
Modell zur Konfiguration der Kleinserienmontage - mediaTUM
389
TECHNISCHE UNIVERSITÄT MÜNCHEN Lehrstuhl für Betriebswirtschaftslehre – Unternehmensführung, Logistik & Produktion Univ.-Prof. Dr. Dr. h. c. mult. Horst Wildemann (i.R.) Modell zur Konfiguration der Kleinserienmontage – EINE THEORETISCHE UND EMPIRISCHE ANALYSE – Dipl.-Wirtsch.-Ing. Carola Maria Theres Steinbauer Vollständiger Abdruck der von der Fakultät für Wirtschaftswissenschaften der Technischen Universität München zur Erlangung des akademischen Grades eines Doktors der Wirtschaftswissenschaften (Dr. rer. pol.) genehmigten Dissertation. Vorsitzende: Univ.-Prof. Dr. Dr. A.-K. Achleitner Prüfer der Dissertation: 1. Univ.-Prof. Dr. Dr. h.c. mult. H. Wildemann (i.R.) 2. Univ.-Prof. Dr. K.-I. Voigt, Friedrich-Alexander-Universität Erlangen-Nürnberg Die Dissertation wurde am 05.05.2011 bei der Technischen Universität München einge- reicht und durch die Fakultät der Wirtschaftswissenschaften am 01.02.2012 angenommen.
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Modell zur Konfiguration der Kleinserienmontage - mediaTUM

TECHNISCHE UNIVERSITÄT MÜNCHEN Lehrstuhl für Betriebswirtschaftslehre – Unternehmensführung, Logistik & Produktion
Univ.-Prof. Dr. Dr. h. c. mult. Horst Wildemann (i.R.)
Modell zur Konfiguration der Kleinserienmontage
– EINE THEORETISCHE UND EMPIRISCHE ANALYSE –
Dipl.-Wirtsch.-Ing. Carola Maria Theres Steinbauer
Vollständiger Abdruck der von der Fakultät für Wirtschaftswissenschaften der Technischen Universität München zur Erlangung des akademischen Grades eines
Doktors der Wirtschaftswissenschaften
(Dr. rer. pol.)
genehmigten Dissertation.
Vorsitzende: Univ.-Prof. Dr. Dr. A.-K. Achleitner
Prüfer der Dissertation: 1. Univ.-Prof. Dr. Dr. h.c. mult. H. Wildemann (i.R.)
2. Univ.-Prof. Dr. K.-I. Voigt, Friedrich-Alexander-Universität Erlangen-Nürnberg
Die Dissertation wurde am 05.05.2011 bei der Technischen Universität München einge-reicht und durch die Fakultät der Wirtschaftswissenschaften am 01.02.2012 angenommen.

Inhaltsverzeichnis I
Inhaltsverzeichnis INHALTSVERZEICHNIS .................................................................................... I ABBILDUNGSVERZEICHNIS ......................................................................... IV ABKÜRZUNGSVERZEICHNIS ......................................................................... X 1 EINLEITUNG ...................................................................................................1
1.1 AUSGANGSSITUATION UND PROBLEMSTELLUNG ...................................................1 1.2 BEHANDLUNG DER THEMATIK IN DER LITERATUR ................................................4
1.2.1 Komplexitätsmanagement .................................................................................5 1.2.2 Montageplanung .......................................................................................... 14
1.3 FORSCHUNGSKONZEPTION UND ZIELSETZUNG.................................................... 20 1.4 AUFBAU DER ARBEIT...................................................................................... 24
2 KLEINSERIENMONTAGE ALS BETRACHTUNGSGEGENSTAND ...... 28 2.1 BEGRIFFSDEFINITION KLEINSERIENMONTAGE .................................................... 28
2.1.1 Definition Montage ....................................................................................... 28 2.1.2 Definition Einzel- und Kleinserienfertigung .......................................................... 30
2.2 MONTAGESYSTEM .......................................................................................... 34 2.2.1 Begriffliche Abgrenzung Montagesystem ............................................................. 34 2.2.2 Montagestruktur .......................................................................................... 36 2.2.3 Montageablauf ............................................................................................ 39 2.2.4 Betriebsmittel ............................................................................................. 44 2.2.5 Arbeitsorganisation und Arbeitszeitgestaltung ....................................................... 48 2.2.6 Montageplanung .......................................................................................... 53
2.3 ANFORDERUNGEN AN DIE MONTAGE KLEINER SERIEN ........................................ 59 2.4 ZUSAMMENFASSUNG ...................................................................................... 63
3 THEORETISCHER UND EMPIRISCHER BEZUGSRAHMEN ................ 65 3.1 KOMPLEXITÄT IN DER KLEINSERIENMONTAGE ................................................... 65 3.2 REDUZIERUNG UND BEHERRSCHUNG DER MONTAGEKOMPLEXITÄT DURCH
PRODUKTGESTALTUNG ................................................................................... 69 3.2.1 Teilegestaltung ............................................................................................ 70 3.2.2 Produktstrukturgestaltung ............................................................................... 75
3.3 REDUZIERUNG UND BEHERRSCHUNG DER MONTAGEKOMPLEXITÄT DURCH GESTALTUNG DES PRODUKTPROGRAMMS .......................................................... 79
3.3.1 Variantenmanagement ................................................................................... 79 3.3.2 Produktordnungssystem ................................................................................. 86

II Inhaltsverzeichnis
3.4 REDUZIERUNG DER MONTAGEKOMPLEXITÄT DURCH GESTALTUNG DER MATERIALLOGISTIK ...................................................................................... 89
3.4.1 Beschaffungslogistik .................................................................................... 91 3.4.2 Produktionslogistik ...................................................................................... 95
3.5 FORSCHUNGSDESIGN UND EMPIRISCHER BEZUGSRAHMEN................................. 103 3.5.1 Darstellung der empirischen Analysen .............................................................. 103 3.5.2 Vorgehen und Datenbasis der quantitativen empirischen Analyse .............................. 105
3.6 EMPIRISCHE ANALYSE DER ANFORDERUNGEN AN EIN MODELL ZUR MONTAGEKONFIGURATION........................................................................... 115
3.6.1 Fallstudien .............................................................................................. 116 3.6.2 Expertengespräche ..................................................................................... 123 3.6.3 Ergebnisse der Fallstudienanalyse ................................................................... 128 3.6.4 Ergebnisse der Expertengespräche .................................................................. 133 3.6.5 Zusammenfassung der empirischen Anforderungsanalyse ....................................... 145
3.7 ZUSAMMENFASSUNG DES THEORETISCHEN UND EMPIRISCHEN BEZUGSRAHMENS . 147 4 MODELL ZUR KONFIGURATION DER KLEINSERIENMONTAGE . 149
4.1 GESTALTUNG DES MONTAGEKONFIGURATIONSPROZESSES ................................ 149 4.1.1 Leitlinien des Montagekonfigurationsprozesses für kleine Serien .............................. 150 4.1.2 Ansätze zur montageorientierten Produktgestaltung .............................................. 155 4.1.3 Auswahl der Montageorganisationsform ........................................................... 177 4.1.4 Ansätze zur Montagegestaltung ...................................................................... 187 4.1.5 Zielorientierung der Montagekonfiguration ........................................................ 217 4.1.6 Bewertung der Gestaltungsansätze zur Montagekonfiguration .................................. 224 4.1.7 Zusammenfassung der Gestaltung des Montagekonfigurationsprozesses ...................... 246
4.2 ANALYSE DER EINFLUSSGRÖßEN AUF DEN MONTAGEKONFIGURATIONSPROZESS .. 246 4.2.1 Klassifizierung der Einflussgrößen .................................................................. 247 4.2.2 Gestaltungsbereichspezifische Zuordnung der Einflussgrößen .................................. 259 4.2.3 Empirische Analyse der Einflussgrößen auf den Montagekonfigurationsprozess ............. 261 4.2.4 Zusammenfassung der Einflussgrößenanalyse ..................................................... 270
4.3 RELEVANTE GESTALTUNGSANSÄTZE JE EINFLUSSGRÖßENKOMBINATION ............ 272 4.3.1 Vorgehensweise zur Bildung von Flussdiagrammen je Gestaltungsbereich ................... 272 4.3.2 Gestaltungsbereichspezifische Flussdiagramme ................................................... 274 4.3.3 Zusammenfassung der Flussdiagrammausgestaltung ............................................. 284
4.4 GESAMTMODELL DER KONFIGURATION DER KLEINSERIENMONTAGE .................. 285

Inhaltsverzeichnis III
4.5 EMPIRISCHE BEGRÜNDUNG DES MODELLS ZUR KONFIGURATION DER KLEINSERIENMONTAGE ................................................................................ 287
4.5.1 Ermittlung eines geeigneten Methodeneinsatzes ................................................... 287 4.5.2 Expertengespräche zur Überprüfung der Plausibilität des Montagekonfigurationsprozesses . 291 4.5.3 Zusammenfassung der Plausibilitätsprüfung des Modells ......................................... 302
4.6 ABLAUF ZUR ANWENDUNG DES MODELLS ....................................................... 303 4.7 ZUSAMMENFASSUNG DER MODELLBILDUNG .................................................... 309
5 ZUSAMMENFASSUNG DER ERGEBNISSE UND AUSBLICK .............. 312 LITERATURVERZEICHNIS .......................................................................... 323 ANHANG ........................................................................................................... 367

IV Abbildungsverzeichnis
Abbildungsverzeichnis Abbildung 1-1: Auswirkungen der geänderten Rahmenbedingungen auf die Montage .................................................................................... 4
Abbildung 1-2: Gegenüberstellung von Ansätzen zur Unterstützung der Montagegestaltung in der Literatur .......................................... 14
Abbildung 1-3: Gegenüberstellung von Ansätzen zur Montageplanung in der Literatur .................................................................................. 19
Abbildung 1-4: Forschungsprozess der Betriebswirtschaftslehre ...................... 21
Abbildung 1-5: Forschungsfragen .................................................................... 22
Abbildung 1-6: Aufbau der Arbeit .................................................................... 27
Abbildung 2-1: Montage als Teilsystem der Produktion ................................... 29
Abbildung 2-2: Abgrenzung der Einzel- und Kleinserienfertigung ................... 32
Abbildung 2-3: Abgrenzung der Fertigungsarten bei spanender Bearbeitung ... 33
Abbildung 2-4: Ansätze zur Abgrenzung der Kleinserienfertigung ................... 34
Abbildung 2-5: Organisationsformen in der Montage ....................................... 37
Abbildung 2-6: Eingangs-, Einfluss- und Ergebnisgrößen der Arbeitsablauf- planung.................................................................................... 41
Abbildung 2-7: Zusammenhang zwischen Ablaufprinzip und Produktgrund- fläche....................................................................................... 44
Abbildung 2-8: Betriebsmittel der Montage in Abhängigkeit vom Mechani- sierungsgrad ............................................................................ 45
Abbildung 2-9: Kriterien für die grobe Auswahl von Montagesystemen .......... 46
Abbildung 2-10: Autonomie und Variabilität der Arbeitsgestaltungsformen ...... 50
Abbildung 2-11: Montagegestaltungsprozess ..................................................... 55
Abbildung 2-12: Defizite der Vorgehensweisen zur Konfiguration der Kleinserienmontage ................................................................. 59
Abbildung 2-13: Kenngrößen der Montage ........................................................ 60
Abbildung 2-14: Ableitung von Anforderungen an die Kleinserienmontage ....... 61
Abbildung 2-15: Anforderungen an die Kleinserienmontage .............................. 63
Abbildung 3-1: Komplexitätskenngrößen und externe sowie interne Komplexitätstreiber ................................................................. 65
Abbildung 3-2: Strategien des Komplexitätsmanagements ............................... 68
Abbildung 3-3: Schematische Darstellung einer Produktstruktur ...................... 71
Abbildung 3-4: Ansätze zum Komplexitätsmanagement durch Produkt- gestaltung in der Kleinserienmontage ...................................... 75
Abbildung 3-5: Beispiel für eine funktionsorientierte Produktstruktur .............. 76

Abbildungsverzeichnis V Abbildung 3-6: Auswirkungen der Schwächen der funktionsorientierten Produktstruktur ........................................................................ 76
Abbildung 3-7: Ansätze zum Komplexitätsmanagement durch Produkt- strukturgestaltung in der Kleinserienmontage ........................... 79
Abbildung 3-8: Dimensionen des Produktprogramms eines Unternehmens ....... 80
Abbildung 3-9: Strategien und Ansatzpunkte des Variantenmanagements ........ 82
Abbildung 3-10: Ansätze zum Komplexitätsmanagement durch Varianten- management in der Kleinserienmontage ................................... 85
Abbildung 3-11: Betrachtungsrahmen von Produktordnungssystemen ................ 86
Abbildung 3-12: Strategien von Produktordnungssystemen ................................ 88
Abbildung 3-13: Ansätze zum Komplexitätsmanagement durch die Realisierung von Produktordnungssystemen in der Kleinserienmontage ....... 89 Abbildung 3-14: Industrielle Logistik ................................................................. 90
Abbildung 3-15: Beschaffungslogistische Konzepte und mögliche Ausprä- gungen ..................................................................................... 92
Abbildung 3-16: Ansätze zum Komplexitätsmanagement durch Bereit- stellungsgestaltung in der Kleinserienmontage ......................... 95
Abbildung 3-17: Produktionslogistische Ansätze und mögliche Ausprägungen .. 96
Abbildung 3-18: Merkmale und Prinzipien der Fertigungssegmentierung ......... 100
Abbildung 3-19: Ansätze zum Komplexitätsmanagement durch Produktions- logistikgestaltung in der Kleinserienmontage ......................... 102
Abbildung 3-20: Forschungsdesign und empirischer Bezugsrahmen ................. 104
Abbildung 3-21: Struktur der quantitativen Unternehmensbefragung ................ 106
Abbildung 3-22: Fragebogenteil A - Fragen zum Unternehmen (Auszug) ......... 107
Abbildung 3-23: Fragebogenteil B - Fragen zur Fertigungsart der Montage (Auszug) ................................................................................ 107
Abbildung 3-24: Fragebogenteil C - Einflussgrößen (Auszug) .......................... 108
Abbildung 3-25: Fragebogenteil D - Gestaltungsfeld 1 Produktgestaltung (Auszug) ................................................................................ 109
Abbildung 3-26: Fragebogenteil D - Gestaltungsfeld 4 Methodeneinsatz (Auszug) ................................................................................ 110
Abbildung 3-27: Fragebogenteil E - Erfolg der montagorientierten Gestaltung (Auszug) ................................................................................ 110
Abbildung 3-28: Übersicht der Branchenzugehörigkeit der Datenbasis ............. 111
Abbildung 3-29: Übersicht von Umsatz und Mitarbeiteranzahl der Datenbasis . 112
Abbildung 3-30: Übersicht des Automatisierungsgrads und der Fertigungstiefe der Datenbasis ........................................................................ 113

VI Abbildungsverzeichnis Abbildung 3-31: Übersicht der Fertigungsart und Montageorganisation der Datenbasis ............................................................................. 114
Abbildung 3-32: Produkt- und der Produktprogrammkomplexität der Daten- basis ...................................................................................... 114
Abbildung 3-33: Aufbau und Zielsetzungen der Anforderungsanalyse ............. 116
Abbildung 3-34: Übersicht der Fallstudien ....................................................... 117
Abbildung 3-35: Gestaltungsbereiche als Basis zur Abfrage von erfolgreichen Ansätzen und Methoden in Expertengesprächen .................... 124
Abbildung 3-36: Übersicht der Expertengespräche ........................................... 125
Abbildung 3-37: Aus den Fallstudien abgeleitete Erfolgsfaktoren .................... 129
Abbildung 3-38: Gestaltungsbereiche der Produkt- und Montagegestaltung ..... 130
Abbildung 3-39: Gestaltungsansätze und Methoden der Produkt- und Montagegestaltung ................................................................ 131
Abbildung 3-40: Ergebnisse der Expertengespräche – Zufriedenheit mit der Ausgestaltung des Montageprozesses .................................... 134
Abbildung 3-41: Ergebnisse der Expertengespräche – Probleme bei der Bewertung von Montagekonzepten ........................................ 135
Abbildung 3-42: Ergebnisse der Expertengespräche – beeinträchtigende Rahmenbedingungen in der Montage .................................... 136
Abbildung 3-43: Empirisch ermittelte Anforderungen an ein Modell zur Konfiguration der Kleinserienmontage .................................. 136
Abbildung 3-44: Ergebnisse der Expertengespräche – Überprüfung der Einflussgrößen auf die Montagekonfiguration ....................... 137
Abbildung 3-45: Ergebnisse der Expertengespräche – Montageziele ................ 138
Abbildung 3-46: Ergebnisse der Expertengespräche – Impulse, die die Anpassung des Montageprozesses auslösen ........................... 139
Abbildung 3-47: Ergebnisse der Expertengespräche zu den Gestaltungs- aspekten der Montagekonfiguration ....................................... 140
Abbildung 3-48: Zusammenfassung der empirischen Anforderungsanalyse ..... 141
Abbildung 3-49: Ergebnisse der offenen Fragen zu Ansätzen und Methoden der Montageobjektgestaltung ................................................. 142
Abbildung 3-50: Ergebnisse der offenen Fragen zu Ansätzen und Methoden der Produktordnungssystemgestaltung ................................... 143
Abbildung 3-51: Ergebnisse der offenen Fragen zu Ansätzen und Methoden der Materialfluss- und Produktionslogistikgestaltung ............ 144
Abbildung 3-52: Prozess zur Montagekonfiguration ........................................ 146
Abbildung 4-1: Vorgehensweise im Rahmen der Modellbildung .................... 149
Abbildungsverzeichnis VII Abbildung 4-2: Leitlinien für die Gestaltung des Montagekonfigurations- prozesses ................................................................................ 152
Abbildung 4-3: Strategien und Konzepte der Montageobjektgestaltung .......... 156
Abbildung 4-4: Methoden zur Montageobjektgestaltung ................................. 161
Abbildung 4-5: Beurteilung der Methoden zur Montageobjektgestaltung ........ 167
Abbildung 4-6: Strategien und Konzepte der Produktordnungssystem- gestaltung ............................................................................... 168
Abbildung 4-7: Methoden zur Produktordnungssystemgestaltung ................... 172
Abbildung 4-8: Beurteilung der Methoden zur Produktordnungssystem- gestaltung ............................................................................... 176
Abbildung 4-9: Strategien der Montageorganisationsformgestaltung .............. 177
Abbildung 4-10: Vor- und Nachteile ausgewählter Montageorganisations- formen .................................................................................... 180
Abbildung 4-11: Beispielbasierte Vorgehensweise zur Auswahl der Montageorganisationsform ..................................................... 185
Abbildung 4-12: Flussdiagrammbasierte Vorgehensweise zur Auswahl der Montageorganisationsform ..................................................... 186
Abbildung 4-13: Kriterienbasierte Auswahl der Montageorganisationsform ..... 187
Abbildung 4-14: Strategien und Konzepte der Bereitstellungsgestaltung........... 188
Abbildung 4-15: Methoden zur Bereitstellungsgestaltung ................................. 193
Abbildung 4-16: Beurteilung der Methoden zur Bereitstellungsgestaltung ........ 196
Abbildung 4-17: Strategien und Konzepte der Montagelogistikgestaltung ........ 197
Abbildung 4-18: Methoden zur Montagelogistikgestaltung ............................... 201
Abbildung 4-19: Beurteilung der Methoden zur Montagelogistikgestaltung ...... 206
Abbildung 4-20: Strategien und Konzepte der Mitarbeitereinsatzgestaltung...... 207
Abbildung 4-21: Methoden zur Mitarbeitereinsatzgestaltung ............................ 212
Abbildung 4-22: Beurteilung der Methoden zur Mitarbeitereinsatzgestaltung ... 216
Abbildung 4-23: Zielorientierung des Montagekonfigurationsprozesses ........... 217
Abbildung 4-24: Zusammenfassung der Einzelziele sowie beispielhafte Ansätze zur Zielerreichung je Gestaltungsbereich .................. 224
Abbildung 4-25: Zusammenhänge zwischen den Zielen, Erfolgsgrößen und Bewertungsgrößen der Montagekonfiguration ........................ 225
Abbildung 4-26: Bewertungsgrößen der Montageobjektgestaltung ................... 228
Abbildung 4-27: Bewertungsgrößen der Produktordnungssystemgestaltung ..... 229
Abbildung 4-28: Bewertungsgrößen der Montageorganisationsformgestaltung . 231
Abbildung 4-29: Bewertungsgrößen der Bereitstellungsgestaltung.................... 232

VIII Abbildungsverzeichnis Abbildung 4-30: Bewertungsgrößen der Montagelogistikgestaltung ................. 233
Abbildung 4-31: Bewertungsgrößen der Mitarbeitereinsatzgestaltung .............. 234
Abbildung 4-32: Identifikation zielorientierter Gestaltungsansätze für die Kleinserienmontage ............................................................... 235
Abbildung 4-33: Bewertung der Ansätze zur Montageobjektgestaltung ........... 238
Abbildung 4-34: Bewertung der Ansätze zur Produktordnungssystem- gestaltung .............................................................................. 240
Abbildung 4-35: Bewertung der Ansätze zur Gestaltung der Montage- organisationsform .................................................................. 241
Abbildung 4-36: Bewertung der Ansätze zur Bereitstellungsgestaltung ............ 242
Abbildung 4-37: Bewertung der Ansätze zur Montagelogistikgestaltung.......... 244
Abbildung 4-38: Bewertung der Ansätze zur Mitarbeitereinsatzgestaltung ....... 245
Abbildung 4-39: Unternehmensbezogene Einflussgrößen ................................ 248
Abbildung 4-40: Unterteilung der Technologiearten ........................................ 249
Abbildung 4-41: Produktionsbezogene Einflussgrößen .................................... 250
Abbildung 4-42: Komplexitätsbezogene Einflussgrößen .................................. 252
Abbildung 4-43: Dynamikbezogene Einflussgrößen ......................................... 255
Abbildung 4-44: Gestaltungszielbezogene Einflussgrößen ............................... 257
Abbildung 4-45: Haupteinflussgrößen auf die Phasen des Montage- konfigurationsprozesses ......................................................... 261
Abbildung 4-46: Vorgehensweise zur empirischen Einflussgrößenanalyse ....... 262
Abbildung 4-47: Übersicht der Einflussgrößen auf die Montageobjekt- gestaltung .............................................................................. 264
Abbildung 4-48: Übersicht der Einflussgrößen auf die Produktordnungssystem- gestaltung .............................................................................. 265
Abbildung 4-49: Übersicht der Einflussgrößen auf die Bereitstellungs- gestaltung .............................................................................. 265
Abbildung 4-50: Übersicht der Einflussgrößen auf die Montagelogistik- ............... gestaltung .............................................................................. 266
Abbildung 4-51: Übersicht der Einflussgrößen auf die Mitarbeitereinsatz- gestaltung .............................................................................. 266
Abbildung 4-52: Vorgehensweise zur Ermittlung von Grenzintervallen je Einflussgröße ........................................................................ 267
Abbildung 4-53: Grenzintervalle der Einflussgrößen ........................................ 269
Abbildung 4-54: Übersicht der Einflussgrößen und ihre Operationalisierung ... 271
Abbildungsverzeichnis IX Abbildung 4-55: Vorgehensschritte und Ergebnisse der Erarbeitung von Flussdiagrammen ................................................................... 272
Abbildung 4-56: Darstellungssymbole der Flussdiagramme .............................. 273
Abbildung 4-57: Verdichtung der Einflussgrößen zu Entscheidungspunkten für die Montageobjektgestaltung ............................................ 275
Abbildung 4-58: Verdichtung der Einflussgrößen zu Entscheidungspunkten für die Produktordnungssystemgestaltung .................................... 276
Abbildung 4-59: Kriterienübersicht - Vorauswahl der Montageorganisations- form ....................................................................................... 278
Abbildung 4-60: Kriterienübersicht – Baustellen- oder Gruppenmontage ......... 279
Abbildung 4-61: Kriterienübersicht – Reihen- oder Fließmontage .................... 280
Abbildung 4-62: Verdichtung der Einflussgrößen zu Entscheidungspunkten für die Bereitstellungsgestaltung ............................................ 281
Abbildung 4-63: Verdichtung der Einflussgrößen zu Entscheidungspunkten für die Montagelogistikgestaltung .......................................... 282
Abbildung 4-64: Verdichtung der Einflussgrößen zu Entscheidungspunkten für die Mitarbeitereinsatzgestaltung ............................................. 284
Abbildung 4-65: Modell zur zielorientierten Konfiguration der Kleinserien- montage ................................................................................. 286
Abbildung 4-66: Vorgehensweise zur Überprüfung des Modells....................... 287
Abbildung 4-67: Ist- und Soll-Anwendungsgrad ausgewählter Methoden ......... 288
Abbildung 4-68: Korrelationsanalysen zum Erfolgsbeitrag des Methoden- einsatzes ................................................................................. 290
Abbildung 4-69: Expertengespräche zur Überprüfung des Montage- konfigurationsprozesses ......................................................... 292
Abbildung 4-70: Einflussgrößenausprägung von Unternehmen 1 ...................... 293
Abbildung 4-71: Einflussgrößenausprägung von Unternehmen 2 ...................... 295
Abbildung 4-72: Einflussgrößenausprägung von Unternehmen 3 ...................... 297
Abbildung 4-73: Einflussgrößenausprägung von Unternehmen 4 ...................... 299
Abbildung 4-74: Einflussgrößenausprägung von Unternehmen 5 ...................... 301
Abbildung 4-75: Struktur des Ablaufs ............................................................... 303
Abbildung 4-76: Ablaufdiagramm zur Konfiguration der Kleinserien- montage (I/II) ......................................................................... 305
Abbildung 4-77: Ablaufdiagramm zur Konfiguration der Kleinserien- montage (II/II) ........................................................................ 306
Abbildung 4-78: Montagekonfigurationsprozess ............................................... 310
X Abkürzungsverzeichnis
Abkürzungsverzeichnis Abb. Abbildung ArbZG Arbeitszeitgesetz CIM Computer Integrated Manufacturing, DFA Design for Assembly DFM Design for Manufacture DFMA Design for Manufacture and Assembly DFX Design for X DIN Deutsches Institut für Normung DWB Die Betriebswirtschaft F&E Forschung und Entwicklung Hrsg. Herausgeber ISO International Standards Organisation IT Informationstechnologie JIS Just-in-Sequence JIT Just in Time KAPOVAZ Kapazitätsorientierte variable Arbeitszeit KMO Kaiser-Meyer-Olkin KMU kleine und mittlere Unternehmen krp Kosten-Rechnungs-Praxis KVP Kontinuierlicher Verbesserungsprozess MRP Material Requirement Planning MRP II Manufacturing Resource Planning MSA Measure of Sampling Adequacy MTM Methods-Time-Measurement OEM Original Equipment Manufacturer PIMS Profit Impact of Market POS Produktordnungssystem PPS Produktionsplanung und -steuerung SE Simultaneous Engineering SMED Single Minute Exchange of Die SOP Start of Production SPSS Superior Performing Software Systems SWOT Strengths, Weaknesses, Opportunities, Threats TQM Total Quality Management VMEA Variant Mode and Effects Analysis VMI Vendor Managed Inventory wt Werkstatttechnik ZfB Zeitschrift für Betriebswirtschaft ZWF Zeitschrift für wirtschaftlichen Fabrikbetrieb

Einleitung 1
1 Einleitung
1.1 Ausgangssituation und Problemstellung
Das Unternehmensumfeld produzierender Unternehmen zeichnet sich durch eine in den letzten Jahren steigende Komplexität aus. Ein sich stetig wandelndes Unter-nehmensumfeld, welches durch sich ändernde Technologien, neue Wettbewerber in einer globalisierten Welt und immer höhere Kundenwünsche geprägt ist, führt zu einem Komplexitätsgrad, den viele Unternehmen nur noch schwer handhaben kön-nen.1 Die schnellen und häufigen Veränderungen zwingen Unternehmen dazu, ihre Strukturen und Prozesse flexibel und dabei auch kosteneffizient zu gestalten.2 Die Globalisierung bedeutet für viele Unternehmen zudem eine Intensivierung der Wettbewerbssituation verbunden mit einem hohen Preisdruck.3 Kurze Produktle-benszyklen führen weiterhin zu kurzen Entwicklungszeiten in Verbindung mit, auch aufgrund der steigenden technologischen Komplexität, immer höheren Entwick-lungskosten. Die Unternehmen sind dadurch gezwungen, Produkte effizient herzu-stellen und sie weltweit zu wettbewerbsfähigen Preisen und der vom Kunden gefor-derten Qualität auf den Markt zu bringen.4 Der Wandel vom Verkäufer- zum Käu-fermarkt verschärft die Situation der Unternehmen zusätzlich.5 Während sich Verkäufermärkte durch größtenteils stabile Rahmenbedingungen auszeichnen, stel-len Käufermärkte hohe Anforderungen an die Unternehmen.6 Käufermärkte sind durch heterogene Kundenwünsche und dadurch viele verschiedene Erzeugnisse und Varianten gekennzeichnet. Diese Entwicklung ist mit kurzen Produktlebenszyklen und damit kurzen Reaktionszeiten verbunden.7 Insbesondere im Bereich der Pro-duktion stieg aufgrund der immer individuelleren Kundenwünsche die Komplexität in den letzten Jahren deutlich an.8 Diese Entwicklung führt zu einer immer stärkeren Fragmentierung der Märkte bis hin zu Marktsegmenten, die nur noch von einem einzigen Kunden besetzt sind.9 Durch diese Entwicklung wächst die Bedeutung ei-ner langfristigen Kunden-Abnehmer-Beziehung, welche durch qualitativ hochwerti-ge und kundenindividuelle Produkte gefördert werden kann. Neben einer stärkeren Kundenorientierung diversifizieren Unternehmen zur Wettbewerbssicherung ihr Produktspektrum und bedienen zunehmend Nischenmärkte.10 Mithilfe neuer Pro- 1 Zur Steigerung der Herausforderungen von Industrieunternehmen durch den Wandel der Rahmenbedin-
gungen vgl. u. a. Wildemann (1998a), S. 47 und Westkämper et al. (2000), S. 203 ff. 2 Vgl. Dürrschmidt (2001), S. 11 ff und Reinhart (2000), S. 17 ff. 3 Vgl. Boutellier/Schuh/Seghezzi (1997), S. 39 ff und Endler (1994), S. 98 ff. 4 Vgl. Bolz (1992), S. 1. 5 Vgl. Picot/Reichwald/Wigand (1998), S. 4. 6 Vgl. Rohloff (1995), S. 13 ff. 7 Vgl. Adam/Johannwille (1998), S. 5 ff. 8 Vgl. Günthner/Wilke/Zäh (2006), S. 63. 9 Vgl. Piller/Waringer (1999), S. 9 ff. 10 Vgl. Eversheim/Schenke/Warnke (1998), S. 31.
2 Einleitung duktvarianten verbunden mit geringen Lieferzeiten wird versucht, bestehende Kun-den zu halten und neue hinzu zu gewinnen. Die zunehmende Segmentierung des Angebots und die immer kundenindividuelleren Produkte resultieren in heterogenen Produktprogrammen mit großer Programmtiefe und -breite.11 Daraus folgt eine stei-gende Anzahl von Produktvarianten ohne eine damit einhergehende Umsatzsteige-rung. Die hohe Anzahl von Produktvarianten resultiert im gleichen Schritt in immer geringeren Losgrößen je Variante. Dadurch haben Unternehmen zunehmend Schwierigkeiten, Mengenvorteile zu erzielen, da die große Anzahl von Varianten häufig nur noch die Produktion von Kleinserien ermöglicht.
Die Entwicklungen und ständigen Veränderungen des Unternehmensumfelds und die Reaktion der Unternehmen darauf führen zu einer deutlich erhöhten Komplexi-tät der Produkte und Abläufe verbunden mit einer hohen Planungsunsicherheit.12 Die steigende Individualisierung der Produkte spiegelt sich auch in den Produkti-onsprozessen wider.13 Die hohe Variantenvielfalt sowie die komplexen Produkte resultieren in einer immer höheren Komplexität der Produktionsprozesse und Pro-duktionsorganisation, deren Ausmaß Unternehmen häufig nicht mehr handhaben können; sie geraten in die sogenannte Komplexitätsfalle.14 Die Herausforderung der Unternehmen liegt darin, die Individualisierungstendenzen des Marktes durch effi-ziente Konzepte und Strukturen zu bedienen. Neben einer geeigneten Gestaltung des Produktprogramms beinhaltet dies die flexible Produktionsgestaltung. Ziel der Unternehmen muss es sein, den Markt mit den gewünschten komplexen und indivi-dualisierten Produkten zu bedienen und gleichzeitig intern die daraus resultierende Komplexität zu beherrschen.
Die aus der Dynamisierung der Märkte und Individualisierung der Produkte resul-tierende Zunahme der Produkt-, Prozess- und Produktionskomplexität stellt insbe-sondere Unternehmen mit Kleinserienproduktion vor große Herausforderungen.15 Unternehmen sehen sich folgendem sich selbst verstärkenden Zusammenhang aus-gesetzt: Durch die wachsende Komplexität benötigen die Unternehmen eine zu-nehmend höhere Reaktionszeit im Produktionsbetrieb. Die tatsächlich zur Verfü-gung stehende Reaktionszeit nimmt aber mit steigender Dynamik des Unterneh-mensumfelds gleichzeitig ab.16 Dieser als Zeitschere bezeichnete Zusammenhang zwischen Komplexität und Anpassungszeit verdeutlicht die Zwangslage, in der sich produzierende Unternehmen zunehmend befinden.
11 Vgl. Adam (1998), S. 36. 12 Vgl. Wiendahl/Gerst/Keunecke (2004), S. 6 f und Adam/Johannwille (1998), S. 5 ff. 13 Vgl. Wildemann (1998b), S. 1 und Adam (1998), S. 36. 14 Vgl. Adam/Johannwille (1998), S. 5 ff. 15 Vgl. Eversheim/Schenke/Warnke (1998), S. 29. 16 Vgl. Bleicher (1995), S. 26.
Einleitung 3 Nur die Beherrschung der Komplexität in der Produktion und damit die Fähigkeit, schnell auf Veränderungen am Markt reagieren zu können, kann sicherstellen, dass Unternehmen auf einem internationalen Markt zukünftig wettbewerbsfähig blei-ben.17 Unternehmen versuchen insbesondere durch Ansätze des Komplexitätsmana-gements, wie beispielsweise Standardisierung, Modularisierung und Plattformstra-tegien der steigenden Komplexität des Produktprogramms zu begegnen. Durch die Systematisierung der Varianten mithilfe eines modularen Systems wird angestrebt, effizient kundenspezifische Produkte aus standardisierten Modulen zu generieren.18 Zudem wird bei der Auswahl und Gestaltung von Produktionssystemen auf die Fle-xibilität der Produktionsanlage und -konzepte geachtet, um auf Absatz- und Pro-duktänderungen ausreichend flexibel reagieren zu können.19
Die veränderten Umweltbedingungen wirken in besonderem Maß auf die Montage als letzte Stufe im Produkterstellungsprozess.20 Die Montage als der Bereich im Produktionsprozess, in dem aus Einzelteilen eine funktionsfähige Einheit gebildet wird, beansprucht je nach Produkt 15 bis 70 % der Gesamtproduktionszeit.21 Diese Zahlen beruhen auch darauf, dass in den letzen Jahren für die Teilefertigung bereits weitreichende Optimierungsmaßnahmen umgesetzt wurden. Rationalisierungspo-tenziale liegen in Zukunft also vor allem noch in der Montagegestaltung. Für den Bereich der Montage und insbesondere für die Klein- und Mittelserienmontage wurden bisher nur geringfügig Verbesserungsmaßnahmen erarbeitet und realisiert.22 Neue Konzepte der Montagegestaltung für die Kleinserienmontage müssen darauf abzielen, die Auswirkungen, die aus den geänderten Rahmenbedingungen resultie-ren, zu berücksichtigen. Es ist notwendig, dass Montageprozesse und -systeme an die sich stetig ändernden Anforderungen flexibel und schnell angepasst werden können, ohne dass die Kosten signifikant erhöht werden.23 Montagekonzepte müs-sen sicherstellen, dass die vom Markt geforderte Produktvielfalt auch in Hochlohn-ländern effizient realisiert werden kann, um wettbewerbsfähige Preise anbieten zu können.24 Ein in diesem Kontext in den letzten Jahren häufig diskutierter Ansatz ist die Steigerung der Wandlungsfähigkeit der Montage.25 Unter Wandlungsfähigkeit wird dabei das Potenzial verstanden, mit dem auch außerhalb von den durch die Montageplanung festgelegten Korridoren auf Veränderungen reagiert werden
17 Vgl. Wirth (2000), S. 17. 18 Vgl. Westkämper (2001), S. 479 ff. 19 Vgl. Lotter/Hartel/Menges (1998), S. 115 ff. 20 Vgl. Brecher/Schapp (2009), S. 7. 21 Der höchste Montagezeitanteil mit bis zu 70 % findet sich in der Elektro- und Feinwerktechnik. Vgl.
hierzu Lotter (2006d), S. 3. 22 Vgl. Brecher/Schapp (2009), S. 7. 23 Vgl. Lotter (2006d), S. 4. 24 Vgl. Meier (2005), S. 232 - 235. 25 Vgl. Wiendahl (2002).

4 Einleitung kann.26 Da die Systeme lösungsneutral sind, werden bei der Planung wandlungsfä-higer Montagesysteme keine expliziten Grenzen festgelegt.27 Erst die Kombination der Ansätze zur Steigerung der Wandlungsfähigkeit und Flexibilität, zur Reduzie-rung der Kosten sowie zur Reduzierung und Beherrschung der Komplexität ist ge-eignet, um den sich aus einem dynamischen Markt ergebenden Herausforderungen erfolgreich zu begegnen. Die Auswirkungen auf die Montage der aus den geänder-ten Rahmenbedingungen resultierenden Herausforderungen sind in Abbildung 1-1 zusammengefasst.
• Steigerung des Kostendrucks und Preisverfall
• Steigerung der Variantenvielfalt
• Steigerung der Planungsunsicherheit
• Reduzierung der zu montierenden Stückzahlen
• Steigerung des Wettbewerbs
Herausforderungen
• Erfordernis der Effizienzsteigerung
• Erfordernis der Montagekosten-senkung
• Erfordernis der Steigerung der Produkt- und Mengenflexibilität
• Erfordernis der Steigerung der Wandlungsfähigkeit
• Erfordernis der Komplexitätsredu-zierung und -beherrschung
Auswirkungen auf die Montage
• Individualisierung der Kunden-wünsche und damit des Leistungs-angebots
• Wandel von Verkäufer- zu Käufermarkt
• Globalisierung
• Verkürzung der Produktlebenszyklen durch sich schnell ändernde Techno-logien
Geänderte Rahmenbedingungen
• Steigerung des Kostendrucks und Preisverfall
• Steigerung der Variantenvielfalt
• Steigerung der Planungsunsicherheit
• Reduzierung der zu montierenden Stückzahlen
• Steigerung des Wettbewerbs
Herausforderungen
• Erfordernis der Effizienzsteigerung
• Erfordernis der Montagekosten-senkung
• Erfordernis der Steigerung der Produkt- und Mengenflexibilität
• Erfordernis der Steigerung der Wandlungsfähigkeit
• Erfordernis der Komplexitätsredu-zierung und -beherrschung
Auswirkungen auf die Montage
• Individualisierung der Kunden-wünsche und damit des Leistungs-angebots
• Wandel von Verkäufer- zu Käufermarkt
• Globalisierung
• Verkürzung der Produktlebenszyklen durch sich schnell ändernde Techno-logien
Geänderte Rahmenbedingungen
Abbildung 1-1: Auswirkungen der geänderten Rahmenbedingungen auf die Montage
Insbesondere Unternehmen, deren produzierte Menge entweder aufgrund ihrer Grö-ße oder Produktvielfalt im Bereich der Kleinserien liegt, bedürfen einer Montage, die ideal an die Unternehmensbedürfnisse angepasst ist. Dazu ist ein Montagekon-figurationsprozess notwendig, der sowohl die äußeren Rahmenbedingungen des Un-ternehmens berücksichtigt als auch auf der Grundlage der individuellen Unterneh-mensziele die für das jeweilige Unternehmen geeigneten Konzepte zur Montage-ausgestaltung ermittelt.
1.2 Behandlung der Thematik in der Literatur
Ein Montagekonfigurationsprozess muss es ermöglichen, Gestaltungsmöglichkeiten zu erarbeiten, die an den Bedürfnissen des Unternehmens orientiert sind. Zu den Gestaltungsmöglichkeiten und Vorgehensweisen wird in der Theorie in mehreren Themengebieten Bezug genommen:
Komplexitätsmanagement und
Montageplanung.
26 Vgl. Reinhart (2002), S. 18 - 23. 27 Vgl. Brecher/Schapp (2009), S. 7.

Einleitung 5 Bei der Ausgestaltung eines Montagekonfigurationsprozesses für die Kleinserien-montage sind die Aspekte des produktionsorientierten Komplexitätsmanagements zu berücksichtigen. Zudem bedarf es einer Analyse der in der Literatur bereits vor-liegenden Ansätze zur Konfiguration der Montage kleiner Serien. Relevante Teilbe-reiche der in der Literatur vorliegenden Ansätze werden nachfolgend diskutiert.
1.2.1 Komplexitätsmanagement
Der Begriff Komplexität ist in der Literatur nicht einheitlich definiert.28 Die Ausle-gung des Begriffs der Komplexität hängt stark vom Forschungsziel, der For-schungsdisziplin und dem Autor ab.29 Jedoch sind sich die Autoren einig, dass die Komplexität in Abhängigkeit der Systemgestaltung sowie der Betrachtungsebene definiert wird. Der Grad der Komplexität hängt somit von der subjektiven Wahr-nehmung des Betrachters ab.30 Zudem beinhaltet die Definition des Komplexitäts-begriffs immer eine quantitative Komponente. Mit Komplexität wird die Gesamt-heit der Merkmale eines Objektes oder eines Zustands im Sinn von Vielschichtig-keit verstanden. In der Systemtheorie ist die Komplexität eines Systems über die Anzahl sowie die Verschiedenartigkeit der Elemente, die Anzahl der Beziehungen zwischen den Elementen und die dynamischen Veränderlichkeit der Elemente sowie deren Beziehungen zueinander, definiert.31 Komplexität kann außerdem in die bei-den Bereiche strukturbedingte Kompliziertheit und Dynamik unterteilt werden.32 Die strukturbedingte Kompliziertheit wird weiter in die Faktoren „Anzahl der Ele-mente“, „Anzahl der Beziehungen zwischen den Elementen“ und „Verschiedenar-tigkeit der Elemente“ unterteilt. Der Dynamik ist der Faktor „Veränderlichkeit von Elementen und Beziehungen“ zugeordnet. Dabei ist Komplexität kein eindimensio-nales Problem, sondern sie zeigt sich in vielen Bereichen eines Unternehmens wie beispielsweise in einer hohen Variantenvielfalt, einer hohen Anzahl von Bauteilen oder in der Produktions- und Produktplanung parallel zu den berücksichtigenden Zielen.33 WILDEMANN grenzt den Begriff der Komplexität unter Verwendung der Kennzahlen „Anzahl der einbezogenen Einheiten und Beziehungen“ sowie der „Va-riabilität der Einheiten“ ein. Die Bestimmungsfaktoren für den Grad der Komplexi-tät eines Unternehmens sind somit die Variabilität, die Einheiten, die Beziehungen und die Aktionen, jeweils unter Berücksichtigung der zugrunde liegenden Anzahl.34 Nach ADAM hängt der Grad der Unternehmenskomplexität von drei Messgrößen
28 Eine ausführliche Gegenüberstellung der Definition ist bei Fricker (1996), S. 23 ff aufgezeigt. 29 Vgl. Rall/Dalhöfer (2004), S. 623 - 630. 30 Vgl. Dehnen (2004), S. 30. 31 Vgl. Dehnen (2004), S. 30 ff. 32 Vgl. Lang (2000), S. 25 f und Büssow/Mainz (2002), S. 32 - 43. 33 Vgl. Adam/Johannwille (1998), S. 6. 34 Vgl. Wildemann (1998a), S. 48 ff.

6 Einleitung ab.35 Die erste Bestimmungsgröße der Komplexität ist die Anzahl der Produkte, Teile, Zulieferer und/oder Kunden des Unternehmens. Eine zweite Messgröße der Unternehmenskomplexität ist die Anzahl der Beziehungen und Aktionen zwischen den genannten Einheiten. Die dritte Kennzahl ist die Häufigkeit von Veränderungen der Beziehungen oder Aktionen. Bei ADAM ist die Komplexität dementsprechend „Ausdruck des erforderlichen Koordinationsbedarfs innerhalb des Unternehmens“36. Die Operationalisierung des Komplexitätsbegriffs erfolgt also anhand mehrerer Komplexitätsfaktoren, die in die vier Bereiche „Vielzahl“, „Vielfalt“, „Vieldeutig-keit“ und „Veränderlichkeit“ unterteilt werden können.37 Die Vieldeutigkeit steht dabei für die Schwierigkeit, sich aufgrund von Risiken und Unsicherheiten ein kla-res Bild vom betroffenen System zu machen.38 Bei KLIMECKI/PROBST/EBERL wird das Phänomen der Komplexität über die Komplexitätsfaktoren Dynamik, Viel-falt und Diskontinuität abgebildet. Die Dynamik beschreibt dabei die Veränderlich-keit des Systems im Zeitverlauf. Die Vielfalt bildet die Anzahl der zu berücksichti-genden Elemente des Systems und ihre Wechselwirkungen ab und die Diskontinui-tät dient zur Beschreibung der Sprunghaftigkeit der Wirkungsverläufe.
Vor allem Unternehmen, die komplexe Erzeugnisse nach Kundenspezifikation in Einzel- oder Kleinserienfertigung produzieren, müssen sich im Spannungsfeld zwi-schen einem kundenfreundlichen Produktleistungsspektrum, der Komplexität des Fertigungsprozesses und deren Effizienz bewegen.39 Die aufgrund der zunehmen-den Variantenvielfalt steigende Komplexität des Produktionsprozesses führt zu stei-genden Koordinationskosten und damit zu hohen Stückkosten. Dies hat wiederum zur Folge, dass die Effizienz des Produktionsprozesses sinkt.40 Ein steigendes Leis-tungsspektrum mit komplexen Produkten resultiert somit häufig in ineffizienten Produktionsprozessen. Dieser negative Zusammenhang ist nicht zwangsläufig und kann durch ein geeignetes Komplexitätsmanagement sowohl im Bereich der Pro-duktgestaltung als auch im Bereich der Produktprogrammgestaltung abgeschwächt oder sogar verhindert werden. Des Weiteren können Ergebnisse aus Ansätzen zur Organisationsgestaltung dazu beitragen, die Komplexität zu reduzieren. Zur Beherr-schung der Komplexität wird in Unternehmen versucht, ein der Problematik ange-messenes Komplexitätsmanagement zu implementieren. Bezogen auf das System der Unternehmung umfasst das Komplexitätsmanagement nach SCHUH/ SCHWENK die Gestaltung, Steuerung und Entwicklung der Vielfalt des Leistungs-
35 Vgl. Adam (1998), S. 30. 36 Adam (1998), S. 30. 37 Vgl. Reiss (1993), S. 57. 38 Vgl. Schuh (2005), S. 11. 39 Vgl. Wildemann (1995a), S. 21 ff. und Boutellier/Schuh/Seghezzi (1997), S. 39 ff. 40 Vgl. Becker (1992), S. 171 ff.

Einleitung 7 spektrums, also der Produkte, Prozesse und Ressourcen im Unternehmen.41 Nach WILDEMANN beinhaltet Komplexitätsmanagement die drei wesentlichen Strate-gien Komplexitätsreduktion, -beherrschung und -vermeidung.42 Die Strategie der Komplexitätsreduzierung zielt auf die Senkung der vorhandenen Komplexität durch die Reduktion bestehender (Bau-)teile, Varianten und Prozesse ab. Ziel der Komp-lexitätsbeherrschung ist es, die vorhandene Komplexität durch geeignete Maßnah-men, wie beispielsweise die Anpassung der Fertigung, effizient zu beherrschen. Die Komplexitätsvermeidung hat die bereits frühzeitige Vermeidung der Neuentstehung von Komplexität als Ziel. Dazu werden insbesondere Ansätze des Vorfeldmarke-tings und der Vormarktphase realisiert.43 ADAM unterteilt das Komplexitätsmana-gement in Maßnahmen zum Komplexitätsabbau und zur Komplexitätsbeherr-schung.44 Er bezieht dabei Ansätze der integrierten Produktion, Organisationskon-zepte sowie Instrumente zur Komplexitätsbeherrschung, wie beispielsweise das To-tal Quality Management, in das Konzept mit ein.
Folgende Bereiche, deren Ansätze die Erreichung eines erfolgreichen Komplexi-tätsmanagements unterstützen, liefern demzufolge Beiträge zur Problemstellung dieser Arbeit:
Variantenmanagement,
Produktprogramm und Produktordnungssystem,
Fertigungs- und Arbeitsorganisation und
montageorientierte Produktgestaltung.
Ansätze aus dem Variantenmanagement: Die Variantenvielfalt in einem Unterneh-men ist durch die Anzahl von verschiedenen Ausführungsarten eines Bauteils, einer Baugruppe oder eines Produkts festgelegt. Eine hohe Variantenvielfalt führt zu ho-her Produkt- und Prozesskomplexität im Unternehmen.45 Das Variantenmanage-ment dient zur Reduzierung, Vermeidung und Beherrschung von Varianten.46 Nach EHRLENSPIEL/KIEWERT/LINDEMANN gilt im Rahmen des Variantenmana-gements die grundsätzliche Regel, Varianten in der Wertschöpfungskette erst mög-lichst spät zu bilden.47 Ziel der späten Variantenbildung ist die Erhöhung der Stan-dardisierung in den vorgelagerten Bereichen der Produktion. LINGNAU analysiert 41 Vgl. Schuh/Schwenk (2001), S. 34. 42 Vgl. Wildemann (2010a), S. 69 ff. 43 Vgl. Wildemann (2010a), S. 77 ff. 44 Vgl. Adam (1998), S. 52 ff. 45 Vgl. Wiendahl/Gerst/Keunecke (2004), S. 7. 46 Vgl. Wildemann (2010a), S. 4 ff und Piller/Waringer (1999), S. 28. 47 Vgl. Ehrlenspiel/Kiewert/Lindemann (2007), S. 304.

8 Einleitung die Auswirkungen der Variantenvielfalt auf das operative Produktionsmanagement. Schwerpunkt ist die Analyse der variantenspezifischen Aspekte im Rahmen der Produktionsplanung aus betriebswirtschaftlicher Sicht.48 HESSELBACH/MENGE und MENGE betrachten die Planung der Kleinserienfertigung unter Berücksichti-gung der Methoden zur Variantenbeherrschung in der Produktion.49 Es wird ein Methodenbaukasten zur Planung und Steuerung, Arbeits- und Prozessorganisation, Produktionsstrukturgestaltung und für die Produktionssystemgestaltung aufgezeigt. Beispielsweise werden als Methoden zur Planung und Steuerung Kanban und MRP II genannt. Die Notwendigkeit der Gestaltung einer variantenflexiblen Montage wird bei WIENDAHL/GERST/KEUNECKE verdeutlicht.50 Wesentlicher Inhalt der Vorgehensweise ist der Grundsatz des Produktionsstufenkonzepts.51 Die Gestal-tungsfelder der Produktionsendstufe werden ausgearbeitet und es wird eine Vorge-hensweise zur Realisierung des Konzepts mit den Gestaltungsfeldern Produkt-, Pro-duktionsprozess- und Produktionsstrukturgestaltung aufgezeigt.52 Nach WILDE-MANN sind zur Durchführung eines effizienten Variantenmanagements die drei Strategien Komplexitätsreduzierung, -beherrschung und -vermeidung umzusetzen.53 Von besonderer Bedeutung sind dabei die Reduzierung und Beherrschung der Komplexität. Zur Komplexitätsreduzierung wird die Reduktion der Kunden- und Programmbreite empfohlen. Zur Komplexitätsbeherrschung dienen eine segment-orientierte Auftragsabwicklung, die Fertigungssegmentierung, die Verschiebung des Variantenbestimmungspunkts möglichst ans Ende der Wertschöpfungskette, die Einrichtung von Bevorratungsebenen und die Visualisierung am Verbauort.54 Aus den Ansätzen der Gestaltung und Planung des Variantenmanagements in der Ferti-gung und Montage können somit wertvolle Aspekte für die Ausarbeitung eines ganzheitlichen Montagekonfigurationsprozesses abgeleitet werden. Eine Orientie-rung an den Anforderungen der Kleinserienmontage liegt jedoch nur in Teilen vor.
Ansätze aus den Bereichen Produktprogramm und Produktordnungssysteme: An-sätze zur Gestaltung des Produktprogramms setzen sich mit der Struktur von Pro-dukten und der Ordnung des Produktprogramms auseinander. Durch die Schaffung von Transparenz im Bereich der Produktprogrammgestaltung soll die produktüber-greifende Komplexität verringert werden. Dazu werden vor allem Standardisie-rungsmethoden angewendet, wie beispielsweise die Verwendung von Baugruppen in mehreren Produkttypen. Die Umsetzung des Ziels kann zudem über die Bildung
48 Vgl. Lingnau (1994), S. 149 ff. 49 Vgl. Hesselbach/Menge (2002), S. 87 ff und Menge (2001). 50 Vgl. Wiendahl/Gerst/Keunecke (2004). 51 Vgl. Große-Heitmeyer/Wiendahl (2004b), S. 21 ff. 52 Vgl. Mühlenbruch (2004), S. 41 ff. 53 Vgl. Wildemann (2010a), S. 69 ff. 54 Vgl. Wildemann (1997a), S. 372 f.
Einleitung 9 von Baukastensystemen erfolgen.55 Entsprechende Aspekte zum modularen Aufbau des Produktprogramms beschreiben PILLER/WARINGER, SCHÖLLING und EVERSHEIM.56 Unterschiedliche Ansätze zur Entwicklung von Baureihen werden bei KÜHBORTH und GERHARD aufgezeigt.57 Methoden, die zur Ausgestaltung von Produktplattformen verwendet werden können, sind bei LEY/HOFER, HÖLTTA und GONZALES-ZUGASTI/OTTO/BAKER vorgestellt.58
Ein noch weiter führender Ansatz zur Gestaltung des Produktprogramms ist der der Produktordnungssysteme. Produktordnungssysteme strukturieren den Aufbau des Produktprogramms mit dem Ziel, die Anforderungen des Kunden effizienzoptimal in den Produkten und Prozessen abzubilden. Dazu werden bei Produktordnungssys-temen nach WILDEMANN die Vorteile der Individualisierung mit denen der Stan-dardisierung verbunden.59 Wesentliche Strategien zur Gestaltung von Produktord-nungssystemen sind der Einsatz von Baukästen, die Bildung von Produktfamilien und die Verwendung von Modulen und Systemen. Bei NILLES wird aufgezeigt, wie ein Produktordnungssystem effizient gestaltet werden kann. Dazu werden ver-schiedene Strategietypen von Produktordnungssystemen und deren jeweilige Effizi-enzwirkungen auf Kosten, Umsatz und Kapitalbindung aufgezeigt.60 KLEISSL legt seinen Schwerpunkt auf die Methoden zur Schaffung marktgerechter Produktpro-gramme. Es wird ein methodengestützter Prozess zur Gestaltung von Produktord-nungssystemen generiert und die wesentlichen Gestaltungsfelder der Produktord-nungssysteme analysiert. Zur Eingrenzung des Rahmens bei der Gestaltung von Produktordnungssystemen werden strategiespezifische Bildungsgesetze abgeleitet, die dem Anwender des Prozesses die wesentlichen Grenzen bei der Gestaltung auf-zeigen.61 Die von ERIXON erarbeitete Vorgehensweise Modular Function Deployment eignet sich zur Gestaltung von Produktordnungssystemen und dient der sowohl kunden- als auch produktionsorientierten Entwicklung von modularen Pro-dukten. Ein Hauptbestandteil der Methodik ist die Module Indication Matrix, die den Anwender bei der Identifikation von geeigneten Modulen und Modulkonzepten unterstützt. Bei der Anwendung der Methodik kann dabei ein Schwerpunkt auf die Montagefreundlichkeit der gewählten Module gelegt werden.62 Die betrachteten Ansätze zur Gestaltung des Produktprogramms berücksichtigen den Produktionsbe-reich Montage kaum und die Gestaltung der Kleinserienmontage unter Beachtung der Produktstruktur ist nur am Rande Inhalt der vorgestellten Arbeiten. Insbesonde- 55 Vgl. Borowski (1961) und Kohlhase (1997). 56 Vgl. Piller/Waringer (1999), Schölling (1997) und Eversheim (1996). 57 Vgl. Kühborth (1986) und Gerhard (1984). 58 Vgl. Ley/Hofer (1999); Hölttä (2002) und Gonzales-Zugasti/Otto/Baker (1998). 59 Vgl. Wildemann (2010b), S. 31 ff. 60 Vgl. Nilles (2001), S. 106 ff. 61 Vgl. Kleissl (2004), S. 66 ff. 62 Vgl. Erixon (1998).

10 Einleitung re aus dem Bereich der Produktordnungssysteme lassen sich jedoch ganzheitliche Ansätze für eine montagorientierte Ausgestaltung und Realisierung des Produktpro-gramms ableiten, die dazu beitragen können, die Montageeffizienz zu erhöhen.
Ansätze aus der Gestaltung der Fertigungs- und Arbeitsorganisation: Die Organisa-tionsgestaltung betrachtet den Aufbau und die Abläufe im Unternehmen.63 In der Literatur wird die Organisation aus diesem Grund häufig in die beiden Komponen-ten Aufbau- und Ablauforganisation unterteilt.64 Des Weiteren kann die Organisati-on in Prozess- und Arbeitsorganisation unterschieden werden.65 Nachfolgend wer-den Ansätze zur Gestaltung der Prozess- und Arbeitsorganisation in der Montage untersucht. Von KRATZSCH wurde eine Methodik zur Gestaltung der Prozess- und Arbeitsorganisation in der Fließmontage erarbeitet.66 Diese beinhaltet eine Vorge-hensweise zur Gestaltung der Fließmontage und insbesondere die Bewertung der organisatorischen Gestaltungsmöglichkeiten. Die wirtschaftliche Bewertung erfolgt sowohl für die Prozess- als auch für die Arbeitsorganisation. Das Konzept von BUCK zeigt auf, welche Faktoren der Veränderung und der Beharrung die insge-samt stabile Entwicklung der Arbeitsorganisation in der Montage fördern. Die enge Einbindung der Montage in die Unternehmensentwicklung, die qualifikationsförder-liche Gestaltung der Aufgaben in der Montage und die Verknüpfung von Personal- und Organisationsentwicklung im Einführungsprozess der Arbeitsorganisation wer-den als zentrale Faktoren genannt.67 Konkrete Vorgehensweisen zur Einführung und Umsetzung in der Kleinserienmontage werden nicht aufgezeigt. Ein Ansatz zur kundenindividuellen Produktgestaltung in Verbindung mit einer standardisierten Produktion ist der des Mass Customization.68 Ziel ist die Bereitstellung kundenindi-vidueller Produkte für den Massenmarkt zu den Preisen von Standardprodukten.69 Dies bedeutet nicht, dass Produkte auf Kundenwunsch gefertigt werden, wie dies beispielsweise im Sondermaschinenbau der Fall ist, sondern es wird auf einem be-stehenden Produktspektrum aufgebaut, welches ohne hohen (Kosten- und Prozess-)
63 Vgl. Braun (1996), S. 7 ff. 64 Die Aufbauorganisation beschreibt die Aufteilung der Aufgaben ein einem Unternehmen auf die Organi-
sationseinheiten und die Zusammenarbeit zwischen den Einheiten. In der Ablauforganisation werden so-wohl die räumlichen als auch die zeitlichen Abläufe betrachtet und das Zusammenspiel von Betriebsmit-teln und Menschen sowie Informationen bei der Erfüllung von Arbeitsaufgaben beschrieben. Vgl. hierzu Bullinger/Rieth/Euler (1993), S. 9 ff.
65 Die Prozessorganisation beinhaltet die Gestaltung technischer Prozesse und ihrer Abfolge. Die Arbeitsor-ganisation setzt sich demgegenüber mit dem Themengebiet der Aufteilung der Aufgaben nach inhaltli-chen und zeitlichen Aspekten auseinander. Die Gestaltung der Arbeitsorganisation hat die Steigerung der Wirtschaftlichkeit durch die ideale Zusammenarbeit der Mitarbeiter und optimierte organisatorische Strukturen zum Ziel. Eine strikte Trennung zwischen Arbeits- und Prozessorganisation ist aufgrund der starken Wechselwirkungen nicht möglich. Vgl. hierzu Kratzsch (2000), S. 12.
66 Vgl. Kratzsch (2000), S. 37 ff. 67 Vgl. Buck (2001), S. 113 ff. 68 Vgl. Piller (2006), S. 153 ff. 69 Vgl. Turowski (1998), S. 33.

Einleitung 11 Aufwand an die Kundenwünsche angepasst werden kann.70 Mass Customization wird bei PILLER als „eigenständiger Fertigungstyp zwischen Einzel-, Varianten- und Massenfertigung positioniert, der die Vorteile der Einzel- und Massenfertigung vereint, indem in großen Teilen standardisierte Prozesse durch einzelkundenbezo-gene Wertaktivitäten ergänzt werden“.71 Für den Bereich der Kleinserienmontage eignet sich der Ansatz des Mass Customization nur bedingt. Ein Ansatz der seg-mentierten Produktion ist in den letzten Jahren unter den Begriffen Modulare Fab-rik, Fraktale Fabrik oder Fertigungssegmentierung häufig diskutiert worden.72 Beim Konzept der Fertigungssegmentierung von WILDEMANN werden die Kosten- und Produktivitätsvorteile, die in der Fließfertigung vorliegen, mit der Flexibilität, die in der Werkstattfertigung gegeben ist, vereint.73 Erreicht wird das Ziel durch eine Ent-flechtung der Kapazitäten unter Berücksichtigung der Kundenorientierung. Das nach WILDEMANN wesentlichste Gestaltungselement im Bereich der Fertigungs-segmentierung ist die Flussoptimierung, da es sich bei diesem Prinzip um die kos-tenminimale Gestaltungsmöglichkeit handelt. Zu berücksichtigen ist hierbei, dass für die Hebung der Potenziale der Flussoptimierung eine ausreichende Auslastung notwendig ist, die bei WILDEMANN nicht numerisch beziffert wird.74 Bei der pro-zessorientierten Fertigungssegmentierung werden die Montage und die Fertigung nach Leistungsspektren gegliedert, sodass Segmente gebildet werden können. Die Fertigungssegmente sind abgegrenzte und überschaubare organisatorische Einhei-ten, deren Aufgaben so unterteilt sind, dass sich die Kosten- und Produktionsvortei-le einer Fließfertigung mit denen der hohen Flexibilität der Werkstattfertigung ver-binden.75 Die Montage wird im Rahmen des Konzepts der Fertigungssegmentierung als Teil der Produktion analysiert und es werden empirisch belegte Empfehlungen zur organisatorischen Gestaltung der Fertigungssegmente gegeben. Diese beinhalten die Festlegung des Umfangs der Strecke des Materialflusses, die Bestimmung des Autonomiegrades der betrieblichen Funktionen, die Gestaltung der Fertigungsorga-nisation und des Organisationsaufbaus sowie die Festlegung der Größe der Segmen-te.76 Auch bei EVERSHEIM/SCHENKE/WARNKE und VAHRENKAMP werden die positiven Effekte der Fertigungssegmentierung, wie beispielsweise die Be-schleunigung des Materialflusses, betont.77 Das Konzept zur prozessorientierten Fertigungssegmentierung von BALVE/AUPPERLE basiert auf den Arbeiten von
70 Vgl. Piller (2006), S. 176. 71 Piller (2006), S. 177. 72 Vgl. Vahrenkamp (2008), S. 305. 73 Vgl. Wildemann (1999), S. 60 ff. Der Ansatz der Fertigungssegmentierung ist zudem die Grundlage für
die Realisierung der ”Modularen Fabrik”. Vgl. hierzu Wildemann (1998b). 74 Vgl. Wildemann (1997a), S. 225 ff. 75 Vgl. Wildemann (1999), S. 60 ff. 76 Vgl. Wildemann (1988), S. 24 ff. 77
Vgl. Eversheim/Schenke/Warnke (1998), S. 40 f und Vahrenkamp (2008), S. 305 ff.

12 Einleitung WILDEMANN.78 Der Prozess beinhaltet die Planung der Fertigungssegmente aus-gehend von der Montage. Es wird ein dreiphasiger Segmentierungsprozess aufge-zeigt, dessen Schwerpunkt auf der Bildung und Bewertung von Alternativen für die einzelnen Produktionsbereiche und der anschließenden Verknüpfung dieser zu ei-nem Gesamtkonzept beruht.79 Die Ansätze zur Gestaltung der Fertigungs- und Ar-beitsorganisation zeigen wesentliche Ansatzpunkte auf, die bei der Gestaltung der Kleinserienmontage berücksichtigt werden müssen. Sie bilden jedoch keine ganz-heitliche Vorgehensweise zur Montagekonfiguration für kleine Serien.
Ansätze aus der montagegerechten Produktgestaltung: Zur montagegerechten Pro-duktgestaltung und daraus resultierend zur Reduzierung der Komplexität liegen in der Literatur verschiedene Ansätze vor. LINDEMANN/BAUMBERGER zeigen auf, wie durch die Entwicklung individualisierbarer Produkte Vielfalt nicht, wie beim Variantenmanagement, vermieden, sondern, durch flexible Produkt-, Prozess- und Unternehmensstrukturen, ermöglicht werden soll. „Die Ermöglichung der Viel-falt basiert bei individualisierten Produkten auf verschiedenen Grundprinzipien, die auf eine Flexibilisierung der Leistungsstrukturen und -prozesse abzielen.“80 WESTKÄMPER erarbeitete ein Konzept, welches durch modular aufgebaute Pro-dukte in der variantenreichen Serienproduktion das schnelle und kostengünstige Umrüsten in der Montage ermöglicht. Der Hauptansatzpunkt ist dabei der Gedanke, dass die Struktur der Produktionssysteme der Produktstruktur folgt. Das Konzept zeigt auf, wie sich Umrüstkosten und -zeit durch modulare Prinzipien und geeignete Informationssysteme verringern lassen.81 Bedeutende Verfahren, die den Anwender bei der fertigungs- und montagegerechten Produktgestaltung unterstützen, sind die des Design for X, (DFX), des Design for Manufacture (DFM) und des Design for Assembly (DFA). Die Verfahren zielen darauf ab, den Anwender dabei zu unter-stützen, Produkte am Produktionsprozess orientiert zu gestalten. Wichtige Ziele des DFA-Konzepts sind nach EVERSHEIM/SCHUH die Reduzierung der Teileanzahl des Produkts, die Verringerung der Anzahl von Füge- und Trennrichtungen und die Standardisierung von Schnittstellen im Bauteil.82 Das Ergebnis sind Erzeugnisse, die den Produktionsprozess optimal unterstützen.83 Für die vorliegende Arbeit sind insbesondere die Arbeiten von BOOTHROYD/DEWHURST relevant. Diese haben ein Konzept zu den Bereichen DFA, DFM und DFMA erarbeitet, welches den An-
78 Vgl. Balve/Aupperle (2001), S. 75 ff. 79 Vgl. Balve/Aupperle (2001), S. 83 ff. 80 Lindemann/Baumberger (2006a), S. 11. 81 Vgl. Westkämper (2001), S. 479 ff. 82 Vgl. Eversheim/Schuh (1999), S. 7 ff. 83 Das X in DFX steht für verschiedene Gestaltungsrichtlinien, wie beispielsweise „einfach“ und „sicher“,
aber auch „kostengünstig“ (Design for Cost) oder eben „montagegerecht“ (Design for Manufacture).Vgl. hierzu Stanke/Berndes (1997), S. 22 f und Pahl/Beitz (2006), S. 393 ff.
Einleitung 13 wender bei der fertigungs- und montageorientierten Produktgestaltung unterstützt.84 Dabei wird ein deutlicher Fokus auf die Produktgestaltung gelegt. Die Planung der Montage und ihrer Abläufe wird nur am Rande berücksichtigt. Auch bei STOLL und CORBETT et al. werden die Prinzipien und Strategien des DFM beschrieben, wobei auch hier kein umfassendes Montagekonzept vorliegt, sondern der Aspekt der Produktgestaltung überwiegt.85 Eine Methode, die dem Ansatz des DFM grund-sätzlich ähnelt, ist die des Simultaneous Engineering.86 Das grundsätzliche Prinzip des Simultaneous Engineering ist die parallele Durchführung von ursprünglich se-quenziell ablaufenden Schritten zur Steigerung der Effektivität und Effizienz der Produktentwicklung und Produktionsprozessgestaltung unter Berücksichtigung der Kundenwünsche.87 REINHART/CUIPER entwickelten unter Beachtung der Prinzi-pien des Simultaneous Engineering eine Vorgehensweise zur kooperativen Planung von Produkten und der Montageanlage. Es werden Konzepte aufgezeigt, die es er-möglichen, diesen Ansatz speziell im Hinblick auf die Montage im Unternehmen umzusetzen. Ansatzpunkte sind dabei die frühzeitige Planung, die Berücksichtigung unterschiedlicher Treiber (Produkt und Anlage) im Entwicklungsprozess sowie die Nutzung von Synergien durch gemeinsame produktübergreifende Problemlösung.88 GÜNTHNER et al. zeigen einen Ansatz zur Fertigung und Montage individualisier-ter Produkte.89 Dazu werden Leitlinien für die Fabrik-, Prozess- und Logistikpla-nung zur Fertigung individualisierter Produkte erarbeitet. Diese sind Erweiterungs-fähigkeit, Integrationsfähigkeit und Lernfähigkeit. Für die drei Gestaltungsbereiche werden jeweils geeignete Konzepte aufgezeigt. Es werden wichtige Gestaltungs-möglichkeiten genannt, wobei die montageorientierte Produktgestaltung in diesem Konzept keine Berücksichtigung findet. Es kann festgehalten werden, dass die in der Literatur zum Themengebiet Komplexitätsmanagement vorliegenden Konzepte nur jeweils einzelne Teilaspekte des Bereichs der Kleinserienmontage betrachten. Sie enthalten jedoch detaillierte Beschreibungen von Methoden und Gestaltungsan-sätzen zur montageorientierten Produkt- und Prozessgestaltung. Aus den vorgestell-ten Ansätzen können somit Teilbereiche auf die Problemstellung dieser Arbeit über-tragen werden. Sie bilden die Grundlage zur Identifikation von Gestaltungsfeldern des zu entwickelnden Montagekonfigurationsprozesses.
Die Gegenüberstellung der inhaltlichen Schwerpunkte der betrachteten Ansätze und Konzepte in Abbildung 1-2 verdeutlicht, dass in verschiedenen theoretischen Berei-chen Implikationen für die Gestaltung der Kleinserienmontage gegeben werden. 84 Vgl. Boothroyd/Dewhurst (1988), S. 42 ff. 85 Vgl. Stoll (1986) und Corbett et al. (1991). 86 Vgl. Eversheim/Bochtler/Laufenberg (1995), S. 84 ff. 87 Vgl. Eversheim/Bochtler/Laufenberg (1995), S. 2 f. 88 Vgl. Reinhart/Cuiper (1998), S. 4 ff. 89 Vgl. Günthner et al. (2006), S. 63 ff.
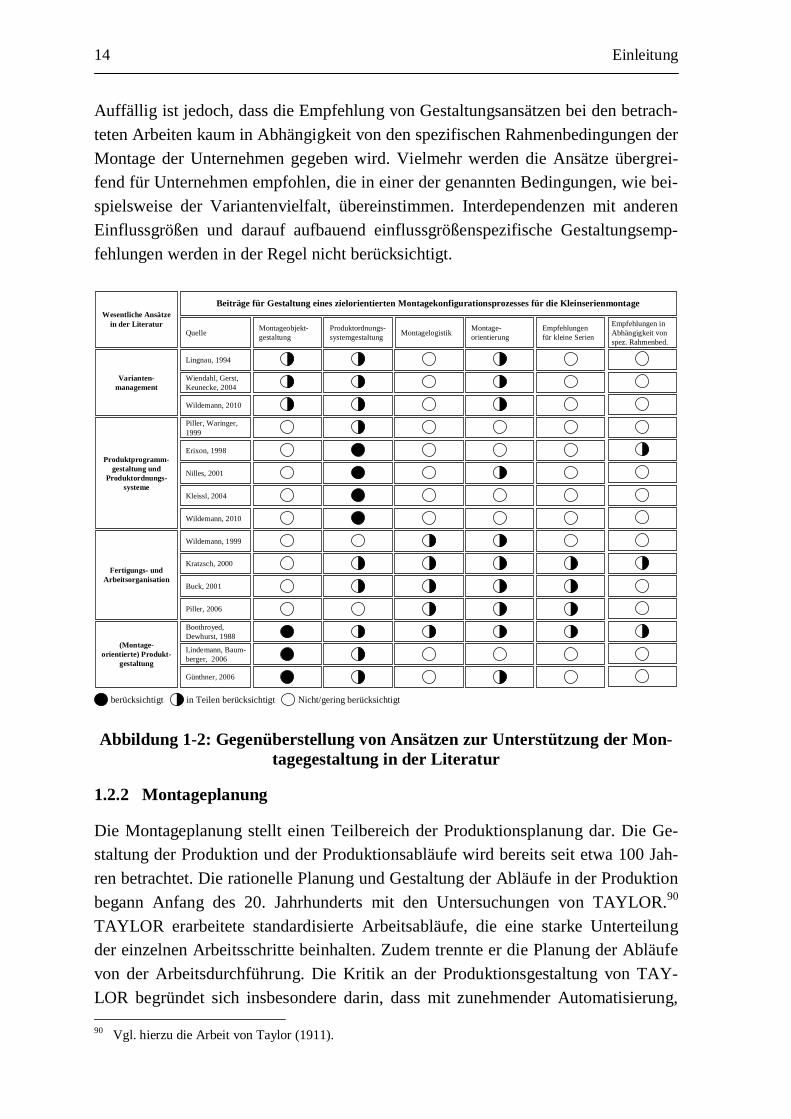
14 Einleitung Auffällig ist jedoch, dass die Empfehlung von Gestaltungsansätzen bei den betrach-teten Arbeiten kaum in Abhängigkeit von den spezifischen Rahmenbedingungen der Montage der Unternehmen gegeben wird. Vielmehr werden die Ansätze übergrei-fend für Unternehmen empfohlen, die in einer der genannten Bedingungen, wie bei-spielsweise der Variantenvielfalt, übereinstimmen. Interdependenzen mit anderen Einflussgrößen und darauf aufbauend einflussgrößenspezifische Gestaltungsemp-fehlungen werden in der Regel nicht berücksichtigt.
Lingnau, 1994
Wiendahl, Gerst, Keunecke, 2004
Wildemann, 2010
Piller, Waringer, 1999
Erixon, 1998
Nilles, 2001
Kleissl, 2004
Wildemann, 1999
Kratzsch, 2000
Boothroyed, Dewhurst, 1988
Lindemann, Baum-berger, 2006
Quelle Montageobjekt-gestaltung
Produktordnungs-systemgestaltung Montagelogistik Empfehlungen
für kleine SerienMontage-orientierung
- -x
x - -x
x - -x
x - --
x - --
x - -x
x - --
- - -x
x x xx
x - xx
x - -x
Varianten-management
Fertigungs- und Arbeitsorganisation
Produktprogramm-gestaltung und
Produktordnungs-systeme
(Montage-orientierte) Produkt-
gestaltung
Beiträge für Gestaltung eines zielorientierten Montagekonfigurationsprozesses für die Kleinserienmontage
Wildemann, 2010 x - --
Buck, 2001 x x xx
Piller, 2006 x x xx
Günthner, 2006 x - -x
Wesentliche Ansätze in der Literatur
berücksichtigt in Teilen berücksichtigt Nicht/gering berücksichtigt
Empfehlungen in Abhängigkeit von spez. Rahmenbed.
-
-
-
-
-
-
-
-
x
x
-
-
x
x
-
Abbildung 1-2: Gegenüberstellung von Ansätzen zur Unterstützung der Mon-tagegestaltung in der Literatur
1.2.2 Montageplanung
Die Montageplanung stellt einen Teilbereich der Produktionsplanung dar. Die Ge-staltung der Produktion und der Produktionsabläufe wird bereits seit etwa 100 Jah-ren betrachtet. Die rationelle Planung und Gestaltung der Abläufe in der Produktion begann Anfang des 20. Jahrhunderts mit den Untersuchungen von TAYLOR.90 TAYLOR erarbeitete standardisierte Arbeitsabläufe, die eine starke Unterteilung der einzelnen Arbeitsschritte beinhalten. Zudem trennte er die Planung der Abläufe von der Arbeitsdurchführung. Die Kritik an der Produktionsgestaltung von TAY-LOR begründet sich insbesondere darin, dass mit zunehmender Automatisierung, 90 Vgl. hierzu die Arbeit von Taylor (1911).
Einleitung 15 der steigenden Zahl von Produkten und den hohen Qualitätsansprüchen die stark mitarbeiterorientierte Arbeitsablaufgestaltung an ihre Grenzen gerät.91 Die Ansätze von TAYLOR gelten jedoch als erstes umfassendes System, um die Betriebsorgani-sation wirtschaftlich zu betreiben. Darauf aufbauend wurde eine hohe Anzahl von Konzepten und Ansätzen entwickelt, die die Gestaltung der Produktionsabläufe und des Produktionssystems beinhalten. Ein Produktionssystem, das insbesondere in der Automobilindustrie eine hohe Bedeutung aufweist und dessen Prinzipien auch auf andere Branchen ausgeweitet wurden und werden, ist das Toyota Produktionssys-tem. Dieses von OHNO entwickelte Produktionssystem basiert auf der Idee, die Wirtschaftlichkeit zu erhöhen, indem Verschwendung im Produktionssystem ver-mieden wird.92 Auch die Montage als Teilbereich der Produktion ist immer wieder Gegenstand von Untersuchungen. Aufgrund der geringen Automatisierungsmög-lichkeiten liegt nach LOTTER jedoch noch ein hohes Rationalisierungspotenzial in der Montage.93 Die Rationalisierungsansätze können in konstruktive, technische, organisatorische und arbeitswissenschaftliche Gestaltungsaspekte unterteilt werden, denen jeweils verschiedene Gestaltungsfelder zugeordnet sind. Im Rahmen dieser Arbeit liegt der Fokus auf konstruktiven und organisatorischen Ansätzen. Im Be-reich der konstruktiven Gestaltungsaspekte werden beispielsweise die Felder Stan-dardisierung, Produktgestaltung, Einzelteilgestaltung und Toleranzen genannt. Dem Bereich der organisatorischen Gestaltungsaspekte sind beispielsweise die Organisa-tionsform und das Produktionsprogramm zugeordnet.94 Für die im Rahmen dieser Arbeit zu gestaltende Vorgehensweise zur Montagekonfiguration werden diese As-pekte im Detail analysiert und gegebenenfalls ausgestaltet.
Zur Planung der Montage liegen in der Literatur Vorgehensweisen sowohl für die Planung der Kleinserienmontage als auch für die allgemeine Montageplanung vor. Obwohl der Schwerpunkt der Untersuchungen auf der Montageplanung für den Be-reich der Kleinserienproduktion liegt, werden in der nachfolgenden Literaturanalyse auch Ansätze aus der Massenfertigung betrachtet, da daraus wichtige Erkenntnisse für die weiteren Analysen erwartet werden. Die für den Bereich der Montagepla-nung relevanten Ansätze können folgenden Teilbereichen zugeordnet werden:
Montageplanung ohne Fokus auf die Kleinserie und
Montageplanung mit Fokus auf die Kleinserie.
91 Vgl. Wiendahl/Reichardt/Nyhuis (2009), S. 81. 92 Zu den Grundlagen und Prinzipien das Toyota Produktionssystems vgl. Ohno (1993), S. 19 und Shingo
(1992), S. 37. 93 Vgl. Lotter (2006d), S. 5. 94 Zu den weiteren Gestaltungsfeldern je Gestaltungsaspekt vgl. Lotter (2006d), S. 5.

16 Einleitung Ansätze aus dem Bereich Montageplanung ohne Fokus auf die Kleinserie: Die Ar-beiten zur Planung der Montage geben in unterschiedlichen Detaillierungsgraden und unter Berücksichtigung verschiedener Schwerpunkte die Schritte an, die durch-zuführen sind, um das für das jeweilige Unternehmen ideale Montagesystem zu ge-nerieren. Im Rahmen dieser Arbeit wird nur auf die für die gegebene Themenstel-lung relevantesten Planungsansätze eingegangen. METZGER entwickelte eine, spe-ziell auf die Planung von Montagesystemen ausgerichtete, fünfstufige methodenge-stützte Planungssystematik. Kern ist die Entwicklung alternativer Arbeitssysteme, aus denen mithilfe einer Bewertungssystematik das für die Aufgabenstellung am Besten geeignete ermittelt wird.95 Die von KONOLD/REGER erarbeitete Planung unterteilt sich in die drei Planungsstufen Aufgabenstellung, Grobplanung und Fein-planung, wobei die Planungsstufen noch jeweils aus einzelnen Planungsschritten bestehen. KONOLD/REGER orientieren sich bei der Vorgehensweise stark am Pro-jektmanagement und der Planungsprozess ist analog einer Projektdurchführung auf-gebaut.96 Das Konzept von BULLINGER ist eine praxisorientierte Vorgehensweise zur Planung der Montage. Auch hier wird der Projektcharakter der Montageplanung hervorgehoben. Zusätzlich wird detailliert auf die zu planenden Bereiche eingegan-gen und es werden zu verwendende Methoden je Planungsschritt aufgezeigt.97 BALVE/RALLY konzentrieren sich im Rahmen der Montageplanung auf die Ziele, die mit der Montage verfolgt werden, und geben darauf aufbauend eine Planungs-vorgehensweise vor, die die Gestaltung einer flexiblen marktorientierten Montage anstrebt.98 EVERSHEIM entwickelte eine Vorgehensweise zur Planung von Mon-tagesystemen, welche eine Produkt- und Potenzialanalyse beinhaltet. Anschließend wird die Struktur des Montagesystems festgelegt und das Anforderungsprofil der Elemente des Systems ermittelt. Es folgt die Gesamtbewertung der Ergebnisse und schließlich die Auswahl des geeigneten Montagesystems.99 ROSSGODERER ent-wickelte ein rechnergestütztes System zur Planung von Montagelayout und -prozess bei hybriden Montageanlagen. Als hybride Montageanlagen werden Anlagen be-zeichnet, in denen sowohl manuelle als auch automatisierte Montagetätigkeiten durchgeführt werden. Das Vorgehen von ROSSGODERER orientiert sich dabei stark am Ansatz des Simultaneous Engineering.100 Auch PEFFEKOVEN entwickel-te ein IT-gestütztes Modell. Dieses stellt ein auf der Netzplantechnik basierendes Montageplanungssystem für die Montage komplexer Produkte dar.101 Der Monta-geplanungsprozess bei JONAS ist ebenfalls rechnergestützt und wird meist parallel 95 Vgl. Metzger (1977) 96 Vgl. Konold/Reger (2003). 97 Vgl. Bullinger (1986). 98 Vgl. Balve/Rally (2001), S. 11 ff. 99 Vgl. Eversheim (1989). 100 Vgl. Roßgoderer (2002). 101 Vgl. Peffekoven (1982).
Einleitung 17 und in mehreren Iterationsschleifen, in einer jeweils feineren Detaillierungsstufe, durchlaufen.102 JONAS identifiziert neun Planungsschritte, die im Rahmen der Montageplanung zu durchlaufen sind. Kernaspekt der Planung ist, dass es als sinn-voll erachtet wird, wenn Fertigungs- und Montageaspekte schon während der Konstruktionsphase berücksichtigt werden. Zudem erfolgt eine Wirtschaftlichkeits-betrachtung, bei der die unterschiedlichen Lösungsalternativen bezüglich ihres Aufwands und Nutzens bewertet werden. JONAS integriert die Erstellung der Mon-tageprogramme, wie beispielsweise Roboterprogramme, SPS-Programme und Ar-beitsanweisungen, in den Montageplanungsprozess. Als letzter Schritt folgt die An-lauf- und Betriebsbetreuung, die zum Ziel hat, die vorangegangenen Planungser-gebnisse in die Realität umzusetzen.103 ECKSTEIN/EICHERT/WAIDMANN erar-beiteten ein Prozessmodell zur Integration von Konstruktion und Montagepla-nung.104 Die Verknüpfung von Konstruktion und Montageplanung erfolgt, indem Informationen und Wissen der Montagevorbereitung automatisch in den Entwick-lungsprozess zurückgeleitet werden. Die analysierten Methoden und Vorgehenswei-sen zur Planung der Montage zeigen wichtige Ansätze dieses Gestaltungsbereichs auf, jedoch wird nicht auf die spezifischen Herausforderungen der Montage in der Kleinserienfertigung eingegangen. Es können aber wesentliche Aspekte zur Gestal-tung der Phasen des Montagekonfigurationsprozesses abgeleitet werden.
Ansätze aus dem Bereich Montageplanung mit Fokus auf die Kleinserie: UNGE-HEUER erarbeitete ein Modell, das eine anforderungsgerechte Planung der Pro-dukt- und Montagestruktur für komplexe Erzeugnisse der Einzel- und Kleinserien-produktion ermöglicht. Das Modell besteht aus den vier Vorgangsschritten Ermitt-lung der Eingangsinformationen, Erstellung einer funktionsorientierten Erzeugnisgliederung, Umsetzung der funktionalen Struktur in eine montagorientier-te Erzeugnisgliederung und Ableitung einer geeigneten Montagestruktur. Aufbau-end auf dem Modell werden eine Methodik zur Planung montagegerechter Produkt-strukturen aufgezeigt und mögliche Methoden zur Umsetzung des Modells vorge-stellt.105 Die Methodik konzentriert sich insbesondere auf die Handhabung komple-xer Produkte, die implizit mit der Einzel- und Kleinserienfertigung gleichgesetzt werden. Begründungen, warum die vorgestellten Methoden explizit für den Bereich der Kleinserie geeignet sind, werden nicht gegeben. EVERSHEIM/WITTE/PEFFEKOVEN entwickelten eine Systematik zur organisa-torischen und technischen Optimierung der Montage in der Einzel- und Kleinserien-
102 Vgl. Jonas (2000). 103 Vgl. Jonas (2000), S. 13 ff. 104 Vgl. Eckstein/Eichert/Waidmann (2010), S. 200 - 205. 105 Vgl. Ungeheuer (1986).

18 Einleitung fertigung.106 Dazu erfolgt nach einer Gliederung des Montagebereichs in Teilberei-che die Gestaltung der Montagebereiche, wie beispielsweise die Organisationsform. Anschließend werden die einzelnen Teilbereiche zu einem Gesamtsystem verbun-den, der Ablauf in der Montage wird ermittelt und die Betriebsmittel werden be-stimmt. Dabei sind die Planungsschritte stark voneinander abhängig und bei Bedarf werden bereits erzielte Planungsergebnisse iterativ angepasst, wenn dadurch ein besseres Gesamtergebnis zu erwarten ist.107 Die Montageplanung nach MIESE be-trachtet sowohl die Planung des Montagesystems als auch die Montageablaufpla-nung.108 Im Rahmen der Montagesystemplanung werden die Produktstruktur, das Montagesystem und die Organisationsform bestimmt. Abschließend wird ein Wirt-schaftlichkeitsvergleich durchgeführt. Die Montageablaufplanung beinhaltet die Bedarfsermittlung für Montagemittel, -hilfsmittel sowie -einrichtungen. Des Weite-ren werden die Montagezeiten und die Materialbereitstellung geplant. Abschließend erfolgen die Festlegung des Raumbedarfs und die Personalplanung. Die Arbeit von MIESE berücksichtigt dabei nicht die Ziele, die in der Montage erreicht werden sol-len. Gestaltungsempfehlungen für verschiedene Arten von Unternehmen und Mon-tagen werden nicht gegeben. Die Planung stückzahlflexibler Montagsysteme wird bei KRÜGER betrachtet.109 Die stückzahlflexible Montageplanung baut auf der von den bereits genannten Autoren entwickelten allgemeinen Vorgehensweise zur Pla-nung von Montagesystemen auf. Der Planungsprozess wird jedoch um die neue Phase der Flexibilitätsplanung erweitert, welche die kapazitätsflexible Gestaltung der Montage in Abhängigkeit vom kurz-, mittel- und langfristigen Absatzverlauf ermöglicht. Die Planungsvorgehensweise beinhaltet sowohl die Neuplanung als auch die Umplanung bereits vorhandener Montagesysteme. Die sechs Planungspha-sen werden nacheinander durchlaufen, wodurch das Planungsziel vom idealen zum realen Ziel immer weiter konkretisiert wird. CHANG erarbeitete ein Konzept zur Montagesystemplanung und -steuerung für die variantenreiche Serienmontage.110 Er entwickelte ein Planungs- und Steuerungskonzept, welches an die zu produzieren-den Varianten anpassbar ist. Als Planungsmethode wird die bereits bei BULLIN-GER beschriebene Planungsvorgehensweise herangezogen.111 Im Rahmen der Konkretisierung der Planungsziele werden die Ziele, die das zu planende Montage-system erreichen soll, in technische, wirtschaftliche, personelle und organisatorische Ziele unterteilt. Darauf aufbauend wird der Planungsprozess durchlaufen. CHANG teilt den verschiedenen Montagearten und Montageabläufen zudem geeignete Pla-nungs- und Steuerungssysteme zu. Für die Einzel- und Kleinserienmontage sind 106 Vgl. Eversheim/Witte/Peffekoven (1981). 107 Vgl. hierzu die Arbeiten von Eversheim/Witte/Peffekoven (1981) und Eversheim (1989). 108 Vgl. Miese (1973), S. 71 ff. 109 Vgl. Krüger (2004), S. 59 ff. 110 Vgl. Chang (1999). 111 Vgl. Bullinger (1986).

Einleitung 19 beispielsweise die Konzepte MRP II (Manufacturing Resource Planning), Leitstän-de, Fertigungsregelung und Störungsmanagement geeignet.112 Die Vorgehenswei-sen zur Montageplanung für die Kleinserie und zur Montage variantenreicher Pro-duktprogramme betonen die Relevanz eines sequenziellen Ablaufs und die Metho-denunterstützung im Rahmen der Planung. Zudem werden wesentliche Hinweise zur Gestaltung eines Ablaufs zur Konfiguration der Kleinserienmontage gegeben. Bei den genannten Autoren erfolgt die Berücksichtigung von Empfehlungen für die Montageobjektgestaltung jedoch nur am Rande. Obwohl in der Regel Ansätze zur Gestaltung des Arbeitsablaufs und der Betriebsmittel gegeben werden, werden ge-eignete Ansätze zur Steuerung der Materialflüsse und zur Teilebereitstellung nur untergeordnet berücksichtigt. Die beschriebenen Vorgehensweisen enthalten zudem keine Gestaltungsempfehlungen, die an die spezifischen und unterschiedlichen Be-dürfnisse der Unternehmen angepasst sind.
Montageplanung ohne Fokus auf die
Kleinserie
Montageplanung mit Fokus auf die
Kleinserie
Beiträge für Gestaltung eines zielorientierten Montagekonfigurationsprozesses für die Kleinserienmontage
Quelle
Metzger, 1977
Bullinger, 1986
Eversheim, 1989
Konold, Reger, 2003
Miese, 1973
Eversheim, Witte, Peffekoven , 1981
Ungeheuer, 1986
Chang, 1999
Jonas, 2000
Roßgoderer, 2002
Krüger, 2004
Balve, Rally, 2001
berücksichtigt in Teilen berücksichtigt Nicht/gering berücksichtigt
Wesentliche Ansätze in der Literatur Montageobjekt-
gestaltung
Montageorientierte Produktprogramm-gestaltung
Montagelogistik-gestaltung
Berücksichtigung der Zielorientierung
Durchgängiger Methodeneinsatz
Unternehmensspezif. Empfehlungen zur Montagegestaltung
Unternehmensspezif. Empfehlungen zur Montagegestaltung
Abbildung 1-3: Gegenüberstellung von Ansätzen zur Montageplanung in der Literatur
Die in Abbildung 1-3 gegenübergestellten Auswertungen der Literatur zum Stand der Forschung im Bereich der Montageplanung verdeutlichen, dass bei keiner der genannten Vorgehensweisen der Fokus auf einer ganzheitlichen Montagekonfigura-tion für die Kleinserienmontage liegt. Die übergreifende Berücksichtigung von An-sätzen und Methoden zur Montageobjekt-, Produktprogramm- und Montagegestal-tung erfolgt im Rahmen der bestehenden Vorgehensweisen zur Montagekonfigura-tion nur in Teilen. Der aufgezeigte Methodeneinsatz zur Montageplanung ist zudem kaum auf die Anforderungen der Kleinserienmontage abgestimmt und bei keiner
112 Vgl. Chang (1999), S. 20.

20 Einleitung der Vorgehensweisen für alle Bereiche durchgängig abgebildet. Ein übergreifendes Defizit der analysierten Arbeiten ist die kaum vorhandene Berücksichtigung von konkreten unternehmensspezifischen Rahmenbedingungen bei der Ausgestaltung der Montage. Quantifizierte Größen, wie beispielsweise die Wiederholhäufigkeit des Montagevorgangs als Einflussgröße auf die Montageorganisationsformgestal-tung, werden nur bei METZGER gegeben. Quantifizierbare Werte als Basis für die Empfehlung von Gestaltungskonzepten für die weiteren Gestaltungsbereiche liegen nicht oder in nur sehr geringem Maße vor.
1.3 Forschungskonzeption und Zielsetzung
Ausgehend von den im vorherigen Kapitel erläuterten theoretischen und praktischen Defiziten im Bereich der Montageplanung ist die Zielsetzung der vorliegenden Ar-beit die Gestaltung eines zielorientierten Montagekonfigurationsprozesses für den Bereich der Kleinserienmontage. Dazu soll ein ganzheitliches modellgestütztes Vorgehen zur Montagekonfiguration erarbeitet werden, welches auf die spezifi-schen Bedürfnisse der Kleinserienmontage eingeht. Aufgrund der praxisrelevanten Problemstellung wird eine Forschungskonzeption als sinnvoll erachtet, die aus theo-retisch-deduktiven und empirisch-induktiven Bausteinen zusammengesetzt ist. Ziel ist die Identifikation von empirisch begründeten Gestaltungsempfehlungen für die Gestaltungsbereiche der Montagekonfiguration. Basis der Forschungskonzeption dieser Arbeit ist die Vorgehensweise von ULRICH, nach dessen Verständnis die Betriebswirtschaftslehre eine anwendungs- und problemlösungsorientierte Sozial-wissenschaft ist.113
Erfassung und Einordnung relevanter Probleme der Realität
Erfassung, Strukturierung und Interpretation problemrelevanter Theorien
Erfassung und Spezifizierung problemrelevanter Verfahren und Theorien der Formalwissenschaften
Erfassung und Analyse des relevanten Anwendungszusammenhangs
Ableitung von Beurteilungskriterien, Gestaltungsregeln und -modellen
(empirische) Prüfung der Gestaltungsregeln und -modelle im Anwendungszusammenhang
Information und Beratung der Praxis
113 Vgl. Ulrich (1984), S. 131 ff.
Einleitung 21
Abbildung 1-4: Forschungsprozess der Betriebswirtschaftslehre114
Da die Betriebswirtschaftslehre eine angewandte Wissenschaft darstellt, ist es nicht ihr Ziel, den absoluten Wahrheitsgehalt von Theorien zu überprüfen wie das bei-spielsweise in der Naturwissenschaft der Fall ist.115 Vielmehr zielt die Betriebswirt-schaft darauf ab, Erkenntnisse zu generieren, welche dazu geeignet sind, Probleme der Praxis zu lösen. Der zur Zielerreichung bei ULRICH aufgezeigte siebenstufige Forschungsprozess der Betriebswirtschaftslehre bildet somit die Grundlage dieser Arbeit (vgl. Abb. 1-4). Der Prozess wird im Sinne einer praxisbegleitenden For-schung iterativ durchlaufen, abstrahiert und bezüglich des Anwendungszusammen-hangs analysiert und überprüft.116
Im Rahmen der Forschungsaufgabe werden zur Ableitung von unternehmensspezi-fischen Gestaltungsempfehlungen für die Konfiguration der Kleinserienmontage Forschungsfragen erarbeitet. Die Forschungsfragen zeigen dabei die Logik des in der Arbeit verfolgten Forschungsprozesses auf und verdeutlichen, welche Ziele im Rahmen der Untersuchung verfolgt werden.117 Bei MAXWELL werden die unter-schiedlichen Arten von Forschungsfragen aufgezeigt, wobei die Bedeutung der Verknüpfung der Forschungsfragen mit den weiteren Bausteinen der Analyse, wie beispielsweise der Empirie, betont wird.118 In Abbildung 1-5 sind die der vorliegen-den Untersuchung zugrunde gelegten neun Forschungsfragen und ihre Zuordnung zu den Kapiteln der Arbeit dargestellt. Die erste Forschungsfrage bezieht sich auf die Anforderungen an einen Montagekonfigurationsprozess für die Kleinserienmon-tage. Die Anforderungen werden in Kapitel 2.3 aus der Theorie und in Kapitel 3.6 aus der Empirie abgeleitet. Die bei der Montagekonfiguration zu berücksichtigen-den Leitlinien sind Inhalt der zweiten Forschungsfrage. Die Leitlinien werden in Kapitel 4.1.1 auf Basis der empirischen und einer theoretischen Analyse abgeleitet. Die dritte Forschungsfrage untersucht den Aspekt, aus welchen Phasen ein Monta-gekonfigurationsprozess für die Kleinserienmontage zusammengesetzt ist. Eine Antwort darauf wird in den Kapiteln 2, 3.2, 3.3 und 3.4 aus der Literatur und in Ka-pitel 3.6 aus der Empirie abgeleitet. Die vierte Forschungsfrage beinhaltet die Ana-lyse der Einflussgrößen auf den Konfigurationsprozess. Dies erfolgt in den Kapiteln 2, 3.6 und 4.2. Die Untersuchung der für die Kleinserienmontage geeigneten Gestal-tungsansätze und Methoden ist Gegenstand der fünften Frage. Eine theoretische Antwort darauf wird in den Kapiteln 2, 3 und 4.1 gegeben. Empirisch werden die Ansätze und Methoden in Kapitel 3.6 untersucht. Inhalt der sechsten Forschungs-
114 Vgl. Ulrich/Hill (1979), S. 181 und Ulrich (1984), S. 192 f. 115 Vgl. Ulrich (1984), S. 174. 116 Vgl. Tomczak (1992), S. 84 und Ulrich (1981), S. 84. 117 Vgl. Maxwell (1996), S. 48. 118 Vgl. Maxwell (1996), S. 48 ff.
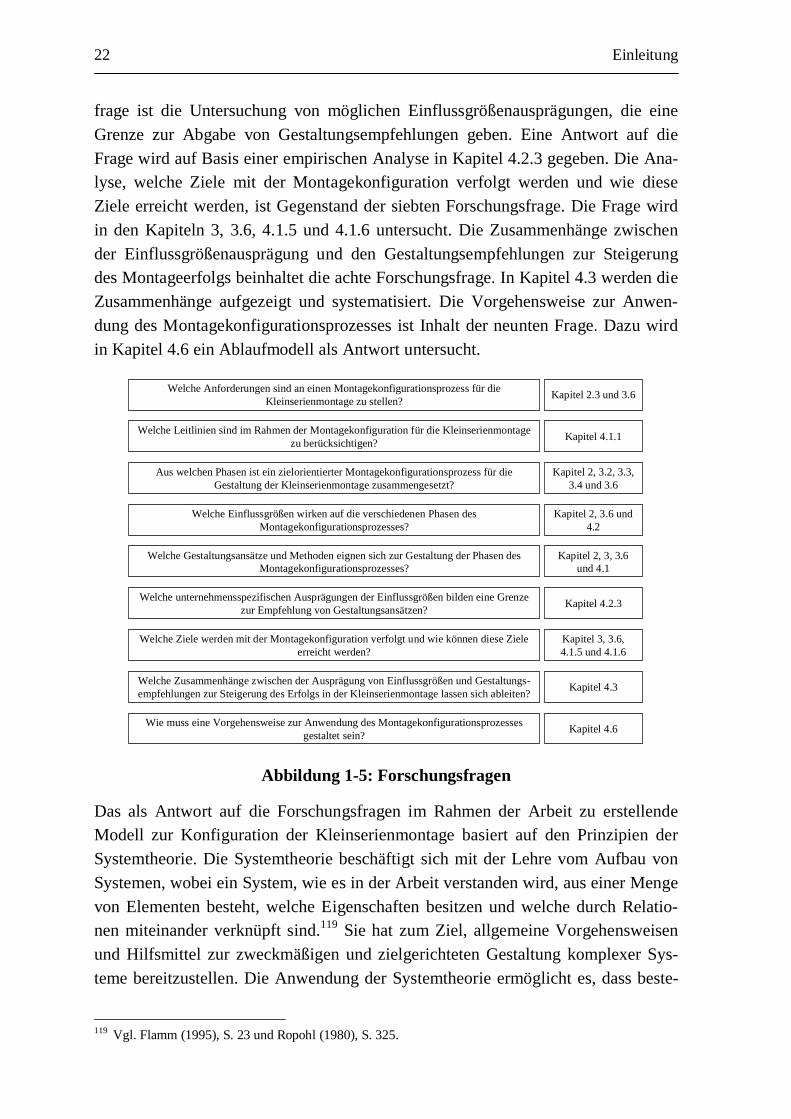
22 Einleitung frage ist die Untersuchung von möglichen Einflussgrößenausprägungen, die eine Grenze zur Abgabe von Gestaltungsempfehlungen geben. Eine Antwort auf die Frage wird auf Basis einer empirischen Analyse in Kapitel 4.2.3 gegeben. Die Ana-lyse, welche Ziele mit der Montagekonfiguration verfolgt werden und wie diese Ziele erreicht werden, ist Gegenstand der siebten Forschungsfrage. Die Frage wird in den Kapiteln 3, 3.6, 4.1.5 und 4.1.6 untersucht. Die Zusammenhänge zwischen der Einflussgrößenausprägung und den Gestaltungsempfehlungen zur Steigerung des Montageerfolgs beinhaltet die achte Forschungsfrage. In Kapitel 4.3 werden die Zusammenhänge aufgezeigt und systematisiert. Die Vorgehensweise zur Anwen-dung des Montagekonfigurationsprozesses ist Inhalt der neunten Frage. Dazu wird in Kapitel 4.6 ein Ablaufmodell als Antwort untersucht.
Welche Anforderungen sind an einen Montagekonfigurationsprozess für die Kleinserienmontage zu stellen?
Welche Leitlinien sind im Rahmen der Montagekonfiguration für die Kleinserienmontage zu berücksichtigen?
Aus welchen Phasen ist ein zielorientierter Montagekonfigurationsprozess für die Gestaltung der Kleinserienmontage zusammengesetzt?
Welche Einflussgrößen wirken auf die verschiedenen Phasen des Montagekonfigurationsprozesses?
Welche Gestaltungsansätze und Methoden eignen sich zur Gestaltung der Phasen des Montagekonfigurationsprozesses?
Welche unternehmensspezifischen Ausprägungen der Einflussgrößen bilden eine Grenze zur Empfehlung von Gestaltungsansätzen?
Welche Ziele werden mit der Montagekonfiguration verfolgt und wie können diese Ziele erreicht werden?
Kapitel 2.3 und 3.6
Kapitel 4.1.1
Kapitel 2, 3.2, 3.3, 3.4 und 3.6
Kapitel 2, 3.6 und 4.2
Kapitel 2, 3, 3.6 und 4.1
Kapitel 4.2.3
Kapitel 3, 3.6, 4.1.5 und 4.1.6
Welche Zusammenhänge zwischen der Ausprägung von Einflussgrößen und Gestaltungs-empfehlungen zur Steigerung des Erfolgs in der Kleinserienmontage lassen sich ableiten? Kapitel 4.3
Wie muss eine Vorgehensweise zur Anwendung des Montagekonfigurationsprozesses gestaltet sein? Kapitel 4.6
Abbildung 1-5: Forschungsfragen
Das als Antwort auf die Forschungsfragen im Rahmen der Arbeit zu erstellende Modell zur Konfiguration der Kleinserienmontage basiert auf den Prinzipien der Systemtheorie. Die Systemtheorie beschäftigt sich mit der Lehre vom Aufbau von Systemen, wobei ein System, wie es in der Arbeit verstanden wird, aus einer Menge von Elementen besteht, welche Eigenschaften besitzen und welche durch Relatio-nen miteinander verknüpft sind.119 Sie hat zum Ziel, allgemeine Vorgehensweisen und Hilfsmittel zur zweckmäßigen und zielgerichteten Gestaltung komplexer Sys-teme bereitzustellen. Die Anwendung der Systemtheorie ermöglicht es, dass beste-
119 Vgl. Flamm (1995), S. 23 und Ropohl (1980), S. 325.
Einleitung 23 hende Methoden auf andere Bereiche übertragen werden. Somit bildet sie eine Grundlage für interdisziplinäre Problemlösungen. Die Nutzung der Prinzipien der Systemtheorie stellt außerdem sicher, dass auch gegebenenfalls auftretende Rand-probleme frühzeitig bemerkt und berücksichtigt werden, wodurch ein umfassender Ansatz gewährleistet ist. Im Rahmen der Systemtheorie findet in der Regel die Mo-dellbildung Einsatz. Die Modellbildung ist ein Mittel um vereinfachte Abbildungen realer Systeme zur generieren. Als Modell bezeichnet man die Darstellung der als wesentlich erachteten Aspekte eines Systems. "Ein Modell ist ein bewusst konstru-iertes Abbild der Wirklichkeit, das auf Grundlage einer Struktur-, Funktions- oder Verhaltensanalogie zu einem entsprechenden Original eingesetzt bzw. genutzt wird, um eine bestimmte Aufgabe zu lösen, deren Durchführung mittels direkter Operati-on am Original nicht oder zunächst nicht möglich oder zweckmäßig ist.“120 Ein Modell kann somit als ein vereinfachtes Abbild eines realen Systems definiert wer-den. Zu jedem System können sich bei unterschiedlicher Auswahl der als wesent-lich erachteten Aspekte auch unterschiedliche Modelle ergeben. Das Ziel der Mo-dellbildung ist die Gewinnung von Erkenntnissen durch die Vereinfachung von komplexen Sachverhalten wie sie beispielsweise in der Betriebswirtschaftslehre auftreten.121 Bei der Bildung von Modellen als vereinfachte Abbildungen realer Systeme sind folgende Merkmale zu berücksichtigen:122
Abbildungsmerkmal: Modelle sind Repräsentanten künstlicher oder natürli-cher Originale. Damit ist eine Zuordnung von Modellattributen zu Original-attributen möglich.
Verkürzungsmerkmal: Aus der Menge aller Attribute des Originals sind nur diejenigen auszuwählen, die für die Modellerstellung relevant sind.
Pragmatisches Merkmal: Die Definition des Originals, mögliche Nutzer, der Nutzungszeitraum und der mit dem Modell verfolgte Zwecks ist zu definie-ren. Die Vereinfachungen des realen Systems ergeben sich als Folge der Zu-sammenfassung oder Vernachlässigung von Elementen des realen Systems.
Zur zielorientierten Gestaltung des Modells für die Montagekonfiguration müssen geeignete Systemgrenzen identifiziert und definiert werden. Bei der Definition der Grenzen ist zu beachten, dass zu weite Systemgrenzen dazu führen, dass der Auf-wand zur Lösung der Problemstellung schnell ansteigt und somit schließlich keine Lösung gefunden werden kann. Zu enge Systemgrenzen führen dagegen dazu, dass gegebenenfalls wichtige Elemente des Systems nicht berücksichtigt werden und 120 Dangelmaier/Warnecke (1997), S. 2. 121 Vgl. Peters/Brühl/Stelling (2005), S. 12. 122 Vgl. Stachowiak (1973), S. 131 ff.
24 Einleitung somit die Ergebnisse verfälscht werden.123 Da durch die Verwendung des System-ansatzes keine Aussagen über die Art der Systembeziehungen gemacht werden können, wird dieser inhaltlich durch den situativen Ansatz ergänzt.124 Der situative Ansatz basiert auf der Vermeidung von allgemeinen Handlungsempfehlungen und versucht auf einem geeigneten Abstraktionsniveau operationale Aussagen zu den Beziehungen von Situation, Struktur und Verhalten zu ermitteln.125 Ziel ist demzu-folge nicht die Abgabe von übergreifenden Aussagen, sondern die Empfehlung von Aussagen für die jeweilige vorliegende Situation, da in der Regel keine generell ideale Handlungsempfehlung vorliegt.126 Im Verlauf der Arbeit wird ein Modell entwickelt, dass im Sinne des situativen Ansatzes dazu geeignet ist, in Abhängigkeit von den unternehmensspezifischen Rahmenbedingungen und Einflussgrößen indi-viduelle Gestaltungsempfehlungen für die jeweilige Unternehmenssituation zu ge-ben.
1.4 Aufbau der Arbeit
Zur Zielerreichung wird auf Basis der beschriebenen Forschungskonzeption eine mehrstufige Vorgehensweise gewählt. Aufbauend auf der in Kapitel 1 aufgezeigten Ausgangssituation und Problemstellung sowie unter Berücksichtigung wesentlicher theoretischer Konzepte mit Bezug zur Montagekonfiguration kleiner Serien wird zunächst die im Rahmen der Arbeit gewählte Forschungskonzeption vorgestellt. Zudem werden die Zielsetzung und der Aufbau der Arbeit charakterisiert. In diesem Kapitel wird also die Erfassung wesentlicher praktischer Probleme sowie die Ei-nordnung und Strukturierung relevanter Theorien ausgearbeitet. In Kapitel 2 erfolgt eine Literaturanalyse zum Themengebiet der Kleinserienmontage. Dazu werden die Begriffe Montage und Kleinserie beschrieben und definiert. Es erfolgt die Darstel-lung der Inhalte eines Montagesystems, welches durch die Montagestruktur, den Montageablauf und die Betriebsmittel festgelegt ist. Des Weiteren werden in der Literatur vorliegende Konzepte zur Montageplanung im Detail vorgestellt. Darauf aufbauend werden die Anforderungen an die Gestaltung der Montage kleiner Serien erarbeitet. In Kapitel 3 wird der theoretische und empirische Bezugsrahmen aufge-spannt. Es erfolgt die detaillierte Analyse der für diese Arbeit wesentlichen Betrach-tungsbereiche. Es werden die Themengebiete Komplexitätsmanagement, Produkt-gestaltung, Produktprogrammgestaltung und Montagelogistikgestaltung definiert und erläutert. Mithilfe des Montagekonfigurationsprozesses muss die Komplexität in der Montage der Kleinserienfertigung reduziert und beherrscht werden können. Dazu dienen Ansätze aus der Produkt- oder auch Teilegestaltung sowie Ansätze aus 123 Vgl. Krallmann/Frank/Gronau (1999), S. 10 ff. 124 Vgl. Niedermayr. (1994), S. 100. 125 Vgl. Staehle (1999), S. 49. 126 Vgl. Scherer/Beyer (1998), S. 334.

Einleitung 25 dem Bereich der Produktprogrammrealisierung. Hierbei sind insbesondere die An-sätze des Variantenmanagements und der Produktordnungssystemgestaltung rele-vant. Durch eine geeignete an der Montage orientierte Gestaltung der Teilebereit-stellung und der Produktionslogistik ist der Montageerfolg zudem zu steigern. Zu-dem wird in Kapitel 3 das empirische Forschungsdesign definiert. Es wird die Triangulation, also die Kombination aus quantitativen und qualitativen For-schungsmethoden gewählt. Zudem wird die empirische Basis erläutert. Diese setzt sich aus Fallstudien, Expertengesprächen und einer quantitativen Fragebogenanaly-se zusammen. Die betrachteten Unternehmen werden kurz charakterisiert und es erfolgt eine Einordnung der Empirie hinsichtlich der Aufgabenstellung in dieser Arbeit. Auf Basis der Fallstudienanalyse und von Expertengesprächen werden im nächsten Schritt die Anforderungen an einen Montagekonfigurationsprozess ermit-telt. Die Analyse dient zudem der Identifikation von inhaltlichen Modellschwer-punkten und Einflussgrößen auf den Montagekonfigurationsprozess. In Kapitel 2 und 3 wird damit die Erfassung, Strukturierung und Spezifizierung problemrelevan-ter Theorien und Verfahren ausgearbeitet sowie eine theoretische und empirische Anforderungsanalyse an ein Modell zur Konfiguration der Kleinserienmontage durchgeführt. Kapitel 4 dient der Erarbeitung eines Modells zur zielorientierten Ge-staltung der Montage kleiner Serien. Die Modellbildung setzt sich aus den Erkennt-nissen der Literaturanalysen sowie den Ergebnissen aus einer Fallstudienanalyse, Expertengesprächen und quantitativen Analysen zusammen. Basis des Modells bil-den die Leitlinien der Montagekonfiguration. Die Gestaltungsfelder des Montage-konfigurationsprozesses sind die montageorientierte Produktgestaltung, die Aus-wahl der Montageorganisationsform, die Montagegestaltung und die zielorientierte Gestaltung der Montage. Die Charakterisierung der Einflussgrößen sowie der we-sentlichen Gestaltungsansätze und Methoden entlang des Prozesses ist Schwerpunkt des Kapitels. Auf Basis einer darauf folgenden quantitativen Analyse werden die Einflussgrößen auf die Gestaltungsbereiche des Montagekonfigurationsprozesses ermittelt und parametrisiert. Mithilfe von Flussdiagrammen werden die Einfluss-größenausprägungen und Gestaltungsansätze sowie Methoden zueinander in Bezie-hung gesetzt und es wird die Grundlage zur Abgabe unternehmensspezifischer Ge-staltungsempfehlungen erarbeitet. Zur Überprüfung der Ergebnisse der Modellbil-dung erfolgt sowohl eine quantitative als auch eine qualitative Analyse. Zur Unter-stützung der Anwender des Modells wird zudem ein Ablauf erarbeitet, der bei der Umsetzung des Montagekonfigurationsprozesses eingesetzt werden kann. Dazu wird ein Flussdiagramm ausgestaltet, dessen sequenzielles Durchlaufen die Ermitt-lung einflussgrößenspezifischer Empfehlungen zur Konfiguration der Kleinserien-montage ermöglicht. Kapitel 4 dient demzufolge der Bildung eines Modells zur Konfiguration der Kleinserienmontage und der modellspezifischen Ableitung von

26 Einleitung Beurteilungskriterien und Gestaltungsmodellen sowie der empirischen Prüfung des Gestaltungsmodells im Anwendungszusammenhang. Zudem erfolgt eine praxisnahe Unterstützung bei der Modellanwendung. Kapitel 5 beinhaltet neben der Zusam-menfassung der wichtigsten Ergebnisse die Beantwortung der in Kapitel 1 gebilde-ten Forschungsfragen und es wird der noch verbleibende Forschungsbedarf aufge-zeigt. Der Gang der Untersuchung ist nachfolgend in Abbildung 1-6 dargestellt.

Einleitung 27
Zusammenfassung der Ergebnisse
Einleitung
• Ausgangssituation• Behandlung der Thematik in der Literatur• Defizite der bestehenden Konzepte
• Forschungskonzeption, Zielsetzung und Aufbau der Arbeit
Einleitung
• Ausgangssituation• Behandlung der Thematik in der Literatur• Defizite der bestehenden Konzepte
• Forschungskonzeption, Zielsetzung und Aufbau der Arbeit
Ablauf zur Anwendung des Montagekonfigurationsprozesses:Vorgehensweise zur Unterstützung bei der Modellanwendung
Ausgestaltung der Phasen des Montagekonfigurationsprozesses:• Phase 1: Montageorientierte Produktgestaltung• Phase 2: Auswahl der Montageorganisationsform• Phase 3: Montagegestaltung• Phase 4: Zielorientierte Gestaltung
Modell zur Konfiguration der Kleinserienmontage
Leitlinien, Einflussgrößen, Erfolgsgrößen und Gestaltungsfelder des Montagekonfigurationsprozesses
Theoretische Analyse von Gestaltungsansätzen
Theoretische Analyse von Methoden
Einflussgrößen auf den Montagekonfigurationsprozess:• Abgrenzung und Klassifizierung der Einflussgrößen• Phasenspezifische Zuordnung der Einflussgrößen • Parametrisierung der Einflussgrößen
Empirische Überprüfung der Ergebnisse der Modellbildung durch Fragebogenanalyse und Expertengespräche
Theoretische und empirische Analyse
Identifikation relevanter Gestaltungsansätze je Einflussgrößen-kombination je Gestaltungsbereich (Flussdiagramme)
Theoretische und empirische Analyse
Theoretischer und empirischer Bezugsrahmen
Montage als Betrachtungsgegenstand:Theoretische Anforderungsanalyse
Komplexitätsmanagement durch• Produktgestaltung, • Produktprogrammgestaltung und • Materiallogistikgestaltungals Betrachtungsgegenstand
Empirisches Forschungsdesign: Triangulation
Empirischer Bezugsrahmen:• Fallstudien• Expertengespräche• Fragebogenanalyse
Empirische Anforderungsanalyse: Fallstudien und Expertengespräche
Theoretischer und empirischer Bezugsrahmen
Montage als Betrachtungsgegenstand:Theoretische Anforderungsanalyse
Komplexitätsmanagement durch• Produktgestaltung, • Produktprogrammgestaltung und • Materiallogistikgestaltungals Betrachtungsgegenstand
Empirisches Forschungsdesign: Triangulation
Empirischer Bezugsrahmen:• Fallstudien• Expertengespräche• Fragebogenanalyse
Empirische Anforderungsanalyse: Fallstudien und Expertengespräche
Abbildung 1-6: Aufbau der Arbeit
Montage von kleinen Serien 28
2 Kleinserienmontage als Betrachtungsgegenstand
Zur Gestaltung der Kleinserienmontage sollen im Rahmen der Arbeit einflussgrö-ßenspezifische Gestaltungsansätze und Methoden erarbeitet werden. Dieses Ziel erfordert es, Methoden, Vorgehensweisen und bestehende Konzepte zu identifizie-ren, die einen Beitrag zur Steigerung des Montageerfolgs leisten. Dazu ist zunächst der theoretische Rahmen aufzuspannen, welcher die Begriffe Montage, Kleinserie und Montagesystem abgrenzt und zueinander in Verbindung setzt. Zudem werden die in der Literatur vorliegenden Ansätze zur Montagekonfiguration analysiert, um daraus Anforderungen an einen Prozess zur Konfiguration der Kleinserienmontage abzuleiten.
2.1 Begriffsdefinition Kleinserienmontage
Um das Verständnis des Begriffs der Kleinserienmontage in dieser Arbeit zu ver-einheitlichen, werden die grundsätzlichen Inhalte und Abgrenzungsmöglichkeiten der Montage kleiner Serien erläutert und die beiden Bereiche Montage und Kleinse-rie werden in Bezug zueinander gesetzt.
2.1.1 Definition Montage
Das Montieren ist nach der VDI-Richtlinie 2860 die Gesamtheit der Vorgänge, die den Zusammenbau von geometrisch bestimmten Körpern zur Aufgabe haben.127 Die Montage beschreibt die Schritte des Zusammenbaus von „technischen Gebilden hö-herer Komplexität aus solchen mit niedrigerer Komplexität“128. Neben der Funktion des Fügens umfassen die Funktionen der Montage auch die Aufgaben der Werk-stückhandhabung, des Justierens und des Kontrollierens. Des Weiteren sind der Montage Sonderfunktionen wie beispielsweise das Erwärmen, Kühlen und Reinigen zuzuordnen.129 Die Montage ist ein Teil des Produktionssystems und stellt die letzte Stufe der Produktentstehung dar. In ihr werden Teile gelagert, transportiert und montiert. Das Montieren kann wiederum in die Funktionsbereiche Zubringen (bei-spielsweise Spannen und Positionieren), Fügen (beispielsweise Schweißen und Nie-ten) und Kontrollieren unterteilt werden. Gegebenenfalls müssen in der Montage auch bereits montierte Bauteile bei Toleranzabweichungen angepasst werden. Wichtig für das Verständnis des Unternehmensbereichs Montage ist, dass dieser nicht isoliert von den weiteren Unternehmensbereichen betrachtet werden kann, sondern dass die Montage in Zusammenhang mit den übrigen Bereichen steht und
127 Vgl. VDI (1990). 128 Miese (1975), S. 440. 129 Vgl. Lotter (2006d), S. 2.

Montage von kleinen Serien 29 teilweise von diesen abhängig ist.130 Die Einbettung der Montage in die Produktion als Teil des Produktionssystems ist in Abbildung 2-1 dargestellt.
Produktionsplanung
Konst-ruktion
Arbeits-vorbereitung Fertigung Montage
Beschaffung Absatz
Transpor-tieren
Lagern
MontierenTranspor-tieren
Lagern
Montieren
Kontrollieren
Zubringen
Fügen
Beschaffungs-system
Produktions-system
Absatz-system
Abbildung 2-1: Montage als Teilsystem der Produktion131
Neben der aufgezeigten Einbettung der Montage in die Produktion unterteilt EVERSHEIM die Montage des Weiteren in verschiedene Ebenen und Phasen.132 Diese Aufteilung wird als Montagestruktur bezeichnet. Die Montageebenen stehen für eine Unterteilung der Montage nach Baugruppen. Es wird dabei, je nach Gliede-rungsmöglichkeiten des Produkts, zwischen der Endmontage, der Montage nach Baugruppen oder nach Unterbaugruppen unterschieden. In jeder der Montageebe-nen kann das Produkt unterschiedliche Montagephasen durchlaufen. Montagepha-sen sind die Vormontage, die Hauptmontage und die Nachmontage.133 Die Montage ist nach KONOLD/REGER wegen der häufig komplexen Aufgaben gering automatisierbar und damit der Bereich in der Fertigung mit dem höchsten Personal-anteil.134 Insbesondere die Anzahl an hoch qualifizierten Facharbeitern ist hier überdurchschnittlich hoch.135 Daher liegt der Anteil der Montagekosten an den ge-
130 Vgl. Eversheim/Witte/Peffekoven (1981), S. 6 f. 131 Vgl. Miese (1973), S. 13. 132 Vgl. Eversheim (1989), S. 168 f.; zur detaillierten Erläuterung siehe Kapitel 2.2 der Arbeit. 133 Vgl. Eversheim (1989), S. 168 f.; zur detaillierten Erläuterung siehe Kapitel 2.2 der Arbeit. 134 Vgl. Konold/Reger (2003), S. 3. 135 Vgl. Eversheim/Witte/Peffekoven (1981), S. 11.

30 Montage von kleinen Serien samten Fertigungskosten bei bis zu 40 %.136 Auffallend sind die großen Unterschie-de der Gestaltungsmöglichkeiten zwischen Massen- und Kleinserienmontage. Wäh-rend in der Massenfertigung Fertigungsschritte automatisiert werden können, hat sich die manuelle Montage in der Einzel- und Kleinserienfertigung in den letzten Jahren nur unwesentlich geändert.137
2.1.2 Definition Einzel- und Kleinserienfertigung
Im Rahmen der Entscheidung für ein Montagesystem ist es von hoher Bedeutung, wie viele Exemplare eines Produkts oder einer Variante im Zeitverlauf produziert werden sollen.138 In der Literatur wird je nach Anzahl der hergestellten Einheiten zwischen Einzel-, Serien- und Massenfertigung unterschieden. Es finden sich je-doch keine einheitlichen Zahlenwerte, die eine Abgrenzung der drei Fertigungsarten voneinander eindeutig regeln. Vielmehr sind die Übergänge zwischen den Ferti-gungsarten fließend und die Zahlenwerte hängen zudem vom Komplexitätsgrad der Produkte ab.139 Nachfolgend erfolgt eine qualitative Abgrenzung unter Berücksich-tigung wesentlicher in der Literatur beschriebener Kriterien: Unter Einzelfertigung wird die Konstruktion und einmalige Herstellung eines Produkts verstanden. Eine wiederholte Produktion des Produkts ist nicht Bestandteil der Planung, obwohl die Herstellung des Produkts teilweise in größeren Abständen wiederholt wird. Je nach Häufigkeit der Wiederholung wird zwischen Auftrags- und Einzelfertigern unter-schieden. Während Auftragsfertiger aufgrund spezifischer Kundenaufträge und nicht auf Vorrat produzieren (Kleinserien), ist die Produktherstellung bei Einzelfertigern durch die individuelle einmalige Konstruktion und Produkten ge-kennzeichnet (z. B. Sondermaschinenbau). Das Produktionsprogramm setzt sich aus Produkten mit besonderer technischer Individualität zusammen.140 Insbesondere kleine und mittlere Betriebe fallen in die Kategorie der Auftrags- bzw. Einzelferti-ger. Die Einmalfertigung als Extremfall der Einzelfertigung liegt vor, wenn das Produkt nur einmal in der geplanten Form hergestellt wird. Dies tritt beispielsweise bei Großanlagen auf.141 Bei Unternehmen der Einzel- und Kleinserienfertigung steht der individuelle Wunsch des Kunden im Vordergrund, aus dem eine der Hauptaufgaben der Fertigungssteuerung resultiert: die Realisierung von kurzen Durchlaufzeiten und hoher Qualität der Produkte. Für die Herstellung der Produkte in Einzelfertigung benötigen Unternehmen Fachkräfte mit guter Ausbildung. Des Weiteren werden häufig flexibel einsetzbare Betriebsmittel zur Produktion verwen-
136 Vgl. Koether/Rau (2007), S. 190. 137 Vgl. Lotter (2006d), S. 1 f. 138 Vgl. Eversheim (1989), S. 162 f. 139 Vgl. Miese (1973), S. 29. 140 Vgl. Seelbach (1979), S. 11 - 27. 141 Vgl. Kurbel (2005), S. 197 f.

Montage von kleinen Serien 31 det.142 Unter Serienfertigung wird die Herstellung von gleichen Produkten in Folge verstanden.143 Zwischen verschiedenen Serien besteht nur eine geringe oder keine Übereinstimmung, jedoch werden von den Produkten einer Serie jeweils mehrere Einheiten produziert.144 Dabei erfolgt insbesondere der Einsatz von Mehrzweckbe-triebsmitteln, da diese genügend Flexibilität für die Herstellung unterschiedlicher Serien bieten. Die Übergänge von der Serienfertigung zur Einzelfertigung und zur Massenfertigung sind fließend. Es kann zwischen Klein-, Mittel- und Großserien-fertigung unterschieden werden, wobei Kleinserien ähnliche Herausforderungen an die Produktion haben wie die auftragsbezogene Einzelfertigung.145 Die Großserien-fertigung weist als Zwischenstufe zwischen Serien- und Massenfertigung dagegen aus Produktionssicht Ähnlichkeiten mit der Massenfertigung auf.146 Unternehmen, die in Massenfertigung produzieren, sind auf die Herstellung von großen Stückzah-len bestimmter Produkte spezialisiert. Für den Produktionsvorgang bedeutet dies, dass derselbe Herstellungsprozess über einen längeren Zeitraum wiederholt wird und kurzfristige Änderungen im Prozess nicht geplant sind, was zu einer geringeren Komplexität in der Produktionsplanung führt.147 Die Arbeitsteilung und Produktivi-tät ist in Unternehmen der Massenfertigung hoch und für die Herstellung des Pro-dukts werden spezialisierte und automatisierte Betriebsmittel eingesetzt.148 Die Mit-arbeiterqualifikation ist in der Massenfertigung von deutlich geringerer Bedeutung als in der Kleinserienmontage. Einheitliche Werte zur Abgrenzung der Einzel- und Kleinserienfertigung liegen in der Literatur nicht vor. KONZ gibt an, dass eine sinnvolle Angabe von Stückzahlgrenzen nicht allgemeingültig gegeben werden kann, da diese vom jeweiligen Produkt abhängt.149 STOLZ bildet neun Kennzei-chengruppen zur Charakterisierung der Einzel- und Kleinserienproduktion.150 Diese sind die Organisationsform, die in der Kleinserienproduktion entweder als Baustel-len- oder Gruppenmontage ausgestaltet ist, die Beschaffungsart (Eigenfertigung und/oder Fremdbezug im großen Umfang) und die Auftragsauslösungsart, welche auf der Bestellung von Einzelaufträgen basiert. Zudem ist das Erzeugnisspektrum nach Kundenwunsch spezifiziert und variantenreich, die Erzeugnisstruktur ist kom-plex und die Dispositionsart auftragsorientiert. Die Montageablaufstruktur ist stark vernetzt, der Kundeneinfluss ist hoch und es kommt zu Änderungen nach Montage-beginn. Die Qualifikationsart der Mitarbeiter wird als letzte Kennzeichengruppe
142 Vgl. Barbey et al. (1992), S. 100. 143 Zur Abgrenzung der Serien- von der Sortenfertigung vgl. Seelbach (1975), S. 13 und Peters/Brühl/
Stelling (2005), S. 132. 144 Vgl. Küpper (1979), S. 1635 - 1647. 145 Vgl. Gutenberg (1979), S. 231. 146 Vgl. Schiemenz/Schönert (2005), S. 97. 147 Vgl. Adam (1998), S. 24. 148 Vgl. Sturm (2006), S. 116. 149 Vgl. Konz (1989), S. 9 f. 150 Vgl. Stolz (1988), S. 18 ff.
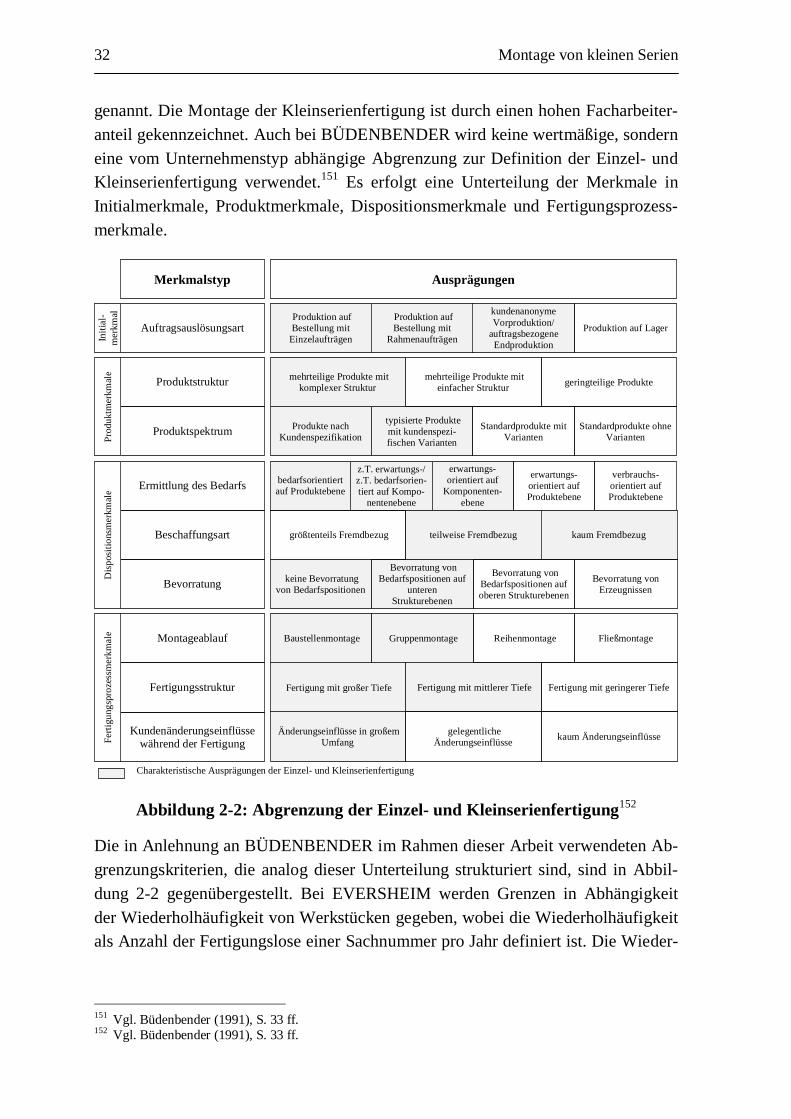
32 Montage von kleinen Serien genannt. Die Montage der Kleinserienfertigung ist durch einen hohen Facharbeiter-anteil gekennzeichnet. Auch bei BÜDENBENDER wird keine wertmäßige, sondern eine vom Unternehmenstyp abhängige Abgrenzung zur Definition der Einzel- und Kleinserienfertigung verwendet.151 Es erfolgt eine Unterteilung der Merkmale in Initialmerkmale, Produktmerkmale, Dispositionsmerkmale und Fertigungsprozess-merkmale.
Merkmalstyp Ausprägungen
Charakteristische Ausprägungen der Einzel- und Kleinserienfertigung
AuftragsauslösungsartProduktion auf Bestellung mit
Rahmenaufträgen
kundenanonyme Vorproduktion/
auftragsbezogene Endproduktion
Produktion auf LagerProduktion auf Bestellung mit
EinzelaufträgenIniti
al-
mer
kmal
Produktspektrum
Produktstruktur
typisierte Produkte mit kundenspezi-fischen Varianten
Standardprodukte mit Varianten
Standardprodukte ohne Varianten
Produkte nach KundenspezifikationPr
oduk
tmer
kmal
e
Ermittlung des Bedarfs
Beschaffungsart
Bevorratung
z.T. erwartungs-/ z.T. bedarfsorien-tiert auf Kompo-
nentenebene
erwartungs-orientiert auf
Komponenten-ebene
erwartungs-orientiert auf Produktebene
verbrauchs-orientiert auf Produktebene
teilweise Fremdbezug kaum Fremdbezug
Bevorratung von Bedarfspositionen auf
unteren Strukturebenen
Bevorratung von Bedarfspositionen auf oberen Strukturebenen
Bevorratung von Erzeugnissen
bedarfsorientiert auf Produktebene
größtenteils Fremdbezug
keine Bevorratung von Bedarfspositionen
Disp
ositi
onsm
erkm
ale
Montageablauf
Fertigungsstruktur
Kundenänderungseinflüssewährend der Fertigung
Gruppenmontage Reihenmontage Fließmontage
Fertigung mit mittlerer Tiefe Fertigung mit geringerer Tiefe
Baustellenmontage
Fertigung mit großer Tiefe
Änderungseinflüsse in großem Umfang
gelegentliche Änderungseinflüsse kaum ÄnderungseinflüsseFe
rtigu
ngsp
roze
ssm
erkm
ale
mehrteilige Produkte mit einfacher Struktur geringteilige Produktemehrteilige Produkte mit
komplexer Struktur
Abbildung 2-2: Abgrenzung der Einzel- und Kleinserienfertigung152
Die in Anlehnung an BÜDENBENDER im Rahmen dieser Arbeit verwendeten Ab-grenzungskriterien, die analog dieser Unterteilung strukturiert sind, sind in Abbil-dung 2-2 gegenübergestellt. Bei EVERSHEIM werden Grenzen in Abhängigkeit der Wiederholhäufigkeit von Werkstücken gegeben, wobei die Wiederholhäufigkeit als Anzahl der Fertigungslose einer Sachnummer pro Jahr definiert ist. Die Wieder-
151 Vgl. Büdenbender (1991), S. 33 ff. 152 Vgl. Büdenbender (1991), S. 33 ff.
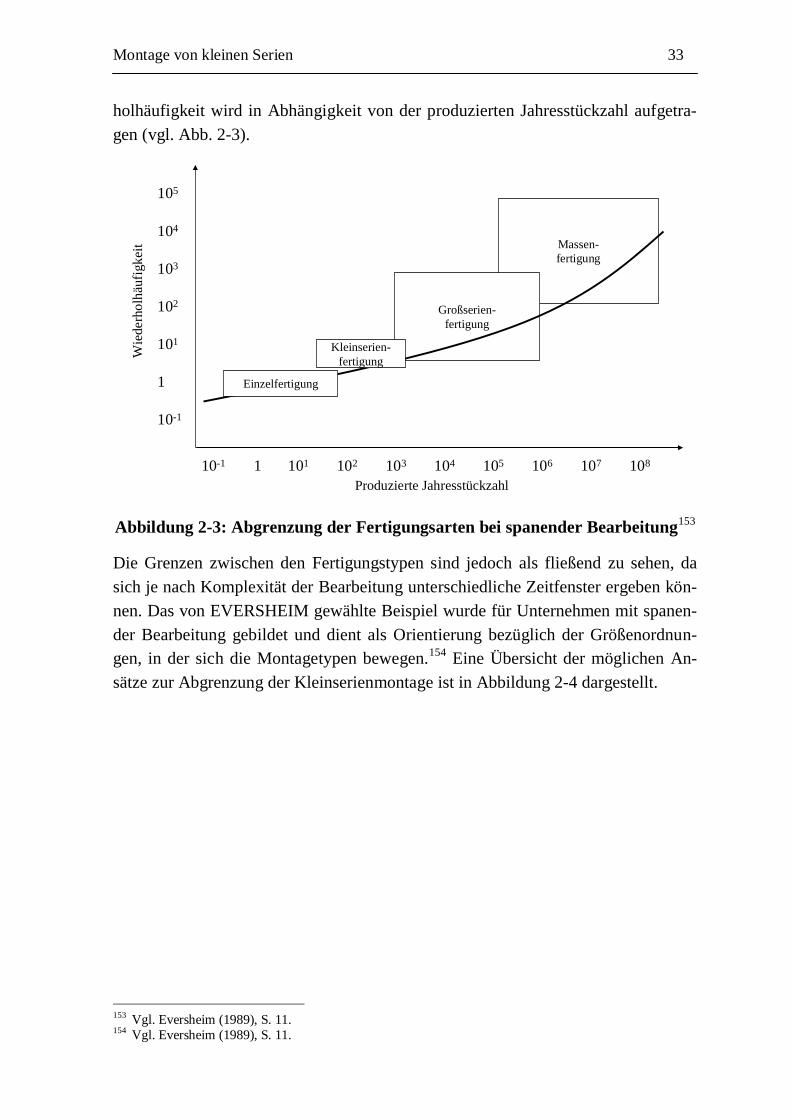
Montage von kleinen Serien 33 holhäufigkeit wird in Abhängigkeit von der produzierten Jahresstückzahl aufgetra-gen (vgl. Abb. 2-3).
Massen-fertigung
Großserien-fertigung
10-1 1 101 102 103 104 105 108106
10-1
1
101
102
103
104
105
107
Einzelfertigung
Kleinserien-fertigung
Produzierte Jahresstückzahl
Wie
derh
olhä
ufig
keit
Abbildung 2-3: Abgrenzung der Fertigungsarten bei spanender Bearbeitung153
Die Grenzen zwischen den Fertigungstypen sind jedoch als fließend zu sehen, da sich je nach Komplexität der Bearbeitung unterschiedliche Zeitfenster ergeben kön-nen. Das von EVERSHEIM gewählte Beispiel wurde für Unternehmen mit spanen-der Bearbeitung gebildet und dient als Orientierung bezüglich der Größenordnun-gen, in der sich die Montagetypen bewegen.154 Eine Übersicht der möglichen An-sätze zur Abgrenzung der Kleinserienmontage ist in Abbildung 2-4 dargestellt.
153 Vgl. Eversheim (1989), S. 11. 154 Vgl. Eversheim (1989), S. 11.
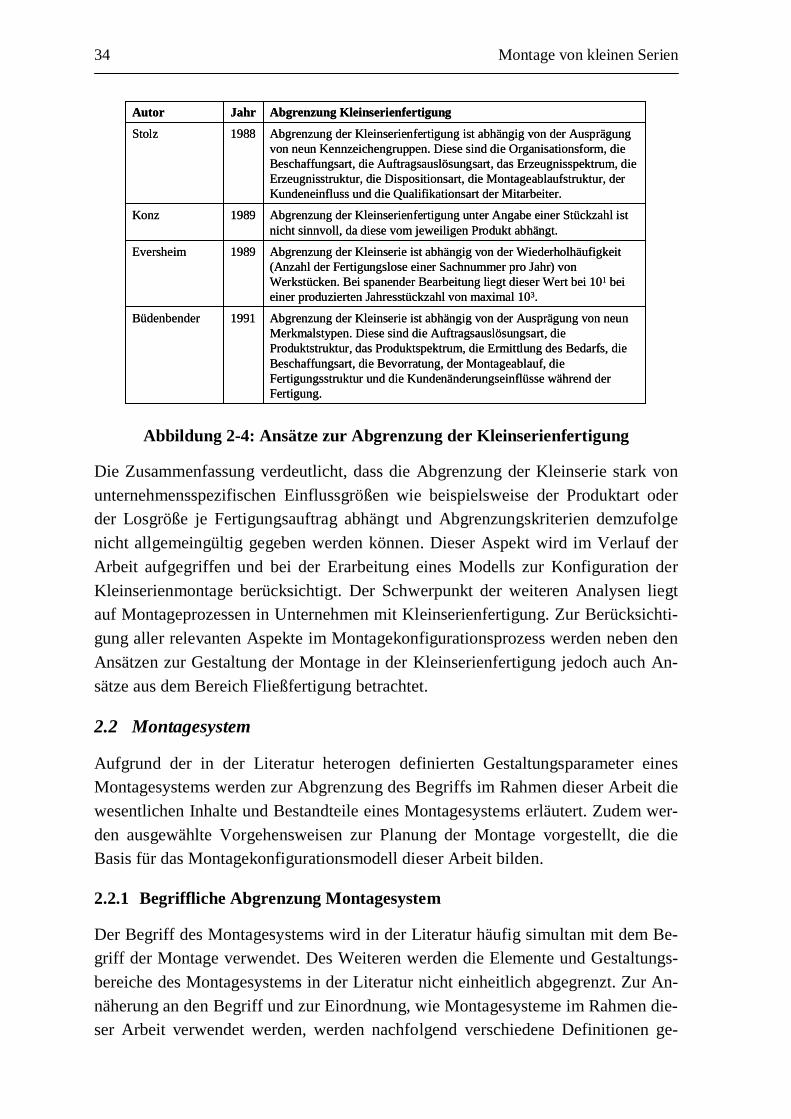
34 Montage von kleinen Serien
Abgrenzung der Kleinserie ist abhängig von der Ausprägung von neun Merkmalstypen. Diese sind die Auftragsauslösungsart, die Produktstruktur, das Produktspektrum, die Ermittlung des Bedarfs, die Beschaffungsart, die Bevorratung, der Montageablauf, die Fertigungsstruktur und die Kundenänderungseinflüsse während der Fertigung.
1991Büdenbender
Abgrenzung der Kleinserie ist abhängig von der Wiederholhäufigkeit (Anzahl der Fertigungslose einer Sachnummer pro Jahr) von Werkstücken. Bei spanender Bearbeitung liegt dieser Wert bei 101 bei einer produzierten Jahresstückzahl von maximal 103.
1989Eversheim
Abgrenzung der Kleinserienfertigung unter Angabe einer Stückzahl ist nicht sinnvoll, da diese vom jeweiligen Produkt abhängt.
1989Konz
Abgrenzung der Kleinserienfertigung ist abhängig von der Ausprägung von neun Kennzeichengruppen. Diese sind die Organisationsform, die Beschaffungsart, die Auftragsauslösungsart, das Erzeugnisspektrum, die Erzeugnisstruktur, die Dispositionsart, die Montageablaufstruktur, der Kundeneinfluss und die Qualifikationsart der Mitarbeiter.
1988Stolz
Abgrenzung KleinserienfertigungJahrAutor
Abgrenzung der Kleinserie ist abhängig von der Ausprägung von neun Merkmalstypen. Diese sind die Auftragsauslösungsart, die Produktstruktur, das Produktspektrum, die Ermittlung des Bedarfs, die Beschaffungsart, die Bevorratung, der Montageablauf, die Fertigungsstruktur und die Kundenänderungseinflüsse während der Fertigung.
1991Büdenbender
Abgrenzung der Kleinserie ist abhängig von der Wiederholhäufigkeit (Anzahl der Fertigungslose einer Sachnummer pro Jahr) von Werkstücken. Bei spanender Bearbeitung liegt dieser Wert bei 101 bei einer produzierten Jahresstückzahl von maximal 103.
1989Eversheim
Abgrenzung der Kleinserienfertigung unter Angabe einer Stückzahl ist nicht sinnvoll, da diese vom jeweiligen Produkt abhängt.
1989Konz
Abgrenzung der Kleinserienfertigung ist abhängig von der Ausprägung von neun Kennzeichengruppen. Diese sind die Organisationsform, die Beschaffungsart, die Auftragsauslösungsart, das Erzeugnisspektrum, die Erzeugnisstruktur, die Dispositionsart, die Montageablaufstruktur, der Kundeneinfluss und die Qualifikationsart der Mitarbeiter.
1988Stolz
Abgrenzung KleinserienfertigungJahrAutor
Abbildung 2-4: Ansätze zur Abgrenzung der Kleinserienfertigung
Die Zusammenfassung verdeutlicht, dass die Abgrenzung der Kleinserie stark von unternehmensspezifischen Einflussgrößen wie beispielsweise der Produktart oder der Losgröße je Fertigungsauftrag abhängt und Abgrenzungskriterien demzufolge nicht allgemeingültig gegeben werden können. Dieser Aspekt wird im Verlauf der Arbeit aufgegriffen und bei der Erarbeitung eines Modells zur Konfiguration der Kleinserienmontage berücksichtigt. Der Schwerpunkt der weiteren Analysen liegt auf Montageprozessen in Unternehmen mit Kleinserienfertigung. Zur Berücksichti-gung aller relevanten Aspekte im Montagekonfigurationsprozess werden neben den Ansätzen zur Gestaltung der Montage in der Kleinserienfertigung jedoch auch An-sätze aus dem Bereich Fließfertigung betrachtet.
2.2 Montagesystem
Aufgrund der in der Literatur heterogen definierten Gestaltungsparameter eines Montagesystems werden zur Abgrenzung des Begriffs im Rahmen dieser Arbeit die wesentlichen Inhalte und Bestandteile eines Montagesystems erläutert. Zudem wer-den ausgewählte Vorgehensweisen zur Planung der Montage vorgestellt, die die Basis für das Montagekonfigurationsmodell dieser Arbeit bilden.
2.2.1 Begriffliche Abgrenzung Montagesystem
Der Begriff des Montagesystems wird in der Literatur häufig simultan mit dem Be-griff der Montage verwendet. Des Weiteren werden die Elemente und Gestaltungs-bereiche des Montagesystems in der Literatur nicht einheitlich abgegrenzt. Zur An-näherung an den Begriff und zur Einordnung, wie Montagesysteme im Rahmen die-ser Arbeit verwendet werden, werden nachfolgend verschiedene Definitionen ge-
Montage von kleinen Serien 35 genübergestellt. Ein Montagesystem ist eine Einrichtung, deren Aufgabe es ist, beim Ablauf von Montagprozessen alle notwendigen Tätigkeiten für ein bestimmtes Produktspektrum zu erfüllen.155 Systemtechnisch kann das Montagesystem dabei als Teil des Produktionssystems eingeordnet werden. Das Montagesystem ist über den Material- und Informationsfluss mit den weiteren Systemen des Produktionssystems verbunden.156 METZGER definiert das Montagesystem als Montagearbeitssystem, wobei dieses die Arbeitsaufgabe hat, „Einzelteile zu Baugruppen oder Einzelteile und Baugruppen zu Endprodukten zusammenzubauen“.157 Bei KONOLD/REGER ist das Montagesystem dem Begriff der Montage gleichgesetzt und als der Bereich des Produktionssystems definiert, in dem unterschiedliche Baugruppen und Einzel-teile zu einem kompletten Produkt zusammengebaut werden.158 Im Rahmen der Fabrikplanung ist ein Montagesystem der Bereich der Fabrik, in dem Baugruppen und Produkte unter Zuhilfenahme von Füge- und Montageeinrichtungen einschließ-lich der Transport-, Umschlag- und Lagereinrichtungen hergestellt werden.159 Das Verständnis des Begriffs Montagsystem macht zudem die Definition des Systembe-griffs notwendig. Hierzu wird die Systemdefinition nach EHRLENSPIEL herange-zogen.160 Ein System besteht aus verschiedenen Elementen (Teilsystemen), welche bestimmte Eigenschaften besitzen und durch Beziehungen miteinander verknüpft sind. Das System wird durch eine Systemgrenze von der Umgebung abgegrenzt. Mit dieser steht sie durch Ein- und Ausgangsgrößen in Verbindung. Analog dieser Definition ist ein Montagesystem ein Teilsystem des Produktionssystems. Es ist über das Materialfluss- und Informationsflusssystem in andere Teilsysteme, wie die vorgelagerte Teilefertigung und den nachgelagerten Versandbereich, eingebun-den.161 Die Elemente, und damit die Gestaltungsbereiche eines Montagesystems, werden nachfolgend aufgezeigt. Nach SPUR/STÖFERLE sind die Elemente eines Montagesystems die Kombination aus materiellen (Bauteile, Betriebsmittel), opera-tiven (Montageprozesse, -personal) und dispositiven (Planung und Steuerung des Montagablaufs) Komponenten.162 Die zu gestaltenden Komponenten eines Monta-gesystems sind nach BULLINGER technischer, organisatorischer und räumlicher Natur.163 Die technische Komponente beinhaltet die Art der Montagemittel, die Förder- und Verkettungsmittel und die Art der Puffer sowie deren Dimensionie-rung.164 Die Gestaltung der Organisation beinhaltet die Auswahl des geeigneten Or-
155 Vgl. Spur/Stöferle (1986), S. 593. 156 Vgl. Krüger (2004), S. 11. 157 Metzger (1977), S. 24. 158 Vgl. Konold/Reger (2003), S. 3. 159 Vgl. Schenk/Wirth (2004), S. 98. 160 Vgl. Ehrlenspiel (2007), S. 20 f. 161 Vgl. Konold/Reger (2003), S. 3. 162 Vgl. Spur/Stöferle (1986), S. 593. 163 Vgl. Bullinger (1986), S. 148. 164 Vgl. Bullinger (1986), S. 149 ff.
36 Montage von kleinen Serien ganisationsprinzips, welches die Form der sowohl räumlichen als auch zeitlichen Zusammenfassung von Personal und Betriebsmitteln zu organisatorischen Einheiten ist.165 Die räumliche Komponente wird durch die sich gegenseitig beeinflussenden Aspekte Materialbereitstellungsplanung und Layouterstellung abgebildet.166 Ein Montagearbeitssystem benötigt nach METZGER die Eingabe von Information (Stücklisten), Stoffen (Baugruppen) und Energie um die Arbeitsaufgabe vollführen zu können. Die Elemente des Montagearbeitssystems sind Menschen und Arbeits-mittel (Arbeitsplatz, Verkettungsmittel und Puffer) in einer gemeinsamen Arbeits-umgebung. Unter Verwendung der Arbeitsmittel erfolgt der Arbeitsablauf. Das ab-schließende Element des Montagearbeitssystems ist die Ausgabe, welche den Aus-stoß von Produkten, Emissionen und Abfall umfasst.167 Nach EVERSHEIM bein-haltet das Montagesystem die Montagestruktur, den Montageablauf und das Monta-gepersonal beziehungsweise die Betriebsmittel. Diese drei Bereiche sind bei der Gestaltung des Montagesystems zu berücksichtigen. Die Strukturierung der Ele-mente des Montagesystems nach EVERSHEIM ist für die Aufgabenstellung der vorliegenden Arbeit am zielführendsten. Sie bildet die theoretische Basis für das Montagesystem in dieser Arbeit. Zur theoretischen Abgrenzung der drei Gestal-tungsbereiche werden diese nachfolgend erläutert:168
2.2.2 Montagestruktur
Da Produkte selten an einer Montagestation in Gänze hergestellt werden, kann die Montage in Montagephasen und Montageebenen, die gemeinsam die Montagestruk-tur abbilden, unterteilt werden. Montageebenen sind in Anlehnung an die Baugrup-pen aufgebaut und unterteilen sich beispielsweise in Unterbaugruppenmontage, Baugruppenmontage und Endmontage. Dabei sind die Anzahl der Gliederungsstu-fen vom jeweiligen Produkt und dessen Aufteilmöglichkeit abhängig. In jeder der Montageebenen kann das Produkt drei verschiedene Montagephasen durchlaufen. Die Montagephasen sind die Vormontage (Vorbereitung des Montageobjekts), die Hauptmontage (Zusammenbau der Montageobjekte) und die Nachmontage (Lackie-rung und Kontrolle der Montageobjekte). Ziel der Montagestruktur ist, die Monta-geelemente derart abzubilden, dass die vom Kunden gewünschte Lieferzeit einge-halten wird, die Endmontage also im gewünschten Zeitraum abgeschlossen wur-de.169 Die Vorteile der Strukturierung nach Baugruppen liegen in der daraus resul-
165 Vgl. dazu Bullinger (1986), S. 161 ff. und die dort angegebenen Organisationsprinzipien der Montage:
Prinzip der Verrichtungszentralisation, Prinzip der Objektzentralisation und Prinzip der „gemischten Strukturen“.
166 Vgl. Bullinger (1986), S. 166 ff. 167 Vgl. Metzger (1977), S. 24 f. 168 Zu den nachfolgenden Erläuterungen zu Montagestruktur, Montageablauf und Montagepersonal bzw.
Betriebsmittel vgl. soweit nicht anders angegeben Eversheim (1989), S. 167 ff. 169 Vgl. Ungeheuer (1986), S. 47 ff.

Montage von kleinen Serien 37 tierenden Möglichkeit, parallel Baugruppen fertigen zu können und variantenunspe-zifische Baugruppen (Gleichteile) auftragsunabhängig an gleichen Montagestatio-nen herstellen zu können. Neben der Aufteilung nach Baugruppen kann aufgrund der räumlichen und betriebsmittelbedingten Bedingungen eine nicht vollständig an den Baugruppen orientierte Unterteilung der Montageebenen und -phasen notwen-dig sein. MIESE unterteilt den Montageprozess in Vormontage, Hauptmontage und Nachmontage.170 Indem der Vormontage die Baugruppenmontage, der Hauptmon-tage die Endmontage und der Nachmontage die nachgelagerte Tätigkeiten wie der Probelauf zugeordnet werden, entsteht nach MIESE die natürliche Struktur des Montagesystems.
Die Montagestruktur umfasst neben der Einteilung der Montagephasen und -ebenen auch die Gestaltung der Montageorganisation. Dabei kann die Montageorganisation auf prinzipiell vier Organisationsformen zurückgeführt werden, wobei je nach Be-darf in den Unternehmen unterschiedliche Ausprägungen zu finden sind. Die Orga-nisationsformen in der Montage lassen sich nach den beiden Kriterien Ortsgebun-denheit des Arbeitsplatzes und Ortsgebundenheit des Montageobjektes typologisie-ren.171 Die Organisationsformen, bei denen das Montageobjekt ortsgebunden ist, werden als stationär bezeichnet, während man bei bewegten Montageobjekten von bewegter oder auch gleitender Montage spricht.172 Je nach Ausprägung der Bewe-gungskriterien werden in der Literatur die Montageorganisationsformen Einzel-platz-/Baustellenmontage, Gruppenmontage, Reihen-/Taktstraßenmontage und Fließmontage unterschieden. Eine Einordnung der verschiedenen Montageorganisa-tionsformen in Abhängigkeit von den zwei Bewegungsgrößen Montageobjekt und Montagearbeitsplatz erfolgt in Abbildung 2-5.
Bewegungsgröße
Montageobjekt
Einzelplatzmontage,Baustellenmontage
Gruppenmontage
Reihenmontage, Taktstraßenmontage
kombinierte Fließmontage
stationär
stationär
bewegt
bewegt
Arbeitsplatz
stationär
bewegt
stationär
bewegt
Mon
tage
orga
nisa
tions
form
Abbildung 2-5: Organisationsformen in der Montage173 170 Vgl. Miese (1973), S. 93 f. 171 Vgl. Warnecke (1993), S. 43 f. 172 Vgl. Grundig (2009), S. 153. 173 Vgl. Büdenbender (1991), S. 47 f und Eversheim (1989), S. 176.

38 Montage von kleinen Serien Die Einzelplatz- und Baustellenmontage werden auch als Platzmontage bezeichnet. Bei der Platzmontage sind sowohl das Montageobjekt als auch der Arbeitsplatz un-bewegt. Findet keine Arbeitsteilung174 statt, wird von einer Einzelplatzmontage ge-sprochen. Wenn das Montageobjekt von einem oder mehreren Monteuren stufen-weise montiert wird, liegt demgegenüber eine Baustellenmontage vor. Sowohl für die Einzelplatz- als auch die Baustellenmontage gilt, dass keine Ablaufalternativen auftreten, da stationär montiert wird.175 Wie auch bei der Platzmontage ist bei der Gruppenmontage das Montageobjekt stationär. Die Montageplätze sind jedoch be-wegt. Die Monteure wechseln bei dieser Organisationsform zwischen den Montage-stationen und montieren jeweils den zu erfüllenden Teil des Gesamtmontageauf-trags.176 Beim Bewegungsablauf können zwei Alternativen unterschieden werden. Wenn der Arbeitsumfang nicht gleichmäßig auf die Stationen verteilt ist, kann keine feste Taktzeit vorgegeben werden. Es wird aperiodisch gewechselt. Die Bewegung ist ungerichtet, da sie vom Arbeitsfortschritt an der jeweiligen Station bestimmt wird und die einzelnen Monteure ihre Arbeiten in unterschiedlicher Stationsfolge erledigen. Wenn gleiche Arbeitsumfänge an allen Stationen vorliegen, werden diese nach Ablauf der festgelegten Taktzeit gewechselt. Der Bewegungsablauf ist in die-sem Fall periodisch und die Bewegung aufgrund der gleichen Stationsfolge gerich-tet.177 Die Reihen- und Taktstraßenmontage sowie die Fließmontage werden auch als gleitende Montage bezeichnet, da es sich um Montagen mit einem bewegten Montageobjekt handelt. Die gleitende Montage setzt das Fließprinzip um, was be-deutet, dass die Montageplätze aufgabenausgerichtet oder gemäß der Arbeitsvor-gangsfolge angeordnet sind. Dies macht sie zeitlich voneinander abhängig.178 Die Reihen- und die Taktstraßenmontage sind Montageorganisationsformen der Fließ-montage mit einem stationären Montageplatz. Sie können anhand der Kriterien Taktvorgabe und Puffer unterschieden werden. Bei der Reihenmontage herrscht kein Taktzwang und die zeitliche Abhängigkeit ist dadurch gering. Aufgrund der aufgabenausgerichteten Aufstellung der Montagestationen ist die Bewegung der Montageobjekte jedoch gerichtet. Der auf die Stationen aufgeteilte Arbeitsumfang kann variieren, weshalb die Reihenmontage die flexibelste Form der Fließmontage darstellt. Um die zeitliche Abhängigkeit zusätzlich zu reduzieren, können Puffer zwischen den Montagestationen eingerichtet werden.179 Puffer haben die Funktion, Zwischenprodukte der vorgelagerten Station aufzunehmen, zu speichern und im
174 Von Arbeits- oder auch Artteilung spricht man, wenn der Arbeitsinhalt auf mehrere Kapazitätseinheiten
aufgeteilt wird, wobei jede Kapazitätseinheit ihren Teil des Arbeitsinhalts an der Gesamtmenge des Ar-beitsauftrags auszuführen hat. Vgl. hierzu Warnecke (1993), S. 13 f.
175 Vgl. Eversheim (1989), S. 183. 176 Vgl. Miese (1973), S. 36. 177 Vgl. Warnecke (1993), S. 44; Eversheim (1989), S. 176. 178 Vgl. Warnecke (1993), S. 45. 179 Vgl. Kämpf (2007), S. 60 f.
Montage von kleinen Serien 39 Montagerhythmus der nachgelagerten Station zuzuführen.180 Die Taktstraßenmon-tage wird auch starre Fließmontage oder nur Fließmontage genannt und ist die starrste Form der Fließmontage.181 Es wird eine Taktvorgabe definiert, die einzuhal-ten ist. Die Arbeitsteilumfänge werden so auf die einzelnen Stationen verteilt, dass die Zeitbedarfe möglichst identisch sind. Da zwischen den Stationen keine Puffer gebildet werden, ist der kontinuierliche Bewegungsablauf ein wesentliches Kenn-zeichen der Taktstraßen- oder Fließmontage.182 Die dynamischste Form der Monta-georganisation ist die kombinierte Fließmontage, bei der sowohl das Montageobjekt als auch der Montageplatz bewegt sind. In der Praxis spielt diese Montageorganisa-tionsform eine eher untergeordnete Rolle.183 Welche Organisationsform für eine Montageaufgabe am Besten geeignet ist, hängt von verschiedenen Kriterien ab. Die am häufigsten genannten Kriterien sind der Kapazitätsbedarf und die Wiederholhäu-figkeit.184 Formen der Fließmontage fordern einen hohen Kapazitätsbedarf und hohe Stückzahlen. Aufgrund der geringen montagetechnischen Flexibilität höherer Orga-nisationsformen ist zusätzlich eine hohe Wiederholhäufigkeit entscheidend für de-ren Wirtschaftlichkeit. Weitere Kriterien für den Einsatz einer Fließmontage sind die Transportierbarkeit der Montageobjekte und Betriebsmittel, die zeitliche Definierbarkeit der Arbeitsschritte und die Ausgleichsmöglichkeit von Störgrö-ßen.185 Die Kriterien für den Einsatz der Fließmontage stellen für niedrige Organi-sationsformen wie die Baustellenmontage keine notwendige Voraussetzung dar. Die Baustellenmontage ist demgegenüber die ideale Organisationsform für große, schwere, in kleinen Stückzahlen herzustellende Produkte.
2.2.3 Montageablauf
Der Arbeitsablauf der Montage wird gestaltet, nachdem unter Vorgabe der Monta-geaufgabe und der Randbedingungen die Montagestruktur und die Montageorgani-sationsform festgelegt worden sind. Der Arbeitsablauf ist definiert als die räumliche und zeitliche Folge des Zusammenspiels von Mensch und Betriebsmittel mit den Werkstücken und Arbeitsgegenständen, um sie entsprechend der Arbeitsaufgabe zu ändern oder zu verwenden.186 Demzufolge wird mit der Festlegung des Arbeitsab-laufs definiert, an welchem Arbeitsplatz, in welcher zeitlichen Reihenfolge und mit welchen Betriebsmitteln und Mitarbeitern der Arbeitsgegenstand bearbeitet wird. MOTUS definiert den Montageablauf als die Summe der einzelnen Montagevor-gänge zur Erfüllung der Montageaufgabe, wobei die Montagevorgänge in der Regel 180 Vgl. Warnecke (1993), S. 46. 181 Vgl. Eversheim (1989), S. 175 ff. 182 Vgl. Warnecke (1993), S. 46. 183 Vgl. Warnecke (1993), S. 46 f. 184 Vgl. Schimke/Hoeschen (1977), S. 136 ff und Eversheim (1989), S. 181. 185 Vgl. Miese (1973), S. 43 und Eversheim (1989), S. 179. 186 Vgl. Bullinger (1986), S. 252.

40 Montage von kleinen Serien Füge- und Handhabungs-, aber auch Hilfs- und Kontrollvorgänge sind.187 Bei der Gestaltung des Arbeitsablaufs werden also die einzelnen Tätigkeiten einer Arbeits-gruppe nach Art, Ort, Menge, Zeit und Termin festgeschrieben sowie die Verbin-dung der Arbeitsstationen nach räumlichen und zeitlichen Aspekten vorgenom-men.188 Je nach Organisationsform ist der Einsatz unterschiedlicher Formen des Montageablaufs zielführend. Bei der einfachsten Organisationsform, der Platzmon-tage, gibt es keine Alternativen im Ablauf, da keine definierte Arbeitsteilung statt-findet und sowohl das Montageobjekt als auch der Arbeitsplatz stationär sind.189 Bei der Gruppenmontage liegen demgegenüber Ablaufalternativen vor, da diese durch eine definierte Arbeitsteilung und bewegte Montageplätze gekennzeichnet ist. In Abhängigkeit vom Kapazitätsbedarf wird die Anzahl der Gruppenmitglieder festge-legt. Die Zusammensetzung der Montagegruppe wird durch die Montagetätigkeiten über ihre Anforderungen und die Personalqualifikation bestimmt. Am aufwändigs-ten stellt sich die Gestaltung des Arbeitsablaufs bei der Fließmontage dar, da hier für einen reibungslosen sowie zeitlich als auch kapazitiv optimalen Ablauf der höchste Detaillierungsgrad und Planungsbedarf notwendig ist. Bei den Organisati-onsformen mit bewegten Montageobjekten und/oder Montageplätzen sind folgende Parameter zu bestimmen:190 die Anzahl der Stationen und ihre Verkettungsbedin-gungen, die Anzahl und Gestalt der Arbeitsplätze sowie Arbeitsinhalt und -umfang der einzelnen Stationen. Ist eine definierte Arbeitsteilung vorgesehen, kann eine Vielzahl von Ablaufalternativen entworfen werden. LOTTER stellt die Sonderstel-lung der Ablaufgestaltung bei der manuellen Montage heraus. Er unterteilt die Ab-laufprinzipien der manuellen Montage in stück- und verrichtungsweise Montage.191 Beim stückweisen Montageablauf wird nur ein Montageobjekt auf dem Montage-platz bearbeitet. Es werden erst alle notwendigen Montageschritte am Produkt durchgeführt, bevor das nächste Montageobjekt aufgelegt wird. Diese Vorgehens-weise wiederholt sich so lange, bis das gesamte Los montiert ist.192 Bei der verrich-tungsweisen Montage wird demgegenüber in einem ersten Schritt der Arbeitsplatz mit einer festgelegten Anzahl gleicher Teile bestückt. Anschließend wird der erste Montagevorgang bei allen zu montierenden Teilen durchgeführt. Erst wenn der ers-te Montagevorgang bei allen Montageteilen durchgeführt worden ist, wird der
187 Vgl. Motus (2009), S. 14. 188 Vgl. Spath/Weck/Seliger (1996), S. 10 ff. 189 Vgl. Eversheim (1989), S. 183. 190 Vgl. Eversheim (1989), S. 184. 191 Vgl. Lotter (2006b), S. 131 f. 192 Die stückweise Montage findet in der Praxis häufig Anwendung. Sie wird sowohl im Kleingerätebereich
bei geringen Produktionsvolumina und großem Arbeitsinhalt als auch in der Fließmontage bei Produkten mit einer Produktgrundfläche über 250 cm2 realisiert. Vgl. Lotter (2006b), S. 131.
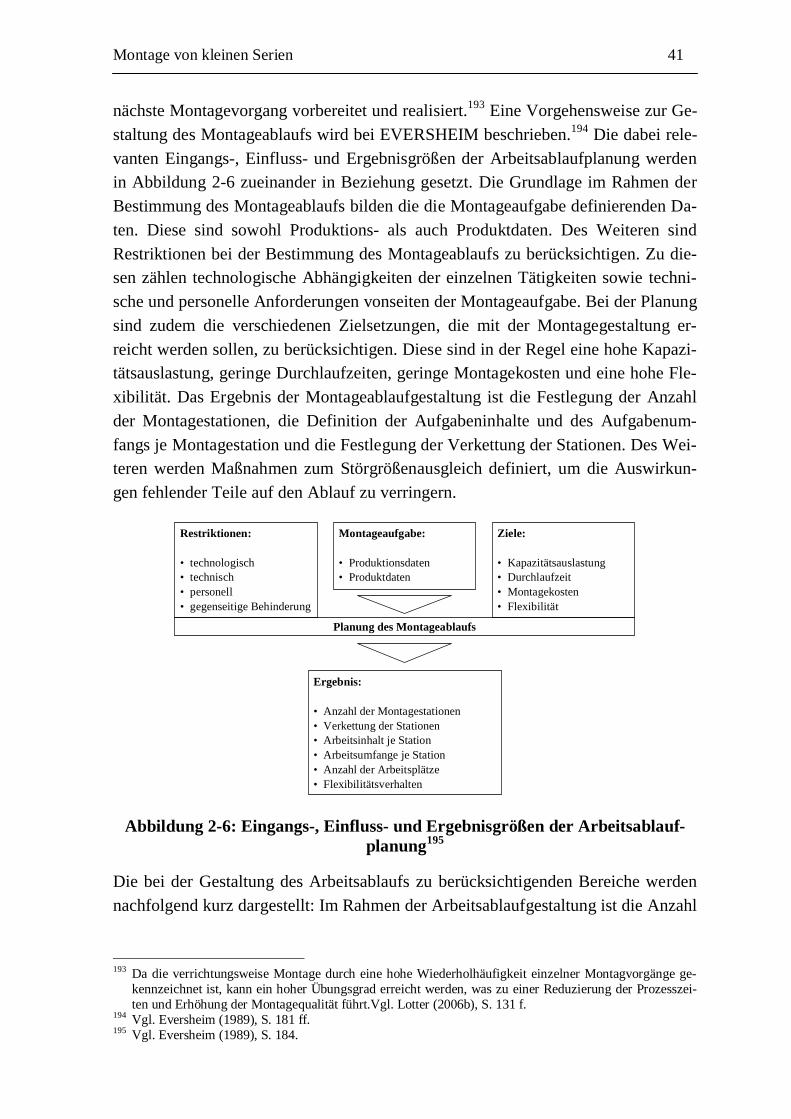
Montage von kleinen Serien 41 nächste Montagevorgang vorbereitet und realisiert.193 Eine Vorgehensweise zur Ge-staltung des Montageablaufs wird bei EVERSHEIM beschrieben.194 Die dabei rele-vanten Eingangs-, Einfluss- und Ergebnisgrößen der Arbeitsablaufplanung werden in Abbildung 2-6 zueinander in Beziehung gesetzt. Die Grundlage im Rahmen der Bestimmung des Montageablaufs bilden die die Montageaufgabe definierenden Da-ten. Diese sind sowohl Produktions- als auch Produktdaten. Des Weiteren sind Restriktionen bei der Bestimmung des Montageablaufs zu berücksichtigen. Zu die-sen zählen technologische Abhängigkeiten der einzelnen Tätigkeiten sowie techni-sche und personelle Anforderungen vonseiten der Montageaufgabe. Bei der Planung sind zudem die verschiedenen Zielsetzungen, die mit der Montagegestaltung er-reicht werden sollen, zu berücksichtigen. Diese sind in der Regel eine hohe Kapazi-tätsauslastung, geringe Durchlaufzeiten, geringe Montagekosten und eine hohe Fle-xibilität. Das Ergebnis der Montageablaufgestaltung ist die Festlegung der Anzahl der Montagestationen, die Definition der Aufgabeninhalte und des Aufgabenum-fangs je Montagestation und die Festlegung der Verkettung der Stationen. Des Wei-teren werden Maßnahmen zum Störgrößenausgleich definiert, um die Auswirkun-gen fehlender Teile auf den Ablauf zu verringern.
Planung des Montageablaufs
Ergebnis:
• Anzahl der Montagestationen• Verkettung der Stationen• Arbeitsinhalt je Station• Arbeitsumfange je Station• Anzahl der Arbeitsplätze• Flexibilitätsverhalten
Ziele:
• Kapazitätsauslastung• Durchlaufzeit• Montagekosten• Flexibilität
Montageaufgabe:
• Produktionsdaten• Produktdaten
Restriktionen:
• technologisch• technisch• personell• gegenseitige Behinderung
Abbildung 2-6: Eingangs-, Einfluss- und Ergebnisgrößen der Arbeitsablauf-planung195
Die bei der Gestaltung des Arbeitsablaufs zu berücksichtigenden Bereiche werden nachfolgend kurz dargestellt: Im Rahmen der Arbeitsablaufgestaltung ist die Anzahl
193 Da die verrichtungsweise Montage durch eine hohe Wiederholhäufigkeit einzelner Montagvorgänge ge-
kennzeichnet ist, kann ein hoher Übungsgrad erreicht werden, was zu einer Reduzierung der Prozesszei-ten und Erhöhung der Montagequalität führt.Vgl. Lotter (2006b), S. 131 f.
194 Vgl. Eversheim (1989), S. 181 ff. 195 Vgl. Eversheim (1989), S. 184.
42 Montage von kleinen Serien der Montagestationen zu bestimmen.196 Es sind mehrere Montagestationen erforder-lich, wenn wegen der hohen Montagekapazität des Produkts oder der geplanten ho-hen Stückzahlen parallel montiert werden soll.197 Eine Montagestation ist gekenn-zeichnet durch die „punktuelle Auslegung der Montagevorgänge mit räumlicher Konzentration auf einen Fügeort“.198 Sie wird als kleinste Einheit der Systemhierar-chie definiert und beinhaltet einen oder mehrere Arbeitsplätze und die benötigten Betriebsmittel. Sie ist Teil eines Montageabschnitts, der wiederum zum Montage-teilsystem gehört.199 Für jede Montagestation muss zudem der Aufgabeninhalt fest-gelegt werden. Der Aufgabeninhalt einer Station wird darüber definiert, welche Montagetätigkeiten an dieser Station auszuführen sind und demnach welche Anfor-derungen an den jeweiligen Montagemitarbeiter gestellt werden.200 Der Begriff Aufgabeninhalt wird synonym zu Arbeitsinhalt verwendet, welcher mithilfe der Merkmale Arbeitsaufgabe, -objekt, Arbeitsplatzausstattung, Informationseingabe und -ausgabe beschrieben werden kann. Die Zuordnung der Tätigkeiten zu den Ar-beitsplätzen stellt eine Kernaufgabe der Ablaufgestaltung dar und geschieht unter Berücksichtigung der Personalqualifikation, die zur Verfügung steht, um den An-forderungen gerecht zu werden. Von den Montagetätigkeiten hängt der Bedarf an Betriebsmitteln der einzelnen Arbeitsplätze ab, der nach Abschluss der Ablaufpla-nung bei der Betriebsmittelauswahl betrachtet wird. Der Aufgabenumfang je Mon-tagestation ist eine weitere zu gestaltende Größe. Der Aufgabenumfang der einzel-nen Stationen, auch stationsspezifische Kapazität genannt, ergibt sich aus der Sum-me der Verrichtungen, die auf Basis repräsentativer Ausführungszeiten zugewiesen werden.201 Von seiner Größe hängt ab, wie viele Arbeitsplätze an der Station erfor-derlich sind. Die Zahl der Arbeitsplätze insgesamt kann die Zahl der Mitarbeiter dann übersteigen, wenn nicht das gesamte Personal ortsgebunden eingesetzt wird, sondern ein Teil des Personals bedarfsabhängig an verschiedenen Stationen zum Einsatz kommt.202 Dies kann einerseits in der geforderten Flexibilität begründet sein, andererseits darin, dass der Montageumfang einzelner Arbeitsplätze nicht aus-reicht, um die jeweiligen Montagemitarbeiter voll auszulasten. Ein weiterer zu pla-nender Bereich ist die Verkettung der Stationen. Wenn das Montagesystem aus mehreren Montagestationen besteht, muss die Verkettung der Stationen und Ar-beitsplätze festgelegt werden. Die Verkettung kann einerseits entweder fest oder flexibel ausgeprägt sein, andererseits unterscheidet man zwischen starrer, elasti-
196 Vgl. Eversheim (1989), S. 163. 197 Vgl. Eversheim (1989), S. 181. 198 Hesse (2006a), S. 224. 199 Vgl. Kratzsch (2000), S. 6. 200 Vgl. Eversheim (1989), S. 184. 201 Vgl. Seliger (1992), S. 16. 202 Vgl. Eversheim (1989), S. 184.
Montage von kleinen Serien 43 scher oder loser Verkettung.203 Sind die Stationen fest verkettet, so erfolgt die Mon-tage einem vorgegebenen, immer gleichen Zwangsablauf. Kann die Reihenfolge der einzelnen Teilverrichtungen variieren, spricht man von flexibler Verkettung. Die Abhängigkeit der Stationen voneinander kommt durch die Ausprägungen der star-ren, elastischen und losen Verkettung zum Ausdruck. Die lose Verkettung stellt die geringste Abhängigkeit dar, sodass der Ausfall einer Montagestationen keine Aus-wirkungen auf die übrigen Stationen hat. Sind die Stationen starr verkettet, so folgt auf eine Störung der Stillstand des gesamten Montagesystems. Bei der elastischen Verkettung sind die Montageplätze beispielsweise durch Puffer oder Zwischenlager derart entkoppelt, dass bei einer Störung kein sofortiger Stillstand eintritt. Im Rah-men des Störgrößenausgleichs wird geplant, wie auf Störungen im Ablauf reagiert wird. Aufgrund der technologischen Abhängigkeiten zwischen den einzelnen Tätig-keiten kann es zu Störungen des Ablaufs durch Fehlteile oder Teile mit zu geringer Qualität kommen. Um die Auswirkungen fehlender Teile auf den Ablauf zu verrin-gern, können verschiedene Maßnahmen definiert werden, die in den jeweiligen Si-tuationen ergriffen werden. Es wird zwischen stationsbegrenzten und stationsüber-greifenden Maßnahmen unterschieden.204 Bei der Gestaltung von manuellen Mon-tageabläufen ist zudem festzulegen, welches Ablaufprinzip angewendet werden soll:205 Beim stückweisen Montageablauf kann aufgrund der Größe nur ein Monta-geobjekt zur gleichen Zeit aufgelegt werden. Demnach werden alle an diesem Ar-beitsplatz auszuführenden Montageschritte nacheinander durchgeführt, bevor das nächste Objekt montiert wird. Das Verrichtungsprinzip kommt bei kleinen Monta-geobjekten zur Anwendung, da von diesen mehrere gleichzeitig aufgelegt werden können. Es wird also zunächst ein Montageschritt an allen aufgelegten Objekten wiederholt, bevor der nächste Montageschritt begonnen wird. Die Auswahl des Ab-laufprinzips hängt folglich nicht von der Organisationsform ab, sondern von der Produktgrundfläche und dem Produktionsvolumen. Der Zusammenhang zwischen Produktgrundfläche und Montageablaufprinzip ist in der nachfolgenden Abbildung aufgezeigt.
203 Vgl. Willnecker (2001), S. 35. 204 Die Möglichkeit, kleinere Störungen stationsbegrenzt aufzufangen, liegt darin, Verschiebungen in der
Vorgangsreihenfolge innerhalb der Taktzeit vorzunehmen. Eine andere stationsbegrenzte Maßnahme ist die Splittung von Montagevorgängen. Hier werden alle Teile bis auf die fehlenden wie vorgesehen einge-baut. Die Fehlteile werden, sobald sie vorhanden sind, unter Vornahme nötiger Demontagen an derselben Station montiert. Ist eine Fortsetzung der Montage ohne das Fehlteil nicht möglich, so kann an seiner Stelle ein Blindteil eingesetzt werden, das später durch das richtige Teil ersetzt wird. Der stationsüber-greifende Ausgleich erfolgt durch Verschiebung des gestörten Vorgangs möglichst weit an das Ende der Montage. Die Verschiebung kann mit oder ohne Kapazitätsausgleich erfolgen. Der Steuerungsaufwand ist vor allem bei einer Verschiebung mit Kapazitätsausgleich groß. Überschreitet die Störung die Zeitdauer, die durch Verschiebung auf Zusatz- und Ausweichstationen aufgefangen werden kann, werden Material-puffer für die Kompensation der restlichen Zeitanteile benötigt. Vgl. hierzu Eversheim (1989), S. 193 f.
205 Vgl. Lotter (2006b), S. 132 f.

44 Montage von kleinen Serien
Montageablaufprinzip
Produktgrundfläche
Beispiel
Stückweise Montage Verrichtungsweise Montage
> 1500 cm2 < 1500 cm2
> 250 cm2 < 250 cm2
• Maschinen• Anlagen• Getriebe
• Geräte allgemein• KfZ-Komponenten• Elektrogeräte
• Feinwerktechnische Geräte
• Elektronische Baugruppen
Abbildung 2-7: Zusammenhang zwischen Ablaufprinzip und Produktgrund-fläche206
2.2.4 Betriebsmittel
Neben der Planung des Montageablaufs hat auch die Planung und Auswahl der Be-triebsmittel im Rahmen der Montagegestaltung zu erfolgen. Die Unterteilung von Betriebsmitteln basiert auf unterschiedlichen Kriterien. Betriebsmittel können bei-spielsweise in Abhängigkeit von ihrer Produktspezifität in Universal- und Sonder-betriebsmittel unterteilt werden.207 Universalbetriebsmittel sind unabhängig von ei-nem Produkt und können nach Abschluss der Montagetätigkeit für eine andere Montagetätigkeit verwendet werden. Im Gegensatz dazu werden Sonderbetriebsmit-tel ausschließlich für bestimmte Produkte oder Montagevorgänge eingesetzt. Hierzu gehören beispielsweise an die Produktform angepasste Werkzeuge. Da ihr Einsatz auf die Dauer der Produktlebenszeit beschränkt ist, sollte der Einsatz von Sonderbe-triebsmitteln möglichst gering gehalten werden.208 Eine feinere Unterteilung der Betriebsmittel in der Montage erfolgt nach der Funktionalität. Betriebsmittelgrup-pen mit gleicher Funktionalität können danach differenziert werden, welchen Me-chanisierungs- oder Automatisierungsgrad sie aufweisen.209 Es werden manuelle, mechanisierte und automatisierte Montagesysteme unterschieden. Dazwischen lie-gen Mischformen wie hybride oder teilmechanisierte Montagesysteme.210 Beispiele für die Betriebsmittel in Abhängigkeit vom Mechanisierungsgrad sind in Abbildung 2-8 zusammengestellt.
206 Vgl. Lotter (2006b), S. 132. 207 Vgl. Bullinger (1986), S. 256. 208 Vgl. Bullinger (1986), S. 257. 209 Vgl. Lotter (2006a), S. 193 und Eversheim (1989), S. 198 ff. 210 Zu den Rationalisierungseffekten hybrider Montagesysteme vgl. Fichtmüller (1996).

Montage von kleinen Serien 45
automatisches HochregallagerPaternosterregalmanuell bestücktes Regal
programmierbare Spannungsmessanlage
elektrische Waage;Abpressvorrichtung
Maßband
programmierbares FlurförderfahrzeugGabelstapler
manuell; nicht angetriebene Transportbahn
Industrieroboter, modulare Bewegungseinrichtung
Einlegegeräte; pneumatisch angetriebene Bewegungseinrichtung
manuell; kraftverstärkende, manuell gesteuerte Manipulatoren
SchraubautomatPneumatikschrauberSchraubenschlüssel
automatisches HochregallagerPaternosterregalmanuell bestücktes Regal
programmierbare Spannungsmessanlage
elektrische Waage;Abpressvorrichtung
Maßband
programmierbares FlurförderfahrzeugGabelstapler
manuell; nicht angetriebene Transportbahn
Industrieroboter, modulare Bewegungseinrichtung
Einlegegeräte; pneumatisch angetriebene Bewegungseinrichtung
manuell; kraftverstärkende, manuell gesteuerte Manipulatoren
SchraubautomatPneumatikschrauberSchraubenschlüssel
automatisiertmechanisiertmanuell automatisiertmechanisiertmanuell
Mechanisierungsgrad
Fügen
Handhaben
Fördern
Speichern
Kontrollieren
Fügen
Handhaben
Fördern
Speichern
Kontrollieren
Mon
tage
funk
tione
n
Abbildung 2-8: Betriebsmittel der Montage in Abhängigkeit vom Mechanisie-rungsgrad
Die Auswahl der Betriebsmittel hängt nach SCHIMKE vom Produktionsprogramm, dem Produkt und seinen Strukturen, der Variantenzahl, der konstruktiven Ausle-gung und der Organisationsform ab.211 Rein manuelle Montagesysteme werden bei geringen Stückzahlen eingesetzt und sind durch eine geringe Produktivität gekenn-zeichnet. Vorteil ist deren hohe Flexibilität und dadurch die Einsetzbarkeit bei einer hohen Anzahl von Varianten. Im Gegensatz dazu werden automatische Montage-systeme bei hohen Stückzahlen und geringer Variantenvielfalt eingesetzt. Die Pro-duktivität ist hoch, wohingegen sie aufgrund der Automatisierung bei Änderungen im Ablauf oder am Produkt sehr unflexibel sind. Hybride Montagesysteme werden zwischen dem Konzept der manuellen und der automatischen Montage angesiedelt. In hybriden Montagesystemen werden manuelle Montagetätigkeiten mit automati-sierten verbunden. Ihre Flexibilität und Produktivität liegt zwischen denen der ma-nuellen und der automatisierten Montagesysteme.212 Grundsätzlich muss bei der Mechanisierung von Montagesystemen beachtet werden, dass die Nutzungsdauer der Montageanlagen erhöht werden kann, wenn möglichst wenig aufgabenspezifi-sche und möglichst viele aufgabenunspezifische Betriebsmittel eingesetzt wer-den.213 In diesem Zusammenhang ist die modulare Handhabungstechnik in Form von Baukastensystemen zu nennen, die eine schnelle Reaktion auf wechselnde An-forderungen des Marktes ermöglichen.214 Eine Möglichkeit zur Kombination von Mechanisierung und manueller Montage stellt das Konzept der kombinierten flexib-len Montagezelle dar. Die kombinierte flexible Montagezelle wird auch als hybride
211 Vgl. Schimke (1991), S. 33 ff. 212 Vgl. Lotter (2006a), S. 193. 213 Vgl. Seliger (1992), S. 8 ff. 214 Vgl. Seliger (1992), S. 9.
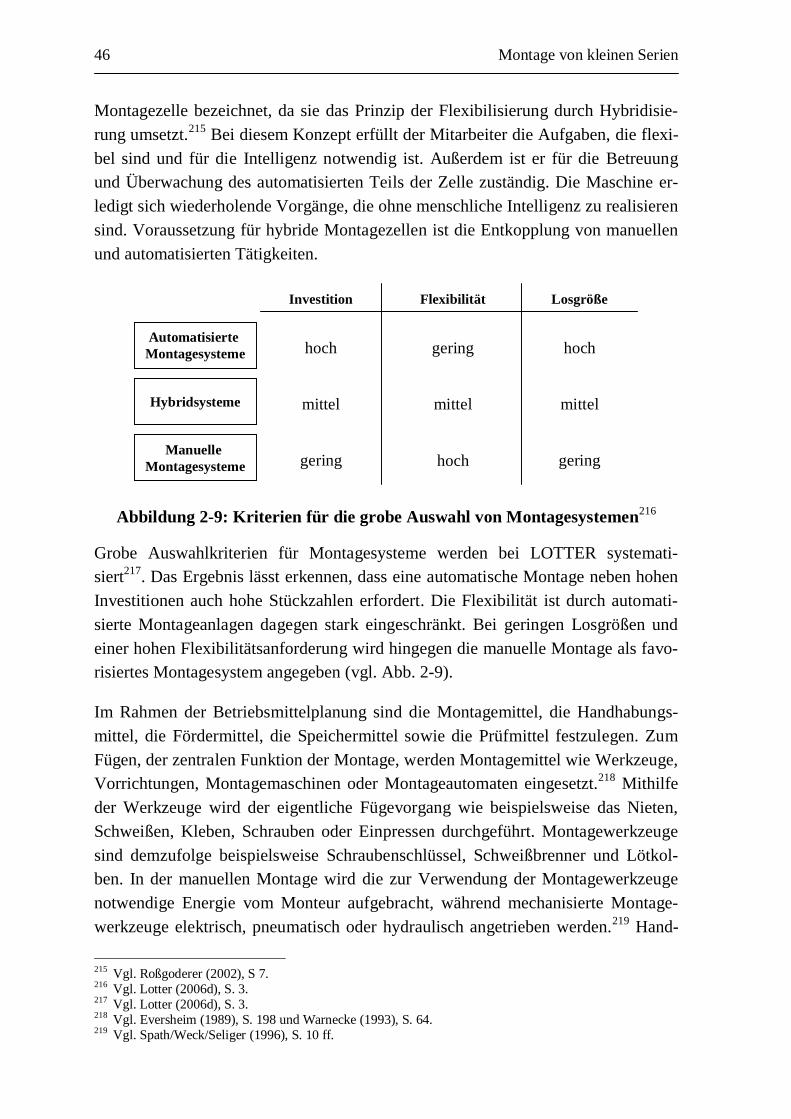
46 Montage von kleinen Serien Montagezelle bezeichnet, da sie das Prinzip der Flexibilisierung durch Hybridisie-rung umsetzt.215 Bei diesem Konzept erfüllt der Mitarbeiter die Aufgaben, die flexi-bel sind und für die Intelligenz notwendig ist. Außerdem ist er für die Betreuung und Überwachung des automatisierten Teils der Zelle zuständig. Die Maschine er-ledigt sich wiederholende Vorgänge, die ohne menschliche Intelligenz zu realisieren sind. Voraussetzung für hybride Montagezellen ist die Entkopplung von manuellen und automatisierten Tätigkeiten.
Investition Flexibilität Losgröße
Automatisierte Montagesysteme
Hybridsysteme
Manuelle Montagesysteme
hoch hoch
hoch
mittel mittel mittel
gering
gering gering
Abbildung 2-9: Kriterien für die grobe Auswahl von Montagesystemen216
Grobe Auswahlkriterien für Montagesysteme werden bei LOTTER systemati-siert217. Das Ergebnis lässt erkennen, dass eine automatische Montage neben hohen Investitionen auch hohe Stückzahlen erfordert. Die Flexibilität ist durch automati-sierte Montageanlagen dagegen stark eingeschränkt. Bei geringen Losgrößen und einer hohen Flexibilitätsanforderung wird hingegen die manuelle Montage als favo-risiertes Montagesystem angegeben (vgl. Abb. 2-9).
Im Rahmen der Betriebsmittelplanung sind die Montagemittel, die Handhabungs-mittel, die Fördermittel, die Speichermittel sowie die Prüfmittel festzulegen. Zum Fügen, der zentralen Funktion der Montage, werden Montagemittel wie Werkzeuge, Vorrichtungen, Montagemaschinen oder Montageautomaten eingesetzt.218 Mithilfe der Werkzeuge wird der eigentliche Fügevorgang wie beispielsweise das Nieten, Schweißen, Kleben, Schrauben oder Einpressen durchgeführt. Montagewerkzeuge sind demzufolge beispielsweise Schraubenschlüssel, Schweißbrenner und Lötkol-ben. In der manuellen Montage wird die zur Verwendung der Montagewerkzeuge notwendige Energie vom Monteur aufgebracht, während mechanisierte Montage-werkzeuge elektrisch, pneumatisch oder hydraulisch angetrieben werden.219 Hand-
215 Vgl. Roßgoderer (2002), S 7. 216 Vgl. Lotter (2006d), S. 3. 217 Vgl. Lotter (2006d), S. 3. 218 Vgl. Eversheim (1989), S. 198 und Warnecke (1993), S. 64. 219 Vgl. Spath/Weck/Seliger (1996), S. 10 ff.
Montage von kleinen Serien 47 habungsmittel können automatisiert oder mechanisch ausgestaltet sein. In der auto-matisierten Montage sind diese mechanischen Werkzeuge in einen Automaten inte-griert, der mithilfe einer programmierbaren Steuerung und gegebenenfalls eines In-dustrieroboters zur Handhabung die Montagevorgänge selbsttätig ausführt. Hier wird auch die Informationsverarbeitung von der Maschine übernommen. Vorrich-tungen werden mit dem Ziel eingesetzt, den Montageprozess zu vereinfachen, den technischen Einsatzbereich von Montagemaschinen zu erweitern und dafür zu sor-gen, dass die Qualitätskriterien eingehalten werden.220 Sie können entweder auf die Montagemaschine oder auf die Montageaufgabe und die Werkstückgeometrie zuge-schnitten sein. In Abhängigkeit von der Bauart lassen sich Standard-, Spezial- und Baukastenvorrichtungen unterscheiden.221 In der manuellen Montage werden die Werkstücke und die Einzelteile durch die Mitarbeiter gehandhabt. Bei schweren Teilen werden Manipulatoren Kraft verstärkend eingesetzt. In der mechanisierten oder automatisierten Montage übernehmen Handhabungseinrichtungen die Aufga-ben des Montagemitarbeiters, die Montageobjekte zuzuführen, zu positionieren und nach Durchführung des Montagevorganges aus der Montagevorrichtung zu entfer-nen.222 Der Materialfluss innerhalb der Montage erfolgt, wenn nicht von Hand wie gegebenenfalls in der manuellen Montage, mithilfe von Förder- und Transportmit-teln. Beispiele hierfür sind Rollenbahnen, Hallenkrane oder Montagewagen.223 Die Bewegung der Werkstücke kann je nach Fördersystem entweder rein manuell, wie beispielsweise durch manuelle Impulse oder unter Ausnutzung der Schwerkraft auf Rollenbahnen, oder mechanisiert sowie automatisiert auf angetriebenen Förderbän-dern erfolgen. Mechanische und automatische Fördermittel werden in Stetig- und Unstetigförderer unterteilt:224 Stetigförderer zeichnen sich durch eine kontinuierli-che Bewegung des Fördermittels und/oder des Förderguts bei festem Förderweg aus. Unstetigförderer sind demgegenüber nicht an feste Förderwege gebunden. Ne-ben dem Transport und der Verkettung können in der automatisierten Montage För-dermittel als weitere Funktion und damit alternativ zu Handhabungsgeräten die Aufgabe des Eingebens in die Montagestation und des Ausgebens übernehmen.225 Fördereinrichtungen können ebenfalls Sortier- und Vereinzelungsaufgaben über-nehmen, wie beispielsweise Wendel- und Schwingfördersysteme.226 Werkstückträ-ger sind Förderhilfsmittel und kommen bei der Weitergabe der Erzeugnisse von Montageplatz zu Montageplatz in verschiedenen Fällen zum Einsatz. Der Einsatz 220 Vgl. Brankamp (1975), S. 132. 221 Vgl. Brankamp (1975), S. 134. 222 Vgl. Hesse (2006a), S. 225 ff. 223 Vgl. Spath/Weck/Seliger (1996), S. 10 ff. 224 Stetigförderer verketten Montagestationen fest miteinander. Beispiele sind Doppelgurttransfersysteme
oder Rundtakttische. Unstetigförderer sind durch einen unterbrochenen Fördergutstrom charakterisiert. Beispiele sind Krane oder Flurförderfahrzeuge. Vgl. hierzu Petersen (2005), S. 157.
225 Vgl. Eversheim (1989), S. 216. 226 Vgl. Spath/Weck/Seliger (1996), S. 10 ff.

48 Montage von kleinen Serien erfolgt beispielsweise, wenn das Basisteil nicht standfähig ist oder wenn beim För-dern Beschädigungsgefahr durch Gleiten oder Stau besteht.227 Zur Entkopplung der Stationen innerhalb der Verkettung und Flexibilisierung des Montageablaufs dienen Speichereinrichtungen wie Lager, Bunker, Magazine und Regale, die die Werkstü-cke bis zur Weiterbearbeitung aufnehmen. Sie können beispielsweise zum Einsatz kommen, wenn keine einheitliche Taktung der Montageaufgaben an den einzelnen Stationen möglich ist oder wenn die Auswirkungen von Störungen an einer Station auf die nachfolgenden Stationen verringert werden sollen. Speichermittel dienen neben der Entkopplung der Stationen der Bereitstellung von Bauteilen. In der auto-matisierten Montage können die Speichereinrichtungen weitere Funktionen wie Ordnen und Vereinzeln übernehmen und stellen somit für diese Funktionen Umset-zungsalternativen zu Förder- oder Handhabungseinrichtungen dar. In diesem Fall spricht man von dynamischen Speichermittel, da das Lagergut zwischen Ein- und Auslagerung bewegt wird. Beispiele sind Umlauf- und Durchlaufregale. Bei stati-schen Speichermitteln, wie beispielsweise einem Paletten- oder Hochregal, ruht das Speichergut zwischen Ein- und Auslagerung.228 Mess- und Prüfmittel werden für Kontrollaufgaben verwendet. Ein Messmittel stellt beispielsweise eine Einrichtung zur Abstandmessung dar. Ein Beispiel für ein Prüfmittel ist eine Abpressvorrichtung zur Dichtigkeitsprüfung. Dabei kann zwischen speziellen, nur für eine bestimmte Mess- oder Prüfaufgabe konstruierte Mitteln und universellen Mitteln unterschieden werden.229
2.2.5 Arbeitsorganisation und Arbeitszeitgestaltung
Die Aufgaben im Unternehmen lassen sich nach unterschiedlichen Prinzipien orga-nisieren. Je nach Prinzip werden die Aufgaben dabei auf Organisationseinheiten, Gruppen oder Individuen verteilt.230 Der Organisationsbegriff bezieht sich je nach betrachtetem Funktionsbereich beispielsweise auf die Beschaffungsorganisation, die Fertigungsorganisation oder die Montageorganisation, wobei jeweils die Aspekte der Arbeitsteilung und Kooperation betrachtet werden.231 Zielsetzung der Arbeits-organisationsgestaltung ist die produktive, effiziente und gleichzeitig menschenge-rechte Planung, Gestaltung und Steuerung der Arbeitssysteme. Als Zielgrößen wer-den bei SCHLICK/BRUDER/LUCZAK beispielsweise die Arbeitsproduktivität, die Flexibilität oder auch die gesundheitsfördernde Arbeitsgestaltung genannt.232 Die Arbeitsorganisation ergänzt dabei nach SPATH die Aufbau- und Ablauforganisati-
227 Vgl. Konold/Reger (2003), S. 43. 228 Vgl. Petersen (2005), S. 157. 229 Vgl. Petersen (2005), S. 171. 230 Vgl. Buck (2009), S. 96 231 Vgl. Schlick/Bruder/Luczak (2010), S. 435. 232 Vgl. Schlick/Bruder/Luczak (2010), S. 436.
Montage von kleinen Serien 49 on, indem sie Arbeitszeit, Entgeltsystem sowie Art und Umfang der Arbeitsaufga-ben definiert.233 LUCZAK stellt die Gestaltungsgegenstände der Arbeitsorganisati-on demgegenüber auf eine Stufe.234 Er unterscheidet die Aufbauorganisation, die Ablauforganisation, die Arbeitsstrukturierung, das Arbeitszeitsystem, das Entgelt-system sowie technische Unterstützungssysteme. Für den Themenbereich der Arbeit sind die Ablauforganisation, also die räumliche und zeitliche Anordnung von Auf-gaben in Arbeitsprozessen, sowie das Arbeitszeitsystem als die Regelung von Ar-beitszeiten von Relevanz. Für produzierende Unternehmen werden die Prinzipien der Arbeitsorganisation auf die operative Ebene der Fertigung und Montage über-tragen. Dabei sind neben der Auswahl der Montageorganisationsform der Mitarbei-tereinsatz und die Arbeitszeiten auszugestalten.235 In Abhängigkeit von den Aufga-ben und Rahmenbedingungen in der Produktion finden entweder tayloristische und damit hierarchisch und funktional arbeitsteilige Organisationen oder aber die team-orientierte Gruppenarbeit, die auf einer verstärkten Selbstverantwortung der Mitar-beiter basiert, Anwendung.236 Die Zielsetzung von Unternehmen, die Anforderun-gen des Kunden an die Produkt- und Mengenflexibilität zu befriedigen, kann bei-spielsweise mit klassisch arbeitsteiligen Produktionskonzepten in der Regel nur schwer erreicht werden.237 Die Ausarbeitung der Arbeitsorganisation in der Monta-ge hat in Abhängigkeit von Umweltanforderungen zu erfolgen. BUCK empfiehlt bei prognostizierbaren und stabilen Marktanforderungen eine hohe vertikale und horizontale Arbeitsteilung sowie eine verhaltensorientierte Führung nach dem Prin-zip der Anweisung und Kontrolle. Wenn hohe Anforderungen and die Flexibilität vorliegen sind demgegenüber dezentrale, schnittstellenarme Einheiten mit einer er-gebnisorientierten Führung sinnvoll. Die Akteure der Einheiten sind dabei durch Kooperation und Selbstverantwortung gekennzeichnet.238 Die Formen der Gruppen-arbeit lassen sich in Abhängigkeit von der organisatorischen Verankerung in zwei Gruppen unterteilen:239
Gruppenarbeitsformen, die in der Primärorganisation verankert sind und eine dauerhafte Zusammenarbeit in der Gruppe beinhalten. Beispiele dafür sind teilautonome Arbeitsgruppen (Fertigungs- oder Montageinseln) oder Ferti-gungsteams, die dauerhaft im Fließverband zusammenarbeiten.
233 Vgl. Spath (2009), S. 4 234 Vgl. Luczak (1998), S. 495. 235 Vgl. Schlick/Bruder/Luczak (2010), S. 476. 236 Vgl. Klotz (2009), S. 77 und Schlick/Bruder/Luczak (2010), S. 495 f. 237 Vgl. Buck (2001), S. 113. 238 Vgl. Buck (2001), S. 117. 239 Vgl. Schlick/Bruder/Luczak (2010), S. 501.
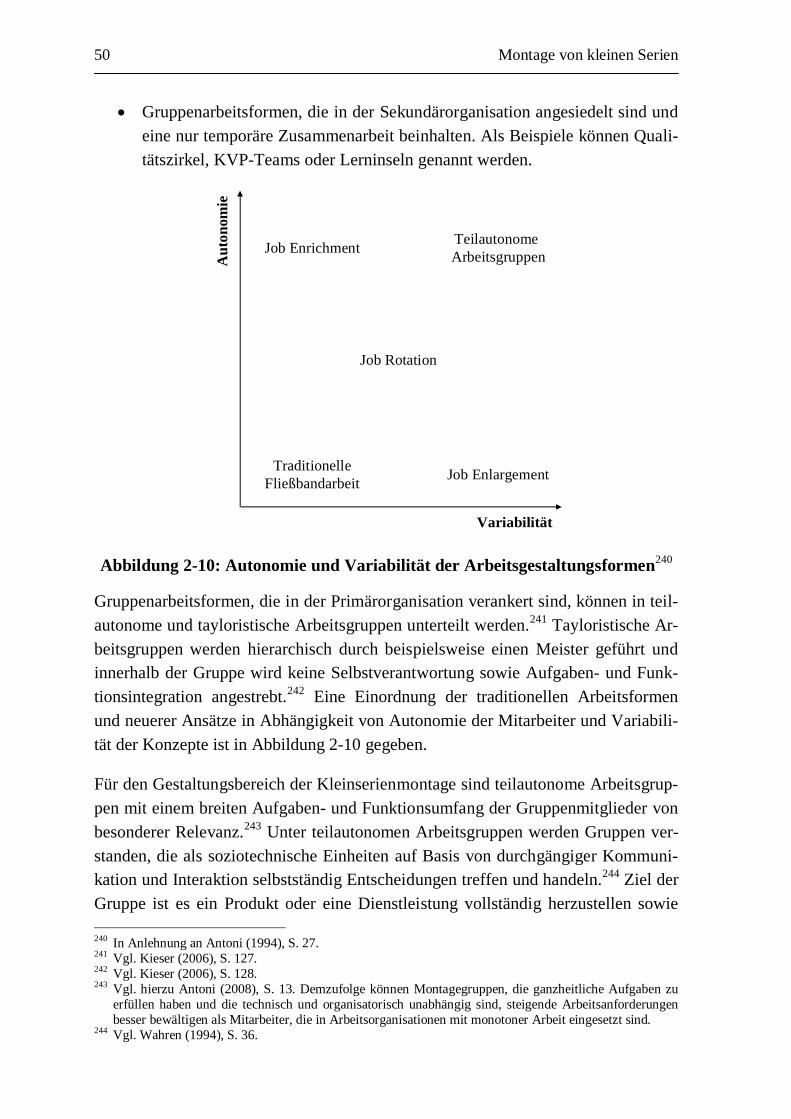
50 Montage von kleinen Serien
Gruppenarbeitsformen, die in der Sekundärorganisation angesiedelt sind und eine nur temporäre Zusammenarbeit beinhalten. Als Beispiele können Quali-tätszirkel, KVP-Teams oder Lerninseln genannt werden.
Variabilität
Aut
onom
ie
Job Enrichment Teilautonome Arbeitsgruppen
Job EnlargementTraditionelleFließbandarbeit
Job Rotation
Abbildung 2-10: Autonomie und Variabilität der Arbeitsgestaltungsformen240
Gruppenarbeitsformen, die in der Primärorganisation verankert sind, können in teil-autonome und tayloristische Arbeitsgruppen unterteilt werden.241 Tayloristische Ar-beitsgruppen werden hierarchisch durch beispielsweise einen Meister geführt und innerhalb der Gruppe wird keine Selbstverantwortung sowie Aufgaben- und Funk-tionsintegration angestrebt.242 Eine Einordnung der traditionellen Arbeitsformen und neuerer Ansätze in Abhängigkeit von Autonomie der Mitarbeiter und Variabili-tät der Konzepte ist in Abbildung 2-10 gegeben.
Für den Gestaltungsbereich der Kleinserienmontage sind teilautonome Arbeitsgrup-pen mit einem breiten Aufgaben- und Funktionsumfang der Gruppenmitglieder von besonderer Relevanz.243 Unter teilautonomen Arbeitsgruppen werden Gruppen ver-standen, die als soziotechnische Einheiten auf Basis von durchgängiger Kommuni-kation und Interaktion selbstständig Entscheidungen treffen und handeln.244 Ziel der Gruppe ist es ein Produkt oder eine Dienstleistung vollständig herzustellen sowie 240 In Anlehnung an Antoni (1994), S. 27. 241 Vgl. Kieser (2006), S. 127. 242 Vgl. Kieser (2006), S. 128. 243 Vgl. hierzu Antoni (2008), S. 13. Demzufolge können Montagegruppen, die ganzheitliche Aufgaben zu
erfüllen haben und die technisch und organisatorisch unabhängig sind, steigende Arbeitsanforderungen besser bewältigen als Mitarbeiter, die in Arbeitsorganisationen mit monotoner Arbeit eingesetzt sind.
244 Vgl. Wahren (1994), S. 36.

Montage von kleinen Serien 51 die Organisation, Planung, Steuerung und Kontrolle der Gruppe eigenverantwort-lich zu übernehmen.245 Zur Sicherstellung der anforderungsgerechten Erfüllung der Aufgabe innerhalb der Gruppe wird eine hohe Einsatzflexibilität der Mitarbeiter angestrebt.246 Dies bedeutet, dass die Gruppenmitglieder derart geschult sind, dass sie innerhalb der Gruppe unterschiedliche Aufgaben übernehmen können, um Aus-fälle oder Kapazitätsschwankungen abzufangen.247 LUCZAK nennt zudem vier weitere Konzepte zur Strukturierung der Arbeitsorganisation.248 Diese sind die Ver-ringerung von Zeitzwängen, ein systematischer Arbeitsplatzwechsel (job rotation), die Erweiterung der Anzahl der Aufgaben (job enlargement) und die qualitative Ar-beitsbereicherung (job enrichment).249 Auswirkungen der Übertragung von Aufga-ben auf die Gruppe sind steigende Anforderungen an die gruppeninterne und -externe Kommunikation sowie eine starke Selbstkontrolle sowie Selbstökonomisierung.250 Die geforderte flexible Arbeitsorganisation im Rahmen von Gruppenarbeiten ist häufig nur durch eine flexible Arbeitszeitgestaltung zu rea-lisieren.251 Die Ansätze und Methoden flexibler Arbeitszeitgestaltung sind dem For-schungsbereich Arbeitszeitmanagement zuzuordnen. Mit Arbeitszeitmanagement wird bei MARR die Gestaltung des Arbeitssystems eines Unternehmens zur Har-monisierung von Arbeitszeitbedarf und Arbeitszeitangebot unter Berücksichtigung von ökonomischer und sozialer Effizienz im Rahmen der gesetzlichen Möglichkei-ten bezeichnet.252 Arbeitszeitmanagement beinhaltet dabei die Ausgestaltung flexib-ler Arbeits- und Betriebszeiten.253 In der Literatur liegen verschiedene Arbeiten zur Definition und den Formen der Arbeitszeitflexibilisierung vor, die sich nicht auf den Bereich der Montage eingrenzen lassen, sondern die organisationsübergreifend realisiert werden. Die Bestimmungsgrößen der Arbeitszeit sind nach WILDE-MANN und MARR/ELBE/KADUK die Dauer, die Lage und die Verteilung der Arbeitsmenge.254 Jedes Arbeitssystem kann unter Verwendung dieser drei Dimensi-onen Dauer (Chronometrie), Lage (Chronologie) und Verteilung (Chronomorphie) beschrieben werden.255 Nach NEUBERGER liegen flexible Arbeitszeiten vor, wenn mindestens eine der Dimensionen durchgängig veränderbar ist, wobei jedoch insbe-sondere die Dimensionen Chronometrie und Chronomorphie für die Flexibilisierung von Relevanz sind.256 Formen der chronometrischen Arbeitszeitflexibilisierung sind 245 Vgl. Bea/Göbel (2006), S. 427. 246 Vgl. Schlick/Bruder/Luczak (2010), S. 527. 247 Vgl. Antoni (2008), S. 16 f. 248 Vgl. Luczak (1998), S. 506. 249 Vgl. hierzu auch Eschenbach (1977), Weinert (1998), Antoni (2000), S. 42 ff und Ulich (2005). 250 Vgl. Wippermann (2008), S. 40. 251 Vgl. Busch (2003), S. 98. 252 Vgl. Marr (2001a), S. 9. 253 Vgl. Wildemann (1995c), S. 46 ff. 254 Vgl. Wildemann (2000), S. 19 f und Marr/Elbe/Kaduk (2005), S. 412 f. 255 Vgl. hierzu auch Teriet (1981), S. 94 ff, Blum/Zaugg (1999), S. 121 f und Marr (2001b), S. 19 ff. 256 Vgl. Neuberger (1997), S. 235 und Ebert (2006), S. 108.
52 Montage von kleinen Serien beispielsweise Teilzeitarbeit oder auch Vorruhestand.257 Grenzen der chronometri-schen Arbeitszeitflexibilisierung basieren auf betrieblichen Notwendigkeiten sowie dem Arbeitsgesetz. Eine Form der chronologischen Flexibilisierung bildet bei-spielsweise das Schichtsystem.258 Dadurch werden Betriebszeiten verlängert, indem Arbeitszeiten zeitlich versetzt werden. Stärkere Flexibilisierung wird durch den Einsatz von Gleitzeitsystemen (chronomorphe Flexibilisierung), die eine Variante von Zeitkontenmodellen sind, erreicht.259 Die kapazitätsorientierte Zeitgestaltung findet ihre Ausprägung in der kapazitätsorientierten variablen Arbeitszeit (KAPOVAZ), welche eine extreme Form der Flexibilisierung darstellt.260 Dieser Form der Zeitgestaltung liegt die Annahme zugrunde, dass ein flexibler Kapazitäts-bedarf im Unternehmen durch die Flexibilisierung des Kapazitätsangebots, also der Arbeitszeit, gedeckt wird.261 Neben der Steigerung der Flexibilität sind nach WIL-DEMANN folgende, aus den strategischen Erfolgsfaktoren abgeleitete Zielsetzun-gen Gegenstand der Arbeits- und Betriebszeitgestaltung:262
Erfolgsfaktor Kosten/Preis: Steigerung der Betriebszeit, Produktivitätssteige-rung, Abbau der Kapitalkosten, Rückgang der Personalkosten, Verminde-rung der Bestände.
Erfolgsfaktor Qualität: Qualitätssteigerung durch Motivation der Mitarbeiter, abgestimmte Arbeitszeiten und Anpassung der Arbeitszeiten an den indivi-duellen Tagesrhythmus.
Erfolgsfaktor Flexibilität: Verbesserte Anpassung an quantitative Schwan-kungen, Verkürzung der Durchlaufzeiten und Verringerung der Bestände.
Erfolgsfaktor Termintreue: Verbesserte Anpassung an Schwankungen und Verkürzung der Durchlaufzeiten.
Die Planung und Gestaltung des Mitarbeitereinsatzes und der Arbeitszeit zur Steige-rung der Montagequalität und -flexibilität ist in Unternehmen mit Kleinserienmon-tage demzufolge ein Gestaltungsbereich, der zur Erreichung der Unternehmensziele von Relevanz ist. Erfolgskriterien für einen flexiblen Arbeitseinsatz sind dabei ne-ben der verstärkten Qualifikation der Mitarbeiter die Umsetzung geeigneter Ar-beitszeitmodelle, um die geforderte Flexibilität sicherstellen zu können.
257 Vgl. Wildemann (1995c), S. 46 ff. 258 Vgl. Trautwein (2009), S.85 und Wildemann (1995c), S. 59 ff. 259 Vgl. Neuberger (1997), S. 249. 260 Vgl. Marr/Elbe/Kaduk (2005), S. 413. 261 Vgl. Olfert (2006), S. 204. 262 Vgl. Wildemann (1995c), S. 30. Bei der Aufzählung wurden die von Wildemann genannten Erfolgsfakto-
ren Innovationsgeschwindigkeit und Service nicht berücksichtigt.
Montage von kleinen Serien 53 2.2.6 Montageplanung
Die Vorgehensweise bei der Planung von Montagesystemen wird bei zahlreichen Autoren erläutert.263 Nachfolgend werden die Vorgehensweisen ausgewählter Auto-ren sowie die Gemeinsamkeiten der Ansätze aufgezeigt. Der Planung der Montage ist bei allen Autoren gemeinsam, dass sie in mehreren Schritten, zwischen denen ein iterativer Wechsel durchaus gewünscht ist, erfolgt. Die Montagesystemplanung be-ginnt jeweils mit der Analyse der zu montierenden Produkte und der Rahmenbedin-gungen. Das Ergebnis der Analyse ist eine Aufstellung der Anforderungen an das Montagesystem. Unter Berücksichtigung der Analyseergebnisse wird durch die Er-stellung eines Montageablaufplans ein grober Montageablauf skizziert, in dem die Fügereihenfolge festgelegt wird. Im nächsten Schritt wird daraus ein erster Monta-gesystementwurf entwickelt, der aus der Bestimmung des Montageprinzips und des Groblayouts besteht. Anschließend wird der Montageablauf detailliert ausgearbeitet, indem ein Ablaufplan erstellt wird und die notwendigen Füge- und Handhabungs-prozesse festgelegt werden. Im nächsten Schritt ist der Grobentwurf des Montage-systems zu verfeinern. Dazu wird das Feinlayout des Montagsystems erstellt und es werden die Betriebsmittel ausgewählt und konfiguriert. Bevor das Montagesystem realisiert werden kann, müssen Anzahl, Beschaffenheit, Arbeitsinhalt der Arbeits-plätze und der Stationen sowie die Steuerung und Dokumentation ausgearbeitet werden. In allen Phasen sind dabei kontinuierlich die einzelnen Lösungen zu bewer-ten und auszuwählen. Nachfolgend werden die in der Literaturanalyse in Kapitel 1.2 ermittelten, für den Betrachtungsbereich der Arbeit relevante Vorgehensweisen zur Gestaltung der Montage im Detail vorgestellt. Es werden sowohl Ansätze aus dem Bereich der allgemeinen übergreifenden Montageplanung als auch Vorgehenswei-sen die spezifisch zur Planung der Kleinserienmontage entwickelt wurden, analy-siert.
KONOLD/REGER264 gliedern die Montageplanung in die fünf Stufen Aufgaben-stellung, Grobplanung, Feinplanung, Realisierung und Fertigungsanlauf. Die Ana-lyse der Aufgabenstellung beinhaltet das Festlegen der Ziele, die Bestimmung der Projektverantwortlichen und die Festlegung des zeitlichen Rahmens. Zudem werden die Aufgaben abgegrenzt und die für die Planung relevanten Daten beschafft. Die Grobplanung beginnt damit, die Ausbringung beziehungsweise die Taktzeit des Montagesystems zu berechnen, um einen ersten Orientierungswert für die weiteren Planungen zu bekommen. Im nächsten Schritt gilt es, die Montagestruktur zu ent-wickeln, wofür die Teilverrichtungen und ihre zeitliche Reihenfolge, also der Ar-
263 Vgl. Bullinger (1986), Eversheim/Witte/Peffekoven (1981), Eversheim (1989), Konold/Reger (2003),
Lotter/Wiendahl (2006), Ungeheuer (1986) und Westkämper (2001). 264 Vgl. Konold/Reger (2003), S. 32 ff.
54 Montage von kleinen Serien beitsablauf, bekannt sein müssen. Für komplexere Produkte werden die einzelnen Teilverrichtungen in einem Vorranggraphen dargestellt. Der erste Entwurf der logi-schen Struktur entsteht, wenn die Teilverrichtungen auf ihre Automatisierbarkeit hin überprüft und im Vorranggraphen entsprechend gekennzeichnet sowie mit Vor-gabezeiten versehen werden. Der Vorranggraph bildet damit die Grundlage für den nächsten Schritt, bei dem der gesamte Montageprozess in einzelne Montageab-schnitte unterteilt wird. Dabei kann der Arbeitsinhalt nach den Strukturierungsge-sichtspunkten Artteilung, Mengenteilung sowie Baugruppen- und Variantenteilung aufgeteilt werden. Im nächsten Schritt werden Montagesystem-Alternativen entwi-ckelt. Hierfür wird zunächst mithilfe von Einflussfaktoren eine Vorauswahl des Montagesystems getroffen. Es muss entschieden werden, ob die Montage manuell, automatisiert oder in einer Mischform realisiert wird. Anschließend wird die Grund-form des Montagesystems festgelegt, indem folgende Aspekte gestaltet werden: Art der Arbeitsorganisation, Anbindung an innerbetrieblichen Materialfluss, Flussprin-zip und Teilebereitstellung am Arbeitsplatz. In den nächsten Schritten werden der Flächenbedarf und der Personalbedarf ermittelt, wobei letzterer abhängig von der Organisationsform ist. Abschließend werden die verschiedenen Lösungsalternativen bewertet. Dies geschieht bei einer ersten Vorauswahl anhand von quantifizierbaren sowie nicht quantifizierbaren Kriterien mit Arbeitssystemwertanalyse und bei der Endauswahl mittels Wirtschaftlichkeitsberechnung. Im Rahmen der Feinplanung werden das Gesamtsystem und seine Teilsysteme im Detail ausgearbeitet und ein Termin- sowie Arbeitseinsatzplan erstellt. In der Phase Realisierung werden die Ar-beitsplätze gestaltet, das Personal geschult und das Montagesystem installiert. Im Anschluss daran beginnt der Fertigungsanlauf. Auch wenn KONOLD/REGER nicht ausdrücklich zwischen Ablaufplanung und Systementwurf unterscheiden, so kann doch folgende Parallele zur oben vorgestellten standardisierten Vorgehensweise ge-zogen werden: Der Grobentwurf des Montageablaufs bildet die Grundlage für die Entwicklung des Systems. Aufgaben der Feinplanung des Montageablaufs werden in der Phase der Systemalternativen-Entwicklung angesprochen, wobei bei KONOLD/REGER keine Differenzierung zu Aufgaben des Systemfeinentwurfs vorgenommen wird. Sie werden alle ohne weitere Unterteilung unter „Festlegung der Grundform des Montagesystems“ gefasst. Die Betriebsmittelauswahl fällt in die Phase der Entwicklung von Montagesystem-Alternativen. EVERSHEIM265 unter-scheidet aufgrund der unterschiedlichen Anforderungen und Rationalisierungspo-tenzialen zwischen der Montagegestaltung für Einzel- und Kleinserienmontage und der für Massenmontage. Bei der Einzel- und Kleinserienmontage sieht er das Poten-zial im organisatorischen Bereich und ordnet ihr manuelle Montagesysteme zu, während in der Massenmontage Rationalisierungseffekte durch Mechanisierung und 265 Vgl. Eversheim (1989), S. 142 und 205.

Montage von kleinen Serien 55 Automatisierung der Montagevorgänge erreicht werden können. Da der Fokus der vorliegenden Arbeit bezüglich des Fertigungstyps auf der Montage kleiner Serien liegt, wird im Folgenden ausschließlich der Ansatz für diesen Fertigungstyp erläu-tert.
Produkt-analyse
Gestaltung der Montagestruktur
(Grobgestaltung, Feingestaltung)
Gestaltung des Montageablaufs
(Stationen, Arbeitsplätze,Arbeitsumfang,
Verkettung, Störausgleich)
Auswahl der Betriebsmittel und Bestimmung des
MontagepersonalsPotenzial-analyse
Produkt-analyse
Gestaltung der Montagestruktur
(Grobgestaltung, Feingestaltung)
Gestaltung des Montageablaufs
(Stationen, Arbeitsplätze,Arbeitsumfang,
Verkettung, Störausgleich)
Auswahl der Betriebsmittel und Bestimmung des
MontagepersonalsPotenzial-analyse
Abbildung 2-11: Montagegestaltungsprozess266
Die Vorgehensweise nach EVERSHEIM ist in Abbildung 2-11 schematisch darge-stellt. Die Planung von manuellen Montagesystemen beginnt mit der Produktanaly-se, bei der die Montageaufgabe anhand von produkt- und produktionsbezogenen Daten beschrieben wird. Letztere können Angaben zum Produktspektrum und zu Stückzahlverläufen sein. Produktbezogene Daten sind beispielsweise die erforderli-chen Montagetätigkeiten und deren technologische Abhängigkeiten, aus denen sich eine Zwangsfolge der Arbeitsvorgänge ergibt. Parallel zur Produktanalyse erfolgt die Potenzialanalyse, bei der unternehmensspezifische Randbedingungen untersucht werden. Sind Montageaufgabe und Randbedingungen geklärt, beginnt die eigentli-che Montageplanung mit der Gestaltung der Montagestrukturen, wobei zunächst der Strukturtyp, wie beispielsweise produktorientiert, materialflussorientiert, organisa-tionsformorientiert oder Mischform, festgelegt wird. Die Strukturierung der Monta-ge erfolgt in Montageebenen, deren Einteilung sich an der Baugruppenabgrenzung orientiert, wie Baugruppen- und Endmontage. Jede dieser Montageebenen wird ih-rerseits in Montagephasen mit unterschiedlichen Realisierungsgraden gegliedert, wie Vor-, Haupt- und Nachmontage. Nach Erstellen der groben Montagestruktur werden die einzelnen Montagebereiche im Detail geplant. Hierfür muss zunächst die Organisationsform bestimmt werden. Die Organisationsformen unterscheiden sich in den Möglichkeiten der Kapazitätsteilung und darin, dass jeweils Arbeitsplät-ze und Montageobjekte bewegt werden oder stationär sind. In der zweiten Phase wird die Gestaltung des Arbeitsablaufs unter Berücksichtigung der Montagevor-gangsfolge und der Organisationsform vorgenommen. Von der Organisationsform hängt über die Kapazitätsteilung ab, ob alternative Ablaufformen möglich sind. Aufgaben der Ablaufgestaltung sind die Festlegung der Anzahl erforderlicher Mon-tagestationen, die Zuordnung des Aufgabeninhalts und -umfangs zu den Stationen,
266 Vgl. Eversheim (1989), S. 160.
56 Montage von kleinen Serien die Festlegung der Verkettung der Stationen sowie die Formulierung von Maßnah-men zum Störgrößenausgleich. Aufbauend auf den definierten Arbeitsablauf wird in den sich anschließenden Phasen die Planung des Personal- und Betriebsmittelbe-darfs vorgenommen. UNGEHEUER erarbeitete ein Konzept, das eine anforde-rungsgerechte Planung der Produkt- und Montagestruktur für komplexe Erzeugnisse der Einzel- und Kleinserienfertigung ermöglicht.267 Die Methodik setzt sich aus fol-genden vier Vorgangsschritten zusammen: Ermittlung der Eingangsinformationen, Erstellung einer funktionsorientierten Erzeugnisgliederung, Umsetzung der funktio-nalen Struktur in eine montagorientierte Erzeugnisgliederung und Ableitung einer geeigneten Montagestruktur. Aufbauend auf dem Modell wird ein Konzept zur Pla-nung montagegerechter Produktstrukturen aufgezeigt und mögliche Methoden zur Umsetzung des Modells vorgestellt. Die Methodik konzentriert sich insbesondere auf die Handhabung komplexer Produkte, die im Rahmen der Modellbildung impli-zit mit der Einzel- und Kleinserienfertigung gleichgesetzt werden. BULLINGER268 gestaltet die Montageplanung im Sinne einer Projektorganisation. Zur Unterstüt-zung des Anwenders werden Konzepte zur Projektplanung, zur Projektorganisation und zur Projektsteuerung aufgezeigt. Die Vorgehensweise zur Planung der Montage ist als Projektstrukturplan ausgestaltet und setzt sich aus den sechs Phasen Konzep-tion, Ablaufplanung, Montagesystementwurf, Ausarbeitung, Realisierung und Be-trieb zusammen.269 In der Konzeptionsphase werden die Planungsziele festgelegt und Prinziplösungen erarbeitet. Die Phase der Ablaufplanung beinhaltet die Festle-gung der Montageablaufstruktur sowie die Bildung der Arbeitsinhalte. In der Pla-nungsphase Montagesystementwurf werden Prinzipanordnungen aufgestellt und das Layout gestaltet. Im Anschluss daran werden die Montagestationen ausgearbeitet. In der vorletzten Phase erfolgt die Realisierung der Montage durch die Bereitstellung der Betriebsmittel und die Personaleinsatzplanung. Die letzte Phase ist der Betrieb, der mithilfe eines geeigneten Controllings überwacht wird. MIESE270 gestaltet ei-nen Planungsprozess für Unternehmen der Einzel- und Kleinserienmontage. Ausge-hend vom Montageproblem werden sieben Schritte zur Montageplanung durchlau-fen. Der erste Schritt beinhaltet die Bestimmung der Produktstruktur. Im Anschluss daran erfolgen die Ermittlung der Montagevorgangsfolge und die Bestimmung der Struktur des Montageprozesses. Die Strukturbestimmung dient der Unterteilung der Montage in Vor-, Haupt- und Nachmontage. Im nächsten Schritt wird die Struktur des Montagesystems ermittelt, was die Unterteilung der Montage in Baugruppen- und Endmontage bedeutet. Phase fünf beinhaltet jeweils die Auswahl der geeigne-ten Montageorganisationsform für die ermittelten Montageteilsysteme. Daran 267 Vgl. Ungeheuer (1986), S. 44 ff. 268 Vgl. Bullinger (1986), S. 23 ff. 269 Vgl. Bullinger (1986), S. 50 ff. 270 Vgl. Miese (1973), S. 72 ff.
Montage von kleinen Serien 57 schließt sich ein Wirtschaftlichkeitsvergleich an. Den Abschluss der Montagepla-nung bildet die Bewertung der Ergebnisse nach technologischen, organisatorischen, wirtschaftlichen und personalbezogenen Kriterien. CHANG271 entwickelte eine Vorgehensweise zur Montagesystemplanung und -steuerung in der variantenreichen Serienmontage. Die Planung der Montage setzt sich aus fünf Phasen zusammen. In Phase eins werden die Planungsziele identifiziert und gewichtet, die wesentlichen Aufgaben abgegrenzt und Entscheidungskriterien erarbeitet. Die Phase zwei bein-haltet die Analyse der Ausgangssituation. Dazu wird eine Produkt- und Produkti-onsanalyse durchgeführt. In der anschließenden Phase erfolgt die Grobplanung der Montage. Es werden alternative Produktionsabläufe und Produktionssysteme erar-beitet sowie die Lösungsalternativen bewertet. Phase vier, die Feinplanung, be-schäftigt sich mit der Detaillierung von Teilsystemen, der Personaleinsatzplanung und der Erstellung eines Realisierungsplans. Die letzte Phase beinhaltet die Reali-sierung der Montage. Diese ist durch die Veranlassung der Beschaffung, die Schu-lung des Personals und die Inbetriebnahme des Produktionssystems gekennzeichnet. BALVE/RALLY272 wählen zur Montageplanung einen integrativen und marktorien-tierten Ansatz, der sich an den übergeordneten Unternehmenszielen ausrichtet. Dazu werden eine Vorgehensweise zur Erarbeitung eines Zielsystems und dessen Umset-zung in ein Zielhandbuch vorgestellt. Im Anschluss an die Erarbeitung des Zielsys-tems erfolgt die Neugestaltung des Montagesystems. Diese ist im Sinne einer Pro-jektorganisation gestaltet und zur Umsetzung werden klassische Projektmanage-mentmethoden, wie beispielsweise ein Projektstrukturplan, verwendet. Die Monta-geplanung wird in einzelne Projektphasen unterteilt. Diese sind die Projektdefiniti-onsphase, die Analysephase, welche die Unternehmens- und Marktanalyse beinhal-tet, und die Konzeptionsphase (Grob- und Feinkonzeption des Montagesystems und prototypische Umsetzung). Die letzte Phase beinhaltet die Umsetzung des Montage-systems und damit die Pilotierung und Einführungsplanung. Die Vorgehensweise bei KRÜGER273 wurde zur Planung und Kapazitätsabstimmung stückzahlflexibler Montagesysteme erarbeitet. Dazu werden im ersten Schritt Strategiebausteine zur Kapazitätsabstimmung von Montagesystemen ermittelt, die den Anwender der Pla-nungsmethode dabei unterstützen, die Kapazität des Montagesystems mit dem Ab-satzverlauf der Produkte abzustimmen. Zur Planung der stückzahlflexiblen Montage werden folgende sechs Phasen durchlaufen: Planungsvorbereitung, Flexibilitätspla-nung, Grobplanung, Feinplanung, Systemrealisierung und -einführung und System-betrieb und -abstimmung. Die wesentliche Neuerung dieser Vorgehensweise ist die Phase der Flexibilitätsplanung. Sie umfasst die Bestimmung von Planungsszenarien,
271 Vgl. Chang (1999), S. 41. 272 Vgl. Balve/Rally (2001), S. 12 ff. 273 Vgl. Krüger (2004), S. 59 ff.

58 Montage von kleinen Serien die Auswahl geeigneter Strategiebausteine zur Kapazitätsabstimmung und die Ent-wicklung prinzipieller Wandlungsstrategien zur Migration zwischen den Planungs-szenarien.274
Neuere Ansätze der Montageplanung beschäftigen sich zudem beispielsweise mit der Realisierung einer wissensbasierten Montageplanung in der digitalen Fabrik.275 Diese Ansätze eignen sich jedoch nur für klassische Großserien- und Massenferti-ger, wie die Automobilindustrie, weswegen diese Ansätze im Rahmen der Arbeit nicht berücksichtigt werden.
Die Übersicht der ausgewählten Ansätze zur Montageplanung zeigt auf, dass die wesentlichen Phasen der Montageplanung bei den Autoren einen hohen Überein-stimmungsgrad aufweisen und nur nach Planungsschwerpunkt unterschiedliche Schwerpunkte gesetzt werden. Im Rahmen dieser Arbeit wird nur in Teilen eine Planungsvorgehensweise analog der aufgezeigten Planungsansätze entwickelt. Schwerpunktmäßig wird vielmehr eine Vorgehensweise erarbeitet, die es dem An-wender erlaubt, ausgewählte Ansätze zur Produkt- und Montagegestaltung zu iden-tifizieren. Die ermittelten Ansätze ermöglichen es, die Montage an den verfolgten Gestaltungszielen auszurichten, ohne ein gänzlich neues Montagesystem konzipie-ren zu müssen. Die in Abbildung 2-12 zusammengefasste Analyse der Defizite der Vorgehensweisen zur Montagekonfiguration zeigt, dass alle dargestellten Ansätze zwei wesentliche Defizite aufweisen, die im Verlauf dieser Arbeit Betrachtungsge-genstand sind: Bei keiner der Vorgehensweisen werden durchgängig einflussgrö-ßenabhängige Empfehlungen zum Einsatz von Gestaltungsansätzen gegeben und eine übergreifende Parametrisierung der Einflussgrößenausprägungen zur Unter-stützung bei der Einordnung der Unternehmen im Rahmen der Auswahl von Gestal-tungsansätzen wird nicht ausgearbeitet. Ziel der Arbeit ist es, durch die Erarbeitung eines ganzheitlichen Modells die bestehenden Defizite der Vorgehensweisen zur Konfiguration der Kleinserienmontage zu reduzieren, indem unter Berücksichtigung der unternehmensspezifischen Einflussgrößen Empfehlungen zur Produkt- und Montagegestaltung aufgezeigt werden.
274 Vgl. Krüger (2004), S. 106. 275 Vgl. Henning (2007).
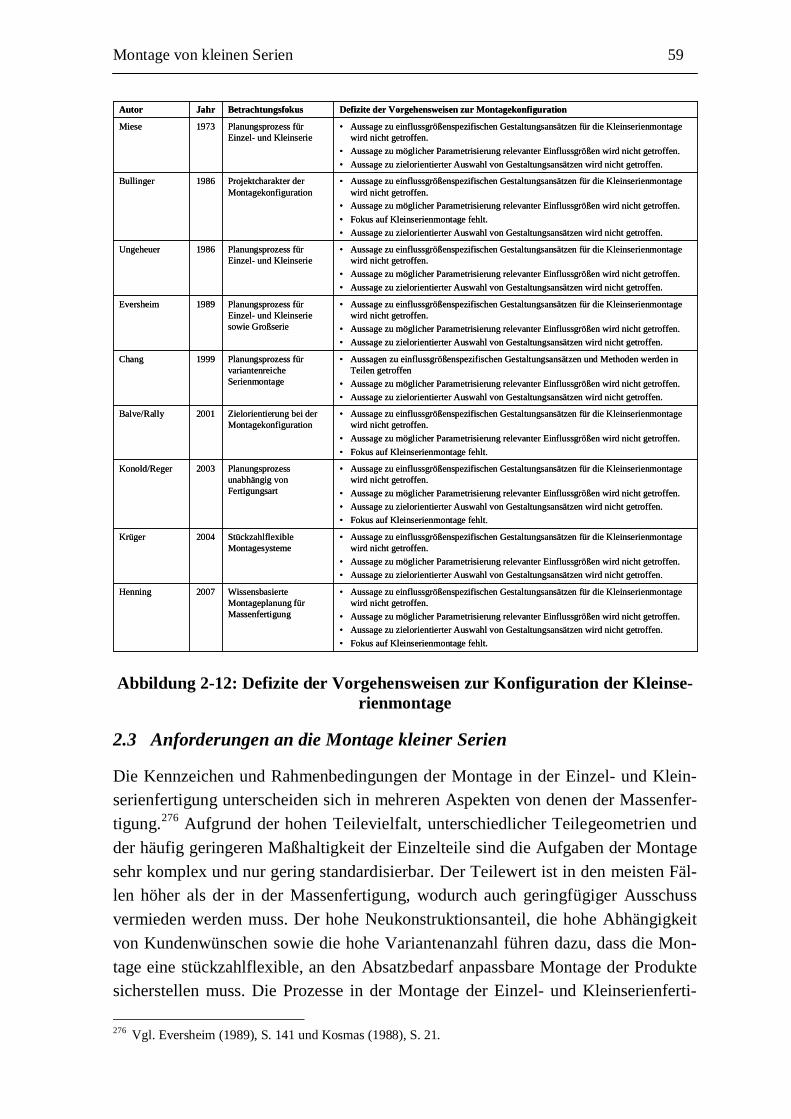
Montage von kleinen Serien 59
• Aussage zu einflussgrößenspezifischen Gestaltungsansätzen für die Kleinserienmontage wird nicht getroffen.
• Aussage zu möglicher Parametrisierung relevanter Einflussgrößen wird nicht getroffen.• Aussage zu zielorientierter Auswahl von Gestaltungsansätzen wird nicht getroffen.
Stückzahlflexible Montagesysteme
2004Krüger
• Aussage zu einflussgrößenspezifischen Gestaltungsansätzen für die Kleinserienmontage wird nicht getroffen.
• Aussage zu möglicher Parametrisierung relevanter Einflussgrößen wird nicht getroffen.• Fokus auf Kleinserienmontage fehlt.
Zielorientierung bei der Montagekonfiguration
2001Balve/Rally
• Aussagen zu einflussgrößenspezifischen Gestaltungsansätzen und Methoden werden in Teilen getroffen
• Aussage zu möglicher Parametrisierung relevanter Einflussgrößen wird nicht getroffen.• Aussage zu zielorientierter Auswahl von Gestaltungsansätzen wird nicht getroffen.
Planungsprozess für variantenreiche Serienmontage
1999Chang
• Aussage zu einflussgrößenspezifischen Gestaltungsansätzen für die Kleinserienmontage wird nicht getroffen.
• Aussage zu möglicher Parametrisierung relevanter Einflussgrößen wird nicht getroffen.• Aussage zu zielorientierter Auswahl von Gestaltungsansätzen wird nicht getroffen.
Planungsprozess für Einzel- und Kleinserie
1973Miese
• Aussage zu einflussgrößenspezifischen Gestaltungsansätzen für die Kleinserienmontage wird nicht getroffen.
• Aussage zu möglicher Parametrisierung relevanter Einflussgrößen wird nicht getroffen.• Fokus auf Kleinserienmontage fehlt.• Aussage zu zielorientierter Auswahl von Gestaltungsansätzen wird nicht getroffen.
Projektcharakter der Montagekonfiguration
1986Bullinger
Wissensbasierte Montageplanung für Massenfertigung
Planungsprozess unabhängig von Fertigungsart
Planungsprozess für Einzel- und Kleinserie sowie Großserie
Planungsprozess für Einzel- und Kleinserie
Betrachtungsfokus
• Aussage zu einflussgrößenspezifischen Gestaltungsansätzen für die Kleinserienmontage wird nicht getroffen.
• Aussage zu möglicher Parametrisierung relevanter Einflussgrößen wird nicht getroffen.• Aussage zu zielorientierter Auswahl von Gestaltungsansätzen wird nicht getroffen.• Fokus auf Kleinserienmontage fehlt.
2007Henning
• Aussage zu einflussgrößenspezifischen Gestaltungsansätzen für die Kleinserienmontage wird nicht getroffen.
• Aussage zu möglicher Parametrisierung relevanter Einflussgrößen wird nicht getroffen.• Aussage zu zielorientierter Auswahl von Gestaltungsansätzen wird nicht getroffen.• Fokus auf Kleinserienmontage fehlt.
2003Konold/Reger
• Aussage zu einflussgrößenspezifischen Gestaltungsansätzen für die Kleinserienmontage wird nicht getroffen.
• Aussage zu möglicher Parametrisierung relevanter Einflussgrößen wird nicht getroffen.• Aussage zu zielorientierter Auswahl von Gestaltungsansätzen wird nicht getroffen.
1989Eversheim
• Aussage zu einflussgrößenspezifischen Gestaltungsansätzen für die Kleinserienmontage wird nicht getroffen.
• Aussage zu möglicher Parametrisierung relevanter Einflussgrößen wird nicht getroffen.• Aussage zu zielorientierter Auswahl von Gestaltungsansätzen wird nicht getroffen.
1986Ungeheuer
Defizite der Vorgehensweisen zur MontagekonfigurationJahrAutor
• Aussage zu einflussgrößenspezifischen Gestaltungsansätzen für die Kleinserienmontage wird nicht getroffen.
• Aussage zu möglicher Parametrisierung relevanter Einflussgrößen wird nicht getroffen.• Aussage zu zielorientierter Auswahl von Gestaltungsansätzen wird nicht getroffen.
Stückzahlflexible Montagesysteme
2004Krüger
• Aussage zu einflussgrößenspezifischen Gestaltungsansätzen für die Kleinserienmontage wird nicht getroffen.
• Aussage zu möglicher Parametrisierung relevanter Einflussgrößen wird nicht getroffen.• Fokus auf Kleinserienmontage fehlt.
Zielorientierung bei der Montagekonfiguration
2001Balve/Rally
• Aussagen zu einflussgrößenspezifischen Gestaltungsansätzen und Methoden werden in Teilen getroffen
• Aussage zu möglicher Parametrisierung relevanter Einflussgrößen wird nicht getroffen.• Aussage zu zielorientierter Auswahl von Gestaltungsansätzen wird nicht getroffen.
Planungsprozess für variantenreiche Serienmontage
1999Chang
• Aussage zu einflussgrößenspezifischen Gestaltungsansätzen für die Kleinserienmontage wird nicht getroffen.
• Aussage zu möglicher Parametrisierung relevanter Einflussgrößen wird nicht getroffen.• Aussage zu zielorientierter Auswahl von Gestaltungsansätzen wird nicht getroffen.
Planungsprozess für Einzel- und Kleinserie
1973Miese
• Aussage zu einflussgrößenspezifischen Gestaltungsansätzen für die Kleinserienmontage wird nicht getroffen.
• Aussage zu möglicher Parametrisierung relevanter Einflussgrößen wird nicht getroffen.• Fokus auf Kleinserienmontage fehlt.• Aussage zu zielorientierter Auswahl von Gestaltungsansätzen wird nicht getroffen.
Projektcharakter der Montagekonfiguration
1986Bullinger
Wissensbasierte Montageplanung für Massenfertigung
Planungsprozess unabhängig von Fertigungsart
Planungsprozess für Einzel- und Kleinserie sowie Großserie
Planungsprozess für Einzel- und Kleinserie
Betrachtungsfokus
• Aussage zu einflussgrößenspezifischen Gestaltungsansätzen für die Kleinserienmontage wird nicht getroffen.
• Aussage zu möglicher Parametrisierung relevanter Einflussgrößen wird nicht getroffen.• Aussage zu zielorientierter Auswahl von Gestaltungsansätzen wird nicht getroffen.• Fokus auf Kleinserienmontage fehlt.
2007Henning
• Aussage zu einflussgrößenspezifischen Gestaltungsansätzen für die Kleinserienmontage wird nicht getroffen.
• Aussage zu möglicher Parametrisierung relevanter Einflussgrößen wird nicht getroffen.• Aussage zu zielorientierter Auswahl von Gestaltungsansätzen wird nicht getroffen.• Fokus auf Kleinserienmontage fehlt.
2003Konold/Reger
• Aussage zu einflussgrößenspezifischen Gestaltungsansätzen für die Kleinserienmontage wird nicht getroffen.
• Aussage zu möglicher Parametrisierung relevanter Einflussgrößen wird nicht getroffen.• Aussage zu zielorientierter Auswahl von Gestaltungsansätzen wird nicht getroffen.
1989Eversheim
• Aussage zu einflussgrößenspezifischen Gestaltungsansätzen für die Kleinserienmontage wird nicht getroffen.
• Aussage zu möglicher Parametrisierung relevanter Einflussgrößen wird nicht getroffen.• Aussage zu zielorientierter Auswahl von Gestaltungsansätzen wird nicht getroffen.
1986Ungeheuer
Defizite der Vorgehensweisen zur MontagekonfigurationJahrAutor
Abbildung 2-12: Defizite der Vorgehensweisen zur Konfiguration der Kleinse-rienmontage
2.3 Anforderungen an die Montage kleiner Serien
Die Kennzeichen und Rahmenbedingungen der Montage in der Einzel- und Klein-serienfertigung unterscheiden sich in mehreren Aspekten von denen der Massenfer-tigung.276 Aufgrund der hohen Teilevielfalt, unterschiedlicher Teilegeometrien und der häufig geringeren Maßhaltigkeit der Einzelteile sind die Aufgaben der Montage sehr komplex und nur gering standardisierbar. Der Teilewert ist in den meisten Fäl-len höher als der in der Massenfertigung, wodurch auch geringfügiger Ausschuss vermieden werden muss. Der hohe Neukonstruktionsanteil, die hohe Abhängigkeit von Kundenwünschen sowie die hohe Variantenanzahl führen dazu, dass die Mon-tage eine stückzahlflexible, an den Absatzbedarf anpassbare Montage der Produkte sicherstellen muss. Die Prozesse in der Montage der Einzel- und Kleinserienferti- 276 Vgl. Eversheim (1989), S. 141 und Kosmas (1988), S. 21.
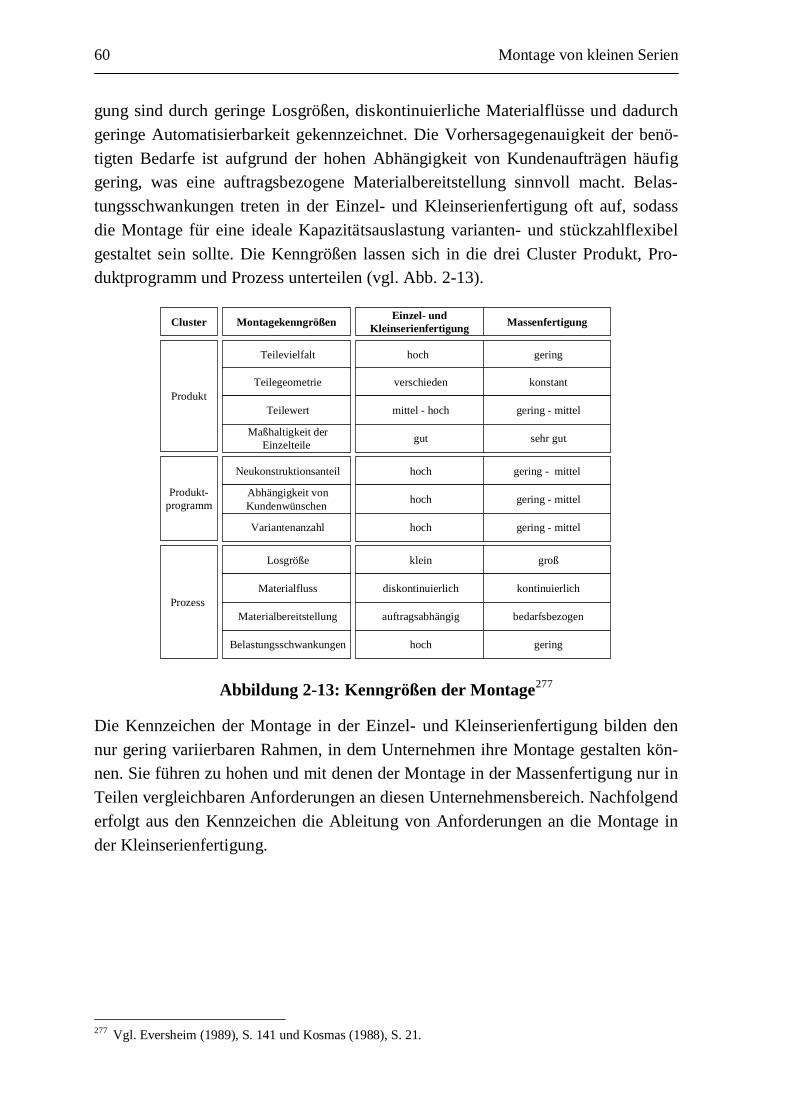
60 Montage von kleinen Serien gung sind durch geringe Losgrößen, diskontinuierliche Materialflüsse und dadurch geringe Automatisierbarkeit gekennzeichnet. Die Vorhersagegenauigkeit der benö-tigten Bedarfe ist aufgrund der hohen Abhängigkeit von Kundenaufträgen häufig gering, was eine auftragsbezogene Materialbereitstellung sinnvoll macht. Belas-tungsschwankungen treten in der Einzel- und Kleinserienfertigung oft auf, sodass die Montage für eine ideale Kapazitätsauslastung varianten- und stückzahlflexibel gestaltet sein sollte. Die Kenngrößen lassen sich in die drei Cluster Produkt, Pro-duktprogramm und Prozess unterteilen (vgl. Abb. 2-13).
Teilevielfalt
Teilegeometrie
Teilewert
Maßhaltigkeit derEinzelteile
Neukonstruktionsanteil
Abhängigkeit vonKundenwünschen
Variantenanzahl
Losgröße
Materialfluss
Materialbereitstellung
Belastungsschwankungen
Montagekenngrößen
hoch gering
verschieden konstant
mittel - hoch gering - mittel
gut sehr gut
hoch gering - mittel
hoch gering - mittel
hoch gering - mittel
klein groß
diskontinuierlich kontinuierlich
auftragsabhängig bedarfsbezogen
hoch gering
Einzel- undKleinserienfertigung Massenfertigung
Produkt
Produkt-programm
Prozess
Cluster
Abbildung 2-13: Kenngrößen der Montage277
Die Kennzeichen der Montage in der Einzel- und Kleinserienfertigung bilden den nur gering variierbaren Rahmen, in dem Unternehmen ihre Montage gestalten kön-nen. Sie führen zu hohen und mit denen der Montage in der Massenfertigung nur in Teilen vergleichbaren Anforderungen an diesen Unternehmensbereich. Nachfolgend erfolgt aus den Kennzeichen die Ableitung von Anforderungen an die Montage in der Kleinserienfertigung.
277 Vgl. Eversheim (1989), S. 141 und Kosmas (1988), S. 21.
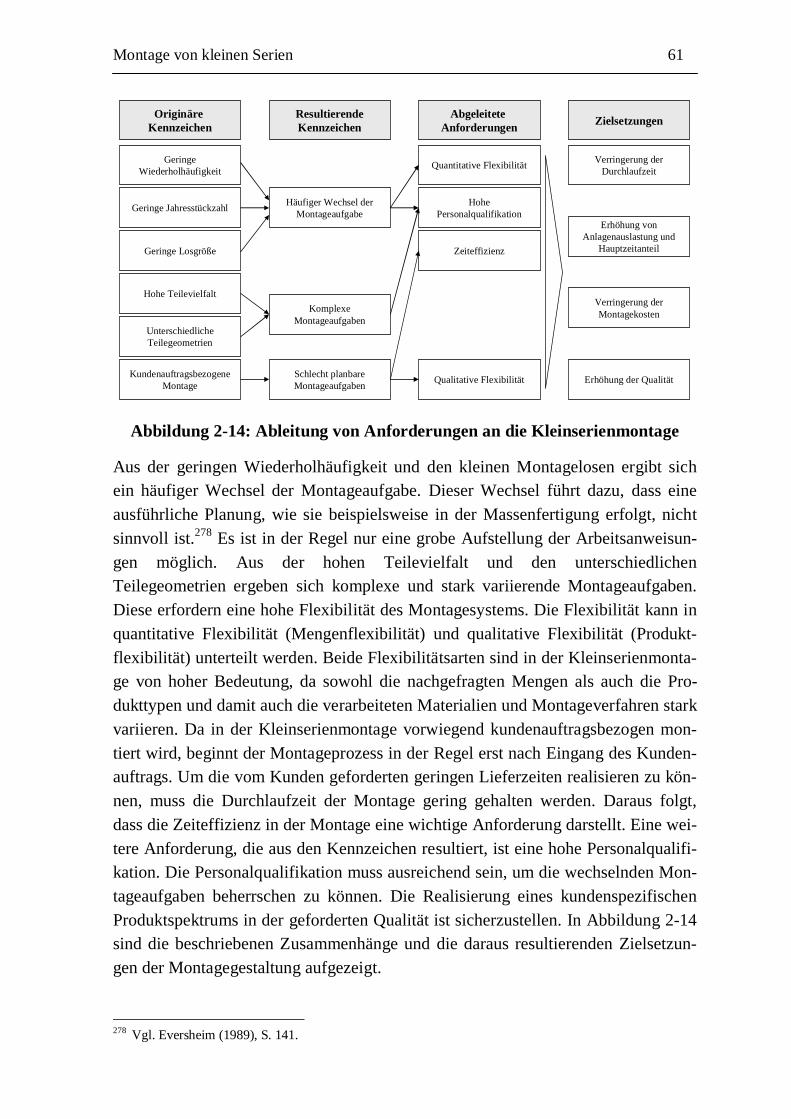
Montage von kleinen Serien 61
Originäre Kennzeichen
ResultierendeKennzeichen
Abgeleitete Anforderungen Zielsetzungen
Geringe Wiederholhäufigkeit
Häufiger Wechsel der Montageaufgabe
Quantitative Flexibilität Verringerung der Durchlaufzeit
Geringe Jahresstückzahl
Komplexe Montageaufgaben
Qualitative Flexibilität
Erhöhung von Anlagenauslastung und
HauptzeitanteilGeringe Losgröße
Schlecht planbare Montageaufgaben
Zeiteffizienz
Verringerung der Montagekosten
Hohe Teilevielfalt
Hohe Personalqualifikation
Erhöhung der Qualität
Unterschiedliche Teilegeometrien
Kundenauftragsbezogene Montage
Abbildung 2-14: Ableitung von Anforderungen an die Kleinserienmontage
Aus der geringen Wiederholhäufigkeit und den kleinen Montagelosen ergibt sich ein häufiger Wechsel der Montageaufgabe. Dieser Wechsel führt dazu, dass eine ausführliche Planung, wie sie beispielsweise in der Massenfertigung erfolgt, nicht sinnvoll ist.278 Es ist in der Regel nur eine grobe Aufstellung der Arbeitsanweisun-gen möglich. Aus der hohen Teilevielfalt und den unterschiedlichen Teilegeometrien ergeben sich komplexe und stark variierende Montageaufgaben. Diese erfordern eine hohe Flexibilität des Montagesystems. Die Flexibilität kann in quantitative Flexibilität (Mengenflexibilität) und qualitative Flexibilität (Produkt-flexibilität) unterteilt werden. Beide Flexibilitätsarten sind in der Kleinserienmonta-ge von hoher Bedeutung, da sowohl die nachgefragten Mengen als auch die Pro-dukttypen und damit auch die verarbeiteten Materialien und Montageverfahren stark variieren. Da in der Kleinserienmontage vorwiegend kundenauftragsbezogen mon-tiert wird, beginnt der Montageprozess in der Regel erst nach Eingang des Kunden-auftrags. Um die vom Kunden geforderten geringen Lieferzeiten realisieren zu kön-nen, muss die Durchlaufzeit der Montage gering gehalten werden. Daraus folgt, dass die Zeiteffizienz in der Montage eine wichtige Anforderung darstellt. Eine wei-tere Anforderung, die aus den Kennzeichen resultiert, ist eine hohe Personalqualifi-kation. Die Personalqualifikation muss ausreichend sein, um die wechselnden Mon-tageaufgaben beherrschen zu können. Die Realisierung eines kundenspezifischen Produktspektrums in der geforderten Qualität ist sicherzustellen. In Abbildung 2-14 sind die beschriebenen Zusammenhänge und die daraus resultierenden Zielsetzun-gen der Montagegestaltung aufgezeigt.
278 Vgl. Eversheim (1989), S. 141.
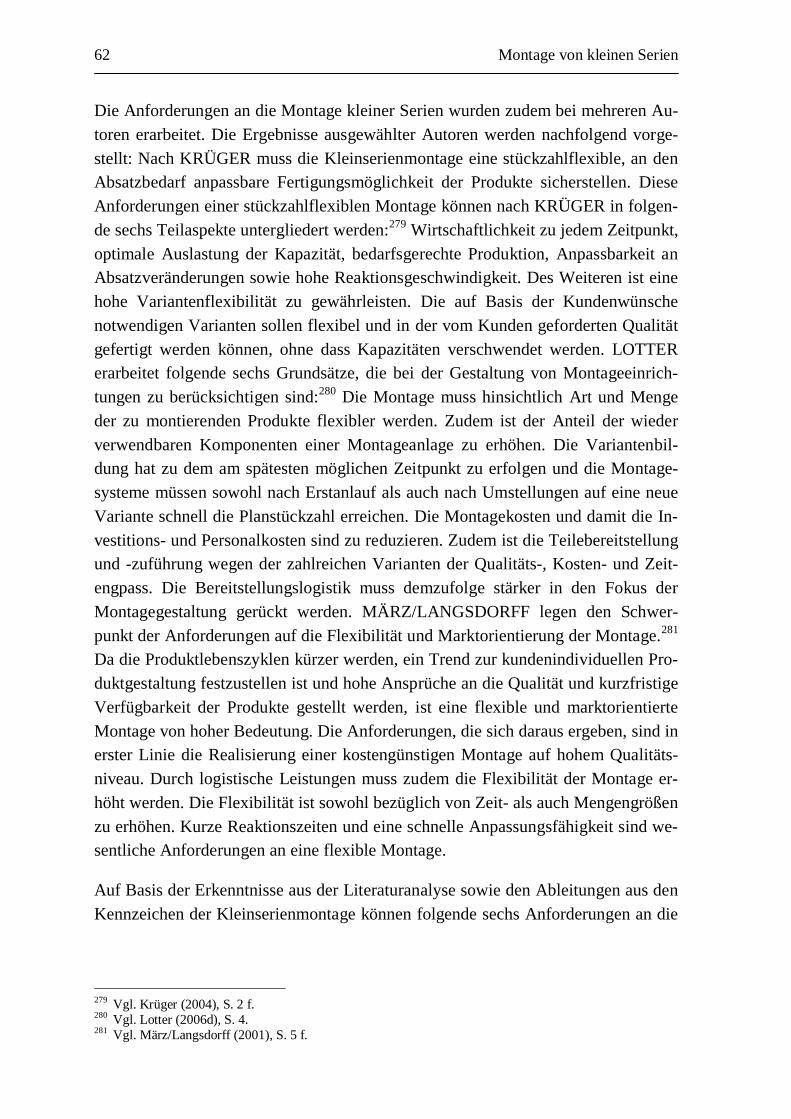
62 Montage von kleinen Serien Die Anforderungen an die Montage kleiner Serien wurden zudem bei mehreren Au-toren erarbeitet. Die Ergebnisse ausgewählter Autoren werden nachfolgend vorge-stellt: Nach KRÜGER muss die Kleinserienmontage eine stückzahlflexible, an den Absatzbedarf anpassbare Fertigungsmöglichkeit der Produkte sicherstellen. Diese Anforderungen einer stückzahlflexiblen Montage können nach KRÜGER in folgen-de sechs Teilaspekte untergliedert werden:279 Wirtschaftlichkeit zu jedem Zeitpunkt, optimale Auslastung der Kapazität, bedarfsgerechte Produktion, Anpassbarkeit an Absatzveränderungen sowie hohe Reaktionsgeschwindigkeit. Des Weiteren ist eine hohe Variantenflexibilität zu gewährleisten. Die auf Basis der Kundenwünsche notwendigen Varianten sollen flexibel und in der vom Kunden geforderten Qualität gefertigt werden können, ohne dass Kapazitäten verschwendet werden. LOTTER erarbeitet folgende sechs Grundsätze, die bei der Gestaltung von Montageeinrich-tungen zu berücksichtigen sind:280 Die Montage muss hinsichtlich Art und Menge der zu montierenden Produkte flexibler werden. Zudem ist der Anteil der wieder verwendbaren Komponenten einer Montageanlage zu erhöhen. Die Variantenbil-dung hat zu dem am spätesten möglichen Zeitpunkt zu erfolgen und die Montage-systeme müssen sowohl nach Erstanlauf als auch nach Umstellungen auf eine neue Variante schnell die Planstückzahl erreichen. Die Montagekosten und damit die In-vestitions- und Personalkosten sind zu reduzieren. Zudem ist die Teilebereitstellung und -zuführung wegen der zahlreichen Varianten der Qualitäts-, Kosten- und Zeit-engpass. Die Bereitstellungslogistik muss demzufolge stärker in den Fokus der Montagegestaltung gerückt werden. MÄRZ/LANGSDORFF legen den Schwer-punkt der Anforderungen auf die Flexibilität und Marktorientierung der Montage.281 Da die Produktlebenszyklen kürzer werden, ein Trend zur kundenindividuellen Pro-duktgestaltung festzustellen ist und hohe Ansprüche an die Qualität und kurzfristige Verfügbarkeit der Produkte gestellt werden, ist eine flexible und marktorientierte Montage von hoher Bedeutung. Die Anforderungen, die sich daraus ergeben, sind in erster Linie die Realisierung einer kostengünstigen Montage auf hohem Qualitäts-niveau. Durch logistische Leistungen muss zudem die Flexibilität der Montage er-höht werden. Die Flexibilität ist sowohl bezüglich von Zeit- als auch Mengengrößen zu erhöhen. Kurze Reaktionszeiten und eine schnelle Anpassungsfähigkeit sind we-sentliche Anforderungen an eine flexible Montage.
Auf Basis der Erkenntnisse aus der Literaturanalyse sowie den Ableitungen aus den Kennzeichen der Kleinserienmontage können folgende sechs Anforderungen an die
279 Vgl. Krüger (2004), S. 2 f. 280 Vgl. Lotter (2006d), S. 4. 281 Vgl. März/Langsdorff (2001), S. 5 f.
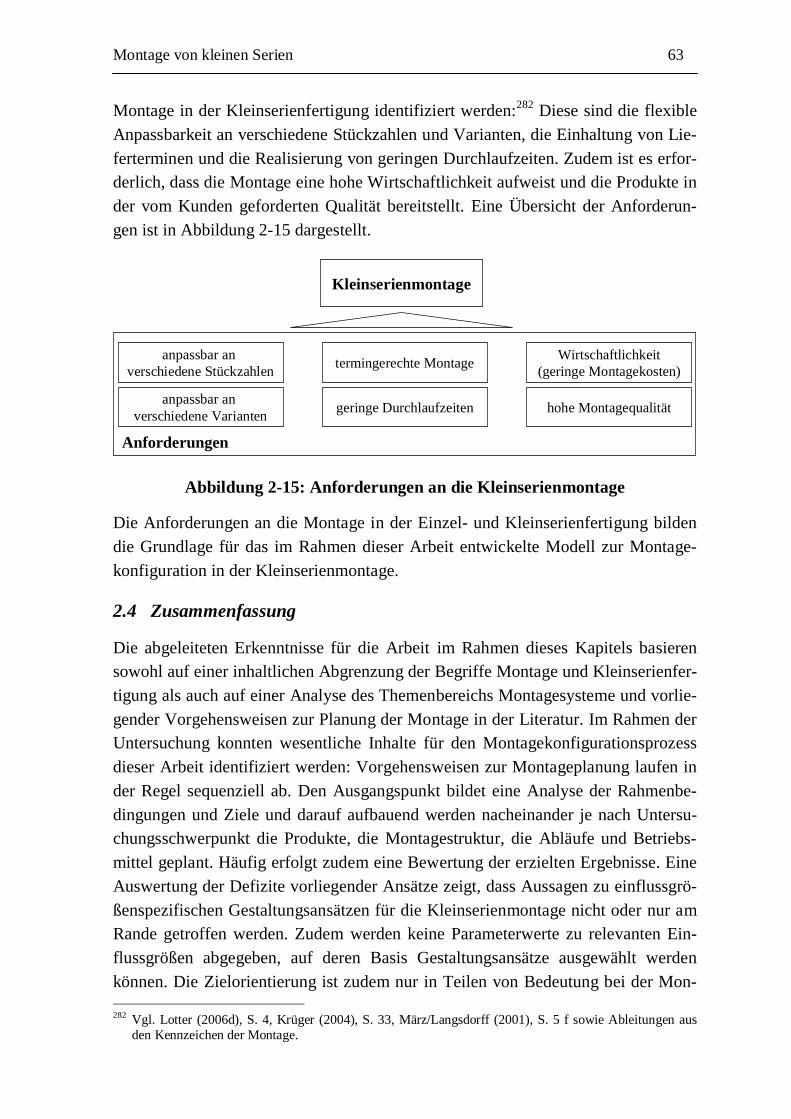
Montage von kleinen Serien 63 Montage in der Kleinserienfertigung identifiziert werden:282 Diese sind die flexible Anpassbarkeit an verschiedene Stückzahlen und Varianten, die Einhaltung von Lie-ferterminen und die Realisierung von geringen Durchlaufzeiten. Zudem ist es erfor-derlich, dass die Montage eine hohe Wirtschaftlichkeit aufweist und die Produkte in der vom Kunden geforderten Qualität bereitstellt. Eine Übersicht der Anforderun-gen ist in Abbildung 2-15 dargestellt.
Kleinserienmontage
anpassbar an verschiedene Stückzahlen
anpassbar an verschiedene Varianten geringe Durchlaufzeiten
Wirtschaftlichkeit(geringe Montagekosten)
Anforderungen
hohe Montagequalität
termingerechte Montage
Abbildung 2-15: Anforderungen an die Kleinserienmontage
Die Anforderungen an die Montage in der Einzel- und Kleinserienfertigung bilden die Grundlage für das im Rahmen dieser Arbeit entwickelte Modell zur Montage-konfiguration in der Kleinserienmontage.
2.4 Zusammenfassung
Die abgeleiteten Erkenntnisse für die Arbeit im Rahmen dieses Kapitels basieren sowohl auf einer inhaltlichen Abgrenzung der Begriffe Montage und Kleinserienfer-tigung als auch auf einer Analyse des Themenbereichs Montagesysteme und vorlie-gender Vorgehensweisen zur Planung der Montage in der Literatur. Im Rahmen der Untersuchung konnten wesentliche Inhalte für den Montagekonfigurationsprozess dieser Arbeit identifiziert werden: Vorgehensweisen zur Montageplanung laufen in der Regel sequenziell ab. Den Ausgangspunkt bildet eine Analyse der Rahmenbe-dingungen und Ziele und darauf aufbauend werden nacheinander je nach Untersu-chungsschwerpunkt die Produkte, die Montagestruktur, die Abläufe und Betriebs-mittel geplant. Häufig erfolgt zudem eine Bewertung der erzielten Ergebnisse. Eine Auswertung der Defizite vorliegender Ansätze zeigt, dass Aussagen zu einflussgrö-ßenspezifischen Gestaltungsansätzen für die Kleinserienmontage nicht oder nur am Rande getroffen werden. Zudem werden keine Parameterwerte zu relevanten Ein-flussgrößen abgegeben, auf deren Basis Gestaltungsansätze ausgewählt werden können. Die Zielorientierung ist zudem nur in Teilen von Bedeutung bei der Mon- 282 Vgl. Lotter (2006d), S. 4, Krüger (2004), S. 33, März/Langsdorff (2001), S. 5 f sowie Ableitungen aus
den Kennzeichen der Montage.

64 Montage von kleinen Serien tagekonfiguration. Die Analyse der Defizite der Vorgehensweisen verdeutlichte, dass im Rahmen der Arbeit Aussagen zu Gestaltungsempfehlungen in Abhängigkeit von den unternehmensspezifischen Einflussgrößen zu erarbeiten sind. Zudem sind die Ausprägungen der Einflussgrößen zu parametrisieren, um die Empfehlungen zu konkretisieren. Als Ergebnis der Analysen konnten sechs Anforderungen an die Montage kleiner Serien identifiziert werden. Diese sind die Sicherstellung einer ho-hen Produkt- und Mengenflexibilität sowie einer zeiteffizienten Montage. Darunter wird insbesondere die Realisierung von kurzen Durchlaufzeiten, aber auch die Ein-haltung der Liefertreue verstanden. Die Montage muss dabei jeweils eine hohe Pro-duktqualität in Kombination mit einer hohen Wirtschaftlichkeit garantieren können.
Theoretischer und empirischer Bezugsrahmen 65
3 Theoretischer und empirischer Bezugsrahmen
Die in Kapitel 2 aufgezeigte hohe Komplexität in der Kleinserienmontage und die daraus abgeleiteten Anforderungen bilden die Basis für die Ableitung von Ansätzen zur Vermeidung und Reduzierung der Komplexität. Der theoretische Bezugrahmen beschreibt dabei den Betrachtungsgegenstand im Hinblick auf die für das Ender-gebnis dieser Arbeit relevanten Themengebiete. Diese sind die Gestaltung des Mon-tageobjekts, die Strukturierung des Produktprogramms sowie die Gestaltung der Montagelogistik. Diese Begriffe werden definiert und es wird eine einheitliche Terminologie als Basis für die weiteren Betrachtungen erarbeitet. Der Schwerpunkt der Analyse liegt auf Ansätzen und Konzepten zur Beherrschung und Reduzierung der Komplexität in der Kleinserienmontage. Der theoretische Bezugsrahmen bildet dabei die Grundlage für die Erarbeitung eines Modells zur Konfiguration der Klein-serienmontage, welches die Aspekte des Komplexitätsmanagements berücksichtigt. Der empirische Bezugsrahmen und das Forschungsdesign geben an, welche metho-dische Schritte und welche empirischen Quellen zur Erzielung von Erkenntnisge-winn herangezogen werden. Im Rahmen der Arbeit werden sowohl qualitative Me-thoden wie Fallstudienanalysen und Expertengespräche als auch quantitative Me-thoden wie Fragebogenaktionen eingesetzt.
3.1 Komplexität in der Kleinserienmontage
Zur Identifikation von Ansätzen zur Reduzierung und Beherrschung der Komplexi-tät in der Kleinserienmontage sind die relevanten Komplexitätstreiber zu ermitteln. Für die durch das Unternehmen beeinflussbaren Treiber sind daraufhin Gestal-tungsbereiche und Ansätze zu identifizieren, die auf die Komplexität wirken. Die Komplexitätseinflüsse auf ein Unternehmen können nach WILDEMANN in externe und interne Einflüsse unterteilt werden.283
Anzahl der einbezogenen
Einheiten (organisations- und produktbezogen)
Anzahl der Aktionen zwischen den
Einheiten
Anzahl der Beziehungen zwischen den
Einheiten
Variabilität der Aktionen und Beziehungen
Anzahl der einbezogenen
Einheiten (organisations- und produktbezogen)
Anzahl der Aktionen zwischen den
Einheiten
Anzahl der Beziehungen zwischen den
Einheiten
Variabilität der Aktionen und Beziehungen
Externe kundenbezogene
Komplexitätstreiber
Interne Komplexitätstreiber• Strukturelle Komplexitätstreiber• Informations- und kommunikationsbezogene Komplexitätstreiber• Individuelle Komplexitätstreiber
Abbildung 3-1: Komplexitätskenngrößen und externe sowie interne Komplexi-tätstreiber284
283 Vgl. Wildemann (1998a), S. 48 ff. 284 Wildemann (1998a), S. 48 ff.
66 Theoretischer und empirischer Bezugsrahmen Externe Komplexitätseinflüsse werden von außen an das Unternehmen herangetra-gen.285 Änderungen des Nachfrageverhaltens des Kunden, die Dynamik der Märkte und die häufig daraus resultierende steigende Sortimentsgröße sind Beispiele für externe Komplexitätstreiber. Interne Komplexitätstreiber werden in strukturelle, informations- und kommunikationsbezogene und individuelle Komplexitätstreiber unterteilt (vgl. Abb. 3-1). Strukturelle Komplexitätstreiber sind die Aufbau- und Ablauforganisation sowie die Produktstruktur des Unternehmens.286 Eine hohe Funktionsorientierung der Organisation führt zu einer hohen Schnittstellendichte und damit zu aufwändigen Entscheidungsprozessen, was mit einer Übertragung der Marktkomplexität auf die internen Prozesse gleichgesetzt werden kann.287 Eine ähn-liche Wirkung hat die Umsetzung von heterogenen Kundenwünschen in komplexe Produkte.288 Auch die organisatorische Trennung von Aufgabe, Verantwortung und Kompetenz und damit eine hohe Mitarbeiterspezialisierung und Arbeitsteilung sind Kennzeichen einer hohen strukturellen Komplexität. Unter informatorischen Komp-lexitätstreibern versteht WILDEMANN die aufgrund der Fragmentierung der Un-ternehmensstruktur immer schwierigere Koordination der Abläufe. Entscheidungs-träger sind durch eine hohe Informationsflut überfordert und heterogene Informati-ons- und Kommunikationssysteme erschweren zudem einen durchgängigen Infor-mationsfluss. Die dritte Gruppe der internen Komplexitätstreiber sind individuelle Komplexitätstreiber, die als Folge der Arbeitsergebnisse jedes Mitarbeiters aber auch als Folge personenbezogener Machtansprüche auftreten. Weitere individuelle Komplexitätstreiber sind mangelnde Motivation der Mitarbeiter und fehlende Fach- und Sozialkompetenz. Entsprechende Unterteilungen und Definitionen von externen und internen Komplexitätstreibern werden bei DEHNEN und BLISS gegeben.289 Die externen Komplexitätstreiber werden dabei auch als Marktkomplexität bezeich-net und in die drei Bereiche Nachfrage-, Wettbewerbs- und Technologiekomplexität unterteilt. Alle drei externen Komplexitätsarten sind in den vergangenen Jahren kontinuierlich gestiegen. Unter Nachfragekomplexität wird die aufgrund der Globa-lisierung und der daraus resultierenden Segmentierung der Absatzmärkte steigende Individualisierung der Nachfrage verstanden.290 Die Wettbewerbskomplexität steigt als Folge der Veränderungen der Wettbewerbssituation. Der Wandel von Verkäu-fer- zu Käufermärkten führt in Kombination mit einer steigenden Globalisierung zur immer höherer Wettbewerbsdynamik.291 Die Steigerung der Technologiekomplexi-
285 Vgl. Reiners/Sasse (1999), S. 225. 286 Zu den Erläuterungen der internen Komplexitätstreiber vgl. Wildemann (1995a), S. 21 - 26. 287 Vgl. Reiss (1993), S. 54. 288 Vgl. Schulte (1995), S. 758. 289 Vgl. Dehnen (2004), S. 33 und Bliss (2000), S. 4 ff. 290 Vgl. Picot/Reichwald/Wigand (1998), S. 2 ff. 291 Vgl. Ehrlenspiel/Kiewert/Lindemann (2007), S. 292 und Bliss (2000), S. 5 f.
Theoretischer und empirischer Bezugsrahmen 67 tät resultiert aus einer hohen Anzahl neuer Technologien und einer in den letzten Jahren stetigen Verkürzung von Produktlebenszyklen.292
Die Komplexität eines Unternehmens lässt sich nach ADAM in vier verschiedene Dimensionen gliedern. Diese sind die Zielkomplexität, die Kunden- und Varianten-komplexität, die Teile- und Fertigungssystemkomplexität und die Koordinations-komplexität.293 Alle vier Komplexitätsdimensionen wirken sich indirekt oder direkt auf die Produktionsgestaltung aus. Die Zielkomplexität entsteht primär aus dem Wandel von Verkäufer- zu Käufermärkten. Die daraus resultierenden Ziele sind ei-ne der Konkurrenz überlegene Produktqualität, kurze Lieferzeiten und eine hohe Termintreue in Kombination mit geringen Kosten. Die Herausforderung der Unter-nehmen ist, die teilweise konkurrierenden Ziele simultan zu erreichen.294 Die zeit-orientierten Ziele können beispielsweise im Widerspruch zur Forderung nach hoher Qualität und geringen Kosten stehen. Eine Beschleunigung der Produktion reduziert in der Regel die Qualität der Produkte. Es bildet sich eine Zielkonfliktsituation.295 Die hohe Anzahl von gleichzeitig zu erreichenden Zielen in der Produktion führt zu einem steigenden Koordinationsaufwand und damit zu einem steigenden Komplexi-tätsgrad. Die Dimension der Kunden- und Variantenkomplexität entsteht aus der steigenden Kundenorientierung der Unternehmen. Unternehmen versuchen, für je-des Kundensegment eine spezifische Problemlösung anzubieten. Daraus resultiert eine beständige Erhöhung der Varianten- und Bauteilanzahl des Unternehmens. Diese Entwicklung stellt insbesondere die Produktion, Logistik und Beschaffung vor große Koordinationsprobleme und führt damit zu einem hohen variantenindu-zierten Komplexitätsgrad. Die dritte Komplexitätsdimension ist die Teilekomplexi-tät und die Komplexität des Fertigungssystems. Aus der Variantenkomplexität re-sultiert die Teilekomplexität, da die hohe Anzahl von Teilen zur Bildung der Vari-anten zu einem hohen Koordinationsaufwand in Beschaffung, Bereitstellung und Logistik führt. Insbesondere die Entscheidung die Teile selbst zu fertigen, anstatt sie zuzukaufen, steigert den Komplexitätsgrad. Eine hohe Varianten- und Teile-komplexität wirkt zudem auf die Produktionsprozesse, da die Anzahl der Produkt-varianten in der Produktion steigt, während die zu produzierende Anzahl je Variante sinkt. Die Folge ist eine häufige Umstellung der Produktion, was die Realisierung einer Fließfertigung erschwert.296 Die letzte bei ADAM genannte Komplexitätsdi-mension ist die Koordinationskomplexität. Aufgrund der steigenden Marktdynamik
292 Vgl. Bliss (2000), S. 5 f. 293 Vgl. Adam (1998), S. 33 ff. 294 Bereits zwischen den Zeitzielen zeitliche Auslastung der Anlagen, Reduzierung von Durchlaufzeiten und
Termineinhaltung bestehen Konflikte. Aus der Sicht der Zeitziele gibt es keine optimale Gesamtlösung. Vgl. hierzu Adam (1998), S. 33.
295 Vgl. Adam/Johannwille (1998), S. 7 ff. 296 Vgl. Eversheim/Schenke/Warnke (1998), S. 31.
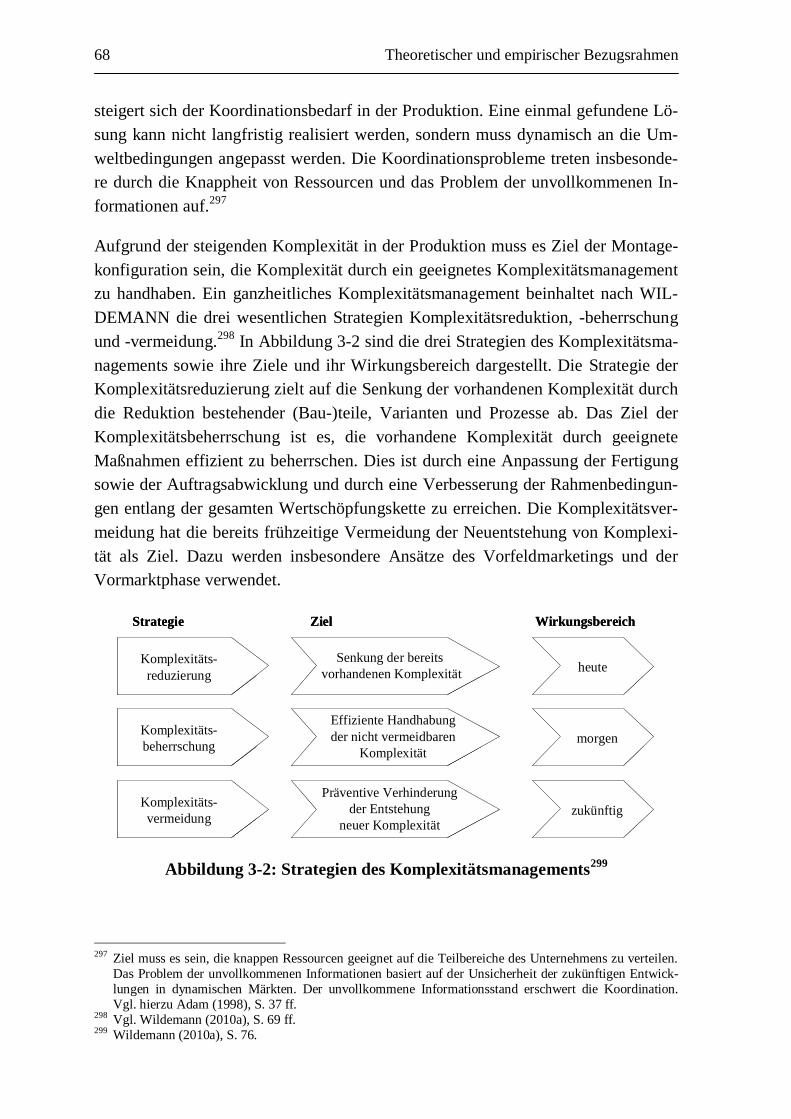
68 Theoretischer und empirischer Bezugsrahmen steigert sich der Koordinationsbedarf in der Produktion. Eine einmal gefundene Lö-sung kann nicht langfristig realisiert werden, sondern muss dynamisch an die Um-weltbedingungen angepasst werden. Die Koordinationsprobleme treten insbesonde-re durch die Knappheit von Ressourcen und das Problem der unvollkommenen In-formationen auf.297
Aufgrund der steigenden Komplexität in der Produktion muss es Ziel der Montage-konfiguration sein, die Komplexität durch ein geeignetes Komplexitätsmanagement zu handhaben. Ein ganzheitliches Komplexitätsmanagement beinhaltet nach WIL-DEMANN die drei wesentlichen Strategien Komplexitätsreduktion, -beherrschung und -vermeidung.298 In Abbildung 3-2 sind die drei Strategien des Komplexitätsma-nagements sowie ihre Ziele und ihr Wirkungsbereich dargestellt. Die Strategie der Komplexitätsreduzierung zielt auf die Senkung der vorhandenen Komplexität durch die Reduktion bestehender (Bau-)teile, Varianten und Prozesse ab. Das Ziel der Komplexitätsbeherrschung ist es, die vorhandene Komplexität durch geeignete Maßnahmen effizient zu beherrschen. Dies ist durch eine Anpassung der Fertigung sowie der Auftragsabwicklung und durch eine Verbesserung der Rahmenbedingun-gen entlang der gesamten Wertschöpfungskette zu erreichen. Die Komplexitätsver-meidung hat die bereits frühzeitige Vermeidung der Neuentstehung von Komplexi-tät als Ziel. Dazu werden insbesondere Ansätze des Vorfeldmarketings und der Vormarktphase verwendet.
Komplexitäts-beherrschung
Effiziente Handhabungder nicht vermeidbaren
Komplexität
Komplexitäts-vermeidung
Präventive Verhinderungder Entstehung
neuer Komplexität
Komplexitäts-reduzierung
Senkung der bereits vorhandenen Komplexität heute
morgen
zukünftig
Strategie Ziel Wirkungsbereich
Komplexitäts-beherrschung
Effiziente Handhabungder nicht vermeidbaren
Komplexität
Komplexitäts-vermeidung
Präventive Verhinderungder Entstehung
neuer Komplexität
Komplexitäts-reduzierung
Senkung der bereits vorhandenen Komplexität heute
morgen
zukünftig
Strategie Ziel Wirkungsbereich
Abbildung 3-2: Strategien des Komplexitätsmanagements299
297 Ziel muss es sein, die knappen Ressourcen geeignet auf die Teilbereiche des Unternehmens zu verteilen.
Das Problem der unvollkommenen Informationen basiert auf der Unsicherheit der zukünftigen Entwick-lungen in dynamischen Märkten. Der unvollkommene Informationsstand erschwert die Koordination. Vgl. hierzu Adam (1998), S. 37 ff.
298 Vgl. Wildemann (2010a), S. 69 ff. 299 Wildemann (2010a), S. 76.
Theoretischer und empirischer Bezugsrahmen 69 Nach KLAUS erzielt das Komplexitätsmanagement insbesondere dann hohe Wirk-samkeit, wenn es auf Maßnahmen der strategischen Positionierung des Unterneh-mens, die Produktprogrammgestaltung, die Produktgestaltung und die Gestaltung der Organisationsarchitektur abzielt.300 Ein erfolgreiches Komplexitätsmanagement sollte demzufolge sowohl an den Produkten als auch den Prozessen ansetzen. Im Rahmen dieser Arbeit werden die beiden Strategien der Komplexitätsreduzierung und -beherrschung auf den Bereich der Montagekonfiguration übertragen. In diesem Kontext werden geeignete Maßnahmen zum Komplexitätsmanagement für die Be-reiche Produkt-, Produktprogramm- und Materiallogistikgestaltung erarbeitet. Da-rauf aufbauend erfolgt eine Überprüfung der Ansätze zum Komplexitätsmanage-ment durch die Gestaltung der Montageobjekte, des Produktordnungssystems und der logistischen Prozesse in der Montage unter Berücksichtigung der in Kapitel 2 erarbeiten Anforderungen an die Kleinserienmontage. Demzufolge ist es Vorausset-zung der die in diesem Kapitel dargestellten Ansätze und Konzepte, dass sie folgen-de Aufgaben in der Kleinserienmontage erfüllen:
Unterstützung der Stückzahlflexibilität in der Montage,
Unterstützung der Variantenflexibilität in der Montage,
Unterstützung der Umsetzung einer termingerechten Montage,
Unterstützung der Durchlaufzeitreduzierung in der Montage,
Erhöhung der Wirtschaftlichkeit in der Montage und
Steigerung der Montagequalität.
3.2 Reduzierung und Beherrschung der Montagekomplexität durch Pro-duktgestaltung
Die Komplexität der Montage korreliert stark mit der Komplexität der zu produzie-renden Produkte. In der Theorie werden verschiedene Ansätze und Konzepte ge-nannt, die für das Management der Produktkomplexität geeignet sind. Diese sind bezüglich ihrer Eignung für die Kleinserienmontage zur beurteilen. Der Literatur-analyse wurden hierzu im Detail folgende Fragestellungen zugrunde gelegt:
Welche Gestaltungsansätze zum Komplexitätsmanagement durch Produktge-staltung liegen in der Literatur vor?
300 Vgl. Klaus (2004), S. 373.

70 Theoretischer und empirischer Bezugsrahmen
Welche Ansätze erfüllen die Voraussetzungen für den Einsatz in der Monta-ge und sind im weiteren Verlauf der Arbeit bezüglich ihrer Eignung für die Kleinserienmontage zur überprüfen?
3.2.1 Teilegestaltung
Produkte sind vom Unternehmen angebotene Leistungen, die durch ihre Eigen-schaften in der Lage sind, die spezifischen Kundenbedürfnisse zu befriedigen.301 Wie in DIN 6789 definiert, ist ein Erzeugnis ein verkaufsfähiger Gegenstand, der aus einer oder mehreren Baugruppen oder Einzelteilen besteht, wobei die Baugrup-pen wiederum aus weiteren Baugruppen oder Einzelteilen bestehen. Einzelteile sind die kleinste Einheit eines Erzeugnisses und nicht weiter zerlegbar.302 Die Begriffe Erzeugnis und Produkt werden im Rahmen der Arbeit synonym verwendet. Ent-wicklung und Konstruktion des Produkts erfolgen, ausgehend vom Kundenwunsch oder einer Produktidee, in der Forschung, in der Entwicklung und in der Konstruk-tion. Technisch umgesetzt wird das Produkt in der Fertigung. Die Komplexität eines Produkts wird durch die Anzahl, die Verschiedenheit und den Grad der Interaktion der Produktbestandteile festgelegt.303 Unter einer hohen Produktkomplexität wird in der Literatur häufig auch die Komplexität des Produktprogramms aufgrund von Va-riantenvielfalt verstanden.304 Im Rahmen dieser Arbeit wird die Teilegestaltung und damit die Komplexität des einzelnen Produkts oder Montageobjekts als Teil der Produktkomplexität betrachtet. Ein komplexes Produkt setzt sich dabei aus vielen verschiedenen Bauteilen zusammen und ist technisch anspruchsvoll.305 Nach HES-SE setzt eine effektive Montage eine Produktgestaltung voraus, die den Erfordernis-sen der Handhabung und des Fügens genügt.306 Konzepte zur montageorientierten Produktgestaltung sind daher wesentlich für die Montage in der Kleinserienferti-gung. Aufgrund der geringen Stückzahlen ist eine reine Automatisierung der Mon-tagevorgänge häufig nicht wirtschaftlich. Der montageorientierte Produktaufbau ist demgegenüber ein wirkungsvolles Konzept zur Beherrschung der Produktionskos-ten in der Kleinserienfertigung.307 Auch BÄSSLER betont das hohe Rationalisie-rungspotenzial, das in einer montageorientierten Produktgestaltung liegt.308 Erst die Berücksichtigung von Anforderungen der Montage in der Produktentwicklung führt zur Reduzierung des Montageaufwands. Da in der Konstruktion die Gestaltung der Baugruppen und Einzelteile sowie der Produktstruktur festgelegt wird, hat dieser
301 Vgl. Pleschak/Sabisch (1996), S. 15. 302 Vgl. DIN 6789 (1990). 303 Vgl. Werner (1997), S. 71. 304 Vgl. Schuh (2005). 305 Vgl. Beutin (2000), S. 35. 306 Vgl. Hesse (2006b), S. 11. 307 Vgl. Ungeheuer (1986), S. 17. 308 Vgl. Bäßler (1988), S. 20 ff.

Theoretischer und empirischer Bezugsrahmen 71 Bereich die Verantwortung, durch konstruktive Maßnahmen die Montagefreund-lichkeit zu steigern.309 Dies kann sowohl durch die Einzelteil- und Baugruppenge-staltung als auch durch die Gestaltung der Produktstruktur erfolgen. Bei der Einzel-teilgestaltung stehen die Werkstückmerkmale im Vordergrund. Ziel ist die Verbes-serung des Handhabens, Greifens, Spannens, Tolerierens und des Fügens. Erreicht werden können die Ziele sowohl durch die Verbesserung der Werkstückeigenschaf-ten (geometrische Werkstückdaten, Formelemente, physikalische Eigenschaften) als auch durch das Werkstückverhalten in Ruhe und bei der Beförderung.310 Unter der Baugruppengestaltung versteht man die konstruktive Umsetzung von Baugruppen. Baugruppen entstehen durch das Zusammenfügen von mindestens zwei Einzelteilen und bilden dadurch eine Montageeinheit von höherer Wertigkeit.311 Als Produkt- oder Erzeugnisstruktur wird die Zusammensetzung eines Endproduktes aus Bau-gruppen und Einzelteilen bezeichnet. Die Produktstruktur beschreibt dabei den Aufbau eines Produkts aus Komponenten und Baugruppen und deren Beziehung zueinander.312
Erzeugnis
Baugruppe 1 Baugruppe 2
Einzelteil 1 Baugruppe 3 Einzelteil 4 Einzelteil 5
Einzelteil 6
Baugruppe 4
Einzelteil 2
Einzelteil 3
Erzeugnis
Baugruppe 1 Baugruppe 2
Einzelteil 1 Baugruppe 3 Einzelteil 4 Einzelteil 5
Einzelteil 6
Baugruppe 4
Einzelteil 2
Einzelteil 3
Abbildung 3-3: Schematische Darstellung einer Produktstruktur
Die Produktstruktur wird von der Konstruktion und der Produktion unter unter-schiedlichen Blickwinkeln betrachtet und bewertet. Im Gegensatz zur Konstruktion, die das Produkt im Allgemeinen unter funktionalen Gesichtspunkten betrachtet, liegt für die Produktion eine fertigungsorientierte Produktstruktur im Fokus.313 Eine optimale Produktstruktur erfüllt die Aufgabe, alle davon betroffenen Bereiche des Unternehmens (Produktion, Montage, Vertrieb, Ersatzteilmanagement) zu berück- 309 Vgl. Firchau/Franke (2002), S. 52. 310 Vgl. Hesse (2006b), S. 43 f. 311 Vgl. Konold/Reger (2003), S. 26. 312 Vgl. Schönsleben (2006), S. 31. 313 Vgl. Ungeheuer (1986), S. 9.

72 Theoretischer und empirischer Bezugsrahmen sichtigen. So kann die fertigungs- und montageorientierte Ausgestaltung der Pro-duktstruktur dazu beitragen, die Herstellung und Abwicklung eines Produkts effizi-ent durchzuführen, wodurch Mengen- und Zeiteffekte erzielt werden können.314
Montagerechte Produktgestaltung bedeutet, die Produkte derart zu konstruieren, dass deren Montageaufwand ein Minimum erreicht.315 In der Literatur liegt eine ho-he Anzahl von (Konstruktions-)Regeln für die montagefreundliche Gestaltung von Einzelteilen und Baugruppen vor.316 Deren Anwendung hat eine verbesserte Hand-habung der Einzelteile zum Ziel, die in kürzeren Montagezeiten und effizienterer Durchführung der Montage und der Reduzierung von Herstellkosten mündet.317 BOOTHROYD/DEWHURST nennen als wesentliche Ziele der Montagetauglich-keit neben der Schaffung von Montagevoraussetzungen unter anderem die Erleich-terung der Fügevorgänge, die Vereinfachung der Verbindungstechnik sowie die Er-leichterung der Handhabungsvorgänge.318 SCHLICK/BRUDER/LUCZAK betonen zudem die Relevanz eines ergonomiegerechten Herstellungsprozesses, welcher ne-ben einer ergonomischen Arbeitsplatzgestaltung auch die montageergonomische Gestaltung des Produkts beinhaltet.319 Nach MIESE, KONOLD/REGER und HES-SE können folgende wesentlichen, insbesondere für die Montage in der Kleinserien-fertigung relevanten Regeln und Empfehlungen genannt werden: 320
Reduktion der Teileanzahl durch Integration von Komponenten in andere Funktionsträger,
Vermeidung von Orientierungsvorgängen durch gut erfassbare Merkmale in der Außenkontur,
Unterstützung beim Zusammenstecken von Bauteilen durch Einführschrägen und Zentrierabsätze,
Verwendung von Standard- und Normteilen,
keine Verwendung von Teilen mit schwach ausgeprägter Symmetrie oder spiegelbildlichen Formen,
Vermeidung von spiegelbildlichen Werkstücken sowie
314 Vgl. Schuh (2005), S. 120. 315 Vgl. Bäßler (1988), S. 18. 316 Vgl. Konold/Reger (2003), S. 17, Hesse (2006b), S. 48 und Spur/Stöferle (1986), S. 591 ff. 317 Vgl. hierzu u. a. auch Spur/Stöferle (1986), S. 591 ff. 318 Vgl. hierzu im Detail die Ausführungen von Boothroyd/Dewhurst (1988), S. 42 ff. 319 Vgl. Schlick/Bruder/Luczak (2010), S.1130 f. Für weitere Erläuterungen zur ergonomischen Arbeitsplatz-
und Produktgestaltung vgl. Bubb (2007), S. 152 ff. 320 Vgl. Miese (1973), S. 65, Konold/Reger (2003), S. 17 und Hesse (2006b), S. 48.
Theoretischer und empirischer Bezugsrahmen 73
Einschränkung der Vielfalt unterschiedlicher Abmessungen und Teilearten.
Die Wirkung der montagefreundlichen Einzelteilgestaltung soll am Beispiel der Orientierungserleichterung aufgezeigt werden. Die Gestaltung der Einzelteile er-folgt dabei erkennungsgerecht, sodass die richtige Orientierung beim Montieren oh-ne hohen Aufwand erreicht werden kann. Dies kann durch visuelle oder gut fassbare Merkmale (Nase, Aussparung) erzielt werden. Folge der Orientierungserleichterung ist die Reduzierung des Zeitaufwands für die Orientierung und der Fehleranfällig-keit.321 Weitere Beispiele zur montagefreundlichen Gestaltung von Einzelteilen werden bei KONOLD/REGER, LOTTER/WIENDAHL und EVERSHEIM be-schrieben.322
Neben der Gestaltung der Einzelteile hat auch die Gestaltung von Baugruppen einen hohen Einfluss auf die Montagefreundlichkeit. Wesentliche Ansätze für die Gestal-tung von Baugruppen sind:323
Vermeidung von separaten Verbindungsmitteln,
Vermeidung unnötig enger Toleranzen,
Gestaltung von vorprüfbaren und vormontierbaren Baugruppen,
Gestaltung von austauschbaren Baugruppen,
Gestaltung eines möglichst einstufigen Produktaufbaus,
Reduzierung der Anzahl von Fügestellen in der Baugruppe und
Reduzierung der Teileanzahl der Baugruppen.
Als Beispiel für montagefreundliche Verbindungen kann der Ersatz von zeitauf-wändigen Schraubenverbindungen durch eine speziell gestaltete, verwindbare La-sche genannt werden. Weitere Beispiele zur montagefreundlichen Baugruppenge-staltung sind bei KONOLD/REGER aufgezeigt.324 Ein weiterer im Bereich der Montageobjektgestaltung genannter Gestaltungsansatz zur Erhöhung des Montage-erfolgs ist die transportfreundliche Gestaltung der Montageobjekte.325 Die Transpor-tierbarkeit des Montageobjekts während des Montageablaufs ist nach SCHIMKE/HOESCHEN eine der Hauptvoraussetzungen für die Realisierung von
321 Vgl. Konold/Reger (2003), S. 21 f. 322 Vgl. Lotter/Wiendahl (2006), Konold/Reger (2003) und Eversheim (1989), S. 153. 323 Vgl. Eversheim (1989), S. 144 und Konold/Reger (2003), S. 17 f. 324 Vgl. Konold/Reger (2003), S. 26 ff. 325 Vgl. Bäßler (1988), S. 62 ff, Konold/Reger (2003), S. 18 und Pawellek (2007), S. 35.
74 Theoretischer und empirischer Bezugsrahmen höheren Montageorganisationsformen und damit ein im Rahmen der Produktgestal-tung zu berücksichtigender Faktor.326
Nachfolgend werden die übergreifenden Ziele einer montagegerechten Produktge-staltung aufgezeigt. Da die Montagekosten bei Produkten mit hoher Teileanzahl oder mit hoher Komplexität bis zu 50 % der Herstellkosten ausmachen können, kommt dem montagegünstigen Konstruieren eine hohe Bedeutung zu.327 Zur Ver-meidung von Montagevorgängen eignet sich insbesondere die Reduzierung der Tei-leanzahl durch Bauteilintegration. Dieses Konzept forciert die Herstellung von Tei-len in Integralbauweise, um die Anzahl getrennt hergestellter Bauteile und somit die Anzahl der Montagevorgänge zu reduzieren. Ein Zusammenhang der Ansätze zur montageorientierten Produktgestaltung und der Ansätze zur Reduzierung der Mon-tagekomplexität ist somit unbestritten. Die Optimierung der Fügeeigenschaften, die Reduzierung der Baugruppenzahl und die Verbesserung der Verbindungsverfahren sind nach EHRLENSPIEL/KIEWERT/LINDEMANN geeignet, um die Montage-kosten zu reduzieren.328 Ein weiteres Ziel ist die Reduzierung von Montagezeit und bei der manuellen Montage, die Minimierung der Einarbeitungszeit.329 Zusätzlich sollen trotz einer hohen Anzahl von Varianten Montageabläufe möglichst häufig wiederholt werden können, um das Ziel einer hohen Produktqualität durch Standar-disierung zu erfüllen. Montagefreundlich gestaltete Produkte verringern die Zeit für die Identifikation der richtigen Orientierung, reduzieren die Einarbeitungszeit durch selbsterklärende Gestaltung und optimieren die Produktqualität durch das Vermei-den von Fehlern beim Fügen.330 Zusammenfassend sind folgende Ansätze zur Komplexitätsreduzierung und -beherrschung durch Produktgestaltung geeignet. Ein Ansatz ist die direkte Vereinfachung des Montagevorgangs durch montagetechnisch geeignete Geometrie- und Werkstoffmerkmale. In der Praxis ist diese beispielswei-se durch gröbere Toleranzen oder montagefreundliche Verbindungsverfahren zu realisieren. Zur Vereinfachung der Montageaufgabe ist auch die Reduzierung von Montagevorgängen durch Bauteilintegration ein wesentliches Konzept. Ein weiterer Ansatz ist die ergonomisch günstigere Gestaltung der Bauteile, um den Montage-vorgang besser an menschliche Bedürfnisse und Fähigkeiten anzupassen. Dazu dient beispielsweise die Ausbildung gut zugänglicher Griffstellen und -punkte. Zu-dem kann die Transportorientierung bei der Montagegestaltung genannt werden. Erst die Transportierbarkeit des Montageobjekts ermöglicht die Hebung von Ratio-nalisierungseffekten. Eine zusammenfassende Darstellung relevanter Ansätze der montageorientierten Produktgestaltung gibt Abbildung 3-4. 326 Vgl. Schimke/Hoeschen (1977), S. 137 f. 327 Vgl. Ehrlenspiel/Kiewert/Lindemann (2007), S. 275. 328 Vgl. Ehrlenspiel/Kiewert/Lindemann (2007), S. 276 ff. 329 Vgl. Abele/Brungs (2010), S. 194 ff. 330 Vgl. Eversheim (1989), S. 144.

Theoretischer und empirischer Bezugsrahmen 75
Ansätze zum Komplexitätsmanagement durch Produktgestaltung in der Kleinserienmontage
Erwartete Wirkung in der Montage
Montagefreundliche Einzelteilgestaltung(z.B. orientierungsfreundliche Teilegestaltung, Reduzierung der Vielfalt unterschiedlicher Abmessungen und Reduktion der Teileanzahl durch Bauteilintegration)
•Reduzierung der Fehleranfälligkeit•Reduzierung der Montagezeiten•Erhöhung der Liefertreue•Reduzierung der Montagekosten
Montagefreundliche Baugruppengestaltung(z.B. Ausgestaltung von vorprüfbaren Baugruppen, Vermeidung unnötig enger Toleranzen, Gestaltung eines möglichst einstufigen Produktaufbaus und transportorientierte Gestaltung)
•Erhöhung der Liefertreue•Erhöhung der Mengenflexibilität•Erhöhung der Produktqualität•Reduzierung der Einarbeitungszeit
Montagefreundliche Einzelteilgestaltung(z.B. orientierungsfreundliche Teilegestaltung, Reduzierung der Vielfalt unterschiedlicher Abmessungen und Reduktion der Teileanzahl durch Bauteilintegration)
•Reduzierung der Fehleranfälligkeit•Reduzierung der Montagezeiten•Erhöhung der Liefertreue•Reduzierung der Montagekosten
Montagefreundliche Baugruppengestaltung(z.B. Ausgestaltung von vorprüfbaren Baugruppen, Vermeidung unnötig enger Toleranzen, Gestaltung eines möglichst einstufigen Produktaufbaus und transportorientierte Gestaltung)
•Erhöhung der Liefertreue•Erhöhung der Mengenflexibilität•Erhöhung der Produktqualität•Reduzierung der Einarbeitungszeit
Abbildung 3-4: Ansätze zum Komplexitätsmanagement durch Produktgestal-tung in der Kleinserienmontage
3.2.2 Produktstrukturgestaltung
Die Produktstruktur beschreibt die innere Struktur von Produkten, untergliedert komplexe Produkte und bildet die Grundlage für das Variantenmanagement.331 Eine ideal auf ein Unternehmen abgestimmte Produktstruktur berücksichtigt alle mögli-chen Sichten, also die Fertigungs-, Vertriebs-, Ersatzteil- und Montagesicht.332 Da-durch unterstützt die Produktstruktur einen effizienten Entstehungs- und Abwick-lungsprozess und realisiert Rationalisierungseffekte. Der Aufbau der Produktstruk-tur oder der Erzeugnisgliederung eines Unternehmens kann demzufolge nach ver-schiedenen Schwerpunkten erfolgen. Wesentlich sind die funktionsorientierte und die fertigungs- oder montageorientierte Produktstruktur.333 Bei der funktionsorien-tierten Erzeugnisgliederung erfolgt die Aufteilung der Gesamtfunktion in einzelne Teilfunktionen. Ziel ist, dass möglichst wenige Teilfunktionen, wie beispielsweise Grund-, Hilfs- und Anpassfunktionen, entstehen.334 Ein Beispiel für eine funktions-orientierte Erzeugnisgliederung zeigt Abbildung 3-5.335 Rein funktionsorientierte Produktstrukturen führen in der Montage zwangsläufig zu Schwierigkeiten. Als Folge von nicht vormontierbaren und vorprüfbaren Baugruppen erhöht sich der Zeit- und Kostenaufwand in der Endprüfung und die Realisierung von Parallelmon-tagen wird erschwert. Eine fehlende Unterteilung in Grund- und Variantenbaugrup-pen verringert die Montageflexibilität und eine kundenneutrale Vormontage sowie eine eindeutige Kostenzuweisung kann nicht umgesetzt werden. Zudem ermöglicht erst die Aufteilung von Baugruppen in Baugruppenebenen eine zeitlich stufbare Be-reitstellung.
331 Vgl. Gausemeier et al. (2006), S. 240. 332 Vgl. Schuh (2005), S. 119 f. 333 Vgl. Pahl et al. (2006), S. 554 f und Spur/Stöferle (1986), S. 601 f. 334 Vgl. Pahl et al. (2006), S. 669. 335 Vgl. Ehrlenspiel (2007), S. 388; weitere Beispiele werden bei Pahl et al. (2006) aufgezeigt.

76 Theoretischer und empirischer Bezugsrahmen
Verbrennungs-motor
BenzinzuleitungFunktion: Benzin
zuleitenusw.
PumpeFunktion: Benzin
fördern
VerbindungselementeFunktion: Leitung
befestigen
Antrieb:Funktion: Pumpe
antreiben
SchraubenFunktion: Pumpe
befestigen
AuspuffFunktion: Abgas
reinigen
Katalysator Funktion: Abgas
reinigen
AuspuffkrümmerFunktion: Abgas
sammeln
usw.
Folgefunktionen
Verbrennungs-motor
BenzinzuleitungFunktion: Benzin
zuleitenusw.
PumpeFunktion: Benzin
fördern
VerbindungselementeFunktion: Leitung
befestigen
Antrieb:Funktion: Pumpe
antreiben
SchraubenFunktion: Pumpe
befestigen
AuspuffFunktion: Abgas
reinigen
Katalysator Funktion: Abgas
reinigen
AuspuffkrümmerFunktion: Abgas
sammeln
usw.
Folgefunktionen
Abbildung 3-5: Beispiel für eine funktionsorientierte Produktstruktur336
Im Gegensatz zur funktionsorientierten Produktstruktur orientiert sich die montage-orientierte Produktstruktur an dem Ziel, abgrenzbare, montagefähige Baugruppen zu gestalten. Realisiert werden kann eine montageorientierte Produktstruktur, indem das Produkt in möglichst viele vorprüfbare und austauschbare Baugruppen unterteilt wird.337 Diese Baugruppen können zudem montageorientiert in Hauptbaugruppen, Baugruppen und Unterbaugruppen weiter unterteilt werden. Abbildung 3-6 fasst wesentliche Schwachstellen, die sich aufgrund einer rein funktionsorientierten Pro-duktstruktur für die Montage ergeben, zusammen.
Schwäche Auswirkungen
vormontierbare und prüfbare Baugruppen werden nicht gebildet
• keine Parallelmontage möglich• hoher Zeit- und Kostenaufwand bei der
Endprüfung
Baugruppen werden nicht in Grund-, Varianten- und Optionsbaugruppen
unterteilt
• geringe Flexibilität• keine kundenneutrale Vormontage möglich• keine eindeutige Kostenzuweisung möglich
Baugruppen werden nicht in mehrere Baugruppenebenen aufgegliedert
• kein zeitlich stufbare Bereitstellung möglich• hoher Flächenbedarf und Kapitalbindung
Baugruppen werden funktionsorientiert gebildet • keine Unterteilung in Montageschritte möglich
Abbildung 3-6: Auswirkungen der Schwächen der funktionsorientierten Pro-duktstruktur338
336 Vgl. Ehrlenspiel (2007), S. 388. 337 Vgl. Wiendahl/Höbig/Yu (1999), S. 431 f. 338 Vgl. Ungeheuer (1986), S. 31.
Theoretischer und empirischer Bezugsrahmen 77 In der Literatur werden zwei wesentliche Erzeugnisgliederungstypen beschrieben. Nach UNGEHEUER ist es sinnvoll, eine Unterteilung der Baugruppen in Grund-, Varianten- und Optionsbaugruppen durchzuführen. Grundbaugruppen sind ein fes-ter Bestandteil des Produkts und kommen immer in der gleichen Form vor. Varian-tenbaugruppen sind Bestandteil jedes Produkt der betrachteten Produktart. Sie sind jedoch abhängig von der Variante unterschiedlich gestaltet. Optionsbaugruppen werden nur auf Wunsch des Kunden montiert. Sie haben keine für die Grundfunkti-on des Produkts relevante Eigenschaft.339 Eine weitere Möglichkeit der montageori-entierten Produktstruktur ist der Aufbau des Produkts in Anlehnung an den Monta-geablauf. PAHL et al. bilden Baugruppen je nach Montagestufe.340 Die erste Stufe bilden Baugruppen und Teile zur Endmontage. In die zweite Stufe werden Gruppen und Teile eingeordnet, die zur Montage der Baugruppen der ersten Stufe benötigt werden. In der dritten Stufe werden Bauteile und Gruppen aufgeführt, die zur Mon-tage der Baugruppen der zweiten Stufe verwendet werden. Diese Reihe lässt sich je nach Komplexität des Erzeugnisses fortsetzen. Die Baugruppenabgrenzung kann sich des Weiteren am Kapazitätsbedarf orientieren. Baugruppen mit ähnlichem Ka-pazitätsbedarf können parallel montiert werden, was eine gleichmäßige Auslastung der Montagebereiche ermöglicht.341
HESSE definiert Regeln für die montagefreundliche Produktgestaltung. Ein an der Montage orientierter Produktaufbau wird dabei als wesentlich gesehen:342
Die Funktionsstruktur sollte durch die Verwendung weniger und bewährter Funktionsträger geprägt sein und eine Aufteilung in Baugruppen beinhalten.
Der Produktaufbau sollte durch Schichtbauweise oder der Anwendung des Baukastenprinzips montagefreundlich sein und die Bildung von Varianten vereinfachen.
Der Aufbau des Produkts beeinflusst in hohem Maße die Art und Reihenfolge der Fertigung und Montage. Zur Vereinfachung der Montagorganisation ist es empfeh-lenswert, dass der Montageablauf nicht durch die Produktstruktur festgelegt wird. Es sollen unterschiedliche Alternativen für den Montageablauf offen bleiben. Diese Flexibilität im Montageablauf wird durch die Vermeidung von Zwangsfolgen im Ablauf, die Verwendung von eigenständigen Baugruppen und die Bildung von Pro-duktfamilien ermöglicht. Die Ähnlichkeit der Produkte ermöglicht die Nutzung be-
339 Vgl. Ungeheuer (1986), S. 94 f. 340 Vgl. Pahl et al. (2006), S. 554 ff. 341 Vgl. Eversheim (1989), S. 166 f. 342 Vgl. Hesse (2006b), S. 38; siehe dort auch die vollständige Auflistung der Konstruktionsregeln für die
Produktgestaltung.

78 Theoretischer und empirischer Bezugsrahmen reits vorhandener Montagesysteme.343 Eine montageorientierte Produktstruktur ist demnach die Voraussetzung für die rationelle Herstellung von Produktprogrammen, die eine große Anzahl von Varianten beinhalten und die als Baureihensysteme um-gesetzt sind.344 Als wichtigste Kriterien für eine montageorientierte Produktstruktur können das Bilden von eigenständigen Baugruppen, die Minimierung der Teilean-zahl sowohl des Gesamtprodukts als auch der Baugruppen und das Vereinheitlichen und Standardisieren der Bauteile identifiziert werden.345
Die Reduzierung von Montagekomplexität durch Produktgestaltung basiert nach Meinung zahlreicher Autoren im Wesentlichen auf zwei Prinzipien.346 Diese sind die Vermeidung von Montagevorgängen und die Vereinfachung der Montagevor-gänge. Bei LINDEMANN/BAUMBERGER werden Ansätze zur Komplexitätsbe-herrschung individualisierter Produkte aufgezeigt. Am Beispiel der Adaptionspro-zesse für individualisierte Produkte wird eine Vorgehensweise aufgezeigt, die zum Komplexitätsmanagement beiträgt. Ziel des Adaptionsprozesses ist unter anderem die Wiederverwendung vorhandener Produktkomponenten und Prozesse.347 Die Re-duzierung der Komplexität durch Produktgestaltung erfolgt bei EVERSHEIM/SCHENKE/WARNKE sowohl durch Standardisierung als auch Mo-dularisierung. Im Bereich der Gestaltung der Montageobjekte sind vor allem die Ansätze zur Standardisierung von Bedeutung.348 Standards gelten dabei unabhängig vom Handlungsträger für alle vergleichbaren Objekte.349 Mögliche Maßnahmen zur Standardisierung sind die Reduzierung der Anzahl der Funktionsträger und Bauteile sowie die Senkung der Anzahl der Variantenteile. Die Ansätze des Komplexitäts-managements durch die Gestaltung der Produktstruktur von SCHUH sind die Integ-ralbauweise, der Einsatz von Baureihen und Baukästen sowie die Modularisie-rung.350 Durch den Einsatz geeigneter Methoden und Vorgehensweisen ist die mon-tageorientierte Produktgestaltung zur Komplexitätsbeherrschung und -reduzierung zu unterstützen. Beispielsweise können durch die Durchführung einer Produktklinik deutliche Rationalisierungseffekte erarbeitet werden.351 Eine Zusammenfassung re-levanter Ansätze zum Komplexitätsmanagement durch die Gestaltung der Produkt-struktur ist in Abbildung 3-7 dargestellt.
343 Vgl. Hesse (2006b), S. 37. 344 Vgl. Pahl et al. (2006), S. 556. 345 Vgl. Konold/Reger (2003), S. 7 f. 346 Vgl. Andersen (1975), S. 478 ff, Bäßler (1988), S 41 ff und Ehrlenspiel/Kiewert/Lindemann (2007), S.
276. 347 Vgl. Lindemann/Baumberger (2006b), S. 129. 348 Vgl. Eversheim/Schenke/Warnke (1998), S. 32 f. 349 Vgl. Wildemann (1997b), S. 69. 350 Vgl. Schuh (2005), S. 125 ff. 351 Fallstudien zu den Effekten der Produktklinik sind bei Wildemann (2010c), S. 236 ff aufgezeigt.

Theoretischer und empirischer Bezugsrahmen 79
Ansätze zum Komplexitätsmanagement durch Produktstrukturgestaltung in der Kleinserienmontage
Erwartete Wirkung in der Montage
Montageorientierte Produktstrukturgestaltung(z.B. Unterteilung der Produkts in Grund- und Variantenbaugruppen, Ausbildung von vormontierbaren und vorprüfbaren Baugruppen, Aufbau des Produkts in Anlehnung an den Montageablauf)
•Reduzierung des Zeitaufwands•Reduzierung des Kostenaufwands•Erhöhung der Montageflexibilität•Zeitlich stufbare Bereitstellung
Standardisierung der Produktstrukturgestaltung(z.B. Wiederverwendung bereits vorhandener Produktkomponenten, Modularisierung der Produkte, Reduzierung der Anzahl der Funktionsträger, Einsatz von Baureihen und Baukästen )
•Erhöhung der Mengenflexibilität•Erhöhung der Produktflexibilität•Reduzierung des Kostenaufwands•Reduzierung der Einarbeitungszeit
Abbildung 3-7: Ansätze zum Komplexitätsmanagement durch Produktstruk-turgestaltung in der Kleinserienmontage
3.3 Reduzierung und Beherrschung der Montagekomplexität durch Ge-staltung des Produktprogramms
Das Reduzieren und Beherrschen von Komplexität in der Produktion durch eine geeignete Gestaltung des Produktprogramms ist bei einer Vielzahl von Autoren ein wesentlicher Ansatz des produktionsorientierten Komplexitätsmanagements. Es stellt sich die grundsätzliche Frage, welche Gestaltungsansätze für eine weiterfüh-rende Analyse hinzugezogen werden sollen. Hierzu wurden im Detail folgende Fra-gestellungen zugrunde gelegt:
Welche Gestaltungsansätze zum Komplexitätsmanagement durch Produkt-programmgestaltung liegen in der Literatur vor?
Welche Ansätze erfüllen die Voraussetzungen für den Einsatz in der Monta-ge und sind im weiteren Verlauf der Arbeit bezüglich ihrer Eignung für die Kleinserienmontage zur überprüfen?
Die in diesem Zusammenhang relevanten Ansätze werden nachfolgend aufgezeigt und analysiert. Die Ansätze überschneiden sich in Teilen mit den Ansätzen zur Ge-staltung einer montageorientierten Produktstruktur, was auf die in der Literatur vor-liegenden unterschiedlichen Definitionen der Begriffe zurückzuführen ist.
3.3.1 Variantenmanagement
Das Produktprogramm beschreibt die Gesamtheit der Produkte und Produktlinien eines Unternehmens. Synonym wird teilweise auch der Begriff Sortiment verwen-det, welcher ursprünglich aus dem Handel stammt.352 Das Produktprogramm eines Unternehmens ist grundsätzliche durch die beiden Aspekte Produktprogrammbreite und -tiefe charakterisiert, wobei die Produktprogrammtiefe die Anzahl der Produkt- 352 Vgl. Runia (2005), S. 125 und Hill (1988), S. 27.

80 Theoretischer und empirischer Bezugsrahmen typen des Unternehmens repräsentiert.353 Die Produktprogrammtiefe wird zusätzlich synonym auch mit der Anzahl der Varianten je Produkttyp beschrieben (vgl. Abb. 3-8).354
PT 1 PT 2 PT 3
V1-PT1
V2-PT1
V1-PT2 V1-PT3
V3-PT1
Produkt-programmtiefe(Varianten)
Produktprogrammbreite(Produkttypen)
V2-PT3
Abbildung 3-8: Dimensionen des Produktprogramms eines Unternehmens355
Die Gestaltung des Produktprogramms ist eine Aufgabe der Produktpolitik. Pro-duktpolitische Entscheidungen beinhalten Aspekte der Produkteinführung, Produkt-elimination und Produktveränderung.356 Ziel der Produktpolitik ist die Festlegung, wie das Produktprogramm des Unternehmens in Zukunft gestaltet sein soll und wie dieses erreicht werden kann. Im Wesentlichen können die Ansätze zur Zielerrei-chung in Produktinnovation, Produktdifferenzierung, Produktvariation, Produkteli-mination und Produktvereinheitlichung unterschieden werden.357 Die Umsetzung des definierten Produktprogramms kann sowohl vollständig im Unternehmen statt-finden oder es kann auf Handelsware zurückgegriffen werden.358 Das Unternehmen steht dabei vor der Entscheidung der idealen Wertschöpfungstiefe. „Die Wertschöp-fungstiefe charakterisiert den Umfang an der Wertschöpfung, den ein Unternehmen
353 In Industrieunternehmen wird das Produktprogramm auch als Absatzprogramm bezeichnet, wobei dieses
auch nicht selbst gefertigte, sondern fremd beschaffte Güter enthalten kann. Vgl. hierzu Brockhoff (1999), S. 67.
354 Vgl. Lingnau (1994), S. 149 ff. 355 In Anlehnung an Lingnau (1994), S. 106. 356 Vgl. Kuß (2006), S. 177. 357 Vgl. Brockhoff (1999), S. 67 und 315. Die Produktinnovation beinhaltet die Entwicklung von neuen Pro-
dukten. Produktdifferenzierung bezeichnet dabei die Einführung von Varianten zu bestehenden Produk-ten. Vgl. hierzu Brockhoff (1999), S. 303. Die Produktinnovation und die Produktdifferenzierung erwei-tern das Angebot des Unternehmens und erhöhen das Produktangebot. Vgl. hierzu Brockhoff (1999), S. 67. Die Produktvariation verändert die Anzahl des Produktangebots nicht. Es werden lediglich Verände-rungen an Produkten durchgeführt, die bereits am Markt eingeführt wurden, ohne die Grundfunktionen zu verändern. Vgl. hierzu Meffert/Burmann/Kirchgeorg (2007), S. 456 f. Bei der Produktelimination werden Produkte dauerhaft aus dem Produktprogramm gestrichen und das Produktangebot wird verringert. Vgl. hierzu Zäpfel (2000a), S. 72. Unter der Produktvereinheitlichung wird die Reduzierung von Varianten ei-nes Produkts verstanden. Das Ergebnis ist eine verringerte Produktprogrammtiefe. Vgl. hierzu Brockhoff (1999), S. 315.
358 Vgl. Lingnau (1994), S. 105.
Theoretischer und empirischer Bezugsrahmen 81 durch den Eigenanteil der Leistungserstellung im Verhältnis zur insgesamt erforder-lichen Wertschöpfung für ein Produkt erbringt.“359 Jedes der (Zwischen-)produkte kann sowohl zugekauft als auch im eigenen Unternehmen gefertigt werden. Die Entscheidung für oder gegen den Zukauf ist eine Make-or-Buy-Entscheidung. Ma-ke-or-Buy-Entscheidungen beinhalten also die Bestimmung der im Unternehmen zu erbringenden Leistungstiefe und die Anzahl der Leistungsstufen.360 Mit der Leis-tungstiefenentscheidung verändern sich beispielsweise die Kostenstruktur und der Investitionsbedarf, die für die Kapazitätserweiterung der Produktion notwendig sind.361
Die Umsetzung des Produktprogramms in einem definierten Zeitraum wird durch das Produktionsprogramm abgebildet. Als Produktionsprogramm sind die in einer Periode nach Art und Menge zu fertigenden Erzeugnisse definiert.362 Die Produkti-onsprogrammplanung hat zum Ziel, auf Basis der vorliegenden und voraussichtli-chen Kundenaufträge die Produktion zu planen.363 Die Definition der Produktions-programmplanung wird teilweise mit dem Begriff der operativen Produktionspro-grammplanung gleichgesetzt. 364 Die Aufgabe der Produktionsprogrammplanung ist, eine möglichst konstante Beschäftigung bei einer hohen Kapazitätsauslastung si-cherzustellen. Das Produktionsprogramm ist für die Planperiode derart zu wählen, dass das Unternehmensziel, wie beispielsweise maximaler Deckungsbeitrag oder Gewinn, erreicht wird.365 Die Planung des Produktionsprogramms ist die Aufgabe der häufig softwaregestützten Produktionsplanung und -steuerung.366 Insbesondere in der auftragsbezogenen Einzel- und Kleinserienfertigung treten Schwierigkeiten bei der Planung auf, da die für die Planperiode relevanten Daten zum Planzeitpunkt nicht vorliegen. Im Wesentlichen liegen zwei Hauptansätze zur Produktionspro-grammplanung in der auftragsbezogenen Einzel- und Kleinserienfertigung vor:367
Auftragsbezogene Einzel- und Kleinserienfertigung ohne Vorfertigung: Das Produktionsprogramm orientiert sich unmittelbar an den Kundenaufträgen und es werden nur Produkte gefertigt, die bereits bestellt wurden. Nachteile
359 Wildemann (2009c), S. 3. 360 Die Voraussetzung für die Eigenproduktion (make) ist dabei immer die technische sowie kapazitative
Fähigkeit des Unternehmens, das Bauteil oder Produkt selbst zu fertigen. Die Hauptvoraussetzung für den Zukauf (buy) ist die Möglichkeit, das Teil zum benötigten Zeitpunkt in der relevanten Qualität zu be-schaffen. Vgl. hierzu Mikus (2001), S. 16 f und Jung (2006), S. 330 f.
361 Vgl. Hollekamp (2005), S. 41 ff. 362 Vgl. Gutenberg (1979), S. 149. 363 Vgl. Schneider/Buzacott/Rücker (2005), S. 21. 364 Die Produktionsprogrammplanung wird in strategische, taktische und operative Produktionsprogramm-
planung unterteilt. Vgl. hierzu Jung (2006), S. 464 ff und Schneider/Buzacott/Rücker (2005), S. 21. 365 Vgl. Schneider/Buzacott/Rücker (2005), S. 21. 366 Ausführliche Erläuterungen zu den Aspekten der PPS siehe Kurbel/Endres (1993), Wildemann (2010d)
und Wildemann (2010l). 367 Vgl. Vahrenkamp (2008), S. 118 f.

82 Theoretischer und empirischer Bezugsrahmen
sind lange Lieferzeiten aufgrund des hohen Fertigungsaufwands bei Auf-tragseingang.
Auftragsbezogene Einzel- und Kleinserienfertigung mit Vorfertigung: Die Fertigung des Erzeugnisses erfolgt in mehreren Stufen. Vorgefertigte Teile ohne Kundenbezug werden auf Lager genommen und bei Auftragseingang wird das Endprodukt auftragsbezogen endgültig hergestellt. Vorteile sind kurze Lieferzeiten, jedoch wird Kapital durch die Lagerhaltung gebunden.
Da die Produktkomplexität direkt auf die Komplexität des Produktionssystems und der Produktionsplanung wirkt, ist es Ziel des Komplexitätsmanagements, die Pro-duktkomplexität zur reduzieren und zu beherrschen.368 Die Komplexität des Pro-dukt- und damit auch des Produktionsprogramms steigt mit der Anzahl der Varian-ten. Wie bereits aufgezeigt, wird dieser Zusammenhang bei mehreren Autoren be-schrieben.369 Zum Komplexitätsmanagement eignen sich in diesem Zusammenhang insbesondere die Ansätze des Variantenmanagements.
in Produktion und Auftragsabwicklung
in Produktplanung und -entwicklung
in Produktion und Auftragsabwicklung
in Produktplanung und -entwicklung
Komplexitäts-reduzierung
Komplexitäts-beherrschung
Komplexitäts-reduzieurng
Komplexitäts-vermeidung
Komplexitäts-beherrschung
Komplexitäts-reduzierung
Komplexitäts-beherrschung
Komplexitäts-reduzieurng
Komplexitäts-vermeidung
Komplexitäts-beherrschung
• Optimierung der Kundenbreite• Optimierung der Programmbreite• Optimierung der Leistungstiefe• Optimierung der Lieferantenzahl
• Objektorientierte Auftragsabwicklung• Fertigungssegmentierung• Verschiebung des Variantenbestimmungspunktes• Einrichtung von Bevorratungsebenen• Visualisierung am Verbauort
• Reduktion der Halbzeugvielfalt• Reduktion der Rohstoffvielfalt• Reduktion der Materialvielfalt• Erhöhung der Mehrfachverwendung• Erhöhung des Standardisierungsgrads• Erhöhung der Normteilquote
• Vorfeldmarketing• Methodeneinsatz• Parallele Entwicklung antizipierter Varianten• Schaffung konstruktiver Optionen
• Substitution von Hardwarefunktionalität durch Software
• Realisierung standardisierter Produkt-, Baugruppen-und Komponentenschnittstellen
• Optimierung der Kundenbreite• Optimierung der Programmbreite• Optimierung der Leistungstiefe• Optimierung der Lieferantenzahl
• Objektorientierte Auftragsabwicklung• Fertigungssegmentierung• Verschiebung des Variantenbestimmungspunktes• Einrichtung von Bevorratungsebenen• Visualisierung am Verbauort
• Reduktion der Halbzeugvielfalt• Reduktion der Rohstoffvielfalt• Reduktion der Materialvielfalt• Erhöhung der Mehrfachverwendung• Erhöhung des Standardisierungsgrads• Erhöhung der Normteilquote
• Vorfeldmarketing• Methodeneinsatz• Parallele Entwicklung antizipierter Varianten• Schaffung konstruktiver Optionen
• Substitution von Hardwarefunktionalität durch Software
• Realisierung standardisierter Produkt-, Baugruppen-und Komponentenschnittstellen
Abbildung 3-9: Strategien und Ansatzpunkte des Variantenmanagements370
368 Vgl. Eversheim/Schenke/Warnke (1998), S. 30. 369 Vgl. hierzu die Ausführungen von Wildemann (2010a), S. 77 ff, Eversheim/Schenke/Warnke (1998), S.
29 ff und Adam (1998), S. 35 ff. 370 Wildemann (1998a), S. 55.

Theoretischer und empirischer Bezugsrahmen 83 Das grundsätzliche Ziel des Variantenmanagements ist die Reduzierung von innerer Varianz bei gleichzeitiger Bereitstellung der vom Kunden geforderten äußeren Va-rianz.371 Unter äußerer Varianz wird die auf dem Markt erkennbare Anzahl von Produktvarianten zur Erfüllung der Kundenwünsche verstanden. Demgegenüber steht die innere Varianz, welche die Vielfalt der Teile, Baugruppen, Produkte und Prozesse beschreibt. Sie ist die Ursache für hohe Komplexität und damit für stei-gende Kosten im Unternehmen.372 Da in der Literatur keine einheitliche Angabe vorliegt, welche Bausteine und Funktionen das Variantenmanagement umfasst, werden nachfolgend wesentliche Ansätze des Variantenmanagements dargestellt. Variantenmanagement basiert bei WILDEMANN auf den drei Komplexitätsstrate-gien Komplexitätsreduzierung, Komplexitätsbeherrschung und Komplexitätsver-meidung.373
Im Bereich der Produktion und Auftragsabwicklung finden die Strategien Komple-xitätsreduzierung und Komplexitätsbeherrschung Anwendung. Für den Gestal-tungsbereich der Produktplanung und -entwicklung sind alle drei Strategien reali-sierbar. Insgesamt wurden 21 Methoden ermittelt, die jeweils den Strategien zuge-ordnet wurden.374 In Produktion und Auftragsabwicklung eignet sich beispielsweise die Optimierung der Programmbreite zur Komplexitätsreduzierung. Zur Komplexi-tätsbeherrschung kann die Fertigungssegmentierung oder die Verschiebung des Va-riantenbestimmungspunkts realisiert werden. Eine Übersicht aller Methoden ist in Abbildung 3-9 aufgezeigt. Bei CÄSAR und SCHUH wird die Methode Variant Mode and Effects Analysis (VMEA) genannt.375 Die Methode beinhaltet die Ansät-ze „Analyse der Variantenvielfalt“, „variantenorientierte Produktgestaltung“ und „verursachungsgereichte Produktbewertung“. Wesentliche Ansätze zur Verminde-rung der Variantenvielfalt sind die Standardisierung und Modularisierung. Unter Standardisierung werden dabei die Reduktion der Funktionsträger, die Reduzierung der Anzahl von Variantenteilen und die Schaffung von variantenarmen Baugruppen verstanden. Modularisierung zielt auf die Zusammenfassung in variantenreiche und variantenarme Baugruppen, die Vereinheitlichung von Schnittstellen und die Ver-änderung der Montagereihenfolge (Standardteile früh, Variantenteile spät montie-ren) ab. WÜPPING erarbeitete eine Methode zur logistik- und variantengerechten Produktstrukturierung.376 Wesentlicher Inhalt ist die Unterteilung der Produkte in Module unter Berücksichtigung von Konstruktion, Produktion und Vertrieb. Ziel
371 Vgl. Menge (2001), S. 19. 372 Vgl. Große-Heitmeyer/Wiendahl (2004a), S. 12. Mit einer Verdoppelung der Variantenanzahl steigen die
Stückkosten um 20-30%; vgl. hierzu Wildemann (2010k), S. 33. 373 Vgl. Wildemann (1998a), S. 54 ff. 374 Vgl. Wildemann (1998a), S. 55. 375 Vgl. Cäsar (1991) und Schuh (1988). 376 Vgl. Wüpping (1998), S. 221 - 225.

84 Theoretischer und empirischer Bezugsrahmen der Methode ist neben der Unterstützung der Auftragsabwicklung und der Material-disposition auch die Vereinfachung der Montage und der Terminsteuerung. Es wird ein Verfahren nach den Prinzipien der Prozesskostenrechnung erstellt, welches eine kostenoptimierende Bewertung der Varianten ermöglicht. Auf Basis der Ergebnisse wird eine Bereinigung des Produktspektrums durchgeführt. Neben den übergreifen-den Ansätzen des Variantenmanagements liegen verschiedene spezifische Ansätze zur Variantenbeherrschung und -reduzierung vor. Die Variantenbeherrschung er-folgt bei HEITMEYER/WIENDAHL über das Produktionsstufenkonzept.377 Der Kerngedanke des Produktionsstufenkonzepts liegt darin, „eine möglichst späte Va-riantenbildung durch die Integration von variantenbildenden Fertigungsprozessen in die Montage zu erzielen“378. Dazu geht die klassische Fertigung in die sogenannte Produktionsvorstufe über. In dieser werden variantenneutrale Teile produziert. In der daran anschließenden Produktionsendstufe erfolgt die variantenspezifische Montage. Die beiden Stufen sind durch einen Puffer getrennt. Dieses Konzept trennt die Produktion in einen Teil, in dem Mengeneffekte erzielt werden, und einen Teil, in dem die geforderte Produktvielfalt erzeugt wird. Dem Produktionsstufenkonzept ähnlich sind Strategien, die die Verlagerung des Variantenbestimmungspunkts ans Ende der Wertschöpfungskette fordern oder Postponementstrategien, welche das Hinauszögern der endgültigen Funktion und Komponenten des Erzeugnisses bis zum Eingang des Kundenauftrags beschreiben.379 Allen Ansätzen ist gemein, dass die Variantenbildung möglichst am Ende der Wertschöpfung erfolgt. Ein weiterer Ansatz zur Variantenbeherrschung wird bei HAMMER/HELFRICH aufgezeigt.380 Es wird ein variantenspezifischer Abwicklungsprozess gestaltet, der auf den Prinzi-pien des Lean-Managements beruht. Es erfolgt eine Unterteilung von Varianten in zwei Gruppen. Es wird die Gruppe von Varianten gebildet, die nur leichte Verände-rungen in der Montage gegenüber dem Standarderzeugnis aufweist. Diese Varianten werden über eine schlanke Organisation des „Zurufens“ gesteuert. Die zweite Gruppe von Varianten weist einen hohen Grad von Anpasskonstruktionen auf. Die Abwicklung erfolg auftragsbezogen durch ein abteilungsübergreifendes Team, das von einem Projektleiter geführt wird. Ergebnis des Ansatzes ist eine Verkürzung von Durchlaufzeiten und die Reduzierung von Aufwand in den indirekten Berei-chen. KOHLHASE erarbeitete ein Konzept zur Variantenreduzierung. Basis der Arbeit ist die Entwicklung von Baukastensystemen.381 Deren Entwicklung erfolgt in den drei Schritten „Planen des Baukastensystems“, „Entwickeln der Baukasten-struktur“ und „Entwickeln der Bausteine und Baukastenprodukte“. Jeder der Schrit-
377 Vgl. Große-Heitmeyer/Wiendahl (2004b), S. 21 ff. 378 Große-Heitmeyer/Wiendahl (2004), S. 22. 379 Vgl. Pagh (1998), S. 13 ff, Wildemann (1998a), S. 55 und Wiendahl/Reichardt/Nyhuis (2009), S. 101 ff. 380 Vgl. Hammer/Helfrich (1996), S. 34 ff. 381 Vgl. Kohlhase (1997).
Theoretischer und empirischer Bezugsrahmen 85 te wird dabei durch geeignete Methoden unterstützt. Das Ergebnis ist eine Empfeh-lung für das Reduzieren von aktiven Varianten durch Standardisierungsmaßnahmen. Wesentlicher Bestandteil des Konzepts ist zudem die Betrachtung der Kostenwir-kungen, die durch die Reduzierung der Varianten zu erreichen sind. Bei FRANKE et al. wird eine Vorgehensweise erarbeitet, deren Ziel die Standardisierung der Pro-duktstruktur darstellt.382 Die Maßnahmen zur Standardisierung werden mithilfe ei-nes Kostenrechnungsverfahrens wirtschaftlich beurteilt. Besonderheit des Verfah-rens ist dessen Anpassung an die Rahmenbedingungen der Einzel- und Kleinserien-fertigung. Es ermöglicht zudem die verursachungsgerechte Bewertung des Auf-wands in den indirekten Bereichen, der durch die Einführung einer neuen Variante entsteht. EHLRENSPIEL/KIEWERT/LINDEMANN betrachten die Strategien des Variantenmanagements unter dem Gesichtspunkt ihrer Wirkung auf die Reduzie-rung von Kosten.383 Wesentliche Ansätze zur Kostenreduzierung sind die Normung und Standardisierung, die Bildung von Teilefamilien und die Realisierung der In-tegralbauweise. Zudem werden Maßnahmen zur Verringerung der Rüstkosten und Teilevielfalt aufgezeigt. Der Auszug bekannter Ansätze des Variantenmanagements zeigt Konzepte auf, die in der Kleinserienmontage Anwendung finden können. Aus dem Bereich des Variantenmanagements können insbesondere Strategien zur Erhö-hung der Variantenflexibilität abgeleitet werden. Vor allem Ansätze wie die Verla-gerung des Variantenbestimmungspunkts ans Ende der Wertschöpfungskette sowie Konzepte zur Standardisierung durch Mehrfachverwendung sind für den Bereich der Kleinserienmontage zu untersuchen. Eine Übersicht geeigneter Ansätze zum Komplexitätsmanagement durch Produktprogrammgestaltung und Variantenmana-gement sowie die erwarteten Wirkungen im Rahmen einer Umsetzung ist in Abbil-dung 3-10 zusammengefasst.
Ansätze zum Komplexitätsmanagement durch Variantenmanagement in der Kleinserienmontage
Erwartete Wirkung in der Montage
Produktprogrammgestaltung und Variantenmanagement(z.B. Optimierung der Programmbreite und Leistungstiefe, Realisierung der Konzepte der Fertigungssegmentierung, Verschiebung des Variantenbestimmungspunkts, Einrichtung von Bevorratungsebenen und Erhöhung der Mehrfachverwendung und Normteilquote)
•Erhöhung der Variantenflexibilität•Erhöhung der Produktflexibilität•Erhöhung der Montageflexibilität•Reduzierung von Rüstkosten•Verringerung der Teilevielfalt
Abbildung 3-10: Ansätze zum Komplexitätsmanagement durch Variantenma-nagement in der Kleinserienmontage
382 Vgl. Franke/Jeschke/Speckhahn (1995), S. 46 ff und Franke et al. (1993), S. 70 ff. 383 Vgl. Ehrlenspiel/Kiewert/Lindemann (2007), S. 309 ff.
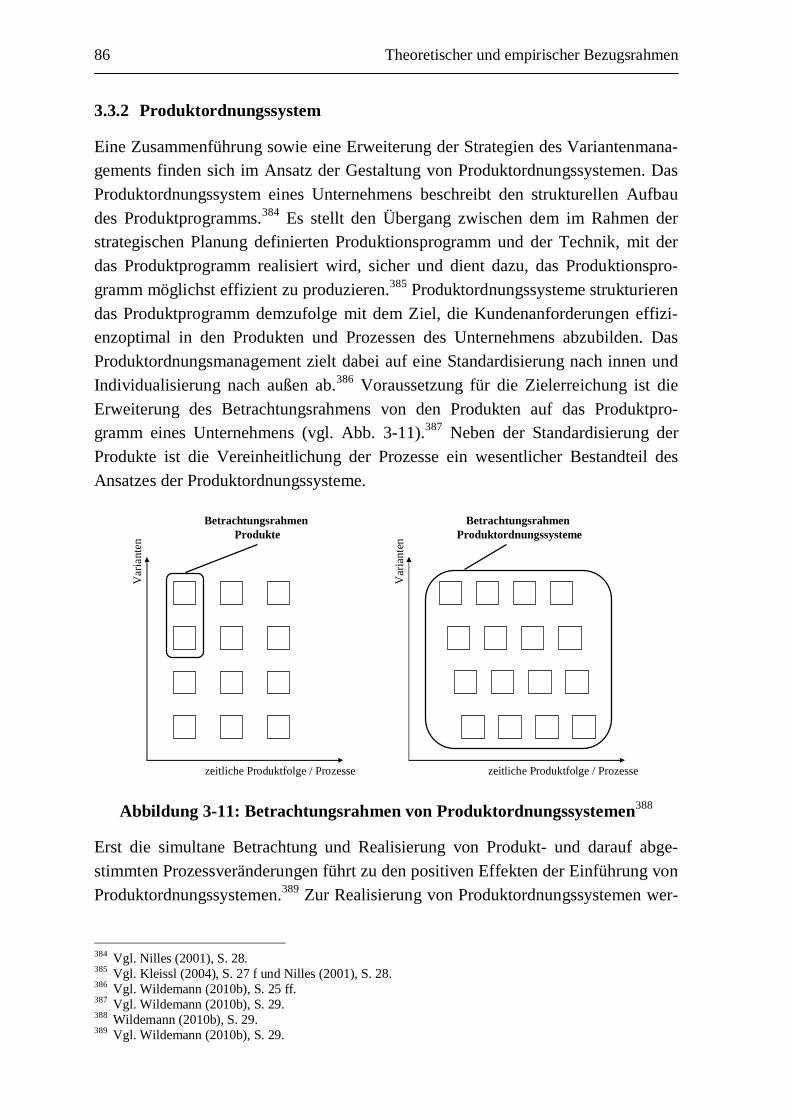
86 Theoretischer und empirischer Bezugsrahmen 3.3.2 Produktordnungssystem
Eine Zusammenführung sowie eine Erweiterung der Strategien des Variantenmana-gements finden sich im Ansatz der Gestaltung von Produktordnungssystemen. Das Produktordnungssystem eines Unternehmens beschreibt den strukturellen Aufbau des Produktprogramms.384 Es stellt den Übergang zwischen dem im Rahmen der strategischen Planung definierten Produktionsprogramm und der Technik, mit der das Produktprogramm realisiert wird, sicher und dient dazu, das Produktionspro-gramm möglichst effizient zu produzieren.385 Produktordnungssysteme strukturieren das Produktprogramm demzufolge mit dem Ziel, die Kundenanforderungen effizi-enzoptimal in den Produkten und Prozessen des Unternehmens abzubilden. Das Produktordnungsmanagement zielt dabei auf eine Standardisierung nach innen und Individualisierung nach außen ab.386 Voraussetzung für die Zielerreichung ist die Erweiterung des Betrachtungsrahmens von den Produkten auf das Produktpro-gramm eines Unternehmens (vgl. Abb. 3-11).387 Neben der Standardisierung der Produkte ist die Vereinheitlichung der Prozesse ein wesentlicher Bestandteil des Ansatzes der Produktordnungssysteme.
zeitliche Produktfolge / Prozesse
Var
iant
en
Betrachtungsrahmen Produkte
zeitliche Produktfolge / Prozesse
Var
iant
en
Betrachtungsrahmen Produktordnungssysteme
Abbildung 3-11: Betrachtungsrahmen von Produktordnungssystemen388
Erst die simultane Betrachtung und Realisierung von Produkt- und darauf abge-stimmten Prozessveränderungen führt zu den positiven Effekten der Einführung von Produktordnungssystemen.389 Zur Realisierung von Produktordnungssystemen wer-
384 Vgl. Nilles (2001), S. 28. 385 Vgl. Kleissl (2004), S. 27 f und Nilles (2001), S. 28. 386 Vgl. Wildemann (2010b), S. 25 ff. 387 Vgl. Wildemann (2010b), S. 29. 388 Wildemann (2010b), S. 29. 389 Vgl. Wildemann (2010b), S. 29.

Theoretischer und empirischer Bezugsrahmen 87 den die drei Strategien Bündelungs-, Spaltungs- und Baukastenstrategie verfolgt.390 Die Bündelungsstrategie beinhaltet die Plattform- und Gleichteilestrategie. Die Verwendung von gleichen Plattformen für verschiedene Erzeugnisse ist das Prinzip der Plattformstrategie. Die Gleichteilstrategie hat die Verwendung der gleichen Bauteile in unterschiedlichen Produkten zum Inhalt. Die dadurch entstehenden Kos-tendegressionseffekte kompensieren in der Regel auch Mehrkosten bei einer mögli-chen Funktionsübererfüllung des Bauteils. Unter den Begriff der Spaltungsstrate-gien werden die Modul- und die Systemstrategie gefasst. Sowohl Module als auch Systeme erfüllen jeweils eigenständig eine Funktion. Module müssen jedoch im Gegensatz zu Systemen physisch zusammenhängen. Die Baukastenstrategie vereint die Spaltungs- und Bündelungsstrategien und beinhaltet die Bildung von Baukästen zur Beherrschung der Variantenvielfalt. Das Baukastensystem basiert darauf, dass sich das Endprodukt additiv aus mehreren Bausteinen zusammensetzt und dadurch Variantenbildung durch unterschiedliche Kombinatorik ermöglicht wird. Die ge-nannten Konzepte, die die Beherrschung der Komplexität bestehender Produktpro-gramme anstreben, also die Einführung von Produktplattformen, die Verwendung von Gleichteilen sowie die Modul- und Systembildung, finden sich zudem bei wei-teren Autoren.391 Die im Rahmen der Gestaltung von Produktordnungssystemen verwendeten Strategien konkurrieren dabei nicht miteinander, sondern können sinn-voll miteinander kombiniert werden. Während die Baukastenstrategie und die Mo-dul- und Systemstrategie insbesondere eine erhöhte Flexibilität generieren, führt die Verfolgung der Gleichteile- und Plattformstrategie zur Kosteneinsparung und Komplexitätsreduzierung.392 Die Strategien von Produktordnungssystemen und ihre Wirkungen auf die Kosten, die Flexibilität und die Komplexität des Produktpro-gramms sind in Abbildung 3-12 zusammenfassend dargestellt. Zur Realisierung von Produktordnungssystemen wurde von KLEISSL ein methodengestützter Gestal-tungsprozess erarbeitet.393 Der Prozess setzt sich aus den Dimensionen oder auch Phasen „Merkmal“, „Funktion“, „physische Struktur“ und „Organisation“ zusam-men. Die Dimension Merkmale beinhaltet die vom Produkt geforderten Merkmale. Diese werden in die Produktfunktionen übersetzt. Die Dimension der physischen Struktur beinhaltet die Festlegung der Produktordnungssystemstrategien. Im Rah-men der Dimension Organisation erfolgt die Erarbeitung einer möglichst effizienten Umsetzung des Produktordnungssystems. Parallel zu den vier Phasen werden die Gestaltungsoptionen bewertet.
390 Vgl. Wildemann (2010b), S. 70 ff und Kleissl (2004), S. 48 ff. 391 Vgl. Schuh (2005), S. 127 ff, Pawellek (2007), S. 42 ff und Ehrlenspiel/Kiewert/Lindemann (2007), S.
309 ff. 392 Vgl. Wildemann (2010b), S. 72. 393 Vgl. Kleissl (2004), S. 66 ff.
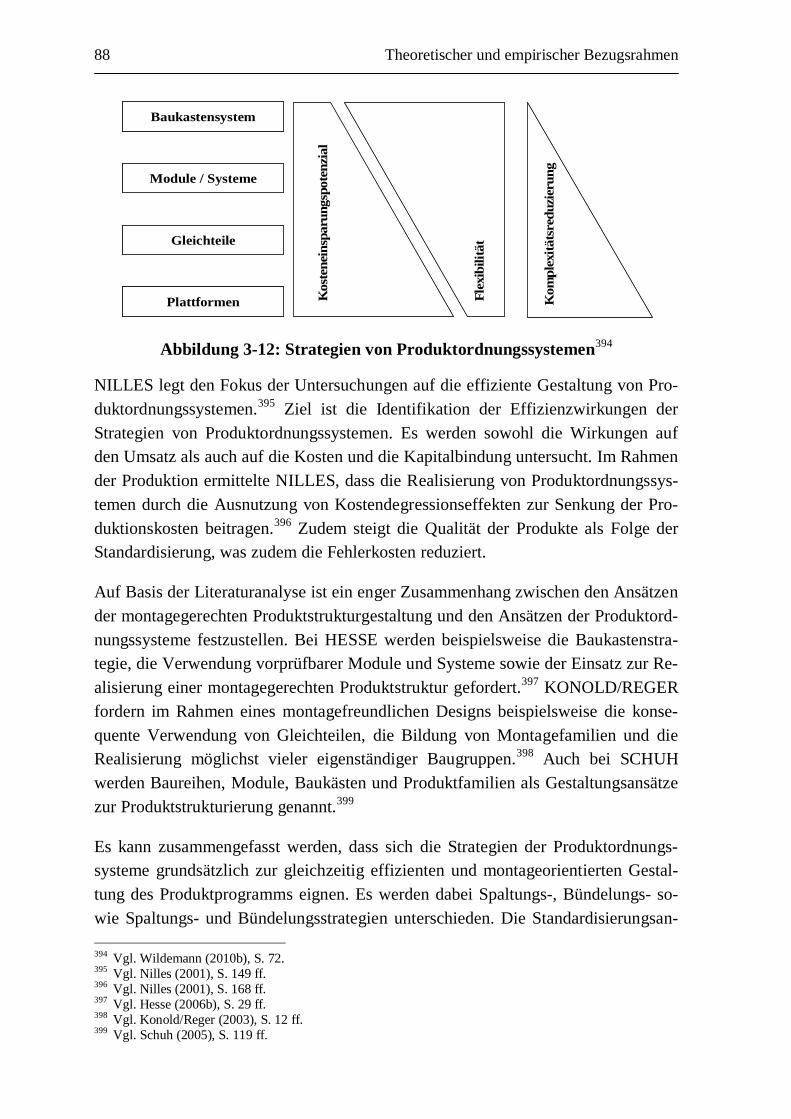
88 Theoretischer und empirischer Bezugsrahmen
Kom
plex
itäts
redu
zier
ung
Flex
ibili
tät
Kos
tene
insp
arun
gspo
tenz
ial
Baukastensystem
Gleichteile
Module / Systeme
Plattformen Kom
plex
itäts
redu
zier
ung
Flex
ibili
tät
Kos
tene
insp
arun
gspo
tenz
ial
Baukastensystem
Gleichteile
Module / Systeme
Plattformen
Abbildung 3-12: Strategien von Produktordnungssystemen394
NILLES legt den Fokus der Untersuchungen auf die effiziente Gestaltung von Pro-duktordnungssystemen.395 Ziel ist die Identifikation der Effizienzwirkungen der Strategien von Produktordnungssystemen. Es werden sowohl die Wirkungen auf den Umsatz als auch auf die Kosten und die Kapitalbindung untersucht. Im Rahmen der Produktion ermittelte NILLES, dass die Realisierung von Produktordnungssys-temen durch die Ausnutzung von Kostendegressionseffekten zur Senkung der Pro-duktionskosten beitragen.396 Zudem steigt die Qualität der Produkte als Folge der Standardisierung, was zudem die Fehlerkosten reduziert.
Auf Basis der Literaturanalyse ist ein enger Zusammenhang zwischen den Ansätzen der montagegerechten Produktstrukturgestaltung und den Ansätzen der Produktord-nungssysteme festzustellen. Bei HESSE werden beispielsweise die Baukastenstra-tegie, die Verwendung vorprüfbarer Module und Systeme sowie der Einsatz zur Re-alisierung einer montagegerechten Produktstruktur gefordert.397 KONOLD/REGER fordern im Rahmen eines montagefreundlichen Designs beispielsweise die konse-quente Verwendung von Gleichteilen, die Bildung von Montagefamilien und die Realisierung möglichst vieler eigenständiger Baugruppen.398 Auch bei SCHUH werden Baureihen, Module, Baukästen und Produktfamilien als Gestaltungsansätze zur Produktstrukturierung genannt.399
Es kann zusammengefasst werden, dass sich die Strategien der Produktordnungs-systeme grundsätzlich zur gleichzeitig effizienten und montageorientierten Gestal-tung des Produktprogramms eignen. Es werden dabei Spaltungs-, Bündelungs- so-wie Spaltungs- und Bündelungsstrategien unterschieden. Die Standardisierungsan- 394 Vgl. Wildemann (2010b), S. 72. 395 Vgl. Nilles (2001), S. 149 ff. 396 Vgl. Nilles (2001), S. 168 ff. 397 Vgl. Hesse (2006b), S. 29 ff. 398 Vgl. Konold/Reger (2003), S. 12 ff. 399 Vgl. Schuh (2005), S. 119 ff.
Theoretischer und empirischer Bezugsrahmen 89 sätze der Produktordnungssysteme reduzieren die Komplexität in der Montage und sind zudem zur bereichsübergreifenden Steigerung der Effizienz im Bereich der Produktprogrammrealisierung geeignet. Das bestehende Konzept der Produktord-nungssysteme geht jedoch nicht auf die Bedürfnisse der Kleinserienmontage ein. Die Überprüfung der Strategien der Produktordnungssysteme bezüglich ihrer Eig-nung für die Kleinserienmontage hat daher im Verlauf der Arbeit zu erfolgen (vgl. Abb. 3-13).
Ansätze zum Komplexitätsmanagement durch Produktordnungssysteme in der Kleinserienmontage
Erwartete Wirkung in der Montage
Gestaltung des Produktordnungssystems(z.B. Ausgestaltung von montageorientierten Baukastensystemen, Bildung von Baureihen, Einsatz von Modulen und Systemen, Verwendung von Gleichteilen, Ausgestaltung von Plattformen und Bildung von Montagefamilien)
•Reduzierung der Montagekosten•Reduzierung von Fehlerkosten•Reduzierung der Montage-komplexität
•Steigerung der Flexibilität
Abbildung 3-13: Ansätze zum Komplexitätsmanagement durch die Realisie-rung von Produktordnungssystemen in der Kleinserienmontage
3.4 Reduzierung der Montagekomplexität durch Gestaltung der Material-logistik
Ein wesentlicher Gestaltungsbereich im Rahmen der Montage ist die Materiallogis-tik. In der Literatur liegen verschiedene Ansätze zum Komplexitätsmanagement durch die Gestaltung der Materiallogistik vor. Diese werden analysiert und bezüg-lich ihrer Eignung für die Fragestellung der Arbeit beurteilt. Hierzu wurden im De-tail folgende Fragestellungen zugrunde gelegt:
Welche Gestaltungsansätze zum Komplexitätsmanagement durch Material-logistikgestaltung liegen in der Literatur vor?
Welche Ansätze erfüllen die Voraussetzungen für den Einsatz in der Monta-ge und sind im weiteren Verlauf der Arbeit bezüglich ihrer Eignung für die Kleinserienmontage zur überprüfen?
Nachfolgend werden sowohl wesentliche Ansätze der Produktionslogistik als auch Ansätze der Beschaffungslogistik betrachtet, um eine ganzheitliche Sicht auf den Bereich der die Montage beeinflussenden Logistik sicherzustellen. Zur Abgrenzung des modernen Logistikbegriffs liegt in der Literatur eine Vielzahl von Definitionen vor.400 Den Definitionen gemeinsam ist, dass logistische Prozesse alle Transport- und Lagerungsprozesse sowie das zugehörige Laden, das Lagern und das Kommis-
400 Vgl. hiezu beispielsweise die Aufstellung von Weber/Kummer (1990), S. 776.
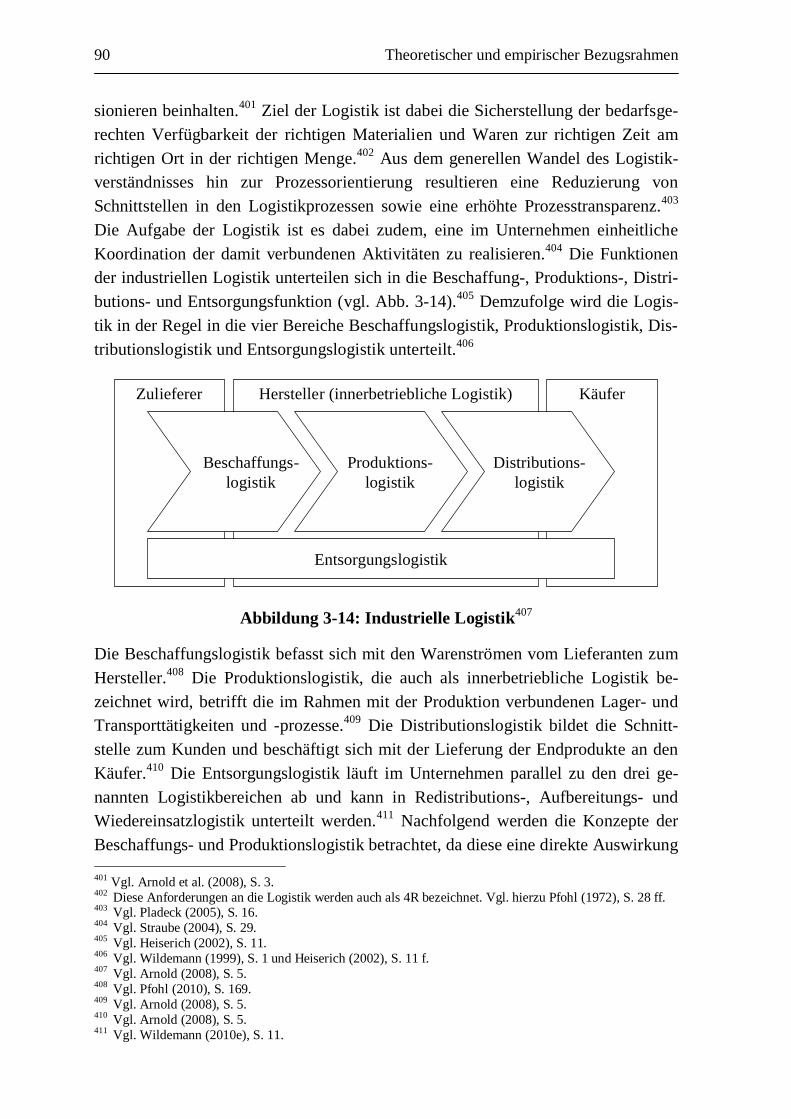
90 Theoretischer und empirischer Bezugsrahmen sionieren beinhalten.401 Ziel der Logistik ist dabei die Sicherstellung der bedarfsge-rechten Verfügbarkeit der richtigen Materialien und Waren zur richtigen Zeit am richtigen Ort in der richtigen Menge.402 Aus dem generellen Wandel des Logistik-verständnisses hin zur Prozessorientierung resultieren eine Reduzierung von Schnittstellen in den Logistikprozessen sowie eine erhöhte Prozesstransparenz.403 Die Aufgabe der Logistik ist es dabei zudem, eine im Unternehmen einheitliche Koordination der damit verbundenen Aktivitäten zu realisieren.404 Die Funktionen der industriellen Logistik unterteilen sich in die Beschaffung-, Produktions-, Distri-butions- und Entsorgungsfunktion (vgl. Abb. 3-14).405 Demzufolge wird die Logis-tik in der Regel in die vier Bereiche Beschaffungslogistik, Produktionslogistik, Dis-tributionslogistik und Entsorgungslogistik unterteilt.406
KäuferHersteller (innerbetriebliche Logistik)Zulieferer
Beschaffungs-logistik
Produktions-logistik
Distributions-logistik
Entsorgungslogistik
Abbildung 3-14: Industrielle Logistik407
Die Beschaffungslogistik befasst sich mit den Warenströmen vom Lieferanten zum Hersteller.408 Die Produktionslogistik, die auch als innerbetriebliche Logistik be-zeichnet wird, betrifft die im Rahmen mit der Produktion verbundenen Lager- und Transporttätigkeiten und -prozesse.409 Die Distributionslogistik bildet die Schnitt-stelle zum Kunden und beschäftigt sich mit der Lieferung der Endprodukte an den Käufer.410 Die Entsorgungslogistik läuft im Unternehmen parallel zu den drei ge-nannten Logistikbereichen ab und kann in Redistributions-, Aufbereitungs- und Wiedereinsatzlogistik unterteilt werden.411 Nachfolgend werden die Konzepte der Beschaffungs- und Produktionslogistik betrachtet, da diese eine direkte Auswirkung 401 Vgl. Arnold et al. (2008), S. 3. 402 Diese Anforderungen an die Logistik werden auch als 4R bezeichnet. Vgl. hierzu Pfohl (1972), S. 28 ff. 403 Vgl. Pladeck (2005), S. 16. 404 Vgl. Straube (2004), S. 29. 405 Vgl. Heiserich (2002), S. 11. 406 Vgl. Wildemann (1999), S. 1 und Heiserich (2002), S. 11 f. 407 Vgl. Arnold (2008), S. 5. 408 Vgl. Pfohl (2010), S. 169. 409 Vgl. Arnold (2008), S. 5. 410 Vgl. Arnold (2008), S. 5. 411 Vgl. Wildemann (2010e), S. 11.
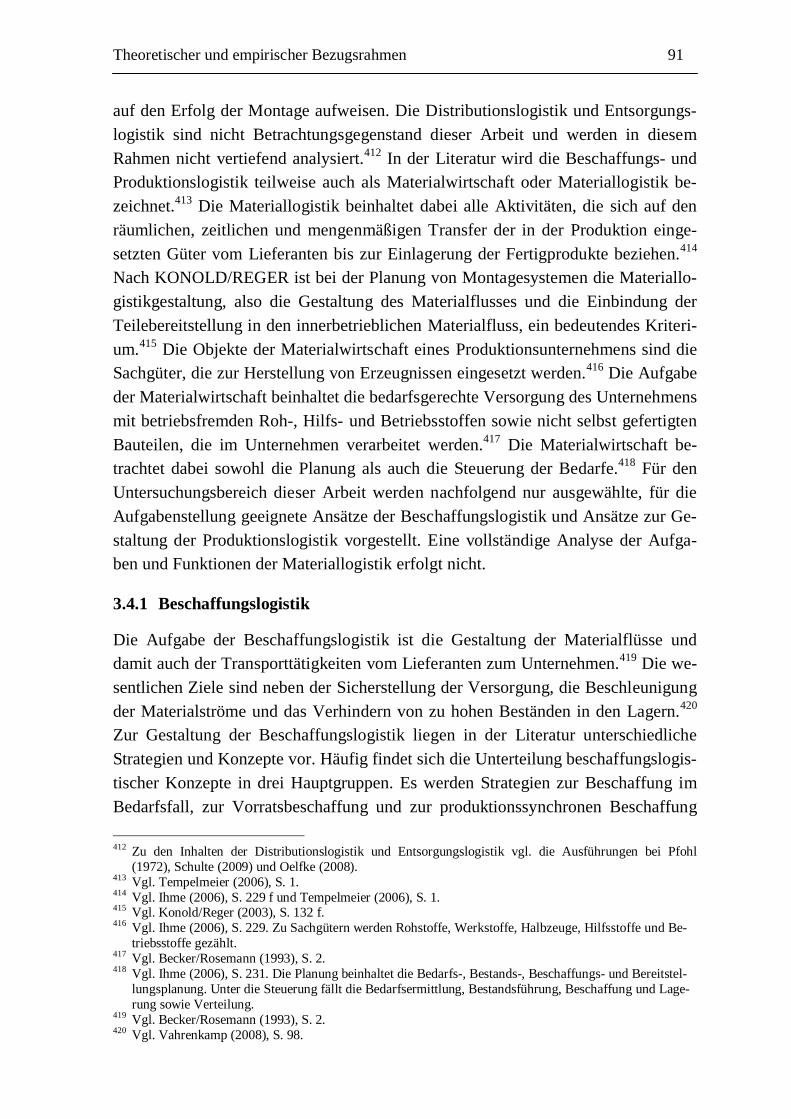
Theoretischer und empirischer Bezugsrahmen 91 auf den Erfolg der Montage aufweisen. Die Distributionslogistik und Entsorgungs-logistik sind nicht Betrachtungsgegenstand dieser Arbeit und werden in diesem Rahmen nicht vertiefend analysiert.412 In der Literatur wird die Beschaffungs- und Produktionslogistik teilweise auch als Materialwirtschaft oder Materiallogistik be-zeichnet.413 Die Materiallogistik beinhaltet dabei alle Aktivitäten, die sich auf den räumlichen, zeitlichen und mengenmäßigen Transfer der in der Produktion einge-setzten Güter vom Lieferanten bis zur Einlagerung der Fertigprodukte beziehen.414 Nach KONOLD/REGER ist bei der Planung von Montagesystemen die Materiallo-gistikgestaltung, also die Gestaltung des Materialflusses und die Einbindung der Teilebereitstellung in den innerbetrieblichen Materialfluss, ein bedeutendes Kriteri-um.415 Die Objekte der Materialwirtschaft eines Produktionsunternehmens sind die Sachgüter, die zur Herstellung von Erzeugnissen eingesetzt werden.416 Die Aufgabe der Materialwirtschaft beinhaltet die bedarfsgerechte Versorgung des Unternehmens mit betriebsfremden Roh-, Hilfs- und Betriebsstoffen sowie nicht selbst gefertigten Bauteilen, die im Unternehmen verarbeitet werden.417 Die Materialwirtschaft be-trachtet dabei sowohl die Planung als auch die Steuerung der Bedarfe.418 Für den Untersuchungsbereich dieser Arbeit werden nachfolgend nur ausgewählte, für die Aufgabenstellung geeignete Ansätze der Beschaffungslogistik und Ansätze zur Ge-staltung der Produktionslogistik vorgestellt. Eine vollständige Analyse der Aufga-ben und Funktionen der Materiallogistik erfolgt nicht.
3.4.1 Beschaffungslogistik
Die Aufgabe der Beschaffungslogistik ist die Gestaltung der Materialflüsse und damit auch der Transporttätigkeiten vom Lieferanten zum Unternehmen.419 Die we-sentlichen Ziele sind neben der Sicherstellung der Versorgung, die Beschleunigung der Materialströme und das Verhindern von zu hohen Beständen in den Lagern.420 Zur Gestaltung der Beschaffungslogistik liegen in der Literatur unterschiedliche Strategien und Konzepte vor. Häufig findet sich die Unterteilung beschaffungslogis-tischer Konzepte in drei Hauptgruppen. Es werden Strategien zur Beschaffung im Bedarfsfall, zur Vorratsbeschaffung und zur produktionssynchronen Beschaffung 412 Zu den Inhalten der Distributionslogistik und Entsorgungslogistik vgl. die Ausführungen bei Pfohl
(1972), Schulte (2009) und Oelfke (2008). 413 Vgl. Tempelmeier (2006), S. 1. 414 Vgl. Ihme (2006), S. 229 f und Tempelmeier (2006), S. 1. 415 Vgl. Konold/Reger (2003), S. 132 f. 416 Vgl. Ihme (2006), S. 229. Zu Sachgütern werden Rohstoffe, Werkstoffe, Halbzeuge, Hilfsstoffe und Be-
triebsstoffe gezählt. 417 Vgl. Becker/Rosemann (1993), S. 2. 418 Vgl. Ihme (2006), S. 231. Die Planung beinhaltet die Bedarfs-, Bestands-, Beschaffungs- und Bereitstel-
lungsplanung. Unter die Steuerung fällt die Bedarfsermittlung, Bestandsführung, Beschaffung und Lage-rung sowie Verteilung.
419 Vgl. Becker/Rosemann (1993), S. 2. 420 Vgl. Vahrenkamp (2008), S. 98.
92 Theoretischer und empirischer Bezugsrahmen unterschieden.421 Weitere mögliche Unterteilungen, die jedoch im Wesentlichen die gleichen Konzepte berücksichtigen, finden sich beispielsweise bei HAHN und VAHRENKAMP.422 Eine Übersicht der beschaffungslogistischen Konzepte ist in Abbildung 3-15 dargestellt. Für die Fragestellung dieser Arbeit werden insbesonde-re die Konzepte der produktionssynchronen Beschaffung und der Beschaffung im Bedarfsfall herangezogen. Die Vorratsbeschaffung und die damit verbundenen La-gerkonzepte werden im Rahmen dieser Arbeit nicht in die Untersuchungen einbe-zogen, da der Fokus der Analyse auf Montagegestaltung liegt. Die Beschaffungs-strategie der Beschaffung im Bedarfsfall findet insbesondere bei Kaufteilen, die un-regelmäßig und nur sporadisch beschafft werden, Anwendung. Diese Strategie ist in der auftragsbezogenen Einzel- und Kleinserienfertigung bereits etabliert.423 Kauftei-le werden bei dieser Beschaffungsstrategie erst beim Zulieferer bestellt, wenn ein Auftrag des Kunden vorliegt.424
Beschaffung im Bedarfsfall
Vorratsbeschaffung
Produktionssynchrone Beschaffung
• Mit Rahmenvertrag• Ohne vorherige (Rahmen-) Vertrags-
verhandlungen
• Zweistufige Lagerhaltung (Lager bei Abnehmer und Zulieferer)
• Einstufige Lagerhaltung (Lager bei Abnehmer, Konsignationslager, VMI)
• Kanbankonzepte• Just-in-Time• Just-in-Sequence
Mögliche AusprägungenBeschaffungslogistischesKonzept
Abbildung 3-15: Beschaffungslogistische Konzepte und mögliche Ausprägun-gen
Ein weiteres Konzept zur Gestaltung der Beschaffung im Bedarfsfall ist die Ver-wendung von Rahmenverträgen mit Lieferanten.425 Das Beschaffungsprinzip Vor-ratsbeschaffung wird auch als lagerhaltige Beschaffung bezeichnet. Das Konzept der Vorratsbeschaffung ist die Entkopplung der Fertigung des Zulieferers von der
421 Vgl. Wildemann (1999), S. 24 f., Westkämper (2006), S. 189 f und Koether (2008), S. 408. 422 Vgl. Hahn (2002) und Vahrenkamp (2005). 423 Vgl. Westkämper (2006), S. 189. 424
Nachteile dieser Beschaffungsstrategie sind häufig auftretende lange Wiederbeschaffungszeiten und da-durch lange Lieferzeiten der Endprodukte. Dem gegenüber steht ein geringer Dispositions- und Planungs-aufwand zur Steuerung der Materialflüsse. Vgl. Wildemann (1999), S. 11 f.
425 Rahmenverträge können Vertragsbestandteile mit unterschiedlichen Schwerpunkten enthalten. Es können beispielsweise Preis- oder Mengenkontrakte oder Kooperationsverträge verhandelt werden Vgl. Koether (2008), S. 415 ff.
Theoretischer und empirischer Bezugsrahmen 93 Produktion des Abnehmers.426 Aus diesem Grund wird die Vorratsbeschaffung ins-besondere für Materialien mit geringem Wert und hohem Verbrauch realisiert.427 Zur Gestaltung der Lagerhaltung liegen in der Literatur verschiedene Lagerstufen-konzepte vor. In der Praxis häufig auftretende Lagerarten sind „Lager beim Ab-nehmer“, „Lager beim Lieferanten“ und „Konsignationslager“.428 Ein weiteres häu-fig zur Anwendung kommendes Konzept zur Gestaltung der Vorratsbeschaffung ist das Vendor Managed Inventory (VMI).429 Der Begriff der produktions- oder auch verbrauchssynchronen Beschaffung wird bei der am Verbrauch orientierten Be-schaffung von Kaufteilen verwendet.430 Bei diesem Beschaffungsprinzip determi-niert die Fertigungsplanung des Abnehmers Zulieferrhythmus und -menge des Zu-lieferers.431 Voraussetzung dafür sind synchrone Abläufe des Abnehmers und des Lieferanten. Anwendung findet dieses Konzept vor allem für Teile, die sowohl ei-nen hohen Verbrauchswert als auch eine hohe Vorhersagegenauigkeit besitzen.432 Hohe Verbrauchswerte führen bei herkömmlichen Beschaffungskonzepten zu einer hohen Kapitalbindung, die durch die produktionssynchrone Beschaffung verringert wird. Eine hohe Vorhersagegenauigkeit erleichtert die Planung und Abstimmung der Materialflüsse zwischen Abnehmer und Lieferant und macht somit die Anwen-dung des Konzepts erst in vollem Umfang möglich.433 Wesentliche Gestaltungs-möglichkeiten der produktionssynchronen Beschaffung sind das Kanban-Konzept sowie die Konzepte Just-in-Time und Just-in-Sequence. Kanban ist ein Konzept zur Verwirklichung des Hol-Prinzips in der Wertschöpfungskette.434 Grundlegender Bestandteil sind gegenläufige Material- und Informationsflüsse. Während das Mate-rial in Richtung der Wertschöpfung läuft, laufen die Informationsflüsse entgegenge-setzt. Die verbrauchende Stelle gibt die Information an die liefernde Stelle, wenn sie Material zum Verbrauch benötigt. Ziel ist eine kundenauftragsbezogene Produktion und selbststeuernde Regelkreise. Das Kanban-Konzept kann in der gesamten Wert-schöpfungskette angewendet werden.435 Die Grundprinzipien der Konzepte Just-in-Time und Just-in-Sequence basieren beide auf der Idee, Materialien produktions-synchron zu beschaffen. Just-in-Time ist ein Konzept, das die tagesgenaue Anliefe- 426 Die Vorteile dieser Beschaffungsstrategie liegen in der hohen Materialverfügbarkeit und der Möglichkeit,
Mengenrabatte zu verhandeln. Demgegenüber stehen die Nachteile, dass durch die Lagerhaltung sowohl Lagerkosten als auch das gebundene Kapital steigt Vgl. Wildemann (1999), S. 12.
427 Vgl. Westkämper (2006), S. 189. 428 Vgl. hierzu Wildemann (1999), S. 14 f und Koether (2008), S. 416 ff. 429 Das Konzept VMI basiert darauf, durch den stetigen Austausch von Informationen zu Bestand im Lager
und Abnehmerbedarf, die Versorgung zu verbessern. Die Planungsverantwortung liegt dabei beim Zulie-ferer und dieser bewirtschaftet ebenfalls das Lager des Kunden. Vgl. hierzu Arnold (2008), S. 468.
430 Zur Einführung in die Gestaltung einer produktionssynchronen Beschaffung vgl. Wildemann (1995b). 431 Vgl. Zäpfel (1996), S. 7. 432 Vgl. Westkämper (2006), S. 189. 433 Vgl. Wildemann (1999), S. 12 f. 434 Vgl. Wildemann (2010f), S. 7 ff. 435 Mögliche Kanbanarten sind beispielsweise Kanban mit Lieferanten, Kanban in der Produktion und
Kanban zur Belieferung des Kunden. Vgl. hierzu Wildemann (2010f), S. 7 ff.
94 Theoretischer und empirischer Bezugsrahmen rung von Teilen und Komponenten synchron zur Produktion zum Ziel hat.436 Das Konzept Just-in-Sequence geht noch einen Schritt weiter. Es bezeichnet eine pro-duktionssynchrone Produktion nach Kundenauftrag mit einer sequenzgenauen Be-lieferung der zu verbauenden Teile. Sowohl Just-in-Time als auch Just-in-Sequence eignen sich für Teile mit hoher Liefertreue.437 Im Bereich der Montage werden die-se Prinzipien als mögliche Ansätze zur Materialbereitstellung genannt.438
Die Anforderungen an die Materialbereitstellung in der Kleinserienmontage können nach STOLZ in vier Bereiche unterteilt werden, die sich jeweils aus den Schwach-stellen der Bereitstellung ableiten lassen.439 Die Materialbereitstellung hat sich nach STOLZ am Montageablauf zu orientieren. Sie muss zur richtigen Zeit in der richti-gen Menge und eindeutig zuordenbar erfolgen. Eine weitere Anforderung ist die Verfügbarkeit des Arbeitsvorrats. Dies bedeutet einen direkten Zugriff auf Monta-gekomponenten durch die Mitarbeiter und kurze Bereitstellzeiten. Eine dritte An-forderung der Bereitstellung ist die einbaufertige Bereitstellung der Montagekom-ponenten durch Vorkommissionierung in übersichtlichen Teileumfängen und ein-deutige Materialkennzeichnung. Die letzte Anforderung beinhaltet den Aufbau einer geeigneten Organisation, was eine eindeutige Übersicht der Materialverfügbarkeit und eine aktuelle Bestandsführung bedeutet. Die Auswahl der idealen Beschaf-fungslogistik und die Art der Materialbereitstellung hängen von verschiedenen Pa-rametern ab, die von den Unternehmen jeweils konkretisiert werden müssen. Neben der Klassifikation der zu beschaffenden Teile sind insbesondere der geforderte Ser-vicegrad und der Fertigungstyp für das auszuwählende Beschaffungslogistikkonzept relevant.440 Die Beschaffungslogistik muss den zu erfüllenden Servicegrad zu mi-nimalen Kosten erfüllen. Der Servicegrad kann durch die Kenngrößen Wiederbe-schaffungszeit, Mengenflexibilität, Terminflexibilität, Verzugsquote, Fehllieferquo-te und Beanstandungsquote beschrieben werden. Je nach Bedarf sind die für das Unternehmen relevanten Kenngrößen zu definieren und darauf aufbauend ist die Beschaffungslogistik auszuwählen. Fertigungssysteme haben einen großen Einfluss auf die Auswahl der Beschaffungslogistik. Insbesondere die Wiederholhäufigkeit
436 Vgl. Hirano (1987), S. 4 ff. 437 Wesentliche Vorteile der Anwendung von Just-in-Time und Just-in-Sequence ist die Reduktion der Be-
stände auf ein Minimum, die Reduzierung der Durchlaufzeiten und eine Bewältigung der Komplexität und Variantenvielfalt. Vgl. hierzu Wildemann (2010g), S. 251 ff.
438 Vgl. Nyhuis et al. (2006), S. 342. 439 Vgl. Stolz (1988), S. 27. 440 Die Klassifikation der Kaufteile erfolgt in der Regel mithilfe einer ABC- und einer XYZ-Analyse. Die
ABC-Analyse unterteilt Kaufteile je nach Verbrauchswert. A-Teile haben einen hohen, B-Teile einen mittleren und C-Teile einen niedrigen Verbrauchswert. Unter Verwendung der XYZ-Analyse werden die Materialien nach Vorhersagegenauigkeit unterschieden. X-Teile habe eine hohe, Y-Teile eine mittlereund Z-Teile eine geringe Vorhersagegenauigkeit. AX-Teile sind beispielsweise sehr gut für die produktionssynchrone Beschaffung geeignet. Vgl. hierzu beispielsweise die Ausführungen von Koether (2008), S. 412 ff und Wildemann (1999), S. 12.

Theoretischer und empirischer Bezugsrahmen 95 von Kaufteilen als auch von Aufträgen ist je nach Fertigungstyp unterschiedlich. In Abhängigkeit von den logistischen Merkmalen, wie der zu montierenden Losgröße oder der Bestellmenge, müssen unterschiedliche Strategien angewendet werden.441 In der Einzel- und Kleinserienfertigung ist die Wiederholhäufigkeit von Aufträgen gering, wohingegen in der Massenfertigung im Jahr regelmäßig und häufig Aufträge vergeben werden. Produktionssynchrone Beschaffung findet aus diesem Grund in der Einzel- und Kleinserienfertigung in der Regel kaum Anwendung.442 Durch eine Standardisierung des Produktordnungssystems kann jedoch die Basis dafür gebildet werden, dass diese Konzepte auch in der Kleinserienmontage realisiert werden kön-nen. Für sehr heterogene Produktprogramme mit einer hohen Anzahl kundenspezi-fischer Varianten kann JIT beispielsweise durch eine geeignete Fertigungssteuerung verwirklicht werden, die die Termine der Aufträge der einzelnen Fertigungsstufen aufeinander abstimmt.443 Abbildung 3-16 zeigt eine Zusammenfassung möglicher Ansätze zur montageorientierten Bereitstellungsgestaltung sowie ihre in der Monta-ge erwartete Wirkung.
Ansätze zum Komplexitätsmanagement durch Bereitstellungsgestaltung in der Kleinserienmontage
Erwartete Wirkung in der Montage
Montageorientierte Bereitstellung(z.B. Sicherstellung der Verfügbarkeit des Arbeitsvorrats in der Montage durch Warenkorbkonzepte und Supermarktprinzip, Realisierung des Pull-Prinzips durch Kanban, Realisierung von JIT und JIS und am Montageablauf orientierte Bereitstellung der Materialien)
•Reduzierung der Wieder-beschaffungszeit
•Erhöhung der Terminflexibilität•Reduzierung der Fehllieferquote•Reduzierung der Beanstandungs-quote
Abbildung 3-16: Ansätze zum Komplexitätsmanagement durch Bereitstel-lungsgestaltung in der Kleinserienmontage
3.4.2 Produktionslogistik
Die Produktionslogistik betrachtet die Planung, Steuerung und Überwachung der Materialflüsse vom Wareneingang über die Fertigung bis zum Warenausgang des Produkts.444 Wesentliche Aspekte der Produktionslogistik sind der innerbetriebliche Transport, die Zwischenlagerung von Teilen und Baugruppen sowie der dabei ab-laufende Informationsfluss.445 Die Leistungsfähigkeit der Produktionslogistik wird sowohl durch die Fertigungs- und Produktstruktur als auch durch die Wechselwir-kungen zwischen Material- und Informationsfluss bestimmt.446 Bereiche zur Gestal-tung der Produktionslogistik sind damit die Produkt- und Variantengestaltung sowie 441 Vgl. Nyhuis et al. (2006), S. 340. 442 Vgl. Koether (2008), S. 413 f. 443 Vgl. Adam (1998), S. 88. 444 Vgl. Zäpfel (1991), S. 211 und Martin (2006), S. 6. 445 Vgl. Pawellek (2007), S. 14. 446 Vgl. Martin (2006), S. 6.
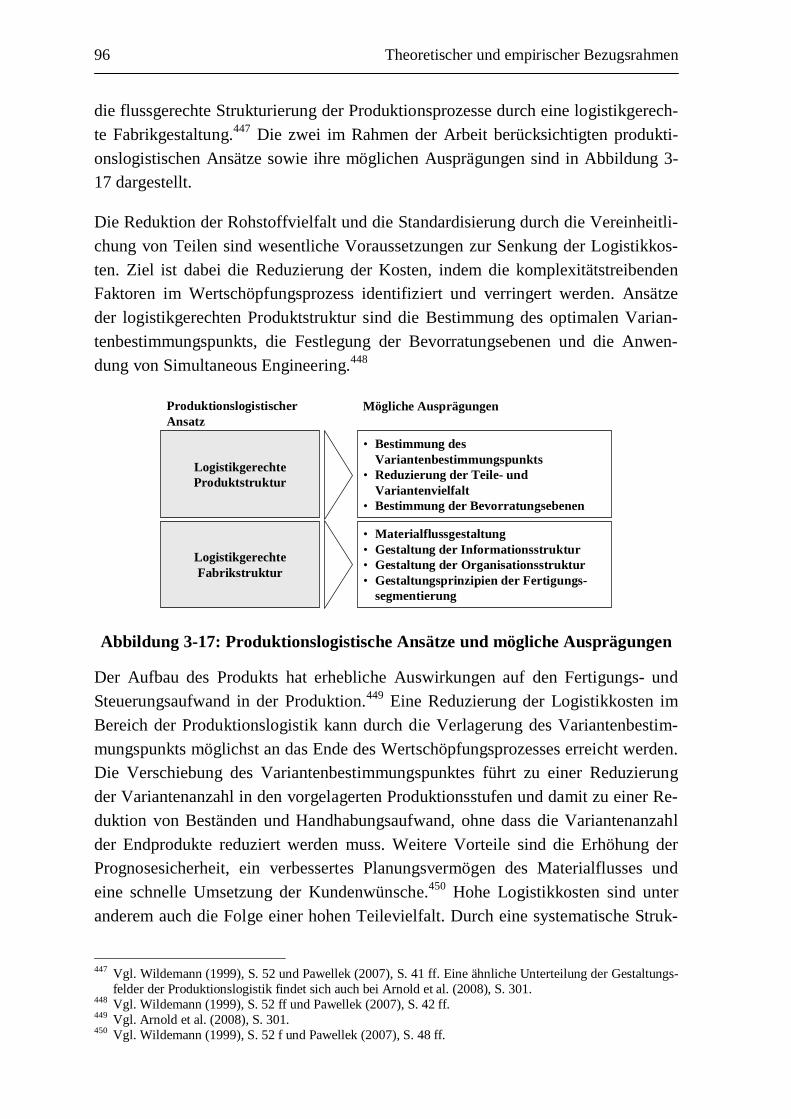
96 Theoretischer und empirischer Bezugsrahmen die flussgerechte Strukturierung der Produktionsprozesse durch eine logistikgerech-te Fabrikgestaltung.447 Die zwei im Rahmen der Arbeit berücksichtigten produkti-onslogistischen Ansätze sowie ihre möglichen Ausprägungen sind in Abbildung 3-17 dargestellt.
Die Reduktion der Rohstoffvielfalt und die Standardisierung durch die Vereinheitli-chung von Teilen sind wesentliche Voraussetzungen zur Senkung der Logistikkos-ten. Ziel ist dabei die Reduzierung der Kosten, indem die komplexitätstreibenden Faktoren im Wertschöpfungsprozess identifiziert und verringert werden. Ansätze der logistikgerechten Produktstruktur sind die Bestimmung des optimalen Varian-tenbestimmungspunkts, die Festlegung der Bevorratungsebenen und die Anwen-dung von Simultaneous Engineering.448
Logistikgerechte Produktstruktur
• Bestimmung des Variantenbestimmungspunkts
• Reduzierung der Teile- und Variantenvielfalt
• Bestimmung der Bevorratungsebenen
Logistikgerechte Fabrikstruktur
• Materialflussgestaltung• Gestaltung der Informationsstruktur• Gestaltung der Organisationsstruktur• Gestaltungsprinzipien der Fertigungs-
segmentierung
Mögliche AusprägungenProduktionslogistischerAnsatz
Abbildung 3-17: Produktionslogistische Ansätze und mögliche Ausprägungen
Der Aufbau des Produkts hat erhebliche Auswirkungen auf den Fertigungs- und Steuerungsaufwand in der Produktion.449 Eine Reduzierung der Logistikkosten im Bereich der Produktionslogistik kann durch die Verlagerung des Variantenbestim-mungspunkts möglichst an das Ende des Wertschöpfungsprozesses erreicht werden. Die Verschiebung des Variantenbestimmungspunktes führt zu einer Reduzierung der Variantenanzahl in den vorgelagerten Produktionsstufen und damit zu einer Re-duktion von Beständen und Handhabungsaufwand, ohne dass die Variantenanzahl der Endprodukte reduziert werden muss. Weitere Vorteile sind die Erhöhung der Prognosesicherheit, ein verbessertes Planungsvermögen des Materialflusses und eine schnelle Umsetzung der Kundenwünsche.450 Hohe Logistikkosten sind unter anderem auch die Folge einer hohen Teilevielfalt. Durch eine systematische Struk-
447 Vgl. Wildemann (1999), S. 52 und Pawellek (2007), S. 41 ff. Eine ähnliche Unterteilung der Gestaltungs-
felder der Produktionslogistik findet sich auch bei Arnold et al. (2008), S. 301. 448 Vgl. Wildemann (1999), S. 52 ff und Pawellek (2007), S. 42 ff. 449 Vgl. Arnold et al. (2008), S. 301. 450 Vgl. Wildemann (1999), S. 52 f und Pawellek (2007), S. 48 ff.

Theoretischer und empirischer Bezugsrahmen 97 turierung der Produkte wird die Beherrschung der Teilevielfalt möglich. Ziel ist die Verwendung möglichst vieler Gleichteile für unterschiedliche Produkte und da-durch die Reduzierung der Gesamtteileanzahl im Unternehmen.451 Dies kann er-reicht werden durch die Substitution von Produktelementen und die Vereinheitli-chung von Schnittstellen, um eine Substitution zu ermöglichen. Die Reduzierung der Teilevielfalt verringert sowohl die Lager- als auch die Planungs- und Steue-rungskosten in der Produktionslogistik.452 Ein weiterer Ansatzpunkt zur Reduzie-rung der Logistikkosten ist die ideale Bestimmung von Bevorratungsebenen.453 Un-ternehmen stehen vor der Herausforderung, schnell und flexibel auf Kundenwün-sche reagieren zu müssen und gleichzeitig die Lagerbestände möglichst gering zu halten. Ziel der Festlegung der Bevorratungsebene ist eine kundenakzeptale Liefer-zeit verbunden mit einem minimalen, gebundenen Kapital durch hohe Lagerbestän-de. Erreicht werden kann dies durch die Vorverlagerung der Bevorratungsebene auf eine Wertschöpfungsstufe vor dem Fertiglager.454 Voraussetzung dafür ist, dass mit den auf Lager produzierten Teilen in marktakzeptaler Zeit die vom Kunden ge-wünschten Varianten hergestellt werden können. Dies ermöglicht eine Beherr-schung der Komplexität, ohne dass Nachteile für den Kunden entstehen.455 Die An-sätze einer logistikgerechten Produktstruktur überschneiden sich in Teilen mit den Ansätzen des Variantenmanagements und den Strategien der Produktordnungssys-teme. Eine klare Trennung kann im Rahmen dieser Arbeit nicht festgelegt werden.
Eine reine Produktivitätsorientierung in der Fertigung führte in der Vergangenheit zu einer Verringerung der Flexibilität und damit zu hohen Koordinations- und Komplexitätskosten in der Logistik. Insbesondere bei steigender Variantenanzahl ist eine reine Produktivitätsorientierung nicht sinnvoll. Auch in der Fertigung kleiner Serien ist ein ausschließlicher Fokus auf die Produktivität nicht zielführend. Viel-mehr sind logistikgerechte Fabrikstrukturen als Mittel zur Beherrschung der Kom-plexität umzusetzen. Wesentliche Gestaltungsbereiche der logistikgerechten Fabrik-struktur sind die Materialflussgestaltung sowie die Gestaltung der Informations- und Organisationsstrukturen.456 Die Ansätze zur Gestaltung des Materialflusses be-schäftigen sich mit den Lager- und Transportvorgängen, die das Ziel haben, der Fer-tigung und Montage die benötigten Werkzeuge, Werkstücke, Vorrichtungen und Hilfsstoffe bereitzustellen. Die Anforderungen an die Materialflussgestaltung sind die Sicherstellung einer reibungslosen Fertigung und Montage und gleichzeitig die
451 Vgl. Pawellek (2007), S. 45. 452 Vgl. Pawellek (2007), S. 47 f. Zu den weiteren Vorteilen der Reduzierung der Teilevielfalt vgl.
Hartlieb/Kiehl/Müller (2009), S. 98 ff. 453
Vgl. Wildemann (1985), S. 184 f.
454 Vgl. Nebl (2004), S. 182 ff. 455 Vgl. Wildemann (1999), S. 53 f. 456 Vgl. Pawellek (2007) und Plümer (2003), S. 175 ff.
98 Theoretischer und empirischer Bezugsrahmen Minimierung des notwendigen Materials.457 Zur Erreichung der idealen Lösung sind sowohl das Lager- als auch das Transportsystem zu planen. Die Beschreibungsgrö-ßen des Lagersystems sind Lagermittel, Lagerorganisation, Lageranordnung und Lagerstelle. Die Beschreibungsgrößen oder auch Gestaltungsbereiche des Trans-portsystems sind Transportmittel, Transportorganisation und Transportwege. Je nach Unternehmens- und Fertigungstyp sind unterschiedliche Lager- und Transport-systeme sinnvoll.458 Die Analyse der physischen Möglichkeiten zur Gestaltung von Lager- und Transportsystemen ist nicht Gegenstand der Arbeit. Vielmehr werden Konzepte untersucht, die zur montageorientierten Materialflussgestaltung in der Kleinserie geeignet sind.
Neben der Gestaltung des Materialflusses ist die logistikgerechte Gestaltung der Informationsstruktur, die den durchgängigen Informationsfluss in der Fertigung und der Montage zum Ziel hat, ein weiterer Aspekt der Produktionslogistik. Neben dem klassischen Informationsmedium Papier ist es zielführend, technische Hilfsmittel bei der Informationsweiterleitung zu verwenden, da dadurch Liege- und Durchlauf-zeiten bei der Informationsvermittlung reduziert werden. Zur umfassenden Produk-tionsplanung und -steuerung (PPS) liegen in der Praxis verschiedene PPS-Systeme vor, die den Anwender unterstüzen.459
Logistikgerechte Organisationsstrukturen in der Produktion müssen, die räumliche und zeitliche Zusammenarbeit von Mensch und Maschine zu organisatorischen Ein-heiten im Produktionsprozess verwirklichen. Zur Beschreibung der für Organisati-onsstrukturen wesentlichen Strukturmerkmale sind die Spezialisierung der Mitar-beiter (Grad der Arbeitsteilung), die Koordination (Grad der Abstimmung der ar-beitsteiligen Prozesse), Delegation (Grad der Verlagerung von Entscheidungsbe-fugnissen auf die Ausführungsebene) und Standardisierung (Grad der Generalisie-rung von sich wiederholenden Aktionsfolgen) geeignet.460 Ziel bei der Auswahl der Organisationsform ist die Durchsetzung eines durchgängigen Materialflusses und die Verringerung der Komplexität im Informationsfluss. Dies kann beispielweise durch die Bildung von Fertigungssegmenten erreicht werden.461
Mit der Gestaltung einer logistikorientierten Produktion verfolgen Unternehmen verschiedene Ziele. Diese können mithilfe von Kennzahlen quantifiziert werden und als Basis für die Ermittlung der logistischen Leistung dienen.462 Das Ziel der Logis- 457 Vgl. Konold/Reger (2003), S. 132. 458 Vgl. Eversheim (1989), S. 247 ff. 459 PPS-Systeme sind nicht Betrachtungsgegenstand der Arbeit. Für vertiefende Analysen zu PPS-Systemen
vgl. Wildemann (2010l) und Eversheim (1989), S. 231 ff. 460 Vgl. Wildemann (1999), S. 58 ff. 461 Vgl. Pawellek (2007), S. 85. 462 Für eine detaillierte Betrachtung vgl. Wildemann (2010k) sowie Heiserich (2000).

Theoretischer und empirischer Bezugsrahmen 99 tikorientierung ist die Gestaltung der Materialflüsse im Hinblick auf ihre Marktori-entierung. Im Rahmen dieser Arbeit liegt der Fokus auf der innerbetrieblichen Ma-terialflussgestaltung. Teilziele der Produktionslogistik sind die Reduzierung der Durchlaufzeit, die Erhöhung des Flussgrades, die Erhöhung der Qualität, die Ver-besserung der Rüstsituation, die Optimierung von Losgrößen und die Verbesserung der Bestandssituation.463 Das Streben nach hoher Lieferfähigkeit und Liefertreue in Verbindung mit möglichst geringen Logistik- und Produktionskosten ist nach NYHUIS/WIENDAHL sogar das wesentliche Ziel der Produktionslogistik.464 Die Lieferfähigkeit bezeichnet das Ausmaß, welches es dem Vertrieb möglich macht, dem Kunden die gewünschten Liefertermine zuzusagen. Dagegen versteht man un-ter der Liefertreue den Grad, in dem zugesagte Liefertermine eingehalten werden können. Sowohl die Lieferfähigkeit, die Liefertreue als auch marktfähige Produkti-onskosten sind nach NYHUIS/WIENDAHL für den andauernden Markterfolg eines Unternehmens bedeutsam. Als logistische Erfolgsfaktoren von Produktionsunter-nehmen zur Erreichung eines langfristigen Markterfolgs werden dabei die logisti-sche Prozessfähigkeit, von der die Lieferfähigkeit abhängt, die Wirtschaftlichkeit, von der der Preis des Produkts abhängt, und die logistische Prozesssicherheit, von der die Liefertreue abhängt, genannt.465 Dabei versteht man unter logistischer Pro-zessfähigkeit marktgerechte Lieferzeiten und unter Wirtschaftlichkeit eine hohe Auslastung und niedrige Lager- und Umlaufbestände. Logistische Prozesssicherheit beinhaltet dagegen niedrige und stabile Durchlaufzeiten sowie hohe Termintreue. Die logistischen Zielgrößen für Produktionsprozesse werden bei WIENDAHL/REICHARDT/NYHUIS in Zielgrößen aus Kundensicht und Zielgrö-ßen aus Unternehmenssicht eingeteilt.466 Ziele aus Kundensicht sind die Terminein-haltung, also eine hohe Termintreue, sowie eine niedrige Durchlaufzeit. Aus Unter-nehmenssicht sind Leistungs-, Bestands- und Kostenziele zu unterscheiden. Leis-tungsziele sind eine hohe Auslastung, Bestandsziele beinhalten einen geringen Be-stand und Kostenziele beinhalten geringe Kosten je Leistungseinheit oder Trans-portvorgang.467
Unternehmen haben die Aufgabe, die aufgrund der geänderten Rahmenbedingungen entstehende externe Komplexität zu erfassen und innerhalb des Systems zu optimie-ren.468 Dazu eignen sich auf Basis der Literaturanalyse insbesondere die Ansätze der modularen Organisation und damit der Fertigungssegmentierung.469 Der Ansatz
463 Vgl. Pawellek (2007), S. 29. 464 Vgl. Nyhuis/Wiendahl (2003), S. 2 f. 465 Vgl. Nyhuis/Wiendahl (2003), S. 3. 466 Vgl. Wiendahl/Reichardt/Nyhuis (2009), S. 170. 467 Für eine detaillierte Übersicht von Kenngrößen der Logistik vgl. beispielsweise Syska (1990). 468 Vgl. Wildemann (1998a), S. 47. 469 Vgl. Wildemann (1998a), S. 60 ff.
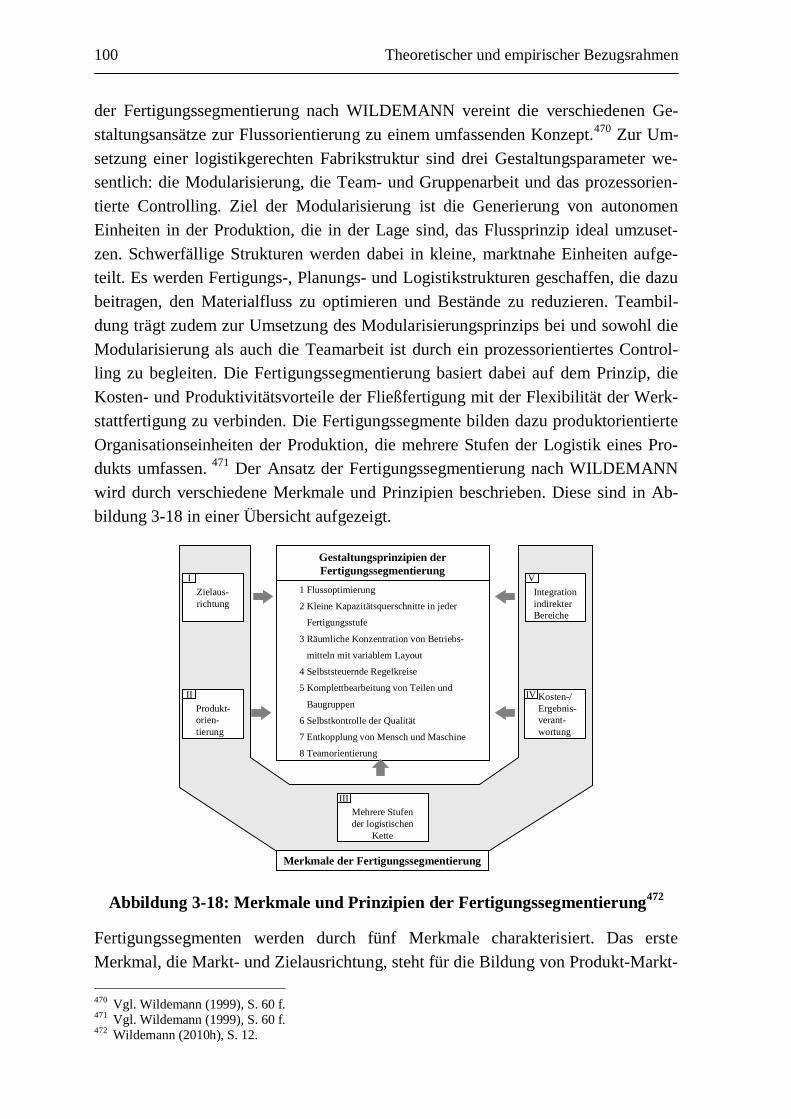
100 Theoretischer und empirischer Bezugsrahmen der Fertigungssegmentierung nach WILDEMANN vereint die verschiedenen Ge-staltungsansätze zur Flussorientierung zu einem umfassenden Konzept.470 Zur Um-setzung einer logistikgerechten Fabrikstruktur sind drei Gestaltungsparameter we-sentlich: die Modularisierung, die Team- und Gruppenarbeit und das prozessorien-tierte Controlling. Ziel der Modularisierung ist die Generierung von autonomen Einheiten in der Produktion, die in der Lage sind, das Flussprinzip ideal umzuset-zen. Schwerfällige Strukturen werden dabei in kleine, marktnahe Einheiten aufge-teilt. Es werden Fertigungs-, Planungs- und Logistikstrukturen geschaffen, die dazu beitragen, den Materialfluss zu optimieren und Bestände zu reduzieren. Teambil-dung trägt zudem zur Umsetzung des Modularisierungsprinzips bei und sowohl die Modularisierung als auch die Teamarbeit ist durch ein prozessorientiertes Control-ling zu begleiten. Die Fertigungssegmentierung basiert dabei auf dem Prinzip, die Kosten- und Produktivitätsvorteile der Fließfertigung mit der Flexibilität der Werk-stattfertigung zu verbinden. Die Fertigungssegmente bilden dazu produktorientierte Organisationseinheiten der Produktion, die mehrere Stufen der Logistik eines Pro-dukts umfassen. 471 Der Ansatz der Fertigungssegmentierung nach WILDEMANN wird durch verschiedene Merkmale und Prinzipien beschrieben. Diese sind in Ab-bildung 3-18 in einer Übersicht aufgezeigt.
IntegrationindirekterBereiche
VIntegrationindirekterBereiche
V
Kosten-/ Ergebnis-verant-wortung
IV
Zielaus-richtung
IZielaus-richtung
I
Produkt-orien-tierung
II
Mehrere Stufender logistischen
Kette
IIIMehrere Stufender logistischen
Kette
III
Merkmale der Fertigungssegmentierung
Gestaltungsprinzipien der Fertigungssegmentierung
1 Flussoptimierung
2 Kleine Kapazitätsquerschnitte in jeder
Fertigungsstufe
3 Räumliche Konzentration von Betriebs-
mitteln mit variablem Layout
4 Selbststeuernde Regelkreise
5 Komplettbearbeitung von Teilen und
Baugruppen
6 Selbstkontrolle der Qualität
7 Entkopplung von Mensch und Maschine
8 Teamorientierung
Abbildung 3-18: Merkmale und Prinzipien der Fertigungssegmentierung472
Fertigungssegmenten werden durch fünf Merkmale charakterisiert. Das erste Merkmal, die Markt- und Zielausrichtung, steht für die Bildung von Produkt-Markt- 470 Vgl. Wildemann (1999), S. 60 f. 471 Vgl. Wildemann (1999), S. 60 f. 472 Wildemann (2010h), S. 12.
Theoretischer und empirischer Bezugsrahmen 101 Produktions-Kombinationen und für die Bildung von Fertigungsbereichen, die den Fokus auf bestimmte Wettbewerbsstrategie legen. Das zweite Merkmal ist die Pro-duktorientierung. Die Produktorientierung in der Fertigungssegmentierung hat eine geringe Fertigungsbreite in Kombination mit einer hohen Fertigungstiefe je Seg-ment zum Inhalt. Mehrere Stufen der logistischen Kette je Fertigungssegment abzu-bilden ist das dritte Merkmal. Die Kosten- und Ergebnisverantwortung ist ein weite-res Merkmal, welches besagt, dass die einzelnen Fertigungssegmente Kosten- und Ergebnisverantwortung besitzen. Diese Verantwortung kann als Cost Center oder Profit Center gestaltet sein. Das letzte Merkmal ist die Übertragung indirekter Funk-tionen. Den Mitarbeitern der Fertigungssegmente werden indirekte und dispositive Aufgaben übertragen, mit dem Ziel eine ganzheitliche Verantwortlichkeit für das Fertigungssegment zu schaffen.473
Bei der Gestaltung und Umsetzung von Fertigungssegmenten werden unterschiedli-che, sich ergänzende Gestaltungsprinzipien angewendet.474 Das erste Gestaltungs-prinzip ist die Flussoptimierung, die für die Optimierung des Materialflusses und die damit verbundene Durchlaufzeitreduzierung steht. Das zweite Gestaltungsprin-zip ist das der kleinen Kapazitätsquerschnitte in jeder Fertigungsstufe. Ziel sind ge-ringe Entfernungen zwischen den Kapazitätseinheiten und die Ermöglichung von Spezialisierung in den verschiedenen Segmenten. Die räumliche Konzentration von Betriebsmitteln zielt auf eine Verkürzung von Wegen für Material als auch für In-formation ab. Dadurch kann ein weitestgehend störungsfreier Durchfluss erreicht werden. Ein weiteres Gestaltungsprinzip sind selbststeuernde Regelkreise, die auf der Implementierung der Holpflicht basieren. Die Mitarbeiter der Fertigungsseg-mente sind dabei für die Qualität und den Materialbedarf ihres Segments selbst zu-ständig. Das Prinzip der Komplettbearbeitung von Teilen und Baugruppen in einem Fertigungssegment hat die Reduzierung von Liegezeiten der Werkstücke und da-durch eine optimierten Logistik zum Ziel. Ein weiteres Prinzip der Fertigungsseg-mentierung ist die Qualitätssicherung durch Selbstkontrolle der Qualität. Dieses Prinzip basiert auf der Eigenverantwortlichkeit der Mitarbeiter je Fertigungsprinzip. Zwischen- und nachgelagerte Prüfstellen werden dadurch reduziert. Das Prinzip der Entkopplung von Mensch und Maschine steht für die sachliche und zeitliche Ent-kopplung und führt dazu, dass indirekte Tätigkeiten wie die Qualitätssicherung im Fertigungssegment umgesetzt werden können. Das letzte Gestaltungsprinzip ist die Teamorientierung, welche die gemeinsame Verantwortung der Mitarbeiter in den Fertigungssegmenten beschreibt. Die Mitarbeiter sind gemeinsam für das jeweilige Arbeitsergebnis des Fertigungssegments zuständig. Auch bei 473 Vgl. Wildemann (1999), S. 61 f. 474 Zu den Ausführungen zu den Gestaltungsprinzipien der Fertigungssegmentierung vgl. Wildemann
(2010h).

102 Theoretischer und empirischer Bezugsrahmen EVERSHEIM/SCHENKE/WARNKE werden die Vorteile der dezentralen Gestal-tung von Abläufen und Strukturen betont.475 Die dort genannten vier Säulen der or-ganisatorischen Gestaltungsstrategie sind die Produkt- und Technologieorientierung durch die Bildung kleiner Produktionseinheiten, die organisatorische Autonomie und Konzentration von Verantwortung, eine überschaubare Größe der Einheiten sowie die Mitarbeiterorientierung.476
KONOLD/REGER definieren zur Komplexitätsbeherrschung durch Materialfluss-gestaltung folgende Gestaltungsrichtlinien: eine flussorientierte Fertigungsausle-gung, die Minimierung von Schnittstellen im Prozessablauf, die Vermeidung von Zwischenlager und die Reduzierung von nicht wertschöpfenden Handhabungs- und Pufferfunktionen sowie Prüfvorgängen. Des Weiteren wird eine geordnete Teilebe-reitstellung in der Fertigung und Montage sowie eine tagaktuelle Fertigungssteue-rung als zielführend angesehen.477 ADAM nennt die Realisierung einer prozessori-entierten Organisation in der Produktion ebenfalls als Instrument zur Komplexitäts-beherrschung.478 Diese zielt auf eine Beschleunigung von Prozessen ab, indem Zwi-schen- und Endlagerzeiten reduziert werden. Wesentliche Maßnahmen der prozess-orientierten Organisation in der Produktion sind der Abbau von Schnittstellen durch Reintegration der Arbeit, die Parallelisierung von Arbeitsgängen durch vernetzte Arbeitspläne sowie den Abbau von Werkstattbeständen, Rohstoff- und Endlager durch beispielsweise die Einführung von Kanban.479 Eine zusammenfassende Dar-stellung möglicher Ansätze zum Komplexitätsmanagement durch die Gestaltung der Produktionslogistik und ihre erwarteten Wirkungen zeigt Abbildung 3-19.
Ansätze zum Komplexitätsmanagement durch Produktionslogistikgestaltung in der Kleinserienmontage
Erwartete Wirkung in der Montage
Montageorientierte Materialflussgestaltung(z.B. Flussorientierte Ausgestaltung der Logistik, Realisierung von One-Piece-Flow, Vermeidung von Schnittstellen und Parallelisierung von Arbeitsgängen)
•Steigerung des Flussgrads•Erhöhung der Liefertreue•Reduzierung der Durchlaufzeit •Reduzierung der Bestände
Dezentrale Organisationsgestaltung (Fertigungssegmentierung)(z.B. Bildung von Fertigungssegmenten, Realisierung von organisa-torischer Autonomie, Konzentration von Verantwortung, Steigerung der Mitarbeiterorientierung und Selbstkontrolle der Qualität)
•Realisierung von Kostenvorteilen•Realisierung von Produktivitäts-vorteilen
•Erhöhung der Montagequalität
Abbildung 3-19: Ansätze zum Komplexitätsmanagement durch Produktionslo-gistikgestaltung in der Kleinserienmontage
475
Vgl. Eversheim/Schenke/Warnke (1998), S. 40 f.
476 Zu den Detailausführungen der Säulen des Organisationskonzepts vgl. Eversheim/Schenke/Warnke (1998), S. 41 f.
477 Vgl. Konold/Reger (2003), S. 132. 478 Vgl. Adam (1998), S. 85 ff. 479 Vgl. Adam (1998), S. 85.
Theoretischer und empirischer Bezugsrahmen 103 3.5 Forschungsdesign und empirischer Bezugsrahmen
Das Forschungsdesign einer Untersuchung gibt an, mit welchen methodischen Schritten Erkenntnisse gewonnen und Fragstellungen beantwortet werden sollen.480 Es beschreibt demzufolge, wie vorgegangen wird, um die zentralen Forschungsfra-gen einer Untersuchung zu beantworten und Erkenntnisse abzuleiten. Zur Erzielung eines Erkenntnisgewinns wird in der empirischen Forschung zwischen den Metho-den der quantitativen und qualitativen Forschung unterschieden. In Abhängigkeit von Ziel und Aufgabe der Forschungsmethode sind unterschiedliche Forschungs-werkzeuge einzusetzen.481 Die qualitative Forschung basiert auf dem Einsatz von Fallstudien oder Expertengesprächen, während die quantitative Forschung eine grö-ßere Stichprobe, wie sie bei Fragebogenaktionen erreicht werden kann, vorsieht.
3.5.1 Darstellung der empirischen Analysen
Expertengespräche und Fallstudienanalysen sind Methoden der qualitativen For-schung, die dazu dienen, am Beispiel ausgewählter Einzelfälle Erkenntnisse zu ge-winnen.482 Fallstudien können sowohl auf Basis theoretischer Vorüberlegungen zur Überprüfung von Hypothesen konfirmatorisch als auch exploratorisch als Grundla-ge zur Identifikation von Zusammenhängen für die Modellentwicklung eingesetzt werden.483 Konfirmatorische Fallstudien bilden einen eigenständigen Ansatz, der dazu dient, bereits aufgestellte Hypothesen zu überprüfen. Demgegenüber werden Fallstudien theoriegenerierend oder exploratorisch eingesetzt, wenn aus den Fall-studien Theorien oder Modelle abgeleitet werden sollen.484 Vorteil der qualitativen Analyse ist die Fähigkeit, explorative Erkenntnisse, also Einblicke in unbekannte Untersuchungsbereiche, zu gewinnen.485 Nachteilig ist, dass die Methode sehr zeit-aufwändig ist und die Ergebnisse subjektiver sind als die von quantitativen Analy-sen. Zudem ist die Qualität der Daten von der Person abhängig, die die Analyse durchführt.486 Im Gegensatz zur qualitativen Forschung dienen quantitative Metho-den dazu, aus einer ausreichend großen Anzahl von Daten durch statistische Analy-sen einen Erkenntnisgewinn über Kollektive zu generieren.487 Zielsetzung ist die Überprüfung von vorab aufgestellten Hypothesen, die Ermittlung von Häufigkeiten und gegebenenfalls die Identifikation von neuen Ursache-Wirkungs-Zusammenhängen. Der Vorteil der quantitativen Forschung ist, dass ausgewählte Merkmale mit statistisch aussagekräftigen Zahlenwerten auf einer breiten Basis be- 480 Vgl. Lamnek (1995), S. 386. 481 Vgl. Albers et al. (2009), S. 6. 482 Vgl. Albers et al. (2009), S. 6 f. 483 Vgl. Yin (1994), S. 3 ff. 484 Vgl. Eisenhardt (1989), S. 532 ff. 485 Vgl. Kuß (2004), S. 31. 486 Vgl. Berger (2010), S. 112. 487 Vgl. Tomczak (1992), S. 81.
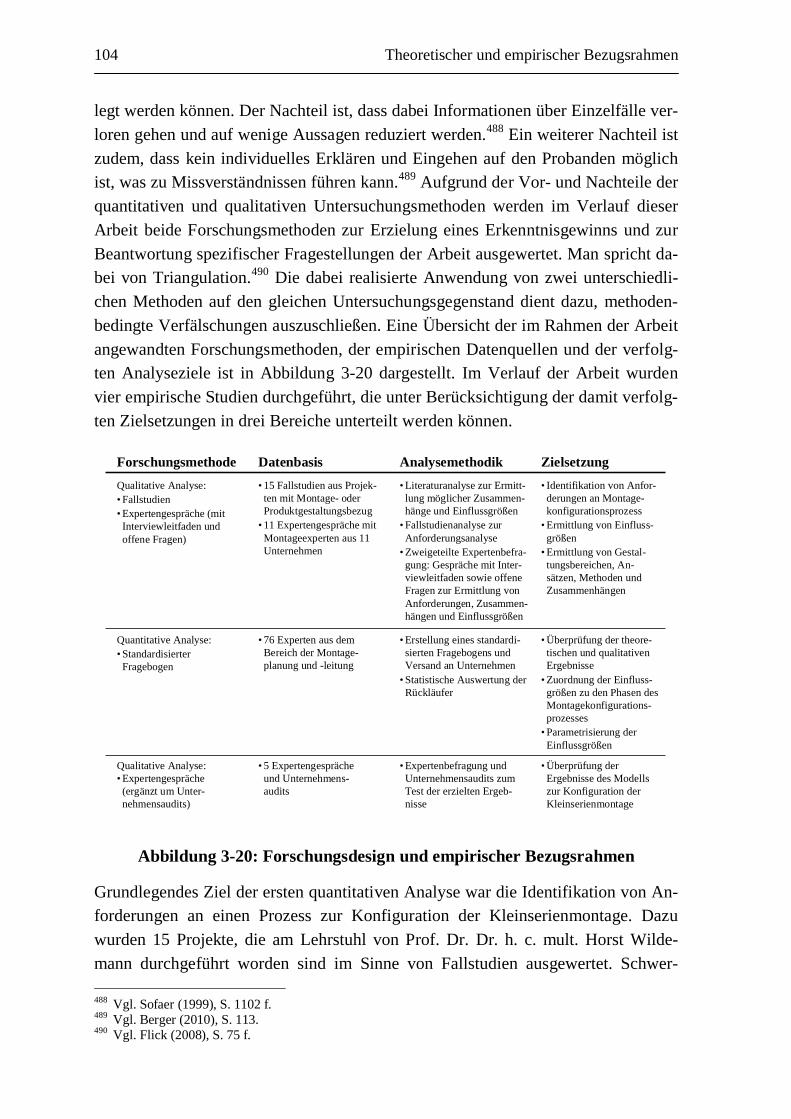
104 Theoretischer und empirischer Bezugsrahmen legt werden können. Der Nachteil ist, dass dabei Informationen über Einzelfälle ver-loren gehen und auf wenige Aussagen reduziert werden.488 Ein weiterer Nachteil ist zudem, dass kein individuelles Erklären und Eingehen auf den Probanden möglich ist, was zu Missverständnissen führen kann.489 Aufgrund der Vor- und Nachteile der quantitativen und qualitativen Untersuchungsmethoden werden im Verlauf dieser Arbeit beide Forschungsmethoden zur Erzielung eines Erkenntnisgewinns und zur Beantwortung spezifischer Fragestellungen der Arbeit ausgewertet. Man spricht da-bei von Triangulation.490 Die dabei realisierte Anwendung von zwei unterschiedli-chen Methoden auf den gleichen Untersuchungsgegenstand dient dazu, methoden-bedingte Verfälschungen auszuschließen. Eine Übersicht der im Rahmen der Arbeit angewandten Forschungsmethoden, der empirischen Datenquellen und der verfolg-ten Analyseziele ist in Abbildung 3-20 dargestellt. Im Verlauf der Arbeit wurden vier empirische Studien durchgeführt, die unter Berücksichtigung der damit verfolg-ten Zielsetzungen in drei Bereiche unterteilt werden können.
Forschungsmethode Datenbasis Analysemethodik ZielsetzungQualitative Analyse: • Fallstudien • Expertengespräche (mit
Interviewleitfaden und offene Fragen)
• 15 Fallstudien aus Projek-ten mit Montage- oder Produktgestaltungsbezug
• 11 Expertengespräche mit Montageexperten aus 11 Unternehmen
• Literaturanalyse zur Ermitt-lung möglicher Zusammen-hänge und Einflussgrößen
• Fallstudienanalyse zur Anforderungsanalyse
• Zweigeteilte Expertenbefra-gung: Gespräche mit Inter-viewleitfaden sowie offene Fragen zur Ermittlung von Anforderungen, Zusammen-hängen und Einflussgrößen
• Identifikation von Anfor-derungen an Montage-konfigurationsprozess
• Ermittlung von Einfluss-größen
• Ermittlung von Gestal-tungsbereichen, An-sätzen, Methoden und Zusammenhängen
Quantitative Analyse: • Standardisierter
Fragebogen
• 76 Experten aus dem Bereich der Montage-planung und -leitung
• Erstellung eines standardi-sierten Fragebogens und Versand an Unternehmen
• Statistische Auswertung der Rückläufer
• Überprüfung der theore-tischen und qualitativen Ergebnisse
• Zuordnung der Einfluss-größen zu den Phasen des Montagekonfigurations-prozesses
• Parametrisierung der Einflussgrößen
Qualitative Analyse: • Expertengespräche
(ergänzt um Unter-nehmensaudits)
• 5 Expertengespräche und Unternehmens-audits
• Expertenbefragung und Unternehmensaudits zum Test der erzielten Ergeb-nisse
• Überprüfung der Ergebnisse des Modells zur Konfiguration der Kleinserienmontage
Abbildung 3-20: Forschungsdesign und empirischer Bezugsrahmen
Grundlegendes Ziel der ersten quantitativen Analyse war die Identifikation von An-forderungen an einen Prozess zur Konfiguration der Kleinserienmontage. Dazu wurden 15 Projekte, die am Lehrstuhl von Prof. Dr. Dr. h. c. mult. Horst Wilde-mann durchgeführt worden sind im Sinne von Fallstudien ausgewertet. Schwer- 488 Vgl. Sofaer (1999), S. 1102 f. 489 Vgl. Berger (2010), S. 113. 490 Vgl. Flick (2008), S. 75 f.
Theoretischer und empirischer Bezugsrahmen 105 punkt der Projekte war die Montagegestaltung sowie die montageorientierte Gestal-tung von Produkten. Zusätzlich wurde ein Interviewleitfaden erstellt, auf dessen Ba-sis elf Montageexperten befragt wurden. Der Interviewleitfaden wurde durch offene Fragen und Diskussionen ergänzt. Inhalt der Befragung waren die Herausforderun-gen, Rahmenbedingungen und Gestaltungsmöglichkeiten der Montagekonfigurati-on. Wesentliche Erkenntnisse der Fallstudienanalysen und Expertengespräche sind:
Anforderungen an einen Prozess zur Konfiguration der Kleinserienmontage,
Gestaltungsbereiche eines Montagekonfigurationsprozesses und
Gestaltungsansätze und Methoden eines Montagekonfigurationsprozesses.
Zudem wurden mögliche Einflussgrößen auf einen Montagekonfigurationsprozess abgefragt. Die Zielsetzung der quantitativen Analyse war die statistisch abgesicher-te Zuordnung von Einflussgrößen auf die Phasen des Montagekonfigurationsprozes-ses sowie die zahlenmäßige Parametrisierung von Einflussgrößen zur Ermittlung von Gestaltungsempfehlungen. Zudem erfolgte eine Überprüfung der in der qualita-tiven Analyse erzielten Ergebnisse zu den Zusammenhängen in einem Konfigurati-onsprozess für die Kleinserienmontage. Zur Durchführung der quantitativen Analy-se wurde ein standardisierter Fragebogen erstellt, der an Experten der verarbeiten-den Industrie versandt wurde.491 Insgesamt konnten 76 Rückläufer im Rahmen der quantitativen Analyse ausgewertet werden. Auf Basis der Erkenntnisse der theoreti-schen Analysen sowie der qualitativen und quantitativen Auswertungen wurde ein Modell zur Abgabe von Gestaltungsempfehlungen für die Kleinserienmontage erar-beitet. Die Überprüfung der Erkenntnisse ist das Ziel der dritten qualitativen Analy-se. Dazu wurden fünf Montageexperten die gewonnenen Erkenntnisse vorgestellt und am praktischen Beispiel überprüft. Montage- und Unternehmensaudits ergänz-ten dabei die Gespräche und stellten den Bezug der Ergebnisse zur Praxis sicher.
3.5.2 Vorgehen und Datenbasis der quantitativen empirischen Analyse
Die auf einem Fragebogen basierende empirische praxisnahe Analyse der Gestal-tung des Montagekonfigurationsprozesses für die Montage kleiner Serien wird nachfolgend charakterisiert. Da eine ausreichend große Anzahl von Kontaktdaten von Unternehmen vorliegt, wurde die Vorgehensweise einer standardisierten, schriftlichen und internetgestützten Befragung ausgewählt.492 Der Versand des Fra-gebogens erfolgte unter Beifügung eines Begleitschreibens in einer E-Mail. Die
491 Vgl. Seipel/Rieker (2003), S. 146 f. 492 Vgl. Schnell/Hill/Esser (2005), S. 358 ff; zu den Besonderheiten einer internetgestützten empirischen
Erhebung vgl. S. 377 ff.
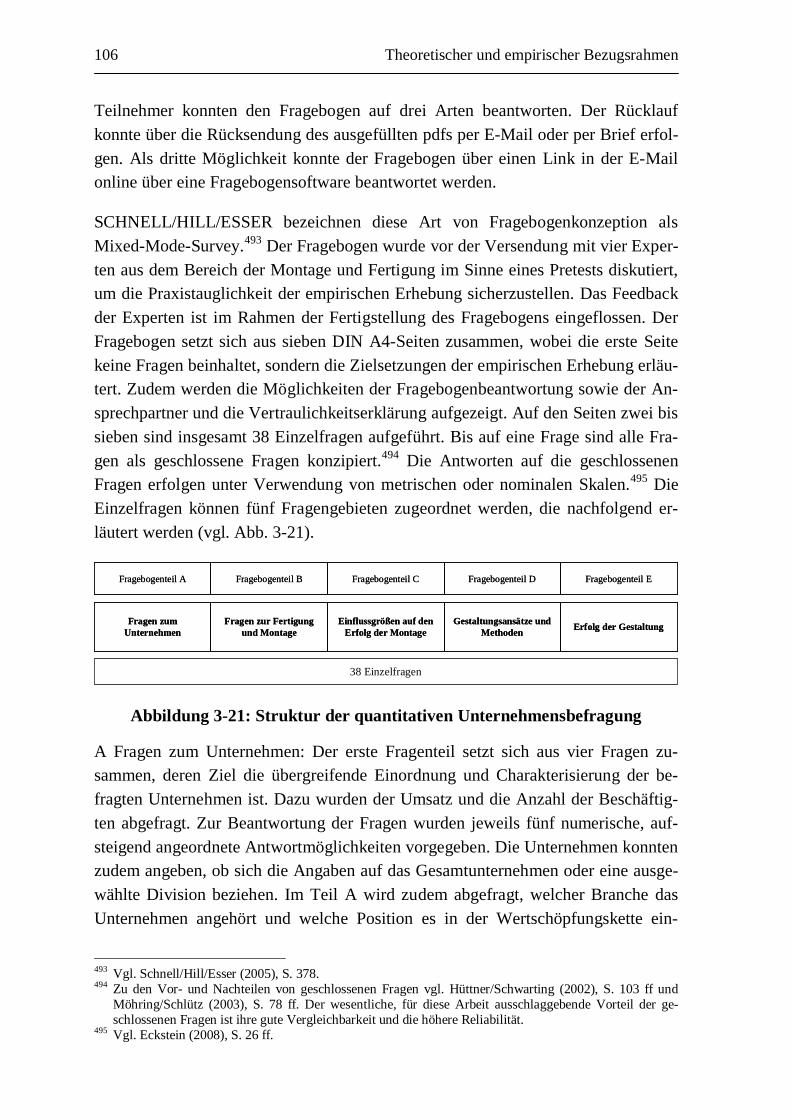
106 Theoretischer und empirischer Bezugsrahmen Teilnehmer konnten den Fragebogen auf drei Arten beantworten. Der Rücklauf konnte über die Rücksendung des ausgefüllten pdfs per E-Mail oder per Brief erfol-gen. Als dritte Möglichkeit konnte der Fragebogen über einen Link in der E-Mail online über eine Fragebogensoftware beantwortet werden.
SCHNELL/HILL/ESSER bezeichnen diese Art von Fragebogenkonzeption als Mixed-Mode-Survey.493 Der Fragebogen wurde vor der Versendung mit vier Exper-ten aus dem Bereich der Montage und Fertigung im Sinne eines Pretests diskutiert, um die Praxistauglichkeit der empirischen Erhebung sicherzustellen. Das Feedback der Experten ist im Rahmen der Fertigstellung des Fragebogens eingeflossen. Der Fragebogen setzt sich aus sieben DIN A4-Seiten zusammen, wobei die erste Seite keine Fragen beinhaltet, sondern die Zielsetzungen der empirischen Erhebung erläu-tert. Zudem werden die Möglichkeiten der Fragebogenbeantwortung sowie der An-sprechpartner und die Vertraulichkeitserklärung aufgezeigt. Auf den Seiten zwei bis sieben sind insgesamt 38 Einzelfragen aufgeführt. Bis auf eine Frage sind alle Fra-gen als geschlossene Fragen konzipiert.494 Die Antworten auf die geschlossenen Fragen erfolgen unter Verwendung von metrischen oder nominalen Skalen.495 Die Einzelfragen können fünf Fragengebieten zugeordnet werden, die nachfolgend er-läutert werden (vgl. Abb. 3-21).
Fragen zum Unternehmen
Fragen zur Fertigung und Montage
Einflussgrößen auf den Erfolg der Montage
Gestaltungsansätze und Methoden Erfolg der GestaltungFragen zum
UnternehmenFragen zur Fertigung
und MontageEinflussgrößen auf den
Erfolg der MontageGestaltungsansätze und
Methoden Erfolg der Gestaltung
Fragebogenteil A Fragebogenteil B Fragebogenteil C Fragebogenteil D Fragebogenteil EFragebogenteil A Fragebogenteil B Fragebogenteil C Fragebogenteil D Fragebogenteil E
38 Einzelfragen
Abbildung 3-21: Struktur der quantitativen Unternehmensbefragung
A Fragen zum Unternehmen: Der erste Fragenteil setzt sich aus vier Fragen zu-sammen, deren Ziel die übergreifende Einordnung und Charakterisierung der be-fragten Unternehmen ist. Dazu wurden der Umsatz und die Anzahl der Beschäftig-ten abgefragt. Zur Beantwortung der Fragen wurden jeweils fünf numerische, auf-steigend angeordnete Antwortmöglichkeiten vorgegeben. Die Unternehmen konnten zudem angeben, ob sich die Angaben auf das Gesamtunternehmen oder eine ausge-wählte Division beziehen. Im Teil A wird zudem abgefragt, welcher Branche das Unternehmen angehört und welche Position es in der Wertschöpfungskette ein-
493 Vgl. Schnell/Hill/Esser (2005), S. 378. 494 Zu den Vor- und Nachteilen von geschlossenen Fragen vgl. Hüttner/Schwarting (2002), S. 103 ff und
Möhring/Schlütz (2003), S. 78 ff. Der wesentliche, für diese Arbeit ausschlaggebende Vorteil der ge-schlossenen Fragen ist ihre gute Vergleichbarkeit und die höhere Reliabilität.
495 Vgl. Eckstein (2008), S. 26 ff.
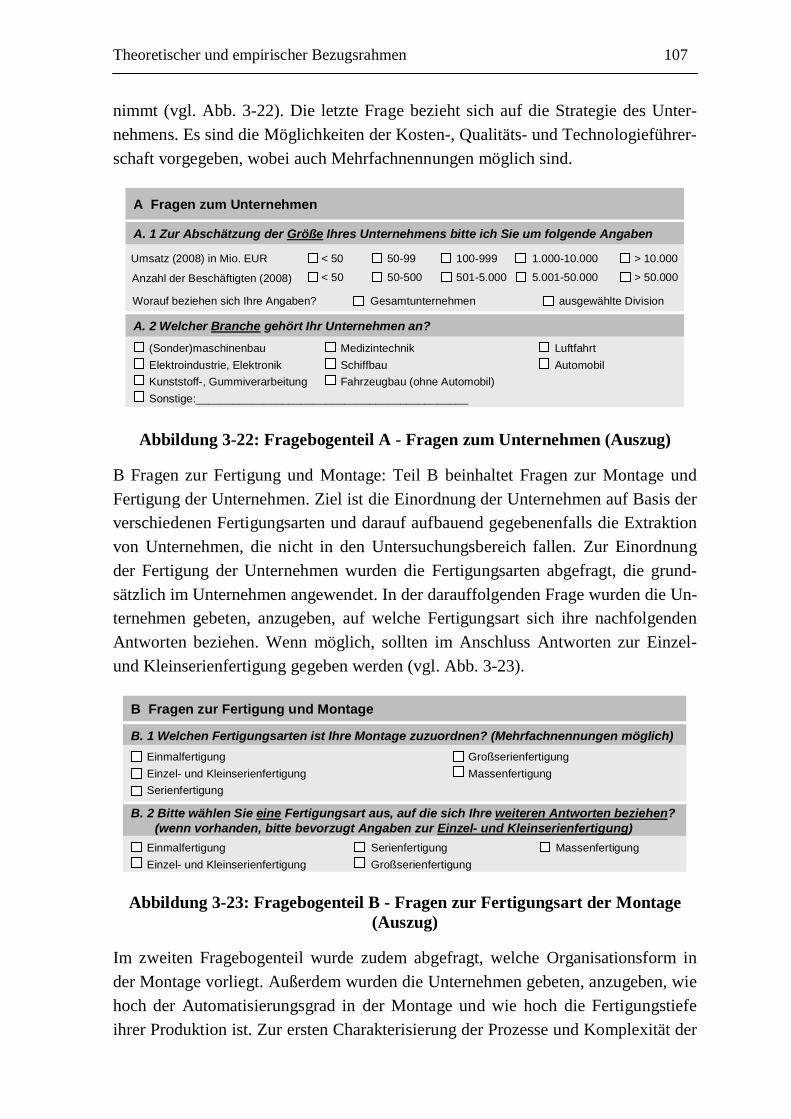
Theoretischer und empirischer Bezugsrahmen 107 nimmt (vgl. Abb. 3-22). Die letzte Frage bezieht sich auf die Strategie des Unter-nehmens. Es sind die Möglichkeiten der Kosten-, Qualitäts- und Technologieführer-schaft vorgegeben, wobei auch Mehrfachnennungen möglich sind.
A Fragen zum Unternehmen
A. 1 Zur Abschätzung der Größe Ihres Unternehmens bitte ich Sie um folgende Angaben
Umsatz (2008) in Mio. EUR
Anzahl der Beschäftigten (2008)
A. 2 Welcher Branche gehört Ihr Unternehmen an?
(Sonder)maschinenbau Medizintechnik LuftfahrtElektroindustrie, Elektronik Schiffbau AutomobilKunststoff-, Gummiverarbeitung Fahrzeugbau (ohne Automobil)Sonstige:____________________________________________
100-999 1.000-10.000< 50 50-99 > 10.000
501-5.000 5.001-50.000< 50 50-500 > 50.000
Worauf beziehen sich Ihre Angaben? Gesamtunternehmen ausgewählte Division
Abbildung 3-22: Fragebogenteil A - Fragen zum Unternehmen (Auszug)
B Fragen zur Fertigung und Montage: Teil B beinhaltet Fragen zur Montage und Fertigung der Unternehmen. Ziel ist die Einordnung der Unternehmen auf Basis der verschiedenen Fertigungsarten und darauf aufbauend gegebenenfalls die Extraktion von Unternehmen, die nicht in den Untersuchungsbereich fallen. Zur Einordnung der Fertigung der Unternehmen wurden die Fertigungsarten abgefragt, die grund-sätzlich im Unternehmen angewendet. In der darauffolgenden Frage wurden die Un-ternehmen gebeten, anzugeben, auf welche Fertigungsart sich ihre nachfolgenden Antworten beziehen. Wenn möglich, sollten im Anschluss Antworten zur Einzel- und Kleinserienfertigung gegeben werden (vgl. Abb. 3-23).
B Fragen zur Fertigung und Montage
B. 1 Welchen Fertigungsarten ist Ihre Montage zuzuordnen? (Mehrfachnennungen möglich)Einmalfertigung Großserienfertigung Einzel- und Kleinserienfertigung Massenfertigung Serienfertigung
B. 2 Bitte wählen Sie eine Fertigungsart aus, auf die sich Ihre weiteren Antworten beziehen?(wenn vorhanden, bitte bevorzugt Angaben zur Einzel- und Kleinserienfertigung)
Einmalfertigung Serienfertigung MassenfertigungEinzel- und Kleinserienfertigung Großserienfertigung
Abbildung 3-23: Fragebogenteil B - Fragen zur Fertigungsart der Montage (Auszug)
Im zweiten Fragebogenteil wurde zudem abgefragt, welche Organisationsform in der Montage vorliegt. Außerdem wurden die Unternehmen gebeten, anzugeben, wie hoch der Automatisierungsgrad in der Montage und wie hoch die Fertigungstiefe ihrer Produktion ist. Zur ersten Charakterisierung der Prozesse und Komplexität der
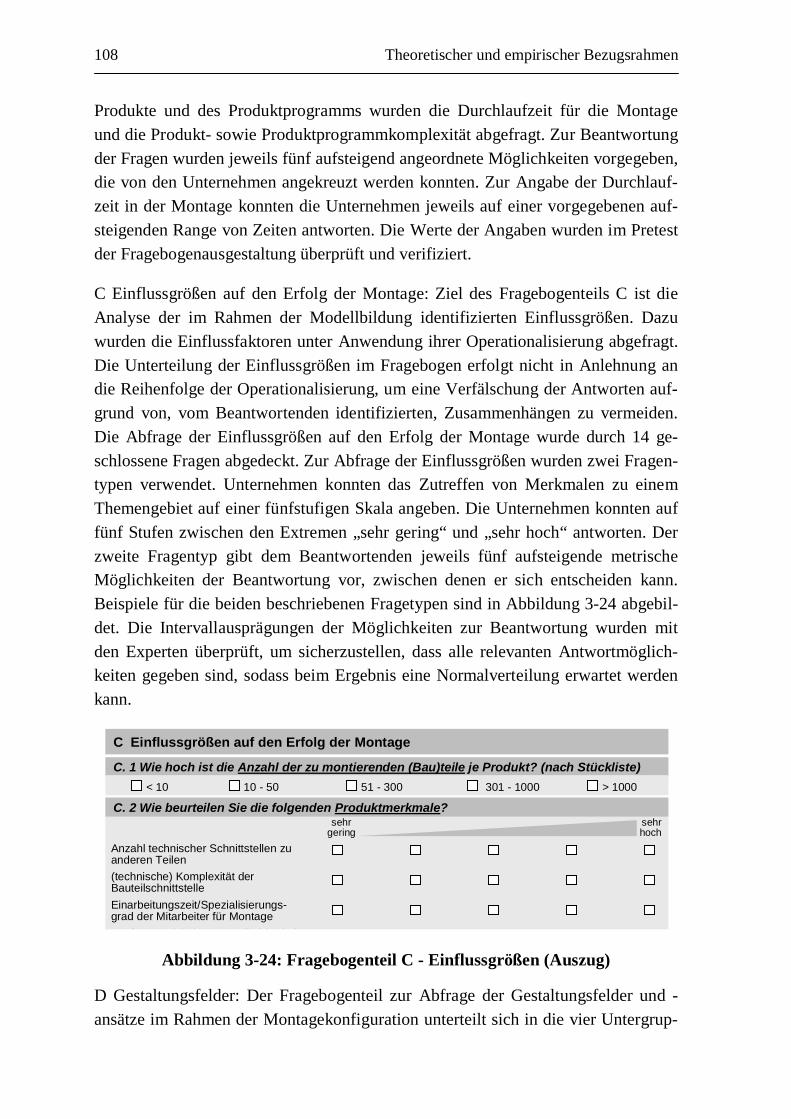
108 Theoretischer und empirischer Bezugsrahmen Produkte und des Produktprogramms wurden die Durchlaufzeit für die Montage und die Produkt- sowie Produktprogrammkomplexität abgefragt. Zur Beantwortung der Fragen wurden jeweils fünf aufsteigend angeordnete Möglichkeiten vorgegeben, die von den Unternehmen angekreuzt werden konnten. Zur Angabe der Durchlauf-zeit in der Montage konnten die Unternehmen jeweils auf einer vorgegebenen auf-steigenden Range von Zeiten antworten. Die Werte der Angaben wurden im Pretest der Fragebogenausgestaltung überprüft und verifiziert.
C Einflussgrößen auf den Erfolg der Montage: Ziel des Fragebogenteils C ist die Analyse der im Rahmen der Modellbildung identifizierten Einflussgrößen. Dazu wurden die Einflussfaktoren unter Anwendung ihrer Operationalisierung abgefragt. Die Unterteilung der Einflussgrößen im Fragebogen erfolgt nicht in Anlehnung an die Reihenfolge der Operationalisierung, um eine Verfälschung der Antworten auf-grund von, vom Beantwortenden identifizierten, Zusammenhängen zu vermeiden. Die Abfrage der Einflussgrößen auf den Erfolg der Montage wurde durch 14 ge-schlossene Fragen abgedeckt. Zur Abfrage der Einflussgrößen wurden zwei Fragen-typen verwendet. Unternehmen konnten das Zutreffen von Merkmalen zu einem Themengebiet auf einer fünfstufigen Skala angeben. Die Unternehmen konnten auf fünf Stufen zwischen den Extremen „sehr gering“ und „sehr hoch“ antworten. Der zweite Fragentyp gibt dem Beantwortenden jeweils fünf aufsteigende metrische Möglichkeiten der Beantwortung vor, zwischen denen er sich entscheiden kann. Beispiele für die beiden beschriebenen Fragetypen sind in Abbildung 3-24 abgebil-det. Die Intervallausprägungen der Möglichkeiten zur Beantwortung wurden mit den Experten überprüft, um sicherzustellen, dass alle relevanten Antwortmöglich-keiten gegeben sind, sodass beim Ergebnis eine Normalverteilung erwartet werden kann.
C Einflussgrößen auf den Erfolg der Montage
C. 1 Wie hoch ist die Anzahl der zu montierenden (Bau)teile je Produkt? (nach Stückliste)51 - 300 301 - 1000< 10 10 - 50 > 1000
(technische) Komplexität der Bauteilschnittstelle
C. 2 Wie beurteilen Sie die folgenden Produktmerkmale?
Einarbeitungszeit/Spezialisierungs-grad der Mitarbeiter für MontageGröße, Gewicht bzw. Handhabbarkeit
sehr gering
sehr hoch
Anzahl technischer Schnittstellen zu anderen Teilen
Abbildung 3-24: Fragebogenteil C - Einflussgrößen (Auszug)
D Gestaltungsfelder: Der Fragebogenteil zur Abfrage der Gestaltungsfelder und -ansätze im Rahmen der Montagekonfiguration unterteilt sich in die vier Untergrup-
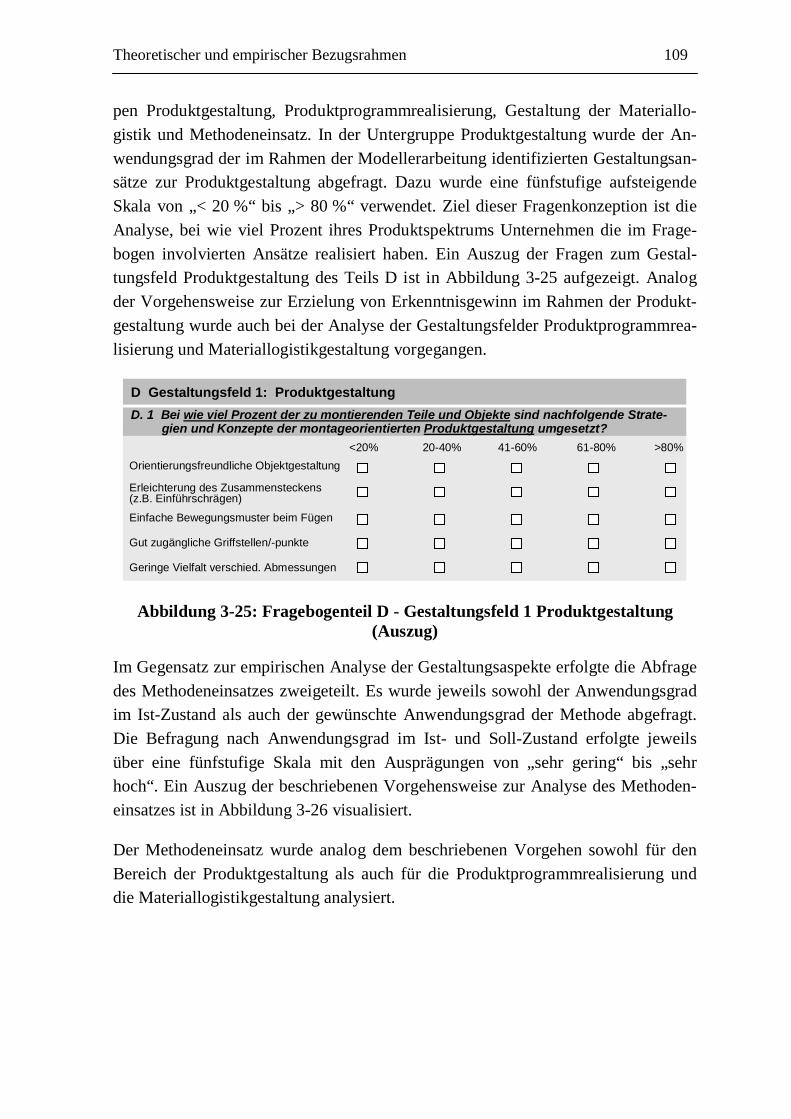
Theoretischer und empirischer Bezugsrahmen 109 pen Produktgestaltung, Produktprogrammrealisierung, Gestaltung der Materiallo-gistik und Methodeneinsatz. In der Untergruppe Produktgestaltung wurde der An-wendungsgrad der im Rahmen der Modellerarbeitung identifizierten Gestaltungsan-sätze zur Produktgestaltung abgefragt. Dazu wurde eine fünfstufige aufsteigende Skala von „< 20 %“ bis „> 80 %“ verwendet. Ziel dieser Fragenkonzeption ist die Analyse, bei wie viel Prozent ihres Produktspektrums Unternehmen die im Frage-bogen involvierten Ansätze realisiert haben. Ein Auszug der Fragen zum Gestal-tungsfeld Produktgestaltung des Teils D ist in Abbildung 3-25 aufgezeigt. Analog der Vorgehensweise zur Erzielung von Erkenntnisgewinn im Rahmen der Produkt-gestaltung wurde auch bei der Analyse der Gestaltungsfelder Produktprogrammrea-lisierung und Materiallogistikgestaltung vorgegangen.
D Gestaltungsfeld 1: Produktgestaltung D. 1 Bei wie viel Prozent der zu montierenden Teile und Objekte sind nachfolgende Strate-
gien und Konzepte der montageorientierten Produktgestaltung umgesetzt? <20% >80%41-60% 61-80%20-40%
Orientierungsfreundliche Objektgestaltung
Erleichterung des Zusammensteckens (z.B. Einführschrägen)
Einfache Bewegungsmuster beim Fügen
Gut zugängliche Griffstellen/-punkte
Geringe Vielfalt verschied. Abmessungen
Abbildung 3-25: Fragebogenteil D - Gestaltungsfeld 1 Produktgestaltung (Auszug)
Im Gegensatz zur empirischen Analyse der Gestaltungsaspekte erfolgte die Abfrage des Methodeneinsatzes zweigeteilt. Es wurde jeweils sowohl der Anwendungsgrad im Ist-Zustand als auch der gewünschte Anwendungsgrad der Methode abgefragt. Die Befragung nach Anwendungsgrad im Ist- und Soll-Zustand erfolgte jeweils über eine fünfstufige Skala mit den Ausprägungen von „sehr gering“ bis „sehr hoch“. Ein Auszug der beschriebenen Vorgehensweise zur Analyse des Methoden-einsatzes ist in Abbildung 3-26 visualisiert.
Der Methodeneinsatz wurde analog dem beschriebenen Vorgehen sowohl für den Bereich der Produktgestaltung als auch für die Produktprogrammrealisierung und die Materiallogistikgestaltung analysiert.
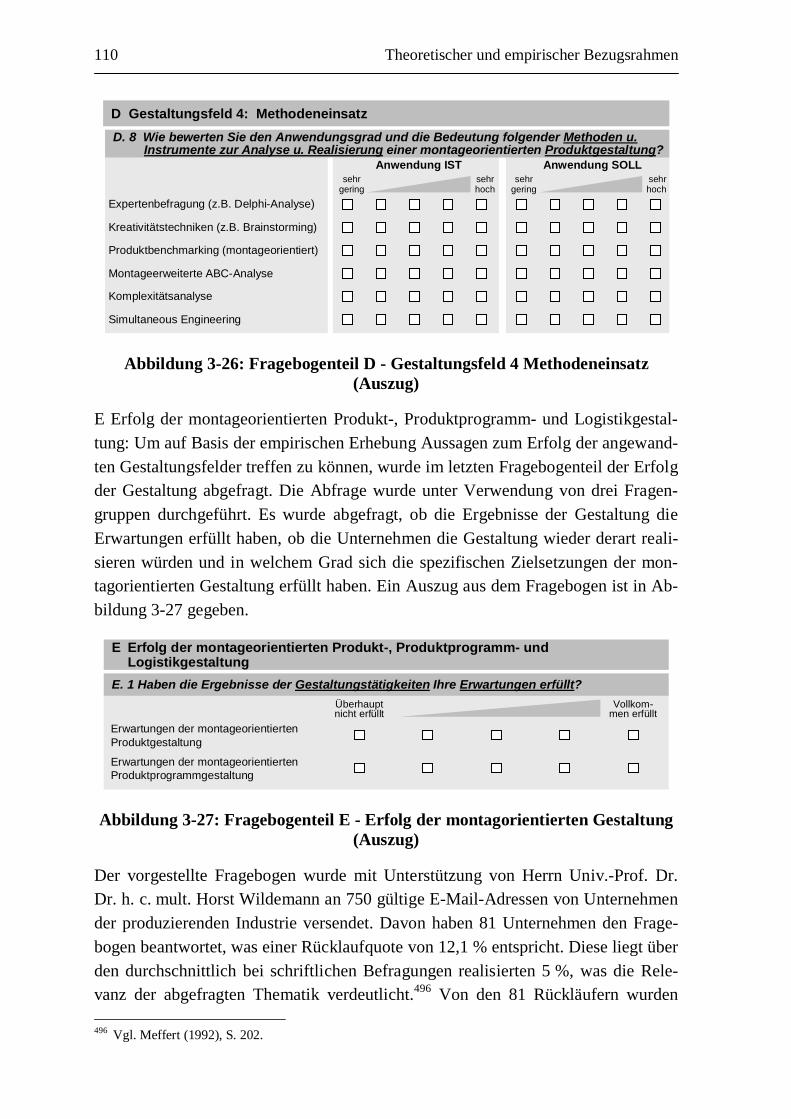
110 Theoretischer und empirischer Bezugsrahmen
D Gestaltungsfeld 4: MethodeneinsatzD. 8 Wie bewerten Sie den Anwendungsgrad und die Bedeutung folgender Methoden u.
Instrumente zur Analyse u. Realisierung einer montageorientierten Produktgestaltung?
Expertenbefragung (z.B. Delphi-Analyse)
Kreativitätstechniken (z.B. Brainstorming)
Produktbenchmarking (montageorientiert)
Montageerweiterte ABC-Analyse
Komplexitätsanalyse
Simultaneous Engineering
sehr gering
sehr hoch
sehr hoch
sehr gering
Anwendung IST Anwendung SOLL
Abbildung 3-26: Fragebogenteil D - Gestaltungsfeld 4 Methodeneinsatz (Auszug)
E Erfolg der montageorientierten Produkt-, Produktprogramm- und Logistikgestal-tung: Um auf Basis der empirischen Erhebung Aussagen zum Erfolg der angewand-ten Gestaltungsfelder treffen zu können, wurde im letzten Fragebogenteil der Erfolg der Gestaltung abgefragt. Die Abfrage wurde unter Verwendung von drei Fragen-gruppen durchgeführt. Es wurde abgefragt, ob die Ergebnisse der Gestaltung die Erwartungen erfüllt haben, ob die Unternehmen die Gestaltung wieder derart reali-sieren würden und in welchem Grad sich die spezifischen Zielsetzungen der mon-tagorientierten Gestaltung erfüllt haben. Ein Auszug aus dem Fragebogen ist in Ab-bildung 3-27 gegeben.
E Erfolg der montageorientierten Produkt-, Produktprogramm- und Logistikgestaltung
E. 1 Haben die Ergebnisse der Gestaltungstätigkeiten Ihre Erwartungen erfüllt?Überhaupt nicht erfüllt
Vollkom-men erfüllt
Erwartungen der montageorientierten Produktgestaltung
Erwartungen der montageorientierten Produktprogrammgestaltung
Erwartungen der montageorientierten
Abbildung 3-27: Fragebogenteil E - Erfolg der montagorientierten Gestaltung (Auszug)
Der vorgestellte Fragebogen wurde mit Unterstützung von Herrn Univ.-Prof. Dr. Dr. h. c. mult. Horst Wildemann an 750 gültige E-Mail-Adressen von Unternehmen der produzierenden Industrie versendet. Davon haben 81 Unternehmen den Frage-bogen beantwortet, was einer Rücklaufquote von 12,1 % entspricht. Diese liegt über den durchschnittlich bei schriftlichen Befragungen realisierten 5 %, was die Rele-vanz der abgefragten Thematik verdeutlicht.496 Von den 81 Rückläufern wurden 496 Vgl. Meffert (1992), S. 202.
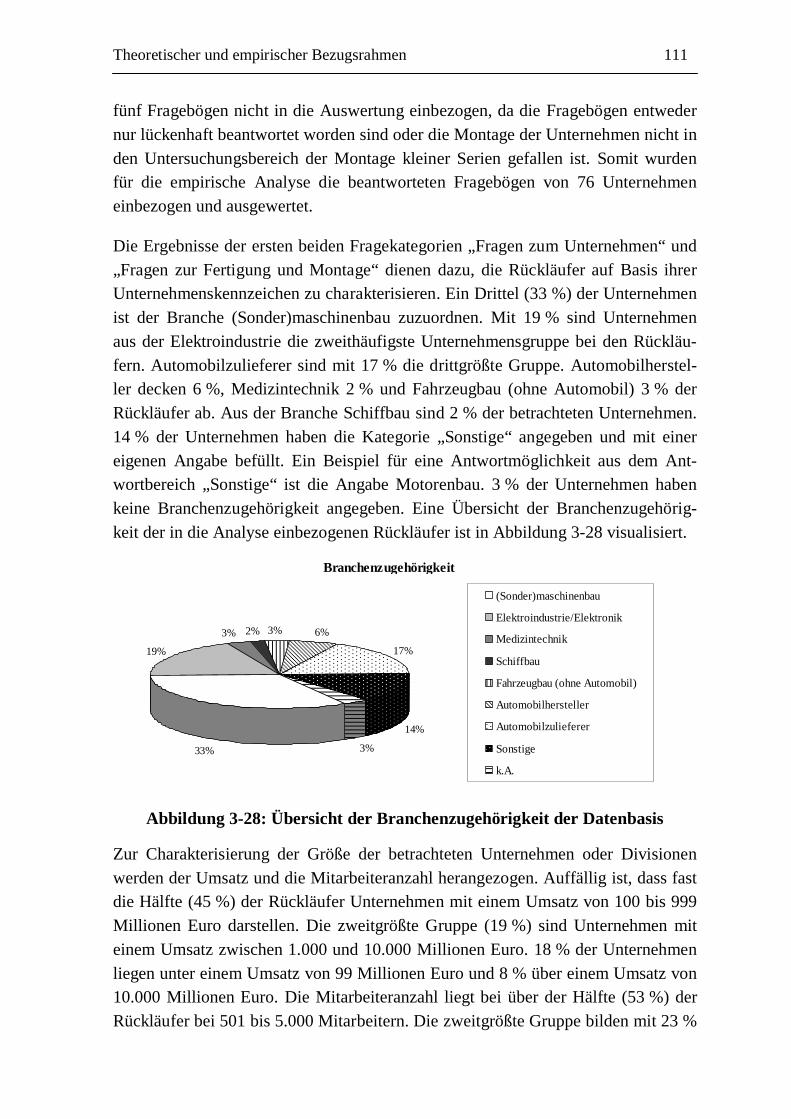
Theoretischer und empirischer Bezugsrahmen 111 fünf Fragebögen nicht in die Auswertung einbezogen, da die Fragebögen entweder nur lückenhaft beantwortet worden sind oder die Montage der Unternehmen nicht in den Untersuchungsbereich der Montage kleiner Serien gefallen ist. Somit wurden für die empirische Analyse die beantworteten Fragebögen von 76 Unternehmen einbezogen und ausgewertet.
Die Ergebnisse der ersten beiden Fragekategorien „Fragen zum Unternehmen“ und „Fragen zur Fertigung und Montage“ dienen dazu, die Rückläufer auf Basis ihrer Unternehmenskennzeichen zu charakterisieren. Ein Drittel (33 %) der Unternehmen ist der Branche (Sonder)maschinenbau zuzuordnen. Mit 19 % sind Unternehmen aus der Elektroindustrie die zweithäufigste Unternehmensgruppe bei den Rückläu-fern. Automobilzulieferer sind mit 17 % die drittgrößte Gruppe. Automobilherstel-ler decken 6 %, Medizintechnik 2 % und Fahrzeugbau (ohne Automobil) 3 % der Rückläufer ab. Aus der Branche Schiffbau sind 2 % der betrachteten Unternehmen. 14 % der Unternehmen haben die Kategorie „Sonstige“ angegeben und mit einer eigenen Angabe befüllt. Ein Beispiel für eine Antwortmöglichkeit aus dem Ant-wortbereich „Sonstige“ ist die Angabe Motorenbau. 3 % der Unternehmen haben keine Branchenzugehörigkeit angegeben. Eine Übersicht der Branchenzugehörig-keit der in die Analyse einbezogenen Rückläufer ist in Abbildung 3-28 visualisiert.
Branchenzugehörigkeit
33%
19%
3% 2% 3% 6%
17%
14%
3%
(Sonder)maschinenbau
Elektroindustrie/Elektronik
Medizintechnik
Schiffbau
Fahrzeugbau (ohne Automobil)
Automobilhersteller
Automobilzulieferer
Sonstige
k.A.
Abbildung 3-28: Übersicht der Branchenzugehörigkeit der Datenbasis
Zur Charakterisierung der Größe der betrachteten Unternehmen oder Divisionen werden der Umsatz und die Mitarbeiteranzahl herangezogen. Auffällig ist, dass fast die Hälfte (45 %) der Rückläufer Unternehmen mit einem Umsatz von 100 bis 999 Millionen Euro darstellen. Die zweitgrößte Gruppe (19 %) sind Unternehmen mit einem Umsatz zwischen 1.000 und 10.000 Millionen Euro. 18 % der Unternehmen liegen unter einem Umsatz von 99 Millionen Euro und 8 % über einem Umsatz von 10.000 Millionen Euro. Die Mitarbeiteranzahl liegt bei über der Hälfte (53 %) der Rückläufer bei 501 bis 5.000 Mitarbeitern. Die zweitgrößte Gruppe bilden mit 23 %

112 Theoretischer und empirischer Bezugsrahmen Unternehmen mit 50 bis 500 Mitarbeitern und nur 5 % der Unternehmen haben we-niger als 50 Mitarbeiter. 19 % der Rückläufer haben mehr als 5.000 Mitarbeiter. Ei-ne Übersicht der Umsatz- und Mitarbeiterzahlen ist in Abbildung 3-29 dargestellt.
Mitarbeiteranzahl der Unternehmen
5%
23%
53%
13%6%
< 50 Mitarbeiter 50 - 500 Mitarbeiter501 - 5.000 Mitarbeiter 5.001 - 50.000 Mitarbeiter> 50.000 Mitarbeiter
Umsatz der Unternehmen
10%
18%
45%
19%
8%
< 50 Mio. Euro 50 - 99 Mio. Euro100 - 999 Mio. Euro 1.000 - 10.000 Mio. Euro> 10.000 Mio. Euro
Abbildung 3-29: Übersicht von Umsatz und Mitarbeiteranzahl der Datenbasis
Bei der Charakterisierung der Unternehmensgröße ist zu berücksichtigen, dass sich die genannten Angaben entweder auf das Gesamtunternehmen oder auf eine ausge-wählte Division des Unternehmens beziehen. Den Unternehmen wurde die Mög-lichkeit gegeben, anzugeben, worauf sich die im Fragebogen beantworteten Fragen beziehen. Ziel dieser Angabe war es, vergleichbare Fertigungsgrößen zu identifizie-ren, da der Fokus auf der Einzel- und Kleinserienfertigung und nicht auf der Größe der Unternehmen lag. Die Vergleichbarkeit konnte, wie die Ergebnisse zeigen, her-gestellt werden. Bezüglich des Umsatzes befinden sich 82 % und bezüglich der Mitarbeiteranzahl 89 % der befragten Unternehmen im Mittelteil der abgefragten Skala.
Zur Beschreibung der Produktion der empirischen Datenbasis werden die beiden Analysegrößen Automatisierungsgrad und Fertigungstiefe herangezogen. Auffällig ist, dass fast 50 % der befragten Unternehmen angeben, dass in ihrer Montage ein Automatisierungsgrad von kleiner als 20 % vorliegt. Weitere 19 % geben an, dass ihr Automatisierungsgrad zwischen 20 und 40 % liegt. Nur 30 % der Unternehmen bezeichnen ihren Automatisierungsgrad als größer 40 %. 2 % der Unternehmen ma-chen keine Angabe zum Automatisierungsgrad der Montage. Der überwiegend als gering angegebene Automatisierungsgrad der Montage ist vor dem Hintergrund der Kleinserienmontage plausibel und ist somit ein Kennzeichen für die Qualität der Datenbasis. Wie bereits in der Theorie beschrieben ist die Automatisierung in der Kleinserienmontage ein untergeordneter Ansatz zur Hebung von Rationalisierungs-potenzialen.

Theoretischer und empirischer Bezugsrahmen 113
Automatisierungsgrad
49%
19%
22%
8% 2%
< 20% 20 - 40%
41 - 60% 61 - 80%
k.A.
Fertigungstiefe
13%
23%
39%
19%3% 3%
< 20% 20 - 40%
41 - 60% 61 - 80%
> 80% k.A.
Abbildung 3-30: Übersicht des Automatisierungsgrads und der Fertigungstiefe der Datenbasis
Die Fertigungstiefe von 39 % der betrachteten Unternehmen liegt zwischen 41 und 60 %. Eine Fertigungstiefe von 20 bis 40 % geben 23 % der Unternehmen an und 19 % haben eine Fertigungstiefe von 61 bis 80 %. 13 % der Unternehmen liegen bei einer Fertigungstiefe von kleiner 20 % und 3 % der Rückläufer geben eine Ferti-gungstiefe von größer als 80 % an. 3 % der Unternehmen machen zu dieser Frage keine Angabe. Die Verteilung der Fertigungstiefe ist somit annähernd normal ver-teilt, wobei der Schwerpunkt bei einer erwarteten Fertigungstiefe von etwa 50 % liegt. In Abbildung 3-30 ist die Verteilung des Automatisierungsgrads und der Fer-tigungstiefe der Datenbasis visualisiert.
Die weitere Charakterisierung der Montage der untersuchten Unternehmen erfolgt über die Abfrage der Fertigungsart und der realisierten Montageorganisationsform der untersuchten Unternehmen. Fokus der empirischen Analyse ist es, Ergebnisse für Unternehmen mit (Klein-)serienmontage zu ermitteln. Da die Fragebögen von Unternehmen mit Einmal-, Großserien- oder Massenfertigung bereits vorab von der Autorin aussortiert worden sind, erfüllen 100 % der Rückläufer diese Anforderung. Die Fertigungsarten teilen sich auf 66 % Einzel- und Kleinserienfertigung und 34 % Serienfertigung auf. Die Montage wird des Weiteren mithilfe der Montageorganisa-tionsform beschrieben. 34 % der Rückläufer gaben an, in Fließmontage zu montie-ren, 26 % montieren in Reihenmontage und 21 % in Gruppenmontage. Baustellen-montage gaben nur 14 % der Unternehmen an. 5 % der Unternehmen machten keine Angabe zur Montageorganisationsform. Eine Aufstellung der Ergebnisse findet sich in Abbildung 3-31.
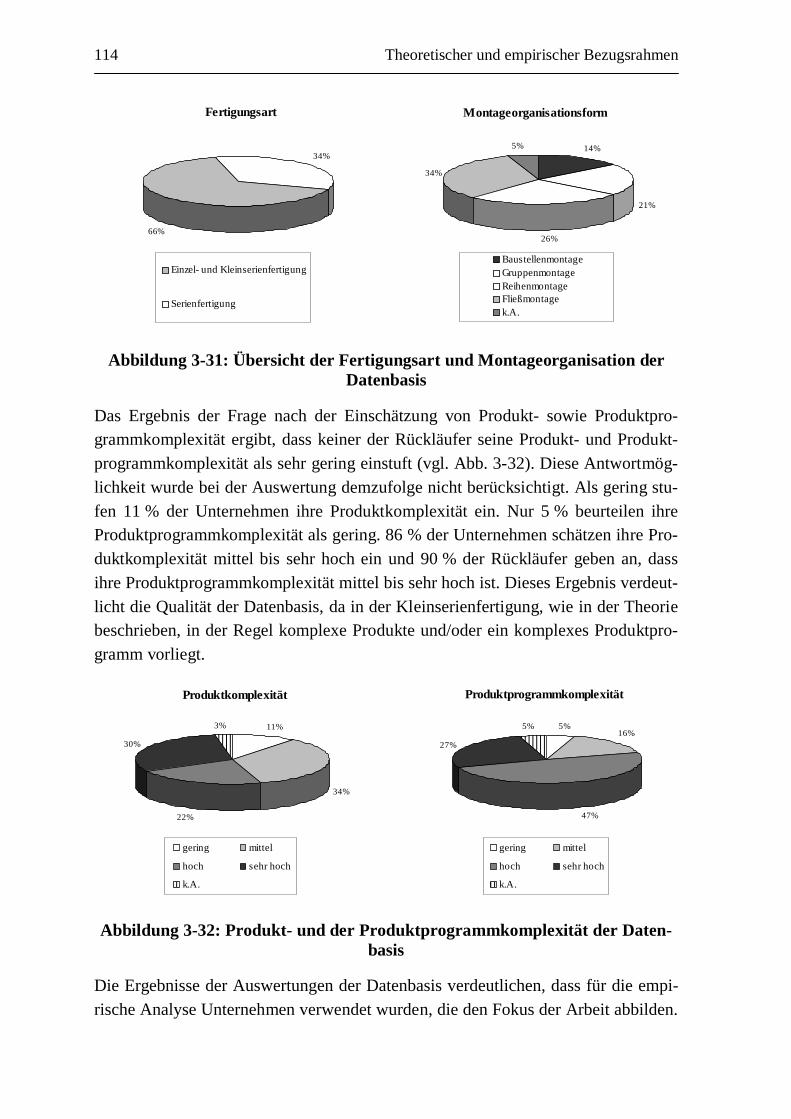
114 Theoretischer und empirischer Bezugsrahmen
Fertigungsart
66%
34%
Einzel- und Kleinserienfertigung
Serienfertigung
Montageorganisationsform
14%
21%
26%
34%
5%
BaustellenmontageGruppenmontageReihenmontageFließmontagek.A.
Abbildung 3-31: Übersicht der Fertigungsart und Montageorganisation der Datenbasis
Das Ergebnis der Frage nach der Einschätzung von Produkt- sowie Produktpro-grammkomplexität ergibt, dass keiner der Rückläufer seine Produkt- und Produkt-programmkomplexität als sehr gering einstuft (vgl. Abb. 3-32). Diese Antwortmög-lichkeit wurde bei der Auswertung demzufolge nicht berücksichtigt. Als gering stu-fen 11 % der Unternehmen ihre Produktkomplexität ein. Nur 5 % beurteilen ihre Produktprogrammkomplexität als gering. 86 % der Unternehmen schätzen ihre Pro-duktkomplexität mittel bis sehr hoch ein und 90 % der Rückläufer geben an, dass ihre Produktprogrammkomplexität mittel bis sehr hoch ist. Dieses Ergebnis verdeut-licht die Qualität der Datenbasis, da in der Kleinserienfertigung, wie in der Theorie beschrieben, in der Regel komplexe Produkte und/oder ein komplexes Produktpro-gramm vorliegt.
Produktprogrammkomplexität
5%16%
47%
27%
5%
gering mittel
hoch sehr hoch
k.A.
Produktkomplexität
11%
34%
22%
30%
3%
gering mittel
hoch sehr hoch
k.A.
Abbildung 3-32: Produkt- und der Produktprogrammkomplexität der Daten-basis
Die Ergebnisse der Auswertungen der Datenbasis verdeutlichen, dass für die empi-rische Analyse Unternehmen verwendet wurden, die den Fokus der Arbeit abbilden.

Theoretischer und empirischer Bezugsrahmen 115 Es werden Unternehmen mit Kleinserienmontage, deren Produkt- und Produktpro-grammkomplexität als mittel bis sehr hoch eingeschätzt wird, analysiert.
3.6 Empirische Analyse der Anforderungen an ein Modell zur Montage-konfiguration
Grundsätzlich dienen Fallstudien und Expertengespräche der Ergänzung und Bestä-tigung der Erkenntnisse aus der Theorie und stellen die Berücksichtigung aller rele-vanten Faktoren im Bereich der Montage von kleinen Serien sicher und bilden so-mit eine Basis zur Ermittlung von Anforderungen an einen Montagekonfigurations-prozess.497 Zur Ableitung von Anforderungen an einen Montagekonfigurationspro-zess für die Kleinserienmontage, von geeigneten Gestaltungsbereichen sowie An-sätzen und Methoden im Bereich der Montagegestaltung wurden zwei qualitative empirische Analysen durchgeführt. Es wurden sowohl Fallstudien ausgewertet als auch Experten aus dem Bereich der Montage befragt. Die Fallstudien und Exper-tengesprächen wurden zudem im Rahmen des vom Autor geleiteten Forschungspro-jekts „Neue Montagekonzepte – Realisierung von Produktordnungssystemen in der Kleinserienmontage komplexer Produkte bei kleinen und mittleren Unternehmen“ zur Erzielung von Erkenntnisgewinn herangezogen.
Zielsetzung der beiden empirischen Analysen ist neben der Vertiefung der Erkennt-nisse zur Situation der Kleinserienmontage in der unternehmerischen Praxis die Identifikation von Anforderungen an einen Konfigurationsprozess für die Kleinse-rienmontage. Zudem stellt die Erarbeitung einer geeigneten Struktur für einen Kon-figurationsprozess der Kleinserienmontage einen wesentlichen Inhalt der Analyse dar. Des Weiteren werden die in der Literatur genannten, auf einen Prozess zur Montagegestaltung wirkenden Einflussgrößen ergänzt, systematisiert und bewertet. Zur Abgabe von Gestaltungsempfehlungen für die Montagekonfiguration werden für die Fragestellung geeignete Gestaltungsbereiche identifiziert sowie Gestaltungs-ansätze und Methoden ermittelt und bewertet. Darüber hinaus werden auf Basis der Analysen Zusammenhänge zwischen Einflussgrößen und Gestaltungsansätzen er-mittelt. Zur Zielerreichung wurden zwei qualitative empirische Analysen durchge-führt. Es erfolgte zunächst die Untersuchung von 15 Fallstudien aus den Bereichen Montagegestaltung und montageorientierte Produktgestaltung. Dabei wurden insbe-sondere Fallstudien zur Analyse ausgewählt, die durch einen erfolgreichen Metho-deneinsatz gekennzeichnet sind. Die Fallstudienanalysen wurden durch Expertenge-spräche, die unter Anwendung von zwei unterschiedlichen Erhebungsmethodiken erfolgten, ergänzt. Es wurde sowohl eine Befragung von Montageexperten unter Verwendung eines standardisierten Interviewleitfadens als auch eine offene Befra-
497 Vgl. Kromrey (1998), S. 508.

116 Theoretischer und empirischer Bezugsrahmen gung der Experten zur Identifikation erfolgreich in den Unternehmen eingesetzter Gestaltungsansätze und Methoden durchgeführt. Der Aufbau und die angestrebten Ergebnisse der Anforderungsanalyse sind in Abbildung 3-33 zusammengefasst.
11 Expertengespräche1. Erhebungsmethodik: Standardisierter Interviewleitfaden2. Erhebungsmethodik: Freie Abfrage erfolgreicher Gestaltungsansätze und Methoden
1. Anforderungen an einen Montagekonfi-
gurationsprozess für die Kleinserienmontage
2. Grundstruktur des Montagekonfigurations-
prozesses
3. Ansätze und Methoden für die Gestaltung der Kleinserienmontage
angestrebte Ergebnisse
15 FallstudienAuswertung von Fallstudien zu den Themenbereichen Produkt- und Montagegestaltung
Abbildung 3-33: Aufbau und Zielsetzungen der Anforderungsanalyse
3.6.1 Fallstudien
Die Identifikation von Anforderungen an einen Prozess zur Konfiguration der Kleinserienmontage basiert auf einer Auswertung von 15 Fallstudien mit den In-haltsschwerpunkten Produkt- und Montagegestaltung. Die Fallstudien entstanden in Unternehmen, die analysiert und deren Prozesse und Strukturen teilweise umgestal-tet wurden. Die Zusammenarbeit mit den Unternehmen erfolgte unter der wissen-schaftlichen Leitung von Univ.-Prof. Dr. Dr. h. c. mult. Horst Wildemann.498 Die Fallstudien wurden zudem im Forschungsprojekt „Neue Montagekonzepte – Reali-sierung von Produktordnungssystemen in der Kleinserienmontage komplexer Pro-dukte bei kleinen und mittleren Unternehmen“ zur Erarbeitung von Erkenntnissen eingesetzt.
Aufgrund des geringen Stichprobenumfangs sind auf Basis der Analyse keine Aus-sagen im statistischen Sinne möglich. Die Fallstudienanalyse ermöglicht jedoch die Ermittlung von Schwerpunkten von Gestaltungsbereichen des Montagekonfigurati-onsprozesses sowie die Identifikation von Gestaltungsansätzen und Methoden im Rahmen der Montagekonfiguration. Zur Einordnung der empirischen Datenbasis erfolgen zunächst eine allgemeine Unternehmensbeschreibung sowie eine Einord-nung der Fallstudien hinsichtlich des Betrachtungsschwerpunkts und des Bezugs zur Thematik der Arbeit. Darauf aufbauend werden Anforderungen an einen Konfi-gurationsprozess für die Kleinserienmontage abgeleitet. Die analysierten Fallstudien lassen sich den beiden übergeordneten Bereichen Produkt-/Produktprogramm- und Montagegestaltung zuordnen. Die beiden Betrachtungsbereiche wurden gewählt,
498 Vgl. Wildemann (2008).

Theoretischer und empirischer Bezugsrahmen 117 um alle relevanten Aspekte im Rahmen der Montagekonfiguration zur berücksichti-gen. Elf der Fallstudien befassen sich mit den Prinzipien und Inhalten der Montage- und Materialflussgestaltung und vier Fallstudien sind den Bereichen Produkt- und Produktordnungssystemgestaltung zugeordnet. Eine zusammenfassende Darstellung der Fallstudien unter Angabe des inhaltlichen Schwerpunkts sowie des jeweiligen Bezugs zur Thematik und des Gestaltungsbereichs ist in Abbildung 3-34 gegeben.
Abbildung 3-34: Übersicht der Fallstudien
Fallstudie 1: Das untersuchte Unternehmen ist ein Hersteller von Verpackungsma-schinen, dessen Kapazität in einem Werk aufgrund gestiegener Umsätze nicht mehr ausreichte. Aufgrund von Platzmangel konnte die Gestaltung einer effizienten Pro-duktion nur unzureichend realisiert werden. Deshalb wurde eine Erweiterung der Hallenkapazität vorgenommen und ein neues Montagekonzept entwickelt. Die Neu-gestaltung betraf die Bereiche Materiallogistik, Layout, Produktionsorganisation, Produktionsplanung und Qualitätsmanagement. Es wurden ein flexibles Montage-layout und eine Inselmontage umgesetzt sowie die Konzepte Visualisierung und 5-S eingeführt. Dadurch konnte sowohl die Produktivität deutlich gesteigert als auch der Lagerbestand und nicht wertschöpfende Zeiten reduziert werden.
Nr. Fallstudienbezeichnung Bezug zur Thematik Gestaltungsbereich
1 Erarbeitung eines Montagekonzepts für Verpackungsmaschinen Montagegestaltung, Kleinserie Montage
2 Optimierung des Materialflusses und Bestandsreduzierung bei einem Anlagenbauer
Materialflussgestaltung, Methodeneinsatz Montage
3 Entwicklung eines Segmentierungskonzeptes im Maschinenbau Reorganisation der Produktion Montage
4 Fertigungssegmentierung bei einem Elektronikhersteller Segmentierung der Produktion, Layoutgestaltung Montage
5 Fertigungssegmentierung und Layoutgestaltung in der Fördertechnik
Segmentierung der Produktion, Layoutgestaltung Montage
6 Reorganisation und Standardisierung der Abwicklungsprozesse in der Baumaschinenindustrie Gestaltung der Bereitstellung Montage
7 Neugestaltung der Montage zur Erhöhung der Planungsgenauigkeit im Maschinenbau Montagegestaltung Montage
8 Produktionsentstörung in der Montage eines Automobilzulieferers
Montagegestaltung, Produktprogrammgestaltung Montage
9 Reorganisation der Auftragsabwicklung in der Maschinenbaubranche
Methodeneinsatz im Bereich der Produktionsgestaltung Montage
10 Montagesegmentierung bei einem mittelständischen Hersteller industrieller Großgetriebe Montagegestaltung Montage
11 Wertstromanalyse in der Montage eines Anlagenbauers Montagegestaltung, Methodeneinsatz Montage
12 Redesign von Entwicklungsprozessen bei einem Automobilzulieferer
Methodeneinsatz im Bereich der Produktgestaltung
Produkt / Produktprogramm
13 Parallelisierung Produktentwicklung und Service-Organisation in der Medizintechnik
Realisierung Produktordnungssystem, Methodeneinsatz
Produkt / Produktprogramm
14 Produkt- und Prozessharmonisierung in der Automobilindustrie
Produktprogrammgestaltung, Variantenmanagement
Produkt / Produktprogramm
15 Reduzierung und Begrenzung der äußeren und inneren Variantenvielfalt in der Kommunikationsbranche
Produktprogrammgestaltung, Variantenmanagement
Produkt / Produktprogramm

118 Theoretischer und empirischer Bezugsrahmen Fallstudie 2: Das Unternehmen ist ein im internationalen Umfeld tätiger Anlagen-bauer. Die hohe Internationalität führte zu Hindernissen im Materialfluss, zu hohen Durchlaufzeiten und zu hohen Beständen. Zudem lag aufgrund komplexer Abläufe, hoher Arbeitsbelastung und ungleicher Verteilung der Aufgaben und Verantwort-lichkeiten eine hohe Mitarbeiterunzufriedenheit vor. Auf Basis einer Analyse ent-lang der gesamten Wertschöpfungskette konnten Schwachstellen und Problemfelder identifiziert werden. Vordringliches Ziel war die Reduzierung der Standardlieferzeit um die Hälfte des ursprünglichen Werts und die Steigerung der Produktivität und der Produktionskapazität. Weitere Ziele waren die Reduzierung von Fehlern und die Steigerung der Durchgängigkeit in den Prozessen sowie Optimierungen hinsichtlich der eigenen Liefertermintreue. Dabei erfolgreich eingesetzte Methoden waren Stär-ken-Schwächen-Analysen und Schnittstellenanalysen in den relevanten Bereichen.
Fallstudie 3: Die steigende Nachfrage bei einem mittelständischen Hersteller von Getrieben erforderte eine Umstrukturierung der vorhandenen Montagestrukturen. Die bestehenden Strukturen waren durch eine geringe Planungstransparenz, hohe Fehlteilquoten sowie durch informelle Strukturen gekennzeichnet. Infolge der lang-jährigen Erfahrung als Einzelfertiger war im Unternehmen Werkstattfertigung vor-herrschend. Die Zielsetzung lag in einer detaillierten Analyse und Optimierung der Prozesse in der Produktion in Bezug auf deren Effizienz sowie deren Schnittstellen zu den anderen Unternehmensfunktionen, um die mittelfristige Transformation des Unternehmens vom Einzel- zum Kleinserienfertiger zu initiieren. Ergebnisse waren die Reduzierung der Fehlteilquote im Montageprozess, die Erhöhung der Daten-transparenz und die Etablierung selbststeuernder Regelkreise. Außerdem konnten nicht wertschöpfende Zeitanteile durch Methoden der Rüstzeitminimierung sowie durch eine montagegerechte Bereitstellung reduziert werden.
Fallstudie 4: Bei einem mittelständischen Elektronikhersteller wurden sowohl direk-te als auch indirekte Unternehmensbereiche untersucht und optimiert. Der Lagerbe-stand war überdurchschnittlich hoch und ein einheitlicher Produktionsablauf für alle Produkttypen führte zu Effizienzverlusten. Die weite Entfernung der Lager für Er-satzteile und für technische Materialien von der Montageanlage resultierte in langen Durchlaufzeiten. Zielsetzung war die Optimierung der Lagerorganisation sowie die Einführung montagenaher Lager für geringwertige und häufig auftretende Materia-lien. Zudem erfolgte eine Segmentierung der Produkttypen hinsichtlich der Prognostizierbarkeit des Bedarfs mithilfe der XYZ-Analyse und des Umsatzanteils mithilfe der ABC-Analyse. Ein weiterer Lösungsansatz war die Segmentierung ei-nes Montagestandortes zur Einführung des Fließprinzips. Als Ergebnis konnten der Bestand und die Durchlaufzeit der Montage deutlich reduziert werden.
Theoretischer und empirischer Bezugsrahmen 119 Fallstudie 5: Ein mittelständisches Unternehmen aus dem Bereich Fördertechnik ist Gegenstand der fünften Fallstudie. Das Unternehmen verlor durch geringe Liefer-treue und Produktivität Aufträge. Probleme waren weiterhin die Funktionalorgani-sation mit vielen Schnittstellen, eine geringe Produktqualität und hohe Rohwaren-bestände. Zur Reduzierung der identifizierten Probleme sowie zur Steigerung der Produktivität wurden Fertigungssegmente eingeführt. Die Fertigungssegmente wur-den nach den Fertigungsprozessen und den dafür erforderlichen Fertigungsschritten gebildet. Eine detaillierte Ausgestaltung der gebildeten Fertigungssegmente erfolgte anhand der Kriterien kontinuierlicher Verbrauch, Durchlaufzeiten und Losgrößen. Eine zusätzliche Integration indirekter Funktionen in die Fertigungssegmente führte zu einer Erhöhung der Autonomie. Im Soll-Layout wurden des Weiteren die Mate-rialflüsse optimiert. Als Ergebnis konnte eine Produktivitätssteigerung von über 40 Prozent erzielt werden.
Fallstudie 6: Die Fallstudie beinhaltet die Reorganisation und Standardisierung der Auftragsabwicklungsprozesse in einem Unternehmen der Baumaschinenindustrie. Aufgrund von sinkenden Nachfragen sowie Konzentrationsprozessen war eine Op-timierung der Abwicklung notwendig geworden. Die zentralen Probleme waren ho-he Bestände und Transportkosten sowie uneinheitliche Abwicklungsprozesse und ein geringer Servicegrad. Zur Verbesserung der Auftragsabwicklung erfolgten die Zentralisierung der Ersatzteilversorgung an einen Standort und die Reduzierung der dezentralen Lager. Des Weiteren wurde ein neues Materialflusssystem mit unter-nehmensindividuellen Montagekonzepten eingeführt. Dadurch konnten die Logis-tikkosten und der Verwaltungsaufwand deutlich reduziert werden.
Fallstudie 7: Zur Erhöhung der Planungsgenauigkeit eines Maschinenbauunterneh-mens wurde die Montage neu gestaltet. Da die Montagekapazitäten über der Kapa-zitätsgrenze ausgelastet waren, wurde eine Produktionskapazitätserweiterung ange-strebt. Dadurch sollten die Effizienz der Abläufe und die Liefertreue gesteigert wer-den. Des Weiteren wurde eine Standardisierung der Abläufe und Optimierung der Materialbereitstellung angestrebt. Im Rahmen der Optimierung erfolgte die Auditierung der bisherigen Montagesituation mit einer Ist-Analyse der Montageab-läufe, Produktionsorganisation und Materialbereitstellungskonzepte sowie des Qua-litätsmanagements und der Produktionsplanung. Auf Basis der Ergebnisse wurde ein Stärken-Schwächen-Profil erarbeitet und das Sollkonzept zur Neugestaltung der Montage entwickelt. Ergebnis war die Segmentierung der Montagehalle hinsichtlich Maschinengrößen, die Einführung einer Frozen Zone sowie die Umsetzung von Gruppenarbeit mit 5 Segmenten. Zusätzlich wurde eine Ordnungs- und Sauberkeits-initiative durch die Einführung von 5-S initiiert.

120 Theoretischer und empirischer Bezugsrahmen Fallstudie 8: Bei einem Automobilzulieferer erfolgte aufgrund mangelnder Liefer-treue und Programmabweichungen die Entstörung der Montage. Eine geringe Tei-leverfügbarkeit sowie ein hohes Nacharbeitsvolumen waren weitere Probleme in der Montage. Zur Verbesserung der Situation erfolgte eine visuelle Darstellung und Überprüfung der logistischen Steuerungsprinzipien. Als Ergebnis konnte eine diffe-renzierte Materialbereitstellung auf Basis von JIT-Prinzipien implementiert werden. Zudem wurde Gruppenarbeit eingeführt. Eine Erhöhung des Standardisierungsgra-des der Produkte und des Produktprogramms konnte durch die Durchführung einer Produktklinik und die Realisierung der Ansätze des Variantenmanagements erreicht werden.
Fallstudie 9: Bei einem Unternehmen des Maschinenbaus wurde die Auftragsab-wicklung neu gestaltet. Ein hohes Marktwachstum und steigender Wettbewerbs-druck auf dem Beschaffungsmarkt erforderten eine Umstellung von der traditionel-len Einzelfertigung zur Fließfertigung. Ziel war die Steigerung der Produktivität sowie die Reduzierung der Bestände und die Steigerung der Liefertreue. Durch eine detaillierte Prozessanalyse der Auftragsabwicklung konnten die Defizite der her-kömmlichen Prozesse erarbeitet werden. Die Einführung eines nachhaltigen Regel-werks mit definierten Quality Gates unterstützt eine hohe Prozesssicherheit und er-möglicht den rechtzeitigen Eingriff bei Fehlentwicklungen. Die Ausarbeitung de-taillierter Prozessabläufe für Neuprodukte, Wiederhol- und Serienaufträge sowie Einzelanfertigungen und Reparaturaufträge stellt die Prozessorientierung aller Ab-teilungen des Unternehmens sicher. Zur Prüfung der Zielerreichung wurde ein Per-formance-Indicator-Cockpit entwickelt, mit dem Schwachstellen identifiziert wur-den und auf dessen Basis Gegenmaßnahmen eingeleitet wurden. Als Ergebnis konn-te eine deutliche Steigerung der Produktivität erreicht werden.
Fallstudie 10: In Fallstudie 10 wird die Montagesegmentierung bei einem mittel-ständischen Hersteller von Großgetrieben analysiert. Eine Steigerung der Nachfrage erforderte die Reorganisation der Montagestrukturen. Als Ziel wurde die Erhöhung der Flussorientierung in der Montage sowie die Erreichung einer transparenten und kundenorientierten Auftragsplanung und -abwicklung angegeben. Ein weiteres Ziel war die Schaffung von Transparenz bezüglich Qualitätsdaten, Beständen und Fehl-teilen sowie die Standardisierung der Produktionsprozesse. Der gewählte Ansatz zur Reorganisation war die Segmentierung der Montage, welcher sich in folgende sechs Phasen gliederte: Ableitung erster Umsetzungsideen, Optimierung der Prüfstände, Gestaltung von Arbeitsstationen, Ableitung von Bereitstellungskonzepten, Ausge-staltung der Lackierstation, Ausgestaltung des Qualitätskonzeptes und Gestaltung des Layouts. Als Resultat der Montagesegmentierung wurden sowohl quantitative
Theoretischer und empirischer Bezugsrahmen 121 als auch qualitative Potenziale identifiziert. Das Ziel, die Produktivität zu steigern und die Durchlaufzeiten und die Umlaufbestände zu senken, wurde erreicht.
Fallstudie 11: In einem Unternehmen des Maschinenbaus lagen zahlreiche Störquel-len im Montageablauf vor, die den Fluss der Montage behinderten. Fehlende Be-standstransparenz führte zu unabgestimmter und bedarfsweiser Planung und Steue-rung der Fertigungsaufträge. Das Unternehmen hatte zudem aufgrund unklar defi-nierter organisatorischer Einheiten Schnittstellenprobleme in der Montage. Als Lö-sungsansatz wurde eine Wertstromanalyse in der Montage durchgeführt. Neben der Visualisierung der Wertströme galt es, die komplexen Montageprozesse zu identifi-zieren und die Montage individuell auf die Belange des Kunden anzupassen. Dazu wurden die Hauptursachen für Störungen identifiziert und kundenspezifisch gelöst. Es wurde eine sichere Materialversorgung und eine Optimierung der Abläufe vor allem auch durch eine Verringerung der externen Störungen erreicht. Die Bestands-transparenz wurde durch die Ausarbeitung von Konzepten zur Reduzierung von Umlaufbestand verbessert. Durch die Erweiterung des Kennzahlensystems konnte die notwendige Transparenz sowie Prüffähigkeit der Prozesse hergestellt werden.
Fallstudie 12: Das Unternehmen der Automobilzulieferindustrie hatte im Bereich der Produktentwicklung Schwierigkeiten, die von ihrem Kunden vorgegebenen Zie-le bezüglich der Kosten, Termine und Qualität zu erreichen. Der Kunde wurde zu seinem SOP mit Produkten beliefert, die nicht die geforderte Produktreife aufwie-sen. Zur Ermittlung der Stärken und Schwächen der Innovationskette wurde ein auf das betrachtete Unternehmen spezifisch zugeschnittenes Innovationsaudit durchge-führt. Ein umfassendes Benchmarking mit dem Branchendurchschnitt und Best Practice Vergleichen unterstützte die Analyse. Wesentliche Defizite des Unterneh-mens waren die fehlende Differenzierung nach verschiedenen Innovationsaufgaben, Defizite im Projektmanagement, vielfältige Schnittstellenprobleme, ein geringer Parallelisierungsgrad der Aktivitäten und mangelnde methodische Unterstützung. Zur Problemlösung wurden die Entwicklung neu organisiert und die Prinzipien des Simultaneous Engineering eingeführt. Zudem wurden Quality Gates eingeführt und es erfolgte eine Schulung der Methoden FMEA, QFD und Produktklinik. Durch die Maßnahmen konnte die Durchlaufzeit bei Neuproduktentwicklungen sowie bei Applikationsentwicklungen gesenkt werden.
Fallstudie 13: In einem Unternehmen der Medizintechnik wurden durch die Parallelisierung der Produktentwicklung sowie die Neustrukturierung der Service-organisation positive Ergebnisse erzielt. Das Unternehmen hatte mit langen Durch-laufzeiten und einer schleppenden Bearbeitung von Anfragen zu kämpfen. Durch die Implementierung eines Wissensmanagementsystems sowie die Schaffung einer

122 Theoretischer und empirischer Bezugsrahmen Wissensdatenbank konnten die Durchlaufzeiten in der Entwicklung und im Service reduziert werden. Durch eine Parallelisierung von Produktentwicklung und Service-organisation konnte zusätzlich Zeit reduziert werden. Wesentliche positive Kosten- und Zeiteffekte wurden durch den Aufbau eines Produktordnungssystems für Er-satzteile erzielt. Als Ergebnis konnten die Durchlaufzeiten der Entwicklungs- und Serviceprozesse deutlich reduziert werden.
Fallstudie 14: Die Fallstudie beschreibt die Produkt- und Prozessoptimierung bei einem Unternehmen der Automobilindustrie. Die Problematik des Unternehmens war durch eine Vielzahl produzierter Varianten bei gleichzeitig starkem Kosten-druck gekennzeichnet. Durch eine Analyse der Kundenstruktur konnte aufgezeigt werden, dass bei fast allen Kunden die Selbstkosten über den Verrechnungspreisen lagen. Eine Lösung war die Schaffung des Variantenspektrums auf Fertigerzeugnisebene. Zudem wurden Einzelteile und Baugruppen reduziert und der Variantenbestimmungspunkt optimiert. Eine Bildung von Produktfamilien führte zur Optimierung der Materialflüsse und zur Reduzierung der Variantenvielfalt im Durchlauf. Für eine technologisch eigenständige Produktgruppe wurde zudem ein durchgängiges Produktionssegment eingerichtet. Durch die genannten Maßnahmen konnten die Komplexitätskosten um etwa ein Drittel reduziert werden.
Fallstudie 15: In einem Unternehmen der Kommunikationstechnik wurde die äußere und innere Variantenvielfalt reduziert. Der Rückgang von Umsatz und starker Kos-tendruck sowie die geringe Transparenz über den Ergebnisbeitrag der einzelnen Va-rianten waren wesentliche Probleme des Unternehmens. Zudem führte der schlei-chende Anstieg der Varianten zu hohen Kosten. Zielsetzung war die Reduzierung von Komplexitätskosten und die Reduzierung der äußeren und inneren Varianten-vielfalt. Zudem wurde flächendeckend ein übergreifendes Komplexitätsmanage-ment implementiert. Die Entwicklung und Implementierung ganzheitlicher Soll-Prozesse führte zur nachhaltigen Vermeidung von Komplexität. Das ganzheitliche Variantenmanagement durch beispielsweise die Reduzierung von Bauteilen als Er-gebnis einer ABC- und XYZ-Analyse sowie die Verlagerung des Variantenbestim-mungspunkts in der Montage führte zu einer deutlichen Verringerung der Varian-tenanzahl.
Zur Ergänzung der Erkenntnisse aus den Fallstudien um die spezifischen Anforde-rungen der Konfiguration der Kleinserienmontage, werden diese um Gespräche mit Experten aus der Montage sowie Unternehmensaudits ergänzt.
Theoretischer und empirischer Bezugsrahmen 123 3.6.2 Expertengespräche
Die der Anforderungsanalyse zugrunde liegende erste Erhebungsmethodik im Rah-men der Expertengespräche ist die standardisierte persönliche Befragung unter Verwendung eines Interviewleitfadens.499 Dazu wurde ein strukturierter Fragenkata-log entwickelt, der im Sinne eines Interviews auf Basis der Angaben der Experten vom Interviewenden während des Gesprächs ausgefüllt wurde. Die gestellten Fra-gen sind überwiegend geschlossen mit möglichen, vorgegebenen Antwortalternati-ven. Zudem sind offene Fragen in den Fragebogen integriert, welche individuelle Anmerkungen der befragten Experten ermöglichten.
Die Struktur des Interviewleitfadens setzt sich aus fünf Analysefeldern zusammen. Die Auswahl der Analysefelder basiert auf der Fallstudienanalyse sowie der Litera-turauswertung und stellt die ganzheitliche Analyse des Betrachtungsbereichs sicher. In Analysefeld 1 werden die Basisdaten des Unternehmens abgefragt. Diese bein-halten Angaben zur Unternehmensgröße, Mitarbeiteranzahl und Branche des Unter-nehmens. Zudem ist die Strategie des Unternehmens Untersuchungsgegenstand und es erfolgt eine erste Einordnung der Montagetätigkeiten. Analysefeld 2 beinhaltet die Analyse der Kernaspekte der Montage. Es werden mögliche Einflussgrößen auf die Montagegestaltung betrachtet und bezüglich ihrer Größenordnungen einge-schätzt. Die Komplexität der Produkte und des Produktprogramms sowie die Dy-namik des Montageumfelds werden analysiert. Des Weiteren sind die Konkretisie-rung der Ziele, die mit der Gestaltung der Montage verfolgt werden und die Identi-fikation von möglichen Gestaltungsansätzen zur Montagegestaltung kleiner Serien, Inhalt des Analysefelds. In Analysefeld 3 wird die Vorgehensweise der Unterneh-men bei der Montageplanung betrachtet. Dazu werden die Auswahlkriterien und Methoden, die im Rahmen der Montageplanung herangezogen werden, untersucht. Im Rahmen des Analysefelds 4 wird der Gestaltungsbereich der Montagebewertung analysiert. Dazu werden die Vorgehensweisen bei der Bewertung der Montage und die Probleme bei der Bewertung von Montagekonzepten abgefragt. Analysefeld 5 beschäftigt sich mit der Einbindung der der Montage vor- und nachgelagerten Stel-len. Inhalt ist die Beurteilung der Montageplanung unter Berücksichtigung der Lie-feranten- und Kundenperspektive.
Zur Ermittlung möglicher relevanter Gestaltungsansätze und Methoden zur Ausge-staltung eines Montagekonfigurationsprozesses für die Kleinserienmontage wurden die standardisierten Expertengespräche um eine zweite Erhebungsmethodik ergänzt. Dazu wurden offene Fragen nach in den Unternehmen realisierten Ansätzen und Methoden zur den Gestaltungsbereichen Montageobjektgestaltung, Produktord- 499 Vgl. Seipel/Rieker (2003), S. 140 f.

124 Theoretischer und empirischer Bezugsrahmen nungssystemgestaltung und Materialflussgestaltung gestellt (vgl. Abb. 3-35). Die Spezifizierung der Ansätze und Methoden wurde mithilfe von charakteristischen Beispielen, die den Unternehmen je Gestaltungsbereich aufgezeigt wurden, erleich-tert. Darauf aufbauend wurden die Experten gebeten, den drei Gestaltungsbereichen die im eigenen Unternehmen erfolgreich eingesetzten Gestaltungsansätze und Me-thoden zuzuordnen und die Gründe für den Erfolg sowie jeweilige Vor- und Nach-teile in der Praxis zu erläutern
Montageobjekt-gestaltung
Produktordnungs-systemgestaltung
Materialfluss- und Produktionslogistik-gestaltung
Abbildung 3-35: Gestaltungsbereiche als Basis zur Abfrage von erfolgreichen Ansätzen und Methoden in Expertengesprächen
Eine Abfrage möglicher Gestaltungsansätze und Methoden zur Ausgestaltung des Montagekonfigurationsprozesses erfolgte bei allen elf Experten. In Abhängigkeit von der Terminsituation wurden manche der Experten in zwei Terminen befragt. Folgende Fragen wurden im Rahmen der offenen Befragung der Experten in den Vordergrund gestellt:
Welche Gestaltungsansätze können zur Ausgestaltung der drei Gestaltungs-bereiche eingesetzt werden?
Welche Methoden eignen sich je Gestaltungsbereich zur Unterstützung bei der Umsetzung eines Montagekonfigurationsprozesses?
Bevor die Erkenntnisse zur Montagekonfiguration, den Einflussgrößen und der An-sätze beschrieben werden, erfolgt eine allgemeine Unternehmens- und Situations-charakterisierung, um eine Einordnung der empirischen Datenbasis zur ermögli-chen. Für die Analyse der Montage in kleinen Serien wurde nur jeweils dieser ab-gegrenzte Bereich der Unternehmen hinzugezogen. Die gegebenenfalls vorliegende Montage in Großserien- oder Massenfertigung der betrachteten Unternehmen wurde nicht analysiert. Eine Übersicht der elf Unternehmen, die zur empirischen Analyse befragt wurden, ist in Abbildung 3-36 dargestellt. Zur Charakterisierung der Unter-nehmen werden die Branche, der Umsatz im Jahr 2008, die Mitarbeiteranzahl im Jahr 2008 und der Unternehmenstyp verwendet. Zudem werden die Fertigungsart in der Montage sowie die Unternehmensstrategie zur Einordnung der Unternehmen zur Unternehmensbeschreibung eingesetzt.

Theoretischer und empirischer Bezugsrahmen 125
First Mover, Qualitätsführer
Einzel- und Kleinserien-fertigung,
Serienfertigung
Nischenspezialist, Kundenindividueller
Einzel-/System-anbieter
2.000 380 Mio. EuroMaschinenbau,
Sonder-maschinenbau
Experten-gespräch 6
First Mover, QualitätsführerSerienfertigungKundenspezifischer
Serienfertiger100k. A.Erneuerbare Energie
Experten-gespräch 7
First Mover, Qualitätsführer
Einzel- und Kleinserien-fertigung,
Serienfertigung
Kundenspezifischer Serienfertiger; Kun-denindividueller Ein-zel-/Systemanbieter
350k. A.Medizin-technik
Experten-gespräch 8
k. A.
Einzel- und Kleinserien-fertigung,
Serienfertigung
Kundenspezifischer Serienfertiger2.100390 Mio. EuroElektrotechnikExperten-
gespräch 11
k. A.Einzel- und Kleinserien-
fertigung
Kundenspezifischer Serienfertiger; Kun-denindividueller Ein-zel-/Systemanbieter
k. A.k. A.Automobil-zulieferer
Experten-gespräch 10
First Mover, Qualitätsführer
Einzel- und Kleinserien-
fertigung
Kundenspezifischer Serienfertiger16026 Mio. EuroMaschinenbauExperten-
gespräch 9
Qualitätsführer
Einzel- und Kleinserien-fertigung,
Einmalfertigung
Nischenspezialist; Kundenindividueller
Einzel-/System-anbieter
1.000250 Mio. EuroMaschinenbauExperten-gespräch 2
First Mover, Kostenführer,
Qualitätsführer
Einzel- und Kleinserien-
fertigung
Kundenspezifischer Seriefertiger; Solution
Provider2.2002.900 Mio.
EuroMaschinenbau
und ITExperten-gespräch 1
Einzel- und Kleinserien-fertigung,
Serienfertigung
Einzel- und Kleinserien-
fertigung
Einzel- und Kleinserien-
fertigung
Fertigungsart (Montage)
9.000
4.000
35.000
Mitarbeiter(2008)
Kundenindividueller Einzel-/System-
anbieter
Kundenspezifischer Serienfertiger; Kun-denindividueller Ein-zel-/Systemanbieter
Kundenspezifischer Serienfertiger; Kun-denindividueller Ein-zel-/Systemanbieter
Unternehmenstyp
First Mover, Qualitätsführer
1.600 Mio. Euro
Kunststoff-verarbeitung, Automobil-zulieferer
Experten-gespräch 5
First Mover800 Mio EuroElektrotechnikExperten-gespräch 4
First Mover, Qualitätsführer
5.800 Mio. Euro
Maschinenbau, Anlagenbau
Experten-gespräch 3
Unterneh-mensstrategie
Umsatz(2008)
BrancheExperten-gespräch
First Mover, Qualitätsführer
Einzel- und Kleinserien-fertigung,
Serienfertigung
Nischenspezialist, Kundenindividueller
Einzel-/System-anbieter
2.000 380 Mio. EuroMaschinenbau,
Sonder-maschinenbau
Experten-gespräch 6
First Mover, QualitätsführerSerienfertigungKundenspezifischer
Serienfertiger100k. A.Erneuerbare Energie
Experten-gespräch 7
First Mover, Qualitätsführer
Einzel- und Kleinserien-fertigung,
Serienfertigung
Kundenspezifischer Serienfertiger; Kun-denindividueller Ein-zel-/Systemanbieter
350k. A.Medizin-technik
Experten-gespräch 8
k. A.
Einzel- und Kleinserien-fertigung,
Serienfertigung
Kundenspezifischer Serienfertiger2.100390 Mio. EuroElektrotechnikExperten-
gespräch 11
k. A.Einzel- und Kleinserien-
fertigung
Kundenspezifischer Serienfertiger; Kun-denindividueller Ein-zel-/Systemanbieter
k. A.k. A.Automobil-zulieferer
Experten-gespräch 10
First Mover, Qualitätsführer
Einzel- und Kleinserien-
fertigung
Kundenspezifischer Serienfertiger16026 Mio. EuroMaschinenbauExperten-
gespräch 9
Qualitätsführer
Einzel- und Kleinserien-fertigung,
Einmalfertigung
Nischenspezialist; Kundenindividueller
Einzel-/System-anbieter
1.000250 Mio. EuroMaschinenbauExperten-gespräch 2
First Mover, Kostenführer,
Qualitätsführer
Einzel- und Kleinserien-
fertigung
Kundenspezifischer Seriefertiger; Solution
Provider2.2002.900 Mio.
EuroMaschinenbau
und ITExperten-gespräch 1
Einzel- und Kleinserien-fertigung,
Serienfertigung
Einzel- und Kleinserien-
fertigung
Einzel- und Kleinserien-
fertigung
Fertigungsart (Montage)
9.000
4.000
35.000
Mitarbeiter(2008)
Kundenindividueller Einzel-/System-
anbieter
Kundenspezifischer Serienfertiger; Kun-denindividueller Ein-zel-/Systemanbieter
Kundenspezifischer Serienfertiger; Kun-denindividueller Ein-zel-/Systemanbieter
Unternehmenstyp
First Mover, Qualitätsführer
1.600 Mio. Euro
Kunststoff-verarbeitung, Automobil-zulieferer
Experten-gespräch 5
First Mover800 Mio EuroElektrotechnikExperten-gespräch 4
First Mover, Qualitätsführer
5.800 Mio. Euro
Maschinenbau, Anlagenbau
Experten-gespräch 3
Unterneh-mensstrategie
Umsatz(2008)
BrancheExperten-gespräch
Abbildung 3-36: Übersicht der Expertengespräche
Das Unternehmen des ersten Expertengesprächs ist der Branche Maschinenbau und IT zuzuordnen. Es erzielte mit etwa 2.200 Mitarbeitern im Jahr 2008 einen Umsatz von 2.900 Mio. Euro. Der Experte bezeichnet das Unternehmen als kundenspezifi-schen Serienfertiger und Solution Provider. Die in der Montage vorherrschende Fer-tigungsart ist Einzel- und Kleinserienfertigung und die Unternehmensstrategie ist die des First Mover sowie des Kosten- und Qualitätsführers. Die Komplexität der montierten Produkte ist sehr hoch und die Produktprogrammkomplexität liegt im mittleren Bereich. Der befragte Experte ist Produktlinienverantwortlicher und in dieser Funktion verantwortlich für die Planung der Produktion und Montage.

126 Theoretischer und empirischer Bezugsrahmen Das Unternehmen, das im Rahmen des zweiten Expertengesprächs analysiert wird, ist ein Maschinenbauunternehmen. Dieses Unternehmen erwirtschaftet mit 1.000 Mitarbeitern einen Umsatz von 250 Mio. Euro. Das Unternehmen ist ein Nischen-spezialist mit kundenindividuellen Produkten. Die Montage erfolgt sowohl in Ein-zel- und Kleinserienfertigung als auch in Einmalfertigung. Der Experte schätzt die Unternehmensstrategie als Qualitätsführer ein. Die Komplexität der betrachteten Produkte ist gering. Die Komplexität des Produktprogramms ist demgegenüber sehr hoch. Der im Rahmen des Gesprächs interviewte Experte ist Werksleiter im Bereich der analysierten Kleinserienmontage.
Das dritte Expertengespräch wurde in einem Unternehmen des Anlagen- und Ma-schinenbaus durchgeführt. Es wurde nur der Teilbereich Maschinenbau analysiert. Der Umsatz des Unternehmens beträgt 5.800 Mio. Euro und die Mitarbeiteranzahl liegt bei etwa 35.000 Euro. Das Unternehmen kann sowohl als kundenspezifischer Serienfertiger als auch kundenindividueller Einzel- und Systemanbieter eingeordnet werden. Die Montage des analysierten Teilbereichs erfolgt in Einzel- und Kleinse-rienfertigung und die Unternehmensstrategie ist die des First Mover und Qualitäts-führers. Sowohl die Produkt- als auch die Produktprogrammkomplexität wird als hoch angegeben. Der befragte Experte ist Leiter der Montage des analysierten Werks.
Das Expertengespräch 4 erfolgte mit einem Experten eines Elektrotechnikunter-nehmens. Der Umsatz des gesamten Unternehmens betrug im Jahr 2008 etwa 800 Mio. Euro. Dieser Umsatz wurde mit einer Mitarbeiteranzahl von 4.000 erwirtschaf-tet. Der Experte schätzt das Unternehmen als kundenspezifischen Serienfertiger und kundenindividuellen Einzel- und Systemanbieter ein. Die Fertigungsart in der Mon-tage ist Einzel- und Kleinserienfertigung und die Unternehmensstrategie ist die des First Mover. Der Experte gibt die Komplexität der zu montierenden Produkte als hoch an und die Produktprogrammkomplexität wird sogar als sehr hoch bezeichnet. Die Position des Interviewpartners ist die des Produktionsmanagers.
Das Unternehmen, das im fünften Expertengespräch analysiert wurde, ist in der Kunststoffverarbeitung tätig. Das Unternehmen fungiert als Automobilzulieferer. Mit einer Mitarbeiteranzahl von 9.000 wurden 1.600 Mio. Euro im Jahr 2008 er-zielt. Das Unternehmen ist ein kundenindividueller Einzel- und Systemanbieter. Wesentliche Unternehmensstrategien sind die des First Mover und die Qualitätsfüh-rerschaft. Das Produktspektrum der Montage in kleinen Serien ist breit und die Komplexität der Produkte liegt im mittleren Bereich. Der befragte Experte ist im Bereich Operations und Technology tätig.
Theoretischer und empirischer Bezugsrahmen 127 Im Rahmen des sechsten Expertengesprächs wurde die Montage eines Unterneh-mens des Sondermaschinenbaus betrachtet. Das Unternehmen erwirtschaftete im Jahr 2008 einen Umsatz von 380 Mio. Euro. Die durchschnittliche Anzahl der Mit-arbeiter war zu diesem Zeitpunkt etwa 2.000. Das Unternehmen ist ein Nischenspe-zialist und kundenindividueller Einzel- und Systemanbieter. Die betrachtete Monta-ge erfolgt sowohl in Einzel- und Kleinserienfertigung als auch in Serienfertigung. Das Unternehmen hat die Strategien First Mover und Qualitätsführer. Die Anzahl der Produktlinien und die Anzahl der Varianten liegen im mittleren Bereich und die Komplexität der Produkte wird als mittel eingeschätzt. Der mithilfe des Interview-leitfadens befraget Experte ist im Bereich Operations tätig.
Das Unternehmen des siebten Expertengesprächs ist in der Branche erneuerbare Energien tätig. Die Mitarbeiteranzahl des Unternehmens betrug im Jahr 2008 etwa 100 Mitarbeiter. Zum erzielten Umsatz machte der befragte Experte keine Angaben. Der Experte schätzt das Unternehmen als kundenspezifischen Serienfertiger ein. Die Unternehmensstrategie ist sowohl First Mover als auch Qualitätsführer. Die Montagetätigkeiten erfolgen bei dem betrachteten Unternehmen in Serienfertigung. Sowohl die Komplexität der Produkte als auch des Produktprogramms werden vom Experten als hoch angegeben. Der im Rahmen des Expertengesprächs interviewte Experte ist in der Geschäftsleitung tätig.
Das achte Expertengespräch wurde mit einem Montageexperten eines Unterneh-mens der Medizinbranche durchgeführt. Im Jahr 2008 waren im Unternehmen etwa 350 Mitarbeiter beschäftigt. Zu den Umsatzzahlen des Jahres 2008 wurden keine Aussagen gemacht. Das Unternehmen ist den Bereichen kundenspezifischer Serien-fertiger und kundenindividueller Einzel-/Systemanbieter zuzuordnen. Die Strategien des Unternehmens sind die des First Mover sowie die des Qualitätsführers. Die Montage erfolgt in Einzel- und Kleinserienfertigung sowie in Serienfertigung. Die Produktkomplexität wird vom Experten als mittel eingeschätzt. Die Produktpro-grammkomplexität weist einen sehr hohen Wert auf. Der Experte ist Montageleiter im analysierten Unternehmen.
Im neunten Expertengespräch wurde ein Experte eines Maschinenbauunternehmens befragt. Das Unternehmen beschäftigte im Jahr 2008 etwa 160 Mitarbeiter und es wies einen Umsatz von 26 Millionen Euro auf. Das Unternehmen ist ein kunden-spezifischer Serienfertiger, dessen Hauptfertigungsart Einzel- und Kleinserienferti-gung darstellt. Das Unternehmen ist sehr innovativ und schätzt sich als First Mover und Qualitätsführer ein. Der befragte Experte ist als Leiter der Fertigung und Mon-tage im Unternehmen tätig.

128 Theoretischer und empirischer Bezugsrahmen Der Experte, mit dem das zehnte Expertengespräch durchgeführt wurde, ist Ge-schäftsführer eines Automobilzulieferers. Die Veröffentlichung der Angaben zur Mitarbeiteranzahl und dem Umsatz des Unternehmens wurde nicht gewünscht. Das Unternehmen ist als kundenspezifischer Serienfertiger und kundenindividueller Einzelanbieter tätig. Die vorherrschende Fertigungsart in der Montage ist Einzel- und Kleinserienfertigung. Zur Unternehmensstrategie wurde vom Experten keine Aussage getätigt.
Das Unternehmen des elften Expertengesprächs ist in der Branche Elektrotechnik tätig. Im Jahr 2008 betrug der Umsatz des Unternehmens fast 390 Mio. Euro. Die Mitarbeiteranzahl lag bei etwa 2.100. Das Unternehmen ist ein kundenspezifischer Serienfertiger, wobei Teile der Montage auch kundenanonym erfolgen. Die Monta-ge erfolgt sowohl in Kleinserien- als auch in Serienfertigung. Eine verbindliche Aussage zur Strategie des Unternehmens wurde nicht gemacht. Der Experte ist im Bereich des Projekt- und Prozessmanagements in der Montage tätig.
Die Aufstellung der befragten Experten zeigt, dass Unternehmen aller relevanten Größenklassen befragt wurden. Es liegen zudem verschiedene Kombinationen von Produkt- und Produktprogrammkomplexität vor. Die im Rahmen der Expertenge-spräche analysierte Montage erfolgt in Einzel- und Kleinserienfertigung oder in Se-rienfertigung. Die Expertengespräche sind demzufolge geeignet, um wesentliche Anforderungen an einen Montagekonfigurationsprozess, mögliche Gestaltungsbe-reiche sowie die darauf wirkenden Einflussgrößen für diese Arbeit zu identifizieren.
3.6.3 Ergebnisse der Fallstudienanalyse
Die Fallstudienanalyse zielt sowohl auf die Identifikation von Anforderungen an einen Montagekonfigurationsprozess als auch auf die Ermittlung von Gestaltungs-ansätzen und Methoden zur Anwendung im Rahmen der Montagegestaltung ab. Da-zu werden zunächst die Erfolgsfaktoren und deren Wirkung in den Fallstudien un-tersucht. Daraus werden im nächsten Schritt Anforderungen an eine erfolgreiche Montagekonfiguration abgeleitet. Die vier Erfolgsfaktoren, ihre Wirkungen sowie die Fallstudien, aus denen sie abgeleitet wurden, sind in Abbildung 3-37 dargestellt. Durch eine frühe Integration der Anforderungen der Montage in die Entwicklung und Konstruktion können die Montagequalität erhöht und die Montagekosten ge-senkt werden. Komplexitätskosten können durch eine an der Produktion orientierten Produktprogrammgestaltung reduziert werden. Erreicht werden kann dies bei-spielsweise durch die Reduzierung der Variantenanzahl oder durch die Verlagerung des Variantenbestimmungspunkts. Erfolgreiche Montagekonzepte beinhalten die Optimierung mehrerer Bereiche. In den Fallstudien war insbesondere die Neugestal-

Theoretischer und empirischer Bezugsrahmen 129 tung der Materialbereitstellung, des Layouts, der Produktionsorganisation, der Pro-duktionssteuerung und des Qualitätsmanagements erfolgreich.
Frühzeitige Integration der Montage-anforderungen in die Produkt-entwicklung
Realisierung einer an der Produktion orientierten Produktprogrammgestaltung
Optimierung der Bereiche Material-bereitstellung, Layout, Produktions-organisation, Produktionssteuerung und Qualitätsmanagement
Einsatz geeigneter Methoden zur Unterstützung der Anwender bei Montagekonfiguration
• Erhöhung der Montagequalität • Reduzierung der Montagekosten
• Reduzierung von Komplexitätskosten• Reduzierung der Variantenanzahl
• Steigerung der Produktivität• Reduzierung von Beständen• Reduzierung von Durchlaufzeiten• Steigerung der Qualität
• Steigerung des Konfigurationserfolgs
Erfolgsfaktor Wirkung
Fallstudie 12; Fallstudie 13
Fallstudie 14; Fallstudie 15
Fallstudie 1; Fallstudie 3; Fallstudie 4; Fallstudie 5; Fallstudie 6; Fallstudie 7; Fallstudie 8; Fallstudie 11
Fallstudie 2; Fallstudie 9; Fallstudie 10; Fallstudie 11; Fallstudie 12; Fallstudie 13
Fallstudien
Frühzeitige Integration der Montage-anforderungen in die Produkt-entwicklung
Realisierung einer an der Produktion orientierten Produktprogrammgestaltung
Optimierung der Bereiche Material-bereitstellung, Layout, Produktions-organisation, Produktionssteuerung und Qualitätsmanagement
Einsatz geeigneter Methoden zur Unterstützung der Anwender bei Montagekonfiguration
• Erhöhung der Montagequalität • Reduzierung der Montagekosten
• Reduzierung von Komplexitätskosten• Reduzierung der Variantenanzahl
• Steigerung der Produktivität• Reduzierung von Beständen• Reduzierung von Durchlaufzeiten• Steigerung der Qualität
• Steigerung des Konfigurationserfolgs
Erfolgsfaktor Wirkung
Fallstudie 12; Fallstudie 13
Fallstudie 14; Fallstudie 15
Fallstudie 1; Fallstudie 3; Fallstudie 4; Fallstudie 5; Fallstudie 6; Fallstudie 7; Fallstudie 8; Fallstudie 11
Fallstudie 2; Fallstudie 9; Fallstudie 10; Fallstudie 11; Fallstudie 12; Fallstudie 13
Fallstudien
Abbildung 3-37: Aus den Fallstudien abgeleitete Erfolgsfaktoren
Die Analyse der Fallstudien zeigt zudem, dass der Einsatz geeigneter Methoden die Montagekonfiguration unterstützt. Methoden werden sowohl zur Gestaltung des Produktprogramms als auch zur Gestaltung der Montage eingesetzt. Die Erfolgsfak-toren der Montagekonfiguration bilden die Basis für die Ableitung von Anforderun-gen an einen Montagekonfigurationsprozess. Da die Fallstudien sowohl in Unter-nehmen mit Klein- als auch mit Großserienmontage entstanden sind, gelten die auf-gezeigten Anforderungen für beide Montagetypen. Eine Konkretisierung der Anfor-derungen für die Kleinserienmontage erfolgt durch die Expertengespräche. Zusam-menfassend können aus den Fallstudien jedoch bereits folgende Anforderungen an einen Montagekonfigurationsprozess abgeleitet werden:
Die Produktentwicklung und Konstruktion ist in einen ganzheitlichen Mon-tagekonfigurationsprozess einzubeziehen.
Die montageorientierte Produktprogrammgestaltung trägt zum Montageer-folg bei und ist im Rahmen der Montagekonfiguration zu berücksichtigen.
Die Gestaltung der Montage ist in verschiedene Bereiche zu unterteilen, die nacheinander ausgestaltet werden müssen. Wesentliche Bereiche sind die Materialbereitstellung, die Layoutgestaltung, die Produktionsorganisation, die Produktionssteuerung und die qualitätsorientierte Gestaltung.

130 Theoretischer und empirischer Bezugsrahmen
Der Montagekonfigurationsprozess ist durch einen für die jeweilige Prob-lemstellung geeigneten Methoden- und Instrumenteneinsatz zu unterstützen.
Gestaltung der Materialbereitstellung
Produktgestaltung Montagegestaltung
Gestaltung der Montageobjekte
Gestaltung des Produkt-programms/ -ordnungssystems
Gestaltung der Montageobjekte
Gestaltung des Produkt-programms/ -ordnungssystems
Gestaltung des Layouts
Gestaltung der Produktionsorganisation
Gestaltung der Produktionssteuerung
Gestaltung des Qualitätsmanagements
Ges
taltu
ngsa
nsät
ze, M
etho
den
und
Inst
rum
ente
Ges
taltu
ngsb
erei
che
Abbildung 3-38: Gestaltungsbereiche der Produkt- und Montagegestaltung
Die Anforderungsanalyse verdeutlicht, dass für eine ganzheitliche Gestaltung der Montage die montageorientierte Produktgestaltung einen wesentlichen Beitrag leis-tet. Die Optimierung des Produktprogramms und insbesondere des Produktord-nungssystems trägt zur Realisierung einer wirtschaftlichen Montage bei. Die im Rahmen der Montagekonfiguration zu gestaltenden Bereiche können weiter unter-teilt werden. Die montageorientierte Produktgestaltung kann in die beiden Gestal-tungsbereiche „Gestaltung des Montageobjekts“ und „Gestaltung des Produktord-nungssystems“ unterteilt werden. In der Montagegestaltung ist zwischen den Ge-staltungsbereichen „Gestaltung der Materialbereitstellung“, „Gestaltung des Lay-outs“, „Gestaltung der Produktionsorganisation“, „Gestaltung der Produktionssteue-rung“ und „Gestaltung des Qualitätsmanagements“ zur unterscheiden. Jedem Ge-staltungsbereich können zudem spezifische Methoden und Instrumente zugeordnet werden (vgl. Abb. 3-38).
Die Auswertung der von den Unternehmen erfolgreich eingesetzten Gestaltungsan-sätze und Methoden verdeutlicht, dass zur montageorientierten Gestaltung der Pro-dukte die Einzelteile reduziert werden, um Montageschritte zu verringern. Weitere spezifische Ansätze konnten für den Bereich nicht ermittelt werden. Als Methoden werden neben vergleichenden Ansätzen wie dem Benchmarking Methoden einge-setzt, die die Kommunikation zwischen Montage und Konstruktion steigern. Im Be-reich der Produktprogrammgestaltung sind insbesondere die Gestaltungsansätze des Produktordnungssystems wie beispielsweise die Realisierung von Produktfamilien

Theoretischer und empirischer Bezugsrahmen 131 realisiert. Zur Ausgestaltung des Produktprogramms werden sowohl bereichsüber-greifende Methoden eingesetzt als auch Methoden, die die Teile nach Wert und Verbrauchsstetigkeit quantifizieren.
Gestaltungsbereiche
Gestaltung des Produkt-programms / -
ordnungssystems
Gestaltung der Montageobjekte
Gestaltungsansätze
• Aufbau eines montageorientierten Produktordnungssystems
• Bildung von Produktfamilien• Variantenbereinigung• Verschiebung des Varianten-
bestimmungspunkts
• Montageorientierte Gestaltung der Montageobjekte
• Reduzierung von Einzelteilen und Baugruppen
Methoden-/Instrumenteneinsatz
• Innovationsaudit• Benchmarking• Simultaneous Engineering• Wissensdatenbank• ABC-Analyse• XYZ-Analyse
• Innovationsaudit• Benchmarking• Simultaneous Engineering• Wissensdatenbank• Zeichnungsverwaltung
Prod
uktg
esta
ltung
Gestaltung der Materialbereitstellung
Gestaltung des Layouts
Gestaltung der Produktionsorganisation
Gestaltung der Produktionssteuerung
Gestaltung des Qualitätsmanagements
• Zentrale Bevorratung• Anlieferung in Montageboxen• Lieferanten-Kanban• JIT• Insellayout• Flexibles Montagelayout• Segmentierung
• Prämienlohnsystem• Eigenverantwortung der
Mitarbeiter
• Ziehende Montage
• Visualisierung• 5 S• KVP-Prozesse
• Stärken-Schwächen-Analyse• ABC-/XYZ-Analyse
• Stärken-Schwächen-Analyse• Schnittstellenanalyse• ABC-/XYZ-Analyse
• Stärken-Schwächen-Analyse
• Qualitätsregelkreis
Mon
tage
gest
altu
ng
Abbildung 3-39: Gestaltungsansätze und Methoden der Produkt- und Monta-gegestaltung
Auch den fünf Gestaltungsbereichen der Montagegestaltung können auf Basis der Fallstudien Gestaltungsansätze und Methoden zugeordnet werden. Im Bereich der Materialbereitstellung werden sowohl Gestaltungsansätze zur Steuerung der Bereit-stellung (JIT) als auch zur physischen Bereitstellung (Montageboxen) erfolgreich eingesetzt. Zur Layoutgestaltung werden das Insellayout, ein flexibles Montagelay-out sowie die Segmentierung in den Fallstudien mit Erfolg realisiert. Im Rahmen der Produktionsorganisation sind Ansätze zur Mitarbeitereinsatzgestaltung relevant und die Produktionssteuerung ist bei mehreren Fallstudien als ziehende Montage umgesetzt. Die Gestaltung des Qualitätsmanagements beinhaltet Ansätze zur Visua-lisierung, 5-S sowie die Implementierung eines KVP-Prozesses. Für den Methoden- und Instrumenteneinsatz im Bereich der Montagegestaltung sind nur geringfügig spezifische Aspekte zu ermitteln. Häufig wird jedoch die Stärken-Schwächen-Analyse angewendet. Die Ergebnisse zeigen bereits Ansätze und Methoden für den
132 Theoretischer und empirischer Bezugsrahmen Untersuchungsbereich der Arbeit auf. Weitere Analysen zu den genannten Berei-chen sind jedoch aufgrund der geringen Datenmenge für ein aussagekräftiges Mo-dell durchzuführen. Die in den Fallstudien ermittelten Gestaltungsansätze und Me-thoden je Gestaltungsbereich sind in Abbildung 3-39 zusammengefasst.
Neben der Analyse der Gestaltungsbereiche und ihrer inhaltlichen Ausgestaltung konnten auf Basis der Fallstudienanalyse Ziele, die von Unternehmen mit der Pro-dukt- und Montagegestaltung verfolgt werden, ermittelt werden. Die Unternehmen strebten mit der Konfiguration der Montage folgende Ziele an:
Realisierung eines kontinuierlichen Verbrauchs,
Reduzierung von Durchlaufzeiten,
Steigerung der Losgröße je Montageschritt,
Reduzierung der Bestände,
Erhöhung der Liefertreue,
Reduzierung der Montagekosten,
Vermeidung von Fehllieferungen und
Erhöhung der Prozess- und Produktqualität.
Eine erste Clusterung der Ziele zeigt, dass diese in die drei Gruppen Zeit-, Kosten- und Qualitätsziele unterteilt werden können. Dem Zeitziel sind die Reduzierung von Durchlaufzeiten sowie die Erhöhung der Liefertreue zuzuordnen. Unter den Begriff des Kostenziels können die Realisierung eines kontinuierlichen Verbrauchs, die Steigerung der Losgröße, die Reduzierung der Bestände und die Reduzierung der Montagekosten zusammengefasst werden. Dem Bereich Qualitätsziel sind die Ver-meidung von Fehllieferungen und die Erhöhung der Prozess- und Produktqualität zuzuordnen.
Zusammenfassend kann festgehalten werden, dass die Analyse der Fallstudien mit Montagebezug dazu beigetragen hat, die in der unternehmerischen Praxis vorlie-gende Situation der Montagekonfiguration zu ermitteln. Das Ergebnis der Auswer-tung zeigt, dass sowohl die Montage- als auch die Produktgestaltung für den Mon-tageerfolg relevant sind. Zudem konnten Unterbereiche für die Produktgestaltung (Montageobjekt- und Produktordnungssystemgestaltung) sowie die Montagegestal-tung (Materialbereitstellung, Layout, Produktionssteuerung, Produktionsorganisati-

Theoretischer und empirischer Bezugsrahmen 133 on und Qualität) ermittelt werden. Jedem der Unterbereiche können sowohl Gestal-tungsansätze und Methoden zugeordnet werden, wobei eine Ergänzung der Ansätze und Methoden sowie eine Überprüfung der Gestaltungsbereiche für den weiteren Verlauf der Arbeit von hoher Relevanz sind. Neben den Inhalten der Montagekon-figuration ließen die Fallstudien Rückschlüsse auf die Ziele, die Unternehmen mit der Montagegestaltung verfolgen, zu. Die Ziele können in Zeit-, Kosten- und Quali-tätsziele zusammengefasst werden. Die Ergebnisse zeigen, dass durch die Analyse der Fallstudien Erkenntnisse zum Untersuchungsbereich gewonnen werden konn-ten. Diese sind jedoch durch persönliche, interaktive Gespräche mit Experten aus der Montage zu ergänzen.
3.6.4 Ergebnisse der Expertengespräche
Die elf standardisierten Experteninterviews unter Verwendung des Interviewleitfa-dens führten zu weiteren Erkenntnissen zur Ausgestaltung des Montagekonfigurati-onsmodells. Neben der Bestätigung der Relevanz des Forschungsthemas konnten die Anforderungen aus den Fallstudien um wesentliche Anforderungen an einen Konfigurationsprozess für die Kleinserienmontage erweitert und konkretisiert wer-den. Zudem wurden die im Rahmen der Literaturanalysen identifizierten Einfluss-größen ergänzt und validiert.
Für eine erste Einschätzung der Herausforderungen, denen sich die Montagegestal-tung in Unternehmen gegenübersieht, wurden die Experten aufgefordert zu bewer-ten, wie zufrieden sie mit der Ausgestaltung des Montageprozesses sind. Dazu wur-den acht, den Montageprozess charakterisierende, Bereiche analysiert. Die Experten konnten die Zufriedenheit mit den Gestaltungsbereichen auf einer Skala von 1 (trifft nicht zu) bis 5 (trifft voll zu) einordnen. Die Ergebnisse der Befragung sind in Ab-bildung 3-40 visualisiert.
Die Montageexperten sind mit Ausgestaltung von vier der acht abgefragten Berei-che nur mittel oder gering zufrieden. Die Zufriedenheit mit der Prozess-, Produkt- und Produktionslogistikgestaltung liegt im mittleren Bereich, wobei die Zufrieden-heit mit der Produktionslogistik einen leicht unterdurchschnittlichen Wert aufweist. Die Zufriedenheit der Experten mit den finanziellen Ressourcen ist leicht über-durchschnittlich. Aus diesem Ergebnis lässt sich als erste Indikation die Anforde-rung ableiten, dass insbesondere in den Bereichen Produkt-, Prozess- und Produkti-onslogistikgestaltung Handlungsbedarf besteht und dass Gestaltungsansätze und Konzepte zu realisieren sind, die die monetäre Belastung in der Montage reduzie-ren. Mit der Ausgestaltung der Organisationskultur, den personellen Ressourcen, der Erfüllung von Kundenanforderungen und dem Handlungsfreiraum der Mitarbei-

134 Theoretischer und empirischer Bezugsrahmen ter sind die Experten zufrieden. In diesem Bereich gibt es demzufolge nur mittleren bis geringen Handlungsbedarf.
1 2 3 4 5
Organisationskultur
Prozessgestaltung
Produktgestaltung
Produktionslogistik
Finanzielle Ressourcen
Personelle Ressourcen
Erfüllung vonKundenanforderungen
Handlungsfreiraum derMitarbeiter
Zufriedenheit mit der Ausgestaltung des Montageprozesses
1 = trifft nicht zu 5 = trifft voll zu
n = 11
Abbildung 3-40: Ergebnisse der Expertengespräche – Zufriedenheit mit der Ausgestaltung des Montageprozesses
Im Rahmen der Expertengespräche wurden zudem die Herausforderungen und Rest-riktionen, denen sich die Experten bei der Planung und Bewertung der Montage ge-genübersehen, ermittelt. Die Experten wurden aufgefordert, mögliche Probleme auf einer Skala von 1 (trifft nicht zu) bis 5 (trifft voll zu) einzuordnen. Die Ergebnisse sind in Abbildung 3-41 dargestellt. Zur Identifikation der Probleme der Unterneh-men bei der Bewertung von Montagekonzepten wurden die Experten gebeten, diese nach ihrer Relevanz einzuordnen. Das Ergebnis zeigt, dass die Relevanz der abge-fragten Probleme im Durchschnitt nur im mittleren Bereich liegt. Auf Basis der Er-gebnisse kann ermittelt werden, dass eine unzureichende Informationsgewinnung, ein Mangel an geeigneten Bewertungsinstrumenten, eine zu früh geforderte monetä-re Bewertung, ein zu zeitaufwändiger Bewertungsprozess und die Unterbewertung von Chancen, Probleme bei der Bewertung von Montagekonzepten darstellen. Aus diesem Ergebnis kann die Anforderung abgeleitet werden, dass Unternehmen bei der Bewertung von Montagekonzepten eine gering zeitaufwändige und für diesen Bereich geeignete Bewertungssystematik benötigen. Das Aufzeigen von Chancen und positiven Effekten von Montagegestaltungskonzepten ist zudem notwendig.

Theoretischer und empirischer Bezugsrahmen 135 Dieser Aspekt wurde von den Experten insbesondere vor dem Hintergrund der Er-leichterung der Durchsetzung von Neuerungen im Unternehmen bekräftigt.
1 2 3 4 5
UnzureichendeInformationsgewinnung
Mangel an geeignetenBewertungsinstrumenten
Bewertung ist an zukurzfristigen Zielen
ausgerichtet
Monetäre Bewertungwird zu früh gefordert
Zuständigkeiten sindunzureichend geregelt
Zeitmangel derEntscheidungsträger
Bewertungsprozess ist zuzeitaufwändig
Chancen werden eherunterbewertet
Risiken werden eherüberbewertet
Probleme bei der Bewertung von Montagekonzepten
1 = trifft nicht zu 5 = trifft voll zu
n = 10
Abbildung 3-41: Ergebnisse der Expertengespräche – Probleme bei der Bewer-tung von Montagekonzepten
Die Ermittlung der den Montageprozess beeinträchtigenden Rahmenbedingungen erfolgt durch die Abfrage von sieben möglichen Restriktionen, die die Montage be-einflussen (vgl. Abb. 3-42). Das Ergebnis zeigt, dass insbesondere die hohen Flexi-bilitäts- und Variantenanforderungen der Montage in kleinen Serien sowie die ho-hen Schwankungen von Aufträgen die Montage erheblich beeinträchtigen. Die zeit-liche Ressourcenknappheit sowie die zu geringe Mitarbeiterqualifikation liegen im leicht unterdurchschnittlichen Bereich. Als unwichtig werden die finanzielle und personelle Ressourcenknappheit sowie unklare Verantwortlichkeiten eingeschätzt. Aus diesem Ergebnis kann abgeleitet werden, dass in einem Modell für die Monta-gekonfiguration organisatorische Ansätze nicht oder nur in Teilen zu berücksichti-gen sind. Anforderungen an ein Modell zur Montagekonfiguration sind, dass Lö-sungen für das Handhaben hoher Auftragsschwankungen und hoher Flexibilitätsan-forderungen ermittelt werden.
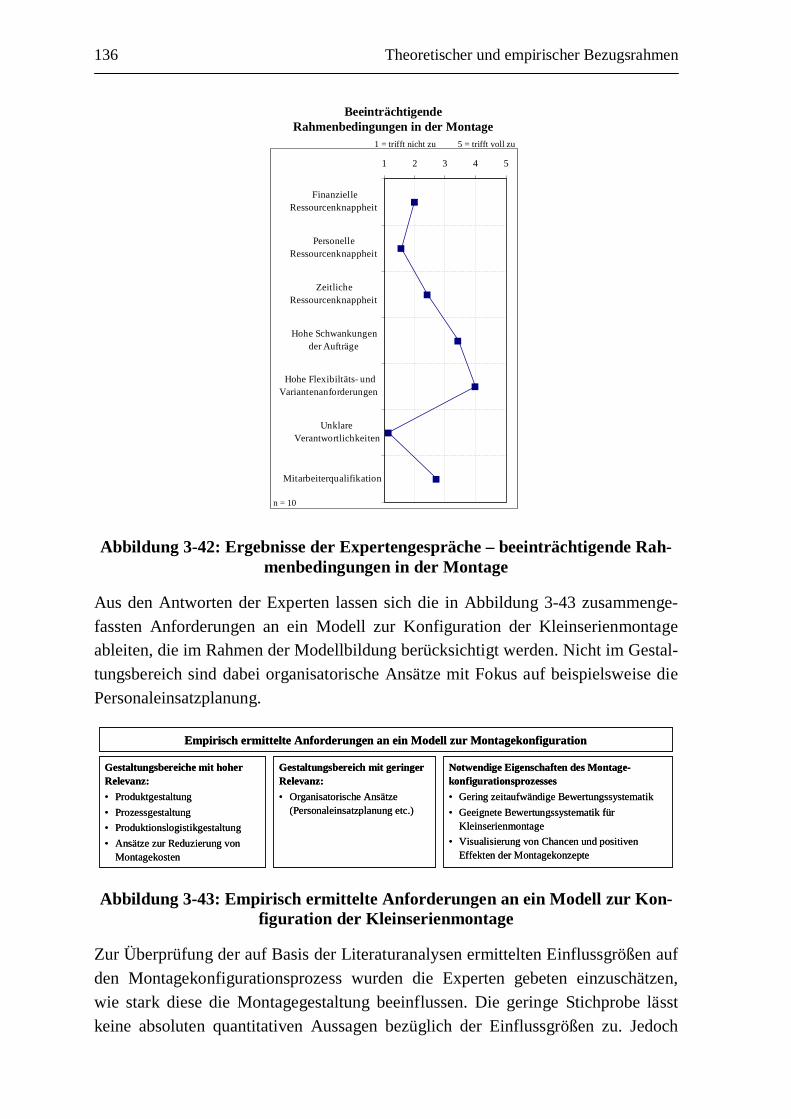
136 Theoretischer und empirischer Bezugsrahmen
1 2 3 4 5
FinanzielleRessourcenknappheit
PersonelleRessourcenknappheit
ZeitlicheRessourcenknappheit
Hohe Schwankungender Aufträge
Hohe Flexibiltäts- undVariantenanforderungen
UnklareVerantwortlichkeiten
Mitarbeiterqualifikation
Beeinträchtigende Rahmenbedingungen in der Montage
1 = trifft nicht zu 5 = trifft voll zu
n = 10
Abbildung 3-42: Ergebnisse der Expertengespräche – beeinträchtigende Rah-menbedingungen in der Montage
Aus den Antworten der Experten lassen sich die in Abbildung 3-43 zusammenge-fassten Anforderungen an ein Modell zur Konfiguration der Kleinserienmontage ableiten, die im Rahmen der Modellbildung berücksichtigt werden. Nicht im Gestal-tungsbereich sind dabei organisatorische Ansätze mit Fokus auf beispielsweise die Personaleinsatzplanung.
Empirisch ermittelte Anforderungen an ein Modell zur Montagekonfiguration
Gestaltungsbereiche mit hoher Relevanz:• Produktgestaltung• Prozessgestaltung• Produktionslogistikgestaltung• Ansätze zur Reduzierung von
Montagekosten
Notwendige Eigenschaften des Montage-konfigurationsprozesses• Gering zeitaufwändige Bewertungssystematik• Geeignete Bewertungssystematik für
Kleinserienmontage• Visualisierung von Chancen und positiven
Effekten der Montagekonzepte
Gestaltungsbereich mit geringer Relevanz:• Organisatorische Ansätze
(Personaleinsatzplanung etc.)
Empirisch ermittelte Anforderungen an ein Modell zur Montagekonfiguration
Gestaltungsbereiche mit hoher Relevanz:• Produktgestaltung• Prozessgestaltung• Produktionslogistikgestaltung• Ansätze zur Reduzierung von
Montagekosten
Notwendige Eigenschaften des Montage-konfigurationsprozesses• Gering zeitaufwändige Bewertungssystematik• Geeignete Bewertungssystematik für
Kleinserienmontage• Visualisierung von Chancen und positiven
Effekten der Montagekonzepte
Gestaltungsbereich mit geringer Relevanz:• Organisatorische Ansätze
(Personaleinsatzplanung etc.)
Abbildung 3-43: Empirisch ermittelte Anforderungen an ein Modell zur Kon-figuration der Kleinserienmontage
Zur Überprüfung der auf Basis der Literaturanalysen ermittelten Einflussgrößen auf den Montagekonfigurationsprozess wurden die Experten gebeten einzuschätzen, wie stark diese die Montagegestaltung beeinflussen. Die geringe Stichprobe lässt keine absoluten quantitativen Aussagen bezüglich der Einflussgrößen zu. Jedoch
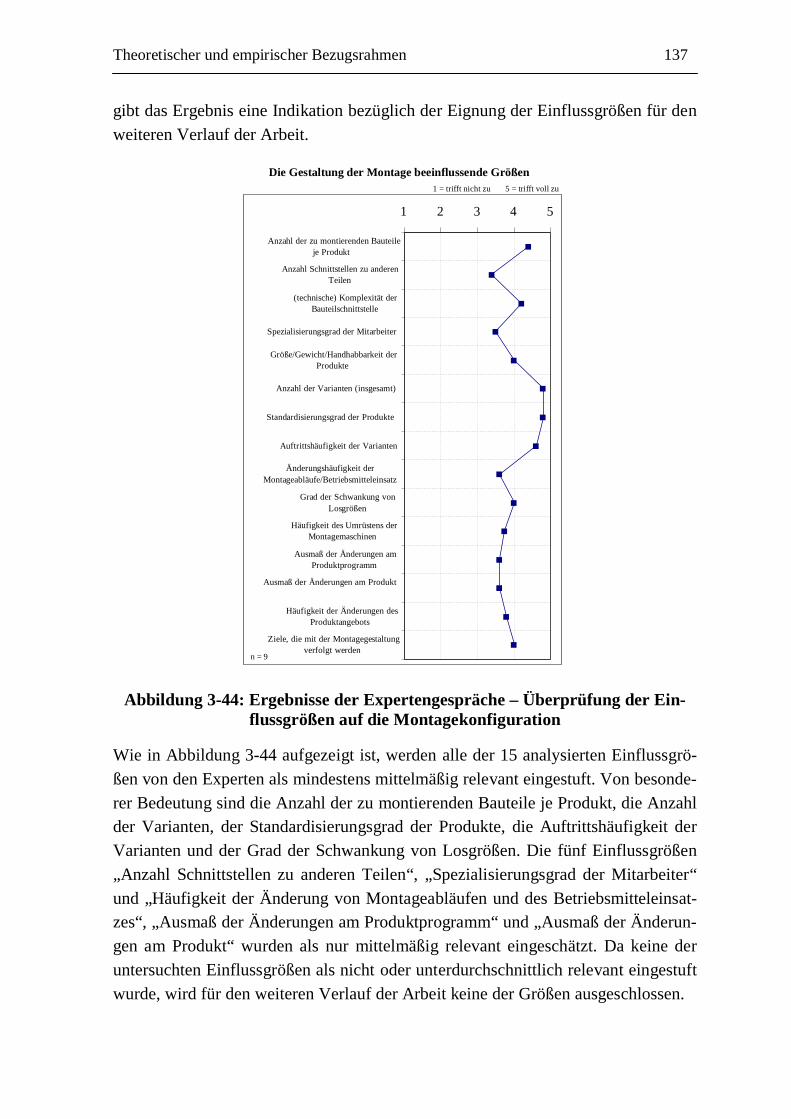
Theoretischer und empirischer Bezugsrahmen 137 gibt das Ergebnis eine Indikation bezüglich der Eignung der Einflussgrößen für den weiteren Verlauf der Arbeit.
1 2 3 4 5
Anzahl der zu montierenden Bauteileje Produkt
Anzahl Schnittstellen zu anderenTeilen
(technische) Komplexität derBauteilschnittstelle
Spezialisierungsgrad der Mitarbeiter
Größe/Gewicht/Handhabbarkeit derProdukte
Anzahl der Varianten (insgesamt)
Standardisierungsgrad der Produkte
Auftrittshäufigkeit der Varianten
Änderungshäufigkeit derMontageabläufe/Betriebsmitteleinsatz
Grad der Schwankung vonLosgrößen
Häufigkeit des Umrüstens derMontagemaschinen
Ausmaß der Änderungen amProduktprogramm
Ausmaß der Änderungen am Produkt
Häufigkeit der Änderungen desProduktangebots
Ziele, die mit der Montagegestaltungverfolgt werden
Die Gestaltung der Montage beeinflussende Größen1 = trifft nicht zu 5 = trifft voll zu
n = 9
Abbildung 3-44: Ergebnisse der Expertengespräche – Überprüfung der Ein-flussgrößen auf die Montagekonfiguration
Wie in Abbildung 3-44 aufgezeigt ist, werden alle der 15 analysierten Einflussgrö-ßen von den Experten als mindestens mittelmäßig relevant eingestuft. Von besonde-rer Bedeutung sind die Anzahl der zu montierenden Bauteile je Produkt, die Anzahl der Varianten, der Standardisierungsgrad der Produkte, die Auftrittshäufigkeit der Varianten und der Grad der Schwankung von Losgrößen. Die fünf Einflussgrößen „Anzahl Schnittstellen zu anderen Teilen“, „Spezialisierungsgrad der Mitarbeiter“ und „Häufigkeit der Änderung von Montageabläufen und des Betriebsmitteleinsat-zes“, „Ausmaß der Änderungen am Produktprogramm“ und „Ausmaß der Änderun-gen am Produkt“ wurden als nur mittelmäßig relevant eingeschätzt. Da keine der untersuchten Einflussgrößen als nicht oder unterdurchschnittlich relevant eingestuft wurde, wird für den weiteren Verlauf der Arbeit keine der Größen ausgeschlossen.
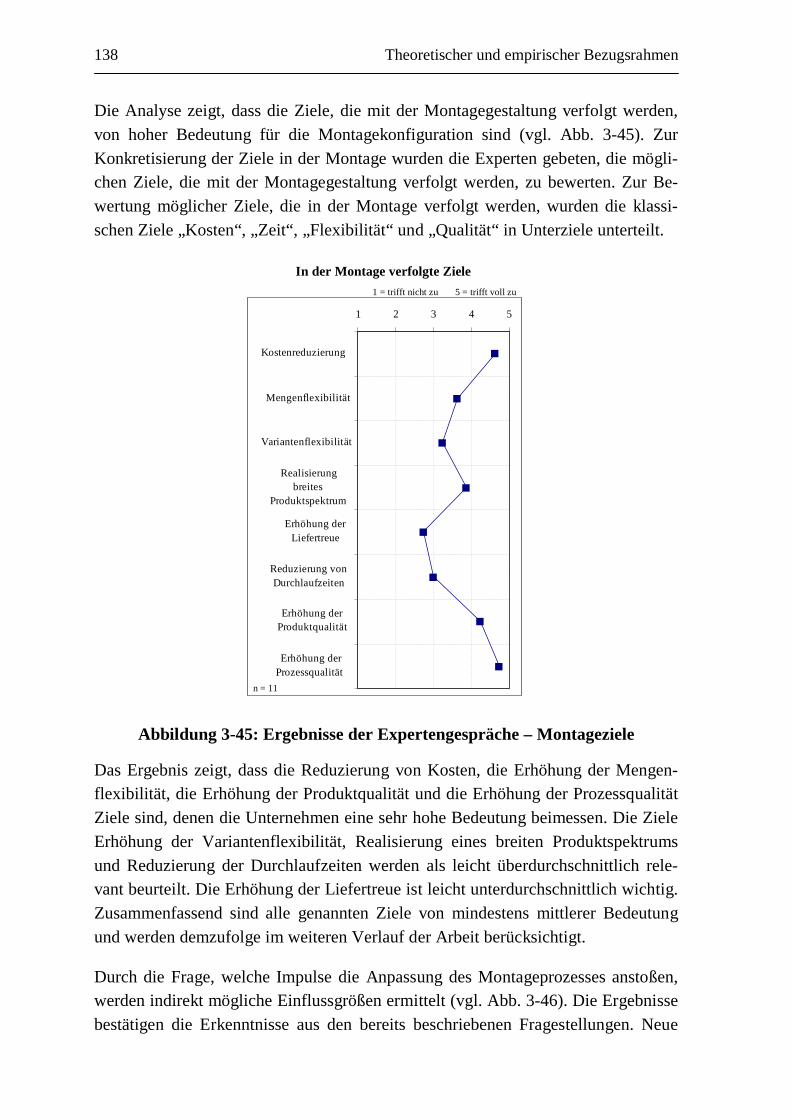
138 Theoretischer und empirischer Bezugsrahmen Die Analyse zeigt, dass die Ziele, die mit der Montagegestaltung verfolgt werden, von hoher Bedeutung für die Montagekonfiguration sind (vgl. Abb. 3-45). Zur Konkretisierung der Ziele in der Montage wurden die Experten gebeten, die mögli-chen Ziele, die mit der Montagegestaltung verfolgt werden, zu bewerten. Zur Be-wertung möglicher Ziele, die in der Montage verfolgt werden, wurden die klassi-schen Ziele „Kosten“, „Zeit“, „Flexibilität“ und „Qualität“ in Unterziele unterteilt.
1 2 3 4 5
Kostenreduzierung
Mengenflexibilität
Variantenflexibilität
Realisierungbreites
Produktspektrum
Erhöhung derLiefertreue
Reduzierung vonDurchlaufzeiten
Erhöhung derProduktqualität
Erhöhung derProzessqualität
In der Montage verfolgte Ziele1 = trifft nicht zu 5 = trifft voll zu
n = 11
Abbildung 3-45: Ergebnisse der Expertengespräche – Montageziele
Das Ergebnis zeigt, dass die Reduzierung von Kosten, die Erhöhung der Mengen-flexibilität, die Erhöhung der Produktqualität und die Erhöhung der Prozessqualität Ziele sind, denen die Unternehmen eine sehr hohe Bedeutung beimessen. Die Ziele Erhöhung der Variantenflexibilität, Realisierung eines breiten Produktspektrums und Reduzierung der Durchlaufzeiten werden als leicht überdurchschnittlich rele-vant beurteilt. Die Erhöhung der Liefertreue ist leicht unterdurchschnittlich wichtig. Zusammenfassend sind alle genannten Ziele von mindestens mittlerer Bedeutung und werden demzufolge im weiteren Verlauf der Arbeit berücksichtigt.
Durch die Frage, welche Impulse die Anpassung des Montageprozesses anstoßen, werden indirekt mögliche Einflussgrößen ermittelt (vgl. Abb. 3-46). Die Ergebnisse bestätigen die Erkenntnisse aus den bereits beschriebenen Fragestellungen. Neue
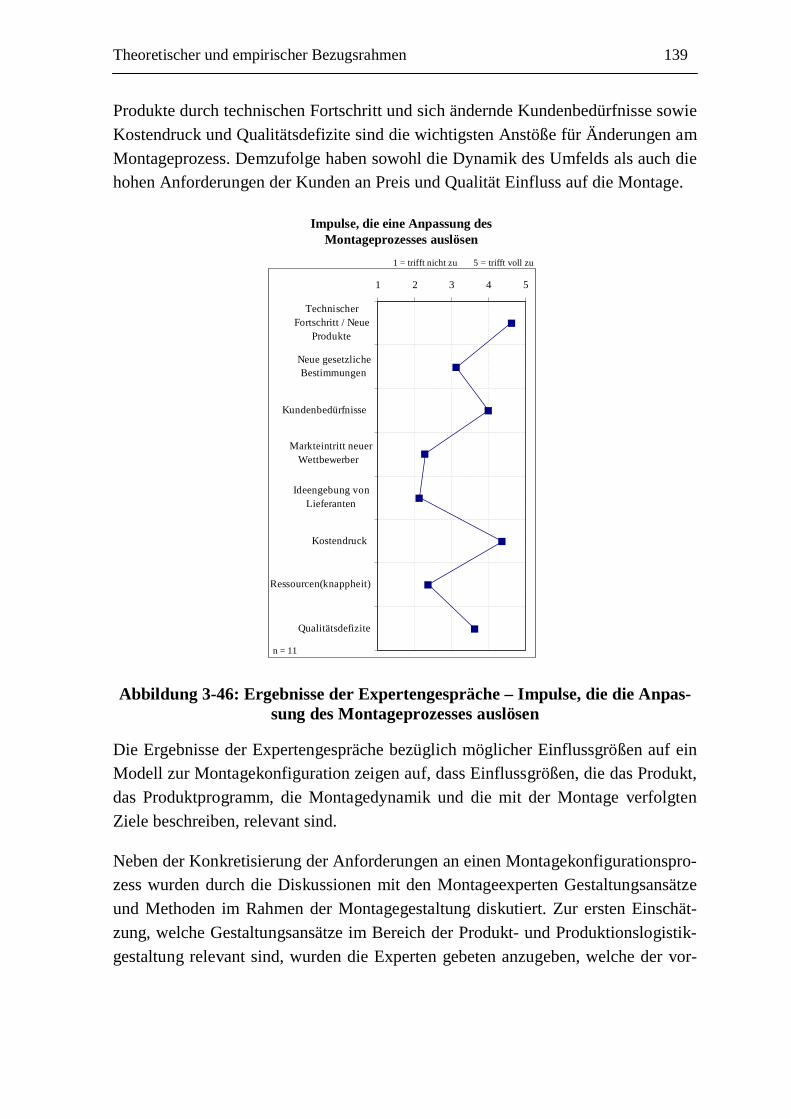
Theoretischer und empirischer Bezugsrahmen 139 Produkte durch technischen Fortschritt und sich ändernde Kundenbedürfnisse sowie Kostendruck und Qualitätsdefizite sind die wichtigsten Anstöße für Änderungen am Montageprozess. Demzufolge haben sowohl die Dynamik des Umfelds als auch die hohen Anforderungen der Kunden an Preis und Qualität Einfluss auf die Montage.
1 2 3 4 5
TechnischerFortschritt / Neue
Produkte
Neue gesetzlicheBestimmungen
Kundenbedürfnisse
Markteintritt neuerWettbewerber
Ideengebung vonLieferanten
Kostendruck
Ressourcen(knappheit)
Qualitätsdefizite
Impulse, die eine Anpassung des Montageprozesses auslösen
1 = trifft nicht zu 5 = trifft voll zu
n = 11
Abbildung 3-46: Ergebnisse der Expertengespräche – Impulse, die die Anpas-sung des Montageprozesses auslösen
Die Ergebnisse der Expertengespräche bezüglich möglicher Einflussgrößen auf ein Modell zur Montagekonfiguration zeigen auf, dass Einflussgrößen, die das Produkt, das Produktprogramm, die Montagedynamik und die mit der Montage verfolgten Ziele beschreiben, relevant sind.
Neben der Konkretisierung der Anforderungen an einen Montagekonfigurationspro-zess wurden durch die Diskussionen mit den Montageexperten Gestaltungsansätze und Methoden im Rahmen der Montagegestaltung diskutiert. Zur ersten Einschät-zung, welche Gestaltungsansätze im Bereich der Produkt- und Produktionslogistik-gestaltung relevant sind, wurden die Experten gebeten anzugeben, welche der vor-
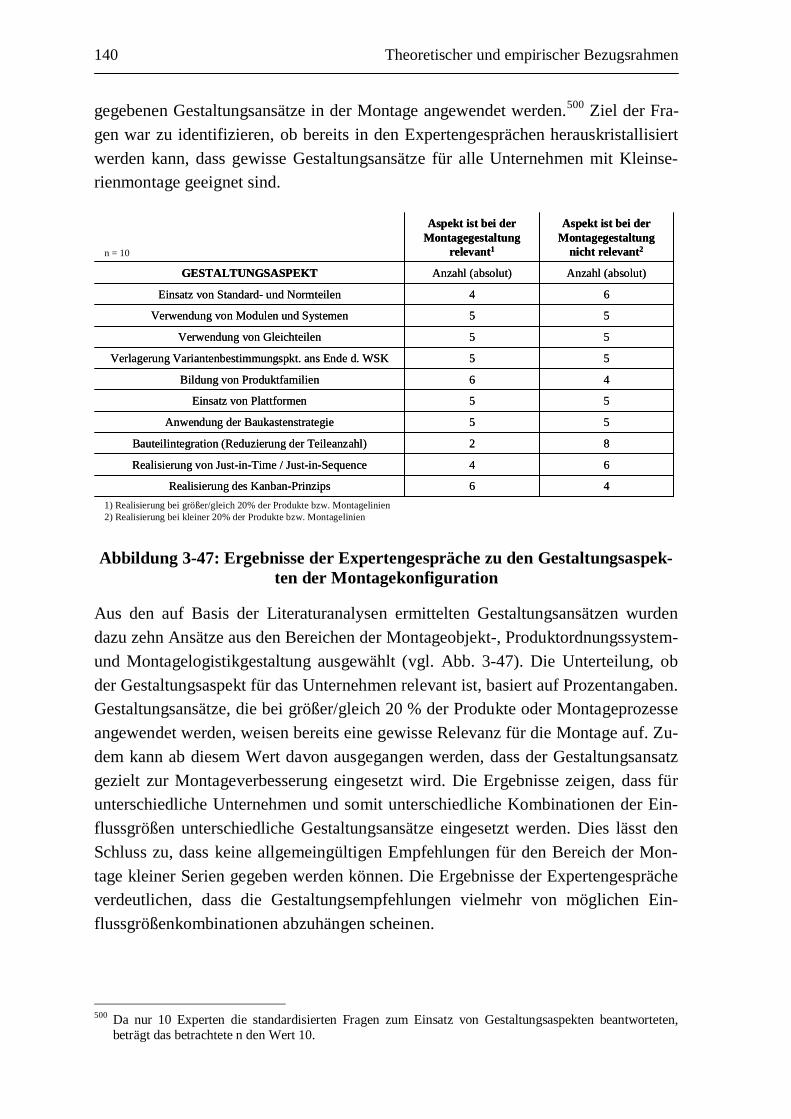
140 Theoretischer und empirischer Bezugsrahmen gegebenen Gestaltungsansätze in der Montage angewendet werden.500 Ziel der Fra-gen war zu identifizieren, ob bereits in den Expertengesprächen herauskristallisiert werden kann, dass gewisse Gestaltungsansätze für alle Unternehmen mit Kleinse-rienmontage geeignet sind.
64Realisierung von Just-in-Time / Just-in-Sequence
82Bauteilintegration (Reduzierung der Teileanzahl)
55Einsatz von Plattformen
55Anwendung der Baukastenstrategie
55Verlagerung Variantenbestimmungspkt. ans Ende d. WSK
46Bildung von Produktfamilien
4
5
5
6
Anzahl (absolut)
Aspekt ist bei der Montagegestaltung
nicht relevant2
6
5
5
4
Anzahl (absolut)
Aspekt ist bei der Montagegestaltung
relevant1
Realisierung des Kanban-Prinzips
Verwendung von Gleichteilen
Verwendung von Modulen und Systemen
Einsatz von Standard- und Normteilen
GESTALTUNGSASPEKT
64Realisierung von Just-in-Time / Just-in-Sequence
82Bauteilintegration (Reduzierung der Teileanzahl)
55Einsatz von Plattformen
55Anwendung der Baukastenstrategie
55Verlagerung Variantenbestimmungspkt. ans Ende d. WSK
46Bildung von Produktfamilien
4
5
5
6
Anzahl (absolut)
Aspekt ist bei der Montagegestaltung
nicht relevant2
6
5
5
4
Anzahl (absolut)
Aspekt ist bei der Montagegestaltung
relevant1
Realisierung des Kanban-Prinzips
Verwendung von Gleichteilen
Verwendung von Modulen und Systemen
Einsatz von Standard- und Normteilen
GESTALTUNGSASPEKT
1) Realisierung bei größer/gleich 20% der Produkte bzw. Montagelinien2) Realisierung bei kleiner 20% der Produkte bzw. Montagelinien
n = 10
Abbildung 3-47: Ergebnisse der Expertengespräche zu den Gestaltungsaspek-ten der Montagekonfiguration
Aus den auf Basis der Literaturanalysen ermittelten Gestaltungsansätzen wurden dazu zehn Ansätze aus den Bereichen der Montageobjekt-, Produktordnungssystem- und Montagelogistikgestaltung ausgewählt (vgl. Abb. 3-47). Die Unterteilung, ob der Gestaltungsaspekt für das Unternehmen relevant ist, basiert auf Prozentangaben. Gestaltungsansätze, die bei größer/gleich 20 % der Produkte oder Montageprozesse angewendet werden, weisen bereits eine gewisse Relevanz für die Montage auf. Zu-dem kann ab diesem Wert davon ausgegangen werden, dass der Gestaltungsansatz gezielt zur Montageverbesserung eingesetzt wird. Die Ergebnisse zeigen, dass für unterschiedliche Unternehmen und somit unterschiedliche Kombinationen der Ein-flussgrößen unterschiedliche Gestaltungsansätze eingesetzt werden. Dies lässt den Schluss zu, dass keine allgemeingültigen Empfehlungen für den Bereich der Mon-tage kleiner Serien gegeben werden können. Die Ergebnisse der Expertengespräche verdeutlichen, dass die Gestaltungsempfehlungen vielmehr von möglichen Ein-flussgrößenkombinationen abzuhängen scheinen.
500 Da nur 10 Experten die standardisierten Fragen zum Einsatz von Gestaltungsaspekten beantworteten,
beträgt das betrachtete n den Wert 10.

Theoretischer und empirischer Bezugsrahmen 141 Zusammenfassend ermöglichten die standardisierten Interviews mit den Experten aus dem Bereich der Montageplanung und -leitung die Identifikation verschiedener Anforderungen an die Montagekonfiguration. Dazu wurden Fragen zu den Untersu-chungsgegenständen Montageplanung, Montageausgestaltung und zu den Einfluss-größen auf die Montagekonfiguration gestellt. Das Ergebnis der Auswertung zeigt, dass für die Montage kleiner Serien Optimierungsbedarf in den Bereichen Produkt-, Prozess- und Produktionslogistikgestaltung besteht. Im Bereich der Gestaltung der Organisation und Mitarbeitereinbindung sehen die befragten Experten nur geringen Handlungsbedarf. Zusammenfassend konnten die in Abbildung 3-48 zusammenge-fassten Anforderungen an einen Montagekonfigurationsprozess für die Kleinse-rienmontage ermittelt werden.
• Standardisierte Vorgehensweise zur Gestaltung der Montage
• Berücksichtigung und Optimierung der montageorientierten Produktgestaltung
• Berücksichtigung und Optimierung der montageorientierten Prozessgestaltung
• Optimierung der Produktionslogistik in der Montage
• Berücksichtigung von finanziellen Aspekten und Kosten bei der Montagegestaltung
• Empfehlungen für Montagen mit hohen Anforderungen an die Flexibilität
• Empfehlungen für Montagen mit einer hohen Variantenvielfalt
• Empfehlungen für Montagen mit einer hohen Schwankung von Aufträgen
• Empfehlungen für Personalplanung und Regelung von Verantwortlichkeiten sind vongeringer Relevanz
• Berücksichtigung der unternehmensspezifischen Rahmenbedingungen bei der Abgabe von Empfehlungen zur Produkt- und Montagegestaltung
• Kostenziele: Reduzierung von Montagekosten
• Flexibilitätsziele: Erhöhung der Mengen- und Variantenflexibilität, Realisierung eines breiten Produktspektrums
• Zeitziele: Erhöhung der Liefertreue, Reduzierung von Durchlaufzeiten
• Qualitätsziele: Erhöhung der Produktqualität, Erhöhung der Prozessqualität
Anforderungen an ein Modell zur
Montage-konfiguration
Zu berücksichtigende Ziele bei der
Montage-konfiguration
• Einflussgrößengruppe 1: Produktkomplexität
• Einflussgrößengruppe 2: Produktprogrammkomplexität
• Einflussgrößengruppe 3: (Montage-)Dynamik
Mögliche Gruppen vonEinflussgrößen auf
die Montage-konfiguration
• Standardisierte Vorgehensweise zur Gestaltung der Montage
• Berücksichtigung und Optimierung der montageorientierten Produktgestaltung
• Berücksichtigung und Optimierung der montageorientierten Prozessgestaltung
• Optimierung der Produktionslogistik in der Montage
• Berücksichtigung von finanziellen Aspekten und Kosten bei der Montagegestaltung
• Empfehlungen für Montagen mit hohen Anforderungen an die Flexibilität
• Empfehlungen für Montagen mit einer hohen Variantenvielfalt
• Empfehlungen für Montagen mit einer hohen Schwankung von Aufträgen
• Empfehlungen für Personalplanung und Regelung von Verantwortlichkeiten sind vongeringer Relevanz
• Berücksichtigung der unternehmensspezifischen Rahmenbedingungen bei der Abgabe von Empfehlungen zur Produkt- und Montagegestaltung
• Kostenziele: Reduzierung von Montagekosten
• Flexibilitätsziele: Erhöhung der Mengen- und Variantenflexibilität, Realisierung eines breiten Produktspektrums
• Zeitziele: Erhöhung der Liefertreue, Reduzierung von Durchlaufzeiten
• Qualitätsziele: Erhöhung der Produktqualität, Erhöhung der Prozessqualität
Anforderungen an ein Modell zur
Montage-konfiguration
Zu berücksichtigende Ziele bei der
Montage-konfiguration
• Einflussgrößengruppe 1: Produktkomplexität
• Einflussgrößengruppe 2: Produktprogrammkomplexität
• Einflussgrößengruppe 3: (Montage-)Dynamik
Mögliche Gruppen vonEinflussgrößen auf
die Montage-konfiguration
Abbildung 3-48: Zusammenfassung der empirischen Anforderungsanalyse
Die Einflussgrößen, die auf ein Modell zur Montagekonfiguration wirken, können in einer ersten Annäherung in die drei Bereiche Produktkomplexität, Produktpro-grammkomplexität und Montagedynamik unterteilt werden. Des Weiteren wirken die Ziele, die in der Montage verfolgt werden, stark auf die Montagegestaltung. Diese können in Kosten-, Zeit-, Flexibilitäts- und Qualitätsziele unterteilt werden.
Eine zusätzliche Abfrage möglicher Gestaltungsansätze und Methoden zur Ausge-staltung des Montagekonfigurationsprozesses erfolgte mit allen elf Experten. Auf-grund der Terminsituation in den Unternehmen wurden fünf der Experten in zwei
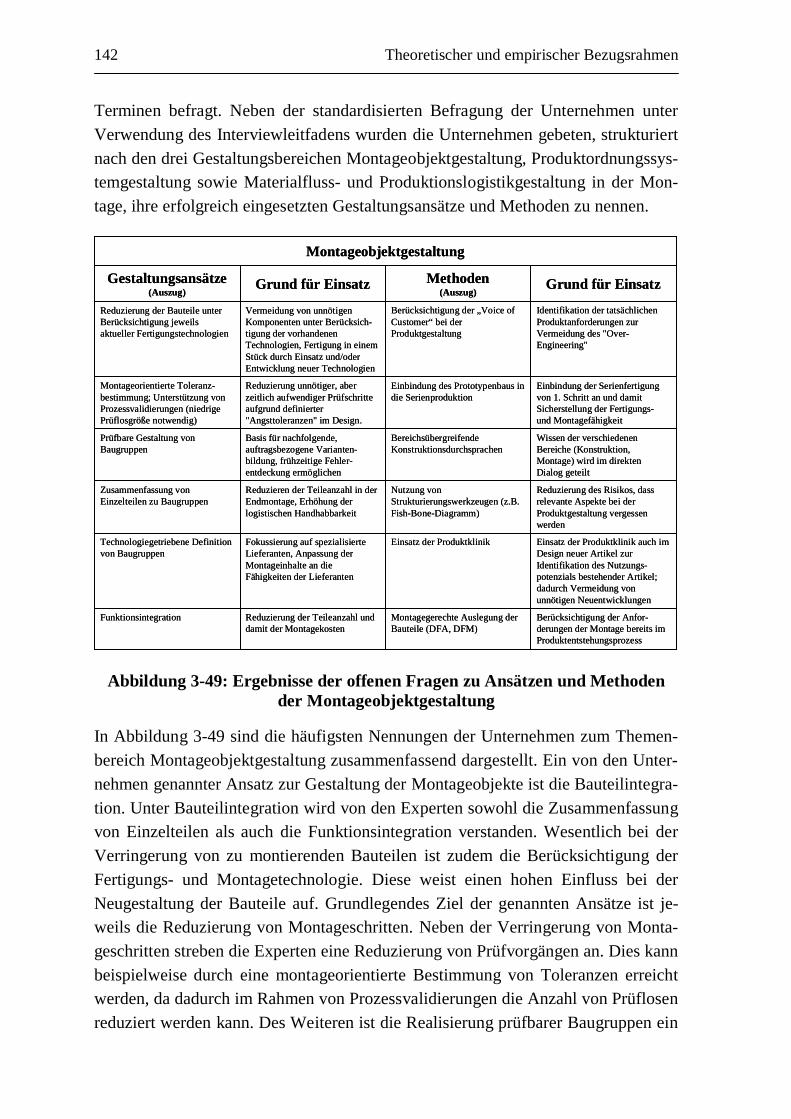
142 Theoretischer und empirischer Bezugsrahmen Terminen befragt. Neben der standardisierten Befragung der Unternehmen unter Verwendung des Interviewleitfadens wurden die Unternehmen gebeten, strukturiert nach den drei Gestaltungsbereichen Montageobjektgestaltung, Produktordnungssys-temgestaltung sowie Materialfluss- und Produktionslogistikgestaltung in der Mon-tage, ihre erfolgreich eingesetzten Gestaltungsansätze und Methoden zu nennen.
Reduzierung des Risikos, dass relevante Aspekte bei der Produktgestaltung vergessen werden
Nutzung von Strukturierungswerkzeugen (z.B. Fish-Bone-Diagramm)
Reduzieren der Teileanzahl in der Endmontage, Erhöhung der logistischen Handhabbarkeit
Zusammenfassung von Einzelteilen zu Baugruppen
Wissen der verschiedenen Bereiche (Konstruktion, Montage) wird im direkten Dialog geteilt
Bereichsübergreifende Konstruktionsdurchsprachen
Basis für nachfolgende, auftragsbezogene Varianten-bildung, frühzeitige Fehler-entdeckung ermöglichen
Prüfbare Gestaltung von Baugruppen
Einsatz der Produktklinik auch im Design neuer Artikel zur Identifikation des Nutzungs-potenzials bestehender Artikel; dadurch Vermeidung von unnötigen Neuentwicklungen
Einsatz der ProduktklinikFokussierung auf spezialisierte Lieferanten, Anpassung der Montageinhalte an die Fähigkeiten der Lieferanten
Technologiegetriebene Definition von Baugruppen
Einbindung der Serienfertigung von 1. Schritt an und damit Sicherstellung der Fertigungs-und Montagefähigkeit
Einbindung des Prototypenbaus in die Serienproduktion
Reduzierung unnötiger, aber zeitlich aufwendiger Prüfschritte aufgrund definierter "Angsttoleranzen" im Design.
Montageorientierte Toleranz-bestimmung; Unterstützung von Prozessvalidierungen (niedrige Prüflosgröße notwendig)
Identifikation der tatsächlichen Produktanforderungen zur Vermeidung des "Over-Engineering"
Berücksichtigung der „Voice of Customer“ bei der Produktgestaltung
Vermeidung von unnötigen Komponenten unter Berücksich-tigung der vorhandenen Technologien, Fertigung in einem Stück durch Einsatz und/oder Entwicklung neuer Technologien
Reduzierung der Bauteile unter Berücksichtigung jeweils aktueller Fertigungstechnologien
Montagegerechte Auslegung der Bauteile (DFA, DFM)
Methoden(Auszug)
Berücksichtigung der Anfor-derungen der Montage bereits im Produktentstehungsprozess
Reduzierung der Teileanzahl und damit der Montagekosten
Funktionsintegration
Grund für EinsatzGrund für EinsatzGestaltungsansätze (Auszug)
Montageobjektgestaltung
Reduzierung des Risikos, dass relevante Aspekte bei der Produktgestaltung vergessen werden
Nutzung von Strukturierungswerkzeugen (z.B. Fish-Bone-Diagramm)
Reduzieren der Teileanzahl in der Endmontage, Erhöhung der logistischen Handhabbarkeit
Zusammenfassung von Einzelteilen zu Baugruppen
Wissen der verschiedenen Bereiche (Konstruktion, Montage) wird im direkten Dialog geteilt
Bereichsübergreifende Konstruktionsdurchsprachen
Basis für nachfolgende, auftragsbezogene Varianten-bildung, frühzeitige Fehler-entdeckung ermöglichen
Prüfbare Gestaltung von Baugruppen
Einsatz der Produktklinik auch im Design neuer Artikel zur Identifikation des Nutzungs-potenzials bestehender Artikel; dadurch Vermeidung von unnötigen Neuentwicklungen
Einsatz der ProduktklinikFokussierung auf spezialisierte Lieferanten, Anpassung der Montageinhalte an die Fähigkeiten der Lieferanten
Technologiegetriebene Definition von Baugruppen
Einbindung der Serienfertigung von 1. Schritt an und damit Sicherstellung der Fertigungs-und Montagefähigkeit
Einbindung des Prototypenbaus in die Serienproduktion
Reduzierung unnötiger, aber zeitlich aufwendiger Prüfschritte aufgrund definierter "Angsttoleranzen" im Design.
Montageorientierte Toleranz-bestimmung; Unterstützung von Prozessvalidierungen (niedrige Prüflosgröße notwendig)
Identifikation der tatsächlichen Produktanforderungen zur Vermeidung des "Over-Engineering"
Berücksichtigung der „Voice of Customer“ bei der Produktgestaltung
Vermeidung von unnötigen Komponenten unter Berücksich-tigung der vorhandenen Technologien, Fertigung in einem Stück durch Einsatz und/oder Entwicklung neuer Technologien
Reduzierung der Bauteile unter Berücksichtigung jeweils aktueller Fertigungstechnologien
Montagegerechte Auslegung der Bauteile (DFA, DFM)
Methoden(Auszug)
Berücksichtigung der Anfor-derungen der Montage bereits im Produktentstehungsprozess
Reduzierung der Teileanzahl und damit der Montagekosten
Funktionsintegration
Grund für EinsatzGrund für EinsatzGestaltungsansätze (Auszug)
Montageobjektgestaltung
Abbildung 3-49: Ergebnisse der offenen Fragen zu Ansätzen und Methoden der Montageobjektgestaltung
In Abbildung 3-49 sind die häufigsten Nennungen der Unternehmen zum Themen-bereich Montageobjektgestaltung zusammenfassend dargestellt. Ein von den Unter-nehmen genannter Ansatz zur Gestaltung der Montageobjekte ist die Bauteilintegra-tion. Unter Bauteilintegration wird von den Experten sowohl die Zusammenfassung von Einzelteilen als auch die Funktionsintegration verstanden. Wesentlich bei der Verringerung von zu montierenden Bauteilen ist zudem die Berücksichtigung der Fertigungs- und Montagetechnologie. Diese weist einen hohen Einfluss bei der Neugestaltung der Bauteile auf. Grundlegendes Ziel der genannten Ansätze ist je-weils die Reduzierung von Montageschritten. Neben der Verringerung von Monta-geschritten streben die Experten eine Reduzierung von Prüfvorgängen an. Dies kann beispielweise durch eine montageorientierte Bestimmung von Toleranzen erreicht werden, da dadurch im Rahmen von Prozessvalidierungen die Anzahl von Prüflosen reduziert werden kann. Des Weiteren ist die Realisierung prüfbarer Baugruppen ein

Theoretischer und empirischer Bezugsrahmen 143 Ansatz, um eine Fehlerentdeckung möglichst bereits zu Beginn des Montageprozes-ses sicherzustellen. Ein Fokus der Experten liegt auf Methoden, die die bereichs-übergreifende Montageobjektgestaltung unterstützen. Ziel ist die ganzheitliche Ein-bindung des Marketings, der F&E, der Fertigung und Montage in den Produktent-stehungsprozess. Dadurch sollen bereits im Rahmen der Produktdefinition die Be-lange der Montage berücksichtigt werden, was den Aufwand in der Montage redu-ziert. Auch Methoden, die die Vorgehensweise bei der Produktgestaltung strukturie-ren, werden von den Experten eingesetzt. Ziel ist jeweils die montageorientierte Un-terstützung der Mitarbeiter im kreativen Prozess der Produktkonstruktion.
Identifikation von Ansätzen zur Produktindividualisierung spät im Montageprozess (hohe Flexibilität bei geringen Prozesskosten)
Konfiguration des Produktes mithilfe von Software
Verringerung von Entwicklungs-und Fertigungsüberleitungs-kosten sowie Stückzahlerhöhung
Verwendung von Gleichteilen
Anpassung des Produktes (und damit der abgeleiteten der Montageinhalte) an Lieferanten –Fähigkeiten (funktionsintegrierte Vor- / Zwischenprodukte)
MGM (Materialgruppen-management)
Reduzierung der RüstzeitenZusammenfassung von ähnlichen Montageprozessen im Rahmen der Produktprogrammgestaltung
Unterstützung von Analyse und Diskussion der Produkt-programmgestaltung durch grafische Darstellung
Grafische ProduktstrukturVereinfachte Kommunikation durch kongruente Stücklisten in Entwicklung und Produktion und Realisierung einer effizienteren Überleitung
Lieferketten- und montage-orientierte Stücklistengestaltung
Unterstützung der Analyse des Produktprogramms durch grafische Darstellung (Hauptziel Prozessgestaltung)
FertigungsablaufdiagrammBerücksichtigung schon im ersten Planungsansatz der Montage und dadurch Vermeidung von Doppel-und Nacharbeiten
Berücksichtigung von Verpackungs- und Ersatzteilthemen
Analyse und Identifikation der idealen Montagereihenfolge
Montageorientierte Produktstrukturanalysen
Erreichung von wirtschaftlichen Losgrößen und Erhöhung der Anzahl von Gleichteilen
Baukastenprinzip zur Realisierung von Baugruppenmontagen
Entwicklung von Arbeitsplänen und -anweisungen, die durch Bilder, Zeichnungen, Fotografien ergänzt werden
Einsatz von Montage-MapsMöglichkeit der Trennung der Montagelinien in Renner-, Standard-, Exoten-Montage
Modularisierung
Methoden(Auszug)
Grund für EinsatzGrund für EinsatzGestaltungsansätze (Auszug)
Produktordnungssystemgestaltung
Identifikation von Ansätzen zur Produktindividualisierung spät im Montageprozess (hohe Flexibilität bei geringen Prozesskosten)
Konfiguration des Produktes mithilfe von Software
Verringerung von Entwicklungs-und Fertigungsüberleitungs-kosten sowie Stückzahlerhöhung
Verwendung von Gleichteilen
Anpassung des Produktes (und damit der abgeleiteten der Montageinhalte) an Lieferanten –Fähigkeiten (funktionsintegrierte Vor- / Zwischenprodukte)
MGM (Materialgruppen-management)
Reduzierung der RüstzeitenZusammenfassung von ähnlichen Montageprozessen im Rahmen der Produktprogrammgestaltung
Unterstützung von Analyse und Diskussion der Produkt-programmgestaltung durch grafische Darstellung
Grafische ProduktstrukturVereinfachte Kommunikation durch kongruente Stücklisten in Entwicklung und Produktion und Realisierung einer effizienteren Überleitung
Lieferketten- und montage-orientierte Stücklistengestaltung
Unterstützung der Analyse des Produktprogramms durch grafische Darstellung (Hauptziel Prozessgestaltung)
FertigungsablaufdiagrammBerücksichtigung schon im ersten Planungsansatz der Montage und dadurch Vermeidung von Doppel-und Nacharbeiten
Berücksichtigung von Verpackungs- und Ersatzteilthemen
Analyse und Identifikation der idealen Montagereihenfolge
Montageorientierte Produktstrukturanalysen
Erreichung von wirtschaftlichen Losgrößen und Erhöhung der Anzahl von Gleichteilen
Baukastenprinzip zur Realisierung von Baugruppenmontagen
Entwicklung von Arbeitsplänen und -anweisungen, die durch Bilder, Zeichnungen, Fotografien ergänzt werden
Einsatz von Montage-MapsMöglichkeit der Trennung der Montagelinien in Renner-, Standard-, Exoten-Montage
Modularisierung
Methoden(Auszug)
Grund für EinsatzGrund für EinsatzGestaltungsansätze (Auszug)
Produktordnungssystemgestaltung
Abbildung 3-50: Ergebnisse der offenen Fragen zu Ansätzen und Methoden der Produktordnungssystemgestaltung
In Abbildung 3-50 sind die Angaben der Experten zu im Unternehmen eingesetzten Gestaltungsansätzen und Methoden im Bereich der Produktordnungssystemgestal-tung zusammenfassend dargestellt. In den befragten Unternehmen werden bereits Ansätze der Produktordnungssystemgestaltung realisiert. Neben dem Einsatz von Baugruppen ist die Verwendung von Gleichteilen zur Ausgestaltung des Produkt-programms ein wichtiger Gestaltungsansatz. Ziel des Einsatzes dieser Konzepte ist die Steigerung von Losgrößen je Montageauftrag sowie die Reduzierung des Ent-wicklungsaufwands. Durch die Segmentierung der Produkte soll zudem die Mög-lichkeit der Bildung von Segmenten in der Montage unterstützt und erleichtert wer-den. Häufig genannt werden Methoden, die darauf abzielen, die Produktstruktur zu

144 Theoretischer und empirischer Bezugsrahmen visualisieren. Auf Basis der Darstellung werden die ideale Montagereihenfolge so-wie Instrumente zur Erleichterung der Montage abgeleitet. Aufgrund des häufig komplexen Produktprogramms in den befragten Unternehmen kann die Darstellung der Produktstruktur Impulse zur Gestaltung der Prozesse und Strukturen in der Montage schaffen und somit den hohen Erarbeitungsaufwand der Visualisierung rechtfertigen.
Erhöhung der Transparenz von Montageprozess und Material-fluss und darauf Aufbauend Ableitung von Verbesserungen
WertstromanalyseReduzieren der Durchlaufzeiten, Erhöhung des Qualifikationsniveaus in der Montage möglich
Realisierung der Ansätze des Fließprinzips
Einsatz zur Optimierung der Arbeitsplatzrüstzeiten im Fall von z.B. hohem Einsatz unterschiedlicher Werkzeuge und Vorrichtungen
SMEDVisuelles Bestandsmanagement und dadurch Reduzierung von Beständen
Kanban
Vermeidung von Fehlern: Gestalten Sie den Prozess wenn möglich so, dass ein Fehler nicht möglich ist
Poka YokeRealisierung einer klaren Aufgabenzuordnung Konzentration auf die Aufgabe (Qualität, Produktivität)
Trennung von Logistik und Montage
Verringerung von Betriebsmittel-Suchzeiten und Realisierung von mehr Sauberkeit am Arbeitsplatz
5-SErmöglichung einer parallelen Montage ähnlicher Produkte (kleine Losgröße pro Artikel, aber Vergrößerung der Losgröße pro Fertigungsauftrag)
Kampagnen-Fertigung / Montage
Unterstützung der risikobasierten Prozessgestaltung zur Vermeidung von Fehlern und Identifikation der kritischen Prozessschritte
FMEAAusrichtung der Montage am Kundenbedarf
Montage-/ Logistiksteuerung auf Basis des "Pull-Prinzips"
Identifikation der Hauptwert-schöpfungsschritte und Liegezeiten zur Optimierung des Prozesses
ProezssanalyseGestaltungsprinzip für Montagen mit geringer Variantenzahl z.B. in der Reihen- oder Gruppen-montage
Realisierung des ConWiP-Prinzip(Constant Work-in-Process)
Methoden(Auszug)
Grund für EinsatzGrund für EinsatzGestaltungsansätze (Auszug)
Materialfluss- und Produktionslogistikgestaltung
Erhöhung der Transparenz von Montageprozess und Material-fluss und darauf Aufbauend Ableitung von Verbesserungen
WertstromanalyseReduzieren der Durchlaufzeiten, Erhöhung des Qualifikationsniveaus in der Montage möglich
Realisierung der Ansätze des Fließprinzips
Einsatz zur Optimierung der Arbeitsplatzrüstzeiten im Fall von z.B. hohem Einsatz unterschiedlicher Werkzeuge und Vorrichtungen
SMEDVisuelles Bestandsmanagement und dadurch Reduzierung von Beständen
Kanban
Vermeidung von Fehlern: Gestalten Sie den Prozess wenn möglich so, dass ein Fehler nicht möglich ist
Poka YokeRealisierung einer klaren Aufgabenzuordnung Konzentration auf die Aufgabe (Qualität, Produktivität)
Trennung von Logistik und Montage
Verringerung von Betriebsmittel-Suchzeiten und Realisierung von mehr Sauberkeit am Arbeitsplatz
5-SErmöglichung einer parallelen Montage ähnlicher Produkte (kleine Losgröße pro Artikel, aber Vergrößerung der Losgröße pro Fertigungsauftrag)
Kampagnen-Fertigung / Montage
Unterstützung der risikobasierten Prozessgestaltung zur Vermeidung von Fehlern und Identifikation der kritischen Prozessschritte
FMEAAusrichtung der Montage am Kundenbedarf
Montage-/ Logistiksteuerung auf Basis des "Pull-Prinzips"
Identifikation der Hauptwert-schöpfungsschritte und Liegezeiten zur Optimierung des Prozesses
ProezssanalyseGestaltungsprinzip für Montagen mit geringer Variantenzahl z.B. in der Reihen- oder Gruppen-montage
Realisierung des ConWiP-Prinzip(Constant Work-in-Process)
Methoden(Auszug)
Grund für EinsatzGrund für EinsatzGestaltungsansätze (Auszug)
Materialfluss- und Produktionslogistikgestaltung
Abbildung 3-51: Ergebnisse der offenen Fragen zu Ansätzen und Methoden der Materialfluss- und Produktionslogistikgestaltung
In Abbildung 3-51 sind die von den Unternehmen aufgeführten Ansätze und Me-thoden zur Materialfluss- und Produktionslogistikgestaltung aufgezeigt. Häufig ge-nannt werden Ansätze zur Realisierung des Pull-Prinzips, wie beispielsweise Kanban. Dadurch sollen in der Kleinserienmontage Bestände reduziert und der Tei-lefluss optimiert werden. Auch die Realisierung des Fließprinzips ist ein in diesem Zusammenhang von den Unternehmen gewählter Ansatz. Auf die hohen Auftrags-schwankungen in der Kleinserienmontage wird durch die Ermöglichung von paral-lelen Montageschritten reagiert. Somit können in Abhängigkeit von der Auftragsla-ge Losgrößen flexibel angepasst werden. Im Bereich des Methodeneinsatzes wur-den sowohl qualitätsbezogene als auch prozessbezogene Methoden genannt. Die Methode 5-S als auch die FMEA zielen auf eine Erhöhung der Qualität der Produk-
Theoretischer und empirischer Bezugsrahmen 145 te und Prozesse ab. Durch Prozessanalysen und Wertstromanalysen wird der Pro-zess als Solches analysiert und auf Basis der erzielten Ergebnisse verbessert. Die Methode SMED (Single Minute Exchange of Die) dient der Reduzierung von Rüst-zeiten im Montageprozess. Diese Methode eignet sich insbesondere, wenn eine ho-he Anzahl von unterschiedlichen Werkzeugen eingesetzt wird.
Zusammenfassend kann aus der Kombination von Expertengesprächen mit einem standardisierten Interviewleitfaden und Expertengesprächen mit offenen Fragen fol-gende Schlussfolgerung gezogen werden:
In Abhängigkeit von den Rahmenbedingungen der Montage eignen sich un-terschiedliche Gestaltungsansätze.
In Abhängigkeit von den Gestaltungsbereichen der Montagekonfiguration eignen sich unterschiedliche Methoden zur Zielerreichung.
Die Einbindung von Konstruktion und Entwicklung in den Montagekonfigu-rationsprozess ist für die Unternehmen von Bedeutung.
Im Rahmen der Expertenbefragung konnte nur eine Auswahl der in der Literatur vorliegenden Methoden und Ansätze analysiert werden. Es hat demnach eine ergän-zende Literaturanalyse zu erfolgen, die weitere mögliche Ansätze und Methoden ermittelt und hinsichtlich ihrer Wirkungen charakterisiert.
3.6.5 Zusammenfassung der empirischen Anforderungsanalyse
Die in den Expertengesprächen identifizierten Anforderungen an einen Konfigurati-onsprozess für die Kleinserienmontage können zu sieben Hauptanforderungen zu-sammengefasst werden:
Standardisierung der Vorgehensweise zur Konfiguration der Kleinserien-montage,
Integration der montageorientierten Produktgestaltung in den Konfigurati-onsprozess,
Integration der montageorientierten Prozessgestaltung in den Konfigurati-onsprozess,
Berücksichtigung von finanziellen Aspekten und Kosten bei der Montage-konfiguration,

146 Theoretischer und empirischer Bezugsrahmen
Entwicklung einer Lösung für die hohen Flexibilitätsanforderungen in der Montage,
Berücksichtigung von unternehmensspezifischen Rahmenbedingungen bei der Abgabe von Empfehlungen zur Produkt- und Montagegestaltung und
Berücksichtigung der Montagegestaltungsziele bei der Abgabe von Empfeh-lungen zur Produkt- und Montagegestaltung.
Als Ergebnis wurden vier Bereiche zur Montagekonfiguration identifiziert. Diese sind die Produktgestaltung, welche die Gestaltung des Montageobjekts und die Ge-staltung des Produktordnungssystems beinhaltet, sowie die Montageorganisations-formgestaltung. Von Interesse für die befragten Unternehmen sind zudem die Ge-staltung der Materiallogistik sowie des Mitarbeitereinsatzes. Zudem sind die mit der Montage verfolgten Ziele bei der Gestaltung zu berücksichtigen. Ziel der Arbeit muss somit die Erarbeitung eines Montagekonfigurationsprozesses sein, welcher die Gestaltung der Montage für kleine Serien zielorientiert unterstützt. Die Ergebnisse zeigen, dass es Ziel der Unternehmen ist, die Montage in ihrer Gesamtheit bereichs-übergreifend geeignet zu gestalten. In der Praxis überwiegt die Einzeloptimierung einzelner Gestaltungsbereiche, was zu Reibungsverlusten an den Schnittstellen führt. In Abbildung 3-52 ist ein auf Basis der theoretischen und empirischen Er-kenntnisse entwickelter möglicher Prozess zur Montagekonfiguration gezeigt.
Auswahl der Montage-organisationsform
Montageorientierte Produktgestaltung(Montageobjekt und Produktordnungssystem)
Montagegestaltung(Bereitstellung, Montagelogistik und Mitarbeitereinsatz)
Phase 1 Phase 2 Phase 3
Zielorientierte Produkt- und Montagegestaltung
Phase 4
Abbildung 3-52: Prozess zur Montagekonfiguration
Der Prozess setzt sich aus den Prozessphasen montageorientierte Produktgestaltung, Montageorganisationsformauswahl, Montagegestaltung und zielorientierte Produkt- und Montagegestaltung zusammen. Der Prozessaufbau orientiert sich somit an den in Kapitel 2 beschriebenen Vorgehensweisen zur Montageplanung. Fokus des Pro-zesses ist jedoch nicht, wie bei den bereits vorliegenden Montageplanungsprozes-sen, die Arbeitsablauf- und Betriebsmittelgestaltung. Vielmehr sollen geeignete Konzepte und Methoden zur zielorientierten Produkt- und Montagegestaltung iden-tifiziert werden, die den Erfolg in der Kleinserienmontage positiv beeinflussen. Die Erkenntnisse aus den empirischen Analysen werden nachfolgend im Rahmen der Modellbildung konkretisiert, erweitert und mit theoretischen Analysen hinterlegt.
Theoretischer und empirischer Bezugsrahmen 147 Mithilfe der Fallstudienanalysen und Expertengespräche konnten jedoch bereits we-sentliche Erkenntnisse zur Ausgestaltung eines Modells zur Montagekonfiguration ermittelt werden.
3.7 Zusammenfassung des theoretischen und empirischen Bezugsrahmens
Neben den in Kapitel 2 vorgestellten Ansätzen und Vorgehensweisen aus dem Be-reich der Montagegestaltung und -planung umfasst die theoretische Basis dieser Ar-beit drei weitere Betrachtungsbereiche. Diese sind die zum Komplexitätsmanage-ment in der Montage geeigneten Gestaltungsbereiche Montageobjektgestaltung, Produktprogrammgestaltung und Montagelogistikgestaltung. Für den in dieser Ar-beit untersuchten Bereich der Montageplanung eignen sich die beiden Strategien Komplexitätsreduzierung und Komplexitätsbeherrschung. Im Hinblick auf diese beiden Strategien wurden die drei Betrachtungsbereiche „Komplexitätsmanagement durch Produktgestaltung“, „Komplexitätsmanagement durch Produktprogrammge-staltung“ und „Komplexitätsmanagement durch die Gestaltung der Montagelogis-tik“ untersucht. Die Teilegestaltung unterteilt sich in die Gruppen Einzelteilgestal-tung, Baugruppengestaltung und Produktgestaltung. Für jeden Bereich liegen spezi-fische Ansätze vor, die dazu beitragen, die Komplexität in der Montage zu verrin-gern und zu beherrschen. Die Gestaltung der Produktstruktur kann neben einer funktionsorientierten Ausrichtung auch montageorientiert erfolgen. Ziel einer mon-tageorientierten Gestaltung ist die Optimierung der Produktstruktur im Hinblick auf die Abläufe in der Montage. In der Theorie liegt eine Vielzahl von Ansätzen zur Komplexitätsreduzierung durch die Gestaltung des Montageobjekts vor. Diese las-sen sich jedoch zu den Ansätzen „Vermeidung von Montagevorgängen“ und „Ver-einfachung der Montagevorgänge“ zusammenfassen. Der zweite Untersuchungsge-genstand beschäftigt sich mit der Analyse möglicher Ansätze zum Komplexitäts-management durch Produktprogrammgestaltung. Die Basis der Analyse bildet die Erarbeitung von Grundlagen zu Produktprogrammen. Das Produktprogramm eines Unternehmens wird durch die beiden Kenngrößen Produktprogrammbreite und -tiefe charakterisiert. In Abhängigkeit davon liegen verschiedene Ansätze zum Komplexitätsmanagement vor. Ein in der Literatur häufig genannter Bereich ist das Variantenmanagement, dessen Ziel die Reduzierung von innerer Varianz bei gleich-zeitiger Bereitstellung der vom Kunden geforderten äußeren Varianz ist. Weitere Ansätze zum Komplexitätsmanagement durch die Produktprogrammgestaltung fin-den sich im Untersuchungsbereich der Produktordnungssysteme. Durch eine mon-tageorientierte Ausgestaltung des Produktordnungssystems, wie beispielsweise durch die Verwendung von vormontierbaren Modulen können die Ziele des Komp-lexitätsmanagements auch in der Kleinserienmontage erreicht werden. Im Rahmen der Planung von Montagesystemen bieten die Gestaltung der Materiallogistik und
148 Theoretischer und empirischer Bezugsrahmen die Einbindung der Teilebereitstellung in den innerbetrieblichen Materialfluss we-sentliche Ansätze zur Optimierung. Bekannte Konzepte, wie beispielsweise die Im-plementierung der Holpflicht können auch in der Kleinserienmontage erfolgreich eingesetzt werden, wenn die Produktstrukturen geeignet ausgerichtet sind. Weitere Ansätze zum Komplexitätsmanagement durch die Gestaltung des Materialflusses sind beispielsweise die Fertigungssegmentierung und die Vermeidung von Zwi-schenlagern. Zusammenfassend ermöglichte die theoretische Analyse der drei Be-trachtungsbereiche die Identifikation wesentlicher Ansätze zum Komplexitätsmana-gement durch Montagekonfiguration.
Als Forschungskonzeption zur Erzielung von Erkenntnisgewinn wurde die Triangu-lation gewählt, welche sowohl quantitative als auch qualitative Analysen beinhaltet. Auf Basis einer Analyse von 15 Fallstudien und elf Expertengesprächen wurden Anforderungen an einen Prozess zur Konfiguration der Kleinserienmontage erarbei-tet. Wesentliche Anforderungen sind die Integration der Produktgestaltung in einen Konfigurationsprozess und die Berücksichtigung der unternehmensspezifischen Rahmenbedingungen bei der Abgabe von Empfehlungen zur Produkt- und Monta-gegestaltung. Auch die Einbeziehung der Montagegestaltungsziele bei der Abgabe von Empfehlungen zur Produkt- und Montagegestaltung ist eine Anforderung an einen Konfigurationsprozess. Als Ergebnis wurde ein vierphasiger Prozess zur Montagkonfiguration erarbeitet. Dieser setzt sich aus den Phasen montageorientierte Produktgestaltung, Auswahl der Montageorganisationsform, Montagegestaltung und zielorientierte Produkt- und Montagegestaltung zusammen.
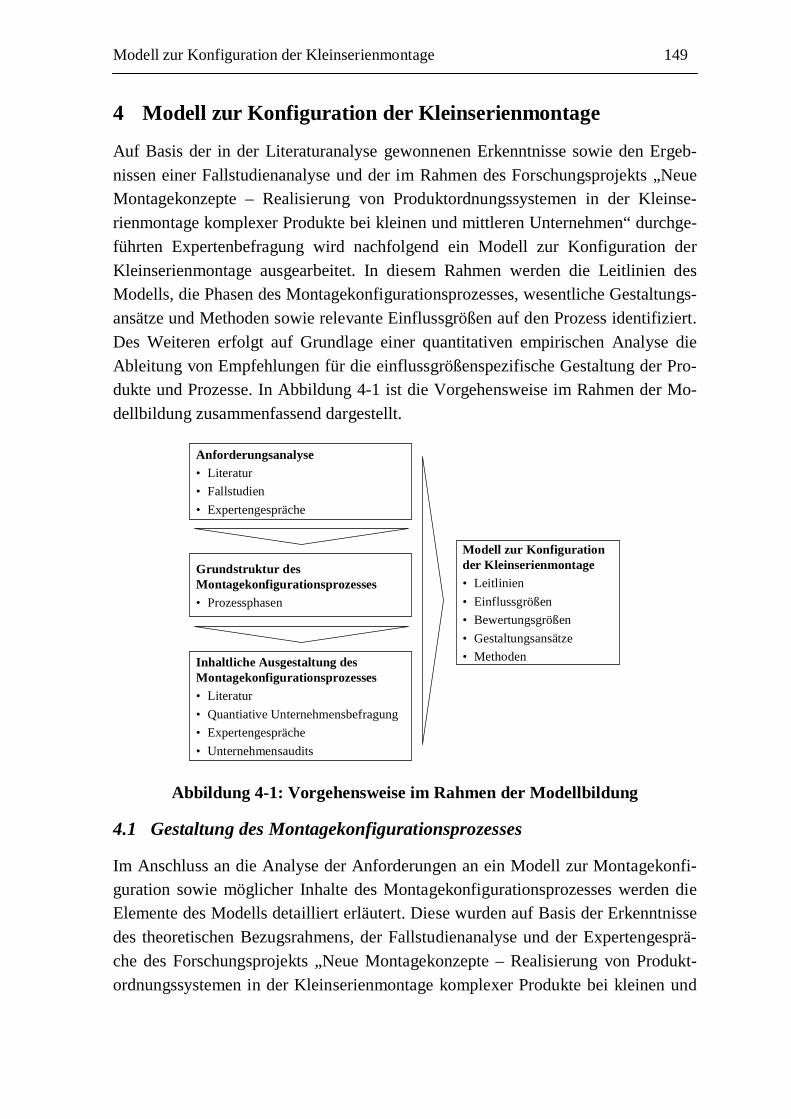
Modell zur Konfiguration der Kleinserienmontage 149 4 Modell zur Konfiguration der Kleinserienmontage
Auf Basis der in der Literaturanalyse gewonnenen Erkenntnisse sowie den Ergeb-nissen einer Fallstudienanalyse und der im Rahmen des Forschungsprojekts „Neue Montagekonzepte – Realisierung von Produktordnungssystemen in der Kleinse-rienmontage komplexer Produkte bei kleinen und mittleren Unternehmen“ durchge-führten Expertenbefragung wird nachfolgend ein Modell zur Konfiguration der Kleinserienmontage ausgearbeitet. In diesem Rahmen werden die Leitlinien des Modells, die Phasen des Montagekonfigurationsprozesses, wesentliche Gestaltungs-ansätze und Methoden sowie relevante Einflussgrößen auf den Prozess identifiziert. Des Weiteren erfolgt auf Grundlage einer quantitativen empirischen Analyse die Ableitung von Empfehlungen für die einflussgrößenspezifische Gestaltung der Pro-dukte und Prozesse. In Abbildung 4-1 ist die Vorgehensweise im Rahmen der Mo-dellbildung zusammenfassend dargestellt.
Anforderungsanalyse• Literatur• Fallstudien• Expertengespräche
Inhaltliche Ausgestaltung des Montagekonfigurationsprozesses• Literatur• Quantiative Unternehmensbefragung• Expertengespräche• Unternehmensaudits
Grundstruktur des Montagekonfigurationsprozesses• Prozessphasen
Modell zur Konfiguration der Kleinserienmontage• Leitlinien• Einflussgrößen• Bewertungsgrößen• Gestaltungsansätze• Methoden
Abbildung 4-1: Vorgehensweise im Rahmen der Modellbildung
4.1 Gestaltung des Montagekonfigurationsprozesses
Im Anschluss an die Analyse der Anforderungen an ein Modell zur Montagekonfi-guration sowie möglicher Inhalte des Montagekonfigurationsprozesses werden die Elemente des Modells detailliert erläutert. Diese wurden auf Basis der Erkenntnisse des theoretischen Bezugsrahmens, der Fallstudienanalyse und der Expertengesprä-che des Forschungsprojekts „Neue Montagekonzepte – Realisierung von Produkt-ordnungssystemen in der Kleinserienmontage komplexer Produkte bei kleinen und

150 Modell zur Konfiguration der Kleinserienmontage mittleren Unternehmen“ erarbeitet.501 Nachfolgend werden die Inhalte, Konzepte und Methoden der vier Prozessphasen sowie die Einflussgrößen auf den Prozess erarbeitet und charakterisiert. In einem ersten Schritt werden dazu die Leitlinien des Montagekonfigurationsprozesses ermittelt und beschrieben.
4.1.1 Leitlinien des Montagekonfigurationsprozesses für kleine Serien
Leitlinien dienen dazu, den Rahmen zur Gestaltung der Montagekonfiguration in der Kleinserienmontage zu bilden. Die Leitlinien finden schließlich Berücksichti-gung bei der Ausarbeitung der Gestaltungsansätze. Zur Erarbeitung der Leitlinien werden neben den Erkenntnissen aus den empirischen Analysen, die in der Literatur bereits vorliegenden Leitlinien analysiert und es erfolgt die Beurteilung bezüglich ihrer Eignung für die Montagekonfiguration kleiner Serien.
4.1.1.1 Analyse von Leitlinien in der Theorie
Zur Ermittlung der für die Konfiguration der Montage kleiner Serien wesentlichen Leitlinien werden die in der Literatur genannten Gestaltungsprinzipien und Leitli-nien für die Fertigung und Montage hinsichtlich ihrer Eignung für den Bereich der Kleinserienmontage untersucht.
Bei WILDEMANN502 werden sechs Leitlinien für Produktionssysteme definiert und charakterisiert. Die Leitlinien, die im Rahmen von Produktionssystemen als rele-vant angesehen werden, sind „Standardisierung“, „Synergie“, „Transparenz“, „Ei-genverantwortung“, „Konsistenz“ und „Ständige Verbesserung“. Die Implementie-rung von Standards, wie beispielweise Qualitätsregelkarten, sichert die erreichten Verbesserungen nachhaltig. Die Prinzipien der Scope- und Scale-Effekte bilden die Grundlage für die Realisierung von im Produktionssystem zu hebenden Synergien. Die übergreifende Transparenz bezüglich der Prozesse, Leistungen, Ziele, Verant-wortlichkeiten und Methoden ist Voraussetzung für eine ganzheitliche Optimierung des Produktionssystems. Die Leitlinie „Konsistenz“ verdeutlicht, dass die Konsis-tenz der Maßnahmen zur Produktionsgestaltung von hoher Relevanz für den Gestal-tungserfolg ist. Die Realisierung des Unternehmers im Unternehmen durch die Er-höhung der Eigenverantwortung der Mitarbeiter ist eine weitere Leitlinie der Pro-duktionssystemgestaltung. Nachhaltige Verbesserung setzt sich aus kontinuierlicher Verbesserung und Innovation zusammen und bildet die Basis des Gestaltungser-folgs.503
501 Zur Auswahl der Gestaltungsbereiche vgl. Eversheim (1989), Eversheim/Witte/Peffekoven (1981), Konz
(1989), Mühlenbruch (2004), S. 41 ff, Ungeheuer (1986), Wildemann (2010h) und Wildemann (2010j). 502 Vgl. Wildemann (2010j), S. 20. 503 Für ausführliche Erläuterungen der Leitlinien der Produktionssysteme vgl. Wildemann (2010j), S. 28 ff.
Modell zur Konfiguration der Kleinserienmontage 151 RICHTER504 nennt vier wesentliche Grundlagen zur Gestaltung der Montageorga-nisation. Die der Gestaltung zugrunde liegenden Aspekte sind die Prozessorientie-rung, die Unternehmensfunktionen, das Flussprinzip und die integrierte Qualitätssi-cherung. RICHTER betrachtet die Prozessorientierung dabei unter dem Aspekt der kundenorientierten Produktion. Die Unternehmensfunktionen beinhalten die Wert-schöpfung, den Support und die Koordination.
KONOLD/REGER505 definieren für die Materialflussgestaltung in der Montage folgende Gestaltungsrichtlinien: „Flussorientierte Fertigungsauslegung“, „Minimie-rung von Schnittstellen im Prozessablauf“, „Vermeidung von Zwischenlagern“ und „Reduzierung von nicht wertschöpfenden Handhabungs- und Pufferfunktionen so-wie Prüfvorgängen“. Die genannten Gestaltungsleitlinien lassen sich als Leitlinien zur Beherrschung, Reduzierung und Vermeidung von Komplexität in der Montage zusammenfassen.
RALLY506 identifiziert sieben Leitlinien der Montagesystemgestaltung. Diese fo-kussieren darauf, dass die Montage nicht isoliert betrachtet werden darf, da sie in das Unternehmen eingebunden ist und dort ihre Aufgaben erfüllt. Darauf basierend erarbeitete RALLY folgende Leitlinien: „Systembetrachtung statt Einzeloptimie-rung“, „Denken und Planen in Alternativen“, „Schaffung von gemischten Struktu-ren“, „Schaffung von überschaubaren Einheiten“, „Integration indirekter Funktio-nen“, „Technische Überdimensionierung“ und „Technische Flexibilität“. RALLY fordert im Einzelnen die Optimierung von Systemen und nicht von Einzellösungen. Zudem sind im Rahmen der kreativen Montagesystemgestaltung artunterschiedliche Alternativen zu vergleichen und an die Flexibilitätsanforderungen angepasste Ar-beitsstrukturen zu generieren. Die Schaffung von überschaubaren Einheiten und die Integration indirekter Funktionen beinhalten die Bildung von Einheiten mit minima-lem Koordinationsaufwand und die Vergabe von Entscheidungskompetenzen in die Einheiten. Die technische Überdimensionierung und Flexibilität ist notwendig um die Flexibilitätsanforderungen beherrschen zu können.
Auf Basis der in der Literatur aufgezeigten Leitlinien zur Montagegestaltung und den Ergebnissen der Expertengespräche können im folgenden Kapitel fünf Leitli-nien zur Montagekonfiguration erarbeitet werden.
504 Vgl. Richter (2006), S. 95 ff. 505 Vgl. Konold/Reger (2003), S. 132. 506
Vgl. Rally (2001), S. 96 f.
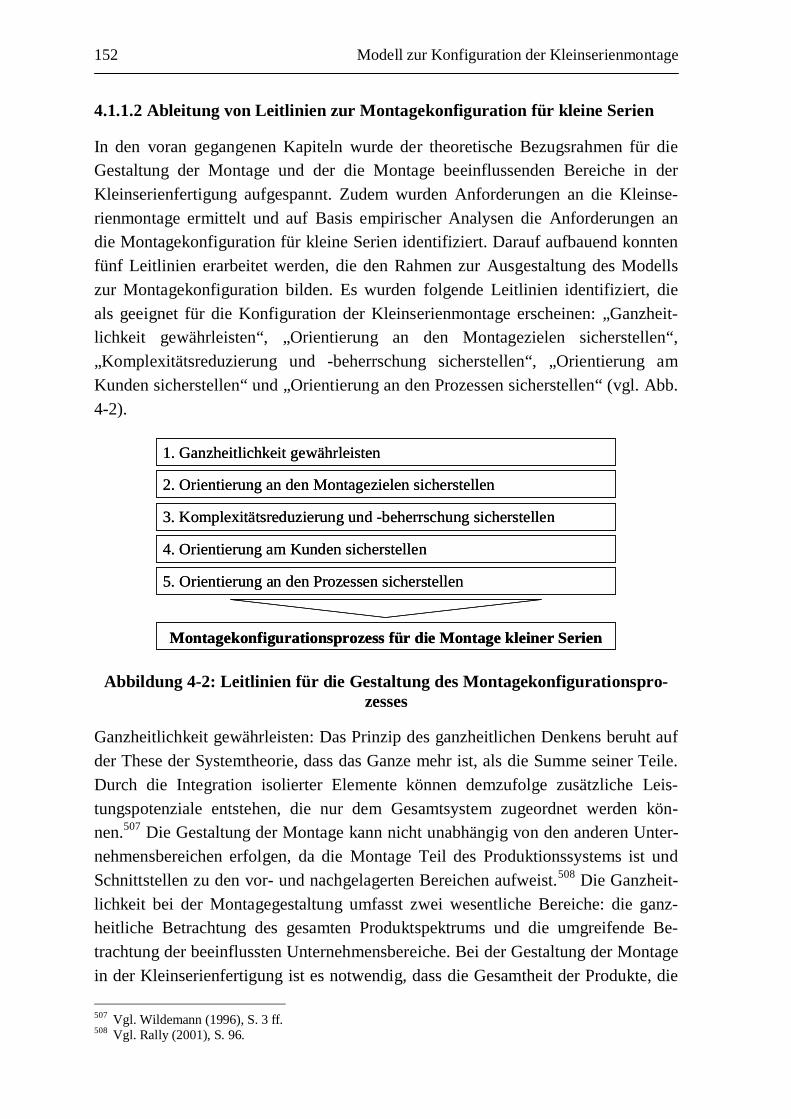
152 Modell zur Konfiguration der Kleinserienmontage 4.1.1.2 Ableitung von Leitlinien zur Montagekonfiguration für kleine Serien
In den voran gegangenen Kapiteln wurde der theoretische Bezugsrahmen für die Gestaltung der Montage und der die Montage beeinflussenden Bereiche in der Kleinserienfertigung aufgespannt. Zudem wurden Anforderungen an die Kleinse-rienmontage ermittelt und auf Basis empirischer Analysen die Anforderungen an die Montagekonfiguration für kleine Serien identifiziert. Darauf aufbauend konnten fünf Leitlinien erarbeitet werden, die den Rahmen zur Ausgestaltung des Modells zur Montagekonfiguration bilden. Es wurden folgende Leitlinien identifiziert, die als geeignet für die Konfiguration der Kleinserienmontage erscheinen: „Ganzheit-lichkeit gewährleisten“, „Orientierung an den Montagezielen sicherstellen“, „Komplexitätsreduzierung und -beherrschung sicherstellen“, „Orientierung am Kunden sicherstellen“ und „Orientierung an den Prozessen sicherstellen“ (vgl. Abb. 4-2).
1. Ganzheitlichkeit gewährleisten
2. Orientierung an den Montagezielen sicherstellen
3. Komplexitätsreduzierung und -beherrschung sicherstellen
4. Orientierung am Kunden sicherstellen
5. Orientierung an den Prozessen sicherstellen
Montagekonfigurationsprozess für die Montage kleiner Serien
1. Ganzheitlichkeit gewährleisten
2. Orientierung an den Montagezielen sicherstellen
3. Komplexitätsreduzierung und -beherrschung sicherstellen
4. Orientierung am Kunden sicherstellen
5. Orientierung an den Prozessen sicherstellen
Montagekonfigurationsprozess für die Montage kleiner Serien
Abbildung 4-2: Leitlinien für die Gestaltung des Montagekonfigurationspro-zesses
Ganzheitlichkeit gewährleisten: Das Prinzip des ganzheitlichen Denkens beruht auf der These der Systemtheorie, dass das Ganze mehr ist, als die Summe seiner Teile. Durch die Integration isolierter Elemente können demzufolge zusätzliche Leis-tungspotenziale entstehen, die nur dem Gesamtsystem zugeordnet werden kön-nen.507 Die Gestaltung der Montage kann nicht unabhängig von den anderen Unter-nehmensbereichen erfolgen, da die Montage Teil des Produktionssystems ist und Schnittstellen zu den vor- und nachgelagerten Bereichen aufweist.508 Die Ganzheit-lichkeit bei der Montagegestaltung umfasst zwei wesentliche Bereiche: die ganz-heitliche Betrachtung des gesamten Produktspektrums und die umgreifende Be-trachtung der beeinflussten Unternehmensbereiche. Bei der Gestaltung der Montage in der Kleinserienfertigung ist es notwendig, dass die Gesamtheit der Produkte, die 507 Vgl. Wildemann (1996), S. 3 ff. 508 Vgl. Rally (2001), S. 96.

Modell zur Konfiguration der Kleinserienmontage 153 in der betrachteten Montageeinheit produziert werden, bei der Planung berücksich-tigt wird. Es gilt, die Auswahl und Gestaltung der Betriebsmittel, der Montagestruk-tur und des Montageablaufs im Hinblick auf die Gesamtheit der Produkte durchzu-führen.509 Dadurch kann sichergestellt werden, dass für das bestehende zu produzie-rende Produktspektrum eine optimale Lösung erarbeitet wird. Neben dem Produkt-spektrum sind die in Verbindung mit der Montage stehenden Bereiche in die Be-trachtung mit einzubeziehen. Eine einseitige Optimierung der Montage ohne die Berücksichtigung der Teilefertigung und der Zulieferstrukturen sowie der Qualitäts-sicherung stellt die für das Gesamtunternehmen ideale Montagegestaltung nicht si-cher. Wechselwirkungen zwischen den Bereichen werden zudem vernachlässigt. Des Weiteren sind die die Montagegestaltung beeinflussenden Bereiche, wie die Entwicklung510, die Konstruktion sowie der Vertrieb, bei der Gesamtbetrachtung zu berücksichtigen.511 Es gilt, durch eine ganzheitliche Betrachtung montagefreundli-che Produkte zu generieren, die zudem die Kundenwünsche in dem geforderten Maß erfüllen.
Orientierung an den Montagezielen sicherstellen: Die Dynamik der Märkte stellt Unternehmen und deren Fertigung seit Jahren vor hohe Anforderungen. Eine hohe Anzahl von Varianten und immer kürzere Produktlebenszyklen können nur durch hohen zeitlichen und monetären Aufwand bewältigt werden. Insbesondere in der Montage der Kleinserienfertigung ist es nur selten zielführend zu versuchen, durch eine Vollautomatisierung die Unternehmensziele Zeit, Kosten, Qualität und Flexibi-lität zu erreichen.512 Vielmehr gilt es, die Produkt- und Montagestrukturen derart auszurichten, dass die definierten Unternehmensziele ohne hohen Investitionsauf-wand erreicht werden können. Sowohl die Flexibilität hinsichtlich der Zeit als auch hinsichtlich der Variantenvielfalt ist eine Anforderung an die Montage in der Klein-serienfertigung.513 Zeitliche Flexibilität bedeutet, dass die Montage an veränderte zeitliche Vorgaben angepasst werden kann. Dies beinhaltet neben der Einhaltung höherer Zeitvorgaben auch die Einhaltung geringerer Zeitvorgaben, die durch Ver-zögerungen beim Abnehmer entstehen können. Flexibilität bezüglich der zu montie-renden Varianten steht für die Möglichkeit, die vom Kunden gewünschten Produkte in der geforderten Menge, Zeit und Qualität herstellen zu können. Voraussetzung dafür ist eine variantenflexibel gestaltete Montageeinheit, auf der nach akzeptablen Rüst- und Anpassungszeiten die angeforderten Produkte in der erforderlichen Quali-tät und mit möglichst geringen Kosten produziert werden können. Die Bedeutung der Leitlinie Unternehmensziele ist insbesondere von der Dynamik der Märkte des 509 Vgl. Eversheim (1989), S. 160 ff. 510 Vgl. Eckstein/Eichert/Waidmann (2010), S. 200 - 205. 511 Vgl. Wildemann (1997a), S. 25 ff. 512 Vgl. März/Langsdorff (2001), S. 3 f. 513 Vgl. Haller (2005), S. 196.

154 Modell zur Konfiguration der Kleinserienmontage betrachteten Unternehmens abhängig. Mit zunehmender Turbulenz der Märkte steigt die Notwendigkeit, Montagesysteme flexibel zu gestalten.514
Komplexitätsreduzierung und -beherrschung sicherstellen: Die Komplexität in Un-ternehmen hat sich aufgrund der gestiegenen Kundenanforderungen und der daraus resultierenden steigenden Variantenanzahl erhöht. Die Realisierung einer hohen Va-riantenvielfalt nach außen in Kombination mit einer möglichst geringen Varianz nach innen ist demzufolge das Ziel der Unternehmen. Durch geeignete Produkt-strukturen im Rahmen des Variantenmanagements lassen sich Skaleneffekte erzie-len, ohne dass zwingend die Variantenanzahl reduziert werden muss.515 Die Stück-zahlen je Bauteil können durch geeignete Produktstrukturen deutlich erhöht werden. Die Verwendung von Gleichteilen für verschiedene Endprodukte ist ein wesentli-cher Ansatzpunkt, um Skaleneffekte zu erzielen. Insbesondere durch die Verlage-rung des Variantenbestimmungspunkts ans Ende der Wertschöpfungskette können positive Effekte erzielt werden.516 Neben der Produktgestaltung gilt es, die Montage so zu gestalten, dass standardisierte Montagemittel und Prozesse zur Anwendung kommen können und gleichzeitig das vom Kunden gewünschte Produktspektrum umgesetzt werden kann. Betriebsmittel sind derart zu wählen, dass eine hohe Pro-dukt- und Mengenflexibilität bei möglichst geringem Umrüstaufwand sichergestellt ist.
Orientierung am Kunden sicherstellen: Die Erfüllung der Wünsche des Kunden ist eines der obersten Ziele eines Unternehmens, da ein positiver Zusammenhang zwi-schen Kundenorientierung und Unternehmenserfolg als unbestritten gilt.517 Auf-grund der gestiegenen Kundenanforderungen ist es für Unternehmen von Bedeu-tung, neben der Standardisierung nach innen, nach außen ein breites Produktportfo-lio mit einer hohen Varianten- und Produktanzahl anzubieten.518 Es ist sicherzustel-len, dass das vom Kunden geforderte Produktspektrum mithilfe des Montagesys-tems produziert werden kann. Neben der vom Kunden geforderten Produktvielfalt müssen die Produkte in der geforderten Qualität, Zeit und Menge und zu vom Kun-den akzeptierten Kosten hergestellt werden können. Für die Montage bedeutet dies die Realisierung von stabilen und robusten Abläufen und Montagestrukturen, um Zeitverzögerungen und Qualitätsverluste im Rahmen der Montage zu vermeiden.
Orientierung an den Prozessen sicherstellen: Eine am Kunden orientierte Produktion bedarf ein Denken in Prozessen. Prozessorientierung bedeutet die simultane Be-
514 Vgl. Thomke/Reinertsen (1999), S. 35. 515 Vgl. Große-Heitmeyer/Wiendahl (2004b), S. 35 ff. 516 Vgl. Wildemann (1997a), S. 378 f. 517 Vgl. Gregori (2006), S. 1. 518 Vgl. Wildemann (2010a), S. 4 f.

Modell zur Konfiguration der Kleinserienmontage 155 trachtung aller prozessrelevanter Parameter der Produktion. In der Montage sind dies beispielsweise Personal, Material, Produktionsanlagen, Information und Durch-laufzeiten.519 Des Weiteren können neben den unternehmensinternen Gruppen im Unternehmen auch Zulieferer und Abnehmer von der Prozessgestaltung betroffen sein und in diese eingebunden werden. Es gilt, die Organisation prozessorientiert auszurichten und schnittstellenarme sowie transparente Prozesse zu gestalten. Vo-raussetzung dafür ist die Integration von Funktionen in dezentralen Organisations-einheiten und darauf aufbauend möglichst die Komplettbearbeitung von zusam-menhängenden Aufgaben an einem Arbeitsplatz oder auch einer Arbeitsgruppe.520 Die Komplettbearbeitung ist somit ein wesentlicher Aspekt der Prozessorientie-rung.521 Die Abläufe in der Montage sind unter Berücksichtigung der Prozessorien-tierung so zu gestalten, dass eine geringe Anzahl von Schnittstellen im Material- und Informationsfluss auftreten.
Im Anschluss an die Erarbeitung der Leitlinien für einen Konfigurationsprozess für die Kleinserienmontage werden nachfolgend die Gestaltungsansätze je Phase und Unterbereich des Montagekonfigurationsprozesses beschrieben. Da für den Bereich der montageorientierten Produktgestaltung und Montagegestaltung in der Literatur eine hohe Anzahl von Gestaltungsansätzen vorliegt (siehe Kapitel 2 und 3), kann es nicht Ziel dieser Arbeit sein, alle möglichen Gestaltungsansätze im Rahmen der Modellbildung zu berücksichtigen. Vielmehr ist auf Basis der Literaturanalyse und der Diskussionen mit Montageexperten eine Auswahl von geeigneten Gestaltungs-ansätzen zur Modellausgestaltung zu treffen.
4.1.2 Ansätze zur montageorientierten Produktgestaltung
Die Ausgestaltung der Prozessphase 1 unterteilt sich in die zwei Gestaltungsberei-che Montageobjekt- und Produktordnungssystemgestaltung. Für diese beiden Berei-che werden jeweils ausgewählte Strategien und Konzepte, die zur Ausgestaltung der Montageobjekte und des Produktordnungssystems angewendet werden können, be-schrieben. Zudem werden Methoden und Instrumente, die zur Ausgestaltungsunter-stützung eingesetzt werden können, aufgezeigt.
4.1.2.1 Phase 1a: Gestaltung der Montageobjekte
Im Rahmen der Analysen konnten neun zu untersuchende Gestaltungsansätze iden-tifiziert werden, deren Realisierung dazu beiträgt, den Montageerfolg zu steigern. Die Strategien zur Gestaltung der Montageobjekte unterteilen sich in die drei Ober-
519 Vgl. Richter (2006), S. 95. 520 Vgl. Richter (2006), S. 95 ff. 521 Vgl. Wildemann (1999), S. 61 f.
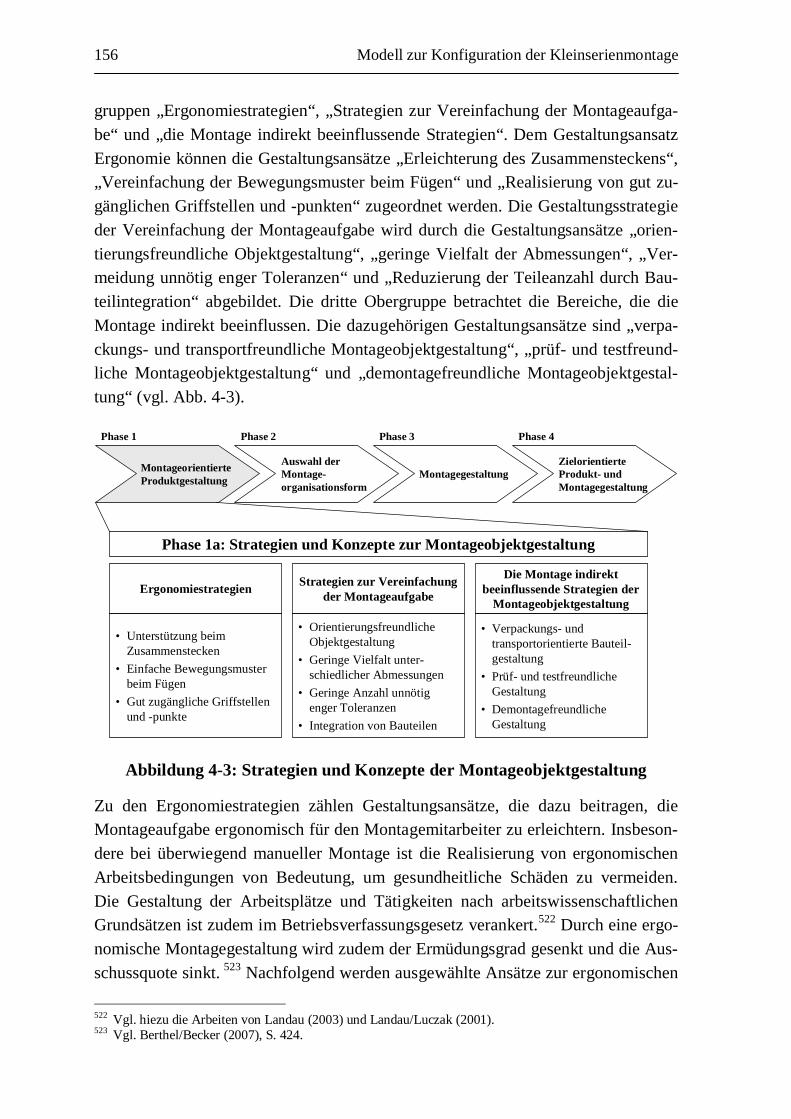
156 Modell zur Konfiguration der Kleinserienmontage gruppen „Ergonomiestrategien“, „Strategien zur Vereinfachung der Montageaufga-be“ und „die Montage indirekt beeinflussende Strategien“. Dem Gestaltungsansatz Ergonomie können die Gestaltungsansätze „Erleichterung des Zusammensteckens“, „Vereinfachung der Bewegungsmuster beim Fügen“ und „Realisierung von gut zu-gänglichen Griffstellen und -punkten“ zugeordnet werden. Die Gestaltungsstrategie der Vereinfachung der Montageaufgabe wird durch die Gestaltungsansätze „orien-tierungsfreundliche Objektgestaltung“, „geringe Vielfalt der Abmessungen“, „Ver-meidung unnötig enger Toleranzen“ und „Reduzierung der Teileanzahl durch Bau-teilintegration“ abgebildet. Die dritte Obergruppe betrachtet die Bereiche, die die Montage indirekt beeinflussen. Die dazugehörigen Gestaltungsansätze sind „verpa-ckungs- und transportfreundliche Montageobjektgestaltung“, „prüf- und testfreund-liche Montageobjektgestaltung“ und „demontagefreundliche Montageobjektgestal-tung“ (vgl. Abb. 4-3).
Auswahl der Montage-organisationsform
Montageorientierte Produktgestaltung Montagegestaltung
Phase 1 Phase 2 Phase 3
Zielorientierte Produkt- und Montagegestaltung
Phase 4
Phase 1a: Strategien und Konzepte zur Montageobjektgestaltung
Strategien zur Vereinfachung der Montageaufgabe
Die Montage indirekt beeinflussende Strategien der
MontageobjektgestaltungErgonomiestrategien
• Orientierungsfreundliche Objektgestaltung
• Geringe Vielfalt unter-schiedlicher Abmessungen
• Geringe Anzahl unnötig enger Toleranzen
• Integration von Bauteilen
• Verpackungs- und transportorientierte Bauteil-gestaltung
• Prüf- und testfreundliche Gestaltung
• Demontagefreundliche Gestaltung
• Unterstützung beim Zusammenstecken
• Einfache Bewegungsmuster beim Fügen
• Gut zugängliche Griffstellen und -punkte
Abbildung 4-3: Strategien und Konzepte der Montageobjektgestaltung
Zu den Ergonomiestrategien zählen Gestaltungsansätze, die dazu beitragen, die Montageaufgabe ergonomisch für den Montagemitarbeiter zu erleichtern. Insbeson-dere bei überwiegend manueller Montage ist die Realisierung von ergonomischen Arbeitsbedingungen von Bedeutung, um gesundheitliche Schäden zu vermeiden. Die Gestaltung der Arbeitsplätze und Tätigkeiten nach arbeitswissenschaftlichen Grundsätzen ist zudem im Betriebsverfassungsgesetz verankert.522 Durch eine ergo-nomische Montagegestaltung wird zudem der Ermüdungsgrad gesenkt und die Aus-schussquote sinkt. 523 Nachfolgend werden ausgewählte Ansätze zur ergonomischen
522 Vgl. hiezu die Arbeiten von Landau (2003) und Landau/Luczak (2001). 523 Vgl. Berthel/Becker (2007), S. 424.

Modell zur Konfiguration der Kleinserienmontage 157 Montageobjektgestaltung vorgestellt. Dabei wurde der Schwerpunkt auf physiologi-sche Aspekte gelegt, die dazu beitragen, krankheitsbedingte Ausfälle zu vermeiden und die Leistungsfähigkeit des Menschen zu erhalten.524 Der Erfolg der Montage-aufgabe wird durch konstruktive Lösungen, die das Zusammenstecken von Bautei-len erleichtern, erhöht.525 Ein vereinfachtes Zusammenfügen von zu montierenden Teilen kann beispielsweise durch den Einsatz von Einführschrägen, Fügefasen und Zentrierabsätze erreicht werden.526 Die Erleichterung des Zusammensteckens redu-ziert insbesondere den Zeitaufwand für die Montage der Bauteile, was die Montage zudem wirtschaftlicher macht.527 Des Weiteren reduziert sich die ergonomische Be-lastung des, in der Montage der Kleinserienfertigung häufig eingesetzten, Monta-gemitarbeiters. Eine montagegerechte Konstruktion beinhaltet die Realisierung von einfachen Bewegungsmustern beim Fügen.528 Einfache Bewegungsmuster beinhal-ten ein Minimum von Bewegungen bei der Montagetätigkeit.529 Bei der Ausgestal-tung von Bewegungsmustern ist zu berücksichtigen, dass translatorische Bewegun-gen in sagittal-horizontaler Richtung günstiger sind als in horizontaler-frontaler oder frontal-sagittaler Richtung.530 Des Weiteren sind Werkzeuge und Bauteile so anzuordnen, dass die Teile in Reichweite des Montagemitarbeiters sind.531 Körper-drehungen und aufwändige Bewegungsabläufe werden dadurch vermieden. Einfa-che Bewegungsmuster beim Montieren sind insbesondere zu realisieren, wenn ein Großteil der Montagevorgänge nicht automatisiert erfolgt und die Ergonomie des Arbeitsplatzes von erhöhter Bedeutung ist. Die Ausbildung von gut zugänglichen Griffstellen und -punkten ist ein weiterer Aspekt der montagegerechten Einzelteil-gestaltung. Eine Erleichterung für den Montagemitarbeiter bilden Griffstellen sowie -punkte in Schwerpunktnähe. Da die ergonomische Betrachtung der Schnittstelle zwischen Mensch und Montageobjekt im Rahmen der Produktgestaltung als unver-zichtbar für den Erfolg in der Fertigung gilt, kann dieser Aspekt zur Steigerung des Montageerfolgs beitragen.532 Die Vereinheitlichung der Abmessungen von Griff-stellen reduziert des Weiteren die Anzahl der erforderlichen Greifwerkzeuge, was insbesondere auch zu geringeren Umrüstzeiten führt.533
Zur Vereinfachung der Montageaufgabe werden Gestaltungsansätze zusammenge-fasst, die dazu beitragen, die Effizienz in der Montage zu erhöhen. Dazu eignen sich
524 Vgl. Bullinger (1994), S. 29. 525 Vgl. Spur/Stöferle (1986), S. 601 f. 526 Vgl. Konold/Reger (2003), S. 12 ff. 527 Vgl. Eversheim (1989), S. 152. 528 Vgl. Hesse (2006b), S. 41. 529 Vgl. Spur/Stöferle (1986), S. 601 f. 530 Vgl. Bullinger (1994), S. 315. 531 Vgl. Kurz/Hintzen/Laufenberg (2009), S. 284. 532 Vgl. Kurz/Hintzen/Laufenberg (2009), S. 283 ff. 533 Vgl. Hesse (2006b), S. 48.

158 Modell zur Konfiguration der Kleinserienmontage sowohl Ansätze, die Anzahl der Bauteile je Montageobjekt reduzieren, als auch An-sätze, die die Montagedurchführung erleichtern.534 Ziel ist dabei nicht, die Ansätze nur bei Neukonstruktionen zu realisieren. Vielmehr ist es von Bedeutung, bereits bestehende Produkte bezüglich ihrer Montagefreundlichkeit zu überprüfen und ge-gebenenfalls anzupassen. Eine orientierungsfreundliche Montageobjektgestaltung beschreibt ein Produktdesign, das vom Monteur gut erfassbare Merkmale in der Außenkontur beinhaltet. Dies kann durch deutliche ausgeprägte Formelemente in der Außenkontur oder Nebenformelemente als Ordnungsmerkmal erreicht wer-den.535 Beispiele dafür sind Nasen oder Aussparungen am Bauteil.536 Durch eine orientierungsfreundliche Montageobjektgestaltung können zeitaufwändige und feh-leranfällige Orientierungsvorgänge während des Montagevorgangs vermieden oder erleichtert werden, was beispielsweise eine Reduzierung der Taktzeiten ermög-licht.537 Eine hohe Vielfalt unterschiedlicher Abmessungen der zu montierenden Bauteile erschwert den Montagevorgang.538 Die Folge großer Abmessungsunter-schiede sind ein erschwertes Handhaben der Teile und die Notwendigkeit von häu-figem und zeitaufwändigem Umrüsten.539 Zudem sind die Montagestationen und Betriebs- sowie Transportmittel für die unterschiedlichen Abmessungen auszuge-stalten, was zu einem hohen und unwirtschaftlichen Planungs- und Gestaltungsauf-wand führt. Unnötig enge Toleranzen zwischen den Montagepunkten und dadurch hoher notwendiger Kraftaufwand beim Fügen erschweren den Montagevorgang er-heblich.540 Des Weiteren sollen Überbestimmungen der Montagepunkte vermieden werden. Um das Fügen zu vereinfachen, sind Baugruppen mit Fügetoleranzen zwi-schen den Montagepunkten zu vermaßen.541 Die montageorientierte Gestaltung der Toleranzen reduziert zeitlichen Montageaufwand und erleichtert das Arbeiten für den Montagemitarbeiter. Die Reduzierung der zu montierenden Teileanzahl dient der Vereinfachung der Montageaufgabe.542 Die Verringerung der Teileanzahl kann durch eine Bauteilintegration und durch die Vermeidung separater Verbindungsmit-tel erfolgen.543 Eine Reduzierung der Teileanzahl kann zudem durch die Integration von Komponenten in andere Funktionsträger erreicht werden.544 Die Integralbau-weise ist insbesondere bei Teilen in hoher Stückzahl anzustreben, da dadurch die höchsten Effekte infolge von Rüstkostenreduzierung erreichbar sind.545 Die Verrin- 534 Vgl. Konold/Reger (2003), S. 13. 535 Vgl. Hesse (2006b), S. 48. 536 Vgl. Konold/Reger (2003), S. 21. 537 Vgl. Konold/Reger (2003), S. 17 und S. 112 f. 538 Vgl. Konold/Reger (2003), S. 17. 539 Vgl. Ehrlenspiel/Kiewert/Lindemann (2007), S. 277. 540 Vgl. Spur/Stöferle (1986), S. 601 f. 541 Vgl. Hesse (2006b), S. 41. 542 Vgl. Spur/Stöferle (1986), S. 601 f. 543 Vgl. Hesse (2006b), S. 41. 544 Vgl. Konold/Reger (2003), S.17 und Kurz/Hintzen/Laufenberg (2009), S. 239 f. 545 Vgl. Ehrlenspiel/Kiewert/Lindemann (2007), S. 320.
Modell zur Konfiguration der Kleinserienmontage 159 gerung der Bauteilanzahl im Rahmen der Produktgestaltung wirkt somit direkt auf die Montage. Geringere zu montierende Teileanzahlen verkürzen den Montageum-fang und reduzieren dadurch die Montagezeit.546 Als negativer Aspekt kann jedoch die geringere Produktflexibilität, die durch die Bauteilintegration auftritt, genannt werden.
Während sich die vorab beschriebenen Gestaltungsrichtlinien direkt auf die Verein-fachung des Montagevorgangs und die Reduzierung von Handhabungstätigkeiten in der Montage beziehen, wirken die folgenden Ansätze auf die der Montage vor- und nachgelagerten Stellen. Die Gestaltungsansätze haben zum Ziel, die gesamte Wert-schöpfungskette sowie den Produktlebenszyklus bei der Produktgestaltung zu be-rücksichtigen, um dadurch die Montagetätigkeiten zu verbessern.547 Zu den geeig-neten Ansätzen zählen die transportorientierte, die prüf- und testfreundliche sowie die demontageorientierte Gestaltung. Eine transportfreundliche Gestaltung der Montageobjekte ist ein wesentlicher Aspekt der montageorientierten Produktgestal-tung.548 Die Transportierbarkeit der Bauteile muss im Rahmen einer logistikorien-tierten Produktgestaltung sichergestellt sein.549 Je nach Investitions- oder Rüstkos-ten für ein geeignetes Transportmittel kann eine geeignete Produktgestaltung zur Kostensenkung in der Montage beitragen. Zudem wird durch eine transportorien-tierte Gestaltung sowohl die Zulieferlogistik als auch der Transport zwischen den Montagestationen positiv beeinflusst und der Zeit- und Handhabungsaufwand für den Transport kann reduziert werden. Die Transportorientierung ist zudem die Vo-raussetzung für die Realisierung von höheren Montageorganisationsformen, wie beispielsweise der Fließmontage.550 Im Rahmen der Montage ist zudem die Prüf-barkeit der Bauteile nach jeder Bearbeitungsstufe sicherzustellen.551 Die erfolgrei-che Ausführung jedes Montageschrittes muss kontrollierbar sein und Kontrollfunk-tionen sollen bereits in den Fügeprozess integriert werden.552 Des Weiteren können vorprüfbare Bauteile oder bereits zu 100 % geprüfte Zukaufteile eingesetzt werden, um den Aufwand in der Montage gering zu halten.553 Dazu sind vorprüfbare Modu-le zu definieren, die ohne Vorarbeiten montierbar sind.554 Erst in der Endprüfung identifizierter Ausschuss kann auf diese Weise reduziert werden und die in der Montage erreichte Qualität erhöht sich. Eine demontageorientierte und recycling-freundliche Montageobjektgestaltung ist ein häufig genanntes Prinzip der Produkt-
546 Vgl. Ponn/Lindemann (2008), S. 213. 547 Zu den Ansätzen der lebenszyklusorientierten Produktgestaltung vgl. Steinhilper/Dunkel (2005), S. 474. 548 Vgl. Bäßler (1988), S. 62 ff, Konold/Reger (2003), S. 18 und Pawellek (2007), S. 35. 549 Vgl. Pawellek (2007), S. 46. 550 Vgl. Schimke/Hoeschen (1977), S. 136 - 142. 551 Vgl. Pawellek (2007), S. 46. 552 Vgl. Spur/Stöferle (1986), S. 602. 553 Vgl. Konold/Reger (2003), S. 17. 554 Vgl. Pawellek (2007), S. 46.

160 Modell zur Konfiguration der Kleinserienmontage gestaltung.555 Ziel einer demontageorientierten Produktgestaltung ist die Vereinfa-chung des Teileaustauschs bei Verschleiß der Bauteile. Insbesondere bei hochwerti-gen Produkten ist der Austausch von Bauteilen vom Kunden gewünscht. Zur Er-leichterung des Austauschs von Bauteilen sind die Verbindungen zwischen den Bauteilen gut zugänglich und leicht lösbar zu gestalten. Wenn eine zerstörungsfreie Demontage nicht möglich ist, sollte der zerstörende Trennvorgang auf geringwerti-ge Bausteile beschränkt sein. Zudem sind lösbare Verbindungen zu bevorzugen. Diese sind Verbindungen, die auf Form- oder Kraftschluss basieren (beispielsweise Schraub- und Schnappverbindungen).556 Die Beschädigung wieder verwendbarer Bauteile bei der Demontage ist konstruktiv zu vermeiden. Durch eine demontage-orientierte Produktgestaltung können sowohl Demontagezeit als auch Demontage- und Ersatzteilkosten reduziert werden.
4.1.2.2 Phase 1a: Methoden zur Unterstützung bei der Montageobjektgestal-tung
Der gezielte Einsatz von Methoden kann die montageorientierte Produktgestaltung unterstützen. Die Unterstützung ist insbesondere vor dem Hintergrund der hohen Kosten-, Zeit- und Qualitätsziele der Unternehmen von hoher Bedeutung.557 Nach-folgend werden dreizehn Methoden beschrieben, deren Anwendung diese Ziele for-ciert. Es werden auch Methoden vorgestellt, die die bereichsübergreifende Zusam-menarbeit fördern und die die Kreativität der Mitarbeiter steigern (vgl. Abb. 4-4).
Die Expertenbefragung ist ein Verfahren der qualitativen Prognose, bei dem Perso-nen mit Spezialwissen (Experten) zur Thematik befragt werden. Experten haben eine fachliche Autorität und die Güte der Informationen von Experten ist als hoch anzusehen. Sie sind zudem in der Lage, Empfehlungen zu generieren.558 Experten-befragungen können sowohl als Einzel- als auch als Gruppenbefragungen durchge-führt werden. Eine bekannte Methode der Gruppenbefragung ist die Delphi-Analyse, die durch eine anonyme, statistisch untermauerte Befragung gekennzeich-net ist. Zudem erfolgt die Befragung in mehreren Runden, wobei zwischen den Runden ein Informationsaustausch stattfindet.559 Die Anwendung einer Expertenbe-fragung bei der Gestaltung der Montageobjekte kann somit verhindern, dass von Experten bereits vorab identifizierte Schwachstellen im Produkt nicht realisiert werden. Bei der Gesamtlösung werden zudem die Meinungen verschiedener Exper-ten berücksichtigt, was in der Summe einer nach gegebenem Wissensstand idealen
555 Vgl. Konold/Reger (2003), S. 18. 556 Vgl. Steinhilper/Schneider (1996), S. 736. 557 Vgl. Westkämper (2006), S. 137. 558 Vgl. Bea/Scheurer/Hesselmann (2008), S. 147 ff. 559 Vgl. Macharzina/Wolf (2008), S. 838 f.
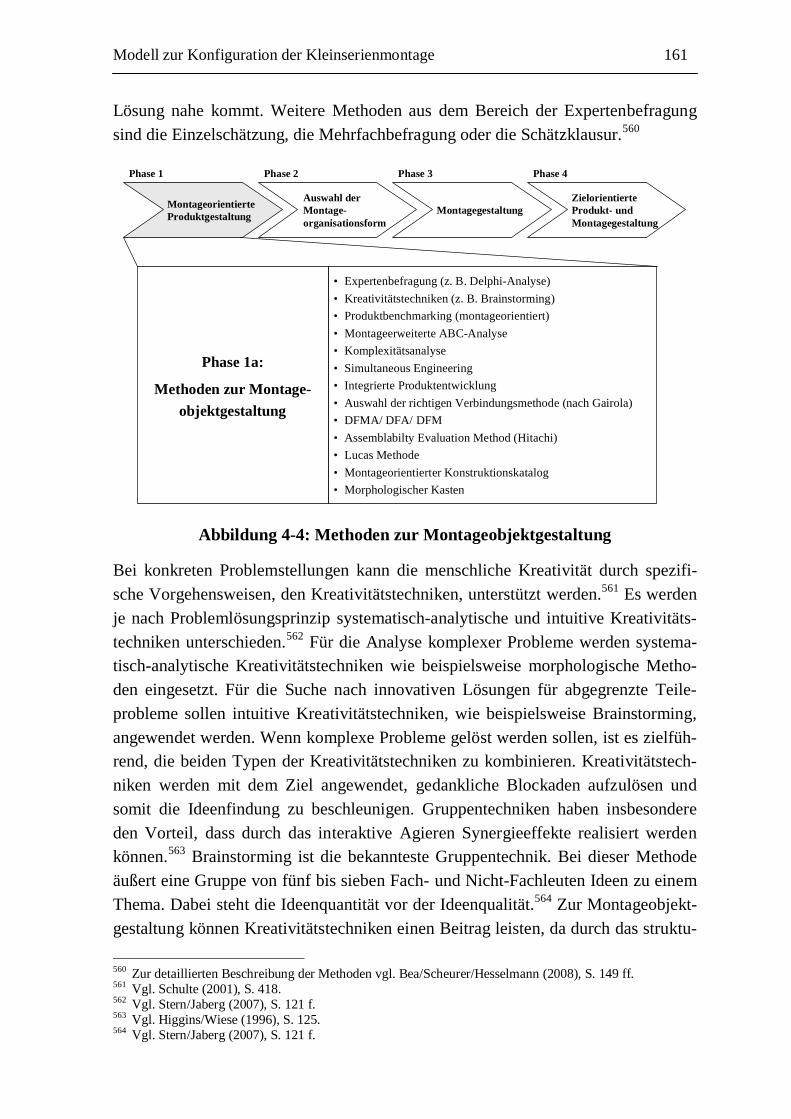
Modell zur Konfiguration der Kleinserienmontage 161 Lösung nahe kommt. Weitere Methoden aus dem Bereich der Expertenbefragung sind die Einzelschätzung, die Mehrfachbefragung oder die Schätzklausur.560
Auswahl der Montage-organisationsform
Montageorientierte Produktgestaltung Montagegestaltung
Phase 1 Phase 2 Phase 3
Zielorientierte Produkt- und Montagegestaltung
Phase 4
• Expertenbefragung (z. B. Delphi-Analyse)• Kreativitätstechniken (z. B. Brainstorming)• Produktbenchmarking (montageorientiert)• Montageerweiterte ABC-Analyse• Komplexitätsanalyse• Simultaneous Engineering• Integrierte Produktentwicklung• Auswahl der richtigen Verbindungsmethode (nach Gairola)• DFMA/ DFA/ DFM• Assemblabilty Evaluation Method (Hitachi)• Lucas Methode• Montageorientierter Konstruktionskatalog• Morphologischer Kasten
Phase 1a:
Methoden zur Montage-objektgestaltung
Abbildung 4-4: Methoden zur Montageobjektgestaltung
Bei konkreten Problemstellungen kann die menschliche Kreativität durch spezifi-sche Vorgehensweisen, den Kreativitätstechniken, unterstützt werden.561 Es werden je nach Problemlösungsprinzip systematisch-analytische und intuitive Kreativitäts-techniken unterschieden.562 Für die Analyse komplexer Probleme werden systema-tisch-analytische Kreativitätstechniken wie beispielsweise morphologische Metho-den eingesetzt. Für die Suche nach innovativen Lösungen für abgegrenzte Teile-probleme sollen intuitive Kreativitätstechniken, wie beispielsweise Brainstorming, angewendet werden. Wenn komplexe Probleme gelöst werden sollen, ist es zielfüh-rend, die beiden Typen der Kreativitätstechniken zu kombinieren. Kreativitätstech-niken werden mit dem Ziel angewendet, gedankliche Blockaden aufzulösen und somit die Ideenfindung zu beschleunigen. Gruppentechniken haben insbesondere den Vorteil, dass durch das interaktive Agieren Synergieeffekte realisiert werden können.563 Brainstorming ist die bekannteste Gruppentechnik. Bei dieser Methode äußert eine Gruppe von fünf bis sieben Fach- und Nicht-Fachleuten Ideen zu einem Thema. Dabei steht die Ideenquantität vor der Ideenqualität.564 Zur Montageobjekt-gestaltung können Kreativitätstechniken einen Beitrag leisten, da durch das struktu-
560 Zur detaillierten Beschreibung der Methoden vgl. Bea/Scheurer/Hesselmann (2008), S. 149 ff. 561 Vgl. Schulte (2001), S. 418. 562 Vgl. Stern/Jaberg (2007), S. 121 f. 563 Vgl. Higgins/Wiese (1996), S. 125. 564 Vgl. Stern/Jaberg (2007), S. 121 f.
162 Modell zur Konfiguration der Kleinserienmontage rierte Vorgehen eine montageorientierte Produktgestaltung zielgerichtet angestrebt werden kann.
Benchmarking ist ein systematischer Prozess zur Identifikation von optimalen Lö-sungen durch Vergleich der eigenen Leistungen mit geeigneten Bestleistungen.565 Unter Produkt-Benchmarking versteht man den Vergleich der Leistungen des eige-nen Produkts mit einem Referenzobjekt. Die Orientierung an Wettbewerbern oder auch Technologieführern dient dazu, neue Ideen für das eigene Produkt aus deren Produktlösungen zu generieren.566 Des Weiteren kann durch Produkt-Benchmarking Overengineering identifiziert und vermieden werden. Bei der Entwicklung eines Produkts mithilfe von Benchmarking kann neben der Orientierung an den primären Produktmerkmalen auch die Montageeignung berücksichtigt werden. Ideen für eine montageorientierte Gestaltung sind durch Analysen im Rahmen eines Produkt-Benchmarkings zu generieren.
Klassische ABC-Analysen basieren auf dem Pareto-Prinzip und dienen dazu, dieje-nigen Teile sowie Materialien eines Unternehmens zu identifizieren, die für das Un-ternehmen von besonderer Bedeutung sind.567 Ziel der Analyse ist, diese Materia-lien zu ermitteln, um sie bei der Materialdisposition, dem Einkauf sowie der Lage-rung besonders zu berücksichtigen. Die ABC-Analyse klassifiziert das Material da-bei nach wertmäßigem und/oder mengenmäßigem Verbrauch.568 Die montageorien-tierte ABC-Analyse nach LOTTER ist eine Methode, mit der man eine Antwort auf die Frage erhält, was ein Teil kostet, bis es seine Funktion nach durchgeführter Montage erfüllt. Ausgehend von dieser Ausgangsfrage werden sieben Grundsatz-fragen gestellt, die den Preis, den Anlieferungszustand, die Handhabungsfähigkeit, die Fügerichtung, das Fügeverfahren, die Qualität und die Montagekosten betref-fen.569 Insbesondere die Fragen zur Handhabungsfähigkeit, zur Fügerichtung und zum Fügeverfahren betreffen die Konstruktion und dienen der montageorientierten Produktgestaltung.
Das Ziel von Komplexitätsanalysen ist es, die Komplexität der Produkte und des Produktprogramms soweit wie nötig zu reduzieren, ohne dass das Leistungsangebot des Unternehmens unattraktiv wird.570 Die Komplexitätskosten eines Produkts wer-den im Rahmen von Komplexitätsanalysen dargestellt. Daraus können Ansätze zur Reduzierung von produktbezogenen Komplexitätskosten abgeleitet werden. Pro-duktbezogene Komplexitätskosten können insbesondere durch die Anpassung der 565 Vgl. Sabisch/Tintelnot (1997), S. 12. 566 Vgl. Sabisch/Tintelnot (1997), S. 56 ff. 567 Zu den Grundlagen und der Vorgehensweise bei einer ABC-Analyse vgl. Cordts/Lensing (1992). 568 Vgl. Schulte (2001), S. 60 f. 569 Vgl. Hesse (2006b), S. 44 f. 570 Vgl. Wildemann (2006), S. 11 ff.
Modell zur Konfiguration der Kleinserienmontage 163 internen Produktstruktur gesenkt werden. Die Funktions- und Produktstruktur wird bei BÄSSLER als wesentlicher Einflussfaktor auf die Montagegerechtheit von Pro-dukten definiert.571 Durch die Verringerung von Bauteilen durch Bauteilintegration und die Reduzierung von Bauteilvarianten sinkt die Komplexität der Produktmon-tage.572 Ergebnis der Komplexitätsanalyse ist sowohl die Reduzierung der Monta-gekosten als auch der Montagezeiten.573
Der Ansatz des Simultaneous Engineering ist durch eine hohe Anzahl von Verfah-ren und Umsetzungsalternativen gekennzeichnet.574 Die grundsätzliche Idee des Simultaneous Engineering ist jedoch, dass im Rahmen der Produktentwicklung ur-sprünglich nacheinander durchgeführte Schritte und Abläufe parallel oder überlappt ausgeführt werden. Die Leitlinien des Simultaneous Engineering sind Parallelisierung, Standardisierung und Integration im Produktentstehungsprozess.575 Zur Realisierung der Leitlinien sind abteilungsübergreifend intensiv Informationen auszutauschen und eine enge, teamorientierte und interdisziplinäre Zusammenarbeit ist notwendig. Die Zusammenarbeit beginnt idealerweise bereits in der Konzeptpha-se der Produktentstehung, wobei frühzeitig marktseitige Ziele und Lösungskonzepte bezüglich Produkten und Produktion abgeglichen werden. Der Kundenwunsch steht dabei im Mittelpunkt und die Tätigkeiten im Rahmen des Simultaneous Engineering werden darauf abgestimmt.576 Originäres Ziel des Simultaneous Engineering ist die Verkürzung der Entwicklungszeit.577 Simultaneous Engineering gilt demzufolge auch als Grundlage zur Realisierung des Just-in-Time-Gedankens in der Forschung und Konstruktion. Ziel ist die Reduzierung von Liegezeiten und Verschwendung in F&E.578 Bei einem montageorientierten Simultaneous Engineering werden insbe-sondere die Montageeignung eines Produkts und die Ansätze der montageorientier-ten Produktgestaltung berücksichtigt, ohne unnötigen Entwicklungsaufwand zu ge-nerieren.
Die Methode der Integrierten Produktentwicklung forciert durch eine bereichsüber-greifende Zusammenarbeit eine Verbesserung der Qualität, Zeiten und Kosten der Produkterstellung und des Produkts.579 Im Gegensatz zum Simultaneous Enginee-ring liegt der Schwerpunkt der Integrierten Produktentwicklung auf der Einbindung nachgelagerter Funktionen und interdisziplinärer Gruppenarbeit sowie einer funkti-
571 Vgl. Bäßler (1988), S. 62. 572 Vgl. Bäßler (1988), S. 62 ff und Hachmöller (2006), S. 225. 573 Vgl. Hachmöller (2006), S. 225. 574 Vgl. Stanke/Berndes (1997), S. 15. 575 Vgl. Stanke/Berndes (1997), S. 15 ff. 576 Vgl. Eversheim/Bochtler/Laufenberg (1995), S. 2 f. 577 Vgl. Komorek (1998), S. 37. 578 Vgl. Wildemann (1992), S. 18 - 23. 579 Vgl. Ehrlenspiel (2009), S. 188.
164 Modell zur Konfiguration der Kleinserienmontage onsübergreifende Planung des Produkts.580 Primäres Ziel ist die Verbesserung der Entwicklungsqualität.581 Für die Montage bedeutet dies, dass erst nach idealer Ab-stimmung der drei Bereiche Produkt, Montagevorgang und Montageanlage, die Montage eines Produktes ideal gestaltet und effizient durchgeführt werden kann. Dazu leistet die Integrierte Produktentwicklung einen wesentlichen Beitrag. Bei der integrierten Produktentwicklung arbeiten die an der Produktentwicklung sowie -erstellung beteiligten Mitarbeiter, über alle Entwicklungs- und Planungsphasen hinweg, eng zusammen. Dabei werden sowohl übergreifende Fragen zu Montagean-lagen als auch detaillierte Fragen zu konkreten Produktspezifika berücksichtigt.582
Auswahl der richtigen Verbindungsmethode (nach Gairola): Die Vorgehensweise zur Auswahl der richtigen Verbindungsmethode nach GAIROLA basiert auf der Grundlage, dass die Verbindungsstellen zwischen Bauteilen eines Montageobjekts Schnittstellen unterschiedlicher Art sind. Das Hauptaugenmerk im Rahmen der Schnittstellenausgestaltung liegt auf der Berücksichtigung des Montageaufwands beim Fügen.583 Dieser ist nach Personal, Zeit Kosten und Montagequalität zu be-werten. Bei der Auswahl des Verbindungsverfahrens sind das Produktprogramm und dessen spezifische Anforderungen, wie beispielsweise Normen, zu berücksich-tigen.584 Des Weiteren ist die Fügestelle derart auszugestalten, dass ein geringer Montageaufwand in Verbindung mit einer guten Prüfbarkeit und einer eindeutigen Fügestelle realisiert wird. Die Vorgehensweise zur Auswahl der richtigen Verbin-dungsmethode nach GAIROLA beinhaltet dazu Checklisten, die den Anwender bei der Auswahl des idealen Verbindungsverfahrens und der richtigen Verbindungsme-thode unterstützen.585
Die beiden Methoden Design for Manufacture and Assembly (DFMA) und Design for Assembly (DFA) gehen auf BOOTHROYD und DEWHURST zurück und ha-ben zum Ziel, den Entscheider bei der Ausgestaltung des Montageobjekts zu unter-stützen.586 Die Methode des DFMA ist dabei eine Erweiterung der ursprünglich entwickelten Methode DFA. Basis der Entscheidung für die Produktgestaltung ist die jährliche Produktionsmenge, die Komplexität des Produkts und der Automati-sierungsgrad der Montage. Darauf aufbauend wird die Notwendigkeit von Einzeltei-len im Produkt prinzipiell hinterfragt. Anschließend wird das Produkt iterativ beur-teilt und verbessert. Bei der Bewertung wird der Anwender mit Tabellen unterstützt, die die möglichen Teile enthalten und für die verbesserte Gestaltung Werte für das 580 Vgl. Komorek (1998), S. 37. 581 Vgl. Komorek (1998), S. 37. 582 Vgl. Ponn/Lindemann (2008), S. 210 f. 583 Vgl. Ponn/Lindemann (2008), S. 220. 584 Vgl. Ponn/Lindemann (2008), S. 216 f. 585 Vgl. Gairola (1981). 586 Vgl. Boothroyd/Dewhurst (1988).

Modell zur Konfiguration der Kleinserienmontage 165 Teile-, Kosten- und Zeitminimum angeben. Die Ergebnisse werden abschließend zu der Kenngröße Gestaltungseffektivität zusammengefasst. Die Anwendung der Me-thode hat beispielsweise zu einer durchschnittlichen Reduzierung der Montagezeit um 62 % bei einer Erhöhung der Qualität geführt, was den Erfolg der Methode im Bereich der Montage verdeutlicht.587
Der Fokus der von der Firma Hitachi entwickelten Assemblability Evaluation Me-thod liegt auf der Analyse der in der Montage notwendigen Bewegungen und Ar-beitsgängen. Für die Bewegungen und Arbeitsgänge in der Montage wird in einem ersten Schritt ein Idealzustand definiert. Die Abweichung vom Idealzustand führt zu sogenannten Strafpunkten und damit zu einer Angabe bezüglich der Montage-freundlichkeit des Arbeitsschritts. Als idealer Arbeitsschritt wird beispielsweise ei-ne vertikal-abwärts gerichtete Fügebewegung definiert. Zusätzlich zur Beurteilung der Arbeitsbewegungen werden geschätzte Relationskosten in die Bewertung einbe-zogen. Das Ergebnis der Bewertung ist eine Punkteskala, die angibt, wie ausgereift das Montageobjekt im Hinblick auf die Montage ist. Des Weiteren wird die Schwie-rigkeit der Montagetätigkeit ausgewiesen.588 Auf Basis dieser Ergebnisse können Schritte zur Verbesserung der Montagefreundlichkeit des Produkts eingeleitet wer-den.
Die Lucas Methode wird teilweise auch als Lucas DFA Methode bezeichnet. Sie wurde in der Lucas AG entwickelt und basiert auf den Erkenntnissen der DFA Me-thode nach BOOTHROYD und DEWHURST.589 Bei der Lucas Methode erfolgt die Bewertung der Montagefreundlichkeit iterativ mithilfe eines Flussbildes. Das Er-gebnis ist eine relative Bewertung, bei der die Gestaltungs-, Zufuhr- und Montage-effektivität berücksichtigt werden. Basis der Methode sind drei separate und se-quenzielle Analysen, die in einem Flussbild zusammengefasst werden. Die drei Analysen sind die Funktionsanalyse, die Zufuhranalyse und die Verbindungsanaly-se. Diese Analysen werden iterativ so lange durchgeführt, bis das Ergebnis den An-forderungen entspricht und die Montagefreundlichkeit des Produkts für die jeweili-ge Aufgabenstellung ausreichend ist.590
Die Grundidee des montageorientierten Konstruktionskatalogs ist das Sammeln und Bereitstellen bekannter und umgesetzter Konstruktionslösungen. Dadurch soll dem Konstrukteur Hilfestellung bei der Lösungssuche gegeben sowie der schnelle Zu-griff auf den Stand der Technik ermöglicht werden.591 Die Anforderungen an einen
587 Vgl. Hesse (2006b), S. 19 f. 588 Vgl. Hesse (2006b), S. 21. 589 Vgl. Mital et al. (2008), S. 142. 590 Vgl. Mital et al. (2008), S. 142 ff. 591 Vgl. Roth (2001), S. 1, Lindemann (2009), S. 277 und Strnad/Vorath/Knobloch (1999), S. 590.
166 Modell zur Konfiguration der Kleinserienmontage Konstruktionskatalog sind in der VDI-Richtlinie 2222 zusammengefasst.592 Demzu-folge muss ein Konstruktionskatalog einen schnellen Zugriff auf die Informationen ermöglichen, einfach zu handhaben sein und an den Konstruktionsablauf angepasst werden. Weitere Anforderungen sind die Erweiterungsfähigkeit und die Freiheit von Widersprüchen. Die Zusammenhänge, nach denen der Konstruktionsablauf er-folgt, müssen erkennbar sein. Eine montageorientierte Konkretisierung erfährt der Katalog, indem Ansätze, die insbesondere die Montagefreundlichkeit erhöhen, er-fasst und berücksichtigt werden. Die Gestaltungsansätze zur Erhöhung der Monta-gefreundlichkeit sollten dabei in Abstimmung mit Montagemitarbeitern erarbeitet werden.
Der morphologische Kasten ist ein logisch-diskursives Verfahren. Das Prinzip ba-siert auf einer Aufteilung der Gesamtaufgabe in mehrere Teilaufgaben, wie bei-spielsweise Funktionen und Bauteile, und darauf aufbauend auf einer stufenweisen Vorgehensweise zur Problemlösung.593 Die Problembestandteile werden grafisch in einem Kasten untereinander aufgelistet.594 Im Anschluss daran werden für jedes Teilproblem Einzellösungen identifiziert und erfasst. Die Kombination verschiede-ner Einzellösungen ergibt schließlich unterschiedliche Gesamtlösungen. Die Schwierigkeit bei der Anwendung des morphologischen Kastens ist die Auswahl der besten Gesamtlösung aus der Vielzahl der möglichen Lösungen. Die zielorien-tierte Anwendung des morphologischen Kastens zur Verbesserung der Montageleis-tung kann erfolgen, indem die Gesamtlösung unter Berücksichtigung von Montage-gesichtspunkten ausgewählt wird.
Nachfolgend erfolgt eine zusammenfassende Bewertung der Methoden und Instru-mente zur Montageobjektgestaltung. Die Bewertung erfolgt deduktiv auf Basis der theoretischen Analysen zu den Methoden und berücksichtigt die Eignung der Me-thoden zur Gestaltung der Strategien zur Montageobjektgestaltung (vgl. Abb. 4-5). Zusätzlich werden die Methoden dahin gehend beurteilt, für welchen Grad des Ver-änderungsbedarfs sie ideal eingesetzt werden können. Unterschieden wird dabei zwischen Neugestaltung und Anpassung/Optimierung des Montageobjekts. Die Übersicht zeigt, dass in Abhängigkeit von Strategie und Anpassungsgrad der Ein-satz unterschiedlicher Methoden zielführend ist. Methoden, die die Kreativität der Mitarbeiter fördern, sind sehr gut zur Vereinfachung der Montageaufgabe geeignet. Demgegenüber eignen sich ganzheitliche Methoden, wie beispielsweise die Inte-grierte Produktentwicklung, dazu, auch die indirekt beeinflussenden Strategien zu berücksichtigen. Zur Anpassung und Optimierung der Montageobjekte sind alle
592 Vgl. VDI 2222 Blatt 2 (1982). 593 Vgl. Lindemann (2009), S. 281 und Pepels (2006), S. 16. 594 Vgl. Pepels (2006), S. 16.

Modell zur Konfiguration der Kleinserienmontage 167 Methoden geeignet, während zur Neugestaltung die Methoden nicht eingesetzt wer-den können, die an einem bestehenden Produkt ansetzen.
hohe Eignung geringe Eignungmittlere Eignung
Methoden Ergonomie-strategien
Vereinfa-chung d. Mon-
tageaufgabe
Strategiegruppen / Gestaltungsbereiche
Neu-gestaltung
Anpassung / Optimierung
Grad der Veränderung
Expertenbefragung (z. B. Delphi-Analyse)
Kreativitätstechniken (z. B. Brainstorming)
Produktbenchmarking(montageorientiert)
Montageerweiterte ABC-Analyse
Komplexitätsanalyse
Simultaneous Engineering
Integrierte Produktentwicklung
Auswahl der richtigen Verbin-dungsmethode (nach Gairola)
DFMA/ DFA/ DFM
Indirekt be-einflussendeStrategien
Assemblabilty Evaluation Method(Hitachi)
Lucas Methode
Montageorientierter Konstruktionskatalog
Morphologischer Kasten
Abbildung 4-5: Beurteilung der Methoden zur Montageobjektgestaltung
4.1.2.3 Phase 1b: Ausgestaltung eines montageorientierten Produktordnungs-systems
Die Ausgestaltung des Gestaltungsfeldes Produktordnungssystem erfolgt analog der Montageobjektgestaltung im Rahmen dieser Arbeit in zwei Teilen. In einem ersten Teil werden die Strategien und Konzepte, welche zur Gestaltung des Produktord-nungssystems angewendet werden können, vorgestellt. Im zweiten Teil werden die Methoden und Instrumente, die den Anwender bei der montageorientierten Pro-duktordnungssystemgestaltung unterstützen können, dargelegt. Basierend auf den vorhergehenden Analysen konnten sieben, die Gestaltung des Produktordnungssys-tems betreffende, Gestaltungsansätze identifiziert werden, deren Umsetzung den Erfolg in der Montage steigert (vgl. Abb. 4-6). Die Gestaltungsansätze können auf Basis der mit ihnen verfolgten Strategie unterteilt werden. Es werden folgende Stra-tegien zur Gestaltung des Produktordnungssystems unterschieden: Flexibilitätsstra-tegien, Spaltungsstrategien, Bündelungsstrategien sowie Spaltungs- und Bünde-lungsstrategien. Dem Bereich der Flexibilitätsstrategien werden die beiden Gestal-
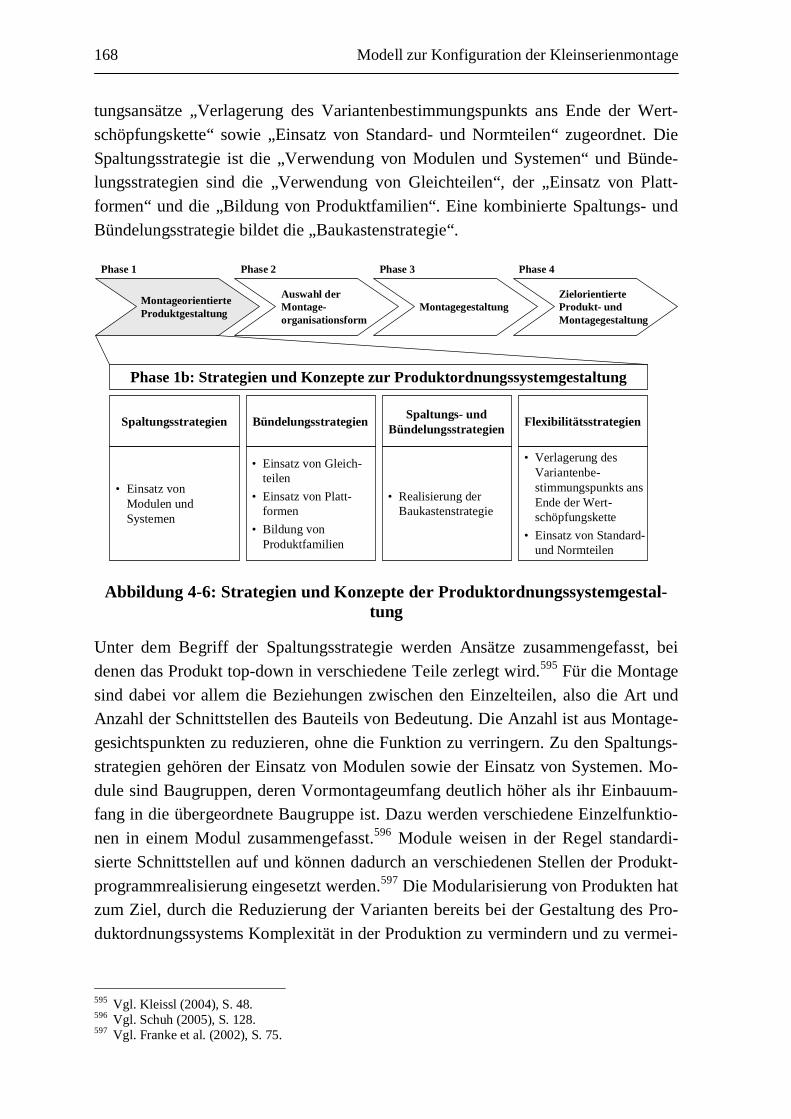
168 Modell zur Konfiguration der Kleinserienmontage tungsansätze „Verlagerung des Variantenbestimmungspunkts ans Ende der Wert-schöpfungskette“ sowie „Einsatz von Standard- und Normteilen“ zugeordnet. Die Spaltungsstrategie ist die „Verwendung von Modulen und Systemen“ und Bünde-lungsstrategien sind die „Verwendung von Gleichteilen“, der „Einsatz von Platt-formen“ und die „Bildung von Produktfamilien“. Eine kombinierte Spaltungs- und Bündelungsstrategie bildet die „Baukastenstrategie“.
Auswahl der Montage-organisationsform
Montageorientierte Produktgestaltung Montagegestaltung
Phase 1 Phase 2 Phase 3
Zielorientierte Produkt- und Montagegestaltung
Phase 4
Phase 1b: Strategien und Konzepte zur Produktordnungssystemgestaltung
Bündelungsstrategien Spaltungs- und BündelungsstrategienSpaltungsstrategien
• Einsatz von Gleich-teilen
• Einsatz von Platt-formen
• Bildung von Produktfamilien
• Realisierung der Baukastenstrategie
• Einsatz von Modulen und Systemen
Flexibilitätsstrategien
• Verlagerung des Variantenbe-stimmungspunkts ans Ende der Wert-schöpfungskette
• Einsatz von Standard-und Normteilen
Abbildung 4-6: Strategien und Konzepte der Produktordnungssystemgestal-tung
Unter dem Begriff der Spaltungsstrategie werden Ansätze zusammengefasst, bei denen das Produkt top-down in verschiedene Teile zerlegt wird.595 Für die Montage sind dabei vor allem die Beziehungen zwischen den Einzelteilen, also die Art und Anzahl der Schnittstellen des Bauteils von Bedeutung. Die Anzahl ist aus Montage-gesichtspunkten zu reduzieren, ohne die Funktion zu verringern. Zu den Spaltungs-strategien gehören der Einsatz von Modulen sowie der Einsatz von Systemen. Mo-dule sind Baugruppen, deren Vormontageumfang deutlich höher als ihr Einbauum-fang in die übergeordnete Baugruppe ist. Dazu werden verschiedene Einzelfunktio-nen in einem Modul zusammengefasst.596 Module weisen in der Regel standardi-sierte Schnittstellen auf und können dadurch an verschiedenen Stellen der Produkt-programmrealisierung eingesetzt werden.597 Die Modularisierung von Produkten hat zum Ziel, durch die Reduzierung der Varianten bereits bei der Gestaltung des Pro-duktordnungssystems Komplexität in der Produktion zu vermindern und zu vermei-
595 Vgl. Kleissl (2004), S. 48. 596 Vgl. Schuh (2005), S. 128. 597 Vgl. Franke et al. (2002), S. 75.
Modell zur Konfiguration der Kleinserienmontage 169 den.598 In der Montage wird anstatt vieler Einzelbauteile ein vollständiges, vorprüf-bares Modul integriert und durch eine einfache Gestaltung der Modulschnittstelle wird die Montage zusätzlich unterstützt.599 Systeme sind im Gegensatz zu Modulen Einheiten, die eine bestimmte Funktion vollständig abdecken.600 Die Anwendung von Systemen hat die gleichen Vorteile in der Montage wie die Anwendung von Modulen.
Mit Bündelungsstrategien werden die Ansätze bezeichnet, die bottom-up von der Betrachtung der Einzelteile ausgehen.601 Im Rahmen der Bündelungsstrategien wird versucht, die Einzelteile über verschiedene Produkte oder Varianten hinweg einzu-setzen. Das Ziel der Realisierung von Bündelungsstrategien ist die Steigerung des Standardisierungsgrads in der Montage, wie es beispielsweise durch den Einsatz von Plattformen erreicht wird. Unter Gleichteilen werden die identischen Kompo-nenten des Produktordnungssystems verstanden, die variantenunabhängig sind und variantenübergreifend eingesetzt werden.602 Synonym wird auch der Begriff Wie-derholteile verwendet. 603 Die Verwendung von Gleichteilen zur Ausgestaltung des Produktprogramms hat zum Ziel, möglichst viele identische oder ähnliche Bauteile innerhalb des Produktordnungssystems zu verwenden. Ziel ist die Steigerung der Effizienz durch Standardisierung.604 Die Standardisierung durch Gleichteile führt in der Montage zu geringeren Fehlerquoten und damit einer höheren Produktqualität. Zusätzlich werden Bearbeitungs- und Durchlaufzeiten und Kosten in der Montage reduziert. Eine Produktplattform bildet eine funktional und räumlich abgeschlossene Einheit, die sich aus einer bestimmten Anzahl von Komponenten und Schnittstellen zusammensetzt. Diese bilden eine standardisierte Struktur, auf deren Grundlage un-terschiedliche Produkte effizient entwickelt und produziert werden können.605 Die Folge ist eine hohe Wiederholhäufigkeit von Arbeitsschritten in der Produktion. Bei MEYER/LEHNERD werden vier Plattformstrategietypen genannt, wobei durch die Anwendung aller vier Strategietypen Vorteile für die Montage generiert werden.606 Die Realisierung von Plattformen führt zu Skalen- und Erfahrungskurveneffekten in der Montage und dadurch zu einer Verbesserung der Zielparameter Kosten, Zeit, Qualität und Flexibilität. Eine Produktfamilie wird als Menge individueller Produk-te definiert, die auf einer gemeinsamen Grundlage basieren und die trotzdem spezi- 598 Vgl. Eversheim/Schenke/Warnke (1998), S. 34. 599 Vgl. Piller (2006), S. 200. 600 Vgl. Piller/Waringer (1999), S. 39. 601 Vgl. Kleissl (2004), S. 48. 602 Vgl. Zimmermann (1988), S. 44. 603 Vgl. Franke et al. (2002), S. 78. 604 Vgl. Kleissl (2004), S. 53. 605 Vgl. Meyer/Lehnerd (1997), S. 39. 606 Die vier Plattformstrategietypen sind die horizontale Hebelwirkungsstrategie, die fragementale Plattform-
strategie, die Brückenkopfstrategie und die vertikale Hebelwirkungsstrategie, zu den jeweiligen Inhalten vgl. Meyer/Lehnerd (1997).

170 Modell zur Konfiguration der Kleinserienmontage fische Eigenschaften und Funktionen aufweisen.607 Der zu Grunde liegende Ansatz besteht darin, das Konzept der Gleichteile sowohl über Produktlebenszyklen als auch Produktreihen hinweg zu realisieren.608 Die weitgehende Produktähnlichkeit innerhalb einer Produktfamilie erlaubt die Verwendung schon konzipierter oder vorhandener Montagesysteme und erhöht den Wiederholungsgrad von Montage-schritten. Die Ausgestaltung des Produktprogramms mithilfe von Produktfamilien reduziert aus diesem Grund den Montageaufwand und wirkt sich positiv auf den Montageerfolg aus.
Unter der Spaltungs- und Bündelungsstrategie werden Ansätze zusammengefasst, die sowohl auf dem top-down- als auch dem bottom-up-Gedanken basieren. Durch die Strategie kann sowohl Stabilität als auch Flexibilität erreicht werden.609 Die Baukastenstrategie ist ein Ansatz zur Realisierung des Prinzips in der Montage. Als Baukasten wird ein System definiert, das aus einer definierten Anzahl unterschiedli-cher Elemente, den Bausteinen, besteht. Durch das Zusammensetzen der Bausteine kann auf Basis eines Ordnungssystems eine hohe Anzahl von Produkten zusam-mengesetzt werden.610 Die einzelnen Bausteine können über Schnittstellen zusam-mengefügt werden, wodurch größere Bauteile und Produkte ausgestaltet werden können. Wichtig ist eine Standardisierung der Schnittstellen, um den Austausch der Bauteile bei Bedarf einfach realisieren zu können.611 Die Standardisierung der Schnittstellen führt zu einer hohen Wiederholhäufigkeit und damit zu einer Stan-dardisierung der Montagevorgänge. Folge ist eine Reduzierung der Montagezeiten bei gleichbleibender Montagequalität. Durch den Einsatz des Baukastenprinzips wird in der Einzel- und Kleinserienfertigung zudem der Seriencharakter der Monta-ge erhöht, was die Anwendung von höheren Organisationsformen, wie beispiels-weise der Reihenmontage, ermöglicht.612
Zu den Flexibilitätsstrategien gehören Gestaltungsansätze, die dazu beitragen, die Flexibilität in der Montage zu erhöhen. Dazu können sowohl Ansätze des Varian-tenmanagements als auch des Teileeinsatzes realisiert werden.613 Ziel der Flexibili-tätsstrategien ist die Flexibilitätssteigerung ohne die Standardisierung zu reduzieren. Mit dem Variantenbestimmungspunkt wird der Punkt in der Wertschöpfungskette bezeichnet, bei dem zum ersten Mal festgelegt wird, welche Variante produziert wird. Zielführend ist es, den Variantenbestimmungspunkt möglichst an das Ende
607 Vgl. Meyer/Lehnerd (1997), S. 35. 608 Vgl. Mayer (1993), S. 152. 609 Vgl. Kleissl (2004), S. 48. 610 Vgl. Franke et al. (2002), S. 74. 611 Zu den Definitionen der Baukastenstrategie vgl. Biegert (1971), S. 10, Kohlhase (1997), S. 8 und
Nasvytis (1953), S. 86. 612 Vgl. Miese (1973), S. 52. 613 Vgl. Pagh (1998), S. 13 ff und Wildemann (1998a), S. 55.
Modell zur Konfiguration der Kleinserienmontage 171 des Entstehungsprozesses zu legen, da dies eine hohe Standardisierung des Produk-tionsprozesses und eine hohe Flexibilität bei der Reaktion auf Kundenwünsche ge-neriert.614 Die Gestaltung des Produktordnungssystems hat zum Ziel, die Komplexi-tät bei der Leistungserstellung zu reduzieren und dabei die vom Kunden geforderte Leistungsvielfalt zu realisieren.615 Mit der Verlagerung des Variantenbestimmungs-punktes ans Ende der Wertschöpfungskette kann dieses Ziel erreicht werden. Zu-sätzlich führt die Verlagerung zu einer Homogenisierung der Produktionsabläufe und damit zu einer Steigerung der Effektivität in der Montage.616 Die Verwendung von Standard- und Normteilen zur Realisierung des Produktprogramms vereinfacht in der Regel den Montagevorgang.617 Standard- und Normteile sind Teile, die häu-fig in den Produkten eines Unternehmens eingesetzt werden. Die Teile können so-wohl zugekauft als auch im Unternehmen hergestellt werden. Der Vorteil von Stan-dard- und Normteilen für die Montage ist die hohe Wiederholhäufigkeit der Hand-habung der Teile und die geringe Verwechslungsgefahr, wenn für ähnliche Monta-geschritte die gleichen Standardteile verwendet werden. Zudem entsprechen Norm-teile dem Stand der Technik und sind zudem kurzfristig kostengünstig und ab Lager lieferbar. Ein weiterer Vorteil von Standard- und Normteilen ist die Eignung dieser Teile für Standardwerkzeuge.618 Durch den Einsatz von Standard- und Normteilen kann demzufolge sowohl die Montagezeit reduziert als auch die Montagequalität und -flexibilität erhöht werden.
4.1.2.4 Phase 1b: Methoden zur Unterstützung bei der Produktordnungssys-temgestaltung
Die Gestaltung des Produktordnungssystems eines Unternehmens unter gleichzeiti-ger Berücksichtigung der Auswirkungen auf die Montage erhöht den Montageer-folg. Eine montageorientierte Produktordnungssystemgestaltung kann durch die Anwendung geeigneter Methoden unterstützt werden. Von Relevanz sind dabei ins-besondere Methoden, die dazu geeignet sind, die Struktur des Produktprogramms aufzuzeigen und die Variantenbildung zu visualisieren. Im Rahmen der Arbeit wer-den acht Methoden beschrieben, die dazu geeignet sind, den Anwender dabei zu unterstützen, das Produktordnungssystem montageorientiert auszugestalten (vgl. Abb. 4-7).
614 Vgl. Wildemann (2010k), S. 145 und Kleissl (2004), S. 109. 615 Vgl. Köster (1998), S. 81 f. 616 Vgl. Ehrlenspiel/Kiewert/Lindemann (2007), S. 304. 617 Vgl. Hesse (2006b), S. 38. 618 Vgl. Ehrlenspiel/Kiewert/Lindemann (2007), S. 311.
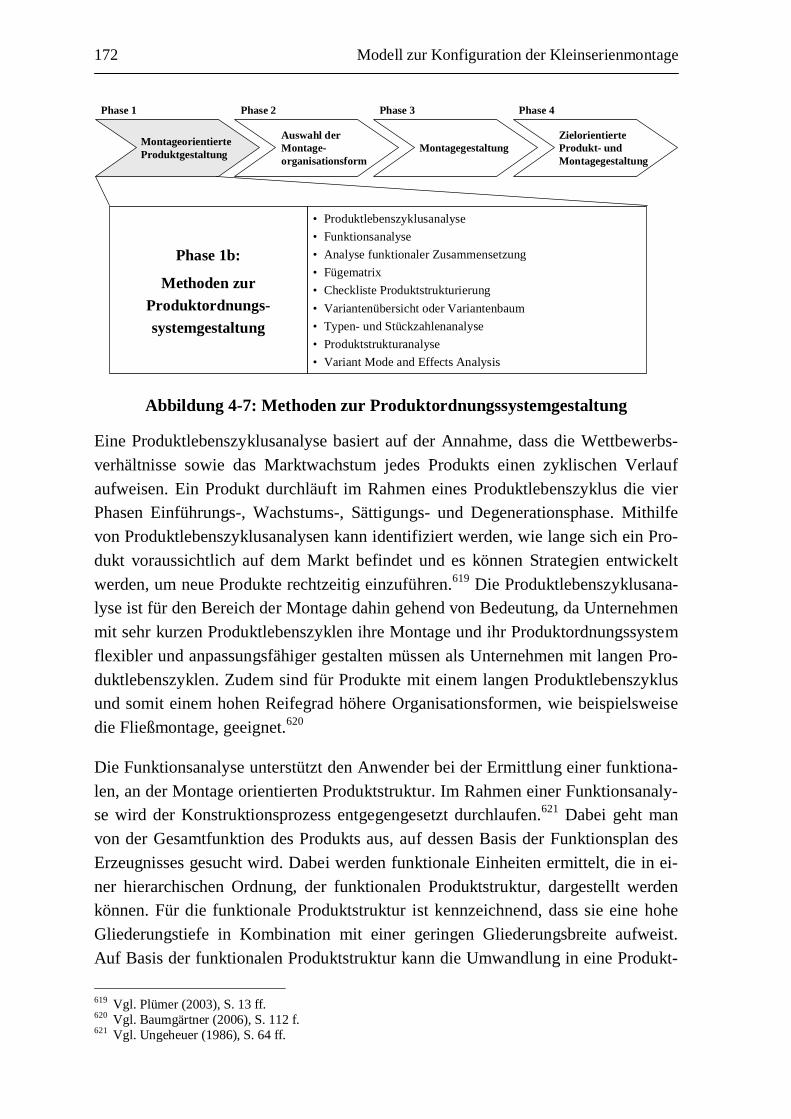
172 Modell zur Konfiguration der Kleinserienmontage
Auswahl der Montage-organisationsform
Montageorientierte Produktgestaltung Montagegestaltung
Phase 1 Phase 2 Phase 3
Zielorientierte Produkt- und Montagegestaltung
Phase 4
• Produktlebenszyklusanalyse• Funktionsanalyse• Analyse funktionaler Zusammensetzung • Fügematrix• Checkliste Produktstrukturierung• Variantenübersicht oder Variantenbaum• Typen- und Stückzahlenanalyse• Produktstrukturanalyse• Variant Mode and Effects Analysis
Phase 1b:
Methoden zur Produktordnungs-systemgestaltung
Abbildung 4-7: Methoden zur Produktordnungssystemgestaltung
Eine Produktlebenszyklusanalyse basiert auf der Annahme, dass die Wettbewerbs-verhältnisse sowie das Marktwachstum jedes Produkts einen zyklischen Verlauf aufweisen. Ein Produkt durchläuft im Rahmen eines Produktlebenszyklus die vier Phasen Einführungs-, Wachstums-, Sättigungs- und Degenerationsphase. Mithilfe von Produktlebenszyklusanalysen kann identifiziert werden, wie lange sich ein Pro-dukt voraussichtlich auf dem Markt befindet und es können Strategien entwickelt werden, um neue Produkte rechtzeitig einzuführen.619 Die Produktlebenszyklusana-lyse ist für den Bereich der Montage dahin gehend von Bedeutung, da Unternehmen mit sehr kurzen Produktlebenszyklen ihre Montage und ihr Produktordnungssystem flexibler und anpassungsfähiger gestalten müssen als Unternehmen mit langen Pro-duktlebenszyklen. Zudem sind für Produkte mit einem langen Produktlebenszyklus und somit einem hohen Reifegrad höhere Organisationsformen, wie beispielsweise die Fließmontage, geeignet.620
Die Funktionsanalyse unterstützt den Anwender bei der Ermittlung einer funktiona-len, an der Montage orientierten Produktstruktur. Im Rahmen einer Funktionsanaly-se wird der Konstruktionsprozess entgegengesetzt durchlaufen.621 Dabei geht man von der Gesamtfunktion des Produkts aus, auf dessen Basis der Funktionsplan des Erzeugnisses gesucht wird. Dabei werden funktionale Einheiten ermittelt, die in ei-ner hierarchischen Ordnung, der funktionalen Produktstruktur, dargestellt werden können. Für die funktionale Produktstruktur ist kennzeichnend, dass sie eine hohe Gliederungstiefe in Kombination mit einer geringen Gliederungsbreite aufweist. Auf Basis der funktionalen Produktstruktur kann die Umwandlung in eine Produkt-
619 Vgl. Plümer (2003), S. 13 ff. 620 Vgl. Baumgärtner (2006), S. 112 f. 621 Vgl. Ungeheuer (1986), S. 64 ff.

Modell zur Konfiguration der Kleinserienmontage 173 struktur mit vormontierbaren, montageorientierten Baugruppen erfolgen.622 Die Funktionsanalyse ist somit die Grundlage für eine montageorientierte Produktord-nungssystemgestaltung.
Die Analyse funktionaler Zusammensetzung ist eine Vorgehensweise, bei der ein Ordnungssystem auf der Funktionsebene der Produkte entwickelt wird. Sie basiert, wie auch die Funktionsanalyse, auf einer Top-Down-Betrachtung, bei der die Ge-samtfunktion eines Produkts in Teilfunktionen unterteilt wird. Die Aufteilung in Teilfunktionen kann so lange durchgeführt werden, bis die jeweilige Elementar-funktion eines Bauteils erreicht ist. Die Dekomposition der Funktionen wird mithil-fe einer Baumstruktur visualisiert.623 Bei der Analyse der funktionalen Zusammen-setzung wird im Gegensatz zur Funktionsanalyse die Ausgestaltung des Produkt-ordnungssystems unterstützt, indem die Funktionen unter Zuhilfenahme verschie-dener Merkmale geordnet und gewichtet werden. Die Funktionen werden dazu in der Regel in Kann- und Muss-Funktionen unterteilt, wobei Muss-Funktionen essen-ziell für die Erfüllung der Gesamtfunktion sind. Kann-Funktionen sind dagegen un-terstützende Funktionen.624 Zusätzlich können die Funktionen in Gebrauchs- und Geltungsfunktionen unterteilt werden. Während Gebrauchsfunktionen für die Nut-zung des Produkts relevant sind, sind Geltungsfunktionen für die optimale techni-sche und wirtschaftliche Nutzung nicht notwendig.625 Für eine montagorientierte Gestaltung des Produktordnungssystems muss auf Basis der Analyse der funktiona-len Zusammensetzung die Entscheidung für eine montagefreundliche Produktstruk-tur getroffen werden. Basisfunktionen, die in jedem Produkt enthalten sind, sind in Bauteile zu integrieren, deren Montage einfach zu handhaben ist. Geltungs- oder auch Kann-Funktionen sind im Hinblick auf ihre Relevanz zu bewerten und je nach Bedarf sind die Schnittstellen zu standardisieren, um positive Effekte zu erreichen.
Der Aufbau einer Fügematrix dient der systematischen Analyse von Zeit-Folge-Verhältnissen des Montageablaufs bei der Montage von Einzelteilen zu einer Bau-gruppe.626 Zur Ausgestaltung der Fügematrix sind in die Kopfzeile der Fügematrix alle Einzelteile unter Verwendung einer zugeordneten Teilenummer einzutragen. Die Montagereihenfolge der Einzelteile, aus denen das Bauteil gebildet wird, wird anschließend mithilfe eines Fügenetzplans visualisiert. Dabei ist es möglich, neben sequenziellen Montageschritten auch parallele Montageschritte aufzuzeigen. Die mithilfe des Fügenetzplans visualisierte Dokumentation der Montagereihenfolge von Einzelteilen erweitert die montageorientierte Produktstruktur von der Baugrup- 622 Vgl. Ungeheuer (1986), S. 64 ff. 623 Vgl. Kleissl (2004), S. 154 ff. 624 Vgl. Akiyama (1994), S. 65. 625 Vgl. Bronner (1989), S. 18. 626 Vgl. Ungeheuer (1986), S. 80.
174 Modell zur Konfiguration der Kleinserienmontage penebene bis zur Einzelteilebene. Dadurch wird insbesondere die Materialsteuerung und -bereitstellung positiv beeinflusst.627 Des Weiteren lässt sich auf Basis der Vi-sualisierung durch den Fügenetzplan ein montagefreundlich ausgestaltetes Produkt-ordnungssystem identifizieren und realisieren.
Zur Zuordnung von Einzelteileilen zu Baugruppen und damit der Realisierung einer montagefreundlichen Produktstruktur ist die Verwendung von Checklisten zur Pro-duktstrukturierung möglich. Die Checklisten dienen dazu, dem Konstrukteur Rand-bedingungen im Konstruktionsprozess aufzuzeigen, ohne dass die Kreativität we-sentlich beeinflusst wird. Zur Generierung einer Checkliste sind die Anforderungen der betroffenen Unternehmensbereiche, wie beispielsweise der Montage, notwen-dig. Da die Ausgestaltung einer derartigen Checkliste unternehmensspezifisch ist, kann nur die Herleitung der Checkliste standardisiert vorgegeben werden.628 Wenn Checklisten stark auf die Montageorientierung abgestimmt sind, ist es sinnvoll, auch die Gesichtspunkte anderer Unternehmensbereiche zu berücksichtigen. Eine montageorientierte Checkliste beinhaltet insbesondere Fragen, die die Montagefä-higkeit der Bauteile betreffen. Dies beinhaltet beispielsweise Fragen zu den Schnitt-stellen, zu Varianten und zur Stücklistenstruktur. Mithilfe der Checklistenergebnis-se kann somit eine montagegerechte Produktstruktur forciert und realisiert werden.
Die Variantenübersicht zeigt die Gesamtanzahl der vorzuhaltenden Varianten auf. Dazu werden in einer Tabelle die jeweiligen Grundtypen und Varianten inklusive ihrer Ausführungen zu je einem Produkt aufgezeigt und visualisiert. Das Ergebnis ist eine strukturierte Übersicht über die Produkte eines Unternehmens inklusive der dazugehörigen Varianten. Ziel der Variantenübersicht ist die vorbereitende Analyse des Produktprogramms zur nachfolgenden zielorientierten Ausgestaltung des Pro-duktordnungssystems.629 Da die Variantenübersicht das vorhandene Produktpro-gramm inklusive seiner Varianten strukturiert, kann mit ihrer Hilfe eine montage-orientierte Produktordnungssystemgestaltung unterstützt werden.
Eine weitere Möglichkeit zur Visualisierung der Variantenvielfalt eines Unterneh-mens ist der Variantenbaum. Dieser visualisiert die Varianten des Produkts unter Verwendung einer übersichtlichen und konsistenten Baumstruktur.630 Auf diese Weise können die Auswirkungen konkreter Gestaltungsmaßnahmen sowohl auf Baugruppen- als auch Produktebene in Abhängigkeit vom Montagfortschritt trans-parent gemacht werden. Ziel einer montagorientierten Variantengestaltung unter
627 Vgl. Ungeheuer (1986), S. 80 ff. 628 Vgl. Ungeheuer (1986), S. 83 ff; Ungeheuer zeigt dort auch Beispiele für mögliche montageorientierte
Checklisten auf, die zur Unterstützung des Anwenders herangezogen werden können. 629 Vgl. Wildemann (2010g), S. 164 ff. 630 Vgl. Ehrlenspiel/Kiewert/Lindemann (2007), S. 303.

Modell zur Konfiguration der Kleinserienmontage 175 Verwendung des Variantenbaums ist beispielsweise die Verlagerung des Varianten-bestimmungspunkts ans Ende der Wertschöpfungskette.631 Der Variantenbaum un-terstützt den Anwender somit bei der Reduzierung der produktstrukturinduzierten Montagekomplexität durch die Gestaltung des Produktordnungssystems.
Bei der Typen- und Stückzahlenanalyse wird eine Übersicht generiert, welche auf-zeigt, wie Fertigungsstückzahlen, Typenanzahl und Umsatz je Produktgruppe des Produktprogramms verteilt sind. Mit dieser Übersicht kann aufgezeigt werden, wel-che Produktgruppen nur einen geringen Umsatzanteil, jedoch einen hohen Typenan-teil aufweisen.632 Produkte, die eine hohe Anzahl von Varianten und einen geringen Umsatzanteil aufweisen, steigern die Komplexität in der Montage, sind auf ihre Re-levanz hin zu hinterfragen und gegebenenfalls zur Steigerung der Montagefreund-lichkeit des Produktordnungssystems zu eliminieren. Wichtig ist bei der Entschei-dung für eine Reduzierung der Varianten jedoch immer die Berücksichtigung des Kunden mit seinen Bedürfnissen und Anforderungen.
Neben der bereits genannten Methode Funktionsanalyse kann die damit verwandte Produktstrukturanalyse dazu verwendet werden, den Anwender bei der montageori-entierten Gestaltung des Produktordnungssystems zu unterstützen.633 Die Produkt-strukturanalyse hat zum Ziel, die Struktur eines Produkts zu visualisieren. Im Ge-gensatz zur Funktionsanalyse liegt dabei der Fokus nicht auf den Funktionen der Bauteile, sondern es werden alle Bestandteile des Produkts, die montagetechnische Reihenfolge des Zusammenfügens und die zeitliche Koordination des Zusammen-fügens der Teile dargestellt.634 Auf Basis der Produktstruktur inklusive der Monta-gereihenfolgen und der zeitlichen Koordination kann eine Beurteilung der Varianten erfolgen und gegebenenfalls das Produktordnungssystem angepasst werden.
Die Variant Mode and Effects Analysis (VMEA) ist eine systematische Vorge-hensweise zur kostenmäßigen und technischen Beherrschung der Variantenvielfalt. Ziel der Vorgehensweise ist, eine optimale Produktstruktur durch die Variation von Teilen und Baugruppen zu ermitteln.635 Grundsätzlich erfolgt die VMEA dabei in vier Schritten:636 Zunächst werden die Marktanforderungen bezüglich der Produkt-eigenschaften und -funktionen ermittelt und die Zielkosten mittels Target Costing errechnet. Im nächsten Schritt werden alternative Szenarien für die Realisierung einer variantenarmen Produktstruktur erarbeitet. Dabei soll die Kombinierbarkeit der Produktanforderungen bereits während der Planungsphase optimiert werden. 631 Vgl. Eversheim/Schenke/Warnke (1998), S. 32 f. 632 Vgl. Wildemann (2010g), S. 167 f. 633 Zur Vorgehensweise bei der Produktstrukturanalyse vgl. Klug (2000), S. 70 ff. 634 Vgl. Aggteleky (1987), S. 443. 635 Vgl. Fischer (2008), S.198 f. 636 Vgl. Schuh (2005), S.161 f.
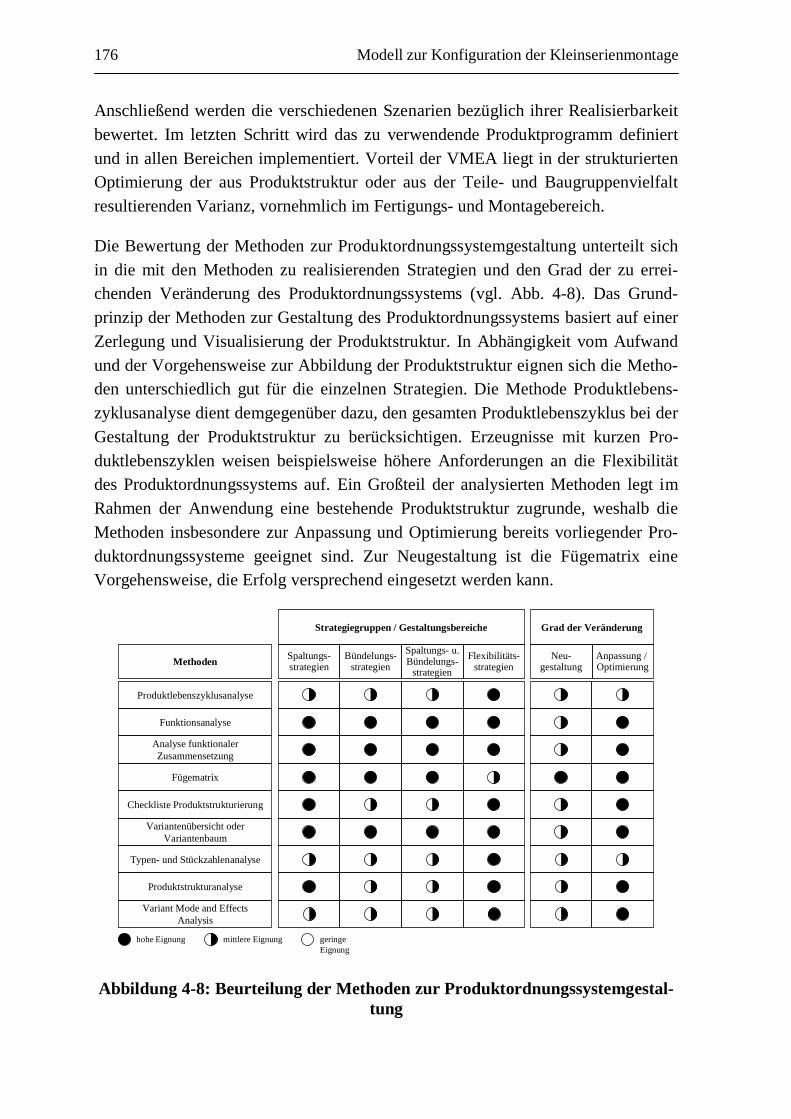
176 Modell zur Konfiguration der Kleinserienmontage Anschließend werden die verschiedenen Szenarien bezüglich ihrer Realisierbarkeit bewertet. Im letzten Schritt wird das zu verwendende Produktprogramm definiert und in allen Bereichen implementiert. Vorteil der VMEA liegt in der strukturierten Optimierung der aus Produktstruktur oder aus der Teile- und Baugruppenvielfalt resultierenden Varianz, vornehmlich im Fertigungs- und Montagebereich.
Die Bewertung der Methoden zur Produktordnungssystemgestaltung unterteilt sich in die mit den Methoden zu realisierenden Strategien und den Grad der zu errei-chenden Veränderung des Produktordnungssystems (vgl. Abb. 4-8). Das Grund-prinzip der Methoden zur Gestaltung des Produktordnungssystems basiert auf einer Zerlegung und Visualisierung der Produktstruktur. In Abhängigkeit vom Aufwand und der Vorgehensweise zur Abbildung der Produktstruktur eignen sich die Metho-den unterschiedlich gut für die einzelnen Strategien. Die Methode Produktlebens-zyklusanalyse dient demgegenüber dazu, den gesamten Produktlebenszyklus bei der Gestaltung der Produktstruktur zu berücksichtigen. Erzeugnisse mit kurzen Pro-duktlebenszyklen weisen beispielsweise höhere Anforderungen an die Flexibilität des Produktordnungssystems auf. Ein Großteil der analysierten Methoden legt im Rahmen der Anwendung eine bestehende Produktstruktur zugrunde, weshalb die Methoden insbesondere zur Anpassung und Optimierung bereits vorliegender Pro-duktordnungssysteme geeignet sind. Zur Neugestaltung ist die Fügematrix eine Vorgehensweise, die Erfolg versprechend eingesetzt werden kann.
hohe Eignung geringe Eignung
mittlere Eignung
Methoden Spaltungs-strategien
Bündelungs-strategien
Strategiegruppen / Gestaltungsbereiche
Neu-gestaltung
Anpassung / Optimierung
Grad der Veränderung
Produktlebenszyklusanalyse
Funktionsanalyse
Analyse funktionaler Zusammensetzung
Fügematrix
Checkliste Produktstrukturierung
Variantenübersicht oder Variantenbaum
Typen- und Stückzahlenanalyse
Produktstrukturanalyse
Variant Mode and Effects Analysis
Spaltungs- u.Bündelungs-
strategienFlexibilitäts-
strategien
Abbildung 4-8: Beurteilung der Methoden zur Produktordnungssystemgestal-tung

Modell zur Konfiguration der Kleinserienmontage 177 Nachdem die für die Gestaltung der Phase 1 des Montagekonfigurationsprozesses relevanten Gestaltungsansätze und Methoden aufgezeigt worden sind, wird nachfol-gend der Bereich der Montageorganisationsformauswahl des Modells analysiert.
4.1.3 Auswahl der Montageorganisationsform
Zur Gestaltung der Montageorganisation liegen in der Literatur verschiedene Ansät-ze vor. Die Möglichkeiten und Vorgehensweisen zur Gestaltung der Montageorga-nisation waren vor allem in den 1980er Jahren eine Thematik, mit der sich eine ho-he Anzahl von Wissenschaftlern und Experten der Industrie beschäftigt haben.637 Die nachfolgend aufgezeigten Möglichkeiten und Vorgehensweisen zur Auswahl der Organisationsform basieren auf den bereits bestehenden und in der Praxis er-probten Ergebnissen.638 Im Rahmen dieser Arbeit wird auf eine zusätzliche empiri-sche Überprüfung der Gestaltung der Montageorganisation verzichtet, da kein wis-senschaftlicher Mehrwert erwartet wird. Da die Gestaltung der Montageorganisation jedoch Bestandteil eines ganzheitlichen Montagekonfigurationsmodells darstellt, werden die Erkenntnisse aus der Literatur im Rahmen dieser Arbeit für die Montage kleiner Serien aufbereitet.
4.1.3.1 Gestaltungsmöglichkeiten der Montageorganisation
In Anlehnung an die Erläuterungen in Kapitel 2 werden in dieser Arbeit vier we-sentliche, in der Montage verwendete Gestaltungsformen betrachtet. Die Organisa-tionsprinzipien sind getaktete Fließmontage, Reihenmontage, Gruppenmontage und Baustellenmontage (vgl. Abb. 4-9).
Auswahl der Montage-organisationsform
Montageorientierte Produktgestaltung Montagegestaltung
Phase 1 Phase 2 Phase 3
Zielorientierte Produkt- und Montagegestaltung
Phase 4
Phase 2: Konzepte zur Montageorganisationsformgestaltung
Gruppenmontage ReihenmontageBaustellenmontage Getaktete Fließmontage
Abbildung 4-9: Strategien der Montageorganisationsformgestaltung
Die verschiedenen Organisationsformen lassen sich nach den Kriterien Ortsgebun-denheit des Montageobjekts und Ortsgebundenheit des Montageplatzes einord-
637 Vgl. dazu die Ausführungen von Richter (2006), S. 101. 638 Vgl. unter anderem Bullinger (1986) und Eversheim (1989).
178 Modell zur Konfiguration der Kleinserienmontage nen.639 Es liegen Organisationsformen für alle Ausprägungskombinationen vor. Die Formen, bei denen das Montageobjekt ortsgebunden ist, werden als stationär be-zeichnet, während man bei bewegten Montageobjekten von gleitender Montage spricht.640 Findet eine Bewegung statt, können Bewegungsablauf und Bewegung charakterisiert werden. Der Bewegungsablauf ist entweder aperiodisch, periodisch oder kontinuierlich, die Bewegung ist entweder ungerichtet oder gerichtet.641
Wie in Kapitel 2 angegeben, unterscheiden sich die Montageorganisationsformen zudem darin, ob und wie eine Kapazitätsteilung möglich ist.642 Geteilt werden kön-nen der Arbeitsinhalt und die Menge des Arbeitsauftrags, weshalb die Formen der Kapazitätsteilung mit Artteilung und Mengenteilung bezeichnet werden. Bei der Artteilung, auch Arbeitsteilung genannt, wird der Arbeitsinhalt auf mehrere Kapazi-tätseinheiten aufgeteilt, wobei jede Kapazitätseinheit ihren Teil des Arbeitsinhalts an der Gesamtmenge des Arbeitsauftrags auszuführen hat. Die Mengenteilung be-deutet, dass jede Kapazitätseinheit den gesamten Arbeitsinhalt an einer Teilmenge des Arbeitsauftrags auszuführen hat. Nachfolgend werden die vier genannten Mon-tageorganisationsformen mithilfe der genannten Kriterien kurz charakterisiert und es werden Vorgehensweisen zur Auswahl der geeigneten Montageorganisations-form aufgezeigt.
Die Baustellenmontage ist einer Form der Montage mit stationärem Montageobjekt, bei der keine Artteilung definiert ist. Das Montageobjekt wird von einem oder meh-reren Montagemitarbeitern stufenweise montiert. Eine Mengenteilung ist bei der Baustellenmontage möglich. Für die Baustellenmontage gilt, dass keine Ablaufal-ternativen auftreten, da die Montage stationär und ohne definierte Artteilung erfolgt. Auch wenn bei der Baustellenmontage zeitliche Verschiebungen auftreten, ändern sich die Anforderungen an die Montagebaustelle nicht, sodass es zu keinen Ände-rungen im Ablauf kommt.643 Diese Montageorganisationsform wird häufig in der Endmontage angewendet, da an dieser Stelle des Montageprozesses die Montageob-jekte zu schwer oder zu unhandlich für den Transport sind.644
Wie bei der Baustellenmontage ist das Montageobjekt auch bei der Gruppenmonta-ge ortsgebunden. Im Gegensatz zur Baustellenmontage sind jedoch die Montage-
639 Im Rahmen der Arbeit wird die Unterscheidung von Warnecke (1993), S. 43 f gewählt; eine weitere
Möglichkeit, um die Montageorganisation zu unterteilen findet sich bei Miese (1973), S. 33 ff. 640 Vgl. Grundig (2009), S. 153. 641 Vgl. Eversheim (1989), S. 175. Petersen (2005), S. 109 ff identifizierte insgesamt neun mögliche Varian-
ten von Montageorganisationsformen, die in Abhängigkeit von räumlichen und zeitlichen Aspekten ge-bildet werden können. Eine detaillierte Analyse aller neun möglichen Formen erfolgt im Rahmen dieser Arbeit nicht.
642 Vgl. Warnecke (1993), S. 13 und Kämpf (2007), S. 61. 643 Vgl. Eversheim (1989), S. 183. 644 Vgl. Miese (1973), S. 35.
Modell zur Konfiguration der Kleinserienmontage 179 plätze bewegt.645 Bei dieser Organisationsform wechseln die Montagemitarbeiter zwischen den einzelnen Montagestationen und erledigen jeweils einen definierten Teil der gesamten Montageaufgabe.646 Beim Bewegungsablauf können zwei Alter-nativen unterschieden werden. Wenn der Arbeitsumfang nicht gleichmäßig auf die Stationen verteilt ist, kann keine feste Taktzeit vorgegeben werden und es wird demzufolge aperiodisch gewechselt. Die Bewegung ist ungerichtet, da sie vom Ar-beitsfortschritt an der jeweiligen Station abhängt und die Montagemitarbeiter ihre Arbeiten in unterschiedlicher Stationsfolge erledigen. Wenn gleiche Arbeitsumfän-ge an allen Stationen vorliegen, werden diese nach Ablauf der festgelegten Taktzeit gewechselt. Der Bewegungsablauf ist in diesem Fall periodisch und die Bewegung aufgrund der gleichen Stationsfolge gerichtet. Bei der Gruppenmontage ist zudem eine Mengenteilung möglich.647
Bei der Reihenmontage handelt es sich um eine Organisationsform mit bewegtem Montageobjekt und stationärem Montageplatz. Die Artteilung ist hier definiert. Die Montageaufgabe wird auf die einzelnen Montagestationen aufgeteilt, wodurch eine Spezialisierung der Mitarbeiter möglich ist. Es wird das Fließprinzip realisiert, was bedeutet, dass die Montageplätze bezüglich der Montageaufgaben und Vorgangs-folgen ausgerichtet sind. Dadurch sind die Montageplätze zeitlich voneinander ab-hängig. Bei der Reihenmontage besteht jedoch nur eine geringe zeitliche Abhängig-keit, da kein Taktzwang herrscht, weshalb der Bewegungsablauf als aperiodisch be-zeichnet wird. Wegen der aufgabenausgerichteten Aufstellung der Montagestatio-nen ist die Bewegung der Montageobjekte gerichtet. Der auf die Stationen aufgeteil-te Arbeitsumfang kann variieren, was die Reihenmontage zur flexibelsten Form der Fließmontage macht. Bei der Reihenmontage liegt somit keine unmittelbare zeitli-che Abhängigkeit zwischen den Operationen vor. Die optimale Kapazitätsnutzung wird durch Verwendung von Puffern realisiert.648
Die Fließmontage ist durch die gleichen Kennzeichen wie die Reihenmontage defi-niert. Es liegt eine definierte Artteilung mit einer begrenzt möglichen Mengentei-lung vor und die Bewegung ist gerichtet. Im Gegensatz zur Reihenmontage ist der Bewegungsablauf jedoch kontinuierlich und es gibt einen Taktzwang.649 Der Ar-beitsumfang je Station ist darauf ausgerichtet, einen kontinuierlichen Materialfluss zu ermöglichen. Der Arbeitsablauf ist somit zeitlich gebunden und der Durchlauf des Produkts ist zeitlich darauf abgestimmt, dass keine ablaufbedingten Wartezeiten
645 Vgl. Eversheim (1989), S. 176 und Lotter (2006b), S. 174. 646 Vgl. Miese (1973), S. 36. 647 Vgl. Warnecke (1993), S. 45 f. 648 Vgl. Kämpf (2007), S. 60 f. 649 Vgl. Eversheim (1989), S. 175 ff.
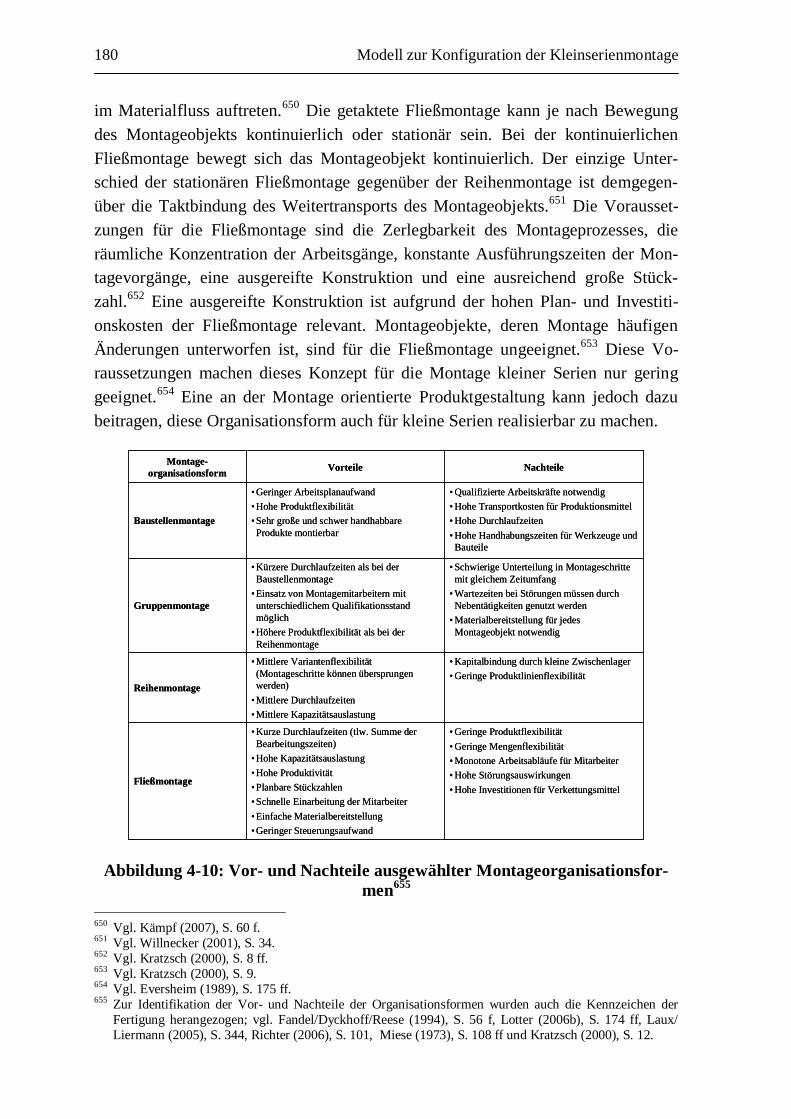
180 Modell zur Konfiguration der Kleinserienmontage im Materialfluss auftreten.650 Die getaktete Fließmontage kann je nach Bewegung des Montageobjekts kontinuierlich oder stationär sein. Bei der kontinuierlichen Fließmontage bewegt sich das Montageobjekt kontinuierlich. Der einzige Unter-schied der stationären Fließmontage gegenüber der Reihenmontage ist demgegen-über die Taktbindung des Weitertransports des Montageobjekts.651 Die Vorausset-zungen für die Fließmontage sind die Zerlegbarkeit des Montageprozesses, die räumliche Konzentration der Arbeitsgänge, konstante Ausführungszeiten der Mon-tagevorgänge, eine ausgereifte Konstruktion und eine ausreichend große Stück-zahl.652 Eine ausgereifte Konstruktion ist aufgrund der hohen Plan- und Investiti-onskosten der Fließmontage relevant. Montageobjekte, deren Montage häufigen Änderungen unterworfen ist, sind für die Fließmontage ungeeignet.653 Diese Vo-raussetzungen machen dieses Konzept für die Montage kleiner Serien nur gering geeignet.654 Eine an der Montage orientierte Produktgestaltung kann jedoch dazu beitragen, diese Organisationsform auch für kleine Serien realisierbar zu machen.
• Kapitalbindung durch kleine Zwischenlager• Geringe Produktlinienflexibilität
• Mittlere Variantenflexibilität (Montageschritte können übersprungen werden)
• Mittlere Durchlaufzeiten• Mittlere Kapazitätsauslastung
Reihenmontage
• Geringe Produktflexibilität• Geringe Mengenflexibilität• Monotone Arbeitsabläufe für Mitarbeiter• Hohe Störungsauswirkungen• Hohe Investitionen für Verkettungsmittel
• Kurze Durchlaufzeiten (tlw. Summe der Bearbeitungszeiten)
• Hohe Kapazitätsauslastung• Hohe Produktivität • Planbare Stückzahlen• Schnelle Einarbeitung der Mitarbeiter• Einfache Materialbereitstellung• Geringer Steuerungsaufwand
Fließmontage
• Schwierige Unterteilung in Montageschritte mit gleichem Zeitumfang
• Wartezeiten bei Störungen müssen durch Nebentätigkeiten genutzt werden
• Materialbereitstellung für jedes Montageobjekt notwendig
• Kürzere Durchlaufzeiten als bei der Baustellenmontage
• Einsatz von Montagemitarbeitern mit unterschiedlichem Qualifikationsstand möglich
• Höhere Produktflexibilität als bei der Reihenmontage
Gruppenmontage
• Qualifizierte Arbeitskräfte notwendig• Hohe Transportkosten für Produktionsmittel• Hohe Durchlaufzeiten• Hohe Handhabungszeiten für Werkzeuge und
Bauteile
• Geringer Arbeitsplanaufwand• Hohe Produktflexibilität• Sehr große und schwer handhabbare Produkte montierbar
Baustellenmontage
NachteileVorteileMontage-organisationsform
• Kapitalbindung durch kleine Zwischenlager• Geringe Produktlinienflexibilität
• Mittlere Variantenflexibilität (Montageschritte können übersprungen werden)
• Mittlere Durchlaufzeiten• Mittlere Kapazitätsauslastung
Reihenmontage
• Geringe Produktflexibilität• Geringe Mengenflexibilität• Monotone Arbeitsabläufe für Mitarbeiter• Hohe Störungsauswirkungen• Hohe Investitionen für Verkettungsmittel
• Kurze Durchlaufzeiten (tlw. Summe der Bearbeitungszeiten)
• Hohe Kapazitätsauslastung• Hohe Produktivität • Planbare Stückzahlen• Schnelle Einarbeitung der Mitarbeiter• Einfache Materialbereitstellung• Geringer Steuerungsaufwand
Fließmontage
• Schwierige Unterteilung in Montageschritte mit gleichem Zeitumfang
• Wartezeiten bei Störungen müssen durch Nebentätigkeiten genutzt werden
• Materialbereitstellung für jedes Montageobjekt notwendig
• Kürzere Durchlaufzeiten als bei der Baustellenmontage
• Einsatz von Montagemitarbeitern mit unterschiedlichem Qualifikationsstand möglich
• Höhere Produktflexibilität als bei der Reihenmontage
Gruppenmontage
• Qualifizierte Arbeitskräfte notwendig• Hohe Transportkosten für Produktionsmittel• Hohe Durchlaufzeiten• Hohe Handhabungszeiten für Werkzeuge und
Bauteile
• Geringer Arbeitsplanaufwand• Hohe Produktflexibilität• Sehr große und schwer handhabbare Produkte montierbar
Baustellenmontage
NachteileVorteileMontage-organisationsform
Abbildung 4-10: Vor- und Nachteile ausgewählter Montageorganisationsfor-men655
650 Vgl. Kämpf (2007), S. 60 f. 651 Vgl. Willnecker (2001), S. 34. 652 Vgl. Kratzsch (2000), S. 8 ff. 653 Vgl. Kratzsch (2000), S. 9. 654 Vgl. Eversheim (1989), S. 175 ff. 655 Zur Identifikation der Vor- und Nachteile der Organisationsformen wurden auch die Kennzeichen der
Fertigung herangezogen; vgl. Fandel/Dyckhoff/Reese (1994), S. 56 f, Lotter (2006b), S. 174 ff, Laux/ Liermann (2005), S. 344, Richter (2006), S. 101, Miese (1973), S. 108 ff und Kratzsch (2000), S. 12.
Modell zur Konfiguration der Kleinserienmontage 181 Die Auswahl und der Einsatz der Montageorganisationsform hängen von verschie-denen Parametern ab. Je nach Montageorganisationsform können unterschiedliche Vor- und Nachteile identifiziert werden, die zu berücksichtigen sind, um eine er-folgreiche Realisierung sicherzustellen. Nachfolgend werden die wesentlichen Vor- und Nachteile der vier genannten Montageorganisationsformen in Abbildung 4-10 gegenübergestellt. Neben den Vor- und Nachteilen der Montageorganisationsfor-men hängt die Entscheidung für eine der Formen von verschiedenen Einflussgrößen ab, die auf Basis einer Literaturanalyse ermittelt werden.
4.1.3.2 Einflussgrößen auf die Bestimmung der Montageorganisationsform
Die Entscheidung für eine der Organisationsformen hängt von mehreren Kriterien und Einflussfaktoren ab. Nachfolgend werden die in der Literatur genannten Ein-flussgrößen auf die Organisationsformen in der Montage aufgezeigt und bezüglich ihrer Eignung für den Untersuchungsgegenstand dieser Arbeit untersucht.
SCHIMKE/HOESCHEN656 erarbeiteten wesentliche Voraussetzungen für den Ein-satz prinzipieller Montageorganisationsformen. Diese betreffen die Montageobjek-te, den Arbeitsablauf und die Arbeitsplätze. Die Voraussetzungen, die das Monta-geobjekt betreffen, sind die Transportierbarkeit während des Montageablaufs, meh-rere Montagevorgänge pro Erzeugnis und eine hohe Fertigungsqualität der Einzel-teile. Voraussetzungen, die den Arbeitsablauf betreffen, sind die Möglichkeit der Arbeitsteilung und definierte Zeitabschnitte. Im Bereich der Arbeitsplätze ist die Transportierbarkeit der Betriebsmittel eine weitere Voraussetzung. Aus diesen Vo-raussetzungen leiten SCHIMKE/HOESCHEN die wesentlichen Einflussfaktoren auf die Ausgestaltung der Montageorganisationsform ab. Diese sind einerseits die Montagekapazität andererseits die Wiederholhäufigkeit der Montageobjekte. Auf den Grad der Arbeitsteilung wirken die Montagevorgangszeit, die Montagetechno-logie und die Montagemittel. Einflussgrößen auf die Transportierbarkeit sind das Gewicht, die Geometrie, die Stabilität und die Ausrichtung der Montageobjekte. Die Transportierbarkeit der Betriebsmittel hängt von den Montagemitteln, den Energieanschlüssen, spezifischen Montagebedingungen und Schutz- und Sicher-heitsvorschriften ab. SCHIMKE/HOESCHEN erarbeiten abschließend vier Ein-flussfaktorengruppen, die die Festlegung der geeigneten Organisationsform beein-flussen: die Kapazität sowie Wiederholhäufigkeit, die Arbeitsteilung, die Transpor-tierbarkeit der Montageobjekte und die Transportierbarkeit der Arbeitsplätze.
656 Vgl. Schimke/Hoeschen (1977), S. 136 - 142.

182 Modell zur Konfiguration der Kleinserienmontage MIESE657 unterscheidet vier Einflussgrößengruppen, die zur Bestimmung der Mon-tageorganisationsform herangezogen werden müssen. Diese Gruppen sind die gleichzeitig montierte Stückzahl, die örtliche Zuordnung der Montageobjekte, der Arbeitsfluss und die Anordnung der Arbeitsplätze. Die gleichzeitig montierte Stückzahl bestimmt, ob die Montage stückweise oder losweise erfolgt. Die örtliche Zuordnung der Montageobjekte gibt an, ob das Montageobjekt stationär oder be-wegt ist. Die Einflussgrößengruppe Arbeitsfluss bestimmt, ob und welche Art von Wechsel der Arbeitskräfte erfolgt und ob und welche Art von Zwangsbewegung bei den Montageobjekten vorliegt. Die Anordnung der Arbeitsplätze als letzte Einfluss-größe kann geradlinig, U-förmig, kreisförmig oder sonstig erfolgen.
EVERSHEIM658 nennt drei Gruppen von Beurteilungskriterien, deren Ausprägun-gen die Wahl der Fertigungsorganisationsform bestimmen. Diese drei Gruppen sind Einflussgrößen, die das Werkstück betreffen, Einflussgrößen, die das Verfahren be-treffen und Einflussgrößen, die die Organisation betreffen. Die Einflussgrößen im Bereich der Werkstücke sind die Formähnlichkeit, die Formgleichheit, die Überein-stimmung der Abmessungsbereiche und die technologische Ähnlichkeit. Im Bereich der Verfahren sind die Einflussgrößen Kompliziertheit der Operation je Werkstück, Gleichheit der Operation je Werkstück, Gleichheit der Operationsfolgen je Werk-stück, Anzahl der Operationen je Werkstück sowie Unterschiede in den Bearbei-tungszeiten relevant. Unter die Einflussgrößengruppe Organisation fallen die Ein-flussgrößen Losstückzahlen, Losfrequenzen, Anforderungen an Arbeitsinhalte, An-forderungen an die Steuerung und Anforderungen an die Kostenzuordnung.
PETERSEN659 abstrahiert die Einflussfaktoren auf die Organisationsformen stärker als die vorher genannten Autoren. Die Einflussfaktoren werden in die vier Gruppen Produktprogramm, Produktionsorganisation, Produktionstechnik und Personalma-nagement unterteilt. Das Produktprogramm wird durch die Strategie festgelegt. Die beiden verfolgten Strategien sind die Breite des Leistungsangebots und die Standar-disierung der Problemlösung. Die Extreme der Kombinationen dieser beiden Strate-gieaspekte sind somit ein standardisiertes Massenprogramm oder ein individuelles Nischenprogramm. Auf Basis der Strategie erfolgt die Realisierung des Produktpro-gramms. Dabei werden die Produkteigenschaften wie die Produktgröße oder das Produktgewicht bestimmt. Die Einflussfaktoren im Bereich Produktionsorganisati-on beinhalten die räumlichen, zeitlichen und sachlichen Aspekte. Die räumliche Dimension steht für die Anordnung und Entfernungen der Montageorte. Zeitliche Aspekte sind die Angaben zur Art der Bewegung und ob ein Zeitzwang vorliegt.
657 Vgl. Miese (1973), S. 106. 658 Vgl. Eversheim (1989), S. 25 ff. 659 Vgl. Petersen (2005), S. 27 ff.
Modell zur Konfiguration der Kleinserienmontage 183 Sachliche Aspekte beinhalten die Betriebsmittel oder die Größe und das Gewicht der Montageobjekte. Der Oberbegriff Produktionstechnik betrifft den Grad der technischen sowie technologischen Möglichkeiten der in der Montage verwendeten Betriebsmittel. Dieser Aspekt beinhaltet sowohl die einsetzbaren Förder- und Füge-systeme als auch den Grad der technischen Ausgestaltung und der Automatisierung. Das Personalmanagement beinhaltet die Betrachtung der Arbeitskräfte im Montage-system. Wesentliche Aspekte sind dabei die Aufgaben- und Arbeitsteilung sowie die Arbeitsgestaltung und die Ergonomie der Montagestelle.
KRATZSCH660 ermittelte sieben Voraussetzungen für den Einsatz von Fließmonta-gesystemen, aus denen sich die wesentlichen Einflussgrößen ableiten lassen. Die Voraussetzungen sind konstruktiver, absatzorientierter und fördertechnischer Natur. Konstruktive Voraussetzungen für Fließmontagesysteme sind die Zerlegbarkeit des Montageprozesses sowie die räumliche Konzentration der Arbeitsgänge und damit die Realisierbarkeit der Montage an unmittelbar aufeinander folgenden Arbeitsplät-zen. Des Weiteren sind konstante Ausführungszeiten der Montagevorgänge und ei-ne ausgereifte Konstruktion des Montageobjekts, um häufige Änderungen zu ver-meiden, konstruktive Voraussetzungen. Absatzorientierte Voraussetzungen für die Fließmontage sind eine ausreichend große Stückzahl, die erwartete Produktionsdau-er und damit eine ausreichende Dauer der Absatzfähigkeit des Produkts am Markt. Eine fördertechnische Voraussetzung für Fließmontagesysteme ist die wirtschaftlich vertretbare Transportierbarkeit der Montageobjekte zwischen den Montageplätzen.
Die Literaturanalyse verdeutlicht, dass die Einflussgrößen auf die Gestaltung der Montageorganisationsform je nach Autor einen unterschiedlichen Abstraktionsgrad aufweisen. Auf Basis der Analysen können jedoch Einflussgrößengruppen bestimmt werden, die die Auswahl der Montageorganisationsform primär beeinflussen. Diese sind die Transportierbarkeit des Montageobjekts sowie die Wiederholhäufigkeit und der Kapazitätsbedarf in Stück pro Jahr. Weitere Einflussgrößen sind der Grad der zeitlich definierten Montagevorgänge, der Grad der Arbeitsteilung, die Anzahl gleichzeitig zu montierender Objekte, die Transportierbarkeit der Betriebsmittel, die Verträglichkeit der Technologien, der Reifegrad des Montageobjekts und der Grad der Konstanz der Ausführungszeiten der Montagevorgänge. Je nach Ausprägung dieser Einflussgrößen ist die Realisierung unterschiedlicher Montageorganisations-formen sinnvoll.
660 Vgl. Kratzsch (2000), S. 8 ff.
184 Modell zur Konfiguration der Kleinserienmontage 4.1.3.3 Vorgehensweisen zur Auswahl der Montageorganisationsform
Geeignete Vorgehensweisen und Methoden zur Auswahl der korrekten Montageor-ganisationsform wurden bereits in zahlreichen Arbeiten analysiert und vorge-stellt.661 Der im Folgenden vorgestellte Auszug von Vorgehensweisen wurde expli-zit für die Montage kleiner Serien erarbeitet, wodurch eine erneute Untersuchung bezüglich der Eignung von Organisationsformen in diesem Bereich nicht notwendig erscheint.
Bei MIESE662 beinhaltet die Auswahl der Montageorganisationsform die gegensei-tige Zuordnung von Montageobjekten, Montagemitteln und Montagemitarbeitern (vgl. Abb. 4-11). Zudem wird die räumliche Anordnung der Arbeitsplätze festge-legt. Nach MIESE muss bei der Auswahl der Montageorganisation in einem ersten Schritt entschieden werden, wie viele Montageobjekte in einem Teilbereich gleich-zeitig zusammengebaut werden sollen. Es liegen die Möglichkeiten der stückweisen oder losweisen Montage vor. Bei einer Auftragsproduktion wird in der Regel die stückweise Montage realisiert. Serienmontage kann sowohl stück- als auch losweise durchgeführt werden. Die Entscheidung für stück- oder losweise Montage hängt nach MIESE von der Losgröße ab. Die Losgröße hängt wiederum von produktab-hängigen Einflussgrößen wie beispielsweise dem Kapazitätsbedarf, dem Arbeitsvo-lumen und dem Produktwert ab. Auf Basis der Losgröße wird in einem nächsten Schritt der Grad der Arbeitsteilung identifiziert. Eine Arbeitsteilung in der Montage setzt voraus, dass die Montageaufgabe in mehrere definierte Abschnitte unterteilt werden kann. Nach der Ermittlung des Grads der Arbeitsteilung erfolgt die Berech-nung der Taktzeit, der Zahl der Arbeitsplätze und der Zahl der Montagestationen. Wenn in der Montage die Möglichkeit einer Arbeitsteilung besteht, muss im nächs-ten Schritt der Ablauf des Montageprozesses ermittelt werden. Für Montagen ohne Arbeitsteilung ist die Baustellenmontage zu realisieren. Wenn eine Arbeitsteilung möglich ist, erfolgt die Auswahl zwischen der Baustellen- und der Reihenmontage. Die Baustellenmontage fordert neben der Arbeitsteilung eine gewisse Gleichmäßig-keit der Stückzahlen als auch der Variantenverteilung. Die Voraussetzung der nächsthöheren Organisationsform, der Reihenmontage, ist, dass neben den genann-ten Voraussetzungen die Transportierbarkeit des Montageobjekts gegeben sein muss. Für die endgültige Entscheidung für eine Montageorganisation müssen nach MIESE Wirtschaftlichkeitsvergleiche herangezogen werden. Zur Unterstützung der Auswahl einer geeigneten Organisationsform zeigt MIESE zudem Beispiele auf. Er
661 Vgl. Miese (1973), Schimke/Hoeschen (1977), Bullinger (1986), Eversheim (1989) und Richter (2006). 662 Vgl. Miese (1973), S. 105 ff.
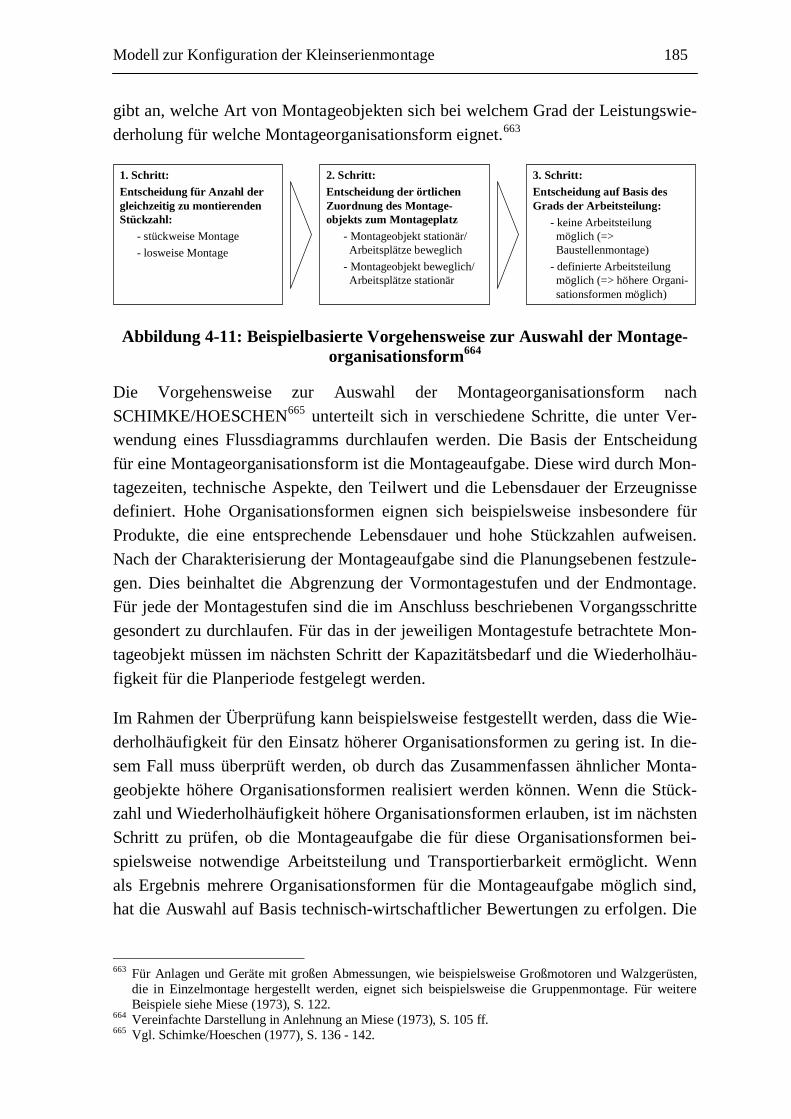
Modell zur Konfiguration der Kleinserienmontage 185 gibt an, welche Art von Montageobjekten sich bei welchem Grad der Leistungswie-derholung für welche Montageorganisationsform eignet.663
1. Schritt:Entscheidung für Anzahl der gleichzeitig zu montierenden Stückzahl:
- stückweise Montage- losweise Montage
2. Schritt:Entscheidung der örtlichen Zuordnung des Montage-objekts zum Montageplatz
- Montageobjekt stationär/ Arbeitsplätze beweglich
- Montageobjekt beweglich/ Arbeitsplätze stationär
3. Schritt:Entscheidung auf Basis des Grads der Arbeitsteilung:
- keine Arbeitsteilung möglich (=> Baustellenmontage)
- definierte Arbeitsteilung möglich (=> höhere Organi-sationsformen möglich)
Abbildung 4-11: Beispielbasierte Vorgehensweise zur Auswahl der Montage-organisationsform664
Die Vorgehensweise zur Auswahl der Montageorganisationsform nach SCHIMKE/HOESCHEN665 unterteilt sich in verschiedene Schritte, die unter Ver-wendung eines Flussdiagramms durchlaufen werden. Die Basis der Entscheidung für eine Montageorganisationsform ist die Montageaufgabe. Diese wird durch Mon-tagezeiten, technische Aspekte, den Teilwert und die Lebensdauer der Erzeugnisse definiert. Hohe Organisationsformen eignen sich beispielsweise insbesondere für Produkte, die eine entsprechende Lebensdauer und hohe Stückzahlen aufweisen. Nach der Charakterisierung der Montageaufgabe sind die Planungsebenen festzule-gen. Dies beinhaltet die Abgrenzung der Vormontagestufen und der Endmontage. Für jede der Montagestufen sind die im Anschluss beschriebenen Vorgangsschritte gesondert zu durchlaufen. Für das in der jeweiligen Montagestufe betrachtete Mon-tageobjekt müssen im nächsten Schritt der Kapazitätsbedarf und die Wiederholhäu-figkeit für die Planperiode festgelegt werden.
Im Rahmen der Überprüfung kann beispielsweise festgestellt werden, dass die Wie-derholhäufigkeit für den Einsatz höherer Organisationsformen zu gering ist. In die-sem Fall muss überprüft werden, ob durch das Zusammenfassen ähnlicher Monta-geobjekte höhere Organisationsformen realisiert werden können. Wenn die Stück-zahl und Wiederholhäufigkeit höhere Organisationsformen erlauben, ist im nächsten Schritt zu prüfen, ob die Montageaufgabe die für diese Organisationsformen bei-spielsweise notwendige Arbeitsteilung und Transportierbarkeit ermöglicht. Wenn als Ergebnis mehrere Organisationsformen für die Montageaufgabe möglich sind, hat die Auswahl auf Basis technisch-wirtschaftlicher Bewertungen zu erfolgen. Die
663 Für Anlagen und Geräte mit großen Abmessungen, wie beispielsweise Großmotoren und Walzgerüsten,
die in Einzelmontage hergestellt werden, eignet sich beispielsweise die Gruppenmontage. Für weitere Beispiele siehe Miese (1973), S. 122.
664 Vereinfachte Darstellung in Anlehnung an Miese (1973), S. 105 ff. 665 Vgl. Schimke/Hoeschen (1977), S. 136 - 142.

186 Modell zur Konfiguration der Kleinserienmontage Vorgehensweise zur Ermittlung der optimalen Organisationsform nach SCHIMKE/HOESCHEN ist in Abbildung 4-12 dargestellt.
Montageaufgabe (definiert durch zeitliche und technische Informationen, Teilewert und Lebensdauer)
Vormontierbare Einheiten (Abgrenzung der größten vormontierbaren Einheiten)
Montagekapazität und Wiederholhäufigkeit (Ermittlung der Stückzahl pro Planperiode
Kapazität und Wiederholhäufigkeit ausreichend?(für höhere Organisationsformen)
ja nein
nein
ja
Planungsebenen (Festlegung der verschiedenen Ebenen der Montage: Vor-, Endmontage)
Zusammenfassung vergleichbarer Montageobjekte möglich?
Alternative Organisationsformen (Ableitung durch Beurteilung der Montageaufgabe hinsichtlich derKenngrößen der Montageorganisationsformen)
Höhere Organisationsformen möglich?
Bewertung und Auswahl der optimalen Organisationsform
Alle Planungsebenen untersucht?
Optimale Montageorganisation
• stationäre Objekte
• stationäre Arbeitsplätzeja
nein
ja
nein
Abbildung 4-12: Flussdiagrammbasierte Vorgehensweise zur Auswahl der Montageorganisationsform666
Eine Vorgehensweise zur Auswahl der Montageorganisationsform in der Kleinse-rienfertigung wurde zudem von EVERSHEIM/WITTE/PEFFEKOVEN und EVERSHEIM erarbeitet (vgl. Abb. 4-13).667 Die Auswahl der Montageorganisati-onsform ist dabei ein Teilbereich der Montagestrukturplanung. Die Vorgehensweise zur Ermittlung der optimalen Montageorganisationsform erfolgt nicht auf Basis ei-nes Ablaufs, sondern unter Verwendung von Kriterien zur Beurteilung der unter-schiedlichen Montageorganisationsformen. Zur Beurteilung der Organisationsfor-men werden technische, zeitliche, organisatorische, personelle und finanzielle Grö-ßen verwendet.668
666 Modifizierte Darstellung nach Schimke/Hoeschen (1977), S. 136 - 142. 667 Vgl. Eversheim/Witte/Peffekoven (1981) und Eversheim (1989). 668 Technische Eigenschaften der Montageorganisationsformen sind beispielsweise die technische Nutzung
der Mittel, der Flächenbedarf und der Störungseinfluss von Anpassarbeiten. Zu den zeitlichen Eigen-schaften zählen die zeitliche Nutzung der Mittel, der Fehlzeitanteil und die Durchlaufzeit. Eine detaillierte Übersicht der Eigenschaften je Eigenschaftstyp ist bei Eversheim (1989), S. 177 aufgezeigt.
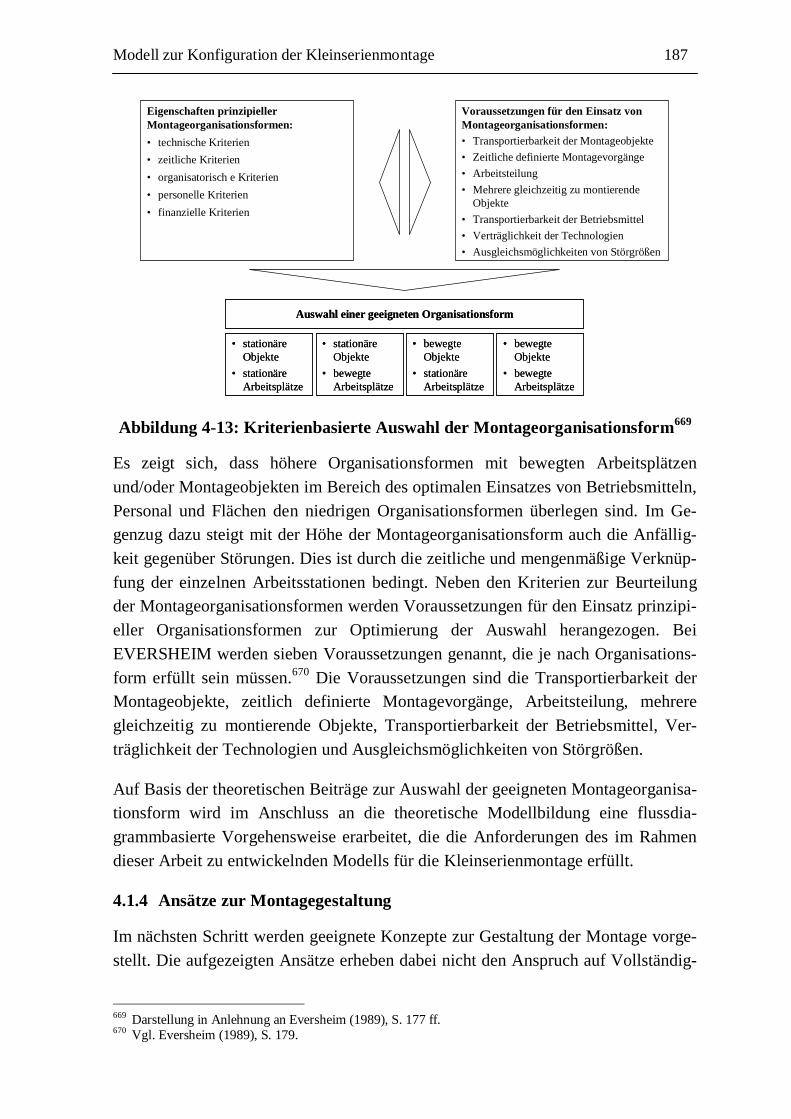
Modell zur Konfiguration der Kleinserienmontage 187
Eigenschaften prinzipieller Montageorganisationsformen:• technische Kriterien• zeitliche Kriterien• organisatorisch e Kriterien• personelle Kriterien• finanzielle Kriterien
Voraussetzungen für den Einsatz von Montageorganisationsformen:• Transportierbarkeit der Montageobjekte• Zeitliche definierte Montagevorgänge• Arbeitsteilung• Mehrere gleichzeitig zu montierende
Objekte• Transportierbarkeit der Betriebsmittel• Verträglichkeit der Technologien• Ausgleichsmöglichkeiten von Störgrößen
• stationäre Objekte
• stationäre Arbeitsplätze
Auswahl einer geeigneten Organisationsform
• stationäre Objekte
• bewegte Arbeitsplätze
• bewegte Objekte
• stationäre Arbeitsplätze
• bewegte Objekte
• bewegte Arbeitsplätze
• stationäre Objekte
• stationäre Arbeitsplätze
Auswahl einer geeigneten Organisationsform
• stationäre Objekte
• bewegte Arbeitsplätze
• bewegte Objekte
• stationäre Arbeitsplätze
• bewegte Objekte
• bewegte Arbeitsplätze
Abbildung 4-13: Kriterienbasierte Auswahl der Montageorganisationsform669
Es zeigt sich, dass höhere Organisationsformen mit bewegten Arbeitsplätzen und/oder Montageobjekten im Bereich des optimalen Einsatzes von Betriebsmitteln, Personal und Flächen den niedrigen Organisationsformen überlegen sind. Im Ge-genzug dazu steigt mit der Höhe der Montageorganisationsform auch die Anfällig-keit gegenüber Störungen. Dies ist durch die zeitliche und mengenmäßige Verknüp-fung der einzelnen Arbeitsstationen bedingt. Neben den Kriterien zur Beurteilung der Montageorganisationsformen werden Voraussetzungen für den Einsatz prinzipi-eller Organisationsformen zur Optimierung der Auswahl herangezogen. Bei EVERSHEIM werden sieben Voraussetzungen genannt, die je nach Organisations-form erfüllt sein müssen.670 Die Voraussetzungen sind die Transportierbarkeit der Montageobjekte, zeitlich definierte Montagevorgänge, Arbeitsteilung, mehrere gleichzeitig zu montierende Objekte, Transportierbarkeit der Betriebsmittel, Ver-träglichkeit der Technologien und Ausgleichsmöglichkeiten von Störgrößen.
Auf Basis der theoretischen Beiträge zur Auswahl der geeigneten Montageorganisa-tionsform wird im Anschluss an die theoretische Modellbildung eine flussdia-grammbasierte Vorgehensweise erarbeitet, die die Anforderungen des im Rahmen dieser Arbeit zu entwickelnden Modells für die Kleinserienmontage erfüllt.
4.1.4 Ansätze zur Montagegestaltung
Im nächsten Schritt werden geeignete Konzepte zur Gestaltung der Montage vorge-stellt. Die aufgezeigten Ansätze erheben dabei nicht den Anspruch auf Vollständig-
669 Darstellung in Anlehnung an Eversheim (1989), S. 177 ff. 670 Vgl. Eversheim (1989), S. 179.

188 Modell zur Konfiguration der Kleinserienmontage keit. Vielmehr wurde auf Basis der genannten Analysen eine Auswahl verbreiteter und geeigneter Ansätze getroffen, um ihre Eignung im Rahmen der Kleinserien-montage zu prüfen. Neben den Gestaltungsansätzen werden nachfolgend Methoden und Instrumente, die zur Ausgestaltung der Montage eingesetzt werden können, aufgezeigt. Die Konzepte und Strategien zur Montagegestaltung werden im Rahmen dieser Arbeit in Bereitstellungs-, Montagelogistik- und Mitarbeitereinsatzstrategien unterteilt.
4.1.4.1 Phase 3a: Bereitstellungsgestaltung
Für die Materialbereitstellung in der Montage können eine Vielzahl verschiedener Konzepte eingesetzt werden. Für die Untersuchung im Rahmen dieser Arbeit wer-den die Ansätze in Strategien zur Bereitstellungssteuerung sowie in Strategien zur physischen Bereitstellung unterteilt. Den Strategien zur Bereitstellungssteuerung sind folgende Ansätze zugeordnet: „Implementierung der Holpflicht“, „bedarfsge-steuerte Materialbereitstellung“, „Vermeidung von Zwischenlagern (z. B. durch JIT)“, Synchronisierung der Teilebereitstellung, „Realisierung des Milkrunprinzips“ und „Realisierung des First-in-first-out-Prinzips“. Analysierte Strategien zur physi-schen Bereitstellung sind „an den Montageschritten orientierte physische Bereitstel-lung“, „Realisierung von Warenkorbkonzepten“, „Realisierung des Supermarkt-prinzips“, „Realisierung einer visuellen und/oder akustischen Bereitstellungsunter-stützung“ und „Kleinteilebereitstellung durch mitlaufenden Wagen“ (vgl. Abb. 4-14).
Auswahl der Montage-organisationsform
Montageorientierte Produktgestaltung Montagegestaltung
Phase 1 Phase 2 Phase 3
Zielorientierte Produkt- und Montagegestaltung
Phase 4
Phase 3a: Strategien und Konzepte zur Bereitstellungsgestaltung
Strategien zur physischen BereitstellungStrategien zur Bereitstellungssteuerung
• An den Montageschritten orientierte physische Bereitstellung
• Realisierung von Warenkorbkonzepten• Realisierung des Supermarktprinzips• Realisierung einer visuellen und/oder akustische
Bereitstellungsunterstützung• Kleinteilebereitstellung durch mitlaufenden
Wagen
• Implementierung der Holpflicht durch Realisierung des Kanban-Prinzips
• Bedarfsgesteuerte Materialbereitstellung• Vermeidung von Zwischenlagern durch die
Realisierung von JIT / JIS• Synchronisierung der Teilebereitstellung• Realisierung des Milkrunprinzips
Abbildung 4-14: Strategien und Konzepte der Bereitstellungsgestaltung

Modell zur Konfiguration der Kleinserienmontage 189 Unter dem Begriff der Bereitstellungssteuerung werden Ansätze zusammengefasst, die dazu beitragen, das für die Montage benötigte Material zur richtigen Zeit am richtigen Ort bereitzustellen. Die Steuerungskonzepte werden dabei in Abhängigkeit von Art und Menge sowie Schwankungen im Materialbedarf ausgewählt. Die Im-plementierung der Holpflicht ist die Basis für die Realisierung von selbststeuernden Regelkreisen in der Produktion. Zwischen zwei Bedarfseinheiten in der Produktion ist die Holpflicht realisiert, wenn die im Ablauf nachgelagerte Einheit ihren Bedarf an die vorgelagerte Einheit meldet und dadurch den Nachschub von Bauteilen an-stößt.671 Durch dieses Steuerungsprinzip werden selbststeuernde Regelkreise reali-siert, die sowohl die Reduzierung der Steuerungskosten als auch die Transparenz der betrieblichen Abläufe erhöhen. Die Umsetzung der Holpflicht kann mithilfe des Kanban-Prinzips erfolgen.672 Ziel der Implementierung der Holpflicht ist eine ver-brauchsgesteuerte Produktion. Der Informationsfluss bewegt sich dabei auf der gleichen Ebene wie der Materialfluss, jedoch fließt er in entgegen gesetzter Rich-tung. Die Voraussetzung für die erfolgreiche Einführung des Holprinzips ist eine detaillierte Planung der zu integrierenden und verbindenden Kapazitätseinheiten. Des Weiteren sind Pufferlager zu implementieren, die Mitarbeiter zu schulen und die geeignete Anzahl der Kanban-Karten festzulegen.673 Die Reduzierung von Be-stand ist ein wesentlicher Erfolg des Kanban-Prinzips.674 Da die Holpflicht in der gesamten Produktion realisierbar ist, wirkt ihr Erfolgsbeitrag auch in der Montage. Im Gegensatz zur verbrauchsgesteuerten Materialbereitstellung, bei der der Ver-brauch an der Montageeinheit die Bereitstellung auslöst, basiert bei der bedarfsge-steuerten Materialbereitstellung die Bereitstellung auf dem Produktionsplan. Auf-bauend auf den geplanten Aufträgen wird die Materialbereitstellung realisiert.675 Dabei wird auf Basis des Produktionsprogramms für jede Produktionsstufe vorab festgelegt, welche Stückzahlen zu welchem Zeitpunkt bereitgestellt werden müs-sen.676 Die bedarfsgesteuerte Bereitstellung wird häufig den Hauptkomponenten des Erzeugnisses eingesetzt, da deren Bestände wegen des in der Regel hohen Werts reduziert werden sollen.677 Eine Sonderform der bedarfsgesteuerten Bereitstellung ist das Just-in-time-Konzept (JIT-Konzept), welches zudem Zwischenlager redu-ziert. Die Vermeidung von Zwischenlagern im Produktionsprozess kann durch die Implementierung des Just-in-Time-Konzepts realisiert werden. Das Ziel des JIT-Konzepts ist die vom Materialfluss ausgehende Optimierung der logistischen Kette 671 Vgl. Wildemann (2009), S. 133. 672 Das Wort japanische Wort KANBAN steht für Karte. Das Kanban-Prinzip kann jedoch auch mit Hilfe
von Behältern, akustischen Signalen oder elektronischen Medien erfolgen; vgl. hierzu Wildemann (2009), S. 133 und S. 149 f.
673 Vgl. Wildemann (2009), S. 149 f. 674 Zu den positiven Wirkungen des Kanban-Prinzips vgl. Takeda (2006), S. 191 f. 675 Vgl. Pfohl (2010), S. 189. 676 Vgl. Dangelmaier (2009), S. 291. 677 Vgl. Nyhuis et al. (2006), S. 343.

190 Modell zur Konfiguration der Kleinserienmontage unter Forcierung der Erfolgsfaktoren Produktivität, Zeit und Qualität.678 Das JIT-Konzept basiert auf einer Anlieferung beziehungsweise Bereitstellung der zu bear-beitenden Teile zu dem Zeitpunkt, an dem sie benötigt werden. Die Teile werden dann im Idealfall ohne Zwischenlagerung verarbeitet. Eine bedarfsgerechte stück-zahlgenaue Materialbereitstellung wird in der Regel bei den A-Teilen eines Produk-tes realisiert, da deren Bestände gering gehalten werden sollen.679 Durch die Einfüh-rung des JIT-Konzepts werden die Qualität, die Produktivität und die Zeit positiv beeinflusst. Die Verbesserung der Qualität zeigt sich beispielsweise in einem höhe-ren internen und externen Servicegrad, wie beispielsweise kürzeren Reaktionszeiten und geringeren Änderungserfordernissen. Des Weiteren kann durch die Einführung von JIT die Auftragsdurchlaufzeit reduziert werden und sowohl die Kapital- als auch die Kostenproduktivität verbessert werden.680 Der Erfolg der Anwendung des JIT-Konzepts lässt sich sowohl in der Fertigung als auch in der Montage realisieren. Die logistische Beherrschung von Montageprozessen kann durch die Synchronisati-on von Beschaffungs-, Lager- und Fertigungsprozessen zur Materialbereitstellung für die Montage unterstützt werden. Dieses Konzept kann mithilfe eines Bereitstel-lungsdiagramms umgesetzt werden, in dem aufgezeigt wird, wie sich das Termin-verhalten der Material liefernden Prozesse und insbesondere deren Synchronisie-rung auf die Bestands- und Termintreuesituation der Montage auswirken.681 Auf dieser Basis kann die ideale Synchronität der Bereitstellung der für die Montage benötigten Teile entwickelt werden und insbesondere Durchlaufzeiten und Termin-treue optimiert werden. In der Montagesteuerung versteht man unter dem Milkrunkonzept eine Sonderform des Direkttransports auf einer fest definierten Route. Die Bereitstellung erfolgt unter Verwendung eines Kommissionierwagens, auf dem die benötigten Teile bereitliegen und an der Linie an festen Stationen be-reitgestellt werden.682 In der Regel werden sowohl die Zeit, die Menge und die Stre-cke festgelegt und konkrete Abhol- und Eintreffzeiten definiert. Die Anlieferung und Abholung erfolgt, indem eine vorab definierte Auswahl von Arbeitsplätzen in einer festen Route abgefahren wird. Die Plätze werden mit Material beliefert und Leergut wir abtransportiert. Durch die Anwendung des Milkrunprinzips in der Mon-tage werden Transport- und Logistikkosten reduziert, da auf einer Fahrt sowohl die Bereitstellung als auch der Transport erfolgt. Zudem werden Bestände reduziert, da die Bereitstellung in regelmäßigen und kurzen Abständen erfolgt, weshalb an den Montagestationen nur eine geringe Anzahl von Material bereitliegt.683
678 Vgl. Wildemann (1997a), S. 465 f. 679 Vgl. Nyhuis et al. (2006), S. 343. 680 Zu den Erfolgswirkungen der Einführung des JIT-Konzepts vgl. Wildemann (1997a), S. 470 ff. 681 Vgl. Nyhuis/Busse/Münzberg (2008), S. 400 - 403. 682 Vgl. Nyhuis et al. (2006) S. 346 f. 683 Vgl. Nyhuis et al. (2006) S. 346.
Modell zur Konfiguration der Kleinserienmontage 191 Die Strategien zur physischen Bereitstellung fassen Ansätze zusammen, die sich mit der Bereitstellung oder gegebenenfalls auch Kommissionierung vor Ort in der Mon-tage auseinandersetzen. Die Konzepte lassen sich dabei grob unter Berücksichti-gung des Kommissionieraufwands unterscheiden. Eine sequenzgenaue Bereitstel-lung am Montageort erfordert einen höheren Aufwand als die Kanban-gesteuerte Bereitstellung im Supermarkt. Die Teilebereitstellung hat die Aufgabe, die richtigen Teile in der richtigen Menge zum richtigen Zeitpunkt am richtigen Platz bereitzu-stellen. Ein Gestaltungsaspekt der Teilebereitstellung ist die an den Montageschrit-ten orientierte, geordnete Teilebereitstellung.684 Eine geordnete, am Montageauftrag orientierte Bereitstellung wird vorwiegend bei hoher Typen- und Variantenvielfalt eingesetzt. Auf Basis der Fertigungsaufträge werden dabei die notwendigen Teile kommissioniert und auftragsbezogen bereitgestellt.685 Die Realisierung dieses Ge-staltungsaspekts vermeidet aufgrund der geringen Verwechslungsgefahr Fehler durch die Auswahl falscher Montageteile und reduziert zusätzlich die Montagezeit durch eine Verringerung der Suchzeiten. Zudem werden Restbestände an den Mon-tagearbeitsplätzen vermieden. Nachteilig ist der hohe Steuerungs- und Kommissionieraufwand.686 Das Warenkorbkonzept ist ein Ansatz der partiellen Einzelkommissionierung, bei dem das zu montierende Material nicht nur für einen, sondern für mehrere Arbeitsplätze in einem Behälter kommissioniert wird.687 Der Behälter wird von Arbeitsplatz zu Arbeitsplatz transportiert, wobei sich der Monta-gemitarbeiter jeweils die relevanten Teile aus dem Behälter nimmt. Eine Erweite-rung des Warenkorbkonzepts erfolgt durch die Anordnung des Materials in Verbaureihenfolge.688 Vorteile des Warenkorbkonzepts sind die Verringerung des Flächenbedarfs in der Montage sowie die Reduzierung von Wegen und Zeiten für die Montagemitarbeiter.689 Jedoch erfordert das Konzept einen höheren Steuerungs- und Handlingsaufwand als bei konventionellen Bereitstellungsansätzen. Zudem sind die Anforderungen an die Qualität der Bereitstellung hoch, um Störungen in der Montage zu vermeiden. Das Supermarktprinzip stellt einen Ansatz dar, der neben der physischen Bereitstellung auch Steuerungsaspekte beinhaltet. Mit Supermarkt wird ein zentraler Platz in der Montage, der als Umschlag für Halbfertigprodukte dient, bezeichnet.690 Nur wenn der nachgelagerte Montagearbeitsplatz Teile aus dem Supermarkt entnommen hat, wird in einer definierten Stückzahl von der vorge-lagerten Montageeinheit produziert. Die Steuerung des Supermarktkonzepts erfolgt
684 Vgl. Konold/Reger (2003), S. 132. 685 Vgl. Nyhuis et al. (2006), S. 345 f. 686 Vgl. Nyhuis et al. (2006), S. 346. 687 Vgl. Schenk/Wirth (2004), S. 75. 688 Vgl. Klug (2010), S. 173. 689 Vgl. Schenk/Wirth (2004), S. 75. 690 Vgl. Klug (2010), S. 197.

192 Modell zur Konfiguration der Kleinserienmontage demnach nach dem Kanban-Prinzip.691 Einer der Vorteile des Supermarktprinzips ist die Reduzierung von Beständen durch die verbrauchsgesteuerte Steuerung der Bereitstellung für den Montagearbeitsplatz.692 Der Supermarkt dient dabei als Puf-fer. Zur Unterstützung im Rahmen der Kommissionierung (durch den Kommissionierer oder den Montagemitarbeiter) eignen sich visuelle oder akustische Verfahren. Ein bekanntes visuelles Verfahren aus dem Bereich der Kommissionie-rung ist das Pick-by-light-Verfahren.693 Pick-by-light-Systeme werden in der Regel in Lagern eingesetzt, wobei jedoch auch Systeme für Montagearbeitsplätze angebo-ten werden. Ein weniger kostenintensives visuelles Verfahren ist die farbliche Kennzeichnung von variantenspezifischen Bauteilen. So werden beispielsweise Bauteile für Variante A in einer roten Box und Bauteile für Variante B in einer blauen Box gelagert. Ein akustisches Verfahren ist Pick-to-voice. Dabei bekommt der Mitarbeiter über Headset die einzelnen Bauteile in der richtigen Position akus-tisch mitgeteilt.694 Ein weiteres akustisches Verfahren ist das Auftreten eines Sig-naltons, wenn der Mitarbeiter ein Teil aus einer falschen Box entnimmt. Nachteile der elektronischen Systeme Pick-by-light und Pick-to-voice sind deren hoher War-tungsaufwand, wobei jedoch die Rate der Bereitstellungsfehler sinkt.695 Eine in der Automobilindustrie bereits realisierte Möglichkeit ist die Kleinteilbereitstellung durch mitlaufende Wägen.696 Die Wägen laufen taktgebunden mit den zu montie-renden Produkten mit. Die Bestückung der mitfahrenden Wagen erfolgt aus band-nahen Supermärkten. Vorteile der mitlaufenden Wägen sind kurze Griffweiten für die Kleinteile und die damit zu realisierende hohe Grifffrequenz.697 Der Einsatz ei-ner Kleinteilebereitstellung durch mitlaufende Wägen kann für den Bereich der Kleinserienmontage sinnvoll sein, wenn die Montage in Reihen- oder Fließmontage erfolgt und häufige Änderungen am Kleinteilebedarf eine produktspezifische Klein-teilebereitstellung sinnvoll machen.
4.1.4.2 Phase 3a: Methoden zur Bereitstellungsgestaltung
Die Auswahl eines Ansatzes zur Materialbereitstellung basiert in der Regel auf ei-ner Analyse des zu bereitstellenden Materials. Dazu können ABC- und XYZ-Analysen eingesetzt werden. Unter Berücksichtigung der daraus gewonnen Ergeb-nisse lassen sich geeignete Konzepte für die jeweilige Materialgruppen identifizie-ren.
691 Vgl. Scheel/Chilian (2007), S. 308. 692 Vgl. Klug (2010), S. 201. 693 Vgl. Peilnsteiner/Truszkiewitz (2004), S. 133 f. 694 Vgl. Peilnsteiner/Truszkiewitz (2004), S. 134 f. 695 Vgl. Arnold et al. (2008), S. 838. 696 Vgl. Klug (2010), S.173. 697 Vgl. Klug (2010), S.173.

Modell zur Konfiguration der Kleinserienmontage 193
Auswahl der Montage-organisationsform
Montageorientierte Produktgestaltung Montagegestaltung
Phase 1 Phase 2 Phase 3
Zielorientierte Produkt- und Montagegestaltung
Phase 4
• ABC-Analyse• XYZ-Analyse• Logistikorientierte SWOT-Analyse oder Stärken-Schwächen-
Analyse• Analyse logistischer Kennzahlen• Wertstromanalyse• Materialflussmatrix • Prozess-Benchmarking
Phase 3a:
Methoden zur Bereitstellungsgestaltung
Abbildung 4-15: Methoden zur Bereitstellungsgestaltung
Neben den Materialgruppen sind auch die Materialflüsse von Bedeutung für die Auswahl der Bereitstellungsform. Aus diesem Grund sind zudem Methoden zur Vi-sualisierung des Materialflusses von Relevanz. Diese Methoden können auch im Bereich der Produktionslogistikgestaltung eingesetzt werden. Eine Übersicht der untersuchten Methoden zeigt Abbildung 4-15.
Die ABC-Analyse dient im Bereich der Materiallogistikgestaltung der Informati-onsaufbereitung.698 In der Produktionslogistik wird die ABC-Analyse vor allem durchgeführt, um den Anteil der Teile und Produkte am Jahresgesamtwert (Ein-standspreis oder Herstellkosten) aller produzierten oder beschafften Teile und Pro-dukte zu messen. Mithilfe der ABC-Analyse können somit die Teile und Produkte identifiziert werden, die aufgrund ihres hohen Wertes oder ihrer Auftretenshäufigkeit im Rahmen der Materiallogistikgestaltung besonders zu be-rücksichtigen sind.699 Die Lagerzeit von hoch werthaltigen Teilen ist beispielsweise zu reduzieren, um die Kapitalbindung zu verringern, und wenn möglich, ist eine JIT-Anlieferung für das Teil auszugestalten.
Eine XYZ-Analyse ist im Gegensatz zur ABC-Analyse dazu geeignet, die Regel-mäßigkeit des Verbrauchs von Materialgruppen und Schwankungen im Bedarf zu ermitteln.700 X-Teile sind durch einen steigen Verbrauch und geringe Schwankun-gen definiert. Y-Teile weisen höhere Schwankungen auf und ihre Prognosesicherheit liegt bei 70 % wöchentlich. Die Schwankungen der Z-Teile lie-gen in einem noch höheren Bereich und die Vorhersagegenauigkeit ist sehr ge-ring.701 In Kombination mit der ABC-Analyse wird die XYZ-Analyse als Basis bei 698 Vgl. Pawellek (2007), S. 165; zur Definition der ABC-Analyse siehe zudem Kapitel 4.4.1. 699 Vgl. Jodlbauer (2008), S. 263 ff. 700 Vgl. Vahrenkamp (2005), S. 77. 701 Vgl. Vahrenkamp (2005), S. 77 und Wannenwetsch (2010), S. 92 f.

194 Modell zur Konfiguration der Kleinserienmontage der Entscheidung für Bereitstellungskonzepte eingesetzt. So eignen sich beispiels-weise AX-, BX- und YY-Teile für eine produktionssynchrone Beschaffung.702 Für CZ-Materialien sollte demgegenüber der Beschaffungsaufwand reduziert werden. Die Einteilung der Materialien mithilfe der genannten Analysen bildet somit die Basis dafür, das für die Montage geeignete Bereitstellungskonzept auszuwählen.
Die SWOT-Analyse ist eine strategische Analyse, mit deren Hilfe Aussagen über die Chancen und Risiken sowie Stärken und Schwächen eines Unternehmens ge-macht werden.703 Im Rahmen der SWOT-Analyse werden für die unterschiedlichen Unternehmensbereiche jeweils die vier genannten Aspekte untersucht und gegen-übergestellt. Die SWOT-Analyse kann auf einzelne Unternehmensbereiche herunter gebrochen und beispielsweise als produktbezogene SWOT-Analyse eingesetzt wer-den.704 Darüber hinaus kann sie für den Bereich der Materiallogistikgestaltung durchgeführt werden. Das Ergebnis der montageorientierten SWOT-Analyse ist ne-ben der Identifikation der jeweiligen Stärken der Materiallogistikgestaltung das Aufzeigen von Handlungsbedarf und die Identifikation von Risiken in der Montage und ihren Abläufen.
Die Stärken-Schwächen-Analyse ist der SWOT-Analyse ähnlich und dient auch der Analyse der Strategie eines Unternehmens.705 Sie kann zudem für einzelne Bereiche des Unternehmens verwendet werden. Bei der Stärken-Schwächen-Analyse wird ein Stärke-Schwächen-Profil erstellt, welches die verschiedenen Aspekte der Unter-nehmensbereiche auf einer Skala von Schwäche bis Stärke einordnet. So kann bei-spielsweise das Produktsortiment eines Unternehmens eine Stärke die Lieferzeit dagegen eine Schwäche sein. Man kann das Stärken-Schwächen-Profil zudem um Bemerkungen ergänzen, um ein ganzheitliches Bild zu generieren.706 Auf Basis ei-ner montageorientierten Stärken-Schwächen-Analyse kann der Handlungsbedarf für die Materiallogistikgestaltung abgeleitet werden.
Die Analyse von logistischen Prozessen mithilfe logistischer Kennzahlen basiert auf der Ermittlung von Prozesskerngrößen wie Flussgrad, Umschlag, Reichweiten und Durchlaufzeiten.707 Eine Systematisierung der Kennzahlen kann beispielsweise durch die Bildung der drei Gruppen Bestands-Kennzahlen (verfügbarer Lagerbe-stand), Kosten-/Finanz-Kennzahlen (Kosten der Bevorratung) und Prozess-
702 Vgl. Wannenwetsch (2010), S. 94 f. 703 SWOT ist die Abkürzung für Stärken (strengths), Schwächen (weaknesses), Chancen (opportunities) und
Risiken (risks); vgl. hierzu Hungenberg (2004), S. 85 f. 704 Vgl. Aumayr (2006), S. 244 ff. 705 Vgl. Disselkamp (2005), S. 134. 706 Vgl. Winkelhofer (2005), S. 135 f. 707 Vgl. Wildemann (2010g), S. 105 ff.
Modell zur Konfiguration der Kleinserienmontage 195 Kennzahlen (Durchlaufzeit) erfolgen.708 Zur Analyse der Kennzahlen werden diese mithilfe einer Liste visualisiert, in der die für den Betrachtungsbereich relevanten Kennzahlen eingetragen werden. Im Produktionsprozess sind dies zum Beispiel die Kennzahlen Durchlaufzeitreduzierung in Prozent, Bestandswertreduzierung in Pro-zent und Flächenproduktivität in Euro pro Quadratmeter. Auf Basis der Kennzah-lenwerte kann die Qualität der Montagelogistik beurteilt und Handlungsbedarf ab-geleitet werden. Die Analyse logistischer Kennzahlen kann als Grundlage für Benchmarks verwendet werden.
Die Wertstromanalyse ist eine Methode, um den Ist-Zustand einer Produktion zu visualisieren. Die Besonderheit der Wertstromanalyse ist, dass der Fluss des Wert-stroms beim Kunden beginnt und sich flussaufwärts verzweigt.709 Zur Visualisie-rung der Wertströme werden spezifische Wertstromsymbole verwendet, mit deren Hilfe sowohl der Informations- als auch der Materialfluss visualisiert werden kön-nen. Die Wertstromanalyse ist eine Methode, mit der eine durchgängige Abbildung der wertschöpfenden und nicht-wertschöpfenden Materialflüsse aufgezeigt wird. Dadurch können komplexe Abläufe visualisiert werden und Schwachstellen sowie Verschwendung im Materialfluss aufgedeckt werden.710 Auf Basis der Ergebnisse kann der Ist-Zustand bewertet und ein neues Materialflusskonzept abgeleitet wer-den.
Die Materialflussmatrix ist ein Mittel zur Visualisierung der Materialflussabläufe im Unternehmen.711 Der Bewegungsfluss des Materials wird dabei unter Verwen-dung von Kennzahlen des Materialflusses in einer Matrix erfasst, die visualisiert, von wo und wohin sich das Material bewegt.712 Kennzahlen des Materialflusses sind beispielsweise zeitraumbezogene Produktionsstückzahlen, Auftragszahlen und Losanzahlen. Durch eine Summenbildung der Zeilen und Spalten der Matrix wer-den die abgesendeten und empfangenen Gesamtstückzahlen ausgewiesen. Des Wei-teren können mithilfe der Matrix Rückläufer im Materialfluss aufgezeigt werden.713 Die Materialflussmatrix für die Montage kann somit aufzeigen, in welchen Berei-chen eine hohe Anzahl von Rückflüssen auftritt. Diese Schwachstellen im Prozess sind anschließend detailliert zu untersuchen und Lösungsmöglichkeiten sind zu identifizieren.
708 Vgl. Heiserich (2002), S. 194. 709 Vgl. Erlach (2010), S. 30 ff. 710 Vgl. Grundig (2009), S. 119 ff. 711 Vgl. Arnold et al. (2008), S. 394 f. 712 Beispiele einer möglichen Anwendung der Materialflussmatrix sind bei Grundig (2009), S. 121 ff aufge-
zeigt. 713 Vgl. Arnold et al. (2008), S. 394 f und Grundig (2009), S. 122.
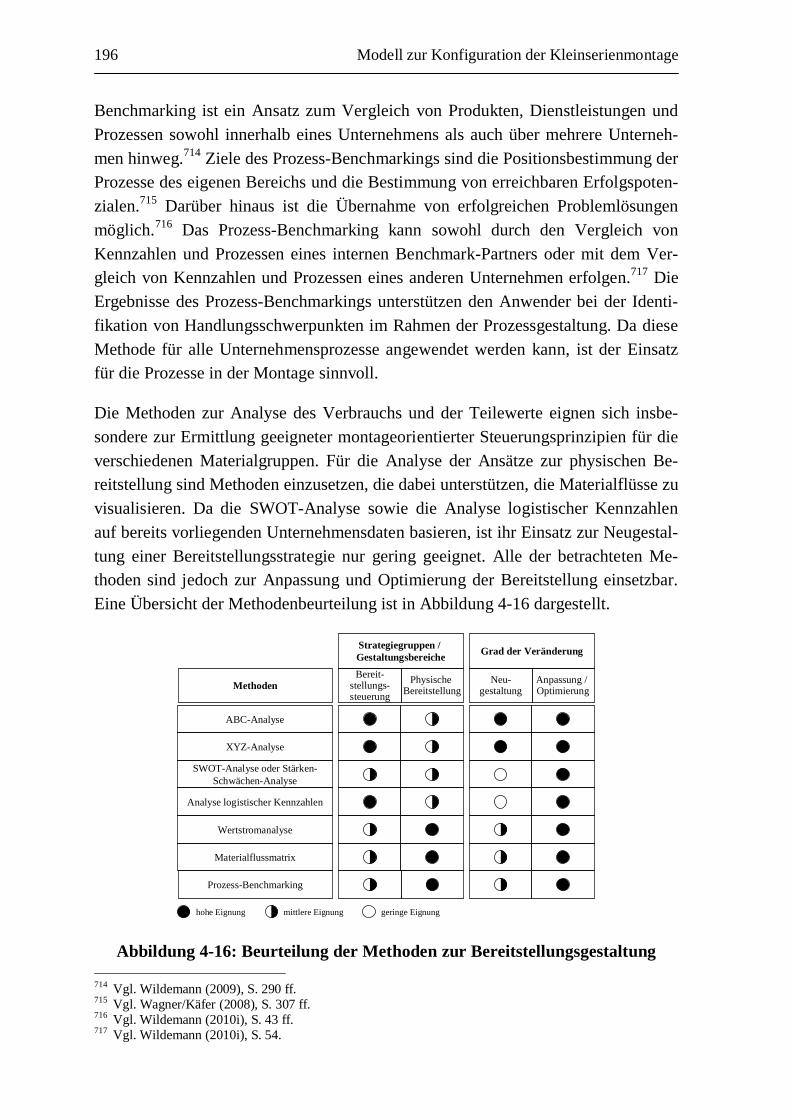
196 Modell zur Konfiguration der Kleinserienmontage Benchmarking ist ein Ansatz zum Vergleich von Produkten, Dienstleistungen und Prozessen sowohl innerhalb eines Unternehmens als auch über mehrere Unterneh-men hinweg.714 Ziele des Prozess-Benchmarkings sind die Positionsbestimmung der Prozesse des eigenen Bereichs und die Bestimmung von erreichbaren Erfolgspoten-zialen.715 Darüber hinaus ist die Übernahme von erfolgreichen Problemlösungen möglich.716 Das Prozess-Benchmarking kann sowohl durch den Vergleich von Kennzahlen und Prozessen eines internen Benchmark-Partners oder mit dem Ver-gleich von Kennzahlen und Prozessen eines anderen Unternehmen erfolgen.717 Die Ergebnisse des Prozess-Benchmarkings unterstützen den Anwender bei der Identi-fikation von Handlungsschwerpunkten im Rahmen der Prozessgestaltung. Da diese Methode für alle Unternehmensprozesse angewendet werden kann, ist der Einsatz für die Prozesse in der Montage sinnvoll.
Die Methoden zur Analyse des Verbrauchs und der Teilewerte eignen sich insbe-sondere zur Ermittlung geeigneter montageorientierter Steuerungsprinzipien für die verschiedenen Materialgruppen. Für die Analyse der Ansätze zur physischen Be-reitstellung sind Methoden einzusetzen, die dabei unterstützen, die Materialflüsse zu visualisieren. Da die SWOT-Analyse sowie die Analyse logistischer Kennzahlen auf bereits vorliegenden Unternehmensdaten basieren, ist ihr Einsatz zur Neugestal-tung einer Bereitstellungsstrategie nur gering geeignet. Alle der betrachteten Me-thoden sind jedoch zur Anpassung und Optimierung der Bereitstellung einsetzbar. Eine Übersicht der Methodenbeurteilung ist in Abbildung 4-16 dargestellt.
hohe Eignung geringe Eignungmittlere Eignung
MethodenBereit-
stellungs-steuerung
Physische Bereitstellung
Strategiegruppen / Gestaltungsbereiche
Neu-gestaltung
Anpassung / Optimierung
Grad der Veränderung
ABC-Analyse
XYZ-Analyse
SWOT-Analyse oder Stärken-Schwächen-Analyse
Analyse logistischer Kennzahlen
Wertstromanalyse
Materialflussmatrix
Prozess-Benchmarking
Abbildung 4-16: Beurteilung der Methoden zur Bereitstellungsgestaltung 714 Vgl. Wildemann (2009), S. 290 ff. 715 Vgl. Wagner/Käfer (2008), S. 307 ff. 716 Vgl. Wildemann (2010i), S. 43 ff. 717 Vgl. Wildemann (2010i), S. 54.
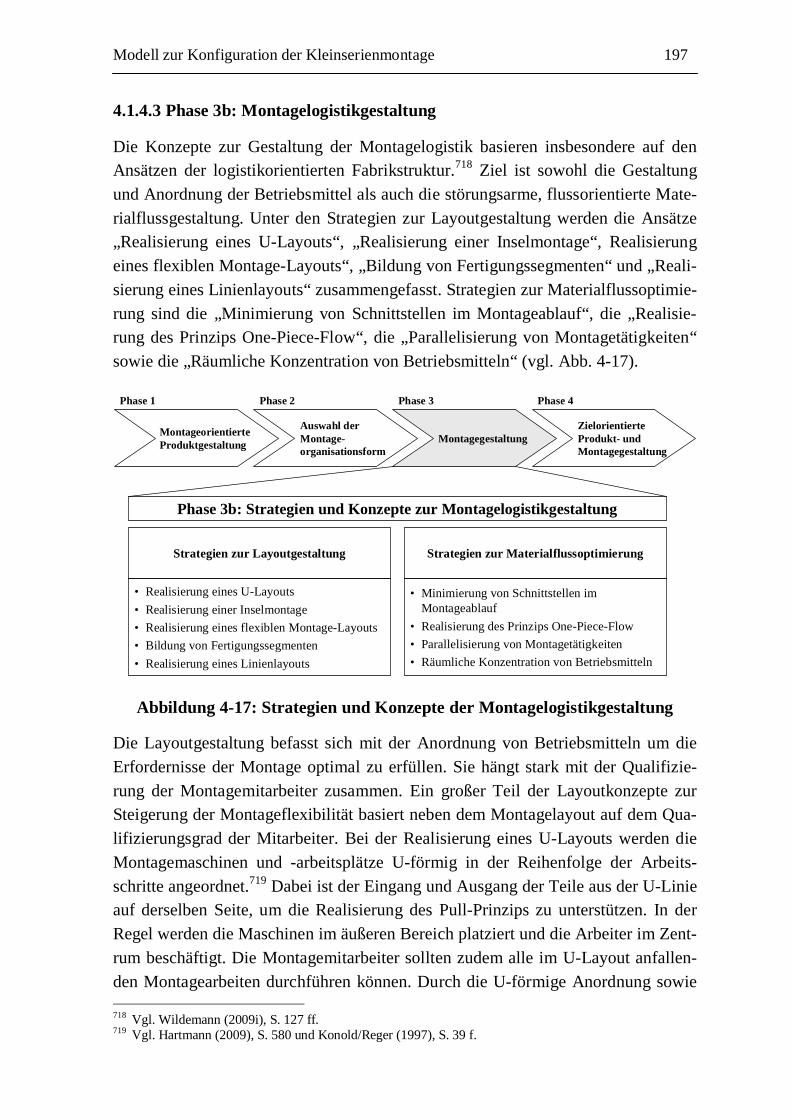
Modell zur Konfiguration der Kleinserienmontage 197 4.1.4.3 Phase 3b: Montagelogistikgestaltung
Die Konzepte zur Gestaltung der Montagelogistik basieren insbesondere auf den Ansätzen der logistikorientierten Fabrikstruktur.718 Ziel ist sowohl die Gestaltung und Anordnung der Betriebsmittel als auch die störungsarme, flussorientierte Mate-rialflussgestaltung. Unter den Strategien zur Layoutgestaltung werden die Ansätze „Realisierung eines U-Layouts“, „Realisierung einer Inselmontage“, Realisierung eines flexiblen Montage-Layouts“, „Bildung von Fertigungssegmenten“ und „Reali-sierung eines Linienlayouts“ zusammengefasst. Strategien zur Materialflussoptimie-rung sind die „Minimierung von Schnittstellen im Montageablauf“, die „Realisie-rung des Prinzips One-Piece-Flow“, die „Parallelisierung von Montagetätigkeiten“ sowie die „Räumliche Konzentration von Betriebsmitteln“ (vgl. Abb. 4-17).
Auswahl der Montage-organisationsform
Montageorientierte Produktgestaltung Montagegestaltung
Phase 1 Phase 2 Phase 3
Zielorientierte Produkt- und Montagegestaltung
Phase 4
Phase 3b: Strategien und Konzepte zur Montagelogistikgestaltung
Strategien zur Materialflussoptimierung
• Minimierung von Schnittstellen im Montageablauf
• Realisierung des Prinzips One-Piece-Flow• Parallelisierung von Montagetätigkeiten • Räumliche Konzentration von Betriebsmitteln
Strategien zur Layoutgestaltung
• Realisierung eines U-Layouts• Realisierung einer Inselmontage• Realisierung eines flexiblen Montage-Layouts• Bildung von Fertigungssegmenten• Realisierung eines Linienlayouts
Abbildung 4-17: Strategien und Konzepte der Montagelogistikgestaltung
Die Layoutgestaltung befasst sich mit der Anordnung von Betriebsmitteln um die Erfordernisse der Montage optimal zu erfüllen. Sie hängt stark mit der Qualifizie-rung der Montagemitarbeiter zusammen. Ein großer Teil der Layoutkonzepte zur Steigerung der Montageflexibilität basiert neben dem Montagelayout auf dem Qua-lifizierungsgrad der Mitarbeiter. Bei der Realisierung eines U-Layouts werden die Montagemaschinen und -arbeitsplätze U-förmig in der Reihenfolge der Arbeits-schritte angeordnet.719 Dabei ist der Eingang und Ausgang der Teile aus der U-Linie auf derselben Seite, um die Realisierung des Pull-Prinzips zu unterstützen. In der Regel werden die Maschinen im äußeren Bereich platziert und die Arbeiter im Zent-rum beschäftigt. Die Montagemitarbeiter sollten zudem alle im U-Layout anfallen-den Montagearbeiten durchführen können. Durch die U-förmige Anordnung sowie 718 Vgl. Wildemann (2009i), S. 127 ff. 719 Vgl. Hartmann (2009), S. 580 und Konold/Reger (1997), S. 39 f.
198 Modell zur Konfiguration der Kleinserienmontage die Qualifizierung der Mitarbeiter kann die Anzahl der Montagemitarbeiter, die an einer U-Linie arbeiten, entsprechend dem Bedarf angepasst werden. Wenn ein Teil die U-Linie verlässt, wird das nächste Teil in das Layout geholt, wodurch immer eine konstante Zahl an Teilen in der Linie vorliegt. Vorteile des U-Layouts sind ei-ne einfache Material- und Werkzeughandhabung, geringerer Platzbedarf als bei konventionellen Layouts, eine Erhöhung der Personaleinsatzflexibilität und die Steigerung von Teamwork.720 Die Inselmontage basiert auf dem Organisationsprin-zip der Gruppenmontage.721 In der sogenannten Insel werden mehrere unterschied-liche Maschinen und Arbeitsstationen und häufig auch Vor- und Endmontagen für eine Produktfamilie zusammengefasst.722 Die Insel ist dabei weitestgehend autonom organisiert. Die Montageaufträge werden in die Insel gegeben und die Einhaltung des Fertigstellungstermins wird selbstständig durch die Mitarbeiter der Montagein-sel gesteuert.723 Vorteile der Montageinseln sind eine geringe Anzahl von Schnitt-stellen zu anderen Bereichen sowie ihre guten Flexibilitätseigenschaften, weshalb sie für die Kleinserienmontage geeignet sind.724 Nachteil sind die Dezentralisierung der Bereiche Kommunikation und Information sowie der hohe Qualifikationsbedarf der Mitarbeiter in der Insel. Zudem besteht ein erhöhtes Risiko von Produktivitäts-schwankungen. Unter einem flexiblen Montage-Layout versteht man eine Montage-einrichtung, mit der in beliebiger Reihenfolge unterschiedliche Produkte oder Pro-duktvarianten montiert werden können. Dies kann durch die Integration program-mierbarer Handhabungsgeräte, Füge- and Prüfeinrichtungen erreicht werden.725 Damit stehen flexible Montageanlagen in Konkurrenz zur manuellen Montage. Zur Realisierung eines flexiblen Montage-Layouts werden die Flexibilität unterstützen-de Betriebsmittel eingesetzt. Beispiele dafür sind leicht transportierbare, nicht orts-feste Montageanlagen und -aufbauten sowie programmierbare und/oder transpor-tierbare Roboter (z. B. Einarmroboter). Der Vorteil flexibler Montagemittel ist die hohe Anpassbarkeit an Nachfrageschwankungen.726 Die Nachteile automatisierter, flexibler Montage-Layouts sind der hohe Investitions- und Wartungsaufwand. Das Prinzip der Fertigungssegmentierung basiert darauf, die Produktion in überschauba-re eindeutig abgegrenzte Fertigungssegmente zu unterteilen. Die Unterteilung zielt dabei auf die Bildung von Produkt-, Markt und Produktionskombinationen ab. Ziel ist, dass nicht mehr alle Produkte eines Unternehmens mit unterschiedlichen strate-gischen Schwerpunkten die gleiche Produktion durchlaufen.727 Die Fertigungsseg-
720 Vgl. Hartmann (2009), S. 581 f. 721 Vgl. Schuh/Schmidt (2006), S. 131. 722 Vgl. Richter (2006), S. 104. 723 Vgl. Kämpf (2007), S. 80. 724 Vgl. Richter (2006), S. 105. 725 Vgl. Feldmann et al. (2004), S. 6. 726 Vgl. Feldmann et al. (2004), S. 6. 727 Vgl. Wildemann (2010h), S. 12 ff.
Modell zur Konfiguration der Kleinserienmontage 199 mentierung kann zudem als übergreifendes Konzept verstanden werden, welches Gestaltungsprinzipien wie beispielsweise die Flussoptimierung, selbststeuernde Re-gelkreise und die Selbstkontrolle der Qualität realisiert.728 Die positiven Wirkungen der Fertigungssegmentierung liegen in Bestands- und Flächenreduzierungen sowie in der Produktivitätssteigerung, der Verbesserung der Qualität und der Verkürzung von Durchlauf- und Lieferzeiten.729 Die Fertigungssegmentierung bezieht sich nicht nur auf die Fertigung, sondern sie bezieht auch die Montage mit ein, was für die Anwendung des Konzepts in der Montage spricht.730 Unter einem Montagelayout in Linie wird ein Layout verstanden, bei dem die einzelnen Arbeitsstationen linear hin-tereinander angeordnet sind.731 Die einzelnen Montagestationen sind dabei über ein Materialflusssystem verbunden und das zu montierende Produkt wird von Arbeits-station zu Arbeitsstation weitergegeben. Die Weitergabe kann manuell oder auto-matisiert erfolgen. Häufig geht ein Linien-Layout mit einer Fließbandmontage ein-her und es werden nur geringe Arbeitsumfänge an den Montageplätzen realisiert. Manuelle Montagesysteme sind in der Regel nicht als Linie organisiert, da der Ab-lauf innerhalb des Linienlayouts in der Regel einen festen Takt erfordert, um den durchgängigen Materialfluss sicherstellen zu können. Vorteile des Linienlayouts sind ein übersichtlicher Materialfluss und kurze Durchlaufzeiten.732 Allerdings liegt eine hohe Störanfälligkeit vor und die Flexibilität bezüglich Mengen und Varianten ist gering.
Die Strategien zur Materialflussoptimierung konzentrieren sich darauf, innerhalb der gewählten Montageorganisationsform und des Montagelayouts den Material-fluss zu verbessern. Dabei sind insbesondere die Ansätze von Relevanz, die dazu beitragen, die Flexibilitäts- und Zeitziele der Unternehmen zu unterstützen. Für den Begriff der Schnittstelle liegen in der Systemtheorie verschiedene Definitionen vor. Einerseits wird der verbindende Charakter einer Schnittstelle im Sinne einer Naht-stelle733 betont, auf der anderen Seite wird aber auch der trennende Charakter im Sinne eines Schnittes734 von Schnittstellen aufgezeigt. Eine Schnittstelle im Pro-zessablauf hat in der Regel einen trennenden Charakter und eine hohe Schnittstel-lendichte in den Prozessen ist nach WILDEMANN ein Komplexitätstreiber.735 Eine hohe Anzahl von Schnittstellen führt zu Doppel- und Mehrfachaktivitäten, zu einem Übermaß an Kontrollvorgängen und zu langen Berichtswegen im Prozessablauf. Diese Aktivitäten sind nicht wertschöpfend und ihre Reduzierung führt zu einer 728 Zu den Gestaltungsprinzipien der Fertigungssegmentierung vgl. Kap. 3.4.2 dieser Arbeit. 729 Vgl. Wildemann (2010h), S. 294 ff. 730
Vgl. Eversheim/Schenke/Warnke (1998), S. 40 f.
731 Vgl. Richter (2006), S. 102 und Konold/Reger (1997), S. 39 f. 732 Vgl. Richter (2006), S. 102. 733 Vgl. Wermeyer (1994), S. 6. 734 Vgl. Pfohl (2000), S. 310. 735 Vgl. Wildemann (1998a), S. 48 ff.

200 Modell zur Konfiguration der Kleinserienmontage Verbesserung der Kostenstruktur des Unternehmens. Zudem steigt mit der Anzahl der Schnittstellen die Störanfälligkeit des Prozesses.736 Ziel der Produktionspro-zessgestaltung muss folglich die Reduzierung von störanfälligen Schnittstellen sein. Das Konzept des One-Piece-Flow beschreibt ein Montagesystem, welches den Wechsel zwischen verschiedenen Produktkonfigurationen erlaubt. Der Grundge-danke besteht darin, dass alle Mitarbeiter die im Montagebereich anfallenden Arbei-ten beherrschen, diese verrichten und somit für den Gesamtprozess und das resultie-rende Produkt verantwortlich sind. Dabei sind mehrere Arbeitsplätze arbeitsteilig in der Montagelinie angeordnet. Der Mitarbeiter beginnt am ersten Arbeitsplatz und durchläuft die gesamte Linie, indem er sich mit dem Produkt von Arbeitsplatz zu Arbeitsplatz fortbewegt, bis er den letzten Arbeitsplatz erreicht hat.737 Dort wird das Produkt in der Regel geprüft und weitergegeben. Der Mitarbeiter geht an den ersten Arbeitsplatz zurück und startet seinen Prozess von neuem. Der Vorteil des Konzepts ist die hohe Selbstverantwortung der Mitarbeiter und dadurch eine hohe Mitarbei-terzufriedenheit und Montagequalität. Zudem werden Durchlaufzeiten und Bestände reduziert.738 Der Nachteil ist vor allem der hohe notwendige Qualifikationsaufwand der Mitarbeiter. Das Konzept der Parallelisierung von Montagetätigkeiten beruht auf der Idee, dass das gleichzeitige Arbeiten an Produkten zu einer Reduzierung von Durchlaufzeiten führt. Neben der (Varianten-)montage können Prüf- oder Testvor-gänge parallelisiert werden.739 Die Parallelisierung wird in der Kleinserienmontage insbesondere dann eingesetzt, wenn die Nachfrage steigt und eine Kapazitätserhö-hung notwendig wird. Voraussetzung für die Parallelisierung der Montagetätigkei-ten sind geeignete Arbeitsplätze, die den Mehraufwand tragen können.740 Der Vor-teil der Parallelisierung ist insbesondere die Erhöhung der Mengenflexibilität in der Montage. Die räumliche Konzentration von Betriebsmitteln in der Produktion ist eines der Gestaltungsprinzipien der Fertigungssegmentierung.741 Das Gestaltungs-prinzip kann jedoch auch für sich allein betrachtet zur Gestaltung der Montage her-angezogen werden. Ziel der räumlichen Konzentration von Betriebsmitteln in der Montage ist die Realisierung eines optimierten Materialflusses entweder in den ein-zelnen Fertigungssegmenten oder in auf andere Art abgegrenzten Bereichen der Montage. Das Ergebnis der räumlichen Konzentration von Betriebsmitteln ist eine Reduzierung der Wege in Zusammenhang mit der Optimierung des Informations-flusses in Folge räumlich enger Zusammenarbeit (beispielsweise ist Blickkontakt möglich).742 Dadurch ist eine Selbststeuerung der Mitarbeiter zu realisieren, was 736 Vgl. Erlach (2010), S. 130. 737 Vgl. Schlick/Bruder/Luczak (2010), S. 481. 738 Vgl. Schlick/Bruder/Luczak (2010), S. 481. 739 Vgl. Dahl (2009), S. 95. 740 Vgl. Lotter (2006b), S. 167 f. 741 Vgl. Wildemann (1998b), S. 334 f. 742 Vgl. Wildemann (1998b), S. 334 f.
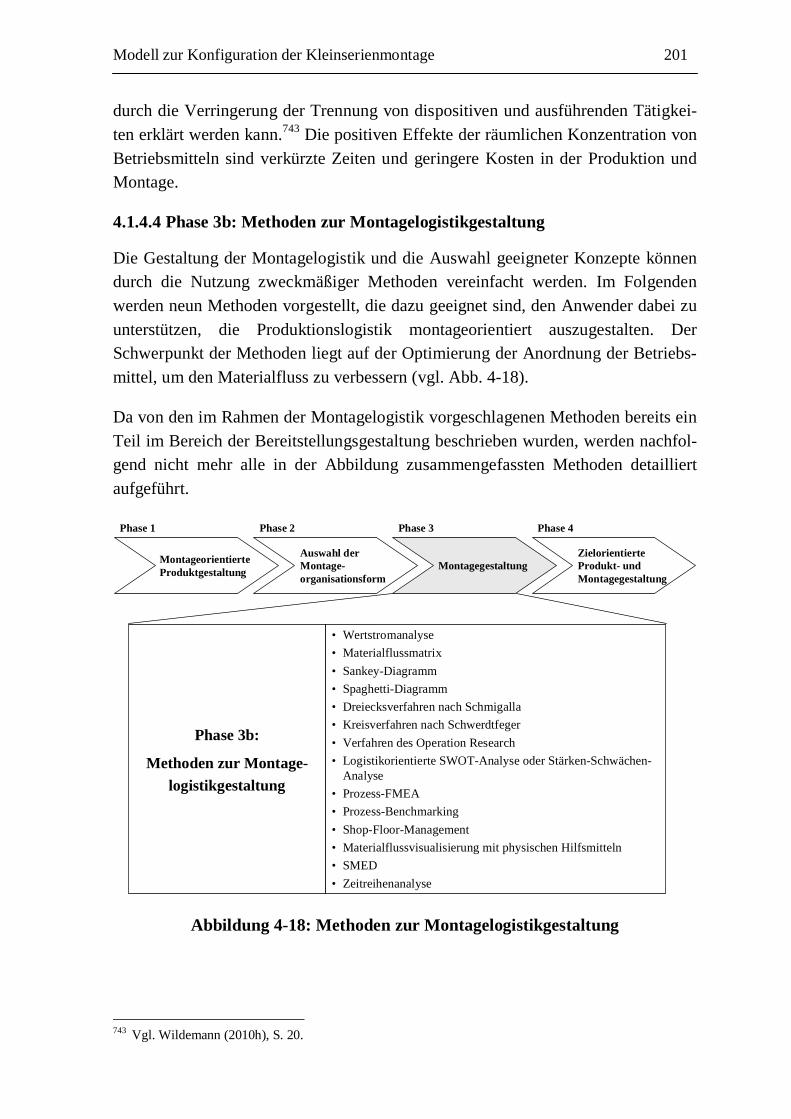
Modell zur Konfiguration der Kleinserienmontage 201 durch die Verringerung der Trennung von dispositiven und ausführenden Tätigkei-ten erklärt werden kann.743 Die positiven Effekte der räumlichen Konzentration von Betriebsmitteln sind verkürzte Zeiten und geringere Kosten in der Produktion und Montage.
4.1.4.4 Phase 3b: Methoden zur Montagelogistikgestaltung
Die Gestaltung der Montagelogistik und die Auswahl geeigneter Konzepte können durch die Nutzung zweckmäßiger Methoden vereinfacht werden. Im Folgenden werden neun Methoden vorgestellt, die dazu geeignet sind, den Anwender dabei zu unterstützen, die Produktionslogistik montageorientiert auszugestalten. Der Schwerpunkt der Methoden liegt auf der Optimierung der Anordnung der Betriebs-mittel, um den Materialfluss zu verbessern (vgl. Abb. 4-18).
Da von den im Rahmen der Montagelogistik vorgeschlagenen Methoden bereits ein Teil im Bereich der Bereitstellungsgestaltung beschrieben wurden, werden nachfol-gend nicht mehr alle in der Abbildung zusammengefassten Methoden detailliert aufgeführt.
Auswahl der Montage-organisationsform
Montageorientierte Produktgestaltung Montagegestaltung
Phase 1 Phase 2 Phase 3
Zielorientierte Produkt- und Montagegestaltung
Phase 4
• Wertstromanalyse• Materialflussmatrix • Sankey-Diagramm• Spaghetti-Diagramm• Dreiecksverfahren nach Schmigalla• Kreisverfahren nach Schwerdtfeger• Verfahren des Operation Research• Logistikorientierte SWOT-Analyse oder Stärken-Schwächen-
Analyse• Prozess-FMEA• Prozess-Benchmarking• Shop-Floor-Management• Materialflussvisualisierung mit physischen Hilfsmitteln• SMED• Zeitreihenanalyse
Phase 3b:
Methoden zur Montage-logistikgestaltung
Abbildung 4-18: Methoden zur Montagelogistikgestaltung
743 Vgl. Wildemann (2010h), S. 20.

202 Modell zur Konfiguration der Kleinserienmontage Das Sankey-Diagramm ist eine grafische Methode, die dazu dient, eine übersichtli-che grafische Darstellung von Material- und Informationsflüssen zu ermöglichen.744 Dazu werden die Flüsse (Menge je Zeiteinheit) als gerichtete Pfeile visualisiert. Die Pfeile werden zwischen den Strukturelementen (Knoten, Stationen) eingefügt, so-dass die Richtung des Flusses angezeigt wird. Die Breite eines Pfeils ist proportio-nal zur Größe des vom Pfeil abgebildeten Flusses.745 Die Materialflüsse sollen mög-lichst so gestaltet werden, dass Überschneidungen der Materialströme vermieden werden.746 Auf Basis der Visualisierung des Sankey-Diagramms ist es möglich, die mengenmäßig größten Materialflüsse in der Montage zu identifizieren, um darauf aufbauend diese Materialflüsse mit einer geeigneten Logistik auszugestalten.
Weite Laufwege der Mitarbeiter und uneffiziente Transportvorgänge treten in der Kleinserienmontage häufig auf. Das Spaghetti-Diagramm unterstützt den Anwender dabei, diese Wege zu analysieren und darzustellen.747 Das Ziel ist dabei die Analyse der Prozessstrukturen sowie das Aufzeigen der Anzahl der Wege und Entfernungen, die ein Mitarbeiter zurücklegt. Darauf aufbauend sollen Optimierungsansätze zur Verbesserung und Verringerung der Laufwege identifiziert werden. Bei der Durch-führung der Methode werden innerhalb eines bestimmten Zeitraums alle Wege, die ein Mitarbeiter zurücklegt, auf einem verkleinerten Abbild des betrachteten Layouts eingezeichnet. Es entsteht ein Bündel von Linien, deren grafische Darstellung Spa-ghetti auf einem Teller ähnelt.748 Die Länge des Wegs zwischen zwei Betriebsmit-teln wird mit der Anzahl, wie häufig der Weg gelaufen wird, multipliziert. Die Summe aus den derart ermittelten Produkten ist die Gesamtstrecke, die ein Mitar-beiter durchläuft. Die Vorteile dieser Methode sind die einfache und schnelle Um-setzbarkeit und die geringen Kosten bei der Durchführung. Der Nachteil ist, dass keine Erfassung unterschiedlicher Arbeitsweisen von Mitarbeitern erfolgt.
Beim Dreiecksverfahren nach Schmigalla handelt es sich um ein heuristisches Ver-fahren, mit dessen Hilfe auf Basis der Transportintensitäten zwischen den einzelnen Montageobjekten ein Layout entwickelt wird.749 Dazu erfolgt eine Auflistung aller am Montageablauf beteiligten Stationen, welche auch Lager- und Puffereinrichtun-gen beinhalten. Beim Dreieckverfahren müssen die Transportbeziehungen im Vor-feld bekannt sein. Die Betriebsmittel mit den höchsten Transportintensitäten zuei-nander werden in einem Dreiecksraster zu einem Layoutkern angeordnet. Zur Layoutentwicklung wird ein Dreiecksraster verwendet, auf dessen Knotenpunkten
744 Vgl. Kühn (2006), S. 168. 745 Vgl. Kühn (2006), S. 168. 746 Vgl. Pawellek (2008), S. 150. 747 Vgl. Erlach (2010), S. 210. 748 Vgl. Keller (2005), S. 348 f. 749 Vgl. Arnold/Furmans (2009), S. 291 f.

Modell zur Konfiguration der Kleinserienmontage 203 die ausgewählten Betriebsmittel angeordnet werden.750 Dies entspricht einer Anei-nanderreihung gleichseitiger Dreiecke, die sich zwar berühren, aber nicht über-schneiden.751 Der Vorteil ist einfache manuelle Anwendbarkeit der Methode. Es wird jedoch nur eine grobe Layoutstruktur erzeugt und die heuristische Vorgehens-weise führt nicht zwangsläufig zur besten Lösung.
Das Kreisverfahren nach Schwerdtfeger stellt ein grafisches Anordnungsverfahren dar, das aufgrund seines Aufbaus und seiner Funktionsweise ohne hohen Aufwand einzusetzen ist. Das Verfahren basiert auf der visuellen Anordnung der zu verwen-denden Struktureinheiten auf einem Kreis.752 Durch Vertauschen wird anschließend versucht, Einheiten, welche ein hohes Transportaufkommen untereinander aufwei-sen, möglichst nah beieinander anzuordnen. Dabei gibt die Linienstärke die Intensi-tät der Materialflussbeziehung wider.753 Ideal verlaufen am Ende des Verfahrens die transportintensiven Beziehungen nicht durch den Kreis, sondern tangential auf des-sen Umfang. Dadurch werden sowohl Durchlaufzeiten als auch Transportkosten reduziert. Nachteil der Methode ist, dass diese bei einer hohen Anzahl von Arbeits-stationen und Transportbeziehungen unübersichtlich wird und dadurch die Gefahr von Fehlentscheidungen steigt.
Operations Research basiert auf dem Entwurf mathematischer Modelle als reale Bilder zur Gestaltung und Steuerung von Systemen in Technik und Wirtschaft.754 Im Rahmen der Layoutgestaltung bezeichnen Verfahren des Operations Research übergreifend eine Gruppe von Methoden zur analytischen Ermittlung der Anord-nung der Betriebsmittel.755 Einzelne für den Bereich der Layoutgestaltung geeignete Methoden sind beispielsweise die Ungarische Methode oder das Branch-and-Bound-Verfahren. Die Verfahren des Operations Research zielen darauf ab, die op-timale Lösung für die in ein mathematisches Problem überführte Aufgabe zu ermit-teln. Die Lösung ist in Abhängigkeit vom Verfahren eine mathematisch optimale ganzzahlige Lösung oder eine Annäherung an eine optimale Lösung. Aufgrund des hohen Rechenaufwands ist zur Durchführung der Methoden in der Regel eine Rechnerunterstützung notwendig. Nachteilig ist zudem der hohe Einarbeitungsauf-wand zur Anwendung der Methoden.
750 Vgl. Arnold/Furmans (2009), S. 291. 751 Vgl. Hahn/Laßmann (1993), S. 296. 752 Vgl. Heinen (2008), S. 321. 753 Vgl. Grundig (2009), S. 166. 754 Vgl. Grundmann (2002), S. 9. 755 Zur Beschreibung der Verfahren des Operation Research vgl. Domschke/Drexl (2005), Tempelmeier
(2006) und Zimmermann/Stache (2001).

204 Modell zur Konfiguration der Kleinserienmontage Die Prozess-FMEA ist ein Instrument, das Einflussgrößen auf potenzielle Fehler in Leistungsprozessen aufdeckt und visualisiert.756 Schwerpunkt der Prozess-FMEA ist dabei die Ermittlung der Auswirkungen potenzieller Fehler auf die Prozesskosten sowie die Termineinhaltung. Die Erarbeitung der FMEA erfolgt in der Regel in ei-nem Team, das sich aus am Prozess beteiligten Mitarbeitern zusammensetzt. Durch die strukturierte Erfassung unter Verwendung eines standardisierten FMEA-Dokumentationsblattes werden Schwachstellen in den Montageprozessen aufge-deckt, die zu Fehlern führen könnten.757 Es werden die Wahrscheinlichkeit des Auf-tretens, die Bedeutung und die Entdeckungswahrscheinlichkeit des Fehlers ermittelt und zahlenmäßig bewertet. Aus den drei Werten wird die Risikoprioritätszahl, die die Schwere des Fehlers angibt, ermittelt. Im Team werden in Abhängigkeit vom Ergebnis geeignete Abstellmaßnahmen in Abhängigkeit erarbeitet. Mithilfe der FMEA ist es möglich, das in einem Unternehmen vorliegende Erfahrungswissen über Fehlerzusammenhänge und Qualitätseinflüsse auf systematische Weise zu sammeln und damit verfügbar zu machen.
Mit Shop-Floor-Management wird ein Konzept verstanden, welches auf der An-nahme basiert, dass ein Unternehmen erfolgreich ist, wenn bereits auf der untersten Hierarchieebene (Shop Floor) Selbstmanagement erfolgt.758 Mit dem Shop Floor werden die Bereiche, in denen die Wertschöpfung erfolgt, bezeichnet.759 Die Mitar-beiter werden durch Selbstverantwortung dazu motiviert, die Vorgänge mitzugestal-ten und sich eigenverantwortlich in die Prozesse einzubringen. Zur Steigerung der Kreativität und dem Verantwortungsbewusstsein der Mitarbeiter können Prozessda-ten, beispielsweise die produzierte Menge je Tag, auf Schautafeln visualisiert wer-den.760 Ziel ist eine hohe Transparenz, um den Mitarbeitern die Möglichkeit zu ge-ben, die Situation einzuschätzen. Vorteile des Shop-Floor-Managements sind die Steigerung der Selbstverantwortung der Mitarbeiter und damit die Hebung des Ver-besserungspotenzials am Shop Floor. Nachteilig ist, dass die Vorteile des Konzepts nur dann wirken, wenn die Mitarbeiter das Konzeptziel erkennen und sich aktiv einbringen.
Zur Unterstützung der Layout- und Materialflussgestaltung eignet sich der Einsatz von physischen Hilfsmitteln, wie beispielsweise Schiebelayouts oder Lego Serious Play. Die Unterstützung der Layoutplanung durch Probierverfahren kann durch das Schiebelayout erfolgen.761 Dabei werden Betriebsmittel und Anlagen mithilfe von
756 Vgl. Wildemann, H. (1997c), S. 28 f. 757 Vgl. Tietjen/Müller (2003), S. 26. 758 Vgl. Brunner (2008), S. 97. 759 Vgl. Peters (2009), S. 27 f. 760 Vgl. Brunner (2008), S. 98. 761 Vgl. Kettner/Schmidt/Greim (1984), S. 229.
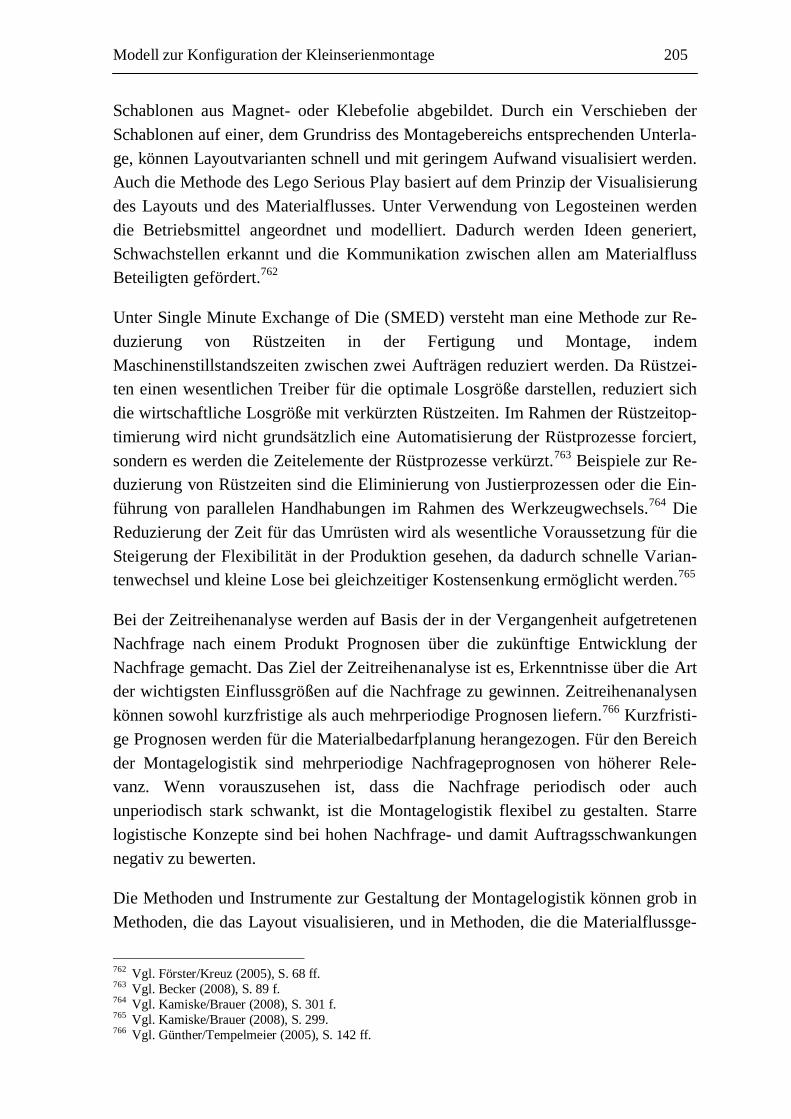
Modell zur Konfiguration der Kleinserienmontage 205 Schablonen aus Magnet- oder Klebefolie abgebildet. Durch ein Verschieben der Schablonen auf einer, dem Grundriss des Montagebereichs entsprechenden Unterla-ge, können Layoutvarianten schnell und mit geringem Aufwand visualisiert werden. Auch die Methode des Lego Serious Play basiert auf dem Prinzip der Visualisierung des Layouts und des Materialflusses. Unter Verwendung von Legosteinen werden die Betriebsmittel angeordnet und modelliert. Dadurch werden Ideen generiert, Schwachstellen erkannt und die Kommunikation zwischen allen am Materialfluss Beteiligten gefördert.762
Unter Single Minute Exchange of Die (SMED) versteht man eine Methode zur Re-duzierung von Rüstzeiten in der Fertigung und Montage, indem Maschinenstillstandszeiten zwischen zwei Aufträgen reduziert werden. Da Rüstzei-ten einen wesentlichen Treiber für die optimale Losgröße darstellen, reduziert sich die wirtschaftliche Losgröße mit verkürzten Rüstzeiten. Im Rahmen der Rüstzeitop-timierung wird nicht grundsätzlich eine Automatisierung der Rüstprozesse forciert, sondern es werden die Zeitelemente der Rüstprozesse verkürzt.763 Beispiele zur Re-duzierung von Rüstzeiten sind die Eliminierung von Justierprozessen oder die Ein-führung von parallelen Handhabungen im Rahmen des Werkzeugwechsels.764 Die Reduzierung der Zeit für das Umrüsten wird als wesentliche Voraussetzung für die Steigerung der Flexibilität in der Produktion gesehen, da dadurch schnelle Varian-tenwechsel und kleine Lose bei gleichzeitiger Kostensenkung ermöglicht werden.765
Bei der Zeitreihenanalyse werden auf Basis der in der Vergangenheit aufgetretenen Nachfrage nach einem Produkt Prognosen über die zukünftige Entwicklung der Nachfrage gemacht. Das Ziel der Zeitreihenanalyse ist es, Erkenntnisse über die Art der wichtigsten Einflussgrößen auf die Nachfrage zu gewinnen. Zeitreihenanalysen können sowohl kurzfristige als auch mehrperiodige Prognosen liefern.766 Kurzfristi-ge Prognosen werden für die Materialbedarfplanung herangezogen. Für den Bereich der Montagelogistik sind mehrperiodige Nachfrageprognosen von höherer Rele-vanz. Wenn vorauszusehen ist, dass die Nachfrage periodisch oder auch unperiodisch stark schwankt, ist die Montagelogistik flexibel zu gestalten. Starre logistische Konzepte sind bei hohen Nachfrage- und damit Auftragsschwankungen negativ zu bewerten.
Die Methoden und Instrumente zur Gestaltung der Montagelogistik können grob in Methoden, die das Layout visualisieren, und in Methoden, die die Materialflussge-
762 Vgl. Förster/Kreuz (2005), S. 68 ff. 763 Vgl. Becker (2008), S. 89 f. 764 Vgl. Kamiske/Brauer (2008), S. 301 f. 765 Vgl. Kamiske/Brauer (2008), S. 299. 766 Vgl. Günther/Tempelmeier (2005), S. 142 ff.
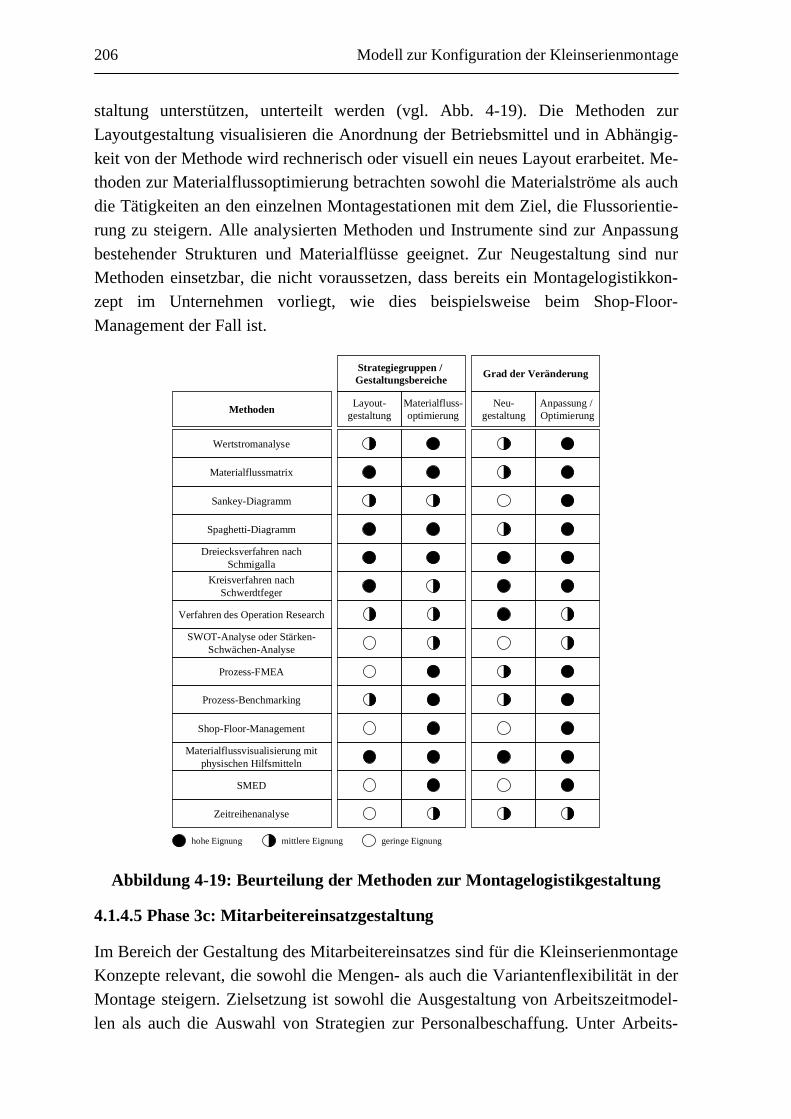
206 Modell zur Konfiguration der Kleinserienmontage staltung unterstützen, unterteilt werden (vgl. Abb. 4-19). Die Methoden zur Layoutgestaltung visualisieren die Anordnung der Betriebsmittel und in Abhängig-keit von der Methode wird rechnerisch oder visuell ein neues Layout erarbeitet. Me-thoden zur Materialflussoptimierung betrachten sowohl die Materialströme als auch die Tätigkeiten an den einzelnen Montagestationen mit dem Ziel, die Flussorientie-rung zu steigern. Alle analysierten Methoden und Instrumente sind zur Anpassung bestehender Strukturen und Materialflüsse geeignet. Zur Neugestaltung sind nur Methoden einsetzbar, die nicht voraussetzen, dass bereits ein Montagelogistikkon-zept im Unternehmen vorliegt, wie dies beispielsweise beim Shop-Floor-Management der Fall ist.
hohe Eignung geringe Eignungmittlere Eignung
Methoden Layout-gestaltung
Materialfluss-optimierung
Strategiegruppen / Gestaltungsbereiche
Neu-gestaltung
Anpassung / Optimierung
Grad der Veränderung
Wertstromanalyse
Materialflussmatrix
Sankey-Diagramm
Spaghetti-Diagramm
Dreiecksverfahren nach Schmigalla
Kreisverfahren nach Schwerdtfeger
Verfahren des Operation Research
SWOT-Analyse oder Stärken-Schwächen-Analyse
Prozess-FMEA
Prozess-Benchmarking
Shop-Floor-Management
Materialflussvisualisierung mit physischen Hilfsmitteln
SMED
Zeitreihenanalyse
Abbildung 4-19: Beurteilung der Methoden zur Montagelogistikgestaltung
4.1.4.5 Phase 3c: Mitarbeitereinsatzgestaltung
Im Bereich der Gestaltung des Mitarbeitereinsatzes sind für die Kleinserienmontage Konzepte relevant, die sowohl die Mengen- als auch die Variantenflexibilität in der Montage steigern. Zielsetzung ist sowohl die Ausgestaltung von Arbeitszeitmodel-len als auch die Auswahl von Strategien zur Personalbeschaffung. Unter Arbeits-
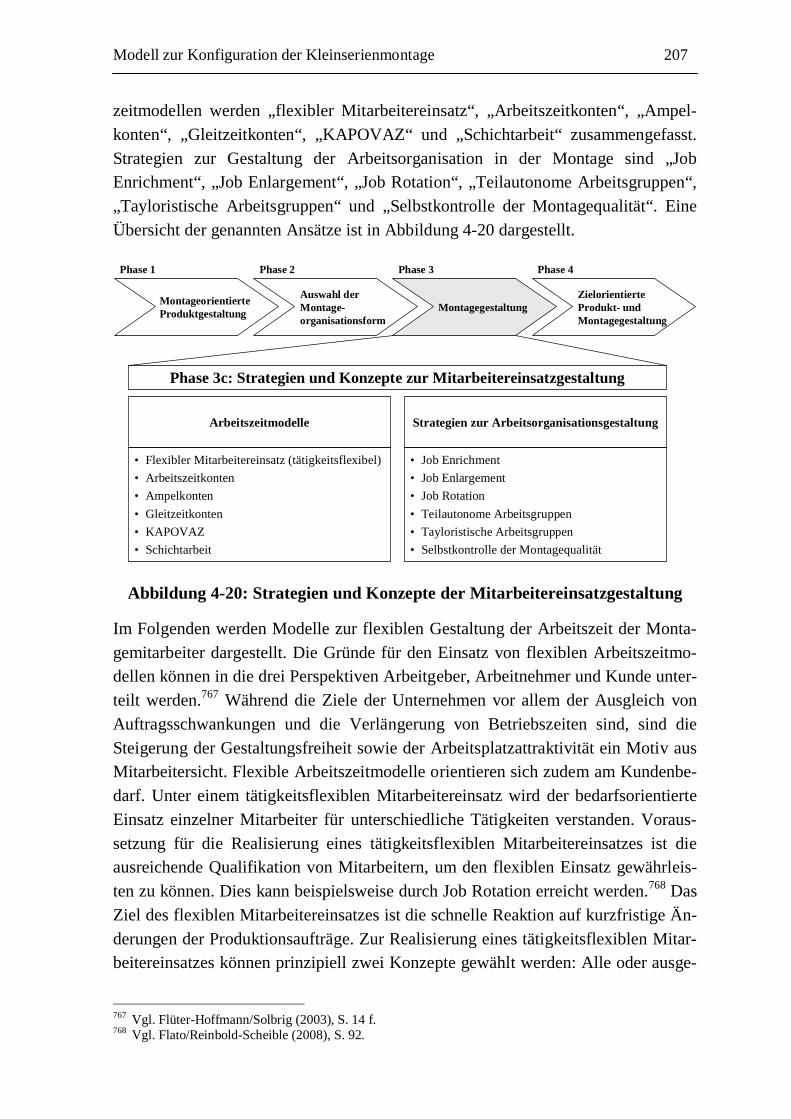
Modell zur Konfiguration der Kleinserienmontage 207 zeitmodellen werden „flexibler Mitarbeitereinsatz“, „Arbeitszeitkonten“, „Ampel-konten“, „Gleitzeitkonten“, „KAPOVAZ“ und „Schichtarbeit“ zusammengefasst. Strategien zur Gestaltung der Arbeitsorganisation in der Montage sind „Job Enrichment“, „Job Enlargement“, „Job Rotation“, „Teilautonome Arbeitsgruppen“, „Tayloristische Arbeitsgruppen“ und „Selbstkontrolle der Montagequalität“. Eine Übersicht der genannten Ansätze ist in Abbildung 4-20 dargestellt.
Auswahl der Montage-organisationsform
Montageorientierte Produktgestaltung Montagegestaltung
Phase 1 Phase 2 Phase 3
Zielorientierte Produkt- und Montagegestaltung
Phase 4
Phase 3c: Strategien und Konzepte zur Mitarbeitereinsatzgestaltung
Strategien zur ArbeitsorganisationsgestaltungArbeitszeitmodelle
• Job Enrichment• Job Enlargement• Job Rotation• Teilautonome Arbeitsgruppen• Tayloristische Arbeitsgruppen• Selbstkontrolle der Montagequalität
• Flexibler Mitarbeitereinsatz (tätigkeitsflexibel)• Arbeitszeitkonten• Ampelkonten• Gleitzeitkonten• KAPOVAZ• Schichtarbeit
Abbildung 4-20: Strategien und Konzepte der Mitarbeitereinsatzgestaltung
Im Folgenden werden Modelle zur flexiblen Gestaltung der Arbeitszeit der Monta-gemitarbeiter dargestellt. Die Gründe für den Einsatz von flexiblen Arbeitszeitmo-dellen können in die drei Perspektiven Arbeitgeber, Arbeitnehmer und Kunde unter-teilt werden.767 Während die Ziele der Unternehmen vor allem der Ausgleich von Auftragsschwankungen und die Verlängerung von Betriebszeiten sind, sind die Steigerung der Gestaltungsfreiheit sowie der Arbeitsplatzattraktivität ein Motiv aus Mitarbeitersicht. Flexible Arbeitszeitmodelle orientieren sich zudem am Kundenbe-darf. Unter einem tätigkeitsflexiblen Mitarbeitereinsatz wird der bedarfsorientierte Einsatz einzelner Mitarbeiter für unterschiedliche Tätigkeiten verstanden. Voraus-setzung für die Realisierung eines tätigkeitsflexiblen Mitarbeitereinsatzes ist die ausreichende Qualifikation von Mitarbeitern, um den flexiblen Einsatz gewährleis-ten zu können. Dies kann beispielsweise durch Job Rotation erreicht werden.768 Das Ziel des flexiblen Mitarbeitereinsatzes ist die schnelle Reaktion auf kurzfristige Än-derungen der Produktionsaufträge. Zur Realisierung eines tätigkeitsflexiblen Mitar-beitereinsatzes können prinzipiell zwei Konzepte gewählt werden: Alle oder ausge-
767 Vgl. Flüter-Hoffmann/Solbrig (2003), S. 14 f. 768 Vgl. Flato/Reinbold-Scheible (2008), S. 92.

208 Modell zur Konfiguration der Kleinserienmontage wählte Montagemitarbeiter sind in allen anfallenden Montagetätigkeiten eines defi-nierten Montagebereichs (z. B. Montageinsel) geschult oder alle beziehungsweise ausgewählte Montagemitarbeiter sind dahin gehend qualifiziert, dass sie alle anfal-lenden Montagetätigkeiten innerhalb eines definierten Montagebereichs (z. B. Mon-tageinsel) sowie Tätigkeiten anderer Montagebereiche (z. B. zweite Montageinsel) durchführen können. Im Gegensatz zu zeitflexiblen Ansätzen eignet sich der tätig-keitsflexible Mitarbeitereinsatz insbesondere für Unternehmen mit kurzfristigen Änderungen am zu montierenden Produktprogramm. Im Rahmen des Arbeitszeit-kontenmodells wird auf schriftliche oder elektronische Weise die tatsächlich geleis-tete Arbeit eines Mitarbeiters erfasst und mit der vertraglich zu leistenden Arbeits-zeit verrechnet.769 Wenn der Arbeitnehmer mehr gearbeitet hat, als vertraglich not-wendig ist, weist das Arbeitszeitkonto ein Guthaben auf, ansonsten ein Defizit. Ar-beitszeitkonten basieren auf der Grundidee, dass in Zeiten mit einem hohen Ar-beitsaufkommen Arbeitnehmer mehr arbeiten und diese Mehrarbeit auf einem Kon-to sammeln können. Bei einem geringeren Arbeitsaufkommen im Betrieb können die Arbeitnehmer dieses Guthaben wieder aufbrauchen und ihre Arbeitszeit reduzie-ren. Arbeitszeitkonten ermöglichen sowohl die Reaktion auf schwankende Auf-tragslagen als auch eine hohe Produktivität und Kosteneffizienz.770 Durch die Reali-sierung von Arbeitszeitkonten können saisonal schwankende Nachfragesituationen abgefedert und unproduktive Leerzeiten vermieden werden. Zudem wird eine ge-genseitige Vertrauenskultur im Unternehmen aufgebaut. Ampelkonten bilden eine Erweiterung des Arbeitszeitkontenmodells.771 Im Rahmen des Ampelkontenmodells wird ein Warnsystem eingerichtet, wenn der Ausgleich des Arbeitszeitkontos nicht in dem vorgesehenen Zeitrahmen erfolgt.772 Die Handlungsbedarfe der Mitarbeiter sind in Abhängigkeit von der vom Stundensaldo abhängigen Ampelphase, in der sich der Mitarbeiter befindet, verschieden.773 In der sogenannten Grünphase be-stimmt der Mitarbeiter seine Arbeitszeit unter Berücksichtigung der betrieblichen Anforderungen eigenverantwortlich. In der Gelbphase informiert der Mitarbeiter seinen Vorgesetzten und gemeinsam werden die Maßnahmen zur Erreichung Grün-phase abgestimmt. Dies kann durch Freizeitausgleich oder zusätzliche Arbeitszeiten erfolgen. In der Rotphase vereinbart der Vorgesetzte mit dem Mitarbeiter Maßnah-men und den Zeitrahmen, um die Grünphase zu erreichen. Die Stundenangaben, wann Gelb- und Rotphasen einsetzen, sind unternehmensindividuell. Aufgrund der Flexibilisierungsmöglichkeiten eignen sich Ampelkonten insbesondere für saisonal
769 Vgl. Esser (2007), S. 49. 770 Vgl. Flüter-Hoffmann/Solbrig (2003), S. 26 f. 771 Vgl. Trautwein (2009), S. 48. 772 Vgl. Flüter-Hoffmann/Solbrig (2003), S. 28 f. 773 Vgl. Brödner/Katter (1999), S. 200.

Modell zur Konfiguration der Kleinserienmontage 209 oder projektbezogen stark schwankende Arbeitszeiten.774 Der Einsatz von Gleitzeit-konten ist ein klassischer und weitverbreiteter Ansatz zur Flexibilisierung der Ar-beitszeit.775 Das Prinzip der Gleitzeit beruht dabei auf einer flexiblen Arbeitszeitver-teilung. Es wird zwischen einfacher und qualifizierter Gleitzeit unterschieden.776 Bei der einfachen Gleitzeit liegt die tägliche Arbeitszeit fest und der Arbeitnehmer kann Beginn und Ende der Tagesarbeit innerhalb definierter Grenzen frei wählen. Im Rahmen der qualifizierten Gleitzeit ist es dem Arbeitnehmer möglich, über die Dauer und die Lage der Tagesarbeit zu entscheiden. Eine wesentliche Vorausset-zung für die Realisierung des Gleitzeitmodells sind geeignete Arbeitsprozesse.777 In Unternehmen mit Fließfertigung und Anwesenheitspflicht kann das Modell nicht realisiert werden. Zudem ist in der Regel eine elektronische Erfassung der Zeit not-wendig, um die Anwesenheitszeiten zu überprüfen. In der Kleinserienmontage eig-net sich Gleitzeit insbesondere bei stark schwankenden Aufträgen. Die Anwesenheit wird dabei jedoch nicht allein durch den Arbeitnehmer, sondern durch die Menge und Art der anfallenden Montagetätigkeiten bestimmt. Zudem darf die Leistungser-stellung nicht, wie bei der Fließbandarbeit, gekoppelt sein, da dann Springer benö-tigt werden.778 Unter der Abkürzung KAPOVAZ wird das auf der Grundlage von Abrufarbeit basierende Arbeitszeitmodell „kapazitätsorientierte variable Arbeits-zeit“ verstanden. KAPOVAZ beruht auf dem Prinzip der Ableistung einer im Um-fang fest vereinbarten Arbeitszeit auf Abruf.779 Der Arbeitnehmer arbeitet nur dann, wenn seine Arbeitsleistung im Unternehmen benötigt wird.780 Im Extremfall ist da-mit für die Mitarbeiter eine ständige Arbeitsbereitschaft verbunden. In produzieren-den Unternehmen geht man in der Regel von einem starren Arbeitszeitsystem mit festen Arbeitszeiten aus. Für bestimmte befristete Perioden im Rahmen einer Ar-beitszeitflexibilisierung wird jedoch die variable Arbeitszeit realisiert. Der Arbeit-geber kann die Dauer der geleisteten Arbeitszeit seiner Mitarbeiter flexibel an den jeweiligen Bedarf anpassen und damit beispielsweise auf saisonale Schwankungen reagieren. Gegenüber der klassischen Variante der Teilzeitarbeit ermöglicht diese Form der Abrufarbeit eine erheblich höhere Flexibilität des Arbeitgebers.781 Schichtarbeit liegt vor, wenn die betriebliche Arbeitszeit in mehrere Zeitabschnitte mit versetzten Anfangszeiten unterteilt wird.782 Dabei wird ein Arbeitsplatz von mehreren sich abwechselnden Arbeitnehmern genutzt. Die Betriebszeit wird damit in verschiedene Schichten, wie beispielsweise in Früh-, Spät- und Nachtschicht, un- 774 Vgl. Trautwein (2009), S. 48. 775 Vgl. Haubrock/Öhlschlegel-Haubrock (2009), S. 164. 776 Vgl. Flüter-Hoffmann/Solbrig (2003), S. 28. 777 Vgl. Haubrock/Öhlschlegel-Haubrock (2009), S. 165. 778 Vgl. Trautwein (2009), S. 47. 779 Vgl. Schuh/Schultes-Jaskolla/Stitzel (2001), S. 124. 780 Vgl. Flüter-Hoffmann/Solbrig (2003), S. 42 ff. 781 Vgl. Trautwein (2009), S. 81. 782 Vgl. Flüter-Hoffmann/Solbrig (2003), S. 44 f.

210 Modell zur Konfiguration der Kleinserienmontage terteilt. In der Montage von Industriebetrieben sind in der Regel maximal Drei-schichtbetriebe realisiert. Wird in einem Unternehmen Schichtarbeit durchgeführt, muss nach den gesetzlichen Regelungen des Arbeitszeitgesetzes (ArbZG) ein Schichtplan erstellt werden. Da die Schichtarbeit aufgrund der Arbeitszeiten für den Arbeitnehmer sowohl aus gesundheitlichen als auch sozialen Gründen mit Nachtei-len verbunden ist, ist die hohe Wirtschaftlichkeit und Flexibilität des Arbeitszeit-modells ein Grund für den Einsatz in vielen produzierenden Unternehmen.783
Die Personalkapazität kann sowohl quantitativ durch Personalbeschaffung als auch qualitativ durch Aus- und Weiterbildung an die Anforderungen in der Montage an-gepasst werden.784 Im Rahmen der Arbeitsorganisation erfolgt die Aus- und Weiter-bildung in Teilen durch die Realisierung geeigneter Konzepte. Nachfolgend werden in der Praxis häufig eingesetzte Strategien in der Montage aufgezeigt und charakte-risiert. Job Enrichment ist ein qualitativer Ansatz zur Aufgabenerweiterung und damit Arbeitsbereicherung der Tätigkeiten eines Mitarbeiters.785 Dies entspricht ei-ner Übertragung von Kompetenzen und motivierenden Tätigkeiten auf den Mitar-beiter. Es werden ihm beispielsweise Aufgaben der Kontrolle und Planung zugeteilt und die Trennung von leitenden und ausführenden Arbeiten wird in Teilen aufgeho-ben.786 Der Vorteil des Ansatzes ist, dass die steigende Verantwortung zu einer Verminderung der Monotonie und einer steigenden Arbeitszufriedenheit führt.787 Zudem entwickelt sich der Mitarbeiter weiter und kann sich weiterbilden. Gegebe-nenfalls auftretende Unzufriedenheit bei Überforderung und die Notwendigkeit von Fortbildungen sind die Nachteile dieses Ansatzes.788 Das Konzept des Job Enlargement beinhaltet eine quantitative Erweiterung der Aufgaben der Montage-mitarbeiter. Dies bedeutet, dass die bereits vorliegenden Tätigkeiten einer Arbeits-stelle um ähnliche Aufgaben ergänzt und damit die Arbeitsumfänge erweitert wer-den.789 Zielsetzung des Konzepts ist eine Reduzierung der Monotonie durch wech-selnde Arbeitsaufgaben ohne die Anforderungen an den Mitarbeiter wesentlich zu erhöhen.790 Vorteile des Job Enlargement sind eine Steigerung der Mitarbeiterzu-friedenheit und damit einer höhere Arbeitsquantität und -qualität. Einen Nachteil kann die Überforderung durch die neuen Aufgaben darstellen.791 Im Rahmen des Ansatzes Job Rotation tauschen Mitarbeiter in einem vorgegebenen Rhythmus und
783 Vgl. Böck (2002), S. 131, Flüter-Hoffmann/Solbrig (2003), S. 45 und Trautwein (2009), S. 87. 784 Vgl. Voigt (2008), S. 472. 785 Vgl. Ulich/Groskurth/Bruggemann (1973), S. 65 f. 786 Vgl. Steinmann/Schreyöpp (2000), S. 515 f. 787 Vgl. Olfert/Steinbuch (1999), S. 206. 788 Vgl. Olfert/Steinbuch (1999), S. 206. 789 Vgl. Lindner-Lohmann/Lohmann/Schirmer (2008), S. 79. 790 Vgl. Sheriff (1970), S. 70. 791 Vgl. Lindner-Lohmann/Lohmann/Schirmer (2008), S. 79.

Modell zur Konfiguration der Kleinserienmontage 211 für einen begrenzten Zeitraum ihre Arbeitsplätze.792 Das Ziel ist die Erweiterung der Arbeitsaufgaben der Mitarbeiter und damit die Reduzierung von Monotonie am Arbeitsplatz. Neben der Mitarbeitermotivation durch eine Erweiterung der Arbeiten ist ein Vorteil des Konzepts, dass die an verschiedenen Arbeitsplätzen geschulten Mitarbeiter flexibel eingesetzt werden können.793 Nachteilig ist, dass die Ziele einer Humanisierung der Arbeit durch mehr Entscheidungsspielraum nicht erreicht wer-den und der Mitarbeiter gegebenenfalls durch die Vielzahl der Tätigkeiten überfor-dert wird. Unter teilautonomen Arbeitsgruppen werden Gruppen mit bis zu 15 Mit-gliedern verstanden, die dauerhaft zusammenarbeiten und ein Produkt weitestge-hend eigenverantwortlich erstellen.794 Ziele der Arbeitsgruppen sind sowohl eine Steigerung der Produktivität als auch der Mitarbeiterzufriedenheit, indem die Auf-gaben neben den operativen Tätigkeiten um Planung, Organisation, Steuerung und Kontrolle erweitert werden. Da die Mitarbeiter einer Gruppe in der Regel nahezu alle anfallenden Aufgaben übernehmen können, trägt Gruppenarbeit zudem zu einer erhöhten Personalflexibilität bei.795 Schwächere Gruppenmitglieder können jedoch gegebenenfalls nur ungenügend gefördert und infolge des Gruppendrucks demoti-viert werden. Beim Prinzip der tayloristischen Arbeitsgruppe werden die Mitarbei-ter zu einer Gruppe zusammengefasst, wobei im Extremfall eine Aufgaben- und Funktionsintegration sowie eine auf Höherqualifizierung ausgerichtete Arbeits-platzgestaltung nicht angestrebt werden.796 Vielmehr werden Hierarchien, Arbeits-teilung und Fremdsteuerung forciert.797 Zielsetzung des Prinzips ist eine hohe Ar-beitsintensität der Mitarbeiter. In der Praxis findet häufig eine mitarbeiterorientierte modifiziert tayloristische Gruppenarbeit statt. Die tayloristische Gruppenarbeit eig-net sich insbesondere für die Serienproduktion von standardisierten Produkten mit einer langen Produktlebensdauer.798 Bei steigenden Anforderungen an die Flexibili-tät zeigen sich teilautonome Gruppen als deutlich geeigneter. Wie die räumliche Konzentration der Betriebsmittel ist auch die Selbstkontrolle der Qualität durch die Mitarbeiter nach WILDEMANN eines der Gestaltungsprinzipien der Fertigungs-segmentierung.799 Das Prinzip der Selbstkontrolle der Qualität beruht auf dem Kon-zept der Eigenverantwortlichkeit der Mitarbeiter. Die Realisierung der Selbstkon-trolle der Qualität führt zu einer Reduzierung von separaten Prüfstellen mit ausge-bildeten Mitarbeitern zur Überprüfung der Montagequalität. Insbesondere die Kom-
792 Vgl. Mentzel (2005), S. 188. 793 Vgl. Oechsler (2006), S. 310. 794 Vgl. Schlick/Bruder/Luczak (2010), S. 527. 795 Vgl. Wildemann (2010n), S. 31. 796 Vgl. Kieser (2006), S. 128. 797 Vgl. Syska (2006), S. 151. 798 Vgl. Gerst (2004), S. 100. 799 Vgl. Wildemann (1998b), S. 340.

212 Modell zur Konfiguration der Kleinserienmontage bination der Selbstprüfung mit Qualitätsregelkarten führt zu hohen Erfolgen.800 Durch die Anwendung des Prinzips werden sowohl Personalkosten als auch Trans-portaufwände reduziert und die Durchlaufzeiten in der Montage verringert.801 Vo-raussetzung für die Selbstkontrolle der Montagequalität sind ausreichend prüf-freundlich gestaltete Montageobjekte, um die positiven Effekte realisieren zu kön-nen.802
4.1.4.6 Phase 3c: Methoden zur Mitarbeitereinsatzgestaltung
Die Auswahl geeigneter Konzepte zur Mitarbeitereinsatzgestaltung können durch die Nutzung geeigneter Methoden vereinfacht werden. Im Folgenden werden sieben Methoden beschrieben, die dazu geeignet sind, den Anwender dabei zu unterstüt-zen, den Mitarbeitereinsatz in der Montage effizient zu gestalten (vgl. Abb. 4-21). Bei der Auswahl der Methoden wurden die Vorgehensweisen zur Personalkapazi-tätsplanung und -einsatzplanung nicht berücksichtigt, da diese einen Teilbereich der Produktionsplanung und -steuerung darstellen.
Auswahl der Montage-organisationsform
Montageorientierte Produktgestaltung Montagegestaltung
Phase 1 Phase 2 Phase 3
Zielorientierte Produkt- und Montagegestaltung
Phase 4
• Quantitative Methoden zur Personalbedarfsermittlung• Qualitative Methoden zur Personalbedarfsermittlung• Methods-Time-Measurement• Multimomentaufnahme• REFA Zeitaufnahme• Schnittstellenanalyse• Funktions- und Leistungsanalyse
Phase 3c:
Methoden zur Mitarbeiter-einsatzgestaltung
Abbildung 4-21: Methoden zur Mitarbeitereinsatzgestaltung
Im Rahmen der quantitativen Personalbedarfsermittlung wird die Zahl der Mitarbei-ter identifiziert, die für die Erfüllung der gestellten Aufgabe relevant sind. Aus-gangspunkt ist dabei in produzierenden Unternehmen der Absatz- oder Produkti-onsplan.803 Zur Ermittlung des quantitativen Personalbedarfs werden sowohl Schätzverfahren als auch Kennzahlenmethoden eingesetzt.804 Beim Einsatz von Schätzverfahren werden Experten und Führungskräfte befragt, um aus Analogien den quantitativen Bedarf von Mitarbeitern zu bestimmen. Die Einzelurteile werden
800 Vgl. Geiger/Kotte (2008), S. 490 f. 801 Vgl. Wildemann (2009), S. 134. 802 Vgl. Spur/Stöferle (1986), S. 601 f. 803 Vgl. Hentze/Kammel (2001), S. 202. 804 Vgl. Kolb (2002), S. 80 ff.

Modell zur Konfiguration der Kleinserienmontage 213 bewertet und darauf aufbauend wird ein Gesamturteil gebildet. Der Vorteil des Ver-fahrens ist die Einfachheit der Durchführung, der Nachteil ist die hohe Untersicher-heit des geschätzten Ergebnisses.805 Den Kennzahlenmethoden liegen demgegen-über in der Regel objektive Daten zugrunde, die jedoch nach Detaillierungsgrad und Anzahl der Daten variieren.806 Auf Basis der vorliegenden oder erhobenen Daten wird mithilfe von Rechenmodellen oder statistischen Analysen die Anzahl der Mit-arbeiter bestimmt. Nachteil der Kennzahlenmethoden ist der hohe Aufwand zur Er-hebung und Auswertung der Daten. Vorteil gegenüber den Schätzverfahren ist die höhere Vorhersagegenauigkeit.807
Nachfolgend werden zwei relevante qualitative Methoden zur Ermittlung des Brut-topersonalbedarfs vorgestellt. Der Bruttopersonalbedarf ist dabei der Bedarf an Mit-arbeitern, der zur Erstellung der geforderten Leistung notwendig ist.808 Die beiden Methoden basieren jeweils auf Flussdiagrammen, wobei das Planungsschema nach DRUMM die Fähigkeiten, über die ein Mitarbeiter verfügen sollte, visualisiert.809 Das zudem vorgestellte LPI-Schema stellt demgegenüber einen Leitfaden dar, der zur qualitativen Personalplanung bei technischen Innovationen eingesetzt wird.810 Beim Vorgehen nach DRUMM werden ausgehend von der Ausgangssituation eines variablen Umfelds zunächst Szenarien zukünftiger Aufgaben gebildet und darauf aufbauend werden zukünftige Leistungen definiert.811 Im Anschluss daran werden die zur Leistungserstellung notwendigen Aufgaben ermittelt und sinnvoll gebündelt. Im letzten Schritt wird die Arbeitsmenge für die zu besetzende Stelle geschätzt. Die zweite hier vorgestellte Methode zur qualitativen Personalbedarfsermittlung ist das LPI-Schema, welches zur Ermittlung des Qualifikationsbedarfs für bestehende und zukünftige Arbeitssysteme eingesetzt werden kann.812 Auf Basis von Aussagen von Stelleninhabern, Vorgesetzten und Planern werden Abschätzungen der zukünftigen, aufgrund der Innovation relevanten, Aufgaben getroffen und Anforderungsprofile erstellt. Anforderungen können in der Montage beispielsweise Maschinen- oder Verfahrenkenntnisse darstellen.813 Vorteil der Methoden ist, dass im Ergebnis ein Aufgabenprofil für die Tätigkeiten vorliegt, wohingegen jedoch keine quantitativen Aussagen bezüglich der Anzahl von beispielsweise für die Erfüllung der Aufgabe notwendigen Mitarbeitern getroffen werden können.
805 Vgl. Boden (2005), S. 41. 806 Vgl. Lindner-Lohmann/Lohmann/Schirmer (2008), S. 30. 807 Vgl. Haubrock/Öhlschlegel-Haubrock (2009), S. 61. 808 Vgl. Stock-Homburg (2008), S. 75 f. 809 Vgl. Lindner-Lohmann/Lohmann/Schirmer (2008), S. 26 ff. 810 Vgl. Lindner-Lohmann/Lohmann/Schirmer (2008), S. 28. 811 Vgl. Drumm (2005), S. 241 ff. 812 Vgl. Lindner-Lohmann/Lohmann/Schirmer (2008), S. 28. 813 Vgl. Sonntag/Heun/Schaper (1989), S. 95 ff.

214 Modell zur Konfiguration der Kleinserienmontage Das Verfahren Methods-Time-Measurement (MTM) wird zur Ermittlung von Vor-gabezeiten ermitteln. Der Zeitbedarf des Mitarbeiters für die Durchführung der Be-wegungsabläufe wird empirisch erhoben und strukturiert erfasst.814 Die Gesamtzeit für einen Arbeitsvorgang wird durch die Addition der auszuführenden Grundbewe-gungen ermittelt. Die Grundbewegungen werden dabei in drei Gruppen zusammen-gefasst: Elementarbewegungen (Bewegen, Drehen), zusammengesetzte Bewegun-gen (Einführen, Lösen) und Hilfsbewegungen (Drücken, Augenbewegungen). Alle analysierten Bewegungen sind dabei manuell. Vorteil der Methode ist die Möglich-keit, auf Basis der voraussichtlichen Bewegungsabläufe die Montageplanung durch-führen und dabei auch ergonomische und arbeitswirtschaftliche Verbesserungen berücksichtigen zu können.815 Ursprünglich lag der Einsatzbereich der Methode insbesondere in der Planung der Massenproduktion. Zunehmend wird die Methode jedoch auch in der Kleinserienmontage eingesetzt.
Die Multimomentaufnahme ist eine statistische Methode zur Ermittlung von Ist-Zeitdaten, mit deren Hilfe Vorgangsdauern und Vorgangshäufigkeiten erfasst wer-den sollen.816 Dabei werden Merkmale und Tätigkeiten stichprobenartig in zufälli-gen Zeitabständen aufgezeichnet. Mit einer ausreichend großen Stichprobe kann dabei eine statistische Sicherheit von bis zu 95 Prozent erreicht werden.817 Erfasst werden dabei Nutzungszeiten von Maschinen und Anlagen, Tätigkeits- und Verteilzeiten, Lagerbestände, Tätigkeiten und Materialbewegungen. Die Dokumen-tation erfolgt mit einem Beobachtungsbogen, auf dem die zu dem jeweiligen Beo-bachtungszeitpunkt ausgeführten Tätigkeiten dokumentiert werden. Vorteil der Me-thode ist die statistisch nachgewiesene Aussagekraft des Ergebnisses, die mit gerin-gem Aufwand zu erreichen ist.818 Allerdings erfordert die Multimomentaufnahme einen hohen Vorbereitungsaufwand. Es müssen Arbeitsplätze, Personen und die Beobachtungsmerkmale definiert sowie die Beobachtungsreihenfolge festgelegt werden.819 Zudem sind die bis zu 500 Beobachtungen durchzuführen und auszuwer-ten.
Die REFA-Zeitaufnahme dient der Ermittlung von Soll-Zeiten für Tätigkeiten aus der Aufnahme von Ist-Zeiten. Die Soll-Zeiten werden dabei aus den erfassten Be-zugsmengen, Einflussgrößen und Ist-Zeiten einzelner Ablaufabschnitte ermittelt.820 Der REFA-Verband hat dazu eine Vorgehensweise systematisiert, die sich aus acht
814 Vgl. Syska (2006), S. 99. 815 Vgl. Konold/Reger (2003), S. 123 f und Schlick/Bruder/Luczak (2010), S. 701. 816 Vgl. Schlick/Bruder/Luczak (2010), S. 673 f. 817 Vgl. Eversheim/Schuh (1996), S. 9 ff. 818 Vgl. Schlick/Bruder/Luczak (2010), S. 688. 819 Vgl. Buchhop (2008), S. 24. 820 Vgl. Geitner, (1995), S. 102 f.

Modell zur Konfiguration der Kleinserienmontage 215 Schritten zusammensetzt.821 Nach der Festlegung des Verwendungszwecks der Zeitaufnahme werden die Zeitaufnahmen vorbereitet und es erfolgt die Auswahl zwischen Fortschritts- und Einzelzeitmessung. Im Anschluss daran werden das Zeitmessgerät und der Zeitaufnahmebogen ausgewählt. Darauf folgt die Beschrei-bung der Arbeitsaufgabe, des Verfahrens, der Arbeitsmethode und der Arbeitsbe-dingungen. Erst dann wird die Zeitaufnahme durchgeführt, wobei für jeden Arbeits-ablaufschritt die Ist-Zeit gemessen wird. Die Ergebnisse werden schließlich im letz-ten Schritt ausgewertet. Die Zeitaufnahme nach REFA ist eine in der Praxis häufig angewendete Methode zur Zeitdatenermittlung.822 Ihre Vorteile liegen in der flexib-len Einsetzbarkeit, der einfachen Erlernbarkeit und dem Erkennen von Optimie-rungsmöglichkeiten durch das detaillierte Beobachten der Arbeitsabläufe.823 Nach-teile sind die geringe Objektivität und der eingeschränkte Einsatzbereich auf spezi-fische Abläufe, weshalb ihr Einsatz zur leistungsbezogenen Entgeltermittlung nicht geeignet ist.824 Zudem kann die Methode nicht für die Neugestaltung eingesetzt werden, da sie bestehende Prozesse fordert.
Mithilfe einer Schnittstellenanalyse werden die organisatorischen Schnittstellen im betrachteten Logistikprozess aufgezeigt, um den Leistungsaustausch an den Schnitt-stellen zu verbessern. Eine Verbesserung kann durch eine Vereinfachung, eine Be-schleunigung oder eine Automatisierung der Tätigkeiten an der Schnittstelle erreicht werden. Zur Erstellung der Schnittstellenübersicht wird eine Liste erstellt, in der die Schnittstellen für den betrachteten Prozess aufgelistet werden. Es wird jeweils be-schrieben, was an der jeweiligen Schnittstelle übergeben wird und wie die Übergabe erfolgt.825 Die Schnittstellenanalyse kann erweitert werden, indem man die Schnitt-stellen unter Verwendung einer Skala bewertet, um die Leistungserfüllung an der Schnittstelle beurteilen zu können.826 Auf Basis der Ergebnisse sind die Schnittstel-len zu optimieren, indem beispielsweise Service-Level-Agreements implementiert werden.
Die Funktions- und Leistungsanalyse ist eine Methode, deren Ziel die Schaffung von Transparenz über die im Unternehmen durchgeführten Aufgaben darstellt. Ziel-setzung ist neben der Verifizierung der Kapazitätsverwendungen für die Hauptpro-zesse die Identifikation von Handlungsbedarf für die Geschäftsprozessoptimierung
821 Vgl. Schlick/Bruder/Luczak (2010), S. 673 f. 822 In einer Umfrage des Instituts für angewandte Arbeitswissenschaft gaben von 58 befragten Unternehmen
50% an, dass sie ihre Zeitdaten in der Regel mit der REFA-Methode ermitteln, vgl. hierzu Baszenski (2003).
823 Vgl. Schlick/Bruder/Luczak (2010), S. 672. 824 Vgl. Schlick/Bruder/Luczak (2010), S. 675. 825 Vgl. Wagner/Patzak (2007), S. 152 f. 826 Vgl. Schneider/Geiger/Scheuring (2008), S. 135 f.
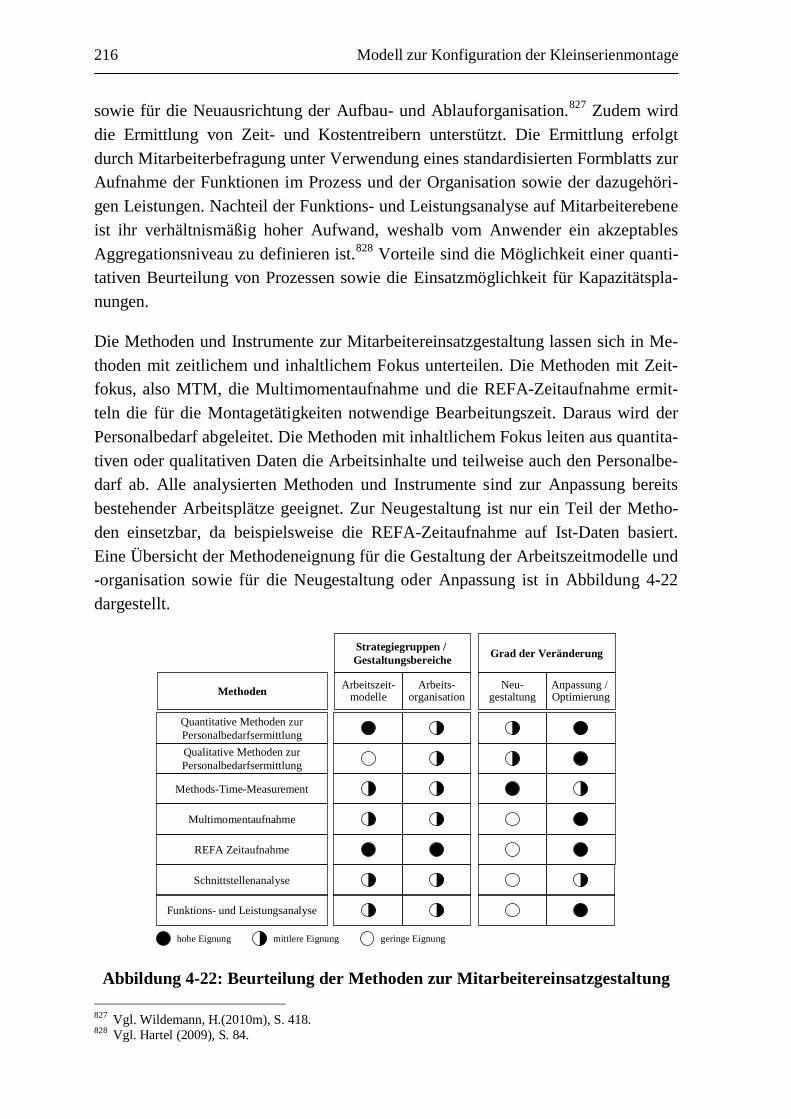
216 Modell zur Konfiguration der Kleinserienmontage sowie für die Neuausrichtung der Aufbau- und Ablauforganisation.827 Zudem wird die Ermittlung von Zeit- und Kostentreibern unterstützt. Die Ermittlung erfolgt durch Mitarbeiterbefragung unter Verwendung eines standardisierten Formblatts zur Aufnahme der Funktionen im Prozess und der Organisation sowie der dazugehöri-gen Leistungen. Nachteil der Funktions- und Leistungsanalyse auf Mitarbeiterebene ist ihr verhältnismäßig hoher Aufwand, weshalb vom Anwender ein akzeptables Aggregationsniveau zu definieren ist.828 Vorteile sind die Möglichkeit einer quanti-tativen Beurteilung von Prozessen sowie die Einsatzmöglichkeit für Kapazitätspla-nungen.
Die Methoden und Instrumente zur Mitarbeitereinsatzgestaltung lassen sich in Me-thoden mit zeitlichem und inhaltlichem Fokus unterteilen. Die Methoden mit Zeit-fokus, also MTM, die Multimomentaufnahme und die REFA-Zeitaufnahme ermit-teln die für die Montagetätigkeiten notwendige Bearbeitungszeit. Daraus wird der Personalbedarf abgeleitet. Die Methoden mit inhaltlichem Fokus leiten aus quantita-tiven oder qualitativen Daten die Arbeitsinhalte und teilweise auch den Personalbe-darf ab. Alle analysierten Methoden und Instrumente sind zur Anpassung bereits bestehender Arbeitsplätze geeignet. Zur Neugestaltung ist nur ein Teil der Metho-den einsetzbar, da beispielsweise die REFA-Zeitaufnahme auf Ist-Daten basiert. Eine Übersicht der Methodeneignung für die Gestaltung der Arbeitszeitmodelle und -organisation sowie für die Neugestaltung oder Anpassung ist in Abbildung 4-22 dargestellt.
hohe Eignung geringe Eignungmittlere Eignung
Methoden Arbeitszeit-modelle
Arbeits-organisation
Strategiegruppen / Gestaltungsbereiche
Neu-gestaltung
Anpassung / Optimierung
Grad der Veränderung
Quantitative Methoden zur PersonalbedarfsermittlungQualitative Methoden zur Personalbedarfsermittlung
Methods-Time-Measurement
Multimomentaufnahme
REFA Zeitaufnahme
Schnittstellenanalyse
Funktions- und Leistungsanalyse
Abbildung 4-22: Beurteilung der Methoden zur Mitarbeitereinsatzgestaltung 827 Vgl. Wildemann, H.(2010m), S. 418. 828 Vgl. Hartel (2009), S. 84.
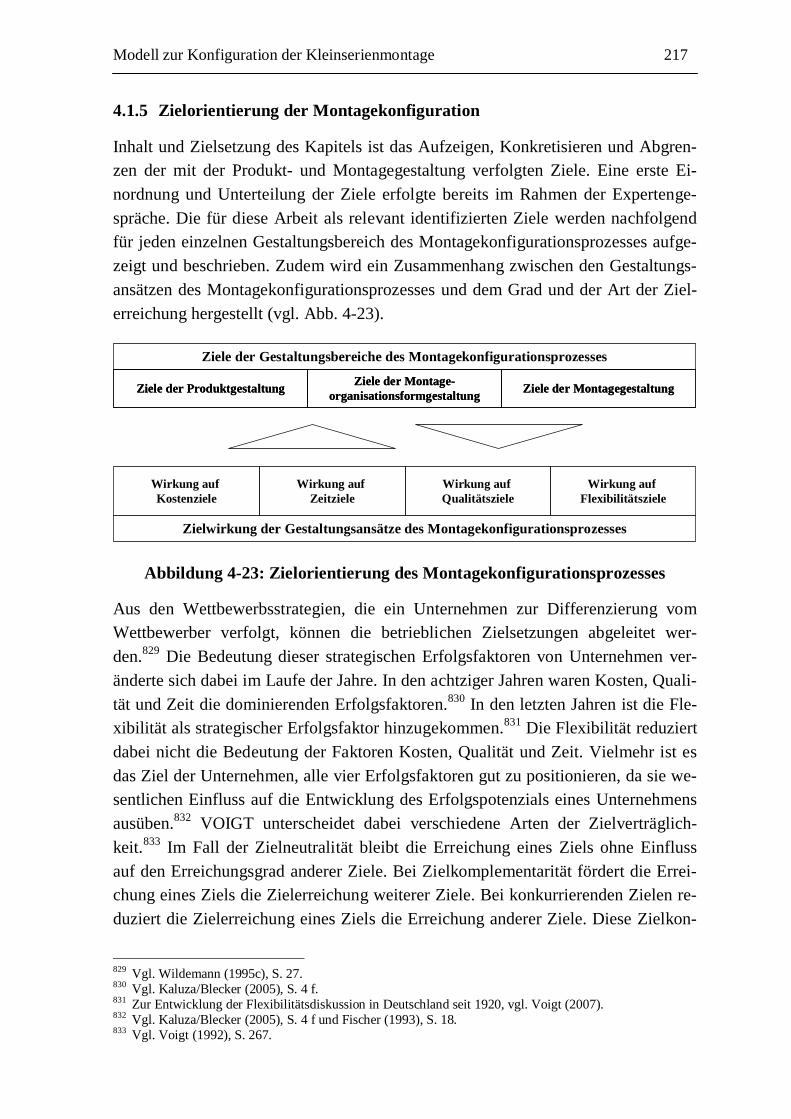
Modell zur Konfiguration der Kleinserienmontage 217 4.1.5 Zielorientierung der Montagekonfiguration
Inhalt und Zielsetzung des Kapitels ist das Aufzeigen, Konkretisieren und Abgren-zen der mit der Produkt- und Montagegestaltung verfolgten Ziele. Eine erste Ei-nordnung und Unterteilung der Ziele erfolgte bereits im Rahmen der Expertenge-spräche. Die für diese Arbeit als relevant identifizierten Ziele werden nachfolgend für jeden einzelnen Gestaltungsbereich des Montagekonfigurationsprozesses aufge-zeigt und beschrieben. Zudem wird ein Zusammenhang zwischen den Gestaltungs-ansätzen des Montagekonfigurationsprozesses und dem Grad und der Art der Ziel-erreichung hergestellt (vgl. Abb. 4-23).
Ziele der Gestaltungsbereiche des Montagekonfigurationsprozesses
Ziele der Produktgestaltung Ziele der Montage-organisationsformgestaltung Ziele der MontagegestaltungZiele der Produktgestaltung Ziele der Montage-organisationsformgestaltung Ziele der Montagegestaltung
Wirkung auf Kostenziele
Wirkung auf Zeitziele
Wirkung auf Qualitätsziele
Wirkung auf Flexibilitätsziele
Zielwirkung der Gestaltungsansätze des Montagekonfigurationsprozesses
Abbildung 4-23: Zielorientierung des Montagekonfigurationsprozesses
Aus den Wettbewerbsstrategien, die ein Unternehmen zur Differenzierung vom Wettbewerber verfolgt, können die betrieblichen Zielsetzungen abgeleitet wer-den.829 Die Bedeutung dieser strategischen Erfolgsfaktoren von Unternehmen ver-änderte sich dabei im Laufe der Jahre. In den achtziger Jahren waren Kosten, Quali-tät und Zeit die dominierenden Erfolgsfaktoren.830 In den letzten Jahren ist die Fle-xibilität als strategischer Erfolgsfaktor hinzugekommen.831 Die Flexibilität reduziert dabei nicht die Bedeutung der Faktoren Kosten, Qualität und Zeit. Vielmehr ist es das Ziel der Unternehmen, alle vier Erfolgsfaktoren gut zu positionieren, da sie we-sentlichen Einfluss auf die Entwicklung des Erfolgspotenzials eines Unternehmens ausüben.832 VOIGT unterscheidet dabei verschiedene Arten der Zielverträglich-keit.833 Im Fall der Zielneutralität bleibt die Erreichung eines Ziels ohne Einfluss auf den Erreichungsgrad anderer Ziele. Bei Zielkomplementarität fördert die Errei-chung eines Ziels die Zielerreichung weiterer Ziele. Bei konkurrierenden Zielen re-duziert die Zielerreichung eines Ziels die Erreichung anderer Ziele. Diese Zielkon-
829 Vgl. Wildemann (1995c), S. 27. 830 Vgl. Kaluza/Blecker (2005), S. 4 f. 831 Zur Entwicklung der Flexibilitätsdiskussion in Deutschland seit 1920, vgl. Voigt (2007). 832 Vgl. Kaluza/Blecker (2005), S. 4 f und Fischer (1993), S. 18. 833 Vgl. Voigt (1992), S. 267.

218 Modell zur Konfiguration der Kleinserienmontage flikte erfordern es, dass die verfolgten Ziele in eine auf der Bedeutung der Ziele für das Unternehmen basierenden Rangfolge gebracht werden.834
GÄLWEILER definiert das Erfolgspotenzial eines Unternehmens als das Gefüge der jeweils produkt- und marktspezifischen, erfolgrelevanten Voraussetzungen, die erfüllt sein müssen, wenn der Erfolg realisiert werden soll.835 FISCHER bezeichnet alle Faktoren, die als Voraussetzung des Erfolgs diesen direkt beeinflussen, als stra-tegische Erfolgsfaktoren, die zum Markterfolg beitragen.836 Die montageorientierte Gestaltung der Produkte und Prozesse bildet für Unternehmen einen Baustein zur Unterstützung bei der Erzielung der strategischen Erfolgsfaktoren und damit der Erreichung der Unternehmensziele. Für den operativen sowie taktischen Betrach-tungsbereich der Montage müssen die Ziele heruntergebrochen werden, um hand-lungsleitend wirken zu können.837 Die von den strategischen Erfolgsfaktoren abge-leiteten, mit der Montagegestaltung verfolgten, miteinander konkurrierenden Ziele unterteilt HACKSTEIN in Zeit-, Kosten-, Qualitäts- und Flexibilitätsziele.838 Eine Konkretisierung der produktionsbezogenen Unternehmensziele erfolgt bei SCHULZE und BULLINGER/FÄHNRICH/THINES, wobei als zentrale Ziele eine hohe Termintreue, kurze Durchlaufzeiten und geringe Bestände genannt werden.839 Die Unterteilung der Ziele in Kosten-, Zeit-, Flexibilitäts- und Qualitätsziele bildet die Grundlage für die Zieldiskussion im Rahmen dieser Arbeit.
Die Produktgestaltung ist bereits seit Anfang des 20. Jahrhunderts ein Ansatz zur unternehmerischen Zielerreichung, wobei die wesentlichen Ziele einen zeit-, quali-täts- und kostenbezogenen Fokus aufweisen. Da sich die Ziele der Produktgestal-tung im Zeitverlauf geändert haben, wird nachfolgend ein kurzer Überblick über die Entwicklung der Ziele gegeben:840 Die Ziele der Produktgestaltung waren ursprüng-lich funktionaler Natur und gingen dann in Kostenziele über. Produkte sollten nach Ende des Zweiten Weltkrieges möglichst kostengünstig und gering im Materialver-brauch sein. In den 60er Jahren wurde es immer wichtiger, dass Produkte montage- und wartungsgünstig sind und spätestens seit den 70er Jahren spielt die Flexibilität bei der Produktgestaltung eine wichtige Rolle. Die zeitliche Komponente wurde im Laufe der Zeit dadurch berücksichtigt, dass Produkte prozessbezogen gestaltet wur-den. Ziel war, dass das Produkt den Produktionsprozess ohne Hindernisse durch-läuft. Zur Erreichung des Ziels einer wirtschaftlichen und kostengünstigen Montage
834 Vgl. Voigt (1992), S. 268 f.. Heinen spricht dabei auch von den Haupt- und Nebenzielen eines Unter-
nehmens, vgl. Heinen (1966), S. 107 ff. 835 Vgl. Gälweiler (1990), S. 26. 836 Vgl. Fischer (1993), S. 18. 837 Vgl. Voigt (2008), S. 51. 838 Vgl. Hackstein (1984), S. 17 f. 839 Vgl. Schulze (1989), S. 320 ff und Bullinger/Fähnrich/Thines (1992), S. 4 ff. 840 Vgl. Helfrich (2002), S. 80 f.

Modell zur Konfiguration der Kleinserienmontage 219 ist eine geeignete Produktgestaltung von Relevanz. Die Reduzierung von Montage-kosten durch eine montageorientierte Produktgestaltung basiert auf dem Prinzip ei-ner Kostenverringerung durch die Reduzierung von aufwändigen Montagetätigkei-ten. Kosten in der Montage werden beispielweise durch die Fügeeigenschaften der Bauteile beeinflusst. Kosten entstehen aber auch durch schwer handhabbare Monta-geteile.841 Derartige Montagekosten können etwa durch eine transportorientierte Produktgestaltung verringert werden, da dadurch unter anderem Organisationsfor-men im Fließprinzip realisiert werden können. Das Hauptziel der montageorientier-ten Ausgestaltung des Produktprogramms ist bei UNGEHEUER die Steigerung der Wirtschaftlichkeit eines Unternehmens.842 Indirekt wird die Wirtschaftlichkeit durch kürzere Durchlaufzeiten der Produktmontage und der damit verbundenen Produktionssteigerungsmöglichkeit erhöht. Zudem wirkt sich eine Verbesserung der Kapazitätsauslastung durch flexible Produktstrukturen positiv auf die Wirtschaft-lichkeit aus.843 Die Ziele der Gestaltung des Produktordnungssystems sind in Teilen mit denen des Variantenmanagements identisch. Das Variantenmanagement fordert ein hohes Maß an Kundenvarianten in Kombination mit einem gleichzeitig geringen Mehraufwand in der Produktion.844 Die Reduzierung der Montagekosten ist ein wei-teres Ziel der Produktprogrammrealisierung. Es soll dabei die Verbindung einer möglichst hohen äußeren Vielfalt mit einer möglichst geringen inneren Varianz verwirklicht werden. Dies wird durch eine späte Variantenbildung im Produktions-prozess erreicht.845 Durch eine im Produktionsprozess möglichst späte Varianten-bildung werden zudem die monetären Verluste in der Kleinserienfertigung durch den Wegfall von Mengenrabatten oder Zuschlagskosten aufgefangen.846 Die späte Variantenbildung reduziert somit auf der einen Seite Kosten und steigert auf der anderen Seite auch die Flexibilität in der Montage. Die Steigerung der Montagequa-lität ist ein weiteres Ziel der montageorientierten Produktgestaltung. Der Grundge-danke des Konzepts ist, dass Produkte nicht erst durch Nacharbeiten die erforderli-che Qualität erreichen sollen, sondern dass die Qualität im Rahmen der Produktent-stehung realisiert wird. Eine montageorientierte Produktgestaltung führt zu einer geringen Fehleranzahl bei der Montage der Bauteile. Dies wird beispielsweise durch eine orientierungsfreundliche Bauteilgestaltung erreicht, da dadurch Montagen mit falscher Orientierung vermieden werden. Auch eine prüf- und testfreundliche Bau-teilgestaltung erhöht die Montagequalität. Einfach und teilweise bereits durch den Montagemitarbeiter zu prüfende Verbindungen reduzieren neben der Qualitätsstei-
841 Vgl. Ehrlenspiel/Kiewert/Lindemann (2007), S. 276 ff. 842 Vgl. Ungeheuer (1986), S. 44. 843 Vgl. Ungeheuer (1986), S. 44 f. 844 Vgl. Große-Heitmeyer/Wiendahl (2004b), S. 35 ff. 845 Vgl. Große-Heitmeyer/Wiendahl (2004b), S. 36 f. 846 Vgl. Lingnau (1994), S. 149 ff.
220 Modell zur Konfiguration der Kleinserienmontage gerung Kosten und Zeit.847 Die Produktordnungssystemgestaltung beinhaltet die Ausgestaltung von vorprüfbaren Baugruppen. Die Gefahr, dass Bauteile, die die Qualitätsanforderung nicht erfüllen, zeitaufwändig montiert werden, reduziert sich durch eine Vorprüfbarkeit. Auch die Realisierung von austauschbaren Baugruppen erhöht die Gesamtproduktqualität.848 Fehlerhafte Baugruppen können ausgetauscht werden, ohne dass das gesamte Bauteil beschädigt wird. Die montageorientierte Ge-staltung der Produkte hat zudem die Reduzierung von Durchlauf- und Fügezeiten zum Ziel.849 Die Fügezeit ist die Zeit, die dafür benötigt wird, um zwei Bauteile zu verbinden. Die Verringerung der Fügezeiten bei der Montage eines Produkts führt zu einer Reduzierung von Bearbeitungs- und damit auch von Durchlaufzeiten im Montageprozess. Mit Durchlaufzeit in der Montage wird die Zeit von Beginn der Montagetätigkeiten bis zum letzten Montageschritt verstanden. Zur Erreichung der Zeitziele liegt der Fokus der montageorientierten Produktgestaltung auf der Unter-stützung des Monteurs bei der Montage. Als Beispiel für eine zeitorientierte Pro-duktgestaltung sind das Vermeiden von unnötig engen Toleranzen und die Integra-tion von Einführschrägen in die zu montierenden Bauteile zu nennen.850 Auch die Produktordnungssystemgestaltung hat einen hohen Einfluss auf die Durchlaufzeit. Die Reduzierung der Teilevarianz und der Teileanzahl sowie die Produktmodulari-sierung sind Beispiele zur zeitorientierten Produktordnungssystemgestaltung. Auch die Verlegung des Variantenbestimmungspunkts ans Ende der Wertschöpfungskette kann zu einer Durchlaufzeitreduzierung beitragen.851 Die Flexibilität als weiteres Montagegestaltungsziel kann ebenfalls durch eine geeignete Produktgestaltung er-höht werden. Flexibilität bedeutet im Rahmen der montageorientierten Produktge-staltung in kleinen Serien, dass die zu montierenden Produkte schnell und ohne zu-sätzlichen Umrüst- oder Einarbeitungsaufwand variiert werden können. Die Ver-meidung von vielen verschiedenen Abmessungen und eine hohe Wiederholhäufig-keit von Einzelteilen bei der Gestaltung der Produkte reduzieren den genannten Aufwand in der Montage.852 Ein Ziel der Produktgestaltung ist in Unternehmen mit einer hohen Automatisierung des Produktionsprozesses die automatisierungsgerech-te Produktgestaltung.853 Da der Betrachtungsfokus der Arbeit auf der nicht ver-meidbaren manuellen Montage liegt, wird die automatisierungsgerechte Produktge- 847 Vgl. Adam (1998), S. 78 ff. 848 Vgl. Ungeheuer (1986), S. 44 ff. 849 Vgl. Abele/Brungs (2010), S. 194 - 199. 850 Vgl. Konold/Reger (2003), S. 5 ff. 851 Vgl. Wildemann (1998b), S. 294 ff. 852 Vgl. Firchau et al. (2002), S. 62. 853 Ziel der automatisierungsgerechten Gestaltung ist die Ausgestaltung von Teilen, sodass eine Automatisie-
rung der Herstellung mit einem möglichst geringen Aufwand möglich ist. Dazu werden die geometri-schen Formen, Abmessungen, Toleranzen und technologischen Verfahren unter Berücksichtigung ihrer Eignung für die Automatisierung ausgewählt. Ziel der automatisierungsgerechten Gestaltung sind eine möglichst kurze Dauer der Montageschritte und niedrige Fixkosten bei gleichbleibender Qualität. Vgl. hierzu Hesse (2006b), S. 48.

Modell zur Konfiguration der Kleinserienmontage 221 staltung im weiteren Verlauf nicht separat betrachtet. Die Flexibilitätsziele einer montagegerechten Produktordnungssystemgestaltung forcieren eine Produktstruk-tur, die eine häufige Wiederverwendbarkeit und eine hohe Austauschbarkeit von Baugruppen realisiert. Die Bildung und Umsetzung von Varianten des Produkts soll ohne hohen zusätzlichen Aufwand möglich sein.854 Diese Ziele können beispiels-weise durch die Entwicklung und den Einsatz von Baugruppen und Module erreicht werden. Die Bildung von Produktfamilien wirkt sich zudem positiv auf die Monta-geflexibilität aus. Je größer die Ähnlichkeit der Produkte einer Montagefamilie ist, desto leichter sind die technischen Anforderungen an das Montagesystem zu reali-sieren.855
Die Auswahl der Montageorganisation determiniert in hohem Maße die zu realisie-renden Konzepte und Gestaltungsmöglichkeiten im Montageablauf. Jede der Mon-tageorganisationsformen ist dabei für die Erreichung unterschiedlicher Gestaltungs-ziele gut geeignet. Die Reduzierung der Durchlaufzeit durch die Reduzierung von Wartezeiten und die Realisierung einer hohen Liefertreue sind Ziele der Montage-organisationsformgestaltung. Durch die Änderung von Baustellen- zur Gruppen-montage konnte im Werkzeugmaschinenbau die Durchlaufzeit beispielsweise auf etwa die Hälfte des ursprünglichen Werts reduziert werden.856 Die Prinzipien der Fließfertigung sind im Besonderen auf eine Reduzierung der Durchlaufzeit hin aus-gelegt. Aufgrund ihrer hohen Störanfälligkeit ist die Termintreue ohne den Einsatz von Ausgleichsmaßnahmen jedoch nicht immer sichergestellt.857 Ein weiteres Ziel der Montageorganisationsformgestaltung ist die Sicherstellung der Kapazitätsflexi-bilität. In Märkten mit schwankender Nachfrage ist es wichtig, dass die Montage flexibel auf die Marktsituation reagieren kann. Diese Mengenflexibilität ist durch geeignete Montageorganisationsformen, wie beispielsweise die Gruppenmontage, zu erreichen.858 Zudem kann durch flexiblen Mitarbeitereinsatz die Mengenausbrin-gung variiert werden. Neben dem Ziel der Mengenflexibilität ist die Flexibilität be-züglich Typen und Varianten eines der Ziele, die mit der Montageorganisations-formgestaltung verfolgt werden und beispielsweise durch die Einbringung zusätzli-cher, paralleler Montagestationen erreicht werden kann. 859 Die Kostenreduzierung in der Montage ist ein wesentliches Ziel im Rahmen der Montageorganisations-formgestaltung. Realisiert werden kann dies durch die Veränderung der Montageor-ganisationsform. Aufgrund vereinfachter Materialbereitstellungsvorgänge und einer erhöhten Transparenz konnten im Rahmen der Umstellung von Baustellen- zu 854 Vgl. Konold/Reger (2003), S. 7 ff. 855 Vgl. Konold/Reger (2003), S. 13. 856 Vgl. Eversheim (1989), S. 181 f. 857 Vgl. Miese (1973), S. 36. 858 Vgl. Richter (2006), S. 98 ff. 859 Vgl. Richter (2006), S. 99.

222 Modell zur Konfiguration der Kleinserienmontage Gruppenmontage in einem produzierenden Unternehmen beispielsweise 20 % der Kosten eingespart werden.860
Die Ziele der Montagegestaltung werden nachfolgend detailliert erläutert und ihr Einfluss auf die Auswahl von Gestaltungsansätzen wird unter Verwendung von ge-eigneten Beispielen aufgezeigt. Die wesentlichen Ziele der Gestaltung der Montage und ihrer Prozesse lassen sich analog der bereits genannten Bereiche in Kosten-, Zeit-, Qualitäts- und Flexibilitätsziele unterteilen.861 In der Kleinserienmontage müssen insbesondere eine hohe Reaktionsfähigkeit in Kombination mit möglichst geringen Umlaufbeständen und möglichst fließenden Prozessen forciert werden.862 Kosten können im Rahmen der Montagegestaltung durch Personal, Betriebsmittel oder Kapitalbindung entstehen. Ziel ist die Reduzierung aller im Bereich der Mon-tage anfallenden Kosten. Durch eine verstärkte Flussorientierung in der Produkti-onslogistik lassen sich übergreifend Kosten reduzieren. Die Flussoptimierung gilt nach WILDEMANN als die kostengünstigste Organisation des Fertigungsprozesses, da Bestände minimiert und geringere Aufwendungen zur Informationsbeschaffung und zur Koordination der betrieblichen Leistungserstellung notwendig werden.863 Durch eine räumliche Konzentration der Betriebsmittel kann der Effekt der Flussop-timierung verstärkt werden, da bei diesem Prinzip eine Verkürzung der Wege für Material und Information realisiert ist.864 Die Reduzierung der Durchlaufzeit ist ein wesentliches Ziel der Materialflussgestaltung.865 Die Abläufe in der Montage sollen so zeiteffizient wie möglich gestaltet werden. Der Begriff der Zeiteffizienz gibt da-bei an, welchen prozentualen Anteil die wertschöpfende Zeit an der Durchlaufzeit beträgt.866 Zeiteffizienz kann beispielsweise durch eine geeignete Wahl der Monta-gevorgangsfolge ohne planmäßige Ablaufunterbrechungen erreicht werden. Eine Reduzierung der Durchlaufzeit führt sowohl zu einer Verringerung der Kapitalbin-dung als auch zu einer Erhöhung der Flexibilität gegenüber dem Markt.867 Durch spezifische Steuerungskonzepte, wie beispielsweise dem Kanban-Prinzip, kann eine Minimierung der Durchlaufzeiten erzielt werden. Zudem wird eine Erhöhung der Termintreue, welche ein weiteres zeitbezogenes Ziel der montageorientierten Pro-duktionslogistikgestaltung ist, erreicht. Da vor dem Hintergrund einer kundenorien-tierten Produktion die Bedeutung von Lieferzeit und Termintreue stark gestiegen sind, sind die logistischen Ansätze zur Zeitoptimierung von besonderer Bedeu-
860 Vgl. Eversheim (1989), S. 181 f. 861 Vgl. Pawellek (2007), S. 29 und Wildemann (2009), S. 15 ff. 862 Vgl. Knolmeyer (1987), S. 53 ff. 863 Vgl. Wildemann (2009), S. 132. 864 Vgl. Wildemann (2009), S. 132. 865 Vgl. Ihme (2006), S. 23 f. 866 Vgl. Haller (2005), S. 196. 867 Vgl. Pawellek (2007), S. 29.

Modell zur Konfiguration der Kleinserienmontage 223 tung.868 Qualitätsziele im Rahmen der Ablaufgestaltung sind eng mit der Vermei-dung von Ablaufunterbrechungen verbunden. Neben planmäßigen Ablaufunterbre-chungen sollten auch unplanmäßige Störungen verhindert werden, weshalb die For-derung der Störungsfreiheit aufgestellt wird. Maßnahmen, mit deren Hilfe Störungs-freiheit erreicht werden kann, sind vorbeugender Natur. Sie beinhalten beispielswei-se ausreichende Materialbevorratung und Montagemittelkapazitäten. Weil in der Regel keine vollkommene Störungsfreiheit zu erreichen ist, lautet die ersatzweise greifende geforderte Fähigkeit, Störungen verzögerungsfrei oder verzögerungsarm auszugleichen. Das zentrale Thema der Montage kleiner Serien ist die Steigerung der Flexibilität. Unter Mengenflexibilität wird die Fähigkeit verstanden, kurzfristig auf Mengenänderungen reagieren zu können.869 Diese kann mit der entsprechenden Wahl des Grades der Mengenteilung oder auch mithilfe der Einplanung eines Springers erreicht werden. Um den Kundenwünschen auch bezüglich des Liefer-termins zu entsprechen, kann es erforderlich sein, Montageaufträge kurzfristig in das Montageprogramm einzulasten und somit die Produktionsplanung zu ändern. Die Montageabläufe sollen demnach Flexibilität in der Auftragsbearbeitungsfolge ermöglichen. Qualitative Flexibilität kann neben der Stückzahl- auch Produktflexi-bilität bedeuten.870 Aufgrund der Vielzahl der zu montierenden Produkttypen sollten im Rahmen der Erhöhung der Produktflexibilität in der Montage kleiner Serien die Arbeitsabläufe nur zu einem sinnvollen Grad standardisiert werden. Der Grad der Standardisierung darf nur so hoch sein, dass die notwendige Produktflexibilität nicht gefährdet ist. In der Einzel- und Kleinserienmontage kann die Flexibilität durch gut und mehrfach ausgebildete Mitarbeiter gesteigert werden, da diese einen universalen Einsatz und damit die Parallelisierung von Montagetätigkeiten ermögli-chen.871
Die Abgrenzung und Darstellung der Ziele je Gestaltungsbereich verdeutlichen, dass jeder der im Rahmen der Arbeit berücksichtigten Gestaltungsbereiche für die Erreichung der Unternehmensziele von Bedeutung ist. Jedem Gestaltungsbereich können beispielhaft Gestaltungsansätze zugeordnet werden, die dazu geeignet sind, die strategischen Ziele sowie ausgewählte Einzelziele auf operativer Ebene zu errei-chen. Die dabei gewählte Einordnung der Zielwirkung je beispielhaft ausgewähltem Gestaltungsansatz basiert auf Literaturanalysen sowie den durchgeführten quantita-tiven empirischen Untersuchungen. Eine Zusammenfassung beispielhafter Ansätze zur Erreichung der Einzelziele je Gestaltungsbereich ist in Abbildung 4-24 aufge-zeigt. Das Ergebnis der Zielanalyse zeigt zudem, dass durch den Einsatz von geeig-
868 Vgl. Wildemann (2009), S. 138 ff. 869 Vgl. Balve/Rally (2001), S. 17 f. 870 Vgl. Richter (2006), S. 113. 871 Vgl. Heiserich (2000), S. 107 f.

224 Modell zur Konfiguration der Kleinserienmontage neten Gestaltungsansätzen in der Montage Unternehmensziele erreicht werden kön-nen. Durch die Einführung von neuen Montagekonzepten und -technologien ändern sich die quantitativen, qualitativen und zeitlichen Kapazitäten sowie die Flexibilität des Montagesystems.872 Zur detaillierten Bewertung der Zielwirkung der im Rah-men der Modellbildung erarbeiteten Gestaltungsansätze wird im nachfolgenden Ka-pitel ein Bewertungsmodell erarbeitet, das es ermöglicht, eine zielorientierte Ei-nordnung der Gestaltungsansätze zu realisieren.
Produktgestaltung
Gestaltungsbereich Einzelziele
• Kostenreduzierung durch Verringerung von Montage-tätigkeiten und Steigerung der Handhabbarkeit
• Verbesserung der Kapazitätsauslastung
• Optimierung der Fügeeigenschaften• Späte Variantenbildung im
Produktionsprozess
Beispielhafte Ansätze zur Zielerreichung
• Steigerung der Montagequalität• Reduzierung von Prüfaufwand
• Orientierungsfreundliche Bauteile• Testfreundliche Bauteile• Vorprüfbare Bauteile
• Reduzierung von Durchlaufzeiten• Reduzierung von Füge- und Bearbeitungszeiten
• Vermeidung von unnötig engen Toleranzen
• Modularisierung von Bauteilen• Steigerung der Mengenflexibilität• Steigerung der Produktflexibilität durch
Wiederverwendbarkeit von Baugruppen
• Reduzierung von Umrüstaufwand• Einsatz von Gleichteilen• Einsatz von Modulen und Systemen
Montage-organisationsform-
gestaltung
• Kostenreduzierung durch anforderungsgerechte Gestaltung der Montageorganisationsform
• Änderung der Organisation von Baustellen- zu Gruppenmontage
• Steigerung der Montagequalität • Realisierung von Gruppenarbeit mit hoher Selbstverantwortlichkeit
• Reduzierung von Wartezeiten• Steigerung der Liefertreue
• Änderung der Organisation von Baustellen- zu Gruppenmontage
• Realisierung von Fließmontage
• Steigerung der Kapazitätsflexibilität • Realisierung einer Gruppenmontage mit geschulten Mitarbeitern
Montagegestaltung
• Kostenreduzierung durch Verringerung von Personal-und Betriebsmittelkosten
• Reduzierung der Kapitalbindung
• Räumliche Konzentration der Betriebsmittel
• Reduzierung von Beständen• Steigerung der Montagequalität• Steigerung der Ablaufqualität durch Verringerung von
Störungen im Prozess
• Optimierung der Materialbevorratung• Optimierung der Personal- und
Montagemittelkapazitäten
• Reduzierung der Durchlaufzeit durch Steigerung der Zeiteffizienz
• Optimierung der Montagevorgangsfolge
• Pull-Steuerung
• Steigerung der Mengenflexibilität• Steigerung der Produktflexibilität
• Flexibler Mitarbeitereinsatz• Parallelisierung von Montageschritten• Flexible Bereitstellung von Teilen
Kosten
Qualität
Zeit
Flexi-bilität
Kosten
Qualität
Zeit
Flexi-bilität
Kosten
Qualität
Zeit
Flexi-bilität
Abbildung 4-24: Zusammenfassung der Einzelziele sowie beispielhafte Ansätze zur Zielerreichung je Gestaltungsbereich
4.1.6 Bewertung der Gestaltungsansätze zur Montagekonfiguration
Zur Einschätzung der Zielwirkung der Ansätze zur Produkt- und Montagegestaltung ist die Erarbeitung eines Bewertungskonzepts notwendig. Im Rahmen der Ausge-staltung des Bewertungskonzepts werden die Anforderung an Größen zur Erfassung und Bewertung des Montagekonfigurationserfolgs und deren Auswirkung auf den
872 Vgl. Wildemann (1987), S. 64.
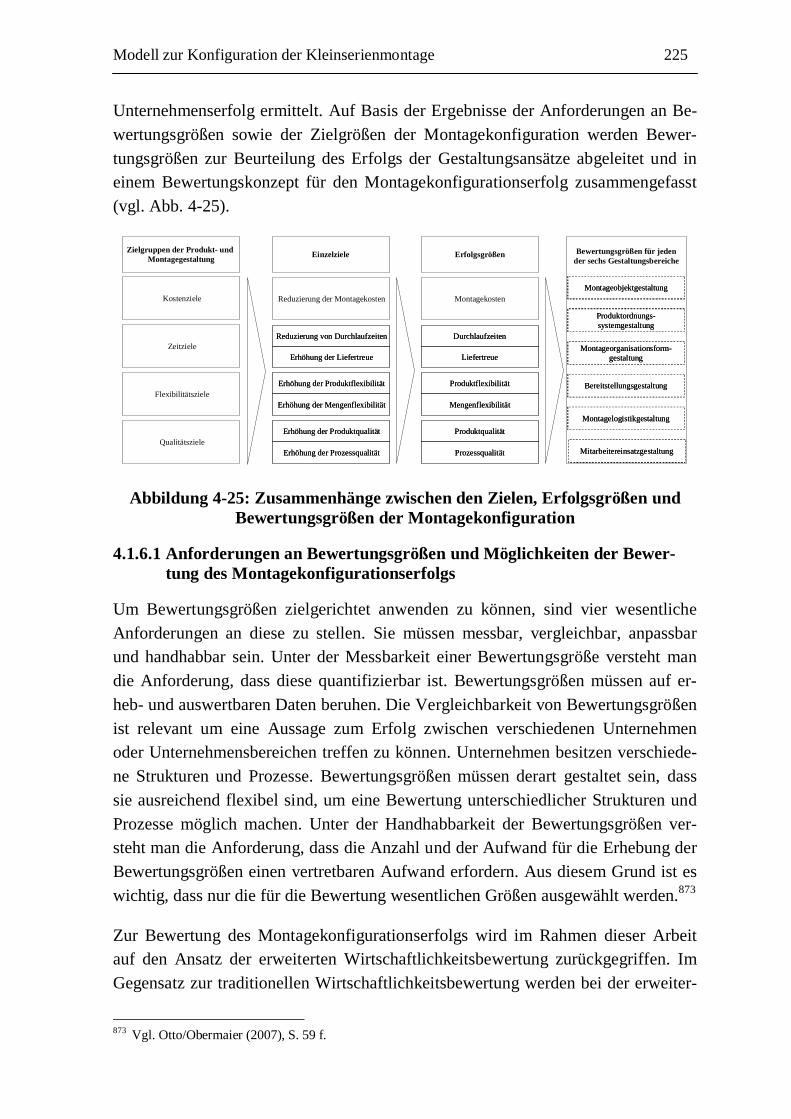
Modell zur Konfiguration der Kleinserienmontage 225 Unternehmenserfolg ermittelt. Auf Basis der Ergebnisse der Anforderungen an Be-wertungsgrößen sowie der Zielgrößen der Montagekonfiguration werden Bewer-tungsgrößen zur Beurteilung des Erfolgs der Gestaltungsansätze abgeleitet und in einem Bewertungskonzept für den Montagekonfigurationserfolg zusammengefasst (vgl. Abb. 4-25).
Einzelziele Erfolgsgrößen
Reduzierung der Montagekosten
Reduzierung von Durchlaufzeiten
Erhöhung der Liefertreue
Reduzierung von Durchlaufzeiten
Erhöhung der Liefertreue
Erhöhung der Produktflexibilität
Erhöhung der Mengenflexibilität
Erhöhung der Produktflexibilität
Erhöhung der Mengenflexibilität
Erhöhung der Produktqualität
Erhöhung der Prozessqualität
Erhöhung der Produktqualität
Erhöhung der Prozessqualität
Montagekosten
Durchlaufzeiten
Liefertreue
Durchlaufzeiten
Liefertreue
Produktflexibilität
Mengenflexibilität
Produktflexibilität
Mengenflexibilität
Produktqualität
Prozessqualität
Produktqualität
Prozessqualität
Montageobjektgestaltung
Produktordnungs-systemgestaltung
Montageorganisationsform-gestaltung
Montagelogistikgestaltung
Bereitstellungsgestaltung
Mitarbeitereinsatzgestaltung
Montageobjektgestaltung
Produktordnungs-systemgestaltung
Montageorganisationsform-gestaltung
Montagelogistikgestaltung
Bereitstellungsgestaltung
Mitarbeitereinsatzgestaltung
Bewertungsgrößen für jeden der sechs Gestaltungsbereiche
Zielgruppen der Produkt- und Montagegestaltung
Kostenziele
Zeitziele
Flexibilitätsziele
Qualitätsziele
Abbildung 4-25: Zusammenhänge zwischen den Zielen, Erfolgsgrößen und Bewertungsgrößen der Montagekonfiguration
4.1.6.1 Anforderungen an Bewertungsgrößen und Möglichkeiten der Bewer-tung des Montagekonfigurationserfolgs
Um Bewertungsgrößen zielgerichtet anwenden zu können, sind vier wesentliche Anforderungen an diese zu stellen. Sie müssen messbar, vergleichbar, anpassbar und handhabbar sein. Unter der Messbarkeit einer Bewertungsgröße versteht man die Anforderung, dass diese quantifizierbar ist. Bewertungsgrößen müssen auf er-heb- und auswertbaren Daten beruhen. Die Vergleichbarkeit von Bewertungsgrößen ist relevant um eine Aussage zum Erfolg zwischen verschiedenen Unternehmen oder Unternehmensbereichen treffen zu können. Unternehmen besitzen verschiede-ne Strukturen und Prozesse. Bewertungsgrößen müssen derart gestaltet sein, dass sie ausreichend flexibel sind, um eine Bewertung unterschiedlicher Strukturen und Prozesse möglich machen. Unter der Handhabbarkeit der Bewertungsgrößen ver-steht man die Anforderung, dass die Anzahl und der Aufwand für die Erhebung der Bewertungsgrößen einen vertretbaren Aufwand erfordern. Aus diesem Grund ist es wichtig, dass nur die für die Bewertung wesentlichen Größen ausgewählt werden.873
Zur Bewertung des Montagekonfigurationserfolgs wird im Rahmen dieser Arbeit auf den Ansatz der erweiterten Wirtschaftlichkeitsbewertung zurückgegriffen. Im Gegensatz zur traditionellen Wirtschaftlichkeitsbewertung werden bei der erweiter-
873 Vgl. Otto/Obermaier (2007), S. 59 f.

226 Modell zur Konfiguration der Kleinserienmontage ten Wirtschaftlichkeitsanalyse nicht monetäre Auswirkungen von Gestaltungsände-rungen ermittelt.874 Dies erfolgt auf Basis von nicht direkt monetär messbaren Ziel-größen.875 Mögliche Zielgrößen der erweiterten Wirtschaftlichkeitsbewertung sind neben den Kosten und Erlösen beispielsweise Zeit-, Flexibilitäts- und Qualitätsgrö-ßen sowie mitarbeiterbezogene Größen. Die Entscheidung für oder gegen einen Ge-staltungsansatz basiert demzufolge auf einer Bewertung der damit zu erreichenden Ziele. Dazu ist ein Zielsystem für die Montagekonfiguration auszugestalten, das auf geeigneten Bewertungsgrößen basiert.
Zur Erarbeitung von Bewertungsgrößen des Montagekonfigurationserfolgs sind zu-nächst der Erfolg der Montagekonfiguration und somit die Erfolgsgrößen zu spezi-fizieren. Zur Bewertung des Erfolgs von Ansätzen werden in der Literatur die klas-sischen Erfolgsgrößen Kosten, Zeit, Qualität und Flexibilität genannt. Als wichtigs-te Kriterien für die Auslösung der Kaufentscheidung des Kunden gelten Preis und Qualität des Produkts. Die Grundvoraussetzung für den Markterfolg ist somit eine kostengünstige Montage, verbunden mit qualitativ hochwertigen Produkten und ei-ner vom Kunden akzeptierten Lieferzeit. Zur Differenzierung gegenüber den Wett-bewerbern wird zusätzlich eine hohe Flexibilität des Montagesystems, bezogen auf Zeit- und Mengengrößen, angestrebt.876 Geringe Produktkosten sind eine der Grundvoraussetzungen für den Markterfolg. Bis in die siebziger Jahre galten Kosten als wichtigster strategischer Erfolgsfaktor und bis heute haben die Kosten eines Produkts je nach Strategie des Unternehmens eine hohe Bedeutung. Hohe Kosten werden von Kunden nur in Verbindung mit einer hohen Leistung, wie beispielswei-se einer hohen Qualität, akzeptiert.877 Erfolgreiche Montagekonzepte führen zu ei-ner kostengünstigen Montage ohne weitere Erfolgsfaktoren, wie Zeit und Flexibili-tät, negativ zu beeinflussen. Auf eine Unterteilung der Kosten in Investitions- und Betriebskosten wird im Rahmen dieser Arbeit verzichtet, da eine separate Wirt-schaftlichkeitsbewertung zur Umsetzung der Gestaltungskonzepte unerlässlich ist und unternehmensspezifisch durchgeführt werden muss. Von dem Erfolgsfaktor Zeit zu sprechen ist im Rahmen der Arbeit zu pauschal. Zeit kann in verschiedenen Dimensionen zum Erfolg des Unternehmens beitragen. Neben schnellen Unterneh-mensprozessen kann beispielsweise auch eine lange Garantiezeit als Erfolgsfaktor eines Unternehmens definiert werden.878 In der Produktion werden in der Regel die beiden Kennzahlen Durchlaufzeit und Liefertreue als relevante Zeitgrößen genannt, die es zu optimieren gilt.879 Im Hinblick auf die Montage wird der Erfolgsfaktor 874 Vgl. Niggl/Edfelder/Kraupa (2000), S. 120. 875 Vgl. Zangemeister (2000), S. 1. 876 Vgl. März/Langsdorff (2001), S. 5 f. 877 Vgl. Kaluza/Blecker (2005), S. 4. 878 Vgl. Schäfer (2002), S. 64. 879 Vgl. Jodlbauer (2008), S. 110.

Modell zur Konfiguration der Kleinserienmontage 227 Zeit durch die beiden Aspekte „geringe Durchlaufzeit der Produktmontage“ und „hohe Liefertreue“ als Folge stabiler und standardisierter Prozesse in der Montage abgebildet. Der Erfolgsfaktor Flexibilität hat in den vergangenen Jahren immer mehr an Bedeutung gewonnen.880 Die schnelle Anpassbarkeit von Art und Anzahl verschiedener Produktvarianten und von geforderten Liefermengen an die Wünsche des Kunden stellt einen Wettbewerbsvorteil dar.881 Zur Steigerung der Flexibilität in der Produktion werden in der Literatur verschiedene Ansätze, wie die Produktge-staltung und die Gestaltung der Fertigungsorganisation, verfolgt.882 KERS-TEN/KERN stellen die Bedeutung der Produktentwicklung und die einer modularen Produktarchitektur für die Flexibilisierung der Produktion heraus.883 Im Rahmen dieser Arbeit werden sowohl die Dimensionen der Varianten- und Produktflexibili-tät als auch die der Mengenflexibilität als Erfolgsgrößen der Montage berücksich-tigt. Die Qualität eines Produktes hat wesentlichen Einfluss auf den Unternehmens-erfolg. Der positive Zusammenhang zwischen der Produktqualität und dem Unter-nehmenserfolg wurde im Rahmen der PIMS-Studie (Profit Impact of Market Strategies) empirisch belegt.884 Das Konzept des TQM (Total Quality Management) geht sogar so weit, die Qualität als den zentralen Erfolgsfaktor im Wettbewerb an-zusehen.885 Die Qualität der Produkte hängt stark von der Art der Produktkonstruk-tion, also von der Struktur und der Werkstückgestaltung und von der Wiederholhäu-figkeit der Montageoperationen ab.886 Neben der Produktqualität ist der Bereich der Prozessqualität in der Montage zu betrachten. Qualitativ hochwertig Prozesse laufen robust und stabil ab und sind nur gering fehleranfällig.887 Die Prozessqualität ist somit eine Messgröße für den Gestaltungserfolg in der Montage.
4.1.6.2 Gestaltungsbereichspezifische Bewertungsgrößen der Montagekonfigu-ration
Obwohl mit der Gestaltung der Produkte und Montage die gleichen Ziele verfolgt werden und die gleichen Erfolgsfaktoren relevant sind, sind die den Zielen zu-geordneten spezifischen Bewertungsgrößen je Gestaltungsbereich unterschiedlich. Demzufolge werden neben der übergreifenden Ableitung von Größen zur Bewer-tung des Erfolgs der Montagekonfiguration für die sechs Gestaltungsbereiche des Montagekonfigurationsprozesses jeweils Bewertungsgrößen erarbeitet. Diese bilden die Basis zur Bewertung der Zielwirkung der im Rahmen der Modellbildung erar-
880 Vgl. Kaluza/Blecker (2005), S. 14 ff. 881 Vgl. März/Langsdorff (2001), S. 5. 882 Vgl. Kaluza/Blecker (2005), S. 4. 883 Vgl. Kersten/Kern (2005), S. 229 ff. 884 Vgl. Buzzell/Gale (1989). 885 Vgl. Adam (1998), S. 140. 886 Vgl. Pahl et al. (2006), S. 393 ff. 887 Vgl. Jodlbauer (2008), S. 110 f.

228 Modell zur Konfiguration der Kleinserienmontage beiteten Gestaltungsansätze. Die Bewertungsgrößen wurden sowohl auf Basis der Literaturanalysen als auch im Rahmen der Expertengespräche gebildet und in einem iterativen Prozess konkretisiert. Die Bewertungsgrößen erheben dabei nicht den An-spruch der Vollständigkeit, sondern bilden situationsgerechte Größen für den Be-reich der Montagekonfiguration ab.
Die Bewertungsgrößen zur Beurteilung der Gestaltungsansätze der Montageobjekt-gestaltung hinsichtlich ihrer Wirkung auf die Erfolgsgrößen sind in Abbildung 4-26 zusammengefasst. Zur Bewertung der Ansätze zur Montageobjektgestaltung hin-sichtlich ihrer Wirkung auf die Montagekosten können sowohl der Kostenaufwand für die Herstellung der Verbindung als auch die Kosten für die Konstruktion hinzu-gezogen werden. Im Rahmen des Konstruktionsaufwands ist die Berücksichtigung von montagerelevanten Aspekten ein Kostentreiber in der Konstruktion, wobei je-doch Kosten in der Montage reduziert werden. Die Produktgestaltung hat Einfluss auf die Durchlauf- und Bearbeitungszeiten in der Montage. Die Gestaltungsansätze sind demzufolge danach zu beurteilen, wie sie sich auf die Durchlaufzeiten auswir-ken. Dazu können die Durchlauf- und Bearbeitungszeiten für die Montage des Pro-dukts verwendet werden. Die Beurteilung kann auf Basis der Anzahl der Montag-schritte oder -bauteile sowie der Komplexität der Bauteilschnittstelle erfolgen, da diese Einfluss auf die Montagedauer haben.
Montagekosten
Durchlaufzeiten
Liefertreue
Produktflexibilität
Mengenflexibilität
Produktqualität
Prozessqualität
• Kostenaufwand für Herstellung der Verbindung• Kosten für Konstruktion des zu montierenden Produkts
(Berücksichtigung von montagerelevanten Aspekten)
• Durchlauf- und Bearbeitungszeit für die Montage des Produkts (Anzahl der Montageschritte/-bauteile; Komplexität der Bauteilschnittstellen)
• Grad der Einhaltung von Lieferterminen bei Varianten- oder Stückzahländerungen
• Reaktionszeiten auf Kundenwünsche• Zeitdauer und (Kosten)aufwand zur Realisierung von
Anpassungen am zu montierenden Produkt
• Reaktionszeiten auf Kundenwünsche• Zeitdauer und (Kosten)aufwand zur Realisierung von
Anpassungen an der zu montierenden Stückzahl
• Anzahl/Quote Fehler am Produkt sowie Nacharbeitszeit durch gering standardisierte Montagetätigkeiten sowie komplexe, gering ergonomische Montagevorgänge
• Stillstandzeiten (z. B. aufgrund komplexer, fehleranfälliger Montageschritte)
Erfolgsgrößender Montageobjektgestaltung Bewertungsgrößen
Abbildung 4-26: Bewertungsgrößen der Montageobjektgestaltung

Modell zur Konfiguration der Kleinserienmontage 229 Die Liefertreue wird basierend auf der Flexibilität der Gestaltungsansätze bezüglich der Änderungen am Montageprogramm beurteilt. Zur Bewertung der Produkt- und Mengenflexibilität eignet sich die Reaktionszeit auf Kundenwünsche sowie die Zeitdauer zur Realisierung von Änderungen am zu montierenden Produkt oder der Stückzahl. Die Produktqualität kann im Bereich der Montageobjektgestaltung mit Hilfe der Anzahl oder Quote der Fehler am Produkt bewertet werden. Die Fehler werden dabei hinsichtlich der Fehlerursache „Montageobjekt“ beurteilt. Die Bewer-tung der Wirkungen auf die Prozessqualität erfolgt mit der Größe Stillstandszeiten, die als Folge von montageobjektabhängigen Besonderheiten entstehen.
Zur Bewertung der Ansätze der Produktordnungssystemgestaltung sind die in Ab-bildung 4-27 gezeigten Bewertungsgrößen geeignet. Zur Kostenbewertung können die Kosten zur Umsetzung des Produktprogramms heran gezogen werden. Diese beinhalten Kosten der Beschaffung und Lagerhaltung. Ein Produktprogramm mit einem hohen Gleichteileanteil ist mit geringerem Kostenaufwand zu realisieren als Produktprogramme mit heterogenen Bauteilen. Zudem steigen als Folge von hete-rogenen Bauteilen und geringer Produktprogrammstandardisierung die Kosten für Werkzeugänderungen. Hinsichtlich ihrer Wirkung auf Durchlaufzeiten können die Gestaltungsansätze mit dem zeitlichen Rüstaufwand sowie dem Durchlauf- und Be-arbeitungszeit für die Montage beurteilt werden.
• Kosten für die Umsetzung des Produktprogramms (z. B. Anzahl Gleichteile)
• Kosten für Werkzeugänderung
• Zeitlicher Rüstaufwand (aufgrund kleiner Losgrößen)• Durchlauf- und Bearbeitungszeit für die Montage des Produkts
(Anzahl der Montageschritte)
• Grad der Einhaltung von Lieferterminen bei Variantenänderungen
• Reaktionszeiten auf Kundenwünsche• Zeitdauer und (Kosten)aufwand zur Realisierung von
Anpassungen am zu montierenden Produktprogramm
• Reaktionszeiten auf Kundenwünsche• Zeitdauer und (Kosten)aufwand zur Realisierung von
Anpassungen an der zu montierenden Stückzahl
• Anzahl/Quote Fehler am Produkt sowie Nacharbeitszeit durch gering standardisierte Montagetätigkeiten als Folge heterogener Bauteile
• Anzahl/Quote von Fehlern im Prozess sowie Stillstandszeiten durch geringe Standardisierung der Abläufe als Folge eines uneinheitlich ausgestalteten Produktprogramms
Bewertungsgrößen
Montagekosten
Durchlaufzeiten
Liefertreue
Produktflexibilität
Mengenflexibilität
Produktqualität
Prozessqualität
Erfolgsgrößen der Produkt-ordnungssystemgestaltung
Abbildung 4-27: Bewertungsgrößen der Produktordnungssystemgestaltung

230 Modell zur Konfiguration der Kleinserienmontage Zur Bewertung der Wirkung der Gestaltungsansätze auf die Liefertreue kann der Grad der Einhaltung von Lieferterminen bei Änderungen am Produktprogramm verwendet werden. Der Einsatz von Modulen erhöht beispielsweise die flexible Re-aktion auf derartige Änderungen. Die Wirkung der Ansätze auf die Produkt- und Mengenflexibilität kann sowohl durch die Reaktionszeiten auf Kundenwünsche als auch den Aufwand zur Realisierung der Anpassung bewertet werden. Die Fehleran-zahl oder -quote als Folge geringer Bauteilstandardisierung ist dazu geeignet, die Ansätze hinsichtlich ihrer Wirkung auf die Produktqualität zur beurteilen. Demge-genüber kann die Auswirkung auf die Prozessqualität mithilfe der Fehleranzahl/-quote als auch Stillstandszeiten als Folge eines uneinheitlich ausgestalteten Pro-duktprogramms bewertet werden.
Die Größen zur Beurteilung der Zielwirkung der Montageorganisationsformen sind in Abbildung 4-28 dargestellt. Neben den Beständen und der Kapitalbindung ist der Grad der zu erreichenden Auslastung eine Bewertungsgröße für die Montagekosten. Die Kosten, die für die Leistungserstellung aufgebracht werden müssen, können in Personal- und Betriebsmittelkosten unterteilt werden. Zur Bewertung der Durch-laufzeit wird zudem die Bearbeitungszeit für die Montage der Produkte und der Flussgrad hinzugezogen. Die Beurteilung der Ansätze hinsichtlich ihrer Auswir-kungen auf die Liefertreue erfolgt auf Basis ihres Grads der Möglichkeit, schnell auf Auftragsänderungen reagieren zu können. Gruppenorganisationen sind bei-spielsweise besser dazu geeignet, schneller und mit weniger Planungsaufwand auf Auftragsänderungen reagieren zu können als Fließmontageorganisationen. In Ab-hängigkeit von der Montageorganisation gibt es zudem verschiedene Möglichkei-ten, auf Änderungen am Produktprogramm sowie der zu montierenden Menge zu reagieren. Zur Bewertung der Produkt- und Mengenflexibilität der Montageorgani-sationsformen wird demzufolge der zu realisierende Flexibilitätsgrad als Bewer-tungsgröße eingesetzt. Zur Bewertung der Flexibilität wird auch der Aufwand für die kurzfristige Umorganisation einbezogen. In Gruppen mit hochqualifizierten Mitarbeitern ist der Wechsel zwischen Varianten mit geringerem planerischen Auf-wand zu realisieren, als in getakteten Fließmontagesystemen, in denen gegebenen-falls durch die Veränderung auch die Taktzahl und -länge geändert werden muss. Die Produktqualität wird unter Verwendung der Anzahl oder Quote als Folge kom-plexer Abläufe oder geringer Mitarbeitermotivation beurteilt. Fließmontagesysteme sind durch eine hohe Monotonie gekennzeichnet, die sich auch auf die Produktqua-lität auswirkt. Demgegenüber können Mitarbeiter durch die Übernahme von quali-tätssichernden Maßnahmen sowie die geringe Standardisierung im Rahmen von Gruppenarbeit überfordert werden.888 Die Prozessqualität wird mithilfe der Größen
888 Vgl. Bergmann/Garrecht (2008), S. 33.

Modell zur Konfiguration der Kleinserienmontage 231 Prozesssicherheit und Fehler im Prozess bewertet. Prozessfehler entstehen im Rah-men der Gruppenarbeit beispielsweise als Folge einer geringeren Standardisierung der Prozesse als bei der Reihen- oder Fließmontage.
• Bestände und Kapitalbindung in der Montage• Grad der Auslastung• Kosten pro Leistungserstellung (Personal und Betriebsmittel)
• Durchlaufzeit für die Montage des Produkts• Bearbeitungszeit für die Montage des Produkts• Flussgrad
• Grad der Möglichkeit, schnell auf Auftragsänderungen reagieren zu können (unter Berücksichtigung der Vor- und Nachteile der jeweiligen Organisationsform)
• Grad der Möglichkeit, flexibel auf Produkt- und Variantenänderungen zu reagieren
• Personeller und planerischer Reaktionsaufwand
• Grad der Möglichkeit, flexibel auf Stückzahlschwankungen zu reagieren
• Personeller und planerischer Reaktionsaufwand
• Anzahl/Quote von Fehlern am Produkt durch komplexe Abläufe oder geringe Mitarbeitermotivation als Folge der Organisationsform
• Grad der Prozesssicherheit• Anzahl/Quote von Fehlern im Prozess durch komplexe
Abläufe als Folge der Organisationsform
Bewertungsgrößen
Montagekosten
Durchlaufzeiten
Liefertreue
Produktflexibilität
Mengenflexibilität
Produktqualität
Prozessqualität
Erfolgsgrößen der Montage-organisationsformgestaltung
Abbildung 4-28: Bewertungsgrößen der Montageorganisationsformgestaltung
Die zur Beurteilung der Ansätze im Bereich der Bereitstellung eingesetzten Bewer-tungsgrößen sind in Abbildung 4-29 zusammengefasst. Zur Bewertung der Auswir-kungen des Ansatzes auf die Montagekosten können sowohl Bestände als auch Kos-ten pro Bereitstellungsvorgang herangezogen werden. Die Kosten der Bereitstellung beinhalten dabei den für die Bereitstellung notwendigen Personal- und Betriebsmit-telbedarf. Die Durchlaufzeit wird mithilfe der Bearbeitungs- und Durchlaufzeit ab Lager oder Zulieferer bis zur Bereitstellung der Bauteile am Montageort bewertet. Die mit dem Ansatz zu realisierende Liefertreue wird durch die Wiederbeschaf-fungszeit von Teilen und die Reaktionszeiten auf geänderte Kundenwünsche bewer-tet. Durch die Anwendung des Supermarktprinzips ist es beispielsweise möglich, zeitnah auf Änderungen zu reagieren. Demzufolge sind die genannten Bewertungs-größen auch zur Beurteilung der Produkt- und Mengenflexibilität geeignet. Zur Be-wertung der Ansätze hinsichtlich der Mengenflexibilität ist zudem der Grad der Möglichkeit, die bereitgestellte Teileanzahl zu verringern, zu nennen. Dieser Aspekt ist relevant, um die Auswirkungen auf die Bestände beziffern zu können. Die Pro-duktqualität wird durch die Anzahl oder Quote von falsch bereitgestellten Teilen bewertet. In Abhängigkeit von Gestaltungsansatz steigt oder sinkt die Wahrschein-

232 Modell zur Konfiguration der Kleinserienmontage lichkeit, dass Teile fehlen oder inkorrekt sind. Diese Bewertungsgröße eignet sich auch zur Beurteilung der Prozessqualität. Die Prozessqualität kann zudem durch die Verzugsquote im Rahmen der Bereitstellung beurteilt werden.
Bewertungsgrößen
Montagekosten
Durchlaufzeiten
Liefertreue
Produktflexibilität
Mengenflexibilität
Produktqualität
Prozessqualität
Erfolgsgrößen derBereitstellungsgestaltung
• Bestände und Kapitalbindung in der Montage• Kosten pro Bereitstellungsvorgang (Personal- und
Betriebsmittelkosten)
• Bearbeitungs- und Durchlaufzeit bis zur Bereitstellung der Bauteile am Montageort
• Wiederbeschaffungszeit von fehlenden Teilen • Reaktionszeiten auf geänderte Kundenwünsche
• Reaktionszeiten auf geänderte Kundenwünsche• Wiederbeschaffungszeit von fehlenden Teilen für geändertes
Produkt
• Reaktionszeiten auf geänderte Kundenwünsche • Wiederbeschaffungszeit von fehlenden Teilen• Grad der Möglichkeit, die benötigte Teileanzahl zu verringern
• Anzahl/Quote von falsch bereitgestellten Bauteilen, die zuProduktfehlern führen
• Anzahl/Quote von Fehl-/Falschteilen bei der Bereitstellung• Verzugsquote im Rahmen der Bereitstellung
Abbildung 4-29: Bewertungsgrößen der Bereitstellungsgestaltung
Die Bewertungsgrößen für den Bereich der Materialfluss- und Layoutgestaltung sind in Abbildung 4-30 zusammengefasst. Zur Quantifizierung von Montagekosten eignen sich sowohl das beispielsweise durch hohe Bestände gebundene Kapital so-wie auch die für die Leistungserstellung in der Montage benötigten Kapazitäten. Gestaltungsansätze wie das Linienlayout binden beispielsweise in der Regel weni-ger Kapazitäten als die Inselmontage. Zur Bewertung der Durchlaufzeiten können sowohl die Bearbeitungszeit als auch die Durchlaufzeit für die Montage des Pro-dukts eingesetzt werden. Eine weitere Größe zur Beurteilung der Durchlaufzeit ist der Flussgrad, welcher den Quotienten aus Bearbeitungszeit und Durchführungszeit bezeichnet.889 Zur Bewertung der Ansätze bezüglich ihrer Wirkung auf die Liefer-treue dient die Flexibilisierungsmöglichkeit bei Anwendung des Ansatzes. Beurteilt wird der Grad der Möglichkeit, flexibel auf zum Beispiel Auftragsänderungen rea-gieren zu können. Die Bewertungsgröße „Reaktionszeiten auf Kundenwünsche“ lässt sich sowohl für den Bereich der Produkt- als auch der Mengenflexibilität ein-setzen. Zur Beurteilung der positiven Wirkung auf die Produkt-/Mengenflexibilität
889 Vgl. Wildemann (2010h), S. 298.
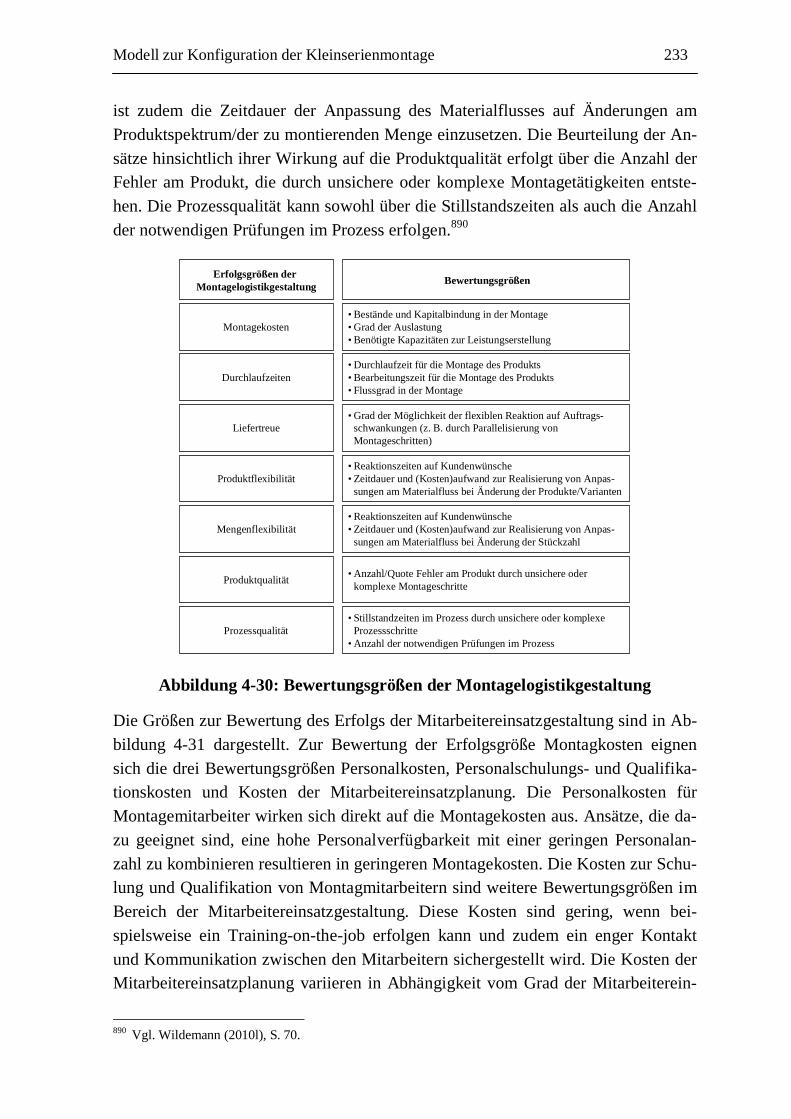
Modell zur Konfiguration der Kleinserienmontage 233 ist zudem die Zeitdauer der Anpassung des Materialflusses auf Änderungen am Produktspektrum/der zu montierenden Menge einzusetzen. Die Beurteilung der An-sätze hinsichtlich ihrer Wirkung auf die Produktqualität erfolgt über die Anzahl der Fehler am Produkt, die durch unsichere oder komplexe Montagetätigkeiten entste-hen. Die Prozessqualität kann sowohl über die Stillstandszeiten als auch die Anzahl der notwendigen Prüfungen im Prozess erfolgen.890
• Bestände und Kapitalbindung in der Montage• Grad der Auslastung• Benötigte Kapazitäten zur Leistungserstellung
• Durchlaufzeit für die Montage des Produkts• Bearbeitungszeit für die Montage des Produkts• Flussgrad in der Montage
• Grad der Möglichkeit der flexiblen Reaktion auf Auftrags-schwankungen (z. B. durch Parallelisierung von Montageschritten)
• Reaktionszeiten auf Kundenwünsche• Zeitdauer und (Kosten)aufwand zur Realisierung von Anpas-
sungen am Materialfluss bei Änderung der Produkte/Varianten
• Reaktionszeiten auf Kundenwünsche • Zeitdauer und (Kosten)aufwand zur Realisierung von Anpas-
sungen am Materialfluss bei Änderung der Stückzahl
• Anzahl/Quote Fehler am Produkt durch unsichere oder komplexe Montageschritte
• Stillstandzeiten im Prozess durch unsichere oder komplexe Prozessschritte
• Anzahl der notwendigen Prüfungen im Prozess
Bewertungsgrößen
Montagekosten
Durchlaufzeiten
Liefertreue
Produktflexibilität
Mengenflexibilität
Produktqualität
Prozessqualität
Erfolgsgrößen der Montagelogistikgestaltung
Abbildung 4-30: Bewertungsgrößen der Montagelogistikgestaltung
Die Größen zur Bewertung des Erfolgs der Mitarbeitereinsatzgestaltung sind in Ab-bildung 4-31 dargestellt. Zur Bewertung der Erfolgsgröße Montagkosten eignen sich die drei Bewertungsgrößen Personalkosten, Personalschulungs- und Qualifika-tionskosten und Kosten der Mitarbeitereinsatzplanung. Die Personalkosten für Montagemitarbeiter wirken sich direkt auf die Montagekosten aus. Ansätze, die da-zu geeignet sind, eine hohe Personalverfügbarkeit mit einer geringen Personalan-zahl zu kombinieren resultieren in geringeren Montagekosten. Die Kosten zur Schu-lung und Qualifikation von Montagmitarbeitern sind weitere Bewertungsgrößen im Bereich der Mitarbeitereinsatzgestaltung. Diese Kosten sind gering, wenn bei-spielsweise ein Training-on-the-job erfolgen kann und zudem ein enger Kontakt und Kommunikation zwischen den Mitarbeitern sichergestellt wird. Die Kosten der Mitarbeitereinsatzplanung variieren in Abhängigkeit vom Grad der Mitarbeiterein-
890 Vgl. Wildemann (2010l), S. 70.

234 Modell zur Konfiguration der Kleinserienmontage satzflexibilität sowie der gewählten Arbeitszeitmodelle.891 Flexible Modelle verrin-gern den Kostenaufwand bei Schwankungen im Bedarf, indem beispielsweise keine Überkapazitäten vorgehalten werden.892 Die Erfolgsgröße Durchlaufzeiten lässt sich durch die Bewertung des Grads der Mitarbeiterqualifikation abbilden. Gut ausgebil-dete Mitarbeiter sind dazu geeignet, die im Rahmen der prozessualen Möglichkeiten liegenden Zeiten auszuschöpfen. Zur Bewertung der Erfolgsgröße Liefertreue sind die Ansätze hinsichtlich ihrer Möglichkeit, flexibel auf zeitliche und inhaltliche Än-derungen zu reagieren, zu beurteilen. Die Anzahl der Produkt- und Prozessfehler, die infolge des gewählten Ansatzes zu erwarten sind, gibt an, zu welchem Grad die Liefertreue eingehalten werden kann. Unter Verwendung des Grads der inhaltlich flexiblen Einsatzmöglichkeit von Mitarbeitern lässt sich der Grad der zu realisie-renden Produktflexibilität messen. Eine Erweiterung auf zeitliche Flexibilität er-möglicht zudem die Bewertung der Mengenflexibilität.
Montagekosten
Durchlaufzeiten
Liefertreue
Produktflexibilität
Mengenflexibilität
Produktqualität
Prozessqualität
• Personalkosten• Personalschulungs- und Qualifikationskosten• Kosten der Mitarbeitereinsatzplanung
• Grad der Realisierung von hoher Mitarbeiterqualifikation (und dadurch effiziente und reibungsfreie Abläufe)
• Grad der zeitlich und inhaltlich flexiblen Einsatzmöglichkeit von Mitarbeitern (z. B. Parallelisierung und Schichtarbeit)
• Produkt- und Prozessfehler im Rahmen der Montagetätigkeit
• Grad der inhaltlich flexiblen Einsatzmöglichkeit von Mitarbeitern (z. B. Montage unterschiedlicher Produkte)
• Grad der zeitlich und inhaltlich flexiblen Einsatzmöglichkeit von Mitarbeitern
• Ausschussrate durch Mitarbeiterfehler im Rahmen der Montagetätigkeit
• Anzahl/Quote der Montagefehler (behebbar)
• Stillstandzeiten durch Mitarbeiterfehler im Rahmen der Montagetätigkeit (z. B. fehlerhafter Prozessschritt)
Erfolgsgrößen der Mitarbeitereinsatzgestaltung Bewertungsgrößen
Abbildung 4-31: Bewertungsgrößen der Mitarbeitereinsatzgestaltung
Größen zur Bewertung der Produktqualität sind die Ausschussrate sowie die Anzahl der Mitarbeiterfehler, die jedoch durch Nacharbeit behebbar sind. Ansätze, die die Eigenverantwortung und damit die Motivation der Mitarbeiter erhöhen, wie bei-spielsweise das Job Enlargement, eignen sich beispielsweise zur Verbesserung der Größe. Zur Beurteilung der Prozessqualität sind die durch den Mitarbeiter verschul- 891 Vgl. Wildemann (2000), S. 24 f. 892 Vgl. Wildemann (1995c), S. 31.

Modell zur Konfiguration der Kleinserienmontage 235 deten Stillstandszeiten, wie sie beispielsweise bei fehlerhaft durchgeführten Pro-zessschritten auftreten, einsetzbar.
4.1.6.3 Bewertung der Gestaltungsansätze zur Montagekonfiguration
Zielsetzung der Arbeit ist die Ermittlung derjenigen Gestaltungsansätze, die jeweils den höchsten Erfolg zur Erreichung der Unternehmensziele in der Kleinserienmon-tage erwarten lassen. Zur Ermittlung der Empfehlungen wird eine zweistufige Vor-gehensweise gewählt. Die im Rahmen der Modellbildung auf Basis der theoreti-schen Analysen und Expertengespräche ermittelten Ansätze zur Produkt- und Mon-tagegestaltung werden im zweiten Schritt hinsichtlich der erwarteten Zielwirkung bewertet. Basis der Bewertung bilden dabei die erarbeiteten Bewertungsgrößen je Gestaltungsbereich.
Gestaltungsansätze zur Produktgestaltung
Gestaltungsansätze
Empfehlungen für die zielorientierteProduktgestaltung
Zielorientierte Einordnung der Gestaltungsansätze
Gestaltungsansätze zur Montageorganisationsform
Empfehlungen für die zielorientierteMontageorganisationsgestaltung
Gestaltungsansätze zur Montagegestaltung
Empfehlungen für die zielorientierteMontagegestaltung
Bewertung unter Verwendung der spezifischenBewertungsgrößen
Bewertung unter Verwendung der spezifischenBewertungsgrößen
Bewertung unter Verwendung der spezifischenBewertungsgrößen
Abbildung 4-32: Identifikation zielorientierter Gestaltungsansätze für die Kleinserienmontage
Bewertung der Gestaltungsansätze zur Montageobjektgestaltung: Jede der drei Ergonomiestrategien, wie beispielsweise auch die Vereinfachung der Fügebewe-gungen, ist zu einer Reduzierung der Montagekosten geeignet.893 Die Kostenwir-kung ist jedoch indirekt, da ein vereinfachtes Fügen nicht unmittelbar die Montage-kosten, jedoch die Montagezeit und Notwendigkeit der Mitarbeiterqualifikation und -belastung reduziert.894 Die Strategien zur Vereinfachung der Montageaufgabe wir-ken sich positiv auf die Montagekosten aus. Die positive Kostenwirkung der Ergonomiestrategien und der Vereinfachung der Montageaufgabe in der Handmon-tage resultiert aus der Anpassung der Montagetätigkeiten an die menschlichen Fä-
893 Vgl. Bäßler (1988), S. 23. 894 Zu den ergonomischen Wirkungen unterschiedlicher Kopplungsarten vgl. Bullinger (1994), S. 323 f.

236 Modell zur Konfiguration der Kleinserienmontage higkeiten und der Realisierung montagetechnisch günstigerer Merkmale.895 Eine direkte Kostenwirkung ist durch die Bauteilintegration erzielbar, da dadurch Mon-tagetätigkeiten verringert werden. Auch durch die prüf- und testfreundliche Bauteil-gestaltung ist eine Kostenreduzierung möglich, da dadurch zeit- und kostenaufwän-dige Montageschritte sowie Tätigkeiten reduziert werden.896 Eine transport- und prüffreundliche Montageobjektgestaltung reduziert zudem die Investitionskosten für den Erwerb separater Transport- und Prüfmittel. Alle untersuchten Gestaltungsre-geln der Montageobjektgestaltung unterstützen die Erreichung von Zeitzielen, wie der Reduzierung der Durchlaufzeit oder der Erhöhung der Termintreue in der Mon-tage.897 Zur Reduzierung der Durchlaufzeit eignen sich als Folge der Reduzierung von Montageschritten und Handhabungsaufwand insbesondere die Bauteilintegrati-on sowie die transport- und prüffreundliche Gestaltung. Die prüf- und testfreundli-che Produktgestaltung verringert die Durchlaufzeiten, da dadurch beispielsweise aufwändige Einstellungen an den Messgeräten verringert werden. Einfache Bewe-gungsmuster beim Fügen und die Vermeidung unnötig enger Toleranzen erleichtern den Montagevorgang und reduzieren zudem die Montagezeit. Zur Steigerung der Liefertreue sind Ergonomiestrategien nur gering geeignet, da diese kaum Wirkung auf den Grad der Einhaltung von Lieferterminen bei Varianten- oder Stückzahlän-derungen aufweisen. Die Reduzierung der Vielfalt von Abmessungen, die Vermei-dung unnötig enger Toleranzen und eine orientierungsfreundliche Objektgestaltung reduzieren die Fehleranfälligkeit im Montageprozess, was sich positiv auf die Ein-haltung der Liefertreue auswirkt. Die Reduzierung der Teileanzahl steigert die Lie-fertreue, da mit sinkender Teileanzahl die Wahrscheinlichkeit von Fehl- und Falsch-teilen reduziert wird. Eine prüf- und testfreundliche Montageobjektgestaltung ver-bessert die Liefertreue, da dadurch beispielsweise lange Wartezeiten an Messgerä-ten vermieden werden können. Durch demontagefreundlich gestaltete Produkte kann insbesondere bei Reparaturen am Produkt die Liefertreue reduziert werden.898 Zur Erzielung einer erhöhten Produktflexibilität eignen sich die Gestaltungsansätze der Ergonomie nur gering. Die Erreichung der Flexibilitätsziele durch die Gestal-tung der Montageobjekte wird jedoch beispielsweise durch eine orientierungs-freundliche Objektgestaltung und einen dadurch unkomplizierten Wechsel zwischen Produkten unterstützt. Eine an der Transport- und Prüffreundlichkeit orientierte Ob-jektgestaltung reduziert den Umrüstaufwand von sowohl Transport- als auch Prüf-mitteln. Dieser Effekt erleichtert den Produktwechsel und erhöht demzufolge die Produktflexibilität. Durch eine demontagefreundliche Montageobjektgestaltung sind 895 Zu den Kostenwirkungen der montageorientierten Produktgestaltung vgl. Ehrlenspiel/Kiewert/Lindemann
(2007), S. 276. 896 Vgl. Ehrlenspiel/Kiewert/Lindemann (2007), S. 318. 897 Vgl. Richter (2006), S. 113. 898 Eine demontageorientierte Produktgestaltung ist insbesondere bei Reparaturen und Wartungsarbeiten von
Relevanz, vgl. hierzu Konold/Reger (2003), S. 11.
Modell zur Konfiguration der Kleinserienmontage 237 zudem kurzfristige Änderungen am bereits (teil)fertig montierten Produkt zu reali-sieren, weshalb dieser Ansatz die Produktflexibilität erhöht. Die Erhöhung der Mengenflexibilität ist durch eine ergonomische Produktgestaltung nur in Ausnah-mefällen zu erzielen. Die Vereinfachung der Montageaufgabe hat demgegenüber eine positive Wirkung auf die Mengenflexibilität. Durch eine geeignete Gestaltung kann die Menge an zu montierenden Objekten erhöht werden, ohne eine unnötige zusätzliche Belastung für den Montagemitarbeiter zu generieren. Je einfacher die Bauteile gestaltet sind, desto geringer ist der zusätzliche Montageaufwand bei einer Erhöhung der Stückzahlen. Insbesondere eine transportorientierte sowie eine prüf- und testfreundliche Montageobjektgestaltung wirken sich positiv auf die Mengen-flexibilität aus. Die Mengenänderungen können dadurch ohne unnötigen Aufwand bewältigt werden. Zur Erhöhung der Produktqualität eignen sich die Ansätze zur ergonomischen Produktgestaltung. Montagevorgänge, die sich an den Bedürfnissen der Montagemitarbeiter orientieren, verringern die Fehlerquote in der Montage. Ei-ne Erhöhung der Produktqualität ist zudem durch eine orientierungsfreundliche Ob-jektgestaltung, die Reduzierung der Vielfalt der Abmessungen und die Vermeidung von unnötig engen Toleranzen zu erwarten, da dadurch die Fehler im Rahmen des Montagevorgangs reduziert werden können. Auch die Reduzierung der Teileanzahl erhöht durch die Verringerung der Montagevorgänge die Qualität des Montageob-jekts.899 Insbesondere die transportorientierte Produktgestaltung kann durch die Un-terstützung bei der Realisierung von robusten Prozessen die Prozessqualität erhö-hen. Ebenso steigert die prüffreundliche Montagegestaltung die Qualität der Pro-dukte, da Fehler mit geringem Aufwand identifiziert werden können. Eine demon-tagefreundliche Objektgestaltung erhöht die Produktqualität, da im Rahmen der fi-nalen Qualitätsprüfung identifizierte Fehler an Bauteilen mit geringem Aufwand ausgetauscht werden können. Zur Erhöhung der Prozessqualität eignen sich alle der Ergonomiestrategien sowie alle Strategien zur Vereinfachung der Montageaufgabe. Durch die an den Bedürfnissen der Mitarbeiter orientierte Montageobjektgestaltung werden Prozessfehler reduziert und daraus folgende Stillstandszeiten minimiert. Die transportorientierte Montageobjektgestaltung verhindert Prozessverzögerungen durch beispielsweise Schwierigkeiten beim Beladen der Transportmittel. Da Prüftä-tigkeiten häufig einen Bestandteil des Endmontageprozesses darstellen, erhöht zu-dem eine prüffreundliche Montageobjektgestaltung die Prozessqualität. Die an der Demontage orientierte Montageobjektgestaltung erhöht die Prozessqualität bei Än-derungen am Produkt oder im Rahmen von Wartungsarbeiten, die im Montagepro-zess eingesteuert werden.
899 Vgl. Konold/Reger (2003), S. 13.

238 Modell zur Konfiguration der Kleinserienmontage
Steigerung der
Liefertreue
Erhöhung der Produkt-
flexibilität
Erhöhung der Mengen-
flexibilität
Erhöhung der Produkt-
qualität
Reduzierung der
Durchlaufzeit
Reduzierung der Montage-
kosten
Reduziere die Teileanzahl und integriere Bauteile
Vermeide unnötig enge Toleranzen
Realisiere gut zugänglich Griffstellen/-punkte
Gestalte die Objekte demontagefreundlich
Gestalte die Objekte transportfreundlich
Realisiere einfache Bewegungsmuster beim Fügen
Gestalte die Objekte prüf- und testfreundlich
Reduziere die Vielfalt der Abmessungen
Gestalte die Objekte orientierungsfreundlich
Erleichtere das Zusammenstecken
Ansätze zur MontageobjektgestaltungErhöhung
der Prozess-qualität
Steigerung der
Liefertreue
Erhöhung der Produkt-
flexibilität
Erhöhung der Mengen-
flexibilität
Erhöhung der Produkt-
qualität
Reduzierung der
Durchlaufzeit
Reduzierung der Montage-
kosten
Reduziere die Teileanzahl und integriere Bauteile
Vermeide unnötig enge Toleranzen
Realisiere gut zugänglich Griffstellen/-punkte
Gestalte die Objekte demontagefreundlich
Gestalte die Objekte transportfreundlich
Realisiere einfache Bewegungsmuster beim Fügen
Gestalte die Objekte prüf- und testfreundlich
Reduziere die Vielfalt der Abmessungen
Gestalte die Objekte orientierungsfreundlich
Erleichtere das Zusammenstecken
Ansätze zur MontageobjektgestaltungErhöhung
der Prozess-qualität
hohe Eignung geringe Eignungmittlere Eignung
Ergo
nom
ie-
strat
egie
nV
erei
nfac
hung
der
M
onta
geau
fgab
e
Indi
rekt
e M
onta
ge-
beei
nflu
ssun
g
Abbildung 4-33: Bewertung der Ansätze zur Montageobjektgestaltung
Bewertung der Gestaltungsansätze zur Produktordnungssystemgestaltung: Die Ge-staltungsansätze zur Ausgestaltung des Produktordnungssystems weisen teilweise eine direkte Kostenwirkung auf. Die Verwendung von Standard- und Normteilen zur Ausgestaltung des Produktprogramms ist bei gleicher Funktionserfüllung in der Regel die kostengünstigere Alternative.900 Die Verlagerung des Variantenbestim-mungspunkts ans Ende der Wertschöpfungskette, die Verwendung von Modulen und Systemen sowie der Einsatz von Plattformen sind weitere Gestaltungsansätze, die dazu beitragen, die Montagekosten zu verringern. Die Verlagerung des Varian-tenbestimmungspunkts reduziert insbesondere die Kosten durch Umrüsten und La-gerkosten. In Kombination mit der Verlagerung des Variantenbestimmungspunkts werden häufig Module und Systeme eingesetzt.901 Module und Systeme werden vorgefertigt und in der Endmontage zusammengesetzt, was insbesondere bei kom-plexen Produkten die Reduzierung von Montagekosten beinhaltet. Der Einsatz von Plattformen sowie Baukästen erhöht den Standardisierungsgrad in der Montage, was eine Verringerung der Montagekosten nach sich zieht. Im Rahmen der Pro-duktordnungssystemgestaltung lässt sich insbesondere durch die Verlagerung des Variantenbestimmungspunkts an das Ende der Wertschöpfungskette die Durchlauf-zeit reduzieren. Dies ist auf die hohe Standardisierung und Erfahrungskurveneffekte im Prozess zurück zu führen. Auch die Verwendung von vormontierbaren Modulen und Systemen trägt dazu bei, Montagezeit zu verringern.902 Diese Gestaltungsregel führt dazu, dass die Anzahl der Montageteile verringert wird, was zu einer geringen Anzahl von Montageschritten und dadurch zu einer Durchlaufzeitreduzierung führt. Vergleichbare Effekte, die insbesondere auf einer erhöhten Standardisierung im Montageprozess basieren, sind durch Plattformen, Produktfamilien und die Baukas-tenstrategie zu erreichen. Die Verlagerung des Variantenbestimmungspunkts an das
900 Vgl. Ehrlenspiel (2009), S. 626. 901 Vgl. Wildemann (1993), S. 27 ff. 902 Vgl. Ungeheuer (1986), S. 70 ff.

Modell zur Konfiguration der Kleinserienmontage 239 Ende der Wertschöpfungskette erhöht die Liefertreue. Die späte Bildung von Vari-anten ist ein Ansatz zur Reduzierung der Komplexität und verringert durch standar-disierte Abläufe die Fehlerhäufigkeit im Prozessablauf. Der Einsatz von Modulen und Systemen erleichtert die Austauschbarkeit von Funktionsteilen sowie die An-passung an Änderungen, wodurch die Liefertreue gesteigert werden kann. Auch die beiden Bündelungsstrategien Produktfamilienbildung und Plattformeinsatz eignen sich für die Erhöhung der Einhaltung der Liefertreue. Produktfamilien und Platt-formen steigern die Standardisierung im Prozessverlauf, wodurch diese Auswirkung erklärt werden kann. Die beiden Flexibilitätsstrategien „Verlagerung des Varianten-bestimmungspunkts“ und „Einsatz von Standard- und Normteilen“ erhöhen die Produktflexibilität, da diese Ansätze die Generierung von Varianten erleichtert. Standard und Normteile sind Teile, die in der Regel auf Lager liegen und somit leicht verfügbar sind. Im Rahmen der Verlagerung des Variantenbestimmungs-punkts werden die Montageobjekte möglichst lange im Herstellungsprozess varian-tenneutral montiert, wodurch eine zeitnahe Finalisierung spezifischer Varianten möglich wird. Der Einsatz von Modulen und Systemen eignet sich aufgrund der flexiblen Austauschbarkeit der Bauteile zur Steigerung der Produktflexibilität. Zu-dem tragen die Bündelungsstrategien sowie die Baukastenstrategie zur Erhöhung der Produktflexibilität bei, da diese einen flexiblen Einsatz der Bauteile forcieren. Einen positiven Effekt auf die Mengenflexibilität hat neben der Verlagerung des Variantenbestimmungspunkts der Einsatz von Standard- und Normteilen. Diese Bauteile liegen in der Regel auf Lager, was eine Erhöhung der Menge ohne hohen Aufwand realisierbar macht. Ein vergleichbarer Effekt ist bei Gleichteilen festzu-stellen. Auch der Einsatz von Modulen oder die Realisierung der Baukastenstrategie wirken sich positiv auf die Flexibilität in der Montage aus.903 Die Verbesserung der Mengenflexibilität durch den Einsatz von Plattformen ist als Folge standardisierter Bauteile zu begründen. Der Einsatz von Standard- und Normteilen kann in Teilen zu einer Erhöhung der Produktqualität durch geringere Fehleranfälligkeit sowie eine hohe Standardisierung der Montagetätigkeiten führen.904 Die Erhöhung der Stan-dardisierung im Prozessverlauf durch die Verlagerung des Variantenbestimmungs-punkts ans Ende des Montageprozesses verringert die Fehlerhäufigkeit am Monta-geobjekt. Der Einsatz von Modulen und Systemen eignet sich durch die Vormontierbarkeit der Bauteile ebenfalls für die Erhöhung der Produktqualität. Auch der Einsatz von Plattformen, die Bildung von Produktfamilien und die Ver-wendung von Baukästen erhöhen die Produktqualität durch Standardisierung. Auf-grund des hohen Prozessgleichlaufs wirkt sich die Verlagerung des Variantenbe-stimmungspunkts ans Ende der Wertschöpfungskette positiv auf die Qualität des
903 Vgl. Firchau/Franke (2002), S. 74 f. 904 Vgl. Eversheim (1990), S. 123.

240 Modell zur Konfiguration der Kleinserienmontage Montageprozesses aus, da die Prozessqualität durch die damit verbundene Verein-heitlichung der Prozesse erhöht wird.905 Der Prozess ist weniger fehleranfällig und robuster. Vergleichbare Effekte erzielt der Einsatz von Standard- und Normteilen, Modulen und Systemen sowie Gleichteilen. Auch der Einsatz von Plattformen und die Bildung von Produktfamilien sowie die Baukastenstrategie verwirklichen eine höhere Wiederholhäufigkeit und damit eine gesteigerte Prozessstabilität und -qualität.
Steigerung der
Liefertreue
Erhöhung der Produkt-
flexibilität
Erhöhung der Mengen-
flexibilität
Erhöhung der Produkt-
qualität
Reduzierung der
Durchlaufzeit
Reduzierung der Montage-
kosten
Wende die Baukastenstrategie an
Bilde Produktfamilien
Verwende Module und Systeme
Verwende Standard- und Normteile
Setze Plattformen ein
Verwende Gleichteile
Verlagere Variantenbestimmungspkt ans Ende d. WSK
Ansätze zur ProduktordnungssystemgestaltungErhöhung
der Prozess-qualität
Steigerung der
Liefertreue
Erhöhung der Produkt-
flexibilität
Erhöhung der Mengen-
flexibilität
Erhöhung der Produkt-
qualität
Reduzierung der
Durchlaufzeit
Reduzierung der Montage-
kosten
Wende die Baukastenstrategie an
Bilde Produktfamilien
Verwende Module und Systeme
Verwende Standard- und Normteile
Setze Plattformen ein
Verwende Gleichteile
Verlagere Variantenbestimmungspkt ans Ende d. WSK
Ansätze zur ProduktordnungssystemgestaltungErhöhung
der Prozess-qualität
Flex
ibi-
lität
s-st
rate
gien
Sp.-
Strt.
Bün
delu
ngs-
stra
tegi
en
Sp.-
Bd.
-St
rt.
hohe Eignung geringe Eignungmittlere Eignung
Abbildung 4-34: Bewertung der Ansätze zur Produktordnungssystemgestal-tung
Bewertung der Gestaltungsansätze zur Montageorganisationsformgestaltung: Zur Reduzierung der Montagekosten eignen sich Montageorganisationsformen, die ne-ben der geforderten Produktivität eine ausreichend hohe Flexibilität und Qualität der zu montierenden Produkte sicherstellen. Während die Vorteile der Gruppen-montage in der flexiblen Reaktion auf Änderungen liegen, weisen Fließmontagesys-teme eine hohe Produktivität und Kapazitätsauslastung auf.906 Aufgrund ihrer hohen Produktivität sind die Reihen- und Fließmontage sehr gut dazu geeignet, die Durch-laufzeiten zu reduzieren. Die Steigerung der Liefertreue wird durch die Montageor-ganisationsform nur gering beeinflusst, da jeweils die Ausgestaltung des Systems von Relevanz ist. Nur die hohe Flexibilität der Gruppenmontage weist einen leicht positiven Effekt auf die Liefertreue auf. Da die Baustellen- und Gruppenmontage dazu geeignet sind, flexibel und schnell auf Schwankungen des Variantenbedarfs zu reagieren, wirken diese Prinzipien positiv auf die Erhöhung der Produktflexibilität. Die Fließmontage ist nur bedingt dazu geeignet, flexibel auf Produkt- und Stück-zahländerungen zu reagieren.907 Die Baustellen- und Gruppenmontage sind auf-grund der in der Regel hoch qualifizierten und selbstverantwortlichen Mitarbeiter und des fehlenden Taktzwangs besser als die Fließ- und Reihenmontage dazu ge-eignet, die Produktqualität zu erhöhen. Demgegenüber ist im Rahmen der Prozess-qualität eine Abstufung der Eignung komplex. Während in der Gruppenmontage 905 Vgl. Große-Heitmeyer/Wiendahl (2004b), S. 27. 906 Vgl. Kratzsch (2000), S. 10 f. 907 Vgl. Kratzsch (2000), S. 10.
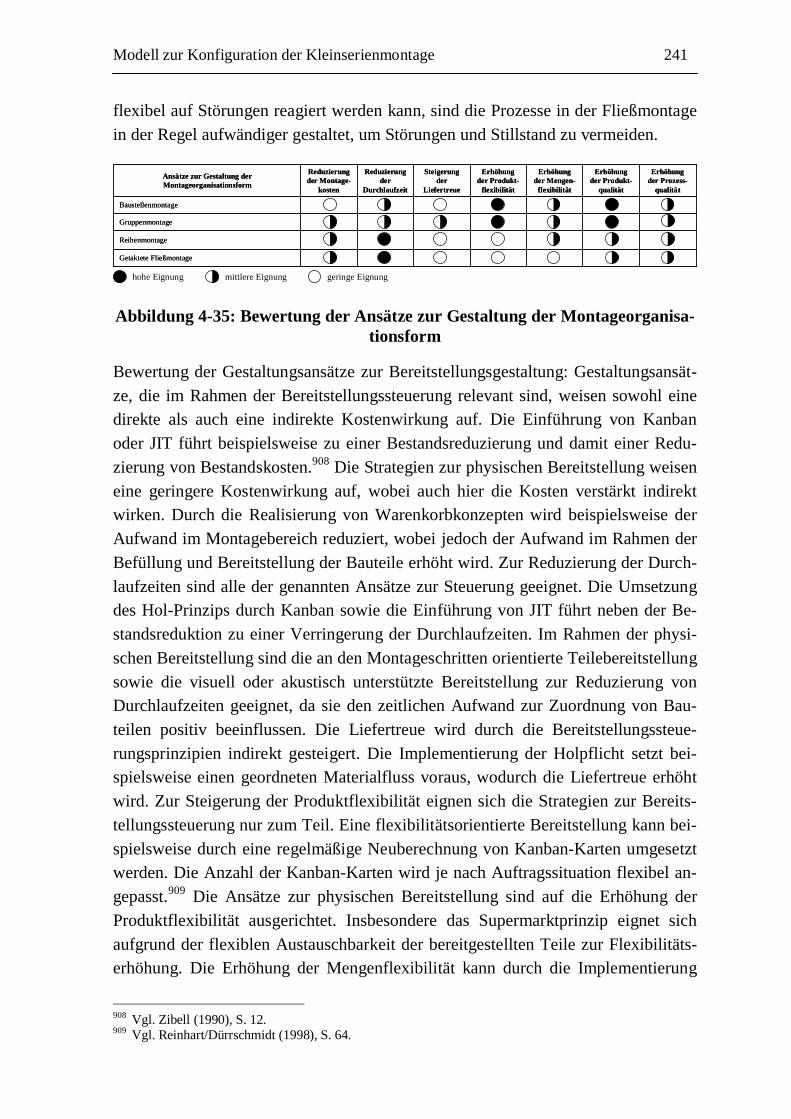
Modell zur Konfiguration der Kleinserienmontage 241 flexibel auf Störungen reagiert werden kann, sind die Prozesse in der Fließmontage in der Regel aufwändiger gestaltet, um Störungen und Stillstand zu vermeiden.
Steigerung der
Liefertreue
Erhöhung der Produkt-
flexibilität
Erhöhung der Mengen-
flexibilität
Erhöhung der Produkt-
qualität
Reduzierung der
Durchlaufzeit
Reduzierung der Montage-
kosten
Reihenmontage
Gruppenmontage
Getaktete Fließmontage
Baustellenmontage
Ansätze zur Gestaltung der Montageorganisationsform
Erhöhung der Prozess-
qualität
Steigerung der
Liefertreue
Erhöhung der Produkt-
flexibilität
Erhöhung der Mengen-
flexibilität
Erhöhung der Produkt-
qualität
Reduzierung der
Durchlaufzeit
Reduzierung der Montage-
kosten
Reihenmontage
Gruppenmontage
Getaktete Fließmontage
Baustellenmontage
Ansätze zur Gestaltung der Montageorganisationsform
Erhöhung der Prozess-
qualität
hohe Eignung geringe Eignungmittlere Eignung
Abbildung 4-35: Bewertung der Ansätze zur Gestaltung der Montageorganisa-tionsform
Bewertung der Gestaltungsansätze zur Bereitstellungsgestaltung: Gestaltungsansät-ze, die im Rahmen der Bereitstellungssteuerung relevant sind, weisen sowohl eine direkte als auch eine indirekte Kostenwirkung auf. Die Einführung von Kanban oder JIT führt beispielsweise zu einer Bestandsreduzierung und damit einer Redu-zierung von Bestandskosten.908 Die Strategien zur physischen Bereitstellung weisen eine geringere Kostenwirkung auf, wobei auch hier die Kosten verstärkt indirekt wirken. Durch die Realisierung von Warenkorbkonzepten wird beispielsweise der Aufwand im Montagebereich reduziert, wobei jedoch der Aufwand im Rahmen der Befüllung und Bereitstellung der Bauteile erhöht wird. Zur Reduzierung der Durch-laufzeiten sind alle der genannten Ansätze zur Steuerung geeignet. Die Umsetzung des Hol-Prinzips durch Kanban sowie die Einführung von JIT führt neben der Be-standsreduktion zu einer Verringerung der Durchlaufzeiten. Im Rahmen der physi-schen Bereitstellung sind die an den Montageschritten orientierte Teilebereitstellung sowie die visuell oder akustisch unterstützte Bereitstellung zur Reduzierung von Durchlaufzeiten geeignet, da sie den zeitlichen Aufwand zur Zuordnung von Bau-teilen positiv beeinflussen. Die Liefertreue wird durch die Bereitstellungssteue-rungsprinzipien indirekt gesteigert. Die Implementierung der Holpflicht setzt bei-spielsweise einen geordneten Materialfluss voraus, wodurch die Liefertreue erhöht wird. Zur Steigerung der Produktflexibilität eignen sich die Strategien zur Bereits-tellungssteuerung nur zum Teil. Eine flexibilitätsorientierte Bereitstellung kann bei-spielsweise durch eine regelmäßige Neuberechnung von Kanban-Karten umgesetzt werden. Die Anzahl der Kanban-Karten wird je nach Auftragssituation flexibel an-gepasst.909 Die Ansätze zur physischen Bereitstellung sind auf die Erhöhung der Produktflexibilität ausgerichtet. Insbesondere das Supermarktprinzip eignet sich aufgrund der flexiblen Austauschbarkeit der bereitgestellten Teile zur Flexibilitäts-erhöhung. Die Erhöhung der Mengenflexibilität kann durch die Implementierung
908 Vgl. Zibell (1990), S. 12. 909 Vgl. Reinhart/Dürrschmidt (1998), S. 64.

242 Modell zur Konfiguration der Kleinserienmontage der Holpflicht sowie das Milkrunprinzip erreicht werden. Voraussetzung dafür ist jedoch der Einsatz von stückzahlflexiblen Behältern und Transportmitteln. Auch Warenkorbkonzepte und das Supermarktprinzip sind dazu geeignet, flexibel auf Stückzahlschwankungen zu reagieren, wobei auch hier mengenvariable Behälter Voraussetzung für den Erfolg der Konzepte sind. Im Bereich der Bereitstellungs-steuerung eignen sich zur Steigerung der Produktqualität die Einführung von Kanban, die Synchronisierung der Bereitstellung und die Vermeidung von Zwi-schenlagern, da diese Steuerungsprinzipien eine hohe Prozessstabilität und eine da-mit verbundene Teileverfügbarkeit voraussetzen. Die bedarfsgesteuerte Bereitstel-lung stellt sicher, dass die benötigten Bedarfe wie gefordert zur Montage vorliegen, wodurch Qualitätsmängel durch Fehl- oder Falschteile reduziert werden. Im Rah-men der physischen Bereitstellung wirkt die an den Montageschritten orientierte geordnete Teilebereitstellung positiv auf die Produktqualität, da dem Montagemit-arbeiter die Reihenfolge der Montageteile vorgegeben wird. Dadurch werden fal-sche Montagereihenfolgen vermieden. Auch die visuelle und akustische Bereitstel-lungsunterstützung vermeidet Fehler in der Montagefolge und den zu montierenden Bauteilen. Etwas abgeschwächter sind die positiven Wirkungen von Warenkorb-konzepten und die Bereitstellung von Kleinteilen durch mitlaufende Wagen. Zur Steigerung der Prozessqualität und damit zur Vermeidung von Stillstandszeiten eig-net sich die Einführung von Kanban, da dadurch Störungen durch nicht vorhandene Bauteile vermieden werden können. Durch die Vermeidung von Zwischenlagern wird zudem eine Steigerung der Prozessqualität erreicht. Dieser Ansatz verringert beispielsweise Störungen durch das Ein- und Auslagern von Bauteilen. Zudem eig-nen sich die Synchronisierung der Bereitstellung sowie das Milkrunprinzip zur Rea-lisierung robuster Prozesse. Im Rahmen der physischen Bereitstellung können alle Ansätze zur Steigerung der Prozessqualität eingesetzt werden, da diese die Warte-zeiten auf Teile reduzieren und Stillstandzeiten durch Falschteile verhindern.
Steigerung der
Liefertreue
Erhöhung der Produkt-
flexibilität
Erhöhung der Mengen-
flexibilität
Erhöhung der Produkt-
qualität
Reduzierung der
Durchlaufzeit
Reduzierung der Montage-
kosten
Realisiere Warenkorbkonzepte
Stelle die Teile orientiert an den Montageschritten bereit
Vermeide Zwischenlager (z.B. durch JIT)
Stelle Kleinteile durch mitlaufende Wagen bereit
Realisiere das Supermarktprinzip
Stelle Material bedarfgesteuert bereit
Unterstütze die Bereitstellung visuell/akustisch
Realisiere das Milkrunprinzip
Synchronisiere die Teilebereitstellung
Implementiere die Holpflicht (Kanban-Prinzip)
Ansätze zur BereitstellungsgestaltungErhöhung
der Prozess-qualität
Steigerung der
Liefertreue
Erhöhung der Produkt-
flexibilität
Erhöhung der Mengen-
flexibilität
Erhöhung der Produkt-
qualität
Reduzierung der
Durchlaufzeit
Reduzierung der Montage-
kosten
Realisiere Warenkorbkonzepte
Stelle die Teile orientiert an den Montageschritten bereit
Vermeide Zwischenlager (z.B. durch JIT)
Stelle Kleinteile durch mitlaufende Wagen bereit
Realisiere das Supermarktprinzip
Stelle Material bedarfgesteuert bereit
Unterstütze die Bereitstellung visuell/akustisch
Realisiere das Milkrunprinzip
Synchronisiere die Teilebereitstellung
Implementiere die Holpflicht (Kanban-Prinzip)
Ansätze zur BereitstellungsgestaltungErhöhung
der Prozess-qualität
hohe Eignung geringe Eignungmittlere Eignung
Stra
tegi
en z
ur
Ber
eits
tellu
ngss
teue
rung
Stra
tegi
en z
ur p
hysi
sche
n B
erei
tste
llung
Abbildung 4-36: Bewertung der Ansätze zur Bereitstellungsgestaltung
Modell zur Konfiguration der Kleinserienmontage 243 Bewertung der Gestaltungsansätze zur Montagelogistikgestaltung: Im Bereich der Montagelogistikgestaltung sind alle analysierten Gestaltungsansätze bis zu einem gewissen Grad dazu geeignet, die Montagekosten zu reduzieren. Bei der Auswahl der Ansätze sind jedoch neben der Kostenreduzierung durch die Einführung des Konzeptes immer die Investitionskosten zu berücksichtigen. Im Rahmen der Layoutgestaltung ist insbesondere das U-Layout zur Reduzierung von Durchlaufzei-ten geeignet. Die Trennung von wertschöpfenden und nicht-wertschöpfenden Tätig-keiten verstärkt dabei die Vorteile des Fließprinzips. Die Realisierung der Ferti-gungssegmentierung oder die Realisierung einer Inselmontage sind weitere Beispie-le für Gestaltungsansätze, die die Durchlaufzeit im Rahmen der Montagelogistik verringern.910 Im Bereich der Materialflussoptimierung verringert die Reduzierung von Schnittstellen Übergabezeiten und gegebenenfalls auftretende Liegezeiten, was sich positiv auf die Durchlaufzeiten auswirkt. Auch die Möglichkeit der Parallelisierung von Montagetätigkeiten ist dazu geeignet, die Durchlaufzeit zu re-duzieren. Zur Steigerung der Liefertreue eignen sich insbesondere Layouts, die eine flexible Reaktion auf Änderungen am Montageprogramm ermöglichen, wie dies beispielsweise bei der Realisierung eines flexiblen Montagelayouts auftritt. Auch die Implementierung von Fertigungssegmenten steigert die Liefertreue im Bereich kleiner Serien, was vor allem durch die Reduzierung von Informationsverlusten in den Fertigungssegmenten erklärt werden kann. Zur Verbesserung der Liefertreue kann im Bereich der Materialflussoptimierung zudem die Reduzierung von Schnitt-stellen und damit die Generierung von robusten Prozessen beitragen, da dadurch die Fehleranfälligkeit der Prozesse reduziert wird. Die Parallelisierung von Montagetä-tigkeiten erhöht die Liefertreue, da durch die Parallelisierung flexibel auf erhöhte Montagestückzahlen reagiert werden kann.
Eine Erhöhung der Produkt- und der Mengenflexibilität kann insbesondere durch die Realisierung einer Inselmontage, die Bildung von Fertigungssegmenten und die Realisierung eines flexiblen Montage-Layouts erreicht werden. Auch die Realisie-rung eines U-Layouts ist zur Erhöhung der Produktflexibilität geeignet. Die genann-ten Ansätze sind stark flexibiliätssteigernd, da diese Layoutformen keine starre Mengen- und Produktausrichtung aufweisen. Die Realisierung eines Linienlayouts trägt nicht wesentlich zur Steigerung der Flexibilität bei. Von den Gestaltungsansät-zen zur Materialflussoptimierung eignet sich insbesondere das Prinzip One-Piece-Flow zur Erhöhung der Produktflexibilität, da dieses Prinzip eine hohe Qualifikati-on der Mitarbeiter in der Montage voraussetzt. Die Parallelisierung von Montage-schritten ist vor allem einzusetzen, wenn das Ziel der Mengenflexibilität erreicht werden soll, da die Parallelisierung eine schnelle Reaktion auf steigende Auftrags-
910 Vgl. Ihme (2006), S. 23 f.

244 Modell zur Konfiguration der Kleinserienmontage mengen ermöglicht. Durch die Möglichkeit der Parallelisierung können bei Bedarf Montagemengen erhöht und reduziert werden, ohne den Hauptmontageablauf zu stören, was mit einem Effizienzverlust verbunden wäre. Zur Erhöhung der Produkt-qualität können im Bereich der Layoutgestaltung die Ansätze U-Layout, Inselmon-tage und Fertigungssegmente umgesetzt werden. Alle diese Ansätze basieren auf einer hohen Mitarbeiterqualifikation und in der Regel einer damit verbundenen ho-hen Eigenmotivation der Mitarbeiter, die sich positiv auf die Produktqualität aus-wirkt. Von den Strategien zur Materialflussoptimierung eignen sich die Minimie-rung von Schnittstellen im Montageablauf und die Konzentration von Betriebsmit-teln zur Erhöhung der Produktqualität, da dadurch Fehler an den Übergabestationen vermieden werden. Die hohe Mitarbeiterqualifikation beim One-Piece-Flow wirkt sich außerdem positiv auf die Produktqualität aus. Auf die Prozessqualität wirkt sich insbesondere die Reduzierung von Schnittstellen positiv aus, da eine geringere Anzahl von Schnittstellen die Robustheit der Prozessabläufe steigert und Fehler an den Schnittstellen vermieden werden. Eine ähnliche, wenn auch geringer positive Wirkung, weist die räumliche Konzentration von Betriebsmitteln auf. Aufgrund des standardisierten Ablaufs wirkt sich die Realisierung eines Linienlayouts positiv auf die Prozessqualität aus. Aufgrund der geringen Fehleranfälligkeit des Ansatzes wird die Prozessqualität auch durch die Realisierung des Prinzips One-Piece-Flow redu-ziert.
Steigerung der
Liefertreue
Erhöhung der Produkt-
flexibilität
Erhöhung der Mengen-
flexibilität
Erhöhung der Produkt-
qualität
Reduzierung der
Durchlaufzeit
Reduzierung der Montage-
kosten
Realisiere One-Piece-Flow
Minimiere Schnittstellen im Montageablauf
Realisiere ein flexibles Montage-Layout
Parallelisiere Montagetätigkeiten
Realisiere eine Inselmontage
Konzentriere Betriebsmittel räumlich
Realisiere ein Linienlayout
Bilde Fertigungssegmente
Realisiere ein U-Layout
Ansätze zur MontagelogistikgestaltungErhöhung
der Prozess-qualität
Steigerung der
Liefertreue
Erhöhung der Produkt-
flexibilität
Erhöhung der Mengen-
flexibilität
Erhöhung der Produkt-
qualität
Reduzierung der
Durchlaufzeit
Reduzierung der Montage-
kosten
Realisiere One-Piece-Flow
Minimiere Schnittstellen im Montageablauf
Realisiere ein flexibles Montage-Layout
Parallelisiere Montagetätigkeiten
Realisiere eine Inselmontage
Konzentriere Betriebsmittel räumlich
Realisiere ein Linienlayout
Bilde Fertigungssegmente
Realisiere ein U-Layout
Ansätze zur MontagelogistikgestaltungErhöhung
der Prozess-qualität
hohe Eignung geringe Eignungmittlere Eignung
Stra
tegi
en z
ur
Layo
utge
stal
tung
Stra
tegi
en z
ur
Mat
eria
lflus
s-op
timie
rung
Abbildung 4-37: Bewertung der Ansätze zur Montagelogistikgestaltung
Bewertung der Gestaltungsansätze zur Mitarbeitereinsatzgestaltung: Nahezu alle der berücksichtigten Ansätze der Arbeitszeitmodelle sind zumindest mittelmäßig zur Reduzierung der Montagekosten geeignet. Die Kostenreduzierung resultiert bei den Arbeitszeitmodellen aus der gesteigerten Flexibilität, die diese Konzepte ermögli-chen. Bei Schichtarbeit wiegen die erhöhten Kosten von beispielsweise Nachtarbeit aus Kostengesichtspunkten die Kostenvorteile auf. Die Strategien zur Arbeitsorga-nisationsgestaltung führen aufgrund der höheren Mitarbeitermotivation als Folge der höheren Selbstverantwortung implizit zu einer Kostenreduzierung. Eine Aus-

Modell zur Konfiguration der Kleinserienmontage 245 nahme bildet die Einführung von tayloristischen Arbeitsgruppen. Diese Form weist nicht die Motivationsvorteile von teilautonomen Arbeitsgruppen auf und die Kos-tenreduzierung dieses Ansatzes wird nur in Kombination mit geeigneten Montage-organisationsformen erreicht. Zur Reduzierung der Durchlaufzeit trägt nur einer der Ansätze der Arbeitszeitmodelle bei. Nur bei der Schichtarbeit wird durch die Ein-führung einer weiteren Schicht die vom Kunden wahrgenommene Durchlaufzeit reduziert. Von den Strategien zur Arbeitsorganisationsgestaltung eignet sich keiner der Ansätze zur Reduzierung der Durchlaufzeit. Die Steigerung der Liefertreue kann durch alle Arbeitszeitmodelle erreicht werden, da die sowohl zeitliche als auch inhaltliche flexible Reaktion auf Änderungen im Produktionsprogramm kurzfristig und mit geringem Aufwand realisiert werden können. Von den Strategien zur Ar-beitsorganisationsgestaltung eignen sich aus den gleichen Gründen wie bei den Ar-beitszeitmodellen die Ansätze Job Enlargement und teilautonome Arbeitsgruppen zur Steigerung der Liefertreue. Die Erhöhung der Produktflexibilität kann durch die Realisierung eines tätigkeitsflexiblen Mitarbeitereinsatzes sehr gut erreicht werden. Im Bereich der Arbeitsorganisationsgestaltung eignen sich die Ansätze des Job Enlargement, Job Rotation und teilautonome Arbeitsgruppen zur Erhöhung der Pro-duktflexibilität. Diese drei Ansätze forcieren die Mehrfachqualifikation von Mitar-beitern, was deren flexiblen Einsatz ermöglicht. Eine Steigerung der Mengenflexibi-lität kann insbesondere durch die Ansätze KAPOVAZ und Schichtarbeit erreicht werden. Auch die weiteren Ansätze aus dem Bereich der Arbeitszeitmodelle sind dazu geeignet, die Mengenflexibilität zu erhöhen. Die Ansätze Job Enlargement, Job Rotation und teilautonome Arbeitsgruppen eignen sich aufgrund des dadurch möglichen tätigkeitsflexiblen Mitarbeitereinsatzes auch zur Steigerung der Mengen-flexibilität.
Führe tayloristische Arbeitsgruppen ein
Realisiere Job Rotation
Führe teilautonome Arbeitsgruppen ein
Steigerung der
Liefertreue
Erhöhung der Produkt-
flexibilität
Erhöhung der Mengen-
flexibilität
Erhöhung der Produkt-
qualität
Reduzierung der
Durchlaufzeit
Reduzierung der Montage-
kosten
Realisiere Job Enrichment
Realisiere Schichtarbeit
Realisiere Ampelkonten
Realisiere Job Enlargement
Realisiere Arbeitszeitkonten
Realisiere die Selbstkontrolle der Montagequalität
Realisiere KAPOVAZ
Realisiere Gleitzeitkonten
Realisiere einen tätigkeitsflexiblen Mitarbeitereinsatz
Ansätze zur MitarbeitereinsatzgestaltungErhöhung
der Prozess-qualität
Führe tayloristische Arbeitsgruppen ein
Realisiere Job Rotation
Führe teilautonome Arbeitsgruppen ein
Steigerung der
Liefertreue
Erhöhung der Produkt-
flexibilität
Erhöhung der Mengen-
flexibilität
Erhöhung der Produkt-
qualität
Reduzierung der
Durchlaufzeit
Reduzierung der Montage-
kosten
Realisiere Job Enrichment
Realisiere Schichtarbeit
Realisiere Ampelkonten
Realisiere Job Enlargement
Realisiere Arbeitszeitkonten
Realisiere die Selbstkontrolle der Montagequalität
Realisiere KAPOVAZ
Realisiere Gleitzeitkonten
Realisiere einen tätigkeitsflexiblen Mitarbeitereinsatz
Ansätze zur MitarbeitereinsatzgestaltungErhöhung
der Prozess-qualität
hohe Eignung geringe Eignungmittlere Eignung
Arb
eits
zeitm
odel
leSt
rate
gien
zur
A
rbei
tsor
gani
satio
nsge
stal
tung
Abbildung 4-38: Bewertung der Ansätze zur Mitarbeitereinsatzgestaltung

246 Modell zur Konfiguration der Kleinserienmontage Von den Arbeitszeitmodellen eignet sich keines explizit zur Erhöhung der Produkt-qualität. Im Bereich der Arbeitsorganisation kann die Realisierung der Selbstkon-trolle der Montagequalität durch die höhere Sensibilisierung der Mitarbeiter zur Steigerung der Produktqualität beitragen. Zur Erhöhung der Prozessqualität kann keiner der Gestaltungsansätze als geeignet identifiziert werden, da alle genannten Ansätze eine gewisse Prozessflexibilität voraussetzen, die sich negativ auf die Pro-zessqualität auswirken kann.
4.1.7 Zusammenfassung der Gestaltung des Montagekonfigurationsprozesses
Als Ergebnis der Untersuchung können als Grundlage zur Bildung eines Montage-konfigurationsprozesses fünf Leitlinien genannt werden, die den Rahmen bilden in welchem sich die Ausgestaltung des Modells bewegt. Folgende Leitlinien wurden identifiziert: Ganzheitlichkeit gewährleisten, Orientierung an den Montagezielen sicherstellen, Komplexitätsreduzierung und -beherrschung sicherstellen, Orientie-rung am Kunden sicherstellen sowie Orientierung an den Prozessen sicherstellen. Zudem wurde ein vierphasiger Prozess erarbeitet, der zur Konfiguration der Klein-serienmontage durchlaufen wird. Der Prozess setzt sich aus den Phasen montageori-entierte Produktgestaltung, Montageorganisationsformauswahl, Montagegestaltung und zielorientierte Produkt- und Montagegestaltung zusammen. Die Phase monta-georientierte Produktgestaltung wird in die Gestaltungsbereiche Montageobjektge-staltung und die Produktordnungssystemgestaltung unterteilt. Die Montagegestal-tung setzt sich aus den Bereichen Bereitstellungs-, Montagelogistik- und Mitarbei-tereinsatzgestaltung zusammen. Für jeden der Gestaltungsbereiche wurden sowohl relevante Gestaltungsansätze konkretisiert als auch Methoden identifiziert und be-schrieben. Das Ergebnis zur Ermittlung von geeigneten Gestaltungsansätzen zur Erreichung der Kosten-, Zeit-, Flexibilitäts- und Qualitätsziele der Unternehmen stellt ein Bewertungskonzept dar, welches die Grundlage für die Beurteilung der erwarteten Zielwirkung der Gestaltungsansätze bildet. Für die Ausweisung geeigne-ter Ansätze je Gestaltungsbereich wurden diese entsprechend ihrer Zielwirkung be-wertet.
4.2 Analyse der Einflussgrößen auf den Montagekonfigurationsprozess
Zur Erstellung eines aussagekräftigen Montagekonfigurationsprozesses ist die Iden-tifikation und Quantifizierung der auf die ermittelten Prozessphasen wirkenden Ein-flussgrößen eine Voraussetzung. Sowohl aus den theoretischen als auch den empiri-schen Analysen konnte die Anforderung abgeleitet werden, dass die Empfehlungen zur Produkt- und Montagegestaltung auf den jeweiligen Ausprägungen von Ein-flussgrößen basieren und folglich unternehmensspezifisch auszuweisen sind. Dem-zufolge werden die ermittelten Einflussgrößen mithilfe einer quantitativen empiri-

Modell zur Konfiguration der Kleinserienmontage 247 schen Analyse unter Verwendung eines Fragebogens konkretisiert. Die Fragebo-genaktion verfolgte das Ziel, die Einflussgrößen zu quantifizieren und zu ermitteln, welche Einflussgrößenausprägung den Grenzwert zur Empfehlung von Gestaltungs-ansätzen bildet. Die statistisch gestützte Zuordnung der Einflussgrößen auf die Ge-staltungsbereiche stellt ein weiteres Ziel der empirischen Erhebung dar. Die im Rahmen der durchgeführten Analysen bereits identifizierten Einflussgrößen auf die Montagekonfiguration werden nachfolgend charakterisiert, systematisiert und be-stimmten Einflussgrößengruppen zugeordnet.
4.2.1 Klassifizierung der Einflussgrößen
Die für einen Montagekonfigurationsprozess für die Kleinserienfertigung als rele-vant ermittelten Einflussgrößen lassen sich folgenden fünf Einflussgrößengruppen zuordnen:
Einflussgrößengruppe Unternehmen,
Einflussgrößengruppe Produktion,
Einflussgrößengruppe Komplexität,
Einflussgrößengruppe Dynamik und
Einflussgrößengruppe Montagegestaltungsziele.
4.2.1.1 Einflussgrößengruppe Unternehmen
Die Einflussgrößengruppe Unternehmen beinhaltet die Einflussgrößen, die das Un-ternehmen und dessen Struktur betreffen (vgl. Abb. 4-39). Unternehmen sind durch ihre Größe charakterisiert. Die Unternehmensgröße wird häufig durch die beiden Kenngrößen Umsatz und Anzahl der Mitarbeiter definiert.911 Eine zweite Größe zur Charakterisierung bildet die Branche, in der das Unternehmen tätig ist.
Die Unternehmensgröße hat Einfluss auf die Gestaltung der Unternehmensbereiche Fertigung und Montage.912 Kleine und mittelständische Unternehmen (KMU) ver-fügen über geringere finanzielle und personelle Ressourcen als Großunternehmen. Charakteristische, die Montage beeinflussende Merkmale von KMU sind die Leis-tungserstellung nach individuellen Kundenwünschen, der geringe Formalisierungs-
911 Vgl. Pfohl (1997), S. 4. Die Größen Umsatz und Mitarbeiteranzahl werden teilweise durch Gewinn, Jah-
resumsatz und Bilanzsumme ergänzt. Diese Angaben werden von nicht offenlegungspflichtigen Unter-nehmen in der Regel nicht oder nur ungern veröffentlicht, weshalb aus Gründen der Rückläuferquoten-steigerung diese Größen in der quantitativen Analyse nicht abgefragt wurden.
912 Zu den Einflüssen der Unternehmensgröße auf beispielsweise Investitionsentscheidungen und die Mitar-beitermotivation vgl. Uhlmann/Berger (1986), S. 22 f und Grünberg (2009), S. 33 ff.
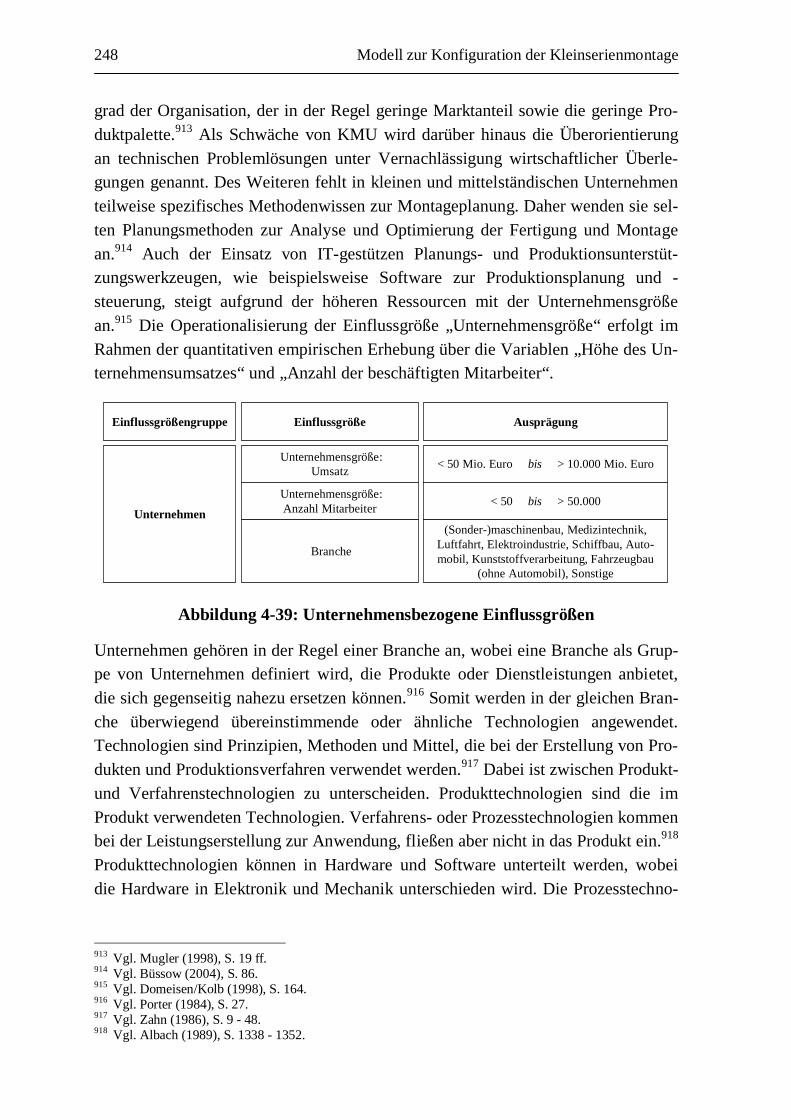
248 Modell zur Konfiguration der Kleinserienmontage grad der Organisation, der in der Regel geringe Marktanteil sowie die geringe Pro-duktpalette.913 Als Schwäche von KMU wird darüber hinaus die Überorientierung an technischen Problemlösungen unter Vernachlässigung wirtschaftlicher Überle-gungen genannt. Des Weiteren fehlt in kleinen und mittelständischen Unternehmen teilweise spezifisches Methodenwissen zur Montageplanung. Daher wenden sie sel-ten Planungsmethoden zur Analyse und Optimierung der Fertigung und Montage an.914 Auch der Einsatz von IT-gestützen Planungs- und Produktionsunterstüt-zungswerkzeugen, wie beispielsweise Software zur Produktionsplanung und -steuerung, steigt aufgrund der höheren Ressourcen mit der Unternehmensgröße an.915 Die Operationalisierung der Einflussgröße „Unternehmensgröße“ erfolgt im Rahmen der quantitativen empirischen Erhebung über die Variablen „Höhe des Un-ternehmensumsatzes“ und „Anzahl der beschäftigten Mitarbeiter“.
Einflussgrößengruppe
Unternehmen
Ausprägung
< 50 Mio. Euro bis > 10.000 Mio. Euro
< 50 bis > 50.000
(Sonder-)maschinenbau, Medizintechnik, Luftfahrt, Elektroindustrie, Schiffbau, Auto-mobil, Kunststoffverarbeitung, Fahrzeugbau
(ohne Automobil), Sonstige
Einflussgröße
Unternehmensgröße: Umsatz
Unternehmensgröße: Anzahl Mitarbeiter
Branche
Abbildung 4-39: Unternehmensbezogene Einflussgrößen
Unternehmen gehören in der Regel einer Branche an, wobei eine Branche als Grup-pe von Unternehmen definiert wird, die Produkte oder Dienstleistungen anbietet, die sich gegenseitig nahezu ersetzen können.916 Somit werden in der gleichen Bran-che überwiegend übereinstimmende oder ähnliche Technologien angewendet. Technologien sind Prinzipien, Methoden und Mittel, die bei der Erstellung von Pro-dukten und Produktionsverfahren verwendet werden.917 Dabei ist zwischen Produkt- und Verfahrenstechnologien zu unterscheiden. Produkttechnologien sind die im Produkt verwendeten Technologien. Verfahrens- oder Prozesstechnologien kommen bei der Leistungserstellung zur Anwendung, fließen aber nicht in das Produkt ein.918 Produkttechnologien können in Hardware und Software unterteilt werden, wobei die Hardware in Elektronik und Mechanik unterschieden wird. Die Prozesstechno-
913 Vgl. Mugler (1998), S. 19 ff. 914 Vgl. Büssow (2004), S. 86. 915 Vgl. Domeisen/Kolb (1998), S. 164. 916 Vgl. Porter (1984), S. 27. 917 Vgl. Zahn (1986), S. 9 - 48. 918 Vgl. Albach (1989), S. 1338 - 1352.
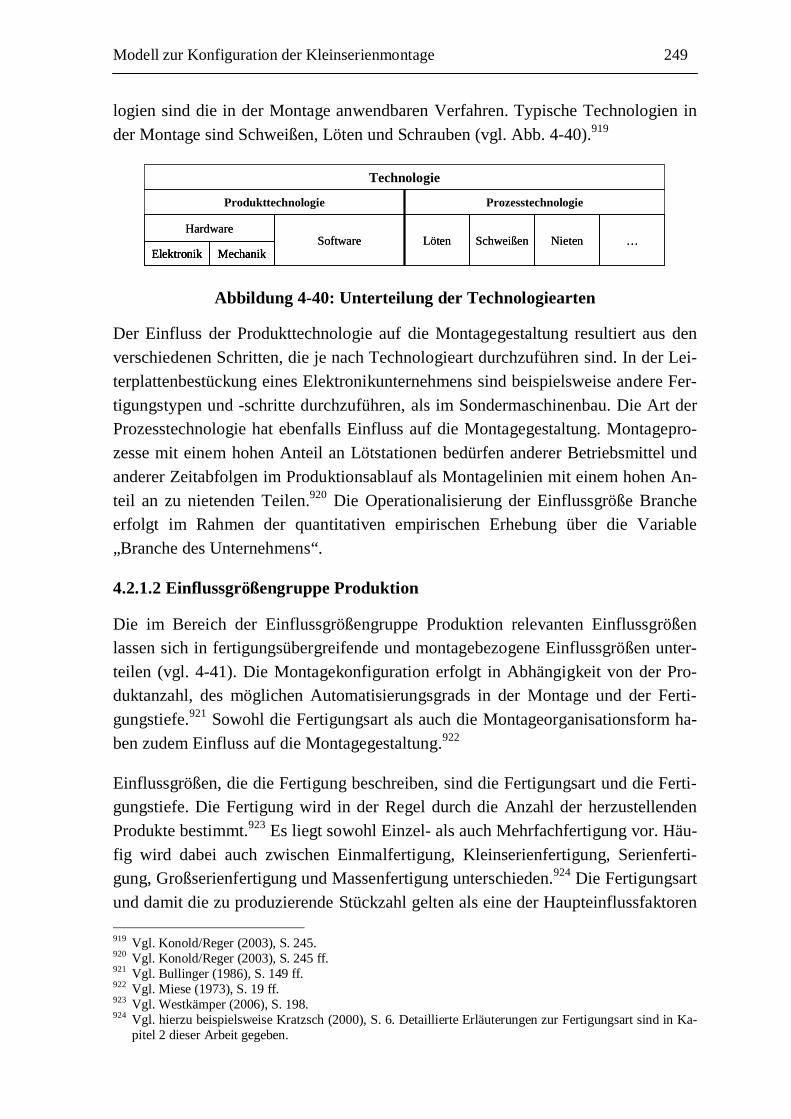
Modell zur Konfiguration der Kleinserienmontage 249 logien sind die in der Montage anwendbaren Verfahren. Typische Technologien in der Montage sind Schweißen, Löten und Schrauben (vgl. Abb. 4-40).919
Technologie
Produkttechnologie Prozesstechnologie
Löten Schweißen Nieten …SoftwareHardware
Elektronik MechanikLöten Schweißen Nieten …Software
Hardware
Elektronik MechanikElektronik Mechanik
Abbildung 4-40: Unterteilung der Technologiearten
Der Einfluss der Produkttechnologie auf die Montagegestaltung resultiert aus den verschiedenen Schritten, die je nach Technologieart durchzuführen sind. In der Lei-terplattenbestückung eines Elektronikunternehmens sind beispielsweise andere Fer-tigungstypen und -schritte durchzuführen, als im Sondermaschinenbau. Die Art der Prozesstechnologie hat ebenfalls Einfluss auf die Montagegestaltung. Montagepro-zesse mit einem hohen Anteil an Lötstationen bedürfen anderer Betriebsmittel und anderer Zeitabfolgen im Produktionsablauf als Montagelinien mit einem hohen An-teil an zu nietenden Teilen.920 Die Operationalisierung der Einflussgröße Branche erfolgt im Rahmen der quantitativen empirischen Erhebung über die Variable „Branche des Unternehmens“.
4.2.1.2 Einflussgrößengruppe Produktion
Die im Bereich der Einflussgrößengruppe Produktion relevanten Einflussgrößen lassen sich in fertigungsübergreifende und montagebezogene Einflussgrößen unter-teilen (vgl. 4-41). Die Montagekonfiguration erfolgt in Abhängigkeit von der Pro-duktanzahl, des möglichen Automatisierungsgrads in der Montage und der Ferti-gungstiefe.921 Sowohl die Fertigungsart als auch die Montageorganisationsform ha-ben zudem Einfluss auf die Montagegestaltung.922
Einflussgrößen, die die Fertigung beschreiben, sind die Fertigungsart und die Ferti-gungstiefe. Die Fertigung wird in der Regel durch die Anzahl der herzustellenden Produkte bestimmt.923 Es liegt sowohl Einzel- als auch Mehrfachfertigung vor. Häu-fig wird dabei auch zwischen Einmalfertigung, Kleinserienfertigung, Serienferti-gung, Großserienfertigung und Massenfertigung unterschieden.924 Die Fertigungsart und damit die zu produzierende Stückzahl gelten als eine der Haupteinflussfaktoren 919 Vgl. Konold/Reger (2003), S. 245. 920 Vgl. Konold/Reger (2003), S. 245 ff. 921 Vgl. Bullinger (1986), S. 149 ff. 922 Vgl. Miese (1973), S. 19 ff. 923 Vgl. Westkämper (2006), S. 198. 924 Vgl. hierzu beispielsweise Kratzsch (2000), S. 6. Detaillierte Erläuterungen zur Fertigungsart sind in Ka-
pitel 2 dieser Arbeit gegeben.

250 Modell zur Konfiguration der Kleinserienmontage im Rahmen der Organisationsformauswahl.925 Nach SCHMIGALLA lässt sich die Fertigungsart jedoch nicht auf die Anzahl der Produktarten und die Produktions-menge je Produktart reduzieren, sondern sie kann durch die Anzahl produktver-schiedener Arbeitsgänge beschrieben werden.926
Einflussgrößengruppe
Produktion
Ausprägung
Einmalfertigung, Einzel- und Kleinserien-fertigung, Serienfertigung,
Großserienfertigung, Massenfertigung
< 20 % bis > 80 %
< 20 % bis > 80 %
Einflussgröße
Fertigung: Fertigungsart
Fertigung: Fertigungstiefe
Montage: Automatisierungsgrad
Montage: Montageorganisationsform
Baustellenmontage, Gruppenmontage, Reihenmontage, Fließmontage
Abbildung 4-41: Produktionsbezogene Einflussgrößen
Im Rahmen dieser Arbeit wird die gebräuchliche Definition der Fertigungsart auf Basis der zu produzierenden Mengen verwendet. Die Fertigungstiefe gibt an, in welchem Grad aufeinander folgende Produktionsstufen innerhalb eines Unterneh-mens vorliegen.927 Die Fertigungstiefe ist mathematisch als Quotient aus Brutto-wertschöpfung und -produktionswert definiert. Je nach Fertigungstiefe werden Mo-dule und Baugruppen zugekauft oder selbst im Unternehmen hergestellt, was den direkten Einfluss der Fertigungstiefe auf die Montagegestaltung verdeutlicht.928 Im Rahmen dieser Arbeit werden die Fertigungsart und die Fertigungstiefe als nur langfristig zu ändernde und damit als gegebene Einflussgrößen definiert. Die Operationalisierung der Einflussgröße „Fertigung“ erfolgt im Rahmen der quantita-tiven empirischen Erhebung über die Variablen „Fertigungsart“ und „Fertigungstie-fe“.
Einflussgrößen, die direkt der Montage zugeordnet werden können, sind die Monta-georganisationsform und der Automatisierungsgrad in der Montage. Die Montage-organisationsform definiert, ob das Montageobjekt und/oder der Montagearbeits-platz stationär oder bewegt sind. Die Art der Montageorganisationsform beeinflusst somit die Möglichkeiten der Ablaufgestaltung, der Montageunterstützung durch Maschinen, die Möglichkeiten des flexiblen Mitarbeitereinsatzes und die Anzahl
925 Vgl. Westkämper (2006), S. 198. 926 Vgl. Schmigalla (1995), S. 167. Eine detaillierte Abgrenzung der Fertigungsarten ist in Kapitel 2 dieser
Arbeit gegeben. 927 Vgl. Zäpfel (2000b), S. 132. 928 Vgl. Bullinger/Warnecke/Westkämper (2003), S. 573 f und Ehrlenspiel/Kiewert/Lindemann (2007), S.
33.
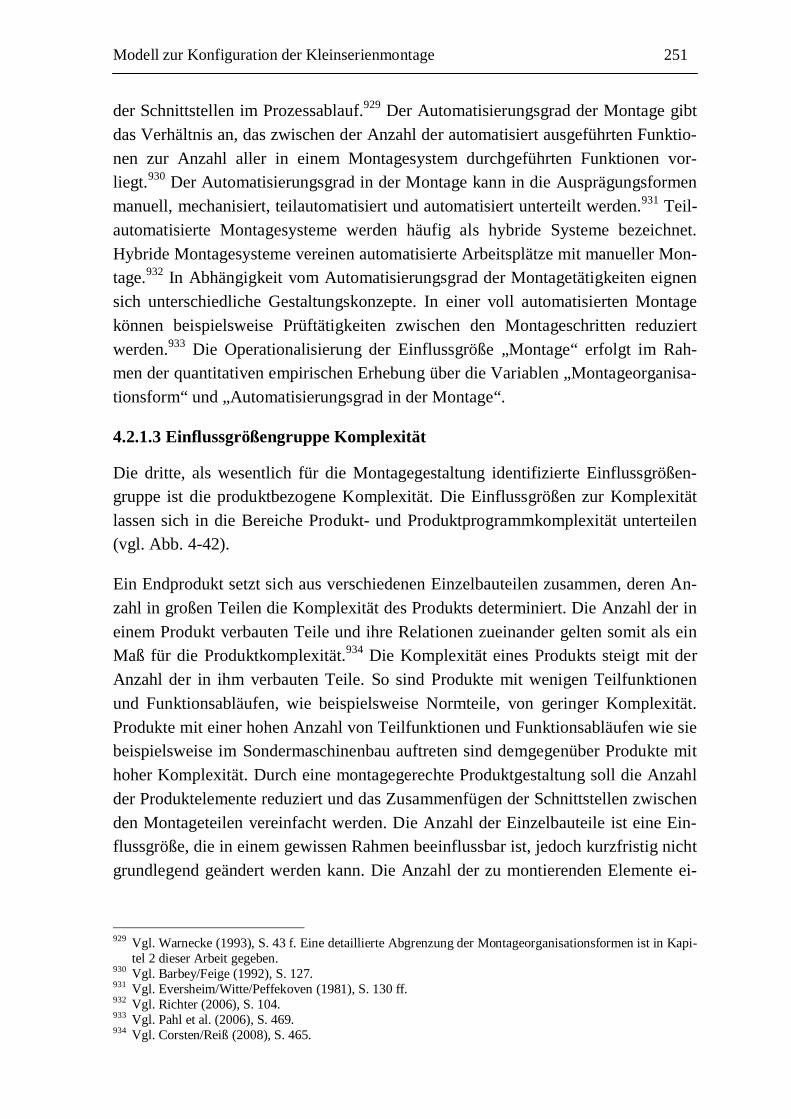
Modell zur Konfiguration der Kleinserienmontage 251 der Schnittstellen im Prozessablauf.929 Der Automatisierungsgrad der Montage gibt das Verhältnis an, das zwischen der Anzahl der automatisiert ausgeführten Funktio-nen zur Anzahl aller in einem Montagesystem durchgeführten Funktionen vor-liegt.930 Der Automatisierungsgrad in der Montage kann in die Ausprägungsformen manuell, mechanisiert, teilautomatisiert und automatisiert unterteilt werden.931 Teil-automatisierte Montagesysteme werden häufig als hybride Systeme bezeichnet. Hybride Montagesysteme vereinen automatisierte Arbeitsplätze mit manueller Mon-tage.932 In Abhängigkeit vom Automatisierungsgrad der Montagetätigkeiten eignen sich unterschiedliche Gestaltungskonzepte. In einer voll automatisierten Montage können beispielsweise Prüftätigkeiten zwischen den Montageschritten reduziert werden.933 Die Operationalisierung der Einflussgröße „Montage“ erfolgt im Rah-men der quantitativen empirischen Erhebung über die Variablen „Montageorganisa-tionsform“ und „Automatisierungsgrad in der Montage“.
4.2.1.3 Einflussgrößengruppe Komplexität
Die dritte, als wesentlich für die Montagegestaltung identifizierte Einflussgrößen-gruppe ist die produktbezogene Komplexität. Die Einflussgrößen zur Komplexität lassen sich in die Bereiche Produkt- und Produktprogrammkomplexität unterteilen (vgl. Abb. 4-42).
Ein Endprodukt setzt sich aus verschiedenen Einzelbauteilen zusammen, deren An-zahl in großen Teilen die Komplexität des Produkts determiniert. Die Anzahl der in einem Produkt verbauten Teile und ihre Relationen zueinander gelten somit als ein Maß für die Produktkomplexität.934 Die Komplexität eines Produkts steigt mit der Anzahl der in ihm verbauten Teile. So sind Produkte mit wenigen Teilfunktionen und Funktionsabläufen, wie beispielsweise Normteile, von geringer Komplexität. Produkte mit einer hohen Anzahl von Teilfunktionen und Funktionsabläufen wie sie beispielsweise im Sondermaschinenbau auftreten sind demgegenüber Produkte mit hoher Komplexität. Durch eine montagegerechte Produktgestaltung soll die Anzahl der Produktelemente reduziert und das Zusammenfügen der Schnittstellen zwischen den Montageteilen vereinfacht werden. Die Anzahl der Einzelbauteile ist eine Ein-flussgröße, die in einem gewissen Rahmen beeinflussbar ist, jedoch kurzfristig nicht grundlegend geändert werden kann. Die Anzahl der zu montierenden Elemente ei-
929 Vgl. Warnecke (1993), S. 43 f. Eine detaillierte Abgrenzung der Montageorganisationsformen ist in Kapi-
tel 2 dieser Arbeit gegeben. 930 Vgl. Barbey/Feige (1992), S. 127. 931 Vgl. Eversheim/Witte/Peffekoven (1981), S. 130 ff. 932 Vgl. Richter (2006), S. 104. 933 Vgl. Pahl et al. (2006), S. 469. 934 Vgl. Corsten/Reiß (2008), S. 465.
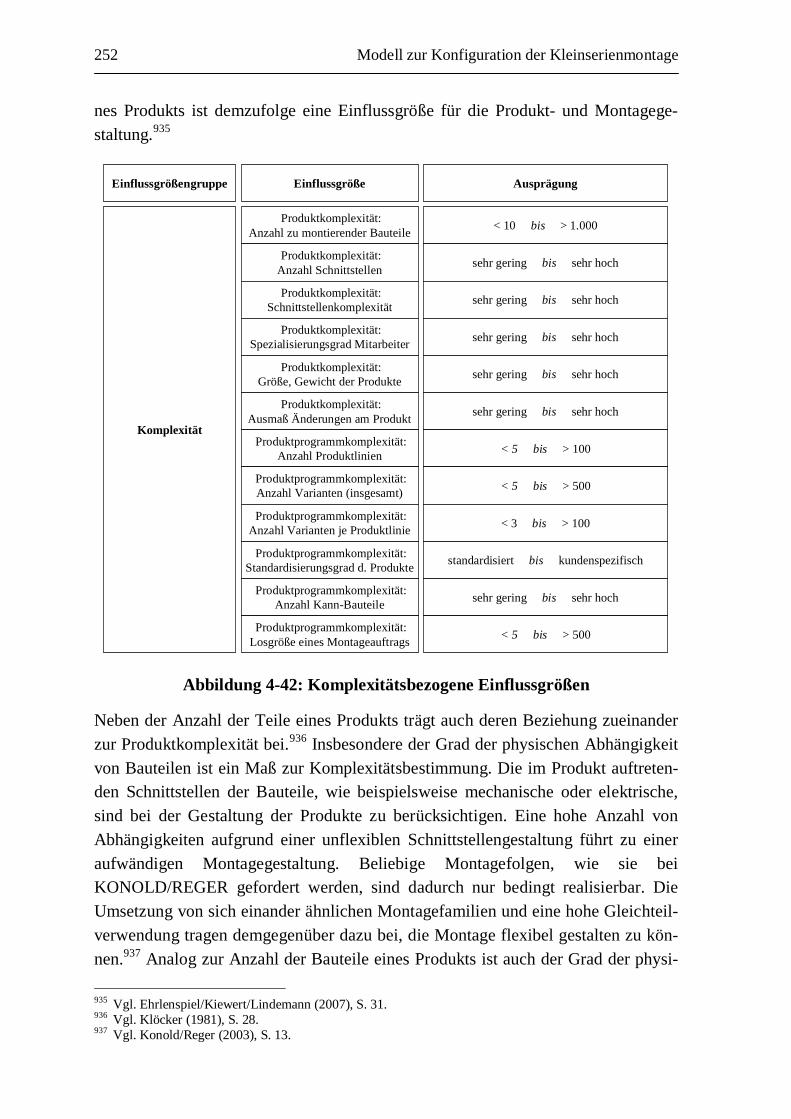
252 Modell zur Konfiguration der Kleinserienmontage nes Produkts ist demzufolge eine Einflussgröße für die Produkt- und Montagege-staltung.935
Einflussgrößengruppe
Komplexität
Ausprägung
< 10 bis > 1.000
sehr gering bis sehr hoch
sehr gering bis sehr hoch
Einflussgröße
Produktkomplexität: Anzahl zu montierender Bauteile
Produktkomplexität: Anzahl Schnittstellen
Produktkomplexität: Schnittstellenkomplexität
Produktkomplexität: Spezialisierungsgrad Mitarbeiter sehr gering bis sehr hoch
sehr gering bis sehr hochProduktkomplexität: Größe, Gewicht der Produkte
Produktkomplexität: Ausmaß Änderungen am Produkt sehr gering bis sehr hoch
< 5 bis > 100
< 5 bis > 500
< 3 bis > 100
Produktprogrammkomplexität: Anzahl Produktlinien
Produktprogrammkomplexität: Anzahl Varianten (insgesamt)
Produktprogrammkomplexität: Anzahl Varianten je Produktlinie
Produktprogrammkomplexität: Standardisierungsgrad d. Produkte standardisiert bis kundenspezifisch
sehr gering bis sehr hochProduktprogrammkomplexität: Anzahl Kann-Bauteile
< 5 bis > 500Produktprogrammkomplexität: Losgröße eines Montageauftrags
Abbildung 4-42: Komplexitätsbezogene Einflussgrößen
Neben der Anzahl der Teile eines Produkts trägt auch deren Beziehung zueinander zur Produktkomplexität bei.936 Insbesondere der Grad der physischen Abhängigkeit von Bauteilen ist ein Maß zur Komplexitätsbestimmung. Die im Produkt auftreten-den Schnittstellen der Bauteile, wie beispielsweise mechanische oder elektrische, sind bei der Gestaltung der Produkte zu berücksichtigen. Eine hohe Anzahl von Abhängigkeiten aufgrund einer unflexiblen Schnittstellengestaltung führt zu einer aufwändigen Montagegestaltung. Beliebige Montagefolgen, wie sie bei KONOLD/REGER gefordert werden, sind dadurch nur bedingt realisierbar. Die Umsetzung von sich einander ähnlichen Montagefamilien und eine hohe Gleichteil-verwendung tragen demgegenüber dazu bei, die Montage flexibel gestalten zu kön-nen.937 Analog zur Anzahl der Bauteile eines Produkts ist auch der Grad der physi- 935 Vgl. Ehrlenspiel/Kiewert/Lindemann (2007), S. 31. 936 Vgl. Klöcker (1981), S. 28. 937 Vgl. Konold/Reger (2003), S. 13.

Modell zur Konfiguration der Kleinserienmontage 253 schen Abhängigkeiten beeinflussbar. Eine grundlegende Veränderung der Schnitt-stellengestaltung ist aufgrund von technischen Einschränkungen häufig nicht gege-ben. Beispielsweise kann bei einer Veränderung der Schnittstelle zwischen zwei Blechen diese leichter angepasst werden (Nieten versus Schweißen) als beispiels-weise eine elektronische Schnittstelle. Die Schnittstelle zwischen der Tür des Fahr-zeugs und der Karosserie ist nicht kurzfristig umzugestalten, da die Produktionspro-zesse zweier Unternehmen betroffen sind und die Funktionalität der Schnittstelle gewahrt werden muss. Dadurch weist die Schnittstelle zwischen den beiden Bautei-len eine hohe Abhängigkeit auf. Der für die Montage notwendige Spezialisierungs-grad der Mitarbeiter ist eine weitere Einflussgröße in der Montage. Beispielsweise reduzieren sich die Montagezeiten mit der Erhöhung des Spezialisierungsgrads der Mitarbeiter.938 Für komplexe Montageoperationen ist ein hoher Spezialisierungs-grad der Montagemitarbeiter von großer Bedeutung. Liegt ein Mangel von Spezia-listen vor, sind die Montageobjekte montagefreundlicher und geringer fehleranfällig zu gestalten. Zudem sind Bereitstellungsstrategien zu wählen, die die Wahrschein-lichkeit der falschen Teileauswahl reduzieren. Die Größe und das Gewicht des zu montierenden Produkts beeinflussen vor allem die Auswahl der Montageorganisati-onsform. Jedoch wird auch die Montageobjektgestaltung durch die Produktabmes-sungen und das Gewicht beeinflusst. Eine transportorientierte Produktgestaltung ist insbesondere bei schwer zu handhabenden Produkten relevant und Voraussetzung für einen erfolgreichen Montageablauf.939 Die Komplexität des Produkts erhöht sich zudem mit dem Ausmaß der am Produkt zu erfolgenden Änderungen. Je nach Rei-fegrad des Produkts sind unterschiedlich starke Änderungen im Laufe des Produkt-lebenszyklus notwendig.940 Die Anpassungen von reifen Produkten fallen in der Regel geringer aus als Änderungen zu Beginn der Markteinführung. Je nach Reife-grad ist die Realisierung unterschiedlicher Montagekonzepte sinnvoll und zielfüh-rend. Konzepte, die für störanfällige Prozesse nicht oder nur bedingt geeignet sind, sollten für unreife Produkte nur nach detaillierter Prüfung angewendet werden. Die Operationalisierung des Einflussfaktors „Produktkomplexität“ erfolgt im Rahmen der quantitativen empirischen Erhebung über die Variablen „Anzahl zu montieren-der Bauteile je Produkt“, „Anzahl der Schnittstellen“, „(technische) Komplexität der Schnittstellen“, „Einarbeitungsgrad/Spezialisierungsgrad der Mitarbeiter“, „Grö-ße/Gewicht der Produkte“ und „Ausmaß der Änderungen am Produkt“.
Die Produktprogrammtiefe ist mit der Anzahl der Einzelprodukte je Produktklasse oder Produktlinie definiert. Eine hohe Produktprogrammtiefe ist somit mit einer ho-
938 Vgl. Kratzsch (2000), S. 157. 939 Vgl. Bäßler (1988), S. 62 ff, Konold/Reger (2003), S. 18 und Pawellek (2007), S. 35. 940 Vgl. Baumgärtner (2006), S. 112 f.
254 Modell zur Konfiguration der Kleinserienmontage hen Anzahl von Varianten, der Variantenvielfalt, gleichzusetzen.941 Die Varianten-vielfalt beschreibt nicht nur die Anzahl der Ausführungsformen eines Produkts, sondern auch die einer Baugruppe oder eines einzelnen Bauteils. In der Literatur werden teilweise die Synonyme Varianz oder Varietät verwendet.942 Eine hohe An-zahl von Varianten, die zeitlich abwechselnd montiert werden, führt zu geringen Lerneffekten bei den Mitarbeitern und zu einer aufwändigen Haltung von montage-relevanten Daten.943 Zielführend ist eine Gestaltung der Varianten nach Ähnlich-keitsgesichtspunkten, um trotz hoher Varianten Ähnlichkeitsvorteile in der Montage generieren zu können. Die Produktprogrammbreite eines Unternehmens gibt die Anzahl der unterschiedlichen Produktlinien an.944 Produktlinien sind Produktgrup-pen, zwischen denen auf Basis verschiedener Kriterien, wie beispielsweise einem engen Bedarfs- oder Produktionszusammenhang, eine enge Beziehung besteht.945 Eine hohe Produktprogrammbreite führt zu aufwändiger Montageplanung, da unter-schiedliche Montagelinien und -systeme je Produktlinie zu gestalten und zu realisie-ren sind. Der Standardisierungsgrad der Produkte gibt an, ob Produkte standardisiert oder kundenspezifisch zu produzieren sind. Der Standardisierungsgrad von Produk-ten kann zwischen den beiden Extremen „standardisiertes Produktprogramm“ und „kundenspezifisches Produktprogramm“ liegen. In Abhängigkeit vom Standardisie-rungsgrad variiert der in der Montage notwendige Grad der Flexibilität. Je geringer der Standardisierungsgrad ist, desto höher ist der erforderliche Grad an Flexibilität. Zudem steigen Informations- und Kommunikationsbedarf in der Produktion.946 Eine weitere Einflussgröße ist die Anzahl der möglichen Kann-Bauteile zur Bildung der Varianten. Die Anzahl der Kann-Bauteile ist eine Indikation für die Produktpro-grammkomplexität. Je höher die Anzahl der Kann-Bauteile ist, desto höher ist die Komplexität des Produktprogramms. Ein Ansatz im Rahmen der Variantenbeherr-schung ist demzufolge beispielsweise die Reduzierung der kombinierbaren Bauteile und Objekte.947 Eine weitere Kenngröße zur Bewertung der Produktprogrammkom-plexität ist die Losgröße je Montageauftrag, da dieser Wert ein Maß dafür ist, wel-che Wiederholhäufigkeit je Losgröße vorliegt. Die Operationalisierung der Ein-flussgröße „Produktprogrammkomplexität“ erfolgt über die Variablen „Anzahl der Produktlinien (ohne Varianten)“, „Anzahl der Varianten (insgesamt)“, „Anzahl der Varianten (je Produktlinie)“, „Standardisierungsgrad der Produkte“, „Anzahl Kann-Bauteile für Variantenbildung“ und „Losgröße eines Montageauftrags“.
941 Vgl. Lingnau (1994), S. 106. 942 Vgl. Große-Heitmeyer/Wiendahl (2004a), S. 7. 943 Vgl. Zäh (2006), S. 14. 944 Vgl. Lingnau (1994), S. 106. 945 Vgl. Meffert/Burmann/Kirchgeorg (2007), S. 401. 946 Vgl. Reichwald/Dietel (1991), S. 463. 947 Vgl. Firchau/Franke (2002), S. 53.
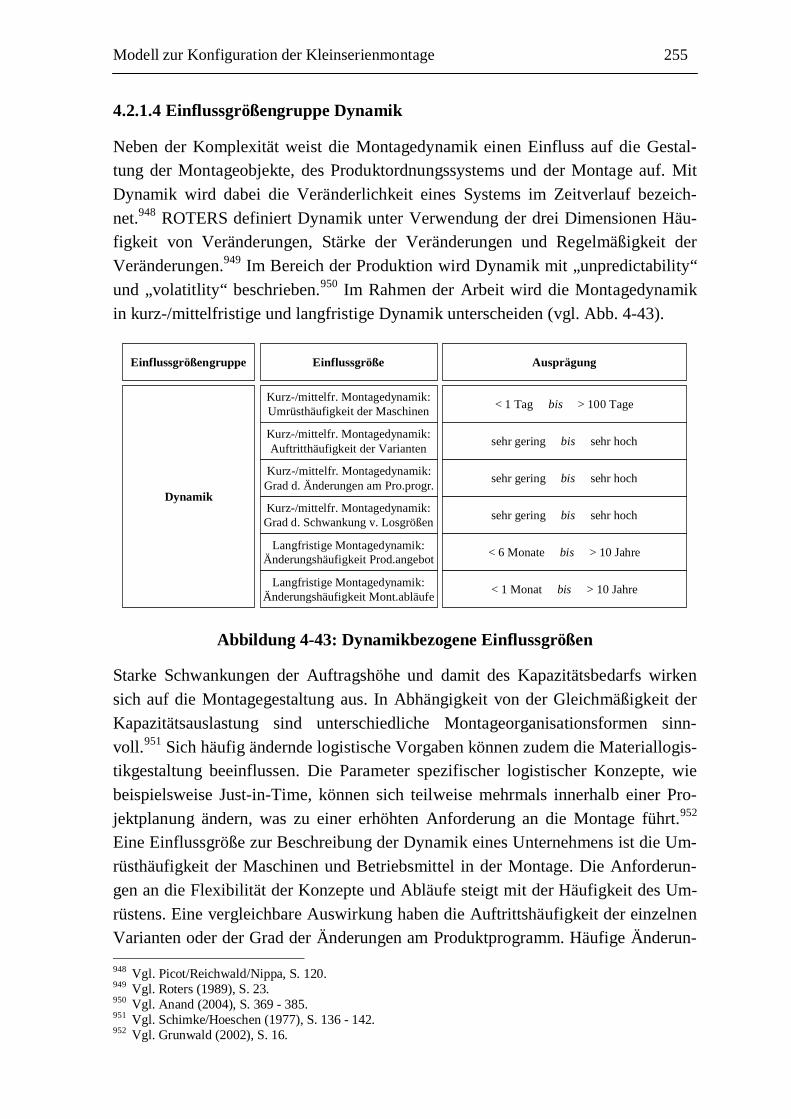
Modell zur Konfiguration der Kleinserienmontage 255 4.2.1.4 Einflussgrößengruppe Dynamik
Neben der Komplexität weist die Montagedynamik einen Einfluss auf die Gestal-tung der Montageobjekte, des Produktordnungssystems und der Montage auf. Mit Dynamik wird dabei die Veränderlichkeit eines Systems im Zeitverlauf bezeich-net.948 ROTERS definiert Dynamik unter Verwendung der drei Dimensionen Häu-figkeit von Veränderungen, Stärke der Veränderungen und Regelmäßigkeit der Veränderungen.949 Im Bereich der Produktion wird Dynamik mit „unpredictability“ und „volatitlity“ beschrieben.950 Im Rahmen der Arbeit wird die Montagedynamik in kurz-/mittelfristige und langfristige Dynamik unterscheiden (vgl. Abb. 4-43).
Einflussgrößengruppe
Dynamik
Ausprägung
< 1 Tag bis > 100 Tage
sehr gering bis sehr hoch
sehr gering bis sehr hoch
Einflussgröße
Kurz-/mittelfr. Montagedynamik: Umrüsthäufigkeit der Maschinen
Kurz-/mittelfr. Montagedynamik: Auftritthäufigkeit der Varianten
Kurz-/mittelfr. Montagedynamik: Grad d. Änderungen am Pro.progr.
Kurz-/mittelfr. Montagedynamik: Grad d. Schwankung v. Losgrößen sehr gering bis sehr hoch
< 6 Monate bis > 10 JahreLangfristige Montagedynamik: Änderungshäufigkeit Prod.angebot
Langfristige Montagedynamik: Änderungshäufigkeit Mont.abläufe < 1 Monat bis > 10 Jahre
Abbildung 4-43: Dynamikbezogene Einflussgrößen
Starke Schwankungen der Auftragshöhe und damit des Kapazitätsbedarfs wirken sich auf die Montagegestaltung aus. In Abhängigkeit von der Gleichmäßigkeit der Kapazitätsauslastung sind unterschiedliche Montageorganisationsformen sinn-voll.951 Sich häufig ändernde logistische Vorgaben können zudem die Materiallogis-tikgestaltung beeinflussen. Die Parameter spezifischer logistischer Konzepte, wie beispielsweise Just-in-Time, können sich teilweise mehrmals innerhalb einer Pro-jektplanung ändern, was zu einer erhöhten Anforderung an die Montage führt.952 Eine Einflussgröße zur Beschreibung der Dynamik eines Unternehmens ist die Um-rüsthäufigkeit der Maschinen und Betriebsmittel in der Montage. Die Anforderun-gen an die Flexibilität der Konzepte und Abläufe steigt mit der Häufigkeit des Um-rüstens. Eine vergleichbare Auswirkung haben die Auftrittshäufigkeit der einzelnen Varianten oder der Grad der Änderungen am Produktprogramm. Häufige Änderun- 948 Vgl. Picot/Reichwald/Nippa, S. 120. 949 Vgl. Roters (1989), S. 23. 950 Vgl. Anand (2004), S. 369 - 385. 951 Vgl. Schimke/Hoeschen (1977), S. 136 - 142. 952 Vgl. Grunwald (2002), S. 16.
256 Modell zur Konfiguration der Kleinserienmontage gen am Produktprogramm und unterschiedlich häufig auftretende, schwer planbare Varianten sowie stark schwankende Losgrößen erfordern Produkte und Montage-formen, die diese Herausforderung beherrschen können. Häufige Umrüstvorgänge und Änderungen in der Montageablaufplanung sind die Folge von stark schwan-kenden Losgrößen, weshalb die Gestaltung der Montage an diese Flexibilitätsanfor-derung anzupassen ist.953 Die Operationalisierung der Einflussgröße „Kurz-/mittelfristige Montagedynamik“ erfolgt im Rahmen der quantitativen empirischen Analyse über die Variablen „Häufigkeit des Umrüstens der Betriebsmittel“, „Auftrittshäufigkeit der einzelnen Varianten“, „Grad der Änderungen am Produkt-programm“ und „Grad der Schwankung von Losgrößen“.
Dynamische Märkte fordern neue Produktkonzepte, die durch neue Produkttechno-logien realisiert werden. Insbesondere in der auftragsbezogenen Kleinserienferti-gung verfolgen Kunden unterschiedliche Ziele, die sie mit dem Produkt erreichen wollen, weshalb überdurchschnittlich häufig Anpassungen an den Produkten und der Montage notwendig sind.954 Neben den kurzfristigen Änderungen an Varianten wirken Änderungen am Produktangebot, die in größeren Zeitabständen erfolgen, und der daraus in der Regel folgenden Veränderung der Montageabläufe auf den Montagekonfigurationsprozess.955 Eine möglichst aufwandsarme Umstellung auf jeweils neue und andere Produkte ist demzufolge das Ziel der Unternehmen. Die Operationalisierung der Einflussgröße „Langfristige Montagedynamik“ erfolgt im Rahmen der quantitativen empirischen Analyse über die Variablen „Häufigkeit der Veränderung des Produktangebots“ und „Häufigkeit der Veränderung der Montage-abläufe“.
4.2.1.5 Einflussgrößengruppe Montagegestaltungsziele
Die im Rahmen der Montagegestaltung verfolgten Ziele leiten sich aus den Unter-nehmenszielen ab und sind beispielsweise geringe Kosten, eine hohe Produktquali-tät, eine hohe Termintreue und geringe Durchlaufzeiten.956 Eine Übersicht der im Rahmen der Arbeit untersuchten gestaltungszielbezogenen Einflussgrößen zeigt Abbildung 4-44.
Die Unternehmensziele werden bei NEBL als Einflussfaktoren auf den Output ge-nannt.957 Für die Produktion sind die in diesem Bereich verfolgten Zielsetzungen
953 Vgl. Firchau et al. (2002), S. 6. 954 Vgl. Firchau/Franke (2002), S. 55. 955 Vgl. Adam (1998), S. 36 f. 956 Vgl. Bloech et al. (2004), S. 9. 957 Vgl. Nebl (2004), S. 28.

Modell zur Konfiguration der Kleinserienmontage 257 ebenso eng mit den Entscheidungen bezüglich der Produktionsprozesse verbunden und beeinflussen deren Ausgestaltung.958
Einflussgrößengruppe
Gestaltungsziele
Ausprägung
trifft nicht zu bis trifft voll zu
trifft nicht zu bis trifft voll zu
trifft nicht zu bis trifft voll zu
Einflussgröße
Kostenziele: Reduzierung der Montagekosten
Zeitziele: Reduzierung der Durchlaufzeit
Zeitziele: Erhöhung der Liefertreue
Flexibilitätsziele: Erhöhung der Produktflexibilität trifft nicht zu bis trifft voll zu
trifft nicht zu bis trifft voll zuFlexibilitätsziele: Erhöhung der Mengenflexibilität
Qualitätsziele: Erhöhung der Produktqualität trifft nicht zu bis trifft voll zu
Qualitätsziele: Erhöhung der Prozessqualität trifft nicht zu bis trifft voll zu
Abbildung 4-44: Gestaltungszielbezogene Einflussgrößen
Durch die Gestaltung der Produkte, des Produktprogramms und der Montage wird von Unternehmen die Reduzierung der (Montage-)kosten angestrebt. Die Produkt-gestaltung trägt in hohem Maße zu den Kosten der Herstellung bei. Jedoch dürfen bei der Produktgestaltung nicht nur die Kosten bei der Montage berücksichtigt wer-den, da es nicht Ziel sein kann, die Vorteile in der Montage durch Nachteile in An-forderungsbereichen zu kompensieren.959 WILDEMANN zeigt die hohe Korrelation zwischen der steigenden Anzahl von Varianten und steigenden Kosten auf.960 Ein Teil der entstehenden Kosten ist dabei auf höhere Kosten in der Produktion und Montage zurückzuführen.961 Die Einführung von Produktionslogistikkonzepten, die Bestände reduzieren (beispielsweise das Kanban-Prinzip), verdeutlicht den Einfluss der Kostenziele auf die Gestaltung der Logistik in der Montage.962 Die Operationalisierung der Einflussgröße Kostenziele erfolgt im Rahmen der Arbeit über die Variable „Reduzierung der (Montage-)kosten“.
Unter Zeitzielen wird im Bereich der Montage nicht nur die Terminsicherheit ver-standen. Sie beinhalten auch die Reduzierung von Durchlaufzeiten.963 Hohe Durch-laufzeiten im Produktionsprozess sind mit einer hohen Kapitalbindung gleichzuset-
958 Vgl. Hinterhuber (2004), S. 63. 959 Vgl. Konold/Reger (2003), S. 6. 960 Vgl. Wildemann (1990), S. 611 - 630. 961 Vgl. Lingnau (1994), S. 122. 962 Vgl. Wildemann (2009i), S. 133. 963 Vgl. Konz (1989), S. 24.
258 Modell zur Konfiguration der Kleinserienmontage zen. Unternehmen, für die die Erreichung der Zeitziele ein hohes Anliegen ist, müs-sen ihre Materiallogistikgestaltung daran orientieren. Mit der Gestaltung der Mon-tage werden die drei wesentlichen Ziele „Minimierung der Durchlaufzeit“, „Maxi-mierung der Kapazitätsauslastung“ und „Minimierung von Terminabweichungen“ verfolgt.964 Die Operationalisierung der Einflussgröße Zeitziele erfolgt im Rahmen der quantitativen Analyse der Arbeit über die Variablen „Erhöhung der Liefertreue“ und „Reduzierung der Durchlaufzeiten“.
Die Steigerung der Flexibilität ist ein weiteres Ziel, das Einfluss auf die Montage hat. Unter dem Begriff der Flexibilität wird die Eigenschaft definiert, sich an ver-schiedene Situationen anpassen zu können.965 Nach MEFFERT ist die Flexibilität eines Systems die Eigenschaft, komplexe, sich wandelnde und schwer vorhersehba-re Umweltsituationen zu bewältigen.966 In der Produktion kann die Anpassungsfä-higkeit durch flexibilitätsorientierte Produktionsstrukturen sowie Produkt- und Pro-duktprogrammgestaltung erreicht werden.967 Nach MILLING/THUN ist beispiels-weise durch den Einsatz einer integrativen Fertigung und der damit verbundenen Fertigungszellenstruktur die Flexibilität in der Produktion zu erhöhen.968 Die Operationalisierung der Einflussgröße Qualitätsziele erfolgt im Rahmen der Arbeit über die Variablen „Erhöhung der Produktflexibilität“ und „Erhöhung der Prozess-flexibilität“.
Die Qualitätsanforderungen an die Produkte und Prozesse eines Unternehmens be-einflussen die Gestaltung der zu montierenden Produkte und die Montageprozesse. Unternehmen, die hohen Wert auf die Qualität ihrer Produkte legen, gestalten ihre Produkte so, dass in der Montage Fehler vermieden werden. Zur Steigerung der Produktqualität liegen dazu verschiedene Ansätze, wie beispielsweise die orientie-rungsfreundliche Gestaltung von Produkten, vor.969 Die Prozessqualität kann durch Stillstandszeiten sowie die Anzahl oder Quote von Störungen im Prozess ausge-drückt werden.970 Das Ziel der Steigerung der Prozessqualität führt zur Anwendung von Konzepten, die diese Auswirkungen reduzieren, wie beispielsweise der konti-nuierlichen Verbesserung im Unternehmen.971 Die im Unternehmen geforderte Pro-dukt- und Prozessqualität ist somit ein Einflussfaktor auf die Materiallogistikgestal-tung. Die Operationalisierung der Einflussgröße Qualitätsziele erfolgt im Rahmen
964 Vgl. Nebl (2004), S. 41. 965 Vgl. Altrogge (1984), Sp. 606. 966 Vgl. Meffert (1985), S. 121 - 137. 967 Vgl. Meffert (1999), S. 475. 968 Vgl. Milling/Thun (2005), S. 251 ff. 969 Vgl. Konold/Reger (2003), S. 17. 970 Vgl. Kratzsch (2000), S. 92. 971 Vgl. Richter (2006), S. 119 f.
Modell zur Konfiguration der Kleinserienmontage 259 der quantitativen empirischen Analyse über die Variablen „Erhöhung der Produkt-qualität“ und „Erhöhung der Prozessqualität“.
4.2.2 Gestaltungsbereichspezifische Zuordnung der Einflussgrößen
Nachfolgend werden unter Berücksichtigung der bereits erzielten Erkenntnisse die identifizierten Einflussgrößen den Phasen des Montagekonfigurationsprozesses zu-geordnet. Die Überprüfung der Einflussgrößen je Phase sowie die finale Zuordnung auf die Phasen des Montagekonfigurationsprozesses erfolgt im Rahmen der empiri-schen Analyse auf Basis der Ergebnisse der quantitativen Analyse.
Die erste Phase des Montagekonfigurationsprozesses beinhaltet die Montageobjekt- und die Produktordnungssystemgestaltung. Im Rahmen der Produktgestaltung sind insbesondere Einflussgrößen, die die Produkt- und die Produktprogrammkomplexi-tät betreffen, relevant. Zudem wirken Einflussgrößen, die dem Bereich der Monta-gedynamik zuzuordnen sind, auf diese Phase. Die Komplexität des Montageobjekts resultiert aus den Kundenanforderungen. Die Gestaltung komplexer Produkte muss intensiver und detaillierter erfolgen als die montagorientierte Gestaltung konstruktiv einfacher Produkte. Die zu erreichende Gestalt und damit die Gesamtheit der geo-metrischen Merkmale der Produkte haben einen starken Einfluss auf die Möglich-keiten der Produktgestaltung. Die Konstruktion und damit die Gestaltung eines Pro-dukts gliedert sich in die vier Phasen der Konstruktionsmethodik: Planen, Konzipie-ren, Entwerfen und Ausarbeiten.972 In Abhängigkeit von der Funktionsvielfalt des Produkts sind im Ablauf des Durchlaufens der vier Phasen die Gestaltungsparame-ter zu realisieren. Hohe Anforderungen an die Produktfunktionen können die Mög-lichkeiten der Montageorientierung einschränken. Ziel des Konstrukteurs ist die Identifikation einer Lösung, die sowohl die Funktion ausreichend erfüllt als auch die Montagefreundlichkeit berücksichtigt. Zudem wirkt sich die Produktkomplexität darauf aus, welche der in der Theorie vorliegenden Methoden zur montageorientier-ten Produktgestaltung sinnvoll heranzuziehen sind. Neben der Komplexität des Montageobjekts wirkt die Produktprogrammkomplexität auf die Möglichkeiten der montageorientierten Produktgestaltung. Eine hohe Anzahl von Varianten und Pro-duktlinien erfordert andere Gestaltungsrichtlinien als Produktprogramme mit einer geringen Produktvielfalt. Eine hohe Vielfalt führt zu häufigem Rüsten und Anlauf-verlusten durch kleine Losgrößen. Die Austaktung der Montage erfordert einen ho-hen Aufwand, wobei zudem die Produktivität sinkt.973 Komplexe Produktprogram- 972 Die Planungsphase beinhaltet die Klärung der Aufgabe und die Erstellung der Anforderungsliste. In der
Konzeptphase werden die Funktionen und die Funktionsstruktur analysiert und Lösungen gefunden. Die Entwurfphase beinhaltet die Grob- und Feingestaltung der Funktionsträger. In der Ausarbeitungsphase wird der Entwurf detailliert und für die Fertigung freigegeben; vgl. hierzu Bäßler (1988), S. 26 ff, Muhs (2005), S. 9 ff und Wiendahl (1997), S. 110 ff.
973 Vgl. Firchau et al. (2002), S. 7.
260 Modell zur Konfiguration der Kleinserienmontage me erfordern demzufolge eine starke Orientierung an der Produktions- und Monta-gefreundlichkeit, um die Fertigungsprozesse beherrschbar zu halten.974 Eine reine Funktionsorientierung in der Montage führt dagegen zu einer Steigerung der Mon-tagekomplexität. Die Beherrschung einer hohen Variantenanzahl kann durch die Anwendung spezifischer Ansätze realisiert werden. Je komplexer das Produktpro-gramm ist, desto sinnvoller ist die Realisierung von Ansätzen, die die Standardisie-rung in den Prozessen erhöht, wie beispielsweise die Verschiebung des Varianten-bestimmungspunktes ans Ende der Wertschöpfungskette. Je nach Ausprägung der Varianten- und Produktvielfalt ist die Realisierung unterschiedlicher Methoden und Montagekonzepte sinnvoll.975 Die Anzahl der zu montierenden Stückzahl, die Häu-figkeit der Wechsel des Produktionsprogramms, die Höhe von Auftragsschwankun-gen und somit die Montagedynamik haben Einfluss auf die Produktgestaltung. Häu-fige Wechsel der vom Kunden geforderten Varianten können durch die Anwendung effektiver Ansätze beherrscht werden. Eine Reduktion der Teilevielfalt durch die Wiederverwendung von im Produktordnungssystem bereits bestehender Bauteile hat einen positiven Einfluss auf die Beherrschung der Komplexität durch Dyna-mik.976 In Abhängigkeit von der erwarteten Montagedynamik ist demzufolge die Ausgestaltung der Produkte und des Produktordnungssystems zu realisieren, um auf die Anforderungen bestmöglich reagieren zu können. Auf die Gestaltung der Ar-beitsabläufe, die Anordnung der Betriebsmittel sowie die Entscheidung für ein Montagekonzept wirkt in erster Linie die gewählte Montageorganisationsform. Da diese auf Basis der Produkt- und Prozessdaten gewählt wurde, wirken die Einfluss-größen, die die Montageorganisationsform beeinflussen, ebenso indirekt auf die da-rauf folgende Ausgestaltung der Montage.977 Neben der Montageorganisationsform scheint insbesondere die in der Montage vorliegende Dynamik wesentlichen Ein-fluss auf die Montagegestaltung aufzuweisen. Auf Basis des Organisationsprinzips des Montagesystems erfolgt in der Regel die technische Ausgestaltung der Monta-ge, die Kapazitätsteilungsplanung, die Arbeitsinhaltplanung und die Materialbereits-tellungsplanung.978 Die Entscheidung für die Gestaltung der Abläufe hängt somit von der Montageorganisationsform und dem Produktionsvolumen ab.979 In Abhän-gigkeit von der Organisationsform sind unterschiedliche Ablauf- und Steuerungs-konzepte zur Montagegestaltung sinnvoll.980 Neben der Abhängigkeit von der Mon-
974 Vgl. Ungeheuer (1986), S. 29 ff. 975 Vgl. Hesselbach/Menge (2002), S. 88 ff. 976 Vgl. Decker (2002), S. 133 f. 977 Vgl. Eversheim (1989), S. 181 ff und Lotter (2006b), S. 173 ff. 978 Vgl. Bullinger (1986), S. 161. 979 Vgl. Lotter (2006b), S. 132. Produkte mit einer Produktgrundfläche von größer 1.500 cm2 werden bei-
spielweise in der Regel in stückweiser Montage gefertigt. Produkte mit einer Produktgrundfläche von kleiner 250 cm2 werden in verrichtungsweiser Montage montiert. Im Bereich zwischen 250 und 1.500 cm2 wird das Ablaufprinzip fallweise entschieden.
980 Vgl. Miese (1973), S. 65.

Modell zur Konfiguration der Kleinserienmontage 261 tageorganisationsform basiert die Auswahl geeigneter Konzepte zur Montagegestal-tung auf der Montagedynamik.981 Unabhängig von der Organisationsform kann die Dynamik in der Montage einen geringen oder hohen Wert aufweisen. In Abhängig-keit von der Montagedynamik sind unterschiedliche Bereitstellungs-, Mitarbeiter-einsatz- und Steuerungskonzepte in der Montage sinnvoll. In einer Montageumge-bung mit geringer Dynamik können starre Konzepte realisiert werden, während in einer Umgebung mit hoher Dynamik Konzepte, die flexibel auf Kapazitäts- und Produktänderungen reagieren können, zu realisieren sind.
Montage-organisations-formauswahl
Montageorientierte Produktgestaltung Montagegestaltung
Phase 1 Phase 2 Phase 3 Phase 4
Zielorientierte Produkt- und Montagegestaltung
Einflussgrößen auf die montageorientierte Produktgestaltung:
• Produktkomplexität
• Produktprogramm-komplexität
• Montagedynamik
Einflussgrößen auf die Montageorganisa-tionsgestaltung:
• Kapazitätsbedarf und Wiederholhäufigkeit
• Transportierbarkeit der Montageobjekte
• 7 weitere Einfluss-größen
Einflussgrößen auf die Montageorganisa-tionsgestaltung:
• Kapazitätsbedarf und Wiederholhäufigkeit
• Transportierbarkeit der Montageobjekte
• 7 weitere Einfluss-größen
Einflussgrößen auf die Montagegestaltung:
• Produktkomplexität
• Produktprogramm-komplexität
• Montagedynamik
• Montageorganisa-tionsform
Einflussgrößen auf die Montagegestaltung:
• Produktkomplexität
• Produktprogramm-komplexität
• Montagedynamik
• Montageorganisa-tionsform
Einflussgrößen auf die zielorientierte Produkt- und Montagegestaltung:
• Kostenziele
• Zeitziele
• Flexibilitätsziele
• Qualitätsziele
Einflussgrößen auf die zielorientierte Produkt- und Montagegestaltung:
• Kostenziele
• Zeitziele
• Flexibilitätsziele
• Qualitätsziele
Abbildung 4-45: Haupteinflussgrößen auf die Phasen des Montagekonfigurati-onsprozesses
Die Einflussgrößen auf den Montagekonfigurationsprozess sind in Abbildung 4-45 zusammenfassend dargestellt. Dazu sind die Einflussgrößen den einzelnen Phasen des Prozesses zugeordnet. Neben den Einflussgrößen auf die Produkt- und Monta-gegestaltung werden auch die Einflussgrößen auf die Montageorganisationsformge-staltung und die zielorientierte Gestaltung aufgezeigt, um eine ganzheitliche Dar-stellung zu realisieren.
4.2.3 Empirische Analyse der Einflussgrößen auf den Montagekonfigurati-onsprozess
Die Einflussgrößen und die Gestaltungsfelder des Montagekonfigurationsprozesses wurden für die empirische Erhebung operationalisiert und in einen standardisierten Fragebogen integriert. Der empirischen Erhebung schließt sich eine Auswertung,
981 Vgl. Eversheim (1989), S. 167 ff.

262 Modell zur Konfiguration der Kleinserienmontage bestehend aus einer Korrelationsanalyse, an, welche auf die empirische Zuordnung der Einflussgrößen zu den Gestaltungsbereichen abzielt. Darauf aufbauend werden die Einflussgrößen durch Medianbildung parametrisiert. Die Ergebnisse bilden die Grundlage für die Ermittlung von Zusammenhängen zwischen der Einflussgrößen-ausprägung und den Gestaltungsempfehlungen.
4.2.3.1 Empirische Analyse der Einflussgrößen des Montagekonfigurations-prozesses
Die auf Basis der theoretischen und qualitativen empirischen Analyse ermittelten Einflussgrößen werden im nächsten Schritt den Gestaltungsbereichen des Montage-konfigurationsprozesses zugeordnet. Die Zuordnung erfolgt über Korrelationsanaly-sen unter Verwendung der Software SPSS (Superior Performing Software Systems). Im Anschluss an die Zuordnung erfolgt die Parametrisierung der Einflussgrößen. Dazu werden durch die Ermittlung des Medians konkrete Parameterwerte je Ein-flussgröße identifiziert, auf deren Basis Gestaltungsempfehlungen je Einflussgrö-ßenkombination gegeben werden können. Abbildung 4-46 zeigt schematisch die Vorgehensweise zur quantitativen empirischen Einflussgrößenanalyse auf.
Einflussgrößenanalyse
1. Ermittlung relevanter Einflussgrößen je Gestaltungsbereich
Zielsetzung
2. Parametrisierung der Einflussgrößen
Vorgehen Ergebnis
Bivariate Analyse: Analyse der Korrelation zwischen Einflussgröße u. Gestaltungsbereich
Ermittlung des Medians: Näherung durch lineare Interpolation und Intervallbildung
Relevante Einflussgrößen je Gestaltungsbereich
Parametrisiertes Grenzintervall je Einflussgröße
Abbildung 4-46: Vorgehensweise zur empirischen Einflussgrößenanalyse
Im Rahmen der quantitativen empirischen Analyse zur Ermittlung der Einflussgrö-ßen, die auf die Gestaltungsbereiche des Montagekonfigurationsprozesses wirken, wurden Korrelationsanalysen durchgeführt. Ziel der Analysen war die Ermittlung von statistisch nachweisbaren Zusammenhängen zwischen den in der Modellbil-dung ermittelten Einflussgrößen und den Phasen des Montagekonfigurationsprozes-ses. Dabei wird die Richtung der Korrelation nicht berücksichtigt, da für die weitere Vorgehensweise nur relevant ist, ob ein Zusammenhang zwischen der Einflussgröße und dem betrachteten Gestaltungsbereich vorliegt. Definitorisch sind Korrelations-analysen dem Bereich der bivariaten Analyseverfahren zuzuordnen.982 Sie dienen dazu, den statistischen Zusammenhang zwischen Variablen aufzuzeigen. Ziel einer Korrelationsanalyse ist es, einen Koeffizienten zu bestimmen, der die Stärke des Zusammenhangs oder den Grad der Beziehung zwischen zwei Merkmalen be- 982 Vgl. Raab/Unger/Unger (2009), S. 223.
Modell zur Konfiguration der Kleinserienmontage 263 schreibt.983 Im Rahmen von Korrelationsanalysen ist für jede der Hypothesen eine konkurrierende Hypothese aufzustellen. Diese wird als Nullhypothese bezeichnet. Die Nullhypothese lautet für jede der Hypothesen jeweils „es gibt keinen Zusam-menhang zwischen der Einflussgröße und der Größe des Gestaltungsbereichs“. Erst die Ablehnung der Nullhypothese führt dazu, dass die Wahrscheinlichkeit vorhan-den ist, dass zwischen der Einflussgröße und der Größe des Gestaltungsbereichs ein Zusammenhang besteht. Im Rahmen der Korrelationsanalyse muss dazu festgelegt werden, mit welcher Irrtumswahrscheinlichkeit die Nullhypothese abgelehnt wer-den soll. Diese Wahrscheinlichkeit wird als Signifikanzniveau bezeichnet.984 Für die Korrelationsanalysen der Untersuchung dieser Arbeit wird ein Signifikanzniveau von mindestens kleiner oder gleich 0,08 gewählt. Zur Überprüfung von Hypothesen können in der Statistik verschiedene Korrelationsanalysen eingesetzt werden.985 Für die Daten der vorliegenden Untersuchung eignet sich der Einsatz eines Rangkorre-lationskoeffizienten, also der Ermittlung einer parameterfreien Korrelation, da die-ser nicht die Voraussetzung aufweist, dass der Zusammenhang zwischen den unter-suchten Variablen linear ist. Für die nachfolgenden Korrelationsanalysen wird der Rangkorrelationskoeffizient Kendall´s Tau-b ermittelt, da dieser eingesetzt werden kann, wenn kleine Stichproben vorliegen und die Skalen ungleiche Teilungen auf-weisen. Zudem sind Variablen auf ordinalskaliertem Niveau, wie sie im Rahmen der empirischen Untersuchung dieser Arbeit vorliegen, für die Ermittlung aussage-kräftiger Ergebnisse ausreichend.986 Der Zahlenwert der im Rahmen der Korrelati-onsanalyse identifizierten Koeffizienten wird als Korrelationskoeffizient r bezeich-net. Der Korrelationskoeffizient liegt zwischen dem Wert minus eins, was eine voll-ständig negative Korrelation bedeutet, dem Wert null, was keine Korrelation bedeu-tet und dem Wert plus eins, was eine vollständig positive Korrelation bedeutet.987
Zur Zuordnung der Einflussgrößen auf die Gestaltungsbereiche des Montagekonfi-gurationsprozesses werden die Einflussgrößen jeweils mit den die Gestaltungsberei-che repräsentierenden Gestaltungsansätzen korreliert. Die Zuordnung der Einfluss-größen dient dabei der Reduzierung der Komplexität bei der Ermittlung von Gestal-tungsempfehlungen je Gestaltungsbereich. Mithilfe der Korrelationsanalysen wer-den demzufolge diejenigen Einflussgrößen je Gestaltungsbereich berücksichtigt, deren Einfluss statistisch signifikant nachweisbar ist. Zielsetzung ist dabei die Konkretisierung der bereits auf Basis der Literaturanalysen und Expertengespräche 983 Vgl. Schulze (2007), S. 124. 984 Vgl. Backhaus et al. (2006), S. 273. 985 In Abhängigkeit der Skalierung der Merkmale kann beispielsweise bei metrisch skalierten Merkmalen der Korrelationskoeffizient nach Bravais-Pearson und bei ordinalskalierten Merkmalen die Rangkorrelation- koeffizienten nach Spearman oder Kendall angewendet werden, vgl. hierzu Schulze (2007), S. 130 f und 134. 986 Vgl. Benninghaus (2005), S. 56. 987 Vgl. Schulze (2007), S. 124.

264 Modell zur Konfiguration der Kleinserienmontage getroffenen Zuordnung, um die Aussagen zu den Gestaltungsempfehlungen auf Ba-sis der dazu am besten geeigneten Größen zu treffen. Eine Zuordnung der zielbezo-genen Einflussgrößen erfolgt dabei nicht, da die Gestaltungsziele in der Regel in allen Gestaltungsbereichen zumindest implizit Einfluss aufweisen. Aufgrund der in der Literatur bereits vorliegenden Untersuchungen zur Auswahl der Montageorga-nisationsform werden die Einflussgrößen dieses Gestaltungsbereichs im Rahmen dieser Arbeit nicht quantitativ analysiert. Bei der Ermittlung von Gestaltungsemp-fehlungen wird auf die Erkenntnisse aus der Theorie zurückgegriffen.
Produktkomplexität
Kurz-/mittelfristige MontagedynamikAuftrittshäufigkeit der einzelnen Varianten
Grad der Schwankung von Losgrößen
ProduktprogrammkomplexitätAnzahl der Varianten (insgesamt)
Anzahl der Produktlinien
Anzahl der Varianten (je Produktlinie)Standardisierungsgrad der Produkte
HaupteinflussgrößeAnzahl der SchnittstellenSchnittstellenkomplexität
Größe, Gewicht der ProdukteAnzahl der Bauteile
Operationalisierung
Einflussgrößen auf die MontageobjektgestaltungPhase 1
Abbildung 4-47: Übersicht der Einflussgrößen auf die Montageobjektgestal-tung
In Abbildung 4-47 werden die Einflussgrößen auf die Montageobjektgestaltung dargestellt. Die detaillierten Ergebnisse der Korrelationsanalysen im Bereich der Montageobjektgestaltung sind in Anhang A1 dargestellt. Die Einflussgrößen auf die Montagobjektgestaltung können den Haupteinflussgrößen Produktkomplexität, Pro-duktprogrammkomplexität und kurz-/mittelfristige Montagedynamik zugeordnet werden, wobei der Schwerpunkt der Einflussgrößen auf der Produkt- und Produkt-programmkomplexität liegt. Einflussgrößen aus der Einflussgrößengruppe Produk-tion konnten nicht als signifikant relevant ermittelt werden.
Die Einflussgrößen auf den Bereich der Produktordnungssystemgestaltung lassen sich analog der Montageobjektgestaltung den Haupteinflussgrößen Produktkomple-xität, Produktprogrammkomplexität und kurz-/mittelfristige Montagedynamik zu-ordnen (vgl. Abb. 4-48). Im Gegensatz zur Montageobjektgestaltung konnte zusätz-lich eine dritte, die kurz-/mittelfristige Montagedynamik abbildende Einflussgröße als relevant identifiziert werden, was eine leicht erhöhte Bedeutung der Dynamik für die Gestaltung der Produktordnungssysteme impliziert. Die Ergebnisse der Kor-relationsanalysen nach Kendall`s Tau-b sind in Anhang A1 im Detail dargestellt.

Modell zur Konfiguration der Kleinserienmontage 265
Einflussgrößen auf die Produktordnungssystemgestaltung
Produktkomplexität
Anzahl der BauteileAnzahl der Schnittstellen
Spezialisierungsgrad der Mitarbeiter
Kurz-/mittelfristige MontagedynamikAuftrittshäufigkeit der einzelnen Varianten
Grad der Schwankung von Losgrößen
Ausmaß der Änderungen am Produkt
ProduktprogrammkomplexitätAnzahl der Varianten (insgesamt)
Anzahl der Produktlinien
Grad der Änderungen am ProduktprogrammStandardisierungsgrad der Produkte
OperationalisierungHaupteinflussgröße
Häufigkeit Umrüsten der Maschinen
Phase 1
Abbildung 4-48: Übersicht der Einflussgrößen auf die Produktordnungssys-temgestaltung
Im Bereich der Bereitstellungsgestaltung ist neben den Haupteinflussgrößen Pro-duktkomplexität, Produktprogrammkomplexität und kurz-/mittelfristige Montage-dynamik auch die langfristige Montagedynamik von Bedeutung (vgl. Abb. 4-49). Zudem lässt sich eine nahezu gleichmäßige Verteilung der Einflussgrößen auf die Haupteinflussgrößengruppen feststellen. Eine ausführliche Darstellung der Ergeb-nisse der Korrelationsanalysen zur Bereitstellungsgestaltung erfolgt in Anhang A2.
Einflussgrößen auf die Bereitstellungsgestaltung
ProduktkomplexitätAnzahl der Bauteile
Größe, Gewicht der Produkte/Bauteile
Kurz-/mittelfristige MontagedynamikGrad der Schwankung von Losgrößen
ProduktprogrammkomplexitätAnzahl der Varianten (je Produktlinie)
Losgröße je Fertigungsauftrag
OperationalisierungHaupteinflussgröße
Häufigkeit Veränderung des ProduktangebotsHäufigkeit Veränderung der Montageabläufe
Langfristige Montagedynamik
Häufigkeit Umrüsten der Maschinen
Phase 3
Abbildung 4-49: Übersicht der Einflussgrößen auf die Bereitstellungsgestal-tung
Die Haupteinflussgrößen auf die Montagelogistikgestaltung sind den Gruppen Pro-duktprogrammkomplexität, kurz-/mittelfristige Montagedynamik, langfristige Mon-tagedynamik und Montage zuzuordnen (vgl. Abb. 4-50). Für die Einflussgrößen der Haupteinflussgrößengruppe Produktkomplexität konnte kein signifikanter Zusam-menhang für diesen Bereich nachgewiesen werden. Die Detailzusammenhänge der Korrelationsanalysen sind in Anhang A2 visualisiert.

266 Modell zur Konfiguration der Kleinserienmontage
Einflussgrößen auf die Montagelogistikgestaltung
Kurz-/mittelfristige Montagedynamik Grad der Schwankung von Losgrößen
Produktprogrammkomplexität Anzahl der Varianten (je Produktlinie)Losgröße je Fertigungsauftrag
OperationalisierungHaupteinflussgröße
Häufigkeit Veränderung des ProduktangebotsHäufigkeit Veränderung der Montageabläufe
Langfristige Montagedynamik
Häufigkeit Umrüsten der Maschinen
MontageorganisationsformMontage
Anzahl der Varianten (insgesamt)Grad der Änderungen am Produktprogramm
Phase 3
Abbildung 4-50: Übersicht der Einflussgrößen auf die Montagelogistikgestal-tung
Für den Bereich der Mitarbeitereinsatzgestaltung sind die Haupteinflussgrößen in die Bereiche Produktkomplexität, Produktprogrammkomplexität, kurz-/mittel-fristige Montagedynamik und Montage unterteilbar, wobei ein Schwerpunkt auf den Einflussgrößen der Produktprogrammkomplexität liegt. In Abbildung 4-51 ist eine Übersicht der Einflussgrößen auf die Mitarbeitereinsatzgestaltung zusammenge-fasst. Eine detaillierte Darstellung der Korrelationsanalysen zur Mitarbeitereinsatz-gestaltung erfolgt in Anhang A2.
Einflussgrößen auf die Mitarbeitereinsatzgestaltung
ProduktkomplexitätSpezialisierungsgrad der Mitarbeiter
Anzahl Kann-Bauteile für VarianteAnzahl der Varianten (insgesamt)
Kurz-/mittelfristige MontagedynamikAuftrittshäufigkeit der Varianten
ProduktprogrammkomplexitätAnzahl der Varianten (je Produktlinie)
OperationalisierungHaupteinflussgröße
Grad der Schwankung von LosgrößenMontageorganisationsformMontage
Ausmaß der Änderungen am Produkt
Standardisierungsgrad der Produkte
Phase 3
Abbildung 4-51: Übersicht der Einflussgrößen auf die Mitarbeitereinsatzge-staltung
Die Zuordnung der Einflussgrößen zu den Gestaltungsbereichen stimmt überwie-gend mit den aus der Theorie ermittelten Ergebnissen überein. Es konnten die ope-rationalisierten Einflussgrößen jeweils konkretisiert werden und den Bereichen zu-geordnet werden. Auffällig bei der Zuordnung der Einflussgrößen ist, dass im Be-reich der Montagelogistikgestaltung die Einflussgrößen der Produktkomplexität keinen signifikanten Einfluss aufweisen. Dieses Ergebnis entspricht nicht den Er-
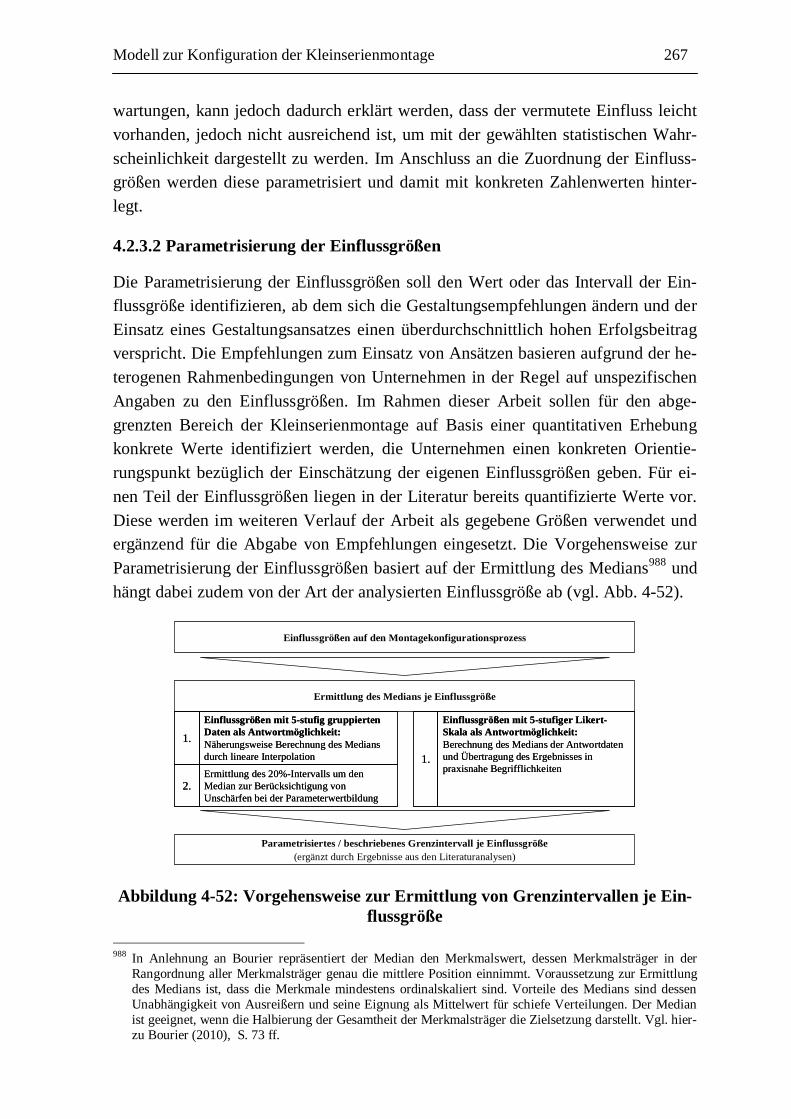
Modell zur Konfiguration der Kleinserienmontage 267 wartungen, kann jedoch dadurch erklärt werden, dass der vermutete Einfluss leicht vorhanden, jedoch nicht ausreichend ist, um mit der gewählten statistischen Wahr-scheinlichkeit dargestellt zu werden. Im Anschluss an die Zuordnung der Einfluss-größen werden diese parametrisiert und damit mit konkreten Zahlenwerten hinter-legt.
4.2.3.2 Parametrisierung der Einflussgrößen
Die Parametrisierung der Einflussgrößen soll den Wert oder das Intervall der Ein-flussgröße identifizieren, ab dem sich die Gestaltungsempfehlungen ändern und der Einsatz eines Gestaltungsansatzes einen überdurchschnittlich hohen Erfolgsbeitrag verspricht. Die Empfehlungen zum Einsatz von Ansätzen basieren aufgrund der he-terogenen Rahmenbedingungen von Unternehmen in der Regel auf unspezifischen Angaben zu den Einflussgrößen. Im Rahmen dieser Arbeit sollen für den abge-grenzten Bereich der Kleinserienmontage auf Basis einer quantitativen Erhebung konkrete Werte identifiziert werden, die Unternehmen einen konkreten Orientie-rungspunkt bezüglich der Einschätzung der eigenen Einflussgrößen geben. Für ei-nen Teil der Einflussgrößen liegen in der Literatur bereits quantifizierte Werte vor. Diese werden im weiteren Verlauf der Arbeit als gegebene Größen verwendet und ergänzend für die Abgabe von Empfehlungen eingesetzt. Die Vorgehensweise zur Parametrisierung der Einflussgrößen basiert auf der Ermittlung des Medians988 und hängt dabei zudem von der Art der analysierten Einflussgröße ab (vgl. Abb. 4-52).
Einflussgrößen auf den Montagekonfigurationsprozess
Parametrisiertes / beschriebenes Grenzintervall je Einflussgröße (ergänzt durch Ergebnisse aus den Literaturanalysen)
Ermittlung des Medians je Einflussgröße
Ermittlung des 20%-Intervalls um den Median zur Berücksichtigung von Unschärfen bei der Parameterwertbildung
Einflussgrößen mit 5-stufig gruppierten Daten als Antwortmöglichkeit:Näherungsweise Berechnung des Mediansdurch lineare Interpolation
1.
2.Ermittlung des 20%-Intervalls um den Median zur Berücksichtigung von Unschärfen bei der Parameterwertbildung
Einflussgrößen mit 5-stufig gruppierten Daten als Antwortmöglichkeit:Näherungsweise Berechnung des Mediansdurch lineare Interpolation
1.
2.
Einflussgrößen mit 5-stufiger Likert-Skala als Antwortmöglichkeit:Berechnung des Medians der Antwortdaten und Übertragung des Ergebnisses in praxisnahe Begrifflichkeiten
1.
Einflussgrößen mit 5-stufiger Likert-Skala als Antwortmöglichkeit:Berechnung des Medians der Antwortdaten und Übertragung des Ergebnisses in praxisnahe Begrifflichkeiten
1.
Abbildung 4-52: Vorgehensweise zur Ermittlung von Grenzintervallen je Ein-flussgröße
988 In Anlehnung an Bourier repräsentiert der Median den Merkmalswert, dessen Merkmalsträger in der
Rangordnung aller Merkmalsträger genau die mittlere Position einnimmt. Voraussetzung zur Ermittlung des Medians ist, dass die Merkmale mindestens ordinalskaliert sind. Vorteile des Medians sind dessen Unabhängigkeit von Ausreißern und seine Eignung als Mittelwert für schiefe Verteilungen. Der Median ist geeignet, wenn die Halbierung der Gesamtheit der Merkmalsträger die Zielsetzung darstellt. Vgl. hier-zu Bourier (2010), S. 73 ff.

268 Modell zur Konfiguration der Kleinserienmontage Die Einflussgrößen können in zwei Arten unterteilt werden. Es liegen Einflussgrö-ßen vor, deren Ausprägung unter Verwendung numerischer gruppierter Daten auf-steigend abgefragt wurde. Die Ausprägung der zweiten Gruppe von Einflussgrößen erfolgt unter Verwendung einer 5-stufigen Likert-Skala. Zur Ermittlung der Para-meterwerte wird ein Vorgehen gewählt, das es ermöglicht, sowohl konkrete Zah-lenwerte zu identifizieren als auch die Ausprägungen der Einflussgrößen auf einer Likert-Skala. Einflussgrößen, deren Ausprägung mithilfe von gruppierten Daten abgefragt wurde, werden in zwei Schritten parametrisiert. Zunächst wird der Me-dian näherungsweise durch lineare Interpolation ermittelt. Diese ist notwendig, da die Antwortmöglichkeiten der Daten gruppiert sind. Zur Bestimmung des Medians von Werten, die in Klassen oder Gruppen eingeteilt sind, wird zunächst die Klasse oder das Intervall ermittelt, in der sich der Median befinden muss. Im Anschluss daran wird der Median unter der Annahme bestimmt, dass die Werte im Intervall gleich verteilt sind. Der Näherung durch lineare Interpolation liegt die Annahme zugrunde, dass die Dichte der Merkmalsausprägungen in der gesamten Klasse, in der der Median liegen muss, konstant ist. Da die analysierten Einflussgrößen einer Normalverteilung unterliegen, kann diese Annahme näherungsweise getroffen wer-den. Die nachfolgende Formel wurde zur Berechnung des Medians (xmed) für klas-sierte metrische Merkmale eingesetzt.989
xmed =½ N – Hk-1
hk
bk + xku.
½ N : Menge der Messwerte, die unter dem Median liegenk : Klasse, in der sich der Median befindetHk-1 : abs. Summenhäufigkeit der Vorgängerklassehk : abs. Häufigkeit der Klasse kbk : Klassenbreite der Klasse kxku : untere Klassengrenze der Klasse k
Für die Klasse k gilt dabei, dass Hk-1 < ½ N und Hk >= ½ N
Das Ergebnis der Medianbestimmung stellt einen spezifischen Wert dar, der die Antworten zu den Ausprägungen der Einflussgrößen in zwei Hälften teilt. Aufgrund der vorgehensinduzierten Unschärfe der Antworten wird es im Rahmen dieser Ar-beit als sinnvoll erachtet, durch die Bildung eines Intervalls eine praxisnähere Lö-sung zu bilden. Auf Basis der 80-20-Regel wird folgendes Intervall als Grenzinter-vall zur Charakterisierung der Einflussgrößen gebildet:
[Median - Median · 0,1, Median + Median · 0,1]
989 Vgl. Azizi Ghanbari (2002), S. 123 f.

Modell zur Konfiguration der Kleinserienmontage 269 Das derart ermittelte Intervall gibt somit einen Bereich von plus/minus 10 Prozent um den Median als geeigneten Grenzbereich an.990
Die Einflussgrößen, deren Ausprägung mit einer 5-stufigen Likert-Skala als Ant-wortmöglichkeit ermittelt wurde, basieren auf einer Berechnung des Medians der Antwortdaten und einer anschließenden Übertragung der jeweiligen Ergebnisse in praxisnahe Begriffe. Unabhängig von der Erhebungsart werden die Grenzintervalle je Einflussgröße in Abbildung 4-53 zusammenfassend dargestellt. Die Einflussgrö-ßen können in Abhängigkeit vom vorliegenden Wert im Unternehmen jeweils hoch oder gering ausgeprägt sein.
Haupteinflussgröße Operationalisierung Grenzintervall (Basis: Median)
Einheit
Häufigkeit Veränderung des Produktangebots
Häufigkeit Veränderung der MontageabläufeLangfristige
Montagedynamik1,7 bis 2
0,9 bis 1,1
Jahre
Jahre
Produktkomplexität
Anzahl der Bauteile
Schnittstellenkomplexität
Größe der Produkte (Bauteile)
Anzahl der Schnittstellen
43 bis 53
mittlere Komplexität
0,9 bis 1,1
mittlere Schnittstellenanzahl
Stück
-
m2
-
Spezialisierungsgrad der Mitarbeiter
Ausmaß der Änderungen am Produkt
mittlerer Spezialisierungsgrad
mittleres Änderungsausmaß
-
-
Produktprogrammkomplexität
Anzahl der Varianten (insgesamt)
Anzahl der Produktlinien
Anzahl der Varianten (je Produktlinie)
Standardisierungsgrad der Produkte
80 bis 100
12 bis 15
9 bis 11
mittlerer Standardisierungsgrad
Stück
Stück
Stück
-
Losgröße je Fertigungsauftrag
Anzahl Kann-Bauteile für Variante
15 bis 18
mittlere Anzahl
Stück
-
Kurz-/mittelfristige Montagedynamik
Auftrittshäufigkeit der einzelnen Varianten
Grad der Schwankung von Losgrößen
mittlere Auftrittshäufigkeit
18 bis 22
-
Prozent
Häufigkeit Umrüsten der Maschinen
Grad der Änderungen am Produktprogramm
5 bis 6
mittlerer Änderungsgrad
Tage
-
MontageorganisationsformMontage Niedrige Formen: Baustellen-, Gruppenmontage Höhere Formen: Reihen-, getakt. Fließmontage
Gewicht der Produkte (Bauteile) 23 bis 28 kg
Abbildung 4-53: Grenzintervalle der Einflussgrößen
Zur Beurteilung der Ausprägung bei Zahlenintervallen gilt folgende Regelung: Wenn sich der Wert der Einflussgröße in einem Bereich befindet, der kleiner als die untere Intervallgrenze ist, ist diese Größe gering ausgeprägt. Wenn der Wert größer als die obere Intervallgrenze ist, ist die Einflussgröße hoch ausgeprägt. Dies gilt für alle Intervalle außer dem Intervall zur Losgröße. Die Losgröße des Fertigungsauf-
990 Eine Berücksichtigung der Breite der Normalverteilung durch die Standardabweichung ist aufgrund der
gruppierten Daten nicht möglich. Die Analyse der Standardabweichung der Klassen zeigt jedoch, dass sich diese im Bereich plus/minus eins bewegt, weshalb die getroffene Näherung für den betrachteten An-wendungsfall ausreichend ist.

270 Modell zur Konfiguration der Kleinserienmontage trags führt zu einer hohen Produktprogrammkomplexität, wenn der Wert der Ein-flussgröße geringer als die untere Intervallgrenze ausgeprägt ist (und umgekehrt). Diese Ausnahme ist bei der Ermittlung des Einflussgrößenprofils des Unternehmens zur berücksichtigen. Wenn sich der tatsächliche Wert des Unternehmens im Inter-vall befindet, liegt es in der Entscheidungsfreiheit des Anwenders, ob er die Größe als hoch oder gering ausgeprägt definiert.
4.2.4 Zusammenfassung der Einflussgrößenanalyse
Unter Berücksichtigung der Ergebnisse der theoretischen Analysen und der Er-kenntnisse aus dem Forschungsprojekt „Neue Montagekonzepte – Realisierung von Produktordnungssystemen in der Kleinserienmontage komplexer Produkte bei klei-nen und mittleren Unternehmen“ konnten die Einflussgrößen auf die Gestaltung der Montage identifiziert werden. Es wurden fünf übergreifende Einflussgrößengruppen gebildet, die sich aus 11 Haupteinflussgrößen und insgesamt 32 einzelnen Einfluss-faktoren zusammensetzen. Die unternehmensbezogenen Einflussgrößen sind durch die Unternehmensgröße und die Branchenzugehörigkeit abgebildet. Der Einfluss-größengruppe Produktion können die Einflussfaktoren Montage und Fertigung zu-geordnet werden. Die Komplexität im System wird durch die Produkt- und Pro-duktprogrammkomplexität beschrieben, während die Einflussgrößengruppe Dyna-mik durch die Begriffe kurz-/mittelfristige Montagedynamik und langfristige Mon-tagedynamik näher spezifiziert werden kann. Die zielbezogenen Einflussgrößen sind die Zeit-, Kosten-, Qualitäts- und Flexibilitätsziele. Ein weiteres Ergebnis die-ses Kapitels ist die Operationalisierung der identifizierten Einflussfaktoren. Die Operationalisierung ermöglicht die Analyse und Überprüfung sowie Identifikation der relevanten Einflussgrößen je Prozessphase im Rahmen einer empirischen Erhe-bung. Eine Übersicht der Einflussgrößengruppen, der einzelnen Einflussgrößen und ihrer Operationalisierung ist in Abbildung 4-54 dargestellt.
Im Rahmen einer quantitativen empirischen Analyse wird überprüft, ob alle rele-vanten Einflussgrößen erfasst wurden und ob Einflussgrößen aufgenommen wur-den, die keine direkte Wirkung auf die Montagekonfiguration aufweisen. Zudem werden die Einflussgrößen den jeweiligen Phasen des Montagekonfigurationspro-zesses zugeordnet, in denen sie einen wesentlichen Einfluss auf das Ergebnis auf-weisen. Ergebnis der empirischen Analyse der Einflussgrößen ist neben der Zuord-nung der Einflussgrößen auf die Gestaltungsbereiche des Montagekonfigurations-prozesses die Parametrisierung der Einflussgrößen, indem diesen Grenzintervalle zugewiesen wurden. Zur Zuordnung der Einflussgrößen auf die Gestaltungsbereiche des Montagekonfigurationsprozesses wurden Korrelationsanalysen zwischen den Einflussgrößen und den, den Gestaltungsbereich repräsentierenden, Gestaltungsan-

Modell zur Konfiguration der Kleinserienmontage 271 sätzen durchgeführt. Im Ergebnis konnten für jeden Gestaltungsbereich Einfluss-größen der Haupteinflussgrößengruppen Produktkomplexität, Produktprogramm-komplexität, kurz-/mittelfristige Montagedynamik, langfristige Montagedynamik und Montage als relevant identifiziert werden.
OperationalisierungHaupteinflussgrößenEinflussgrößengruppePhase OperationalisierungHaupteinflussgrößenEinflussgrößengruppePhase
Kostenziele
Zeitziele
Flexibilitätsziele
Qualitätsziele
Reduzierung der Montagekosten
Reduzierung der Durchlaufzeit
Erhöhung der Liefertreue
Erhöhung der Produktflexibilität
Erhöhung der Mengenflexibilität
Erhöhung der Produktqualität
Erhöhung der Prozessqualität
Gestaltungsziele
Phase 4
Unternehmensumsatz
Anzahl Mitarbeiter
Branche
Unternehmensgröße
Branchenzugehörigkeit
Fertigung
Montage
Fertigungsart
Fertigungstiefe
Automatisierungsgrad
Montageorganisationsform
Unternehmen
ProduktionPhase 3
Phasenun-spezifischeEinfluss-größen
Phase 1Phase 2Phase 3
Kurz-/mittelfristigeMontagedynamik
Häufigkeit Umrüsten der Maschinen
Auftrittshäufigkeit d. einzelnen Varianten
Häufigkeit Veränderung Produktangebot
Grad d. Änderungen am Produktprogramm
Grad der Schwankung von LosgrößenDynamik
Häufigkeit Veränderung MontageabläufeLangfristige
Montagedynamik
Kurz-/mittelfristigeMontagedynamik
Häufigkeit Umrüsten der Maschinen
Auftrittshäufigkeit d. einzelnen Varianten
Häufigkeit Veränderung Produktangebot
Grad d. Änderungen am Produktprogramm
Grad der Schwankung von LosgrößenDynamik
Häufigkeit Veränderung MontageabläufeLangfristige
Montagedynamik
Produktkomplexität
Produktprogrammkomplexität
Anzahl Bauteile
Anzahl Schnittstellen
Anzahl der Varianten (insgesamt)
Anzahl der Varianten (je Produktlinie)
Standardisierungsgrad der Produkte
Anzahl der Produktlinien (ohne Varianten)
Anzahl Kann-Bauteile für Variante
Schnittstellenkomplexität
Ausmaß der Änderungen am Produkt
Größe, Gewicht der Produkte
Spezialisierungsgrad der Mitarbeiter
Komplexität
Losgröße je Montageauftrag
Produktkomplexität
Produktprogrammkomplexität
Anzahl Bauteile
Anzahl Schnittstellen
Anzahl der Varianten (insgesamt)
Anzahl der Varianten (je Produktlinie)
Standardisierungsgrad der Produkte
Anzahl der Produktlinien (ohne Varianten)
Anzahl Kann-Bauteile für Variante
Schnittstellenkomplexität
Ausmaß der Änderungen am Produkt
Größe, Gewicht der Produkte
Spezialisierungsgrad der Mitarbeiter
Komplexität
Losgröße je Montageauftrag
Abbildung 4-54: Übersicht der Einflussgrößen und ihre Operationalisierung

272 Modell zur Konfiguration der Kleinserienmontage 4.3 Relevante Gestaltungsansätze je Einflussgrößenkombination
In diesem Kapitel wird zunächst die Systematik und Vorgehensweise zur Ermitt-lung von einflussgrößenspezifischen Empfehlungen mithilfe von Flussdiagrammen je Gestaltungsbereich vorgestellt. Als Ergebnis soll eine Systematik aufgezeigt wer-den, mit deren Hilfe zielorientierte Gestaltungsempfehlungen identifiziert werden können, die Unternehmen mit Kleinserienmontage eine Basis für eine ganzheitliche Verbesserung geben. Die Detailergebnisse je Flussdiagramm beruhen auf den Er-gebnissen des Forschungsprojekts „Neue Montagekonzepte – Realisierung von Pro-duktordnungssystemen in der Kleinserienmontage komplexer Produkte“, wobei die-se fallspezifisch um Erkenntnisse im Rahmen dieser Arbeit ergänzt wurden. Zur Zielerreichung werden folgende Fragen beantwortet.
Wie ist eine Systematik auszugestalten, mit deren Hilfe einflussgrößenspezi-fische Empfehlungen für Unternehmen gegeben werden können?
Welche Gestaltungsansätze können bei welcher Kombination der Einfluss-größenausprägungen je Gestaltungsbereich empfohlen werden?
4.3.1 Vorgehensweise zur Bildung von Flussdiagrammen je Gestaltungsbe-reich
Zur Ermittlung von Gestaltungsempfehlungen auf Basis der Ausprägung der Ein-flussgrößen werden zunächst die operationalisierten Einflussgrößen zu inhaltlich ähnlich wirkenden Einflussgrößengruppen zusammengefasst. Im nächsten Schritt erfolgt die Ableitung von Flussdiagrammen in Abhängigkeit der Ausprägungen der Einflussgrößengruppen
1. Verdichtung der Einflussgrößen zu Entscheidungspunkten
2. Ableitung von Empfehlungen zu Gestaltungsansätzen in Abhängigkeit von der Einflussgrößenausprägung
3. Erarbeitung einer anwenderfreundlichen Vorgehensweise zur Ermittlung einflussgrößenspezifischer Gestaltungsempfehlungen
•M
onta
geob
jekt
gest
altu
ng•
Prod
ukto
rdnu
ngss
yste
mge
stal
tung
•A
usw
ahl d
er M
onta
geor
gani
satio
nsfo
rm•
Bere
itste
llung
sges
taltu
ng•
Mon
tage
logi
stik
gest
altu
ng•
Mita
rbei
tere
insa
tzge
stal
tung
Entschei-dungspunkt
Fluss-diagramme
Fluss-diagramm
Abbildung 4-55: Vorgehensschritte und Ergebnisse der Erarbeitung von Flussdiagrammen
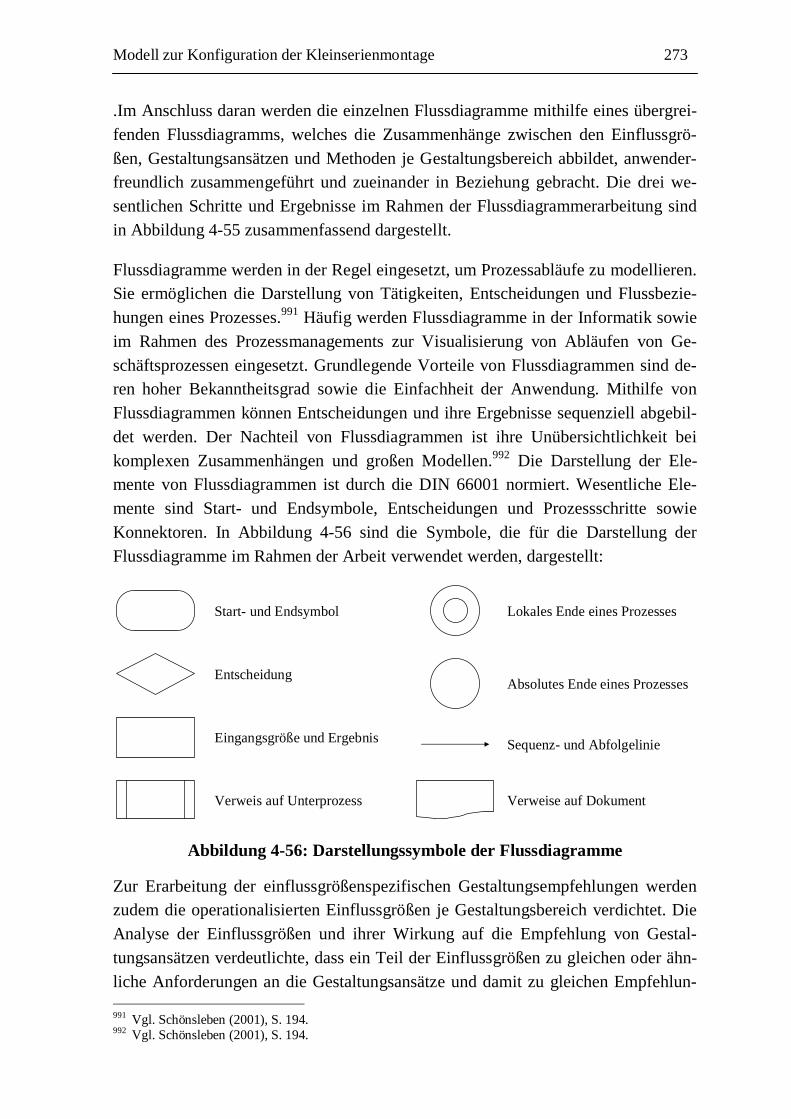
Modell zur Konfiguration der Kleinserienmontage 273 .Im Anschluss daran werden die einzelnen Flussdiagramme mithilfe eines übergrei-fenden Flussdiagramms, welches die Zusammenhänge zwischen den Einflussgrö-ßen, Gestaltungsansätzen und Methoden je Gestaltungsbereich abbildet, anwender-freundlich zusammengeführt und zueinander in Beziehung gebracht. Die drei we-sentlichen Schritte und Ergebnisse im Rahmen der Flussdiagrammerarbeitung sind in Abbildung 4-55 zusammenfassend dargestellt.
Flussdiagramme werden in der Regel eingesetzt, um Prozessabläufe zu modellieren. Sie ermöglichen die Darstellung von Tätigkeiten, Entscheidungen und Flussbezie-hungen eines Prozesses.991 Häufig werden Flussdiagramme in der Informatik sowie im Rahmen des Prozessmanagements zur Visualisierung von Abläufen von Ge-schäftsprozessen eingesetzt. Grundlegende Vorteile von Flussdiagrammen sind de-ren hoher Bekanntheitsgrad sowie die Einfachheit der Anwendung. Mithilfe von Flussdiagrammen können Entscheidungen und ihre Ergebnisse sequenziell abgebil-det werden. Der Nachteil von Flussdiagrammen ist ihre Unübersichtlichkeit bei komplexen Zusammenhängen und großen Modellen.992 Die Darstellung der Ele-mente von Flussdiagrammen ist durch die DIN 66001 normiert. Wesentliche Ele-mente sind Start- und Endsymbole, Entscheidungen und Prozessschritte sowie Konnektoren. In Abbildung 4-56 sind die Symbole, die für die Darstellung der Flussdiagramme im Rahmen der Arbeit verwendet werden, dargestellt:
Start- und Endsymbol
Entscheidung
Eingangsgröße und Ergebnis
Verweis auf Unterprozess
Sequenz- und Abfolgelinie
Lokales Ende eines Prozesses
Absolutes Ende eines Prozesses
Verweise auf Dokument
Abbildung 4-56: Darstellungssymbole der Flussdiagramme
Zur Erarbeitung der einflussgrößenspezifischen Gestaltungsempfehlungen werden zudem die operationalisierten Einflussgrößen je Gestaltungsbereich verdichtet. Die Analyse der Einflussgrößen und ihrer Wirkung auf die Empfehlung von Gestal-tungsansätzen verdeutlichte, dass ein Teil der Einflussgrößen zu gleichen oder ähn-liche Anforderungen an die Gestaltungsansätze und damit zu gleichen Empfehlun- 991 Vgl. Schönsleben (2001), S. 194. 992 Vgl. Schönsleben (2001), S. 194.

274 Modell zur Konfiguration der Kleinserienmontage gen führt. Zur Abbildung dieser Zusammenhänge werden diejenigen Einflussgrö-ßen, die zum gleichen Ergebnis führen, zu einem Entscheidungspunkt zusammenge-fasst. Auf Basis der Ausprägung des Entscheidungspunkts erfolgt der Wegfall oder die Beibehaltung der von der Einflussgrößengruppe beeinflussten Gestaltungsansät-ze.
4.3.2 Gestaltungsbereichspezifische Flussdiagramme
Nachfolgend werden für jeden der Gestaltungsbereiche Flussdiagramme erarbeitet, die in Abhängigkeit der Einflussgrößen auf den Gestaltungsbereich Empfehlungen zum Einsatz von Gestaltungsansätzen geben. Zur Erarbeitung der Flussdiagramme werden zunächst die Einflussgrößen je Bereich zu Entscheidungspunkten verdichtet. Die Entscheidungspunkte bilden jeweils die Grundlage für die Empfehlung oder Ablehnung von Gestaltungsansätzen im Flussdiagramm. Eine vollständige Über-sicht über die Flussdiagramme und deren Zusammenhänge findet sich in Anhang A3 bis A12. Bei der Anwendung der Zusammenhänge in den Flussdiagrammen ist zu berücksichtigen, dass die Empfehlungen je Einflussgrößenkombination jeweils dazu geeignet sind, den Erfolg der Montagekonfiguration zu erhöhen. Dies bedeutet jedoch nicht, dass die jeweiligen Gestaltungsansätze für die weiteren Einflussgrö-ßenkombinationen zwangsläufig nicht zum Erfolg führen. Vielmehr ist das Grund-prinzip der Flussdiagramme, dass die ausgewiesenen Gestaltungsansätze für die je-weiligen Einflussgrößenkombinationen besonders hohen Erfolg versprechen.
4.3.2.1 Flussdiagramm zur Montageobjektgestaltung
Im ersten Schritt zur Bildung von Flussdiagrammen für die Montageobjektgestal-tung werden die Einflussgrößen dieses Bereichs zu Entscheidungspunkten verdich-tet. Dazu werden diejenigen Einflussgrößen zusammengefasst, die die gleiche oder zumindest eine ähnliche Wirkung auf die Empfehlung von Gestaltungsansätzen aufweisen. Im Rahmen der Montageobjektgestaltung können dadurch vier Gruppen von Einflussgrößen gebildet werden, die als Entscheidungspunkte im Flussdia-gramm formuliert werden. Die Entscheidungspunkte sind: „Komplexität des Mon-tageobjekts?“, „Komplexität der Montageaufgabe?“, „Standardisierungsgrad der Montageaufgabe?“ und „Kurzfristige Dynamik der Montage?“. Die Entscheidungs-punkte können jeweils hoch oder gering ausgeprägt sein. Bei Entscheidungspunk-ten, bei denen maximal drei operationalisierte Größen zusammengefasst sind, ist die Ausprägung gering, wenn keine der Größen hoch ausgeprägt ist. Wenn mindestens eine der operationalisierten Einflussgrößen hoch ausgeprägt ist, ist auch der Ent-scheidungspunkt hoch ausgeprägt. Wenn mehr als drei operationalisierte Einfluss-größen zu einem Entscheidungspunkt zusammengefasst werden, ist der Punkt auch noch gering ausgeprägt, wenn maximal eine der Einflussgrößen hoch ausgeprägt ist.
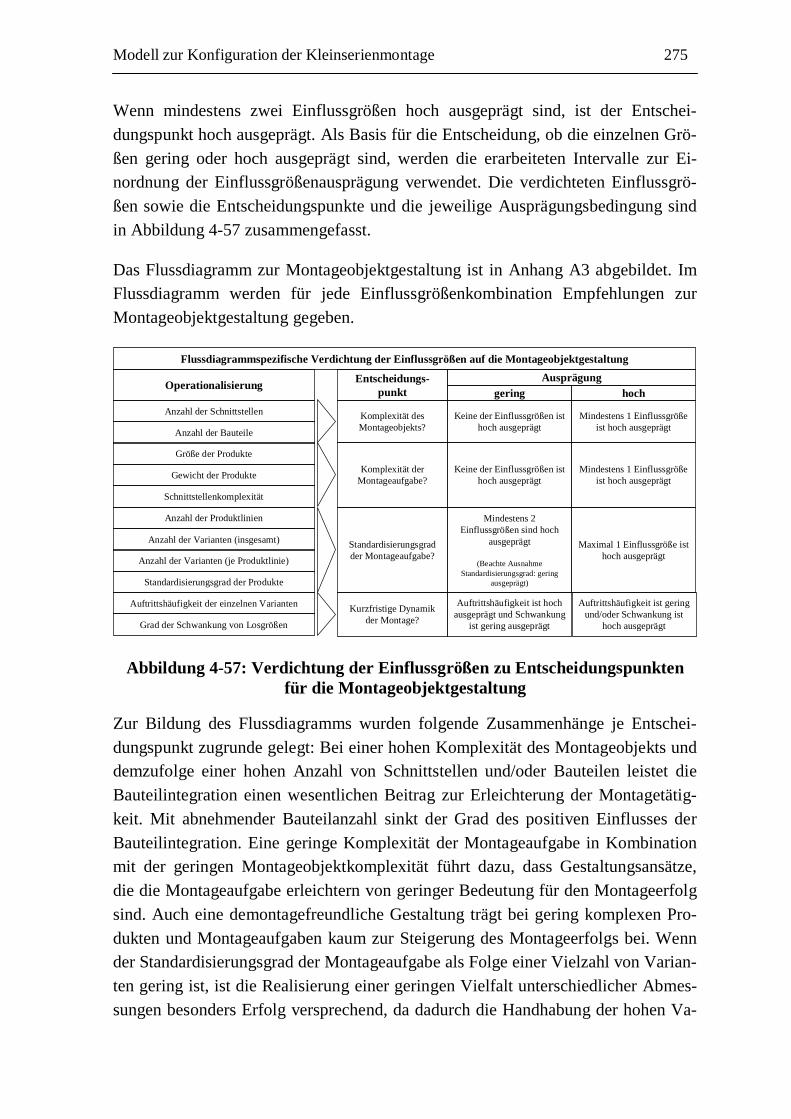
Modell zur Konfiguration der Kleinserienmontage 275 Wenn mindestens zwei Einflussgrößen hoch ausgeprägt sind, ist der Entschei-dungspunkt hoch ausgeprägt. Als Basis für die Entscheidung, ob die einzelnen Grö-ßen gering oder hoch ausgeprägt sind, werden die erarbeiteten Intervalle zur Ei-nordnung der Einflussgrößenausprägung verwendet. Die verdichteten Einflussgrö-ßen sowie die Entscheidungspunkte und die jeweilige Ausprägungsbedingung sind in Abbildung 4-57 zusammengefasst.
Das Flussdiagramm zur Montageobjektgestaltung ist in Anhang A3 abgebildet. Im Flussdiagramm werden für jede Einflussgrößenkombination Empfehlungen zur Montageobjektgestaltung gegeben.
Flussdiagrammspezifische Verdichtung der Einflussgrößen auf die Montageobjektgestaltung
Operationalisierung
Auftrittshäufigkeit der einzelnen Varianten
Grad der Schwankung von Losgrößen
Anzahl der Varianten (insgesamt)
Anzahl der Produktlinien
Anzahl der Varianten (je Produktlinie)
Standardisierungsgrad der Produkte
Anzahl der Schnittstellen
Anzahl der Bauteile
Größe der Produkte
Gewicht der Produkte
Entscheidungs-punkt
Komplexität des Montageobjekts?
Komplexität der Montageaufgabe?
Standardisierungsgrad der Montageaufgabe?
Ausprägung
Keine der Einflussgrößen ist hoch ausgeprägt
Keine der Einflussgrößen ist hoch ausgeprägt
Mindestens 2 Einflussgrößen sind hoch
ausgeprägt
(Beachte Ausnahme Standardisierungsgrad: gering
ausgeprägt)
Mindestens 1 Einflussgröße ist hoch ausgeprägt
Mindestens 1 Einflussgröße ist hoch ausgeprägt
Maximal 1 Einflussgröße ist hoch ausgeprägt
gering hoch
Kurzfristige Dynamik der Montage?
Auftrittshäufigkeit ist hoch ausgeprägt und Schwankung
ist gering ausgeprägt
Auftrittshäufigkeit ist gering und/oder Schwankung ist
hoch ausgeprägt
Schnittstellenkomplexität
Abbildung 4-57: Verdichtung der Einflussgrößen zu Entscheidungspunkten für die Montageobjektgestaltung
Zur Bildung des Flussdiagramms wurden folgende Zusammenhänge je Entschei-dungspunkt zugrunde gelegt: Bei einer hohen Komplexität des Montageobjekts und demzufolge einer hohen Anzahl von Schnittstellen und/oder Bauteilen leistet die Bauteilintegration einen wesentlichen Beitrag zur Erleichterung der Montagetätig-keit. Mit abnehmender Bauteilanzahl sinkt der Grad des positiven Einflusses der Bauteilintegration. Eine geringe Komplexität der Montageaufgabe in Kombination mit der geringen Montageobjektkomplexität führt dazu, dass Gestaltungsansätze, die die Montageaufgabe erleichtern von geringer Bedeutung für den Montageerfolg sind. Auch eine demontagefreundliche Gestaltung trägt bei gering komplexen Pro-dukten und Montageaufgaben kaum zur Steigerung des Montageerfolgs bei. Wenn der Standardisierungsgrad der Montageaufgabe als Folge einer Vielzahl von Varian-ten gering ist, ist die Realisierung einer geringen Vielfalt unterschiedlicher Abmes-sungen besonders Erfolg versprechend, da dadurch die Handhabung der hohen Va-

276 Modell zur Konfiguration der Kleinserienmontage riantenanzahl erleichtert wird. Der positive Effekt dieses Ansatzes verstärkt sich zudem bei einer hohen kurzfristigen Montagedynamik. Die Montagedynamik wirkt sich zudem auf die Bedeutung einer verpackungs- und transportorientierten Gestal-tung der Produkte aus. Je höher die Montagedynamik ausgeprägt ist, desto wichti-ger ist es, dass durch eine geeignete Produktgestaltung die Verpackungs- und Transporttätigkeiten schnell und flexibel angepasst werden können.
4.3.2.2 Flussdiagramm zur Produktordnungssystemgestaltung
Die elf Einflussgrößen, die im Bereich der Produktordnungssystemgestaltung von Relevanz sind, werden zu vier Entscheidungspunkten verdichtet. Dazu werden ana-log der Vorgehensweise im Bereich der Montageobjektgestaltung die Einflussgrö-ßen, die eine ähnliche Wirkung auf die Empfehlung von Gestaltungsansätzen auf-weisen, zusammengefasst. Die Entscheidungspunkte für das Flussdiagramm zur Produktordnungssystemgestaltung sind: „Komplexität des Montageobjekts?“, „Komplexität der Montageaufgabe?“, „Standardisierungsgrad des Produktange-bots?“ und „Kurzfristige Dynamik der Montage?“. In Abbildung 4-58 sind die Ent-scheidungspunkte sowie ihre jeweiligen Regeln zur Ermittlung der Ausprägung zu-sammengefasst.
Flussdiagrammspezifische Verdichtung der Einflussgrößen auf die Produktordnungssystemgestaltung
Operationalisierung
Auftrittshäufigkeit der einzelnen Varianten
Grad der Schwankung von Losgrößen
Anzahl der Varianten (insgesamt)
Anzahl der Produktlinien
Grad der Änderungen am Produktprogramm
Standardisierungsgrad der Produkte
Anzahl der Schnittstellen
Anzahl der Bauteile
Spezialisierungsgrad der Mitarbeiter
Ausmaß der Änderungen am Produkt
Entscheidungs-punkt
Komplexität des Montageobjekts?
Komplexität der Montageaufgabe?
Standardisierungsgrad des Produktangebots?
Ausprägung
Keine der Einflussgrößen ist hoch ausgeprägt
Keine der Einflussgrößen ist hoch ausgeprägt
Mindestens 2 Einflussgrößen sind hoch
ausgeprägt
(Beachte Ausnahme Standardisierungsgrad: gering
ausgeprägt)
Mindestens 1 Einflussgröße ist hoch ausgeprägt
Mindestens 1 Einflussgröße ist hoch ausgeprägt
Maximal 1 Einflussgröße ist hoch ausgeprägt
gering hoch
Kurzfristige Dynamik der Montage?
Auftrittshäufigkeit ist hoch ausgeprägt und Schwankung
ist gering ausgeprägt und Umrüsten ist gering
ausgeprägt
Auftrittshäufigkeit ist gering und/oder Schwankung ist hoch ausgeprägt und/oder
Umrüsten ist hoch ausgeprägtHäufigkeit Umrüsten der Maschinen
Abbildung 4-58: Verdichtung der Einflussgrößen zu Entscheidungspunkten für die Produktordnungssystemgestaltung
Das zur Produktordnungssystemgestaltung ausgearbeitete Flussdiagramm ist in An-hang A4 dargestellt. Folgende Zusammenhänge zwischen den Entscheidungspunk-ten und der Empfehlung von Gestaltungsansätzen wurden im Flussdiagramm be-rücksichtigt: Eine hohe Komplexität des Montageobjekts führt dazu, dass der Ein-satz von Modulen und Systemen zur Reduzierung der Teileanzahl und zur Steige-

Modell zur Konfiguration der Kleinserienmontage 277 rung der Vorprüfbarkeit von erhöhter Bedeutung für den Montageerfolg sind. Eine hohe Komplexität der Montageaufgabe führt dazu, dass die Bedeutung des Einsat-zes von Gleichteilen zur Verringerung der Montagekomplexität steigt und dies emp-fohlen wird. Bei Unternehmen, deren Standardisierungsgrad des Produktangebots als hoch identifiziert wird, sinkt die Relevanz von Ansätzen zur Beherrschung der Variantenvielfalt, wie dies beispielweise Produktfamilien, Plattformen und die Ver-lagerung des Variantenbestimmungspunkts an das Ende der Wertschöpfungskette darstellen. Da die Umsetzung dieser Ansätze einen hohen Zeit- und Kostenaufwand bedeutet, sind diese nicht übergreifend umzusetzen. Eine hohe kurzfristige Monta-gedynamik kann beispielsweise durch den Einsatz der Baukastenstrategie be-herrscht werden, da diese die kurzfristige Reaktion auf Schwankungen im Produkt-angebot unterstützt. Der Einsatz von Standard- und Normteilen konnte als übergrei-fend erfolgreicher Ansatz identifiziert werden.
4.3.2.3 Flussdiagramm zur Auswahl der Montageorganisationsform
Das Grundprinzip der in Anlehnung an die theoretischen Ergebnisse von MIESE, SCHIMKE/HOESCHEN und EVERSHEIM erarbeiteten Vorgehensweise zur Mon-tageorganisationsauswahl ist ebenfalls ein Flussdiagramm. Dieses wird bei Bedarf iterativ durchlaufen, um die für die Montageaufgabe geeignete Montageorganisati-onsform zu identifizieren. Da die Ergebnisse aus der Theorie keine Ermittlung der geeigneten Organisationsform im Sinne der vorhergehenden Flussdiagramme er-möglichen, wird nachfolgend eine abweichende Vorgehensweise gewählt. Anstelle von Entscheidungen auf Basis von konkreten Werten der Einflussgrößen entschei-det der Anwender die Montageorganisationsform unter Berücksichtigung von Krite-rien, die beliebig kombinierbar sind. Die Kriterien sind zwar prinzipiell ähnlich der Einflussgrößen, es fehlt jedoch die konkrete Empfehlung. Die im Rahmen dieser Arbeit erarbeitete und vorgeschlagene Vorgehensweise zur Auswahl der Montage-organisationsform ist in Anhang A5 aufgezeigt.
Die Vorgehensweise zur Auswahl der Montageorganisationsform beginnt mit der Montageaufgabe, die durch die Ausgestaltung des Montageobjekts und das Pro-duktprogramm vorgegeben ist. Unter Berücksichtigung der Transportierbarkeit des Montageobjekts und des Kapazitätsbedarfs der Montageobjekte kann eine Voraus-wahl bezüglich der möglichen Organisationsformen getroffen werden. Zur Unter-stützung bei der Vorauswahl wurde eine Kriterienübersicht erarbeitet, die die As-pekte der Transportierfähigkeit und den Kapazitätsbedarf der Montageobjekte be-rücksichtigt. Zur Abbildung der Transportierbarkeit wird die an LOTTER und SCHIMKE/HOESCHEN angelehnte Unterteilung der Produktparameter in Monta-
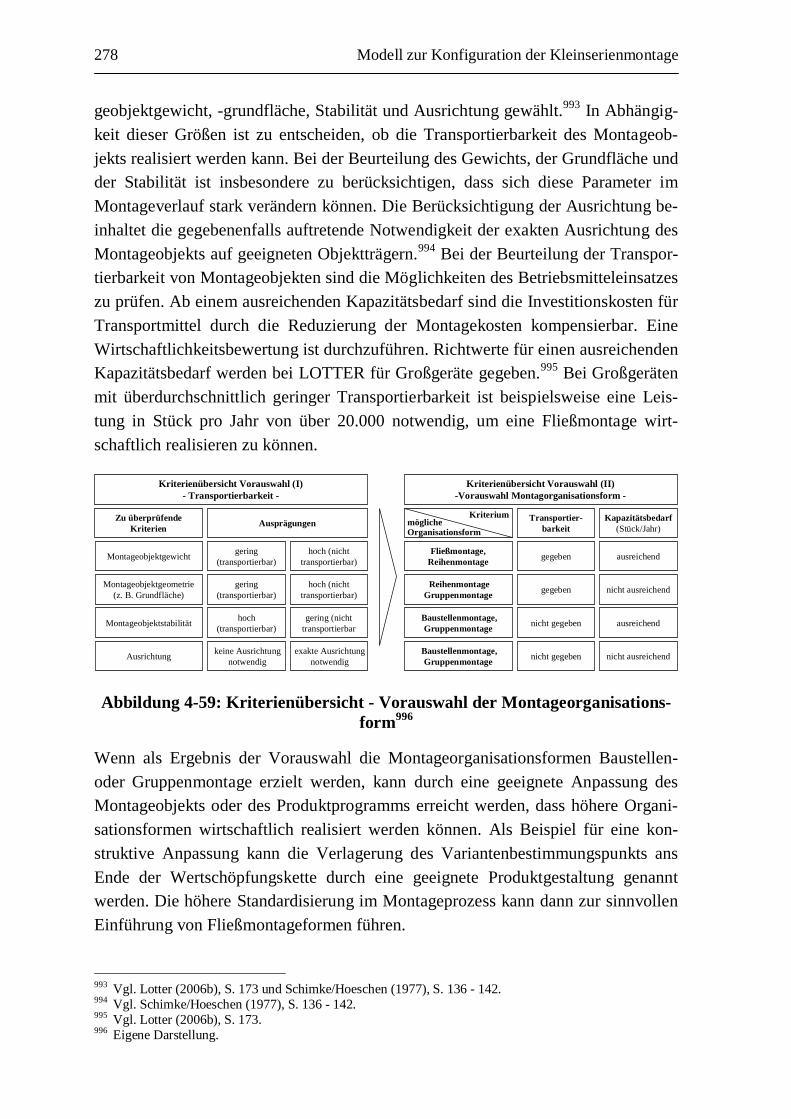
278 Modell zur Konfiguration der Kleinserienmontage geobjektgewicht, -grundfläche, Stabilität und Ausrichtung gewählt.993 In Abhängig-keit dieser Größen ist zu entscheiden, ob die Transportierbarkeit des Montageob-jekts realisiert werden kann. Bei der Beurteilung des Gewichts, der Grundfläche und der Stabilität ist insbesondere zu berücksichtigen, dass sich diese Parameter im Montageverlauf stark verändern können. Die Berücksichtigung der Ausrichtung be-inhaltet die gegebenenfalls auftretende Notwendigkeit der exakten Ausrichtung des Montageobjekts auf geeigneten Objektträgern.994 Bei der Beurteilung der Transpor-tierbarkeit von Montageobjekten sind die Möglichkeiten des Betriebsmitteleinsatzes zu prüfen. Ab einem ausreichenden Kapazitätsbedarf sind die Investitionskosten für Transportmittel durch die Reduzierung der Montagekosten kompensierbar. Eine Wirtschaftlichkeitsbewertung ist durchzuführen. Richtwerte für einen ausreichenden Kapazitätsbedarf werden bei LOTTER für Großgeräte gegeben.995 Bei Großgeräten mit überdurchschnittlich geringer Transportierbarkeit ist beispielsweise eine Leis-tung in Stück pro Jahr von über 20.000 notwendig, um eine Fließmontage wirt-schaftlich realisieren zu können.
ReihenmontageGruppenmontage
Baustellenmontage,Gruppenmontage
Fließmontage, Reihenmontage
Baustellenmontage,Gruppenmontage
Kapazitätsbedarf(Stück/Jahr)
Transportier-barkeit
ausreichendgegeben
ausreichendnicht gegeben
nicht ausreichendgegeben
nicht ausreichendnicht gegeben
Kriterienübersicht Vorauswahl (II)-Vorauswahl Montagorganisationsform -
AusprägungenZu überprüfendeKriterien
hoch (nicht transportierbar)Montageobjektgewicht
gering (nicht transportierbarMontageobjektstabilität
hoch (nicht transportierbar)
Montageobjektgeometrie(z. B. Grundfläche)
exakte AusrichtungnotwendigAusrichtung
Kriterienübersicht Vorauswahl (I)- Transportierbarkeit -
gering (transportierbar)
hoch(transportierbar)
gering (transportierbar)
keine Ausrichtungnotwendig
KriteriummöglicheOrganisationsform
Abbildung 4-59: Kriterienübersicht - Vorauswahl der Montageorganisations-form996
Wenn als Ergebnis der Vorauswahl die Montageorganisationsformen Baustellen- oder Gruppenmontage erzielt werden, kann durch eine geeignete Anpassung des Montageobjekts oder des Produktprogramms erreicht werden, dass höhere Organi-sationsformen wirtschaftlich realisiert werden können. Als Beispiel für eine kon-struktive Anpassung kann die Verlagerung des Variantenbestimmungspunkts ans Ende der Wertschöpfungskette durch eine geeignete Produktgestaltung genannt werden. Die höhere Standardisierung im Montageprozess kann dann zur sinnvollen Einführung von Fließmontageformen führen.
993 Vgl. Lotter (2006b), S. 173 und Schimke/Hoeschen (1977), S. 136 - 142. 994 Vgl. Schimke/Hoeschen (1977), S. 136 - 142. 995 Vgl. Lotter (2006b), S. 173. 996 Eigene Darstellung.

Modell zur Konfiguration der Kleinserienmontage 279 Wenn eine Produktanpassung nicht zielführend ist, ist im nächsten Schritt unter Be-rücksichtigung der Ergebnisse der Vorauswahl der Montageorganisationsform, eine finale Entscheidung bezüglich der Montageorganisationsform zu treffen. Im Rah-men der Entscheidung für eine Gruppen- oder eine Baustellenmontage ist im nächs-ten Schritt die Überprüfung der in der Literatur vorgegebenen Voraussetzungen sinnvoll (vgl. Abb. 4-60).
AusprägungenZu überprüfendeKriterien
nicht gegebenZeitlich definierte Montagevorgänge
sehr geringAnzahl gleichzeitig zu montierender Objekte
nicht möglichArbeitsteilung
nicht gegebenTransportierbarkeit der Betriebsmittel
Kriterienübersicht Baustellen- oder Gruppenmontage (I)
gegeben
hoch
möglich
gegeben
nicht gegebenVerträglichkeit der Technologien gegeben
Baustellen-montage
Zu überprüfendeKriterien
erforderlichZeitlich definierte Montagevorgänge
erforderlichHohe Anzahl gleichzeitig zu montierender Objekte
erforderlichArbeitsteilung
erforderlichTransportierbarkeit der Betriebsmittel
Kriterienübersicht Baustellen- oder Gruppenmontage (II)
nicht erforderlich
nicht erforderlich
nicht erforderlich
nicht erforderlich
erforderlichVerträglichkeit der Technologien erforderlich
Gruppen-montage
Abbildung 4-60: Kriterienübersicht – Baustellen- oder Gruppenmontage997
Dazu werden zunächst die Ausprägungen der durchzuführenden Montageaufgabe bewertet. Die zu prüfenden Voraussetzungen sind das Vorhandensein zeitlich defi-nierter, kaum schwankender Montagevorgänge, der Grad der Arbeitsteilung, die Anzahl gleichzeitig zu montierender Objekte, die Transportierbarkeit der Betriebs-mittel und die Verträglichkeit der Technologien in der Montage. Im Anschluss da-ran wird überprüft, welche Montageorganisationsform als Folge der Kriterienausprägungen zu wählen ist.
Wenn auf Basis des Ergebnisses der Vorauswahl die Entscheidung zwischen der Reihen- und der Fließmontage zu treffen ist, sind ebenfalls die bereits genannten Kriterien zu prüfen. Eine Übersicht der Kriterien sowie ihre möglichen Ausprägun-gen sind in Abbildung 4-61 zusammenfassend dargestellt. Bei der Kriterienauswahl werden neben den Voraussetzungen, die bei EVERSHEIM genannt werden, die Vo-raussetzungen für die Fließmontage nach KRATZSCH hinzugezogen.998 Diese sind die Zerlegbarkeit des Montageprozesses, die räumliche Konzentration der Arbeits-gänge, konstante Ausführungszeiten der Montagevorgänge, eine ausgereifte Kon-struktion und eine ausreichend große Stückzahl. Von diesen Kriterien sind eine aus-gereifte Konstruktion oder auch der Reifegrad des Montageobjekts und die konstan-
997 Eigene Darstellung. 998 Vgl. Kratzsch (2000), S. 8 ff.

280 Modell zur Konfiguration der Kleinserienmontage ten Ausführungszeiten der Montagevorgänge für die Auswahl der Fließmontage zusätzlich relevant.
AusprägungenZu überprüfendeKriterien
nicht gegebenZeitlich definierte Montagevorgänge
sehr geringAnzahl gleichzeitig zu montierender Objekte
nicht möglichArbeitsteilung
nicht gegebenTransportierbarkeit der Betriebsmittel
Kriterienübersicht Reihen- oder Fließmontage (I)
gegeben
hoch
möglich
gegeben
nicht gegebenVerträglichkeit der Technologien gegeben
ReihenmontageZu überprüfendeKriterien
erforderlichZeitlich definierte Montagevorgänge
erforderlichHohe Anzahl gleichzeitig zu montierender Objekte
erforderlichArbeitsteilung
nicht erforderlichTransportierbarkeit der Betriebsmittel
Kriterienübersicht Reihen- oder Fließmontage (II)
erforderlich
erforderlich
erforderlich
nicht erforderlich
nicht erforderlichVerträglichkeit der Technologien nicht erforderlich
Fließmontage
geringReifegrad des Montageobjekts hoch
nicht gegebenKonstante Ausführungs-zeiten d. Montagevorgänge gegeben
erforderlichHoher Reifegrad des Montageobjekts nicht erforderlich
erforderlichKonstante Ausführungs-zeiten d. Montagevorgänge nicht erforderlich
Abbildung 4-61: Kriterienübersicht – Reihen- oder Fließmontage999
Im Anschluss an die Auswahl der geeigneten Montageorganisationsform werden aus den in der Literatur vorliegenden Ansätzen der geeignete Arbeitsablauf und die einzusetzenden Betriebsmittel ermittelt und ausgewählt.1000 Da der Fokus dieser Arbeit auf der Auswahl geeigneter Ansätze zur Montagegestaltung liegt, ist die Vorgehensweise der Betriebsmittelauswahl nicht Betrachtungsgegenstand der wei-teren Untersuchungen. Vielmehr werden in Abhängigkeit der ausgewählten Monta-georganisationsform in Phase 3 des Montagekonfigurationsprozesses analog zu Phase 1 Flussdiagramme zur Gestaltung der Bereitstellung, der Montagelogistik und dem Mitarbeitereinsatz erarbeitet und aufgezeigt.
4.3.2.4 Flussdiagramm zur Bereitstellungsgestaltung
Im Rahmen der empirischen Analyse der Einflussgrößen wurden sieben Faktoren ermittelt, die auf den Bereich der Bereitstellungsgestaltung wirken. Diese werden zu vier Entscheidungspunkten verdichtet, die diejenigen Einflussgrößen zusammenfas-sen, die eine ähnliche Wirkung auf die Empfehlung von Gestaltungsansätzen auf-weisen. Die Entscheidungspunkte für das Flussdiagramm zur Bereitstellungsgestal-tung sind: „Komplexität des Montageobjekts?“, „Komplexität der Produktgeomet-rie?“, „Standardisierungsgrad der Montageaufgabe?“ und „Kurzfristige Dynamik
999 Eigene Darstellung. 1000 Zur Ermittlung des Arbeitsablaufs und der Betriebsmittelauswahl vgl. Eversheim (1989), S. 183 ff.
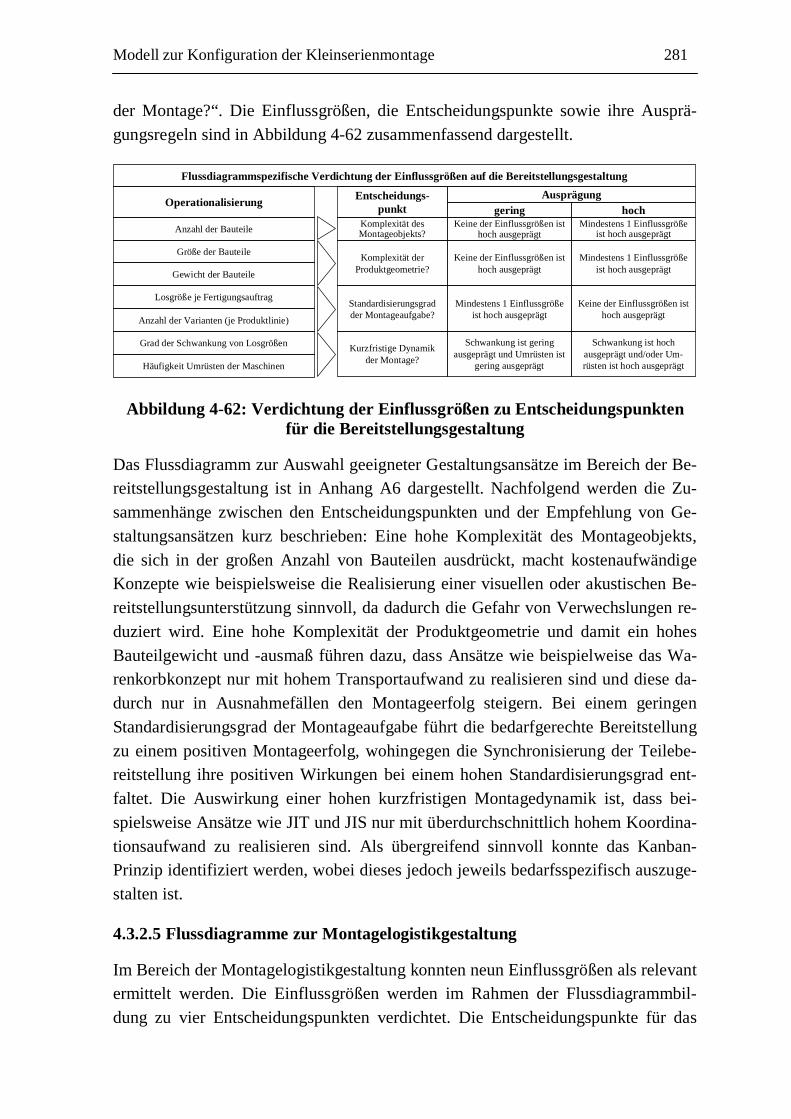
Modell zur Konfiguration der Kleinserienmontage 281 der Montage?“. Die Einflussgrößen, die Entscheidungspunkte sowie ihre Ausprä-gungsregeln sind in Abbildung 4-62 zusammenfassend dargestellt.
Flussdiagrammspezifische Verdichtung der Einflussgrößen auf die Bereitstellungsgestaltung
Operationalisierung Entscheidungs-punkt
Ausprägunggering hoch
Grad der Schwankung von Losgrößen
Anzahl der Varianten (je Produktlinie)
Anzahl der Bauteile
Größe der Bauteile
Gewicht der Bauteile
Losgröße je Fertigungsauftrag
Komplexität des Montageobjekts?
Komplexität der Produktgeometrie?
Keine der Einflussgrößen ist hoch ausgeprägt
Keine der Einflussgrößen ist hoch ausgeprägt
Mindestens 1 Einflussgröße ist hoch ausgeprägt
Mindestens 1 Einflussgröße ist hoch ausgeprägt
Kurzfristige Dynamik der Montage?
Schwankung ist gering ausgeprägt und Umrüsten ist
gering ausgeprägt
Schwankung ist hoch ausgeprägt und/oder Um-rüsten ist hoch ausgeprägtHäufigkeit Umrüsten der Maschinen
Standardisierungsgrad der Montageaufgabe?
Mindestens 1 Einflussgröße ist hoch ausgeprägt
Keine der Einflussgrößen ist hoch ausgeprägt
Abbildung 4-62: Verdichtung der Einflussgrößen zu Entscheidungspunkten für die Bereitstellungsgestaltung
Das Flussdiagramm zur Auswahl geeigneter Gestaltungsansätze im Bereich der Be-reitstellungsgestaltung ist in Anhang A6 dargestellt. Nachfolgend werden die Zu-sammenhänge zwischen den Entscheidungspunkten und der Empfehlung von Ge-staltungsansätzen kurz beschrieben: Eine hohe Komplexität des Montageobjekts, die sich in der großen Anzahl von Bauteilen ausdrückt, macht kostenaufwändige Konzepte wie beispielsweise die Realisierung einer visuellen oder akustischen Be-reitstellungsunterstützung sinnvoll, da dadurch die Gefahr von Verwechslungen re-duziert wird. Eine hohe Komplexität der Produktgeometrie und damit ein hohes Bauteilgewicht und -ausmaß führen dazu, dass Ansätze wie beispielweise das Wa-renkorbkonzept nur mit hohem Transportaufwand zu realisieren sind und diese da-durch nur in Ausnahmefällen den Montageerfolg steigern. Bei einem geringen Standardisierungsgrad der Montageaufgabe führt die bedarfgerechte Bereitstellung zu einem positiven Montageerfolg, wohingegen die Synchronisierung der Teilebe-reitstellung ihre positiven Wirkungen bei einem hohen Standardisierungsgrad ent-faltet. Die Auswirkung einer hohen kurzfristigen Montagedynamik ist, dass bei-spielsweise Ansätze wie JIT und JIS nur mit überdurchschnittlich hohem Koordina-tionsaufwand zu realisieren sind. Als übergreifend sinnvoll konnte das Kanban-Prinzip identifiziert werden, wobei dieses jedoch jeweils bedarfsspezifisch auszuge-stalten ist.
4.3.2.5 Flussdiagramme zur Montagelogistikgestaltung
Im Bereich der Montagelogistikgestaltung konnten neun Einflussgrößen als relevant ermittelt werden. Die Einflussgrößen werden im Rahmen der Flussdiagrammbil-dung zu vier Entscheidungspunkten verdichtet. Die Entscheidungspunkte für das

282 Modell zur Konfiguration der Kleinserienmontage Flussdiagramm zur Bereitstellungsgestaltung sind: „Standardisierungsgrad des Pro-duktangebots?“, „Kurzfristige Dynamik der Montage?“, „Langfristige Dynamik der Montage?“ und „Art der Montageorganisationsform?“. Die Einflussgrößen, die Ent-scheidungspunkte sowie ihre Ausprägungsregeln sind in Abbildung 4-63 zusam-menfassend dargestellt. Die Montageorganisationsform kann dabei in vier Ausprä-gungsformen unterteilt werden: Baustellen-, Gruppen-, Reihen- und getaktete Fließmontage. Diese Sonderform der Ausprägung wirkt sich auf die Gestaltung der Flussdiagramme aus, wie nachfolgend beschrieben wird. Die Flussdiagramme zur Montagelogistikgestaltung sind in zwei Ebenen unterteilt. Im ersten Schritt wird nach der Art der zugrunde gelegten Montageorganisationsform gefragt. Als Antwort ist eine der vier Montageorganisationsformen auszuwählen. Für jede der vier Mon-tageorganisationsformen ist ein weiteres Flussdiagramm ausgearbeitet, welches die Zusammenhänge zwischen den verbleibenden drei Entscheidungspunkten und den Gestaltungsansätzen abbildet.
Flussdiagrammspezifische Verdichtung der Einflussgrößen auf die Montagelogistikgestaltung
Operationalisierung Entscheidungs-punkt
Ausprägunggering hoch
Grad der Schwankung von Losgrößen
Anzahl der Varianten (je Produktlinie)
Montageorganisationsform
Losgröße je Fertigungsauftrag
Art der Montage-organisationsform?
Gruppen-montage
Baustellen-montage
Gruppen-montage
Baustellen-montage
Kurzfristige Dynamik der Montage?
Keine der Einflussgrößen ist hoch ausgeprägt
Mindestens 1 Einflussgröße ist hoch ausgeprägt
Häufigkeit Umrüsten der Maschinen
Standardisierungsgrad des Produktangebots
Mindestens 1 Einflussgröße ist hoch ausgeprägt
Keine der Einflussgrößen ist hoch ausgeprägt
Anzahl der Varianten (insgesamt)
Grad der Änderungen am Produktprogramm
Häufigkeit Veränderung des Produktangebots Langfristige Dynamik der Montage?
Keine der Einflussgrößen ist hoch ausgeprägt
Mindestens 1 Einflussgröße ist hoch ausgeprägtHäufigkeit Veränderung der Montageabläufe
Get. Fließ-montage
Reihen-montage
Get. Fließ-montage
Reihen-montage
Abbildung 4-63: Verdichtung der Einflussgrößen zu Entscheidungspunkten für die Montagelogistikgestaltung
Die Analyse zeigte, dass die im Rahmen der Arbeit analysierten Ansätze zur Mon-tagelogistikgestaltung für die Baustellenmontage nur von geringer Relevanz sind, sodass für diese Montageorganisationsform keine expliziten Empfehlungen gegeben werden. Für die weiteren drei Organisationsformen werden jeweils Zusammenhän-ge erarbeitet. Da für die Reihenmontage die drei Gestaltungsansätze „Realisierung einer Inselmontage“, „Bildung von Fertigungssegmenten“ und „Räumliche Kon-zentration von Betriebsmitteln“ nur von untergeordneter Relevanz sind, wurden die-se bei der Ausgestaltung des Flussdiagramms nicht berücksichtigt. Für die getaktete Fließmontage wurde neben den drei Ansätzen zudem das Prinzip One-Piece-Flow nicht in die Analyse mit einbezogen. Die fünf Flussdiagramme zur Montagelogis-

Modell zur Konfiguration der Kleinserienmontage 283 tikgestaltung sind in Anhang A7 bis A11 in Gänze abgebildet. Die Zusammenhänge für die drei Flussdiagramme zur Gruppen-, Reihen- und Fließmontage werden nach-folgend beschrieben. Bei der Montagelogistikgestaltung der Gruppenmontage ist als Folge eines geringen Standardisierungsgrads in der Montage die Realisierung eines Linienlayouts nur gering Erfolg steigernd, da dieser Ansatz die Flexibilität in der Montage stark reduziert. Bei einer hohen kurzfristigen Montagedynamik, die sich beispielsweise in einer starken Schwankung von Losgrößen ausdrückt, ist unter an-derem die Möglichkeit der Parallelisierung von Montageschritten für den Montage-erfolg von hoher Bedeutung, da dadurch flexibel auf die Schwankungen reagiert werden kann. Eine hohe langfristige Montagedynamik kann durch die Realisierung eines flexiblen Montagelayouts beherrscht werden. Übergreifend zeigt sich, dass insbesondere die Realisierung von U-Layouts, von Inselmontagen und Fertigungs-segmenten im Bereich der Gruppenmontage Ansätze sind, die zum Erfolg in der Kleinserie beitragen. Bei der Ausgestaltung der Montagelogistik in der Reihenmon-tage zeigt sich im Rahmen der Analysen, dass das Konzept des One-Piece-Flow für hoch standardisierte Produktangebote in der Regel zu aufwändig in der Umsetzung ist, da dieser Ansatz eine hohe Mitarbeiterqualifikation erfordert. Wenn neben einer geringen Standardisierung des Produktangebots eine hohe kurzfristige Montagedy-namik vorliegt, ist eine Linienmontage nur in Ausnahmefällen sinnvoll, da diese Form die flexible Interaktion der Mitarbeiter reduziert. Eine hohe langfristige Dy-namik ist durch die Realisierung eines flexiblen Montagelayouts zu beherrschen. Im Flussdiagramm der getakteten Fließmontage wird am Entscheidungspunkt „Stand-ardisierungsgrad des Produktangebots“ keine Unterscheidung der Ansätze getrof-fen. Jedoch führt auch hier eine hohe kurzfristige Montagedynamik dazu, dass die Parallelisierung von Montagetätigkeiten den Erfolg erhöht. Die langfristige Monta-gedynamik kann auch bei der getakteten Fließmontage durch die Realisierung eines flexiblen Montagelayouts beherrscht werden.
4.3.2.6 Flussdiagramm zur Mitarbeitereinsatzgestaltung
Im Rahmen der empirischen Analyse wurden neun Einflussgrößen ermittelt, die im Bereich der Mitarbeitereinsatzgestaltung wirken. Diese werden zu drei Entschei-dungspunkten verdichtet, welche jeweils Einflussgrößen zusammenfassen, die eine ähnliche Wirkung auf die Empfehlung von Gestaltungsansätzen aufweisen. Die Entscheidungspunkte für das Flussdiagramm zur Mitarbeitereinsatzgestaltung sind: „Notwendiger Spezialisierungsgrad der Mitarbeiter?“, „Standardisierungsgrad der Montageaufgabe?“ und „Kurzfristige Dynamik der Montage?“. Die Einflussgrößen, die Entscheidungspunkte sowie ihre Ausprägungsregeln sind in Abbildung 4-64 zu-sammenfassend dargestellt. Eine Besonderheit bildet die Montageorganisationsform als Einflussgröße. Bei der Entscheidung für die Ausprägung werden die Gruppen-

284 Modell zur Konfiguration der Kleinserienmontage und Baustellenmontage zu den niedrigen Organisationsformen, die Reihen- und Fließmontage zu den hohen Organisationsformen zusammengefasst.
Flussdiagrammspezifische Verdichtung der Einflussgrößen auf die Mitarbeitereinsatzgestaltung
Operationalisierung
Auftrittshäufigkeit der einzelnen Varianten
Grad der Schwankung von Losgrößen
Anzahl der Varianten (insgesamt)
Anzahl der Varianten (je Produktlinie)
Standardisierungsgrad der Produkte
Spezialisierungsgrad der Mitarbeiter
Ausmaß der Änderungen am Produkt
Anzahl Kann-Bauteile für Variante
Entscheidungs-punkt
Notwendiger Spezialisierungsgrad der
Mitarbeiter?
Standardisierungsgrad der Montageaufgabe?
Ausprägung
Anzahl insgesamt ist gering ausgeprägt und Anzahl je
Prod.linie ist gering ausge-prägt und Standardisierungs-
grad ist hoch ausgeprägt
Anzahl insgesamt ist hoch ausgeprägt und/oder Anzahl je Prod.linie ist hoch ausgeprägt und/oder Standardisierungs-grad ist gering ausgeprägt
gering hoch
Kurzfristige Dynamik der Montage?
Auftrittshäufigkeit ist hoch ausgeprägt und Schwankung
ist gering ausgeprägt
Auftrittshäufigkeit ist gering ausgeprägt und Schwankung
ist hoch ausgeprägt
Montageorganisationsform
Maximal 1 Einflussgröße ist hoch ausgeprägt
(Baustellen- und Gruppenmontage sind als niedrige Organisationsformen
definiert)
Mindestens 2 Einflussgrößen sind hoch
ausgeprägt
(Reihen- und Fließmontage sind als hohe Organisationsformen definiert)
Abbildung 4-64: Verdichtung der Einflussgrößen zu Entscheidungspunkten für die Mitarbeitereinsatzgestaltung
Diese Zusammenfassung ermöglicht die Bildung von zwei Ausprägungszuständen (gering und hoch) für die Montageorganisationsform. Das erarbeitete Flussdia-gramm zur Auswahl geeigneter Gestaltungsansätze im Bereich der Mitarbeiterein-satzgestaltung ist in Anhang A12 ganzheitlich abgebildet. Nachfolgend werden die Zusammenhänge zwischen den drei Entscheidungspunkten und der Empfehlung zum Einsatz von Gestaltungsansätzen kurz beschrieben: Ein hoher erforderlicher Spezialisierungsgrad der Mitarbeiter, Job Enlargement und tayloristische Arbeits-gruppen können kaum zur Steigerung des Montageerfolgs beitragen, da Job Enlargement die Anforderungen an die Mitarbeiter zusätzlich unnötig erhöht und tayloristische Prinzipien die Motivation zur Problemlösung reduzieren. Ein geringer Standardisierungsgrad der Montageaufgabe ist durch die Umsetzung eines tätig-keitsflexiblen Mitarbeitereinsatzes beherrschbar. Zudem sind Ansätze wie bei-spielsweise die Selbstkontrolle der Montagequalität nicht unbedingt zu empfehlen, da diese bei einem geringen Standardisierungsgrad der Montageaufgabe die Qualität nicht sicherstellen können. Eine hohe kurzfristige Dynamik ist beispielsweise durch den Ansatz des KAPOVAZ zu beherrschen. Übergreifend sind im Bereich der Kleinserienmontage, unabhängig vom Gestaltungsprinzip, Gleitzeitkonten und teil-autonome Arbeitsgruppen Ansätze mit einem hohen erwarteten Erfolgsbeitrag.
4.3.3 Zusammenfassung der Flussdiagrammausgestaltung
Das Ergebnis von Kapitel 4.3 ist eine Systematik, welche die Einflussgrößenaus-prägungen des Unternehmens und die Gestaltungsansätze zueinander in Verbindung setzt und auf deren Basis einflussgrößenspezifische Gestaltungsempfehlungen ge-

Modell zur Konfiguration der Kleinserienmontage 285 geben werden können. Zur Erzielung des Ergebnisses wurden in einem ersten Schritt die Einflussgrößen je Gestaltungsbereich zu Entscheidungspunkten verdich-tet. Es wurden jeweils diejenigen Einflussgrößen zusammengefasst, die die gleiche oder eine nahezu gleiche Wirkung auf die Empfehlung von Gestaltungsansätzen aufweisen. Die jeweilige Ausprägung der Einflussgrößen der Entscheidungspunkte wirkt sich entlang des bereichsspezifischen Flussdiagramms darauf aus, welche der Gestaltungsansätze für das Unternehmen zur Steigerung des Montageerfolgs geeig-net sind. Darauf basierend ist es möglich, Gestaltungsempfehlungen je Einflussgrö-ßenkombination und Gestaltungsbereich auszuweisen.
4.4 Gesamtmodell der Konfiguration der Kleinserienmontage
Ausgangsbasis für die Ableitung von Gestaltungsempfehlungen für die Montage-konfiguration in der Kleinserienmontage ist die Entwicklung eines theoretischen Modells unter Berücksichtigung der Erkenntnisse der situationstheoretischen For-schung. Im Rahmen der Modellbildung wurden vier wesentliche Modellbestandteile identifiziert.
Ein Baustein des Gesamtmodells ist ein vierphasiger Montagekonfigurationsprozess zur zielorientierten Montagekonfiguration. In den Phasen werden sequenziell die Produkte, die Montageorganisationsform und die Montage gestaltet, indem je Phase Gestaltungsansätze für die Kleinserienmontage identifiziert werden. In der letzten Phase werden die Ziele im Rahmen der Montagekonfiguration berücksichtigt, in-dem die Gestaltungsansätze zielorientiert unter Verwendung eines Bewertungskon-zepts beurteilt werden. Für die Phasen 1 und 3 des Montagekonfigurationsprozesses wurden neben Gestaltungsansätze Methoden identifiziert, die den jeweiligen Gestal-tungsbereichen zugeordnet sind. Basis für die Abgabe von Gestaltungsempfehlun-gen bilden Einflussgrößen, die auf den Montagekonfigurationsprozess wirken. In Abhängigkeit der Einflussgrößenausprägung werden je Gestaltungsbereich Ansätze als erfolgreich ausgewiesen. In Phase 4 des Modells, der Zielorientierung, erfolgt unter Berücksichtigung der Ergebnisse der theoretischen und quantitativen empiri-schen Analysen eine zielorientierte Bewertung der Gestaltungsansätze. Einen zwei-ten Baustein des Modells bilden die Einflussgrößen, die auf den Montagekonfigura-tionsprozess wirken. Auf jede der vier Phasen des Montagekonfigurationsprozesses wirken phasenspezifische Einflussgrößen. Im Rahmen der Modellbildung wurden die Einflussgrößen operationalisiert, um in einer empirischen Erhebung eine Zuord-nung zu den Phasen zu ermitteln. Den dritten Modellbaustein stellt das Vorgehens-modell zur anwenderorientierten Ermittlung unternehmensspezifischer Empfehlun-gen zum Einsatz von Gestaltungsansätzen und Methoden dar. Dazu sind in einem ersten Schritt die Einflussgrößen des Unternehmens zu bestimmen, um nachfolgend
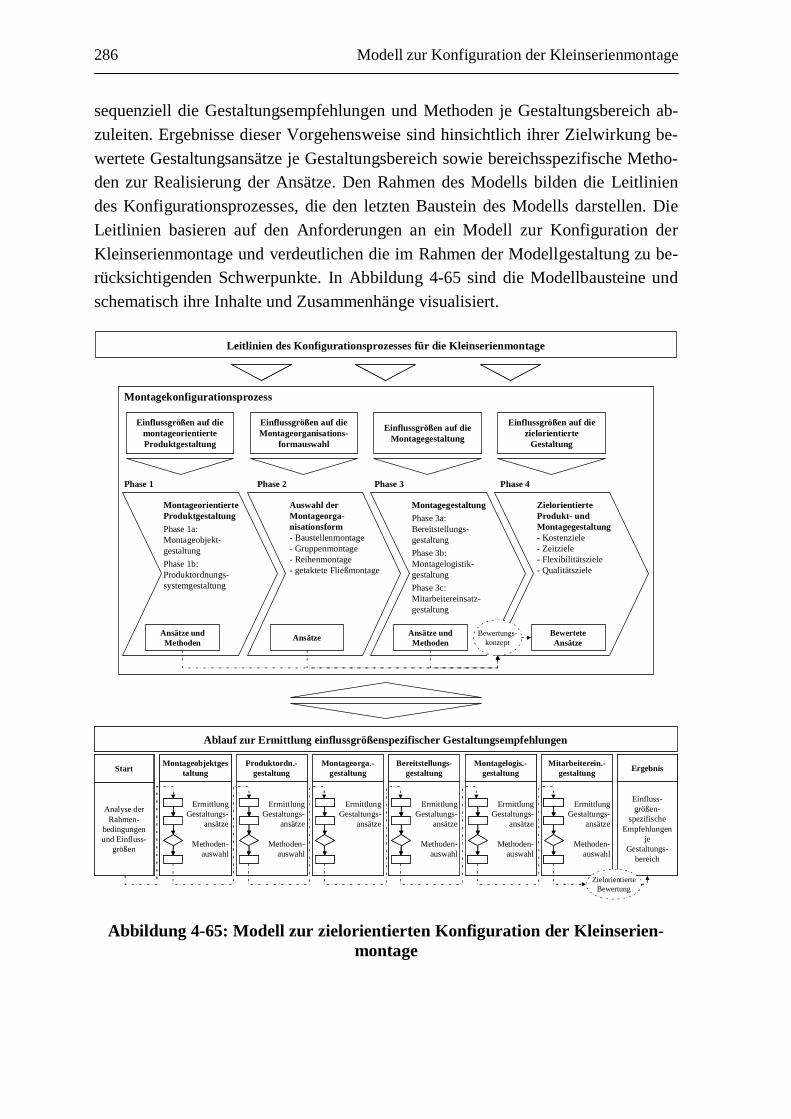
286 Modell zur Konfiguration der Kleinserienmontage sequenziell die Gestaltungsempfehlungen und Methoden je Gestaltungsbereich ab-zuleiten. Ergebnisse dieser Vorgehensweise sind hinsichtlich ihrer Zielwirkung be-wertete Gestaltungsansätze je Gestaltungsbereich sowie bereichsspezifische Metho-den zur Realisierung der Ansätze. Den Rahmen des Modells bilden die Leitlinien des Konfigurationsprozesses, die den letzten Baustein des Modells darstellen. Die Leitlinien basieren auf den Anforderungen an ein Modell zur Konfiguration der Kleinserienmontage und verdeutlichen die im Rahmen der Modellgestaltung zu be-rücksichtigenden Schwerpunkte. In Abbildung 4-65 sind die Modellbausteine und schematisch ihre Inhalte und Zusammenhänge visualisiert.
Leitlinien des Konfigurationsprozesses für die Kleinserienmontage
Montageorientierte ProduktgestaltungPhase 1a: Montageobjekt-gestaltungPhase 1b: Produktordnungs-systemgestaltung
Auswahl der Montageorga-nisationsform- Baustellenmontage- Gruppenmontage- Reihenmontage- getaktete Fließmontage
MontagegestaltungPhase 3a: Bereitstellungs-gestaltungPhase 3b: Montagelogistik-gestaltungPhase 3c: Mitarbeitereinsatz-gestaltung
Zielorientierte Produkt- und Montagegestaltung - Kostenziele - Zeitziele- Flexibilitätsziele- Qualitätsziele
Phase 1 Phase 2 Phase 3 Phase 4
Ansätze und Methoden
Ansätze und Methoden
Einflussgrößen auf die montageorientierte Produktgestaltung
Einflussgrößen auf die Montageorganisations-
formauswahl
Einflussgrößen auf die Montagegestaltung
Einflussgrößen auf die zielorientierte
Gestaltung
Montagekonfigurationsprozess
Ansätze Bewertete Ansätze
Bewertungs-konzept
Vorgehensweise zur Ermittlung einflussgrößenspezifischer GestaltungsempfehlungenAblauf zur Ermittlung einflussgrößenspezifischer Gestaltungsempfehlungen
Ermittlung Gestaltungs-
ansätze
Methoden-auswahl
Montageobjektgestaltung
Ermittlung Gestaltungs-
ansätze
Methoden-auswahl
Montageobjektgestaltung
Ermittlung Gestaltungs-
ansätze
Methoden-auswahl
Produktordn.-gestaltung
Ermittlung Gestaltungs-
ansätze
Methoden-auswahl
Produktordn.-gestaltung
Ermittlung Gestaltungs-
ansätze
Montageorga.-gestaltung
Ermittlung Gestaltungs-
ansätze
Montageorga.-gestaltung
Ermittlung Gestaltungs-
ansätze
Methoden-auswahl
Bereitstellungs-gestaltung
Ermittlung Gestaltungs-
ansätze
Methoden-auswahl
Bereitstellungs-gestaltung
Ermittlung Gestaltungs-
ansätze
Methoden-auswahl
Montagelogis.-gestaltung
Ermittlung Gestaltungs-
ansätze
Methoden-auswahl
Montagelogis.-gestaltung
Ermittlung Gestaltungs-
ansätze
Methoden-auswahl
Mitarbeiterein.-gestaltung
Ermittlung Gestaltungs-
ansätze
Methoden-auswahl
Mitarbeiterein.-gestaltung
Einfluss-größen-
spezifische Empfehlungen
je Gestaltungs-
bereich
Ergebnis
Einfluss-größen-
spezifische Empfehlungen
je Gestaltungs-
bereich
Ergebnis
Analyse der Rahmen-
bedingungenund
Einflussgrößen
Start
Analyse der Rahmen-
bedingungenund Einfluss-
größen
Start
Analyse der Rahmen-
bedingungenund
Einflussgrößen
Start
Analyse der Rahmen-
bedingungenund Einfluss-
größen
Start
ZielorientierteBewertung
Abbildung 4-65: Modell zur zielorientierten Konfiguration der Kleinserien-montage
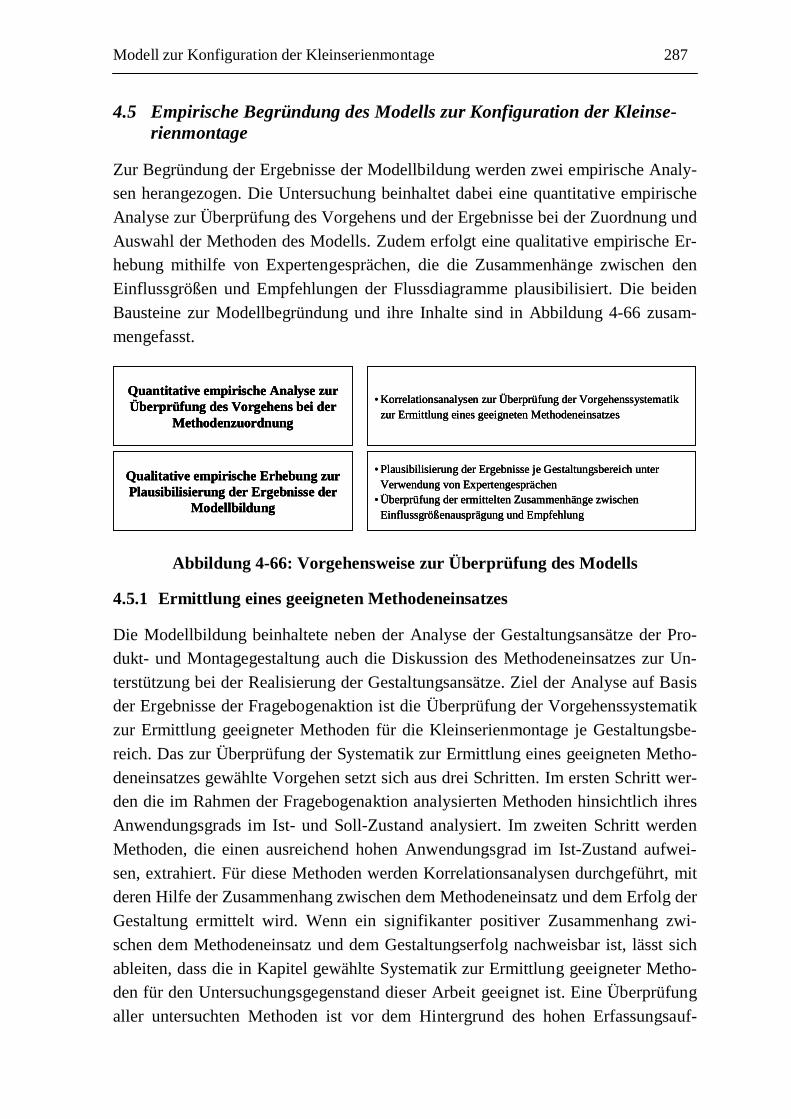
Modell zur Konfiguration der Kleinserienmontage 287 4.5 Empirische Begründung des Modells zur Konfiguration der Kleinse-
rienmontage
Zur Begründung der Ergebnisse der Modellbildung werden zwei empirische Analy-sen herangezogen. Die Untersuchung beinhaltet dabei eine quantitative empirische Analyse zur Überprüfung des Vorgehens und der Ergebnisse bei der Zuordnung und Auswahl der Methoden des Modells. Zudem erfolgt eine qualitative empirische Er-hebung mithilfe von Expertengesprächen, die die Zusammenhänge zwischen den Einflussgrößen und Empfehlungen der Flussdiagramme plausibilisiert. Die beiden Bausteine zur Modellbegründung und ihre Inhalte sind in Abbildung 4-66 zusam-mengefasst.
• Korrelationsanalysen zur Überprüfung der Vorgehenssystematik zur Ermittlung eines geeigneten Methodeneinsatzes
Quantitative empirische Analyse zur Überprüfung des Vorgehens bei der
Methodenzuordnung
• Plausibilisierung der Ergebnisse je Gestaltungsbereich unter Verwendung von Expertengesprächen
• Überprüfung der ermittelten Zusammenhänge zwischen Einflussgrößenausprägung und Empfehlung
Qualitative empirische Erhebung zur Plausibilisierung der Ergebnisse der
Modellbildung
• Korrelationsanalysen zur Überprüfung der Vorgehenssystematik zur Ermittlung eines geeigneten Methodeneinsatzes
Quantitative empirische Analyse zur Überprüfung des Vorgehens bei der
Methodenzuordnung
• Korrelationsanalysen zur Überprüfung der Vorgehenssystematik zur Ermittlung eines geeigneten Methodeneinsatzes
Quantitative empirische Analyse zur Überprüfung des Vorgehens bei der
Methodenzuordnung
• Plausibilisierung der Ergebnisse je Gestaltungsbereich unter Verwendung von Expertengesprächen
• Überprüfung der ermittelten Zusammenhänge zwischen Einflussgrößenausprägung und Empfehlung
Qualitative empirische Erhebung zur Plausibilisierung der Ergebnisse der
Modellbildung
• Plausibilisierung der Ergebnisse je Gestaltungsbereich unter Verwendung von Expertengesprächen
• Überprüfung der ermittelten Zusammenhänge zwischen Einflussgrößenausprägung und Empfehlung
Qualitative empirische Erhebung zur Plausibilisierung der Ergebnisse der
Modellbildung
Abbildung 4-66: Vorgehensweise zur Überprüfung des Modells
4.5.1 Ermittlung eines geeigneten Methodeneinsatzes
Die Modellbildung beinhaltete neben der Analyse der Gestaltungsansätze der Pro-dukt- und Montagegestaltung auch die Diskussion des Methodeneinsatzes zur Un-terstützung bei der Realisierung der Gestaltungsansätze. Ziel der Analyse auf Basis der Ergebnisse der Fragebogenaktion ist die Überprüfung der Vorgehenssystematik zur Ermittlung geeigneter Methoden für die Kleinserienmontage je Gestaltungsbe-reich. Das zur Überprüfung der Systematik zur Ermittlung eines geeigneten Metho-deneinsatzes gewählte Vorgehen setzt sich aus drei Schritten. Im ersten Schritt wer-den die im Rahmen der Fragebogenaktion analysierten Methoden hinsichtlich ihres Anwendungsgrads im Ist- und Soll-Zustand analysiert. Im zweiten Schritt werden Methoden, die einen ausreichend hohen Anwendungsgrad im Ist-Zustand aufwei-sen, extrahiert. Für diese Methoden werden Korrelationsanalysen durchgeführt, mit deren Hilfe der Zusammenhang zwischen dem Methodeneinsatz und dem Erfolg der Gestaltung ermittelt wird. Wenn ein signifikanter positiver Zusammenhang zwi-schen dem Methodeneinsatz und dem Gestaltungserfolg nachweisbar ist, lässt sich ableiten, dass die in Kapitel gewählte Systematik zur Ermittlung geeigneter Metho-den für den Untersuchungsgegenstand dieser Arbeit geeignet ist. Eine Überprüfung aller untersuchten Methoden ist vor dem Hintergrund des hohen Erfassungsauf-

288 Modell zur Konfiguration der Kleinserienmontage wands für die Unternehmen nicht zielführend. Vielmehr soll die beschriebene Vor-gehensweise die Ergebnisse, die auf Basis intensiver Analysen entstanden sind, auch quantitativ bestätigen.
4.5.1.1 Grad des Methodeneinsatzes
Zur Ausweisung und Quantifizierung des Grads des Methodeneinsatzes entlang des Montagekonfigurationsprozesses wurde neben dem Ist-Anwendungsgrad der Me-thoden im Fragebogen abgefragt, wie die Unternehmen den Soll-Anwendungsgrad der Methode einschätzen. Bei der Analyse des Ergebnisses ist zu berücksichtigen, dass nicht alle im Rahmen der Arbeit untersuchten und analysierten Methoden mit-hilfe der quantitativen Analyse überprüft wurden. Die gewählten Methoden bilden vielmehr einen repräsentativen Auszug aus Methoden der einzelnen Phasen. Bei der Methodenauswahl wurde auch der unterschiedliche Bekanntheitsgrad der Methoden berücksichtigt, da die Expertengespräche verdeutlichten, dass Methoden teilweise aufgrund des geringen Bekanntheitsgrads nicht eingesetzt werden. Das Ergebnis der Auswertung, eine Gegenüberstellung des Methodeneinsatzes im Ist-Zustand zum Soll-Zustand, ausgedrückt in Prozent der Nennungen, ist in Abbildung 4-67 aufge-zeigt. Bei der Auswertung wurden jeweils diejenigen Unternehmen berücksichtigt, die den Einsatz der betrachteten Methode als hoch oder sehr hoch angaben.
0
10
20
30
40
50
60
70
80
90
100
Expe
rtenb
efra
gung
Kre
ativ
itätst
echn
iken
Prod
uktb
ench
mar
king
(mon
tage
orie
ntie
rt)
Kom
plex
itätsa
naly
se
Sim
ulta
neou
sEn
gine
erin
g In
tegr
ierte
Prod
ukte
ntw
ickl
ung
Aus
wah
l d. r
icht
igen
Ver
bind
ungs
met
hode
DFM
A/ D
FA/ D
FM
Ass
embl
abili
tyEv
alua
tion
Met
hod
Luca
s Met
hode
Funk
tions
anal
yse
Ana
lyse
funk
tiona
ler
Zusa
mm
ense
tzun
g
Füge
mat
rix
Che
cklis
tePr
oduk
tstru
ktur
ieru
ngV
aria
nten
über
sicht
/V
aria
nten
baum
Ty
pen-
und
Stüc
kzah
lena
naly
se
Prod
uktst
rukt
uran
alys
e
Logi
stiko
rient
ierte
SWO
T-A
naly
se
AB
C-A
naly
se
Ben
chm
arki
ng(e
xter
n/in
tern
)
Zeitr
eihe
nana
lyse
Ana
lyse
logi
stisc
her
Ken
nzah
len
Mat
eria
lflus
smat
rix
Schn
ittste
llena
naly
se
Sank
ey-D
iagr
amm
Wer
tstro
man
alys
e
Nen
nung
en in
%
Hoher/sehr hoher Anwendungsgrad im Ist-Zustand (%)
Hoher/sehr hoher Anwendungsgrad im Soll-Zustand (%)
Abbildung 4-67: Ist- und Soll-Anwendungsgrad ausgewählter Methoden
Die Ergebnisse zum Ist-Anwendungsgrad der Methoden visualisieren, dass nur eine der untersuchten Methoden (ABC-Analyse) von mehr als 50 % der befragten Un-ternehmen im Ist-Zustand häufig eingesetzt wird. Mehr als 40 % der Unternehmen geben für die Methoden Simultaneous Engineering, Funktionsanalyse, Varianten-baum/Variantenübersicht, Typen- und Stückzahlenanalyse, Benchmarking, Analyse logistischer Kennzahlen, Materialflussmatrix und Wertstromanalyse einen hohen

Modell zur Konfiguration der Kleinserienmontage 289 Ist-Anwendungsgrad an. Die Methoden Auswahl der richtigen Verbindungsmetho-de (nach Gairola), Assemblability Evaluation Method (Hitachi) und Lucas Methode werden von weniger als 10 % der befragten Unternehmen angewendet. Auch der Anwendungsgrad im Soll-Zustand dieser drei Methoden wird bei jeweils weniger als 25 % der Unternehmen als relevant eingeschätzt. Dieses Ergebnis kann darauf zurückgeführt werden, dass diese Methoden den Unternehmen nicht bekannt sind und eine Beurteilung der Soll-Situation dadurch erschwert wird.1001 Die weiteren Ergebnisse der Analyse des Soll-Anwendungsgrads zeigen, dass jeweils mehr als 70 % der Unternehmen die Anwendung der Methoden montageorientiertes Produktbenchmarking, Simultaneous Engineering, Integrierte Produktentwicklung, Variantenbaum/Variantenübersicht, Typen- und Stückzahlenanalyse, ABC-Analye, Benchmarking, Analyse logistischer Kennzahlen und Wertstromanalyse in der Kleinserienmontage als Methoden mit hohem Potenzial für die Zukunft sehen. Mit Ausnahme des Sankey-Diagramms wurde der Soll-Anwendungsgrad der weiteren untersuchten Methoden von 30 bis 69 % der Unternehmen als hoch bis sehr hoch eingeschätzt. Weniger als 20 % der Unternehmen geben an, dass das Sankey-Diagramm im Soll-Zustand verstärkt angewendet werden soll. Dies ist jedoch da-rauf zurückzuführen, dass das Sankey-Diagramm nur einer geringen Anzahl der Experten in der Montage bekannt ist. Dies kann durch die Ergebnisse der Experten-gespräche bestätigt werden. Überdurchschnittlich hohe Differenzen (> 50 %) zwi-schen Ist-Anwendungsgrad und Soll-Anwendungsgrad können für die Methoden Produktbenchmarking, Integrierte Produktentwicklung, Auswahl der richtigen Ver-bindungsmethode und Schnittstellenanalyse ermittelt werden. Dieses Ergebnis deu-tet darauf hin, dass der Erfolg der Methoden als hoch eingeschätzt wird, die Umset-zung der Methoden jedoch nicht ohne Schwierigkeiten zu realisieren ist. Im Rah-men der Arbeit wurden die Gründe für die hohen Differenzen nicht untersucht, sie können jedoch in einem ersten Erklärungsversuch auf einer hohe Methodenkomple-xität oder auch überdurchschnittlich hohe Erwartungen an den Erfolg der Methoden basieren. Zusammenfassend verdeutlicht die Analyse, dass in der Praxis der Ist-Anwendungsgrad der Methoden zur Unterstützung der Montagekonfiguration in der Regel deutlich geringer als der Soll-Anwendungsgrad angegeben wird. Zudem kann in Kombination mit den Erkenntnissen aus den Expertengesprächen gefolgert wer-den, dass Informationsbedarf bezüglich der Erfolgswirkung sowie Anwendungs-möglichkeiten ausgewählter Methoden vorliegt.
1001 Der Bekanntheitsgrad der genannten Methoden wurde im Rahmen der Expertengespräche als gering
identifiziert.
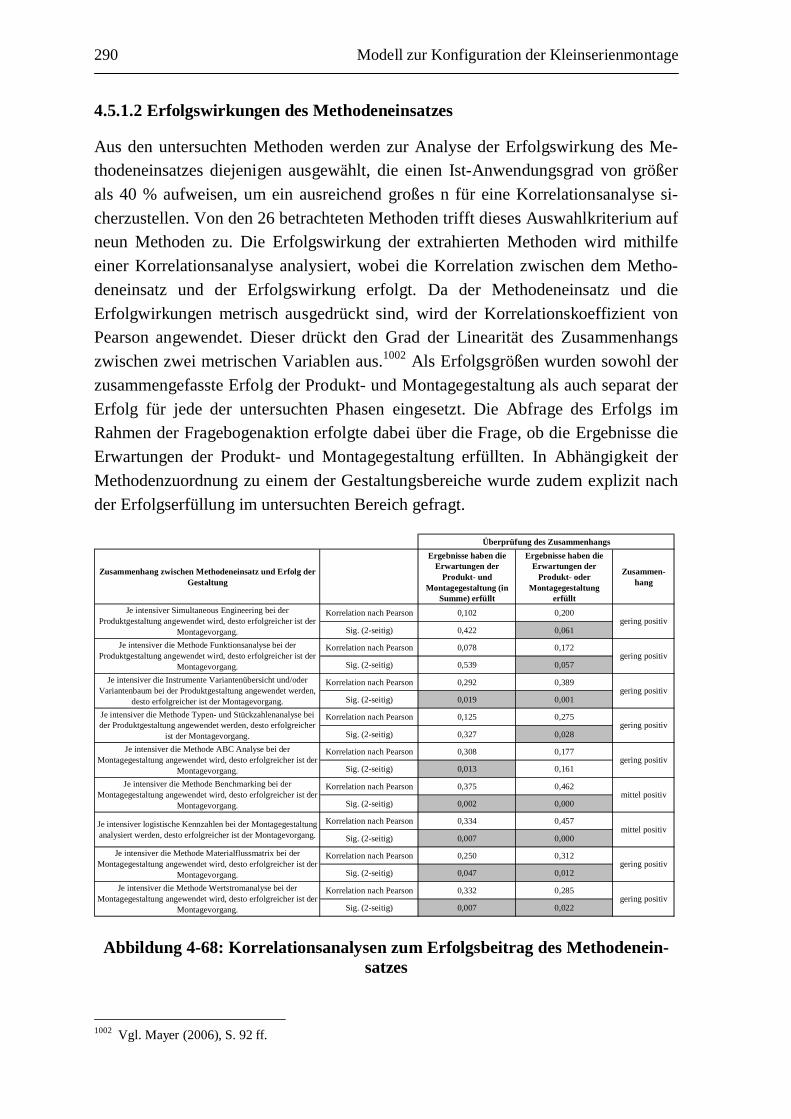
290 Modell zur Konfiguration der Kleinserienmontage 4.5.1.2 Erfolgswirkungen des Methodeneinsatzes
Aus den untersuchten Methoden werden zur Analyse der Erfolgswirkung des Me-thodeneinsatzes diejenigen ausgewählt, die einen Ist-Anwendungsgrad von größer als 40 % aufweisen, um ein ausreichend großes n für eine Korrelationsanalyse si-cherzustellen. Von den 26 betrachteten Methoden trifft dieses Auswahlkriterium auf neun Methoden zu. Die Erfolgswirkung der extrahierten Methoden wird mithilfe einer Korrelationsanalyse analysiert, wobei die Korrelation zwischen dem Metho-deneinsatz und der Erfolgswirkung erfolgt. Da der Methodeneinsatz und die Erfolgwirkungen metrisch ausgedrückt sind, wird der Korrelationskoeffizient von Pearson angewendet. Dieser drückt den Grad der Linearität des Zusammenhangs zwischen zwei metrischen Variablen aus.1002 Als Erfolgsgrößen wurden sowohl der zusammengefasste Erfolg der Produkt- und Montagegestaltung als auch separat der Erfolg für jede der untersuchten Phasen eingesetzt. Die Abfrage des Erfolgs im Rahmen der Fragebogenaktion erfolgte dabei über die Frage, ob die Ergebnisse die Erwartungen der Produkt- und Montagegestaltung erfüllten. In Abhängigkeit der Methodenzuordnung zu einem der Gestaltungsbereiche wurde zudem explizit nach der Erfolgserfüllung im untersuchten Bereich gefragt.
Zusammenhang zwischen Methodeneinsatz und Erfolg der Gestaltung
Ergebnisse haben die Erwartungen der
Produkt- und Montagegestaltung (in
Summe) erfüllt
Ergebnisse haben die Erwartungen der
Produkt- oder Montagegestaltung
erfüllt
Zusammen-hang
Korrelation nach Pearson 0,102 0,200
Sig. (2-seitig) 0,422 0,061
Korrelation nach Pearson 0,078 0,172
Sig. (2-seitig) 0,539 0,057
Korrelation nach Pearson 0,292 0,389
Sig. (2-seitig) 0,019 0,001
Korrelation nach Pearson 0,125 0,275
Sig. (2-seitig) 0,327 0,028
Korrelation nach Pearson 0,308 0,177
Sig. (2-seitig) 0,013 0,161
Korrelation nach Pearson 0,375 0,462
Sig. (2-seitig) 0,002 0,000
Korrelation nach Pearson 0,334 0,457
Sig. (2-seitig) 0,007 0,000
Korrelation nach Pearson 0,250 0,312
Sig. (2-seitig) 0,047 0,012
Korrelation nach Pearson 0,332 0,285
Sig. (2-seitig) 0,007 0,022
Je intensiver Simultaneous Engineering bei der Produktgestaltung angewendet wird, desto erfolgreicher ist der
Montagevorgang.gering positiv
Überprüfung des Zusammenhangs
gering positivJe intensiver die Methode Funktionsanalyse bei der
Produktgestaltung angewendet wird, desto erfolgreicher ist der Montagevorgang.
Je intensiver die Instrumente Variantenübersicht und/oder Variantenbaum bei der Produktgestaltung angewendet werden,
desto erfolgreicher ist der Montagevorgang.gering positiv
Je intensiver die Methode Typen- und Stückzahlenanalyse bei der Produktgestaltung angewendet werden, desto erfolgreicher
ist der Montagevorgang.gering positiv
Je intensiver die Methode ABC Analyse bei der Montagegestaltung angewendet wird, desto erfolgreicher ist der
Montagevorgang.gering positiv
Je intensiver logistische Kennzahlen bei der Montagegestaltung analysiert werden, desto erfolgreicher ist der Montagevorgang. mittel positiv
Je intensiver die Methode Benchmarking bei der Montagegestaltung angewendet wird, desto erfolgreicher ist der
Montagevorgang.mittel positiv
Je intensiver die Methode Wertstromanalyse bei der Montagegestaltung angewendet wird, desto erfolgreicher ist der
Montagevorgang.gering positiv
Je intensiver die Methode Materialflussmatrix bei der Montagegestaltung angewendet wird, desto erfolgreicher ist der
Montagevorgang.gering positiv
Abbildung 4-68: Korrelationsanalysen zum Erfolgsbeitrag des Methodenein-satzes
1002 Vgl. Mayer (2006), S. 92 ff.

Modell zur Konfiguration der Kleinserienmontage 291 Die Korrelationsanalyse zur Ermittlung des Erfolgs des Methodeneinsatzes ergibt, dass für alle neun untersuchten Methoden ein positiver Zusammenhang auf dem 0,07-Signifikanzniveau empirisch nachgewiesen werden kann. Eine Übersicht der Ergebnisse der Korrelationsanalysen und der draus abgeleiteten Zusammenhänge ist in Abbildung 4-68 aufgezeigt.
Der Zusammenhang zwischen dem Erfolg des Methodeneinsatzes ist jeweils unter-schiedlich stark ausgeprägt. Bei nahezu allen Methoden ist nur ein gering positiver Zusammenhang (von 0,1 bis 0,4) zwischen dem Methodeneinsatz zu ermitteln. Es können gering positive signifikante Zusammenhänge zwischen den Methoden Simultaneous Engineering, Funktionsanalyse, Variantenübersicht oder Varianten-baum, Typen- und Stückzahlenanalyse, ABC-Analyse, Materialflussmatrix und Wertstromanalyse empirisch nachgewiesen werden. Nur die beiden Methoden Benchmarking und Analyse logistischer Kennzahlen weisen einen Zusammenhang von größer 0,4 und damit einen mittleren positiven Zusammenhang auf. Nahezu alle Methoden wirken sich positiv im ihnen zugeordneten Gestaltungsbereich aus. Nur für die ABC-Analyse ist ausschließlich ein übergreifender Erfolgsbeitrag nachzu-weisen. Da die ABC-Analyse bereichsübergreifend im Unternehmen wirkt, stimmt dieses Ergebnis mit den Erwartungen überein. Das Ergebnis der Korrelationsanaly-sen bestätigt die Qualität der Methodenauswahl im Rahmen der Modellbildung. Al-le der untersuchten Methoden wirken sich statistisch nachweisbar positiv auf die Montage- und Produktgestaltung aus. Die in der Arbeit angewandte auf theoreti-schen und empirischen Analysen basierende Systematik zur Ermittlung geeigneter Methoden für die einzelnen Bereiche scheint demzufolge zu aussagekräftigen Er-gebnissen zu führen. Zudem kann im Rahmen der Methodenanalyse festgestellt werden, dass im Bereich des Methodeneinsatzes noch Informationsdefizite bei Un-ternehmen vorliegen.
4.5.2 Expertengespräche zur Überprüfung der Plausibilität des Montagekon-figurationsprozesses
Zur Überprüfung der Plausibilität des Modells wurden fünf Experten aus dem Be-reich der Montage- und Montageplanung bezüglich der erfolgreich umgesetzten Ge-staltungsansätze und Methoden in der Montage ihres Unternehmens befragt. Ergän-zend wurden neben den Gesprächen Unternehmensaudits durchgeführt sowie rele-vante Dokumente ausgewertet, um die Aussagen der Experten zu untermauern. Auf Basis der Unternehmensinformationen wurden die auf den Montagekonfigurations-prozess wirkenden Einflussgrößen ermittelt. In Abhängigkeit der Größen werden die im Rahmen der Montagekonfiguration empfohlenen Gestaltungsansätze identi-fiziert und mit den im jeweiligen Unternehmen erfolgreich eingesetzten Ansätzen
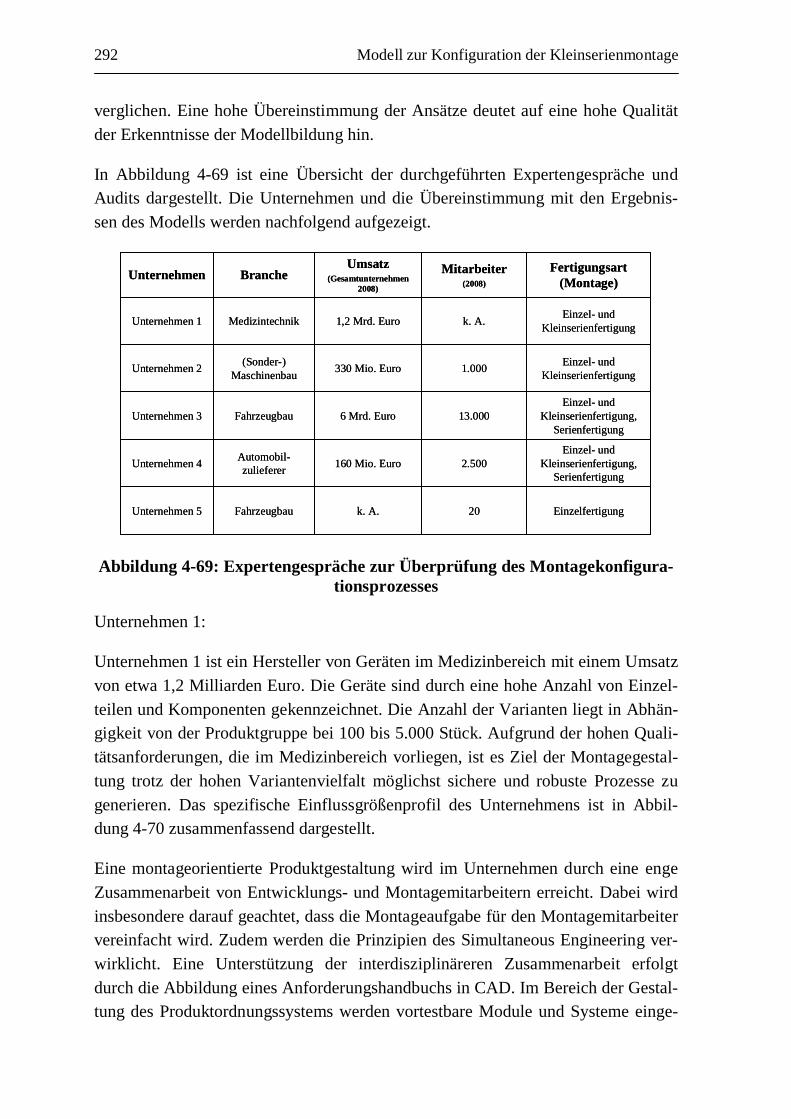
292 Modell zur Konfiguration der Kleinserienmontage verglichen. Eine hohe Übereinstimmung der Ansätze deutet auf eine hohe Qualität der Erkenntnisse der Modellbildung hin.
In Abbildung 4-69 ist eine Übersicht der durchgeführten Expertengespräche und Audits dargestellt. Die Unternehmen und die Übereinstimmung mit den Ergebnis-sen des Modells werden nachfolgend aufgezeigt.
Einzel- und Kleinserienfertigung1.000330 Mio. Euro(Sonder-)
MaschinenbauUnternehmen 2
Einzel- und Kleinserienfertigungk. A.1,2 Mrd. EuroMedizintechnikUnternehmen 1
Einzelfertigung
Einzel- und Kleinserienfertigung,
Serienfertigung
Einzel- und Kleinserienfertigung,
Serienfertigung
Fertigungsart (Montage)
20
2.500
13.000
Mitarbeiter(2008)
k. A.FahrzeugbauUnternehmen 5
160 Mio. EuroAutomobil-zuliefererUnternehmen 4
6 Mrd. EuroFahrzeugbauUnternehmen 3
Umsatz(Gesamtunternehmen
2008)BrancheUnternehmen
Einzel- und Kleinserienfertigung1.000330 Mio. Euro(Sonder-)
MaschinenbauUnternehmen 2
Einzel- und Kleinserienfertigungk. A.1,2 Mrd. EuroMedizintechnikUnternehmen 1
Einzelfertigung
Einzel- und Kleinserienfertigung,
Serienfertigung
Einzel- und Kleinserienfertigung,
Serienfertigung
Fertigungsart (Montage)
20
2.500
13.000
Mitarbeiter(2008)
k. A.FahrzeugbauUnternehmen 5
160 Mio. EuroAutomobil-zuliefererUnternehmen 4
6 Mrd. EuroFahrzeugbauUnternehmen 3
Umsatz(Gesamtunternehmen
2008)BrancheUnternehmen
Abbildung 4-69: Expertengespräche zur Überprüfung des Montagekonfigura-tionsprozesses
Unternehmen 1:
Unternehmen 1 ist ein Hersteller von Geräten im Medizinbereich mit einem Umsatz von etwa 1,2 Milliarden Euro. Die Geräte sind durch eine hohe Anzahl von Einzel-teilen und Komponenten gekennzeichnet. Die Anzahl der Varianten liegt in Abhän-gigkeit von der Produktgruppe bei 100 bis 5.000 Stück. Aufgrund der hohen Quali-tätsanforderungen, die im Medizinbereich vorliegen, ist es Ziel der Montagegestal-tung trotz der hohen Variantenvielfalt möglichst sichere und robuste Prozesse zu generieren. Das spezifische Einflussgrößenprofil des Unternehmens ist in Abbil-dung 4-70 zusammenfassend dargestellt.
Eine montageorientierte Produktgestaltung wird im Unternehmen durch eine enge Zusammenarbeit von Entwicklungs- und Montagemitarbeitern erreicht. Dabei wird insbesondere darauf geachtet, dass die Montageaufgabe für den Montagemitarbeiter vereinfacht wird. Zudem werden die Prinzipien des Simultaneous Engineering ver-wirklicht. Eine Unterstützung der interdisziplinäreren Zusammenarbeit erfolgt durch die Abbildung eines Anforderungshandbuchs in CAD. Im Bereich der Gestal-tung des Produktordnungssystems werden vortestbare Module und Systeme einge-

Modell zur Konfiguration der Kleinserienmontage 293 setzt. Zudem erfolgt die gezielte Entwicklung von in verschiedenen Produkten ver-wendbaren Baugruppen. Als Montageorganisationsform ist Gruppenarbeit einge-führt. Zur Steuerung der Bereitstellung der Bauteile wird Kanban umgesetzt. Das Layout ist in Fertigungssegmente unterteilt. Der Mitarbeitereinsatz basiert auf einer Flexibilitätsmatrix, die nicht das Ziel „alle können alles“, sondern das Ziel „viele können vieles“ verfolgt. Die Mitarbeiter werden in Abhängigkeit ihrer individuellen Möglichkeiten ausgebildet. Zudem erfolgt eine Selbstkontrolle der Montagequalität, wobei die Mitarbeiter die erzeugte Qualität selbst dokumentieren. Sie erhalten zu-dem Zeitsouveränität, was zu unternehmerisch denkenden Mitarbeiter führt.
Haupteinflussgröße Operationalisierung
Häufigkeit Veränderung des Produktangebots
Häufigkeit Veränderung der MontageabläufeLangfristige
Montagedynamik
Produktkomplexität
Anzahl der Bauteile
Schnittstellenkomplexität
Größe der Produkte (Bauteile)
Anzahl der Schnittstellen
Spezialisierungsgrad der Mitarbeiter
Ausmaß der Änderungen am Produkt
Produktprogrammkomplexität
Anzahl der Varianten (insgesamt)
Anzahl der Produktlinien
Anzahl der Varianten (je Produktlinie)
Standardisierungsgrad der Produkte
Losgröße je Fertigungsauftrag
Anzahl Kann-Bauteile für Variante
Kurz-/mittelfristige Montagedynamik
Auftrittshäufigkeit der einzelnen Varianten
Grad der Schwankung von Losgrößen
Häufigkeit Umrüsten der Maschinen
Grad der Änderungen am Produktprogramm
MontageorganisationsformMontage Niedrige Formen: Baustellen-, Gruppenmontage
Gewicht der Produkte (Bauteile)
Ausprägung in Unternehmen 1
< 1,7
< 0,9
> 53
hohe Komplexität
> 1,1
hohe Schnittstellenanzahl
hoher Spezialisierungsgrad
geringes Änderungsausmaß
> 100
< 12
> 11
geringer Standardisierungsgrad
> 18
hohe Anzahl
geringe Auftrittshäufigkeit
< 18
< 6
hoher Änderungsgrad
> 28
Einheit
Jahre
Jahre
Stück
-
m2
-
-
-
Stück
Stück
Stück
-
Stück
-
-
Prozent
Tage
-
kg
Abbildung 4-70: Einflussgrößenausprägung von Unternehmen 1
Die Anwendung der Flussdiagramme des Modells zur Identifikation von Empfeh-lungen zu Gestaltungsansätzen ergibt im Bereich der Montageobjektgestaltung, dass aufgrund der hohen Montageobjektkomplexität, der hohen Komplexität der Monta-geaufgabe und des geringen Standardisierungsgrads in der Montage sowohl ergonomiebezogene Gestaltungsansätze, wie beispielsweise einfache Bewegungs-muster beim Fügen, als auch Ansätze, die die Montageaufgabe vereinfachen zum Montageerfolg führen. Zudem sind die, die Montage indirekt beeinflussenden Stra-tegien von Relevanz. Auch im Bereich der Produktordnungssystemgestaltung zeigt sich, dass aufgrund der hohen Produkt- und Variantenkomplexität nahezu alle An-

294 Modell zur Konfiguration der Kleinserienmontage sätze zur Gestaltung des Produktprogramms geeignet sind. Dies beinhaltet auch den Einsatz von Modulen- und Systemen, die im Unternehmen bereits mit Erfolg umge-setzt werden. Als Empfehlung für die Montageorganisationsform wird die Grup-penmontage ermittelt, die so auch im Unternehmen umgesetzt ist. Für den Bereich der Bereitstellungsgestaltung werden, aufgrund der hohen Montageobjekt- und Pro-duktgeometriekomplexität sowie der geringen Standardisierung der Montageaufga-be und der hohen Dynamik das Kanban-Prinzip, das Milkrunprinzip und eine an den Montageschritten orientierte Bereiststellung empfohlen. Das Unternehmen setzt Kanban in der Praxis bereits erfolgreich ein. Als Ergebnisse zur Montagelogistikge-staltung sind insbesondere Ansätze zu nennen, die sich am Prinzip der Gruppenar-beit anlehnen, wie das U-Layout, die Inselmontage oder die Bildung von Ferti-gungssegmenten. Der Ansatz der Fertigungssegmente wurde beim untersuchten Un-ternehmen bereits erfolgreich umgesetzt. Im Bereich der Mitarbeitereinsatzgestal-tung ist aufgrund der Einflussgrößenkombination ein tätigkeitsflexibler Mitarbeiter-einsatz erfolgreich. Auch die Umsetzung von Ansätzen, die einen mitarbeiterbe-stimmten Zeiteinsatz unterstützen, wie beispielsweise Ampelkonten, wird empfoh-len. Diese Ansätze sind im betrachteten Unternehmen bereits mit großem Erfolg realisiert, wobei neben der Qualifikation der Mitarbeiter auch deren individuellen Fähigkeiten berücksichtigt werden müssen.
Unternehmen 2:
Unternehmen 2 ist ein mittelständischer Hersteller von Sondergeräten mit etwa 1.000 Beschäftigten. Die Philosophie des Unternehmens ist eine engpassorientierte Produktion und Entwicklung. Dies bedeutet, dass die gesamten Unternehmenstätig-keiten am Engpass des Kunden ausgerichtet sind. Die Kundenorientierung ist insbe-sondere auch in der Produktion die Maxime des Unternehmens. Demzufolge erfolgt die Fertigung und Montage auftragsbezogen. Die Produkte des Unternehmens kön-nen in bis zu 6.000 Varianten unterteilt werden, welche beispielsweise durch unter-schiedliche Spannungsvarianten oder Gerätegrößen entstehen. Das Einflussgrößen-profil des Unternehmens ist in Abbildung 4-71 dargestellt.
Im Bereich der Montageobjektgestaltung ist im Unternehmen eine prüf- und test-freundliche Gestaltung umgesetzt. Zudem wird im Rahmen der Produktgestaltung auf die Montagefreundlichkeit geachtet. Der Gestaltungsansatz Verlagerung des Variantenbestimmungspunkts ans Ende der Wertschöpfungskette zur Gestaltung des Produktordnungssystems wurde als sehr erfolgreich identifiziert. Als Montage-organisationsform wurde eine als Inselmontage ausgestaltete Gruppenmontage rea-lisiert. In der Summe sind vier Montageinseln umgesetzt. Als Besonderheit ist das Prinzip „ein Mann – ein Gerät“ umgesetzt, welches darauf basiert, dass ein Mitar-

Modell zur Konfiguration der Kleinserienmontage 295 beiter für die vollständige Montage eines Geräts zuständig ist. Im Bereich der Be-reitstellungsgestaltung erfolgt eine direkte, zwischenlagerlose Zulieferung der zu montierenden Teile durch den Zulieferer. Dazu erfolgt eine enge Abstimmung und Zusammenarbeit mit den Zulieferern. Zudem ist das Kanban-Prinzip unter Anwen-dung von Kanban-Karten realisiert. Zur Vermeidung von Verwechslungen sind die Karten je Insel unterschiedlich farblich markiert. Im Bereich der Layoutgestaltung sind vier Montageinseln umgesetzt, die jeweils räumlich flexibel erweiterbar sind. Zudem ist ein flexibler Mitarbeitereinsatz realisiert. Innerhalb jeder Montageinsel sind die Mitarbeiter voll flexibel einsetzbar. Zwischen den Inseln ist die inhaltliche Flexibilität nur teilweise gegeben. Die zeitliche Flexibilität wird über Gleitzeitkon-ten realisiert. Zudem sind die Mitarbeiter jeweils eigenverantwortlich für die Quali-tät der Erzeugnisse ihrer Insel.
Haupteinflussgröße Operationalisierung
Häufigkeit Veränderung des Produktangebots
Häufigkeit Veränderung der MontageabläufeLangfristige
Montagedynamik
Produktkomplexität
Anzahl der Bauteile
Schnittstellenkomplexität
Größe der Produkte (Bauteile)
Anzahl der Schnittstellen
Spezialisierungsgrad der Mitarbeiter
Ausmaß der Änderungen am Produkt
Produktprogrammkomplexität
Anzahl der Varianten (insgesamt)
Anzahl der Produktlinien
Anzahl der Varianten (je Produktlinie)
Standardisierungsgrad der Produkte
Losgröße je Fertigungsauftrag
Anzahl Kann-Bauteile für Variante
Kurz-/mittelfristige Montagedynamik
Auftrittshäufigkeit der einzelnen Varianten
Grad der Schwankung von Losgrößen
Häufigkeit Umrüsten der Maschinen
Grad der Änderungen am Produktprogramm
MontageorganisationsformMontage Niedrige Formen: Baustellen-, Gruppenmontage
Gewicht der Produkte (Bauteile)
Ausprägung in Unternehmen 2
< 1,7
< 0,9
> 53
hohe Komplexität
> 1,1
geringe Schnittstellenanzahl
hoher Spezialisierungsgrad
geringes Änderungsausmaß
> 100
< 12
> 11
geringer Standardisierungsgrad
< 15
hohe Anzahl
geringe Auftrittshäufigkeit
< 18
> 6
hoher Änderungsgrad
> 28
Einheit
Jahre
Jahre
Stück
-
m2
-
-
-
Stück
Stück
Stück
-
Stück
-
-
Prozent
Tage
-
kg
Abbildung 4-71: Einflussgrößenausprägung von Unternehmen 2
Die Ermittlung von Gestaltungsempfehlungen unter Verwendung der Flussdia-gramme ergibt im Bereich der Montageobjektgestaltung, dass aufgrund der hohen Montageobjektkomplexität und der hohen Komplexität der Montageaufgabe insbe-sondere Ansätze, die die Ergonomie unterstützen und die Montageaufgabe erleich-tern zielführend sind. Aufgrund der hohen Flexibilitätsanforderungen ist jedoch bei-spielsweise die Integration von Bauteilen nur sinnvoll, wenn die Bauteile nicht fle-
296 Modell zur Konfiguration der Kleinserienmontage xibel kombiniert werden müssen. Die hohe Komplexität der Montagaufgabe erhöht zudem die Bedeutung der die Montage indirekt beeinflussenden Ansätze. Im Be-reich der Produktordnungssystemgestaltung wird der Einsatz von Modulen und Sys-temen, von Gleichteilen sowie Plattformen empfohlen. Zudem ist eine Verlagerung des Variantenbestimmungspunkts an das Ende der Wertschöpfungskette und der Einsatz von Standard- und Normteilen Erfolg versprechend. Die Verlagerung des Variantenbestimmungspunkts wird im betrachteten Unternehmen bereits mit gro-ßem Erfolg umgesetzt, was die Ergebnisse des Modells bestätigt. Als Ergebnis im Bereich der Montageorganisationsform kann die Gruppenmontage identifiziert wer-den. Diese ist auch im Unternehmen umgesetzt. Im Rahmen der Bereitstellungsge-staltung kann Kanban und aufgrund der geringen Montagedynamik JIT empfohlen werden. Außerdem ist beispielsweise die Realisierung des Milkrunprinzipis und einen an den Montageschritten orientierte Bereitstellung Erfolg versprechend. Die Ansätze Kanban, JIT und an den Montageschritten orientierte Bereitstellung sind im Unternehmen umgesetzt und werden von den Experten als erfolgreich bewertet. Im Bereich der Montagelogistikgestaltung ist die Realisierung eines U-Layouts oder die Umsetzung von Inseln Erfolg versprechend. Auch Prinzipien, wie das One-Piece-Flow sind für die Einflussgrößenkombination einsetzbar und aufgrund der hohen langfristigen Montagedynamik ist ein flexibles Montage-Layout von Bedeu-tung. Im betrachteten Unternehmen sind bereits Montageinseln sowie ein räumlich flexibles Montage-Layout erfolgreich umgesetzt. Im Bereich der Mitarbeiterein-satzgestaltung sind ein tätigkeitsflexibler Einsatz und Gleitzeitkonten zu realisieren. Zudem können beispielsweise teilautonome Arbeitsgruppen zur Steigerung des Er-folgs in der Montage beitragen. Diese Ansätze sind auch im betrachteten Unter-nehmen bereits mit hohem Erfolg realisiert.
Unternehmen 3:
Unternehmen 3 ist ein Hersteller von landwirtschaftlichen Fahrzeugen mit einer produzierten Jahresstückzahl von etwa 15.000 Fahrzeugen. Sowohl die Anzahl der aktiven Teilenummern als auch die Variantenanzahl liegen im fünfstelligen Bereich und sind vergleichbar mit denen der Automobilindustrie. Die Innovationszyklen liegen bei etwa sechs Jahren und die Fertigung und Montage erfolgt auftragsbezo-gen, wobei die Aufträge saisonalen Schwankungen unterliegen. Eine besondere Herausforderung ist das hohe Gewicht der Produkte, das bei 2 bis 12 Tonnen liegt. Das Einflussgrößenprofil des Unternehmens ist in Abbildung 4-72 dargestellt.
Im Rahmen der Montageobjektgestaltung erfolgen zur Sicherstellung des Informa-tionsaustausches zwischen Montage und Entwicklung in integrierten Projektteams Expertengespräche. Die Diskussionen in den Teams werden bereits während des
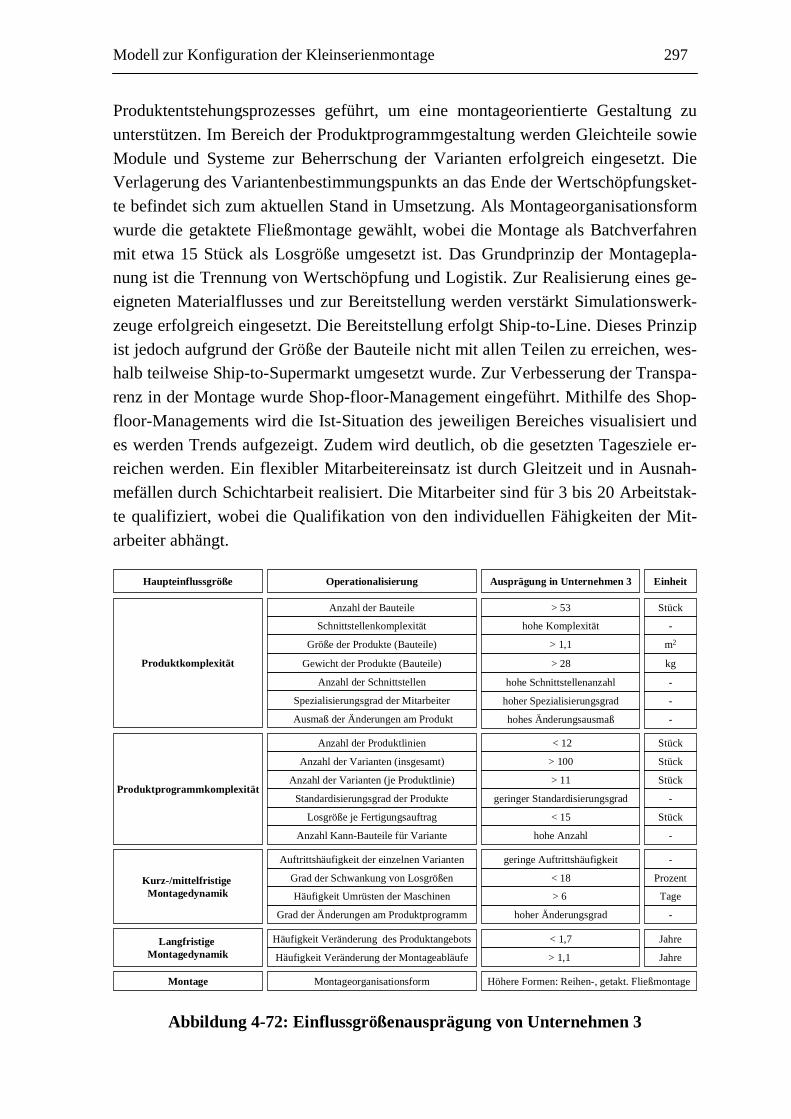
Modell zur Konfiguration der Kleinserienmontage 297 Produktentstehungsprozesses geführt, um eine montageorientierte Gestaltung zu unterstützen. Im Bereich der Produktprogrammgestaltung werden Gleichteile sowie Module und Systeme zur Beherrschung der Varianten erfolgreich eingesetzt. Die Verlagerung des Variantenbestimmungspunkts an das Ende der Wertschöpfungsket-te befindet sich zum aktuellen Stand in Umsetzung. Als Montageorganisationsform wurde die getaktete Fließmontage gewählt, wobei die Montage als Batchverfahren mit etwa 15 Stück als Losgröße umgesetzt ist. Das Grundprinzip der Montagepla-nung ist die Trennung von Wertschöpfung und Logistik. Zur Realisierung eines ge-eigneten Materialflusses und zur Bereitstellung werden verstärkt Simulationswerk-zeuge erfolgreich eingesetzt. Die Bereitstellung erfolgt Ship-to-Line. Dieses Prinzip ist jedoch aufgrund der Größe der Bauteile nicht mit allen Teilen zu erreichen, wes-halb teilweise Ship-to-Supermarkt umgesetzt wurde. Zur Verbesserung der Transpa-renz in der Montage wurde Shop-floor-Management eingeführt. Mithilfe des Shop-floor-Managements wird die Ist-Situation des jeweiligen Bereiches visualisiert und es werden Trends aufgezeigt. Zudem wird deutlich, ob die gesetzten Tagesziele er-reichen werden. Ein flexibler Mitarbeitereinsatz ist durch Gleitzeit und in Ausnah-mefällen durch Schichtarbeit realisiert. Die Mitarbeiter sind für 3 bis 20 Arbeitstak-te qualifiziert, wobei die Qualifikation von den individuellen Fähigkeiten der Mit-arbeiter abhängt.
Haupteinflussgröße Operationalisierung
Häufigkeit Veränderung des Produktangebots
Häufigkeit Veränderung der MontageabläufeLangfristige
Montagedynamik
Produktkomplexität
Anzahl der Bauteile
Schnittstellenkomplexität
Größe der Produkte (Bauteile)
Anzahl der Schnittstellen
Spezialisierungsgrad der Mitarbeiter
Ausmaß der Änderungen am Produkt
Produktprogrammkomplexität
Anzahl der Varianten (insgesamt)
Anzahl der Produktlinien
Anzahl der Varianten (je Produktlinie)
Standardisierungsgrad der Produkte
Losgröße je Fertigungsauftrag
Anzahl Kann-Bauteile für Variante
Kurz-/mittelfristige Montagedynamik
Auftrittshäufigkeit der einzelnen Varianten
Grad der Schwankung von Losgrößen
Häufigkeit Umrüsten der Maschinen
Grad der Änderungen am Produktprogramm
MontageorganisationsformMontage Höhere Formen: Reihen-, getakt. Fließmontage
Gewicht der Produkte (Bauteile)
Ausprägung in Unternehmen 3
< 1,7
> 1,1
> 53
hohe Komplexität
> 1,1
hohe Schnittstellenanzahl
hoher Spezialisierungsgrad
hohes Änderungsausmaß
> 100
< 12
> 11
geringer Standardisierungsgrad
< 15
hohe Anzahl
geringe Auftrittshäufigkeit
< 18
> 6
hoher Änderungsgrad
> 28
Einheit
Jahre
Jahre
Stück
-
m2
-
-
-
Stück
Stück
Stück
-
Stück
-
-
Prozent
Tage
-
kg
Abbildung 4-72: Einflussgrößenausprägung von Unternehmen 3
298 Modell zur Konfiguration der Kleinserienmontage Aufgrund der hohen Produktkomplexität sind als Ergebnis des Flussdiagramms im Rahmen der Montageobjektgestaltung sowohl ergonomiebezogene Gestaltungsan-sätze, wie beispielsweise einfache Bewegungsmuster beim Fügen, als auch Ansätze, die die Montageaufgabe vereinfachen von Relevanz. Zudem tragen die, die Monta-ge indirekt beeinflussenden Strategien zur Steigerung des Montageerfolgs bei. Eine montageorientierte Gestaltung ist für das betrachtete Unternehmen von hoher Be-deutung und zur Realisierung werden geeignete Methoden eingesetzt. Im Bereich der Produktordnungssystemgestaltung sind sowohl Module und Systeme als auch Plattformen und Produktfamilien Erfolg versprechend. Auch die Ansätze zur Stei-gerung der Flexibilität werden empfohlen. Der Einsatz von Modulen und Systemen ist im Unternehmen bereits erfolgreich realisiert und die Verlagerung des Varian-tenbestimmungspunkts an das Ende der Wertschöpfungskette ist in Planung. Auf-grund der für die Kleinserienmontage verhältnismäßig hohen Stückzahlen kann als Montageorganisationsform die Reihenmontage empfohlen werden. Im Unterneh-men ist eine getaktete Fließmontage umgesetzt, was vom Experten mit der geringen Montagedynamik begründet wird. Nachfolgend werden demzufolge die Empfeh-lungen zur getakteten Fließmontage gegeben, um die Vergleichbarkeit zwischen der Situation im Unternehmen und dem Modell sicherzustellen. Im Bereich der Bereits-tellungsgestaltung werden beispielsweise eine bedarfsgesteuerte Materialbereitstel-lung, die Realisierung von JIT/JIS und die Realisierung einer an den Montageschrit-ten orientierte Bereitstellung als Erfolg versprechend ermittelt. Das betrachtete Un-ternehmen hat insbesondere bereits Konzepte umgesetzt, die sich am JIT-Gedanken orientieren. Das Ergebnis des Flussdiagramms zur Montagelogistikgestaltung bei getakteter Fließmontage zeigt, dass beispielsweise die Realisierung eines flexiblen Montagelayouts, die Umsetzung einer Linienmontage und die Minimierung von Schnittstellen im Ablauf den Erfolg der Montage steigern. Die Montage des Bei-spielunternehmens ist als Linie organisiert, wobei vom Experten keine Aussage zu den Bestrebungen zur Minimierung der Schnittstellen gemacht wurde. Erfolg ver-sprechende Ansätze im Bereich der Mitarbeitereinsatzgestaltung sind neben einem tätigkeitsflexiblen Einsatz beispielsweise Gleitzeitkonten und Job Enrichment. Im betrachteten Unternehmen ist ein flexibler Mitarbeitereinsatz möglich und Gleitzeit ist erfolgreich eingeführt. Job Enrichment ist als Konzept noch nicht umgesetzt.
Unternehmen 4:
Unternehmen 4 ist ein Automobilzulieferer mit einer Anzahl von etwa 2.500 Mitar-beitern. Produziert werden drei Produktgruppen, wobei nur eine der Produktgrup-pen einen hohen Montageanteil aufweist. Die Anzahl der Varianten der genannten Produktgruppe ist hoch, wobei jedoch die Komplexität der Montageobjekte auf-

Modell zur Konfiguration der Kleinserienmontage 299 grund der geringen Teilezahl als gering bezeichnet wird. Die Einflussgrößenausprä-gungen des Unternehmens sind in Abbildung 4-73 aufgezeigt.
Die Gestaltungsmöglichkeiten im Bereich der Produktgestaltung sind einge-schränkt, da die Variantenvielfalt und Produktausgestaltung stark von den OEMs vorgegeben ist. Im Bereich der Montageobjektgestaltung konnte jedoch durch Bau-teilintegration eine Reduzierung der zu montierenden Bauteile um ein Drittel er-reicht werden. Als Montageorganisationsform wurde für die untersuchte Baugruppe Gruppenmontage gewählt. Das primäre Kennzeichen der Montage ist die Trennung von nicht-wertschöpfenden und wertschöpfenden Tätigkeiten. Die Taktung der Montage geht von den Kunden aus. Der Takt wird nach Bedarf festgelegt und die Montageschritte werden darauf ausgerichtet. Voraussetzung dafür ist ein flexibler Mitarbeitereinsatz. Im Rahmen der Bereitstellung ist das Milkrunprinzip unter Ver-wendung von Haltestellen verwirklicht. Die Steuerung der Bereitstellung erfolgt über das Kanban-Prinzip. Zur Gestaltung des Materialflusses sind Fertigungsseg-mente realisiert. Die Mitarbeiter sind als teilautonome Gruppen mit Eigenverant-wortung organisiert.
Haupteinflussgröße Operationalisierung
Häufigkeit Veränderung des Produktangebots
Häufigkeit Veränderung der MontageabläufeLangfristige
Montagedynamik
Produktkomplexität
Anzahl der Bauteile
Schnittstellenkomplexität
Größe der Produkte (Bauteile)
Anzahl der Schnittstellen
Spezialisierungsgrad der Mitarbeiter
Ausmaß der Änderungen am Produkt
Produktprogrammkomplexität
Anzahl der Varianten (insgesamt)
Anzahl der Produktlinien
Anzahl der Varianten (je Produktlinie)
Standardisierungsgrad der Produkte
Losgröße je Fertigungsauftrag
Anzahl Kann-Bauteile für Variante
Kurz-/mittelfristige Montagedynamik
Auftrittshäufigkeit der einzelnen Varianten
Grad der Schwankung von Losgrößen
Häufigkeit Umrüsten der Maschinen
Grad der Änderungen am Produktprogramm
MontageorganisationsformMontage Niedrige Formen: Baustellen-, Gruppenmontage
Gewicht der Produkte (Bauteile)
Ausprägung in Unternehmen 4
< 1,7
< 0,9
< 43
geringe Komplexität
< 0,9
geringe Schnittstellenanzahl
geringer Spezialisierungsgrad
hohes Änderungsausmaß
> 100
< 12
> 11
geringer Standardisierungsgrad
> 18
geringe Anzahl
hohe Auftrittshäufigkeit
> 22
< 5
hoher Änderungsgrad
< 23
Einheit
Jahre
Jahre
Stück
-
m2
-
-
-
Stück
Stück
Stück
-
Stück
-
-
Prozent
Tage
-
kg
Abbildung 4-73: Einflussgrößenausprägung von Unternehmen 4
Das Flussdiagramm zur Montageobjektgestaltung ergibt, dass aufgrund der gerin-gen Produktkomplexität bei dem genannten Unternehmen Ansätze zur Vereinfa-

300 Modell zur Konfiguration der Kleinserienmontage chung der Montageaufgabe nur von untergeordneter Relevanz sind. Zum Erfolg der Montage tragen demgegenüber verstärkt indirekte Ansätze, wie beispielsweise die verpackungsorientierte oder die prüforientierte Produktgestaltung, bei. Im Unter-nehmen wurde auch die Bauteilintegration umgesetzt. Dieser Ansatz ist jedoch in der Regel erst dann zu realisieren, wenn die Ansätze zur Produktordnungssystemge-staltung umgesetzt sind. Aufgrund der hohen Variantenanzahl sind im Bereich der Produktordnungssystemgestaltung eine Vielzahl der Gestaltungsansätze Erfolg ver-sprechend. So sind beispielsweise der Einsatz von Gleichteilen, die Realisierung der Baukastenstrategie und die Verlagerung des Variantenbestimmungspunkts an das Ende der Wertschöpfungskette zielführend. Die genannten Ansätze wurden vom Unternehmen nur geringfügig umgesetzt. Es gibt jedoch Bestrebungen, in Abstim-mung mit den OEMs verstärkt mit Gleichteilen zu arbeiten. Als Montageorganisati-onsform ist sowohl die Gruppen- als auch die Reihenmontage möglich. Im Unter-nehmen ist die Gruppenmontage umgesetzt, welche auch für das Flussdiagramm zur Montagelogistikgestaltung eingesetzt wird. Im Bereich der Bereitstellungsgestal-tung werden auf Basis der Einflussgrößenkombination des Unternehmens das Kanban-Prinzip, das Milkrunprinzip, Warenkorbkonzepte und das Supermarktprin-zip empfohlen. Das Kanban- und Milkrunprinzip sind im Unternehmen bereits mit großem Erfolg umgesetzt worden. Nahezu alle für die Kleinserienmontage identifi-zierten Gestaltungsansätze zur Montagelogistikgestaltung bei der im Unternehmen realisierten Gruppenmontage sind Erfolg versprechend. Im Unternehmen ist die Montage in Segmente unterteilt. Zudem sind auch Ansätze wie die Realisierung ei-nes U-Layouts oder einer Inselmontage erfolgreich realisierbar. Aufgrund der ge-ringen Montageobjektkomplexität werden im Bereich der Mitarbeitereinsatzgestal-tung auf Basis der Flussdiagramme Ansätze wie beispielsweise Job Enrichment oder Job Rotation empfohlen. Zudem sind ein tätigkeits- und zeitflexibler Mitarbei-tereinsatz sowie teilautonome Arbeitsgruppen Erfolg versprechend. Der Experte im Unternehmen betont die positiven Effekte als Folge der Realisierung von teilauto-nomen Arbeitsgruppen und einem tätigkeitsflexiblen Mitarbeitereinsatz.
Unternehmen 5:
Das fünfte analysierte Unternehmen ist ein Kleinserienhersteller von kundenindivi-duellen Leichtbaufahrzeugen. Das Produktionsprogramm liegt bei 40 bis 70 Fahr-zeugen im Jahr, das mithilfe eines strategischen Fertigungspartners erreicht wird. Die Montage erfolgt im Sinne eines Manufakturbetriebs im Unternehmen. Auf-grund der kundenindividuellen Produktion liegt eine hohe Anzahl von Varianten vor, wobei das Fahrzeug aus etwa 1.000 Einzelteilen zusammengesetzt ist. Die An-zahl unterschiedlicher Bauteile liegt bei mehr als 3.000 Die Einflussgrößenausprä-gung des Unternehmens ist in Abbildung 4-74 dargestellt.
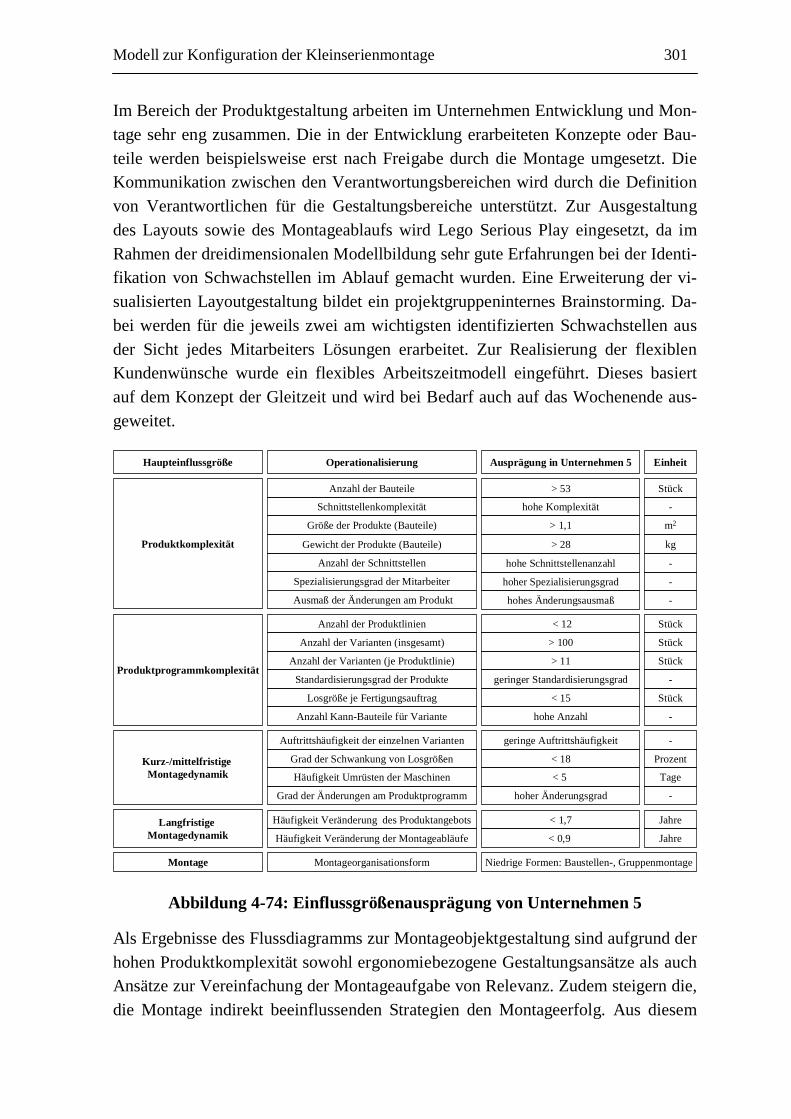
Modell zur Konfiguration der Kleinserienmontage 301 Im Bereich der Produktgestaltung arbeiten im Unternehmen Entwicklung und Mon-tage sehr eng zusammen. Die in der Entwicklung erarbeiteten Konzepte oder Bau-teile werden beispielsweise erst nach Freigabe durch die Montage umgesetzt. Die Kommunikation zwischen den Verantwortungsbereichen wird durch die Definition von Verantwortlichen für die Gestaltungsbereiche unterstützt. Zur Ausgestaltung des Layouts sowie des Montageablaufs wird Lego Serious Play eingesetzt, da im Rahmen der dreidimensionalen Modellbildung sehr gute Erfahrungen bei der Identi-fikation von Schwachstellen im Ablauf gemacht wurden. Eine Erweiterung der vi-sualisierten Layoutgestaltung bildet ein projektgruppeninternes Brainstorming. Da-bei werden für die jeweils zwei am wichtigsten identifizierten Schwachstellen aus der Sicht jedes Mitarbeiters Lösungen erarbeitet. Zur Realisierung der flexiblen Kundenwünsche wurde ein flexibles Arbeitszeitmodell eingeführt. Dieses basiert auf dem Konzept der Gleitzeit und wird bei Bedarf auch auf das Wochenende aus-geweitet.
Haupteinflussgröße Operationalisierung
Häufigkeit Veränderung des Produktangebots
Häufigkeit Veränderung der MontageabläufeLangfristige
Montagedynamik
Produktkomplexität
Anzahl der Bauteile
Schnittstellenkomplexität
Größe der Produkte (Bauteile)
Anzahl der Schnittstellen
Spezialisierungsgrad der Mitarbeiter
Ausmaß der Änderungen am Produkt
Produktprogrammkomplexität
Anzahl der Varianten (insgesamt)
Anzahl der Produktlinien
Anzahl der Varianten (je Produktlinie)
Standardisierungsgrad der Produkte
Losgröße je Fertigungsauftrag
Anzahl Kann-Bauteile für Variante
Kurz-/mittelfristige Montagedynamik
Auftrittshäufigkeit der einzelnen Varianten
Grad der Schwankung von Losgrößen
Häufigkeit Umrüsten der Maschinen
Grad der Änderungen am Produktprogramm
MontageorganisationsformMontage Niedrige Formen: Baustellen-, Gruppenmontage
Gewicht der Produkte (Bauteile)
Ausprägung in Unternehmen 5
< 1,7
< 0,9
> 53
hohe Komplexität
> 1,1
hohe Schnittstellenanzahl
hoher Spezialisierungsgrad
hohes Änderungsausmaß
> 100
< 12
> 11
geringer Standardisierungsgrad
< 15
hohe Anzahl
geringe Auftrittshäufigkeit
< 18
< 5
hoher Änderungsgrad
> 28
Einheit
Jahre
Jahre
Stück
-
m2
-
-
-
Stück
Stück
Stück
-
Stück
-
-
Prozent
Tage
-
kg
Abbildung 4-74: Einflussgrößenausprägung von Unternehmen 5
Als Ergebnisse des Flussdiagramms zur Montageobjektgestaltung sind aufgrund der hohen Produktkomplexität sowohl ergonomiebezogene Gestaltungsansätze als auch Ansätze zur Vereinfachung der Montageaufgabe von Relevanz. Zudem steigern die, die Montage indirekt beeinflussenden Strategien den Montageerfolg. Aus diesem
302 Modell zur Konfiguration der Kleinserienmontage Grund arbeiten im betrachteten Unternehmen die Entwicklung und Montage eng zusammen. Im Bereich der Produktordnungssystemgestaltung sind als Folge der hohen Variantenvielfalt beispielsweise der Einsatz von Modulen und Systemen, der Einsatz von Gleichteilen, die Bildung von Produktfamilien und der Einsatz von Standard- und Normteilen zielführend. Diese Ansätze werden im Unternehmen kaum umgesetzt. Der Schwerpunkt der Gestaltung liegt im Augenblick auf der ge-eigneten Produkt- und Mitarbeitereinsatzgestaltung. Als Ergebnis der Auswahl der Montageorganisationsform werden Baustellen- und Gruppenmontage empfohlen. Im Unternehmen ist eine Baustellenmontage umgesetzt. Aus diesem Grund sind für die Montagelogistik keine Empfehlungen zu geben. Im Bereich der Bereitstellungs-gestaltung werden unter Verwendung des Flussdiagramms beispielsweise das Kanban-Prinzip und eine an den Montageschritten orientierte Bereitstellung emp-fohlen. Diese Ansätze sind im Unternehmen noch nicht umgesetzt. Der Mitarbeiter-einsatz ist beispielsweise durch die Realisierung von Ampel- oder Gleitzeitkonten auszugestalten. Gleitzeit ist im Unternehmen bereits erfolgreich eingeführt und wird auch auf das Wochenende ausgeweitet.
Zusammenfassend verdeutlicht die empirische Überprüfung des Modells auf Basis von Expertengesprächen, dass die Flussdiagramme Ergebnisse liefern, die mit den Erkenntnissen aus der Praxis übereinstimmen. Ein Teil der auf Basis der Modellbil-dung empfohlenen Gestaltungsansätze wird bereits in Unternehmen umgesetzt und von den Experten als erfolgreich beurteilt. Dies lässt die Schlussfolgerung zu, dass die auf der Einflussgrößenkombination der Unternehmen basierenden Ergebnisse der Modellbildung die Identifikation von Erfolg versprechenden Gestaltungsansät-zen ermöglichen.
4.5.3 Zusammenfassung der Plausibilitätsprüfung des Modells
Die Überprüfung der Modellbildung setzte sich aus einer quantitativen Analyse der Vorgehensweise zur Ermittlung des Methodeneinsatzes sowie einer qualitativen Analyse zur Überprüfung der Zusammenhänge zwischen der Einflussgrößenkombi-nation und der Empfehlung von Gestaltungsansätzen zusammen. Mithilfe der quan-titativen Analyse erfolgten Untersuchungen zur Überprüfung der Vorgehenssyste-matik, um Methoden je Gestaltungsbereich zu empfehlen. Das Ergebnis zeigt, dass mithilfe des gewählten Vorgehens geeignete Methoden zur Unterstützung des An-wenders bei der Konfiguration der Kleinserienmontage identifiziert werden konn-ten. Die Überprüfung der Vorgehenssystematik erfolgte in drei Schritten, in denen neben dem Methodeneinsatz im Ist- und Soll-Zustand auch die Erfolgswirkung aus-gewählter Methoden untersucht wurde. Im Ergebnis konnte bestätigt werden, dass die gewählte Vorgehensweise zur Ermittlung von Methoden zur Unterstützung der
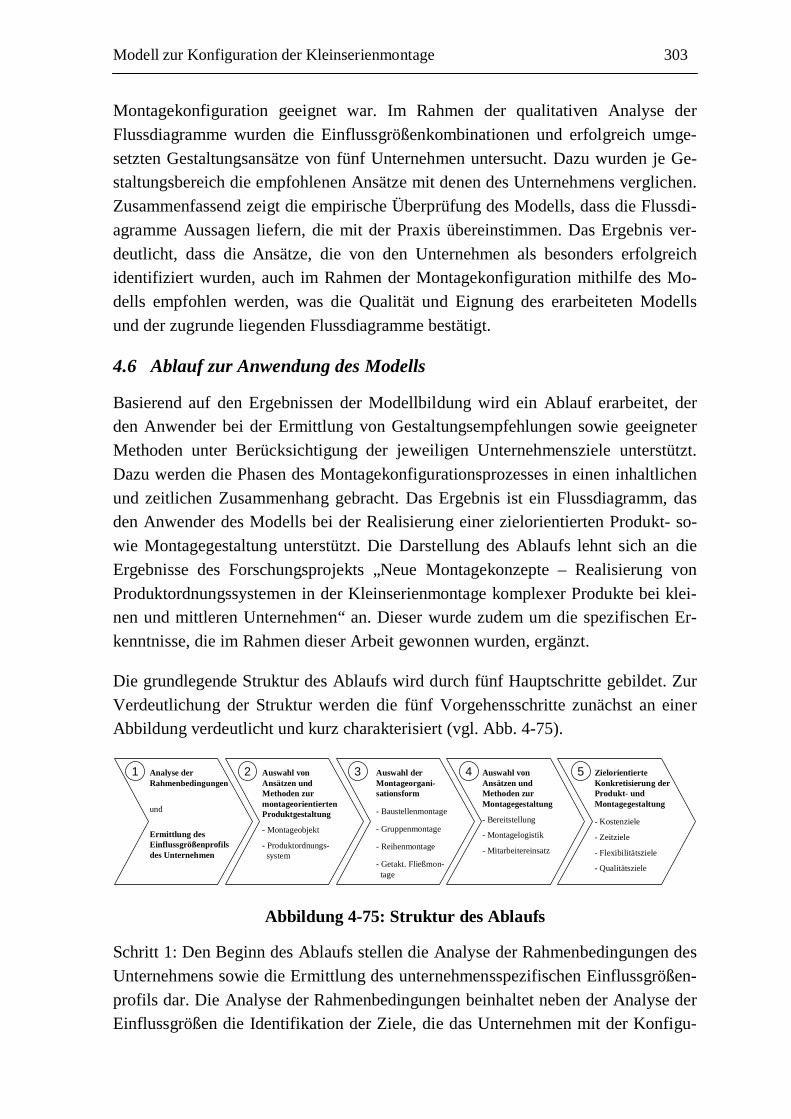
Modell zur Konfiguration der Kleinserienmontage 303 Montagekonfiguration geeignet war. Im Rahmen der qualitativen Analyse der Flussdiagramme wurden die Einflussgrößenkombinationen und erfolgreich umge-setzten Gestaltungsansätze von fünf Unternehmen untersucht. Dazu wurden je Ge-staltungsbereich die empfohlenen Ansätze mit denen des Unternehmens verglichen. Zusammenfassend zeigt die empirische Überprüfung des Modells, dass die Flussdi-agramme Aussagen liefern, die mit der Praxis übereinstimmen. Das Ergebnis ver-deutlicht, dass die Ansätze, die von den Unternehmen als besonders erfolgreich identifiziert wurden, auch im Rahmen der Montagekonfiguration mithilfe des Mo-dells empfohlen werden, was die Qualität und Eignung des erarbeiteten Modells und der zugrunde liegenden Flussdiagramme bestätigt.
4.6 Ablauf zur Anwendung des Modells
Basierend auf den Ergebnissen der Modellbildung wird ein Ablauf erarbeitet, der den Anwender bei der Ermittlung von Gestaltungsempfehlungen sowie geeigneter Methoden unter Berücksichtigung der jeweiligen Unternehmensziele unterstützt. Dazu werden die Phasen des Montagekonfigurationsprozesses in einen inhaltlichen und zeitlichen Zusammenhang gebracht. Das Ergebnis ist ein Flussdiagramm, das den Anwender des Modells bei der Realisierung einer zielorientierten Produkt- so-wie Montagegestaltung unterstützt. Die Darstellung des Ablaufs lehnt sich an die Ergebnisse des Forschungsprojekts „Neue Montagekonzepte – Realisierung von Produktordnungssystemen in der Kleinserienmontage komplexer Produkte bei klei-nen und mittleren Unternehmen“ an. Dieser wurde zudem um die spezifischen Er-kenntnisse, die im Rahmen dieser Arbeit gewonnen wurden, ergänzt.
Die grundlegende Struktur des Ablaufs wird durch fünf Hauptschritte gebildet. Zur Verdeutlichung der Struktur werden die fünf Vorgehensschritte zunächst an einer Abbildung verdeutlicht und kurz charakterisiert (vgl. Abb. 4-75).
Auswahl von Ansätzen und Methoden zur montageorientiertenProduktgestaltung
- Montageobjekt
- Produktordnungs-system
Auswahl der Montageorgani-sationsform
- Baustellenmontage
- Gruppenmontage
- Reihenmontage
- Getakt. Fließmon-tage
Auswahl von Ansätzen und Methoden zur Montagegestaltung
- Bereitstellung
- Montagelogistik
- Mitarbeitereinsatz
Zielorientierte Konkretisierung der Produkt- undMontagegestaltung
- Kostenziele
- Zeitziele
- Flexibilitätsziele
- Qualitätsziele
Analyse der Rahmenbedingungen
und
Ermittlung des Einflussgrößenprofils des Unternehmen
1 2 3 4 5
Abbildung 4-75: Struktur des Ablaufs
Schritt 1: Den Beginn des Ablaufs stellen die Analyse der Rahmenbedingungen des Unternehmens sowie die Ermittlung des unternehmensspezifischen Einflussgrößen-profils dar. Die Analyse der Rahmenbedingungen beinhaltet neben der Analyse der Einflussgrößen die Identifikation der Ziele, die das Unternehmen mit der Konfigu-

304 Modell zur Konfiguration der Kleinserienmontage ration der Montage verfolgt. Im Rahmen der Erarbeitung des Einflussgrößenprofils ist für jede der relevanten Einflussgrößen die Ausprägung im Unternehmen zu iden-tifizieren. Das daraus gebildete spezifische Einflussgrößenprofil bildet die Basis für die nachfolgenden Empfehlungen zur Produkt- und Montagegestaltung.
Schritt 2: Unter Berücksichtigung des Einflussgrößenprofils des Unternehmens werden Empfehlungen zum Einsatz von Gestaltungsansätzen und Methoden zur montageorientierten Produktgestaltung ermittelt. In Abhängigkeit von den Bedarfen des Anwenders und des Ablaufs können Gestaltungsansätze und Methoden zur Montageobjekt- und/oder zur Produktordnungsgestaltung abgeleitet werden. Zudem kann sich der Anwender entscheiden, ob nur Empfehlungen zu den Gestaltungsan-sätzen oder zusätzlich auch Empfehlungen zum Methodeneinsatz aufgezeigt werden sollen.
Schritt 3: In diesem Schritt erfolgt die Auswahl der Montageorganisationsform. Mögliche, im Modell berücksichtigte Montageorganisationsformen sind die Fließ-, Reihen-, Gruppen- und Baustellenmontage. In Abhängigkeit von den Einflussfakto-ren, die die Montageorganisationsform betreffen, wird die geeignete Form ausge-wählt. Dabei sind Iterationsschleifen in den Bereich der Produktgestaltung möglich, um nach Anpassung der Produkte gegebenenfalls höhere Montageorganisations-formen realisieren zu können.
Schritt 4: Analog zum zweiten Vorgehensschritt werden in diesem Schritt Gestal-tungsansätze und Methoden zur Montagegestaltung ermittelt. Dabei sind Empfeh-lungen zu Ansätzen und Methoden zur Bereitstellungs-, zur Montagelogistik- und zur Mitarbeitereinsatzgestaltung berücksichtigt, wobei der Anwender entscheidet, welche Gestaltungsbereiche, Gestaltungsansätze und/oder Methoden ausgewählt werden sollen.
Schritt 5: Die zielorientierte Konkretisierung der für das Unternehmen ermittelten Ansätze zur Produkt- und Montagegestaltung erfolgt im letzten Schritt. Mögliche Ziele sind die Reduzierung der Montagekosten, die Reduzierung der Durchlaufzeit, die Erhöhung der Liefertreue, die Erhöhung der Produkt- und Mengenflexibilität sowie die Erhöhung der Produkt- und Prozessqualität. Wenn vom Anwender eines oder mehrere dieser Ziele im Besonderen verfolgt werden, wird aufgezeigt, welche der empfohlenen Gestaltungsansätze die Zielerreichung unterstützen. Dieser an die Produkt- und Montagegestaltung angeschlossene zusätzliche Prozessabschnitt dient somit der zielorientierten Entscheidungsunterstützung des Anwenders.
Zur Unterstützung des Anwenders bei der Konfiguration der Kleinserienmontage werden die fünf Schritte des Ablaufs mithilfe eines Flussdiagramms in einen struk-
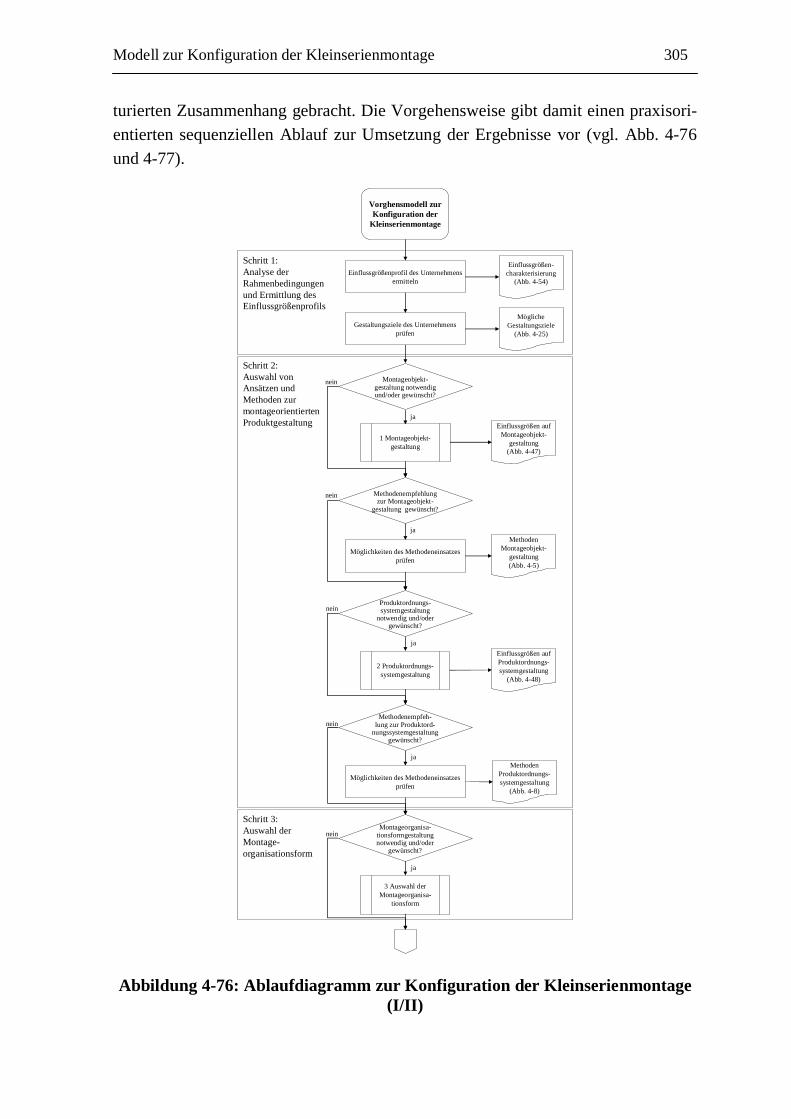
Modell zur Konfiguration der Kleinserienmontage 305 turierten Zusammenhang gebracht. Die Vorgehensweise gibt damit einen praxisori-entierten sequenziellen Ablauf zur Umsetzung der Ergebnisse vor (vgl. Abb. 4-76 und 4-77).
Montageobjekt-gestaltung notwendig und/oder gewünscht?
Vorghensmodell zur Konfiguration der
Kleinserienmontage
ja
Einflussgrößenprofil des Unternehmens ermitteln
Einflussgrößen-charakterisierung
(Abb. 4-54)
Gestaltungsziele des Unternehmens prüfen
Mögliche Gestaltungsziele
(Abb. 4-25)
nein
Methodenempfehlung zur Montageobjekt-
gestaltung gewünscht?
1 Montageobjekt-gestaltung
Möglichkeiten des Methodeneinsatzes prüfen
Methoden Montageobjekt-
gestaltung(Abb. 4-5)
ja
nein
Produktordnungs-systemgestaltung
notwendig und/oder gewünscht?
ja
nein
Methodenempfeh-lung zur Produktord-
nungssystemgestaltunggewünscht?
2 Produktordnungs-systemgestaltung
Möglichkeiten des Methodeneinsatzes prüfen
Methoden Produktordnungs-systemgestaltung
(Abb. 4-8)
ja
nein
Montageorganisa-tionsformgestaltungnotwendig und/oder
gewünscht?
ja
nein
3 Auswahl der Montageorganisa-
tionsform
Schritt 1: Analyse der Rahmenbedingungen und Ermittlung des Einflussgrößenprofils
Schritt 2: Auswahl von Ansätzen und Methoden zur montageorientiertenProduktgestaltung
Schritt 3: Auswahl der Montage-organisationsform
Einflussgrößen auf Produktordnungs-systemgestaltung
(Abb. 4-48)
Einflussgrößen auf Montageobjekt-
gestaltung(Abb. 4-47)
Abbildung 4-76: Ablaufdiagramm zur Konfiguration der Kleinserienmontage (I/II)
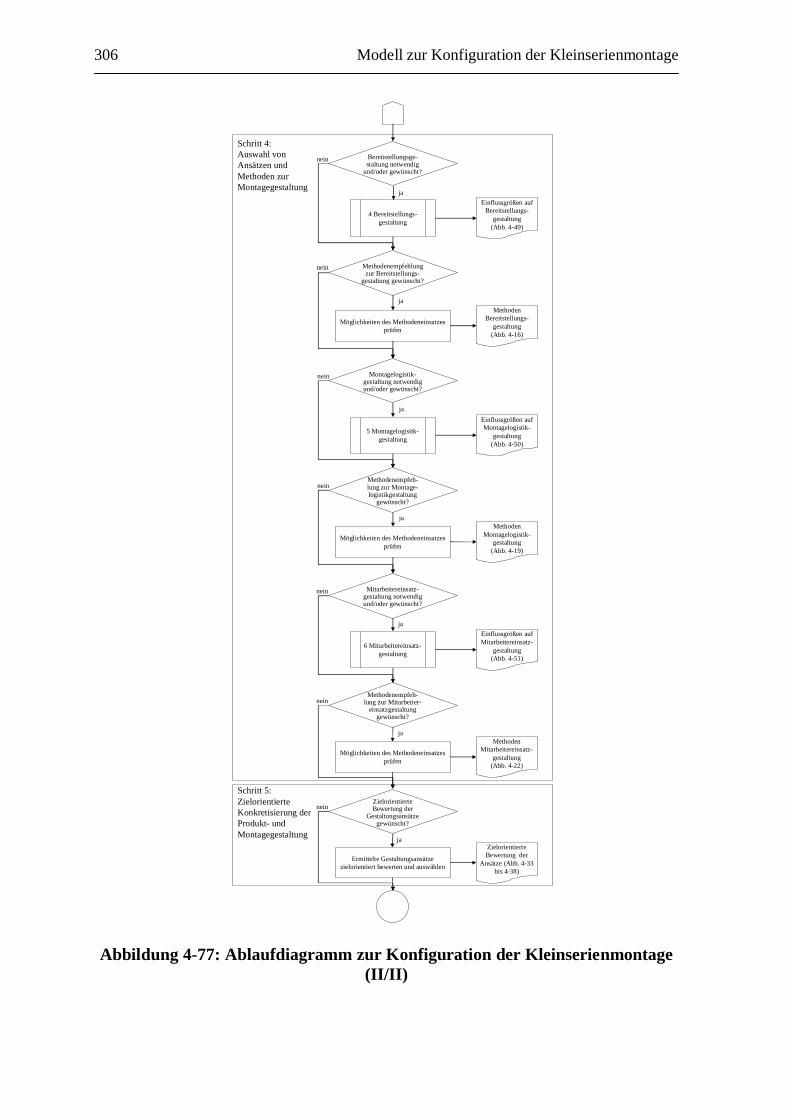
306 Modell zur Konfiguration der Kleinserienmontage
Bereitstellungsge-staltung notwendig
und/oder gewünscht?
ja
nein
Methodenempfehlung zur Bereitstellungs-
gestaltung gewünscht?
4 Bereitstellungs-gestaltung
Möglichkeiten des Methodeneinsatzes prüfen
Methoden Bereitstellungs-
gestaltung(Abb. 4-16)
ja
nein
Montagelogistik-gestaltung notwendig und/oder gewünscht?
ja
nein
Methodenempfeh-lung zur Montage-logistikgestaltung
gewünscht?
5 Montagelogisitk-gestaltung
Möglichkeiten des Methodeneinsatzes prüfen
Methoden Montagelogistik-
gestaltung(Abb. 4-19)
ja
nein
Schritt 4: Auswahl von Ansätzen und Methoden zur Montagegestaltung
Mitarbeitereinsatz-gestaltung notwendig und/oder gewünscht?
ja
nein
Methodenempfeh-lung zur Mitarbeiter-
einsatzgestaltunggewünscht?
6 Mitarbeitereinsatz-gestaltung
Möglichkeiten des Methodeneinsatzes prüfen
Methoden Mitarbeitereinsatz-
gestaltung(Abb. 4-22)
ja
nein
Zielorientierte Bewertung der
Gestaltungsansätze gewünscht?
ja
nein
Ermittelte Gestaltungsansätze zielorientiert bewerten und auswählen
Zielorientierte Bewertung der
Ansätze (Abb. 4-33 bis 4-38)
Schritt 5: Zielorientierte Konkretisierung der Produkt- undMontagegestaltung
Einflussgrößen auf Montagelogistik-
gestaltung(Abb. 4-50)
Einflussgrößen auf Bereitstellungs-
gestaltung(Abb. 4-49)
Einflussgrößen auf Mitarbeitereinsatz-
gestaltung(Abb. 4-51)
Abbildung 4-77: Ablaufdiagramm zur Konfiguration der Kleinserienmontage (II/II)
Modell zur Konfiguration der Kleinserienmontage 307 Ausgangspunkt des Ablaufs ist die Ermittlung des Einflussgrößenprofils des Unter-nehmens. Dazu wird auf Abbildung 4-54 dieser Arbeit verwiesen, die eine Über-sicht der im Rahmen der Montagekonfiguration relevanten Einflussgrößen gibt und die Vorlage zur Ermittlung des Einflussgrößenprofils bildet. Im nächsten Unter-schritt werden die Ziele, die das Unternehmen mit der Montagekonfiguration ver-folgt, erfasst. Der Anwender wird dabei mit einer Übersicht der im Rahmen der Ar-beit berücksichtigten Gestaltungsziele in Abbildung 4-25 unterstützt.
In Schritt zwei kann der Anwender zunächst entscheiden, ob die Montageobjektge-staltung notwendig und/oder gewünscht ist. Ist dies der Fall, wird auf den Unterpro-zess „1 Montageobjektgestaltung“ verwiesen, der in Anhang A3 als Flussdiagramm abgebildet ist. Auf Basis des Unterprozesses kann der Anwender einflussgrößen-spezifische Gestaltungsansätze zur Montageobjektgestaltung ermitteln. Die relevan-ten Einflussgrößen auf die Montageobjektgestaltung sind in Abbildung 4-47 abge-bildet. Wenn der Anwender keine Empfehlungen zu Gestaltungsansätzen der Mon-tageobjektgestaltung wünscht, kann er die Methoden zur Montageobjektgestaltung einsehen. Wenn Methoden einbezogen werden sollen, kann dies unter Verwendung von Abbildung 4-5 dieser Arbeit erfolgen. Wenn keine Unterstützung beim Metho-deneinsatz gewünscht ist, entscheidet der Anwender im nächsten Unterschritt, ob die Gestaltung des Produktordnungssystems notwendig und/oder gewünscht ist. Wenn dies der Fall ist, wird er auf das Flussdiagramm „2 Produktordnungssystem-gestaltung“ in Anhang A4 verwiesen. Die Einflussgrößen zur Produktordnungssys-temgestaltung sind in Abbildung 4-48 aufgezeigt. Wenn die Produktordnungssys-temgestaltung nicht Ziel der Gestaltung ist, kann dieser Schritt übersprungen wer-den. Wenn Empfehlungen zum Methodeneinsatz im Bereich der Produktordnungs-systemgestaltung gegeben werden sollen, können diese unter Verwendung von Ab-bildung 4-8 identifiziert werden. Erachtet der Anwender eine Methodenempfehlung als nicht notwendig, kann dieser Unterschritt übersprungen werden.
Im Anschluss an die Produktgestaltung kann sich der Anwender entscheiden, ob er eine Empfehlung zur Ausgestaltung der Montageorganisationsform wünscht. Wenn dies der Fall ist, wird er auf das Flussdiagramm „3 Auswahl der Montageorganisa-tionsform“ in Anhang A5 verwiesen. In Abhängigkeit von den Einflussgrößen wird die Montageorganisationsform Baustellen-, Gruppen-, Reihen- oder getaktete Fließmontage empfohlen. Wenn der Anwender keine Unterstützung bei der Aus-wahl der Montageorganisationsformgestaltung wünscht, kann dieser Unterschritt übersprungen werden.
Im nächsten Schritt erfolgt die sequenzielle Montagegestaltung durch die Ermitt-lung einflussgrößenspezifischer Ansätze und Methoden. Zunächst trifft der Anwen-
308 Modell zur Konfiguration der Kleinserienmontage der die Entscheidung, ob er Empfehlungen zur Bereitstellungsgestaltung wünscht. Die Ermittlung von Gestaltungsansätzen erfolgt mithilfe von Flussdiagramm „4 Be-reitstellungsgestaltung“ in Anhang A6. Die Einflussgrößen, die zur Anwendung des Flussdiagramms benötigt werden, sind in Abbildung 4-49 dieser Arbeit zusammen-gefasst. Wenn zusätzlich eine Empfehlung von Methoden zur Bereitstellungsgestal-tung gewünscht ist, wird auf Abbildung 4-16 verwiesen. Im nächsten Unterschritt entscheidet der Anwender, ob er Gestaltungsansätze zur Montagelogistikgestaltung wünscht. Die Abgabe von Empfehlungen zur Montagelogistik erfolgt unter Berück-sichtigung der vorliegenden oder geplanten Organisationsform im Unternehmen. Es werden Empfehlungen für Unternehmen mit den Organisationsformen getaktete Fließ-, Reihen-, Gruppen- und Baustellenmontage gegeben. Die Übersicht der Ein-flussgrößen auf die Montagelogistikgestaltung ist in Abbildung 4-50 dargestellt. Die Flussdiagramme zur Montagelogistikgestaltung sind in den Anhängen A5 bis A9 abgebildet. Zudem werden dem Anwender bei Bedarf in Abbildung 4-19 geeignete Methoden zur Montagelogistikgestaltung aufgezeigt, um eine Unterstützung bei der Realisierung der Gestaltungsansätze zu geben. Im nächsten Unterschritt wird, wenn eine Unterstützung bei der Mitarbeitereinsatzgestaltung Ziel der Gestaltung ist, auf das Flussdiagramm „6 Mitarbeitereinsatzgestaltung“ in Anhang A12 verwiesen. Die Einflussgrößen auf die Mitarbeitereinsatzgestaltung sind in Abbildung 4-51 zu-sammenfassend dargestellt. Dazu geeignete Methoden können unter Verwendung von Abbildung 4-22 dieser Arbeit ermittelt werden.
Im Anschluss an die Montagegestaltung erfolgt im letzten Schritt die Entscheidung, ob mit der Gestaltung spezifische Ziele verfolgt werden und ob demzufolge eine zielorientierte Bewertung der Gestaltungsansätze gewünscht ist. Mögliche Ziele sind die Reduzierung der Montagekosten, die Reduzierung der Durchlaufzeit, die Erhöhung der Liefertreue, die Erhöhung der Produkt- und Mengenflexibilität sowie die Erhöhung der Produkt- und Prozessqualität. Wenn vom Anwender eines oder mehrere dieser Ziele im Besonderen verfolgt werden, wird in den Abbildungen 4-33 bis 4-38 aufgezeigt, welche der im Rahmen der Produkt- und Montagegestaltung empfohlenen Gestaltungsansätze die Zielerreichung unterstützen. Dieser Prozessab-schnitt dient somit der zielorientierten Entscheidungsunterstützung des Anwenders. In Abhängigkeit der Gestaltungsziele werden die Gestaltungsansätze aufgezeigt, die auf Basis der empirischen Ergebnisse zur Zielerreichung geeignet sind. Der An-wender kann sich bedarfsorientiert entscheiden, ob er die Produkte und/oder die Montage zielorientiert ausgestalten will.
In Abhängigkeit vom erzielten Ergebnis kann das Vorgehensmodell zur Konfigura-tion der Kleinserienmontage iterativ erneut durchlaufen werden, um alternative Er-gebnisse zu erzielen. Eine Anpassung der Produktstruktur kann beispielsweise die

Modell zur Konfiguration der Kleinserienmontage 309 Realisierung von höheren Montageorganisationsformen sinnvoll machen, woraufhin andere Konzepte zur Montagegestaltung zielführend umzusetzen sind. Im Ergebnis wurde mit dem flussdiagrammbasierten Vorgehensmodell somit eine Möglichkeit geschaffen, um die Anwendung des Prozesses zur Konfiguration der Kleinserien-montage strukturiert zu unterstützen.
4.7 Zusammenfassung der Modellbildung
Das zentrale Ergebnis der Modellbildung bildet ein vierphasiger Prozess zur Konfi-guration der Kleinserienmontage, der sich aus folgenden Phasen zusammensetzt:
Montageorientierte Produktgestaltung,
Auswahl der Montageorganisationsform,
Montagegestaltung und
zielorientierte Produkt- und Montagegestaltung.
Inhalt der Montageobjektgestaltung in Phase 1 sind Gestaltungsansätze aus den Be-reichen Ergonomiestrategien, Strategien zur Vereinfachung der Montageaufgabe und Indirekt beeinflussende Strategien der Montageobjektgestaltung. Die Produkt-ordnungssystemgestaltung setzt sich aus Ansätzen aus den Gebieten Bündelungs-strategien, Spaltungsstrategien, Bündelungs- und Spaltungsstrategien und Flexibili-tätsstrategien zusammen. Die Ausgestaltung der Montageorganisationsform erfolgt durch die Baustellen-, die Gruppen- die Reihen- oder die getaktete Fließmontage. In Phase 2 werden im Bereich der Bereitstellungsgestaltung sowohl Strategien zur Be-reitstellungssteuerung als auch Strategien zur physischen Bereitstellung berücksich-tigt. Die Ausgestaltung der Montagelogistikgestaltung beinhaltet Strategien zur Layoutgestaltung und Strategien zur Materialflussoptimierung. Die Strategien zur Mitarbeitereinsatzgestaltung unterteilen sich in Arbeitszeitmodelle und Strategien zur Arbeitsorganisationsgestaltung. In Phase 4 des Montagekonfigurationsprozesses erfolgt die zielorientierte Bewertung der Ansätze zur Produkt- und Montagegestal-tung. Die Ansätze werden dabei hinsichtlich ihrer Wirkung auf die Erreichung von Kosten-, Zeit-, Flexibilitäts- und Qualitätsziele bewertet. In Phase 1 und 3 werden zudem Methoden ausgewiesen und bewertet, die den Anwender des Montagekonfi-gurationsprozesses bei der Realisierung der Gestaltungsansätze unterstützen. Die Bewertung der Methoden erfolgt jeweils hinsichtlich ihrer Eignung bei der Unter-stützung der jeweiligen Strategieumsetzung und hinsichtlich ihrer Eignung bezüg-lich Neugestaltung oder Anpassung des Gestaltungsbereichs. Als Ergebnis sind je Gestaltungsbereich Methoden und deren Einsatzmöglichkeit definiert.
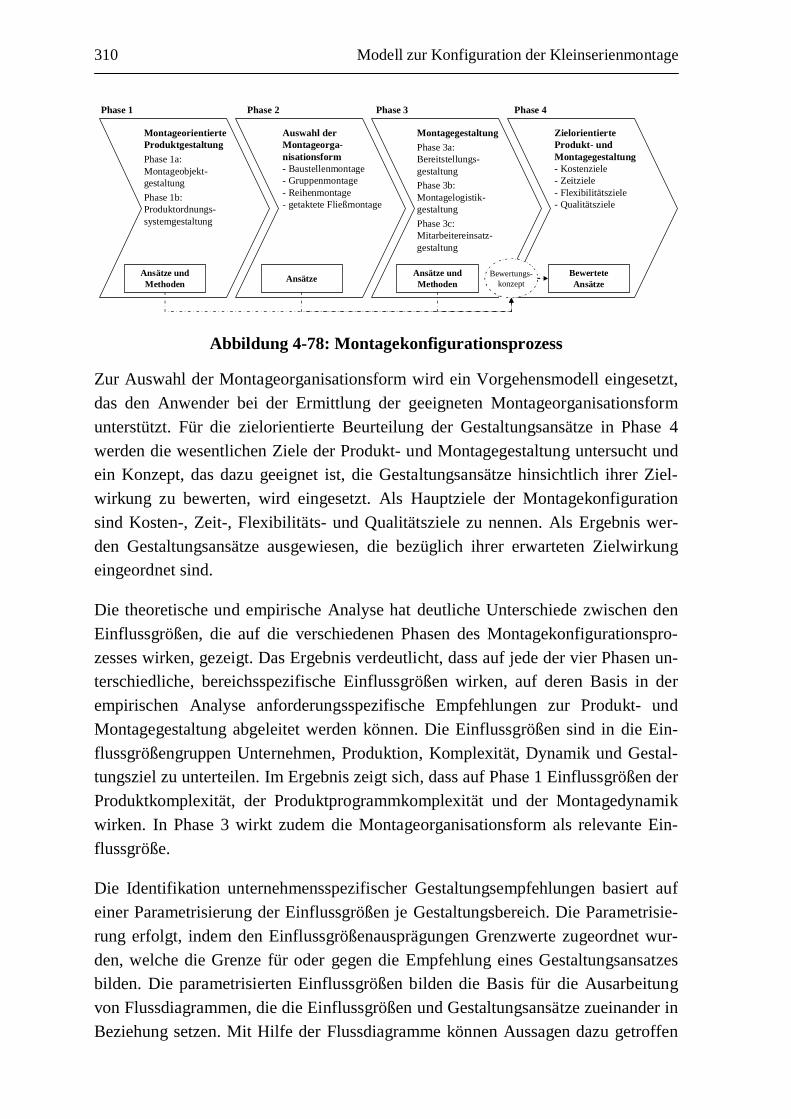
310 Modell zur Konfiguration der Kleinserienmontage
Montageorientierte ProduktgestaltungPhase 1a: Montageobjekt-gestaltungPhase 1b: Produktordnungs-systemgestaltung
Auswahl der Montageorga-nisationsform- Baustellenmontage- Gruppenmontage- Reihenmontage- getaktete Fließmontage
MontagegestaltungPhase 3a: Bereitstellungs-gestaltungPhase 3b: Montagelogistik-gestaltungPhase 3c: Mitarbeitereinsatz-gestaltung
Zielorientierte Produkt- und Montagegestaltung - Kostenziele - Zeitziele- Flexibilitätsziele- Qualitätsziele
Phase 1 Phase 2 Phase 3 Phase 4
Ansätze und Methoden
Ansätze und MethodenAnsätze Bewertete
AnsätzeBewertungs-
konzept
Abbildung 4-78: Montagekonfigurationsprozess
Zur Auswahl der Montageorganisationsform wird ein Vorgehensmodell eingesetzt, das den Anwender bei der Ermittlung der geeigneten Montageorganisationsform unterstützt. Für die zielorientierte Beurteilung der Gestaltungsansätze in Phase 4 werden die wesentlichen Ziele der Produkt- und Montagegestaltung untersucht und ein Konzept, das dazu geeignet ist, die Gestaltungsansätze hinsichtlich ihrer Ziel-wirkung zu bewerten, wird eingesetzt. Als Hauptziele der Montagekonfiguration sind Kosten-, Zeit-, Flexibilitäts- und Qualitätsziele zu nennen. Als Ergebnis wer-den Gestaltungsansätze ausgewiesen, die bezüglich ihrer erwarteten Zielwirkung eingeordnet sind.
Die theoretische und empirische Analyse hat deutliche Unterschiede zwischen den Einflussgrößen, die auf die verschiedenen Phasen des Montagekonfigurationspro-zesses wirken, gezeigt. Das Ergebnis verdeutlicht, dass auf jede der vier Phasen un-terschiedliche, bereichsspezifische Einflussgrößen wirken, auf deren Basis in der empirischen Analyse anforderungsspezifische Empfehlungen zur Produkt- und Montagegestaltung abgeleitet werden können. Die Einflussgrößen sind in die Ein-flussgrößengruppen Unternehmen, Produktion, Komplexität, Dynamik und Gestal-tungsziel zu unterteilen. Im Ergebnis zeigt sich, dass auf Phase 1 Einflussgrößen der Produktkomplexität, der Produktprogrammkomplexität und der Montagedynamik wirken. In Phase 3 wirkt zudem die Montageorganisationsform als relevante Ein-flussgröße.
Die Identifikation unternehmensspezifischer Gestaltungsempfehlungen basiert auf einer Parametrisierung der Einflussgrößen je Gestaltungsbereich. Die Parametrisie-rung erfolgt, indem den Einflussgrößenausprägungen Grenzwerte zugeordnet wur-den, welche die Grenze für oder gegen die Empfehlung eines Gestaltungsansatzes bilden. Die parametrisierten Einflussgrößen bilden die Basis für die Ausarbeitung von Flussdiagrammen, die die Einflussgrößen und Gestaltungsansätze zueinander in Beziehung setzen. Mit Hilfe der Flussdiagramme können Aussagen dazu getroffen
Modell zur Konfiguration der Kleinserienmontage 311 werden, für welche Einflussgrößenkombination eines Unternehmens welche Gestal-tungsansätze mit einer hohen Wahrscheinlichkeit Erfolg versprechend sind. Die Zu-sammenhänge der Ergebnisse der Modellbildung sind zur Unterstützung des An-wenders in einer Vorgehensweise zusammengefasst, welche das Zusammenspiel zwischen Einflussgrößen, Gestaltungsansätzen und Methoden aufzeigt. Im Ergebnis bietet die Vorgehensweise eine Möglichkeit, die Anwendung des Prozesses zur Konfiguration der Kleinserienmontage strukturiert zu unterstützen.
312 Zusammenfassung der Ergebnisse 5 Zusammenfassung der Ergebnisse und Ausblick
Die Feststellung, dass die hohe Anzahl von Vorgehensweisen, Ansätzen und Me-thoden zur Gestaltung der Montage in der Regel auf die Anforderungen der Großse-rien- oder Massenproduktion zugeschnitten ist, bildet die Basis der dieser Arbeit zugrunde liegenden Aufgabenstellung. Vorgehensweisen, die explizit für die Ge-staltung der Kleinserienmontage entwickelt wurden, legen den Betrachtungsfokus in der Regel auf die Betriebsmittel- oder Arbeitsablaufgestaltung. Aufgrund der Viel-zahl von Konzepten, Ansätzen und Methoden zur Montagegestaltung, die in der Li-teratur vorliegen, ist es für Unternehmen zudem mit hohem Aufwand verbunden, die für die Anforderungen der Kleinserienmontage geeigneten Ansätze zu identifi-zieren. Eine einheitliche Vorgehensweise, die sowohl für die Rahmenbedingungen des Unternehmens geeignete Ansätze zur Montageobjektgestaltung, zur Produkt-ordnungssystemgestaltung, zur Auswahl der Montageorganisationsform, zur Be-reitstellungsgestaltung, zur Montagelogistikgestaltung als auch zur Mitarbeiterein-satzgestaltung für die Kleinserienmontage gibt, liegt in der Literatur nicht vor. Die Empfehlung von Gestaltungsansätzen auf Basis von konkreten unternehmensspezi-fischen Parameterwerten der die Montagegestaltung beeinflussenden Größen erfolgt in den vorliegenden Arbeiten nur am Rande. Die Gestaltung eines Montagekonfigu-rationsprozesses, der die genannten Defizite behebt, ist die Zielsetzung der Arbeit. Diese Zielsetzung beinhaltet die Erarbeitung empirisch begründeter Gestaltungs-empfehlungen für die Ausgestaltung der Inhalte des Montagekonfigurationsprozes-ses.
Die Ausgestaltung des Montagekonfigurationsprozesses im Rahmen dieser Arbeit basiert auf der Abgrenzung des Themenbereichs der Montage kleiner Serien. Dazu werden die Begriffe Montage und kleine Serien definiert und in Zusammenhang zueinander gebracht. Zudem werden die Inhalte und Bestandteile eines Montagesys-tems und wesentliche in der Literatur vorliegende Vorgehensweisen zur Montage-planung aufgezeigt. Die Erkenntnisse dienten als Basis für die grundsätzliche Ab-laufgestaltung des Montagekonfigurationsprozesses. Als Grundlage für die Erarbei-tung von Gestaltungsansätzen je Phase des Montagekonfigurationsprozesses wur-den die Bereiche Produktgestaltung, Produktprogrammgestaltung und Beschaf-fungs- und Produktionslogistikgestaltung im theoretischen Bezugsrahmen disku-tiert. Daraus wurden wesentliche Erkenntnisse für die inhaltliche Gestaltung des Montagekonfigurationsprozesses ermittelt.
Die empirische Grundlage des Modells zur Montagekonfiguration bilden sowohl Fallstudien als auch Expertengespräche, die im Rahmen des Forschungsprojekts „Neue Montagekonzepte – Realisierung von Produktordnungssystemen in der
Zusammenfassung der Ergebnisse 313 Kleinserienmontage komplexer Produkte“ durchgeführt wurden. Auf deren Basis und unter Verwendung der Literaturanalysen wurden die Anforderungen an einen Montagekonfigurationsprozess ermittelt. Zudem dienten die Gespräche der Über-prüfung der aus der Theorie ermittelten Einflussgrößen auf den Montagekonfigura-tionsprozess. Die Zuordnung der relevanten Einflussgrößen zu den jeweiligen Ge-staltungsbereichen des Montagekonfigurationsprozesses beruht auf einer standardi-sierten empirischen Erhebung mittels eines Fragebogens. Auf der Grundlage der Ergebnisse der Fragebogenaktion konnten die wesentlichen Einflussgrößen den Be-reichen zugeordnet werden. Zudem erfolgte auf Basis der empirischen und theoreti-schen Ergebnisse die Bildung von Flussdiagrammen, die die Zusammenhänge zwi-schen den Einflussgrößen sowie den Gestaltungsansätzen je Gestaltungsbereich ab-bilden.
Die Erkenntnisse stellen die Grundlage für die Entwicklung von Gestaltungsemp-fehlungen für den Montagekonfigurationsprozess dar. Je Gestaltungsbereich des Prozesses werden Empfehlungen zur Montagekonfiguration gegeben. Inhalt der Ge-staltungsempfehlungen sind sowohl Ansätze als auch Methoden zur Unterstützung des Anwenders bei der Realisierung der empfohlenen Konzepte. Zur Visualisierung und praxisnahen Umsetzung der Erkenntnisse der Modellbildung wurde zudem ein Ablauf erarbeitet. Dieser ermöglicht eine an den Gestaltungswünschen und -bedarfen des Anwenders orientierte Montagekonfiguration.
Die erzielten Ergebnisse werden durch die nachfolgende Beantwortung der zu Be-ginn der Arbeit gestellten Forschungsfragen zusammengefasst.
Forschungsfrage 1: Welche Anforderungen sind an einen Montagekonfigurations-prozess für die Kleinserienmontage zu stellen?
Auf Basis theoretischer und empirischer Analysen wurden sieben wesentliche An-forderungen an einen Montagekonfigurationsprozess für die Kleinserienmontage ermittelt. Folgende Anforderungen konnten im Rahmen einer Analyse von 15 Fall-studien und elf Expertengesprächen identifiziert werden:
Standardisierung der Vorgehensweise zur Konfiguration der Kleinserien-montage,
Integration der montageorientierten Produktgestaltung in den Konfigurati-onsprozess,
Integration der montageorientierten Prozessgestaltung in den Konfigurati-onsprozess,
314 Zusammenfassung der Ergebnisse
Berücksichtigung von finanziellen Aspekten und Kosten bei der Montage-konfiguration,
Entwicklung einer Lösung für die hohen Flexibilitätsanforderungen in der Montage,
Berücksichtigung von unternehmensspezifischen Rahmenbedingungen bei der Abgabe von Empfehlungen zur Produkt- und Montagegestaltung und
Berücksichtigung der Montagegestaltungsziele bei der Abgabe von Empfeh-lungen zur Produkt- und Montagegestaltung.
Zudem wurden vier relevante Gestaltungsbereiche, die durch einen Montagekonfi-gurationsprozess abgedeckt werden müssen, identifiziert. Sowohl die montageorien-tierte Gestaltung der Produkte als auch der Prozesse wurde als bedeutsam ermittelt. Insbesondere die Berücksichtigung von Gestaltungsansätzen zur Produktionslogis-tikgestaltung wird als wesentlich erachtet. Außerdem ist die Zielorientierung für die Experten eine wesentliche Anforderung an die Montagekonfiguration. Auf Basis der Literaturanalyse wurde als wesentliche Anforderung an einen Montagekonfigu-rationsprozess eine in verschiedene Phasen unterteilte Vorgehensweise, die gegebe-nenfalls iterativ durchlaufen wird, identifiziert. Zudem hat eine Berücksichtigung der verschiedenen Ziele, die Unternehmen mit der Montagekonfiguration verfolgen, stattzufinden.
Forschungsfrage 2: Welche Leitlinien sind im Rahmen der Montagekonfiguration für die Kleinserienmontage zu berücksichtigen?
Die Gestaltung der Montage kann nicht losgelöst von den weiteren Unternehmens-bereichen erfolgen. Insbesondere die Entwicklung und Konstruktion sowie die Be-reitstellungslogistik beeinflussen die Montagegestaltung. Ein Modell zur Montage-konfiguration hat somit die Ganzheitlichkeit der Gestaltung zu gewährleisten. Un-ternehmen verfolgen mit der Gestaltung der Montage unterschiedliche Ziele. Ein Montagekonfigurationsmodell muss sicherstellen, dass die Zielerreichung der Un-ternehmen geeignet unterstützt wird. Die Realisierung von sowohl Komplexitätsre-duzierung als auch -beherrschung ist eine weitere Leitlinie der Montagekonfigurati-on. Die Gestaltungsansätze zur Ausgestaltung des Montagekonfigurationsprozesses sind von den bekannten Prinzipien des Komplexitätsmanagements abzuleiten. Die Erfüllung der Kundenwünsche ist das oberste Ziel von Unternehmen. Ein Montage-konfigurationsprozess muss sicherstellen, dass in der daraus generierten Montage die vom Kunden geforderten Erzeugnisse in der geforderten Zeit, Menge und Quali-tät produziert werden können. Robuste und flexible Prozesse bilden die Grundlage

Zusammenfassung der Ergebnisse 315 für eine kundenorientierte Montage. Die Orientierung an den Prozessen ist durch die Empfehlung geeigneter Gestaltungsansätze sicherzustellen.
Forschungsfrage 3: Aus welchen Phasen ist ein zielorientierter Montagekonfigurati-onsprozess für die Gestaltung der Kleinserienmontage zusammengesetzt?
Es wurde ein vierphasiger Prozess zur Konfiguration der Kleinserienmontage erar-beitet.
Phase 1 beinhaltet die montageorientierte Produktgestaltung, welche Gestal-tungsansätze und Methoden zur Montageobjekt- und die Produktordnungs-systemgestaltung als Inhalte aufweist. Ein Beispiel eines Ansatzes für die Montageobjektgestaltung ist die Bauteilintegration. Einen Gestaltungsansatz im Bereich der Produktordnungssystemgestaltung bildet die Modulstrategie.
Phase 2 zeigt eine Vorgehensweise zur Auswahl der für die Rahmenbedin-gungen der Montage geeigneten Montageorganisationsform auf. Mögliche Montageorganisationsformen sind die Baustellen- oder die Gruppenmontage.
In Phase 3 erfolgt die Montagegestaltung, die die Auswahl geeigneter Kon-zepte und Methoden zur Bereitstellungs-, Montagelogistik- und Mitarbeiter-einsatzgestaltung beinhaltet. Ein Gestaltungsansatz zur Bereitstellung ist das Supermarktkonzept und für den Bereich der Montagelogistikgestaltung kann der Ansatz U-Layout als Beispiel aufgeführt werden. Zur Mitarbeitereinsatz-gestaltung werden Ansätze wie beispielsweise das Job Sharing untersucht.
Phase 4 gibt Empfehlungen für die zielorientierte Auswahl der in den vorhe-rigen Phasen identifizierten unternehmensspezifischen Gestaltungsansätze. Die Ansätze der vorhergehenden Phasen werden dabei bezüglich ihrer Eig-nung zur Erreichung von Kosten-, Zeit-, Qualitäts- und Flexibilitätszielen bewertet.
Forschungsfrage 4: Welche Einflussgrößen wirken auf die verschiedenen Phasen des Montagekonfigurationsprozesses?
Die auf den Konfigurationsprozess für die Kleinserienmontage wirkenden Einfluss-größen können in die Gruppen Produktkomplexität, Produktprogrammkomplexität, kurz-/mittelfristige Montagedynamik, langfristige Montagedynamik und Montage eingeteilt werden. Der Einflussgrößengruppe Produktkomplexität sind folgende Größen zuzuordnen: Anzahl der Bauteile, Anzahl Schnittstellen, Schnittstellenkom-plexität, Spezialisierungsgrad der Mitarbeiter, Größe der Produkte, Gewicht der Produkte und Ausmaß der Änderungen am Produkt. Die Einflussgrößengruppe Pro-
316 Zusammenfassung der Ergebnisse duktprogrammkomplexität setzt sich aus folgenden Einflussgrößen zusammen: An-zahl der Produktlinien (ohne Varianten), Anzahl der Varianten (insgesamt), Anzahl der Varianten (je Produktlinie), Standardisierungsgrad der Produkte, Anzahl Kann-Bauteile zur Ausgestaltung der Varianten und Losgröße je Montageauftrag. Der Gruppe kurz-/mittelfristige Montagedynamik werden folgende Größen zugeordnet: Häufigkeit des Umrüstens der Maschinen, Auftrittshäufigkeit der einzelnen Varian-ten, Grad der Änderungen am Produktprogramm und Grad der Schwankung von Losgrößen. Die langfristige Montagedynamik unterteilt sich in die beiden Größen Häufigkeit der Veränderung des Produktangebots und Häufigkeit der Veränderung der Montageabläufe. Der Einflussgrößengruppe Montage sind die Größen Automa-tisierungsgrad und Montageorganisationsform zugeordnet.
Auf jede der Phasen des Montagekonfigurationsprozesses wirken unterschiedliche Einflussgrößen. Dabei ist die Zuordnung für die Ergebnisse des Modells von hoher Bedeutung, da die jeweiligen Einflussgrößenausprägungen die Basis für die Emp-fehlung Erfolg versprechender Gestaltungsansätze bilden. Als Ergebnis können die Einflussgrößen, die auf die Montageobjektgestaltung wirken, in die drei Einfluss-größengruppen Produktkomplexität (Anzahl der Schnittstellen, Schnittstellenkom-plexität, Größe und Gewicht der Produkte und Anzahl der Bauteile), Produktpro-grammkomplexität (Anzahl der Produktlinien, Anzahl der Varianten (insgesamt), Anzahl der Varianten (je Produktlinie) und Standardisierungsgrad der Produkte) und kurz-/mittelfristige Montagedynamik (Auftrittshäufigkeit der einzelnen Varian-ten und Grad der Schwankung von Losgrößen) unterteilt werden. Auf die Produkt-ordnungssystemgestaltung wirken die Haupteinflussgrößen Produktkomplexität (Anzahl der Bauteile, Anzahl der Schnittstellen, Spezialisierungsgrad der Mitarbei-ter und Ausmaß der Änderungen am Produkt), Produktprogrammkomplexität (An-zahl der Produktlinien, Anzahl der Varianten (insgesamt), Grad der Änderungen am Produktprogramm und Standardisierungsgrad der Produkte) und kurz-/mittelfristige Montagedynamik (Auftrittshäufigkeit der einzelnen Varianten, Grad der Schwan-kung von Losgrößen und Häufigkeit des Umrüsten der Maschinen). Auf Phase 2 und damit auf die Montageorganisationsauswahl wirken neun Einflussgrößen, die nacheinander je nach Fortschritt der Auswahl herangezogen werden. Wesentliche Einflussgrößen der Montageorganisationsauswahl sind die Wiederholhäufigkeit und der Kapazitätsbedarf sowie die Transportierbarkeit der Montageobjekte. Auf die Bereitstellungsgestaltung in Phase 3 wirken die Haupteinflussgrößen Produktkom-plexität (Anzahl der Bauteile, Größe und Gewicht der Produkte oder Bauteile), Pro-duktprogrammkomplexität (Losgröße je Fertigungsauftrag und Anzahl der Varian-ten (je Produktlinie)), kurz-/mittelfristige Montagedynamik (Grad der Schwankung von Losgrößen und Häufigkeit des Umrüstens der Maschinen) und langfristige
Zusammenfassung der Ergebnisse 317 Montagedynamik (Häufigkeit der Veränderung des Produktangebots und Häufigkeit der Veränderung der Montageabläufe). Auf den Gestaltungsbereich der Montagelo-gistik wirken die Haupteinflussgrößen Produktprogrammkomplexität (Losgröße je Fertigungsauftrag, Anzahl der Varianten (je Produktlinie) und Anzahl der Varianten (insgesamt)), kurz-/mittelfristige Montagedynamik (Grad der Änderungen am Pro-duktprogramm, Grad der Schwankung von Losgrößen und Häufigkeit des Umrüs-tens der Maschinen), langfristige Montagedynamik (Häufigkeit der Veränderung des Produktangebots und Häufigkeit der Veränderung der Montageabläufe) und Montage (Montageorganisationsform). Auf die Mitarbeitereinsatzgestaltung wirken die Haupteinflussgrößen Produktkomplexität (Spezialisierungsgrad der Mitarbeiter und Ausmaß der Änderungen am Produkt), Produktprogrammkomplexität (Anzahl Kann-Bauteile je Variante, Anzahl der Varianten (je Produktlinie), Anzahl der Va-rianten (insgesamt) und Standardisierungsgrad der Produkte), kurz-/mittelfristige Montagedynamik (Auftrittshäufigkeit der Varianten und Grad der Schwankung von Losgrößen) und Montage (Montageorganisationsform). Auf die letzte Phase, also die Zielorientierung im Rahmen der Produkt- und Montagegestaltung, wirken die sieben ermittelten Hauptziele der Montagekonfiguration, welche sich in Zeit-, Kos-ten-, Flexibilitäts- und Qualitätsziele unterteilen.
Forschungsfrage 5: Welche Gestaltungsansätze und Methoden eignen sich zur Ge-staltung der Phasen des Montagekonfigurationsprozesses?
Die im Gestaltungsbereich der Montageobjektgestaltung analysierten zehn Gestal-tungsansätze sind den Strategien Ergonomiestrategie (Unterstützung beim Zusam-menstecken, einfache Bewegungsmuster beim Fügen und gut zugängliche Griffstel-len und -punkte), Vereinfachung der Montageaufgabe (orientierungsfreundliche Ob-jektgestaltung, geringe Vielfalt unterschiedlicher Abmessungen, geringe Anzahl unnötig enger Toleranzen und Integration von Bauteilen) und die Montage indirekt beeinflussende Strategien (verpackungs- und transportorientierte Bauteilgestaltung, prüf- und testfreundliche Gestaltung und demontagefreundliche Gestaltung) zuzu-ordnen. Der Gestaltungsbereich des Produktprogramms wird im Wesentlichen durch Gestaltungsansätze aus dem Bereich des Produktordnungssystems ausgestal-tet. Die insgesamt sieben untersuchten Gestaltungsansätze zur Produktprogrammge-staltung können folgenden vier Strategien zugeordnet werden: Flexibilitätsstrategien (Verlagerung des Variantenbestimmungspunkts an das Ende der Wertschöpfungs-kette und Einsatz von Standard- und Normteilen), Spaltungsstrategien (Einsatz von Modulen und Systemen), Bündelungsstrategien (Einsatz von Gleichteilen, Einsatz von Plattformen und Bildung von Produktfamilien) sowie Spaltungs- und Bünde-lungsstrategien (Realisierung der Baukastenstrategie). Zur Unterstützung der An-wender bei der Umsetzung der Gestaltungsansätze wurden 13 Methoden im Bereich
318 Zusammenfassung der Ergebnisse der Montageobjektgestaltung und neun Methoden für die Produktordnungssystem-gestaltung bezüglich ihrer Eignung für den Bereich der Kleinserienmontage analy-siert. Die Phase 2 dient der Auswahl der geeigneten Montageorganisationsform. Es werden die vier Organisationsformen Baustellenmontage, Gruppenmontage, Rei-henmontage und Fließmontage in die Auswahl einbezogen. Die Fließmontage ist dabei eine getaktete Montage nach dem Fließprinzip, währenddessen die Reihen-montage ohne Taktzwang erfolgt. Die Auswahl der Montageorganisationsform be-ruht nicht auf spezifischem Methodeneinsatz. Vielmehr wird eine Vorgehensweise in Form eines Flussdiagramms aufgezeigt, mit deren Hilfe schrittweise auf Basis der relevanten Einflussgrößen die optimale Montageorganisationsform ermittelt wird. Für den ersten Gestaltungsbereich der Phase 3, der Bereitstellungsgestaltung, werden insgesamt zehn bekannte Gestaltungsansätze aus den Bereichen Bereitstel-lungssteuerung (Implementierung von Kanban, bedarfsgesteuerte Materialbereitstel-lung, Realisierung von JIT/JIS, Synchronisierung der Teilebereitstellung und Reali-sierung des Milkrunprinzips) und physische Bereitstellung (an den Montageschrit-ten orientierte physische Bereitstellung, Realisierung von Warenkorbkonzepten, Realisierung des Supermarktprinzips, Realisierung einer visuellen/akustischen Be-reitstellungsunterstützung und Kleinteilebereitstellung durch mitlaufenden Wagen) untersucht. Der Anwender wird bei der Umsetzung der Gestaltungsansätze durch einen geeigneten Methodeneinsatz unterstützt. Insgesamt wurden sieben Methoden im Bereich der Bereitstellungsgestaltung untersucht. Der Gestaltungsbereich Mon-tagelogistikgestaltung ist durch fünf Ansätze zur Layoutgestaltung (Realisierung eines U-Layouts, Realisierung einer Inselmontage, Realisierung eines flexiblen Montage-Laoyuts, Bildung von Fertigungssegmenten und Realisierung eines Lininelayouts) und vier Ansätze zur Materialflussoptimierung (Minimierung von Schnittstellen im Montageablauf, Realisierung des Prinzips One-Piece-Flow, Parallelisierung von Montagetätigkeiten und räumliche Konzentration von Be-triebsmitteln) abgebildet. Zur Unterstützung bei der Umsetzung der empfohlenen Gestaltungsansätze wurden 14 Methoden identifiziert. Die zwölf Gestaltungsansätze der Mitarbeitereinsatzgestaltung unterteilen sich in den Bereich der Arbeitszeitmo-delle (tätigkeitsflexibler Mitarbeitereinsatz, Arbeitszeitkonten, Ampelkonten, Gleit-zeitkonten, KAPOVAZ und Schichtarbeit) und in Strategien zur Arbeitsorganisati-onsgestaltung (Job Enrichment, Job Enlargement, Job Rotation, teilautonome Ar-beitsgruppen, tayloristische Arbeitsgruppen und Selbstkontrolle der Montagequali-tät). Zudem wurden sieben Methoden ermittelt, die die Umsetzung der Gestaltungs-ansätze unterstützen. Zur Gestaltung der Phase 4 werden die in den vorherigen Pha-sen ermittelten Gestaltungsansätze bezüglich ihrer Zielwirkung beurteilt. Es werden Empfehlungen für die sieben untersuchten Montagegestaltungsziele Reduzierung der Montagekosten, Reduzierung der Durchlaufzeiten, Erhöhung der Liefertreue,
Zusammenfassung der Ergebnisse 319 Steigerung der Produktflexibilität, Steigerung der Mengenflexibilität, Erhöhung der Produktqualität und Erhöhung der Prozessqualität ermittelt.
Forschungsfrage 6: Welche unternehmensspezifischen Ausprägungen der Einfluss-größen bilden eine Grenze zur Empfehlung von Gestaltungsansätzen?
Die Empfehlung der Gestaltungsansätze je Gestaltungsbereich beruht auf den Aus-prägungen der Einflussgrößen auf den Prozess zur Konfiguration der Kleinserien-montage. Da eine harte Grenze in Form einer Zahl für die heterogene Unterneh-menswelt nicht zielführend ist, wurde ein Grenzintervall gebildet. Wenn sich die Ausprägung der betrachteten Einflussgröße innerhalb des Intervalls befindet, liegt es im Ermessen des Unternehmens, die Ausprägung als hoch oder gering einzu-schätzen. Im Bereich der Einordnung der Produktkomplexität wird zur Abgrenzung einer hohen Anzahl von Bauteilen beispielsweise das Intervall von 43 bis 53 Stück als Grenzintervall identifiziert. Die Abgrenzung einer hohen Anzahl von Varianten liegt beispielsweise bei 80 bis 100 Stück und eine hohe Häufigkeit des Umrüstens von Maschinen beginnt bei 5 bis 6 Tagen. Eine Beurteilung der langfristigen Mon-tagedynamik kann durch die Einschätzung der Häufigkeit der Veränderung des Pro-duktangebots erfolgen. Das dazugehörige Intervall liegt beispielsweise bei 1,7 bis 2 Jahren.
Forschungsfrage 7: Welche Ziele werden mit der Montagekonfiguration verfolgt und wie können diese Ziele erreicht werden?
Mit der Konfiguration der Montage verfolgen Unternehmen unterschiedliche Ziele. Grundsätzlich können die Ziele in Kosten-, Zeit-, Flexibilitäts- und Qualitätsziele unterteilt werden. In Abhängigkeit von der unternehmensindividuellen Ausrichtung werden unterschiedliche Ziele verfolgt. Als ein wesentliches Ziel wurde die Redu-zierung der Montagekosten identifiziert. Weitere Ziele sind die Reduzierung von Durchlaufzeiten und die Erhöhung der Liefertreue. Die Erhöhung der flexiblen An-passung an Menge- und Produktschwankungen sowie die Steigerung der Prozess- und Produktqualität sind weitere Ziele der Unternehmen. Eine theoretische Analyse der Gestaltungsansätze ermöglichte es, zielspezifische Gestaltungsempfehlungen für die Produkt- und Montagegestaltung zu ermitteln. Für jedes Gestaltungsziel werden den Unternehmen je Gestaltungsbereich diejenigen Gestaltungsansätze aufgezeigt, die die Zielerreichung positiv beeinflussen. Beispielsweise erhöht die Realisierung eines tätigkeitsflexiblen Mitarbeitereinsatzes die Steigerung der Liefertreue und die Erhöhung der Produktflexibilität. Die Produkt- und Prozessqualität wird jedoch ne-gativ beeinflusst.
320 Zusammenfassung der Ergebnisse Forschungsfrage 8: Welche Zusammenhänge zwischen der Ausprägung von Ein-flussgrößen und Gestaltungsempfehlungen zur Steigerung des Erfolgs in der Klein-serienmontage lassen sich ableiten?
Die empfohlenen Gestaltungsansätze je Phase und Gestaltungsbereich basieren auf der Einteilung der Unternehmen in Abhängigkeit der Ausprägung ihrer Einfluss-größenkombination. Bei der Interpretation der Empfehlungen je Gestaltungsbereich und Einflussgrößenausprägung ist zu berücksichtigen, dass die empfohlenen Ansät-ze als besonders geeignet zur Steigerung des Montageerfolgs identifiziert wurden. Dies bedeutet im Umkehrschluss nicht, dass die nicht explizit empfohlenen Ansätze keine positive Wirkung auf den Montageerfolg aufweisen. Die Wirkung der emp-fohlenen Ansätze wurde jedoch als besonders stark identifiziert.
Im Flussdiagramm zur Montageobjektgestaltung ist beispielsweise abgebildet, dass für Unternehmen mit einer geringen Produktkomplexität Ansätze zur Vereinfa-chung der Montageaufgabe nur von untergeordneter Relevanz sind. Zur erfolgrei-chen Gestaltung der Montage tragen demgegenüber verstärkt indirekte Ansätze, wie beispielsweise die verpackungs- oder die prüforientierte Produktgestaltung, bei. Als Folge einer hohen Variantenanzahl werden im Bereich der Produktordnungssys-temgestaltung beispielsweise der Einsatz von Gleichteilen, die Realisierung der Baukastenstrategie und die Verlagerung des Variantenbestimmungspunkts an das Ende der Wertschöpfungskette empfohlen. In Phase 2 entscheidet der Anwender des Flussdiagramms selbstständig in Abhängigkeit der relevanten Größen, wie bei-spielsweise der Transportierbarkeit und dem Reifegrad des Produkts, welche Orga-nisationsform die geeignete für das eigene Unternehmen ist. Die entwickelte Vor-gehensweise berücksichtigt dabei die vier Organisationsformen getaktete Fließ-, Reihen, Gruppen- und Baustellenmontage. Als Folge einer hohen Variantenanzahl und geringem Bauteilgewicht in Kombination mit Gruppenmontage, sind im Be-reich der Bereitstellungsgestaltung das Kanban-Prinzip, das Warenkorbkonzept und das Supermarktprinzip zu empfehlen. Zudem sind auch Ansätze, wie die Realisie-rung eines U-Layouts oder eine Inselmontage Erfolg versprechend. Aufgrund einer geringen Montageobjektkomplexität können beispielsweise im Bereich der Mitar-beitereinsatzgestaltung auf Basis der Flussdiagramme Ansätze wie Job Enrichment oder Job Rotation empfohlen werden. Zudem sind ein tätigkeits- und zeitflexibler Mitarbeitereinsatz sowie teilautonome Arbeitsgruppen Erfolg versprechend. In Pha-se 4 des Montagekonfigurationsprozesses werden die in den vorhergehenden Phasen ermittelten Gestaltungsempfehlungen zielorientiert bewertet. Es werden Empfeh-lungen für die sieben ermittelten Gestaltungsziele der Kleinserienmontage gegeben. Beispielsweise eignet sich die Bauteilintegration sehr gut zur Reduzierung von
Zusammenfassung der Ergebnisse 321 Montagekosten und zur Verringerung der Durchlaufzeit. Zugleich ist jedoch eine Verringerung der Produktflexibilität zu erwarten.
Forschungsfrage 9: Wie muss eine Vorgehensweise zur Anwendung des Montage-konfigurationsprozesses gestaltet sein?
Eine Vorgehensweise zur Anwendung des Montagekonfigurationsprozesses muss die Anwender bei der Lösungsfindung unterstützen. Dies kann durch einen schritt-weisen Ablauf erreicht werden. Schritt eins beinhaltet die Analyse der Rahmenbe-dingungen und die Ermittlung des Einflussgrößenprofils des Unternehmens. In Schritt zwei erfolgt die Auswahl von Ansätzen und Methoden zur montageorientier-ten Produktgestaltung und in Schritt drei wird die Montageorganisationsform aus-gewählt. Schritt vier beinhaltet die Ermittlung von Ansätzen und Methoden zur Montagegestaltung und im letzten Schritt erfolgt die zielorientierte Konkretisierung der Produkt- und Montagegestaltung. Die fünf Vorgehensschritte werden mithilfe eines Flussdiagramms zueinander in Beziehung setzt. Die flussdiagrammbasierte Vorgehensweise stellt die sequenzielle Abarbeitung aller relevanten Gestaltungsbe-reiche sicher und unterstützt die Umsetzung des Prozesses dabei in einer anwender-freundlichen Weise.
Die Analyse des Montagekonfigurationsprozesses verdeutlichte die hohe Komplexi-tät und vielfältigen Interdependenzen und Wirkbeziehungen, die im Rahmen der Montagegestaltung der Kleinserie auftreten. Die Untersuchung der vorliegenden Arbeit legt ihren Fokus auf die Ermittlung einflussgrößenspezifischer Empfehlun-gen entlang des Montagekonfigurationsprozesses in Abhängigkeit von parametri-sierten Einflussgrößenausprägungen. Dadurch wird der in der Praxis vorliegende Bedarf der Unternehmen berücksichtigt und die in der Literatur vorliegende Lücke wird geschlossen.
Auf Basis der im Rahmen der Untersuchung erzielten Erkenntnisse lassen sich zu-dem Ansatzpunkte für weiteren Forschungsbedarf ableiten. Eine Erweiterung der untersuchten Grundgesamtheit auf beispielsweise Großserienmontage lässt zusätzli-che Erkenntnisse erwarten. Weitere Forschungsarbeiten könnten zudem darauf aus-gerichtet sein, die einzelnen Phasen des Montagekonfigurationsprozesses für spezi-fische Branchen oder Produktarten zu untersuchen und zu konkretisieren. Aus einer Fokussierung auf den Maschinenbau oder die Elektrotechnik mit Berücksichtigung der jeweiligen Anforderungen ließen sich weitere Erkenntnisse ableiten. Ein weite-rer Forschungsansatz liegt in der Erweiterung und Ergänzung der analysierten Ein-flussgrößen auf spezifische Branchen oder weitere Gestaltungsbereiche. Zudem könnte die Einbeziehung von Schnittstellen zur Montage, wie beispielsweise Zulie-

322 Zusammenfassung der Ergebnisse ferern und deren Strukturen im Sinne des Supply Chain Managements, einen Be-reich für weiteren Forschungsbedarf darstellen. Die Optimierung der Schnittstelle zum Lieferanten könnte für die Kleinserienmontage noch den Inhalt von weiteren Untersuchungen bilden.
Das in dieser Arbeit entwickelte Modell zur Konfiguration der Kleinserienmontage stellt eine theoretisch und empirisch abgeleitete Vorgehensweise zur einflussgrö-ßenabhängigen Montagegestaltung dar. Durch die Modellbildung konnte ein Pro-zess erarbeitet werden, der sowohl die auf den Ausprägungen der Einflussgrößen und Zielen beruhende Empfehlung von Gestaltungsansätzen für die Produkt- und Montagegestaltung aufzeigt als auch geeignete Methoden zur Umsetzungsunterstüt-zung zur Verfügung stellt. Zudem wurde eine Vorgehensweise zur Auswahl der Montageorganisation erarbeitet. Für die betriebliche Praxis können die Ergebnisse dieser Arbeit wertvolle Hilfe bei der Montagekonfiguration leisten. Vor dem Hin-tergrund der sich beständig ändernden Rahmenbedingungen, denen sich Unterneh-men gegenübersehen, stellt dieses Modell eine Möglichkeit dar, in Abhängigkeit der unternehmensspezifischen Einflussgrößen geeignete Gestaltungsansätze für die zielorientierte Montagekonfiguration zu identifizieren und umzusetzen.

Literaturverzeichnis 323
Literaturverzeichnis
Abele, E.; Brungs, F. (2010): Durchlaufzeitverkürzung durch Produktoptimierung - Datenbankunterstützte Anwendung von Designregeln, in: ZWF Zeit-schrift für wirtschaftlichen Fabrikbetrieb, 3/2010, S. 194 - 199
Adam, D. (1998): Produktions-Management, Wiesbaden 1998
Adam, D.; Johannwille, U. (1998): Die Komplexitätsfalle, in: Adam, D. (Hrsg.): Komplexitätsmanagement, Wiesbaden 1998, S. 5 - 28
Aggteleky, B. (1987): Fabrikplanung. Werksentwicklung und Betriebsrationalisie-rung. Band 1: Grundlagen, Zielplanung, Vorarbeiten, München et al. 1987
Akiyama, K. (1994): Funktionenanalyse - Der Schlüssel zu erfolgreichen Produkten und Dienstleistungen, Landsberg am Lech 1994
Albach, H. (1989): Innovationsstrategien zur Verbesserung der Wettbewerbsfähig-keit, in: Zeitschrift für Betriebswirtschaft, 59. Jg., 1989, S. 1338 - 1352
Albers, S.; Klapper, D.; Konradt, U.; Walter, A.; Wolf, J. (Hrsg.) (2009): Methodik der empirischen Forschung, Wiesbaden 2009
Altrogge, G. (1984): Flexibilität in der Produktion, in: Kern, W. (Hrsg.): Handwör-terbuch der Produktionswirtschaft, Stuttgart 1984
Anand, G.; Ward, P.T. (2004): Fit, flexibility and performance in manufacturing: coping with dynamic environments, in: Production and Operations Man-agement, Vol. 13 No. 4, 2004, S. 369 - 385
Andersen, U. (1975): Die Rationalisierung der Montage beginnt im Konstruktions-büro, in: Konstruktion (1975), S. 478 - 484
Antoni, C. H. (1994): Gruppenarbeit – mehr als ein Konzept. Darstellung unter-schiedlicher Formern der Gruppenarbeit, in: Antoni (Hrsg.): Gruppenar-beit in Unternehmen. Konzepte, Erfahrungen, Perspektiven, Weinheim 1994, S. 19 - 48
324 Literaturverzeichnis Antoni, C. H. (2000): Teamarbeit gestalten: Grundlagen, Analysen, Lösungen,
Weinheim et al. 2000
Antoni, C. H. (2008): Gruppenarbeit wirkungsvoll gestalten, in: Jöns, I. (Hrsg.): Erfolgreiche Gruppenarbeit. Konzepte, Instrumente, Erfahrungen, Wies-baden 2008, S. 11 - 20
Arnold, D.; Furmans, K. (2009): Materialfluss in Logistiksystemen, Berlin 2009
Arnold, D.; Isermann, H.; Kuhn, A.; Tempelmeier, H., Furmans, K. (Hrsg.) (2008): Handbuch Logistik, Berlin et al. 2008
Aumayr, K. J. (2006): Erfolgreiches Produktmanagement, Wiesbaden 2006
Azizi Ghanbari, S. (2002): Einführung in die Statistik für Sozial- und Erziehungs-wissenschaftler, Berlin et al. 2002
Backhaus, K.; Erichson, B.; Plinke, W.; Weiber, R. (2006): Multivariate Analyse-methoden: eine anwendungsorientierte Einführung, Berlin et al. 2006
Balve, P.; Aupperle, G. (2001): Prozessorientierte Fertigungssegmentierung, in: Westkämper, E.; Bullinger, H.-J.; Horváth, P.; Zahn, E. (Hrsg.): Monta-geplanung - effizient und marktgerecht, Berlin et al. 2001
Balve, P.; Rally, P. J. (2001): Integrative und marktorientierte Montageplanung, in: Westkämper, E.; Bullinger, H.-J.; Horváth, P.; Zahn, E. (Hrsg.): Monta-geplanung - effizient und marktgerecht, Berlin et al. 2001, S. 11 - 33
Barbey, J.; Feige, M. (1992): Technikgestaltung in der flexibel automatisierten Se-rienmontage, Fortschritts-Berichte VDI, Reihe 2 (1992), Düsseldorf 1992
Bäßler, R. (1988): Integration der montagegerechten Produktgestaltung in den Konstruktionsprozess, Berlin et al. 1988
Baszenski, N.: (2003): Rationalisieren - aber wie? Eine Methodensammlung zur Unternehmensprozess-Optimierung, in: REFA-Bundesverband e. V. (Hrsg): Deutsches IE-Jahrbuch 2003, Rationalisierung des Wertschöp-fungsprozesses - erfolgreich auch in schwierigen Marktsituationen, Dar-mstadt 2003, S. 4.1 - 4.13
Literaturverzeichnis 325 Baumgärtner, G. (2006): Reifegradorientierte Gestaltung von Produktionssystemen,
(zugl. Dissertation TU München), München 2006
Bea, F. X.; Göbel, E. (2006): Organisation, Stuttgart 2006
Bea, F. X.; Scheurer, S.; Hesselmann, S. (2008): Projektmanagement, Stuttgart 2008
Becker, J.; Rosemann, M. (1993): Logistik und CIM. Die effiziente Material- und Informationsflussgestaltung im Industrieunternehmen, Berlin et al. 1993
Becker, T. (2008): Prozesse in Produktion und Supply Chain optimieren, Berlin et al. 2008
Becker, W. (1992): Komplexitätskosten, in: Kostenrechnungspraxis, 36. Jg. H. 3, S. 171 - 173
Benninghaus, H. (2005): Einführung in die sozialwissenschaftliche Datenanalyse, München 2005
Bergmann, R. Garrecht, M. (2008): Organisation und Projektmanagement, Heidel-berg 2008
Berthel, J.; Becker, F. (2007): Personalmanagement – Grundzüge für die Konzepti-on betrieblicher Personalarbeit, Stuttgart 2007
Beutin, N. (2000): Kundennutzen in industriellen Geschäftsbeziehungen, (zugl. Dissertation Univ. Mannheim), Wiesbaden 2000
Biegert, H. (1971): Die Baukastenbauweise als technisches und wirtschaftliches Ge-staltungsprinzip, Stuttgart 1971
Bleicher, K. (1995): Das Konzept integriertes Management, Frankfurt a. M. 1995
Bliss, C. (2000): Management von Komplexität. Ein integrierter, systemtheoreti-scher Ansatz zur Komplexitätsreduktion, Wiesbaden 2000
Bloech, J.; Bogaschewsky, R.; Götze, U.; Roland, F. (2004): Einführung in die Pro-duktion, Berlin et al. 2004
Blum, A.; Zaugg, R. J. (1999): Praxishandbuch Arbeitszeitmanagement. Beschäfti-gung durch innovative Arbeitszeitmodelle, Chur et al. 1999
326 Literaturverzeichnis Böck, R. (2002): Personalmanagement, München 2002
Boden, M. (Hrsg.) (2005): Handbuch Personal. Personalmanagement von Arbeits-recht bis Zeitarbeit, Landsberg am Lech 2005
Bolz, J. (1992): Wettbewerbsorientierte Standardisierung der internationalen Marktbearbeitung, Darmstadt 1992
Boothroyd, G.; Dewhurst, P. (1988): Product Design for Manufacture und Assem-bly, in: Manufacturing Engineering (1988) 4, S. 42 - 46
Borowski, K.-H. (1961): Das Baukastensystem in der Technik, Berlin et al. 1961
Bourier, G. (2010): Beschreibende Statistik. Praxisorientierte Einführung – Mit Aufgaben und Lösungen, Wiesbaden 2010
Boutellier, R.; Schuh, G.; Seghezzi, H. D. (1997): Industrielle Produktion und Kun-dennähe - Ein Widerspruch?, in: Schuh, G.; Wiendahl, H.-P. (Hrsg.): Komplexität und Agilität. Steckt die Produktion in der Sackgasse?, Berlin et al., S. 39 - 63
Brankamp, K. (1975): Fertigungs- und Montagemittel, in: Brankamp, K. (Hrsg.): Handbuch der modernen Fertigung und Montage, München 1975
Braun, J. (1996): Aufgaben und Ziele der Organisationsgestaltung, in: Bullinger, H.-J.; Warnecke, H. (Hrsg.): Neue Organisationsformen in Unternehmen, Ein Handbuch für das moderne Management, 1996, S. 7 - 27
Brecher, C.; Schapp, L. (Hrsg.) (2009): Montagetechnik und -organisation - Strate-gien und Trends, Aachen 2009
Brockhoff, K. (1999): Produktpolitik, Stuttgart 1999
Brödner, P.; Katter, W. (1999): Frischer Wind in der Fabrik – Spielregeln und Leit-bilder von Veränderungsprozessen, Berlin et al. 1999
Bronner, A. (1989): Einsatz der Wertanalyse in Fertigungsbetrieben, Köln 1989
Brunner, F. J. (2008): Japanische Erfolgskonzepte: KAIZEN, KVP, Lean Producti-on Management, Total Productive Maintenance, Shopfloor Management, Toyota Production Management, München et al. 2008

Literaturverzeichnis 327 Bubb, H. (2007): Ergonomische Arbeitsbewertung, in: Schäfer, E.; Buch, M.; Pahls,
I.; Pfitzmann, J. (Hrsg.): Arbeitsleben! Arbeitsanalyse – Arbeitsgestal-tung – Kompetenzentwicklung, Kassel 2007, S. 152 - 177
Buchhop, E. (2008): Zeitliche Erfassung von Kernprozessen als Teil der Prozess-analyse, bdvb-Award Geschäftsprozess- und Projektmanagement, Bd. 2, Bremen et al. 2008
Buck, H. (2001): Entwicklungsfähige Arbeitsorganisation in der Montage, in: Westkämper, E.; Bullinger, H.-J.; Horváth, P.; Zahn, E. (Hrsg.): Monta-geplanung - effizient und marktgerecht, Berlin et al. 2001, S. 113 - 135
Buck, H. (2009): Aktuelle Unternehmenskonzepte und die Entwicklung der Ar-beitsorganisation, in: Bullinger, H.-J.; Spath, D.; Warnecke, H.-J.; Westkämper, E. (Hrsg.): Handbuch Unternehmensorganisation: Strate-gien, Planung, Umsetzung, Berlin et al. 2009, S. 87 - 105
Büdenbender, W. (1991): Ganzheitliche Produktionsplanung und -steuerung, Berlin et al. 1991
Bullinger, H.-J. (1986): Systematische Montageplanung - Handbuch für die Praxis, München et al. 1986
Bullinger, H.-J.; Fähnrich, K.-P.; Thines, M. (1992): Werkstattorientierte Produkti-onsunterstützung. Konzept und zukünftige Trends bei den Informations-systemen, in: CIM Management 3/1992, S. 4 - 10
Bullinger, H.-J.; Rieth, D.; Euler, H.-P. (1993): Planung entkoppelter Montagesys-teme - Puffer in der Montage, Stuttgart 1993
Bulliner, H.-J. (Hrsg.) (1994): Ergonomie. Produkt- und Arbeitsplatzgestaltung, Stuttgart 1994

328 Literaturverzeichnis Bullinger, H.-J.; Warnecke, H. J.; Westkämper, E. (2003): Neue Organisationsfor-
men im Unternehmen: Ein Handbuch für das moderne Management, Ber-lin et al. 2003
Busch, M. (2003): Arbeitsgruppen und Gruppenarbeit im Betriebsverfassungsge-setz, (zugl. Dissertation Univ. Mannheim), Berlin 2003
Büssow, C. (2004): Prozessbewertung in der Logistik, (zugl. Dissertation TU Ber-lin), Wiesbaden 2004
Büssow, T.; Mainz, D. (2002): Erkenntnisse der Chaostheorie zur Unternehmens-steuerung: Eine Methodik zur Handhabung komplexer Problemstellun-gen, in: ZfB 72 (2002) H. 1, S. 32 - 43
Buzzell, R. D.; Gale, B. T. (1989): Das PIMS-Programm: Strategien und Unter-nehmenserfolg, Wiesbaden 1989
Cäsar, C. (1991): Kostenorientierte Gestaltungsmethodik für variantenreiche Se-rienprodukte - Variant Mode and Effects Analysis, Düsseldorf 1991
Chang, K.-W. (1999): Montagesystemplanung und -steuerung für die variantenrei-che Serienmontage, Berlin 1999
Corbett, J., Dooner, M.; Meleka, J.; Pym, C. (1991): Design for Manufacture: Strategies, Principles and Techniques, Workingham 1991
Cordts, J.; Lensing, H.-J. (1992): ABC - Analyse: Preisanalyse für Einkäufer, Wies-baden 1992
Corsten, H.; Reiß, M. (Hrsg.) (2008): Betriebswirtschaftslehre: Grundlagen, inter-nes Rechnungswesen, externes Rechnungswesen, Beschaffung, Produkti-on und Logistik, Marketing, Investition und Finanzierung, München et al. 2008
Literaturverzeichnis 329 Dahl, B. (2009): Hybride Montage, in: Feldmann, K. (Hrsg.): Montage in der Leis-
tungselektronik für globale Märkte: Design, Konzepte, Strategien, Berlin et al. 2009, S. 94 - 96
Dangelmaier, W.; Warnecke, H.-J. (1997): Fertigungslenkung, Berlin 1997
Dangelmaier, W. (2009): Theorie der Produktionsplanung und -steuerung: Im Sommer keine Kirschpralinen?, Heidelberg et al. 2009
Decker, C. (2002): Variantenmanagement im Sondermaschinenbau, in: Franke, H.-J.; Hesselbach, J.; Huch, B.; Firchau, N. L. (Hrsg.): Variantenmanage-ment in der Einzel- und Kleinserienfertigung, München et al. 2002, S. 124 - 147
Dehnen, K. (2004): Strategisches Komplexitätsmanagement in der Produktentwick-lung, Hamburg 2004
Disselkamp, M. (2005): Innovationsmanagement: Instrumente und Methoden zur Umsetzung im Unternehmen, Wiesbaden 2005
Domeisen, H.; Kolb, P. (1998): Computertechnologie und Dokumentation, in: Sat-tes, I. et al. (Hrsg.): Erfolg in kleinen und mittleren Unternehmen - Ein Leitfaden für die Führung und Organisation in KMU, Zürich 1998, S. 163 - 182
Domschke, W.; Drexl, A. (2005): Einführung in Operations Research, Berlin et al. 2005
Drumm, H. J. (2005): Personalwirtschaft, Berlin et al. 2005
Dürrschmidt, S. (2001): Planung und Betrieb wandlungsfähiger Logistiksysteme, (zugl. Dissertation TU München), München 2001

330 Literaturverzeichnis Ebert, D. (2006): Dispensation von Humanressourcen. Eine flexibilitätsorientierte
Betrachtung, (zugl. Dissertation Katholische Universität Eichstätt-Ingolstadt), Wiesbaden 2006
Eckstein, H.; Eichert, J.; Waidmann, J. (2010): Prozessmodell zur Integration von Konstruktion und Montageplanung, in: ZWF Zeitschrift für wirtschaftli-chen Fabrikbetrieb, 03/2010, S. 200 - 205
Eckstein, P. P. (2008): Statistik für Wirtschaftswissenschaftler: Eine realdatenba-sierte Einführung mit SPSS, Wiesbaden 2008
Ehrlenspiel, K.; Kiewert, A.; Lindemann, U. (2007): Kostengünstig entwickeln und konstruieren - Kostenmanagement bei der integrierten Produktentwick-lung, Heidelberg 2007
Ehrlenspiel, K. (2007): Integrierte Produktentwicklung, München 2007
Ehrlenspiel, K. (2009): Integrierte Produktentwicklung, München 2009
Eisenhardt, K. (1989): Building Theories from Case Study Research, in: Academy of Management Review, 14(4), S. 532 - 550
Engeln, W. (2006): Methoden der Produktentwicklung, München 2006
Erixon, G. (1998): Modular Function Deployment. A Method for Product Modu-larisation, Stockholm 1998
Erlach, K. (2010): Wertstromdesign: Der Weg zur schlanken Fabrik, Berlin et al. 2010
Eschenbach, A. (1977): Job enlargement und job enrichment. Methoden und Orga-nisationsformen, Gerbrunn bei Würzburg 1977
Literaturverzeichnis 331 Esser, I. (2007): Arbeitszeitkonten und Altersvorsorgen - Chancen für Arbeitgeber
und Arbeitnehmer, Saarbrücken 2007
Eversheim, W.; Witte, K.-W.; Peffekoven, K.-H. (1981): Montage richtig planen. Methoden und Hilfsmittel zur rationellen Gestaltung der Montage in Un-ternehmen mit Einzel- und Serienfertigung, Düsseldorf 1981
Eversheim, W. (1989): Organisation in der Produktionstechnik, Band 4, Fertigung und Montage, Düsseldorf 1989
Eversheim, W. (1990): Organisation in der Produktionstechnik, Band 2, Konstruk-tion, Düsseldorf 1990
Eversheim, W. (Hrsg.); Bochtler, W.; Laufenberg, L. (1995): Simultaneous Engi-neering. Erfahrungen aus der Industrie für die Industrie, Berlin et al. 1995
Eversheim, W. (1996): Module und Systeme: Die Kunst liegt in der Strukturierung, in: VDI-Z 138 (1996) 11/12, S. 44 - 48
Eversheim, W.; Schuh, G. (1996): Produktion und Management: Betriebshütte, Teil 2, Berlin 1996
Eversheim, W; Schenke, F.-B; Warnke, L. (1998): Komplexität im Unternehmen verringern und beherrschen - Optimale Gestaltung von Produkten und Produktionssystemen, in: Adam, D. (Hrsg.): Komplexitätsmanagement, Wiesbaden 1998, S. 29 - 45
Eversheim, W.; Schuh, G. (1999): Produktmanagement, Heidelberg 1999
Fandel, G.; Dyckhoff, H.; Reese, J. (1994): Industrielle Produktionsentwicklung: Eine empirisch-deskriptive Analyse ausgewählter Branchen, Berlin et al. 1994

332 Literaturverzeichnis Feldmann, K.; Gergs, H.-J.; Slama, S.; Wirth, U. (2004): Einleitung, in: Feldmann,
K.; Gergs, H.-J.; Slama, S.; Wirth, U. (Hrsg.): Montage strategisch aus-richten - Praxisbeispiele marktorientierter Prozesse und Strukturen, Ber-lin et al. 2004, S. 1 - 12
Fichtmüller, N. (1996): Rationalisierung durch flexible, hybride Montagesysteme, (zugl. Dissertation TU München), Berlin 1996
Firchau, N. L.; Franke, H.-J.; Huch, B.; Menge, M. (2002): Variantenmanagement: Variantenvielfalt in Produkten und Prozessen erfolgreich beherrschen, in: Franke, H.-J.; Hesselbach, J.; Huch, B.; Firchau, N. L. (Hrsg.): Varian-tenmanagement in der Einzel- und Kleinserienfertigung, München et al. 2002, S. 1 - 25
Firchau, N. L.; Franke, H.-J. (2002): Methoden zur Variantenbeherrschung in der Produktentwicklung, in: Franke, H.-J.; Hesselbach, J.; Huch, B.; Firchau, N. (Hrsg.): Variantenmanagement in der Einzel- und Kleinserienferti-gung, München et al. 2002, S. 52 - 86
Fischer, J. O. (2008): Kostenbewusstes Konstruieren. Praxisbewährte Methoden und Informationssysteme für den Konstruktionsprozess, Berlin et al. 2008
Fischer, T. M. (1993): Kostenmanagement strategischer Erfolgsfaktoren, München 1993
Flamm, R. (1995): Entwicklung eines Systemkonzeptes zur wissensbasierten, sys-temtechnisch unterstützten Versuchsmethodik, (zugl. Dissertation TH Aachen), Aachen 1995
Flato, E.; Reinbold-Scheible, S. (2008): Zukunftsweisendes Personalmanagement. Herausforderung demografischer Wandel, München 2008
Flick, U. (2008): Triangulation. Eine Einführung, Wiesbaden 2008

Literaturverzeichnis 333 Flüter-Hoffmann, C.; Solbrig, J. (2003): Arbeitszeitflexibilisierung. Erfolgskonzept
auch für kleine und mittlere Unternehmen, Köln 2003
Förster, A.; Kreuz, R. ((2005): Different Thinking! So erschließen Sie Marktchan-cen mit coolen Produktideen und überraschenden Leistungsangeboten, Frankfurt 2005
Franke, H.-J.; Lippard, S.; Jeschke, A.; Feldhahn, K.-A. (1993): Standardisierung der Produktstruktur zur Verbesserung der Ablauforganisation in einem Unternehmen des Spezialmaschinenbaus in: VDI-Z 135 (1993) Nr. 10, S. 70 - 75
Franke, H.-J.; Jeschke, A.; Speckhahn, H. (1995): Standardisierung komplexer Baugruppen, in: ZWF 90 (1995) 1 - 2, S. 46 - 48
Franke, H.-J.; Hesselbach, J.; Huch, B.; Firchau, N.L. (2002): Variantenmanage-ment in der Einzel- und Kleinserienfertigung, München et al. 2002
Fricker, A. R. (1996): Eine Methodik zur Modellierung, Analyse und Gestaltung komplexer Produktionsstrukturen, Aachener Beiträge zur Humanisierung und Rationalisierung, Band 27, Aachen 1996
Gairola, A. (1981): Montagegerechtes Konstruieren. Ein Beitrag zur Konstrukti-onsmethodik, (zugl. Dissertation TH Darmstadt), Darmstadt 1981
Gausemeier, J.; Hahn, A.; Kespohl, H. D.; Seifert, L. (2006): Vernetzte Produkt-entwicklung. Der erfolgreiche Weg zum Global Engineering Networking, München et al. 2006
Gälweiler, A. (1990): Strategische Unternehmensführung, Frankfurt am Main et al. 1990

334 Literaturverzeichnis Geiger, W.; Kotte, W. (2008): Handbuch Qualität - Grundlagen und Elemente des
Qualitätsmanagements: Systeme - Perspektiven, Wiesbaden 2008
Geitner, U. W. (1995): Betriebsinformatik für Produktionsbetriebe - REFA Fach-buchreihe Betriebsorganisation, Teil 3, München 1995
Gerhard, E. (1984): Baureihenentwicklung. Konstruktionsmethode Ähnlichkeit, Grafenau 1984
Gerst, D. (2004): Arbeitsorganisation und Qualifizierung, in: Wiendahl, H.-P.; Gerst, D.; Keunecke, L. (Hrsg.): Variantenbeherrschung in der Montage. Konzept und Praxis der flexiblen Produktionsendstufe, Berlin et al. 2004, S. 95 - 118
Gonzales-Zugasti, J. P.; Otto, K. N.; Baker, J. D. (1998): A Method for architecting Product Platforms with an Application to interplanetary Mission Design, in: Proceedings of 1998 DETC; 1998 ASME Design Automation Confer-ence, 13.-16. September, Atlanta, S. 1 - 10
Gregori, C. (2006): Instrumente einer erfolgreichen Kundenorientierung, (zugl. Dis-sertation Universität Kassel), Wiesbaden 2006
Große-Heitmeyer, V.; Wiendahl, H.-P. (2004a): Einführung, in: Wiendahl, H.-P.; Gerst, D.; Keunecke, L. (Hrsg.): Variantenbeherrschung in der Montage. Konzept und Praxis der flexiblen Produktionsendstufe, Berlin et al. 2004, S. 3 - 20
Große-Heitmeyer, V.; Wiendahl, H.-P. (2004b): Grundansatz des Produktionsstu-fenkonzeptes, in: Wiendahl, H.-P.; Gerst, D.; Keunecke, L. (Hrsg.): Vari-antenbeherrschung in der Montage: Konzept und Praxis der flexiblen Produktionsendstufe, Berlin et al. 2004, S. 21 - 40
Literaturverzeichnis 335 Grünberg, K. (2009): Wirkung von Rechtsform und Unternehmensgröße auf die
Mitarbeitermotivation, Hamburg 2009
Grundig, C.-G. (2009): Fabrikplanung - Planungssystematik, Methoden, Anwen-dungen, München 2009
Grundmann, W. (2002): Operations Research: Formeln und Methoden, Stuttgart et al. 2002
Grunwald, S. (2002): Methode zur Anwendung der flexiblen integrierten Produkt-entwicklung und Montageplanung, (zugl. Dissertation TU München), München 2002
Günthner, W. A.; Wilke, M.; Zäh, M. F.; Aull, F.; Rudolf, H. (2006): Produktion individualisierter Produkte, in: Lindemann, U.; Reichwald, R.; Zäh, M. F. (Hrsg.): Individualisierte Produkte - Komplexität beherrschen in Ent-wicklung und Produktion, Berlin et al. 2006, S. 63 - 88
Günther, H.-O.; Tempelmeier, H. (2005): Produktion und Logistik, Berlin et al. 2005
Gutenberg, E. (1979): Grundlagen der Betriebswirtschaftslehre, Band 1: Die Pro-duktion, Berlin et al. 1979
Hachmöller, R. (2006): Methoden zur Zielkostenerreichung bei innovativen Kauf-teilen - eine theoretische und empirische Untersuchung, München 2006
Hackstein, R. (1984): Produktionsplanung und -steuerung (PPS), Ein Handbuch für die Betriebspraxis, Düsseldorf 1984
Hahn, D.; Laßmann, G. (1993): Produktionswirtschaft - Controlling industrieller Produktion, Bd. 3, Personal, Anlagen, Heidelberg 1993

336 Literaturverzeichnis Hahn, D. (2002): Handbuch industrielles Beschaffungsmanagement: Internationale
Konzepte, Wiesbaden 2002
Haller, S. (2005): Dienstleistungsmanagement: Grundlagen, Konzepte, Instrumente, Wiesbaden 2005
Hammer, H.; Helfrich, C. (1996): Die Praxis des Variantenmanagements, in: io ma-nagement Nr. 7/8 1996, S. 34 - 36
Hansen, U.; Leitherer, E. (1984): Produktpolitik, Stuttgart 1984
Hartel, D. H. (2009): Consulting und Projektmanagement in Industrieunternehmen, München 2009
Hartlieb, B.; Kiehl, P.; Müller, N. (2009): Normung und Standardisierung: Grund-lagen, Berlin et al. 2009
Hartmann, T. (2009): Just-In-Time mit System, in: Bullinger, H.-J.; Spath, D.; Warnecke, H.-J.; Westkämper, E. (Hrsg.): Handbuch Unternehmensorga-nisation - Strategien, Planung, Umsetzung, Berlin et al. 2009, S. 580 - 586
Haubrock, A.; Öhlschlegel-Haubrock, S. (2009): Personalmanagement, Stuttgart 2009
Heinen, E. (1966): Das Zielsystem der Unternehmung, Wiesbaden 1966
Heinen, T. (2008): Struktur- und Layoutplanung, in: Arnold, D.; Kuhn, A.; Furmans, K.; Isermann, H.; Tempelmeier, H. (Hrsg.): Handbuch Logistik, Berlin 2008, S. 307 - 322
Heiserich, O.-E. (2002): Logistik - Eine praxisorientierte Einführung, Wiesbaden 2002
Literaturverzeichnis 337 Helfrich, C. (2002): Praktisches Prozessmanagement: Vom PPS-System zum
Supply Chain Management, München et al. 2002
Henning, R. (2006): Wissensbasierte Montageplanung in der Digitalen Fabrik am Beispiel der Automobilindustrie, (zugl. Dissertation TU München), Mün-chen 2006
Hentze, J.; Kammel, A. (2001): Personalwirtschaftslehre 1, Bern et al. 2001
Hesse, S. (2006a): Automatische Montagemaschinen, in: Lotter, B.; Wiendahl, H.-P. (Hrsg.): Montage in der industriellen Produktion, Berlin et al. 2006, S. 219 - 308
Hesse, S. (2006b): Montagegerechte Produktgestaltung, in: Lotter, B.; Wiendahl, H.-P. (Hrsg.): Montage in der industriellen Produktion, Berlin et al. 2006, S. 11 - 57
Hesselbach, J.; Menge, M. (2002): Methoden zur Variantenbeherrschung in der Produktion, in: Franke, H.-J.; Hesselbach, J.; Huch, B.; Firchau, N. L. (Hrsg.): Variantenmanagement in der Einzel- und Kleinserienfertigung, München et al. 2002
Higgins, J. M.; Wiese, G. G. (1996): Innovationsmanagement: Kreativitätstechniken für den unternehmerischen Erfolg, Berlin 1996
Hinterhuber, H. H. (2004): Strategische Unternehmensführung, II. Strategisches Handeln, Berlin 2004
Hirano, H. (1987): JIT factory revolution: a pictorial guide to factory design of the future, Tokyo 1987
Hollekamp, M. (2005): Strategisches Outsourcing von Geschäftsprozessen, Mün-chen 2005
338 Literaturverzeichnis Hölttä, K. (2002): Identifying common Modules for collaborative R&D, in: POM
2002 Meeting on Production and Operations Management, San Francisco (CA) 2002
Hungenberg, H. (2004): Strategisches Management in Unternehmen: Ziele - Prozes-se - Verfahren, Wiesbaden 2004
Hüttner, M.; Schwarting, U. (2002): Grundzüge der Marktforschung, München et al. 2002
Ihme, J. (2006): Logistik im Automobilbau: Logistikkomponenten und Logistiksys-teme im Fahrzeugbau, München et al. 2006
Jodlbauer, H. (2008): Produktionsoptimierung: Wertschaffende sowie kundenorien-tierte Planung und Steuerung, Wien 2008
Jonas, C. (2000): Konzept einer durchgängigen, rechnergestützten Planung von Montageanlagen, München 2000
Jung, H. (2006): Allgemeine Betriebswirtschaftslehre, München et al. 2006
Kaluza, B.; Blecker, T. (2005): Flexibilität - State of the Art und Entwicklungs-trends, in: Kaluza, B.; Blecker, T. (Hrsg.): Erfolgsfaktor Flexibilität, Ber-lin 2005, S. 1 - 26
Kamiske, G. F.; Brauer, J.-P. (2008): Qualitätsmanagement von A bis Z. Erläute-rungen moderner Begriffe des Qualitätsmanagements, München 2008
Kämpf, R. (2007): Ziele, Strategien und Aufgaben der Produktionsorganisation, in: Gienke, H.; Kämpf, R. (Hrsg.): Handbuch Produktion, Innovatives Pro-duktionsmanagement: Organisation, Konzepte, Controlling, München 2007

Literaturverzeichnis 339 Keller, P. A. (2005): Six sigma demystified, New York 2005
Kersten, W.; Kern, E.-M. (2005): Flexibilität in der verteilten Produktentwicklung, in: Kaluza, B.; Blecker, T. (Hrsg.): Erfolgsfaktor Flexibilität, Berlin 2005, S. 229 - 250
Kettner, H.; Schmidt, J.; Greim, H.-J. (1984): Leitfaden der systematischen Fabrik-planung, München et al. 1984
Kieser, A. (2006): Managementlehre und Taylorismus, in: Kieser, A.; Ebers, M. (Hrsg.): Organisationstheorien, Stuttgart 2006, S. 93 - 132
Klaus, P. (2004): Die Frage der optimalen Komplexität in Supply-Chains und Supply-Netzwerken, in: Eßig, M. (Hrsg.): Perspektiven des Supply Ma-nagement: Konzepte und Anwendungen, Festschrift für Ulli Arnold, Ber-lin 2004, S. 361 - 348
Kleissl, J. (2004): Gestaltung von Produktordnungssystemen. Methoden zur Schaf-fung marktgerechter Produktprogramme, (zugl. Dissertation TU Mün-chen), München 2004
Klimecki, R.; Probst, G.; Eberl, P, (1994): Entwicklungsorientiertes Management, Bern 1994
Klöcker, I. (1981): Produktgestaltung: Aufgabe, Kriterien, Ausführung, Berlin et al. 1981
Klotz, U. (2009): Innovationsprozesse als Handlungsfeld von Gewerkschaften beim Übergang von der Industrie- zur Wissensgesellschaft, in: Bullinger, H.-J.; Spath, D.; Warnecke, H.-J.; Westkämper, E. (Hrsg.): Handbuch Unter-nehmensorganisation: Strategien, Planung, Umsetzung, Berlin et al., S. 71 - 87
340 Literaturverzeichnis Klug, F. (2000): Konzepte zur Fertigungssegmentplanung unter der besonderen Be-
rücksichtigung von Kostenaspekten, (zugl. Dissertation Univ. Linz), München 2000
Klug, F. (2010): Logistikmanagement in der Automobilindustrie - Grundlagen der Logistik im Automobilbau, Berlin et al. 2010
Knolmeyer, G. (1987): Materialflussoptimierung statt Materialbestandsoptimierung: Ein Paradigmawechsel in der Theorie des Produktions-Managements, in: Baetge, J.; v. Lilienstern, H. R.; Schäfer, H. (Hrsg.): Logistik - eine Auf-gabe der Unternehmenspolitik, Berlin 1987, S. 53 - 77
Koether, R.; Rau, W. (2007): Fertigungstechnik für Wirtschaftsingenieure, Mün-chen et al. 2007
Koether, R. (Hrsg.) (2008): Taschenbuch der Logistik, München et al. 2008
Kohlhase, N. (1997): Strukturieren und Beurteilen von Baukastensystemen - Strate-gien, Methoden, Instrumente, Düsseldorf 1997
Kolb, M. (2002): Personalmanagement, Berlin 2002
Komorek, C. (1998): Integrierte Produktentwicklung, (zugl. Dissertation Univ. Duisburg), Berlin 1998
Konold, P.; Reger, H. (1997): Angewandte Montagetechnik. Produktgestaltung, Planung, Systeme und Komponenten, Braunschweig/Wiesbaden 1997
Konold, P.; Reger, H. (2003): Praxis der Montagetechnik, Wiesbaden 2003
Konz, H.-J. (1989): Steuerung der Standplatzmontage komplexer Produkte, Aachen 1989
Literaturverzeichnis 341 Kosmas, I. (1988): Strategien und Hilfsmittel für die Montagevorbereitung in Un-
ternehmen der Einzel- und Kleinserienproduktion, (zugl. Dissertation TH Aachen), Aachen 1988
Köster, O. (1998): Strategische Disposition - Konzept zur Bewältigung des Span-nungsfeld Kundennähe, Komplexität und Effizienz im Leistungserstel-lungsprozess, Schesslitz 1998
Krallmann, H.; Frank, H.; Gronau, N. (1999): Systemanalyse im Unternehmen, München 1999
Kratzsch, S. (2000): Prozess- und Arbeitsorganisation in Fließmontagesystemen, Essen 2000
Kromrey, H. (1998): Empirische Sozialforschung Modelle und Methoden der Da-tenerhebung und Datenauswertung, Opladen 1998
Krüger, A. (2004): Planung und Kapazitätsabstimmung stückzahlflexibler Monta-gesysteme, (zugl. Dissertation TU München), München 2004
Kühborth, W. (1986): Baureihen industrieller Erzeugnisse zur Nutzung von Kos-tendegressionen, Mannheim 1986
Kühn, W. (2006): Digitale Fabrik: Fabriksimulation für Produktionsplaner, Mün-chen et al. 2006
Küpper, H.-U. (1979): Produktionstypen, in: Kern, W.: Handwörterbuch der Pro-duktionswirtschaft, Stuttgart 1979, S. 1635 - 1647
Kurbel, K. (2005): Produktionsplanung und -steuerung im Enterprise Resource Planning und Supply Chain Management, München et al. 2005

342 Literaturverzeichnis Kurz, U.; Hintzen, H.; Laufenberg, H. (2009): Konstruieren, gestalten, entwerfen:
Ein Lehr- und Arbeitsbuch für das Studium der Konstruktionstechnik, Wiesbaden 2009
Kuß, A. (2004): Marktforschung. Grundlagen der Datenerhebung und -analyse, Wiesbaden 2004
Kuß, A. (2006): Marketing-Einführung: Grundlagen, Überblick, Beispiele, Wiesba-den 2006
Lamnek, S. (1995): Qualitative Sozialforschung, Band 2 Methoden und Techniken, Weinheim 1995
Landau, K.; Luczak, H. (Hrsg.) (2001): Ergonomie und Organisation in der Monta-ge, München et al. 2001
Landau, K. (Hrsg.) (2003): Good practice – Ergonomie und Arbeitsgestaltung, Stuttgart 2003
Lang, R. (2000): Technologiekombination durch Modularisierung, Aachen 2000
Laux, H.; Liermann, F. (2005): Grundlagen der Organisation: Die Steuerung von Entscheidungen als Grundproblem der Betriebswirtschaftslehre, Berlin et al. 2005
Ley, W.; Hofer, A. P. (1999): Produktplattformen, in: Management (1999) 7/8, S. 56 - 60
Lindemann, U.; Baumberger, C. (2006a): Individualisierte Produkte, in: Linde-mann, U.; Reichwald, R.; Zäh, M. F. (Hrsg.): Individualisierte Produkte - Komplexität beherrschen in Entwicklung und Produktion, Berlin et al. 2006, S. 7 - 16
Literaturverzeichnis 343 Lindemann, U.; Baumberger, C. (2006b): Adaptionsprozesse für individualisierte
Produkte, in: Lindemann, U.; Reichwald, R.; Zäh, M. F. (Hrsg.): Indivi-dualisierte Produkte - Komplexität beherrschen in Entwicklung und Pro-duktion, Berlin et al. 2006, S. 129 - 150
Lindemann, U. (2009): Methodische Entwicklung technischer Produkte – Methoden flexibel und situationsgerecht anwenden, Berlin et al. 2009
Lindner-Lohmann, D.; Lohmann, F.; Schirmer, U. (2008): Personalmanagement, Heidelberg 2008
Lingnau, V. (1994): Variantenmanagement - Produktionsplanung im Rahmen einer Produktdifferenzierungsstrategie, (zugl. Dissertation TU Berlin), Berlin 1994
Lotter, B.; Hartel, M.; Menges, R. (1998): Manuelle Montage - wirtschaftlich ge-stalten, Renningen-Malmsheim 1998
Lotter, B.; Wiendahl, H.-P. (Hrsg.) (2006): Montage in der industriellen Produktion, Berlin et al. 2006
Lotter, B. (2006a): Hybride Montagesysteme, in: Lotter, B.; Wiendahl, H.-P. (Hrsg.): Montage in der industriellen Produktion, Berlin et al. 2006, S. 193 - 218
Lotter, B. (2006b): Manuelle Montage von Großgeräten, in: Lotter, B.; Wiendahl, H.-P. (Hrsg.): Montage in der industriellen Produktion, Berlin et al. 2006, S. 173 - 192
Lotter, B. (2006c): Manuelle Montage von Kleingeräten, in: Lotter, B.; Wiendahl, H.-P. (Hrsg.): Montage in der industriellen Produktion, Berlin et al. 2006, S. 127 - 171
344 Literaturverzeichnis Lotter, B. (2006d): Einführung, in: Lotter, B.; Wiendahl, H.-P. (Hrsg.): Montage in
der industriellen Produktion, Berlin et al. 2006, S. 1 - 9
Luczak, H. (1998): Arbeitswissenschaft, Berlin et al. 1998
Macharzina, K.; Wolf, J. (2008): Unternehmensführung: Das internationale Mana-gementwissen, Wiesbaden 2008
Marr, R. (2001a): Arbeitszeitmanagement. Grundlagen und Perspektiven der Ge-staltung flexibler Arbeitszeitsysteme, Berlin 2001
Marr, R. (2001b): Arbeitszeitmanagement: Die Nutzung der Ressource Zeit – Zur Legitimation einer bislang vernachlässigten Managementaufgaben, in: Marr, R. (Hrsg.): Arbeitszeitmanagement. Grundlagen und Perspektiven der Gestaltung flexibler Arbeitszeitsysteme, Berlin 2001, S. 14 - 32
Marr, R.; Elbe, M.; Kaduk, S. (2005): Arbeitzeitflexibilisierung – Grundlegendes Problem oder Erfolgsmodell moderner Arbeitsbeziehungen, in: Kaluza, B.; Blecker, T. (Hrsg.): Erfolgsfaktor Flexibilität. Strategien und Konzep-te für wandlungsfähige Unternehmen, Berlin 2005, S. 409 - 424
Martin, H. (2006): Transport- und Lagerlogistik - Planung, Struktur, Steuerung und Kosten von Systemen der Intralogistik, Wiesbaden 2006
März, L.; Langsdorff, P. (2001): Flexibilität und Marktorientierung in der Montage, in: Westkämper, E.; Bullinger, H.-J.; Horváth, P.; Zahn, E. (Hrsg.): Mon-tageplanung - effizient und marktgerecht, Berlin et al. 2001, S. 3 - 10
Mayer, H. (2006): Beschreibende Statistik, München et al. 2006
Mayer, R. (1993): Strategien erfolgreicher Produktgestaltung - Individualisierung und Standardisierung, Wiesbaden 1993
Literaturverzeichnis 345 Maxwell, J. A. (1996): Qualitative research design. An interactive approach. Ap-
plied Social Research Methods Series, Volume 41, Thousands Oaks et al. 1996
Meffert, H. (1985): Größere Flexibilität als Unternehmenskonzept, in: Zeitschrift für betriebswirtschaftliche Forschung, 37. Jahrgang, Heft 2 (1985), S. 121 - 137
Meffert, H. (1992): Marketingforschung und Käuferverhalten, Wiesbaden 1992
Meffert, H. (Hrsg.) (1999): Marktorientierte Unternehmensführung im Wandel, Wiesbaden 1999
Meffert, H.; Burmann, C.; Kirchgeorg, M. (2007): Marketing - Grundlagen markt-orientierter Unternehmensführung, Wiesbaden 2007
Meier, K.-J. (2005): Montage in Hochlohnländern, in: wt Werkstatttechnik online. Jg. 95, 2005, Nr. 4, S. 232 - 235
Menge, M. (2001): Ein Beitrag zur Beherrschung der Variantenvielfalt in der auf-tragsbezogenen Einzel- und Kleinserienfertigung komplexer Produkte, (zugl. Dissertation TU Braunschweig), Essen 2001
Mentzel, W. (2005): Personalentwicklung. Erfolgreich motivieren, fördern und wei-terbilden, München 2005
Metzger, H. (1977): Planung und Bewertung von Arbeitssystemen in der Montage, Mainz 1977
Meyer, M.; Lehnerd, A. (1997): The Power of Product Platforms, New York 1997
Miese, M. (1973): Systematische Montagplanung in Unternehmen mit Einzel- und Kleinserienfertigung, Aachen 1973
346 Literaturverzeichnis Miese, M. (1975): Rationalisierung der Montage, in: v. Brankamp, K. (Hrsg.):
Handbuch der modernen Fertigung und Montage, München 1975
Mikus, B. (2001): Make-or-Buy-Entscheidungen in der Produktion - Führungspro-zesse - Risikomanagement - Modellanalysen, Chemnitz 2001
Milling, P.; Thun, J.-H. (2005): Steigerung der Flexibilität in Produktionsprozessen durch integrative Fertigung, in: Kaluza, B.; Blecker, T. (Hrsg.): Erfolgs-faktor Flexibilität, Berlin 2005, S. 251 - 268
Mital, A.; Desai, A.; Subramanian, A.; Mital, A. (2008): Product Development: A Structured Approach to Consumer Droduct Development, Design and Manufacture, Oxford 2008
Möhring, W.; Schlütz, D. (2003): Die Befragung in der Medien- und Kommunika-tionswissenschaft, Wiesbaden 2003
Motus, D. (2009): Referenzmodell für die Montageplanung in der Automobilindust-rie, München 2009
Mugler, J. (1998): Betriebswirtschaftslehre der Klein- und Mittelbetriebe, Bd. 1, Wien et al. 1998
Mühlenbruch, H. (2004): Gestaltungsfelder der Produktionsendstufe, in: Wiendahl, H.-P.; Gerst, D.; Keunecke, L. (Hrsg.): Variantenbeherrschung in der Montage. Konzept und Praxis der flexiblen Produktionsendstufe, Berlin et al. 2004, S. 41 - 66
Muhs, D. (2005): Maschinenelemente, Wiesbaden 2005
Nasvytis, A. (1953): Die Gesetzmäßigkeit kombinatorischer Technik, Berlin 1953
Nebl, T. (2004): Produktionswirtschaft, München 2004
Literaturverzeichnis 347 Neuberger, O. (1997): Personalwesen 1. Grundlagen, Entwicklung, Organisation,
Arbeitszeit, Fehlzeiten, Stuttgart 1997
Niedermayr, R. (1994): Entwicklungsstand des Controlling, Wiesbaden 1994
Niggl, M.; Edfelder, D.; Kraupa, M. (2000): Telearbeit bei der BMW Group – Stei-gerung der Wettbewerbsfähigkeit durch flexibles Arbeiten, Berlin et al. 2000
Nilles, V. (2001): Effiziente Gestaltung von Produktordnungssystemen, (zugl. Dis-sertation TU München), München 2001
Nyhuis, P.; Wiendahl, H.-P. (2003): Logistische Kennlinien: Grundlagen, Werk-zeuge und Anwendungen, Berlin et al. 2003
Nyhuis, P.; Wiendahl, H.-P.; Fiege, T.; Mühlenbruch, H. (2006): Materialbereitstel-lung in der Montage, in: Lotter, B.; Wiendahl, H.-P. (Hrsg.): Montage in der industriellen Produktion, Berlin et al. 2006
Nyhuis, P.; Busse, T.; Münzberg, B. (2008): Logistische Beherrschung von Ferti-gungs- und Montageprozessen, in: ZWF Zeitschrift für wirtschaftlichen Fabrikbetrieb, 6/2008, S. 400 - 403
o.V. (1990): DIN 6789, Dokumentationssystematik, Berlin 1990
Oechsler, W. A. (2006): Personal und Arbeit: Grundlagen des Human Resource Management und der Arbeitgeber-Arbeitnehmer-Beziehungen, München 2006
Oelfke, D. (2008): Speditionsbetriebslehre und Logistik, Wiesbaden 2008
Ohno, T. (1993): Das Toyota-Produktionssystem, Frankfurt 1993

348 Literaturverzeichnis Olfert, K.; Steinbuch, P. (1999): Personalwirtschaft, Ludwigshafen 1999
Olfert, K. (2006): Personalwirtschaft, Ludwigshafen 2006
Otto, A.; Obermaier, R. (Hrsg.) (2007): Logistikmanagement, Wiesbaden 2007
Pagh, J., Cooper, M. (1998): Supply chain postponement and speculation strategies: how to choose the right strategy, in: Journal of Business Logistics, Vol. 19 No. 2, 1998, S. 13 - 33
Pahl, G; Beitz, W.; Feldhusen, J.; Grote, K.-H. (2006): Konstruktionslehre: Grund-lagen erfolgreicher Produktentwicklung. Methoden und Anwendung, Berlin 2006
Pawellek, G. (2007): Produktionslogistik: Planung - Steuerung - Controlling, Mün-chen 2007
Pawellek, G. (2008): Ganzheitliche Fabrikplanung: Grundlagen, Vorgehensweise, EDV-Unterstützung, Berlin et al. 2008
Peffekoven, K. H. (1982): Planung und Steuerung des Montageablaufs in Unter-nehmen der Einzel- und Serienfertigung, Aachen 1982
Peilnsteiner, J.; Truszkiewitz, G. (Hrsg.) (2004): Handbuch temperaturgeführte Lo-gistik, Hamburg 2004
Pepels, W. (2006): Produktmanagement – Produktinnovation, Markenpolitik, Pro-grammplanung, Prozessorganisation, München 2006
Peters, R. (2009): Shopfloor Management. Führen am Ort der Wertschöpfung, Stuttgart 2009
Literaturverzeichnis 349 Peters, S.; Brühl, R.; Stelling, J. (2005): Betriebswirtschaftslehre, München et al.
2005
Petersen, T. (2005): Organisationsformen der Montage - Theoretische Grundlagen, Organisationsprinzipien und Gestaltungsansatz, Aachen 2005
Pfohl, H. C. (1972): Marketing-Logistik, Mainz 1972
Pfohl, H. C. (Hrsg.) (1997): Betriebswirtschaftslehre der Mittel und Kleinbetriebe, Berlin 1997
Pfohl, H. C. (2000): Logistiksysteme. betriebswirtschaftliche Grundlagen, Berlin et al. 2000
Pfohl, H. C. (2010): Logistiksysteme. betriebswirtschaftliche Grundlagen, Berlin et al. 2010
Picot, A.; Reichwald, R.; Nippa, M. (1988): Zur Bedeutung der Entwicklungsauf-gabe für die Entwicklungszeit – Ansätze für die Entwicklungszeitgestal-tung, in: Schmalenbachs Zeitschrift für betriebswirtschaftliche Forschung (zfbf), Sonderheft 23/1988, S. 112 - 137
Picot, A.; Reichwald, R.; Wigand, R. (1998): Die grenzenlose Unternehmung - In-formation, Organisation und Management, Wiesbaden 1998
Piller, F. T.; Waringer, D. (1999): Modularisierung in der Automobilindustrie. neue Formen und Prinzipien, Aachen 1999
Piller, F. T. (2006): Mass Customization. Ein wettbewerbsstrategisches Konzept im Informationszeitalter, Wiesbaden 2006

350 Literaturverzeichnis Pladeck, M. (2005): Implementierung von Logistiksystemen - Ein Instrumentarium
zur situativen Gestaltung des Implementierungsmanagements bei der Modernisierung von Logistiksystemen, (zugl. Dissertation TU Berlin), Hamburg 2005
Pleschak, F.; Sabisch, H. (1996): Innovationsmanagement, Stuttgart 1996
Plümer, T. (2003): Logistik und Produktion, München 2003
Ponn, J.; Lindemann, U. (2008): Konzeptentwicklung und Gestaltung technischer Produkte. Optimierte Produkte – systematisch von Anforderungen zu Konzepten, Berlin et al. 2008
Porter, M. E. (1984): Wettbewerbsstrategie, Frankfurt et al. 1984
Raab, G.; Unger, A.; Unger, F. (2009): Methoden der Marketing-Forschung. Grund-lagen und Praxisbeispiele, Wiesbaden 2009
Rall, K.; Dalhöfer, J. (2004): Komplexität indirekter Prozesse bei der Erstellung va-riantenreicher Produkte, in: ZWF Zeitschrift für wirtschaftlichen Fabrik-betrieb, 11/2004, S. 623 - 630
Rally, P. J. (2001): Montagesystemgestaltung am Beispiel der Montageinsel - Von der Idee zum Layout, in: Westkämper, E.; Bullinger, H.-J.; Horváth, P.; Zahn, E. (Hrsg.): Montageplanung - effizient und marktgerecht, Berlin et al. 2001, S. 95 - 112
Reichwald, R.; Dietel, B. (1991): Produktionswirtschaft, in: Heinen, E. (Hrsg.): In-dustriebetriebslehre, Wiesbaden 1991, S. 395 - 622
Reiners, F.; Sasse, A. (1999): Komplexitätskostenmanagement, in: Kostenrech-nungspraxis, 43. Jg., H. 4, S. 222 - 232

Literaturverzeichnis 351 Reinhart, G.; Cuiper, R. (1998): Kooperative Entwicklung von Produkt und Monta-
geanlage, in: Milberg, J.; Reinhart, G. (Hrsg.): Moderne Methoden zur Montageplanung, München 1998, S. 1 - 22
Reinhart, G.; Dürrschmidt, S. (1998): Keine Montage ohne Logistik, in: Reinhart, G. (Hrsg.): Montage-Management: Lösungen zum Montieren am Stand-ort Deutschland, München 1998, S. 61 - 64
Reinhart, G. (2000): Im Denken und Handeln wandeln, in: Reinhart, G.; Hoffmann, H. (Hrsg.): Nur der Wandel bleibt. Wege jenseits der Flexibilität. Münchner Kolloquium 2000, München et al. 2000, S. 17 - 40
Reinhart, G.; Berlak, J.; Effert, C.; Sleke, C. (2002): Wandlungsfähige Fabrikgestal-tung, in: ZWF Zeitschrift für wirtschaftlichen Fabrikbetrieb. Jg. 97, 2002, Nr. 1-2, S. 18 - 23
Reiss, M. (1993): Komplexitätsmanagement, in: WISU, Nr. 1/93, S. 54 - 59
Richter, M. (2006): Gestaltung der Montageorganisation, in: Lotter, B.; Wiendahl, H.-P. (Hrsg.): Montage in der industriellen Produktion, Berlin et al. 2006, S. 95 - 125
Rohloff, M. (1995): Produktionsmanagement in modularen Organisationsstruktu-ren, München 1995
Ropohl, G. (1980): Ein systemtheoretisches Beschreibungsmodell, in: Lenk, H. (Hrsg.): Handlungstheorien interdisziplinär, München 1980, S. 323 - 360
Roßgoderer, U. (2002): System zur effizienten Layout- und Prozessplanung von hybriden Montageanlagen, (zugl. Dissertation TU München), München 2002

352 Literaturverzeichnis Roters, M. (1989): Komplexität und Dynamik als Einflussgrößen der Effizienz von
Organisationen, Frankfurt am Main et al. 1989
Roth, K. (2001): Konstruieren mit Konstruktionskatalogen, Band II. Konstruktions-kataloge, Berlin et al. 2001
Runia, P.; Wahl, F.; Geyer, O.; Thewißen, C. (2005): Marketing. Eine prozess- und praxisorientierte Einführung, München 2005
Sabisch, H.; Tintelnot, C. (1997): Integriertes Benchmarking für Produkte und Pro-duktentwicklungsprozesse, Berlin et al. 1997
Schäfer, C. (2002): Facetten der Zeitdimension - Ansatzpunkte für die Entwicklung eines Zeitmanagementkonzepts, in: Stölzle, W.; Gareis, K. (Hrsg.): Integ-rative Management- und Logistikkonzepte, Wiesbaden 2002, S. 41 - 68
Scheel, B.; Chilian, A. (2007): Schlanke Logistik- und Produktionsmethoden, in: Garcia Sanz, F. J.; Semmler, K.; Walther, J. (Hrsg.): Die Automobilin-dustrie auf dem Weg zur globalen Netzwerkkompetenz, Berlin et al. 2007, S. 299 - 322
Schenk, M.; Wirth, S. (2004): Fabrikplanung und Fabrikbetrieb: Methoden für die wandlungsfähige und vernetzte Fabrik, Berlin et al. 2004
Scherer, A. G.; Beyer, R. (1998): Der Konfigurationsansatz im Strategischen Ma-nagement – Rekonstruktion und Kritik, in: DBW 58, H. 3 (1998), S. 332 - 347
Schiemenz, B.; Schönert, O. (2005): Entscheidung und Produktion, München et al. 2005
Literaturverzeichnis 353 Schimke, E.-F.; Hoeschen, R.-D. (1977): Auswahl der geeigneten Organisations-
form in der Montage für Unternehmen der Einzel- und Serienfertigung, in: TZ für praktische Metallbearbeitung, 71. Jahrgang, April 1977, Heft 4, S. 136 - 142
Schimke, E.-F. (1991): Montageplanung - Methoden, Fallbeispiele, Praxiserfah-rung, Düsseldorf 1991
Schlick, C.; Bruder, R.; Luczak, H. (2010): Arbeitswissenschaft, Berlin et al. 2010
Schmigalla, H. (1995): Fabrikplanung: Begriffe und Zusammenhänge, München et al. 1995
Schneider, G.; Geiger, I. K.; Scheuring, J. (2008): Prozess- und Qualitätsmanage-ment, Zürich 2008
Schneider, H.; Buzacott, J. A.; Rücker, T. (2005): Operative Produktionsplanung und -steuerung: Konzepte und Modelle des Informations- und Material-flusses in komplexen Fertigungssystemen, München et al. 2005
Schnell, R.; Hill, P. B.; Esser, E. (2005): Methoden der empirischen Sozialfor-schung, München 2005
Schölling, W. (1997): Kundenorientierte Produktinnovation und Produktstandardi-sierung, in: ZWF Zeitschrift für wirtschaftlichen Fabrikbetrieb 11/1997, S. 561 - 565
Schönsleben, P. (2001): Integrales Informationsmanagement. Informationssysteme für Geschäftsprozesse – Management, Modellierung, Lebenszyklus und Technologie, Heidelberg 2001
Schönsleben, P. (2006): Integrales Logistikmanagement. Planung und Steuerung der umfassenden Supply Chain, Berlin et al. 2006
354 Literaturverzeichnis Scholz-Reiter, B.; de Beer, C.; Freitag, M.; Hamann, T.; Rekersbrink, H.; Topi
Tervo, J. (2008): Dynamik logistischer Systeme, in: Nyhuis, P. (Hrsg.): Beiträge zu einer Theorie der Logistik, Berlin et al. 2008, S. 109 - 138
Schuh, G. (1988): Gestaltung und Bewertung von Produktvarianten. Ein Beitrag zur systematischen Planung von Serienprodukten, Düsseldorf 1988
Schuh, G.; Schwenk, U. (2001): Produktkomplexität managen, München 2001
Schuh, G. (2005): Produktkomplexität managen. Strategien - Methoden - Tools, München 2005
Schuh, G.; Schmidt, C. (2006): Prozesse, in: Schuh, G. (Hrsg.): Produktionsplanung und -steuerung: Grundlagen, Gestaltung und Konzepte, Berlin et al. 2006, S. 108 - 194
Schuh, S.; Schultes-Jaskolla, G.; Stitzel, M (2001): Alternative Arbeitszeitstruktu-ren, in: Marr, R. (Hrsg.): Arbeitszeitmanagement - Grundlagen und Per-spektiven der Gestaltung flexibler Arbeitszeitsysteme, Berlin 2001, S. 118 - 141
Schulte, C. (1995): Komplexitätsmanagement, in: Corsten, H. (Hrsg.): Handbuch der Unternehmensführung, Wiesbaden 1995, S. 757 - 765
Schulte, C. (2009): Logistik - Wege zur Optimierung der Supply Chain, München 2009
Schulte, G. (2001): Material- und Logistikmanagement, München 2001
Schulze, L. (1989): Wettbewerbsvorteile durch Produktionslogistik, in: Tagungsbe-richt zum 16. Deutschen Kongress für Materialwirtschaft, Einkauf und Logistik (Hamburg 1988), München 1989, S. 320 - 335

Literaturverzeichnis 355 Schulze, P. M. (2007): Beschreibende Statistik, München 2007
Seelbach, H. (1975): Ablaufplanung, Würzburg 1975
Seelbach, H. (1979): Ablaufplanung bei Einzel- und Serienproduktion, in: Kern, W. (Hrsg.): Handwörterbuch der Produktionswirtschaft, Stuttgart 1979, S. 11 - 27
Seipel, C.; Rieker, P. (2003): Integrative Sozialforschung: Konzepte und Methoden der qualitativen und quantitativen empirischen Forschung, Weinheim et al. 2003
Seliger, G. (1992): Welche Montagestrukturen bestimmen die Zukunft?, in: v. Elbracht, D. (Hrsg.): 10. Deutscher Montagekongress - Neuorientierung im teuersten Bereich der Produktion, 24./25. März 1992, München 1992
Sheriff, D. (1970): Job Enlargement. Key to Improved Performance, in: Monthly Labour Review 90, S. 70 - 71
Shingo, S. (1992): Das Erfolgsgeheimnis der Toyota-Produktion: Eine Studie über das Toyota Produktionssystem – genannt die schlanke Produktion, Landsberg a. Lech 1992
Sofaer, S. (1999): Qualitative Methods: What Are They and Why Use Them?, in: Health Service Research, Vol. 34 (5 Part II), S. 1101 - 1118
Sonntag, K.; Heun, D.; Schaper, N. (1989): Der Leitfaden zur qualitativen Perso-nalplanung bei technisch-organisatorischen Innovationen (LPI). Konzep-tion und erste Version, in: Dybowski, G.; Herzer, H.; Sonntag, K. (Hrsg.): Strategien qualitativer Personal- und Bildungsplanung bei technisch-organisatorischen Innovationen, Neuwied et al. 1989, S. 95 - 105

356 Literaturverzeichnis Spath, D.; Weck, M.; Seliger, G. (1996): Produktionssysteme, in: Eversheim, W.;
Schuh, G. (Hrsg.): Produktion und Management "Betriebshütte", Teil 2, Berlin 1996, S. 10 - 30
Spath, D. (2009): Grundlagen der Organisationsgestaltung, in: Bullinger, H.-J.; Spath, D.; Warnecke, H.-J.; Westkämper, E. (Hrsg.): Handbuch Unter-nehmensorganisation: Strategien, Planung, Umsetzung, Berlin et al., S. 3 - 24
Spur, G; Stöferle, T. (1986): Handbuch der Fertigungstechnik, München 1986
Stachowiak, H. (1973): Allgemeine Modelltheorie, Wien 1973
Staehle, W. H. (1999): Deutschsprachige situative Ansätze in der Managementlehre, München 1999
Stanke, A.; Berndes, S. (1997): Simultaneous Engineering als Strategie zur Über-windung von Effizienzsenken, in: Bullinger, H.-J.; Warschat, J. (Hrsg.): Forschungs- und Entwicklungsmanagement, Stuttgart 1997
Steinhilper, R.; Dunkel, M. (2005): Life Cycle Engineering – Produkte lebenszyk-lusorientiert entwickeln, in: Schäppi, B.; Andreasen, M.; Kirchgeorg, M.; Radermacher, F.-J. (Hrsg.): Handbuch Produktentwicklung, München etl al. 2005, S. 449 - 478
Steinhilper, R.; Schneider, A. (1996): Produktions- und produktintegrierter Um-weltschutz in der Fertigungsindustrie, in: Brauer, H. (Hrsg.): Produkti-ons- und produktintegrierter Umweltschutz, Handbuch des Umweltschut-zes und der Umweltschutztechnik Band 2; Berlin et al. 1996, S. 689 - 781
Steinmann, H.; Schreyögg, G. (2000): Management. Grundlagen der Unterneh-mensführung. Konzepte – Funktionen – Fallstudien, Wiesbaden 2000.

Literaturverzeichnis 357 Stern, T.; Jaberg, H. (2007): Erfolgreiches Innovationsmanagement: Erfolgsfakto-
ren, Grundmuster, Fallbeispiele, Wiesbaden 2007
Stock-Homburg, R. (2008): Personalmanagement. Theorien – Konzepte – Instru-mente, Wiesbaden 2008
Stoll, H. W. (1986): Design for Manufacture: an overview, in: Applied Mechanics Reviews, 39 (9), Dearborn (MI) 1986, S. 1356 - 1364
Stolz, N. W. (1988): Materialbereitstellung in der Montage - Ein Beitrag zum Auf-bau einer anforderungsgerechten Materialbewirtschaftung der Montage in Unternehmen mit Einzel- und Kleinserienproduktion (zugl. Dissertation RWTH Aachen), Aachen 1988
Strnad, H.; Vorath, B.; Knobloch, D. (1999): Relevante Konstruktionsgesichtspunk-te, in: Voegele, A. (Hrsg.): Das große Handbuch – Konstruktions- und Entwicklungsmanagement, Landsberg/Lech 1999
Straube, F. (2004): e-Logistik - Ganzheitliches Logistikmanagement, Berlin et al. 2004
Sturm, R. (2006): Allgemeine Betriebswirtschaftslehre, München et al. 2006
Syska, A. (1990): Kennzahlen für die Logistik (zugl. Dissertation RWTH Aachen), Berlin 1990
Syska, A. (2006): Produktionsmanagement. Das A-Z wichtiger Methoden und Kon-zepte für die Produktion von heute, Wiesbaden 2006
Takeda, H. (2006): Das synchrone Produktionssystem: Just-in-time für das ganze Unternehmen, Landsberg am Lech 2006
358 Literaturverzeichnis Taylor, F. W. (1911): The Principles of Scientific Management, New York et al.
1911
Tempelmeier, H. (2006): Material-Logistik: Modelle und Algorithmen für die Pro-duktionsplanung und -steuerung in Advanced-Planning-Systems, Berlin et al. 2006
Teriet, B. (1981): Zeitsouveränität – eine personalwirtschaftliche Herausforderung, in: Personal, Vol. 33, S. 94 - 98
Tietjen, T.; Müller, D. H. (2003): FMEA-Praxis, München et al. 2003
Thomke, S.; Reinertsen, D. (1999): Agile Produktentwickler brauchen keine Markt-prognosen, in: Harvard Business Manager (1999), S. 31 - 43
Tomczak, T. (1992): Forschungsmethoden in der Marketingwissenschaft – Ein Plä-doyer für den qualitativen Forschungsansatz, in: Marketing ZFP, 14. Jg., Heft 2, S. 77 - 87
Trautwein, D. (2009): Innovative Arbeitszeitmodelle. Bausteine einer modernen Arbeitszeitpolitik zur Sicherung der Unternehmensentwicklung am Bei-spiel klein- und mittelständischer Unternehmen in der Bundesrepublik Deutschland, in: Wagner, M. (Hrsg.): Dissertationsschriften der EURACA, Bd. 2, Norderstedt 2009
Turowski, K. (1998): Potenziale von Softcomputing-Ansätzen zur Verbesserung von Mass Customization am Beispiel der Angebotserstellung, in: Kuhl, J.; Nissen, V.; Tietze, M. (Hrsg.): Soft Computing in Produktion und Ma-terialwirtschaft. Tagungsband zum 4. Göttinger Symposium Soft Compu-ting am 12. März 1998, Göttingen 1998, S. 327 - 340
Uhlmann, L.; Berger, M. (1986): Investitionsverhalten und Unternehmensgröße, Berlin 1986
Literaturverzeichnis 359 Ulich, E.; Groskurth, P.; Bruggemann, A. (1973): Neue Formen der Arbeitsgestal-
tung, Frankfurt 1973
Ulich, E. (2005): Arbeitspsychologie, Stuttgart 2005
Ulrich, P.; Hill, W. (1979): Wissenschaftstheoretische Grundlagen der Betriebswirt-schaftslehre, in: Raffée, H.; Abel, B. (Hrsg.): Wissenschaftstheoretische Grundfragen der Wirtschaftswissenschaften, München 1979, S. 161 - 190
Ulrich, H. (1981): Die Betriebswirtschaftslehre als anwendungsorientierte Sozial-wissenschaft, in: Geist, M. N.; Köhler, R. (Hrsg.): Die Führung des Be-triebes, Stuttgart 1981, S. 1 - 25
Ulrich, H. (1984): Management, Bern et al. 1984
Ungeheuer, U. (1986): Produkt- und Montagestrukturierung. Methodik zur Planung einer anforderungsgerechten Produkt- und Montagestruktur für komplexe Erzeugnisse der Einzel- und Kleinserienproduktion, Düsseldorf 1986
Vahrenkamp, R. (2005): Logistik: Management und Strategien, München 2005
Vahrenkamp, R. (2008): Produktionsmanagement, München et al. 2008
VDI Verein Deutscher Ingenieure (Hrsg.) (1982): VDI-Richlinie 2222 Blatt 2: Konstruktionsmethodik – Erstellung und Anwendung von Konstruktions-katalogen, Düsseldorf 1982
VDI Verein Deutscher Ingenieure (Hrsg.) (1990): VDI-Richtlinie 2860: Montage- und Handhabungstechnik; Handhabungsfunktionen, Handhabungsein-richtungen; Begriffe Definitionen, Symbole, Düsseldorf 1990
Voigt, K.-I. (1992): Strategische Planung und Unsicherheit (zugl. Dissertation Uni-versität Hamburg), Wiesbaden 1992

360 Literaturverzeichnis Voigt, K.-I. (2007): Zeit und Zeitgeist in der Betriebswirtschaftslehre – dargestellt
am Beispiel der betriebswirtschaftlichen Flexibilitätsdiskussion, in: ZfB 77 (2007), H. 6, S. 595 - 613
Voigt, K.-I. (2008): Industrielles Management, Berlin et al. 2008
Wagner, K. W.; Käfer, R. (2008): PQM - Prozessorientiertes Qualitätsmanagement: Leitfaden zur Umsetzung der neuen ISO 9001, München 2008
Wagner, K. W.; Patzak, G. (2007): Performance excellence: Der Praxisleitfaden zum effektiven Prozessmanagement, München 2007
Wahren, H.-K. (1994): Gruppen- und Teamarbeit in Unternehmen, Berlin 1994
Wannenwetsch, H. (2010): Integrierte Materialwirtschaft und Logistik: Beschaf-fung, Logistik, Materialwirtschaft und Produktion, Berlin et al. 2010
Warnecke, H.-J. (1993): Produktionsbetrieb 2 - Produktion, Produktionssicherung, Berlin 1993
Weber, J.; Kummer, S. (1990): Aspekte des betriebswirtschaftlichen Managements der Logistik, in: DWB, 50. Jg., S. 775 - 787
Weinert, A. B. (1998): Organisationspsychologie. Ein Lehrbuch, Weinheim 1998
Wermeyer, F. (1994): Marketing und Produktion, Wiesbaden 1994
Werner, H. (1997): Relationales Beschaffungsverhalten. Ausprägungen und Deter-minanten, Wiesbaden 1997
Literaturverzeichnis 361 Westkämper, E.; Wiendahl, H. P.; Pritschow, G.; Rempp,B.; Schanz, M. (2000):
Turbulenz in der PPS - eine Analogie, in: wt Werkstattstechnik 90 (2000) H. 5, S. 203 - 207
Westkämper, E. (2001): Modulare Produkte - Modulare Montage, in: wt Werkstatt-technik 91 (2001) H. 8, S. 479 - 482
Westkämper, E. (2006): Einführung in die Organisation der Produktion, Berlin et al. 2006
Wiendahl, H.-P. (1997): Betriebsorganisation für Ingenieure, München 1997
Wiendahl, H.-P.; Höbig, M.; Yu, Kwok-Wai (1999): Einführung eines PPS-Controllings, in: Luczak, H.; Eversheim, W. (Hrsg.): Produktionsplanung und -steuerung: Grundlagen, Gestaltung und Konzepte Berlin et al. 1999, S. 420 - 457
Wiendahl, H.-P. (2002): Wandlungsfähigkeit. Schlüsselbegriff der zukunftsfähigen Fabrik, in: Werkstatttechnik 92 (2002), H. 4, S. 122 - 127
Wiendahl, H.-P.; Gerst, D.; Keunecke, L. (Hrsg.) (2004): Variantenbeherrschung in der Montage. Konzept und Praxis der flexiblen Produktionsendstufe, Ber-lin et al. 2004
Wiendahl, H.-P.; Reichardt, J.; Nyhuis P. (2009): Handbuch Fabrikplanung. Kon-zept, Gestaltung und Umsetzung wandlungsfähiger Produktionsstätten, München et al. 2009
Wildemann, H. (1985): Produktionssynchrone Steuerung von Zulieferungen, in: Kreikebaum, H. (Hrsg.): Industriebetriebslehre in Wissenschaft und Pra-xis: Festschrift für Theodor Ellinger, Berlin 1985, S. 179 - 196
362 Literaturverzeichnis Wildemann, H. (1987): Strategische Investitionsplanung: Methoden zur Bewertung
neuer Produktionstechnologien, Wiesbaden 1987
Wildemann, H. (1988): Die modulare Fabrik. Kundennahe Produktion durch Ferti-gungssegmentierung, in: Die modulare Fabrik, Fachtagung 22.-23. No-vember 1988, gfmt, München 1988, S. 7 - 47
Wildemann, H. (1990): Die Fabrik als Labor, in: ZfB 60 (1990), H. 7, S. 611 - 630
Wildemann, H. (1992): Simultaneous Engineering als Baustein für Just-in-Time in Forschung, Entwicklung und Konstruktion, in: VDI-Zeitung, 134(12), S. 18 - 23
Wildemann, H. (1993): Optimierung von Entwicklungszeiten: Just-in-Time in For-schung & Entwicklung und Konstruktion, München 1993
Wildemann, H. (1995a): Komplexitätsmanagement in der Fabrikorganisation, in: ZWD 90. Jg., Heft 1-2, S. 21 - 26
Wildemann, H. (1995b): Produktionssynchrone Beschaffung. Einführungsleitfaden, München 1995
Wildemann, H. (1995c): Arbeitszeitmanagement. Einführung und Bewertung fle-xibler Arbeits- und Betriebszeiten, München 1995
Wildemann, H. (1996): Lean Management: Methoden, Vorgehensweisen und Wir-kungsanalysen, München 1996
Wildemann, H. (1997a): Fertigungsstrategien - Reorganisationskonzepte für eine schlanke Produktion und Zulieferung, München 1997
Wildemann, H. (1997b): Produktivitätsmanagement: Handbuch zur Einführung ei-nes Produktivitätssteigerungsprogramms GENESIS, München 1997
Literaturverzeichnis 363 Wildemann, H. (1997c): Qualitätscontrolling als Entwicklungsstufe des Qualitäts-
managements, in: Wildemann, H. (Hrsg.): Qualität und Unternehmenser-folg, München 1997
Wildemann, H. (1998a): Komplexitätsmanagement durch Prozess- und Produktge-staltung, in: Adam, D. (Hrsg.): Komplexitätsmanagement, Wiesbaden 1998, S. 47 - 68
Wildemann, H. (1998b): Die modulare Fabrik - Kundennahe Produktion durch Fer-tigungssegmentierung, München 1998
Wildemann, H. (1999): Logistikstrategien, in: Eversheim, W.; Schuh, G. (Hrsg.): Betrieb von Produktionssystemen, Berlin et al. 1999
Wildemann, H. (2000): Neue flexibilitätsfördernde Arbeitszeitmodelle, in: Lohn und Gehalt, Zeitschrift für die Personalvergütung, 7/2000, S. 19 - 25
Wildemann, H. (2006): Welche Innovationen schaffen Arbeitsplätze? Wo?, in: Wil-demann, H. (Hrsg.): Welche Innovationen schaffen Arbeitsplätze? Wo? - Tagungsband 13. Münchner Management Kolloquium (MMK), München 2004, S. 11 – 108
Wildemann, H. (2008): Fallstudiensammlung zur produktionsorientierten Produkt- und Produktionsgestaltung, Interner Bericht, München 2008
Wildemann, H. (2009): Logistik Prozessmanagement - Organisation und Methoden, München 2009
Wildemann, H. (2010a): Komplexitätsmanagement in Vertrieb, Beschaffung, Pro-dukt, Entwicklung und Produktion, München 2010

364 Literaturverzeichnis Wildemann, H. (2010b): Produktordnungssysteme. Leitfaden zur Standardisierung
und Individualisierung des Produktprogramms durch intelligente Platt-formstrategien, München 2010
Wildemann, H. (2010c): Produktklinik. Leitfaden zur Steigerung der Lernge-schwindigkeit und Produktkostensenkung, München 2010
Wildemann, H. (2010d): Produktions- und Zuliefernetzwerke. Leitfaden zur Unter-stützung einer marktorientierten Produkt- und Prozessgestaltung, Mün-chen 2010
Wildemann, H. (2010e): Entsorgungslogistik. Leitfaden zur Einführung und wirt-schaftlichen Gestaltung von Entsorgungskreisläufen in Industrieunter-nehmen, München 2010
Wildemann, H. (2010f): KANBAN-Produktionssteuerung. Leitfaden zum Einsatz von Karten und elektronischem Kanban zur Einführung des Hol-Prinzips, München 2010
Wildemann, H. (2010g): Logistik-Check. Identifikation und Erschließung von Lo-gistikpotenzialen, München 2010
Wildemann, H. (2010h): Fertigungssegmentierung. Leitfaden zur fluss- und logis-tikgerechten Fabrikgestaltung, München 2010
Wildemann, H. (2010i): Prozess-Benchmarking. Leitfaden zur Erreichung von Quantensprüngen in Geschäftsprozessen, München 2010
Wildemann, H. (2010j): Produktionssysteme. Leitfaden zur methodengestützten Reorganisation der Produktion, München 2010
Wildemann, H. (2010k): Make or Buy and Insourcing. Leitfaden zur Optimierung von Leistungsumfängen in Produktion und Logistik, München 2010
Literaturverzeichnis 365 Wildemann, H. (2010l): PPS-Systeme. Leitfaden zur kontinuierlichen Weiterent-
wicklung von PPS-Systemen, München 2010
Wildemann, H. (2010m): Modulare Unternehmensorganisation. Leitfaden zur Ein-führung föderalistischer Organisationsprinzipien in Unternehmungen, München 2010
Wildemann, H. (2010n): Gruppenarbeit. Leitfaden zur Einführung von Gruppenar-beit in direkten und indirekten Bereichen, München 2010
Willnecker, U. (2001): Gestaltung und Planung leistungsorientierte manueller Fließmontagen, in: Zäh. M.; Reinhart, G. (Hrsg.): Forschungsberichte iwb, Band 146, München 2001
Winkelhofer, G. (2005): Management- und Projektmethoden: Ein Leitfaden für IT, Organisation und Unternehmensentwicklung, Berlin et al. 2005
Wippermann, F. (2008): Weil teilautonome Gruppenarbeit Management und Orga-nisation herausfordert, in: Schreyögg, G.; Conrad, P. (Hrsg.): Gruppen und Teamorganisation, Wiesbaden 2008, S. 36 - 78
Wirth, S. (2000): Flexible, temporäre Fabrik. Arbeitsschritte auf dem Weg zu wand-lungsfähigen Fabrikstrukturen, FZKA-PFT Bericht 203, Karlsruhe 2000
Wüpping, J. (1998): Ergebnisorientiertes Variantenmanagement - Sortimentsstruk-turierung durch Variantencontrolling, in: krp 4/98, S. 221 - 225
Yin, R. K. (1994): Case Study Research. Design and Methods, Newsbury Park 1994
Zahn, E. (1986): Innovations- und Technologiemanagement - Eine strategische Schlüsselaufgabe der Unternehmen, in: Zahn, E. (Hrsg.): Technologie- und Innovationsmanagement, Abhandlungen aus dem Industrieseminar der Universität Mannheim, Heft 33, Berlin 1986, S. 9 - 48
366 Literaturverzeichnis Zangemeister, C. (2000): Erweiterte Wirtschaftlichkeitsanalyse (EWA), Bremerha-
ven 2000
Zäh, M. F. (2006): Prozessgestaltung für die kundenindividuelle Auftragsabwick-lung, in: Zäh, M. F.; Reinhart, G. (Hrsg.): Produktionsmanagement. Her-ausforderung Variantenmanagement, Seminarberichte 82, München 2006, S. 1 - 22
Zäpfel, G. (1996): Grundzüge des Produktions- und Logistikmanagement, Berlin et al. 1996
Zäpfel, G. (2000a): Taktisches Produktions-Management, München et al. 2000
Zäpfel, G. (2000b): Strategisches Produktions-Management, München et al. 2000
Zibell, R. (1990): Just-in-Time - Philosophie, Grundlagen, Wirtschaftlichkeit, Mün-chen 1990
Zimmermann, G. (1988): Produktionsplanung variantenreicher Erzeugnisse mit EDV, Berlin et al. 1988
Zimmermann, W.; Stache, U. (2001): Operations-Research: quantitative Methoden zur Entscheidungsvorbereitung, München 2001

Anhang 367 Anhang
A1 Korrelationsanalysen: Einflussgrößen Montageobjekt- und POS-gestaltung
Ges
taltu
ngsa
nsät
ze
zur
Mon
tage
obje
kt-
gest
altu
ngK
orre
latio
n
Anz
ahl d
er
Schn
ittst
elle
nK
ompl
exitä
t de
r Bau
teil-
schn
ittst
elle
Spez
ialis
ie-
rung
sgra
d de
r M
itarb
eite
r für
M
onta
ge
Grö
ße u
nd
Gew
icht
der
Pr
oduk
te
Auf
tritts
-hä
ufig
keit
der
einz
elne
n V
aria
nten
Anz
ahl d
er
Kan
n-B
aute
ile
zur A
usge
stal
-tu
ng d
er
Var
iant
en
Gra
d de
r Sc
hwan
kung
vo
n Lo
sgrö
ßen
Aus
maß
der
Ä
nder
unge
n am
Pro
dukt
Gra
d de
r Ä
nder
unge
n am
Pro
dukt
-pr
ogra
mm
Mon
tage
-or
gani
satio
ns-
form
Anz
ahl z
u m
ontie
rend
er
Teile
Anz
ahl d
er
Prod
uktli
nien
Anz
ahl d
er
Var
iant
en
(insg
esam
t)
Anz
ahl d
er
Var
iant
en (j
e Pr
oduk
tlini
e)
Stan
adar
di-
sier
ungs
grad
de
r Pro
dukt
e
Losg
röße
je
Mon
tage
-au
ftrag
Häu
figke
it U
mrü
sten
der
M
asch
inen
Häu
figke
it V
erän
deru
ng
der M
onta
ge-
ablä
ufe
Häu
figke
it V
erän
deru
ng
des P
rodu
kt-
ange
bots
Kor
rela
tion
Ken
dall`
s Tau
-b0,
046
0,11
8-0
,061
-0,2
380,
195
-0,1
370,
281
0,09
30,
010
0,04
7-0
,124
0,04
5-0
,149
-0,2
020,
115
0,27
10,
051
-0,2
43-0
,238
Sign
ifika
nz (2
-sei
tig)
0,65
80,
260
0,55
60,
021
0,06
50,
194
0,00
60,
372
0,92
60,
769
0,23
20,
668
0,15
00,
050
0,26
60,
098
0,61
50,
356
0,12
4N
7676
7676
7676
7676
7676
7676
7676
7676
7676
76K
orre
latio
n K
enda
ll`s T
au-b
0,13
30,
149
-0,0
35-0
,183
0,26
2-0
,126
0,29
10,
035
0,07
60,
039
-0,1
990,
218
-0,1
41-0
,133
0,06
20,
277
0,12
0-0
,275
-0,1
08Si
gnifi
kanz
(2-s
eitig
)0,
208
0,15
80,
738
0,08
90,
015
0,23
80,
005
0,73
90,
538
0,70
80,
057
0,04
00,
178
0,20
30,
554
0,10
90,
245
0,24
00,
312
N76
7676
7676
7676
7676
7676
7676
7676
7676
7676
Kor
rela
tion
Ken
dall`
s Tau
-b0,
030
0,03
4-0
,111
-0,2
280,
222
-0,0
690,
155
0,09
7-0
,062
-0,0
41-0
,009
-0,0
04-0
,277
-0,3
300,
187
-0,0
130,
105
-0,3
390,
019
Sign
ifika
nz (2
-sei
tig)
0,77
60,
750
0,29
20,
030
0,03
90,
519
0,13
40,
359
0,55
70,
695
0,93
50,
969
0,00
90,
002
0,07
50,
897
0,30
80,
685
0,85
6N
7676
7676
7676
7676
7676
7676
7676
7676
7676
76K
orre
latio
n K
enda
ll`s T
au-b
0,02
7-0
,117
-0,0
92-0
,138
0,25
20,
068
0,09
7-0
,037
-0,1
14-0
,028
0,08
00,
080
-0,1
10-0
,146
0,33
10,
013
0,10
8-0
,091
0,02
8Si
gnifi
kanz
(2-s
eitig
)0,
800
0,26
70,
380
0,18
50,
019
0,52
30,
346
0,72
60,
274
0,79
10,
448
0,44
90,
294
0,16
00,
002
0,89
70,
296
0,40
00,
790
N76
7676
7676
7676
7676
7676
7676
7676
7676
7676
Kor
rela
tion
Ken
dall`
s Tau
-b0,
199
0,26
10,
166
-0,0
390,
189
0,15
80,
182
0,08
80,
122
0,17
10,
005
0,31
5-0
,073
-0,0
550,
042
0,04
50,
065
-0,3
11-0
,167
Sign
ifika
nz (2
-sei
tig)
0,05
80,
013
0,11
30,
709
0,07
70,
139
0,07
90,
403
0,24
20,
103
0,07
00,
003
0,48
40,
595
0,69
00,
663
0,52
40,
097
0,11
7N
7676
7676
7676
7676
7676
7676
7676
7676
7676
76K
orre
latio
n K
enda
ll`s T
au-b
0,05
90,
210
0,03
2-0
,105
0,16
70,
038
0,15
10,
100
0,06
60,
135
0,07
40,
072
-0,1
35-0
,118
0,17
20,
105
0,15
7-0
,254
-0,1
24Si
gnifi
kanz
(2-s
eitig
)0,
569
0,04
40,
757
0,30
80,
116
0,71
60,
139
0,33
90,
520
0,19
30,
472
0,48
90,
194
0,25
30,
096
0,30
30,
123
0,29
80,
241
N76
7676
7676
7676
7676
7676
7676
7676
7676
7676
Kor
rela
tion
Ken
dall`
s Tau
-b0,
105
0,09
4-0
,056
-0,1
45-0
,042
-0,1
090,
140
0,04
8-0
,069
0,12
10,
026
0,06
0-0
,084
-0,2
520,
031
0,02
80,
061
-0,2
040,
038
Sign
ifika
nz (2
-sei
tig)
0,31
70,
375
0,59
40,
161
0,69
30,
308
0,17
20,
651
0,50
70,
247
0,80
10,
568
0,42
40,
015
0,76
80,
781
0,55
00,
317
0,72
1N
7676
7676
7676
7676
7676
7676
7676
7676
7676
76D
ie K
orre
latio
n is
t auf
dem
0,0
8 N
ivea
u si
gnifi
kant
Ges
taltu
ngsa
nsät
ze
zur
POS-
Ges
taltu
ngK
orre
latio
n
Anz
ahl d
er
Schn
ittst
elle
nK
ompl
exitä
t de
r Bau
teil-
schn
ittst
elle
Spez
ialis
ie-
rung
sgra
d de
r M
itarb
eite
r für
M
onta
ge
Grö
ße u
nd
Gew
icht
der
Pr
oduk
te
Auf
tritts
-hä
ufig
keit
der
einz
elne
n V
aria
nten
Anz
ahl d
er
Kan
n-B
aute
ile
zur A
usge
stal
-tu
ng d
er
Var
iant
en
Gra
d de
r Sc
hwan
kung
vo
n Lo
sgrö
ßen
Aus
maß
der
Ä
nder
unge
n am
Pro
dukt
Gra
d de
r Ä
nder
unge
n am
Pro
dukt
-pr
ogra
mm
Mon
tage
-or
gani
satio
ns-
form
Anz
ahl z
u m
ontie
rend
er
Teile
Anz
ahl d
er
Prod
uktli
nien
Anz
ahl d
er
Var
iant
en
(insg
esam
t)
Anz
ahl d
er
Var
iant
en (j
e Pr
oduk
tlini
e)
Stan
adar
di-
sier
ungs
grad
de
r Pro
dukt
e
Losg
röße
je
Mon
tage
-au
ftrag
Häu
figke
it U
mrü
sten
der
M
asch
inen
Häu
figke
it V
erän
deru
ng
der M
onta
ge-
ablä
ufe
Häu
figke
it V
erän
deru
ng
des P
rodu
kt-
ange
bots
Kor
rela
tion
Ken
dall`
s Tau
-b0,
326
0,11
90,
080
-0,0
340,
177
0,04
30,
239
0,26
30,
088
0,00
5-0
,049
0,02
3-0
,244
-0,1
480,
281
0,18
00,
198
-0,0
370,
058
Sign
ifika
nz (2
-sei
tig)
0,00
20,
257
0,44
40,
742
0,12
20,
687
0,02
00,
012
0,39
50,
960
0,76
00,
827
0,01
90,
153
0,00
70,
271
0,05
30,
728
0,58
4N
7676
7676
7676
7676
7676
7676
7676
7676
7676
76K
orre
latio
n K
enda
ll`s T
au-b
0,20
0-0
,046
0,03
8-0
,159
0,21
80,
051
0,16
90,
039
0,01
5-0
,098
-0,1
020,
142
-0,1
520,
001
0,22
40,
134
0,19
3-0
,025
0,10
9Si
gnifi
kanz
(2-s
eitig
)0,
059
0,66
90,
721
0,12
90,
044
0,63
30,
104
0,71
70,
886
0,35
20,
033
0,18
40,
152
0,99
00,
033
0,19
50,
063
0,81
90,
311
N76
7676
7676
7676
7676
7676
7676
7676
7676
7676
Kor
rela
tion
Ken
dall`
s Tau
-b0,
198
0,22
20,
088
-0,1
290,
210
0,12
60,
291
0,03
00,
082
0,20
00,
032
0,20
20,
059
0,04
20,
003
0,16
30,
059
-0,2
10-0
,234
Sign
ifika
nz (2
-sei
tig)
0,06
10,
246
0,40
50,
216
0,05
00,
241
0,00
50,
775
0,43
50,
107
0,76
30,
057
0,57
20,
687
0,98
00,
113
0,56
70,
520
0,28
5N
7676
7676
7676
7676
7676
7676
7676
7676
7676
76K
orre
latio
n K
enda
ll`s T
au-b
0,37
70,
346
0,03
3-0
,050
0,33
4-0
,001
0,25
60,
109
0,18
20,
211
0,09
50,
153
-0,1
17-0
,054
0,07
30,
059
0,03
9-0
,437
-0,0
83Si
gnifi
kanz
(2-s
eitig
)0,
000
0,10
10,
751
0,62
90,
002
0,99
00,
012
0,29
80,
077
0,42
40,
040
0,14
40,
262
0,59
70,
484
0,56
10,
702
0,26
30,
433
N76
7676
7676
7676
7676
7676
7676
7676
7676
7676
Kor
rela
tion
Ken
dall`
s Tau
-b0,
227
0,24
80,
285
0,08
30,
288
0,25
50,
058
0,12
30,
095
0,20
10,
067
0,16
1-0
,094
0,04
90,
259
-0,1
180,
156
-0,1
53-0
,093
Sign
ifika
nz (2
-sei
tig)
0,03
00,
119
0,00
70,
425
0,00
70,
168
0,57
30,
243
0,35
90,
491
0,52
30,
066
0,37
00,
638
0,01
30,
250
0,12
90,
155
0,38
2N
7676
7676
7676
7676
7676
7676
7676
7676
7676
76K
orre
latio
n K
enda
ll`s T
au-b
0,18
10,
118
-0,1
16-0
,093
0,21
2-0
,034
0,25
00,
108
0,29
20,
334
0,03
30,
052
0,12
20,
119
0,20
90,
089
-0,2
48-0
,105
-0,2
69Si
gnifi
kanz
(2-s
eitig
)0,
092
0,27
40,
276
0,37
90,
052
0,75
20,
017
0,31
40,
006
0,09
80,
753
0,62
90,
253
0,26
20,
050
0,39
20,
018
0,34
00,
547
N76
7676
7676
7676
7676
7676
7676
7676
7676
7676
Kor
rela
tion
Ken
dall`
s Tau
-b0,
242
0,11
90,
252
0,04
20,
049
0,17
5-0
,025
0,16
9-0
,103
-0,0
410,
070
0,09
5-0
,270
-0,1
820,
196
-0,0
160,
192
-0,1
040,
173
Sign
ifika
nz (2
-sei
tig)
0,02
30,
266
0,01
80,
692
0,65
30,
106
0,81
20,
071
0,33
20,
702
0,50
80,
375
0,01
10,
500
0,07
70,
878
0,06
50,
342
0,11
1N
7676
7676
7676
7676
7676
7676
7676
7676
7676
76D
ie K
orre
latio
n is
t auf
dem
0,0
8 N
ivea
u si
gnifi
kant
Ein
satz
von
Pla
ttfo
rmen
Anw
endu
ng d
er
Bau
kast
enst
rate
gie
Ver
lage
rung
des
Var
iant
en-
best
imm
ungs
punk
ts a
ns E
nde
der
Wer
tsch
öpfu
ngsk
ette
Stan
dard
- und
Nor
mte
ile
Ein
fluss
größ
en
Mod
ule
und
Syst
eme
Gle
icht
eile
Bild
ung
von
Prod
uktf
amili
en
Red
uzie
rung
der
Tei
lean
zahl
/ B
aute
ilint
egra
tion
Prüf
-/tes
tfre
undl
iche
O
bjek
tges
taltu
ng
Dem
onta
ge-
/rec
yclin
gori
entie
rte
Obj
ektg
esta
ltung
Ein
fluss
größ
en
Erl
eich
teru
ng d
es
Zusa
mm
enst
ecke
ns (z
.B.
Ein
führ
schr
ägen
)
Ein
fach
e B
eweg
ungs
mus
ter
beim
Füg
en
Ger
inge
Vie
lfalt
vers
chie
dene
r A
bmes
sung
en
Ver
mei
dung
unn
ötig
eng
er
Tol
eran
zen
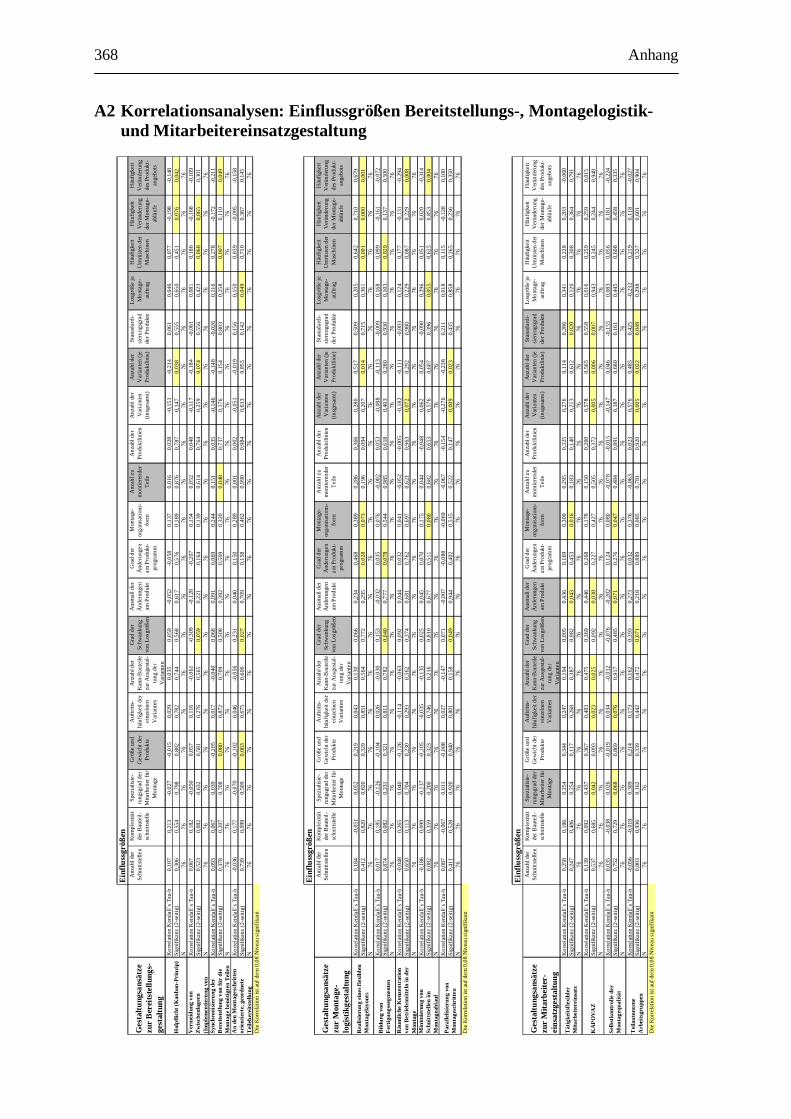
368 Anhang A2 Korrelationsanalysen: Einflussgrößen Bereitstellungs-, Montagelogistik- und Mitarbeitereinsatzgestaltung
Ges
taltu
ngsa
nsät
ze
zur
Ber
eits
tellu
ngs-
gest
altu
ng
Anz
ahl d
er
Schn
ittste
llen
Kom
plex
ität
der B
aute
il-sc
hnitt
stelle
Spez
ialis
ie-
rung
sgra
d de
r M
itarb
eite
r für
M
onta
ge
Grö
ße u
nd
Gew
icht
der
Pr
oduk
te
Auf
tritts
-hä
ufig
keit
der
einz
elne
n V
aria
nten
Anz
ahl d
er
Kan
n-B
aute
ile
zur A
usge
stal-
tung
der
V
aria
nten
Gra
d de
r Sc
hwan
kung
vo
n Lo
sgrö
ßen
Aus
maß
der
Ä
nder
unge
n am
Pro
dukt
Gra
d de
r Ä
nder
unge
n am
Pro
dukt
-pr
ogra
mm
Mon
tage
-or
gani
satio
ns-
form
Anz
ahl z
u m
ontie
rend
er
Teile
Anz
ahl d
er
Prod
uktli
nien
Anz
ahl d
er
Var
iant
en
(insg
esam
t)
Anz
ahl d
er
Var
iant
en (j
e Pr
oduk
tlini
e)
Stan
adar
di-
sieru
ngsg
rad
der P
rodu
kte
Losg
röße
je
Mon
tage
-au
ftrag
Häu
figke
it U
mrü
sten
der
Mas
chin
en
Häu
figke
it V
erän
deru
ng
der M
onta
ge-
ablä
ufe
Häu
figke
it V
erän
deru
ng
des P
rodu
kt-
ange
bots
Kor
rela
tion
Ken
dall`
s Tau
-b0,
107
0,21
3-0
,027
-0,0
150,
029
0,03
50,
059
-0,0
52-0
,058
0,13
70,
016
0,02
8-0
,151
-0,2
140,
061
0,04
60,
077
-0,1
98-0
,148
Sign
ifika
nz (2
-sei
tig)
0,30
60,
554
0,79
80,
882
0,78
20,
744
0,56
80,
617
0,57
60,
189
0,87
60,
787
0,14
70,
038
0,55
50,
650
0,45
10,
076
0,04
2N
7676
7676
7676
7676
7676
7676
7676
7676
7676
76K
orre
latio
n K
enda
ll`s T
au-b
0,06
70,
182
-0,0
500,
057
0,11
6-0
,061
-0,3
09-0
,128
-0,2
070,
154
0,05
20,
048
-0,1
17-0
,184
-0,0
610,
081
0,18
6-0
,168
-0,1
09Si
gnifi
kanz
(2-s
eitig
)0,
523
0,08
20,
632
0,58
10,
276
0,56
50,
059
0,22
10,
164
0,13
90,
614
0,76
40,
259
0,07
40,
556
0,42
30,
068
0,06
50,
301
N76
7676
7676
7676
7676
7676
7676
7676
7676
7676
Kor
rela
tion
Ken
dall`
s Tau
-b0,
093
0,06
70,
039
-0,2
050,
017
-0,0
400,
068
0,09
10,
069
0,24
40,
151
0,03
5-0
,146
-0,1
48-0
,026
0,11
60,
278
-0,1
72-0
,211
Sign
ifika
nz (2
-sei
tig)
0,37
80,
207
0,70
80,
080
0,87
20,
709
0,50
80,
392
0,50
90,
320
0,04
80,
737
0,17
60,
154
0,80
30,
258
0,00
70,
110
0,04
9N
7676
7676
7676
7676
7676
7676
7676
7676
7676
76K
orre
latio
n K
enda
ll`s T
au-b
-0,0
360,
177
-0,0
70-0
,102
0,04
6-0
,056
0,23
10,
040
0,15
00,
289
0,00
10,
002
-0,0
51-0
,019
0,15
60,
150
0,03
9-0
,095
-0,1
58Si
gnifi
kanz
(2-s
eitig
)0,
739
0,09
90,
509
0,06
30,
675
0,60
60,
027
0,70
90,
158
0,46
20,
990
0,98
40,
633
0,85
50,
142
0,04
90,
710
0,38
70,
145
N76
7676
7676
7676
7676
7676
7676
7676
7676
7676
Die
Kor
rela
tion
ist a
uf d
em 0
,08
Niv
eau
sign
ifika
nt
Ges
taltu
ngsa
nsät
ze
zur
Mon
tage
-lo
gist
ikge
stal
tung
Anz
ahl d
er
Schn
ittste
llen
Kom
plex
ität
der B
aute
il-sc
hnitt
stelle
Spez
ialis
ie-
rung
sgra
d de
r M
itarb
eite
r für
M
onta
ge
Grö
ße u
nd
Gew
icht
der
Pr
oduk
te
Auf
tritts
-hä
ufig
keit
der
einz
elne
n V
aria
nten
Anz
ahl d
er
Kan
n-B
aute
ile
zur A
usge
stal-
tung
der
V
aria
nten
Gra
d de
r Sc
hwan
kung
vo
n Lo
sgrö
ßen
Aus
maß
der
Ä
nder
unge
n am
Pro
dukt
Gra
d de
r Ä
nder
unge
n am
Pro
dukt
-pr
ogra
mm
Mon
tage
-or
gani
satio
ns-
form
Anz
ahl z
u m
ontie
rend
er
Teile
Anz
ahl d
er
Prod
uktli
nien
Anz
ahl d
er
Var
iant
en
(insg
esam
t)
Anz
ahl d
er
Var
iant
en (j
e Pr
oduk
tlini
e)
Stan
adar
di-
sieru
ngsg
rad
der P
rodu
kte
Losg
röße
je
Mon
tage
-au
ftrag
Häu
figke
it U
mrü
sten
der
Mas
chin
en
Häu
figke
it V
erän
deru
ng
der M
onta
ge-
ablä
ufe
Häu
figke
it V
erän
deru
ng
des P
rodu
kt-
ange
bots
Kor
rela
tion
Ken
dall`
s Tau
-b0,
184
-0,0
510,
052
0,21
90,
043
0,13
00,
066
0,23
40,
468
0,38
90,
286
0,36
60,
280
0,51
70,
509
0,20
50,
642
0,71
00,
679
Sign
ifika
nz (2
-sei
tig)
0,41
20,
820
0,82
00,
329
0,85
10,
564
0,77
20,
295
0,02
80,
073
0,19
60,
094
0,20
70,
014
0,71
50,
361
0,00
10,
000
0,00
1N
7676
7676
7676
7676
7676
7676
7676
7676
7676
76K
orre
latio
n K
enda
ll`s T
au-b
0,01
70,
185
-0,1
26-0
,104
0,02
6-0
,030
0,15
3-0
,032
0,03
50,
076
-0,0
020,
053
-0,0
88-0
,113
-0,0
090,
168
0,09
9-0
,161
-0,0
72Si
gnifi
kanz
(2-s
eitig
)0,
874
0,08
20,
231
0,32
10,
811
0,78
20,
040
0,77
70,
078
0,54
40,
985
0,61
80,
403
0,28
00,
930
0,10
30,
029
0,13
70,
500
N76
7676
7676
7676
7676
7676
7676
7676
7676
7676
Kor
rela
tion
Ken
dall`
s Tau
-b-0
,048
0,26
50,
040
-0,1
26-0
,114
-0,0
630,
092
0,04
40,
032
0,04
1-0
,052
-0,0
05-0
,182
-0,1
11-0
,003
0,12
40,
177
-0,1
31-0
,294
Sign
ifika
nz (2
-sei
tig)
0,65
00,
113
0,70
40,
230
0,29
30,
562
0,37
40,
681
0,76
20,
697
0,62
10,
963
0,07
20,
292
0,98
00,
229
0,08
70,
229
0,00
8N
7676
7676
7676
7676
7676
7676
7676
7676
7676
76K
orre
latio
n K
enda
ll`s T
au-b
-0,1
860,
099
-0,1
37-0
,105
-0,0
35-0
,135
0,02
50,
045
0,07
00,
175
0,04
4-0
,048
0,06
20,
054
-0,0
900,
296
0,05
10,
020
-0,3
14Si
gnifi
kanz
(2-s
eitig
)0,
082
0,35
90,
200
0,32
30,
746
0,21
60,
810
0,67
70,
511
0,08
00,
682
0,65
30,
576
0,60
70,
396
0,05
50,
625
0,85
30,
004
N76
7676
7676
7676
7676
7676
7676
7676
7676
7676
Kor
rela
tion
Ken
dall`
s Tau
-b0,
087
-0,0
670,
011
-0,0
080,
027
-0,1
470,
071
-0,0
07-0
,088
-0,0
69-0
,067
-0,1
54-0
,276
-0,2
380,
211
0,01
80,
115
-0,1
280,
100
Sign
ifika
nz (2
-sei
tig)
0,41
10,
528
0,92
00,
940
0,80
10,
158
0,04
90,
944
0,40
20,
515
0,52
20,
147
0,00
90,
023
0,43
50,
858
0,26
50,
236
0,35
0N
7676
7676
7676
7676
7676
7676
7676
7676
7676
76D
ie K
orre
latio
n ist
auf
dem
0,0
8 N
ivea
u si
gnifi
kant
Ges
taltu
ngsa
nsät
ze
zur
Mita
rbei
ter-
eins
atzg
esta
ltung
Anz
ahl d
er
Schn
ittste
llen
Kom
plex
ität
der B
aute
il-sc
hnitt
stelle
Spez
ialis
ie-
rung
sgra
d de
r M
itarb
eite
r für
M
onta
ge
Grö
ße u
nd
Gew
icht
der
Pr
oduk
te
Auf
tritts
-hä
ufig
keit
der
einz
elne
n V
aria
nten
Anz
ahl d
er
Kan
n-B
aute
ile
zur A
usge
stal-
tung
der
V
aria
nten
Gra
d de
r Sc
hwan
kung
vo
n Lo
sgrö
ßen
Aus
maß
der
Ä
nder
unge
n am
Pro
dukt
Gra
d de
r Ä
nder
unge
n am
Pro
dukt
-pr
ogra
mm
Mon
tage
-or
gani
satio
ns-
form
Anz
ahl z
u m
ontie
rend
er
Teile
Anz
ahl d
er
Prod
uktli
nien
Anz
ahl d
er
Var
iant
en
(insg
esam
t)
Anz
ahl d
er
Var
iant
en (j
e Pr
oduk
tlini
e)
Stan
adar
di-
sieru
ngsg
rad
der P
rodu
kte
Losg
röße
je
Mon
tage
-au
ftrag
Häu
figke
it U
mrü
sten
der
Mas
chin
en
Häu
figke
it V
erän
deru
ng
der M
onta
ge-
ablä
ufe
Häu
figke
it V
erän
deru
ng
des P
rodu
kt-
ange
bots
Kor
rela
tion
Ken
dall`
s Tau
-b0,
258
0,18
60,
254
0,34
40,
247
0,19
40,
005
0,43
60,
169
0,30
90,
295
0,32
50,
276
0,11
40,
286
0,34
10,
228
0,20
3-0
,060
Sign
ifika
nz (2
-sei
tig)
0,24
70,
406
0,25
40,
117
0,26
80,
387
0,98
20,
043
0,45
30,
016
0,18
30,
140
0,21
30,
612
0,02
00,
120
0,30
80,
364
0,79
1N
7676
7676
7676
7676
7676
7676
7676
7676
7676
76K
orre
latio
n K
enda
ll`s T
au-b
0,13
90,
092
0,43
70,
367
0,48
30,
475
0,36
90,
446
0,26
80,
178
0,15
00,
200
0,57
80,
565
0,55
80,
016
0,25
90,
259
0,01
5Si
gnifi
kanz
(2-s
eitig
)0,
537
0,68
50,
042
0,09
30,
023
0,02
50,
092
0,03
80,
227
0,42
70,
505
0,37
20,
005
0,00
60,
007
0,94
30,
245
0,24
40,
948
N76
7676
7676
7676
7676
7676
7676
7676
7676
7676
Kor
rela
tion
Ken
dall`
s Tau
-b0,
035
-0,0
380,
026
-0,0
190,
034
-0,0
12-0
,076
-0,2
020,
124
0,08
0-0
,078
-0,0
15-0
,147
0,04
6-0
,155
0,08
30,
056
0,18
1-0
,224
Sign
ifika
nz (2
-sei
tig)
0,75
20,
729
0,06
80,
869
0,07
60,
917
0,48
50,
071
0,27
60,
047
0,48
40,
891
0,18
70,
680
0,16
10,
445
0,60
80,
458
0,33
5N
7676
7676
7676
7676
7676
7676
7676
7676
7676
76K
orre
latio
n K
enda
ll`s T
au-b
-0,0
56-0
,018
0,30
90,
214
0,17
30,
162
0,39
30,
273
0,03
20,
376
-0,0
630,
023
0,57
60,
485
0,42
5-0
,232
0,21
90,
118
-0,0
27Si
gnifi
kanz
(2-s
eitig
)0,
803
0,93
60,
162
0,33
90,
442
0,47
20,
071
0,21
80,
889
0,08
50,
781
0,92
00,
005
0,02
20,
049
0,29
80,
327
0,60
10,
904
N76
7676
7676
7676
7676
7676
7676
7676
7676
7676
Die
Kor
rela
tion
ist a
uf d
em 0
,08
Niv
eau
sign
ifika
nt
Einf
luss
größ
en
Hol
pflic
ht (K
anba
n-Pr
inzi
p)
Ver
mei
dung
von
Zw
ische
nlag
ern
(Im
plem
entie
rung
von
Sy
nchr
onis
ieru
ng d
er
Ber
eits
tellu
ng v
on fü
r di
e M
onta
ge b
enöt
igte
n Te
ilen
A
n de
n M
onta
gesc
hritt
en
orie
ntie
rte,
geor
dnet
e T
eile
bere
itste
llung
Einf
luss
größ
en
Rea
lisie
rung
ein
es fl
exib
len
Mon
tage
layo
uts
Bild
ung
von
Fert
igun
gsse
gmen
ten
Räu
mlic
he K
onze
ntra
tion
von
Betr
iebs
mitt
eln
in d
er
Mon
tage
M
inim
ieru
ng v
on
Schn
ittst
elle
n im
M
onta
geab
lauf
Para
llelis
ieru
ng v
on
Mon
tage
schr
itten
Einf
luss
größ
en
Tät
igke
itsfle
xibl
er
Mita
rbei
tere
insa
tz
KA
POV
AZ
Selb
stko
ntro
lle d
er
Mon
tage
qual
ität
Tei
laut
onom
e A
rbei
tsgr
uppe
n
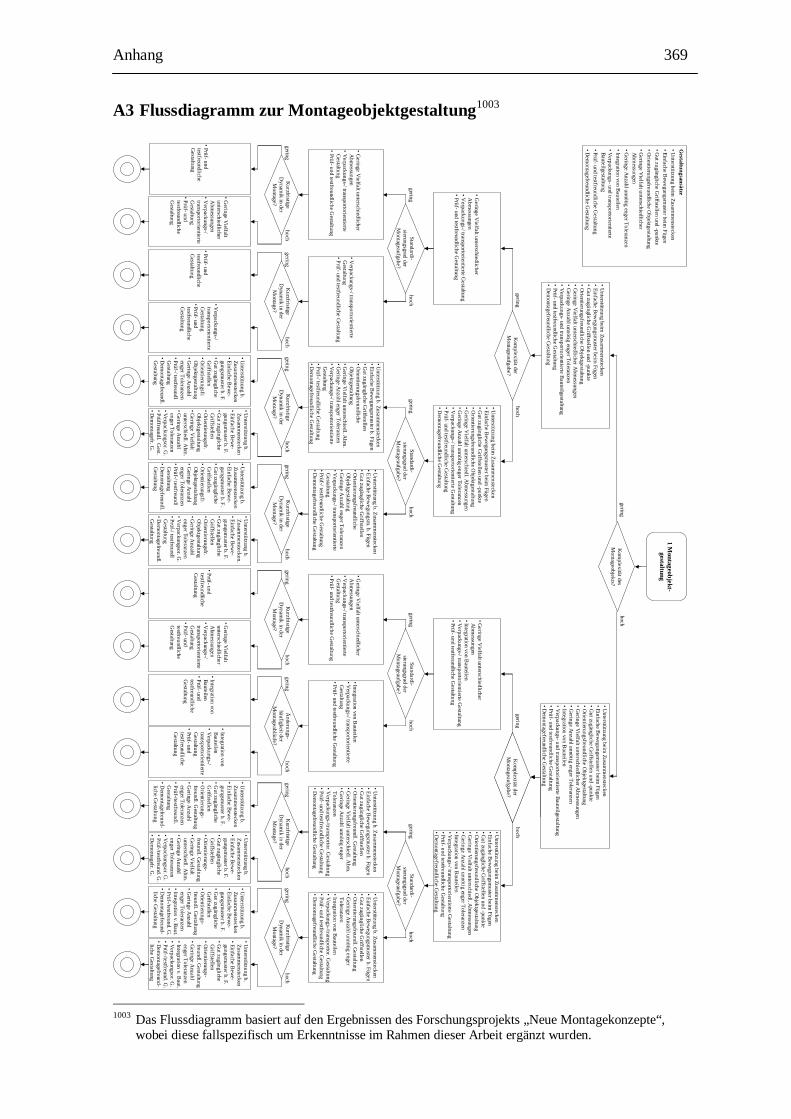
Anhang 369 A3 Flussdiagramm zur Montageobjektgestaltung1003
Kom
plexität des M
ontageobjekts?
•Unterstützung beim
Zusamm
enstecken•Einfache B
ewegungsm
uster beim Fügen
•Gut zugängliche G
riffstellen und -punkte•O
rientierungsfreundliche Objektgestaltung
•Geringe V
ielfalt unterschiedl. Abm
essungen•G
eringe Anzahl unnötig enger Toleranzen
•Verpackungs-/ transportorientierte G
estaltung•Prüf-und testfreundliche G
estaltung•D
emontagefreundliche G
estaltung
•Geringe V
ielfalt unterschiedlicher A
bmessungen
•Verpackungs-/ transportorientierte G
estaltung•Prüf-und testfreundliche G
estaltung
•Unterstützung beim
Zusamm
enstecken•Einfache B
ewegungsm
uster beim Fügen
•Gut zugängliche G
riffstellen und -punkte•O
rientierungsfreundliche Objektgestaltung
•Geringe V
ielfalt unterschiedl. Abm
essungen•G
eringe Anzahl unnötig enger Toleranzen
•Integration von Bauteilen
•Verpackungs-/ transportorientierte G
estaltung•Prüf-und testfreundliche G
estaltung•D
emontagefreundliche G
estaltung
•Geringe V
ielfalt unterschiedlicher A
bmessungen
•Integration von Bauteilen
•Verpackungs-/ transportorientierte G
estaltung•Prüf-und testfreundliche G
estaltung
Standardi-sierungsgrad
der M
ontageaufgabe?
Standardi-sierungsgrad
der M
ontageaufgabe?
Standardi-sierungsgrad
der M
ontageaufgabe?
Standardi-sierungsgrad
der M
ontageaufgabe?
•G
eringe Vielfalt unterschiedlicher
Abm
essungen•
Verpackungs-/ transportorientierte
Gestaltung
•Prüf-und testfreundliche G
estaltung
Kurzfristige
Dynam
ik in der M
ontage?
•Geringe V
ielfalt unterschiedlicher A
bmessungen
•Verpackungs-/
transportorientierte G
estaltung•Prüf-und
testfreundliche G
estaltung
•Prüf-und testfreundliche G
estaltung
1 Montageobjekt-gestaltung
Kom
plexität der M
ontageaufgabe?
Xxx
Xxx
Xxx
Xxx
Xxx
Xxx
Xxx
Xxx
xxx
Kom
plexität der M
ontageaufgabe?
Xxx
Xxx
Xxx
Xxx
Xxx
Xxx
Xxx
Xxx
xxx
Kom
plexität der M
ontageaufgabe?
•Verpackungs-/ transportorientierte
Gestaltung
•Prüf-und testfreundliche Gestaltung
Kurzfristige
Dynam
ik in der M
ontage?
•Verpackungs-/
transportorientierte G
estaltung•Prüf-und
testfreundliche G
estaltung
•Prüf-und testfreundliche G
estaltung
•Unterstützung b. Zusam
menstecken
•Einfache Bew
egungsmuster b. Fügen
•Gut zugängliche G
riffstellen•O
rientierungsfreundliche O
bjektgestaltung•G
eringe Vielfalt unterschiedl. A
bm.
•Geringe A
nzahl enger Toleranzen•V
erpackungs-/ transportorientierte G
estaltung•Prüf-/ testfreundliche G
estaltung•D
emontagefreundliche G
estaltung
Kurzfristige
Dynam
ik in der M
ontage?
•Unterstützung b.
Zusamm
enstecken•Einfache B
ewe-
gungsmusterb. F.
•Gut zugängliche
Griffstellen
•Orientierungsfr.
Objektgestaltung
•Geringe V
ielfalt unterschiedl. A
bm.
•Geringe A
nzahl enger Toleranzen
•Verpackungsor. G
.•Prüffreundl. G
est.•D
emontagefr. G
.
•Unterstützung b.
Zusamm
enstecken•Einfache B
ewe-
gungsmusterb. F.
•Gut zugängliche
Griffstellen
•Orientierungsfr.
Objektgestaltung
•Geringe A
nzahl enger Toleranzen
•Prüf-/ testfreundlG
estaltung•D
emontagefreundl.
Gestaltung
•Unterstützung b. Zusam
menstecken
•Einfache Bew
egungsm. b. Fügen
•Gut zugängliche G
riffstellen•O
rientierungsfreundliche O
bjektgestaltung•G
eringe Anzahl enger Toleranzen
•Verpackungs-/ transportorientierte
Gestaltung
•Prüf-/ testfreundliche Gestaltung
•Dem
ontagefreundliche Gestaltung
Kurzfristige
Dynam
ik in der M
ontage?
•Unterstützung b.
Zusamm
enstecken.•Einfache Bew
e-gungsm
usterb. F.•G
ut zugängliche G
riffstellen•O
rientierungsfr. O
bjektgestaltung•G
eringe Anzahl
enger Toleranzen•V
erpackungsor. G.
•Prüf-/ testfreundlG
estaltung•D
emontagefreundl.
Gestaltung
•Unterstützung b.
Zusamm
enstecken•Einfache B
ewe-
gungsmusterb. F.
•Gut zugängliche
Griffstellen
•Orientierungsfr.
Objektgestaltung
•Geringe A
nzahl enger Toleranzen
•Prüf-/ testfreundlG
estaltung•D
emontagefreundl.
Gestaltung
•Geringe V
ielfalt unterschiedlicher A
bmessungen
•Verpackungs-/ transportorientierte
Gestaltung
•Prüf-und testfreundliche Gestaltung
Kurzfristige
Dynam
ik in der M
ontage?
•Geringe V
ielfalt unterschiedlicher A
bmessungen
•Verpackungs-/
transportorientierte G
estaltung•Prüf-und
testfreundliche G
estaltung
•Prüf-und testfreundliche G
estaltung
•Integration von Bauteilen
•Verpackungs-/ transportorientierte
Gestaltung
•Prüf-und testfreundliche Gestaltung
Änderungs-
häufigkeitder M
ontageabläufe?
•Integration von Bauteilen
•V
erpackungs-/ transportorientierte G
estaltung•
Prüf-und testfreundliche G
estaltung
•Integration von Bauteilen
•Prüf-und testfreundliche G
estaltung
•Unterstützung b. Zusam
menstecken
•Einfache Bew
egungsmuster b. Fügen
•Gut zugängliche G
riffstellen•O
rientierungsfreundl. Gestaltung
•Geringe V
ielfalt unterschiedl. Abm
.•G
eringe Anzahl unnötig enger
Toleranzen•V
erpackungs-/transportor. Gestaltung
•Prüf-und testfreundliche Gestaltung
•Dem
ontagefreundliche Gestaltung
Kurzfristige
Dynam
ik in der M
ontage?
•Unterstützung b.
Zusamm
enstecken•Einfache B
ewe-
gungsmusterb. F.
•Gut zugängliche
Griffstellen
•Orientierungs-
freundl. Gestaltung
•Geringe V
ielfalt unterschiedl. A
bm.
•Geringe A
nzahl enger Toleranzen
•Verpackungsor. G
.•Prüf-/testfreund. G
.•D
emontagefr. G
.
•Unterstützung b.
Zusamm
enstecken•Einfache Bew
e-gungsm
usterb. F.•G
ut zugängliche G
riffstellen•O
rientierungs-freundl. G
estaltung•G
eringe Anzahl
enger Toleranzen•Prüf-/testfreundl.
Gestaltung
•Dem
ontagefreund-liche
Gestaltung
•Unterstützung b. Zusam
menstecken
•Einfache Bew
egungsmuster b. Fügen
•Gut zugängliche G
riffstellen•O
rientierungsfreundl. Gestaltung
•Geringe A
nzahl unnötig enger Toleranzen
•Integration von Bauteilen•V
erpackungs-/transportor. Gestaltung
•Prüf-und testfreundliche Gestaltung
•Dem
ontagefreundliche Gestaltung
Kurzfristige
Dynam
ik in der M
ontage?
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
Gestaltungsansätze
•Unterstützung beim
Zusamm
enstecken•Einfache B
ewegungsm
uster beim Fügen
•Gut zugängliche G
riffstellen und -punkte•O
rientierungsfreundliche Objektgestaltung
•Geringe V
ielfalt unterschiedlicher A
bmessungen
•Geringe A
nzahl unnötig enger Toleranzen•Integration von B
auteilen•V
erpackungs-und transportorientierte Bauteilgestaltung
•Prüf-und testfreundliche Gestaltung
•Dem
ontagefreundliche Gestaltung
•Unterstützung b.
Zusamm
enstecken•Einfache B
ewe-
gungsmusterb. F.
•Gut zugängliche
Griffstellen
•Orientierungs-
freundl. Gestaltung
•Geringe A
nzahl enger Toleranzen
•Integration v. Baut.
•Verpackungsor. G
.•Prüf-/testfreund. G
.•D
emontagefreund-
licheG
estaltung
•Unterstützung b.
Zusamm
enstecken•Einfache B
ewe-
gungsmusterb. F.
•Gut zugängliche
Griffstellen
•Orientierungs-
freundl. Gestaltung
•Geringe A
nzahl enger Toleranzen
•Integration v. Baut.
•Prüf-/testfreund. G.
•Dem
ontagefreund-liche
Gestaltung
•Unterstützung beim
Zusamm
enstecken•Einfache B
ewegungsm
uster beim Fügen
•Gut zugängliche G
riffstellen und -punkte•O
rientierungsfreundliche Objektgestaltung
•Geringe V
ielfalt unterschiedlicher Abm
essungen•G
eringe Anzahl unnötig enger Toleranzen
•Integration von Bauteilen
•Verpackungs-und transportorientierte Bauteilgestaltung
•Prüf-und testfreundliche Gestaltung
•Dem
ontagefreundliche Gestaltung
•U
nterstützung beim Zusam
menstecken
•Einfache B
ewegungsm
uster beim Fügen
•G
ut zugängliche Griffstellen und -punkte
•O
rientierungsfreundliche Objektgestaltung
•G
eringe Vielfalt unterschiedlicher A
bmessungen
•G
eringe Anzahl unnötig enger Toleranzen
•V
erpackungs-und transportorientierte Bauteilgestaltung
•Prüf-und testfreundliche G
estaltung•
Dem
ontagefreundliche Gestaltung
1003 Das Flussdiagramm basiert auf den Ergebnissen des Forschungsprojekts „Neue Montagekonzepte“,
wobei diese fallspezifisch um Erkenntnisse im Rahmen dieser Arbeit ergänzt wurden.

370 Anhang A4 Flussdiagramm zur Produktordnungssystemgestaltung1004
Kom
plexität des M
ontageobjekts?
•Einsatz von Gleichteilen
•Einsatz von Plattformen
•Bildung von Produktfamilien
•Realisierung der B
aukastenstrategie•V
erlagerung des Variantenbestim
mungs-
punktsans Ende der WSK
•Einsatz von Standard-und Norm
teilen
•Einsatz von Plattformen
•Bildung von Produktfamilien
•Realisierung der B
aukastenstrategie•V
erlagerung des Variantenbestim
mungs-
punktsans Ende der WSK
•Einsatz von Standard-und Norm
teilen
•Einsatz von Modulen und System
en•Einsatz von G
leichteilen•Einsatz von Plattform
en•B
ildung von Produktfamilien
•Realisierung der B
aukastenstrategie•V
erlagerung des Variantenbestim
mungs-
punktsans Ende der WSK
•Einsatz von Standard-und Norm
teilen
•Einsatz von Modulen und System
en•Einsatz von Plattform
en•Bildung von Produktfam
ilien•Realisierung der B
aukastenstrategie•V
erlagerung des Variantenbestim
mungs-
punktsans Ende der WSK
•Einsatz von Standard-und Norm
teilen
Standardisie-rungsgrad
des Produktangebots?
Standardisie-rungsgrad
des Produktangebots?
Standardisie-rungsgrad
des Produktangebots?
Standardisie-rungsgrad
des Produktangebots?
•Einsatz von Plattformen
•Bildung von Produktfam
ilien•R
ealisierung der Baukastenstrategie•V
erlagerung des Variantenbe-
stimm
ungspunktsans Ende der WSK
•Einsatz von Standard-und N
ormteilen
Kurzfristige
Dynam
ik in der M
ontage?
•Einsatz von Plattform
en•B
ildung von Produktfam
ilien•R
ealisierung der B
aukastenstrategie•V
erlagerung des V
ariantenbe-stim
mungspunkts
ans Ende der WSK
•Einsatz von Standard-und N
ormteilen
•Einsatz von Plattform
en•Bildung von
Produktfamilien
•Verlagerung des
Variantenbe-
stimm
ungspunktsans Ende der W
SK•Einsatz von
Standard-und N
ormteilen
2 Produktordnungs-system
gestaltung
Kom
plexität der M
ontageaufgabe?
Xxx
Xxx
Xxx
Xxx
Xxx
Xxx
Xxx
Xxx
xxx
Kom
plexität der M
ontageaufgabe?
Xxx
Xxx
Xxx
Xxx
Xxx
Xxx
Xxx
Xxx
xxx
Kom
plexität der M
ontageaufgabe?
•Einsatz von Standard-und N
ormteilen
Kurzfristige
Dynam
ik in der M
ontage?
•Einsatz von Standard-und N
ormteilen
•Einsatz von Standard-und N
ormteilen
•Einsatz von Gleichteilen
•Einsatz von Plattformen
•Bildung von Produktfamilien
•Realisierung der B
aukastenstrategie•V
erlagerung des Variantenbe-
stimm
ungspunktsans Ende der WSK
•Einsatz von Standard-und N
ormteilen
Kurzfristige
Dynam
ik in der M
ontage?
•Einsatz von G
leichteilen•Einsatz von
Plattformen
•Bildung von Produktfam
ilien•Realisierung der
Baukastenstrategie•V
erlagerung des V
ariantenbe-stim
mungspunkts
ans Ende der WSK
•Einsatz von Stan-dard-/ N
ormteilen
•Einsatz von Plattform
en•B
ildung von Produktfam
ilien•V
erlagerung des V
ariantenbe-stim
mungspunkts
ans Ende der WSK
•Einsatz von Standard-und N
ormteilen
•Einsatz von Gleichteilen
•Einsatz von Standard-und N
ormteilen
Kurzfristige
Dynam
ik in der M
ontage?
•Einsatz von G
leichteilen•Einsatz von
Standard-und N
ormteilen
•Einsatz von Standard-und N
ormteilen
•Einsatz von Modulen und System
en•Einsatz von Plattform
en•Bildung von Produktfam
ilien•Realisierung der B
aukastenstrategie•V
erlagerung des Variantenbe-
stimm
ungspunktsans Ende der WSK
•Einsatz von Standard-und N
ormteilen
Kurzfristige
Dynam
ik in der M
ontage?
•Einsatz von M
odulen und System
en•Einsatz von
Plattformen
•Bildung von Produktfam
ilien•R
ealisierung der Baukastenstrategie
•Verlagerung des
Variantenbe-
stimm
ungspunktsans Ende der W
SK•Einsatz von Stan-
dard-/ Norm
teilen
•Einsatz von M
odulen und System
en•Einsatz von
Plattformen
•Bildung von
Produktfamilien
•Verlagerung des
Variantenbe-
stimm
ungspunktsans Ende der W
SK•Einsatz von
Standard-und N
ormteilen
•Einsatz von Modulen und System
en•Einsatz von Standard-und
Norm
teilen
Änderungs-
häufigkeitder M
ontageabläufe?
•Einsatz von M
odulen und System
en•Einsatz von
Standard-und N
ormteilen
•Einsatz von M
odulen und System
en•Einsatz von
Standard-und N
ormteilen
•Einsatz von Modulen und System
en•Einsatz von G
leichteilen•Einsatz von Plattform
en•B
ildung von Produktfamilien
•Realisierung der B
aukastenstrategie•V
erlagerung des Variantenbe-
stimm
ungspunktsans Ende der WSK
•Einsatz von Standard-und N
ormteilen
Kurzfristige
Dynam
ik in der M
ontage?
•Einsatz von M
odulen/Systemen
•Einsatz von G
leichteilen•Einsatz von
Plattformen
•Bildung von
Produktfamilien
•Realisierung der
Baukastenstrategie
•Verlagerung des
Variantenbestim
-m
ungspunkts•Einsatz von Stan-
dard-/ Norm
teilen
•Einsatz von M
odulen und System
en•Einsatz von
Plattformen
•Bildung von
Produktfamilien
•Verlagerung des
Variantenbe-
stimm
ungspunktsans Ende der W
SK•Einsatz von Stan-
dard-/ Norm
teilen
•Einsatz von Modulen und System
en•Einsatz von G
leichteilen•Einsatz von Standard-und
Norm
teilen
Kurzfristige
Dynam
ik in der M
ontage?
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
Gestaltungsansätze
•Einsatz von Modulen und System
en•Einsatz von G
leichteilen•Einsatz von Plattform
en•Bildung von Produktfam
ilien•Realisierung der B
aukastenstrategie•V
erlagerung des Variantenbestim
mungspunkts
ans Ende der WSK
•Einsatz von Standard-und Norm
teilen
•Einsatz von M
odulen und System
en•Einsatz von
Gleichteilen
•Einsatz von Standard-und N
ormteilen
•Einsatz von M
odulen und System
en•Einsatz von
Standard-und N
ormteilen
•Einsatz von Modulen und System
en•Einsatz von G
leichteilen•Einsatz von Plattform
en•B
ildung von Produktfamilien
•Realisierung der B
aukastenstrategie•V
erlagerung des Variantenbestim
mungspunkts ans Ende der
WSK
•Einsatz von Standard-und Norm
teilen
•Einsatz von Gleichteilen
•Einsatz von Plattformen
•Bildung von Produktfam
ilien•R
ealisierung der Baukastenstrategie•V
erlagerung des Variantenbestim
mungspunkts ans Ende der
WSK
•Einsatz von Standard-und Norm
teilen
1004 Das Flussdiagramm basiert auf den Ergebnissen des Forschungsprojekts „Neue Montagekonzepte“,
wobei diese fallspezifisch um Erkenntnisse im Rahmen dieser Arbeit ergänzt wurden.
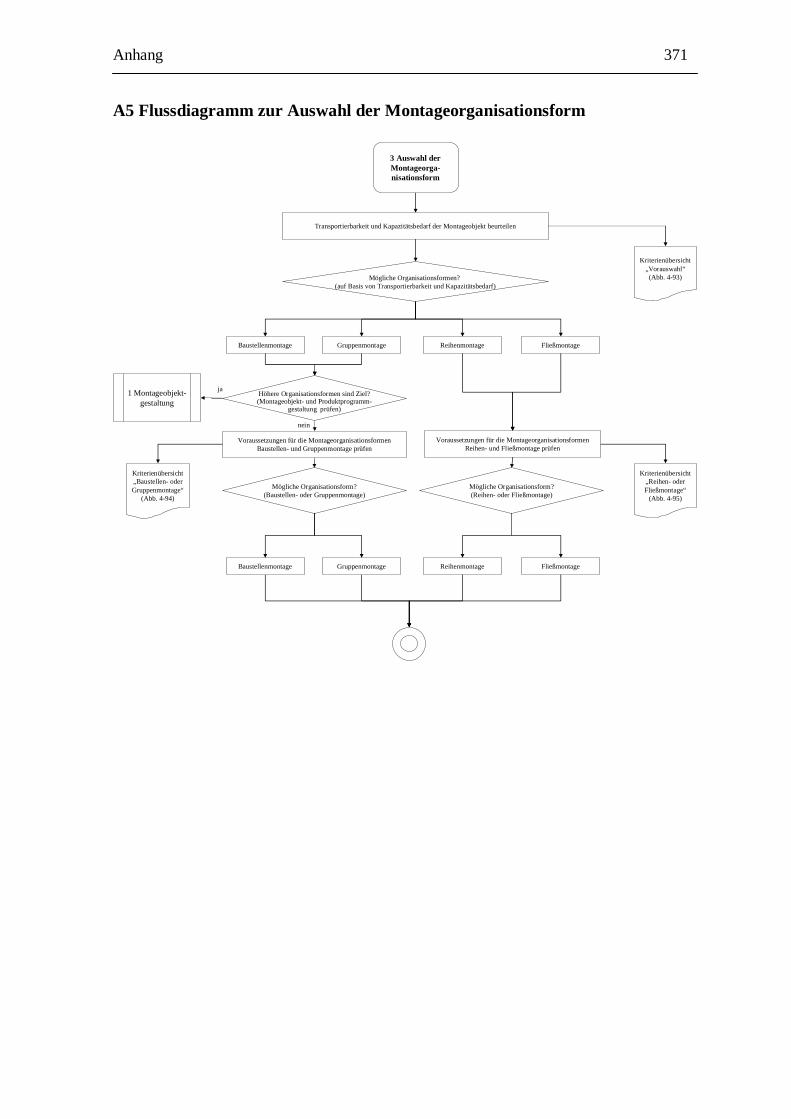
Anhang 371 A5 Flussdiagramm zur Auswahl der Montageorganisationsform
3 Auswahl der Montageorga-nisationsform
Kriterienübersicht„Vorauswahl“
(Abb. 4-93)
Kriterienübersicht„Reihen- oder Fließmontage“
(Abb. 4-95)
Kriterienübersicht„Baustellen- oder Gruppenmontage“
(Abb. 4-94)
Transportierbarkeit und Kapazitätsbedarf der Montageobjekt beurteilen
ja
Mögliche Organisationsformen? (auf Basis von Transportierbarkeit und Kapazitätsbedarf)
Baustellenmontage Gruppenmontage Reihenmontage Fließmontage
Höhere Organisationsformen sind Ziel?(Montageobjekt- und Produktprogramm-
gestaltung prüfen)
Voraussetzungen für die Montageorganisationsformen Baustellen- und Gruppenmontage prüfen
Voraussetzungen für die Montageorganisationsformen Reihen- und Fließmontage prüfen
Reihenmontage Fließmontage
Mögliche Organisationsform?(Reihen- oder Fließmontage)
Mögliche Organisationsform?(Baustellen- oder Gruppenmontage)
Baustellenmontage Gruppenmontage
nein
1 Montageobjekt-gestaltung
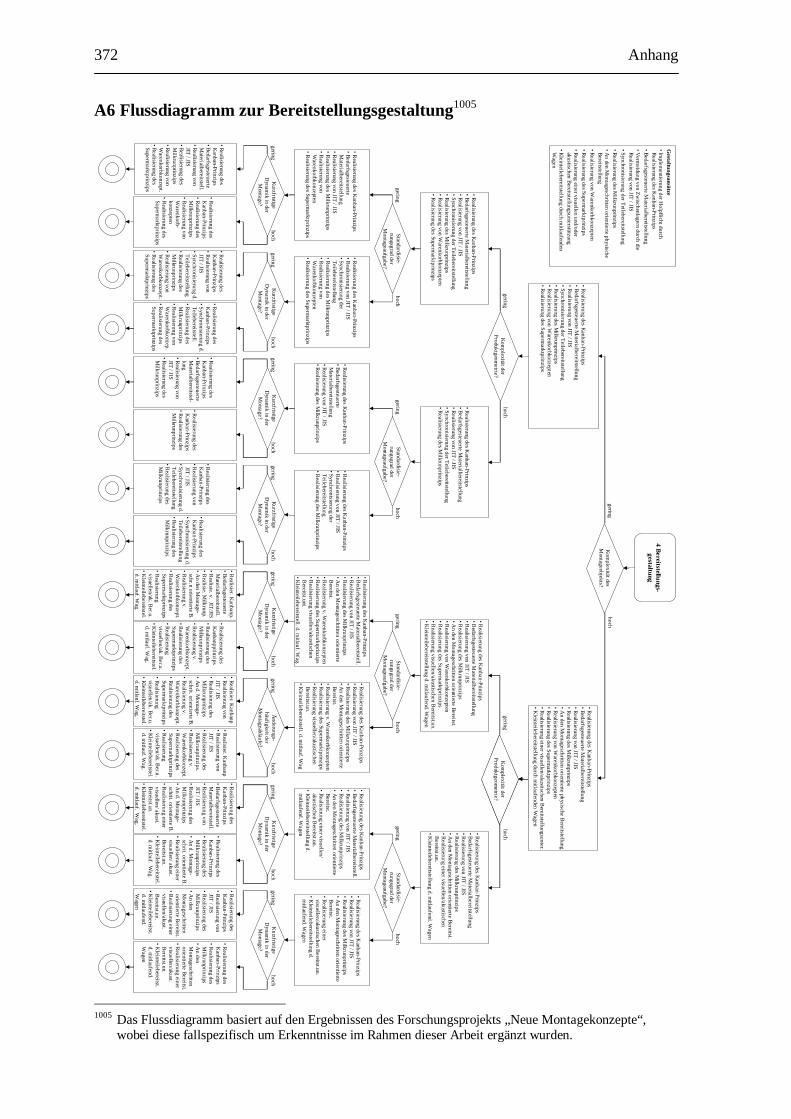
372 Anhang A6 Flussdiagramm zur Bereitstellungsgestaltung1005
Kom
plexität des M
ontageobjekts?
•Realisierung des K
anban-Prinzips•B
edarfsgesteuerte Materialbereitstellung
•Realisierung von JIT / JIS
•Synchronisierung der Teilebereitstellung•R
ealisierung des Milkrunprinzips
•Realisierung des K
anban-Prinzips•Bedarfsgesteuerte M
aterialbereitstellung•R
ealisierung von JIT / JIS•Synchronisierung der Teilebereitstellung•R
ealisierung des Milkrunprinzips
•Realisierung von W
arenkorbkonzepten•R
ealisierung des Supermarktprinzips
•Realisierung des K
anban-Prinzips•B
edarfsgesteuerte Materialbereitstellung
•Realisierung von JIT / JIS
•Realisierung des M
ilkrunprinzips•A
n den Montageschritten orientierte Bereitst.
•Realisierung einer visuellen/akustischen
Bereitst.un.
•Kleinteilebereitstellung d. m
itlaufend. Wagen
•Realisierung des K
anban-Prinzips•B
edarfsgesteuerte Materialbereitstellung
•Realisierung von JIT / JIS
•Realisierung des M
ilkrunprinzips•A
n den Montageschritten orientierte Bereitst.
•Realisierung von W
arenkorbkonzepten•R
ealisierung des Supermarktprinzips
•Realisierung visuellen/akustischen B
ereitst.un.•K
leinteilebereitstellung d. mitlaufend. W
agen
Standardisie-rungsgrad
der M
ontageaufgabe?
Standardisie-rungsgrad
der M
ontageaufgabe?
Standardisie-rungsgrad
der M
ontageaufgabe?
Standardisie-rungsgrad
der M
ontageaufgabe?
•Realisierung des K
anban-Prinzips•Bedarfsgesteuerte
Materialbereitstellung
•Realisierung von JIT / JIS
•Realisierung des M
ilkrunprinzips•R
ealisierung von W
arenkorbkonzepten•R
ealisierung des Supermarktprinzips
Kurzfristige
Dynam
ik in der M
ontage?
•Realisierung des
Kanban-Prinzips
•Realisierung des
Milkrunprinzips
•Realisierung von
Warenkorb-
konzepten•R
ealisierung des Superm
arktprinzips
•Realisierung des K
anban-Prinzips•Bedarfsgesteuerte
Materialbereitstell.
•Realisierung von JIT / JIS
•Realisierung des M
ilkrunprinzips•Realisierung von
Warenkorbkonzept.
•Realisierung des Superm
arktprinzips
4 Bereitstellungs-gestaltung
Kom
plexität der Produktgeom
etrie?
Xxx
Xxx
Xxx
Xxx
Xxx
Xxx
Xxx
Xxx
xxx
Kom
plexität der Produktgeom
etrie?
Xxx
Xxx
Xxx
Xxx
Xxx
Xxx
Xxx
Xxx
xxx
Kom
plexität der Produktgeom
etrie?
•Realisierung des K
anban-Prinzips•R
ealisierung von JIT / JIS•Synchronisierung der
Teilebereitstellung•R
ealisierung des Milkrunprinzips
•Realisierung von
Warenkorbkonzepten
•Realisierung des Superm
arktprinzips
Kurzfristige
Dynam
ik in der M
ontage?
•Realisierung des
Kanban-Prinzips
•Synchronisierung d. Teilebereitstell.
•Realisierung des
Milkrunprinzips
•Realisierung von
Warenkorbkonzep.
•Realisierung des
Supermarktprinzips
•Realisierung des
Kanban-Prinzips
•Realisierung von
JIT / JIS•Synchronisierung d.
Teilebereitstellung•R
ealisierung des M
ilkrunprinzips•R
ealisierung von W
arenkorbkonzept.•R
ealisierung des Superm
arktprinzips
•Realisierung des K
anban-Prinzips•Bedarfsgesteuerte
Materialbereitstellung
•Realisierung von JIT / JIS
•Realisierung des M
ilkrunprinzips
Kurzfristige
Dynam
ik in der M
ontage?
•Realisierung des
Kanban-Prinzips
•Realisierung des
Milkrunprinzips
•Realisierung des
Kanban-Prinzips
•Bedarfsgesteuerte M
aterialbereitstel-lung
•Realisierung von
JIT / JIS•R
ealisierung des M
ilkrunprinzips
•Realisierung des K
anban-Prinzips•R
ealisierung von JIT / JIS•Synchronisierung der
Teilebereitstellung•R
ealisierung des Milkrunprinzips
Kurzfristige
Dynam
ik in der M
ontage?
•Realisierung des K
anban-Prinzips•Synchronisierung d.
Teilebereitstellung•Realisierung des
Milkrunprinzips
•Realisierung des
Kanban-Prinzips
•Realisierung von
JIT / JIS•Synchronisierung d.
Teilebereitstellung•R
ealisierung des M
ilkrunprinzips
•Realisierung des K
anban-Prinzips•B
edarfsgesteuerte Materialbereitstell.
•Realisierung von JIT / JIS
•Realisierung des M
ilkrunprinzips•A
n den Montageschritten orientierte
Bereitst.
•Realisierung v. W
arenkorbkonzepten•R
ealisierung des Supermarktprinzips
•Realisierung visuellen/akustischen
Bereitst.unt.
•Kleinteilebereitstell. d. m
itlauf. Wag.
Kurzfristige
Dynam
ik in der M
ontage?
•Realisierung des
Kanbanpprinzips
•Realisierung des
Milkrunprinzips
•Realisierung v.
Warenkorbkonzept.
•Realisierung des
Supermarktprinzips
•Realisierung
visuellen/ak. Ber.u.
•Kleinteilebereitstel.
d. mitlauf. W
ag.
•Realisier. K
anbanp.•Bedarfsgesteuerte
Materialbereitstell.
•Realisie. v. JIT/JIS
•Realisie. M
ilkrunp.•A
n den Montage-
schr.norientierte B
.•R
ealisierung v. W
arenkorbkonzept.•R
ealisierung des Superm
arktprinzips•R
ealisierung visuellen/ak. B
er.u.•K
leinteilebereitstel. d. m
itlauf. Wag.
•Realisierung des K
anban-Prinzips•R
ealisierung von JIT / JIS•R
ealisierung des Milkrunprinzips
•An den M
ontageschritten orientierte Bereitst.
•Realisierung v. W
arenkorbkonzepten•R
ealisierung des Supermarktprinzips
•Realisierung visuellen/akustischen
Bereitst.un.•K
leinteilebereitstell. d. mitlauf. W
ag
Änderungs-
häufigkeitder M
ontageabläufe?
•Realisier. K
anbanp•R
ealisierung von JIT / JIS
•Realisierung des
Milkrunprinzips.
•Realisierung v.
Warenkorbkonzept.
•Realisierung des
Supermarktprinzips
•Realisierung
visuellen/ak. Ber.u.
•Kleinteilebereitstel.
d. mitlauf. W
ag.
•Realisier. K
anbanp•
Realisierung von JIT / JIS
•Realisierung des M
ilkrunprinzips•
An d. M
ontage-schrit. orientierte B
.•
Realisierung v. W
arenkorbkonzept.•
Realisierung des Superm
arktprinzips•
Realisierung visuellen/ak. B
er.u.•
Kleinteilebereitstel.
d. mitlauf. W
ag.
•Realisierung des K
anban-Prinzips•
Bedarfsgesteuerte Materialbereitstell.
•Realisierung von JIT / JIS
•Realisierung des M
ilkrunprinzips•
An den M
ontageschritten orientierte Bereitst.
•Realisierung einer visuellen/ akustischen B
ereitst.un.•
Kleinteilebereitstellung d.
mitlaufend. W
agen
Kurzfristige
Dynam
ik in der M
ontage?
•Realisierung des K
anban-Prinzips•
Realisierung des M
ilkrunprinzips•
An d. M
ontage-schrit. orientierte B
.•
Realisierung einer visuellen/ akust. Bereitst.un.
•K
leinteilebereitstel. d. m
itlauf. Wag.
•Realisierung des
Kanban-Prinzips
•Bedarfsgesteuerte
Materialbereitstell.
•Realisierung von
JIT / JIS•R
ealisierung des M
ilkrunprinzips•A
n d. Montage-
schrit. orientierte B.•R
ealisierung einer visuellen/ akust. B
ereitst.un.•K
leinteilebereitstel. d. m
itlauf. Wag.
•Realisierung des K
anban-Prinzips•R
ealisierung von JIT / JIS•R
ealisierung des Milkrunprinzips
•An den M
ontageschritten orientierte B
ereitst.•R
ealisierung einer visuellen/akustischen B
ereitst.un.•K
leinteilebereitstellung d. m
itlaufend. Wagen
Kurzfristige
Dynam
ik in der M
ontage?
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
Gestaltungsansätze
•Implem
entierung der Holpflicht durch
Realisierung des Kanban-Prinzips
•Bedarfsgesteuerte Materialbereitstellung
•Verm
eidung von Zwischenlagern durch die
Realisierung von JIT / JIS•Synchronisierung der Teilebereitstellung•Realisierung des M
ilkrunprinzips•A
n den Montageschritten orientierte physische
Bereitstellung•Realisierung von W
arenkorbkonzepten•Realisierung des Superm
arktprinzips•Realisierung einer visuellen und/oder
akustischen Bereitstellungsunterstützung•K
leinteilebereitstellung durch mitlaufenden
Wagen
•Realisierung des
Kanban-Prinzips
•Realisierung des
Milkrunprinzips
•An den
Montageschritten
orientierte Bereitst.•R
ealisierung einer visuellen/akust. B
ereitst.un.•K
leinteilebereitst. d. m
itlaufend. W
agen
•Realisierung des
Kanban-Prinzips
•Realisierung von
JIT / JIS•R
ealisierung des M
ilkrunprinzips•A
n den M
ontageschritten orientierte B
ereitst.•R
ealisierung einer visuellen/akust. B
ereitst.un.•K
leinteilebereitst. d. m
itlaufend. W
agen
•Realisierung des K
anban-Prinzips•B
edarfsgesteuerte Materialbereitstellung
•Realisierung von JIT / JIS
•Realisierung des M
ilkrunprinzips•A
n den Montageschritten orientierte physische B
ereitstellung•R
ealisierung von Warenkorbkonzepten
•Realisierung des Superm
arktprinzips•R
ealisierung einer visuellen/akustischen Bereitstellungsunter.
•Kleinteilebereitstellung durch m
itlaufenden Wagen
•Realisierung des K
anban-Prinzips•B
edarfsgesteuerte Materialbereitstellung
•Realisierung von JIT / JIS
•Synchronisierung der Teilebereitstellung•R
ealisierung des Milkrunprinzips
•Realisierung von W
arenkorbkonzepten•R
ealisierung des Supermarktprinzips
1005 Das Flussdiagramm basiert auf den Ergebnissen des Forschungsprojekts „Neue Montagekonzepte“,
wobei diese fallspezifisch um Erkenntnisse im Rahmen dieser Arbeit ergänzt wurden.
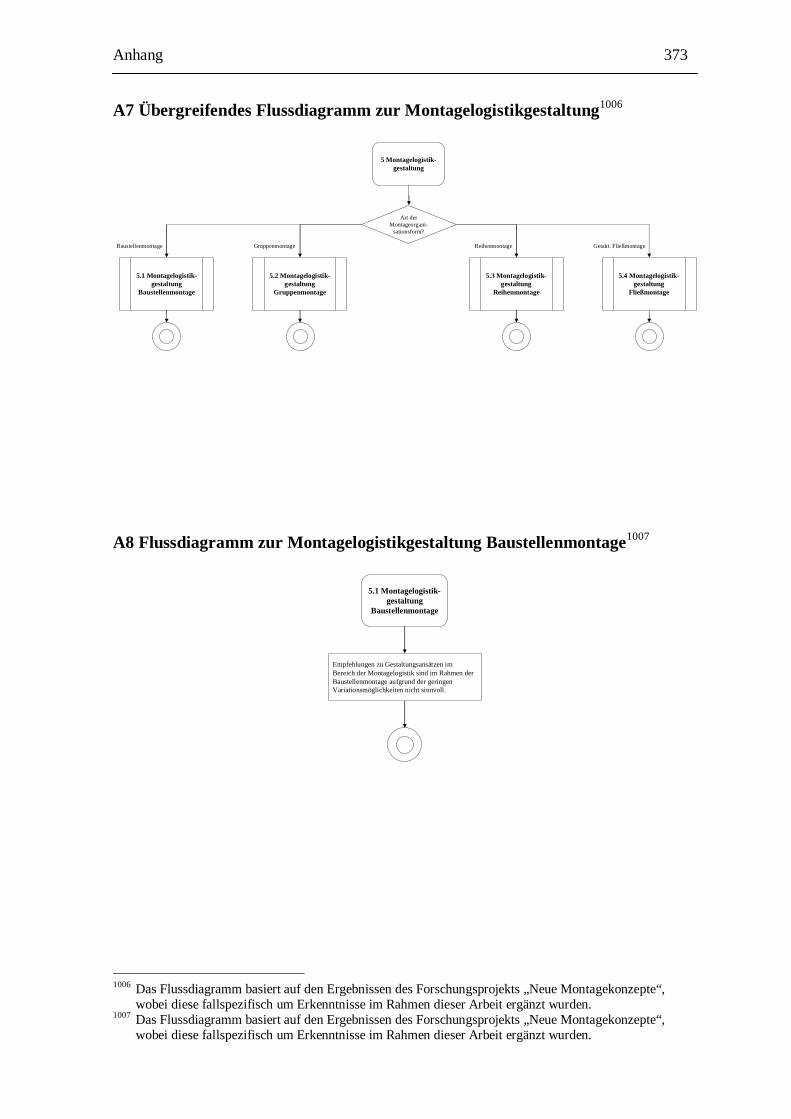
Anhang 373 A7 Übergreifendes Flussdiagramm zur Montagelogistikgestaltung1006
Art der Montageorgani-
sationsform?
5 Montagelogistik-gestaltung
Baustellenmontage ReihenmontageGruppenmontage Getakt. Fließmontage
5.1 Montagelogistik-gestaltung
Baustellenmontage
5.2 Montagelogistik-gestaltung
Gruppenmontage
5.3 Montagelogistik-gestaltung
Reihenmontage
5.4 Montagelogistik-gestaltung
Fließmontage
A8 Flussdiagramm zur Montagelogistikgestaltung Baustellenmontage1007
5.1 Montagelogistik-gestaltung
Baustellenmontage
Empfehlungen zu Gestaltungsansätzen im Bereich der Montagelogistik sind im Rahmen der Baustellenmontage aufgrund der geringen Variationsmöglichkeiten nicht sinnvoll.
1006 Das Flussdiagramm basiert auf den Ergebnissen des Forschungsprojekts „Neue Montagekonzepte“,
wobei diese fallspezifisch um Erkenntnisse im Rahmen dieser Arbeit ergänzt wurden. 1007 Das Flussdiagramm basiert auf den Ergebnissen des Forschungsprojekts „Neue Montagekonzepte“,
wobei diese fallspezifisch um Erkenntnisse im Rahmen dieser Arbeit ergänzt wurden.

374 Anhang A9 Flussdiagramm zur Montagelogistikgestaltung Gruppenmontage1008
Standardisierungs-grad des
Produktangebots?
•Realisierung eines U
-Layouts•R
ealisierung einer Inselmontage
•Realisierung eines flexiblen M
ontage-Layouts•Bildung von Fertigungssegm
enten•M
inimierung von Schnittstellen im
M
ontageablauf •R
ealisierung des Prinzips One-Piece-Flow
•Parallelisierung von Montagetätigkeiten
•Räum
liche Konzentration von B
etriebsmitteln
•Realisierung eines U
-Layouts•R
ealisierung einer Inselmontage
•Realisierung eines flexiblen M
ontage-Layouts•B
ildung von Fertigungssegmenten
•Minim
ierung von Schnittstellen im
Montageablauf
•Realisierung des Prinzips O
ne-Piece-Flow•R
äumliche K
onzentration von Betriebsm
itteln
•Realisierung eines U
-Layouts•R
ealisierung einer Inselmontage
•Realisierung eines flexiblen M
ontage-Layouts•B
ildung von Fertigungssegmenten
•Realisierung eines Linienlayouts
•Minim
ierung von Schnittstellen im
Montageablauf
•Parallelisierung von Montagetätigkeiten
•Räum
liche Konzentration von B
etriebsmitteln
•Realisierung eines U
-Layouts•R
ealisierung einer Inselmontage
•Realisierung eines flexiblen M
ontage-Layouts•B
ildung von Fertigungssegmenten
•Realisierung eines Linienlayouts
•Minim
ierung von Schnittstellen im
Montageablauf
•Räum
liche Konzentration von B
etriebsmitteln
Langfristige D
ynamik der
Montage?
Langfristige D
ynamik der
Montage?
Langfristige D
ynamik der
Montage?
Langfristige D
ynamik der
Montage?
•R
ealisierung eines U-Layouts
•R
ealisierung einer Inselmontage
•Bildung von Fertigungssegm
enten•
Minim
ierung von Schnittstellen im
Montageablauf
•R
ealisierung des Prinzips One-Piece-
Flow•
Räum
liche Konzentration von
Betriebsmitteln
5.2 Montagelogistik-
gestaltungG
ruppenmontage
Kurzfristige
Dynam
ik der M
ontage?
Kurzfristige
Dynam
ik der M
ontage?
•Realisierung eines U
-Layouts•R
ealisierung einer Inselmontage
•Realisierung eines flexiblen
Montage-Layouts
•Bildung von Fertigungssegm
enten•M
inimierung von Schnittstellen im
M
ontageablauf •R
ealisierung des Prinzips One-Piece-
Flow•R
äumliche K
onzentration von B
etriebsmitteln
•Realisierung eines U
-Layouts•R
ealisierung einer Inselmontage
•Bildung von Fertigungssegmenten
•Minim
ierung von Schnittstellen im
Montageablauf
•Realisierung des Prinzips O
ne-Piece-Flow
•Parallelisierung von M
ontagetätigkeiten •R
äumliche K
onzentration von Betriebsm
itteln
•Realisierung eines U
-Layouts•R
ealisierung einer Inselmontage
•Realisierung eines flexiblen
Montage-Layouts
•Bildung von Fertigungssegm
enten•M
inimierung von Schnittstellen im
M
ontageablauf •R
ealisierung des Prinzips One-Piece-
Flow•Parallelisierung von
Montagetätigkeiten
•Räum
liche Konzentration von
Betriebsm
itteln
•Realisierung eines U
-Layouts•R
ealisierung einer Inselmontage
•Bildung von Fertigungssegm
enten•R
ealisierung eines Linienlayouts•M
inimierung von Schnittstellen im
M
ontageablauf •R
äumliche K
onzentration von B
etriebsmitteln
•Realisierung eines U
-Layouts•R
ealisierung einer Inselmontage
•Realisierung eines flexiblen
Montage-Layouts
•Bildung von Fertigungssegmenten
•Minim
ierung von Schnittstellen im
Montageablauf
•Räum
liche Konzentration von
Betriebsmitteln
•Realisierung eines U
-Layouts•R
ealisierung einer Inselmontage
•Bildung von Fertigungssegm
enten•R
ealisierung eines Linienlayouts•M
inimierung von Schnittstellen im
M
ontageablauf •Parallelisierung von
Montagetätigkeiten
•Räum
liche Konzentration von
Betriebsm
itteln
•Realisierung eines U
-Layouts•R
ealisierung einer Inselmontage
•Realisierung eines flexiblen
Montage-Layouts
•Bildung von Fertigungssegm
enten•M
inimierung von Schnittstellen im
M
ontageablauf •Parallelisierung von
Montagetätigkeiten
•Räum
liche Konzentration von
Betriebsm
itteln
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
Gestaltungsansätze
•Realisierung eines U
-Layouts•R
ealisierung einer Inselmontage
•Realisierung eines flexiblen M
ontage-Layouts•B
ildung von Fertigungssegmenten
•Realisierung eines Linienlayouts
•Minim
ierung von Schnittstellen im
Montageablauf
•Realisierung des Prinzips O
ne-Piece-Flow•Parallelisierung von M
ontagetätigkeiten •R
äumliche K
onzentration von Betriebsm
itteln
•Realisierung eines U
-Layouts•R
ealisierung einer Inselmontage
•Realisierung eines flexiblen M
ontage-Layouts•B
ildung von Fertigungssegmenten
•Realisierung eines Linienlayouts
•Minim
ierung von Schnittstellen im M
ontageablauf •Parallelisierung von M
ontagetätigkeiten •R
äumliche K
onzentration von Betriebsm
itteln
•Realisierung eines U
-Layouts•R
ealisierung einer Inselmontage
•Realisierung eines flexiblen M
ontage-Layouts•B
ildung von Fertigungssegmenten
•Minim
ierung von Schnittstellen im M
ontageablauf •R
ealisierung des Prinzips One-Piece-Flow
•Parallelisierung von Montagetätigkeiten
•Räum
liche Konzentration von B
etriebsmitteln
1008 Das Flussdiagramm basiert auf den Ergebnissen des Forschungsprojekts „Neue Montagekonzepte“,
wobei diese fallspezifisch um Erkenntnisse im Rahmen dieser Arbeit ergänzt wurden.

Anhang 375 A10 Flussdiagramm zur Montagelogistikgestaltung Reihenmontage1009
Standardisierungs-grad des
Produktangebots?
•Realisierung eines U-Layouts
•Realisierung eines flexiblen Montage-Layouts
•Minim
ierung von Schnittstellen im
Montageablauf
•Realisierung des Prinzips One-Piece-Flow
•Parallelisierung von Montagetätigkeiten
•Realisierung eines U
-Layouts•R
ealisierung eines flexiblen Montage-Layouts
•Realisierung eines Linienlayouts
•Minim
ierung von Schnittstellen im
Montageablauf
•Realisierung des Prinzips O
ne-Piece-Flow
•Realisierung eines U
-Layouts•R
ealisierung eines flexiblen Montage-Layouts
•Realisierung eines Linienlayouts
•Minim
ierung von Schnittstellen im
Montageablauf
•Parallelisierung von Montagetätigkeiten
•Realisierung eines U
-Layouts•R
ealisierung eines flexiblen Montage-Layouts
•Realisierung eines Linienlayouts
•Minim
ierung von Schnittstellen im
Montageablauf
Langfristige D
ynamik der
Montage?
Langfristige D
ynamik der
Montage?
Langfristige D
ynamik der
Montage?
Langfristige D
ynamik der
Montage?
•Realisierung eines U
-Layouts•R
ealisierung eines Linienlayouts•M
inimierung von Schnittstellen im
M
ontageablauf •R
ealisierung des Prinzips One-Piece-
Flow
5.3 Montagelogistik-
gestaltungR
eihenmontage
Kurzfristige
Dynam
ik der M
ontage?
Kurzfristige
Dynam
ik der M
ontage?
•Realisierung eines U
-Layouts•R
ealisierung eines flexiblen M
ontage-Layouts•R
ealisierung eines Linienlayouts•M
inimierung von Schnittstellen im
M
ontageablauf •R
ealisierung des Prinzips One-Piece-
Flow
•Realisierung eines U
-Layouts•M
inimierung von Schnittstellen im
M
ontageablauf •R
ealisierung des Prinzips One-Piece-
Flow•Parallelisierung von
Montagetätigkeiten
•Realisierung eines U
-Layouts•R
ealisierung eines flexiblen M
ontage-Layouts•M
inimierung von Schnittstellen im
M
ontageablauf •R
ealisierung des Prinzips One-Piece-
Flow•Parallelisierung von
Montagetätigkeiten
•Realisierung eines U
-Layouts•R
ealisierung eines Linienlayouts•M
inimierung von Schnittstellen im
M
ontageablauf
•Realisierung eines U
-Layouts•R
ealisierung eines flexiblen M
ontage-Layouts•R
ealisierung eines Linienlayouts•M
inimierung von Schnittstellen im
M
ontageablauf
•Realisierung eines U
-Layouts•R
ealisierung eines Linienlayouts•M
inimierung von Schnittstellen im
M
ontageablauf •Parallelisierung von
Montagetätigkeiten
•Realisierung eines U
-Layouts•R
ealisierung eines flexiblen M
ontage-Layouts•R
ealisierung eines Linienlayouts•M
inimierung von Schnittstellen im
M
ontageablauf •Parallelisierung von
Montagetätigkeiten
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
Gestaltungsansätze
•Realisierung eines U
-Layouts•(R
ealisierung einer Inselmontage)
•Realisierung eines flexiblen M
ontage-Layouts•(B
ildung von Fertigungssegmenten)
•Realisierung eines Linienlayouts
•Minim
ierung von Schnittstellen im
Montageablauf
•Realisierung des Prinzips O
ne-Piece-Flow•Parallelisierung von M
ontagetätigkeiten •(R
äumliche K
onzentration von Betriebsm
itteln)
•Realisierung eines U
-Layouts•R
ealisierung eines flexiblen Montage-Layouts
•Realisierung eines Linienlayouts
•Minim
ierung von Schnittstellen im M
ontageablauf •Parallelisierung von M
ontagetätigkeiten
•Realisierung eines U
-Layouts•R
ealisierung eines flexiblen Montage-Layouts
•Realisierung eines Linienlayouts
•Minim
ierung von Schnittstellen im M
ontageablauf •R
ealisierung des Prinzips One-Piece-Flow
•Parallelisierung von Montagetätigkeiten
1009 Das Flussdiagramm basiert auf den Ergebnissen des Forschungsprojekts „Neue Montagekonzepte“,
wobei diese fallspezifisch um Erkenntnisse im Rahmen dieser Arbeit ergänzt wurden.
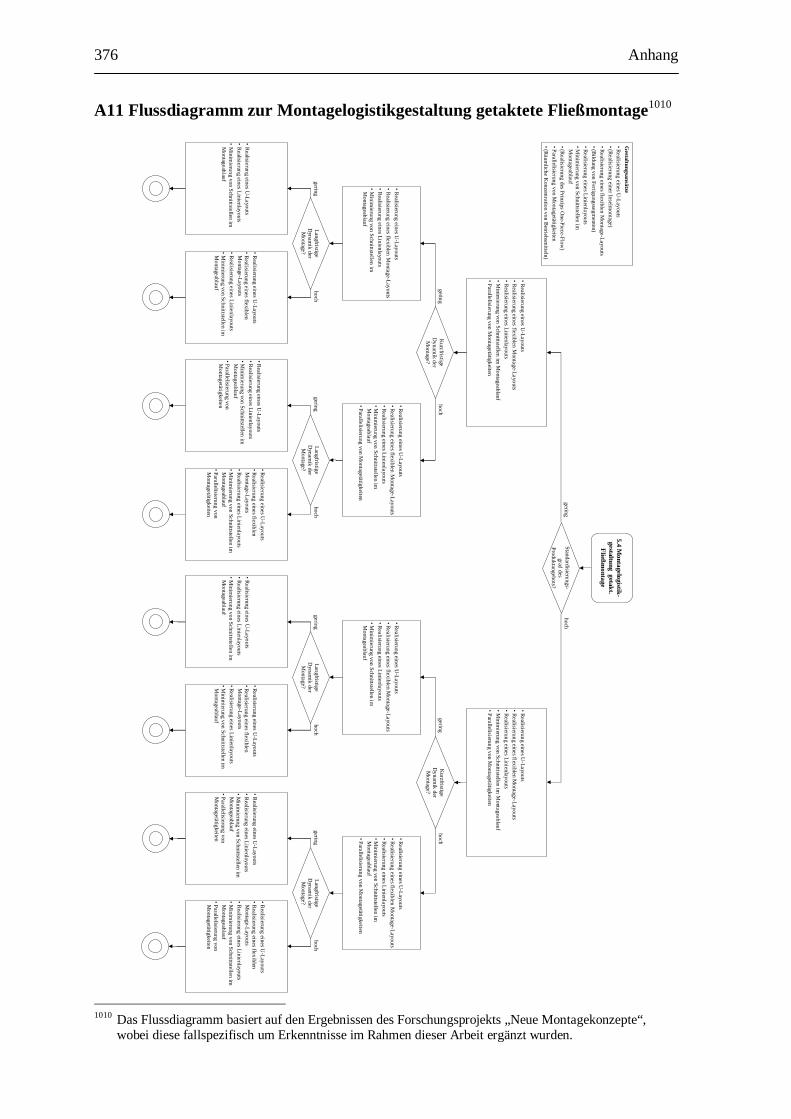
376 Anhang A11 Flussdiagramm zur Montagelogistikgestaltung getaktete Fließmontage1010
Standardisierungs-grad des
Produktangebots?
•Realisierung eines U
-Layouts•R
ealisierung eines flexiblen Montage-Layouts
•Realisierung eines Linienlayouts
•Minim
ierung von Schnittstellen im
Montageablauf
•Parallelisierung von Montagetätigkeiten
•Realisierung eines U
-Layouts•R
ealisierung eines flexiblen Montage-Layouts
•Realisierung eines Linienlayouts
•Minim
ierung von Schnittstellen im
Montageablauf
•Realisierung eines U
-Layouts•R
ealisierung eines flexiblen Montage-Layouts
•Realisierung eines Linienlayouts
•Minim
ierung von Schnittstellen im
Montageablauf
•Parallelisierung von Montagetätigkeiten
•Realisierung eines U
-Layouts•R
ealisierung eines flexiblen Montage-Layouts
•Realisierung eines Linienlayouts
•Minim
ierung von Schnittstellen im
Montageablauf
Langfristige D
ynamik der
Montage?
Langfristige D
ynamik der
Montage?
Langfristige D
ynamik der
Montage?
Langfristige D
ynamik der
Montage?
•R
ealisierung eines U-Layouts
•R
ealisierung eines Linienlayouts•
Minim
ierung von Schnittstellen im
Montageablauf
5.4 Montagelogistik-
gestaltunggetakt.
Fließmontage
Kurzfristige
Dynam
ik der M
ontage?
Kurzfristige
Dynam
ik der M
ontage?
•Realisierung eines U
-Layouts•R
ealisierung eines flexiblen M
ontage-Layouts•R
ealisierung eines Linienlayouts•M
inimierung von Schnittstellen im
M
ontageablauf
•Realisierung eines U
-Layouts•R
ealisierung eines Linienlayouts•M
inimierung von Schnittstellen im
M
ontageablauf •Parallelisierung von
Montagetätigkeiten
•Realisierung eines U
-Layouts•R
ealisierung eines flexiblen M
ontage-Layouts•R
ealisierung eines Linienlayouts•M
inimierung von Schnittstellen im
M
ontageablauf •Parallelisierung von
Montagetätigkeiten
•Realisierung eines U
-Layouts•R
ealisierung eines Linienlayouts•M
inimierung von Schnittstellen im
M
ontageablauf
•Realisierung eines U
-Layouts•R
ealisierung eines flexiblen M
ontage-Layouts•R
ealisierung eines Linienlayouts•M
inimierung von Schnittstellen im
M
ontageablauf
•Realisierung eines U
-Layouts•R
ealisierung eines Linienlayouts•M
inimierung von Schnittstellen im
M
ontageablauf •Parallelisierung von
Montagetätigkeiten
•Realisierung eines U
-Layouts•R
ealisierung eines flexiblen M
ontage-Layouts•R
ealisierung eines Linienlayouts•M
inimierung von Schnittstellen im
M
ontageablauf •Parallelisierung von
Montagetätigkeiten
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
Gestaltungsansätze
•Realisierung eines U
-Layouts•(R
ealisierung einer Inselmontage)
•Realisierung eines flexiblen M
ontage-Layouts•(B
ildung von Fertigungssegmenten)
•Realisierung eines Linienlayouts
•Minim
ierung von Schnittstellen im
Montageablauf
•(Realisierung des Prinzips O
ne-Piece-Flow)
•Parallelisierung von Montagetätigkeiten
•(Räum
liche Konzentration von B
etriebsmitteln)
•Realisierung eines U
-Layouts•R
ealisierung eines flexiblen Montage-Layouts
•Realisierung eines Linienlayouts
•Minim
ierung von Schnittstellen im M
ontageablauf •Parallelisierung von M
ontagetätigkeiten
•Realisierung eines U
-Layouts•R
ealisierung eines flexiblen Montage-Layouts
•Realisierung eines Linienlayouts
•Minim
ierung von Schnittstellen im M
ontageablauf •Parallelisierung von M
ontagetätigkeiten
1010 Das Flussdiagramm basiert auf den Ergebnissen des Forschungsprojekts „Neue Montagekonzepte“,
wobei diese fallspezifisch um Erkenntnisse im Rahmen dieser Arbeit ergänzt wurden.
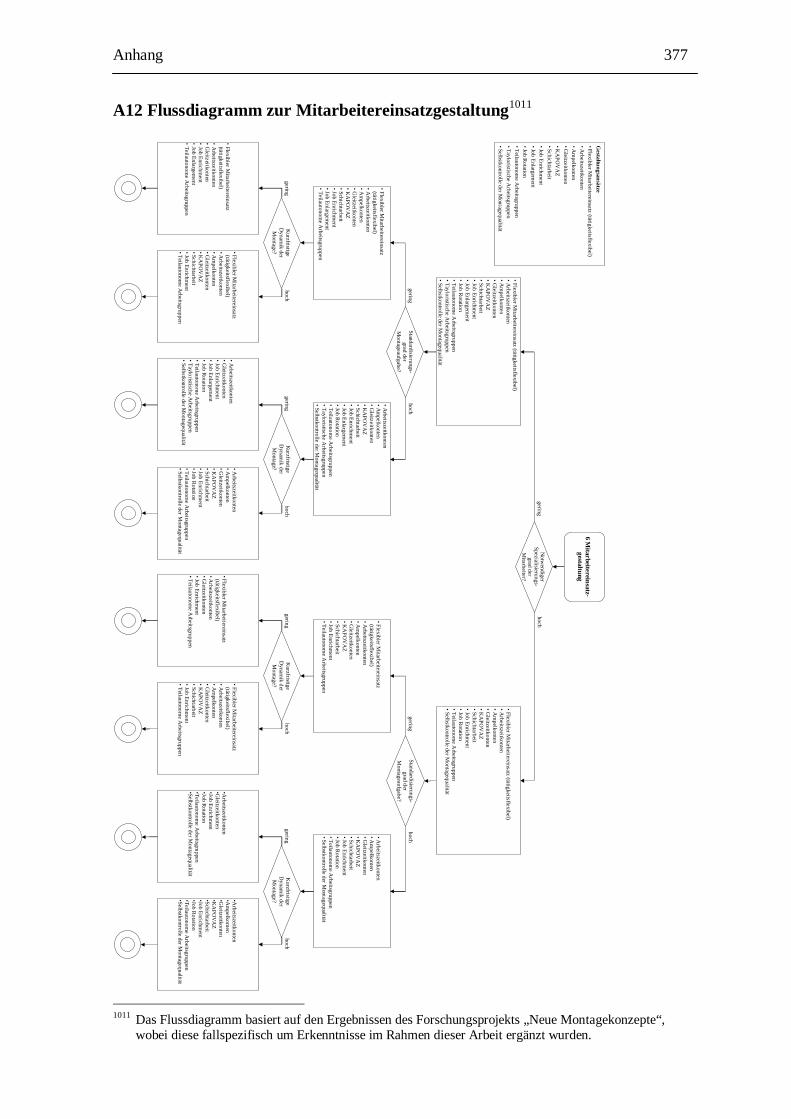
Anhang 377 A12 Flussdiagramm zur Mitarbeitereinsatzgestaltung1011
Notw
endiger Spezialisierungs-
grad der M
itarbeiter?
•Arbeitszeitkonten
•Am
pelkonten•G
leitzeitkonten•K
APO
VA
Z•Schichtarbeit•Job Enrichm
ent•Job Enlargem
ent•Job R
otation•Teilautonom
e Arbeitsgruppen
•TayloristischeA
rbeitsgruppen•Selbstkontrolle der M
ontagequalität
•Flexibler Mitarbeitereinsatz
(tätigkeitsflexibel)•A
rbeitszeitkonten•A
mpelkonten
•Gleitzeitkonten
•KA
POV
AZ
•Schichtarbeit•Job Enrichm
ent•Job Enlargem
ent•Teilautonom
e Arbeitsgruppen
•Arbeitszeitkonten
•Am
pelkonten•G
leitzeitkonten•K
APO
VA
Z•Schichtarbeit•Job Enrichm
ent•Job R
otation•Teilautonom
e Arbeitsgruppen
•Selbstkontrolle der Montagequalität
•Flexibler Mitarbeitereinsatz
(tätigkeitsflexibel)•A
rbeitszeitkonten•A
mpelkonten
•Gleitzeitkonten
•KA
POV
AZ
•Schichtarbeit•Job Enrichm
ent•Teilautonom
e Arbeitsgruppen
Kurzfristige
Dynam
ik der M
ontage?
Kurzfristige
Dynam
ik der M
ontage?
Kurzfristige
Dynam
ik der M
ontage?
Kurzfristige
Dynam
ik der M
ontage?
•Flexibler M
itarbeitereinsatz (tätigkeitsflexibel)
•A
rbeitszeitkonten•
Gleitzeitkonten
•Job Enrichm
ent•
Job Enlargement
•Teilautonom
e Arbeitsgruppen
6 Mitarbeitereinsatz-
gestaltung
Standardisierungs-grad der
Montageaufgabe?
Standardisierungs-grad der
Montageaufgabe?
•Flexibler Mitarbeitereinsatz
(tätigkeitsflexibel)•A
rbeitszeitkonten•A
mpelkonten
•Gleitzeitkonten
•KA
POV
AZ
•Schichtarbeit•Job Enrichm
ent•Teilautonom
e Arbeitsgruppen
•Arbeitszeitkonten
•Gleitzeitkonten
•Job Enrichment
•Job Enlargement
•Job Rotation
•Teilautonome A
rbeitsgruppen•Tayloristische
Arbeitsgruppen
•Selbstkontrolle der Montagequalität
•Arbeitszeitkonten
•Am
pelkonten•G
leitzeitkonten•K
APO
VA
Z•Schichtarbeit•Job Enrichm
ent•Job R
otation•Teilautonom
e Arbeitsgruppen
•Selbstkontrolle der Montagequalität
•Flexibler Mitarbeitereinsatz
(tätigkeitsflexibel)•A
rbeitszeitkonten•G
leitzeitkonten•Job Enrichm
ent•Teilautonom
e Arbeitsgruppen
•Flexibler Mitarbeitereinsatz
(tätigkeitsflexibel)•A
rbeitszeitkonten•A
mpelkonten
•Gleitzeitkonten
•KA
POV
AZ
•Schichtarbeit•Job Enrichm
ent•Teilautonom
e Arbeitsgruppen
•Arbeitszeitkonten
•Gleitzeitkonten
•Job Enrichment
•Job Rotation
•Teilautonome A
rbeitsgruppen•Selbstkontrolle der M
ontagequalität
•Arbeitszeitkonten
•Am
pelkonten•G
leitzeitkonten•K
APO
VA
Z•Schichtarbeit•Job Enrichm
ent•Job R
otation•Teilautonom
e Arbeitsgruppen
•Selbstkontrolle der Montagequalität
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
geringhoch
Gestaltungsansätze
•Flexibler Mitarbeitereinsatz (tätigkeitsflexibel)
•Arbeitszeitkonten
•Am
pelkonten•G
leitzeitkonten•K
APO
VA
Z•Schichtarbeit•Job Enrichm
ent•Job Enlargem
ent•Job R
otation•Teilautonom
e Arbeitsgruppen
•TayloristischeA
rbeitsgruppen•Selbstkontrolle der M
ontagequalität•Flexibler M
itarbeitereinsatz (tätigkeitsflexibel)•A
rbeitszeitkonten•A
mpelkonten
•Gleitzeitkonten
•KA
POV
AZ
•Schichtarbeit•Job Enrichm
ent•Job R
otation•Teilautonom
e Arbeitsgruppen
•Selbstkontrolle der Montagequalität
•Flexibler Mitarbeitereinsatz (tätigkeitsflexibel)
•Arbeitszeitkonten
•Am
pelkonten•G
leitzeitkonten•K
APO
VA
Z•Schichtarbeit•Job Enrichm
ent•Job Enlargem
ent•Job R
otation•Teilautonom
e Arbeitsgruppen
•TayloristischeA
rbeitsgruppen•Selbstkontrolle der M
ontagequalität
1011 Das Flussdiagramm basiert auf den Ergebnissen des Forschungsprojekts „Neue Montagekonzepte“,
wobei diese fallspezifisch um Erkenntnisse im Rahmen dieser Arbeit ergänzt wurden.




















