
Removal of triglyceride soil from fabrics by a novel lipase from Cryptococcus sp. S-2
7
This article appeared in a journal published by Elsevier. The attached copy is furnished to the author for internal non-commercial research and education use, including for instruction at the authors institution and sharing with colleagues. Other uses, including reproduction and distribution, or selling or licensing copies, or posting to personal, institutional or third party websites are prohibited. In most cases authors are permitted to post their version of the article (e.g. in Word or Tex form) to their personal website or institutional repository. Authors requiring further information regarding Elsevier’s archiving and manuscript policies are encouraged to visit: http://www.elsevier.com/copyright
Transcript of Removal of triglyceride soil from fabrics by a novel lipase from Cryptococcus sp. S-2

This article appeared in a journal published by Elsevier. The attachedcopy is furnished to the author for internal non-commercial researchand education use, including for instruction at the authors institution
and sharing with colleagues.
Other uses, including reproduction and distribution, or selling orlicensing copies, or posting to personal, institutional or third party
websites are prohibited.
In most cases authors are permitted to post their version of thearticle (e.g. in Word or Tex form) to their personal website orinstitutional repository. Authors requiring further information
regarding Elsevier’s archiving and manuscript policies areencouraged to visit:
http://www.elsevier.com/copyright

Author's personal copy
Removal of triglyceride soil from fabrics by a novel lipase fromCryptococcus sp. S-2
K. Thirunavukarasu a, N.G. Edwinoliver a, S. Durai Anbarasan a, M.K. Gowthaman a,H. Iefuji b, N.R. Kamini a,*a Department of Biotechnology, Central Leather Research Institute, Adyar, Chennai 600020, Tamilnadu, Indiab National Research Institute of Brewing, 3-7-1 Kagamiyama, Higashi-Hiroshima 739 0046, Japan
1. Introduction
The detergent industry has remained the largest market forindustrial enzymes and new enzyme products are constantly beingdeveloped for use [1]. A major problem in laundries is the removalof adsorbed lipids from fabrics, which often contain oily, long-chained and water-insoluble triacylglycerols like oils. This could beaccomplished using detergent formulations containing lipolyticenzymes (lipases, formally triacylglycerol acylhydrolase, E.C.3.1.1.3), which degrade triacylglycerols into free fatty acids, di-and mono-acylglycerols, and possibly glycerol [2]. The lipasesimprove the washing capacity of detergents as well as removal offatty food stains and sebum from fabrics, which are difficult toremove under normal washing conditions [3]. Although microbiallipases from various sources have been widely used in industrialapplications, such as in food, chemical, pharmaceutical, anddetergent industries [4,5], there are still substantial currentinterests in developing new lipases, specifically with high activities
and commercially useful properties [6]. However, their majorapplication in terms of quantity is as an additive for laundrydetergents [7].
The lipase from Thermomyces lanuginosus, formerly Humicola
lanuginosa, was the first major commercial lipase used indetergents. The T. lanuginosus lipase (TLL) is produced and soldas Lipolase by Novozymes, Denmark since 1989 [8]. ThoughLipolase is stable in detergent formulations, at high pH and hightemperatures, two to three wash cycles (which includes drying ofthe textile) are needed to obtain a significant removal of lipidicstains [9]. Later, Kamini et al. [10] showed the application ofAspergillus niger lipase as an additive in detergent formulation byconventional method with a single wash cycle. Snabe et al. [2]demonstrated the removal of a triacylglycerol film from a surface,which could be dramatically enhanced in a sequential system,when pH is shifted to alkaline conditions after an initial lipolyticreaction period at or below neutral pH. They obtained significantlipid removal by carrying out the washing procedure at twodifferent pH values with the initial hydrolysis at pH 6.0 and thesubsequent rinse at pH 10.0, using triolein as model substrate.Recently, Saisubramanian et al. [11] have shown the use of A. niger
Process Biochemistry 43 (2008) 701–706
A R T I C L E I N F O
Article history:
Received 5 September 2007
Received in revised form 14 December 2007
Accepted 14 February 2008
Keywords:
Triglyceride soil
Cryptococcus sp.
Lipase
Fabrics
Oil removal
A B S T R A C T
Removal of triglyceride molecules from fabrics could be accomplished in laundries using detergents
containing lipases. The yeast, Cryptococcus sp. S-2 (CS2) produces a novel lipase, a cutinase-like enzyme
that is compatible with various ionic, cationic and non-ionic surfactants as well as commercial detergents
and oxidizing agents. In this study, the efficacy of CS2 lipase was assessed for the removal of triglyceride
soil, like olive oil from fabrics in a single wash cycle using a tool of response surface methodology (RSM),
so as to use the enzyme as an additive in laundry detergent formulations. A five-level four-factorial
central composite rotatable design (CCRD) was used to evaluate the interactive effects of detergent
concentration, lipase concentration, buffer pH and washing temperature on the percentage removal of
triglyceride soil from cotton fabric. The model suggested that all the factors chosen had a significant
impact on oil removal and the optimum conditions derived via RSM were 0.5% detergent, 1000 U of lipase,
buffer pH of 8.0 and washing temperature of 37 8C. Under optimal conditions, the removal of olive oil
from cotton fabric was 19.6 and 43.1% higher at 20 and 37 8C, respectively, in the presence of lipase, when
compared to treatment with detergent wash alone. Moreover, the present work will also serve as a
baseline of initial studies on cutinases and other related enzymes for its exploitation in laundry
detergents.
� 2008 Elsevier Ltd. All rights reserved.
* Corresponding author. Tel.: +91 44 24430273; fax: +91 44 24911589.
E-mail address: [email protected] (N.R. Kamini).
Contents l is ts ava i lab le at ScienceDirec t
Process Biochemistry
journa l homepage: www.e lsev ier .com/ locate /procbio
1359-5113/$ – see front matter � 2008 Elsevier Ltd. All rights reserved.
doi:10.1016/j.procbio.2008.02.011

Author's personal copy
lipase in detergent formulation and optimization of washingconditions using response surface methodology (RSM), which is aneffective statistical technique, faster and less expensive method forthe investigation of complex processes [12].
The yeast, Cryptococcus sp. S-2 (CS2) produces a novel lipase[13], a cutinase-like enzyme [14] that could be effectively usedin the production of methyl esters, which are excellentsubstitutes for diesel fuel [15]. The deduced amino acidsequence of the purified protein showed remote homology toproteins of the cutinase family with the consensus sequenceGYSQG along with the catalytic triad Ser, Asp and His as that ofthe catalytic triad of lipases [14]. However, the level ofhomology of the CS2 lipase was too low to categorize it as acutinase and hence referred to as a cutinase-like enzyme (CLE),which effectively degraded the high-molecular-weight com-pound polylactic acid (PLA), a biodegradable plastic [14].Cutinases also hydrolyse fatty acid esters and emulsifiedtriglycerides as efficiently as lipases without showing enhance-ment of activity in the presence of a lipid–water interface [16–18]. The surface hydrophobicity characteristic and lipolyticactivity of cutinases have been exploited in laundry detergentformulations [19,20]. Moreover, it was reported earlier thatcutinases exhibit an ‘‘in-the-wash’’ effect, making the proteinsuitable for use in laundry detergents [21]. In 1986, Fujii et al.[22] initially showed the removal of olive oil from cotton fabricusing yeast lipase, Candida cylindracea and there is no report onthe use of Cryptococcus sp. lipase in detergent formulations.Hence, an attempt was made to determine the efficacy of CS2lipase for removal of oil from the soiled fabric using centralcomposite rotatable design (CCRD), a tool of RSM, in order to usethe enzyme as an additive in laundry detergent formulations.
2. Materials and methods
2.1. Materials
Lipase used in this study was produced from Cryptococcus sp. S-2 (CS2) and the
organism was maintained on potato dextrose agar (PDA) slants at 4 8C [13]. Triton
X-100, cetyl trimethyl ammonium bromide (CTAB) and p-nitrophenyl laurate ( p-
NPL) were purchased from Sigma Chemical Co. (St Louis, USA). Detergents used
were selected from the laboratory, viz. anionic detergent – sodium dodecyl sulphate
(SDS), cationic detergent – CTAB, nonionic detergent – Tween 80 and commercial
detergents of Indian market namely Ariel, Tide (Procter and Gamble Home Products
Ltd.), Henko (Henkel Spic India Ltd.), Rin Advanced and Surf Excel (Hindustan Lever
Ltd.). All other chemicals used were of analytical reagent grade and commercially
available.
2.2. Preparation of enzyme solution
For production of lipase, the yeast, CS2 was grown in a production medium
containing soybean oil (1%, v/v) as an inducer for 120 h on a rotary shaker at
100 rpm and at 25 8C [13]. The culture was centrifuged at 8000 rpm for 20 min and
the supernatant was concentrated by ultrafiltration using a 10 kDa cut-off
Pellicon12 Mini filter membrane (Millipore, USA).
2.3. Enzyme assay
The lipase activity was estimated using a spectrophotometric method with p-
NPL as a substrate [23]. One unit of lipase activity was defined as the amount of
enzyme that liberates 1 mmol of p-nitrophenol per minute under the standard assay
conditions.
2.4. Compatibility of lipase with surfactants and commercial detergents
To investigate the compatibility of lipase in various surfactants and commercial
detergents, respective surfactants and detergents were added to the reaction
mixture at a concentration of 7 mg/ml and assayed under standard assay conditions
and expressed as percent relative activity. To determine the stability, an aliquot of
enzyme sample was incubated with equal volume of detergent solution (7 mg/ml of
respective detergent) in 0.1 M sodium phosphate buffer, pH 7.0, for 1 h at 30 8C. The
residual activity (%) of each sample was determined and compared with the control
without detergent. The enzyme activity of control sample was taken as 100%.
2.5. Effect of oxidizing agents on lipase stability
Lipase stability in the presence of oxidizing agents was determined in 0.1 M
sodium phosphate buffer, pH 7.0, containing 0.5–2.0% (v/v or w/v) of hydrogen
peroxide, sodium perborate and sodium hypochlorite for 1 h at 30 8C and residual
activity was estimated and compared with the control without oxidizing agent.
2.6. Preparation of soiled fabric and washing solution
For preparation of soiled fabrics with triglycerides, olive oil was selected as a
model substrate as reported in earlier studies [22,24,11]. The cotton fabric
(5 cm � 10 cm) was defatted in boiling chloroform for 4 h and soiled by spotting
with 0.5 ml of olive oil in benzene (100 mg/ml concentration) twice with a
micropipette. The washing solutions (B/BL/BD/BDL) were prepared as shown in
Table 1. Solution BDL contained buffer and the detergent solution, pre-incubated at
37 8C for 10 min to which lipase solution (1000 U) was then added. The volume of
the final solution was adjusted to 100 ml by adding distilled water. Ten pieces of the
soiled fabric were put into the flask containing the washing solutions.
2.7. Washing procedure and determination of olive oil
The soiled fabrics were washed at 37 8C by shaking at 100 rpm for 20 min. At the
end of 20 min, the fabrics were removed and rinsed thrice with 100 ml of water,
each for a period of 2 min and then air-dried. Olive oil from the soiled fabrics was
extracted using petroleum ether (bp 40–60 8C) for 6 h in a soxhlet extractor. The
petroleum ether was completely evaporated and the weight of olive oil was
determined. The removal of olive oil was calculated by the following equation based
on the weight of olive oil before and after washing.
Oil removal ð%Þ ¼Wb �Wa
Wb� 100
where Wb is the weight of olive oil before washing and Wa is the weight of olive oil
after washing.
2.8. Factorial design and data analysis
Design-Expert Version 7.0.3 (Stat-Ease Inc., Minneapolis, USA) was used for
experimental design (Central Composite Rotatable Design, CCRD), regression and
graphical analysis for the results obtained. A five-level four-factorial CCRD was
employed in this study that consisted of 16 factorial points, 8 axial points and 6
centre points. Four independent variables, including detergent concentration (A,
0.25–0.75%), lipase concentration (B, 500–1500 U), washing temperature (C, 25–
49 8C), and buffer pH (D, pH 6.5–9.5) were studied at five different levels, based on
preliminary results on removal of olive oil from cotton fabric with various
detergents. Oil removal was considered as the dependent output variable and the
data on percent oil removal obtained from RSM were subjected to the analysis of
variance (ANOVA). The results obtained were fitted to a second-order polynomial
equation:
Y ¼ bo þX4
i¼1
bixi þX4
i¼1
biix2i þ
X3
i¼ j
X4
i¼ jþ1
bi jxi j
where Y is the percentage of oil removal, bo, bi, bii, bij were constant coefficients, and
xi, xij were the uncoded independent variables. Statistical significance of the above
model equation was determined by Fisher’s test value, and the proportion of
variance explained by the model was given by the multiple coefficient of
determination, R squared (R2) value. The values presented in each experiment of
this study were the averages of triplicates, unless otherwise specified.
3. Results and discussion
Lipase is used in detergent formulations to remove fat-containing stains such as those resulting from frying fats, salad
Table 1Composition of the washing solutions
Constituents Volume (ml)
Ba BLb BDc BDLd
0.1 M sodium phosphate buffer (pH 8.0) 40 40 40 40
Detergent solution (0.5%) – – 50 50
Lipase solution (1000 U) – 10 – 10
Distilled water 60 50 10 –
a B: buffer.b BL: buffer + lipase.c BD: buffer + detergent.d BDL: buffer + detergent + lipase.
K. Thirunavukarasu et al. / Process Biochemistry 43 (2008) 701–706702
Author's personal copy
oils, fat-based sauces, soups, human sebum or certain cosmetics[25]. In the present work, the lipase was obtained from CS2using soybean oil, which is an effective and alternative inducerto triolein as reported by Kamini et al. [13]. Besides there was nosignificant difference in enzyme activity, when the lipase wasproduced from CS2 using soybean oil as an inducer and theactivity was 60.0 � 2.0 U/ml of the optimized culture medium in120 h at 25 8C. Furthermore, soybean oil, a vegetable oil, whichcould be effectively used in the production of lipase [6], is muchcheaper than the synthetic and model substrate, triolein. The crudeenzyme was concentrated by ultra filtration and the concentratedenzyme with an activity of 1000 � 40 U/ml was used for furtherstudies. The suitability of an enzyme preparation for use indetergent formulation depends on its compatibility with thedetergents over a wide alkaline pH and temperature range.Accordingly, the lipase prepared from CS2 was assessed for itscompatibility and stability in the presence of various laundrydetergents. The concentrated crude enzyme exhibited optimumactivity at pH 7.0–8.0 and at 37 8C and showed broad pH stabilitybetween pH 5.0 and 10.0 and temperature stability between 4 and60 8C. Hence, an attempt was made to use this yeast lipase as anadditive in detergent formulations.
3.1. Effect of surfactants and commercial detergents on lipase activity
and stability
The CS2 lipase was evaluated for its potential as an additive indetergents. The enzyme showed excellent compatibility andstability in the presence of ionic, cationic and non-ionic surfactantsas well as in commercial detergents (Fig. 1). CS2 lipase showed anincreased activity in all commercial detergents tested and itshowed 94 and 98% of activity in SDS and Tween 80, respectively.However, the lipase activity of Ralstonia pickettii [24] andAspergillus carneus were inhibited in the presence of SDS [26],while the activity was increased in H. lanuginosa [27]. The enzymewas stable in the presence of all commercial detergents and similarresults were reported for lipases from Pseudomonas glumae [28]and A. niger [10,11].
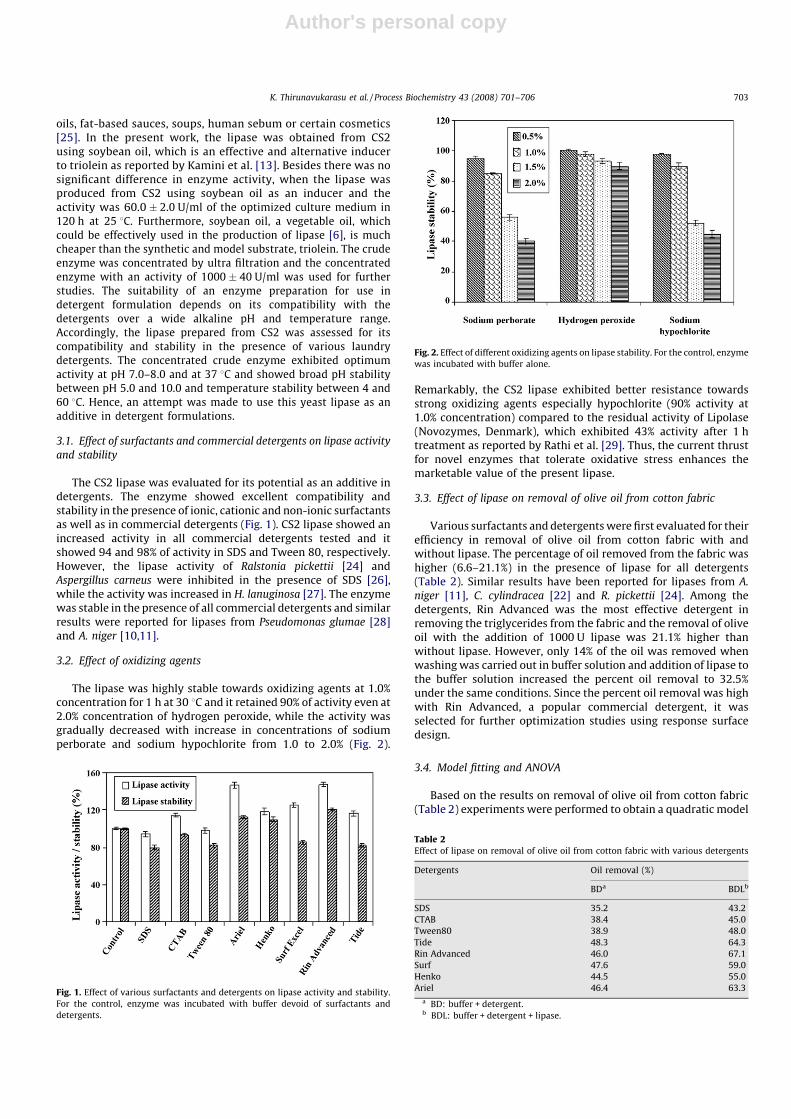
3.2. Effect of oxidizing agents
The lipase was highly stable towards oxidizing agents at 1.0%concentration for 1 h at 30 8C and it retained 90% of activity even at2.0% concentration of hydrogen peroxide, while the activity wasgradually decreased with increase in concentrations of sodiumperborate and sodium hypochlorite from 1.0 to 2.0% (Fig. 2).
Remarkably, the CS2 lipase exhibited better resistance towardsstrong oxidizing agents especially hypochlorite (90% activity at1.0% concentration) compared to the residual activity of Lipolase(Novozymes, Denmark), which exhibited 43% activity after 1 htreatment as reported by Rathi et al. [29]. Thus, the current thrustfor novel enzymes that tolerate oxidative stress enhances themarketable value of the present lipase.
3.3. Effect of lipase on removal of olive oil from cotton fabric
Various surfactants and detergents were first evaluated for theirefficiency in removal of olive oil from cotton fabric with andwithout lipase. The percentage of oil removed from the fabric washigher (6.6–21.1%) in the presence of lipase for all detergents(Table 2). Similar results have been reported for lipases from A.
niger [11], C. cylindracea [22] and R. pickettii [24]. Among thedetergents, Rin Advanced was the most effective detergent inremoving the triglycerides from the fabric and the removal of oliveoil with the addition of 1000 U lipase was 21.1% higher thanwithout lipase. However, only 14% of the oil was removed whenwashing was carried out in buffer solution and addition of lipase tothe buffer solution increased the percent oil removal to 32.5%under the same conditions. Since the percent oil removal was highwith Rin Advanced, a popular commercial detergent, it wasselected for further optimization studies using response surfacedesign.
3.4. Model fitting and ANOVA
Based on the results on removal of olive oil from cotton fabric(Table 2) experiments were performed to obtain a quadratic model
Fig. 1. Effect of various surfactants and detergents on lipase activity and stability.
For the control, enzyme was incubated with buffer devoid of surfactants and
detergents.
Fig. 2. Effect of different oxidizing agents on lipase stability. For the control, enzyme
was incubated with buffer alone.
Table 2Effect of lipase on removal of olive oil from cotton fabric with various detergents
Detergents Oil removal (%)
BDa BDLb
SDS 35.2 43.2
CTAB 38.4 45.0
Tween80 38.9 48.0
Tide 48.3 64.3
Rin Advanced 46.0 67.1
Surf 47.6 59.0
Henko 44.5 55.0
Ariel 46.4 63.3
a BD: buffer + detergent.b BDL: buffer + detergent + lipase.
K. Thirunavukarasu et al. / Process Biochemistry 43 (2008) 701–706 703

Author's personal copy
with four independent variables as shown in Table 3 and the dataon the percentage of oil removal by CS2 lipase are given in Table 4.Since the predicted values obtained from model fitting techniqueusing the software Design-Expert Version 7.0.3 were found tocorrelate to the observed values, the quadratic polynomial modelwas seen to be highly significant to represent the actual relation-ship between the response (oil removal%) and the significantvariables. The results of the CCRD indicated that the percentincrease in oil removal was from 7.6 to 43.1% when compared to BDwash alone (46%; Table 2). The varied nature of the resultsindicated that the interactions among the factors played a moresignificant role than the effect of individual factors alone.
The ANOVA for quadratic regression model (Table 5) showedthat the model was highly significant with an F value of 59.7 as isevident from Fisher’s F-test along with a very low probability value(Pmodel > F = 0.0001). At the same time, relatively lower value ofcoefficient of variation (CV = 2.949%) indicated a better precisionand reliability of the experiments carried out [30]. The determina-tion coefficient (R2) of the model was 0.9847 explaining 98.4% ofthe variability in the response could be accounted by the modeland indicated that the model was suitable to represent the realrelationship among the selected factors. The insignificant lack of fit
test also indicated that the model was suitable to represent theexperimental data and the final predictive equation was as follows:
Percentage oil removal ¼ 88:13þ 1:34ðAÞ þ 5:42ðBÞ � 0:68ðCÞ
þ 2:63ðDÞ � 1:62ðA2Þ � 6:02ðB2Þ
� 12:20ðC2Þ � 6:05ðD2Þ þ 0:40ðAÞðBÞ
� 0:31ðAÞðCÞ � 0:27ðAÞðDÞ � 0:49ðBÞðCÞ
� 0:97ðBÞðDÞ � 0:062ðCÞðDÞ:
It was clear that all the linear coefficients and three quadraticcoefficients were highly significant (P < 0.05) from the model andamong the four variables, lipase, pH and detergent were the mostsignificant in the process, while temperature had a lessersignificant effect on oil removal. A significant quadratic regression,insignificant lack of fit and a small total variation (1.6%), which wasnot explained by the model, suggested that the model preciselyrepresented the data in the experimental region. Moreover, thepredicted values for percent oil removal were in good agreementwith RSM plots.
Three dimensional response surface plots (Figs. 3 and 4) wereconstructed according to the above-mentioned equation. Thecumulative effect of detergent concentration and enzyme con-centration on removal of olive oil from cotton fabric at 37 8C andpH 8.0 was shown in the response surface plot of Fig. 3. Theremoval of oil was 88%, when the washing was carried out with anenzyme concentration of 1000 U and a detergent concentration of0.5%. Further increase in enzyme concentration and detergentconcentration did not show any significant effect on oil removal.An ideal detergent enzyme should be effective in removing thefatty food stains at low concentrations of detergent along withenzyme. Accordingly, our results also showed that the lipase fromCS2 was effective in removing the olive oil from the fabric usinglow concentrations of detergent. However, A. niger lipase [11] and
Table 3Experimental range of variables for the central composite design in terms of actual
and coded factors
Variable Symbol coded Range of variables
Low (�1) Mid (0) High (+1)
Detergent concentration (%, w/v) A 0.25 0.5 0.75
Lipase (U) B 500 1000 1500
Temperature (8C) C 25 37 49
pH D 6.5a 8.0a 9.5b
a 0.1 M phosphate buffer.b 0.1 M glycine–NaOH buffer.
Table 4Composition of the various runs of the central composite design, actual and predicted values of the percentage oil removal using CS2 lipase
Run Detergent (%) Lipase (U) Temperature (8C) pH Actual oil removal (%) Predicted oil removal (%)
1 0.25 500 25 9.50 58.4 59.7
2 0.25 1500 25 6.50 64.4 64.8
3 0.75 1500 49 6.50 67.9 66.6
4 0.75 500 49 9.50 60.9 60.5
5 0.75 500 25 6.50 55.7 55.4
6 0.25 1500 49 9.50 67.3 67.5
7 0.50 1000 37 8.00 88.0 88.4
8 0.25 500 49 6.50 53.6 52.8
9 0.75 1500 25 9.50 72.1 72.9
10 0.50 1000 37 8.00 88.7 88.4
11 0.50 1000 37 8.00 87.2 89.1
12 0.25 1500 25 9.50 69.8 70.0
13 0.25 500 25 6.50 54.3 53.0
14 0.50 1000 37 8.00 89.0 89.1
15 0.25 500 49 9.50 62.3 60.4
16 0.75 500 49 6.50 55.9 55.2
17 0.75 1500 49 9.50 69.7 70.5
18 0.25 1500 49 6.50 64.5 63.8
19 0.75 500 25 9.50 62.1 62.3
20 0.75 1500 25 6.50 68.7 70.1
21 0.50 1000 20 8.00 65.6 63.5
22 0.15 1000 37 8.00 80.2 81.8
23 0.50 1000 37 10.12 79.6 78.5
24 0.50 293 37 8.00 64.7 67.2
25 0.50 1000 37 5.88 69.0 71.1
26 0.50 1000 37 8.00 88.8 86.9
27 0.50 1707 37 8.00 84.0 82.5
28 0.50 1000 37 8.00 89.1 86.9
29 0.85 1000 37 8.00 86.1 85.6
30 0.50 1000 54 8.00 58.4 61.6
K. Thirunavukarasu et al. / Process Biochemistry 43 (2008) 701–706704

Author's personal copy
R. pickettii [24] lipase were effective in removing the triglyceridesoils at 1.0 and 0.6% detergent concentrations and the increase inpercent oil removal was found to be 33 and 27%, respectively, overtreatment with detergent alone, while CS2 lipase showed anincrease in oil removal of 42.13% (Fig. 3).
The cumulative effect of temperature and lipase on removal ofolive oil at 0.5% detergent concentration and pH 8.0 was depictedin Fig. 4. The percent oil removal was optimum, when the washingwas performed at 37 8C with 1000 U of lipase concentration.However, decrease in temperature from 54 to 37 8C caused asignificant increase in percent oil removal (30.7%) at a buffer pH of8.0 and the increase in percent oil removal was 19.6 and 43.1% at20 and 37 8C, respectively, in the presence of lipase over treatmentwith detergent alone. The effectiveness of CS2 lipase to remove oilfrom soiled fabric at low temperature is one of the most desirabletraits for its use in detergent formulations because of theincreasing use of synthetic fabrics, which do not toleratetemperatures above 50–60 8C and under these conditions CS2lipase might be used for removal of oil.
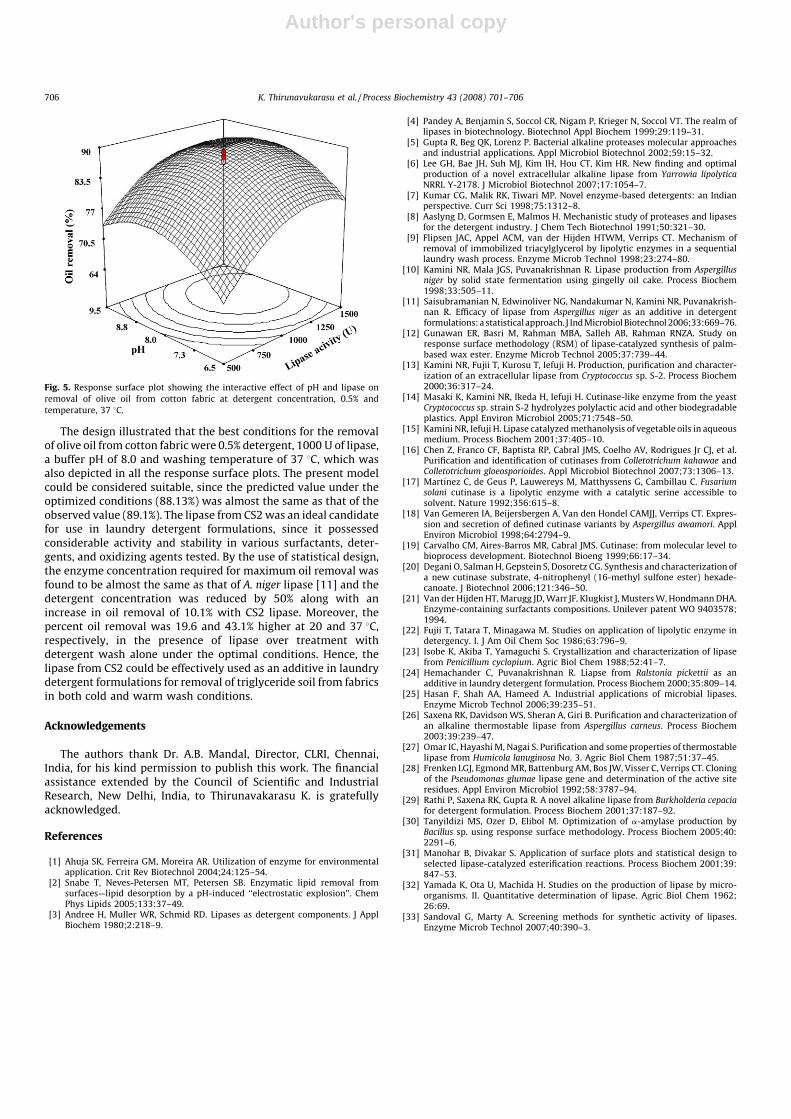
The interactive effect of pH and lipase on removal of olive oil at0.5% detergent concentration and 37 8C was shown in Fig. 5. The
dome shaped plot indicated that the range and levels of variablesselected in this study were optimal and similar types of plots wereobtained with lipase catalyzed esterification systems [31] andwith synthesis of palm-based wax esters [12]. The percent oilremoval was high at pH 8.0 and 1000 U of lipase concentration.Further increase or decrease in concentration led to decrease inpercent oil removal. Though the amount of lipase used for oilremoval was slightly high (1000 U), the activity was estimatedusing p-NPL as substrate [23], which was equivalent to 75 U oflipase when it was assayed by the titrimetric method of Yamadaet al. [32]. Similar results were reported for lipase from A. niger
[11], while Hemachander and Puvanakrishnan [24] used 100 U ofR. pickettii lipase for removal of oil from fabrics and the lipaseactivities were estimated by the titrimetric method, respectively[32]. Moreover, because of the broad substrate specificity and thediversity of reactions catalyzed by lipases, it is difficult to define auniversal test for lipase activity as reported recently by Sandovaland Marty [33].
Table 5ANOVA for quadratic model for percent oil removal
Source Sum of squares Degrees of freedom Mean square F-value Prob (P) > F
Block 486.6 2.0 243.3
Model 3654.6 14.0 261.0 59.7 <0.0001a
Detergent (A) 35.8 1.0 35.8 8.2 0.0134
Lipase (B) 588.6 1.0 588.6 134.7 <0.0001a
Temperature (C) 9.2 1.0 9.2 2.1 0.17
pH (D) 138.3 1.0 138.3 31.6 <0.0001a
A^2 23.7 1.0 23.7 5.4 0.0367
B^2 326.4 1.0 326.4 74.7 <0.0001a
C^2 1339.0 1.0 1339.0 306.4 <0.0001a
D^2 329.1 1.0 329.1 75.3 <0.0001a
AB 2.6 1.0 2.6 0.6 0.4577
AC 1.6 1.0 1.6 0.4 0.5601
AD 1.2 1.0 1.2 0.3 0.6076
BC 3.8 1.0 3.8 0.9 0.3679
BD 7.3 1.0 7.3 1.7 0.219
CD 0.1 1.0 0.1 0.0 0.9066
Residual 56.8 13.0 4.4
Lack of fit 54.9 10.0 5.5 8.6 0.0513
Pure error 1.9 3.0 0.6
Corrected total 4198.0 29.0
R2 = 0.9847; CV = 2.949%.a Significant at ‘‘Prob > F’’ less than 0.05.
Fig. 3. Response surface plot showing the interactive effect of lipase and detergent
concentration on the removal of olive oil from cotton fabric using CS2 lipase. Other
variables were constant: temperature, 37 8C and pH, 8.0.
Fig. 4. Response surface plot showing the effect of temperature and lipase
concentration and their mutual effect on the removal of olive oil using CS2 lipase at
detergent concentration, 0.5% and pH, 8.0.
K. Thirunavukarasu et al. / Process Biochemistry 43 (2008) 701–706 705
Author's personal copy
The design illustrated that the best conditions for the removalof olive oil from cotton fabric were 0.5% detergent, 1000 U of lipase,a buffer pH of 8.0 and washing temperature of 37 8C, which wasalso depicted in all the response surface plots. The present modelcould be considered suitable, since the predicted value under theoptimized conditions (88.13%) was almost the same as that of theobserved value (89.1%). The lipase from CS2 was an ideal candidatefor use in laundry detergent formulations, since it possessedconsiderable activity and stability in various surfactants, deter-gents, and oxidizing agents tested. By the use of statistical design,the enzyme concentration required for maximum oil removal wasfound to be almost the same as that of A. niger lipase [11] and thedetergent concentration was reduced by 50% along with anincrease in oil removal of 10.1% with CS2 lipase. Moreover, thepercent oil removal was 19.6 and 43.1% higher at 20 and 37 8C,respectively, in the presence of lipase over treatment withdetergent wash alone under the optimal conditions. Hence, thelipase from CS2 could be effectively used as an additive in laundrydetergent formulations for removal of triglyceride soil from fabricsin both cold and warm wash conditions.
Acknowledgements
The authors thank Dr. A.B. Mandal, Director, CLRI, Chennai,India, for his kind permission to publish this work. The financialassistance extended by the Council of Scientific and IndustrialResearch, New Delhi, India, to Thirunavakarasu K. is gratefullyacknowledged.
References
[1] Ahuja SK, Ferreira GM, Moreira AR. Utilization of enzyme for environmentalapplication. Crit Rev Biotechnol 2004;24:125–54.
[2] Snabe T, Neves-Petersen MT, Petersen SB. Enzymatic lipid removal fromsurfaces—lipid desorption by a pH-induced ‘‘electrostatic explosion’’. ChemPhys Lipids 2005;133:37–49.
[3] Andree H, Muller WR, Schmid RD. Lipases as detergent components. J ApplBiochem 1980;2:218–9.
[4] Pandey A, Benjamin S, Soccol CR, Nigam P, Krieger N, Soccol VT. The realm oflipases in biotechnology. Biotechnol Appl Biochem 1999;29:119–31.
[5] Gupta R, Beg QK, Lorenz P. Bacterial alkaline proteases molecular approachesand industrial applications. Appl Microbiol Biotechnol 2002;59:15–32.
[6] Lee GH, Bae JH, Suh MJ, Kim IH, Hou CT, Kim HR. New finding and optimalproduction of a novel extracellular alkaline lipase from Yarrowia lipolyticaNRRL Y-2178. J Microbiol Biotechnol 2007;17:1054–7.
[7] Kumar CG, Malik RK, Tiwari MP. Novel enzyme-based detergents: an Indianperspective. Curr Sci 1998;75:1312–8.
[8] Aaslyng D, Gormsen E, Malmos H. Mechanistic study of proteases and lipasesfor the detergent industry. J Chem Tech Biotechnol 1991;50:321–30.
[9] Flipsen JAC, Appel ACM, van der Hijden HTWM, Verrips CT. Mechanism ofremoval of immobilized triacylglycerol by lipolytic enzymes in a sequentiallaundry wash process. Enzyme Microb Technol 1998;23:274–80.
[10] Kamini NR, Mala JGS, Puvanakrishnan R. Lipase production from Aspergillusniger by solid state fermentation using gingelly oil cake. Process Biochem1998;33:505–11.
[11] Saisubramanian N, Edwinoliver NG, Nandakumar N, Kamini NR, Puvanakrish-nan R. Efficacy of lipase from Aspergillus niger as an additive in detergentformulations: a statistical approach. J Ind Microbiol Biotechnol 2006;33:669–76.
[12] Gunawan ER, Basri M, Rahman MBA, Salleh AB, Rahman RNZA. Study onresponse surface methodology (RSM) of lipase-catalyzed synthesis of palm-based wax ester. Enzyme Microb Technol 2005;37:739–44.
[13] Kamini NR, Fujii T, Kurosu T, Iefuji H. Production, purification and character-ization of an extracellular lipase from Cryptococcus sp. S-2. Process Biochem2000;36:317–24.
[14] Masaki K, Kamini NR, Ikeda H, Iefuji H. Cutinase-like enzyme from the yeastCryptococcus sp. strain S-2 hydrolyzes polylactic acid and other biodegradableplastics. Appl Environ Microbiol 2005;71:7548–50.
[15] Kamini NR, Iefuji H. Lipase catalyzed methanolysis of vegetable oils in aqueousmedium. Process Biochem 2001;37:405–10.
[16] Chen Z, Franco CF, Baptista RP, Cabral JMS, Coelho AV, Rodrigues Jr CJ, et al.Purification and identification of cutinases from Colletotrichum kahawae andColletotrichum gloeosporioides. Appl Microbiol Biotechnol 2007;73:1306–13.
[17] Martinez C, de Geus P, Lauwereys M, Matthyssens G, Cambillau C. Fusariumsolani cutinase is a lipolytic enzyme with a catalytic serine accessible tosolvent. Nature 1992;356:615–8.
[18] Van Gemeren IA, Beijersbergen A, Van den Hondel CAMJJ, Verrips CT. Expres-sion and secretion of defined cutinase variants by Aspergillus awamori. ApplEnviron Microbiol 1998;64:2794–9.
[19] Carvalho CM, Aires-Barros MR, Cabral JMS. Cutinase: from molecular level tobioprocess development. Biotechnol Bioeng 1999;66:17–34.
[20] Degani O, Salman H, Gepstein S, Dosoretz CG. Synthesis and characterization ofa new cutinase substrate, 4-nitrophenyl (16-methyl sulfone ester) hexade-canoate. J Biotechnol 2006;121:346–50.
[21] Van der Hijden HT, Marugg JD, Warr JF, Klugkist J, Musters W, Hondmann DHA.Enzyme-containing surfactants compositions. Unilever patent WO 9403578;1994.
[22] Fujii T, Tatara T, Minagawa M. Studies on application of lipolytic enzyme indetergency. I. J Am Oil Chem Soc 1986;63:796–9.
[23] Isobe K, Akiba T, Yamaguchi S. Crystallization and characterization of lipasefrom Penicillium cyclopium. Agric Biol Chem 1988;52:41–7.
[24] Hemachander C, Puvanakrishnan R. Liapse from Ralstonia pickettii as anadditive in laundry detergent formulation. Process Biochem 2000;35:809–14.
[25] Hasan F, Shah AA, Hameed A. Industrial applications of microbial lipases.Enzyme Microb Technol 2006;39:235–51.
[26] Saxena RK, Davidson WS, Sheran A, Giri B. Purification and characterization ofan alkaline thermostable lipase from Aspergillus carneus. Process Biochem2003;39:239–47.
[27] Omar IC, Hayashi M, Nagai S. Purification and some properties of thermostablelipase from Humicola lanuginosa No. 3. Agric Biol Chem 1987;51:37–45.
[28] Frenken LGJ, Egmond MR, Battenburg AM, Bos JW, Visser C, Verrips CT. Cloningof the Pseudomonas glumae lipase gene and determination of the active siteresidues. Appl Environ Microbiol 1992;58:3787–94.
[29] Rathi P, Saxena RK, Gupta R. A novel alkaline lipase from Burkholderia cepaciafor detergent formulation. Process Biochem 2001;37:187–92.
[30] Tanyildizi MS, Ozer D, Elibol M. Optimization of a-amylase production byBacillus sp. using response surface methodology. Process Biochem 2005;40:2291–6.
[31] Manohar B, Divakar S. Application of surface plots and statistical design toselected lipase-catalyzed esterification reactions. Process Biochem 2001;39:847–53.
[32] Yamada K, Ota U, Machida H. Studies on the production of lipase by micro-organisms. II. Quantitative determination of lipase. Agric Biol Chem 1962;26:69.
[33] Sandoval G, Marty A. Screening methods for synthetic activity of lipases.Enzyme Microb Technol 2007;40:390–3.
Fig. 5. Response surface plot showing the interactive effect of pH and lipase on
removal of olive oil from cotton fabric at detergent concentration, 0.5% and
temperature, 37 8C.
K. Thirunavukarasu et al. / Process Biochemistry 43 (2008) 701–706706




















