharfe Über-gänge zu den Außenflächen sind zu vermeiden. Absätze biszu max. 15% der Gesamthöhe des Bauteils können ohneStempelteilung hergestellt werden. Maßgenauigkeit
GKN Sinter Metals ist bestrebt, in der Entwicklungsphase einemaßgeschneiderte Lösung zu erarbeiten, um die Kundenan-forderungen hinsichtlich Toleranz und Funktion zu erfüllen.Konstruktion und Fertigung der Werkzeuge haben unmittelba-ren Einfluss auf die Maßhaltigkeit der Bauteile. Form- und La-getoleranzen werden hauptsächlich von der Anordnung derWerkzeugteile beeinflusst. Sie hängen von dem Werkzeug-spiel zwischen Stempeln und Matrize oder zwischen Stempelnund Dornen ab. Bei Teilen mit mehreren unterteilten Stempeln(mehrquerschnittigen Teilen) addieren sich die Werkzeug-spiele und verringern so die Gesamtgenauigkeit. Höhentole-ranzen werden von der Steifigkeit der Pulver- undKalibrierpressen beeinflusst und liegen typischerweise zwi-schen 0,1 und 0,2 mm. Engere Toleranzen als die oben be-schriebenen (Abb. 1), können durch zusätzliche mechani-sche Bearbeitung erzielt werden. Der geringe Verzug beim Sinterprozess kann durch Kalibrierender Teile korrigiert werden. Je nach Dichte und Werkstoff derTeile können hierdurch Verbesserungen der Maßgenauigkeitum ca. zwei Toleranzklassen erzielt werden (z.B. von ISO/IT 8-9 auf ISO/IT 6-7). Ein zusätzlicher Vorteil des Kalibrierens istdie partielle Erhöhung der Oberflächendichte und die Verbes-serung der Oberflächenqualität. Allerdings sind bei hohenDichten und Festigkeiten die erzielbaren Verbesserungen derMaßgenauigkeiten eingeschränkt. Zusätzliche Oberflächen- und Wärmebehandlungen habenebenfalls Einfluss auf die einhaltbaren Toleranzen.
Toleranzklassen fürunbearbeitete, kali-brierte Bauteile
Werkzeug für ein ein-querschnittiges Bauteil
Werkzeug mit Bundmatrize
Werkzeug mit konischerBundmatrize
Werkzeug für einmehrquerschnittiges
Bauteil
Werkzeug mit geteiltemOberstempel für einmehrquerschnittiges
Bauteil
Werkzeug mit geteilter Matrize
Abb. 2
Um Werkzeugprobleme zu vermeiden, sollte eine Mindest-wandstärke von 2 mm eingehalten werden.
• Entformungsschrägen an den äußeren Flächen sind nicht notwendig• Stirnkonturen sollten einen Neigungswinkel von 7° haben• Übergänge und Kanten, die in der Matrize geformt werden, sollten Radien haben
Die Möglichkeiten, Gewinde, Nuten und Bohrungen quer zurPressrichtung zu fertigen sind begrenzt. Diese Geometrienmüssen meistens durch nachträgliche mechanische Bearbei-tung erzeugt werden. Jedoch können Hinterschneidungen miteiner speziellen, GKN-eigenen Technik in gewissem Umfangsehr wohl hergestellt werden. Die Konstruktionsrichtliniensind auf Seite 30 dargestellt.
Abb. 1
25
II

Oberflächengüten an Sinterteilen
Für Sinterteile werden leider immer noch vorwiegendRauheitswerte wie Rt, Rmax, R2, R3z in Größenordnun-gen vorgeschrieben, denen offenbar vorwiegend Erfah-rungen mit Oberflächengüten bei spanend bearbeitetenFlächen nicht poröser Werkstoffe zugrunde liegen.
Die Rauheitsmessung bei pulvermetallurgischen Pro-dukten gemäß DIN 476, 4768 und 4771 auf handelsüb-lichen Messgeräten vermittelt aber wesentlich rauereOberflächen, als tatsächlich vorhanden sind. Tiefe Porenführen nämlich vorzugsweise zu extrem hohen R1-Wer-ten, selbst wenn plateauartige Oberflächen vorliegen,die bekanntlich hervorragende Gleiteigenschaften auf-weisen.
Beim Vergleich der Profile von Oberflächen spanend be-arbeiteter Werkstücke erschmolzener Stähle mit denenporöser Sintermetalle zeigt sich, dass der Sinterwerk-stoff hinsichtlich der Oberflächenglätte eindeutig gün-stiger abschneidet, obwohl an den gegenübergestelltenSt 50 / PM- Messflächen nahezu gleiche Pt-Werte ermit-telt wurden.
����)#���)#
a) St 50 feingedreht (Pt ~ 30)
����)#���)#
c) Sint-C 00 sinterglatt (Pt ~ 30)
Abb. a - d) Profile von Werkstoffen gemäß Tabelle 1
26
Bild Bearbeitungszustand Rauheits-
Pt Rt Ra
a) St 50 feingedreht 33,2 32,7 4,4b) St 50 geschliff en 4,6 4,4 0,5c) SINT-C 00 sinterglatt 28,6 29,8 2,8d) SINT-C 00 kalibriert 6,9 6,3 0,1
Tabelle 1, in der die zahlenmäßigen Ergebnisse ausMessungen an verschiedenartig bearbeiteten Werkstof-fen zusammengefasst sind, zeigt, dass eine Bewertungder reinen Zahlenwerte ohne gleichzeitige Betrachtungder Profile und der Traganteilkurven zu unrealistischenVorstellungen führt, da der Einfluss der Poren auf dasMessergebnis nicht zum Ausdruck kommt.
Tabelle 1 Oberflächen-Rauheitswerte, gemessen an unterschiedlich bearbeiteten Stahl- und Sinterteilen

II
����)#���)#
b) St 50 geschliffen (Pt ~ 6)
����)#���)#
d) Sint-C 00 kalibriert (Pt ~ 6)
27
Werte in μmKontaktfl äche in % bei Schnitttiefe c
c (μm) bei tpma
Rz R3z Rp 1 μm 2 μm 4 μm = 100 %
25,6 17,8 12,4 < 1 6 12 283,6 2,7 2,2 < 1 71 100 4
20,4 11,5 9,0 < 1 56 72 187 0,4 0,4 96 98 99 3
Gesinterte Oberfläche
Kalibrierte Oberfläche
Vergleich einer sinterglatten und einer kalibriertenOberfläche

Rz= (Rz1+ Rz2+ Rz3+ Rz4+ Rz5)
28
Definitionen, Oberflächenmessgrößen
" # #$ #�
%�
Rz Rmax Rautiefe DIN 4768Ra Mittenrauwert DIN 4768, ISO/DIS 4287/1
�*� �*� �*� �*� �*�
��+#�,���-�+�
�
Die gemittelte Rauhtiefe Rz ist der Mittelwert aus den Einzelrautiefenfünf aufeinanderfolgender Einzelmessstrecken Ie im Rauheitsprofil.
Die maximale Rautiefe Rmax ist die größte der fünf Einzelrautiefen.
Rk Rpk Rvk Mr1 Mr2
&������'&������(&�����)&������*&����+&&�,
(&�,
��+ ��'%�
.//���0�1��2�
Kennwerte aus der Materialteilkurve (Abbott) DIN 4776 Vorentwurf.Rauheitskernprofil ist das Rauheitsprofil unter Ausschluss herausra-gender Spitzen und Riefen. Kernrautiefe Rk ist die Tiefe des Rauheits-kernprofils. Rpk reduzierte Spitzenhöhe, ist die doppelte, mittlereHöhe der abgeschnittenen Spitzen. Rvk reduzierte Riefentiefe, ist diedoppelte, mittlere Tiefe der abgeschnittenen Riefen. MaterialanteilMr1 ist der kleinste Materialanteil des Rauheitskernprofils. Mr2 istder größte Materialanteil des Rauheitskernprofils.
Der Mittenrauwert Ra ist der arithmetische Mittelwert aller Abwei-chungen des Rauheitsprofils von der Mittellinie innerhalb der Ge-samtmessstrecke Im.
Der Mittenrauwert Rq (DIN 4762/1 E) ist der geometrische Mittelwertaller Abeichungen des Rauheitsprofils R von der Mittellinie innerhalbder Gesamtmessstrecke Im.
Tp Materialanteilkurve
Die Materialanteilkurve tp (Traganteil) ist das prozentuale Verhältnisvon materialerfüllter Länge zur Gesamtmessstrecke Im im Schnittni-veau c.Das Schnittniveau c ist der Abstand der ausgewerteten Schnittliniezur gewählten Bezugslinie. Bei tp-Auswertungen muß eine Bezugsli-nie vereinbart und angegeben werden. Die Materialanteilkurve (Ab-bottkurve) stellt die Summenhäufigkeit der Profilordinaten dar.
&������'&������(&�����)&������*&����+&&�,%�
.//���0�1��2�
�
�+ �' ��#�-����������
%��������������
������������������,
Rpm Rp Rt Glättungstiefe DIN 4762/1 E
�3� �3� �3� �3� �3�
��+#�,���-�+�
� ��
Die gemittelte Glättungstiefe Rpm in Anlehnung an DIN 4768 ist derMittelwert aus den Glättungstiefen fünf aufeinanderfolgender Einzel-messstrecken ie. Die Glättungstiefe Rp ist die größte der fünf Einzel-glättungstiefen. Maximale Rautiefe Rt ist der senkrechte Abstandzwischen höchstem und tiefstem Punkt des Rauheitsprofils R inner-halb Im.
R3z Grundrautiefe Werknorm DB N 31007 (1983)
��*� ��*� ��*� ��*� ��*�
��+#�,���-�+�
�
Grundrautiefe R3z in Anlehnung an DIN 4768 ist der Mittelwert ausden Eizelrautiefen fünf aufeinanderfolgender Einzelmessstrecken Im.Die Einzelrautiefe ergibt sich aus der Höhendifferenz zwischen derdritthöchsten Profilspitze und dem dritttiefsten Profiltal innerhalbder Einzelmessstrecken Ie.Beide müssen sowohl eine vertikale alsauch horizontale Mindestgröße überschreiten.
Sk Schiefe, Amplitudendichtekurve DIN 4762/ 1 E
4
05�
+#
Die Schiefe Sk kennzeichnet die Asymmetrie der Amplitudenvertei-lung. Eine negative Schiefe Sk kennzeichnet ein gutes Tragverhaltendes Profils. Die Amplitudendichtekurve ist die Aufzeichnung der Einzelhäufigkeitder Profilordinaten.
Sm Δa Δq λa λq IoDer mittlere Rillenabstand Sm (DIN 4762/1 E) ist der mittlere Abstandder Profilerhebungen innerhalb der Messstrecke Im. Bewertungs-schwellen sind zwei Parallelen, die symmetrisch zur Bezugslinie ver-laufen. Ihr Abstand ist Ra.
Mittlere Neigung Δa, ΔqΔ (DIN 4762/1 E) ist der arithmetische bzw.quadratische Mittelwert aller Profilneigungsbeträge innerhalb desMessstrecke Im.
Mittlere Wellenlänge λa, λq (DIN 4762/ 1E)Ist der arithmetische bzw.quadratische Mittelwert der Wellenlänge unter Berücksichtigung ihrerAmplituden.
Profillängenverhältnis Io (DIN 4762/1 E) ist das Verhältnis der ge-streckten Profillänge zur Messstrecke Im.
#��.+%�
%�
&� �"���/
�#$�.+
%�
%�
&
"'��/
1
5
1
Imtp= (L1+ L2...+ Ln) .100 [%]
Rpm = (Rp1 + ... + Rp5)1
5R3z = (R3z1 + ... + R3z5)
1
5
Sk=Rq
3
1
n i=1(y - y)3∑
1 N.

29
II
Härtevergleichstabelle
ZugfestigkeitRm
Vickers Härte
HV (F>98 N)
BrinellHärte
HB
Rockwell Härte
HRC HRA HRB HRF255 80 76,1
285 90 85,6 48,0 82,6
320 100 95,1 56,2 87,0
350 110 104,6 62,3 90,5
385 120 114,1 66,7 93,6
415 130 123,6 71,2 96,4
450 140 133,1 75,0 99,0
480 150 142,6 78,7 101,4
510 160 152,1 81,7 103,6
545 170 161,6 85,0 105,5
575 180 171,1 87,1 107,0
610 190 180,6 89,5 108,7
640 200 190,1 91,5 110,1
675 210 199,7 93,5 111,3
705 220 209,2 95,0 112,4
740 230 218,7 96,7 113,4
770 240 228,2 20,3 60,7 98,1 114,3
800 250 237,7 22,2 61,6 99,5 115,1
835 260 247,2 24,0 62,4 101
865 270 256,7 25,6 63,1 102
900 280 266,2 27,1 63,8 104
930 290 275,7 28,5 64,5 105
965 300 285,2 29,8 65,2
1030 320 304,2 32,2 66,4
1095 340 323,3 34,4 67,6
1155 360 342,3 36,6 68,7
1220 380 361,3 38,8 69,8
1290 400 380,3 40,8 70,8
1350 420 399,3 42,7 71,8
1420 440 418,3 44,5 72,8
1485 460 437,3 46,1 73,6
1555 480 456,4 47,7 74,5
1595 490 465,9 48,4 74,9
1665 510 484,9 49,8 75,7
1740 530 503,9 51,1 76,4
1810 550 522,9 52,3 77,0
1880 570 541,9 53,6 77,8
1955 590 560,9 54,7 78,4
2030 610 580,0 55,7 78,9
2105 630 599,0 56,8 79,5
2180 650 618,0 57,8 80,0
2251 670 637,0 58,8 80,6
2325 690 656,0 59,7 81,1
2399 720 684,5 61,0 81,8
2472 760 722,6 62,5 82,6
2546 800 760,6 64,0 83,4
2619 840 798,6 65,3 84,1
2693 880 836,7 66,4 84,7
2766 920 874,7 67,5 85,3
2840 940 893,7 68,0 85,6
A ≥ 2 mm B ≥ 2 mm
C ≤ 2 x A D ca. 3 x ø 1
R 0.3 - 1.5 α max. 30°
N 0.01/1 mm
E Form nach DIN 8196
F3 x Zahn-
höheG ≤ 0.15 D
α ≥ r/0 HGegenprofil
optional
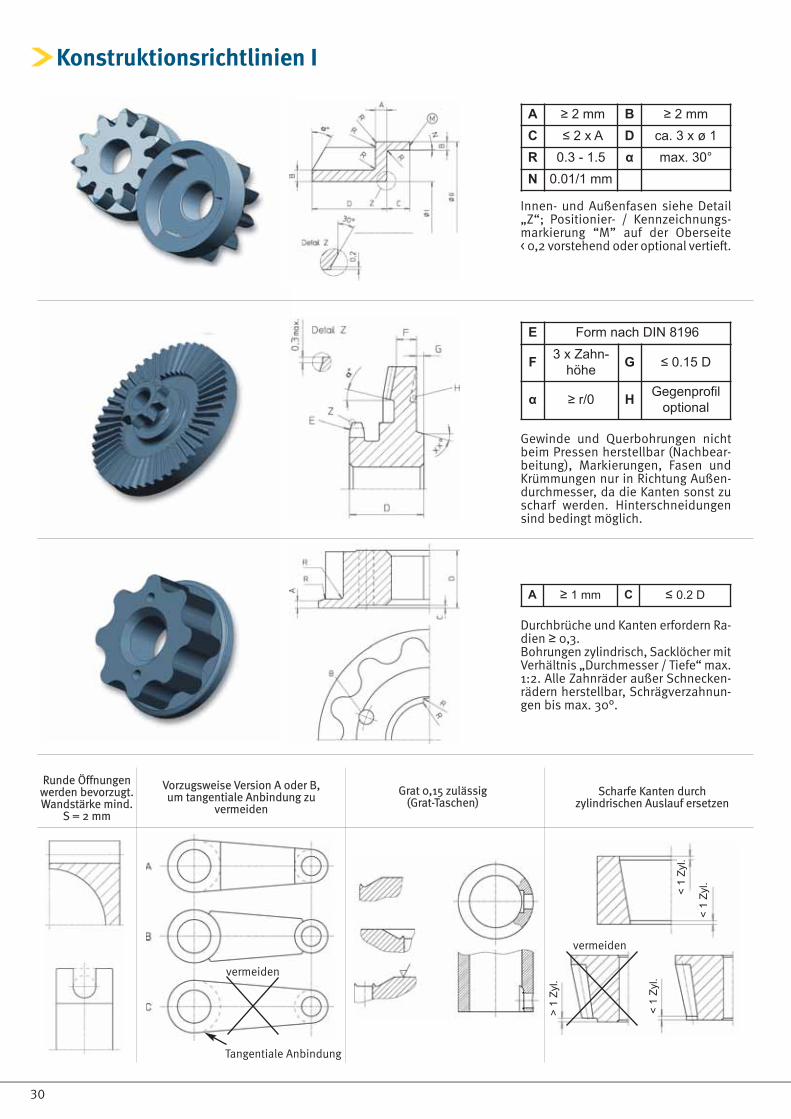
Innen- und Außenfasen siehe Detail„Z“; Positionier- / Kennzeichnungs-markierung “M” auf der Oberseite< 0,2 vorstehend oder optional vertieft.
Gewinde und Querbohrungen nichtbeim Pressen herstellbar (Nachbear-beitung), Markierungen, Fasen undKrümmungen nur in Richtung Außen-durchmesser, da die Kanten sonst zuscharf werden. Hinterschneidungensind bedingt möglich.
A ≥ 1 mm C ≤ 0.2 D
Durchbrüche und Kanten erfordern Ra-dien ≥ 0,3. Bohrungen zylindrisch, Sacklöcher mitVerhältnis „Durchmesser / Tiefe“ max.1:2. Alle Zahnräder außer Schnecken-rädern herstellbar, Schrägverzahnun-gen bis max. 30°.
Runde Öffnungenwerden bevorzugt.Wandstärke mind.
S = 2 mm
Vorzugsweise Version A oder B, um tangentiale Anbindung zu
vermeiden
Grat 0,15 zulässig (Grat-Taschen)
Scharfe Kanten durch zylindrischen Auslauf ersetzen
Konstruktionsrichtlinien I
vermeiden
vermeiden
Tangentiale Anbindung
< 1
Zyl.
< 1
Zyl.
< 1
Zyl.
> 1
Zyl.
30
Konstruktionsrichtlinien II
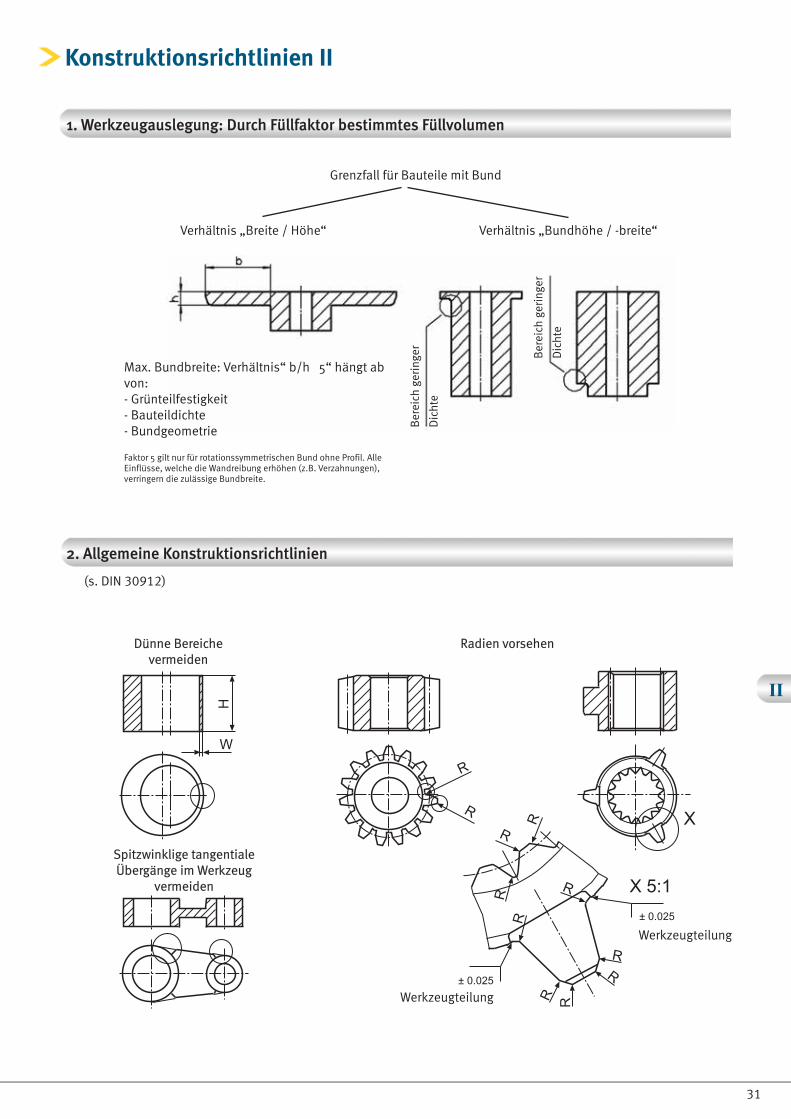
1. Werkzeugauslegung: Durch Füllfaktor bestimmtes Füllvolumen
Grenzfall für Bauteile mit Bund
Verhältnis „Breite / Höhe“ Verhältnis „Bundhöhe / -breite“
Max. Bundbreite: Verhältnis“ b/h 5“ hängt abvon:- Grünteilfestigkeit- Bauteildichte- Bundgeometrie
Faktor 5 gilt nur für rotationssymmetrischen Bund ohne Profil. AlleEinflüsse, welche die Wandreibung erhöhen (z.B. Verzahnungen),verringern die zulässige Bundbreite.
2. Allgemeine Konstruktionsrichtlinien
(s. DIN 30912)
#
#
#
#
##
#
##
# #
0
0�12+
3
4
Dünne Bereiche vermeiden
Radien vorsehen
Spitzwinklige tangentialeÜbergänge im Werkzeug
vermeiden
± 0.025
± 0.025
Werkzeugteilung
Ber
eich
ger
inge
r
Dic
hte
31
II
Ber
eich
ger
inge
r
Dic
hte
Werkzeugteilung
Konstruktionsrichtlinien III
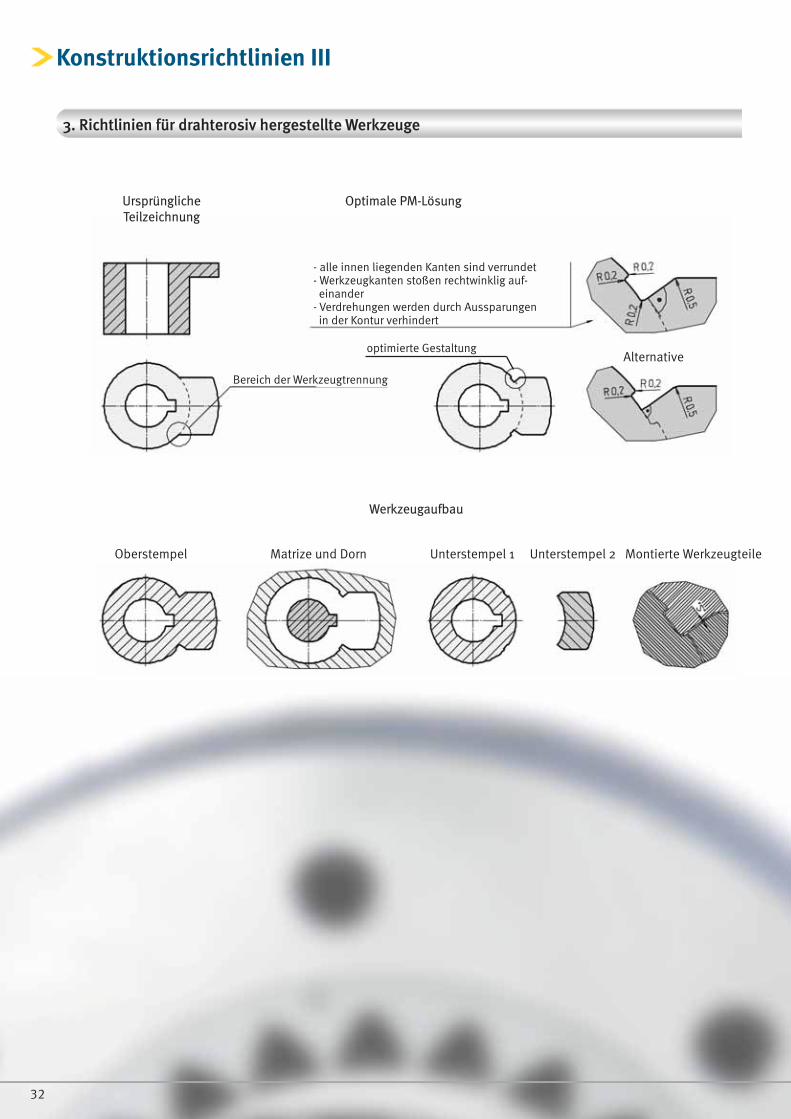
3. Richtlinien für drahterosiv hergestellte Werkzeuge
Ursprüngliche Teilzeichnung
Optimale PM-Lösung
- alle innen liegenden Kanten sind verrundet- Werkzeugkanten stoßen rechtwinklig auf- einander
- Verdrehungen werden durch Aussparungen in der Kontur verhindert
Werkzeugaufbau
Oberstempel Matrize und Dorn Unterstempel 1 Unterstempel 2 Montierte Werkzeugteile
Bereich der Werkzeugtrennung
Alternativeoptimierte Gestaltung
32
Technische Unterstützung
33
3D-CAD/CAM-Konstruktionskette bei GKN
• Elektronischer Austausch von Konstruktionsdaten mitdem Kunden über definierte Schnittstellen
• Möglichkeit der Finite-Elemente-Analyse zur bean- spruchungsgerechten Auslegung und Optimierung
• GKN 3D-Konstruktion von Bauteilen und Werkzeugen• Letzte Überprüfung und Freigabe von Modell und
Zeichnung durch den Kunden vor dem Design-freeze• Abgleich der CAD-Datensätze während aller Prozess-
Schritte mit dem freigegebenen Urmodel
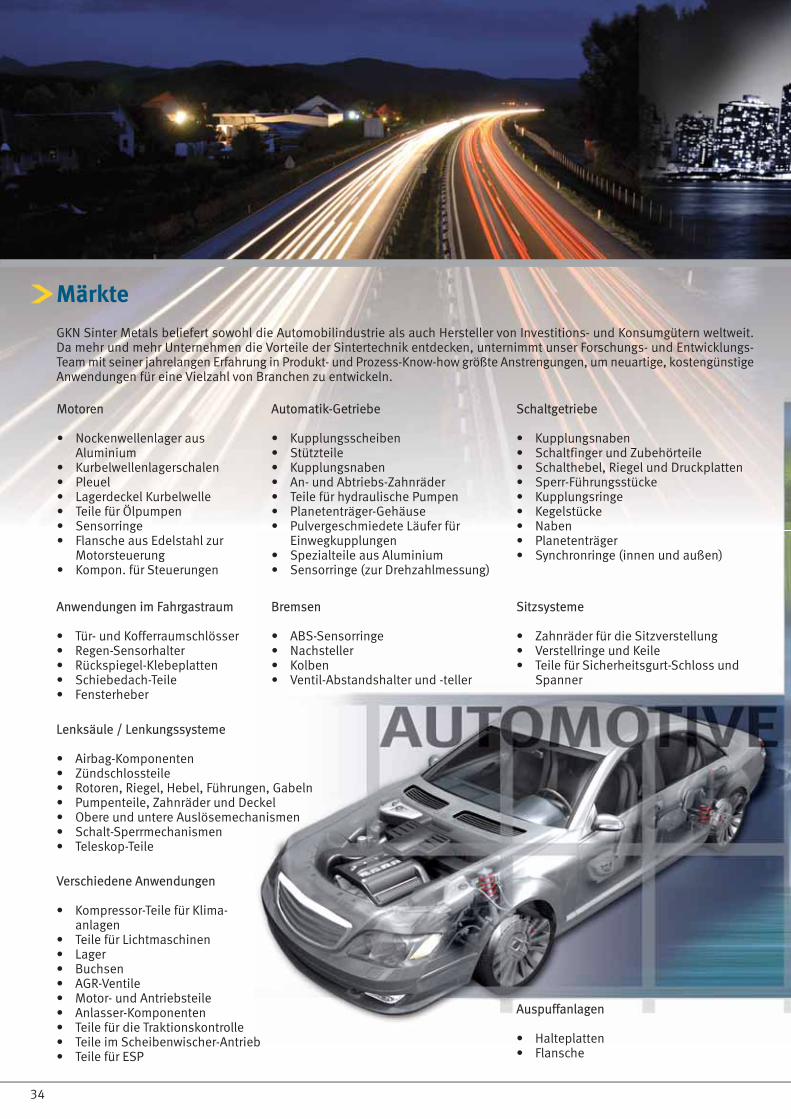
3D-Konstruktion von Werkzeugteilen und - Montage
• Werkzeugzusammenbau mit 3D-Unterstützung• Auslegung PM-spezifischer Fertigungsschritte • CAD-basierende Stücklisten • Tabelle mit konstruktionsrelevanten Parametern• Abbildung der Parameter• Tabelle für das Maßverhalten• Zusammenbau der formgebenden Werkzeugteile
(mit Pulverkontakt) • Master-Model basierende Steuerung des virtuellen
Presswerkzeuges
CAD/CAM-Übertragung zur Fertigung und Werkzeugin-spektion
• PDM-unterstützte Bauteilverwaltung innerhalb der Werkzeugkonstruktion und -herstellung
• Übertragung der CAD-Daten in den Werkzeugbau für die CAM-Fertigung der Werkzeuge
• CMM-Auswertung von Sinterteilen und Werkzeug- komponenten in Entwicklungs- und Bemusterungs-phasen
• CNC-gesteuerte Pulver- und Kalibrierpressen
CAD/CAM-Auslegung von Nachbearbeitungsschritten
• Konstruktion von Vorrichtungen und Messwerkzeugen• Auslegung vollautomatischer Fertigungsabläufe – ein
schließlich evtl. Montageschritte
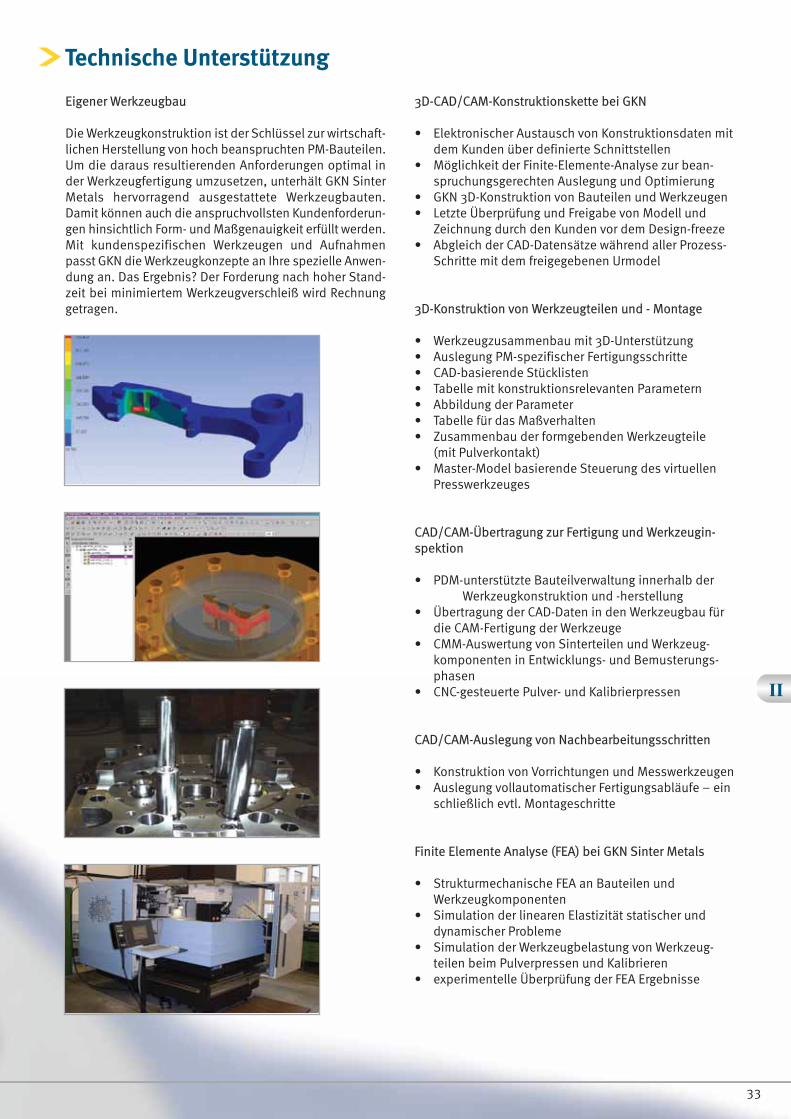
Finite Elemente Analyse (FEA) bei GKN Sinter Metals
• Strukturmechanische FEA an Bauteilen und Werkzeugkomponenten
• Simulation der linearen Elastizität statischer und dynamischer Probleme
• Simulation der Werkzeugbelastung von Werkzeug-teilen beim Pulverpressen und Kalibrieren
• experimentelle Überprüfung der FEA Ergebnisse
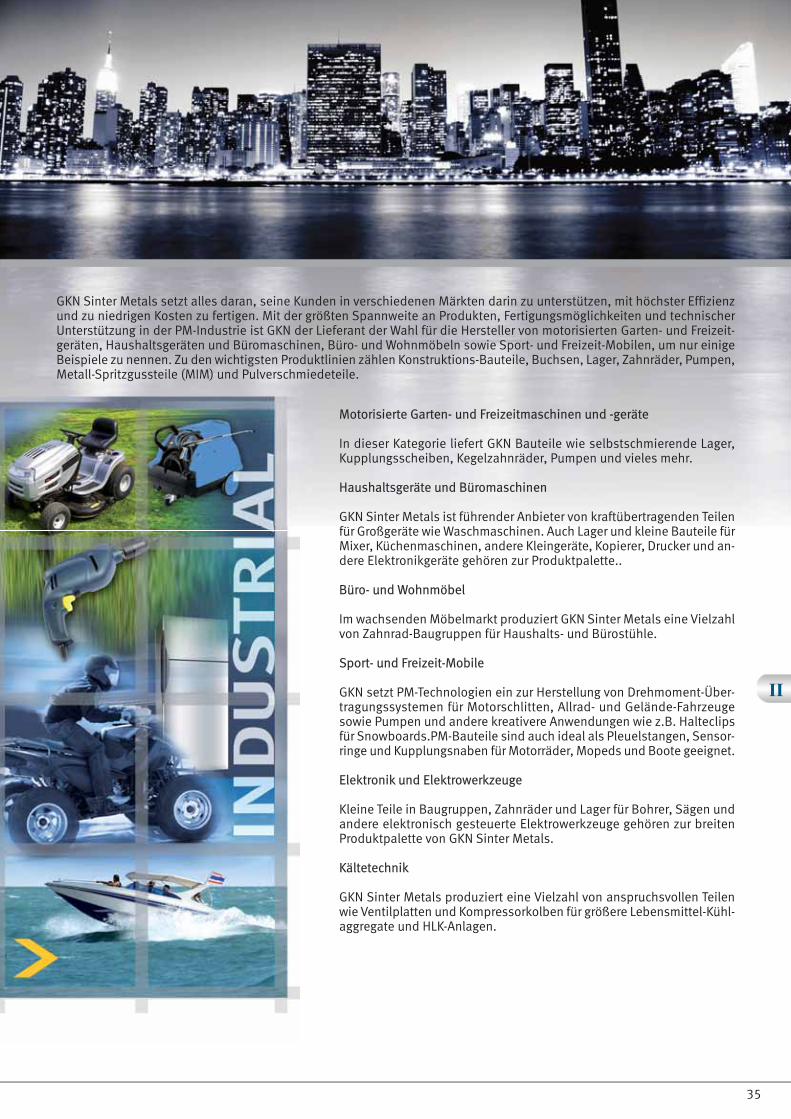
Eigener Werkzeugbau
Die Werkzeugkonstruktion ist der Schlüssel zur wirtschaft-lichen Herstellung von hoch beanspruchten PM-Bauteilen.Um die daraus resultierenden Anforderungen optimal inder Werkzeugfertigung umzusetzen, unterhält GKN SinterMetals hervorragend ausgestattete Werkzeugbauten.Damit können auch die anspruchvollsten Kundenforderun-gen hinsichtlich Form- und Maßgenauigkeit erfüllt werden. Mit kundenspezifischen Werkzeugen und Aufnahmenpasst GKN die Werkzeugkonzepte an Ihre spezielle Anwen-dung an. Das Ergebnis? Der Forderung nach hoher Stand-zeit bei minimiertem Werkzeugverschleiß wird Rechnunggetragen.
II
GKN Sinter Metals beliefert sowohl die Automobilindustrie als auch Hersteller von Investitions- und Konsumgütern weltweit.Da mehr und mehr Unternehmen die Vorteile der Sintertechnik entdecken, unternimmt unser Forschungs- und Entwicklungs-Team mit seiner jahrelangen Erfahrung in Produkt- und Prozess-Know-how größte Anstrengungen, um neuartige, kostengünstigeAnwendungen für eine Vielzahl von Branchen zu entwickeln.
Motoren
• Nockenwellenlager aus Aluminium
• Kurbelwellenlagerschalen• Pleuel• Lagerdeckel Kurbelwelle• Teile für Ölpumpen• Sensorringe• Flansche aus Edelstahl zur
Motorsteuerung• Kompon. für Steuerungen
Lenksäule / Lenkungssysteme
• Airbag-Komponenten • Zündschlossteile• Rotoren, Riegel, Hebel, Führungen, Gabeln• Pumpenteile, Zahnräder und Deckel• Obere und untere Auslösemechanismen• Schalt-Sperrmechanismen• Teleskop-Teile
Anwendungen im Fahrgastraum
• Tür- und Kofferraumschlösser • Regen-Sensorhalter• Rückspiegel-Klebeplatten• Schiebedach-Teile• Fensterheber
Sitzsysteme
• Zahnräder für die Sitzverstellung• Verstellringe und Keile• Teile für Sicherheitsgurt-Schloss und
Spanner
Auspuffanlagen
• Halteplatten• Flansche
Bremsen
• ABS-Sensorringe• Nachsteller• Kolben• Ventil-Abstandshalter und -teller
Verschiedene Anwendungen
• Kompressor-Teile für Klima-anlagen
• Teile für Lichtmaschinen• Lager• Buchsen• AGR-Ventile• Motor- und Antriebsteile• Anlasser-Komponenten• Teile für die Traktionskontrolle• Teile im Scheibenwischer-Antrieb• Teile für ESP
Automatik-Getriebe
• Kupplungsscheiben• Stützteile• Kupplungsnaben• An- und Abtriebs-Zahnräder• Teile für hydraulische Pumpen• Planetenträger-Gehäuse• Pulvergeschmiedete Läufer für
Einwegkupplungen• Spezialteile aus Aluminium• Sensorringe (zur Drehzahlmessung)
Schaltgetriebe
• Kupplungsnaben• Schaltfinger und Zubehörteile• Schalthebel, Riegel und Druckplatten• Sperr-Führungsstücke• Kupplungsringe• Kegelstücke• Naben• Planetenträger • Synchronringe (innen und außen)
Märkte
34
GKN Sinter Metals setzt alles daran, seine Kunden in verschiedenen Märkten darin zu unterstützen, mit höchster Effizienzund zu niedrigen Kosten zu fertigen. Mit der größten Spannweite an Produkten, Fertigungsmöglichkeiten und technischerUnterstützung in der PM-Industrie ist GKN der Lieferant der Wahl für die Hersteller von motorisierten Garten- und Freizeit-geräten, Haushaltsgeräten und Büromaschinen, Büro- und Wohnmöbeln sowie Sport- und Freizeit-Mobilen, um nur einigeBeispiele zu nennen. Zu den wichtigsten Produktlinien zählen Konstruktions-Bauteile, Buchsen, Lager, Zahnräder, Pumpen,Metall-Spritzgussteile (MIM) und Pulverschmiedeteile.
Motorisierte Garten- und Freizeitmaschinen und -geräte
In dieser Kategorie liefert GKN Bauteile wie selbstschmierende Lager,Kupplungsscheiben, Kegelzahnräder, Pumpen und vieles mehr.
Haushaltsgeräte und Büromaschinen
GKN Sinter Metals ist führender Anbieter von kraftübertragenden Teilenfür Großgeräte wie Waschmaschinen. Auch Lager und kleine Bauteile fürMixer, Küchenmaschinen, andere Kleingeräte, Kopierer, Drucker und an-dere Elektronikgeräte gehören zur Produktpalette..
Büro- und Wohnmöbel
Im wachsenden Möbelmarkt produziert GKN Sinter Metals eine Vielzahlvon Zahnrad-Baugruppen für Haushalts- und Bürostühle.
Sport- und Freizeit-Mobile
GKN setzt PM-Technologien ein zur Herstellung von Drehmoment-Über-tragungssystemen für Motorschlitten, Allrad- und Gelände-Fahrzeugesowie Pumpen und andere kreativere Anwendungen wie z.B. Halteclipsfür Snowboards.PM-Bauteile sind auch ideal als Pleuelstangen, Sensor-ringe und Kupplungsnaben für Motorräder, Mopeds und Boote geeignet.
Elektronik und Elektrowerkzeuge
Kleine Teile in Baugruppen, Zahnräder und Lager für Bohrer, Sägen undandere elektronisch gesteuerte Elektrowerkzeuge gehören zur breitenProduktpalette von GKN Sinter Metals.
Kältetechnik
GKN Sinter Metals produziert eine Vielzahl von anspruchsvollen Teilenwie Ventilplatten und Kompressorkolben für größere Lebensmittel-Kühl-aggregate und HLK-Anlagen.
35
II

GKN - Innovation durch Forschung und Entwicklung
36
Die Idee eines Europäischen Zentrums für Forschung undEntwicklung wurde innerhalb von 18 Monaten umgesetzt –so entstand das neue GKN Technology Center in Radevorm-wald.Auf einer Fläche von 3.500 m² wurde eine zentral gelegeneF&E-Einrichtung zur Erforschung aller Bereiche der Pulver-metallurgie errichtet.
Von der Pulverentwicklung bis zur Pilotfertigung von Seri-enteilen kann hier eine Vielzahl der Prozesse der Pulver-metallurgie erprobt und realisiert werden. DieseMöglichkeiten werden sowohl unseren Kunden als auchunseren eigenen Fertigungswerken als Dienstleistung zurVerfügung gestellt.
Das GKN Technology Center liegt in enger Nachbarschaftzu mehreren Fertigungsstätten, die unterschiedliche pul-vermetallurgische Verfahren einsetzen:Das europäische Pulverschmiedewerk in Hückeswagen,GKN Sinter Metals Filters und das GKN Sinter Metals Werkfür konventionelle Sinterformteile in Radevormwald, lie-gen nur wenige Minuten entfernt. Die Standorte in Bonn,Bad Brückenau und Bad Langensalza sind dank der zen-tralen Lage des TechCenters ebenfalls schnell zu erreichen.
In der 1.500 m² großen Versuchshalle steht u.a. eine mehr-achsige CNC-gesteuerte Großpresse mit einem 7-Ebenen-Werkzeugadapter. Neben der Untersuchung vonFülltechniken und Vorermittlungen von Press-Parameternwird diese auch zur Ausbildung von Fachpersonal genutzt.Zusätzlich zu der großen Presse stehen auch kleinere Pres-sen zur Verfügung. Von 200 t Pressen für die Entwicklungder Aluminium-Technologie bis zu den einfachsten 10 tPressen für die Untersuchung des Pressverhaltens von Pul-vermischungen mit unterschiedlichen Wachsen.

37
Verschiedene Sinteröfen wie z.B. Durchlauföfen, Char-ge-nöfen sowie ein Vakuumofen für Temperaturen zwischen400°C und 1.400°C werden eingesetzt.
Für unsere verschiedenen Zahnrad-Walzprojekte stellenwir Oberflächenwalzmaschinen zum Verbessern der Ober-flächeneigenschaften und zum Nachverdichten der Rand-schichten zur Verfügung.
Speziell zur Messung von Verzahnungen steht in einem ge-sondert klimatisierten Raum eine Klingenberg-Messma-schine.
Der Bereich FE-Analyse im TechCenter führt Berechnungenzur Prozess-Simulation sowie zur Analyse der Spannungs-verteilung und Bauteilermüdung durch.
Ein Unterrichtsraum mit 4 CAD-Arbeitsplätzen dient zurlaufenden Weiterbildung von Konstrukteuren und Techni-kern.
II

GKN - Innovation durch Forschung und Entwicklung
Ein Werkstoff-Prüflabor, vollständig ausgerüstet mit modernstenGeräten zur metallografischen Analyse von Bauteilen (Raster-elektronenmikroskop - REM -, diverse Lichtmikroskope, inklusivequantitativer Bildanalyse sowie Mikrohärtung) ermöglicht dieUntersuchung und Charakterisierung von Bauteiloberflächensowie Materialgefügen. Weiterhin können hier verschiedenstemechanische Eigenschaften über Zugversuche, Kerbschlagver-suche und Makrohärteprüfung ermittelt, sowie chemische Ana-lysen durchgeführt werden. Zusätzlich steht eine Klima- undSalzsprühkammer zur Durchführung von Korrosionsprüfungenzur Verfügung. Zur Werkstoffentwicklung und zur Schadensana-lyse können so eine Vielzahl von Korrosionstests durchgeführtwerden, sowohl für den eigenen als auch insbesondere den Kun-denbedarf.Hydraulik- und Resonanz-Pulser sowie moderne Wechselbiege-prüfmaschinen werden für die Prüfung der Dauerfestigkeit einge-setzt. Ein Gamma Densomat (Dichtemessung mittelsGammastrahlung) neuester Bauart dient zur Ermittlung derDichte.Ein eigener Bereich mit Pumpenprüfständen zur Untersuchungund Weiterentwicklung unserer Hydraulikpumpen, einschließlichWerkstatt und Büro, ist auf etwa 200 m² Grundfläche unterge-bracht. Zusätzlich bieten 20 Büros Platz für etwa 50 Beschäftigte und fürdie Europäische Konzernleitung. Mit 3 Konferenzräumen für biszu 30 Personen, die mit der neuesten Video- und Präsentations-technik ausgestattet sind, und einem Showroom, in dem ein-drucksvolle Beispiele aus unserem Produktspektrum ausgestelltsind und bis zu 100 Personen Platz bietet, ist das GKN TechCen-ter ein geeigneter Ort für Meetings, Kundenschulungen und an-deren Veranstaltungen.
Qualität - QS Management
Zertifizierungen von GKN Sinter Metals:
ISO 9001ISO/TS 16949
ISO 14001OHSAS 18001
Ford Q1
38
Das Qualitätsmanagement beginnt bei der Konzeption eines Produkts und setztsich fort in der Konstruktion, Arbeitsvorbereitung und über die gesamte Lebens-dauer des Produkts. Es umfasst regelmäßige Fortbildungsprogramme, Qualitätsbe-richte und eine ständige Aufmerksamkeit bei jedem Schritt.
Bei GKN Sinter Metals hat Qualität für jeden Mitarbeiter fachübergreifende Verant-wortung. Das globales Qualitätsprogramm stützt sich auf ausgeklügelte Technolo-gien und Prozesse, darunter:
• Lean Enterprise• Six Sigma• Eingeführte Fehlerentdeckungs- und Vermeidungs-Prozesse (Poka Yoke)• Klingenberg-Zahnradvermessungszentrum
Ist Ihr Teil für PM geeignet?
Bauteilkriterien
Größe:• Hat das Bauteil eine horizontale Querschnittsfläche von 100 - 120 cm² oder weniger und eine Höhe von weniger
als etwa 75 mm? Form:• Hat das Teil Wandstärken ≥ 2 mm und Höhen- zu Wandstärken -Verhältnisse von < 12? • Hat das Teil weniger als 4 Pressquerschnitte?Toleranzen:• Macht die Anwendung für dieses Bauteil enge Toleranzen erforderlich?
(Typisch erzielbare Toleranzklassen für Sinterteile liegen zwischen IT9 und IT10 und für kalibrierte Teile zwischen IT7 und IT8)
Stückzahl: • Beträgt die jährliche Stückzahl etwa 10.000 Teile oder mehr?Werkstoff:• Wird das Bauteil aus einem kohlenstoffarmen oder niedriglegierten Stahl, Bronze, Messing, Aluminium oder rost-
freiem Stahl hergestellt? • Ist eine Dichte von 80 % bis 92 % für die Anwendung ausreichend?
Warum ist GKN Sinter Metals Weltmarktführer in der PM-Technologie?
• Umfangreichste Auswahl an PM-Bauteilen • Langjährige Erfahrung im Umgang mit den verschiedensten PM-Werkstoffen • Zertifizierte Qualitätssicherungsstrategien • Global operierende Entwicklungszentren in aller Welt entwickeln neue Technologien und Verfahren
Notizen
39
II
Über GKN Sinter Metals
GKN Sinter Metals – eine hundertpro-zentige Tochtergesellschaft des globa-len britischen Industriekonzerns GKN plc. – ist der größte Hersteller von Präzisions-Sinterprodukten weltweit. Das Unternehmen legt größten Wert auf herausragende Liefertreue, Quali-tät und ganzheitliche Lösungsansätze und bietet umfangreiche technische Erfahrungen in Konstruktion, Prüfver-fahren und unterschiedlichen Verar-beitungstechniken. GKN Sinter Metals stellt mehr als 10.000 verschiedene komplex geformte, hochfeste Bauteile her für die Märkte der Automobilin-dustrie, Nutzfahrzeuge, Haushaltsge-räte, Gartengeräte, Büromaschinen, Elektrowerkzeuge, Freizeit-Fahrzeuge und verarbeitender Industrien. Das globale Unternehmen ist in mehr als 13 Ländern auf fünf Kontinenten vertreten. GKN Sinter Metals ist mit mehr als 30 Standorten weltweit und ca. 6.500 Beschäftigten immer in der Nähe des Kunden.
Weitere Informationen über die viel-seitigen technischen Lösungen von GKN fi nden Sie auf unserer Webseite www.gknsintermetals.com
Production Plants
ArgentinaGKN Sinter Metals de Argentina S.A.Ruta Nac. 5 Km. 159,5(B6622GKA) Chivilcoy – Bs. As.Argentina
Phone: *54-11-5368-3700E-mail: [email protected]
BrazilGKN Sinter Metals Ltda.Av. Emancipacão, 4.500 - Santa EsmeraladaCEP 13186-542Hortolandia – SP – Brazil
Phone: *55-19-2118-9400E-Mail: [email protected]
CanadaGKN Sinter Metals – St. Thomas Ltd.7 Michigan BoulevardSt. Thomas, OntarioCanada N5P 1H1
Phone: *1-519-631-4880E-mail: [email protected]
ChinaGKN Sinter Metals – DanyangNumber 7 Mechanical Industry ParkDanyang Development ZoneDanyang, China
Phone: *86-511-86-885-556E-mail: [email protected]
GermanyGKN Sinter Metals Engineering GmbHKrebsöge 1042 477 RadevormwaldGermany
Phone : *49 2191-693-0E-mail : [email protected]
GKN Sinter Metals Filters GmbHDahlienstraße 43P.O.Box 152042 477 RadevormwaldGermany
Phone: *49 2195-609-27E-Mail: feedback@gkn-fi lters.com
IndiaGKN Sinter Metals Ltd.146, Mumbai Pune RoadPimpri, Pune 411 018 Maharashtra, India
Phone: *91-20-2742-6261, 6262, 6263E-mail: [email protected]
ItalyGKN Sinter Metals SpAFabrikstraße 539 031 Bruneck (BZ)Italy
Phone. *39-0474-570211E-mail: [email protected]
North AmericaGKN Sinter Metals3300 University DriveAuburn Hills, Michigan 48326-2362 USA
Phone: *1-248-371-0800E-mail: [email protected]
South AfricaGKN Sinter Metals – Cape TownP.O.Box 156Sacks CircleBellville, 7530South Africa
Phone: *27-21-950-6200E-mail: [email protected]
GKN Sinter Metals Sales Offi ces Worldwide
BeneluxE-mail: [email protected]
ChinaE-mail: [email protected]
FranceE-mail: [email protected]
IbericaE-mail: [email protected]
JapanE-mail: [email protected]
ScandinaviaE-mail: [email protected]
United KingdomE-mail: [email protected]
© Copyright by GKN Sinter Metals Rev. 2.2
Copyright © 2022 FDOKUMEN




















