
Курсова работа №1
25
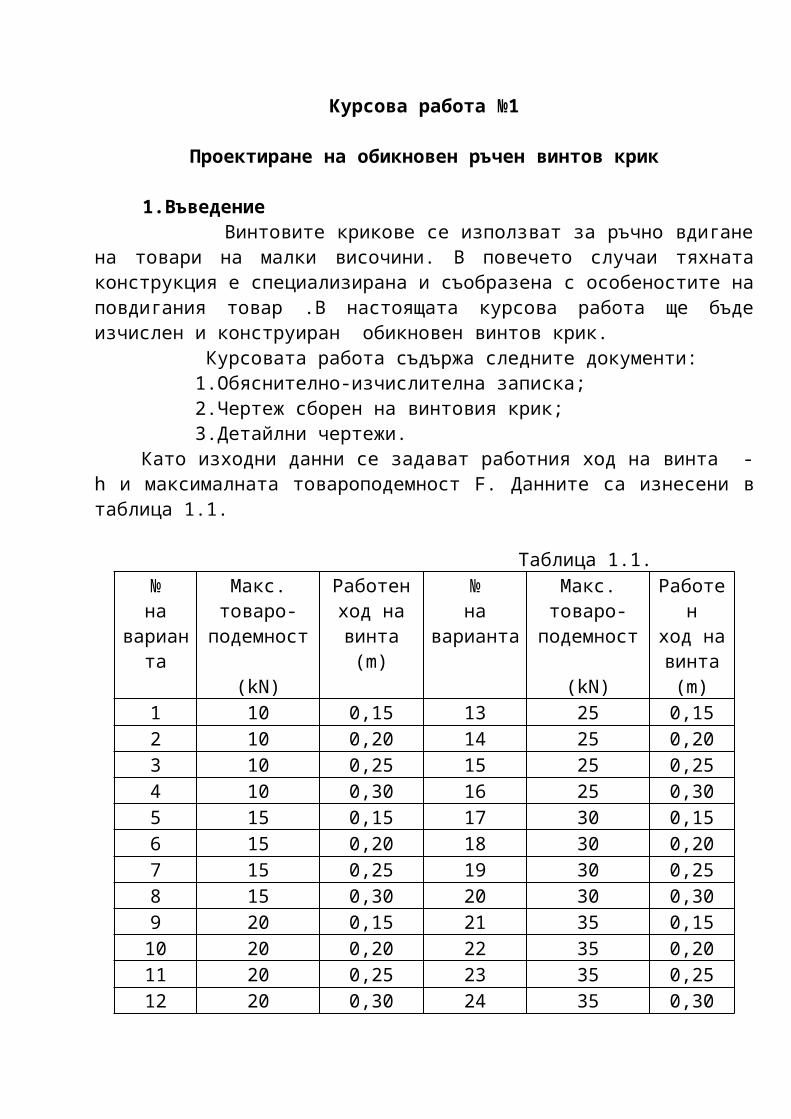
Курсова работа №1 Проектиране на обикновен ръчен винтов крик 1.Въведение Винтовите крикове се използват за ръчно вдигане на товари на малки височини. В повечето случаи тяхната конструкция е специализирана и съобразена с особеностите на повдигания товар .В настоящата курсова работа ще бъде изчислен и конструиран обикновен винтов крик. Курсовата работа съдържа следните документи: 1.Обяснително-изчислителна записка; 2.Чертеж сборен на винтовия крик; 3.Детайлни чертежи. Като изходни данни се задават работния ход на винта - h и максималната товароподемност F. Данните са изнесени в таблица 1.1. Таблица 1.1. № на вариан та Макс. товаро- подемност (kN) Работен ход на винта (m) № на варианта Макс. товаро- подемност (kN) Работе н ход на винта (m) 1 10 0,15 13 25 0,15 2 10 0,20 14 25 0,20 3 10 0,25 15 25 0,25 4 10 0,30 16 25 0,30 5 15 0,15 17 30 0,15 6 15 0,20 18 30 0,20 7 15 0,25 19 30 0,25 8 15 0,30 20 30 0,30 9 20 0,15 21 35 0,15 10 20 0,20 22 35 0,20 11 20 0,25 23 35 0,25 12 20 0,30 24 35 0,30
-
Upload
independent -
Category
Documents
-
view
36 -
download
0
Transcript of Курсова работа №1
Курсова работа №1
Проектиране на обикновен ръчен винтов крик
1.Въведение Винтовите крикове се използват за ръчно вдиганена товари на малки височини. В повечето случаи тяхнатаконструкция е специализирана и съобразена с особеностите наповдигания товар .В настоящата курсова работа ще бъдеизчислен и конструиран обикновен винтов крик. Курсовата работа съдържа следните документи: 1.Обяснително-изчислителна записка; 2.Чертеж сборен на винтовия крик; 3.Детайлни чертежи.
Като изходни данни се задават работния ход на винта -h и максималната товароподемност F. Данните са изнесени втаблица 1.1.
Таблица 1.1.№на
варианта
Макс.товаро-
подемност
(kN)
Работенход навинта(m)
№на
варианта
Макс.товаро-подемност
(kN)
Работен
ход навинта(m)
1 10 0,15 13 25 0,152 10 0,20 14 25 0,203 10 0,25 15 25 0,254 10 0,30 16 25 0,305 15 0,15 17 30 0,156 15 0,20 18 30 0,207 15 0,25 19 30 0,258 15 0,30 20 30 0,309 20 0,15 21 35 0,1510 20 0,20 22 35 0,2011 20 0,25 23 35 0,2512 20 0,30 24 35 0,30

2.Конструкция и размери на крикаНа фиг.1 е представена конструкцията на изчислявания
винтов крик и са обозначени необходимите изчислителниразмери. Издигането на товара става чрез завиване на винта5 в гайката 3. Последната е свързана неподвижно в тялото 4.Завъртането на винта става с лоста 2, в двата края на койтосе занитени ограничителни шайби. Повдигането на товара сеосъществява чрез чашата 1. Издигането на стеблото на винтасе ограничава от шайба 8, прикрепена към него с винта 9.
2

Фиг.1. Винтов крик-размери.
3.Схематизиране на конструкцията и на натоварването,определяне на разрезните усилия и опасните сечения навинта.
За изчисляване на двойката винт - гайка е необходимода се знаят големината, посоката, начинът на прилагане ихарактера на натоварванията, действащи върху винта и
3

гайката. На фиг.2 е показано разпределението на силите ивъртящите моменти по дължината на винта .
При повдигане на товара винтът е подложен едновременнона центричен натиск и усукване . Нормалното усилие вучастъка ас е N =(-F)=const, а в участъка cd то се намалявадо 0. За опростяване на изчисленията се приема ,ченатоварването се разпределя равномерно по навивките нарезбата на винта.
Фиг.2 Винтов крик – схематизиране на натоварването
Върху винта действат още :М1 – момент на триене във винтовата двойка ;М2 - момент на триене между чашата и главата на винта;Мраб = М1 + М2 – момент , с който работника действа
върху ръкохватката.Като се има пред вид, че участъкът ав на винта е
удебелен, от приведените диаграми се вижда, че най-застрашен е неговият участък bc, в чието напречно сечениедействат едновременно : N=(-F) и Mус =М1
4

4.Избор на материала за винта и гайката и определянена допустимите напрежения.
4.1 Винт.Материала на винта трябва да притежава достатъчна
якост ,висока износоустойчивост и добра обработваемост.Различните видове винтове най- често се изработват отстоманите 35,40, 45, 50 и по-рядко от стоманите АСт 4 и АСт5. Тежко натоварените винтове се изработват от легиранитестомани 40Х, 65Г и 18ХГТ и др. Допустимите напрежения нанатиск (опън) за винтове се определят по зависимостта :
(1.1) ,където σs е границата на провлачване (табл. 1.2);
[s] – минимален коефициент на сигурност (табл 1.3).
Таблица 1.2Граница на провлачване на стомани използвани за
изработване на двигателни винтовеМаркана
стоманата
АСт4 АСт5 35 40 45 50 40Х 65Г 18ХГТ
σs ,Мра 240 270 320 340 360 380 800 440 800
Таблица 1.3Коефициент на сигурност за винтове на крикове
Материална винта
Диаметър на винта,mm
6 – 16 16-30 30-60 >60Въглероднастомана
4-3 3-2,5 2,5-2 2-1,8
Легиранастомана
5-4 4-3 3-2,5 2,5-2,2
4.2 Гайка. Гайките се изработват от антифрикционни материали,
осигуряващи по-малък коефициент на триене и възможност за
5

сработване. Най-често се използват бронзи –фосфорни,оловно-цинкови, алуминиево-железни и др. При по-неотговорнислучаи и при по-малки натоварвания могат да се използват СЧ10, СЧ 15, СЧ 20 и др. (табл. 1.4)
Таблица 1.4Допустими напрежения в МРа за бронз и чугун за гайки на винтови криковеМатериал [σоп] [σнат] [σсм] [σог] [τср]CuSn1OP1 35 - 45 45 31CuSn6Fe7P
b4 45 - 45 50 34
CuAl9Fe3 50 - 50 60 35СЧ10 20 60 40 30 20СЧ15 25 75 40 40 25СЧ20 30 90 50 50 30
5.Якостно изчисление на основните елементи на винтовиякрик5.1.Определяне вътрешния диаметър на резбата на винта
и избор на резба. Диаметъра d1 на винта се определя от якостното условиена натиск
(1.2)По изчисления вътрешен диаметър се избира определен
вид двигателна резба (фиг.3).
6

Фиг.3. Работни профили на двигателни резбиа-квадратна; б-трионовидна; в-трапецовидна.
Изборът на профил на резбата зависи от направлението ихарактера на силите, действащи в предавката, от условиятана работа (прах, корозия) и от КПД.
Квадратната резба се използва при осова сила до 20 кNи изискване за висок КПД. Липсата на наклон на активнитестрани на профила на резбата не позволява обработване чрезфрезоване или шлайфане. Квадратната резба не естандартизирана.
Трионовидната резба се използва при голяма и постояннапо посока сила. Притежава по-висок КПД, висока якост икоравина, по-технологична е от квадратната. Трионовиднатарезба е стандартизирана.
Трапецовидната резба се използва при променлива посокана осовата сила. Има по-нисък КПД от квадратната, но е по-технологична от нея. Трапецовидната резба също естандартизирана.
След избора на определен вид резба в съответствие сизложените съображенияпо изчислителния вътрешен диаметър d1
се определят останалите и размери. Ако резбата естандартна, същите се вземат по съответния стандарт.
7

5.2.Брой на ходоветеЗа самозадържащи винтове, като правило се избират
едноходови резби. Резби с повече от един ход се използват вслучаите, когато не е необходимо самозадържане, а сеизисква голямо осово преместване за един оборот на винта ивисок КПД.
5.3.Проверка резбата на самозадържанеЗа удобство и без опасност при работа с крика ,
резбата на винта трябва да удовлетворява условието засамозадържане :(1.3) ψ – (30I 1o ) ≤ ρI
където ψ е ъгъл на изкачване на средната винтова линия;ρI е приведеният ъгъл на триене.Ъгълът ψ се определя от израза:
(1.4)където Р е стъпката на резбата;
i – броят на ходовете;d2– средният диаметър на резбата.Приведения ъгъл на триене ρI се изчислява по
зависимостта:
(1.5)където μ е коефициентът на триене при плъзгане на материалана винта по материала на гайката (табл.1.5)
α – профилния ъгъл на резбата. Избира се от табл 5.6[4].
В случай че избраната резба не удовлетворява условиетоза самозадържане, трябва да се избере нова резба с по-малкастъпка или с по-голям диаметър и да се повтори проверката.
Таблица 1.5Коефициент на триене при плъзгане
Материал на триещата двойка μСтомана – оловен бронз 0,1 –
8

0,12Стомана – желязно алуминиев бронз 0,11 –
0,12Стомана – антифрикционен чугун 0,10 –
0,13Стомана – стомана 0,15 –
0,17Стомана – сив чугун 0,15
5.4.Проверка винта на устойчивост (изкълчване)Винтовото стебло представлява тяло с относително малки
размери на напречното сечение спрямо дължината, порадикоето трябва да се провери на устойчивост срещу изкълчване.Винта се разглежда като цилиндричен прът (фиг.1) с диаметърd1 (вътрешния диаметър на резбата) и дължина l=lраб, запънатв единия край (в гайката) и свободен в другия край(чашата). Работна дължина се определя от израза:(1.6) l=lраб=h+h3+H/2където h е работният ход на винта;
h3 – височина на главата на винта;Н – височина на гайката.При това h3 и Н се определят от зависимостите:
(1.7) h3 = (1,4 – 1,6).d,(1.8) Н=z.Pкъдето d е външният диаметър на резбата;
Р - стъпка на резбата;z-броят на навивките на резбата (z=6-10).Изчисляването на изкълчване се извършва по обобщената
формула на Ойлер, а когато тя е неприложима, с тази наТетмайер-Ясински или по φ-метода. . При изчисляване по φ-метода за да не настъпи изкълчване, е необходимо да бъдеизпълнено условието:
(1.9)където (σнат) е допустимото напрежение за материала, откойто е изработен винта;
9

φ=φ(λ) – коефициент за намаляване на допустимитенапрежения на натиск. Отчита се от таблица 1.6. взависимост от стойността на стройността λ на винтовотостебло.
Стройността λ на винтовото стебло се определя отзависимостта:(1.10) λ =l0/imin
където l0 е редуцирана дължина на винта, зависеща от видана опорите в двата му края (табл.1.7). Определя се отзависимостта :(1.11) l0=β.lкъдето β e числен коефициент (табл.1.7).
imin-минимален инерционен радиус на сечението за кръговосечение с диаметър d, imin=d/4.
Таблица 1.6Стройност
, λМатериал на винта
АСт2, АСт3,АСт4
АСт5 Конструктивникачеств.
стомани БДС5785-82
0 1,00 1,00 1,0010 0,99 0,98 0,9720 0,96 0,95 0,9530 0,94 0,92 0,9140 0,93 0,89 0,8750 0,89 0,86 0,8360 0,86 0,82 0,7970 0,81 0,76 0,7280 0,75 0,70 0,6590 0,69 0,62 0,55100 0,60 0,51 0,43110 0,52 0,43 0,35120 0,45 0,37 0,30130 0,40 0,33 0,26
10

140 0,36 0,29 0,23150 0,32 0,26 0,21160 0,29 0,24 0,19180 0.23 0,19 0,15200 0,19 0,16 0,13
Таблица 1.7Коефициент на редуцирана дължина l0
Опори в двата края на пръта β l0
1.Двата края за запънати 0,5 0,5.l2.Единият край е запънат, адругият закрепен ставно
0,7 0,7.l
3.Двата края са закрепениставно
1 l
4.Единият е запънат, адругият е свободен
2 2.l
6.Пресмятане на гайката6.1 Определяне броя на навивките на гайката.Като се приеме, че натоварването се разпределя
равномерно по навивките на винта и гайката, необходимиятброй навивки на гайката се определя от три условия:
6.1.1 Определяне броя на навивките на гайката Zот условието за ограничаване на износването
(1.12)където d2 е средният диаметър на резбата;
h1=0,5.Р–работна височина на резбатаР–стъпка на резбата;[p] –допустимо повърхностно налягане (табл.1.8).
Таблица 1.8Допустимо повърхностно налягане
N Материали на винта игайката
[p], Mpa
1 Стомана-чугун 5-6
11
2 Стомана- антифрикционенчугун
10-13
3 Стомана-стомана 7-134 Стомана-бронз 7-13
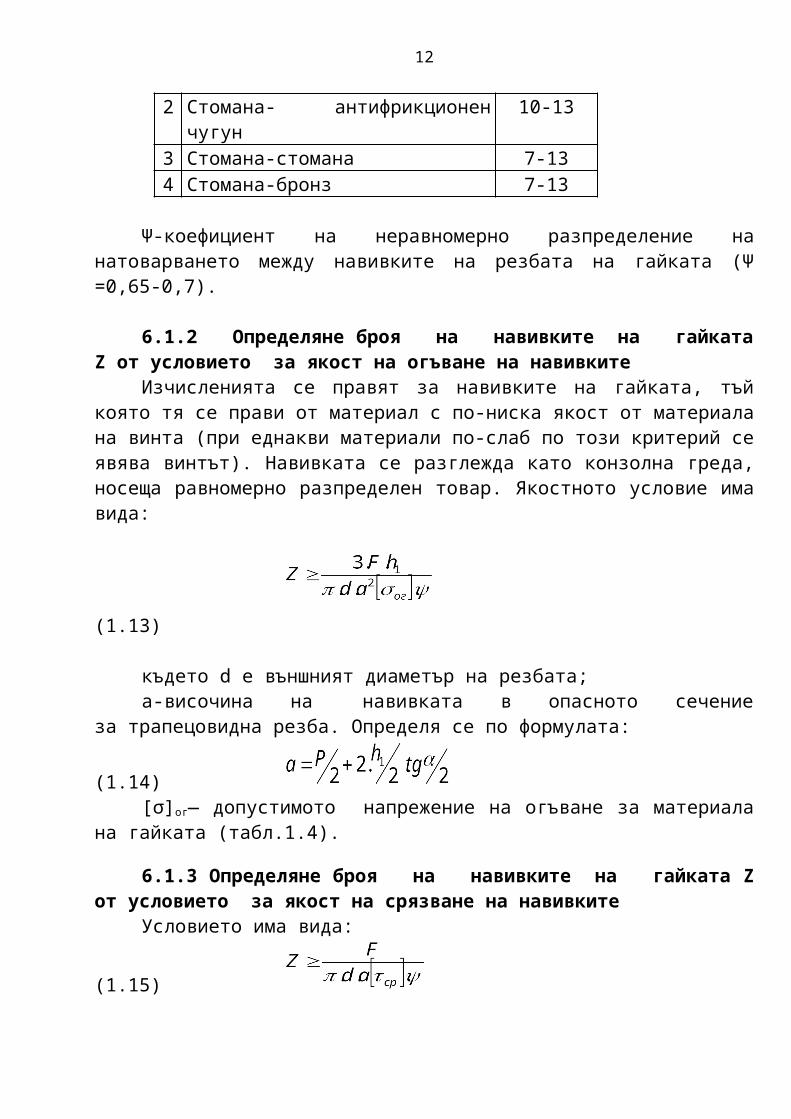
Ψ-коефициент на неравномерно разпределение нанатоварването между навивките на резбата на гайката (Ψ=0,65-0,7).
6.1.2 Определяне броя на навивките на гайкатаZ от условието за якост на огъване на навивките
Изчисленията се правят за навивките на гайката, тъйкоято тя се прави от материал с по-ниска якост от материалана винта (при еднакви материали по-слаб по този критерий сеявява винтът). Навивката се разглежда като конзолна греда,носеща равномерно разпределен товар. Якостното условие имавида:
(1.13)
където d е външният диаметър на резбата;a-височина на навивката в опасното сечение
за трапецовидна резба. Определя се по формулата:
(1.14)[σ]ог— допустимото напрежение на огъване за материала
на гайката (табл.1.4).
6.1.3 Определяне броя на навивките на гайката Zот условието за якост на срязване на навивките
Условието има вида:
(1.15)
12

където [τср] е допустимото напрежение на срязване заматериала на гайката (табл.1.4).
Всяка от получените три стойности на Z се закръгля донай-близкото цяло число и за окончателна се взема най-голямата от тях. При това броят на навивките не трябва дабъде по-малък от 6, за да бъде винтът достатъчно сигурнозакрепен в основата, и не по-голям от 10 (12), тъй катонавивките над този брой почти не участвуват в пренасянетона товара. Ако при избраните материали се получи Z>10,трябва да се сменят материалите или параметрите на резбата,за да се намали Z. В случай, че и това не помогне, може дасе увеличи диаметърът на резбата.
ПРИМЕРНО ИЗЧИСЛЕНИЕ НА ВИНТОВ КРИК
Задание: Да се пресметне и конструира винтов крик за повдигане на товар F=20000N , с полезна височина за повдигане на товара h=0,2m
Пресмятане и конструиране1. Избор на материала за винта и гайката и определяне
на допустимите напреженияЗа винта избираме стомана 35 с граница на провлачване
σs =320Мра (табл.1.2) и коефициент на сигурност [s]=3(табл.1.3). Тогава за допустимото напрежение на натиск завинта получаваме:
За гайката избирам калаен бронз CuSn6Fe7Pb4 (табл1.4)със следните механични характеристики - [σоп]=45Mpa;[σсм]=45Mpa; [σог]=50Mpa; [τср]=34Mpa.
2. Пресмятане на винта2.1. Определяне вътрешния диаметър на резбата на винта
от условието на натиск и подбиране на стандартна резба.
13

Съгласно табл 5.6 [4] най-близкият стандартендиаметър е d1=18mm, на който отговарят външен диаметърd=24mm, среден диаметър d2=21,5mm и стъпка Р=5мм. Приемамеедноходова трапецовидна резба Tr 24x5.
2.2. Oпределяне на средния диаметър d2 на винта отусловието за износоустойчивост:
където ψн=2 е коефициент височината на гайката; ψ h- коефициент на височината на резбата (затрапецовидна ψh =0,5);
[p]=10Mpa- допустимо повърхностно налягане за стоманапо бронз (табл.1.8);
ψ=0,7- коефициент на неравномерно разпределение нанатоварването между навивките на резбата на гайката.
Поради това, че изчисленият среден диаметър на резбатае по – голям от избрания от условието за натиск на винта,избираме нова резба Tr34x6 ,която има следните параметри –външен диаметър d=34mm ,среден диаметър d2=31mm , вътрешендиаметър d1=27 mm и стъпка Р=6 mm.
2.3.Проверка на винта на изкълчване Тъй като стеблото на винта работи на натиск и е строенелемент, е необходимо якостно да се провери наизкълчване . Проверката се извършва по φ-метода. Приизчисляване по φ-метода за да не настъпи изкълчване, енеобходимо да бъде изпълнено условието;
където φ е коефициент на намаляване на допустимитенапрежения на натиснати пръти и се избира е от таблица 1.6.
14

в зависимост от стойността на стройността λ на винтовотостебло.
Стройността на винта се определя по формулата:
където β е коефициент на редуцираната дължина. Винтът серазглежда като натиснат прът, единият край на който езапънат в гайката, а другият е свободен. От табл (1.7)приемаме β=2.
l - работна дължина на винта. Определя се поформулата:
l=lраб=h+h3+H/2= 200 + 50 + 60/2 =280 mm.Тук h=200mm е работният ход на винта.h3 – височина на главата на винта. Определя се от
зависимостта:h3 = (1,4 – 1,6).d = h3=1,5.34 = 51 mm. Приемаме h3=50
mm.Н=Z.P=10.6 = 60 mm.За изчислителната стойност на λ = 83 от табл(1.6)
подбирам коефициент φ=0,62. Тогава
т.е действителното напрежение на натиск е по малко отдопустимото.
2.4.Проверка резбата на самозадържанеЪгълът на наклона на винтовата линия ψ се определя от
израза
.където Р=6mm е стъпката на резбата;
d2=31mm – средния диаметър на резбата.Приведения ъгъл на триене ρI се изчислява по
зависимостта:
15

където μ е коефициент на триене при плъзгане на материалана винта по материала на гайката. От табл.1.5 приемамеμ=0,09 за материал на триещата двойка стомана-бронз.
α =300– профилния ъгъл на резбата. Избира се от табл5.6 [4].Тъй като ψ – (30I 1o ) =3032’-(30I 10)< ρI =5019’ - винтъте самозадържащ.
3.Пресмятане на гайката3.1 Определяне броя на навивките на гайката.А. Определяне броя на навивките на гайката от
условието за ограничаване на износването.
Където d2=31мм е средният диаметър на резбата;h1=0,5.Р = 0,5.6= 3 mm –работна височина на резбата;Р=6 mm –стъпка на резбата;[p]=11 Мра –допустимо повърхностно налягане за стомана
по бронз;Ψ=0,7-коефициент на неравномерно разпределение на
натоварването между навивките на резбата на гайката.
Б. Определяне броя на навивките на гайката Z отусловието за якост на огъване на навивките:
където d=34mm е външният диаметър на резбата; a — височината на навивката вопасното сечение за трапецовидна резба:
16

[σ]ог =50 Мра — допустимото напрежение на огъване заматериала на гайката (табл.1.4).
в. Определяне броя на навивките на гайката Z отусловието за якост на срязване на навивките:
където [τср]=34Mpa е допустимото напрежение на срязване заматериала на гайката.
Приемам Z=9 навивки.
3.2. Определяне елементите на гайкатаа. Определяне височината на гайката.Н=Z.Р=9.6=54mm Приемам Н= 55 mm.б. Определяне външния диаметър D на тялото на гайката:
където [σ]оп= 45Мра e допустимото напрежение на опънза материала на гайката (табл.1.4);
Приемаме D=45 mm.в. Определяне диаметъра D1 на пояса на гайката от
условието на смачкване:
където [σ]см =45 Мра е допустимото напрежение на смачкванена материала на гайката (табл.1.2); к =2 mm —размер, отчитащ намаляването наповърхността на смачкване поради наличието на фаски вотвора на корпуса .
Приемаме D1=55 mm.г. Определяне височина h2 на пояса на гайката от
условието за якост на срязване:
17

където []cp е допустимото напрежение на срязване заматериала на гайката (табл. 1.4)
Приемаме h2=10 mm.
4.Определяне на задържащите винтове на гайката и натоварния винт
4.1 Пресмятане на вътрешният диаметър d1в назадържащият винт от условието на срязване:
Гайката се закрепва към корпуса с помощта на задържащ(стопорен) стандартен винт (табл. 3.13, [4]), както епоказано на фиг. 1. Последният трябва да се провери насрязване от завъртането на гайката под действието намомента във винтовата двойка. При това се приема, чегайката е поставена свободно в корпуса. Диаметър d1в назадържащият винт се определя от условието на срязване:
където [τ]ср е допустимото напрежение на срязванеза материала на винта (за СтЗ [τ ]ср=100.106 Ра);
D=45mm –външен диаметър на гайката;М2-момент във винтовата двойка. Определя се от
зависимостта:
където d2 -e средният диаметър на резбата; ψ-ъгъл на наклона на средната винтова линия,пресметнат по (1.4) ; ρ' –приведеният ъгъл натриенето, пресметнат по (1.5);M3-момент на триене в долната повърхност на пояса на
гайката. Определя се от зависимостта:
18
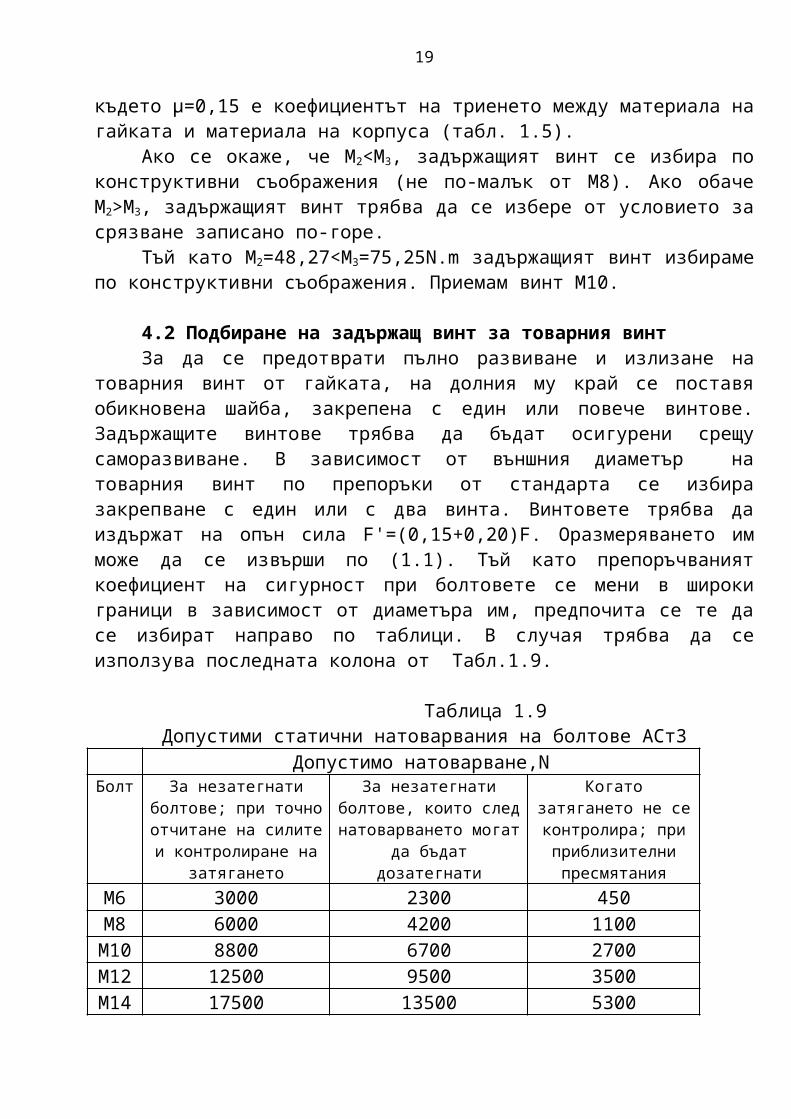
където μ=0,15 е коефициентът на триенето между материала нагайката и материала на корпуса (табл. 1.5).
Ако се окаже, че М2<М3, задържащият винт се избира поконструктивни съображения (не по-малък от М8). Ако обачеМ2>М3, задържащият винт трябва да се избере от условието засрязване записано по-горе.
Тъй като М2=48,27<М3=75,25N.m задържащият винт избирамепо конструктивни съображения. Приемам винт М10.
4.2 Подбиране на задържащ винт за товарния винтЗа да се предотврати пълно развиване и излизане на
товарния винт от гайката, на долния му край се поставяобикновена шайба, закрепена с един или повече винтове.Задържащите винтове трябва да бъдат осигурени срещусаморазвиване. В зависимост от външния диаметър натоварния винт по препоръки от стандарта се избиразакрепване с един или с два винта. Винтовете трябва даиздържат на опън сила F'=(0,15+0,20)F. Оразмеряването имможе да се извърши по (1.1). Тъй като препоръчванияткоефициент на сигурност при болтовете се мени в широкиграници в зависимост от диаметъра им, предпочита се те дасе избират направо по таблици. В случая трябва да сеизползува последната колона от Табл.1.9.
Таблица 1.9Допустими статични натоварвания на болтове АСт3
Допустимо натоварване,NБолт За незатегнати
болтове; при точноотчитане на силитеи контролиране на
затягането
За незатегнатиболтове, които следнатоварването могат
да бъдатдозатегнати
Когатозатягането не секонтролира; приприблизителнипресмятания
М6 3000 2300 450М8 6000 4200 1100М10 8800 6700 2700М12 12500 9500 3500М14 17500 13500 5300
19

М16 24500 16500 8000М18 29500 22500 10500М20 38500 29500 15000М22 48000 37000 20000М24 55000 42000 25000М27 73000 56000 36000М30 88000 68000 47000М36 130000 100000 80000
За сила FI=0,2.F=0,2.20000=4000N (от таблица 1.9)подбираме задържащ винт М12 , когато затягането не секонтролира.
5. Определяне елементите на чашката и главата находовия винт
Диаметърът d3 и височините h3 , h4 на чашката и главатана ходовия винт се приемат kонструктивно в зависимост отвъншните диаметри на товарния винт (фиг. 1):
d3 0,6d=0,6.34=20,4мм; приемаме d3=20mm;h3 (1,4 до1,6)d=1,5.34=51мм; приемаме
h3=50mm;h4 1,5d=1,5.34=51mm; приемаме h4=50mm.
Горната част на чашката се оформя споредпредназначението на крика. За да се избегне плъзгане ипадане на вдиганите товари, желателно е върху нея да сеоформят подходящи задържащи канали, да се направи насечкаили да и се придаде специална форма.
Външният диаметър D2 на опорната повърхност на чашкатасе определя от условието за ограничаване на износването придопустимо повърхностно налягане [р]=20.106 Ра:
Приемаме D2=42mm.Диаметърът D3 на главата на винта се приемаD3 = D2+0,005m = 42+5=47ммПриемаме D3=45мм
20

6.Определяне на размерите на лоста6.1.Определяне на дължината на лоста а. С помощта на ръкохватката работникът трябва да
създаде въртящ момент Мраб, с който да преодолее момента натриенето М1 в основата на чашката и момента на триенето навинтовата двойка М2 т.е.
Mраб=М1+М2
Моментът М2 се пресмята по формулата
а моментът М1 — по формулата
където μ=0,15 е коефициентът на триенето между материала начашката и материала на винта (табл.).
Моментът Мраб, създаден от работника, може да сепредстави и така:
Мраб=n.Fpaб.k.LТук n е броят на работниците;
Fраб – силата на един работник (обикновено се приема 250-300N)
k- коефициент ,отчитащ неудобството при работа надвама работници (при n=2 се приема k=0,8 ,а при n=1, k=1.
L- дължината на ръкохватката от осовата линия на винтадо мястото на хващане.
След заместване М1, М2 и Мраб в горното уравнението сеполучава:
За дължина на лоста приемаме L =400 mm
6.2.Определяне диаметъра на ръкохватката от якостнотоусловие за огъване.
21

където [σ]ог е допустимото напрежение на огъване заматериала на ръкохватката (за АСтЗ [σ]ог =120.106 Ра);
L1=L-D3/2 = 400-50/2 = 375mmПриемаме d4=20mm.
7. Определяне размерите на корпусаКорпусът на крика може да бъде лята или заварена
конструкция. Летите корпуси обикновено се правят от сивчугун СЧ10 или СЧ15. Корпусите със заварена конструкция сеизработват от стандартни стоманени безшевни тръби (БДС6007-71). Височината на корпуса Н1 се избира така, че припълно завиване на товарния винт последният да не опира вдъното на корпуса (ако има такова) или в опората под него.
С цел да се повиши устойчивостта на крика, корпусът сеизработва с конусна форма с наклон към основата tgγ=1/10 до1/15. Със същата цел корпусите със заварена тръбнаконструкция се оребряват.
7.1.Определяне на вътрешния диаметър на корпуса нагайката
За осигуряване свободен изход на режещия инструментпри разстъргване на гнездата на гайката диаметърът D6, сеправи по-голям от външния диаметър D на гайката :
D6=D + 0,01m = 45+10 = 55mm. 7.2. Определяне на вътрешния диаметър на корпуса приосновата :
D7=D6+ 2.h5.tg γ =55+2.220.0,1=55+44= 99mm.h5=H1-(H-h2) =200+20= 220mm.
където Н е пълната височина на гайката;Н1-височина на корпуса;h2- височина на пояса на гайката.Приемаме D7=100mm.
7.3.Определяне на диаметърът D8
22

Определя от условието за якост на смачкване на опората,върху която се поставя крикът:
Тук [σ]см е допустимото напрежение на смачкваме наопората, Най-често за опора се използува дърво и в тозислучай [σ]см =3-4 МРа.
Приемаме D8=140 mm .
7.4. Проверка на стената на корпуса на натиск в най-застрашеното сечение
Дебелината на стената на летия корпус, δ1 се избира отусловието за тънколивкост на материала и се проверява нанатиск в най-застрашеното сечение:
D9 D6 +2.δ1 =55+2.10=75mm[σ]нат = 60Mpa- допустимо напрежение на натиск за
материала на корпуса (табл.1.4).
7.5.Определяне на дебелината на фланеца δ2
δ2 се избира конструктивноδ2=(1,2-1,5) δ1 =1,2.10 =12 mm
8. Коефициент на полезно действие на крикаКоефициентът полезно действие (к. п. д.) на винтовият
крик показва каква част от общата вложена работа сеизползва полезно, т. е. за повдигане на товара. Обшиятк.п.д. може да се пресметне с израза:
23

където μ е коефициентът на триенето междуматериала на чашката и материала на винта;
d2- среден диаметър на резбата на ходовия винт. На фиг.4 е даден чертеж сборен на винтовия крик.
Фиг.4. Чертеж сборен на крик винтов.
24

Л И Т Е Р А Т У Р А
1.Арнаудов К.Б. и др., Машинни елементи, Техника, София, 1980.
2.Казанджиев В.М. и др., Ръководство за проектиране по Машинни елементи, ВИ, София, 1992.
3.Ненов П.П. и др.,Машинни елементи – курсовопроектиране, Техника, София, 1981.
4.Христов Д. и др., Пресмятане и конструиране на машинни елементи, Техника, София, 1980.
25




















