Dimensional stabilization of cotton plain weft knitted fabric using mercerization treatment
8
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of Dimensional stabilization of cotton plain weft knitted fabric using mercerization treatment

Fibers and Polymers 2009, Vol.10, No.6, 847-854
847
Dimensional Stabilization of Cotton Plain Weft Knitted Fabric
Using Mercerization Treatment
A. R. Moghassem* and M. R. Bakhshi
Faculty of Engineering, Textile Engineering Group, Islamic Azad University, Qaemshahr Branch, 163, Iran
(Received June 26, 2008; Revised October 18, 2009; Accepted November 3, 2009)
Abstract: Investigation on dimensional stability of cotton plain weft knitted fabric manufactured from rotor spun yarn, sub-jected to mercerization treatment has been represented. Several fabric samples were mercerized considering variation in timeof treatment, bath temperature, concentration of alkali solution and also mercerizing tension. Values of constant of course(K
c), constant of wale (K
w), the area geometry constant (K
s) which are indicative of fabric dimensional stability were calcu-
lated after treatment for mercerized samples. Then, these values were compared with those of un-treated samples subjected todry and wet relaxation and also were compared with each other. Based on the effect of each variable itself and their simulta-neous effect, it was concluded that, mercerization treatment and considered parameters had a distinctive influence on dimen-sional stability of the fabric. Mercerized samples had better dimensional stability in comparison with un-treated ones. Acomprehensive experimental analysis showed that, there is meaningful difference between K
s values of the samples mercer-
ized at various conditions. Also, the area geometry constant (Ks) achieved after treatment was higher than that of other relax-
ation methods.
Keywords: Plain weft knitted fabric, Dimensional stability, Mercerization treatment, Relaxation treatment, Area geometry
constant
Introduction
Relationship between loop length and dimensional stability
of plain weft knitted fabric has been studied with respect to
the leaf theory. When a fabric reaches the fully relaxed state,
the minimum amount of energy is generated in its structure
[1]. Similarly a deformed structure tends to get minimum
energy state in which internal forces and couples are in
mechanical equilibrium [2]. However, there is not any
dependence between final shape of the loop and physical
properties of the yarn in these conditions [1].
In addition to the fully relaxed state, two other relaxation
states i.e. dry and wet have been defined for knitted fabric [1].
Studies have shown that, different fibers react in different
ways to these treatments, so that, the equilibrium values of
the geometry constant vary [3].
Different models of loop theory have been assumed on
physical and geometric structure of plain knitted fabric and
many practical investigations have carried out in this regard
[4-7]. Some of the findings were fairly close to the results of
experimental works while others did not show a close
correspondence [8,9]. However, modeling dimensional
properties of plain weft knitted fabric showed that, the
theoretical Ks value (25.986) was higher than the experimental
value for fully relaxed plain weft knitted fabric [10,11].
Since the theoretical Ks value is higher than the
experimental value for fully relaxed fabric, more suitable
relaxation methods should be used in finishing treatment to
raise the practical Ks value, and to achieve the ideal
theoretical state. Among various chemical treatments that
are in existence to improve fabric performance, mercerization
is of major interest to the researchers. Extensive knowledge
and experience on this subject already exists [12-14].
Based on the literature, time of treatment, bath temperature,
concentration of alkali solution, and mercerizing tension are
four main factors in mercerization treatment [15]. The
effects of these factors on the properties of woven fabrics
have been studied by researchers. Previous study showed
that, increasing mercerizing tension leads to the more
tenacity of the product due to improvement in degree of
mercerization. By increasing the tension ratio, tenacity
increases but, there will be a decline in strain [16,17].
However, strong brightness is only achieved under tension.
Highest brightness values are obtained when the shrinkage is
reduced to 0 % but, in this condition the dye-ability of the
product decreases [15].
Concentration of the alkali solution evaluates the number
of alkali substance’s hydrate groups, penetration of the
solution into the fiber and therefore the swelling degree [16].
Temperature has an effect on swelling event. By decreasing
the temperature, the velocity of penetration in the fiber
decreases because of the higher viscosity of the solution [15].
In the present work, mercerization treatment is suggested
for stabilization of cotton weft knitted fabric due to lack of
references for the effects of the process on the properties of
that fabric. The aim of the recent study is increasing
dimensional stability of the fabric using mercerization
treatment instead of other conventional and modern
relaxation methods, study on the effect of bath parameters
on dimensional stability and also introducing mercerization
condition in which the best result (more Ks) is achieved.
Therefore knitted fabric were mercerized considering*Corresponding author: [email protected]
DOI 10.1007/s12221-009-0847-5

848 Fibers and Polymers 2009, Vol.10, No.6 A. R. Moghassem and M. R. Bakhshi
variation in time of treatment, concentration of alkali
solution, bath temperature, and also time of treatment. After
treatment the area geometry constant of the samples were
calculated. These values were compared with those of un-
treated samples subjected to dry and wet relaxation and with
each other.
Materials and Methods
The fabric studied was knitted on a Piylong circular
knitting machine (gauge 24 and diameter 30 inch) with
positive yarn feed. It was of 20/1 (Ne) rotor cotton yarn with
turns per meter of 875. Plain weft knitted fabric was
produced with the loop length of 0.294 cm.
Knitted fabric was divided in 26 samples. Two samples
were used for obtaining values of constant dimensional
parameters in wet and dry relaxation states and others were
treated with alkali solution as mercerized fabrics.
In first part of the experiments, six observations with
dimensions of 40 cm×40 cm were taken from each sample.
In the middle of each fabric (156 observations), two square
of 35 cm×35 cm and also 25 cm×25 cm were measured by
means of a template and marked by five points in length
(wale direction) and width (course direction) directions by a
black permanent marker, so that during the mercerization
treatment these marks still remain. Then, mentioned samples
were subjected to the following relaxation treatments [18].
Dry relaxation state; Fabric samples were placed on a flat
surface at room conditions for 24 h after coming out of the
machine to release knitted stresses [18].
Wet relaxation state; Fabric samples were placed in water
at 40o
C for 24 h, rinsed gently by hand and dried on a flat
surface for 24 h at room conditions [18].
Mercerization treatment; After preparing 144 fabric
observations according to the above conditions, some
wooden frames with dimensions of 40 cm×40 cm were
made. Dimensions of the frames were calculated with
respect to the marked dimensions of the fabrics (35 cm×
35 cm) and mercerizing tension according to equation (1)
and Figure 1.
D.W.F=((M.T %+ 100)×35) / 100 (1)
Where:
D.W.F is dimensions of the wooden frame (cm); M.T is
mercerizing tension (%)
Then fabric samples were drawn equally and uniformly in
both course direction and wale direction till marked line
35 cm×35 cm on the fabrics was reached to the dimensions
of (36.75×36.75 cm) or (40.25×40.25 cm) and was fitted to
the line 1 on the frame (Figure 1). Then sample was fixed on
this new position by staples.
Fabric samples were placed in a mercerization bath
respectively. Variation in concentration of alkali solution
(NaoH 99 %), bath temperature, mercerization tension and
also time of treatment were considered during processing.
Specifications of the prepared samples have been shown in
Table 1. After timing, in order to rinsing and neutralization,
fabric sample fixed on the frame was put in water with
Figure 1. A schematic of wooden frame used to fix samples in
mercerization treatment; (1) Line (36.75 cm×36.75 cm) or (40.25 cm
×40.25 cm) marked on the frame to fix samples after applying
mercerization tension and (2) Border lines of the frame.
Table 1. Experimental plan and specifications of the samples
Sample
no.
Specifications of mercerization bath
Temperature
(oC)
Time
(sec)
Concentration
of alkali
solution (gr/lit)
Mercerizing
tension
(%)
1 20 120 200 5
2 20 120 200 15
3 20 240 200 5
4 20 240 200 15
5 40 120 200 5
6 40 120 200 15
7 40 240 200 5
8 40 240 200 15
9 60 120 200 5
10 60 120 200 15
11 60 240 200 5
12 60 240 200 15
13 20 120 300 5
14 20 120 300 15
15 20 240 300 5
16 20 240 300 15
17 40 120 300 5
18 40 120 300 15
19 40 240 300 5
20 40 240 300 15
21 60 120 300 5
22 60 120 300 15
23 60 240 300 5
24 60 240 300 15
25 Dry relaxation
26 Wet relaxation

Dimensional Stabilization of Cotton Plain Weft Knitted Fabric Fibers and Polymers 2009, Vol.10, No.6 849
temperature of 60 oC and then sample was neutralized in a
bath containing Acetic acid 2 % for 4 min.
At next step, fabric sample was rinsed in warm water.
Sample was drained in cold water after removing from the
wooden frame and then was dried for 24 h on a flat surface
at room conditions. Due to change in concentration of alkali
solution in the bath, contains of the bath was replaced with
the new solution after 3 treatments. Consequently, 24 fabric
samples and 6 observations in each sample were mercerized
according to the mentioned conditions. Shrinkage or change
in length (wale direction) and width (course direction) of all
the samples after each different relaxation status was
measured (equation (2)) at the area with dimensions of
25 cm×25 cm marked by marker on the samples.
S = ((L1−L2) /L1)×100 (2)
Where:
S is change in length (wale) or width (course) direction of
the fabric after treatment; L1 is dimensions of the sample
before relaxation treatment (25 cm); L2 is dimensions of the
sample after relaxation treatment measured by ruler (cm).
The course and the wale of all the samples were counted at
the 25 cm×25 cm dimension of the fabric marked previously
in all relaxed states. Then, numbers of courses per
centimeter (CPC), numbers of wales per centimeter (WPC)
and stitch density (SD) of all fabric samples were calculated.
The numerical values of constant geometry were calculated
according to Munden’s equations (3) [1] and the results are
shown in Table 2. Statistical analysis was carried out to
analyze the differences between test results for different
groups of samples in 5% level of significance.
CPC = Kc/L WPC = K
w/L SD = K
s/L
2 (3)
Where:
L is the length of the loop; Kc, K
w, K
s are the constants
termed fabric dimensional parameters; CPC is the courses
per centimeters; WPC is the wales per centimeter; SD is the
number of loops per square centimeter.
Results and Discussion
At first part of the research, the effects of each factor itself
Table 2. Values of constants termed dimensional parameters of the samples at different relaxation states
Sample no. Shrinkage (%)
Kc
Kw
Ks
CPC WPC SDC. D W. D
1 14.00 10.00 6.12 3.28 20.10 20.85 11.15 238.57
2 12.00 4.00 5.57 3.28 18.25 18.93 11.15 223.88
3 14.00 6.00 6.05 3.56 21.56 20.57 12.10 249.45
4 14.00 8.80 5.17 3.32 17.15 17.58 11.29 209.99
5 21.20 8.00 6.52 3.70 24.16 22.17 12.60 279.53
6 20.00 6.40 6.03 3.63 21.88 20.51 12.34 252.92
7 18.80 13.20 5.98 4.16 24.88 20.34 14.51 287.86
8 16.00 4.60 6.37 3.44 21.92 21.66 11.70 253.84
9 18.00 10.00 6.75 3.61 24.37 22.96 12.27 277.27
10 13.20 7.20 5.83 3.71 21.62 19.82 12.61 275.02
11 17.20 16.60 6.80 3.55 24.14 23.15 12.09 279.99
12 20.80 7.20 6.27 3.62 22.71 21.33 12.31 251.18
13 20.40 7.20 6.20 3.50 21.70 21.08 11.90 252.45
14 16.00 10.40 6.44 3.31 21.50 21.90 11.25 248.75
15 24.00 8.00 6.29 3.55 22.43 21.39 12.07 259.51
16 24.00 8.00 6.20 3.72 23.11 21.08 12.65 269.23
17 22.40 10.80 6.12 3.76 23.04 20.74 12.78 267.15
18 20.00 10.00 6.10 3.53 21.53 20.74 12.00 249.45
19 22.00 12.00 6.17 3.73 23.07 20.98 12.68 266.92
20 19.60 11.20 6.15 3.68 22.74 20.91 12.51 263.10
21 20.80 14.00 6.66 3.41 22.76 22.65 11.59 265.87
22 14.00 10.60 6.33 3.41 21.59 21.15 11.59 248.75
23 18.80 7.60 6.17 3.62 22.32 21.08 12.31 258.93
24 10.40 3.60 5.96 3.23 19.19 20.27 10.98 222.26
Dry relaxed 18.40 7.60 5.85 3.00 17.55 19.89 10.20 203.63
Wet relaxed 10.40 3.60 5.69 3.22 18.32 19.35 10.95 212.65
C.D: width direction (course direction), W.D: length direction (wale direction).

850 Fibers and Polymers 2009, Vol.10, No.6 A. R. Moghassem and M. R. Bakhshi
on dimensional stability of plain weft knitted fabric (Ks
value) were investigated. In this case, one parameter was
selected as a variable and the rest of the parameters were
chosen as constants. Fabric samples were compared for
studying the effect of mercerizing parameters on dimensional
stability according to Table 3. In this part of the work,
statistical analysis was employed (Univariat from General
Linear Model in SPSS 16 software) to assess the statistical
meaning of the main effect of mercerization variables and
their interaction on Ks value. This analysis helps authors
justify findings of the research. The results of the analysis
have been shown in Table 4.
Effect of Mercerizing Tension
Results showed that, dimensional stability of the samples
(Ks value) was decreased with increase in mercerization
tension probably due to improvement in orientation of
molecular chains along fiber axes. This leads to decrease in
penetration of alkali solution into the fiber structure and
hence decreases fiber swelling and consequently Ks values
as can be seen in Figure 2. Decrease in Ks
value due to
increase in mercerizing tension was clear in fabric samples
mercerized in alkali concentration of 200 g/lit and temperature
of 20 oC.
Figure 2 shows the effect of mercerization tension on the
Ks value for various samples. Paired t test was employed in
order to compare Ks value of the samples in each group that
Table 3. Comparing fabric samples in order to study the effect of mercerizing parameters on dimensional stability (Ks) based on the sample
code (Figures 2-5)
Grouping fabric samples in order to compare them for the effect of mercerizing tension on Ks (groups 1-12)
1-2 3-4 5-6 7-8 9-10 11-12
13-14 15-16 17-18 19-20 21-22 23-24
Grouping fabric samples in order to compare them for the effect of concentration of alkali on Ks (groups 1-12)
1-13 2-14 3-15 4-16 5-17 6-18
7-19 8-20 9-21 10-22 11-23 12-24
Grouping fabric samples in order to compare them for the effect of time of treatment on Ks (groups 1-12)
1-3 2-4 5-7 6-8 9-11 10-12
13-15 14-16 17-19 18-20 21-23 22-24
Grouping fabric samples in order to compare them for the effect of bath temperature on Ks (groups 1-8)
1-5-9 2-6-10 3-7-11 4-8-12
13-17-21 14-18-22 15-19-23 16-20-24
Table 4. Results of the Univariat statistical analysis to show main
effect of the mercerization variables and their interaction on
dimensional stability of the samples (Ks)
Tests of between-subjects effects
Dependent variable: Ks
Source
Type III
sum of
squares
dfMean
squareF Sig.
Corrected model 475.134a 23 20.658 118.417 .000
Intercept 69534.174 1 69534.174 3.986E5 .000
CAS 1.904 1 1.904 10.917 .001
BT 117.207 2 58.603 335.929 .000
TT 2.102 1 2.102 12.052 .001
MT 120.158 1 120.158 688.777 .000
CAS*BT 140.689 2 70.344 403.232 .000
CAS*TT .553 1 .553 3.167 .078
CAS*MT 28.214 1 28.214 161.729 .000
BT*TT 9.528 2 4.764 27.309 .000
BT*MT 2.926 2 1.463 8.387 .000
TT*MT .748 1 .748 4.289 .041
CAS*BT*TT 12.902 2 6.451 36.978 .000
CAS*BT*MT 17.423 2 8.712 49.937 .000
CAS*TT*MT .899 1 .899 5.155 .025
BT*TT*MT 2.003 2 1.002 5.742 .004
CAS*BT*TT*MT 17.877 2 8.939 51.238 0.000
Error 20.934 120 0.174
Total 70030.242 144
Corrected Total 496.068 143
C.A.S: Concentration of alkali solution, B.T: bath temperature, T.T:
time of treatment, M.T: mercerizing tension.
Figure 2. Effect of mercerizing tension on dimensional stability of
the samples; ( ) fabric samples mercerized with 5 % tension, and
( ) fabric samples mercerized with 15 % tension.

Dimensional Stabilization of Cotton Plain Weft Knitted Fabric Fibers and Polymers 2009, Vol.10, No.6 851
shown in Figure 2. Details of the statistical analysis have
been shown in Table 5 (section A).
It is observed that, most of the samples show an increase
in Ks value while mercerizing tension decreases. Only in one
group (group 8 in Table 3) mercerized in time of 240 sec and
alkali concentrations of 300 g/lit, inverse effect were
observed. This may be because of structural distortion in the
fibers and respectively the fabric at this condition. Also, this
result shows interactive effect of three mentioned parameters
on dimensional stability of the fabric.
Effect of Concentration of Alkali Solution
In this part of the work paired t test was used to analyze
difference between Ks value of the samples in groups
Table 5. Results of paired T test to compare Ks value for each group (two samples) in Figures 2-4
Paired T test for mercerizing tension (section A)
Pairs (samples)
95 % Confidence interval of the
difference t dfSig.
(2-tailed)Mean Std.Deviation Std. Error Mean Lower Upper
1-2 1.85667 .25890 .10569 1.58497 2.12836 17.567 5 .000
3-4 4.40500 .26037 .10629 4.13176 4.67824 41.442 5 .000
5-6 2.62333 .86945 .35495 1.71090 3.53577 7.391 5 .001
7-8 3.14000 .51602 .21067 2.59847 3.68153 14.905 5 .000
9-10 2.75000 .34106 .13924 2.39208 3.10792 19.751 5 .000
11-12 1.49833 .43815 .17887 1.03852 1.95815 8.376 5 .000
13-14 .21333 .79731 .32550 -.62339 1.05006 .655 5 .541
15-16 -.68000 .87350 .35660 -1.59668 .23668 -1.907 5 .115
17-18 1.48833 .52213 .21316 .94039 2.03627 6.982 5 .001
19-20 .32833 .39927 .16300 -.09068 .74734 2.014 5 .100
21-22 1.16500 .72511 .29603 .40404 1.92596 3.935 5 .011
23-24 3.13500 .29105 .11882 2.82956 3.44044 26.384 5 .000
Pairs (samples) Paired T test for concentration of alkali solution (section B)
1-13 -1.61500 .44311 .18090 -2.08002 -1.14998 -8.928 5 .000
2-14 -3.25833 .78446 .32025 -4.08157 -2.43509 -10.174 5 .000
3-15 -.87167 .93602 .38213 -1.85396 .11063 -2.281 5 .071
4-16 -5.95667 .46890 .19143 -6.44875 -5.46459 -31.117 5 .000
5-17 1.11833 .67360 .27500 .41143 1.82523 4.067 5 .010
6-18 -.01667 .73940 .30186 -.79262 .75928 -.055 5 .958
7-19 1.80500 .29194 .11918 1.49863 2.11137 15.145 5 .000
8-20 -1.00667 .47626 .19443 -1.50647 -.50686 -5.177 5 .004
9-21 1.61667 .51872 .21177 1.07231 2.16103 7.634 5 .001
10-22 .03167 .48979 .19996 -.48234 .54567 .158 5 .880
11-23 1.87833 .62566 .25543 1.22174 2.53493 7.354 5 .001
12-24 3.51500 .71029 .28997 2.76960 4.26040 12.122 5 .000
Pairs (samples) Paired T test for time of treatment (section C)
1-3 -1.45333 .30657 .12516 -1.77506 -1.13161 -11.612 5 .000
2-4 1.09500 .23054 .09412 .85306 1.33694 11.634 5 .000
5-7 -.72167 .49665 .20275 -1.24286 -.20047 -3.559 5 .016
6-8 -.20500 .68669 .28034 -.92564 .51564 -.731 5 .497
9-11 .17167 .77657 .31703 -.64329 .98662 .541 5 .611
10-12 -1.08000 .67445 .27534 -1.78779 -.37221 -3.922 5 .011
13-15 -.71000 .99886 .40778 -1.75824 .33824 -1.741 5 .142
14-16 -1.60333 .59976 .24485 -2.23274 -.97393 -6.548 5 .001
17-19 -.03500 .60781 .24814 -.67285 .60285 -.141 5 .893
18-20 -.03500 .60781 .24814 -.67285 .60285 -.141 5 .893
21-23 .43333 .59976 .24485 -.19607 1.06274 1.770 5 .137
22-24 2.40333 .42184 .17221 1.96064 2.84602 13.955 5 .000

852 Fibers and Polymers 2009, Vol.10, No.6 A. R. Moghassem and M. R. Bakhshi
illustrated in Figure 3. Results of the analysis are shown in
Table 5 (section B). It was concluded that, dimensional
stability of most of the samples increased by increase in
concentration of alkali solution in mercerization bath when
temperature of the bath was low. This improvement is
attributed to the decline in alkali hydration and better
penetration of NaoH into the fibers. Increasing the
concentration of soda in mercerization bath, usually leads to
better dimensional stability, because of less hydrolysis of
alkali and better penetration in oriented and crystalline parts
of the fiber. However, rising temperature and concentration
of alkali solution together will decrease the trend of
dimensional stability improvements probably due to
meaningful interaction between these two parameters and
dimensional stability of the fabric (Table 4).
It seems that, rising temperature and amount of alkali
agent loosens the fiber structure, hydrates more alkaline and
distorts the molecular chain orientations and then the final
result is a decline in dimensional stability factor (Ks). This
trend can be seen in Figure 3 for groups 9, 11, 12. For fabrics
in these groups mercerization was carried out at temperature
of 60 oC and time of 240 sec. Two mentioned parameters
accompanied by concentration of alkali solution had interactive
effect on dimensional stability. It can be observed in Figure 3
that in temperature of 60 oC and time of 240 sec, less value
of alkali concentration (200 g/lit) was required to increase
dimensional stability of the fabric.
Effect of Time of Treatment
Mercerization process will be completed by increasing
time of treatment. However, required time to achieve
complete mercerization purposes is different for a sample
according to the concentration of alkali solution, bath
temperature and also fabric type [15,16].
In this study increasing time of treatment usually leads to
obtain higher amounts of Ks which results in more
dimensional stability improvement. However in some groups,
increasing time caused a decline in Ks probably due to
interactive effect of bath temperature, alkali concentration
and time of treatment on dimensional stability of the fabric
(Table 4).
As shown in Figure 4 in some samples adding time results
in better dimensional stability. But comparing dimensional
stability factor (Ks) between groups 3, 11, 12 shows that,
increasing time of treatment in high concentration of alkali
agent and high temperature conditions leads to structural
distortion and less dimensional stability. These samples were
mercerized in temperature of 40-60 oC and alkali concentration
of 300 g/lit.
Effect of Bath Temperature
As mentioned before, by reducing temperature, the viscosity
of solution increases; however the penetration of solution in
the fiber decreases. Raising temperature leads to loosening
the fiber structure and more diffusion of solution, in addition
to the decline in viscosity [13]. Therefore a suitable
Figure 3. Effect of concentration of alkali agent on dimensional
stability of the samples; ( ) fabric samples mercerized in 200 g/lit
concentration of alkali agent and ( ) fabric samples mercerized in
300 g/lit concentration of alkali agent.
Figure 4. Effect of time of treatment on dimensional stability of
the samples; ( ) fabric samples mercerized in 120 sec and ( )
fabric samples mercerized in 240 sec.
Figure 5. Effect of bath temperature on dimensional stability of the
samples; ( ) fabric samples mercerized at 20 degree centigrade
temprature, ( ) fabric samples mercerized at 40 degree centigrade
tempratue, and ( ) fabric samples mercerized at 60 degree
centigrade temprature.
Dimensional Stabilization of Cotton Plain Weft Knitted Fabric Fibers and Polymers 2009, Vol.10, No.6 853
temperature can be obtained in mercerization treatment to
improve fabric properties.
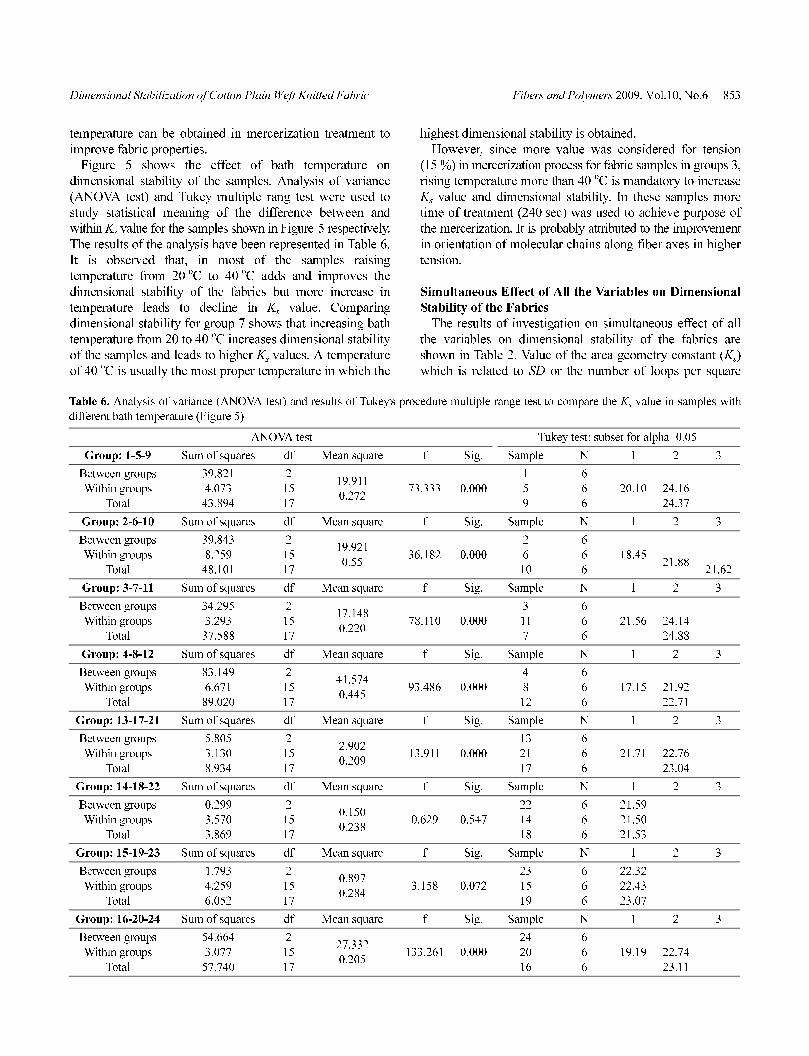
Figure 5 shows the effect of bath temperature on
dimensional stability of the samples. Analysis of variance
(ANOVA test) and Tukey multiple rang test were used to
study statistical meaning of the difference between and
within Ks value for the samples shown in Figure 5 respectively.
The results of the analysis have been represented in Table 6.
It is observed that, in most of the samples raising
temperature from 20 oC to 40 oC adds and improves the
dimensional stability of the fabrics but more increase in
temperature leads to decline in Ks value. Comparing
dimensional stability for group 7 shows that increasing bath
temperature from 20 to 40o
C increases dimensional stability
of the samples and leads to higher Ks values. A temperature
of 40 oC is usually the most proper temperature in which the
highest dimensional stability is obtained.
However, since more value was considered for tension
(15 %) in mercerization process for fabric samples in groups 3,
rising temperature more than 40 oC is mandatory to increase
Ks value and dimensional stability. In these samples more
time of treatment (240 sec) was used to achieve purpose of
the mercerization. It is probably attributed to the improvement
in orientation of molecular chains along fiber axes in higher
tension.
Simultaneous Effect of All the Variables on Dimensional
Stability of the Fabrics
The results of investigation on simultaneous effect of all
the variables on dimensional stability of the fabrics are
shown in Table 2. Value of the area geometry constant (Ks)
which is related to SD or the number of loops per square
Table 6. Analysis of variance (ANOVA test) and results of Tukey,s procedure multiple range test to compare the Ks value in samples with
different bath temperature (Figure 5)
ANOVA test Tukey test: subset for alpha=0.05
Group: 1-5-9 Sum of squares df Mean square f Sig. Sample N 1 2 3
Between groups
Within groups
Total
39.821
4.073
43.894
2
15
17
19.911
0.27273.333 0.000
1
5
9
6
6
6
20.10 24.16
24.37
Group: 2-6-10 Sum of squares df Mean square f Sig. Sample N 1 2 3
Between groups
Within groups
Total
39.843
8.259
48.101
2
15
17
19.921
0.5536.182 0.000
2
6
10
6
6
6
18.4521.88
21.62
Group: 3-7-11 Sum of squares df Mean square f Sig. Sample N 1 2 3
Between groups
Within groups
Total
34.295
3.293
37.588
2
15
17
17.148
0.22078.110 0.000
3
11
7
6
6
6
21.56 24.14
24.88
Group: 4-8-12 Sum of squares df Mean square f Sig. Sample N 1 2 3
Between groups
Within groups
Total
83.149
6.671
89.020
2
15
17
41.574
0.44593.486 0.000
4
8
12
6
6
6
17.15 21.92
22.71
Group: 13-17-21 Sum of squares df Mean square f Sig. Sample N 1 2 3
Between groups
Within groups
Total
5.805
3.130
8.934
2
15
17
2.902
0.20913.911 0.000
13
21
17
6
6
6
21.71 22.76
23.04
Group: 14-18-22 Sum of squares df Mean square f Sig. Sample N 1 2 3
Between groups
Within groups
Total
0.299
3.570
3.869
2
15
17
0.150
0.2380.629 0.547
22
14
18
6
6
6
21.59
21.50
21.53
Group: 15-19-23 Sum of squares df Mean square f Sig. Sample N 1 2 3
Between groups
Within groups
Total
1.793
4.259
6.052
2
15
17
0.897
0.2843.158 0.072
23
15
19
6
6
6
22.32
22.43
23.07
Group: 16-20-24 Sum of squares df Mean square f Sig. Sample N 1 2 3
Between groups
Within groups
Total
54.664
3.077
57.740
2
15
17
27.332
0.205133.261 0.000
24
20
16
6
6
6
19.19 22.74
23.11

854 Fibers and Polymers 2009, Vol.10, No.6 A. R. Moghassem and M. R. Bakhshi
centimeter is obtained from multiplying Kw by K
c and show
the number of loops per one square centimeter. If the sample
has high shrinkage along length (wale) and width (course)
directions, the number of loops per area in the fabric increases.
Statistical analysis showed that, sample No.7 had the
highest amount of Ks that is 24.88. This sample has the
highest shrinkage along course and wale directions. High
shrinkage is the result of carrying out mercerization process
at the temperature of 40o
C
and in 5 % of tension accompanied
by 240 sec time of treatment. Probably, high temperature
and low tension leads to more loosening in fiber structure of
the sample and therefore more penetration of soda solution
with less viscosity which produces more swelling and
shrinkage. Increase in Ks gives more dimensional stability
and the fabric achieves a more normal condition.
Also, analysis showed that, the mean value of Ks has no
significant difference among samples No.5, 9, 7, and 11. It
means that, the equal dimensional stability or Ks value can be
obtained in easier mercerization condition in comparison
with the status used for sample No.7. Sample No.5 is
mercerized in 200 g/lit of alkali concentration and at 40 oC
with 5 % tension and in 120 sec; it has proper process
conditions (Ks=24.12) compared with sample No.7 but, the
difference in Ks value and dimensional stability between two
samples is not meaningful statistically.
Finally the results confirm that, the mercerization process
improves a various properties in a plain weft knitted fabric in
addition to the improvements it can make in fabric shrinkage
and dimensional stability, close to theoretical analysis.
Compared with other dimensional stability improvement
methods, in which the Ks value was raised to 24.35 [18],
mercerization treatment is highly considerable as a method
for dimensional stabilization of cotton plain weft knitted
fabric. More investigation is in progress concerning a wider
domain of variables in order to increasing the Ks factor and
achieving more accurate results.
Conclusion
In this research, mercerization treatment has been used as
a suitable and effective method to improve dimensional
stability of plain weft knitted fabric. Knitted fabric 26
samples were mercerized by considering variation in time of
treatment, bath temperature, concentration of alkali solution
and mercerization tension. After treatment values of constants
termed fabric dimensional parameters were calculated. Then
obtained values were compared with those of un-treated
ones subjected to dry and wet relaxation.
Study shows that, decrease in mercerization tension led to
increase in dimensional stability of the fabrics. Increasing
the concentration of soda in mercerization bath, usually led
to better dimensional stability, but rising temperature will
decrease the trend of dimensional stability improvements.
Increasing time usually led to achieve higher amounts of Ks.
A temperature of 40 oC is usually the most proper
temperature in which the highest dimensional stability is
obtained. However mentioned trend for the effect of the
variables on dimensional stability was quashed due to
interactive effect of the parameters and dimensional stability.
Also, research showed that, the highest amount of Ks (24.12)
can be obtained in alkali concentration of 200 g/lit, 40 oC
with 5 % tension and in 120 seconds.
References
1. D. L. Munden, J. Text. Inst., 50, 448 (1959).
2. I. S. Sokolinkoff, “Mathematical Theory of Elasticity”,
Chap. 7, McGraw-Hill, New York, 1956.
3. C. Wolfaardt and J. J. F. Knapton, J. Text. Inst., 62, 561
(1971).
4. G. A. V. Leaf, British. J. Appl. Phys., 9, 71 (1958).
5. F. T. Pierce, Text. Res. J., 17, 123 (1947).
6. G. A.V. Leaf and A. Glaskin, J. Text. Inst., 46, 587 (1955).
7. R. Postle and D. L. Munden, J. Text. Inst., 58, 329 (1967).
8. W. A. Duttlon, J. Soc. Dyers. Color, 60, 293 (1944).
9. J. J. F. Knapton, E. V. Truter, and A. K. M. A. Aziz, J. Text.
Inst., 12, 413 (1975).
10. A. A. A. Jeddi, S. Hamzeh, and M. Latifi, Int. J. Eng., 12,
39 (1999).
11. D. Semnani, M. Latifi, S. Hamzeh, and A. A. A. Jeddi, J.
Text. Inst., 94, 204 (2003).
12. G. K. Tyagi and D. Sharma, Ind. J. Fiber Text. Res., 30,
290 (2005).
13. K. M. Zhou, K. W. Yeung, M. Yuen, and X. Zhou, J. Text.
Inst., 96, 213 (2005).
14. S. Dhamija and M. Manshahia, Ind. J. Fiber Text. Res., 32,
295 (2007).
15. M. R. Isfahani, “Finishing of Textile Products”, 1st ed,
Vol. 1, pp.1-20, Amirkabir Publising Ltd., 1998.
16. S. Seddighi, M. Sc. Thesis, Isfahan University of Technology,
Iran, 2001.
17. P. K. Hari, P. Balasubramanian, A. K. Sengupta, and R. B.
Chavan, Text. Res. J., 55, 122 (1985).
18. A. A. A. Jeddi, V. Mohammadi, H. Rahimzadeh, and F.
Honarvar, Fiber. Polym., 8, 408 (2007).