LASTUAMINEN 1 1
39
1
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of LASTUAMINEN 1 1

1

2
SISÄLLYSLUETTELO
1 TÄRKEIMMÄT KÄSITTEET JA NIIDEN MÄÄRITELMÄT...............4
1.1 Lastuamissuureet.....................................4
1.2 Terägeometria........................................5
1.3 Materiaalin lastuttavuus.............................5
2 LASTUTTAVAT MATERIAALIT.................................7
2.1 Lastuttavien materiaalien jakaminen eri pääryhmiin...7
2.2 Materiaalien lastuttavuusominaisuudet................8
2.3 Terämateriaalit.....................................10
3 YLEISIMMÄT LASTUAVAT TYÖSTÖMENETELMÄT..................12
3.1 Sorvaus.............................................12
3.2 Jyrsintä............................................13
3.3 Poraus..............................................15
4 YLEISIMMÄT KÄYTETYT LAITTEISTOT........................16
4.1 Sorvauksessa käytettävät laitteistot sekä toiminta..16
4.2 Jyrsinnässä käytettävät laitteistot sekä toiminta...17
4.3 Jyrsinnässä käytettävät työkalut sekä käyttökohteet.18
4.4 Porauksessa käytettävät laitteistot sekä toiminta...18

3
4.5 Porauksessa käytettävät työkalut sekä käyttökohteet.19
5 MUUT YLEISIMMÄT LASTUAVAT TYÖSTÖMENETELMÄT JA NIIDEN
KÄYTTÖKOHTEET.............................................20
5.1 Höylääminen ja pistäminen...........................20
5.2 Avartaminen.........................................22
5.3 Aventaminen.........................................23
5.4 Hiominen............................................24
5.5 Hoonaus.............................................24
5.6 Hiveltäminen........................................24
5.7 Hiertäminen.........................................25
6 LASTUAMISEN EDUT JA RAJOITUKSET........................26
LÄHTEET...................................................27

4
1 TÄRKEIMMÄT KÄSITTEET JA NIIDEN MÄÄRITELMÄT
Jyrki Montonen
Lastuamisessa työstettävää materiaalia huomattavasti kovempi
terä tunkeutuu työstettävään kappaleeseen irroittaen siitä
lastuja plastisen muodonmuutoksen seurauksena. Lastuaminen
voidaan jakaa terän geometrian perusteella kahteen eri
luokkaan: geometrisesti määrätynmuotoisella terällä
lastuamiseen, kuten sorvaus ja jyrsintä, sekä lastuamiseen
geometrisesti epämääräisen muotoisella terällä, kuten hionta
ja hienotyöstömenetelmät. Tässä kappaleessa avataan
lastuamisen tärkeimpiä käsitteitä, joita ovat

5
lastuamissuureet, terägeometria ja materiaalin lastuttavuus.
(Ihalainen et al., 2003, s. 140.)
1.1 Lastuamissuureet
Lastuamisessa olennaiset suureet ovat lastuamisnopeus,
syöttö, sekä lastuamissyvyys. Lastuamisnopeutta merkitään
kirjaimella v ja sen yksikkö on m/s tai m/min. Se kertoo
työkappaleen ja terän välisen lastuamisliikkeen nopeuden.
(Ihalainen et al., 2003, s. 141.)
Syöttö kertoo kuinka paljon terä siirtyy lastuttavassa
kappaleessa sivuttaissuunnassa uuden lastun kohdalle
kappaleen pyöriessä yhden kierroksen, esim. sorvauksessa,
missä syöttöliike on jatkuvaa. Syöttöliike voi myöskin olla
jaksottaista, jolloin terää siirretään vasta
lastuamisliikkeen jälkeen, kuten esimerkiksi höyläyksessä.
Syöttö siis määrittää syöttöliikkeen suuruuden, sitä
merkitään kirjaimella s ja sen yksikkönä on mm/r. (Ihalainen
et al., 2003, s. 141.)
Lastuamissyvyys kertoo kuinka paksu kerros materiaalia
poistetaan työstettävästä kappaleesta yhdellä
lastuamisliikkeellä. Lastuamissyvyyden tunnus on a ja yksikkö
mm. Terän syvyyssuuntaista liikettä kutsutaan
asetusliikkeeksi ja se määrittää lastuamissyvyyden.
(Ihalainen et al., 2003, s. 141.)

6
1.2 Terägeometria
Lastuavan terän geometrialla on erittäin voimakas vaikutus
lastuamisen onnistumiseen. Geometria määritetään kolmella eri
kulmalla, joita ovat päästökulma α, teroituskulma β ja
rintakulma γ. Näiden yhteenlaskettu kulma on aina 90°, muttamuuten kulmat voivat vaihdella voimakkaastikin. Päästökulman
suuruus on yleensä 5-10°, rintakulma on tavallisesti
positiivinen ja välillä 0-10°, joten teroituskulman suuruusvaihtelee useimmiten välillä 70-85°. Kuvassa 1 on esitettyedellä käsitellyt terän geometriaan vaikuttavat olennaiset
termit. (Ihalainen et al., 2003, s. 141.)
Kuva 1. Lastuavan terän geometria (Ihalainen et al., 2003, s.
141).
7
1.3 Materiaalin lastuttavuus
Ideaalinen lastuttava materiaali vaatisi vähän tehoa ja
lastuamisvoimia materiaalin irroittamiseen rouhinnassa,
terien kestoikä olisi erittäin pitkä, lämmöntuotto pieni,
syntyvän pinnan pinnankarheus pieni ja lastut sopivan
mittaisia. Materiaalien lastuttavuuteen sen laadun lisäksi
vaikuttavat muun muassa lämpökäsittelyt, mikrorakenne,
kuonapuhtaus, sulkeumarakenteet, sekä lisäaineseostukset ja
injektointikäsittelyt. Teräksillä voi lastuttavuudessa olla
merkittäviä eroja eri sulatuserienkin välillä. Lastuttavuuden
yksikkö on N /mm2 ja teräksillä se on välillä 1500-2500 N /mm2.
(Ihalainen et al., 2003, s. 144-146.)
Kuten syntyvään kappaleeseen, on materiaalin
lastuamisominaisuuksilla suuri vaikutus myös terien
kestoikään. Teriä kehitetäänkin jatkuvasti, jotta niiden
kestoikää saataisiin pidemmäksi. Sandvik Coromant-terissä on
käytetty kestoikää pidentävää kemialliseen
kaasufaasimenetelmään (CVD) perustuvaa pinnoitusmenetelmää jo
vuodesta 1969. CVD-tekniikalla voidaan teriin valmistaa
abrasiivista kulumista erittäin hyvin kestäviä, paksuja (5-25
μm) alumiinioksidi- (Al2O3), titaanikarbidi- (TiC),
titaanikarbonitridi- (TiCN) ja titaaninitridikerroksia (TiN).
Nykyään kovametalliterissä voi olla jopa 10 eri
pinnoitekerrosta, joista jokainen on optimoitu erikseen
tiettyyn tarkoitukseen. (Sandvik Coromant, 2011, s. 12-13.)
8
2 LASTUTTAVAT MATERIAALIT
Simo Knuuttila
Erilaiset lastuttavat materiaalit ohjaavat lastuavaa työstöä
monilta osin. Esimerkiksi lastuttavan työkappaleen materiaali
vaikuttaa olennaisesti valittavaan terämateriaaliin ja
terämateriaali puolestaan vaikuttaa työolosuhteisiin. Itse

9
työkappaleen materiaaleista muun muassa kovuus ja
muokattavuusarvot ovat työstöprosessiin vaikuttavia
tekijöitä. (Sandvik Coromant , 2013a.)
2.1 Lastuttavien materiaalien jakaminen eri pääryhmiin
Lastuttavat materiaalit on mahdollista jakaa kuuteen eri
pääryhmään, jotka ovat (Sandvik Coromant, 2013a):
1 Teräkset (ISO P)
2 Ruostumattomat teräkset (ISO M)
3 Valuraudat (ISO K)
4 Kuumalujat superseokset (ISO S)
5 Alumiini (ISO N)
6 Karkaistut teräkset (ISO H).
Lastuavassa työstössä yleisin lastuttava materiaali on teräs,
jota käytetään runsaasti sen eri ilmenemismuodoissa.
Ajoittain laajaakin vaihtelua terästen lastuttavuusarvoihin
aiheuttavat erityisesti eriasteiset hiilipitoisuudet. Muun
muassa erilaiset seosteräkset, ferriittiset ruostumattomat
teräkset ja teräsvalut ovat yleisiä lastuavassa työstössä
käytettäviä teräksen ilmenemismuotoja. Terästen lujuus- ja
kovuusominaisuudet aiheuttavat vaihtelua niiden
pääsääntöisesti hyvään lastuttavuuteen. (Sandvik Coromant,
2013a.)
Ruostumaton teräs eroaa tavallisesta teräksestä huomattavasti
paljon suuremmalla kromipitoisuudellaan. Lastuttavia
ruostumattomia teräksiä ovat ainakin ferriittiset,

10
martensiittiset, austeniittiset ja austeniittis-ferriittiset
teräkset. Yleisesti lastuttaessa ruostumattomia teräksiä
runsas työstöstä kehittyvä lämpö johtaa usein terän käyttöiän
lyhenemiseen. Tähän ovat pääsyinä lämmön aiheuttamat terän
lovikulumat ja irtosärmänmuodostus. Ruostumattomat teräkset
voivat sisältää seosaineinaan esimerkiksi nikkeliä tai
molybdeenia. (Sandvik Coromant, 2013a.)
Lastuttaville valuraudoille on tunnuksenomaista
lyhytlastuisuus. Kaikille valuraudoille on tyypillistä
sisältää pieniä määriä piikarbidia (SiC), joka aiheuttaa
lastuavalle terälle erittäin abrasiivista kulumista.
Lastuttavuudeltaan huonoja valurautoja ovat pallografiitti-,
tylppägrafiitti- ja austemperoidut valuraudat ja helposti
lastuttavia ovat harmaat ja adusoidut valuraudat. (Sandvik
Coromant, 2013a.)
Ei-rautametallit, korkeapiipitoista (13 % tai enemmän)
alumiinia lukuun ottamatta, sietävät isoja lastuamisnopeuksia
ja niitä lastuavan terän käyttöikä on pitkä. Ei-
rautametalleihin lukeutuvat mm. alumiini, kupari ja messinki.
(Sandvik Coromant, 2013a.)
Kuumalujat superseokset ovat yksi vaikeimmista lastuttavista
materiaaliryhmistä. Kuumalujien superseosten ryhmään
kuuluvien metallien yleisimpiä sidosaineita ovat nikkeli,
koboltti ja erilaiset titaanipohjaiset aineet. Kuumalujien
superseosten ominaisuudet muistuttavat paljon ruostumattomia

11
teräksiä, mutta niiden koneistaminen on vaikeampaa ja niitä
lastuavan terän käyttöikä on pääsääntöisesti lyhyempi kuin
muiden materiaaliryhmien kohdalla. Vaikeaa lastuttavuutta
tässä ryhmässä aiheuttavat materiaalin tahmeus,
irtosärmänmuodostus, työstökarkeneminen eli
muokkauslujittuminen ja lämmönkehitys. (Sandvik Coromant,
2013a.)
Karkaistujen terästen koneistamisesta vaikeaa tekevät
erityisesti kovuus ja runsas lämmönmuodostus. Lisäksi
karkaistuja teräksiä lastuttaessa terän käyttöikä on yleensä
verrattain lyhyt, sillä ko. aineet kuluttavat todella
abrasiivisesti teräsärmää. Karkaistujen terästen ryhmä on
kovuusluokaltaan 45 - 65 HRc ja ryhmään lasketaan myös
lastuamisluokaltaan 400 – 600 HB olevat kokillivaluraudat.
(Sandvik Coromant, 2013a.)
2.2 Materiaalien lastuttavuusominaisuudet
Lastuttavuuteen vaikuttavat olennaisesti lastuttavan
materiaalin kovuus ja lujuus. Pääsääntöisesti lastuavassa
työstössä suositeltavia ovat materiaalit, jotka eivät ole
erityisen kovia tai lujia. Kovuusarvojen nostaminen
lastuttavuuden kärsimättä on kuitenkin mahdollista
esimerkiksi kylmävedettyjen terästen ryhmässä. (Sandvik
Coromant, 1994, s. II-4.)
Pääsääntöisesti alhaisempaa muokattavuutta edeltää parempi
lastuttavuus, mutta toisaalta alhainen muokattavuus aiheuttaa

12
materiaalille korkeita kovuusarvoja. Alhaisen muokattavuuden
tunnuspiirteitä ovat työvaiheen kannalta edullinen
lastunmuodostus ja työvaiheeseen käytetyn energian tehokas
hyödyntäminen. Kovuuden ja muokattavuuden paras mahdollinen
yhdistelmä johtaakin lähes aina hyvään lastuttavuuteen.
(Sandvik Coromant, 1994, s. II-4.)
Kun lastuavassa työstössä tavoitellaan parasta mahdollista
lastuttavuutta, lastuavalla materiaalilla tulisi olla hyvä
lämmönjohtavuus. Kun hyvin lämpöä johtavaa kappaletta
koneistetaan, työstömenetelmän aiheuttama lämpö siirtyy
nopeasti pois työstettävältä alueelta ja sallii näin
suurempia lastuamisnopeuksia. (Sandvik Coromant, 1994, s. II-
4.)
Materiaalin lujuusominaisuuksiin voidaan vaikuttaa
aiheuttamalla siihen pysyviä eli plastisia muodonmuutoksia.
Aineen muokkauslujittuminen tarkoittaa aineen kykyä vastustaa
pysyviä muodonmuutoksia. Tästä johtuen materiaalin
lastuttavuuden kannalta edullisimpia ovat yleensä
mahdollisimman pienet muokkauslujittumisen arvot ja
erilaisista materiaaleista esimerkiksi austeniittisilla
ruostumattomilla teräksillä on verrattain korkea
muokkauslujittumisen arvo. Korkeilla muokkauslujittumisen
arvoilla varustetut materiaalit tarvitsevat
lastunmuodostukseen suuria lastuamisvoimia. (Sandvik
Coromant, 1994, s. II-5.)

13
Materiaalin lastuttavuutta voidaan parantaa lisäämällä
materiaaliin erilaisia lisäaineita, joista yleisimpinä
mainittakoon rikki, lyijy, fosfori ja seleeni. Näistä
aineista etenkin rikillä on lastuttavuutta huomattavasti
parantava vaikutus sen alentaessa lastuamistason lujuutta
sille aiheutuvien plastisten muodonmuutosten seurauksena.
(Sandvik Coromant, 1994, s. II-6.)
Edellisten lisäksi myös lastuttavan materiaalin rakenne
vaikuttaa lastuttavuuteen. Erilaisten lastuttavien
materiaalien rakenne vaikuttaa mm. aineen kovuuteen ja sitä
kautta kyseisen materiaalin lastuttavuuteen. Esimerkiksi
teräksen ferriiittinen, perliittinen tai sementiittinen
rakenne juontaa juurensa suoraan teräsrakenteessa olevan
hiilen määrään ja teräksien kohdalla tärkeimpänä rakennetta
muuttavana elementtinä pidetäänkin hiiltä. (Sandvik Coromant,
1994, s. II-7.)
Lastuttavuuteen vaikuttavat olennaisesti myös mahdolliset
sidosaineet. Sidosaineita esiintyy lastuttavissa
materiaaleissa jollain asteella lähes aina. Kun sidosaineita
on materiaalissa vähemmän kuin 150 mikrometriä, kutsutaan
niitä mikro-sidosaineiksi. Mikro-sidosaineista halutuimman
vaikutuksen lastuttavuuteen aikaansaavat esimerkiksi
silikaatit, jotka lämpötilan noustessa pehmenevät.
Vältettäviä sidosaineita puolestaan ovat erityisesti
alumiinioksidit ja kalsium niiden kovuuden ja abrasiivisuuden
johdosta. Makro-sidosaineet (sidosaineita enemmän kuin 150

14
mikrometriä) ovat usein lastuttavuuden kannalta huono asia,
sillä niiden ominaisuudet muistuttavat suuresti
alumiinioksideita. (Sandvik Coromant, 1994, s. II-5.)
2.3 Terämateriaalit
Lastuavassa työstössä koneeseen valitun terän materiaali
vaikuttaa myös olennaisesti lastuttavuuteen. Optimaalisen
terämateriaalin tulisi sietää lastuavalle työstölle
tunnuksenomaisia värähtelyitä ja iskuja. Lisäksi ideaalisena
terämateriaalina pidetään yleisesti ainetta, joka on
kulutusta kestävää ja joka sietää korkeitakin lämpötiloja.
(Ihalainen et al., 2003, s. 148.)
Esimerkiksi hammaspyörien moduulijyrsimiä ja muita
geometriseltä kantilta mitattuna monimutkaisia teriä
valmistetaan pikateräksistä. Pikaterästen etu tavalliseen
karkaistuun työkaluteräkseen verrattuna on korkeiden
lämpötilojen sietokyky. Pikateräksestä valmistettujen terien
käyttöaluetta on mahdollista suurentaa oikeanlaisella
pinnoitustekniikalla ja siihen sopivana pinnoiteaineena
voidaan pitää titaaninitridiä. Ennestään pikateräkselle
ominainen sitkeys ei huonone pintakäsittelyssä juuri lainkaan
ja samalla mainitulla pinnoitteella saadaan terän pinnalle
aikaan lisäksi kova ja kulutusta kestävä kalvo, joka pidentää
terän käyttöikää moninkertaiseksi pinnoittamattomaan terään
verrattuna. (Ihalainen et al., 2003, s.148.)
15
Kovametalliterien pinnoite eroaa usein pikaterästen
vastaavasta kolmikerroksisuutensa takia. Pinnoitekerrokset
koostuvat useimmiten järjestyksessä alimmasta uloimpaan:
titaanikarbidi, alumiinioksidi ja titaaninitridi.
Kovametalliterissä käytetään sidosaineena kobolttia, joka
mahdollistaa erilaisten kovien ja kulutusta kestävien
karbidien yhdistämisen samaan terämateriaaliin. (Ihalainen et
al., 2003, s.148–149.)
Keramiikat ovat hauraita terämateriaaleja, jotka asettavat
omat vaatimuksensa työstöolosuhteille ja etenkin niiden
tukevuudelle. Keramiikoista valmistetut työstöterät sallivat
suuria lastuamisnopeuksia ja ovat kulutusta kestäviä sekä
kovia. Yleisin keraamiterätyyppi on materiaaliltaan
alumiinioksidia. (Ihalainen et al., 2003, s.149.)
Timanttiterät kestävät suuriakin lastuamisnopeuksia. Kuten
keraamit, myös timanttiterät vaativat tukevat
työstöolosuhteet haurautensa vuoksi. Lisäksi timanttiterien
lastuamissyvyydet ja syötöt ovat verrattain pieniä.
Timanttien pääasialliset käyttökohteet ovat erilaisissa
hienotyöstöterissä. ( Ihalainen et al., 2003, s.149.)
Teräksen tulee nykypäivänä sopeutua yhä enemmän uusiin
valmistusmenetelmiin ja sitä kautta siltä vaaditaan erilaisia
ominaisuuksia. Näiden ominaisuuksien korostamiseksi tehdyt
ratkaisut voivat vaikeuttaa teräksen lastuttavuutta
huomattavasti. Esimerkiksi laskemalla teräksen

16
hiilipitoisuutta saadaan aikaan olennaisesti paremmin
hitsattavaa terästä, mutta samalla teräksessä olevat hiilen
mikrorakenteet vähenevät. Tämä vaikeuttaa lastun katkeamista.
Lisäksi erilaiset sulkeumat teräksessä toimivat lastuavassa
työstössä voiteluaineina ja edesauttavat terän pidempää
käyttöikää. (Lähteenmäki, 2004, s.16.)
3 YLEISIMMÄT LASTUAVAT TYÖSTÖMENETELMÄT
Sami Kapanen
Lastuava työstö voidaan jaotella eri menetelmiin. Tässä
kappaleessa on esittelyssä muutama yleisimmistä
lastuamismenetelmistä.

17
3.1 Sorvaus
Sorvaaminen on eniten käytetty lastuamismenetelmä.
Sorvauksessa työstettävä kappale on kiinnitettynä sorviin ja
pyörii akselinsa ympäri lastuamisliikkeessä, kun työkaluna
toimiva sorvin terä suorittaa syöttö- ja asetusliikkeet.
Kuvassa 2 esitetään lieriösorvauksen periaate. (Ihalainen et
al., 2003, s. 150.)
Kuva 2. Kuva lieriösorvauksen periaatteesta (turning tool =
terä, work piece = työkappale, chips = lastuja). (eFunda,
Inc., 2012.)
Sorvaustavat voi lajitella terän liikkeen mukaan seuraavilla
tavoilla (Ihalainen et al., 2003, s. 150.):

18
Lieriösorvaus
Muotosorvaus
Poraus ja sisäsorvaus
Kartiosorvaus
Tasosorvaus
Sorvauksen lastuamisnopeus voidaan laskea yhtälöllä 1, jossa
v on nopeus, n on pyörimisnopeus ja d on sorvaushalkaisija.
v=π∙n∙d1000
(1)
Sorvauksen lastun pinta-alaan ja paksuuteen vaikuttavat
tekijät ovat (Ihalainen et al., 2003, s. 150.):
Lastuamissyvyys a
Syöttö s
Lastunleveys b
Lastunpaksuus h
Nirkonsäde r
Lastun poikkipinta A
Ansaharjun ja Maarasen (1997, s. 161.) mukaan: ”Sorvaaminen
on lastuava työstömenetelmä. Sorvaamalla valmistetuilla
kappaleilla on tavallisesti ympyrän muotoinen
poikkileikkaus.”

19
3.2 Jyrsintä
Jyrsintä on työstömenetelmä, jossa päinvastoin kuin
sorvauksessa, kappale suorittaa syöttöliikkeen ja terä
lastuamisliikkeen. Yleisesti monihampainen jyrsintyökalu
pyörii akselinsa ympäri. Jyrsiminen on tehokas tapa poistaa
materiaalia. Yleisimmät jyrsimistavat ovat otsa- ja
lieriöjyrsiminen. Kuvassa 3 on malli
lieriöjyrsintämenetelmällä tehtävästä vastajyrsinnästä.
Esimerkiksi kaarevahampaiset kartiohammaspyörät kuten kuvassa
4, valmistetaan yleensä jyrsimällä. (Ihalainen et al., 2003,
s. 161 & Tervola, 2012, s. 26.)
Kuva 3. Lieriöjyrsintämenetelmällä tehtävä vastajyrsintä
(Sandvik Coromant, 2013b).

20
Kuva 4. Kaarevahampainen kartiohammaspyörä (Ata Gears, 2013).
Jyrsinnän käsitteitä ovat muun muassa (Ihalainen et al.,
2003, s. 153-154.):
Jyrsintäleveys B
Lastunpaksuus h1
Jyrsimen halkaisija d
Käytetty syöttö/hammas sz
Syöttönopeus s’
Lastuamissyvyys a
Ominaislastuamisvoima ks
3.3 Poraus
Porauksessa terä pyörii akselinsa ympäri ja suorittaa
akselinsa suuntaisen syöttöliikkeen kuvan 5 mukaisesti.
Poraus käsittää n. 20% kaikesta tehtävästä lastuavasta
työstöstä. Erilaisia porausmenetelmiä on monia (Ihalainen et
al., 2003, s. 174-175 & Ansaharju, Maaranen, 1997, s. 92.):
Kierukkaporaus

21
Tasaus
Ydinporaus
Muotokalvinta
Väljentäminen
Keskiön poraus
Kierteitys
Kalviminen
Upottaminen
Kuva 5. Periaatekuva kierukkaporauksesta: (Sandvik Coromant,
2011).
4 YLEISIMMÄT KÄYTETYT LAITTEISTOT
Simo Myrttinen
Tässä kappaleessa esitellään edellisen kappaleen
työstömenetelmiin käytettäviä laitteistoja sekä niiden

22
toimintaa. Laitteistojen käyttämistä työkaluista on esitelty
tärkeimmät kuten myös niiden käyttökohteita.
4.1 Sorvauksessa käytettävät laitteistot sekä toiminta
Sorvaukseen voidaan käyttää kärkisorvia, revolverisorvia,
automaattisorvia, NC-sorvia, tasosorvia, pystysorvia sekä
monitoimisorvia. Suurien sarjojen valmistukseen käytetään
tehokkaita revolveri- ja automaattosorveja. Kärkisorvi on
perinteinen konepajan yleiskone, jolla on mahdollista
valmistaa pienempiä tuote-eriä taloudellisesti. (Ihalainen et
al., 2003, s. 151.)
Pitkittäisjohteet, joita pitkin teräkelkka ja siirtopylkkä
kulkevat ovat rungon yläpinnassa. Sorvin vasempaan päätyyn on
kiinteästi asennettu karapylkkä, johon pääkara on laakeroitu.
Sorvin istukka kiinnitetään karan oikeanpuoleiseen päähän.
Karan pyörimisliike ohjataan kiilahihnavälityksellä
sähkömoottorilta, joka sijaitsee sorvin jalustassa. Sorvissa
on myös pyörimisnopeuden vaihteisto, jotta pyörimisnopeuden
vaihtaminen olisi mahdollista. Pienemmissä kärkisorveissa
pyörimisnopeus on 30-2500 rpm. Teräkelkan syöttöliike saadaan
syöttövaihteistolta, joka välittää pääkaran pyörimisliikkeen
halutun suuruisena teräkelkan liikkeeksi. (Ansaharju &
Maaranen, 1997, s. 166.)
Toisin kuin kärkisorvissa, tasosorvissa ei ole kärkipylkkää.
Sorvattava kappale kiinnitetään karaan, eikä se tarvitse
kärkikiinnitystä. Revolverisorvissa työkalut sijaitsevat

23
monipaikkaisessa indeksoivassa työkalunpitimessä, johon
mahtuu 6-20 työkalua. (Ihalainen et al., 2003, s. 153.)
NC-sorvi on numeerisesti ohjattu tehokas kone, jonka
ohjaustekniikka mahdollistaa vaativampienkin muotojen
valmistamisen. Sorvi on tyypillisesti rakenteeltaan
vinojohteinen, minkä takia suuri lastuvirta on mahdollista
ohjata pois tehokkaasti. Nämä koneet on tyypillisesti
suojattu huolella, mikä parantaa ympäristön turvallisuutta
pitämällä lastuamisnesteet sekä lastut koneen sisällä.
(Ihalainen et al., 2003, s. 154.)
4.2 Jyrsinnässä käytettävät laitteistot sekä toiminta
Konepajojen jyrsinkoneet jaetaan polvityyppisiksi sekä
runkotyyppisiksi jyrsinkoneiksi. Polvityyppisiä jyrsinkoneita
ovat esimerkiksi tasojyrsinkoneet, yleisjyrsinkoneet ja
pystyjyrsinkoneet. Perinteisesti polvityyppisessä
jyrsinkoneessa työkappale suorittaa kaikki syöttöliikkeet,
jolloin työkalu pysyy paikallaan. Joissain koneissa
poikittaissuuntaisen liikkeen voi suorittaa myös rungon
päällä johteilla kulkeva karalaatikko. Karanpään ollessa
kiertyvä, kutsutaan konetta yleisjyrsinkoneeksi. Tässä
koneessa karanpään saa sekä pysty- että vaakasuoraksi, eikä
pöytä ole enää kääntyvä. Polvityyppisessä jyrsinkoneessa
työpöytä on polven päällä, joka liikkuu rungossa olevia
pystyjohteita pitkin. Työkalun korkeus pysyy koko ajan samana
toisin kuin runkotyyppisessä koneessa, jossa työpöydän

24
korkeutta ei voida säätää. (Ihalainen et al., 2003, s. 166-
168.)
Yleisjyrsinkoneen runko valmistetaan yleensä valuraudasta ja
se on rakenteeltaan ontto kotelomainen rakenne riittävän
tukevuuden takaamiseksi. Rungon sisälle on sijoitettu
lastuamisnestesäiliö, karan käyttömoottori, karan
pyörimisnopeuden vaihteisto, kiilahihnavälitys sekä
lastuamisnestejärjestelmän käyttömoottori. Runkokotelon
yläosassa on vaakasuorassa jyrsimen pääkara, joka on tuettu
yläpuolella olevaan puomiin. Puomissa on omat vaakajohteet,
joilla pääkaran tuenta on mahdollista asettaa ja lukita
haluttuun kohtaan. Polven päällä olevaa työpöytää liikuttavat
pystykelkka sekä poikittaiskelkka. Työkappale on kiinnitetty
työpöytään siinä olevien t-urien avulla. Jyrsimen polvessa on
myös syöttövaihteisto työtason liikuttamista varten sekä
koneen ohjaus- ja käyttölaitteet. (Ansaharju & Maaranen,
1997, s. 326-328.)
Jyrsinnässä ja yleensäkin lastuavassa työstössä käytetään
koneistuskeskuksia. NC-ohjattu koneistuskeskus voi suorittaa
jyrsintää, porausta sekä avarrusta. Koneistuskeskuksessa voi
olla työkaluvarasto, automaattinen työkalunvaihto ja se on
parhaimmillaan täysin automaattinen työstökone. (Ihalainen et
al., 2003, s. 171.)

25
4.3 Jyrsinnässä käytettävät työkalut sekä käyttökohteet
Jyrsintyökalussa eli jyrsinterässä on tavallisesti useita
leikkaavia teriä eli hampaita. Jyrsintyökalu valitaan aina
käyttötarkoituksen mukaan. Yleisimpiä työkaluja ovat
teräpäät, lieriöjyrsimet, lieriöotsajyrsimet, kiekkojyrsimet,
varsijyrsimet ja muotojyrsimet. Tasopintoja jyrsittäessä
käytetään lieriöjyrsintä, joka on monihampainen
pikateräsjyrsin. Tässä lieriöpinnalla olevat mieluiten
vinohampaiset terät suorittavat lastuamisen. Tasopintojen
jyrsimiseen voi käyttää myös teräpäätä, joka on otsajyrsin.
Tässä lastuavat terät ovat kovametallisia kääntöteriä.
Teräpäiden mallit ovat käyttötarkoituksen mukaan: tasojyrsin,
nurkkajyrsin ja viistejyrsin. Käytettäessä lieriöotsajyrsintä
sama työkalu lastuaa sekä lieriö että otsapintaa. Työkalu
soveltuu olakkeiden sekä urien jyrsintään. Kiekkojyrsin on
nimensä mukaisesti kiekon muotoinen. Kiekkojyrsimiä on
suorahampaisena, ristihampaisena, aseteltavana ja
sahajyrsimenä. Näitä työkaluja käytetään urien jyrsimiseen.
Varsijyrsin lastuaa kuten lieriöotsajyrsin, mutta se on
halkaisijaltaan huomattavasti pienempi ja sitä käytetään
kiilaurien jyrsimiseen. Vaativampien muotojen, kuten
esimerkiksi hammaspyörien jyrsintään käytetään muotojyrsimiä.
Muotojyrsin valitaan aina tietyn käyttökohteen ja jyrsittävän
muodon mukaan. (Ansaharju & Maaranen, 1997, s. 333-337.)
Käyttämällä monimateriaalijyrsintä ei työkalua tarvitse
vaihtaa yhtä usein, joten ne soveltuvat hyvin vaihtelevaan
työstöön. Näissä jyrsimissä on vahvistetut otsaterät,

26
ohjausreuna sekä korkean tukevuuden varmistava tasopäästö.
(Sandvik Coromant, 2012, s. 46.)
4.4 Porauksessa käytettävät laitteistot sekä toiminta
Sopiva porakone valitaan käyttötarkoituksen mukaan.
Monikäyttöisiä ja siksi konepajoilla yleisessä käytössä ovat
pylväsporakoneet ja säteisporakoneet. Pylväsporakone on
konepajan yleiskone, joka soveltuu lähinnä pienempien reikien
poraamiseen. Läpimitaltaan reiät ovat alle 25mm:ä, mutta
suurin porausteho saattaa riittää 50mm:iin asti.
Pyörimisnopeudet ovat 80-1800 rpm. Pylväsporakoneessa
karalaatikko liikkuu pystyvartta pitkin suorittaen näin
syöttöliikkeen. Porattava kappale asemoidaan paikoilleen
siirtämällä työpöytää, joka pyörii varren ympäri.
Säteisporakone on konepajan tärkeimpiä työstökoneita
monipuolisista työstömahdollisuuksistaan johtuen.
Säteisporakone koostuu varresta, jota pitkin puomi liikkuu
aiheuttaen pystyliikkeen työkappaleen pysyessä paikoillaan.
Puomi pyörii myös varren ympäri ja siinä oleva paikoilleen
lukittava karakelkka suorittaa varren säteen suuntaisen
liikkeen. Kummassakin koneessa työkappale kiinnitetään
esimerkiksi t-urien avulla. (Ansaharju & Maaranen, 1997, s.
66-70.)
4.5 Porauksessa käytettävät työkalut sekä käyttökohteet
Porauksessa käytettävä työkalu on lastuava poranterä. Yleisin
poranterä on kierukkapora, jonka pääosat ovat lastuamisen
suorittava kärkiosa, ohjausreunat, lastu-urat ja varsi.

27
Lastu-urien avulla lastut poistuvat tehokkaasti porattavasta
reiästä. Kierukkaporanterien koot alkavat 0,5mm:stä 0,1mm:n
välein 10mm:in halkaisijaan. (Ansaharju & Maaranen, 1997, s.
74-75.)
5 MUUT YLEISIMMÄT LASTUAVAT TYÖSTÖMENETELMÄT JA NIIDEN
KÄYTTÖKOHTEET
Antero Koukku

28
Tässä kappaleessa käsitellään muita yleisiä lastuavia
työstömenetelmiä, niiden toimintaperiaatteita ja yleisimpiä
käyttökohteita. Rajasimme työssämme muihin lastuaviin
työstömenetelmiin höyläämisen, pistämisen, avartamisen,
aventamisen, hiomisen, hoonauksen, hiveltämisen ja
hiertämisen.
5.1 Höylääminen ja pistäminen
Höylääminen ja pistäminen ovat lastuamismenetelmiä jossa
lastuaminen suoritetaan suoraviivaisen työliikkeen aikana.
Menetelmistä käytetään myös nimityksiä pistohöylääminen ja
tasohöylääminen. (Ihalainen et al., 2003, s. 188.)
Tasohöyläämisessä työkappaletta syötetään terää vasten pysty-
tai vaakasuorasti edestakaisella liikkeellä, siten että
lastuamista tapahtuu vain työliikkeen aikana eikä terä
kosketa työkappaletta paluuliikkeen aikana. Terää voidaan
asemoida kappaleeseen nähden joko pysty- tai vaakasuunnassa.
Tasohöylät jaetaan rakenteensa mukaan yksi ja kaksipylväisiin
tasohöyliin. Kuvassa 6 oleva tasohöylä on kaksipylväinen
työstökone joka on rakenteeltaan yksipylväistä tukevampi.
Pylväiden tukemaan poikkipalkkiin kiinnitetään teräkelkkoja
halutun geometrian mukaisesti. Teräkelkkoja voidaan asentaa
poikkipalkkiin samanaikaisesti useita, jolloin on mahdollista
lastuta usealla terällä samanaikaisesti. Poikkipalkkia

29
liikutetaan johtoruuvilla ja työkappaletta hydraulisesti
työpöydän avulla. (Ihalainen et al., 2003, s. 188–189.)
Kuva 6. Tasohöylä (bed = peti, table = pöytä, crossrail =
poikkipalkki, tool heads = teräkelkka, housing = runko).
(Ihalainen et al., 1986, s. 180.)
Pistohöyläämisessä taas työkappale pysyy paikallaan ja terä
liikkuu pystysuunnassa lastuten kappaletta samoin vain
syöttöliikkeen aikana. Lastuamisen aikaansaavaa teräkelkkaa
liikutetaan joko mekaanisella tai hydraulisella puskimella.
Pistohöyläämisessä kappaletta voidaan asemoida liikuttamalla
kappaletta pituus- ja poikittaissuunnassa. Kappaletta
voidaan myös pyörittää kuvan 7 mukaisella pyöröpöydällä.
(Ihalainen et al., 2003, s. 188–189.)
Höylääminen sopii mainiosti erilaisten suorien tai vinojen
taospintojen valmistukseen. Työtasolle voidaan
samanaikaisesti kiinnittää useita työkappaleita jolloin ne
voidaan valmistaa samanaikaisesti. Höyläämällä voidaan myös
valmistaa erilaisia uria ja sitä käytetään myös hammaspyörien

30
valmistukseen. Pistäminen soveltuu myös erilaisen urien
valmistukseen. Erityisesti erilaiset sisäpuoliset urat ja
hammastukset ovat yleisiä pistämisen käyttökohteita.
(Ihalainen et al., 2003, s. 191.)
Kuva 7. Pistokone (Ihalainen et al., 2003, s. 190).
5.2 Avartaminen
Avartaminen on lastuamismenetelmä, jolla voidaan suurentaa
valmiiksi porattua reikää, valmistaa muotoja tai parantaa sen
mittatarkkuutta ja pinnanlaatua. Avartamisessa työkappale
pysyy paikallaan ja yksileikkuinen avarrusterä pyörii
suhteessa kappaleeseen suorittaen työliikkeen. Työkalua
tukemalla avartamalla voidaan työstään hyvin syviä reikiä ja
parhaimmillaan päästään jopa yli 50 pituus-halkaisija-
suhteeseen. Avarruskoneet jaetaan toimintaperiaatteensa
mukaan ristipöytäavarruskoneisiin, höylätyyppisiin
avarruskoneisiin ja lattiatyyppisiin avarruskoneisiin.
Avarrusta voidaan tehdä avarruskoneen lisäksi myös sorvissa,
31
jyrsinkoneessa ja porakoneessa. (Ihalainen et al., 2003, s.
186.)
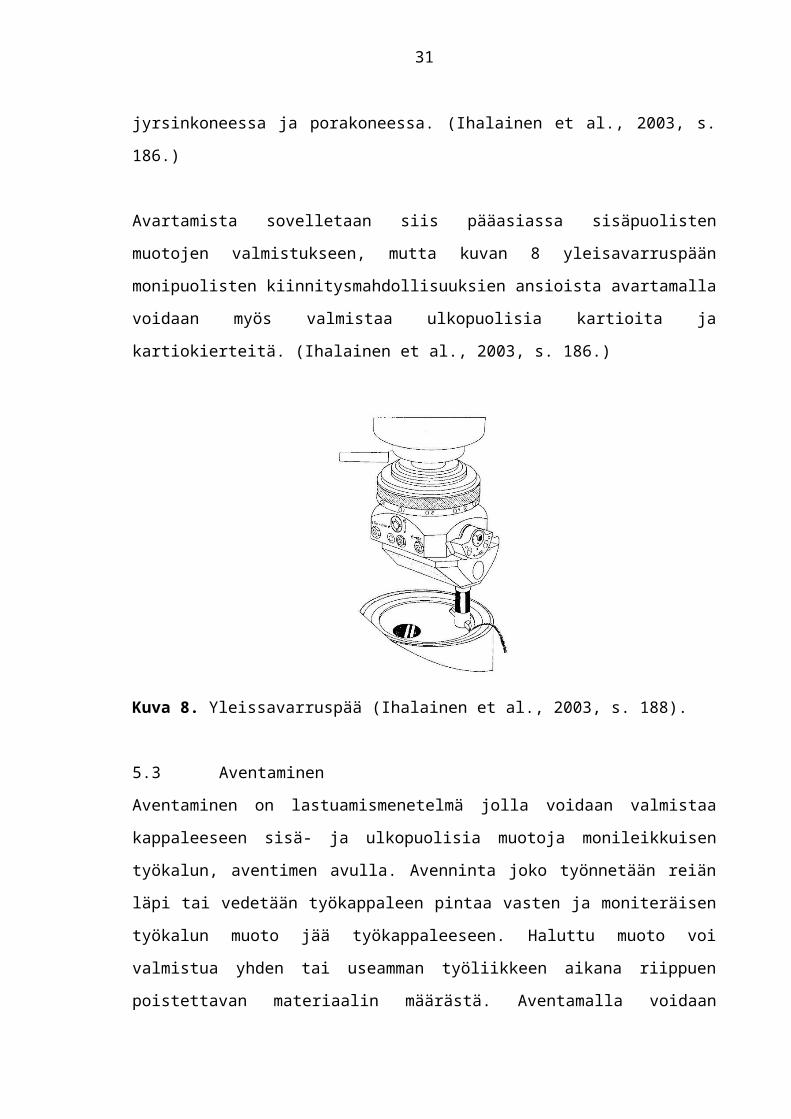
Avartamista sovelletaan siis pääasiassa sisäpuolisten
muotojen valmistukseen, mutta kuvan 8 yleisavarruspään
monipuolisten kiinnitysmahdollisuuksien ansioista avartamalla
voidaan myös valmistaa ulkopuolisia kartioita ja
kartiokierteitä. (Ihalainen et al., 2003, s. 186.)
Kuva 8. Yleissavarruspää (Ihalainen et al., 2003, s. 188).
5.3 Aventaminen
Aventaminen on lastuamismenetelmä jolla voidaan valmistaa
kappaleeseen sisä- ja ulkopuolisia muotoja monileikkuisen
työkalun, aventimen avulla. Avenninta joko työnnetään reiän
läpi tai vedetään työkappaleen pintaa vasten ja moniteräisen
työkalun muoto jää työkappaleeseen. Haluttu muoto voi
valmistua yhden tai useamman työliikkeen aikana riippuen
poistettavan materiaalin määrästä. Aventamalla voidaan

32
valmista monimutkaisia, tarkkoja ja hyvänpinnanlaadun omaavia
muotoja. Avennuskoneet jaetaan aventimen liikkeen mukaa joko
pysty- tai vaakasuuntaisiin työkoneisiin. Vaakasuuntainen
työkone mahdollistaa pitkät työliikkeet ja suurten
kappaleiden helpon käsittelyn. Pystysuuntaiset työkoneet taas
ovat yleisiä suursarjatuotannossa ja ulkopuolisten muotojen
valmistuksessa. (Ihalainen et al., 2003, s. 192–193.)
Aventamista sovelletaan usein sarjatuotannossa monimutkaisten
muotojen valmistuksessa. Aventamisessa suoritetaan yhden
liikkeen aikana sekä rouhintaa että viimeistelyä mikä tekee
menetelmästä tehokkaan. Rajoittavana tekijänä voi olla
työkappaleen muoto minkä pitäisi mahdollistaa aventimen
suoraviivainen liike. Aventamalla voidaan valmistaa mm.
suorakaiteenmuotoisia reikiä, kiilauria, lohenpyörtöuria, T-
uria ja hammastuksia. (Ihalainen et al., 2003, s. 193.)
5.4 Hiominen
Hiominen on yksi vanhimmista lastuamismenetelmistä ja sen
käytöstä löytyy todisteita jo Antiikin ajoilta. Hiomista
voidaan suorittaa monilla eri tavoilla. Kappaletta voidaan
mm. hioa erilaisilla hiomalaikoilla, papereilla tai nesteiden
avulla. Käytettäessä hiomakappaleita on hiontarakeet
kiinnitetty hiontatyökaluun sideaineen avulla. Hiontarakeet
toimivat hionnassa lastuavana teränä ja niiden muoto on
geometrisesti epämääräinen. Yleensä terän rintakulma on
kuitenkin negatiivinen ja lastuaminen tapahtuu
leikkausmekanismin avulla. Riippuen hionnan karkeudesta
33
syntyy hionnassa kohtuullisesti lämpöä joka johtuu helposti
kappaleeseen, ellei kappaletta jäähdytetä samanaikaisesti
esimerkiksi vedellä tai lastuamisnesteellä. Jäähdytykseen ja
lastuamisarvoihin on siis kiinnitettävä huomiota, ettei
syntyneellä lämmöllä aiheuteta kappaleeseen rakennemuutoksia
tai pinnan päästymistä. Ilmiö ei ole niin suuri karkeassa
hionnassa jossa syntynyt lämpö poistuu lastujen mukana
kappaleesta. Hiomista voidaan soveltaa lähes kaikille
materiaaleille ja se on yleensä osana lähes jokaisen tuotteen
valmistusta. (Ihalainen et al., 2003, s. 197-198.)
5.5 Hoonaus
Hoonaus on viimeistelymenetelmiin kuuluva lastuamismenetelmä
jolla yleensä pyritään parantamaan edeltä valmistetun reiän
geometriaa ja pinnan laatua. Jos kappaleessa on esimerkiksi
halkaisija virhettä, saadaan hoonaamalla tasoitettua
halkaisijan minimimitta maksimimitaksi. Kappaletta voidaan
hoonata yksinkertaisimmillaan käsiporakoneella, mutta
teollisessa valmistuksessa käytetään yleensä pysty- tai
vaakakaraisia hoonauskoneita. Hoonaavat hiomakivet
kiinnitetään työkaluun joko jousikuormitteisesti tai
painemekanismin avulla. Hoonauskone pyörittää työkalua
reiässä samalla liikuttaen sitä edestakaisin. Hoonauskivet
voidaan valmistaa perinteisten hioma-aineiden lisäksi
alumiinioksideista, piikarbideista, boorinitrideistä tai
timanteista. Hoonausta sovelletaan etenkin autoteollisuudessa
mm. sylinteriputkien viimeistelyyn. (Kauppinen, 2002, s. 49-
51.)

34
5.6 Hiveltäminen
Hiveltäminen on myös viimeistelymenetelmiin kuuluva
lastuamismenetelmä. Hiveltämisellä pyritään vaikuttamaan
työstetyn pinnan pinnankarkeuteen ja sitä voidaan käyttää
myös kappaleen ympyrämäisyysvirheen pienentämiseen.
Hiveltämisessä työstettävää pintaa vasten painetaan
värähtelevää hivellyskiveä. (Kauppinen, 2003, s.23.)
Hivellyskivi värähtelee pieniamplitudisesti edestakaisin
muokattavaa pintaa vasten ja aiheuttaa yhdessä normaalivoiman
kanssa hiomarakeiden tunkeutumisen työkappaleeseen.
Menetelmällä voidaan työstää lähes kaikki muotoja
hammaspyöristä pallopintoihin. Hiveltämisen onnistumisen
edellytyksenä on lastuamisnesteen käyttö. hivellyskivi on
lähes poikkeuksetta valmistettu piikarbidista, mutta myös
alumiinioksidia ja timanttia voidaan käyttää hiomarakeena.
(Ihalainen et al., 2003, s. 211–212.)
Hiveltämisen kehittäjä voidaan pitää Amerikkalaista
autonvalmistajaa Chrysleriä 1930-luvulla. Autojen pyörien
laakereiden pinnoista poistettiin kuljetuksessa aiheutuneita
vaurioita käsikivellä hiveltämällä. Myöhemmin Chrysler alkoi
kehittää myös koneellista hivellystä. Ensimmäinen patentti
aiheesta kirjattiin kuitenkin saksalaisen Karl Wiegin nimiin
vuonna 1950. Hiveltämistä sovelletaan usein esimerkiksi
moottoreiden sylinteri ja akselipintojen viimeistelyyn.
(Kauppinen, 2003, s.22.)

35
5.7 Hiertäminen
Hiertäminen on vanhin tunnettu hienotyöstömenetelmä ja se
eroaa edellä esitellyistä menetelmistä irtonaisten
hiomarakeiden ansiosta. Menetelmä on pääperiaatteeltaan
pysynyt muuttumattomana ja se voittaa edelleen modernimmat
hienotyöstömenetelmät tarkkuudessa. Hiertämisessä hiomarakeen
laitetaan kahden yhdensuuntaisen pinnan väliin
lastuamisnesteen kanssa. Pintoja aletaan hiertää toisiaan
vasten saattaen hiomarakeet pyörimisliikkeeseen kappaleiden
välissä. Rakeet tunkeutuvat pyöriessään kappaleen pintaan
muokkauslujittaen kappaleen pintakerrosta. Lujittumisen
jatkuessa saavutetaan materiaalin murtolujuus jolloin
rakeiden särmät alkavat irrottaa kappaleen pinnasta
ainehiukkasia. Rakeet aiheuttavat muokkaavat samanaikaisesti
sekä työkappaletta että työkalua. Työkalun pinta toimii
mallipintana työstettävän kappaleen pinnalle ja siitä syystä
työkalun pinta on aika ajoin tarkistettava.
Hiertämismenetelmiä on kehitetty ja voidaan soveltaa hyvin
monipuolisille muodoille hammaspyöristä pallopintoihin.
(Ihalainen et al., 2003, s. 213–214.)
6 LASTUAMISEN EDUT JA RAJOITUKSET
Antero Koukku

36
Lastuaminen on joustava ja monipuolinen työstömenetelmä.
Lastuavista työstömenetelmistä löytyy sovellus lähes kaikkiin
niin sisä- kuin ulkopuolisiin muotoihin. Törmätessäsi muotoon
jota ei nykyisillä lastuamisterillä ja menetelmillä pysty
toteuttamaa tarjoavat laitevalmistajat myös
asiakaskohtaisesti valmistettuja teriä ja apulaitteita.
Lastuamalla voidaan työkappaleesta poistaa suuria ainemääriä
tehokkaasti, minkä jälkeen kappale voidaan viimeistellä
haluttuihin mittatarkkuuksiin viimeistelymenetelmillä.
Kappaleen vaatiessa hyvää pinnanlaatua ja mittatarkkuutta on
lastuaminen lähes korvaamaton työstömenetelmä. (Ihalainen
et al., 2003, s. 140.)
Hyvä pinnanlaatu ja mittatarkkuus eivät kuitenkaan ole mikään
automaatio. Mitä korkeampaa laatua vaaditaan sitä paremmin on
lastuamisparametrit hallittava. Materiaalilla on myös suuri
vaikutus lastuamisen onnistumiseen. Materiaalin
lastuttavuuteen vaikuttaa materiaalin lujuus ominaisuudet ja
sen mikrorakenne. Vaikka lastuamismenetelmät ovat pitkälle
kehittyneitä ja lastuttavien materiaalien skaala on vuosien
saatossa laajentunut, ei sitä kuitenkaan pysty soveltamaan
kaikille materiaaleille. Lastuttavan materiaalin ollessa
terää kovempaa ei lastuaminen onnistu. Lastuaminen on myös
suhteellisen kallis ja hidas menetelmä, mikä on johtanut
tarkempien aihionvalmistus menetelmien kehittämiseen.
(Ihalainen et al., 2003, s. 140–146.)

37
LÄHTEET
Ansaharju, Tapani, Maaranen, Keijo. 1997. Koneistus. Porvoo:
Werner Söderström Osakeyhtiö – Kirjapainoyksikkö. 586 s.
Ata Gears. 2013. Spiral bevel gears. [Ata gears www-sivuilla]
Päivitetty 20.2.2012. [Viitattu 26.1.2013] Saatavissa:
http://www.atagears.fi/In_English/Spiral_bevel_gears
eFunda, Inc. 2013. Turning: Engine Lathe. [Efunda www-
sivuilla] Päivitetty 16.1 2013 [Viitattu 26.1.2013]
Saatavissa:
http://www.efunda.com/processes/machining/turn.cfm
Ihalainen, E., Aaltonen, K., Aromäki, M., Sihvonen, P. 1986.
Valmistustekniikka. Hämeenlinna: Karisto Oy. 480 s.
38
Ihalainen, E., Aaltonen, K., Aromäki, M., Sihvonen, P. 2003.
Valmistustekniikka. Helsinki: Hakapaino Oy. 490 s.
Kauppinen, V. 2002. Hoonausta Leonardo da Vincistä 2000-
luvulle. Metallitekniikka, 3/2003. S. 49–52.
Kauppinen, V. 2003. Hivellys hellii pintaa. Metallitekniikka,
3/2003. S. 22–23.
Sandvik Coromant, 2012, Monimateriaalijyrsimet.
Metallitekniikka, 10/2012. S. 46
Sandvik Coromant, 1994. Modern metal cutting: a practical
handbook. Sandviken: Sandvik Coromant.
Sandvik Coromant. Metalworking World, 2/2011. [Sandvik
Coromant www-sivuilla]
Päivitetty 27.4.2011. [Viitattu 27.1.2013]. Saatavissa:
http://www.sandvik.coromant.com/SiteCollectionDocuments/downl
oads/global/mww/fi-fi/MWW211.pdf
Sandvik Coromant. 2013a. Lastuttavat aineet- Lastuttavien
aineiden jaottelu. [Sandvik Coromant www-sivuilla] Päivitetty
23.1.2013. [Viitattu 25.1.2013] Saatavissa
http://www.sandvik.coromant.com/fi-fi/knowledge/materials/wor
kpiece_materials/workpiece_material_groups/pages/
default.aspx#
39
Sandvik Coromant. 2013b. Jyrsimen asema. [Sandvik Coromant
www-sivuilla] Päivitetty 23.1.2013. [Viitattu 25.1.2013]
Saatavissa:
http://www.sandvik.coromant.com/fi-fi/knowledge/milling/getti
ng_started/general_guidelines/cutter_position/pages/
default.aspx
Sandvik Coromant. 2013c. Tavanomainen poraus. [Sandvik
Coromant www-sivuilla] Päivitetty 23.1.2013. [Viitattu
25.1.2013] Saatavissa:
http://www.sandvik.coromant.com/SiteCollectionImages/Technica
l%20guide/Snapshots/fin/E%20Drilling/e015_2_fin.jpg
Lähteenmäki, T. 2004. Sitkeä aine vaatii sileät lastu-urat.
Metallitekniikka, 2/2004. S. 16.
Tervola, J. 2012. Konenäkö etsii muodonmuutokset.
Metallitekniikka, 11/2012. S. 26.
















![1 INCOTERMS 2010 (1)[1]](https://static.fdokumen.com/doc/165x107/631de3d1dc32ad07f3074e54/1-incoterms-2010-11.jpg)

