
discharge Printing on Cotton Knitted Fabrics Using Enzyme ...
21
205 Journal of Applied Sciences Research, 9(1): 205-225, 2013 ISSN 1819-544X This is a refereed journal and all articles are professionally screened and reviewed ORIGINAL ARTICLES Corresponding Author: Karima Haggag, Textile Division, National Research center, Dokki, Cairo, Egypt E-mail: [email protected] Bio- discharge Printing on Cotton Knitted Fabrics Using Enzyme and Brewers Yeast A.A. Ragheb, K. Haggag, I. Abd EL- Thalouth M. Rekaby, H.M. El-Hennawi and A.A. Shahin Textile Division, National Research center, Dokki, Cairo, Egypt ABSTRACT Innovative technology to use Eco- friendly bio materials comprise Laccase, Valumax A828, Valumax A356 as well as brewer ’ s yeast to replace the hazerd chemicals which are used in discharge printing has been done successfully. The effect of technique applied enzyme concentration, pH of the printing paste, enzymatic treatment time and temperature on as well as the nature of reactive dye used on the colour discharge were studied to obtain the optimum conditions. Successfully results were obtained on using Laccase enzyme and brewer ’ s yeast as a bio discharging agent instead of unecofriendly reducing agents. The activity of the used biomaterials follows the order laccaze enzyme> Brewer ’ s yeast > Valumax A828 > Valumax A356. Samples of different attractive coloured halftones could be obtained. Key words: Cotton Knitted Fabrics, Bio- discharge Pinting, Enzyme, Brewers Yeast Introduction Textile printing is one of the most versatile and important methods used for introducing colour and design to textile fabrics. It is a process of bringing together a design idea, one or more colourants, and a textile substrate (usually fabric), using a technique for applying the colourants with some precision. Several techniques have been used and the colourants available have multiplied. The enzymes are naturally high molecular weight proteins capable of catalyzing the chemical reactions of biological processes and hence are known as "Biocatalyst". An enzyme is defined as a protein complex composed of about 200 to 250 amino acids. Nowadays, enzymes have found a variety of uses in textile as environmentally-acceptable alternatives of some polluting chemical materials (Gamal,1999). The theory of discharge printing involves the degradation, by chemical reagents, of the chromophore system of the dyestuffs applied to the textile material (Hardalov,1992). The most important discharging agents in textile printing today are reducing agents. The latter comprise sulphoxylic acid derivatives and its salts as well as stannous chloride. The reaction takes place during the steaming fixation step and the quality of the products depends, to great extent, on the temperature and moisture content during fixation where any error will cause destruction of cellulose material (Hardalov,1992). Recently, the environmental and industrial safety conditions increased the potential for use of enzymes in textile processing to ensure ecofriendly production (Judd and Wyszecki,1975; Pratt,1994; Klarhorst et al.,1994; Liu et al.,2000; Chattopadhyay and Sanyal,2001;Heine and Hoecker,2001; Jin and Maekawa,2001; Peter,2002; Waddell,2002; Patra,2003; Phillips et al., 2003). The use of enzymes in textile processing is well-known and for some technologies is well established, e.g. in denim bleaching (Heine and Hoecker,2001). The present work aims at using eco-friendly enzymes or yeast to replace the hazardous chemicals which are used currently in discharge printing of knitted garment on lab scele. Experimental: Materials: Knitted cotton fabric Weight of the fabric was 175 g/m 2 , the fabric structure:- No. of Courses / Cm / 13 No. of Wales / Cm / 13
-
Upload
khangminh22 -
Category
Documents
-
view
2 -
download
0
Transcript of discharge Printing on Cotton Knitted Fabrics Using Enzyme ...

205 Journal of Applied Sciences Research, 9(1): 205-225, 2013 ISSN 1819-544X This is a refereed journal and all articles are professionally screened and reviewed
ORIGINAL ARTICLES
Corresponding Author: Karima Haggag, Textile Division, National Research center, Dokki, Cairo, Egypt E-mail: [email protected]
Bio- discharge Printing on Cotton Knitted Fabrics Using Enzyme and Brewers Yeast A.A. Ragheb, K. Haggag, I. Abd EL- Thalouth M. Rekaby, H.M. El-Hennawi and A.A. Shahin Textile Division, National Research center, Dokki, Cairo, Egypt ABSTRACT
Innovative technology to use Eco- friendly bio materials comprise Laccase, Valumax A828, Valumax A356
as well as brewer’s yeast to replace the hazerd chemicals which are used in discharge printing has been done successfully. The effect of technique applied enzyme concentration, pH of the printing paste, enzymatic treatment time and temperature on as well as the nature of reactive dye used on the colour discharge were studied to obtain the optimum conditions. Successfully results were obtained on using Laccase enzyme and brewer’s yeast as a bio discharging agent instead of unecofriendly reducing agents. The activity of the used biomaterials follows the order laccaze enzyme> Brewer’s yeast > Valumax A828 > Valumax A356. Samples of different attractive coloured halftones could be obtained. Key words: Cotton Knitted Fabrics, Bio- discharge Pinting, Enzyme, Brewers Yeast Introduction
Textile printing is one of the most versatile and important methods used for introducing colour and design to textile fabrics. It is a process of bringing together a design idea, one or more colourants, and a textile substrate (usually fabric), using a technique for applying the colourants with some precision. Several techniques have been used and the colourants available have multiplied.
The enzymes are naturally high molecular weight proteins capable of catalyzing the chemical reactions of biological processes and hence are known as "Biocatalyst". An enzyme is defined as a protein complex composed of about 200 to 250 amino acids. Nowadays, enzymes have found a variety of uses in textile as environmentally-acceptable alternatives of some polluting chemical materials (Gamal,1999).
The theory of discharge printing involves the degradation, by chemical reagents, of the chromophore system of the dyestuffs applied to the textile material (Hardalov,1992). The most important discharging agents in textile printing today are reducing agents. The latter comprise sulphoxylic acid derivatives and its salts as well as stannous chloride. The reaction takes place during the steaming fixation step and the quality of the products depends, to great extent, on the temperature and moisture content during fixation where any error will cause destruction of cellulose material (Hardalov,1992).
Recently, the environmental and industrial safety conditions increased the potential for use of enzymes in textile processing to ensure ecofriendly production (Judd and Wyszecki,1975; Pratt,1994; Klarhorst et al.,1994; Liu et al.,2000; Chattopadhyay and Sanyal,2001;Heine and Hoecker,2001; Jin and Maekawa,2001; Peter,2002; Waddell,2002; Patra,2003; Phillips et al., 2003). The use of enzymes in textile processing is well-known and for some technologies is well established, e.g. in denim bleaching (Heine and Hoecker,2001).
The present work aims at using eco-friendly enzymes or yeast to replace the hazardous chemicals which are used currently in discharge printing of knitted garment on lab scele. Experimental: Materials: Knitted cotton fabric
Weight of the fabric was 175 g/m2, the fabric structure:- No. of Courses / Cm / 13 No. of Wales / Cm / 13

206 J. Appl. Sci. Res., 9(1): 205-225, 2013
1.2 Dyestuff:
Four different Dischargeable reactive dye, Namely Sunzol brill. Orange (C. I. Reactive), Sunzol yellow 2R, Sunzol Red, and Sunzol Blue were kindly supplied from Egypt colours, Heliopolis, Cairo, Egypt. Their active center is vinylsulphone. 1.3-Enzymes and yeast:
The following three different commercial enzymes and a brewer yeast were used: (1) Denilite IIS which is a commercial product based on Laccase enzyme, supplied by NovoNordisk
Company, Denmark. (2) Valumax® A828 from Aspergillus Oryzae, was supplied by Novozymes, Denmark, of declared activity
2000 ECU/g; Cellulase Unit per gram. (3) Valumax® A356 was purchased from Novozymes, Denmark: its declared activity 120 CVU/g; Combi
Cellulase Units per gram. It is produced by submerged fermentation of genetically modified microorganisms. (4) Locally available brewer's yeast was also used
Methods: Preparation of brewer's yeast suspension:
The suspension of active yeast was prepared as follows: 450 g. dry weight of Brewer's yeast was pasted with 150 g. sugar, and then one liter warm water (at 40°C)
was added to the paste of yeast while stirring for a period of time until the yeast was brewed. Finally the solution was filtrated and frozen.
Bioprinting of cotton fabrics:
The cotton fabrics were printed with a printing paste containing the thickening agent and the enzyme (white
paste) using the recipe shown below: Enzyme X Sodium alginate 30 Water y Total 1000 g Sodium alginate was soaked in a small amount of water overnight at room temperature before preparing the
colourless printing paste. The enzyme was then added onto the thickener suspension and the whole paste was completed to one kilogram by water. The printed cotton fabrics were allowed to dry at ambient conditions. Overprinting with coloured paste:
The bioprinted cotton samples were then overprinted with printing paste containing the aforementioned dye
using the following recipe: Reactive dye 30 g Urea 100g Resist salt 10g Sodium alginate 30g Sodium Carbonate 30g Water Total 1000 g
y g
The printed fabrics were batched in an oven for different times at 50°C. Finally the printed samples were steamed at 102°C to fix the reactive dye for different periods of times, followed by washing according to the standard method for washing of the reactive dye-printed goods as follows:
- Washing with hot water, - Soaping using 2 g/l nonionic detergent and 5 g/l sodium carbonate at 90-95°C for 15 min, - Washing with hot water, - Rinsing with cold water, and finally dried.
Dyeing:
Dyeing of the fabric was carried out either via one- or two dyeing steps technique as follows:

207 J. Appl. Sci. Res., 9(1): 205-225, 2013
One – stage technique:
The fabric was first padded in a solution containing : - dye 3% (O.W.F,) - Wetting agent 2g/l - Sodium carbonate 35g/l - L. R. 1:30 To pick up 70% at room temperature
Two – stages technique:
In this technique the fabric was first padded in a solution containing only the dye (30g/l) and urea (50g/l) i.e
– without adding alkali at pick up of 70% at room temperature. In the second step the fabric was padded in a solution containing sodium hydroxide and sodum chloride solutions. Analysis: Colour strength:
The colour strength (K/S) of the printed Samples was evaluated by light reflectance technique using
Shimadzu UV/ Visible Spectrophotometer (Judd and Wyszecki, 1975) 3.3. Fabric bursting Strength (hydraulic type):
Measured according to ASTM- D3786 using (Hydrulicbursting Strength tester)
Results and Discussion
Discharge and resist styles have been important since the earliest days of textile printing. In spite of, in
recent years, modern techniques have made the use of direct printing practicable for many more designs and reduced the necessity of using these styles, yet they will always be of significant because the effect obtained are more often different and aesthetically superior.
As it has been mentioned in the first report (literature review) that, in the discharge style, the fabric must first be dyed with dyes that can be destroyed by selected discharging agents (which is generally harmful to the environment). The discharge paste is printed on to the dyed fabric and usually during the subsequent steaming; the dye in the pattern area is discharged. A white discharge is then produced. It is also possible to add a discharge – resistant (illuminating) dye to the discharge print paste, to produce a coloured discharge. Resist printing can be used to produce similar effects, but in this style the fabric is first printed with a resist agent and then dyed. Ground colours can, therefore, be obtained with no dischargeable dyes. Resist mechanisms may be chemical or physical, the maximum effectiveness being ensured by using a mixture of both types of resist agent. A physical resist inhibits absorption of dye, and a chemical resist inhibits fixation.
Since the aim of the present work is the production of printed knitted fabrics via applying a new technique (environmentally safe) using white and coloured discharge printing style, taking into consideration the facilities and equipment in Egyptian knitting co. Hence, Laccase enzyme, brewer's yeast and other two commercial enzymes based on Cellulase namely Valumex A828 and Valumex A356 were chosen and used in the present work as follows:
(1) The knitted cotton fabric samples were printed with bioprinting paste containing sodium alginate and the enzyme only, prepared according to the recipie indicated in the experimental section, using a flat screen. The printed cotton samples were allowed to dry at ambient conditions.
(2) The bioprinted cotton fabric samples were then overprinted with a coloured printing paste containing dischargeable reactive dye, prepared according to the recipie described in the experimental section.
(3) The printed knitted cotton samples were batched in an oven for different intervals of time at 50°C. (4) The batched samples were subjected to steaming at 102°C for different periods of time followed by
washing according to the standard method for washing reactive dye printed goals followed by drying at ambient conditions and assessed for measuring the K/S and degree of whiteness as well as the bursting strength.
Given below the results obtained from this investigation for every enzyme separately: I Resist / discharge printing: On using Laccase enzyme:

208 J. Appl. Sci. Res., 9(1): 205-225, 2013
To investigate the effect of Laccase enzyme concentration on the K/S and/or the degree of whiteness of the
coloured cotton knitted fabrics, a series of white printing pastes containing only the thickening agent and different concentrations of the enzyme (0, 180, 200, 220 or 240 g/kg of the white printing paste) were prepared and applied to samples of the knitted cotton fabrics using flat screen printing technique. After air drying, the printed samples were over printed with a dischargeable reactive dye printing paste prepared according to the recipes indicated in the experimental section and applied to the fabric samples through an open screen. After over printing, the fabrics were kept in a laboratory oven at 60°C for 1 hour followed by fixation of the colour via steaming at 102°C for 15 minutes. Finally, the fixed samples were washed according to the standard method for washing of the reactive-dye printed cellulosic fabrics, as it is mentioned in the experimental section. After washing the goods were air dried and assessed for measuring the K/S and degree of whiteness, the results obtained from this investigation are given in Table I. Table I: Effect of Laccase enzyme concentration on the K/S and degree of whiteness of the printed cotton samples using Sunzol Brill. Orange 3R *:
Concentration of enzyme g/kg
K/S
% Decrease in K/S
Degree of whiteness
- 10.45 - 99.11 180 0.75 92.82 15.99 200 0.71 93.20 16.37 220 0.91 91.29 12.91 240 1.11 89.37 12.27
*pH = 4.5, Drying temp. 60 oC (1 hour), fixation time = 15 min. fixation temp.102 oC. It is clear from the date of Table I that as the concentration of the Laccase enzyme increases from 180 to
200 g/kg rate, the % decrease in the K/S increases from 92.82 to 93.20. Increasing the concentration more than 200 g/kg is accompanied by a decrease in the K/S, where, it decreases to 91.29 and to 89.37% as the concentration of the enzyme increases to 220 or to 240 respectively. The same trend could be observed from the data of the degree of whiteness.
The decrease in the K/S in the area printed with he white pastes containing Laccase enzyme may be due to: (1) The resistance of the printed area to allow the molecules of reactive dye to transfer from the over
printed area to the surface of the fabric, and/or (2) The discharge of the colour under the action of Laccase enzyme in accordance with the previous
studies. It is also clear from the data of Table I that the optimum concentration of Laccase to obtain the best degree
of whiteness is 200 g/kg paste. Table IV and Figures 7 and 8 illustrate the effect of treatment time with Laccase enzyme at different fixation time on the % decrease in K/S and degree of whiteness respectively. Table II: Effect of treatment time at different fixation time on the K/S, % decrease in K/S and degree of whiteness of knitted cotton fabrics printed using Sunzol Brill. Orange 3 R * on using Laccase enzyme:
Treatment time (min.) Fixation time at 102oC(min.) K/S % decrease in K/S Degree of whiteness 40 -
5 10 15
10.45 0.54 0.51 0.57
- 94.83 95.11 94.54
99.11 31.42 34.26 27.87
60 - 5 10 15
10.54 0.56 0.42 0.71
-- 94.64 95.98 93.20
99.11 30.99 47.13 16.37
80 - 5 10 15
10.45 0.52 0.49 0.60
-- 95.02 95.31 94.25
99.11 34.43 35.15 25.51
100 - 5 10 15
10.45 0.53 0.50 0.57
-- 94.92 95.21 94.54
99.11 32.59 34.43 27.83
* pH = 4.5, fixation temp. 102 oC, treatment temp. 50 oC
It is clear from the data that the % decrease in the K/S and/or the improvement of the degree of whiteness (for the samples printed with the Laccase enzyme followed by overprinting with reactive dye namely Sunzol brill. Orange 3R and stored in an oven for 40, 60, 80 or 100 minutes at 50°C followed by fixation for different intervals of time via 5, 10 or 15 minutes at 102°C) depends on both the storing time and the fixation time.

209 J. Appl. Sci. Res., 9(1): 205-225, 2013
The dye : Sunzole orange 3R
Fig. 1: Effect of treatment time with laccase enzyme at different fixation time on the % decrease in K/S of printed fabrics.
The dye : Sunzole orange 3R
Fig. 2: Effect of treatment time with laccase enzyme at different fixation time on the degree of whiteness of printed fabrics.
Irrespective of the treatment time, the highest degree of whiteness was obtained for the samples printed and
fixed for 10 minutes at 102°C. Also, 60 minutes storing in an oven at 50°C is the optimum time to obtain the highest dischargeable effect of Laccase enzyme under the aforementioned experimental condition.
From the previous studies it can be concluded that the optimum conditions of using Laccase enzyme in resist / discharge printing knitted cotton fabrics using dischargeable reactive dye namely Sunzal Brilliant Onange 3-R, are found to be 200 g/kg, the storing time is 60 minutes at 50 °C and steaming for 10 minutes at 102°C.
2- On using Cellulase enzyme (Valumax A 828 and A 356):
To investigate the suitability of using Cellulase enzyme in resist /discharge printing of knitted cotton fabrics
using reactive dye, two different activity commercial enzymes namely Valumax ® A 828 and A 356 were selected and used. Hence, different printing pasts containing different concentrations of the aforementioned enzymes (140, 160, 180, 200, 220, 240 or 260 g/kg paste) and thickened with sodium alginate were prepared. Samples of knitted cotton fabrics were printed with the prepared pastes using flat screen printing technique. The

210 J. Appl. Sci. Res., 9(1): 205-225, 2013
bioprinted cotton sample were over printed, using an open screen, with a reactive dye printing paste containing Sunzol brilliant Orange 3R prepared according to the recipe indicated in the experimental section. After printing and drying, the fabrics were batched in polyethylene bags at 50 C for different intervals of time.
At this end, the batched samples were subjected to steaming at 102 C for different intervals of time. Finally after steaming the fixed sample were washed according to the standard method for washing reactive dye – printed fabrics as described in the experimental part.
After washing and drying, the fabrics were assessed for measuring the K/S and the effect of Cellulase enzyme on resist discharge printing (expressed as % decrease in K/S), and the data obtained are given in Table III Table III: Effect of Cellulase enzyme on the K/S of cotton fabrics printed with reactive dye Sunzol Brilliant Orange 3R *
% Decrease in K/S on using Concentration (g/Kg. paste) Valumax A356 Valumax A 828
2.2 15.8 140 12.1 45.7 160 74.2 83.4 180 78.5 83.2 200 76.6 93.4 220 95.1 98 240 97.2 94.8 260
* Drying Temp. 50°C., treatment time 60 min, fixation at 102°C. for 10 min. It is clear from the data of Table III that both Valumax A828 and A 356 have a remarkable effect on the
decrease of the K/S in the printed area. However, the magnitude of the % decrease in K/S depends on the nature of the enzyme used as well as its concentration in the paste used in printing.
The decrease in the K/S on the area printed with the white paste containing only Valumax and sodium alginate as thickening agent is probably the same as mentioned in case of Laccase enzyme and may be due to:
(1)The resistance of the bioprinted area to allow the molecules of the reactive dye to transfer from the overprinted area to the surface of the fabric, and/ or
(2) The removal of some coloured cellulosic fibres from the surface of the fabrics by Cellulase enzyme. Generally speaking, it is clear from the data of Table III that, irrespective of the nature of the enzyme used,
increasing the concentration of the enzyme is accompanied by an increase in the % decrease in K/S. where, it increases from 2.20% to 97.2% as the concentration increases from 140 to 260 g/kg paste in case of Valumax A356 and from 15.8% to 98% as the concentration increases from 140 to 240 g/kg paste in case of Valumax A 828. The only exception is found in case of Valumax A 828 where it decreases from 98 to 94.8 when the concentration increases from 240 to 260.
However, in most cases, especially at relatively low concentrations the % decreases in case of Valumax A 828 is higher than that of A 356. This may be due to its relatively low declared activity as it is mentioned in the experimental section.
Table IV and Figures 9 and 10 represent the effect of treatment time on using cellulase enzymes at different fixation time on the percent decrease in K/S of knitted cotton fabrics preprinted with a paste containing either Valumax A 828 or Valumax A 356 fallowed by over printing with reactive dye, namely Sunzol Brilliant Orange 3R. Table IV: Effect of treatment time on using cellulase enzymes at different fixation time on the % decrease in K/S of the printed fabrics pre- treated with enzyme followed by over printing with reactive dye *:
%Decrease in K/S on using Fixation Time Treatment Time Valumax A356 Valumax A 828 30 68.7 5
40 59.0 81.6 10 41 75 15 47.9 69.1 5
60 26.6 81.0 10 38.7 51.2 15 30.4 79.1 5
80 3.5 68.9 10 7.2 60.3 15 62.5 74.4 5
100 24.6 67.2 10 9.6 68.9 15
*The dye used : Sunzol Brill. Orange 3 R, Drying Temp. 50°C., Fixation Temp. 102°C.

211 J. Appl. Sci. Res., 9(1): 205-225, 2013
0
10
20
30
40
50
60
70
80
90
40 60 80 100
Time of treatment (min.)
% d
ecre
ase
in K
/S
Fixation time 5 min.Fixation Time 10 min.Fixation Time 15 min.
Fig. 3: Effect of treatment time on using Valumax A828 at different fixation time on the % decrease in K/S of printed fabrics.
0
10
20
30
40
50
60
70
40 60 80 100
Time of treatment (min.)
% D
ecre
ase
in K
/S
Fixation Time 5 min.Fixation Time 10 min.Fixation Time 15 min.
Fig. 4: Effect of treatment time on using Valumax A356 at different fixation time on the % decrease in K/S of printed fabrics
After over printing, the fabrics were stored in an oven at 50oC for different intervals of time 40, 60 , 80, 100
minutes, followed by steaming at 102 oC for wither 5, 10 or 15 minutes. The results of Table IV clarify the following: • In all cases, i-e, irrespective of the treatment or steaming time, the % decrease in K/S in case of using
Valumax A 828 is better that their corresponding samples preprinted using Valumax A 356. This may be due to the higher declared activity of the former enzyme than the latter one. As the reactivity of cellulose enzyme increases the expected coloured cellulosic chains which are removed by the enzyme increases.

212 J. Appl. Sci. Res., 9(1): 205-225, 2013
• Valumax A 828 shows its maximum efficiency in colour discharge and for resist at in case of the
samples treated at 50 oC for 40 and 60 minutes which have been fixed at 102 oC for 10 minutes. Comparable result are obtained in case of the samples treated with the enzyme for relatively longer time (80 min) and fixed at lower fixation time (5 minutes).
• The percent decrease in the K/S for the sample pre printed using. Valumax A 356 enzyme shows its maximum at treatment of 100 or 40 min followed by fixation via steaming at 102 oC for either 5 or 10 min respectively. On using Brewer’s yeast:
Unicellular organisms such as yeasts, bacteria and algae because of their high protein content and less
complex structures have proved to be excellent sources of enzyme and they can be grown under controlled conditions in a relatively short period of time and thus provide uniform and inexpensive raw material for manufacturing enzymes .The locally available brewer' s yeast is composed of living cells of aerobically grown Saccaromyces Cerevisiae. Various strains of these species are used by the commercial producers. Brewer's yeast is produces aerobically on a medium based on molasses, ammonium salts, phosphate, additional salts, vitamins, and antifoam. For commercial production, however, most of these components are furnished by molasses and water. It is worthy to mention that biological analyses of the yeast filtrate reveal that it contains several enzyme viz protease, lipase, amylase….etc .
Based on the foregoing, it is of great interest to investigate the result obtained on using brewer's yeast (which is a cheap source for enzymes) in resist/ discharge printing of cellulsic knitted fabrics. To achieve this goal a series of white printing pastes containing only the thickening agent and different concentrations of the yeast filtrate vis 0, 700, 800 and 900 g/kg paste, were prepared according to the recipie mentioned in the experimental section. The prepared pastes were adjusted at pH 4.5 Samples of knitted cotton fabrics were printed with these paste & using screen printing technique. Another sample was printed in absence of the yeast for the sake of comparison. After air drying, the printed fabrics were over-printed with coloured printing pastes. The latter was prepared according to the recipes mentioned before containing Sunzol Brilliant Orange 3R. After over printing the goods were left in a laboratory oven at 70oC for 1 hour followed by fixation via steaming at 102 oC for different intervals of time (5, 10 and 15 minutes). At this end, the goods were washed thoroughly according to the procedure of washing reactive dye printing, as mentioned before. Table V represents the data of the K/S and degree of whiteners for the sample printed on using different concentrations of the yeast filtrate. Table V: Effect of brewer's yeast filtrate concentration on the K/S and degree whiteness of the printed samples using Sunzol Brilliant Orange 3R*:
Concentration of brewer's yeast filtrate in the printing paste g/kg
K/S
% Decrease in K/S
Degree of whiteness
- 10.45 - 99.11 700 2.57 75.40 5.25 800 1.23 88.22 7.93 900 0.75 92.82 12.15 1000 0.83 92.05 9.78
*pH = 4, Drying temp. 70 oC (1 hour), Fixation time = 15 min. Fixation temp. 102 oC , Drying time = 60. It is clear from the data of Table V that as the concentration of brewer 's yeast suspension increases the %
decrease and or the degree of whiteness are improved. For example as it increases from 700 to 900 g/kg, the % decrease in K/S increases from 75. 40 to 92.82% and the degree of whiteness increases from 5.25 to 12.15.
The decrease in the colour strength in using brewers yeast is in complete confirmation with previous reports which indicate that decolonization of dye by yeast microorganisms can be due to either adsorption of the dye to microbial cells or to biodegradations, beside resisting the colour to reach to the cotton surface. Furthermore, a previously mentioned it has been reposted that the yeast filtrate was subjected to biologic analysis to de.termine it, real composition and contents, it was found that the suspension contains different types of enzymes viz protease, lipase and amylase, beside several proteolytic enzymes have been identified in brewer's yeast (S. servisia) (86). These enzymes may play a role in the colour discharge where reactive dye molecule can react with any substrate containing nucleophilic functional groups such as:
- NH2- SH, or- OH. The mechanism of reaction between the reactive dye and the enzyme protein may be suggested as follows:
(a) Formation of dye / enzyme complex : Dye – SO2 – CH = CH2 + HX – enzyme enzyme X – CH2 – CH2 – SO2 – Dye (dye / enzyme complex) (b) Catalytic hydrolysis reaction: enzyme – X – CH2 - CH2 – SO2 – Dye + H.OH

213 J. Appl. Sci. Res., 9(1): 205-225, 2013
Enzyme – XH + Dye – SO2 – CH2 – CH2 – OH Hydrolyzed dye Where X may be (S) or (N) The hydrolyzed reactive dye molecules have no ability to react chemically with the cellulose fibre and are
removed on washing process, as a result the percent decrease in K/S increases. Samples of knitted fabrics were printed with a white paste containing brewer’s yeast followed by over
printing with a paste containing dischargable reactive dye namely Sunzol brill. Orange 3 R. after that the effect of treatment time viz 45, 60, 75,90 and 105 minutes at different fixation time on % decrease in K/S and degree of whiteness were investigated. The results obtained are given in Table VI and represented in Figures 4 and 5.
Table VI: Effect of treatment time at different fixation time on the K/S and degree of whiteness of knitted cotton fabrics on using brewer's yeast.
Treatment time (min.) Fixation time at 102oC (min.) K/S % decrease in K/S Degree of whiteness 45 -
5 10 15
10.45 0.61 0.54 0.56
-- 94.16 94.83 94.64
99.11 27.87 31.42 30.99
60 - 5 10 15
10.45 0.64 0.56 0.75
-- 93.87 94.64 92.82
99.11 24.49 30.99 12.15
75 - 5 10 15
10.45 0.62 0.48 0.87
-- 95.59 95.88 93.58
99.11 27.78 38.83 23.21
90 - 5 10 15
10.45 0.50 0.49 0.58
-- 95.21 95.69 94.44
99.11 34.43 35.15 26.18
105 - 5 10 15
10.45 0.64 0.61 0.68
-- 93.87 94.16 93.49
99.11 24.49 27.87 16.37
* pH = 4, fixation temp. 102 oC. , treatment temp. 50 oC . The dye :Sunzol brill. Orange 3 R
9191.5
9292.5
9393.5
9494.5
9595.5
9696.5
45 60 75 90 105
treatment time
% D
ecre
ase
of K
/S
Fixation Time 5 min.
Fixation Time 10 min.
Fixation Time 15 min.
Fig. 4: Effect of treatment time at different fixation time on the % decrease of K/S of knitted cotton fabrics printed using brewer’s yeast paste followed by over printing using sunzol brill. Orange 3 R.
It is clear from the data that the decrease in K/S depends on both the treatment and fixation time. However,
steaming at 102 oC for 10 minutes is better than that carried out for 5 or 15 minutes. This phenomenon holds true regardless of the treatment time. In all cases the highest decrease in K/S were obtained for the sample fixed for 10 minutes at 102oC.
So, it can be concluded that the best results were obtained for the samples printed and stored 75 minutes at 50oC followed by steaming at 102 oC for 10 minutes. II Discharge Printing:
In the previous work uncoloured paste containing Laccase, Yeast or Cellulase based enzymes was printed
on the knitted fabric followed by over printing with the paste which contains the colour. In the current work the

214 J. Appl. Sci. Res., 9(1): 205-225, 2013
fabric was first coloured via dyeing according to the one or two – stages dyeing techniques as mentioned in the experimental section, using either Laccase or Cellulase based enzymes.
paste
05
1015202530354045
45 60 75 90 105tretment time
deg
ree
of
wh
itn
ess
Fixation time 5 min.
Fixation T ime 10 min.
Fixation T ime 15 min.
Fig. 5: Effect of treatment time at different fixation time on the degree of whiteness of knitted cotton fabrics printed using brewer’s yeast paste followed by over printing using Sunzol brill. Orange 3 R.
Utilization of Laccase enzyme: I. In case of two step dyeing:
Table VII represents the effect of Laccase concentration or colour discharge of knitted cotton fabrics dyed
with the aforementioned three reactive dyes.
Table VII: Effect of Laccase concentration on colour discharge of cotton fabrics coloured with reactive dyes followed by over printing with Laccase enzyme paste.
Sunzol Blue Sunzol Red Sunzol yellow 2 R
Enzyme concentration g/kg
%Decrease in K/S K/S %Decrease in K/S K/S %Decrease in K/S K/S
- 76.57 77.36 93.94 77.36
3.80 0.89 0.86 0.23 0.86
- 73.09 76.36 98.20 92.94
19.55 5.26 4.62 0.35 1.38
- 93.56 94.67 95.91 92.94
8.08 0.52 0.43 0.33 0.57
- 120 160 200 240
*The fabric was dyed with reactive dyes according to two step technique
Fig. 6: Effect of Laccase concentration on colour discharge of cotton fabric dyed with reactive dyes (tow step technique) follower by over printing with enzyme

215 J. Appl. Sci. Res., 9(1): 205-225, 2013
It is clear from the data of Table VII and figure 6 that as the concentration of the enzyme increase from 120
to 200g/kg paste the % decrease in K/S increases. This holds true irrespective of the nature of the reactive dye used, i.e in using Sunzol yellow 2R, Sunsol red or Sunzol blue. For example in case of Sunzol yellow the % decrease increases from 93.56% to 94.67% to 95.91 as the concentration of the enzyme increases from 120, 160 to 200g/kg.
Increasing the enzyme concentration more than 200, i.e 240 is accompanied by a decrease in the % decrease. It can be concluded that the best concentration is 200g/kg printing paste.
Table VIII and Figure 7 represent the effect of pH of the enzyme paste on the % decrease of K/S. Table VIII: Effect of pH of printing paste on colour discharge of cotton fabrics coloured with reactive dyes followed by over printing with enzyme paste.
Sunzol Blue Sunzol Red Sunzol yellow 2 R pH
% Decrease in K/S
K/S % Decrease in K/S
K/S % Decrease in k/s
K/S
- 69.66 93.94 70.17 68.12
3.80 1.18 0.23 1.16 1.24
- 88.13 98.20 93.81 80.03
19.55 2.32 0.35 1.21 2.18
- 82.17 95.91 89.85 55.07
8.08 1.44 0.33 0.82 3.63
- 2.5 4.5 6.5 8.5
*The fabric was dyed with reactive dyes according to two step technique
Fig. 7: Effect of printing Past pH on colour discharge of cotton fabric dyed with reactive dyes followed over Printing with enzyme
It is clear from the data that the best colour discharge was obtained at pH 4.5 irrespective of the nature of
the dye used. These data is expected since the Laccase enzyme is more active at this pH. Table IX and figure 8 represent the effect of drying temperature on colour discharge of dyed knitted fabric.
Table IX: Effect of drying temperature on colour discharge of cotton fabrics coloured with reactive dyes followed by over printing with Laccase enzyme paste.
Sunzol Blue Sunzol Red Sunzol yellow 2 R Temperature oC %Decrease in K/S K/S %Decrease in K/S K/S %Decrease in k/S K/S
- 78.42 93.94 75.52 76.57
3.80 0.82 0.23 0.93 0.89
- 98.67 98.20 97.69 97.80
19.55 0.26 0.35 0.45 0.43
- 95.42 95.91 95.66 95.66
8.08 0.37 0.33 0.35 0.35
- 30 40 50 60
* The fabric was dyed with reactive dyes according to two step technique It is clear that the highest % decrease in K/S was obtained at nearly 40oC. Increasing the temperature from
40 to 60 oC has no remarkable effect. Hence drying at 40oC is the best to save energy. Table X and figure 9 represent the effect of drying time on colour discharge.

216 J. Appl. Sci. Res., 9(1): 205-225, 2013
Fig. 8: Effect of drying temperature on colour
Table X: Effect of drying time on colour discharge of cotton fabrics coloured with reactive dyes followed by over printing with Laccase enzyme paste.
Sunzol Blue Sunzol Red Sunzol yellow 2 R Treatment time/(min.)
%Decrease in K/S K/S %Decrease in K/S K/S %Decrease in K/S K/S - 92.63 93.94 92.63 92.36
3.80 0.28 0.23 0.28 0.29
- 96.52 98.20 95.65 91.50
19.55 0.68 0.35 0.85 1.66
- 95.29 95.91 94.80 94.67
8.08 0.38 0.33 0.42 0.43
- 30 60 90 120
The fabric was dyed with reactive dyes according to two step technique It is clear from Table X and Figure 9 that the best results was obtained for the samples which has been
subjected to drying for 60 minutes where increasing the time from 30 to 60 minutes causes an increase in the % decrease in K/S. while increasing the time – from 60 to 120 minutes decreases the % decrease in K/S. The decrease in the % decrease in K/S for the samples subjected to drying more than 60 minutes may be due to the absence of humidity which is necessary for activation of the enzyme.
Fig. 9: Effect of drying time on colour discharge of cotton fabric coloured with reactive dyes followed by over printing with enzyme

217 J. Appl. Sci. Res., 9(1): 205-225, 2013
Table XI and figure 10 represent the effect of type of fixation of colour discharge of knitted printed fabric.
Table XI: Effect of type of fixation on colour discharge of cotton fabrics coloured with reactive dyes followed by over printing with Laccase enzyme paste.
Sunzol Blue Sunzol Red Sunzol yellow 2 R
Fixation type
%Decrease in K/S K/S %Decrease in K/S K/S %Decrease in K/S K/S - 93.94 91.05 88.68
3.80 0.23 0.34 0.43
- 98.20 95.54 95.34
19.55 0.35 0.87 0.91
- 95.91 87.99 89.35
8.08 0.33 0.97 0.86
- Pad-batch Steaming Thermofaxation
* The fabric was dyed with reactive dyes according to two step technique.
Fig. 10: Effect of drying time on colour discharge of cotton fabric coloured with reactive dyes followed by over printing with enzyme
It is clear from the data of Table XI and Figure 10 that the % decrease in K/S depends on (a) the method of
fixation and (b) the nature of the dye. Where in case of both Sunzol red and Sunzol blue the decrease in K/S follows the order pad-batch steaming thermo fixation.
While in case of Sunzol yellow 2R the % decrease in K/S follows the order pad batch thermofixation steaming.
It can be concluded that in case of two – steps dyeing technique the optimum conditions to obtain maximum colour discharge on using Laccase enzyme was as follows.
Laccase concentration 200 g/kg pastes at pH 4.5, drying temperature 40oC for 60 minutes fixed via pad-bath technique. At which the % decrease in K/S obtained are 95.79, 97.85 and 92.89 on using Sunzol yellow 2R, Sunzol red and Sunzol blue respectively. II. In case of one step dyeing:
The knitted fabric was subjected to dyeing via padding in a bath containing the reactive dye, sodium
carbonate and sodium chloride. The dyed fabric was dried at room temperature and printed with the coloured enzyme paste, kept in oven for 60 minutes at 40oC and finally subjected to thermo fixation at 145oC for 5 minutes. The data obtained are represented in Tables XII, XIII Table XII: Effect of Laccase concentration on colour discharge of cotton fabrics coloured with reactive dyes followed by over printing with Laccase enzyme
Sunzol Blue Sunzol Red Sunzol yellow 2 R Enzyme concentration g/kg %Decrease in K/S K/S %Decrease in K/S K/S %Decrease in K/S K/S
- 50.52 52.63 70.52 53.15
1.90 0.91 0.90 0.56 0.89
- 72.15 74.14 81.19 68.71
5.53 1.54 1.43 1.04 1.73
- 43.60 50.94 52.62 48.0
4.77 2.69 2.34 2.26 2.48
- 120 160 200 240
*The fabric was dyed with reactive dyes according to the one step technique.

218 J. Appl. Sci. Res., 9(1): 205-225, 2013
Table XIII: Effect of printing paste pH on colour discharge of cotton fabrics coloured with reactive dyes followed by over printing with Laccase enzyme
Sunzol Blue Sunzol Red Sunzol yellow 2 R pH of printing Paste %Decrease in K/S K/S %Decrease in K/S K/S %Decrease in K/S K/S - 49.47 70.52 37.89 34.73
1.90 0.96 0.56 1.18 1.24
- 43.03 81.19 65.64 60.57
5.53 3.15 1.04 1.90 2.18
- 41.92 52.62 51.36 26.62
4.77 2.99 2.26 2.32 3.50
- 2.5 4.5 6.5 8.5
*The fabric was dyed with reactive dyes according to the one step technique.
Fig. 11: Effect of Printing Paste pH on Colour discharge of cotton fabric coloured with reactive dyes followed by over printing with enzyme Table XIV: Effect of drying temperature on colour discharge of cotton fabrics coloured with reactive dyes followed by over printing with Laccase enzyme
Sunzol Blue Sunzol Red Sunzol yellow 2 R Temperature oC %Decrease in K/S K/S %Decrease in K/S K/S %Decrease in K/S K/S
- 37.89 70.52 34.73 38.94
1.90 1.18 0.56 1.24 1.16
- 70.88 81.19 57.68 56.60
5.53 1.61 1.04 2.34 2.40
- 32.28 52.62 23.68 26.41
4.77 3.23 2.26 3.64 3.51
- 30 40 50 60
*The fabric was dyed with reactive dyes according to the one step technique.
Fig. 12: Effect of drying temperature on colour discharge of cotton fabric coloured with reactive dyes follow by over printing with enzyme

219 J. Appl. Sci. Res., 9(1): 205-225, 2013
Table XV: Effect of drying time on colour discharge of cotton fabrics coloured with reactive dyes followed by over printing with Laccase enzyme
Sunzol Blue Sunzol Red Sunzol yellow 2 R Treatment time (min.) %
Decrease in K/S K/S %
Decrease in K/S K/S %
Decrease in K/S K/S
- 56.84 70.52 51.05 53.15
1.90 0.82 0.56 0.93 0.89
- 68.53 81.19 68.89 69.43
5.53 1.74 1.04 1.72 1.69
- 41.29 52.62 38.78 40.25
4.77 2.80 2.26 2.92 2.85
- 30 60 90 120
*The fabric was dyed with reactive dyes according to the one step technique.
Fig. 13: Effect of drying time on colour discharge of cotton fabric coloured with reactive dyes by over printing with enzyme
Table XVI: Effect of fixation type on colour discharge of cotton fabrics coloured with reactive dyes followed by over printing with Laccase enzyme
Sunzol Blue Sunzol Red Sunzol yellow 2 R
Type of Fixation
%Decrease in K/S
K/S %Decrease in K/S
K/S %Decrease in K/S
K/S
- 50.52 70.52
- 0.94 0.56
- 69.25 81.19
- 1.70 1.04
- 49.68 52.62
- 2.40 2.26
Pad-batch Steamimg Thermofaxation
.*The fabric was dyed with reactive dyes according to the one step technique
Fig. 14: Effect of fixation type on colour discharge of cotton fabrics coloured with reactive dyes followed by over printing with enzyme

220 J. Appl. Sci. Res., 9(1): 205-225, 2013
On comparing the data of Tables IX – XI with the Tables XII-XVI it is clear that there is no remarkable
effect on the trend of the results where the optimum conditions with respect to the concentration of the enzyme, pH, time and temperature of treatment is the same. The difference only can be seen in the values of K/S and their % decrease. Where, it is in all cases less than those obtained in case of two – steps dyeing technique which reflect the superiority of two – steps dyeing than that of one step. Bursting Strength:
Samples subjected to discharge printing were assessed for bursting strength. The data obtained are
represented in Table XVII. It is clear from the data of Table XVII that the discharge printing has nearly no effect on the bursting
strength. Where the % decrease was 0.58 and 1.74% in case of one – step and two steps dyeing technique respectively.
Table XVII: Effect of Laccase enzyme Treatment on the Bursting Strength of the printed samples.
Bursting Strength (kg/cm2) % Decrease
Untreated fabric 8.600 - One step dyeing 8.550 0.58 Two step dyeing 8.450 1.74
Utilization of Cellulase based enzymes:
In the first part of this study, the knitted cotton fabrics were printed with the uncoloured paste containing
the thickening agent and enzyme followed by dyeing. In this part the knitted fabrics were first dyed with reactive dye either via one step or two steps dyeing technique, followed by printing with the uncoloured paste containing sodium alginate and Cellulase based enzymes (Valumax A 828 and Valumax A 356), the results of this investigation are given below. 1- In case of two steps dyeing:
In this work the fabrics were subjected to dyeing via the two – sleps technique, i.e. the knitted cotton fabrics
was padded in a dyeing bath containing the reactive dye and a wetting agent without alkali. After dyeing and drying, the knitted fabrics were printed with uncoloured paste containing the thickening agent and the Cellulase based enzymes. After printing, the printed goods were kept in a laboratory oven at different temperatures (30, 40, 50 and 60 oC.) for different intervals of time (30, 60, 90 and 120 minutes). Using the mentioned technique the effect of both enzyme concentration and pH of the printing paste was investigated. At the end of treatment, the fabrics were padded in alkali solution containing sodium hydroxide and sodium chloride (as mentioned in the experimental section).
Fig. 15: Effect of pH of Valumax A 828 enzyme paste on the discharge printing efficiency (expressed as % dye removal) for two steps dyeing method for Sunzol Yellow

221 J. Appl. Sci. Res., 9(1): 205-225, 2013
After padding, the fabrics were left over night after which, they were subjected to washing according to the
standard five stages used for reactive dye prints. After washing and drying, the fabrics were assessed for K/S measurement. The results obtained from these investigations are represented in Figures 22-24 on using Sunzol yellow, Sunzol red and Sunzol blue respectively.
Fig. 16: Effect of pH of Valumax A 828 enzyme paste on the discharge printing efficiency (expressed as % dye removal) for two steps dyeing method for Sunzol Orange
Fig. 17: Effect of pH of Valumax A 828 enzyme paste on the discharge printing efficiency (expressed as % dye removal) for two steps dyeing method for Sunzol Blue
It is clear from the data of figures 15-17 that the highest decrease in the K/S was obtained at pH5. The current results are expected since the valumax A 828 is more active at pH 6-8. It seems that the printed
goods when immersed in sodium hydroxide solution in the second steps of the dyeing technique the pH of the printing paste changed to the pH which is more alkaline and more nearer to the activity condition of the enzyme. While the samples which have been printed at pH 7 and 10 increases to a higher pH values which stop the activity of the enzyme.
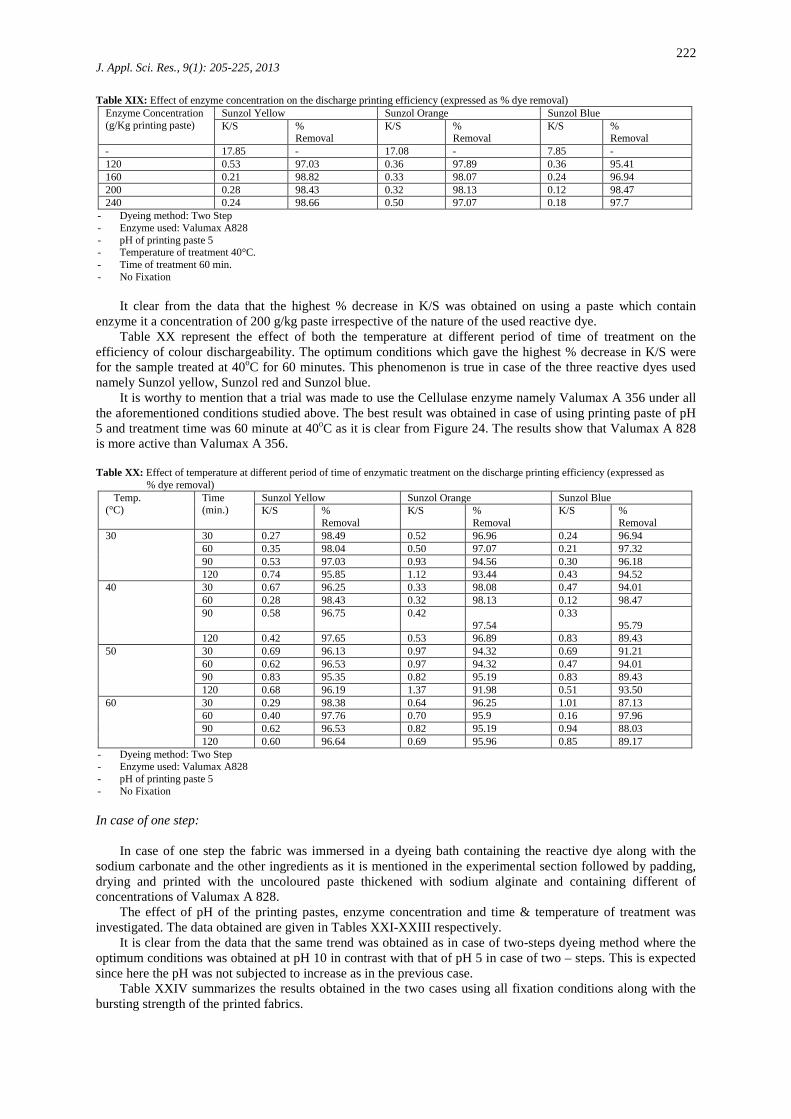
Table XIX represents the effect of valumax A 828 concentration on the efficiency of colour discharge printing.
222 J. Appl. Sci. Res., 9(1): 205-225, 2013
Table XIX: Effect of enzyme concentration on the discharge printing efficiency (expressed as % dye removal)
Enzyme Concentration (g/Kg printing paste)
Sunzol Yellow Sunzol Orange Sunzol Blue K/S %
Removal K/S %
Removal K/S %
Removal - 17.85 - 17.08 - 7.85 - 120 0.53 97.03 0.36 97.89 0.36 95.41 160 0.21 98.82 0.33 98.07 0.24 96.94 200 0.28 98.43 0.32 98.13 0.12 98.47 240 0.24 98.66 0.50 97.07 0.18 97.7
- Dyeing method: Two Step - Enzyme used: Valumax A828 - pH of printing paste 5 - Temperature of treatment 40°C. - Time of treatment 60 min. - No Fixation
It clear from the data that the highest % decrease in K/S was obtained on using a paste which contain
enzyme it a concentration of 200 g/kg paste irrespective of the nature of the used reactive dye. Table XX represent the effect of both the temperature at different period of time of treatment on the
efficiency of colour dischargeability. The optimum conditions which gave the highest % decrease in K/S were for the sample treated at 40oC for 60 minutes. This phenomenon is true in case of the three reactive dyes used namely Sunzol yellow, Sunzol red and Sunzol blue.
It is worthy to mention that a trial was made to use the Cellulase enzyme namely Valumax A 356 under all the aforementioned conditions studied above. The best result was obtained in case of using printing paste of pH 5 and treatment time was 60 minute at 40oC as it is clear from Figure 24. The results show that Valumax A 828 is more active than Valumax A 356.
Table XX: Effect of temperature at different period of time of enzymatic treatment on the discharge printing efficiency (expressed as % dye removal)
Temp. (°C)
Time (min.)
Sunzol Yellow Sunzol Orange Sunzol Blue K/S %
Removal K/S %
Removal K/S %
Removal 30 30 0.27 98.49 0.52 96.96 0.24 96.94
60 0.35 98.04 0.50 97.07 0.21 97.32 90 0.53 97.03 0.93 94.56 0.30 96.18 120 0.74 95.85 1.12 93.44 0.43 94.52
40 30 0.67 96.25 0.33 98.08 0.47 94.01 60 0.28 98.43 0.32 98.13 0.12 98.47 90 0.58 96.75
0.42
97.54 0.33
95.79 120 0.42 97.65 0.53 96.89 0.83 89.43
50 30 0.69 96.13 0.97 94.32 0.69 91.21 60 0.62 96.53 0.97 94.32 0.47 94.01 90 0.83 95.35 0.82 95.19 0.83 89.43 120 0.68 96.19 1.37 91.98 0.51 93.50
60 30 0.29 98.38 0.64 96.25 1.01 87.13 60 0.40 97.76 0.70 95.9 0.16 97.96 90 0.62 96.53 0.82 95.19 0.94 88.03 120 0.60 96.64 0.69 95.96 0.85 89.17
- Dyeing method: Two Step - Enzyme used: Valumax A828 - pH of printing paste 5 - No Fixation
In case of one step:
In case of one step the fabric was immersed in a dyeing bath containing the reactive dye along with the
sodium carbonate and the other ingredients as it is mentioned in the experimental section followed by padding, drying and printed with the uncoloured paste thickened with sodium alginate and containing different of concentrations of Valumax A 828.
The effect of pH of the printing pastes, enzyme concentration and time & temperature of treatment was investigated. The data obtained are given in Tables XXI-XXIII respectively.
It is clear from the data that the same trend was obtained as in case of two-steps dyeing method where the optimum conditions was obtained at pH 10 in contrast with that of pH 5 in case of two – steps. This is expected since here the pH was not subjected to increase as in the previous case.
Table XXIV summarizes the results obtained in the two cases using all fixation conditions along with the bursting strength of the printed fabrics.

223 J. Appl. Sci. Res., 9(1): 205-225, 2013
It is clear from the data of Table XXIV that using Valumax A 828 decreases the bursting strength of the
treated fabrics within acceptable limit compared to the untreated fabrics.
- Dyeing method: Two Step - pH of printing paste 5 - Temp. of treatment 40°C. - Time of treatment 60 min.
Fig. 18: Comparative study of the effect of different Cellulase enzymes on the enzymatic discharge printing efficiency (expressed as % dye removal) Table XXI: Effect of pH of enzyme paste on the discharge printing efficiency (expressed as % dye removal) for one step dyeing method
pH Enzyme Concentration (g/Kg printing paste)
Sunzol Yellow Sunzol Orange Sunzol Blue K/S %
Removal K/S %
Removal K/S %
Removal --- --- 2.33 --- 3.14 --- 1.42 ---- 5 120
No effect
3.10 1.27 1.16 18.31 160 2.58 17.83 1.14 19.72 200 2.85 9.23 1.09 23.23 240 2.21 29.62 1.15 19.01
7 120 No effect
No effect
160 200 240
10 120 2.33 Zero 1.95 37.89 0.97 31.69 160 1.45 38.19 1.28 59.23 0.65 54.22 200 1.48 37.76 0.74 76.43 0.36 74.64 240 0.96 58.79 0.59 81.21 0.50 64.79
- Dyeing method: One Step - Enzyme used: Valumax A828 - Fixation via steaming at 102°C. for 10 min.
Table XXII: Effect of enzyme concentration on the discharge printing efficiency (expressed as % dye removal)
Enzyme concentration (g/Kg printing paste)
Sunzol Yellow Sunzol Orange Sunzole Blue K/S %Removal K/S %Removal K/S %Removal
---- 2.33 --- 3.14 --- 1.42 ---- 120 ---- ---- 1.95 37.89 0.79 44.36 160 1.45 38.19 1.28 59.23 0.65 54.22 200 1.48 37.76 0.74 76.43 0.36 74.64 240 0.96 58.79 0.59 81.21 0.50 64.79
- Dyeing method: One Step - Enzyme used: Valumax A828 - pH of printing paste 10 - Temp. of treatment 40°C. - Time of treatment 60 min. - Fixation via steaming at 102°C. for 10 min.

224 J. Appl. Sci. Res., 9(1): 205-225, 2013
Table XXIII: Effect of temperature at different period of time of enzymatic treatment on the discharge printing efficiency (expressed as % dye removal)
Temp. (°C.)
Time (min.)
Sunzol Yellow Sunzol Orange Sunzol Blue K/S %Removal K/S %
Removal K/S %
Removal
30 30 1.34 42.49
0.83 73.57
0.28 80.28
60 1.34 42.49 0.63 79.94 0.27 80.98 90 1.38 40.77 0.58 79.94 0.30 78.87 120 1.23 47.21 0.51 81.53 0.28 78.87
40 30 1.20 48.44 0.52 83.44 0.48 66.14 60 1.45 37.76 0.59 81.12 0.36 74.64 90 1.45 37.77 0.54 82.80 0.25 82.39 120 1.48 36.48 0.48 84.71 0.25 82.39
50 30 0.97 58.37 0.61 80.57 0.26 81.69 60 1.62 30.47 0.63 79.94 0.31 78.17 90 1.00 57.08 0.53 83.12 0.22 84.50 120 1.09 53.22 0.52 77.06 0.28 80.28
60 30 1.22 47.64 0.44 85.99 0.26 81.69 60 1.13 51.50 0.62 80.25 0.28 81.69 90 1.00 57.08 0.52 83.44 0.36 74.65 120 1.10 52.79 0.54 82.80 0.26 81.69
- Dyeing method: One Step - Enzyme used: Valumax A828 - pH of printing paste 10 - Fixation via steaming at 102°C. for 10 min. - Table XXIV: Effect of type of fixation on the enzymatic discharge printing efficiency(Expressed as % dye removal)
Dyeing method
Type of Fixation
pH
Enzyme Concentration (g/Kg printing paste)
Temperature of treatment (°C.)
Time of treatment (min.)
Sunzol Yellow Sunzol Orange Sunzol Blue
K/S
%Removal
Bur
sting
stre
ngth
∗
%
Dec
reas
e in
B
urst
ing
stre
ngth
K/S
%Removal
B
ursti
ng st
reng
th
∗
% D
ecre
ase
in
Bur
sting
stre
ngth
K/S
%Removal
Bur
sting
stre
ngth
∗
%
Dec
reas
e in
B
ursti
ng st
reng
th
One step
Thermal
10
200 40 60
2.3 1.2 --
-- --- --
- 1.24 12.68 --
- --
Steaming
1.45 37.76 8 6.
97 0.59 81.12 7.
75 9.88
0.36 74.64 8.
30 3.49
Two step
No fixation
5
0.28 98.43 7.
75 9.88
0.32 98.12 7.
90 8.14
0.12 98.47 7.
75 9.88
Thermal
0.66 71.67 --
- ---
1.03 67.19 --
- ---
0.79 44.37 --
- ---
Steaming
1.90 18.45 --
- ---
1.79 42.99 --
- ---
1.00 29.59 --
- ---
- Enzyme used: Valumax A828 * Bursting strength for fabric before dyeing and printing is 8.6
Conclusions:
1- Bio-resist / discharge style printing on cotton knitted fabrics could be achieved where the percent decrease in K/S was found to be depend on the nature of the used bio-materials.
2- The best conditions to obtain resist / discharge effect using Laccase enzyme was to print knitted fabric with a white paste containing 200g/kg paste followed by over printing using open screen with the traditional coloured paste containing dischargeable reactive dye. After over printing the fabric was stored for 60 min. at 50◦C and finally subjected to steaming at 102 oC for 10 min. followed by washing.
3- The best conditions to obtain resist / discharge effect on using cellulase (either Valumax A828 or Valumax A356) enzyme was to subject the knitted fabric to dyeing followed by printing using a white paste containing the enzyme along with the thickening agent. After printing knitted fabrics were subjected to incubation for 60 minutes at 40 oC. At this end the fabrics either (a) Subjected to steaming at 102oC for 10 minutes or (b) Subjected to padding in an alkaline solution followed by batching overnight.
4- The best conditions to obtain resist / discharge effect on using brewer' yeast filtrate was to print the knitted fabric with a white paste containing 900g of brewer' yeast filtrate (which contain405g dry brewer’s

225 J. Appl. Sci. Res., 9(1): 205-225, 2013
yeast) / kg of the printing paste adjusted at pH4, followed by over printing (using open screen) with a coloured printing paste of a dischargeable reactive dye prepared as indicated in the experimental part. The over printed samples were kept in an oven at 50 oC for 75 min. after which the samples were subjected to steaming at 102 oC for 10 minutes followed by washing and drying. Acknowledgment The authors are indebted to the IMC foundation program for financial and support of this work. References
Chattopadhyay, S.N. and S.K. Sanyal, 2001. "Enzyme treatment on jute – Effect of resin treatment"; Colourage,
Vol. XLVIII, 20. Gamal, D.F., 1999. M. Sc. Thesis, Faculty of Applied Arts, Helwan University. Hardalov, I., 1992.Colourage, 34(Annual), 61. Heine, E., and H. Hoecker, 2001. Smart Fibres, Fabrics and Clothing", edited by T.Xiaoming (CRC Pr LIc
Boca Raton), 254. Jin, C. and M. Maekawa, 2001. Evaluating an Enzyme Treatment of Ramie Fabrics"; Text. Res. J., 71(9): 779 . Judd, D.B. and G.G. Wyszecki, 1975.Colour in Business,Science and Industry", 3rd Edn. ( JohnWiley and Sons
, Cleveland, USA). Klarhorst, S., A. Kumar and M. Mulins, 1994. Text. Chem. Colour., 26: 13. Liu, J., E. Otto, N. Lange, P. Husain, B. Condon and H. Lund, 2000. Selecting Cellulases for Bio-polishing
Based on Enzyme Selectivity and Process Conditions"; Text. Chem. Colour., 32(5): 30. Patra, A.K., 2003. Textile Asia, 34(9): 46. Peter, A.S., D.E. Adamsen, Aken and L. Eigsby, 2002.Chelating Agents and Enzyme Retting of Flax"; Text.
Res. J., 72(4): 296. Phillips, D., and others, 2003. Colouration Technol., 119(3): 128. Pratt, H.T., 1994. Text. Chem. Colour., 26(11): 21. Waddell, R.B., 2002. "Bioscouring of Cotton: Commercial Applications of Alkaline Stable Pectinase"; AATCC
Rev., 2(4): 28.




















