
BABIV GAMBARAN PERUSAHAAN 1. SEJARAH ...
55
BABIV GAMBARAN PERUSAHAAN 1. SEJARAH PERUSAHAAN Pada tahun 1886 asam glutamat telah ditemukan oleh Rikthausen dan dipelajari secara kimia, akan tetapi tidak ada yang mengetahui fungsi asam glutamat tersebut. Kemudian Kikunae Ikeda seorang profesor kimia flsika dari Faculty of Science, The Imperial University Tokyo, pada tahun 1908 menemukan Monosodium Glutamat sebagai bahan penyedap, penemuan ini dilakukan dengan mengamati kebiasaan orang Jepang dalam menggunakan sejenis rumput laut yang disebut "kombu" ( laminar ia japonica ) yang berfungsi sebagai penyedap rasa dalam makanan. Kemudian terbukti bahwa favor daging yang berasal dari kombu itu disebabkan oleh kandungan asam glutamat yang terdapat didalamnya. Pada tahun 1909 Ikeda bersama seorang pengusaha, yaitu Saborzuke Suzuki mempatenkan produk MSG dengan merk Ajinomoto. Metode yang digunakan adalah memisahkan asam glutamat dari bahan alami, misalnya protein yang mengandung asam glutamat sebagai glutamin, suatu bentuk mono amida dari asam glutamat. Asam glutamat yang diproduksi oleh PT Ajinomoto Indonesia menggunakan fermentasi dengan bahan baku tetes tebu, seperti yang biasa digunakan oleh sebagian besar perusahaan yang memproduksi Monosodium Glutamat di Indonesia.
-
Upload
khangminh22 -
Category
Documents
-
view
5 -
download
0
Transcript of BABIV GAMBARAN PERUSAHAAN 1. SEJARAH ...
BABIV
GAMBARAN PERUSAHAAN
1. SEJARAH PERUSAHAAN
Pada tahun 1886 asam glutamat telah ditemukan oleh Rikthausen dan
dipelajari secara kimia, akan tetapi tidak ada yang mengetahui fungsi asam
glutamat tersebut. Kemudian Kikunae Ikeda seorang profesor kimia flsika dari
Faculty of Science, The Imperial University Tokyo, pada tahun 1908 menemukan
Monosodium Glutamat sebagai bahan penyedap, penemuan ini dilakukan dengan
mengamati kebiasaan orang Jepang dalam menggunakan sejenis rumput laut yang
disebut "kombu" ( laminar ia japonica ) yang berfungsi sebagai penyedap rasa
dalam makanan. Kemudian terbukti bahwa favor daging yang berasal dari kombu
itu disebabkan oleh kandungan asam glutamat yang terdapat didalamnya.
Pada tahun 1909 Ikeda bersama seorang pengusaha, yaitu Saborzuke
Suzuki mempatenkan produk MSG dengan merk Ajinomoto. Metode yang
digunakan adalah memisahkan asam glutamat dari bahan alami, misalnya protein
yang mengandung asam glutamat sebagai glutamin, suatu bentuk mono amida dari
asam glutamat. Asam glutamat yang diproduksi oleh PT Ajinomoto Indonesia
menggunakan fermentasi dengan bahan baku tetes tebu, seperti yang biasa
digunakan oleh sebagian besar perusahaan yang memproduksi Monosodium
Glutamat di Indonesia.
51
PT Indonesia Miki Industries merupakan salah satu Perusahaan Swasta Nasional di
Indonesia yang bergerak dalam industri pembuatan food additive yaitu
Monosodium Glutamat yang biasanya dikenal dengan vetsin atau moto.
Pada awalnya perusahaan ini berbentuk CV, dengan nama CV. Indonesia Chemica
Co. yang didirikan pada bulan januari 1969 dan mulai melakukan produksi pada
pertengahan tahun 1970. Pada tanggal 15 juli 1970 perusahaan ini berubah status
badan hukum menjadi Perseroan terbatas dengan nama PT. Indonesia Miki
Industries yang peresmiannya dilakukan oleh Sekretaris Jendral Perindustnan
Republik Indonesia, dan disahkan dengan keputusan kehakiman pada tanggal 27
juli 1972 dengan nomor J A/5/112/20 di Batang Jawa Tengah. Sampai sekarang PT.
Indonesia Miki Industries Mencapai angka produksi sebanyak 590.511 ton dengan
nilaiRp 1.245.955.148,-.
Tabel 3
Prospektus Ringkas Perusahaan
Nama Perusahaan
Modal dasar
Nomor dan tanggal
1. Persetujuan
2. IjinHO
3. Ijin Usaha
Alamat Kantor
Tempat Kegiatan
Penanggungjawab
Bidang Usaha
PT. Indonesia Miki Industries
Pinjaman Bank, Gabungan Modal Bersama, PMDN
Prinsip : 442/M/S/K12/86
: 968/11/3/X1/88
: 2037.1/II/3/X11/90
Jl. RE Martadinata 520 Batang Jawa Tengah
Jl. RE Martadinata 520 Batang Jawa Tengah
Bp. Edwin Jayawiyanto
Pembuatan MSG
52
PT. Indonesia Miki Industries, secara administratif terletak di Jl RE.
Martadinata 520 desa Karang Asem, Kecamatan Batang Kota, Kabupaten Batang,
Jawa Tengah. Sedangkan batas-batas dengan lingkungan sekitar lokasi pabrik
adalah sebagai berikut:
• Sebelah Utara dibatasi oleh Jl. Tengiri dan Dukuh Jintenan.
• Sebelah timur dibatasi dengan Sungai Sambong.
• Sebelah Selatan dibatasi dengan Klidang Kongsi.
• Sebelah barat dibatasi oleh Jl. RE. Martadinata.
1.1 Tata Letak Bangunan
Si
1_ 2 3_ 4 [7
5
7
10 11
12 12
8
13
24
21
2 0
2 5
2 2
16 12 17 18 19
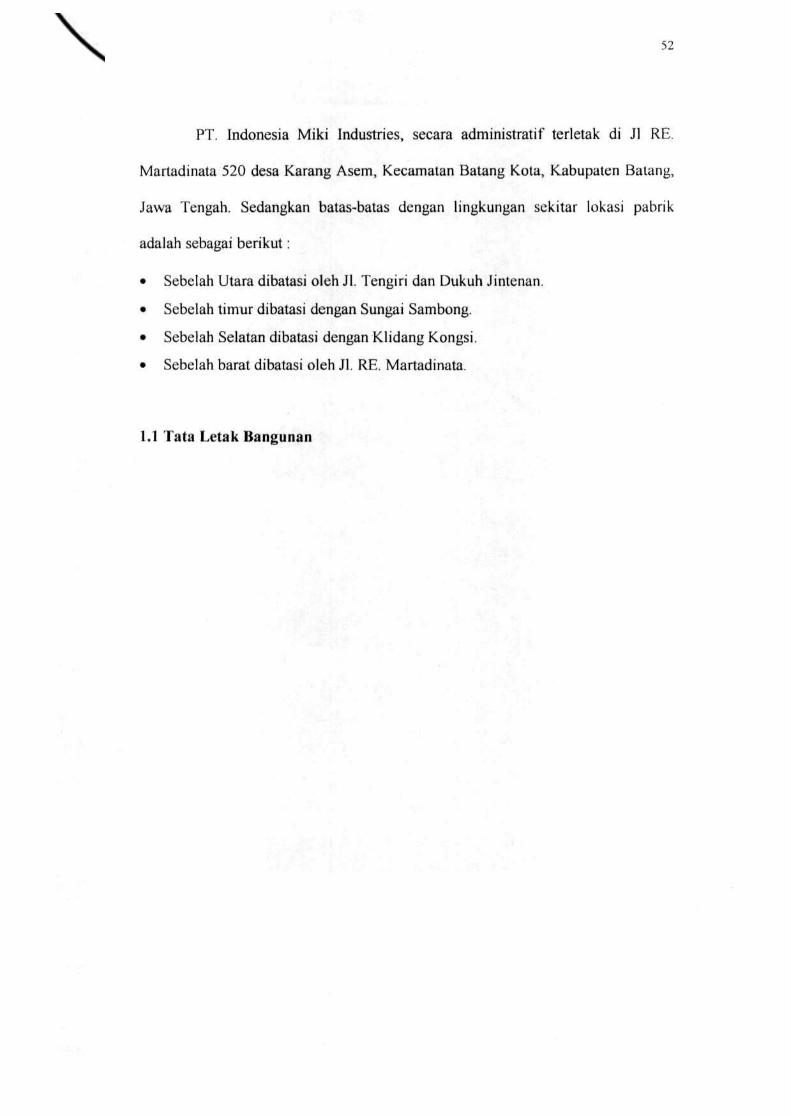
Gam bar. 1
Tata letak Bangunan
PT Indonesia Miki Industries
Keterangan gambar
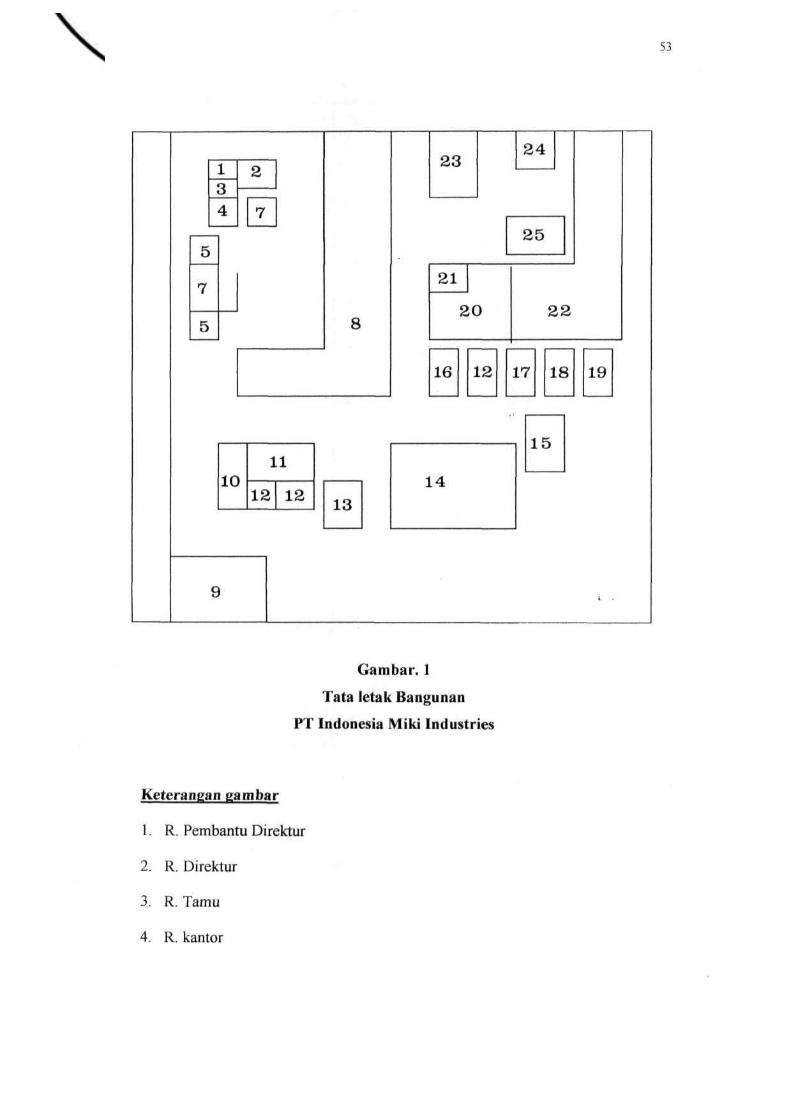
1. R. Pembantu Direktur
2. R. Direktur
3. R. Tamu
4. R. kantor
5. R. Satpam
6. Parkir mobil
7. R. Istirahat dan R. makan
8. PT. Sumbertex
9. Parkir sepeda/motor
10. Poliklinik
11. Mushola
12. Kamar mandi
13. R. Pengemasan dan Pengepakan
14. R. Produksi kopi
15. R. Teknik dan bengkel
16. Gudang kopi
17. R. diesel
18. Ketel uap
19. R. Elektronika
20. R. Produksi Monosodium Glutamat
21. Gudang bahan baku MSG
22. PT. Batang Alum Industri
23. R. Produksi glukose
24. Sumber air
25. R. Laboratorium
26. Jl. RE. Martadinata.
1.2 Tata Letak Peralatan
55
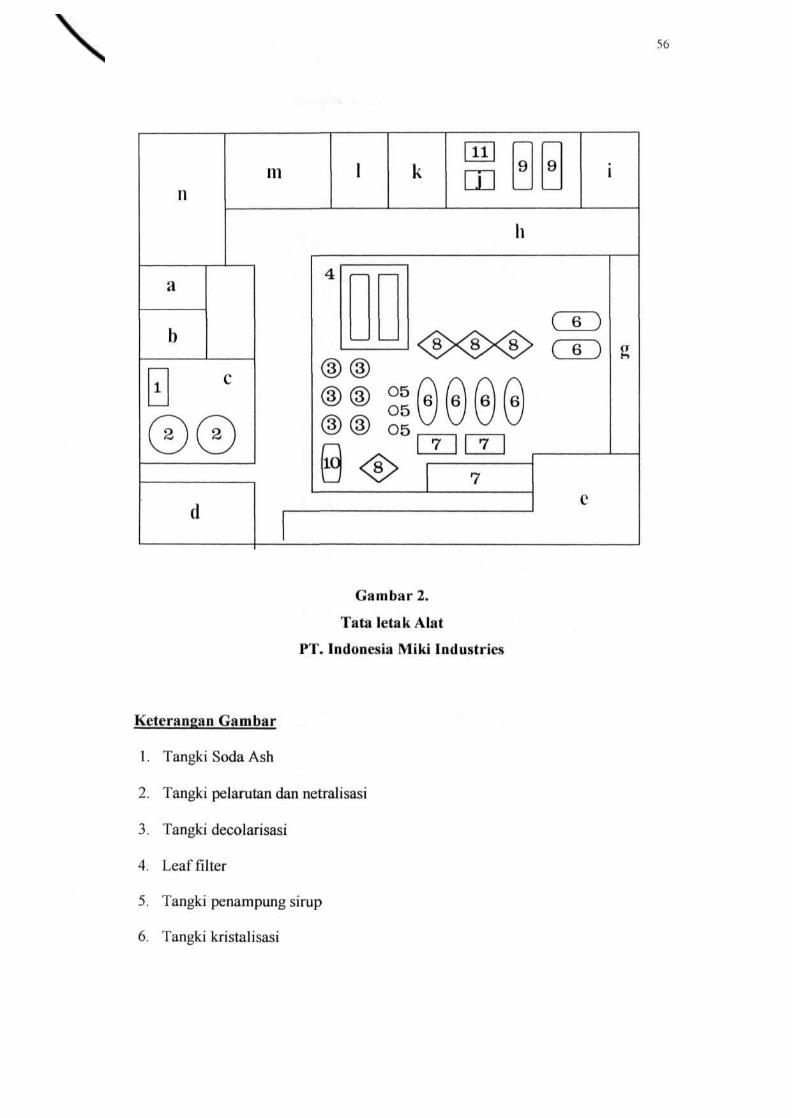
Penataan alat-alat produksi di PT Indonesia Miki Industries diatur
berdasarkan urutan proses dan memperhitungkan ketinggian alat sedemikian
rupa dengan melalui analisa dan evaluasi secara berkala sehingga proses
produksi dapat berjalan efisien dan efektif.
Tangki netralisasi diletakkan lebih tinggi dari tangki decolorisasi untuk
mempermudah pengaliran sirup dari hasil netralisasi. Sedangkan tangki hasil
dari proses penyaringan diletakkan dibawah leaf filter supaya sirup yang telah
bersih cepat mengalir ke bak penampungan sirup.
Tangki kristalisasi ditempatkan pada bagian yang lebih tinggi dan tangki
penampungan hasil kristalisasi berada dibawahnya, sehingga hasil kristalisasi
dapat langsung diturunkan ke tangki penampungan dengan cara membuka
kran pada bagian bawah tangki. Disamping tangki penampungan hasil
kristalisasi diletakkan alat sentrifugasi ( separator ), yang digunakan untuk
memisahkan kristal Monosodium Glutamat dan air hasil kristalisasi.
Alat pengeringan sengaja diletakkan pada ruangan tersendiri supaya hasil
akhir yang diperoleh tidak dipengaruhi oleh kelembaban ruang produksi yang
banyak mengandung air.
so
II
a
2 2
m
(D®
11 9
h
CO <^xSX8> m g
05
@ ® 05
8 <s>
6 6 6 6
7 7
Gambar 2.
Tata letak Alat
PT. Indonesia Miki Industries
Keterangan Gambar
1. Tangki Soda Ash
2. Tangki pelarutan dan netralisasi
3. Tangki decolarisasi
4. Leaf filter
5. Tangki penampung sirup
6. Tangki kristalisasi
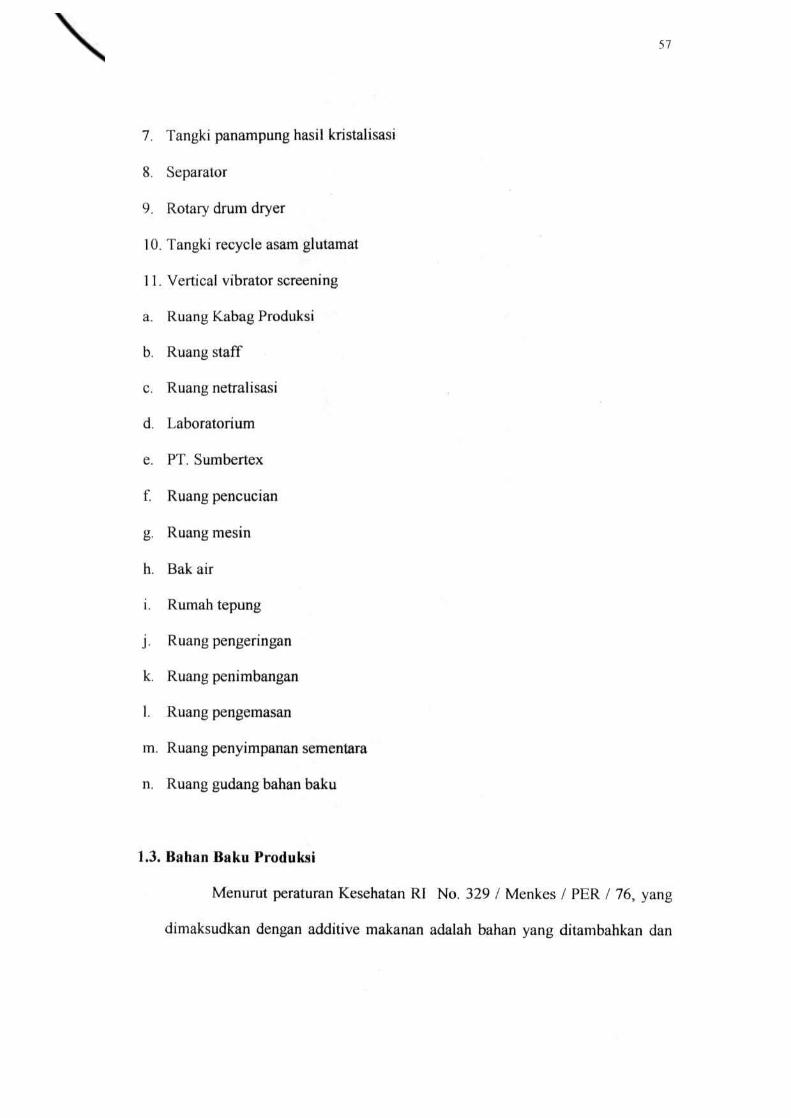
57
7. Tangki panampung hasil kristalisasi
8. Separator
9. Rotary drum dryer
10. Tangki recycle asam glutamat
11. Vertical vibrator screening
a. Ruang Kabag Produksi
b. Ruang staff
c. Ruang netralisasi
d. Laboratorium
e. PT. Sumbertex
f Ruang pencucian
g. Ruang mesin
h. Bak air
i. Rumah tepung
j . Ruang pengeringan
k. Ruang penimbangan
1. Ruang pengemasan
m. Ruang penyimpanan sementara
n. Ruang gudang bahan baku
1.3. Bahan Baku Produksi
Menurut peraturan Kesehatan RI No. 329 / Menkes / PER / 76, yang
dimaksudkan dengan additive makanan adalah bahan yang ditambahkan dan
SH
dicampurkan dalam makanan pada waktu pengolahan . Zat additive salah satu
fungsinya adalah digunakan untuk penyednp rasa.
MSG diproduksi dengan menggunakan bahan mentah gluten dari gandum,
jagung, kedelai, dan hasil samping pembuatan gula bit atau molase gula tebu,
serta dapat juga dibuat dari hasil fermentasi karbohidrat. Pada umumnya di
Indonesia asam glutamat diperoleh dari tetes tebu yang diperoleh dari hasil
samping pembuatan gula. Demikian juga asam glutamat yang digunakan oleh
PT. Indonesia Miki Industri, dibuat secara fermentasi oleh PT Ajinomoto
Indonesia dari tetes tebu. Jadi perusahaan ini hanya bahan setengah jadi
menjadi produk akhir berupa Monosodium Glutamat.
Dari hasil akhir analisis cairan tetes tebu ternyata didalamnya masih
mengandung senyawa gula tebu ± 30 %, akan tetapi gula tersebut tidak efisien
jika dipisahkan untuk membuat gula pasir ( Winarno, 1989 ).
Dalam pembuatan MSG ini ada beberapa bahan tambahan yang diperlukan
yaitu:
• Tetes tebu, dari tetes tebu yang banyak mengandung karbohidrat
diendapkan untuk memisahkan dari kotoran-kotoran, kemudian dilakukan
proses sterilisasi pada suhu 100-110 °C selama 6 jam. Tetes tebu yang telah
disterilisasi sebelum dilakukan proses fermentasi ditambah dengan garam
fosfat , garam fosfat yang berfungsi sebagai nutrisi, vitamin, dan amoniak
bagi mikroba Micrococcus Glutamat. Proses fermentasi dilakukan selama
48 jam dengan menggunakan suhu 35 - 40 °C pada pH 7 - 8. Hasil
fermentasi dipekatkan dengan menambah HCL atau H2S04 pekat sehingga
59
pH-nya menjadi 3,2 - 3,4, pada pH tersebut asam glutamat dapat
mengkristal.
• Soda Ash. Soda Ash yang digunakan berbentuk padat berupa bubuk putih
yang penggunaannya dilarutkan kedalam air. Adapun fungsi dari soda Ash
adalah untuk menetralkan asam glutamat menjadi garam-garam MSG.
• Karbon aktif, digunakan untuk menyerap zat warna dan molekul-molekul
besar maupun kecil yang terdapat dalam sirup MSG pada proses
decolorisasi.
• Air, digunakan untuk melarutkan asam glutamat dan soda Ash pada proses
netralisasi.
• Cung, atau lebih dikenal dengan bibit, adalah kristal MSG yang ukurannya
lebih kecil dari hasil yang dikehendaki dan ditambahkan pada proses
kristallisasi. Pada dasarnya dari sirup MSG itu sendiri dapat terbentuk
kristal inti, akan tetapi untuk mempercepat pembentukan pola inti kristal
maka diperlukan penambahan bibit tersebut, sebagai upaya lain untuk
mengurangi biaya produksi.
1.4 Peralatan Produksi
• Tangki Netralisasi, dibuat dari besi baja dan pada bagian dalamnya dilapisi
stanless steel untuk menghindari korosi, tangki ini berfungsi sebagai tempat
untuk menetralkan asam glutamat dengan bantuan larutan soda ash dan air.
Disamping itu didalam tangki ini juga dilengkapi dengan alat pengaduk,
Reduser, besi penyangga.
60
• Tangki Decolorisasi, berfungsi sebagai tempat untuk menjemihkan sirup
MSG dengan bantuan carbon aktif sebagai media penyerap warna dan
kotoran.
• Leaf filter, merupakan tangki penyimpanan hasil penyaringan sirup MSG
setelah proses decolorisasi.
• Checking filter, digunakan untuk menyaring sisa kotoran yang mungkin
masih terdapat setelah proses filtrasi.
• Tangki penampungan sirup, digunakan untuk menampung sirup hasil
filtrasi dari checking filter.
• Vacum crystalizer, digunakan untuk mengkristalkan sirup MSG yang telah
ditambah bibit dengan cara menaikkan derajat kekentalan sirup tersebut
dalam keadaan vacum.
• Centrifugasi Separation, digunakan untuk memisahkan MSG yang telah
mengkristal dan sisa sirup MSG yang nantinya akan dimanfaatkan lagi
sebagai bahan campuran untuk proses netralisasi maupun kristalisasi
selanjutnya.
• Bucket Elevator, digunakan sebagai alat pemindah bahan dari satu tempat
ke tempat lain.
• Penampung kristal, digunakan untuk menampung kristal-kristal yang sudah
dipisahkan dengan sirup sisa.
• Rotary Dryer, digynakan untuk mengeringkan kristal MSG.
• Vertical Vibrator Screening, digunakan untuk menyeleksi tingkat kehalusan
kristal MSG yang telah kering.
61
• Automatic Filler , digunakan pada proses pengepakan, dilengkapi alat
perekat dan pemotong otomatis.
• Boiler, fungsinya menghasilkan uap pada proses kristalisasi.
• Generaor, berfungsi sebagai sumber tenaga pembangkit untuk
menggerakkan mesin-mesin pada proses produksi.
2. PROSES PRODUKSI
62
. Bahan Dasar
(Asam Glutamat)
I Pelarutan Dan Netralisasi < Air, Soda Ash
I Decolorisasi **'"" Karbon Aktif
I Cake <• Filtrasi
i UapAir <* Kristalisasi -4 Cung
I Mother Liquor ^ Sentrifugasi
I Pengeringan
I Over Size -4 Pengayakan
1 Pengemasan
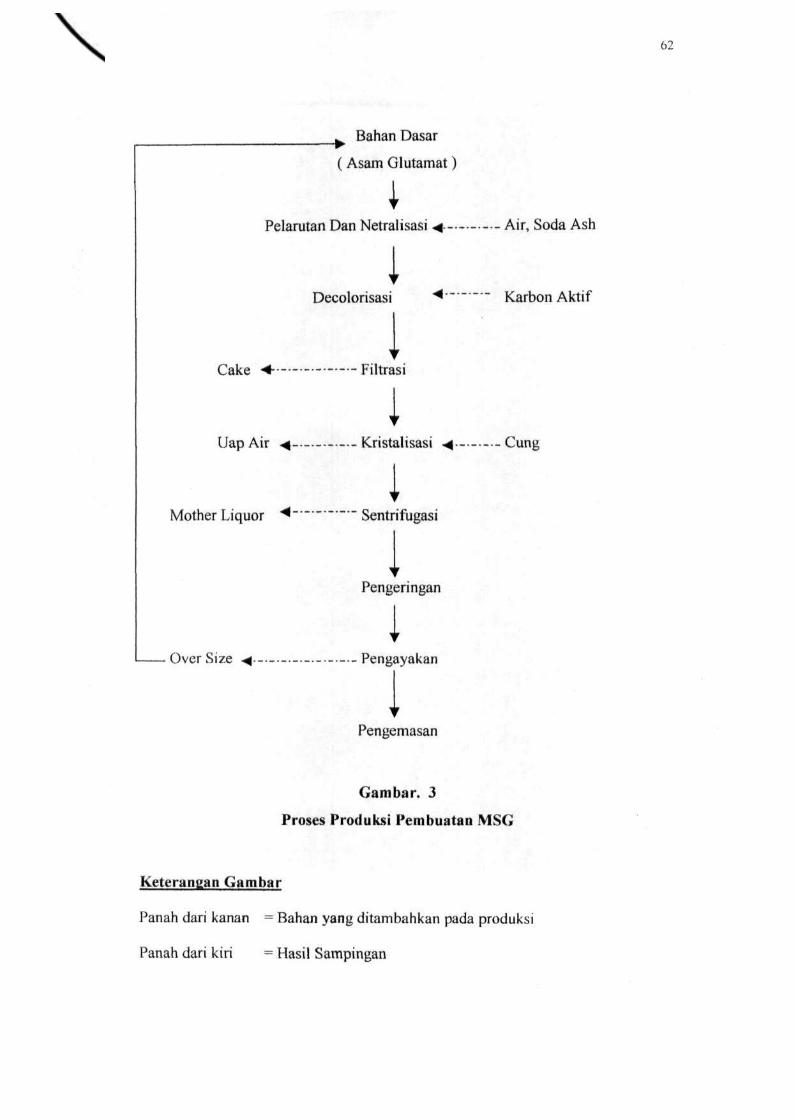
Gambar. 3
Proses Produksi Pembuatan MSG
Keterangan Gambar
Panah dari kanan = Bahan yang ditambahkan pada produksi
Panah dari kiri = Hasil Sampingan
63
Kristal MSG ( Monosodium Glutamat) yang merupakan hasil akhir diperoleh dari
asam glutamat ditambah dengan soda ash serta bahan tambahan lainnya melalui
berbagai macam rangkaian proses. Adapun proses pengolahannya adalah sebagai
berikut:
2.1 Netralisasi dan Decolorisasi
Proses netralisasi merupakan reaksi antara asam dan basa. Netralisasi
sempurna hanya terjadi pada reaksi antara asam kuat dan basa kuat dengan
garam-garamnya yang terbentuk bersifat netral.
Tujuan proses netralisasi dalam pembuatan MSG adalah untuk mendapatkan
larutan netral yang diperoleh dari hasil reaksi antara asam glutamat dan larutan
soda ash. Natrium carbonat sebagai penetral.
Tahapan proses netralisasi adalah sebagai berikut : bahan baku asam glutamat
dilarutkan dalam reaktor yang mempunyai kapasitas 10.000 liter. Pada reaktor
ini bahan baku dimasukkan kemudian dilarutkan dengan menggunakan soda
ash yang berbentuk larutan dan air sedikit demi sedikit sampai mencapai PH
netral sambil terus diaduk untuk menghindari terjadinya pengendapan pada
tangki bagian bawah. Untuk mengurangi jumlah kandungan asam glutamat,
maka pada proses ini biasanya ditambahkan moto kotor yang diperoleh dari
sisa-sisa proses pengeringan maupun MSG dalam bentuk tepung dan dapat
juga ditambahkan tepung Sp ( Asam Glutamat mutu B ) yang diperoleh dari
sirup sisa setelah mengalami lebih dari 15 kali proses decolorisasi sehingga
kandungan asam glutamatnya rendah.
64
Proses netralisasi pada PT Indonesia Miki Industri menggunakan asam
glutamat yang berbentuk tepung sebanyak 1700 kg untuk setiap proses
pelarutannya. Kemudian ditambah dengan air dan larutan soda ash sedikit
demi sedikit hingga mencapai hingga mencapai volume 4500 liter.
Setelah semua bahan tercampur motor penggerak kipas dihidupkan untuk
menngaduk secara perlahan-lahan larutan tersebut. Proses pemanasan
dilakukan untuk mempercepat terjadinya reaksi pembentukan sirup MSG dan
menguapkan sebagian air yang terbentuk ( hasil samping reaksi ). Kondisi
operasi pelarutan dengan menggunakan suhu 70 °C pada tekanan 1 atm selama
± 1 - 2 jam. Adapun hal yang dapat dijadikan landasan untuk mengetahui
reaksi berjalan sempurna atau belum adalah dengan mengukur derajat
keasamannya ( pH ) dan kekentalannya (°Be ). Pemeriksaan terhadap pH dan
kekentalan dilakukan setiap saat apabila pH belum mencapai standar maka
ditambahkan larutan soda ash sedikit demi sediit hingga mencapai pH 6,4 -
6,8 dengan menggunakan kertas lakmus. Sedang pengukuran kekentalan
menggunakan araumeter hingga menunjukkan angka 28 °Be, jika Be tersebut
belum tercapai maka ditambah tepung Sp ke dalam larutan sambil terus
dilakukan pengadukan. Larutan yang semula berwarna coklat akan berubah
menjadi coklat kekuningan. Apabila pi I maupun kekentalan telah dikehendaki
telah tercapai maka kipas pengaduk dihentikan dan larutan diendapkan..
Larutan tersebut diendapkan selama 1 jam supaya kotoran-kotoran yang ada
dapat mengendap untuk kemudian dilakukan decolorisasi.
Proses decolorisasi dilakukan untuk lebih menjernihkan larutan/sirup MSG
vane telah terbentuk oada proses netralisasi. Dalam erases decolrisasi
65
ditambahkan karbon aktif untuk menyerap kotoran dan zat warna sirup
sehingga menjadi jernih. Penambahan karbon aktif ke dalam tangki
decolorisasi sebanyak 30 kg untuk setiap tangki yang mempunyai kapasitas
5000 liter, dan dilakukan sedikit demi sedikit sambil terus diaduk dengan
menggunakan kipas yang digerakkan oleh motor selama ± 1 jam dengan
tujuan untuk menyempurnakan proses penyerapan warna.
2.2 Filtrasi
Setelah proses decolorisasi selesai yang ditandai dengan perubahan warna
larutan menjadi hitam dan nampak jernih, perputaran kipas dihentikan supaya
kotoran ( sisa karbon aktif ) dapat mengendap, untuk kemudian dilakukan
proses penyaringan ( filtrasi ) dengan menggunakan leaf filter. Dalam proses
filtrasi gaya yang diterapkan adalah gaya dorong pompa yang diperlukan
untuk menggerakkan fluida melalui medium filtrasi.
Filtrasi dimaksudkan untuk memisahkan sirup MSG dari kotoran dan sisa
carbon aktif dengan menggunakan sistem batch. Sirup dialirkan melalui pipa
pemasukan kemudian dialirkan ke dalam pipa kecil-kecil yang berfungsi
sebagai penyangga kawat penyaring. Sirup akan keluar melewati kawat-kawat
penyaring dan kain saring sebagai media penyaring sehingga kotoran akan
tertahan dalam kedua media penyarinf tersebut. Kotoran yang tertampung ke
dalam media penyaring biasanya berupa cake, yaitu carbon yang sudah tidak
aktif lagi dan tidak ekonomis apabila didaur ulang.
Sirup yang keluar dari leaf filter selanjutnya dialirkan ke dalam tangki
checking filter. Taneki ini berfunasi untuk melakukan oenvarinaan ulami
66
apabila masih ada kotoran yang mungkin masih terdapat dalam sirup setelah
dilakukan penyaringan awal. Selanjutnya sirup dipompa ke dalam tangki
penampungan yang terletak diatas checking filter. Dalam checking filter pi 1
sirup diukur kembali. Apabila pH yang dikehendaki belum sesuai maka sirup
dikembalikan ke tangki decolorisasi untuk ditambah dengan asam glutamat
jika ph Berlebihan, sedangkan jika pH kurang, penambahan soda ash dapat
dilakukan langsung pada tangki checking filter.
2.3 Kristalisasi.
Kristalisasi didefinisikan sebagai suatu usaha untuk mendapatkan bahan-bahan
padat melalui peningkatan konsentrasi diatas titik jehuhnya, sehingga
diperoleh keadaan lewat jenuh, dan keadaan ini ditunjang oleh proses
pendinginan, penguapan, atau keduanya ( T.M. Cook dan D.J ,Cullen, 1996 )
Kristalisasi dilakukan dengan menggunakan vacum cristalizer. Mula-mula
sirup dipompakan ke dalam tangki kristalisasi sebanyak 2000 liter hingga
mencapai volume ± W dari isi tangki ,kemudian tangki divacumkan hingga
mencapai tekanan 76 cm Hg. Setelah itu uap panas dialirkan secara perlahan-
lahan hingga mencapai suhu 55-65 °C, keadaan suhu harus tetap dijaga pada
kondisi tersebut.
Apabila pemasakan sirup telah mencapai derajat kekentalan 30 °Be, dilakukan
proses pemancingan, yaitu dengan memasukkan cung ( bibit) kedalam tangki
kristalisasi sebanyak 200 kg. Bibit yang diberikan tersebut sesuai dengan hasil
akhir yang dikehendaki. Bibit ini digunakan untuk mempersingkat waktu
oembentukan kristal. sehineea dapat memiuranei biava oroduksi. Jika pada
(>/
kaca pengamatan telah tampak butir-buiir kristal maka kran sirup dibuka
secara perlahan-lahan supaya kristal yang telah terbentuk tidak mengalami
kehancuran lagi. Pengaliran sirup ini dilakukan pada suhu dan tekanan yang
konstan sampai mencapai volume yang diinginkan, sambil terus diaduk untuk
menghindari terjadinya pengendapan kristal.
Proses kristalisasi ini terus berlanjut sampai butir-butir kristal terbentuk
sempurna dan ukuran sesuai dengan yang diinginkan. Waktu yang dibutuhkan
untuk proses ini adalah 12-14 jam.
2.4 Sentrifugasi
Sentifugasi adalah proses pemisahan kristal yang telah terbentuk dengan sisa
sirup yang tidak dapat mengkristal. Dengan menggunakan pipa, sirup dari
tangki penampungan dialirkan ke dalam sentrifugal separation yang dilengkapi
dengan screen dan mempunyai ukuran 24 x 25 mesh. Adanya gaya putar
sebesar 750-1500 rpm selama ± 15 menit maka sirup MSG yang tidak
terkristalkan akan keluar melalui screen dan ditampung dalam bak
penampungan untuk dilakukan proses ulang yang dikenal dengan sirup SS.
Sedangkan kristal yang terbentuk akan tertinggal dalam alat tersebut,
kemudian diambil dan dimasukkan ke dalam gentong-gentong penampungan
sementara untuk kemudian diangkut ke dalam ruang pengeringan.
2.5 Pengeringan
Pengeringan dapat didefmisikan sebagai suatu usaha untuk menghilangkan air
dari dalam bahan nadat denean tuiuan membawa bahan pada kondisi vaniz
68
diinginkan untuk kemudian disimpan sebagai produk akhir, untuk melindungi
bahan dari kerusakan oleh mikro organisme, dan untuk memenuhi persyaratan
terhadap kadar air bahan.
Kristal MSG dari sentrifugal masih banyak mengandung air. Untuk
memperoleh kristal MSG dengan kadar air dibawah 1 % yaitu antara 0,1 - 0,3
%, maka dilakukan proses pengeringan dalam ruangan khusus. Kristal basah
masuk melalui bucket elevator yang digerakkan motor listrik untuk kemudian
diangkut masuk kedalam rotary dryer yang bekerja berlawanan arah antara
bahah yang dikeringkan dengan arus udara kering. Suhu pengeringan yang
diberikan adalah 70 °C selama 1-2 jam supaya mikro organisme perusak dapat
terhambat perkembangbiakannya, mengingat masih panjangnya proses
perlakuan yang dialami kristal sebelum dikonsumsi oleh masyarakat.
2.6 Pemisahan Ukuran Bahan
Pemisahan ukuran bertujuan untuk memisahkan dan mengklasiflkasikan
partikel-partikel zat padat sesuai dengan ukurannya masing-masing.
Cara yang lazim digunakan adalah dengan proses pengayakan, pemisahan
magnetik, serta dengan klasifikasi secara mekanik. Untuk pemisahan ukuran
kristal MSG dilakukan dengan pengayakan. Alat pengayakan digunakan
secara luas dalam pemisahan partikel-partikel padat dalam keadaan kering atau
basah, terdiri dari batang logam berlubang-lubang, berongga atau lembaran
logam yang berlubang-lubang, serta pengayak dari kawat yang halus. Bahan
yang akan dipisahkan dilewatkan melalui pengayak yang dikocok secara
manual atau mekanik sehinuua Dartikel-oartikel vanu berukuran lebih kecil
69
dari lubang ayakan akan jatuh melalui ayakan tersebut. Lapisan-lapisan
pengayakan disusun dari atas ke bawah mulai dari penyaringan yang paling
kecil. Hal ini dimaksudkan agar kristal-kristal yang berhasil lolos pada tahap
sebelumnya dapat segera ditangani.
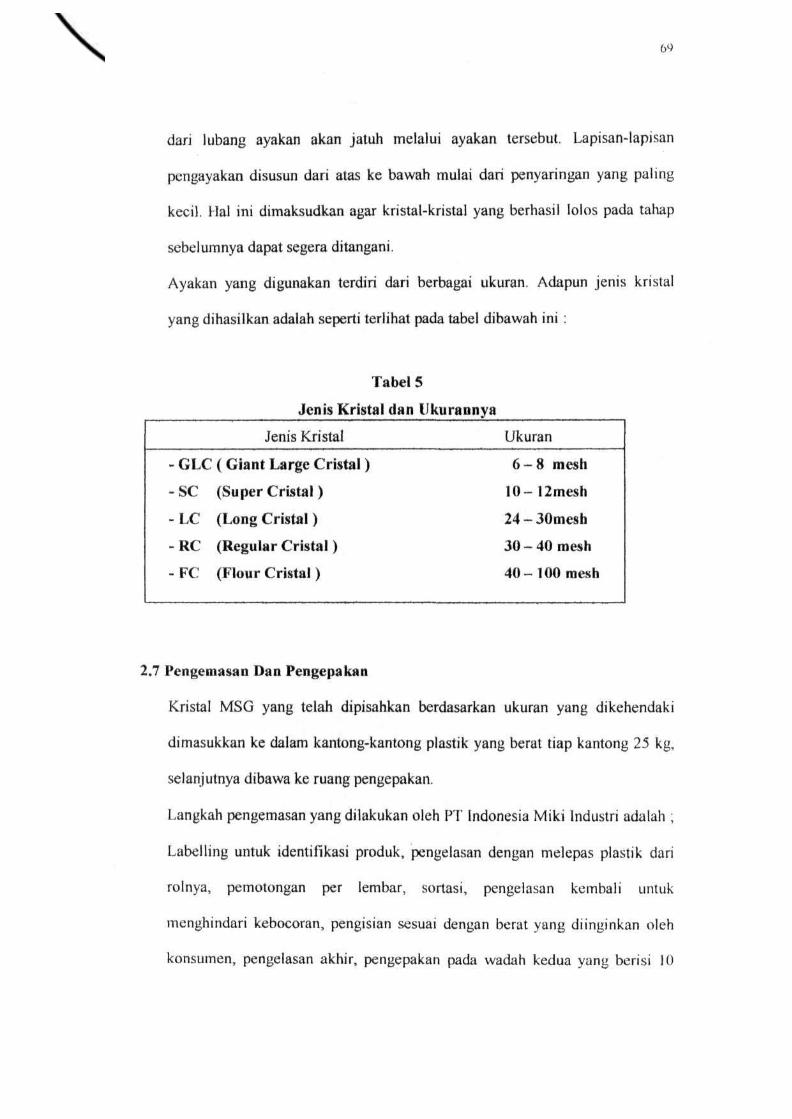
Ayakan yang digunakan terdiri dari berbagai ukuran. Adapun jenis kristal
yang dihasilkan adalah seperti terlihat pada tabel dibawah ini :
Tabel 5
Jenis Kristal dan Ukurannya
Jenis Kristal
- GLC ( Giant Large Cristal)
- SC (Super Cristal)
- LC (Long Cristal)
- RC (Regular Cristal)
- FC (Flour Cristal)
Ukuran
6 - 8 mesh
10-12mesh
24 - 30mesh
30 - 40 mesh
40-100 mesh
2.7 Pengemasan Dan Pengepakan
Kristal MSG yang telah dipisahkan berdasarkan ukuran yang dikehendaki
dimasukkan ke dalam kantong-kantong plastik yang berat tiap kantong 25 kg,
selanjutnya dibawa ke ruang pengepakan.
Langkah pengemasan yang dilakukan oleh PT Indonesia Miki Industri adalah ;
Labelling untuk identifikasi produk, pengelasan dengan melepas plastik dari
rolnya, pemotongan per lembar, sortasi, pengelasan kembali untuk
menghindari kebocoran, pengisian sesuai dengan berat yang diinginkan oleh
konsumen, pengelasan akhir, pengepakan pada wadah kedua yang berisi 10
70
bungkus atau ditempelkan pada kertas dengan menggunakan penjepit,
penimbangan.
Sebagian besar hasil produksi dari perusahaan ini dikirim kembali dalam arti
dijual kembali pada kepada PT Ajinomoto sebagai pemasok bahan baku,
sedang jika lebih atau sisa akan dikemas sendiri oleh perusahaan tersebut
untuk dijual sendiri dengan kemasan dan merk yang lain.
3. PENGAWASAN MUTU
Untuk menghindari tercampurnya MSG dengan bahan lain, misalnya
Disodium Glutamat atau campuran antara keduanya, maka standar mutu MSG
mutiak diperlukan, supaya konsumen memperoleh produk yang mempunyai mutu
yang bagus, dan membina produsen untuk menciptakan produk yang bermutu
sesuai dengan ketentuan yang telah ditetapkan.
Pengawasan mutu yang dilakukan oleh PT Indonesia Miki Industri meliputi
pengawasan dan pengendalian mutu bahan yang akan digunakan selama proses
produksi, pengawasan terhadap produk jadi dan pengawasan terhadap kemasan
yang dilakukan di laboratorium perusahaan. Sistem Jaminan Mutu yang diterapkan
oleh perusahaan adalah sebagai berikut:
• Kebijakan Mutu
• Wewenang dan tanggung jawab unit-unit kerja yangg mempengaruhi dan
berhubungan dengan mutu produk.
• Instruksi-instruksi Kerja untuk pelaksanaan prosedur-prosedur mutu
• Unit-unit kerja yang mempengaruhi dan berhubungan dengan mutu produk.
71
Sistem Jaminan Mutu yang disusun bertujuan untuk menjamin sebagai berikut:
• Penerbitan yang terbaru dari dokunien yang terkait dengan Sistem Jaminan
Mutu dapat dengan mudah diperoleh oleh personil yang memerlukan.
• Dokumen yang sudah tidak berlaku secepatnya ditarik dari tempat penerbitan
dari peredarannya untuk dimusnahkan. Apabila dokumen yang tidak berlaku
lagi tetap disimpan sebagai pustaka untuk pengetahuan diidentifikasi dengan
baik.
• Master list Daftar Induk dan dokumentasi dari data yang berkaitan Sistem
Jaminan Mutu dipelihara, memiliki tanda jelas mengenai nomor tanggal
penerbitan terbaru, untuk menghindari penggunaan dokumen-dokumen yang
sudah tidak terpakai dan tidak berlaku sah.
• PT. Indonesia Miki Industries menjamin pemenuhan dan kesesuaian Sistem
Jaminan Mutu Internal.
3.1 Perencanaan Mutu
PT. Indonesia Miki Industries telah mendokumentasikan cara-cara pemenuhan
persyaratan mutu yang dilaksanakan. Unit-unit yang bertanggung jawab untuk
menyiapkan rencana-rencana mutu masing-masing adalah bagian Departemen
Laboratorium dan Departemen Produksi
Rencana Mutu disiapkan untuk kegiatan-kegiatan sebagai berikut:
- Pengadaan bahan baku.
Kegiatan proses produksi
Pengendalian mutu atas bahan baku dan produk
72
- Penanganan, penyimpanan, pengemasan, pemeliharaan dan penggunaan,
penyerahan produk kepada para pelanggan.
- Program pembinaan dan pelatihan pegawai
- Penjualan barang hasil produksi dan jasa.
Rencana Mutu mengidentifikasi menerangkart antara lain sebagai berikut:
• Tahapan aktivitas kegiatan operasional yang dilaksanakan.
• Variabel-variabel yang perlu dikontrol dan dikendalikan.
• Pegawai unit kerja yang bertugas melaksakan mengatur dan mengendalikan
aktivitas kegiatan operasional.
Variabel-variabel yang perlu dilakukan kontrol dan pengendalian oleh
perusahaan antara lain adalah :
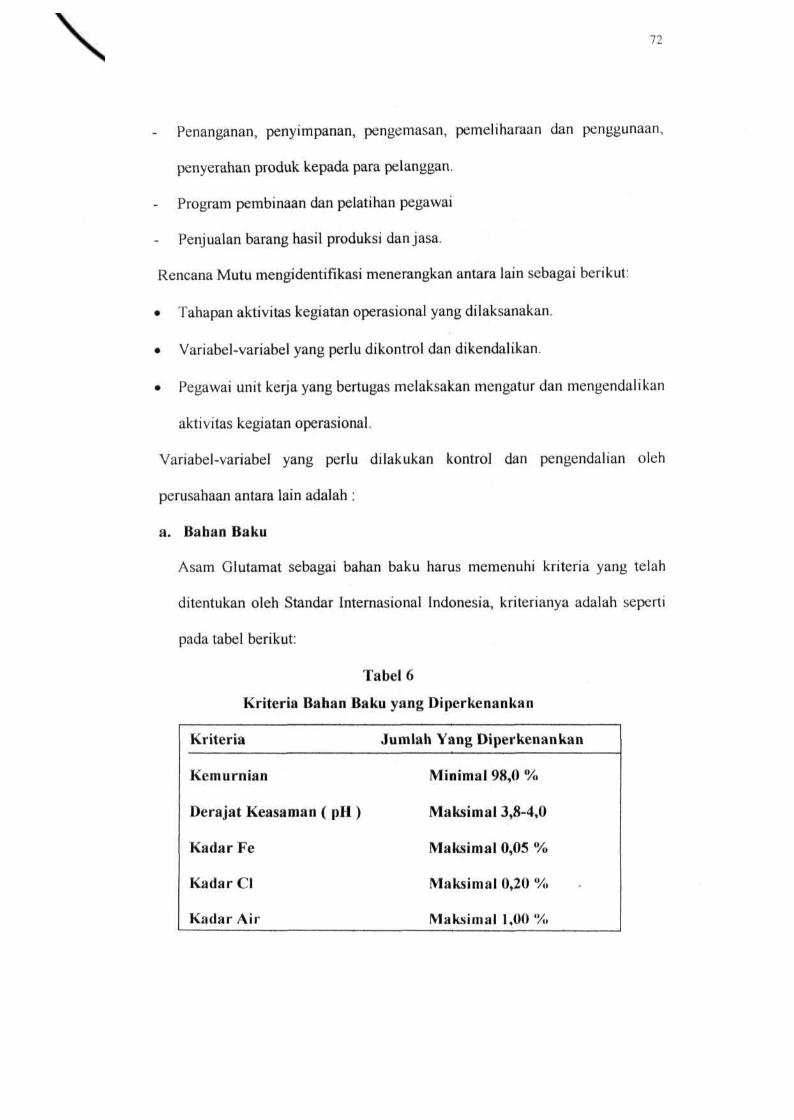
a. Bahan Baku
Asam Glutamat sebagai bahan baku harus memenuhi kriteria yang telah
ditentukan oleh Standar Intemasional Indonesia, kriterianya adalah seperti
pada tabel berikut:
Tabel 6
Kriteria Bahan Baku yang Diperkenankan
Kriteria
Kemurnian
Derajat Keasaman ( pH )
Kadar Fe
Kadar CI
Kadar Air
Jumlah Yang Diperkenankan
Minimal 98,0 %
Maksimal 3,8-4,0
Maksimai 0,05 %
Maksimal 0,20 %
Maksimal 1,00%
73
(Sumber.SII .0157-77)
b. Proses Pengolahan
Selama Proses pengolahan berlangsung pengawasan mutu dilakukan untuk
menjaga dan memperoleh produk dengan mutu yang optimal. Pengawasan
ini meliputi bahan yang digunakan saat proses, kondisi operasi, kebersihan
alat, dan lingkungannya.
c. Produk Jadi
Pengawasan ini dilakukan untuk mencegah kemungkinan hasil yang kurang
memenuhi persyaratan yang telah ditetapkan sehingga tidak memenuhi
selera atau keinginan konsumen.
3.2 Uji I _,u born to riii in
Ada beberapa analisa yang dilakukan sehubungan dengan faktor-faktor yang
dapat mempengaruhi mutu di dalam proses pembuatan MSG, antara Iain
analisa kimia dan pengujian secara sensorik ( organoleptik ).
a. Derajat Keasaman.
PH merupakan indikator derajat keasaman suatu larutan. PH air dalam
larutan sangat mempengaruhi mutu, daya awet, dan warna bahan ( syarif
dkk,1988)
Pengukuran pH yang dilakukan oleh PT Indonesia Miki Industri ilah
dengan menggunakan kertas lakmus.
Nilai pH suatu bahan berhubungan dengan keadaan asam ( pH < 7 )
maupun keadaan basa ( pH > 7 ) bahan tersebut, sedangkan pH 7
menuniukan keadaan netral.
74
Cara Kerja : Melarutkan 5 gram sample ( MSG ) dalam air sehingga
mencapai volume 100 ml. Apabila dalam proses netralisasi telah
memenuhi standar yang ditentukan, maka MSG yang dihasilkan akan
mempunyai pH sama yaitu minimal 6,8. Persyaratan yang ditetapkan Oleh
PT Indonesia Miki Industri sesuai dengan SII adalah konsentrasi MSG
yang mengandung pH 6,8 - 7,2. Jika ternyata pH yang diinginkan tidak
tercapai, maka MSG harus dikembalikan pada bagian produksi untuk
dilakukan proses netralisasi ulang.
b. Kekcntalan.
Pengukuran derajat kekentalan dimaksudkan untuk mengetahui
homogenitas larutan dengan menggunakan araumeter. Derajat kekentalan
28 °Be pada proses netralisasi dan 30 °Be pada proses kristalisasi
menunjukan terjadinya pencampuran yang homogen antara air, asam
giutamat dan soda ash sebagai penetral. Dengan menggunakan gayung
panjang, ambil sedikit larutan ( sirup ) yang telah masak pada proses
netralisasi, kemudian masukan ke dalam sebuah tabung. Untuk mengetahui
derajat kekentalan (°Be ) larutan tersebut, masukan araumeter dalam
tabung dan amati skalanya. Jika Be yang dikehendaki belum tercapai,
maka harus terus dilakukan pengadukan atau dapat juga ditambah dengan
tepung Sp hingga mencapai 28 °Be.
c. Kemurnian dan Kejernihan.
Kemurnian menentukan tingkat kandungan MSG dalam kristal, sedang
kejernihan untuk menentukan kenampakan kristal. Perbedaan kemurnian
75
dan kejernihan pada kristal disebabkan terjadinya pengapuran pada saat
pembentukan kristal yang menyebabkan warna kristal menjadi keruh, juga
disebabkan adanya unsur yang terbawa selama proses pembentukan kristal,
yang juga dapat menyebabkan penurunan kemurnian kristal MSG yang
dihasilkan.
Pengujian terhadap kemurnian ( purity ) dilakukan dengan menggunakan
metode Kjedahl yang menganut asumsi bahwa setiap nitrogen bahan
pangan berasal dari protein yang mengandung N sebanyak 16 %, sehingga
protein bahan pangan dapat ditentukan dengan menganalisa kandungan
nitrogennya.
Penilaian organoleptik merupakan cara penilaian mutu komoditas dengan
menggunakan indera mata manusia atau kemepuan sensorik yang banyak
digunakan karena alasan efisiensi.
1) Analisa Kemurnian
Menimbang 2-5 gram sampel dan dimasukkan kedalam labu kjedahl,
kemudian ditambahkan 25 ml H2S04 pekat, 5 gr KS04, 0,5 gr
CuS04. Labu kjedahl ditutup dengan corong kecil dan dimasukkan
dalam almari asam. Mula-mula dipanaskan dengan api kecil sampai
berwarna hitam, kemudian nyala api diperbesar sehingga terjadi
perubahan warna larutan dari hitam menjadi merah kemudian hijau
keruh sampai akhirnya hijau jernih
Setelah mencapai keadaan tersebut larutan didinginkan dan
dipindahkan dalam labu destilasi, kemudian ditambahkan 100 ml
aquadest untuk oeneenceran. Melalui corona khusus ditambahkan
76
NaOH 30 % secara perlahan-lahan, selanjutnya dilakukan proses
destilasi. Hasil destilasi ditampung dalam 25 ml HC1, 0,1 N dan
ditambah dengan 3 tetes metil merah. Destilasi dihentikan setelah
setengah dari isi tabung tersuling. Kondensor dicuci dengan aquadest
dan ditampung dengan menggunakan destilat, kemudian dititrasi
dengan larutan NaOH 0,1 N.
Perhitunean :
Berat sampel = 3,9500 gr
Vol NaOH pentiter = 4 ml
(25. N HCL - V NaOH.N NaOH ) x 1,87
KemurnianMSG = X 100%
Berat sampel
(25.0,1 -4 .0 ,1 )x 1,87
- x 100%
3,9500 gr
= 99,417%
= 99,42%
Tingkat kemurnian MSG yang diuji ternyata memberikan hasil
99,42%. Hal ini menunjukan bahwa MSG yang dihasilkan oleh PT
Indonesia Miki Industries telah memenuhi SII yang menetapkan kadar
minimal MSG adalah 99 %.
2) Penetuan Kejernihan
Penentuan kejernihan kristal MSG adalah dengan menggunakan
spectrophotometer.
Cara kerjanya menimbang 6 gr MSG kemudian melarutkan kedalam
20 ml aquadest. Ukur absorbsi dengan menggunakan soectrofotometer
77
pada panjang gelombang 400 nm. MSG berkualitas tinggi adalah yang
mempunyai tingkat kejernihan kurang dari 0,02 ( tidak berwarna /
jernih )
Apabila MSG yang dihasilkan kurang jernih, maka proses decolorisasi
selanjutnya penambahan karbon aktif diperbanyak, karena
kemungkinan daya serap karbon aktif yang dimiliki mempunyai mutu
rendah.
d. Kadar Air.
Kadar air suatu bahan dapat dinyatakan dalam dua cara, yaitu berdasarkan
berat kering ( dry basis ) dan berat basah ( wet basis )
Penentuan kadar air secara "dry basis" adalah perbandingan antara berat
air di dalam bahan tersebut dengan berat keringnya. Berat bahan kering itu
sendiri adalah berat bahan asal setelah dikurangi berat air yang terkandung
didalam bahan tersebut. Sedangkan pengukuran kadar air secara " wet
basis" adalah perbandingan antara berat air dalam bahan dengan berat
bahan mentah.
x x
Dry basis : dB = Wet basis:
a b
dB : Dry basis
x : berat air di dalam bahan
a : berat bahan kering
wB : wet basis
b : berat bahan mentah
78
Pertumbuhan mikroba bahan pangan sangat erat hubungannya dengan
jumlah kandungan air. Kebutuhan mikroba akan air dinyatakan dalam
istilah " water Activity " ( aw ) . Mikroba hanya dapat tumbuh pada kisaran
aw tertentu seperti yang terlihat dalam tabel 5. Oleh karena itu untuk
mencegah pertumbuhan mikroba, maka aw bahan pangan harus diatur.
Bahan pangan yang mempunyai aw sekitar 0,70 dianggap cukup baik dan
tahan selama penyimpanan. Besarnya aw minimum untuk tumbuhnya
beberapa mikroba dapat dilihat pada tabel 5.
Tabel 7
Beberapa Mikroba dan aw Minimum untuk Pertumbuhannya.
Jenis Mikroba
Bakteri Ragi Kapang Bakteri Halofllik (tahan garam ) Bakteri Xerofilik Bakteri osmofilik
aw Minimum Untuk Tumbuh
0,90 0,88 0,80 0,75 0,65 0,61
Bahan yang banyak mengandung air akan cepat mengalami kemunduran
mutu, oleh karena itu analisa terhadap kadar air diperlukan untuk mencegah
atau menghambat perkembangbiakan mikroba.
Analisa Kadar Air
Pengukuran kadar air MSG dilakukan berdasarkan susut pengeringan.
Menumbang sample (MSG ) dalam botol timbang seberat 5 grain.
Masukkan dalam oven pada suhu 105 ° C selama 2 jam, kemudian
79
didinginkan dalam exikator selama 15 menit. Setelah dingin timbang
sample tersebut, selisih antara berat awal dan akhir merupakan prosentase
kadar air
Perhitungan :
Berat sampel awal
Berat akhir
% Kadar Air x l 0 0 %
5,0012 gr
4,9949 gr
Berat awal •
Berat awal
• berat akhir
5,0012-4,9949
5,0012
0,125%
X I
Jadi MSG yang dihasilkan telah memenuhi standar yang ditentukan oleh
SII yaitu penurunan berat ( susut pengeringan ) yang merupakan prosentase
kadar air tidak lebih dari 0,3 %
e. Kandungan logam berat
MSG yang dihasilkan harus bebas dari logam berat yang dapat
membahayakan konsumen, logam berat tersebut antara lain Arsen ( Ar ),
Timbal ( Pb ), Tembaga ( Cu ), Raksa ( Hg), dan seng (zn ).
Tetapi ada beberapa logam berat yang diperkenankan berada didalam
kandungan suatu produk dengan syarat tidak melebihi batas maksimal yang
telah ditentukan oleh SII dan DepKes RI.
80
Cara kerja : 2 gram MSG, 40 ml air dan 2 ml Hac 10 5 dimasukkan dalam
tabling nessler. Jika tarutan belum jernih maka disaring dan ditambah air
hingga mencapai volume 50 ml.
Tambahkan 2 tetes larutan Sodium Sulfida, aduk dan diamkan selama 5
menit. Amati perubahan warna yang terjadi.Warna tidak boleh lebih gelap
dari larutan standar Pb, karena dalam SI1 batas kandungan maksimal
kandungan logam berat dalam produk pangan adalah 20 ppm, Pb maksimal
5 ppm, Ar maksimal 2 ppm.
3.3 Pengendalian Peralatan Pengukuran Dan Pengujian
Tujuan penerapan kegiatan ini oleh perusahaan dimaksudkan untuk untuk
menggambarkan petunjuk pelaksanaan dari sistem kalibrasi terhadap peralatan
pengukuran agar selalu tepat pada kondisi yang diinginkan atau
dipersyaratkan.
Kabag Laboratorium bertanggung jawab atas organisasi dari sistem kalibrasi.
Hal ini termasuk alokasi personil, vvaktu, tempat dan peralatan yang
diperlukan untuk menyusun dan memelihara sistem kalibrasi yang memadai
untuk semua inspeksi, pengukuran dan pengujian peralatan.
Secara khusus, hal ini mencakup seluruh peralatan yang memerlukan jaminan
bahwa proses dan mutu hasil proses sesuai dengan spesiflkasi yang
dipersyaratkan.
Agar sistem kalibrasi dapat diterapkan secara efektif, maka langkah
pelaksanaannya diatur sebagai berikut:
- Membuat daftar inventarisasi alat ukur.
81
- Menentukan kemungkinan kalibrasi dilakukan sendiri atau oleh lembaga
yang berwenang.
Menyusun instruksi kerja untuk kalibrasi yang dilakukan sendiri.
Mengajukan ke Lembaga berwenang untuk melakukan kalibrasi guna
mendapat sertifikat.
Menetapkanjadwal kalibrasi.
Menentukan masa berlakunya kalibrasi peralatan.
Pemeriksaan secara periodik.
3.3.1 Prosedur Kalibrasi Internal. Tujuan penerapan prosedur ini
adalah untuk mengetahui apakah alat-alat ukur yang digunakan di dalam
kegiatan produksi telah memenuhi standar kalibrasi didalam lingkup
perusahaan. Artinya pihak perusahaim sendiri yang melakukan kalibrasi
peralatan pengujian.
• Instruksi kerja kalibrasi Pengukur Beban atau Timbangan
1. Equipment Type : Timbangan beban
2. Calibration location : Laboratorium PT Indonesia Miki Industries
3. Cleaning Method : Bersihkan timbangan beban dari segala kotoran
seperti debu atau kotoran lain dengan cairan alkohol atau cairan lain
yang tidak bersifat korosif
4. Protection After Cleaning : Keringkan dengan hembusan udara
bersih dan ditempatkan diruangan yang bebas debu dan bahan
pencemar lain.
82
5. Visual Inspection Instructions: Letak timbangan pada lantai harus
horisontal, angka penunjuk beban sebelum beban ditimbang harus nol,
permukaan timbangan untuk meletakkan beban harus bersih
6. Temperature Stabilization Details : Siapkan beban dan timbangan
beban yang akan dikalibrasi dalam ruangan laboratorium selama paling
sedikit 2 jam sebelum dikalibrasi untuk slabilitasi dan penyesuaian
temperatur.
7. Calibration Method Periksa ketelitian ukurannya dengan
menimbang beban dengan timbangan digital merk Teraoka Seiko No.
GJ-T-001
8. Ref. Standard : Timbangan digital merk Teraoka Seiko No. GJ-T-001
9. Method of Storage : Jangan terkena sinar matahari secara langsung,
jangan disimpan pada ruang dengan kelembaban tinggi
10. Non-Conformation Method : Jika masih mungkin lakukan perbaikan,
dengan cara menambah beban atau mengurangi beban kemudian
lakukan kalibrasi ulang. Tolak dan nyatakan tidak pakai jika tidak
sesuai dengan standar yang diinginkan.
• Instruksi kerja kalibrasi Jangka Sorong
1. Equipment Type : Jangka sorong
2. Calibration location : Laboratorium PT Indonesia Miki Industries
3. Cleaning Method : Bersihkan jangka sorong dari segala kotoran
seperti debu , gumpalan hitam pada alur atau kotoran Iain dengan
cairan alkohol atau cairan lain yang tidak bersifat korosif
83
4. Protection After Cleaning : Keringkan dengan hembusan udara
bersih dan ditempatkan diruangan yang bebas debu dan bahan
pencemar lain.
5. Visual Inspection Instructions: Pembacaan skala ukur harus jelas,
periksa semua baut pengikat dalam keadaan lengkap atau tidak, periksa
semua baut pengunci gerak dapat bekerja dengan baik atau tidak, anak
jangka harus dapat digeser dengan mudah
6. Temperature Stabilization Details : Siapkan jangka sorong yang
akan dikalibrasi dalam ruangan laboratorium selama paling sedikit 2
jam sebelum dikalibrasi untuk stabililasi dan penyesuaian temperatur.
7. Calibration Method Periksa ketelitian ukurannya dengan
menggunakan guest block ( 3 macam ) yang telah diketahui
panjangnya dengan menggunakan Digimatic Caliper NO. 0021361 (
QC-js-001 ) sebagai kalibrator.
8. Ref. Standard : Digimatic Caliper No.0021361
9. Method of Storage : Dapat digantung vertikal dalam ruang bebas
debu atau dimasukkan ke dalam kotak pembungkusnya, jangan terkena
sinar matahari secara langsung, jangan disimpan pada ruang dengan
kelembaban tinggi.
10. Non-Conformation Method : Jika masih mungkin lakukan pcrbaikan,
lakukan kalibrasi ulang. Tolak dan nyatakan tidak pakai jika tidak
sesuai dengan standar yang diinginkan.
3.3.2 Prosedur Kalibrasi External. Untuk kegiatan kalibrasi alat uji
keiernihan atau Spectrophotometer dan alat uii kekentalan atau Araumeter.
84
PT Indonesia Miki Industries mempercayakan badan kalibrasi untuk
melakukan kalibrasi alat-alat tersebut.
4. PENGENDALIAN PRODUK YANG TIDAK SESUAI
Prosedur ini diterapkan pada PT Indonesia Miki Industries untuk
mengatur bahan, barang dan produk yang tidak sesuai dengan persyaratan.
Prosedur ini diterapkan terhadap produk atau barang yang ditangani:
Diantara unit kerja di PT. Indonesia Miki Industries
Dari pemasok ke PT. Indonesia Miki Industries
Dari PT. Indonesia Miki Industries ke pelanggan.
Yang dimaksud dengan bahan, barang dan produk yang tidak sesuai persyaratan
meliputi:
Semua barang/bahan yang masuk.
Produk dalam proses.
Hasil Produksi Selesai.
Produk yang tidak sesuai menurut PT Indonesia Miki Industries adalah seluruh
produk atau barang yang tidak memenuhi spesifikasi yang dipersyaratkan.
Tanggung Jawab:
• Manajer Produksi bertanggung jawab terhadap pengendalian penanganan
produk yang tidak sesuai.
• KabagTeknik bertanggung jawab mengambil langkah-langkah jika:
- Terjadi penyimpangan terhadap prosedur.
ss
- Keputusan tentang penanganan produk yang tidak sesuai menyimpang dari
Kebijakan MutuPT. INDONESIA MIKI INDUSTRIES
Ketentuan terhadap pengendalian penanganan produk atau barang yang tidak
sesuai
• Produk barang yang tidak sesuai diletakkan di tempat khusus.
• Keputusan terhadap semua produk yang tidak sesuai persyaratan harus
dikonsultasikan dengan unit kerja terkait.
4.1 Prosedur Pengendalian Produk Yang Tidak Sesuai
Tujuan penerapan prosedur ini adalah agar barang - barang hasil produksi
yang tidak sesuai dengan persyaratan diberi tanda dan ditempatkan pada lokasi
khusus agar tidak terjadi kesalahan dalam penggantian atau pengiriman.
Kegiatannya antara lain:
1. Barang - barang hasil produksi yang dinyatakan tidak sesuai
ditempatkan di lokasi khusus.
2. Apabila bisa diperbaiki, akan diproses ulang dan apabila tidak bisa
diperbaiki akan dibuang.
3. Keterangan Status Tempat Barang :
• Warna merah menunjukkan tempat barang yang tidak sesuai dengan
persyaratan
• Warna hitam menunjukkan tempat barang yang tidak terpakai
• Selain warna merah dan warna hitam, menunjukkan tempat barang
yang baik
86
4.2 Tindakan Koreksi
Tujuannya dari penerapan kegiatan ini adalah Untuk memberikan pedoman
tindakan yang jelas atas tindakan koreksi yang akan diambil dalam menangani
produk yang tidak sesuai sehingga dapat menjamin bahwa permasalahan yang
timbul di dalam kegiatan operasional perusahaan tidak terulang lagi.
Prosedur ini diterapkan pada seluruh jajaran organisasi perusahaan di mana
dibutuhkan tindakan koreksi dan pencegahan khususnya masalah intern
perusahaan (Hasil Audit). Sedangkan masalah ekstern perusahaan (yang
berhubungan dengan pelanggan) ditetapkan dalam Prosedur Penanganan
Keluhan Langganan.
Tindakan Koreksi dan Pencegahan oleh perusahaan diartikan sebagai tindakan
atau metode yang diambil untuk mencegah masalah tidak akan terulang
kembali. Tindakan ini merupakan hasil dari analisa dan evaluasi terhadap
permasalahan yang terjadi untuk kemudian digunakan mencegah dan
menghilangkan penyebab masalah.
Tanggung Jawab dan Wewenang
Masing-masing Manajer harus mempunyai inisiatif untuk memulai
tindakan koreksi dan pencegahan serta bertanggung jawab untuk
menindaklanjuti sampai tuntas.
- Koordinator Tim Pemeriksa Mutu akan menjamin bahwa tindakan koreksi
yang diperlukan atas hasil Laporan Pemeriksaan akan di sampai kan kepada
masing-masing Pejabat yang bertanggung jawab untuk dilakukan
pengecekan terhadap hal-hal yang masih tidak sesuai, selanjutnya masing-
87
masing Manajer bertanggung jawab untuk melaporkan tindakan koreksi
dan pencegahan yang telah dilakukan.
- ^Coordinator Tim Pemeriksa Mutu akan memelihara seluruh arsip laporan
tindakan koreksi.
Apabila diketahui terjadi ketidaksesuaian dan perlu dilakukan tindakan
koreksi, maka dilakukan prosedur sebagai berikut:
- Dicari pokok permasalahan
- Didaiam melakukan tindakan koreksi dikembalikan kepada prosedur dan
instruksi kerja yang ada
Melakukan rapat antara departemer yang bersangkutan bila level
supervisor tidak dapat mengatasi masalah misalnya complain mutu dari
pelanggan, kesalahan atau kerusakan di lapangan
Rapat akan memutuskan dan menetapkan siapa yang akan
bertanggungjawab untuk menyelidiki problem dan menyarankan perbaikan
- Koreksi dan menjalankan tindakan koreksi bekerja sama dengan
departemen lain bila diperlukan
- Bila tidak disetujui oleh rapat, harus direview dan up-date lagi selanjutnya
- Bila saran tindakan koreksi dinilai efektif oleh manajemen, maka disetujui
pelaksanaannya
- Laporan tindakan koreksi akan di flle-kan oleh manajer quality dan
masing-masing departemen yang akan diminta melakukan tindakan
koreksi
Instruksi kerja pembuatan laporan tindakan koreksi
Dibuat catatan vana mencantumkan
XX
- Departemen atau unit yang diminta melaksanakan tindakan koreksi
- Terjadi pada proses atau permasalahan yang mana
- Tindakan koreksi yang dilaksanakan
- Menentukan target seledsai, tanggal mulai pelaksanaan
Siapa yang bertanggungjawab untuk melaksanakannya
- Pada tanggal yang ditargetkan selesai, laporan tindakan koreksi ditinjau
kembali oleh peminta laporan
- Bila belum sesuai atau masih perlu perbaikan, dibuat laporan tindakan
koreksi ulang seperti prosedur diatas
5. PENGENDALIAN PROSES
PT Indonesia Miki Industries sudah mengidentifikasi dan merencanakan proses-
proses produksi yang secara langsung mempengaruhi mutu seperti :
- Dokumentasi prosedur tentang cara produksi MSG
Penerapan prosedur penggunaan peralatan produksi dan tinjauan lingkungan
kerja yang memenuhi persyaratan kerja.
- Persetujuan dari kepala produksi atas berlangsungnnya proses produksi dalam
kegiatan sehari-hari
Kegiatan yang terkait atau mendukung klausul ini adalah Instruksi kerja
perawatan mesin dengan tujuan untuk menjaga dan memperbaiki kondisi mesin
agar dapat bekerja dengan baik, diantaranya :
• Instruksi kerja perwatan mesin harian
Setiap selesai produksi, setiap mesin harus dibersihkan
89
- Kegiatan pembersihan tersebut meliputi pembersihan mesin dari sisa-sisa
bahan produksi ataupun bahan lain yang tertinggal pada peralatan
produksi, pembersihan permukaan mesin-mesin dari kotoran, pembersihan
lokasi sekitar mesin.
- Melaporkan dengan segera kepada kabag produksi yang bersangkutan bila
terjadi gangguan terhadap mesin, timbul suara, terjadi kerusakan fisik
ataupun ketidak normaian lainnya
- Penanggungjawab mesin harus mengontrol hasil perawatan dan mencatat
dalam Kartu Perawatan Mesin
• Instruksi Kerja Perawatan Mingguan
- Lumasi bagian-bagian mesin yang bergerak dengan memberikan grease
pada nipple-nipple mesin
- Cek kondisi pelumasan dan tambahkan olie bila olie pelumas kurang
- Perawatan ini juga dilakukan oleh penanggungjawab mesin dan dicatat
dalam Kartu Perawatan Mesin
• Instruksi kerja Penggantian Olie Pelumas atau Olie Hidroiis
- Ganti olie pelumas setelah 5000 jam kerja atau bila kondisi olie pelumas
sudah buruk
- Ganti olie hidroiis bila kondisi olie hidroiis sudah rusak
- Dilakukan pencatatan pada Kartu Perawatan Mesin.
• Instruksi kerja Perbaikan Mesin Rusak
- Order perbaikan mesin dari unit produksi disertai dengan Surat order
Perbaikan
90
- Analisa kerusakan, bila tidak bisa diperbaiki sendiri maka dikerjakan oleh
jasa service dari luar perusahaan
- Wewenang dan tanggungjawab terhadap perbaikan diluar perusahaan
diputuskan oleh Manajer produksi
- Perbaikan dilakukan sesuai dengan kerusakan yang terjadi
Mencatat laporan hasil perbaikan dalam Kartu Perawatan mesin
• Prosedur Perawatan dan Perbaikan Listrik
Tujuannya adalah untuk memperbaiki dan menjaga kondisi suplai aliran listrik
dalam perusahaan
Kegiatan memperbaiki listrik yang rusak ( Electrical Breakdown )
- Order perbaikan listrik dari unit produksi disertai dengan Surat Order
Perbaikan
Analisa kerusakan,bila tidak bisa dikerjakan sendiri diserahkan jasa
service dari luar perusahaan
Wewenang dan tanggungjawab terhadap perbaikan diluar perusahaan
diputuskan oleh Manajer produksi
Perbaikan dilakukan sesuai dengan kerusakan yang terjadi
- Mencatat laporan hasil perbaikan dalam Kartu Perawatan mesin
• Instinlvsi Kerja Batasan Jam Operasi
Apabila batasan jam operasi pada alat atau mesin yang telah ditentukan habis
dan alat atau mesin tersebut harus diperbaiki atau dihentikan sedangkan oleh
suatu hal sehingga alat atau mesin tersebut masih atau harus dioperasikan,
91
maka keputusan akhir yang harus dilakukan adalah instruksi dari Kabag
teknik
6. IDENTIFIKASI DAN KETERTELUSURAN PRODUK
Tujuan kebijakan ini adalah mengidentifikasi produk sejak dari perencanaan
desain/gambar, spesifikasi atau dokumen lainnya sampai dengan proses produksi,
dan pengiriman agar jika kelak terdapat pengaduan atau keluhan dari pelanggan
perusahaan dapat melihat kembali seluruh alur produksi berdasarkan hasil laporan
pencatatan yang telah difile- kan.
Ruang Lingkup
Prosedur ini diterapkan untuk:
- Semua bahan baku yang masuk
Semua bahan dalam proses.
- Hasil Produksi Selesai.
Mampu Telusur menurut perusahaan adalah kemampuan untuk menelusuri kembali
data yang telah dicatat sebelumnya, atas penerapan atau lokasi dari satuan bahan
atau aktivitas dengan cara identifikasi.
Tanggung Jawab
Kabag Teknik bertanggung jawab untuk melakukan identifikasi dan mampu telusur
atas bahan, barang dan produk.
Seluruh hasil identifikasi harus dicatat sehingga apabila terjadi berbagai ketidak
sesuaian bahan/barang atau produk dapat ditelusuri kembali.
Aturan khusus
92
Dalam hal tertentu apabila diperlukan bahan atau produk dapat menggunakan
identifikasi khusus dan harus tercatat ( dibuat file komputer) untuk memudahkan
identifikasi dan penelusuran kembali.
7. PENILIKAN DAN PENGUJIAN BAHAN BAKU DAN PRODUK
Prosedur ini menjamin bahwa seluruh barang yang dikirim ataupun diterima oleh
PT. Indonesia Miki Industries telah melalui pengecekan atau pengujian dan
memenuhi standar Spesifikasi yang ditetapkan.
Prosedur ini diterapkan pada:
- Penerimaan seluruh bahan baku.
- Barang dalam proses.
- Hasil Produksi Selesai.
Pemeriksaan adalah kegiatan untuk mengukur, menguji beberapa karakteristik
produk, proses atau jasa dan membandingkannya dengan persyaratan yang
ditetapkan.
Kabag Laboratorium bertanggung jawab atas pelaksanaan kegiatan pemeriksaan
dan pengujian yang diterapkan agar mutu selalu terkendali.
Seluruh hasil kegiatan pengujian dicatat sebagai dasar bahwa produk yang telah
diperiksa dan diuji telah memenuhi kriteria atau standar penerimaan pelanggan.
8. STATUS PENILIKAN DAN PENGUJIAN BAHAN BAKU DAN PRODUK
Prosedur ini diterapkan guna menjamin setiap jenis bahan, barang dan produk
dapat diidentifikasi dengan menggunakan label atau tanda khusus. Identifikasi
dari hasil Demeriksaan dan oemiuiian diperlukan selama proses oroduksi untuk
93
menjamin bahwa hanya produk yang telah melalui pemeriksaan dan pengujian
yang dapat dikirim kepada pelanggan, atau dipakai dan dipasang oleh pengguna.
Prosedur diterapkan kepada:
• Semua bahan dan barang yang masuk.
• Semua produk dalam proses.
• Hasil Produksi Selesai.
Bahan, barang, dan produk yang memenuhi persyaratan ataupun yang tidak
memenuhi syarat diberi tanda, label atau stempel, catatan pengujian dan lokasi
penempatan yang sesuai.
Tanggung Jawab
- Kabag Packing bertanggung jawab untuk mengendalikan penetapan status
hasil pengujian.
Masing-masing Manajer bertanggung jawab untuk menindak lanjuti hasil
pengujian dan penetapan status.
Catatan
Seluruh hasil pemeriksaan dan pengujian harus dicatat dan dapat diidentifikasi.
Prosedur
Pengujian barang dan bahan yang masuk, produk dalam proses dan hasil produksi
selesai dilakukan oleh Petugas yang ditunjuk, dengan melakukan prosedur dan
instruksi kerja yang sudah ada. Untuk barang yang masuk, sebelum disimpan di
gudang, terlebih dahulu ditempatkan pada tempat karantina untuk diperiksa,
apabila baik dan sesuai disimpan sesuai prosedur, apabila rusak atau cacat maka
ditolak/dikembalikan.
<•)!
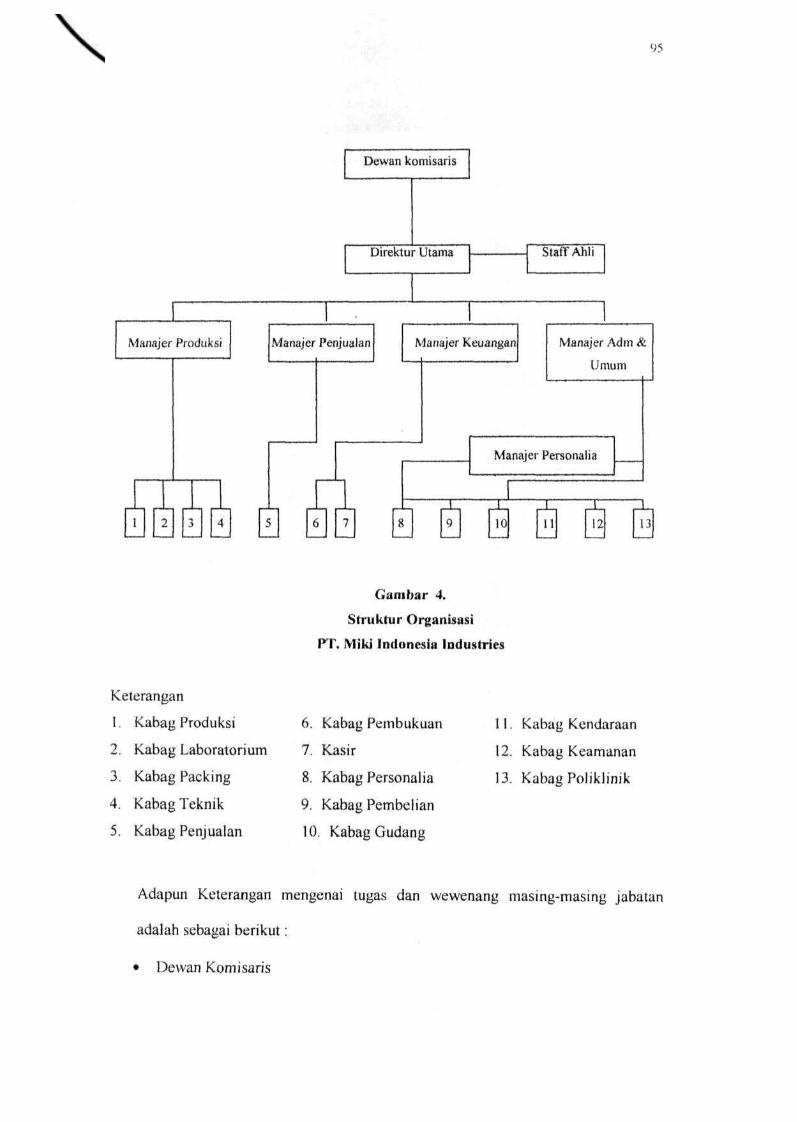
9. STRUKTUR ORGANISASI
Struktur organisasi lini atau garis diterapkan oleh PT. Indonesia Miki
Industries sebagai upaya untuk memperlancar arus komunikasi serta informasi
perusahaan dan juga untuk lebih memperjelas wewenang, tugas dan
tanggungjawab masing-masing bagian. Selain itu struktur organisasi ini juga
mampu membentuk kesatuan komando dikarenakan pimpinan berada pada satu
tangan, proses pengambilan keputusan yang cepat, karena jumlah orang yang
terlibat sedikit dan rasa solidaritas yang tinggi.
Susunan Struktur organisasi PT. Indonesia Miki Industries seperti terlihat sebagai
berikut:
95
Manajer Produksi
Dewan komisaris
Direktur Utama Staff Ahli
Manajer Penjualan Manajer Keuangan Manajer Adm &
Umum
Manajer Personalia
10 I I 12
Gambar 4.
Struktur Organisasi
PT. Mikj Indonesia Industries
Keterangan
1. Kabag Produksi
2. Kabag Laboratorium
3. Kabag Packing
4. Kabag Teknik
5. Kabag Penjualan
6. Kabag Pembukuan
7. Kasir
8. Kabag Personalia
9. Kabag Pembelian
10. Kabag Gudang
11. Kabag Kendaraan
12. Kabag Keamanan
13. Kabag Poliklinik
Adapun Keterangan mengenai tugas dan wewenang masing-masing jabatan
adalah sebagai berikut:
• Dewan Komisaris
96
Dewan komisans merupakan pemilik perusahaan yang terdiri dari wakil-wakil
perusahaan. Dan juga merupakan non eksekutif manajer yang selalu mengikuti
perkembangan, pelaksanaan kebijakan-kebijakan yang telah ditetapkan.
Tugas dari dewan komisaris adalah sebagai berikut:
- Memilihdan menunjuk direksi
Menyetujui atau menolak rencana-rencana direksi
Mengadakan pertemuan secara berkala untuk mengetahui perkembangan
perusahaan
Memberikan pertimbangan-pertimbangan kepada direksi
• Direktur Utama
Direktur utama bertanggungjawab kepada dewan komisaris dan mengepalai
beberapa bagian:
• Manajer Produksi
• Manajer Penjualan
• Manajer Keuangan
• Manajer Administrasi dan Umum
Tugas dan tanggungjawab direktur utama meliputi:
- Menjalankan kebijaksanaan-kebijaksanaan yang telah digariskan oleh
dewan komisaris.
- Selalu membina hubungan komunikasi dengan para manajer untuk
mengetahui sejauh mana suatu kebijaksanaan telah dijalankan.
- Menandatangani surat-surat perjanjian, giro bilyet, cek, kas, bon, dan
memeriksa dokumen-dokumen tertentu.
07
- Meminta saran dan partisipasi dari manajer lain.
• StafAhli
Merupakan wakil Direktur utama yang bertugas memberikan saran dan
pertimbangan kepada direktur dan bagian lain.
• Manajer Produksi
Bertanggungjawab kepada direktur utama, mengepalai bagian produksi,
laboratorium, packing, dan bagian teknik. Tugas dan tanggungjawabnya
meliputi;
Menandatangani laporan-laporan produksi.
Mengadakan rapat dengan bawahan dan membicarakan masalah-masalah
sehubungan dengan produksi.
Bertanggungjawab terhadap kualitas dan kuantitas hasil produksi.
• Manajer Pernasaran
Bertanggungjawab kepada direktur utama, dan mengepalai kepala bagian
penjualan. Tugas dan tanggungjawabnya meliputi;
Melakukan penilaian tugas dan prestasi bawahan untuk pengembangan
karier dan kesejahteraan.
- Melaksanakan rapat untuk menganalisa kemajuan yang dicapai dan
memprediksi keadaan pernasaran produk untuk periode yang akan datang.
- Bertanggungjawab atas semua laporan penjualan.
- Membuat laporan rencana penjualan kepada direktur utama, juga
memberikan laporan perkembangan promosi perusahaan.
• Manajer Keuangan
<>X
Bertanggungjawab kepada directur utama, dan mengepalai kasir dan bagian
pembukuan. Sedangkan tugas dan tanggungjawabnya meliputi;
- Mengawasi penggunaan sistem dan prosedur akutansi yang telah
ditentukan.
Bekerjasama dengan departemen lain untuk mewujudkan kelancaran kerja.
Berkonsultasi dengan direktur utama terhadap pengeluaran yang tidak
wajar atau menyimpang dari anggaran yang telah ditentukan.
- Melakukan pengawasan terhadap laporan keuangan dan melaporkan
kepada direktur utama.
• Manajer Administrasi dan Umum
Bertanggungjawab kepada direktur utama dan mengepalai bagian personalia,
bagian keamanan, dan bagian poliklinik.
Manajer Administrasi dan Umum mempunyai staf khusus yaitu manajer
personalia yang mempunyai tugas dan tanggungjawab melaksanakan
pengumpulan data-data personalia serta berhubungan dengan organisasi
perburuhan.
Tugas manajer Administrasi dan Umum adalah bertanggungjawab terhadap
pengelolaan tenaga kerja termasuk proses pengadaan tenaga kerja, gaji,dll.
1. Kabag produksi
Tugasnya bertanggungjawab atas jumlah dan jenis barang yang akan
diproduksi sesuai dengan rencana yang telah disusun, melakukan pengawasan
jalannya produksi dan sebagai wakil manajer produksi.
2. Kabag Laboratorium
99
Tugasnya adalah memberikan perincian komposisi bahan, menguji bahan,
menentukan kualitas bahan, dan menguji produk akhir.
3. Kabag Packing
Tugasnya adalah membuat desain kemasan, memeriksa kesuaian kemasan
dalam proses produksi sehari-hari.
4. Kabag Teknik
Bertanggungjawab penuh terhadap divisi kendaraan, peralatan dan instalasi
listrik, melakukan perbaikan atas barang-barang produksi yang rusak.
5. Kabag Penjualan
Bertanggungjawab atas distribusi produk, dan sebagai pelaksana komunikasi
dengan konsumen,
6. Kabag Pembukuan
Bertangungjawab terhadap manajer keuangan atas kelangsungan tugas bagian
keuangan dalam kesehariannya, serta membantu manajer keuangan dalam
menjalankan tugasnya.
7. Kasir
Tugasnya mencatat semua transaksi keuangan sehari-hari, mengurusi
pembayaran gaji karyawan.
8. Kabag Personalia
Tugasnya membantu manajer Administrasi dan Umum terhadap masalah
kepegawaian.
9. Kabag Pembelian
100
Tugasnya membuat dan menerima surat permintaan penavvaran harga oleh
pemasok, membuat surat order pembelian barang, dan menerima surat
permintaan pembelian bahan baku yang dibuat oleh bagian gudang.
10. Kabag Gudang
Tugasnya mencatat dan mengawasi persediaan bahan baku dan barang jadi
dalam gudang, mengawasi keluar - masuk barang, serta keamanan gudang.
11. Kabag Kendaraan
Tugasnya adalah mengantar hasil produksi ke pembeli sesuai dengan rencana
distribusi, dan mengambil barang setengah jadi dari pemasok.
12. Kabag Keamanan
Bertanggungjawab atas keamanan lingkungan perusahaan.
13. Kabak Poliklinik
Tugasnya adalah memberikan pelayanan kesehatan kepada karyawan.
9.1 Metode Penerimaan dan Pelatihan Tenaga Kerja
PT. Indonesia Miki Industries menerapkan sistem rekrut dan pelatihan untuk
semua aktivitas karyawan sesuai dengan fungsi organisasi dan persyaratan
yang ditetapkan.
Tujuan dari rekrut dan pelatihan karyawan PT. Indonesia Miki Industries
adalah agar karyawan mempunyai pengetahuan, ketrampilan serta motivasi
yang tinggi sesuai kualifikasi yang ditetapkan.
Tanggung Jawab dan Wewenang:
101
- Masing-masing Manajer bertanggung jawab untuk menjamin bahwa staf di
bawah pengawasannya sudah cukup terlatih untuk pekerjaan yang
dilakukan termasuk persyaratan mutunya.
Manajer Personalia menyediakan sarana, fasilitas dan staf untuk pelatihan
karyawan PT INDONESIA MIKI INDUSTRIES
Manajer R&D bertanggung jawab menjamin bahwa aspek mutu dan
pengawasannya sudah termasuk dalam program pelatihan.
Semua catatan pelatihan akan dipelihara untuk menunjukkan:
• Peningkatan ketrampilan.
• Identifikasi ketrampilan lebih lanjut untuk pelatihan.
• Sebagai bukti adanya pelatihan
Keahlian/kompetensi ditunjukkan dengan:
• Pengujian secara praktis.
• Pengalaman kerja.
a. Prosedur pelaksanaan training pegawai
Tujuannya adalah meningkatkan kemampuan atau pengetahuan karyawan
sesuai dengan kebutuhan perusahaan
• Instruksi kerja menentukan macam jenis training
- Masing-masing bagian membuat laporan kebutuhan training dari
masing-masing bidang sesuai dengan kebutuhan
- Mengevaluasi kebutuhan training, mencocokkan dengan persyaratan
yang ada dalam job requirement dan job discription
102
- Membuat resume jenis-jenis training dari beberapa pusdiklat atau
dari yayasan training
- Membuat usulan jenis training yang akan dilaksanakan
Mempersiapkan jenis-jenis training yang sudah disetujui oleh kepala
cabang
• Instruksi kerja persiapan sarana dan materi training
- Membuat surat pemberitahuan kepada personil yang akan mengikuti
training meliputi jenis training, tempat pelaksanaan, dan waktu
training
- Apabila training dilaksanakan oleh perusahaan, maka perusahaan
akan menyiapkan sarana dan materi training
- Apabila training dilaksanakan oleh pusdiklat atau yayasan maka
segala persiapan, sarana dan materi diserahkan pihak pusdiklat atau
yayasan yang akan menyelenggarakan training
• Instruksi kerja pelaksanaan training
- Peserta training menerima pengarahan dari kepala personalia dan
kepala bagian administrasi dan umum tentang penjelasan, tata tertib
dan syarat-syarat yang harus dipenuhi sebelum pelaksanaan training
- Melaporkan ke pusdiklat atau yayasan training tentang personel-
personil yang dikirim sesuai dengan kesepakatan
- Kepala personalia datang ke tempat pelaksanaan training, memberi
motivasi serta ikut mengawasi
103
- Mengumpulkan hasil laporan pelaksanaan training dari seluruh
peserta training
Mengarsip copy sertifikat training dari seluruh peserta training
• Instruksi kerja evaluasi hasil training
- Hasil training dilampirkan pada form, analsa hasil training
diserahkan kepada masing-masing kepala bagian yang bersangkutan
untuk dianalisa
Setelah dianalisa diserahkan kembali ke bagian personalia
- Selanjutnya diminta rekomendasi kepada kepala bagian Administrasi
atau keuangan
Setelah mendapatkan recomendasi dari kepala bagian administrasi
atau keuangan lalu hasilnya dilaporkan ke kepala cabang
• Instruksi kerja pengajuan pelaksanaan training
- Bagian yang membutuhkan training mengisi formulir pengajuan
pelaksanaan training
Setelah diisi, lalu diserahkan kepada kepala personalia
- Dari bagian personalia dibuatkan proposal tentang materi training,
biaya dan lain-lain yang dibutuhkan dan pelaksanaannya untuk
diminta rekomendasi kepada kepala administrasi dan keuangan
Selanjutnya dimintakan persetujuan pimpinan perusahaan
b. Prosedur pelaksanaan penerimaan pegawai
Tujuannya untuk merekruit pegawai sesuai dengan kebutuhan dari bidang-
bidang yang memerlukan
104
Prosedur
- Menerima permintaan dari bidang yang memerlukan tenaga dan telah
disetujui oleh pimpinan perusahaan
Mengidentifikasi calon pegawai
Mengadakan seleksi dan rekruitmen
- Melaporkan hasil seleksi kepada pimpinan perusahaan
10. TEKNIK STATISTIK
Tujuan dari penerapan prosedur ini adalah untuk mengetahui kapabilitas dari
proses dan karakteristik produk.
Prosedur ini menjelaskan tentang penggunaan metode statistik dalam proses
produksi dan pengendalian mutu PT. Indonesia Miki Industries.
Metode ini digunakan pada:
Semua bahan yang masuk.
Semua produk dalam proses.
Semua hasil produksi selesai.
Metode statistik yang digunakan di PT. Indonesia Miki Industries berdasarkan
metode pengambilan contoh.
Tanggung Jawab:
Manajer Penjualan bertanggung jawab dan menjamin bahwa pelaksanaan inspeksi
dan pengambilan contoh (sampling) yang dilaksanakan tepat dan bahwa teknik
statistik yang dipilih dapat digunakan untuk menetapkan tingkatan (level) mutu
produk yang dipersyaratkan.




















