
PROYECTO DE AUTOMATIZACION DE YOGURT CASERO
15
PROYECTO DE AUTOMATIZACION DE YOGURT CASERO Mauricio Urrutia, Andrea Carvajal. Universidad del Cauca, Facultad d Ingeniería Automática. [email protected] , [email protected] . Resumen: Uno de los principales aspectos importantes a tener en cuenta sobre la competitividad en el campo industrial es el grado de automatización que la fabrica en estudio presente con respecto a sus contrapartes o competencias. Este artículo presenta el diseño para automatizar el proceso de producción de yogurt el cual es llevado a cabo de manera artesanal en una microempresa local, ubicada en el barrio Los Naranjos. Igualmente mostramos los pasos para llevar a cabo este diseño tales como: la identificación de cada uno de los pasos para la elaboración del yogurt, los costos implicados en el proceso y el respectivo estudio para optimizar el proceso con la implementación de equipos que ayuden en el proceso y mejoren el producto final Palabras claves: homogenización, pasteurización, marmita, refrigerador.
-
Upload
independent -
Category
Documents
-
view
4 -
download
0
Transcript of PROYECTO DE AUTOMATIZACION DE YOGURT CASERO

PROYECTO DE AUTOMATIZACION DE YOGURT CASERO
Mauricio Urrutia, Andrea Carvajal.
Universidad del Cauca, Facultad d Ingeniería Automá[email protected], [email protected].
Resumen: Uno de los principales aspectos importantes a tener encuenta sobre la competitividad en el campo industrial es el grado deautomatización que la fabrica en estudio presente con respecto a suscontrapartes o competencias. Este artículo presenta el diseño paraautomatizar el proceso de producción de yogurt el cual es llevado acabo de manera artesanal en una microempresa local, ubicada en elbarrio Los Naranjos. Igualmente mostramos los pasos para llevar a caboeste diseño tales como: la identificación de cada uno de los pasospara la elaboración del yogurt, los costos implicados en el proceso yel respectivo estudio para optimizar el proceso con la implementaciónde equipos que ayuden en el proceso y mejoren el producto final
Palabras claves: homogenización, pasteurización, marmita,refrigerador.

1. INTRODUCCION
La automatización es un aspectomuy importanteen el nivel competitivo de unaempresa, puesto que latendencia y las exigencias de losconsumidores finales, o clientesobligan a las mismas a mejorarcada día mas sus productos, y para lograrlo, deben hacer usode tecnologías que estén a lavanguardia deacuerdo a susnecesidades. De esta manera serefleja el carácter competitivode las mismas, y el grado decompetencia que posean respectode las demás.
Sin duda alguna el campo de laautomatización abarca muchosaspectos de estudio, como porejemplo el estudio de operacionesen un determinado proceso,tratando de eliminar al máximooperaciones innecesarias, elmejoramiento de tiempos deproducción, la adecuadainstrumentación para contribuiren la mejora del proceso, y laintegración general de toda laempresa con respecto a lacomunicación de información,partiendo de los nivelesinferiores de producción hastalos niveles gerenciales. El desarrollo de este proyectopresenta el diseño y laviabilidad de una adecuadainstrumentación industrial en elproceso de producción del yogurt;esto sin duda alguna pone a laempresa unos cuantos escalonesarriba en la eficienciaproductiva respecto de susposibles competencias.
1.1 Identificación del proyecto
La producción de yogurt casero esun método sencillo y aplicable enel hogar para la elaboración deyogur en pequeña escala a partirde leche entera, por fermentaciónprovocada por el Streptococcusthermophilus y Lactobacillusbulgaricum. Al introducirmicroorganismos específicos en laleche para su trasformación enyogur, estos elementosfermentadores enriquecen laspropiedades de la leche; Elyogur refrigerado a temperaturade 4 a 5 °C puede durar hasta unasemana, sin sufrir alteracionesen sus características físicas ysensoriales (sabor y textura).Para preservar su durabilidad sedebe ser cuidadoso en lamanipulación del productoelaborado; puede consumirse deforma natural o emplearse enalgunas recetas para laelaboración de postres,ensaladas, sopas y otros.
El yogur casero puede ser unaalternativa para suplir sudéficit en la red comercial,razón por la cual se planteo esteproyecto, en el cual se buscareemplazar algunas actividadesque obedecen al control manual,por medio de dispositivos talescomo sensores de temperatura,presión, medidores de la acidezen el yogurt, indicadores de lasvariables que se manejan en elproceso tales como Ph, densidad,etc. estos dispositivos van afacilitar un mejor control sobreel proceso, y por consiguienteuna minimización respecto de las

variaciones presentes en losestándares existentes para elproceso.
1.2 Identificación del problema
La producción de yogurt es unproceso que requiere un grado decontrol de tal manera que elproducto final sea de buenacalidad y alcance lascaracterísticas deseadas. En laactualidad el control que se hacesobre esta producción esrelativamente sencillo donde noexiste intervención alguna demaquinaria si no, más bien elcontrol es netamente manual.
En consecuencia, resultaineficiente e inadecuada estaclase de producción en unaempresa que está en etapa decrecimiento y con tendencia aaumentar su producción.
Otro aspecto importante amencionar, es que en el procesono existen estándares de tiemposde producción definidos, unaadecuada distribución de planta,una actualización en lainstrumentación necesaria paralas diferentes operaciones decontrol presentes en el proceso;en consecuencia se obliga a losoperarios a realizar las tareasde forma manual y repetitiva.
1.3 El por que del proyecto
En el transcurso de la producciónse hacen pruebas de calidad lascuales consisten en:
Prueba de PH, el cual sehace de una manera simple
donde se prueba el productoy se define si tiene elsabor que se desea obtener.
Medición de temperatura, elcual se realiza por mediode un termómetro paramonitorear la contexturadeseada.
Recepción de la leche:control de calidad (pureza,apariencia, olor, sabor).
Los ítems anteriormentepresentados necesitan un procesode control, para la obtención deun buen producto y tener un buenmanejo en la planta.
El problema radica en queactualmente la planta deproducción no cuenta con un buenmanejo y tratamiento de estosparámetros de producción. Es poresto que el proyecto estapensado para una optimización dela producción y de esta formaobtener un mayor desarrollotecnológico, una producción agran escala y mejor calidad delyogur, ya que con el métodoantiguo no se podría cumplir conlos pedidos necesarios. Y con unbuen estándar de calidad.
1. MARCO TEORICOLas actividades presentes enel proceso son:
Pasteurización: proceso decalentamiento de un líquido,en particular de la leche,hasta una temperatura queoscila entre 55 y 70 °C para
destruir las bacteriasperjudiciales, sin producircambios materiales en lacomposición, en el sabor, o enel valor nutritivo dellíquido. El proceso se llamaasí en honor del químicofrancés Louis Pasteur, quienlo ideó en 1865 con el fin deinhibir la fermentación delvino y de la leche. La lechese pasteuriza al calentarla a63 °C durante 30 minutos,luego se enfría con rapidez, yse envasa a una temperatura de10 °C. La cerveza y el vino sepasteurizan al ser calentadosa unos 60 °C durante unos 20minutos; también se hace,según un método más reciente,calentando a 70 °C durante 30segundos y envasando encondiciones estériles.
Homogeneización: tratamiento quese aplica a la leche para impedirque las grasas de la nata seseparen del resto del producto.La homogeneización se realizaantes o después del proceso depasteurización, el procesoconsiste en el paso de la leche apresión a través de distintasrendijas muy finas a unatemperatura que oscila entre 55 y65 °C, bajo una presión de 150 a200 atmósferas.
Refrigeración: proceso por el quese reduce la temperatura de unespacio determinado y se mantieneesta temperatura baja con el fin,por ejemplo, de enfriaralimentos, conservar determinadassustancias o conseguir unambiente agradable. Elalmacenamiento refrigerado de
alimentos perecederos, pieles,productos farmacéuticos y otrosse conoce como almacenamiento enfrío. La refrigeración evita elcrecimiento de bacterias e impidealgunas reacciones químicas nodeseadas que pueden tener lugar atemperatura ambiente.
2. DESCPIPCION DEL PROCESO
A continuación se presentan lospasos necesarios para laobtención del yogurt casero parauna producción de 50 litrossemanales.
1. Mezclar: la leche con elazúcar.
2. Calentar: la leche a 85 ºCdurante 15 min.
3. Ajustar: a 44ºC.
4. Adicionar: el sobre decultivo fermelac deacuerdocon la dosis indicada en elsobre.
5. Agitar: vigorosamente hastaque quede bien disuelto.
6. Mantener la temperatura a44ºC, durante 4 o 5 horasaproximadamente hasta quealcance la textura y lleguea una acides de 55º dornic.
7. Enfriar el producto a 4ºCdurante 12 horas.
8. Adicionar saborizante,pulpa de fruta, colorante ydelvocid como conservante.
9. Llenar: tarros (1 y 2 lts).

10. Almacenar: enrefrigeradores
3. diseño
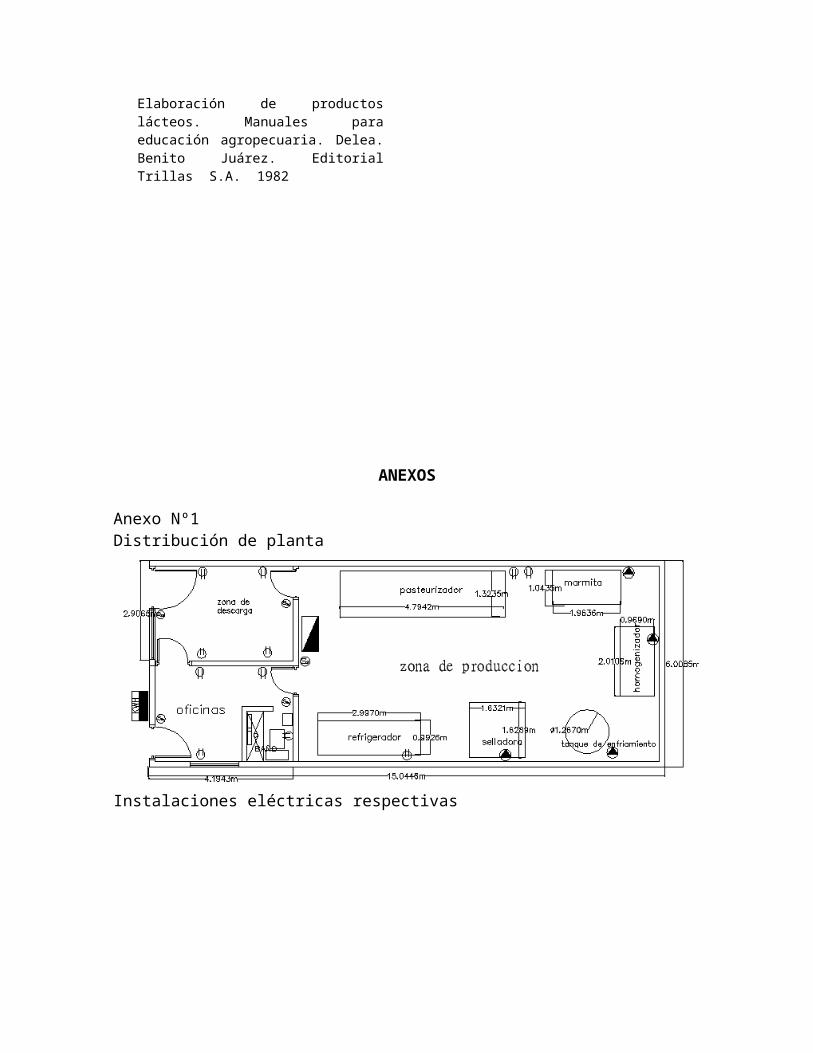
Para este diseño se plantea eldesarrollo del proceso de formaindustrial, haciendo uso de lainstrumentación y equiposnecesarios tales como:homogenizador, pasteurizador,tanque de enfriamientorefrigerador, llenadora de tarroso bolsas, y marmita de parallevar a cabo el cometido.Es importante recalcar que elproceso se realiza de formasecuencial y por consiguiente seplantea un nuevo diseño de ladistribución de la planta. Veranexo Nº1
3.1 Descripción del proceso industrial
La leche entera, puede serutilizada para producir yogurt.
1. La leche es bombeada a untanque de almacenamiento. Luegoes bombeada a través de un filtrohacia el clarificador que va autilizar una fuerza centrífugapara obtener algunas impurezasinsolubles en la leche.
2. Luego la leche espasteurizada y desinfectada en unsistema de pasteurización detemperaturas muy altas (UHT) elcual además disminuye elcrecimiento de las bacterias deácido láctico a un nivelaceptable .
3. Los cultivos desteptococus termofílica y ellactobacilo bulgaris, que crecenen un ambiente controlado soninjertados dentro de la lecheesterilizada y luego pasan a lostanques de fermentación donde sonfermentados a una temperatura de40°C por 30 horas.
4. Saborizantes y algunosaditivos son mezclados yesterilizados en un sistema deesterilización de altastemperaturas y corto tiempo(HTST).
5. El yogurt fermentado y losaditivos esterilizados sonmezclados y homogenizados.
6. Finalmente, el yogurt escolocado bolsas por una máquinarellenadora.
7. Las bolsas de yogurt sonempaquetados en cajas y colocadosen el almacén de refrigeración.
Para una mayor comprensión delproceso Ver anexo Nº4
3.2 Aspectos técnicos en el diseño:
se a optado por seleccionar parael diseño de la planta lossiguientes equipos:
El pasteurizador tipo A, lamarmita de 50 galones, elhomogenizador meganizener ref.M-010-3D.35, selladora de bolsamodelo 22-N y selladora detarros, tanque de refrigeración

ref. Tl.502/2 capacidad de 500lts.
Las graficas y fichas técnicasde cada uno de los equipos seencuentran en el anexo Nº5
3.3 Aspecto económico:
Luego de seleccionar los equiposadecuados para aumentar laproducción de yogurt y deestablecer, deacuerdo a lascaracterísticas técnicas queestos nos ofrecen, un volumen deproducción de 400 lts diarios, seestiman una serie de costos yutilidades a alcanzar. Ver anexoNº2
3.4 Elaboración de cálculos:3.4.1 Cálculos eléctricos.
Para cada equipo e instrumentoeléctrico de la planta se hahallado su respectiva potencia ycorriente para obtener los datosnecesarios a la hora del montajede la planta. Ver anexo Nº 3
3.4.2 Diagrama unifilar
En la anterior grafica se indicala fuente de alimentación decarga, el diámetro del conductorde la acometida así como tambiénel tipo de conductor, y losnúmeros indican el circuitorespectivo. Ver tabla Nº 10
Tabla Nº 10
Circuitos Descripción circui
tosDescripció
n
1 Alumbrado(oficina) 6
Tomas (z.producción
)
2 Alumbrado(z. producción) 7
Motor(selladora
)
3 Alumbrado(z.descarga) 8
Motor(tanq.
enfriamiento)
4 Tomas (oficina) 9 Marmita
5 Tomas (z.descarga) 10 Homogeniza
dor
4. RESULTADOS
Después de haber planteado elproblema en estudio y plantear undiseño para solucionar en parteel mismo, se propone llevar acabo la implementación de acuerdoal estudio realizado, esimportante recalcar que si se

tiene el sistema funcionando, nosolo los índices de producciónaumentarían considerablementesino que también los estándaresde calidad
Adicionalmente, la inversión quese realiza es considerablementealta pero con el paso deltiempo, se lograra obtenerimportantes resultados quepermitirán a la empresa ser muchomas eficientes en cuanto alfactor producción, también a futuro se puede pensar en laintegración general de la empresaen cuanto a flujos de informacióndel sistema , lo que resultaravalioso para medircaracterísticas de desempeño y decapacidad de los equipos. Conbase en lo anterior, se logrademostrar que el desarrollo deesta aplicación cumple con losobjetivos o metas previstas deganar eficiencia y reducir costosa través de la implementación deun proceso de automatización.
5. CONCLUCIONES
Las comparaciones tantoadministrativas comotecnológicas son buenosmétodos para definir siel proceso y los equiposque se propusieron son losmás aptos tantoeconómicamente como deidóneos para este tipo deprocesos.
Ya planteada la alternativade solución deautomatización se demostróque la eficiencia de lanueva planta va ser muchomejor, por que no se va asobre utilizar los equiposy de la eficiencia de 50%pasara a un 90%.
Con la automatización de laproducción de yogurt selogra optimizar losrecursos disponibles, mayorconfiabilidad y seguridaddel proceso controlado,mejorar la calidad deproducción
Aunque el proceso revistemejoras y beneficiossignificativos suimplementación inicial escostosa, aspecto que debeanalizarse muy bien en elmomento de la planeación
6. BIBLIOGRAFIA
http://www.interenzimas.comhttp://www.agrosuni.com/cuajoyogurt.htm http://www.mundohelado.com/materiasprimas/laleche-conservacion-01.htmhttp://www.CrandallInternational.htmhttp://www.Lantech Mexico.comhttp://www.hergo.com
Elaboración de productoslácteos. Manuales paraeducación agropecuaria. Delea.Benito Juárez. EditorialTrillas S.A. 1982
ANEXOS
Anexo Nº1Distribución de planta
Instalaciones eléctricas respectivas

Anexo Nº2
Tabla Nº6 costos respecto a una producción diaria de 400 lts y mensualde 1.000 lts de yogurt.
TABLA Nº 6materiaprima (para400 Lts)
Costos(400litro
s) $
Costospor
litro $leche 400Lts 300.000 750
Azúcar 52.800 132Cultivo 44.800 112Saborizantes(6)
24.000c/u 50
Colorantes(6)
24.000c/u 50
Frutas 24.000 150Tarros 232.000 483

Pipa de gas 192.000 20Energía 32.000 3Agua 72.000 7.5Teléfono 20.000 2.5Mano deobra
80.000(día) 320
Transporte 25.600 34Total(produccióndía)
1`123.200 2144
Total(producciónmes)
28`080.000 53.600
Tabla Nº7 las utilidades perseguidas para una producción mensual de1.000 lts, donde el costo estimado por litro equivale a 3.500 pesos en elmercado
TABLA Nº7Costos de producción
mensualCostos de
mantenimiento Ingresos Utilidades28`080.000 17500 35`000.000 6`902.500
Tabla Nº 8 inversión necesaria para obtener los equipos propuestos
TABLA Nº8Equipos
seleccionados
Capacidad deproducción
Precio (pesocolombiano)
pasteurizador
500 lts 18`000.000
marmita 200 lts 14`770.000Homogenizado
r30.000lts/h 15`520.000
selladora 2.000 cc 13`900.000Tanque de
enfriamiento500 lts 4`780.000
total 66`970.000
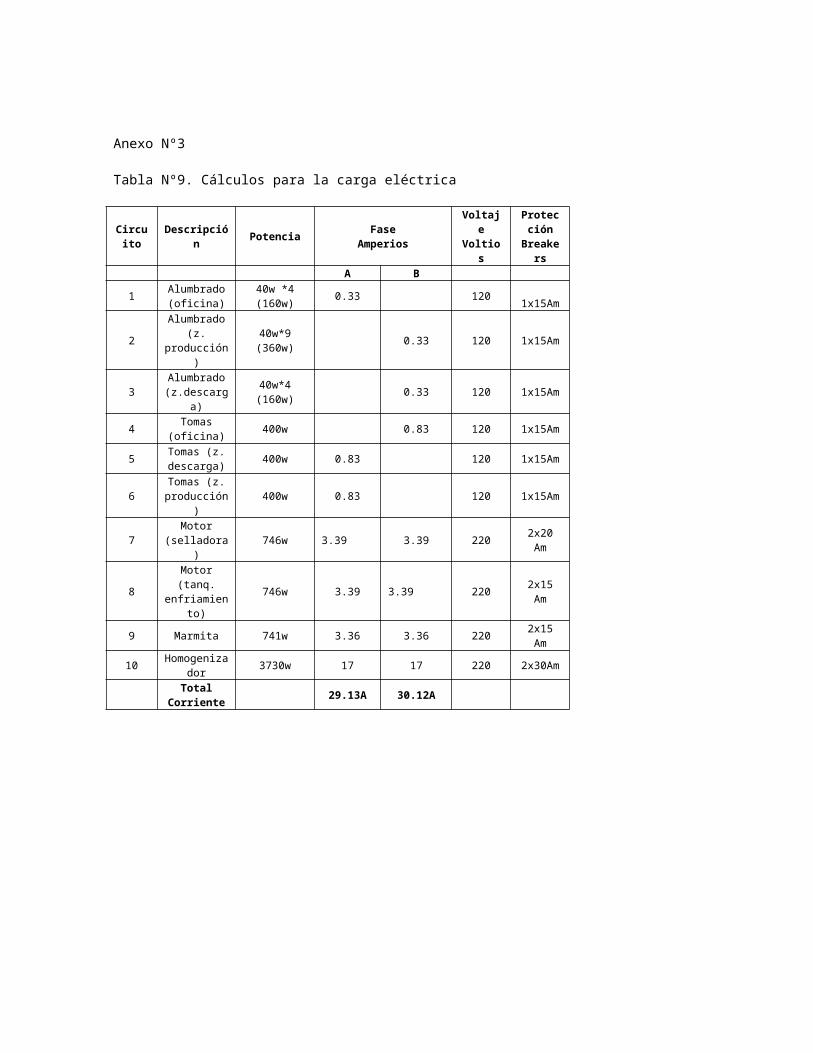
Anexo Nº3 Tabla Nº9. Cálculos para la carga eléctrica
Circuito
Descripción Potencia Fase
Amperios
Voltaje
Voltios
Protección
Breakers
A B
1 Alumbrado(oficina)
40w *4(160w) 0.33 120 1x15Am
2
Alumbrado(z.
producción)
40w*9(360w) 0.33 120 1x15Am
3Alumbrado(z.descarg
a)
40w*4(160w) 0.33 120 1x15Am
4 Tomas(oficina) 400w 0.83 120 1x15Am
5 Tomas (z.descarga) 400w 0.83 120 1x15Am
6Tomas (z.producción
)400w 0.83 120 1x15Am
7Motor
(selladora)
746w 3.39 3.39 220 2x20Am
8
Motor(tanq.
enfriamiento)
746w 3.39 3.39 220 2x15Am
9 Marmita 741w 3.36 3.36 220 2x15Am
10 Homogenizador 3730w 17 17 220 2x30Am
TotalCorriente 29.13A 30.12A

Anexo Nº4 Diagrama de flujo para una producción industrial.
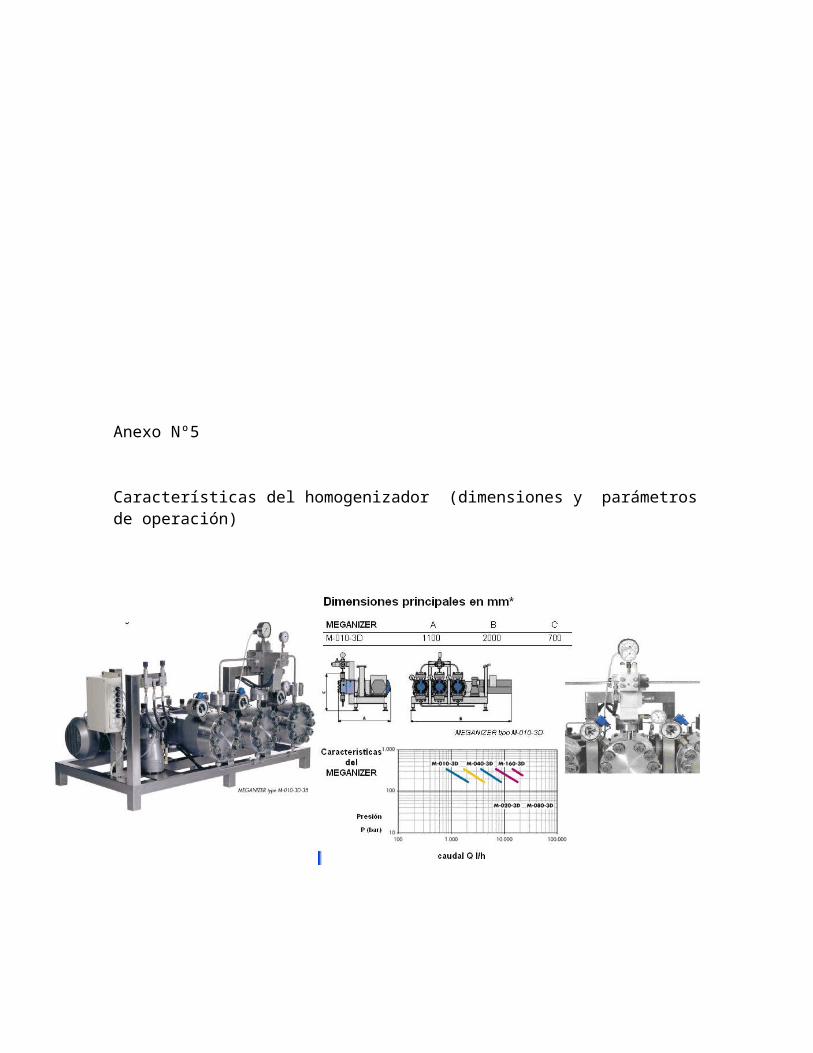
Anexo Nº5
Características del homogenizador (dimensiones y parámetrosde operación)

Pasteurizador
Selladora

Tanque de enfriamiento




















