ANALISIS PENGENDALIAN KUALITAS PRODUKSI GULA ...
40
ANALISIS PENGENDALIAN KUALITAS PRODUKSI GULA PADA PABRIK GULA CAMMING KABUPATEN BONE TUGAS AKHIR OLEH : IMAM FAQIH ALIAH 15TIA052 Diajukan untuk memenuhi sebagian persyaratan Guna menyelesaikan program Diploma Tiga Jurusan Teknik Industri Program Studi Teknik Industri Agro KEMENTERIAN PERINDUSTRIAN R.I. POLITEKNIK ATI MAKASSAR 2018
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of ANALISIS PENGENDALIAN KUALITAS PRODUKSI GULA ...
ANALISIS PENGENDALIAN KUALITAS PRODUKSI
GULA PADA PABRIK GULA CAMMING
KABUPATEN BONE
TUGAS AKHIR
OLEH :
IMAM FAQIH ALIAH
15TIA052
Diajukan untuk memenuhi sebagian persyaratan
Guna menyelesaikan program Diploma Tiga
Jurusan Teknik Industri
Program Studi Teknik Industri Agro
KEMENTERIAN PERINDUSTRIAN R.I.
POLITEKNIK ATI MAKASSAR
2018

ii
Pembimbing I
Ir. Huzairin Patunrangi, MM. NIP. 19560109 198603 1 001
Direktur Politeknik ATI Makassar
Ir. Amrin Rapi, ST., MT. IPM. NIP. 19691011 199412 1 001
Ketua Jurusan Teknik Industri Agro
DR. Ir. Hj. Arminas, ST. MM. IPM. NIP. 19670225 200112 2 002
Pembimbing II
DRA. Hj. Rachmatiah., MM. NIP. 19551008 197903 2 001
HALAMAN PERSETUJUAN
JUDUL : ANALISIS PENGENDALIAN KUALITAS PRODUKSI GULA
PADA PABRIK GULA CAMMING KABUPATEN BONE
NAMA MAHASISWA : IMAM FAQIH ALIAH
NOMOR STAMBUK : 15TIA052
PROGRAM STUDI : TEKNIK INDUSTRI AGRO
Menyetujui,
Mengetahui :

iii
HALAMAN PENGESAHAN
Telah diterima oleh Panitia Ujian Akhir Program Diploma Tiga (D3) yang
ditentukan sesuai dengan Surat Keputusan Direktur Politeknik ATI Makassar
Nomor : 214/KPTS/SJ-IND.7.8/2/2018 tanggal 1 Februari 2018 yang telah
dipertahankan di depan Tim Penguji pada hari Senin, 21 Mei 2018 sebagai salah
satu syarat memperoleh gelar Ahli Madya (A. Md) Teknik Industri dalam program
studi Teknik Industri Agro pada Politeknik ATI Makassar.
PANITIA UJIAN :
Pengawas : 1. Kepala Pusdiklat Industri Kementerian Perindustrian R.I.
2. Direktur Politeknik ATI Makassar
Ketua : Drs. H. Abdul Samad., MM (..................................)
Sekretaris : Widya Hastuti A., S.ST., MM., P.hD (..................................)
Anggota : Drs. Haruddin., MM (..................................)
Pembimbing I : Ir. Huzairin Patunrangi., MM (..................................)
Pembimbing II : Dra. Hj. Rachmatiah., MM (..................................)
iv
PERNYATAAN KEASLIAN TUGAS AKHIR
Saya yang bertanda tangan di bawah ini :
Nama : Imam Faqih Aliah
NIM : 15TIA052
Program Studi : Teknik Industri Agro
Menyatakan bahwa tugas akhir yang saya buat benar-benar merupakan hasil
karya saya sendiri. Apabila dikemudian hari terbukti dan dapat dibuktikan sesuai
dengan hukum yang berlaku di negara Republik Indonesia bahwa tugas akhir
saya adalah hasil karya orang lain, maka saya bersedia menerima sanksi atas
perbuatan tersebut tanpa melibatkan institusi Politeknik ATI Makassar atau
orang lain.
Makassar, 21 Mei 2018
Yang Menyatakan,
Imam Faqih Aliah

v
KATA PENGANTAR
Puji syukur penulis panjatkan kepada Tuhan Yang Maha Esa, Allah SWT,
atas berkat dan rahmat-Nya sehingga penulis dapat menyelesaikan Tugas Akhir
ini.
Adapun Tugas Akhir yang penulis lakukan adalah kewajiban, sebagai
mahasiswa guna memenuhi persyaratan dalam menyelesaikan Program Studi
pada Perguruan Tinggi Politeknik ATI Makassar. Penulis menyadari bahwa Tugas
Akhir ini tidak dapat diselesaikan tanpa bantuan dan dorongan dari berbagai
pihak. Untuk itu pada kesempatan ini penulis mengucapkan banyak terimakasih
kepada:
1. Allah SWT pemberi nikmat, kesehatan dan kesempatan serta seluruh
anugerah terindah dalam hidup.
2. Teristimewa kepada ibunda dan ayahanda tercinta yang senantiasa
memberikan doa dan dukungannya semoga Allah SWT memberikan
kesehatan dan limpahan kasih sayang-Nya.
3. Teristimewa kepada Bapak PLT Risbang PG. Camming Bapak Danang Heru
Pratama STP, Bagian Komputerisasi Risbang PG. Camming Bapak
Muhammad Yunus serta kakanda Yulis Aviani atas bantuannya selama
pembuatan tugas akhir ini.
4. Bapak Ir. Amrin Rapi., ST.,MT.,IPM selaku Direktur Politeknik ATI Makassar.
5. Ibu Dr. Ir. Hj. Arminas., ST., MM., IPM selaku Ketua Program Studi Teknik
Industri Agro.
vi
6. Bapak Ir. Huzairin Patunrangi., MM dan Ibu Dra. Hj. Rachmatiah.,MM. selaku
dosen pembimbing Tugas Akhir yang senantiasa memberi motivasi yang luar
biasa demi kesempurnaan tugas akhir ini.
7. Direktur serta karyawan PT. Perkebunan Nusantara X Pabrik Gula Camming.
8. Bapak M. Ridwan selaku Pembimbing lapangan dalam Kuliah Kerja Praktek.
9. Seluruh dosen dan staff pegawai Politeknik ATI Makassar.
10. Teman-teman kelas 3B Teknik Industri Agro dan Angkatan 2015 yang banyak
memberi motivasi dan dukungan.
Penulis menyadari bahwa tugas akhir ini jauh dari kesempurnaan, maka
segala kritik dan saran yang membangun sangat diharapkan. Semoga Tugas Akhir
ini dapat memberi manfaat kepada semua pihak, dan memberikan sumbangsih
yang baik bagi pembaca umumnya dan penulis khususnya.
Makassar, 21 Mei 2018
Imam Faqih Aliah

vii
ABSTRAK
ALIAH, IMAM FAQIH. 2018. Analisis Pengendalian Kualitas Produksi Gula Pada
Pabrik Gula Camming Kabupaten Bone. Tugas Akhir. Jurusan Teknik Industri
Agro. Politeknik ATI Makassar. Di Bawah bimbingan Bapak HUZAIRIN
PATUNRANGI sebagai pembimbing I dan Pembimbing II. Ibu RACHMATIAH.
Pengendalian kualitas suatu produk merupakan penggabungan dari
berbagai aspek dalam perusahaan untuk mendukung dan berpartisipasi dalam
peningkatan kualitas produk. Perusahaan perlu untuk melakukan pengendalian
kualitas agar produk yang dihasilkan sesuai dengan standar yang telah ditetapkan
oleh perusahaan atau badan pengawas produk secara nasional ataupun
internasional.
Penelitian ini bertujuan untuk mengetahui tingkat reproses gula yang terjadi
pada produksi gula, serta mengetahui upaya penanggulangan reproses gula yang
terjadi pada produksi gula PG. Camming. Jenis penelitian yang digunakan adalah
deskriptif yaitu penelitian yang menggambarkan banyaknya jumlah produksi dan
reproses yang terjadi pada pembuatan gula di PG Camming tahun 2017. Metode
pengumpulan data pada penelitian kali ini adalah metode dokumentasi, observasi dan
studi literature.
Hasil analsisa melalui pendekatan diagram fishbone, mendapati dua
ketidaksesuaian yang menjadi penyumbang dalam reproses gula, yakni kerikilan
merupakan ketidaksesuaian terbesar, yakni sebesar 8,79% dari total produksi
gula yang dibuat, serta scrap sugar menyumbang sebesar 3,24% dari total
produksi gula yang dibuat. Faktor-faktor yang mempengaruhi terjadinya reproses
pada produksi gula PG. Camming adalah faktor manusia (pekerja itu sendiri),
faktor lingkungan kerja, faktor mesin, dan faktor metode yang digunakan.
Kata Kunci : Pengendalian Kualitas, Kualitas, Kontrol, Reproses.

viii
DAFTAR ISI
HALAMAN JUDUL ................................................................................................. i
HALAMAN PERSETUJUAN .................................................................................... ii
HALAMAN PENGESAHAN ................................................................................... iii
HALAMAN PERNYATAAN KEASLIAN TUGAS AKHIR ............................................ iv
KATA PENGANTAR............................................................................................... v
ABSTRAK ........................................................................................................... vii
DAFTAR ISI........................................................................................................ viii
DAFTAR TABEL..................................................................................................... x
DAFTAR GAMBAR ............................................................................................... xi
BAB I PENDAHULUAN ......................................................................................... 1
A. Latar Belakang .......................................................................................... 1
B. Rumusan Masalah .................................................................................... 2
C. Tujuan Penelitian ..................................................................................... 3
D. Batasan Masalah ...................................................................................... 3
E. Manfaat Penelitian ................................................................................... 3
BAB II TINJAUAN PUSTAKA ................................................................................. 5
A. Pengendalian Kualitas .............................................................................. 5
B. Kualitas .................................................................................................... 6
C. Reproses .................................................................................................. 8
D. Proses Kristalisasi Gula ............................................................................. 8
E. Diagram Fishbone................................................................................... 10
F. Analisa Data ........................................................................................... 13
BAB III METODE PENELITIAN ............................................................................ 14
A. Tempat dan Waktu Penelitian ................................................................ 14
B. Alat dan Bahan ....................................................................................... 14
C. Jenis Penelitian ....................................................................................... 14
D. Teknik Pengumpulan Data ...................................................................... 14
E. Analisa Data ........................................................................................... 15
ix
BAB IV ANALISA DAN PEMBAHASAN ............................................................... 16
A. Hasil Penelitian ....................................................................................... 16
B. Proses Pengendalian Kualitas Produksi Gula PG. Camming ..................... 16
C. Faktor-Faktor Penyebab Terjadinya Kerusakan (Reproses) Pada Proses
Produksi Gula PG. Camming ................................................................... 21
D. Hal-Hal Yang Perlu Dilakukan Dalam Penanggulangan Reproses Pada
Pabrik Gula Camming ............................................................................. 24
BAB V PENUTUP ............................................................................................... 26
A. Kesimpulan............................................................................................. 26
B. Saran ...................................................................................................... 26
DAFTAR PUSTAKA ............................................................................................. 28
LAMPIRAN ......................................................................................................... 30

x
DAFTAR TABEL
Tabel 4.1 Tabel Presentase Ketidaksesuaian Produkasi Gula PG. Camming Tahun
2017 .................................................................................................................. 17
Tabel 4.2 Tabel Usulan Tindakan Perbaikan Untuk PG. Camming ....................... 25

xi
DAFTAR GAMBAR
Gambar 2.1 Contoh Diagram Fishbone .............................................................. 12
Gambar 2.2 Kerangka Berpikir ........................................................................... 13
Gambar 4.1 Jumlah Gula Cacat (Reproses) PG. Camming 2017 .......................... 18
Gambar 4.2 Diagram Fishbone ........................................................................... 22

1
BAB I
PENDAHULUAN
A. Latar Belakang
Pengendalian kualitas dimulai dari perencanaan produk yang
bersangkutan hingga pelaksanaannya. Menurut Prawirosentono (2002)
diantara tahap perencanaan dan tahap pengorganisasian (organizing) dan
pelaksanaan (actuating) harus disertai pengawasan kualitas. Dan pernyataan
tersebut dapat disimpulkan bahwa proses pengendalian kualitas suatu
produk merupakan penggabungan dari berbagai aspek dalam perusahaan
untuk mendukung dan berpartisipasi dalam peningkatan kualitas produk.
Perusahaan perlu untuk melakukan pengendalian kualitas agar produk yang
dihasilkan sesuai dengan standar yang telah ditetapkan oleh perusahaan atau
badan pengawas produk secara nasional ataupun internasional.
Pengendalian kualitas produksi yang dimaksud pada penelitian kali ini
adalah pengendalian reproses gula (cacat) PG Camming. Dimana reproses
yang terjadi membuat PG Camming tentu memerlukan biaya tambahan
dalam mengolah kembali produk tersebut. Sehingga perlu tindakan nyata
untuk mengurangi hal tersebut. Menurut Danang HTP (2016), reproses
merupakan produk yang dihasilkan tidak sesuai dengan standar kualitas yang
sudah ditentukan.
Produsen sebaiknya melakukan pencegahan terjadinya produk reproses
(cacat) dengan cara menyelidiki apakah terjadi kesalahan dalam proses
produksinya sehingga dapat didapatkan penyebab produk reproses (cacat) itu
terjadi.
Menurut Yunus (2016), suatu produk dikatakan cacat apabila produk
tersebut tidak aman dalam penggunaannya serta tidak memenuhi syarat –
syarat keamanan tertentu.
Produsen harus melakukan suatu tindakan lebih lanjut untuk mengatasi
permasalahan produk cacat tersebut. Produk cacat dapat dikendalikan

2
dengan melalui pengendalian kualitas. Pengendalian kualitas bukan berarti
bahwa kualitas produk yang dikendalikan melainkan mengendalikan proses
produksi agar kecacatan produk yang dihasilkan tidak mengalami
peningkatan kembali. Pengendalian kualitas itu sendiri bertujuan untuk
meningkatkan kualitas produk yang dihasilkan sebuah perusahaan dengan
cara mengurangi faktor kesalahan, cacat produk, kegagalan, dan
ketidaksesuaian spesifikasi.
PT. Perkebunan Nusantara X PG Camming bergerak dalam bidang agro
industri, yakni memproses tebu menjadi gula kristal putih. Dalam
menjalankan kegiatan industrinya, selama ini perusahaan mengacu kepada
Standar Nasional Indonesia (SNI). Salah satu proses produksi yang
menentukan kualitas suatu produk adalah pada proses pengolahan.
Diharapkan dengan adanya pengawasan pada proses produksi dalam hal ini
reproses, dapat meminimalkan reproses gula yang terjadi pada saat
pembuatan gula. Untuk itu, maka akan diadakan penelitian di PT. Perkebunan
Nusantara X PG. Camming yang memproduksi gula tebu. Pengendalian
dilakukan dalam penelitian ini adalah dengan menganalisis data statistik
perusahaan dengan cara manual dmenggunakan metode pendekatan
Fishbone.
Dari paparan di atas, maka tugas akhir ini penyaji memberi judul
“Analisis Pengendalian Kualitas Produksi Gula Pada Pabrik Gula Camming
Kabupaten Bone”.
B. Rumusan Masalah
1. Seberapa besar tingkat reproses gula yang terjadi pada prses pembuatan
gula pada PG. Camming tahun 2017?
2. Faktor apakah yang menjadi penyebab terjadinya reproses gula tersebut
dan bagaimana upaya perbaikannya?

3
C. Tujuan Penelitian
1. Mengetahui tingkat reproses gula yang terjadi pada produksi PG.
Camming.
2. Mengetahui upaya penanggulangan reproses gula yang terjadi pada
produksi PG. Camming.
D. Batasan Masalah
Batasan masalah dalam penelitian ini adalah sebagai berikut :
1. Data yang diolah dan proses adalah data produksi gula PG. Camming
bulan Agustus-Desember tahun 2017.
2. Penelitian ini hanya berfokus pada penanggulangan reproses gula yang
terjadi pada proses produksi gula PG. Camming dengan menggunakan
diagram fishbone.
3. Penelitian ini juga hanya menganalisis mengenai faktor yang menjadi
penyebab terjadinya reproses gula PG. Camming beserta dengan tindakan
penanggulangannya.
E. Manfaat Penelitian
Adapun manfaat penelitian ini adalah sebagai berikut:
1. Bagi Penulis, untuk menerapkan ilmu pengetahuan yang telah didapat
dan dipelajari ketika proses perkuliahan di Politeknik ATI Makassar.
2. Bagi Jurusan Teknik Industri Agro, hasil penulisan ini dapat dijadikan
sebagai bahan studi kasus dan acuan bagi mahasiswa pada umumnya
serta sebagai bahan referensi bagi pihak perpustakaan untuk menambah
ilmu pengetahuan bagi pembaca.
3. Bagi PT. Perkebunan Nusantara X PG. Camming, hasil penulisan ini dapat
membantu untuk meningkatkan kualitas produksi gula di PT. Perkebunan
Nusantara X PG. Camming.

5
BAB II
TINJAUAN PUSTAKA
A. Pengendalian Kualitas
Pengendalian adalah keseluruhan fungsi atau kegiatan yang harus
dilakukan untuk menjamin tercapainya sasaran perusahaan dalam hal kualitas
produk dan jasa pelayanan yang diproduksi. Pengendalian kualitas pelayanan
pada dasarnya adalah pengendalian kualitas kerja dan proses kegiatan untuk
menciptakan kepuasan pelanggan yang dilakukan oleh setiap orang dari setiap
bagian dalam organisasi Yamit (2001).
Pengendalian kualitas merupakan alat penting bagi manajemen untuk
memperbaiki kualitas produk bila diperlukan, mempertahankan kualitas, yang
sudah tinggi dan mengurangi jumlah barang yang rusak Reksohadiprojo (2000).
Menurut Assauri (1998) pengawasan mutu merupakan usaha untuk
mempertahankan kualitas dari barang yang dihasilkan, agar sesuai dengan
spesifikasi produk yang telah ditetapkan berdasarkan kebijaksanaan pimpinan
perusahaan.
Ditinjau dari statistik, ada dua macam variasi kualitas yang dikenal, yaitu :
1. Bersifat probabilistik, yakni variasi yang terjadi karena secara kebetulan dan
tidak dapat dielakkan.
2. Bersifat eratik, yakni variasi yang terjadi tidak menentu dikarenakan
timbulnya penyebab tak wajar.
Proses variasi yang pertama dan memenuhi spesifikasi-spesifikasi
tertentu, dikatakan bahwa proses berjalan dalam kontrol. Hal ini proses
dibiarkan terus berlangsung dan tidak diganggu. Akan tetapi jika terjadi hal yang
kedua, maka dikatakan bahwa proses di luar kontrol, karena itu harus ditemukan
penyebabnya dan lalu dihilangkan. Proses yang keluar kontrol harus dihentikan
6
dan diperbaiki supaya terjadi proses dalam kontrol, sehingga perlu diadakan
pengontrolan kualitas.
Proses pengendalian statistik dapat dilakukan dengan menganalisis dan
meminimalkan penyimpangan atau kesalahan, mengkuantifikasikan kemampuan
proses dan membuat hubungan antar konsep dan teknik yang ada untuk
mengadakan perbaikan proses produksi Sudjana (2002).
B. Kualitas
Faktor utama yang menentukan kinerja suatu perusahaan adalah kualitas
produk dan jasa yang dihasilkan. Kualitas adalah suatu kondisi dinamis yang
berkaitan dengan produk, pelayanan, orang, proses, dan lingkungan yang
memenuhi atau melebihi apa yang diharapkan Ariani (2005).
Mengenai arti kualitas menurut Assauri (2004) dapat berbeda-beda
tergantung rangkaian perkataan atau kalimat di mana istilah kualitas ini dipakai,
dan orang mempergunakannya. Dalam perusahaan pabrik, istilah kualitas
diartikan sebagai faktor-faktor yang terdapat dalam suatu barang/hasil yang
menyebabkan barang/hasil tersebut sesuai dengan tujuan untuk apa
barang/hasil itu dimaksudkan atau dibutuhkan. Barang/hasil ini harus memenuhi
beberapa tujuan dan supaya barang/hasil ini dapat dipergunakan untuk
mencapai tujuan itu maka barang/hasil tersebut harus mempunyai kualitas
tertentu. Pada dasarnya kualitas mengacu pada beberapa pengertian pokok
berikut :
1. Kualitas terdiri dari sejumlah keistimewaan produk, baik keistimewaan
langsung maupun keistimewaan atraktif yang memenuhi keinginan
pelanggan dan dengan demikian memberikan kepuasan atas penggunaan
produk itu.
2. Kualitas terdiri dari segala sesutu yang bebas dari kekurangan atau
kerusakan.
7
Berdasarkan pengertian dasar diatas, Gazpers (2005) menyatakan bahwa
kualitas selalu berfokus pada pelaggan (customer focus edquality). Dengan
demikian produk-produk didesain, diproduksi, seta pelayanan diberikan untuk
memenuhi keinginan pelanggan. Karena kualitas mengacu pada segala sesuatu
yang menentukuan kepuasan pelanggan, suatu produk yang dihasilkan baru
dapat dikatakan berkualitas apabila sesuai dengan keinginan pelanggan, dapat
dimanfaatkan dengan baik serta diproduksi dengan cara baik dan benar.
Juran (1962) menyatakan bahwa kualitas adalah kesesuaian dengan
tujuan atau manfaatnya. Deming (1982) menjelaskan kualitas adalah kesesuaian
dengan kebutuhan meliputi availability, delivery, reliability, maintanibility dan
cost effectiveness. Kualitas menurut Feigenbaum (1991) adalah keseluruhan
karakteristik produk dan jasa yang meliputi marketing, engineering,
manufacture, dan maintenance dalam mana produk dan jasa tersebut dalam
pemakaiannya akan sesuai dengan kebutuhan dan harapan pelanggan.
Secara tradisional menurut Gaspersz (1997) kualitas diartikan pada fokus
terhadap aktivitas inspektasi untuk mencegah lolosnya produk-produk cacat ke
tangan pelanggan. Sedangkan pada masa modern sekarang ini terjadi
pergeseran makna dari kualitas. Pengertian konsep modern dari kualitas adalah
membangun sistem kualitas modern yang dicirikan oleh lima karakteristik
dibawah ini:
1. Sistem kualitas modern berorientasi kepada pelanggan.
2. Adanya partisipasi aktif yang dipipin oleh manajemen puncak (Top
Management).
3. Adanya pemahaman dari setiap orang terhadap tanggung jawab spesifik
untuk kualitas.
4. Berorietasi kepada tindakan pencegahan kerusakan.

8
Adanya suatu filosopi yang menganggap bahwa kualitas merupakan
“jalan hidup” (way of life) dan adanya kultur perusahaan proses peningkatan
kualitas secara terus-menerus.
C. Reproses
Reproses menurut Danang Heru Pratama (2017), kepala Riset dan
Pengembangan (Risbang) PG Camming, yakni gula yang belum memenuhi
standar kelayakan untuk dipasarkan pada konsumen akibat dari kondisi yang
terdapat (seperti kerikilan dan scrap sugar) sehingga dilakukan pemasakan ulang
terhadap gula tersebut demi mencapai tingkat standar yang telah ditetapkan
sebelumnya.
D. Proses Kristaliasi Gula
Adapun langkah-langkah proses pengkristalan pada masakan gula adalah
sebagai berikut :
1. Menarik Tangki masakan terlebih dahulu di buat hampa udara dengan
tekanan vakum sebesar 40 cmHg kemudian saluran penghubung dengan
tangki penguapan dibuka perlahan-lahan sampai terbuka penuh sehingga
mencapai keadaan maksimum dengan tekanan 66 cmHg.
2. Langkah pertama dari proses pangkristalan adalah menarik masakan (nira
pekat) untuk diuapkan airnya sehingga mendekati kondisi jenuhnya. Dengan
pemekatan secara terus-menerus koefisien kejenuhannya akan meningkat.
Pada keadaan lewat jenuh maka akan terbentuk suatu pola kristal sukrosa.
3. Langkah selanjutnya ialah membuat bibit, yaitu dengan memasukkan gula
(fondant) ke dalam pan masakan kemudia melakukan proses pembesaran
kristal. Fondant merupakan inti kristal gula yang sudah ditumbuk menjadi
halus dan sengaja diberikan agar kristal gula yang terbentuk memiliki ukuran
yang sama. Inti ini dapat dibuat dengan menggiling kristal yang kasar

9
sehingga menjadi kristal yang halus. Bibit fondant tersebut dapat dibuat di
luar pan masakan. Untuk mengetahui besar kecil ukuran kristal dapat
dilakukan dengan cara meletakkan kristal gula pada kaca transparan yang
diamati pada sinar lampu, jika terjadi salah pembuatan bibit maka terjadi
kerikilan.
4. Dalam proses memperbesar ukuran kristal dilakukan dengan penambahan
bibit yang baik sampai diharapkan ukuran kristal 0,8-1 mm.
5. Kristal gula yang sudah terbentuk sesuia dengan ukuran ketentuan yang
diharapkan dinamakan dengan masakan tua. Tujuan dari masakan tua adalah
melanjutkan penguapan masakan dalam pan kristalisasi tanpa penambahan
larutan baru untuk menghindari terjadinya pembentukan kristal yang kurang
rapat. Apabila hal diatas telah terpenuhi, terbentuklah kristal yang cukup
rapat dan hal ini menunjukkan proses pengkristalan telah selesai.
6. Terakhir Masakan tua yang ukurannya telah mencapai 0,8-1 mm dikeluarkan
dari tangki masakan dan dimasukkan kedalam palung pendingin yang
terdapat di bawah tangki masakan. Penurunan (proses menampi) masakan
dimulai dengan menutup uap panas, kemudian menghilangkan tekanan
hampa. Penghilangan tekanan hampa dilakukan dengan membuat hubungan
pan masakan, maka tekanan udara di dalam pan naik dan tekanan vakum
hilang. Setelah seluruh masakan diturunkan, pan masakan dicuci dengan
steam (uap panas) untuk membersihkan sisa-sisa kristal gula (scrap sugar)
dan larutan-larutan yang tertinggal, agar pada masakan selanjutnya tidak
mengganggu proses pangkristalan dan kualitas kristal gula yang terbentuk.
Larutan pada pan masakan hasil pencucian dengan air dan steam dialirkan ke
peleburan untuk di daur ulang kembali.

10
E. Diagram Fishbone
1. Pengertian Diagram Fishbone
Fishbone diagram (diagram tulang ikan karena bentuknya seperti
tulang ikan) sering juga disebut dengan Cause and Effect
Diagram atau Ishikawa Diagram diperkenalkan oleh Dr. Kaoru Ishikawa,
seorang ahli pengendalian kualitas dari Jepang, sebagai satu dari tujuh alat
kualitas dasar (7 basic quality tools) Tague (2005).
Diagram tulang ikan atau fishbone adalah salah satu metode / tool di
dalam meningkatkan kualitas. Sering juga diagram ini disebut dengan
diagram Sebab-Akibat atau cause effect diagram. Penemunya adalah seorang
ilmuwan jepang pada tahun 60-an. Bernama Dr. Kaoru Ishikawa, ilmuwan
kelahiran 1915 di Tikyo Jepang yang juga alumni teknik kimia Universitas
Tokyo. Sehingga sering juga disebut dengan diagram ishikawa. Metode
tersebut awalnya lebih banyak digunakan untuk manajemen kualitas. Yang
menggunakan data verbal (non-numerical) atau data kualitatif. Dr. Ishikawa
juga ditengarai sebagai orang pertama yang memperkenalkan 7 alat atau
metode pengendalian kualitas (7 tools). Yakni fishbone diagram, control
chart, run chart, histogram, scatter diagram, pareto chart, dan flowchart.
Dikatakan Diagram Fishbone (Tulang Ikan) karena memang berbentuk
mirip dengan tulang ikan yang moncong kepalanya menghadap ke kanan.
Diagram ini akan menunjukkan sebuah dampak atau akibat dari sebuah
permasalahan, dengan berbagai penyebabnya. Efek atau akibat dituliskan
sebagai moncong kepala. Sedangkan tulang ikan diisi oleh sebab-sebab
sesuai dengan pendekatan permasalahannya. Dikatakan diagram Cause and
Effect (Sebab dan Akibat) karena diagram tersebut menunjukkan hubungan
antara sebab dan akibat. Berkaitan dengan pengendalian proses statistikal,
diagram sebab-akibat dipergunakan untuk untuk menunjukkan faktor-faktor
11
penyebab (sebab) dan karakteristik kualitas (akibat) yang disebabkan oleh
faktor-faktor penyebab itu.
2. Manfaat Diagram Fishbone
Fungsi dasar diagram Fishbone (Tulang Ikan) adalah untuk
mengidentifikasi dan mengorganisasi penyebab-penyebab yang mungkin
timbul dari suatu efek spesifik dan kemudian memisahkan akar
penyebabnya. Sering dijumpai orang mengatakan “penyebab yang mungkin”
dan dalam kebanyakan kasus harus menguji apakah penyebab untuk
hipotesa adalah nyata, dan apakah memperbesar atau menguranginya akan
memberikan hasil yang diinginkan.
Dengan adanya diagram Fishbone ini sebenarnya memberi banyak
sekali keuntungan bagi dunia bisnis. Selain memecahkan masalah kualitas
yang menjadi perhatian penting perusahaan. Masalah–masalah klasik lainnya
juga terselesaikan. Masalah–masalah klasik yang ada di industri manufaktur
khususnya antara lain adalah :
a. Keterlambatan proses produksi
b. Tingkat defect (cacat) produk yang tinggi
c. Mesin produksi yang sering mengalami trouble
d. Output lini produksi yang tidak stabil yang berakibat kacaunya plan
produksi
e. Produktivitas yang tidak mencapai target
f. Complain pelanggan yang terus berulang
Namun, pada dasarnya diagram Fishbone dapat dipergunakan untuk
kebutuhan-kebutuhan berikut :
a. Membantu mengidentifikasi akar penyebab dari suatu masalah
b. Membantu membangkitkan ide-ide untuk solusi suatu masalah
c. Membantu dalam penyelidikan atau pencarian fakta lebih lanjut

12
d. Mengidentifikasi tindakan (bagaimana) untuk menciptakan hasil yang
diinginkan
e. Membahas issue secara lengkap dan rapi
f. Menghasilkan pemikiran baru.
Jadi ditemukannya diagram Fishbone memberikan kemudahan dan
menjadi bagian penting bagi penyelesaian masalah yang mucul bagi
perusahaan.
Penerapan diagram Fishbone dapat menolong kita untuk dapat
menemukan akar “penyebab” terjadinya masalah khususnya di industri
manufaktur dimana prosesnya terkenal dengan banyaknya ragam variabel
yang berpotensi menyebabkan munculnya permasalahan. Apabila “masalah”
dan “penyebab” sudah diketahui secara pasti, maka tindakan dan langkah
perbaikan akan lebih mudah dilakukan. Dengan diagram ini, semuanya
menjadi lebih jelas dan memungkinkan kita untuk dapat melihat semua
kemungkinan “penyebab” dan mencari “akar” permasalahan sebenarnya.
Gambar 2.1 Contoh Diagram Fishbone
13
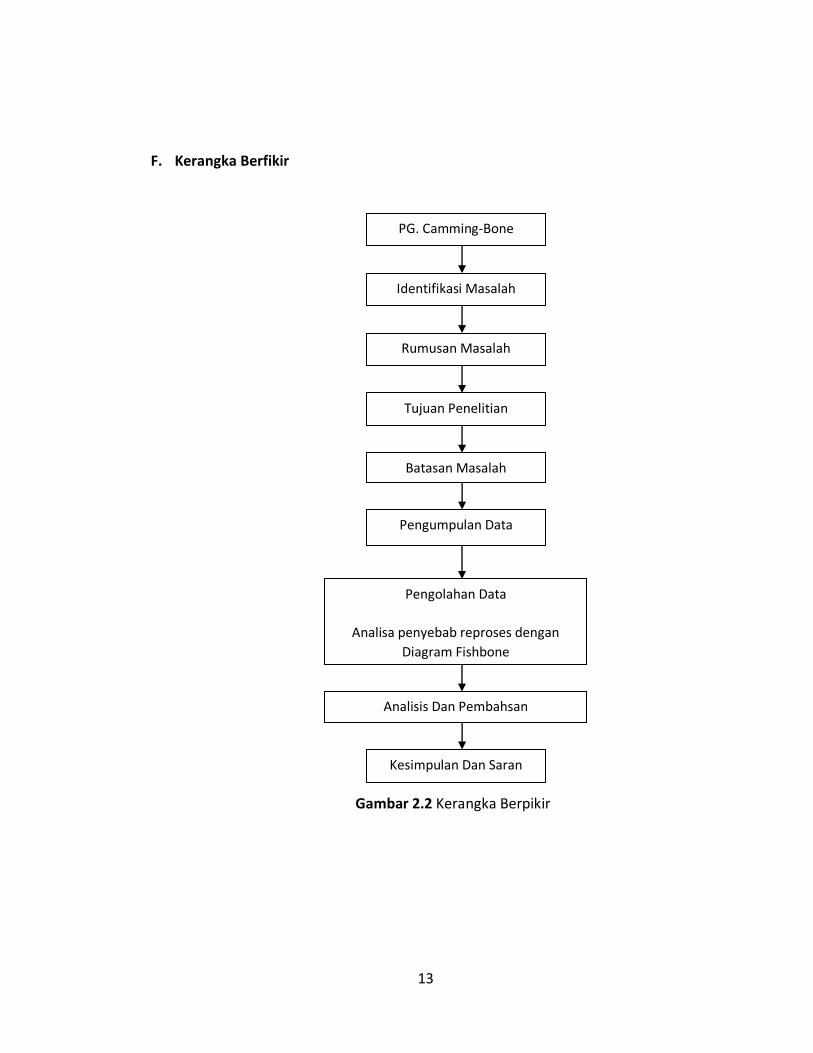
F. Kerangka Berfikir
Batasan Masalah
PG. Camming-Bone
Pengolahan Data
Analisa penyebab reproses dengan
Diagram Fishbone
Pengumpulan Data
Rumusan Masalah
Identifikasi Masalah
Tujuan Penelitian
Kesimpulan Dan Saran
Gambar 2.2 Kerangka Berpikir
Analisis Dan Pembahsan

14
BAB III
METODE PENELITIAN
A. Tempat dan Wktu Penelitian
Penelitian ini dilakukan pada PG. Camming-Bone bertempat di Desa
Wanuawaru, Kecamatan Libureng, Kabupaten Bone, Sulawesi Selatan di
bagian unit dan divisi Riset dan Pengembangan serta Produksi PG Camming
pada tanggal 08 Agustus-17 Desember 2017.
B. Alat dan Bahan
Dalam pengumpulan dan pengolahan data, penulis menggunakan alat
dan bahan sebagai berikut :
1. Alat
Alat tulis, Laptop, Software Microsoft Office
2. Bahan
Data primer perusahan yakni hasil produksi dan tingkat reproses gula
pada produksi gilingan tahun 2017 PG Camming.
C. Jenis Penelitian
Jenis penelitian yang dilakukan oleh penulis adalah penelitian deskriptif
yang dilakukan degan cara pengamatan langsung di lapangan. Penulis
mengambil dan mendokumentasi data banyaknya produksi dan reproses gula
melalui pengamatan langsung pada stasiun gilingan pada PT. Perkebunan
Nusantara X Pabrik Gula Camming.
D. Teknik Pengumpulan Data
Metode yang digunakan untuk memperoleh data berupa kuantitatif
adalah sebagai berikut :
15
1. Metode Dokumentasi
Data yang digunakan dalam penelitian ini adalah dari laporan produksi
gula pada bulan Agustus-Desember 2017 dalam setiap produksi yang ada
di PT. Perkebunan Nusantara X Pabrik Gula Camming untuk kemudian
dianalisis.
2. Metode Observasi
Data yang digunakan dalam penelitian ini adalah pengamatan lapangan
proses produksi pada PT. Perkebunan Nusantara X Pabrik Gula Camming
untuk kemudian dianalisis.
3. Metode Literatur
Metode literatur adalah mengumpulkan, memilih, dan menganalisis
beberapa sumber bacaan yang berkaitan dengan rumusan masalah
dalam penyusunan tugas akhir. Dengan metode ini, sumber bacaan yang
digunakan adalah buku-buku serta jurnal yang berkaitan erat dengan
pengendalian kualitas.
E. Analisa Data
Data yang diperoleh kemudain diolah dan dianalisis dengan
menggunakan metode diagram fishbone, adapun tahapannya adalah sebagai
berikut :
1. Menyepakati pernyataan masalah
2. Mengidentifikasi kategori-kategori
3. Menemukan sebab-sebab dengan cara brainstorming dan observasi
4. Mengkajidan menyepakati sebab-sebab yang paling dominan

16
BAB IV
HASIL PENELITIAN DAN PEMBAHASAN
A. Hasil Penelitian
Aktivitas pengendalian kualitas gula PG. Camming dimulai dari
pengendalian kualitas bahan baku sampai dengan pengendalian produk jadi.
Terdapat departemen khusus dalam menjalankan proses pengendalian
kualitas bahan baku yang akan digunakan, yakni departemen Riset dan
Pengembangan (Risbang) PG. Camming. Dimana departemen ini bertugas
untuk mengendalikan serta memberikan informasi mengenai kualitas tebu
yang akan dijadikan bahan baku pada proses pembuatan gula. Selain itu,
perusahaan memberikan tanggung jawab penuh kepada setiap bagian baik
sinder lapangan dan kepala bagian departemen maupun divisi tanaman
hingga penrgudangan untuk menjalankan tugas masing-masing. Setiap bagian
bertanggung jawab terhadap setiap tahapan proses yang dijalankan untuk
menghasilkan produk gula yang berkualitas.
B. Proses Pengendalian Kualitas Produksi Gula PG Camming
Proses pengendalian kualitas statistik yang diterapkan di PT. Perkebunan
Nusantara X, PG. Camming dalam produksi gula kristal putihnya adalah
melakukan pengamatan dan pemeriksaan lapangan, yakni sebagai berikut :
1. Pemeriksaan kualitas bahan mentah (bahan baku, bahan baku penolong
dan sebagainya), kualitas bahan dalam proses dan kualitas produk jadi.
Demikian pula standar jumlah dan komposisinya.
2. Pemeriksaan atas produk sebagai hasil proses pembuatan. Hal ini berlaku
untuk barang setengah jadi maupun barang jadi. Pemeriksaan yang
dilakukan tersebut memberi gambaran apakah proses produksi berjalan
seperti yang telah ditetapkan atau tidak.

17
Tabel 4.1 Tabel Presentase Ketidaksesuaian Produksi Gula PG. Camming 2017
Sumber Tabel 4.1 : Data Diolah Pribadi oleh Imam Faqih Aliah
KERIKILAN (KU) SCRAP SUGAR (KU) KERIKILAN (%) SCRAP SUGAR (%)Agustus 27748,94 489,02 180,87 1,76 0,65 2,41
September 37661,57 696,45 253,59 1,85 0,67 2,52
Oktober 39681,39 705,57 260,96 1,78 0,66 2,44
November 38217,79 677,44 250,56 1,77 0,66 2,43
Desember 16078,60 261,68 96,79 1,63 0,60 2,23
TOTAL 159388,29 2830,16 1042,77 8,79 3,24 12,03
BULANJUMLAH
PRODUKSI (KU)
JUMLAH CACAT (REPROSES) PRESENTASE JUMLAH CACAT (REPROSES) TOTAL PRESENTASE
CACAT (%)
3. Mesin, tenaga kerja dan fasilitas yang dipakai dalam proses produksi
harus juga diawasi sesuai dengan standar kebutuhan. Apabila terjadi
penyimpangan, harus segera dilakukan koreksi agar produk yang
dihasilkan memenuhi standar yang ditetapkan.
4. Melakukan pengamatan terhadap jalannya proses produksi dari awal
proses hingga proses produksi berakhir.
5. Melakukan analisis fakta untuk mengetahui penyimpangan yang mungkin
terjadi.
6. Untuk mengetahui dengan jelas berapa persentase dari masing-masing
ketidaksesuaian, perusahaan membuat lembar pemeriksaan untuk
memperoleh data yang tidak sesuai (cacat) yang pada akhirnya dilakukan
proses ulang pada produk cacat tersebut.
Berikut adalah tabel persentase ketidaksesuaian pada proses produksi
gula PT. Perkebunan Nusantara X, PG. Camming :

18
Gambar 4.1 Jumlah Gula Cacat (Reproses) PG. Camming 2017
Sumber Gambar 4.1 : Grafik Diolah Pribadi Dengan Software Ms. Office Excel 2007, Oleh Imam Faqih
Aliah
Agar lebih mudah melihat kerusakan (cacat) yang terjadi maka dari tabel
diatas disajikan dalam bentuk diagram yang berupa diagram batang akan
lebih mudah dipahami, sebagai berikut :
Dalam proses kristalisasi di PG Camming, pihak perusahaan menggunakan
sistem masak 3 tingkat, yaitu A, B dan D.
1. Masakan A, yaitu proses masakan pada pan yang menghasilkan gula
kristal A dan Stroop A. Stroop adalah larutan yang masih menempel pada
kristal gula yang menjadi scrap sugar jika tidak terolah dengan baik.
2. Masakan B, yaitu proses masakan pada pan yang menghasilkan gula
kristal B dan Stroop B.
19
3. Masakan D, yaitu proses masakan pada pan yang menghasilkan gula
kristal D dan Stroop D.
Adapun langkah-langkah proses pengkristalan pada masakan gula adalah
sebagai berikut :
1. Menarik Tangki masakan terlebih dahulu di buat hampa udara dengan
tekanan vakum sebesar 40 cmHg kemudian saluran penghubung dengan
tangki penguapan dibuka perlahan-lahan sampai terbuka penuh sehingga
mencapai keadaan maksimum dengan tekanan 66 cmHg.
2. Langkah pertama dari proses pangkristalan adalah menarik masakan (nira
pekat) untuk diuapkan airnya sehingga mendekati kondisi jenuhnya.
Dengan pemekatan secara terus-menerus koefisien kejenuhannya akan
meningkat. Pada keadaan lewat jenuh maka akan terbentuk suatu pola
kristal sukrosa.
3. Langkah selanjutnya ialah membuat bibit, yaitu dengan memasukkan gula
(fondant) ke dalam pan masakan kemudia melakukan proses pembesaran
kristal. Fondant merupakan inti kristal gula yang sudah ditumbuk menjadi
halus dan sengaja diberikan agar kristal gula yang terbentuk memiliki
ukuran yang sama. Inti ini dapat dibuat dengan menggiling kristal yang
kasar sehingga menjadi kristal yang halus. Bibit fondant tersebut dapat
dibuat di luar pan masakan. Untuk mengetahui besar kecil ukuran kristal
dapat dilakukan dengan cara meletakkan kristal gula pada kaca
transparan yang diamati pada sinar lampu, jika terjadi salah pembuatan
bibit maka terjadi kerikilan.
4. Dalam proses memperbesar ukuran kristal dilakukan dengan
penambahan bibit yang baik sampai diharapkan ukuran kristal 0,8-1 mm.
5. Kristal gula yang sudah terbentuk sesuia dengan ukuran ketentuan yang
diharapkan dinamakan dengan masakan tua. Tujuan dari masakan tua
adalah melanjutkan penguapan masakan dalam pan kristalisasi tanpa
penambahan larutan baru untuk menghindari terjadinya pembentukan

20
kristal yang kurang rapat. Apabila hal diatas telah terpenuhi, terbentuklah
kristal yang cukup rapat dan hal ini menunjukkan proses pengkristalan
telah selesai.
6. Terakhir Masakan tua yang ukurannya telah mencapai 0,8-1 mm
dikeluarkan dari tangki masakan dan dimasukkan kedalam palung
pendingin yang terdapat di bawah tangki masakan. Penurunan (proses
menampi) masakan dimulai dengan menutup uap panas, kemudian
menghilangkan tekanan hampa. Penghilangan tekanan hampa dilakukan
dengan membuat hubungan pan masakan, maka tekanan udara di dalam
pan naik dan tekanan vakum hilang. Setelah seluruh masakan diturunkan,
pan masakan dicuci dengan steam (uap panas) untuk membersihkan sisa-
sisa kristal gula (scrap sugar) dan larutan-larutan yang tertinggal, agar
pada masakan selanjutnya tidak mengganggu proses pangkristalan dan
kualitas kristal gula yang terbentuk. Larutan pada pan masakan hasil
pencucian dengan air dan steam dialirkan ke peleburan untuk di daur
ulang kembali.
Kerikilan merupakan jenis kerusakan yang terjadi dalam proses
pemasakan, yakni berat jenis pada butiran kristal yang terbentuk tidak sesuai
standar yang telah ditetapkan. Standar berat jenis butiran kristal yang telah
ditetapkan adalah berkisar antara 0,8 mm sampai dengan 1,2 mm, sedangkan
kerikilan ini memiliki berat jenis burtiran kristal melebihi standar yang telah
ditetapkan. Dari data jumlah produksi dan produk yang rusak jenis kerikilan
di PG. Camming tahun 2017 pada bulan Agustus-Desember dapat diketahui
bahwa pada bulan Agustus terdapat 1,76% kerusakan dari jumlah produksi
sebesar 27748,94 kuintal dengan kerusakan berupa kerikilan 489,02 kuintal.
Pada bulan September terdapat 1,85% kerusakan dari jumlah produksi
sebesar 37661,57 kuintal dengan kerusakan berupa kerikilan 696,45 kuintal.
Pada bulan Oktober terdapat 1,78% kerikilan sebanyak 705,57 kuintal, pada
November terdapat 1,77% dengan kerusakan berupa kerikilan 677,44 Kuintal,
21
serta pada bulan Desember terdapat 1,63% kerusakan dari jumlah produksi
berupa kerikilan 261,68 kuintal.
Sedangkan scrap sugar (SS) merupakan jenis kerusakan yang terjadi
karena sisa masakan gula yang menempel pada dinding pan masakan dan
peralatan kerja yang digunakan. SS berwarna coklat tua dengan kadar air >
0,1 % dan memiliki berat jenis < 0,8 mm dan masih mengandung sukrosa.
Dari data Scrap Sugar di PG. Camming tahun 2017 pada bulan Agustus-
Desember dapat diketahui bahwa pada bulan Agustus terdapat 0,65% scrap
dari jumlah produksi sebanyak 27748,94 kuintal dengan kerusakan berupa
scrap 180,87 kuintal. Pada bulan September terdapat 0,67% scrap dari jumlah
produksi sebanyak 37661,57 kuintal dengan kerusakan berupa scrap sugar
sebanyak 253,59 kuintal. Pada bulan Oktober terdapat 0,66% scrap sebanyak
260,96 kuintal, pada November terdapat 0,66% dengan kerusakan berupa
scrap 250,96 Kuintal, serta pada bulan Desmber terdapat 0,60% scrap dari
jumlah produksi berupa 96,79 kuintal.
C. Faktor-Faktor Penyebab Terjadinya Kecacatan Produk Gula PG. Camming
Pada penelitian kali ini, penulis menggunakan metode observasi yakni
pengamatan langsung pada lapangan, yakni pada proses produksi pembuatan
gula di PG Camming. Dimana dalam metode obeservasi tersebut, penulis
menggunakan pendekatan diagram fishbone untuk memudahkan dalam
mengidentifikasi masalah yang terjadi pada proses produksi gula PG
Camming.
Dengan menggunakan metode observasi berdasarkan pendekatan
diagram fishbone, maka ditemukanlah sejumlah hal yang menyebabkan
menjadi penyebab dalam terjadinya reproses gula pada Pabrik Gula
Camming, berikut diagram fishbone yang dimaksud :

22
Gambar 4.2 Gambar Diagram Fishbone
Sumber Gambar 4.2 : Gambar Diagram Diolah Menggunakan Software Ms. Office Word
oleh Imam Faqih Aliah
Berdasarkan pendekatan fishbone, dapat kita analisis faktor yang menjadi
penyebab kecacatan (reproses), yakni sebagai berikut :
1. Faktor Manusia
Kedisplinan dan ketelitian karyawan yang bekurang dalam
menjalankan tugas menjadi faktor terbesar penyumbang terjadinya
krikilan dan scrap sugar. Karena masih ada mesin dan peralatan kerja di
PG. Camming masih dijalankan secara manual. Maka dibutuhkan tingkat
kedisiplinan dan ketelitian karyawan yang tinggi untuk menjalankan
mesin dan peralatan kerja yang digunakan agar sesuai dengan SOP yang
telah ditetapkan. Diharapkan dengan tingkat kedisiplinan dan ketelitian
yang tinggi akan mampu meningkatan kualitas dari gula yang dihasilkan
oleh PG Camming.
23
Proses menampi yang dilakukan oleh karyawan kurang bersih
yang mengakibatkan sisa-sisa masakan (scrap sugar) pada pan ikut
termasak kembali pada proses memasak berikutnya yang mengakibatkan
membesarnya ukuran kristal yang menjadi kerikilan. Menampi
merupakan kegiatan menurunkan masakan dari pan masakan untuk
diproses lebih lanjut. Fungsi dari menampi adalah untuk membersihkan
sisa-sisa gula (scrap sugar) yang telah masak namun perlu proses lanjut
untuk dijadikan gula kristal putih.
Serta pembuatan bibit yang tidak sesuai ukuran standar yakni 0,8-
1mm akan mempengaruhi hasil ukuran kristal gula yang tercipta dan
menjadi kerikilan yang harus diproses ulang.
2. Faktor Mesin
Usia mesin perusahaan yang menua berdampak pada mesin-
mesin yang digunakan dalam proses produksi memiliki usia yang hampir
sama dengan usia perusahaan. Mesin di PG Camming yang sudah tua dan
digunakan 24 jam secara terus menerus pada saat proses produksi
berakibat rawan terjadi kerusakan yang mempengaruhi kualitas gula.
Rantai intermediate II lepas dari sroket, retaknya kaca pan masakan
mengakibatkan masakan menempel disekitar kaca yang mengakibatkan
masakan yang harusnya keluar tetapi ikut termasak lagi dan kembali
membesar.
Sedangkan tersumbatnya pipa uap pan masakan mengakibatkan
uap air yang berguna membersihkan pan masakan tidak dapat mengalir.
Uap air berguna untuk membersihkan sisa masakan yang sudah masak,
sehingga masakan yang harusnya keluar masih mengendap pada lipatan
dan dinding pan masakan. Mesin yang digunakan harus sering
dibersihkan dan dirawat dengan baik untuk menjaga kelanjutan proses
produksi.
24
3. Faktor Lingkungan Kerja
Kondisi lingkungan produksi secara alami juga mempengaruhi
kinerja dari para karyawan. Suhu udara yang panas di sekitar mesin
menyebabkan karyawan melakukan kecerobohan. Uap air yang panas ini
sehingga karyawan kurang maksimal membuka pipa uap air sehingga
proses menampi menjadi kurang bersih.
Suara bising di sekitar mesin menyebabkan fokus para karyawan
berkurang dalam menjalankan kegiatan produksi. Komunikasi yang
kurang antara karyawan dan mandor (sinder) dalam menentukan kapan
waktunya masakan turun menyebabkan masakan telat keluar dan
berakibat pada membesarnya kristal gula. Hubungan kurang terbuka
dalam pengaplikasian SOP masakan antara pekerja dengan divisi
chemicer dan pengolahan terkadang menyebabkan chemicer serta
pengolahan kurang tepat dalam membuat komposisi bahan pembantu
untuk proses kristalisasi dan pengemasan.
4. Faktor Metode
Faktor terakhir yang menimbulkan kerikilan dan scrap sugar
adalah faktor metode kerja. Tidak adanya standar produk pada proses
menampi mengakibatkan karyawan hanya bisa memperkirakan tingkat
kebersihannya. Karena karyawan tidak dapat masuk kedalam pan
masakan, hanya dapat melihat keadaan di dalam pan masakan melalui
kaca.
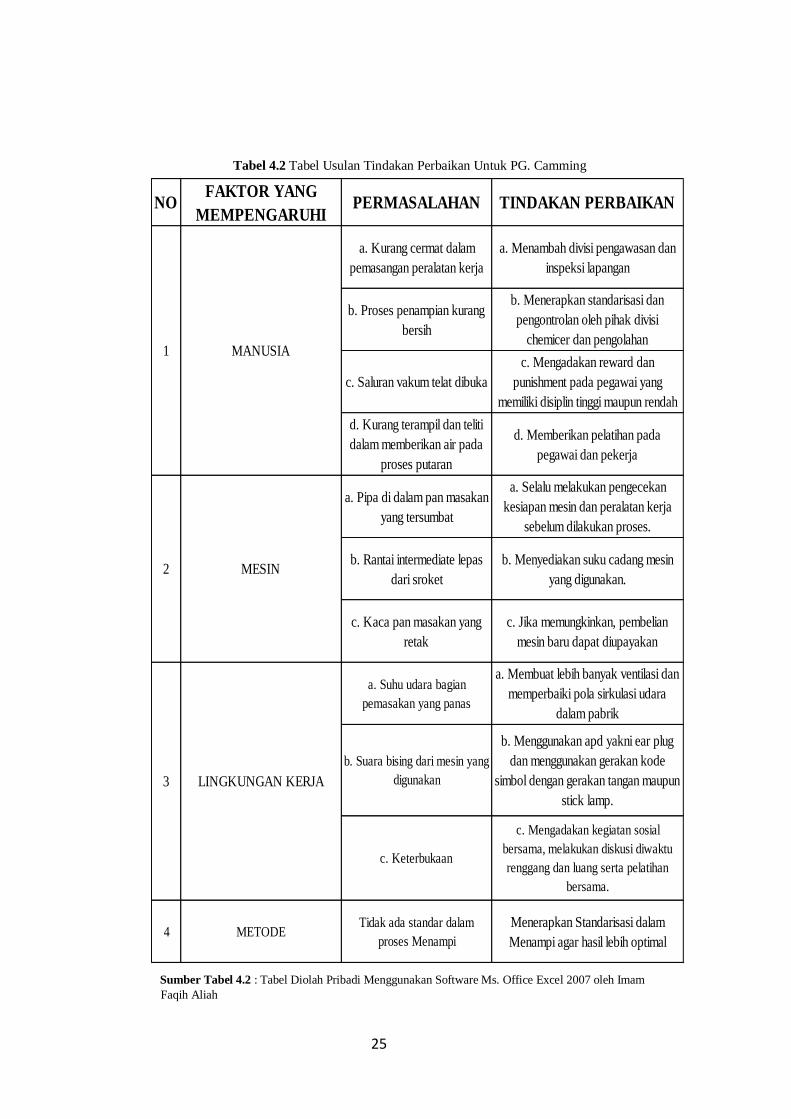
D. Hal Yang Perlu Dilakukan Dalam Penanggulangan Reproses Pada Pabrik
Gula Camming
Berikut ini tabel usulan tindakan perbaikan kualitas yang perlu dilakukan
oleh PG Camming :
25
Tabel 4.2 Tabel Usulan Tindakan Perbaikan Untuk PG. Camming
Sumber Tabel 4.2 : Tabel Diolah Pribadi Menggunakan Software Ms. Office Excel 2007 oleh Imam
Faqih Aliah
NOFAKTOR YANG
MEMPENGARUHIPERMASALAHAN TINDAKAN PERBAIKAN
a. Kurang cermat dalam
pemasangan peralatan kerja
a. Menambah divisi pengawasan dan
inspeksi lapangan
b. Proses penampian kurang
bersih
b. Menerapkan standarisasi dan
pengontrolan oleh pihak divisi
chemicer dan pengolahan
c. Saluran vakum telat dibuka
c. Mengadakan reward dan
punishment pada pegawai yang
memiliki disiplin tinggi maupun rendah
d. Kurang terampil dan teliti
dalam memberikan air pada
proses putaran
d. Memberikan pelatihan pada
pegawai dan pekerja
a. Pipa di dalam pan masakan
yang tersumbat
a. Selalu melakukan pengecekan
kesiapan mesin dan peralatan kerja
sebelum dilakukan proses.
b. Rantai intermediate lepas
dari sroket
b. Menyediakan suku cadang mesin
yang digunakan.
c. Kaca pan masakan yang
retak
c. Jika memungkinkan, pembelian
mesin baru dapat diupayakan
a. Suhu udara bagian
pemasakan yang panas
a. Membuat lebih banyak ventilasi dan
memperbaiki pola sirkulasi udara
dalam pabrik
b. Suara bising dari mesin yang
digunakan
b. Menggunakan apd yakni ear plug
dan menggunakan gerakan kode
simbol dengan gerakan tangan maupun
stick lamp.
c. Keterbukaan
c. Mengadakan kegiatan sosial
bersama, melakukan diskusi diwaktu
renggang dan luang serta pelatihan
bersama.
4 METODETidak ada standar dalam
proses Menampi
Menerapkan Standarisasi dalam
Menampi agar hasil lebih optimal
MANUSIA1
2 MESIN
3 LINGKUNGAN KERJA

26
BAB V
PENUTUP
A. Kesimpulan
Dapat ditarik kesimpulan bahwa :
1. Pada proses pembuatan gula PG Camming, terjadi rerposes gula dimana
terdapat dua ketidaksesuaian yakni kerikilan dan scrap sugar, dimana
kerikilan menjadi ketidaksesuaian tersebsar dengan presentase sebesar
8,79% dari total produksi gula yang dibuat yakni 2830,16 kuintal kerikilan
dari total produksi sebesar 159288,29 kuintal gula kristal putih. Sedangkan
scrap sugar menyumbang ketidaksesuaian sebesar 3,24% dari total
produksi gula yang dibuat, yakni 1042,77 kuintal scrap sugar dari total
produksi sebesar 159288,29 kuintal gula kristal putih.
2. Faktor-faktor yang mempengaruhi terjadinya reproses pada produksi gula
PG. Camming Kabupaten Bone sehingga terjadi reproses gula adalah
faktor manusia (pekerja itu sendiri), faktor lingkungan kerja, faktor mesin,
dan faktor metode yang digunakan.
B. Saran
Perusahaan perlu melakukan controling lebih lanjut dengan melakukan
divisi pengawasan dan inspeksi lapangan, menerapkan standarisasi dan
pengontrolan yang ketat oleh pihak divisi chemicer dan pengolahan Selalu
melakukan pengecekan kesiapan mesin dan peralatan kerja sebelum
dilakukan proses. Dan memberikan ruang terbuka seperti memperbanyak
ventilasi agar sirkulasi udara berjalan lebih baik serta mempererat hubungan
antar karyawan agar tidak terjadi ketidakterbukaan yang mampu
menghambat peningkatan kualitas produksi PG. Camming dalam hal ini
menurunkan tingkat reproses gula.

27
Untuk penulis berikutnya diharapkan tidak hanya menjelaskan tentang
kerusakan pada produksi gula seperti kerikilan dan scrap sugar saja serta
menggunakan merode pendekatan fishbone, tetapi diharapkan menjelaskan
permasalahan yang lainnya sehingga memberi lebih banyak manfaat bagi
perusahaan.
28
DAFTAR PUSTAKA
Ariani Dorothea Wahyu Pengendalian Kualitas Statistik [Book]. - Yogyakarta : CV.
Andi Offset, 2004.
Djumardi Laporan Tata Usaha dan Keuangan [Book]. - Bone : Tata Usaha dan
Keuangan PG. Camming, 2017.
Gaspersz Vincent Manajemen Kualitas Dalam Industri Jasa [Book]. - Jakarta : PT.
Gramedia Pustaka Utama, 1997.
Gaspersz Vincent Total Quality Management [Book]. - Jakarta : PT. Gramedia
Pustaka Utama, 2007.
Mason R. and Lind D. A. Teknik Statistik Untuk Bisnis dan Ekonomi [Book
Section] // Teknik Statistik Untuk Bisnis dan Ekonomi / book auth. Wiharya
U. and Sugiharsono soejipto W.. - Jakarta : Erlangga, 1996.
Pratama Danang Heru Bercocok Tanam Tebu [Book]. - Bone : PTPN X - PG.
Camming, 2008.
Pratama Danang Heru Laporan Quality Control [Report]. - Bone : Riset dan
Pengembangan PG. Camming, 2017.
Puspita Ita Analisis Pengendalian Mutu Untuk Mencapai Standar Kualitas
[Book]. - Makassar : Tugas Akhir, 2007.
Ramli Muhammad Form Dokumen Sinder Tanaman [Report]. - Bone : Sinder
Tanaman dan Proteksi, 2017.
Reksohadiprojo Sukanto and Handoko T. Hani Organisasi Perusahaan:Teori,
Struktur dan Perilaku [Book]. - Yogyakarta : BPPE Yogyakarta, 2000.

29
Tjiptono f. and Diana A. Total Quality Management [Book]. - Yogyakarta : CV.
Andi Offset, 2003.
Yamit Zulian Manajemen Kualitas Produk dan Jasa [Book]. - Yogyakarta :
Ekonisia, 2001.
Yunus Muhammad Form Dokumen Produksi [Report]. - Bone : Riset dan
Pengembangan PG. Camming, 2017.
Yunus Muhammad Form Dokumen Sinder Tanaman [Report]. - Bone : Riset dan
Pengembangan PG. Camming, 2017.
Yunus Muhammad Form Dokumen Tanaman [Report]. - Bone : Riset dan
Pengembangan PG. Camming, 2017.

30