
Vinagre
28
1 Universidade Federal de Santa Catarina – UFSC Departamento de Engenharia Química e de Alimentos – EQA Disciplina: Engenharia Bioquímica – EQA5316 Professor: Agenor Furigo Junior Grupo: Augusto Carlos Pola Jr Laís de Souza Gris Willian Alexandre Suguino Vinagre Florianópolis, 12 de setembro de 2008
Transcript of Vinagre

1
Universidade Federal de Santa Catarina – UFSC
Departamento de Engenharia Química e de Alimentos – EQA
Disciplina: Engenharia Bioquímica – EQA5316
Professor: Agenor Furigo Junior
Grupo: Augusto Carlos Pola Jr
Laís de Souza Gris
Willian Alexandre Suguino
Vinagre
Florianópolis, 12 de setembro de 2008
2
INTRODUÇÃO
O vinagre, assim como o vinho, é conhecido desde a antiguidade. O
nome provém do francês “vinaigre” que quer dizer vinho azedo. No começo era
obtido de vinhos e cervejas deixados ao ar, ou seja, por fermentação
espontânea.
Na história, há menções ao vinagre em obras clássicas como no Antigo e
Novo Testamento, Plínio descreve um episódio de Cleópatra preparando uma
bebida para solubilização de pérolas, e Hipócrates o descreve entre seus
medicamentos. Mencionado pelos povos antigos como condimento,
aromatizante, conservador, bebida refrescante e medicamento, tendo como a
primeira indicação técnica redigida no século XIII por Gerber que o submeteu à
destilação.
No século XVII Glauber obteve vinagre ao passar vinho através de rolhas
de madeira, método utilizado até hoje. Backer foi o primeiro a sugerir que o ar
deveria ser essencial para obtenção de vinagre e Rozier comprovou a
afirmação em 1786 com a experiência da bexiga cheia de ar que esvaziava
com o avanço da reação. Kutzing em 1837 verificou a participação de
microorganismo na formação de ácido acético e Liebig em 1839 afirmava que a
transformação de etanol para ácido acético era um processo químico
catalizado.
Em meio a tantas discussões Lavoisier comprovou em 1790
definitivamente a responsabilidade do oxigênio na fermentação acética e
Pasteur de 1864 ate 1868 mostrou com detalhes a necessidade de um ser vivo
para a transformação de etanol em ácido acético.
A primeira equação química foi descrita por Döbereiner em 1822 e a
identificação dos microorganismos foi feita por Knieriem e Mayer em 1873.
Outras bactérias produtoras de vinagre foram descobertas até que em 1926
Henneberg publicou uma obra citando muitas bactérias acéticas.
3
DEFINIÇÃO
O vinagre consiste num alimento do grupo dos condimentos obtido por
fermentação alcoólica de matérias-primas açucaradas ou amiláceas, seguido
de fermentação acética.
Segundo a legislação brasileira, o vinagre ou vinagre de vinho é produto
obtido da fermentação acética do vinho e deve conter uma acidez volátil de no
mínimo 40g/l, ou seja, 4% expressa em ácido acético. A graduação alcoólica
não pode exceder 1° GL e deve ser obrigatoriamente pasteurizado.
É permitido que sejam usadas outras substâncias ou líquidos alcoólicos
para fermentação acética, desde que conste na embalagem o nome da
matéria-prima. Não é permitida a venda de vinagre artificial.
MATÉRIAS-PRIMAS
Partindo do princípio que o vinagre é produto da fermentação alcoólica
seguida da fermentação acética, toda a matéria-prima usada na fermentação
alcoólica serve também a princípio para o vinagre.
Os vinagres podem ser classificados de acordo com a matéria-prima como:
Vinagres de sucos de fruta: uva, maçã, abacaxi, laranja, pêra, morango,
framboesa. Ameixa, figo, pêssego, caqui, etc.
Vinagres de tubérculos amiláceos: batata, batata-doce, mandioca, etc.
Vinagres de outras matérias-primas açucaradas: mel, melaço, xaropes de
açúcar, glicose, soro de leite, etc.
Vinagres de álcool: álcool diluído, aguardente em geral, etc.
As matérias-primas amiláceas devem sofrer hidrolise antes da
fermentação, e a hidrolise ácida deve ser evitada para permitir a formação de
caracteres organolépticos positivos. Na fabricação dos vinagres de álcool, a
adição de nutrientes e indispensável.
4
Na Inglaterra a matéria-prima mais comum é o malte, já na Alemanha
predomina o vinagre de álcool. O vinagre de maçã é o mais utilizado nos
Estados Unidos, na Holanda é típico o vinagre de uva-passa e em alguns
países tropicais o de abacaxi é o mais utilizado.
Alguns autores consideram razoável o emprego de vinhos de segunda
para fabricação de vinagre, mas a boa tecnologia diz que isto não deve ser
feito pois substâncias indesejáveis existentes no vinho passam para o vinagre.
O uso de cerveja é citado e neste caso deve se utilizar bactérias resistentes ao
lúpulo. A adição de açúcar ao mosto é comum sempre que se faz necessária.
Vinagres de frutas são mais nutritivos,pois contém mais substâncias
assimiláveis pelo organismo tais como vitaminas, ácidos orgânicos, proteínas e
aminoácidos advindos do fruto. Além disso, os vinagres de frutas são mais
suaves e menos agressivos ao paladar devido ao pH atenuado pela presença
de substâncias orgânicas.
O álcool etílico apresenta vantagens econômicas, desde que a indústria
possua condições técnicas para seu uso, é cerca de seis vezes mais barato
que o vinho de uvas. Dependendo da oferta da região, vinagres de frutas
podem se tornar ainda mais baratos.
MICRORGANISMOS DE INTERESSE INDUSTRIAL
A fermentação alcoólica pode ser feita com leveduras previamente
presentes nos sucos de fruta e nas outras matérias-primas naturais, ou então
com fermento. Para obtenção de um aroma agradável no produto final é mais
recomendado partir de uma cultura pura de Saccharomyces cerevisae.
Para fermentação acética não é comum o uso de culturas puras. Usa-se uma
microflora mista de Acetobacter contendo diferentes espécies dessa bactéria,
que considerada mais eficiente.
Ao contrário da fermentação alcoólica, na fermentação acética o emprego
de culturas puras resulta num produto inferior ao obtido com culturas naturais,
sendo estas mistas, pois as espécies vivem provavelmente em simbiose.
5
Desse modo ao final da fermentação alcoólica, inocula-se no vinho a
mistura de bactérias úteis e ativas, que ao final da fermentação dá origem ao
vinagre forte, que é o vinagre não diluído e não pasteurizado da fermentação
anterior, contendo altas concentrações de bactérias acéticas.
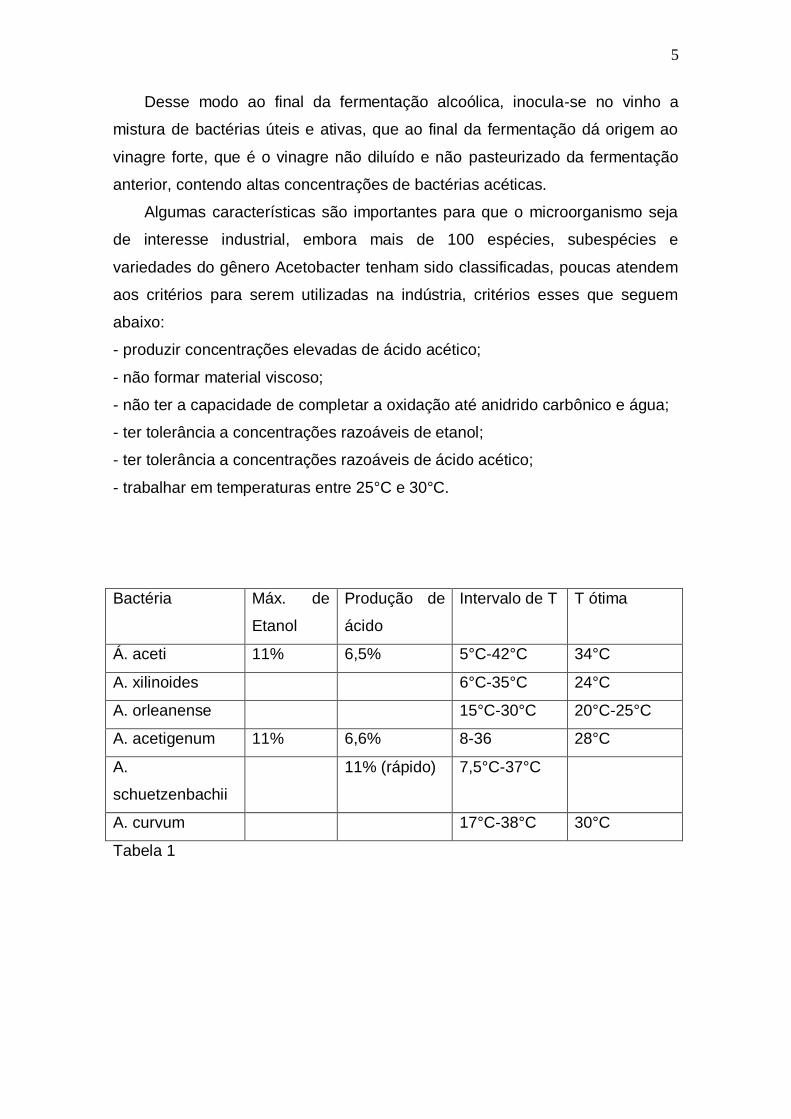
Algumas características são importantes para que o microorganismo seja
de interesse industrial, embora mais de 100 espécies, subespécies e
variedades do gênero Acetobacter tenham sido classificadas, poucas atendem
aos critérios para serem utilizadas na indústria, critérios esses que seguem
abaixo:
- produzir concentrações elevadas de ácido acético;
- não formar material viscoso;
- não ter a capacidade de completar a oxidação até anidrido carbônico e água;
- ter tolerância a concentrações razoáveis de etanol;
- ter tolerância a concentrações razoáveis de ácido acético;
- trabalhar em temperaturas entre 25°C e 30°C.
Bactéria Máx. de
Etanol
Produção de
ácido
Intervalo de T T ótima
Á. aceti 11% 6,5% 5°C-42°C 34°C
A. xilinoides 6°C-35°C 24°C
A. orleanense 15°C-30°C 20°C-25°C
A. acetigenum 11% 6,6% 8-36 28°C
A.
schuetzenbachii
11% (rápido) 7,5°C-37°C
A. curvum 17°C-38°C 30°C
Tabela 1
6
Todos esses microorganismos necessitam de nitrogênio, fósforo, potássio,
enxofre, cálcio e magnésio para seu desenvolvimento, além de pequenas
concentrações de ferro e manganês. Em função da matéria-prima utilizada,
pode ou não haver a necessidade de adição desses nutrientes.
Além dos Acetobacter, outras bactérias e vários fungos dos gêneros Rhizopus,
Aspergillus, entre outros também produzem ácido acético como produto
secundário, sendo dessa forma desinteressante para a indústria.
MECANISMO DE FERMENTAÇÃO
Bioquimicamente, os acetobacter realizam processos catabólicos por
aerobiose e anaerobiose e também a síntese de polissacarídeos, sendo de
interesse industrial o catabolismo oxidante aeróbio de alcoóis e açúcares
usados na fabricação de ácido acético ou de vinagre.
Apesar da facilidade de obtenção, por via microbiana, de ácido acético, a
grande quantidade utilizada é obtida por via química; no entanto é de grande
interesse a fabricação do vinagre que deve ser obtido por via fermentativa.
Uma definição bem geral do vinagre é que o mesmo consiste no
alimento dos condimentos obtido por fermentação alcoólica de matérias-primas
açucaradas, seguida de fermentação acética.
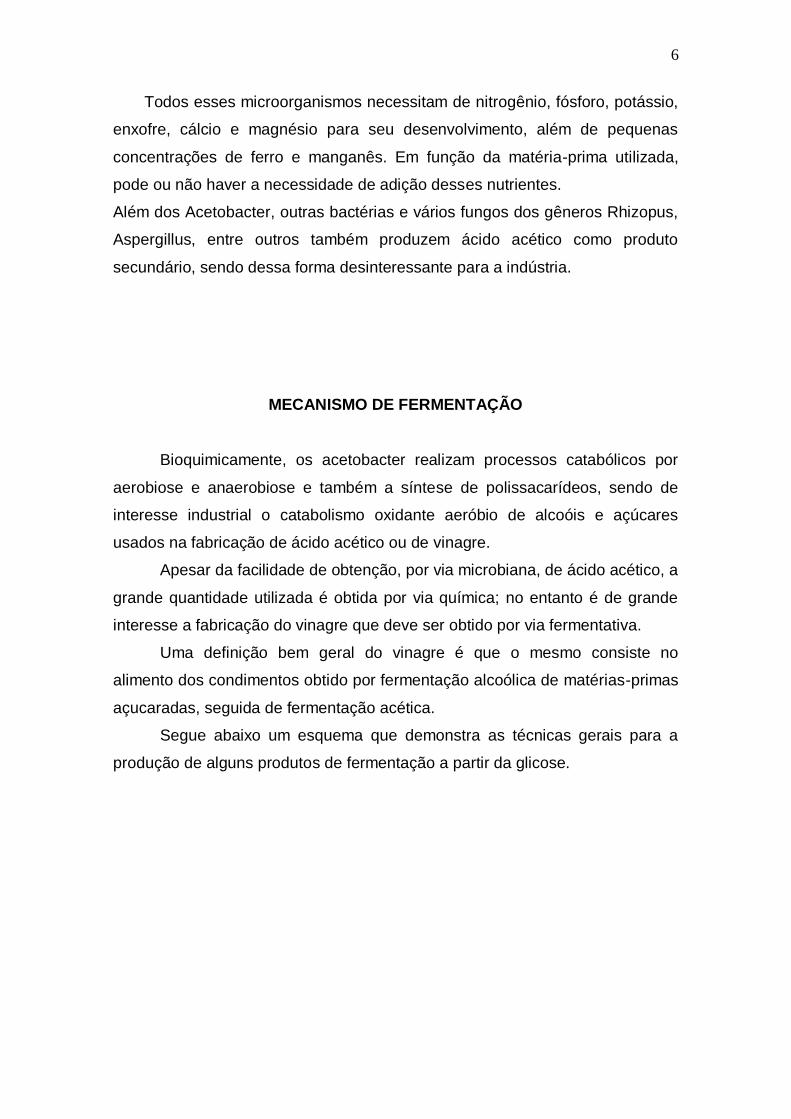
Segue abaixo um esquema que demonstra as técnicas gerais para a
produção de alguns produtos de fermentação a partir da glicose.
7
Figura 1: Produtos de fermentação obtidos a partir da glicose. A = láticos
homofermentadores; B = láticos heterofermentadores; C e D =
Propionibacterium; E = Saccharomyces spp.; F = Acetobacter spp.; G =
Acetobacter <<superoxidantes>>
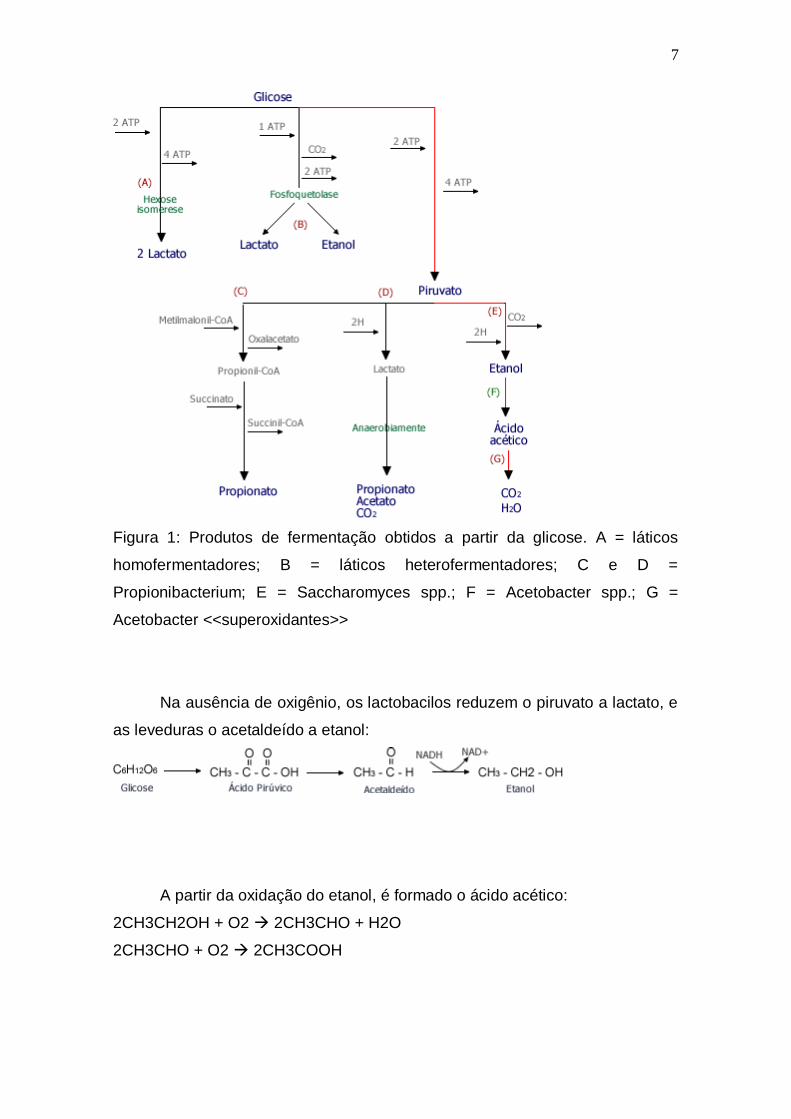
Na ausência de oxigênio, os lactobacilos reduzem o piruvato a lactato, e
as leveduras o acetaldeído a etanol:
A partir da oxidação do etanol, é formado o ácido acético:
2CH3CH2OH + O2 2CH3CHO + H2O
2CH3CHO + O2 2CH3COOH
8
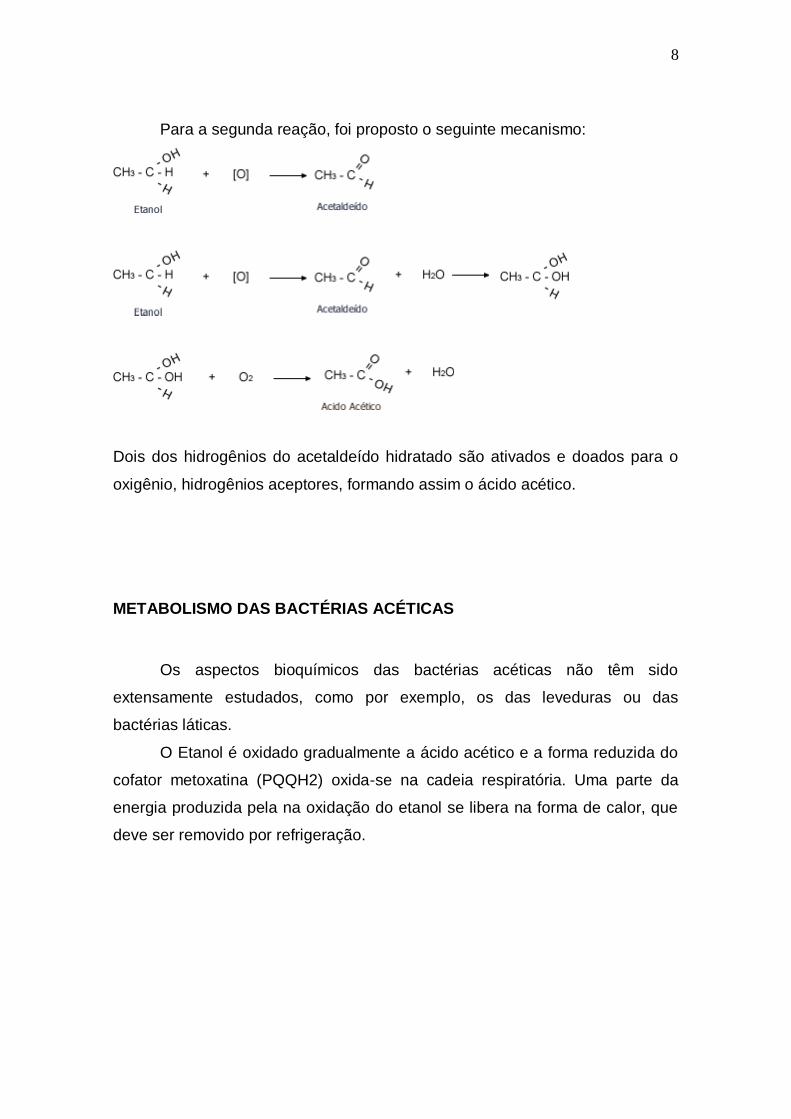
Para a segunda reação, foi proposto o seguinte mecanismo:
Dois dos hidrogênios do acetaldeído hidratado são ativados e doados para o
oxigênio, hidrogênios aceptores, formando assim o ácido acético.
METABOLISMO DAS BACTÉRIAS ACÉTICAS
Os aspectos bioquímicos das bactérias acéticas não têm sido
extensamente estudados, como por exemplo, os das leveduras ou das
bactérias láticas.
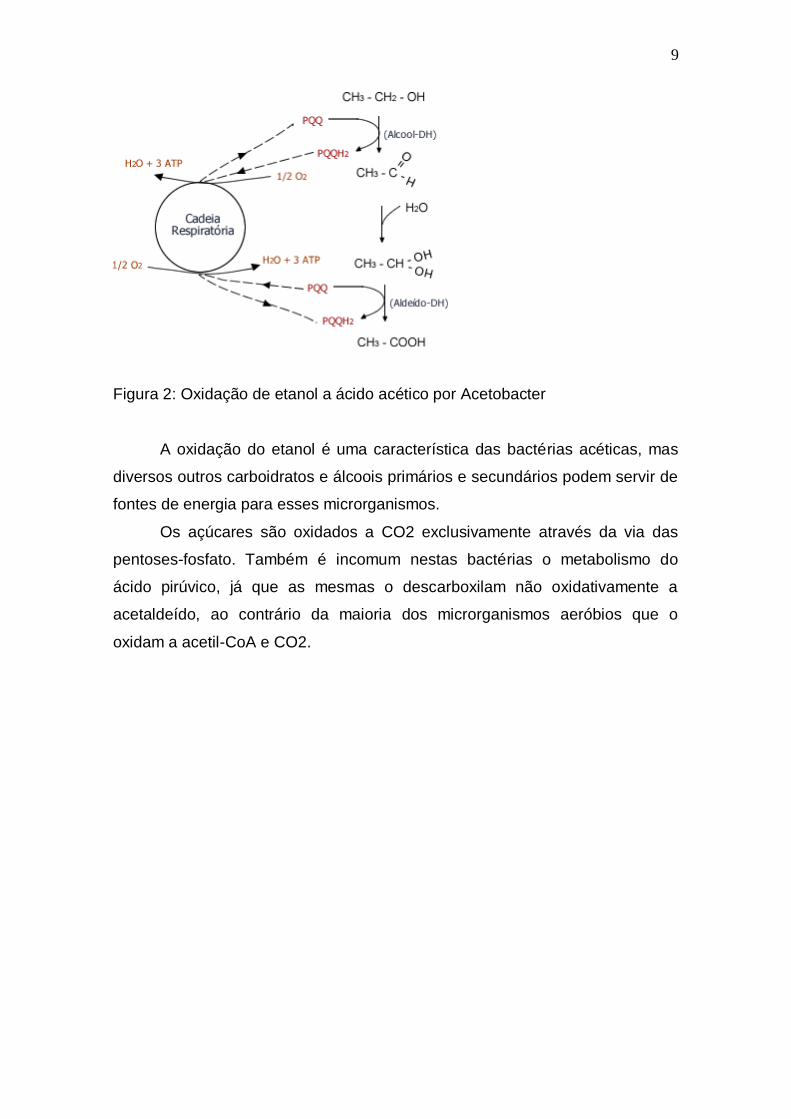
O Etanol é oxidado gradualmente a ácido acético e a forma reduzida do
cofator metoxatina (PQQH2) oxida-se na cadeia respiratória. Uma parte da
energia produzida pela na oxidação do etanol se libera na forma de calor, que
deve ser removido por refrigeração.
9
Figura 2: Oxidação de etanol a ácido acético por Acetobacter
A oxidação do etanol é uma característica das bactérias acéticas, mas
diversos outros carboidratos e álcoois primários e secundários podem servir de
fontes de energia para esses microrganismos.
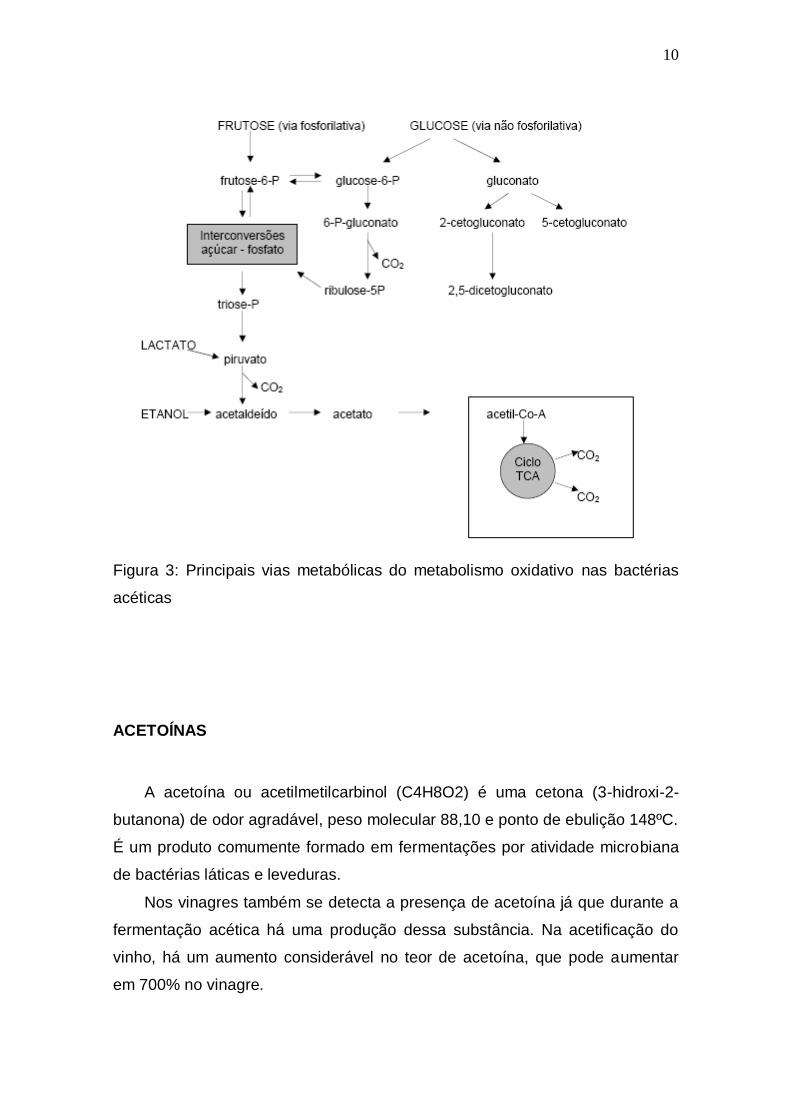
Os açúcares são oxidados a CO2 exclusivamente através da via das
pentoses-fosfato. Também é incomum nestas bactérias o metabolismo do
ácido pirúvico, já que as mesmas o descarboxilam não oxidativamente a
acetaldeído, ao contrário da maioria dos microrganismos aeróbios que o
oxidam a acetil-CoA e CO2.
10
Figura 3: Principais vias metabólicas do metabolismo oxidativo nas bactérias
acéticas
ACETOÍNAS
A acetoína ou acetilmetilcarbinol (C4H8O2) é uma cetona (3-hidroxi-2-
butanona) de odor agradável, peso molecular 88,10 e ponto de ebulição 148ºC.
É um produto comumente formado em fermentações por atividade microbiana
de bactérias láticas e leveduras.
Nos vinagres também se detecta a presença de acetoína já que durante a
fermentação acética há uma produção dessa substância. Na acetificação do
vinho, há um aumento considerável no teor de acetoína, que pode aumentar
em 700% no vinagre.
11
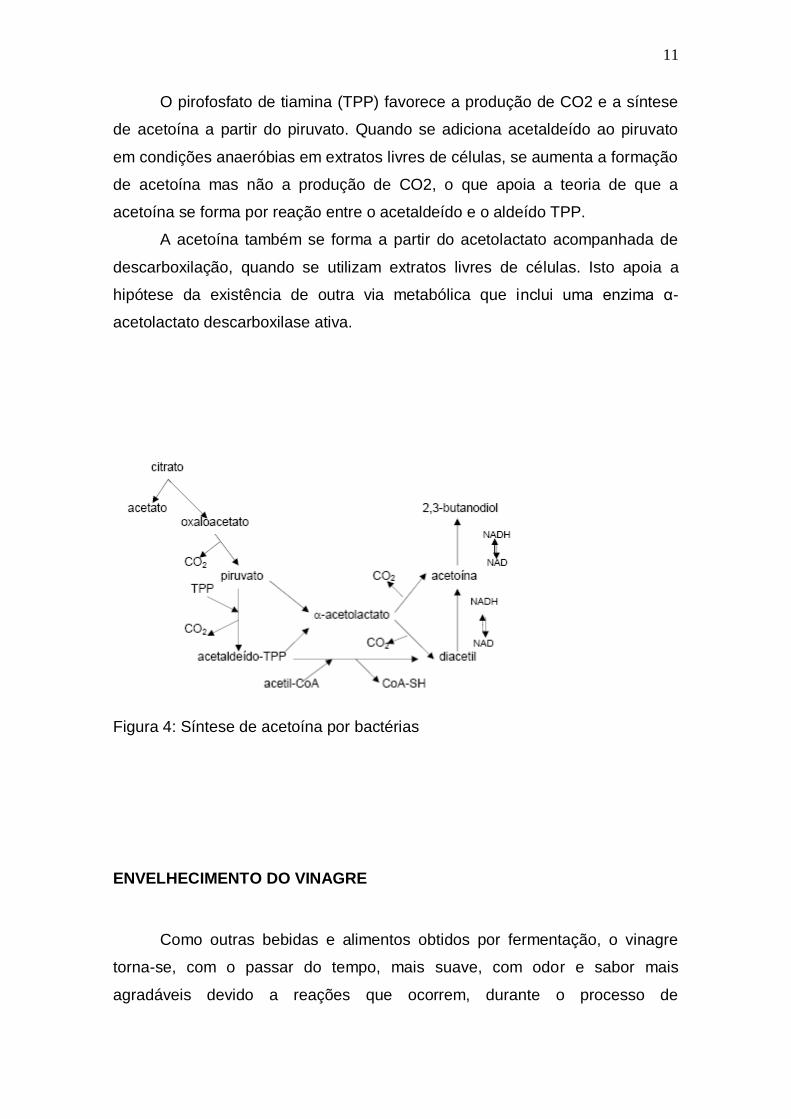
O pirofosfato de tiamina (TPP) favorece a produção de CO2 e a síntese
de acetoína a partir do piruvato. Quando se adiciona acetaldeído ao piruvato
em condições anaeróbias em extratos livres de células, se aumenta a formação
de acetoína mas não a produção de CO2, o que apoia a teoria de que a
acetoína se forma por reação entre o acetaldeído e o aldeído TPP.
A acetoína também se forma a partir do acetolactato acompanhada de
descarboxilação, quando se utilizam extratos livres de células. Isto apoia a
hipótese da existência de outra via metabólica que inclui uma enzima α-
acetolactato descarboxilase ativa.
Figura 4: Síntese de acetoína por bactérias
ENVELHECIMENTO DO VINAGRE
Como outras bebidas e alimentos obtidos por fermentação, o vinagre
torna-se, com o passar do tempo, mais suave, com odor e sabor mais
agradáveis devido a reações que ocorrem, durante o processo de
12
envelhecimento, principalmente por reações de esterificação que retiram
grupos ácidos e alcoólicos do meio fornecendo ésteres aromáticos, e reações
de oxidação de grupos aldeído que conferem aspereza ao vinagre.
O envelhecimento deve ser conduzido de preferência e, recipiente de
madeira e sempre na ausência de ar para evitar processos de oxidação do
acido acético realizados por algumas espécies de acetobacter.
Os vinagres de vinhos de frutas ou de malte melhoram sensivelmente
sua propriedades organolépticas com o tempo enquanto o vinagre de álcool
não sobre modificações sensíveis devido a ser quase que somente uma
solução de ácido acético.
PROCESSOS DE FABRICAÇÃO
Processo Lento
O processo lento, também conhecido como processo Francês ou de
Orleans, é o mais antigo para a produção de vinagres e admite-se fornecer
vinagre de excelente qualidade empregando apenas vinho como matéria-prima.
Usa-se, como dorna, barril de carvalho ou outra madeira que não confira
propriedades estranhas ao produto, provido de aberturas laterais para entrada
de ar, tubo em forma de “J” para adição de vinho e torneira de madeira para
retiradas de vinagre, conforme se esquematiza na Fig.
13
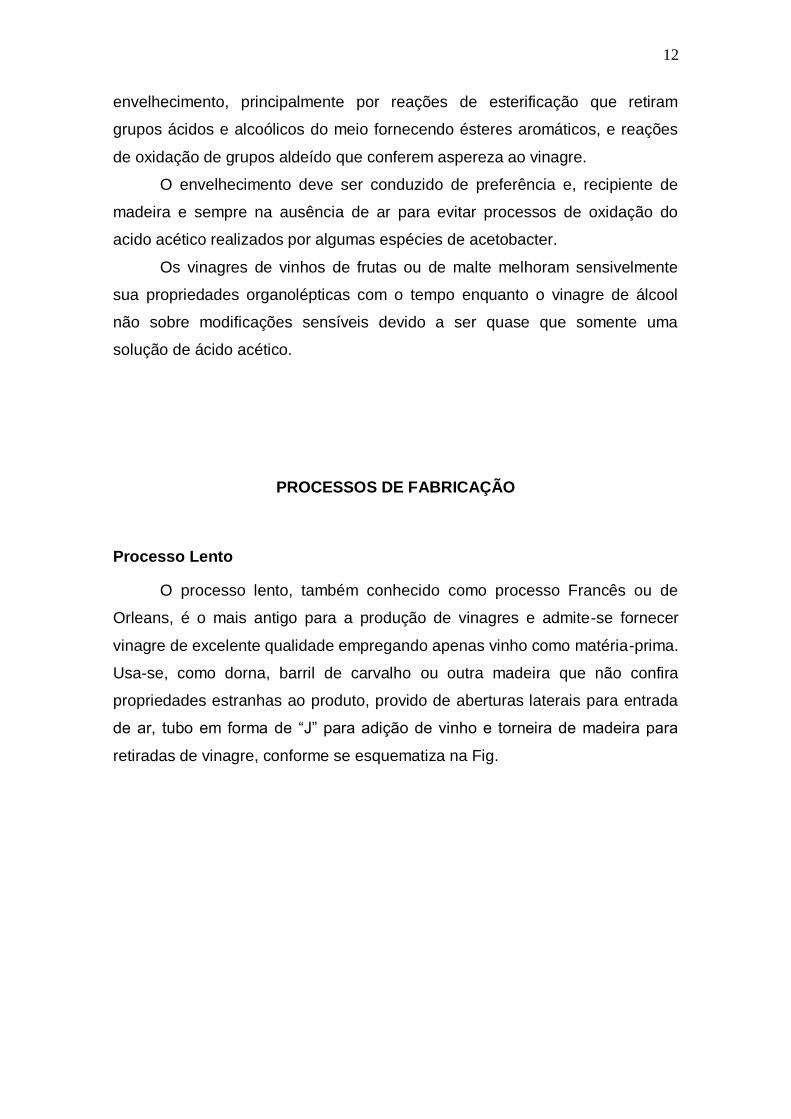
Figura 5 Tradicionalmente, o processo é iniciado adicionando-se a um barril de
200 litros de capacidade cerca de 60 litros de vinagre não pasteurizado
(vinagre forte) e de boa qualidade, contendo, portanto, as bactérias acéticas
ativas. Semanalmente, adicionam-se 15 litros de vinho, sendo que os primeiros
15 podem ser adicionados junto com o vinagre forte. Após a quinta semana,
quando dois terços da capacidade do barril estiver preenchido, retiram-se 15
litros de vinagre e adicionam-se 15 litros de vinho, repetindo-se semanalmente
esta operação, tornando assim o processo semi-contínuo.
Logicamente, podem-se utilizar outros tipos de dornas e com
capacidades diversas, contanto que a relação área/volume do líquido dentro da
dorna fique sempre próxima da obtida quando se utiliza o barril de 200 litros.
O vinagre retirado não deve conter mais que 7,8g de álcool por litro (1,0
– GL) e, caso o teor de álcool esteja mais alto, esperam-se mais alguns dias
para a retirada do primeiro vinagre.
A temperatura ambiente para este processo não deve exceder 25°C,
evitando-se assim perdas de álcool por evaporação. Todas as entradas e
janelas do prédio, assim como as aberturas do barril, devem ser protegidas
com telas finas para evitar a presença de moscas e outros insetos que acorrem
prontamente aos primeiros odores de vinagre.
14
Outra adaptação bastante conveniente é a colocação de um
quadriculado de madeira que flutue na superfície do mosto dentro do barril com
a finalidade de suportar a película que se forma, com o tempo, na superfície do
meio em fermentação. Essa película, conhecida como mãe do vinagre, é
constituída de bactérias acéticas e uma substância polímera-gelatinosa
produzida pelos próprios microorganismos. A espessura dessa película
aumenta com o tempo e acaba submergindo se não houver o quadriculado
suporte, atrasando o processo de acetificação já que outra película terá que se
formar, pois é ela que mantém os microorganismos na superfície do meio em
contato com o ar e o álcool ao mesmo tempo. Por outro lado, mergulhada no
meio em fermentação, a película entrará em decomposição provocando
posteriormente a turvação do vinagre.
A adição do vinho através do tubo em “J” também tem a finalidade de
evitar a ruptura dessa película ou a ressuspensão de partículas já decantadas.
Quando cuidadosamente conduzido, o processo descrito produz vinagre
de muito boa qualidade, praticamente límpido, dispensando clarificações e
filtrações. Entretanto é um processo que ocupa muito espaço e de baixa
produtividade, sendo inviável comercialmente e usado praticamente só na
produção doméstica de vinagre.
Processo Rápido
Uma acetificação mais rápida pode ser conseguida por meio de um
artifício utilizado no processo conhecido pelos nomes de processo Alemão,
processo rápido, processo Boerhave ou processo por gerador, introduzido na
Alemanha em 1832 por Schuetzenbach.
Este processo consiste basicamente na passagem da mistura
vinho/vinagre através de um material com grande superfície exposta e que
contém as bactérias acéticas, encontrando, em contracorrente, ar atmosférico.
O equipamento utilizado é conhecido por gerador de vinagre ou
vinagreira, de construção normalmente de madeira, embora possa ser usado
aço inoxidável, alvenaria ou outro material que não seja atacado pelo ácido
acético ou confira propriedades estranhas ao vinagre.
15
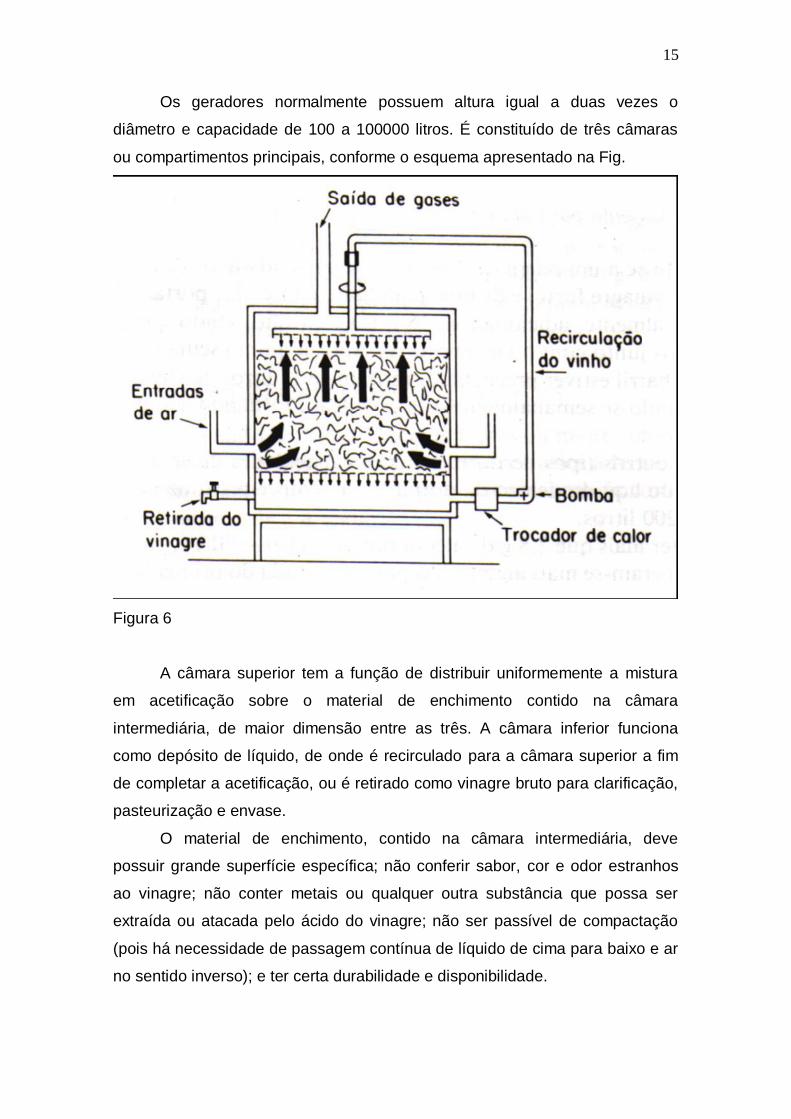
Os geradores normalmente possuem altura igual a duas vezes o
diâmetro e capacidade de 100 a 100000 litros. É constituído de três câmaras
ou compartimentos principais, conforme o esquema apresentado na Fig.
Figura 6
A câmara superior tem a função de distribuir uniformemente a mistura
em acetificação sobre o material de enchimento contido na câmara
intermediária, de maior dimensão entre as três. A câmara inferior funciona
como depósito de líquido, de onde é recirculado para a câmara superior a fim
de completar a acetificação, ou é retirado como vinagre bruto para clarificação,
pasteurização e envase.
O material de enchimento, contido na câmara intermediária, deve
possuir grande superfície específica; não conferir sabor, cor e odor estranhos
ao vinagre; não conter metais ou qualquer outra substância que possa ser
extraída ou atacada pelo ácido do vinagre; não ser passível de compactação
(pois há necessidade de passagem contínua de líquido de cima para baixo e ar
no sentido inverso); e ter certa durabilidade e disponibilidade.
16
Os materiais de enchimento mais utilizados nesses geradores são:
bagaço de cana, sabugo de milhos, tiras de madeira, cortiça em pedaços;
podem também ser usados: bagaço de uvas, bagaço de maçãs, carvão
vegetal, pedras, cerâmica em pedaços, vime, junco, plásticos, isopor ou
qualquer outro material com os requisitos necessários descritos. Os três
primeiros citados possuem a vantagem de ser baratos e praticamente
disponíveis em qualquer época do ano.
As câmaras, nos geradores, são separadas entre si por uma placa
crivada fabricada de madeira ou aço inoxidável, para auxiliar a distribuição do
líquido descendente. A distribuição sobre a paca superior é feita por um tubo
de aço perfurado giratório que recebe o líquido da câmara inferior por
bombeamento e o distribui uniformemente.
O gerador é equipado com termômetros normalmente localizados no
terço inferior da câmara intermediária e tubos de PVC, para entrada de ar,
localizados na base da câmara intermediária. A câmara inferior é ligada à
superior por uma tubulação com camisa, em cujo interior circula a mistura de
baixo para cima enquanto pela camisa passa água de resfriamento, uma vez
que o mosto não deve chegar ao meio de enchimento com temperatura
superior a 30°C; sendo o processo de acetificação exotérmico, é comum
encontrarem-se temperaturas superiores a essa na câmara inferior.
Um dos maiores problemas das vinagreiras é a proliferação de bactérias
acéticas da subespécie Acetobacter xilynum, produtoras de um material
gelatinoso denominado zooglea, que com o tempo acaba por obstruir as
passagens no meio de enchimento. Quando isso ocorre, há necessidade de
parar o processo e lavar o material de enchimento com solução alcoólica.
Normalmente, o material de enchimento é totalmente substituído após um ano
de uso.
A injeção de ar no gerador não apresenta vantagens já que, sendo a
reação de oxidação do álcool a ácido acético exotérmica, forma-se um
gradiente de temperatura e o ar é naturalmente aspirado para dentro do
gerador.
Caso a vinagreira seja desativada por algum tempo, deve-se manter
vinho no material de enchimento para alimentar as bactérias acéticas; caso
17
contrário, elas morrerão e necessitar-se-á de novo vinagre forte quando se
reiniciar o processo.
Devido a duas grandes dimensões, as vinagreiras sempre estão sujeitas
a infestações por insetos e nematóides que causam danos ao vinagre, mas
podem ser evitados pela vedação cuidadosa das juntas e adaptação das telas
nas entradas de ar.
A produtividade média de uma vinagreira é de cerca e 1/100 de seu
volume útil em litros de vinagre por dia.
Processos Submersos
Neste processo, as bactérias acéticas encontram-se submersas no
líquido a fermentar, onde se multiplicam, retirando energia da reação de
oxidação do álcool etílico a ácido acético. Entretanto, para catalisar essa
reação que lhes fornece energia, as bactérias acéticas necessitam da
administração contínua, íntima e adequada de oxigênio em todos os pontos do
tanque, pois pequenas interrupções no fornecimento de oxigênio, ainda que por
alguns minutos, principalmente nas fases finais de fermentação, podem afetar
sobremaneira o rendimento. Essa massa adequada de oxigênio não pode ser
obtida através da injeção excessiva de ar no meio, pois isso acarretaria sérios
problemas, como: perda de álcool por evaporação e arraste com o ar efluente
do fermentador; perda das substâncias aromáticas, e voláteis da matéria-prima;
e formação excessiva de espuma. Por isso o sistema de agitação e aeração
dos acetificadores submersos é altamente especializado e construído de forma
a aproveitar praticamente todo o oxigênio contido num mínimo possível de ar
existente dentro do equipamento.
Por meio desse processo pode-se fabricar tanto vinagre de vinho como
de álcool e obter-se vinagre com concentrações até 10% e com rendimentos
superiores a 90%.
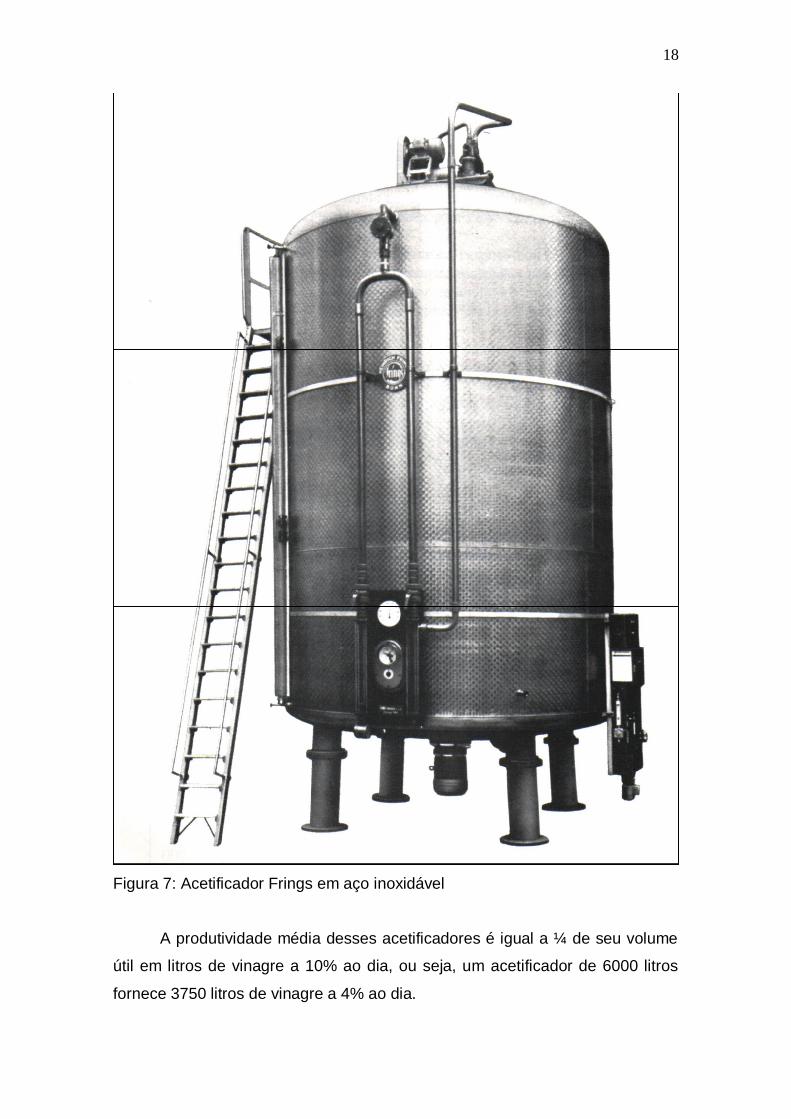
O equipamento mais utilizado para a produção de vinagre em cultura
submersa é conhecido pelo nome de acetificador de Frings, fabricado e
patenteado pela Heinrich Frings-Bonn, Alemanha.
18
Figura 7: Acetificador Frings em aço inoxidável
A produtividade média desses acetificadores é igual a ¼ de seu volume
útil em litros de vinagre a 10% ao dia, ou seja, um acetificador de 6000 litros
fornece 3750 litros de vinagre a 4% ao dia.

19
Outros Processos
Muitos processos surgiram após a observação de que o oxigênio era o
fator limitante do processo de acetificação.
Processo por gerador de mergulho – Consiste num tanque contendo a
mistura vinho-vinagre forte e um cesto contendo material de enchimento
localizado sobre a superfície do líquido. Este cesto é mergulhado e levantado
de maneira que, quando mergulhado, há saturação do material de enchimento
com o mosto e, quando levantado, promove-se a aeração do material de
enchimento. A operação repete-se até que todo o vinho seja transformado em
vinagre.
Processo Mackin – Consiste em pulverizar o vinho acidificado por meio
de bicos aspersores localizados no topo de uma coluna, injetando-se ar em
contracorrente, de maneira que o líquido finamente dividido mais as bactérias
acéticas entram intimamente em contato com o ar, ocorrendo a oxidação. O
líquido é recolhido na base e recirculado até se obter a acidez desejada.
Processo Bourgenois – É um processo submerso no qual o ar
comprimido é distribuído através de um rotor. Utilizam-se dois tanques – um
sempre contém o inoculo para o outro. Proporciona baixa produtividade e
vinagre de baixa acidez.
Processo Fardon – É um processo submerso em que a aeração é
promovida pelo bombeamento do líquido através de um bico de Venturi, sobre
a superfície. Também é de pouca eficiência.
Gerador por sifonagem – Consiste em um tanque principal adaptado
com dois tanques laterais e um flutuante no interior. O vinho acidificado é
colocado no tanque principal e os dois tanques laterais contêm material de
enchimento. Quando o tanque que flutua na superfície do mosto é enchido com
água, o vinho acidificado é forçado a passar para os tanques laterais contendo
o meio de enchimento que se satura com o vinho acidificado e bactérias
acéticas. Cheios esses tanques laterais, a água do tanque flutuante é drenada
para fora do sistema e o vinho acidificado é sifonado de volta para o tanque
principal, possibilitando a aeração do material de enchimento contido nos
tanques laterais. Esta operação repete-se até que a acetificação se complete.
Tambor rotatório – Neste tipo de gerador, o material de enchimento é
colocado num tambor cilíndrico com eixo horizontal. Admite-se até a metade da
20
capacidade do tambor em vinho acidificado, injeta-se ar longitudinalmente e
coloca-se o tambor em movimento lento, de forma que a metade do material de
enchimento sempre esteja em contato com o ar e a outra, sempre mergulhada
no mosto.
Acetificador por injeção de ar em jatos – Neste processo submerso de
acetificação, a aeração é promovida pela injeção de ar tangencialmente na
base do fermentador criando uma agitação vigorosa e intensa transferência de
oxigênio.
Fermentador em torre – Recentemente desenvolvido na Inglaterra
(Greenshilds e Smith, 1974,) assemelha-se a um gerador em coluna contendo
placas perfuradas de aço inoxidável ou plástico em substituição ao material de
enchimento das vinagreiras, e que promovem a aeração.
COMPARAÇÃO ENTRE OUTROS PROCESSOS
Quanto à qualidade do produto
Os três processos básicos de produção podem fornecer vinagres de boa
qualidade, desde que a matéria-prima, os microorganismos e as condições de
fermentação sejam adequados. Normalmente, o fabricante de vinagre ou do
equipamento defende seu processo de fabricação como sendo o melhor, dando
as seguintes razões:
Processo lento – O produto se forma naturalmente, sem aeração forçada ou
adição de substâncias estranhas, como antiespumantes, nutrientes, etc. A mãe
do vinagre é imprescindível para a obtenção de um produto de alta qualidade.
O produto dispensa clarificações, filtrações e seus coadjuvantes, pois se
clarifica à medida que se forma.
Processo rápido – O produto se forma mais rapidamente, com menor
probabilidade de contaminações e infestações. O material de enchimento
“purifica” o vinagre.
21
Processo submerso – O tempo de fermentação é curto e as condições
totalmente controladas, evitando-se a formação de produtos secundários e a
perda de substâncias aromáticas da matéria-prima. As bactérias são mais
selecionadas.
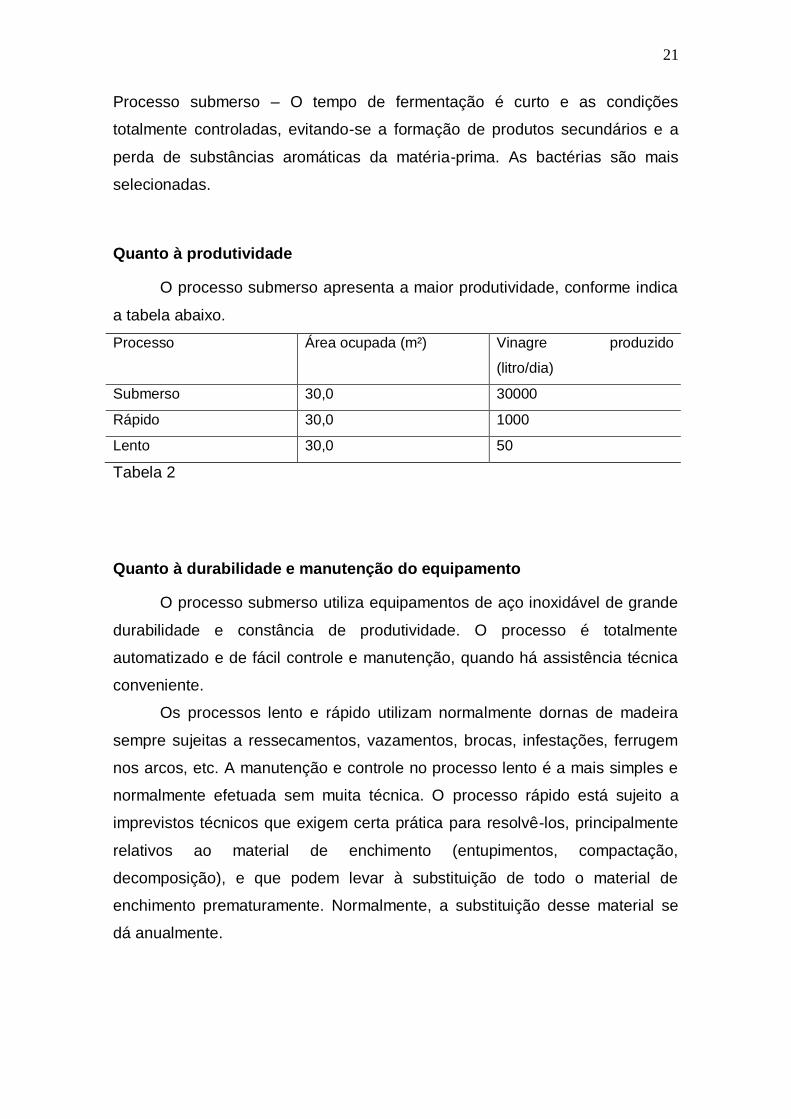
Quanto à produtividade
O processo submerso apresenta a maior produtividade, conforme indica
a tabela abaixo.
Processo Área ocupada (m²) Vinagre produzido
(litro/dia)
Submerso 30,0 30000
Rápido 30,0 1000
Lento 30,0 50
Tabela 2
Quanto à durabilidade e manutenção do equipamento
O processo submerso utiliza equipamentos de aço inoxidável de grande
durabilidade e constância de produtividade. O processo é totalmente
automatizado e de fácil controle e manutenção, quando há assistência técnica
conveniente.
Os processos lento e rápido utilizam normalmente dornas de madeira
sempre sujeitas a ressecamentos, vazamentos, brocas, infestações, ferrugem
nos arcos, etc. A manutenção e controle no processo lento é a mais simples e
normalmente efetuada sem muita técnica. O processo rápido está sujeito a
imprevistos técnicos que exigem certa prática para resolvê-los, principalmente
relativos ao material de enchimento (entupimentos, compactação,
decomposição), e que podem levar à substituição de todo o material de
enchimento prematuramente. Normalmente, a substituição desse material se
dá anualmente.
22
Quanto ao custo
Para uma indústria a se instalar, em virtude da durabilidade, economia
de espaço, tempo, mão-de-obra, matéria-prima, além de outras vantagens, os
modernos acetificadores submersos constituem-se na melhor opção.
PROCESSAMENTO FINAL DO VINAGRE
O tratamento a que o vinagre será submetido depende do processo e da
matéria-prima que foram utilizados em sua produção.
O processo lento utilizando vinhos de uvas praticamente fornece vinagre
límpido devido ao tempo que permanece em repouso durante o período de
acetificação. Principalmente se as adições de vinho e retiradas de vinagre da
dorna forem cuidadosas. Neste caso, apenas uma filtração, mesmo em tecido
de algodão ou feltro, é suficiente para que o produto se apresente límpido. A
seguir ajusta-se a concentração com água potável, pasteuriza-se a 65°C por 5
minutos e envasa-se a quente.
O processo por geradores que utilizam material de enchimento também
fornece produto quase límpido já que parte das substâncias que poderiam
turvar o vinagre é retirada no material suporte do gerador. A filtração é feita em
filtro-prensa seguindo-se a pasteurização e o acondicionamento.
O processo submerso fornece vinagre bruto bastante turvo por conter
em suspensão as bactérias acéticas e as substâncias sólidas originadas da
matéria-prima. Este vinagre necessita, para tornar-se límpido, tratamento com
um clarificante na proporção de 2 a 5 quilogramas por 10000 litros de vinagre.
Este clarificante é intimamente misturado com o vinagre bruto e deixado em
repouso para sedimentação. Após alguns dias, o sobrenadante é filtrado em
filtro-prensa e, se a clarificação não for satisfatória, repete-se o tratamento.
Clarificado o produto, procede-se à diluição, pasteurização e envase.
23
MATERIAL DE CONSTRUÇÃO DO EQUIPAMENTO E DE EMBALAGEM
Todo material que entrar em contato com o vinagre deve ser ácido-
resistente. Os equipamentos são construídos normalmente em aço inoxidável
ou madeira, embora possa ser utilizado ferro esmaltado ou vitrificado,
alvenaria, plásticos, etc. Os materiais mais nobres, como tântalo, prata, platina,
inconel, são utilizados eventualmente na construção de acessórios especiais
como válvulas, registros, filtros, etc.
Outros metais devem ser evitados pois podem formar acetatos
venenosos ou que escurecem o produto.
Os recipientes para embalagens mais utilizados são os plásticos rígidos
e o vidro, para pequenos volumes. Para volumes maiores, a madeira também é
utilizada.
RENDIMENTO E PRODUTIVIDADE
Industrialmente, a conversão de 1 grama de etanol a 1 grama de ácido
acético (rendimento de 76,5%) é considerada econômica. Entretanto, com o
emprego de alguns geradores e dos modernos acetificadores submersos, é
comum obterem-se rendimentos acima de 90%. Em laboratório, utilizando-se
frascos agitados, atingem-se 100% de rendimento.
A produtividade também é bastante variável em relação ao processo de
fabricação utilizado. A tabela abaixo indica algumas produtividades médias e
seus respectivos processos.
Processo Produtividade média (g/l.h)
Superficial ou lento 0,03
Geradores ou rápido 1,0
Frascos agitados em shaker 2,0
Submerso 5,0
Tabela 3
24
COMPOSIÇÃO DO VINAGRE
A composição característica de um vinagre depende basicamente da
matéria-prima que o originou. Os vinagres obtidos a partir de frutos ou de malte
possuem composição mais complexa que o vinagre de álcool por conter
praticamente todas as substâncias solúveis existentes na matéria-prima ou que
se formaram nos processos fermentativos alcoólico e acético. Por outro lado, o
vinagre de álcool contém apenas as substâncias provenientes do destilado
alcoólico, as formadas na fermentação acética e outros poucas adicionadas
como nutrientes.
A adulteração de um vinagre de álcool ou mesmo de ácido acético com
a finalidade de fazê-lo passar por vinagre de vinho, pela adição de substâncias
como melaço, vinho de uvas, vinagre de vinho, vinhaça ou corantes, constitui-
se prática comum em alguns países (inclusive no Brasil) e sua identificação
torna-se praticamente impossível pelas análises de rotina efetuadas pelos
órgãos responsáveis pela padronização de alimentos e bebidas.
A identificação precisa de fraude em vinagres pode necessitar de
análises mais complexas, como a cromatográfica, de rastreio isotrópico,
espectroscopia, de determinação de aminoácidos, etc.
ALTERAÇÕES DO VINAGRE
As alterações na fabricação do vinagre podem ser agrupadas em três grandes
grupos: de ordem microbiológica, macrobiológica e química.
Alterações microbiológicas
As de ordem microbiológica referem-se principalmente as bactérias que
causam mucosidade, sendo a mais importante o Acetobacter xylinum, que é
um organismo fortemente capsulado que tende a obstruir o equipamento com
um sedimento lodoso ou mesmo uma película bacteriana muito grossa e
viscosa (zooglea). A viscosidade excessiva é mais fácil de aparecer quando a
25
matéria-prima é rica em nutrientes, como nos vinhos e sidras, e quando a
acidez permanece, no processo, abaixo dos 10%. Essa película bacteriana
muito grossa e viscosa reduz consideravelmente a velocidade de acetificação
no processo lento, reduzindo a eficiência da fermentação. Nos processos que
usam geradores com recirculação (processo rápido), esse lodo, quando
espesso, pode bloquear completamente a passagem do líquido e torna-se
difícil de remover. Outras espécies de Acetobacter podem, por oxidação,
decompor rapidamente o ácido acético a anidrido carbônico e água reduzindo
notavelmente a produção. Isso é facilitado pela insuficiência de álcool e pela
aeração excessiva.
Espécies como Lactobacillus, Leuconostoc, além das butíricas e das
putrefativas, todas causadoras de fermentações secundárias e odores e
sabores desagradáveis; esses microrganismos aparecem principalmente
quando a matéria-prima é rica em compostos nitrogenados, como os cereais.
Certas espécies de fungos Aspergillus e Dematium e ainda algas, dão em
aerobiose, perdas consideráveis por oxidação, causando sabores
desagradáveis além de danificar o aroma e turvar o produto.
Para se obter um produto final de qualidade são necessários alguns cuidados
como: cuidar da limpeza do equipamento, trabalhar com alta concentração
alcoólica, acidez acética inicial adequada (2% a 3%), empregar culturas vivas
que acetifiquem rapidamente o mosto e, finalmente, pasteurizar.
Alterações macrobiológicas
A infestação pela enguia do vinagre (Anguillula aceti) que é um pequeno
nematóide móvel de corpo cilíndrico transparente e mole, de 1 a 2 mm de
comprimento. Reproduz-se rapidamente, cerca de um mês 40 a 50 novos seres
se desenvolvem. Vivem por 12 meses, em vinagres com até 6% de ácido
acético e sua temperatura ótima é de 20ºC a 30ºC. Provêm das frutas,
principalmente uva, ou de seus sucos. Não é patogênica, mas sua avidez por
oxigênio limita a atividade das bactérias acéticas, atrasando a acetificação; dá
aspecto desagradável ao vinagre de mesa; e a putrefação dos vermes mortos
em grande quantidade causa odores desagradáveis. A presença desse
nematóide é mais freqüente e problemática nos processos com gerador que no
processo submerso, devido sua necessidade por oxigênio. É comum no
26
vinagre terminado. Evita-se esse nematóide mantendo rigorosa limpeza e
tratando o equipamento vapor sob pressão. É eliminada por pasteurização
(54ºC) e filtração subseqüente, inclusive do vinagre engarrafado.
Espécies mais comuns como Tyroglyphas longior e T. siro, conhecidas como
“ácaros do vinagre” ou também “piolho do vinagre”,pode aparecerem grandes
quantidades junto aos geradores, podendo trazer contaminantes e reduzir a
acetificação, ocasionando um vinagre pouco ácido e turvo. Multiplicam-se
rapidamente em condições favoráveis de temperatura, umidade e nutrição. Na
limpeza do equipamento para estas espécies deve-se usar vapor em fortes
jatos e mesmo fumigações com enxofre.
A “mosquinha do vinagre” ou Drosophila melanogaster, é um inseto de 2 a 3
mm de comprimento com o corpo colorido em vermelho,amarelo e preto,
comum nas fábricas de vinagre. Ela pode carregar infectantes, principalmente
o A.xilinium. Para evitar o contato da mosca com o vinagre, devem-se cobrir
todos os orifícios do equipameno, bem como as portas e janelas, com tela e
mantendo limpas as instalações
Alterações químicas
As alterações químicas são provocadas principalmente por metais.
O ferro atua sobre os taninos provocando escurecimento, atua também sobre
fosfatos ou proteínas causando turvação. A concentração de 0,100g de
ferro/litro é suficiente para escurecer o vinagre. Para eliminar o escurecimento
faz-se aeração seguida de sedimentação ou adsorção em carvão.
O cobre, na concentração de 0,005g/litro provoca turvação em alimentos
verdes preparados com vinagre, como azeitonas e picles, pois substitui o
magnésio da molécula de clorofila. Em concentrações de 0,010g/litro aparece
um sabor metálico forte e uma cor mais escura.
O estanho também pode causar turvação.
O zinco e o cádmio formam os tóxicos acetatos correspondentes.
Na fabricação do equipamento é bom evitar os metais mencionados, além de
alumínio, níquel e as ligas latão e bronze.
27
USOS
O vinagre possui três finalidades principais:
1) Condimento
2) Preservativo
3) Agente de limpeza
Como condimento, o vinagre é usado com a finalidade de conferir sabor ácido
ao produto, como nas saladas e maionese. Em outros alimentos além de
conferir sabor e odor, o vinagre atua como preservativo e agente de
amolecimento do produto, como acontece nas carnes temperadas e legumes
em conserva.
As propriedades preservativas, são utilizadas principalmente contra
fungos(bolores) em pães, panetones e biscoitos.
Como agente de limpeza, o vinagre é utilizado para clarear materiais metálicos
como prata, alumínio, latão.
28
REFERÊNCIAS BIBLIOGRÁFICAS
JAY, James M. Microbiologia moderna de los alimentos. 3. ed. Zaragoza: Acribia, 1994. 491 p.
BELITZ, H.D.; GROSCH, W. Química de los alimentos. 2.ed., Zragoza: Acribia. 1997. 1087 p.
TAKEMOTO, S. Y. Avaliação do teor de acetoína em vinagres como forma de verificação de sua genuinidade. 2000. 120 p. Dissertação (Mestrado em Engenharia Química) – Centro Tecnológico, Universidade Federal de Santa Catarina
AQUARONE, E.; LIMA, U.A.; BORZANI, W. Alimentos e Bebidas Produzidos por Fermentação. 3. ed. Edgard Blücher Ltda.1990. 243p.




















