
Microstructural Development and Mechanical Properties of High Speed Steels
11
Microstructural development and mechanical properties of a near-eutectic directionally solidified Sn–Bi solder alloy Bismarck Luiz Silva a, ⁎, Guillaume Reinhart b , Henri Nguyen-Thi b , Nathalie Mangelinck-Noël b , Amauri Garcia c , José Eduardo Spinelli a a Department of Materials Engineering, Federal University of São Carlos, UFSCar, 13565-905 São Carlos, SP, Brazil b Aix Marseille Université, CNRS, IM2NP UMR 7334, 13397 Marseille, France c Department of Manufacturing and Materials Engineering, University of Campinas, UNICAMP, PO Box 6122, 13083-970 Campinas, SP, Brazil abstract article info Article history: Received 30 March 2015 Received in revised form 18 June 2015 Accepted 21 June 2015 Available online 28 June 2015 Keywords: Sn-Bi solder alloys Microstructure Mechanical properties Solidification Sn–Bi solders may be applied for electronic applications where low-temperature soldering is required, i.e., sensitive components, step soldering and soldering LEDs. In spite of their potential to cover such applications, the mechanical response of soldered joints of Sn–Bi alloys in some cases does not meet the strength requirements due to inappropriate resulting microstructures. Hence, careful examination and control of as-soldered microstructures become necessary with a view to pre-programming reliable final properties. The present study aims to investigate the effects of solidification thermal parameters (growth rate — V L and cooling rate — Ṫ L ) on the microstructure of the Sn–52 wt.%Bi solder solidified under unsteady-state conditions. Samples were obtained by upward directional solidification (DS), followed by characterization through metallography and scanning electron microscopy (SEM). The microstructures are shown to be formed by Sn-rich dendrites decorat- ed with Bi precipitates surrounded by a complex regular eutectic mixture, with alternated Bi-rich and Sn-rich phases. Experimental correlations of primary (λ 1 ), secondary (λ 2 ), tertiary (λ 3 ) dendritic and eutectic spacings (λ coarse and λ fine ) with cooling rate and growth rate are established. Two ranges of lamellar eutectic sizes were determined, described by two experimental equations λ = 1.1 V L -1/2 and λ = 0.67 V L -1/2 . The onset of tertiary branches within the dendritic array along the Sn–52 wt.%Bi alloy DS casting is shown to occur for cooling rates lower than 1.5 °C/s. © 2015 Elsevier Inc. All rights reserved. 1. Introduction Low temperature solders include bismuth-containing alloys such as Sn–Bi, which may be molten at temperatures less than 180 °C [1,2]. The advantages of Sn–Bi solders include good joint strength, excellent creep resistance, low coefficient of thermal expansion, good wettability, and low cost. However, segregation problems are recognized as a potential disadvantage [3,4]. For low-temperature applications, Bi–Sn eutectic or near-eutectic compositions with or without additions of alloying elements are considered interesting possibilities. Novel processing routes with these alloys include the spray forming of core-shell spheres that are Al-rich in the core, covered with a Sn–Bi-rich periphery [5]. This configuration is able to show a two-stage melting behavior suitable for electronic packaging. It is now known that solder joints with adequate wetting, metallur- gical characteristics, and mechanical properties can be achieved as far as adequate as-soldered microstructures are formed. Within this context, Mei and Morris [6] studied the microstructural development of the Sn–58 wt.%Bi alloy as well as that of the Sn–58 wt.%Bi/copper interface. These authors found that the microstructures of the Bi–Sn eutectic alloy are constituted by Bi-rich and Sn-rich lamellar phases, as well as by Bi precipitates in the Sn-rich phase. Other studies [7–10] also reported that similar microstructural arrangement characterizes the Sn–58 wt.%Bi solder alloy, with Bi spheroidal and ellipsoidal shape precipitates. Glazer [11] has investigated the physical, mechanical, and chemical metallurgy of several Pb-free and Cd-free solder alloys. This study and others [6,8–10,12–18] depict the microstructure of Bi–Sn at the eutectic composition (42 wt.%Sn), with the equilibrium phases being Bi and Sn formed at 139 °C. Bismuth has significant solid solubility (21.0 wt.%Bi) in Sn at the eutectic temperature so that Bi precipitates in the Sn-rich phase by solid-state precipitation at low temperature. Other investiga- tions [19–22] report that the eutectic composition of the Bi–Sn system falls at 43 wt.%Sn. Glazer [11] outlines the Bi–Sn eutectic as being lamel- lar with degenerate material at the boundaries of the eutectic grains (regions of lamellar alignment) for moderate cooling rates. The observed microstructure for slow cooling rates is reported as quasi- regular. A similar microstructure is described by Croker et al. [23] for this solidification condition. Indeed, Croker et al. [23] reported that at Materials Characterization 107 (2015) 43–53 ⁎ Corresponding author. E-mail address: [email protected] (B.L. Silva). http://dx.doi.org/10.1016/j.matchar.2015.06.026 1044-5803/© 2015 Elsevier Inc. All rights reserved. Contents lists available at ScienceDirect Materials Characterization journal homepage: www.elsevier.com/locate/matchar
Transcript of Microstructural Development and Mechanical Properties of High Speed Steels

Materials Characterization 107 (2015) 43–53
Contents lists available at ScienceDirect
Materials Characterization
j ourna l homepage: www.e lsev ie r .com/ locate /matchar
Microstructural development and mechanical properties of anear-eutectic directionally solidified Sn–Bi solder alloy
Bismarck Luiz Silva a,⁎, Guillaume Reinhart b, Henri Nguyen-Thi b, Nathalie Mangelinck-Noël b,Amauri Garcia c, José Eduardo Spinelli a
a Department of Materials Engineering, Federal University of São Carlos, UFSCar, 13565-905 São Carlos, SP, Brazilb Aix Marseille Université, CNRS, IM2NP UMR 7334, 13397 Marseille, Francec Department of Manufacturing and Materials Engineering, University of Campinas, UNICAMP, PO Box 6122, 13083-970 Campinas, SP, Brazil
⁎ Corresponding author.E-mail address: [email protected] (B.L. Silv
http://dx.doi.org/10.1016/j.matchar.2015.06.0261044-5803/© 2015 Elsevier Inc. All rights reserved.
a b s t r a c t
a r t i c l e i n f oArticle history:Received 30 March 2015Received in revised form 18 June 2015Accepted 21 June 2015Available online 28 June 2015
Keywords:Sn-Bi solder alloysMicrostructureMechanical propertiesSolidification
Sn–Bi solders may be applied for electronic applications where low-temperature soldering is required,i.e., sensitive components, step soldering and soldering LEDs. In spite of their potential to cover such applications,themechanical response of soldered joints of Sn–Bi alloys in some cases does notmeet the strength requirementsdue to inappropriate resulting microstructures. Hence, careful examination and control of as-solderedmicrostructures become necessary with a view to pre-programming reliable final properties. The presentstudy aims to investigate the effects of solidification thermal parameters (growth rate — VL and cooling rate —ṪL) on the microstructure of the Sn–52 wt.%Bi solder solidified under unsteady-state conditions. Samples wereobtained by upward directional solidification (DS), followed by characterization through metallography andscanning electronmicroscopy (SEM). Themicrostructures are shown to be formed by Sn-rich dendrites decorat-ed with Bi precipitates surrounded by a complex regular eutectic mixture, with alternated Bi-rich and Sn-richphases. Experimental correlations of primary (λ1), secondary (λ2), tertiary (λ3) dendritic and eutectic spacings(λcoarse and λfine) with cooling rate and growth rate are established. Two ranges of lamellar eutectic sizes weredetermined, described by two experimental equations λ = 1.1 VL
−1/2 and λ = 0.67 VL−1/2. The onset of tertiary
branches within the dendritic array along the Sn–52 wt.%Bi alloy DS casting is shown to occur for cooling rateslower than 1.5 °C/s.
© 2015 Elsevier Inc. All rights reserved.
1. Introduction
Low temperature solders include bismuth-containing alloys such asSn–Bi, whichmay bemolten at temperatures less than 180 °C [1,2]. Theadvantages of Sn–Bi solders include good joint strength, excellent creepresistance, low coefficient of thermal expansion, good wettability, andlow cost. However, segregation problems are recognized as a potentialdisadvantage [3,4]. For low-temperature applications, Bi–Sn eutecticor near-eutectic compositions with or without additions of alloyingelements are considered interesting possibilities. Novel processingroutes with these alloys include the spray forming of core-shell spheresthat are Al-rich in the core, coveredwith a Sn–Bi-rich periphery [5]. Thisconfiguration is able to show a two-stage melting behavior suitable forelectronic packaging.
It is now known that solder joints with adequate wetting, metallur-gical characteristics, andmechanical properties can be achieved as far asadequate as-soldered microstructures are formed. Within this context,Mei and Morris [6] studied the microstructural development of the
a).
Sn–58 wt.%Bi alloy as well as that of the Sn–58 wt.%Bi/copper interface.These authors found that the microstructures of the Bi–Sn eutecticalloy are constituted by Bi-rich and Sn-rich lamellar phases, as wellas by Bi precipitates in the Sn-rich phase. Other studies [7–10] alsoreported that similar microstructural arrangement characterizes theSn–58 wt.%Bi solder alloy, with Bi spheroidal and ellipsoidal shapeprecipitates.
Glazer [11] has investigated the physical, mechanical, and chemicalmetallurgy of several Pb-free and Cd-free solder alloys. This study andothers [6,8–10,12–18] depict themicrostructure of Bi–Sn at the eutecticcomposition (42 wt.%Sn), with the equilibrium phases being Bi and Snformed at 139 °C. Bismuth has significant solid solubility (21.0 wt.%Bi)in Sn at the eutectic temperature so that Bi precipitates in the Sn-richphase by solid-state precipitation at low temperature. Other investiga-tions [19–22] report that the eutectic composition of the Bi–Sn systemfalls at 43wt.%Sn. Glazer [11] outlines the Bi–Sn eutectic as being lamel-lar with degenerate material at the boundaries of the eutectic grains(regions of lamellar alignment) for moderate cooling rates. Theobserved microstructure for slow cooling rates is reported as quasi-regular. A similar microstructure is described by Croker et al. [23] forthis solidification condition. Indeed, Croker et al. [23] reported that at

44 B.L. Silva et al. / Materials Characterization 107 (2015) 43–53
faster cooling rates, the structure would be even more complex, andnamed this microstructure as complex-regular. As a matter of fact, theeffects of cooling rate (Ṫ) on the formation and evolution of the Sn–Bieutectic have not been completely investigated and elucidated so far.
Osorio and co-authors [21] performed tensile tests on Sn–40 wt.%Bialloy specimens selected from specific positions along the length of adirectionally solidified (DS) casting. In this work, the Sn–Bi alloy exhib-ited ultimate tensile strengths, higher than those of Sn–Ag and Sn–Znalloys, with values varying from 72 to 74 MPa as a function of thescale of the microstructure. However, this alloy was shown to havethe lowest ductility as compared to the other alloys studied.
McCormark et al. [24] have carried out tensile tests in the Bi–42wt.%Sn and Bi–42 wt.%Sn–xAg solders under different strain rates(0.001, 0.01 and 0.1 s−1). They reported that additions of small amountsof Ag in near-eutectic Bi–Sn solder alloys improved the tensile ductilityby a factor of more than three and reduced the strain-rate dependentdeformation behavior. This increase in ductility caused by Ag additionshas been attributed to the substantial refinement of the solidificationmicrostructure.
Dominguez et al. [18] investigated the effects of Sb additions onmicrostructure, melting, corrosion and mechanical properties of Sn–Bieutectic solder alloys. The stress-strain curves obtained by compressiontests showed that the Sn–58wt.%Bi solder presented strength values be-tween 60 and 100 MPa associated with approximately 40% of strain,while alloys modified with Sb additions exhibited a range of 100–150 MPa. This increase in mechanical strength is supposed to be associ-atedwith the presence of the SbSn intermetallic compound identified inthe eutectic microstructure.
Despite the existing investigations on the Sn–58 wt.%Bi alloy,experimental studies emphasizing solidification microstructures andmechanical properties for near-eutectic compositions (N40.0 wt.%Bi)are scarce in the literature. Hence, this investigation will focus on themicrostructure of a directionally solidified (DS) near-eutectic Sn–52wt.%Bi solder alloy, with a view to characterizing both the dendriticand eutectic arrangements. The microstructural features include den-drite arm spacing (λ1, λ2, λ3) and eutectic (λcoarse and λfine) spacing,morphology of the Bi-rich phase and the onset of tertiary brancheswithin the dendritic arrangement. Complete SEM and optical microsco-py analyses are carried out. Furthermore, experimental correlations be-tween dendritic arm, eutectic spacing and the solidification thermalparameters, growth rate (VL) and cooling rate (ṪL), as well as interrela-tions between the local length scale of the microstructure and tensilemechanical properties are envisaged.
2. Experimental procedure
The solidification setup used in the experiment allows a unidirec-tional extraction of heat through a water-cooled bottom made of lowcarbon steel (SAE 1020), promoting vertical upward directional solidifi-cation. Details on the used casting assembly can be found in previous in-vestigations [25–27]. A stainless steel split mold was used having aninternal diameter of 60 mm, a height of 157 mm and a wall thicknessof 5 mm. The lateral inner mold surface was covered with a layer of in-sulating alumina to minimize radial heat losses. The bottom part of themold was closed with a thin (3mm thick) steel sheet. The solidificationexperiment was carried out with a Sn–52 wt.%Bi alloy, in the upwarddirection thus imposing thermally and solutally stable solidificationconditions. Continuous temperature measurements in the castingwere monitored during solidification via the output of a bank of finetype J thermocouples sheathed in 1.6 mm outside diameter (O.D.)stainless steel tubes, and positioned at different positions from theheat-extracting surface at the bottom of the casting. All thermocoupleswere connected by coaxial cables to a data logger interfaced with acomputer and the temperature data were acquired automatically.
Selected transverse (perpendicular to the growth direction) andlongitudinal samples of the Sn–Bi alloy DS casting were polished and
etched with a solution of 92% (vol.) CH3OH, 5% (vol.) HNO3 and 3%(vol.) HCl applied during 20–40 s to reveal the microstructure. An opti-cal image processing system Olympus, GX51 (Olympus Co., Japan) wasused to acquire the images. The primary, tertiary (λ1, λ3) and secondarydendrite arm spacings (λ2)weremeasured on transverse and longitudi-nal sections of the casting, respectively. The triangle method wasemployed to measure λ1 [28], whereas λ2 and λ3 were measured bythe intercept method. The eutectic spacings (λcoarse and λFine) weremeasured on the transverse sections. At least 40 measurements wereperformed for each selected position and for each of the aforemen-tioned microstructural spacings, including the eutectic spacing forboth sizes of the eutectic regions within the alloy. The microstructuresof the Sn–Bi alloy casting were analyzed from bottom to top with aview to determining the point where tertiary branches develop fromthe secondary branches. Furthermore, microstructural characterizationwas performed using a Field Emission Gun (FEG)–Scanning ElectronMicroscope (SEM) Philips (XL30 FEG).
Transverse specimens for tensile tests were extracted from differentpositions along the DS casting length. These specimens were preparedaccording to specifications of the ASTM Standard E 8M/04 and testedat a strain rate of about 3 × 10−3 s−1.
Transverse samples were extracted from eight different positionsalong the casting length, and investigated by a fluorescence spectrome-ter (FRX), model Shimadzu EDX-720 to estimate local average bismuthconcentration.
3. Results and discussions
For comparison purposes, two hypoeutectic Sn-40 and 52 wt.%Bi al-loys are indicated in the Sn–Bi phase diagram of Fig. 1a. The latter one isthat of the present study, results are subjected to appropriate compari-son with those from a previous investigation with the former one [21].The Bi profiles as a function of the solid fraction, generated by Scheil'smodel calculations [29] for the Sn-40 and 52 wt.%Bi alloys, are shownin Fig. 1b and c, respectively. Calculations were performed consideringthe hypoeutectic Sn–Bi solder alloys at the eutectic temperature(139 °C), with a constant equilibrium partition coefficient (k) (k =CS / CL = 21/57 = 0.37), where CS and CL are the solid and liquid com-positions (limit of solid solubility and eutectic compositions accordingto the corresponding phase diagram), respectively. During non-equilibrium solidification, the Bi composition varies from the center ofa dendritic arm to the center of the subsequent interdendritic regionaccording to the calculated profiles shown in Fig. 1b and c for the Sn–40 wt.%Bi and Sn–52 wt.%Bi alloys, respectively.
The thermocouples readings, collected during solidification, wereused to generate plots of position (P) from the cooled surface of theDS casting as a function of time (t) corresponding to the liquidus frontof every alloy passing by each thermocouple. A numerical technique,based on the minimum square method, was used to fit mathematicalpower functions of the form P(t) = a tb (a; b are constants) on theseexperimental plots. The derivative of these functions with respect totime gave values for the growth rate (VL). Moreover, the data acquisi-tion system employed permitted accurate determination of the slopeof the experimental cooling curves. Hence, the cooling rate wasdetermined along the castings lengths, by considering the thermaldata recorded immediately after the passage of the liquidus front byeach thermocouple.
The evolution of temperature along the casting length, as a functionof time,was acquired during solidification of DS Sn–52wt.%Bi alloy cast-ing, as shown in Fig. 2. The experimental cooling curves refer to thermo-couples located at specific distances (P) from the cooled surface. Theliquidus temperature (TL) is also indicated inside Fig. 2. The plot of Pvs. the time corresponding to the liquidus isotherm front passingby each monitored position can be seen in Fig. 3a. Fig. 3b and Fig. 3cshow the experimental evolutions of VL and ṪL along the casting length.
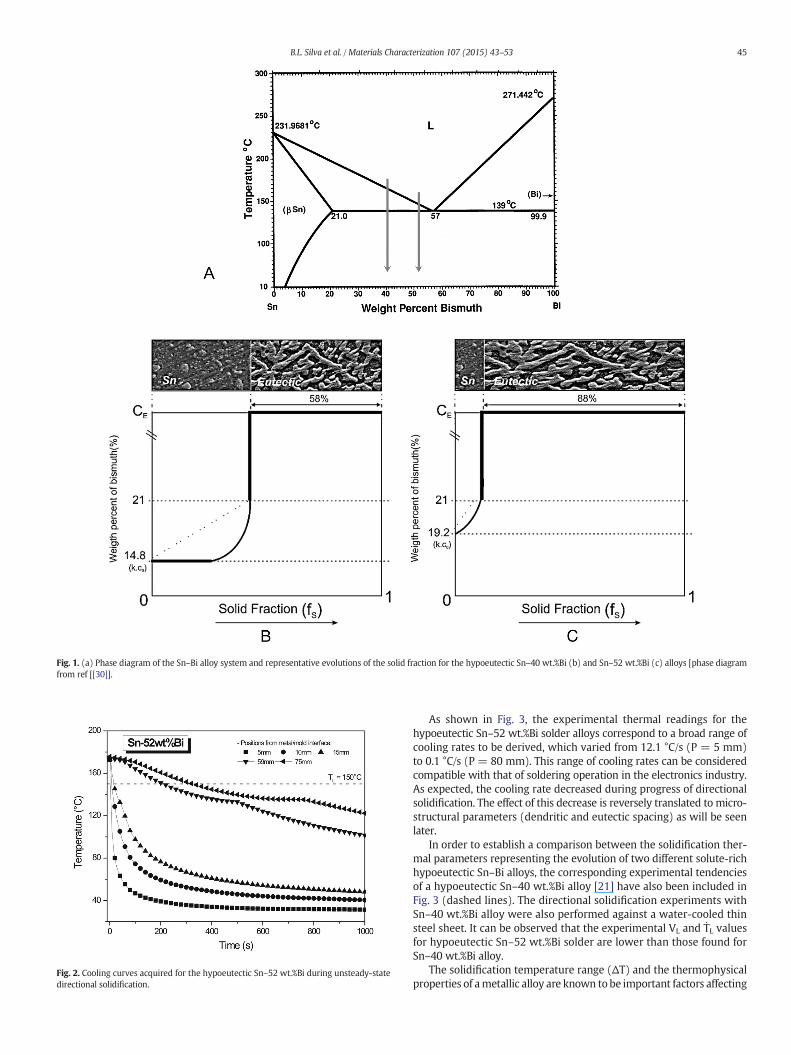
Fig. 1. (a) Phase diagram of the Sn–Bi alloy system and representative evolutions of the solid fraction for the hypoeutectic Sn–40 wt.%Bi (b) and Sn–52 wt.%Bi (c) alloys [phase diagramfrom ref [[30]].
Fig. 2. Cooling curves acquired for the hypoeutectic Sn–52 wt.%Bi during unsteady-statedirectional solidification.
45B.L. Silva et al. / Materials Characterization 107 (2015) 43–53
As shown in Fig. 3, the experimental thermal readings for thehypoeutectic Sn–52 wt.%Bi solder alloys correspond to a broad range ofcooling rates to be derived, which varied from 12.1 °C/s (P = 5 mm)to 0.1 °C/s (P = 80 mm). This range of cooling rates can be consideredcompatible with that of soldering operation in the electronics industry.As expected, the cooling rate decreased during progress of directionalsolidification. The effect of this decrease is reversely translated to micro-structural parameters (dendritic and eutectic spacing) as will be seenlater.
In order to establish a comparison between the solidification ther-mal parameters representing the evolution of two different solute-richhypoeutectic Sn–Bi alloys, the corresponding experimental tendenciesof a hypoeutectic Sn–40 wt.%Bi alloy [21] have also been included inFig. 3 (dashed lines). The directional solidification experiments withSn–40 wt.%Bi alloy were also performed against a water-cooled thinsteel sheet. It can be observed that the experimental VL and ṪL valuesfor hypoeutectic Sn–52 wt.%Bi solder are lower than those found forSn–40 wt.%Bi alloy.
The solidification temperature range (ΔT) and the thermophysicalproperties of ametallic alloy are known to be important factors affecting
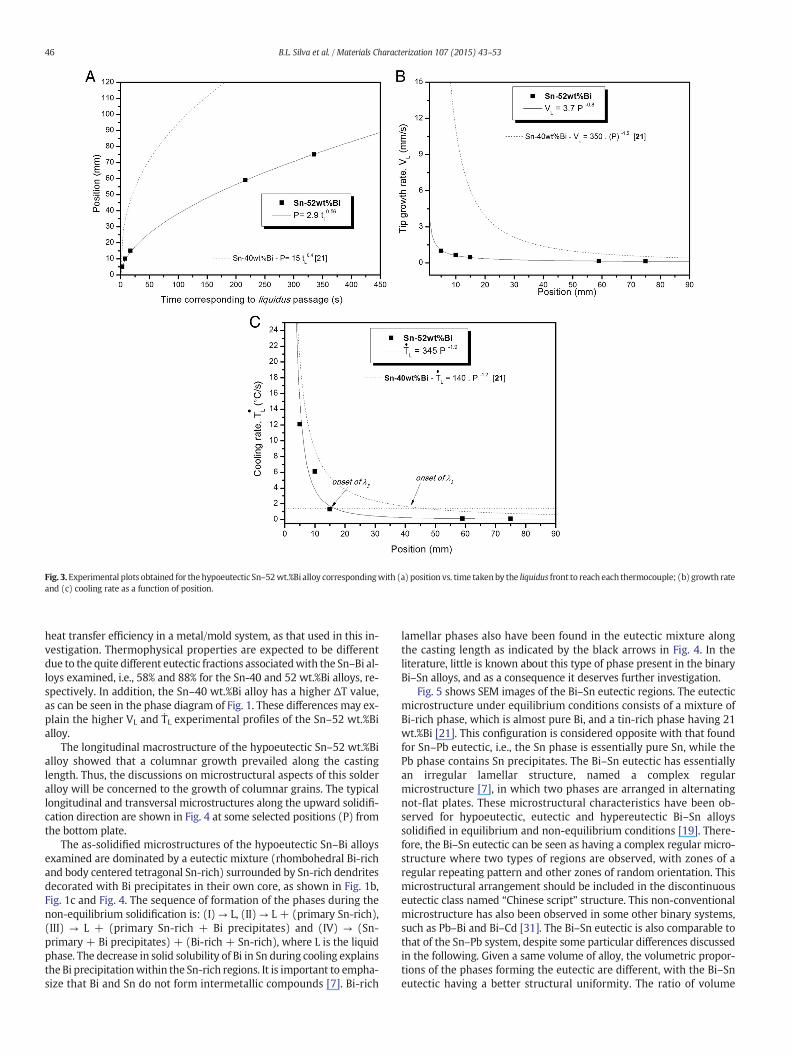
Fig. 3.Experimental plots obtained for thehypoeutectic Sn–52wt.%Bi alloy correspondingwith (a) position vs. time takenby the liquidus front to reach each thermocouple; (b) growth rateand (c) cooling rate as a function of position.
46 B.L. Silva et al. / Materials Characterization 107 (2015) 43–53
heat transfer efficiency in a metal/mold system, as that used in this in-vestigation. Thermophysical properties are expected to be differentdue to the quite different eutectic fractions associatedwith the Sn–Bi al-loys examined, i.e., 58% and 88% for the Sn-40 and 52 wt.%Bi alloys, re-spectively. In addition, the Sn–40 wt.%Bi alloy has a higher ΔT value,as can be seen in the phase diagram of Fig. 1. These differences may ex-plain the higher VL and ṪL experimental profiles of the Sn–52 wt.%Bialloy.
The longitudinal macrostructure of the hypoeutectic Sn–52 wt.%Bialloy showed that a columnar growth prevailed along the castinglength. Thus, the discussions on microstructural aspects of this solderalloy will be concerned to the growth of columnar grains. The typicallongitudinal and transversal microstructures along the upward solidifi-cation direction are shown in Fig. 4 at some selected positions (P) fromthe bottom plate.
The as-solidified microstructures of the hypoeutectic Sn–Bi alloysexamined are dominated by a eutectic mixture (rhombohedral Bi-richand body centered tetragonal Sn-rich) surrounded by Sn-rich dendritesdecorated with Bi precipitates in their own core, as shown in Fig. 1b,Fig. 1c and Fig. 4. The sequence of formation of the phases during thenon-equilibrium solidification is: (I) → L, (II) → L + (primary Sn-rich),(III) → L + (primary Sn-rich + Bi precipitates) and (IV) → (Sn-primary + Bi precipitates) + (Bi-rich + Sn-rich), where L is the liquidphase. The decrease in solid solubility of Bi in Sn during cooling explainsthe Bi precipitationwithin the Sn-rich regions. It is important to empha-size that Bi and Sn do not form intermetallic compounds [7]. Bi-rich
lamellar phases also have been found in the eutectic mixture alongthe casting length as indicated by the black arrows in Fig. 4. In theliterature, little is known about this type of phase present in the binaryBi–Sn alloys, and as a consequence it deserves further investigation.
Fig. 5 shows SEM images of the Bi–Sn eutectic regions. The eutecticmicrostructure under equilibrium conditions consists of a mixture ofBi-rich phase, which is almost pure Bi, and a tin-rich phase having 21wt.%Bi [21]. This configuration is considered opposite with that foundfor Sn–Pb eutectic, i.e., the Sn phase is essentially pure Sn, while thePb phase contains Sn precipitates. The Bi–Sn eutectic has essentiallyan irregular lamellar structure, named a complex regularmicrostructure [7], in which two phases are arranged in alternatingnot-flat plates. These microstructural characteristics have been ob-served for hypoeutectic, eutectic and hypereutectic Bi–Sn alloyssolidified in equilibrium and non-equilibrium conditions [19]. There-fore, the Bi–Sn eutectic can be seen as having a complex regular micro-structure where two types of regions are observed, with zones of aregular repeating pattern and other zones of random orientation. Thismicrostructural arrangement should be included in the discontinuouseutectic class named “Chinese script” structure. This non-conventionalmicrostructure has also been observed in some other binary systems,such as Pb–Bi and Bi–Cd [31]. The Bi–Sn eutectic is also comparable tothat of the Sn–Pb system, despite some particular differences discussedin the following. Given a same volume of alloy, the volumetric propor-tions of the phases forming the eutectic are different, with the Bi–Sneutectic having a better structural uniformity. The ratio of volume
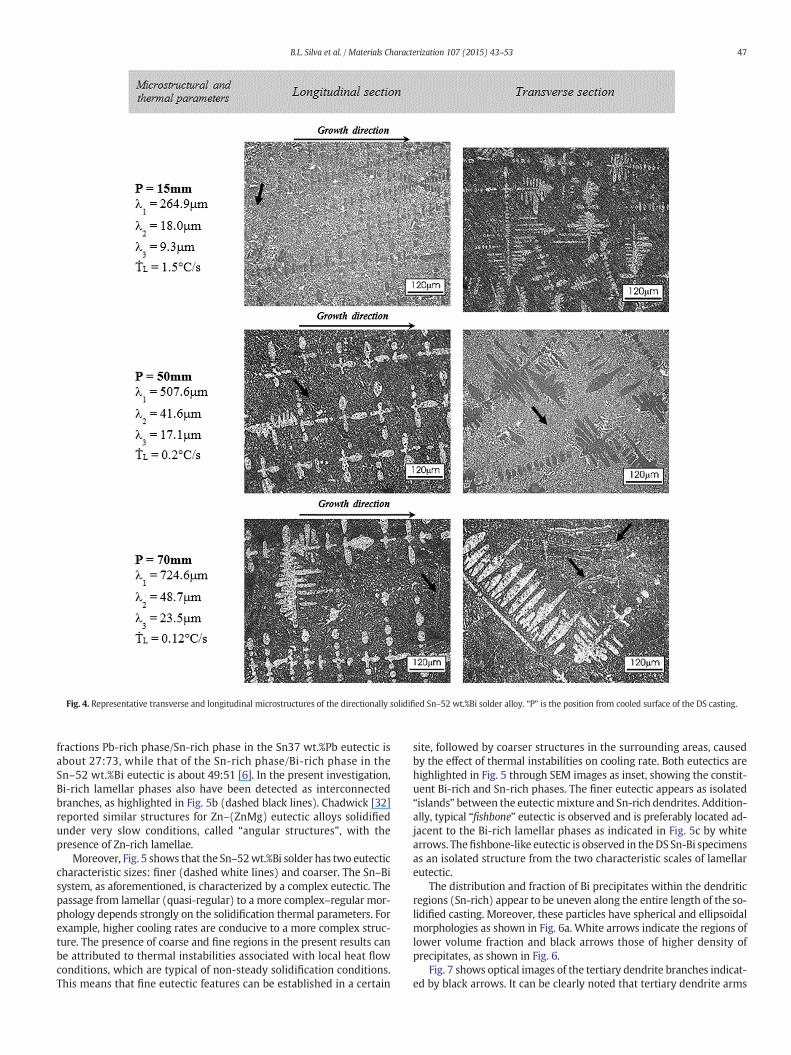
Fig. 4. Representative transverse and longitudinal microstructures of the directionally solidified Sn–52 wt.%Bi solder alloy. “P” is the position from cooled surface of the DS casting.
47B.L. Silva et al. / Materials Characterization 107 (2015) 43–53
fractions Pb-rich phase/Sn-rich phase in the Sn37 wt.%Pb eutectic isabout 27:73, while that of the Sn-rich phase/Bi-rich phase in theSn–52 wt.%Bi eutectic is about 49:51 [6]. In the present investigation,Bi-rich lamellar phases also have been detected as interconnectedbranches, as highlighted in Fig. 5b (dashed black lines). Chadwick [32]reported similar structures for Zn–(ZnMg) eutectic alloys solidifiedunder very slow conditions, called “angular structures”, with thepresence of Zn-rich lamellae.
Moreover, Fig. 5 shows that the Sn–52wt.%Bi solder has two eutecticcharacteristic sizes: finer (dashed white lines) and coarser. The Sn–Bisystem, as aforementioned, is characterized by a complex eutectic. Thepassage from lamellar (quasi-regular) to a more complex–regular mor-phology depends strongly on the solidification thermal parameters. Forexample, higher cooling rates are conducive to a more complex struc-ture. The presence of coarse and fine regions in the present results canbe attributed to thermal instabilities associated with local heat flowconditions, which are typical of non-steady solidification conditions.This means that fine eutectic features can be established in a certain
site, followed by coarser structures in the surrounding areas, causedby the effect of thermal instabilities on cooling rate. Both eutectics arehighlighted in Fig. 5 through SEM images as inset, showing the constit-uent Bi-rich and Sn-rich phases. The finer eutectic appears as isolated“islands” between the eutectic mixture and Sn-rich dendrites. Addition-ally, typical “fishbone” eutectic is observed and is preferably located ad-jacent to the Bi-rich lamellar phases as indicated in Fig. 5c by whitearrows. Thefishbone-like eutectic is observed in theDS Sn-Bi specimensas an isolated structure from the two characteristic scales of lamellareutectic.
The distribution and fraction of Bi precipitates within the dendriticregions (Sn-rich) appear to be uneven along the entire length of the so-lidified casting. Moreover, these particles have spherical and ellipsoidalmorphologies as shown in Fig. 6a. White arrows indicate the regions oflower volume fraction and black arrows those of higher density ofprecipitates, as shown in Fig. 6.
Fig. 7 shows optical images of the tertiary dendrite branches indicat-ed by black arrows. It can be clearly noted that tertiary dendrite arms
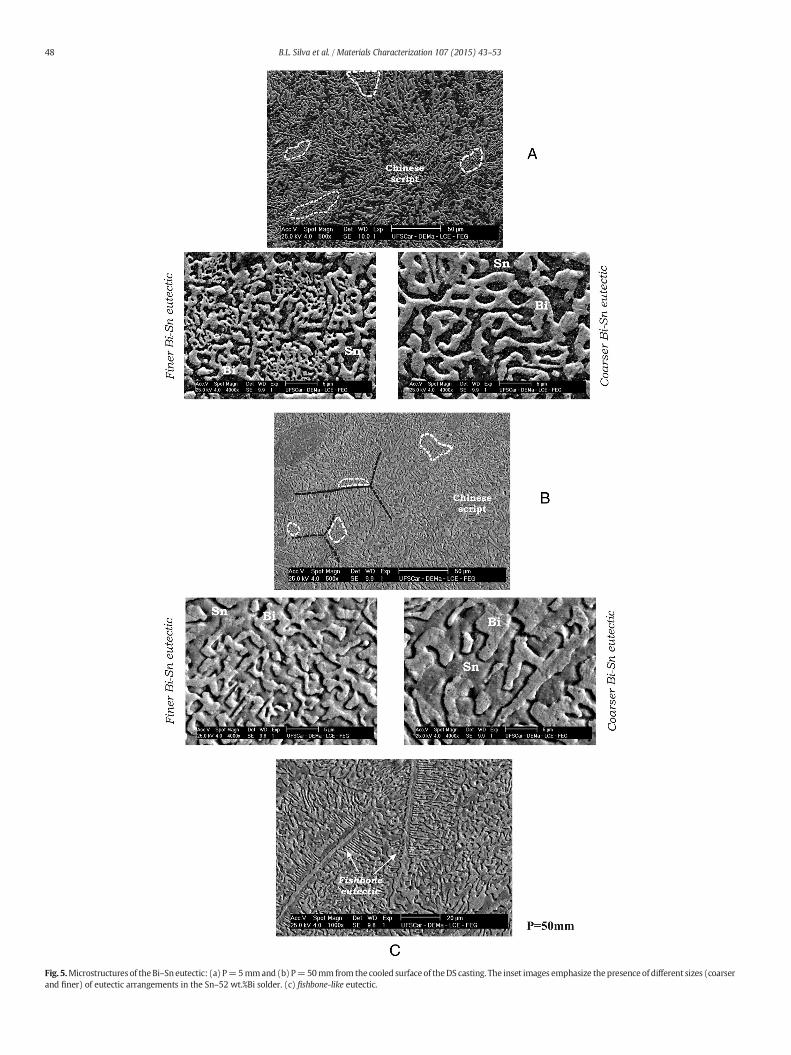
Fig. 5.Microstructures of theBi–Sneutectic: (a) P=5mmand (b) P=50mm from the cooled surface of theDS casting. The inset images emphasize thepresenceof different sizes (coarserand finer) of eutectic arrangements in the Sn–52 wt.%Bi solder. (c) fishbone-like eutectic.
48 B.L. Silva et al. / Materials Characterization 107 (2015) 43–53
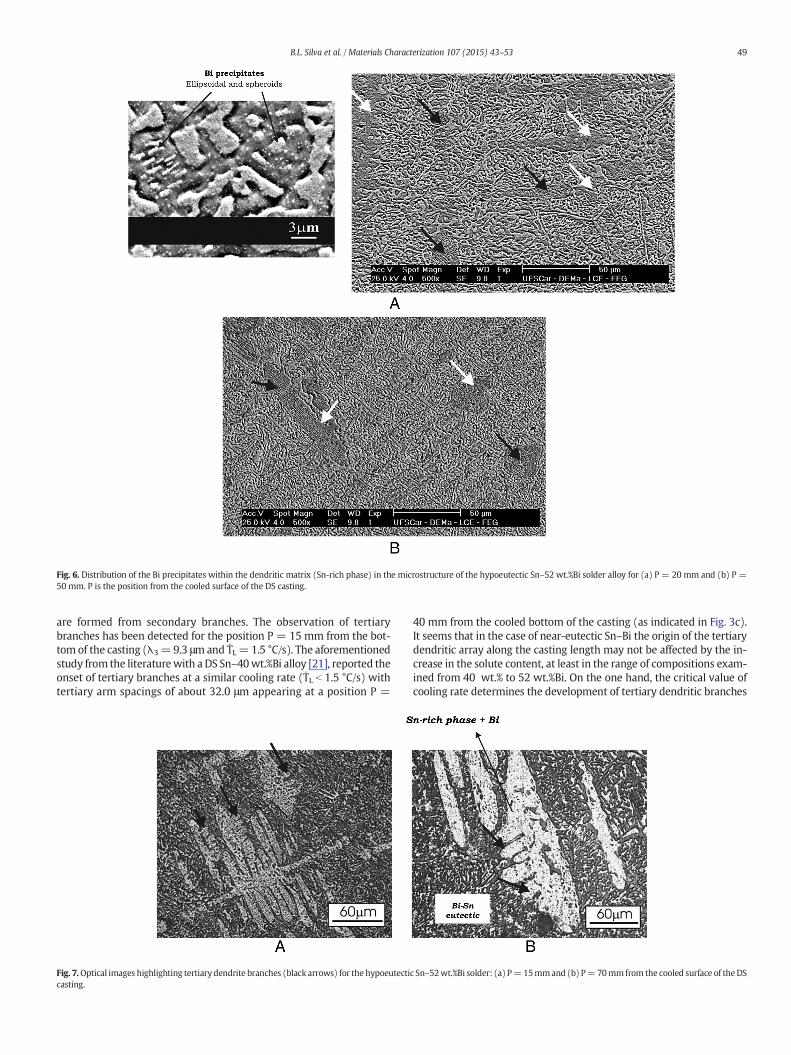
Fig. 6. Distribution of the Bi precipitates within the dendritic matrix (Sn-rich phase) in the microstructure of the hypoeutectic Sn–52 wt.%Bi solder alloy for (a) P = 20 mm and (b) P =50 mm. P is the position from the cooled surface of the DS casting.
49B.L. Silva et al. / Materials Characterization 107 (2015) 43–53
are formed from secondary branches. The observation of tertiarybranches has been detected for the position P = 15 mm from the bot-tom of the casting (λ3= 9.3 μmand ṪL = 1.5 °C/s). The aforementionedstudy from the literaturewith a DS Sn–40wt.%Bi alloy [21], reported theonset of tertiary branches at a similar cooling rate (ṪL b 1.5 °C/s) withtertiary arm spacings of about 32.0 μm appearing at a position P =
Fig. 7.Optical images highlighting tertiary dendrite branches (black arrows) for the hypoeutecticasting.
40 mm from the cooled bottom of the casting (as indicated in Fig. 3c).It seems that in the case of near-eutectic Sn–Bi the origin of the tertiarydendritic array along the casting length may not be affected by the in-crease in the solute content, at least in the range of compositions exam-ined from 40 wt.% to 52 wt.%Bi. On the one hand, the critical value ofcooling rate determines the development of tertiary dendritic branches
c Sn–52wt.%Bi solder: (a) P=15mmand (b) P=70mmfrom the cooled surface of theDS
50 B.L. Silva et al. / Materials Characterization 107 (2015) 43–53
in both hypoeutectic Sn–Bi alloys (for cooling rates b1.5 °C/s). More-over, the higher the alloy solute content (and higher eutectic fraction),the finer is the tertiary dendritic spacing in hypoeutectic Sn–Bi alloys.
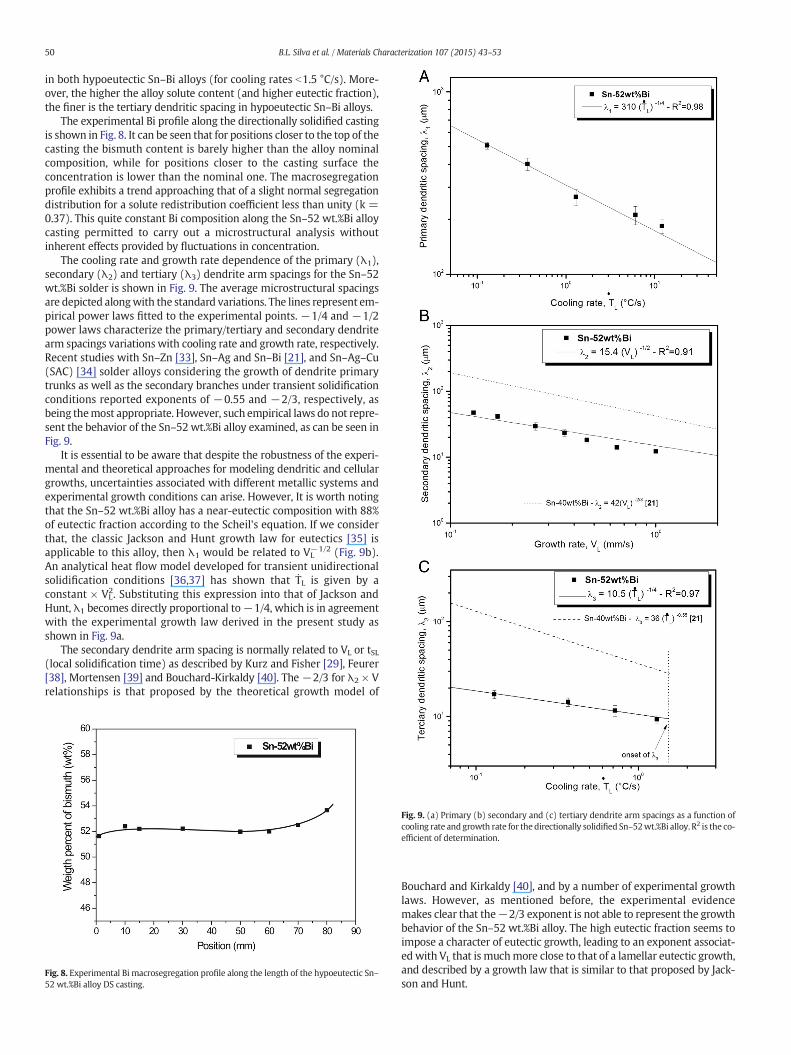
The experimental Bi profile along the directionally solidified castingis shown in Fig. 8. It can be seen that for positions closer to the top of thecasting the bismuth content is barely higher than the alloy nominalcomposition, while for positions closer to the casting surface theconcentration is lower than the nominal one. The macrosegregationprofile exhibits a trend approaching that of a slight normal segregationdistribution for a solute redistribution coefficient less than unity (k =0.37). This quite constant Bi composition along the Sn–52 wt.%Bi alloycasting permitted to carry out a microstructural analysis withoutinherent effects provided by fluctuations in concentration.
The cooling rate and growth rate dependence of the primary (λ1),secondary (λ2) and tertiary (λ3) dendrite arm spacings for the Sn–52wt.%Bi solder is shown in Fig. 9. The average microstructural spacingsare depicted alongwith the standard variations. The lines represent em-pirical power laws fitted to the experimental points. −1/4 and −1/2power laws characterize the primary/tertiary and secondary dendritearm spacings variations with cooling rate and growth rate, respectively.Recent studies with Sn–Zn [33], Sn–Ag and Sn–Bi [21], and Sn–Ag–Cu(SAC) [34] solder alloys considering the growth of dendrite primarytrunks as well as the secondary branches under transient solidificationconditions reported exponents of −0.55 and −2/3, respectively, asbeing themost appropriate. However, such empirical laws do not repre-sent the behavior of the Sn–52 wt.%Bi alloy examined, as can be seen inFig. 9.
It is essential to be aware that despite the robustness of the experi-mental and theoretical approaches for modeling dendritic and cellulargrowths, uncertainties associated with different metallic systems andexperimental growth conditions can arise. However, It is worth notingthat the Sn–52 wt.%Bi alloy has a near-eutectic composition with 88%of eutectic fraction according to the Scheil's equation. If we considerthat, the classic Jackson and Hunt growth law for eutectics [35] isapplicable to this alloy, then λ1 would be related to VL
−1/2 (Fig. 9b).An analytical heat flow model developed for transient unidirectionalsolidification conditions [36,37] has shown that ṪL is given by aconstant × VL
2. Substituting this expression into that of Jackson andHunt, λ1 becomes directly proportional to−1/4, which is in agreementwith the experimental growth law derived in the present study asshown in Fig. 9a.
The secondary dendrite arm spacing is normally related to VL or tSL(local solidification time) as described by Kurz and Fisher [29], Feurer[38], Mortensen [39] and Bouchard-Kirkaldy [40]. The −2/3 for λ2 × Vrelationships is that proposed by the theoretical growth model of
Fig. 9. (a) Primary (b) secondary and (c) tertiary dendrite arm spacings as a function ofcooling rate and growth rate for the directionally solidified Sn–52wt.%Bi alloy. R2 is the co-efficient of determination.
Fig. 8. Experimental Bi macrosegregation profile along the length of the hypoeutectic Sn–52 wt.%Bi alloy DS casting.
Bouchard and Kirkaldy [40], and by a number of experimental growthlaws. However, as mentioned before, the experimental evidencemakes clear that the−2/3 exponent is not able to represent the growthbehavior of the Sn–52 wt.%Bi alloy. The high eutectic fraction seems toimpose a character of eutectic growth, leading to an exponent associat-ed with VL that is muchmore close to that of a lamellar eutectic growth,and described by a growth law that is similar to that proposed by Jack-son and Hunt.
51B.L. Silva et al. / Materials Characterization 107 (2015) 43–53
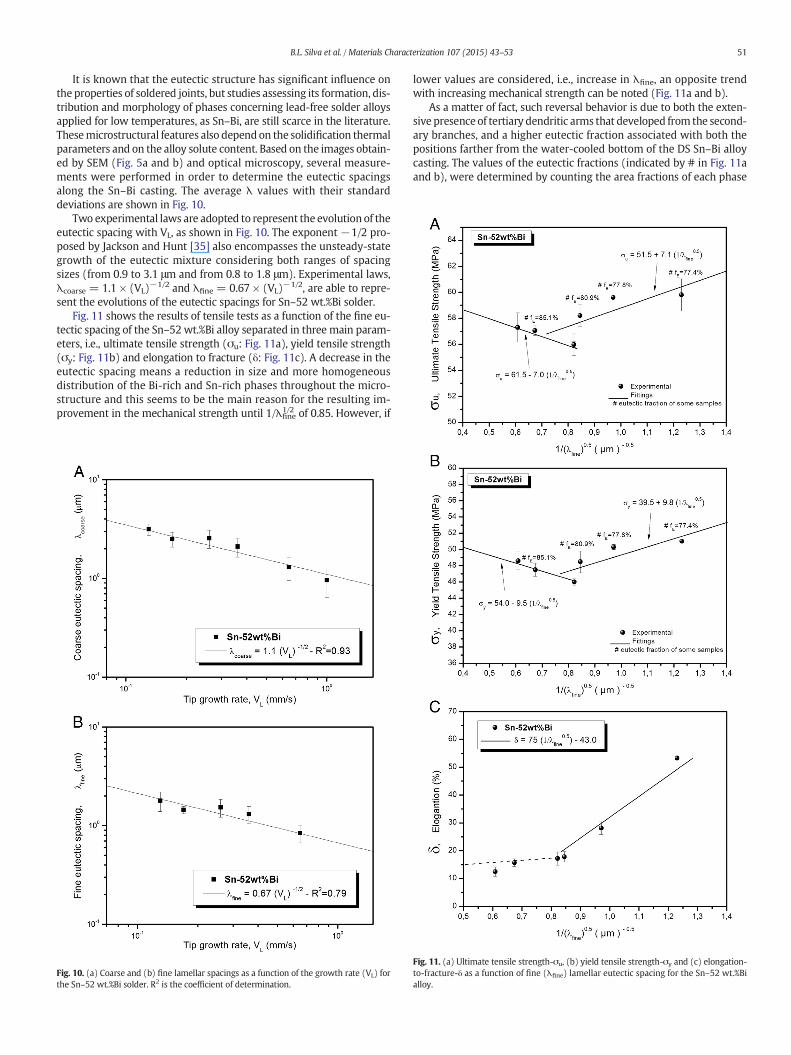
It is known that the eutectic structure has significant influence onthe properties of soldered joints, but studies assessing its formation, dis-tribution and morphology of phases concerning lead-free solder alloysapplied for low temperatures, as Sn–Bi, are still scarce in the literature.Thesemicrostructural features also dependon the solidification thermalparameters and on the alloy solute content. Based on the images obtain-ed by SEM (Fig. 5a and b) and optical microscopy, several measure-ments were performed in order to determine the eutectic spacingsalong the Sn–Bi casting. The average λ values with their standarddeviations are shown in Fig. 10.
Two experimental laws are adopted to represent the evolution of theeutectic spacing with VL, as shown in Fig. 10. The exponent −1/2 pro-posed by Jackson and Hunt [35] also encompasses the unsteady-stategrowth of the eutectic mixture considering both ranges of spacingsizes (from 0.9 to 3.1 μm and from 0.8 to 1.8 μm). Experimental laws,λcoarse = 1.1 × (VL)−1/2 and λfine = 0.67 × (VL)−1/2, are able to repre-sent the evolutions of the eutectic spacings for Sn–52 wt.%Bi solder.
Fig. 11 shows the results of tensile tests as a function of the fine eu-tectic spacing of the Sn–52 wt.%Bi alloy separated in three main param-eters, i.e., ultimate tensile strength (σu: Fig. 11a), yield tensile strength(σy: Fig. 11b) and elongation to fracture (δ: Fig. 11c). A decrease in theeutectic spacing means a reduction in size and more homogeneousdistribution of the Bi-rich and Sn-rich phases throughout the micro-structure and this seems to be the main reason for the resulting im-provement in the mechanical strength until 1/λfine
1/2 of 0.85. However, if
Fig. 10. (a) Coarse and (b) fine lamellar spacings as a function of the growth rate (VL) forthe Sn–52 wt.%Bi solder. R2 is the coefficient of determination.
lower values are considered, i.e., increase in λfine, an opposite trendwith increasing mechanical strength can be noted (Fig. 11a and b).
As a matter of fact, such reversal behavior is due to both the exten-sive presence of tertiary dendritic arms that developed from the second-ary branches, and a higher eutectic fraction associated with both thepositions farther from the water-cooled bottom of the DS Sn–Bi alloycasting. The values of the eutectic fractions (indicated by # in Fig. 11aand b), were determined by counting the area fractions of each phase
Fig. 11. (a) Ultimate tensile strength-σu, (b) yield tensile strength-σy and (c) elongation-to-fracture-δ as a function of fine (λfine) lamellar eutectic spacing for the Sn–52 wt.%Bialloy.
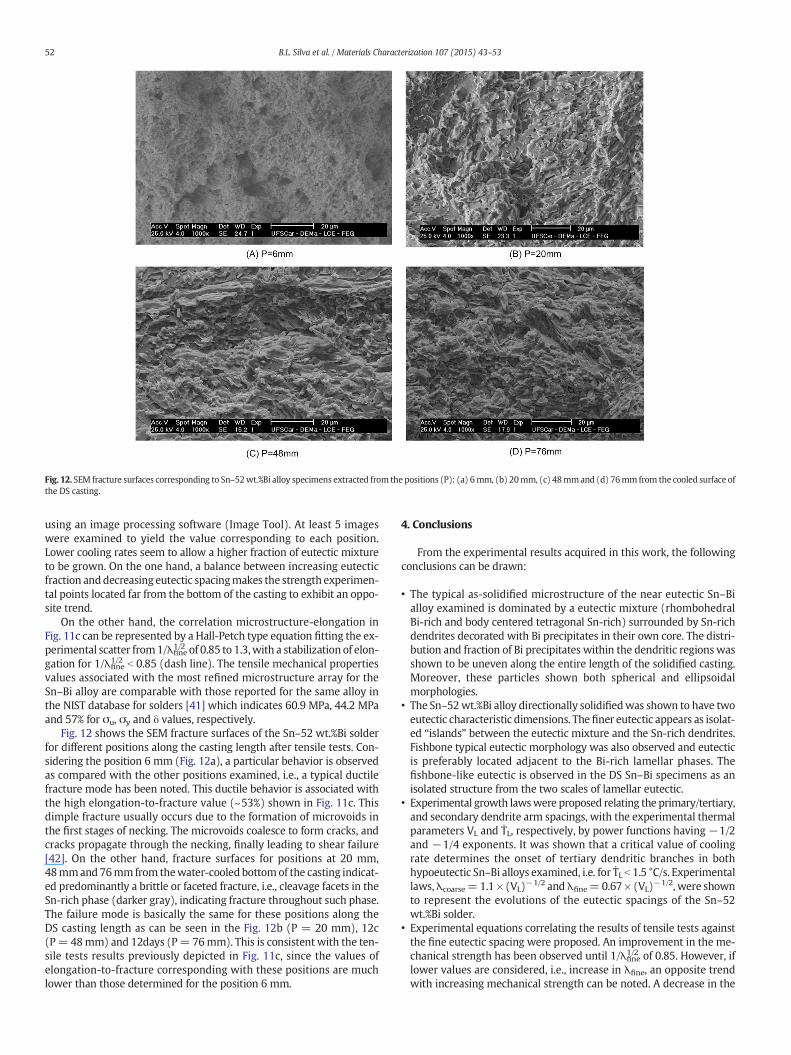
Fig. 12. SEM fracture surfaces corresponding to Sn–52wt.%Bi alloy specimens extracted from the positions (P): (a) 6mm, (b) 20mm, (c) 48mmand (d) 76mm from the cooled surface ofthe DS casting.
52 B.L. Silva et al. / Materials Characterization 107 (2015) 43–53
using an image processing software (Image Tool). At least 5 imageswere examined to yield the value corresponding to each position.Lower cooling rates seem to allow a higher fraction of eutectic mixtureto be grown. On the one hand, a balance between increasing eutecticfraction anddecreasing eutectic spacingmakes the strength experimen-tal points located far from the bottom of the casting to exhibit an oppo-site trend.
On the other hand, the correlation microstructure-elongation inFig. 11c can be represented by a Hall-Petch type equation fitting the ex-perimental scatter from1/λfine
1/2 of 0.85 to 1.3,with a stabilization of elon-gation for 1/λfine
1/2 b 0.85 (dash line). The tensile mechanical propertiesvalues associated with the most refined microstructure array for theSn–Bi alloy are comparable with those reported for the same alloy inthe NIST database for solders [41] which indicates 60.9 MPa, 44.2 MPaand 57% for σu, σy and δ values, respectively.
Fig. 12 shows the SEM fracture surfaces of the Sn–52 wt.%Bi solderfor different positions along the casting length after tensile tests. Con-sidering the position 6 mm (Fig. 12a), a particular behavior is observedas compared with the other positions examined, i.e., a typical ductilefracture mode has been noted. This ductile behavior is associated withthe high elongation-to-fracture value (~53%) shown in Fig. 11c. Thisdimple fracture usually occurs due to the formation of microvoids inthe first stages of necking. The microvoids coalesce to form cracks, andcracks propagate through the necking, finally leading to shear failure[42]. On the other hand, fracture surfaces for positions at 20 mm,48mmand 76mm from thewater-cooled bottomof the casting indicat-ed predominantly a brittle or faceted fracture, i.e., cleavage facets in theSn-rich phase (darker gray), indicating fracture throughout such phase.The failure mode is basically the same for these positions along theDS casting length as can be seen in the Fig. 12b (P = 20 mm), 12c(P= 48mm) and 12days (P= 76mm). This is consistent with the ten-sile tests results previously depicted in Fig. 11c, since the values ofelongation-to-fracture corresponding with these positions are muchlower than those determined for the position 6 mm.
4. Conclusions
From the experimental results acquired in this work, the followingconclusions can be drawn:
• The typical as-solidified microstructure of the near eutectic Sn–Bialloy examined is dominated by a eutectic mixture (rhombohedralBi-rich and body centered tetragonal Sn-rich) surrounded by Sn-richdendrites decorated with Bi precipitates in their own core. The distri-bution and fraction of Bi precipitates within the dendritic regions wasshown to be uneven along the entire length of the solidified casting.Moreover, these particles shown both spherical and ellipsoidalmorphologies.
• The Sn–52wt.%Bi alloy directionally solidifiedwas shown to have twoeutectic characteristic dimensions. Thefiner eutectic appears as isolat-ed “islands” between the eutectic mixture and the Sn-rich dendrites.Fishbone typical eutectic morphology was also observed and eutecticis preferably located adjacent to the Bi-rich lamellar phases. Thefishbone-like eutectic is observed in the DS Sn–Bi specimens as anisolated structure from the two scales of lamellar eutectic.
• Experimental growth lawswere proposed relating the primary/tertiary,and secondary dendrite arm spacings, with the experimental thermalparameters VL and ṪL, respectively, by power functions having −1/2and −1/4 exponents. It was shown that a critical value of coolingrate determines the onset of tertiary dendritic branches in bothhypoeutectic Sn–Bi alloys examined, i.e. for ṪL b 1.5 °C/s. Experimentallaws,λcoarse=1.1 × (VL)−1/2 andλfine=0.67× (VL)−1/2, were shownto represent the evolutions of the eutectic spacings of the Sn–52wt.%Bi solder.
• Experimental equations correlating the results of tensile tests againstthe fine eutectic spacing were proposed. An improvement in the me-chanical strength has been observed until 1/λfine
1/2 of 0.85. However, iflower values are considered, i.e., increase in λfine, an opposite trendwith increasing mechanical strength can be noted. A decrease in the
53B.L. Silva et al. / Materials Characterization 107 (2015) 43–53
eutectic spacing means a reduction in size and more homogeneousdistribution of Bi-rich and Sn-rich phases throughout the microstruc-ture and this seems to be the main reason for such behavior. The ob-served reversal behavior in σu and σy with λfine is due to both theextensive presence of tertiary dendritic arms that developed fromthe secondary branches, and a higher eutectic fraction associatedwith the positions farther from the water-cooled bottom of the DSSn–Bi alloy casting.
Acknowledgments
The authors acknowledge the financial support provided by FAPESP(São Paulo Research Foundation, Brazil: grants 2013/13030-5 and 2013/08259-3), CNPq and CAPES-COFECUB (grant 857/15).
References
[1] M.H. Braga, J. Vizdal, A. Kroupa, J. Ferreira, D. Soares, L.F. Malheiros, The experimen-tal study of the Bi–Sn, Bi–Zn and Bi–Sn–Zn systems, CALPHAD 31 (2007) 468–478.
[2] R.M. Shalaby, Effect of silver and indium addition on mechanical properties and in-dentation creep behavior of rapidly solidified Bi–Sn based lead-free solder alloys,Mater. Sci. Eng. A 560 (2013) 86–95.
[3] Y. Goh, A.S.M.A. Haseeb, M.F.M. Sabri, Effects of hydroquinone and gelatin on theelectrodeposition of Sn–Bi low temperature Pb-free solder, Electrochim. Acta 90(2013) 265–273.
[4] P. Vianco, J. Rejent, R. Grant, Development of Sn-based, lowmelting temperature Pb-free solder alloys, Mater. Trans. 45 (2004) 765–775.
[5] R. Dai, S.G. Zhang, J.G. Li, One-step fabrication of Al/Sn–Bi core-shell spheres viaphase separation, J. Electron. Mater. 40 (2011) 2458–2464.
[6] Z. Mei, J.W. Morris Jr., Characterization of eutectic Sn–Bi solder joints, J. Electron.Mater. 21 (1992) 599–607.
[7] J.L.F. Goldstein, J.W. Morris Jr., Microstructural development of eutectic Bi–Sn andeutectic In–Sn during high temperature deformation, J. Electron. Mater. 23 (1994)477–486.
[8] M. Mostofizadeh, J. Pippola, L. Frisk, Reliability and microstructural evolution of Sn-Bi-Ag solder paste during salt spray test, Carts International (2012) 2163–2170(page 11, line 509).
[9] T.H. Chuang, H.F. Wu, Effects of Ce addition on the microstructure and mechanicalproperties of Sn–58Bi solder joints, J. Electron. Mater. 40 (2011) 71–77.
[10] H. Xiaowu, L. Ke, A. Fanrong, Research on lamellar structure and micro-hardness ofdirectionally solidified Sn–58Bi eutectic alloy, Chin. foundry 9 (2012) 360–365.
[11] J. Glazer, Metallurgy of low temperature Pb-free solders for electronic assembly, Int.Mater. Rev. 40 (1995) 65–93.
[12] F. Hua, Z. Mei, J. Glazer, Eutectic Sn-Bi as an Alternative to Pb-Free Solders. Produc-tion Generation Solution – Technology Center Hewlett Packard Company (1998)277–283 (page 11, line 517).
[13] E.P. Wood, K.L. Nimmo, In search of new lead-free electronic solders, J. Electron.Mater. 23 (1994) 709–713.
[14] J.F. Li, S.H. Mannan, M.P. Clode, D.C.Whalley, D.A. Hutt, Interfacial reactions betweenmolten Sn–Bi–X solders and Cu substrates for liquid solder interconnects, ActaMater. 54 (2006) 2907–2922.
[15] J.W. Yoon, C.B. Lee, S.B. Jung, Interfacial reactions between Sn-58%mass Bi eutecticsolder and (Cu, electroless Ni–P/Cu) substrate, Mater. Trans. A 43 (2002)712–1726 (Special issue on Lead-free Electronics Packaging — The Japan Instituteof Metals).
[16] K.W. Moon, W.J. Boettinger, U.R. Kattner, C.A. Handwerker, D.J. Lee, The effect of Pbcontamination on the solidification behavior of Sn–Bi solders, J. Electron. Mater. 30(2001) 45–52.
[17] X.Y. Liu, H.T. Ma, J. Zhao, L. Wang, The Evaluation of Sn-58Bi Composite SolderMixed with Y2O3 (2005) 1–4 (page 11, line 531).
[18] A. Torres, L. Hernández, O. Domínguez, Effect of antimony additions on corrosionand mechanical properties of Sn–Bi eutectic lead-free solder alloy, Mater. Sci.Appl. 3 (2012) 355–362.
[19] L. Shen, P. Septiwerdani, Z. Chen, Elastic modulus, hardness and creep performanceof SnBi alloys using nanoindentation, Mater. Sci. Eng. A 558 (2012) 253–258.
[20] Z. Fang-qiu, Z. Bing, Z. Xian-fen, Y. Xu, C. Yi-ping, S. Qi-qiang, Effect of liquid–liquidstructure transition on solidification of Sn–Bi alloys, Trans. Nonferrous Met. Soc. 17(2007) 893–897.
[21] W.R. Osório, D.R. Leiva, L.C. Peixoto, L.R. Garcia, N. Mangelinck-Noël, A. Garcia, Mi-crostructure and mechanical properties of Sn–Bi, Sn–Ag and Sn–Zn lead-free solderalloys, J. Alloys Compd. 572 (2013) 97–106.
[22] F. Frongia, M. Pilloni, A. Scano, A. Ardu, C. Cannas, C. Musinu, G. Borzone, Delsante, R.Novakovic, G. Ennas, Synthesis and melting behaviour of Bi, Sn and Sn–Bi nano-structured Alloy, J. Alloys Compd. 623 (2015) 7–14.
[23] M.N. Croker, R.S. Fidler, R.W. Smith, The characterization of eutectic structures, Proc.R. Soc. A335 (1973) 15–27.
[24] M. McCormack, H.S. Chen, G.W. Kammlott, S. Jin, Significantly improved of Bi–Snsolder alloys mechanical properties by Ag-doping, J. Electron. Mater. 26 (1997)954–958.
[25] M.V. Canté, J.E. Spinelli, N. Cheung, I.L. Ferreira, A. Garcia, Microstructural develop-ment in Al–Ni alloys directionally solidified under unsteady-state conditions, Metall.Mater. Trans. A 39 (2008) 1712–1726.
[26] P.R. Goulart, K.S. Cruz, J.E. Spinelli, N. Cheung, I.L. Ferreira, A. Garcia, Cellular growthduring transient directional solidification of hypoeutectic Al–Fe alloys, J. AlloysCompd. 470 (2009) 589–599.
[27] D.M. Rosa, J.E. Spinelli, I.L. Ferreira, A. Garcia, Cellular/dendritic transition andmicro-structure evolution during transient directional solidification of Pb–Sb alloys, Metall.Mater. Trans. A 39A (2008) 2161–2174.
[28] M. Gunduz, E. Çardili, Directional solidification of aluminium–copper alloys, Mater.Sci. Eng. A 327 (2002) 167–185.
[29] W. Kurz, D.J. Fisher, Fundamentals of Solidification, Trans. Tech. Public, Switzerland,1992.
[30] P.T. Vianco, J.A. Rejent, Properties of ternary Sn–Ag–Bi solder alloys: part I— thermalproperties and microstructural analysis, J. Electron. Mater. 28 (1999) 1127–1137.
[31] S.P. Gupta, Phase Equilibria in Materials, Allied publishers PVT, LTD., New Delhi-India, 2003.
[32] G.A. Chadwick, Eutectic alloy solidification, Prog. Mater. Sci. 12 (1963) 99–182.[33] L.R. Garcia, W.R. Osório, L.C. Peixoto, A. Garcia, Mechanical properties of Sn–Zn lead-
free solder alloys based on the microstructure arrays, Mater. Charact. 61 (2010)212–220.
[34] J.E. Spinelli, B.L. Silva, A. Garcia, Assessment of tertiary dendritic growth and itseffects on mechanical properties of directionally solidified Sn–0.7Cu–xAg solderalloys, J. Electron. Mater. 43 (2014) 1347–1361.
[35] K.A. Jackson, J.D. Hunt, Lamellar and rod eutectic growth, Trans. Metall. Soc. AIME236 (1966) 1129–1142.
[36] A. Garcia, M. Prates, Mathematical model for the unidirectional solidification ofmetals: 1. Cooled molds, Metall. Trans. B 9 (1978) 449–457.
[37] A. Garcia, T.W. Clyne, M. Prates, Mathematical model for the unidirectional solidifi-cation of metals: 2. Massive molds, Metall. Trans. B 10 (1979) 85–92.
[38] U. Feurer, Proceedings of the symposium on quality control of engineering alloys,Delft 1977, pp. 131–145.
[39] A. Mortensen, On the rate of dendrite arm coarsening, Metall. Trans. A 22 (1991)569–674.
[40] D. Bouchard, J.S. Kirkaldy, Prediction of dendrite arm spacings in unsteady andsteady state heat flow of unidirectionally solidified binary alloys, Metall. Mater.Trans. B 28 (1997) 651–663.
[41] T. Siewert, S. Liu, D.R. Smith, J.C. Madeni, Database for solder properties withemphasis on new lead-free solder, Properties of Lead-Free Solders/Release 4.0,NIST & Colorado School of Mines, Colorado, 2002.
[42] X. Hu, Y. Li, Y. Liu, Z. Min, Developments of high strength Bi-containing Sn0.7Culead-free solder alloys prepared by directional solidification, J. Alloys Compd. 625(2015) 241–250.




















