Simulation of a membrane reactor for oxidative dehydrogenation of propane, incorporating radial...
11
Chemical Engineering Science 56 (2001) 57}67 Simulation of a membrane reactor for oxidative dehydrogenation of propane, incorporating radial concentration and temperature pro"les K. Hou!, R. Hughes!,*, R. Ramos", M. Mene H ndez", J. Santamarm H a" !Department of Chemical and Environmental Engineering, Faculty of Science, University of Zaragoza, 50009 Zaragoza, Spain "Department of Chemical Engineering, University of Salford, Salford M54WT, UK Received 1 March 2000; received in revised form 7 June 2000; accepted 30 August 2000 Abstract A model for membrane reactors is proposed, taking into account the radial concentration pro"les for each reactant, as well as the temperature pro"les. This model is applicable for a membrane reactor with a "xed bed of catalyst inside the membrane and with distribution of one of the reactants along the reactor through the membrane. The model predictions are compared with the results obtained in an experimental reactor, and the e!ect of an increase in the reactor diameter and other changes in the operation conditions are studied by means of the model. ( 2001 Elsevier Science Ltd. All rights reserved. 1. Introduction Membrane reactors have been widely studied during the last decade, as may be seen in several reviews (Hsieh, 1991, 1996; Shu, Grandjean, Van Seste, & Kaliaguine, 1991; Zaman & Chakma, 1994; Saracco & Specchia, 1994; Falconer, Noble, & Sperry, 1995; Coronas & Santamarm H a, 1999). Although many possibilities exist, two main kinds of membrane reactor may be identi"ed: (a) the membrane is employed to separate selectively one of the reaction products. This is used to improve the yield in an equilibrium limited reaction, and has been demon- strated for several dehydrogenation reactions, using hydrogen-selective membranes; (b) the membrane is em- ployed to distribute one of the reactants along a catalyst bed. This operation mode has been employed in many oxidation reactions, such as oxidative coupling of methane (Coronas, Menendez, & Santamarm H a, 1994a; Tonkovich, Secker, Reed, Roberts, & Cox, 1995; Ramachandra, Lu, Ma, Moxer, & Dixon, 1996), oxida- tive dehydrogenation of ethane (Coronas, Menendez, & Santamarm H a, 1995a,b; Tonkovich, Zike, Jimenez, Roberts, & Cox, 1996), propane (Pantazidis, Dalmon, & * Corresponding author. Tel.: #44-161-2955081; fax: #44-161- 2955380. E-mail address: r.hughes@chemistry.salford.ac.uk (R. Hughes). Mirodatos, 1995; Ramos, Menendez, & Santamarm H a, 2000) and butane (Te H llez, Menendez, & Santamarm H a, 1997); butane oxidation to maleic anhydride (Qin, Daiqui, & Zhongtao, 1995; Te H llez, Mallada, Menendez, Santamarm H a, & Lombardo, 1996) and has also been pro- posed for methane oxidation to methanol (Chellappa, Fuangfoo, & Viswanath, 1997). In many cases an improvement in yield to the desired product has been obtained, due to the lower oxygen partial pressure, that often improves the selectivity to the desired products and minimises production of CO and CO 2 . Simultaneously with the experimental studies, several authors have developed mathematical models to predict the behaviour of the reactor by means of simulation. In this way, Santamarm H a, Miro, and Wolf (1991), Santamarm H a, Menendez, Pena, and Barahona (1992) and Reyes et al. (1993a,b) suggested that the distribution of oxygen along several points along the reactor can im- prove the yield to ethane and ethylene in oxidative coup- ling of methane (OCM). Several authors employed a simulation model to show how this system provides improved selectivity in phthalic anhydride production (Papageorgiu & Froment, 1996) and some safety and operational advantages in oxidative dehydrogenation of ethane (Al-Sherehy, Adris, Soliman, & Hughes, 1998). For the latter with a large number of distribution points behaviour similar to that of the membrane reactor is obtained. Cheng and Xhuai (1995) and Kao, Lei, and Lin 0009-2509/01/$ - see front matter ( 2001 Elsevier Science Ltd. All rights reserved. PII: S 0 0 0 9 - 2 5 0 9 ( 0 0 ) 0 0 4 2 2 - X
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of Simulation of a membrane reactor for oxidative dehydrogenation of propane, incorporating radial...

Chemical Engineering Science 56 (2001) 57}67
Simulation of a membrane reactor for oxidative dehydrogenationof propane, incorporating radial concentration and
temperature pro"les
K. Hou!, R. Hughes!,*, R. Ramos", M. MeneH ndez", J. SantamarmHa"!Department of Chemical and Environmental Engineering, Faculty of Science, University of Zaragoza, 50009 Zaragoza, Spain
"Department of Chemical Engineering, University of Salford, Salford M54WT, UK
Received 1 March 2000; received in revised form 7 June 2000; accepted 30 August 2000
Abstract
A model for membrane reactors is proposed, taking into account the radial concentration pro"les for each reactant, as well as thetemperature pro"les. This model is applicable for a membrane reactor with a "xed bed of catalyst inside the membrane and withdistribution of one of the reactants along the reactor through the membrane. The model predictions are compared with the resultsobtained in an experimental reactor, and the e!ect of an increase in the reactor diameter and other changes in the operationconditions are studied by means of the model. ( 2001 Elsevier Science Ltd. All rights reserved.
1. Introduction
Membrane reactors have been widely studied duringthe last decade, as may be seen in several reviews (Hsieh,1991, 1996; Shu, Grandjean, Van Seste, & Kaliaguine,1991; Zaman & Chakma, 1994; Saracco & Specchia,1994; Falconer, Noble, & Sperry, 1995; Coronas &SantamarmHa, 1999). Although many possibilities exist, twomain kinds of membrane reactor may be identi"ed:(a) the membrane is employed to separate selectively oneof the reaction products. This is used to improve the yieldin an equilibrium limited reaction, and has been demon-strated for several dehydrogenation reactions, usinghydrogen-selective membranes; (b) the membrane is em-ployed to distribute one of the reactants along a catalystbed. This operation mode has been employed in manyoxidation reactions, such as oxidative coupling ofmethane (Coronas, Menendez, & SantamarmHa, 1994a;Tonkovich, Secker, Reed, Roberts, & Cox, 1995;Ramachandra, Lu, Ma, Moxer, & Dixon, 1996), oxida-tive dehydrogenation of ethane (Coronas, Menendez,& SantamarmHa, 1995a,b; Tonkovich, Zike, Jimenez,Roberts, & Cox, 1996), propane (Pantazidis, Dalmon, &
*Corresponding author. Tel.: #44-161-2955081; fax: #44-161-2955380.
E-mail address: [email protected] (R. Hughes).
Mirodatos, 1995; Ramos, Menendez, & SantamarmHa,2000) and butane (TeH llez, Menendez, & SantamarmHa,1997); butane oxidation to maleic anhydride (Qin,Daiqui, & Zhongtao, 1995; TeH llez, Mallada, Menendez,SantamarmHa, & Lombardo, 1996) and has also been pro-posed for methane oxidation to methanol (Chellappa,Fuangfoo, & Viswanath, 1997). In many cases animprovement in yield to the desired product has beenobtained, due to the lower oxygen partial pressure, thatoften improves the selectivity to the desired products andminimises production of CO and CO
2.
Simultaneously with the experimental studies, severalauthors have developed mathematical models to predictthe behaviour of the reactor by means of simulation.In this way, SantamarmHa, Miro, and Wolf (1991),SantamarmHa, Menendez, Pena, and Barahona (1992) andReyes et al. (1993a,b) suggested that the distribution ofoxygen along several points along the reactor can im-prove the yield to ethane and ethylene in oxidative coup-ling of methane (OCM). Several authors employeda simulation model to show how this system providesimproved selectivity in phthalic anhydride production(Papageorgiu & Froment, 1996) and some safety andoperational advantages in oxidative dehydrogenation ofethane (Al-Sherehy, Adris, Soliman, & Hughes, 1998).For the latter with a large number of distribution pointsbehaviour similar to that of the membrane reactor isobtained. Cheng and Xhuai (1995) and Kao, Lei, and Lin
0009-2509/01/$ - see front matter ( 2001 Elsevier Science Ltd. All rights reserved.PII: S 0 0 0 9 - 2 5 0 9 ( 0 0 ) 0 0 4 2 2 - X

(1997) presented models for a membrane reactor em-ployed for OCM, showing that an improved yield isobtained, when compared with a conventional "xed-bedreactor. A similar membrane reactor model, with oxygendistribution and product removal, also for OCM, waspresented by Lu, Dixon, Moser, and Ma (1997). A com-parative simulation between a conventional "xed-bedreactor and a ceramic dense membrane reactor, i.e. madewith oxygen-conducting materials, has been presented byKao et al. (1997). Papavassiliou, Lee, Nestlerode, andHarold (1997) studied in detail the transport throughporous inorganic membranes, aimed at their use inmembrane reactors. Coronas, Gonzalo, Lafarga, andMenendez (1997) showed how the e!ect of the catalyticactivity of the membrane may a!ect the yield improve-ments achieved by the oxygen distribution. This modelmay explain some experimental results better than mod-els that do not consider the catalytic activity of themembrane. A simulation using a detailed kinetic modelfor oxidative dehydrogenation of butane has been pre-sented by Tellez et al. (1999).
A common hypothesis in all the above simulationstudies was that the radial concentration and temper-ature pro"les are #at. This approach is probably correctin most laboratory-scale reactors, where the thickness ofthe bed is small (only a few millimeters); however, ifa commercial-scale reactor is envisaged, it is necessary tohave information on the e!ect of the catalyst bed widthon the reactor behaviour. Obviously, in a wide mem-brane both concentration and temperature pro"les willappear. From an economic point of view, it is desirable toemploy large diameter tubes, since this will decrease therequired membrane area. Therefore, since oxygen is sup-plied only from the membrane side, it is probable thatoxygen concentration pro"les would appear in a widemembrane reactor. Also temperature gradients are moreprobable in a wide reactor. Therefore, it was consideredimportant to have a model of a membrane reactor, takinginto consideration any concentration and temperaturepro"les. In the present work a model has been developedfor the oxidative dehydrogenation of propane in a mem-brane reactor using kinetics obtained over a V/MgO ina small-scale reactor. The membrane used was a silica-modi"ed alumina membrane through which oxygen wasallowed to permeate into the enclosed catalyst bed.Although the present results were obtained for the par-ticular oxidative dehydrogenation of propane the modelmay be easily extended to other catalytic selective oxida-tions. The experimental system is composed of a ceramicmembrane, in which a "xed bed of V/MgO catalyst isenclosed. The experimental reaction system has beendescribed previously (e.g. Tellez et al., 1997). Dimensionsof the experimental reaction system are 0.7 cm internaldiameter, 14 cm length, with approximately 2 g of cata-lysts contained within the tube. A particle size of between0.25 and 0.50 mm ensured the absence of inner concen-
tration gradients and this was con"rmed experimentally.The membrane was obtained by impregnation of ceramicmicro"ltration membranes (supplied by SCT-US "lters)with silica sols. Details on this modi"cation and compre-hensive study on the performance of this reactor havebeen presented by Ramos et al. (2000).
2. Reactor model
2.1. Reaction kinetics
From the results of an experimental study using a dif-ferential reactor of diameter 0.7 cm, in which pro-pane/oxygen or propene/oxygen mixtures were fed toa bed with a V/MgO catalyst, a Mars}van Krevelenkinetic equation was deduced. These kinetic expressionswere employed to predict the results for several integralreactors. For the case of a plug #ow "xed-bed reactor, thekinetic equations were able to predict propane conver-sion in close agreement with those obtained experi-mentally (Ramos et al., 2000). These reaction kineticswere therefore considered appropriate and were em-ployed in the following 2-D membrane reactor model.The kinetic data were obtained in the temperature range450}5503C, at propane partial pressures between 2 and12 kPa and with oxygen partial pressures from 2 to 12kPa. Experiments feeding reaction products (propene,water) were also carried out. An inhibition e!ect by waterwas found in experiments in which water was fed with thereactants, and such an e!ect was also included in thekinetic equations. Experimental data were tested againstseveral reaction models by a non-linear least-squaresmethod and the best "t selected. A detailed discussion ofthe kinetic modelling may be found in Ramos et al.(2000). The reaction set describing the process of oxida-tive dehydrogenation of propane is shown in Table 1,together with the values of the kinetic constants.
2.2. 2-D model for an isothermal catalytic membranereactor
The main di!erence between the membrane reactormodel and conventional models for "xed-bed reactorslies in the existence of a radial component of gas velocity,that cannot be neglected, since one of the reactants is fedthrough the reactor wall (Fig. 1). In this way, togetherwith the di!usive transport in the radial direction, a con-vective radial mass transport term is added.
The 2-D model of a catalytic membrane reactor wasdeveloped with the following assumptions:
(a) Isobaric reactor conditions.(b) Cylindrical symmetry.(c) The gas velocity at any point has two components:
axial and radial. The axial component is independent
58 K. Hou et al. / Chemical Engineering Science 56 (2001) 57}67

Table 1Kinetics of oxidative dehydrogenation of propane
Reaction Reaction rate(1) C
3H
8#SoPC
3H
6#H
2O#S r
1"k
1PC3H8
h0fH2O
(2) C3H
8#7SoP3CO#4H
2O#7S r
2"k
2PC3H8
h0fH2O
(3) C3H
8#10SoP3CO
2#4H
2O#10S r
3"k
3PC3H8
h0fH2O
(4) C3H
6#6SoP3CO#3H
2O#6S r
4"k
4PC3H6
h0fH2O
(5) C3H
6#9SoP3CO
2#3H
2O#9S r
5"k
5PC3H6
h0fH2O
(6) 0.5O2#SPSo r
6"k
6PO2
hS
where
h0"
k6P
O2
k6P
O2#(k
1#7k
2#10k
3)P
C3H8#(6k
4#9k
5)P
C3H6
hS"1!h
0
fH2O
"
1
1#KhPH2O
Kinetic parameters (ki"k
i0exp(!E
i/R¹))
i 1 2 3 4 5 6 Kh
ki0
kmol/kg s bar 1.756]106 18.62 0.0196 6.32]109 2.274]108 1.986]1011 2.765]1010
Ei
kJ/mol 154.5 97.36 48.41 208.5 182.3 205.1 139.9 (*Hh)
Fig. 1. Scheme of the membrane reactor employed for selective oxida-tions, with distribution of oxygen along a catalyst bed.
of the radial position. This approximation is equiva-lent to neglecting the pressure drop due to the wallfriction, compared with that due to the particles.Neglecting the change in volume due to reaction, thisimplies that the radial component of gas velocityvaries linearly with the radius (for detailed derivation,see the appendix).
(d) Radial transport of mass has two components: dif-fusive and convective.
(e) Mass transport by di!usion in the axial compon-ent is negligible compared with the convectivetransport.
(f ) The ideal gas law is applicable, given the high temper-atures and low pressures used.
(g) A pseudo-homogeneous model is adopted for thecatalytic section.
Writing a mass balance for a compound i, results in thefollowing equation at steady state:
LFi
Lz"
DieB
RGC1
r
LLrAr
L(Pi/¹)
Lr BD#1
r
L(urr)
Lr
Pi
P#o
B+l
ijrj
(1)
with
ur"u
w
r
R. (2)
A heat balance yields
L¹Lz
"
1
+FiCp
iCj%3r
LLrAr
L¹Lr B#+
L(ur¹)
LrCp
i
Pi
P
#oB+r
j(!*H
j)D (3)
With the following initial and boundary conditions:
at z"0 Fi"F
i0, ¹"¹
*/, (4)
at r"R Pi"0, except P
O2"1 ¹"¹
R-,
LPi
Lr KR
"0, except bLP
O2
Lr KR
"uw,
q"!jm
L¹Lr
. (5)
The above equations were solved by the method of lines,i.e. the derivatives with respect to the radius were ap-proached by "nite di!erences and the resulting set ofordinary di!erential equations were solved by a Runge}Kutta method.
Neglecting the static contribution to the radialheat transfer, the e!ective radial thermal conductivityfor the catalytic bed was computed using the following
K. Hou et al. / Chemical Engineering Science 56 (2001) 57}67 59

Table 2Basic input data
Reactor radius, cm 0.35 0.70 1.12 1.40Catalyst weight, g 2.8 44.8 183.5 358.4
Reaction pressure, bar 1.12, 120Reaction temperature, K 798, 823=
#!5/F
C3H8, kg h/kmol 65.3, 130.7
Feed composition, C3H
8/N
24/42, 4/88
correlation (Li, 1986):
j%3"j
f
0.14RePr
1#46(dp/d
t)2
. (6)
Gas viscosities were computed using Chung's equation(Reid, Prausnitz, & Poling, 1987) and the viscosity of themixture by using Wilke's equation (Reid et al., 1987).Thermal conductivities for each component and gas mix-ture were also calculated following a method taken fromReid et al. (1987). The molecular di!usivities were cal-culated from Fuller's equation (Fuller, Schettler, &Giddings, 1966) and Wilke's equation (Wilke, 1950).
3. Isothermal simulations
In a "rst approach, the membrane reactor wassimulated assuming constant temperature. This allowsthe e!ect of oxygen distribution along the reactor to beobserved, as well as the e!ect of operating conditions(heterogeneous distribution of oxygen, reactor radius).Basic input data for the isothermal simulations are givenin Table 2.
The results for the 2-D model were "rst compared withconventional 1-D models for catalytic methane reactions(Cheng & Xhuai, 1995; Kao et al., 1997). From a com-parison of the 2-D model with the results using a 1-Dmodel, for the same operating conditions (Fig. 2) it isclear that for the conditions of the experiments botha 1-D or a 2-D model can predict equally well theexperimental results. This is due to the small diameter ofthe experimental system (i.d. 0.7 cm of catalytic bed used).Oxygen partial pressure pro"les obtained with the 2-Dmodel at four reactor lengths for a temperature of 823 Kare shown in Fig. 3. An oxygen partial pressure gradientis apparent albeit small, with a higher concentration nearthe reactor wall, even for conditions that result in similarbehaviour as that predicted by the 1-D model. Values ofthe oxygen partial pressure are lower near the inlet(z/¸"0.1), increasing progressively with distance alongthe reactor.
For larger radius of the reactors simulation was doneat two temperatures with di!erent feed compositions.For each temperature all other reaction conditions, in-cluding reaction temperature and pressure, feed composi-tion and contact time were kept constant. Reactor sizewas changed by keeping constant the length/radius ratio.This allows the e!ect of reactor radius on propane con-version, propylene selectivity and radial pro"les of oxy-gen partial pressure to be examined (Figs. 4a, b and 5). Itmay be seen that both the propane conversion and thepropylene selectivity decrease as the reactor radius in-creases. It seems that in a narrow reactor it is possible tohave a relatively #at oxygen concentration pro"le,whereas in a wide reactor large oxygen concentrationdi!erences occur at certain values of r/R, whereas the
oxygen concentration at points, near to the centre of thereactor is so small that almost no reaction is presentthere. The decreased propane conversion in the widerreactors is related to the lower selectivity, since the non-selective reactions (CO and CO
2formation) consume
more oxygen per mole of propane reacted than the selec-tive reactions. In conclusion, a decreased selectivity is thedrawback to be paid for a lower cost of membrane whena wide membrane is employed. Probably an optimummembrane size exists, that will depend on the relativecosts of membranes and reactants.
The oxygen partial pressure pro"les change, as may beexpected, with the reactor radius, giving larger gradientsfor the widest reactors (Fig. 5). In this "gure the oxygenpartial pressures are estimated at a "xed z/¸ value of 0.4for all reactor tube radii. Also the length/radius is "xed at80 for those longer tube lengths, decreasing to 40 for theshortest tube. Steep gradients near the reactor wall occurfor R'0.7 cm, whereas the pro"les are almost #at in thecentral region. When Fig. 5 pro"les are compared withthose in Fig. 3 (note the di!erent oxygen partial pressurescales) it can be seen that for the 0.35 cm radius 14 cmlength reactor, simulated in Fig. 3, the oxygen partialpressure gradients are not very signi"cant. This is con-"rmed by the plot of the gradient for this size reactorshown in Fig. 5 by the lowest curve.
Simulation is a useful tool to optimize the reactor. Thedeveloped model has been employed to check the e!ect ofthe propane/oxygen ratio. The results are shown inFig. 6. There is a continuous increase in propane conver-sion when the oxygen #ow feed is increased, which com-bined with the decrease in selectivity (not shown) resultsin a maximum in yield for a propane to oxygen ratio ofaround 1. This simulation result is in agreement withprevious experimental "ndings (Ramos et al., 2000). Ithas also been suggested (Coronas, Menendez, &SantamarmHa, 1994b) that in order to dose the oxygen witha tailored #ux at each point of the bed, use of a variablepermeation membrane should be employed. The e!ect ofa variable permeability along the membrane is con-sidered by making the radial component of gas #ux at thewall (u
w) vary linearly with the position. Therefore, u
wis
given by
uw(z)"(1!a)u6
w#2au6
wz/¸ (7)
60 K. Hou et al. / Chemical Engineering Science 56 (2001) 57}67

Fig. 2. Comparison of simulated results with experimental results for 1-D and 2-D models (experimental results by Ramos et al. (2000)).
Fig. 3. Oxygen radial partial pressure pro"les and their variation with reactor length, P"1.2 bar, catalyst weight: 2.8 g, total #ow: 200 cm3/min,C
3H
8/O
2/N
2ratio"4/8/88.
when the permeation increases linearly along the reactor,and by
uw(z)"
1!az/¸
1!a/2u6w
(8)
when the permeation decreases along the reactor. Herea is the non-uniform factor and u6
wis the average per-
meation rate of oxygen along the membrane.Thus, when a"0, an uniform distribution is ob-
tained along the membrane, and the most non-uniformdistribution is obtained with a"1. To compare the
non-uniform modes with the uniform mode, we de"nethe percentage change in propane conversion andpropene yield as
dXC3H8
"
XC3H8
(a)!XC3H8
(a"0)
XC3H8
(a"0)]100,
d>C3H6
"
>C3H6
(a)!>C3H6
(a"0)
>C3H6
(a"0)]100.
K. Hou et al. / Chemical Engineering Science 56 (2001) 57}67 61
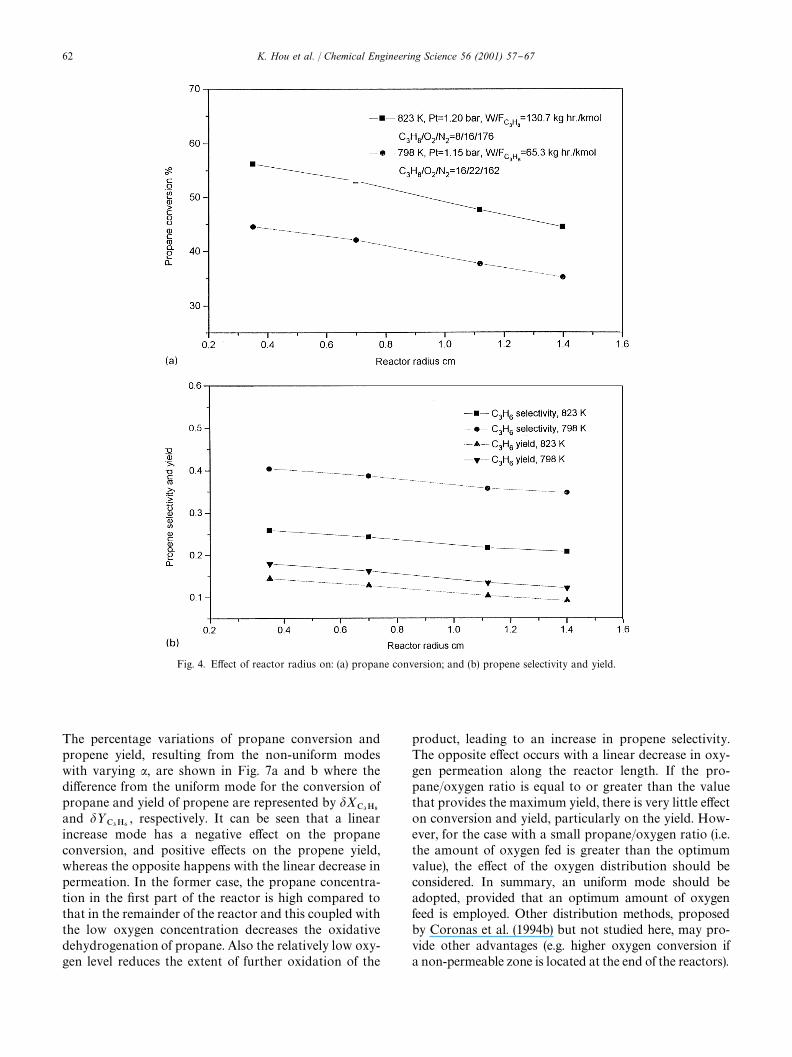
Fig. 4. E!ect of reactor radius on: (a) propane conversion; and (b) propene selectivity and yield.
The percentage variations of propane conversion andpropene yield, resulting from the non-uniform modeswith varying a, are shown in Fig. 7a and b where thedi!erence from the uniform mode for the conversion ofpropane and yield of propene are represented by dX
C3H8
and d>C3H6
, respectively. It can be seen that a linearincrease mode has a negative e!ect on the propaneconversion, and positive e!ects on the propene yield,whereas the opposite happens with the linear decrease inpermeation. In the former case, the propane concentra-tion in the "rst part of the reactor is high compared tothat in the remainder of the reactor and this coupled withthe low oxygen concentration decreases the oxidativedehydrogenation of propane. Also the relatively low oxy-gen level reduces the extent of further oxidation of the
product, leading to an increase in propene selectivity.The opposite e!ect occurs with a linear decrease in oxy-gen permeation along the reactor length. If the pro-pane/oxygen ratio is equal to or greater than the valuethat provides the maximum yield, there is very little e!ecton conversion and yield, particularly on the yield. How-ever, for the case with a small propane/oxygen ratio (i.e.the amount of oxygen fed is greater than the optimumvalue), the e!ect of the oxygen distribution should beconsidered. In summary, an uniform mode should beadopted, provided that an optimum amount of oxygenfeed is employed. Other distribution methods, proposedby Coronas et al. (1994b) but not studied here, may pro-vide other advantages (e.g. higher oxygen conversion ifa non-permeable zone is located at the end of the reactors).
62 K. Hou et al. / Chemical Engineering Science 56 (2001) 57}67
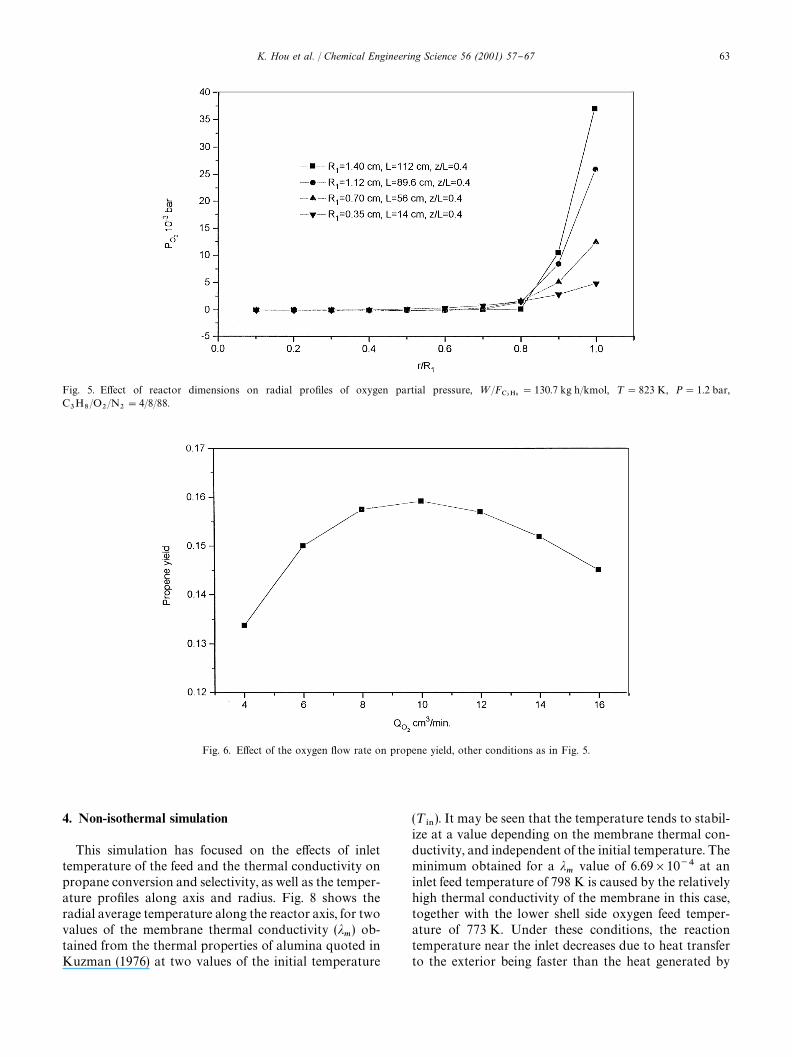
Fig. 5. E!ect of reactor dimensions on radial pro"les of oxygen partial pressure, =/FC3H8
"130.7 kg h/kmol, ¹"823 K, P"1.2 bar,C
3H
8/O
2/N
2"4/8/88.
Fig. 6. E!ect of the oxygen #ow rate on propene yield, other conditions as in Fig. 5.
4. Non-isothermal simulation
This simulation has focused on the e!ects of inlettemperature of the feed and the thermal conductivity onpropane conversion and selectivity, as well as the temper-ature pro"les along axis and radius. Fig. 8 shows theradial average temperature along the reactor axis, for twovalues of the membrane thermal conductivity (j
m) ob-
tained from the thermal properties of alumina quoted inKuzman (1976) at two values of the initial temperature
(¹*/
). It may be seen that the temperature tends to stabil-ize at a value depending on the membrane thermal con-ductivity, and independent of the initial temperature. Theminimum obtained for a j
mvalue of 6.69]10~4 at an
inlet feed temperature of 798 K is caused by the relativelyhigh thermal conductivity of the membrane in this case,together with the lower shell side oxygen feed temper-ature of 773 K. Under these conditions, the reactiontemperature near the inlet decreases due to heat transferto the exterior being faster than the heat generated by
K. Hou et al. / Chemical Engineering Science 56 (2001) 57}67 63
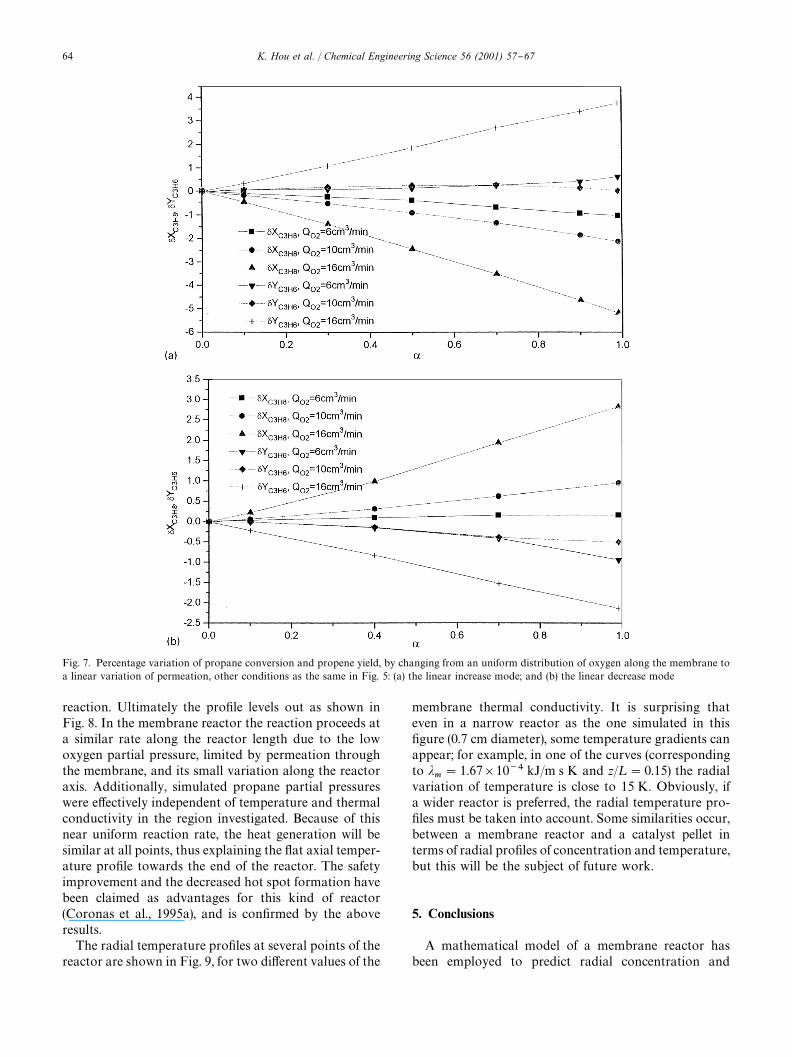
Fig. 7. Percentage variation of propane conversion and propene yield, by changing from an uniform distribution of oxygen along the membrane toa linear variation of permeation, other conditions as the same in Fig. 5: (a) the linear increase mode; and (b) the linear decrease mode
reaction. Ultimately the pro"le levels out as shown inFig. 8. In the membrane reactor the reaction proceeds ata similar rate along the reactor length due to the lowoxygen partial pressure, limited by permeation throughthe membrane, and its small variation along the reactoraxis. Additionally, simulated propane partial pressureswere e!ectively independent of temperature and thermalconductivity in the region investigated. Because of thisnear uniform reaction rate, the heat generation will besimilar at all points, thus explaining the #at axial temper-ature pro"le towards the end of the reactor. The safetyimprovement and the decreased hot spot formation havebeen claimed as advantages for this kind of reactor(Coronas et al., 1995a), and is con"rmed by the aboveresults.
The radial temperature pro"les at several points of thereactor are shown in Fig. 9, for two di!erent values of the
membrane thermal conductivity. It is surprising thateven in a narrow reactor as the one simulated in this"gure (0.7 cm diameter), some temperature gradients canappear; for example, in one of the curves (correspondingto j
m"1.67]10~4 kJ/m s K and z/¸"0.15) the radial
variation of temperature is close to 15 K. Obviously, ifa wider reactor is preferred, the radial temperature pro-"les must be taken into account. Some similarities occur,between a membrane reactor and a catalyst pellet interms of radial pro"les of concentration and temperature,but this will be the subject of future work.
5. Conclusions
A mathematical model of a membrane reactor hasbeen employed to predict radial concentration and
64 K. Hou et al. / Chemical Engineering Science 56 (2001) 57}67
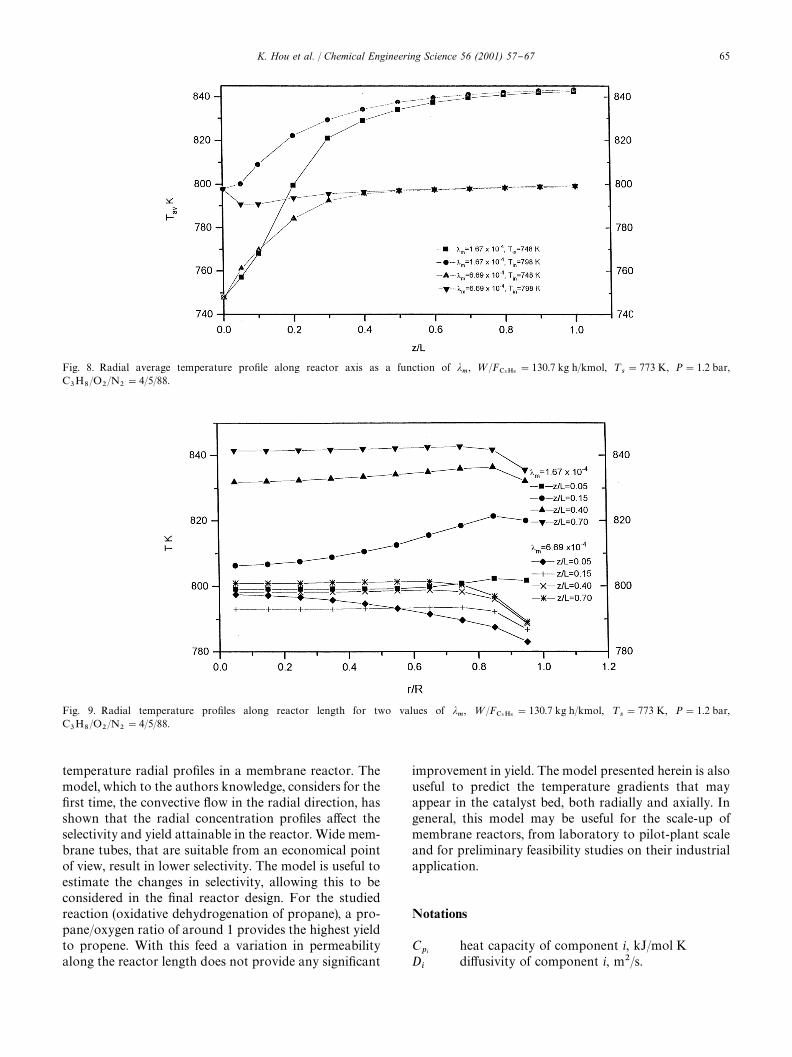
Fig. 8. Radial average temperature pro"le along reactor axis as a function of jm, =/F
C3H8"130.7 kg h/kmol, ¹
s"773 K, P"1.2 bar,
C3H
8/O
2/N
2"4/5/88.
Fig. 9. Radial temperature pro"les along reactor length for two values of jm, =/F
C3H8"130.7 kg h/kmol, ¹
s"773 K, P"1.2 bar,
C3H
8/O
2/N
2"4/5/88.
temperature radial pro"les in a membrane reactor. Themodel, which to the authors knowledge, considers for the"rst time, the convective #ow in the radial direction, hasshown that the radial concentration pro"les a!ect theselectivity and yield attainable in the reactor. Wide mem-brane tubes, that are suitable from an economical pointof view, result in lower selectivity. The model is useful toestimate the changes in selectivity, allowing this to beconsidered in the "nal reactor design. For the studiedreaction (oxidative dehydrogenation of propane), a pro-pane/oxygen ratio of around 1 provides the highest yieldto propene. With this feed a variation in permeabilityalong the reactor length does not provide any signi"cant
improvement in yield. The model presented herein is alsouseful to predict the temperature gradients that mayappear in the catalyst bed, both radially and axially. Ingeneral, this model may be useful for the scale-up ofmembrane reactors, from laboratory to pilot-plant scaleand for preliminary feasibility studies on their industrialapplication.
Notations
Cpi
heat capacity of component i, kJ/mol KD
idi!usivity of component i, m2/s.
K. Hou et al. / Chemical Engineering Science 56 (2001) 57}67 65

dp
diameter of catalyst particle, mdt
diameter of catalyst bed, mEi
activation energy of reaction i, kJ/molfH2O
de"ned in Table 1Fi
molar #ux of component i, kmol/m2 s.*H
hadsorption heat of water vapour, kJ/mol
*Hj
reaction enthalpy of reaction j, kJ/molK
hadsorption constant of water vapour, 1/bar
kj
reaction rate constant of reaction j, kmol/kg s bar.kj0
pre-exponential factor of reaction j, kmol/kg s bar.¸ length of reactor, mP reaction pressure, barPi
partial pressure of component i, barPr
Prandtl number, Cpkjf
q heat #ux, kJ/m2 sR
Ggas universal constant, bar m3/kmol K
Re
Reynolds number, dpuokR radius of catalyst bed, mr radial coordinate of catalyst bed, mrj
reaction rate of reaction j, kmol/kg sS active site of catalyst¹ reaction temperature, K¹
*/inlet temperature of feed, K
¹s
temperature in shell-side, Kuw, u6
wlocal and average permeation rate of oxygenalong the membrane,respectively, kmol/m2 s.
ur, rate of oxygen inside of catalyst bed, kmol/m2 s.
z axial coordinate, m
Greek symbolsa factor of non-uniform distributionb permeability of oxygen, kmol/m s bareB
porosity of catalyst bedj%3
e!ective thermal conductivity of catalyst bed,kJ/m s K
jf
thermal conductivity of #uid phase in catalystbed, kJ/m s K
jm
thermal conductivity of membrane, kJ/m s Kvij
stoichiometric coe$cient of component in reac-tion j
oB
density of catalyst bed, kg/m3
h0
fractional surface coverage of oxygen.hs
fractional vacant surface
Subscriptsi component ij reaction j
Appendix
It can be considered that the gas velocity at any pointhas two components: an axial (u
z) and a radial (u
r)
component. In a "rst approach the change in molarnumber due to reaction is neglected. This is reasonable
since for the experimental system modelled here, giventhe small change in total molar number (e.g. for a 50%conversion, the change in molar number is only around0.5%). If the catalyst bed enclosed in the membrane is ofcylindrical shape, a mass balance over a volume elementwith radius equal to the bed radius, and a height equal todz, gives
(nR2)(duz/dz)"u
w(2nR) (A.1)
and therefore
duz/dz"2u
w/R. (A.2)
A mass balance over a cylindrical volume element withradius equal to r gives
(nr2)(duz/dz)"u
r(2nr). (A.3)
Combining Eqs. (A.2) and (A.3), the following relation-ship is obtained:
ur"u
w(r/R). (A.4)
Therefore, in this system the radial component of the gasvelocity varies linearly with the radius.
References
Al-Sherehy, F., Adris, A. M., Soliman, M. A., & Hughes, R. (1998).Avoidance of #ammability and temperature runaway during oxida-tive dehydrogenation using a distributed feed. Chemical EngineeringScience, 53, 3965.
Cheng, S., & Shuai, X. (1995). Simulation of a catalytic membranereactor for oxidative coupling of methane. A.I.Ch.E. Journal, 41,1598.
Chellappa, A. S., Fuangfoo, S., & Viswanath, D. S. (1997). Homogene-ous oxydation of methane to methanol: E!ect of CO
2, N
2and
H2
at high oxygen conversions. Industrial and Engineering Chem-istry Research, 36, 1401.
Coronas, J., Gonzalo, A., Lafarga, D., & MeneH ndez, M. (1997). E!ect ofthe membrane activity on the performance of a catalytic membranereactor. A.I.Ch.E. Journal, 43, 3095.
Coronas, J., MeneH ndez, M., & SantamarmHa, J. (1994a). Methane oxida-tive coupling using porous ceramic membrane reactors: II. Reactionstudies. Chemical Engineering Science, 49, 2015.
Coronas, J., MeneH ndez, M., & SantamarmHa, J. (1994b). Development ofceramic membrane reactors with a non-uniform permeation pat-tern. Application to methane oxidative coupling. Chemical Engin-eering Science, 49, 4749.
Coronas, J., MeneH ndez, M., & SantamarmHa, J. (1995a). The porous-wallceramic membrane reactor: An inherently safer contacting devicefor gas-phase oxidation of hydrocarbons. Journal of ¸oss Preventionin the Process Industries 8, 97.
Coronas, J., MeneH ndez, M., & SantamarmHa, J. (1995b). Use of a ceramicmembrane reactor for the oxidative dehydrogenation of ethane toethylene and higher hydrocarbons. Industrial and Engineering Chem-istry Research, 34, 4229.
Coronas, J., & SantamarmHa, J. (1999). Catalytic reactors based on porousceramic membranes. Catalysis Today, 51, 377.
Falconer, J. L., Noble, R. D., & Sperry, D. P. (1995). Catalyticmembrane reactors, In Stern, S. A., & Noble, R. D. (Eds.), Membraneseparations technology: Principles and applications (p. 669).Amsterdam: Elsevier.
66 K. Hou et al. / Chemical Engineering Science 56 (2001) 57}67

Fuller, E. N., Schettler, P. D., & Giddings, J. C. (1966). A new methodfor prediction of binary gas phase di!usion coe$cients. Industrialand Engineering Chemistry, 58, 19.
Hsieh, H. P. (1991). Inorganic membrane reactors. Catalysis Reviews-Science Engineering, 33(1&2).
Hsieh, H. P. (1996). Inorganic membranes for separation and reaction.Amsterdam: Elsevier.
Kao, Y. K., Lei, L., & Lin, Y. S. (1997). A comparative simulation studyon oxidative coupling of methane in "xed-bed and membranereactors. Industrial and Engineering Chemistry Research, 36, 3583.
Kuzman, R. (1976). Handbook of thermodynamic tables and charts (p. 37).London: McGraw-Hill.
Li, S. (1986). Chemistry and catalytic reaction engineering. House ofChemical Industry, Beijing, (p. 239).
Lu, Y., Dixon, A. G., Moser, W. R., & Ma, Y. H. (1997). Analysis andoptimization of cross-#ow reactors for oxidative coupling of meth-ane. Industrial and Engineering Chemistry Research, 36, 559.
Pantazidis, A., Dalmon, J. A., & Mirodatos, C. (1995). Oxidative dehyd-rogenation of propane on catalytic membrane reactors. CatalysisToday, 25, 403.
Papageorgiu, J. N., & Froment, G. F. (1996). Phtalic anhydride syn-thesis-reactor optimization aspects. Chemical Engineering Science,51, 2091.
Papavassiliou, V., Lee, D., Nestlerode, J., & Harold, M. P. (1997).Pneumatically controlled transport and reaction in inorganic mem-branes. Industrial and Engineering Chemistry Research, 36, 4954.
Qin, Z., Daiqui, Y., & Zhongtao, H. (1995). Maleic anydride via mem-brane catalysed oxidation of n-butane. Shiyou Huagong, 24, 875 (inChinese).
Ramachandra, A. M., Lu, Y., Ma, Y. H., Moxer, W. R., & Dixon, A. G.(1996). Oxidative coupling of methane in porous vycor membranereactors. Journal of Membrance Science, 116, 253.
Ramos, R., MeneH ndez, M., & SantamarmHa, J. (2000). Oxidative deyd-rogenation of propane in an inert membrane reactor. CatalysisToday, 56, 239.
Reid, R. C., Prausnitz, J. M., & Poling, B. E. (1987). The properties ofgases & solids. New York: McGraw-Hill.
Reyes, S. C., Iglesia E., & Kelkar, C. P. (1993a). Kinetic-transportmodels of bimodal reaction sequences, 1, Homogeneous and
heterogeneous pathways on oxidative coupling of methane. Chem-ical Engineering Science, 48, 2643.
Reyes, S. C., Kelkar, C. P., & Iglesia, E. (1993b). Kinetic transportmodels and the design of catalyst and reactor for the oxidativecoupling of methane. Catalysis ¸etters, 19, 167.
SantamarmHa, J. M., MiroH , E. E., & Wolf, E. E. (1991). Reactor simulationstudies of methane oxidative coupling on a Na}NiTiO3 catalyst.Industrial and Engineering Chemistry Research, 30, 1157.
SantamarmHa, J., MeneH ndez, M., Pen8 a, J. A., & Barahona, J. I. (1992).Methane oxidative coupling in "xed bed reactors with a distributedoxygen feed: A simulation study. Catalysis Today, 13, 353.
Saracco, G., & Specchia, V. (1994). Catalytic inorganic membranereactors: Present experience and future opportunities. Catalysis Re-views-Science Engineering, 69, 1036.
Shu, J., Grandjean, B. P. A., Van Seste, A., & Kaliaguine, S. (1991).Catalytic palladium-based membrane reactors: A review. CanadianJournal of Chemical Engineering, 69, 1036.
TeH llez, C., Mallada, R., MeneH ndez, M., SantamarmHa, J., & Lombardo,E.A. (1996). Synthesis of maleic anhydride in a membranereactor with high butane concentration. Proceedings of the XVIberoamerican symposium on catalysis, vol. 2, Cordoba, Argentine,(p. 775).
Tellez, C., MeneH ndez, M., & SantamarmHa, J. (1997). Oxidative dehyd-rogenation of butane using membrane reactors. A.I.Ch.E. Journal,43, 777.
Tellez, C., MeneH ndez, M., & SantamarmHa, J. (1999). Simulation of aninert membrane reactor for the oxidative dehydrogenation of bu-tane. Chemical Engineering Science, 54, 2925.
Tonkovich, A. L. Y., Zike, J. L., Jimenez, D. M., Roberts, G. L., & Cox,J. L. (1996). Experimental investigations of inorganic membranereactors: A distributed feed approach for partial oxidation reac-tions. Chemical Engineering Science, 51, 798.
Tonkovich, A. L. Y., Secker, R. B., Reed, E. L., Roberts, &G. L., & Cox,J. L. (1995). Membrane reactor/separator: A design for bi-molecularreactant addition. Separation Science Technology, 30, 1609.
Wilke, C. R. (1950). Di!usional properties of multicomponents gases.Chemical Engineering Progress, 46(2), 95.
Zaman, J., & Chakma, A. (1994). Inorganic membrane reactors. Journalof Membrance Science, 92, 1.
K. Hou et al. / Chemical Engineering Science 56 (2001) 57}67 67