
Toda copia en papel es un documento no controlado a ...
22
Toda copia en papel es un documento no controlado a excepción del original.
-
Upload
khangminh22 -
Category
Documents
-
view
6 -
download
0
Transcript of Toda copia en papel es un documento no controlado a ...

Toda copia en papel es un documento no controlado a excepción del original.

Constituyentes 307, Col. Benito Juárez Norte
Tel. (921)-240-6820 – Coatzacoalcos - Veracruz
w w w. m s c o a t z a. c o m. m x
PROCEDIMIENTO DE
INSPECCIÓN CON
ULTRASONIDO INDUSTRIAL EN
SOLDADURAS ESTRUCTURALES
DE ACUERDO CON API RP2X.
PIM-UT API RP2X-003
REV. 01
FECHA: 14/05/19
PAG 2 DE 22
Ing. Fabián Marcos Rosales Vásquez Técnico Nivel II ASNT
ÍNDICE
1.-Objetivo
2.-Alcance
3.-Referencia
4.-Generalidades
4.1.-Definiciones
4.2.-Responsabilidades
5.-Procedimiento de inspección
5.1.-Equipo necesario y requisitos de calificación
5.2.-Procedimiento operativo
6.-Resultados
6.1.-Criterios de aceptación
6.2.-Informe de ensayo
7.-Anexo
Toda copia en papel es un documento no controlado a excepción del original.

Constituyentes 307, Col. Benito Juárez Norte
Tel. (921)-240-6820 – Coatzacoalcos - Veracruz
w w w. m s c o a t z a. c o m. m x
PROCEDIMIENTO DE
INSPECCIÓN CON
ULTRASONIDO INDUSTRIAL EN
SOLDADURAS ESTRUCTURALES
DE ACUERDO CON API RP2X.
PIM-UT API RP2X-003
REV. 01
FECHA: 14/05/19
PAG 3 DE 22
Ing. Fabián Marcos Rosales Vásquez Técnico Nivel II ASNT
1.- OBJETIVO
Establecer los parámetros técnico necesarios para realizar la inspección por el método de ultrasonido para la inspección de soldaduras estructurales de plataforma. Cubre la técnica ultrasónica para la examinación con haz recto y haz angular, empleando la técnica de pulso-eco. 2.- ALCANCE Este procedimiento es empleado para la detección de discontinuidades internas en soldaduras de penetración completa de Conexiones Tubulares de tipo T, K, Y. Así como anillos y diafragmas atizadores tubulares con espesores mayor o igual a 0.500” y diámetros mayores o igual a 8 pulgadas. Puede ser inspeccionados otro tipo de conexiones cuya fabricación sea similar a las de las conexiones mencionadas en el punto anterior, tales como: columnas tubulares de placas, columnas tubulares tipo caja, intersecciones de columnas tubulares, tales que su geometría permita la aplicación del Ultrasonido. Las soldaduras de penetración parcial inspeccionadas con ultrasonido pueden producir resultados cuestionables, particularmente en secciones de espesor medio o delgado, ya que son muy pocos los casos en que el tamaño de la soldadura de filete es suficiente para contener, la totalidad del haz ultrasónico, adicionalmente son menos los casos en que el haz ultrasónico puede interceptar con un Angulo de incidencia optimo la orientación de las discontinuidades potenciales. Cuando una soldadura de filete sea considerada como critica en la estructura, es generalmente recomendable emplear medios de examinación alternos o suplementarios. El criterio de aceptación y rechazo del material y uniones soldadas inspeccionadas es determinado por mutuo acuerdo entre el cliente y MAQUILADOS Y SERVICIOS DE COATZACOALCOS S.A. DE C.V. Para la aplicación del presente procedimiento el criterio de aceptación/rechazo es determinado de acuerdo a la práctica recomendada API RP 2X . 3.- REFERENCIAS PCP-MSC-002.-Procedimiento para la capacitación, calificación y certificación del personal de pruebas no destructivas. MSC AWS D1.1 [2015] “Acero para soldadura estructural” API RP 2X [2015] “Practica Recomendada para la inspección Ultrasónica y Magnética de Fabricación Estructural Costa Fuera Y Guías para la calificación de técnicos” ASTM E317 [2016] “Práctica para evaluar las características de rendimiento del sistema ultrasónico de prueba de haz recto sin el uso de instrumentos de medición electrónicos” 4.- GENERALIDADES 4.1.- DEFINICIONES Técnica: Forma específica mediante la cual se ejecuta un método de PND, por ejemplo, la técnica de haz recto con ultrasonido. Equipo de Ultrasonido: Es aquel equipo generador de ondas ultrasónicas con rangos de frecuencias mayores a los 20.000 ciclos por segundo, y se utilizan en diversas actividades, tanto para inspección en el ámbito industrial, como en el ámbito médico. Nivel de medición: Zona perimetral de una tubería o accesorio donde se realizará la toma de espesores en los cuatro horarios técnicos, en el sentido de las manecillas del reloj. Indicación: Presentación de una discontinuidad o defecto en el T.R.C. (Tubo de Rayos Catódicos). Transductor o Palpador: Se refiere a aquel elemento o arreglo de cristales piezoeléctricos que transfieren energía eléctrica en mecánica y viceversa y que a su vez es manipulado para realizar la inspección. Laminación: La laminación en tubería estructural y de proceso son discontinuidades de tipo plana, paralela a la pared del tubo y que normalmente se considera un defecto.
Toda copia en papel es un documento no controlado a excepción del original.

Constituyentes 307, Col. Benito Juárez Norte
Tel. (921)-240-6820 – Coatzacoalcos - Veracruz
w w w. m s c o a t z a. c o m. m x
PROCEDIMIENTO DE
INSPECCIÓN CON
ULTRASONIDO INDUSTRIAL EN
SOLDADURAS ESTRUCTURALES
DE ACUERDO CON API RP2X.
PIM-UT API RP2X-003
REV. 01
FECHA: 14/05/19
PAG 4 DE 22
Ing. Fabián Marcos Rosales Vásquez Técnico Nivel II ASNT
Barrido tipo A: Nos proporciona información acerca del espesor del material sujeto a inspección o a la profundidad a la que se encuentra una discontinuidad y el tamaño relativo de la misma. Barrido tipo B: Esta presentación es utilizada principalmente para obtener el perfil de la sección transversal para el monitoreo de corrosión en tuberías y equipos. Barrido tipo C: Esta presentación proporciona una vista de planta (mapa) de la pieza de prueba y de las discontinuidades que se presenten en ella por medio del acoplamiento de la salida de una presentación de Barrido tipo A hacia un registrador XY o un sistema computarizado de adquisición de datos. R.P.P.: Reflexión de Pared Posterior. Ondas Longitudinales: O complexional, está caracterizada por el movimiento de las partículas paralelo a la propagación del haz ultrasónico. 4.2.- RESPONSABILIDADES El director de laboratorio y responsable técnico de la empresa debe establecer la aplicabilidad de este procedimiento, también los criterios de aceptación aplicables a cada inspección en particular y designara solamente personal Nivel I y Nivel II, calificado y certificado para las pruebas. El personal especialista responsable de ensayos mecánicos Nivel II, deberá de conducir la inspección, será responsable del apego estrictico a las exigencias de este procedimiento, desde la preparación de la pieza hasta el reporte de los resultados El Nivel III técnico de la compañía es responsable de entrenar y certificar al personal Nivel I y Nivel II que podrán en práctica este procedimiento. 5.- PROCEDIMIENTO DE INSPECCIÓN 5.1.-EQUIPO NECESARIO Y REQUISITOS DE CALIFICACION 1.-DETECTOR DE FALLAS El equipo ultrasónico debe ser de tipo pulso-eco adecuado para usarse con transductores que oscilan entre 1 y 6 MHz. La presentación debe ser un barrido tipo “A” con el tazo de la señal de video rectificada. El equipo interno que utiliza la computarización, sistemas de imagen, escaneo, mecanizado, grabación de dispositivos pueden ser usados cuando sean aprobados por el cliente. 2.-TRANSDUCTORES DE HAZ RECTO (Onda Longitudinal) Los transductores de haz recto, deben tener un área activa menos de ½” y mayor 1”. El transductor debe ser redondo a cuadrado. Los transductores deben ser verificados por su capacidad de resolución. 3.- TRANSDUCTORES DE HAZ ANGULAR Los transductores de haz angular, consistirán en un transductor y una cuña de Angulo. Este transductor puede estar formado por elementos separados o puede ser una unidad integral. FRECUENCIA: La frecuencia será entre 2 y 2.25 MHz. Inclusive. DIMENSIONES DE TRANSDUCTOR: El cristal del transductor será de forma cuadrada o rectangular y puede variar de tamaño de 5/8” a 1” en ancho de 5/8” a 13/16” en altura. La relación máxima ancho- altura será de 1.2 a 1, la mínima será de 1 a 1. OTRAS FRECUENCIAS Y DIMENSIONES. Pueden ser usados frecuencias de hasta 6 MHz. con dimensiones menores de “V” (6.5 mm), y de formas diferentes a la especificada, con la condición que sean calificados como aquí se describe.
Toda copia en papel es un documento no controlado a excepción del original.

Constituyentes 307, Col. Benito Juárez Norte
Tel. (921)-240-6820 – Coatzacoalcos - Veracruz
w w w. m s c o a t z a. c o m. m x
PROCEDIMIENTO DE
INSPECCIÓN CON
ULTRASONIDO INDUSTRIAL EN
SOLDADURAS ESTRUCTURALES
DE ACUERDO CON API RP2X.
PIM-UT API RP2X-003
REV. 01
FECHA: 14/05/19
PAG 5 DE 22
Ing. Fabián Marcos Rosales Vásquez Técnico Nivel II ASNT
FIGURA No. 1.- Cristal Del Transductor
ANGULOS. El transductor producirá un haz ultrasónico dentro del material a prueba en el rango de 2 grados de los siguientes ángulos: 70°, 60° o 45°. MARCADO. Cada transductor debe estar marcado indicando claramente la frecuencia del transductor, Angulo nominal de refracción y punto índice. DISTANCIA AL BORDE. Las dimensiones del transductor serán tales que la distancia sobre la superficie de contacto de la cuña desde el borde delantero hasta el punto de salida no exceda 1” (25.4 mm). 4.-BLOQUES DE REFERENCIA: 1.- Bloque DSC: Este bloque de referencia ultrasónico se utilizará como el método alterno de calibración puede ser utilizado para la calibración en distancia y sensibilidad. 2.-Bloque DS: El bloque de referencia ultrasónico DS, puede ser utilizado para la Calibración en distancia y de linealidad. 3.-Bloque de resolución RC: La combinación de transductor e instrumento debe resolver tres orificios en el bloque de referencia. RC. El uso del bloque de resolución RC para calibración está prohibido. REQUISITOS DE RESOLUCIÓN La resolución debe evaluarse con los controles del instrumento ajustados para calibración de inspecciones normales, y con las indicaciones de los orificios a la mitad de la altura de la pantalla, Cada combinación de la unidad de búsqueda de instrumentos (zapata y transductor) será comprobada antes de su uso inicial, Esta verificación de equipo será hecha al principio con la combinación de cada transductor con la unidad ultrasónica. La verificación no tiene que ser hecha otra vez siempre y cuando la documentación con la información siguiente es mantenida:
1. Marca del equipo de UT, número de serie y modelo. 2. Fabricante del transductor, tipo, tamaño y número de serie. 3. Fecha de verificación y nombre del Técnico
RESOLUCIÓN CON HAZ ANGULAR 1.- El transductor debe colocarse sobre el bloque de resolución RC en la posición Q para el ángulo de 70º, en la posición R para el ángulo de 60º, o en la posición S para el ángulo de 45º. 2.- La resolución debe ser la suficiente para distinguir al menos los picos de las indicaciones de los tres orificios. VER FIGURA 2
Toda copia en papel es un documento no controlado a excepción del original.

Constituyentes 307, Col. Benito Juárez Norte
Tel. (921)-240-6820 – Coatzacoalcos - Veracruz
w w w. m s c o a t z a. c o m. m x
PROCEDIMIENTO DE
INSPECCIÓN CON
ULTRASONIDO INDUSTRIAL EN
SOLDADURAS ESTRUCTURALES
DE ACUERDO CON API RP2X.
PIM-UT API RP2X-003
REV. 01
FECHA: 14/05/19
PAG 6 DE 22
Ing. Fabián Marcos Rosales Vásquez Técnico Nivel II ASNT
FIGURA No. 2.- Posición De Transductores Y Block De Calibración RC REFLECTORES PROHIBIDOS Está prohibido el uso de un reflector “en esquina” para propósitos de calibración. 5.- ACOPLANTES Un material acoplante debe usarse entre el transductor y el material a inspeccionar. El acoplante de ser una mezcla de agua con glicerina o agua con goma de celulosa con una consistencia adecuada. Puede agregarse un agente humectante si es necesario. Puede usarse, un aceite ligero como acoplante en los bloques de calibración. 5.2.-PROCEDIMIENTO OPERATIVO. El inspector debe verificar las especificaciones o WPS y tolerancias aplicables, esta deberá ser proporcionada por el cliente, y el coordinador de los trabajos de inspección será el responsable de solicitar dicha información, mediante el formato FIM-SOL-INF “solicitud de información técnica”. Se deberá realizar el levantamiento en isométrico del sector de evaluación donde se debe indicar, numerar claramente los elementos como la nivelación de los mismos, así como medir la longitud y diámetro de cada elemento del circuito. Este se efectúa en los formatos FIM-LEV-ISO “levantamiento de isométrico” Y FIM-LIST-COM “listado de componentes”.
Toda copia en papel es un documento no controlado a excepción del original.

Constituyentes 307, Col. Benito Juárez Norte
Tel. (921)-240-6820 – Coatzacoalcos - Veracruz
w w w. m s c o a t z a. c o m. m x
PROCEDIMIENTO DE
INSPECCIÓN CON
ULTRASONIDO INDUSTRIAL EN
SOLDADURAS ESTRUCTURALES
DE ACUERDO CON API RP2X.
PIM-UT API RP2X-003
REV. 01
FECHA: 14/05/19
PAG 7 DE 22
Ing. Fabián Marcos Rosales Vásquez Técnico Nivel II ASNT
5.2.1.- PROCEDIMIENTO DE CALIFICACION PARA EL EQUIPO DETECTOR DE FALLAS:
FIGURA 3.- Posición Del Transductor En Block DSC. 1.-LINEALIDAD HORIZONTAL, HAZ RECTO. La linealidad horizontal del instrumento de inspección debe ser recalificado después de cada 40 horas de uso del instrumento en cada uno de los rangos de distancia en que el instrumento será usado. 1.- Un transductor de haz recto debe ser acoplado al bloque DSC en las posiciones M (VER FIGURA No.3) como sea necesario para obtener 5 reflexiones de pared posterior en el rango de calificación que está siendo certificado. 2.- La primera y quinta reflexión, de pared posterior deben ser ajustadas en su posición adecuada, con el uso de los controles de calibración por distancia y el ajuste retardo de cero. 3.- Cada indicación debe ser ajustada al nivel de referencia con el control de ganancia o atenuación para verificar la posición horizontal. 4.- Cada reflexión de posición intermedia debe ser corregida dentro del 2% del ancho de la pantalla. 2.- CONTROL DE GANANCIA. El control de ganancia del instrumento (atenuador) deberá estar ajustado en pasos discretos de 1 o db dentro de un intervalo de al menos 60 db. y debe ser verificado para una calibración correcta a intervalo de 2 meses se usarán métodos alternos para la calificación del control de ganancia calibrada (atenuador), block DS.
Toda copia en papel es un documento no controlado a excepción del original.

Constituyentes 307, Col. Benito Juárez Norte
Tel. (921)-240-6820 – Coatzacoalcos - Veracruz
w w w. m s c o a t z a. c o m. m x
PROCEDIMIENTO DE
INSPECCIÓN CON
ULTRASONIDO INDUSTRIAL EN
SOLDADURAS ESTRUCTURALES
DE ACUERDO CON API RP2X.
PIM-UT API RP2X-003
REV. 01
FECHA: 14/05/19
PAG 8 DE 22
Ing. Fabián Marcos Rosales Vásquez Técnico Nivel II ASNT
FIGURA 4.- Bloque De Referencia Distancia Y Sensibilidad. DS 3.- REFLEXIONES INTERNAS. CALIBRACION DE AMPLITUD O SENSIBILIDAD. Las máximas reflexiones internas de cada transductor deben ser verificadas a intervalo máximo de tiempo de 40 horas de uso del instrumento. El transductor debe ser colocado en la posición L sobre el block DSC (para cualquier ángulo), la señal maximizada de la ranura de 1/32” debe ser ajustada para que la altura de la indicación alcance una línea de referencia horizontal. VER FIGURA No.3. 4- CALIBRACION DE TRANSDUCTORES DE HAZ ANGULAR. Usando un bloque de calibración DSC, cada transductor de haz angular debe ser verificado después de cada 8 horas de trabajo, para determinar que la superficie de contacto esta plana, que es correcto el punto de entrada de sonido y que el haz angular está dentro de la tolerancia permitida de +/- 2°, los transductores que no cumplan con estos requisitos deben de corregirse o reemplazarse. 1.- Determinación del Punto Índice. - El punto de entrada de sonido del transductor (punto índice) debe ser localizado o verificado por el procedimiento siguiente: A). - El transductor debe ser colocado en la posición J o L sobre el bloque DSC. VER FIGURA No.3. B). - El transductor debe ser movido hasta que la señal del radio es maximizada, el punto sobre el transductor, el cual este alineado con la línea del centro del radio sobre el bloque de calibración, es el punto de entrada del sonido. 2.- Determinación del Angulo. - el Angulo al que viaja el sonido, producido por el transductor, debe verificarse o determinarse por medio del siguiente procedimiento. A). - Para el Angulo seleccionado de 45° hasta 70°, el transductor debe ser colocado en la posición K del block DSC (VER FIGURA No.3) y será desplazado hacia atrás y hacia adelante, sobre la línea indicativa del ángulo del transductor, hasta que la señal del radio es maximizada, el punto de entrada del sonido en el transductor debe ser comparado con el ángulo marcado sobre el bloque de calibración (con una tolerancia de +/-2°). Los valores correspondientes de ajuste del equipo de ultrasonido son registrados en los formatos FIM-UT-01 “calificación y calibración haz recto” y FIM-UT-02 “calificación y calibración haz angular”.
Toda copia en papel es un documento no controlado a excepción del original.

Constituyentes 307, Col. Benito Juárez Norte
Tel. (921)-240-6820 – Coatzacoalcos - Veracruz
w w w. m s c o a t z a. c o m. m x
PROCEDIMIENTO DE
INSPECCIÓN CON
ULTRASONIDO INDUSTRIAL EN
SOLDADURAS ESTRUCTURALES
DE ACUERDO CON API RP2X.
PIM-UT API RP2X-003
REV. 01
FECHA: 14/05/19
PAG 9 DE 22
Ing. Fabián Marcos Rosales Vásquez Técnico Nivel II ASNT
5.2.2.- PROCEDIMIENTO DE CALIBRACIÓN PARA LA INSPECCIÓN 1.- REQUSITOS PARA LA CALIBRACION A). - PREPARACIÓN DEL EQUIPO Y ÁREA DE INSPECCIÓN:
Las zonas a examinar deben estar accesibles para el técnico y equipo, de tal forma que se pueda realizar una inspección segura y confiable. Las superficies a ser inspeccionadas, deben estar libres de materiales extraños tales como: suciedad, polvo, cascarilla, rebabas y cualquier otro que pueda interferir con el resultado del examen, excepto pintura. La verificación de la calibración del sistema de ultrasonido será efectuada al inicio y finalización con el examen, el cambio de personal o cada que se sospeche de un mal funcionamiento. Si al verificar la calibración se encontró un funcionamiento del sistema inadecuado, todo lo examinado desde la última verificación valida será reexaminado. La rugosidad de la superficie debe ser tal, que permita el acoplamiento del transductor, para que haya un buen acoplamiento entre el material base y el transductor. De no ser así se debe hacer una comparativa con el block de calibración y el material base para observar la altura en el mismo llevándola hasta un 80% en la pantalla del equipo. B). -DE LOS COMPONENTES A INSPECCIONAR La examinación deberá ser realizada en un intervalo de tiempo conveniente para que se complete el enfriamiento a temperatura ambiente y será efectuado dentro de las 48 a 72 horas posterior a este enfriamiento, ya que existe la posibilidad de que se retarde la aparición de grietas en el enfriamiento. C). - PREPARACIÓN PARA LA EXAMINACIÓN Antes de realizar la evaluación de soldaduras en la estructura, el técnico UT debe estar completamente familiarizado con el diseño de esta, mediante planos de diseño y especificaciones El espesor nominal de conexiones específicas debe ser conocido y comparado contra valores obtenidos durante la examinación de la soldadura. Los resultados de la inspección visual final durante la fabricación, deben ser revisados para determinar áreas probables con soldaduras de baja calidad o áreas donde la raíz de la soldadura ha sido modificada. Debe realizarse una inspección visual final de la soldadura a inspeccionar para detectar socavados, relleno incompleto o exceso de rugosidad, los cuales interfieran significativamente con la examinación ultrasónica. D). -UBICACIÓN DE LA RAÍZ DE LA SOLDADURA Marcar para identificar la posición de la raíz de la soldadura proporciona una localización exacta de la cara de la raíz durante la examinación ultrasónica que ayuda a diferenciar ecos de discontinuidades en la raíz de otras indicaciones causadas por la configuración geométrica de la junta. Subsecuentemente a la preparación del bisel de la soldadura y de cualquier arreglo de junta para soldar, y antes de aplicar el paso de soldadura en la raíz, el miembro desde el cual se realiza el barrido ultrasonido debe ser marcado o punteado desde una distancia específica sobre su superficie desde la cara de la raíz, para garantizar
la ubicación exacta de esta raíz después de terminar la totalidad de la soldadura, ver Figura No. 5. Esta marcación es particularmente importante para conexiones del tipo T, K, Y, ya que existen algunas secciones donde llega a ser difícil o imposible la aplicación adecuada de la soldadura. La distancia de esta línea de referencia a la cara de la raíz de la soldadura debe marcarse cuidadosamente y con una distancia suficiente para asegurar que no será cubierta por la aplicación de la soldadura.
Toda copia en papel es un documento no controlado a excepción del original.

Constituyentes 307, Col. Benito Juárez Norte
Tel. (921)-240-6820 – Coatzacoalcos - Veracruz
w w w. m s c o a t z a. c o m. m x
PROCEDIMIENTO DE
INSPECCIÓN CON
ULTRASONIDO INDUSTRIAL EN
SOLDADURAS ESTRUCTURALES
DE ACUERDO CON API RP2X.
PIM-UT API RP2X-003
REV. 01
FECHA: 14/05/19
PAG 10 DE 22
Ing. Fabián Marcos Rosales Vásquez Técnico Nivel II ASNT
FIGURA No. 5. Parámetros Asociados Con La Geometría De Intersección De Elementos Tubulares
D). -PREPARACIÓN DE LA SUPERFICIE La superficie desde la cual se realizará el barrido ultrasónico debe estar limpia para asegurar un contacto continuo del transductor durante la examinación. Cuando esta superficie tenga algún recubrimiento delgado y uniforme no será necesario eliminarlo y se deberá usar el método de corrección por transferencia. Donde existan condiciones de rugosidad excesiva y chisporroteo de soldadura la superficie será pulida o esmerilada por medios mecánicos. Sin importar la calidad del acabado de la superficie, se deberá usar el método de corrección por transferencia el cual será utilizado en todos los casos. E). -EXAMINACIÓN DEL METAL BASE Deberá examinarse la totalidad del área desde la cual se realizará el barrido ultrasónico para asegurar que esta sección se encuentra libre de fallas de tipo laminar, las cuales interfieren con la propagación de la onda ultrasónica. Si en el metal base se encuentra defectos o variaciones considerables de atenuación, es importante que esto sea tomado en cuenta y se realicen ajustes en la técnica de barrido para asegurar la examinación completa de la soldadura. F). - SELECCIÓN DEL TRANSDUCTOR Se deben utilizar transductores de dimensiones pequeñas, cuando sean inspeccionadas soldaduras en diámetros pequeños de componentes tubulares y generalmente requieren dos o más barridos a diferentes niveles de sensibilidad y ajustes en la línea base para asegurar que todas las discontinuidades de interés tengan suficiente energía que las haga visibles en el TRC. Para el tamaño de las discontinuidades de interés a ser detectadas con el empleo del haz angular, es apropiado usar un transductor de ½” redondo o cuadrado de 2 a 2.25Mhz, el cual cumple con los atributos deseables para la detección de estas discontinuidades, sin embargo, pueden ser usados otros transductores con frecuencias y tamaños distintos para aplicaciones específicas.
Toda copia en papel es un documento no controlado a excepción del original.

Constituyentes 307, Col. Benito Juárez Norte
Tel. (921)-240-6820 – Coatzacoalcos - Veracruz
w w w. m s c o a t z a. c o m. m x
PROCEDIMIENTO DE
INSPECCIÓN CON
ULTRASONIDO INDUSTRIAL EN
SOLDADURAS ESTRUCTURALES
DE ACUERDO CON API RP2X.
PIM-UT API RP2X-003
REV. 01
FECHA: 14/05/19
PAG 11 DE 22
Ing. Fabián Marcos Rosales Vásquez Técnico Nivel II ASNT
2.- CALIBRACION PARA LA INSPECCION CON HAZ RECTO: a). - CALIBRACION EN DISTANCIA El transductor debe colocarse en la posición M sobre el bloque DSC. VER FIGURA No.4. El instrumento debe ser ajustado para producir indicaciones sobre la pantalla a 1 in (25mm), 2 in (50mm), 3 in (75mm), 4 in (100 mm), etc., b). -CALIBRACION DE LA SENSIBILIDAD El transductor debe colocarse en la posición M sobre el bloque DSC. VER FIGURA No.4. La ganancia debe ser ajustada hasta que la indicación maximizada de la primera reflexión de la pared posterior alcance del 50 al 75% de la altura de la pantalla. 3.-CALIBRACION PARA LA INSPECCION CON HAZ ANGULAR A). CALIBRACION DE AMPLITUD O SENSIBILIDAD El transductor debe colocarse en la posición L sobre el bloque DSC. VER FIGURA No.4. El transductor debe moverse hasta la señal del radio es maximizada, El punto sobre el transductor el cual este alineado con la línea de centro del radio sobre el bloque de calibración, es el punto de entrada del sonido. NOTA: Este punto de entrada de sonido debe ser usado, la verificación del ángulo de refracción y la calibración por distancia. B). - CORRECCION DISTANCIA AMPLITUD Sera utilizada una sensibilidad para barrido más grande de la requerida para producir una señal del eco del reflector de referencia con que se formó la DAC, es recomendable una sensibilidad de 6dB arriba del nivel de referencia de la DAC para asegurar observar discontinuidades orientadas de 7 a 10° desde el plano horizontal y un incremento de 6dB (12 en total) para altas velocidades de rastreo en el barrido. Las altas sensibilidades son deseadas por algunos inspectores de UT, sin embargo, se debe tener cuidado para evitar señales de ecos amplios provenientes de discontinuidades insignificantes o irrelevantes lo cual resulta en el consumo excesivo de tiempo durante la examinación y en alta fatiga de los ojos. C). -PROCEDIMIENTO: CORRECCIÓN POR TRANSFERENCIA La corrección por transferencia se determina como sigue: a). - Una corrección de la sensibilidad del instrumento es requerida para compensar las diferencias entre la rugosidad de la superficie de los bloques de referencia, área de contacto y características de atenuación acústica con respecto a la parte a ser examinada. Esta corrección de amplitud por referencia debe realizarse al inicio de la examinación para un grupo de soldaduras similares y/o materiales y cualquier cambio significante en la rugosidad de la superficie, perfiles o recubrimientos observados. Deberá realizarse un acondicionamiento de la superficie si la corrección por transferencia excede los +6dB.
FIGURA No. 6. Barrido De Soldadura
Toda copia en papel es un documento no controlado a excepción del original.

Constituyentes 307, Col. Benito Juárez Norte
Tel. (921)-240-6820 – Coatzacoalcos - Veracruz
w w w. m s c o a t z a. c o m. m x
PROCEDIMIENTO DE
INSPECCIÓN CON
ULTRASONIDO INDUSTRIAL EN
SOLDADURAS ESTRUCTURALES
DE ACUERDO CON API RP2X.
PIM-UT API RP2X-003
REV. 01
FECHA: 14/05/19
PAG 12 DE 22
Ing. Fabián Marcos Rosales Vásquez Técnico Nivel II ASNT
FIGURA No. 7. Determinación De Corrección Por Transferencia b). -La medición es llevada a cabo mediante dos transductores del mismo tipo, uno actúa como emisor y el otro como receptor, ver figura No. 8 Los transductores son colocados directamente uno frente al otro en el bloque de calibración a una distancia de brinco y la señal ajustada al 75% de la altura a la pantalla. Posteriormente son colocados a dos distancias de brinco, las amplitudes máximas de estos dos ecos deben ser marcadas en la pantalla del TRC y unidas con una línea R, posteriormente, sin variar la sensibilidad del sistema se debe efectuar los mismos pasos anteriores, pero en el miembro a ser examinado, estos dos puntos obtenidos también deben ser unidos por una línea recta I. Serán válidas estas líneas trazadas en la pantalla del TRC si la distancia de brinco es más grande de 4”. Si la primera distancia de brinco es menor de 4” deben ser empleadas sucesivas distancias de brinco hasta que la primera observada se encuentre más allá de 4” de la salida del transductor.
FIGURA No. 8. Método Alterno Para La Determinación De La Distancia De Brinco En Superficies Curvas
Toda copia en papel es un documento no controlado a excepción del original.
Constituyentes 307, Col. Benito Juárez Norte
Tel. (921)-240-6820 – Coatzacoalcos - Veracruz
w w w. m s c o a t z a. c o m. m x
PROCEDIMIENTO DE
INSPECCIÓN CON
ULTRASONIDO INDUSTRIAL EN
SOLDADURAS ESTRUCTURALES
DE ACUERDO CON API RP2X.
PIM-UT API RP2X-003
REV. 01
FECHA: 14/05/19
PAG 13 DE 22
Ing. Fabián Marcos Rosales Vásquez Técnico Nivel II ASNT
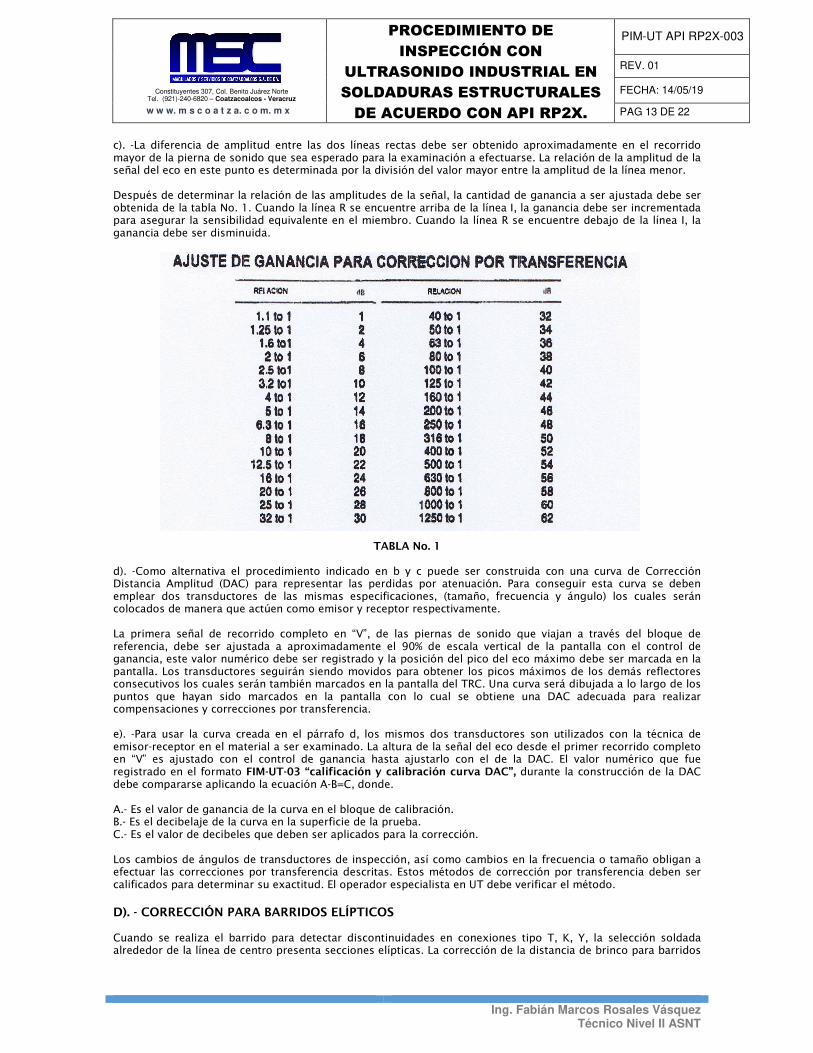
c). -La diferencia de amplitud entre las dos líneas rectas debe ser obtenido aproximadamente en el recorrido mayor de la pierna de sonido que sea esperado para la examinación a efectuarse. La relación de la amplitud de la señal del eco en este punto es determinada por la división del valor mayor entre la amplitud de la línea menor. Después de determinar la relación de las amplitudes de la señal, la cantidad de ganancia a ser ajustada debe ser obtenida de la tabla No. 1. Cuando la línea R se encuentre arriba de la línea I, la ganancia debe ser incrementada para asegurar la sensibilidad equivalente en el miembro. Cuando la línea R se encuentre debajo de la línea I, la ganancia debe ser disminuida.
TABLA No. 1 d). -Como alternativa el procedimiento indicado en b y c puede ser construida con una curva de Corrección Distancia Amplitud (DAC) para representar las perdidas por atenuación. Para conseguir esta curva se deben emplear dos transductores de las mismas especificaciones, (tamaño, frecuencia y ángulo) los cuales serán colocados de manera que actúen como emisor y receptor respectivamente. La primera señal de recorrido completo en “V”, de las piernas de sonido que viajan a través del bloque de referencia, debe ser ajustada a aproximadamente el 90% de escala vertical de la pantalla con el control de ganancia, este valor numérico debe ser registrado y la posición del pico del eco máximo debe ser marcada en la pantalla. Los transductores seguirán siendo movidos para obtener los picos máximos de los demás reflectores consecutivos los cuales serán también marcados en la pantalla del TRC. Una curva será dibujada a lo largo de los puntos que hayan sido marcados en la pantalla con lo cual se obtiene una DAC adecuada para realizar compensaciones y correcciones por transferencia. e). -Para usar la curva creada en el párrafo d, los mismos dos transductores son utilizados con la técnica de emisor-receptor en el material a ser examinado. La altura de la señal del eco desde el primer recorrido completo en “V” es ajustado con el control de ganancia hasta ajustarlo con el de la DAC. El valor numérico que fue registrado en el formato FIM-UT-03 “calificación y calibración curva DAC”, durante la construcción de la DAC debe compararse aplicando la ecuación A-B=C, donde. A.- Es el valor de ganancia de la curva en el bloque de calibración. B.- Es el decibelaje de la curva en la superficie de la prueba. C.- Es el valor de decibeles que deben ser aplicados para la corrección. Los cambios de ángulos de transductores de inspección, así como cambios en la frecuencia o tamaño obligan a efectuar las correcciones por transferencia descritas. Estos métodos de corrección por transferencia deben ser calificados para determinar su exactitud. El operador especialista en UT debe verificar el método. D). - CORRECCIÓN PARA BARRIDOS ELÍPTICOS Cuando se realiza el barrido para detectar discontinuidades en conexiones tipo T, K, Y, la selección soldada alrededor de la línea de centro presenta secciones elípticas. La corrección de la distancia de brinco para barridos
Toda copia en papel es un documento no controlado a excepción del original.

Constituyentes 307, Col. Benito Juárez Norte
Tel. (921)-240-6820 – Coatzacoalcos - Veracruz
w w w. m s c o a t z a. c o m. m x
PROCEDIMIENTO DE
INSPECCIÓN CON
ULTRASONIDO INDUSTRIAL EN
SOLDADURAS ESTRUCTURALES
DE ACUERDO CON API RP2X.
PIM-UT API RP2X-003
REV. 01
FECHA: 14/05/19
PAG 14 DE 22
Ing. Fabián Marcos Rosales Vásquez Técnico Nivel II ASNT
elípticos puede ser determinada por medición usando transductores del mismo ángulo, uno como transmisor y otro como receptor, las distancias entre sus puntos índices de emisión son medidos cuando la señal transmitida es máxima en el TRC, ver figura No. 9.
FIGURA No. 9. Técnica De Máxima Amplitud. Otro método para determinar la corrección del ángulo del haz ultrasónico es mediante el uso de la distancia entre los puntos índices de emisión según la fórmula: Tan θ= (A-B) / (2xT) Dónde: θ=Angulo efectivo del haz T=Espesor del material A-B=Distancia entre los puntos índices de emisión. La distancia de las piernas de sonido en metal obtenidas en la pantalla del TRC puede ser usada para determinar el ángulo del haz efectivo para ser usado en la siguiente ecuación. Cos θ= (2 x T) / M Dónde: θ=Angulo efectivo del haz T=Espesor del material M=Es la distancia recorrida en el metal, mostrada en el TRC. 4). -MEDICIÓN DE ESPESORES Los espesores de cada miembro a ser examinado deben ser determinados y registrados en la localización de fallas. Los espesores deben ser determinados en cuatro puntos alrededor de la circunferencia en miembros tubulares donde se realice el barrido ultrasónico. El valor de los espesores obtenidos debe ser comparado contra los específicos en planos de construcción y en el caso de alguna discrepancia fuera de la tolerancia especificada debe ser reportada al técnico inspector. 5.-EXTENSIÓN DE LA COBERTURA. La geometría compleja de las conexiones tubulares, en especial las de tipo T, K, Y, requieren múltiples barridos ultrasónicos en la totalidad de la periferia con ángulos nominales de transductores de 45° 60° y 70° y casi siempre únicamente requieren la inspección desde la parte que tiene la preparación para el depósito de la soldadura, algunos espesores delgados pueden requerir el uso de transductores a 80° para interceptar el área de la raíz. Ver la figura No. 5 para las definiciones de nomenclatura asociadas para intersecciones de miembros tubulares. El ángulo de examinación efectivo es aquel que produzca una incidencia lo más perpendicular posible a una discontinuidad esperada en la soldadura.
Toda copia en papel es un documento no controlado a excepción del original.

Constituyentes 307, Col. Benito Juárez Norte
Tel. (921)-240-6820 – Coatzacoalcos - Veracruz
w w w. m s c o a t z a. c o m. m x
PROCEDIMIENTO DE
INSPECCIÓN CON
ULTRASONIDO INDUSTRIAL EN
SOLDADURAS ESTRUCTURALES
DE ACUERDO CON API RP2X.
PIM-UT API RP2X-003
REV. 01
FECHA: 14/05/19
PAG 15 DE 22
Ing. Fabián Marcos Rosales Vásquez Técnico Nivel II ASNT
El inspector debe estar alerta de los cambios de los ángulos y evitar 30° de incidencia en discontinuidades potenciales las cuales causan una conversión de modo o perdida de la amplitud del eco. Se deberá inspeccionar la raíz de la soldadura independientemente del resto de la soldadura. Después de la examinación del área de la raíz, el resto de la soldadura será examinada usando movimientos hacia atrás y hacia adelante acompañado por un ligero movimiento de rotación, ver figura No. 10.
FIGURA No. 10 Las longitudes de los movimientos transversales deben ser suficientes para asegurar que el centro del haz cruce el perfil de la soldadura en dos direcciones con un recorrido completo de las piernas del sonido en V o a una distancia superficial equivalente de aproximadamente 1 a ¼ veces la distancia de brinco, ver fig. No. 6. El traslape adecuado para movimientos de barrido ultrasónico del transductor no debe ser menor del 10% del ancho del transductor para asegurar una examinación completa de la soldadura. Debe efectuarse un barrido axial adicional de la soldadura en conexiones soldadas cuyo material sea de 50 ksi y mayores con espesores de 1” y superiores con el objetivo de detectar discontinuidades planas-transversales. Ver figura No. 6. El área a cubrir en el barrido ultrasónico debe ser paralelo al eje de la soldadura en dos direcciones, si el escaneo no puede efectuarse sobre la corona de la soldadura este barrido axial será realizado desde el material base adyacente a cada lado de la soldadura será usando un ángulo de 15° para el barrido primario de detección de discontinuidades planas-transversales.
Toda copia en papel es un documento no controlado a excepción del original.

Constituyentes 307, Col. Benito Juárez Norte
Tel. (921)-240-6820 – Coatzacoalcos - Veracruz
w w w. m s c o a t z a. c o m. m x
PROCEDIMIENTO DE
INSPECCIÓN CON
ULTRASONIDO INDUSTRIAL EN
SOLDADURAS ESTRUCTURALES
DE ACUERDO CON API RP2X.
PIM-UT API RP2X-003
REV. 01
FECHA: 14/05/19
PAG 16 DE 22
Ing. Fabián Marcos Rosales Vásquez Técnico Nivel II ASNT
5.2.3.-EVALUACIÓN DE LAS DISCONTINUIDADES Caracterización Las formas geométricas básicas de las discontinuidades que pueden ser identificadas con el barrido ultrasónico son cilíndricas, esféricas y planas. Para poder diferenciar de reflectores cilíndricos es necesario el empleo de varios ángulos diferentes. Si el reflector produce reflexiones equivalentes a todos los ángulos de incidencia puede asumirse que su forma es cilíndrica. Una amplitud significativamente más grande proveniente de algún ángulo específico de intersección denota la presencia de un reflector plano. Orientación Para encontrar la orientación del eje longitudinal de reflectores planos y cilíndricos, se maximiza su indicación en el TRC, esto indica la orientación del reflector en un plano perpendicular al eje del haz del sonido. Manteniendo una máxima amplitud durante el barrido, la longitud del reflector revela algún cambio de orientación. Estos cambios deben ser considerados y reportados para su uso en la evaluación. Evaluación del tamaño Varios métodos son utilizados para determinar el tamaño de los reflectores, desafortunadamente ninguno produce resultados absolutos en examinaciones de conexiones T, K, Y, (tubulares). Tres métodos los cuales producen información útil en la medición del tamaño de discontinuidades son recomendadas, estos son los siguientes: 1.- TÉCNICA DE COMPARACIÓN DE AMPLITUD La determinación del tamaño mediante la técnica de comparación de amplitud es llevada a cabo por comparación de la reflexión de la discontinuidad contra la reflexión obtenida de un reflector artificial en el bloque de calibración descrito en la figura No. 15. Desde que la amplitud del reflector disminuye con el incremento de distancia del transductor es necesario construir una curva DAC y utilizar la tabla No. 1 para determinar el tamaño del reflector según los decibeles que requiera para llegar a la misma amplitud de la DAC o los que se exceda de ella. 2.- TÉCNICA DE INTERSECCIÓN DEL LÍMITE DEL HAZ La determinación de la dimensión transversal de un reflector mediante la técnica de intersección del límite del haz es acompañada de la manipulación del transductor para obtener la señal máxima del reflector y ajustarla con el control de ganancia a alguna altura conveniente en la pantalla, por ejemplo 75%. La sensibilidad es entonces incrementada 20dB usando el control de ganancia posteriormente el transductor es movido hacia adelante hasta que la señal del eco regresa al 75% del total de la pantalla, entonces debe registrarse cuidadosamente la distancia recorrida por el haz en la escala horizontal calibrada en la pantalla y la distancia desde el punto índice de emisión al punto de la soldadura. Mediante el movimiento del transductor hacia atrás, pasando a través de la posición de amplitud máxima, se deberá mover hasta que el eco de la señal de nuevo retorne al 75% de la altura total de la pantalla. Nuevamente registre la distancia recorrida por el haz y la distancia superficial del transductor a la soldadura. El ancho transversal puede ser determinado restando la diferencia en profundidad obtenida. La longitud del reflector es determinada de la misma manera que en los puntos anteriores mediante movimientos paralelos al reflector y registrando los puntos donde la intensidad disminuye 20 dB del máximo. La longitud es determinada restando la distancia entre la línea de centro de las posiciones del transductor de la sumatoria de la mitad de los anchos del haz ultrasónico a la distancia de la intersección.
Toda copia en papel es un documento no controlado a excepción del original.

Constituyentes 307, Col. Benito Juárez Norte
Tel. (921)-240-6820 – Coatzacoalcos - Veracruz
w w w. m s c o a t z a. c o m. m x
PROCEDIMIENTO DE
INSPECCIÓN CON
ULTRASONIDO INDUSTRIAL EN
SOLDADURAS ESTRUCTURALES
DE ACUERDO CON API RP2X.
PIM-UT API RP2X-003
REV. 01
FECHA: 14/05/19
PAG 17 DE 22
Ing. Fabián Marcos Rosales Vásquez Técnico Nivel II ASNT
Esta técnica es mejor aplicada a miembros con espesores de ¾” y mayores y que sean efectuados con la primera pierna del haz ultrasónico. Las determinaciones múltiples deben ser obtenidas desde los bordes del reflector para minimizar errores debido a variaciones del acoplamiento y a la presión del contacto. Al menos en tres ocasiones se debe aplicar esta técnica para cada reflector y el resultado no debe tener variaciones mayores a 1/16” en el tamaño determinado por cada una de las tres evaluaciones. Este método produce resultados inciertos cuando es aplicado a la medición de la profundidad de reflectores en esquina, así como faltas de penetración en soldaduras de bisel sencillo. Para este tipo de reflectores se sugiere el uso de métodos alternos. 3.- TÉCNICA DE AMPLITUD MÁXIMA Esta técnica es empleada para encontrar la sección superior mediante la maximización del eco y moviendo el transductor hacia adelante hasta que la señal de este eco máximo empiece justo a decaer, posteriormente se mueve el transductor hacia atrás para encontrar la sección inferior del reflector, ver figura No. 11.
FIGURA No. 11 La longitud de un reflector es determinada por el movimiento paralelo del transductor con respecto al reflector hasta que la amplitud máxima empiece a decaer. La longitud es determinada por la distancia existente entre los extremos del reflector donde la intensidad del eco empieza a disminuir. Algunas discontinuidades presentan varias reflexiones a distintas profundidades y orientaciones, el dimensionamiento de estas puede llevarse a cabo midiendo la distancia entre sus bordes, los bordes de esta deben ser determinados cuando la última reflexión máxima del grupo de reflectores a cada lado empieza a decaer, ver figura No. 12.
FIGURA No. 12.- Perfil Del Haz Ultrasónico
Toda copia en papel es un documento no controlado a excepción del original.

Constituyentes 307, Col. Benito Juárez Norte
Tel. (921)-240-6820 – Coatzacoalcos - Veracruz
w w w. m s c o a t z a. c o m. m x
PROCEDIMIENTO DE
INSPECCIÓN CON
ULTRASONIDO INDUSTRIAL EN
SOLDADURAS ESTRUCTURALES
DE ACUERDO CON API RP2X.
PIM-UT API RP2X-003
REV. 01
FECHA: 14/05/19
PAG 18 DE 22
Ing. Fabián Marcos Rosales Vásquez Técnico Nivel II ASNT
Para la aplicación de esta técnica los mejores resultados son obtenidos cuando el transductor tiene alta resolución, son preferidos transductores de frecuencia arriba que las utilizadas para barridos normales y diámetros más grandes para esta técnica. (4Mhz y ½ “de diámetro, o más grandes son recomendados) debe tenerse precaución para evitar que la evaluación se realice en el campo cercano cuando se emplean transductores con estas características. Esta técnica no se debe aplicar a reflectores de esquina. INEXACTITUDES EN LA EVALUACIÓN DEL TAMAÑO DE LA DISCONTINUIDAD Las tres técnicas descritas anteriormente producen resultados exactos en secciones planas con sus limitaciones descritas, sin embargo, las tres experimentan una significante perdida de exactitud cuándo se examinan miembros tubulares. La figura No. 13 ilustra el incremento de la divergencia después de que el haz ha chocado con la pared posterior, este efecto altera la intensidad del haz de 6 – 20 dB o cualquier otra intensidad constante del haz ultrasónico, lo anterior invalida la técnica de intersección del límite del haz y disminuye la exactitud de la técnica de Comparación de Amplitud. Siempre que sea posible, la medición del tamaño de la discontinuidad debe realizarse con la primera pierna del haz ultrasónico para minimizar los efectos de la divergencia del haz cuando este choca con la pared posterior.
FIGURA No. 13.- Método Del Límite Del Haz (20 db) El método para determinar la longitud de los reflectores es mediante la definición de sus extremos cuando el eco en el TRC ha disminuido a la mitad (-6 dB), lo anterior produce una sobreestimación de la longitud del reflector si la longitud de este reflector es menor que la sección del haz ultrasónico que intercepta. Este error es reducido mediante el uso de la atenuación de 20 dB y restando estos 20 dB del ancho de la mitad del haz ultrasónico como se describe anteriormente, ver figura No. 14. Lo anterior produce una sobreestimación despreciable.
Toda copia en papel es un documento no controlado a excepción del original.

Constituyentes 307, Col. Benito Juárez Norte
Tel. (921)-240-6820 – Coatzacoalcos - Veracruz
w w w. m s c o a t z a. c o m. m x
PROCEDIMIENTO DE
INSPECCIÓN CON
ULTRASONIDO INDUSTRIAL EN
SOLDADURAS ESTRUCTURALES
DE ACUERDO CON API RP2X.
PIM-UT API RP2X-003
REV. 01
FECHA: 14/05/19
PAG 19 DE 22
Ing. Fabián Marcos Rosales Vásquez Técnico Nivel II ASNT
FIGURA No. 14.- Evaluación De Reflectores Internos Fuera Del Área De La Raíz
FIGURA No. 14 a
Nota: Deben ser agregadas a este bloque referencias simuladas de fallas rechazables establecidas por el operador especialista en ultrasonido para la calibración de reflectores internos, esto es agujeros laterales en el bloque. TÉCNICAS RECOMENDADAS Las tres técnicas para determinar el tamaño de las discontinuidades deben ser aplicadas en una secuencia organizada para simplificar este proceso en el siguiente orden Primero la técnica de Comparación de Amplitud debe ser realizada durante la caracterización inicial y la orientación. La técnica de amplitud máxima puede usualmente ser aplicada simultáneamente. La técnica del límite del haz debe ser realizada si existe la incertidumbre en la estimación de su tamaño o caracterización y orientación. La técnica de comparación de Amplitud es recomendada para evaluar reflectores en esquina si el ancho no es más grande que 1/8”. Para determinar la longitud aproximada se aplicará la técnica de Amplitud Máxima para todas las otras circunstancias todos los posibles medios deben ser empleados, considerando los efectos de curvatura y configuración.
Toda copia en papel es un documento no controlado a excepción del original.

Constituyentes 307, Col. Benito Juárez Norte
Tel. (921)-240-6820 – Coatzacoalcos - Veracruz
w w w. m s c o a t z a. c o m. m x
PROCEDIMIENTO DE
INSPECCIÓN CON
ULTRASONIDO INDUSTRIAL EN
SOLDADURAS ESTRUCTURALES
DE ACUERDO CON API RP2X.
PIM-UT API RP2X-003
REV. 01
FECHA: 14/05/19
PAG 20 DE 22
Ing. Fabián Marcos Rosales Vásquez Técnico Nivel II ASNT
6.- RESULTADOS. 6.1.- CRITERIOS DE ACEPTACIÓN Será usado un bloque de calibración con ranuras de 1/16” de profundidad para establecer el nivel de referencia, ver figura No. 15, para reflectores en la raíz, y serán usados barrenos laterales de 1/16” de diámetro para reflectores internos.
FIGURA No. 15 Todos los reflectores con 6 dB más pequeño que el nivel de referencia (50% DAC) serán discriminados (DRL=Nivel de discriminación). Reflectores arriba del DRL deben ser evaluados como se describe en la siguiente sección. (El técnico especialista en UT puede decidir que el DRL sea disminuido basado en la criticidad particular del componente). Reflectores esféricos individuales, separados, ubicados al azar en la soldadura son aceptables sin importar la amplitud de la señal. Reflectores múltiples agrupados cuyas indicaciones se encuentren arriba del 50% DAC y con una longitud de 2 veces la sección del espesor deben ser evaluados en términos del alcance de su longitud y ancho usando los límites de las figuras No. 16 y 17.
Toda copia en papel es un documento no controlado a excepción del original.

Constituyentes 307, Col. Benito Juárez Norte
Tel. (921)-240-6820 – Coatzacoalcos - Veracruz
w w w. m s c o a t z a. c o m. m x
PROCEDIMIENTO DE
INSPECCIÓN CON
ULTRASONIDO INDUSTRIAL EN
SOLDADURAS ESTRUCTURALES
DE ACUERDO CON API RP2X.
PIM-UT API RP2X-003
REV. 01
FECHA: 14/05/19
PAG 21 DE 22
Ing. Fabián Marcos Rosales Vásquez Técnico Nivel II ASNT
FIGURA No. 16.- BLOQUE DE REFERENCIA PARA LA EXAMINACION
FIGURA No. 17.- Defectos En La Raíz Para Soldaduras De Conexiones T, K, Y Reflectores internos. Un mínimo de 4 bloques debe ser preparados, cada uno con al menos una ranura de cada tipo indicadas abajo, el especialista en ultrasonido debe determinarse en valor de T basado en el material a inspeccionar y el equipo será usado. Reflectores planos cilíndricos cuyas dimensiones excedan los límites de la figura No. 15 y 14, (dependiendo de su ubicación) son rechazables. Reflectores internos cerca de la línea de fusión de una soldadura deben ser evaluados con varios ángulos de prueba, con un recorrido del haz lo más perpendicular posible a la línea de fusión. Para reflectores dentro del metal base de miembros conocidos a ser soldados, deben ser evaluados a como se describe a continuación. Reflectores individuales que exceden los límites de la figura No. 15 son rechazables. Reflectores acumulados que exceden el 8% del área bajo la soldadura en cualquier longitud de 6 pulgadas o la mitad de la distancia del diámetro, (cualquiera que sea menor) es rechazable. Reflectores rechazables en el metal base deben ser revisados por el operador (tipo de falla y orientación) previo a cualquier excavación o intento de reparación para considerar el riesgo de crecimiento de la falla, deben considerarse también los ciclos de esfuerzo térmicos del material al que es sometido debido a las reparaciones. Todos los reflectores que sean interpretados como grietas o faltas de fusión deben ser rechazadas sin importar su tamaño, orientación o posición en la soldadura.
Toda copia en papel es un documento no controlado a excepción del original.

Constituyentes 307, Col. Benito Juárez Norte
Tel. (921)-240-6820 – Coatzacoalcos - Veracruz
w w w. m s c o a t z a. c o m. m x
PROCEDIMIENTO DE
INSPECCIÓN CON
ULTRASONIDO INDUSTRIAL EN
SOLDADURAS ESTRUCTURALES
DE ACUERDO CON API RP2X.
PIM-UT API RP2X-003
REV. 01
FECHA: 14/05/19
PAG 22 DE 22
Ing. Fabián Marcos Rosales Vásquez Técnico Nivel II ASNT
6.2.- INFORME DE ENSAYOS. Debe ser preparado un reporte de cada soldadura examinada debiendo documentar ampliamente los detalles de la examinación que permitan la repetición de esta examinación en fechas posteriores, deben ser documentados los detalles de discontinuidades aceptables para tener conocimiento de su presencia. Todas las discontinuidades rechazadas deben ser reportadas y detalladas ampliamente por medio de dibujos o planos (su localización en la soldadura, tamaño y orientación). Las soldaduras examinadas deben marcarse en los planos de la estructura, en los cuales se detalle su localización y su identificación. Lo anterior debe ser registrado en el formato FIM-UT-05 “Informe final de inspección general UT”, estos deberán ser revisados y aprobados por el técnico nivel II (UT), que realizó la inspección. NOTA: Durante la labor de inspección el técnico debe realizar reportes preliminares, esto con el fin de poder proveer información previa a informes finales, en caso de ser requerido por el cliente. Estos reportes preliminares podrán ser solventados con la entrega de una copia de los formatos: FIM-UT-05 “Informe final de inspección general UT”. Cabe señalar que se deberá tener en cuenta que estos formatos pueden cambiar de acuerdo a las diferentes instalaciones que se estén inspeccionando o por causa de requisitos que se tengan que cubrir por documentos de contrato, así como por común acuerdo con el cliente, por lo que no es limitativo. 7.-ANEXO ANEXO 1: Solicitud de información técnica (FIM-SOL-INF) ANEXO 2. Levantamiento de isométrico (FIM-LEV-ISO) ANEXO 3: Listado de componentes (FIM-LIST-COM) ANEXO 4: Calificación y calibración haz recto (FIM-UT-01) ANEXO 5: Calificación y calibración haz angular (FIM-UT-02) ANEXO 6: Calificación y calibración curva DAC (FIM-UT-03) ANEXO 7: Informe final de inspección general UT (FIM-UT-05)
Toda copia en papel es un documento no controlado a excepción del original.




















