THE MANAGEMENT OF A LOCOMOTIVE REPAIR SHOP.
36
THE MANAGEMENT OF A LOCOMOTIVE REPAIR SHOP. Paper rerd heffbrc lhe Iiistitzitiorr by Coloirel O’llricti, D.S.O., AIeiiiber, Horwicli, oii 8th Octobcr-, 1920, rrt Al~rrrckcslcv. Paper No. 86. The .luthor, in presenting a Paper to this Institution on this important aspect of railway work, has not dealt in detail with actual shop methods or machining operations in spite of the fact that such methods offer a larger field for discussion than is presented by the consideration of genual principles. The work of repairing locomotives is a highly specialised branch of mechanical engineering, though in general it does riot demand quite the same accuracy of work or refinementh ,of method demanded in such branches of engineering as the machine tool or motor car manufacturing trades. Each railway company’s method is founded on the practical experi- .ence of many years, and Lvhile these methods do not vary much in general principles, there is much variation in detail on the design of the locomotil-es and on the shop *equipmentdepending on the method of organisation adopted. The following notes first describe the general principles applicable to the problem of locomotive repairs, and these notes have been amplified by a more detailed description of ,the methods adopted by the L. and Y. lily. Co. at Horwich. It should be noted at the outset that the main objective #of the management ol a railway locomotive workshop IS essentially different from that of a commercial manufacturing works ; the eng-ineering management of a commercial engineering works desire to see a constant expansion of their .shops, while in the case of the railway managem.ent their desire should be to s’ee a constant shrinkage of the shops brought about by (I) Improved methods of manufacture. (2) Improved organisation. (3) Rectification of errors in design and material with the object of reducing renewals and repairs to a minimum. at University of Bath - The Library on June 5, 2016 jil.sagepub.com Downloaded from
-
Upload
khangminh22 -
Category
Documents
-
view
2 -
download
0
Transcript of THE MANAGEMENT OF A LOCOMOTIVE REPAIR SHOP.
THE MANAGEMENT OF A LOCOMOTIVE REPAIR SHOP.
Paper r e r d heffbrc lhe Iiistitzitiorr by Coloirel O’llricti, D.S.O., AIeiiiber, Horwicli, oii 8th Octobcr-, 1920, r r t Al~rrrckcslcv.
Paper No. 86.
The .luthor, i n presenting a Paper to t h i s Institution on this important aspect of railway work, has not dealt in detail with actual shop methods or machining operations in spite of the fact that such methods offer a larger field for discussion than is presented by the consideration of g e n u a l principles.
The work of repairing locomotives is a highly specialised branch of mechanical engineering, though in general it does riot demand quite the same accuracy of work or refinementh ,of method demanded in such branches of engineering as the machine tool or motor car manufacturing trades. Each railway company’s method is founded on the practical experi- .ence of many years, and Lvhile these methods do not vary much in general principles, there is much variation in detail on the design of the locomotil-es and on the shop *equipment depending on the method o f organisation adopted. The following notes first describe the general principles applicable to the problem of locomotive repairs, and these notes have been amplified by a more detailed description of ,the methods adopted by the L. and Y. lily. Co. a t Horwich.
I t should be noted at the outset that the main objective #of the management ol a railway locomotive workshop I S
essentially different from that of a commercial manufacturing works ; the eng-ineering management of a commercial engineering works desire t o see a constant expansion of their .shops, while i n the case of the railway managem.ent their desire should be to s’ee a constant shrinkage of the shops brought about by
( I ) Improved methods of manufacture. ( 2 ) Improved organisation. ( 3 ) Rectification of errors in design and material with
the object of reducing renewals and repairs to a minimum.
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from
372 JOUI~NAL OF Trm INsvr. OF LOCO. ESGINEERS.
I t is possible t o effect this lxcause the capital expansion of t h e locomotive stock is very slow 011 English railways, and thereloi-e t h e capacity of Lhe nrorks should more than lceep pace with the demands if the management is progres- sive, in spitc of the increased \\.eight and pon 'er o l the more modern stock.
T h e number of locomotives on the L. and Y. Railway- has only iiic-t-c.ased crom 1,326 t o 1,645 in t h e last -70 years. 1 he aim o f cvery railc.ay manag-emciit should therefore be t o effect improvement in t h e cost o f repairs a t a grea te r r a t e than the capital expansion, so tha t fa t - f rom requir ing additional shop room, increased floor space will steadily become a\.ailable in the existing shops, n-hile the number of employees remains constant o r even decreases.
Whi lc patient attention t o methods of manufacture on exis t ing machines will result i8n increased output , t h e best results will not be attained unless t h e most modern and most highly productive and specialise,d machinery is, on :I coni- mercial lxisis, applied to t h e work as rapidly as the machine tool mnniifacliirers make it available.
A machinery renewal fund should exis t in every works based on n ten years' life of the machinery in order t o allow for both \\xar and tear and obsolescence. T h i s may seem a shor t lifr, ;is many machines a r e in good condition a f t e r thir ty years' work, but i t must lie remembered tha t t h o u g h from t ime to time little ad\-ance may appear to be tak ing place in tool steel and machine design, yet over the last fifty years pi-ogress h a s been rapid and continuous. T h e intro- duction of hig-I1 speed steel betn.een 1903 and 1910 put niaiiy machines simultaneously on t h e scrap h e a p ; higher speec! steels and cmmpound cut t ing metals such a s ' ' Stellite " are in s ight , and funds should be available in every works t o cnable t h c fullcst advantage to be taken of such improve- ments.
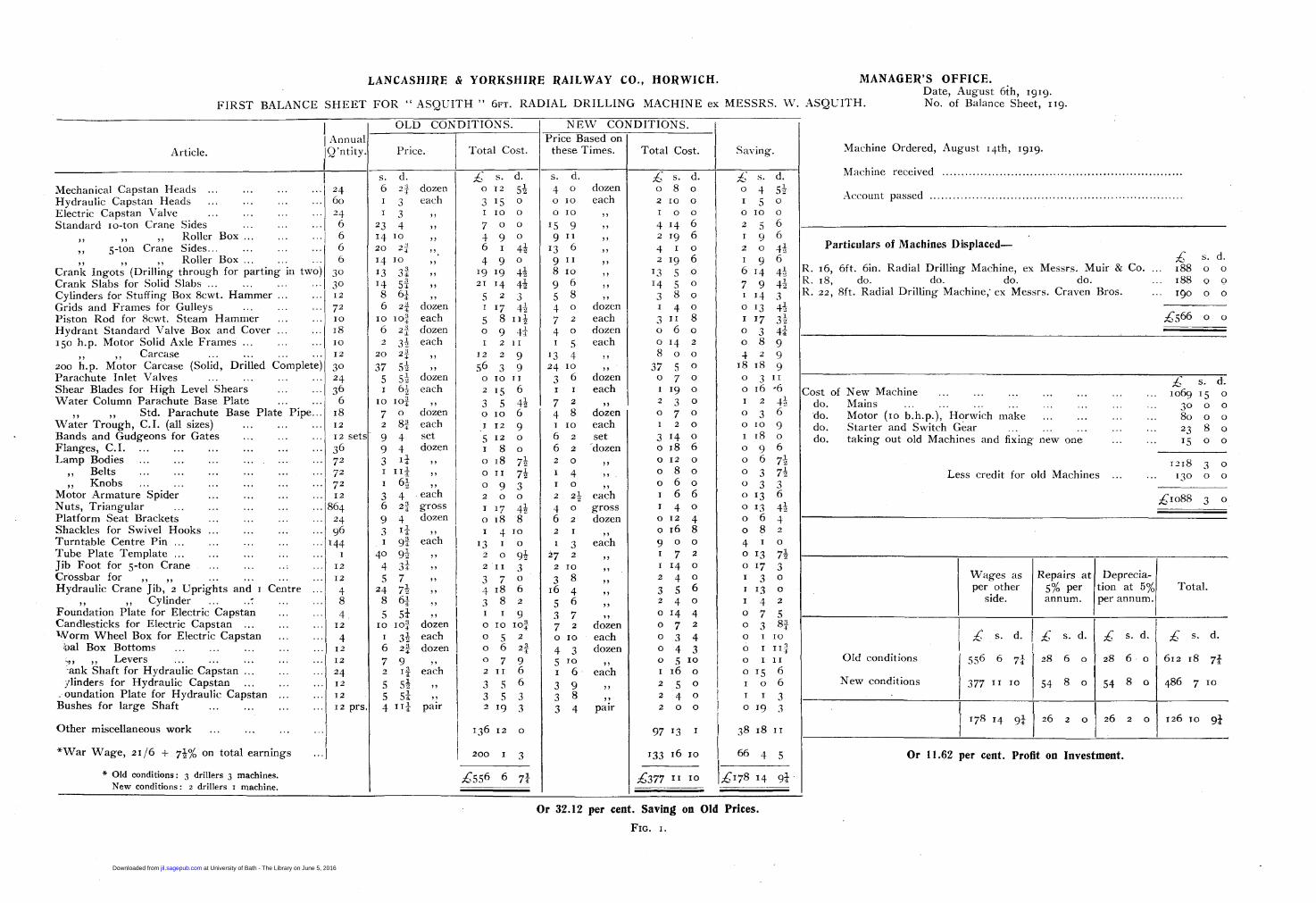
I t must Ilc understood that the .2uthor does not advocate the wholcsdc purchase of nev- and more powerful machines purely 011 an arbi t rary basis. There may be said t o be one method or prowdui-e sounder than any other which must IJC based on :I kilo\\-ledge o/' t h y e x i ~ t i n g annual output of e a c h article tle;ilt \\ ith. 1"hcst: records a r e easily obtainahle from thc t imc sheets, ; ~ n d can he classified by clerical 1:ibo~ir under tc.c-linic.nl super\,ision. T h i s work is done partly by the checking staff and partly by clerks, the total clerical staff eng;igctl on the ivork consisting of three clerks.
T u illustrate this procedure more fully a n ex;imple i s
r .
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from
LANCASHIRE & YORKSHIRE RAILWAY CO., HQRWICH. MANAGER'S OFFICE. Date, August 6th, 1919. NO. of Balance Sheet, 119. FIRST BALANCE S H E E T FOR " ASQUITH " 6FT. RADIAL DRILLING MACHINE ex MESSRS. W. -1SQUITH.
Repairs a t 5% per annum.
OLD CONDITIONS-
Deprecia- tion at 5% Total. per annum.
N E W CONDITIONS.
54 8 o I
4nnua J'ntity
486 7 10
Price. Total Cost. Total Cost. Price Based on these Times. Machine Ordered, August rqth, 1919.
Machine received ...............................................................
Account passed ..................................................................
Saving. Article.
&: s. d.
3 '5 0
7 0 0 4 9 0 6 I 44 4 9 0
21 14 43 5 2 3 I 17 44 5 8 1 1 4
0 9 4%
0 I 2 5%
I I 0 0
'9 '9 46
I 2 1 1
I 2 2 9 56 3 9
2 '5 6 3 5 43
0 I 0 I 1
o 10 6 I I" 9 5 12 0 1 8 0 o 18 79 0 I 1 74 0 9 3
I 17 49 2 0 0
o 18 8 I 4 I 0
13 I o
2 I 1 3 3 7 0 4 18 6 3 8 2 1 1 9 0 I 0 102
0 5 2 o 6 2%
0 7 9 2 11 6 3 5 6 3 5 3 2 1 9 3
136 12 o
2 0 94
s. d. 4 o dozen o 10 each 0 1 0 I ,
15 9 7 )
9 1 1 9 )
' 3 6 ,, 9 11 9 )
8 1 0 7 ,
9 6 ,, 5 8 7 )
4 o dozen 7 2 each 4 o dozen I 5 each
' 3 4 9 7
24 10 ,, 3 6 dozen I I each
s. d. 0 4 s+ 1 5 0
2 5 6 1 9 6 2 0 4% 1 9 6 6 14 4+ 7 9 44 I 14 3 o 13 4f I 17 39 0 3 44 0 8 9
18 I8 g
0 I 0 0
4 2 9
0 3 I 1
o 16 -6 I 2 43 0 3 6
0 9 6
0 3 73
0 I3 43 0 6 4
0 I 3 73
0 I 0 9 I 18 o
o 6 74
0 3 3 o 13 6
0 8 2 4 1 0
0 I7 3 1 3 0 I 13 o 1 4 2 0 7 5 o 3 8q 0 I I 0 0 I 11;
0 I I 1 o 15 6 1 0 6 1 1 3
0 19 3
38 I8 I 1
66 4 5
s. d. 0 8 0 2 I0 0
I 0 0
4 '4 6 z 19 6 4 1 0 2 19 6
' 3 5 0
7 4 5 0
1 4 0 3 1 1 8 0 6 0 o 14 2
8 0 0 37 5 0
0 7 0 I 19 o 2 3 0 0 7 0
3 14 0 o 18 6
0 8 0 0 6 0 1 6 6 1 4 0 0 I 2 4 o 16 8 9 0 0 1 7 2 I 14 o 2 4 0
2 4 0 0 '4 4 0 7 2 0 3 4 0 4 3 0 5 1 0 I 16 o 2 5 0 2 4 0
3 8 0
1 2 0
0 I 2 0
3 5 6
2 0 0
s. d . 6 zf dozen I 3 each 1 3 > >
23 4 > > I4 1 0 3 )
". 20 2f
14 1 0 9 ,
I3 32 7 ,
14 52 7 ,
8 63 ,, 6 29 dozen
10 102 each 6 23 dozen 2 35 each
2 0 2 1 ), 37 5+ ),
5 53 dozen I 63 each
I 0 102 ,, 7 o dozen 2 8$ each 9 4 set 9 4 dozen 3 I t ,> I 1 1 2 ,) I 69 ,, 3 4 each 6 22 gross 9 4 dozm 3 I t ) 7
I 93 each 40 93 7 ,
4 33 ) >
5 7 ), 24 7+ > 7
8 6% 7 ,
5 st 7 9
10 102 dozen I 39 each 6 22 dozen 7 9 ) )
2 19 each 5 53 7 )
5 sa 4 1 1 % pair
... ... Mechanical Capstan Heads ... ... Hydraulic Capstan Heads ... Electric Capstan Valve ... ... Standard 10-ton Crane Sides ... ... ...
,, Roller Box ... . . . ... ,, j-ton Crane Sides . . . . . . . . . ...
,, Roller Box . . . ...
... ... ...
. . . ...
,, 1 )
... ,, >, Crank Ingots (Drilling through for parting in two) Crank Slabs for Solid Slabs ... Cylinders for Stuffing Box 8cwt. Hammer ... Grids and Frames for Gulleys ... ... ... Piston Rod for 8cwt. Steam Hammer . . . . . . Hydrant Standard Valve Box and Cover ... 150 h.p. Motor Solid Axle Frames ... . . . ...
,, Carcase ... ... ... ... 200 h.p. Motor Carcase (Solid, Drilled Complete) Parachute Inlet Valves ... ... ... ... Shear Blades for High Level Shears Water Column Parachute Base Plate ... ...
,, ,, Std. Parachute Base Plate Pipe ... Water Trough, C.I. (all sizes) ... ... ... Bands and Gudgeons for Gates ... ... ... Flanges, C.I. ... ... ... ... ... ... Lamp Bodies ... ... ... ... ... ...
,, Belts ... ... ... ... ... ... ,, Knobs ... ... ... ... ... ...
Motor Armature Spider ... ... ... ... Nuts, Triangular ... ... ... ... ... Platform Seat Brackets 1 . . ... ... ... Shackles for Swivel Hooks ... ... ... ... Turntable Centre Pin ... ... ... ... ... Tube Plate Template ... ... ... ... ... Jib Foot for 5-ton Crane ... ... ... ... Cr'ossbar for ,, ,, ... ... ... ...
9 , ,, Cylinder ... ... ... . . .
Candlesticks for Electric Capstan ... ... . . I
$a1 Box Bottoms ... ... ... ... .,) ,, Levers ... ... ... ... ... -ank Shaft for Hydraulic Capstan ... ... ... Jlinders for Hydraulic Capstan ... ... ..
. oundation Plate for Hydraulic Capstan ... ... Bushes for large Shaft ... ... ... ...
Other miscellaneous work ... ...
... ... ... ...
...
,,
... ...
Hydraulic Crane Jib, 2 Uprights and I Centre ...
Foundation Plate for Electric Capstan ... ...
Worm Wheel Box for Electric Capstan ... . . .
24 60 "4 6 6 6 6
30 30
72
18
I 2
I 0
I 0
I 2
30 24
6 18
12 set
72 72 72
$64
96
36
I 2
36
I 2
24
44 I
I 2 I 2
4 8 4
4 I 2
I 2
I 2
24 I 2 I 2 1 2 prs
Particulars of Machines Dhplaced- s. d.
1. 16, 6ft. 6in. Radial Drilling Machine, ex Messrs. Muir & CO. ... 188 o o i. 18, do. do. do. do. ... 188 o o
... rgo 0 0
A566 o 0
i. 2 2 , 8ft. Radial Drilling Machine; ex Messrs. Craven Bros.
&: s. d. ... ... ... ... ... ... 1069 I j o :ost of New Machine ...
. . . ... ... do. Mains ... ... ... ... ... 30 0 0 do. Motor (10 b.h.p.), Horwich make ... ... ... 80 o o do. Starter and Switch Gear ... ... ... ... ... 23 8 0 do. taking out old Machines and fixing new one I . . I j 0 0
...
...
7 2 9 ,
4 8 dozen I 10 each 6 2 set 6 2 'dozen 2 0 9 ,
I 4 ,, I 0 9 ,
2 29 each 4 o gross 6 2 dozen 2 1 7 ,
I 3 each
2 10 , l
57 2 7 ,
3 8 9 )
16 4 7 )
5 6 7 ,
3 7 3 ,
7 2 dozen o 10 each 4 3 dozen 5 1 0 7 ,
I 6 each 3 9 9 ,
3 4 Pair 3 8 9 !
1218 3 o Less credit for old Machines ... ... I30 0 0
A1088 3 o -_____
Wages as per other
side.
I I A s. d. I
I s56 72 Old conditions
New conditions 1 377 1 1 1 0
f I
I I 178 I4 9% I
26 2 o 1 26 2 o I 126 10 ga I
"War Wage, 2116 i 76% on total earnings .. 200 I 3 Or 11.62 per cent. Profit on Investment.
* Old conditions: 3 drillers 3 machines. New conditions : z drillers I machine.
A556 6 7: L178 14 9%
Or 32.12 per cent. Saving on Old Prices. FIG. I .
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from
5 , , I , , , , , , 25 30 35 40 45 M D M ' F , , ! , 20 , S C A L E IN FT. . .
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from
MAS.JGli,lIEST O F .\ T,OCOJIOTIVR REPAIR SIIOP-O'RRIES. 373
given in connection with drilling operations. These jobs carried out on three old machines have been tabulated with existing prices or cos ts ; new piecework prices have been worked out for these articles by the rate fixer on the basis attainable with the new machine (in most cases it is good policy .to send samples t o the machine tool maker and obtain guaranteed times) ; a balance sheet is then prepared as illustrated in Fig. I , showing the return obtainable on the capital expenditure. After all necessary allowances have been made the return shoulad be such as to enable the machine to make its own contribution to the renewal an.d obsolescence fund, or in other words, i t is hardly justifiable to purchase 2 new machine unless a return of approximately 8 per cent. on the capital expenditure is d~ ta inab le . There is another broader and more approximate way of looking at the probleiii on the basis tha t where two new machines can be installed t o do the work of three existing ones, the gain in floor space and the reduction in labour cost will justify a capital expendi- tu re o f ~..2,000, 10 per cent. on this sum representing the cost o f one machinist's Xvages per annuni. When the pur- chase of a machine has been decided upon, a profit and loss ledger account is opened in the l i o r l r s Manager's Depart- ment, whi,ch shows the lvorlc done by the machine an'd the economy effected over the' piecework prices, which nrould have had to be paid had the old machine been retained. The exar t return attained by the purchase o f new machines over R pcriod of years is therelore Icnoivn. The above a re both rougli and ready methods, open to considerable criticism from an accountant's point of \.ien., but in practice they produce good results.
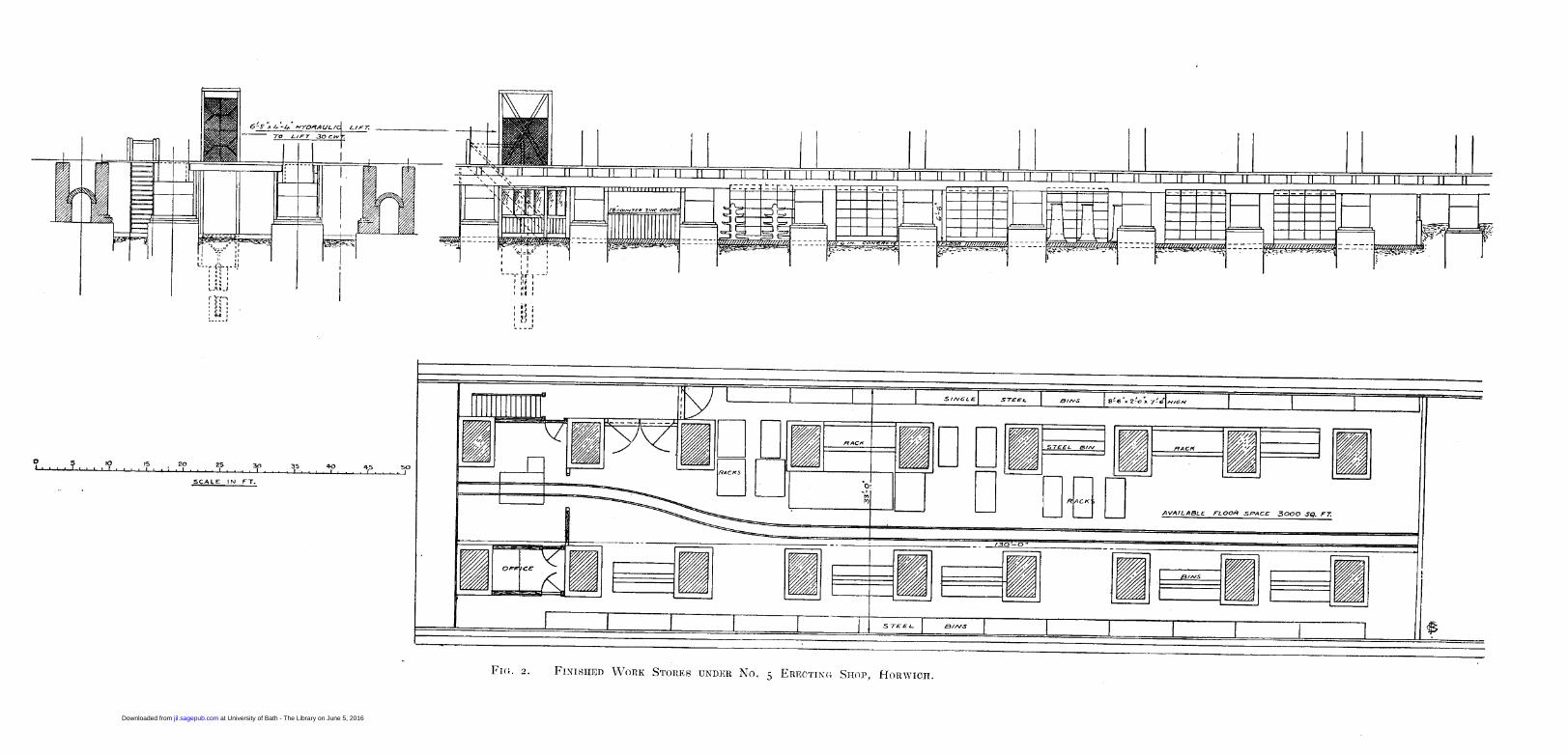
Modern hig-h specd machines must be filled with work to their fu l l capacity i f an adequate return is t o be obtained from them ; this reyuirement involves either a large stock of locomotives very fully standardiseld o r the manufacture of parts for stock, or a comliination of both these requirements. Intelligent manufacture for stock involves a knowledge of the maximum and minimum weekly or monthly deman,ds for each article, which i n turn dem.ands the issue of all machined or manufactured parts, whether new or repaired through the books of it finished w.orlr store. Such a store has long been under consideration a t Horwich, and was finally, in order to avoid unnecessary building, installed under the erecting shop floor, the general arrangement of which is shown in Fig. 2.
Other salient points requiring the closest possible attention are :-
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from
( I ) The reduction of unnecessary work to a minimum ;
(a ) Inspection of all parts of the locomotive after stripping and cleaning for both flaws and wear ; this procedure confines the functions of the machine shop to their legitimate sphere of effecting repairs on definite lines laid down by the Alanagenient.
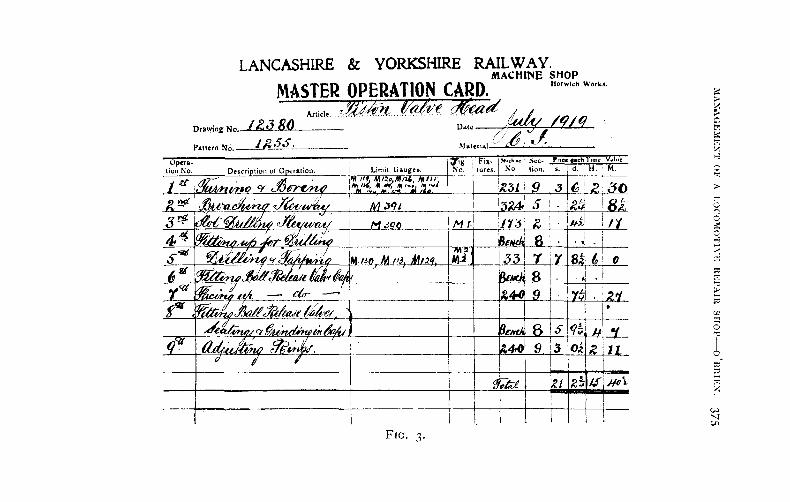
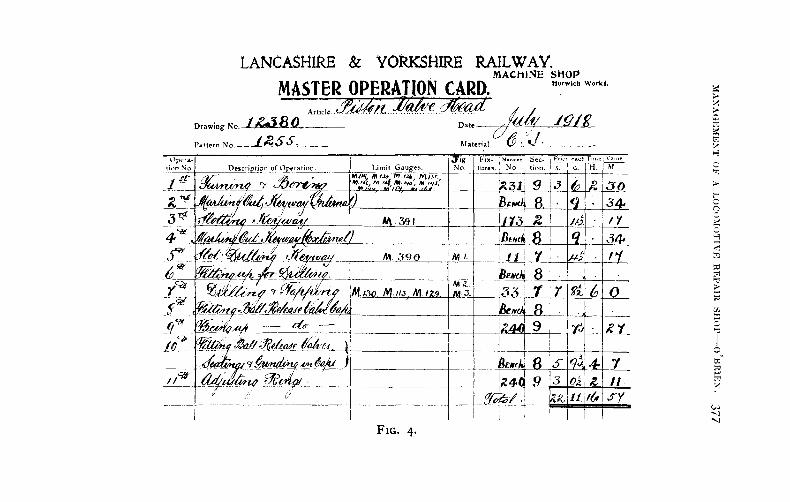
( b ) Elimination OC all unnecessary machining opera- tions ; this can only be satisfactorily effected by the use of operation sheets, saniples of which a re shown in Figs. 3 and 4. Closc scrutinising of machining operations by a competent staff o f young foremen with modern ideas will often result in a surprisingly large elimination of un- necessary operations.
( c ) Eli,mination of fitting operations h? the use of limit gauges, jigs, machining particularly by grinding instead of scraping, filing, and chipping, e . g . , no scraping should be done on any surface which can be reached by a grinding machine; every use of the chisel or file should be regarded as an adverse criticism of the quality of the machine work or the system of standardisation', or the design.
(2) The reduction of unnecessary transportation of material by-
(a ) Such methods a.; the arrangement of all white nietalling and coppersmiths' work in the closest vicinity to the erecting shop ; suitable location of the cleaning boshes and labour-saving appliances in connection therewith.
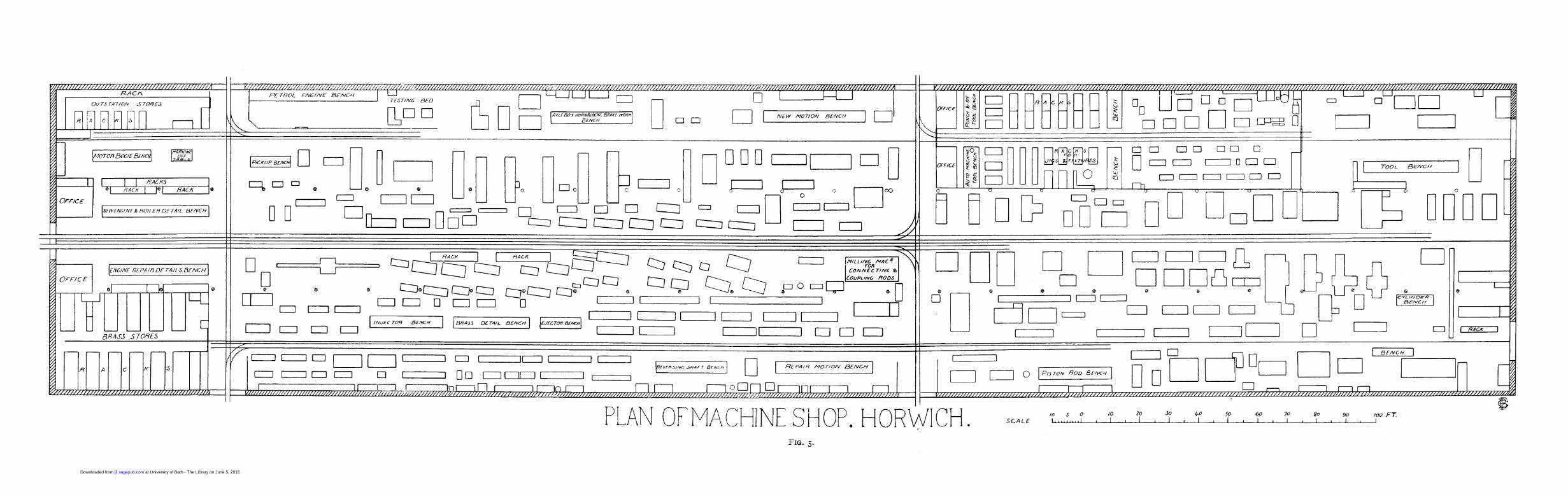
( b ) Locating benches in the vicinity of the machines principally dealing with the work of those benches or vice versa grouping machines specially dealing with the work of the bench in its vicinity, always provided, of course, that the machines can be fully occupied. The arrangement of the machine shop at Horivich is illustrated in the block plan, Fig. 5.
( c ) By the retention i n the erecting shop of all material proved by inspection not to require repairs.
( 3 ) The closest economy in the use of material to be
this can be effected by-
effected-
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from
-376 JOURNAL O F THE ISS'I'. O F LOCO. EXGISEERS.
(a ) By specialised inspection for \vear, relieving the fitter of the responsibility for deciding when a par t is t o be renewed.
( b ) By a continuous ivatch for fresh points where wear can he reduced by t h e use of hardened and ground surfaces.
( c ) By the extensive use of graduated sizes of pins and holes and by the use of rene\vable h a r d e n d and ground' bushes wherev'er possible. See description in Appendix B.
( d ) By t h e regular inspection of all scrapped material with t h e object of reconditioning or utilising for the manufacture of new articles of a smaller size. and directing scrap t o the points n h e r e it could he best nmrked up. .I scrap inspection shop should be a unit in every large locomotive repair works, serving the dual purpose of sav ing mntcrial a n d improviiig design.
( e ) By the close analysis of the cause of renewal of any par t s of which any appreciable quant i ty have t o lie renewed annually. T h e mere fact tha t a machine is constantly employed on t h e manulac- tu re of a certain par t should immediat'ely direct the LVorks Manager 's staff t o a n investigation into the cause of the demand.
It) By t h e elimination of the more expensive metals wherever possible.
( g ) By the judicious use of lvelding and patching, it being remembered t h a t all patching likely t o prove a source of maintenance at sheds should .be rigorously avoided. T h i s point may be illustrated by a shor t account of t h e work done a t Horwich in the patching of cylinders since 1910. Prior to t h a t da te little patching of cracked cylinders had been carried out. 1% policy of patching all c racks a n d fitting false valve faces t o practically all cylinders whose barrels ivere in such condition as to be lilcely to run for another ten years was initiated in 1910. Since tha t da te 197 cylinders have had barrel patches or pegs fitted, and 8j cylinders false faces at a n expendi ture of the time of two fitters. T h e resultant economy h a s been ;t cylinder moulder and his mates , the machining of 2j6 new cylinders, and t h e cost of removing a n d replacing the patched and faced cylinders.
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from
LANCASHIRE & YORKSHIRE RAILWAY. MACHINE SHOP
Horwlch Worki MASTER OPERATION CARP. Art3clc Yd%?k J& l3&%u?!
Drawioe NQ m-Q- Dace ,,, /& ~
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from

Only 9 .22 per cent. of the cylinders dealt with have tiern e\.entually scrapped and the Outdoor Locomoti\.e Department have gcnerally been unaware ol the fact that the engine had repaired and not neu. cylinders.
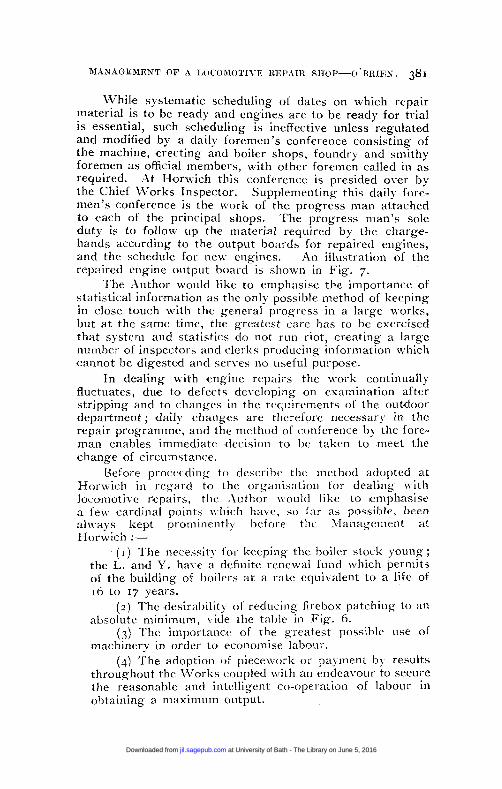
(hj .\s S o pel- cent. of the engines stopped far norlrs repairs are taken out of service on account of the condition of the boiler, a dose n-atch on the trend of boiler repairs is necessary and :L statistic-al record is ke,pt a s shown in Fig. 6.
The efticienc!, o f the methods of boiler repairs in the IVorks is checked by the reports of three Boiler Inspectors. on the Works Manager's itaff, specially selected for inde- pendence and matureness of judgment in connection with boiler work. These Inspectors report quarterly on the con- uition of the boilers examined. A sunmarj. of the reports. for the last nine years is also given in Fig. 6, from which it will lie seen that, in spite of the fact that the ratio of the total nuinlxr of boilers repaired to the total engines i n stock is Iicconiing sinallei-, the condition of the boilers generally shou-s a steady improvement.
The Erecting Shop usually represents about 2s per cent.. o f the total area of a locomotive repair shop; every effort therefore should be directed to reducing the time spent on the erecting shop pits to R minimum.
I t is good policy to ha1.e a small stock ol boilers of each class tubed, mountetd, and tested ready to drop, into the frames as soon as the frame repairs permit after the old boiler has been lifted ou t .
To avoid transport of boilers, as much of the boiler repairs as possible should be carried out in the erecting shop. By this is meant such repairs a s do not involve machining other than that which can be done by pneumatic or electric portable tools of which there should be a generous supply; all such tools should be under the special supervision of one man and such an occurrence a s an inefficient tool, an air leakage or waiting for a tool should be made an impossibility. The Author in his own practice has to a large extent standardised patches which are sent across from the boiler shop shaped and drillesd. In this connection it should be rioted that no hardening up or renewing of stays or rivets should be carried out except after examination or on the written instructions of a foreman boilermaker specially allo- cated to this duty, otherwise much unnecessary work will be done.
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from

WORKS MANAGER'S OFFICE, HORWICH. 5 CHIEF MECHANICAL ENGINEER'S DEPARTMENT. 26fh April, 1920. P
x
PARTICULARS. t 1 9 1 1 . I I
1912. 1 1913.
Engine with 1 2 or more Permanent I Plugs in 'I'ubeplate . . . ... ... ; 246
...' i 80 Firebox side thin ... ...
Firebox with small Stays ... ...I 6 1
I 2 2 5 I I 2 0
1 1 7 1 60
37 I I S
~
I Number of Engines examined ... . . . I '758
I I745 I I767
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from

380 JO
UR
NA
L O
F T
IIE
ISS
T. O
F LOCO. E
NG
INE
ER
S.
at University of B
ath - The Library on June 5, 2016
jil.sagepub.comD
ownloaded from
MASAGEMENT OF 1 IJCICORIC)TIYT: R l PAIR SHOP-O’BRIES. 381
While systematic scheduling of dates on which repair material is t o be ready and engines a re t o be ready for trial is essential, such scheduling is ineffective unless regulated and modified by a dailj foremen’s conference consisting of the machine, erecting and boiler shops, foundry and smithy foremen as official members, ~ i t h other foremen called in as required. At Horuich this conference is presided o \ e r by the Chief W o r k s Inspector. Supplementing this daily fore- men’s conference is the work of the progress man attached to each of the principal shops. T h e progress inan’s sole duty is to follow up the material required by the charge- hands according to the output board? for repaired engines, and the schedule for neu engine?. An illustration of the repaired engine output hoard is shown in Fig. 7 .
The L\uthor nould like to emphnsise the importance of statistical information as the only possible method of keeping in close touch with the general progress in a large ~ o r k s , but a t the same time, the greatest care has to be exercised thiit s j s tem and statistics do not run riot, creating a largc numher 01 inspectors and clcrLs producing information 1% hich cannot be digested and s e n es no useiul purpose.
I n dealing u i t h engine repairs the \r ork continually fluctuates, due to defects dexeloping on examination after stripping and to changes i n the requirement5 of the outdoor department ; dailj change5 are therefore necessarj in the repair programme, and the method of conference h? the fore- man enables immediate decision to lie taken to meet the change of circumstance.
Belore proceeding to describe the method adopted a t Horm ich in regard to the organisation for dealing 11 ith locornoti\ e repairs, the Author 11 ould like to cmphasise a fen cardinal points nh ich ha le , <o ~ A I - as possiblt, been a lu ays kept proniinentl~ Iiefoi e t l i L Management a! Horwich :-
( I ) The neces\it? for keeping the boiler stock j o u n g ; the L. and Y. h a l e a definite rencaa l fund nhich permits of the building of l)oiler\ at a rate equiLalent t o a life of 16 to 17 years.
( 2 ) The desiraliilit? of reducing firebox patching to an absolute minimum, xide the tnhle i n Fig. 6.
( 3 ) The importance of the greatest possible use of machinery in order t o economise labour.
(4) The adoption of piecen ork o r pa! nient 11) results throughout the LVorlts coupled n ith an etidcai our to secure the reasonable and intelligent co-operation of labour in obtaining a maximum output.
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from

382 J O U R S l L O F THE INST. O F LOCO. E S G I S E E R S .
(j) The infu4on of a spirit of broadminded econoniv and esprit-de-corps into the supervisory staff.
(6) The most vigorous adhesion to standards ; in this connection the Author regards the Drawing Ofice Staff acting in Lollusion n i th the Outdoor Locomotix e Depart- ment as tending unconsciously to be the worst offender. against standardisation; it is generall? far too easy to set a radical change in motion in some small detail hich may have far-reaching consequences.
S o alteration should be permissible in any draa ing mhich has not been considered by a Committee representing the Works, Drawing and Outdoor Locomotil e Depart- ments
Adherence to old standards which are unsuitable in strength or design for the mere sake of standardisation is, of course, undesirable.
The organisation of a works for cnrrj ing out the aboke
( I ) The Management, whose functions are to direct general policy, regulate and balance the general flow of work, initiate the larger measures of economy and reform, the broader negotiations with labour, and the education in the shops of the apprentices.
(2) The Inspectorate, whose functions are to eliminate defective material or appliances, to direct the Manage- ment’s attention to waste of material or labour, and to regulate the flow of work in detail.
( 3 ) The Foremen, \\hose functions are to carry out the policies initiated by the Management and Inspectorate, to apply their specialist knowledge to improvements in manufacture, to direct t h e Management’s and Inspec- torate’s attention to directions in which economy can be effected, directions of which they alone can have knowledge owing to their daily intimate contact with the work, to regulate the flow of work within their shops, and to con- duct the direct negotiations with labour in regard to prices.
(4) The Clerical Staff, whose duty is to keep the very numerous records of all kinds required in a large works and to analyse the statistical record\, and while omitting the record in writing of no really l i t a l matter, to see that coi respondence is reduced to the lowest possible limit. Many xecords and return’s are often kept that are unneces- sary or no longer s e n e an ) useful purpose, because somebody in years past started such records or operations, and it has been nobody’s business to stop them.
principle consists of five distinct groups :-
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from

MASAGEMI.:RT OF A LOCOMOTIVE REPAIR YHOP-O’BRIEN. 383
The Author does not propose to give examples of the above.
So far no mention has been made of two groups in the organisation, which do not come under the works manage- ment directly, but whose work is of the greatest importance in the whole unit; these are the Accounts Office and the Testing Department. In regard to the former it must be remembered that there is no essential need for the Manage- ment to know the actual cost of every article manufactured or repaired; no works, except those engaged in selling a definite standardised article, have this knowledge, as is evidenced by the fact that no firm will give a firm quotation o n a repair job except where they have had a long experience in a particular type of repair work.
I t is essential, however, t o have accurate costings of groups, i .e., the cost of repairs each year of each class must be known, as must also the cost of each batch of new engines ; these costs again should he subdivided into the costs of boilers, smokeboxes, tanks, frames and stays, cylinders, valves, motion, wheels and axles, brake gear, injectors, piping, etc. This method of costing may be carried out by some companies ; it should be obligatory on all ; but i t must not be carried too far into detail as otherwise it will be impos- sible t o digest the information supplied, so a very slight expahsion of the headings indicated is sufficient. .It the same time, the Works Manager should be able to call for and obtain within a reasonable time the cost of any article ; this is the case on the L. and Y. Rly., though the method of subdividing the cost of class repairs into cross headings of groups has not as yet been adopted.
I t may not be obvious why extensive costing is not of great value in locomotive repair work, but a little considera- tion will show that the price of materials is dictated by the outside market, and the piecework prices of labour are fixed, and all reductions of cost must be made by new methods o r new machinery or economy in material., Whether these reductions are being made is revealed by the balance sheets and ledger accounts for new machines, by the wages sheets of individual shops, and by the returns of scrap sold or utilised.
The broad costing divisions show tendencies ; they indicate, for instance, in the case of tanks, whether the time is coming when a large number of new tanks would not be a more profitable investment than repairing the old ones. These broad costings must be supplemented and read intelligently concurrently with statistical information.
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from
384 JOURNAL OF THE INST. OF LOCO. ENGINEERS.
In addition to the above costing and statistical checks on the efficiency of the organisation, the Management must have other figures constantly before them ; on the L. and Y. this consists of-
(I) Monthly statements of the weight and cost of materials issued.
( 2 ) li'eekly statements of the wages paid, and number of men employed in each shop.
(3) A cross division of the wages paid under the following heads :-
Engine repairs. Boiler renewals. New engines. Renewal of machinery and plant, subdivided under :-
(a) Machinery and I.' . Id generally. (b) Engines and boilers. ( c ) Hearths and furnaces. (tl) Cranes. (e) Sundries.
(a) Foremen. (b) Checking and Inspectors. (c) Cranemen, Tramwaymen, Sty. Engine-
men, etc. ((2) Labourers. (e) Light and Power. (f)'Tools and Fittings. (g) Pattern-making. (h ) Sundries.
Repairs t o Premises. Y. Orders. Western and Central Electrified Lines. Stores and other credits. G.C. and other items.
Other workshop expenses, subdivided under :-
In addition to this, in many cases Works Orders a re issued to serial numbers for special work, such as repairs to a number of cranes, installation of new plant or machines, special repair jobs, etc.
The Author is of the opinion that in general it is probable that the staff employed on cost accounting and s t a t i s k d work is inbufficient in railway shops, but any advance in the direction of an increase requires to be made with the greatest deliberation and caution, and the value of each step requires to be proved on a financial basis; much, however, can be
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from

MAS.~C,EMI~;NT OF .I T , O C O R I ~ T I \ ~ E REPAIR RIIOP-O'BRIES. 38 j
d o n e by a simple system of card indexing and card recording to provi,de t h e necessary statistics and information from t h e rout ine shop records with a n absolute minimum of clerical labour.
T h e cost of cast ings, forgings, and smithy work is watched by means o f balance sheets n.hich a r e prepare,d on t h e same lines as i T the smithy, foundr\; o r forge were working ;IS an outside shop supplying the machine, erect ing and o ther shops ; therefore so fa r as t h e supply of semi-nian~!fRc-turt.d inatcrial is concerned, the W o r k s 8Tanager is in the position o f knowing exactly how h e s tands in regard t o the compara- tive costs a s compared with supplies f rom outside manufac- t w e r s . O w i n g to the s tandardisat ion of the product t h e actual works cost is necessarily little, i f any higher t h a n t h a t of ;L manufacturer , xvhile the manufacturer ' s general charges , which a r e bound to b e high on account of his necessity for adl-ertising, prepariiig quotat ions and est imates , etc., arc saved.
I 'here is a fur thcr tes t of etlicien ind financial solvency. l ' h e Outdoor Locomotive Depar tme n u s t he considered as t h e customers of the works. N o commercial works can be solvent t h a t h a s dissatisfied customers. Unfortunately there i s and can he n o financial tes t of the commercial solvency of a locomotive repair . n x ~ r k s , bu t the satisfaction or othenvise of their customers , t h e Outdoor Locomotive Department , is probably t h e best possible tes t under t h e circumstances. T h e policy of the works should therefore be t o invite complaints f rom the Outdoor Locomotive Department , and this i s done as f:tr as possible on t h e L . and \-. Railway b y the system ol' returned waybills, which is described in Appendix A, and by the trial run o f each repaired engine on a n easy traffic job, t h e report of t h e trial being made by a driver who is independent of the works staff, and is not hampered or preju- ciiced b y t h e presence on t h e engine of any of t h e men w h o repaired it.
This L-iew of ;I function of the Outdoor 1,ocomotive I h p a r t m e n t must riot be taken as commit t ing the Author to suppor t of the vieu. that t h e Out,door Locomotive Depar tment should be under any control o ther than t h a t of t h e Chief Mechanical Engineer . Any such ten1 means the set t ing up of co-equal rival authorities in a technical subject within one organisat ion li-hich cannot make for harmony or efticiency.
T h e second group, the T e s t Room, should he entirely independent of the Il 'orks and subordinate only to the Chief Mechanical Engineer ; its function is to criticise the w o r k s
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from

386 J ~ U I ~ S ~ I T . OF THE INST. OF LOCO. ESOIX'EEHS.
product, to supply the works with the he5t of material, and to supply the works with the solution of any mJstery tha t may be submitted to it.
The nearest possible approach to the best iesults in dealing u i th locornotixc repairs is only attainable ii the whole o f the grades and groups engaged in the work deal with it in a spirit of self-sacrifice, completel: sinking their own per- sonal intere5ts for the good of the \\ hole ; the general outline of IocomotiLe repair work is so standardised that except in 50 far a s progre5s on the broad lines indicated earlier in this Paper is concerned, there is more engineering of human nature than of material in the work.
The .luthor gives tm o appendices to the Paper describing the routine of engine repairs and the application of limit gauges and progressive sLes in the machine shop, for which he is much indebted for the former to his Chief W o r k s Inspector, Mr. Buchan, and for the latter to hi5 Assistant Illachine Shop Manager, Mr. \Valkden. '1 hese two appendices n ill, t o many members, lie moi e interesting than the body of the Paper inasmuch a s thcv describe actual facts rather than theories.
APPENDIX A.
SYSTEM OF LOCOMOTIVE REPAIRS AT L. AND Y. LOCOMOTIVE WORKS, HORWICH.
( I ) STOPPING OF ENGINES AT S H E D S FOR WORKS REPAIRS.
Engines are stopped at sheds on thc recommend;ition {If either thc Boiler Inspector or Locomotive 1,istrict Superin- tendent, and the receipt of a waybill a t the Works is H
notification that repairs a re required to such engine. The \v:lyliill is filled i n , in duplicate, by thc Locomotive
IXstrict Superintendent, and forwarded by him to the W o r k s with a tubeplate diagram and a boilrr stay chart.
The Inspection Department, when calling such engines into the Works , pay due regard, after conference u i t h othcr departments concerned, to :-
(u) Particular type of engine most urgently required by Running Department, varying with the season,
( b ) Ability or convenienc'e of the Repair Shops to deal with such repairs as may be required.
Light repairs arc generally dealt with :it once.
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from
MASAGEMENT O F A LOCOMOTIVE KEPAIB SHOP-O'BRIEN. 387
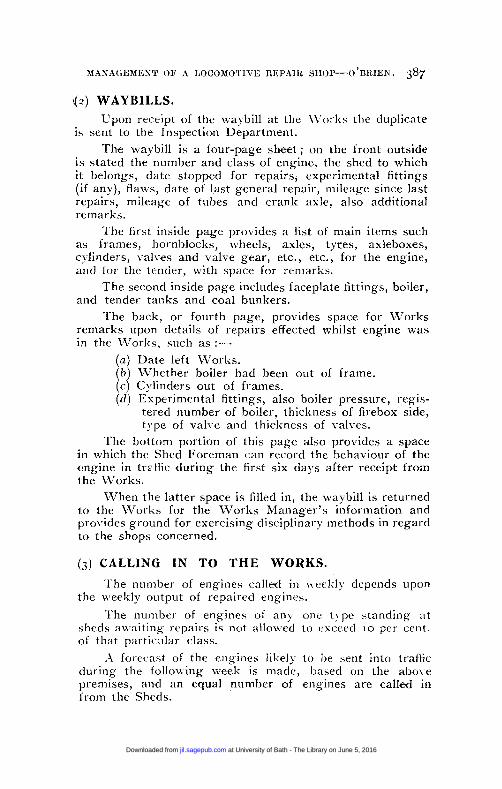
((2) WAY B I L LS . Upon receipt of the waybill at the \\'arks the duplicate
is scnt to the Inspectio'n Department. The waybill is a four-page sheet; on the front outside
is staled the number an,d class of engine, the shed to which it belongs, date stopped for repairs, experimental fittings (if any), flaws, date of last general repair, mileage since last repairs, mileage of tubes and crank axle, also additional remarks.
The first inside page provides a list of main items such as frames, hornblocks, wheels, axles, tyres, axleboxes, cylinders, valves and valve gear, etc., etc., for the engine, and for the tcncier, with space for remarks.
The second inside page includes faceplate fittings, boiler, and tender tanks and coal bunkers.
The back, or fourth page, provides space for Works remarks upon details of repairs effected whilst engine was in the Works, such as :-
( a ) Dat'e left Works. ( b ) Whether boiler had been out of frame. ( c ) Cylinders out of frames. (tl) Experimental fittings, also boiler pressure, regis-
tered number of boiler, thickness of firebox side, type of valve and thickness of valves.
The bottom portion of this page also provides a space in which the Shed Foreman can record the behaviour of the engine in trrfiic during the first six days after receipt from the Works.
When the latter space is filled in, the waybill is returned to the Works for the Works Manager's information and pro\-ides ground for exercising disciplinary methods in regard to the shops concerned.
( 3 ) CALLING IN TO T H E WORKS. The number of engines calle~tl i n iteekly depends upon
the weekly output of repaired engines. 'l'he number of engines o f any one t ~ p e standing ; i t
sheds awaiting- repairs is not allowed to exceed 10 per cent. of that particular class.
.\ forecast of the engiiies likely to be sent into traffic during the follo\ving week is made, based on the above premises, and an equal number of engines a re called in from the Sheds.
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from
388 JOURNAL OF THE INYT. OF LOCO. INGISEERS.
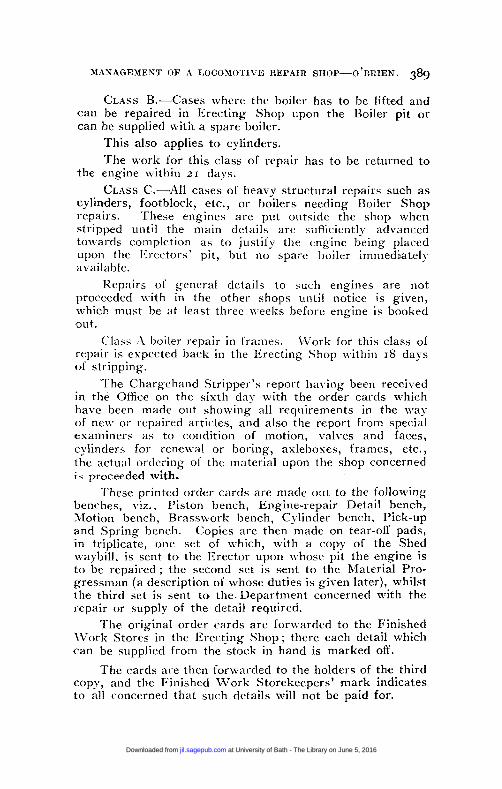
As far as possible, such engines are called in from particular sheds a s nil1 permit t h e drivers and firemen of the outward-going engine bringing back with them one of the engines called in for that week, a considerable item in wages thus being \a\ed.
(4) INSPECTION PRIOR TO REPAIR. Upon receipt of an engine at the Works €or repairs an
inspection is made \\-hikt the engine is still in steam, if possible.
This examination includes trial of injectors, whistle, steam sand and cylinder mudcock gear, cylinders and valves, ejector and boiler mountings in gen'eral, also tend'ers and tanks for leakage, etc. ; any items missing are noted, and the brake cylinders and pipes are tested.
Where any of the ite,ms are found to be in good order the Inspector marks the waybill to that effect.
At the end of the inspection the fire is dropped, tenders and bunkers a re emptied of coal (this being transferred to engines coming out o f the shops), and t h e engine is placed in a loop to await a vacancy on the stripping pit.
(5) §TRIPPING PITS. The method of dealing m-ith engines on these pits is as
follows. Whilst fitters are uncoupling the motion and wheels,
labourers are emptying the smokebox, taking firebars out, brick arch down, and sweeping the firebox sides so that as soon as the ashpan is dropped the hoikr examiner may examine the firebox.
During the stripping the (.hargehand stripper thoroughly inspects all parts and decides all bolt renewals needed in c y h d e r s , horns, etc., spring brackets to be cut off for bushing, and his report is added to the waybill sent to the Erecting pits.
Heavy repairs (Xvhich alo'ne are dealt with on the Strip- ping pits) are, in accordance with the Boiler Inspector's, report, ~ul)cli\~ided into the follo\ving classes.
CLASS -l.--Engines Tvhich have no large structural defects n i th the boiler and firebox in such condition that they can be repaired in the frames. All repair work for this class of repair should be dealt with a s expeditiously a s possible as it will he required back again to the engine in 18 days.
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from
MANAGENEXT OF A LOCOMOTIVE REPAIR SHOP-O’BRIEN. 389
CLASS B.-Cases where the boiler has to be lifted and can be repaired in Erecting Shop upon the Boiler pit or can be supplied with a spare boiler.
This also applies to cylinders. The work for this class of repair has to be returned to
the engine within 2 1 days. CLASS C.-All cases of heavy structural repairs such as
cylinders, foothlock, etc., or boilers needing Boiler Shop repairs. ‘These engines a re put outside the shop when stripped until the main details are sufficiently advanced towards completion a s to justify the engine being placed upon the Erectors’ pit, but no spare boiler imrnedi~ately a\,ailable.
Repairs of general details to such engines are not proceeded with in the other shops until notice is given, which must be at least three n-eeks before engine is booked out.
\’l’ork for this class of repair is expected Iiack i n the Erecting Shop \Tithin 18 days of stripping.
‘The Chargehand Stripper’s report having been receix-ed in the Oftice on the sixth day with the order cards which have been made out showing all requirements in the way of new or repaired articles, and also the report from special examiners as to condition of motion, valves and faces, cylinders for renelval or boring, axleboxes, frames, etc., the actual ordering of the material upon the shop concerned is proceeded with.
These printed order cards are made out to the following benches, viz., Piston bench, Engine-repair Detail bench, Motion bench, Brasswork bench, Cylinder bench, Pick-up and Spring bench. Copies are then made on tear-off pads, in triplicate, one set of which, with a copy of the Shed waybill, is sent t o the Erector upon \\hose pit the engine i s to be repaired; the second set is sent to the Material Pro- gressman (a description o’f whose duties is given later), whilst the third set is sent to the.Department concerned with the repair or supply of the detail required.
The original order cards a re forwarded to the Finished LVork Stores in the ISrectjng Shop ; there each detail which can be supplied from the stock in hand is marked off.
The cards are then forwarded to the holders of the third copy, and the Finished \Vork Storekeepers’ mark indicates t o all concerned that such details will not be paid for.
C’lass .I boiler repair i n frames.
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from

330 J0CRX.4lA C)F TIIT; ISST. OW LOCO. ENGINEERS.
Upon receipt ol these cards shcp orders are issued to the various chargehands in the Repair Department, and as the work is completed the Chargehand enters opposite the article the date of supply; no work can be paid for other than this.
The cards are made to serve a s a very useful check upon arrears i n the details of any particular engine ; each Charge- hand is provided \vith 21 box in xvhich he keeps all his cards in three batches, each batch in nunierical order; the front group represents material due out from his department in the next iortnight, the second group due out in three weeks, .and the third due out in four weeks.
All detail work is expected' out ol the repair shops at least seven days before the engine is due out of the Erecting shops; should, from any cause, an item be still unsupplied on the seventh day prior to the output date of the engine, the card is taken out of the box and hung upon a special board provided, lvhich is headed " XVork n o t supplied for engines due out in seven days or less " ; the arrears are thus kept prominently before both the I'rogressman and the Foreman, and this has ;I tendency to keep arrears to a minimum.
In every department on the Works an Output Board, forecasting th,e output €or the next four weeks, is posted, and this Board has the engine numbers re-arranged weekly as a result of conferences held in the Chief Inspector's Department with the Foremen concerned.
I t is easy for the Chargehand, after each weekly altera- tion, to re-arrange his cards accordingly.
In the event of any unfores'een development during the erection of an engine, such as the breakage of castings, o r items having been o\.erlooked on the Stripping pit, applica- tion must be made to the Materi,il Progressman, who issues a supplementar>- order card.
T h i s card is oi a different coiour to the ordinary card and has a column i n which must be stated the reason for such late order, thus checking any laxity of supervision, reckless handling- of material, or carelessness in delivery of repaired details.
(6) BOILER PIT.
In the ease ol an A class repair which has been placed on a special pit set aside for boiler repairs, all loose rivets in frames, platforms and splashers are renewed, and bunker
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from

MANAGliMRNT O F 1 I,OCOMOTIYE REPAIR SHOP-O'BRIES. 391
Stripping ...
Erecting ... Boiler ...
sides and bottoms repaired; this work is expected to be completed in 12 days, n.hen the engine is transferred to the Erectors' pit.
A B class repair is dealt \vith in the same a.ay, except that the Imiler is in some cases lifted and repaired at th'e end o f the Boiler pit whilst the frames, bunkers, etc., a re receiving attention.
I f the boiler needs such heavy repairs a s tubkplate renewals or $-side patches, then it is sent to the Boiler Shop atid one of a similar type is pressed forward on the Boiler Mounting pit so that it may be tubed and tested in time for delivery to coincide nrith arrival of frames upon Erectors' pit.
Where possible, with engines needing C class repairs, the frames, etc., are repaired on the Boiler pit before being sent outside in order to prevent delay in dealing with the engine when the frames a re brought back into the shop.
The following table sho\vs the time allowed for the cfift'erent classes of repairs :
6 6 6 Note. "C" type
I 2 I4 18
only brought into shopsagain '1 wlmi work for same is ready.
I 2
Total days in Shops "*I 30 1
I n connection n i th A class repairs care is taken t a record all stearntight s t a j s on the stay chart.
In no case is the number of steamtight stays allowed to exceed 30 in all nor must an! group of such stays consist o f more than ten in number.
Should .tdditional sta?s (\teamtight) be put in a t the sheds, these must be correctlq recorded upon the chart so that mhen the engine is again sent to the shops for repairs the Boiler Examiner on the Stripping pit can at once sa) whether or nut the boiler must be lifted.
After lifting, all \teamtight stays are rivetted over and a blank stay chart is issued to sheds, the cancelled one being filed.
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from
392 JOURSAL OF TI113 I S S T . OF LOCO. EXTGISEERS.
Similarly tubeplate diagrams are issued showing in the case of part set renewals, which tubes have been so dealt with, the class of tube put in , also holes either permanently plugged or bushed for snaged tubes owing to cracks in tubeplate holes.
This diagram is also kept up to date at sheds, and I eplacements, etc., are I ecorded thereon.
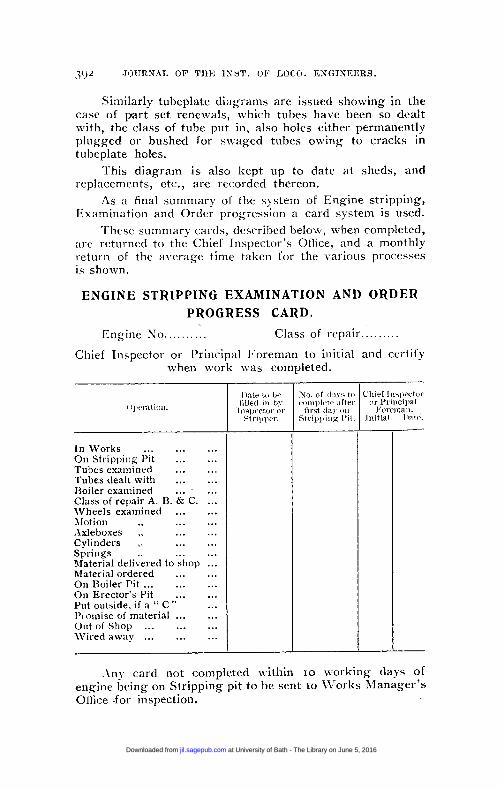
As a final summar? 01 the sjstem of Engine stripping, Examination and Order progre5sion a card system is used.
These summarq cards, described below, v, hen completed, are returned to the Chief Inspector’s Oftice, and a monthly return of the average time taken for the xarious proces5e.s IS shown.
ENGINE STRIPPING EXAMINATION AND ORDER PROGRESS CARD.
Engine No Class of repair.. . . . ..........
Chief Inspector or Principal 1;oreman to initial and certify when work was completed.
In Works . . . . . . On Stripping Pit ... Tubes examined ... Tubes dealt with ... Boiler examined .... Class of repair A. B. 8r C. \Vheels examined ... Motion ,, ... Xxleboxes ,, 1..
Cylinders ,, ... Springs ,. ... Material delivered to shop Material ordered ... On Boiler Pit . . . . . . On Erector’s Pit ... Put outside, i f a ‘ I C ” 1’1-omise of material ... Out of Shop . . . . . . Wired away . . . . . .
... ...
... ...
... ... ... ... ... ... ... ... ...
...
... ... ...
...
...
.\ny card not completed within 10 working days of engine being on Stripping pit to be sent to Works Manager’s OlKce -for inspection.
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from
MAXACEMEST O F A 1,OCOMOTIVE I1I<PAIR SIIOP-0 ‘IIRIES. 393
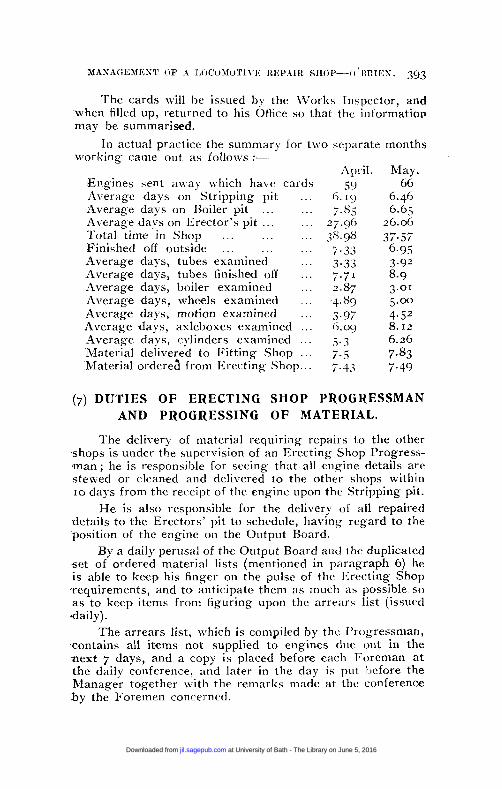
The cards \\ill lie i=,sued b j the \Vorki Inspector, and when filled up, returned to his Ofice SO that the informatioi7 may be summarised.
I n actual practice the summary for two separate months working came out a 5 follows :-
Engines sent ahyay which have cards Average days on Stripping pit ... .Average days on J3oiler pit _ _ . ... Average days on Erector’s pit . . . . . . Total time in Shop . . . ... ... Finished off outside ... ... ... Average days, tubes examined ... Average ‘days, tubes finished off ... Average days, boiler examined ... Average days, wheels examined ... Average days, motion examined ... Average days, axleboxes examined . . . Average days, cylinders examined . . . Material delivered to Fitting Shop ... Material orderea from Erecting Shop.. .
ilpril. May. 59 66
6 .1~) 6.46
27.96 26.06 7.85 6.65
38.98 37-57 i .33 6.95 3.33 3.9” 7.7’ 8.9 2.87 3.01 4.89 5 . 0 0 3.97 4.52 (7.09 8.12
5.3 6.26
7.43 7.49 7 . 5 7 . 8 3
(7) DUTIES OF ERECTING SHOP PROGRESSMAN AND PROGRESSING O F MATERIAL.
The delixery of material requiring repairs to the other shops is under the supervision of a n Erecting Shop Progresb- man ; he is responsible for seeing that all engine details are stewed or cleaned and delixered to the other shops within 10 days from the receipt of the engine upon the Stripping pit.
He is also responsible for the delivery of all repaired details to the Erectors’ pit to schedule, having regard to the position of the engine on the Output Board.
By a daily perusal of the Output Board and the duplicated set of ordered material lists (mentioned in paragraph 6) he is able to keep his finger on the pulsc of the Erecting Shop -requirements, and to anticipate them as much as possible so as to keep items from figuring upon the a r r w r s list (issued ,daily).
The arrears list, which is compiled by thc Progressman, contains all items not supplied to engines clue out in the next 7 days, and a copy i5 placed before each Foreman at the daily conference, and later in the day i i put Lefore the Manager together u ith the remark5 made at the conference b y the Foremen concerned.
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from
394 JOUI?S.IL OF TIIC I S R T . OF mco. ESGINEERS.
Twice daily, at specified hours, the Progressman is inter- \ iewed by Chargehands \\ ho n ant such items as frame sta) s, hornhlocks, ctc., a t an earlier date than the ordinary details; d so l q others who ha \e material xerging upon the arrears date and not !et to hand.
(8) FINISHED WORK STORES. In connection with the locomoti\ e repair organisation is
a 1;inishetl \\-ark Store combined with a Central Ordcr Departmen 1.
The function of this store is to pro\ ide a daily and yearly iecord of ntw m d repaired articles supplied to the Erecting Shop and the Outdoor Locomotite Superintendent ; a t the same time it ensures that ‘I maximum stock is not exceeded 01 a ~ n i n i m ~ u n stocl, depleted; a t any time the stock of any item maq hc .i\certained by the card index system in the store. By this means a s j stem of central ordering is p o s d l r , uhich in its turn permits of articles being ordered in con- sida-ahle qu:mtities with consequent economy in production. I t also p i n i d e s a perfect and complete check on payment lor machining, and ensures a ready supply for the Erector, or Outdoor Locomotive Department of each article required.
(9) ERECTING PITS. Generall) speaking, tour engines form a n Erectors’ pit ;
the usual complement of hands consi<ts of ( I ) a chargehand, ( 2 ) five journe? man fitters, ( 3 ) three apprentices, (4) one hand driller, who acts also as labourer when not occupied \tit11 drilling, an additional labourer di\ ides his time between t n o pits, sharing in an? t\$o-handed job as required, such as pinching oi racking engine v, hen vahe-setting, replacing fit ebars, etc.
Upon receipt of an engine, or frames from the Boiler pit, the labourers at once scrape and clean the frames and hornhlockq ; the work of renext ing loose horns and cylinder bolts is then c-ommenced; where necessary the holes are opened out I,! drillers with portable electrically driven drills ; fractured Ei.imcs are chipped out to a feather edge and are afterwards ox> -acetylene or electrically welded, all studs upon cylinders and boile? (in the case of an A repair) are 5ounded and doubtful ones renewed, broken ones being drilled out.
Inequalities are renioved from hornblock cheeks, and the axleboxes (which, along with the brakework, etc., have
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from

MAY IOIGMEST OF i I~OCO?IOTIT’I: REPAIR RIIOP-O’BRIEX. 395
been to the stewpot and are no\% delixeretd to the pit by the Stlipping pit gang) are tried up in the horns, adjusted and marked off for boring.
I f a E class repair the boiler nil1 no\\ lie to hand, and ‘s a t onre placed in frames and fastened down.
Whilst the clothing belt5 are being fitted by a floating gang, the Erectors are, in the case of a changed boiler, setting the handrail brackets, jointing the steam tee pipe and steam pipes, fitting ashpan and firebar brackets.
When this work is completed another floating gang of labourers place the asbestos mattressing in position and the clothing gang are enabled to fit the sheathing in position, the cab is temporarily bolted, as is the smokebox, and the r i \ etters take these in hand.
Meanwhile the slide bars are set and motion u i t h I e’i-ersina gear fitted by one fitter and apprentice, whilst mother pair \%ill have taken the wheels ih hand and be mounting the axlelmxes, hanging springs, etc., in readiness for wheeling ; a fitter will also be engaged during the opera- tions in placing all pipes, on footplate arid belou , in position.
After wheeling, the engine is placed upon a cradle and ihe valves are set by micrometer in accordance to figures supplied from the Inspection Department.
These figures a re issued on duplicate slips and based on l’ernier measurements taken of ports and valves.
(10) RUNNING TRIAL. This takes the form of about four hours’ working of
branch passenger traffic. Before trial the brake is tested hy the Brake Inspector,
nho is responsible tor the \acuum brakes and examination o f all accessories.
I n e Inspector keeps a d maintains records of the life o f all diaphragms and brake parts, and reports nionthly upon their life.
I t is possible to run four engines per day in this manner, bu t an average of about three per day is maintained, not including Saturda] s. Saddle tank and dock engines, along nith steam rail motors, however, are run on trial in the Works yard and do not require to go on the Branch.
In all cases, at the conclusion of the run, the driver m a l e s a report on the beha\iour of the engines. Triplicate (copies are then issued-one to the Trial Inspector,
r ..
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from
3912 .TOUILI\TAL O F THE INST. OF LOCO. ESQIYEERS.
one to the Foreman of the Erecting Department, and the third is sent to the Chargehand, under whose supervision the engine was repaired.
.4s soon as the engine is ready to g o out, it is carefully examined by the Trial Inspector for possible defects or omitted repairs. The Trial Inspector takes the engine €or a short run in the LVorks yard, after mhich, should everj- thing be found correct, the engine is wired into traffic, unless it requires painting.
The engine then goes to the weigh-bridge to h a t e the \\eights adjusted, and during this adjustment the tria! dri\ er’s report enables t h e Chargehand to rectify any minor defects that may ha\ e revealed themsehes on trial. The Outdoor LocomotiL e Department are informed that the. engine is ready for tratlic unless it requires re-painting.
( 1 1 ) PAINT SHOP.
Engine4 are usu.ill\ a month in the Paint Shop a5 ‘1’1 the old paint upon splnshers, cab and sides, tanks and bunl\ers, needs remot ing u ith detergent before re-painting.
The clothing will, in the majoritj of cases, have been sent to the stewpans ahilst the engine was on Boiler o r Erecting pits and theiefore is not in need of any further preparation.
(12 ) RETURN INTO TRAFFIC. -4s soon as a repailed engine is wired into trafiic the
wajbill is foruarded through the Outdoor Locomotite Department to the Di4trict Loronioti\ e Superintendent of the district to which it is allocated.
The waybill at this stage has upon it the whole of the repaiis st‘ited in detail, the condition of firebox sides, thick- ness of valves, etc., etc., ‘* previously mentioned i n paragraph No. 2 , and ir, accompanied by up-to-date stay and tube charts.
After the engine ha5 Iiccn in traffic For six days the District LocomotiL e Superintcndent fill4 in on the wayldl repairs or adjustments XI hich ha\e been necessary during that period. The aa jb i l l is then ieturned to the Works and the defects are brought t o the notice of the foremen concerned €or explanation.
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from
APPENDIX B.
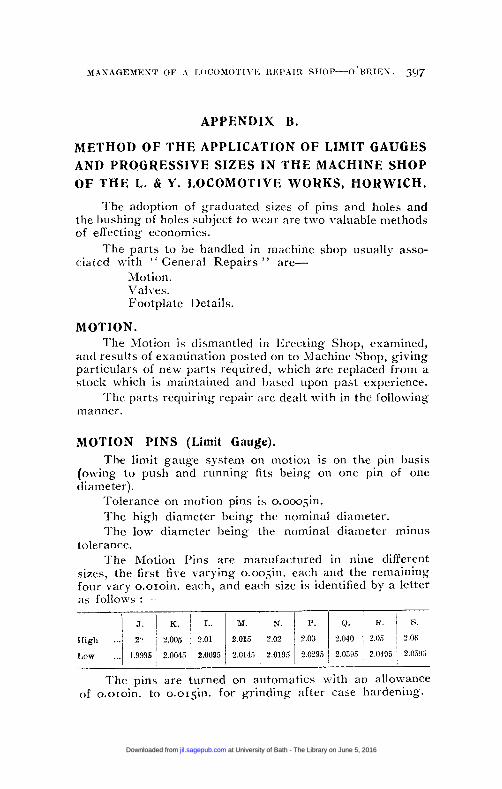
METHOD OF T H E APPLICATION OF LIMIT GAUGES AND PROGRESSIVE SIZES IN T H E MACHINE SHOP OF T H E L. & Y. LOCOMOTIVE WORKS, HORWICH.
The adoption of graduated sizes of pins and holes and the bushing of holes subject to 1% ear are two valuable methods o f effecting economies.
The parts to he handled in machine shop usually asso- c-iatcd with " General Repairs " are-
Motion. Valves. Footplate Details.
MOTION. The hiotion is dismantled in lirecting Shop, examined,
and results of examination posted on to Machine Shop, giving particulars of new parts required, which are replaced from a stock which is maintained and based upon past experience.
The parts requiring repair arc dealt with in the following manner.
MOTION PINS (Limit Gauge). The limit gauge system on motion is on th.e pin basis
(olving to push and running fits being on one pin of one diameter).
Tolerance on motion pins is o.ooojin. The high diameter being the nominal diameter. T h e low diameter being the nominal diameter minus
tolerance. The Motion Pins are manufactured in nine different
sizes, the first five varying o.oogin. each and the remaining four vary o.oIoin. each, and each size is identified by a letter as follows :-
2.015 I 2.02 1 2.03
1 J. I K. [ L. M. 1 N. 1 P.
Iiigli ::I 2" ~ 2.005 1 2.01 1 1'0W 1.9995 2.0045 2.0095 2.oi.k; ~ 2.oig.5 1 ? . o m
I
The pins a r e turned on automatics with an allowance of o.oIoin. to o.oIgit1. for grinding after case hardening.
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from
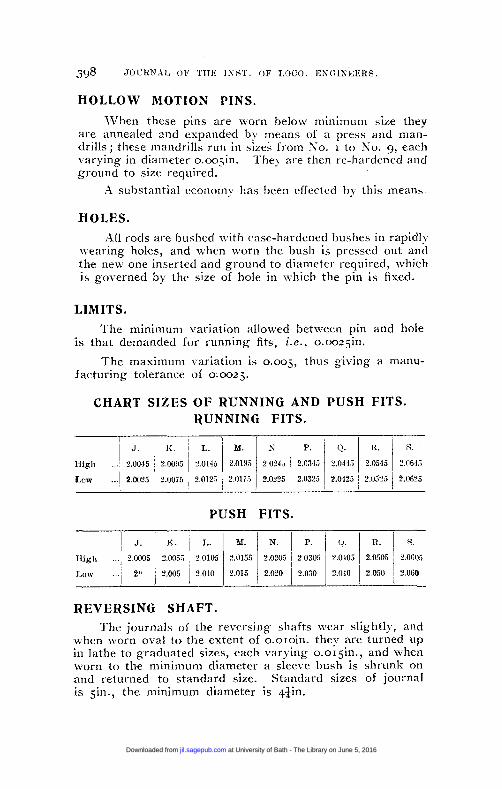
HOLLOW MOTION PINS. When these pins are worn below niiniiiium size they
are annealed and expanded by nieans of a press and man- drills ; these mandrills run in sizes from No. I to No. 9, each varying in diameter o.oogin. They are then re-hardened and ground to size required.
.A substantial economy has been effected h y this means.
HOLES. L i I 1 rods are bushed with case-hardened bushes in rapidly
wearing holes, and when worn the bush is pressed out and the new one inserted and ground to diameter required, which is governmed by the size of hole in which. the pin is fixed.
LIMITS.
is tha i demanded for running tits, L e . , o.oozjin.
facturing tolerance of 0.002 j.
The minimum variation allowed between pin and hole
The maximum variation is 0.005, thus giving a manu-
CHART SIZES OF RUNNING AND PUSH FITS. RUNNING FITS.
I
PUSH FITS.
J. I,. M. N. P.
L O l V ... 211
REVERSING SHAFT. The journals of the reversing shafts nJear slightly, atld
when worn oval to the extent of o.oIoin. they are turned LIP in lathe to graduated sizes, each varying 0.01 jin., and when worn to the minimum diameter a sleeve bush is shrunk on and returned to standard size. Standard sizes of journal is jin., the minimum diameter is 4 t h .
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from
XI4NA(:I5,MES'l' OF A TJOCOUOTIVT, Il121'.\IR hHOl'-O HRIEN. 393
REVERSING SHAFT CARRIER BRACKET. The bracket is bored out to allow for the fitting in of :I
cast iron sleeve bush ; this diameter remains constant. The internal diameter of these bushes is machined t o graduated sizes to suit the shaft journals.
\Vhen these busiies a re worn, they are re-bored to the nearest graduated size.
l 'hej are also interchangeable.
RADIUS LINKS. These links wear niostlj in the centre ou ing to the
notching LIP u hen running ; this necessitates them being ground parallel, and radius blocks fitted to suit.
RADIUS BLOCKS. Kadius blocks are machined to four sizes, varying
o.oI.jin. each. After the blocks are fitted in the links a sperial fixture is used to mark the blocks whilst in position i n the shaft, which ensures the holes being in line with the centre of the shaft .
REVERSING SCREWS. The reversing screws are made in two sizes, standard
zin. diameter, and a &in. above. \I'hen these are worn thin o n the thread they are scrapped.
REVERSING SCREW NUTS. These a re also made i n t v o sides, standard and a &in.
above. The reason for this is, when the standard nut has worn thin on the thread they are machined out a ,gin. larger in diameter, thus giving the nut another life.
PISTON RODS. Piston rods wear smalier in diameter a t the middle than
the ends, due to the friction of the packing. This necessitates them being ground to bring the rod
parallel the whole of i ts length. 'They are ground in five graduated sizes, each varying
o.osIain., standard size being sin. diameter, minimum diameter nzin.
.\fter the grinding operation the rod is then dealt with o n the bench to have the crosshead and cotter fitted.
Occasionally the crosshead has expanded leaving no
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from

400 JOUKSAL OF THE INST. OF LOCO. ENGIXEERS.
cotter draw; in that case a crosshead is taken from stock and fitted, leaving a gin. draw.
The old crosshead is placed in stock, and when new rods are being turned these crossheads are despatched tcz the lathe and the rods turned on cone to suit, thus getting the crosshead into service again. CROSSHEAD GUDGEON PINS (EFFECT).
Gudgeon pins are examined, and if worn more than 0.0312 on the little end or slide block bearing, they are renewed. These are made in two sizes on the slide block bearing standard, and &th above t o give slide block anQthcr life.
They are manufactured on the automatics, case hardened and ground.
PISTON HEAD. The piston head, if found to have a clearance in cylinder
bore of &in., is condemned for that particular engine. Should the diameter of the head be over standard size, it is placed in stock and machined to suit cylinder nearest to its diameter. The bore and cone portion for piston rod bearing remains constant in all cases and is therefore interchangeable.
Clearance allowed between cylinder bore and piston head for new or re-bored cylinder is o.oIgin.
SLIDE BLOCKS. Slide blocks wear very slightly in the gudgeon pin hole ;
in cases where the wear exceeds o.oIoin. they are re-bored to a&n. abo\-e standard size. This is sufficient to wear the block and flange to their minimum thickness.
SLIDE VALVE SPINDLES. The flat valve type of spindle, when in for repairs, i s
generally found to have expanded at the buckle, and if this expansion exceeds o.oIgin. above standard, it is sent to the smithy for closing, and there machin+ up to standard in the buckle. Should the spindle have worn below the minimum diameter a new end is welded on to the buckle and machined to the standard diameter.
As the spindle wears more in the centre than a t the end, due to the friction of the packing, this necessitates i t being ground to bring the rod parallel the whole of its length.
The' standard diameter of the spindle is zQin.
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from

MANAGEMENT OF A LOCOMOTIVE REPAIR SHOP-O’BRIE?;. 4.0’
They are ground to nine graduated sizes, varying 0.015in. from ahin. diameter to zin.
VALVE SPINDLE CROSSHEAD.
a5 in the piston rod.
VALVE SPINDLE AND PISTON PACKING.
formity with piston rod sizes.
The same remarks apply to fitting of crosshead to spindle
Packings are manufactured in graduated sizes in con-
FOOTPLATE DETAILS.
removed from body and cones. The injectors are stripped of all cones and plugs ; scale
Valve seatings and cones are re-faced and adjusted.
STEAM VALVE AND TAPPIT VALVE SEATINGS. Due to the constant near and repeated cuttings of the
seatings, they rapidly become worn out. In order t o increase the life of the body it is bored out and a bush fitted as a renewable seating.
PIPE ENDS.
Occasionally the thread on pipe ends becomes stripped ; these are restored to standard by turning the ends down and sweating on a sleeve bush, afterwards re-cutting the thread.
After injectors are repaired they are tested for efficiency in lift and delivery.
EJECTORS.
The ejector is atripped of all plugs and cones, thoroughly cleaned and examined, and cones that have been cut due to action of the steam are re-turned and adjusted. In all wearing parts renewable seatings are fitted wherever possible.
The disc plate requires turning up and facing to the driver’s application handle.
All glass gauge cocks, lubricator cocks, etc., are stripped, examined, and new plugs fitted where required. In cases of taper plugs they are ground only. Parallel plugs are ground and asbestos packed.
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from

402 JOCRSAL OF TIIE m s r . OF Loco. ICNGISEITRS.
The Chairman: Gentlemen, I think you will all agree t h a t we have had a \cry interesting paper a n d that the thanks of this Institution a r e due t o Colonel O’Bricn lor the paper and also for the very g-i,eat troulile t o which hv must have heen put in the collcction and recording the fact5 contained in the paper. . I s is usual a t these meetings, before we open the discussion, I move tha t the \-ery best thanks be given t o Colonel O’Brien for comiiig here to-night and reading his paper, M.hich must have cost him s o much time t o prepare. . I s he points ou t , he h a s given us a paper which contains many opportunities lor dcliate, and I hope t h a t when the deliate takes place on November Sth, a11 present here to-night along with others \vill a t tend and take par t .
T h e object of the Institution is t o give every member, 110 mat ter how little they have to say , a chance of taking par t in the debates. In the other Societies, such as’ the “ Civil ” and the “ Mechanical,” many people a r e a p t , t o be overawed perhaps, o r have not suflicient confidence to s p e a k before such a u g u s t assemblies. I an1 told t h a t a t the inception 0 1 our Society, the main idea \vas to give every member a n opportunity of ask ing questions or a i r ing their opinions without Fear or favour and without regard to s ta tus . As Colonel O’Brien h a s said, a n org-anisation cannot be carried on by one person, bu t only by everybody working together . I n a la rge locomotive works, for instance, the management cannot carry everything o n themselves. They must have people in those works whom they c a n t rus t , and I have found t h a t i l confidence is placcd in a man, the liest results a r e obtained from him. But you must have all men working with you. I t is one o f the essentials tha t every m a n should perform t h e w’ork entrusted to him with the knowledge tha t he h a s t h e confidence of the man in charge. If t h e men who a r e here to-night w-ill t a k e t o hear t t h a t they form par t of t h e whole organisation, and tha t in addition t o doing their bit, and doing i t well, the)- likewise have the confidence of the men under their charge , I a m sure t h a t t h e feeling created will go far to g e t work carried through ,in a satislactory and economical manner. I t is no use put t ing .a system, however good, into force unless you can get t h a t system carr ied out properly.
W i t h these few remarks I will a s k someone to second t h e vote of thanks for the very interesting and able paper which Colonel O’Rrien h a s presented here for the first time.
I think it is a compliment t o th i s Centre f o r t h a t gentle- m a n t o come here a n d read us his paper before it goes t o London, where it will be given later.
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from

M.4N 4GEMMENT O F .A LOCORIOTIVI? REPAIR SIIOP-O’BRIEN. 403
Mr. W. G . P. hlaclure: I have \ e r ) great pleasure ill
seconding the \ote o f thanks to Colonel O’Brien, but I had hoped someone other than a Great Central man would do so. I am sure that everybody is very grateful to Colonel O’Brien for his very excellent paper. I do not think that anything more is necessary at the moment; nhen \ie come t o the discussion n e shall be able to 5ay more about it.
at University of Bath - The Library on June 5, 2016jil.sagepub.comDownloaded from