
Fabrication and Microstructural Analysis of CNTs Reinforced Copper Matrix Nanocomposites via MIM...
7
Fabrication and Microstructural Analysis of CNTs Reinforced Copper Matrix Nanocomposites via MIM Technique Ali Samer Muhsan 1,a , Faiz Ahmad 1,b , Norani M. Mohamed 2,c , M. Rafi Raza 3,d 1 Mechanical Engineering Department, Universiti Teknologi PETRONAS (UTP), Malaysia 2 Fundamental and Applied Sciences Department, UTP, Malaysia 3 Universiti Kebangsaan Malaysia, 43600, Bangi, Selangor,Malaysia a [email protected], b [email protected], c [email protected], d [email protected] Keywords: Cu-CNTs nanocomposites, CNTs dispersion, Functionalization, Ultrasonication. Abstract. Carbon nanotubes (CNTs) reinforced copper (Cu) matrix nanocomposites prepared via advanced fabrication method is presented. Functionalization and ultrasonication processes have been applied to enhance the dispersion of purified CNTs and creates sidewalls groups that have the potential to bond CNTs to the metal matrix. The main part of this approach was metal injection molding (MIM) technique, which is a combination of powder metallurgy and plastic injection molding technique. Preparation of MIM feedstock required a melting and mixing process of binder system (polymers) with the solid loading, which has been carried out using a twin screw rotor machine. This machine provides a viscous media of the molten binder with high shear forces that allow the additives (carbon nanotubes/copper powder) to be mixed properly and exfoliate the CNTs clusters with uniformdispersion inside the Cu matrix. Subsequently, to prove our expected results, observation tests of TEM, SEM, FESEM and CNTS were employed and discussed literally. Introduction The extraordinary physical properties of carbon nanotubes (CNTs) led it to have very high impact on developing new generation of nanocomposites with enhanced functionality and make it suitable for wide range of applications. However, incorporating of CNTs in matrix nanocomposites has its own barriers and difficulties that might destroy the desired propertied of CNTs [1]. Dispersion of CNTs in metal matrix composite is one of the most important factor and difficult challenge in the fabrication of these nanocomposites. CNTs have a large specific surface area that can reach up to 200 (m 2 /g), with the association of Van der Waals forces, CNTs tend to agglomerate and form CNTs clusters [2]. CNTs clusters have low strength, high porosity and so they behave as discontinuities. Thus, clusters increase the porosity of the fabricated composites and degrade the desired properties. In addition, clustering and non-uniform dispersion of CNTs will lead to inhomogeneous property distribution in the structural component because the properties like coefficient of thermal expansion, thermal conductivity, strength and elastic modulus depend strongly on the volume friction of CNTs. Uniform dispersion of CNTs in matrix composite is a key for efficient use of their properties as well as for obtaining homogeneous properties [3]. Many researchers have shown decrease in thermal, electrical and mechanical properties of CNTs based nanocomposites due to the clustering phenomena[4,5] Therefore, several techniques have been proposed to improve the dispersion of CNTs in matrix composites which have their own advantages and disadvantages. Unfortunately, most of these techniques have been limited to the polymer nanocomposites, while only few researchers have focused on improving CNTs dispersion in metal matrix nanocomposite [6-10]. Even though, their results did not match their ambition. These techniques can be divided into two classes: chemical approaches and physical approaches. In each class several methods have been developed For example, Hagenmuellera et al. [10] have reported a physical approach to improve the mechanical and physical properties of the PMMA/CNTs nanocomposite after improving the dispersion of CNTs [11]. They cut PMMA/CNTs composite sample in which the Applied Mechanics and Materials Vol. 459 (2014) pp 11-17 © (2014) Trans Tech Publications, Switzerland doi:10.4028/www.scientific.net/AMM.459.11 All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of TTP, www.ttp.net. (ID: 203.135.190.111, Universiti Technologi PETRONAS, Tronoh, Malaysia-24/10/13,17:24:17)
Transcript of Fabrication and Microstructural Analysis of CNTs Reinforced Copper Matrix Nanocomposites via MIM...

Fabrication and Microstructural Analysis of CNTs Reinforced Copper Matrix Nanocomposites via MIM Technique
Ali Samer Muhsan1,a, Faiz Ahmad1,b, Norani M. Mohamed2,c, M. Rafi Raza3,d 1Mechanical Engineering Department, Universiti Teknologi PETRONAS (UTP), Malaysia
2Fundamental and Applied Sciences Department, UTP, Malaysia
3Universiti Kebangsaan Malaysia, 43600, Bangi, Selangor,Malaysia
[email protected], [email protected], [email protected], [email protected]
Keywords: Cu-CNTs nanocomposites, CNTs dispersion, Functionalization, Ultrasonication.
Abstract. Carbon nanotubes (CNTs) reinforced copper (Cu) matrix nanocomposites prepared via
advanced fabrication method is presented. Functionalization and ultrasonication processes have
been applied to enhance the dispersion of purified CNTs and creates sidewalls groups that have the
potential to bond CNTs to the metal matrix. The main part of this approach was metal injection
molding (MIM) technique, which is a combination of powder metallurgy and plastic injection
molding technique. Preparation of MIM feedstock required a melting and mixing process of binder
system (polymers) with the solid loading, which has been carried out using a twin screw rotor
machine. This machine provides a viscous media of the molten binder with high shear forces that
allow the additives (carbon nanotubes/copper powder) to be mixed properly and exfoliate the CNTs
clusters with uniformdispersion inside the Cu matrix. Subsequently, to prove our expected results,
observation tests of TEM, SEM, FESEM and CNTS were employed and discussed literally.
Introduction
The extraordinary physical properties of carbon nanotubes (CNTs) led it to have very high impact
on developing new generation of nanocomposites with enhanced functionality and make it suitable
for wide range of applications. However, incorporating of CNTs in matrix nanocomposites has its
own barriers and difficulties that might destroy the desired propertied of CNTs [1]. Dispersion of
CNTs in metal matrix composite is one of the most important factor and difficult challenge in the
fabrication of these nanocomposites. CNTs have a large specific surface area that can reach up to
200 (m2/g), with the association of Van der Waals forces, CNTs tend to agglomerate and form CNTs
clusters [2]. CNTs clusters have low strength, high porosity and so they behave as discontinuities.
Thus, clusters increase the porosity of the fabricated composites and degrade the desired properties.
In addition, clustering and non-uniform dispersion of CNTs will lead to inhomogeneous property
distribution in the structural component because the properties like coefficient of thermal expansion,
thermal conductivity, strength and elastic modulus depend strongly on the volume friction of CNTs.
Uniform dispersion of CNTs in matrix composite is a key for efficient use of their properties as well
as for obtaining homogeneous properties [3].
Many researchers have shown decrease in thermal, electrical and mechanical properties of CNTs
based nanocomposites due to the clustering phenomena[4,5] Therefore, several techniques have
been proposed to improve the dispersion of CNTs in matrix composites which have their own
advantages and disadvantages.
Unfortunately, most of these techniques have been limited to the polymer nanocomposites, while
only few researchers have focused on improving CNTs dispersion in metal matrix nanocomposite
[6-10]. Even though, their results did not match their ambition. These techniques can be divided
into two classes: chemical approaches and physical approaches. In each class several methods have
been developed For example, Hagenmuellera et al. [10] have reported a physical approach to
improve the mechanical and physical properties of the PMMA/CNTs nanocomposite after
improving the dispersion of CNTs [11]. They cut PMMA/CNTs composite sample in which the
Applied Mechanics and Materials Vol. 459 (2014) pp 11-17© (2014) Trans Tech Publications, Switzerlanddoi:10.4028/www.scientific.net/AMM.459.11
All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of TTP,www.ttp.net. (ID: 203.135.190.111, Universiti Technologi PETRONAS, Tronoh, Malaysia-24/10/13,17:24:17)
CNTs were visibly not well dispersed into small pieces. They mixed these pieces and hot pressed
the mixture to create new sample. They repeated this cutting and mixing procedure 20 times and the
authors reported that the dispersion quality improved. Their comment about the quality was based
on observing sections of the sample under an optical microscope [11].
Meanwhile, Kyung et al. have suggested a new technique named molecular level mixing
approach to disperse CNTs homogenously in copper matrix [1]. They claimed that using technique
resulted in copper powders containing excellent dispersion of CNTs [13]. Despite, a lot of work is
needed to improve the dispersion of CNTs in composites, especially in metal matrix
nanocomposites where the wettability between CNTs and metal matrix is very low due to the high
difference in density [4].
Experimental
Raw materials. The raw materials used in this study were: (1) copper powder (99.95% purity)
having a spherical shape, produced by gas atomization and supplied by Sandvik Osprey LTD, UK.
The copper particle size distribution was ≥ 22 µm. Particle size analysis was performed using
CILAS 1190 DRY, (2) CNTs used in this experiment was supplied by Shenzhen Nano-Technologies
Port Co., Ltd., China. The dimensions of CNTs were below 80nm in diameter and length of 5-15
µm. The purity of CNTs was95-98 % with ash contents of ≤0.2 wt. % and (3) the binder system,
which consists of three ingredients of paraffin wax, polyethylene and stearic acid. These
components were supplied by Titan Pet chem. (M) SdnBhd, Johor, Malaysia [5, 8].
Functionalization and ultrasonication of CNTs. Functionalization has been applied to enhance
the dispersion of purified CNTs and creates sidewalls groups that have the potential to bond CNTs
to the metal matrix. Furthermore, this process has removed the catalyst of the pristine CNTs (mostly
Iron and Nickel) by dissolving in concentrated acid solutions. Liquid phase purification always
simultaneously removes both amorphous carbon and metal catalyst [1]. Therefore, CNTs were
immerged in an acid solution of H2SO4 (98%) and HNO3 (67%) with ratio of 3:1 under ultrasonic
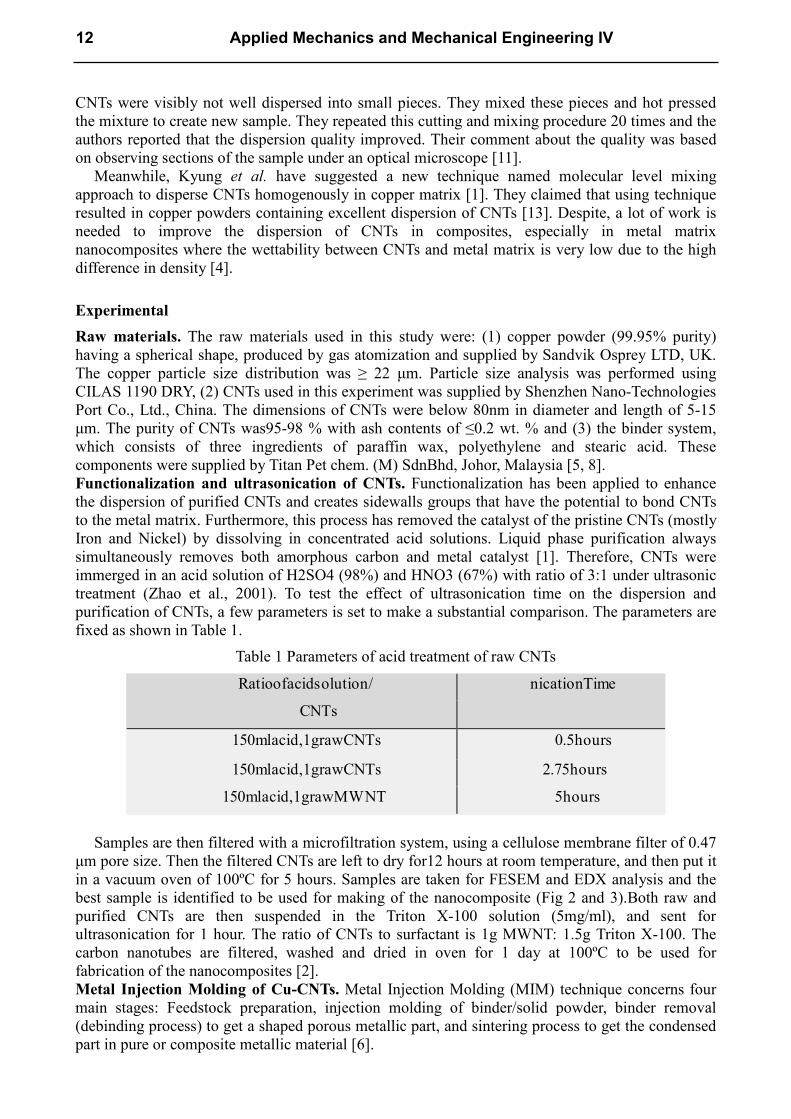
treatment (Zhao et al., 2001). To test the effect of ultrasonication time on the dispersion and
purification of CNTs, a few parameters is set to make a substantial comparison. The parameters are
fixed as shown in Table 1.
Table 1 Parameters of acid treatment of raw CNTs
Ratioofacidsolution/
nicationTime
CNTs
150mlacid,1grawCNTs
0.5hours
150mlacid,1grawCNTs
2.75hours
150mlacid,1grawMWNT
5hours
Samples are then filtered with a microfiltration system, using a cellulose membrane filter of 0.47
µm pore size. Then the filtered CNTs are left to dry for12 hours at room temperature, and then put it
in a vacuum oven of 100ºC for 5 hours. Samples are taken for FESEM and EDX analysis and the
best sample is identified to be used for making of the nanocomposite (Fig 2 and 3).Both raw and
purified CNTs are then suspended in the Triton X-100 solution (5mg/ml), and sent for
ultrasonication for 1 hour. The ratio of CNTs to surfactant is 1g MWNT: 1.5g Triton X-100. The
carbon nanotubes are filtered, washed and dried in oven for 1 day at 100ºC to be used for
fabrication of the nanocomposites [2].
Metal Injection Molding of Cu-CNTs. Metal Injection Molding (MIM) technique concerns four
main stages: Feedstock preparation, injection molding of binder/solid powder, binder removal
(debinding process) to get a shaped porous metallic part, and sintering process to get the condensed
part in pure or composite metallic material [6].
12 Applied Mechanics and Mechanical Engineering IV

In principle, injection molding is a relatively simple process. A feedstock is plasticizing unit, in
which a binder system (usually polymers) and solid powder are mixed together at the melting point
of the binder components results homogenous viscos liquid that solidifies at room temperature [3,
7]. The prepared feedstock then granulate to small pieces that can be plasticized in the heated barrel
of injection molding machine, and then a controlled volume of the molten feedstock is injected from
the plasticator under pressure into a closed mold, with solidification beginning on the mold’s cavity
wall to get the desired shape [4, 5].
1) Feedstock preparation process
The feedstock components (Binder system, MWNT and Cu powder) were then progressed to the
melt processing in which comprises of melting polymer binder to form a viscous liquid, with
MWNT/Cu as an additive to be mixed into the melt through shear mixing. The feedstock
components of binder system (Polyethylene, Paraffin Wax and Stearic Acid), Cu powder and CNTs
were mixed using Haake Rheomix 600 mixer machine under temperatures of165ºC, the mixing
speed 30 rpm with mixing duration of 30 minutes. The binder system was allowed to be melted for
5 minutes prior to add CNTs, with 0, 1, 2, 5, 7.5 and 10 vol. % [8, 12].
2) Feedstock injection molding process
Subsequently, the mixture was granulated into pellets and sent to the next process of shaping
sample to be directly injection molded using vertical injection molding machine adhering to the
standard of ASTM D638. The injection molding parameters are as follows; barrel temperature: 165-
190ºC, mold temperature: 25ºC, pressure: 700bar, and speed: 55 rpm.
3) Debinding and sintering Processes
Solvent debinding was carried out using Heptane as a solvent at 60°C for 5 hours. It is
considered that after removing some percent of the binder, some interconnected capillary porosity
inside of the samples were created which make leaving of gaseous products in subsequent thermal
debinding easy in short time. Since approximately 70% of binder system was removed in solvent
debinding step, subsequent thermal debinding can be finalized with higher speed in comparison
with usual thermal debinding process [4, 10]. Thereafter, thermal debinding and sintering processes
were carried out at the same time. To optimize the sintering heating rates and environments,
different heating rates and environments were performed [7, 10].
The following procedures were used for both thermal debinding and sintering process: From
room temperature to 450°C, the heating rate was 1°C/min. To thermally debinding the binder, the
samples were held on that temperature for 1 hour. From 450°C to the sintering temperature, the
heating rate was performed to be 3°C/min, and then the samples were held at 900°C for 1 hour and
cooled down slowly to the room temperature [12]. Fig. 1 shows the whole MIM fabrication
processes of Cu-CNTs.
Fig. 1 The fabrication processes of Cu/CNTs nanocomposites using MIM technique
Applied Mechanics and Materials Vol. 459 13

Results and Discussion
Fig. 2 and 3 show the TEM micrographs of as received (pristine) CNTs. The TEM photograph and
CNTS results show some impurities in the pristine CNTs which were mostly Iron and Nickel. It is
now acknowledged that CNTs suffer from poor phase-purity since CNTs are generally grown from
metallic catalyst nanoparticles [2]. The pristine and functionalized CNTs samples were analyzed
FESEM and EDX with a clear distinction of purification and shortening of CNTs in different
ultrasonication time. Not much difference can be seen on the structure of CNTs after 0.5 hours of
ultrasonication, but more obvious changes are found from the samples that have undergone
ultrasonication for 2.75 hours and 5 hours. At 5 hours, the CNTs are severely shortened and
dispersed, with the risk of the CNTs being damaged under prolonged acid treatment.
Fig. 2 TEM micrographs of (a) typical pristine MWCNT, (b,c and d) of Ni and Fe catalyst
Impurities contained in raw entangled MWCNTs in different magnitudes
Fig. 2, shows the TEM image of the pristine and CNTs. It can be seen that many tubes loosely
entangled together with particle-like impurities. TEM micrographs (Fig. 3) confirm the
effectiveness of purification of the CNTs.
Fig. 3 TEM micrographs of (a) pristine MWCNT with impurities, (b) Purified MWCNTs after 2.75
hours of acid treatment
Table 2 shows the CNTS results of both raw and treated CNTs, where it can be clearly noted that
Fe catalyst was eliminated and Ni was reduced significantly after acid treatment. However,
oxidation also occurred more aggressively under longer periods of ultrasonication. Based on our
reference, the optimum parameter obtained is the ultrasonication time of 2.75 hours, in 150 ml of
acid solution, whereby a sufficient amount of Ni was reduced without a drastic oxidation of carbon.
The presence of Sulphur is due to the acid treatment, and can be removed with thorough washing.
14 Applied Mechanics and Mechanical Engineering IV

Table 2 EDX results of functionalized CNTs after different sintering time
Weight%
Atomic% 0.5 h Sonicationtreatment
C 94.22 96.52
O 4.04 3.11 Fe 0.46 0.10 Ni 1.29 0.27
2.75 h Sonicationtreatment
C 90.56 93.40
O 7.95 6.16 Fe - - S 0.73 0.28 Ni 0.76 0.16
5h Sonicationtreatment
C 88.93
91.82
O 10.26 7.95
Fe - -
S 0.32 0.12
Ni 0.50 0.10
While anionic, cationic and nonionic surfactants have been used in previous studies to disperse
carbon nanotubes, a nonionic surfactant was chosen for this experiment due to polypropylene’s
insolubility in water. Triton X-100 was used due to its availability in the market and previous
studies have shown that it was an effective dispersing agent [13].
Melt-mixing was chosen over solution mixing due to time constraints and the first being a
preferred choice for bulk production. It was also intended to combine the shear force of melt mixing
with the functionalized CNTs to achieve better dispersion of CNTs. However, it was found that the
functionalized CNTs form a hardened deposit after filtration and drying. A mortar grinder was used
to grind the deposit into powder-form again before adding into the melt-mixer.
Fig. 4 shows SEM micrographs of Cu-10vol. % CNTs nanocomposites after mixing, thermal
debinding and sintering processes with different magnifications. From Fig. 4-a, it can be noted that
the binder system is packing Cu particles together and filling up the voids in between. In this Fig.,
due to the low magnification, CNTs couldn’t be clearly observed. Fig. 4-b displays the sintered Cu-
10% vol. CNTs after polishing process. While Fig. 4-c illustrates the thermal debinded part showing
uniform and homogenous dispersion of CNTs in the Cu matrix composites. It also indicates that the
binder system has been removed completely.
Applied Mechanics and Materials Vol. 459 15

Fig. 4 SEM images of Cu-10vol.% MWNTs after different processes: (a) Cu-10vol.% MWNTs
feedstock, (b) polished surface of sintered Cu-10vol.% MWNTs, (c) fractography of thermal
debinded Cu-10vol.%MWNTs and (d) fractography of sintered Cu-10vol.% MWNTs
Meanwhile, Fig. 4-d demonstrates the fractography of the sintered Cu-10vol. % CNTs
nanocomposite which confirms uniform dispersion of CNTs in the Cu matrix, as well as it shows a
good bonding between each of Cu-Cu particles and Cu-CNTs.
Conclusion
In brief, this work presented a newly developed technique for dispersion CNTs in copper matrix
nanocomposites using multilevel mixing approach. This technique showed the ability in exfoliating
and dispersing of CNTs uniformly in the metal matrix by the influence of the created electrostatic
forces between individual CNTs that overcome the Van der Waals forces, which are the main reason
of the clustering phenomenon in carbon nanotubes. This process also provides a viscos liquid media
with high shear forces that allows the additives of Cu powder/CNTs to be mixed properly and
exfoliates the MWCNTs clusters with uniform dispersion into the metal matrix.
Acknowledgment
Authors would like to acknowledge Universiti Teknologi PETRONAS (UTP) for supporting this
work.
References
[1] Kyung Tae Km, J.E., Gang Liu, Jin Man Park and Soon Hyung Hong, influence of embeded-
carbon nanotubes on the thermal properties of copper matrix nanocomposites processed by
molecular-level mixing. Scripta Materials, 64: p. 181-184 (2011).
[2] Jian Zhao, A. Literature Review on Dispersion of Carbon Nanotubes and Their
PolymerComposites, Department of Materials Science and Engineering, University of
Cincinnati, October (2001).
[3] Faiz Ahmad, Orientation of short fibers in powder injection molded aluminum matrix
composites, Journal of Materials Processing Technology, 2005.
16 Applied Mechanics and Mechanical Engineering IV
[4] Eric Nyberga, Megan Millerb, Kevin Simmonsa, K. Scott Weila, Microstructure and
mechanical properties of titanium components fabricated by a new powder injection molding
technique, Materials Science and Engineering, 2004.
[5] Muhammad Rafi Raza, F.A., and M..A. Omar and R.M. German, Binder Removal from
Powder Injection Molded 316L Stainless Steel. Journal of Applied Sciences, 2011(11): p.
2042-2047.
[6] Faiz A., Gehad. G., O. M., Microstructural Studies of Sintered Carbon Nanotubes Reinforced
Copper Matrix Composite. Journal of Engineering Science and Technology,2010. 5(3): p. 272-
283.
[7] German, R.M., Powder Injection Molding. Design and Applications, pp. 260, (2003)
[8] Ali Samer Muhsan, F.A., Norani Muti Mohamed, and M. Rafi Raza, Flow Behavior of
Cu/CNTs Feedstocks for Powder Injection Molding. International Journal of Applied Physics
and Mathematics, 1(3): pp. 199-202, (2011).
[9] Arvind Agarwal, S.R.B., DebrupaLahiri, Carbon Nanotubes Reinforced Metal Matrix
Composites. Nanomaterials and Their Applications, ed. S.E.M. Meyyappan, New York, NY
10016: CRC Press is an imprint of the Taylor & Francis Group, an informa business (2011).
[10] Haggenmueller, R., et al.,Aligned single wall carbon nanotubes in composites by melt
processing methods, Chemical Physical Letters, 330 (3-4): p. 219-225, (2000).
[11] Suresh G., Advani, Processing and Properties of Nanocomposites. 5 Toh Tuck Link, Sigapore
596224: World Scintific Publishing Co. Pte. Ltd, (2007)
[12] Faiz Ahmad, Ali Samer.Muhsan, and Mohammad R. Rheological Behavior of Carbon
Nanotubes/Copper Feedstocks for Metal Injection Molding, Advanced Materials Research,
403-408: p. 5335-5340, (2012).
[13] Gao, X.P., et al., Carbon nanotubes filled with metallic nanowires, Carbon, 42(1): p. 47-52,
(2004).
Applied Mechanics and Materials Vol. 459 17




















