Integrated PV-thermal system for desalination and power production
Upload
independentCategory
view
0download
0
The International Desalination Association World Congress on Desalination and Water Reuse 2013 / Tianjin, China
REF: IDAWC/TIAN13-084
MANAGEMENT OF OPERATION AND OPTIMIZATION OF DESALINATION
PLANTS. CEUTA AND MELILLA EXPERIENCES
Authors: Mr. Carlos Cordón Ureña, Mr. Javier Arrieta Morales
Presenter: Mr. Javier Arrieta Morales
Engineering Director – Cadagua S.A. – Spain
Abstract
In the last years, RO (Reversed Osmosis) desalination plants have achieved higher levels of water
quality and have reduced CAPEX and OPEX significantly. This achievements are due, among other
factors, to the experiences gathered during the operation of the old plants and the incorporation of the
lessons learned as improvements into the new plant designs.
This paper describes the experience gathered in two specific RO desalination plants located in water-
scarce areas, Ceuta and Melilla (Spain). Both installations are among the first ones that were started up
in Spain and have been working near to a 100 % of their capacity and operation time, providing a large
source of data and experience.
Ceuta SWRO plant was built in 1998 and has an actual production capacity of 22,000 m3
/ day.
Melilla SWRO plant was built in 2007 with a production capacity of 20,200 m3 / day.
At both installations we suffered initial difficulties to achieve the required production, at the required
power consumption. After intense studies and some investments, we manage to solve the problems and
nowadays we perform a compliant and smooth operation and maintenance of the plants.
This paper describes these experiences, with special emphasis on the following:
Redesign of the open intake water installation to improve maintenance
Optimization and increase the flexibility of the pre-treatment system
Reduction in the Cartridge filters loading time
Solution of membrane fouling problems
Improvements on the disinfection procedures
Experiences in improving the energy consumption and energy recovery
Experience with new materials
The International Desalination Association (IDA)
World Congress on Desalination and Water Reuse
REF: IDAWC/TIAN13-084
-- 2 --
I. INTRODUCTION)
Ceuta and Melilla are two autonomous cities of Spain located on the north coast of Africa, sharing a
western border with Morocco. Two permanently inhabited Spanish territories in mainland Africa. The
population of both cities are approximately 80.000 inhabitants each.
An arid region and relatively isolated location. The need to ensure a secure, safety and constant source
of drinking water was the motivation to build two of the oldest desalination plants in Spain.
Cadagua was awarded to Design, Build and Operate both plants under PPP contract frameworks, and
although being relatively small plants, they have being an important source of knowledge and a learning
platform to improve our designs and operational procedures.
This paper aims to describe in a practical manner the improvements implemented to minimize the
operational costs while ensuring the production capacity of the plants.
II. INTAKE EXPERIENCE
As we all know, there are 2 fundamental types of sea water intakes:
Open intakes
Beach Well or other subsurface intakes
Open intake are by far the most widely used type of source water collection facilities worldwide,
because they are suitable for all sizes of desalination plants and they are more predictable and reliable in
terms of productivity and performance. The feasibility of subsurface intakes is very site specific and
highly dependent on the project size, the costal aquifer geology and other environmental and socio-
economic factors.
The main disadvantage of an open intake in comparison with beach well intakes is that the quality of the
water is worse as the beach wells, or other types of subsurface intakes, filter the water through the
typically sandy ocean floor.
Focusing on open intakes, which is the case of the Ceuta and Melilla plants, and bearing in mind that the
installation is generally comprised of:
Intake filter or screen
Intake duct or pipe
Intake pumping
We may state that the common problems we face are:
- Blockage of the intake pipe: algae, mussels, sponges and barnacles

The International Desalination Association (IDA)
World Congress on Desalination and Water Reuse
REF: IDAWC/TIAN13-084
-- 3 --
- Reduction of the intake pipe section
- Blockage and problems with the sea water pumps
Figure 1: Blockage of the intake filter: algae, mussels, sponges
All problems arising from the intake installation section involving partial or total shutdowns of the plant
are due to insufficient flow to the plant. The solution to such problems, as has been stated, relies on the
dosage of disinfecting chemical products to avoid depositions of such molluscs and algae. In addition
the plant must be prepared to minimize the shutdown periods whenever the growth of organisms cannot
be fully avoided.
The intake screen design is a square mesh structure connected to the inlet pipe. Cleaning this screen
under water is a very time consuming and complicated task. Therefore the procedure was to fully
replace the complete screen with an spare one. The replacement time was also too long . Thus, we have
thought of maintaining the screen frame structure, and making only removable the sides, as they are less
heavy and easier to replace.
Figure 2: Cube bucket design

The International Desalination Association (IDA)
World Congress on Desalination and Water Reuse
REF: IDAWC/TIAN13-084
-- 4 --
On the other hand, for the case of the intake pipe, the problem was the accumulation of waste and
biological growth along the length of the pipe, where access is impossible. Or mechanical cleaning very
expensive. To deal with this, we design intake pipes with manholes every 50 metres. These manholes
have been retro-fitted on the old intake pipes.
In the next figures we can see the manholes and the place where must be installed:
Figure 3: Manhole for the pipe
Figure 4: Location of manhole
With these 2 improvements in the installation, the down time has been considerably reduced and the risk
of total shut-down has been avoided.
The International Desalination Association (IDA)
World Congress on Desalination and Water Reuse
REF: IDAWC/TIAN13-084
-- 5 --
III. PRE-TREATMENT EXPERIENCES
3.1 Quality of the seawater
Just as discussed in the preceding chapter, one of the major problems of open water intakes arises from
the need for a good pre-treatment to improve the water quality in the plant. In the case of beach wells the
natural filtering media, performs treatment prior to the pre-treatment of the plant. That is why in certain
cases it may not even be necessary to use chemical reagents to improve the efficiency of the pre-
treatment.
At Ceuta and Melilla plants. During storm weather conditions, which on the other hand are quite
common, the turbidity values rises up to 20 NTUs. As a consequence, the sand filters clog rapidly and
there is a need for frequent cleaning. The result being a partial halting of the plant production capacity..
Figure 5: Storms at the sea and clogging up of the sand filters
In order to solve those problems, we have implemented the following solutions in the new Ceuta SWRO
plant:
1) Installation of a double filtering stage (as already done in places where the sea water quality
is bad) to improve the quality of the pretreated water entering the membranes;
2) Reducing the filtering speed in the filters, to maintain the filter run.
3) Installing and running a backup filter when the sea water quality is very bad, in order to be
able to use them while cleaning those that have just filled up;
4) Combining the above solutions.
The second stage filters have been design with the same size as those of the first stage. The piping work
and an appropriate set of valves allow us to choose the best operational procedure according to the
quality of the water and the season of the year. With this flexible design we can operate the pretreatment
under the following scenarios:
The International Desalination Association (IDA)
World Congress on Desalination and Water Reuse
REF: IDAWC/TIAN13-084
-- 6 --
a) Operate the second stage as a second stage.
b) Changing the filter media of the second stage and use all filters as first stage, reducing the
filtering speed, and maximizing the filter run during storm seasons.
c) Changing the filter media of the second stage, leave some as back up filters, and in the case
of a very bad water quality, putting them into operation.
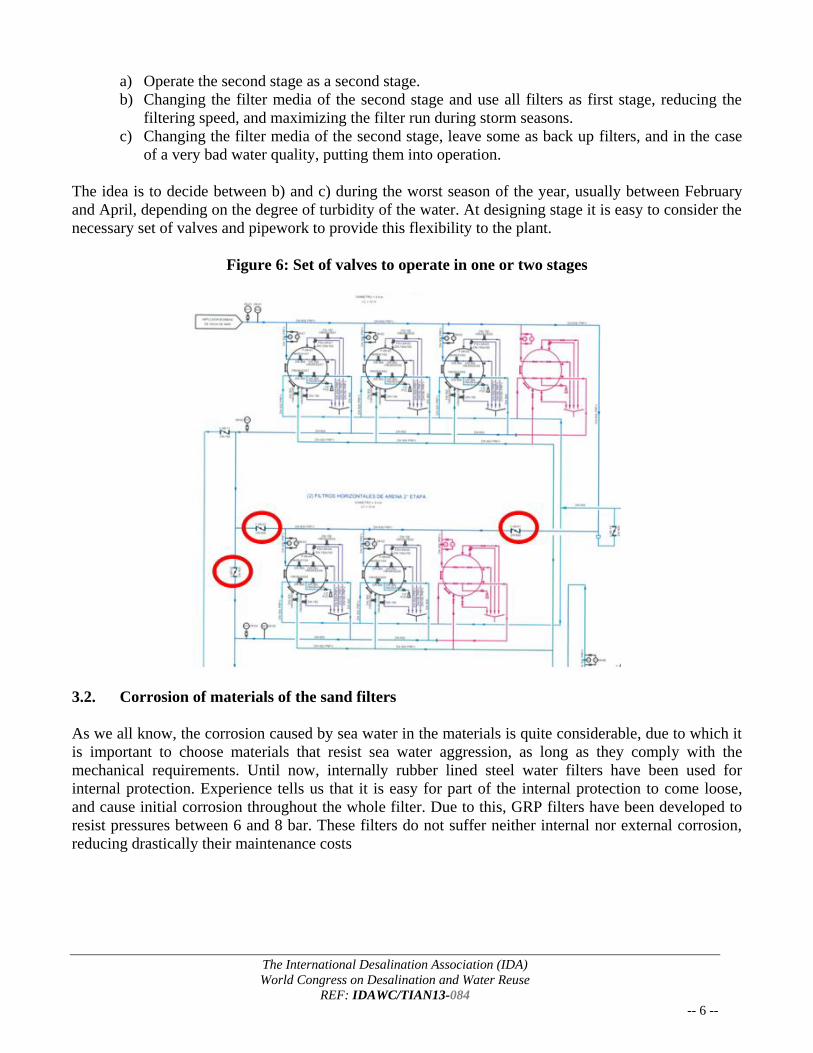
The idea is to decide between b) and c) during the worst season of the year, usually between February
and April, depending on the degree of turbidity of the water. At designing stage it is easy to consider the
necessary set of valves and pipework to provide this flexibility to the plant.
Figure 6: Set of valves to operate in one or two stages
3.2. Corrosion of materials of the sand filters
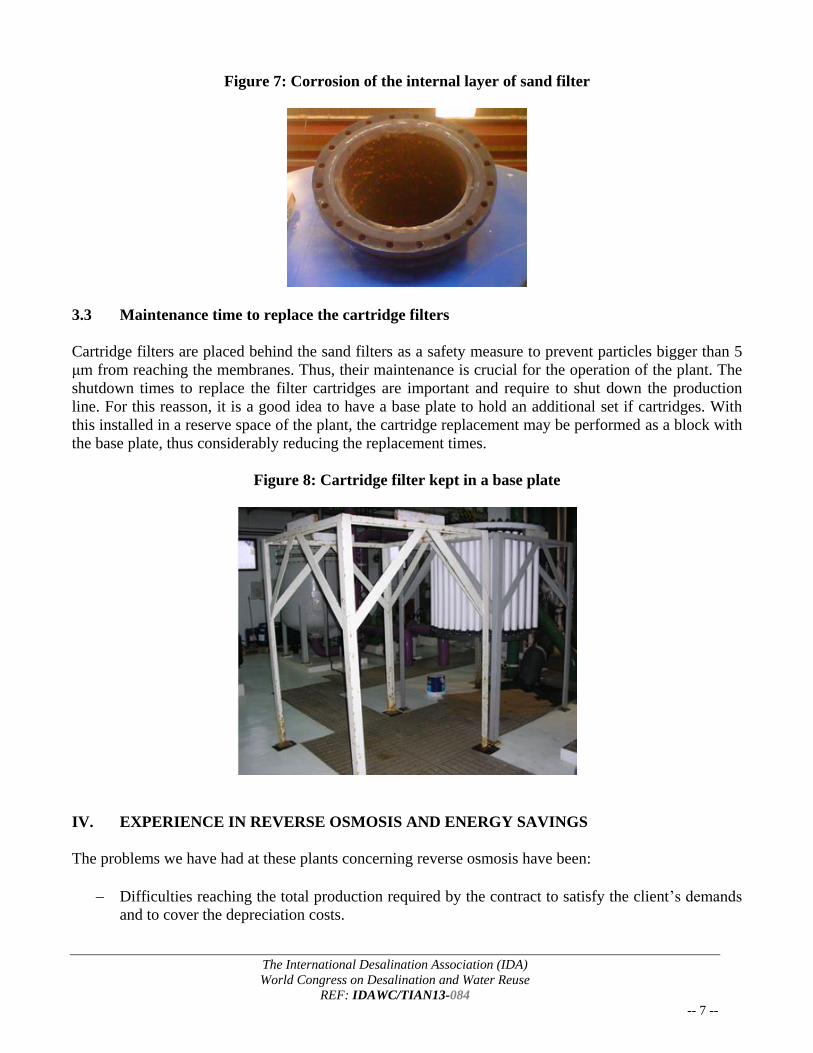
As we all know, the corrosion caused by sea water in the materials is quite considerable, due to which it
is important to choose materials that resist sea water aggression, as long as they comply with the
mechanical requirements. Until now, internally rubber lined steel water filters have been used for
internal protection. Experience tells us that it is easy for part of the internal protection to come loose,
and cause initial corrosion throughout the whole filter. Due to this, GRP filters have been developed to
resist pressures between 6 and 8 bar. These filters do not suffer neither internal nor external corrosion,
reducing drastically their maintenance costs
The International Desalination Association (IDA)
World Congress on Desalination and Water Reuse
REF: IDAWC/TIAN13-084
-- 7 --
Figure 7: Corrosion of the internal layer of sand filter
3.3 Maintenance time to replace the cartridge filters
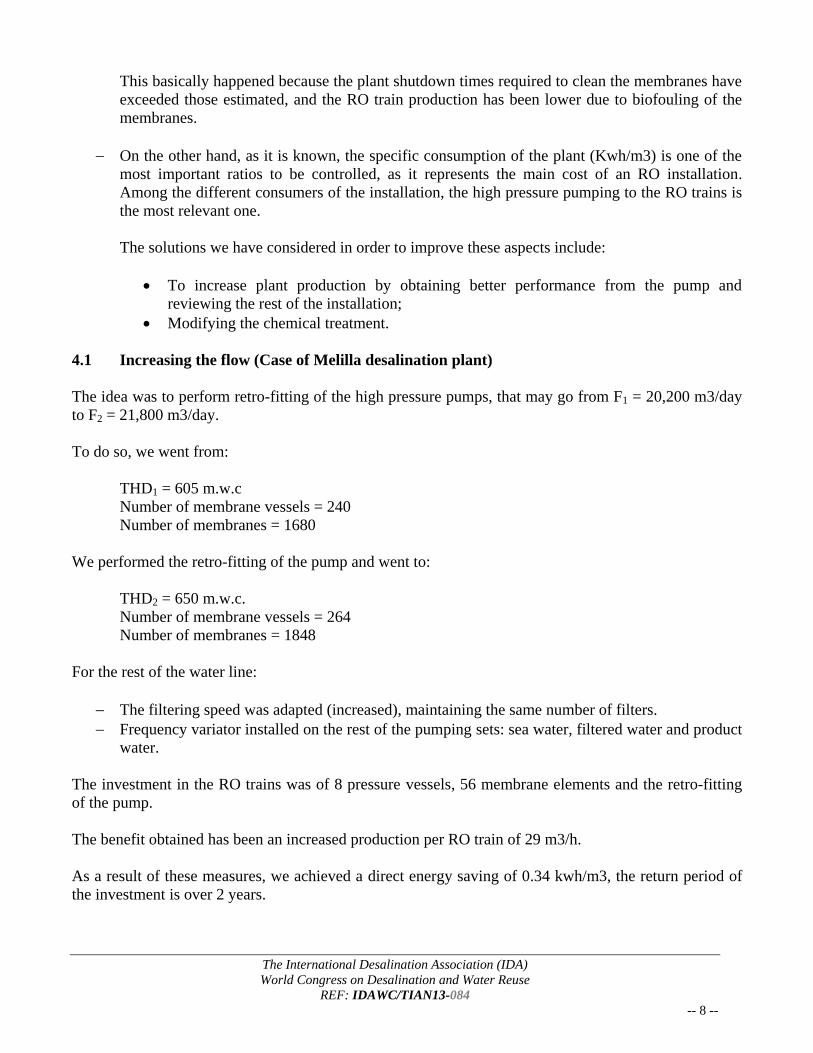
Cartridge filters are placed behind the sand filters as a safety measure to prevent particles bigger than 5
μm from reaching the membranes. Thus, their maintenance is crucial for the operation of the plant. The
shutdown times to replace the filter cartridges are important and require to shut down the production
line. For this reasson, it is a good idea to have a base plate to hold an additional set if cartridges. With
this installed in a reserve space of the plant, the cartridge replacement may be performed as a block with
the base plate, thus considerably reducing the replacement times.
Figure 8: Cartridge filter kept in a base plate
IV. EXPERIENCE IN REVERSE OSMOSIS AND ENERGY SAVINGS
The problems we have had at these plants concerning reverse osmosis have been:
Difficulties reaching the total production required by the contract to satisfy the client’s demands
and to cover the depreciation costs.
The International Desalination Association (IDA)
World Congress on Desalination and Water Reuse
REF: IDAWC/TIAN13-084
-- 8 --
This basically happened because the plant shutdown times required to clean the membranes have
exceeded those estimated, and the RO train production has been lower due to biofouling of the
membranes.
On the other hand, as it is known, the specific consumption of the plant (Kwh/m3) is one of the
most important ratios to be controlled, as it represents the main cost of an RO installation.
Among the different consumers of the installation, the high pressure pumping to the RO trains is
the most relevant one.
The solutions we have considered in order to improve these aspects include:
To increase plant production by obtaining better performance from the pump and
reviewing the rest of the installation;
Modifying the chemical treatment.
4.1 Increasing the flow (Case of Melilla desalination plant)
The idea was to perform retro-fitting of the high pressure pumps, that may go from F1 = 20,200 m3/day
to F2 = 21,800 m3/day.
To do so, we went from:
THD1 = 605 m.w.c
Number of membrane vessels = 240
Number of membranes = 1680
We performed the retro-fitting of the pump and went to:
THD2 = 650 m.w.c.
Number of membrane vessels = 264
Number of membranes = 1848
For the rest of the water line:
The filtering speed was adapted (increased), maintaining the same number of filters.
Frequency variator installed on the rest of the pumping sets: sea water, filtered water and product
water.
The investment in the RO trains was of 8 pressure vessels, 56 membrane elements and the retro-fitting
of the pump.
The benefit obtained has been an increased production per RO train of 29 m3/h.
As a result of these measures, we achieved a direct energy saving of 0.34 kwh/m3, the return period of
the investment is over 2 years.
The International Desalination Association (IDA)
World Congress on Desalination and Water Reuse
REF: IDAWC/TIAN13-084
-- 9 --
4.2 Modification of the chemical pre-treatment at the desalination plant
At both the desalination plant of Ceuta as well as that of Melilla, we find the following problems:
Need to wash through with biocide between 1 and 2 times a week.
Chemical cleaning with detergent every 2 to 3 months per RO train.
And in spite of this, the differential pressure in the RO train increases quickly.
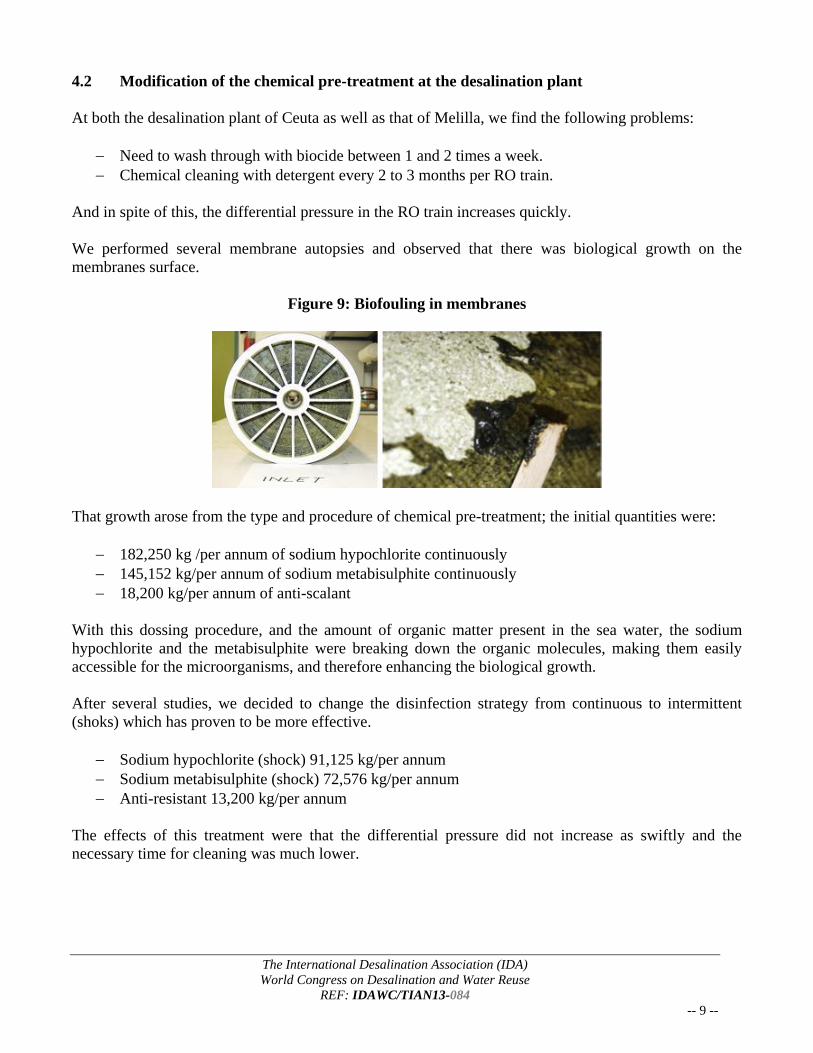
We performed several membrane autopsies and observed that there was biological growth on the
membranes surface.
Figure 9: Biofouling in membranes
That growth arose from the type and procedure of chemical pre-treatment; the initial quantities were:
182,250 kg /per annum of sodium hypochlorite continuously
145,152 kg/per annum of sodium metabisulphite continuously
18,200 kg/per annum of anti-scalant
With this dossing procedure, and the amount of organic matter present in the sea water, the sodium
hypochlorite and the metabisulphite were breaking down the organic molecules, making them easily
accessible for the microorganisms, and therefore enhancing the biological growth.
After several studies, we decided to change the disinfection strategy from continuous to intermittent
(shoks) which has proven to be more effective.
Sodium hypochlorite (shock) 91,125 kg/per annum
Sodium metabisulphite (shock) 72,576 kg/per annum
Anti-resistant 13,200 kg/per annum
The effects of this treatment were that the differential pressure did not increase as swiftly and the
necessary time for cleaning was much lower.
The International Desalination Association (IDA)
World Congress on Desalination and Water Reuse
REF: IDAWC/TIAN13-084
-- 10 --
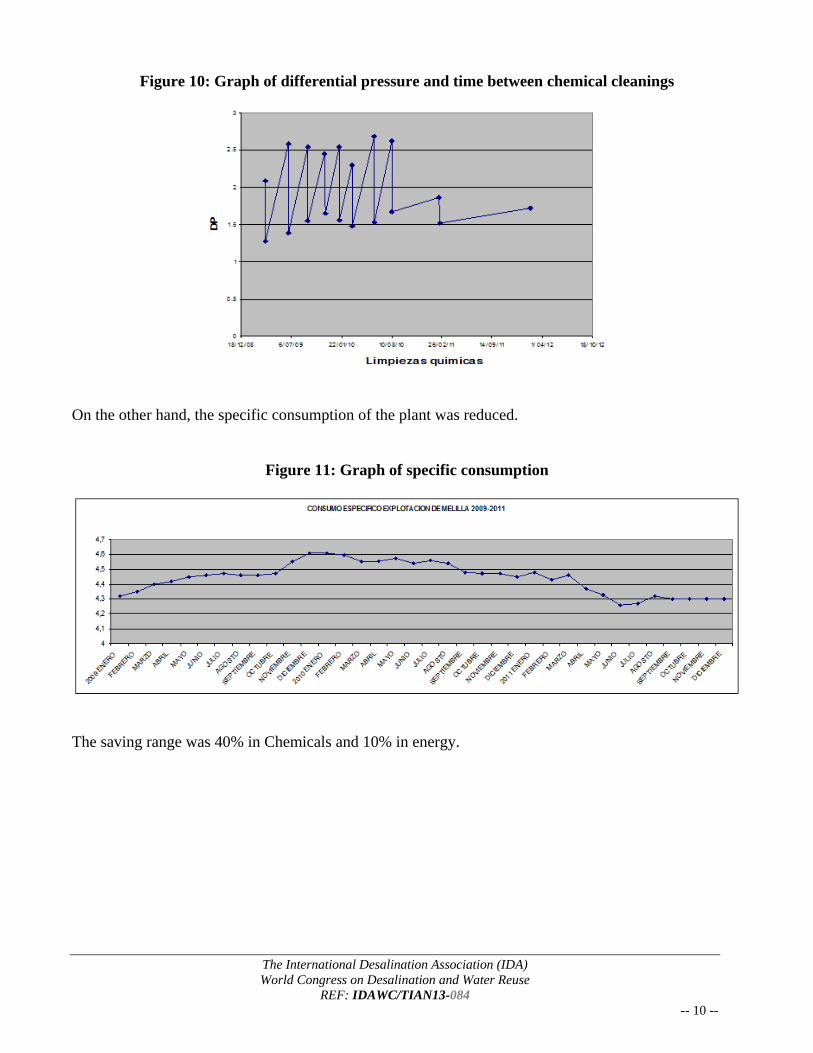
Figure 10: Graph of differential pressure and time between chemical cleanings
On the other hand, the specific consumption of the plant was reduced.
Figure 11: Graph of specific consumption
The saving range was 40% in Chemicals and 10% in energy.

The International Desalination Association (IDA)
World Congress on Desalination and Water Reuse
REF: IDAWC/TIAN13-084
-- 11 --
V. EXPERIENCE WITH NEW MATERIALS
Material corrosion, the high cost of the stainless steel, and the maintenance cost of steel are changing
materials selection criteria in the new contracts. For instance one of the most innovative changes is the
GRP or polyester filters with a very low maintenance cost. The outside of the polyester filter is more
resistant to corrosion than the painted steel filters in locations close to the sea. And with regard to the
inner side, experience says that the ebonite-lined steel can have several corrosion problems when the
ebonite lining comes unstuck from the steel surface .
Figure 12: GRP filters
VI. CONCLUSIONS
The feedback form the operators of the plants to the designers is an advisable practice to minimize the
mistakes and maximize the operability of the plants.
Forecasting problems and implementing elements that give flexibility to the pretreatment is much easier
and cost effective at designing stage.
Implementation of simple and effective maintenance solutions at the intake filters and intake pipe is
crucial to ensure the reliability of the complete plant,
The cost of materials and energy are main factors when discussing the life cycle cost of a desalination
plant. Progress must take place in the development of innovative and cost-effective materials as well as
in the energy recovery field.
Copyright © 2022 FDOKUMEN