A Manufacturing Core Concepts Ontology for Product Lifecycle Interoperability

A web-based manufacturing service systemfor rapid product development
Hongbo Lana, Yucheng Dinga,*, Jun Honga, Hailiang Huangb, Bingheng Lua
aState Key Lab for Manufacturing Systems Engineering, Xi’an Jiaotong University, Xi’an, PR ChinabDepartment of Industrial Engineering and Management, Shanghai Jiaotong University, Shanghai, PR China
Received 12 March 2003; accepted 23 July 2003
Abstract
This paper proposes a novel integrated system of rapid product development based on rapid prototyping, and develops a
networked manufacturing service system which offers better support for the rapid product development in small and medium
sized enterprises by taking full advantage of the quickly evolving computer network and information technologies. The
architecture of the networked manufacturing service system is presented. Furthermore, some of the key issues, including
modelling and planning a manufacturing chain, selecting feasible collaborative manufacturers, queuing a manufacturing task,
using the synchronously collaborative work environment, and constructing a suitable running platform, are described in detail.
Java-enabled solution, together with web techniques, is employed for building such a networked service system. Finally, an
actual example is provided illustrating the application of this service system.
# 2003 Elsevier B.V. All rights reserved.
Keywords: Rapid product development; Rapid prototyping; Service system; Web-based application
1. Introduction
This is the era of information technology. Informa-
tion technology has influenced every realm of society,
and dramatically impacted on the traditional industry.
Current industries are facing the new challenges:
quick response to business opportunity has been con-
sidered as one of the most important factors to ensure
company competitiveness; manufacturing industry is
evolving toward digitalization, network and globali-
zation. In order to respond to the change effectively,
manufacturing strategy has to be modified from time
to time in accordance with the market situation and
customer demand. Any change of strategy should
enable manufacturers to be better equipped them-
selves, with capabilities to cope with demands such
as a faster response to market changes, a shortened
lead time of production, improved quality and speed,
the ability to deliver quality products to global cus-
tomers, and improved communications and transpor-
tation system [1]. It is an established fact that the use
of computers in design and manufacturing constitutes
the most significant opportunity for substantial pro-
ductivity gain in industry. It has now been widely
accepted that the future of manufacturing organiza-
tions will be information-oriented, knowledge driven
and much of their daily operations will be automated
around the global information network that connects
everyone together [2]. In order to meet the demand of
rapid product development, various new technologies
such as reverse engineering (RE), rapid prototyping
Computers in Industry 54 (2004) 51–67
* Corresponding author. Tel.: þ86-29-266-8936;
fax: þ86-29-266-0114.
0166-3615/$ – see front matter # 2003 Elsevier B.V. All rights reserved.
doi:10.1016/j.compind.2003.07.006 转载
http://www.paper.edu.cn

(RP), and rapid tooling (RT) have emerged and are
regarded as enabling tools with abilities to shorten the
product development and manufacturing time. For
example, it has been claimed that RP can cut new
product development costs by up to 70% and the time
to market by 90% [3]. However, these equipments are
too expensive for the small and medium sized enter-
prises (SMEs), and many techniques such as 3D CAD
solid modelling, RP process planning, free-form sur-
faces reconstruction, etc., require the high skilled per-
sonnel to complete. Therefore, it is especially difficult
for the SMEs to take full advantage of these technol-
ogies in the product development process. In order to
offer the support of rapid product development for
numerous SMEs, many RP service bureaus (SBs) which
can not only manufacture physical prototype and rapid
tooling but also provide other engineering services,
have been established. By 2001, there are more than
500 SBs all over the world. But not every SB can
possess all design and manufacturing capabilities
required, it must employ effectively the external
resource to better satisfy client requirements. Namely,
a virtual enterprise which usually defined as a tempor-
ary alliance of enterprises that come together to share
their skills, core competencies, and resource in order to
better respond to business opportunities, whose coop-
eration is supported by computer networks [4–6], is to
be founded. Every SB conducts only the tasks of its core
competencies, and depends on numerous partners to
carry out the remaining tasks that this SB has no such
manufacturing capabilities to accomplish in time.
While a new thought emphasizing service quality is
becoming a basic strategy by which manufacturing
industries can win global competition in the 21st cen-
tury. Teleservice engineering is an emerging field which
addresses ‘‘service’’ issue for manufacturers and cus-
tomers. As digital manufacturing technique progresses
quickly, digital service will be integrated seamlessly
into the digital design and manufacturing system [7].
The internet, incorporating computers and multimedia,
has provided tremendous potential for remote integra-
tion and collaboration in business and manufacturing
applications. In order to provide a production colla-
borative environment for many SMEs and SBs to
implement the networked manufacturing, it is espe-
cially urgent for many SBs and SMEs to construct a
service platform of networked manufacturing to speed
up the product development process of the SMEs.
The rest of this paper is organized as follows.
Related research work is reviewed in Section 2. In
Section 3, we introduce an integrated system of rapid
product development based on RP. Section 4 describes
the workflow and functional design of the networked
manufacturing service system. The configuration of
system running platform is presented in Section 5. In
Section 6, we discuss the design of internet applica-
tion. A case study is demonstrated in Section 7.
Finally, Section 8 concludes the paper.
2. Related research
With the development of computer network and
information technologies, the networked manufactur-
ing techniques are playing a more and more important
role in manufacturing industry. Substantial invest-
ments have been made to support the research and
practice of networked manufacturing (telemanufactur-
ing or global manufacturing) from both the academic
community and industrial bodies all over the world in
recent years. A number of strategies and frameworks
have been proposed. Abdel-Malek et al. [8] described
a structure within which a company can outsource
several of its production and design activities via
internet and developed a model to aid a company in
selecting among the available technological and func-
tional alternatives to maximize its flexibility. Mon-
treuil et al. [9] presented a strategic framework for
designing and operating agile manufacturing net-
works, enabling to collaboratively plan, control and
manage day-to-day contingencies in a dynamic envir-
onment. Tso et al. [10] introduced the architecture of
an agent-based collaborative service support system,
which is able to carry out service requests in a
manufacturing information network through some
specially designed virtual agents. Cheng et al. [11]
put forward an integrated framework for web-based
design and manufacturing which is developed based
on Java solution and CORBA-ORG broking technol-
ogies. Offodile and Abdel-Malek [12] introduced a
framework for integrating IT and manufacturing stra-
tegies using the virtual manufacturing paradigm.
Huang et al. [13] presented a holonic framework for
virtual enterprises and control mechanisms of virtual
enterprises under this framework. O’Sullivan [14]
described an information architecture and associated
52 H. Lan et al. / Computers in Industry 54 (2004) 51–67
中国科技论文在线 http://www.paper.edu.cn

toolset for understanding and managing the process
of business development. Akkermansa and Horstc
[15] discussed managerial aspects of information
technology infrastructure standardisation in net-
worked manufacturing firms and presented a strate-
gic framework to guide managers in making sensible
decisions regarding IT infrastructure standardisation,
based on a number of pre-existing economic and
management theories, such as transaction cost the-
ory, organisational design and IT maturity growth
stages. Jin et al. [16] presented a research on
key application technologies and solutions, which
includes a network safety strategy which ensures
data transfer among the leaguer members; produc-
tion data management based on Web/DOT (distrib-
uted object technology) and XML criteria which
ensure data exchange in structure-variance charac-
teristic environments; the network platform which
provides the conversion service of different types of
CAD files. Woerner and Woern [17] introduced a
new web service based platform providing developed
methods for co-operative plant production within
virtual engineering.
To full realize the teleservice engineering in today’s
globalized manufacturing industry and meet the cur-
rent market situation and customer demand, a number
of global manufacturing networks have been estab-
lished by, among others, the Society of Manufacturing
Engineer [18], Lockheed Martin (AIMSNET) [19] and
3M (the 3M Innovation Global Network) [20].
Today’s industries are facing serious structural pro-
blems brought about by their rapid development of
overseas activities under a global integrated manufac-
turing environment. Service and maintenance are
becoming extremely important practices for compa-
nies to maintain their manufacturing productivity and
customer satisfaction in foreign regions. Due to the
inherent problems of traditional help desk support,
some companies have started developing web-based
online customer service support system. Foo et al. [21]
described an integrated help desk support for customer
service via internet. Lee [7] discussed the concept and
framework of a teleservice engineering system for the
life cycle support of manufacturing equipment and
products. A system for remote customer support has
been created in the FCSA demonstrator of the Glober-
man 21 project [22]. The purpose of these systems
above is to provide effective and responsive remote
support to customers in the use, maintenance and
troubleshooting of their equipment.
University of California is studying and developing
a project called the Tele-Manufacturing Facility
(TMF) which is to create an automated RP capability
on the Internet. TMF allows users to easily submit jobs
and have the system automatically maintain a queue.
While it can automatically check many flaws in .STL
files, and in many cases, fix them [23]. RP potentially
offers great benefits when used during the design and
manufacturing process. However, RP must be used in
an effective manner if these benefits are to be fully
exploited. The RP-novices have a lot of difficulties in
getting a global view of the RP technique and in
tackling well founded decision for investment or out-
sourcing of RP tasks because of the very quick
appearance of new and improved processes in this
field. In order to help novices select a suitable RP
process, the rapid prototyping system selector has
been developed by many researchers [24–27]. Quick-
parts.com, which is a privately held manufacturing
services company dedicated to providing customers
with an on-line E-commerce system to procure low-
volume and high-volume custom manufactured parts,
has developed a QuickQuote system. The QuickQuote
system enables customers to get instant, customerized
quotations for the production of their parts [28]. 3D
Systems Company, which is the earliest and biggest
RP equipment manufacturer, has provided RP&M
service for customer via Internet [29].
From these literatures survey, it is clear that most of
studies mainly focused on the strategy and overall
architecture of networked manufacturing as well as
individual function module, there is still no compre-
hensive and banausic networked manufacturing ser-
vice system to support rapid product development.
Built on the emerging researches and our earlier work
(e.g. Refs. [30,31]), a web-based manufacturing ser-
vice system for rapid product development is to be
established.
3. Architecture of the integrated system ofrapid product development
The development process from initial conceptual
design to commercial product is an iterative pro-
cess which includes: product design; analysis of
H. Lan et al. / Computers in Industry 54 (2004) 51–67 53
中国科技论文在线 http://www.paper.edu.cn

performance, safety and reliability; product prototyping
for experimental evaluation; and design modification.
Therefore, any step of new product development pro-
cess has a direct and strong influence on time-to-market.
A good product development system must enable
designers or design teams to consider all aspects of
product design, manufacturing, selling and recycling at
the early stage of a design cycle. So that design iteration
and changes can be made easily and effectively. The
more fluent the feedback is, the higher possibility
success of the system has. Design for manufacturing
(DFM) and concurrent engineering (CE) require that
product and process design be developed simulta-
neously rather than sequentially [32].
The integrated system of rapid product develop-
ment is composed of three modules: digital prototype,
physical prototype and rapid tooling and functional
part manufacturing system. The product development
starts from the creation of a 3D model using a 3D CAD
software package. At that stage the product geometry
is defined and its aesthetic and dimensional character-
istics are verified. The main function of digital pro-
totype is to perform 3D CAD modelling. The product
and its components are directly designed on a 3D CAD
system (e.g. Pro/Engineer, Unigraphics, CATIA,
IDEAS, etc.) during the creative design process. If
a physical part is available, the model can be con-
structed by the reverse engineering (RE) technique.
RE is a methodology for constructing CAD models of
physical parts by digitizing an existing part, creating a
digital model and then using it to manufacturing
components [33]. RE can reduce the development
cycle when redesigns become necessary for improved
product performance. Pre-existing parts with features
for improved performance can be readily incorporated
into the desired part design. When a designer creates a
new design using mock-up, it is also necessary to
construct the CAD model of the mock-up for further
use of the design data in analysis and manufacturing.
The three primary steps in RE process are part digi-
tization, features extraction, and 3D CAD modelling.
Part digitization is accomplished by a variety of con-
tact or non-contact digitizers. There are various com-
mercial systems available for part digitization. There
systems range from coordinate measuring machine
(CMM), laser scanners to ultrasonic digitizers. They
can be classified into two broad categories: contact
and non-contact. Laser triangulation scanner (LTS),
magnetic resonance images (MRI), and computer
tomography (CT) are commonly used non-contact
devices. Contact digitizers mainly have CMM and
cross-sectional imaging measurement (CIM). Feature
extraction is normally achieved by segmenting the
digitized data and capturing surface features such as
edges. Part modelling is fulfilled through fitting a
variety of surface to the segmented data points [34].
In order to reduce the iterations of design-prototype-
test cycles, increase the product process and manu-
facturing reliability, it is necessary to guide in opti-
mization of the product design and manufacturing
process through CAE.
The CAD model can be directly converted to the
physical prototype using a RP technique. RP is a new
forming process which fabricates physical parts layer
by layer under computer control directly from 3D
CAD models in a very short time. In contrast to
traditional machining methods, the majority of rapid
prototyping systems tend to fabricate parts based on
additive manufacturing process, rather than subtrac-
tion or removal of material. Therefore, this type of
fabrication is unconstrained by the limitations inher-
ent in conventional machining approaches [35]. RP
potentially offers great benefits when used during the
design and manufacturing process. It can help shorten
time-to-market, improve quality and reduce cost. Over
the last 10 years, RP machines have been widely used
in industry. The RP methods commercially available
include Stereolithgraphy (SL), Selective Laser Sinter-
ing (SLS), Fused Deposition Manufacturing (FDM),
Laminated Object Manufacturing (LOM), Ballistic
Particle Manufacturing (BMP), and Three Dimen-
sional Printing (3D printing) [36], etc.
RT is a technique that transforms the RP patterns into
functional parts, especially metal parts. Furthermore,
the integration of both RP and RT in development
strategy promotes the implementation of concurrent
engineering in companies. Numerous processes have
been developed for producing dies from RP system. The
RT methods can generally be divided into direct and
indirect tooling categories, and also soft (firm) and hard
tooling subgroups. Indirect RT requires some kinds of
master patterns, which can be made by conventional
methods (e.g. HSM), or more commonly by an RP
process such as SL or SLS. Direct RT, as the name
suggests, involves manufacturing a tool cavity directly
on the RP system, hence eliminating the intermediate
54 H. Lan et al. / Computers in Industry 54 (2004) 51–67
中国科技论文在线 http://www.paper.edu.cn

step of generating a pattern [37]. On the basis of above
techniques, a novel integrated system of rapid product
development is to be established. Its detailed structure is
shown in Fig. 1.
4. The workflow and function design
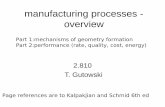
The workflow of the service system of networked
manufacturing is shown in Fig. 2. The first step is to
log in to the website of SB. Users have to enter their
names and passwords. Those without registration or
authorization can also enter into the system, but they
are limited to viewing the information that is open to
the public such as ‘‘typical cases’’ in this system. The
password entered by the user will be verified by the
system. After entering the SB website successfully, the
system will check the security level of users, and
determine which modules they can access or employ.
According to authentication for the system, all users
are to be divided into four categories: general users
(without registration), potential clients, real clients,
and system administrator. Received job requests from
clients, the SB will perform firstly process planning
which fulfills the task decomposition and selects the
most suitable process methods. It is necessary for
users to get the preliminary product quote and man-
ufacturing time from the SB before the follow-up
process continues. If such results may be accepted
initially, The SB will negotiate further with users by
Video-conferencing system. Once come to term each
other, a contract is to be confirmed, and the user
becomes a real client. The manufacturing tasks sub-
mitted by real clients had better be implemented in the
SB. However, if the SB has no such manufacturing
capabilities or can not accomplish then in time, it is an
effective way that the SB takes full advantage of
external sources to carry out the remaining tasks.
Fig. 1. Architecture of the integrated system of rapid product development.
H. Lan et al. / Computers in Industry 54 (2004) 51–67 55
中国科技论文在线 http://www.paper.edu.cn
The next step is to select the appropriate collaborative
manufacturing enterprises to form a virtual enterprise
to complete the tasks by the task assignment decision
system. In addition, in order to monitor the manufac-
turing schedule to ensure smooth production, both
collaborative manufacturing enterprises and SB itself
must provide as quickly as possible the essential
information related to production progress and sche-
dule for the module of production monitor. So any
companies falling behind schedule or failing to meet
quality standards will be closely examined by SB and
users to ensure that precautionary or remedial mea-
sures are made ahead of time or any damaging effects
are predicted.
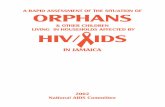
Referring to the workflow of networked service
system above and the functional requirement of the
digital teleservice system, the service system consists
of nine functional modules: the technique research,
typical cases, information consultation, ASP (applica-
tion service provider) tool set, client management,
Process Planning
Estimate Production Cost
and Manufacturing Time
Business Negotiation
Success?
Contract Management
No
Potential Client Real Client
Client Management
Fulfill?
Task Assignment
Decision System
Production Progress
Monitor System
SB Manufacturing
Yes
Users and SB–Information and Data Flow
SB and CE–Information and Data Flow
Legend
Client Management
Contract Management
Yes
Success?
Business Negotiation
No
Task Assignment
Decision System
CE Manufacturing
No
Database
Collaborative
Enterprises (CE)Job Requirement
Yes
Production
Progress
Inquiry
Site
Monitor Submit
and
Update
Process
Capability
Login Security Check
Remote Users
Fig. 2. The workflow of networked service system.
TechniqueIntroduce
Reference Document
WebsiteLink
RE
CAD
CAE
RP
RT
Product Design
Function Test
Function Parts
Rapid Tooling
Process Planningof RE/RP/RT
STL Checkingand Fixing
Support Structure Generation
Optimization ofPart Orientation
Optimization ofPart Slicing
Information Management
Relationship Management
Management ofAfter-sale Service
Management of Self Client
OnlineQuote
Estimate Build-time
BusinessNegotiation
ContractManagement
Job Management
Collaborative Manufacturing
Process Monitor
CEManagement
Video Conferencing
Electronic White-boarding
FTP
OnlineHelp
User Guide OnlineStudy
Networked Service System of Rapid Product Development
TechniqueResearch
TypicalCases
Information Consultation
ASP Tool Set
ClientManagement
ElectronicCommerce
Manufacturing Service
Collaborative Tools
SystemNavigation
Fig. 3. Function modules of networked service system.
56 H. Lan et al. / Computers in Industry 54 (2004) 51–67
中国科技论文在线 http://www.paper.edu.cn

Electronic commerce, manufacturing service, system
navigation. Its detailed structure is shown in Fig. 3.
These nine components work together seamlessly to
achieve the common objectives, i.e. to provide an
effective and prompt service platform to support the
rapid product development of SMEs. One of the
purposes of the technique research is to enable users
to increase awareness of the relevant knowledge of
rapid product development. In order to help users
better understand and apply these new techniques,
the system illustrates a number of real-life cases. Both
the technique research and typical cases mainly pro-
vide self-help service for users. Depending on the
predominance of specialty and expert, the SB can
answer the queries of clients and communicate with
novices to solve their problems by the information
consultation module.
The ASP tool set provides five useful components
below: the process planning of RE/RP/RT, STL check-
ing and fixing, the optimization of part orientation, the
support structure generation, and the optimization of
part slicing. There are various process methods for RE,
RP and RT as previously described, each of them has
its characteristics and the scope of application. It is
especially difficult for many novices to select the most
suitable process methods according to the individual
task requirement and condition. Three selectors based
on ASP mode, namely, ‘‘RE selector’’, ‘‘RP selector’’,
and ‘‘RT selector’’ have been developed to perform
process planning automatically in the Web Server-
side. In [38], Miller states that .STL files created from
solid models have anomalies about 10% of the time
and those created from surface models have problems
about 90% of the time. Error rates in this range make it
clear that automated error checking is important for all
RP operations. Based on our experience with supply-
ing network-based resources, we know that it is espe-
cially crucial to perform automatic error checking
when the RP operation is not at the designer’s site.
We have developed various algorithms to detect, and
in some cases, automatically fix geometric and topo-
logical flaws. There are two ‘‘firewalls’’ to detect those
flaws: one is integrated with the online pricing engine
that will be operated by the user before the .STL file is
submitted to the SB, while the other is to run on the
SB’s Server-side after the .STL file is submitted.
Because the function of fixing is quite restricted, if
a .STL file has fatal flaws or loses some data during
transferring, it would have to be uploaded again from
the Client-side. Parts formed using RP technique can
vary significantly in quality depending on the manu-
facturing process planning. The process planning of
RP is performed to generate the tool paths and process
parameters for a part that is to be built by a particular
RP process. The steps required are the part orientation,
support structure generation, slicing, path planning,
and process parameter selection. Therefore, it is also
very important for remote users that SB can provide
these process planning techniques. Three sub-modules
including the optimization of part orientation, support
structure generation, and the optimization of part
slicing, have been developed to aid effectively users
in setting RP process variables in order to best achieve
specific build goals and desired part characteristic.
Both potential clients and real clients can employ
freely the ASP tool set.
Electronic commerce module is composed of four
sections: the online quote, build-time estimation,
online business negotiation, and electronic contract
management. Conventionally, the SB may quote
according to the client’s offerings (e.g. CAD models,
2D drawings or physical prototypes) utilizing their
experiences or just get payment after the RP model has
been built. But for teleservice, it is necessary for the
remote users to inquire about the service expense of
making RP prototype before the follow-up process
continues. Hence, an online pricing engine (OPE) has
been developed. The details of the OPE Stereolitho-
graphy oriented have been discussed in [39]. The
accurate prediction of the build-time required is also
critical for various activities such as: the job quoting,
the job scheduling, the selection of build parameters
(e.g. layer thickness and orientation), benchmarking,
etc. Two build-time estimators based on sliced process
and STL have been exploited, respectively. Ref. [40]
presents the principle of a build-time estimation algo-
rithm for Stereolithograpy based on model geometri-
cal features. After clients accept initially the quote,
they may negotiate with SB on the business and
technological details. The Microsoft NetMeeting
which can set up a collaborative environment to fulfill
information sharing, file transferring, Video and
Audio communication etc., provides an ideal tool
for the online negotiation. It is also seamlessly inte-
grated IE Browser, thus clients can call SB at any
moment. As a result of negotiation, an electronic
H. Lan et al. / Computers in Industry 54 (2004) 51–67 57
中国科技论文在线 http://www.paper.edu.cn
contract is to be signed. To effectively manage and
operate these electronic contracts, the system also
provides a contract management component. It is
especially convenient and prompt for clients to sub-
mit, inquire, and search contract through this module.
The manufacturing service module which covers
the job management, collaborative manufacturing,
process monitor, and collaborative enterprises man-
agement, is regarded as one of the most important
function modules in the service system. When a
contract is confirmed, clients will formally submit
their job requirements (e.g. RE, 3D CAD modelling,
CAE, RP prototype, or rapid tooling) and sources (e.g.
object parts, digitized data cloud, 2D models, 3D
models, or .STL files). In order to help many novices
submit quickly and easy the manufacturing tasks,
various job and source templates have been created,
while the client can search, modify, and even delete
the manufacturing tasks itself if the occasion arises.
The Collaborative Manufacturing System (CMS) is
responsible for the selection of collaborative enter-
prises (CE). In addition, it is extraordinarily important
and necessary to monitor the manufacturing schedule
and control product quality to ensure smooth produc-
tion. In the past, a SB had to spend much time on
dealing with a lot of inquires from the clients by via
phone calls or Faxes. Now, the Process Monitor
System (PMS) provides various facilities which can
guarantee the tasks to be completed timely. Any
partners falling behind schedule or failing to meet
quality standards will be closely examined by SB and
users to ensure that precautionary or remedial mea-
sures are made ahead of time or any damaging effects
are predicted.
All information (no matter if it is a real client being
ready for a contract with the SB or just a potential one
showing his intent or inquiry) involved in the whole
service process are managed and maintained by a
special Database. These data provide strong supports
for both online business and manufacturing service.
To create a collaborative environment among SB,
users and CE, we have to rely fully on the multimedia
and Internet. Therefore, the service system offers
three enabling tools: Video conferencing system,
Electronic white-boarding, and FTP. In order to make
use of the system as quickly as possible, users can get
help from the system navigation module. These nine
components form a fully-integrated system that is
able to carry out tasks in an efficient and effective
way.
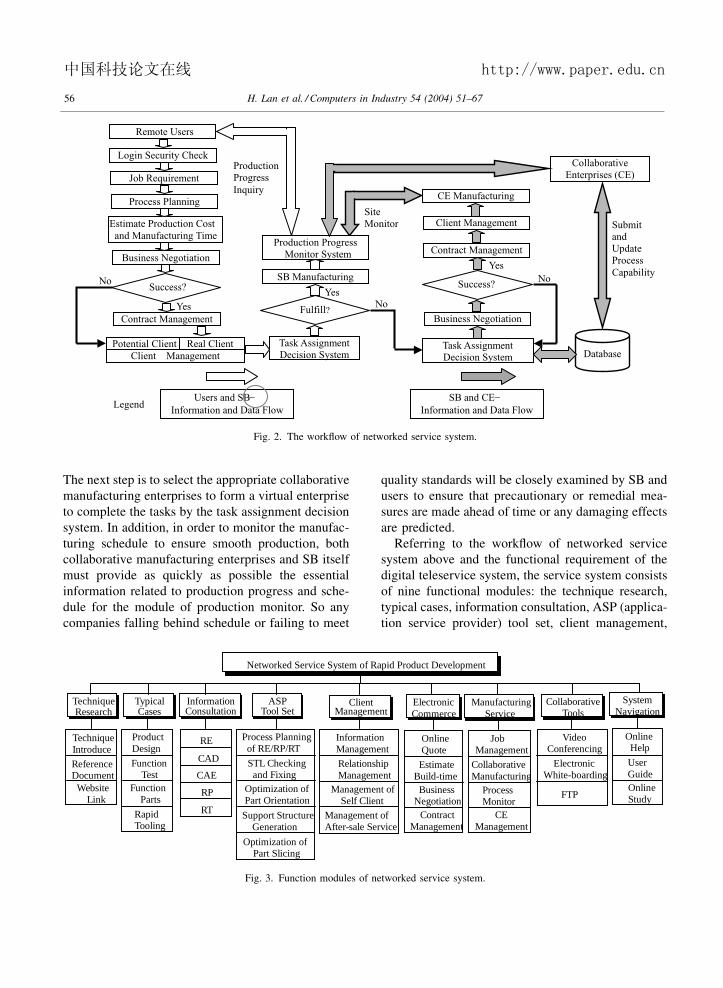
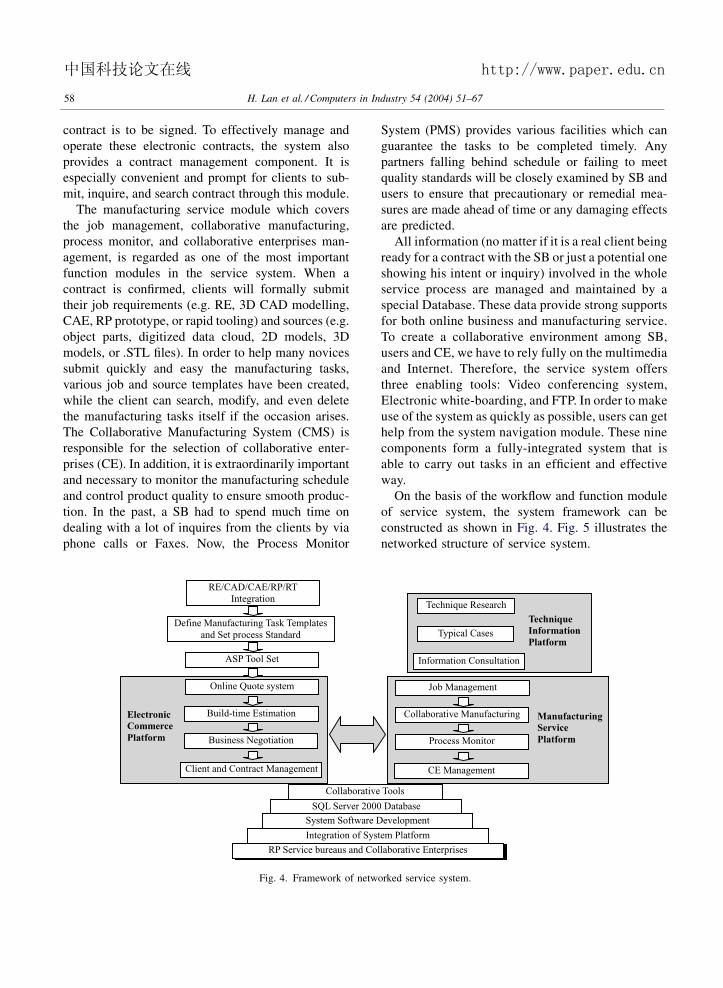
On the basis of the workflow and function module
of service system, the system framework can be
constructed as shown in Fig. 4. Fig. 5 illustrates the
networked structure of service system.
RE/CAD/CAE/RP/RT
Integration
Define Manufacturing Task Templates
and Set process Standard
ASP Tool Set
Collaborative Tools
SQL Server 2000 Database
System Software Development
Integration of System Platform
RP Service bureaus and Collaborative Enterprises
Online Quote system
Build-time Estimation
Business Negotiation
Client and Contract Management
Electronic CommercePlatform
Manufacturing Service Platform
Job Management
Collaborative Manufacturing
Process Monitor
CE Management
Technique Research
Typical Cases
Information Consultation
Technique Information Platform
Fig. 4. Framework of networked service system.
58 H. Lan et al. / Computers in Industry 54 (2004) 51–67
中国科技论文在线 http://www.paper.edu.cn

5. Configuration of running platform
In order to run this system effectively, constructing a
suitable running platform is necessary and especially
crucial. An operating system (OS) is one of the most
basic software components for running this system. The
operating systems commonly founded on Web Servers
are UNIX, OS, Linux, and Windows, etc. Windows
2000 Advanced Server is a better platform for running
business application. Better SMP scalability, improved
networking performance, and support for more physical
memory have a profound impact on the performance of
Windows 2000 Advanced Server in an application
server environment. Hence, we select Windows 2000
Advanced Server as the operating system of the running
platform. Web Servers including Apache, IIS, iPlanet,
CERN, and IBM WebSphere, are frequently installed
websites at the present time. Internet Information Ser-
vices (IIS) 5.0 which is integrated Windows Advanced
2000 Server is a new release Web Server of Microsoft
Company. Not only being a Server, it also provides a
number of other Internet services such as FTP, News,
WWW, and SMTP, etc. With tighter integration
between the operating system and IIS, it offers perfor-
mance gains and higher availability for Web Servers
and sites. Normally IIS can not execute Servlet and Java
Server Pages (JSP), configuring IIS to use Tomcat
redirector plugin will let IIS send Servlet, and JSP
requests to Tomcat (and this way, serve them to clients).
Tomcat3.2 of the Apache Software Foundation is
selected to act as the engine of JSP and Servlets.
Database Server adopts SQL Server 2000 Relational
Database. Exchange Server 5.5 is to be used to imple-
ment the mail service function. In order to prevent
InternetInternet
InternetInternet
Web Server
Client B
Client C
Process Planning Server
CE A
Intranet
"#$%&
Files
Online
Server
Pro/ E
RE EquipmentElectronic Commerce Server
Client D
Collaborative Enterprise Service Bureau Client
Client A
CE B
CE C
CE D
RP Equipment
CAD Workstation
RT Equipment
DBMS
Fig. 5. Networked structure of service system.
Table 1
Configuration of running platform
Software component Software product
Operating system Windows 2000 advanced server
Web server IIS 5.0 þ Tomcat 3.2
Database server SQL server 2000
Mail server Exchange server 5.5
Proxy server Proxy server 2.0
H. Lan et al. / Computers in Industry 54 (2004) 51–67 59
中国科技论文在线 http://www.paper.edu.cn

hacking system, two firewalls based on package filtra-
tion and proxy Server, namely, Cisico2511 router and
Proxy Server 2.0, have been established. The overall
configuration of Web platform is shown in Table 1.
6. Design of internet application
6.1. Browse/server model
The model of information service based on WWW
falls into two broad categories: Client/Server (abbre-
viation C/S) and Browser/Server (B/S). C/S is a two-
tier model where a connection is built directly between
the Client and Database Server. In comparison, B/S is
a three-tier model where a connection is built between
the Servlet or Application Server and Database Server,
and the Clients obtain the data from the Servlet or
Application Server. In the three-tier model, it is the
middle tier of Servlet or Application Server objects
that deal with all Database access operations. B/S has
the same benefits (e.g. highly interactive, graphical
user interface aids productivity) as C/S, but avoids the
enormous distribution and maintenance problem.
Besides an operating system and personal productivity
software, the only software that the user-end needs, is
a Web Browser that can run Java Applets. The B/S
architecture allows developing professionals to focus
on development and maintenance tasks on the Server
side in spite of the increasing number of distributed
customers. Therefore, there are a number of advan-
tages for a B/S model: thin Client (platform indepen-
dent), central software storage and control, high
interactivity, economy in system development, main-
tenance and upgrade. Due to the distributed and
heterogeneous nature of clients and collaborative
enterprises, this service system is based on B/S struc-
ture which can fit the distributed and heterogeneous
environment of networked manufacturing. The struc-
ture of B/S model is shown in Fig. 6.
6.2. Choosing a server-side language
Creating dynamic Web pages that interact with the
user showing customized information is the pith of
Web application for B/S model. With the rapid devel-
opment and prevalence of Internet, a variety of solu-
tions have appeared which enables the development of
Web application to become more and more simple,
convenient and effective. Four Server-side scripting
languages including Common Gateway Interface
(CGI), Active Server Pages (ASP), Person Home
Pages (PHP), and Java Server Pages (JSP), are fre-
quently used now.
CGI scripts are inefficient and difficult to be used for
writing Server extensions. Each time someone hits a
CGI script, a new process is created on the Server; if a
script is written in an interpreted language like Perl, the
Server has to start up another Perl interpreter, consum-
ing more processing time and memory. The situation
gets even worse when it resides on a site that is getting a
few thousand hits a day. Another disadvantage with
CGI is that a CGI program can not interact with the
Web Server during its execution because it is running in
a separate process. Microsoft attempted to change all
this when they introduced Active Server Pages, which
allows developers to use simple scripting to access the
Server and its extensions. ASP is almost as efficient as
writing code directly to the Server’s application pro-
gram interface, and it is more efficient than CGI
because it runs as a service and can take advantage
of multithreaded architectures. But while ASP provides
an efficient way to return dynamic content, it essen-
tially limits one to Microsoft platforms, and even the
Database
Client-side Server-side
Database Server
Web Server
Inter Operability
Components
Web Browser
Fig. 6. Structure of browser/server model.
60 H. Lan et al. / Computers in Industry 54 (2004) 51–67
中国科技论文在线 http://www.paper.edu.cn

simplest of scripting mistakes can crash or hang the
Web Server [41]. PHP is an open-source Server-side
scripting language for creating dynamic Web pages for
Web applications. A particular strength is that it can be
used to develop Websites on a desktop system and
deploy then on secure Servers such as those found
commonly only running UNIX or Linux. The PHP
drawbacks that we have found are predominantly in its
weak abstraction for Databases (each Database back-
end is accessed through a different interface. In other
words, PHP is limited to using a small handful of free
Database APIs, none of which are compatible with each
other), underdeveloped library mechanism (lacking
Peril’s true ‘‘module’’ concept) and occasional linguis-
tic quirks [42].
In response to ASP, Sun Microsystems gave the
world Java Server Pages (JSP) technology, which is
based entirely upon Sun’s popular Java programming
language and gives developers the advantages of devel-
oping in Java in a more relaxed, script-like environ-
ment. JSP is a better solution generating dynamic Web
pages in contrast to ASP, PHP, and CGI. Together, JSP
and Servlets provide an attractive alternative to other
types of dynamic Web scripting/programming that
offers platform independence, enhanced performance,
separation of logic from display, ease of administration,
extensibility into the enterprise and most importantly,
ease of use [43]. JSP/Servlets has been widely applied
by many electronic commerce providers such as the
famous E-Business. EJBþ JSPþServlets are almost to
be a standard of developing electronic commerce.
Hence, it is a better decision to develop dynamic
Web pages by JSP and Servlets.
6.3. Constructing development platform
The running and development environment of JSP
and Servlets is especially complicated. The running
and development framework of JSP and Servlets is
described in Fig. 7. The application development
platform is shown in Table 2. The development kits
of application are reported in Table 3. Figs. 8–11
illustrate the Home page, Web page for manufacturing
service, Web page for remote STL checking, and Web
page for client management. The web page for user
interface of online pricing engine (OPE) in Internet
Explorer 5.0 and a case of online quote are illustrated
in Figs. 12 and 13 respectively.
7. Case study
To illustrate exactly how the service system works
and the benefits it can bring to the users and service
Web Browser
Development Kits HTML/Servlet/JSP Web Pages
JSP/Servlet Engine
Java Running Environment Web Server
Operating System
Database
Client-side Server-side
Fig. 7. Running and development framework of JSP and Servlets.
Table 2
Application development platform
Software component Software product
Operating system Windows 2000 advanced server
Web server Internet information server 5.0
Database server SQL server 2000
Web browser Internet explorer 5.0
Java 2 development kit J2sdk 14.0
JSP/servelets engine Tomcat 3.2
Table 3
Application development kits
Software component Software product
JSP JRunStudio 3.0
JavaBeans JBuilder 6.0
Web pages create Frontpage 2002
Image processing Adobe Photoshop, 5.0 CS
Animation Flash 5.0
H. Lan et al. / Computers in Industry 54 (2004) 51–67 61
中国科技论文在线 http://www.paper.edu.cn

Fig. 8. Home page of service system.
Fig. 9. Web page for manufacturing service.
Fig. 10. Web page for remote STL checking.
Fig. 11. Web page for client management.
Fig. 12. Web page for opening a local .STL file in OPE.
Fig. 13. Web page for price result of the .STL file in OPE.
62 H. Lan et al. / Computers in Industry 54 (2004) 51–67
中国科技论文在线 http://www.paper.edu.cn
4 Task Assignment (CAD Modelling)
Service Bureaus(Internet)
6 Online Collaborative Design And Modification
10 Consign Mock-ups
Shaanxi Productivity
Promotion Center
Chongqi Productivity
Promotion Center
A Company
5 Electronic Contract
(CAD Modelling)
7 Submit CAD Models
4 Task Assignment (RP)
8 Deliver CAD Models
5 Electronic Contract (RP)
9 Submit And Inspect Mock-ups
3 Electronic Contract (Mock-ups)
2 Business Negotiation
1 Submit The Task Requirement
And Relevant Resource
RP Equipment
Fig. 14. The workflow of case.
Fig. 15. 3D CAD models submitted by Shaanxi Productivity Promotion Center.
H. Lan et al. / Computers in Industry 54 (2004) 51–67 63
中国科技论文在线 http://www.paper.edu.cn
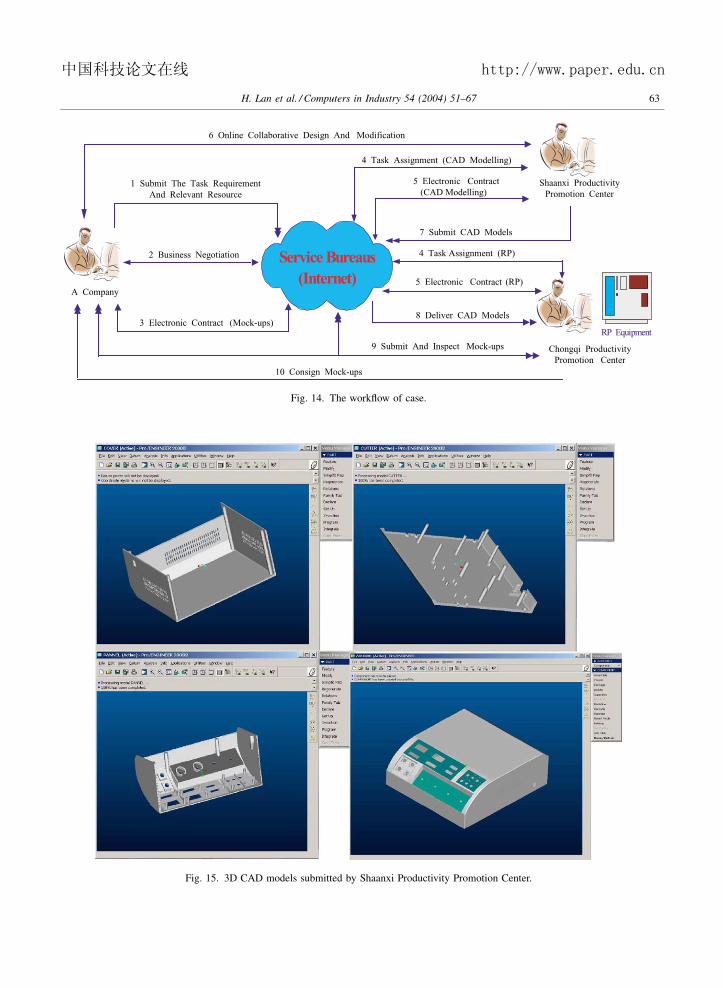
bureaus, an actual example is now presented. Let us
assume that a company was working on a new design
of the curing coryza apparatus for which a number of
physical models would be required. The model was
purely for the purpose of design visualization and
would be used as a means of communication with
other functional departments in the organization. The
task requirement and relevant resources were sub-
mitted to SB by the job management module of the
service system. After receiving the job requirement,
the system would firstly perform the process planning
by which the job was to be decomposed into the 3D
CAD modelling and making prototype, and SL was
selected as the most suitable process for building the
mock-ups through the ‘‘RP selector’’, while the ser-
vice system offered the preliminary product quote and
manufacturing time for the user. Accepted initially
such results, the user continued to negotiate further
with SB by Video-conferencing system. Once a com-
mercial, a contract was to be confirmed in the end.
Subsequently, the 3D CAD modelling and prototype
making were assigned to the Shaanxi Productivity
Promote Center and Chongqi Productivity Promote
Center respectively to complete. Finally, the green
parts would be checked online and delivered to the end
user. The detailed workflow is represented in Fig. 14.
Table 4
Result of process planning
Process step Collaborative enterprises Finish time (day) Price (RMB) Remark column (add days)
CAD modelling Shaanxi Productivity Promotion Center 2 1200 0.5 (Deliver CAD model)
Making mock-up Chongqi Productivity Promotion Center 3 6400 2 (Consign Mock-up)
Fig. 16. Mock-ups submitted by Chongqi Productivity Promotion Center.
64 H. Lan et al. / Computers in Industry 54 (2004) 51–67
中国科技论文在线 http://www.paper.edu.cn

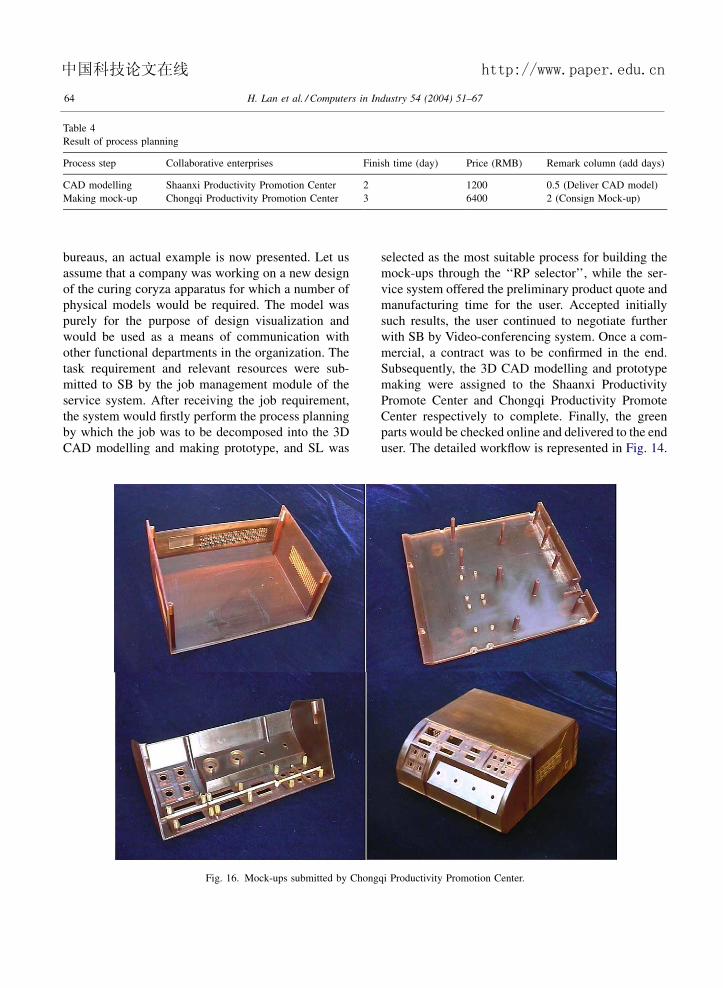
The result of process planning is reported in Table 4.
The 3D CAD models submitted by the Shaanxi
Productivity Promote Center are illustrated in
Fig. 15. The mock-ups fabricated by the Chongqi
Productivity Promote Center are shown in Fig. 16.
In contrast to the traditional development mode, it can
cut the new product costs by up to 50% and the time-
to-market by 75%. Consequently, the costs and lead
times are substantially reduced using this service
system to develop new products.
8. Conclusions and future research
In order to meet the current demand of rapid
product development, a novel integrated system of
rapid product development based on rapid prototyp-
ing is proposed, and a networked service system
which offers better support for the rapid product
development of small and medium sized enterprises
is established. A Java solution is used for construct-
ing the networked manufacturing service system
based on the three-tier Browser/Server mode. Since
Java technology is introduced to this research, the
infrastructure can be easily extended into a standard
JINI computing model in the future. The service
system which includes the technology information
platform, E-commerce platform, and manufacturing
service platform, provides a production collaborative
environment for users and service bureaus, enables
the share of manufacturing resource and can effec-
tively aid the rapid product development of small and
medium sized enterprises. This system has been
employing in the Northwest Productivity Promotion
Center. It has been shown from a number of case
studies that the system has a high potential to speed
up the new product development. As a result, the
implementation of such a system will represent a
fundamental shift of enterprise strategy and manu-
facturing paradigms in organization.
Networked manufacturing and manufacturing ser-
vice system based on Web are new manufacturing
mode in term of mission, structure, infrastructure,
capabilities, and design process, which need more
detailed research and theory building. Many renowned
companies and universities have been involving in the
further development and new application of net-
worked manufacturing service system. The significant
contribution of this paper is to construct an actual
networked manufacturing service system to support
rapid product development and demonstrate how to
develop a networked service system based on Java-
enabled solution. Further research will be focused on
the product collaborative commerce (CPC), the col-
laborative service support, and the detailed structure
and formulation of the central-monitoring mechanism
of such a partnership system.
Acknowledgements
This project was supported by The National High
Technology Research and Development Program (863
Program) under the title ‘‘RP&M networked service
system’’(No. 2002AA414110), and the ‘‘Tenth Five
years’’ National Key Technologies R&D Program of
China under the title ‘‘ Research and demonstrator of
rapid manufacturing integrated system based on rapid
prototyping’’ (No. 2001BA205B10-CMTT1001).
References
[1] W.B. Lee, H.C.W. Lau, Multi-agent modeling of dispersed
manufacturing networks, Expert Systems with Application 16
(1999) 297–306.
[2] S.M. Rahman, R. Sarker, B. Bignall, Application of multi-
media technology in manufacturing: a review, Computers in
Industry 38 (1999) 43–52.
[3] N.A. Waterman, P. Dickens, Rapid product development in
the USA, World Class Design To Manufacture 1 (3) (1994)
27–36.
[4] L.M. Camarinha-Matos, H. Afsarmanesh (Eds.), Infrastruc-
tures for virtual enterprises networking industrial enterprises,
Kluwer Academic Publishers, Dordrecht, 1999.
[5] L.M. Camarinha-Matos, H. Afsarmanesh, C. Garita et al.,
Towards an architecture for virtual enterprises, Journal of
Intelligent Manufacturing 9 (2) (1998) 189–199.
[6] L.M. Camarinha-Matos, Execution system for distributed
business processes in a virtual enterprise, Future Generation
Computer Systems 17 (2001) 1009–1021.
[7] J. Lee, Teleservice engineering in manufacturing: challenges
and opportunities, International Journal of Machine Tools &
Manufacture 38 (1998) 901–910.
[8] L.L. Abdel-Malek, C. Wolf, P.D. Guyot, Telemanufacturing:
a flexible manufacturing solution, International Journal of
Production Economics 56 (1998) 1–12.
[9] B. Montreuil, J.-M. Frayret, S.D. Amours, A strategy
framework for networked manufacturing, Computers in
Industry 42 (2000) 299–317.
H. Lan et al. / Computers in Industry 54 (2004) 51–67 65
中国科技论文在线 http://www.paper.edu.cn

[10] S.K. Tso, H. Lau, J.K.L. Ho, Coordination and monitoring in
an intelligent global manufacturing service system, Compu-
ters in Industry 43 (2000) 83–95.
[11] K. Cheng, P.Y. Pan, D.K. Harrision, Web-based design and
manufacturing support systems: implementation perspectives,
International Journal of Computer Integrated Manufacturing
14 (1) (2001) 14–27.
[12] O.F. Offodile, L.L. Abdel-Malek, The virtual manufactur-
ing paradigm: the impact of IT/IS outsourcing on manu-
facturing strategy, In. J. Production Economics 75 (2002)
147–159.
[13] B.Q. Huang, H.M. Gou, W.H. Liu et al., A framework for
virtual enterprise control with the holonic manufacturing
paradigm, Computers in Industry 49 (2002) 299–310.
[14] D. O’Sullivan, Framework for managing business develop-
ment in the networked organisation, Computers in Industry 47
(2002) 77–88.
[15] H.A. Akkermansa, H.V.D. Horstc, Managing IT infrastructure
standardisation in the networked manufacturing firm, In. J.
Production Economics 75 (2002) 213–228.
[16] W. Jin, Y.R. Ni, J.T. Xi et al., Research on the application of
technology-oriented rapid response manufacturing in a
distributed network environment, Journal of Materials
Processing Technology 129 (2002) 579–583.
[17] J. Woerner, H. Woern, Distributed and Secure Co-operative
Engineering in Virtual Plant Production, in: International
Conference on Advanced Production Management Systems:
Collaborative Systems for Production Management, Nether-
lands, 2002.
[18] http://www.sme.org/gmn, 2002.
[19] http://www.aims.parl.com, 2002.
[20] http://www.3M.com, 2002.
[21] S. Foo, S.C. Hui, C. Leong et al., An integrated help desk
support for customer services over the World Wide Web–a
case study, Computers in Industry 41 (2000) 129–145.
[22] J.P.T. Mo, C. Menzel, An integrated process model driven
knowledge based system for remote customer support,
Computers in Industry 37 (1998) 171–183.
[23] http://www.sdsc.edu/tmf/, 2002.
[24] H. Muller, The decision dilemma assessment and selection of
rapid prototyping process chains, in: Proceedings of the 8th
European Conference on Rapid Prototyping and Manufactur-
ing, Nottingham, 1999, pp. 177–192.
[25] http://www.ltk.hut.fi/RP-Selector, 2002.
[26] R. Bibb, Z. Taha, R. Brown et al., Development of a rapid
prototyping design advice system, Journal of Intelligent
Manufacturing 10 (1999) 331–339.
[27] R.I. Campbell, M.R.N. Bernie, Creating a Database of rapid
prototyping system capabilities, Journal of Materials Proces-
sing Technology 61 (1996) 163–167.
[28] http://www.quickparts.com, 2002.
[29] http://www.3Dsystem.com, 2002.
[30] H.B. Lan, Y.C. Ding, H. Jun et al., Web-based tele-
manufacturing service system of rapid tooling, Chinese
Journal of Mechanical Engineering 38 (9) (2002) 1–7.
[31] H.B. Lan, H. Jun, Y.C. Ding et al., Functional design and
implementation of rapid prototyping networked manufacturing
service based on Internet, China Mechanical Engineering 14 (1)
(2003) 34–37.
[32] D. Kochan, C.C. Kai, Z.H. Du, Rapid prototyping issues in
the 21st century, Computer in Industry 39 (1999) 3–10.
[33] Y.H. Chen, C.T. Ng, Integrated reverse engineering and rapid
prototyping, in: Proceeding of 1996 ICC&IC, 1996, pp. 481–
484.
[34] S. Motavalli, Review of reverse engineering approaches, in:
23th International Conference on Computers and Industrial
Engineering, 1998, pp. 25–28.
[35] D. King, T. Tansey, Alternative materials for rapid tooling,
Journal of Materials Processing Technology 121 (2002) 313–
317.
[36] D.T. Pham, R.S. Gault, A comparison of rapid prototyping
technologies, International Journal of Machine Tools &
Manufacture 38 (1998) 1257–1287.
[37] R.J.M. Hague, P.E. Reeves, Rapid prototyping, tooling and
manufacturing, Repra Technology LTD., Shawbury, Shrews-
bury, Shropshire, UK, 2000.
[38] J.F. Miller, CAD Requirements for rapid prototyping
tutorial, in: Proceedings of Rapid Prototyping & Manufac-
turing ’94: Society of Manufacturing Engineers, 1994,
pp. 28–34.
[39] H.L. Huang, B.H. Lu, Y.C. Ding et al., Stereolithography
oriented online price engine using Internet, Journal of Xi’an
Jiaotong University 34 (11) (2000) 57–60.
[40] H.L. Huang, Y.C. Ding, B.H. Lu, Build-time estimation
algorithm for Stereolithograpy based on model geometrical
features, Journal of Xi’an Jiaotong University 35 (11) (2001)
1147–1150.
[41] http://www.microsoft.com, 2002.
[42] http://www.php.com, 2002.
[43] http://www.sun.com, 2002.
Hongbo Lan is a PhD candidate in the
department of mechanical engineering
at the Xi’an Jiaotong University. He
received his MSc degree in mechanical
engineering from Shandong University
of Technology in 2000. His current
research interests include networked
manufacturing, computer integrated
manufacturing system, rapid prototyp-
ing and production service system based
on Internet/Intranet.
Yucheng Ding is a professor in the
department of mechanical engineering,
Xi’an Jiaotong University. He gained his
PhD degree in mechanical engineering
from Xi’an Jiaotong University in 1989.
His major research interests are rapid
response manufacturing, Telemanufac-
turing, rapid prototyping and reverse
engineering.
66 H. Lan et al. / Computers in Industry 54 (2004) 51–67
中国科技论文在线 http://www.paper.edu.cn

Jun Hong is an associate professor in the
Department of Mechanical Engineering
at the Xi’an Jiaotong University. He
earned his PhD degree from Xi’an
Jiaotong University in 2000. His areas
of research interests include CAD/CAM
integration, networked manufacturing,
information integration and CSCW
systems.
Hailiang Huang is a post-doctoral
fellow in the Department of Industrial
Engineering and Management, Shanghai
Jiaotong University. He obtained his
PhD degree from Xi’an Jiaotong Uni-
versity in 2002. His principal research
interests are networked decision support
system, database system and SCM.
Bingheng Lu is a professor in the
department of mechanical engineering
at Xi’an Jiaotong University. He re-
ceived his PhD degree in mechanical
engineering from Xi’an Jiaotong Uni-
versity in 1986. His research interests
include rapid prototyping and manufac-
turing (RP&M) technologies, Internet-
based manufacturing, rapid product
development and advanced manufactur-
ing system.
H. Lan et al. / Computers in Industry 54 (2004) 51–67 67
中国科技论文在线 http://www.paper.edu.cn
Copyright © 2022 FDOKUMEN