
Defect-induced plating of lithium metal within porous graphene networks
Electroless plating of nickel–phosphorous on surface-modifiedpoly(ethylene terephthalate) films
S.C. Domenecha,b, E. Lima Jr.c, V. Dragoc, J.C. De Limac,N.G. Borges Jr.a, A.O.V. Avilaa,b, V. Soldid,*
aLaboratorio de Biomecanica, CEFID, Universidade do Estado de Santa Catarina, 88080-350 Florianopolis, SC, BrazilbCentro Tecnologico de Couros, Calcados e Afins, Araxa 750, 93334-000 Novo Hamburgo, RS, Brazil
cDepartamento de Fısica, Universidade Federal de Santa Catarina, Campus Trindade, 88040-900 Florianopolis, SC, BrazildGrupo de Estudo em Materiais Polimericos (Polimat), Departamento de Quımica, Universidade Federal de Santa Catarina,
Campus Trindade, 88040-900 Florianopolis, SC, Brazil
Received 2 May 2003; received in revised form 26 May 2003; accepted 10 June 2003
Abstract
Chemical surface preparation for Ni–P electroless metallization of poly(ethylene terephthalate) (PET) films without using
Chromium-based chemicals, was studied. The applicability of this method was verified by a subsequent metallization process.
Thermal analysis was conducted to observe the main thermal transitions and stability of the polymer and metallized films.
Contact angle analysis was performed to assess the surface hydrophilicity so as to optimize the substrate preparation process.
X-ray diffraction, EDAX and SEM analysis were used to understand the composition and morphology of the polymeric substrate
and Ni–P coat growing process. Adherence strength, contact sheet resistivity and optical diffuse reflection were measured on the
metallized films. The time of chemical etching affects the polymer surface hydrophilicity, polymer/metal adherence strength,
surface resistance and optical diffuse reflection, while Ni coating morphology is controlled by the pH of the electroless bath.
High wettability of the polymer surface, adherence strength of 800 N cm�2, high optical diffuse reflection and low surface
resistivity of the Ni coating, were found for films etched for 60 min. Metallizations performed at pH 7.5 produce Ni–P coatings
with 12.0 wt.% phosphorous content, which were amorphous and flexible. The contact sheet resistivity of the plated films is
sensitive to roughness variations of the substrate. The method proposed in this work allows the production of metallized films
appropriate for the fabrication of flexible circuits.
# 2003 Elsevier B.V. All rights reserved.
Keywords: Electroless nickel; Plating on plastics; Poly(ethylene terephthalate); Flexible circuits
1. Introduction
The metallization of polymer materials has
attracted attention in recent years due to its wide
range of technological applications. Many polymer
films, fibers and plastics are metallized for food
packaging, microelectronics, computer technology
and the automotive industry to provide an electro-
magnetic shielding property [1]. Metal foil and lami-
nates, conductive paints and laquers, sputter-coating,
vacuum deposition, flame, arc spraying and electroless
metal plating are recently developed metal-coating
Applied Surface Science 220 (2003) 238–250
* Corresponding author. Tel.: þ55-48-331-9219;
fax: þ55-48-331-9711.
E-mail address: [email protected] (V. Soldi).
0169-4332/$ – see front matter # 2003 Elsevier B.V. All rights reserved.
doi:10.1016/S0169-4332(03)00815-8

techniques [1–3]. Among them, electroless metal
plating is a preferred way to produce metal-coated
materials [2,4–6]. Because electroless plating has
advantages in terms of coherent metal deposition,
excellent conductivity and applicability to compli-
cated-shaped materials or nonconductors, it can be
applied to most polymer substrates. The electroless
process has been reported to occur due to a combina-
tion of partial electrode oxidation and reduction pro-
cesses. The driving force for these reactions arises
from the potential difference that exists between the
metal-solution interface and the equilibrium electrode
potential for these (cathodic and anodic) half-reac-
tions [2]. Generally, plating is initiated upon a cata-
lyzed surface and the plating reaction is sustained by
the catalytic nature of the plated metal surface itself,
so the adhesion at the metal/polymer interface and the
mechanical and electrical properties of the coating are
important considering the use of such materials in
technological applications.
Since the surface activity of the polymer substrate
with metals is generally low, to enhance adhesion the
polymer surface must be formed with a suitable irre-
gularity for a mechanical anchorage of the coating [7].
Some treatments already reported in the literature are
the photo-etching by far-ultraviolet excimer laser radia-
tion [8], plasma treatment [1] and chemical etching
[2,3,7]. The electroless plating method consists basi-
cally of a series of pretreatments, such as pickling,
sensitization and activation. The former, is an essential
process which provides the substrate with cavities and
in some cases, a modified chemistry which improves the
wettability of the surface and sometimes renders a
hydrophobic surface hydrophilic. Chemical etching is
a commonly known pickling process that has been
applied to several kinds of polymers for metallization,
such as acrylonitrile–butadiene–styrene (ABS) copo-
lymer, polypropylene, polysulfone, polyethersulfone,
polyetherimide, Teflon1, polyarylether, polycarbonate,
polyphenylene oxide, polyacetal, mineral reinforced
polyamide, among others [2,3,7,9]. However, in most
of these materials, the metal coating has little or no
adhesion to the substrate, or/and unacceptable appear-
ance. Only ABS has found wide acceptance in the
plating industry, due to this polymer being formed by
an acrylonitrile–styrene matrix with butadiene rubber
phases uniformly distributed in it. This structure makes
it unique for plating, as butadiene can be selectively
etched out of the matrix leaving microscopic holes, used
as bonding sites in electroless plating.
Considering the difficulty to obtain adherent metal
coatings by electroless plating on commonly used
polymers and the lack of research describing the
processing of flexible metallized polymer films by
electroless methods, the present work was focused
on the electroless metallization of poly(ethylene ter-
ephthalate) (PET) films with nickel–phosphorous
alloys. In addition, the pretreatment solutions usually
contain chromic acid, which can generate Cr6þ, a very
toxic and mutagenic ion. Therefore, the pretreatment
of the polymer surface by chemical etching without
using chromium-based chemicals proposed in this
work is an interesting route from an environmental
point of view. The excellent adherence and flexibility
obtained with the metallized films makes this simple
and low-cost method viable for the fabrication of
flexible circuits.
2. Experimental
2.1. Sample preparation
Poly(ethylene terephthalate) biaxially stretched
films (type 19.10 donated by Terphane Inc., Cabo,
Brazil), 12 mm thick, containing 600 mg g�1 of SiO2
(purity 99.9 wt.%) as a filler were rinsed with ethylic
alcohol (Sigma), distilled water and dried in air. The
metallization process of the polymer films consisted of
the following steps: (i) surface treatment; (ii) surface
activation; (iii) electroless metallization with nickel–
phosphorous. Surface treatment was carried out by
immersion of the PET film in a solution containing
0.17 mol l�1 of KMnO4, 1.24 mol l�1 of HNO3 and
tensoative CR (Atotech GmbH, Berlin, Germany)
aqueous solution at 65 8C. The time of acid etching
was controlled from 30 to 90 min in order to observe
its influence on the hydrophilicity and surface rough-
ness. After, samples were rinsed with distilled water
and dried in air. Reagents for chemical etching were of
analytical purity, purchased from Sigma. Surface acti-
vation was conducted by immersion of the samples in
an aqueous solution containing HCl (Sigma) and a Pd-
based activator (Noviganth AKI, Atotech GmbH,
Berlin, Germany) at 25 8C for 1 h. The specimens
were then rinsed in distilled water and immersed in a
S.C. Domenech et al. / Applied Surface Science 220 (2003) 238–250 239
solution containing the accelerator (ABS AKII, Ato-
tech GmbH, Berlin, Germany) at 25 8C. Afterwards,
the specimens were immersed in the electroless Ni
metallization bath (Noviganth Ni AK Atotech GmbH,
Berlin, Germany) containing: (A) complexing agent;
(B) sodium hypophosphite-based reducing agent; and
(C) NiCl2-based solution; at 65 8C for 300 s at pH 7.5.
Temperature was controlled with a thermostatized
bath (model 8TZ99-20, Microquımica Ltd., Floriano-
polis, Brazil). Some specimens were metallized at pH
8.5 to observe the influence of this parameter on the
coating properties. Finally, the samples were rinsed
with distilled water, ethylic alcohol and dried in an
oven at 50 8C.
2.2. Characterization
The main thermal transitions and thermal stability
of the PET films were observed by differential scan-
ning calorimetry and thermogravimetry with DSC-50
and TGA-50 (Shimadzu, Kyoto, Japan) facilities,
using 0.005 g samples, aluminum and platinum cells,
respectively, under N2 flow rate 50 ml min�1 and
heating rate 10 8C min�1. DSC and TGA experiments
were conducted from 25 to 300 8C, and from 25 to
900 8C, respectively. Metallized PET films (and an
uncoated film, for comparison) were analyzed by DSC
from 25 to 400 8C, N2 flow rate 50 ml min�1 and
heating rate 20 8C min�1.
The influence of the acid etching on the surface
hydrophilicity was observed by contact angle mea-
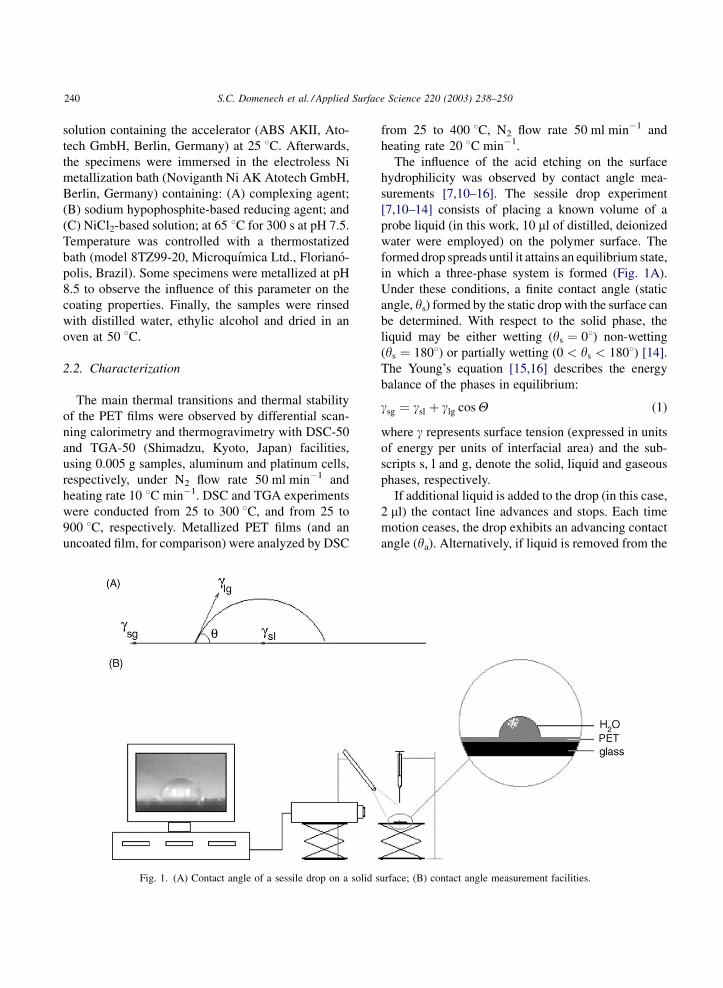
surements [7,10–16]. The sessile drop experiment
[7,10–14] consists of placing a known volume of a
probe liquid (in this work, 10 ml of distilled, deionized
water were employed) on the polymer surface. The
formed drop spreads until it attains an equilibrium state,
in which a three-phase system is formed (Fig. 1A).
Under these conditions, a finite contact angle (static
angle, ys) formed by the static drop with the surface can
be determined. With respect to the solid phase, the
liquid may be either wetting (ys ¼ 08) non-wetting
(ys ¼ 1808) or partially wetting (0 < ys < 1808) [14].
The Young’s equation [15,16] describes the energy
balance of the phases in equilibrium:
gsg ¼ gsl þ glg cosY (1)
where g represents surface tension (expressed in units
of energy per units of interfacial area) and the sub-
scripts s, l and g, denote the solid, liquid and gaseous
phases, respectively.
If additional liquid is added to the drop (in this case,
2 ml) the contact line advances and stops. Each time
motion ceases, the drop exhibits an advancing contact
angle (ya). Alternatively, if liquid is removed from the
Fig. 1. (A) Contact angle of a sessile drop on a solid surface; (B) contact angle measurement facilities.
240 S.C. Domenech et al. / Applied Surface Science 220 (2003) 238–250

drop the contact angle decreases without movement of
the contact line. If enough liquid is removed (2 ml) the
contact line retreats. When motion ceases the drop
exhibits a receding contact angle (yr). Three measure-
ments were made on each sample and the data are
presented as a mean with a standard deviation. Image
data were captured with a video micrometer (Javelin
model JV 600 T, Syosset, NY, USA) and Computer
Eyes 5.12 software. Image analysis was performed
with the Image Tool 1.28 software. A scheme of the
contact angle measurements is shown in Fig. 1B.
Morphological analysis was conducted on the sur-
faces before and after etching the PET films and after
electroless metallization with nickel–phosphorous
using a scanning electron microscope (model XL
30, Philips, The Netherlands). Chemical analysis
was conducted with a EDAX (model New XL 30,
Philips) facility. Additionally, the morphological and
chemical analysis of the cross-section of metallized
polymer films was conducted. These specimens were
placed between two glass sheets and embedded with
an acrylic resin (Atotech Inc., Fountain Hills, LA,
USA). Afterwards, the cross-section of the samples
was sanded (with sandpaper of different grain size),
followed by polishing with Al2O3 (grain diameter:
1 mm) and diamond paste (grain diameter: 1 mm). All
specimens were coated with gold prior to the analysis.
X-ray diffraction (XRD) analysis of metallized PET
films was performed with an X-ray diffractometer
(model Miniflex, Rigaku, Tokio, Japan), operating
at 30 kV and 0.015 A. The incident radiation was
Cu Ka, operating without monochromator. Data were
collected from 2y ¼ 10 to 408, in a y/2y geometry.
Adhesion tests were performed as described in the
literature [17]. The metallized PET sample (1 cm wide
and 1 cm long) was attached between two AISI 1020
steel bars (1 cm wide, 1 cm thick and 5 cm long) using
an epoxi resin/polyaminoamide adhesive (Araldite1,
Vantico AG, Switzerland) and dried in air for 48 h.
After the preparation, stress-strain tests were con-
ducted with 10 samples of each composition in tensile
mode, at deformation rate 0.5 mm min�1, at 20 8Cusing an extensometer (model DL 500, EMIC Ltd.,
Sao Paulo, Brazil) facility equipped with a 5000 N cell
(maximum force: 4413 N).
In order to get information on the influence of the
chemical etching on the surface roughness of the PET
films, and consequently, on the optical properties of
the Ni–P coating, optical diffuse reflection of the
metallized surfaces was measured using a Na vapor
lamp, a digital camera CCD (light sensor, model
CI-6504A, Pasco, Roseville, CA, USA) and an opti-
cally polished pure Ni sheet as a calibrator, as shown
in Fig. 2.
Contact sheet resistivity measurements were carried
out on the surface of the metallized PET films by the
four-point-probe method [18] using a homemade cur-
rent source, at 25 8C and applied current of 10 mA.
3. Results and discussion
3.1. Characterization of the polymer substrate
3.1.1. Thermal analysis
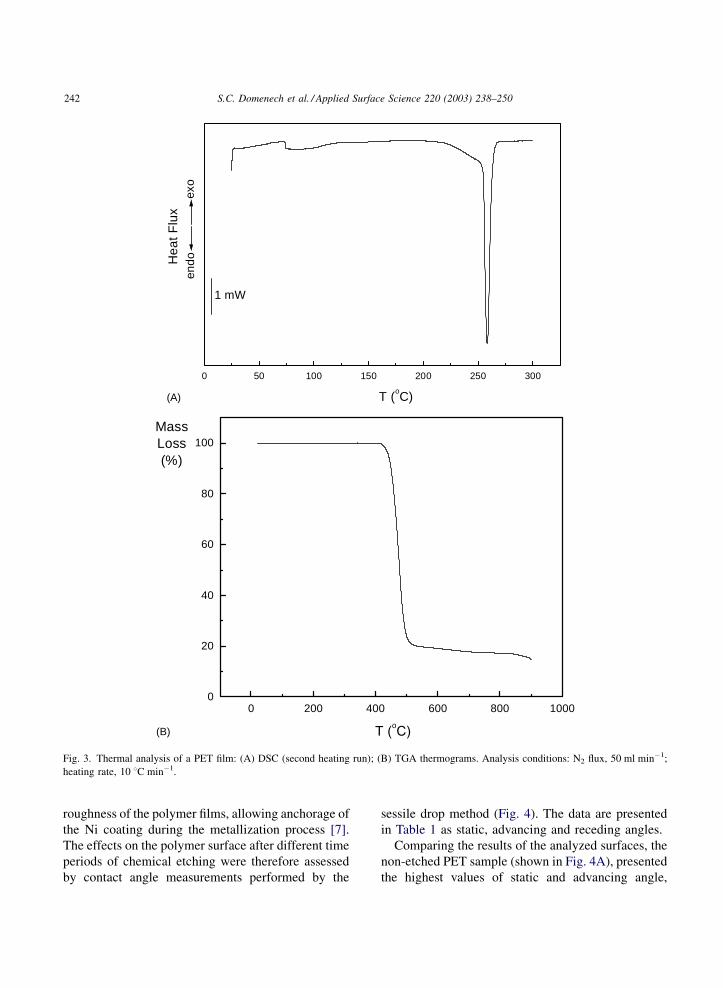
The DSC thermograms (second heating run) and
TGA obtained for a PET film (before etching) are
shown in Fig. 3. The glass transition temperature (Tg)
of the polymer film is observed at 74 8C (Fig. 3A). The
presence of a melting peak (Tm) with maximum at
258 8C and DCp 12.61 cal g�1 indicates that the poly-
mer presents a certain degree of crystalinity. For
semicrystalline poly(ethylene terephthalate) the Tg
and Tm transitions are described in the literature
[19] as occurring at 81 and 280 8C, respectively.
The shift of these transitions to lower temperatures
and the presence of a shoulder at the onset of the
melting process is probably caused by the presence of
SiO2 in its composition. The TGA curve (Fig. 3B)
indicates that thermal degradation occurs in one step,
with onset at 410 8C.
3.1.2. Contact angle measurements
The aim of the acid etching (surface treatment)
is to increase the hydrophilic character and surface
Fig. 2. Equipments for optical diffuse reflection measurements.
S.C. Domenech et al. / Applied Surface Science 220 (2003) 238–250 241
roughness of the polymer films, allowing anchorage of
the Ni coating during the metallization process [7].
The effects on the polymer surface after different time
periods of chemical etching were therefore assessed
by contact angle measurements performed by the
sessile drop method (Fig. 4). The data are presented
in Table 1 as static, advancing and receding angles.
Comparing the results of the analyzed surfaces, the
non-etched PET sample (shown in Fig. 4A), presented
the highest values of static and advancing angle,
0 50 100 150 200 250 300
1 mW
exo
endoH
eat
Flu
x
T (oC)
0 200 400 600 800 10000
20
40
60
80
100MassLoss(%)
T (oC)
(A)
(B)
Fig. 3. Thermal analysis of a PET film: (A) DSC (second heating run); (B) TGA thermograms. Analysis conditions: N2 flux, 50 ml min�1;
heating rate, 10 8C min�1.
242 S.C. Domenech et al. / Applied Surface Science 220 (2003) 238–250
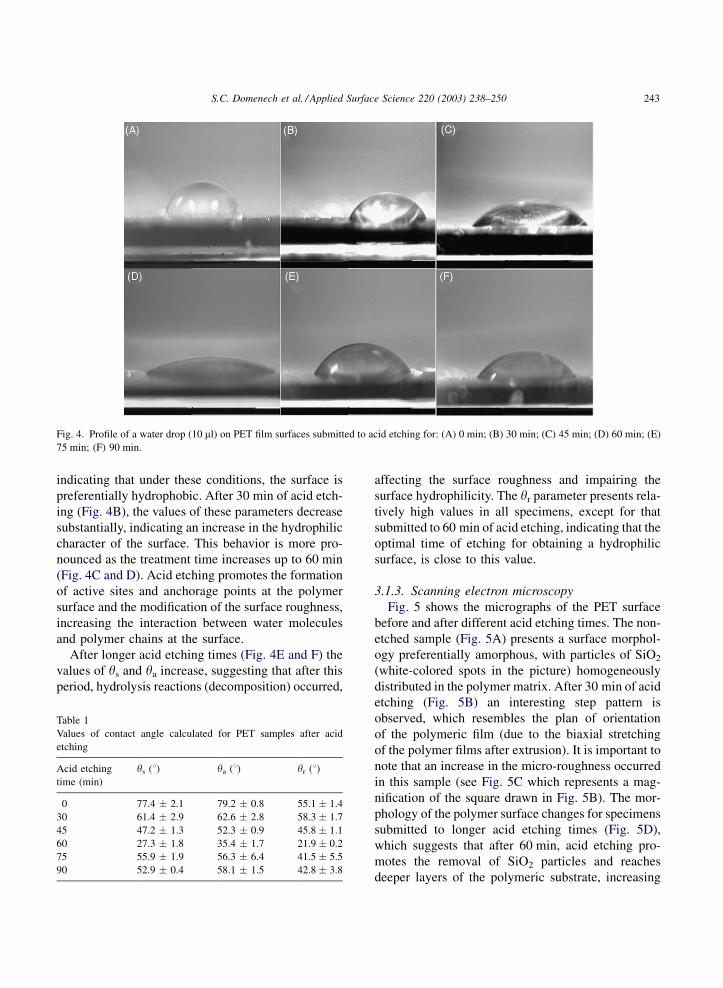
indicating that under these conditions, the surface is
preferentially hydrophobic. After 30 min of acid etch-
ing (Fig. 4B), the values of these parameters decrease
substantially, indicating an increase in the hydrophilic
character of the surface. This behavior is more pro-
nounced as the treatment time increases up to 60 min
(Fig. 4C and D). Acid etching promotes the formation
of active sites and anchorage points at the polymer
surface and the modification of the surface roughness,
increasing the interaction between water molecules
and polymer chains at the surface.
After longer acid etching times (Fig. 4E and F) the
values of ys and ya increase, suggesting that after this
period, hydrolysis reactions (decomposition) occurred,
affecting the surface roughness and impairing the
surface hydrophilicity. The yr parameter presents rela-
tively high values in all specimens, except for that
submitted to 60 min of acid etching, indicating that the
optimal time of etching for obtaining a hydrophilic
surface, is close to this value.
3.1.3. Scanning electron microscopy
Fig. 5 shows the micrographs of the PET surface
before and after different acid etching times. The non-
etched sample (Fig. 5A) presents a surface morphol-
ogy preferentially amorphous, with particles of SiO2
(white-colored spots in the picture) homogeneously
distributed in the polymer matrix. After 30 min of acid
etching (Fig. 5B) an interesting step pattern is
observed, which resembles the plan of orientation
of the polymeric film (due to the biaxial stretching
of the polymer films after extrusion). It is important to
note that an increase in the micro-roughness occurred
in this sample (see Fig. 5C which represents a mag-
nification of the square drawn in Fig. 5B). The mor-
phology of the polymer surface changes for specimens
submitted to longer acid etching times (Fig. 5D),
which suggests that after 60 min, acid etching pro-
motes the removal of SiO2 particles and reaches
deeper layers of the polymeric substrate, increasing
Fig. 4. Profile of a water drop (10 ml) on PET film surfaces submitted to acid etching for: (A) 0 min; (B) 30 min; (C) 45 min; (D) 60 min; (E)
75 min; (F) 90 min.
Table 1
Values of contact angle calculated for PET samples after acid
etching
Acid etching
time (min)
ys (8) ya (8) yr (8)
0 77.4 � 2.1 79.2 � 0.8 55.1 � 1.4
30 61.4 � 2.9 62.6 � 2.8 58.3 � 1.7
45 47.2 � 1.3 52.3 � 0.9 45.8 � 1.1
60 27.3 � 1.8 35.4 � 1.7 21.9 � 0.2
75 55.9 � 1.9 56.3 � 6.4 41.5 � 5.5
90 52.9 � 0.4 58.1 � 1.5 42.8 � 3.8
S.C. Domenech et al. / Applied Surface Science 220 (2003) 238–250 243

its surface roughness. These results are in a good
agreement with those obtained by the above-described
contact angle measurements.
3.2. Characterization of the metallized polymer
substrates
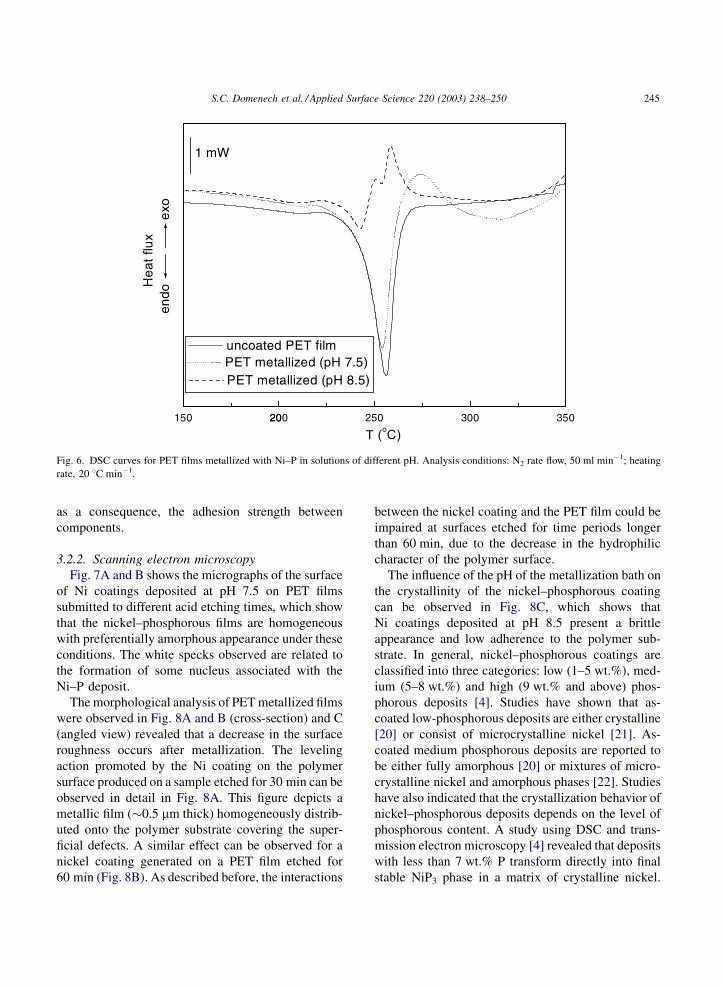
3.2.1. Thermal analysis
Fig. 6 shows the DSC thermograms obtained for
PET films metallized with nickel–phosphorous at
different pH 7.5 and 8.5. A thermogram of a non-
etched, uncoated PET film was obtained under the
same conditions for comparison. The thermogram of
the uncoated polymer film, shows a melting peak
(endothermic) with a maximum at 255.8 8C. The
curves were plotted in the range of 150–350 8Cbecause the glass transition process of PET was not
clearly observed during the first heating run.
The thermogram of the sample metallized at
pH 8.5, depicts two thermal transitions clearly
observed in this temperature range: an endothermic
peak with maximum at 242.6 8C (related to the
melting of the polymer substrate) and an exothermic
process with maximum at 258.7 8C (related to the
crystallization of the Ni coating). On the other hand,
the DSC curve of the PET film metallized at pH 7.5,
presents a melting peak with maximum at 254.3 8Cfollowed by a broad exothermic process occurring in
the range of 261–300 8C. Compared to the uncoated
sample, a slight shift in the melting peak of PET (Tm)
to lower temperatures was observed in both metal-
lized samples.
It is important to note that the exothermic peak
observed as a narrow peak for the sample metallized at
pH 8.5, was broadened and shifted to higher tempera-
tures for the sample metallized at pH 7.5. The broad-
ening of the crystallization peak suggests that ordered
structures are not completely form. This behavior
indicates that the crystallization process of the nickel
coating is markedly influenced by the pH of the
metallization bath. Metallizations performed at pH
7.5 resemble polymer films covered by coatings with
low degree of crystallinity (which will be flexible). On
the other hand, metallizations carried out at pH 8.5
produce crystalline nickel films (which will be brittle).
It is expected that samples coated at different pH
will present different polymer/metal interactions
which can also influence the thermal processes and
Fig. 5. Scanning electron micrographs of PET film surfaces
submitted to acid etching for: (A) 0 min; (B) 30 min; (C) 30 min
(at higher magnification); (D) 60 min.
244 S.C. Domenech et al. / Applied Surface Science 220 (2003) 238–250
as a consequence, the adhesion strength between
components.
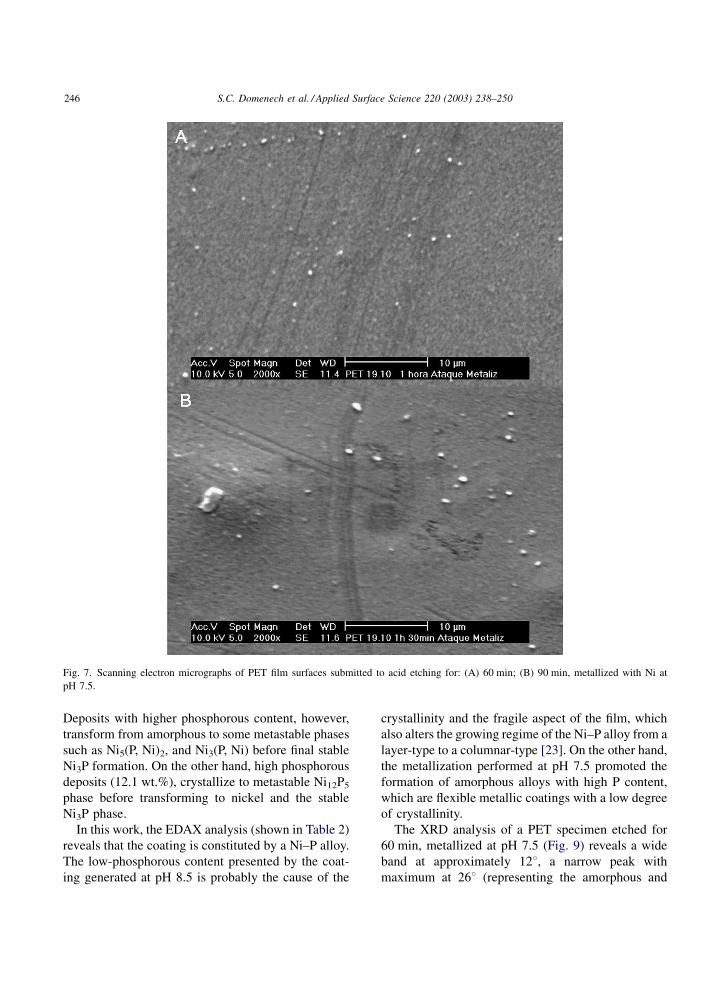
3.2.2. Scanning electron microscopy
Fig. 7A and B shows the micrographs of the surface
of Ni coatings deposited at pH 7.5 on PET films
submitted to different acid etching times, which show
that the nickel–phosphorous films are homogeneous
with preferentially amorphous appearance under these
conditions. The white specks observed are related to
the formation of some nucleus associated with the
Ni–P deposit.
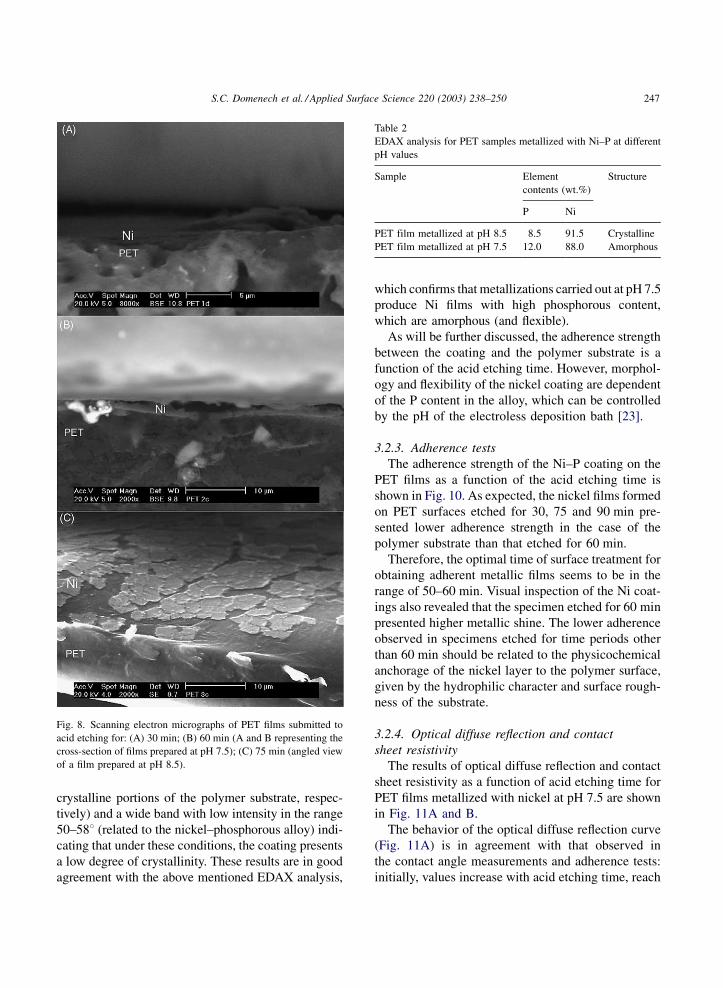
The morphological analysis of PET metallized films
were observed in Fig. 8A and B (cross-section) and C
(angled view) revealed that a decrease in the surface
roughness occurs after metallization. The leveling
action promoted by the Ni coating on the polymer
surface produced on a sample etched for 30 min can be
observed in detail in Fig. 8A. This figure depicts a
metallic film (�0.5 mm thick) homogeneously distrib-
uted onto the polymer substrate covering the super-
ficial defects. A similar effect can be observed for a
nickel coating generated on a PET film etched for
60 min (Fig. 8B). As described before, the interactions
between the nickel coating and the PET film could be
impaired at surfaces etched for time periods longer
than 60 min, due to the decrease in the hydrophilic
character of the polymer surface.
The influence of the pH of the metallization bath on
the crystallinity of the nickel–phosphorous coating
can be observed in Fig. 8C, which shows that
Ni coatings deposited at pH 8.5 present a brittle
appearance and low adherence to the polymer sub-
strate. In general, nickel–phosphorous coatings are
classified into three categories: low (1–5 wt.%), med-
ium (5–8 wt.%) and high (9 wt.% and above) phos-
phorous deposits [4]. Studies have shown that as-
coated low-phosphorous deposits are either crystalline
[20] or consist of microcrystalline nickel [21]. As-
coated medium phosphorous deposits are reported to
be either fully amorphous [20] or mixtures of micro-
crystalline nickel and amorphous phases [22]. Studies
have also indicated that the crystallization behavior of
nickel–phosphorous deposits depends on the level of
phosphorous content. A study using DSC and trans-
mission electron microscopy [4] revealed that deposits
with less than 7 wt.% P transform directly into final
stable NiP3 phase in a matrix of crystalline nickel.
Fig. 6. DSC curves for PET films metallized with Ni–P in solutions of different pH. Analysis conditions: N2 rate flow, 50 ml min�1; heating
rate, 20 8C min�1.
S.C. Domenech et al. / Applied Surface Science 220 (2003) 238–250 245
Deposits with higher phosphorous content, however,
transform from amorphous to some metastable phases
such as Ni5(P, Ni)2, and Ni3(P, Ni) before final stable
Ni3P formation. On the other hand, high phosphorous
deposits (12.1 wt.%), crystallize to metastable Ni12P5
phase before transforming to nickel and the stable
Ni3P phase.
In this work, the EDAX analysis (shown in Table 2)
reveals that the coating is constituted by a Ni–P alloy.
The low-phosphorous content presented by the coat-
ing generated at pH 8.5 is probably the cause of the
crystallinity and the fragile aspect of the film, which
also alters the growing regime of the Ni–P alloy from a
layer-type to a columnar-type [23]. On the other hand,
the metallization performed at pH 7.5 promoted the
formation of amorphous alloys with high P content,
which are flexible metallic coatings with a low degree
of crystallinity.
The XRD analysis of a PET specimen etched for
60 min, metallized at pH 7.5 (Fig. 9) reveals a wide
band at approximately 128, a narrow peak with
maximum at 268 (representing the amorphous and
Fig. 7. Scanning electron micrographs of PET film surfaces submitted to acid etching for: (A) 60 min; (B) 90 min, metallized with Ni at
pH 7.5.
246 S.C. Domenech et al. / Applied Surface Science 220 (2003) 238–250
crystalline portions of the polymer substrate, respec-
tively) and a wide band with low intensity in the range
50–588 (related to the nickel–phosphorous alloy) indi-
cating that under these conditions, the coating presents
a low degree of crystallinity. These results are in good
agreement with the above mentioned EDAX analysis,
which confirms that metallizations carried out at pH 7.5
produce Ni films with high phosphorous content,
which are amorphous (and flexible).
As will be further discussed, the adherence strength
between the coating and the polymer substrate is a
function of the acid etching time. However, morphol-
ogy and flexibility of the nickel coating are dependent
of the P content in the alloy, which can be controlled
by the pH of the electroless deposition bath [23].
3.2.3. Adherence tests
The adherence strength of the Ni–P coating on the
PET films as a function of the acid etching time is
shown in Fig. 10. As expected, the nickel films formed
on PET surfaces etched for 30, 75 and 90 min pre-
sented lower adherence strength in the case of the
polymer substrate than that etched for 60 min.
Therefore, the optimal time of surface treatment for
obtaining adherent metallic films seems to be in the
range of 50–60 min. Visual inspection of the Ni coat-
ings also revealed that the specimen etched for 60 min
presented higher metallic shine. The lower adherence
observed in specimens etched for time periods other
than 60 min should be related to the physicochemical
anchorage of the nickel layer to the polymer surface,
given by the hydrophilic character and surface rough-
ness of the substrate.
3.2.4. Optical diffuse reflection and contact
sheet resistivity
The results of optical diffuse reflection and contact
sheet resistivity as a function of acid etching time for
PET films metallized with nickel at pH 7.5 are shown
in Fig. 11A and B.
The behavior of the optical diffuse reflection curve
(Fig. 11A) is in agreement with that observed in
the contact angle measurements and adherence tests:
initially, values increase with acid etching time, reach
Fig. 8. Scanning electron micrographs of PET films submitted to
acid etching for: (A) 30 min; (B) 60 min (A and B representing the
cross-section of films prepared at pH 7.5); (C) 75 min (angled view
of a film prepared at pH 8.5).
Table 2
EDAX analysis for PET samples metallized with Ni–P at different
pH values
Sample Element
contents (wt.%)
Structure
P Ni
PET film metallized at pH 8.5 8.5 91.5 Crystalline
PET film metallized at pH 7.5 12.0 88.0 Amorphous
S.C. Domenech et al. / Applied Surface Science 220 (2003) 238–250 247

a maximum in the range 50–60 min, decreasing for
longer time periods. It is therefore believed that the
optical diffuse reflection of the film is related to the
surface roughness (see Fig. 5). The optical diffuse
reflection values were obtained in relation to those of
an optically polished pure nickel calibrator. All nickel
coatings obtained at pH 7.5 presented higher reflec-
tivity values than those of the calibrator itself. This
fact was not observed with the films produced at pH
8.5 possibly due to their crystalline (and fragile)
characteristics. The straight line in Fig. 11A shows
that there is a good fitting of the values to a Gaussian
curve, which seems to indicate that an adequate rough-
ness is obtained for samples etched for approximately
50 min.
Fig. 11B shows the behavior of the contact sheet
resistivity of the nickel films as a function of the acid
etching time of the corresponding PET substrate.
0 20 40 60 80 100
0
200
400
600
800
1000
Inte
nsity
(cp
s)
Diffraction angle 2θ
Fig. 9. XRD analysis of a PET film etched for 60 min, metallized with Ni–P at pH 7.5.
Fig. 10. Tensile strength (maximum) vs. time of acid etching for PET films metallized with Ni–P at pH 7.5.
248 S.C. Domenech et al. / Applied Surface Science 220 (2003) 238–250
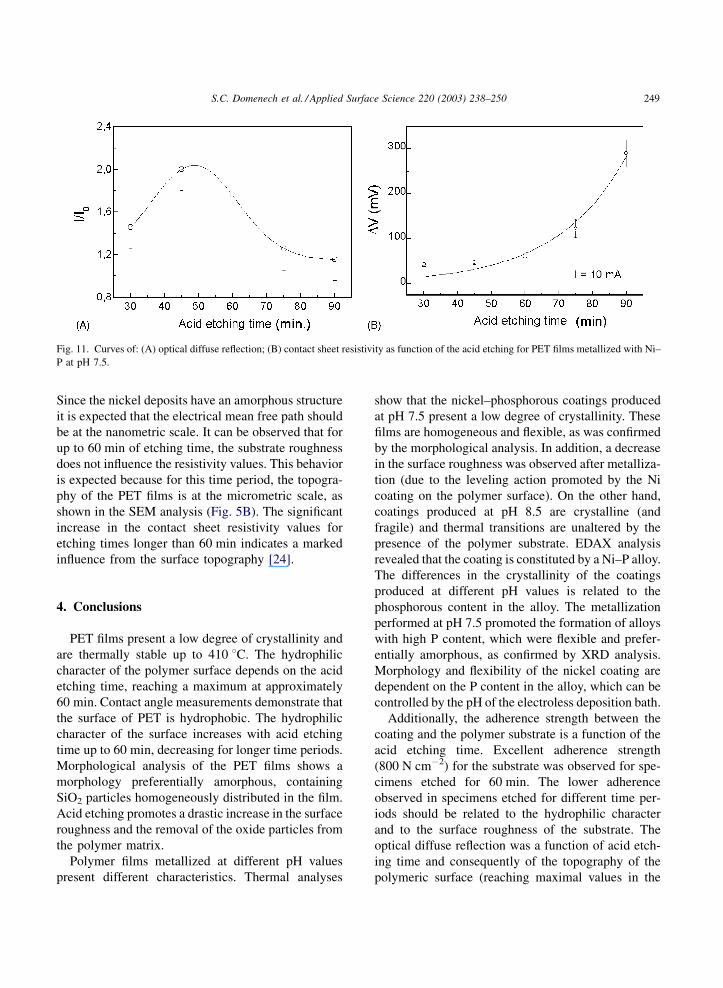
Since the nickel deposits have an amorphous structure
it is expected that the electrical mean free path should
be at the nanometric scale. It can be observed that for
up to 60 min of etching time, the substrate roughness
does not influence the resistivity values. This behavior
is expected because for this time period, the topogra-
phy of the PET films is at the micrometric scale, as
shown in the SEM analysis (Fig. 5B). The significant
increase in the contact sheet resistivity values for
etching times longer than 60 min indicates a marked
influence from the surface topography [24].
4. Conclusions
PET films present a low degree of crystallinity and
are thermally stable up to 410 8C. The hydrophilic
character of the polymer surface depends on the acid
etching time, reaching a maximum at approximately
60 min. Contact angle measurements demonstrate that
the surface of PET is hydrophobic. The hydrophilic
character of the surface increases with acid etching
time up to 60 min, decreasing for longer time periods.
Morphological analysis of the PET films shows a
morphology preferentially amorphous, containing
SiO2 particles homogeneously distributed in the film.
Acid etching promotes a drastic increase in the surface
roughness and the removal of the oxide particles from
the polymer matrix.
Polymer films metallized at different pH values
present different characteristics. Thermal analyses
show that the nickel–phosphorous coatings produced
at pH 7.5 present a low degree of crystallinity. These
films are homogeneous and flexible, as was confirmed
by the morphological analysis. In addition, a decrease
in the surface roughness was observed after metalliza-
tion (due to the leveling action promoted by the Ni
coating on the polymer surface). On the other hand,
coatings produced at pH 8.5 are crystalline (and
fragile) and thermal transitions are unaltered by the
presence of the polymer substrate. EDAX analysis
revealed that the coating is constituted by a Ni–P alloy.
The differences in the crystallinity of the coatings
produced at different pH values is related to the
phosphorous content in the alloy. The metallization
performed at pH 7.5 promoted the formation of alloys
with high P content, which were flexible and prefer-
entially amorphous, as confirmed by XRD analysis.
Morphology and flexibility of the nickel coating are
dependent on the P content in the alloy, which can be
controlled by the pH of the electroless deposition bath.
Additionally, the adherence strength between the
coating and the polymer substrate is a function of the
acid etching time. Excellent adherence strength
(800 N cm�2) for the substrate was observed for spe-
cimens etched for 60 min. The lower adherence
observed in specimens etched for different time per-
iods should be related to the hydrophilic character
and to the surface roughness of the substrate. The
optical diffuse reflection was a function of acid etch-
ing time and consequently of the topography of the
polymeric surface (reaching maximal values in the
Fig. 11. Curves of: (A) optical diffuse reflection; (B) contact sheet resistivity as function of the acid etching for PET films metallized with Ni–
P at pH 7.5.
S.C. Domenech et al. / Applied Surface Science 220 (2003) 238–250 249

range 50–60 min of etching). Only the nickel coatings
obtained at pH 7.5 presented higher reflectivity values
than those of the calibrator, due to their amorphous
(and smooth) surface. The contact sheet resistivity
presented two different regimes in relation to the acid
etching time. The transition between the two regimes
occurred around 60 min and was also dependent on the
surface roughness. Up to 60 min of etching, the sub-
strate roughness did not influence the resistivity
values. For longer time periods, contact sheet resis-
tivity values had a significant increase.
The methods of surface treatment and nickel plating
proposed in this work, allow the production of nickel
coatings on poly(ethylene terephthalate) films with
appropriate structures for the fabrication of flexible
plastic circuits. A detailed study on the thermal and
chemical degradation mechanisms of the PET sub-
strates (by XRD, AFM and TGA) and the use of
this technology for sensor applications is still under
study.
Acknowledgements
We thank Terphane Inc. (Brazil) for donating the
poly(ethylene terephthalate) films, CNPq (Brazil) for
a research fellowship and Prof. Nito A. Debacher for
the contact angle measurements.
References
[1] K.W. Oh, D.J. Kim, S.H. Kim, J. Appl. Polym. Sci. 84 (2002)
1369–1379.
[2] J.J. Kuzmik, in: G.O. Mallory, J.B. Hajdu (Eds.), Electroless
Plating: Fundamentals and Applications, Noyes Publishers,
New York, 1990.
[3] V.I. Yarygin, V.S. Mironov, N.P. Soloyev, O.V. Kolinov, V.V.
Kolesnikova, A.I. Chernyavski, A.S. Smolyansky, Nuclear
Instrum. Methods Phys. Res. B 185 (2001) 228–234.
[4] K.G. Keong, W. Sha, S. Malinov, J. Alloys Compd. 334
(2002) 192–199.
[5] J.F. Rohan, G. O’Riordan, J. Boardman, Appl. Surf. Sci. 185
(2002) 289–297.
[6] F.E.H. Tay, E.A. Haider, J. Mater. Process. Technol. 121
(2002) 318–322.
[7] B. Luan, M. Yeung, W. Wells, X. Liu, Appl. Surf. Sci. 156
(2000) 26–38.
[8] R. Srnivasan, V. Mayne-Banton, Appl. Phys. Lett. 41 (1982)
576–578.
[9] D.M. Lenz, M.E.R. Schultz, C.A. Ferreira, J. Polym. Eng. 16
(1997) 295–310.
[10] C.W. Extrand, J. Colloid Interface Sci. 207 (1998) 11–19.
[11] A. Amirfazli, D. Chatain, A.W. Neumann, Colloids Surf. A:
Physicochem. Eng. Aspects 142 (1998) 183–188.
[12] J. Drehlich, J.D. Miller, J. Colloid Interface Sci. 164 (1994)
252–259.
[13] J. Drehlich, J.D. Miller, J. Hupka, J. Colloid Interface Sci. 155
(1993) 379–385.
[14] R.A. Hayes, J. Ralston, Colloids Surf. A: Physicochem. Eng.
Aspects 80 (1993) 137–146.
[15] A.W. Adamson, Physical Chemistry of Surfaces, Wiley,
Amsterdam, 1990.
[16] D.J. Shaw, in: E. Blucher (Ed.), Introducao a quımica dos
coloides e de superfıcies, da Universidade de Sao Paulo, Sao
Paulo, 1975.
[17] F. Beck, R. Michaelis, J. Coatings Technol. 64 (1992) 59–67.
[18] F.M. Smits, Bell Syst. Tech. J. (1958) 711.
[19] E.H. Immergut, in: J. Brandrup (Ed.), Polymer Handbook,
Wiley, New York, 1989.
[20] Q.X. Mai, H.B. Daniels, H.B. Harpalani, Thin Solid Films
166 (1988) 235–247.
[21] M.R. Lambert, D.J. Duquette, Thin Solid Films 177 (1989)
207–223.
[22] P.S. Kumar, P.K. Nair, J. Mater. Process. Technol. 56 (1996)
511–520.
[23] Y. Fukunaka, S. Aikawa, Z. Asaki, J. Electrochem. Soc. 141
(1994) 1783–1791.
[24] L.I. Maissel, R. Glang, Handbook of Thin Film Technology,
McGraw-Hill, London, 1983.
250 S.C. Domenech et al. / Applied Surface Science 220 (2003) 238–250
Copyright © 2022 FDOKUMEN




















