
laporan kerja praktek pt. pjb ubjom pltu tenayan (tracing ...

TK-4090 KERJA PRAKTEK
PT RIAU ANDALAN PULP AND PAPER
PANGKALAN KERINCI - RIAU
LAPORAN UMUM
Oleh:
Pratama Istiadi (13011048)
Pembimbing:
Prof. Dr. Tjandra Setiadi
Radar Herri Dalimunthe, S.T., M.Eng
SEMESTER I 2014/2015
PROGRAM STUDI TEKNIK KIMIA
FAKULTAS TEKNOLOGI INDUSTRI
INSTITUT TEKNOLOGI BANDUNG

i

ii
KATA PENGANTAR
Segenap puji dan syukur penulis ucapkan kepada Tuhan Yang Maha Esa atas rahmat-
Nya sehingga penulis dapat melaksanakan kegiatan kerja praktek dan menyelesaikan
laporan kerja praktek yang dilaksanakan di PT Riau Andalan Pulp and Paper (PT RAPP)
untuk periode tanggal 2 Juli hingga 18 Agustus 2013 dengan lancar dan tepat waktu.
Dalam pelaksanaan kegiatan kerja praktek dan penulisan laporan kerja praktek ini,
penulis mendapat banyak bantuan, bimbingan dan sumbangan pemikiran dari berbagai
pihak. Maka dari itu, pada kesempatan ini penulis ingin mengucapkan terima kasih
kepada:
1. General Manager PT RAPP
2. Ade Mutia dan Hamdani, selaku penghubung kerja praktek di PT RAPP,
3. Azka Aman, yang juga turut membantu penempatan penulis di PT RAPP,
4. Edward Ginting, selaku BU Head PT RiauPulp,
5. Ibnu Affan, selaku Fiberline Department Head,
6. Radar Herri Dalimunthe, selaku Fiberline 1 Area Head dan pembimbing lapangan
7. Roihan Firdausi, Dimas Dwi Nugroho, dan Sjahruddin selaku Process Engineer
Dept. Fiberline,
8. M. Natsir, Aky, dan Pasmansyah, selaku SpecialistWoodyard and Chip Screening
Area,Digesting Area dan Bleaching Area,
9. Dr. IGBN Makertihartha selaku koordinator kerja praktek,
10. Prof. Dr. Tjandra Setiadi, selaku dosen pembimbing kerja praktek,
11. Para pembimbing selama melakukan orientasi lapangan di Woodyard and Chip
Screen area,Digesting Area, Washing Area dan Bleaching Area,
12. Seluruh staf dan karyawan PT RAPP, khususnya fiberline department,
13. Teman-teman penulis yang sama-sama melaksanakan kerja praktek di PT RAPP.
Penulis menyadari bahwa laporan ini masih jauh dari sempurna.Oleh karena itu, penulis
mengharapkan kritik dan saran yang membangun untuk menyempurnakan laporan
ini.Akhir kata, penulis berharap semoga laporan ini bermanfaat bagi seluruh pihak.
Pangkalan Kerinci, 2014
Penulis

iii
DAFTAR ISI
KATA PENGANTAR ..................................................................................................................... ii
DAFTAR ISI .................................................................................................................................. iii
DAFTAR TABEL .......................................................................................................................... vi
DAFTAR GAMBAR .................................................................................................................... vii
IDENTITAS TEMPAT PELAKSANAAN KERJA PRAKTEK ................................................. viii
BAB I .............................................................................................................................................. 1
BAHAN BAKU DAN BAHAN PENUNJANG ............................................................................. 1
I.1. Bahan Baku .................................................................................................. .........................1
I.2. Bahan Penunjang .................................................................................................................. 1
BAB II ............................................................................................................................................. 4
PRODUK UTAMA DAN PRODUK SAMPING ........................................................................... 4
II.1 Produk Utama ....................................................................................................................... 4
II.1.1 Lembaran Pulp Akasia dan Mix Hardwood. .................................................................. 4
II.1.2 Kertas ............................................................................................................................. 5
II.2 Produk Samping ................................................................................................................... 8
BAB III ............................................................................................................................................ 9
DESKRIPSI PROSES ..................................................................................................................... 9
III.1 Woodyard and Chip Screening Area ................................................................................... 9
III.1.1 Logging, Loading and Unloading ................................................................................. 9
III.1.2 Wood Preparation and Chip Production ..................................................................... 10
III.2 Digesting Area ................................................................................................................... 13
III.2.1 Digester Mode Superbatch (Fiberline1 dan 2) ........................................................... 13
III.3 Washing Area .................................................................................................................... 17
III.3.1 Deknotting .................................................................................................................. 17
III.3.2 Washing ...................................................................................................................... 17
III.3.3 Screening .................................................................................................................... 18
III.3.4 Pressing ....................................................................................................................... 19
III.3.5 Delignifikasi Oksigen ................................................................................................. 20
III.4 Bleaching ........................................................................................................................... 23
III.5 Pulp Dryer ......................................................................................................................... 27
III.6 Chemical Plant .................................................................................................................. 27
III.6.1 Klor Alkali Plant ......................................................................................................... 29
III.6.1.1 Brine Treatment ................................................................................................... 29
iv
III.6.1.2 Brine Saturation ................................................................................................... 30
III.6.1.3 Chemical treatment ............................................................................................. 30
III.6.1.4 Brine Clarification ............................................................................................... 31
III.6.1.5 Brine filtration ..................................................................................................... 31
III.6.1.6 Ion exchange ....................................................................................................... 31
III.6.1.7 Elektrolisa ............................................................................................................ 32
III.6.1.7.1 Sistem Katoda .............................................................................................. 32
III.6.1.7.2 Sistem Anoda ............................................................................................... 33
III.6.2 Klorin Dioksida Plant .............................................................................................. 34
III.6.3 Sulphur Dioxide Plant .............................................................................................. 35
III.6.4 Oksigen Plant ........................................................................................................... 35
III.6.5 Rekaustisasi dan Lime Kiln ..................................................................................... 36
BAB IV ......................................................................................................................................... 38
PERALATAN UTAMA DAN PENDUKUNG PROSES ............................................................ 38
IV.1. Peralatan Proses ............................................................................................................... 38
BAB V ........................................................................................................................................... 42
SISTEM UTILITAS DAN PENGOLAHAN LIMBAH ............................................................... 42
V.1. Utilitas ............................................................................................................................... 42
V.1.1 Unit Penyediaan Air ..................................................................................................... 42
V.1.2 Unit Pembangkitan Steam ........................................................................................... 45
V.1.3 Unit Pembangkitan Listrik ........................................................................................... 46
V.1.3.1 Unit Pembangkit Listrik Utama ............................................................................. 46
V.1.3.2 Unit Pembangkit Listrik Cadangan ........................................................................ 47
V.2. Pengolahan Limbah ........................................................................................................... 47
V.2.1 Limbah Weak Black Liquor ......................................................................................... 48
V.2.2 Limbah Kulit Kayu dan Fines ..................................................................................... 48
V.2.3 Limbah Cair Lainnya ................................................................................................... 48
BAB VI ......................................................................................................................................... 51
LOKASI PABRIK, TATA LETAK PABRIK, ORGANISASI DAN MANAJEMEN
PERUSAHAAN ............................................................................................................................ 51
VI.1 Lokasi Pabrik .................................................................................................................... 51
VI.2 Tata letak dan Denah Pabrik ............................................................................................. 51
VI.3 Manajemen Perusahaan ..................................................................................................... 53
BAB VII ........................................................................................................................................ 56
PROSPEK/JENJANG KARIER INSINYUR KIMIA DI PERUSAHAAN ................................. 56

v
VII.1. Struktur Organisasi Process Engineering (PE) di PT RAPP.......................................... 56
BAB VIII ....................................................................................................................................... 58
KESIMPULAN ............................................................................................................................. 58
DAFTAR PUSTAKA ................................................................................................................... 59

vi
DAFTAR TABEL
Tabel 1.1 Karakteristik Kayu Jenis Akasia (Technical Dept., 2014) .............................................. 1
Tabel 1.2 Karakteristik Kayu Jenis Mix Hardwood (Technical Dept., 2014) ................................. 1
Tabel 1.3 Karakteristik White Liquor PT RAPP (Technical Dept., 2014) ...................................... 2
Tabel 1.4 Karakteristik Black Liquor PT RAPP (Technical Dept., 2014) ...................................... 2
Tabel 2.1 Spesifikasi Kedua Jenis Lembaran Pulp di PT RAPP (APRIL Learning Institute,
2012) ................................................................................................................................................ 5
Tabel 2.2 Spesifikasi Produk Kertas PaperOne™ Jenis All Purpose (APRIL Learning
Institute, 2012) ................................................................................................................................ 6
Tabel 2.3 Spesifikasi Produk Kertas PaperOne ™ Jenis Copier (APRIL Learning Institute,
2012) ................................................................................................................................................ 7
Tabel 2.4 Spesifikasi Produk Kertas PaperOne™ Jenis Digital ..................................................... 7
Tabel 2.5 Spesifikasi Produk Kertas PaperOne™ Jenis Offset (APRIL Learning Institute,
2012) ................................................................................................................................................ 8
Tabel 2.6 Distribusi Listrik oleh PT RAPP (APRIL Learning Institute, 2012) .............................. 8
Tabel 3.1 Spesifikasi Chipper di PT RAPP (APRIL Learning Institute, 2012) ............................ 12
Tabel 3.2 Parameter Proses Digesti Kayu Akasia dan MHW di PT RAPP (APRIL Learning
Institute, 2012) .............................................................................................................................. 16
Tabel 4.1 Peralatan Proses Woodyard and Chip Screen Area (Erissa, 2012) ............................... 38
Tabel 4.2 Peralatan Proses Digesting Area (Erissa, 2012) ............................................................ 39
Tabel 4.2 Peralatan Proses Digesting Area (Lanjutan) ................................................................. 40
Tabel 4.3 Peralatan Proses Washing Area (Erissa, 2012) ............................................................. 40
Tabel 4.3 Peralatan Proses Washing Area (Lanjutan) ................................................................... 41
Tabel 4.4 Peralatan Proses Bleaching Area (Erissa, 2012) ........................................................... 41
Tabel 5.1 Spesifikasi Reactifier Clarifier di PT RAPP (APRIL Learning Institute, 2012) .......... 43
Tabel 5.2 Karakteristik Air Proses di PT RAPP (APRIL Learning Institute, 2012) ..................... 43
Tabel 5.3 Karakteristik Air Demineralisasi di PT RAPP (Fuad, 1998) ........................................ 44
Tabel 5.4 Spesifikasi Unit Recovery Boiler di PT RAPP (APRIL Learning Institute, 2012) ...... 45
Tabel 5.5 Spesifikasi Unit Power Boiler di PT RAPP (APRIL Learning Institute, 2012) ........... 45
Tabel 5.6 Karakteristik dan Fungsi Steam di PT RAPP (Erissa, 2012) ........................................ 46
Tabel 5.7 Spesifikasi Turbine Generator di PT RAPP (APRIL Learning Institute, 2012) .......... 46
Tabel 5.7 Spesifikasi Turbine Generator di PT RAPP (lanjutan) ................................................. 47
Tabel 5.8 Jumlah Unit dan Kapasitas Generator Diesel dan Turbin Gas PT RAPP (APRIL
Learning Institute, 2012) ............................................................................................................... 47
Tabel 5.9 Spesifikasi Kompresor Udara di PT RAPP (APRIL Learning Institute, 2012) ............ 47
Tabel 5.10 Karakteristik Weak Black Liquor di PT RAPP (Erissa, 2012) .................................... 48
Tabel 5.11 Komposisi Padatan pada Weak Black Liquor (Fuad, 1998) ........................................ 48
Tabel 5.12 Karakteristik Air Limbah Hasil Pengolahan di PT RAPP (Erissa, 2012) ................... 50

vii
DAFTAR GAMBAR
Gambar 2.1 Contoh Tampilan Lembaran Pulp Akasia (APRIL Learning Institute, 2012) ............ 4
Gambar 2.2 Contoh Tampilan Lembaran Pulp MHW (APRIL Learning Institute, 2012) ............. 5
Gambar 2.3 Produk Kertas PaperOne™ Jenis All Purpose (APRIL Learning Institute, 2012)...... 6
Gambar 2.4 Produk Kertas PaperOne™ Jenis Copier (APRIL Learning Institute, 2012) ............. 6
Gambar 2.5 Produk Kertas PaperOne™ Jenis Digital (APRIL Learning Institute, 2012) ............. 7
Gambar 2.6 Produk Kertas PaperOne™ Jenis Offset (APRIL Learning Institute, 2012) ............... 8
Gambar 3.1 Skema Proses Area Wood Preparation and Chip Screening (Erissa, 2012) ............. 11
Gambar 3.2 Skema Dasar Sistem Screening (Erissa, 2012) ......................................................... 18
Gambar 3.3 Proses Screening (Erissa, 2012) ................................................................................ 19
Gambar 3.4 Diagram Alir Proses Washing (APRIL Learning Institute, 2012) ............................ 23
Gambar 3.5 Skema Proses Pengeringan Pulp pada Pulp Dryer (Erissa, 2012) ............................. 27
Gambar 3.6 Proses pada Chemical Plant (Erissa, 2012) ............................................................... 28
Gambar 3.7 Diagram Alir pada Klor Alkali Plant (Erissa, 2012) ................................................. 29
Gambar 3.8 Diagram Alir pada Brine Treatment (Erisssa, 2012) ................................................. 29
Gambar 3.9 Diagram Alir pada Proses Chemical Treatment Brine (Erissa, 2012) ...................... 31
Gambar 3.10 Diagram Alir pada Sistem Katoda (Erissa, 2012) ................................................... 32
Gambar 3.11 Diagram Alir pada Sistem Anoda (Erissa, 2012) .................................................... 33
Gambar 3.12 Diagram Alir pada Klorin Dioksida Plant (Erissa, 2012) ....................................... 34
Gambar 3.13 Diagram Alir pada Oksigen Plant (Erissa, 2012) .................................................... 35
Gambar 5.1 Skema Pengolahan Air di PT RAPP (Erissa, 2012) .................................................. 42
Gambar 5.2 Skema Pengolahan Air Demineralisasi di PT RAPP (Erissa, 2012) ......................... 44
Gambar 5.3 Skema Pengolahan Efluen di PT RAPP (Erissa, 2012) ............................................. 49
Gambar 6.1 Gambar Pabrik PT. RAPP dilihat dari ketinggian (Erissa, 2012) ............................. 52
Gambar 6.2 Lokasi PT. RAPP pada Peta (www.mongabay.co.id) ............................................... 52
Gambar 6.3 Struktur Organisasi PT. RAPP (APRIL Learning Institute, 2012) ........................... 53
Gambar 6.4 Struktur Organisasi Fiberline Dept. (APRIL Learning Institute, 2012) ................... 54
Gambar 7.1 Struktur Organisasi PE di Fiberline Departement (APRIL Learning Institute,
2012) .............................................................................................................................................. 56

viii
IDENTITAS TEMPAT PELAKSANAAN KERJA PRAKTEK
Nama Perusahaan : PT Riau Andalan Pulp and Paper
Alamat : Jalan Lintas Timur, Pangkalan Kerinci, Kabupaten Pelalawan, Pekanbaru
28300, Riau, Sumatra
Status Perusahaan : Perseroan Terbatas
Tahun Berdiri : 1991
Jenis Perusahaan :Pulp and Paper
Produk Perusahaan :Produk lembaran pulp jenis akasia dan mix hardwoodserta produk kertas
merek dagang PaperOne™
Visi Perusahaan : Menjadi salah satu perusahaan pulp dan kertas terbesar di dunia dengan
manajemen terbaik, paling menguntungkan, berkesinambungan serta
merupakan perusahaan pilihan bagi para pelanggan dan karyawan.
Misi Perusahaan :Membangun dan mengembangkan suatu kelompok usaha regional yang
dikelola suatu usaha internasional yang terdiri dari professional yang
bermotivasi tinggi dan memiliki komitmen.
Menghasilkan pertumbuhan yang berkesinambungan dan selalu menjadi
yang terbaik di bidang industri maupun segmen pasar yang dimasuki.
Memaksimalkan hasil perusahaan yang membawa manfaat bagi pihak
terkait, dengan ikut berpastisipasi dan berkontribusi pada pembangunan
sosial ekonomi nasional regional.
Tata Nilai : Kaizen (perubahan ke arah yang lebih baik) dan 5S (Seiri, Seiton, Seiso,
Seiketsu, dan Shitsuke)
1
BAB I
BAHAN BAKU DAN BAHAN PENUNJANG
Bahan-bahan yang digunakan untuk proses produksi PT RAPP terbagi menjadi dua,
yakni bahan baku untuk produksi pulp dan bahan penunjang yang digunakan dalam proses
produksi pulp.
I.1. Bahan Baku
PT RAPP menggunakan kayu pepohonan yang bersumber baik dari concession forest
(lahan milik pemerintah yang dikelola perusahaan) maupun lahan milik PT RAPP yang dikelola
sendiri oleh perusahan (PT Riau Fiber). Proses produksi pulp pada PT RAPP
menggunakan dua jenis kayu, yakni :
a. Acacia
Kayu Akasia yang digunakan pada proses produksi pulp di PT. Riau Pulp terbagi
menjadi dua jenis , yakni kayu Acacia Mangium dan Acacia Crassicarpa.Kedua
jenis kayu ini berwarna coklat muda keputihan. Perbedaan mendasar dari kedua
jenis kayu ini ialah habitatnya, dimana Acacia Mangium memiliki habitat tanah
kering,sedangkanAcacia Crassicarpa berhabitat di tanah basah. Spesifikasi tipikal
kayu jenis akasia disajikan pada Tabel 1.1
Tabel 1.1 Karakteristik Kayu Jenis Akasia (Technical Dept., 2014)
Jenis Kayu Moisture Content (%) Massa Jenis (kg/m3) pH Bark Content
(%)
Acacia 46 273.1 5.4 1.8
b. Mix Hardwood
Kayu Mix Hardwood (MHW) merupakan campuran dari berbagai jenis kayu
alam.Kayu jenis ini memiliki densitas yang lebih besar dibandingkan dengan kayu
akasia. Jika dibandingkan dengan kayu akasia, kayu jenis ini lebih cenderung
berwarna coklat kemerahan. Spesifikasi tipikal kayu jenis ini disajikan pada Tabel
1.2
Tabel 1.2 Karakteristik Kayu Jenis Mix Hardwood (Technical Dept., 2014)
Jenis Kayu Moisture Content
(%)
Massa Jenis (kg/m3) pH Bark Content
(%)
Mix Hardwood 34 250.2 5.4 1.3
Seharusnya, densitas kayu MHW bernilai lebih dari 280 kg/m3. Namun pada
pengukuran kali ini, sampel kayu MHW yang digunakan sudah lapuk, dimana
ditunjukkan melalui moisture content kayunya yang rendah, yakni kurang dari 35-
37%. Hal ini menyebabkan massa yang terukur menjadi lebih rendah, sehingga
densitas yang terkalkulasi juga menjadi lebih rendah dari aktual.
I.2. Bahan Penunjang
Bahan penunjang proses produksi pulp pada PT RAPP digunakan pada proses
pemasakan kayu dan pemutihan pulp. Bahan-bahan tersebut adalah:

2
a. White Liquor
Cairan ini digunakan dalam proses pemasakan untuk mengekstrak lignin dari
chip kayu pada tahap Hot Liquor Filling. Cairan ini memiliki komponen NaOH,
Na2S, Na2CO3 dan Na2SO4, namun komponen yang aktif dalam penghancuran
lignin hanya Na2S dan NaOH. Karakterisitik white liquor yang digunakan pada
PT RAPP disajikan pada Tabel 1.3
Tabel 1.3 Karakteristik White Liquor PT RAPP (Technical Dept., 2014)
Liquor Total Active
Alkali (g/L)
Total
Titrable
Alkali (g/L)
Sulphidity
(%)
Total
Suspended
Solid (mg/L)
White Liquor 109 126 31.3 12
b. Black Liquor
Cairan ini merupakan limbah sisa pemasakan kayu yang mengandung banyak
lignin. Pada proses produksi pulp di PT RAPP, cairan ini digunakan pada proses
pemasakan kayu sebagai cairan pemanas awal pada tahap Hot Liquor Filling.
Karakteristik black liquor yang digunakan pada PT RAPP disajikan pada Tabel
1.4
Tabel 1.4 Karakteristik Black Liquor PT RAPP (Technical Dept., 2014)
Liquor pH Total Active
Alkali (g/L)
Fibers (mg/L) Solids (%)
Black Liquor 12.7 8.5 107 14.7
c. Klorin Dioksida (ClO2)
Klorin dioksida pada proses pemutihan pulp digunakan pada tahap pemutihan
D0, D1 dan D2. Pada ketiga tahap ini, klorin dioksida berfungsi menghancurkan
lignin yang berwarna merah kehitaman, sehingga menyisakan fiber yang
berwarna putih dan meningkatkan brightness dari pulp yang diproses. ClO2 yang
dipompakan ke dalam tower D0, D1, dan D2 memiliki konsentrasi 10 g/L dengan
laju alir yang bervariasi bergantung pada kappa number dan brightness dari pulp.
d. Hidrogen Peroksida (H2O2)
Hidrogen Peroksida digunakan pada proses pemutihan pulp pada tahap EOP.
Hidrogen peroksida berfungsi untuk membantu proses pemutihan pulp agar
mencapai brightness yang ditargetkan. Proses pemutihan pulp pada PT RAPP
menggunakan hidrogen peroksida dengan kadar dibawah 5 kg/ton pulp.
e. Oksigen (O2)
Oksigen pada proses pemutihan digunakan pada tahap EOP. Oksigen berfungsi
untuk mendelignifikasi pulp pada kondisi basa. Gas oksigen digunakan pada
proses pemutihan pulp di PT RAPP dengan kadar 1-3 kg/ton pulp. Selain di
pemutihan, oksigen juga digunakan di area washing, yaitu untuk proses
delignifikasi oksigen.

3
f. Soda Kaustik (NaOH)
Soda kaustik digunakan untuk pada proses pemutihan pulp pada tahap EOP.
Soda kaustik digunakan untuk mengondisikan campuran pulp ke dalam kondisi
basa sebelum memasuki menara EOP. Selain itu, soda kaustik juga berfungsi
untuk melarutkan lignin yang sudah dihancurkan pada tahap D0. Pada proses
pemutihan pulp di PT RAPP, soda kaustik digunakan dengan kadar 160-170 g/L
dan dengan laju alir 10-17 kg/ton pulp.
g. Asam Sulfat (H2SO4)
Asam sulfat digunakan pada proses pemutihan pulp pada tahap D0..Asam sulfat
berfungsi untuk mengondisikan campuran pulp ke keadaan asam (pH 2-3) agar
tahap D0 (penghancuran lignin) berlangsung dalam keadaan optimal.Kadar asam
sulfat yang digunakan oleh PT RAPP mencapai 99% atau hampir murni.
h. Asam Klorida (HCl)
Sama seperti asam sulfat, asam klorida berfungsi untuk menurunkan pH
campuran pulp sebelum memasuki menara D0. Asam klorida yang digunakan
pada proses pemutihan pulp di PT RAPP mencapai konsentrasi 99%.
i. Talk (Mg3Si4O10(OH)2)
Bubuk talk digunakan untuk memutihkan pulp pada proses pemutihan pada tahap
D0, D1, dan D2. Secara khusus,bubuk talk hanya digunakan pada proses
pemutihan pulp yang berbahan baku mix hardwood. Hal ini dikarenakan
banyaknya getah dan noda-noda hitam pada kayu jenis ini, sehingga perlu
dilakukan pemutihan dengan penambahan bubuk talk.
j. Defoamer
Defoamer digunakan menghilangkan busa yang terjadi saat pendilusian pulp.
Busa pada aliran tidak diinginkan karena mengganggu proses-proses selanjutnya.
Defoamer digunakan di area washing, dengan dosis 0,1 kg/ton pulp untuk akasia
dan 0,04 kg/ton pulp untuk MHW.
k. Digester Additives
Digester additives ditambahkan ke dalam digester saat tahap pengisian hot white
liquor. Digester additives berfungsi untuk mempermudah proses penghancuran
lignin dan penetrasi liquor ke dalam chip. Digester additives digunakan dengan
dosis 0,1 kg/ton pulp untuk akasia dan 0,5 kg/ton pulp untuk MHW.

4
BAB II
PRODUK UTAMA DAN PRODUK SAMPING
PT RAPP dalam keberjalanan operasinya, menghasilkan produk berupa lembaran pulp
yang diproduksi oleh PT Riaupulp dan produk kertas yang diproduksi oleh PT Riau
Andalan Kertas.Selain itu, unit bisnis PT Riau Prima Energi juga memproduksi listrik,
dimana listrik ini didistribusikan ke perumahan, pabrik, dan PT PLN (Perusahaan Listrik
Negara).
II.1 Produk Utama
Produk utama PT RAPP adalah lembaran pulp akasia dan mix hardwood serta produk
kertas dengan merek dagang PaperOne™. Kapasitas produksi pulp di PT RAPP-
Pangkalan Kerinci mencapai 2,7 juta ton pulp/tahun sedangkan kapasitas produksi kertas
di PT RAPP-Pangkalan Kerinci mencapai 876 ribu ton kertas/tahun.Produk kertas
PaperOne™ telah diekspor ke seluruh dunia, dimana saat ini produk tersebut tersedia di
55 negara. Sementara itu, lembaran pulp buatan PT RAPP telah digunakan oleh 80%
perusahaan pembuat kertas di Asia dan 15% perusahaan pengguna pulp di Eropa.
II.1.1 Lembaran Pulp Akasia dan Mix Hardwood.
Produk lembaran pulp buatan PT RAPP diproduksi dengan proses yang berbasiskan ECF
(Elemental Chlorine Free), yang berarti dalam pembuatannya, khususnya dalam proses
pemutihan pulp (bleaching) , PT RAPP sama sekali tidak menggunakan gas klorin (Cl2).
Proses pembuatan pulp dengan gas klorin saat ini dihindari, karena akan menghasilkan
senyawa beracun berupa dioksin dalam jumlah besar.Contoh tampilan kedua jenis
lembaran pulp ditampilkan pada Gambar2.1 dan 2.2. Spesifikasi kedua jenis lembaran
pulp buatan PT RAPP disajikan pada Tabel 2.1
Gambar 2.1 Contoh Tampilan Lembaran Pulp Akasia (APRIL Learning Institute,
2012)

5
Gambar 2.2 Contoh Tampilan Lembaran Pulp MHW (APRIL Learning Institute,
2012)
Tabel 2.1 Spesifikasi Kedua Jenis Lembaran Pulp di PT RAPP (APRIL Learning
Institute, 2012)
Lembaran Pulp Produksi (ton/hari) Ash Content (%)
Akasia 7250 0,21
Mix Hardwood 5850 0,32
II.1.2 Kertas
Kertas yang diproduksi oleh PT RAPP tersedia dalam tiga bentuk, yaitu 50% dalam
bentukcut size,25% dalam bentuk folio sheet, dan 25% dalam bentukcustomer roll.
Produk kertas roll size dan folio size buatan PT RAPP bermerek dagang pribadi dari PT
RiauPaper, dimana tersedia dalam 9 grammage yaitu 55, 60, 67, 70, 75, 80, 90, 100, dan
120 g/m2 dan dalam 3 kategori warna, yaitumega white, high white, dan standard
white.Produk kertascut size buatan PT RAPP adalah kertas kualitas premium dengan
merek dagang PaperOne ™. Terdapat 4 buah produk kertas cut size buatan PT RAPP
yang telah disertifikasi Chain of Custody oleh PEFC (The Programme for the
Endorsement of Forest Certification). Sertifikasi ini menunjukkan bahwa produk kertas
milik PT RAPP dapat ditelusuri kembali proses produksinya dari hutan yang telah
tersertifikasi. Sertifikasi ini menjamin bahwa hutan asal produk yang tersertifikasi
merupakan hutan legal dan bukan hasil ilegal logging.Produk PT RAPP yang telah
mendapat sertifikasi dari PEFC adalah sebagai berikut :
a. PaperOne™ All Purpose
Kertas tipe ini sesuai untuk kebutuhan pencetakan sehari-hari, baik di kantor
maupun di rumah. Kertas ini diklaim sangat cocok untuk pencetakan dengan
inkjet printerdikarenakan telah mengadopsi teknologi peningkatan kualitas
permukaan kertas.Kemasan produk ini ditampilkan pada Gambar 2.3, sementara
spesifikasi produk disajikan pada Tabel 2.2.

6
Gambar 2.3 Produk Kertas PaperOne™ Jenis All Purpose (APRIL Learning
Institute, 2012)
Tabel 2.2 Spesifikasi Produk Kertas PaperOne™ Jenis All Purpose (APRIL
Learning Institute, 2012)
Properti (unit) Metode Toleransi Target
Grammage (g/m2) ISO 536 ±4% 80
Ketebalan (μm) ISO 534 ±3 110
Kekasaran (ml/min) ISO 8791-2 ±40 140
ISO Brightness (%) ISO 2470 ±2 99
ISO Opacity (%) ISO 2471 ±2 95
CIE Whiteness (#) ISO 11475 ±2 167
b. PaperOne™ Copier
Kertas jenis sesuai untuk pencetakan cepat dan dalam jumlah besar.Kertas jenis
ini diklaim memiliki performa yang tangguh saat digunakan untuk pencetakan
dalam jumlah besar dan cepat dikarenakan permukaannya yang halus sehingga
tidak ada hambatan dalam pencetakan.Kertas jenis ini cocok untuk dijadikan
keperluan fotokopi sehari-hari.Kemasan produk ini ditampilkan pada Gambar
2.4, sementara spesifikasi produk disajikan pada Tabel 2.3.
Gambar 2.4 Produk Kertas PaperOne™ Jenis Copier (APRIL Learning Institute,
2012)

7
Tabel 2.3 Spesifikasi Produk Kertas PaperOne ™ Jenis Copier (APRIL Learning
Institute, 2012)
Properti (unit) Metode Toleransi Target
Grammage (g/m2) ISO 536 ±4% 70 75 80
Ketebalan (μm) ISO 534 ±3 100 103 107
Kekasaran (ml/min) ISO 8791-2 ±40 180 190 190
ISO Brightness (%) ISO 2470 ±2 96 96 96
ISO Opacity (%) ISO 2471 ±2 93 94 95
CIE Whiteness (#) ISO 11475 ±2 160 160 160
c. PaperOne™ Digital
Produk kertas ini cocok untuk keperluan pencetakan digital, dikarenakan tekstur
permukaannya yang ekstra halus.Kertas ini cocok untuk dijadikan kertas majalah
dan buku berwarna lainnya.Kemasan produk ini ditampilkan pada Gambar 2.5
sementara spesifikasi produk disajikan pada Tabel2.4.
Gambar 2.5 Produk Kertas PaperOne™ Jenis Digital (APRIL Learning Institute,
2012)
Tabel 2.4 Spesifikasi Produk Kertas PaperOne™ Jenis Digital
Properti (unit) Metode Toleransi Target
Grammage (g/m2) ISO 536 ±4% 85 100
Ketebalan (μm) ISO 534 ±3 110 120
Kekasaran (ml/min) ISO 8791-2 ±40 60 100
ISO Brightness (%) ISO 2470 ±2 100 100
ISO Opacity (%) ISO 2471 ±2 96 97
CIE Whiteness (#) ISO 11475 ±2 170 170
d. PaperOne™ Offset
Sesuai dengan namanya, produk kertas jenis ini sesuai untuk pencetakan offset.
Pencetakan offset merupakan pencetakan dengan mentransfer gambar/tulisan dari
rol plat ke kertas yang dicetak. Pencetakan ini umum digunakan dalam
pencetakan koran, dimana pencetakan dilakukan dengan cepat dan dalam jumlah
besar. Tampilan produk ini ditampilkan pada Gambar 2.6, sementara spesifikasi
produk disajikan pada Tabel 2.5.

8
Gambar 2.6 Produk Kertas PaperOne™ Jenis Offset (APRIL Learning
Institute, 2012)
Tabel 2.5 Spesifikasi Produk Kertas PaperOne™ Jenis Offset (APRIL
Learning Institute, 2012)
Properti (unit) Metode Target
Grammage (g/m2) ISO 536 55 60 70 75 80 90 100 120
Ketebalan (μm) ISO 534 68 77 87 94 99 111 121 143
Kekasaran
(ml/min)
ISO 8791-2 140 140 140 140 140 140 140 140
ISO Brightness
(%)
ISO 2470 94 94 94 94 94 94 94 94
ISO Opacity (%) ISO 2471 84 88 92 93 94 94 96 97
CIE Whiteness (#) ISO 11475 158 158 158 158 158 158 158 158
Moisture ISO 287 6 6 6 6 6 6 6 6
II.2 Produk Samping
Produk sampingdari produksi pulp berupa kulit kayu, fines, dan weak black liquor di PT
RAPP dimanfaatkan oleh unit bisnis PT Riau Prima Energi untuk memproduksi listrik
dengan kapasitas total maksimum 535 MW.Pendistribusian listrik dari unit bisnis PT
Riau Prima Energi disajikan pada Tabel 2.6.
Tabel 2.6 Distribusi Listrik oleh PT RAPP (APRIL Learning Institute, 2012)
Persentase Daya Listrik (%) Alokasi
24 Unit Bisnis PT Riau Prima Energi
17 Unit Bisnis PT Riau Andalan Kertas
56 Unit Bisnis PT Riau Pulp
1 Kompleks Perumahan PT RAPP
2 PT PLN (Perusahaan Lisrik Negara)

9
BAB III
DESKRIPSI PROSES
PT RAPP merupakan pabrik pulp dan kertas yang terintegrasi, dimana di dalam satu
pabrik yang terpadu terdapat unit pembuatan pulp dan unit pembuatan kertas.Proses
produksi pulp di PT RAPP terbagi menjadi 4 garis produksi. Garis produksi pada PT
RAPP dikenal dengan sebutan fiberline. Fiberline #1 dan #3memproduksi pulp berbahan
baku kayu jenis akasia dengan kapasitas produksi masing-masing 2600 dan 2100
ton/hari.Fiberline #2 memproduksi pulp berbaha baku kayu jenis mix hardwood dengan
kapasitas produksi 3400 ton/hari. Sementara Pin Chip Digester khusus untuk
memproduksi pulp yang berasal dari chip kayu akasia dan MHW yang berukuran 3-7 mm
dengan kapasitas produksi 450 ton/hari Pulp hasil produksi dari keempat garis produksi
ini kemudian sebagian dikirim ke PT Riau Andalan Kertas untuk dibuat kertas dan
sebagian lagi dikirim ke departemen pulp machine untuk dikeringkan dan dibuat
lembaran-lembaran pulp dan dijual ke konsumen.
Secara garis besar, proses produksi pulp pada departemen fiberline terbagi menjadi 4
tahap utama yaitu woodyard and chip screening, digesting, washing dan bleaching.
Setelah melalui proses produksi, pulp kemudian dikeringkan di area pulp dryer.
III.1 Woodyard and Chip Screening Area
Secara umum, area ini bertugas untuk menyiapkan kayu agar siap untuk dikirim ke
digesting area untuk pemasakan menjadi pulp.Proses di area ini terbagi menjadi bebrapa
tahap mulai dari penebangan kayu hingga penyaringan chip.
III.1.1 Logging, Loading and Unloading
Pada tahap ini, dilakukan pemilihan untuk penebangan kayu dan pengiriman ke pabrik
kayu-kayu gelondongan yang telah ditebang pilih. Tahap tahap proses ini adalah sebagai
berikut :
a. Timber Crossing (Penjelajahan Tegakan)
Penjelajahan tegakan bertujuan untuk memperoleh informasi mengenai lokasi
pohon yang akan ditebang sekaligus massanya. Umumnya, penjelajahan tegakan
dilakukan dengan sistem jalur dan plot. Tiap jalur atau plot sudah ditentukan
panjang atau luasnya kemudian dihitung jumlah pohon, volume, dan diameter
pohon.
b. Felling (Penebangan)
Penebangan pohon dilakukan oleh regu penebang yang terdiri atas 5 – 10 orang
dengan menggunakan gergaji mesin, dimana gergaji yang digunakan bertipe
chain sawhisquarna.Kapasitas kerja proses penebangan ini mencapai 10m3
untuk
satu orang operator. Dalam proses penebangan ini terdapat beberapa faktor yag
perlu diperhatikan, diantaranya adalah keadaan pohon (posisi, percabangan, dan
tajuk pohon, keadaan lapangan, kerusakan kayu, dan faktor keamanan.
c. Prebanching (Pengumpulan Kayu)
Pengumpulan kayu bertujuan untuk mengumpulkan pohon-pohon yang sudah
ditebang sedemikian rupa sehingga mempermudah pada proses penyeradanan.

10
Pada proses ini, digunakan excavator tractor dengan tipe Komatsu 200-6 dan
Hitachi yang berkapasitas kerja 7,2 m3/jam.
d. Skidding (Penyaradanan)
Penyeradanan adalah proses pengumpulan ke tempat tertentu yang dilakukan
secara mekanik. Alat yang digunakan untuk menyeradan disebut skidder.PT
RAPP menggunakan skidder dengan merk Timber Jack, dimana skidder tersebut
merupakan traktor berpengemudi dengan kapasitas 12 m3/jam
e. Cross Cutting (Pemotongan)
Pemotongan bertujuan untuk menyesuaikan ukuran dari tiap-tiap kayu yang akan
dikirim ke pabrik. Umumnya diameter kayu yang digunakan di PT RAPP
berkisar di nilai 30cm, dengan panjang 2.4-6 m.
f. Stacking (Penumpukan)
Kayu-kayu tersebut kemudian di tumpuk pada bagian penumpukan. Setiap
tumpukan kayu diberi tanda jumlah gelondong, tanggal tebang, lokasi tebang,
dan tanggal maksimum pengangkutan
g. Loading and Unloading (Bongkar Muat)
Setelah kayu tersebut mencapai tanggal angkutnya, kayu tersebut diangkut ke
pabrik mengunakan truk. Kayu-kayu tersebut diangkut ke truk pengangkut
menggunakan front dan loader. Ketika kayu sampai di area pabrik, kayu-kayu
tersebut ditimbang dengan truk-truk milik perusahaan dan truk milik
kontraktor.Setelah penimbangan selesai, muatan kayu pada truk dibongkar.
III.1.2 Wood Preparation and Chip Production
Pada area ini, kayu kayu yang telah diterima disimpan untuk kemudian dicacah menjadi
bentuk chip, sehingga siap dimasak di digesting area. Skema proses dari tahap ini
ditunjukkan pada Gambar 3.1. Proses di area ini terbagi menjadi beberapa tahap, yaitu :

11
Receiving Logs Debarking Drum Roller Table Washing Station
Chipper
Chip Pile
Chip Screening
Bark Crusher
Bark Pile
Acrowood Pin and FinesFines and Barks to PB
Pin Chip Pile
Pin
Pin Chip to Pin Chip Digester
RechipperOversize
Accept
Accept to Digester
Bark
Gambar 3.1 Skema Proses Area Wood Preparation and Chip Screening (Erissa,
2012)
a. Penyimpanan Kayu (Wood Storage)
Penyimpanan kayu di PT RAPP ditempatkan di area terbuka. Hal ini bertujuan
untuk menjemur kayu dengan maksud mengurangi moisture content dalam kayu.
Kayu-kayu tersebut disusun sedemikian hingga dengan panjang sekitar 30 m dan
dengan tinggi 6 m untuk menjamin adanya sirkulasi udara di dalam tumpukan
kayu tersebut
b. Pemotongan Kayu (Slasher Deck)
Pemotongan kayu di PT RAPP dilengkapi dengan alat circulation saw yang
berfungsi untuk memotong gelondongan kayu yang panjangnya mencapai lebih
dari 3 meter. Agar proses selanjutnya lebih mudah, panjang kayu diatur
sedemikian rupa sehingga panjangnya berkisar antara 2-3 m.
Area pemotongan kayu di PT RAPP menerima kayu yang terdiri dari dua jenis,
yaitu kayu yang telah dikuliti dan yang belum dikuliti. Kayu-kayu yang belum
dikuliti terlebih dulu ditumpuk dan dijemur selama 1-2 bulan sebelum diproses
lebih lanjut. Hal ini bertujuan agar kadar air di dalam kayu turun menjadi 40-
50%. Sementara itu, untuk kayu-kayu yang sudah dikuliti dapat langsung menuju
proses berikutnya.

12
c. Umpan Konveyor (Infeed Conveyor)
Kayu-kayu dari area penyimpanan diangkut oleh crane menuju infeed conveyor
yang akan mengalirkan kayu menuju debarking drum. Umpan konveyor ini
digunakan dengan maksud agar pengisian batang kayu pada debarking drum
dapat berlangsung secara optimum, sehingga kulit kayu dapat terbuka secara
sempurna.Peralatan umpan konveyor di PT RAPP terbagi menjadi dua jenis
yaitu site feed conveyordengan sistem motor penggerak untuk wood room line 1
dan 2 dan sistem gentle feed conveyor dengan sistem hidrolik untu wood room
line 3-7.
d. Pengulitan Kayu (Debarking Drum)
Proses pengulitan kayu diperlukan karena kulit kayu yang sulit untuk dimasak
dan menyisakan noda hitam pada pulp. Proses pengulitan kayu di PT RAPP
dilakukan di sebuah alat yang bernama tumbledebarking drumdengan ukuran 5,5
m x 30 m.. Prinsip kerja dari alat tersebut adalah dengan menjatuhkan kayu pada
sebuah drum berdiameter 4-6 m dan panjang 20-36 m. Drum tersebut kemudian
dirotasi dengan kecepatan 7-30 rpm, sehingga kayu-kayu yang ada didalamnya
saling beradu, menyebabkan kulit kayu terkelupas. Agar proses pengulitan kayu
berlangsung secara stabil, pengisian kayu di dalam drum minimal 50% dari total
volume drum, sehingga benturan antar kayu dapat terjadi secara maksimal. Kulit
kayu yang terkelupas kemudian dikirim ke unit bark crusher, dimana kulit kayu
akan dihancurkan untuk kemudian dikirim ke penyimpanan kulit kayu bark pile.
Kulit kayu ini selanjutnya dimanfaatkan sebagai bahan bakar power boiler.
Sementara itu, kayu yang telah dikuliti kemudian dikirim ke unit pencacahan.
e. Pencacahan (Chipping)
Setelah melewati proses pengulitan, kayu-kayu tersebut dikirimkan ke unit
pencacahan melalui roller table and washing station.Roller table ini dilengkapi
gerigi-gerigi pada permukaannya, sehingga dapat mengelupas kulit yang masih
tersisa pada kayu keluaran debarking drum. Sistem washing station merupakan
penyemprotan air ke kayu agar kayu lebih mudah dicacah dan kulit kayu yang
masih menempel pada kayu dapat diluruhkan. Kedua sistem pengiriman kayu ke
chipperiniperlu diperhatikan agar kayu mauk ke chipper secara teratur dan dalam
kondisi bersih dari kulit kayu.Pencacahan dilakukan agar chip yang dimasak
memiliki ukuran yang seragam, sehingga pemasakan dapat berlangsung secara
sempurna. Spesifikasi chipper yang digunakan di PT RAPP disajikan pada Tabel
3.1
Tabel 3.1 Spesifikasi Chipper di PT RAPP (APRIL Learning Institute, 2012)
Tipe Gravityfeed Chipper
Jumlah pisau 12 buah
Diameter Cakram 3560 mm
Kecepatan Rotasi 300 rpm
f. Penyimpanan Chip (Chip Pile)
Penyimpanan chip di PT RAPP dilakukan dengan menumpuk chip pada chip
pile. Penyimpanan ini dilakukan sebagai antisipasi apabila terjadi keterlambatan

13
pasokan bahan baku, sehingga tidak akan menghambat produksi. Setiap fibreline
memiliki chip pile yang berbeda beda. Untuk fibreline 1 dan 2 , chip pile
berbentuk balok dengan dimensi 390m x 20m x 23m. Untuk fibreline 3 , chip
pile berbentuk circular dimana pengambilan chip dilakukan secara memutar
dengan kontinu, dengan kapasitas 43.000 m3. Untuk fibreline 4 , chip pile
merupakan pin chip berukuran 1-1,5 mm dengan kapasitas 50.000 m3.
g. Penyaringan Chip (Chip Screening)
Chip screening merupakan proses penyeragaman ukuran chip agar proses
pemasakan dapat berlangsung secara sempurna dan seragam. Proses penyaringan
chip di PT RAPP mengkategorikan chip menjadi 4 jenis, yaitu:
Oversize atau Overthick ( diameter > 45 mm atau tebal > 8 mm)
Accept ( diameter = 8 – 45 mm, tebal 7-8 mm)
Pin ( diameter = 3 – 7 mm)
Fines ( diameter < 3 mm)
Chip yang berukuran accept dikirm menuju chip silo untuk proses pemasakan di
dalam digester .Oversized chip dikirim ke rechipper untuk dicacah ulang dan
dikirimkan kembali ke area chip screening. Sementara itu, undersized chip
kemudian dikirim ke acrowood untuk dipisahkan antara pin chip dengan fines .
Pin chip kemudian dikirim menuju pin chip pile, ssmentara fines dikirim menuju
PT Riau Prima Energi untuk digunakan sebagai bahan bakar power boiler.
III.2 Digesting Area
Secara umum, area ini adalah tempat dimana chip kayu dikonversikan menjadi pulp
melalui suatu proses digesti. Digesti yang dimaksud disini adalah penghancuran
komponen lignin dari suatu chip kayu, sehingga hanya menyisakan serat-serat selulosa
dan hemiselulosa yang kemudian dikonversikan menjadi pulp. PT RAPP menggunakan
proses Kraft untuk mengkonversikan kayu menjadi pulp, dimana pada proses ini,
digunakan bahan kimia berupa white liquor untuk menghancurkan lignin yang terdapat
di dalam kayu. Senyawa aktif yang berperan untuk mengurai lignin dari kayu pada white
liquor adalah Na2S dan NaOH. Proses digesti di PT RAPP untuk fiberline 1 dan 2
menggunakan digester mode super batch sementara untuk fiberline 3 dan Pin Chip
Digester menggunakan digester mode kontinu.
III.2.1 Digester Mode Superbatch (Fiberline1 dan 2)
Unit fiberline 1 dan 2 memiliki 14 unit digester superbatch dengan kapasitas digester
untuk fiberline 1 adalah 350 m3 dan untuk fiberline 2 adalah 400 m
3. Bahan baku untuk
fiberline 1 merupakan kayu akasia, sementara untuk fiberline 2 adalah mix hardwood.
Perbedaan bahan baku di antara kedua fiberlinetidak menyebabkan adanya perbedaan
dalam proses digesti, hanya saya parameter proses digesti untuk keduanya berbeda.
Perbedaan parameter proses digesti antara keduanya disajikan dalam Tabel 3.2
Prinsip kerja digester mode superbatch adalah dengan membagi-bagi proses digesti ke
dalam beberapa tahapan. Tahap-tahap tersebut kemudian dilakukan secara berurutan
pada satu unit digester secara bergantian sedemikian rupa sehingga tidak ada dua unit
digester yang sedang berjalan dalam tahap yang sama. Tahap-tahap dalam proses digesti
superbatch adalah sebagai berikut:

14
a. Pengisian Chip
Chip yang berasal dari chip silo didistribusikan menuju tiap-tiap digester melalui
screw conveyor. Ketika massa chip mencapai 10 ton, LP steam ditembakkan ke
dalam digester, yang bertujuan untuk menjejalkan chip ke dalam digester,
sehingga menimalisasi ruang kosong antar chip. Proses pengisian chip dengan
bantuan penjejalan steam masih menyisakan 60% ruang kosong di dalam
digester (210 m3). Ruang kosong ini berfungsi sebagai tempat liquor masuk pada
tahap-tahap selanjutnya. LP steam juga berfungsi untuk mengeluarkan udara
yang ada di dalam pori-pori chip, sehingga udara tersebut tergantikan oleh steam
yang terkondensasi. Dengan begitu, kemungkinan terjadinya proses channeling
(bahan kimia pemasak yang tidak tersebar secara merata antar chip) dapat
diminimalisasi. Tahap ini dihentikan apabila massa chip sudah mencapai 120
ton, dengan waktu kurang lebih sekitar 30 menit.
b. Impregnasi
Pada tahap ini, warm black liquor dengan suhu 95-100oC dan tekanan 3 bar
diinjeksikan ke dalam digester yang telah diisi oleh chip. Penginjeksian ini
bertujuan untuk memanaskan chip yang ada di dalam digester, menghilangkan
udara yang terdapat di dalam digester untuk memudahkan penetrasi, mengisi
pori-pori chip dengan black liquor untuk mempermudah proses pemasakan,
menetralkan asam yang terdapat di dalam chip dan mengangkut partikel-partikel
halus (fines) yang terbawa dari area chip screening. Tahap ini memakan waktu
kurang lebih 25 menit.
c. Hot Liquor Filling
Tahap ini merupakan tahap dimana cairan-cairan dengan temperatur yang lebih
tinggi diinjeksikan ke dalam digester. Pada tahap ini, hot black liquor
diinjeksikan ke dalam digester disusul dengan injeksi hot white liquor ke dalam
digester.
Pengisian hot black liquor (HBL)
Secara umum, tujuan dari pengisian HBL ke dalam digester bertujuan
untuk menaikkan temperatur chip di dalam digester hingga mendekati
temperatur pemasakan. Cairan HBL mengandung alkali yang tersisa dari
proses sebelumnya, sehingga penggunaan cairan HBL ini juga bertujuan
untuk memanfaatkan kembali alkali yang tersisa, sehingga penggunaan
white liquor untuk proses pemasakan lebih efisien. Cairan HBL yang
digunakan pada tahap ini berasal dari tangki HBL akumulator 1 dengan
temperatur 165oC. Cairan dipompakan menuju digester melalui bagian
bawah digester, dimana overflow dari cairan yang telah melalui digester
akan dikirim ke tangki WBL (Weak Black Liquor). Pengaliran HBL
dilakukan dengan laju 200 l/s selama 25 menit.
Pengisian hot white liquor(HWL)
Setelah pengisian HBL selesai, dilakukan pengisian HWL yang berasal dari
tangki HWL akumulator dengan suhu 160oC. Komponen aktif yang
terdapat didalam HWL adalah NaOH dan Na2S. Sama seperti pengisian
HBL, HWL masuk ke dalam digester melalui bagian bawah digester.

15
Overflow dari pengisian HWL dikirimkan yang berupa HBL dikirimkan ke
tangki HBL akumulator 2. Pengisian HWL dilakukan selama kurang lebih
25 menit
d. Pemanasan dan Pemasakan
Sebelum dilakukan pemanasan, dilakukan ekualisasi temperatur digester dengan
mensirkulasi cairan yang ada di dalam digester agar temperatur digester menjadi
homogen
Pemanasan
Proses pemanasan dilakukan pemberian panas ke cairan di dalam digester
dari aliran MP Steam bersuhu 205oC melalui alat penukar panas. Jumlah
steam yang ditembakkan bergantung pada suhu awal digester sebelum
pemanasan dilakukan. Proses pemanasan dilakukan hingga temperatur
target, yakni 163-170oC untuk MHW dan 150-156
oC untuk akasia. Tahap
ini diperkirakan memakan waktu kurang lebih 15 menit.
Pemasakan
Proses pemasakan dilakukan dengan sirkulasi cairan yang ada di dalam
digester. Sirkulasi bertujuan untuk mempertahankan temperatur pemasakan
pada seluruh bagian digester. Pemasakan dilakukan hingga H-faktor yang
ditargetkan tercapai. Nilai H-faktor untuk bahan baku kayu akasia adalah
sekitar 400. Sedangkan untuk bahan baku mix hardwood, nilai H-faktor
yang ditargetkan adalah sekitar 500. H-faktor merupakan suatu variabel
yang menyatakan waktu dan temperatur pemasakan. Variabel tersebut
didefinisikan sebagai jumlah waktu untuk memasak chip pada temperatur
tertentu dikalikan dengan laju relatif yang berhubungan dengan temperatur.
Tahap ini umumnya dilakukan selama 55 menit.
e. Displacement
Proses ini bertujuan untuk menghentikan pemasakan disaat nilai H-faktor telah
tercapai. Selain itu , proses ini juga berfungsi sebagai tahap pencucian awal.
Cairan yang digunakan untuk memindahkan cairan sisa pemasakan yang terdapat
di dalam digester adalah filtrat dari area washing. Filtrat ini memiliki temperatur
sekitar 80 oC. Fitrat tersebut dipompakan ke dalam digester melalui bagian
bawah digester, menggantikan black liquor yang terdapat di dalamnya. Black
liquor yang masih mengandung banyak alkali tersebut kemudian dikirim menuju
HBL akumulator 1 dan HBL akumulator 2, bergantung pada temperaturnya.
Untuk black liquor dengan suhu di kisaran 165oC dikirim menuju ke HBL
akumulator 1, sementara untuk suhu yang lebih rendah (sekitar 140oC) dikirim
menuju HBL akumulator 2. Pada akhir proses ini, temperatur digester sudah
turun hingga di bawah 100oC. Proses displacement memerlukan waktu kurang
lebih 55 menit.
f. Discharge
Proses ini merupakan pemompaan pulp hasil pemasakan dari dalam digester
menuju ke tangki discharge untuk kemudian dikirimkan menuju area washing.
Konsistensi dan suhu daripada cairan di dalam digester telah mengalami

16
penurunan pada tahap displacement, sehingga pemompaan cairan di dalam
digester dapat dilakukan dengan mudah. Tahap ini memakan waktu sekitar 20
menit
Setiap tahap dilakukan bergantian di tiap unit digester, sehingga tidak terjadi
overlapping dalam proses digesti. Parameter dari proses digesti tersebut disajikan pada
Tabel 3.2
Tabel 3.2 Parameter Proses Digesti Kayu Akasia dan MHW di PT RAPP (APRIL
Learning Institute, 2012)
Parameter (unit) Akasia MHW
Efisiensi Hot Liquor Filling (%) > 90 > 90
Efisiensi Displacement (%) > 90 > 90
Alkali Charge (ton) 13-14 20-22
Alkali Efektif Weak Black Liquor ke Evaporator (g/L) 5-7 < 12
Alkal Efektif Hot Black Liquor (g/L) 18-22 20-22
Total Alkali Aktif White Liquor (g/L) 95-100 100-105
Sulfiditas White Liquor (%) 30-35 30-35
Total Padatan Tersuspensi White Liquor (mg/L) < 40 < 40
Temperatur Pemasakan (oC) 155-160 163-170
H-Faktor ∓400 ∓500
Bilangan Pre-Kappa 17-19 14-16
Yield (%) 45-50 49-53
III.2.1 Digester Mode Kontinu (Fiberline 3 dan Pin Chip Digester)
Fiberline 3 dan Pin Chip Digester memiliki digester dengan mode operasi kontinu,
dengan kapasitas produksi berturut-turut 2100 ton pulp/hari dan 450 ton pulp/hari.
Digester kontinu memiliki tiga alat proses utama, yaitu impregnation bin, high pressure
feeder dan digester kontinu.
Tahap pertama dari proses ini adalah pengisian chip. Chip yang akan didigestikan
ditampung terlebih dahulu di chip buffer, sebagai tempat penampungan sementara chip
yang akan diumpankan ke dalam impregnation bin. Sebelum diumpankan, chip terlebih
dahulu dilewatkan pada chip meter untuk mengatur laju alir masuk chip ke dalam
impregnation bin. Pada impregnation bin, terjadi proses impregnasi yaitu proses
pemanasan awal dengan pemompaan dilusike dalam impregnation bin melalui center
pipe. Uap panas yang terkandung dalam liquor ini akan menyebabkan perbedaan
temperatur liquor dengan temperatur chip, sehingga udara yang terdapat di dalam chip
akan terdorong keluar. Udara yang telah keluar dari chip akan membuat kondisi chip
menjadi vakum. Kondisi vakum ini bertujuan untuk mempermudah liquor masuk ke
dalam chip untuk mengikat lignin yang terdapat di dalam chip. Liquor yang dipompaka
tadi keluar melalui strainer, sehingga tidak ada chip yang terbawa keluar dari
impregnation bin.
Selanjutnya chip dimasukkan ke dalam high pressure feeder (HPF). HPF merupakan
rotary valve yang terhubung dengan dua sistem yang terpisah. Rotary valve ini bertujuan
untuk memisahkan aliran bertekanan rendah yang berasal dari impregnation bin dengan
aliran bertekanan tinggi yang berasal dari digester. Koneksi horizontal untuk chip
keluaran impregnation bin memiliki tekanan yang sama dengan bagian keluaran
impregnation bin, sementara koneksi vertikal memiliki tekanan yang lebih tinggi untuk
memompakan chip dan liquor ke dalam digester. Pada saat rotor berputar, HPF pocket

17
yang telah terisi oleh chip akan bertukar posisi dengan koneksi vertikal, sehingga chip
yang ada didalam pocket akan terdorong oleh whiteliquor.
Chip dan white liquor akan masuk ke dalam digester melalui bagian atas digester, dimana
terdapat top separator. Top separator terdiri dari screen dan screw, dimana tujuannya
adalah untuk memisahkan liquor dengan chip. Liquor yang terpisah kemudian dikirim
kembali ke impregnation bin, sementara chip akan jatuh ke dalam digester. Digester
kontinu bekerja seperti sebuah reaktor aliran sumbat, dimana profil kematangan chip
akan bervariasi di sepanjang digester. Pulp yang terbentuk kemudian dikirim menuju
blow tank melalui bagian bawah digester. Blow tank berfungsisebagai tempat
penampungan pulp sebelum dikirim ke proses selanjutnya.
III.3 Washing Area
Pulp hasil pemasakan di digester setelah dikirim ke discharge tankakan memiliki
konsistensi sebesar 3.5-4.8% dan brightness dibawah50%. Dari discharge tank pulp
berwarna coklat ini akan memasuki tahap pencucian yang secara umum berguna untuk
mengeluarkan liquor-liquor yang terkandung di dalam pulp serta memisahkan material-
material lain yang tidak diinginkan. Tujuan dari pencucian ini sendiri secara detail adalah
sebagai berikut :
- Menurunkan bilangan kappa
- Memisahkan liquor dari pulp
- Memisahkan knot,shive, dan partikel pengotor lainnya seperti debu dan pasir
- Mengurangi sodacarry over atau soda loss (<15kg/adt)
Proses washing ini sendiri terdiri dari 4 tahapan yang terdiri dari deknotting, washing,
sreening, pressing, dan delignifikasi oksigen
III.3.1 Deknotting
Deknotting adalah proses pemisahan pulp dari material-material yang memiliki diameter
yang lebih besar dari 8-10 mm. Partikel-partikel ini biasanya merupakan mata kayu
(knot) yang tidak masak hasil dari proses pemasakan chip yang oversized di dalam
digester. Ketika pulp dari discharge tank digester dipompakan keluar, pulp akan masuk
ke alat yang disebut basket press. Proses knotting ini sendiri berlangsung dengan prinsip
penyaringan berdasarkan ukuran partikel. Pulp dari discharge tank akan masuk ke
knotter dan mengalami dua tahapan knotting. Tahapan pertama atau biasa disebut
sebagai primary knotter akan menyaring pulp dan menahan partikel-partikel dengan
ukuran lebih besar dari 8mm. Pulp yang lolos dari primary knotter akan disebut sebagai
accept dan selanjutkan akan dikirim ke tahap washing. Pulp yang tertahan di knotter
atau biasa disebut sebagairejectakan diteruskan ke knotter kedua (secondary knotter).
Disini pulp akan disaring kembali, pulp dengan ukuran lebih dari 6mm akan tertahan
(reject) dan yang lolos knotter akan diteruskan ke washing. Reject dari knotter kedua ini
akan dipompakan ke knot drainer. Dari knot drainer chip dikerigkan lalu dipompakan
ke knot tank. Chip-chip pada knot tank akan dikirim kembali ke digester agar dimasak
kembali. Reject secondary knotter yang dikirim ke knot drainer ini biasanya berbentuk
chip tidak matang dan mata-mata kayu.
III.3.2 Washing
Proses washing ini merupakan proses pencucian pulp coklat yang bertujuan untuk
mengeluarkan kotoran-kotoran yang dapat larut dalam air yang dikandung oleh pulp.

18
Kotoran ini terdiri dari senyawa organic (lignin) dan senyawa anorganik (soda) sisa dari
pemasakan di digester. Selain itu white liquor yang sudah berubah menjadi black
liquorpada proses pemasakan di digester juga akan dikeluarkan dari dalam pulp
sehingga pulp menjadi bersih. Prinsip pencuciannya sama seperti proses pencucian baju.
Pulp diberikan dilusi lalu nantinya “diperas” dan proses ini dilakukan secara berulang-
ulang (multi stage washing) dengan tujuan agar kotoran dan liquor yang dikandung oleh
pulp benar-benar keluar dan didapatkan pulp bersih. Pemberian dilusi pada pulp
dilakukan dengan aliran yang lambat dengan tujuan dilusi benar-benar meresap ke
dalam pori-pori pulp dan membawa kotoran danliquor keluar dari dalam pulp.
Disamping itu aliran lambat ini bertujuan agar serat-serat yang dikandung pulp tidak
rusak terkena gaya yang diberikan oleh aliran air dan juga mencegah pembentukan busa.
Pencucian pulp ini dilaksanakan dengan system berlawan arah, maksudnya adalah arah
aliran pulp berlawan arah dengan arah aliran dari cairan pencucinya. Tujuannya adalah
agar cairan kotor hasil pencucian yang black liquor dapat dipompakan kembali ke
digester dan digunakan sebagai bahan baku dari proses impregnasi tanpa harus
dipisahkan terlebih dahulu dari pulp.
Pada proses pencucian cairan yang digunakan sebagai pelarut kotoran adalah black
liquor temperature ±70˚C..Pulp hasil pencucian ini akan ditampung di LC tank untuk
homogenisasi lalu kemudian dikirim ke screener
Pulp yang masuk ke screener nantinya diharapkan memiliki konsistensi sebesar 3-
4%.Pulp diharapkan lebih banyak mengandung air ketimbang black liquor sisa hasil
pemasakan.Black liquor yang sudah dikeluarkan dari pulp pada proses washing ini akan
dikirim ke displacement tank pada proses pemasakan, liquor ini nantinya akan
digunakan kembali sebagai cairan untuk membantu proses impregnasi chip. Keluar dari
screener, pulp nantinya juga akan dicuci kembali.
III.3.3 Screening
Proses screening berlangsung dengan cara penyaringan partikel berdasarkan beda
ukuran dan beda berat. Untuk itu perlu diperhatikan faktor kemungkinan (probability
faktor) dari penyaringan. Probability faktor ini adalah kemungkinan terbawaya reject
oleh accept dan accept oleh reject. Hal ini akan mempengaruhi efisiensi penyaringan
(yield dan kualitas).
α = A yang terbawa R
β = R yang terbawa A
Gambar 3.2 Skema Dasar Sistem Screening (Erissa, 2012)

19
Penyaringan yang baik harus mengusahakan α dan β serendah-rendahnya. Hal ini sulit
dicapai dengan satu saringan saja karena yang akan terjadi adalah jika β rendah maka α
akan naik, dan jika α rendah maka β akan naik. Hal ini membuat penyarigan pada
umumnya menggunakan system penyaringan bertingkat dimana kapasitas alat
penyaringan hanya dipakai 70%nya saja (memperkecil β tetapi memperbesarα). Reject
dari penyaring pertama yang masih banyak mengandung accept diolah lebih lanjut di
penyaring kedua, ketiga, keempat, dan seterusnya.
Pada screener untuk washing di RAPP digunakan penyaringan empat tingkat.Dari proses
ini diharapkan pulp sudah murni mengandung fiber saja. Tidak ada lagi kayu belum
masak dan juga shieve.Shieve merupakan serpihan kayu yang sangat kecil yang dapat
menimbulkan bintik-bintik pada kertas nantinya. Berikut ini pada Gambar 3.2 diberikan
skema system screening
Accept tank Primary Screening Washer
Secondary
Screening
Tertiary Screening
Quartenary
Screening
Reject Tank
Dillution
Reject
Reject
Reject
Reject
AcceptAccept
Accept
Accept
Accept
Reject from
screening
Accept from
screening
Black liquor
dillution
Gambar 3.3 Proses Screening (Erissa, 2012)
Tujuan penyaringan ini lebih khususnya adalah memisahkan kotoran-kotoran
berdasarkan berat dan dimensi lebih besar dari serat.Accept dari screening dikirim ke
proses delignifikasi oksigen, sedangkan reject discreen lebih lanjut secara bertahap
(cascade screening) agar didapatkan penyaringan dengan efisiensi tinggi. Saringan
terakhir yang masih reject akan dipress di screw press sehingga liquor yang terkandung
dalam bahan keluar lalu bahan akan dikirim ke landfill dan menjadi limbah.
III.3.4 Pressing
Proses pressing menggunakan roll press atau vakum press. Pada roll press, pulp ditekan
dua silinder yang bergerak berlawanan arah hinga tekanan 150 bar dan cairan dari dalam
pulp keluar dan ditampung dalam lubang-lubang pada silinder.Cairan tersebut berupa
black liquor sisa hasil pemasakan. Pada proses menggunakan vacuum press, cairan
dalam pulp dihisap menggunakan vakum. Fiberline #1 memiliki empat alat vacuum
press.
Proses washing di RAPP berlangsung selama empat kali pencucian dan menggunakan
enam alat press. Masing-masing proses dijelaskan sebagai berikut:

20
a. Brown stock wash Press (51 dan 52)
Pulp yang lolos dari primary knotter dialirkan ke wash press. Pulp ini memiliki
konsistensi awal sebesar 4%. Pada tahap ini digunakan press jenis DPA
(displacement press). Setelah dialiri air dan dipress, konsistensi pulp naik menjadi
30-35%. Pulp lalu dialirkan ke screw conveyor lalu dilarutkan lagi dengan dilusi
berupa black liquor dengan tujuan untuk medelignifikasi lignin hingga
konsistensinya turun ke 6 %. Pulp hasil pencucian ini lalu dimasukan kedalam LC
tank.
b. Brown stock wash Press (5,6,7,8)
Pulp dari LC tank didilusi kembali lalu dipress hingga konsistensinya mencapai
30-35%. Pulp kemudian dimasukan lagi ke dalam screen room dan konsistensinya
diturunkan lagi ke 10-12% Dilusi pulp menggunakan black liquor sisa hasil
pencucian.Filtrat black liquor hasil press akan digunakan kembali sebagai dilusi
pada press 1 dan 2
Pulp yang sudah selesai dipress tadi sengaja didilusikan kembali karena jika
konsistensinya terlalu besar pada proses delignifikasi nanti pulp akan rusak. Proses
delignifikasi tetap memerlukan pulp dalam keadaan konsistensi rendah.
III.3.5 Delignifikasi Oksigen
Proses delignifikasi dapat ditunjukkan dari hasil penentuan bilangan kappa (kappa
number). Kappa number digunakan untuk menyatakan berapa jumlah lignin yang masih
tersisa di dalam pulp setelah pemasakan, pencucian, dan pemutihan.Pengujian kappa
number yang dilakukan di dalam industri pulp memiliki dua tujuan, yaitu :
- merupakan indikasi terhadap derajat delignifikasi yang tercapai selama proses
pemasakan, artinya kappa number digunakan untuk mengontrol pemasakan
- menunjukkan kebutuhan bahan kimia yang akan digunakan untuk
prosesselanjutnya yaitu proses bleaching (pemutihan).
Pada pengujian kappa number, jumlah larutan kalium permanganat (KMnO4) yang
sudah diketahui konsentrasinya ditambahkan ke dalam sampel pulp.Setelah waktu
tertentu, jumlah permanganat yang bereaksi dengan pulp ditentukan dengan mentitrasi
sampel. Kappa number selanjutnya didefinisikan sebagai jumlah mililite KMnO4 0,1N
yang dikonsumsi oleh 10 gram pulp selama 10 menit pada temperatur 25oC. Hasilnya
dikoreksikan terhadap konsumsi 50% permanganat yang ditambahkan.Untuk pulp kraft
hubungan antara kappa number dengan lignin adalah sebagai berikut :
%lignin = 0,147 x kappa number
Proses delignifikasi menggunakan oksigen ini bertujuan untuk menurunkan kandungan
lignin yang dikandung oleh pulp. Pengurangan ini bertujuan agar ketika pulp diputihkan,
kandungan pulp mengandung serat-serat selulostik dengan sedikit kandungan lignin saja.
Adanya lignin dalam pulp akan memberikan tensile strength dan viskositas yang besar
pada kertas ketika pulp dikonversi menjadi kertas nantinya. Untuk itulah lignin tidak
sepenuhnya dihilangkan karena jika lignin benar-benar dihilangkan, kertas hasil
konversi dari pulp tidak akan memiliki tensile strength yang besar dan akan mudah
robek.

21
Proses delignifikasi dengan oksigen khususnya bertujuan untuk mengurangi konsumsi
bahan kimia yang nantinya digunakan untuk pemutihan dan delignifikasi lanjutan pada
area bleaching.
Prinsip dari delignifikasi oksigen ini adalah proses oksidasi dari gugus hidroksil lignin
sehingga lignin dapat terlepas dari pulp dan larut dalam air. Pada proses delignifikasi ini
juga diberikan white liquor untuk memberikan suasana basa karena proses delignifikasi
ini berlangsung dengan baik pada pH tinggi di kisaran 10,8-11,2. Pada proses
delignifikasi dengan oksigen ini konsistensi dari pulp harus diperhatikan. Hal ini
diperlukan karena oksigen yang diberikan ke dalam pulp berbentuk gas, perlu
pengadukan merata agar diperoleh luas permukaan kontak yang besar antara pulp
dengan oksigen.Makin encer pulp maka oksigen yang diberikan harus lebih banyak, hal
ini sangatlah merugikan kedepannya karena memerlukan biaya lebih untuk mendapatkan
banyak oksigen. Pada proses delignifikasi, konsistensi pulp awal dijaga antara 10-12%.
Nilai konsistensi ini didapatkan dari proses dilusi pulp hasil press dengan black liquor.
Selain itu, white liquor yang ditambahkan untuk menjaga pH haruslah dioksidasi
terlebih dahulu. Tujuannya adalah agar Na2S yang terkandung pada liquor berubah
menjadi Na2SO4, sehingga selulosa pada pulp tidak akan ikut terdegradasi pada proses
delignifikasi.
Secara garis besar pulp hasil washing memiliki bilangan kappa antara 17-19 dan akan
diturunkan menjadi 9-10 pada proses delignifikasi ini. Variabel yang harus dijaga pada
proses delignifikasi oksigen ini antara lain :
- Temperatur reaktor
- Tekanan reaktor
- Waktu tinggal di reaktor
- Konsentrasi white liquor yang ditambahkan
- Jumlah oksigen
Tahap-tahap proses delignifikasi oksigen dijabarkan sebagai berikut :
1. Pre O2 delignifikasi
Pada tahap ini pulp hasil press dari proses washing didilusi hingga konsistensinya
turun menjadi 10-12%.Pulp dialirkan ke mixer lalu ke dalam mixer dialirkan
middle pressuresteam dan oksigen. MP steam ini berfungsi untuk menaikan suhu
menjadi 100 oC. White liquor yang telah dioksidasi juga dialirkan ke dalam
mixer.Selain untuk membuat suasana reaksi menjadi basa white liquor berfungsi
untuk mengikat lignin yang telah dilepaskan oksigen agar tidak kembali ke dalam
pulp.Mixer berfungsi hanya sebagai tempat pencampuran.
2. O2 delignifikasi
Pulp yang telah selesai dimixing dengan oksigen dan white liquor kemudian
dikirim ke reaktor dan diaduk menggunakan propeller pada reaktor. Disinilah
kadar lignin diturunkan hingga mencapai bilangan kappa 9-10. Pada proses
delignifikasi ini digunakan 2 reaktor yaitu :
a. Reaktor A
Pada reaktor A terjadi rekasi antara pulp dengan kaustik, O2, dan MP
steam pada tekanan tinggi, suhu rendah dan waktu singkat. Tekanan

22
tinggi berfungsi untuk meratakan pencampuran oksigen, suhu yang
rendah dan waktu singkat berfungsi agar proses delignifikasi tidak
merusak serat-serat pada pulp. Kondisi pada reaktor A
- Konsistensi : 10-12 %
- Temperatur : 89-92 ˚C
- pH : 10,8-11,2
- tekanan : 5.5-7 bar
- waktu : 30 menit
b. Reaktor B
Pada reaktor B kembali dialirkan oksigen dan MP steam. Penambahan
oksigen tidak sebanyak pada reaktor A. Pada reaktor ini terjadi rekasi
antara pulp dengan kaustik, O2, dan MP steam pada tekanan rendah,
suhu tinggi, dan waktu lama. Tujuannya adalah penyempurnaan proses
delignifikasi dari reaktor A. Pulp yang sudah selesai dari reaktor B akan
dipompakan ke blowtank untuk proses penghomogenan pulp dan
penurunan tekanan serta suhu dari pulp. Kondisi pada reaktor B :
- Konsistensi : 10-12 %
- Temperatur : 98-101 ˚C
- pH : 10,8-11,2
- tekanan : 2-3 bar
- waktu : 60 menit
3. Post O2 delignifikasi
Pulp dari blowtankakan dikirim lagi untuk dipress hingga konsistensinya naik ke
30-35% lalu kemudian didilusi lagi hingga konsistensinya mencapai 10-12%
menggunakan black liquor pada screw conveyor. Pulp kemudian dikupulkan lagi
ke tangki unbleach HDT (high density tank). Disini proses delignifikasi telah
selesai. Pada unbleach HDT diharapkan pulp sudah memiliki kappa number
sebesar 9-10, dan soda yang dikandung oleh liquor yang ditambahkan ke pulp
hanya terbawa kurang dari 10 kilogram per ton pulp. Jika soda yang terbawa
masih besar maka akan ditubuhkan ClO2 yang besar pula untuk memutihkan pulp.
Brightness dari pulp diharapkan sudah mencapai 50.
Berikut ini pada Gambar 3.4 diberikan proses washing secara detail

23
Gambar 3.4 Diagram Alir Proses Washing (APRIL Learning Institute, 2012)
III.4 Bleaching
Pulp hasil dari proses pencucian memiliki nilai brightness sebesar 50, sedangkan pulp
siap jual haruslah memiliki nilai brightness sebesar 90. Untuk itulah perlu dilakukan
proses pemutihan atau biasa disebut sebagai bleaching. Belum putihnya pulp ini
dikarenakan masih adanya lignin yang dikandung oleh pulp meskipun pulp sudah
dilignifikasi pada proses pencucian. Lignin sebenarnya bisa dihilangkan sempurna pada
proses delignifikasidengan mengatur reaktor pada suhu tinggi. Kelemahan pertama dari
proses ini adalah proses pemutihannya memakan waktu yang lama. Kelemahan kedua
dari proses ini adalah penghilangan seluruh kadar lignin dengan pemanasan pada suhu
tinggi dalam proses delignifikasi dapat menyebabkan putusnya rantai-rantai panjang
selulosa dan hemiselulosamenjadi rantai yang lebih pendek. Pulp yang memiliki rantai
selulosa dan hemiselulosa pendek akan sulit dijadikan kertas karena tensile strength dari
kertas-kertas ini sangat rendah.Selulosa dan hemiselulosa merupakan senyawa organik
yang sensitive terhadap suhu tinggi.Oleh karena itu diperlukan proses pemutihan dan
penghilangan lignin lanjutan agar pulp memiliki brightnessyang sesuai untuk dijual.

24
Pemutihan pulp pada RAPP dilakukan dalam beberapa tahap. Tahapan tersebut
dikodekan sebagai berikut :
Tahap D
Pada tahap ini pulp direaksikan dengan klorindioksida (ClO2).ClO2 ini merupakan
senyawa yang harganya relatif lebiih mahal dibandingkan dengan senyawa Cl2,
namun senyawa ini jauh lebih ramah terhadap lingkungan dan bekerja sangat
selektif terhadap lignin.ClO2 sangat berguna pada pemutihan tahap awal dan akhir
saat konsistensi lignin rendah. Tahap D ini umumnya dijalankan pada kondisi
berikut :
Konsistensi pulp : 10-12%
Temperature : 60-80˚C
waktu : 3-5 jam
pH : 3,5-6
dosis ClO2 : 0,6-0,8% massa pulp
Tahap E
Tahap E merupakan tahap ekstraksi lignin yang telah didegradasi dari dalam
pulp.Pada tahap ini digunakan senyawa basa NaOH. Umumnya tahap ini dilakukan
setelah tahap D. Pada tahap ni terjadi penggantian gugus klorin oleh gugus alkali
yang membuat lignin terlarut berdasarkan reaksi :
Lignin-Cl + NaOH Lignin-OH + NaCl
Kondisi pada tahap ini :
Konsistensi pulp : 10-18%
Temperature : 50-95˚C
waktu : 0,75-1,5 jam
pH : 10-11
dosis NaOH : 2-3% massa pulp
Tahap P
Tahap ini merupakan tahap pemutihan dengan bantuan senyawa hydrogen
peroksida (H2O2).Senyawa hydrogen peroksida ini dapat menggantikan fungsi
ClO2 untuk menurunkan kadar lignin dan memutihkan pulp. Namun senyawa ini
mahal dan penangannya sulit sehingga tidak digunakan di RAPP. Kondisi operasi
tahap ini :
Konsistensi pulp : 10-12%
Temperature : 60-70˚C
waktu : 2-4 jam
pH : 8-10
dosis H2O2 : 5 kg/ton pulp
Tahap O
Pada tahap ini digunakan oksigen sebagai agen pengikat lignin.Meskipun pada
dasarnya pengikatan lignin dapat meningkatkan brightness penggunaan oksigen
hanya sebatas untuk menurunkan bilangan kappa saja.Oksigen merupakan bahan

25
pemutih paling murah tetapi juga yang paling tidak selektif terhadap lignin.Selain
itu, proses pemutihan menggunakan oksigen murni harus dilakukan pada suhu
tinggi dan dapat merusak serat-serat pulp dan memakan waktu yang lama.Di
RAPP tahap O ini biasa digabung dengan tahap E dan P pada satu reaktor.
Konsistensi pulp : 10-14%
Temperature : 90-110˚C
waktu : 20-60 menit
pH : 8-10
dosis O2 : 3kg/ton pulp
Tahapan pemutihan pada RAPP dilaksanakan dalam empat tahap pemutihan yang
dilaksanakan secara berurutan.Tahapan tersebut adalah D0-EOP-D1-D2.Dimana pada
fiberline satu dari satu tahap ke tahap lainnya dilakukan juga pencucian pulp
menggunakan washer dan roll press.
1. Tahap D0
Pada tahap pertama dari proses pemutihan in pulp direaksikan dengan ClO2.
ClO2 merupakan bahan kimia jenis ECF (elemen chlorine free) dimana senyawa
jenis ini lebih ramah terhadap lingkungan.Tujuan dari tahap D0 ini sendiri
adalah untuk mendegradasi dan memisahkan struktur lignin yang terdapat
dalam pulp, serta menaikan brightness secara drastis untuk pertama
kalinya.Pada tahap ini suasana reaksi yang terjadi adalah suasana asam karena
kayu umumnya membentuk pH asam ketika direaksikan denga ClO2.Kondisi
pada tahap ini :
Konsistensi pulp : 11-12 %
Temperatur : 65-70˚C
Waktu reaksi : 60 menit
pH reaksi : 2-2,5 (untuk mix hardwood) dan 3-3,5 (Accacia)
Brightness : 68-70 % ISO
Kappa number : 7,5-8,5 (mix hardwood) dan 9-10 (Accacia)
ClO2 charge : 25-30 kg/ton pulp (bergantung pada kappa number
dari washing)
2. Tahap EOP ( Ekstraksi, Oksidasi, dan Peroksida)
Selesai dari tahap D0 pulp akan dicuci menggunakan washer. Pulp akandicuci
menggunakan air hangatdan ditekan pada roll press hingga konsistensinya
mencapai 28% lalu kemudian didilusikan lagi dengan air hangatsampai
konsistensi 10-12%. Pada tahap ini lignin dari pulp yang telah dilepaskan
sebagian pada tahap D0 akan diekstraksi dan dioksidasi sehingga lignin tersebut
bisa hilang dari dalam pulp. H2O2 ditambahkan pada tahap ini dan berguna
sebagai pemutih dari pulp.Bahan kimia yang ditambahkan pada tahap ini adalah
NaOH dan O2.NaOH digunakan untuk melarutkan lignin yang telah dilepas
pada tahap D0 dan yang akan dilepas oleh O2 dari proses oksidasi. Pada tahap
ini kappa number dari pulp akan turun drastis karena mulai banyak lignin yang
lepas. Kondisi pada tahap ini :
Konsistensi : 10-12 %
Temperatur : 75-80˚C

26
Waktu reaksi : 90 menit
pH reaksi : 10,8-11,2
Brightness : 80-85 % ISO
Kappa number : 1-2
O2 charge : 3kg/ ton
H2O2 charge : 5kg/ton
NaOH charge : 16kg/ton (bergantung dari pH pulp)
3. Tahap D1
Selesai dari tahap E0 pulp akan dicuci menggunakan washer. Pulp akan dicuci
menggunakan air hangatdan ditekan pada roll press hingga konsistensinya
mencapai 28% lalu kemudian didilusikan lagi dengan air hangatsampai
konsistensi 10-12%. Pada tahap ini brightness dari pulp akan dinaikan agar
mencapai standar baku mutu pulp layak jual. Lignin yang sudah terekstrak pada
tahap EOP membuat proses pemutihan pulp pada tahap ini berlangsung mudah.
Proses terjadi pada keadaan asam. Kondisi pada tahap ini :
Temperatur : 75-80˚C
Waktu reaksi : 180 menit
pH reaksi : 3,5-4 ,5
Brightness : 89-89,5 % ISO
ClO2 charge : 10-15 kg/ton (tergantung brightness)
4. Tahap D2
Tahap D2 merupakan tahapan untuk mennyempurnakan proses pemutihan agar
brightness pulp mencapai nilai standar ISO untuk produk siap jual. Pada proses
ini digunakan bahan kimia berupa ClO2 dan SO2. SO2 pada tahap ini berfungsi
untuk menetralkan ClO2 yang tersisa pada proses pemutiham. ClO2 sendiri
berfungsi sebagai agen pemutih pada tahap ini. Kondisi pada tahap ini :
Konsistensi pulp : 10-12 %
Temperatur : 75-80˚C
Waktu reaksi : 180 menit
pH reaksi : 3,5-4 ,5
Brightness : 89,5-90 % ISO
ClO2 charge : 0-4 kg/ton (tergantung brightness)
Selesai dari D2 pulp secara kimiawi telah selesai diputihkan. Pulp kemudian dikirim ke
tangki penyimpanan tank yang disebut Bleach High Density Tank (BHDT) untuk
menurukan suhunya dan homogenisasi. RAPP memiliki lima buah tangki HDT ini.
Untuk HDT 1, 2, dan 5 pulp yang masuk akan diteruskan ke pulp dryer dan kemudian
dikeringkan untuk pembentukan lembaran-lembaran pulp siap jual. HDT 3 dan 4 akan
meneruskan pulpnya ke RAK. RAK merupakan salah satu business unit di RAPP yang
mengolah pulp menjadi kertas jadi. Masing-masing HDT memiliki volume yang sama
yaiutu 8000m3. Setelah homogenisasi, di dalam HDT, pulp akan dikirim ke LC tank agar
terjadi pengenceran pulp konsistensi 10-12% menjadi 3-6% dan pH 5-6. Tujuan dari
pengenceran ini adalah agar pulp mudah ditransportasikan dan mudah disaring dalam
system screening di pulp dryer dan di paper machine.
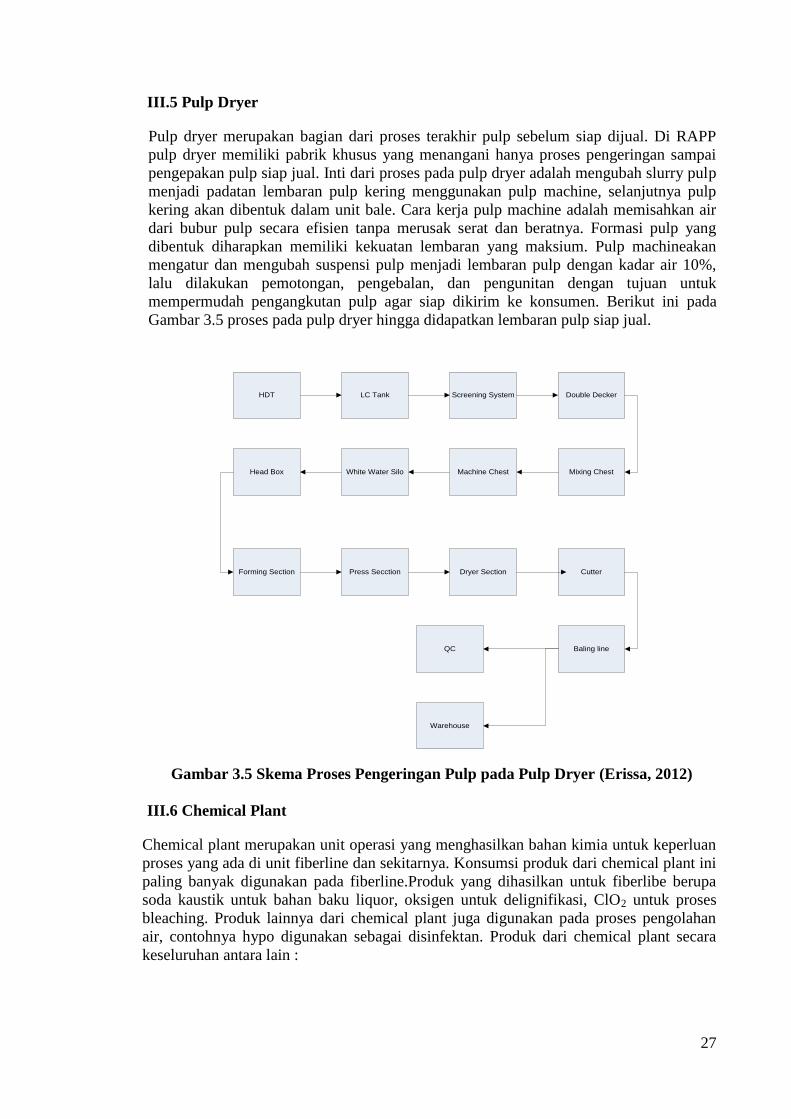
27
III.5 Pulp Dryer
Pulp dryer merupakan bagian dari proses terakhir pulp sebelum siap dijual. Di RAPP
pulp dryer memiliki pabrik khusus yang menangani hanya proses pengeringan sampai
pengepakan pulp siap jual. Inti dari proses pada pulp dryer adalah mengubah slurry pulp
menjadi padatan lembaran pulp kering menggunakan pulp machine, selanjutnya pulp
kering akan dibentuk dalam unit bale. Cara kerja pulp machine adalah memisahkan air
dari bubur pulp secara efisien tanpa merusak serat dan beratnya. Formasi pulp yang
dibentuk diharapkan memiliki kekuatan lembaran yang maksium. Pulp machineakan
mengatur dan mengubah suspensi pulp menjadi lembaran pulp dengan kadar air 10%,
lalu dilakukan pemotongan, pengebalan, dan pengunitan dengan tujuan untuk
mempermudah pengangkutan pulp agar siap dikirim ke konsumen. Berikut ini pada
Gambar 3.5 proses pada pulp dryer hingga didapatkan lembaran pulp siap jual.
HDT LC Tank Screening System Double Decker
Mixing ChestMachine ChestWhite Water SiloHead Box
Forming Section Press Secction Dryer Section Cutter
Baling lineQC
Warehouse
Gambar 3.5 Skema Proses Pengeringan Pulp pada Pulp Dryer (Erissa, 2012)
III.6 Chemical Plant
Chemical plant merupakan unit operasi yang menghasilkan bahan kimia untuk keperluan
proses yang ada di unit fiberline dan sekitarnya. Konsumsi produk dari chemical plant ini
paling banyak digunakan pada fiberline.Produk yang dihasilkan untuk fiberlibe berupa
soda kaustik untuk bahan baku liquor, oksigen untuk delignifikasi, ClO2 untuk proses
bleaching. Produk lainnya dari chemical plant juga digunakan pada proses pengolahan
air, contohnya hypo digunakan sebagai disinfektan. Produk dari chemical plant secara
keseluruhan antara lain :

28
1. NaOH (122 ton/hari)
NaOH dibuat sebagai bahan dasar dari white liquor
2. Chlorin dioxide (155 ton/hari)
ClO2 digunakan sebagai agen pemutih pulp pada proses bleaching
3. Natrium klorat, NaOCl3 (88 ton/hari)
Merupakan bahan dasar aktif untuk pemutihan secara komersial. Kelebihan klorin
selain dijual juga digunakan sebagai bahan dasar untuk membentuk NaOCl yang
dapat digunakan sebagai pemutih pakaian
4. Sulfur dioksida (8 ton/ hari)
Sulfur dioksida digunakan sebagai bahan dasar pembuatan H2SO4.
5. Oksigen (237 ton/ hari)
Oksigen digunakan sebagai bahan dasar dari proses delignifikasi dan digunakan
juga pada proses pemutihan tahap EOP. Oksigen dibentuk dari udara yang
dipurging menggunakan gas nitrogen.
Produk-produk diatas dibentuk pada chemical plant yang terdiri dari empat plant
terintergrasi satu sama lain. Keempat plant penyusun chemical plant di RAPP adalah :
1. Klor Alkali Plant
2. Klorin dioksida Plant
3. Sulfur Dioksida Plant
4. Oksigen Plant
Selain keempat chemical plant tersebut, terdapat plant Rekaustisasi dan Lime Kiln yang
bertugas mendaur ulang black liquor menjadi white liquor untuk kebutuhan pemasakan.
Secara garis besar proses yang terjadi pada chemical plant digambarkan pada Gambar
3.6
Brine SystemSalt Chlor AlkaliBrine
Weak Brine
SO2 Plant
SO2
Storage
SO2
Caustic
Storage
Caustic
HCl UnitCl2
H2
H2
ClO2
Generator
HCl
Chlorate
Plant
Chlorate
Weak
Chlorate
ClO2
Storage
ClO2
Gambar 3.6 Proses pada Chemical Plant (Erissa, 2012)

29
III.6.1 Klor Alkali Plant
Brine
System
Saturator
Treatment Tank
Clarifier
FilterIE
Deionized
Storage
Electrolyzers
Anolyte
tank
Catholyte
Tank
Caustic Storage
Dechlorinator
CoolerCandle
Filter
Dechlor-Brine
Compressor
CO2
PlantH2
Gambar 3.7 Diagram Alir pada Klor Alkali Plant (Erissa, 2012)
III.6.1.1 Brine Treatment
Sebelum garam digunakan untuk elektrolisis membran dalam proses pembuatan kaustik
dan gas klorin, garam dijenuhkan terlebih dahulu dengan demin water dan dihilangkan
pengotor-pengotornya. Pengotor-pengotor ini umunya adalah ion-ion seperti Ca2+
, Mg2+
,
dan SO42-
. Dari proses ini diharapkan kesadahan larutan garam berkurang menjadi
50ppb.
Saturator/Lixator Brine Treatment TankBrine Clarifier
Brine Clarified Storage
Brine Filter
Brine Filter StorageDeionized Brine Storage
Ion Exchange
Salt
Dechlorinated
Brine
Denim Water Na2CO3 BaCl2
Caustic
Coagulant
Precoat
Agent
Filter Aid
Gambar 3.8 Diagram Alir pada Brine Treatment (Erisssa, 2012)
30
III.6.1.2 Brine Saturation
Proses ini berlangsung di dalam alat yang disebut saturator. Fungsi dari saturator ini
sendiri adalah :
1. melarutkan garam
2. menjenuhkan kembali brine lemah (brine yang terdekloronisasi)
3. fitrasi, filtrasi ini dilakukan untuk garam-garam yang berada dibawah zona pelarutan
dimana garam-garam ini tidak larut dalam larutan.
Brine yang terdekloronisasi dan demin water didistribusikan di dalam saturator
menggunakan pipa distribusi. Pipa distribusi ini berfungsi seperti shower yang
melarutkan garam sampai brine menjadi jenih. Jika saturator masih dipenuhi garam, itu
berarti garam tidak bisa dilarutkan lagi karena brine sudah jenuh. Parameter yang
dikontrol dalam saturator antara lain :
1. Level : >60%
2. Temperatur : 60-80˚ C
3. pH : 9
4. Brine strength : 320 gpl
III.6.1.3 Chemical treatment
Selanjutnya brine akan diproses secara kimiawi pada tangki brine treatment untuk
menghilangkan pengotor seperti kalsium, magnesium, dan sulfat. Fungsi tangki ini
adalah :
1. menyediakan retention time dan sebagai wadah bagi kalsium, magnesium, dan
sulfat untuk berekasi membentuk endapan
2. menjaga senyawa-senyawa insoluble tetap di suspense
3. mencampur dilusi demin water dengan brine jenuh untuk menjaga konsentrasi
larutan agar dapat diproses pada elektrolyzer.
Brine jenih dipompakan dari saturator menuju ke tangki brine treatment primary. Sludge
brine dari clarifiers didaur ulang dan ditambahkan ke dalam aliran brine untuk membantu
induksi nukleasi dari endapan yang dibentuk di tangki. Berikut pada Gambar 3.9
diberikan diagram alir pada proses chemical treatment brine

31
Solution Tank BaCl2
Solution Tank Na2CO3
Storage Tank BaCl2
Storage Tank Na2CO3
Treatment Tank 1Treatment Tank 2
E-8
P-1Denim Water
P-7
Caustic 32%
Brine From Saturator
Gambar 3.9 Diagram Alir pada Proses Chemical Treatment Brine (Erissa, 2012)
Reaksi yang terjadi pada tangki brine treatment adalah :
Untuk ion Ca2+
:
CaSO4(aq) + Na2CO3(aq)CaCO3(s) + Na2SO4(aq)
CaCl2(aq) + Na2CO3(aq) CaCO3(s) + 2 NaCl (aq)
Reaksi yang terjadi untuk ion Mg2+
adalah
MgCl2(aq) + 2 NaOH(aq) Mg(OH)2(s) + 2 NaCl(aq)
FeCl3(aq) + 3 NaOH(aq) Fe(OH)3(s) + 3 NaCl(aq)
Reaksi pemisahan sulfat dengan proses
Na2SO4(aq) + BaCl2(aq) BaSO4(s) + 3 NaCl(aq)
III.6.1.4 Brine Clarification
Setelah diproses secara kimiawi dalam tangki brine treatment, brine dipompakan ke
clarifier dan ditambahkan koagulan. Koagulan akan membantu proses sedimentasi
sehingga semua sludge yang terbentuk pada tangki brine treatment akan mengendap
pada clarifier.
III.6.1.5 Brine filtration
Setelah di klarifikasi brine akan defiler. Brine yang masih mengandung padatan dari
clarifier akan dipompakan ke brine filter. Filter ini akan menahan padatan-padatan yang
masih terkandung di brine.
III.6.1.6 Ion exchange
Brine yang sudah difiltrasi masih mengandung mineral-mineral pengotor yang nantinya
akan menyulitkan proses elektrolisa. Calsium, magnesium, dan barium akan
menurunkan efektifitas dari sel membrane klor alkali dengan menutupi struktur

32
membrannya. Barium juga merupakan racun bagi pembungkusan anoda yang digunakan
pada electrolyzer.Pada ion exchanger ini resin akan mengganti berberapa kation yang
memiliki level rendah sehingga kation-kation ini tidak mengganggu proses elektrolisa.
Tidak semua kation pengotor ini akan hilang, namun dari proses ini diharapkan
kesadahan dari brine sudah mencapai dibawah 30 ppb.
III.6.1.7 Elektrolisa
Elektrolisis bertujuan untuk menghasilkan gas khlor dan soda kaustik yang diproses
secara elektrolisa dengan bahan dasar larutan garam dapur (NaCl).Alat yang digunakan
disebut sebagai electrolyzer.Jenis yang digunakan FM21 membrane electrolyzer. Gas
klor dihasilkan di kutub positif (katoda), sedangkan soda kaustik dan hydrogen
dihasilkan di kutub negative (anoda). Reaksi yang terjadi adalah sebagai berikut :
2 NaCl (aq) + 2H2O(l) + panas Cl2(g) + 2 NaOH(aq) + H2(aq)
III.6.1.7.1 Sistem Katoda
Cells Catholyte
HE
Intermediate Caustic Tank
Casutic 32% Storage
P-17
Nitrogen
P-21
H2 Stack
HCL unit
V-3
V-4P-25
Caustic Handling Area
Denim Water
Cooling water
NaClP-37
H2
Caustic 32%
Caustic 30%
P-38
Gambar 3.10 Diagram Alir pada Sistem Katoda (Erissa, 2012)
Sistem katoda terbagi ke dalam dua proses yaitu :
Penanganan Kaustik
Soda kaustik dihasilkan pada membrane electrolyzer pada konsentrasi 32% berat
dan temperature 87˚C. Kaustik kemudian didinginkan dan ditransfer ke tangki
penyimpanan untuk dikirim ke proses pada pengolahan pulp.
Penanganan Hidrogen
Gas hydrogen yang dihasilkan dari proses elektrolisis akan meninggalkan
electrolyzer dalam faasa kesetimbangan denga kaustik dalam bentuk uap cair. Gas
hydrogen nantinya akan dilepaskan sebagian dan dididinginkan sebagian pada
plant HCl

33
III.6.1.7.2 Sistem Anoda
Cells
Anolyte
DeChlorinator
Dechlorinated Weak Brine
Chlorine Gas Handling
NaCl
Cl2
HCl
Caustic 30%
Weak NaCl
P-44
Weak BrineWet Chlorine
Gambar 3.11 Diagram Alir pada Sistem Anoda (Erissa, 2012)
Sistem anoda memiliki proses utama, yaitu penanganan gas klorin, dimana gas klorin
dari elektrolizer akan didinginkan menggunakan air pendingin dan kemudian
dikeringkan dengan cara dikontakkan ke asam sulfur. Gas kering kemudian dikompres
menggunakan acid ring compressor dan kemudian dicairkan.Klorin cair kemudian
disimpan dalam storage tank.

34
III.6.2 Klorin Dioksida Plant
Sodium Chloratte
ProductionChlorine Dioxide Production
Hydrochlyric Acid
Production
Hydrogen
Strong Chlorate
Weak Chlorate
Hydrochloric Acid
Weak Chloraate
ElectricityWater
Chlorine Dioxide Product
Strong chlorine feed
Water
Gambar 3.12 Diagram Alir pada Klorin Dioksida Plant (Erissa, 2012)
Proses ini bertujuan untuk menghasilkan ClO2 dengan menggunakan dua generator.
Masing-masing generator menghasilkan kurang lebih 75-78 ton larutan ClO2 perhari
dengan konsentrasi 10gt/L ClO2. Produksi ClO2 merupakan reaksi reduksi natrium klorat
Na2OCl3 dengan asam klorida (HCl).Reaksi yang terjadi adalah sebagai berikut.
Elektrolisa klorat : NaCl(aq) + 3 H2O (aq) NaClO(aq) + 3H2 (aq)
Generasi ClO2 : NaClO3 (aq) + 2 HCl (aq) NaCl (aq)+ClO2(g)+1/2Cl2(g)+H2O(l)
HCl sintesis : H2(g) +Cl2(g) 2 HCl (aq)
Tahapan produksi larutan ClO2 untuk pemutihan terdiri dari beberapa proses :
1. proses elektrolisa dari bahan ntrium klorida menghasilkan natrium klorat
dan hydrogen, alta yang digunakan adalah electrolyzer dengan tipe
chemeties chlorate cell
2. proses pendinginan dan penyaringan pekat klorat
3. produksi ClO2 dari natrium klorat dan asam klorida dalam chemeties
generator
4. absorbsi gas klor dioksida yang dihasilkan generator menjadi cairan
5. penyimpanan cairan klor dioksida dalam tangki penyimpanan
6. menyiapkan larutan encer klorat yang meninggalkan generator
7. memproduksi HCl dengan konsentrasi 32% berat dalam unit pembakaran
HCl sintesis dengan cara membakar klorin dari proses ClO2 dan make up
aliran klo pekat dengan hydrogen dari chlorate cell
8. penyimpanan

35
III.6.3 Sulphur Dioxide Plant
Pada dasarnya sulfur dioksida diproduksi dengan mencairkan belerang bubur kering
dalam tangki pelelehan (melting pit) dengan temperature 135C. Melting pit terdiri dari
tiga bagian yang masing-masing memiliki LP steam coil untuk mencairkan bubuk sulfur.
Sulfur yang telah cair kemudian dipompakan ke nozzle burner menggunakan pompa DC
drive melalui pipa steam jaket. Sulfur yang telah cair kemudian dipompakan melewati
pembakar sulfur dimana sulfur dibakar dengan udara pembakaran panas hingga
temperature mencapai 1300C agar terbentuk gas SO2. Gas yang terbentuk kemudian
didinginkan pada pendingin melalui 2 tahap, kemudian gas diabsorb dalam air dingin
pada absorber.Cairan SO2 yang terbentuk kemudian disimpan dan tangki penyimpanan.
III.6.4 Oksigen Plant
Plant oksigen bertujuan untuk menghasilkan oksigen dan nitrogen (dalam jumlah kecil).
Bahan dasar dari plant ini adalah udara atmosferik, dan proses utamanya ada memisahkan
nitrogen dan oksigen.
Oksigen digunakan sebagai bahan dasar delignifikasi, sedangkan nitrogen digunakan
pada chemical plant secara keseluruhan untuk mencegah gas-gas explosive seperti
hydrogen.
Pada RAPP digunakan dua system pemisahan oksigen dan nitrogen dari udara.Sistem
pertama adalah system cryogenic dan kedua adalah system non-cryogenic.
Air
FiltrationAir
CompressionCooling
AdsorptionExpansionAir
Separation
Oxygen
Compression
LiquefactionCryogenic
StorageVaporization
Raw Air
Oxygen
Gas
Gambar 3.13 Diagram Alir pada Oksigen Plant (Erissa, 2012)

36
III.6.5 Rekaustisasi dan Lime Kiln
Unit ini bertugas untuk memenuhi kebutuhan white liquor untuk pemasakan pulp. Unit
ini terbagi menjadi dua, yaitu :
1. Unit Rekaustisasi
Unit ini digunakan untuk merubah green liquor menjadi white liquor
kembali.Kalsium oksida yang sudah direaksikan dengan air sehingga
menghasilkan Ca(OH)2,akan dimasukan ke dalam green liquor. Green liquor
yang mengandung natrium karbonat (Na2CO3) akan membentuk NaOH ketika
bereaksi denganCa(OH)2. NaOH ini nantinya akan digunakan sebagai bahan
dasar pemasakan. Selain NaOH, CaCO3 juga akan terbentuk. CaCO3 ini
nantinya akan dikirim ke lime kiln untuk menghasilkan CaO kembali. Tahapan
proses rekaustisasi adalah sebagai berikut :
1. Melarutkan lelehan (smelt) yang keluar dari ruang bakar ke dalam
dissolving tank dengan green liquor encer
2. Pemisahan green liquor dan pemisahan dreg
3. Green liquor yang sudah jernih direaksikan dengan Ca(OH)2 menjadi
white liquor
4. White liquor dijernihkan dengan cara memisahkan CaCO3 dan
selanjutnya siap digunakan untuk pemasakan pulp.
Proses rekaustisasi ini diharapkan mampu menghasilkan 6750m3 white liquor
perhari dengan kandungan alkali aktif didalamnya sebesar 105gr NaOH/l. Reaksi
yang terjadi dalam proses rekaustisasi adalah :
Slaking : CaO(s) + H2O Ca(OH)2(aq)
Kaustisasi : Ca(OH)2(aq) + Na2CO3(aq) CaCO3(s) + 2 NaOH (aq)
Faktor-faktor yang mempengaruhi reaksi kaustisasi :
a. Suhu : 95-105˚C
Bila suhu < 70˚C, reaksi akan berjalan sangat lambat, bila lebih besar dari
105˚C bisa terjadi percikan di dalam lime slacker
b. Tekanan : 1 atm
c. Kapur berlebih : 5-10%
Reaksi kaustisasi merupakan reaksi kesetimbagan dan mempunyai efisiensi
kurang lebih 80%.Oleh karena itu, kapur yang ditambahkan perlu berlebih
untuk meningkatkan efisiensi kaustisasi.Bila kapur terlalu berlebih,
kecepatan pengendapan lumpur kapur (CaCO3) menurun. Apabila kapur
kurang maka efisiensi kaustisasi menurun
d. Waktu tinggal : 10-60 menit
Dengan pengaturan kondisi-kondisi yang baik diatas dan kapur yang
ditambahkan cukup, maka reaksi akan berlangsung dalam waktu 10 menit.
Bila tidak maka diatur parameter-parameter lainnya sehingga waktu reaksi
tidak lebih dari 10 menit.

37
2. Unit Lime Kiln
Proses lime kiln bertujuan untuk membakar CaCO3 dari sisa reaksi kaustisasi dan
batu kapur (limestone) untuk memperoleh kembali kapur CaO yang selanjutnya
digunakan pada proses kaustisasi. Pemabakaran kembali lime mud dan limestone
dilakukan dengan menggunakan rotary lime kiln. Fungsi utama dari tungku ini
adalah kalsinasi lumpur kalsium karbonat menjadi kalsium oksida (CaO). Reaksi
kalsinasi dapat dilihat sebagai berikut :
CaCO3 + panas CaO + CO2 ΔH= 42,500 kkal , T= 1000-1100˚C
Udara disuplai dengan mengatur kekuatan draft fan dan pembakaran gas dihisap
pada kiln dengan induced draft fan. Gas yang tinggal di kiln dimuat dengan lime
dust. Selanjutnya dilewatkan melalui electrostatic precipitator, sebelum dibuang
ke udara bebas gas terlebihdahulu dilewatkan pada recovery lime dust. Hasil
dari lime dust dimasukan kembali sebagai umpan terakhir pada kiln. Proses lime
kiln dirancang dengan kapastitas 670 ton CaO/hari.

38
BAB IV
PERALATAN UTAMA DAN PENDUKUNG PROSES
IV.1. Peralatan Proses
Peralatan utama proses produksi pulp di Departemen Fiberline di PT
RAPPdisajikan pada Tabel4.1 hingga Tabel 4.4.
Tabel 4.1 Peralatan Proses Woodyard and Chip Screen Area (Erissa, 2012)
No. Nama Alat Fungsi Spesifikasi Alat
1 Screw
reclaimer1 dan
2
Mengambil chip dari chip
pile untuk dikirimkan ke
chip conveyor under
storage
Kapasitas
Kecepatan
200-800
m3/jam
6,3-25,4 m/s
2 Chip conveyor
under storage1
dan 2
Menerima chip dari screw
reclaimer dan
mengirimkannya ke chip
conveyor to digester.
Panjang
Lebar
Kapasitas
Kecepatan
298 m
1,2 m
1000 m3/jam
2 m/s
3 Chip conveyor
to digester
Mengirimkan chip ke chip
silo
Panjang
Lebar
Kapasitas
Kecepatan
264,9 m
1,2 m
1200 m3/jam
2,3 m/s
4
Chip Screener Menyaring chip sesuai
dengan ukurannya yaitu
7-45 mm
Lebar
Panjang
Kapasitas
5,1 m
6,5 m
800 m3/jam
5
Chip conveyor
to acrowood
Mengirimkan pin dan
fines ke bagian
pemrosesan acrowood
Lebar
Panjang
Kapasitas
Kecepatan
1,2 m
58,8 m
1000 m3/jam
2,3 m/s
6 Conveyor for
over size chips
Mengirimkan oversize
chip ke rechipper
Lebar
Panjang
Kapasitas
0.8 m
25,4 m
1000 m3/jam
7 Rechipper Mencacah ulang
oversized chip
Kapasitas
Jumlah
pisau
250 m3/jam
12

39
Tabel 4.2 Peralatan Proses Digesting Area (Erissa, 2012)
No. Nama Alat Fungsi Spesifikasi
1 Screw Conveyor
411CA001 dan
411CA002
Mendistribusikan chip
dari chip conveyor ke
chip silo 411T015 dan
411T016
Diameter
Panjang
Kapasitas
1,12 m
10 m
150000 m3
/ jam
2 Chip Silo 411T015 dan
411T016
Menampung chip dari
chip screening area
Volume
Temperatur
500 m3
30oC
3 Chip Silo Discharge
411E015 dan 411E016
Mengirimkan chip dari
chip silo ke screw
conveyor
Diameter 7,6 m
4 Screw Conveyor
411C003,…….,411C006
Mendistribusikan chip
dari chip silo ke digester
411E003,…..,411E006
Diameter
Panjang
Kapasitas
1 m
9,4 m
12000 m3/jam
5 Screw Conveyor
411C007, 411C008,
411C015, 411C016
Mendistribusikan chip
dari chip silo ke digester
411E007, 411E008,
411E015, dan 411E016
Diameter
Panjang
Kapasitas
1 m
1,3 m
12200 m3/jam
6 Screw Conveyor
411C009, 411C010,
411C013, 411C014
Mendistribusikan chip
dari chip silo ke digester
Diameter
Panjang
Kapasitas
1 m
9,5 m
12000 m3/jam
7 Screw Conveyor
411C001 dan 411C012
Mendistribusikan chip
dari chip silo ke digester
Diameter
Panjang
Kapasitas
1 m
1,3 m
12000 m3/jam
8 Digester 411E001,….,
411E014
Tempat berlangsungnya
proses pemasakan chip
Volume
Tekanan
Temperatur
350 m3
1,4 Mpa
210oC
9 Air evacuating fan Mengeluarkan udara
dalam digester saat proses
pengisian chip.
Kapasitas
Tekanan
Kecepatan
8000 n-m3/jam
4000 Mpa
2289 rpm
10 Impregnation liquor
tank 411T002
Menampung cairan
impregnasi untuk proses
pemasakan chip
Volume
Tekanan
Temperatur
1650 m3
Atmosferik
90oC
11 Hot black liquor
accumulator I-411T004
dan II-411T005
Menampung black liquor
panas sisa pemasakan
chip pada digester
Volume
Tekanan
Temperatur
1100 m3
1,1 Mpa
210oC
12 Hot black liquor
accumulator 411T006
Menampung black liquor
panas sisa pemasakan
chip pada digester
Volume
Tekanan
Temperatur
850 m3
1,1 Mpa
210oC
13 White liquor tank
411T013
Menampung white liquor
untuk proses pemasakan
chip di dalam digester
Volume
Tekanan
Temperatur
4000 m3
Atmosferik
100oC

40
Tabel 4.2 Peralatan Proses Digesting Area (Lanjutan)
No Nama Alat Fungsi Spesifikasi
14 Displacement liquor
tank 411T001
Menampung cairan
untuk mendilusi black
liquor sisa pemasakan
chip
Volume
Tekanan
Temperatur
7000 m3
Atmosferik
100oC
15 Discharge tank 411T007 Menampung chip kayu
yang telah dimasak
untuk dikirim ke area
washing
Volume
Tekanan
Temperatur
5000 m3
Atmosferik
90oC
Tabel 4.3 Peralatan Proses Washing Area (Erissa, 2012)
No Nama Alat Fungsi Spesifikasi
1 Primary knotter Menyaring knot (mata
kayu) yang tidak masak
pada proses pemasakan
chip
Tipe
Laju Alir
Umpan
Outlet
Consistency
Tekanan
Operasi
Radiscreen K-
160D
250-550 L/s
2,4 %
20-400 Kpa
2 Secondary knotter
Menyaring knot yang
belum tersaring pada
primary knotter.
Tipe
Hilang tekan
Kapasitas
Radi Trim 360
10 Kpa
1.46 kg/s
3 Dump Tank 421T032 Menampung filtrate yang
telah disaring pada knotter
Kapasitas
Temperatur
230 m3
100oC
4 Knot accept tank
421T002
Manampung knot yang
tersaring pada knotter
Kapasitas
Temperatur
130 m3
100oC
5 Primary dan
secondary screen
Menyaring debu partikulat
yang terdapat pada pulp
Tipe
Tekanan
Temperatur
Volume
D8
0,6 Mpa
100oC
1,1 m3
6 Wash press pressate
tank 421T005 dan
421T009
Menampung filtrat yang
dihasilkan pada proses
press washing
Volume
Temperatur
1400 m3
90oC
7
Pre-O2 wash press
pressate tank 421T023
Menampung filtrate yang
dihasilkan pada proses
press washing sebelum
delignifikasi O2
Volume
Temperatur
1400 m3
80oC

41
Tabel 4.3 Peralatan Proses Washing Area (Lanjutan)
Tabel 4.4 Peralatan Proses Bleaching Area (Erissa, 2012)
No Nama Alat Fungsi Spesifikasi
8 1stpost O2 wash
press pressate
tank 421T029
Menampung filtrat yang dihasilkan pada
proses press washing pertama setelah
proses delignifikasi dengan oksigen
Volume
Temperatur
800 m3
80oC
9 2nd post O2
wash press
pressate tank
421T013
Menampung filtrat yang dihasilkan pada
proses press washing kedua setelah proses
delignifikasi dengan oksigen
Volume
Temperatur
790 m3
90oC
10 Oxygen blow
tank
Menampung oksigen yang digunakan pada
proses delignifikasi dengan oksigen
Volume
Temperatur
570 m3
90oC
No Nama Alat Fungsi Spesifikasi
1 Unbleached HD Tower
431T030
Menampung pulp yang telah
melewati area washing
Volume
Temperatur
8000 m3
100oC
2 Pre-tower D0 431T001, D1
431T004 &431T005 dan
D2 431T008 &431T009
Menambah waktu retensi
pemutihan pulp pada Main
Tower D0, D1, dan D2
Volume
Temperatur
855 m3
100oC
3 Main tower D0 431T002,
D1 431T007, dan 431T010
Tempat berlangsungnya
proses pemutihan pulp tahap
D0, D1, dan D2
Volume
Temperatur
2090 m3
100oC
4 Pre Tower EO 431T003 Menambah waktu retensi
proses pemutihan di Main
Tower tahap EOP
Volume
Temperatur
855 m3
100oC
5 Main tower EO 431T004 Tempat berlangsungnya
proses pemutihan pulp tahap
EOP
Volume
Temperatur
1858 m3
75oC
6 Pressate tank D0 431T014,
EOP 431T015, D1
431T016, dan D2 431T017
Menampung cairan sisa dari
proses pemutihan tahap D0,
EOP, D1, dan D2
Volume
Temperatur
310 m3
80oC
7 Bleach HD Tower 431T034 Menampung pulp yang telah
melewati area bleaching
Volume
Temperatur
8000 m3
100oC

42
BAB V
SISTEM UTILITAS DAN PENGOLAHAN LIMBAH
V.1. Utilitas
Kebutuhan energi dan sumber daya baik untuk operasional pabrik maupun komplek
perumahan disediakan secara mandiri oleh PT RAPP business unit PT Riau Prima
Energi. Secara garis besar, unit utilitas di PT Riau Prima Energi terbagi menjadi tiga,
yakni unit penyediaan air, unit pembangkitan steam, dan unit pembangkitan listrik.
V.1.1 Unit Penyediaan Air
Kebutuhan air baik untuk operasional pabrik maupun perumahan disediakan oleh unit
raw water treatment yang merupakan area dari power island. Unit ini bertugas untuk
menyediakan air proses, air domestic, dan air demineralisasi untuk umpan boiler. Semua
kebutuhan air bersumber dari Sungai Kampar Kiri. Pemompaan water intake air ke area
raw water treatment menggunakan pompa sentrifugal bertekanan tinggi. Air tersebut
dipompakan kedalam suatu bak dimana akan dilakukan conditioning dengan maksud
untuk menyaring sampah-sampah yang berukuran besar. Skema pengolahan air mentah
menjadi air proses di PT RAPP disajikan pada Gambar 5.1. Karakteristik air proses yang
dihasilkan di PT RAPP disajikan pada Tabel 5.2
Cascade AeratorRAW WATER Reactifier Clarifier
PAC and CAUSTIC
Sand Filter Bed Water Basin
PROCESS WATER
Gambar 5.1 Skema Pengolahan Air di PT RAPP (Erissa, 2012)
Pengolahan air sungai menjadi air siap pakai terbagi ke dalam 3 tahap berikut :
a. Cascade Aerator
Pada unit ini, air dikontakkan dengan udara dengan maksud mengendapkan
larutan besi yang ada di dalam air. Udara bertujuan untuk mengoksidasi besi
yang larut menjadi ferrit yang akan terendapkan di dalam air.
b. Reactifier Clarifier
Pada unit ini, air ditambahkan senyawa-senyawa kimia tertentu dengan maksud
mengendapkan flock yang terdapat di dalam air. Senyawa-senyawa kimia yang
digunakan pada PT RAPP adalah soda kaustik (NaOH) dan PAC (Poli
Aluminium Klorida). PAC merupakan polimer sintetik yang larut dan bereaksi
dengan air. PAC bereaksi dengan air membentuk aluminium poli-hidroksida
yang mengendap dalam bentuk floc. Floc ini kemudian mengendap dan

43
mengadsorpsi kotoran-kotoran yang terdapat di dalam air, sehingga keduanya
dapat diangkat secara bersamaan dengan mudah. Setelah proses ini, air akan
berubah menjadi jernih dan memiliki pH sekitar 4,5. Untuk menetralkan air
tersebut, ditambahkanlah kaustik. Selain itu, kaustik juga berguna untuk
mengondisikan air agar proses koagulasi dengan PAC menjadi optimum (pH 5,5
– 6,5). Hypochlorit juga ditambahkan ke dalam air untuk membunuh alga dan
bakteri yang terdapat di dalam air. Floc yang terbentuk di tahap ini kemudian
disaring pada unit selanjutnya, Sand Filter Bed. Spesifikasi Reactifier Clarifier
yang terdapat di PT RAPP disajikan pada Tabel 5.1
Tabel 5.1 Spesifikasi Reactifier Clarifier di PT RAPP (APRIL Learning
Institute, 2012)
Spesifikasi Reactifier Clarifier
Jumlah unit 4
Kapasitas 4320 m3/jam
Ukuran 56,4 m diameter x 5,54 m tinggi
Manufaktur Ion Exchange, India
c. Sand Filter Bed
Sand Filter Bed adalah suatu unit penyaringan flock yang berasal dari reactifier
clarifier. Unit ini menggunakan karbon dan pasir sebagai media penyaring. Flock
yang tidak mengendap di unit reactifier clarifier akan terbawa menuju sand filter
bed dan tertahan di atas pasir dan karbon. Karbon yang terdapat di dalam media
penyaring juga berfungsi sebagai penetralisir bahan-bahan kimia yang terdapat di
dalam air.
Air jernih yang lolos melalui sand filter bed selanjutnya terkumpul pada suatu
reservoir tank untuk kemudian didistribusikan. Regenerasi sand filter bed
dilakukan dengan metode high pressure back wash, dimana cairan pembersih
bertekanan tinggi dialirkan menuju sand filter bed , sehingga flock-flock yang
menempel pada saringan tersebut akan terbongkar. Aliran backwash ini akan
dialirkan kembali menuju Reactifier Clarifier #3.
Tabel 5.2 Karakteristik Air Proses di PT RAPP (APRIL Learning Institute,
2012)
Parameter Air Proses
pH 6,8-7,2
Turbiditas (NTU) 1
Residual Cl2 (mg/L) 0,2-0,5
Al (mg/L) 0,1
Warna (PtCo) 10
Permanganat number (mg/L) 10
Ca Hardness (mg/L) 50
Sementara itu, untuk kebutuhan umpan boiler, perlu dilakukan pengolahan lebih lanjut
agar air proses yang terdapat di dalam water basindapat digunakan. Pengolahan lebih
lanjut dilakukan di bagian boiler feed water yang terdapat di area power island .
Pengolahan lanjut ini dilakukan guna menghilangkan ion-ion yang terkandung di dalam
air, sehingga sesuai untuk air umpan boiler. Skema pengolahan air proses menjadi air
demineralisasi di PT RAPP disajikan pada Gambar 5.2.

44
ACF SAC Degasser SBAPROCESS
WATER
Demin TankDEMIN
WATER
Gambar 5.2 Skema Pengolahan Air Demineralisasi di PT RAPP (Erissa, 2012)
Pengolahan lanjut ini menghasilkan air demineralisasi, yang terbagi menjadi beberapa
tahap, yakni :
a. Activated Carbon Filter (ACF), proses ini merupakan proses lebih lanjut dari
proses sand filter bed dimana pada proses ini dilakukan penghilangan bau dan
warna. Karbon aktif digunakan untuk menghilangkan sedimen, komponen
organik volatil, rasa, dan bau dari air.
b. Strong Acid Cation (SAC), merupakan resin yang beroperasi dengan siklus H,
dimana resin jenis ini menmpertukarkan kation-kation logam yang larut di dalam
air sseperti Fe2+
, Na2+
,Mg2+
, dan Ca2+
dengan ion H+ yang berikatan dengan
resin. Ion H+
tersebut akan membentuk asam-asam seperti HCl, H2SO4, dan
H2CO3 dengan anion-anion yang terdapat di dalam air. Regenerasi resin ini
dilakukan dengan pengaliran asam kuat seperti HCl dan H2SO4 secara backwash,
sehingga kation logam yang berikatan dengan resin akan membentuk garam.
c. Degasser, merupakan proses penghilangan gas-gas korosif yang larut dalam air,
terutama O2 dan CO2
d. Strong Base Anion (SBA), resin jenis ini berfungsi untuk menghilangkan asam-
asam yang terkandung di dalam air akibat proses di SAC. Prinsip kerjanya adalah
dengan mereaksikan ion OH- yang berikatan dengan resin dengan kation asam-
asam yang larut di dalam air, sehingga pada akhirnya dihasilkan air. Anion asam
yang terdapat di dalam air akan diikat oleh resin. Pada saat regenerasi, basa kuat
dialirkan secara backwash, sehingga anion asam yang berikatan dengan resin
ditukarkan dan membentuk garam
e. Demin Tank, merupakan tempat penampungan akhir air demineralisasi yang siap
dikirim ke boiler
Karakteristik air demineralisasi yang dihasilkan di PT RAPP disajikan pada Tabel 5.3
Tabel 5.3 Karakteristik Air Demineralisasi di PT RAPP (Fuad, 1998)
Parameter Air Demineralisasi
pH 5,5-7,0
Konduktivitas (μS/cm) ≤ 1,0
Silika (μg/L) ≤ 20
Cu (μg/L) ≤ 3
Fe (μg/L) ≤ 0,02
DO (μg/L) ≤ 7
DEHA (μg/L) 60-150

45
V.1.2 Unit Pembangkitan Steam
Steam yang dibangkitkan di PT. Riau Prima Energi berasal dari dua jenis boiler yakni
recovery boiler dan power boiler.Kedua jenis boiler tersebut sama-sama menghasilkan
high pressure steam. Mekanisme pembangkitan steam melalui kedua jenis boiler ini
adalah sebagai berikut :
a. Recovery Boiler
PT Riau Prima Energi memilki empat unit recovery boiler dengan total steam
yang dihasilkan sebanyak 60045 ton/hari. Unit recovery boiler menggunakan
heavy black liquor sebagai bahan bakar. Heavy black liquor merupakan weak
black liquor yang telah dipekatkan melalui evaporator. Pemekatan ini bertujuan
agar kandungan organik di dalam black liquor dapat dibakar dan rugi-rugi panas
melalui moisture loss dapat diminimalisasi. Spesifikasi keempat unit recovery
boiler di PT RAPP disajikan pada Tabel 5.4
Tabel 5.4 Spesifikasi Unit Recovery Boiler di PT RAPP (APRIL Learning Institute,
2012)
b. Power Boiler
PT Riau Prima Energi memiliki tiga unit power boiler dengan total steam yang
dihasilkan mencapai 17346 ton/hari. Unit ini menggunakan kulit kayu dan fines, batu
bara, dan sludge sebagai bahan bakarnya. Kulit kayu dan fines yang digunakan berasal
dari area chip screening, sementara batu bara bersumber dari deposit batu bara yang
dimiliki oleh PT RAPP. Sementara itu sludgeyang digunakan berasal dari unit
pengolahan limbah. Spesifikasi ketiga unit power boiler di PT RAPP disajikan pada
Tabel 5.5
Tabel 5.5 Spesifikasi Unit Power Boiler di PT RAPP (APRIL Learning Institute,
2012)
Spesifikasi PB-1 PB-2 PB-3
Laju Steam (ton/jam) 241,9 486 651
Bahan Bakar Kulit kayu, minyak
berat, Peat
Kulit kayu dan Batu
bara
Kulit kayu dan
batu bara
Tekanan Steam (Bar) 84 140 140
Temperatur Steam
(oC)
480 540 540
Perusahaan
Manufaktur
Outokompu
Ecoenergy
Foster Wheeler Kvaerner
Commisioning 1993 1998 2006
Spesifikasi RB-1 RB-2 RB-3 RB-5
Solid Firing Capacity
(tons of dry solids / day)
4070 4070 4070 7000
Laju Steam (kg/s) 170 170 170 271,4
Tekanan Steam (Bar) 84 84 84 84
Temperatur Steam (oC) 480 480 480 480
Perusahaan Manufaktur Tampella Kvaerner Kvaerner Metso
Commisioning 1993 1999 2001 2009

46
Steam yang berasal dari kedua jenis boiler ini dialirkan menuju unit pembangitan listrik,
dimana high pressure steam yang dihasilkan akan mengalami penurunan tekanan
menjadi medium pressure steam dan low pressure steamdikarenakan penggunaannya
untuk menggerakkan turbine generator. Spesifikasi dan fungsi ketiga jenis steam
tersebut pada PT RAPP disajikan pada Tabel 5.6
Tabel 5.6 Karakteristik dan Fungsi Steam di PT RAPP (Erissa, 2012)
Steam Tekanan (bar) Temperatur
(oC)
Fungsi
HP Steam 83-84 480 Membangkitkan listrik pada
turbine generator
MP Steam 11 200 Memanaskan dan
mensirkulasi digester pada
proses pemasakan chip.
LP Steam 3,5 150 Menjejalkan chip pada
digester saat proses
pengisian chip ke dalam
digester
V.1.3 Unit Pembangkitan Listrik
Penyediaan listrik di PT RAPP ditangani oleh unit bisnis PT Riau Prima Energi. Unit
pembangkitan listrik di PT RAPP terbagi menjadi dua, yaitu unit steam turbines sebagai
pembangkit listrik utama dan unit diesel generator dan gas turbines sebagai pembangkit
listrik cadangan (standby unit).
V.1.3.1 Unit Pembangkit Listrik Utama
PT Riau Prima Energi menggunakan turbine generator yang digerakkan oleh high
pressure steam yang dihasilkan oleh unit pembangkitan steam . Terdapat dua jenis
turbin yang digunakan oleh PT Riau Prima Energi, yaitu back pressure turbine dan
condensing extract turbine. PT Riau Prima Energi mampu membangkitkan listrik
sebesar 535 MW dari tujuh unit turbine generator yang dimilikinya untuk keperluan
operasional pabrik dan perumahan. Distribusi listrik yang dihasilkan unit ini disajikan
pada Tabel 2.6. Spesifikasi ketujuh turbine generator di PT RAPP disajikan pada Tabel
5.7.
Tabel 5.7 Spesifikasi Turbine Generator di PT RAPP (APRIL Learning Institute,
2012)
Spesifikasi TG-1 TG-2 TG-3 TG-4
Tipe Fully
Condensing
Back Pressure
(two bleeding)
Back Pressure
(two bleeding)
Back Pressure
(two bleeding)
Manufaktur Mitsubishi Mitsubishi Mitsubishi ABB
Kapasitas
(MW)
27,5 53,8 53,8 100
Tekanan Steam
(Bar)
82 82 82 82
Temperatur
Steam (oC)
477 477 477 477
Commisioning 1993 1993 1993 1998

47
Tabel 5.7 Spesifikasi Turbine Generator di PT RAPP (lanjutan)
Spesifikasi TG-5 TG-6 TG-7
Tipe Condensing Turbine
(one extractive at 4,75
bar)
Back Pressure (two
bleeding)
Condensing
turbine(two
bleeding)
Manufaktur ABB ABB Siemens
Kapasitas (MW) 100 100 100
Tekanan Steam
(Bar)
138 82 138
Temperatur
Steam (oC)
538 477 538
Commisioning 1999 2002 2008
V.1.3.2 Unit Pembangkit Listrik Cadangan
Unit ini berfungsi sebagai pembangkit listrik cadangan apabila pembangkit listrik utama
mati. Unit ini membangkitkan listrik melalui dua jenis alat, yaitu generator berbahan
bakar diesel dan turbin gas. Jumlah unit dan daya yang dihasilkan oleh kedua alat
tersebut disajikan pada Tabel 5.8.
Tabel 5.8 Jumlah Unit dan Kapasitas Generator Diesel dan Turbin Gas PT RAPP
(APRIL Learning Institute, 2012)
Spesifikasi Generator Diesel Turbin Gas
Jumlah Unit 2 3
Kapasitas (MW) @1,02 @4,2
Sementara itu, kebutuhan udara bertekanan untuk menggerakkan turbin gas dalam
rangka pembangkitan listrik dipenuhi oleh PT Riau Prima Energi melalui 8 unit
kompresor udara buatan Atlas Copco, Belgia. Spesifikasi kompresor udara tersebut
disajikan pada Tabel 5.9.
Tabel 5.9 Spesifikasi Kompresor Udara di PT RAPP (APRIL Learning Institute,
2012)
Spesifikasi Nilai
Tekanan absolut udara inlet (bar) 1
Kelembapan udara relatif (%) 0
Temperatur udara inlet (oC) 20
Temperatur air pendingin inlet (oC) 20
V.2. Pengolahan Limbah
Hampir seluruh limbah di PT RAPP dimanfaatkan kembali untuk keperluan proses
produksi pulp. Umumnya, limbah-limbah tersebut dimanfaatkan kembali melalui
chemical recovery ataupun digunakan sebagai bahan bakar untuk keperluan
pembangkitan steam.

48
V.2.1 Limbah Weak Black Liquor
Limbah weak black liquor merupakan sisa pemasakan dan pencucian pulppada digesting
area dan washing area. Karakteristik limbah ini disajikan pada Tabel 5.10
Tabel 5.10 Karakteristik Weak Black Liquor di PT RAPP (Erissa, 2012)
Variabel Weak Black Liquor
Solid Content (%) 16,54
pH 12,8
Nilai Panas (kcal/kg) 3045
Sementara itu, kandungan yang terdapat dalam padatan pada weak black liquor disajikan
pada Tabel 5.11
Tabel 5.11 Komposisi Padatan pada Weak Black Liquor (Fuad, 1998)
Senyawa Kimia Kandungan (%massa)
Na2O 31,4
Sulfur 3,20
Hidrogen 3,36
Karbon 28
Abu 33,43
SiO2 0,181
Fe2O3 0,06
Al2O3 0,018
CaO 0,055
MgO 0,03
Sludge 0,34
Limbah weak black liquor tersebut perlu dipekatkan agar kandungan zat organiknya
dapat dibakar pada recovery boiler. Pemekatan tersebut dilakukan pada unit multi effect
evaporator. PT RAPP memiliki 4 unit evaporator.. Setelah mengalami pemekatan, solid
content dari weak black liquor dapat mencapai 70-72% sehingga menjadi heavy black
liquor. Heavy black liquor inilah yang kemudian dijadikan bahan bakar recovery boiler
untuk pembangkitan steam.
Kandungan mineral anorganik sisa pembakaran pada recovery boiler berupa lelehan
(smelt) kemudian dikirimkan menuju unit rekostisasi. Pada unit ini, lelehan anorganik
dicmapurkan ke dalam dissolving tank untuk dicampurkan dengan weak green liquor.
Campuran ini kemudian dijernihkan dan direaksikan dengan kapur (CaO) untuk
membentuk white liquor. White liquor ini kemudian dijernihkan dengan memisahkan
lumpur kapur (CaCO3), sehingga white liquor siap dikirim ke white liquor tank untuk
proses pemasakan. Lumpur kapur yang terpisahkan kemudian dikalsinasi pada unit lime
kiln untuk membentuk kapur yang dapat digunakan kembali untuk proses rekostisasi.
V.2.2 Limbah Kulit Kayu dan Fines
Limbah jenis ini dihasilkan dari woodyard and chip screening area. Kedua jenis limbah
ini dimanfaatkan sebagai bahan bakar power boiler untuk keperluan pembangkitan
steam.
V.2.3 Limbah Cair Lainnya

49
Seluruh limbah cair yang dihasilkan PT RAPP ditampung di dalam bucket screen untuk
pemrosesan lebih lanjut. Bucket screen bertujuan untuk memisahkan limbah padat
dengan limbah cairnya, dimana pada PT RAPP, hanya limbah cair yang akan diproses.
Dari bucket screen, limbah cair dialirkan menuju primary clarifier dimana akan terjadi
dua aliran. Suhu aliran tersebut 52-55oC. Prinsip kerja primary clarifier ini adalah
dengan sedimentasi, dimana underflow berupa slurry akan diproses pada sludge
handling. Slurry pada sludge handling dihilangkan air dan sisa limbah yang melekat
padanya. Sludge dari sludge handling kemudian akan dialirkan menuju unit power
boiler, sebagai bahan bakar boiler untuk keperluan pembangkitan steam.
Overflow pada primary clarifier kemudian dialirkan menuju equalition basin. Hal ini
dilakukan agar penurunan temperatur dan penghilangan efluen tetap merata dan tidak
ada endapan yang terbentuk. Selanjutnya, limbah dialirkan menuju neutralizing tank,
dimana limbah akan dinetralisir dengan penambahan HCl ataupun NaOH.
Limbah kemudian dialirkan ke cooling tower, dimana suhunya diturunkan hingga 32
sampai 37oC, setelah itu dilakukan penambahan defoamer untuk menghilangkan busa
dan pemberian nutrient berupa urea dan DAP yang dilakukan melalui pemompaan.
Tujuan pemberian nutrient adalah agar mikroba dapat tumbuh untuk menghilangkan
kadar TSS, pH, dan COD. Keluar dari cooling tower, air masuk ke aeration basin
dimana aerator akan menghasilkan gelembung udara untuk menumbuhkan bakteri yang
bertujuan untuk menurunkan COD dari limbah tersebut. Selanjutnya dari aeration basin,
limbah dialirkan menuju distribution well yang berungsi untuk mendistribusikan limbah
tersebut ke empat buah secondary clarifier.Secondary clarifier merupakan tahap terakhir
pengolahan efluen di PT RAPP. Over flow dari clarifier ini dapat langsung dibuang ke
Sungai Kampar, namun under flow dari efluen ini perlu dikembalikan ke sludge
handling untuk diproses ulang. Skema pengolahan limbah di PT RAPP ditampilkan
pada Gambar 5.3. Karakteristik air limbah hasil pengolahan limbah yang siap dibuang
ke Sungai Kampar disajikan pada tabel 5.12
Bucket Screen Primary ClarifierEFLUEN
SOLID to LANDFILL
UNDERFLOW
Sludge Handling
Equalitition BasinOVERFLOW
Neutralizing Tank
Cooling Tower
HCL/NAOH
UREA
DAP
DEFOAMERAeration tank
Secondary
Clarifier
UNDERFLOW
OVERFLOW
to
KAMPAR RIVER
SLUDGE to PB
Gambar 5.3 Skema Pengolahan Efluen di PT RAPP (Erissa, 2012)

50
Tabel 5.12 Karakteristik Air Limbah Hasil Pengolahan di PT RAPP (Erissa, 2012)
Parameter Nilai
pH 6,0-8,0
Warna (ptco) <500
COD (ppm) 175

51
BAB VI
LOKASI PABRIK, TATA LETAK PABRIK, ORGANISASI DAN
MANAJEMEN PERUSAHAAN
VI.1 Lokasi Pabrik
PT Riau Andalan Pulp & Paper berlokasi di Pangkalan Kerinci, Kabupaten Pelalawan
Propinsi Riau.Lokasi ini berjarak sekitar 50 km dari ibukota Riau Pekanbaru.PT Riau
Andalan Pulp & Paper ini juga terletak di dekat sungai, sungai terdekat (Sungai Kampar)
berada kurang lebih 4 kilometer dari lokasi pabrik. Disamping itu PT Riau Andalan Pulp
& Paper juga memiliki pelabuhan sendiri didaerah Buaran dan Futong yang berjarak
kurang lebih 40 kilometer dari pabrik dan digunakan sebagai pelabuhan utama dalam
proses pengiriman produk ke konsumen di seluruh dunia.
Lokasi PT RAPP memberikan beberapa keuntungan, antara lain :
Proses transportasi produk dapat melalui Sungai Kampar, dimana sungai ini
berhubungan langsung ke perairan internasional
Sumber bahan baku kayu relatif dekat, karena di daerah Pelalawan sampai
Pekanbaru masih merupakan daerah perkebunan
Sumber air pendingin dapat diambil dari Sungai Kampar
Air yang sudah diolah pada water treatment plant dapat dibuang langsung ke
Sungai Kampar
VI.2 Tata letak dan Denah Pabrik
PT Riau Andalan Pulp & Paper terletak di lahan seluas 1750 hektar yang diisi oleh
perumahan karyawan, empat perusahaan pendukung dan empat pabrik yang terintegrasi
satu sama lain. Riau Pulp (RPL) merupakan perusahan dan pabrik pendukung RAPP
yang produksi utamanya adalah pulp dimana sebagian pulp dari RPL akan dikirim ke
RAK (Riau Andalan Kertas) untuk dijadikan kertas dan sebagian lagi dijual dalam bentuk
pulp. RAK merupakan perusahaan dan pabrik pendukung RAPP yang bertugas untuk
mengolah pulp basah dari RPL menjadi kertas siap jual.RPE (Riau Prima Energi)
merupakanperusahaan dan pabrik penghasil listrik dan air untuk keperluan pabrik dan
perumahan di dalam pabrik. Riau fiber merupakan perusahaan yang bertugas dalam
pengelolaan perkebunan kayu dan HPH yang diberikan pemerintah daerah untuk
menghasilkan kayu sebagai bahan baku pabrik. Chemical Plant merupakan pabrik
pendukung yang berfungsi untuk menghasilkan bahan-bahan kimia yang digunakan
sebagai bahan dasar proses dalam pabrik.
Denah dan letak PT.RAPP diberikan dalam Gambar 6.1 dan Gambar 6.2

52
Gambar 6.1 Gambar Pabrik PT. RAPP dilihat dari ketinggian (Erissa, 2012)
Gambar 6.2 Lokasi PT. RAPP pada Peta (www.mongabay.co.id)

53
VI.3 Manajemen Perusahaan
a. Struktur Organisasi PT RAPP
Gambar 6.3 Struktur Organisasi PT. RAPP (APRIL Learning Institute, 2012)

54
b. Struktur Organisasi Fiberline Dept.
Fiberline Dept.
Head
Fiberline 1 Area
Head
Fiberline 2 Area
Head
Fiberline 3 Area
Head
Team Leader A Team Leader B Team Leader C Team Leader D
Process Engineer
and Process
Specialist
DCS Operator DCS Operator DCS Operator DCS Operator
Field Operator Field Operator Field Operator Field Operator
Gambar 6.4 Struktur Organisasi Fiberline Dept. (APRIL Learning Institute, 2012)
55
c. Peraturan Kerja
Karyawan yang bekerja di PT RAPP terbagi menjadi karyawan kerja shift dan karyawan
kerja reguler. Karyawan kerja reguler adalah karyawan yang bekerja pada bagian yang
tidak berhubungan langsung dengan proses produksi pulp, sedangkan karyawan kerja
shift adalah karyawan yang berhubungan langsung dengan proses produksi pulp.
Karyawan kerja shift dibagi menjadi empat tim, yaitu A, B, C, dan D. Sistem kerja
karyawan kerja shift adalah tiga hari kerja dan satu hari libur. Waktu kerja karyawan
kerja shift adalah delapan jam untuk setiap shift dengan pembagian waktu sebagai
berikut:
Shift pagi : 07.00 – 15.00
Shift siang : 15.00 – 23.00
Shift malam : 23.00 – 07.00
Waktu kerja karyawan kerja reguler adalah sebagai berikut:
Senin – Kamis : 07.00 – 16.00 dengan jam istirahat 11.30 – 13.00 untuk karyawan
yang berhubungan dengan technical (process and maintenance) dan 08.00 –
17.00 dengan jam istirahat 12.00 – 13.30 untuk karyawan yang bekerja di office
Jumat : 07.00 – 16.00 dengan jam istirahat 11.30 – 13.30 untuk karyawan yang
berhubungan dengan technical (process and maintenance) dan 08.00 – 17.00
dengan jam istirahat 11.30 – 13.30 untuk karyawan yang bekerja di office
Sabtu : 07.00-11.00 untuk karyawan yang berhubungan dengan technical (process
and maintenance) dan 08.00-12.00 untuk karyawan yang bekerja di office. Jatah
masuk untuk hari sabtu digilir 2 minggu sekali
Minggu : Libur

56
BAB VII
PROSPEK/JENJANG KARIER INSINYUR KIMIA DI
PERUSAHAAN
VII.1. Struktur Organisasi Process Engineering (PE) di PT RAPP
Seorang process engineer di PT RAPP umumnya berada ditempatkan di bagian produksi,
dimana disana ia berada langsung dibawah seorang area head (Superintendent). Dalam
keberjalanannya, seorang PE akan bekerjasama dengan seorang process specialist
(Supervisor) dan para operator untuk melaksanakan tugasnya. Contoh struktur organisasi
seorang PE di Fiberline Departement disajikan dalam Gambar 7.1
Fiberline Dept.
Head
Fiberline 1 Area
Head
Fiberline 2 Area
Head
Fiberline 3 Area
Head
Team Leader A Team Leader B Team Leader C Team Leader D
Process Engineer
and Process
Specialist
DCS Operator DCS Operator DCS Operator DCS Operator
Field Operator Field Operator Field Operator Field Operator
Gambar 7.1 Struktur Organisasi PE di Fiberline Departement (APRIL Learning
Institute, 2012)
57
Seorang PE bertugas untuk memastikan proses berjalan sesuai dengan yang diharapkan.
PE diharapkan dapat melaporkan masalah masaalah yang terjadi selama proses produksi.
Tugas seorang Process Engineer di PT RAPP meliputi :
Melaporkan keberjalanan proses produksi harian, mencakup konsumsi bahan baku
dan total produksi hari itu.
Melaporkan kegagalan-kegagalan yang terjadi dalam rangka pencapaian targetjumlah
produksi.
Menyelesaikan masalah-masalah teknis harian yang bersifat kontinyu bersama-sama
dengan operator dan specialist.
Memberikan pengarahan serta saran kepada bagian operasi dalam hal perbaikan
maupun hal yang bersifat perubahan agar tercapainya kondisi proses dan kerja yang
efisien dan produktif.
Melakukan modifikasi proses apabila dibutuhkan, sehingga produksi dapat terus
berjalan dalam rangka pemenuhan target jumlah produksi.
Seorang PE bergabung di PT RAPP melalui jalur Graduate Trainee (GT), dimana selama
1 tahun, seorang sarjana teknik kimia bersama sarjana-sarjana lain yang baru bergabung
diberikan pelatihan guna memberikan skill yang dibutuhkan selama bekerja di PT RAPP.
Adapun program tersebut meliputi:
1. Foundational and Mill Overview
Pada tahap ini, insinyur kimia yang baru bergabung diberikan dasar-dasar dalam
proses pembuatan pulp dan kertas di PT RAPP. Tahap ini meliputi pengajaran
langsung di kelas dan orientasi ke lapangan (mill overview) secara keseluruhan
proses produksi pulp dan kertas di PT RAPP. Tahap ini dilaksanakan selama 1,5
bulan.
2. Core and On the Job Training
Pada tahap ini, insinyur kimia akan ditempatkan di departemen tempat dimana ia
akan bekerja. Disini, insinyur kimia tersebut akan langsung turun ke lapangan
dimana ia akan mengaplikasikan keilmuan yang telah diperoleh di bangku kuliah
terhadap permasalahan-permasalahan yang terjadi di departemennya. Tahap ini
berlangsung selama 4,5 bulan
3. Job Assesment
Tahap terakhir dari program GT, dimana insinyur kimia merancang suatu proyek
dalam rangka memberikan improvement terhadap proses produksi yang sedang
berjalan. Proyek tersebut didasarkan kepada permasalahan-permasalahan produksi
aktual yang terjadi di lapangan yang dia amati selama tahap on the job training.
Tahap ini berlangsung selama 6 bulan, dimana di akhir tahap ini, seorang trainee
harus mempresentasikan hasil proyeknya kepada pimpinan departemennya.

58
BAB VIII
KESIMPULAN
Kesimpulan yang diperoleh dari pelaksanaan kerja praktek di PT RAPP adalah:
1. PT RAPP memproduksi pulp dengan kapasitas produksi 2,7 juta ton/tahun dan kertas
dengan kapasitas produksi 876 ribu ton/tahun.
2. Produk yang dihasilkan PT RAPP, yaitu:
Produk pulp:
Lembaran pulp jenis Akasia
Lembaran pulp jenis Mix Hardwood
Prooduk kertas:
Cut Size dengan Merk Dagang PaperOne™
Folio Sheet
Customer rolls
3. Proses produksi pulp di PT RAPP terbagi menjadi dua, yaitu:
Proses produksi pulp, terbagi menjadi 4 tahap yaitu wood preparation and
chip production, digesting, washing, bleaching.
Proses pengeringan pulp.

59
DAFTAR PUSTAKA
APRIL Learning Institute, “Presentation for New Employee Orientation”, Riau Andalan Pulp
and Paper, Pangkalan Kerinci. 2012
Fuad, Uwan, “Introduction to Pulp and Paper Technology”, Raja Garuda Mas Internasional,
Riau, 1998.
Erissa, Hesty, Meldha, Zuqni, “Perhitungan Mass Balance pada Unit Digester Fiberline #3 dan
Washing Fiberline #2 di PT Riau Andalan Pulp and Paper”, Laporan Kerja Praktek,
Universitas Riau, 2012.
Technical Departement , “ Fiberline Department Daily Technical Report”, Riau Andalan Pulp
and Paper, Pangkalan Kerinci, 2014.
www.mongabay.co.id, diakses pada tanggal 13 Agustus 2014.

1

ii
TK- 4090 KERJA PRAKTEK
EVALUASI PERFORMANCE DIGESTER PADA FIBERLINE #1
LAPORAN TUGAS KHUSUS
KERJA PRAKTEK DI
PT RIAU ANDALAN PULP AND PAPER
PANGKALAN KERINCI – RIAU
Oleh:
Pratama Istiadi (13011048)
Pembimbing:
Prof. Dr. Tjandra Setiadi
Radar Herri Dalimunthe, S.T., M.Eng.
SEMESTER I 2014/2015
PROGRAM STUDI TEKNIK KIMIA
FAKULTAS TEKNOLOGI INDUSTRI
INSTITUT TEKNOLOGI BANDUNG

i
ii
DAFTAR ISI
DAFTAR ISI ................................................................................................................................... ii
DAFTAR GAMBAR ..................................................................................................................... iv
DAFTAR TABEL ........................................................................................................................... v
BAB I .............................................................................................................................................. 1
PENDAHULUAN ........................................................................................................................... 1
I.1. Latar Belakang ...................................................................................................................... 1
I.2. Permasalahan ......................................................................................................................... 1
I.3. Tujuan.................................................................................................................................... 1
BAB II ............................................................................................................................................. 2
TINJAUAN PUSTAKA .................................................................................................................. 2
II.1. Kraft Pulping ....................................................................................................................... 2
II.2. Digester Batch ...................................................................................................................... 4
II.2.1 Komponen Digester Batch......................................................................................... 4
II.2.2 Proses Produksi Pulp SuperBatch ............................................................................. 5
II.3 Neraca Massa ........................................................................................................................ 7
II.3.1 Liquor Balance .......................................................................................................... 7
BAB III ............................................................................................................................................ 8
IDENTIFIKASI MASALAH DAN METODOLOGI PENYELESAIAN...................................... 8
III.1 Identifikasi Masalah ............................................................................................................ 8
III.2 Metodologi Penyelesaian ..................................................................................................... 9
III.2.1 Asumsi-Asumsi yang Digunakan ............................................................................. 9
BAB IV ......................................................................................................................................... 10
PEMBAHASAN ........................................................................................................................... 10
IV.1 Liquor Balance Digester #2, #4, dan #10 .......................................................................... 10
IV.2 Evaluasi Tahap Pengisian Chip ......................................................................................... 17
IV.3 Evaluasi Kinerja Load Cell ............................................................................................... 20
BAB V ........................................................................................................................................... 23
KESIMPULAN DAN SARAN ..................................................................................................... 23
V.1. Kesimpulan ........................................................................................................................ 23
V.2. Saran .................................................................................................................................. 23
DAFTAR PUSTAKA ................................................................................................................... 24
LAMPIRAN A .............................................................................................................................. 25

iii
CONTOH PERHITUNGAN ......................................................................................................... 25
A.1. Perhitungan Liquor Balance Tahap Impregnasi ................................................................ 25
A.2. Perhitungan Liquor Balance Tahap HBL Filling .............................................................. 25
A.3. Perhitungan Liquor Balance Tahap HWL Filling ............................................................. 26
A.4. Perhitungan Liquor Balance Tahap Displacement ............................................................ 26
A.5. Perhitungan Liquor Balance Tahap Discharge ................................................................. 27
A.6. Perhitungan Chip Maksimum di dalam Digester ............................................................... 27
A.7. Perhitungan Durasi Tahap Chip Filling Teoritis ............................................................... 28

iv
DAFTAR GAMBAR
Gambar 3.1 Skema Evaluasi Performa Fiberline 1 ........................................................................ 8
Gambar 3.2 Skema Metodologi Penyelesaian Tugas Khusus ......................................................... 9
Gambar 4.1 Skema Tahap Impregnasi .......................................................................................... 11
Gambar 4.2 Skema Tahap HBL Filling ........................................................................................ 12
Gambar 4.3 Skema Tahap HWL Filling ....................................................................................... 14
Gambar 4.4 Skema Tahap Displacement ...................................................................................... 15
Gambar 4.5 Skema Tahap Discharge ........................................................................................... 16
Gambar 4.6 Skema Tahap Pengisian Chip .................................................................................... 17
Gambar 4.7 Profil level chip di dalam chip silo 10-11 Juli 2014 (Fiberline Dept., 2014) ............ 19
Gambar 4.8 Profil level chip di dalam chip silo 19-20 Juli 2014 (Fiberline Dept., 2014) ............ 19
Gambar 4.9 Pembacaan Massa Chip oleh Load Cell Digester #4 dan #10 13-14 Juli 2014
(Fiberline Dept., 2014) .................................................................................................................. 21
Gambar 4.10 Pembacaan Massa Chip oleh Load Cell Digester #4 dan #10 19-20 Juli 2014
(Fiberline Dept., 2014) .................................................................................................................. 21
Gambar A.1 Skema Liquor Balance Tahap Impregnasi ............................................................... 25
Gambar A.2 Skema Liquor Balance Tahap HBL filling ............................................................... 25
Gambar A.3 Skema Liquor Balance Tahap HWL Filling ............................................................ 26
Gambar A.4 Skema Liquor Balance Tahap Displacement ........................................................... 27
Gambar A.5 Skema Liquor Balance Tahap Discharge ................................................................. 27
v
DAFTAR TABEL
Tabel 1.1 Performa Pemasakan di Fiberline 1 (Fiberline Dept., 2014) .......................................... 1
Tabel 4.1 Performa Digester dan Parameternya yang bermasalah (Fiberline Dept., 2014) .......... 10
Tabel 4.2 Data Laju Alir Tahap Impregnasi (Fiberline Dept., 2014) ............................................ 11
Tabel 4.3 Data Laju Alir Tahap HBL Filling (Fiberline Dept., 2014) .......................................... 12
Tabel 4.4 Data Laju Alir Aktual Tahap Impregnasi (Fiberline Dept., 2014) ................................ 13
Tabel 4.5 Data Laju Alir Tahap HWL Filling (Fiberline Departement, 2014) ............................. 14
Tabel 4.6 Data Laju Alir pada Tahap Displacement (Fiberline Dept., 2014) ............................... 15
Tabel 4.7 Data Laju Alir pada Tahap Discharge (Fiberline Dept., 2014) .................................... 16
Tabel 4.8 Data Durasi Tahap Pengisian Chip (Fiberline Dept., 2014) ......................................... 18
Tabel 4.9 Profil level chip di Chip Silo (Fiberline Dept., 2014) ................................................... 20
Tabel 4.10 Pembacaan Massa Chip oleh Load Cell pada Digester #4 dan #10 (Fiberline Dept.,
2014) .............................................................................................................................................. 22

1
BAB I
PENDAHULUAN
I.1. Latar Belakang
Proses produksi kertas menggunakan pulp sebagai bahan bakunya. PT RAPP
menggunakan proses kraft, dimana chip kayu dimasak dengan white liquor pada sebuah
digester sehingga menghasilkan pulp. Digester ini beroperasi dalam mode batch, dimana
pengumpanan chip kayu dan pengambilan produk pulp dilakukan secara partaian. Proses
pemasakan ini berlangsung melalui beberapa sequences (tahap), dari mulai pengisian
bahan baku hingga pengambilan produk.
Proses produksi pulp di PT RAPP, dilakukan secara partaian di sejumlah digester. Satu
proses partaian terbagi atas beberapa tahap. Setiap tahap memiliki fungsi yang spesifik,
dimana input dan output dari setiap tahap berbeda-beda. Input dan output dari setiap
tahap tersebut haruslah seimbang, dimana jika terdapat ketidakseimbangan, maka tahap
tersebut dapat dinyatakan berjalan sebagaimana mestinya. Maka dari itu, peneracaan
massa dari setiap tahap proses produksi pulp menjadi penting, sebagai langkah evaluasi
performa digester dalam menjalankan proses produksi pulp.
I.2. Permasalahan
Proses produksi pulp di RAPP, fiberline 1 memiliki target produksi, yang dinyatakan
dalam jumlah pemasakan yang dikerjakan dalam sehari. Dalam satu hari produksi dan
dalam keadaan normal (fiberline tidak sedang dalam prosedur start-up ataupun shut
down) ditargetkan 75 - 78 pemasakan terselesaikan. Fiberline 1 memiliki 14 unit
digester, hal ini berarti diharapkan mampu menyelesaikan 5-6 kali siklus pemasakan.
Selama Juli 2014, terdapat 3 hari dimana produksi gagal mencapai targetnya, yakni
tanggal 10, 13, dan 19 Juli. Performa pemasakan di fiberline 1 pada tanggal-tanggal
tersebut disajikan pada Tabel 1.1
Tabel 1.1 Performa Pemasakan di Fiberline 1 (Fiberline Dept., 2014)
Tanggal Pemasakan yang Terselesaikan di Fiberline 1
10 Juli 72 Pemasakan
13 Juli 73 Pemasakan
19 Juli 74 Pemasakan
I.3. Tujuan
Tujuan dari tugas khusus ini adalah mengevaluasi performa digester pada fiberline 1,
melalui penyusunan neraca massa setiap tahap produksi pulp dan melakukan root cause
analysis terhadap penyebab penurunan performa pemasakan pada tanggal-tanggal yang
bermasalah.

2
BAB II
TINJAUAN PUSTAKA
II.1. Kraft Pulping
Pembuatan pulp kraft dilakukan dengan larutan yang terdiri dari natrium hidroksida dan
natrium sulfida, yang dinamakan lindi putih. Menurut terminologi digunakan definisi-
definisi berikut, dimana semua bahan kimia dihitung sebagai ekuivalen natrium dan
dinyatakan sebagai berat NaOH dan Na2O.
Alkali total Semua garam natrium
Alkali yang dapat dititrasi NaOH + Na2S + Na2CO3
Alkali aktif NaOH + Na2S
Alkali efektif NaOH + ½Na2S
Kraft pulping menghasilkan serat pulp yang kuat dalam proses pemasakan dengan
menggunakan bahan kimia yang merupakan campuran dari NaOH dan Na2S (lindi
putih). Tujuan dari pengolahan kraft (sulfat) pulp adalah untuk memisahkan serat dalam
kayu secara kimia dan melarutkan sebagian besar lignin yang terdapat dalam dinding
serat atau untuk memasak serpihan kayu sesuai dengan target bilangan kappa.Pemisahan
serat terjadi dengan melarutkan lignin yang terdapat di dalam lamela tengah yang
berfungsi menyatukan antar serat.Bahan kimia dalam larutan pemasak juga melakukan
penetrasi ke dalam dinding serat dan melarutkan lignin yang terdapat di dalam kayu.
Proses kraft memiliki beberapa keuntungan, diantaranya :
semua spesies kayu dapat digunakan sebagai bahan baku
prosesnya relatif tidak sensitif terhadap kulit kayu
waktu pemasakan relatif singkat
masalah pitch dalam pulp relatif kecil
pulp lebih kuat
efisien dalam penggunaan kembali bahan kimia dan energi
memiliki hasil samping seperti turpentine dan tall oil yang cukup bernilai
Kandungan NaOH dan Na2S dalam lindi putih akan menyerang lignin dalam proses
pemasakan. Keduanya akan terdisosiasi dalam air, sehingga ion hidroksil dari kaustik
dan ion hidrosulfida dari Na2S akan menyerng lignin sehingga membentuk lignin
terdegradasi, sehinga menyisakan fiber untuk dikonversi menjadi pulp. Mekanisme
reaksi dari penyerangan lignin ditunjukkan oleh reaksi sebagai berikut,

3
NaOH Na+ + OH
-
Na2S + H2O NaOH + NaSH
Na2S 2Na+ + S
2-
S2-
+ H2O SH- + OH
-
Na2CO3 + H2O 2 Na+ + CO3
2- + H2O
CO32-
+ H2O CO32-
+ OH-
OH- + lignin lignin terdegradasi
SH-+ lignin lignin terdegradasi
Secara umum, mekanisme penyerangan lignin oleh lindi putih adalah sebagai berikut :
1. Terdisosiasinya NaOH dan Na2S menjadi ion natrium dan ion hidroksida.
2. Reaksi antara ion sulfide dengan air sehingga menghasilkan ion hidrosulfida dan
ion hidroksida.
3. Penyerangan lignin oleh ion hidroksida dan ion hidrosulfida
Mekanisme penyerangan lignin pada proses kraft pulping sangat kompleks. Kehadiran
ion SH- meningkatkan kelarutan lignin tanpa meningkatkan kelarutan dari selulosa.Efek
keseluruhan dari semua reaksi antara lignin, ion SH-, dan ion OH
- adalah polimer lignin
diputus menjadi molekul yang lebih kecil. Molekul yang kecil ini tidak lagi berfungsi
sebagai perekat dan tertinggal dalam struktur kayu dan akan terlarut dalam larutan
pemasak dan terpisah dari serat kayu.
Idealnya, hanya lignin yang akan larut di dalam proses kraft pulping, namun terdapat
sejumlah selulosa dan hemiselulosa yang ikut bereaksi dengan ion OH- selama
pemasakan. Umumnya, sekitar 20% selulosa dan hemiselulosa pada serat kayu akan
bereaksi dengan ion OH-. Hemiselulosa terdegradasi lebih cepat dan lebih banyak
daripada selulosa, dikarenakan ukuran molekulnya yang lebih kecil dan bercabang serta
kadarnya yang lebih tinggi dalam struktur kayu. Terlarutnya selulosa dan hemiselulosa
selama proses kraft pulping tidak diinginkan, karena dapat menurunkan yield pulp dalam
proses kraft pulping.
Umumnya, suatu proses kraft pulping dilaksanakan pada temperatur 155-165 oC (Bajpai,
2012). Hal ini dilakukan agar semua chip dapat termasak secara sempurna. Temperatur
ini dijaga agar tidak melebihi 170oC, dikarenakan di atas temperatur tersebut, akan
terjadi reaksi hidrolisis alkali. Pada reaksi ini, rantai selulosa dipotong menjadi dua
bagian, membentuk gugus akhir baru yang dapat melangsungkan peeling. Peeling
merupakan pemisahan satu per satu unit gula pada akhir rantai selulosa dan
hemiselulosa. Mekanisme ini tidak diinginkan di dalam proses kraft pulping, karena
dapat melarutkan selulosa dalam jumlah besar sehingga berujung menurunkan yield
pulp.

4
Ekstraktif merupakan komponen grup non-struktural yang terdapat di dalam kayu.
Ekstraktif bukan merupakan komponen dinding sel di dalam kayu (Cole, 2010).
Ekstraktif bereaksi dan mengkonsumsi cukup banyak larutan pemasak selama proses
kraft pulping. Kebanyakan ektraktif dilarutkan selama pemasakan. Beberapa ekstraktif
yang terlarut dapat diolah sebagai hasil samping dari proses kraft seperti minyak tall dan
turpentine. Beberapa material dari ekstraktif yang sangat sulit dilarutkan dan tersisa
dalam pulp disebut material yang tidak dapat disabunkan (non saponifiables). Selain
ekstraktif, tumpukan pitch (getah) yang terdapat dalam kayu juga menimbulkan masalah
dalam proses kraft pulping, dimana getah ini dapat menimbulkan kerusakan pada alat-alat
proses.
Salah satu contoh ekstraktif yang terdapat di dalam kayu ialah ester-ester asam lemak.
Asam-asam lemak larut bersama-sama dengan asam-asam resin sebagai garam-garam
natrium dalam lindi pemasak. Asam-asam resin nerupakan bahan-bahan pelarut yang
efektif yang mempermudah penghilangan asam-asam lemak yang terdapat di dalam kayu.
Karena kayu keras tidak mengandung asam-asam resin, maka sabun tall biasanya
ditambahkan pada pemasakan untuk mengurangi kandungan ekstraktif dalam pulp akhir
sampai tingkat yang cukup rendah sehingga persoalan pengkerakan dapat dicegah.
II.2 Digester Batch
Secara umum, digester adalah suatu bejana tempat proses pemasakan atau reaksi
delignifikasi dari serpihan kayu berlangsung (Fuad, 1998). Dengan penambahan larutan
pemasak kimia, panas, dan tekanan maka lignin akan larut dan serpihan kayu diubah
menjadi pulp. Digester dirancang untuk tahan terhadap temperatur dan tekanan tinggi,
mempunyai volume yang cukup untuk menampung serpihan kayu dan ciran pemasak,
memiliki konstruksi yang tahan terhadap korosi dan tidak terpengaruh lingkungan luar,
serta mempunyai sistem sirkulasi tekanan dan larutan pemasak. Digester yang digunakan
di fiberline 1 memiliki kapasitas 350 m3, dengan volume kosong 60 % apabila terisi chip
secara penuh.
II.2.1 Komponen Digester Batch
Digester untuk produksi pulp secara batch di RAPP memiliki beberapa komponen utama
yang memiliki fungsinya masing masing. Komponen-komponen tersebut adalah :
Load Cell, merupakan sensor yang berfungsi untuk mengukur massa chip yang
masuk ke dalam digester saat tahap pengisian chip.
Capping Valve, berfungsi untuk mengatur laju chip yang masuk ke dalam digester
saat tahap pengisiaan chip
Gamma Ray Height Detector, berfungsi untuk mengukur ketinggian dalam
digester pada saat pengisian chip, dimana apabila chip melebihi ketinggian yang
telah diatur, capping valve akan membuka dan mengeluarkan chip yang berlebih.
Strainer, merupakan saringan yang dipasang di pangkal pipa-pipa inlet dan outlet
digester. Berfungsi untuk menahan chip agar tidak terbawa keluar saat tahap
tahap pengisian dan pengeluaran cairan.
Control Valve, berfungsi untuk mengatur laju alir cairan keluar dan masuk
digester

5
Manhole, merupakan jalur tempat orang masuk ke dalam digester saat produksi
dihentikan dan bagian dalam digester akan dibersihkan.
Steam Packer, berfungsi untuk menembakkan LP steam ke dalam digester saat
tahap pengisian chip ke sisi paling luar pada bagian dalam digester. Dengan
adanya penembakan ini, tumpukan chip di dalam digester akan tersebar merata,
tidak terkonsentrasi di bagian tengah saja.
Proses produksi di PT RiauPulp, fiberline 1, menggunakan digester batch, dimana proses
digesti kayu dilakukan secara bertahap mulai dari pengisisan chip hingga pengeluaran
produk pulp dilakukan secara partaian.
II.2.2 Proses Produksi Pulp SuperBatch
Proses produksi pulp di PT RAPP, fiberline 1, menggunakan mode operasi superbatch,
yang mana merupakan modifikasi dari proses batch. Proses produksi ini dilakukan pada
14 unit digester. Proses ini dilakukan secara bertahap, dimana tiap tahap dilakukan secara
bergantian pada masing masing digester secara berurutan mulai dari digester #1 hingga
digester #14, sehingga tidak ada dua digester yang sedang menjalani tahap yang sama
(overlapping). Tahap tahap tersebut adalah :
a. Pengisian chip
Chip diisikan ke dalam digester dari chip silo. Pada tahap ini chip diisikan
sebanyak 120 ton ke dalam digester. Proses pengisian ini dibantu dengan steam
packer bertekanan 2,5 bar dengan tujuan memadatkan chip ke dalam digester dan
meratakan pengisian chip di digester. Penembakan steam dilakukan saat
pengisian chip di digester telah mencapai 10 ton. Tahap ini dihentikan ketika
ketinggian chip di dalam digester telah mencapai ketinggian tertentu yang dibaca
melalui gamma ray height detector.
b. Impregnasi
Tahap ini merupakan pemompaan weak black liquor yang berasal dari tangki
impregnasi. Weak black liquor dipompakan dengan dengan volume 265 m3
menuju digester.Tahap ini dilakukan saat pengisian chip telah mencapai 60-70
ton. Umumnya, void fraction dari digester di fiberline 1 yang telah terisi oleh
chip adalah 0,6. Dengan volume digester 350 m3, maka volume kosong yang
dapat diisi oleh weak black liquor adalah sebanyak 210 m3. Sisa 55 m
3 dari weak
black liquor yang dipompakan kemudian dialirkan menuju tangki weak black
liquor. Tangki WBL ini bersistem overflow dengan tangki impregnasi, overflow
ini sebelum dialirkan ke tangki impregnasi disaring terlebih dahulu, sehingga
serat yang terkandung didalamnya dapat disirkulasi kembali.
c. Hot Black Liquor Filling
Pada tahap ini, dilakukan pemompaan black liquor bersuhu 165oC sebanyak 285
m3 dari HBL akumulator 1 ke dalam digester, memindahkan 210 m
3 cairan
impregnasi yang terdapat di dalam digester pada tahap sebelumnya. Cairan
impregnasi yang dipindahkan ini dialirkan ke dalam tangki WBL. Sementara,
sisa 75 m3 cairan black liquor panas dari HBL akumulator 1 dialirkan menuju
HBL akumulator 2. Pengaturan ini dilakukan dengan switching valve, dimana

6
valve akan mengalirkan black liquor suhu rendah ke tangki WBL dan suhu tingi
ke HBL akumulator 2. Terdapat parameter yang menyatakan keefisienan dari
tahap ini, yaitu HBL Efficiency, yang dinyatakan melalui persamaan berikut,
𝐻𝐵𝐿 𝐸𝑓𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑦 = 𝐴𝑐𝑡𝑢𝑎𝑙 𝐿𝑖𝑞𝑢𝑜𝑟 𝐷𝑖𝑠𝑝𝑙𝑎𝑐𝑒𝑑 𝑡𝑜 𝑊𝐵𝐿 𝑇𝑎𝑛𝑘
𝑇𝑒𝑜𝑟𝑒𝑡𝑖𝑐𝑎𝑙 𝐿𝑖𝑞𝑢𝑜𝑟 𝐷𝑖𝑠𝑝𝑙𝑎𝑐𝑒𝑑 𝑡𝑜 𝑊𝐵𝐿 𝑇𝑎𝑛𝑘
d. Hot White Liquor Filling
Pada tahap ini dilakukan pemompaan white liquor sebanyak 114 m3
dengan suhu
160oC ke dalam digester, memindahkan black liquor dengan jumlah yang sama
yang terkandung di dalam digester menuju HBL akumulator 2.
e. Pemanasan dan pemasakan
Pada tahap ini, dilakukan sirkulasi cairan yang ada di dalam digester. Selain
disirkulasi, cairan yang disirkulasi juga dipanaskan dengan alat penukar panas
dengan fluida servis MP steam dengan tekanan 11-12 bar dengan suhu 205oC.
Terdapat beberapa parameter yang diperhatikan di dalam tahap ini, di antaranya
adalah :
H-Factor, merupakan suatu model kinetik yang menyatakan laju
delignifikasi pada proses kraft pulping (Gullichsen, 2000). H-Faktor
merupakan variabel tunggal yang mengkombinasikan parameter
temperatur (T) dan waktu (t), dimana dianggap reaksi delignifikasi
merupakan satu reaksi tunggal. H-Faktor merupakan parameter yang
menentukan lamanya tahap pemasakan dilakukan di PT RAPP. Proses
pemasakan dihentikan apabila nilai H-Faktor telah tercapai sesuai dengan
setpoint value.H-Faktor dinyatakan melalui persamaan berikut,
𝐻 = exp 43,2−16115
𝑇 𝑑𝑡
𝑡
0
Kappa Number, merupakan suatu bilangan yang menyatakan persen
massa lignin yang terdapat di dalam pulp (Fuad, 1998). Kappa Number
dinyatakan melalui persamaan berikut,
𝐾𝑎𝑝𝑝𝑎 𝑁𝑢𝑚𝑏𝑒𝑟 = %𝑤
𝑤𝐿𝑖𝑔𝑛𝑖𝑛 ÷ 1,54
f. Displacement
Pada tahap ini, dilakukan pemompaan cairan filtrat dari area washing yang
ditampu ng di dalam tangki displacement ke dalam digester. Cairan ini
dipompakan sebanyak 450 m3 ke dalam digester, memindahkan sebanyak 210 m
3
white liquor sisa pemasakan yang telah berubah menjadi black liquor ke dalam
HBL akumulator 1. Sisa dari cairan filtrat ini kemudian dialirkan menuju HBL
akumulator 2.
g. Discharge
Tahap ini bertujuan untuk mengeluarkan kayu yang telah masak, sehingga siap
untuk dikirim ke area washing. Pengeluaran pulp dilakukan dengan terlebih

7
dahulu memompakan cairan dilusi dari tangki displacement sebanyak 350 m3.
Setelah pulp terdilusi, barulah pulp siap dipompakan menuju tangki discharge
untuk dikirim menuju area washing.
II.3 Neraca Massa
Neraca massa merupakan perhitungan massa dalam proses industri kimia. Perhitungan
neraca massa mencakup perhitungan komposisi dan laju alir massa pada setiap aliran
dalam proses produksi. Perhitungan neraca massa didasari oleh hukum kekekalan massa,
yang menyatakan bahwa jumlah massa yang dimasukkan memiliki jumlah yang sama
besar dengan massa yang dihasilkan suatu sistem bila tidak terjadi akumulasi massa di
dalam sistem. Hukum bila didefinisikan ke dalam neraca massa dapat dinyatakan
sebagai berikut,
Laju Alir Massa Masuk = Laju Alir Massa Keluar + Laju Akumulasi Massa
Laju akumulasi massa yang dimaksud mencakup massa yang berubah menjadi kerak di
dalam alat dan massa yang hilang baik akibat reaksi maupun bocor.
II.3.1 Liquor Balance
Proses produksi pulp di PT RAPP menggunakan peneracaan massa yang disederhanakan,
yang dikenal dengan istilah liquor balance, dimana hanya liquor yang dibuat
peneracaannya. Pada liquor balancing, densitas liquor dianggap tidak signifikan berbeda
antara masing-masing liquor, baik white liquor maupun black liquor, sehingga
peneracaan dapat menggunakan laju alir volumetriknya saja. Hal ini dilakukan karena
yang terukur secara online di sistem DCS (Distributed Control System) merupakan laju
alir volumetrik, bukan laju alir massa. Selain itu, dalam proses actual, laju alir volumetrik
dari setiap tahap tidak konstan, melainkan terdapat ramping (kenaikan secara bertahap).
Ramping dilakukan untuk menghindari rusaknya equipment akibat kenaikan laju alir
secara tiba-tiba. Dengan adanya hal-hal tadi yang terjadi di dalam proses actual di
lapangan, liquor balance dapat disederhanakan menjadi persamaan berikut,
𝑉𝑜𝑙𝑢𝑚𝑒 𝐿𝑖𝑞𝑢𝑜𝑟 𝑀𝑎𝑠𝑢𝑘 = 𝑉𝑜𝑙𝑢𝑚𝑒 𝐿𝑖𝑞𝑢𝑜𝑟 𝐾𝑒𝑙𝑢𝑎𝑟 + 𝑉𝑜𝑙𝑢𝑚𝑒 𝐿𝑖𝑞𝑢𝑜𝑟 𝑇𝑒𝑟𝑎𝑘𝑢𝑚𝑢𝑙𝑎𝑠𝑖

8
BAB III
IDENTIFIKASI MASALAH DAN METODOLOGI PENYELESAIAN
III.1 Identifikasi Masalah
Identifikasi masalah dilakukan dengan metode root cause analysis, yaitu dilakukan
pencarian dari segala penyebab yang mungkin terjadi pada permasalahan yang terjadi
kemudian dilakukan analisis untuk setiap kemungkinan tersebut. Evaluasi yang dilakukan
dapat ditampilkan dengan sederhana dengan skema pada Gambar 3.1.
Penurunan Jumlah
Pemasakan yang
Terselesaikan di
Fiberline 1
Penurunan Kinerja
Digester di
Fiberline 1
Penurunan
Efisiensi Tahap
HBL Filling
Permasalahan
pada Equipment
Penurunan Level
Chip pada Chip
Silo
Permasalahan
Terjadi pada Load
Cell
Permasalahan time
delay CHF dan
aktual chip di
dalam digester
Load Cell Rusak
Kesalahan
Operator
Permasalahan
pada Pompa
Permasalahan
pada Motor
Permasalahan
pada Valve
Gambar 3.1 Skema Evaluasi Performa Fiberline 1
Gambar 3.1 menunjukkan bahwa penurunan jumlah pemasakan pasti disebabkan oleh
penurunan kinerja salah satu ataupun lebih digester yang terdapat di fiberline 1. Maka
dari itu, disusunlah suatu metodologi untuk menyelesaikan masalah yang terjadi di
fiberline 1.

9
III.2 Metodologi Penyelesaian
Berdasarkan Gambar 3.1, disusunlah suatu metodologi yang digunakan dalam
penyelesaian tugas khusus ini. Skema metodologi penyelesaian tugas khusus ini
ditampilkan pada Gambar 3.2
Pengumpulan data
kinerja tiap digester
pada Fiberline 1
Pengecekan
parameter-
parameter kinerja
setiap digester
Cek HBL
Efisiensi
apakah >
90 %
Evaluasi Equipment
Digester (Bantuan
Operator)
Cek waktu
Chip
Filling
apakah
diantara
27-33
menit
Cek apakah
load cell
berfungsi
dengan baik
(Bantuan
Operator)
Evaluasi Level Chip
di dalam Chip Silo
Evaluasi Performa
Load Cell
Evaluasi CHF time
delay dan aktual chip
di dalam digester
(cek gap)
Analisis dan
Penyusunan
Laporan
tidak
ya ya
tidak
tidak
Penyusunan Liquor
Balance tiap tahap
produksi pulp
ya
Gambar 3.2 Skema Metodologi Penyelesaian Tugas Khusus
III.2.1 Asumsi-Asumsi yang Digunakan
Pengerjaan tugas khusus ini memerlukan beberapa asumsi, agar tugas khusus dapat
terselesaikan. Asumsi yang digunakan adalah :
Tidak ada liquor yang terbuang dari sistem, dan tidak ada liquor dari lingkungan
yang masuk ke dalam sistem. (Sistem tertutup)
Ruang kosong di dalam digester yang telah terisi chip dianggap konstan, yaitu
sebesar 210m3
.
Perbedaan densitas antar liquor, baik white liquor maupun black liquor tidak
signifikan, sehingga penyusunan neraca massa dapat disederhanakan melalui
liquor balancing.

10
BAB IV
PEMBAHASAN
Setelah dilakukan pengumpulan data kinerja setiap digester, ditemukan beberapa digester
yang kinerjanya tidak sesuai dengan target produksi. Tabulasi performa digester dan
parameternya yang bermasalah disajikan pada Tabel 4.1.
Tabel 4.1 Performa Digester dan Parameternya yang bermasalah (Fiberline Dept.,
2014)
Tanggal Jumlah Pemasakan
Terselesaikan
Digester Siklus
Pemasakan
Saat
Jam
(WIB)
HBL Eficiency
(%)
10-11
Juli
2014
72 Pemasakan #2 Siklus 1
Siklus 2
15.06
20.01
70,0
72,9
13-14
Juli
2014
73 Pemasakan #10 Siklus 3 01.58 75,7
19-20
Juli
2014
74 Pemasakan #2 Siklus 1 13.06 76,2
#4 Siklus 1
Siklus 5
04.01
18.54
52,4
75,2
Berdasarkan Tabel 4.1, didapatkan kesimpulan bahwa digester #2, #4, dan #10 memiliki
masalah pada tahap pengisian hot black liquor, dimana efisiensinya kurang dari 90 %.
Untuk menganalisis efisiensi ini, dilakukan penyusunan liquor balance pada setiap tahap
produksi pulp.
IV.1 Liquor Balance Digester #2, #4, dan #10
Untuk evaluasi lebih lanjut, dilakukan penyusunan liquor balance pada tahap-tahap yang
menggunakan liquor untuk digester #2 , #4 dan #10 pada tanggal-tanggal yang tertera
pada Tabel 4.1. Tahap-tahap yang dilakukan liquor balancing adalah sebagai berikut :
a. Impregnasi
Skema tahap impregnasi ditunjukkan pada Gambar 4.1

11
DIGESTER
IMPREGNATION TANK
WBL TANK
Impregnation Liquor
Weak Black Liquor
V-1
Gambar 4.1 Skema Tahap Impregnasi
Data laju alir impregnation liquor terukur secara online, sementara data laju alir
weak black liquor dieroleh melalui perhitungan yang terlampir pada Lampiran A.
Tabulasi data-data tahap ini untuk setiap digester pada tanggal-tanggal yang
gagal mencapai target produksi ditampilkan pada Tabel 4.2
Tabel 4.2 Data Laju Alir Tahap Impregnasi (Fiberline Dept., 2014)
Tanggal Digester Siklus Imp Liquor (m
3) Liquor to
WBL (m3)
10/07/2014 #2 #1 294 84
#2 293 83
14/07/2014 #10 #3 294 84
19/07/2014 #2 #1 tidak terukur -
#4 #5 284 74
20/07/2014 #4 #1 287 77
Pada akhir tahap ini, terdapat sebanyak 210 m3
impregnation liquor yang
terakumulasi di dalam digester. Pada tahap ini volume impregmation liquor yang
dipompakan sengaja dilebihkan dari 210 m3, sehingga overflow dari tahap ini
yang berupa weak black liquor dapat sekaligus membawa fines dan partikel halus
yang tersisa di dalam chip saat tahap pengisian chip. Fines dan partikel halus
pada chip dapat mengganggu proses pemasakan chip. Data yang tidak terukur
pada tahap ini disebabkan oleh terganggunya fungsi alat flowmeter pada pipa
pengalir impregnation liquor ke dalam digester #2.
b. Hot Black Liquor (HBL) Filling
Skema tahap hot black liquor filling ditampilkan pada Gambar 4.2

12
DIGESTER
WBL TANK
Hot Black Liquor
HBL Akumulator 1
Weak Black Liquor
HBL Akumulator 2
V-4
P-12
P-13
Weak Black Liquor
V-5
P-11
V-6
V-7
P-14
Gambar 4.2 Skema Tahap HBL Filling
Pada kondisi normal, sesuai dengan perhitungan pada lampiran A, terdapat
sebanyak 210 m3 impregnation liquor yang terdapat di dalam digester setelah
tahap impregnasi selesai, dimana impregnation liquor ini kemudian akan
didorong keluar sebagai weak black liquor (WBL) menuju tangki WBL dengan
pemompaan hot black liquor ke dalam digester. Namun, dikarenakan adanya
masalah, impregnation liquor yang terdapat di dalam digester tidak mencapai
jumlah itu. Hal ini dapat diketahui dari volume weak black liquor yang terdorong
keluar menuju tangki WBL pada tahap ini yang tidak mencapai volume
impregnation liquor yang seharusnya terakumulasi di dalam digester, yakni 210
m3. Sisa dari Hot Black Liquor yang digunakan untuk mendorong impregnation
liquor keluar menuju tangki WBL, dialirkan menuju HBL akumulator 2.
Pemilahan liquor yang masuk ke dalam tangki WBL ataupun HBL akumulator 2
didasarkan pada temperatur liquor, dimana liquor yang memiliki temperatur
diatas 105oC akan dialirkan menuju HBL akumulator 2, sementara untuk
temperatur dibawah 105oC dialirkan menuju tangki WBL. Tabulasi data-data
tahap ini untuk setiap digester pada tanggal-tanggal yang gagal mencapai target
produksi ditampilkan pada Tabel 4.3
Tabel 4.3 Data Laju Alir Tahap HBL Filling (Fiberline Dept., 2014)
Tanggal Digester Siklus HBL in
(m3)
HBL Eff
(%)
Liquor to
WBL (m3)
HBL out
(m3)
10/07/2014 #2 #1 236 70,0 147 89
#2 237 72,9 153 84
14/07/2014 #10 #3 237 75,7 159 78
19/07/2014 #2 #1 237 76,2 160 77
#4 #5 - 75,2 - -
20/07/2014 #4 #1 - 52,4 - -
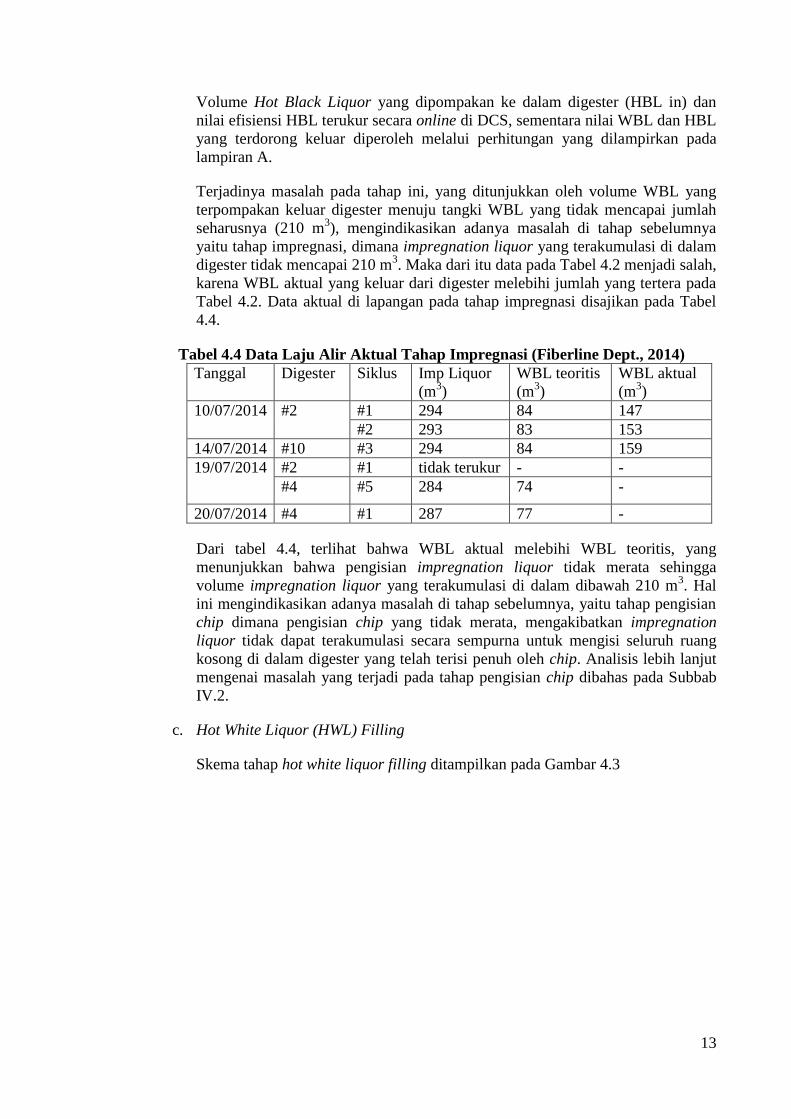
13
Volume Hot Black Liquor yang dipompakan ke dalam digester (HBL in) dan
nilai efisiensi HBL terukur secara online di DCS, sementara nilai WBL dan HBL
yang terdorong keluar diperoleh melalui perhitungan yang dilampirkan pada
lampiran A.
Terjadinya masalah pada tahap ini, yang ditunjukkan oleh volume WBL yang
terpompakan keluar digester menuju tangki WBL yang tidak mencapai jumlah
seharusnya (210 m3), mengindikasikan adanya masalah di tahap sebelumnya
yaitu tahap impregnasi, dimana impregnation liquor yang terakumulasi di dalam
digester tidak mencapai 210 m3. Maka dari itu data pada Tabel 4.2 menjadi salah,
karena WBL aktual yang keluar dari digester melebihi jumlah yang tertera pada
Tabel 4.2. Data aktual di lapangan pada tahap impregnasi disajikan pada Tabel
4.4.
Tabel 4.4 Data Laju Alir Aktual Tahap Impregnasi (Fiberline Dept., 2014)
Tanggal Digester Siklus Imp Liquor
(m3)
WBL teoritis
(m3)
WBL aktual
(m3)
10/07/2014 #2 #1 294 84 147
#2 293 83 153
14/07/2014 #10 #3 294 84 159
19/07/2014 #2 #1 tidak terukur - -
#4 #5 284 74 -
20/07/2014 #4 #1 287 77 -
Dari tabel 4.4, terlihat bahwa WBL aktual melebihi WBL teoritis, yang
menunjukkan bahwa pengisian impregnation liquor tidak merata sehingga
volume impregnation liquor yang terakumulasi di dalam dibawah 210 m3. Hal
ini mengindikasikan adanya masalah di tahap sebelumnya, yaitu tahap pengisian
chip dimana pengisian chip yang tidak merata, mengakibatkan impregnation
liquor tidak dapat terakumulasi secara sempurna untuk mengisi seluruh ruang
kosong di dalam digester yang telah terisi penuh oleh chip. Analisis lebih lanjut
mengenai masalah yang terjadi pada tahap pengisian chip dibahas pada Subbab
IV.2.
c. Hot White Liquor (HWL) Filling
Skema tahap hot white liquor filling ditampilkan pada Gambar 4.3

14
DIGESTER
Hot White Liquor
Hot Black Liquor
HWL Akumulator
HBL Akumulator 2
V-1
Gambar 4.3 Skema Tahap HWL Filling
Data-data laju alir pada tahap ini untuk digester yang bermasalah pada tanggal-
tanggal yang gagal mencapai target produksi disajikan pada Tabel 4.5
Tabel 4.5 Data Laju Alir Tahap HWL Filling (Fiberline Departement, 2014)
Tanggal Digester Siklus HWL (m
3) HBL (m
3)
10/07/2014 #2 #1 119 119
#2 115 115
14/07/2014 #10 #3 116 116
19/07/2014 #2 #1 112 112
#4 #5 114 114
20/07/2014 #4 #1 113 113
Pada tahap ini, volume HWL yang dipompakan ke dalam digester terukur secara
online di PI Procesbook ™. HWL ini akan dipompakan ke dalam digester,
mendorong keluar sejumlah HBL yang terakumulasi di dalam digester di akhir
tahap hot black liquor filling. Volume HBL yang dipindahkan keluar dari
digester menuju HBL akumulator 2 akan bernilai sama dengan volume HWL
yang dipompakan ke dalam digester. Nilai HBL yang dipompakan keluar dari
digester diperoleh melalui perhitungan yang terlampir pada Lampiran A.
d. Displacement
Skema tahap displacement disajikan pada Gambar 4.4
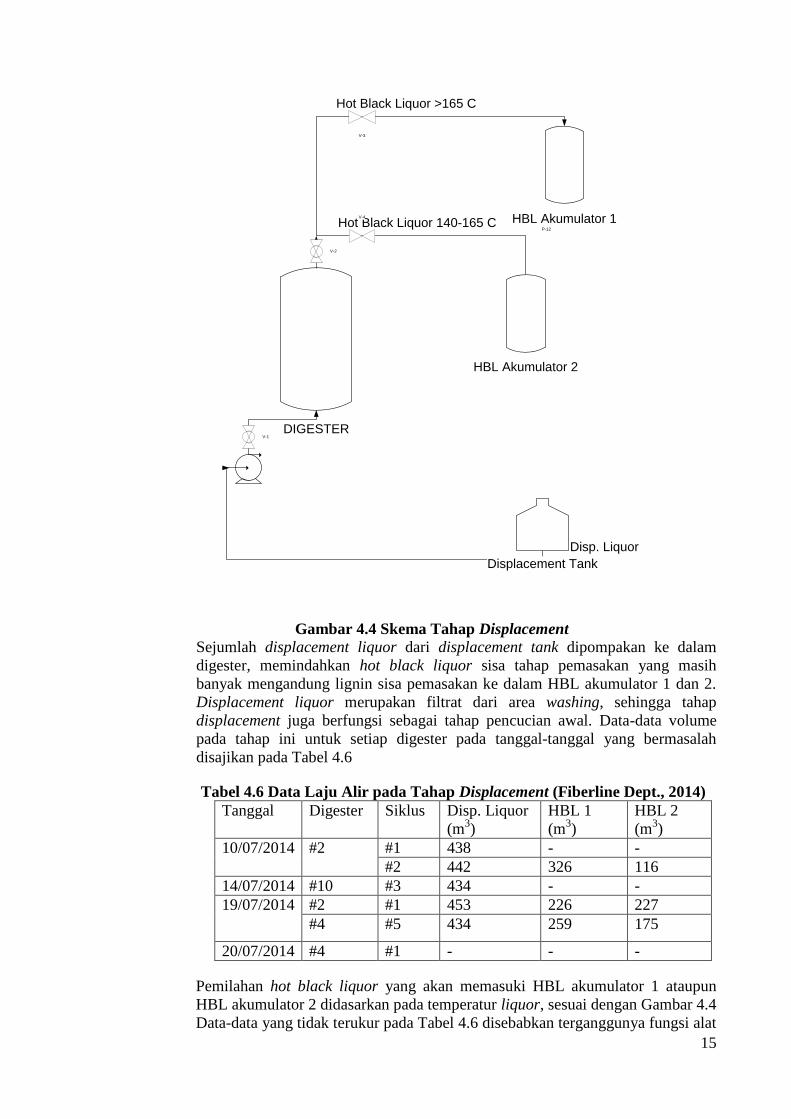
15
DIGESTER
Disp. Liquor
Hot Black Liquor 140-165 C
Hot Black Liquor >165 C
HBL Akumulator 2
HBL Akumulator 1P-12
Displacement Tank
V-1
V-2
V-3
V-4
Gambar 4.4 Skema Tahap Displacement
Sejumlah displacement liquor dari displacement tank dipompakan ke dalam
digester, memindahkan hot black liquor sisa tahap pemasakan yang masih
banyak mengandung lignin sisa pemasakan ke dalam HBL akumulator 1 dan 2.
Displacement liquor merupakan filtrat dari area washing, sehingga tahap
displacement juga berfungsi sebagai tahap pencucian awal. Data-data volume
pada tahap ini untuk setiap digester pada tanggal-tanggal yang bermasalah
disajikan pada Tabel 4.6
Tabel 4.6 Data Laju Alir pada Tahap Displacement (Fiberline Dept., 2014)
Tanggal Digester Siklus Disp. Liquor
(m3)
HBL 1
(m3)
HBL 2
(m3)
10/07/2014 #2 #1 438 - -
#2 442 326 116
14/07/2014 #10 #3 434 - -
19/07/2014 #2 #1 453 226 227
#4 #5 434 259 175
20/07/2014 #4 #1 - - -
Pemilahan hot black liquor yang akan memasuki HBL akumulator 1 ataupun
HBL akumulator 2 didasarkan pada temperatur liquor, sesuai dengan Gambar 4.4
Data-data yang tidak terukur pada Tabel 4.6 disebabkan terganggunya fungsi alat

16
flowmeter pada bagian dan tanggal tersebut. Data volume displacement liquor
dan HBL yang dialirkan menuju HBL akumulator 1 pada tahap ini terukur secara
online, sementara data volume HBL yang dialirkan menuju HBL akumulator 2
diperoleh melalui perhitungan yang terlampir pada Lampiran A.
e. Discharge
Skema tahap discharge ditampilkan pada Gambar 4.5
DIGESTER
Dilution Liquor
Dilution Tank
Discharge Tank
Discharge Liquor
V-5
Gambar 4.5 Skema Tahap Discharge
Pada tahap ini dipompakan sejumlah tertentu dilution liquor ke dalam digester,
dimana secara simultan juga dilakukan pengeluaran pulp beserta liquor yang
terdapat di dalam digester untuk kemudian dikirim ke area washing. Jumlah
discharge liquor akan sama dengan jumlah dilution liquor yang dipompakan ke
dalam digester. Dilution liquor dibutuhkan guna menurunkan konsistensi pulp
hingga mencapai 5%, agar pulp mudah ditransportasikan. Data-data setiap
digester pada tanggal-tanggal yang bermasalah disajikan pada Tabel 4.7
Tabel 4.7 Data Laju Alir pada Tahap Discharge (Fiberline Dept., 2014)
Tanggal Digester Siklus Dilution
Liquor (m3)
Discharge Liquor
(m3)
10/07/2014 #2 #1 317 317
#2 388 388
14/07/2014 #10 #3 310 310
19/07/2014 #2 #1 450 450
#4 #5 379 379
20/07/2014 #4 #1 381 381

17
Data dilution liquor yang masuk ke dalam digester terukur secara online,
sementara data discharge liquor yang keluar menuju digester diperoleh melalui
perhitungan pada Lampiran A.
Secara umum, apabila terjadi penurunan performa digester, dapat terlihat pada nilai HBL
efisiensi, dimana nilai ini mengindikasikan cairan impregnasi yang masuk ke dalam
digester pada tahap impregnasi tidak memenuhi seluruh ruang kosong yang tersisa di
dalam digester yang telah terisi penuh oleh chip. Ruang kosong ini adalah 60% dari
volume total digester pada fiberline 1. Digester pada fiberline 1 memiliki volume total
350m3, maka dari itu setelah terisi penuh oleh chip, digester menyisakan ruang kosong
sebesar 210m3.
IV.2 Evaluasi Tahap Pengisian Chip
Apabila pengisian chip berlangsung secara merata dimana seluruh chip terisi dan
terpadatkan secara sempurna, ruang kosong yang tersisa di dalam digester juga akan
tersebar merata, sehingga saat dilakukan pemompaan cairan impregnasi, cairan
impregnasi dapat mengisi seluruh ruang kosong di dalam digester secara merata sehingga
seluruh chip di semua bagian dari digester dapat terimpregnasi secara sempurna.
Skema tahap pengisian chip disajikan pada Gambar 4.6
Chip from Chip Screening Area
Chip Silo 411T015
411C003
P-18
411C009
411C011
411C005
411C007
131197531
P-1 P-2
P-3 P-4
P-5
P-6
P-7
P-8
411C013
P-9
P-10 P-11
P-12411C004
P-17
411C010
411C012
411C006
411C008
1412108642
P-22 P-24
P-31 P-32
P-20
P-23
P-26
P-13
411C014
P-27
P-19 P-28
P-30
411C002
P-38
P-39
411C001
P-40
P-41
Gambar 4.6 Skema Tahap Pengisian Chip

18
Chip dari chip screening area dialirkan menuju chip silo. Kemudian, kedua buah chip
silo discharge yang terdapat pada chip silo mendistribusikan chip ke digester bernomor
ganjil dan genap yang sedang dalam tahap chip filling melalui screw conveyor. Pengisian
chip akan dihentikan terlebih dahulu pada digester yang terakhir memulai tahap chip
filling apabila level chip di dalam chip silo berkurang hingga dibawah 10%. Pengisian ini
akan dimulai kembali apabila level chip di dalam chip silo telah mencapai 55%.
Secara teoritis, waktu yang dibutuhkan untuk menyelesaikan tahap chip filling adalah
25,2 menit (perhitungan terlampir pada Lampiran A). Durasi ini bervariasi, tergantung
pasokan chip dari chip screen area. Menurut operator, umumnya tahap chip filling
berlangsung selama 27 hingga 33 menit. Namun terjadi anomali pada tanggal-tanggal
dimana terjadi penurunan produksi pulp. Data durasi tahap pengisian chip pada tanggal-
tanggal tersebut disajikan pada Tabel 4.8
Tabel 4.8 Data Durasi Tahap Pengisian Chip (Fiberline Dept., 2014)
Tanggal Digester Siklus CHF time (min)
10/07/2014 #2 #1 38,9
#2 25,1
14/07/2014 #10 #3 28,7
19/07/2014 #2 #1 24,7
#4 #5 28,3
20/07/2014 #4 #1 31,2
Dari Tabel 4.8 diperoleh kesimpulan bahwa Digester #2 pada tanggal-tanggal tersebut
mengalami anomali pada tahap chip filling, dimana durasi tahap pengisian chip kurang
dari 27 menit ataupun melebihi 33 menit. Durasi pengisian chip yang kurang dari 27
menit mengindikasikan chip yang masuk tidak tersebar secara merata, sehingga pengisian
chip memakan waktu yang lebih singkat. Sementara itu, durasi pengisian chip yang lebih
lama dari 33 menit mengindikasikan laju chip masuk yang lambat, sehingga
mengakibatkan pengisian chip berlangsung lebih lama dan memperlambat waktu total
sequences pemasakan dan menurunkan jumlah pemasakan yang terselesaikan dalam
sehari.
Akibat tidak meratanya penyebaran chip di dalam digester, cairan impregnasi yang
masuk ke dalam digester pada tahap impregnasi tidak dapat tersebar secara merata di
dalam digester, sehingga cairan impregnasi tidak dapat mengisi seluruh ruang kosong
yang tersisa di dalam digester yang telah terisi oleh chip. Hal ini dibuktikan kembali pada
data di Tabel 4.3 dimana efisiensi tahap HBL Filling yang rendah hingga dibawah 90 %.
Fenomena tidak meratanya liquor yang masuk ke dalam digester dikenal dengan istilah
channeling .Dengan begitu, tidak semua chip terimpregnasi secara sempurna dan fines
yang tersisa di dalam chip juga tidak dapat terbawa keluar. Kedua peristiwa ini
mengganggu proses pemasakan, karena memperlambat tahap pemasakan, dimana nilai
setpoint H-Faktor dari proses pemasakan tersebut menjadi lebih lama tercapai. Akhirnya,
durasi total satu siklus pemasakan pulp menjadi lebih lama, sehingga dalam sehari jumlah
pemasakan yang terselesaikan tidak mencapai target produksi.
Pangkal dari permasalahan ini ialah menurunnya level chip di dalam chip silo hingga
dibawah 10%. Hal ini dapat diketahui melalui profil level chip silo pada tanggal tersebut
yang ditampilkan pada Gambar 4.7 dan 4.8.

19
Gambar 4.7 Profil level chip di dalam chip silo 10-11 Juli 2014 (Fiberline Dept.,
2014)
Gambar 4.8 Profil level chip di dalam chip silo 19-20 Juli 2014 (Fiberline Dept.,
2014)
Data level chip di dalam chip silo yang kurang dari 10 % disajikan pada Tabel 4.9

20
Tabel 4.9 Profil level chip di Chip Silo (Fiberline Dept., 2014)
Tanggal dan Pukul Level Chip di Chip Silo (%)
10 Juli 2014
pukul 6.04
pukul 10.38
3,6 %
8,31 %
19 Juli 2014
pukul 8.32
pukul 12.20
9,5 %
8,45 %
20 Juli 2014
pukul 2.31
3,89 %
Terlihat pada Tabel 4.9 bahwa level chip di dalam chip silo pada tanggal 10, 19, dan 20
Juli 2014 mengalami penurunan hingga dibawah 10 %. Penurunan ini membuat laju chip
discharge lambat, sehingga mengakibatkan waktu yang dibutuhkan untuk menyelesaikan
tahap ini lebih lambat dari biasanya, sehingga memperlambat total waktu pemasakan
yang berujung pada tidak tercapainya target pemasakan dalam sehari.
Penurunan ini diakibatkan terhambatnya pasokan chip dari area chip screening menuju
chip silo. Terhambatnya pasokan ini berpangkal dari permasalahan yang terjadi pada chip
screening area. Permasalahan yang terjadi disebabkan oleh plug-up yang terjadi pada
rechipper akibat banyaknya bark yang masih tersangkut. Hal ini dibuktikan melalui
Fiberline 1 loss cook report pada tanggal 10 Juli 2014, dimana dilaporkan terjadinya plug
up pada chip conveyor 341C341. Chip conveyor 341C341 merupakan oversize chip
conveyor menuju rechipper.
Selain itu, mekanisme tahap chip filling yang mana satu buah chip silo sekaligus mengisi
dua buah digester juga mempengaruhi penurunan level di dalam chip silo. Hal ini
dikarenakan terbatasnya pasokan accept chip dari chip screen area. Pembatasan ini
dilakukan untuk menghindari overcapacity dari chip screen yang berujung kepada ter-
bypass-nya oversize dan overthick chip ke digester. Rendahnya level chip di dalam chip
silo menyebabkan penurunan laju chip yang masuk ke dalam digester, sehingga tahap
chip filling akan memakan waktu yang lebih lama dari normalnya. Hal ini mengakibatkan
bertambahnya waktu total pemasakan, sehingga dalam sehari, jumlah pemasakan tidak
mencapai targetnya.
IV.3 Evaluasi Kinerja Load Cell
Sementara itu, dari Tabel 4.8, terlihat bahwa untuk digester #4 dan #10 pada tanggal –
tanggal tersebut memiliki CHF time yang normal, yakni berada di antara 27 – 33 menit.
Maka penyebab dari penurunan performa pada digester ini bukan berasal dari penurunan
level chip pada chip silo.Salah satu indikasi penyebab masalah ini ialah permasalahan
yang terjadi pada alat pengukur massa di dalam digester, yaitu load cell.
Load cell merupakan suatu alat transduser yang mampu mengkonversi gaya berat
menjadi sinyal elektrik (Anderson, 1969). Load cell bekerja berdasarkan deformasi yang
terjadi pada strain gauge. Strain gauge mendeteksi regangan yang terjadi sebagai sinyal
elektrik, dikarenakan regangan yang terjadi mengubah efektifitas hambatan listrik pada
kabel penghantar listrik yang terdapat di dalamnya. Sinyal ini kemudian dikalkulasi
menjadi gaya berat yang diderita oleh transduser tersebut.

21
Setelah berdiskusi dengan pembimbing dan operator, ditemukan bahwa load cell yang
terdapat pada Digester #4 dan #10 memang mengalami kerusakan pada tanggal 13-14
Juli dan 19-20 Juli. Hal ini ditunjukkan pada Gambar 4.9 dan 4.10.
Gambar 4.9 Pembacaan Massa Chip oleh Load Cell Digester #4 dan #10 13-14 Juli
2014 (Fiberline Dept., 2014)
Gambar 4.10 Pembacaan Massa Chip oleh Load Cell Digester #4 dan #10 19-20 Juli
2014 (Fiberline Dept., 2014)
Sementara itu, data dari Gambar 4.9 dan Gambar 4.10 disajikan pada Tabel 4.10
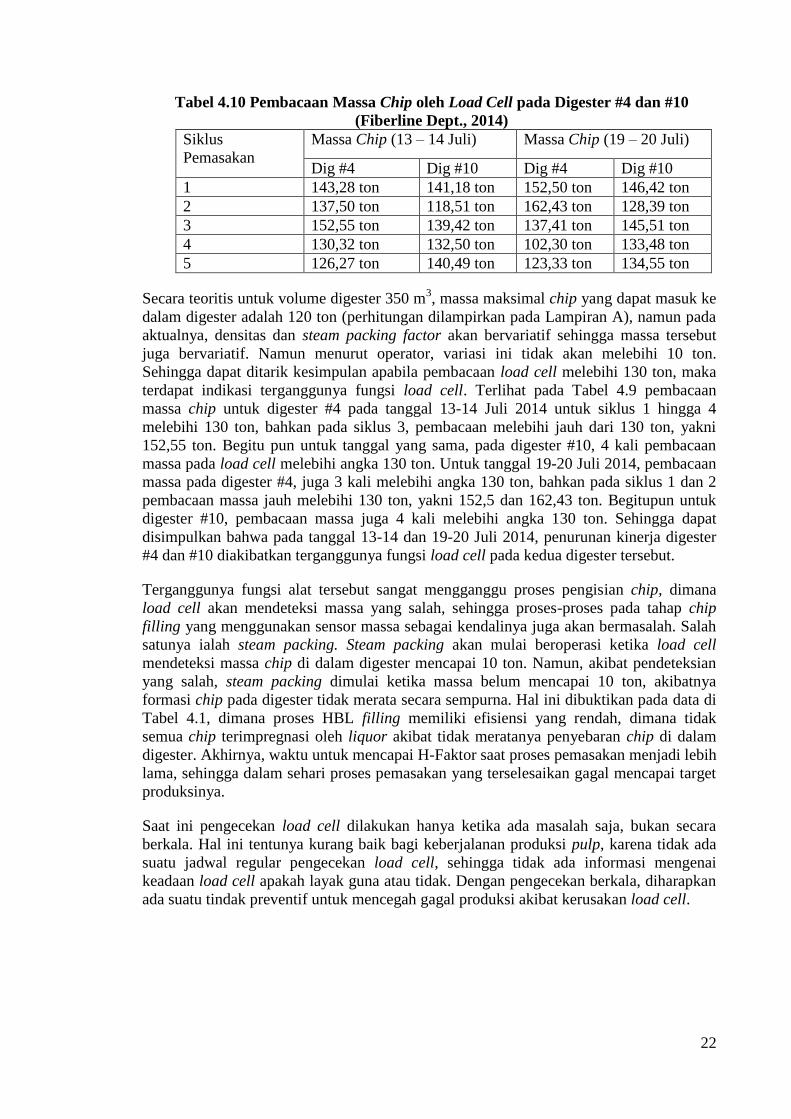
22
Tabel 4.10 Pembacaan Massa Chip oleh Load Cell pada Digester #4 dan #10
(Fiberline Dept., 2014)
Siklus
Pemasakan
Massa Chip (13 – 14 Juli) Massa Chip (19 – 20 Juli)
Dig #4 Dig #10 Dig #4 Dig #10
1 143,28 ton 141,18 ton 152,50 ton 146,42 ton
2 137,50 ton 118,51 ton 162,43 ton 128,39 ton
3 152,55 ton 139,42 ton 137,41 ton 145,51 ton
4 130,32 ton 132,50 ton 102,30 ton 133,48 ton
5 126,27 ton 140,49 ton 123,33 ton 134,55 ton
Secara teoritis untuk volume digester 350 m3, massa maksimal chip yang dapat masuk ke
dalam digester adalah 120 ton (perhitungan dilampirkan pada Lampiran A), namun pada
aktualnya, densitas dan steam packing factor akan bervariatif sehingga massa tersebut
juga bervariatif. Namun menurut operator, variasi ini tidak akan melebihi 10 ton.
Sehingga dapat ditarik kesimpulan apabila pembacaan load cell melebihi 130 ton, maka
terdapat indikasi terganggunya fungsi load cell. Terlihat pada Tabel 4.9 pembacaan
massa chip untuk digester #4 pada tanggal 13-14 Juli 2014 untuk siklus 1 hingga 4
melebihi 130 ton, bahkan pada siklus 3, pembacaan melebihi jauh dari 130 ton, yakni
152,55 ton. Begitu pun untuk tanggal yang sama, pada digester #10, 4 kali pembacaan
massa pada load cell melebihi angka 130 ton. Untuk tanggal 19-20 Juli 2014, pembacaan
massa pada digester #4, juga 3 kali melebihi angka 130 ton, bahkan pada siklus 1 dan 2
pembacaan massa jauh melebihi 130 ton, yakni 152,5 dan 162,43 ton. Begitupun untuk
digester #10, pembacaan massa juga 4 kali melebihi angka 130 ton. Sehingga dapat
disimpulkan bahwa pada tanggal 13-14 dan 19-20 Juli 2014, penurunan kinerja digester
#4 dan #10 diakibatkan terganggunya fungsi load cell pada kedua digester tersebut.
Terganggunya fungsi alat tersebut sangat mengganggu proses pengisian chip, dimana
load cell akan mendeteksi massa yang salah, sehingga proses-proses pada tahap chip
filling yang menggunakan sensor massa sebagai kendalinya juga akan bermasalah. Salah
satunya ialah steam packing. Steam packing akan mulai beroperasi ketika load cell
mendeteksi massa chip di dalam digester mencapai 10 ton. Namun, akibat pendeteksian
yang salah, steam packing dimulai ketika massa belum mencapai 10 ton, akibatnya
formasi chip pada digester tidak merata secara sempurna. Hal ini dibuktikan pada data di
Tabel 4.1, dimana proses HBL filling memiliki efisiensi yang rendah, dimana tidak
semua chip terimpregnasi oleh liquor akibat tidak meratanya penyebaran chip di dalam
digester. Akhirnya, waktu untuk mencapai H-Faktor saat proses pemasakan menjadi lebih
lama, sehingga dalam sehari proses pemasakan yang terselesaikan gagal mencapai target
produksinya.
Saat ini pengecekan load cell dilakukan hanya ketika ada masalah saja, bukan secara
berkala. Hal ini tentunya kurang baik bagi keberjalanan produksi pulp, karena tidak ada
suatu jadwal regular pengecekan load cell, sehingga tidak ada informasi mengenai
keadaan load cell apakah layak guna atau tidak. Dengan pengecekan berkala, diharapkan
ada suatu tindak preventif untuk mencegah gagal produksi akibat kerusakan load cell.

23
BAB V
KESIMPULAN DAN SARAN
V.1. Kesimpulan
Kesimpulan yang dapat diperoleh dari pengerjaan tugas khusus ini yaitu:
Penurunan performa Digester #2 pada tanggal 10 dan 19 Juli 2014 disebabkan oleh
menurunnya level chip di dalam chip silo. Penurunan level ini disebabkan terhambatnya
pasokan chip menuju digesting area dari chip screening area, yang disebabkan oleh
terjadinya plug-up pada oversize chip conveyor menuju rechipper.
Pengoperasian tahap chip filling saat ini, dimana satu buah chip silo sekaligus mengisi
dua buah digester juga mempengaruhi penurunan level chip di dalam chip silo. Hal ini
dikarenakan terbatasnya pasokan accept chip dari chip screen area untuk menghindari
bypass oversize dan overthick chip.
Penurunan performa Digester #4 dan #10 pada tanggal 14,19, dan 20 Juli 2014
disebabkan oleh terganggunya fungsi load cell pada Digester #4 dan #10. Terganggunya
fungsi load cell, mengakibatkan waktu untuk mencapai H-Faktor saat proses pemasakan
menjadi lebih lama sehingga target pemasakan dalam sehari tidak tercapai.
V.2. Saran
Saran yang dapat diberikan melalui pengerjaan tugas khusus ini yaitu :
Pemeriksaan secara berkala kondisi rechipper pada chip screen area, sehingga dapat
dilakukan tindak preventif pencegahan terjadinya plug up pada rechipper.
Peningkatan kapasitas chip screen, agar kebutuhan accept chip untuk pengisian chip ke
dua buah digester secara bersamaan dapat terpenuhi.
Pemeriksaan dan kalibrasi load cell setiap digester dilakukan secara berkala, agar load
cell yang fungsinya mulai terganggu dapat langsung digantikan.

24
DAFTAR PUSTAKA
Anderson, Gordon B.,”Studies of Calibration Procedure for Load Cells and Proving Rings as
Weighing Devices”, National Bureau of Standards, Washington D.C., 1969.
Bajpai, P., “Biotechnology for Pulp and Paper Processing”, Springer Sciences, UK, 2012.
Cole, Barbara, “Extractive Components of Wood”, University of Maine, Maine, 2010.
Fiberline Dept., “Fiberline Monthly Loss Cook Report and Digester Parameters”, Riau Andalan
Pulp and Paper, Pangkalan Kerinci, 2014.
Fuad, Uwan, “Introduction to Pulp and Paper Technology”, Raja Garuda Mas Internasional,
Riau, 1998.
Gullichsen, Johan.,”Chemical Pulping”, Papermaking Science and Technology, Finland, 2000.

25
LAMPIRAN A
CONTOH PERHITUNGAN
A.1. Perhitungan Liquor Balance Tahap Impregnasi
Berikut adalah contoh perhitungan liquor balance tahap impregnasi pada Digester #2,
tanggal 10 Juli 2014, siklus #1. Skema liquor balance tahap ini disajikan pada Gambar
A.1
Digester Free
VolumeF1 F2
Gambar A.1 Skema Liquor Balance Tahap Impregnasi
Digester Free Volume = 0,6 x Volume Digester
Volume Digester = 350 m3
Digester Free Volume = 0,6 x 350m3 = 210 m
3
F1 (Impregnation Liquor) = 294 m3
F2 (Weak Black Liquor) = F1 – Digester Free Volume
F2 = 294 – 210 = 84 m3
F1 yang terakumulasi di dalam digester = Digester Free Volume = 210 m3
A.2. Perhitungan Liquor Balance Tahap HBL Filling
Berikut adalah contoh perhitungan liquor balance tahap HBL filling pada Digester #2,
tanggal 10 Juli 2014, siklus #1. Skema liquor balance tahap ini disajikan pada Gambar
A.2
F1 terakumulasi
di dalam
digester
F3 F4
F5
Gambar A.2 Skema Liquor Balance Tahap HBL filling

26
F3 (HBL) = F4 (WBL to WBL Tank) + F5 (WBL to HBL Akumulator 2)
F3 = 236 m3
F4 = F1 yang terakumulasi di dalam digester secara aktual
F4 = Efisiensi HBL x F1 terakumulasi di dalam digester
Efisiensi HBL = 70%
F4 = 0,7 x 210 = 147 m3
F5 = F3 – F4
F5 = 236 – 147 = 89 m3
A.3. Perhitungan Liquor Balance Tahap HWL Filling
Berikut adalah contoh perhitungan liquor balance tahap HWL filling pada Digester #2,
tanggal 10 Juli 2014, siklus #1. Skema liquor balance tahap ini disajikan pada Gambar
A.3
HBLF6 F7
Gambar A.3 Skema Liquor Balance Tahap HWL Filling
F6 (HWL masuk) = F7 (HBL dipindahkan)
F6 = 119 m3
F7 = F6 = 119 m3
A.4. Perhitungan Liquor Balance Tahap Displacement
Berikut adalah contoh perhitungan liquor balance tahap displacement pada Digester #2,
tanggal 10 Juli 2014, siklus #2. Skema liquor balance tahap ini disajikan pada Gambar
A.4

27
Gambar A.4 Skema Liquor Balance Tahap Displacement
F7 (Disp. Liquor) = F8 (HBL to akumulator 1) + F9 (HBL to akumulator 2)
F7 = 442 m3
F8 = 326 m3
F9 = F7 – F8
F9 = 442 - 326 = 116 m3
A.5. Perhitungan Liquor Balance Tahap Discharge
Berikut adalah contoh perhitungan liquor balance tahap discharge pada Digester #2,
tanggal 10 Juli 2014, siklus #2. Skema tahap ini disajikan pada Gambar A.5
WBLF10 F11
Gambar A.5 Skema Liquor Balance Tahap Discharge
F10 (Dilution Liquor) = F11
Keterangan : Dilution liquor F10 digunakan untuk menurunkan konsistensi aliran F11
hingga 5%
F10 = 388 m3
F11 = F10 = 388 m3
A.6. Perhitungan Chip Maksimum di dalam Digester
Volume Digester = 350 m3
Densitas Akasia Chip = 285 kg/m3
Steam Packing Factor = 1,2
HBLF7 F8
F9

28
Chip di dalam digester = V Digester x ρ Akasia Chip x Steam pf
Chip di dalam digester = 350 m3 x 285 kg/m
3 x 1,2
Chip di dalam digester = 120 ton
A.7. Perhitungan Durasi Tahap Chip Filling Teoritis
Kapasitas Screw Conveyor = 1000 m3/jam
Laju Alir Massa Chip = ρ Akasia chip x Kapasitas Screw Conveyor
Laju Alir Massa Chip = 285 kg/m3
x 1000 m3/jam = 285 ton /jam
Durasi Teoritis = Chip di dalam Digester / Laju Alir Massa Chip.
Durasi Teoritis = 120 ton / 285 ton/jam
Durasi Teoritis = 0,42 jam = 25,2 menit
Copyright © 2022 FDOKUMEN




















