
High-temperature membrane reactors Saracco, G.; Neomagus ...
22
University of Groningen High-temperature membrane reactors Saracco, G.; Neomagus, H.W.J.P.; Versteeg, G.F.; Swaaij, W.P.M. van Published in: Chemical Engineering Science DOI: 10.1016/S0009-2509(99)00009-3 IMPORTANT NOTE: You are advised to consult the publisher's version (publisher's PDF) if you wish to cite from it. Please check the document version below. Document Version Publisher's PDF, also known as Version of record Publication date: 1999 Link to publication in University of Groningen/UMCG research database Citation for published version (APA): Saracco, G., Neomagus, H. W. J. P., Versteeg, G. F., & Swaaij, W. P. M. V. (1999). High-temperature membrane reactors: potential and problems. Chemical Engineering Science, 54(13), 1997-2017. https://doi.org/10.1016/S0009-2509(99)00009-3 Copyright Other than for strictly personal use, it is not permitted to download or to forward/distribute the text or part of it without the consent of the author(s) and/or copyright holder(s), unless the work is under an open content license (like Creative Commons). The publication may also be distributed here under the terms of Article 25fa of the Dutch Copyright Act, indicated by the “Taverne” license. More information can be found on the University of Groningen website: https://www.rug.nl/library/open-access/self-archiving-pure/taverne- amendment. Take-down policy If you believe that this document breaches copyright please contact us providing details, and we will remove access to the work immediately and investigate your claim. Downloaded from the University of Groningen/UMCG research database (Pure): http://www.rug.nl/research/portal. For technical reasons the number of authors shown on this cover page is limited to 10 maximum. Download date: 10-07-2022
-
Upload
khangminh22 -
Category
Documents
-
view
2 -
download
0
Transcript of High-temperature membrane reactors Saracco, G.; Neomagus ...
University of Groningen
High-temperature membrane reactorsSaracco, G.; Neomagus, H.W.J.P.; Versteeg, G.F.; Swaaij, W.P.M. van
Published in:Chemical Engineering Science
DOI:10.1016/S0009-2509(99)00009-3
IMPORTANT NOTE: You are advised to consult the publisher's version (publisher's PDF) if you wish to cite fromit. Please check the document version below.
Document VersionPublisher's PDF, also known as Version of record
Publication date:1999
Link to publication in University of Groningen/UMCG research database
Citation for published version (APA):Saracco, G., Neomagus, H. W. J. P., Versteeg, G. F., & Swaaij, W. P. M. V. (1999). High-temperaturemembrane reactors: potential and problems. Chemical Engineering Science, 54(13), 1997-2017.https://doi.org/10.1016/S0009-2509(99)00009-3
CopyrightOther than for strictly personal use, it is not permitted to download or to forward/distribute the text or part of it without the consent of theauthor(s) and/or copyright holder(s), unless the work is under an open content license (like Creative Commons).
The publication may also be distributed here under the terms of Article 25fa of the Dutch Copyright Act, indicated by the “Taverne” license.More information can be found on the University of Groningen website: https://www.rug.nl/library/open-access/self-archiving-pure/taverne-amendment.
Take-down policyIf you believe that this document breaches copyright please contact us providing details, and we will remove access to the work immediatelyand investigate your claim.
Downloaded from the University of Groningen/UMCG research database (Pure): http://www.rug.nl/research/portal. For technical reasons thenumber of authors shown on this cover page is limited to 10 maximum.
Download date: 10-07-2022
Chemical Engineering Science 54 (1999) 1997}2017
High-temperature membrane reactors: potential and problems
G. Saracco!,*, H.W.J.P. Neomagus", G.F. Versteeg", W.P.M. van Swaaij"
!Dipartimento di Scienza dei Materiali ed Ingengeria Chimica, Politecnico di Torino, Corso Duca degli Abruzzi 24, 10129 Torino, Italy"Chemical Engineering Department, Twente University of Technology, P.O. Box 217, 7500 AE Enschede, Netherlands
Abstract
The most recent literature in the "eld of membrane reactors is reviewed, four years after an analogous e!ort of ours (Saracco et al.,1994), describing shortly the potentials of these reactors, which now seem to be well established, and focusing mostly on problemstowards practical exploitation. Since 1994, progress has been achieved in several areas (sol}gel deposition of defect free sol}gel derivedmembranes, reduction in thickness of Pd membranes, synthesis of zeolite membranes) whereas stagnation was noticed in some others(high-temperature sealing of membranes into modules, scaling-up of membrane reactor, etc.). As a result, despite the still increasingresearch e!orts, industrial application does not seem to be round the corner, yet. However, several non-permselective membranereactor opportunities with currently available membranes might pave the way for more sophisticated applications. ( 1999 ElsevierScience Ltd. All rights reserved.
Keywords: Inorganic membrane reactor; Catalysis
1. Introduction
There has been a #ourishing reviewing activity in the"eld of inorganic membrane reactors in recent years (e.g.Tsotsis et al., 1993; Saracco and Specchia, 1994, 1998b;Saracco et al., 1994; Armor, 1995; Dalmon, 1997). Almostan entire book was even dedicated to this topic (Hsieh,1996), a clear sign of the massive interest of the scienti"ccommunity in this topic. Most reviews were primarilyaimed at showing the remarkable potential of membranereactors, stressing possibilities and application oppor-tunities and critically assessing the open literature. To-day, the potential of membrane reactors is rather wellassessed and as clear as the technological gap that stillhas to be "lled in order to achieve industrial practice.This survey is therefore mainly focused on hurdles stillstanding on the way to large-scale application. However,new opportunities, much closer to viability, will also beconsidered.
Table 1 lists the major challenges for the success ofinorganic membranes pointed out in 1994, together with
*Corresponding author. Tel.: #39-11-5644654; fax: #39-11-5644699; e-mail: [email protected].
a qualitative assessment of the progress achieved in themeanwhile. The present communication will try to eluci-date and quantify such progress and to identify the majorissues still needing further research e!orts. Three majorareas of applications will be addressed, namely:(1) >ield-enhancement of equilibrium-limited reactions:
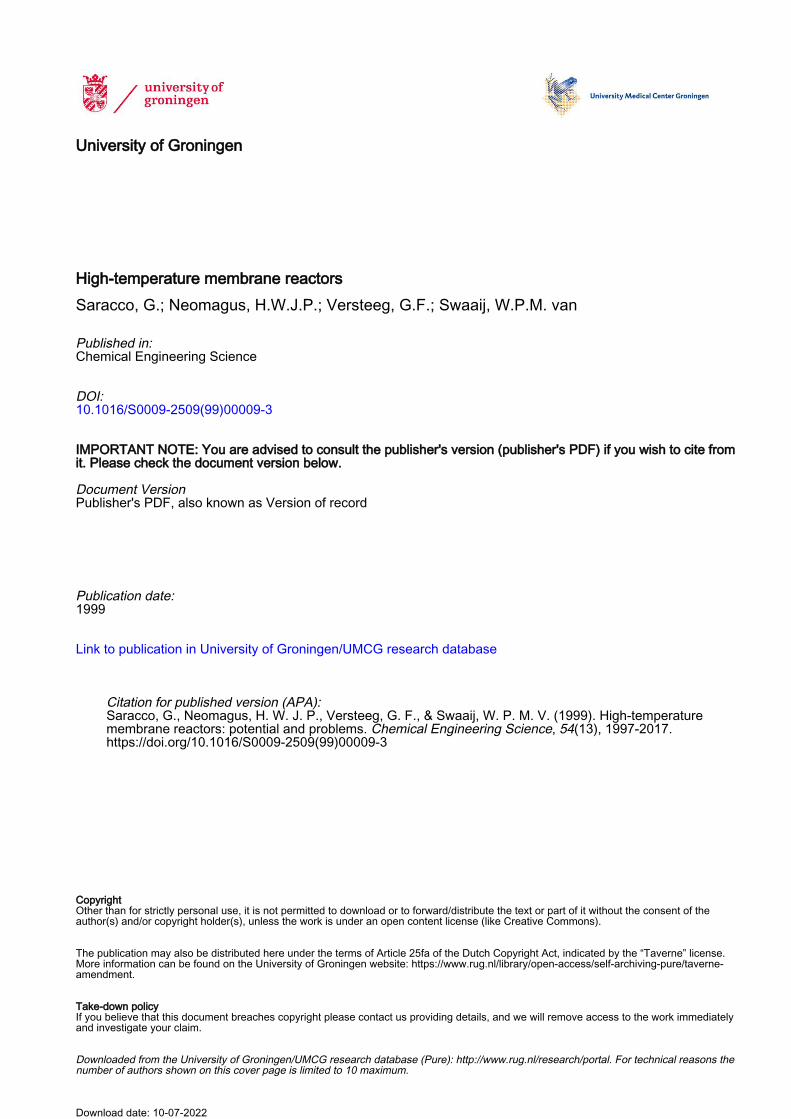
a reaction product is selectively permeating throughthe membrane, thereby enhancing the per-pass con-version compared to conventional "xed-bed reactors(e.g. for dehydrogenations, Fig. 1a); coupling of reac-tions at opposite membrane sides has also been en-visaged in this context (Fig. 1b);
(2) Selectivity enhancement: accomplished by selectivepermeation (Fig. 1c) or controlled addition (Fig. 1d)of a reactant through the membrane;
(3) New emerging application opportunities: a number ofpotential applications (membrane reactor with separ-ate feed of reactants, catalytic "lters and traps, slurrymembrane reactor, etc.) were recently investigated,which do not require membrane perm-selectivity togases and therefore appear to be closer to industrialsuccess.
Polymeric membranes, often applied in bioreactor orliquid-phase applications (e.g. Gao et al., 1995), will notbe considered hereafter. However, it is worth mentioning
0009-2509/99/$} see front matter ( 1999 Elsevier Science Ltd. All rights reserved.PII: S 0 0 0 9 - 2 5 0 9 ( 9 9 ) 0 0 0 0 9 - 3
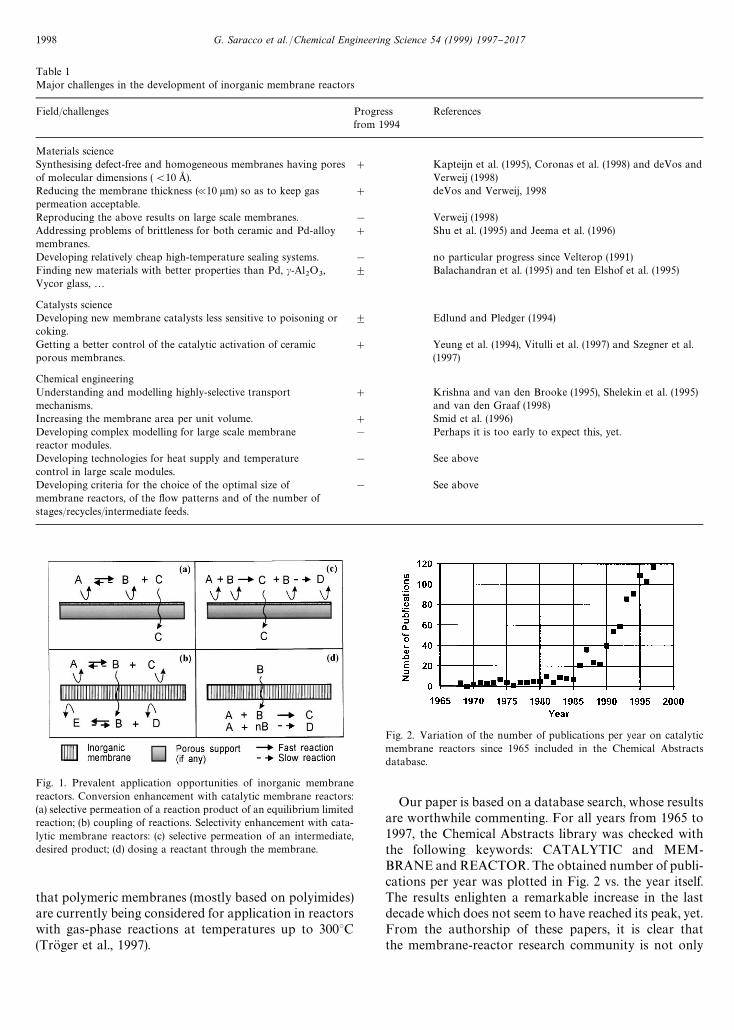
Table 1Major challenges in the development of inorganic membrane reactors
Field/challenges Progressfrom 1994
References
Materials scienceSynthesising defect-free and homogeneous membranes having poresof molecular dimensions ((10 A_ ).
# Kapteijn et al. (1995), Coronas et al. (1998) and deVos andVerweij (1998)
Reducing the membrane thickness (@10 lm) so as to keep gaspermeation acceptable.
# deVos and Verweij, 1998
Reproducing the above results on large scale membranes. ! Verweij (1998)Addressing problems of brittleness for both ceramic and Pd-alloymembranes.
# Shu et al. (1995) and Jeema et al. (1996)
Developing relatively cheap high-temperature sealing systems. ! no particular progress since Velterop (1991)Finding new materials with better properties than Pd, c-Al
2O
3,
Vycor glass,2
$ Balachandran et al. (1995) and ten Elshof et al. (1995)
Catalysts scienceDeveloping new membrane catalysts less sensitive to poisoning orcoking.
$ Edlund and Pledger (1994)
Getting a better control of the catalytic activation of ceramicporous membranes.
# Yeung et al. (1994), Vitulli et al. (1997) and Szegner et al.(1997)
Chemical engineeringUnderstanding and modelling highly-selective transportmechanisms.
# Krishna and van den Brooke (1995), Shelekin et al. (1995)and van den Graaf (1998)
Increasing the membrane area per unit volume. # Smid et al. (1996)Developing complex modelling for large scale membranereactor modules.
! Perhaps it is too early to expect this, yet.
Developing technologies for heat supply and temperaturecontrol in large scale modules.
! See above
Developing criteria for the choice of the optimal size ofmembrane reactors, of the #ow patterns and of the number ofstages/recycles/intermediate feeds.
! See above
Fig. 1. Prevalent application opportunities of inorganic membranereactors. Conversion enhancement with catalytic membrane reactors:(a) selective permeation of a reaction product of an equilibrium limitedreaction; (b) coupling of reactions. Selectivity enhancement with cata-lytic membrane reactors: (c) selective permeation of an intermediate,desired product; (d) dosing a reactant through the membrane.
that polymeric membranes (mostly based on polyimides)are currently being considered for application in reactorswith gas-phase reactions at temperatures up to 3003C(TroK ger et al., 1997).
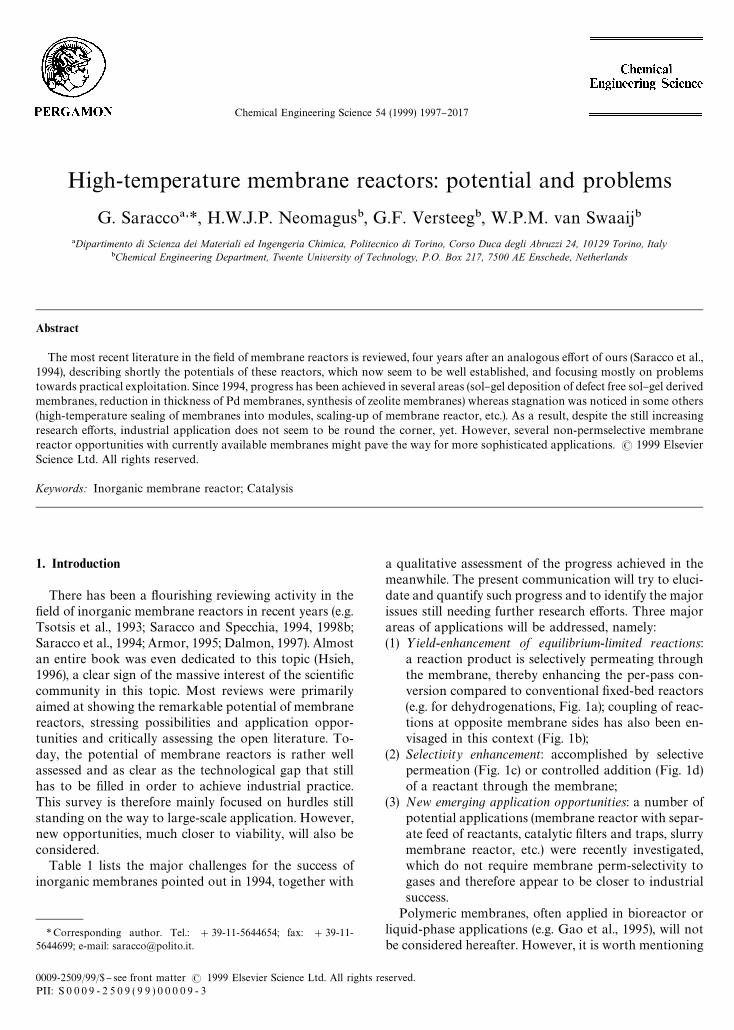
Fig. 2. Variation of the number of publications per year on catalyticmembrane reactors since 1965 included in the Chemical Abstractsdatabase.
Our paper is based on a database search, whose resultsare worthwhile commenting. For all years from 1965 to1997, the Chemical Abstracts library was checked withthe following keywords: CATALYTIC and MEM-BRANE and REACTOR. The obtained number of publi-cations per year was plotted in Fig. 2 vs. the year itself.The results enlighten a remarkable increase in the lastdecade which does not seem to have reached its peak, yet.From the authorship of these papers, it is clear thatthe membrane-reactor research community is not only
1998 G. Saracco et al. /Chemical Engineering Science 54 (1999) 1997}2017

Table 2Papers distribution per application type of catalytic membrane reactorsin 1994 and 1997
Application "eld 1994 1997(%) (%)
Yield-enhancement of equilibrium reactions 50 35Selectivity increase 30 50Bioreactor applications 20 15
growing in number but also widening its territorial bor-ders. New-comers from developing countries in Asia orLatin America are numerous. Particularly, researchersfrom the Republic of China have authored about 5% ofthe scienti"c papers in the "eld (e.g. Liu et al., 1997; Caoet al., 1997). Most of these studies are related to c-alumina membranes which were extensively studied inWestern countries a few years earlier (Saracco and Spec-chia, 1994). Further, the above papers are mainly ad-dressed to equilibrium-enhancement concepts which areslowly being replaced by selectivity enhancement studiesin Western countries. Table 2, whose "gures were derivedfor 1994 and 1997, shows how in recent years the preva-lent research "eld in the membrane reactors has shiftedfrom equilibrium-circumvention exactly to selectivity-en-hancement. The most likely reasons for this circumstancelie in the fact that partial-oxidations or hydrogenationshave a much wider spectrum of industrial applicationsthan dehydrogenations, and that membrane permselec-tivity is a less urgent need (if any) for this kind of applica-tions.
The mentioned literature will be reviewed and dis-cussed from an application-oriented viewpoint, ratherthan from a materials-oriented one. Two Sections (2 and3, respectively) will be dedicated to the classical "elds ofequilibrium circumvention and selectivity enhancement,leaving to Section 4 the analysis of new emerging applica-tions of membrane reactors. Those interested will "nddetails on particular membrane materials (e.g. zeolites,solid-electrolites, Pd alloys) in Section 2.2.
2. Yield enhancement for equilibrium-limited reactions
2.1. Reactions and reactors
The most common application opportunity of mem-brane reactors lies in the circumvention of a chemicalequilibrium so as to achieve higher per-pass conversionsby selective permeation, through the membrane, of atleast one of the reaction products (Fig. 1a).
The major potential candidates for such application ofinorganic membrane reactors are dehydrogenations.Since these reactions are endothermic, conversion is
favoured at high temperatures at the price of signi"cantoccurrence of side reactions, which reduce selectivity andlead to catalyst deactivation by coking. By using a mem-brane reactor, equal conversions could be obtained atlower temperatures thereby suppressing undesired reac-tions. Further, since dehydrogenations imply an increaseof the overall number of gas molecules of the system,they can be forced to high conversions by reducing theoperating pressure, which entails comparatively high re-actor volumes. Such volumes could be reduced usinga membrane reactor, since, conversion being equal, high-er operating pressures could be tolerated. Moreover, thepermeated reaction product can be recovered in a quitepure form. However, if the membrane is not permselec-tive enough, the conversion increase remains limited bythe permeability of the reactants, which also a!ects thepurity of the product.
Nevertheless, dehydrogenations have been studied,taking advantage of the small size of the hydrogen mol-ecule or of special selective transport mechanisms, byusing either porous (e.g. porous alumina, Vycor glass) ordense membranes (e.g. Pd alloys, SiO
2, proton-conduc-
tive solid electrolytes, etc.).Fig. 1b shows a further intriguing application oppor-
tunity: the coupling of reactions at the opposite mem-brane sides. A typical case study is the contemporaryhandling of a dehydrogenation (endothermic) anda hydrogenation (exothermic) at the two sides of a Pdmembrane permeated by hydrogen; this operation modecould enhance the per-pass conversion of both reactions.Furthermore, the exothermic reaction could in principlesupply the heat required for the endothermic one. Des-pite these potential bene"ts, little experimental study hasbeen addressed to this last topic in recent years. Further,the number of degrees of freedom which can be used forcontrol purposes is decreased compared with the single-reaction mode. Experiments proving the reaction coup-ling concept were recently performed by Gobina andHughes (1996a) and by Itoh and Wu (1997). The "rstresearchers carried out an experimental and modellingstudy of the catalytic dehydrogenation of n-butane. Theuse of nitrogen, CO/N
2, O
2/N
2sweep gases at the oppo-
site membrane side allowed to increase conversion up to5}8 times the equilibrium value calculated on the basis ofthe reactant inlet concentration (5%), the largest valuesoccurring due to reaction coupling of the permeatedhydrogen with O
2and CO. Itoh and Wu (1997) focused
on the thermal sustainment played by the oxidation ofthe permeated hydrogen on the endothermic cyclohexanedehydrogenation occurring at the opposite membraneside; considerable energy savings compared to indirectheating of the reactor were proved.
In 1994, we reviewed a considerable amount of equilib-rium reaction tests performed on available inorganicmembranes in order to prove the potential of this reactorconcept (Saracco and Specchia, 1994). As the principle of
G. Saracco et al. /Chemical Engineering Science 54 (1999) 1997}2017 1999

equilibrium shift by membranes is now well established,since then, the number of reaction studies in the "eld hasdiminished. In this context, studies on dehydrogenationsof alkanes and aromatic compounds have still receivedmost attention (see e.g. those performed on Pd mem-branes: Gobina et al., 1995; Gobina and Hughes, 1996b;Sheintuch et al., 1997; Shu et al., 1997). Attention has alsobeen paid to the steam- and CO
2- reforming of methane
to syngas, led to high per-pass conversions by selectivepermeation of hydrogen through Pd}Ag membranes(Shu et al., 1995). Other reactions "elds investigated arerelated to methane partial oxidation to syngas (Santos etal., 1995), to the water}gas-shift reaction (Ettouney et al.,1996) and to the reforming of methane or small hydrocar-bons into higher hydrocarbons and hydrogen (Ali andBaiker, 1996; Kusakabe et al., 1996; Garnier et al., 1997).Finally, the investigations performed by Ali andcoworkers on methylcyclohexane to toluene dehyd-rogenation in Pd-membrane-enclosed "xed-bed catalyticreactors are worth mentioning, since they entailed a con-version of nearly 80% (4 times higher than equilibrium),after 300 h, when operating at 0.5}2 MPa, 573}673 Kand space velocities (referred to the reactor volume) of2}12 h~1 (Ali et al., 1995; Ali and Rippin, 1995; Ali andBaiker, 1997).
An interesting issue was pointed out by Tiscaren8 o-Lechuga et al. (1996) in their study on ethylbenzene andcyclohexane dehydrogenation over a "xed-bed reactorenclosed in a porous alumina membrane reactor,using nitrogen as a sweep gas at the outside of themembrane for the removal of the permeation products.Their modelling proved that the higher-than-equilibriumconversions were primarily to be attributed to dilutionof the reacting gases by the sweep gas permeatingthrough the membrane, rather than to selective per-meation of products.
Finally, several environmental-related reactions wereattempted by using permselective membrane reactors.Ammonia decomposition into nitrogen and hydrogenfrom coal gasi"cation streams was successfully tested byCollins and Way (1994) over Pd}Ag membranes. Themeasured conversion at 823 K in a membrane enclosed"xed-bed reactor of a Ni}Al
2O
3catalyst was 79% in-
stead of 17%, measured for a standard reactor. Similarresults were obtained for other high-temperature de-compositions of noxious gases such as H
2S by selective
permeation of hydrogen through Pt}V membranes (Ed-lund and Pledger, 1994).
Some interesting studies were recently carried out toassess the role of catalyst distribution inside inorganicmembrane reactors either inside the separative mem-brane or in the pellets belonging to a "xed-bed enclosedat the shell of at the tube side of tubular membrane. Someresearchers at Notre Dame University (Yeung et al.,1994) performed a modelling study concerning theoptimisation of the catalyst distribution in a catalytic
membrane where a "rst-order reaction occurs (e.g. de-hydrogenation). Their conclusions were rather simple:a Dirac-delta function of the concentration of the catalystin the membrane, placed at the feed side, allowsthe highest conversions. In other words, it is better topromote the reaction as close to the membrane as pos-sible (on its surface) letting the rest of the membranework as a mere separator of some of the reactionproducts. In case the local catalyst amount cannotoverpass a given limit (as in all real cases), the optimalcatalyst distribution turns to be a multiple step function,which tends to the Dirac delta function as long as theabove limit is increased. Such step concentrationpro"le can be obtained through tailored techniques(e.g. Vitulli et al., 1997). By the way, further studies atNotre Dame (Szegner et al., 1997) pointed out, from bothan experimental and a theoretical point of view, howcatalyst distribution e!ects within the pellets ofa packed-bed enclosed in a inert membrane reactor canalso a!ect the overall reactor performance, by usingethane dehydrogenation over Pt supported catalysts asa test reaction. As expected, the reactor performance wasmaximised when the catalyst was placed on the outershell of the pellets and when permeation of reactantthrough sol}gel derived alumina membranes was keptlow enough without decreasing too much hydrogen per-meation.
2.2. Improvements in membrane permselectivity
All the above-mentioned membrane reactor studiesfurther enlightened possible application opportunitiesbut also strengthened the consciousness that the avail-able membranes are not permselective enough to guar-antee the success of this new technology. Besides,permselectivity has to be coupled with high enoughpermeability so as to avoid large areas of expensivemembranes. Thermal stability of the membrane is thena further important issue to consider. As stated in 1994(Saracco et al., 1994) &&2there is no need to continuestudying new reactions on currently available mem-branes2''. The major aim of membrane reactorstudies in the well known "eld of dehydrogenationshould be to check membrane stability under practicaloperating conditions, thus pointing the way to thestill required improvements in membrane quality andperformance.
Four major "elds are being studied for the preparationof permselective, stable and permeable membranes:(1) modi"cation of currently available membranes
through e.g. deposition of highly permselective toplayers by sol}gel, CVD, etc.);
(2) synthesis of zeolite membranes;(3) synthesis of thinner and thinner Pd-alloy membranes;(4) development of membranes based on ion conductors.
2000 G. Saracco et al. /Chemical Engineering Science 54 (1999) 1997}2017

2.2.1. Current membrane production and modixcation bypermselective toplayers
Industrial inorganic membranes are prepared througha variety of techniques (particle dispersion and slip-cast-ing, sol}gel processes, phase separation and leaching,pyrolysis, anodic oxidation, etc.) and commercialised bya number of multinational companies (US Filters/SCT,NGK, Du Pont, Asahi Glass, TDK, Fuij Filters, etc.).Most current applications concern the "ltration of gas-eous or liquid streams in comparatively harsh environ-ments. None of the industrially produced membranesenables su$cient permselectivity for gas molecules. Thelowest pore size achieved reliably is about 5 nm for somec-Al
2O
3porous membranes manufactured by US Filters
mostly for research purposes. Molecules are separatedthrough these membranes only via a Knudsen di!usionmechanism, leading to permeation #uxes inversely pro-portional to square root of the molecular weight. Higherpermselectivities could be obtained by modifying thismembranes through suitable techniques (point 1 above).
A possibility lies in the further deposition of a SiO2
top-layer on the available membrane through sol}geltechniques. By use of polymeric sols, de Lange et al.(1995) deposited a 60}100 nm porous silica layer uponmesoporous alumina membranes. Such top-layer (poresize (1 nm) enabled molecular sieve-like separation fac-tors in the order of 50}200 for H
2/CH
4, well above the
Knudsen value of 2.8. No details were though givenconcerning the long-term stability of these membranes.
Raman and Brinker (1995) tested a rather new ap-proach for the synthesis of molecular sieving silica mem-branes. Hybrid organic}inorganic polymers prepared byco-polymerisation of tetraethoxysilane (TEOS) andmethyltriethoxysilane were deposited on commercialalumina membranes. Through suitable heat treatmentsthe inorganic matrix was densi"ed and the methylligands pyrolysed. Rather interesting CO
2/CH
4separ-
ation factors were thus achieved (up to 71) with a reason-able permeability (2.57]10~3 cm3/cm2/s/cmHg).
The most interesting results in the "eld of sol}gelderived silica membranes were though recently obtainedby Verweij and coworkers (deVos and Verweij, 1998) atTwente University. Their basic intuition was that most ofthe defects arising in the sol}gel derived membranesoriginate from dust particles present in the environmentin which the membranes are produced. Normal laborat-ory air contains about 106 particles per cubic foot (class1,000,000). Such particles statistically do interfere withthe deposition steps of the sol}gel membranes eventuallyleading to the formation of defects which a!ect mem-brane permselectivity. Clean rooms of class 1000, withsections of class 10 were set up by these authors and thedeposition of 30 nm-thick silica membranes was accomp-lished via a sol derived from hydrolysis of TEOS upona #at support made of an a-alumina disk covered withtwo layers of c-alumina. The obtained results are
rather surprising: H2/CH
4separation factors above 500
at 2003C with a hydrogen permeance of 2]10~6 molm~2Pa~1 s~1 were achieved against values of 43 and1.6]10~6, respectively, previously obtained in non-cleanrooms (Weyten et al., 1997). Further improvements arestill possible. For instance, if porous silica membraneswere made with a thickness of about 1 nm, H
2permeance
of '5]10~5 molm~2 Pa~1 s~1 could be realised pro-vided no support and surface transfer rate limitationsoccur, even if, as admitted by the Authors, membranesensitivity to water needs to be decreased. This may beachieved by chemical treatment of the internal silicasurface (facing the c-alumina support layer). Studies con-cerning the steam reforming of methane and propanedehydrogenation are currently in progress using the de-veloped membranes. Much better results are expectedcompared to those obtained in earlier studies on silicamembrane reactors (Weyten et al., 1997) in which yieldincrease compared with conventional packed-bed reac-tors has always been moderate owing to permselectivityor permeability problems. Of course, clean rooms areexpensive. However, they are widely employed in theelectronic industry.
Chai et al. (1994a) studied the improvement of thethermal stability of sol}gel derived c-Al
2O
3membranes.
By adding La2O
3or BaO precursors to the basic
alumina sol, a certain stabilisation of the pore structurecould be obtained as a consequence of the inhibitingaction of the above oxides towards sintering. Theachieved pore sizes ('3 nm) were in any case too high toenable permselectivities of practical interest.
A di!erent approach consists in the reduction of thepore size of basic membranes by deposition of additionalmaterial within the pores themselves. Morooka et al.(1995) plugged the pores of a basic a-alumina tube (aver-age pore size: 150 nm) by thermal decomposition ofTEOS vapours fed in nitrogen #ow to the membranes,kept in an oven at about 6503C. H
2/N
2separation factors
as high as 1000 were measured for the obtained mem-branes, which moreover showed good resistance to tem-perature cycling. In this context, Chai et al. (1994b)obtained a remarkable promotion of both hydrogen per-meability and permselectivity through c-Al
2O
3mem-
branes, by depositing inside the membrane noble metalssuch as Pt, Ru, Rh and Pd. Particularly, the H
2/N
2separation factors obtained, exceeded the Knudsenvalues. By using these membranes, methane steam re-forming could be driven to conversions twice as large asunder equilibrium conditions in the temperatures range300}5003C.
Gavalas and co-workers (e.g. Kim and Gavalas, 1995)obtained similar results by depositing SiO
2within the
pores of a Vycor glass membrane through a chemicalvapour deposition technique. Silica deposition arosefrom reaction between SiCl
4and H
2O, which were
forced to pass through the pores of the support tube at
G. Saracco et al. /Chemical Engineering Science 54 (1999) 1997}2017 2001

temperatures ranging from 6003C and 8003C. By keepingthe deposit well inside the structure of the Vycor tubea mechanically stable membrane, also showing goodresistance to thermal fatigue, could be produced. How-ever, annealing at high temperatures promotes a silicadensi"cation process which leads to very low permeance.This problem is even worsened by the presence of watervapour. Besides, pore plugging intrinsically leads to lowpermeabilities since only the membrane original porositycan be "lled with the molecular-sieve material providinggas-separation.
2.2.2. Zeolite membranesA preferable approach would rather be the synthesis of
membranes entirely characterised by a molecular sievestructure, i.e. zeolite membranes. Apart from their abilityto discriminate molecules depending on their size, zeolitemembranes are supposed to exhibit high thermostability,a essential feature for practical membrane reactor ap-plication. Moreover, the large variety of zeolite typesshould provide a tailor-made separation tool for speci"capplications. Zeolite properties can be adjusted by vary-ing the Si/Al ratio or by cation-exchange, which makethem promising for use as catalytic membranes. Further,the crystallinity of zeolite membranes ensures a well-de"ned pore structure, which is quite di$cult to obtainwhen preparing molecular-sieve membranes fromamorphous materials. Research e!orts on zeolite mem-branes can be divided into three areas:(1) Zeolite particles embedded in polymeric materials (e.g.
Zimmermann et al., 1997): these membranes are in-deed gas-tight and have proven success for per-vaporation applications (e.g. separation ofethanol}water mixtures; Gao et al., 1996). However,they are of no practical interest in the "eld of catalyticmembrane reactors due to the low thermal resistanceof the polymer matrix.
(2) ;nsupported zeolite membranes: these were the "rstinorganic membranes on which molecular sievinge!ects were observed by Haag and Tsikoyiannis(1991). A separation factor of 17 was obtained for themixture n-hexane/2,2-dimethylbutane. However, per-meability was rather low, which could be improvedby developing supported zeolite membranes.
(3) Supported zeolite membranes: this is the "eld wheremost hopes of industrial success are cultivated now-adays. The two most promising techniques are deepcoating (Vroon, 1995), followed by "lling up the poresremaining after heat treatment, or in situ crystallisa-tion (Geus et al., 1992) in such a tight way to avoiddefects.
The ultimate goal would be the synthesis of a defect-free single-crystal membrane, which would allow thelattice pores to control the separation process accordingto a molecular sieve mechanism. This objective appearsnowadays unrealistic. The only zeolite membranes suc-
cessfully produced until now are made of silicalite-1crystals grown together in such a tight way that theintergranular spacings do not a!ect the separation toa signi"cant extent (Kapteijn et al., 1995). Such mem-branes were though only obtained at a lab-scale (a few-cmdisks) on either stainless-steel or alumina supports.
Rather recently Noble and Falconer demonstrated the"rst evidence of a dense, defect-free, zeolite membrane ina tubular con"guration (Coronas et al., 1997a,1998).These membranes have been cycled between ambienttemperature and 5003C without any evidence of mechan-ical cracking.
Further, despite the comparatively low pore size of thesilicalite-1 zeolite (5.2}5.5A_ ), the obtained separation fac-tors (e.g. 12.8 for H
2/SF
6at 583 K; Noble and Falconer,
1995) should still be improved, possibly by the synthesisof membranes made of zeolites with smaller pores thanthose of silicalite-1. An outstanding review of all theattempts already made in this direction was recentlywritten by van de Graaf et al. (1998).
2.2.3. Dense metal membranesPd-alloy membranes have always been the most
studied dense membranes, due to their comparativelyhigh hydrogen permselectivity. As a shortcoming, theysu!er from brittleness after repeated thermal cycling ow-ing to the transition between its a- and b- phases, stableat low and high temperatures, respectively (Armor, 1995).This problem can be overcome or, at least, reduced bythe use of some alloying elements (e.g. Ag, Ru, Rh), whichstabilise the b-phase against the a-phase.
Poisoning by CO and sulphur compounds, present ina number of gas streams, remains though a serious prob-lem a!ecting both the permeability and the catalyticproperties of Pd-alloy membranes, limiting their practi-cal applicability. At Bend Research Inc. (Bend - OR) newmembranes are being developed and applied (H
2S de-
composition; Edlund and Pledger, 1994), on the basis ofcomposite structures of di!erent metals (Pt, V), which areless sensitive to poisoning. Since the permeability of thesemembranes is much lower, they cannot be considered asa real breakthrough, yet. It should be realised howeverthat, for reactions like H
2S decomposition, Pd mem-
branes cannot be used since they are reported to fail bycatastrophic rupture within seconds of exposure to pureH
2S at 973 K.Most research in this area is devoted to the reduction
of the thickness of supported Pd-alloy membranes so asto enable high enough permeabilities. This should obvi-ously be achieved while avoiding any formation of pin-holes, cracks or other defects which would considerablylower membrane permselectivity.
Electroless plating was recently employed by Varmaand coworkers (Yeung and Varma, 1995) to synthesisePd and Pd}Ag thin membranes on various supports (e.g.porous alumina, Vycor glass). These membranes were
2002 G. Saracco et al. /Chemical Engineering Science 54 (1999) 1997}2017

a few microns thick and showed good mechanical andthermal stability provided particular procedures hadbeen followed. In fact, by appropriate use of the osmoticpressure during conventional electroless plating with typ-ical hydrazine baths, the microstructure and thickness ofthe metal could be systematically manipulated.
Bauxbaum and Kinney (1996) employed the electrolessplating technique to form thin Pd layers on tantalum andniobium tubes. The main transport resistance was in therefractory metal substrate. The cost of such membraneswas $45/ft of 3/8-in tubular membrane, and the hydrogenpermeability through these membranes was 0.00147 mol/m2/s/Pa1@2 at 4203C. On the basis of such data andassuming durability is at least 1 year, competitive ap-plication of such membranes could be accomplished forhydrogen recovery in petrochemical plants or for mem-brane reactors.
Jeema et al. (1996) deposited Pd membranes overa metal support cheaper than tantalum or niobium: por-ous stainless steel. The use of a metal support entailslower problems of thermal expansion mismatch betweenmembrane and support and avoid brittleness. Theseauthors could keep membrane thickness at just 6 lmwith no defects a!ecting hydrogen permeability. How-ever, the surface quality of commercial stainless steeltubes did not allow the above results unless a preliminaryshot-peening treatment was performed to modify theirsurface pore size. Higher thickness (8.5}12 lm) and, con-sequently, lower permeability were obtained once againby electroless plating by Ilias et al. (1997) over a-Al
2O
3supports.
Another interesting technique for the deposition ofultrathin ((500 nm) Pd membranes on ceramic sup-ports is magnetron sputtering. Jayaraman et al. (1995)found that two main parameters are the most critical inthis context: surface roughness of the substrate and de-position temperature. For instance, well-adhered Pd"lms could be deposited on sol}gel derived c-aluminaporous substrates but not on coarse a-alumina ones.Further, this could not be achieved by operating at roomtemperatures, but only above 803C. The above sputteredmembranes are perhaps the thinnest Pd membranes everproduced, however N
2-tightness was never achieved and
the technique employed is hardly suitable for large-scaleproduction.
2.2.4. Solid electrolytes/mixed conductorsIt is "nally worth mentioning that some interest arose
in recent years concerning solid electrolyte membranesbased on proton conductors or on oxygen conductors(e.g. perovskites; Itoh et al., 1994). As opposed to Pd-alloy membranes, solid electrolytes show generallya good thermochemical stability, but their permeability isvery low unless rather high temperatures are employed('8003C). The potentials o!ered by new perovskites,showing comparatively higher permeabilities than the
classical doped-ZrO2, have still to be fully explored.
Most membranes synthesised until now in this last con-text are indeed unsupported (Pei et al., 1995), whichentails a rather high mechanical stability but rather lowpermeability. The possibility of reliably depositing thinand stable "lms on porous supports has only been attem-pted in rare cases and with unsatisfactory results, so far,especially due to the occurrence of cracking during thedrying and/or heat treatment steps of the preparationprocedure. Most applications studied with this kind ofmembranes regard selectivity enhancement in partial oxi-dation reaction. Particularly, remarkable studies arebeing carried out by either academic or industrial re-searchers on perovskite membranes in the "elds of meth-ane to syngas conversion (Balachandran et al., 1997) andthe oxidative coupling of methane (Balachandran et al.,1995). Further discussion on the stability and perfor-mance of such membranes is provided in Sections 3.1 and3.2.
2.3. Increasing the specixc membrane area
Independent of the membrane speci"c nature, themajor identi"ed hurdles preventing a wide spread ap-plication of ceramic membranes are the complex andexpensive preparation and the relative low speci"c area'sobtained with existing module techniques. However, im-proved concept and production techniques have becomeavailable in recent years leading to ceramic hollow"bre modules with potential surface to volume ratiosin modules larger than 1000 m2/m3, but what is thespeci"c area requested for a typical membrane reactorapplication? The answer will strongly depend on thespeci"c application, but for non-permselective mem-branes where di!usional resistance in the ceramic mem-branes will be roughly in the same order as in the catalystparticles, the presently available membrane tubes ofa diameter of say 5}30 mm will probably be su$cient. Ifselective transport is required, or intensi"cation of theprocess operation is aimed at, one or two orders ofmagnitude smaller tubes would be welcome, especially ifa similar decrease in cost per m2 membrane area isachieved.
As an example of the progress made towards cheapand large-area modules of ceramic hollow "bre mem-branes, we will take the results obtained by TNO in theNetherlands (Smid et al., 1996). A hollow "bre precursoris produced via a spinning process from a mixture of aninorganic material and a polymer binder. Then the "breprecursor is heated at high temperature in an inert atmo-sphere or air to produce the inorganic hollow "bre itself.A successful product should ful"l the following require-ments: simple production methods; good control of dia-meter, length, and wall thickness; control of porosity;control of pore diameter distribution; su$cient mechan-ical strength.
G. Saracco et al. /Chemical Engineering Science 54 (1999) 1997}2017 2003

Table 3Properties of the ceramic hollow "bre membranes produced by TNO(Brinkman, 1998)
StructureMaterials Al
2O
3, Si
3N
4, SiC, hydrox 4-apa-
titeOuter diameter 0.5}3 mmWall thickness (0.1}0.5 mmPorosity 30}50%Mean pore size 0.2 lm (Al
2O
3), 0.2}0.7 mm
(Si3N
4), 4nm (with c-Al
2O
3coating)
PerformanceN
2permeability 5]10~8 m3 m~2 s~1Pa~1(Al
2O
3)
Water permeability '500 l/nmbar (Al2O
3)
Burst pressure up to 40 bar (Al2O
3), '40 bar
(Si3N
4)
Three-point bending strength up to 170 MPa (Al2O
3), up to
450 MPa (Si3N
4)
In Table 3 some typical dimensions and properties ofTNO hollow "bres are presented. Control of porositycan be obtained by the sintering aid used in "bre precur-sor for silicon nitride, while for alumina the "ring tem-perature is the most important parameter for porositycontrol. If permselective properties are requested, thesecan be obtained by coating with a c-alumina top layer.Recently, TNO claimed separation factors equal to thetheoretical Knudsen separation factors (Smid et al.,1996). As the membranes can be used as carriers fortoplayers, many of the existing techniques can be appliedto realise selectivity, including high-temperature resistantpolymer toplayers like polyimide ones.
It should be realised that ceramic hollow "bres area relatively recent development which is still expected toundergo further improvements. As it stands now, TNOexpects a "nal production price per square meter mem-brane area of at least one order of magnitude lower thanthat of membrane tubes. A major problem still to besolved is the creation of the connection of the ceramicmaterial to the steel tubing of the rest of the plant. In theexisting micro"ltration ceramic membrane modules,polymer pottings are used but this limits the applicationto low temperatures. TNO also claims the invention ofa ceramic potting/module system though information isproprietary (Brinkman, 1998). No signi"cant progresshas occurred since the early 1990s when multiple brazingtechniques were optimised (Velterop, 1991). Such methodis though very expensive so that remote cold sealingoutside the hot region of the membrane module stillremains a valid alternative despite the considerable spaceconsumption it implies.
2.4. Reactor and transport modelling
Shifting "nally to some modelling issues, several inves-tigators have faced the problem of modelling of mem-
brane reactors either to achieve a proper interpretationof their experimental data or to assess the role of thevarious operating parameters (temperature, membranepermeability and permselectivity, feed #ow rates andconcentrations, etc.) on the performance of membranereactors. In some other cases (e.g. Dixon et al., 1994),modelling studies helped to point the way towardsexperimental work concerning e.g. the need of morepermeable or more stable membranes to outperformconventional technologies for given applications.
It has to be anticipated that most of these studiesregarded rather simple reactor setup focusing on issueslike type of #ow patterns or role of sweep gas #ow rate,meant for testing some opportunities at a laboratoryscale rather than for large-scale industrial applications.When membrane reactors will gain penetration in theprocess industry, new models, much more complicatedthan those assembled until now will probably have to besolved. The review on models of membrane reactorswritten by Tsotsis et al. (1993) is recommended fora deeper insight in these topics. No dramatic improve-ments have appeared in the literature on the modelling ofmembrane reactors since then, with a few papers worthmentioning: Gockhale et al. (1995), Ziaka and Vasileiadis(1996) and Barbieri et al. (1997).
The need of governing properly heat balances in mem-brane reactors will certainly become a major task iflarge-scale industrial units will be ever put into opera-tion. Being the performed reaction either endothermic(dehydrogenation) or exothermic (oxidation), innovativemeans to supply or remove heat from large-scale mem-brane reactor modules will have to be designed. In thiscontext, the coupling of membranes and #uidised-bedreactors (Adris and Grace, 1997; Mleczko et al., 1996)seems to be particularly promising due to the superiortemperature control potential of #uidised beds. The iso-thermicity assumption valid for several lab-scale mem-brane reactors will not hold anymore at large scale, andmore complex modelling will have to be developed.
Waiting for industrial-scale membrane reactors, themost intriguing "eld in which modelling work still has tobe done is that of transport through molecular-sievemembranes (Krishna and van den Broeke, 1995; Shelekinet al., 1995; Funke et al., 1997).
3. Selectivity enhancement
The improvement of reaction selectivity is a second"eld of application of membrane reactors on which mostattention of the scienti"c community is nowadays ad-dressed. In this context, considering consecutive reactionpathways, a permselective membrane could allow per-meation of an intermediate product while rejectingeither reactants or other undesired products (Fig. 1c).However, intermediate products (e.g. partially oxidised
2004 G. Saracco et al. /Chemical Engineering Science 54 (1999) 1997}2017

Fig. 3. Combined reforming for production of methanol synthesis gas.
hydrocarbons) are larger than the complete reactionproducts (e.g. CO
2) or the reactants themselves (e.g. O
2).
This requires the imaginative use of some unconven-tional permeation mechanisms (e.g. capillary condensa-tion, surface di!usion or multi-layer di!usion), which israther complex and strongly depends on the particularreaction and membrane considered. For such a reasonno interesting practical applications of this concept areknown.
Another opportunity for the increase of the reactionselectivity lies in the controlled addition of a reactantalong the reactor, through either a permselective ora non-permselective membrane (Fig. 1d). In fact, lowoxygen or hydrogen concentrations in the reacting mix-ture are known to drive certain partial oxidations orhydrogenations to higher selectivities towards intermedi-ate products (ten Elshof et al., 1995). Such low concentra-tions can be attained by dosing the key reactant(i.e. oxygen or hydrogen) at a desired rate through themembrane, which in this case might also be non-per-mselective (Coronas et al., 1995).
Contrary to conversion increase of equilibrium-limitedreactions, the application of membrane reactors to selec-tivity enhancement of mostly partial oxidations (methaneoxidation to syngas, oxidative coupling of methane, oxi-dative dehydrogenations, etc.), has been frequently inves-tigated in the last couple of years. Hereafter, the preva-lent obtained results are surveyed.
3.1. Methane to syngas conversion
A leading "eld of potential membrane reactor applica-tions lies in methane to syngas conversion. In order tobetter evaluate the potential of membranes in thiscontext a few words must be spent to analyse the currentindustrial technology. Fig. 3 shows the conventionaltwo-step route to the syngas to be used for the pro-
duction of methanol. It is a rather well-established tech-nology, highly integrated as concerns thermal energymanagement. It is based on a preliminary catalyticsteam-reforming of methane, an endothermic operationleading to the conversion of part of the methane into COand H
2over Ni-based catalysts. The obtained gases then
enter, at about 7503C, a second section where methane isoxidised non-catalytically by pure oxygen prior to a sec-ondary reformer from which the "nal syngas composi-tion is derived. The second step is generally calledautothermal owing to the exothermicity of methane oxi-dation which is capable of sustaining the following re-forming step leading to an outlet gas temperature ofabout 9003C. Heat is then recovered through several heatexchangers in series (e.g. to produce high pressure steamfor electric energy production, to heat up boiler feedwater, etc.) prior to a "nal compression of the syngasfrom about 45 bars to about 150 bars. Similar processschemes are employed for producing syngas for ammoniasynthesis or the Fisher}Tropsch reaction. Despite theunfavourable reaction stoichiometry (increase in thenumber of gaseous molecules) reforming reactions arenowadays carried out at high pressures (up to 50 bars) forthree main reasons:(1) the prevalent synthesis reactions are carried out at
high pressure (generally above 30 bars); as a conse-quence, it is convenient to compress the reactants(methane, steam and oxygen) from ambient pressureup to the above pressure values rather than the syn-gas itself owing to the mentioned higher number ofmolecules;
(2) the equipment volume is reduced, which is quite anadvantage due to its high cost, entailed by the hightemperature to be dealt with by constituting mater-ials;
(3) pressure drops per unit mass #ow through the re-formers are less at high pressure.
G. Saracco et al. /Chemical Engineering Science 54 (1999) 1997}2017 2005

Catalytic partial oxidation is much faster than reform-ing reactions, highly selective in a single reactor and evenmore energy e$cient than the above process. It couldthus in principle decrease signi"cantly capital and opera-tion costs of syngas production. This process, for whichthe most promising catalyst appears to be Rh-based ones,is though still at the R and D stage addressed in a jointe!ort by industrial and academic researchers (Bharadwajand Schmidt, 1995).
If a ceramic membrane permselective towards oxygen(e.g. perovskite, yttria-stabilised-zirconia; Ma et al., 1996)could be used to dose this reactant to the catalytic bed formethane partial oxidation to syngas the below advant-ages could namely be attained:f reactants are not premixed, which could lead to higher
selectivites and less safety problems;f the need of a preliminary cryogenic separation of oxy-
gen from air could be o!set since air could be fed to thecatalyst-free side of the membrane, relying upon thepermselectiviy of this latter for nitrogen rejection;
f the process would be self-sustaining from the energeticviewpoint, the heat of reaction heating up the mem-brane to suitable temperature for oxygen transport(Bouwmeester and Burggraaf, 1997).However, major drawbacks and di$culties have to be
faced. For instance, air compression costs up to thesyngas production levels (30}50 bars) may be too highowing to the need to compress uselessly nitrogen beyondthe desired oxygen, although energy could be recoveredby re-expanding the compressed nitrogen. However, ifmarkedly di!erent (tens of bars) pressures would have tobe kept at opposite membrane sides, this would entail:f extreme sensitivity to any membrane defect such as e.g.
a crack, since through that defect large #ow rates ofmethane would escape to the air side with potentialexplosion hazards;
f outstanding high-temperature sealings of membranesto modules would have to be employed to avoid leak-ages, which is quite a task as discussed earlier.Further, according to the current literature the per-
meation rate through the best available membrane(SrFeCo
0.5O
x, Ma et al., 1996) is still relatively low com-
pared to the reaction kinetics. Spatial velocities now-adays employed in pioneering studies (Balachandran etal., 1995, 1997; Mazanec, 1996; Tsai et al., 1997) aretherefore somewhat lower than those envisaged for in-dustrial application. Further some permeability loss hasbeen observed for the mentioned promising SrFeCo
0.5O
x,
membranes, probably ascribable to formation of stron-tium carbonates, if the studies by Bouwmeester andcoworkers (ten Elshof et al., 1995) have to be taken as anindication. Despite the outlined di$culties the interest ofthe industrial world in this membrane process is serious.The developmental work has spawned the formation oftwo major academic-industrial consortia in 1997. Stimu-lated by the US Department of Energy a "rst consortium
was formed in May 1997 with the aim of developingthrough a 84 M$ budget over 8 years, suitable membranereactors for methane to syngas conversion with the "nalgoal of producing liquid fuels. There are wide reserves ofnatural gas in remote gas "elds, such as Alaska's NorthSlope and in o!-shore locations, that cannot be exploitedeconomically at present. If the gas could be converted ina liquid fuel the economics would change dramaticallyand the world's oil reserves would be boosted up by anequivalent 30 years consumption. Members of this con-sortium are Air Products and Chemicals, Babcock andWilcox, Ceramatec, Eltron, Arco, Argonne National La-boratories, Pennsylvania State University and the Uni-versity of Pennsylvania. At Argonne, Balachandran et al.(1995, 1997) studied methane conversion into syngas ina perovskite membrane reactor. Several membranes wereemployed, prepared as extruded tubes of perovskitesbelonging to the system La}Sr}Fe}Co}O and, in onecase, of a non-perovskite mixed oxide (SrCo
0.5FeO
x).
The membrane performance was strongly dependent onthe perovskite stoichiometry which governs either theoxygen transfer rate or the membrane stability. In fact,perovskite-oxide tubes had a strong tendency to fractureas a consequence of the existence of an oxygen gradientinside the membranes (from the air-side to the methane-side) which introduces a volumetric lattice di!erence be-tween the inner and outer walls (Pei et al., 1995). How-ever, methane conversions higher than 98% (with 90%CO selectivity) were observed for SrCo
0.5FeO
x, when
operating at 8503C by feeding air at the tube side andmethane at the shell-side (where a Rh-based reformingcatalyst was present); in this last case, some of the pre-pared tubes could withstand up to 1000 h operationwithout failure. The authors suggest that a reduction ofthe thickness of perovskite-based membranes would re-sult in increased oxygen #uxes (thereby reducing thereactor volume) but also in higher membrane stability. Infact, the lattice oxygen involved in methane reforming,reacted away at the reaction side of the membrane, wouldbe promptly replaced by new oxygen coming through themembrane itself, thereby preventing signi"cant oxygendepletion in the perovskite lattice and reducing the risk oftube fracturing. However thin and defect-free supportedperovskite membranes have still to be developed.
Similar objectives as those of researchers at Argonneare being pursued by a second consortium involving BP,Praxair, Amoco, Statoil and Sasol. Finally, it seems thata similar project will also start in Europe, funded in partby the European Community (Verweij, 1998). In this lastcase, the problem of sealing membranes into modules willprobably be solved by producing very long membranes(12 m) quenched at both ends where polymeric gasketswill be employed. It is worth underlining that this repres-ents a rater exceptional case in which the replication oflab-scale membrane properties is at least attempted at anindustrial one.
2006 G. Saracco et al. /Chemical Engineering Science 54 (1999) 1997}2017

By the way, direct oxidation of methane to methanolwithout passing through the syngas production step hasalso been attempted by using catalytic membrane reac-tors (Lu et al., 1996), though the improvements comparedto conventional reactors were so poor that practicalsuccess can hardly be envisaged. The handling of meth-anol synthesis from CO
2and H
2below 2003C assisted by
selective permeation of the produced methanol and waterthrough per#uorinated Li-exchanged membranes ap-pears to be de"nitely more promising (Struis et al., 1996).
3.2. Oxidative coupling
Another interesting reaction for membrane reactors,perhaps the most studied in the "eld of selectivity en-hancement, is the oxidative coupling of methane. Lafargaet al. (1994) have recently developed a membrane reactorconcept according to which an inert porous membrane isused to supply oxygen in a controlled way to a "xed bedof catalyst (Li/MgO) so as to drive methane oxidation tohigher C
2-selectivities. Competing reactions such as
deeper oxidations are hindered by keeping rather low theoxygen average concentration along the entire reactor.The membrane they developed was based on a commer-cially available microporous alumina membrane havingan average pore size of about 10 lm. In order to controlpermeability, these researchers deposited silica in themembrane pores by dipping the membrane into silicasols, followed by calcination at 8003C. In a similar waythey developed tubular membranes with a non-uniformpermeation pattern along their axial length (Coronas etal., 1994b) so as to modulate the oxygen feed in eachreactor section according to an optimum feeding strat-egy. The obtained results are rather encouraging: thereached yields (up to 23% in oxidative coupling prod-ucts; Coronas et al., 1994a) are very close to the limitsrequired to achieve commercialisation (i.e. 25}30%).A further yield increase might be achieved by suppressingthe negative e!ect of the silica-alumina membrane acidityon the coupling reaction, by impregnating the membranewith alkaline (Li) or alkaline-earth (Mg) compounds(Herguido et al., 1995), as suggested on the grounds ofa recent modelling study (Coronas et al., 1997b). Withinthe same research group in Zaragoza the oxidative coup-ling of butane was also studied getting further con"rma-tions to the above "ndings (Tellez et al., 1997). Similarresults were also obtained with similar membrane reac-tors by Ramachandra et al. (1996) and Tonkovich et al.(1996a). Less promising results were obtained by Borgeset al. (1995) by use of a porous LaOCl membrane sup-ported on a commercial alumina tube. The membranewas in this case intrinsically active. The highest C
2yields
(11.1%) were reached feeding O2
and CH4
at oppositemembrane sides.
As concluded by Ramachandra et al. (1996), afterstudying the oxidative coupling of methane in a porous
Vycor-glass membrane reactor, potential improvementsof the results obtained with porous membranes could beattained with dense membrane reactors where the densemembrane would prevent methane and hydrocarbonlosses to the air-feed side, while at the same time permit-ting a signi"cant #ux of oxygen across the membrane(Lu et al., 1997; Guo et al., 1997). A number of papershave recently appeared in the literature dealing withdense membrane application to the oxidative couplingof methane, ranging from perovskite oxides (Balachan-dran et al., 1995; ten Elshof et al., 1995; Lin and Zeng,1996) to stabilised zirconia (Hamakawa et al., 1997), fromproton and oxide-ion conducting materials such asBaCe
0.8Gd
0.2O
3or SrCe
0.95Yb
0.05O
3~x(Langguth et al.,
1997) to doped bismuth oxide membranes (Zeng and Lin,1997).
In this context, perovskite membranes (based onLa
0.6Sr
0.4Co
0.8Fe
0.2O
3) similar to those used by
Balachandran et al. (1995) in their earlier described work,were prepared by ten Elshof et al. (1995) in a disk-shapeand tested for their activity in the oxidative coupling ofmethane. Permeation of oxygen through the membranewas kept high enough by operating above 8003C. Noadditional catalyst was used. Up to 70% selectivitiestowards C
2compounds were detected, but at the price of
lower than 3% methane conversions, when reactantswere fed at opposite membrane sides. Membrane degra-dation phenomena similar to those described byBalachandran et al. (1995) were noticed in this case, too.Selectivity dropped down to 35% when reactants werepremixed and fed together to one side of the reactor. Thisimplies that the lattice oxygen driven through the mem-brane can improve the C
2selectivity of the reaction
taking place at the membrane surface exposed to themethane #ow. This potential advantage should stimulatethe e!orts in trying to increase the membrane surfacearea per unit volume of the reactor, so as to increase theyields, which are now too low for practical application.However, the catalytic activity of perovskite oxidesstrongly depends on their nature, synthesis method, sur-face oxygen exchange rate and electronic conductionmechanism. For instance, Lin and Zeng (1996) showedhow La
0.8Sr
0.2CoO
3is a quite active and selective mem-
brane material towards the oxidative coupling in oxidis-ing environments, whereas SrCo
0.8Fe
0.2O
3is not. Zeng
and Lin (1997) showed that Bi2O
3-based materials (e.g.
Y2O
3/Bi
2O
3, Er
2O
3/Bi
2O
3or Nb
2O
5/Bi
2O
3) o!er even
better potential for membrane reactor application due tohigh activity towards methane coupling, even in reducingatmospheres.
3.3. Oxidative dehydrogenation
A further promising application "eld for membranereactors is represented by oxidative dehydrogenation ofhydrocarbons.
G. Saracco et al. /Chemical Engineering Science 54 (1999) 1997}2017 2007

Coronas et al. (1995) applied the same reactor used formethane oxidative coupling (a "xed bed of Li/MgO cata-lyst encompassed by a porous membrane; Coronas et al.,1994a,b) to the oxidative dehydrogenation of ethane toethylene. Oxygen was permeated through the membranewhereas ethane was fed axially. Ethane conversion higherthan that of conventional pre-mixed feed reactors couldbe obtained, with good selectivity to ethylene and higherhydrocarbons (overall yield equal to 57%). According tothe authors, as opposed to the oxidative coupling ofmethane, this feature has not to be attributed to kinetice!ects linked to the comparatively low oxygen concen-tration in the "rst part of the reactor, but to a better heatmanagement policy (no hot spots are formed because theheat of reaction is generated along the entire length of thereactor and not mainly close to its inlet). Tonkovich et al.(1996b), on the basis of the results of a very similarexperimental work (ethane oxidative dehydrogenationto ethylene, on a Li/Sm}MgO catalyst, carried outwith a porous alumina membrane fed at opposite sideswith ethane and air), stated that the comparatively highethylene yields they obtained (up to 51% against 8.1% ofa conventional "xed-bed reactor with premixed feed ofreactants) should also be due to the lower oxygen partialpressure allowed by the membrane reactor at the catalystside. Both studies, however, stress that operation with themembrane reactor is safer compared to that of tradi-tional reactors owing to the avoidance of any pre-mixingof reactants giving rise to explosive mixtures. In particu-lar, Tonkovich et al. (1996b) noticed that periodiccounter-propagating blue #ames were present in someoperating conditions in the conventional "xed-bed reac-tors, whereas no #ames were observed in the membranereactor. Further, Capannelli et al. (1996) compared theperformance of a conventional packed-bed reactor tothose of a monolithic one and of a catalytic membranereactor with separate feed of reactants, in handling theoxidative dehydrogenation of propane over V
2O
5-c-
Al2O
3catalyst: the membrane reactor gave superior turn-
over numbers and propylene selectivity, even though thedi!erence with the monolith-type reactor was quite slight.
4. New emerging application opportunities
Although for many potential applications in reactorspermselectivity is a prerequisite, for certain types of utilis-ation permselectivity is not requested or its function isreduced to a simple "ltration operation; separating onlyparticles instead of molecules. As permselectivity in thehostile, corrosive and often fouling or poisoning reactorconditions is often di$cult to achieve or to maintain,non-permselective operations are easier to achieve andmay pave the way to more sophisticated separation/reac-tion application in the future by producing the reactorconcepts and module shaping. Moreover, a range of
potentially interesting non-permselective applicationshave recently been formulated and some of them havealready been tested on a pilot-plant scale. These potentialapplications will be discussed below together with pos-sible further developments.
4.1. The catalytic membrane reactor with separate feed ofreactants
Fig. 4 illustrates the principle of the catalytic barriermembrane reactor, "rst proposed by van Swaaij and co-workers in the late 1980s for some environmental cata-lytic reactions (NO
xreduction with ammonia or SO
2reaction with H
2S; Sloot, 1991). In this reactor the di!er-
ent reactants are fed separated at the two sides of a cata-lytically active membrane. Since the reaction rate ischosen higher than the transport rate inside the mem-brane, the reaction takes place in a small zone or a plane.Changing the reactant concentrations outside the mem-brane will result in shifting the position of the reactionplane to a new location where transport rates to thereaction plane are again matched by the reactionstoichiometry (Fig. 5a). This principle was also demon-strated experimentally by Sloot (1991). Slip of a reactantthrough the membrane (e.g. NH
3for NO
xreduction) can
be thus avoided. Often, it is also desired that all productsof the reaction are directed to one side if the membrane.This would be e.g. the case of sulphur production for thereaction on H
2S with SO
2where the produced sulphur
should be directed to the SO2
side (Sloot, 1991). By theapplication of an overpressure at one side of the mem-brane (Fig. 5b), due to the combined action of convectiveand di!usive #ows this can be realised (see e.g. Sloot,1991; Saracco et al., 1995b; Neomagus et al., 1998). Fur-ther, by application of a pressure di!erence between thetwo opposite membrane sides, an increase of the yield ofintermediate products of a series of consecutive reactionscould be reached (Golman et al., 1997), because the
Fig. 4. Schematic representation of a catalytic membrane reactor withseparate feed of reactants.
2008 G. Saracco et al. /Chemical Engineering Science 54 (1999) 1997}2017
Fig. 5. Shift of reaction plane due to increase of reactant A (left;reaction A#BPP) and due to introduction of pressure di!erence overthe membrane (right).
trans-membrane convective #ux generated would reducethe residence time of desired intermediate products(Neomagus et al., 1998).
The potential for carrying out highly exothermic reac-tions such as hydrocarbon combustion in a controlledway have been studied more recently (Veldsink, 1993;Saracco et al., 1995a, b, 1996b). Provided reaction kinet-ics are high enough compared with the transport ratesthe most peculiar features of this membrane reactor are:slip of reactants to opposite membrane sides are avoided;reactants are not premixed thereby avoiding formation ofexplosive mixtures; low sensitivity to thermal runaways(conversion rate is controlled by transport phenomena);there is a good #exibility and easy controllability (anychange in reactant partial pressures in the gas feeds leadsto a shift of the reaction zone inside the membrane) theper-pass conversion can be increased by application ofa pressure gradient over the membrane which increasesthe inlet #ux of a key reactant (fed at the high-pressureside).
Technically, it could be interesting to carry out com-bustion processes catalytically at low temperatures (say500}6003C) to avoid NO
xproduction. To realise this
type of operation e.g. ceramic combustion tubes areplaced around steam pipes, while overpressure is put onthe hydrocarbon side of the membrane to direct all com-
bustion products (CO2, H
2O) to the air/#ue gas side.
With support of the National Dutch Gas Institute GAS-TEC N.V. a lab-scale pilot plant based on this principlewas operated (Veldsink, 1993) giving satisfactory results(Fig. 4). Some further intensi"cation of the operation isstill necessary to reduce the size of this type of combus-tors, but this does not seem to be a insurmountableobstacle. A more di$cult problem is the sealing of theceramic tubes and their connection to the metal tubes. Inthe pilot-plant spring below connections were used basedon a multiple-brazing technique developed by VelteropBV, but for a large-scale multitubular furnace this is tooexpensive. Low-cost ceramic-to-metal sealing techniquesare not yet available and localised cooling of the sealingplaces expensive. The problem could possibly be circum-vented by the use of sintered metal tubes instead ofceramics (Neomagus et al., 1998). An additional advant-age could be the somewhat higher heat conductivity ofthe sintered metal tube walls. Problems to be coped withare the higher permeability leading to smaller di!erentialpressures over the membrane complicating the controland possibly the smaller thermostability of sintered metalin the requested temperature range. Nevertheless alsohere a shifting reaction zone operation and the directionof products for one side could be realised. Such proper-ties could even be realised for thin layers of packedcatalyst powder pressed between two porous barriers.Such a catalytic active membrane carrier has some ad-vantages such as easy homogeneous distribution of cata-lytic activity and possibility of replacing the catalyst itselfleaving the reactor intact. Fig. 6 demonstrates, on thegrounds of a model based on the dusty-gas approach andfor the simple CO oxidation, how the combustion prod-ucts CO
2is distributed between the two sides of the
membrane as a function of the overpressure. By puttingthe over-pressure on the oxygen side of the membranepartial oxidations can be realised. The over-pressurewould thus direct via convective #ows the products to thehydrocarbon side where they are hindered from furtheroxidation.
The principle described here can be applied to syngasproduction where very high temperatures occur (say800}11003C) or to partial oxidation of more complexmolecules at lower temperatures (250}5003C). As dis-cussed earlier, both lines are presently under investiga-tion at our group at the Twente University. Partial oxi-dation of methane to syngas using a catalyst is receivingpresently a lot of attention because it can produce dir-ectly a product gas with a H
2/CO ratio of 2 requested for
Fischer}Tropsch or methanol synthesis via an exother-mic process. The direct route of mixing methane withoxygen and passing these gases at high temperature overa catalyst requires only an extremely short contact timeallowing monolith reactors to be used. Howeverpremixing involves a substantial risk for large-scaleequipment. It was shown by Alibrando et al. (1997) that
G. Saracco et al. /Chemical Engineering Science 54 (1999) 1997}2017 2009
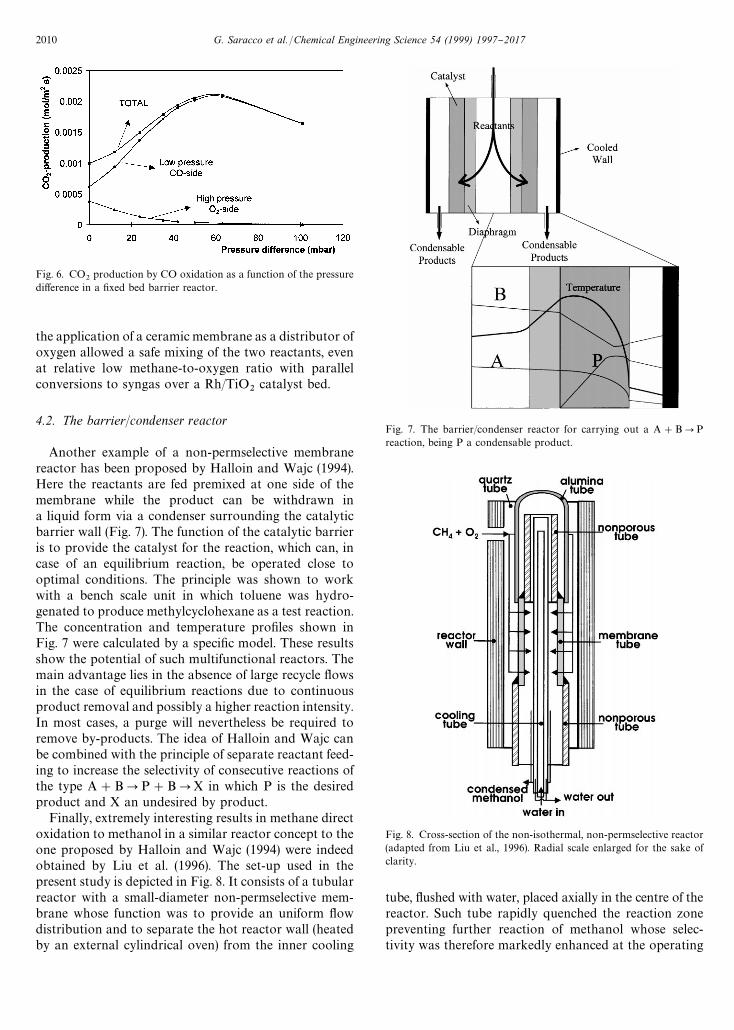
Fig. 6. CO2
production by CO oxidation as a function of the pressuredi!erence in a "xed bed barrier reactor.
the application of a ceramic membrane as a distributor ofoxygen allowed a safe mixing of the two reactants, evenat relative low methane-to-oxygen ratio with parallelconversions to syngas over a Rh/TiO
2catalyst bed.
4.2. The barrier/condenser reactor
Another example of a non-permselective membranereactor has been proposed by Halloin and Wajc (1994).Here the reactants are fed premixed at one side of themembrane while the product can be withdrawn ina liquid form via a condenser surrounding the catalyticbarrier wall (Fig. 7). The function of the catalytic barrieris to provide the catalyst for the reaction, which can, incase of an equilibrium reaction, be operated close tooptimal conditions. The principle was shown to workwith a bench scale unit in which toluene was hydro-genated to produce methylcyclohexane as a test reaction.The concentration and temperature pro"les shown inFig. 7 were calculated by a speci"c model. These resultsshow the potential of such multifunctional reactors. Themain advantage lies in the absence of large recycle #owsin the case of equilibrium reactions due to continuousproduct removal and possibly a higher reaction intensity.In most cases, a purge will nevertheless be required toremove by-products. The idea of Halloin and Wajc canbe combined with the principle of separate reactant feed-ing to increase the selectivity of consecutive reactions ofthe type A#BPP#BPX in which P is the desiredproduct and X an undesired by product.
Finally, extremely interesting results in methane directoxidation to methanol in a similar reactor concept to theone proposed by Halloin and Wajc (1994) were indeedobtained by Liu et al. (1996). The set-up used in thepresent study is depicted in Fig. 8. It consists of a tubularreactor with a small-diameter non-permselective mem-brane whose function was to provide an uniform #owdistribution and to separate the hot reactor wall (heatedby an external cylindrical oven) from the inner cooling
Fig. 7. The barrier/condenser reactor for carrying out a A#BPPreaction, being P a condensable product.
Fig. 8. Cross-section of the non-isothermal, non-permselective reactor(adapted from Liu et al., 1996). Radial scale enlarged for the sake ofclarity.
tube, #ushed with water, placed axially in the centre of thereactor. Such tube rapidly quenched the reaction zonepreventing further reaction of methanol whose selec-tivity was therefore markedly enhanced at the operating
2010 G. Saracco et al. /Chemical Engineering Science 54 (1999) 1997}2017

Fig. 9. Comparison of the performance of the reactor in Fig. 8 with andwithout quenching. Reaction conditions: pressure"3.5 MPa, feed #owrate: 500 cm3min~1 (O
2: 8%, CH
4: balance), temperature of reactor
wal"ca. 800 K (adapted from Liu et al., 1996).
conditions listed in the caption of Fig. 8. Fig. 9 shows thevariation methanol selectivity against methane conver-sion in the presence and in the absence of quenching. Thecondensation e!ect is pushing methanol selectivity to thehighest values (40}55%) ever measured in practice for theconsidered range of methane conversion (4}8%). What iseven more surprising is that no catalyst was used in thisinnovative set-up. However, it should be stressed thatthese concepts have never been tried out in an integratedfashion and that problems may be insurmountable inpractice.
4.3. Three-phase membrane reactors
A further example of using separated feeding towardsa catalytic barrier is the three-phase membrane reactorwith liquid reactants introduced at one side of the reactorand gaseous reactants at the other side. The aim is here tocreate a sustained interface between gas and liquid witha high speci"c area while allowing for heterogeneouscatalytic activity. For gas}liquid contacting without het-erogeneously catalysed reaction this concept already metwith some success with polymer membranes (Kreulen etal., 1993) while TNO already operated a pilot plant.Because the momentum balance of gas and liquid phasesare decoupled, countercurrent operation is possible with-out any risk of #ooding. This is very important forhydrodesulphurisation of oil fractions, where in the usualco-current operation the increasing H
2S partial pressure,
inhibits the reactions and frustrates attempts to producelower concentrations of sulphur in the product. Further,especially because of the recent developments in theproduction of inorganic tubes of small diameters andthe possibility of heat exchange in the liquid phase makesthis type of reactor a possible alternative to trickle #owworthwhile to consider (Vitulli et al., 1997; Tilgner et al.,1997).
Cini and Harold (1991) predicted by model calcu-lations an increase in the e$ciency factor when perform-
ing the a-methyl styrene hydrogenation on a c-aluminamembrane. By applying a small pressure di!erence overthe membrane, any liquid leakage could be avoided. Asa consequence, the formation of a liquid "lm upon thecatalytically active membrane was prevented, therebyreducing the related mass transfer resistance to the bene-"t of conversion. It was also argued, as proven morerecently (Peureux et al., 1995), that this reactor can beparticularly suitable for fast volatile-reactant limited re-actions, since the gaseous reactant cannot be limiting anylonger, contrary to conventional reactors.
4.4. The xltering slurry reactor and the yuid bed xlterreactor
The "ltering slurry reactor is yet another example ofa reactor with membranes non selective on a molecularscale. The principle is given in Fig. 10. In many casesa slurry reactor has several advantages as a three-phasereactor over trickle #ow. Smaller particles can be used toavoid di!usion limitation, heat transfer and uniform tem-perature operation and easy particle replacement. How-ever, particle removal from the product and recycling ofthe catalyst to the reactor can be very di$cult especiallyfor high-pressure operation. Moreover, in a slurry reac-tor the liquid phase is mostly well mixed which can bea disadvantage if high conversions are requested. Byinstalling su$cient membrane area in the slurry reactorthe "ltration can be carried out inside the reactor thusavoiding catalyst handling. In most cases the requested"ltering area is relative small as due to the stirring actionof the bubble "lter cake built up can be avoided.Huizenga et al. (1995) showed that the occurrence of cakebuilt-up can be described by a single dimensionless num-ber, called the cake built up number.
For biological systems this reactor principle has al-ready been demonstrated on commercial scale and thereseem to be no reason why this cannot be applied to otherslurry systems like hydrogenation or desulphurisation. Infact, patent literature claims this "ltering membrane reac-tor for Fischer}Tropsch slurry syntheses. Staging canalso be introduced by installing di!erent "ltering com-partments in which case even the catalyst compositioncan be changed along the reaction path.
Introducing membrane areas in a gas}solid #uid bedfor removal or addition of reactants or products seems tobe particular interesting as in these type of reactors alsothe handling of the heat of reaction is relatively easy.Some of the principles explained earlier in this papercould also be carried out in a #uid bed system to combinethe advantages of the membrane with the ease of heatremoval/addition of a #uid bed.
Grace and coworkers (Adris and Grace, 1997) demon-strated the concept of the #uid bed membrane reactor forthe steam methane conversion. In this reactor permselec-tive palladium toplayered membrane tubes were used to
G. Saracco et al. /Chemical Engineering Science 54 (1999) 1997}2017 2011

Fig. 10. Scheme of the "ltering reactor.
withdraw pure hydrogen from the bed. Mleczko andco-workers (Mleczko et al., 1996) studied #uid bed mem-brane reactors for catalytic partial oxidation of methaneto synthesis gas. In such reactors permselective mem-branes are used but non-permselective membranes couldalso be helpful to introduce reactants (e.g. oxygen) ata low concentration, without bubble formation whichcould produce an excessive amount of combustion prod-ucts by homogeneous combustion.
3.5. Catalytic xlters for simultaneous removal of yy-ashand noxious gases
Consider a porous barrier, made of a material (ceramicor metallic) capable of withstanding those temperatureswhich are generally required by gas}solid catalyticprocesses ('2003C) and having a pore size small enoughto prevent e$ciently #y-ashes from passing through.Such barrier can be catalytically activated, by depos-ition onto its pore walls of a suitable catalyst, obtainedwith proper heat treatments once the basic structurehas been impregnated with appropriate precursors (sols,concentrated solutions, etc.). The obtained productwould become a particular type of catalytic reactor, suit-able for simultaneous removal of #y-ash and noxiousgases.
The idea of coupling catalysts for NOx
reduction andhigh-temperature resistant #y-ash catalytic "lters (poresizes: 30}100 lm; Fig. 11a) in the treatment of #ue gasesfrom a coal burner, is very recent (Kudlac et al., 1992).Such "lters were applied directly on the hot #ue gasesafter SO
2abatement by dry scrubbing, and before the air
pre-heater. The technology of non-catalytic ceramic "l-ters is nowadays well developed. A number of interna-
Fig. 11. Applications of catalytically active porous barriers as: (a)catalytic "lter for simultaneous removal of gaseous pollutants and#y-ash; (b) catalytic trap for diesel particulate abatement.
tional companies (e.g. 3M, Corning, Schumacher, etc.)produce and install ceramic "lters for high-temperaturedust removal employing either rigid (sintered grains ofSiC, mullite, etc.) or #exible "lter-media (ceramic ormetallic "brous yarns), which generally operate througha cake-"ltration mechanism with periodic jet-pulsecleaning (Clift and Seville, 1993). Once activated withsuitable catalytic species, such "lters might separate #y-ashes and catalytically abate gaseous pollutants (e.g.NO
x, volatile organic compounds) passing through the
intimate structure of the "lter. These catalytic "ltersmight be applied in the treatment of #ue gases fromcoal-"red burners, waste incinerators, etc. (Saracco andSpecchia, 1998a).
Earlier studies of ours in this "eld concerned the devel-opment of suitable techniques for intruding a c-Al
2O
3layer on the pore walls of the "lters and the preparationof "lters modi"ed with some of the above techniques(Saracco and Montanaro, 1995a, b), and pilot-plant stud-ies, demonstrating the feasibility of the catalytic-"lterconcept, in which 2-propanol dehydration to propylene(catalysed by the transition alumina itself with no need offurther catalytic principles) was used to simulate theabatement of gaseous pollutants (Saracco and Specchia,1995a, b). Current work is focused on the synthesis, char-acterisation and pilot-plant testing of V
2O
5)Al
2O
3-
(Saracco et al., 1996) and V2O
5)TiO
2-deposited ceramic
"lters (Saracco and Specchia, 1998c) for NOx
reductionwith NH
3. Preliminary results demonstrate that nearly
complete conversion of nitrogen oxides can be obtainedwith negligible ammonia slip and N
2O production, when
operating at optimal temperatures. Such optimal temper-atures strongly depend on the catalyst type, theV
2O
5)TiO
2catalyst being more suitable in the range
200}3003C, the V2O
5) c-Al
2O
3one for temperatures
higher than 350}4203C (Fig. 12).Pina et al. (1997) in a recent series of papers addressed
the catalytic combustion of VOCs through supportedPt-Al
2O
3catalytic membranes having pore-size (few
2012 G. Saracco et al. /Chemical Engineering Science 54 (1999) 1997}2017
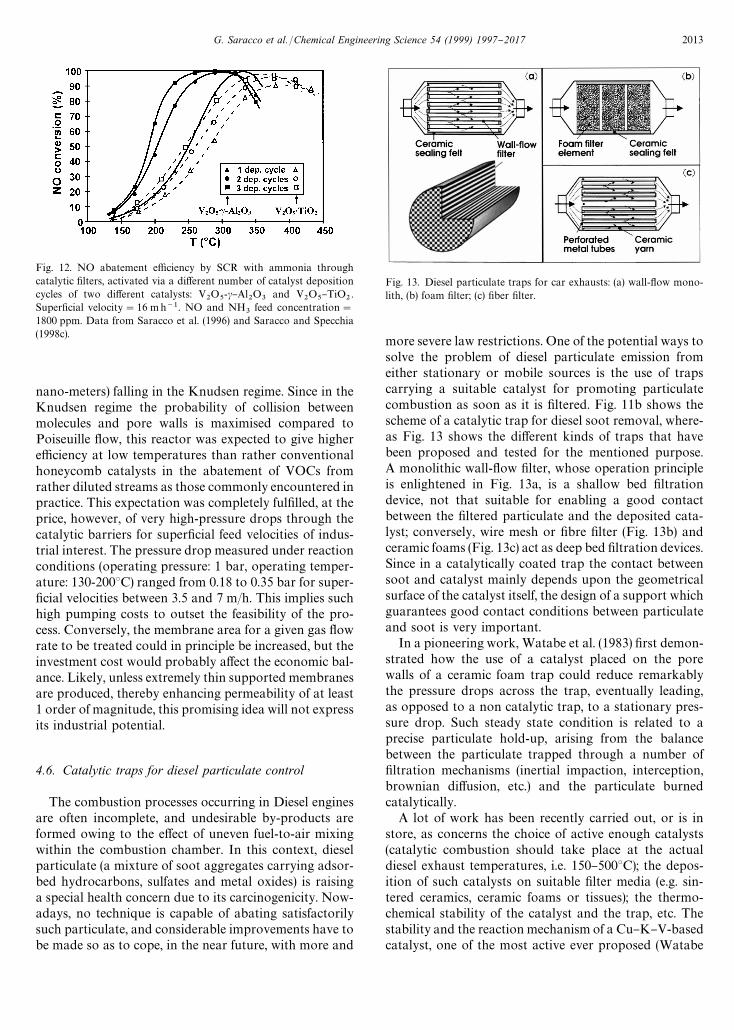
Fig. 12. NO abatement e$ciency by SCR with ammonia throughcatalytic "lters, activated via a di!erent number of catalyst depositioncycles of two di!erent catalysts: V
2O
5-c}Al
2O
3and V
2O
5}TiO
2.
Super"cial velocity"16 mh~1. NO and NH3
feed concentration"1800 ppm. Data from Saracco et al. (1996) and Saracco and Specchia(1998c).
nano-meters) falling in the Knudsen regime. Since in theKnudsen regime the probability of collision betweenmolecules and pore walls is maximised compared toPoiseuille #ow, this reactor was expected to give highere$ciency at low temperatures than rather conventionalhoneycomb catalysts in the abatement of VOCs fromrather diluted streams as those commonly encountered inpractice. This expectation was completely ful"lled, at theprice, however, of very high-pressure drops through thecatalytic barriers for super"cial feed velocities of indus-trial interest. The pressure drop measured under reactionconditions (operating pressure: 1 bar, operating temper-ature: 130-2003C) ranged from 0.18 to 0.35 bar for super-"cial velocities between 3.5 and 7 m/h. This implies suchhigh pumping costs to outset the feasibility of the pro-cess. Conversely, the membrane area for a given gas #owrate to be treated could in principle be increased, but theinvestment cost would probably a!ect the economic bal-ance. Likely, unless extremely thin supported membranesare produced, thereby enhancing permeability of at least1 order of magnitude, this promising idea will not expressits industrial potential.
4.6. Catalytic traps for diesel particulate control
The combustion processes occurring in Diesel enginesare often incomplete, and undesirable by-products areformed owing to the e!ect of uneven fuel-to-air mixingwithin the combustion chamber. In this context, dieselparticulate (a mixture of soot aggregates carrying adsor-bed hydrocarbons, sulfates and metal oxides) is raisinga special health concern due to its carcinogenicity. Now-adays, no technique is capable of abating satisfactorilysuch particulate, and considerable improvements have tobe made so as to cope, in the near future, with more and
Fig. 13. Diesel particulate traps for car exhausts: (a) wall-#ow mono-lith, (b) foam "lter; (c) "ber "lter.
more severe law restrictions. One of the potential ways tosolve the problem of diesel particulate emission fromeither stationary or mobile sources is the use of trapscarrying a suitable catalyst for promoting particulatecombustion as soon as it is "ltered. Fig. 11b shows thescheme of a catalytic trap for diesel soot removal, where-as Fig. 13 shows the di!erent kinds of traps that havebeen proposed and tested for the mentioned purpose.A monolithic wall-#ow "lter, whose operation principleis enlightened in Fig. 13a, is a shallow bed "ltrationdevice, not that suitable for enabling a good contactbetween the "ltered particulate and the deposited cata-lyst; conversely, wire mesh or "bre "lter (Fig. 13b) andceramic foams (Fig. 13c) act as deep bed "ltration devices.Since in a catalytically coated trap the contact betweensoot and catalyst mainly depends upon the geometricalsurface of the catalyst itself, the design of a support whichguarantees good contact conditions between particulateand soot is very important.
In a pioneering work, Watabe et al. (1983) "rst demon-strated how the use of a catalyst placed on the porewalls of a ceramic foam trap could reduce remarkablythe pressure drops across the trap, eventually leading,as opposed to a non catalytic trap, to a stationary pres-sure drop. Such steady state condition is related to aprecise particulate hold-up, arising from the balancebetween the particulate trapped through a number of"ltration mechanisms (inertial impaction, interception,brownian di!usion, etc.) and the particulate burnedcatalytically.
A lot of work has been recently carried out, or is instore, as concerns the choice of active enough catalysts(catalytic combustion should take place at the actualdiesel exhaust temperatures, i.e. 150}5003C); the depos-ition of such catalysts on suitable "lter media (e.g. sin-tered ceramics, ceramic foams or tissues); the thermo-chemical stability of the catalyst and the trap, etc. Thestability and the reaction mechanism of a Cu}K}V-basedcatalyst, one of the most active ever proposed (Watabe
G. Saracco et al. /Chemical Engineering Science 54 (1999) 1997}2017 2013

et al., 1983), were recently investigated as well as newcatalysts based on mixtures of vanadates and chlorides(Serra et al., 1996; Saracco et al., 1997; Badini et al., 1998).Such catalysts can generate low-temperature eutecticliquids which wet the soot particles thereby improvingthe contact conditions between catalyst and carbon,meanwhile favouring the catalytic combustion via redoxmechanisms mostly governed by vanadates. However,this unique feature also implies catalyst stability prob-lems (evaporation, liquid migration inside the trap, 2 )which are under investigation.
5. Conclusions
The interest in application of high-temperature (ce-ramic) membrane reactors is still growing. A shift inattention can be noticed from improving of equilibriumlimited reactions via membrane separation of one of theproducts, towards selectivity increase and dosing of re-actants via membranes. Attempts to improve permselec-tivity have been undertaken for all types of the mem-branes applicable in high-temperature reactors. Specialprogress was noted in the production of amorphous silicatoplayers, layers of zeolites and a creeping improvementof dense metal membrane toplayers. Remaining prob-lems for silica toplayers are stability towards steam, layeradhesion, larger scale production and production costs.In the case of zeolites large-scale production of defect freelayers for zeolites with smaller pores than silicalites is animportant target.
Progress was noticed in oxide membranes (perovskitetype), with mixed ion/electron conduction. For a lab-scale production of syngas from methane and air, inwhich only oxygen permeation takes place, high oxygen#uxes were reported in combination with high selectivityand conversion, almost suitable for industrial productionconditions. The membranes were found to be stable overa period of more than 1 month. Nevertheless, problemslike mechanical stability remain to be solved. The stronginteraction with supports, if applicable at all, may ham-per the use of thinner layers. Another important expectedbreakthrough are ceramic hollow "bres, with interestingmechanical and physico-chemical properties, that wereproduced, allowing to create ceramic membrane moduleswith high speci"c areas. As regards sealing and modulebuilding progress was lower.
Also for non-permselective membranes several newapplications and innovative reactor con"gurations havebeen identi"ed: membrane reactors with separate feed-stock, membrane reactors with condensing products,three phase membrane reactors, gas phase "lter reactors,diesel exhaust soot converters and #uid bed membranereactors. As currently available membranes can be used,these applications may pave the way to more sophisti-cated (permselective) membrane reactors.
References
Adris, A.M., & Grace, J.R. (1997). Characteristics of #uidised bedmembrane reactors: Scale up and practical issues. Ind. Engng Chem.Res., 36, 4549}4556.
Ali, J.K., & Rippin, D.W.T. (1995). Comparing mono- and bi-metallicnoble metal catalysts in a catalytic membrane reactor for methyl-cyclohexane dehydrogenation. Ind. Engng Chem. Res., 34, 722}729.
Ali, J.K., Rippin, D.W.T., Baiker, A. (1995). Improving methylcyc-lohexane dehydrogenation with ex-situ hydrogen separation in a re-actor-interstaged membrane system. Ind. Engng Chem. Res., 34,2940}2948.
Ali, J.K., Baiker, A. (1996). n-Heptane reforming in a system of reactors-interstage membrane to separate hydrogen. Appl. Catal. A: General,140, 99}110.
Ali, J.K., & Baiker, A. (1997). Dehydrogenation of methylcyclohexaneto toluene in a pilot-scale membrane reactor. Appl. Catal. A: Gen-eral, 155, 41}57.
Alibrando, M., Hahm, H.S., & Wolf, E.E. (1997). Partial oxidation ofmethane to synthesis gas on a Rh/TiO
2catalyst in a fast #ow porous
membrane reactor. Catal. Lett., 49, 1}12.Armor, J.N. (1995). Membrane catalysis: where is it now, what needs to
be done? Catal. ¹oday, 25, 199}207.Badini, C., Saracco, G., Serra, V., & Specchia, V. (1998), Suitability of
some promising soot combustion catalysts for application in dieselexhaust treatment. Appl. Catal. B 137}150.
Balachandran, U., Dusek, J.T., Mieville, R.L., Poeppel, R.B., Klee"sch,M.S., Pei, S., Kobylinski, T.P., Udovich, C.A., & Bose, A.C. (1995).Dense ceramic membranes for partial oxidation of methane tosyngas. Appl. Catal. A, 133, 19}29.
Balachandran, U., Dusek, J.T., Maiya, P.S., Ma, B., Mieville, R.L.,Klee"sch, M.S., & Udovich, C.A. (1997). Ceramic membrane reactorfor converting methane to syngas. Catal. ¹oday, 36, 265}272.
Barbieri, G., Violante, V., Di Maio, F.P., Criscuoli, A., & Drioli, E.(1997). Methane steam reforming analysis in a palladium-basedcatalytic membrane reactor. Ind. Engng Chem. Res., 36, 2121}2127.
Bauxbaum, R.E., & Kinney, A.B. (1996). Hydrogen transport throughtubular membranes of palladium-coated tantalum and niobium.Ind. Engng Chem. Res., 35, 530}537.
Bharadwaj, S., Schmidt, L.D. (1995). Catalytic partial oxidation ofnatural gas to syngas. Fuel Proc. ¹echnol., 42, 109}127.
Bouwmeester, H.J.M., & Burggraaf, A.J. (1997). Dense ceramic mem-branes for oxygen separation, Chapt. 14 in The CRC Handbook ofSolid State Electrochemistry, Gellings, P.J., & Bouwmeester, H.J.M.Eds., CRC Press, Boca Raton.
Borges, H., Giroir-Fendler, A., Mirodatos, C., Chanaud, P., & Julbe, A.(1995). Catalytic membrane reactor for oxidative coupling of meth-ane. Part II: Catalytic properties of LaOCl membranes. Catal.¹oday, 25, 377}383.
Brinkman, H.-W. (TNO), 1998, private communication.Cao, Y., Liu, B., & Deng, J. (1997). Catalytic Dehydrogenation of
Ethanol in a Pd-M/g-Al2O
3composite membrane reactor. Appl.
Catal. A, 154, 129}138.Capannelli, G., Carosini, E., Cavani, F., Monticelli, O., & Tri"ro, F.
(1996). Comparison of the catalytic performance of V2O
5/c-Al
2O
3in the oxidehydrogenation of propane to propylene in di!erentreactor con"gurations: (i) packed-bed reactor; (ii) monolith-likereactor and (iii) catalytic membrane reactor. Chem. Engng Sci., 51,1817}1826.
Chai, M., Machida, M., Eguchi, K., & Arai H. (1994a). Preparation andcharacterisation of sol-gel derived microporous membranes withhigh thermal stability. J. Membrane Sci., 96, 205}212.
Chai, M., Machida, M., Eguchi, K., & Arai, H. (1994b). Promotion ofhydrogen permeation on metal-dispersed alumina membranes andits application to a membrane reactor for methane steam reforming.Appl. Catal. A, 110, 239}250.
2014 G. Saracco et al. /Chemical Engineering Science 54 (1999) 1997}2017

Cini, P., & Harold, M.P. (1991). Experimental study of the tubularmultiphase catalyst. A.I.Ch.E J., 37, 997}1008.
Clift, R., & Seville, J.P.K. (1993). Gas cleaning at high temperatures.London: Chapman & Hall.
Collins, J.P., & Way, J.D. (1994). Catalytic decomposition of ammoniain a membrane reactor. J. Membrane Sci., 96, 259}274.
Coronas, J., Menendez, M., & Santamaria, J. (1994a). Methane oxida-tive coupling using porous ceramic membrane reactors. Part II.Reaction studies. Chem. Engng Sci., 49, 2015}2025.
Coronas, J., Menendez, M., & Santamaria, J. (1994b). Development ofceramic membrane reactors with non-uniform permeation pattern.Application to methane oxidative coupling. Chem. Engng Sci., 49,4749}4757.
Coronas, J., Menendez, M., & Santamaria, J. (1995). Use of a ceramicmembrane reactor for the oxidative dehydrogenation of ethane andethylene and hygher hydrocarbons. Ind. Engng Chem. Res., 34,4229}4234.
Coronas, J.; Falconer, J.L., & Noble, R.D. (1997a). Preparation, charac-terisation and permeation properties of tubular ZSM-5 compositemembranes. A.I.Ch.E. J., 43 (7), 1797}1812.
Coronas, J., Gonzalo, A., Lafarga, D., & Menendez, M. (1997b). E!ectof the membrane activity on the performance of a catalytic mem-brane reactor. A.I.Ch.E. J., 43, 3095}3104.
Coronas, J.; Noble, R.D., & Falconer, R.D. (1998). Separations of C4and C6 Isomers in ZSM-5 Tubular Membranes. Ind. Engng Chem.Res., 36, 166.
Dalmon, J.A. (1997). Catalytic membrane reactors. In &&Handbook ofHeterogeneous Catalysis11, G. Ertl, H. Knozinger, & J. Weitkamp(Eds.), Weinheim, Germany, VCH: (Chap. 9.3, pp. 1387}1398).
de Lange, R.S.A., Hekkink, J.H.A., Keizer, K., & Burggraaf, A.J. (1995).Formation and characterisation of supported microporous ceramicmembranes prepared by sol}gel modi"cation techniques. J. Mem-brane Sci., 99, 57}75.
de Vos, R.M., & Verweij, H. (1998). High selectivity, high #ux silicamembranes for gas separation. Science, 279, 1710}1711.
Dixon, A.G., Moser, W.R., & Ma, Y.H. (1994). Waste reduction andrecovery using O
2-permeable membrane reactors. Ind. Engng Chem.
Res. 33, 3015}3027.Edlund, D.J., & Pledger, W.A. (1994). Catalytic platinum-based mem-
brane reactor for removal of H2S from natural gas streams. J.
Membrane Sci., 94, 111}119.Ettouney, H.M., Masiar, B., Bouhamra, W.S., & Hughes, R. (1996).
High temperature CO shift conversion (HTSC) using catalyticmembrane reactors. ¹rans. Instn Chem Engrs 74, 649}657.
Funke, H.H., Frender, K.R., Green, K.M., Wilwerding, J.L., Sweitzer,B.A., Falconer, J.L., & Noble, R.D. (1997). In#uence of AdsorbedMolecules on the Permeation Properties of Silicalite Membranes. J.Membrane Sci., 129, 77}82.
Gao, H., Xu, Y., Liao, S., Liu, R., Liu, J., Li, D., Yu, D., Zhao, Y. & Fan,Y. (1995). Catalytic polymeric hollow-"bre reactors for the selectivehydrogenation of conjugated dienes. J. Membrane Sci., 106, 213}219.
Gao, Z., Yue, Y., Li, W. (1996). Application of zeolite "lled pervapora-tion membrane. Zeolites, 16, 70}74.
Garnier, O., Shu, J., & Grandjean, B.P.A. (1997). Membrane-assistedtwo-step process for methane conversion into hydrogen and higherhydrocarbons. Ind. Engng Chem. Res., 36, 553}558.
Geus, E.R., den Exter, M.J., & van Bekkum, H. (1992). Synthesis andcharacterisation of zeolite (MFI) membranes on porous ceramicsupports. J. Chem. Soc. Faraday ¹rans., 88, 3102}3110.
Gobina, E., Hou, K., & Hughes, R. (1995). Ethane dehydrogenation ina catalytic membrane reactor coupled with e reactive sweep gas.Chem. Engng Sci., 50, 2311}2319.
Gobina, E., & Hughes, R. (1996a). Reaction coupling in catalyticmembrane reactors. Chem. Engng Sci., 51, 3045}3050.
Gobina, E., & Hughes, R. (1996b). Reaction assisted hydrogen trans-port during catalytic dehydrogenation in a membrane reactor. Appl.Catal. A 137, 119}127.
Gockhale, Y.V., Noble, R.D., & Falconer, J.L. (1995). E!ects of reactantloss and membrane selectivity on a dehydrogenation reaction ina membrane-enclosed catalytic reactor. J. Membrane Sci., 105,63}70.
Golman, B., Shimohara, K., & Kobayashi, M. (1997). Selectivity andyield of exothermic reactions in catalytically active porous mem-brane reactor. J. Chem. Engng Jpn., 30, 507}513.
Guo, X.M., Hidajat, K., Ching, C.}B., & Chen ,H.-F. (1997). Oxidativecoupling of methane in a solid oxide membrane reactor. Ind. EngngChem. Res., 36, 3576}3582.
Haag, W.O., & Tsikoyiannis, J.C. (1991). Separation of mixture compo-nents over membrane composed of pure molecular sieve. US Patent5,069,794.
Halloin, V.L., Wajc, S.J. (1994). A multifunctional catalytic reactorsuitable for the exothermial synthesis of condensable products.Chem. Engng Sci., 49, 4691}4698.
Hamakawa, S., Sato, K., Hayakawa, T., York, A.P.E., Tsunoda, T.,Suzuki, K., Shimizu, M., & Takehira, K. (1997). Selective oxidationof ethane using the Au/YSZ/Ag electrochemical membrane system.J. Electrochem. Soc., 144, 1}5.
Herguido, J., Lafarga, D., MeneH ndez, M., Santamaria, J., & Guimon, C.(1995). Characterisation of porous ceramic membranes for their usein catalytic reactors for methane oxidative coupling, Catal. ¹oday,25, 263}269.
Hsieh, H.P. (1996). Inorganic membranes for separation and reaction.Amsterdam: Elsevier, 610 pp.
Huizenga, P., Kuipers, J.A.M., & van Swaaij, W.P.M. (1995). A mem-brane slurry reactor, Proceedings of the workshop Preparation andCharacterisation of Selective Catalytic Membranes, Enschede (p. 64)6}7 October.
Ilias, S., Su, N., Udo-Aka, U.I., & King, F.G. (1997). Application ofelectroless deposited thin "lm palladium composite membrane inhydrogen separation. Sep. Sci. ¹echnol., 32, 487}504.
Itoh, N., Kato, T., Uchida, K., & Haraya, K. (1994). Preparation ofpore-free disk of La
1~xSr
xCoO
3mixed conductor and its oxygen
permeability. J. Membrane Sci., 92, 239}246.Itoh, N., & Wu, T.-H. (1997). An adiabatic type of membrane reactor for
coupling endothermic and exothermic reactions. J. Membrane Sci.,124, 213}222.
Jayaraman, V., Lin, Y.S., Pakala, M., & Lin, R.Y. (1995). Fabrication ofultrathin metallic membranes on ceramic supports by sputter de-position. J. Membrane Sci., 99, 89}100.
Jeema, N., Shu, J., Kaliaguine, S., & Grandjean, B.P.A. (1996). Thinpalladium "lm formation on shot peening modi"ed porous stainlesssteel substrates. Ind. Engng Chem. Res., 35, 973}977.
Kapteijn, F., Bakker, W.J.W., van de Graaf, J., Zheng, G., Poppe, J.,& Moulijn, J.A. (1995). Permeation and separation behaviour ofsilicalite-1 membranes. Catal. ¹oday, 25, 213}218.
Kim, S., & Gavalas, G.R. (1995). Preparation of H2-permselective silica
membranes by alternating reactant vapour deposition. Ind. EngngChem. Res., 34, 168}176.
Krishna, R., & van den Broeke, L.J.P. (1995). The Maxwell-Stefandescription of mass transfer across zeolite membranes. Chem. EngngJ., 57, 155}164.
Kreulen, H., Smolders, C.A., Versteeg, C.F., & van Swaaij, W.P.M.(1993). Determination of mass transfer rates in wetted and non-wetted microporous membranes. Chem. Engng Sci., 48, 2093}2102.
Kudlac, G.A., Farthing, G.A., Szymanski, T., & Corbett, R. (1992).SNRB catalytic baghouse laboratory pilot testing. Environ. Pro-gress, 11, 33}38.
Kusakabe, K., Yokoyama, S., Morooka, S., Hayashi, J.-I., & Nagata H.(1996). Development of supported thin palladium membrane andapplication to enhancement of propane aromatisation on Ga-sili-cate catalyst. Chem. Engng Sci., 51, 3027}3032.
Lafarga, D., Santamaria, J., & Menendez, M. (1994). Methane oxidativecoupling using porous ceramic membrane reactors. Part I. Reactordevelopment. Chem. Engng Sci., 49, 2005}2013.
G. Saracco et al. /Chemical Engineering Science 54 (1999) 1997}2017 2015

Langguth, J., Dittmeyer, R., Hofmann, H. & Tomandl, G. (1997).Studies on oxidative coupling of methane using high-temperatureproton-conducting membranes. Appl. Catal. A, 158, 287}305.
Lin, Y.S., & Zeng, Y. (1996). Catalytic properties of oxygen semiperme-able perovskite-type ceramic membrane materials for oxidativecoupling of methane. J. Catal., 164, 220}231.
Liu, Q., Rogut, J., Chen, B., Falconer, J.L., & Noble, R.D. (1996).Improved methanol yield from methane oxidation in a non-isother-mal reactor. Fuel, 75, 1748}1754.
Liu, C., Xu, Y., Liao, S. Yu, D., Zhao, Y., & Fan, Y. (1997). Selectivehydrogenation of propadiene and propyne in propene with catalyticpolymeric hollow "bre reactor. J. Membrane Sci., 137, 139}144.
Liu, B., Cao, Y., & Deng, J. (1997). Catalytic dehydrogenation ofethanol in Ru-modi"ed alumina membrane reactor. Sep. Sci. ¹ech-nol., 32, 1683}1697.
Lu, G., Shen, S., & Wang, R. (1996). Direct oxidation of methane tomethanol at atmospheric pressure in CMR and RSCMR. Catal.¹oday, 30, 41}48.
Lu, Y., Dixon, A.G., Moser, W.R., & Ma, Y.H. (1997). Analysis andoptimisation of cross-#ow reactors for oxidative coupling of meth-ane. Ind. Engng Chem. Res., 36, 559}567.
Ma, B., Balachandran, U., Park, J.-H., & Segre, C.U. (1996). Electricaltransport properties and defect structure of SrFeCo
0.5O
x. J. Elec-
trochem. Soc., 143, 1736}1744.Mazanec, T.J. (1996). Get your O
2's, ¹he Electrochem. Soc. Interface,
Winter issue, 46}49.Mleczko, L., Ostrowski, T., & Wurzel, T. (1996). A #uidised-bed mem-
brane reactor for the catalytic partial oxidation of methane tosynthesis gas. Chem. Engng Sci., 51, 3187}3192.
Morooka, S., Yan, S., Kusakabe, K., & Akiyama, Y. (1995). Formationof hydrogen-permselective SiO
2membrane in macropores of a-
alumina support tube by thermal decomposition of TEOS. J. Mem-brane Sci., 101, 89}98.
Neomagus, H.W.J.P., van Swaaij, W.P.M., & Versteeg, G.F. (1995).A catalytic membrane reactor for partial oxidation reactions,Proceedings of the 2nd =orkshop of the European ScienceFoundation Network on Catalytic Membrane Reactors (p. 65)Enschede.
Neomagus, et al. (1998). The catalytic oxidation of H2S in a stainless
steel membrane reactor with separate feed of reactants. J. Mem-brane Sci, 148, 147}160.
Noble, R.D., & Falconer, J.L. (1995). Silicalite-1 zeolite compositemembranes. Catal. ¹oday, 25, 209}212.
Pei, S., Klee"sch, M.S., Kobylinski, T.P., Faber, J., Udovich, C.A.,Zhang-McCoy, V., Dabrowski, B., Balachandran, U., Mieville, R.L.,& Poeppel, R.B. (1995). Failure mechanisms of ceramic membranereactors in partial oxidation of methane to synthesis gas. Catal.¸ett., 30, 201}212.
Peureux, J., Torres, M., Mozzanega, H., Giroir-Fendler, A., Dalmon,J.-A., (1995). Nitrobenzene liquid-phase hydrogenation in a mem-brane reactor. Catal. ¹oday, 25, 409}415.
Pina, M.P., Irusta, S., Menendez, M., Santamaria, J., Hughes, R.,& Boag, N. (1997). Combustion of volatile organic compounds overplatinum-based catalytic membranes. Ind. Engng Chem. Res., 36,4557}4566.
Ramachandra, A.M., Lu, Y., Ma, Y.H., Moser, W.R., & Dixon, A.G.(1996). Oxidative coupling of methane in porous Vycor membranereactors. J. Membrane Sci., 116, 253}264.
Raman, N.K., & Brinker, C.J. (1995). Organic &&template'' approachto molecular sieving silica membranes. J. Membrane Sci., 105,273}279.
Santos, A., Coronas, J., Menendez, M., & Santamaria, J. (1995). Cata-lytic partial oxidation of methane to synthesis gas in a ceramicmembrane reactor. Catal. ¸ett., 30, 189}199.
Saracco, G., & Montanaro, L. (1995). Catalytic ceramic "lters for #uegas cleaning. I. Preparation and characterisation. Ind. Engng Chem.Res., 34, 1471}1479.
Saracco, G., Serra, V., Badini, C., Specchia, V. (1997). Potential of mixedhalides and vanadates as catalysts for soot combustion. Ind. EngngChem. Res., 30, 2051}2058.
Saracco, G., Specchia, S., & Specchia, V. (1996a). Catalytically-modi"ed#y-ash "lters for NO
xreduction with NH
3. Chem. Engng Sci., 51,
5289}5297.Saracco, G., & Specchia, V. (1994). Catalytic inorganic-membrane reac-
tors: present experience and future opportunities. Catal. Rev.-Sci.Engng, 36, 304}383.
Saracco, G., & Specchia, V. (1995a). Catalytic ceramic "lters for #ue gascleaning. II. Catalytic performance and modeling thereof. Ind.Engng Chem. Res., 34, 1480}1487.
Saracco, G., & Specchia, V. (1995b). Studies on sol-gel derived catalytic"lters. Chem. Engng Sci., 50, 3385}3394.
Saracco, G., & Specchia, V. (1998a). Catalytic "lters for #ue-gas clean-ing, In: A. Cybulski, & J.A. Moulijn (Eds.), Structured catalysts andreactors, (Chap. 15, pp. 417}434). New York: Marcel Dekker.
Saracco, G., & Specchia, V. (1998b). Inorganic membrane reactors, In:A. Cybulski, & J.A. Moulijn (Eds.), Structured catalysts and reactors,(Chap. 17, pp. 463}500) New York: Marcel Dekker.
Saracco, G., & Specchia, V. (1998c). Simultaneous removal of nitrogenoxides and #y-ash from coal-based power-plant #ue gases. Appl.¹herm. Engng, 18, 1025}1035.
Saracco, G., Veldsink, J.W., Versteeg, G.F., & van Swaaij, W.P.M.(1995a). Catalytic combustion of propane in a membranereactor with separate feed of reactants. I. Operation in absence oftrans-membrane pressure gradients. Chem. Engng Sci., 50,2005}2015.
Saracco, G., Veldsink, J.W., Versteeg, G.F., & van Swaaij, W.P.M.(1995b). Catalytic combustion of propane in a membranereactor with separate feed of reactants. II. Operation in presence oftrans-membrane pressure gradients. Chem. Engng Sci., 50,2833}2841.
Saracco, G., Veldsink, J.W., Versteeg, G.F., & van Swaaij, W.P.M.(1996). Role of catalyst loading in a non-permselective membranereactor. Chem. Engng Commun., 147, 29}42.
Saracco, G., Versteeg, G.F., & van Swaaij, W.P.M. (1994). Currenthurdles to the success of high temperature membrane reactors. J.Membrane Sci., 95, 105}123.
Serra, V., Saracco, G., Badini, C., & Specchia, V. (1996). Combustion ofcarbonaceous materials by Cu-K-V-based catalysts. II. Reactionmechanism. Appl. Catal. B: Environmental, 11, 329}346.
Sheintuch, M., & Dessau, R.M. (1996). Observations, modelling andoptimisation of yield, selectivity and activity during dehydrogena-tion of isobutane and propane in a Pd membrane reactor. Chem.Engng Sci., 51, 535}547.
Shelekin, A.B., Dixon, A.G., Ma, Y.H. (1995). Theory of gas di!usionand permeation in inorganic molecular-sieve membranes. A.I.Ch.E.J., 41, 58}66.
Shu, J., Grandjean, B.P.A., Kaliaguine, S. (1995). Asymmetric Pd-Ag/stainless steel catalytic membranes for methane steam reform-ing. Catal. ¹oday, 25, 327}332.
Shu, J., Grandjean, B.P.A., Kaliaguine, S., Ciavarella, A., & Giroir-Fendler, A., & Dalmon, J.-A. (1997). Gas permeation and isobutanedehydrogenation over very thin Pd ceramic membranes. Can. J.Chem. Engng, 75, 712}720.
Sloot, H.J. (1991). A non-permselective membrane reactor for catalyticgas phase reactions, Ph.D. Thesis, University of Twente, the Nether-lands.
Smid, J., Avci, C.G., GuK nay, V., Terpstra, R.A., van Eijk, J.P.G.M.(1996). Preparation and characterisation of microporous ceramichollow "bre membranes. J. Membrane Sci., 112, 85}90.
Struis, R.P.W.J., Stucki, S., & Wiedorn, M. (1996). A membrane reactorfor methanol synthesis. J. Membrane Sci., 113, 93}100.
Szegner, J., Yeung, K.L., & Varma, A. (1997). E!ect of catalyst distribu-tion in a membrane reactor: Experiments and model. A.I.Ch.E. J.,43, 2059}2072.
2016 G. Saracco et al. /Chemical Engineering Science 54 (1999) 1997}2017

Tellez, C., Menendez, M., & Santamaria, J. (1997). Oxidative dehyd-rogenation of butane using membrane reactors. A.I.Ch.E. J., 43,777}784.
ten Elshof, J.E., Bouwmeester, H.J.M., & Verweeij, H. (1995). Oxidativecoupling of methane in a mixed-conducting perovskite membranereactor. Appl. Catal. A, 130, 195}212.
Tilgner, I.C., Lange, C., Schmidt, H.W., & Maier, W.F. (1997).Dreiphasen-hydrierungen an mikroporoK sen katalysatormem-branen. Chem. Ing. ¹ech, 69, 1776}1781.
Tiscaren8 o-Lechuga, F., Hill, C.G. Jr., & Anderson, M.A. (1996). E!ectof dilution in the experimental dehydrogenation of cyclohexane inhybrid membrane reactors. J. Membrane Sci., 118, 65}92.
Tonkovich, A.L.Y., Jimenez, D.M., Zilka, J.L., Roberts G.L. (1996a).Inorganic membrane reactors for the oxidative coupling of meth-ane. Chem. Engng Sci., 51, 3051}3056.
Tonkovich, A.L.Y., Zilka, J.L., Jimenez, D.M., Roberts, G.L., & Cox,J.L. (1996b). Experimental investigations of inorganic membranereactors: A distributed feed approach for partial oxidation reac-tions. Chem. Engng Sci., 51, 789}806.
TroK ger, L., HuK nnefeld, H., Nunes, S., Oehring, M., & Fritsch, D. (1997).Structural characterisation of catalytically active metal nanoclus-ters in poly(amide imide) "lms with high metal loading. J. Phys.Chem. B, 101, 1279}1291.
Tsai, C-Y., Dixon, A.G., Moser, W.R., & Yi, H.M. (1997). Denseperovskite membrane reactors for partial oxidation of methane tosyngas. A.I.Ch.E. J., 43, 2741}2750.
Tsotsis, T.T., Champagnie, A.M., Minet, R.G., & Liu, P.K.T. (1993).Catalytic membrane reactors, In: Becker, & Pereira (Eds.), Com-puter aided design of catalysts, (Chap. 12) New York: Marcel-DekkerInc.
van de Graaf, J.N., Kapteijn, F., & Moulijn, J.A. (1998). Zeolitic mem-branes, In: A. Cybulski, & J.A. Moulijn (Eds.), Structured catalystsand reactors, (Chap. 19). New York: Marcel-Dekker Inc.
Veldsink, J.W. (1993). A catalytically active, non-permselective membranereactor for kinetically fast, strongly exothermic heterogeneous reac-tions. Ph.D. Thesis, University of Twente, the Netherlands.
Veldsink, J.W., van Damme, R.M.J., Versteeg, G.F., & van Swaaij,W.P.M. (1992). A catalytically active membrane reactor for fast,heterogeneously catalysed reactions. Chem. Engng Sci., 47, 2939}2944.
Velterop, F.M. (1991). Joining of ceramic to stainless steel, US Patent5,139,191.
Verweij (1998), private comm, (Twente University).Vitulli, G., Verrazzani, A., Pitzalis, E., Salvadori, P., Capannelli, G.,
& Martra, G. (1997). Pt/c-Al2O
3catalytic membranes vs. Pt on
c-Al2O
3powders in the selective hydrogenation of p-chloronit-
robenzene. Catal. ¸ett. 44, 205}210.Vroon, Z.A.E.P. (1995). Synthesis and transport studies of thin ceramic
supported zeolite (MFI) membranes. Ph.D. Thesis, University ofTwente, the Netherlands.
Watabe, Y., Yrako, K., Miyajima, T., Yoshimoto, T., & Murakami, T.(1983). &&Trapless trap'' } A catalytic combustion system for dieselparticulates using ceramic foam, SAE Paper No. 830082, pp. 45}59.
Weyten, H., Keizer, K., Kinoo, A., Luyten, J., & Leysen, R. (1997).Dehydrogenation of propane using a packed-bed membrane reac-tor. A.I.Ch.E. J., 43, 1819}1827.
Yeung, K.L., Aravind, A., Zawada, R.J.X., Szegner, J., Cao, G.,& Varma, A. (1994). Nonuniform catalyst distribution for inorganicmembrane reactors: theoretical considerations and preparationtechniques. Chem. Engng Sci,. 49, 4823}4838.
Yeung, K.L., & Varma, A. (1995). Novel preparation techniques for thinmetal-ceramic composite membranes. A.I.Ch.E. J., 41, 2131}2139.
Zeng, Y., & Lin, Y.S. (1997). Oxidative coupling of methane on oxygen-semipermeable yttria-doped bismuth oxide ceramics in a reducingatmosphere. Ind. Engng Chem. Res., 36, 277}283.
Ziaka, Z.D., & Vasileiadis, S.P. (1996). Reactor-membrane permeatorcascade for enhanced production and recovery of H
2and CO
2from
the catalytic methane-steam reforming reaction. Chem. EngngComm., 156, 161}200.
Zimmerman, C.M., Singh, A., Koros, W.J. (1997). Tailoring mixedmatrix composite membranes for gas separations. J. Membrane Sci.,137, 145}154.
G. Saracco et al. /Chemical Engineering Science 54 (1999) 1997}2017 2017




















