Engineering support issues for flexibility in maintenance : An SAP-LAP framework
24
Engineering support issues 247 Asia Pacific Journal of Marketing and Logistics Vol. 22 No. 2, 2010 pp. 247-270 # Emerald Group Publishing Limited 1355-5855 DOI 10.1108/13555851011026980 Received March 2009 Revised November 2009 Accepted December 2009 Engineering support issues for flexibility in maintenance An SAP-LAP framework Amik Garg and S.G. Deshmukh Mechanical Engineering Department, Indian Institute of Technology Delhi, Delhi, India Abstract Purpose – Flexible system management has brought a concept of flexibility in all spheres including maintenance management. Considerable literature is available on various facets of flexibility management, namely, production, supply chain, day-to-day activities, etc.; however, not much literature on flexibility in maintenance is reported. The purpose of this paper is to bridge this gap highlighting various issues involved in flexibility on maintenance. Design/methodology/approach – A situation-actors-process (SAP)-learning-action-performance (LAP) model has been applied to understand and analyze the concept of flexibility in maintenance. The paper analyses a case study of ABC, a Government maintenance organization for repair of automobiles in India, to discuss the various issues arising out of maintenance flexibility. Findings – Various issues concerning flexibility in maintenance are: business or corporate philosophy, systems and processes, inventory, manpower, performance measurements and information systems. Research limitations/implications – The concept of flexibility in maintenance has been demonstrated using only two facets of maintenance, i.e. manpower and the repair scope in the case study. Practical implications – The SAP-LAP model presents the concept of flexibility in maintenance adequately. The concept can be implemented while planning the maintenance in any organization for various issues like inventory stock levels, manpower, repair scope, etc. The technicians may be trained on more than one specialty so that they can easily re-muster into other streams in case of flexible maintenance environment. Originality/value – This is an original approach to apply the concept of flexibility in the area of maintenance management. The issues affecting maintenance flexibility are identified and future researchers may find these gaps interesting. Keywords Maintenance, Flexible organizations, India Paper type Case study 1. Introduction Throughout the years, the importance of maintenance functions and therefore of maintenance management has grown. As a result, the fraction of employees working in the area of maintenance as well as the fraction of maintenance spending on the total operational costs has grown over the years. A glaring change in attitude towards maintenance from ‘‘a necessary evil’’ to ‘‘external and internal partnership’’ is noticed (Garg and Deshmukh, 2006). A consolidated summary highlighting various emerging trends in maintenance is given in Table I. Another trend that is fast catching up is that organizations are becoming more flexible (adaptive, responsive and agile) at the level of strategy, structure, systems, people and culture. Flexibility has been defined as ‘‘the ability to respond effectively to changing circumstances (Hamblin, 2002)’’. Japanese are ahead in recognizing the growing salience of flexibility (Grewin, 1993). While the costs of manufacturing have dropped dramatically in many companies, the costs of logistic services have not shown such improvements (Cunningham, 1996). The current issue and full text archive of this journal is available at www.emeraldinsight.com/1355-5855.htm
Transcript of Engineering support issues for flexibility in maintenance : An SAP-LAP framework
Engineeringsupport issues
247
Asia Pacific Journal of Marketingand Logistics
Vol. 22 No. 2, 2010pp. 247-270
# Emerald Group Publishing Limited1355-5855
DOI 10.1108/13555851011026980
Received March 2009Revised November 2009
Accepted December 2009
Engineering support issues forflexibility in maintenance
An SAP-LAP framework
Amik Garg and S.G. DeshmukhMechanical Engineering Department, Indian Institute of
Technology Delhi, Delhi, India
Abstract
Purpose – Flexible system management has brought a concept of flexibility in all spheres includingmaintenance management. Considerable literature is available on various facets of flexibilitymanagement, namely, production, supply chain, day-to-day activities, etc.; however, not muchliterature on flexibility in maintenance is reported. The purpose of this paper is to bridge this gaphighlighting various issues involved in flexibility on maintenance.Design/methodology/approach – A situation-actors-process (SAP)-learning-action-performance(LAP) model has been applied to understand and analyze the concept of flexibility in maintenance.The paper analyses a case study of ABC, a Government maintenance organization for repair ofautomobiles in India, to discuss the various issues arising out of maintenance flexibility.Findings – Various issues concerning flexibility in maintenance are: business or corporatephilosophy, systems and processes, inventory, manpower, performance measurements andinformation systems.Research limitations/implications – The concept of flexibility in maintenance has beendemonstrated using only two facets of maintenance, i.e. manpower and the repair scope in the case study.Practical implications – The SAP-LAP model presents the concept of flexibility in maintenanceadequately. The concept can be implemented while planning the maintenance in any organization forvarious issues like inventory stock levels, manpower, repair scope, etc. The technicians may be trained onmore than one specialty so that they can easily re-muster into other streams in case of flexiblemaintenance environment.Originality/value – This is an original approach to apply the concept of flexibility in the area ofmaintenance management. The issues affecting maintenance flexibility are identified and futureresearchers may find these gaps interesting.
Keywords Maintenance, Flexible organizations, India
Paper type Case study
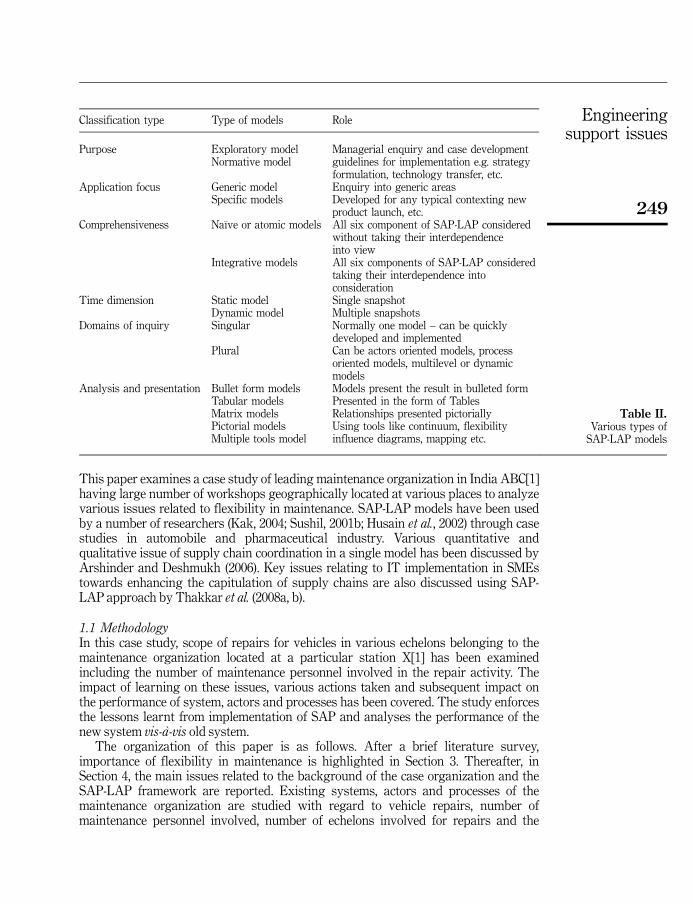
1. IntroductionThroughout the years, the importance of maintenance functions and therefore ofmaintenance management has grown. As a result, the fraction of employees working inthe area of maintenance as well as the fraction of maintenance spending on the totaloperational costs has grown over the years. A glaring change in attitude towardsmaintenance from ‘‘a necessary evil’’ to ‘‘external and internal partnership’’ is noticed(Garg and Deshmukh, 2006). A consolidated summary highlighting various emergingtrends in maintenance is given in Table I.
Another trend that is fast catching up is that organizations are becoming moreflexible (adaptive, responsive and agile) at the level of strategy, structure, systems,people and culture. Flexibility has been defined as ‘‘the ability to respond effectively tochanging circumstances (Hamblin, 2002)’’. Japanese are ahead in recognizing thegrowing salience of flexibility (Grewin, 1993). While the costs of manufacturing havedropped dramatically in many companies, the costs of logistic services have not shownsuch improvements (Cunningham, 1996).
The current issue and full text archive of this journal is available atwww.emeraldinsight.com/1355-5855.htm
APJML22,2
248
Maintenance organizations now a ‘‘profit contributor’’ need to be equally flexible as themanufacturing systems to meet the maintenance challenges in a fast changing flexiblemanufacturing scenario. Various factors contributing to maintenance needs to bedesigned for flexibility under the overall framework of minimum maintenance costs.Inquiry into managerial situational, problems and issues is needed very often. A modeof inquiry using situation-actor-process (SAP)-learning-action-performance (LAP)models of flexible systems management is proposed by Sushil (2000).
The ‘‘situation’’ represents the present status, environment of an organization andthe driving forces for good performance of an organization. The ‘‘actors’’ are theindividual participants, or group of members, which influence the situation and definean organization culture to evolve business procedure. The ‘‘process’’ is an overalltransformation process that converts a set of inputs into outputs to recreate thesituation (Sushil, 2001a). A situation is to be dealt with by an actor or a set of actors viaa process or a set of processes. The interplay and synthesis of SAP leads to LAP inwhich various learning issues are brought out regarding SAP. Based on the learning,action is to be taken on the front of SAP or the interface. The impact of the action on theperformance can be analyzed for the improved performance of actors or processes orsituational parameters. SAP-LAP models can be of various types depending on thepurpose, application focus, comprehensiveness, time dimension, levels of inquiry andtools used for analysis and presentation (Sushil, 2001b) as given in Table II.
Table I.Emerging trends inmaintenancemanagement
Attribute Earlier Emerging
Attribute towardsmaintenance
Necessary evil Technical matter-profitcontributor-partnership
Maintenance strategy Corrective maintenance (CM) Integration of various approachesPreventive maintenance (PM)Reliability centeredmaintenance (RCM)Total productive maintenance(TPM)
Maintenance optimizationmodels
Mathematical with limitedapplication
Application oriented
Maintenance outsourcing Not existed Part of the maintenance strategyPerformance indicators Reference numbers, surveys,
indicatorsMaintenance management tool(MMT) model, integration ofmaintenance and supply chainperformance indicators
Performance measurementapproaches
Value based approach,systems audit approach, dataenvelopment analysis (DEA)
Balanced scorecard approach,quality function deployment(QFD)
PMS integration withinformation systems
Poor Developing
Evolution of maintenancemanagement informationsystems (MMIS)
Mainframe applications andmostly administration oriented
Workgroup computing, Interenterprise technology
Spare parts management Inventory administration Graphical users interface (GUI)New maintenance policies Techniques in isolation Integration of TQM, JIT, TPM,
neural maintenance managementFlexibility in maintenance Poor Emerging concept as a part of
flexible systems management
Engineeringsupport issues
249
This paper examines a case study of leading maintenance organization in India ABC[1]having large number of workshops geographically located at various places to analyzevarious issues related to flexibility in maintenance. SAP-LAP models have been usedby a number of researchers (Kak, 2004; Sushil, 2001b; Husain et al., 2002) through casestudies in automobile and pharmaceutical industry. Various quantitative andqualitative issue of supply chain coordination in a single model has been discussed byArshinder and Deshmukh (2006). Key issues relating to IT implementation in SMEstowards enhancing the capitulation of supply chains are also discussed using SAP-LAP approach by Thakkar et al. (2008a, b).
1.1 MethodologyIn this case study, scope of repairs for vehicles in various echelons belonging to themaintenance organization located at a particular station X[1] has been examinedincluding the number of maintenance personnel involved in the repair activity. Theimpact of learning on these issues, various actions taken and subsequent impact onthe performance of system, actors and processes has been covered. The study enforcesthe lessons learnt from implementation of SAP and analyses the performance of thenew system vis-a-vis old system.
The organization of this paper is as follows. After a brief literature survey,importance of flexibility in maintenance is highlighted in Section 3. Thereafter, inSection 4, the main issues related to the background of the case organization and theSAP-LAP framework are reported. Existing systems, actors and processes of themaintenance organization are studied with regard to vehicle repairs, number ofmaintenance personnel involved, number of echelons involved for repairs and the
Table II.Various types of
SAP-LAP models
Classification type Type of models Role
Purpose Exploratory model Managerial enquiry and case developmentguidelines for implementation e.g. strategyformulation, technology transfer, etc.
Normative model
Application focus Generic model Enquiry into generic areasSpecific models Developed for any typical contexting new
product launch, etc.Comprehensiveness Naıve or atomic models All six component of SAP-LAP considered
without taking their interdependenceinto view
Integrative models All six components of SAP-LAP consideredtaking their interdependence intoconsideration
Time dimension Static model Single snapshotDynamic model Multiple snapshots
Domains of inquiry Singular Normally one model – can be quicklydeveloped and implemented
Plural Can be actors oriented models, processoriented models, multilevel or dynamicmodels
Analysis and presentation Bullet form models Models present the result in bulleted formTabular models Presented in the form of TablesMatrix models Relationships presented pictoriallyPictorial models Using tools like continuum, flexibility
influence diagrams, mapping etc.Multiple tools model
APJML22,2
250
scope of repairs at each echelon. In order to analyze these individual attributes of SAP,a separate questionnaire for each is formulated and presented. Subsequently, inSection 5, various learning issues from the study are analyzed and a comparison of theexisting and revised systems after implementation of SAP-LAP is undertaken. Section6 covers a discussion of results and the paper concludes in the last section withrecommendation for future researchers.
2. Literature surveyLiterature survey has been presented in three subheads of maintenance, flexibility andSAP-LAP models as below.
2.1 MaintenanceAll available literature on maintenance management has been consolidated by Gargand Deshmukh (2006). A total of 142 papers collected and analyzed in this paper intosix area-maintenance performance models, maintenance techniques, maintenancescheduling, maintenance performance measurement, maintenance informationsystems and maintenance policies. Each of these areas is subclassified and discussedin detail with important issues highlighted for each of the areas. Paper highlighted aglaring change in attitude towards maintenance from a necessary evil to ‘‘external andinternal partnerships’’.
Muller et al. (2008) highlight the importance of the maintenance function, whichhas increased because of its role in keeping and improving system availability andsafety, as well as product quality. To support this role, the development ofthe communication and information technologies has allowed the emergence of theconcept of e-maintenance. Within the era of e-manufacturing and e-business,e-maintenance provides the opportunity for a new maintenance generation. Paper alsohighlights integration of e-maintenance with existing telemaintenance principles, withweb services and modern e-collaboration principles.
2.2 Flexible systemsChandra and Grabis (2009) note the potential opportunities offered by flexibility of asystem in enhancing its functionalities and capabilities. After defining the nature offlexibility, paper describes flexibility in a supply chain, pertinent issues, and potentialtools and techniques utilized for designing and modeling flexibility in it. Some of thefuture challenges and issues in designing and operating flexible supply chains areevolution of global supply chains, concurrence of product, process and supply chaindesign processes and valuation of flexibility enablers. Flexibility has been achieved byrelying on relatively inexpensive workforce and low transportation costs.
Hamblin (2002) discusses the concept of flexibility as a managed performancemeasure through case research in the aerospace Defense industry in the UK and theUSA. Evidence shows that flexibility is regarded as important but is not explicitlymanaged and practitioners recognize further opportunities in this field. The nine typesof flexibility demanded in this industry are characterized under four groups andprioritized. The priorities depend on the dominant role of the organization in theextended enterprise, and there are influences based on the difference in marketstructure between the UK and the USA. In order to manage these flexibility types moreeffectively, a business process for flexibility management is proposed together withwork on a flexibility-cost model.
Engineeringsupport issues
251
2.3 SAP-LAPSushil (2000) highlights that inquiry into managerial situations, problems and issues isneeded very often. It is argued that in order to gain deep insight and for effective action,an SAP-LAP model of inquiry may be developed by identifying critical questions ineach element of SAP-LAP paradigm. Paper presents three generic SAP-LAP modelsfor inquiry into general problem solving, change and flexibility followed by anillustrative application. Paper also brings out that the real strengths and limitations ofsuch an enquiry will unfold in due course only often its implementation in wide varietyof contexts, which may help enriching this paradigm over time.
Arshinder and Deshmukh (2006) present a flexible model of SAP-LAP in which asituation of coordination is presented to the participants who may initiate theprocesses needed to be coordinated. This also helps in identifying flexibility gaps inadoption of coordination mechanisms. The paper presents a novel approach to analyzequantitative and qualitative issues of the supply chain coordination in a single modelcomprising various perspectives on coordination, and the impact of coordination onperformance of supply chain.
Thakkar et al. (2008a) investigate the issue of information technology (IT) adoptionand implementation in Indian manufacturing small and medium scale enterprise(SMEs) towards enhancing the capabilities of their supply chains. In this, paperhighlights SAP-LAP investigation on IT implementation for Indian SMEs in whichquestionnaire on all six variables of SAP-LAP were framed. This analysis helped toidentity and select enablers facilitating the implementation of IT in Indian SMEs.Thakkar et al. (2008b) propose a role interaction model for understanding a supplychain orientation of SMEs in which 13 possible combination of various roles areenlisted and defined on a coordinate geometry of a cube. Paper undertakes SAP-LAPanalysis of a case study and summarizes the outcome.
Following can be inferred from the literature survey:
. Literature on flexibility in maintenance management has not been adequatelyreported.
. Sufficient literature is reported on flexibility of production systems and supplychain.
. SAP-LAP models of enquiry are increasingly being used in wide variety ofcontexts thereby enriching this paradigm in flexible systems management.
In the next section, the importance of flexibility in maintenance is discussed.
3. Importance of flexibility in maintenanceIn an era of corrective maintenance, the maintenance function had an inbuilt flexibilitywherein all maintenance resources were directed to rectify the fault even thoughequipment down time, production loss and maintenance costs were high. Maintenancenow is more planned as basic concept of maintenance has been shifted to preventive orpredictive maintenance and its numerous forms and concepts.
On the contrary, in case the exploitation rate of equipment is not predefined,maintenance actions cannot be preplanned. Maintenance organization can be designedto cater for the failure rate arising out of full equipment exploitation. But, the cost willincrease, as keeping maintenance resources idle for the duration other than the fullexploitation may not be the optimum solution. The maintenance organization needs tobe flexible and designed in such a manner to divert its resources where exploitation is
APJML22,2
252
more. Some of the examples of varied exploitation of equipment are automobileindustry, telecommunication industry where the demands of the items keep changing.Another example is military application where the equipment exploitation cannot bepredicted and maintenance organizations need to be highly flexible.
If tomorrow’s automated factories are maintained by today’s maintenancetechniques, there may be great trouble (Knapp, 1987). The maintenance has also beenidentified as one of the economic issues that need to be considered in FMSimplementation (Rao and Deshmukh, 1993). It is therefore important that maintenancepolicies also become flexible with the changing flexible manufacturing environments.Maintenance flexibility therefore, merits greater research.
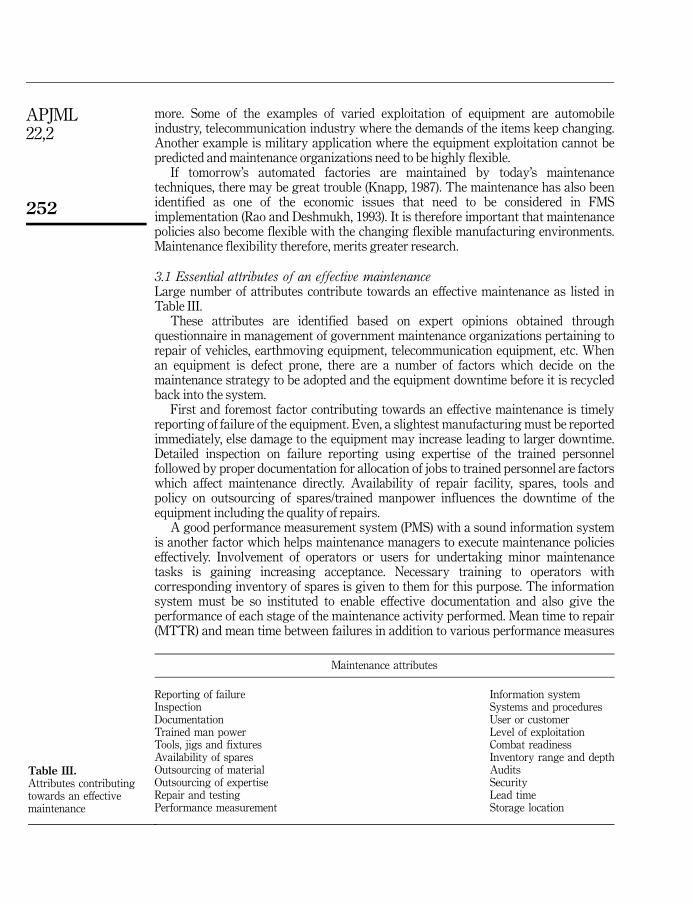
3.1 Essential attributes of an effective maintenanceLarge number of attributes contribute towards an effective maintenance as listed inTable III.
These attributes are identified based on expert opinions obtained throughquestionnaire in management of government maintenance organizations pertaining torepair of vehicles, earthmoving equipment, telecommunication equipment, etc. Whenan equipment is defect prone, there are a number of factors which decide on themaintenance strategy to be adopted and the equipment downtime before it is recycledback into the system.
First and foremost factor contributing towards an effective maintenance is timelyreporting of failure of the equipment. Even, a slightest manufacturing must be reportedimmediately, else damage to the equipment may increase leading to larger downtime.Detailed inspection on failure reporting using expertise of the trained personnelfollowed by proper documentation for allocation of jobs to trained personnel are factorswhich affect maintenance directly. Availability of repair facility, spares, tools andpolicy on outsourcing of spares/trained manpower influences the downtime of theequipment including the quality of repairs.
A good performance measurement system (PMS) with a sound information systemis another factor which helps maintenance managers to execute maintenance policieseffectively. Involvement of operators or users for undertaking minor maintenancetasks is gaining increasing acceptance. Necessary training to operators withcorresponding inventory of spares is given to them for this purpose. The informationsystem must be so instituted to enable effective documentation and also give theperformance of each stage of the maintenance activity performed. Mean time to repair(MTTR) and mean time between failures in addition to various performance measures
Table III.Attributes contributingtowards an effectivemaintenance
Maintenance attributes
Reporting of failure Information systemInspection Systems and proceduresDocumentation User or customerTrained man power Level of exploitationTools, jigs and fixtures Combat readinessAvailability of spares Inventory range and depthOutsourcing of material AuditsOutsourcing of expertise SecurityRepair and testing Lead timePerformance measurement Storage location
Engineeringsupport issues
253
for each of the sections must be available in the PMS. Knowledge of the technicians onthe equipment repair also needs to be arrested for future use. The level of inventoryand their range needs to be determined. Thus, there are large number of factors whichaffect the execution of the maintenance making it flexible.
Concern for security in maintenance organization is an important as the operationof the equipment. Physical as well as information security of the environment and thenetworks must be ensured. Similarly, timely internal and external audits of themaintenance procedures and information systems are critical for effective maintenancemanagement.
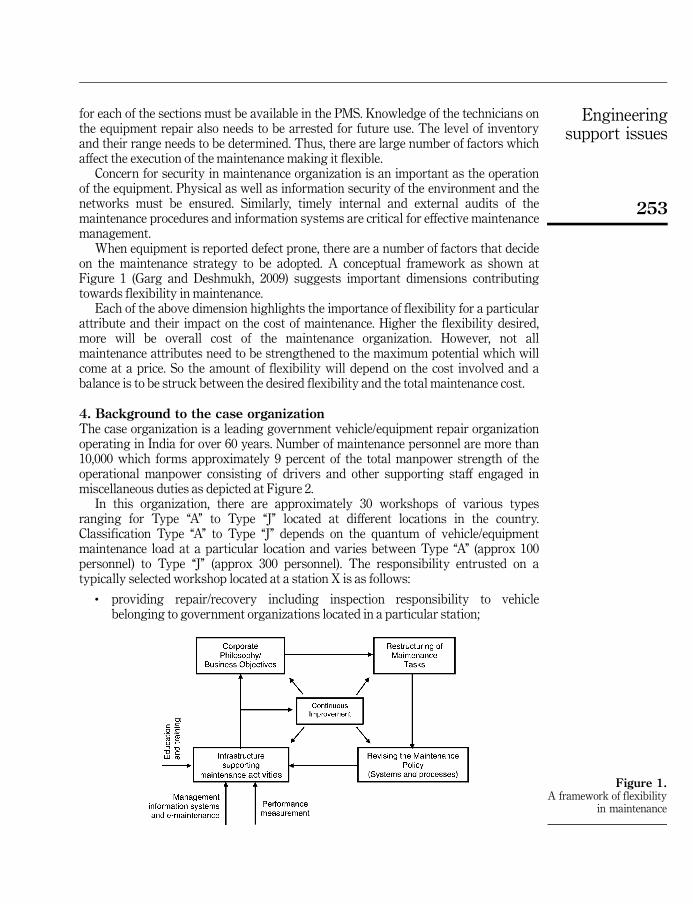
When equipment is reported defect prone, there are a number of factors that decideon the maintenance strategy to be adopted. A conceptual framework as shown atFigure 1 (Garg and Deshmukh, 2009) suggests important dimensions contributingtowards flexibility in maintenance.
Each of the above dimension highlights the importance of flexibility for a particularattribute and their impact on the cost of maintenance. Higher the flexibility desired,more will be overall cost of the maintenance organization. However, not allmaintenance attributes need to be strengthened to the maximum potential which willcome at a price. So the amount of flexibility will depend on the cost involved and abalance is to be struck between the desired flexibility and the total maintenance cost.
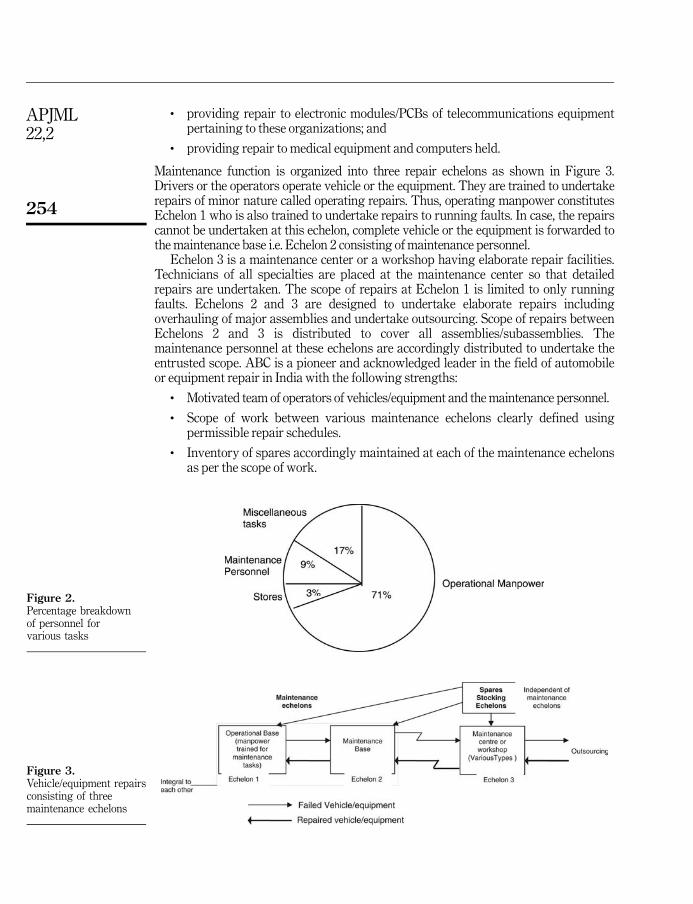
4. Background to the case organizationThe case organization is a leading government vehicle/equipment repair organizationoperating in India for over 60 years. Number of maintenance personnel are more than10,000 which forms approximately 9 percent of the total manpower strength of theoperational manpower consisting of drivers and other supporting staff engaged inmiscellaneous duties as depicted at Figure 2.
In this organization, there are approximately 30 workshops of various typesranging for Type ‘‘A’’ to Type ‘‘J’’ located at different locations in the country.Classification Type ‘‘A’’ to Type ‘‘J’’ depends on the quantum of vehicle/equipmentmaintenance load at a particular location and varies between Type ‘‘A’’ (approx 100personnel) to Type ‘‘J’’ (approx 300 personnel). The responsibility entrusted on atypically selected workshop located at a station X is as follows:
. providing repair/recovery including inspection responsibility to vehiclebelonging to government organizations located in a particular station;
Figure 1.A framework of flexibility
in maintenance
APJML22,2
254
. providing repair to electronic modules/PCBs of telecommunications equipmentpertaining to these organizations; and
. providing repair to medical equipment and computers held.
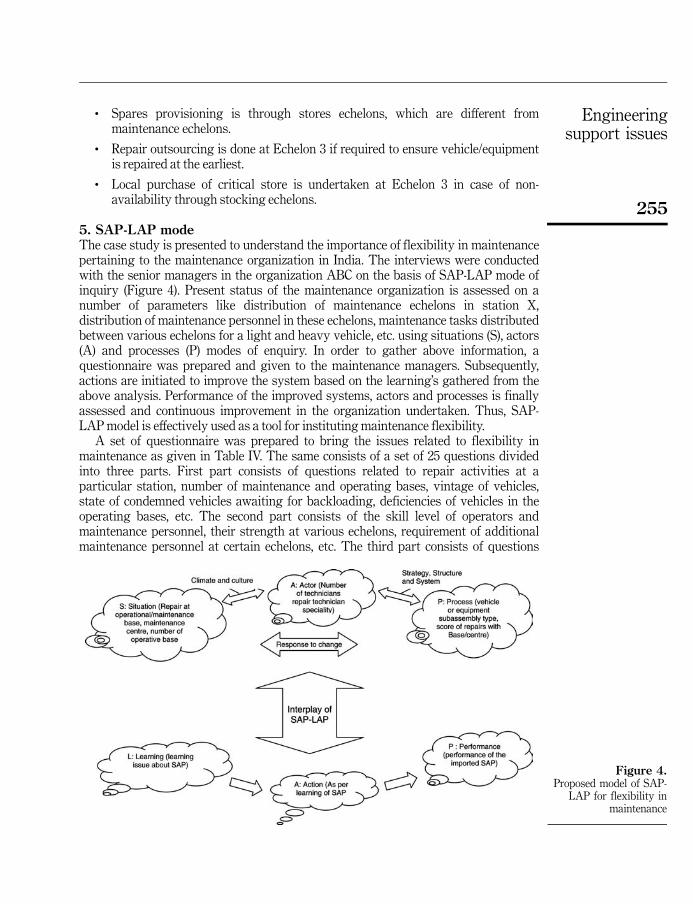
Maintenance function is organized into three repair echelons as shown in Figure 3.Drivers or the operators operate vehicle or the equipment. They are trained to undertakerepairs of minor nature called operating repairs. Thus, operating manpower constitutesEchelon 1 who is also trained to undertake repairs to running faults. In case, the repairscannot be undertaken at this echelon, complete vehicle or the equipment is forwarded tothe maintenance base i.e. Echelon 2 consisting of maintenance personnel.
Echelon 3 is a maintenance center or a workshop having elaborate repair facilities.Technicians of all specialties are placed at the maintenance center so that detailedrepairs are undertaken. The scope of repairs at Echelon 1 is limited to only runningfaults. Echelons 2 and 3 are designed to undertake elaborate repairs includingoverhauling of major assemblies and undertake outsourcing. Scope of repairs betweenEchelons 2 and 3 is distributed to cover all assemblies/subassemblies. Themaintenance personnel at these echelons are accordingly distributed to undertake theentrusted scope. ABC is a pioneer and acknowledged leader in the field of automobileor equipment repair in India with the following strengths:
. Motivated team of operators of vehicles/equipment and the maintenance personnel.
. Scope of work between various maintenance echelons clearly defined usingpermissible repair schedules.
. Inventory of spares accordingly maintained at each of the maintenance echelonsas per the scope of work.
Figure 2.Percentage breakdownof personnel forvarious tasks
Figure 3.Vehicle/equipment repairsconsisting of threemaintenance echelons
Engineeringsupport issues
255
. Spares provisioning is through stores echelons, which are different frommaintenance echelons.
. Repair outsourcing is done at Echelon 3 if required to ensure vehicle/equipmentis repaired at the earliest.
. Local purchase of critical store is undertaken at Echelon 3 in case of non-availability through stocking echelons.
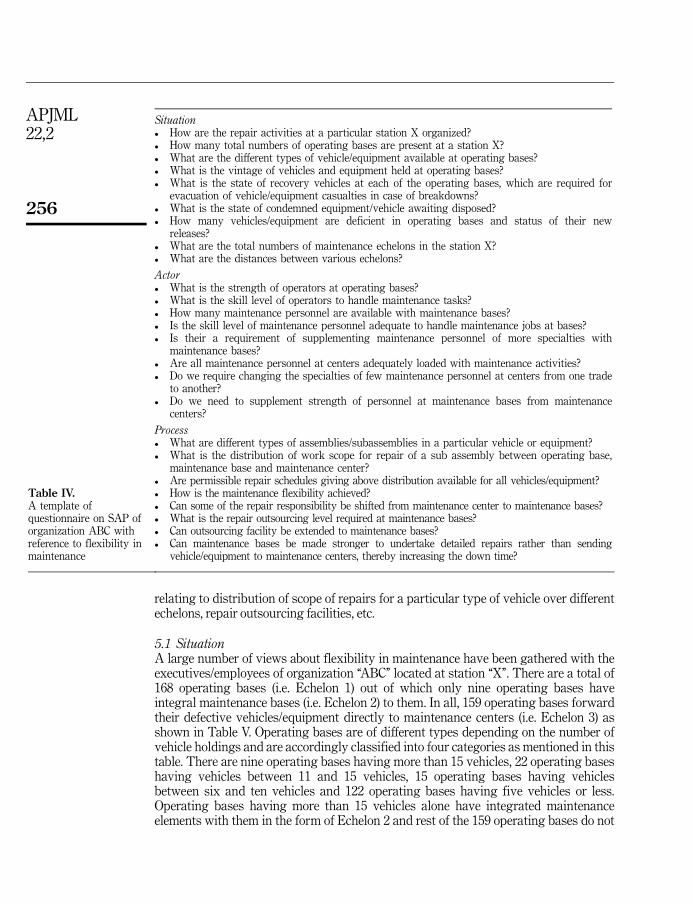
5. SAP-LAP modeThe case study is presented to understand the importance of flexibility in maintenancepertaining to the maintenance organization in India. The interviews were conductedwith the senior managers in the organization ABC on the basis of SAP-LAP mode ofinquiry (Figure 4). Present status of the maintenance organization is assessed on anumber of parameters like distribution of maintenance echelons in station X,distribution of maintenance personnel in these echelons, maintenance tasks distributedbetween various echelons for a light and heavy vehicle, etc. using situations (S), actors(A) and processes (P) modes of enquiry. In order to gather above information, aquestionnaire was prepared and given to the maintenance managers. Subsequently,actions are initiated to improve the system based on the learning’s gathered from theabove analysis. Performance of the improved systems, actors and processes is finallyassessed and continuous improvement in the organization undertaken. Thus, SAP-LAP model is effectively used as a tool for instituting maintenance flexibility.
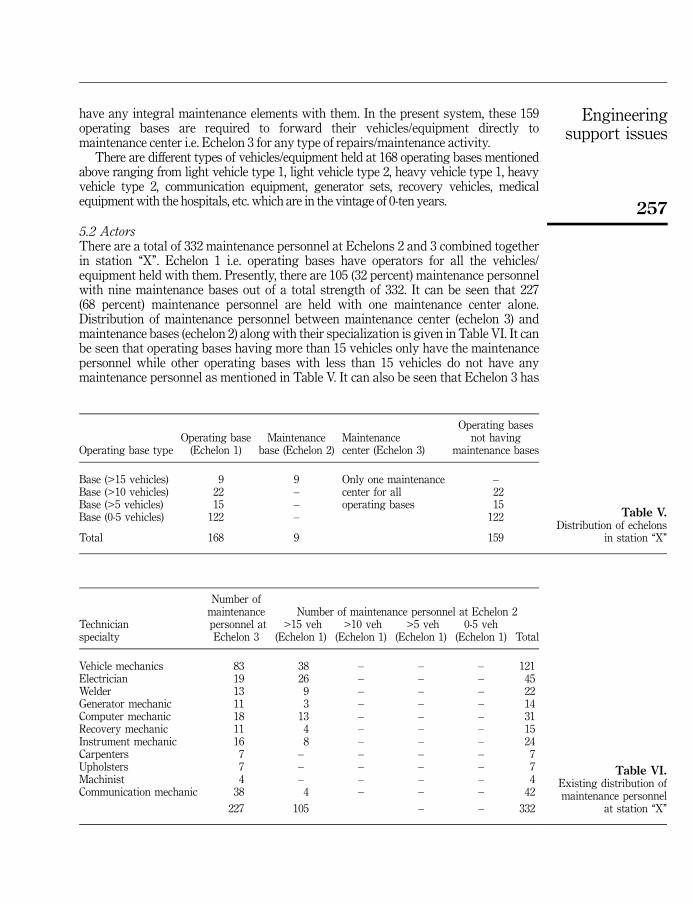
A set of questionnaire was prepared to bring the issues related to flexibility inmaintenance as given in Table IV. The same consists of a set of 25 questions dividedinto three parts. First part consists of questions related to repair activities at aparticular station, number of maintenance and operating bases, vintage of vehicles,state of condemned vehicles awaiting for backloading, deficiencies of vehicles in theoperating bases, etc. The second part consists of the skill level of operators andmaintenance personnel, their strength at various echelons, requirement of additionalmaintenance personnel at certain echelons, etc. The third part consists of questions
Figure 4.Proposed model of SAP-
LAP for flexibility inmaintenance
APJML22,2
256
relating to distribution of scope of repairs for a particular type of vehicle over differentechelons, repair outsourcing facilities, etc.
5.1 SituationA large number of views about flexibility in maintenance have been gathered with theexecutives/employees of organization ‘‘ABC’’ located at station ‘‘X’’. There are a total of168 operating bases (i.e. Echelon 1) out of which only nine operating bases haveintegral maintenance bases (i.e. Echelon 2) to them. In all, 159 operating bases forwardtheir defective vehicles/equipment directly to maintenance centers (i.e. Echelon 3) asshown in Table V. Operating bases are of different types depending on the number ofvehicle holdings and are accordingly classified into four categories as mentioned in thistable. There are nine operating bases having more than 15 vehicles, 22 operating baseshaving vehicles between 11 and 15 vehicles, 15 operating bases having vehiclesbetween six and ten vehicles and 122 operating bases having five vehicles or less.Operating bases having more than 15 vehicles alone have integrated maintenanceelements with them in the form of Echelon 2 and rest of the 159 operating bases do not
Table IV.A template ofquestionnaire on SAP oforganization ABC withreference to flexibility inmaintenance
Situation� How are the repair activities at a particular station X organized?� How many total numbers of operating bases are present at a station X?� What are the different types of vehicle/equipment available at operating bases?� What is the vintage of vehicles and equipment held at operating bases?� What is the state of recovery vehicles at each of the operating bases, which are required for
evacuation of vehicle/equipment casualties in case of breakdowns?� What is the state of condemned equipment/vehicle awaiting disposed?� How many vehicles/equipment are deficient in operating bases and status of their new
releases?� What are the total numbers of maintenance echelons in the station X?� What are the distances between various echelons?
Actor� What is the strength of operators at operating bases?� What is the skill level of operators to handle maintenance tasks?� How many maintenance personnel are available with maintenance bases?� Is the skill level of maintenance personnel adequate to handle maintenance jobs at bases?� Is their a requirement of supplementing maintenance personnel of more specialties with
maintenance bases?� Are all maintenance personnel at centers adequately loaded with maintenance activities?� Do we require changing the specialties of few maintenance personnel at centers from one trade
to another?� Do we need to supplement strength of personnel at maintenance bases from maintenance
centers?
Process� What are different types of assemblies/subassemblies in a particular vehicle or equipment?� What is the distribution of work scope for repair of a sub assembly between operating base,
maintenance base and maintenance center?� Are permissible repair schedules giving above distribution available for all vehicles/equipment?� How is the maintenance flexibility achieved?� Can some of the repair responsibility be shifted from maintenance center to maintenance bases?� What is the repair outsourcing level required at maintenance bases?� Can outsourcing facility be extended to maintenance bases?� Can maintenance bases be made stronger to undertake detailed repairs rather than sending
vehicle/equipment to maintenance centers, thereby increasing the down time?
Engineeringsupport issues
257
have any integral maintenance elements with them. In the present system, these 159operating bases are required to forward their vehicles/equipment directly tomaintenance center i.e. Echelon 3 for any type of repairs/maintenance activity.
There are different types of vehicles/equipment held at 168 operating bases mentionedabove ranging from light vehicle type 1, light vehicle type 2, heavy vehicle type 1, heavyvehicle type 2, communication equipment, generator sets, recovery vehicles, medicalequipment with the hospitals, etc. which are in the vintage of 0-ten years.
5.2 ActorsThere are a total of 332 maintenance personnel at Echelons 2 and 3 combined togetherin station ‘‘X’’. Echelon 1 i.e. operating bases have operators for all the vehicles/equipment held with them. Presently, there are 105 (32 percent) maintenance personnelwith nine maintenance bases out of a total strength of 332. It can be seen that 227(68 percent) maintenance personnel are held with one maintenance center alone.Distribution of maintenance personnel between maintenance center (echelon 3) andmaintenance bases (echelon 2) along with their specialization is given in Table VI. It canbe seen that operating bases having more than 15 vehicles only have the maintenancepersonnel while other operating bases with less than 15 vehicles do not have anymaintenance personnel as mentioned in Table V. It can also be seen that Echelon 3 has
Table V.Distribution of echelons
in station ‘‘X’’
Operating base typeOperating base
(Echelon 1)Maintenance
base (Echelon 2)Maintenancecenter (Echelon 3)
Operating basesnot having
maintenance bases
Base (>15 vehicles) 9 9 Only one maintenancecenter for alloperating bases
–Base (>10 vehicles) 22 – 22Base (>5 vehicles) 15 – 15Base (0-5 vehicles) 122 – 122
Total 168 9 159
Table VI.Existing distribution ofmaintenance personnel
at station ‘‘X’’
Technicianspecialty
Number ofmaintenancepersonnel atEchelon 3
Number of maintenance personnel at Echelon 2>15 veh
(Echelon 1)>10 veh
(Echelon 1)>5 veh
(Echelon 1)0-5 veh
(Echelon 1) Total
Vehicle mechanics 83 38 – – – 121Electrician 19 26 – – – 45Welder 13 9 – – – 22Generator mechanic 11 3 – – – 14Computer mechanic 18 13 – – – 31Recovery mechanic 11 4 – – – 15Instrument mechanic 16 8 – – – 24Carpenters 7 – – – – 7Upholsters 7 – – – – 7Machinist 4 – – – – 4Communication mechanic 38 4 – – – 42
227 105 – – 332

APJML22,2
258
227 maintenance personnel which are spread over 11 specialties or trades. The largeststrength is of vehicle mechanics which is 83 while the smallest strength is of machinistwhich are only 4 in numbers.
Some of the technicians from the three ancillary trades like carpenter, upholstersand machinist are not held at the Echelon 2. Thus, there appears to be an imbalancebetween the manpower held at different echelons.
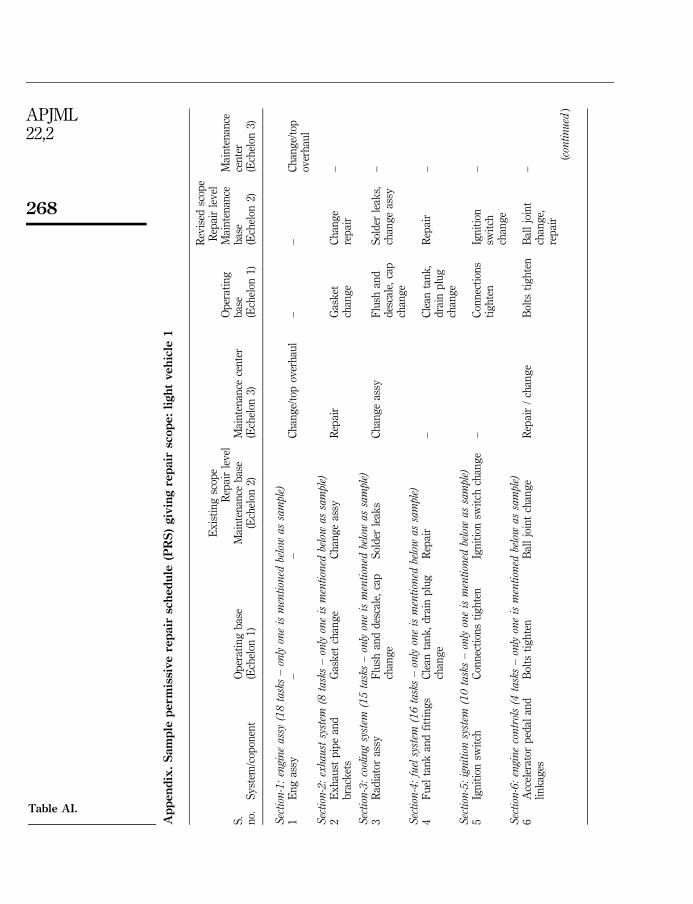
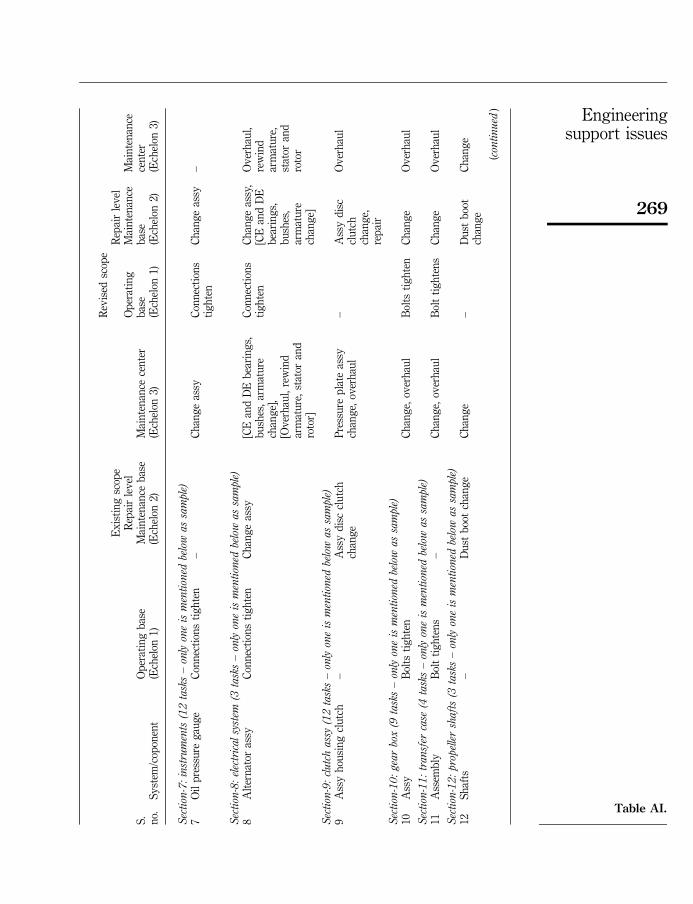
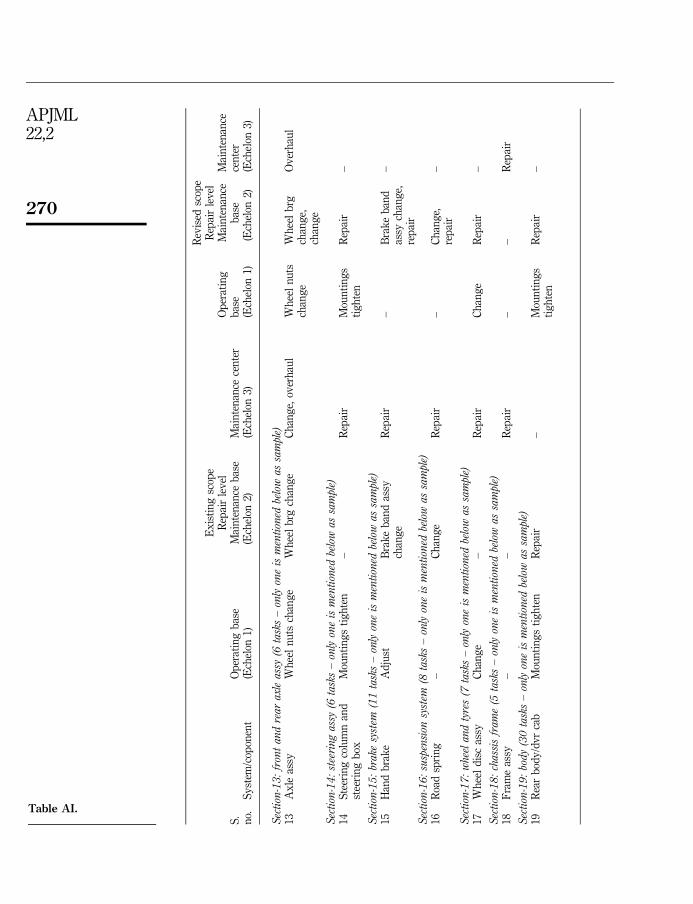
5.3 ProcessThere are 19 different assemblies/systems in light vehicle 1 and 20 differentassemblies/systems in heavy vehicle 2. Summary of the scope of work distributedbetween various echelons is given in Table VII under sections 1-19 in case of lightvehicle 1 and sections 1-20 in case of heavy vehicle 2. The detailed scope of work foreach of the 19 sections for light vehicle 1 giving details on the actual job to beperformed is given at Appendix which is known as permissive repair schedule. Thesummary mentioned at Table VII is summarised out of this permissible repairschedule.
Repairs schedules are made for all types of vehicles and are based on therecommendations of the original equipment manufacturer (OEM) or by the teamundertaking the trials of the vehicles at the time of induction into the service. Section 1(Engine assembly) in Table VII has a total of 18 maintenance tasks to be performedwith four tasks each for Echelons 1 and 2 and ten tasks for Echelon 3. Permissiblerepair schedule given by the OEM give the details of each of these 18 tasks on engineassembly to be performed by each of the above echelons. As a sample, only one taskout of total of 18 tasks is mentioned in the Appendix due to limitations of the space.However, this Appendix is considered essential to be enclosed to give a clear
Table VII.Summary of tasks forvarious echelons lightvehicle 1
Assembly/systemOperating
base (Echelon 1)Maintenance
base (Echelon 2)Maintenance
center (Echelon 3)
Section-1 (eng assy) 4 4 10Section-2 (exhaust system) 3 3 2Section-3 (cooling system) 6 5 4Section-4 (fuel system) 5 6 5Section-5 (ignition system) 4 4 2Section-6 (eng controls) 1 2 1Section-7 (instruments) 3 3 6Section-8 (electrical system) 10 10 11Section-9 (clutch assy) 1 6 5Section-10 (gear box) 1 3 5Section-11 (transfer case) 1 1 2Section-12 (propeller shaft) – 2 1Section-13 (front and rear axle) 1 1 4Section-14 (steering assy) 1 2 3Section-15 (brake system 2 3 6Section-16 (suspension sys) 2 3 3Section-17 (wheel and tyres) 4 1 2Section-18 (chassis and frame) 1 1 3Section-19 (body) 12 9 9
62 (29%) 69 (32%) 84 (39%)
Engineeringsupport issues
259
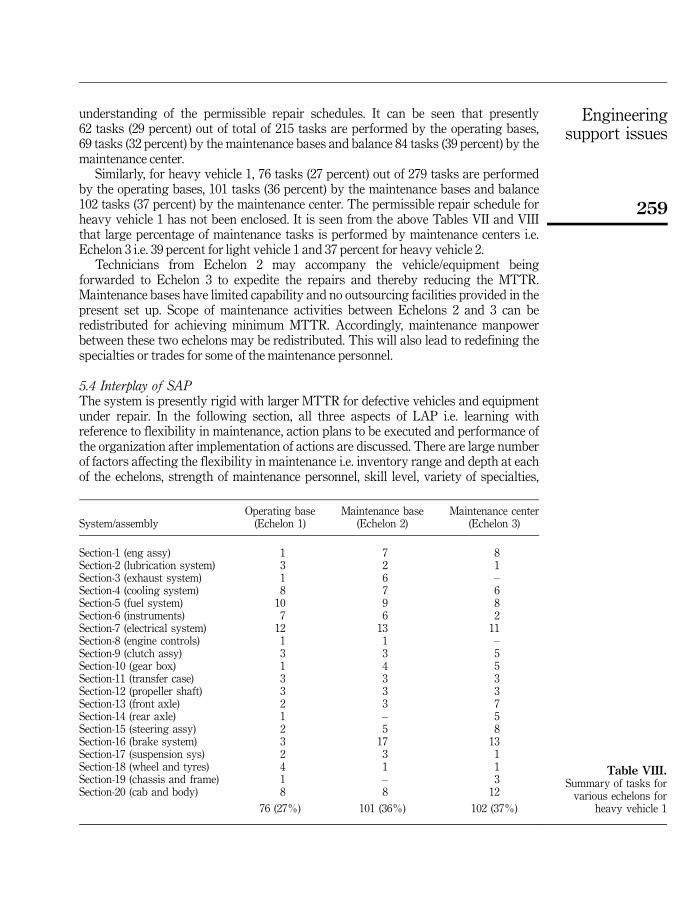
understanding of the permissible repair schedules. It can be seen that presently62 tasks (29 percent) out of total of 215 tasks are performed by the operating bases,69 tasks (32 percent) by the maintenance bases and balance 84 tasks (39 percent) by themaintenance center.
Similarly, for heavy vehicle 1, 76 tasks (27 percent) out of 279 tasks are performedby the operating bases, 101 tasks (36 percent) by the maintenance bases and balance102 tasks (37 percent) by the maintenance center. The permissible repair schedule forheavy vehicle 1 has not been enclosed. It is seen from the above Tables VII and VIIIthat large percentage of maintenance tasks is performed by maintenance centers i.e.Echelon 3 i.e. 39 percent for light vehicle 1 and 37 percent for heavy vehicle 2.
Technicians from Echelon 2 may accompany the vehicle/equipment beingforwarded to Echelon 3 to expedite the repairs and thereby reducing the MTTR.Maintenance bases have limited capability and no outsourcing facilities provided in thepresent set up. Scope of maintenance activities between Echelons 2 and 3 can beredistributed for achieving minimum MTTR. Accordingly, maintenance manpowerbetween these two echelons may be redistributed. This will also lead to redefining thespecialties or trades for some of the maintenance personnel.
5.4 Interplay of SAPThe system is presently rigid with larger MTTR for defective vehicles and equipmentunder repair. In the following section, all three aspects of LAP i.e. learning withreference to flexibility in maintenance, action plans to be executed and performance ofthe organization after implementation of actions are discussed. There are large numberof factors affecting the flexibility in maintenance i.e. inventory range and depth at eachof the echelons, strength of maintenance personnel, skill level, variety of specialties,
Table VIII.Summary of tasks for
various echelons forheavy vehicle 1
System/assemblyOperating base
(Echelon 1)Maintenance base
(Echelon 2)Maintenance center
(Echelon 3)
Section-1 (eng assy) 1 7 8Section-2 (lubrication system) 3 2 1Section-3 (exhaust system) 1 6 –Section-4 (cooling system) 8 7 6Section-5 (fuel system) 10 9 8Section-6 (instruments) 7 6 2Section-7 (electrical system) 12 13 11Section-8 (engine controls) 1 1 –Section-9 (clutch assy) 3 3 5Section-10 (gear box) 1 4 5Section-11 (transfer case) 3 3 3Section-12 (propeller shaft) 3 3 3Section-13 (front axle) 2 3 7Section-14 (rear axle) 1 – 5Section-15 (steering assy) 2 5 8Section-16 (brake system) 3 17 13Section-17 (suspension sys) 2 3 1Section-18 (wheel and tyres) 4 1 1Section-19 (chassis and frame) 1 – 3Section-20 (cab and body) 8 8 12
76 (27%) 101 (36%) 102 (37%)
APJML22,2
260
information systems, outsourcing of spares, outsourcing of repairs, performancemeasurements, number of echelons, etc. Few of these factors if altered may giveimproved maintenance performance.
5.5 Learning
Key learning issues of the SAP study of the organization ABC is discussed withreference to flexibility in maintenance.
5.5.1 Number of echelons. Presently, out of total 168 echelons (Table V) only nineechelons have maintenance base facilities which are colocated with the operating bases(Echelon 1). Rest 159 operating bases do not have any maintenance element integral tothem. Thus, vehicle mean time to repair (MTTR) is larger for these operating bases asvehicles have to travel larger distances to reach Echelon 3 for undertaking all type ofrepairs, maintenance effort among various echelons may be redistributed so as toincrease number of maintenance bases which will in turn lead to reduction in MTTR ofvehicles.
5.5.2 Manpower (Maintenance personnel). Strength of maintenance personnel has adirect influence on the maintenance approach to be adopted. The level of trainingimparted and level of acquired knowledge by the technicians also have a decisive affecton the maintenance approach to be selected. It is seen in this case study that number oftechnicians like vehicle mechanics, communication mechanics are too large incomparison to upholsters, carpenters, etc. (Table VI refers). The overall strength oftechnicians i.e. 332 is adequate but it may be redistributed.
5.5.3 Inventory. The range and depth of inventory at Echelon 2 may be increasedcorresponding with the scope entrusted to this echelon. Outsourcing may also beentrusted to this echelon in order to have overall reduction in MTTR. Similarly,Echelon 3 inventory will be revised corresponding to the new scope.
5.5.4 Scope of repairs. Operating bases are adequately loaded and no revisions arerecommended. However, Echelon 2, i.e. maintenance bases, appears to have a largerpotential for repairs which may reduce the load of the maintenance centers. Presently,only nine operating bases have integral maintenance bases. Therefore, any increase inthe number of maintenance bases may relieve Echelon 3 from maintenance base leveljobs and also spare them to undertake only the specialized jobs.
5.5.5 Performance measurements and information systems. Presently, the onlyperformance measure is MTTR. There are large number of performance measures,which may be incorporated while designing a suitable PMS for this organization. In thepresent case, information flow is poor and no maintenance information system inplace.
5.5.6 Knowledge management. The acquired expertise of technicians over a periodof time for repair of various vehicles is a very valuable resource which needs to bepreserved and analyzed. The vehicles behave differently in varying terrains andoperating conditions. Accordingly, certain types of defects occur in the vehicles/equipment while operating in a particular environment which needs to be recorded tofacilitate faster repairs and to reduce MTTR.
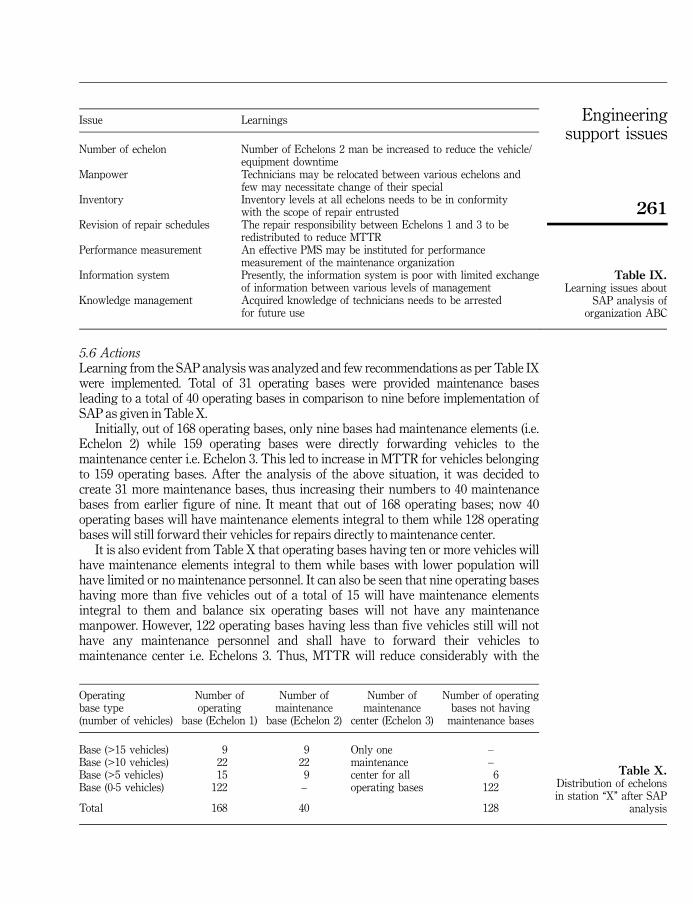
Various learning issues from the SAP study of the organization are given inTable IX. These issues were discussed with the senior managers of the organizationand action plans formulated which are discussed in the next section.
Engineeringsupport issues
261
5.6 ActionsLearning from the SAP analysis was analyzed and few recommendations as per Table IXwere implemented. Total of 31 operating bases were provided maintenance basesleading to a total of 40 operating bases in comparison to nine before implementation ofSAP as given in Table X.
Initially, out of 168 operating bases, only nine bases had maintenance elements (i.e.Echelon 2) while 159 operating bases were directly forwarding vehicles to themaintenance center i.e. Echelon 3. This led to increase in MTTR for vehicles belongingto 159 operating bases. After the analysis of the above situation, it was decided tocreate 31 more maintenance bases, thus increasing their numbers to 40 maintenancebases from earlier figure of nine. It meant that out of 168 operating bases; now 40operating bases will have maintenance elements integral to them while 128 operatingbases will still forward their vehicles for repairs directly to maintenance center.
It is also evident from Table X that operating bases having ten or more vehicles willhave maintenance elements integral to them while bases with lower population willhave limited or no maintenance personnel. It can also be seen that nine operating baseshaving more than five vehicles out of a total of 15 will have maintenance elementsintegral to them and balance six operating bases will not have any maintenancemanpower. However, 122 operating bases having less than five vehicles still will nothave any maintenance personnel and shall have to forward their vehicles tomaintenance center i.e. Echelons 3. Thus, MTTR will reduce considerably with the
Table IX.Learning issues about
SAP analysis oforganization ABC
Issue Learnings
Number of echelon Number of Echelons 2 man be increased to reduce the vehicle/equipment downtime
Manpower Technicians may be relocated between various echelons andfew may necessitate change of their special
Inventory Inventory levels at all echelons needs to be in conformitywith the scope of repair entrusted
Revision of repair schedules The repair responsibility between Echelons 1 and 3 to beredistributed to reduce MTTR
Performance measurement An effective PMS may be instituted for performancemeasurement of the maintenance organization
Information system Presently, the information system is poor with limited exchangeof information between various levels of management
Knowledge management Acquired knowledge of technicians needs to be arrestedfor future use
Table X.Distribution of echelonsin station ‘‘X’’ after SAP
analysis
Operatingbase type(number of vehicles)
Number ofoperating
base (Echelon 1)
Number ofmaintenance
base (Echelon 2)
Number ofmaintenance
center (Echelon 3)
Number of operatingbases not having
maintenance bases
Base (>15 vehicles) 9 9 Only onemaintenancecenter for alloperating bases
–Base (>10 vehicles) 22 22 –Base (>5 vehicles) 15 9 6Base (0-5 vehicles) 122 – 122
Total 168 40 128

APJML22,2
262
revised arrangements. Accordingly, number of maintenance personnel was reduced atmaintenance center from 227 to 157 and for maintenance bases, numbers increasedfrom 105 to 175 as mentioned in Table XI. Comparison of Tables VI and XI highlightallotment of different specialties to few technicians who were given six monthstraining.
Initially, the distribution of 332 maintenance personnel in the station ‘‘X’’ was 227personnel with one maintenance center (Echelon 3) and 105 personnel with ninemaintenance bases (Echelon 2). After the reorganization, 70 maintenance personnelwere reduced from the maintenance center (reduced from 227 to 157) and redistributedto 31 additionally created maintenance bases (Echelon 2). The maintenance personnelin maintenance bases thus increased from earlier 105 (in nine maintenance bases) topresent 175 (in total 40 maintenance bases including 31 additionally created). Therevised specialties of all 332 maintenance personnel are given in Table XI. Some of thetechnicians were allotted different specialty/trade than before. These technicians wereimparted training into new trade for a period of six months and later ‘‘on the jobtraining’’ increased their skills periodically over a period of time.
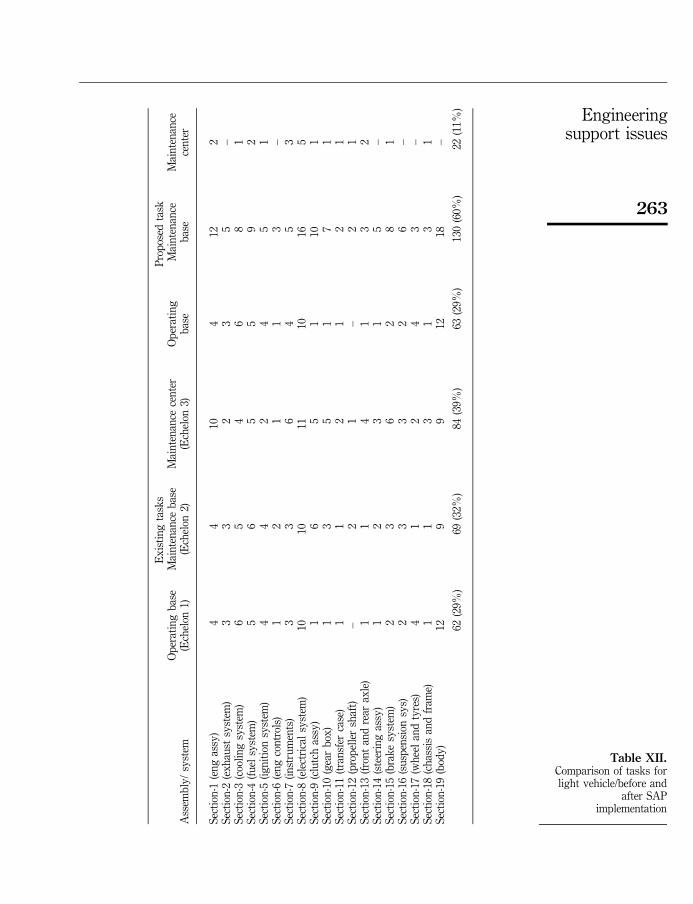
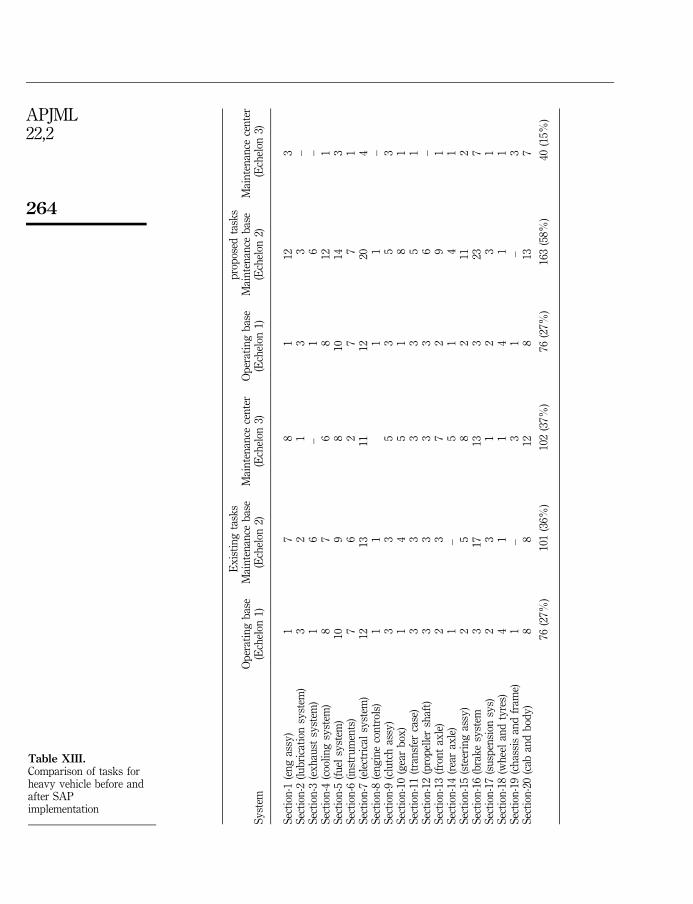
In addition, the scope of repair tasks as mentioned in the repair schedules was alsorevised as given in Tables XII and XIII. Operating bases tasks have remained the same,while maintenance bases tasks have increased with corresponding decrease inmaintenance center tasks. The re-organization of the repair scope has resulted inreduction in load of maintenance center and corresponding increase in the load ofmaintenance bases. In case of light vehicle 1 (Table XII), maintenance center load hasdecreased from 39 to 11 percent while for maintenance base it has increased from 32 to60 percent. Similarly, for heavy vehicle 1 maintenance center load has decreased from37 to 15 percent while maintenance base load has increased from 36 to 58 percent.Thus, MTTR for vehicles will reduce considerably since more number of repairs shallnow be arrested at the maintenance bases itself.
Permissible repair schedule listed in the Appendix contains both existing andrevised scope for various sections of light vehicle 1. Section 2 (exhaust system)highlights that repair of exhaust pipe and brackets has now been shifted from
Table XI.Distribution ofmaintenance personnelat station ‘‘X’’ after SAPanalysis
Technician specialty
Number ofmaintenance
personnelat Echelon 3
Number ofmaintenancepersonnel atEchelon 2
>15 veh(Echelon 1)
>10 veh(Echelon 1)
>5 veh(Echelon 1)
0-5 veh(Echelon 1)
SubTotal Total
Vehicle mechanics 49 28 10 9 – 47 96Electrician 19 16 10 4 – 30 49Welder 13 7 2 – – 9 22Generator mechanic 6 3 3 2 – 8 14Computer mechanic 11 13 4 3 – 20 31Recovery mechanic 9 2 2 2 – 6 15Instrument mechanic 9 8 4 3 – 15 24Carpenters 7 3 4 2 – 9 16Upholsters 7 5 5 4 – 14 21Machinist 4 1 1 – – 2 6Communication mechanic 23 9 3 3 – 15 38
157 95 48 32 – 175 332
Engineeringsupport issues
263
Table XII.Comparison of tasks forlight vehicle/before and
after SAPimplementation
Ex
isti
ng
task
sP
rop
osed
task
Ass
emb
ly/
syst
emO
per
atin
gb
ase
(Ech
elon
1)M
ain
ten
ance
bas
e(E
chel
on2)
Mai
nte
nan
cece
nte
r(E
chel
on3)
Op
erat
ing
bas
eM
ain
ten
ance
bas
eM
ain
ten
ance
cen
ter
Sec
tion
-1(e
ng
assy
)4
410
412
2S
ecti
on-2
(ex
hau
stsy
stem
)3
32
35
–S
ecti
on-3
(coo
lin
gsy
stem
)6
54
68
1S
ecti
on-4
(fu
elsy
stem
)5
65
59
2S
ecti
on-5
(ig
nit
ion
syst
em)
44
24
51
Sec
tion
-6(e
ng
con
trol
s)1
21
13
–S
ecti
on-7
(in
stru
men
ts)
33
64
53
Sec
tion
-8(e
lect
rica
lsy
stem
)10
1011
1016
5S
ecti
on-9
(clu
tch
assy
)1
65
110
1S
ecti
on-1
0(g
ear
box
)1
35
17
1S
ecti
on-1
1(t
ran
sfer
case
)1
12
12
1S
ecti
on-1
2(p
rop
elle
rsh
aft)
–2
1–
21
Sec
tion
-13
(fro
nt
and
rear
axle
)1
14
13
2S
ecti
on-1
4(s
teer
ing
assy
)1
23
15
–S
ecti
on-1
5(b
rak
esy
stem
)2
36
28
1S
ecti
on-1
6(s
usp
ensi
onsy
s)2
33
26
–S
ecti
on-1
7(w
hee
lan
dty
res)
41
24
3–
Sec
tion
-18
(ch
assi
san
dfr
ame)
11
31
31
Sec
tion
-19
(bod
y)
129
912
18–
62(2
9%)
69(3
2%)
84(3
9%)
63(2
9%)
130
(60%
)22
(11%
)
APJML22,2
264
Table XIII.Comparison of tasks forheavy vehicle before andafter SAPimplementation
Ex
isti
ng
task
sp
rop
osed
task
s
Sy
stem
Op
erat
ing
bas
e(E
chel
on1)
Mai
nte
nan
ceb
ase
(Ech
elon
2)M
ain
ten
ance
cen
ter
(Ech
elon
3)O
per
atin
gb
ase
(Ech
elon
1)M
ain
ten
ance
bas
e(E
chel
on2)
Mai
nte
nan
cece
nte
r(E
chel
on3)
Sec
tion
-1(e
ng
assy
)1
78
112
3S
ecti
on-2
(lu
bri
cati
onsy
stem
)3
21
33
–S
ecti
on-3
(ex
hau
stsy
stem
)1
6–
16
–S
ecti
on-4
(coo
lin
gsy
stem
)8
76
812
1S
ecti
on-5
(fu
elsy
stem
)10
98
1014
3S
ecti
on-6
(in
stru
men
ts)
76
27
71
Sec
tion
-7(e
lect
rica
lsy
stem
)12
1311
1220
4S
ecti
on-8
(en
gin
eco
ntr
ols)
11
11
–S
ecti
on-9
(clu
tch
assy
)3
35
35
3S
ecti
on-1
0(g
ear
box
)1
45
18
1S
ecti
on-1
1(t
ran
sfer
case
)3
33
35
1S
ecti
on-1
2(p
rop
elle
rsh
aft)
33
33
6–
Sec
tion
-13
(fro
nt
axle
)2
37
29
1S
ecti
on-1
4(r
ear
axle
)1
–5
14
1S
ecti
on-1
5(s
teer
ing
assy
)2
58
211
2S
ecti
on-1
6(b
rak
esy
stem
317
133
237
Sec
tion
-17
(su
spen
sion
sys)
23
12
31
Sec
tion
-18
(wh
eel
and
tyre
s)4
11
41
1S
ecti
on-1
9(c
has
sis
and
fram
e)1
–3
1–
3S
ecti
on-2
0(c
aban
db
ody
)8
812
813
7
76(2
7%)
101
(36%
)10
2(3
7%)
76(2
7%)
163
(58%
)40
(15%
)
Engineeringsupport issues
265
maintenance center (Echelon 3) to maintenance base (Echelon 2). Similarly, there hasbeen a shift of various tasks for Echelon 3 to Echelon 2 as should in the Appendix.However, for operating bases (Echelon 1) having no maintenance bases (Echelon 2), allthe maintenance tasks will continue to be undertaken by maintenance center (Echelon3). Thus, maintenance center will perform the task of maintenance base for thoseoperating bases which do not have any maintenance bases integrated with them.
It may be noted that the load on Echelon 3 has considerably reduced for operatingbases which now have maintenance bases integrated with them. Rest of the 128 baseswill have no change and therefore load of these bases on the maintenance center willcontinue to remain as before.
5.7 PerformanceThe actions emanated from the learning improved the performance as follows:
. Vehicles/equipment repairs could be undertaken in locations close to theoperating bases. This reduced the movement of vehicles/equipment tomaintenance center, which improved the MTTR considerably.
. The technicians were distributed between maintenance echelons depending onthe quantum of maintenance activities to be undertaken at each echelon.
. The revised scope distribution between maintenance echelons ensured thattechnicians are utilized adequately.
. The system has improved within the existing resources.
6. Discussion of resultsMaintenance organization now a ‘‘profit contributor’’ needs to be equally flexible as themanufacturing systems to meet the maintenance challenges in a fast changing flexiblemanufacturing scenario. A conceptual framework for maintenance flexibility has beenproposed by Garg and Deshmukh (2009).
SAP-LAP made of enquiry is an effective tool for general problem solving, changeand flexibility. In this paper, SAP-LAP model has been used to demonstratemaintenance flexibility using a case study. There are a total of 168 echelons of amaintenance organization ABC in station X. All 168 echelons are operating bases aswell. Presently, only nine echelons have maintenance bases while 159 echelons forwardtheir vehicles directly to maintenance center (Echelon 3). This leads to increase indowntime of the vehicles when they are in unserviceable state. Presently, 332maintenance personnel have been distributed as – 105 personnel to nine maintenancebases and 227 personnel with the maintenance center. Using SAP-LAP mode ofenquiry, the rationalization of these recourses has been undertaken. Total numbers of168 echelons have been redistributed – maintenance bases have been increased fromnine to 40 and with these operating bases with no maintenance personnel have beenreduced from 159 to 128. Similarly, maintenance personnel strength with maintenancebases have been increased from 105 to 175 and with maintenance center reduced from227 to 157. Some of the maintenance personnel shifted from maintenance center tomaintenance bases had the change in their specialization through six months trainingin the new specialty.
Before the SAP-LAP model application, the tasks earmarked for light vehicle 1 were29 percent (operating base), 32 percent (maintenance base) and 39 percent(maintenance center). After the SAP-LAP model implementation, these tasks were
APJML22,2
266
revised as 29, 60 and 11 percent. Similarly, revisions for a heavy vehicle 1 have alsobeen demonstrated in Table XIII. The revision of scope with maintenance bases has ledto reduced repair time and better utilization of resources which is an essence of themaintenance flexibility. The SAP-LAP mode of enquiry when applied to maintenancesystem proved to be an effective tool to analyze the concept of maintenance flexibility.
7. Concluding remarksImportance of maintenance functions has grown over the years. The concept offlexibility to maintenance organization has been less explored in literature and that iswhere this paper is novel in approach. Another, trend is that organizations arebecoming more flexible i.e. adaptive, responsive and agile at the level of strategy,structure, systems, people and culture. The case study highlights the importance offlexibility in the field of maintenance, which is an area less explored. The maintenanceresources of an organization were reorganized using SAP-LAP model. The modelanalyzes the system, actors and processes in detail and its learning put in action toview the improved performance. It was demonstrated that by imparting flexibility tovarious maintenance resources, performance of the maintenance organization hasimproved considerably. The paper shall be of immense benefit to the future researchersworking in this area. Designing PMSs for maintenance organization, which are flexiblein nature, may be another interesting area for detailed scrutiny.
Note
1. For technical reasons, name of the organization and the station have not been revealed.
References
Arshinder, K.A. and Deshmukh, S.G. (2006), ‘‘Supply chain coordination issues: an SAP-LAPframework’’, Asia Pacific Journal of Marketing and Logistics, Vol. 19 No. 3, pp. 240-64.
Chandra, C. and Grabis, J. (2009), ‘‘Role of flexibility in supply chain design and modeling –introduction to the special issue’’, Omega, Vol. 37, pp. 743-5.
Cunningham J.B. (1996), ‘‘Designing flexible logistics systems: a review of some Singaporeanexamples’’, Logistics Information Management, Vol. 9 No. 2, pp. 40-8.
Garg, A. and Deshmukh, S.G. (2006), ‘‘Maintenance management: literature review anddirections’’, Journal of Quality in Maintenance Engineering, Vol. 12 No. 3, pp. 205-38.
Garg, A. and Deshmukh, S.G. (2009), ‘‘Flexibility in maintenance: a framework’’, Global Journal ofFlexible Systems Management, Vol. 10 No. 2, pp. 13-24.
Gerwin, D. (1993), ‘‘Manufacturing flexibility’’, Management Science, Vol. 39 No. 4, pp. 395-410.
Hamblin, D.J. (2002), ‘‘Rethinking the management of flexibility – a study in the aerospacedefence industry’’, Journal of the Operational Research Society, Vol. 53, pp. 272-82.
Husain, Z., Sushil, and Pathak, R.D. (2002), ‘‘A technology management perspective oncollaborations in India automobiles industry: a case study’’, Journal of EngineeringTechnology Management, Vol. 19 No. 2, pp. 167-201.
Kak, A. (2004), ‘‘Strategic management, core competence and flexibility: learning issues for selectpharmaceutical organisations’’, Global Journal of Flexible Systems Management, Vol. 5No. 4, pp. 1-16.
Knapp, D.L. (1987), ‘‘Preventive maintenance first step towards automated factory success’’, inHartman, E. (Ed.), Maintenance Management, Industrial Engineering and ManagementPress, Norcross, GA, pp. 37-45.

Engineeringsupport issues
267
Muller, A., Marquez, A.C. and Lung, B. (2008), ‘‘On the concept of e-maintenance: review andcurrent research’’, Reliability Engineering System Safety, Vol. 93, pp. 1165-87.
Rao, K.V.S. and Deshmukh, S.G. (1993), ‘‘Strategic framework for implementing flexiblemanufacturing systems in India’’, International Journal of Operations and ProductionManagement, Vol. 14 No. 4, pp. 50-63.
Sushil (2000), ‘‘SAP-LAP models of inquiry’’, Management Decision, Vol. 38 No. 5, pp. 347-53.
Sushil (2001a), ‘‘SAP-LAP framework’’, Global Journal of Flexible Systems Management, Vol. 2No. 1, pp. 51-6.
Sushil (2001b), ‘‘SAP-LAP models’’, Global Journal of Flexible Systems Management, Vol. 2 No. 2,pp. 55-61.
Thakkar, J., Kanda, A. and Deshmukh, S.G. (2008a), ‘‘A conceptual role interaction model forsupply chain management in SMEs’’, Journal of Small Business and EnterpriseDevelopment, Vol. 15 No. 1, pp. 74-95.
Thakkar, J., Kanda, A. and Deshmukh, S.G. (2008b), ‘‘Interpretive structural modeling (ISM) ofIT-enablers for Indian manufacturing SMEs’’, Information Management and ComputerSecurity, Vol. 16 No. 2, pp. 113-36.
Weihrich, H. (1982), ‘‘The TOWS matrix-a toll for situational analysis’’, Long Range Planning,Vol. 15 No. 2, pp. 54-60.
Further reading
Narus, J.A. and Anderson, J.C. (1996), ‘‘Rethinking distribution: adaptive channels’’, HarvardBusiness Review, Vol. 48 No. 3, pp. 414-26.
About the authorsAmik Garg is a Research Scholar at Indian Institute of Technology Delhi, India. He is working asa maintenance engineer in the Indian Army for the past 20 years and has dealt with managementof electronic repairable extensively. His research interest is maintenance and performancemeasurements in multiechelon repair inventory systems.
S.G. Deshmukh is a Professor of industrial engineering in mechanical engineeringdepartment of Indian Institute of Technology Delhi, India. He earned his PhD from IndianInstitute of Technology Mumbai, India. His research interests include supply chain management,quality management, information systems and system optimization. He has published a largenumber of articles in various refereed journals including European Journal of OperationalResearch, International Journal of Enterprise Information Systems, International Journal ofIndustrial and Systems Engineering, International Journal of Logistics Systems and Management,International Journal of Industrial Engineering, and International Journal of Production Research.He is on the editorial board of international journals such as International Journal of Systemsand Engineering, International Journal of Information Systems and Supply Chain Management,Value Chain Management, and Opsearch. He has conducted several Management Development/Training programs for leading organizations. He has been active in developing web-basedpedagogy and resource material and was responsible for developing modules under the NPTEL(National Program for Technology Enhanced Learning) funded by the Ministry of HumanResource Development. S.G. Deshmukh is also affiliated with IIIE, ISME, POMS, ASI, NCQM andother professional societies. S.G. Deshmukh is the corresponding author and can be contacted at:[email protected]
To purchase reprints of this article please e-mail: [email protected] visit our web site for further details: www.emeraldinsight.com/reprints
APJML22,2
268
Table AI.
Rev
ised
scop
e
S.
no.
Sy
stem
/cop
onen
tO
per
atin
gb
ase
(Ech
elon
1)
Ex
isti
ng
scop
eR
epai
rle
vel
Mai
nte
nan
ceb
ase
(Ech
elon
2)M
ain
ten
ance
cen
ter
(Ech
elon
3)
Op
erat
ing
bas
e(E
chel
on1)
Rep
air
lev
elM
ain
ten
ance
bas
e(E
chel
on2)
Mai
nte
nan
cece
nte
r(E
chel
on3)
Sec
tion
-1:
engi
ne
ass
y(1
8ta
sks
–on
lyon
eis
men
tion
edbe
low
as
sam
ple)
1E
ng
assy
––
Ch
ang
e/to
pov
erh
aul
––
Ch
ang
e/to
pov
erh
aul
Sec
tion
-2:
exhaust
syst
em(8
task
s–
only
one
ism
enti
oned
belo
was
sam
ple)
2E
xh
aust
pip
ean
db
rack
ets
Gas
ket
chan
ge
Ch
ang
eas
syR
epai
rG
ask
etch
ang
eC
han
ge
rep
air
–
Sec
tion
-3:
cool
ing
syst
em(1
5ta
sks
–on
lyon
eis
men
tion
edbe
low
as
sam
ple)
3R
adia
tor
assy
Flu
shan
dd
esca
le,
cap
chan
ge
Sol
der
leak
sC
han
ge
assy
Flu
shan
dd
esca
le,
cap
chan
ge
Sol
der
leak
s,ch
ang
eas
sy–
Sec
tion
-4:
fuel
syst
em(1
6ta
sks
–on
lyon
eis
men
tion
edbe
low
as
sam
ple)
4F
uel
tan
kan
dfi
ttin
gs
Cle
anta
nk
,d
rain
plu
gch
ang
eR
epai
r–
Cle
anta
nk
,d
rain
plu
gch
ang
e
Rep
air
–
Sec
tion
-5:
ignit
ion
syst
em(1
0ta
sks
–on
lyon
eis
men
tion
edbe
low
as
sam
ple)
5Ig
nit
ion
swit
chC
onn
ecti
ons
tig
hte
nIg
nit
ion
swit
chch
ang
e–
Con
nec
tion
sti
gh
ten
Ign
itio
nsw
itch
chan
ge
–
Sec
tion
-6:
engi
ne
contr
ols
(4ta
sks
–on
lyon
eis
men
tion
edbe
low
as
sam
ple)
6A
ccel
erat
orp
edal
and
lin
kag
esB
olts
tig
hte
nB
all
join
tch
ang
eR
epai
r/
chan
ge
Bol
tsti
gh
ten
Bal
ljo
int
chan
ge,
rep
air
–
(con
tinued
)
Appendix
.S
am
ple
perm
issiv
ere
pair
sch
edule
(PR
S)
giv
ing
repair
scope:
light
vehic
le1
Engineeringsupport issues
269
Table AI.
Rev
ised
scop
e
S.
no.
Sy
stem
/cop
onen
tO
per
atin
gb
ase
(Ech
elon
1)
Ex
isti
ng
scop
eR
epai
rle
vel
Mai
nte
nan
ceb
ase
(Ech
elon
2)M
ain
ten
ance
cen
ter
(Ech
elon
3)
Op
erat
ing
bas
e(E
chel
on1)
Rep
air
lev
elM
ain
ten
ance
bas
e(E
chel
on2)
Mai
nte
nan
cece
nte
r(E
chel
on3)
Sec
tion
-7:
inst
rum
ents
(12
task
s–
only
one
ism
enti
oned
belo
was
sam
ple)
7O
ilp
ress
ure
gau
ge
Con
nec
tion
sti
gh
ten
–C
han
ge
assy
Con
nec
tion
sti
gh
ten
Ch
ang
eas
sy–
Sec
tion
-8:
elec
tric
al
syst
em(3
task
s–
only
one
ism
enti
oned
belo
was
sam
ple)
8A
lter
nat
oras
syC
onn
ecti
ons
tig
hte
nC
han
ge
assy
[CE
and
DE
bea
rin
gs,
bu
shes
,ar
mat
ure
chan
ge]
,[O
ver
hau
l,re
win
dar
mat
ure
,st
ator
and
roto
r]
Con
nec
tion
sti
gh
ten
Ch
ang
eas
sy,
[CE
and
DE
bea
rin
gs,
bu
shes
,ar
mat
ure
chan
ge]
Ov
erh
aul,
rew
ind
arm
atu
re,
stat
oran
dro
tor
Sec
tion
-9:
clutc
hass
y(1
2ta
sks
–on
lyon
eis
men
tion
edbe
low
as
sam
ple)
9A
ssy
hou
sin
gcl
utc
h–
Ass
yd
isc
clu
tch
chan
ge
Pre
ssu
rep
late
assy
chan
ge,
over
hau
l–
Ass
yd
isc
clu
tch
chan
ge,
rep
air
Ov
erh
aul
Sec
tion
-10:
gear
box
(9ta
sks
–on
lyon
eis
men
tion
edbe
low
as
sam
ple)
10A
ssy
Bol
tsti
gh
ten
Ch
ang
e,ov
erh
aul
Bol
tsti
gh
ten
Ch
ang
eO
ver
hau
l
Sec
tion
-11:
transf
erca
se(4
task
s–
only
one
ism
enti
oned
belo
was
sam
ple)
11A
ssem
bly
Bol
tti
gh
ten
s–
Ch
ang
e,ov
erh
aul
Bol
tti
gh
ten
sC
han
ge
Ov
erh
aul
Sec
tion
-12:
prop
elle
rsh
aft
s(3
task
s–
only
one
ism
enti
oned
belo
was
sam
ple)
12S
haf
ts–
Du
stb
oot
chan
ge
Ch
ang
e–
Du
stb
oot
chan
ge
Ch
ang
e
(con
tinued
)
APJML22,2
270
Table AI.
Rev
ised
scop
e
S.
no.
Sy
stem
/cop
onen
tO
per
atin
gb
ase
(Ech
elon
1)
Ex
isti
ng
scop
eR
epai
rle
vel
Mai
nte
nan
ceb
ase
(Ech
elon
2)M
ain
ten
ance
cen
ter
(Ech
elon
3)
Op
erat
ing
bas
e(E
chel
on1)
Rep
air
lev
elM
ain
ten
ance
bas
e(E
chel
on2)
Mai
nte
nan
cece
nte
r(E
chel
on3)
Sec
tion
-13:
fron
tand
rear
axl
eass
y(6
task
s–
only
one
ism
enti
oned
belo
was
sam
ple)
13A
xle
assy
Wh
eel
nu
tsch
ang
eW
hee
lb
rgch
ang
eC
han
ge,
over
hau
lW
hee
ln
uts
chan
ge
Wh
eel
brg
chan
ge,
chan
ge
Ov
erh
aul
Sec
tion
-14:
stee
ring
ass
y(6
task
s–
only
one
ism
enti
oned
belo
was
sam
ple)
14S
teer
ing
colu
mn
and
stee
rin
gb
oxM
oun
tin
gs
tig
hte
n–
Rep
air
Mou
nti
ng
sti
gh
ten
Rep
air
–
Sec
tion
-15:
brake
syst
em(1
1ta
sks
–on
lyon
eis
men
tion
edbe
low
as
sam
ple)
15H
and
bra
ke
Ad
just
Bra
ke
ban
das
sych
ang
eR
epai
r–
Bra
ke
ban
das
sych
ang
e,re
pai
r
–
Sec
tion
-16:
susp
ensi
onsy
stem
(8ta
sks
–on
lyon
eis
men
tion
edbe
low
as
sam
ple)
16R
oad
spri
ng
–C
han
ge
Rep
air
–C
han
ge,
rep
air
–
Sec
tion
-17:
whee
land
tyre
s(7
task
s–
only
one
ism
enti
oned
belo
was
sam
ple)
17W
hee
ld
isc
assy
Ch
ang
e–
Rep
air
Ch
ang
eR
epai
r–
Sec
tion
-18:
chass
isfr
am
e(5
task
s–
only
one
ism
enti
oned
belo
was
sam
ple)
18F
ram
eas
sy–
–R
epai
r–
–R
epai
r
Sec
tion
-19:
body
(30
task
s–
only
one
ism
enti
oned
belo
was
sam
ple)
19R
ear
bod
y/d
vr
cab
Mou
nti
ng
sti
gh
ten
Rep
air
–M
oun
tin
gs
tig
hte
nR
epai
r–