,Optimal Integrated Broaching Manufacture Process I A Thesis ...
94
,Optimal Integrated L Broaching Manufacture Process I A Thesis presented to The Faculty of The College of Engineering and Technology Ohio University In Partial Fulfillment of The Requirement for the Degree of Master of Science hy Yean-Jenq Hjangt 1' August 1989
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of ,Optimal Integrated Broaching Manufacture Process I A Thesis ...
,Optimal Integrated L
Broaching Manufacture Process I
A T h e s i s p r e s e n t e d t o
T h e F a c u l t y o f T h e C o l l e g e o f E n g i n e e r i n g and T e c h n o l o g y
O h i o U n i v e r s i t y
In P a r t i a l F u l f i l l m e n t o f
T h e R e q u i r e m e n t f o r t h e D e g r e e o f
M a s t e r o f S c i e n c e
h y
Y e a n - J e n q Hjangt 1'
A u g u s t 1989
ACKNOWLEDGEMENTS
I wish to express my sincere thanks to my advisor
Dr. Robert Terry, for his valuable advice and providing me
with the information necessary for this thesis.
I also wish to express my deep gratitude to
D r . J . S . Gunasekera and Professor Ralph Sims for their *
constant help and advice during the course of this thesis.
Finally, I wish to thank my parents and wife Shu-Hua
Chang for their constant encouragement and patience.
January 1989 Yean-Jenq Huang

TABLE OF CONTENTS
Chapter Page
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . I INTRODUCTION 1
The problem definition and objective of this research . . . . . . . . . . . . . . . . . . . . 3
. . . . . . . . . The method of this research 5
THE CONCEPT OF BROACH TOOL DESIGN . . . . . . . . 10
Rroach tool terminology and over view 1 0
Broach tooth geometry . . . . . . . . . . . . . . . 15
The strength of broach tooth and machine power requirement . . . . . . . . . . . 20
OPTIMIZATION AND ECONOMICS OF . . . . . . . . . . . . . . . . . . . . MANUFACTURING SYSTEMS 28
Evaluation criteria for economical production . . . . . . . . . . . . . . . . . . . . . . . . . . 29
Optimization of a single stage manufacturing process . . . . . . . . . . . . . . . 30
The Evaluation Mathematical Model . . . . 35
FINITE ELEMENT ANALYSIS A BROACH TOOTH DESIGN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
The concept of the finite element . . . 40
. . . . . . . . . . . . Solid element in NASTRAN 42
The finite element theory of the tetrahedron . . . . . . . . . . . . . . . . . . . . . . . . . 44
. . . . . . . . . . . . . . . . . . . . . . The assumption 50
. . . . . . . . . . . . . . . . . The analysis method 51
Determine the maximum allowable cutting force . . . . . . . . . . . . . . . . . . . . . . . 54
The result . . . . . . . . . . . . . . . . . . . . . . . . . . 56
THE RESPONSE SURFACE OF THE MAXIMUM ALLOWABLE CUTTING . . . . . . . . . . . . . . . . . . . . . . . . 58
The concept of the response surface methodology . . . . . . . . . . . . . . . . . . . . . . . . . 59
The Design Experiment method applied in this research . . . . . . . . . . . . . . . . . . . . 60
The maximum allowable cutting force of the sample observations . . . . . . . . . . 63
The result of the analysis . . . . . . . . . . 66
V I COMPUTER PROGRAM ALGORITHM . . . . . . . . . . . . . . . 69
The algorithm of the computer program 69
The flow chart of the computer program . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 79
The function provide in this program . 80
VII DISCUSSION AND CONCLUSIONS . . . . . . . . . . . . . . . . 83
REFERENCES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85

LIST OF F I G U R E S
Figure
1 Standard Broach And Its Terminology . . . . . . . . . .
2 Polyhedron ( Solid ) Element In NASTRAN . . . . . .
3 Polyhedron Elements And Their Subtetrahedron .
4 Hexahedron Element N NASTRAN . . . . . . . . . . . . . ,
5 Finite Elements Of The Broach Tooth . . . . . . . . . .
6 Simulated The Displacement Of The Broach Cutting Edgy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 Simulation Information Of The Computer Program Output . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 The Diagram Of The Optimal Value Of The Computer Program Output . . . . . . . . . . . . . . . . . . . .
!3 The Current Optimal Design Parameters Of The Computer Program Output . . . . . . . . . . . . . . . . . . . .
1 0 The Final Optimal Design Parameters Of The Computer Program Output . . . . . . . . . . . . . . . . . . . . . .
Page

Symbol
P
D
W
L
C r
F
YO
N
Toct
SY
A 0 - A 1 4
t
T
T P
Tm
Te
rl
u
mc
UP
um
ue
u t
u i
NOMENCLATURE
Description
The Pitch of the broach tooth
The Depth of the broach tooth
The Width of the broach tooth
The Land of the broach tooth
Maximum cut per tooth ( rise per tooth )
Minimum cutting force required
Maximum allowable cutting force
The number of engaged teeth of the broach tool
The octahedral - shear -stress
Yield stress
The coefficient of the predict model
Unit production time
Tool life
Time necessary to prepare for machine
Time necessary to handle the machine for cutting
Tool replacement time
Production rate
Production cost
Material cost
Preparation cost
Machine cost
Tool-replacement cost
Tool cost
Overhead cost
CHAPTER I
I NTRODUCTION
Broaches and broaching machines are members of a
classification called "Machine T o o l s " . T h e classification
"Machine T o o l s " , can he definPd as power driven machines
used to c u t . shape or form metal. "Machine Tools" are the
fundamental component of the capital equipment that are
utilized by the manufacturing industry a s a whole. T h e
ability to design and manufacture machine tools is
rudimentary to an industrialized society.
The category of Machine Tools is made up of two sub-
g r o u p s ; Metal Cutting Tools and Metal Forming T o o l s , witk,
broaches being classified as Metal Cutting T o o l s . Included
in this category are boring machines, lathes, milling
machines, grinders and their accessories, such as jigs and
fixtures. In addition to the t y p e , cutting tool machines
also vary in size and s p e e d . This gives machine tools a
tremendous diversity of applications. Selecting the
appropriate tool becomes a function of the job to be done
and the tools that are reqrlired. Determining the most
efficient or productive use of equipment must involve a more
thorough decision making process. The considerations have
become greater due to more sophisticated and integrated
manufacturing processes now available.
In this t h e s i s , the broaching manufacturing process

2
will be chosen for an indepth study. Broaching is a process
for removing metal internally or externally from f l a t ,
r o u n d , or contoured surfaces. This is accomplished by
pushing or pulling the broach through the work-piece
(internal broaching) or along the external surface of the
work-piece (external broaching). Broaches, in their general
f o r m , consist of a slightly tapered flat or round bar with
rows of cutting teeth extending from its surface. Each
successive row of cutters is higher than the preceding one.
This allows for the removal of additional material as each
successive row of cutters makes contact with the work-piece.
When properly applied, broaching can remove metal
faster and more accurately than any other machining process.
Although the initial cost of the broach tends to be very
high in relation to other machine tools. the cost of
producing the final product is generally low because of high
production rates and long tool life. I t i s not uncommon for
a single broach cutting tool to cost several thousand
dollars to manufacture. Properly designed broaching tools
are capable of production rates. 15 to 25 times faster than
the conventional cutting tools. However the life of a broach
cutting tool decreases as the production rate increase.
Therefore, the economics of the broaching process involves a
trade--off between tooling costs and the revenues derived
from the production process.
When a broaching cutting tool is either improperly
designed or has operating parameters that are improperly
3
specified, one or more of the following situations may
occur: ( 1 ) T h e quality of the final product may be adversely
affected since a badly designed tool can affect the ability
of the process to maintain specified tolerances. ( 2 ) A badly
designed or improperly used tool can cause the expected tool
life to decrease w h i c h , in turn will increase the need for
more frequent tool replacement and re-grinds. More frequent
tool replacements and re-grinds will increase down-time and
tooling cost. The following section deals with the more
specific objectives of the proposed research.
1 . 1 T h e Problem Definition and Objective of T h i s Research
I n this section, the broach design problem and the
purpose of this research will be addressed.
Traditionally, in order to increase productivity in
broaching, there was a tendency to use a high rate of
broaching speed [ 2 ] . Unfortunately. increasing the cutting
speed merely shortens a small portion of the total work
cycle t i m e . However it also increases wear on the broaching
tool. In addition, more power is required and this results
in higher energy c o s t s . An alternative method is to
increase the efficiency of each cut by maximizing the cut
per broach tooth and removing the greatest amount of
material in each s t r o k e . However, increasing the cut per
tooth will decrease the cutting speed. Also the broach
might not be able to withstand the thrust force. Both of

.I
these methods will effect the tool life and cost. For
broach design to be effective, there are several conditions
which should be carefully considered 1 3 1 :
( 1 ) The tool has to create the required cut in the
workpiece hut should not damage the workpiece.
( 2 ) The chips that are formed by tool during cutting need to
he dealt with so that they do not hinder the tool's
performance.
( 3 ) The tool should be strong enough to withstand the
reaction forces created by the cutting action.
( 4 ) The maximum power capacity of the machine should be
considered.
( 5 ) The length of the cut, how deep it is to be and the
material being cut all play a role in determining how
the tool should be designed.
Therefore, the essential key to increasing the life
cycle productivity of the broaching operation is on the
broach design constraint how to compromise the machine
operation parameters and the design parameters of broach
cutting tool; Like how fast should the hroach m a c h i n e h r
operated; how much depth should each tooth on the broach
cut: and how should the broach cutting tool be designed in
order to achieve the production criteria. These situations
can develop into a very complicated engineering design
problem. There are so many design variables that should be
determined and there is no standard algorithm that can he
applied. So the relatively high cost of broach tooling is

5
reflective of its design and production process. Finding an
efficient, economical operation in addition to a new design
method are critical factors in the lowering of the costs
associated with broaching.
Therefore, The purpose of this paper is to develop a
systematic procedure for (1) designing broach cutting tools,
especially in broach tooth geometry, ( 2 ) prescribing the
cutting speed for the broaching process and (3) determining
the most efficient cut per tooth.
1.2 The Method of This Research
In order to achieve the optimal broaching tool design
a broad spectrum of all the aspects of manufacturing
process need to be considered. In this research, the derived
optimal methodology is based on the following three
manufacturing evaluation criteria which were developed by
Gibert's in 1950. Wu and Ermer in 1966 [ 4 ] ( These will he
discussed in Chapter 111.).
1 . The Maximum-Production Rate : This criteria is used to
determine the broach design parameters which can
maximize the number of products produced in a unit time
interval.
2. The Minimum--Cost Criterion : This criteria refers to the
production of a piece of product at the least cost and
its corresponding broach design parameters.
3 . The Maximum-Profit-Rate Criterion : This criteria is
6
used to determine the broach design parameters which can
maximize the profit rate in a given time interval.
Fundamentally, all three of the above criteria are a
function of production time and cost. Production time and
cost are themselves functions of machine operation s p e e d ,
cut per tooth and broach cutting tool design parameters (the
cutting tool size and geometry p f the tooth). In addition.
all operation processes have the following constraints [ 5 ] .
1 . T he strength and tooth deflection of the broach should be
carefully considered, since an excessive thrust which
exceeds the strength of the broach could quite possibly
result in a broken broach tooth or cutting tool. I f the
deflection is excessive, then the tolerance on the part
being produced will not be met and the part will have to
he either scrapped or reworked. The design engineer would
be troubled with this constraint, since traditionally an
empirical formula ( discussed in Chapter I 1 ) was applied
to calculate the maximum allowable cutting stress load.
But this is not accurate enough to prohibit the broken
broach tooth and therefore interfere with the productive
flow of the manufacturing process In this research, a
technique called Finite Element Analysis will be applied
and will provide an accurate analysis to prohibit the
future broken teeth ( This technique will be described in
the Chapter IV ) .
2 . Another constraint concerns the gullet capacity of the
broach tooth. If the cutting depth per tooth increases,
7
the chip size will also increase. Once the chip size
exceeds the gullet capacity of the broach tooth, t.his
will hinder the broach cutting tool performance.
3. The tonnage capacity of the machine may not be enough to
make the depth of cut per tooth required. Increasing the
speed or depth of cut per tooth will result in an
increase in the power requirements of the operation. This
is one of the primary constraints that needs to be
recognized.
3 . Rased on the machine s i z e , the broaching tool itself
cannot exceed the maximum allowable length. And if only a
few teeth at a particular time are contact with the
workpiece, it will result in the drifting or chattering
of the broach operation.
With the above primary constraints already s t a t e d , an
algorithm will be developed a s a function of production
t i m e , c o s t , machine s p e e d , and tool geometry. This algorithm
will be described in proceeding Chapter.
After the design criteria and constraints are deduced.
the computer simulation technique [ 6 ] is applied to estimate
all possible situations in order to determine the variables
which relate to the design parameters of the broach cutting
tool and machine operation parameters (discuss in chapter
V I ) . I n this research. a direct relationship exists between
the following variables. As each broach tooth geometry
characteristic variable is c h a n g e d , this wi 11
simultaneously change the maximum allowable cutting force

8
which the broach tooth can withstand, the force of each
individual cutting ,tooth required to cut the work p i e c e , the
maximum allowable cutting depth per tooth, minimum machine
speed and power required. In order to handle the
relationship between these variables, two techniques are
applied, i . e , three dimension finite element analysis and
response surface methodology will be applied (discussed in
chapter IV and V 1 . This will provide the necessary yield
information that will he used in the comparative study of
tool geometric and machine operation options.
Another interesting aspect that is apparent in the
analysis of this research is the question that i f two or
more of the manufacturing criteria have to he satisfied. how
can the optimal parameters be determined ? This means a
compromise should exist between these criteria. A very
complicated decision making problem now exists. In this
research. the multiple criteria decision making is
incorporated in order for the optimal variable to be
obtained.
In this t h e s i s , Chapter 11 will explain the fundamental
broaching tool terminology and design criteria that is
utilized in this research. Chapter 111 will discuss the
three manufacturing criteria to be applied in order to
determine the optimal operation and tool design parameters.
Chapter IV deals with the Finite Element analysis
application used for determining the maximum allowable
cutting force for each individual geometrically different
9
tooth. Chapter V contains the statistical method which is
used to derive the response surface of the maximum allowable
cutting force for each geometrically different tooth.
C h a p t e r VI covers the application of the compilter simulation
and explains the computer program algorithm. The conclusion
of this thesis and the suggested future research will be
discussed in Chapter V I I .
CHAPTER I1
THE CONCEPT OF BROACH TOOL DESIGN
In the previous chapter, it was emphasized that the
broach cutting tool is a very important consideration in the
broach design. Therefore, in this chapter the focus will he
given to explaining the proper broach cutting tool design.
It should be noted that the methodology that will be
presented in this chapter will follow the traditional
application of broach tool design. In this c h a p t e r , two
main topics will be addressed. The first topic will focus on
the geometry variables of the broach cutting tooth. T h e
second topic will focus on the strength of the cutting tooth
and the machine power requirement.
These two topics provide the basic foundation in
order that the economic a n a l y s i s , Finite Element Analysis.
and Response Surface Methodology, as presented in this
thesis, can he applied. The emphasis of this new technology
will be applied in two ways. First in the area of the
economic analysis that will be applied and incorporated in
the analysis of the overall feasibility of the broach tool
design. This analysis will supply the support that will he
needed in any manufacturing evaluation and provide the
optimal parameters that will satisfy the manufacturing
criteria. The second concern the area of broach t o o t h ' s
strength analysis, the finite element analysis and response
1 1
surface method will he applied in determining the maximum
allowable cutting force. Ry applying a more expanded and
accurate approach to this analysis, the investigator can
arrive at a more correct result. This is accomplished in
order to replace the traditional method which assume that
the broach cutting tool would behave like cantilever beam.
2.1 Broach Tool Terminology And Over View 171
Rise Per Tooth:
Hook Angle:
Gullet:
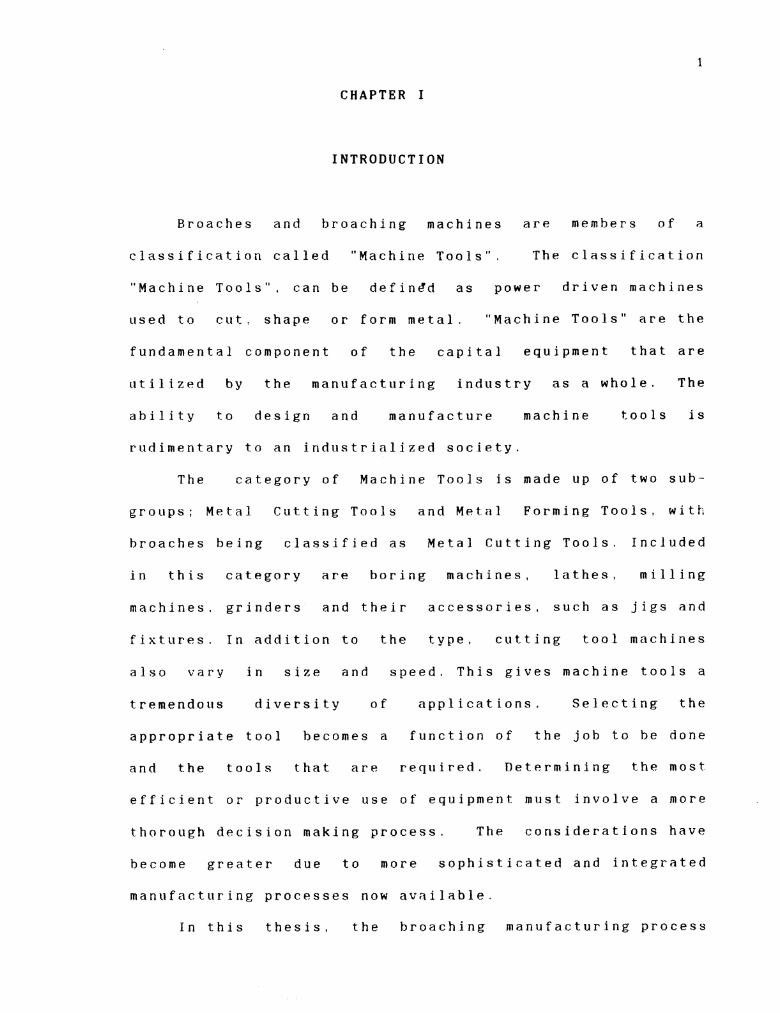
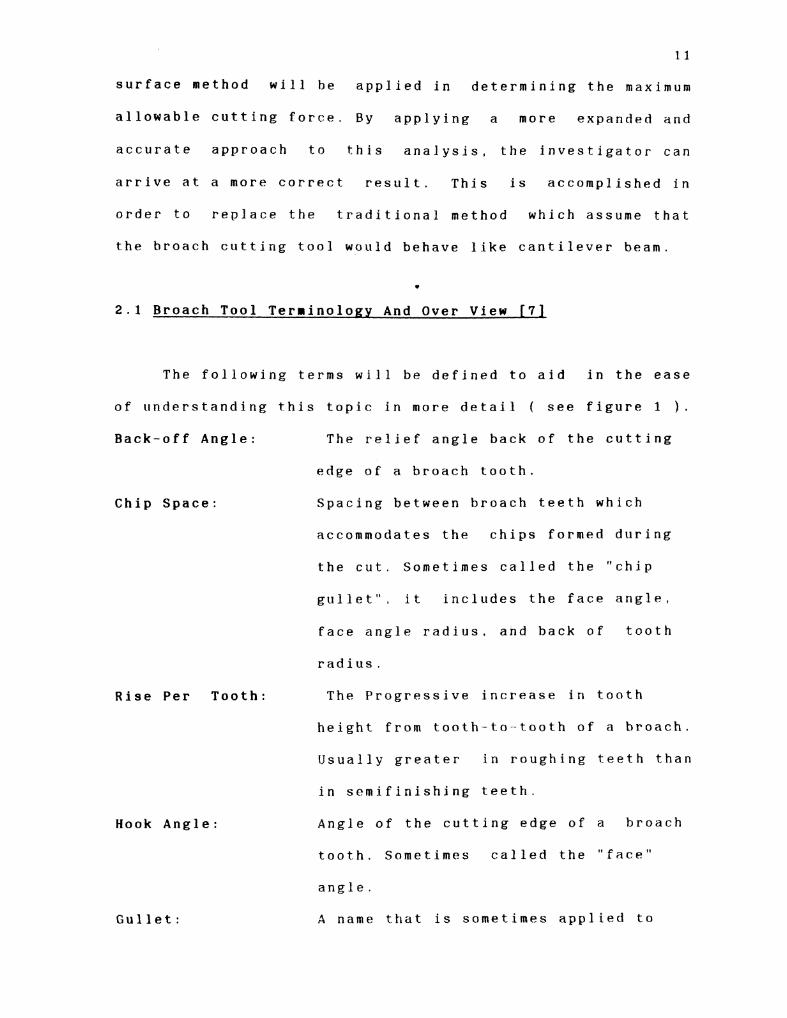
The following terms will be defined to aid in the ease
of understanding this topic in more detail ( see figure 1 ) .
Back-off Angle: The relief angle back of the cutting
edge of a broach tooth.
Chip Space: Spacing between broach teeth which
accommodates the chips formed during
the cut. Sometimes called the "chip
gullet", it includes the face angle,
face angle radius. and hack of tooth
radius.
The Progressive increase in tooth
height from tooth-to--tooth of a hroach.
Usually greater in roughing teeth than
in semifinishing teeth.
Angle of the cutting edge of a hroach
tooth. Sometimes called the "face"
angle.
A name that is sometimes applied to

P - pltch of the teeth D - depth of the teeth L - land behlnd cutt lng edqe R - radlus a t bottom of teeth space F - face angle 13 - back o f the angle Rep - r i se per tooth
F~gure I Standard Broach And I t s Term~nology

13
"chip s p a c e " .
L a n d : The thickness at the top of the broach
tooth.
Rise per tooth : progressive increase in tooth height
from tooth-to-tooth of a broach.
Pitch: The measurement from the cutting edge
of one tooth to the corresponding point
Finish teeth:
Tooth Depth:
on the next tooth.
Roughing Teeth: T h e teeth which take the first cuts in
any broaching operation. Generally they
take heavier cuts than the
semifinishing teeth.
Semifinishing Teeth: Broach t e e t h , that are ahead of the
finishing teeth. which take the
semifinishing cut.
Teeth at the end of broach arranged at
a constant size for finishing the
surface.
Height of tooth ( broach gullet ) from
root to cutting edge.
Broach teeth are usually divided into three separate
sections along the length of the t o o l ; the roughing teeth,
semifinishing t e e t h , and finishing teeth. The number of
teeth in t h e s ~ three sections are depended on material
property and the manufacturing criteria. The first roughing
tooth is proportionately the smallest tooth on the tool.
The subsequent teeth progressively increase in size up to

14
and including the first finishing tooth. The difference ~n
height between each tooth. or tooth r i s e , is usually greater
along the roughing section. and is less along the
semifinishing section. All of the finishing teeth are the
same s i z e .
Individual teeth have a land and face that intersect to
form a cutting edge. The face is ground with a rake or hook
angle that is determined by the workpiece material. Soft
steel workpieces usually require greater hook a n g l e s ; hard
or brittle materials, smaller hook angles 1 9 1 .
The land supports the cutting edge against a stress. A
light clearance or backoff angle is ground onto the lands to
reduce the amount of friction. On roughing and semifinishing
t e e t h , the entire land is relieved with a backoff angle. O n
the finishing teeth, part of the land immediately behind the
cutting edge is often left straight. s o that repeated
sharpening (by grinding the face of the tooth) will not
alter the tonth size.
The pitch or distance between teeth is determined by
the length of cut and influenced by the type of workpiece
material. A relatively large pitch may be required for
roughing teeth to accommodate a greater chip load. Tooth
pitch may be smaller on semifinishing and finishing teeth to
reduce the overall length of the broach tool. The pitch is
calculated s o t h a t , preferably, at least two or more teeth
are cutting simultaneously. This prevents the tool from
drifting or chattering.
15
Tooth rise is calculated so that the thickness of the
chip does not impose too great of a strain on the individual
teeth. A large tooth rise increases power requirements.
When all of the teeth of broaching cutting tool are
simultaneously engaged, this results in a large tooth rise
which could cause an increase in the power requirements that
are beyond the tonnage requirements of the machine. If the
rise is too small to permit the teeth to bite into the
workpiece, a glazed or galled finish will result.
The depth of the tooth gullet is related to the tooth
rise, pitch, and workpiece material. The tooth root radius
is usually designed so that chips curl tightly within
themselves. occupying as little space as possible.
2.2 Broach Tooth Geometry
With the broach tooth terminology defined, now is ready
to proceed to the main topics of tooth geometry. In the
following paragraphs the key points relating to tooth
geometry will be discussed. These sections will include
pitch, gullet geometries, land, face and hack-off angles and
cut per tooth.
(a) The Pitch of The Broach Tooth [ l o ]
The first topic that pertains to the tooth geometry is
the pitch of the tooth. The pitch is the linear distance

16
from the cutting edge of one tooth to the corresponding
point o n the next tooth. Pitch is influenced by the length
of c u t , the type of workpiece material and cut per tooth. A
relatively large pitch may be required for roughing teeth
to provide more chip s p a c e . Tooth pitch can he smaller on
semifinishing and finishing teeth to reduce the overall
length of the broach. The pi>ch is calculated s o that at
least t w o , and preferably more teeth cut simultaneously to
prevent the broach from drifting or chattering.
An empirical formula that is sometimes used to
determine the pitch for short broaches, and is not
applicable to large horizontal broaches, is :
P = 0 . 3 5 L1'"
where:
P = pitch (in).
1, = length of cut (in).
To obtain the pitch P in millimeters when the length of cut
L is given in millimeters. the following formula is used:
The broach pitches for the various lengths of cut with
the standard form a r e dependent on the type of material
that is broached in each particular situation.
For example, the proper pitch for broaching cast iron can
17
be less than that for broaching steel because less chip
space is required.
Broach pitch will influence the tooth construction.
strength, number of teeth cutting at a given instant, and
the ability of the broach to maintain alignment throughout
the cutting s t r o k e . Other factors affecting pitch selection,
in addition to the material being broached and length of
c u t , include the amount of stock to be r e m o v e d , the length
of machine stroke available,and the number of resharpening
expected for the broach.
(b) T h e Gullet o f The Broach tooth [12]
T h e second broach tooth characteristic is the
geometry of the gullet. The depth of the tooth gullet on a
broach is related to the depth of cut per t o o t h , pitch of
the broach t e e t h , length of c u t , and workpiece material.
Deeper gullets are required for longer cuts and greater
stock removal. Radii (face angle and back of tooth) within
the gullet are designed to reduce friction and curl the
chips tightly within themselves so that they occupy as
little space as possible.
T h e chip carrying capacity calculations are important
in the initial stages of broach design because they
determine the maximum depth of cut per tooth and t h u s .
usually. the numher of teeth ( broach length needed to
perform the operation. These calculations can be used to
18
determine the machine capacity and/or number of passes
required as well as the stroke lengths necessary for each
pass.
A close correlation is needed between the chip
carrying capacity and broaching force requirements to
obtain optimum broach design for a given set of
conditions. In many cases, tonnage capacity of the machine
or strength of the broach will prohibit using the maximum
depth of cut per tooth. and force requirements and capacity
available must be balanced by varying the basic criteria.
For example, increasing the pitch will decrease the number
of teeth in contact with the workpiece at any given time
and also reduce the force acquirement, but this
necessitates a longer broach unless the cut per tooth is
increased proportionately. Increasing the cut per tooth
usually works well for applications in which broach
strength is not a factor and when the increased force can
he tolerated.
For applications of broaches in which the chips are
crowded into a small area at the roots of the tooth
gullets, the cut per tooth is often calculat.ed as follows:
Cr = % of CA/Lc (2.3)
where:
Cr = maximum cut per tooth, in. or mm
CA = circle area, in2. or mm2
LC = length of cut, i n , or mm
The maximum percentage of circle area to be used in
this formula is as follows ( 1 2 ) :
1 For round internal broaches. 1 0 % of the C A for
broaching ductile materials and 1 2 % of the C A for
broaching cast iron or bronze.
2 . For spline type internal broaches, 2 0 % of the C A for
broaching ductile materials and 2 5 % of the C A for
broaching cast iron or bronze.
3. For flat-surface broaches making cuts wider than
0 . 3 7 5 " (9.52mm), 2 0 % of the C A for broaching ductile
materials and 30% of the CA for broaching cast iron
or bronze.
4 . For flat--surface broaches making cuts narrower than
0 . 3 7 5 " ( 9 . 5 2 mm). 2 5 % of the C A for broaching
ductile materials and 35% of the C A for broaching
cast iron or bronze.
( c ) The Face A n d Back-Off Angle [ I 3 3
The third and final aspect of the tooth geometry that
will be presented here is that of the face and back-off
angles. The face, rake, or hook angle ground below the
cutting edge on each tooth varies with the material to be
hroached. Soft steel workpieces usually require a larger
face angle: hard or brittle materials require a smaller
face angle. Ductility of the material also has considerable

20
influence in selecting an optimum face angle. In general,
the face angle decreases with reduced ductility [ 9 ] .
A small back-off or clearance angle is ground on the
tooth lands to reduce friction in broaching. O n the
roughing and semifinishing teeth, the entire land is
relieved with a hack-off angle. O n finishing teeth, part of
the lands immediately behind the cutting edges are often
left straight, parallel to the broach axis,so that
regrounding of the teeth will not alter their size.
Back-of f angles can generally be reduced on
semifinishing and finishing teeth. The angles shown are
sometimes changed depending on material from which the
broach is made, and workpiece material variations. Please
see the reference [ 9 ] for detail information of the typical
broach face (hook) and backoff angles which relate to
different material.
2.3 The Strength of Broach Tooth and Machine Power Require
The second part of this chapter will focus its
attention on two main sections. The first section concerns
the tooth strength and related topics. The second section
will concentrate on the machine power requirements
:issociat.ed with this particular broaching technique.
(a) The Strength of Broach Tooth

2 1
In considering the tooth strength, the traditional
method will be described in this section and the new
technology will be discussed in next chapter.
Whether broaching is done by pushing or by pulling
affects the design of the broach. With push broaching, the
length of the broaching cutting tool must be relatively
short to avoid buckling a n d * excessive deflection, and
several broaches may be required to complete the operation,
With pull broaching, the broaches can be any practical
length and the operations are generally completed in a
single pass.
(1) Pull Broach Strength [ 1 4 ]
Rroach length depends primarily on the amount of
stock to be removed and is limited by such factors as
the machine stroke, strength of the broach, and
accuracy and finish required. A guideline that could be
considered would be that the length of internal push
broaches should not exceed 25 times the diameter of
their smallest tooth gullet, similarly the lengths of
pull broaches are usually limited to 75 times their
finishing diameters.
The maximum force which an internal pull broach
can withstand without damage is a function of the
tool's minimum cross section and the yield strength of
the material from which the broach is made. The minimum

2 2
cross section of a pull broach is usually either at the
root of the first tooth or through the pull e n d . T h e
allowable pulling force i s :
where:
P = allowable pulling f o r c e , lb or k g
A = minimum cross section of broach, i n 2 . or
mm2
Y = tensile yield strength of the material from
which the broach is m a d e , psi or k g / m m 2
S = factor of safety
I f the minimum cross-sectjonal area of the broach
is at the root of the first t o o t h , it is calculated
a s :
Ar = 0 . 7 8 5 4 D r 2 ( 2 . 5 )
where:
Ar = minimum cross-sectional a r e a , i n 2 . or mm2
D r = minimum root diameter, i n . or mm
I f the pull end of the broach has a k e y s l o t , the
minimum cross -sectional area is calculated a s :
Ap = 0 . 7 8 5 4 D p 2 - WDp
where:
2 3
Ap = minimum cross-sectional a r e a , in2. or
' mm2
D p = pull end diameter, in. or mm
W = pull-end key slot width, in. or mm
( 2 ) P u s h Broach S t r e n g t h [15]
When the length of a push broach, from the push
end to the first t o o t h , divided by the minimum root
diameter is equal to or greater than 2 5 , the broach
acts as a long c o l u m n , which can buckle and snap when
overloaded. The allowable load can be determined from
the formula:
w h e r e :
La = allowable l o a d , lb or k g
Y = minimum compressive yield strength of the
material from which the broach is m a d e , psi
or kg/mm2
Dr = root diameter at 1 / 2 L , in. or mm
L = length from push end to first t o o t h , i n . o r mm
S = factor of safety
When the L to D r ratio is less than 2 5 , the broach
acts as a short column that resists compressive stress
and will not buckle. As a r e s u l t , no strength
calculation is necessary.
The factor of safety S to be used in the broach
strength formulas given depends on many variables.
These include the amount of stock to be removed per
tooth, the workpiece material and its conditions. the
overall length of the broach, and the possibility of
shock loads. In most cases, a safety factor of 3 is
generally adequate for both push and pull broaches
[ 1 6 ] . A long slender broach, however, may require a
higher factor of safety than a short thick one, and
possibly shock loading may necessitate a high safety
factor.
So far the discussion has not considered the
strength of individual tooth. Traditionally, the design
engineer assume that the broach cutting tool would
behave like cantilever beam. There is no reference
dealing with the strength analysis of the individual
tooth.
Through the efforts of this thesis, there is one
application can now be presented as an alternative to
the methods previously applied. In this application
the accurate approximation of the individual broach
tooth strength will be analyzed by using three
dimensional finite element analysis to determine the
teeth behavior during the cutting process. By applying
the finite element method to this analysis, a speedy.
accurate and detailed analysis can be achieved. This

analysis method will be discussed in Chapter I V
( b ) The Machine Power Requirement [17]
The second section now addresses the machine power
requirements that are associated with this particular type
of broaching.
Broaching force requirements, which determine the
tonnage ratings of the machines needed for specific
applications, depend on many variables. These include the
composition, hardness, and property of the material to be
broached: the amount of stock t.o be removed; the stroke
length and the depth cut per tooth: the broach strength;
the sharpness of the broach: and the cutting fluid used.
Since the cut per tooth and the material to be broached
are the major variables affecting force requirements, the
minimum force needed can be approximated by using the
following formulas and the values for the broaching
constant C which presented in the follow [ l a ] .
For surface broaches:
For round-hole internal broaches:
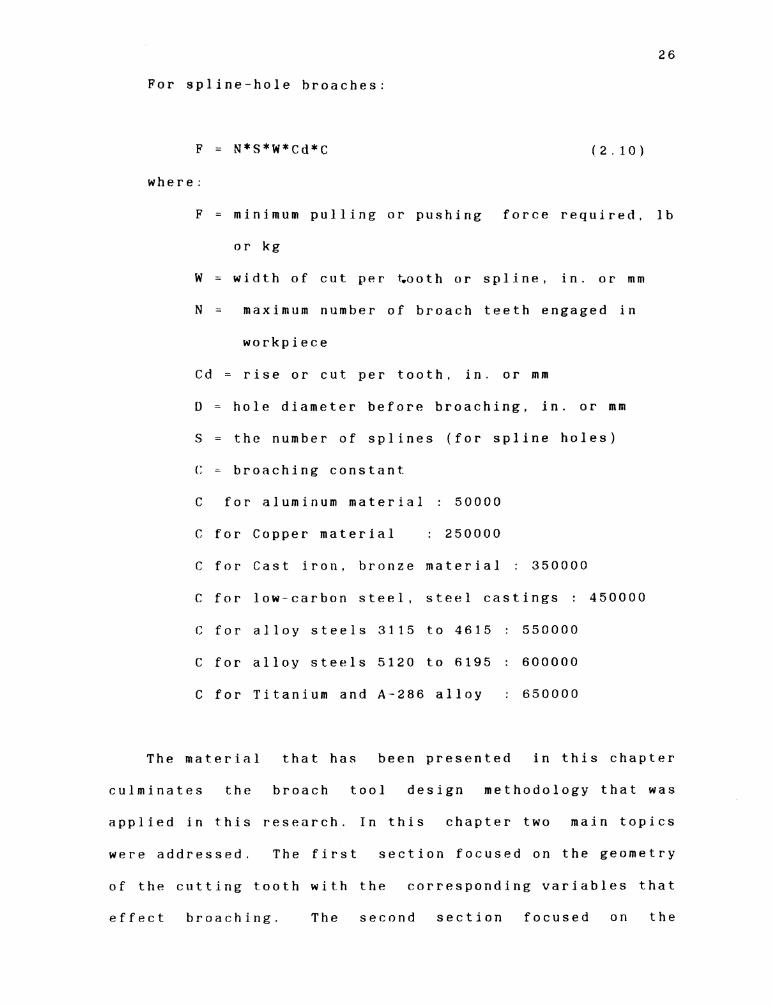
For spline-hole broaches
F = N*S*W*C~*C ( 2 . 1 0 )
where:
F = minimum pulling or pushing force required, lb
or k g
W = width of cut per t.ooth or s p l i n e , in. or mm
N = maximum number of broach teeth engaged in
workpiece
Cd = rise or cut per t o o t h , in. or mm
D = hole diameter before broaching, in. or mm
S = the number of splines (for spline holes)
I: = broaching constant
C for aluminum material : 5 0 0 0 0
C for Copper material : 2 5 0 0 0 0
C for Cast iron, bronze material : 3 5 0 0 0 0
C for low-carbon s t e e l , steel castings : 4 5 0 0 0 0
C for alloy steels 3 1 1 5 to 4 6 1 5 : 5 5 0 0 0 0
C for alloy steels 5 1 2 0 to 6195 : 6 0 0 0 0 0
C for Titanium and A-286 alloy : 6 5 0 0 0 0
T h e material that has been presented in this chapter
culminates the broach tool design methodology that was
applied in this research. In this chapter two main topics
were addressed. The first section focused on the geometry
of the cutting tooth with the corresponding variables that
effect broaching. T h e second section focused on the

2 7
s t r e n g t h o f t h e c u t t i n g t o o t h a n d t h e m a c h i n e p o w e r
r e q u i r e m e n t s . O n e of t h e p r i m a r y g o a l s o f t h i s c h a p t e r w a s
t o p r o v i d e t h e b a s i c f o u n d a t i o n in o r d e r t h a t n e w
t e c h n o l o g y c a n b e p r e s e n t e d . I n t h e f o l l o w i n g c h a p t e r s ,
m o r e d e t a i l w i l l be g i v e n t o s p e c i f i c s p e c i a l i z e d t o p i c s .
CHAPTER I11
OPTIMIZATION AND ECONOMICS OF MANUFACTURING SYSTEMS
This chapter will explain of the economic aspects of
the computational ability of this research and construct a
mathematical model for evaluating the broach manufacturing
system. The following discussion is very important to the
manufacturer whose primary goal is to attain economic
efficiency in the broach manufacturing process.
Practically. "Broaching" is a complex physical
phenomenon. Hence, it is difficult to represent the broach
machining state with an abstract mathematical model for
optimization analysis. It is important to make the
formulation as simple as possible. I n this research. a
number of mathematical formula will be applied to describe
the phenomenon of broaching manufacture process.
Ideally, optimization should be applied to a total
manufacturing system such as material fabrication (casting.
forging, etc.), part machining (cutting, grinding,etc.), and
product assembly. However, the present theory has not been
extended to such an analysis for optimizing a total
manufacturing system. In this chapter,the theory of
optimization for single stage manufacturing by broach
machine will be explained.

2 9
3.1 Evaluation Criteria F o r Economical Production [32]
Three fundamental evaluation criteria developed by
Gibert's [ 3 3 ] , Wu and Ermer 1341 will be utilized in this
manufacturing optimization for economical efficiency. These
criteria are listed as follows:
1 . THE MAXIMUM PRODUCTION RATE or MINIMUM TIME
CRITERION. This maximizes the number of products
produced in a unit time interval; Hence, it minimizes the
production time per unit piece. This is the criterion to
be adapted when an increase in physical productivity or
productive efficiency is desired, while neglecting the
production cost needed and/or profit obtained.
2. THE MINIMUM COST CRITERION. This criterion refers to
production of a piece of product at the least cost, and
coincides with the maximum-profit criterion.
3 . THE MAXIMUM-PROFIT-RATE CRITERION. This maximizes the
profit in a given time interval. This criterion is
recommended when there is an insufficient capacity for a
specific time interval. When market demands are
comparatively larger than productive capacity. a more
substantial profit will be obtained.
In a broach manufacturing system. there are
controllable variables and uncontrollable variables (input.
values). The work materials to be machined, the operative
worker, machine power, and total depth of the cut can be
considered as uncontrollable variables. Typical
30
controllable variables are machining conditions: namely,
depth of cut per tooth, cutting tool selection and machining
speed. The depth of cut per tooth and machine speed
conditions can be determined within ranges set in the
machine cutting tool used.
3.2 Optimization of A Broach Manufacturing [32]
The basic mathematical models based upon three
evaluation criteria mentioned in the previous section are
constructed as follows.
Obviously, these evaluation criteria are a function of
production time and cost. Production time and cost are a
function of machine speed, dept.h of cut per tooth and broach
tool design parameters (pitch, land. depth and width of
broach tooth). Thus, unit production time, production rate,
unit production cost, unit profit and profit rate should be
explained and discussed.
1 . Unit Production Time can be defined as the time needed to
manufacture a unit piece of product. The shorter this
time, the higher the productivity. It is generally
assumed that unit product.ion time consists of the
following three time elements:
(a) Preparation (or set-up) tire tp (min/pc) is the time
necessary to prepare for machining. It includes the
time for loading and unloading workpieces to the
machine tool, the approaching time of a cutting tool

3 1
to the workpiece. etc.
(b) Machining time tm (min/pc) is the time during which
the broach cutting tool is actually cutting.
(c) Tool replacement time te (min/pc) is the time
required to exchange a worn cutting tool.
Denoting the tc (miniper tool) for the time required to
replace a worn cutting tool with a new o n e , and the tool
life T (min/per tool), which is the time length from the
beginning of using a new or resharpened cutting tool till
it is replacement. So the tool replacement time per unit
piece is:
since on an average, a cutting tool can machine T:tm pieces
during its life time.
Accordingly, the unit produt:tion time, t (minlpcl , is
given b y :
2. Production Rate can be defined as the number o f pieces
produced per unit time, and is the reciprocal of the unit
p r o d ~ ~ c t i o n time given by equation (3.2). Hence, denoting
the production rate by q (pc;min),
q = l/t = 1 / (tp + tm + tc*tm/T)

3. Unit Production Cost is a cost required to manufacture a
unit piece. The machining conditions for the least unit
production cost results from the minimum cost criterion.
Unit production cost consists of the following five
types of cost elements.
la) Material cost mc ($/PC): cost of raw material per
unit piece produced.
(b) Preparation (or set-up) cost up ($/PC): cost needed
for the preparation time.
(c) Machining cost um ($/PC): cost needed for the
machining time.
( d ) Tool-replacement cost ue ($/PC): cost needed for the
tool-replacement time.
(e) Tool cost ut ($/PC): cost of a cutting tool required
to produce a piece of product. It includes
purchasing and depreciation costs of the tool, the
tool grinder, and the grinding wheel, direct labor
and overhead costs for regrinding worn cutting
tool ,etc.
(f) Overhead cost ui ($/PC): indirect cost necessary to
produce a piece of product. It includes
depreciation cost for machine tools, and general
administration expense.
Denoting the direct labor cost by kd ($imin), and the
machining overhead, such as cost of cutting o i l , and
electricity charge during actual cutting operation, by

U p = Kd*Tp ( 3 . 4 )
Um = ( K d + Km)*Tm ( 3 . 5 )
U e = Kd*Te = Kd*Tc * T m / T ( 3 . 6 )
Denoting the cost o f a cutting tool by Kt ($/per
tool 1 ,
since T / T m pieces can be produced during the life o f
hroach c u t t i n g t o o l .
Ui ($:PC), the overhead cost required to produce a
unit piece o f product is the unit production time
multiplied by the overhead cost per unit t i m e ,
Ki($imin):
H e n c e , the unit production c o s t , U($/pc), is given b y :
where:
K1 = Kd + Ki ( 3 . 1 0 )
K 1 is the direct labor cost and overhead ($/min).

4. U N I T PROFIT is a gain obtained by producing a unit
piece of product. The gross profit per unit piece
produced g ($/PC) is equal to the unit revenue of
selling price ru ($/PC), minus the unit production cost
u ($/PC):
where
rn is a unit net revenue($/pc) - value added
5 . P R O F I T R A T E . According to the definition of profit
mentioned previously, profit rate ($/min) is obtained by
multiplying the unit profit g ($/PC) by the production
rate q (pc/min).
T h e machining conditions for maximizing this profit
rate are based upon the maximum-profit--rate criterion.
Regarding the tool life T , the following generalized
tool ! ife equation is employed ( R q . 3 . ~ 3 ) [ 3 2 ] .

T h u s , tool life
~ = ~ / ( ~ d ( r / m ) * ~ ( )
where
Cd : depth of cut. per tnnth
v : machine speed
m , n and C : are constants.
It is emphasized at this stage that no research has
been done this previous by to perform this particular type
of broaching analysis. In actuality, until now there is no
supporting data available to substantiate this cutting tool
life formula of broaching.
3.3 The Evaluation Mathematical Model
This section deals with constructing a mathematical
evaluation model to determine the cutting tool and machining
variables which include machining s p e e d , depth of cut per
tooth and cutting tool design parameters ( pitch, land.
d e p t h , and width of the tooth ) . Unit production time and
c o s t , which are two basic measures of performance for the
maximum produrtion r a t e , the minimum cost criteria and the
maximum profit r a t e , are expressed in general form as in
rquations ( 3 . 2 ) , ( 3 . 9 ) and (3.12). In these formulas, the
tool life T (miniper tool) is dependent upon depth of cut
per tooth s (mm/per tooth) and machining speed v (m:minI.
36
Machine time tm is expressed as a function of machine speed.
length of the broach cutting tool and cutting length as
f o l l o w s
tm=(Lb+Lc)/v
where
Lb : is the length of the broach tool
LC : is cutting length
T h e speed v will be effected by depth of cut per tooth s
(rise per tooth), material of work piece and machine power.
The cut per tooth " s " is dependent on the broach tooth
geometric characteristic design parameters and machine
power. Using s~ibstitution arid combining the above equations,
the three equations which can be used to determined the
Yaximum Production R a t e , Minimum Production C o s t , and
Maximum Profit Rate are a s follows :
[!nit Production Rate :
l/(tp+tmttc*tm/T)
Unit Production Cost :
m c t k l * t p + ( k l + k m ) * t m + f k l * t c + k t ) * ( t m / T ) ( 3 . 1 7 )
1Jnit Profit Rate :
{[rn- (km*tmtkt*(tm/T) ) ] /ttp+tm+t(:*(tm/T)] 1-kl
( 3 . 1 8 )
rn : is a unit net revenue
T : tool life is a function of s and v
tm : machine time is function of v , Lb. LC
v : machine speed will be effected by depth of
cut per tooth s (rise per tooth), material of
work piece and machine power.
Cd : rise per tooth is dependent on the broach
tooth design parameters and machine
power.
After the above three mathematical evaluation criteria
are deduced. the next consideration is to set the
constraints and involve the cutting tool design parameters
in the mathematical model. These constraints are based on
the broach cutting tool design cnncept which were discussed
in the previous chapter.
In the chapter IV and chapter V , the Finite Element
Analysis and Response Surface Metrology will be applied to
determine the maximum allowable cutting force of each tooth
during broaching.

CHAPTER IV
Finite Element Analysis In Broach Tooth Design
Basically, there are two criteria that should be met
when a tooth on a broaching tool is being designed. The
first is that the tooth should b? sufficiently rigid so that
the force generated by the cutting action will not cause it.
to deflect by an excessive amount. If this deflection is
excessive, then the tolerance on the part being produced
will not be met and the part will have to be either scrapped
or reworked.
The second criteria is that the tooth should be
sufficiently strong so that the cutting force will not
cause it to break. When a tooth breaks the production
process will have to be stopped unnecessarily for it to be
replaced. This will cause increase a cost from this lost
production to be increased.
Chapter IV and V concerned with develop a mathematical
model for predicting how the geometry of the tooth's design
will affect the maximum amount of force that the tooth can
withstand without either breaking or deflecting to the point
where the quality of the finished product will be
unacceptable. This mathematical model will use four
charat:teristics of the tooth's geometry as input variables (
see figure 1 ) . The first geometric characteristic is the
pitch which represents the distance between the cutting

39
edges of successive teeth. The second is the land which
represents the thickness of the top of the tooth. The depth
of the gullet represents the third characteristic. This
quantity is the dimension from the top of the tooth to the
bottom of the cavity in front of the tooth. The forth and
final characteristic is the width of the tooth.
The first step in this model is to design an experiment
for generating the data necessary for fitting a polynomial
of sufficient order for adequately describing the
relationship between the tooth geometry variables and the
maximum amount of force which the tooth can withstand
without deflecting excessively. The second phase in the
process of developing the mathematical model for predicting
the maximum amount of the stress involved conducting the
experimental runs specified by the experimental strategy
described in the first step. There are two alternatives for
conducting such experiments. The first is to conduct
physical experiment, while the second is to perform a finite
element analysis. In this research the latter approach was
selected. Thus all of the data in each design point is
generated by finite element analysis. In this chapter how a
three dimensional finite element analysis is used for
determining the maximum allowable force that the various
combinations of the input variables could withstand will be
described.

4.1 The Concept of The Finite Element [19]
The finite element method is a numerical procedure for
obtaining solutions to many of the problems encountered in
engineering analysis. It has two primary sub-divisions. The
first utilizes discrete elements to obtain the joint
displacements and member forces of a structural framework.
The second uses the continuum elements to obtain approximate
solutions to heat transfer, fluid mechanics, and solid
mechanics problems. Finite element method yields the
approximate values of the desired parameters at specific
points called nodes ( see figure four ) . A general finite
element computer program was capable of solving both types
of problems mentioned in above. The reason this approach was
applied centered on the fact that the finite element method
combines complicated mathematical concepts to produc:e a
system of linear or nonlinear equations. The number of
equations is usually very large, anywhere from 20 to 2 0 , 0 0 0
or more and requires the computational power of the digital
computer. The method has little practical value if a
computer is not available. Without the computer only
assumptions can be made and therefore the results are
simplified and a lack of accuracy will develop.
In both the manufacturing and mechanical design
problems, engineers are faced with either using empirical
formulas or a persons own experience in their design
process. With the involvement of the computer and finite
4 1
element method, this will now allow the engineering staff to
perform more accurate analysis.
In the previous research or reference material, the
design engineer assumed that the broach tooth would behave
like a cantilever beam. It is now realized that a better and
more analytical approach will be to use a finite element
analysis of the loading, performance, and shape of a broach
tooth. the finite element analysis technique defines and
interprets such characteristics as deflections and stresses
in a structure which are otherwise too complex for rigorous
mathematical analysis.
In finite element analysis, the Broach tooth structure
is represented by a network of simple elements such as
Figure 2. The stress and deflection characteristics of each
of these tiny chunks of the structure can be easily
determine by classical theory. Solving of the resulting set
of simultaneous equation for all the elements will determine
the behavior of the entire structure. All of the elements
are connected at points called nodes. T h e nodes from a
network known a s a mesh or grid. The total pattern of
elements representing the entire broach tooth structure.
In this research, the finite element computer package
NASTRAN [ 2 0 ] will be used to see how a broach behaves in
operation. NASTRAN is sophisticated analysis software in
which data from finite element analysis and other empirical
techniques can be combined into a model to accurately
predict how the broach will behave during cutting. These

4 2
modeling applications involve the organization of massive
amounts of data into huge matrices in the computer. Manual
manipulation of these data would be a horrendous task,
involving much time and be prone to human errors. In this
research, the solid element of NASTRAN package was used to
analyze a three dimensional broach tooth to determine the
element displacement and stress of the elements. The next
section will discuss detail in the solid element in NASTRAN.
4.2 SOLID ELEMENT IN NASTRAN
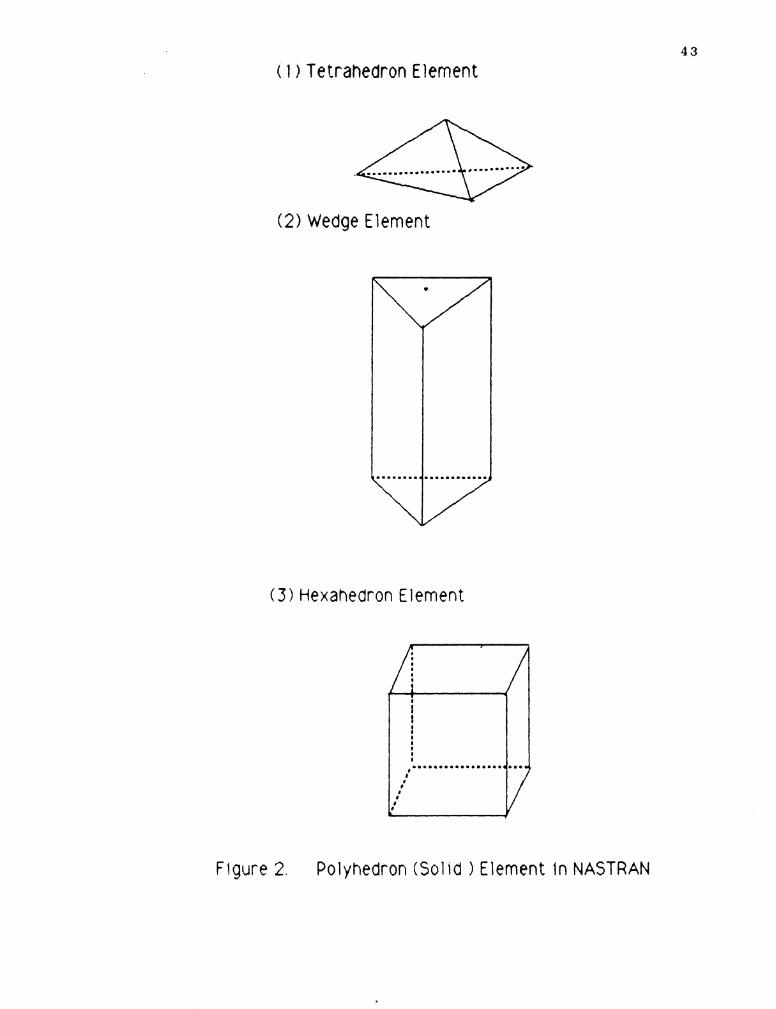
In the NASTRAN Package, solid polyhedron elements have
been implemented to model three--dimensional elastic region,
which do not have axial symmetry ( 2 1 1 . The geometries of the
polyhedron elements is defined by grid points at the
vertices. There are three solid geometries have been
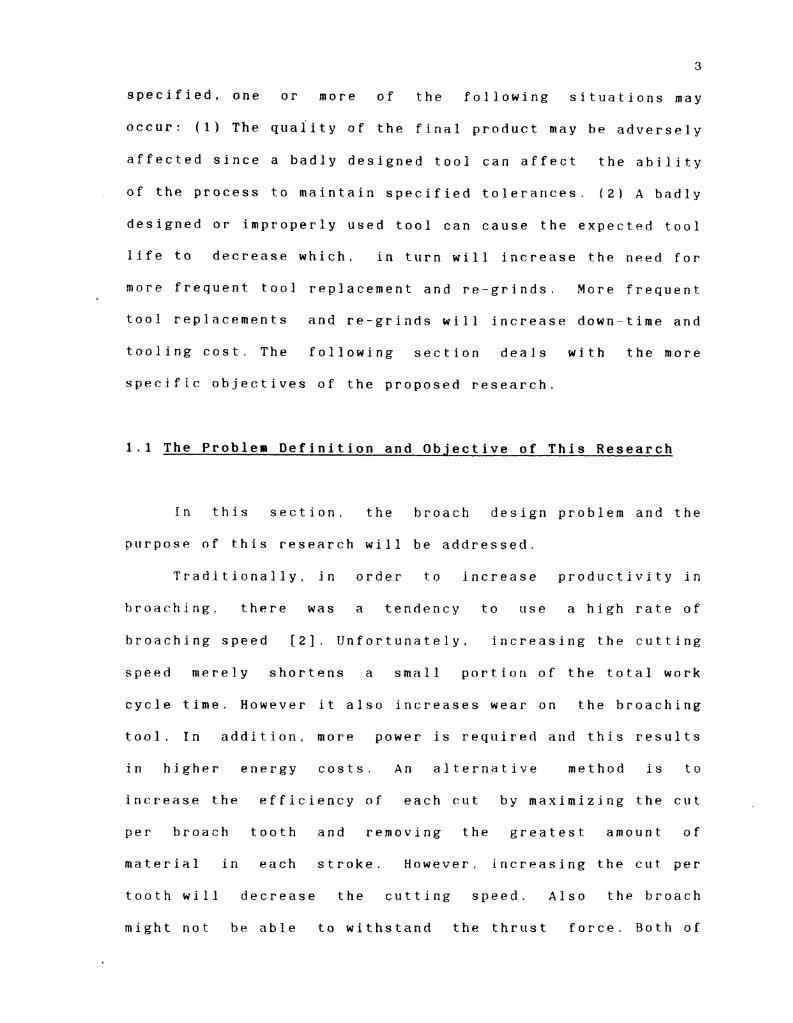
implemented in NASTRAN f see Figure 2 in next page ) . It
allow the user to select and apply these elements in finite
element analysis.
1 . Tetrahedron. The tetrahedron is a triangular pyramid
which can be constructed between any four non-coplanar
entices. It is the basic building block which is used to
build up the other elements.
2 . Wedge ( Pentahedron ) . The wedge is a truncated
triangular pyramid that is defined by six vertices. It
has two triangular and three quadrilateral faces.
3. Hexahedron. The hexahedron is a cube. It has six
I
( 1 > Tetrahedron Element
( 2 ) Wedge Element
(3) Hexahedron Element
Figure 2. Polyhedron (Solid Element In NASTRAN
4 4
quadrilateral faces.
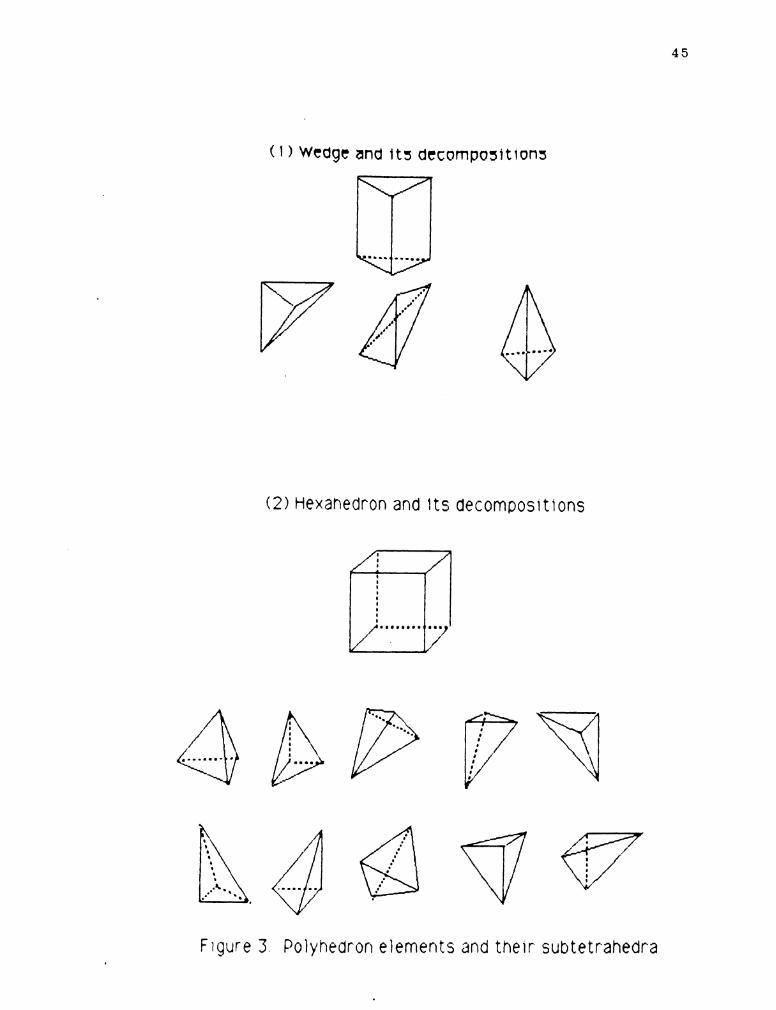
A necessary task in formulating a finite element is to
relate the coefficients of functions approximating the
displacement field to those displacements at the grid
points on boundaries of the element. One method to do this
is to solve a set of simultaneous equations that equates the
functional representation to the actual displacements at the
vertices of the element. The tetrahedron element with
constant strain is defined as being compatible since it has
twelve grid point degrees of freedom ( three translations at
each of four vertices) and twelve generalized displacements
( coefficients of the constant and linear terms for u , v ,
and w). t h us, the matrix of the coefficients relating the
two types of displacements is nonsingular. Here it should be
emphasized that in NASTRAN the wedge and hexahedron are not
modeled directly but are built up b y tetrahedron elements.
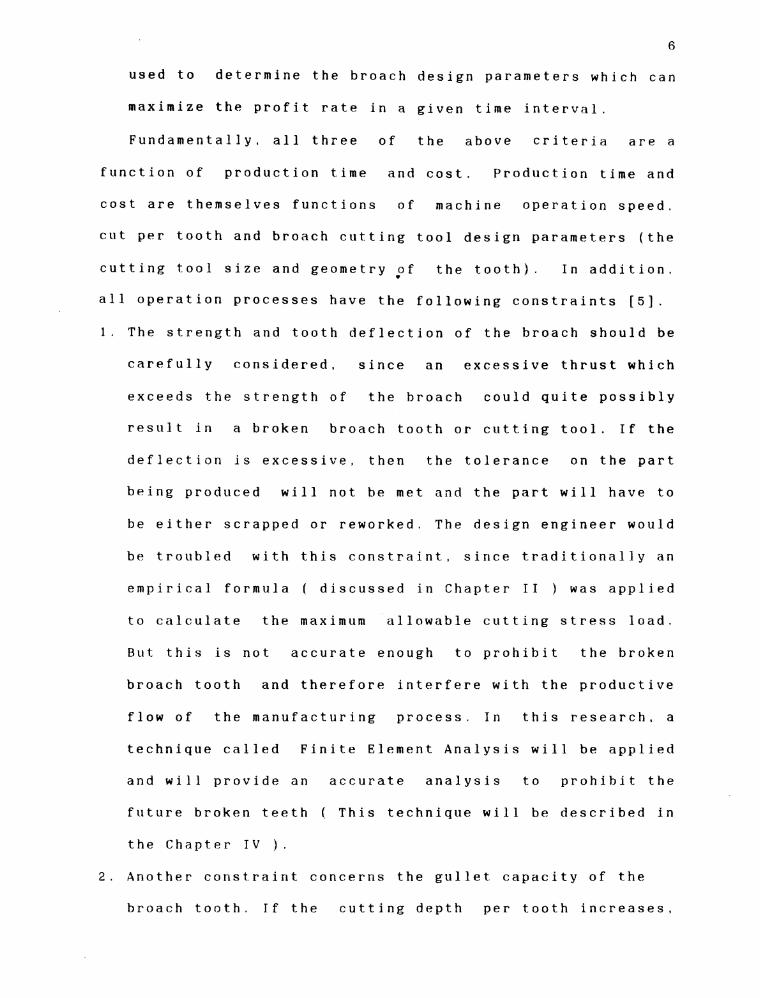
The coefficient matrices for the wedge and the hexahedron
are expressed as sums of the coefficient matrices of the
tetrahedra into which they are decomposed ( see Figure 3 )
The following sections will describe the theory of the
displacement, strain, stress and potential energy of the
tetrahedron.
4.3 The Finite Element Theory Of The Tetrahedron
Element [ 2 2 1
(1) Displacement functions for the tetrahedron element
( 1 ) Wedge and i t s decompositions
( 2 ) Hexahedron and I t s decomposl t ions
Figure 3 Polyhedron elements and thelr subtetr-ahedra
4 6
In tetrahedron, the displacement field is assumed
to be linear in the Cartesian coordinates, x , y , and z .
u ( x , y , z ) = ql + q2x t q3y + q4z (11
v ( x , y , z ) = q5 + q6x + q7y + q8z ( 2 1
w ( x , y , z ) = q9 t qlOx t qlly + q12z ( 3 )
The NASTRAN basic coordinate system will be used. The
assumed displacement field produces uniform strain and
stress within the element. In addition the
displacements on common faces of adjoining elements
are compatible. The generalized coordinates, ( q ' s ) ,
can be determined from the displacement at the four
vertices of the tetrahedron by solving:
[ I 1 I I k..
for the u components of displacement, and similar equations
for the v and w components. In Equation 4, u l = u ( x l , y l ,
z l ) , e t c . A similar relation is written for vl to v 4 and wl
to w 4 in terms of q5 to q 8 and q9 to q 1 2 . The determinant
o f the matrix in the matrix in equation (4) is six times
the volume of the tetrahedron defined by points 1 , 2 , 3 and
4 .

6 * Volume
Hence, the matrix in Equation ( 4 ) will be
nonsingular if the volume of the tetrahedron is nonzero.
(2) Strain and Stress Functions For The
Tetrahedron
The generalized displacements are related to the
grid point displacements by
hll h l Z h13 b14
1 q3 1'7 111
11 j q 4 q8 q12 I/
In Equation ( 6 ) , The [hij] matrix is the inverse of
the matrix of Equation (4). The equat.ions for v and w have
been adjoined as additional columns. The six strain
components are given by
Ex = 6u1'6x = q2
E y = 6vI'cSy = q7
E z = 6w/6z = ql2
r y z - 6vl6z k 6wJ16y = q 8 + qll
t z x = 6wIbx + 6ui6z = q10 t q 4 ( 7 e )
-txy = 6u/by + bv/bx = q3 + q 6 ( 7 f )
Eliminating the q ' s from Equation ( 7 ) using Equation
( 6 ) ,
This will be abbreviated a s
'I
ryz
The subscript i in (u)i refers to the vertex of the
T Z X 1
tetrahedron and not to the component of the vector. The
elements of [ci] are either h 2 i , h 3 i , h 4 i , or zero. The
I
first row of h's is not needed. I f T is the average
t x l ' 4 li
temperature r i s e , the stresses are given by
C ~ > = [ G ~ I ~ { E } - { C X ) T ) (10)
where the stress and thermal strain vectors are :
and
[ G e l is a 16*6) stress-strain matrix in basic
coordinate. When material properties are given in terms of
E and v , then
G11 = G 2 2 = G33 = E ( l - v ) / ( l 2 ~ ) ( l + ~ )
G 1 2 = G21 = G I 3 = G 3 1 = G 2 3 = G32 ;Ev:(l 2 v ) ( l + ~ ) ( 1 2 )
G 4 4 - G 5 5 = G 6 6 = E/2(ltv)
A l l other terms are z e r o .
(3) The Strain Energy
The strain energy density is a constant over the
volume: h e n c e , the strain energy is
V = (Volume) * 1'2 { E )T{ o )

5 0
Based on the above theory, the NASTRAN Package can
provide us the necessary displacement and stress
information o f the element.
4.4 Assumptions
Refore the finite element computer program is applied,
several definitions and assumptions will now be explained.
1 . First assume the broach is made of high speed
steel (SAE 4140).
2 . Young's Modulus E (lb/in) : is the ratio of the
increment of unit stress to increment of unit
deformation within the elastic limit. In this
particular problem. Young's modules is 30.0*10E6
psi [24].
3. Poisson's Ratio 1 : If the unit longitudinal
deformation is s , and unit lateral deformation is
s ' . The ratio of s l / s is Poisson's ratio p . In
this particular problem, the poison's ratio is
0.26 [24].
4. Maximum Yield Stress = 91000 psi [24].
Maximum Tension Stress = 165000 psi [24].
5 . Assume uniform, isotropic material properties in 4
element .
6. Assume coolant will be used properly and uniform
temperature in each element.
7. Assume the safety factor of 3 is used in the

strength analysis.
T o accomplish this finite element a n a l y s i s , a limited
number of experiments will be conducted on a flat broach f
This experiment design will be described in chapter V I .
Once the finite element analysis for a flat broach has been
f o u n d , the same principle and procedure can be applied to
the round or other shape of the broach. It should be noted
that based on the different tool material, the Y o u n g ' s
Modulus. Poisson's Ratio. Yield S t r e s s , and Tension Stress
will be different. Once the material is changed, the result
will be changed. But the techniques and methodology
presented in this thesis are equally expandable and
applicable to other types of materials that are used in
broaching tool.
4.5 The Analysis Method [ 2 5 ]
The NASTRAN Finite Element package is utilized in this
portion of the analysis. There are several options (
HEXAHEDRON. PENTAHEDRON and TETRAHEDRON element ) that can
be utilized when studying the three dimensional aspects of
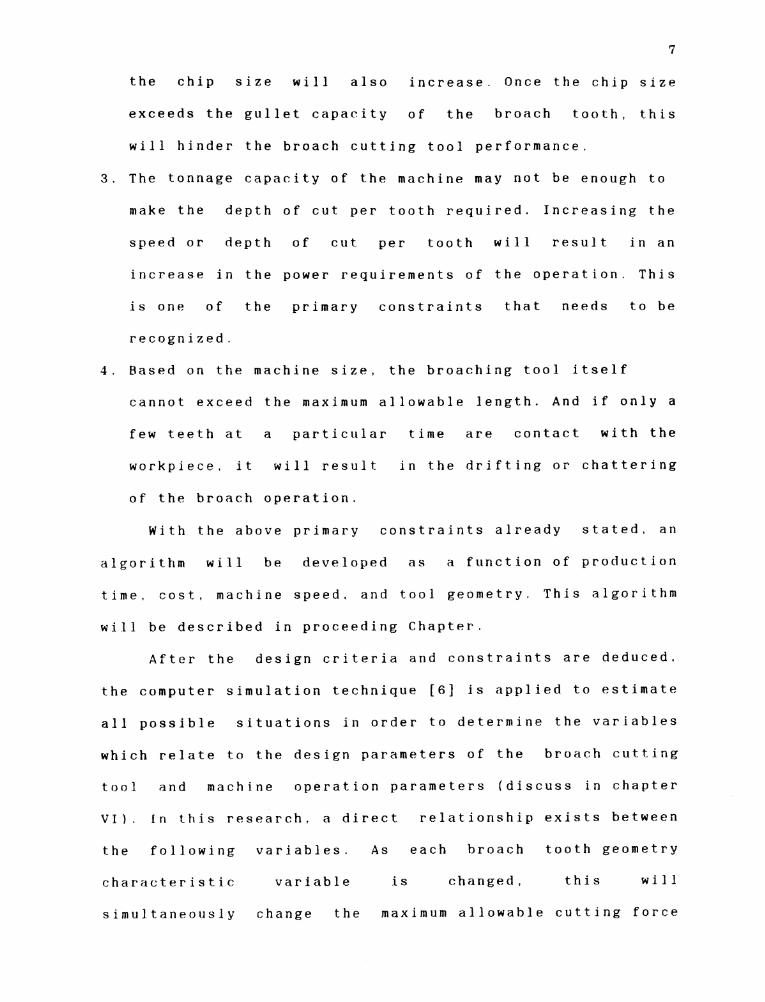
the solid model. The Hexahedron element (see Figure 4 ) will
be applied to use in the analysis of the bruarh t o o t h .
In the Finite Element m o d e l , the broach tooth is
separated into several small elements. In this particular
c a s e , the broach tooth was broken down into eight Hexahedron
solid elements. Each of the elements includes 20 nodes. This
is illustrated in Figures 4 and 5

01 t o 61 7 are gr ld polnt ldentlflcatlon numbers or connectlon points They can provide the necessary information of the displacement and stress of the broach tooth
Flgure 4 Herahedron Element
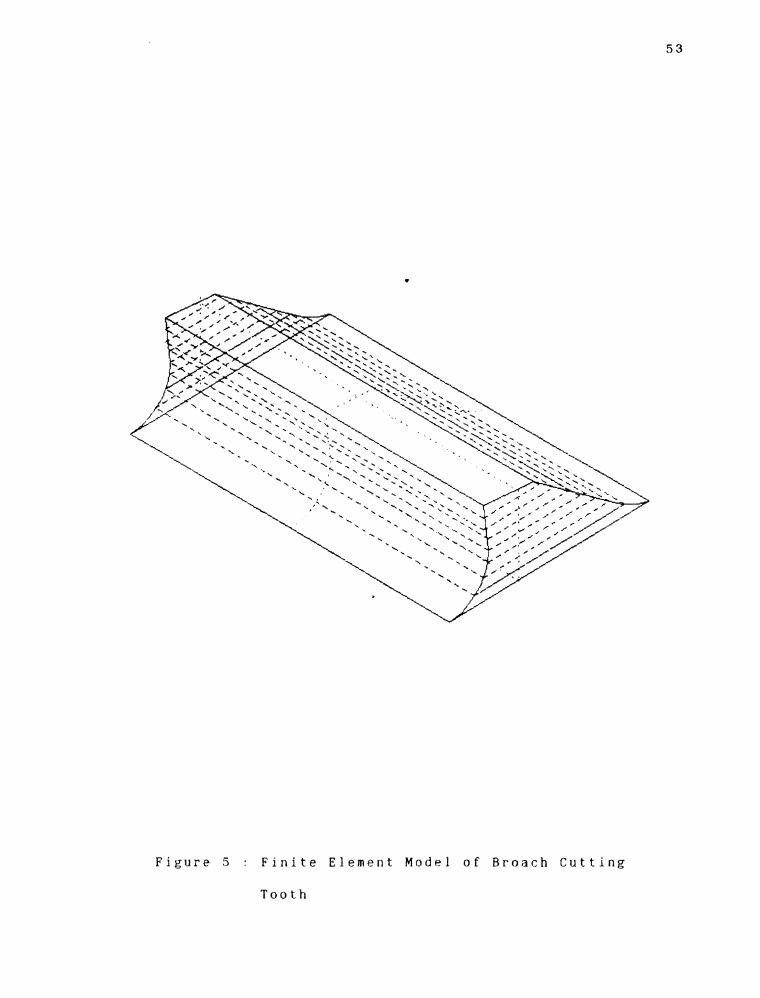
F i g u r e 5 : F i n i t e E l e m e n t M o d e l o f B r o a c h C u t t i n g
T o o t h
It is assume that the force generated by the cutting
action is concentrated on the top of the broach tooth. Each
node can depict the location of the displacement and stress
of the broach tooth. Based on the information which provided
from the NASTRAN result and applied the theory presented in
the next section, the maximum force that the broach tooth
can withstand was determined.
4.6 Determine T h e M a x i m u m Allowable Cutting
Force
In engineering pract.ice, it is apparent that many
implications must he considered i n connection with the
selection and use of a failure theory. The distortion-energy
theory is generally considered to give the most accurate
results 1 2 6 1 . Maximum Dist.ortion Energy Theory (Maximum
Octahedral Shear Stress Theory) predicts ductile yielding
under comhinecl loading with greater accuracy than any other
recognized theory.
T h e Maximum-Octaf~edral -Shear- Stress theory asserts that
yielding will occur whenever the shear stresses acting on
octahedral planes exceed a critical yield value. According
to the maximum-octahedral-shear-stress t h e o r y , yielding
always occurs at a value of octahedral shear stress
established by the tension test as [26]:
55
Toct ( limiting value ) = (2)1'2/3*Sy (4.6-1)
Toct : is the octahedral shear stress
S Y : yield stress
This equation implies that any combination of principal
stresses will cause yielding when the right side of this
equation ( 4 . 6 - 3 ) exceeds the S y . Obviously, if the load
exceeds Sy yielding can therefore be predicted. For design
purposes, the stress equal to Sy should be assigned as the
maximum allowable working uniaxial stress.
In the finite element analysis. NASTRAN provided the
necessary information pertaining to the Octahedral--Shear-
Stress of each element. In the previous sections, w e assumed
Yield stress was 9 1 0 0 0 Psi and the safety factor was 3. The
reason of the safety factor using 3 is that more force will
be required t.o cut the workpiece after the tool gets dull.
S o Toct(1imit value) should not exceed (2)1'2/9*Sy
(equation 3 . 6 - 1 divided by 3). The value of this
computational analysis is 1 4 2 9 0 P s i . This value provides
critical information that can be used to guide the engineer
in checking the degree of excess stress load with regards to
the Toct(1imit value). IJsing the trial and error continue
simulation the force load of the broach tooth, the maximum
force load can be determined. For example. in the beginning
of the t r i a l , an assuming stress load value of the broach
tooth will be chosen to see how big the Octahedral-Shear-
Stress of each element. will b e . Continuing trial until any

5 6
one Octahedral-Shear-Stress of each element exceed the
critical value, then the maximum allowable cutting stress is
determined.
4.7. The Result
1 . It was discovered that the Octahedral shear stress in
the top of the element is always greater then the force
that is applied to the element directly blow the very
top. This explains the reason why the traditional
broaching technique, results in a broken top element.
This statement can be made without reservations,
because the simulat.ion techniques that have been
applied represent a realistic approach to broaching,
2 . The broach tooth tolerances represent an area of
primary importance in the investigation of this topic
[ 2 7 ] . With respect to the analysis that has been made
and based on the material SAE 4 1 4 0 and safety factor 3
is chosen. The maximum displacement always happen in
the very top of the broach tooth (see Figure 6 ) , and
all of the possible displacement of t.he broach teeth 1
represent a value of less then 0 . 0 0 5 inches. This will
provide us necessary information of maximum deformat.ion
of broach tooth in order to prohibit exceeding the
tolerance.
Here it shoald be emphasized again, once the material
property and safety factor is changed, the result will be
different.
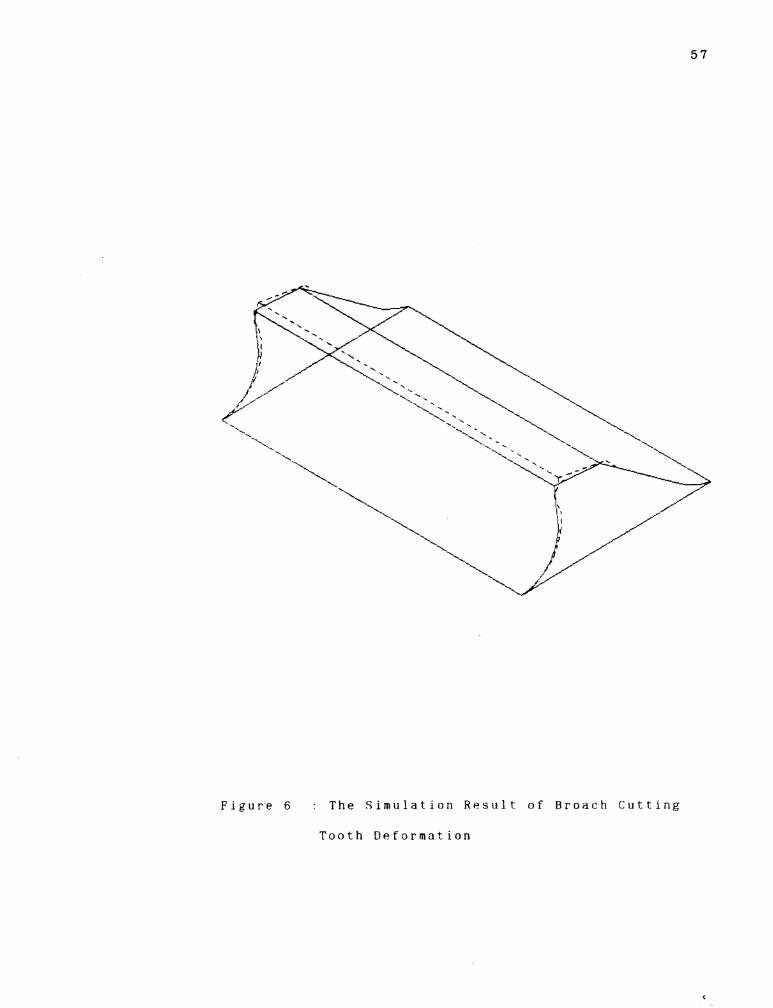
F i g u r e 6 : T h e S i m u l a t i o n R e s u l t o f B r o a c h C u t t i n g
T o o t h D e f o r m a t i o n

C H A P T E R V
THE R E S P O N S E S U R F A C E O F THE M A X I M U M A L L O W A B L E C U T T I N G F O R C E
The purpose of this chapter will be to describe a
methodology for developing a mathematical model for
predicting the maximum amou\t cutting force that the
different. geomet.rica1 characteristics of the broach tooth
will he able to withstand. The process for developing this
model involves two phases. The first phase will conduct a
statistically designed experiment to the various
experimental points which should be used for determining the
empirical data necessary for developing the predictive model
which was ment.ioned above. Each experimental point. will be
specified with particular values of the input variables in
order to find the desirous value of the output variable. In
this model, the input of this model will be the tooth
geometry variables ( pitch, land, depth oh gullet and widt.h
) which were described in the preceding chapter. The output
of this model will be the maximum amount of the force that a
broach tooth will he able to withstand without either
breaking or deflecting to the point where the quality of the
finished product will be unacceptable. The experimental
procedure will consist of performing the finite element.
analysis ( which was described i n Chapter V I ) for each
experimental point. The second phase of this method will
consists of using the result from the first phase to
59
determine a mathematical model which will provide the fast
predicting of the maximum allowable cutting force for any
tooth geometry which lies in a well defined region of
interest.
5.1 The Concept of Th e Response Surface Methodology [ 2 9 ]
Response Surface Methodology is essentially a
particular set of mathematical and statistical methods used
in this research to aid in the solution of certain types of
problems which are pertinent to the engineering process.
Its greatest application has been in industrial research,
particulary in situations where a large number of variables
in a particular system (just as previously described)
influence some specific aspect of the s y s t e m . This feature
( e . g . , maximum allowable cutting f o r c e , cost of production.
etc) is termed the response; i t is normally measured on a
contintlous scale and is a variable which represents the most
important outputs of the system. Also contained in the
system are input variables or independent variables (like
the geometry parameters of the broach tooth), which have an
effect o n the response and are subject to the control of the
researcher. In this research. these variables would
represent the p i t c h , dept.h, lengt.h, and widt.h of the broach
tooth ( In most c a s e s , the gullet geometry is the function
of depth. so it will not. be considered h e r e . ) , because if
any one of these variables change it will simultaneously

60
change the geometry of the broach tooth and their
corresponding maximum allowable cutting force.
Developing a successful response surface are involving
the following procedures :
( 1 ) First finding the sufficiently high order polynomial
which can adequat.ely approximate this surface.
( 2 ) Then conducting the experiment design for fitting the
selected order polynomial and determining adequacy of
f i t .
(3) Finally using the least square method to estimate the
parameters of the model based on empirical d a t a .
The above experimental st.rategy, mathematical methods,
and stat istical inference procedure w h i c h , when combined,
enable t.he user to make a n efficient empirical exploration
of the system in which interest is focllsed.
5 . 2 T h e Design Experiment Method Applied-In This Research
[ 3 0 1
In this research. this experimental design is suggested
by fitting the second order response surface. T h e reason of
this experimental design for fitting a second order
response surface was chosen is based on:
( I ) Relative precision in estimating the coefficients.
( 2 ) The amount of experimental effort with respect to
the number of observations required.
In a second order of the statistically designed
6 1
experiment, the small values of K , e . g . 2 or even 3 , the 3~
factorial design is quite sliitahle. However, when a large
quantity of variables are under observation, the number of
observations required are excessive. For example in this
research application, K = 4 this would lend itself to and an
unreasonahle situation from a practical point of view.
Eighty-one design points are required to estimate only
fifteen coefficients. These coefficients are made up of
intercept, four first order coefficients, four pure
quadratic coefficients, and the remaining six that account
for mixed quadratic terms. Fortunately, in this research
another powerf~il experimental design named central - - design ( CCD ) will be applied. This design is greatly used
hy workers applying second order response surface
techniques. It requires only 25 ohservations which are
needed to fit. this four variables equation [ 3 2 ] .
For th e pt~rpose of this research the central composite
design developed by Box and Wison was used to obtain the
data for developing the polynomial approximating function
for predicting t.he maximum allowable stress load of the
broach tooth could withstand. This design provides the data
necessary for fitting a second order polynomial
approximation. J n this research four independent variables
ha17e been chosen (1,and. P i t c h , Depth and Width o f t h e
broach tooth). With regards to this research. twenty five
(:ombinations were be c h o s ~ n ( See next page ) . The first
sixteen points consist of a factorial design with four
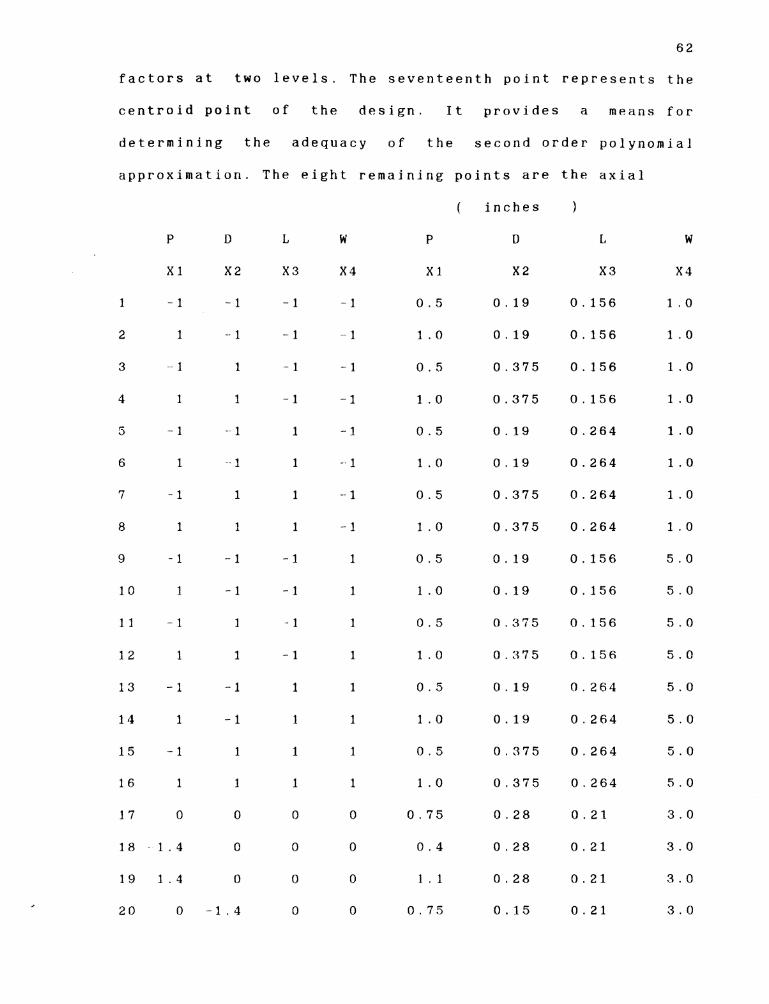
62
f a c t o r s a t t w o l e v e l s . T h e s e v e n t e e n t h p o i n t r e p r e s e n t s t h e
c e n t r o i d p o i n t o f t h e d e s i g n . I t p r o v i d e s a m e a n s f o r
d e t e r m i n i n g t h e a d e q u a c y o f t h e s e c o n d o r d e r p o l y n o m i a l
a p p r o x i m a t i o n . T h e e i g h t r e m a i n i n g p o i n t s a r e t h e a x i a l
( i n c h e s )
P D L W P D I, W
X 1 X2 X 3 X4 X 1 X2 X3 x4
1 - 1 - 1 - 1 - 1 0 . 5 0 . 1 9 0 . 1 5 6 1 . 0
2 1 - 1 - 1 1 1 . 0 0 . 1 9 0 . 1 5 6 1 . 0
3 1 1 - 1 - 1 0 . 5 0 . 3 7 5 0 . 1 5 6 1 . 0
4 1 1 - 1 - 1 1 .O 0 . 3 7 5 0 . 1 5 6 1 . 0
5 - 1 - 1 1 - I 0 . 5 0 . 1 9 0 . 2 6 4 1 . 0
6 1 1 1 - 1 1 . 0 0 . 1 9 0 . 2 6 4 1 . 0
7 1 1 1 - 1 0 . 5 0 . 3 7 5 0 . 2 6 4 1 . 0
8 1 1 1 1 1 .O 0 . 3 7 5 0 . 2 6 4 1 . 0
9 - 1 - 1 - 1 1 0 . 5 0 . 1 9 0 . 1 5 6 5 . 0
1 0 1 - 1 - 1 1 1 . 0 0 . 1 9 0 . 1 5 6 5 . 0
11 - 1 1 - 1 1 0 . 5 0 . 3 7 5 0 . 1 5 6 5 . 0
1 2 1 1 - 1 1 1 . 0 0 . 3 7 5 0 . 1 5 6 5 . 0
1 3 - 1 - 1 1 1 0 . 5 0 . 1 9 0 . 2 8 4 5 . 0
1 4 1 - 1 1 1 1 . 0 0 . 1 9 0 . 2 6 4 5 . 0
1 5 - 1 1 1 1 0 . 5 0 . 3 7 5 0 . 2 6 4 5 . 0
1 6 1 1 1 1 1 . 0 0 . 3 7 5 0 . 2 6 4 5 . 0
1 7 0 0 0 0 0 . 7 5 0 . 2 8 0 . 2 1 3 . 0
1 8 1 . 4 0 0 0 0 . 4 0 . 2 8 0 . 2 1 3 . 0
1 9 1 . 4 0 0 0 1 . 1 0 . 2 8 0 . 2 1 3 . 0
2 0 0 - 1 . 4 0 0 0 . 7 5 0 . 1 5 0 . 2 1 3 . 0

6 3
2 1 0 1 . 4 0 0 0 . 7 5 0 . 4 1 0 . 2 1 3 . 0
2 2 0 0 - 1 . 4 0 0 . 7 5 0 . 2 8 0 . 1 3 3 3 . 0
2 3 0 0 1 . 4 0 0 . 7 5 0 . 2 8 0 . 2 8 7 3 . 0
2 4 0 0 0 - 1 . 4 0 . 7 5 0 . 2 8 0 . 2 1 0 . 2
2 5 0 0 0 1 . 4 0 . 7 5 0 . 2 8 0 . 2 1 5 . 8
points which provide the data necessary for estimating
thecoefficients of a second orrter- polynomial. The points in
the C C D collectively provide the data necessary for fitting
a second order polynomial and for determining whether a
higher order polynomial would be needed for adequately
representing the relationship between the maximum allowable
cutting force and the four broach tooth geometric variables.
P (pitch of the tooth): 0 . 4 0 - - 1 . 1 0 in.
D (pitch of the tooth): 0 . 1 5 - - 0 . 4 1 in.
L (pitch of the tooth): 0 . 1 3 - - 0 . 3 9 in.
W (pitch of the tooth): 0 . 2 0 - - 5 . 8 0 in.
This range of values for the broach tooth geometry
variables is chosen by based on the table of Broach Design
Data for Standard Tooth Forms [ 3 1 ] . This range of t.he
broach tooth dimension will permit workpiece from 1 inch to
1 0 inch in length to be c r i t .
The table in previous page represents different
combinations of the broach geometry variables. The six
through nine columns are real value of the broach tooth
variables. The left two through five are corresponding coded
value. The different combination represent different
geometrical considerations. There is a total of 25
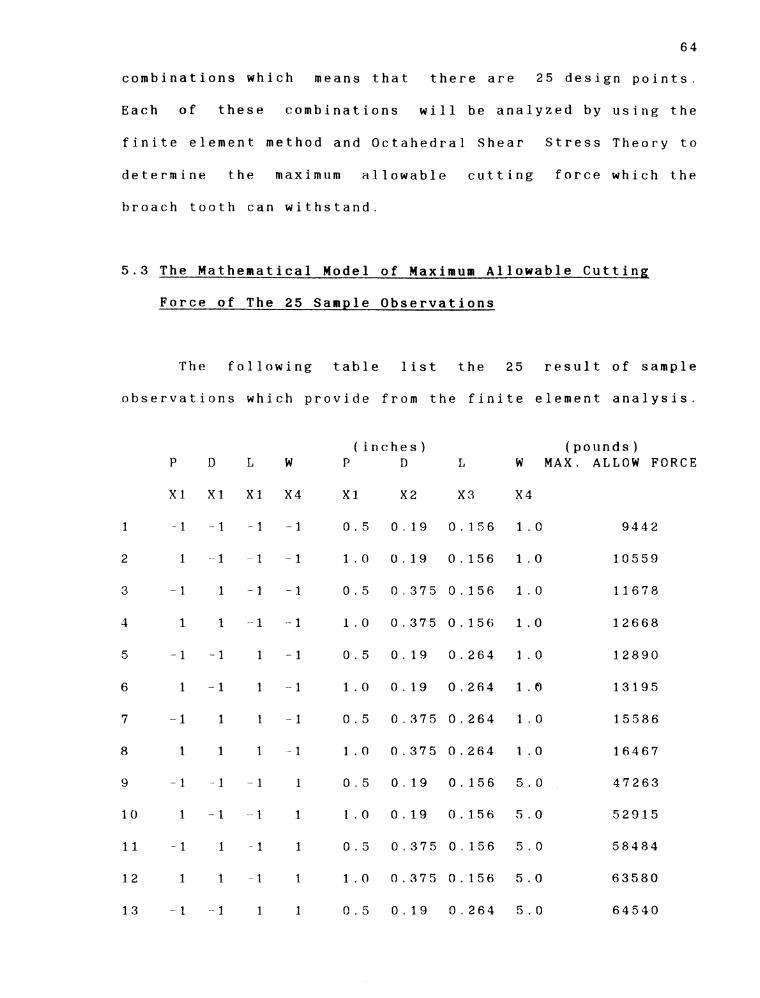
6 4
combinations which means that there are 2 5 design points,
Each of these combinations will be analyzed by using the
finite element method and Octahedral Shear Stress Theory to
determine the maximum allowable cutting force which the
broach tooth can withstand.
5 . 3 The Mathematical Model of Maximum Allowable Cutting
Force of The 25 Sample Observations
The following tahle list the 2 5 result of sample
observations which provide from the finite element analysis.
P D L W
X1 X I X1 X4
1 - 1 - 1 - 1 - 1
2 1 - 1 1 -1
3 - 1 1 - 1 - 1
4 1 1 1 - 1
5 - 1 - 1 1 - 1
6 1 - 1 1 -1
7 - 1 1 1 - 1
8 1 1 1 - 1
9 - 1 - 1 - 1 1
1 0 1 -1 - 1 1
1 1 - 1 1 - 1 1
12 1 1 1 1
1 3 - 1 - 1 1 1
(inches) (pounds) P D L W M A X . A L L O W F O R C E
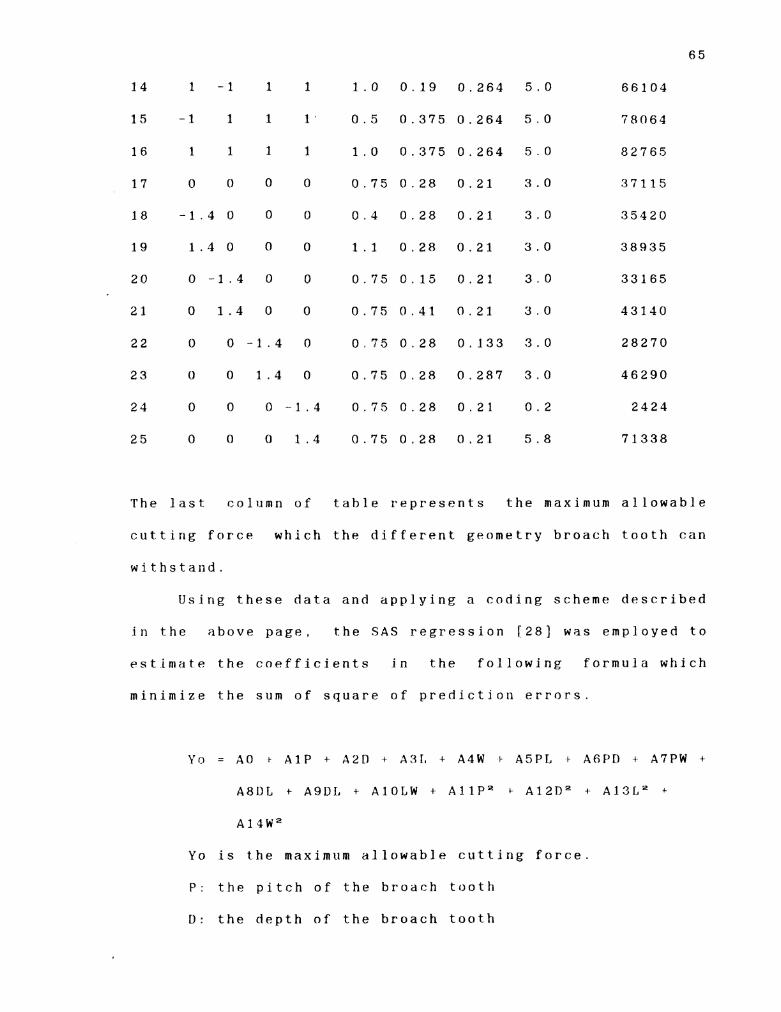
The last column of table represents the maximum allowable
cutting force which the different geometry broach tooth can
withstand.
Using these data and applying a coding scheme described
in the ilbove page, the S A S regression [28] was employed t o
estimate the coefficients in the following formula which
minimize the sum of square of prediction errors.
Yo = A 0 t A 1 P + A 2 D + A81, + A 4 W k A S P L t A 6 P D + A 7 P W +
A 8 D L + A S D L + A l O L W + A l l P 2 6 A12DZ + A 1 3 L 2 +
A 1 4 W 2
Yo is the maximum allowable cutting force.
P : the pitch of the brodch tooth
D : the depth of the broach tooth

L : the land of the broach tooth
W: the width of the broach tooth
A0 - A14 are coefficient which is provided by the
statistics package SAS [ 2 8 ]
In the above equation. the variables represent the
geometry parameters of broach tooth. Anyone of the variable
changes will result in a corresponding change in the value
of Yo ( the maximum allowable cutting force ) . This single
equation provides a tremendous benefit to the user. Because
of using the response surface methodology, all of the
maximum allowable cutting force with respect to the
different geometry broach teeth will be condensed into a
single equation, which provides the user with a powerful
knowledge based can be to determine the possible maximum
allowable cutting force. This is a very useful technique
and has been utilized in this research.
5.4 The Result of The Analysis
The estimate for the coefficient and other
statistical information of the predict model is listed as
following :
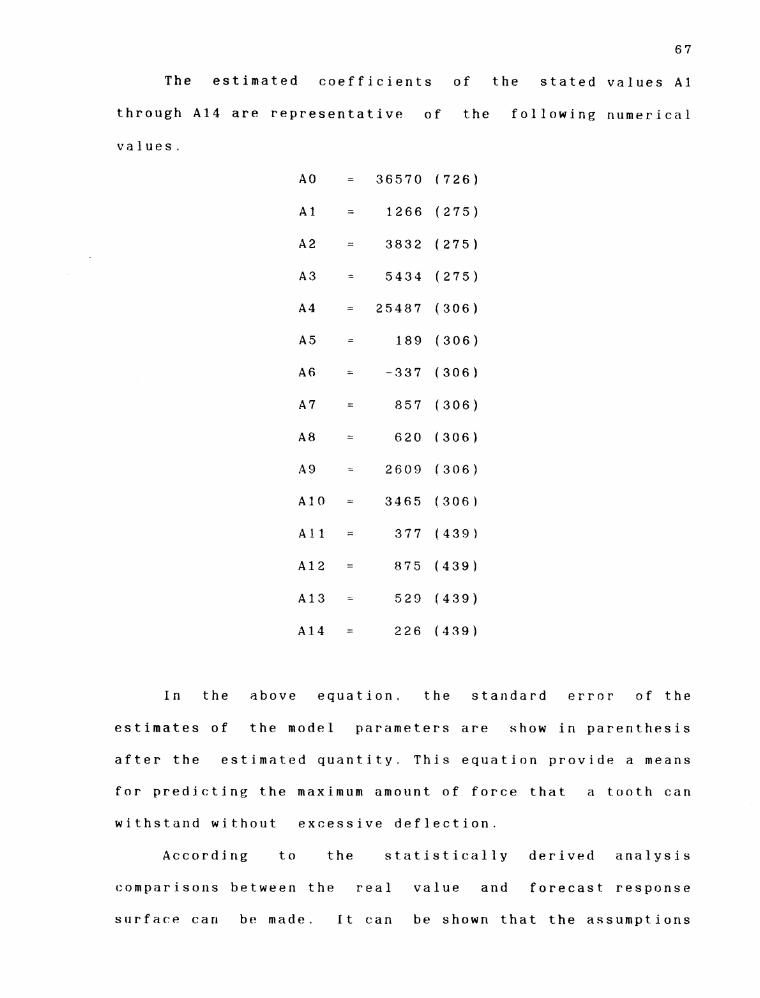
6 7
T h e estimated coefficients of the stated values A1
through A 1 4 are representative of the following numerical
values.
A0 = 3 6 5 7 0 ( 7 2 6 )
A 1 = 1 2 6 6 ( 2 7 5 )
A 2 = 3 8 3 2 ( 2 7 5 )
A 3 = 5 4 3 4 ( 2 7 5 )
A4 = 2 5 4 8 7 ( 3 0 6 )
A5 = 189 ( 3 0 6 )
A 6 = - 3 3 7 ( 3 0 6 )
A7 = 8 5 7 ( 3 0 6 )
A 8 = 6 2 0 ( 3 0 6 )
A 9 - - 2 6 0 9 ( 3 0 6 )
A10 = 3 4 6 5 ( 3 0 6 )
A l l = 3 7 7 ( 4 3 9 )
A12 = 8 7 5 ( 4 3 9 1
A13 = 5 2 0 ( 4 3 9 )
A 1 4 = 2 2 6 ( 4 8 9 )
In the above equation, the standard error o f t h e
estimates of the model parameters are s h o w in parenthesis
after the estimated quantity. This equation provide a means
for predicting the maximum amount of force that a tooth can
withstand without excessive deflection.
According to the statist.ically derived analysis
comparisons between the real value and forecast response
surface can be made. It can be shown that the assumptions
68
m a d e p r e v i o u s l y , a s w e l l a s t h e p r o d u c t a n a l y s i s is
p r e c i s e l y w h a t w a s d e s i r e d w h e n t h i s a n a l y s i s f i r s t b e g a n .

CHAPTER VI
COMPUTER PROGRAM ALGORITHM
From Chapter Two to Chapter F i v e , the concept of the
broach design and several special techniy~les were
introduced. In this chapter, all of the results and concepts
from the earlier chapters will be organized and integrated.
This will be presented in the form of computer software. In
the following section, the computer algorithm, flow chart
and functions provided by this software are emphasized.
6.1 The Mathematical Model and The Alporithm of The Computer
Program
In this program. the derived optimal methodology is
based on the following three manufacturing evaluation
criteria which were described in chapter 111 :
1 . The Maximum-Production Rate
2. The Minimum-Cost Criterion
3. The Maximum-Profit--Rate Criterion
These mathematical models were determined in chapter
I 1 1 as follows :
1 . THE MAXIMITM PRODUCTION RATE or MINIMIJM TIME CRITERION.
Unit Production Cost = l/(tpitm+tc*tm:T)
2 . THE MINIMITM COST CRITERION.
Unit Production Cost =

m c + k l * t p + ( k l + k m ) * t m + [ k l * t c + k t ) * ( t m / T )
3. THE MAXIMUM PROFIT RATE CRITERION.
1Jni t Profit Rate =
Fundamentally all three criteria are functions of
production time and cost. Production time and cost are
functions of operation speed, cutting depth and broach
cutting tool design parameters (the tool size and geometry
of the tooth). All the operation processes should be obeying
the following four const.raints.
1 . The maximum load stress may not exceed the maximum
allowable load stress of the broach.
2. The chip produced cannot exceed the corresponding
gullet capacity
3. The required cutting force may not exceed the
tonnage capacity of the machine
4. The length of broaching tool cannot exceed the
maximam allowable length. A minimum of three teeth
should be engaged in the work piece at a time.
One of the first and primary constraints that is faced
when investigating this particular stage of broaching
analysis concerns the formula of this maximum allowable
cutting force "Y"
As described in chapter four and five, the accurate
approximation of the behavior of the broach tooth was
analyzed by using three dimensional finite element
analysis. A number of these analyses were c a r r i e d o u t
7 1
according to a statistically designed experiment. The
empirical data generated by the designed experiment was then
subjected to least square analysis to develop a mathematical
model of the tooth's behavior during the cutting process.
This will provide the information for determining the
maximum allowable force that the broached tooth can
withstand. Therefore, the maximum allowable cutting force
can be deduced by using a formula a s follows:
Y = 36570 + 1260*P + 3832*D + 5434*L + 25487*W +189*P*D
-337*P*L t 875*P*W + 620*D*L + 2609*D*W + 3465*L*W
+ 377*P2 + 875*D2 + 529*L2 + 226*W2
( * The coefficient was determined in chapter V!
In the above formilla, dependent variable "Y"
represents the maximum allowable cutting force that the
broach tooth can withstand and four jndependent variables P ,
D . I, and W represent the broach tooth geometry
characteristic variahles that can be used in this
formulation. Many geometry characteristic variables
combination and their corresponding maximum allowable
cutting force can be derived from this formula.
When the maximum allowable cutting force "Y" is
calculated, a comparison is then made with the force in
which each tooth is required to cut. The force is derived by
a coefficient C multiplied by the cutting depth per tooth
Cd and engaged width W [ 1 9 ] .

F = C*W*Cd
where;
C for aluminum material : 5 0 0 0 0
C for Copper material : 2 5 0 0 0 0
C for Cast iron, bronze material : 3 5 0 0 0 0
C for low-carbon steel, steel castings : 4 5 0 0 0 0
C for alloy steels 3 1 1 5 to 4 6 1 5 : 5 5 0 0 0 0
C for alloy steels 5 1 2 0 to 6 1 9 5 : 6 0 0 0 0 0
C for Titanium and A - - 2 8 6 alloy : 6 5 0 0 0 0
The force ( F ) should not exceed the maximum allowable
cutting force, so that the risk of excessive deflection on
broach tooth can be reduced. This excessive deflection will
lead to either the breaking of the broach tooth or exceed
the tolerance of the part being produced.
The second constraint concerns the gullet capacity.
Since the cutting depth is increased, the chip size will
also be increased. As stated earlier, this problem concerns
the fact that the chip cannot exceed the corresponding chip
capacity. The following formula can thus be applied to
calculate this necessary information.

73
Cd = maximum cut per tooth, in. or m
CA = circle area of broach tooth, in". or mm2. This
parameter is dependent on the geometric
characteristic of the broach tooth
LC = length of cut, jn. or mm
( please see the chapter two for " % " )
*
The third constraint in this application concerns the
number of teeth engaged in the work piece multiplied by the
force of each tooth that is required to cut the work piece.
This value should be less than the maximum allowable machine
power capacity required to push the broaching tool for an
efficient cut.
N*F < T . . . . . . . . . . . . . . . . . . . . . . . . ( 3 )
where:
N = number of teeth engaged
F = the force of each tooth required to cut the work
piece
T = the maximum tonnage of the machine power
The fourth and fifth constraint in this program are
the hroach tool length and minimum number of engaged teeth
respectively.
After the above constraints and three criteria are
deduced. the computer technique is applied [ 6 ] . These
formulas were built into the computer program, which will

74
enable the user to be able to attain a calculated monetary
value reflecting a specific broaching method. In this w a y ,
the user will be able to determine the true economic benefit
of the broach operation and design parameters.
In this phase of the research, analysis is based on a
series of algorithm formulas which constrain the objective
function. Based on the objective function and constraints.
all of the possible situations will be estimated to check
the feasible solution in this model and store the current
best one in the computer and print the best answer at the
end. In this research, the objective function and constraint
equations can be written as follows:
Object Function:
MAX q = l/(tp+tmttc*tm/T)
MIN ut = m c t k l * t p + ( k l + k m ) * t m t ~ k l * t c + k t ) * ( t m ~ T )
MAX p - {[rn-(km*tm.kkt(tm/T))] /[tpttm+tc*(tm/T) 1 ) - k l
Subject to :
F < Y . . . . . . . . . . . . . . . . . . . . . . . . . . . ( 1
. . . . . . . . . . . . . . . . Cd < % of CA / Lc ( 2 )
N*F < T . . . . . . . . . . . . . . . . . . . . . . . . . . . ( 3 )
N > 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . ( 4 )
. . . . . . . Lb < max. allowable length ( 5 )
All variables > O
As each variable is changed (Pitch ,Depth , L a n d , Width

7 5
or rise per tooth), this will simultaneously change the
maximum allowable cutting force " Y " , the force o f each
individual cutting tooth required to cut the work piece
" F H , t h e optimal depth of cut per tooth " C d " , the minimum
machine power required N*F ( N is number of engaged teeth ) f
See the computer output - figure 7 ) , and the trend of the
production r a t e , c o s t , and profit rate diagram ( See the
computer program output - figure 8 . All the above
information will be used to determine the optimal tooth
geometry variables P , n , I , , W , depth of cut per tooth and
machine operation options ( See the computer program output
- figure 9 ) , One of the interesting challenges that became
apparent in the analysis of this research was how can the
optimal parameters be determined if two or more of the
manufacturing criteria have to be satisfied ? This would
mean that a tradeoff should exist between the criteria. In
this research, which according to the m a n u f a c t ~ ~ r i n g criteria
described in chapter 1 1 1 , one could see that. three
evaluation criteria (maximum production, maximum profit and
minimum production cost) are pertinent to this
manufacturing system. S o this program allow the user to set
the criteria satisfactory range in order to compromise all
of manufacturing criteria (See Appendix C) and provide the
optimal parameters which will satisfy one or two or three
manufacturing criteria.

F i g u r e 7 : I n f o r m a t i o n P r o v i d e F r o m T h e C o m p u t e r P r o g r a m

m n 51 m Q1Cs
mw
w - 03 3L: ---- C;rJ x -4
w - n 0
f=4
w - z a
I I E---.
c-. mp: -'\
n
- C, u a k x \- *z= -- w -E
0- u- f i 3
-w -a oa
-0 - zP;m m 3Ctm m
I I I I -154
F i g u r e 8 : T h e Computer Diagram Of P r o d u c t i o n
A n d Profit R a t e
t e , C o s t ,
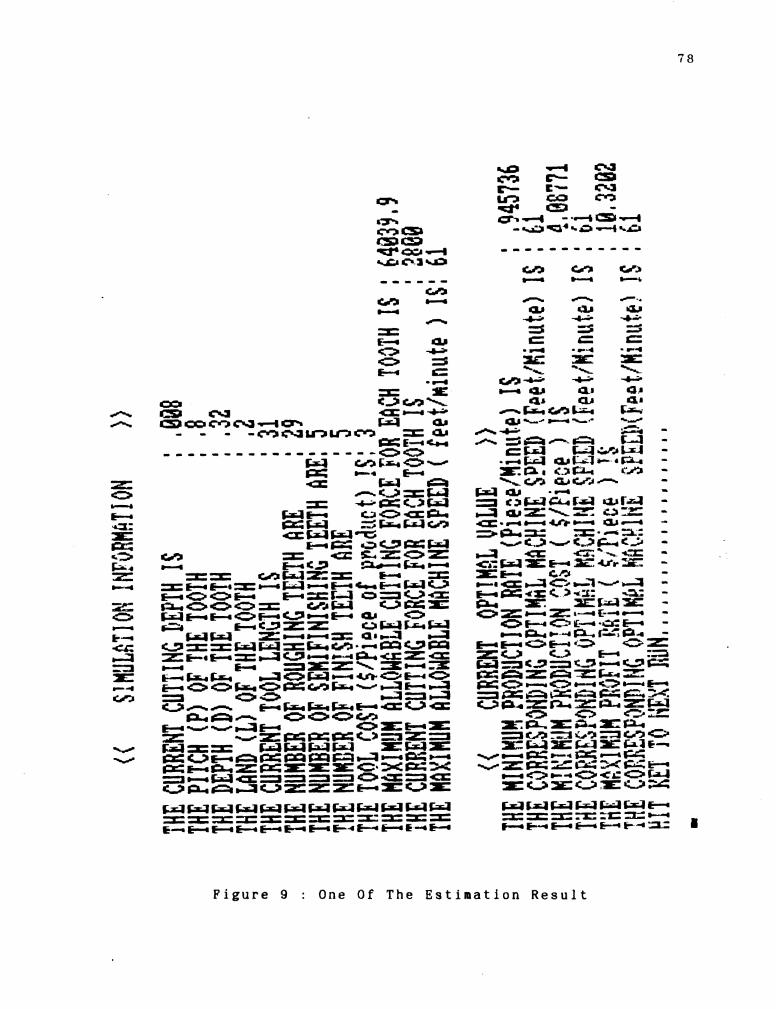
Figure 9 : One O f The Estimation Result

6 . 2 The Flow Chart of C o m p u t e r Program
i n p u t 1-1 def i ne
w o r k p l e c e m a t e r i a l
- s e t t h e c r i t e r i a
and
p r i n t o u t t h e o p t i m a l
b r o a c h t o o l p a r m e t e r s -
y e s J I
\ e 5 t l m 3 t e a i l ~ n s ~ 1 P l r e s t i m a t e a l l o : s i b l e
o ~ e r a t l n g s l u a t l o n s o p e r a t i n g s i l u i t i o n s
c a c u l a t e t h e m a x i f i u ~ p r o d u c t i o n - r a t e t h e n a x i n u n p r o f i t - r a t e
e s t i r t a t e a l l , o s r i b l e operating sl h a t i o n s
a n d
c a c u l a t e t h e m i n i n u n p r o d u c t i o n c o s t
I 1 \ 1 \
I .l
6 . 3 T h e F u n c t i o n s P r o v i d e d b y T h i s Propram
In this computer program, there are seven manufacturing
criteria made available for the user to choose from.
1 . The optimal values that satisfy the maximum production
rate criteria.
2. The optimal values that satisfy the minimum protluctiori
cost criteria.
3 . The optimal values that satisfy the maximum profit
criteria.
4 T h e optimal values that satisfy the maximum production
rate and minimum cost criteria.
5 . The optimal values that satisfy the maximum production
rate and maximum profit criteria.
6 . T h e optimal values that satisfy the minimum cost and
maximum profit criteria.
7. The optimal values that satisfy the maximum production
r a t e , minimum production cost and maximum profit
criteria.
Once the user has selected one of the above critcria,
the computer will provide the optimal tooth geometry
variables ( p i t c h , d e p t h , land and width ) , depth of cut per
tooth and machine operation options. There is one computer
out.put in the next page which represents the optimal values
that satisfy the maximum production r a t e , minimum production
cost and maximum profit criteria ( the criteria range is set
between 0.995 to 1.005 ) .
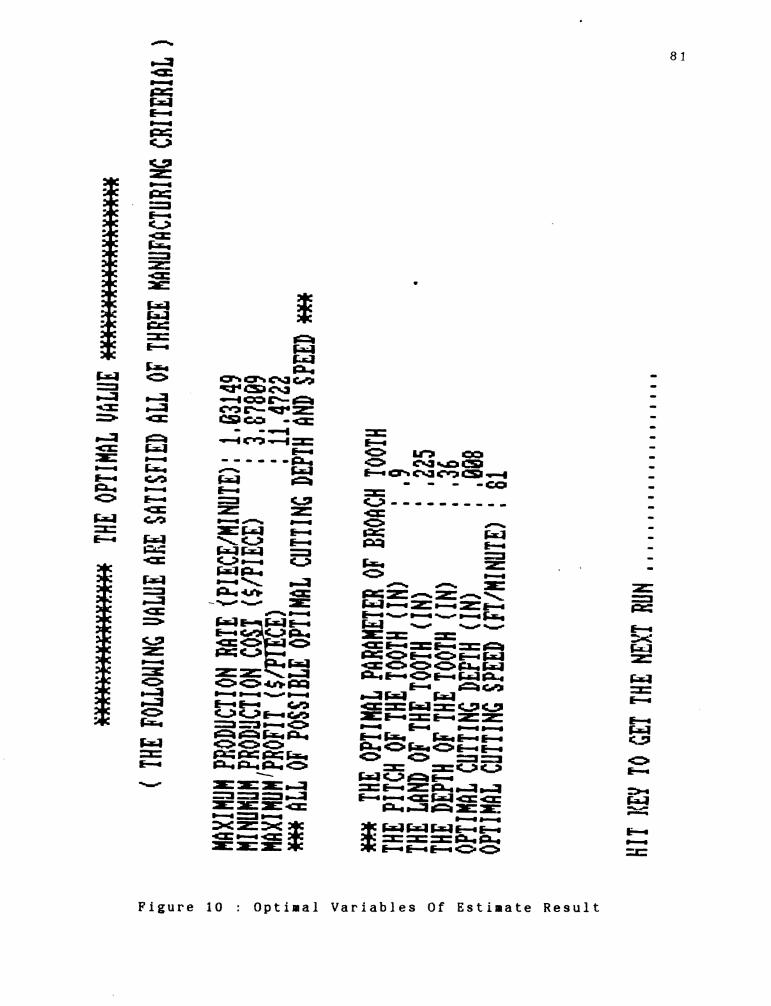
F i g u r e 10 : O p t i m a l V a r i a b l e s Of E s t i m a t e R e s u l t
82
T h e p r o g r a m l i s t i n g s h o w n i n t h e p r e v i o u s p a g e w i l l
p r o v i d e t h e n e c e s s a r y i n f o r m a t i o n t o d e s i g n t h e o p t i m a l
b r o a c h c u t t i n g t o o l a n d m a c h i n e o p e r a t i o n p a r a m e t e r .
CHAPTER VII
DISCUSSION AND CONCLUSION
This research envisaged a thorough analysis of the most
efficient cutting technique that can be incorporated in a
manufacturing procedure. The procedures that are to be used
in deriving the optimal geometric variable of the broach
tooth, cutting depth per tooth and cutting speed was
illustrated and defined in considerable detail.
For a manufacturer who incorporates broaching in their
production operations, this particular method of designing a
broach manufacturing process would prove to be very
advantageous. This met,hod would provide a high productivit-y
with regards to a savings of design cost that would be used
in the broaching process. In addition to this, close
tolerances can be easily m e t , which translates to higher
quality products. Another advantage is that, thin process
can be developed into an expert system that mak~?s use of
powerful software package. This package incorporates the
required analytical requirements to perform the task. From
the early CAD design considerations, economical evaluation,
and multiple decision making criteria to the final results.
Specialized analytical skills are not a pre requisite for
operating this computer software. These capabilities are
already built into the program. This frees user time and
allows greater flexibility to the researcher.
84
Actually, the method of this thesis could be applied in
overall cutting tool design. Since in the manufacturing
process, the cutting tool design is one of the primary
considerations that should be included in the overall
manufacturing decision making process. Once the basic
concept is understood, applying the fundamental principles
is quite routine. This by no means should diminish the
importance of this topic or the research that is presented
in this thesis.
Here, another critical problem should be emphasized. At
present. in order to determine the optimal parameters of
cutting tool design and broach process, the equation of tool
life
is employed (Eq. 3 - 1 1 ) [ 3 4 ] . In actuality, until now there is
no supporting data availahle to suhstantiate this formula in
broach cutting tool. Consequently, the model developed would
not be entirely feasible. It is thus proposed that further
research is suggested to overcome this problem.
This thesis represents an area of research concerning
the systematic analysis of the optimization of broaching
which has not received any attention. It. is earnestly hoped
that the algorithm developed in this research will satisfy a
need for broach cutting tool design and broach manufacture
process.
REFERENCE
Dean M . Schroder, Robert A . Sears, The Broach Making
Industry : Current Position, Trends, and Prospc!cts,
Industry Study, ( University of Massachusetts, Amherst.
MA 19881.
Thomas J . . Drozda, " Broaching , Planning, Shaping And
Slotting " in Tool And Manufacturing Engineering
Handbook Vol. 1 , ( McGrow-Hill, 1983 ) , pp7-33.
Dean M . Schroder, Robert A. Sears. The Broac:h Making
Industry : Current Position, Trends, and P r o s p ~ ~ c t s ,
Industry Study, ( University of Massachusetts, Amherst,
MA 1988).
K . Hitomi, Manufacturing System Engineerine, ( Tylor
Francis Ltd, London 1979). pp165-166
Thomas J . , Drozda, " Broaching , Planning, Shaping And
Slotting " in Tool And ManufacturinR Engineering
Handbook Vol. 1 , ( McGrow-Hill, 1983 ) .
William Conley, Computer Optimization Techniques.
p p l 0 l .
Fundamentals of Broaching, ( American Machinist
Special Report No. 6 3 8 , December 15 1969)( Ohio
Rroach & Machine Co.).
What You Should Know About Broaching. ( American
Machinist Special Report No. 638, August 2 , 1 9 6 5 1 ,
( Ohio Broach & Machine Co.).
" Table 2: Typical broach hook and backoff angles " in

Fundamentals of Broaching, ( American Machinist
Special Report No. 6 3 8 , , December 15 1969.)
[lo] Thomas J . , Drozda, " Broaching , Planning, Shaping And
Slotting " in Tool And Manufacturing Engineering
Handbook Vol. 1 , ( McGrow-Hill, 1983 )Thomas J , , pp7-
14.
[Ill Thomas J . , Drozda, " Broaching , Planning, Shaping And
Slotting " in Tool And M a n u f a c t u r i n ~ Engineering
Handbook Vol. 1 , ( McGrow-Hill, 1983 )Thomas J . , pp7-
15.
Thomas J . , Drozda, " Broaching , Planning, Shaping And
Slotting " in Tool And M a n u f a c t u r i n ~ Enpineering
Handbook Vol. 1 , ( McGrow-Hill, 1983 1 , pp7-15.
[I31 Thomas J . , Drozda, " Broaching , Planning, Shaping And
Slotting " in Tool And Manufacturing Enpineering
Handbook Vol. 1 , ( McGrow-Hill, 1983 ) , pp7-17.
[ I 4 1 Thomas J . , Drozda, " Broaching , Planning, Shaping And
Slotting " in Tool And Manufacturing Enpineering
Handbook Vol. 1 , ( McGrow-Hill, 1983 ) , pp7-20.
[15] Thomas J . , Drozda, " Broaching , Planning, Shaping And
Slotting " in Tool And Manufacturing Engineering
Handbook Vol. 1 , ( McGrow-Hill, 1983 ) . pp7-21.
[I61 Thomas J . , Drozda, " Rroaching , Planning, Shaping And
Slotting " in Tool And Manufacturing Engineering
Handbook Vol. 1 , ( McGrow-Hill, 1983 1 , pp7-22.
[17] Thomas J . , Drozda, " Broaching , Planning, Shaping And
Slotting " in Tool And Manufacturing Engineering
8 7
Handbook Vol. 1 , ( McGrow-Hill, 1983 ) , pp7-22.
[If$] " Machining " in Metal Handbook Vol. 3 , 8 Edition, pp
6 1 .
[19] Larry J . Segerlind, Applied Finite Element Analysis,
1984.
[20] NASTRAN is a registered trademark of the National
Aeronautics and Space Administration. I t is a large
scale, general purpose digital computer program which
solves a wide variety of engineering problem by the
finite element method. William J . Anderson, MSC/NASTRAN
interactive training program. (John Wiley & S o n s ,
1976. )
[21] NASTRAN THEORETICAL MANUAL, pp 5 . 1 2 - 1 .
[22] NASTRAN THEORETICAL MANUAL, pp 5 . 1 2 - 2 to 5 . 1 2 - 4 .
[23] NASTRAN THEORETICAL MANUAL, pp 5 . 1 2 - 2 to 5.12-4.
[24] Venton Levy Doughtie, Alex. Vallance, Leonardt F .
Kreisle, Design of Machine Members, pp 3 1 .
[25] NASTRAN USER'S MANUAL. pp 2 . 4 - 6 1
[26] Robert C . Juvinall, Stress, Strain and Strength, (
McGraw-Hill, 1982 ) , pp 85-89.
1271 Thomas J . , D r ozda, " Rroaching , Planning, Shaping And
Slotting " in Tool And Manufacturing Engineering
Handbook Vol. 1 , ( McGrow-Hill, 1983 )Thomas J . , pp7-
15.
[28] S A S , the full name is Statistical Analysis System.
SAS/ETS User's Guide, Version 5 Edition, ( SAS
Institute Inc. Box 800 Cray, NC 27511--8000 ) .
8 8
[29] Raymond H. My e r s , Response Surface M e t h o d o l o ~ y , 1 9 7 6 .
[ 3 0 ] Raymond H . M y e r s , Response Surface Methodology, 1 9 7 6 ,
p p 1 2 6 .
[ 3 1 ] Thomas J . , D r o z d a , " Broaching , Planning, Shaping And
Slotting " in Tool And Manufacturing Engineering
Handbook Vol. 1 , ( McGrow-Hill, 1 9 8 3 ) , p p 7 - 2 2 .
[ 3 2 ] K . Hitomi, Manufacturing System Engineering, ( Tylor
Francis L t d , London 1 9 7 9 ) , p p 1 6 5 - 1 6 6
[ 3 3 ] Gilbert. W . W . , 1 9 5 0 . " Economics of Machining " , in
Machining - Theory and Pratice, p p . 4 6 5 - 4 8 5 .
[ 3 4 ] W u , S . W . and E r m e r , D . S . , 1 9 6 6 , " Maximum Profit As
the Criterion in Th e Determination o f the Optimal
cutting Conditions " , Journal of Engineering for
Industry, ( Trans. ASME, 1 9 8 8 ) , p p 4 3 5 - 4 4 2 .
[ 3 5 ] "Machining " in Metal Handbook Vol. 3 , 8 Edition, p p -
6 1 .