Dehydration changes affective responses to visual stimulation

2
3
4
5
6
7
8910111213141516
17
18
19
20
2122
23
24
25
26
27
28
2930
31
32
33
34
35
36
37
MICMAT 1673 No. of Pages 8, DTD = 4.3.1
9 March 2004 Disk usedARTICLE IN PRESS
www.elsevier.com/locate/micromeso
Microporous and Mesoporous Materials xxx (2004) xxx–xxx
OFDehydration of water/1-1-dimethylhydrazine mixturesby zeolite membranes
Mansoor Kazemimoghadam, Afshin Pak, Toraj Mohammadi *
Research Lab for Separation Processes, Faculty of Chemical Engineering, Iran University of Science and Technology, Iust Narmak, Tehran, Iran
Received 25 August 2003; received in revised form 10 December 2003; accepted 10 February 2004
EDPRO
Abstract
In this research, dehydration of water/1-1-dimethylhydrazine (UDMH) mixtures by zeolite NaA and hydroxy sodalite mem-
branes has been investigated. Support of these membranes has been tubular mullites that have been made by extruding a mixture of
about 67–75% kaolin clay and 33–25% distilled water using an extruder. Zeolite NaA and hydroxy sodalite membranes have been
coated on the external surface of the porous supports by the hydrothermal synthesis.
UDMH/water mixtures have been separated at ambient temperature and pressure by pervaporation (PV) using these zeolite
membranes. These membranes showed very high selectivity of water for all UDMH mixtures. For the UDMH/water mixtures,
separation factor as high as 10 000 has been obtained for UDMH feed concentration of 2%. Total mass fluxes of 1.05–0.2 kg/(m2 h)
have been also obtained.
� 2004 Elsevier Inc. All rights reserved.
Keywords: NaA zeolite; Hydroxy sodalite zeolite; Pervaporation; Zeolite membrane; UDMH; Dehydration; Mullite support
38
39
40
41
4243
44
45
46
47
48
49
5051
52
53
54
55
56
57
58
NCORREC1. Introduction
Polymeric membranes may not be suitable for
applications involving high water concentrations or
applications containing harsh solvents like UDMH dueto membrane stability problems and swelling effects.
However, a recent development of solvent-and-temper-
ature resistant, hydrophilic ceramic membranes has
made it possible to overcome the above limitations of
hydrophilic polymeric membranes [1].
PV is an economical separation technique compared
to conventional separation methods such as distillation
especially in processes involving azeotropes, isomers andremoval or recovery of trace substances. Due to its high
separation efficiency and flux rates, PV results in energy
cost saving and safe operation [2,3].
Removal of organic compounds from aqueous solu-
tions is important for the recovery of valuable organic
products, for the recycling of process water and for the
treatment of waste water. Generally, distillation can be
used to remove organic compounds from water. How-
U 5960
61*Corresponding author. Tel.: +98-21-7896621; fax: +98-21-
7896620.
E-mail address: [email protected] (T. Mohammadi).
1387-1811/$ - see front matter � 2004 Elsevier Inc. All rights reserved.
doi:10.1016/j.micromeso.2004.02.015
T
ever for low organic concentrations or thermally sensi-
tive organic compounds, distillation is neither
economical nor suitable. Furthermore, PV has several
advantages over traditional distillation: (1) reduced en-
ergy demand because only a fraction of the liquid thatneeds to be separated is vaporized, (2) simple equipment
since only a vacuum pump is used to create a driving
force and (3) lower capital cost. Thus, relatively mild
operation conditions and high effectiveness make PV an
appropriate technique for such separations. As a result
most PV studies have been focused on dehydration of
organic mixtures [2].
In PV, the feed mixture is contacted with a nonpor-ous permselective membrane. Separation is, in general,
explained by the steps of sorption into, diffusion
through and desorption from the membrane. The latter
is usually considered to be fast and taking place at
equilibrium, while diffusion is kinetically controlled and
the slowest step of the process. Permeation is dependent
on sorption and diffusion steps. The driving force for the
separation is created by maintaining a pressure lowerthan the saturation pressure on the permeate side of the
membrane. The mechanism of separation is usually ex-
plained in terms of sorption–diffusion processes [4].

62
63
64
65
6667
68
69
70
71
72
73
7475
76
77
78
79
80
81
8283
84
85
86
87
88
89
9091
92
93
94
95
96
97
9899
100
101
102
103
104
105
106107
108
109
110
111
112
113
114115
116
117
118
119
120
121
122123
124
125
126
127
128
129
130131
132
133
134
135
136
137
138139
140
141
142
143
144
145
146147
148
149
150
151
152
153
154155
156
157
158
159
160
161
162
163
164
165
166167
168
169
2 M. Kazemimoghadam et al. / Microporous and Mesoporous Materials xxx (2004) xxx–xxx
MICMAT 1673 No. of Pages 8, DTD = 4.3.1
9 March 2004 Disk usedARTICLE IN PRESS
UNCORREC
UDMH is an important liquid fuel, however, it also
finds many new applications every day such as an oxy-
gen scavenger for boiler-feed water, a starting material
for drug and dye intermediates, a catalyst for polymer-
ization reactions, etc. [5,6].UDMH is produced by the Rashing process which
involves reaction of ammonia with sodium hypochloride
to give chloramines which in turn are reacted with
dimethylamine to obtain UDMH. Its reaction liquor
contains low concentrations of UDMH (<2%) besides
impurities such as sodium chloride (8%) and water
(>90%). The conventional purification methods, which
involve flash vaporization followed by extractive distil-lation (at 20% UDMH, aqueous azeotrope), are highly
energy-intensive and about 210 kg of steam is required
to obtain 1 kg of UDMH. In addition, this method is
very hazardous since UDMH is highly flammable and
forms explosive mixtures with air. Moreover, UDMH is
very corrosive and its vapor is extremely toxic and car-
cinogenic. Therefore, the search for a safer and more
economical alternative technology is a challengingproblem. Membrane-based pervaporation technology
has all the requirements for completely replacing
extractive distillation for separation of the azeotrope.
This can be combined with simple distillation for
enrichment of UDMH to high purity levels [7,8].
Dehydration of hydrazine and monomethylhydrazine
(MMH) using ethyl cellulose membranes have been
previously carried out [9]. However, ethyl cellulosecannot be used to dehydrate UDMH because it is de-
graded rapidly. Also, hydrophobic polymers such as
poly dimethylsiloxane (PDMS) cannot withstand the
highly alkaline (pH¼ 13–14) medium whereas mem-
branes made of polyethylene and polypropylene give
negligible flux so that UDMH cannot be selectively ex-
tracted from its dilute reaction liquor. The problem of
chemical compatibility is also encountered in the case ofhydrophilic polymers such as poly vinyl alcohol and
poly acrylic acid [10].
Chitosan, a derivative of the naturally abundant
biopolymer chittin, is fully stable in anhydrous UDMH
and hence can be selected for its dehydration, keeping in
minds its highly hydrophilic nature and good mechani-
cal strength. The promising potential of chitosan as a
PV membrane has already been exploited for dehydra-tion of alcohols such as ethanol and isopropanol. This
polymer has recently been used to form highly selective
and permeable blend membranes with poly (vinyl alco-
hol), sodium alginate, etc. [11–13].
In recent years, however, attempts have been made to
develop zeolite membranes for separation due to their
molecular sieving properties, uniform pore size distri-
bution, high thermal resistance, high chemical inertnessand high mechanical strength. Until now, different
preparation methods, such as in situ hydrothermal
synthesis have been developed and high quality MFI, A,
TEDPROOF
Y, MOR, ETs-4 hydroxy sodalite and FER zeolite
membranes have been prepared [14–19].
The pore size of NaA zeolites is 0.41 nm. The small
pore size of these zeolites makes the separation of small
molecules possible via molecular sieving. Zeolite mem-branes have been found to be extremely effective for
dehydration of ethanol by PV, with separation factors of
104 or more being quoted. It has been observed that it is
possible to form remarkably uniform membranes of
zeolite NaA and hydroxy sodalite from a homogeneous
solution. This has many potential advantages in terms of
reproducibility and easy control [14,15].
High PV performance of zeolite NaA and hydroxysodalite membranes for separation of water/UDMH
mixtures has been observed. These dense layers have
been coated on the external surface of the porous
cylindrical mullite supports using the seeded hydro-
thermal method. These membranes have been used
successfully for dehydration of water/UDMH mixtures.
Synthesized ETS-4 membranes on a porous titania
support, by secondary growth of seed layers, have beencharacterized [20]. These ETS-4 membranes have been
evaluated for separating water from water–ethanol
mixtures by PV. The water flux of the ETS-4 membranes
was comparable to or higher that of NaA and FAU-type
zeolite membranes.
These membranes are highly water permselective and
show selectivities of water over ethanol as high as 400.
The selectivities of the ETS-4 membranes are compa-rable to those of NaX and NaY membranes and are
about one order of magnitude less than those of zeolite
NaA membranes [20].
Alcohol selectivity of NaY and NaX zeolite mem-
branes in PV of alcohol/water mixture has also been
reported [21]. These membranes permeated water pref-
erentially. The selectivity of NaX and NaY membranes
were 170 and 130 at 75 �C and 90% EtOH, respectively.These selectivities are less than that of zeolite NaA
membranes (10 000) at the same condition. The related
flux of NaA, NaX and NaY membranes are 2.15, 1.91
and 1.59, respectively [21].
2. Experimental
2.1. Support preparation
In ceramic membranes, thin dense layers are usually
deposited on porous supports. The porous supports
provide mechanical strength for the thin selective layers.
Porous support materials include alumina, cordierite,
mullite, silica, spinel, zirconia, other refractory oxides
and various oxide mixtures, carbon, sintered metals andsilicon carbide [17,18].
In this research mullite supports have been prepared
from kaolin clay. Kaolin clay is thermally converted to

170
171
172
173
174175
176
178
179
180
181
182
183
184185
186
187
188
189
190
191
192
193
194
195
196197
198
199
200
201
202
203
204205
206
207
208
209
210
211
212
213
214
215216
217
218
219
220
221
222
223
224
225
226
227
228
229230
231
232
233
234
235
236
237238
239
240
241
242
243
244
245246
247
248
249
250
251
252
M. Kazemimoghadam et al. / Microporous and Mesoporous Materials xxx (2004) xxx–xxx 3
MICMAT 1673 No. of Pages 8, DTD = 4.3.1
9 March 2004 Disk usedARTICLE IN PRESS
RREC
mullite via high temperature calcination. The mullitiza-
tion reaction takes place when kaolin clay is utilized as
the sole source of silica and alumina. The reaction can
be represented by the following equation where the
approximate chemical formula for kaolin (without thewater of hydration) is given as Al2O3 Æ 2SiO2 and the
formula for mullite is 3Al2O3 Æ 2SiO2:
3ðAl2O3 � 2SiO2Þ ! 3Al2O3 � 2SiO2 þ 4SiO2
The term represented by 4SiO2 is the free silica gener-
ated as a result of the conversion. This free silica has
been leached and then porous mullite bodies have been
prepared. Mullite has several distinct advantages over
other bodies such as alumina. Since these bodies are
heated to high temperatures to achieve the mullite
conversion reaction, strong inter-crystalline bonds be-tween mullite crystals, are formed and this results in
excellent strength and attrition. Leaching time depends
on several factors including:
(1) the quantity of free silica to be removed,
(2) the porosity of the body prior to leaching,
(3) concentration of the leaching solution and
(4) temperature [22,23].
The kaolin material used in this study (SL-KAD
grade) has been obtained from WBB cooperation. The
analysis of the kaolin is listed in Table 1. UDMH (98%)
and sodium hydroxide (Merck) have been also used in
all experiments.Cylindrical shaped (tubular) bodies (ID: 10 mm, OD:
14 mm and L: 15 cm) have been conveniently made by
extruding a mixture of about 67–75% kaolin clay and
25–33% distilled water using an extruder.
Suitable calcination temperatures and periods are
those at which the clay converts to mullite and free sil-
ica. Good results have been achieved by calcining for
about 3 h at temperatures of about 1250 �C [24].Free silica has been removed from the calcined bodies
by leaching with strong alkali solutions. Removal of this
free silica causes mesoporous tubular supports to be
made with very high porosity. Free silica removal has
been carried out with aqueous solutions containing 20%
by weight NaOH at a temperature of 80 �C for 5 h.
UNCO
253254
255
256
257
258
259
260261
262
263
Table 1
Analysis of kaolin clay
Component Percent (%) Phases Percent (%)
SiO2 51.9 Kaolinite 79
TiO2 0.1 Illite 8
Al2O3 34.1 Quartz 10
Fe2O3 1.4 Feldspar 3
K2O 0.8
Na2O 0.1
L.O.I 11.6
Total 100 Total 100
TEDPROOF
Supports have been washed with 2 l of water for 12 h at
a temperature of 80 �C in order to remove NaOH.
Porosity of the support before leaching is 24.3% while
after treatment it increases to 49%. Flux of the support
before and after free silica removal at 1 bar and 20 �Care 6 and 10 kg/m2 h, respectively. The porosity of
support has been measured by water absorption method
[26].
The phase identification has been performed by X-ray
diffractometry (Philips PW3710, Philips Co., The
Netherlands) with CuKa radiation.
2.2. Zeolite membrane synthesis
2.2.1. Coating of the support with seeds
Porous mullite tubes (home made) as describe above
have been used as the support. The external surface of
the supports have been polished with 600 grit-sand pa-
pers, and then the support has been washed and cleaned
with distilled water in a microwave heater for 5 min to
remove loose particles created during polishing. Then,supports have been dried at 100 �C for 3 h.
Early results showed that the NaA zeolite membrane
synthesized without seeding has a very low separation
factor (about 10) even after five times of coating.
Therefore, seeded supports have been used for mem-
brane synthesis. As Kondo explained the suitable seed
crystal size must be less than 200 lm and more prefer-
ably in the range of 1–5 lm [30]. In other words, in orderto form a thin and uniform zeolite membrane on the
mullite support, the nucleation seeds should be small
and uniform in size. In order to inhibit the formation of
zeolites into the support pores, the seeds should not
penetrate into the pores. The high purity nucleation
seeds have been synthesized by hydrothermal method.
Size of the seeds is about 2 lm [25]. The seeds should be
dispersed homogeneously on the support surface and theamount of seeds on the support surface should not be
too much. Otherwise, the synthesized zeolite membrane
is heterogeneous or too thick.
The seeded supports have been prepared by dipping
the mullite supports in an 8% NaA zeolite suspension in
a single step. The 8% NaA zeolite suspension has been
prepared by mixing 8 g NaA zeolite in 92 ml distilled
water. After dipping procedure, the supports have beendried at 100 �C for 3 h.
2.2.2. NaA synthesis
NaA membrane has been grown hydrothermally on
the surface of the porous support. The hydrothermal
synthesis of NaA zeolite membrane has been performed
as follows:
The synthesis solution has been prepared by mixingaluminate and silicate solutions. 4.87 g of sodium
hydroxide has been dissolved in 76 ml of distilled water.
The solution has been divided into two equal volumes

264
265
266
267
268269
270
271
272
273
274
275
276277
278
279
280
281
282
283
284285
286
287
288
289
290
291292
293
294
295
296
297
298
299300
301
302
303
304
305
306
307308
309
310
311
312
313
314
315316
317
318
319
320
321
322
323
324
325
326
327
328329
330
331
332
333
334
335
336337
338
339
340
341
342
343
344345
346
347
348
349
350
351
352353
355
356
357
358
359360
361
362
363
364
365
4 M. Kazemimoghadam et al. / Microporous and Mesoporous Materials xxx (2004) xxx–xxx
MICMAT 1673 No. of Pages 8, DTD = 4.3.1
9 March 2004 Disk usedARTICLE IN PRESS
UNCORREC
and kept in polypropylene bottles. Aluminate solution
has been prepared by adding 6.23 g sodium aluminate
(Aldrich, 50–56% Al2O3) to one part of the NaOH
solution. It has been well mixed until cleared. Silicate
solution has been prepared by adding 16.57 g sodiumsilicate solution (Merck, 25–28% SiO2) to another part
of the NaOH solution. Silicate solution has then been
poured into aluminate solution and well mixed until a
thick homogenized gel has been formed. Composition of
the homogeneous solution for zeolite NaA membrane is
represented by the following molar ratio 1.926SiO2:
Al2O3:3.165Na2O:128H2O [27].
Two ends of the support have been closed with rub-ber caps to avoid any precipitation of zeolite crystals on
the internal surface of the support during membrane
synthesis. The seeded support has been placed vertically
in a Teflon autoclave. The solution has been carefully
poured in the autoclave and then the autoclave has been
sealed. The crystallization has been carried out in an
oven at a temperature of 100 �C for 3 h. Then, the
sample has been taken and the synthesized membraneshave been washed several times with distilled water. The
pH of the washings solution must be 7. Then, the sam-
ples have been dried in air at room temperature for 12 h.
2.2.3. Hydroxy sodalite synthesis
Hydroxy sodalite membrane has been grown hydro-
thermally on the surface of the porous support. The
synthesis solution has been prepared by mixing alumi-nate and silicate solutions. 16.33 g of sodium hydroxide
has been dissolved in 67.63 ml of distilled water. The
solution has been divided into two equal volumes and
kept in polypropylene bottles. Aluminate solution has
been prepared by adding 0.623 g sodium aluminate
(Aldrich, 50–56% Al2O3) to one part of the NaOH
solution. It has been well mixed until cleared. Silicate
solution has been prepared by adding 0.86 g sodiumsilicate solution (Merck, 25–28% SiO2) to another part
of the NaOH solution. Silicate solution has then been
poured into aluminate solution and well mixed until a
homogenized gel formed. Composition of the homoge-
neous solution for zeolite NaA membrane is represented
by the following molar ratio SiO2:Al2O3:55Na2O:
1000H2O [28].
Two ends of the support have been closed with rub-ber caps to avoid any precipitation of zeolite crystals on
the internal surface of the support during membrane
synthesis. The seeded support has been placed vertically
in a Teflon autoclave. The solution has been carefully
poured in the autoclave and then the autoclave has been
sealed. The crystallization has been carried out in an
oven at a temperature of 100 �C for 12 h. Then, the
sample has been taken and the synthesized membraneshave been washed several times with distilled water. The
pH of the washings solution must be 7. Then, the sam-
ples have been dried in air at room temperature for 12 h.
Microstructure and thickness of the membranes have
been observed by scanning electron microscopy (SEM,
ISI ABT, SRT-50, Japan).
TEDPROOF
3. Pervaporation tests
The zeolite membranes have been used for long term
dehydration of UDMH. Since UDMH is very hazard-
ous, most experiments have been carried out using
ethanol mixtures with a concentration of 50–95%.
However, to make sure the mixture are suitable for
dehydration of UDMH mixtures some experiments havebeen carried out using a UDMH mixture with a con-
centration of 2%.
The experiments have been carried out at a temper-
ature of 30 �C and a pressure of 1.5 mbar at the per-
meate side, within a period of 30–60 min.
The pervaporation setup is presented in Fig. 1(a) and
(b). Any change of feed concentration due to perme-
ation is negligible because the amount of permeate issmall (max 2 ml) compared to total feed volume in the
system (0.5 l). A three stage diaphragm vacuum pump
(vacuubrand, GMBH, Germany) has been employed to
evacuated the permeate side of the membrane to a
pressure of approximately 1.5 mbar while the feed side
has been kept at room pressure. The permeate side has
been connected to a liquid nitrogen trap via a hose to
condense the permeate (vapor). Permeate concentra-tions have been measured by a GC (TCD detector,
Varian 3400). It must be mentioned that the TCD
detector can measure 10�4 wt.% of UDMH (i.e. a sep-
aration factor of 10 000 for a feed (water) concentration
of 99%).
Performance of PV is usually evaluated by total flux
(kg/m2 h) and separation factor (dimensionless). Sepa-
ration factor of any organic aqueous solution can becalculated from the following equation:
Separation factorðaÞ ¼XH2O=XOrganic
� �permeate
XH2O=XOrganic� �
feed
where XH2O and Xorganic are weight fractions of water andorganic compound, respectively.
4. Results and discussions
Fig. 2(a) and (b) shows the XRD patterns of the
membrane support before and after sodium hydroxidetreatment, respectively. Fig. 2(c) is XRD pattern of the
seeded support after treatment.
The XRD pattern shows that kaolin after calcination
at 1250 �C for 3 h is converted into mullite and free
silica. Free silica can be observed in crystalline and
amorphous form as shown in Fig. 2(a). In primary

C
366
367
368
369
370
371
372373
374
375
376
377
378
379
380381
382
383
384
385
386
387
388
389390
391
392
393
394
395
396
397398
399
400
401
402
403
404
405406
407
408
409
410
411
412
413414
415
416
417
418
419
420
421422
423
424
425
426
427
428
429430
431
432
433
434
435
436
437
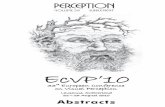
Fig. 1. (a) Pervaporation cell: 1––feed tank, 2––membrane module, 3––
membrane, 4––O-ring, 5––teflon fitting, 6––stainless steel vacuum fit-
ting, 7––vacuum hose, 8––cap, 9––feed tank cap. (b) Pervaporation
setup: 1––feed container and pervaporation cell, 2––nitrogen cold trap,
3––filtrate container, 4––tree stage vacuum pump.
M. Kazemimoghadam et al. / Microporous and Mesoporous Materials xxx (2004) xxx–xxx 5
MICMAT 1673 No. of Pages 8, DTD = 4.3.1
9 March 2004 Disk usedARTICLE IN PRESS
UNCORRE
support (Fig. 2(a)), the XRD pattern is very noisy be-
cause of the amorphous phase. After treatment by so-
dium hydroxide, the noisy base is completely omitted
(Fig. 2(b)) and intensity of mullite peaks increases. This
shows that silica has been removed from the support.
Removal of this free silica causes the support porosity to
increase from 24.3% to 49%. By increasing the leachingtime, all free silica has been removed as shown in the
Fig. 2(c). As seen, only mullite and zeolite (seed) can be
observed.
The XRD patterns of NaA and hydroxy sodalite
zeolite membranes confirm that crystal of zeolite NaA
and hydroxy sodalite have been formed. Figs. 3 and 4
shows XRD of the membranes synthesized using the
above mentioned methods. In these two figures the onlyphases which can be observed are zeolite NaA and
mullite and hydroxy sodalite and mullite, respectively.
The results show that repeating zeolite NaA forma-
tion procedure on the same support by the hydrother-
TEDPROOF
mal method improves membrane quality. The XRD
intensities of zeolite peaks are greater after additional
coating (as shown in Fig. 5). Also significant changes in
separation factor can be observed as shown in Table 2.
A promising result (defect-free membrane) has beenobtained after five times of coating as shown in Table 2.
As membranes prepared with less number of coating
behaved low separation factor, they have not been
evaluated by UDMH because of its very high toxic
properties. In other words, only membranes with high
separation factor have been evaluated by UDMH. It
must be mentioned that the aim of this study was
making a high performance zeolite membrane forUDMH purification. It must also be noted that hydroxy
sodalite zeolite membranes after one time of coating
behaved very high separation factor for the UDMH
mixture. Zeolite NaA membrane thickness increases
with increasing the number of coating processes. It has
been confirmed by a SEM micrograph as shown in Fig.
6. However, zeolite hydroxy sodalite membranes
showed promising result even after one time of coating.It must be mentioned that flux of this membrane is lower
than that of zeolite NaA membrane. The separation
mechanism of zeolite membranes is molecular sieving
and water adsorption is the key factor since UDMH
cannot enter into the pores of the membranes. Also
interaction of water/organic affects the adsorption and
causes lower fluxes [31]. It must be mentioned that pore
size and as a result adsorption of hydroxy sodalitezeolite is less than those of NaA zeolite (18 wt.% water
adsorption of hydroxy sodalite against 25% water
adsorption of NaA) [29]. This causes the flux of hydroxy
sodalite zeolite membrane to be less. As adsorption is
the rate controlling process and the permeate side
pressure is very low (1.1 mm Hg) and less than water
vapor pressure (20 mm Hg at room temperature), it may
be concluded that the thickness of the membrane has nosignificant effect on flux (due to a very high driving
force).
It must be mentioned that membrane flux decreases
with increasing membrane thickness. Thickness of NaA
membrane after two times and four times of coating and
that of zeolite hydroxy sodalite membrane after one
time of coating are 50, 555 and 71 lm, respectively. Thezeolite hydroxy sodalite membrane is uniform and de-fect free and as a result its separation factor is high.
Preparation time of hydroxy sodalite membrane has
been found to be 12 h for making a uniform membrane.
However increasing preparation time of zeolite NaA
membrane for more than 3 h causes other forms of
zeolite such as sodalite and NaX to be formed. Lower
flux of the hydroxy sodalite membrane can be also
attributed to its smaller pore size.

UNCORRECTEDPROOF
Fig. 2. XRD pattern of the membrane support (a) before treatment, (b) after treatment, (c) seeded support after treatment.
Fig. 3. XRD pattern of the zeolite NaA membrane with two times synthesis.
Fig. 4. XRD pattern of the zeolite hydroxy sodalite membrane.
6 M. Kazemimoghadam et al. / Microporous and Mesoporous Materials xxx (2004) xxx–xxx
MICMAT 1673 No. of Pages 8, DTD = 4.3.1
9 March 2004 Disk usedARTICLE IN PRESS

CORRECTEDPROOF
438
439
440
441
442
443
444
445
446
447
448
449
450
451
Fig. 5. XRD pattern of the zeolite NaA membrane with four times synthesis.
Table 2
Flux and separation factor of the membranes
Example Feed Type of zeolite Number of
coating processes
Concentration
of water (%)
Flux
(kg/m2 h)
Separation
factor
1 Ethanol NaA 2 50 1.05 >10 000
2 3 10 0.71 786
3 3 50 0.75 >10 000
4 4 10 0.68 >10 000
5 4 5 0.56 884
6 5 5 0.45 >10 000
7 Hydroxy sodalite 1 10 0.32 >10 000
8 Hydroxy sodalite 1 5 0.27 >10 000
9 UDMH NaA 5 98 0.3 >10 000
10 Hydroxy sodalite 1 98 0.2 >10 000
Fig. 6. SEM micrograph of zeolite NaA membrane thickness (a) after two times of coating, (b) after four times of coating.
M. Kazemimoghadam et al. / Microporous and Mesoporous Materials xxx (2004) xxx–xxx 7
MICMAT 1673 No. of Pages 8, DTD = 4.3.1
9 March 2004 Disk usedARTICLE IN PRESS
UN5. Conclusion
Tubular porous mullite supports have been prepared
from kaolin clay by extruding and calcining at a tem-
perature of 1250 �C for 3 h. All free silica in the forms of
crystalline phase and amorphous phase has been re-
moved using 20% sodium hydroxide solution at a tem-
perature of 80 �C. Free silica removal from the primary
support increases its porosity from 24.3% to 49%. Zeo-
lite NaA and hydroxy sodalite have been coated on the
above support. Separation factor of hydroxy sodalite
membrane is higher than that of NaA membrane,
however, its flux is less. Therefore, for low concentration
of UDMH, zeolite NaA membrane is better than zeolite
hydroxy sodalite membrane but for high concentration

452
453
454
455456457458459460461462463464465466467468469470471472473474475476477478479480481482483484485486487488489490491492493494495496497498499500
501502
8 M. Kazemimoghadam et al. / Microporous and Mesoporous Materials xxx (2004) xxx–xxx
MICMAT 1673 No. of Pages 8, DTD = 4.3.1
9 March 2004 Disk usedARTICLE IN PRESS
of UDMH, zeolite hydroxy sodalite membrane can be
recommended.
503504505506507508509510511512513514515516517518519520521522523524525526527528529530531532533534535536537538539540541542543544545546547548549550551 ORRECReferences
[1] J. Jafar, M. Budd, Separation of alcohol/water mixtures by
pervaporation through zeolite A membranes, Microporous Mate-
rials 12 (1997) 305–311.
[2] Q. Liu, R. Noble, L. Falconer, H. Funke, Organic/water
separation by pervaporation with a zeolite membrane, Journal
of Membrane Science 117 (1996) 163–174.
[3] D. Shah, K. Kissick, A. Ghorpade, R. Hannah, D. Bhattachar-
yya, Pervaporation of alcohol–water and dimethylformamide–
water mixtures using hydrophilic zeolite NaA membranes: mech-
anisms and experimental results, Journal of Membrane Science
179 (2000) 185–205.
[4] A. Verkerk, P. van Male, M.A.G. Vorstman, J.T.F. Keurentjes,
Properties of high flux ceramic pervaporation membranes for
dehydration of alcohol/water mixtures, Separation and Purifica-
tion Technology 22–23 (2001) 689–695.
[5] R. Ravindra, S. Sridhar, A.A. Khan, A.K. Rao, Pervaporation of
water, hydrazine and monomethylhydrazine using ethylcellulose
membranes, Polymer 41 (2000) 2795–2806.
[6] S. Sridhar, R. Ravindra, A.A. Khan, Recovery of mono-
methylhydrazine liquid propellant by pervaporation technique,
Industrial and Engineering Chemistry Research 39 (2001) 2485–
2490.
[7] X.-G. Li, I. Kresse, Z.K. Zhou, J. Springer, Effect of temperature
and pressure on gas transport in ethyl cellulose membrane,
Polymer 42 (2001) 6801–6810.
[8] R. Ravindra, K.R. Krovvidi, A.A. Khan, A.K. Rao, D.S.C.
studies of states of water hydrazine and hydrazine hydrate in ethyl
cellulose membrane, Polymer 40 (1999) 1159–1165.
[9] R. Ravindra, A. Kameswara, A. Khan, A qualitative evaluation
of water and monomethyl hydrazine in ethyl cellulose membrane,
Journal of Applied Polymer Science 72 (1999) 689–700.
[10] S. Sridhar, G. Susheela, G.J. Reddy, A.A. Khan, Cross linked
chitosan membranes: characterization and study of dimethylhy-
drazine dehydration by pervaporation, Polymer International 50
(2001) 1156–1165.
[11] R. Ravindra, A.K. Rao, A.A. Khan, Processing of liquid
propellant reaction liquors by pervaporation, Journal of Applied
Polymer Science 72 (1999) 141–149.
[12] R. Ravindra, S. Sridhar, A.A. Khan, Separation studies of
hydrazine from aqueous solutions by pervaporation, Journal of
Polymer Science: Part B: Polymer Physics 37 (1999) 1969–1980.
[13] R. Ravindra, R. Krovvidi, A. Khan, Solubility parameter of chitin
and chitosan, Carbohydrate Polymers 36 (1998) 121–127.
[14] M. Kondo, M. Komori, H. Kita, K.I. Okamoto, Tubular-type
pervaporation module with zeolite NaA membrane, Journal of
Membrane Science 133 (1997) 133–141.
UNC
TEDPROOF
[15] Y. Morigami, M. Kondo, J. Abe, H. Kita, K.I. Okamoto, The
first large-Scale pervaporation plant using tubular-type module
with zeolite NaA membrane, Separation and Purification Tech-
nology 25 (2001) 251–260.
[16] T. Gallego-Lizon, Y.S. Ho, L.F.D. Santos, Comparative study of
commercially available polymeric and microporous silica mem-
branes for the dehydration of IPA/water mixtures by pervapora-
tion/vapour permeation, Desalination 149 (2002) 3–8.
[17] T. Gallego-Lizon, E. Edwards, G. Lobiundo, L.F.D. Santos,
Dehydration of water/t-butanol mixtures by pervaporation: com-
parative study of commercially available polymeric, microporous
silica and zeolite membranes, Journal of Membrane Science 197
(2002) 309–319.
[18] W.C. Wong, L.T.Y. Au, C.T. Ariso, K.L. Yeung, Effects of
synthesis parameters on the zeolite membrane growth, Journal of
Membrane Science 191 (2001) 143–163.
[19] C.C. Pave, D. Vuono, L. Catanzaro, P. De Luca, N. Bilba, A.
Nastro, J.B. Nagy, Synthesis and characterization of the micro-
porous titanosilicates ETS-4 and ETS-10, Microporous and
Mesoporous Materials 56 (2002) 227–239.
[20] C.M. Braunbarth, L.C. Boudreau, M. Tsapatsis, Synthesis of
ETS-4/TiO2 composite membranes and their pervaporation per-
formance, Journal of Membrane Science 174 (2000) 31–42.
[21] H. Kita, K. Fuchida, T. Horita, H. Asamura, K. Okamoto,
Preparation of Faujasite membranes and their permeation prop-
erties, Separation and Purification Technology 25 (2001) 261–268.
[22] K. Speronello, Porous mullite, US Patent No 4628042, 1986.
[23] K. Speronello, Porous mullite, US Patent No 4601997, 1986.
[24] T. Mohammadi, A. Pak, Effect of calcination temperature of
kaolin as a support for zeolite membranes, Separation and
Purification Technology 30 (2003) 241–249.
[25] T. Mohammadi, A. Pak, Making zeolite A membrane from kaolin
by electrophoresis, Microporous and Mesoporous Materials 56
(2002) 81–88.
[26] J.W. Amyx, D.M. Bass Jr., R.L. Whiting, Petroleum Reservoir
Engineering Physical Properties, McGraw-Hill Book Company,
1960.
[27] H. Robson, R.W. Thompson, K.C. Franklin, Verified Synthesis of
Zeolitic Materials, Elsevier Publisher, 2001.
[28] A. Pak, Preparation of zeolite membranes, Ph.D. thesis, Chemical
engineering faculty Iran university of science and technology,
2003.
[29] R. Szostak, Handbook of Molecular Sieves, first ed., Van
Northland Reinhold Publisher, 1989.
[30] K.I. Okamato, H. Kita, M. Kondo, N. Miyake, Y. Matsuo,
Membranes for liquid mixture separation, US Patent No.
5554286, 1996.
[31] A.W. Verkerk, P. van Male, M.A.G. Vorstman, J.T.F. Keurent-
jes, Description of dehydration performance of amorphous silica
pervaporation membranes, Journal of Membrane Science 193
(2001) 227–238.
Copyright © 2022 FDOKUMEN




















