Creep Behavior and Degradation of Subgrain Structures Pinned by Nanoscale Precipitates in...
11
Creep Behavior and Degradation of Subgrain Structures Pinned by Nanoscale Precipitates in Strength-Enhanced 5 to 12 Pct Cr Ferritic Steels HASSAN GHASSEMI ARMAKI, RUIPING CHEN, KOUICHI MARUYAMA, and MASAAKI IGARASHI Creep behavior and degradation of subgrain structures and precipitates of Gr. 122 type xCr- 2W-0.4Mo-1Cu-VNb (x = 5, 7, 9, 10.5, and 12 pct) steels were evaluated during short-term and long-term static aging and creep with regard to the Cr content of steel. Creep rupture life increased from 5 to 12 pct Cr in the short-term creep region, whereas in the long-term creep region, it increased up to 9 pct Cr and then decreased with the addition of Cr from 9 to 12 pct. Behavior of creep rupture life was attributed to the size of elongated subgrains. In the short- term creep region, subgrain size decreased from 5 to 12 pct Cr, corresponding to the longer creep strength. However, in the long-term creep region after 10 4 hours, subgrain size increased up to 9 pct Cr and then decreased from 9 to 12 pct, corresponding to the behavior of creep rupture life. M 23 C 6 and MX precipitates had the highest number fraction among all of the precipitates present in the studied steels. Cr concentration dependence of spacing of M 23 C 6 and MX precipitates exhibited a V-like shape during short-term as well as long-term aging at 923 K (650 °C), and the minimum spacing of precipitates belonged to 9 pct Cr steel, corresponding to the lowest recovery speed of subgrain structures. In the short-term creep region, subgrain coarsening during creep was controlled by strain and proceeded slower with the addition of Cr, whereas in long-term creep region, subgrain coarsening was controlled by the stability of pre- cipitates rather than due to the creep plastic deformation and took place faster from 9 to 12 pct and 9 to 5 pct Cr. However, M 23 C 6 precipitates played a more important role than MX pre- cipitates in the control of subgrain coarsening, and there was a closer correlation between spacing of M 23 C 6 precipitates and subgrain size during static aging and long-term creep region. DOI: 10.1007/s11661-011-0726-8 Ó The Minerals, Metals & Materials Society and ASM International 2011 I. INTRODUCTION TEMPERED martensite ferritic steels are important high-temperature materials used for critical components of fossil-fired power plants. Plant operators expect service lives in excess of 100,000 hours, and tempered martensite ferritic steels rely on a complex microstruc- ture to fulfill this requirement. Tempered martensite ferritic steels have been the subject of renewed attention due to a need to improve the thermal efficiency of a new generation of fossil-fired power plants. [1–5] Microstruc- tures govern the creep strength of these materials, and therefore, it is important to understand the microstruc- tures of tempered martensite ferritic steels, especially their evolution during long-term creep. [1–5] Gr. 122 type steels were originally developed for use in ultrasuper critical power plants with a large range of Cr content, allowing one to choose two different versions, one for excellent steam oxidation resistant tubing and the other for heavy wall thick pipe with sufficient toughness. As a result, the higher Cr version of Gr. 122 type steel has a dual-phase matrix that consists of a and d (tempered martensite ferritic structure and delta-ferrite). [6,7] Abe [8] presented the effect of Cr con- centration on the relationship between the ductile-to- brittle transition temperature (DBTT) after aging at 873 K (600 °C) for 1000 hours and the creep rupture strength at 873 K (600 °C) after 1000 hours for (2 to 15)Cr-2W-0.1C (mass pct) steels in which there were no MX carbonitride precipitates in the studied steels. [9] For the increase in Cr from 2 to 5 pct and a further 9 pct, the creep rupture strength increases markedly, but the DBTT increased only slightly. At high Cr concentra- tions, where the steels consist of a dual phase of martensite and d-ferrite, the creep rupture strength decreased and the DBTT increased with increasing Cr concentration. However, it is still unclear how strength- ening mechanisms, mainly subgrain boundaries and nanoscale precipitates, are degraded in steels with different Cr contents during short-term and long-term creep exposure. It has been pointed out that these types of steels may fail earlier than the rupture life predicted from their HASSAN GHASSEMI ARMAKI, Postdoctoral Research Associate, RUIPING CHEN, Doctoral Student, and KOUICHI MARUYAMA, Professor, are with the Graduate School of Environ- mental Studies, Tohoku University, Sendai 980-8579, Japan. Contact e-mail: [email protected]. MASAAKI IGARASHI,Research Manager, is with Corporate Research and Development Laboratories, Sumitomo Metal Industries, Ltd., Amagazaki 660-0891, Japan. Manuscript submitted November 8, 2010. Article published online May 21, 2011 3084—VOLUME 42A, OCTOBER 2011 METALLURGICAL AND MATERIALS TRANSACTIONS A
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Creep Behavior and Degradation of Subgrain Structures Pinned by Nanoscale Precipitates in...

Creep Behavior and Degradation of Subgrain Structures Pinnedby Nanoscale Precipitates in Strength-Enhanced 5 to 12 Pct CrFerritic Steels
HASSAN GHASSEMI ARMAKI, RUIPING CHEN, KOUICHI MARUYAMA,and MASAAKI IGARASHI
Creep behavior and degradation of subgrain structures and precipitates of Gr. 122 type xCr-2W-0.4Mo-1Cu-VNb (x = 5, 7, 9, 10.5, and 12 pct) steels were evaluated during short-term andlong-term static aging and creep with regard to the Cr content of steel. Creep rupture lifeincreased from 5 to 12 pct Cr in the short-term creep region, whereas in the long-term creepregion, it increased up to 9 pct Cr and then decreased with the addition of Cr from 9 to 12 pct.Behavior of creep rupture life was attributed to the size of elongated subgrains. In the short-term creep region, subgrain size decreased from 5 to 12 pct Cr, corresponding to the longercreep strength. However, in the long-term creep region after 104 hours, subgrain size increasedup to 9 pct Cr and then decreased from 9 to 12 pct, corresponding to the behavior of creeprupture life. M23C6 and MX precipitates had the highest number fraction among all of theprecipitates present in the studied steels. Cr concentration dependence of spacing of M23C6 andMX precipitates exhibited a V-like shape during short-term as well as long-term aging at 923 K(650 �C), and the minimum spacing of precipitates belonged to 9 pct Cr steel, corresponding tothe lowest recovery speed of subgrain structures. In the short-term creep region, subgraincoarsening during creep was controlled by strain and proceeded slower with the addition of Cr,whereas in long-term creep region, subgrain coarsening was controlled by the stability of pre-cipitates rather than due to the creep plastic deformation and took place faster from 9 to 12 pctand 9 to 5 pct Cr. However, M23C6 precipitates played a more important role than MX pre-cipitates in the control of subgrain coarsening, and there was a closer correlation betweenspacing of M23C6 precipitates and subgrain size during static aging and long-term creep region.
DOI: 10.1007/s11661-011-0726-8� The Minerals, Metals & Materials Society and ASM International 2011
I. INTRODUCTION
TEMPERED martensite ferritic steels are importanthigh-temperature materials used for critical componentsof fossil-fired power plants. Plant operators expectservice lives in excess of 100,000 hours, and temperedmartensite ferritic steels rely on a complex microstruc-ture to fulfill this requirement. Tempered martensiteferritic steels have been the subject of renewed attentiondue to a need to improve the thermal efficiency of a newgeneration of fossil-fired power plants.[1–5] Microstruc-tures govern the creep strength of these materials, andtherefore, it is important to understand the microstruc-tures of tempered martensite ferritic steels, especiallytheir evolution during long-term creep.[1–5]
Gr. 122 type steels were originally developed for usein ultrasuper critical power plants with a large range of
Cr content, allowing one to choose two differentversions, one for excellent steam oxidation resistanttubing and the other for heavy wall thick pipe withsufficient toughness. As a result, the higher Cr version ofGr. 122 type steel has a dual-phase matrix that consistsof a and d (tempered martensite ferritic structure anddelta-ferrite).[6,7] Abe[8] presented the effect of Cr con-centration on the relationship between the ductile-to-brittle transition temperature (DBTT) after aging at873 K (600 �C) for 1000 hours and the creep rupturestrength at 873 K (600 �C) after 1000 hours for (2 to15)Cr-2W-0.1C (mass pct) steels in which there were noMX carbonitride precipitates in the studied steels.[9] Forthe increase in Cr from 2 to 5 pct and a further 9 pct, thecreep rupture strength increases markedly, but theDBTT increased only slightly. At high Cr concentra-tions, where the steels consist of a dual phase ofmartensite and d-ferrite, the creep rupture strengthdecreased and the DBTT increased with increasing Crconcentration. However, it is still unclear how strength-ening mechanisms, mainly subgrain boundaries andnanoscale precipitates, are degraded in steels withdifferent Cr contents during short-term and long-termcreep exposure.It has been pointed out that these types of steels may
fail earlier than the rupture life predicted from their
HASSAN GHASSEMI ARMAKI, Postdoctoral ResearchAssociate, RUIPING CHEN, Doctoral Student, and KOUICHIMARUYAMA, Professor, are with the Graduate School of Environ-mental Studies, Tohoku University, Sendai 980-8579, Japan. Contacte-mail: [email protected],ResearchManager, is with Corporate Research and Development Laboratories,Sumitomo Metal Industries, Ltd., Amagazaki 660-0891, Japan.
Manuscript submitted November 8, 2010.Article published online May 21, 2011
3084—VOLUME 42A, OCTOBER 2011 METALLURGICAL AND MATERIALS TRANSACTIONS A

short-term creep data, namely, premature breakdownof creep strength.[1–5,10–13] The loss of creep rupturestrength has been extensively investigated for a numberof tempered martensite ferritic steels. The proposedmechanisms are due to the occurrence of microstruc-ture degradation during creep exposure and are classi-fied as follows. (1) Preferential recovery ofmicrostructure in the vicinity of prior austenite grainboundaries.[14,15] However, Ghassemi Armaki et al.[16]
recently proposed that the tempered martensite lathstructures are essentially thermally unstable and thatstatic recovery of a lath structure proceeds over thewhole grains after a sufficiently long duration of agingwithout plastic deformation. (2) Dissolution of fineM2X and MX carbonitrides due to precipitation of Zphase.[17–26] However, the formation of the Z phase isslow in ferritic boiler steels containing 9 to 10.5 pct Crand tempered at high temperature (around 1073 K(800 �C)).[27–29] Also, there is a high Cr ferritic steelthat exhibits similar premature creep failure withoutformation of the Z phase.[27] (3) Loss of creep ductil-ity,[12] but the ductile-to-brittle transition does notoccur in ferritic rotor steels tempered at low temper-ature.[30] (4) The onset of static recovery of temperedmartensite lath structures due to the loss of M23C6
precipitates was recently proposed by the presentauthors.[16] Good accordance between the onset ofstatic recovery of tempered martensite lath structureand the onset of premature breakdown of creepstrength was found in a number of Gr. 122 type xCr-2W-0.4Mo-1Cu-VNb (x = 9, 10.5, and 12 pct)steels,[16] P92,[31] P91 grades,[32] and Fe-(9, 10.5 pct)Cr-3W-0.5Mo-VNb steels.[31] Subgrain boundaries arethe major obstacles against gliding of mobile disloca-tions, and hence, subgrain boundary hardening is animportant creep strengthening mechanism in strength-enhanced ferritic steels. Therefore, the higher stabilityof subgrain structure is a key factor for prevention ofbreakdown of creep strength. Dispersed particles,mainly M23C6 and MX, act as obstacles to themigration of dislocations, maintaining fine subgrainstructures in tempered martensite ferritic steels. Sub-grain boundary migration and the consequent recoveryof the dislocation substructure are controlled bypinning force due to the particles.[2,3] M23C6 carbidesmainly precipitate along prior austenite grain bound-aries and boundaries such as block, packet, andsubgrain boundaries, while MX particles mainly pre-cipitate within the matrix and less on subgrain bound-aries. However, the responsibility of each precipitatefor control of the subgrain structure is an important
issue for design of a tempered martensite lath structurewith higher creep strength.In this study, creep behavior, degradation of subgrain
structures, and precipitates in Gr. 122 type xCr-2W-0.4Mo-1Cu-VNb (x = 5, 7, 9, 10.5, and 12 pct) steelswere evaluated during short-term and long-term creepand static aging. On the other hand, Cr concentrationdependence of overestimation of long-term creep rup-ture life was recently reported in strength-enhancedferritic steels by the present authors.[13] In the presentarticle, Cr concentration dependence of degradation ofmicrostructure and its relation to creep rupture lifeduring short-term and long-term creep exposure will bediscussed in detail.
II. EXPERIMENTAL PROCEDURE
The chemical compositions of the Gr. 122 type steelsstudied are listed in Table I. All the chemical compo-sitions given in the present article are expressed in masspercent. All the steels were vacuum induction melted(VIM) and then hot forged to a thickness of 25 mm. Inthe next stage, they were normalized at 1323 K(1050 �C) for 0.5 hours and cooled in air, followed bytempering at 1043 K (770 �C) for 2 hours. These nor-malizing and tempering conditions are typical of boilersteels. These heat treatments create a tempered mar-tensite lath structure in single-phase steels (S5 to S10),whereas steel D12 has a dual-phase microstructureconsisting of a tempered martensite lath structure and13 vol pct of d-ferrite. The d-ferrite contains no sub-grains and a fairly low density of dislocations. The lath,block, and packet substructures in the tempered mar-tensitic microstructure are advantageous for toughnesscompared with the ferrite matrix of d-ferrite.[8] Creepspecimens 6 mm in diameter and 30 mm in gage lengthwere tested at 873 K, 923 K, and 973 K (600 �C,650 �C, and 700 �C) under constant load in air.Microstructures of the materials were analyzed by
finite element transmission electron microscopy(FETEM) and finite element scanning electron micro-scopy. Thin foils from the gage part of the creptspecimen were prepared by a combination of electro-polishing and ion beam milling. An acid solution(100 mL 60 pct perchloric acid and 100 mL methanol)cooled to 253 K (–20 �C) was used for electropolishing.The electropolished foils were further thinned by ionbeam milling for a few minutes at a low angle using aGatan precision ion polishing system. The subgrainwidth k of each steel was evaluated in several prior
Table I. Chemical Compositions of the Steels Studied (Mass Percent)
Name C Si Mn P S Cu Ni Cr Mo V W Nb N
S5 0.098 0.26 0.53 0.012 0.001 0.88 0.31 5 0.39 0.24 2.02 0.049 0.037S7 0.095 0.25 0.51 0.012 0.001 0.86 0.31 7 0.39 0.22 1.96 0.048 0.038S9 0.097 0.25 0.52 0.010 0.001 0.87 0.31 9 0.39 0.20 1.87 0.052 0.054S10 0.098 0.26 0.49 0.010 0.001 0.87 0.33 10.5 0.37 0.20 1.87 0.053 0.058D12 0.093 0.25 0.49 0.006 0.001 0.86 0.31 12 0.39 0.20 1.86 0.049 0.066
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 42A, OCTOBER 2011—3085
austenite grains covering total area>80 lm2 with TEM(JEOL* 2100) operating at 200 kV.
The observation of precipitates present in the studiedsteels was examined by replicas onto which the extractedparticles were deposited. The carbon replicas of precip-itates were prepared as follows. First, the sample waspolished and etched by a solution consisting of 10 mgpicric acid, 15 mLhydrochloric acid, and 100 mL ethanolfor 10 seconds. Carbon coating was evaporated onto thepolished and etched surface, and after that, the samplewas immersed in a solution of 1 mg picric acid, 5 mLhydrochloric, and 100 mL of ethanol for around 2 hoursto detach the carbon layer from the specimen. The carbonreplicas were recovered on round copper grids. Theprecipitates were identified from quantification of EDXspectra, and then the number fraction and spacing of eachprecipitate were calculated in the characterized area. Theidentifications were done using the following criteria:M23C6 carbides are enriched with Cr, M2X are enrichedwithCr andV, Laves phases are enrichedwithWandMo,themodifiedZ-phase consists of ~50 at. pct (Cr+Fe) and~50 at. pct (V + Nb), and MX are enriched with V andNb. More than 500 precipitates were investigated onseveral extraction replicas.
III. RESULTS AND DISCUSSION
A. Comparison of Creep Rupture Livesof Strength-Enhanced Ferritic Steels
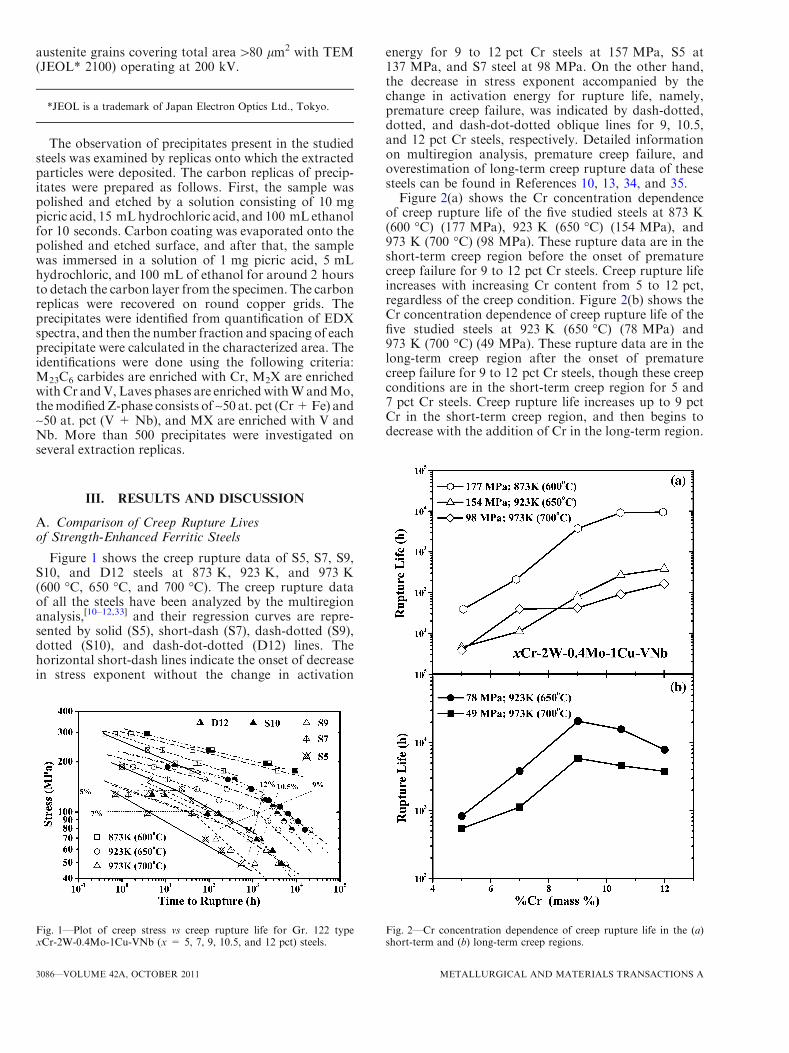
Figure 1 shows the creep rupture data of S5, S7, S9,S10, and D12 steels at 873 K, 923 K, and 973 K(600 �C, 650 �C, and 700 �C). The creep rupture dataof all the steels have been analyzed by the multiregionanalysis,[10–12,33] and their regression curves are repre-sented by solid (S5), short-dash (S7), dash-dotted (S9),dotted (S10), and dash-dot-dotted (D12) lines. Thehorizontal short-dash lines indicate the onset of decreasein stress exponent without the change in activation
energy for 9 to 12 pct Cr steels at 157 MPa, S5 at137 MPa, and S7 steel at 98 MPa. On the other hand,the decrease in stress exponent accompanied by thechange in activation energy for rupture life, namely,premature creep failure, was indicated by dash-dotted,dotted, and dash-dot-dotted oblique lines for 9, 10.5,and 12 pct Cr steels, respectively. Detailed informationon multiregion analysis, premature creep failure, andoverestimation of long-term creep rupture data of thesesteels can be found in References 10, 13, 34, and 35.Figure 2(a) shows the Cr concentration dependence
of creep rupture life of the five studied steels at 873 K(600 �C) (177 MPa), 923 K (650 �C) (154 MPa), and973 K (700 �C) (98 MPa). These rupture data are in theshort-term creep region before the onset of prematurecreep failure for 9 to 12 pct Cr steels. Creep rupture lifeincreases with increasing Cr content from 5 to 12 pct,regardless of the creep condition. Figure 2(b) shows theCr concentration dependence of creep rupture life of thefive studied steels at 923 K (650 �C) (78 MPa) and973 K (700 �C) (49 MPa). These rupture data are in thelong-term creep region after the onset of prematurecreep failure for 9 to 12 pct Cr steels, though these creepconditions are in the short-term creep region for 5 and7 pct Cr steels. Creep rupture life increases up to 9 pctCr in the short-term creep region, and then begins todecrease with the addition of Cr in the long-term region.
Fig. 1—Plot of creep stress vs creep rupture life for Gr. 122 typexCr-2W-0.4Mo-1Cu-VNb (x = 5, 7, 9, 10.5, and 12 pct) steels.
Fig. 2—Cr concentration dependence of creep rupture life in the (a)short-term and (b) long-term creep regions.
*JEOL is a trademark of Japan Electron Optics Ltd., Tokyo.
3086—VOLUME 42A, OCTOBER 2011 METALLURGICAL AND MATERIALS TRANSACTIONS A

As found in Figures 2(a) and (b), the creep rupture lifeincreases up to 9 pct Cr in both the short-term and long-term creep regions, whereas from 9 to 12 pct, the Crconcentration dependence of creep rupture life changesbefore and after the onset of premature creep failure.This finding points out that the Cr concentrationdependence of microstructural stability in the short-term creep region is different from that in long-termcreep. Also, Miki et al.[36] investigated the Cr contentdependence of creep rupture life in Fe-xCr-3.5W-3Costeels (x = 8.5 to 12) and found that 9 pct Cr isdesirable for suppression of the degradation of creepstrength under a stress of 98 MPa at 923 K (650 �C).
In order to investigate the microstructural stability ofthe materials during short-term and long-term creepexposure, but at the same stress, interrupted creep testswere done under a stress of 98 MPa at 973 K and 923 K(700 �C and 650 �C) for 7 to 12 pct Cr steels. As seen inFigure 1, in 9 to 12 pct Cr steels, creep at 973 K and923 K (700 �C and 650 �C) corresponds to the short-term and the long-term creep regions, before and afterthe onset of premature creep failure, respectively. On theother hand, this creep condition is on the boundary ofthe change in the stress exponent for S7 steel, asindicated by the horizontal short-dash line in Figure 1.The creep tests were interrupted at 1/3tr and 2/3tr foreach creep condition and creep curves and microstruc-tures are discussed in Section III–C.
B. Cr Concentration Dependence of MicrostructuralDegradation During Aging
The subgrain size is plotted as a function of Crcontent of the steels in Figure 3 after short-term aging(before the onset of subgrain coarsening), middle-termaging (3000 hours), and long-term aging (104 hours) at923 K (650 �C). Short-term aging means aging for just a
few hours (less than 10 hours) and just after tempering.The subgrain size after the short-term exposuredecreases by around 50 nm for the addition of every1.5 pct Cr from 9 to 12 pct Cr, while subgrain size isalmost unchanged from 5 to 9 pct Cr steels. In 9 to12 pct Cr steels, subgrain structure is unchanged for anincubation aging time after tempering.[37] So, thedecrease of subgrain size from 9 to 12 pct Cr duringthe short-term aging is related to the inherent temperedmartensitic ferritic microstructure of the materials. Suchan effect of Cr content on the subgrain size is maintainedeven after middle-term aging (3000 hours), though thedecrease of subgrain size with the addition of Cr by 9 to12 pct is slightly less. After long-term exposure(104 hours), subgrain size decreases with increasing Crcontent up to 9 pct Cr and then increases with theaddition of Cr content from 9 to 12 pct, as shown by thetriangle in Figure 3. Therefore, steel containing around9 pct Cr has the most stable dislocation substructureduring long-term exposure.Cr concentration dependence of subgrain size in
Figure 3 has a close correlation with the Cr concentra-tion dependence of rupture life in Figure 2. In the short-term creep region, subgrain size decreases with increas-ing of Cr content from 5 to 12 pct Cr, corresponding tothe longer creep strength. However, in the long-termcreep region after 104 hours, subgrain size increases upto 9 pct Cr and then decreases as increasing of Crcontent from 9 to 12 pct, corresponding to the behaviorof creep rupture life within this range of time. Therefore,behavior of creep rupture life can be attributed to thesize of elongated subgrains.The subgrain boundary migration and the consequent
recovery of dislocation substructure are controlled bydriving force, related to subgrain size, and mobility,related to pinning force due to the particles.[2,3] Dispersedparticles along subgrain boundaries act as obstacles tothe migration of subgrain boundaries, maintaining finesubgrain structures in strength-enhanced high Cr ferriticsteels. M23C6 and MX precipitates have the highestnumber fractions among the particles, though the num-ber of M2X precipitates is sensibly high in 12 pct Crsteel.[37] Hence, the thermal stability of MX and M23C6
particles, presented on sub-boundaries,[24] supports thethermal stability of lath structures in strength-enhancedhigh Cr ferritic steels.[2,3,37]
Figures 4(a) and (b) show the spacing of M23C6 andMX precipitates, respectively, as a function of Crcontent of the studied steels aged at 923 K (650 �C)for short-term duration, 3000 hours and 104 hours,corresponding to the subgrain size data points shownin Figure 3. Loss of pinning M23C6 precipitates after104 hours aging is evident and spacing of M23C6
decreases from 5 to 9 pct Cr and then increases by 9to 12 pct Cr, regardless of aging duration. As previouslyreported by the present authors,[37] thermal aggregationof M23C6 precipitates occurs after 1 to 4 9 103 hoursaging at 923 K (650 �C) in the present 9 to 12 pct Crstudied steels, and it is faster at higher Cr steels,resulting in the onset of subgrain coarsening.As found in Figure 4(b), spacing of MX precipitates is
stable rather than that of M23C6 precipitates, even afterFig. 3—Cr concentration dependence of subgrain size after temper-ing for 3000 h and 104 aging at 923 K (650 �C).
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 42A, OCTOBER 2011—3087

21,000 hours aging for S9 steel, though an increase inspacing of MX in D12 steel is evident longer than3000 hours aging.[16] Therefore, the subgrain coarseningis mainly attributable to the loss of M23C6 precipitatepinning, but not to the loss of MX precipitates.[16]
Hence, the aggregation of M23C6 is mainly responsiblefor coarsening of subgrains.
In Figures 3 and 4(a), the Cr concentration depen-dence of subgrain size after 104 hours and spacing ofM23C6 precipitates exhibits the V-like shape, and theminimum spacing of precipitates belongs to 9 pct Crsteel, corresponding to the lowest subgrain size. Sub-grain size of 9 pct Cr steel is higher than those of 10.5and 12 pct Cr steels after tempering, which is related tothe inherent tempered martensitic ferritic microstructureof 9 pct Cr steel. However, the higher number densityand thermal stability of M23C6 precipitates in 9 pct Crsteel suppresses the recovery speed of subgrain bound-aries, resulting in a lower subgrain size of around 9 pctCr after 104 hours aging and, consequently, longer creeprupture life.
C. Recovery Process During Short-Term CreepExposure
Figure 5 shows the subgrain size as a function ofcreep time of S7, S9, S10, and D12 steels at 973 K
(700 �C) and under a stress of 98 MPa. The subgrainsize is smaller with the addition of Cr from 7 to 12 pctduring creep exposure, and the recovery speed ofsubgrains is slower in higher Cr steel. The followingrelation is well known between the creep rate and thesubgrain size:[2,38]
eo / k3s ½1�
This equation explains that the growth of the subgrainsize in higher Cr steel reduces its creep rate and,consequently, extends its creep rupture life. The typicalTEM images after creep rupture in gage portion areshown in Figures 6(a), (b), (c), and (d) for S7, S9, S10,and D12 steels, respectively. The existence of a largenumber of fine precipitates is evident after creep fractureand coarsening of subgrains has taken place due to creepplastic deformation, but not the loss of precipitatepinning. The aligned precipitates indicate the location ofsubgrain boundaries before migration and recovery.Since the subgrain size of D12 steel is fine, theprecipitates located on the subgrain boundaries appar-ently are not evident in its typical TEM image.As shown by Figure 2, creep rupture life increases by
5 to 12 pct Cr. The strengthening mechanisms thatcontrol the creep rupture life are tempered martensitelath structures (elongated subgrains) and dispersedprecipitates, mainly M23C6 and MX.[1–5] As mentionedin Section B, the number density of precipitates isgreater in 9 pct Cr steel during short-term as well aslong-term aging, whereas subgrain size decreases withthe addition of Cr from 5 to 12 pct after aging forseveral tens of hours. Therefore, the Orowan stress dueto precipitates is higher in 9 pct Cr steel, whereas thestrengthening due to subgrain boundaries increases withthe addition of Cr from 5 to 12 pct in the short-termcreep region. These results indicate that the strengthen-ing due to subgrain boundaries is more effective than theOrowan stress of precipitates for achieving strongercreep strength, and this finding confirms those ofprevious studies in which the tempered martensite lathstructures are proposed as the main strengtheningmechanism in tempered martensite ferritic steels.[1–3,16]
Fig. 4—Cr concentration dependence of (a) M23C6 and (b) MX pre-cipitates after less than 10 h (or tempering), 3000 h, and 104 h agingat 923 K (650 �C).
Fig. 5—Subgrain size of materials as a function of creep timeat 973 K (700 �C) under a stress of 98 MPa in the short-term creepregion.
3088—VOLUME 42A, OCTOBER 2011 METALLURGICAL AND MATERIALS TRANSACTIONS A
D. Creep Plastic Deformation and Recovery ProcessDuring Long-Term Creep Exposure
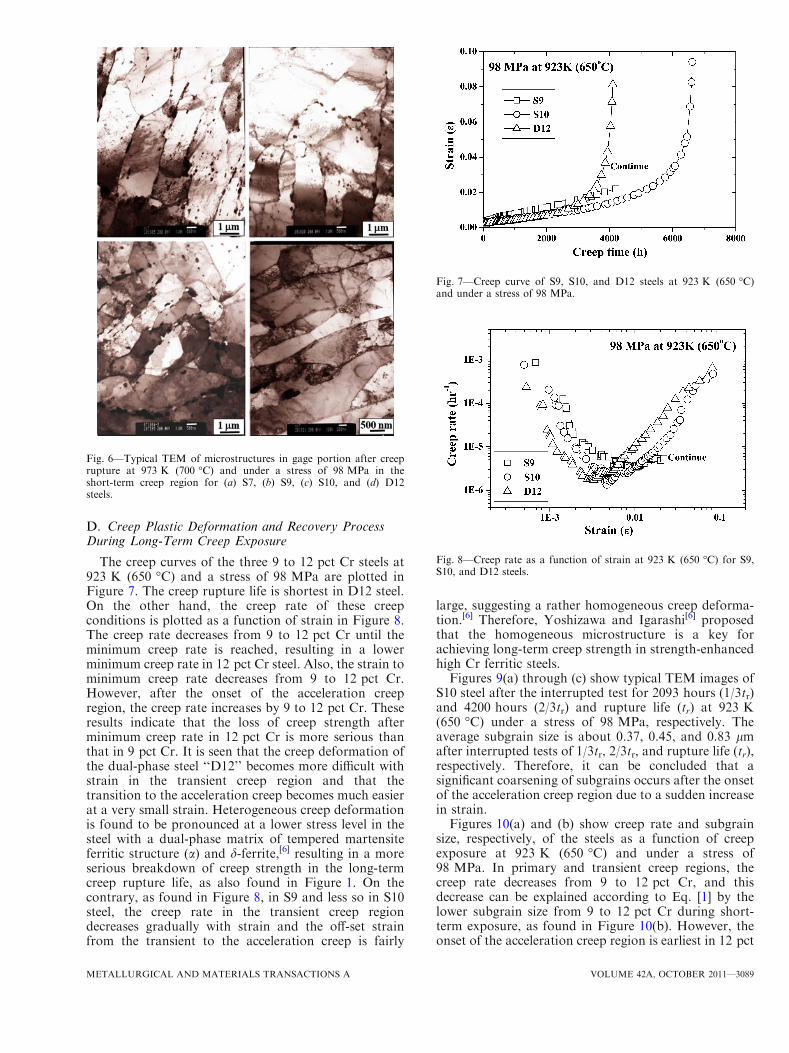
The creep curves of the three 9 to 12 pct Cr steels at923 K (650 �C) and a stress of 98 MPa are plotted inFigure 7. The creep rupture life is shortest in D12 steel.On the other hand, the creep rate of these creepconditions is plotted as a function of strain in Figure 8.The creep rate decreases from 9 to 12 pct Cr until theminimum creep rate is reached, resulting in a lowerminimum creep rate in 12 pct Cr steel. Also, the strain tominimum creep rate decreases from 9 to 12 pct Cr.However, after the onset of the acceleration creepregion, the creep rate increases by 9 to 12 pct Cr. Theseresults indicate that the loss of creep strength afterminimum creep rate in 12 pct Cr is more serious thanthat in 9 pct Cr. It is seen that the creep deformation ofthe dual-phase steel ‘‘D12’’ becomes more difficult withstrain in the transient creep region and that thetransition to the acceleration creep becomes much easierat a very small strain. Heterogeneous creep deformationis found to be pronounced at a lower stress level in thesteel with a dual-phase matrix of tempered martensiteferritic structure (a) and d-ferrite,[6] resulting in a moreserious breakdown of creep strength in the long-termcreep rupture life, as also found in Figure 1. On thecontrary, as found in Figure 8, in S9 and less so in S10steel, the creep rate in the transient creep regiondecreases gradually with strain and the off-set strainfrom the transient to the acceleration creep is fairly
large, suggesting a rather homogeneous creep deforma-tion.[6] Therefore, Yoshizawa and Igarashi[6] proposedthat the homogeneous microstructure is a key forachieving long-term creep strength in strength-enhancedhigh Cr ferritic steels.Figures 9(a) through (c) show typical TEM images of
S10 steel after the interrupted test for 2093 hours (1/3tr)and 4200 hours (2/3tr) and rupture life (tr) at 923 K(650 �C) under a stress of 98 MPa, respectively. Theaverage subgrain size is about 0.37, 0.45, and 0.83 lmafter interrupted tests of 1/3tr, 2/3tr, and rupture life (tr),respectively. Therefore, it can be concluded that asignificant coarsening of subgrains occurs after the onsetof the acceleration creep region due to a sudden increasein strain.Figures 10(a) and (b) show creep rate and subgrain
size, respectively, of the steels as a function of creepexposure at 923 K (650 �C) and under a stress of98 MPa. In primary and transient creep regions, thecreep rate decreases from 9 to 12 pct Cr, and thisdecrease can be explained according to Eq. [1] by thelower subgrain size from 9 to 12 pct Cr during short-term exposure, as found in Figure 10(b). However, theonset of the acceleration creep region is earliest in 12 pct
Fig. 6—Typical TEM of microstructures in gage portion after creeprupture at 973 K (700 �C) and under a stress of 98 MPa in theshort-term creep region for (a) S7, (b) S9, (c) S10, and (d) D12steels.
Fig. 7—Creep curve of S9, S10, and D12 steels at 923 K (650 �C)and under a stress of 98 MPa.
Fig. 8—Creep rate as a function of strain at 923 K (650 �C) for S9,S10, and D12 steels.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 42A, OCTOBER 2011—3089

Cr steel and latest in 9 pct Cr steel due to the earliest andlatest onset of considerable coarsening of subgrains,respectively. Finally, subgrain size increases withincreasing Cr content from 9 to 12 pct Cr and resultsin higher creep rate and the consequent less creeprupture life. In Figure 10(b), the onset of subgraincoarsening of 7 pct Cr steel occurs in the earlier creeptime than those in 9 to 12 pct Cr steels and results in thelowest creep rupture life of 7 pct Cr steel.
Abe also suggested that the onset of significantmigration of subgrain boundaries, causing the coarsen-ing of subgrains, is closely correlated to the onset ofacceleration creep.[39–41] Also, the present results revealthat the onset of significant migration of subgrains andthe acceleration creep region move to an earlier creeptime with the addition of Cr from 9 to 12 pct. On theother hand, the addition of Cr moves the prematurecreep failure to an earlier exposure time (Figure 1).These facts indicate that there is a close correlationbetween the onset of three phenomena: subgrain migra-tion, acceleration creep region, and premature creepfailure.
E. Correlation of Pinning Precipitates and Coarseningof Subgrains
In the high Cr steels with tempered martensitic lathstructure, recovery of the dislocation substructure con-trols creep deformation and subsequent creep failure.Equation [1] suggests that a material can have high creepdeformation resistance if a fine subgrain structure is
Fig. 9—Typical FETEM images of S10 steel in gage portion afterinterrupted tests for (a) 2093 h (1/3tr), (b) 4200 h (2/3tr), and (c) rupturelife (tr) at 923 K (650 �C) under a stress of 98 MPa. k is the averagesubgrain size.
Fig. 10—(a) Creep rates and changes in (b) subgrain size, (c) spacingof M23C6, and (d) spacing of MX precipitates as a function of creeptime for S7, S9, S10, and D12 steels at 923 K (650 �C) under a stressof 98 MPa.
3090—VOLUME 42A, OCTOBER 2011 METALLURGICAL AND MATERIALS TRANSACTIONS A

introduced into the material. High resistance to recoveryof the dislocation substructure is also essential tomaintain a good creep resistance for a long duration,as demonstrated in Figures 10(a) and (b). In this section,we discuss the role of MX and M23C6 precipitates in thecoarsening of subgrains.
F. M23C6 precipitates
Figure 10(c) shows the spacing of M23C6 precipitatesin the gage portion for 7 to 12 pct Cr steels, theirsubgrain size being plotted in Figure 10(b). On the otherhand, the changes of the spacing of M23C6 precipitatesduring aging at 923 K (650 �C) are indicated by lines 1,2, 3, 4 for S7, S9, S10, and D12 steels, respectively. Theorigin of data points was reported elsewhere.[16] Thedifference in spacing of M23C6 precipitates after staticaging and creep exposure is due to the strain-inducedcoarsening of M23C6 precipitates in the long-term creepregion.
The onset of subgrain coarsening in the gage portionof 7 pct Cr steel is earlier than those 9 to 12 pct Cr steelsbecause of the earlier loss of pinning M23C6 precipitates.The subgrain size of 10.5 pct Cr steel is shorter than thatof 9 pct Cr steel due to the shorter spacing of M23C6
precipitates. However, the subgrain size of 10.5 pct Crbecomes larger than that of 9 pct Cr during tertiarycreep corresponding to the larger spacing of M23C6 in10.5 pct Cr. Subgrain size is shorter in 12 pct Cr thanthose in 7 to 10.5 pct Cr steels during short-term creepdue to the shorter spacing of M23C6, whereas subgrainsize increases sharply during long-term creep exposurebecause of the loss of pinning M23C6 precipitates.
Actually, two mechanisms are more common forcoarsening of subgrains: the first is due to the creepplastic deformation and the second is due to the loss ofpinning force from M23C6 precipitates because ofthermal aggregation and strain-induced coarsening dur-ing creep. As shown by Figures 10(b) and (c), for all thestudied steels, there is a very close correlation betweenthe spacing of M23C6 precipitates in the gage portionand subgrain size. This good correlation suggests thatthe main controlling mechanism of subgrain coarseningis the loss of pinning force from M23C6 precipitates, andthat subgrain coarsening due to creep plastic deforma-tion plays a lesser role in the long-term creep region ascompared to that in the short-term creep region (SectionIII–D). However, it should be noted that the stability ofM23C6 precipitates themselves is affected by creep plasticdeformation.
G. MX precipitates
Generally, the loss of MX precipitates accelerates thecoarsening of the subgrain structure. However, it is animportant issue to know how large the effect of MXprecipitates is as compared to that of M23C6, and whichone dominantly controls the coarsening of subgrainsand the consequent creep strength during long-termcreep exposure in steels with different Cr concentrations.Figure 10(d) shows the spacing of MX precipitates inthe gage portion during creep at 923 K (650 �C) and
98 MPa. First, it is evident that the number density ofMX precipitates after tempering (at creep time of zero)decreases from 9 to 12 pct Cr. This may be due to theconsumption of V and Nb resulting from the increase inthe formation of M2X precipitates with increasing Crcontent. On the other hand, the reason for the very lownumber density of MX precipitates in 12 pct Cr steel isthe existence of d-ferrite. MX particles precipitate veryfinely on dislocations in tempered martensite ferriticstructure, 2 to 20 nm, while a number of huge MX,about 50 nm in equivalent diameter, exist in d-ferriteeven after tempering.[6]
In 7 pct Cr steel, the spacing of MX increases by150 nm during creep exposure until fracture. Theincrease in spacing of M23C6 is around 450 nm duringcreep, as shown in Figure 10(b), and it is 3 times largerthan that of MX precipitates, while the initial spacing ofboth MX and M23C6 precipitates after tempering is thesame, i.e., around 277 nm. Therefore, the loss of M23C6
precipitates can be the main controller of subgraincoarsening and the consequent creep rate, though theloss of MX precipitates assists the coarsening ofsubgrains, too.In 9 pct Cr steel, the spacing of MX precipitates
increases just 90 nm until creep rupture. However, in10.5 pct Cr steel, the spacing of MX precipitatesincreases evidently in transient creep and less in thetertiary creep region and increases totally by 200 nm. Itis reported[16] that the spacing of MX precipitates isconstant until 21 9 103 hours and 104 hours duringstress-free aging at 923 K (650 �C) in S9 and S10 steels,respectively. So, the loss of MX in these ferritic boilersteels at 923 K (650 �C) and 98 MPa is just due to creepplastic deformation.In 12 pct Cr steel, spacing of MX is constant during
the transient creep region and, after around 2200 hours,sharply increases during the tertiary creep region. Thedash-dotted line shows the change of spacing of MX inD12 steel during static aging at 923 K (650 �C).[16] Theloss of MX precipitates sharply takes place after3000 hours static aging at 923 K (650 �C). These resultsindicate that the loss of MX precipitates occurs not onlyduring stress-free aging but also due to creep plasticdeformation. For 12 pct Cr steel, the partitioning of thesolute Nb and V alloying elements after normalizing at1323 K (1050 �C) into d and c results in the concentra-tion gradient of the alloying elements across theinterface between d/c, and it is indicated to cause thedistribution of the precipitate inconsistently after tem-pering.[6] This heterogeneous distribution can acceleratethe diffusion of V and Nb atoms from d-ferrite toa-ferrite and results in a sharper disappearance of MXprecipitates and faster formation of the Z phase near theinterface between d/a.[28]
MX precipitates in 9 pct Cr with the highest initialnumber density are stable during long-term creep, andthe loss of M23C6 precipitates is the main cause ofsubgrain coarsening. The stability of MX during long-term exposure is less with increasing Cr content from 9to 12 pct Cr, and its loss can accelerate the coarsening ofsubgrains. However, two notes should be considered.First, the initial number density of MX decreases at
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 42A, OCTOBER 2011—3091

higher Cr steels, for example, 550 nm in D12 steel, andits pinning effect is less than that of M23C6 with 300-nmspacing. Second, the volume fraction of M23C6 is muchhigher than MX in all of the studied steels. Therefore,these results indicate that M23C6 precipitates play amore important role than MX precipitates for control ofsubgrain coarsening, and there is closer correlationbetween spacing of M23C6 precipitates and subgrainsize.
IV. DISCUSSION
Figures 11(a) and (b) show the subgrain size as afunction of average spacing of all precipitates, mainlyM23C6 and MX, and of just M23C6 precipitates, respec-tively, for the five herein studied during stress-free agingat 923 K and 973 K (650 �C and 700 �C) indicated byopen and semisolid symbols, respectively. The datapoints of P91 steel at two temperatures of 873 K and923 K (600 �C and 650 �C)[32] and of NF616 steel at923 K (650 �C)[42] are also included. As found inFigure 11(a), though subgrain size increases withincreasing average spacing of all particles, not all thedata points are aligned and the two marked data pointsindicated by arrows show the largest deviation
However, in Figure 11(b), there is a linear relation-ship in logarithm scale between subgrain size and
spacing of M23C6 regardless of the temperature andchemical composition of materials. Also, two datapoints indicated by arrows that correspond to two datapoints indicated in Figure 11(a) show good agreementwith others’ data points. In Figure 11(b), the drawn lineindicates the relation of M23C6 spacing, kP, and sub-grain size, kS.g, by the following equation:
kS:g ¼ 0:138� k4=3P ½2�
and kP is related to the size, rP, and the volumefraction, fP, of M23C6 precipitates by the followingequation:
kP ¼ rp
ffiffiffiffiffiffi
2p3f
s
½3�
Therefore, the relation of subgrain size to size andvolume fraction of M23C6 precipitates is given by
kS:g ¼ 0:226� r4=3P
f2=3P
½4�
Based on a modified Zener pinning equation, therelation of grain size, Dg, with incoherent sphericalparticles so that their spacing is close to grain size isgiven by:[43]
Dg ¼ brP
f2=3P
½5�
Equations [4] and [5] exhibit a similar relation of f2=3P ,
and the power of rP in Eq. [4] for strength-enhancedferritic steels is 1.33 and close to that of rP in Eq. [5].Several representative values of the Zener pinning factor‘‘b’’ have been proposed by different researchers.[44]
However, Gladman[45,46] proposed a Zener pinningfactor b of less than 0.261, in good agreement with thepresent studied steels. The Zener pinning model mayexplain the pinning mechanism of subgrains by M23C6
precipitates, but more detailed study is needed.Figure 12 shows subgrain size as a function of spacing
of M23C6 during static aging, the same as the data points
Fig. 11—Subgrain size as a function of (a) average spacing of allprecipitates and (b) spacing of M23C6 precipitates during staticaging.
Fig. 12—Subgrain size as a function of spacing of M23C6 precipi-tates during static aging and creep in the long-term creep region.
3092—VOLUME 42A, OCTOBER 2011 METALLURGICAL AND MATERIALS TRANSACTIONS A

shown in Figure 11(b), and creep at 923 K (650 �C)under a stress of 98 MPa indicated by solid symbols.The data points from the gage portion of this creepcondition are in the long-term creep region, as shownfor the present steels in Figure 1. As shown inFigure 12, the data points from the gage portion inthe long-term creep region coincide well with thedrawn line for data points during static aging. Thisgood agreement suggests that subgrain coarseningduring long-term creep exposure is controlled by theloss of pinning M23C6 precipitates rather than due tocreep plastic deformation, especially after the staticrecovery begins. However, creep plastic deformationaccelerates the aggregation of pinning M23C6 precipi-tates in the long-term creep region and indirectlyaffects subgrain coarsening.
V. SUMMARY
1. Creep rupture life increases with increasing Crcontent from 5 to 9 pct Cr in the short-term creepregion, whereas in the long-term creep region, creeprupture life increases up to 9 pct Cr and thendecreases with the addition of Cr from 9 to 12 pct.
2. Behavior of creep rupture life is attributed to thesize of elongated subgrains. In the short-term creepregion after 3000 hours, subgrain size decreaseswith increasing Cr content from 5 to 12 pct Cr, cor-responding to the longer creep strength. However,in the long-term creep region after 104 hours,subgrain size increases up to 9 pct Cr and thendecreases as increasing of Cr content from 9 to12 pct, corresponding to behavior of creep rupturelife.
3. M23C6 and MX precipitates have the highest num-ber fraction among all the precipitates present inthe studied steels. Cr concentration dependence ofspacing of M23C6 and MX precipitates exhibits aV-like shape during short-term as well as long-termaging at 923 K (650 �C) and the minimum spacingof precipitates belongs to 9 pct Cr steel, corre-sponding to the lowest recovery speed of subgrainstructures.
4. The loss of MX precipitates occurs slightly due tocreep plastic deformation, though they are ther-mally stable. However, the increase in spacing ofM23C6 precipitates during creep is found to begreater than that of MX precipitates in 7 to10.5 pct Cr steels.
5. There is a close correlation between spacing ofM23C6 precipitates and subgrain size, and M23C6
precipitates play a more important role than that ofMX precipitates for controlling subgrain coarsening.
6. In the short-term creep region, subgrain coarseningduring creep is controlled by strain and proceedsmore gradually with the addition of Cr, whereas inthe long-term creep region, subgrain coarsening iscontrolled by stability of precipitates rather thanbeing due to the creep plastic deformation, andtakes place faster from 9 to 12 pct and 9 to 5 pctCr.
REFERENCES1. A. Aghajani, C. Somsen, and G. Eggeler: Acta Mater., 2009,
vol. 57, pp. 5093–5106.2. K. Maruyama, K. Sawada, and J. Koike: ISIJ Int., 2001, vol. 41,
pp. 641–53.3. F. Abe: Creep-Resistant Steels, Woodhead Publishing, Cambridge,
United Kingdom, 2008, pp. 279–304.4. R. Agamennone, W. Blum, C. Gupta, and J.K. Chakravartty:
Acta Mater., 2006, vol. 54, pp. 3003–14.5. G. Eggeler: Acta Metall., 1989, vol. 37, pp. 3225–34.6. M. Yoshizawa and M. Igarashi: Int. J. Press. Vess. Pip., 2007,
vol. 84, pp. 37–43.7. M. Igarashi and M. Yoshizawa: Proc. 4th Int. Conf. on Advances in
Materials Technology in Fossil Power Plants, Hilton Head Island,South Carolina, ASM International, Materials Park, OH, 2004,pp. 1124–35.
8. F. Abe: Sci. Technol. Adv. Mater., 2008, vol. 9, pp. 1–15.9. F. Abe and S. Nakazawa: Mater. Sci. Technol., 1992, vol. 8,
pp. 1063–69.10. H. Ghassemi Armaki, K. Maruyama, M. Yoshizawa, and
M. Igarashi: Mater. Sci. Eng. A, 2008, vol. 490, pp. 66–71.11. K. Maruyama, H. Ghassemi Armaki, and K. Yoshimi: Int. J.
Press. Vess. Pip., 2007, vol. 84, pp. 171–76.12. J.S. Lee, H. Ghassemi Armaki, K. Maruyama, T. Muraki, and
H. Asahi: Mater. Sci. Eng. A, 2006, vol. 428, pp. 270–75.13. K. Maruyama, H. Ghassemi Armaki, R.P. Chen, K. Yoshimi,
M. Yoshizawa, and M. Igarashi: Int. J. Press. Vess. Pip., 2010,vol. 87, pp. 276–81.
14. H. Kushima, K. Kimura, and F. Abe: Tetsu-to-Hagane, 1999,vol. 85, pp. 841–47.
15. K. Kimura, H. Kushima, F. Abe, K. Suzuki, S. Kumai, andA. Satoh: Proc. 5th Int. Charles Parsons Turbine Conf, Cambridge,United Kingdom, 2000, pp. 590–602.
16. H. Ghassemi Armaki, R.P. Chen, K. Maruyama, and M. Igarashi:Mater. Sci. Eng. A, 2010, vol. 527, pp. 6581–88.
17. A. Strang and V. Vodarek: Mater. Sci. Technol., 1996, vol. 12,pp. 552–56.
18. V. Sklenicka, K. Kucharova, M. Svoboda, L. Kloc, J. Bursik, andA. Kroupa: Mater. Character., 2003, vol. 51, pp. 35–48.
19. A. Strang, V. Foldyna, J. Lenert, V. Vodarek, and K.-H. Mayer:Proc. 6th Int. Charles Parsons Turbine Conf., Dublin, Ireland,Sept. 16–18, 2003, pp. 427–41.
20. E. Lotofsky and H. Cerjak: Sci. Technol. Weld. Join., 2004, vol. 9,pp. 31–36.
21. K. Kimura, K. Suzuki, Y. Toda, H. Kushima, and F. Abe:Proc. 7th Liege Conf. on Materials for Advanced Power Engineering2002, Liege, Belgium, Woodhead Publishing, Cambridge, UK,2002, pp. 1171–80.
22. K. Kimura, H. Kushima, and K. Sawada: Proc. 6th Int. CharlesParsons Turbine Conf., Dublin, Ireland, Sept. 16–18, WoodheadPublishing, Cambridge, UK, 2003, pp. 444–56.
23. K. Suzuki, S Kumai, H. Kushima, K. Kimura, and F. Abe:Tetsu-to-Hagane, 2003, vol. 89, pp. 691–98.
24. K. Sawada, M. Taneike, K. Kimura, and F. Abe: ISIJ Int., 2004,vol. 44, pp. 1243–49.
25. F. Abe: Mater. Sci. Eng. A, 2001, vols. 319–321, pp. 770–73.26. Y. Kadoya, B. Dyson, and M. McLean: Metall. Mater. Trans. A,
2002, vol. 33A, pp. 2549–57.27. H. Semba and F. Abe: Symp. USC Steels for Fossil Power Plants,
G. Yong, ed., Beijing, China, 2005, pp. 157–62.28. K. Sawada, H. Kushima, K. Kimura, and M. Tabuchi: ISIJ Int.,
2007, vol. 47, pp. 733–39.29. C.G. Panait, W. Bendick, A. Fuchsmann, A.F. Gourgues-
Lorenzon, and J. Besson: Int. J. Press. Vess. Pip., 2010, vol. 87,pp. 326–35.
30. H. Cerjak, P. Hofer, and B. Schaffernak: ISIJ Int., 1999, vol. 39,pp. 874–88.
31. H. Ghassemi Armaki: Ph.D. Thesis, Tohoku University, Sendai,Japan, 2008.
32. R.P. Chen, H. Ghassemi Armaki, K. Maruyama, and M. Igarashi:Mater. Sci. Eng. A, 2011, vol. 528 (13–14), pp. 4390–94.
33. K. Maruyama, E. Baba, K. Yokokawa, H. Kushima, and K. Yagi:Tetsu-to-Hagane, 1994, vol. 80, pp. 336–41.
34. H. Ghassemi Armaki, K. Maruyama, M. Yoshizawa, andM. Igarashi: Key Eng. Mater., 2007, vols. 345–346, pp. 553–56.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 42A, OCTOBER 2011—3093

35. H. Ghassemi Armaki, K. Yoshimi, K. Maruyama, M. Yoshizawa,and M. Igarashi: Mater. Sci. Forum, 2007, vols. 561–565,pp. 2217–20.
36. K. Miki, T. Azuma, Y. Tanaka, and T. Ishiguro: 4th Int. Conf. onAdvances in Materials Technology for Fossil Power Plants, HiltonHead Island, South Carolina, ASM International, Materials Park,OH, 2004, pp. 1115–23.
37. H. Ghassemi Armaki, R.P. Chen, K. Maruyama, M. Yoshizawa,and M. Igarashi: Mater. Lett., 2009, vol. 63, pp. 2423–25.
38. O.D. Sherby, R.H. Klunalt, and A.K. Miller: Metall. Trans. A,1977, vol. 8A, pp. 843–50.
39. F. Abe: Metall. Mater. Trans. A, 2003, vol. 34A, pp. 913–25.
40. F. Abe, H. Araki, and T. Noda: Metall. Trans. A, 1991, vol. 22A,pp. 2225–35.
41. F. Abe and S. Nakazawa: Metall. Trans. A, 1992, vol. 23A,pp. 3025–34.
42. S. Kano: M.Sc. Thesis, Tohoku University, Sendai, Japan,2010.
43. F.J. Humphreys and M. Hatherly: Recrystallization and RelatedAnnealing Phenomena, 2nd ed., 2004, pp. 140–50.
44. T. Nishizawa, I. Ohnuma, and K. Ishida: Mater. Trans. JIM,1997, vol. 38, pp. 950–56.
45. T. Gladman: Scripta Metall. Mater., 1992, vol. 27, pp. 1569–73.46. T. Gladman: Proc. R. Soc., 1966, vol. 294A, pp. 298–309.
3094—VOLUME 42A, OCTOBER 2011 METALLURGICAL AND MATERIALS TRANSACTIONS A