A Low-Temperature Coal Drying Process Provides dry Feed to a Coal-to-Liquids Plant, Improves...
13
A Low-Temperature Coal Drying Process Provides Dry Feed to a Coal-to-Liquids Plant, Improves Performance of a Supercritical Pulverized Lignite-Fired Power Plant, and Increases Value of Washed High-Moisture Illinois Coals 1 Nenad Sarunac and Edward K. Levy Energy Research Center, Lehigh University 117 ATLSS Drive, Bethlehem, Pennsylvania 18015, USA Charles Bullinger and Mark Ness Great River Energy, Coal Creek Station 2875 Third Street SW, Underwood, North Dakota 58576, USA ABSTRACT A low-temperature coal drying process, developed by a team led by Great River Energy (GRE) and Lehigh University’s Energy Research Center (ERC), was successfully demonstrated at the Coal Creak Station (CCS) under DOE Project DE-CF26- 04NT41763. The full-scale commercial coal drying system is currently under construction at CCS. Commercial operation will commence in spring 2009. Described in this paper are results of feasibility and laboratory-scale studies dealing with application of the low-temperature coal drying technology to beneficiation of washed high-moisture Illinois coals, a Coal-to-Liquids (CTL) plant, and a supercritical pulverized lignite-fired power plant. INTRODUCTION When low-rank, high-moisture lignite is burned in a utility boiler, several percent of the fuel heat input is used to evaporate fuel moisture. This results in higher fuel and flue gas flow rates, higher fan and station service power, lower boiler and plant efficiency, and higher mill, coal pipe and burner maintenance compared to the high rank coals. Despite this, lignite and sub-bituminous coals are attractive due to their lower sulfur and nitrogen content and, consequently, lower NO x and SO x emissions and emissions compliance cost, compared to the Eastern bituminous coals. A low-temperature coal drying process (LTCD process) employing a fluidized bed dryer (FBD) and waste heat was developed in the U.S. by a team led by Great River Energy (GRE) and Lehigh University’s Energy Research Center (ERC). The demonstration is being conducted with U.S. Department of Energy (DOE) funding under DOE Award Number: DE-FC26-04NT41763. The benefits of reduced-moisture-content lignite are being demonstrated at GRE’s Coal Creek Station (CCS), using a two phase approach. The benefits of coal drying and Phase 1 results are described in [1 to 5]. The full-scale commercial coal drying system is currently under construction at CCS. Commercial operation is expected in spring 2009. 1 Prepared for presentation at the 33 rd International Technical Conference on Coal Utilization and Fuel Systems, June 1-5, 2008, Clearwater, FL
Transcript of A Low-Temperature Coal Drying Process Provides dry Feed to a Coal-to-Liquids Plant, Improves...

A Low-Temperature Coal Drying Process Provides Dry Feed to a Coal-to-Liquids Plant, Improves Performance of a Supercritical
Pulverized Lignite-Fired Power Plant, and Increases Value of Washed High-Moisture Illinois Coals1
Nenad Sarunac and Edward K. Levy
Energy Research Center, Lehigh University 117 ATLSS Drive, Bethlehem, Pennsylvania 18015, USA
Charles Bullinger and Mark Ness
Great River Energy, Coal Creek Station 2875 Third Street SW, Underwood, North Dakota 58576, USA
ABSTRACT A low-temperature coal drying process, developed by a team led by Great River Energy (GRE) and Lehigh University’s Energy Research Center (ERC), was successfully demonstrated at the Coal Creak Station (CCS) under DOE Project DE-CF26-04NT41763. The full-scale commercial coal drying system is currently under construction at CCS. Commercial operation will commence in spring 2009. Described in this paper are results of feasibility and laboratory-scale studies dealing with application of the low-temperature coal drying technology to beneficiation of washed high-moisture Illinois coals, a Coal-to-Liquids (CTL) plant, and a supercritical pulverized lignite-fired power plant. INTRODUCTION When low-rank, high-moisture lignite is burned in a utility boiler, several percent of the fuel heat input is used to evaporate fuel moisture. This results in higher fuel and flue gas flow rates, higher fan and station service power, lower boiler and plant efficiency, and higher mill, coal pipe and burner maintenance compared to the high rank coals. Despite this, lignite and sub-bituminous coals are attractive due to their lower sulfur and nitrogen content and, consequently, lower NOx and SOx emissions and emissions compliance cost, compared to the Eastern bituminous coals. A low-temperature coal drying process (LTCD process) employing a fluidized bed dryer (FBD) and waste heat was developed in the U.S. by a team led by Great River Energy (GRE) and Lehigh University’s Energy Research Center (ERC). The demonstration is being conducted with U.S. Department of Energy (DOE) funding under DOE Award Number: DE-FC26-04NT41763. The benefits of reduced-moisture-content lignite are being demonstrated at GRE’s Coal Creek Station (CCS), using a two phase approach. The benefits of coal drying and Phase 1 results are described in [1 to 5]. The full-scale commercial coal drying system is currently under construction at CCS. Commercial operation is expected in spring 2009. 1 Prepared for presentation at the 33rd International Technical Conference on Coal Utilization and Fuel Systems, June 1-5, 2008, Clearwater, FL

Paralleling construction of the commercial LTCD system at CCS, feasibility studies are conducted where application of the LTCD technology to beneficiation of washed high-moisture Illinois coals, providing dry feed to a gasifier in a coal-to-liquids (CTL) plant, and drying lignite for a pulverized coal (PC) supercritical boiler, and an oxy-combustion power plant, is being evaluated. This paper describes results of studies dealing with application of the LTCD technology to the first three applications. The oxy-combustion application is presented in [6]. DRYING OF WASHED HIGH-MOISTURE ILLINOIS COALS Previous work performed by the authors on high-moisture, low-rank-coals from the western U.S. shows that using power plant waste heat to remove a portion of coal moisture prior to combustion in the furnace results in improvements in power plant efficiency, reductions in emissions, and reductions in maintenance costs. Some Illinois coals are washed to remove impurities, such as ash and sulfur, reduce potential emissions, and increase value of the Illinois basin coal. The work on drying of low-rank coals was extended to drying of washed and partially dewatered Illinois coals, and involved laboratory batch bed drying tests to determine rates of drying as a function of process conditions of a coal dryer, and computer analyses to predict coal product moisture and heat input requirements to a FBD. This work was conducted under ICCI Project No. 06-1/2.1A-1. Batch bed drying tests were performed to provide coal-specific data on drying characteristics needed to simulate the drying process in a continuously operating fluidized coal dryer. Computer simulations were performed to determine the effects of drying temperature on coal product moisture and required rates of in-bed heat transfer for a commercial scale dryer. Fluidization and drying characteristics of coals from the Buckheart, Crown 2 and Viper mines were determined in drying tests carried out in a batch operated fluidized bed. All three coals had a wide size distribution, with a top size of ¼ inch. The coal from the Crown 2 mine, an Illinois #6 coal, had been sampled both upstream and downstream of the dewatering centrifuge in the mine’s coal preparation plant. The raw coal, with moisture content from 0.54 to 0.60 lb H2O/lb dry coal (35 to 37.5% on wet coal basis) was too cohesive to be fluidized, and tests showed the coal needed to be reduced in moisture to less than 0.24 lb H2O/lb dry coal (19.4% on wet coal basis) for fluidization to occur. The Crown 2 coal, dewatered by centrifuge, had a moisture content of 0.18 to 0.20 lb H2O/lb dry coal (15.3 to 16.7% on wet coal basis) and was easily fluidized. The coal from the Buckheart mine, a reject from an old coal cleaning operation and also an Illinois #6 coal, had a moisture content of 0.24 to 0.26 lb H2O/lb dry coal (19.3 to 20.6% on wet coal basis) and was easily fluidized. The Illinois #5 coal, obtained from the Viper mine had a moisture content of approximately 0.21 lb H2O/lb dry coal (17.4% on wet coal basis) and was also easily fluidized. Laboratory drying experiments were performed with all three coals. With drying temperatures from 110 to 140°F, the measured moisture content of the Crown 2 coal was reduced to 20% of the initial moisture within 15 to 20 minutes, the Viper coal required from 18 to 33 minutes for an 80% moisture reduction, and the Buckheart coal required 20 to 28 minutes (see Figures 1 to 3).
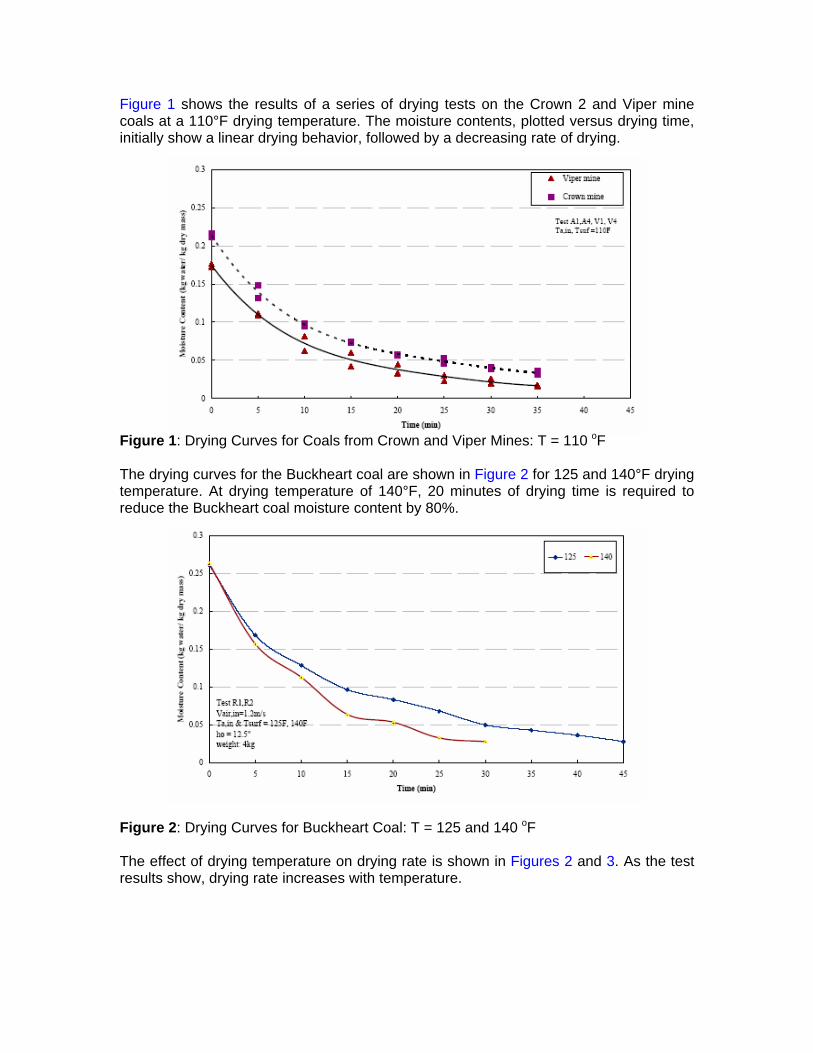
Figure 1 shows the results of a series of drying tests on the Crown 2 and Viper mine coals at a 110°F drying temperature. The moisture contents, plotted versus drying time, initially show a linear drying behavior, followed by a decreasing rate of drying. Figure 1: Drying Curves for Coals from Crown and Viper Mines: T = 110 oF The drying curves for the Buckheart coal are shown in Figure 2 for 125 and 140°F drying temperature. At drying temperature of 140°F, 20 minutes of drying time is required to reduce the Buckheart coal moisture content by 80%. Figure 2: Drying Curves for Buckheart Coal: T = 125 and 140 oF The effect of drying temperature on drying rate is shown in Figures 2 and 3. As the test results show, drying rate increases with temperature.
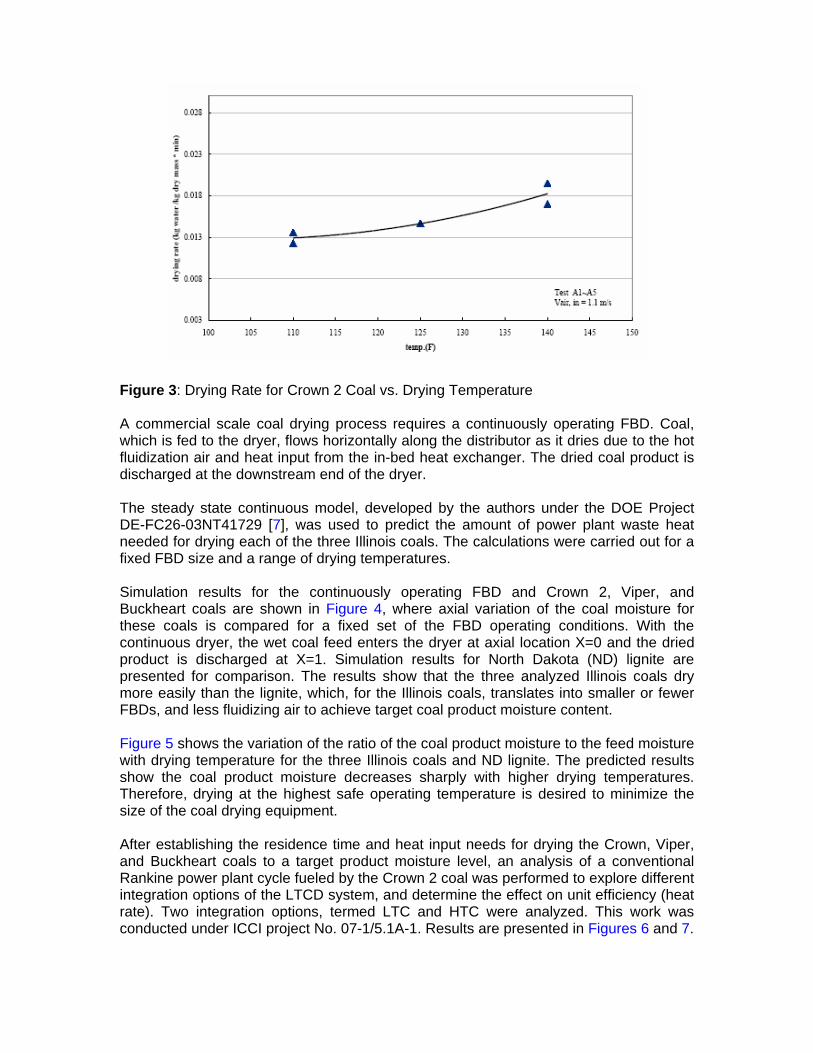
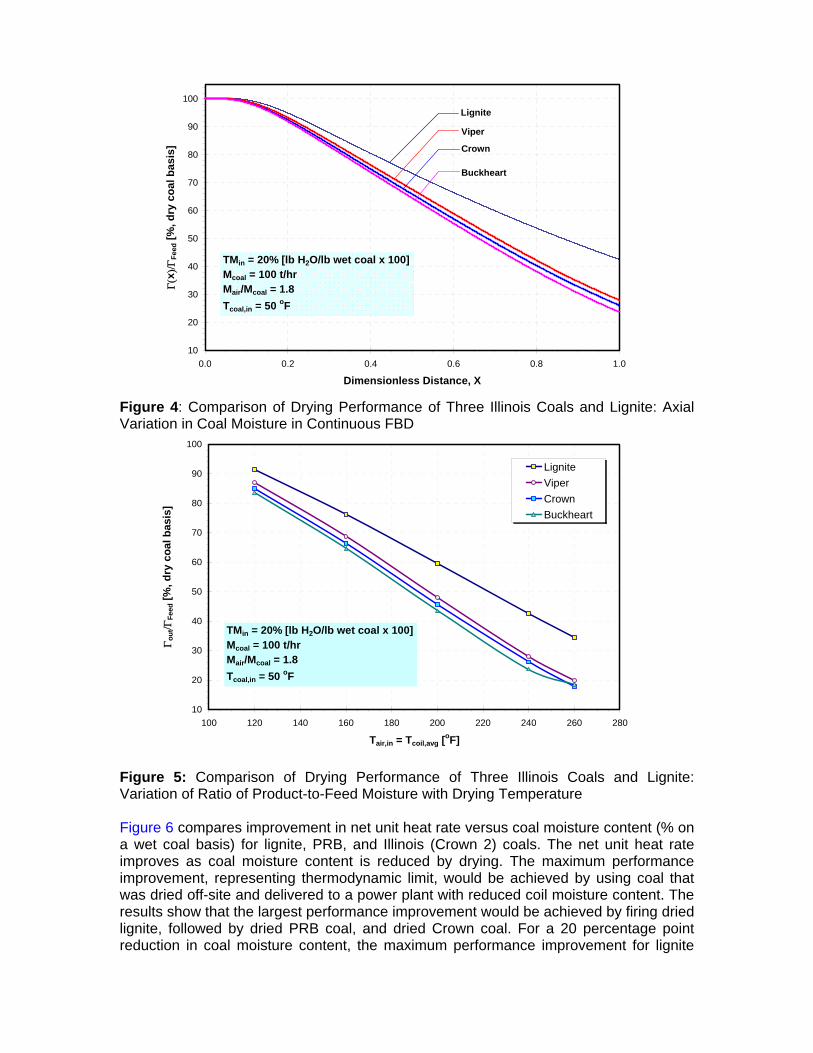
Figure 3: Drying Rate for Crown 2 Coal vs. Drying Temperature A commercial scale coal drying process requires a continuously operating FBD. Coal, which is fed to the dryer, flows horizontally along the distributor as it dries due to the hot fluidization air and heat input from the in-bed heat exchanger. The dried coal product is discharged at the downstream end of the dryer. The steady state continuous model, developed by the authors under the DOE Project DE-FC26-03NT41729 [7], was used to predict the amount of power plant waste heat needed for drying each of the three Illinois coals. The calculations were carried out for a fixed FBD size and a range of drying temperatures. Simulation results for the continuously operating FBD and Crown 2, Viper, and Buckheart coals are shown in Figure 4, where axial variation of the coal moisture for these coals is compared for a fixed set of the FBD operating conditions. With the continuous dryer, the wet coal feed enters the dryer at axial location X=0 and the dried product is discharged at X=1. Simulation results for North Dakota (ND) lignite are presented for comparison. The results show that the three analyzed Illinois coals dry more easily than the lignite, which, for the Illinois coals, translates into smaller or fewer FBDs, and less fluidizing air to achieve target coal product moisture content. Figure 5 shows the variation of the ratio of the coal product moisture to the feed moisture with drying temperature for the three Illinois coals and ND lignite. The predicted results show the coal product moisture decreases sharply with higher drying temperatures. Therefore, drying at the highest safe operating temperature is desired to minimize the size of the coal drying equipment. After establishing the residence time and heat input needs for drying the Crown, Viper, and Buckheart coals to a target product moisture level, an analysis of a conventional Rankine power plant cycle fueled by the Crown 2 coal was performed to explore different integration options of the LTCD system, and determine the effect on unit efficiency (heat rate). Two integration options, termed LTC and HTC were analyzed. This work was conducted under ICCI project No. 07-1/5.1A-1. Results are presented in Figures 6 and 7.
10
20
30
40
50
60
70
80
90
100
0.0 0.2 0.4 0.6 0.8 1.0
Dimensionless Distance, X
Γ(x )/Γ
Feed
[%, d
ry c
oal b
asis
]
TMin = 20% [lb H2O/lb wet coal x 100]Mcoal = 100 t/hrMair/Mcoal = 1.8Tcoal,in = 50 oF
Lignite
Viper
Crown
Buckheart
10
20
30
40
50
60
70
80
90
100
100 120 140 160 180 200 220 240 260 280
Tair,in = Tcoil,avg [oF]
Γ out/Γ
Feed
[%, d
ry c
oal b
asis
]
LigniteViperCrownBuckheart
TMin = 20% [lb H2O/lb wet coal x 100]Mcoal = 100 t/hr Mair/Mcoal = 1.8Tcoal,in = 50 oF
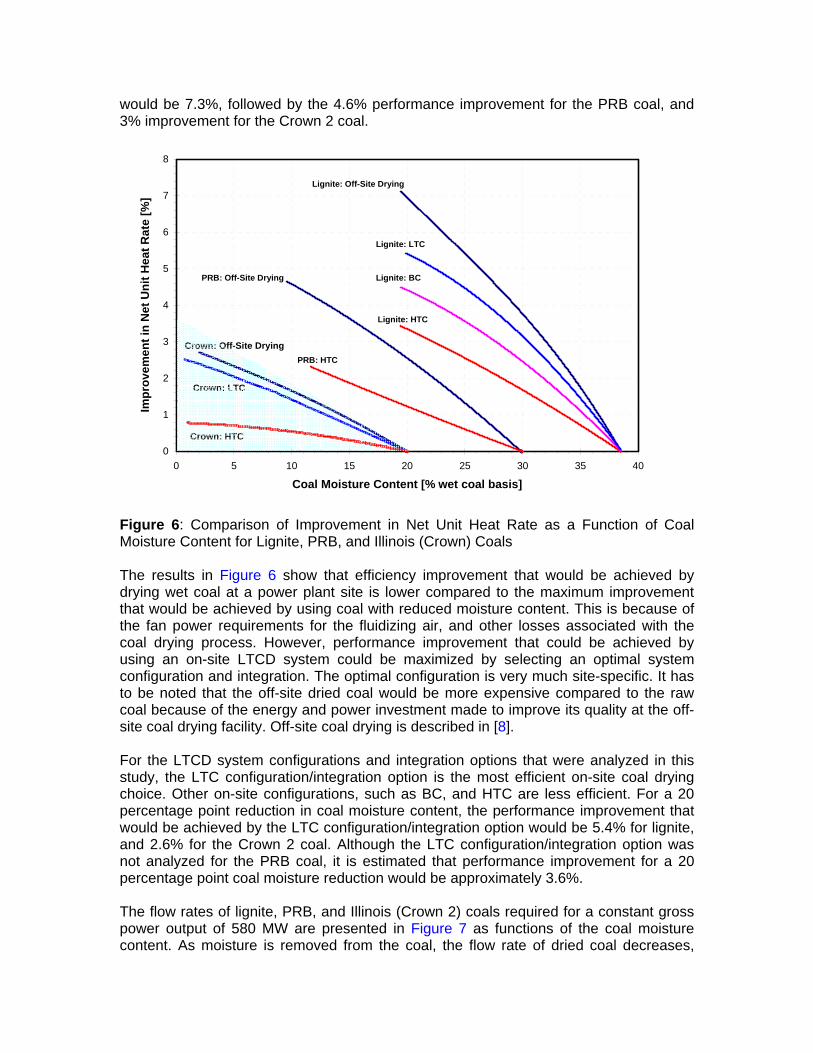
Figure 4: Comparison of Drying Performance of Three Illinois Coals and Lignite: Axial Variation in Coal Moisture in Continuous FBD Figure 5: Comparison of Drying Performance of Three Illinois Coals and Lignite: Variation of Ratio of Product-to-Feed Moisture with Drying Temperature Figure 6 compares improvement in net unit heat rate versus coal moisture content (% on a wet coal basis) for lignite, PRB, and Illinois (Crown 2) coals. The net unit heat rate improves as coal moisture content is reduced by drying. The maximum performance improvement, representing thermodynamic limit, would be achieved by using coal that was dried off-site and delivered to a power plant with reduced coil moisture content. The results show that the largest performance improvement would be achieved by firing dried lignite, followed by dried PRB coal, and dried Crown coal. For a 20 percentage point reduction in coal moisture content, the maximum performance improvement for lignite
0
1
2
3
4
5
6
7
8
0 5 10 15 20 25 30 35 40
Coal Moisture Content [% wet coal basis]
Impr
ovem
ent i
n N
et U
nit H
eat R
ate
[%]
Lignite: Off-Site Drying
Lignite: LTC
Lignite: BC
Lignite: HTC
PRB: Off-Site Drying
PRB: HTC Crown: Off-Site Drying
Crown: LTC
Crown: HTC
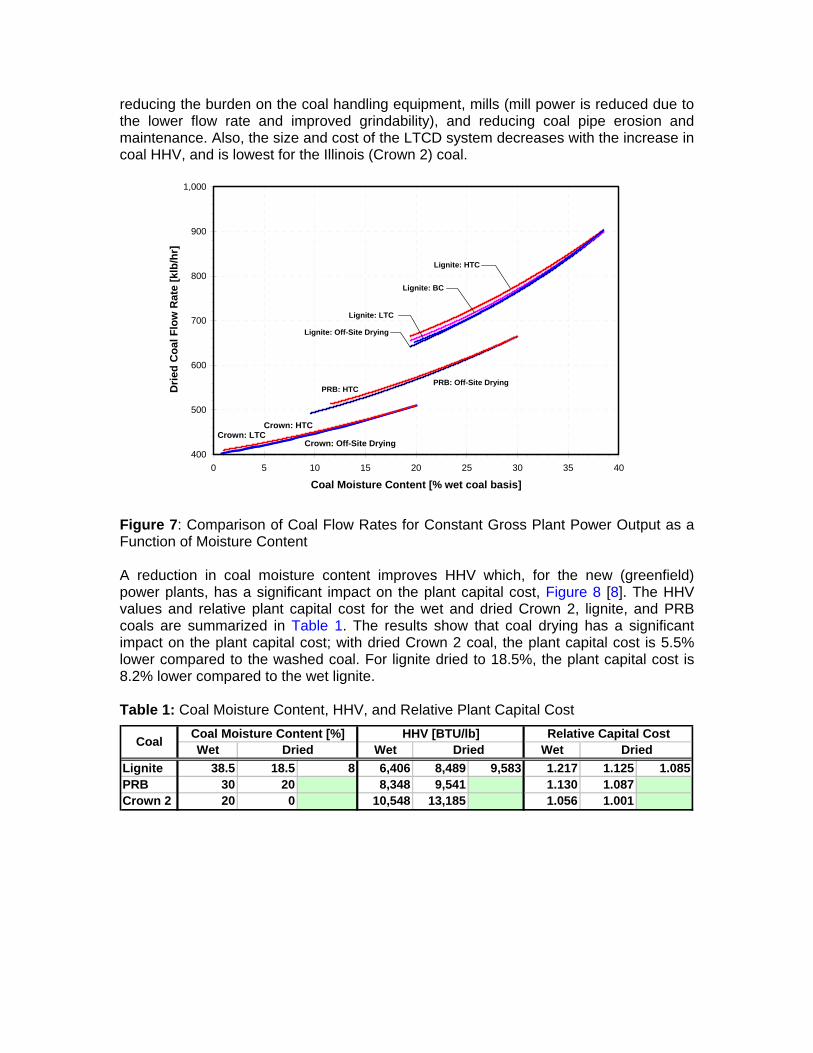
would be 7.3%, followed by the 4.6% performance improvement for the PRB coal, and 3% improvement for the Crown 2 coal. Figure 6: Comparison of Improvement in Net Unit Heat Rate as a Function of Coal Moisture Content for Lignite, PRB, and Illinois (Crown) Coals The results in Figure 6 show that efficiency improvement that would be achieved by drying wet coal at a power plant site is lower compared to the maximum improvement that would be achieved by using coal with reduced moisture content. This is because of the fan power requirements for the fluidizing air, and other losses associated with the coal drying process. However, performance improvement that could be achieved by using an on-site LTCD system could be maximized by selecting an optimal system configuration and integration. The optimal configuration is very much site-specific. It has to be noted that the off-site dried coal would be more expensive compared to the raw coal because of the energy and power investment made to improve its quality at the off-site coal drying facility. Off-site coal drying is described in [8]. For the LTCD system configurations and integration options that were analyzed in this study, the LTC configuration/integration option is the most efficient on-site coal drying choice. Other on-site configurations, such as BC, and HTC are less efficient. For a 20 percentage point reduction in coal moisture content, the performance improvement that would be achieved by the LTC configuration/integration option would be 5.4% for lignite, and 2.6% for the Crown 2 coal. Although the LTC configuration/integration option was not analyzed for the PRB coal, it is estimated that performance improvement for a 20 percentage point coal moisture reduction would be approximately 3.6%. The flow rates of lignite, PRB, and Illinois (Crown 2) coals required for a constant gross power output of 580 MW are presented in Figure 7 as functions of the coal moisture content. As moisture is removed from the coal, the flow rate of dried coal decreases,
400
500
600
700
800
900
1,000
0 5 10 15 20 25 30 35 40
Coal Moisture Content [% wet coal basis]
Drie
d C
oal F
low
Rat
e [k
lb/h
r]
Lignite: Off-Site Drying
Lignite: LTC
Lignite: BC
Lignite: HTC
PRB: Off-Site DryingPRB: HTC
Crown: Off-Site DryingCrown: LTC
Crown: HTC
Wet Wet WetLignite 38.5 18.5 8 6,406 8,489 9,583 1.217 1.125 1.085PRB 30 20 8,348 9,541 1.130 1.087Crown 2 20 0 10,548 13,185 1.056 1.001
Relative Capital CostDriedCoal Dried
Coal Moisture Content [%] HHV [BTU/lb]Dried
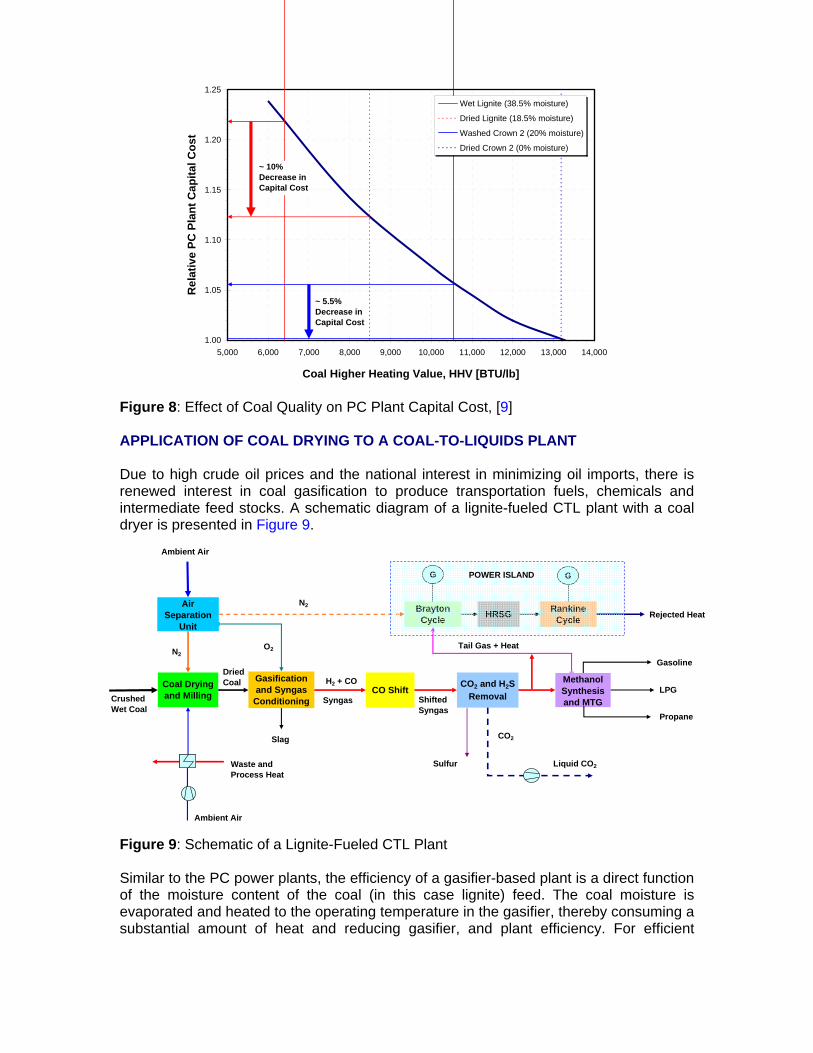
reducing the burden on the coal handling equipment, mills (mill power is reduced due to the lower flow rate and improved grindability), and reducing coal pipe erosion and maintenance. Also, the size and cost of the LTCD system decreases with the increase in coal HHV, and is lowest for the Illinois (Crown 2) coal. Figure 7: Comparison of Coal Flow Rates for Constant Gross Plant Power Output as a Function of Moisture Content A reduction in coal moisture content improves HHV which, for the new (greenfield) power plants, has a significant impact on the plant capital cost, Figure 8 [8]. The HHV values and relative plant capital cost for the wet and dried Crown 2, lignite, and PRB coals are summarized in Table 1. The results show that coal drying has a significant impact on the plant capital cost; with dried Crown 2 coal, the plant capital cost is 5.5% lower compared to the washed coal. For lignite dried to 18.5%, the plant capital cost is 8.2% lower compared to the wet lignite. Table 1: Coal Moisture Content, HHV, and Relative Plant Capital Cost
Air Separation
Unit
Coal Drying and Milling
Gasification and Syngas
ConditioningCO Shift
Methanol Synthesis and MTG
CO2 and H2S RemovalSyngas
H2 + CO
Liquid CO2
LPG
Gasoline
Propane
Sulfur
ShiftedSyngas
Slag
Brayton Cycle HRSG Rankine
Cycle
GG POWER ISLAND
Ambient Air
Waste and Process Heat
N2
Ambient Air
O2
N2
Rejected Heat
Tail Gas + Heat
CrushedWet Coal
DriedCoal
CO2
1.00
1.05
1.10
1.15
1.20
1.25
5,000 6,000 7,000 8,000 9,000 10,000 11,000 12,000 13,000 14,000
Coal Higher Heating Value, HHV [BTU/lb]
Rel
ativ
e PC
Pla
nt C
apita
l Cos
t
Wet Lignite (38.5% moisture)
Dried Lignite (18.5% moisture)
Washed Crown 2 (20% moisture)
Dried Crown 2 (0% moisture)
~ 10% Decrease inCapital Cost
~ 5.5%Decrease inCapital Cost
Figure 8: Effect of Coal Quality on PC Plant Capital Cost, [9] APPLICATION OF COAL DRYING TO A COAL-TO-LIQUIDS PLANT Due to high crude oil prices and the national interest in minimizing oil imports, there is renewed interest in coal gasification to produce transportation fuels, chemicals and intermediate feed stocks. A schematic diagram of a lignite-fueled CTL plant with a coal dryer is presented in Figure 9. Figure 9: Schematic of a Lignite-Fueled CTL Plant Similar to the PC power plants, the efficiency of a gasifier-based plant is a direct function of the moisture content of the coal (in this case lignite) feed. The coal moisture is evaporated and heated to the operating temperature in the gasifier, thereby consuming a substantial amount of heat and reducing gasifier, and plant efficiency. For efficient
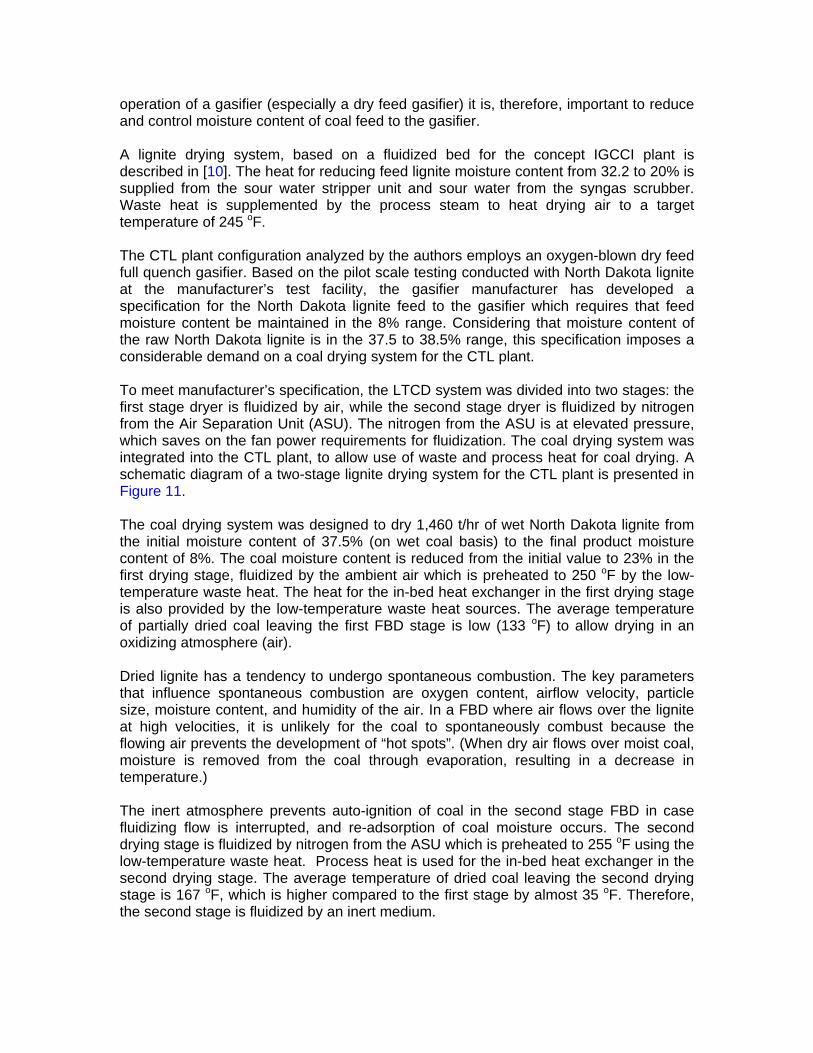
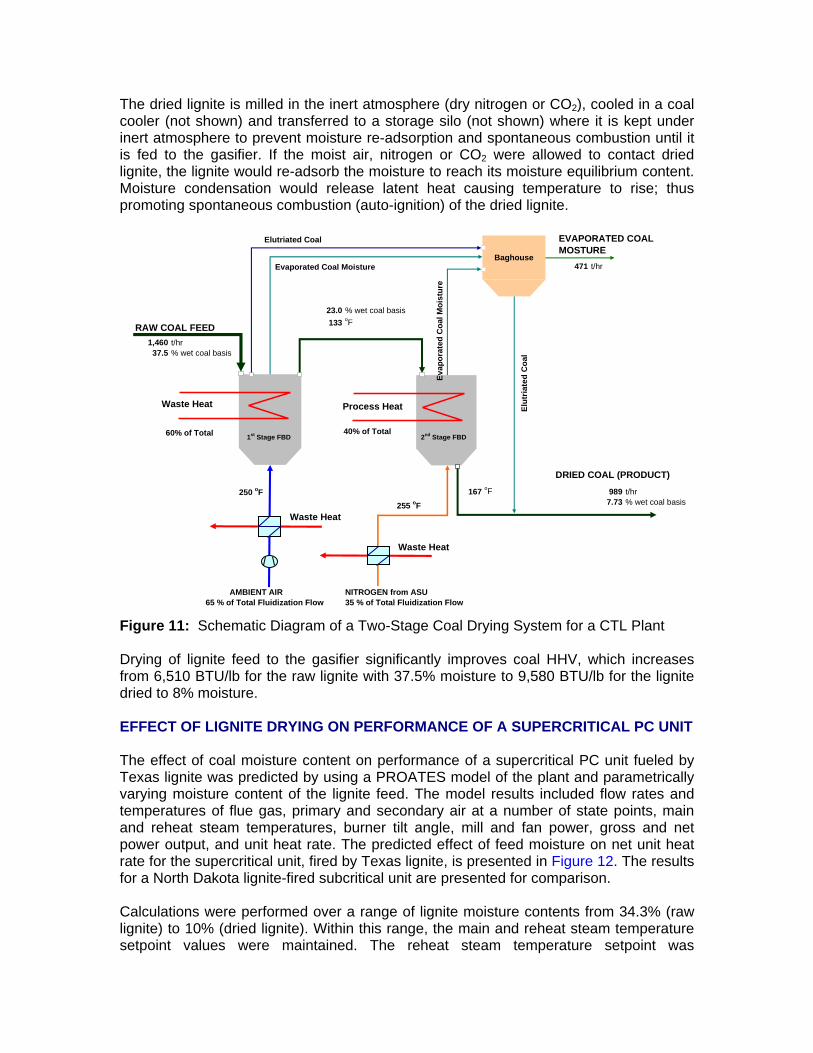
operation of a gasifier (especially a dry feed gasifier) it is, therefore, important to reduce and control moisture content of coal feed to the gasifier. A lignite drying system, based on a fluidized bed for the concept IGCCI plant is described in [10]. The heat for reducing feed lignite moisture content from 32.2 to 20% is supplied from the sour water stripper unit and sour water from the syngas scrubber. Waste heat is supplemented by the process steam to heat drying air to a target temperature of 245 oF. The CTL plant configuration analyzed by the authors employs an oxygen-blown dry feed full quench gasifier. Based on the pilot scale testing conducted with North Dakota lignite at the manufacturer’s test facility, the gasifier manufacturer has developed a specification for the North Dakota lignite feed to the gasifier which requires that feed moisture content be maintained in the 8% range. Considering that moisture content of the raw North Dakota lignite is in the 37.5 to 38.5% range, this specification imposes a considerable demand on a coal drying system for the CTL plant. To meet manufacturer’s specification, the LTCD system was divided into two stages: the first stage dryer is fluidized by air, while the second stage dryer is fluidized by nitrogen from the Air Separation Unit (ASU). The nitrogen from the ASU is at elevated pressure, which saves on the fan power requirements for fluidization. The coal drying system was integrated into the CTL plant, to allow use of waste and process heat for coal drying. A schematic diagram of a two-stage lignite drying system for the CTL plant is presented in Figure 11. The coal drying system was designed to dry 1,460 t/hr of wet North Dakota lignite from the initial moisture content of 37.5% (on wet coal basis) to the final product moisture content of 8%. The coal moisture content is reduced from the initial value to 23% in the first drying stage, fluidized by the ambient air which is preheated to 250 oF by the low-temperature waste heat. The heat for the in-bed heat exchanger in the first drying stage is also provided by the low-temperature waste heat sources. The average temperature of partially dried coal leaving the first FBD stage is low (133 oF) to allow drying in an oxidizing atmosphere (air). Dried lignite has a tendency to undergo spontaneous combustion. The key parameters that influence spontaneous combustion are oxygen content, airflow velocity, particle size, moisture content, and humidity of the air. In a FBD where air flows over the lignite at high velocities, it is unlikely for the coal to spontaneously combust because the flowing air prevents the development of “hot spots”. (When dry air flows over moist coal, moisture is removed from the coal through evaporation, resulting in a decrease in temperature.) The inert atmosphere prevents auto-ignition of coal in the second stage FBD in case fluidizing flow is interrupted, and re-adsorption of coal moisture occurs. The second drying stage is fluidized by nitrogen from the ASU which is preheated to 255 oF using the low-temperature waste heat. Process heat is used for the in-bed heat exchanger in the second drying stage. The average temperature of dried coal leaving the second drying stage is 167 oF, which is higher compared to the first stage by almost 35 oF. Therefore, the second stage is fluidized by an inert medium.
471 t/hr
23.0 % wet coal basis133 oF
1,460 t/hr37.5 % wet coal basis
167 oF 989 t/hr7.73 % wet coal basis
AMBIENT AIR NITROGEN from ASU65 % of Total Fluidization Flow 35 % of Total Fluidization Flow
Baghouse
1st Stage FBD 2nd Stage FBD
Elutriated Coal
Evaporated Coal Moisture
Evap
orat
ed C
oal M
oist
ure
RAW COAL FEED
EVAPORATED COAL MOSTURE
DRIED COAL (PRODUCT)
Elut
riate
d C
oal
Waste Heat
Waste Heat
250 oF255 oF
Waste Heat Process Heat
60% of Total 40% of Total
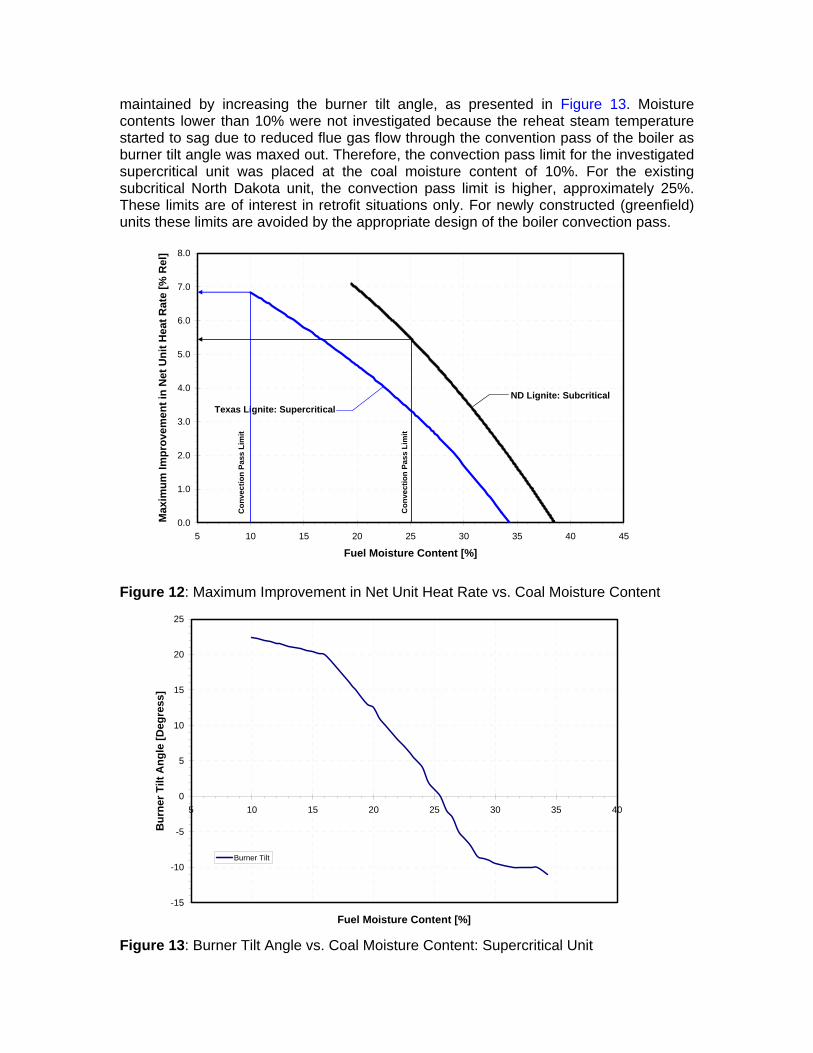
The dried lignite is milled in the inert atmosphere (dry nitrogen or CO2), cooled in a coal cooler (not shown) and transferred to a storage silo (not shown) where it is kept under inert atmosphere to prevent moisture re-adsorption and spontaneous combustion until it is fed to the gasifier. If the moist air, nitrogen or CO2 were allowed to contact dried lignite, the lignite would re-adsorb the moisture to reach its moisture equilibrium content. Moisture condensation would release latent heat causing temperature to rise; thus promoting spontaneous combustion (auto-ignition) of the dried lignite. Figure 11: Schematic Diagram of a Two-Stage Coal Drying System for a CTL Plant Drying of lignite feed to the gasifier significantly improves coal HHV, which increases from 6,510 BTU/lb for the raw lignite with 37.5% moisture to 9,580 BTU/lb for the lignite dried to 8% moisture. EFFECT OF LIGNITE DRYING ON PERFORMANCE OF A SUPERCRITICAL PC UNIT The effect of coal moisture content on performance of a supercritical PC unit fueled by Texas lignite was predicted by using a PROATES model of the plant and parametrically varying moisture content of the lignite feed. The model results included flow rates and temperatures of flue gas, primary and secondary air at a number of state points, main and reheat steam temperatures, burner tilt angle, mill and fan power, gross and net power output, and unit heat rate. The predicted effect of feed moisture on net unit heat rate for the supercritical unit, fired by Texas lignite, is presented in Figure 12. The results for a North Dakota lignite-fired subcritical unit are presented for comparison. Calculations were performed over a range of lignite moisture contents from 34.3% (raw lignite) to 10% (dried lignite). Within this range, the main and reheat steam temperature setpoint values were maintained. The reheat steam temperature setpoint was
0.0
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
5 10 15 20 25 30 35 40 45
Fuel Moisture Content [%]
Max
imum
Impr
ovem
ent i
n N
et U
nit H
eat R
ate
[% R
el]
ND Lignite: SubcriticalTexas Lignite: Supercritical
Con
vect
ion
Pass
Lim
it
Con
vect
ion
Pass
Lim
it
-15
-10
-5
0
5
10
15
20
25
5 10 15 20 25 30 35 40
Fuel Moisture Content [%]
Bur
ner T
ilt A
ngle
[Deg
ress
]
Burner Tilt
maintained by increasing the burner tilt angle, as presented in Figure 13. Moisture contents lower than 10% were not investigated because the reheat steam temperature started to sag due to reduced flue gas flow through the convention pass of the boiler as burner tilt angle was maxed out. Therefore, the convection pass limit for the investigated supercritical unit was placed at the coal moisture content of 10%. For the existing subcritical North Dakota unit, the convection pass limit is higher, approximately 25%. These limits are of interest in retrofit situations only. For newly constructed (greenfield) units these limits are avoided by the appropriate design of the boiler convection pass. Figure 12: Maximum Improvement in Net Unit Heat Rate vs. Coal Moisture Content Figure 13: Burner Tilt Angle vs. Coal Moisture Content: Supercritical Unit
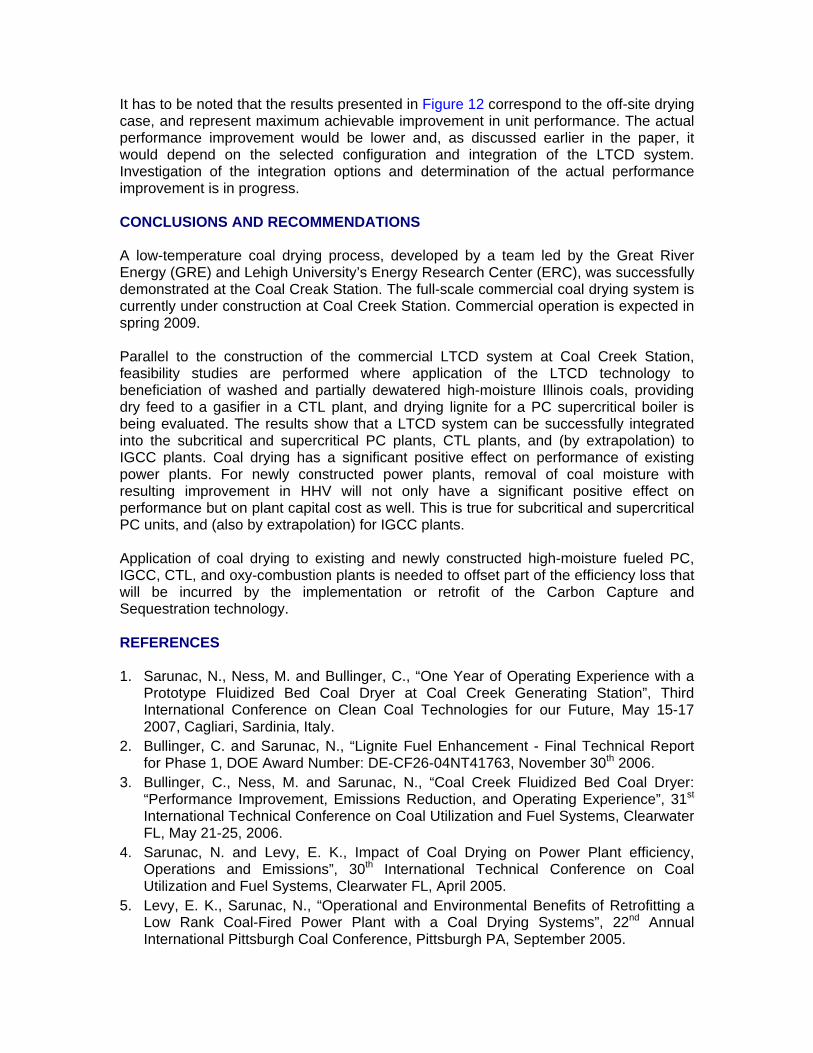
It has to be noted that the results presented in Figure 12 correspond to the off-site drying case, and represent maximum achievable improvement in unit performance. The actual performance improvement would be lower and, as discussed earlier in the paper, it would depend on the selected configuration and integration of the LTCD system. Investigation of the integration options and determination of the actual performance improvement is in progress. CONCLUSIONS AND RECOMMENDATIONS A low-temperature coal drying process, developed by a team led by the Great River Energy (GRE) and Lehigh University’s Energy Research Center (ERC), was successfully demonstrated at the Coal Creak Station. The full-scale commercial coal drying system is currently under construction at Coal Creek Station. Commercial operation is expected in spring 2009. Parallel to the construction of the commercial LTCD system at Coal Creek Station, feasibility studies are performed where application of the LTCD technology to beneficiation of washed and partially dewatered high-moisture Illinois coals, providing dry feed to a gasifier in a CTL plant, and drying lignite for a PC supercritical boiler is being evaluated. The results show that a LTCD system can be successfully integrated into the subcritical and supercritical PC plants, CTL plants, and (by extrapolation) to IGCC plants. Coal drying has a significant positive effect on performance of existing power plants. For newly constructed power plants, removal of coal moisture with resulting improvement in HHV will not only have a significant positive effect on performance but on plant capital cost as well. This is true for subcritical and supercritical PC units, and (also by extrapolation) for IGCC plants. Application of coal drying to existing and newly constructed high-moisture fueled PC, IGCC, CTL, and oxy-combustion plants is needed to offset part of the efficiency loss that will be incurred by the implementation or retrofit of the Carbon Capture and Sequestration technology. REFERENCES 1. Sarunac, N., Ness, M. and Bullinger, C., “One Year of Operating Experience with a
Prototype Fluidized Bed Coal Dryer at Coal Creek Generating Station”, Third International Conference on Clean Coal Technologies for our Future, May 15-17 2007, Cagliari, Sardinia, Italy.
2. Bullinger, C. and Sarunac, N., “Lignite Fuel Enhancement - Final Technical Report for Phase 1, DOE Award Number: DE-CF26-04NT41763, November 30th 2006.
3. Bullinger, C., Ness, M. and Sarunac, N., “Coal Creek Fluidized Bed Coal Dryer: “Performance Improvement, Emissions Reduction, and Operating Experience”, 31st International Technical Conference on Coal Utilization and Fuel Systems, Clearwater FL, May 21-25, 2006.
4. Sarunac, N. and Levy, E. K., Impact of Coal Drying on Power Plant efficiency, Operations and Emissions”, 30th International Technical Conference on Coal Utilization and Fuel Systems, Clearwater FL, April 2005.
5. Levy, E. K., Sarunac, N., “Operational and Environmental Benefits of Retrofitting a Low Rank Coal-Fired Power Plant with a Coal Drying Systems”, 22nd Annual International Pittsburgh Coal Conference, Pittsburgh PA, September 2005.

6. Ifwer, K., Wolf, J., Anheden, M., Sarunac, N., Bullinger, C., and Ness, M., “Lignite Dryer Using Waste Nitrogen from ASU as an Alternative to a Steam Dryer in a Power Plant Using Oxyfuel Technique for CO2 Capture“, 33rd International Technical Conference on Coal Utilization and Fuel Systems, Clearwater FL, June 1-5, 2008.
7. Levy, E. K., Sarunac, N., Bilirgen, H. and Caram, H., “Use of Coal Drying to Reduce Water Consumed in Pulverized Coal Power Plants – Final Report ”, DOE Award Number: DE-CF26-03NT41729, Submitted to DOE/NETL, March 2006.
8. Ness, M., Bullinger, C., and Sarunac, N., “On-Site Coal Beneficiation for Off-Site Use”, 33rd International Technical Conference on Coal Utilization and Fuel Systems, Clearwater FL, June 1-5, 2008.
9. Neville, H., “Issues and Research Needs for Low-Rank Coal gasification”, Western Fuels Symposium, Billings, MT October 12-14th 2004.
10. Final Report by Nexant and GTI, “Task 3 Gasification Plant Cost and Performance Optimization”, DOE Contract No DE-AC26-99FT40342, May 2005.
ACKNOWLEDGEMENT Funding for this work was provided by the Illinois Clean Coal Institute (Project No. 06-1/2.1A-1, Project Manager Mr. Joseph Hirschi), and Great River Energy (Project Manager and co-author Mr. Charles Bullinger). The authors are grateful for the support received by these two organizations, and by the companies involved in the CTL project.