ROBERTO MONTEIRO BET REFRIGERANTE À BASE DE ...
63
UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE CENTRO DE TECNOLOGIA DEPARTAMENTO DE ENGENHARIA QUÍMICA CURSO DE GRADUAÇÃO EM ENGENHARIA DE ALIMENTOS ROBERTO MONTEIRO BET REFRIGERANTE À BASE DE POLPA DE UMBU (Spondias tuberosa) NATAL – RN NOVEMBRO – 2019
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of ROBERTO MONTEIRO BET REFRIGERANTE À BASE DE ...

UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
CENTRO DE TECNOLOGIA
DEPARTAMENTO DE ENGENHARIA QUÍMICA
CURSO DE GRADUAÇÃO EM ENGENHARIA DE ALIMENTOS
ROBERTO MONTEIRO BET
REFRIGERANTE À BASE DE POLPA DE UMBU (Spondias tuberosa)
NATAL – RN
NOVEMBRO – 2019

ROBERTO MONTEIRO BET
REFRIGERANTE À BASE DE POLPA DE UMBU (Spondias tuberosa)
Trabalho de Conclusão de Curso apresentado ao
Curso de Graduação em Engenharia de Alimentos, da
Universidade Federal do Rio Grande do Norte, como
requisito para obtenção do título de Engenheiro de
Alimentos.
Orientadora: Profª. Drª. Andréa Oliveira Nunes
Natal/RN
2019

ROBERTO MONTEIRO BET
REFRIGERANTE À BASE DE POLPA DE UMBU (Spondias tuberosa)
Trabalho de Conclusão de Curso apresentado ao
Curso de Graduação em Engenharia de Alimentos, da
Universidade Federal do Rio Grande do Norte, como
requisito para obtenção do título de Engenheiro de
Alimentos.
Orientadora: Profª. Drª. Andréa Oliveira Nunes
Aprovada em: ____/____/_____
BANCA EXAMINADORA
_______________________________________________
Profª. Drª. Andréa Oliveira Nunes
Orientadora
Universidade Federal do Rio Grande do Norte (UFRN)
_______________________________________________
Eng. Michele Dantas
Examinadora externa

Bet, Roberto Monteiro. Refrigerante à base de polpa de umbu (Spondias tuberosa) /Roberto Monteiro Bet. - 2019. 61 f.: il.
Monografia (graduação) - Universidade Federal do Rio Grandedo Norte, Centro de Tecnologia, Curso de Engenharia deAlimentos, Natal, RN, 2019. Orientadora: Profa. Dra. Andréa Oliveira Nunes.
1. Refrigerante - Monografia. 2. Umbu - Monografia. 3. Kosher- Monografia. 4. Halal - Monografia. I. Nunes, Andréa Oliveira.II. Título.
RN/UF/BCZM CDU 663.86
Universidade Federal do Rio Grande do Norte - UFRNSistema de Bibliotecas - SISBI
Catalogação de Publicação na Fonte. UFRN - Biblioteca Central Zila Mamede
Elaborado por Ana Cristina Cavalcanti Tinôco - CRB-15/262

Dedico este trabalho a minha esposa Marília, ao
meus pais Luciano (In memorian) e Ana Lúcia,
e aos meus sogros Itamar e Roseli.

AGRADECIMENTOS
Gostaria de agradecer a minha família, pelo apoio e carinho durante toda minha
graduação. Em especial a minha mãe, que sempre me ajudou mesmo nos momentos mais
difíceis, ao meu irmão, por sempre ter sido um grande incentivador e amigo, a minha esposa,
que está sempre do meu lado, ajudando, me dando suporte e amor, e aos meus sogros, que
sempre me incentivaram e apoiaram.
Agradeço a todas as professoras do curso, pela ajuda e pelo conhecimento e experiência
que transmitiram. Em especial a minha orientadora, Professora Andréa, que foi muito paciente
comigo durante a realização deste trabalho, sendo sempre prestativa, além de um modelo no
âmbito profissional.
Agradeço aos meus colegas de curso pela companhia nesses anos de curso. Em especial
a Jaquieli, Samantha, Gabriel, Matheus e Ricardo, que se tornaram amigos muito queridos.
Agradeço também aos meus amigos da Lincoln University, Romário e Valter, e meus amigos
de fora do curso, em especial Atila e Vinicius, pela amizade e pelas risadas.

RESUMO
Apesar da popularidade dos refrigerantes no Brasil e do umbu na região Nordeste, atualmente
não existe uma produção industrial de refrigerantes de umbu. Este trabalho apresenta o
desenvolvimento de um refrigerante à base de polpa de umbu, como maneira de solucionar este
problema e ainda o fazer de maneira kosher e halal para se ter um futuro mercado de exportação.
O trabalho inclui revisão bibliográfica sobre o assunto, fluxograma do processo, descrição das
etapas de fabricação, layout da indústria, balanços de massa e energia, análise econômica do
produto e o tratamento dos efluentes gerados no processo. A indústria proposta terá uma
produção mensal de 300000 L e o refrigerante será disponibilizado para venda em garrafas PET
de 2 L e de 600 ml. A partir da análise econômica foi possível definir o preço do produto unitário
de 2 L em R$ 4,00 e de 600 mL em R$ 1,20. Assim como foi possível definir o preço de venda
sugerido da garrafa de 2 L a R$ 4,80 e da garrafa de 600 mL a R$ 1,45. Com o lucro obtido,
será possível retornar o investimento inicial em cerca de 13 meses. Para o tratamento dos
efluentes foi escolhido o tratamento aeróbio de lodo ativado. Por fim, conclui-se que o produto
proposto tem um grande potencial mercadológico, em especial no nordeste brasileiro.
Palavras-chave: Refrigerante. Umbu. Kosher. Halal.

ABSTRACT
Despite the popularity of soft drinks in Brazil and the popularity of the Brazilian plum in the
Northeast region of Brazil, currently there is no industrial production of Brazilian plum
flavoured soft drink. This paper presents the development of a soft drink based on Brazilian
plum pulp, as a way to solve this problem and do it in a kosher and halal manner for a future
export market. The paper includes the literature review on the subject, the process flowchart,
the description of the manufacturing steps, the industry layout, the mass and energy balances,
the economic analysis of the product and the treatment of effluents generated in the process.
The proposed industry will have a monthly output of 300000 L and the soft drink will be
available for sale in 2 L and 600 ml PET bottles. From the economic analysis it was possible to
define the unit product price of 2 L as R$ 4.00 and 600 mL as R$ 1.20. As well as it was possible
to set the suggested selling price of the 2 L bottle as R$ 4.80 and the 600 mL bottle as R$ 1.45.
With the profit obtained, it will be possible to return the initial investment in about 13 months.
For the effluent treatment, the aerobic activated sludge treatment was chosen. Finally, it is
concluded that the proposed product has a great marketing potential, especially in the northeast
of Brazil.
Keywords: Soft Drink. Brazilian Plum. Kosher. Halal.

LISTA DE FIGURAS
Figura 1. Distribuição do umbuzeiro (Spondias tuberosa). ..................................................... 13
Figura 2. Umbuzeiro ................................................................................................................ 14
Figura 3. Fluxograma da fabricação do refrigerante de umbu. ............................................... 17
Figura 4. Função: gramas de carvão / litros de Xarope Simples. ............................................ 20
Figura 5. Ciclo de utilização do filtro pré-capa. ...................................................................... 21
Figura 6. Calendário do Umbu ................................................................................................ 22
Figura 7. Mistura do xarope composto. ................................................................................... 23
Figura 8. Filtro declorador de água. ........................................................................................ 25
Figura 9. Caldeira tipo vertical a gás. ...................................................................................... 26
Figura 10. Calha dissolvedora de açúcar, modelo RZ/CD. ..................................................... 27
Figura 11. Tanque Fervedor de Xarope. .................................................................................. 27
Figura 12. Filtro Pré-Capa. ...................................................................................................... 28
Figura 13. Bomba centrífuga sanitária. ................................................................................... 29
Figura 14. Trocador de calor a placas gaxetadas. .................................................................... 29
Figura 15. Tanque de xarope com agitação. ............................................................................ 30
Figura 16. Máquina Sopradora Automática. ........................................................................... 31
Figura 17. Sistema Pré-mix Unimix com desaerador RZ........................................................ 32
Figura 18. Conjunto blocado, rinser, enchedora tampadora. ................................................... 33
Figura 19. Empacotadora Automática. .................................................................................... 34
Figura 20. Proposta de layout simplificado. ............................................................................ 35
Figura 21. Cálculo do balanço de massa o tanque fervedor. ................................................... 37
Figura 22. Cálculo do balanço de massa durante a clarificação do xarope simples. ............... 37
Figura 23. Cálculo do balanço de massa durante a filtração do xarope simples. .................... 38
Figura 24. Cálculo do balanço de massa durante a mistura do xarope composto. .................. 39
Figura 25. Trocador de calor de placas em regime de contracorrente..................................... 40
Figura 26. Esquema de tratamento aeróbio por lodo ativado com aeração prolongada. ......... 55

LISTA DE TABELAS
Tabela 1 - Quantidade produzida de umbu .............................................................................. 14
Tabela 2 – Tabela nutricional para 100g de polpa de umbu. ................................................... 15
Tabela 3 – Propriedades do xarope simples com 60°Brix e 50°C. .......................................... 41
Tabela 4 – Propriedades da água a 18°C. ................................................................................ 42
Tabela 5 – Características das placas FM para o trocador de calor Alfa Laval modelo M6. .. 42
Tabela 6 – Custo do investimento inicial e depreciação de equipamentos para a produção, em
Reais (R$). ............................................................................................................. 48
Tabela 7 – Custo do investimento inicial e depreciação de mobiliário e eletrodomésticos para
a empresa, em Reais (R$). ..................................................................................... 48
Tabela 8 – Total de custos fixos, em Reais (R$). .................................................................... 49
Tabela 9 – Custo da matéria prima necessária para uma batelada de 7500 L, em Reais (R$).49
Tabela 10 – Custos relacionados a embalagem para a produção mensal, em Reais (R$). ...... 50
Tabela 11 – Custos relacionados ao consumo elétrico para produção mensal, em
Reais (R$). ............................................................................................................. 51
Tabela 12 – Custo relacionados a mão-de-obra, em Reais (R$).............................................. 52
Tabela 13 – Total dos custos variáveis, em Reais (R$). .......................................................... 52
Tabela 14 – Custo unitário de produção, em Reais (R$). ........................................................ 53
Tabela 15 – Preço médio, em ordem crescente, dos principais concorrentes, em Reais (R$). 53
Tabela 16 – Investimento inicial, em Reais (R$). ................................................................... 54

SUMÁRIO
1. INTRODUÇÃO .................................................................................................................. 11
2 REVISÃO BIBLIOGRÁFICA ........................................................................................... 12
2.1 Refrigerante ...................................................................................................................... 12
2.2 Umbu (Spondias tuberosa) ............................................................................................... 13
2.3 Comidas Kasher e Halal ................................................................................................... 15
3 FLUXOGRAMA DE PROCESSO .................................................................................... 17
3.1 Descrição do processo proposto ...................................................................................... 17
3.1.1 Recepção da matéria-prima ..................................................................................... 17
3.1.2 Captação e tratamento da água ................................................................................ 18
3.1.3 Diluição do açúcar ................................................................................................... 18
3.1.4 Clarificação do xarope simples................................................................................ 19
3.1.5 Filtração do xarope simples ..................................................................................... 20
3.1.6 Resfriamento do xarope simples.............................................................................. 21
3.1.7 Armazenamento do xarope simples ......................................................................... 21
3.1.8 Mistura do xarope composto ................................................................................... 21
3.1.9 Análise do xarope composto ................................................................................... 23
3.1.10 Diluição do xarope composto ................................................................................ 23
3.1.11 Carbonatação ......................................................................................................... 23
3.1.12 Preparação das garrafas PET ................................................................................. 24
3.1.13 Envase .................................................................................................................... 24
3.1.14 Armazenamento do refrigerante ............................................................................ 24
3.2 Equipamentos utilizados na produção ............................................................................ 25
3.2.1 Filtro Declorador de Água ....................................................................................... 25
3.2.2 Caldeira .................................................................................................................... 26
3.2.3 Calha dissolvedora de açúcar .................................................................................. 26
3.2.4 Tanque fervedor de xarope ...................................................................................... 27
3.2.5 Filtro Pré-Capa ........................................................................................................ 28
3.2.6 Bomba Centrífuga Sanitária .................................................................................... 28
3.2.7 Trocador de Calor de Placas .................................................................................... 29
3.2.8 Tanque misturador de xarope .................................................................................. 30
3.2.9 Máquina Sopradora de Pré-Formas ......................................................................... 30
3.2.10 Sistema Pré-Mix Unimix Automático com Desaerador RZ .................................. 31

3.2.11 Conjunto blocado rinser, enchedora, tampadora ................................................... 32
3.2.12 Empacotadora automática ..................................................................................... 33
3.3 Layout simplificado .......................................................................................................... 34
4 BALANÇO DE MASSA E ENERGIA .............................................................................. 36
4.1 Balanço de Massa ............................................................................................................. 36
4.1.1 Diluição do Açúcar .................................................................................................. 36
4.1.2 Clarificação do xarope simples................................................................................ 37
4.1.3 Filtração do xarope simples ..................................................................................... 38
4.1.4 Mistura do xarope composto ................................................................................... 38
4.1.5 Diluição do xarope composto .................................................................................. 39
4.2 Balanço de Energia ........................................................................................................... 40
4.2.1 Características do Trocador de Calor e das placas .................................................. 42
4.2.2 Determinação da Área Total de Troca Térmica ...................................................... 42
4.2.2.1 Calor Retirado do Xarope Simples ................................................................... 43
4.2.2.3 Coeficientes Convectivos de Transferência de Calor (h) ................................. 43
4.2.2.4 Coeficiente Global de Transferência de Calor (U) ........................................... 45
4.2.2.5 Área Total de Troca Térmica............................................................................ 45
4.2.3 Número de Placas no trocador de calor ................................................................... 45
5. ANÁLISE ECONÔMICA .................................................................................................. 47
5.1. Custos Fixos ..................................................................................................................... 47
5.2. Custos Variáveis .............................................................................................................. 49
5.3. Custo de Produção Unitário ........................................................................................... 52
5.4. Preço final do produto e comparação com produto similar no mercado ................... 53
5.4. Retorno do Investimento ................................................................................................. 54
6. EFLUENTES ...................................................................................................................... 55
7. CONSIDERAÇÕES FINAIS ............................................................................................. 57
REFERÊNCIAS ..................................................................................................................... 58

11
1. INTRODUÇÃO
Os refrigerantes são uma família de bebidas não alcoólicas e não fermentadas.
Geralmente são fabricadas a partir de água, na maioria dos casos mineral, açúcar, que no caso
dos refrigerantes zero e light são substituídos por edulcorantes, extratos ou aromas sintetizados
de frutas, nozes e vegetais e gás carbônico. Na maioria dos países, os refrigerantes são parte da
vida cotidiana, estando presentes em festas, almoços de família, lanches, confraternização, em
máquinas nas ruas, restaurantes, entre outros lugares.
A história dos refrigerantes começa antes da descoberta do processo de carbonatação
da água por Joseph Priestley no século XVIII, pois já se consumiam bebidas de frutas e/ou ervas
com carbonatação natural. Existem 3 teorias principais para explicar a origem dos refrigerantes,
A primeira é que durante a idade média consumir somente água poderia ser perigoso, já que ela
quase sempre estava contaminada. Assim era comum o consumo de cervejas e bebidas herbais,
que eram obtidas através da fervura de água com ervas como urtiga e dente-de-leão, que depois
eram fermentadas até o consumo (EMMINS,1991). É relatado que o Capitão James Cook
produzia uma bebida à base de folhas de abetos no HMS Endeavour durante sua viagem de
exploração a Nova Zelândia em 1769, de modo a evitar o escorbuto entre os tripulantes de seu
navio (SHORTLAND, 1851).
A segunda está relacionada ao consumo das chamadas águas de spa. Elas são águas
provenientes de fontes, podendo ser termais ou não, e que geralmente são ricas em sais minerais.
Durante a idade média essas fontes ganharam fama por serem associadas a locais e pessoas
santas, sendo que no século XVII as pessoas começaram a consumir essas águas juntos com
cereais de modo a melhorar seu sabor (EMMINS,1991).
A terceira teoria vem de uma bebida chamada “água imperial” que supostamente era
consumida na corte dos reis da dinastia Tudor na Inglaterra, que era uma bebida adocicada
contendo cremor tártaro e saborizada com limão. Inspirados pela corte, as pessoas começaram
a produzir “cordials”, um xarope concentrado a base de ingredientes como água de rosas,
canela, hortelã-pimenta, gengibre e cravo, para serem diluídos em água e bebidos em ocasiões
especiais. Somente durante o reinado de Carlos II, que se encontram registros de cordials feitos
à base de frutas. A priori eles eram feitos com limões e mel, passando a serem feitos com outras
frutas cítricas como lima e laranja e por fim sendo feitos com uma miríade de frutas, ervas e até
mesmo legumes como o ruibarbo (EMMINS,1991).
No Brasil, uma pesquisa realizada pela Associação Brasileira das Indústrias de
Refrigerantes e Bebidas não Alcoólicas, ABIR, que mostra a evolução 2004-2008 das bebidas

12
não alcoólicas, pode-se observar que a produção de refrigerantes no Brasil é crescente tanto
para os sabores tradicionais quanto para o segmento de mistura de frutas e mixers. Mostrando
uma abertura do mercado para novos sabores (ABIR, 2019).
Neste contexto, esse trabalho tem como objetivo geral o desenvolvimento de um
refrigerante a base de umbu. Para atingir esse objetivo foram definidos como objetivos
específicos: apresentar referências teóricas sobre o produto proposto e seus principais
ingredientes; desenvolver um fluxograma de produção completo; desenvolver um layout
simplificado das instalações propostas; detalhar os balanços de massa e energia; realizar a
análise econômica do processo, com ênfase no custo unitário de produção e por fim propor um
tratamento adequado para os efluentes gerados.
2 REVISÃO BIBLIOGRÁFICA
2.1 Refrigerante
O refrigerante é uma bebida extremamente popular no Brasil. Como produto é definido
pelo Decreto nº 6.871 de 4 de junho de 2009, da seguinte maneira: “o refrigerante é a bebida
gaseificada, obtida pela dissolução em água, de suco ou extrato natural, adicionada de açúcar
ou edulcorantes (adoçantes) ”. Segundo Emmins (1991), a história do refrigerante começa com
a limonada, que com a invenção do processo de carbonatação da água em 1772, passaram a ser
feitas com água com gás. As misturas de xaropes com água com gás inicialmente tinham fins
farmacêuticos.
A primeira indústria de refrigerantes propriamente dita, foi aberta em 1871 nos Estados
Unidos (LIMA e AFONSO, 2009). Já no Brasil, em 1912 começou a produção de Soda
Limonada pela Antartica (AMBEV, 2019). Já a Coca-Cola, começou a ser produzida no Brasil
em 1941, primeiro na fábrica de água mineral Santa Clara, depois em minifábricas em Recife e
Natal. A primeira fábrica construída pela própria Coca-Cola seria construída em São Cristóvão
no Rio de Janeiro, em 1942 (COCA-COLA BRASIL, 2016).
Atualmente o Brasil é o terceiro produtor mundial de refrigerante, depois dos Estados
Unidos e México. Geralmente o consumo tem a ver com as altas temperaturas e as datas
comemorativas,
O consumo de refrigerantes aumenta em datas comemorativas, como Ano
Novo, Carnaval, festas religiosas, festas juninas, campeonatos esportivos e

13
grandes espetáculos de entretenimento. A conjunção de clima, ocorrência de
eventos e fluxo turístico contribui para a sazonalidade do setor no Brasil, com
picos de consumo no verão, durante as principais festas e no período de férias
escolares (ETENE 4, 2016).
Contudo, o consumo per capita no ano de 2017 foi de aproximadamente 62 L por
habitante por ano, o que coloca o Brasil em 28º lugar nesse aspecto (ABIR, 2019).
Se olharmos especificamente para a legislação sobre refrigerantes no Brasil, podemos
observar no Decreto nº 6.871 que só existem especificações para refrigerantes de laranja,
tangerina, uva, limão, guaraná, cola e maça. Isso foi mudado com a Instrução Normativa MAPA
19/2013, que abriu um leque de opções e incluiu refrigerante vegetal e de fruta de maneira
genérica. Essa inclusão tornou possível a criação de refrigerantes de frutas e vegetais não
listados, como o umbu.
2.2 Umbu (Spondias tuberosa)
O umbuzeiro é uma árvore nativa do semiárido brasileiro, não havendo relatos de sua
ocorrência em outras regiões no mundo (PRADO e GIBBS, 1993).
Figura 1. Distribuição do umbuzeiro (Spondias tuberosa).
Fonte: Annals of the Missouri Botanical Garden, 1993.
Durante a época colonial era chamado também de “ambu”, “ombu” e “imbu”. O nome provém
do tupi-guarani ymbu, que significa “árvore que dá de beber” (CARVALHO, 2019), devido a

14
suas raízes que acumulam água. Por isso Euclides da Cunha a chamou de “árvore sagrada do
sertão” em seu livro “Os Sertões” (1975)
Figura 2. Umbuzeiro
Fonte: BIROLO, Fernanda Muniz Bez, 2014.
O umbu é considerado produto vegetal de extração, ou seja, ele não é cultivado, sendo
coletado em árvores que crescem espontaneamente no semiárido. Como pode ser observado na
tabela abaixo, em 2017 a produção brasileira foi de 7465 toneladas, sendo a maior parte, 5808
toneladas, na Bahia (IGBE, 2017). 84,68% das famílias das regiões produtoras tinham o
extrativismo de umbus como fonte alternativa de renda. No período entre janeiro e março de
1999, o extrativismo de umbu foi a primeira fonte de renda para os agricultores das regiões
produtoras na Bahia (CAVALCANTI et al., 2001a).
Tabela 1 - Quantidade produzida de umbu
Unidade da
Federação
Quantidade
(toneladas)
% da produção
nacional
Bahia 5808 77,80
Minas gerais 766 10,26
Pernambuco 369 4,94
Rio Grande do Norte 253 3,39
Alagoas 95 1,27
Paraíba 87 1,17
Piauí 78 1,04
Ceará 10 0,13
Total 7465 100 Fonte: IBGE. 2017.

15
O umbu é um fruto rico em minerais e vitaminas (tabela 2). Se destacando em suas
propriedades nutricional a quantidade de vitamina C, que é vital para o funcionamento do
sistema imunológico. Atuando também no processo de cura de cortes e feridas, auxiliando a
formar o tecido responsável pela cicatrização. O umbu também possui propriedades
antioxidantes que são provenientes do seu teor de vitamina C e dos compostos fenólicos totais
que ele possui (BARCELOS et al., 2017).
Tabela 2 – Tabela nutricional para 100g de polpa de umbu.
Calorias (Kcal) 44,0
Proteína (g) 5808
Cálcio (mg) 766
Fósforo (mg) 369
Ferro (mg) 253
Vitamina A (mg) 95
Vitamina C (mg) 87
Vitamina B1 (mg) 78 Fonte: SEAGRI/BA, 2019.
2.3 Comidas Kasher e Halal
A palavra Kasher significa “adequado” em hebraico, já a palavra Halal significa “algo
dentro da lei” em árabe. Ambas palavras se referem as comidas que podem ser consumidas por
judeus e muçulmanos, respectivamente. Segundo o IBGE, em 2010, o Brasil possuía 107329
judeus e 35167 muçulmanos, o que respectivamente correspondem a 0.056% e 0.018% da
população. Apesar de juntos corresponderem a menos de 1% da população brasileira
(IBGE, 2010) as comunidades são conhecidas por serem consumidoras fieis, tanto a
comunidade nacional (BARELLI, 1996), quanto a internacional (MENDES, 2018). Tanto que
a Coca-Cola nos Estados Unidos mudaram sua formulação para agradar a comunidade judaica
(FELDBERG, 2019). Além disso, fabricam uma linha especial para o Pesach (páscoa judaica),
que é diferente da própria linha kasher do resto ano, devido a regras alimentarias diferentes
para essa época do ano (LUNSFORD, 2016).
Os produtos que possuem certificados kasher e halal também possuem uma vantagem
quando falamos em exportações. Isso porque alguns dos países ou bloco de países que possuem
maiores relações de comércio com o Brasil são de grande população judaica e/ou muçulmana,
como União Europeia (AE, 2019), Estados Unidos, Israel, Argentina e Liga Árabe
(COUTO, 2019).
Além disso, os produtos kasher que possuem a certificação parve também podem
incluir em seus possíveis consumidores, pessoas com intolerância a lactose e veganos. Isso

16
porque a certificação parve indica que não há leites ou seus derivados na formulação ou na
produção do produto. A certificação de Pessach indica que o produto pode ser consumido
durante a pascoa, o que também é considerado um fator de escolha a mais para o produto
(BDK, 2019).

17
3 FLUXOGRAMA DE PROCESSO
Figura 3. Fluxograma da fabricação do refrigerante de umbu.
Fonte: Elaborado pelo autor, 2019.
3.1 Descrição do processo proposto
3.1.1 Recepção da matéria-prima
Na recepção da matéria-prima devemos verificar se todos os insumos estão dentro dos
padrões desejados, em especial, devemos nos atentar ao açúcar.

18
O açúcar utilizado na fabricação de refrigerante não deve conter um teor de umidade
maior que 0,15%, deve ter uma pureza maior que 99,0%, baixo teor de cinzas, ausência de
microrganismos como bolores e leveduras e ausência de materiais estranhos como insetos e
pedaços de metais, plásticos ou vidros (DANTAS, 2018).
Se o açúcar estiver dentro dos padrões exigidos, devemos nos atentar a sua forma de
armazenamento. O ambiente em que o açúcar será armazenado deve conter uma umidade
relativa menor que 60%, pois ele começa a se dissolver em ambientes com umidade relativa
maior que 80%. Além disso, se ele for estocado em saco, sobre estrados, ele deve “estar afastado
das paredes e tetos e protegidos contra roedores e insetos” (SANTOS e BRESSAN, 2011).
3.1.2 Captação e tratamento da água
Segundo Palha (2005), a água deve conter baixa alcalinidade, não conter sulfatos e
cloretos em demasia, não conter cloro, fenóis e metais e possuir padrões microbiológicos que
garantam que a água esteja livre de microrganismos, além de estar límpida e inodora. A redução
de acidez do refrigerante devido a interação de carbonatos e bicarbonatos com ácidos orgânicos
pode alterar sabor e aroma do refrigerante, devido a isso, deve-se utilizar água de baixa
alcalinidade. Sulfatos e cloretos em demasia podem deixar o sabor do refrigerante acentuado
demais. O cloro altera o sabor do refrigerante e provoca reações de oxidação e despigmentação.
Os fenóis transferem seu sabor para o refrigerante, principalmente em associação com o cloro.
Os metais, principalmente ferro, cobre e manganês, aceleram reações de oxidação. E por último,
os padrões microbiológicos para que a água esteja apta a consumo.
A água de poços é considerada geralmente a mais adequada para a fabricação de
refrigerantes devido a suas características e por estar mais protegida de influências exteriores
(SANTOS e BRESSAN, 2011). Após a água ser captada ele deve ser clorada para atender os
padrões microbiológicos exigidos e depois ela irá passar por um filtro declorador para que sejam
retiradas as sujidades e que ocorra o processo de descloração, aonde é retirado o cloro da água.
Após esses passos, a água pronta para uso é armazenada em tanques de aço inox.
3.1.3 Diluição do açúcar
Para a diluição do açúcar a água é colocada numa caldeira aonde é aquecida a pelo
menos 60°C. Após isso, o açúcar deve ser adicionado gradativamente e sob constante agitação.
Esse processo de agitação continua até que o açúcar seja completamente dissolvido (STEEN e

19
ASHURST, 2006). Após a dissolução completa do açúcar, a temperatura é elevada para uma
temperatura entre 80°C e 85°C para que aconteça o início da clarificação (CELESTINO, 2010).
3.1.4 Clarificação do xarope simples
A clarificação acontece através da utilização de carvão ativado em pó. O carvão é
utilizado para que sejam eliminadas paladares e odores estranhos, além de eliminar qualquer
coloração do xarope simples. Segundo Dantas (2018) escolha do carvão depende de alguns
fatores:
Índice de Iodo: indica a quantidade de iodo adsorvido por 1g de carvão. É o
índice que indica a capacidade do carvão de adsorver substâncias que dão gosto e odor.
O carvão utilizado deve ter índice de iodo maior que 850 mg/g
Número de Melaço: indica a capacidade do carvão de adsorver partículas médias
e grandes, que são as partículas que dão cor ao xarope. O carvão utilizado deve ter
valores acima de 170, sendo o ideal valores de 185.
Granulometria: está relacionada com a velocidade de adsorção e filtração.
“Carvões com granulometrias de 50-60% passantes pela peneira de 325 (0,044mm)
ASTM (American Society for Testing and Materials), apresentam bom equilíbrio entre
filtrabilidade, descoloração e passagem de pontos pretos pelo filtro”
(DANTAS, 2018).
pH: para se evitar a inversão do açúcar, o pH deve ser o mais próximo do xarope
possível. Sendo assim, normalmente se utilizam carvões com pH entre 5,5 e 7,0.
O carvão com as características ideais é adicionado ao tanque fervedor aonde deve
ficar sob agitação lenta. Para que o carvão possa atuar como desejado, ele deve ficar em contato
com o xarope por cerca de 30 minutos e a temperatura do xarope não deve ficar acima de 85°C,
pois a partir de 95°C tem início a caramelização do xarope (DANTAS, 2018). Por último, a
quantidade de carvão utilizada dependerá da cor do xarope e da curva de descoloração do carvão
utilizado. Um exemplo de curva de descoloração pode ser observado na figura 4 abaixo.

20
Figura 4. Função: gramas de carvão / litros de Xarope Simples.
Fonte: Dantas, 2018.
3.1.5 Filtração do xarope simples
A filtração ocorre para que as partículas de carvão possam ser retiradas do xarope
simples. Essa filtração acontece através de tortas permeáveis em um filtro de quadros verticais.
A primeira etapa é a formação da pré-capa, aonde uma suspensão de auxiliar de filtração, que
na maioria dos casos são as terras diatomáceas, em água é circulada pelo filtro até que ele fique
totalmente retido no filtro. Na segunda etapa se estabelece a circulação entre o filtro e o tanque
fervedor. O xarope recircula até que fique límpido, sendo então encaminhado para o
resfriamento. Para se retirar o xarope preso no filtro, é utilizada água declorada para empurrar
o xarope para fora do filtro. Após a retirada do xarope, deve ser feita a retirada das tortas e a
limpeza do filtro. O ciclo inteiro está representado na figura 5 (SANTOS e BRESSAN, 2011;
Dantas, 2018).

21
Figura 5. Ciclo de utilização do filtro pré-capa.
Fonte: Dantas, 2018.
3.1.6 Resfriamento do xarope simples
O resfriamento do xarope simples ocorre para que não aconteça perda de aromas na
formação do xarope composto. Assim como também serve para que não haja inversão da
sacarose (DANTAS, 2018). Esse resfriamento é feito com água em um trocador de calor de
placas até que a temperatura do xarope seja menor que 25°C, sendo a temperatura ideal 20°C
(SANTOS e RIBEIRO, 2005). No trocador de calor de placas, o xarope simples (fluido quente)
e a água resfriada a 5°C (fluido frio) passam por um conjunto de placas de modo que aconteça
o resfriamento do xarope. (SANTOS e BRESSAN, 2011).
3.1.7 Armazenamento do xarope simples
Após ser resfriado o xarope pode ser armazenado em tanques de aço inoxidável que
possuem resfriamento para manter o xarope na temperatura de cerca de 25°C. O xarope pode
ficar armazenado por no máximo 12 horas. Nessa etapa também podem ser adicionados
conservantes e acidulantes (CELESTINO, 2010).
3.1.8 Mistura do xarope composto
Nessa etapa são adicionados ao xarope simples o extrato de frutas, o conservante, o
acidulante, o antioxidante, o aromatizante e os corantes. O processo ocorre em um tanque com
agitação constante, aonde os insumos são adicionados lentamente e na ordem correta, para

22
evitar turbidez e precipitações. Após a adição de todos componentes deve-se manter a agitação
por 15 a 30 minutos, sendo necessário ainda a agitação por alguns instantes a cada 30 minutos
durante 3 horas (CELESTINO, 2010). Devido a não disponibilidade do umbu durante todo o
ano, como pode ser observado na figura 6, o extrato de fruta utilizado será a polpa de umbu
congelada.
Figura 6. Calendário do Umbu
Fonte: Barreto, 2010.
Como conservante será utilizado o benzoato de sódio por ser, segundo Dantas (2018),
barato, eficiente, bem tolerado pelo organismo e atuar sobre bactérias, bolores e leveduras. Ele
deve ser diluído em água declorada a temperatura ambiente e adicionado antes do ácido cítrico,
pois se for adicionado depois irá formar um precipitado irreversível. Como acidulante será
utilizado o ácido cítrico, ele tem como função, segundo Ashurst (2016), neutralizar a doçura,
baixar o pH, realçar o sabor ácido e auxiliar na inibição de microrganismos. Para ser adicionado
ao tanque ele também deve ser pré-diluido em água declorada a temperatura ambiente.
Antioxidantes também são necessários já que os aromas e sabores são muito sensíveis a
oxidação. O antioxidante que será utilizado é o ácido ascórbico, que deverá ser diluído
lentamente em água declorada a temperatura ambiente. Essa solução deve ser utilizada
imediatamente, sendo adicionada ao tanque após o ácido cítrico e logo antes do extrato de fruta.
No caso do refrigerante de umbu não serão adicionados aromatizante e corantes.

23
Figura 7. Mistura do xarope composto.
Fonte: Custom Valve, 2019.
3.1.9 Análise do xarope composto
Antes da diluição ser feita é necessário analisar se o xarope composto atende todos os
padrões exigidos para a fabricação do refrigerante. Uma amostra é retirada e são realizadas a
análise de densidade a 20°C, que deve ser de aproximadamente 1,2864g/cm³ (DANTAS, 2018).
A análise de acidez, que deve estar com pH entre 2,5 e 3,5, e a análise da quantidade de sólidos
solúveis, que deve ser de 60º Brix (ASHURST, 2016). Por último, é realizada a diluição de uma
parte de xarope composto para 4 partes de água declorada, e são feitas as análises de turvação
e a análise sensorial para averiguar se o refrigerante possui as características esperadas.
Dependendo do resultado das análises, o xarope pode ser aprovado e seguir para diluição, pode
ser reprovado e ser corrigido como no caso de falha na quantidade de sólidos solúveis, ou
reprovado e o xarope ser descartado (ASHURST, 2016).
3.1.10 Diluição do xarope composto
A diluição do xarope composto é feita adicionando água declorada. A água declorada
gelada é adicionada ao xarope até que se atinja o teor de sólido solúveis desejáveis para o
produto final, geralmente em uma proporção de uma parte xarope composto e de 2 a 6 partes
de água (ASHURST, 2016).
3.1.11 Carbonatação
Após a dissolução, gás carbônico é injetado na mistura até que se atinja a concentração
desejada de gás na bebida final (SANTOS e BRESSAN, 2011). A temperatura do xarope
composto diluído deve ser baixa devido ao fato de a solubilidade do gás carbônico estar ligada

24
a temperatura da mistura, quanto mais baixa a temperatura mais o gás carbônico é solúvel
(ASHURST, 2016).
3.1.12 Preparação das garrafas PET
A preparação das garrafas deve ocorrer ao mesmo tempo que a produção do xarope
composto de modo a que o envase ocorre logo após a carbonatação. Outro ponto importante é
que o número de garrafas produzidas deve ser equivalente a quantidade de xarope composto
produzido, pois o ideal é que o xarope composto não seja armazenado (CRUZ, 2012). O
primeiro passo para preparar as garrafas de PET (politereftalato de etileno) é passar as pré-
formas pela sopradora. A vantagem da sopradora é que ela é completamente automática,
evitando assim contaminações por contato (DANTAS, 2018). Em seguida, as garrafas, já no
tamanho e formato desejado, vão para uma Rotuladora BOPP (bi-axially oriented
polypropylene) para a rotulagem. Os rótulos BOPP conferem “melhor aparência que o rótulo
manga” e “Maior brilho, elegância, maior produtividade” (DANTAS, 2018). As garrafas então
vão para o rinser, aonde são devidamente lavadas. Isso serve para a remoção de eventuais
partículas antes do envase (STEEN e ASHURST, 2006). A água utilizada no rinser pode ser
reutilizada na própria lavagem das garrafas, desde que seja filtrada e concentrada em ácido
peracético entre 0,05 e 0,27%, a fim de garantir a segurança microbiológica das garrafas para
envase. Assim como pode ser reutilizada posteriormente para uso comum ou também nos
trocadores de calor.
3.1.13 Envase
O envase do refrigerante deve ser realizado logo após a carbonatação, de modo a evitar
perdas de CO2 (SANTOS e RIBEIRO, 2005). Na enchedora, a garrafa já sanitizada é cheia com
o refrigerante até o nível correto, sendo levada para a tampadora. Nela é colocada a tampa e por
último a garrafa é fechada com o torque necessário para que o gás carbônico não escape da
garrafa. O processo de envase deve ser realizado suavemente, para evitar a formação de espuma
na garrafa (CELESTINO, 2010). Antes de seguir para o armazenamento, deve ser impresso em
local visível a data de fabricação e qual o lote do refrigerante.
3.1.14 Armazenamento do refrigerante
25
Para seguir para o armazenamento, as garrafas vão para uma empacotadeira automática
que são agrupadas em grupos de 6 garrafas de 1 litro. Esses grupos são envolvidos em plástico
termoencolhível, passam por aquecimento para que o plástico encolha e são então levadas para
a paletização. Por último são levadas para o armazenamento, aonde ficarão no estoque até serem
levadas para os pontos de venda.
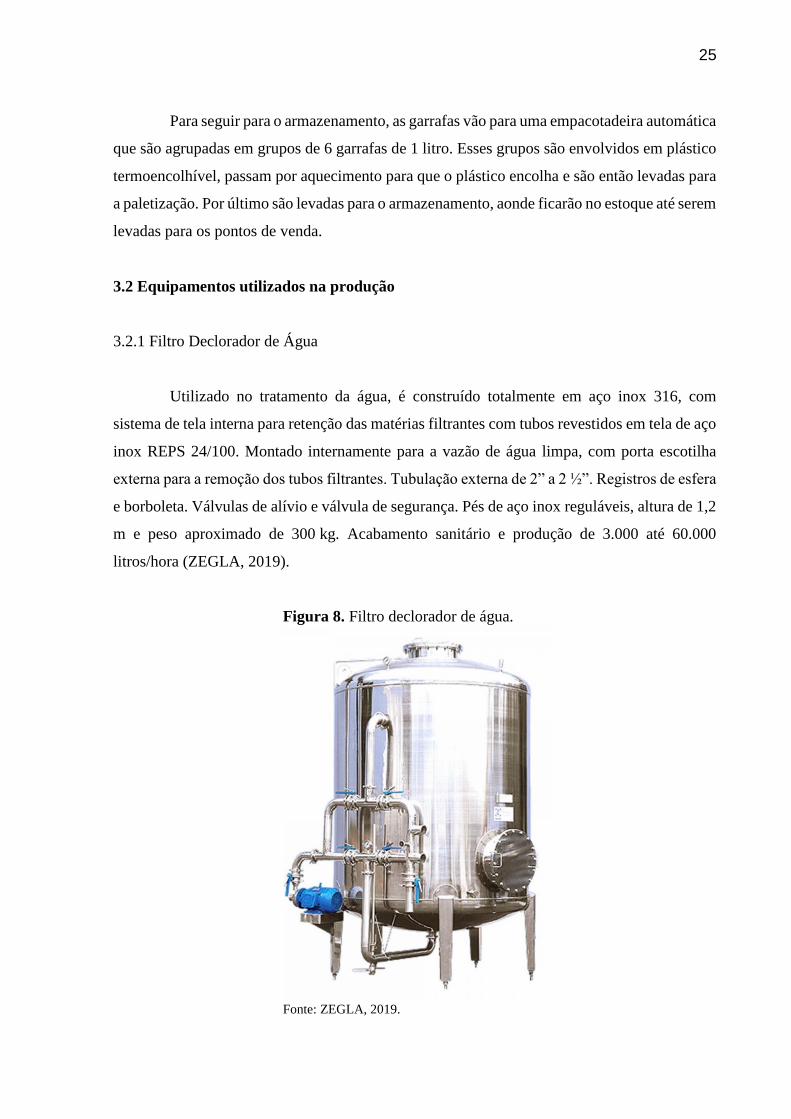
3.2 Equipamentos utilizados na produção
3.2.1 Filtro Declorador de Água
Utilizado no tratamento da água, é construído totalmente em aço inox 316, com
sistema de tela interna para retenção das matérias filtrantes com tubos revestidos em tela de aço
inox REPS 24/100. Montado internamente para a vazão de água limpa, com porta escotilha
externa para a remoção dos tubos filtrantes. Tubulação externa de 2” a 2 ½”. Registros de esfera
e borboleta. Válvulas de alívio e válvula de segurança. Pés de aço inox reguláveis, altura de 1,2
m e peso aproximado de 300 kg. Acabamento sanitário e produção de 3.000 até 60.000
litros/hora (ZEGLA, 2019).
Figura 8. Filtro declorador de água.
Fonte: ZEGLA, 2019.

26
3.2.2 Caldeira
A caldeira é usada na etapa de preparação do xarope simples. Construída em aço inox,
tipo vertical, a gás, dotada de bomba d’água com comando automático e alarme sonoro/visual,
com duas válvulas de segurança, consumo de 6 kg/h de gás e capacidade para 100 kg de
vapor/hora (DANVIC, 2019).
Figura 9. Caldeira tipo vertical a gás.
Fonte: DANVIC, 2019.
3.2.3 Calha dissolvedora de açúcar
Também utilizada na preparação do xarope simples, é construída em aço inoxidável
304, equipada com tubulações e peneiras internas com 02 motobombas de 10 cv, com
capacidade de deslize de até 200 sacos de açúcar/hora. Comprimento de 4,95 m, largura de
1,070 m, altura de 0,71 m e potência de 20 cv (ZEGLA, 2019).

27
Figura 10. Calha dissolvedora de açúcar, modelo RZ/CD.
Fonte: ZEGLA, 2019.
3.2.4 Tanque fervedor de xarope
Utilizado para elevar a temperatura do xarope simples antes da clarificação.
Construído em aço inox 304, capacidade de 1500 litros, com agitador lateral, de 60 metros de
serpentina interna para vapor de 1”, tampa superior bipartida, fundo torisférico, uma saída
lateral de 2”, termômetro para temperatura, pés em aço inox reguláveis, acabamento interno
sanitário, potência de 2 cv, diâmetro de 1,20 m, altura de 2,40 m (ZEGLA, 2019).
Figura 11. Tanque Fervedor de Xarope.
Fonte: ZEGLA, 2019.

28
3.2.5 Filtro Pré-Capa
Usado na filtração do xarope simples, possui capacidade de 1500 L/h, é construído em
aço inox, equipado com bomba de 7,5 cv, montado sobre base móvel, com rodízios giratórios,
com placas verticais revestido com tecido REPS 24/110, com tanque pulmão para adição de
terra diatomácea, tubulações em aço inox de 1 ½” e 2”, manômetros, válvula de alívio e
segurança, acabamento sanitário, potência de 7,5 cv, comprimento de 1,80 m, largura de 1,00
m, altura de 1,60 m (ZEGLA, 2019).
Figura 12. Filtro Pré-Capa.
Fonte: ZEGLA, 2019.
3.2.6 Bomba Centrífuga Sanitária
Utilizada para bombear o xarope simples e composto pelas tubulações e para bombear
o xarope simples pelo filtro pré-capa, a bomba deve ser projetada levando-se em conta que o
xarope simples possui densidade em torno de 1.300 kg/m3. Para aplicação na indústria
farmacêutica, alimentos, lacticínios, ou qualquer aplicação que exige superfície polida isenta
de porosidade. A bomba é confeccionada em aço inoxidável 304 e pode ser fornecida com a
capa de proteção do motor e pés reguláveis em aço inox polido. Possui vazão de até 300000 L/H
e pressão de até 90 mca (CANAÃ, 2019).

29
Figura 13. Bomba centrífuga sanitária.
Fonte: Canaã, 2019.
3.2.7 Trocador de Calor de Placas
O trocador permitirá o resfriamento do xarope simples de 80ºC para 20ºC. Consiste de
um conjunto de placas de metal corrugadas com aberturas para a passagem de dois fluidos (o
xarope simples e a água para o resfriamento), entre os quais ocorrerá a transferência de calor.
O modelo escolhido foi o M6 da marca Alfa Laval, com placas do tipo FM, suas especificações
serão detalhadas no dimensionamento de suas placas no capítulo 4.
Figura 14. Trocador de calor a placas gaxetadas.
Fonte: Alfa Laval, 2019.

30
3.2.8 Tanque misturador de xarope
Usado para misturar o xarope simples ao extrato de fruta, ao conservante e ao
acidulante, na preparação do xarope composto. Construído em aço inox 304, capacidade de
1500 L, com agitador lateral, tampa superior bipartida, fundo torisférico, termômetros para
temperatura, saída lateral de 2”, pés em aço inox com altura regulável para nivelamento do
tanque, acabamento interno sanitário, potência de 1/2 cv, diâmetro de 0,75 m, altura de 1,20 m,
altura total de 1,600 m (ZEGLA, 2019).
Figura 15. Tanque de xarope com agitação.
Fonte: ZEGLA, 2019.
3.2.9 Máquina Sopradora de Pré-Formas
Máquina da marca Multipet, modelo ESA 04, com capacidade de produção de
4000 garrafas por hora.

31
Figura 16. Máquina Sopradora Automática.
Fonte: SOPRO MÁQUINAS, 2019.
3.2.10 Sistema Pré-Mix Unimix Automático com Desaerador RZ
É onde ocorre a diluição do xarope composto em água declorada e desaerada gelada e
injeção de gás carbônico na bebida (ZEGLA, 2019). Composto por misturador, carbonatador e
desaerador, com vazão de 6000 L/h, construído integralmente em aço inox 304, com
acabamento sanitário e base tubular. Válvula pneumática para entrada de água, bóia de nível
acionada pneumaticamente, bomba centrífuga sanitária para enviar água ao misturador.
Misturador água e xarope, construído em aço inox, com três recipientes para: água, xarope e
mistura. Parafuso micrométrico para ajuste do Brix, regulando a coluna de água, placa orifício
calibrada para o xarope, válvulas pneumáticas de entrada, bomba centrífuga sanitária para
enviar o produto ao trocador de calor e carbonatador. Pré-carbonatação com fluxômetro que
injeta CO2 na tubulação de alimentação ao tanque carbonatador. Tanque carbonatador
construído em aço inox, com polido sanitário, controle automático de nível, válvula pneumática
de entrada de produto, manômetro, termômetro, válvula de segurança e sistema automático de
alimentação de CO2. A interligação entre os conjuntos com tubo de aço inox sanitário de 2”,
com junta sanitária atóxica e abraçadeira tipo TC. O conjunto inclui sistema de lavagem para
sanitização (CIP) integrado no tanque carbonatador. Quadro de comando elétrico, pneumático
construído em aço inox.

32
Figura 17. Sistema Pré-mix Unimix com desaerador RZ.
Fonte: ZEGLA, 2019.
3.2.11 Conjunto blocado rinser, enchedora, tampadora
Construído em aço ASMT 36, e mesa revestida integramente com chapa de aço
inox 304. Sistema de transmissão por engrenagens helicoidais suspensas, montadas sobre
rolamentos e eixos fixos, acionados por um motoredutor comandado por variador de frequência,
sendo que a velocidade pode ser variada através de um potenciômetro (ZEGLA, 2019).
Rinser (máquina de enxágue para as garrafas PET) rotativo com pinças pegadoras de
garrafas. Válvula de enxágue em aço inox que somente libera o jato com presença de garrafas.
Na tubulação de entrada de água do rinser encontra-se uma válvula borboleta. Enchedora com
elevadores de garrafas pneumáticos com ar recuperado, construídos em aço inox. Tubo de
alimentação e distribuição de produto, tanque anelar e todos os elementos em contato com o
produto, construídos em aço inox 304 polido sanitário, com válvulas de enchimento do tipo
isobarométrica de alta performance com centralizador de garrafas. Boias de contrapressão e
alívio para controle de nível do tanque. A abertura das válvulas é por sistema pneumático de
controle automático. Torre tampadora com tolva rotativa de tampas, canal de descida das
mesmas com sistema “pick and place”, cabeçotes tampadores roscadores do tipo torquimétrico

33
magnético para ajuste do torque com sensor de presença de tampas. Todo o conjunto encontra-
se preparado para um determinado diâmetro de tampa rosca plástica. Os vasilhames chegam até
a máquina guiados pelo gargalo por uma esteira a ar e são recebidas por um conjunto de estrelas
em aço inox sincronizadas e guias que transferem as garrafas de um bloco para outro, presas
pelo gargalo. Inclui transportador de saída de garrafas de 2,00 m com dispositivo regulador de
altura e sensor de acumulo de saída. A máquina encontra-se preparada para trabalhar com um
determinado tipo de garrafa
Figura 18. Conjunto blocado, rinser, enchedora tampadora.
Fonte: ZEGLA, 2019.
3.2.12 Empacotadora automática
Possui capacidade de produção de até 500 pacotes por hora. Estrutura tubular em aço
carbono SAE 1020 (ZEGLA). Máquina com uma unidade formadora de pacotes, alimentador
automático de filme e uma unidade seladora, túnel para encolhimento do filme com resistências
elétricas, turbina de ar para obter uma distribuição homogênea de calor dentro do túnel,
isolamento do mesmo com fibra de vidro e revestido com chapa de aço inoxidável. Com largura
de 1,4 m, altura de 2,6 m, comprimento de 4,5 m, potência de 34 cv, peso aproximado de
1400 kg, capacidade de produção regulável até 9 pacotes por minuto, consumo de ar de
12 litros/ciclo, pressão de trabalho de 7 kg/cm2, filme com polímero deslizante espessura de
65/70 micras, estiramento transversal de 30% e estiramento longitudinal de 70%

34
Figura 19. Empacotadora Automática.
Fonte: ZEGLA, 2019.
3.3 Layout simplificado
O layout da indústria de refrigerante de umbu foi feito de modo a se cumprir com as
especificações da Portaria nº 326, de 30 de julho de 1997 (BRASIL, 1997), que aprova o
Regulamento Técnico “Condições Higiênico - Sanitárias e de Boas Práticas de Fabricação para
Estabelecimentos Produtores Industrializadores de Alimentos”. O layout, como mostrado na
figura 20, contará com uma área de 1500 m2.

35
Figura 20. Proposta de layout simplificado.
01. Máquina sopradora; 02. Tanque de água; 03. Filtro declorador de água; 04. Tanque de CO2;
05. Tanque misturador de xarope; 06. Bomba centrífuga sanitária; 07. Calha dissolvedora de
açúcar; 08. Tanque fervedor de xarope; 09. Filtro pré-capa; 10. Trocador de calor a placas; 11.
Caldeira 12. Unimix; 13. Conjunto Blocado; 14. Empacotadora; 15. Sala da caldeira; 17. Área de
tratamento de efluentes. Fonte: Elaborado pelo autor, 2019.

36
4 BALANÇO DE MASSA E ENERGIA
4.1 Balanço de Massa
O balanço de massa tem um papel fundamental para obtenção de dados como
rendimento, desperdício, eficiência do processo, custo e lucro. No balanço de massa total se
levam a massa total de todos componentes que entram e saem do sistema, assim, são excluídos
os termos de geração e de consumo, já que com exceção das reações nucleares, a matéria não
pode ser criada ou destruída. As massas dos componentes podem mudar ao longo do tempo,
devido a reações, mas a massa total deve permanecer a mesma pois os componentes que são
consumidos são compensados pelos componentes que são gerados pelas reações. Podemos
expressar essas ideias através da seguinte formula:
𝑚𝑠𝑎í𝑑𝑎 = 𝑚𝑒𝑛𝑡𝑟𝑎𝑑𝑎 − 𝑚𝑎𝑐𝑢𝑚𝑢𝑙𝑎𝑑𝑎
O processo de fabricação do refrigerante de umbu ocorre em batelada e em regime
transiente. Processos em batelada são caracterizados pela inexistência de transferência de massa
através dos limites do sistema entre o momento da carga da alimentação até o momento da
retirada dos produtos (FELDER & ROUSSEAU, 2005). O processo terá bateladas de cerca de
7500 L que acontecerão duas vezes ao dia, de modo a se ter uma produção mensal de 300000 L,
equivalente a 20 dias de produção.
4.1.1 Diluição do Açúcar
Para termos bateladas de cerca de 7500 L, com a densidade do refrigerante considerada
igual à da água, teremos que ter bateladas de 7500 kg. Para isso, primeiro é produzido 1000 L
de xarope simples. Considerando que o xarope simples tem 60°Brix a sua densidade a 20°C é
de 1,28908 kg/L (SUCRANA, 2019), que arredondaremos para 1,29 kg/L. Sendo assim, a
massa de xarope simples na saída dessa etapa é de aproximadamente 1290 kg. Além disso, para
que o xarope tenha 60°Brix, sua composição tem que ser 60% de açúcares e 40% de água.
Assim podemos calcular a quantidade necessária de água e açúcar, considerando que
Ms é a vazão mássica de entrada do açúcar no tanque fervedor (kg), Mw é a vazão mássica de
entrada da água no tanque fervedor (kg) e Mss é a vazão mássica de saída do xarope simples
não clarificado no tanque fervedor (kg), da seguinte maneira:

37
Figura 21. Cálculo do balanço de massa o tanque fervedor.
Fonte: Elaborado pelo autor, 2019.
𝑀𝑆 = 0,6 ∗ 𝑀𝑠𝑠 = 0,6 ∗ 1290 = 774 𝑘𝑔
𝑀𝑤 = 0,4 ∗ 𝑀𝑠𝑠 = 0,4 ∗ 1290 = 516 𝑘𝑔
𝑀𝑆 + 𝑀𝑤 = 𝑀𝑠𝑠 = 1290
4.1.2 Clarificação do xarope simples
Nesta etapa acontece a adição do carvão ativado, que não pode exceder 0,15% do peso
do xarope simples. Assim podemos calcular a quantidade necessária de carvão ativado,
considerando que Mss é a vazão mássica de entrada do xarope simples não clarificado no tanque
fervedor (kg), Mc é a vazão mássica de entrada do carvão ativado no tanque fervedor (kg) e
Mssc é a vazão mássica de saída do xarope simples clarificado no tanque fervedor (kg), da
seguinte maneira:
Figura 22. Cálculo do balanço de massa durante a clarificação do xarope simples.
Fonte: Elaborado pelo autor, 2019.
𝑀𝐶 = 0,0015 ∗ 𝑀𝑠𝑠 = 0,0015 ∗ 1290 = 1,935 𝑘𝑔
𝑀𝑠𝑠𝑐 = 𝑀𝑠𝑠 + 𝑀𝑐 = 1290 + 1,935 = 1291,935 𝑘𝑔
Tanque Fervedor
Ms
Mw 0,4 Mss
0,6 Mss
Tanque Fervedor
Mss
Mc 0,0015 Mss
1290 kg
Mss
1290 kg
Mssc
?

38
4.1.3 Filtração do xarope simples
Nesta etapa acontece a adição da terra diatomácea. Ela deve ser adicionada ao sistema
de acordo com o tamanho da área filtrante, onde para cada m2 de área filtrante se utiliza entre
1kg a 1,5kg de terra e ela nunca deve ser em quantidades inferiores à do carvão ativado, se
utilizando 0,5% do peso do xarope simples (SANTOS e BRESSAN, 2011). Durante a filtração,
para efeito de cálculos, é considerado que todo o carvão e a terra diatomácea são retidas sem
perdas significativas no líquido. Assim podemos calcular a quantidade necessária de terra
diatomácea, considerando que Mssc é a vazão mássica de entrada do xarope simples clarificado
no filtro (kg), Mde é a vazão mássica de entrada da terra diatomácea no filtro (kg), Mp é a vazão
mássica de saída da torta filtrante do filtro (kg) e Mxs é a vazão mássica de saída do xarope
simples do filtro (kg), da seguinte maneira:
Figura 23. Cálculo do balanço de massa durante a filtração do xarope simples.
Fonte Elaborado pelo autor, 2019.
𝑀𝑑𝑒 = 0,005 ∗ 𝑀𝑠𝑠 = 0,005 ∗ 1290 = 6,45 𝑘𝑔
𝑀𝑝 = 𝑀𝑐 + 𝑀𝑑𝑒 = 1,935 + 6,45 = 8,385 𝑘𝑔
𝑀𝑥𝑠 = 𝑀𝑠𝑠𝑐 + 𝑀𝑑𝑒 − 𝑀𝑝 = 1291,935 + 6,45 − 8,385 = 1290 𝑘𝑔
4.1.4 Mistura do xarope composto
Nesta etapa acontece a adição da polpa de umbu, do acidulante e do conservante. De
acordo com a legislação brasileira, pode se adicionar no máximo 0,5% de acidulante ácido
cítrico e no máximo 0,05% do conservante benzoato de sódio. Segundo Celestino (2010), a
quantidade ideal de extrato de fruta para refrigerante de frutas alternativas como cagaita e
acerola é de 15%, sendo assim esse valor será usado como referência para o umbu. Como na
Mxs
?
Mssc Filtro
1291,935 kg
Mde 0,005 Mxs
Mc + Mde Mp

39
etapa posterior será feita uma diluição de 1:4, todos esses percentuais serão calculados
considerando 5 partes de 1290kg, ou seja, 6450kg.
Assim podemos calcular a quantidade necessária polpa de umbu, de ácido cítrico e de
benzoato de sódio, considerando que Mxs é a vazão mássica de entrada do xarope simples no
tanque (kg), Mpu é a vazão mássica de entrada a polpa de umbu no tanque (kg), Mcon é a vazão
mássica de entrada do benzoato de sódio no tanque (kg), Maci é a vazão mássica de entrada do
ácido cítrico no tanque (kg), Mxc é a vazão mássica de saída do xarope composto do tanque
(kg) e Mr é a soma da massa de xarope simples (1290 kg) mais a água declorada (5160 kg)
usada na diluição que é igual a 6450kg, da seguinte maneira:
Figura 24. Cálculo do balanço de massa durante a mistura do xarope composto.
Fonte: Elaborado pelo autor, 2019.
𝑀𝑐𝑜𝑛 = 0,0005 ∗ 𝑀𝑟 = 0,005 ∗ 6450 = 3,225 𝑘𝑔
𝑀𝑎𝑐𝑖 = 0,005 ∗ 𝑀𝑟 = 0,005 ∗ 6450 = 32,25 𝑘𝑔
𝑀𝑝𝑢 = 0,15 ∗ 𝑀𝑟 = 0,15 ∗ 6450 = 967,5 𝑘𝑔
𝑀𝑥𝑐 = 𝑀𝑥𝑠 + 𝑀𝑐𝑜𝑛 + 𝑀𝑎𝑐𝑖 + 𝑀𝑝𝑢 = 1290 + 3,225 + 32,25 + 967,5 = 2292,975 𝑘𝑔
4.1.5 Diluição do xarope composto
Como o refrigerante deve possuir entre 10°Brix e 12°Brix, e o xarope simples possui
60°Brix. Foi decido fazer uma diluição em 5 partes, ou seja, uma parte de xarope composto e 4
partes de água declorada, para que esse número de sólidos solúveis fosse atingido. Assim
podemos calcular a quantidade necessária de água declorada, considerando que Mxs é a vazão
mássica entrada do xarope simples no proporcionador (kg), Mw é a vazão mássica de entrada
da água declorada no proporcionador (kg), Mxc é a vazão mássica de entrada do xarope
0,005Mr
Mxc
?
Mxs =1290 kg Tanque
Maci
0,0005Mr Mcon
Mpu =0,15Mr
40
composto do tanque (kg) e Mxd é a vazão mássica de saída do xarope composto diluído do
proporcionador (kg), da seguinte maneira:
𝑀𝑤 = 4 ∗ 𝑀𝑥𝑠 = 4 ∗ 1290 = 5160 𝑘𝑔
𝑀𝑥𝑑 = 𝑀𝑥𝑐 + 𝑀𝑤 = 2292,975 + 5160 = 7452,975 𝑘𝑔
Portanto, temos uma produção de aproximadamente 7500 L de refrigerante por
batelada.
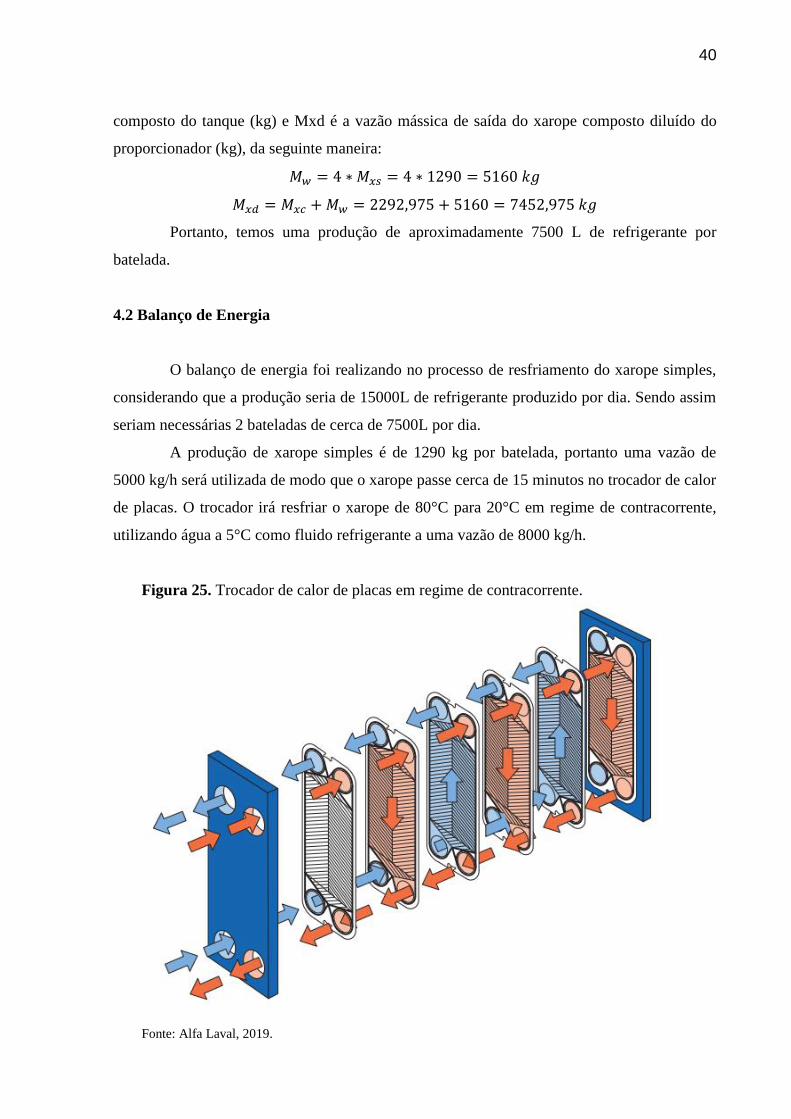
4.2 Balanço de Energia
O balanço de energia foi realizando no processo de resfriamento do xarope simples,
considerando que a produção seria de 15000L de refrigerante produzido por dia. Sendo assim
seriam necessárias 2 bateladas de cerca de 7500L por dia.
A produção de xarope simples é de 1290 kg por batelada, portanto uma vazão de
5000 kg/h será utilizada de modo que o xarope passe cerca de 15 minutos no trocador de calor
de placas. O trocador irá resfriar o xarope de 80°C para 20°C em regime de contracorrente,
utilizando água a 5°C como fluido refrigerante a uma vazão de 8000 kg/h.
Figura 25. Trocador de calor de placas em regime de contracorrente.
Fonte: Alfa Laval, 2019.

41
Para realizar os cálculos são necessárias as propriedades do xarope relativas à
temperatura média entre 80°C e 20°C, ou seja 50°C. Segundo Mohos (2010, p. 560 apud
SOKOLOVSKY, 1958), para se calcular o calor especifico do xarope se utiliza a formula,
aonde Cp é expresso em kcal/kg °C, T é a temperatura em °C e S é a concentração de açúcar
em porcentagem:
𝐶𝑝 = 1 − (0,6 − 0,0018𝑇)𝑆 = 1 − (0,6 − 0,0018 ∗ 50) ∗ 0,6
𝐶𝑝 = 1 − (0,51) ∗ 0,6
𝐶𝑝 = 1 − 0,306
𝐶𝑝 = 0,694 kcal/kg °C
Também de acordo com Mohos (2010, p. 560 apud SOKOLOVSKY, 1959; apud
ANTOKOLSKAIA, 1964) as propriedades de uma mistura de água e açúcar a 60% e 50°C são
apresentadas na tabela 3
Tabela 3 – Propriedades do xarope simples com 60°Brix e 50°C.
Propriedade Valor
Densidade (ρ) 1290 kg/m3
Viscosidade (μ) 0,0141 kg/m s
Calor Específico (Cp) 0,694 kcal/kg ºC
Condutividade (k) 0,434 kcal/h m K Fonte: Mohos, 2010; SUCRANA, 2019.
Para a água como o valor do calor específico varia pouco com a temperatura, foi
definido um valor de 0,999 kcal/kg °C.
Considerando que a quantidade de calor cedida pelo xarope é igual a quantidade de
calor recebida pela água, pode-se calcular a temperatura de saída da água.
𝑄𝑥 = 𝑄𝑤
𝑚𝑥 ∗ 𝐶𝑝𝑥∗ (𝑇𝑒𝑥
− 𝑇𝑠𝑥) = 𝑚𝑤 ∗ 𝐶𝑝𝑤
∗ (𝑇𝑠𝑤− 𝑇𝑒𝑤
)
5000 ∗ 0,694 ∗ (80 − 20) = 8000 ∗ 0,999 ∗ (𝑇𝑠𝑤− 5)
3470 ∗ 60 = 7992 ∗ (𝑇𝑠𝑤− 5)
208200 = 7992 ∗ (𝑇𝑠𝑤− 5)

42
208200
7992= 𝑇𝑠𝑤
− 5
26,051 = 𝑇𝑠𝑤− 5
𝑇𝑠𝑤= 31,051 ≅ 31°C
A temperatura média da água, que entra a 5°C e sai a 31°C, é de 18ºC. Com essa
temperatura, podemos observar as propriedades físicas da água na tabela 4. Com esses
parâmetros definidos, pode-se dimensionar o trocador de placas.
Tabela 4 – Propriedades da água a 18°C.
Propriedade Valor
Densidade (ρ) 998,4 kg/m3
Viscosidade (μ) 1,063x10-3 kg/m s
Calor Específico (Cp) 0,9993 kcal/kg ºC
Condutividade (k) 0,5109 kcal/h m K Fonte: The Engineering ToolBox, 2019.
4.2.1 Características do Trocador de Calor e das placas
O modelo de trocador escolhido foi o M6 da marca Alfa Laval, com placas do tipo
FM. Esse modelo possui um espaçamento entre as placas de 2,5 mm e a velocidade dos fluidos
no trocador estará entre 0,3 m/s e 0,9 m/s. As placas do modelo FM possuem as seguintes
características:
Tabela 5 – Características das placas FM para o trocador de calor Alfa Laval modelo M6.
Características Valor
Largura da Placa 0,32 m
Altura da Placa 0,92 m
Superfície por Placa 0,29 m2
Vedação 0,014 m
Superfície máxima de transferência de calor 38 m2
Material da Placas AISI 304, 316 Titânio
Espessura média das placas 0,001 m Fonte: Alfa Laval, 2019.
4.2.2 Determinação da Área Total de Troca Térmica
Para se calcular a área total de troca térmica se utiliza a equação geral de projeto de
trocador de calor:

43
𝑄𝑡𝑟𝑎𝑠𝑛𝑓𝑒𝑟𝑖𝑑𝑜 = 𝐴𝑡𝑜𝑡𝑎𝑙 ∗ 𝑈 ∗ 𝐷𝑇𝑀𝐿
4.2.2.1 Calor Retirado do Xarope Simples
Como dito anteriormente, é considerado que a quantidade de calor cedida pelo xarope
é igual a quantidade de calor recebida pela água, logo:
𝑄𝑥 = 𝑄𝑤
𝑄𝑥 = 𝑚𝑥 ∗ 𝐶𝑝𝑥∗ (𝑇𝑒𝑥
− 𝑇𝑠𝑥)
𝑄𝑥 = 5000 ∗ 0,694 ∗ (80 − 20)
𝑄𝑥 = 3470 ∗ 60
𝑄𝑥 = 208200 𝑘𝑐𝑎𝑙/ℎ
Assim, são necessárias 208200 kcal/h para que o xarope seja resfriado de 80°C para
20°C.
4.2.2.2 Diferença Térmica Média Logarítmica (DTML)
𝐷𝑇𝑀𝐿 =ΔT𝑚á𝑥 − ΔT𝑚í𝑛
𝑙𝑛 (ΔT𝑚á𝑥
ΔT𝑚í𝑛)
, 𝑎𝑜𝑛𝑑𝑒:
ΔT𝑚á𝑥 = 𝑇𝑒𝑥− 𝑇𝑠𝑤=80 − 31,051 = 48,949°C e ΔT𝑚í𝑛 = 𝑇𝑠𝑥
− 𝑇𝑒𝑤=20 − 5 = 15°C
𝐷𝑇𝑀𝐿 =48,949 − 15
𝑙𝑛 (48,949
15)
𝐷𝑇𝑀𝐿 =33,949
𝑙𝑛(3,263)
𝐷𝑇𝑀𝐿 =33,949
1,183
𝐷𝑇𝑀𝐿 = 28,704°C
4.2.2.3 Coeficientes Convectivos de Transferência de Calor (h)
De acordo com Pääkkönen et al (p. 340, 2007), para esse cálculo se utiliza a seguinte
formula:

44
𝑁𝑢 = 0,28 ∗ 𝑅𝑒0,65 ∗ 𝑃𝑟0,4
ℎ ∗ 𝐷𝑒
𝑘= 0,28 ∗ (
𝐷𝑒 ∗ 𝜈 ∗ 𝜌
𝜇)
0,65
∗ (𝐶𝑝 ∗ 𝜇
𝑘)
0,4
Aonde De é o diâmetro equivalente da seção cujo valor é dado por duas vezes o
espaçamento entre as placas, neste caso 0,005 m, e v é a velocidade do fluido, que a priori será
a velocidade média entre 0,3 m/s e 0,9 m/s, no caso e 0,6 m/s. Para que o número de Prandtl se
mantenha adimensional, como ele deve ser, todos as unidade de tempo devem estar iguais.
Como os valores de viscosidade estão sendo expressos em kg/m s, seu valor deve ser
multiplicado por 3600 para que a viscosidade passe a ser expressa em kg/m h. Ao utilizarmos
kg/m h, a unidade de tempo passa a ser a mesma da condutividade, que é expressa por
kcal/h m K, fazendo com que o número de Prandtl se mantenha adimensional. Essa conversão
não é necessária para o número de Reynolds porque tanto a viscosidade quanto a velocidade
são expressas em segundo.
Sendo assim o cálculo para o xarope é:
ℎ𝑥 ∗ 0,005
0,434= 0,28 ∗ (
0,005 ∗ 0,6 ∗ 1290
0,014)
0,65
∗ (0,694 ∗ 0,014
0,434∗ 3600)
0,4
ℎ𝑥 ∗ 0,012 = 0,28 ∗ (274,468)0,65 ∗ (81,169)0,4
ℎ𝑥 ∗ 0,012 = 0,28 ∗ 38,461 ∗ 5,804
ℎ𝑥 ∗ 0,012 = 62,508
ℎ𝑥 =62,508
0,012
ℎ𝑥 = 5425,678𝑘𝑐𝑎𝑙
ℎ. 𝑚2. °C
Já o cálculo para a água será:
ℎ𝑤 ∗ 0,005
0,511= 0,28 ∗ (
0,005 ∗ 0,6 ∗ 998,4
1,063 ∗ 10−3)
0,65
∗ (0,999 ∗ 1,063 ∗ 10−3
0,511∗ 3600)
0,4
ℎ𝑤 ∗ 0,010 = 0,28 ∗ (2817,686)0,65 ∗ (7,485)0,4
ℎ𝑤 ∗ 0,010 = 0,28 ∗ 174,755 ∗ 2,237
ℎ𝑤 ∗ 0,010 = 109,463
ℎ𝑤 =109,463
0,010
ℎ𝑤 = 11184,907𝑘𝑐𝑎𝑙
ℎ. 𝑚2. °C

45
4.2.2.4 Coeficiente Global de Transferência de Calor (U)
O coeficiente global de transferência de calor pode ser calculado pela seguinte
fórmula, aonde o material utilizado é o titânio e eplaca corresponde a espessura da placa:
1
𝑈=
1
ℎ𝑥+
1
ℎ𝑤+
𝑒𝑝𝑙𝑎𝑐𝑎
𝑘𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙
1
𝑈=
1
5425,678+
1
11184,907+
0,001
21,9
1
𝑈= 1,843 ∗ 10−4 + 8,941 ∗ 10−5 + 4,566 ∗ 10−5
1
𝑈= 3,194 ∗ 10−4
𝑈 = 3131,095𝑘𝑐𝑎𝑙
ℎ. 𝑚2. °C
4.2.2.5 Área Total de Troca Térmica
Para efeito de cálculo, considera-se que não houve perda de calor para o ambiente,
sendo Qtransferido é igual a Qx. A área total de troca térmica é então calculada pela equação geral
de projeto de trocadores de calor.
𝐴𝑡𝑜𝑡𝑎𝑙 =𝑄𝑡𝑟𝑎𝑠𝑛𝑓𝑒𝑟𝑖𝑑𝑜
𝑈 ∗ 𝐷𝑇𝑀𝐿
𝐴𝑡𝑜𝑡𝑎𝑙 =𝑄𝑥
𝑈 ∗ 𝐷𝑇𝑀𝐿
𝐴𝑡𝑜𝑡𝑎𝑙 =208200
3131,095 ∗ 28,704
𝐴𝑡𝑜𝑡𝑎𝑙 =208200
89874,837
𝐴𝑡𝑜𝑡𝑎𝑙 = 2,317 𝑚2
4.2.3 Número de Placas no trocador de calor
O número de placas necessárias no trocador de calor pode ser calculado pela equação
abaixo:
𝑛𝑝𝑙𝑎𝑐𝑎𝑠 =𝐴𝑡𝑜𝑡𝑎𝑙
𝐴𝑝𝑙𝑎𝑐𝑎 (1)

46
Substituindo os valores conhecidos na fórmula 1, podemos determinar o número de
placas a serem utilizadas no trocador de calor:
𝑛𝑝𝑙𝑎𝑐𝑎𝑠 =2,317
0,29
𝑛𝑝𝑙𝑎𝑐𝑎𝑠 = 7,988
𝑛𝑝𝑙𝑎𝑐𝑎𝑠 = 8 𝑝𝑙𝑎𝑐𝑎𝑠
47
5. ANÁLISE ECONÔMICA
A análise econômica é importante, pois a partir dela podemos chegar ao preço unitário
do produto e verificar sua capacidade de gerar lucros. Nela dividimos o custo total em custo
fixo e custo variável. Os custos fixos são aqueles que independem do volume de produção, ou
seja, o custo dos equipamentos. Os custos variáveis são aqueles que variam de acordo com o
volume de produção, ou seja, custo da matéria prima, consumo energético, custo de
embalagens, custo de mão-de-obra, entre outros. Os cálculos da análise financeira foram feitos
considerando uma produção de 300000 L por mês.
5.1. Custos Fixos
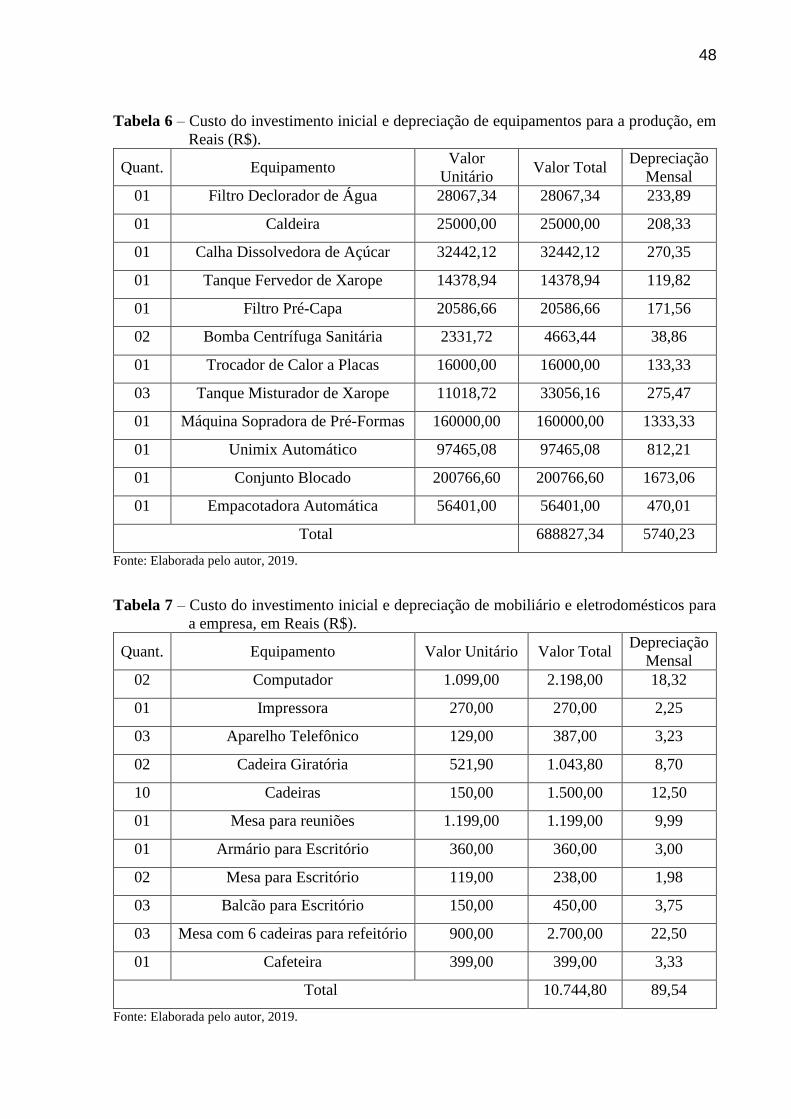
Para o cálculo do custo de produção unitário será considerado apenas a depreciação
dos equipamentos, ela é calculada considerando 10% do valor do equipamento e dividindo esse
valor por 12 meses. Além do equipamento utilizado diretamente na produção, também foram
contabilizados o mobiliário e os eletrodomésticos da empresa. A cotação de preços demostrada
nas tabelas 6 e 7 foi feita com base em vários fornecedores, através da internet, no mês de
outubro de 2019.
48
Tabela 6 – Custo do investimento inicial e depreciação de equipamentos para a produção, em
Reais (R$).
Quant. Equipamento Valor
Unitário Valor Total
Depreciação
Mensal
01 Filtro Declorador de Água 28067,34 28067,34 233,89
01 Caldeira 25000,00 25000,00 208,33
01 Calha Dissolvedora de Açúcar 32442,12 32442,12 270,35
01 Tanque Fervedor de Xarope 14378,94 14378,94 119,82
01 Filtro Pré-Capa 20586,66 20586,66 171,56
02 Bomba Centrífuga Sanitária 2331,72 4663,44 38,86
01 Trocador de Calor a Placas 16000,00 16000,00 133,33
03 Tanque Misturador de Xarope 11018,72 33056,16 275,47
01 Máquina Sopradora de Pré-Formas 160000,00 160000,00 1333,33
01 Unimix Automático 97465,08 97465,08 812,21
01 Conjunto Blocado 200766,60 200766,60 1673,06
01 Empacotadora Automática 56401,00 56401,00 470,01
Total 688827,34 5740,23
Fonte: Elaborada pelo autor, 2019.
Tabela 7 – Custo do investimento inicial e depreciação de mobiliário e eletrodomésticos para
a empresa, em Reais (R$).
Quant. Equipamento Valor Unitário Valor Total Depreciação
Mensal
02 Computador 1.099,00 2.198,00 18,32
01 Impressora 270,00 270,00 2,25
03 Aparelho Telefônico 129,00 387,00 3,23
02 Cadeira Giratória 521,90 1.043,80 8,70
10 Cadeiras 150,00 1.500,00 12,50
01 Mesa para reuniões 1.199,00 1.199,00 9,99
01 Armário para Escritório 360,00 360,00 3,00
02 Mesa para Escritório 119,00 238,00 1,98
03 Balcão para Escritório 150,00 450,00 3,75
03 Mesa com 6 cadeiras para refeitório 900,00 2.700,00 22,50
01 Cafeteira 399,00 399,00 3,33
Total 10.744,80 89,54
Fonte: Elaborada pelo autor, 2019.

49
Tabela 8 – Total de custos fixos, em Reais (R$).
Custo Valor Total Depreciação Mensal
Equipamentos 688827,34 5740,23
Mobiliário e eletrodomésticos 10744,80 89,54
Total 699572,14 5829,77
Fonte: Elaborada pelo autor, 2019.
5.2. Custos Variáveis
Os custos relacionados as matérias primas serão obtidos com base na proporção dos
ingredientes de uma batelada de 7500 L. O preço da água foi baseado na tarifa industrial da
Companhia de Águas e Esgotos do Rio Grande do Norte (CAERN), que em outubro de 2019
era de R$ 134,19 pelo consumo de 20 m3 mais R$ 11,06 por cada 20 m3 excedentes. Em uma
batelada são consumidos 5676 kg de água aproximadamente, resultando em um consumo
mensal de aproxima dente 228000 kg na produção de 300000 L de refrigerante. Tendo isso em
vista, o consumo mensal seria de aproximadamente 228 m3 por mês, que de acordo com tarifa
da CAERN seriam cobrados R$ 134,19 pelo consumo de 20 m3 mais R$ 121,66 pelos 220m3
excedentes, totalizando R$ 255,85. A partir dos valores citados anteriormente foi calculado que
o preço do m3 da água seria aproximadamente R$ 1,12.
Tabela 9 – Custo da matéria prima necessária para uma batelada de 7500 L, em Reais (R$).
Quant. Matéria-Prima Unidade Valor Unitário/kg Valor
Total
967,5 Polpa de Umbu kg 5,5 5321,25
774 Açúcar Cristal kg 0,73 565,02
5,676 Água m3 1,12 6,36
1,935 Carvão Ativo kg 2,5 4,84
6,45 Terra Diatomácea kg 2,5 16,13
3,225 Benzoato de Sódio kg 10,25 33,06
32,25 Ácido Cítrico kg 28,47 918,16
67,5 Gás Carbônico kg 4,5 303,75
Total 7168,55
Fonte: Elaborada pelo autor, 2019.

50
Como demonstrado na tabela 9, as despesas com matéria prima são de R$ 7168,55 por
batelada, totalizando R$ 286742,13 na produção mensal.
Os custos relacionados as embalagens, demonstrados na tabela 9, foram calculados
levando em conta que a produção mensal seria dividida em duas metades, uma seria envasada
em garrafas de 2 L e outra em garrafas de 600 ml. Para as garrafas de 2 L são compradas pré-
formas de PET da cor verde, já para as garradas de 600 ml são compradas pré-formas de PET
transparente. As tampas compradas servem para as duas garrafas e são da cor amarelo Nápoles.
Tabela 10 – Custos relacionados a embalagem para a produção mensal, em Reais (R$).
Quant. Material Unidade Valor Unitário Valor Total
75 Pré-forma Garrafa 2 litros Milheiro 120,00 9000,00
250 Pré-forma Garrafa 600 ml Milheiro 60,00 15000,00
325 Tampa Milheiro 40,00 13000,00
325 Rótulos Milheiro 50,00 16250,00
Total 53250,00
Fonte: Elaborada pelo autor, 2019.
Para se calcular os custos com utilização de energia elétrica considerou-se as potências
declaradas nas especificações técnicas fornecidas pelos fabricantes dos equipamentos
utilizados. O valor do kWh foi baseado na tarifa disponibilizada pela Companhia Elétrica do
Rio Grande do Norte (COSERN), com a empresa estando inserida no grupo B, subgrupo B3,
aonde se encontram a categoria de consumo industrial. O valor do kWh fornecido pela
COSERN foi de R$ 0,65097000. Na tabela 11, foram utilizados o tempo de uso mensal das
máquinas para o cálculo do consumo mensal e do custo total mensal.

51
Tabela 11 – Custos relacionados ao consumo elétrico para produção mensal, em Reais (R$).
Quant. Equipamento Potência
(kW)
Tempo de
uso (h)
Consumo
(KWh) Custo total
01 Filtro Declorador de Água 3,68 30 110,40 71,87
01 Caldeira 2,00 90 180,00 117,17
01 Calha Dissolvedora de
Açúcar 14,72 20 294,40 191,65
01 Tanque Fervedor de Xarope 1,47 30 44,16 28,75
01 Filtro Pré-Capa 5,52 30 165,60 107,80
02 Bomba Centrífuga Sanitária 2,94 90 264,96 344,96
03 Tanque Misturador de
Xarope 0,37 30 11,04 21,56
01 Máquina Sopradora de Pré-
Formas 38,00 80 3040,00 1978,95
01 Unimix Automático 7,36 50 368,00 239,56
01 Conjunto Blocado 2,00 100 200,00 130,19
01 Empacotadora Automática 34,00 50 1700,00 1106,65
Total 4339,11
Fonte: Elaborada pelo autor, 2019.
Por último, deve-se calcular também o custo com mão-de-obra. Serão empregados 12
funcionários na empresa, todos contratados em regime CLT para uma jornada 40 h em 05 dias
na semana, totalizando 20 dias por mês. A contratação em regime CLT garante que os
funcionários não poderão receber salários menores que o valor do salário mínimo em vigência,
R$ 998,00 segundo o decreto nº 9.661 de 1º de janeiro de 2019, além de garantir seus direitos
trabalhistas de acordo com as leis do trabalho. Quantos aos tributos foram incluídos os valores
de décimo terceiro e férias, INSS e FGTS (8% para salários até R$ 1751,81; 9% para salários
até R$ 2919,72 e 11% para salários acima de R$ 2919,72) e valores referentes a vale-transporte
e alimentação.

52
Tabela 12 – Custo relacionados a mão-de-obra, em Reais (R$).
Quant. Descrição Salário
liquido
Salário +
tributos Valor total
1 Engenheiro de Alimentos 4500,00 6940,00 6940,00
5 Auxiliar de produção 1200,00 2548,00 12740,00
1 Auxiliar de limpeza 1000,00 2230,66 2230,66
1 Técnico laboratório 1800,00 3322,00 3322,00
1 Auxiliar de escritório 1200,00 2548,00 2548,00
1 Manutenção 2010,80 3593,93 3593,93
1 Motorista 1477,62 2906,13 2906,13
1 Almoxarife 1099,00 2417,71 2417,71
Total 36698,43
Fonte: Elaborada pelo autor, 2019.
Assim, temos o total de custos variáveis que representa a soma dos custos de matéria-
prima, embalagens, consumo elétrico e mão-de-obra (tabela 13).
Tabela 13 – Total dos custos variáveis, em Reais (R$).
Custo Valor Total
Matéria-Prima 286742,13
Embalagens 53250,00
Consumo Elétrico 4339,11
Mão-de-Obra 36698,43
Total 381029,67
Fonte: Elaborada pelo autor, 2019.
5.3. Custo de Produção Unitário
A partir dos valores obtido para os custos variáveis e para os custos fixos calcula-se os
valores para o custo de produção de um litro de refrigerante de umbu, levando-se em conta que
a produção mensal é de 300000 L.

53
Tabela 14 – Custo unitário de produção, em Reais (R$).
Custo Valor Total
Custos Fixos 5829,77
Custos Variáveis 381029,67
Custo Total 386859,44
Custo de 1 L 1,29
Fonte: Elaborada pelo autor, 2019.
Considerando o preço de 1 L podemos calcular que o custo de produção do refrigerante
de 2 L será de R$ 2,58 e o custo de produção do refrigerante de 600 ml será de R$ 0,77.
5.4. Preço final do produto e comparação com produto similar no mercado
Para se estabelecer o preço de venda foi considerado um lucro de cercar de 55% por
produto. Sendo assim, o preço de venda do refrigerante de 2 L seria de R$ 4,00 e do refrigerante
de 600 ml seria de R$ 1,20. Para realizar a comparação com os principais concorrentes, foi
considerado que o ponto de venda teria um lucro de 20% sobre o preço de venda da indústria,
de modo que o preço do refrigerante de 2 L seria de R$ 4,80 e do refrigerante de 600 ml seria
de R$ 1,45
Tabela 15 – Preço médio, em ordem crescente, dos principais concorrentes, em Reais (R$).
Produto Preço por 2 L Produto Preço por 600 mL
Sukita Laranja 3,99 Refrigerante de Umbu 1,45
Itubaína 4,49 Cajuína São Geraldo1 1,50
Refrigerante de Umbu 4,80 Itubaína 1,70
Cajuína São Geraldo1 4,97 Grapette Uva3 1,80
Mate-Couro 4,99 Schweppes Citrus2 2,08
Soda Limonada 5,09 Sukita Laranja 2,49
Grapette Uva 5,99 Soda Limonada 2,99
Fanta Laranja 6,59 Fanta Laranja 3,25
Schweppes Citrus2 6,92 Mate-Couro 3,45
Guaraná Antártica 6,99 Guaraná Antártica 3,69
Coca-Cola 7,69 Coca-Cola 3,95 1- Valor calculado a partir do valor de um fardo de 6 garrafas de 2 L;
2- Valor calculado a partir do valor de uma garrafa de 1,5 L;
3- Valor calculado a partir do valor de uma garrafa de 2 L.
Fonte: Elaborada pelo autor, 2019.
Como pode ser observado na tabela 15, pode se dizer que o preço do refrigerante de
umbu é satisfatório. Sendo esse preço capaz de concorrer no mercado com seus principais

54
concorrentes, especialmente por ter o diferencial de se tratar de um refrigerante com um sabor
regional.
5.4. Retorno do Investimento
Com a mesma margem de lucro de 55% para as duas garrafas a serem vendidas,
podemos calcular o lucro por litro através da seguinte formula:
𝐿𝑢𝑐𝑟𝑜 = 𝑃𝑟𝑒ç𝑜𝑙𝑖𝑡𝑟𝑜 ∗ 0,55
𝐿𝑢𝑐𝑟𝑜 = 1,29 ∗ 0,55
𝐿𝑢𝑐𝑟𝑜 = 0,709
Sabendo que a produção mensal é de 300000 L, o lucro mensal seria de R$ 212700,00.
De acordo com o Sindicato da Indústria da Construção Civil do Rio Grande do Norte
(Sinduscon-RN), no mês de setembro de 2019 o preço do m2 para a construção de um galpão
industrial era de R$1318,94. Assim se considerarmos que o investimento inicial era de
R$ 2677982,14, como mostrado na tabela 15, ele seria retornado em 12,59 meses, ou seja, em
1 ano e 1 mês.
Tabela 16 – Investimento inicial, em Reais (R$).
Investimentos Valor
Terreno 1978410,00
Equipamentos 688827,34
Mobiliário e eletrodomésticos 10744,80
Total 2677982,14
Fonte: Elaborada pelo autor, 2019.
Deste modo, o lucro obtido a partir do segundo mês do segundo ano poderia ser
investido em uma nova linha de produção com outros sabores do Nordeste, como cajá,
seriguela, graviola, mangaba, carambola, entre outros.

55
6. EFLUENTES
Sabe-se que para cada litro de refrigerante produzido são necessários entre 03 e 04
litros de água (PENA, 2016). A geração de efluentes na produção de refrigerantes pode ser
dividida de acordo com as fases da produção. Na produção do xarope simples e do xarope
composto o efluente gerado é proveniente da lavagem dos tanques devido a utilização de soda
cáustica juntamente com a água (GALVÃO, 2010). Já na etapa de envase, o efluente gerado é
proveniente da lavagem das garrafas, sendo apenas água declorada pressurizada do rinser.
Os tratamentos podem ser aeróbios ou anaeróbios, segundo Galvão (2010), “Nos
sistemas aeróbios, os microrganismos formam flocos, enquanto no sistema anaeróbio, uma
parte da matéria orgânica é transformada em gases, como o gás carbônico e o metano”. Para o
tratamento desses efluentes será utilizado o método tratamento aeróbio por lodos ativados, por
se tratar de um tratamento de efluentes industriais em situações em que existem uma elevada
quantidade de efluentes e reduzida área para o tratamento. (GALVÃO, 2010 apud SPERLIG,
1997).
Figura 26. Esquema de tratamento aeróbio por lodo ativado com aeração prolongada.
Fonte: adaptado de (IERVOLINO, 2019)
A primeira etapa é passar os efluentes através de uma grade de retenção de partículas
sólidas, aonde alguma tampa, rotulo, ou qualquer outro pedaço de plástico proveniente da
fabricação irá ficar retido. Depois os efluentes passam por um desarenador, aonde acontece a
retenção de sólidos finos abrasivos e areia.
No desarenador ocorre também a segunda etapa, a estabilização dos efluentes. Nela
acontece a correção do pH através de substâncias químicas como soda cáustica e oxido de
cálcio. Além disso, também ocorre uma redução inicial da demanda bioquímica de oxigênio

56
através da adição de nutriativadores, que resulta na decomposição da matéria orgânica
(DANTAS, 2018).
No tanque de aeração se forma pelo conjunto de bactérias uma biomassa. Biomassa
essa que para se desenvolver se utiliza do substrato presente nos efluentes brutos, sendo
necessário dosar a quantidade de nitrogênio e fósforo. Como o crescimento da biomassa é
contínuo existe a necessidade de um descarte periódico (GALVÃO, 2010).
Do tanque de aeração os efluentes seguem para o decantador secundário, onde como
o próprio nome diz, ocorre a decantação dos efluentes e a sedimentação dos sólidos. Esses
sólidos que se encontram no fundo do decantador são levados de volta ao tanque de aeração de
modo a aumentar a concentração de biomassa, fazendo segundo Galvão (2010) que o sistema
tenha uma elevada eficiência. Já o excesso de sólidos do decantador secundário é floculado e
descartado, sendo então seco, estabilizado e desidratado (GALVÃO, 2010; DANTAS, 2018).
Essa matéria sólida pode ser utilizada como fertilizante após a desidratação (DANTAS, 2018).
Já o efluente que sai do decantador:
”... segue para um tratamento físico-químico para aglomeração e retirada dos
sólidos em suspensão através de um flotador, que separa essas partículas
sólidas através de um fluxo ascendente de bolhas de ar atmosférico, separando
assim os sólidos, que restaram em suspensão, do efluente tratado...”
(GALVÃO, 2010)
Esse efluente tratado pode seguir então para o tratamento final, aonde são utilizados a
elementos desinfetantes a base de hipoclorito 20ppm, na eliminação ou diminuição de bactérias
patogênicas, de modo que ele já pode ser descartado para o corpo hídrico receptor ou para o
reuso (DANTAS, 2018).
O reuso segundo Galvão (2010) “não substitui integralmente a necessidade de água
em uma planta industrial, pois há limitações técnicas e operacionais, que restringem a utilização
em sistemas fechados”. Porém a água de reuso pode ser utilizada para limpeza de pisos e
paredes, na rega de jardins e gramados externos, lavagem de veículos, descargas sanitárias e
ainda na geração de vapor nas caldeiras e no sistema de resfriamento. Deve se atentar para a
utilização da água de reuso na caldeira e no sistema de resfriamento, pois a água deve seguir
alguns parâmetros dependendo de sua dureza, podendo gerar incrustações e até danificar
equipamentos (GALVÃO, 2010).

57
7. CONSIDERAÇÕES FINAIS
Apesar de o refrigerante ser um produto popular e possuir um número expressivo de
sabores, no mercado ainda não temos um refrigerante de umbu, que é uma das frutas mais
típicas do Nordeste brasileiro. Assim, esse trabalho atingiu o objetivo de desenvolver um
refrigerante de umbu.
A indústria proposta no trabalho produzirá 300000 L de refrigerante mensalmente, ao
custo de produção de 1L de R$1,29. O preço sugerido de venda para as garrafas de 2L foi de
R$ 4,00 e para as garrafas de 600 ml foi de R$1,20. Preço esse, que mesmo após adicionada a
margem de lucro do ponto de venda ainda se mostrou competitivo. Além disso, com o preço
sugerido de venda foi calculado que o investimento inicial seria retornado em um período de 1
ano e 1 mês.
Conclui-se, portanto, que a elaboração e produção em escala industrial do refrigerante
de umbu apresenta grande potencial, tanto pelo apelo comercial quanto por se tratar de um sabor
tão típico do Nordeste do Brasil, mas tão pouco explorado.

58
REFERÊNCIAS
ABIR. Refrigerantes. [20--]. Disponível em: https://abir.org.br/o-setor/dados/refrigerantes/.
Acesso em: 23 out. 2019.
AE (Aprendendo a Exportar). Certificação Halal. [2017?]. Disponível em:
http://www.aprendendoaexportar.gov.br/index.php/certificacao-halal. Acesso em: 23 out.
2019.
AMBEV. Uma História De Sucesso Que Ainda Está Sendo Escrita. [20--]. Disponível em:
https://www.ambev.com.br/sobre/nossa-historia. Acesso em: 23 out. 2019.
ASHURST, Philip R. Chemistry and Technology of Soft Drinks and Fruit Juices. 3 ed.
Chichester, John Wiley & Son , 2016. Disponível em:
http://www.siirt.edu.tr/dosya/personel/mesrubat-ve-mesrubat-teknolojisi-ders-kitabi-siirt-
2018221143430322.pdf. Acesso em: 30 set. 2019.
BARCELOS, M.; REGUFFE, B.; SANTOS, D.; CARVALHO, L. MEIRELLES, B.; et al.
Antioxidantes e compostos fenólicos nas polpas de umbu (spondias tuberosa) in natura e
industrializada. In: ANAIS DO SIMPÓSIO LATINO AMERICANO DE CIÊNCIA DOS
ALIMENTOS, 2017, Campinas. Anais eletrônicos... Campinas, 2018. Disponível em:
https://proceedings.science/slaca/slaca-2017/trabalhos/antioxidantes-e-compostos-fenolicos-
nas-polpas-de-umbu-spondias-tuberosa-in-natura-e-industrializada. Acesso em: 17 set. 2019.
BARELLI, Suzana. Coca-Cola kosher chega ao Brasil. Folha de São Paulo. São Paulo, 1996.
Disponível em: https://www1.folha.uol.com.br/fsp/1996/4/01/dinheiro/21.html. Acesso em:
23 set. 2019.
BARRETO, Lílian Santos. Boas práticas de manejo para o extrativismo sustentável do
umbu. Brasília: Embrapa Recursos Genéticos e Biotecnologia, 2010. 64 p. Disponível em:
https://sgp.undp.org/publications-188/524-brazil-umbu-good-management-practices-for-
sustainable-harvesting/file.html. Acesso em: 15 set. 2019.
BDK. Certificação Kosher. São Paulo. Disponível em: http://www.bdk.com.br/certificacao-
kosher.htm. Acesso em: 23 out. 2019.
BIROLO, Fernanda Muniz Bez. Umbuzeiro. 2014. Foto. Disponível em:
https://www.embrapa.br/busca-de-imagens/-/midia/1457001/umbuzeiro. Acesso em: 22 ago.
2019.
BRASIL. Secretaria de Vigilância Sanitária do Ministério da Saúde. Portaria nº 326, de 30 de
julho de 1997. Condições Higiênicos-Sanitárias e de Boas Práticas de Fabricação para
Estabelecimentos Produtores/Industrializadores de Alimentos. Disponível em:
http://bvsms.saude.gov.br/bvs/saudelegis/svs1/1997/prt0326_30_07_1997.html. Acesso em:
30 out. 2019.
BRASIL. Poder Executivo. Decreto nº 9.661, de 1º de janeiro de 2019. Regulamenta a Lei nº
13.152, de 29 de julho de 2015, que dispõe sobre o valor do salário mínimo e a sua política de
valorização de longo prazo. Diário Oficial da União. Brasília, p. 15. Disponível em:

59
http://pesquisa.in.gov.br/imprensa/jsp/visualiza/index.jsp?data=01/01/2019&jornal=701&pagi
na=15&totalArquivos=15. Acesso em: 30 out. 2019.
CARVALHO, Paulo Ernani Ramalho. ÁRVORE DO CONHECIMENTO Espécies
Arbóreas Brasileiras. Agência Embrapa de Informação Tecnológica. [20--]. Disponível em:
https://www.agencia.cnptia.embrapa.br/gestor/especies_arboreas_brasileiras/arvore/CONT00
0fyr5nvfg02wx5ok0pvo4k3q2t9kye.html. Acesso em: 23 out. 2019.
CAVALCANTI, N. B.; RESENDE, G. M.; BRITO, L. T L. Fruto do imbuzeiro: alternativa
de renda para pequenos agricultores na região semi-árida do Nordeste. Economia Rural,
Viçosa, v. 1, n. 12, 2001a. Disponível em:
https://ainfo.cnptia.embrapa.br/digital/bitstream/item/182985/1/Economia-Rural-v.12-n.1-
p.11-14-2001.pdf. Acesso em: 17 set. 2019.
CELESTINO, Sonia Maria da Costa. Produção de refrigerantes de fruta. Planaltina, DF:
Embrapa Cerrados, 2010. Disponível em:
https://www.infoteca.cnptia.embrapa.br/bitstream/doc/881933/1/doc279.pdf. Acesso em: 17
set 2019.
COCA-COLA BRASIL. Linha do tempo: conheça a história da Coca-Cola Brasil. 2016.
Disponível em: https://www.cocacolabrasil.com.br/sobre-a-coca-cola-brasil/a-historia-da-
coca-cola-brasil. Acesso em: 23 out. 2019.
COUTO, Clarice. Exportações brasileiras para países árabes crescem 20% de janeiro a abril.
Estado de São Paulo. São Paulo, 2019. Disponível em:
https://economia.estadao.com.br/noticias/geral,exportacoes-brasileiras-para-paises-arabes-
crescem-20-de-janeiro-a-abril,70002850063. Acesso em: 23 set. 2019.
CRUZ, Graziela Fregonez Baptista. Dossiê Técnico: Fabricação de Refrigerantes. Rio de
Janeiro: Rede de Tecnologia e Inovação do Rio de Janeiro, 2012. Disponível em:
http://www.respostatecnica.org.br/dossie-tecnico/downloadsDT/Mjc2NTQ=. Acesso em: 15
set 2019.
CUNHA, Euclides da. Os Sertões: Campanha de Canudos. São Paulo: Círculo do Livro,
1975. 489 p.
CUSTOM VALVE. Soda Pop Bottling. [20--]. Disponível em:
https://www.customvalveconcepts.com/applications/flow-regulators/soda-pop-bottling.html.
Acesso em: 23 out. 2019.
DANTAS, Michele. Tecnologia de Fabricação de Refrigerantes. 2018. Slides.
EMMINS, Colin. Soft Drinks. Princes Risborough: Shire Publications, 1991. Disponível em:
http://www.britishsoftdrinks.com/write/MediaUploads/Soft_Drinks_Their_Origins_and_Histo
ry.pdf. Acesso em: 28 maio 2019.
EPSTEIN, L. A riqueza do umbuzeiro. Revista Bahia Agrícola, Salvador, v. 2, n.3, 1998.
Disponível em:
https://web.archive.org/web/20100702152805/http://www.seagri.ba.gov.br/revista/rev_1198/u
mbu.htm. Acesso em: 17 set. 2019.

60
FELDBERG, Michael. How Coca-Cola Became Kosher. 2016. Disponível em:
https://www.myjewishlearning.com/article/kosher-coca-cola/. Acesso em: 23 out. 2019.
FELDER, Richard M; ROUSSEAU, Ronald W. Princípios elementares dos processos
químicos. 3. ed. Rio de Janeiro: LTC, 2005. 579 p.
GALVÃO, Michel Ribas. Estudo do Reúso não Potável de Água de Processo e Efluente
Tratado em Indústria de Bebidas. 2010. 156 f. Dissertação (Mestrado) - Mestrado
Profissional em Meio Ambiente Urbano e Industrial do Setor de Tecnologia, Universidade
Federal de Paraná, Curitiba, 2010. Disponível em:
https://acervodigital.ufpr.br/handle/1884/25656. Acesso em: 12 set. 2019.
IBGE. Censo Demográfico 2010: Características gerais da população religião e pessoas com
deficiência. 2010. Disponível em:
https://biblioteca.ibge.gov.br/visualizacao/periodicos/94/cd_2010_religiao_deficiencia.pdf.
Acesso em: 23 set. 2019.
IBGE - Produção da Extração Vegetal e da Silvicultura. Tabela 289 - Quantidade produzida e
valor da produção na extração vegetal, por tipo de produto extrativo. 2018. Disponível em:
https://sidra.ibge.gov.br/tabela/289#resultado. Acesso em: 17 set. 2019.
IERVOLINO, Luiz Fernando. Sistema de lodos ativados. 2019. Disponível em:
https://www.tratamentodeagua.com.br/artigo/sistema-lodos-ativados. Acesso em: 27 out.
2019.
LIMA, A. C. S.; AFONSO, J. C.; A Química do Refrigerante. 2009. Disponível em:
http://qnesc.sbq.org.br/online/qnesc31_3/10-PEQ-0608.pdf. Acesso em 15 set. 2019.
LUNSFORD, Mackensy. Kosher Coke: How an Atlanta Rabbi Started a Passover Tradition.
2016. Disponível em: https://www.coca-colacompany.com/stories/kosher-coke-how-an-
atlanta-rabbi-started-a-passover-tradition. Acesso em: 23 out. 2019.
MENDES, Jaqueline. Brasil se especializa no halal, uma técnica muçulmana sagrada de
abate. Correio Braziliense. Economia. Brasília, 2018. Disponível em:
https://www.correiobraziliense.com.br/app/noticia/economia/2018/04/24/internas_economia,6
75731/brasil-se-especializa-no-halal-uma-tecnica-muculmana-sagrada-de-abate.shtml. Acesso
em: 23 set. 2019
MOHOS, Ferenc Á. Confectionery and Chocolate Engineering: Principles and Applications.
Chichester: John Wiley & Son, 2010. 792 p. Disponível em:
https://onlinelibrary.wiley.com/doi/book/10.1002/9781444320527. Acesso em: 24 out. 2019.
PÄÄKKÖNEN, Tiina M.; RIIHIMÄKI, M; YLÖNEN, R.; MUURINEN, E. ; SIMONSON,
C.J.et al. Evaluation of heat transfer boundary conditions for CFD modeling of a 3D plate
heat exchanger geometry. In: INTERNATIONAL CONFERENCE ON HEAT EXCHANGER
FOULING AND CLEANING -CHALLENGES AND OPPORTUNITIES, 7., 2007, Tomar.
Proceedings of 7th International Conference on Heat Exchanger Fouling and Cleaning -
Challenges and Opportunities. Oulu: The Berkeley Electronic Press, 2014. p. 336 - 343.
Disponível em: http://dc.engconfintl.org/heatexchanger2007/43. Acesso em: 31 out. 2019.

61
PALHA, P.G. Tecnologia de refrigerantes. Rio de Janeiro: AmBev, 2005.
PENA, Juliana Saraiva Fiochi. Caracterização e Tratabilidade do Efluente Gerado em
Indústria de Refrigerantes Empregando Reator UASB. 2016. 38 f. Dissertação (Mestrado)
- Pós-graduação em Ciência e Tecnologia de Alimentos, Instituto Federal de Educação,
Ciência e Tecnologia do Triângulo Mineiro- Campus Uberaba, Uberaba, 2016. Disponível
em: http://www.iftm.edu.br/visao/loader_anexo_cursos.php?src=250517100228_38_-
_juliana_saraiva_fiochi_pena.pdf. Acesso em: 12 set. 2019.
PRADO, D. E.; GIBBS, P. E. Patterns of species distribution in the dry seasonal forests of
South America. Annals of the Missouri Botanical Garden, St. Louis, v. 80, p. 916, 1993.
Disponível em: https://www.jstor.org/stable/2399937. Acesso em: 17 set. 2019.
SANTOS, Elizabeth; BRESSAN, Karlize. Anteprojeto Indústria de Refrigerantes de
Sabores Exóticos. 2011. 61 f. TCC (Graduação) - Curso de Engenharia de Alimentos,
Departamento de Engenharia Química e Engenharia de Alimentos, Universidade Federal de
Santa Catarina, Florianópolis, 2011. Disponível em:
https://moodle.ufsc.br/pluginfile.php/881624/mod_resource/content/1/Anteprojeto_Ind__Refr
igerantes.pdf. Acesso em: 28 maio 2019.
SANTOS, Matheus Sales do; RIBEIRO, Flávio de Miranda. Cervejas e refrigerantes. São
Paulo, CETESB, 2005. 58p. Disponível em:
http://www.crq4.org.br/downloads/cervejas_refrigerantes.pdf. Acesso em: 24 out. 2019.
SHORTLAND, Edward. The Southern Districts of New Zealand: a Journal, with Passing
Notices of the Customs of the Aborigines. Longman, Brown, Green and Longmans, Londres,
1851. Disponível em: http://nzetc.victoria.ac.nz/tm/scholarly/tei-ShoSout.html. Acesso em: 28
maio 2019.
STEEN, David P.; ASHURST, Philip R. Carbonated Soft Drinks: Formulation and
Manufacture. Oxford, Blackwell Publishing, 2006. Disponível em:
https://onlinelibrary.wiley.com/doi/pdf/10.1002/9780470996034.fmatter. Acesso em: 06 out.
2019.
SUCRANA. Densidade de soluções açucaradas. [?]. Disponível em:
http://www.sucrana.com.br/tabelas/densidade-solucoes-acucaradas.pdf. Acesso em: 24 out.
2019.
The Engineering Toolbox. 2001. Disponível em: https://www.engineeringtoolbox.com.
Acesso em: 27 out. 2019.
ZEGLA. 2019. Disponível em: http://www.zegla.com.br. Acesso em: 27 out. 2019.